/








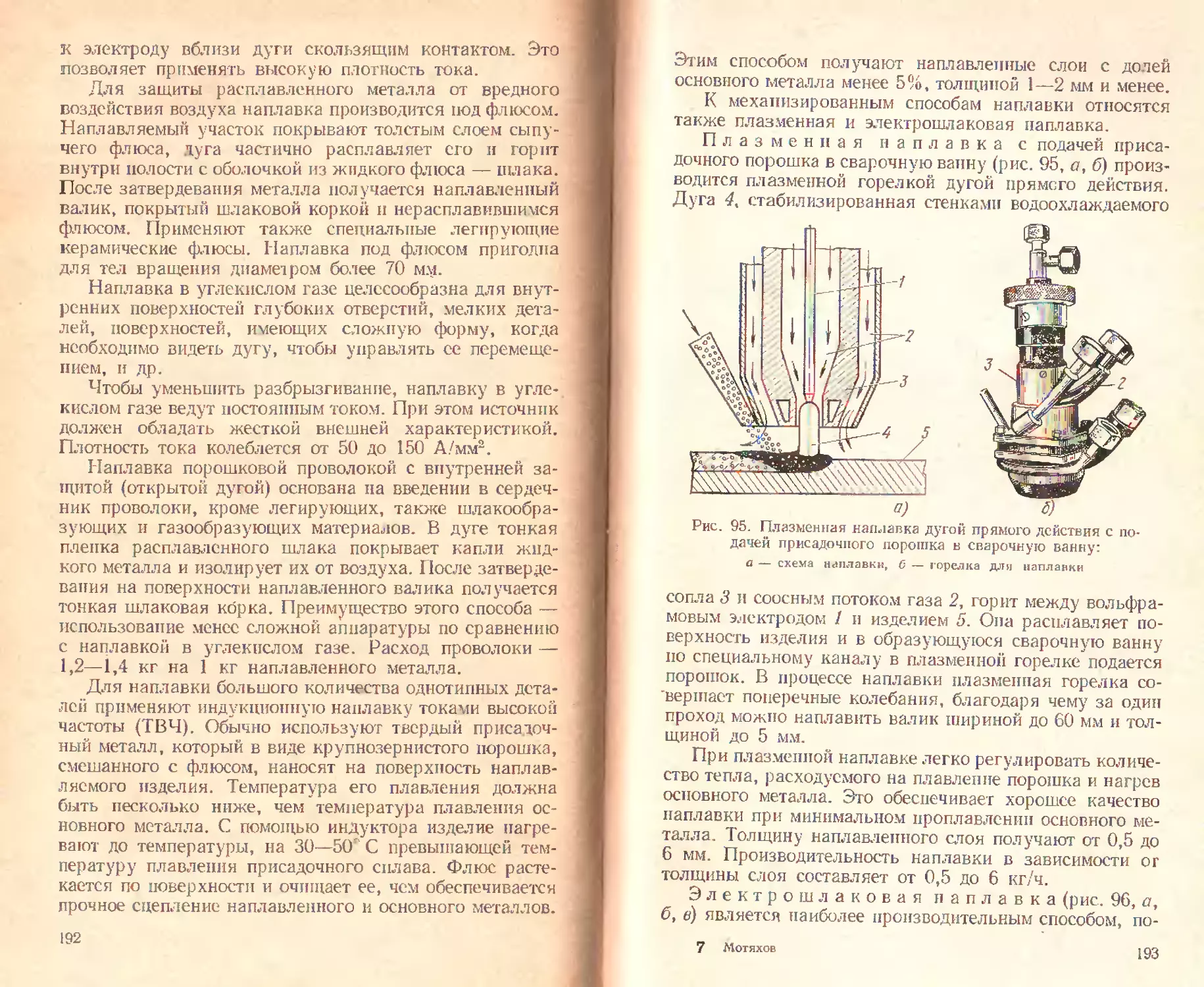





Текст
М. А. МОТЯХОВ
ЭЛЕКТРОДУГОВАЯ
СВАРКА
МЕТАЛЛОВ
WELDWORLD.RU
6П4. 1
М 85
Отзывы и замечания просим направлять по адресу1 Москва,
К-51, Неглинная ул., 29] 14. изд-во «Высшая шкота*
Михаил Алексеевич Мотяхов
ЭЛЕКГРОДУГОВАЯ СВАРКА МЕТАЛЛОВ
Редактор Г. В. Садыков. Художественный редактор Т. В. Па-
нина. Научный редактор Л. И. Шебеко. Художник переплета
Ю. Д. Федичкин. Технический редактор Л. Л. Муравьева. Кор-
ректор Г. Н. Суханова
TQ8415. Сдано в набор 8/XII 1974 г. Подп. к печати 29/IV 1975 г.
Формат 84Х1081/з2 Ьум. тип. № 3. Объем 7,25 печ. л. Уел, псч.
л. 12.18. Уч.-изд. л. 12,66. Изд. № М-178. Тираж 80 000 экз.
Зак. № 1G92. Иена 30 коп. План выпуска литературы издатель-
ства «Высшая школа» (профтехобразование) па 1975 г. Пози-
ция № 83.
Москва, К-51, Неглинная ул., ,д. 29/14.
Издательство «Высшая школа».
Ордена Трудового Красного Знамени Ленинградское производ-
ственно-техническое объединение «Печатный Двор» имени
А. М. Горького Союзполиграфпрома при Государственном коми-
тете Совета Министров СССР но делам издательств, полиграфии
и книжной торговли, 197136, Ленинград, П-130, Гатчинская ул., 26.
Мотяхов М. А.
М85 Электродуговая сварка металлов. Учебное
пособие для повышения квалификаций электро-
сварщиков. М., «Высш, школа», 1975.
232 с. с ил.
В книге рассмотрены элементы теории электродуговой свар-
ки металлов, конструкции современных сварочных автоматов,
полуавтоматов и источников питания; приведены основы техно-
логии и производства сварных конструкций из углеродистых
и ле< ярованных сталей, цветных металлов и их сплавов; кратко
изложены вопросы механизации и контроля качества сварки.
Книга предназначена в качестве учебного пособия для по-
вышения квалификации электросварщиков, а также для само-
стоятельного изучения элсктродуговой сварки металлов.
31206-284
М-----------
052(01)—75
83—75
6П4. 1
© Издательство «Высшая школа», 1975
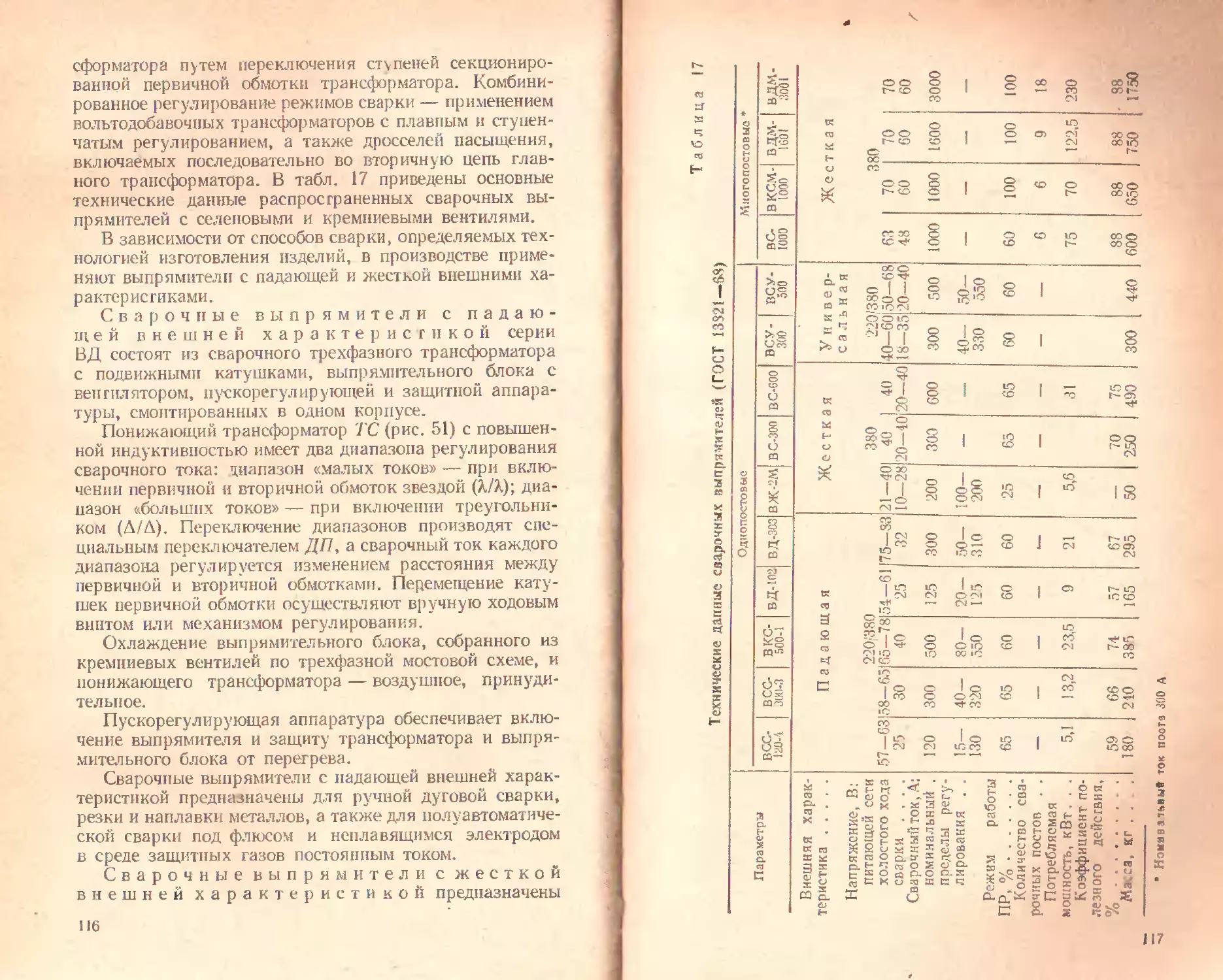
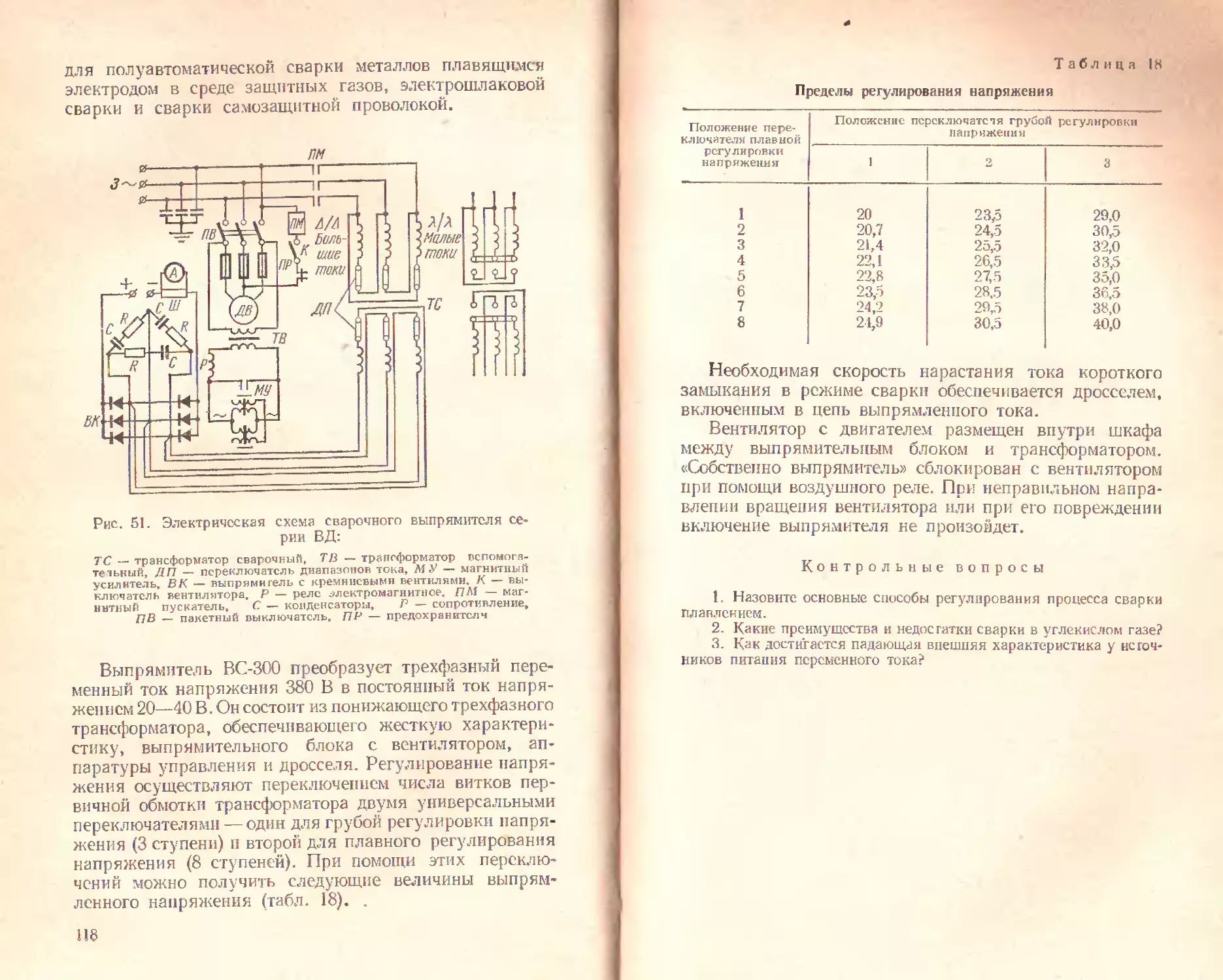
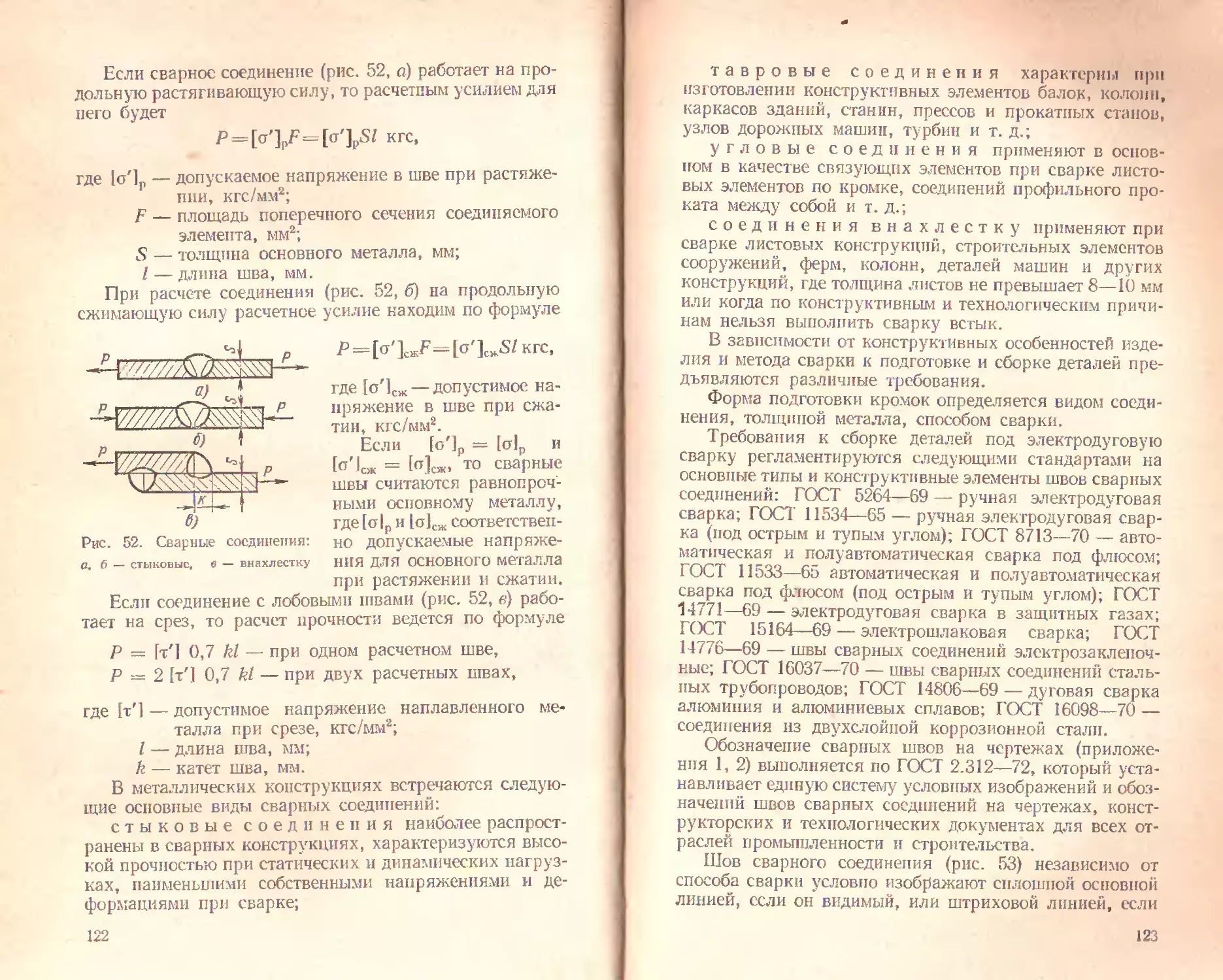
Введение
Для ускорения технического прогресса, - повышения
производительности труда и качества выпускаемой про-
дукции необходимо широкое внедрение в сварочное
производство последних достижений пауки и техники.
Эта задача успешно решается созданием крупных спе-
циальных заводов с высокой степенью механизации
сварочных работ, изменением структуры сварочного
производства, увеличением объемов внедрения прогрес-
сивных способов сварки (автоматическая и полуавто-
матическая сварка под флюсом, в среде защитных газов,
электрошлаковая и др.).
Разработаны и серийно выпускаются новые, кон-
струкции источников питания сварочной дуги, обору-
дование для механизированных способов сварки, сбо-
рочно-сварочные приспособления.
Поточное и механизированное производство автомо-
билей, судов, вагонов, горнодобывающего и химического
оборудования, электрооборудования, строительно-дорож-
ных машин, прессового оборудования на базе автома-
тической и полуавтоматической сварки под флюсом и
в среде защитных газов позволило увеличить произ-
водительность труда в 5—10 раз, повысить качество
сварных соединений при значительной экономии металла
и электроэнергии. При восстановлении изношенных
деталей машин и механизмов, а также при изготовлении
новых деталей с износостойкой поверхностью широко
используются различные механизированные способы на-
плавки. Для этой цели выпускаются универсальные
и специальные автоматы и полуавтоматы, оборудование
и устройства для установки и перемещения деталей,
подачи флюса и газа в зону сварки.
Внедрение новых способов сварки, в том числе в
среде защитных газов, электрошлаковой и др., позво-
лили решить проблему широкого использования в про-
мышленности сварных изделий с деталями и узлами
(сборочными единицами) из специальных сталей, цветных
металлов и их сплавов. Промышленность выпускает
большое количество различных марок электродов для
1
3
дуговой сварки конструкций из углеродистых и легиро-
ванных, теплоустойчивых, коррозионное! ойких, жаро-
стойких, жаропрочных и других сталей. Выпускаются
также электроды для восстановительной и износостойкой
наплавки различных сталей, для сварки и наплавки
чугуна и цветных металлов.
Развитие сварочного производства, внедрение про-
грессивных методов сварки в народном хозяйстве повы-
шают требования к уровню подготовки рабочих-свар-
щиков. Повышение теоретических знаний и практи-
ческих навыков в работе, освоение новых методов и
приемов сварки рабочими при современном уровне сва-
рочного производства является одной из основных задач
по освоению и внедрению в производство достижений
науки и техники в области сварки.
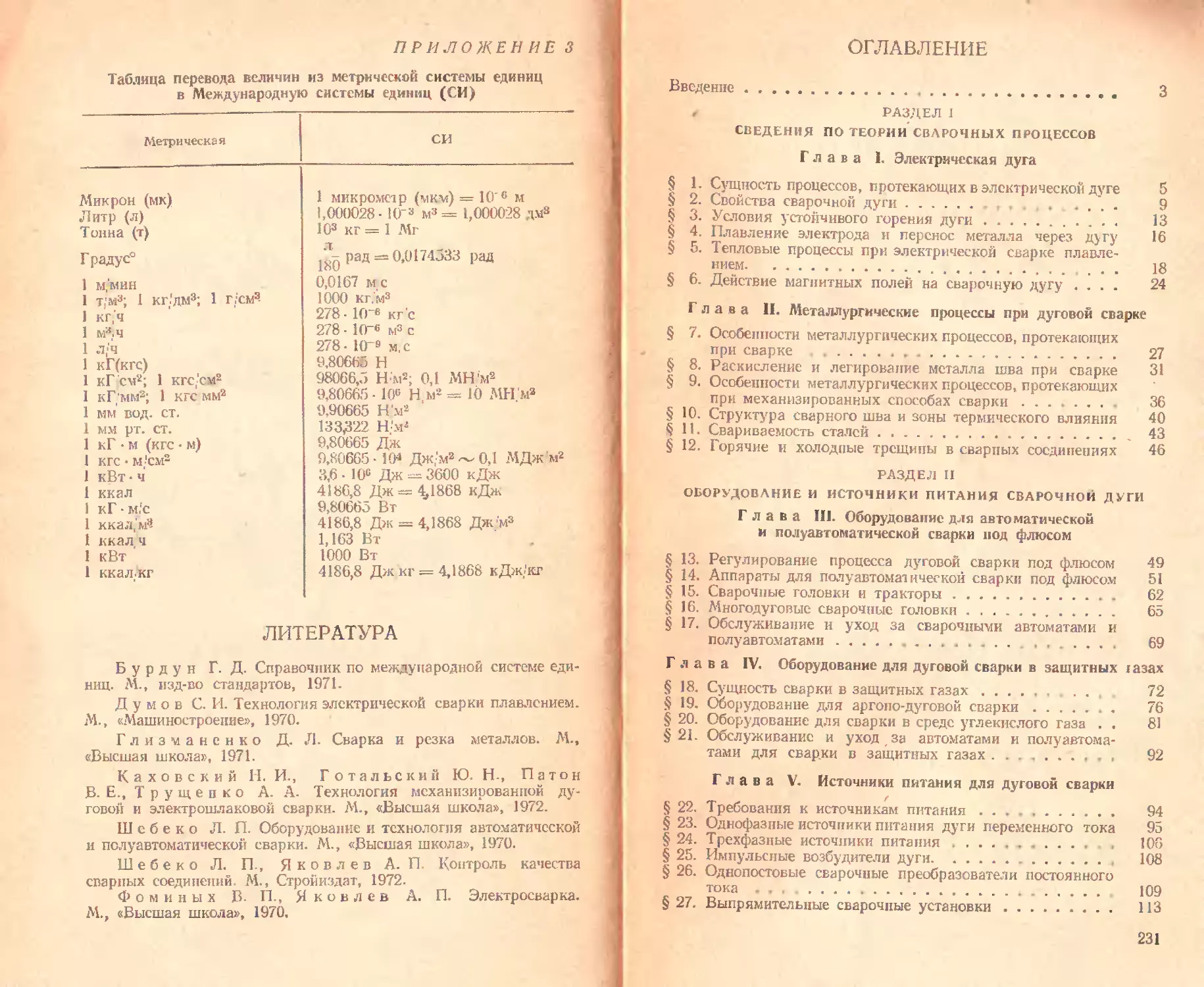
Для удобства пользования учебным пособием в при-
ложении 3 приведена таблица перевода некоторых вели-
чин из метрической системы единиц в Международную
систему единиц (СИ).
РАЗДЕЛ I
СВЕДЕНИЯ ПО ТЕОРИИ
СВАРОЧНЫХ ПРОЦЕССОВ
Глава I
ЭЛЕКТРИЧЕСКАЯ ДУГА
§ 1. СУЩНОСТЬ ПРОЦЕССОВ,
ПРОТЕКАЮЩИХ В ЭЛЕКТРИЧЕСКОЙ ДУГЕ
Электрическая дуга является электрическим раз-
рядом в газах, характеризуемым большой плотностью
тока и малым катодным падением потенциала, высокой
температурой и давлением газа. Расположенный меж-
ду электродами, нагретый светящийся газ изгибается
в виде дуги, в связи с чем явление электрического раз-
ряда, открытое в 1802 г. русским ученым В. В. Петро-
вым, было названо электрической дутой.
Изгиб дуги образуется в результате действия вос-
ходящих конвективных потоков нагретого воздуха.
Газ в нормальном состоянии является изолятором,
носители тока в нем отсутствуют. Чтобы газ проводил
ток, в нем должно образоваться достаточное количест-
во электрически заряженных частиц — свободных
электронов и положительно и отрицательно заряжен-
ных ионов. При соприкосновении торца электрода
и свариваемого изделия в контакте выделяется большое
количество тепла, в результате которого значительно
ускоряется движение свободных электронов. При отрыве
электрода от металла в межэлектродном промежутке
электроны сгалкиваются с нейтральными атомами
газа и ионизируют их. Газ становится электропро-
водным.
Выход (эмиссия) электронов с поверхности электро-
да происходит в результате:
термоэлектро и п о й э м и с с и и — явле-
ния, при котором с катода, нагретого до высокой темпера-
туры, происходит свободное излучение электронов в
окружающее пространство;
5
автоэлектронной эмиссии — явле-
ния, при котором излучение свободных электронов с по-
верхности катода осуществляется за счет большой напря-
женности внешнего электрического поля, создаваемого
источником питания. В этом случае внешнее электриче-
ское поле сообщает электрону такое количество энергии,
которое позволяет ему выйти за пределы поверхности
металла;
фотоэлектронной эмиссии — явле-
ния, заключающегося в излучении свободных электро-
нов с поверхности катода под действием световых лучей
электрической дуги;
эмиссии электронов за счет потока
тяжелых ионов — явления излучения свобод-
ных электронов за счет тепловой и лучистой энергии,
выделяемой при ударении по катоду тяжелыми положи-
тельно заряженными ионами. Этот виц эмиссии способ-
ствует созданию мощного потока электронов в свароч-
ной дуге и увеличению скорости плавления электродного
материала.
Наряду с эмиссией электронов с катода сущест-
венное- влияние на стабильное горение сварочной дуги
оказывают процессы образования (ионизации) свобод-
ных электронов и ионов в объеме нейтрального газа
электрической дуги. Для освобождения электрона от
связи с атомным ядром необходимо затратить определен-
ное количество энергии. Энергия, необходимая для
отрыва электрона от атома вещества, находящегося
в газообразном состоянии, называется работой
и о н и з а ц и и и лиработой выход а. Величина
работы выхода электрона зависит от свойств, чистоты
и температуры поверхности электрода (катода). Относи-
тельно малой работой выхода обладают щелочные,
щелочноземельные металлы, которые имеют большие
межатомные расстояния и малые плотности, т. е. обла-
дают наименьшим потенциалом ионизации. В связи
с этим в электродные покрытия, флюсы, порошки вводят
соединения калия, кальция, натрия и других элементов,
повышающих устойчивость горения дуги. В электри-
ческом газовом разряде различают несколько видов
ионизации газа:
Ионизация с о у д а р е н и с м. Под дейст-
вием электрического поля в катодной области сильно
ускоряется движение электронов от катода к* аноду,
б
которые, встречая па своем пути нейтральные атомы
газов, ударяются о них и выбивают электроны, т. е. про-
текает процесс ударной ионизации.
Соударения свободного электрона с ионизируемой
частицей и нейтральным атомом могут быть упругими
и неупругими. Упругие соударения вызывают повыше-
ние температуры и нс изменяют суммарную кинетичес-
кую энергию соударяющихся частиц. При неупругих
соударениях часть кинетической энергий расходуется
на работу, необходимую для отрыва электрона от ядра.
Возбуждение или ионизация частиц в газовом объеме
возможны в том случае, если кинетическая энергия
свободного электрона достаточна для совершения ра-
боты выхода.
Кинетическая энергия электронов зависит от дей-
ствия сил электрического поля, а скорость их движе-
ния будет изменяться с изменением разности потенциа-
лов на участке пути свободного пробега электрона до
соударения.
Скорость электрона находим из условия
mv*
откуда
где т — масса электрона (9,10-10~28), г;
v — скорость электрона, км/с;
е — заряд электрона (1,6-10 12), эрг;
U — разность потенциалов на участке пути, прой-
денного электроном, В.
Подставив значения е и т в формулу для определе-
ния скорости электрона, получим
Зная величину потенциала ионизации элемента, по
приведенной формуле определяют необходимую скорость
электронов для осуществления, за счет соударения, иони-
зации атомов железа (Fe), калия (К), гелия (Не) и дру-
гих элементов.
Например:
oFc = 600 КЛ8= 1680 км/с,
= 600 ]/4~3 == 1254 км/с,
Уне == 600 ]/r24j == 3000 км/с.
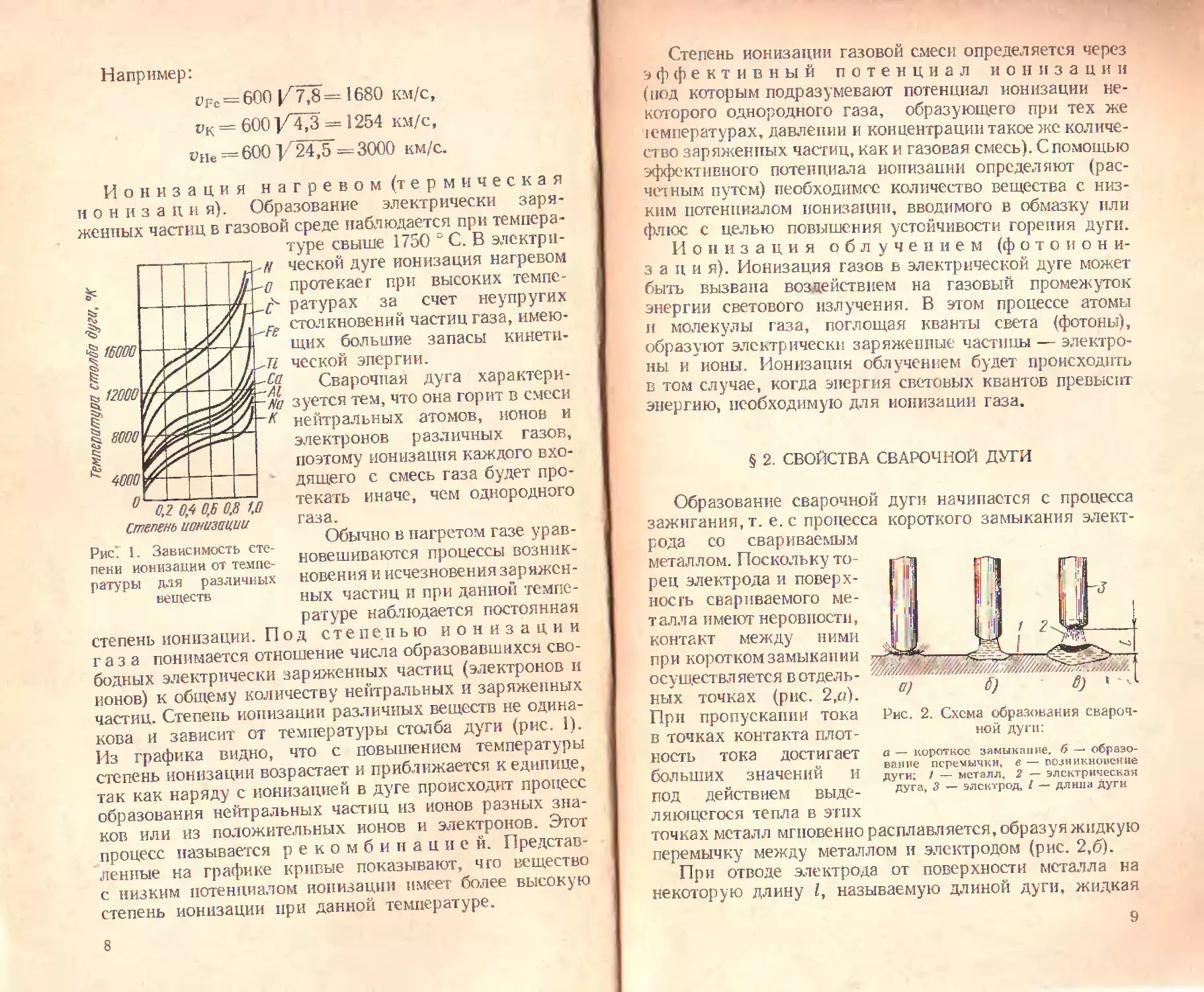
Рис. 1. Зависимость сте-
пени ионизации от темпе-
ратуры для различных
веществ
Ионизация нагревом (термическая
и о н и з а ц и я). Образование электрически заря-
женных частиц в газовой среде наблюдается при темпера-
туре свыше 1750 ° С. В электри-
ческой дуге ионизация нагревом
протекает при высоких темпе-
ратурах за счет неупругих
столкновений частиц газа, имею-
щих большие запасы кинети-
ческой энергии.
Сварочная дуга характери-
зуется тем, что она горит в смеси
нейтральных атомов, ионов и
электронов различных газов,
поэтому ионизация каждого вхо-
дящего с смесь газа будет про-
текать иначе, чем однородного
газа.
Обычно в нагретом газе урав-
новешиваются процессы возник-
новения и исчезновения заряжен-
ных частиц и при данной темпе-
ратуре наблюдается постоянная
степень ионизации. Под степенью и о н и з а ц и и
газа понимается отношение числа образовавшихся сво-
бодных электрически заряженных частиц (электронов и
ионов) к общему количеству нейтральных и заряженных
частиц. Степень ионизации различных веществ не одина-
кова и зависит от температуры столба дуги (рис. 1).
Из графика видно, что с повышением температуры
степень ионизации возрастает и приближается к единице,
так как наряду с ионизацией в дуге происходит процесс
образования нейтральных частиц из ионов разных зна-
ков или из положительных ионов и электронов. Этот
процесс называется рекомби нац ие й. Представ-
ленные на графике кривые показывают, чго вещество
с низким потенциалом ионизации имеет более высокую
степень ионизации при данной температуре.
8
Степень ионизации газовой смеси определяется через
эффективный потенциал ионизации
(под которым подразумевают потенциал ионизации не-
которого однородного газа, образующего при тех же
юмпературах, давлении и концентрации такое же количе-
ство заряженных частиц, как и газовая смесь). С помощью
эффективного потенциала ионизации определяют (рас-
четным путем) необходимое количество вещества с низ-
ким потенциалом ионизации, вводимого в обмазку или
флюс с целью повышения устойчивости горения дуги.
Ионизация облучением (ф о т о и о н и-
з а ц и я). Ионизация газов в электрической дуге может
быть вызвана воздействием на газовый промежуток
энергии светового излучения. В этом процессе атомы
и молекулы газа, поглощая кванты света (фотоны),
образуют электрически заряженные частицы — электро-
ны и ионы. Ионизация облучением будет происходить
в том случае, когда энергия световых квантов превысит
энергию, необходимую для ионизации газа.
§ 2. СВОЙСТВА СВАРОЧНОЙ ДУГИ
Образование сварочной дуги начинается с процесса
зажигания, т. е.с процесса короткого замыкания элект-
рода со свариваемым
металлом. Поскольку то-
рец электрода и поверх-
носгь свариваемого ме-
талла имеют неровности,
контакт между ними
при коротком замыкании
осуществляется в отдель-
ных точках (рис. 2,и).
При пропускании тока
в точках контакта плот-
ность тока достигает
больших значений и
под действием выде-
ляющегося тепла в этих
точках металл мгновенно расплавляется, образуя жидкую
перемычку между металлом и электродом (рис. 2,6).
При отводе электрода от поверхности металла на
некоторую длину называемую длиной дуги, жидкая
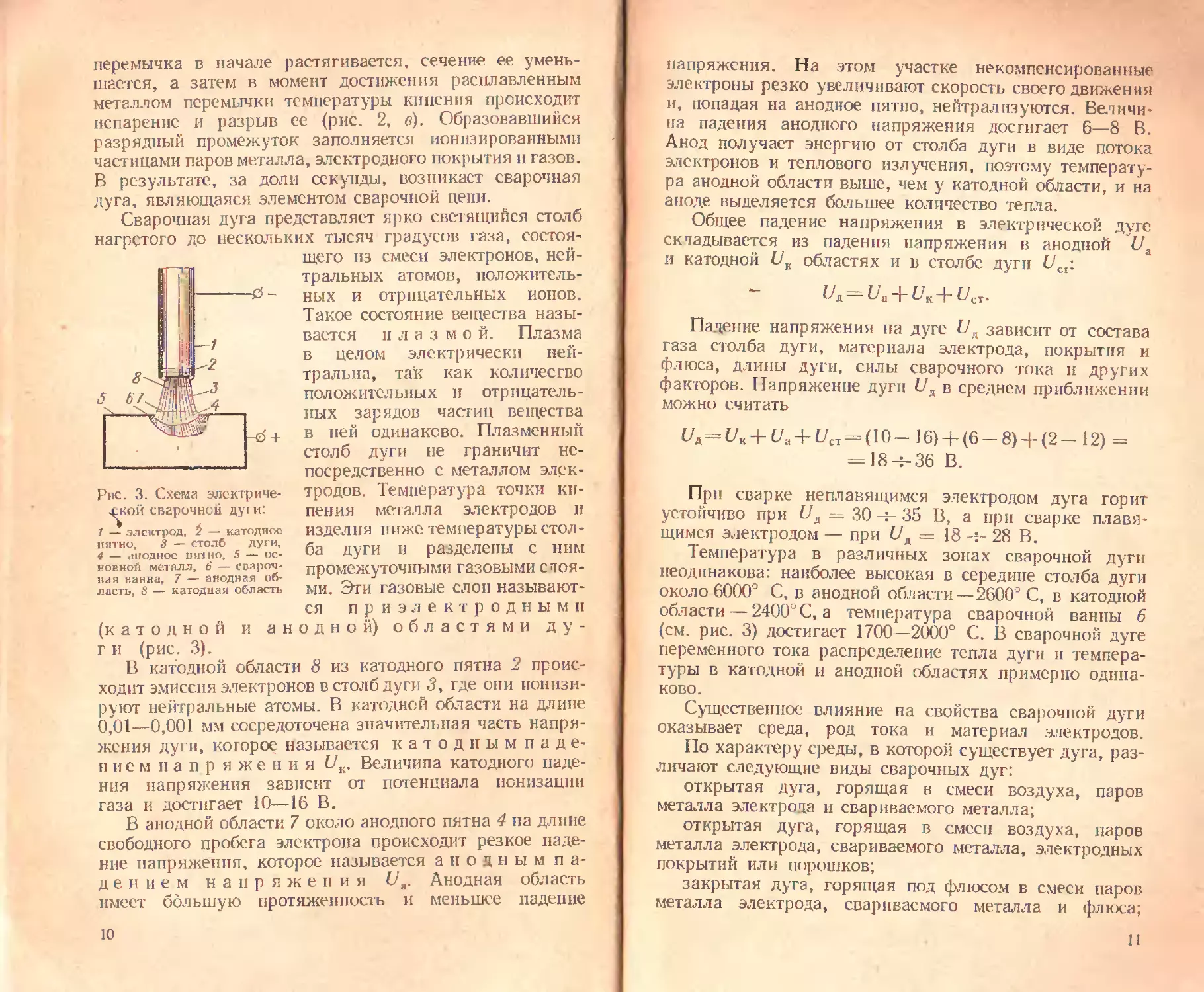
Рис. 2. Схема образования свароч-
ной дуги:
а — короткое замыкание. 6 — образо-
вание перемычки, в — возникновение
дуги; / — металл, 2 — электрическая
дуга, 3 — электрод, I — длина дуги
9
перемычка в начале растягивается, сечение ее умень-
шается, а затем в момент достижения расплавленным
металлом перемычки температуры кипения происходит
испарение и разрыв ее (рис. 2, в). Образовавшийся
разрядный промежуток заполняется ионизированными
частицами паров металла, электродного покрытия и газов.
В результате, за доли секунды, возникает сварочная
дуга, являющаяся элементом сварочной цепи.
Сварочная дуга представляет ярко светящийся столб
нагретого до нескольких тысяч градусов газа, состоя-
Рис. 3. Схема электриче-
ской сварочной дуги:
1 — электрод, £ — катодное
пятно, 3 — столб дуги,
4 — анодное вязко, 5 — ос-
новной металл, 6 — свароч-
ная ванна, 7 — анодная об-
ласть, 8 — катодная область
щего из смеси электронов, ней-
тральных атомов, положитель-
ных и отрицательных ионов.
Такое состояние вещества назы-
вается п л а з м о й. Плазма
в целом электрически ней-
тральна, так как количество
положительных и отрицатель-
ных зарядов частиц вещества
в ней одинаково. Плазменный
столб дуги не граничит не-
посредственно с металлом элек-
тродов. Температура точки ки-
пения металла электродов и
изделия ниже температуры стол-
ба дуги и разделены с ним
промежуточными газовыми слоя-
ми. Эти газовые слои называют-
ся п р и э л е к т р о д н ы м и
(катодной и анодной) областями д у -
г и (рис. 3).
В катодной области 8 из катодного пятна 2 проис-
ходит эмиссия электронов в столб дуги 3, где они ионизи-
руют нейтральные атомы. В катодной области на длине
0,01—0,001 мм сосредоточена значительная часть напря-
жения дуги, которое называется к а т о д и ы м п а д е-
п и е м и а п р я ж е н и я t/K. Величина катодного паде-
ния напряжения зависит от потенциала ионизации
газа и достигает 10—16 В.
В анодной области 7 около анодного пятна 4 па длине
свободного пробега электрона происходит резкое паде-
ние напряжения, которое называется анодным п а-
д е н и ем наир я ж е и и я U*. Анодная область
имеет большую протяженность и меньшее падение
ю
напряжения. На этом участке некомпенсированные
электроны резко увеличивают скорость своего движения
и, попадая на анодное пятно, нейтрализуются. Величи-
на падения анодного напряжения достигает 6—8 В.
Анод получает энергию от столба дуги в виде потока
электронов и теплового излучения, поэтому температу-
ра анодной области выше, чем у катодной области, и на
аноде выделяется большее количество тепла.
Общее падение напряжения в электрической дуге
скчадывается из падения напряжения в анодной
и катодной U* областях и в столбе дуги 47сг:
(Уд — UK-\- UCT.
Падение напряжения па дуге 1/д зависит от состава
газа столба дуги, материала электрода, покрытия и
флюса, длины дуги, силы сварочного тока и других
факторов. Напряжение дуги £7Д в среднем приближении
можно считать
l/A=f/K + L/a + L/CT = (10-16) + (6-8) + (2-12) =
= 18-ь36 В.
При сварке неплавящимся электродом дуга горит
устойчиво при U= 30 -=- 35 В, а при сварке плавя-
щимся электродом — при = 18-1-28 В.
Температура в различных зонах сварочной дуги
неодинакова: наиболее высокая в середине столба дуги
около 6000: С, в анодной области —2600° С, в катодной
области — 2400° С, а температура сварочной ванны 6
(см. рис. 3) достигает 1700—2000° С. В сварочной дуге
переменного тока распределение тепла дуги и темпера-
туры в катодной и анодной областях примерно одина-
ково.
Существенное влияние на свойства сварочной дуги
оказывает среда, род тока и материал электродов.
По характеру среды, в которой существует дуга, раз-
личают следующие виды сварочных дуг:
открытая дуга, горящая в смеси воздуха, паров
металла электрода и свариваемого металла;
открытая дуга, горящая в смеси воздуха, ларов
металла электрода, свариваемого металла, электродных
покрытий или порошков;
закрытая дуга, горящая под флюсом в смеси паров
металла электрода, свариваемого металла и флюса;
11
дуга, защищенная от окружающего воздуха различ-
ными газами, специально подаваемыми в зону сварки,
либо образующимися при расплавлении электродов
и электродных покрытий.
По роду тока различают дуги переменного и посто-
янного тока.
Дуга переменного тока характеризуется непрерыв-
ным изменением направления и силы гока в каждом
полупериоде в соответствии с изменениями э. д. с. транс-
форматора.
Дуга постоянного тока характеризуется неизменным
направлением тока и небольшими колебаниями силы
тока.
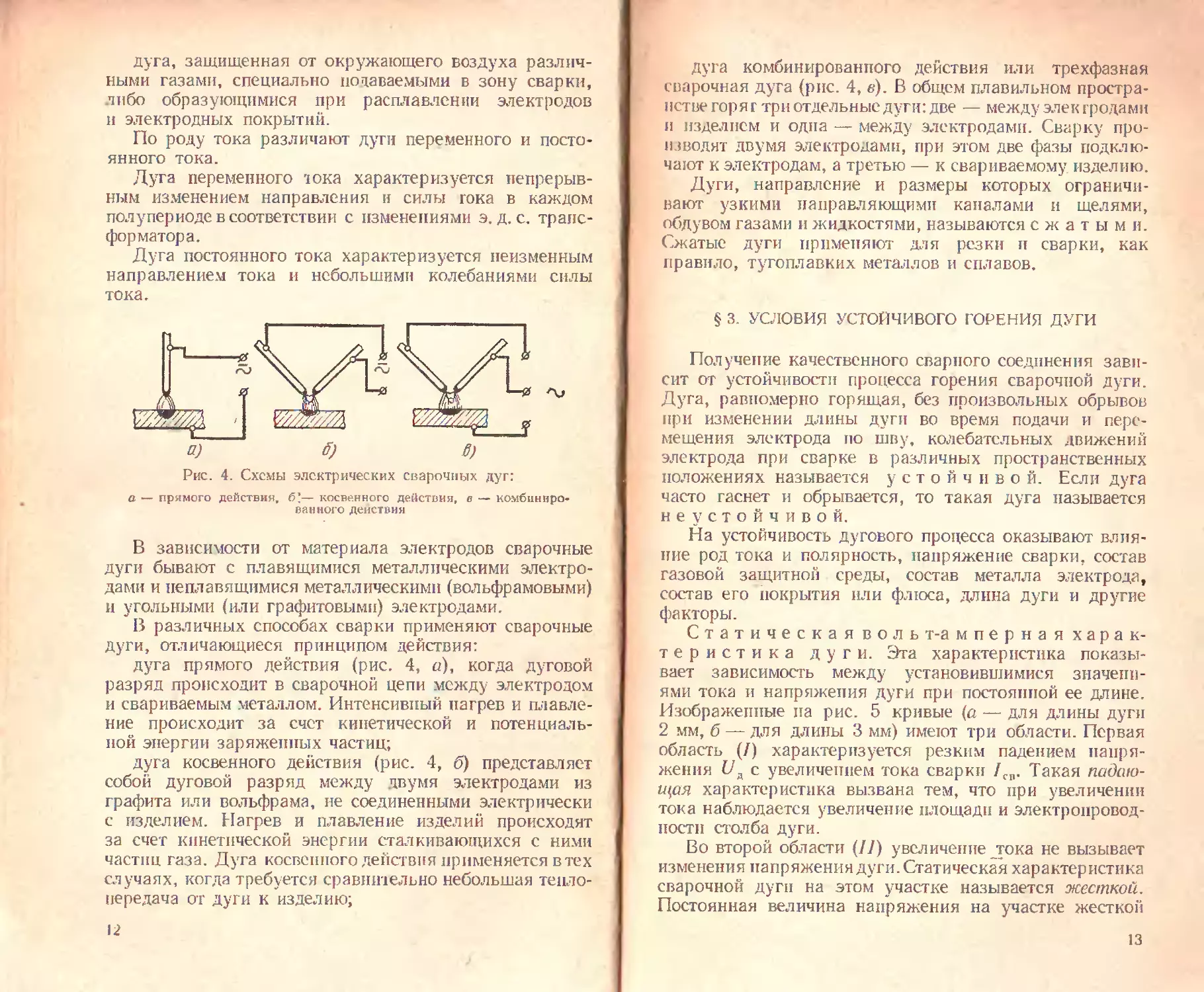
Рис. 4. Схемы электрических сварочных дуг:
а — прямого действия, б’— косвенного действия, в — комбиниро-
ванного действия
В зависимости от материала электродов сварочные
дуги бывают с плавящимися металлическими электро-
дами и пеплавящимися металлическими (вольфрамовыми)
и угольными (или графитовыми) электродами.
13 различных способах сварки применяют сварочные
дуги, отличающиеся принципом действия:
дуга прямого действия (рис. 4, «), когда дуговой
разряд происходит в сварочной цепи между электродом
и свариваемым металлом. Интенсивный нагрев и плавле-
ние происходит за счет кинетической и потенциаль-
ной энергии заряженных частиц;
дуга косвенного действия (рис. 4, б) представляет
собой дуговой разряд между двумя электродами из
графита или вольфрама, не соединенными электрически
с изделием. Нагрев и плавление изделий происходят
за счет кинетической энергии сталкивающихся с ними
частиц газа. Дуга косвенного действия применяется в тех
случаях, когда требуется сравни!ельно небольшая тепло-
передача от дуги к изделию;
12
дуга комбинированного действия или трехфазная
сварочная дуга (рис. 4, в). В общем плавильном простра-
нстве горя г три отдельные дуги: две — между эле к гродамн
и изделием и одна — между электродами. Сварку про-
изводят двумя электродами, при этом две фазы подклю-
чают к электродам, а третью — к свариваемому изделию.
Дуги, направление и размеры которых ограничи-
вают узкими направляющими каналами и щелями,
обдувом газами и жидкостями, называются сжатыми.
Сжатые дуги применяют для резки и сварки, как
правило, тугоплавких металлов и сплавов.
§ 3. УСЛОВИЯ УСТОЙЧИВОГО ГОРЕНИЯ ДУГИ
Получение качественного сварного соединения зави-
сит от устойчивости процесса горения сварочной дуги.
Дуга, равномерно горящая, без произвольных обрывов
при изменении длины дуги во время подачи и пере-
мещения электрода но шву, колебательных движений
электрода при сварке в различных пространственных
положениях называется устойчиво й. Если дуга
часто гаснет и обрывается, то такая дуга называется
неустойчивой.
На устойчивость дугового процесса оказывают влия-
ние род тока и полярность, напряжение сварки, состав
газовой защитной среды, состав металла электрода,
состав его покрытия или флюса, длина дуги и другие
факторы.
Статическая воль т-а мперная харак-
теристика дуг и. Эта характеристика показы-
вает зависимость между установившимися значени-
ями тока и напряжения дуги при постоянной ее длине.
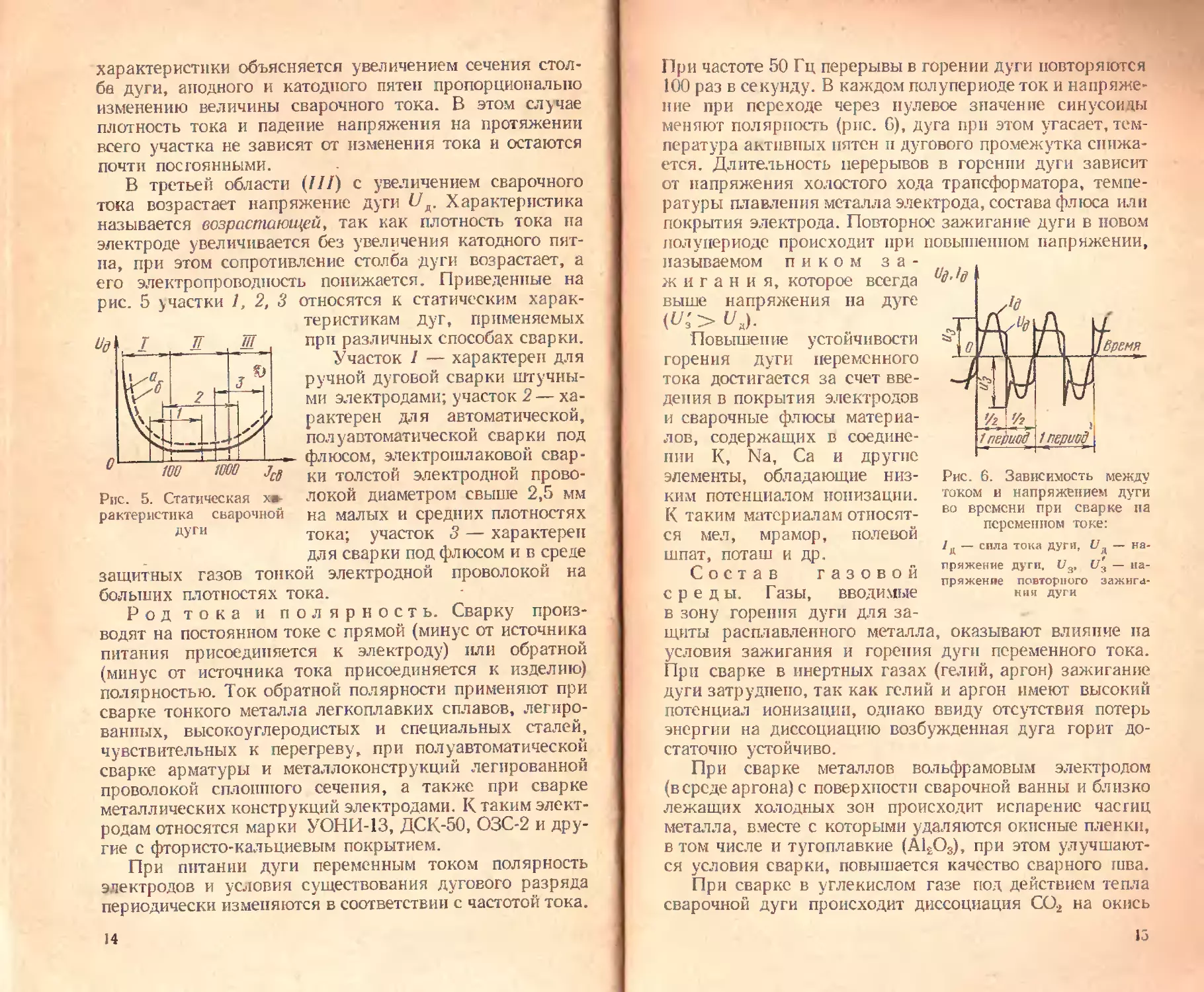
Изображенные па рис. 5 кривые (а — для длины дуги
2 мм, б — для длины 3 мм) имеют три области. Первая
область (/) характеризуется резким падением напря-
жения Uд с увеличением тока сварки /С11. Такая падаю-
щая характеристика вызвана тем, что при увеличении
тока наблюдается увеличение площади и электропровод-
ности столба дуги.
Во второй области (II) увеличение _тока не вызывает
изменения папряжениядуги.Статическая характеристика
сварочной! дуги на этом участке называется жесткой.
Постоянная величина напряжения на участке жесткой
13
характеристики объясняется увеличением сечения стол-
бе дуги, анодного и катодного пятен пропорционально
изменению величины сварочного тока. В этом случае
плотность тока и падение напряжения на протяжении
всего участка не зависят от изменения тока и остаются
почти постоянными.
В третьей области (III) с увеличением сварочного
тока возрастает напряжение дуги Ид. Характеристика
называется возрастающей, так как плотность тока на
электроде увеличивается без увеличения катодного пят-
на, при этом сопротивление столба дуги возрастает, а
его электропроводность понижается. Приведенные на
рис. 5 участки 7, 2, 3 относятся к статическим харак-
I JL . Ш
ЛЮ ’ 'ш
Рис. 5. Статическая ха-
рактеристика сварочной
дуги
теристикам дут, применяемых
при различных способах сварки.
Участок I — характерен для
ручной дуговой сварки штучны-
ми электродами; участок 2 — ха-
рактерен для автоматической,
полуавтоматической сварки под
флюсом, электрошлаковой свар-
ки толстой электродной прово-
локой диаметром свыше 2,5 мм
на малых и средних плотностях
тока; участок 3 — характерен
для сварки под флюсом и в среде
защитных газов тонкой электродной проволокой на
больших плотностях тока.
Род тока и полярность. Сварку произ-
водят на постоянном токе с прямой (минус от источника
питания присоединяется к электроду) или обратной
(минус от источника тока присоединяется к изделию)
полярностью. Ток обратной полярности применяют при
сварке тонкого металла легкоплавких сплавов, легиро-
ванных, высокоуглеродистых и специальных сталей,
чувствительных к перегреву, при полуавтоматической
сварке арматуры и металлоконструкций легированной
проволокой сплошного сечения, а также при сварке
металлических конструкций электродами. К таким элект-
родам относятся марки У ОНИ-13, ДСК-50, ОЗС-2 и дру-
гие с фтористо-кальциевым покрытием.
При питании дуги переменным током полярность
электродов и условия существования дугового разряда
периодически изменяются в соответствии с частотой тока.
14
При частоте 50 Гц перерывы в горении дуги повторяются
100 раз в секунду. В каждом пол у пер иоде ток и напряже-
ние при переходе через пулевое значение синусоиды
меняют полярность (рис. G), дуга при этом угасает, тем-
пература активных пятен и дугового промежутка снижа-
ется. Длительность перерывов в горении дуги зависит
от напряжения холостого хода трансформатора, темпе-
ратуры плавления металла электрода, состава флюса или
покрытия электрода. Повторное зажигание дуги в новом
лолупериодс происходит при
называемом пиком за-
жигания, которое всегда
выше напряжения на дуге
Повышение устойчивости
горения дуги переменного
тока достигается за счет вве-
дения в покрытия электродов
и сварочные флюсы материа-
лов, содержащих в соедине-
нии К, Na, Са и другие
элементы, обладающие низ-
ким потенциалом ионизации.
К таким материалам относят-
ся мел, мрамор, полевой
шпат, поташ и др.
Состав газовой
среды. Газы, вводимые
в зону горения дуги для за-
повышешюм напряжении,
Рис. 6. Зависимость между
током и напряжением дуги
во времени при сварке на
переменном токе:
/ц — сила тока дуги. — на-
пряжение дуги, U з» и'3 — на-
пряжение повторного зажига-
ния дуги
щиты расплавленного металла, оказывают влияние па
условия зажигания и горения дуги переменного тока.
При сварке в инертных газах (гелий, аргон) зажигание
дуги затруднено, так как гелий и аргон имеют высокий
потенциал ионизации, однако ввиду отсутствия потерь
энергии на диссоциацию возбужденная дуга горит до-
статочно устойчиво.
При сварке металлов вольфрамовым электродом
(вереде аргона) с поверхности сварочной ванны и близко
лежащих холодных зон происходит испарение частиц
металла, вместе с которыми удаляются окисные пленки,
в том числе и тугоплавкие (А1£О3), при этом улучшают-
ся условия сварки, повышается качество сварного шва.
При сварке в углекислом газе под действием тепла
сварочной дуги происходит диссоциация СО2 на окись
15
углерода СО и атомарный кислород О. Атомарный кисло-
род, насыщая атмосферу дуги, резко снижает стабиль-
ность ее горения. Происходит захват электронов атомами
кислорода и нейтрализация положительных ионов, что
приводит к уменьшению общего количества заряженных
частиц в дуговом промежутке, тем самым уменьшается
величина положительного объемного заряда у катода.
Кроме того, при питании дуги переменным током
часть отрицательных ионов, накапливаясь у анода,
увеличивает объемно-отрицательный заряд у анода.
В момент смены полярности объемные заряды катода
и анода устремляются друг к другу, в результате этого
резко нарушается стабильность процесса горения дуги.
Поэтому сварка в углекислом газе преимущественно
ведется только на постоянном токе с обратной поляр-
ностью.
§ 4. ПЛАВЛЕНИЕ ЭЛЕКТРОДА И ПЕРЕНОС МЕТАЛЛА
ЧЕРЕЗ ДУГУ
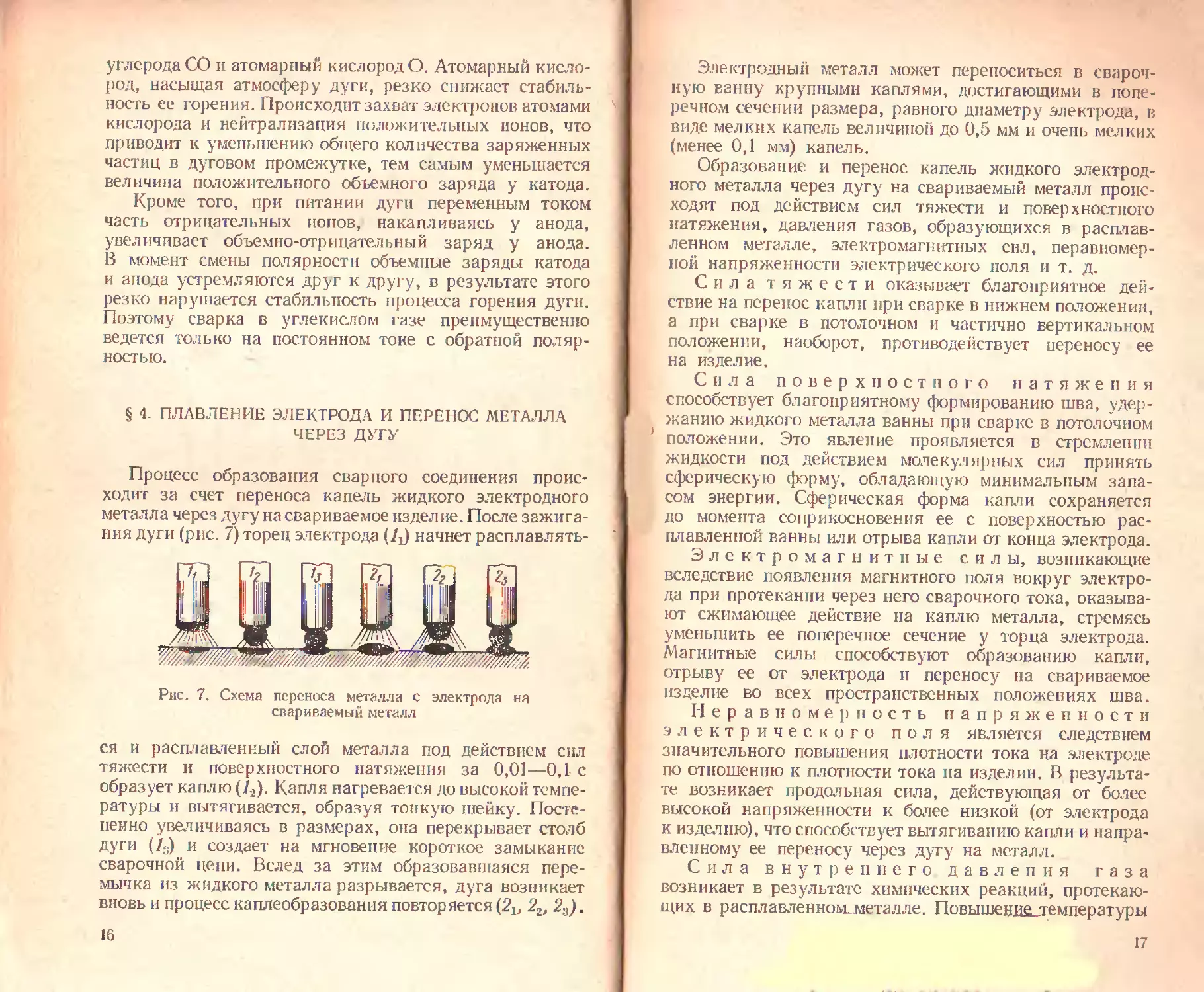
Процесс образования сварного соединения проис-
ходит за счет переноса капель жидкого электродного
металла через дугу на свариваемое изделие. После зажига-
ния дуги (рис. 7) торец электрода (Д) начнет расплавлять-
Рис. 7. Схема переноса металла с
свариваемый металл
электрода на
ся и расплавленный слой металла под действием сил
тяжести и поверхностного натяжения за 0,01—0,1 с
образует каплю (/2). Капля нагревается до высокой темпе-
ратуры и вытягивается, образуя топкую шейку. Посте-
пенно увеличиваясь в размерах, она перекрывает столб
ДУГИ (Л) и создает на мгновение короткое замыкание
сварочной цепи. Вслед за этим образовавшаяся пере-
мычка из жидкого металла разрывается, дуга возникает
вновь и процесс каплеобразования повторяется (2Ь 22,
16
Электродный металл может переноситься в свароч-
ную ванну крупными каплями, достигающими в попе-
речном сечении размера, равного диаметру электрода, в
виде мелких капель величиной до 0,5 мм и очень мелких
(менее 0,1 мм) капель.
Образование и перенос капель жидкого электрод-
ного металла через дугу на свариваемый металл проис-
ходят под действием сил тяжести и поверхностного
натяжения, давления газов, образующихся в расплав-
ленном металле, электромагнитных сил, неравномер-
ной напряженности электрического поля и т. д.
Сила тяжести оказывает благоприятное дей-
ствие на перенос капли при сварке в нижнем положении,
а при сварке в потолочном и частично вертикальном
положении, наоборот, противодействует переносу ее
на изделие.
Сила поверхностного натяжения
способствует благоприятному формированию шва, удер-
жанию жидкого металла ванны при сварке в потолочном
положении. Это явление проявляется в стремлении
жидкости под действием молекулярных сил принять
сферическую форму, обладающую минимальным запа-
сом энергии. Сферическая форма капли сохраняется
до момента соприкосновения ее с поверхностью рас-
плавленной ванны или отрыва капли от конца электрода.
Электромагнитные силы, возникающие
вследствие появления магнитного поля вокруг электро-
да при протекании через него сварочного тока, оказыва-
ют сжимающее действие на каплю металла, стремясь
уменьшить ее поперечное сечение у торца электрода.
Магнитные силы способствуют образованию капли,
отрыву ее от электрода и переносу на свариваемое
изделие во всех пространственных положениях шва.
Неравномерность напряженности
электрического поля является следствием
значительного повышения плотности тока на электроде
по отношению к плотности тока на изделии. В результа-
те возникает продольная сила, действующая от более
высокой напряженности к более низкой (от электрода
к изделию), что способствует вытягиванию капли и напра-
вленному ее переносу через дугу на металл.
Сила внутреннего давления газа
возникает в результате химических реакций, протекаю-
щих в расплавленножметалле. Повышевж/гемпературы
17
вызывает увеличение содержания газообразной окиси
углерода, объем которой в несколько раз превышает
объем расплавленного металла. Этот процесс сопровож-
дается микровзрывами, вызывающими отрыв, дробление
и перенос капли на изделие с вылетом некоторой части
мелких капель в виде брызг за пределы сварочной ванны.
Сила реактивного действия газов
возникает в результате расплавления и частичного пре-
вращения электродного покрытия в газообразное состоя-
ние под действием высокой температуры дуги. Расплав-
ление и испарение покрытия происходят в первую очередь
под «чехольчиком», окружающим электродный стержень,
где образуется большое количество газов, которые с
нагревом увеличиваются в объеме. Это вызывает появле-
ние достаточно большой реактивной силы газов, направ-
ленной по оси электрода и способствующей перемещению
образовавшейся капли от электрода к сварочной ванне.
§ 5. ТЕПЛОВЫЕ ПРОЦЕССЫ
ПРИ ЭЛЕКТРИЧЕСКОЙ СВАРКЕ ПЛАВЛЕНИЕМ
Распределение тепла при сварке.
Расплавление основного металла при дуговых процессах
сварки осуществляется под действием тепла, выделяемого
электрической дутой, а при электрошлаковой сварке
за счет тепла, выделяющегося при прохождении тока
через электропроводную шлаковую ванну. Тепловая
мощность сварочной дуги пли шлаковой ванны зависит
от электрических параметров режима сварки и подсчиты-
вается по формуле
Q = O,24&7cbC7ce кал/с,
где 0,24 — коэффициент перевода электрических вели-
чин в тепловые, кал/Вт -с;
k — коэффициент, учитывающий снижение мощности
дуги при сварке на переменном токе.
В зависимости от состава газов, состава шлаковой ван-
ны, теплофизических свойств электродов и соотношения
между напряжением дуги и холостого хода источника
питания значение коэффициента изменяется в пределах
0,7—0,97.
Тепловая мощность расходуется на нагрев и плавле-
ние электродного и основного металла, нагрев и плавле-
18
иие электродного покрытия или флюса, рассеивание
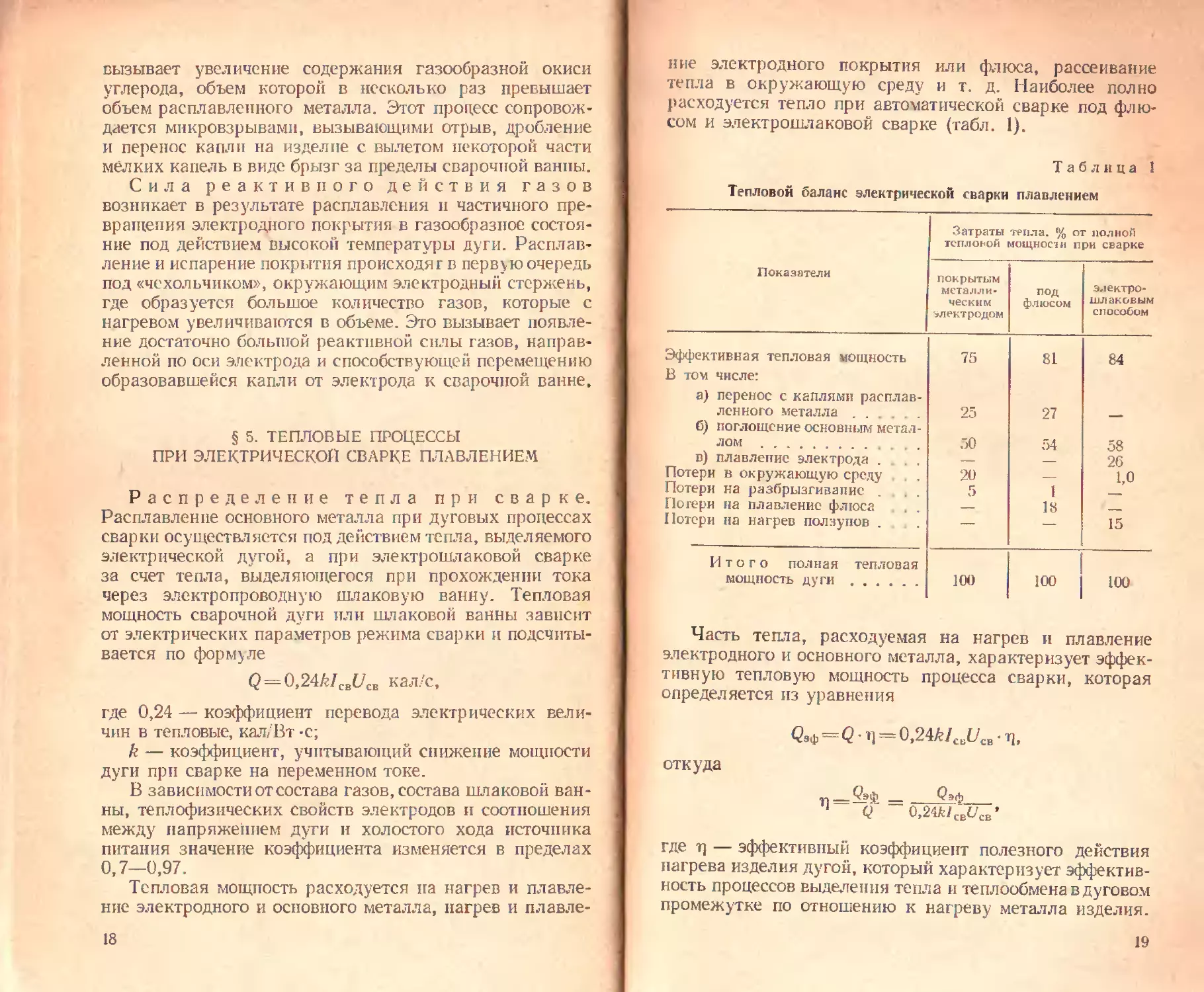
тепла в окружающую среду и т. д. Наиболее полно
расходуется тепло при автоматической сварке под флю-
сом и электрошлаковой сварке (табл. 1).
Таблица I
Тепловой баланс электрической сварки плавлением
Показатели Затраты тепла. % от полкой тепловой мощности при сварке
покрытым металли- ческим электродом под флюсом электро- шлаковым способом
Эффективная тепловая мощность В том числе: 75 81 84
а) перенос с каплями расплав-
ленного металла 25 27 ——
б) поглощение основным метал-
лом 50 54 58
в) плавление электрода . . . — 26
Потери в окружающую среду . . 20 — 1,0
Потери на разбрызгивание 5 1
Потери на плавление флюса 1 18 1
Потери па нагрев ползунов . — — 15
Итого полная тепловая
мощность дуги 100 100 100
Часть тепла, расходуемая на нагрев и плавление
электродного и основного металла, характеризует эффек-
тивную тепловую мощность процесса сварки, которая
определяется из уравнения
С9ф=е-т]=о,2Ш£в(/св.11,
откуда
Фэф
11 Q 0,24fe/CBt/CB
где т} — эффективный коэффициент полезного действия
нагрева изделия дугой, который характеризует эффектив-
ность процессов выделения тепла и теплообмена в дуговом
промежутке по отношению к нагреву металла изделия.
19
Коэффициент полезного действия зависит от способа
сварки и имеет следующие значения:
При дуговой сварке:
угольными и электродами с тонким по-
крытием .............................. 0,5—0,65
неплавящимся электродом в защитном газе 0,5—0,(5
электродами с толстым покрытием . . . . 0,6—0,85
под флюсом............................ 0,8—0,95
При электрошлаковой сварке:
проволочными и пластинчатыми электро-
дами .................................... 0,7—0,85
с присадкой и с плавящимися мундштуками 0,75—0,9
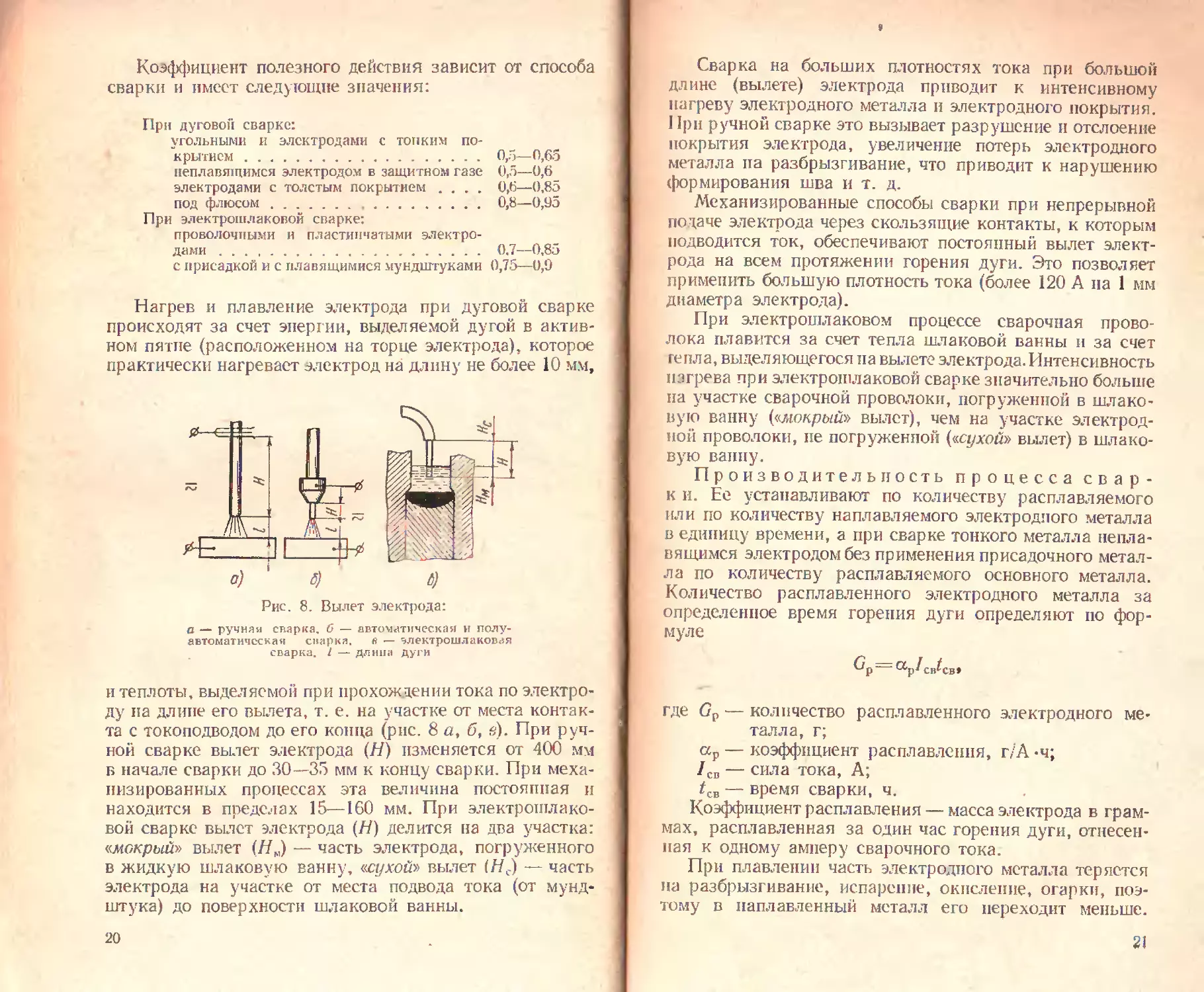
Нагрев и плавление электрода при дуговой сварке
происходят за счет энергии, выделяемой дугой в актив-
ном пятне (расположенном на торце электрода), которое
практически нагревает электрод на длину не более 10 мм,
Рис. 8. Вылет электрода:
с — ручная сварка, б — автоматическая и полу-
автоматическая снарка. ft — злектрошлаковая
сварка. I — длина дуги
и теплоты, выделяемой при прохождении тока по электро-
ду на длине его вылета, т. е. на участке от места контак-
та с токоподводом до его конца (рис. 8 а9 б, й). При руч-
ной сварке вылет электрода (И) изменяется от 400 мм
в начале сварки до 30—35 мм к концу сварки. При меха-
низированных процессах эта величина постоянная и
находится в пределах 15—160 мм. При электрошлако-
вой сварке вылет электрода (Я) делится на два участка:
«мокрый» вылет (//м) — часть электрода, погруженного
в жидкую шлаковую ванну, «сухой» вылет (Нс) — часть
электрода на участке от места подвода тока (от мунд-
штука) до поверхности шлаковой ванны.
20
9
Сварка на больших плотностях тока при большой
длине (вылете) электрода приводит к интенсивному
нагреву электродного металла и электродного покрытия.
При ручной сварке это вызывает разрушение и отслоение
покрытия электрода, увеличение потерь электродного
металла па разбрызгивание, что приводит к нарушению
формирования шва и т. д.
Механизированные способы сварки при непрерывной
подаче электрода через скользящие контакты, к которым
подводится ток, обеспечивают постоянный вылет элект-
рода на всем протяжении горения дуги. Это позволяет
применить большую плотность тока (более 120 А на 1 мм
диаметра электрода).
При электрошлаковом процессе сварочная прово-
лока плавится за счет тепла шлаковой ванны и за счет
тепла, выделяющегося па вылете электрода.Интенсивность
нагрева при электрошлаковой сварке значительно больше
на участке сварочной проволоки, погруженной в шлако-
вую ванну («мокрый» вылет), чем на участке электрод-
ной проволоки, не погруженной («сухой» вылет) в шлако-
вую ванну.
Производительность процесса с в а р -
к и. Ее устанавливают по количеству расплавляемого
или по количеству наплавляемого электродного металла
в единицу времени, а при сварке тонкого металла непла-
вящимся электродом без применения присадочного метал-
ла по количеству расплавляемого основного металла.
Количество расплавленного электродного металла за
определенное время горения дуги определяют по фор-
муле
^р^св^св»
где Ор — количество расплавленного электродного ме-
талла, г;
ар — коэффициент расплавления, г/А -ч;
/св — сила тока, А;
/св — время сварки, ч.
Коэффициент расплавления — масса электрода в грам-
мах, расплавленная за один час горения дуги, отнесен-
ная к одному амперу сварочного тока.
При плавлении часть электродного металла теряется
на разбрызгивание, испарение, окисление, огарки, поэ-
тому в наплавленный металл его переходит меньше.
21
Количество наплавленного металла находим по анало-
гичной формуле:
Gu ~~~ ®*н^св^св>
где GH — количество наплавленного металла, г;
ссн — коэффициент наплавки, г/Л -ч.
Коэффициент наплавки — масса металла в граммах,
наплавленная за один час горения дуги, отнесенная
к одному амперу сварочного тока.
Потери металла при сварке па угар и разбрызгивание,
выраженные в процентах от массы расплавленного
присадочного металла, учитывают коэффициентом потерь
(ф), который определяют по формуле
i|;=6p~C"- 100=5^^-100=(,1-а-У100%,
1 Ор ар \ сср/
откуда •
®н—аР(1 -$).
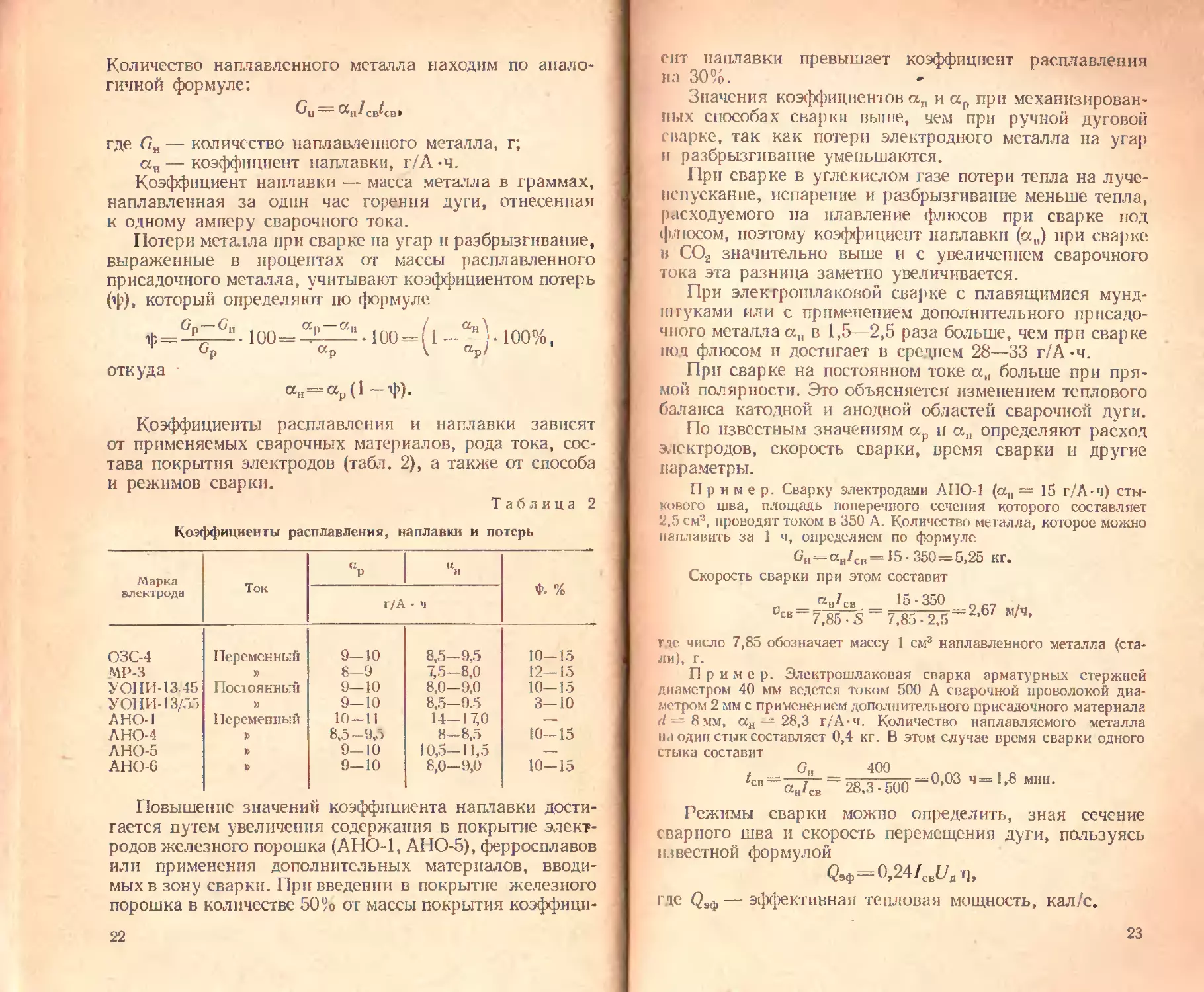
Коэффициенты расплавления и наплавки зависят
от применяемых сварочных материалов, рода тока, сос-
тава покрытия электродов (табл. 2), а также от способа
и режимов сварки.
Таблица 2
Коэффициенты расплавления, наплавки и потерь
Марка электрода Ток “р % ф, %
г /А • ч
ОЗС-4 Переменный 9-10 8,5—9.5 10-15
МР-3 » 8—9 7,5-8,0 12-15
УОНИ-1345 Постоянный 9—10 8,0-9,0 10-15
У ОНИ-13/5.5 » 9—10 8,5—9.5 3-10
ЛНО-1 Переменный 10-11 14-17,0 —
ЛНО-4 ъ 8,5-9,5 8—8,5 10-15
ЛНО-5 » 9-10 10,5—11,5
АНО-6 а 9—10 8,0—9,0 10-15
Повышение значений коэффициента наплавки дости-
гается путем увеличения содержания в покрытие элект-
родов железного порошка (АНО-1, AIIO-5), ферросплавов
или применения дополнительных материалов, вводи-
мых в зону сварки. При введении в покрытие железного
порошка в количестве 50% от массы покрытия коэффици-
22
снт наплавки превышает коэффициент расплавления
па 30%. *
Значения коэффициентов осп и ар при механизирован^
пых способах сварки выше, уем при ручной дуговой
сварке, так как потери электродного металла на угар
и разбрызгивание уменьшаются.
При сварке в углекислом газе потери тепла на луче-
испускание, испарение и разбрызгивание меньше тепла,
расходуемого па плавление флюсов при сварке под
флюсом, поэтому коэффициент наплавки (а„) при сварке
в СО2 значительно выше и с увеличением сварочного
тока эта разница заметно увеличивается.
При элекгрошлаковой сварке с плавящимися мунд-
штуками или с применением дополнительного присадо-
чного металла ан в 1,5—2,5 раза больше, чем при сварке
под флюсом и достигает в среднем 28—33 г/А «ч.
При сварке на постоянном токе аи больше при пря-
мой полярности. Это объясняется изменением теплового
баланса катодной и анодной областей сварочной дуги.
По известным значениям ар и сс„ определяют расход
электродов, скорость сварки, время сварки и другие
параметры.
Пример. Сварку электродами АНО-1 (ан = 15 г/А-ч) сты-
кового шва, площадь поперечного сечения которого составляет
2,5 см2, проводят током в 350 А. Количество металла, которое можно
наплавить за 1 ч, определяем по формуле
GH==txH/cn —15 • 350=5,25 кг.
Скорость сварки при этом составит
а„7гп 15 • 350
°св = 7,85 • S = 7,85 • 2,5 = “’67 м/Ч’
г ю число 7,85 обозначает массу 1 см3 наплавленного металла (ста-
ли), г.
Пример. Электрошлаковая сварка арматурных стержней
диаметром 40 мм ведется током 500 А сварочной проволокой диа-
метром 2 мм с применением дополнительного присадочного материала
г/— 8 мм, ссн — 28,3 г/А-ч. Количество наплавляемого металла
на один стык составляет 0,4 кг. В этом случае время сварки одного
стыка составит
= = 28,3 • 500 = 0,03 4 = 1,8 мин •
Режимы сварки можно определить, зная сечение
сварного шва и скорость перемещения дуги, пользуясь
известной формулой
&ф = 0,24/св:7д11,
I де ф9ф — эффективная тепловая мощность, кал/с.
23
При заданной скорости перемещения дуги (г) количе-
ство тепла, вводимого в 1 См длины однопроходного шва
или валика, определяют из отношения
Оэф_ _ 0>24/свЬдг1
v v
Это отношение характеризует погонную энер-
гию дуг и. Поперечное сечение однопроходного шва
или валика находится в прямой зависимости or погонной
энергии, при этом количество наплавленного металла
находят из выражений
Gjj---^ц/св^СВ Л
где у — плотность, г/см3;
I — длина шва, см;
X — площадь сечения шва, см2.
Скорость перемещения дуги выражается уравнением
тогда
и
Gu~aJ
v ан •
отсюда погонная энергия для ручной сварки электродами
с покрытием УОНИ-13/45 равна отношению
Фэф _ 0*24^1 у .
V аи
Для автоматической сварки под флюсом ОСЦ-45
значение погонной энергии приближенно может быть
принято
155S кал/мм.
V
§ 6. ДЕЙСТВИЕ МАГНИТНЫХ ПОЛЕЙ
НА СВАРОЧНУЮ ДУГУ
Устойчивость сварочной дуги зависит от действия
магнитных полей, образующихся вокруг проводника
электрод — дуга — металл. В зависимости от расположе-
ния этих полей относительно дуги они могут отклонять
24
дугу от нормального его положения. Такое явление назы-
вается маги и т н ы м дутье м.
Отклонение дуги может быть вызвано влиянием
собственного магнитного поля и влиянием постороннего
магнитного поля.
Рис. 9. Действие собственных магнитных
полей на дугу:
а — несимметричный подвод тока (отклонение
дуги), б — симметричный подвод тока (нор-
мальное положение дуги); / — изделие,
2 — электрод
в сторону, прогивоположную
Рис. 10. Влияние наклона элект-
рода на отклонение дуги при не-
симметричном подводе тока:
а — правильный угол наклона, б — не-
достаточный угол наклона; 1 — изде-
лие, 2 — электрод
Влияние собственного магнит-
ного поля. Отклонение направления дуги может
быть вызвано в данном случае действием несимметричного
подвода тока к оси электрода (рис. 9), в результате чего
столб дуги отклоняется
гокоподводу. Подбором
и регулированием угла
наклона электрода (рис.
10) можно изменять ве-
личину и направление
силовых линий вокруг
дуги, создавать равно-
мерное магнитное по-
ле, ликвидировать или
уменьшать действие не-
симметричного поля.
Влияние ферро-
магнитных масс
(рис. 11). На отклонение дуги существенно влияют
ферромагнитные массы, близко расположенные к свароч-
ной дуге. Имея значительно большую магнитную прони-
цаемость чем воздух, ферромагнитные массы вызывают
направленный магнитный поток, стремящийся сблизить
25
столб дуги и массу. В результате сварочная дуга, распо-
ложенная вблизи ферромагнитной массы, отклоняется
в ее сторону. Это явление наблюдается при сварке дета-
лей разной толщины, при сварке швов вблизи массивных
элементов крепления оснасткп и т
О)
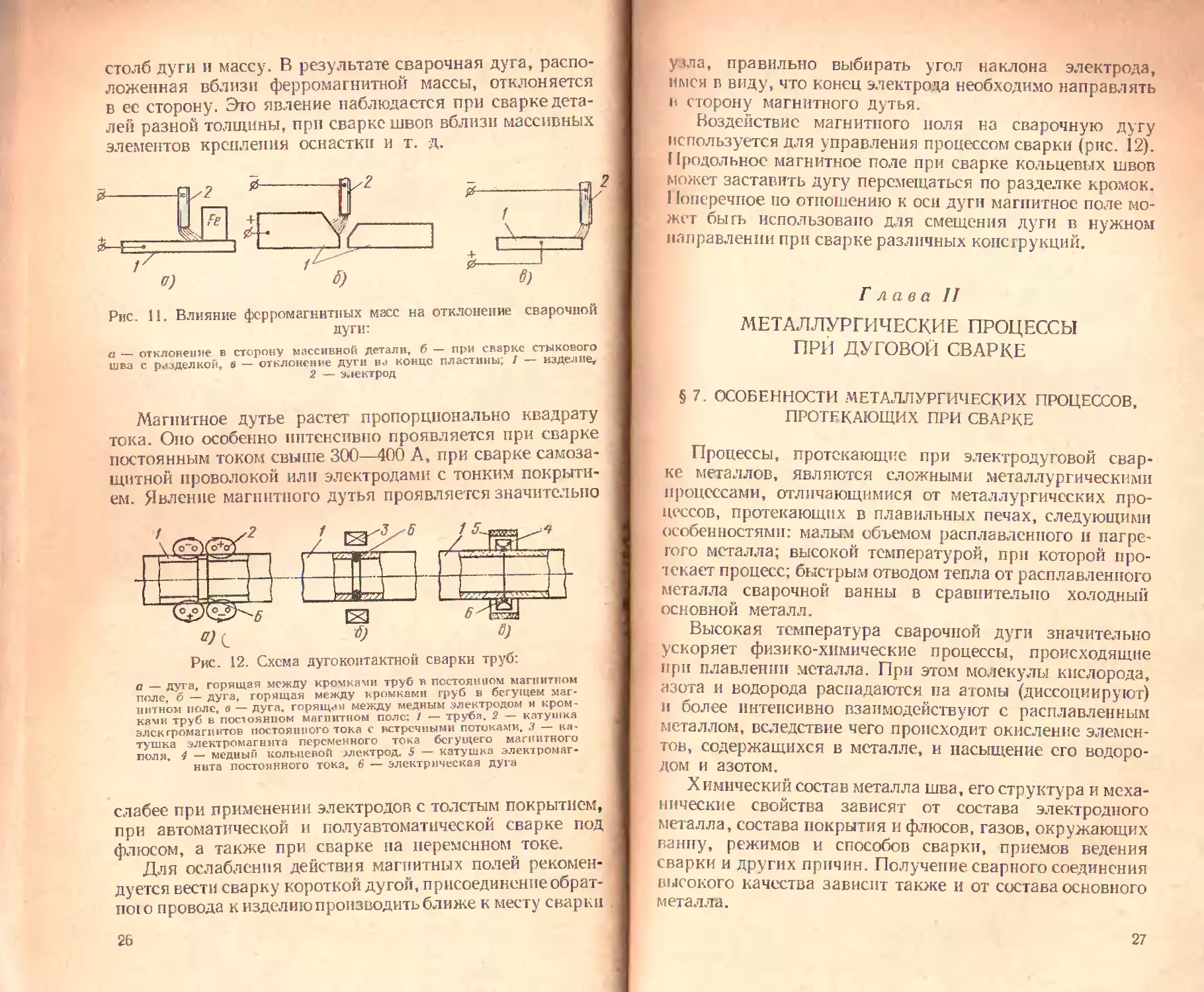
Рис. 11. Влияние
ферромагнитных масс на отклонение сварочной
дуги:
а — отклонение в сторону массивной детали, б — при сварке стыкового
шва с разделкой, в — отклонение дуги на конце пластины; 1 — изделие,
2 — электрод
Магнитное дутье растет пропорционально квадрату
тока. Оно особенно интенсивно проявляется при сварке
постоянным током свыше 300—400 А, при сварке самоза-
щитной проволокой или электродами с тонким покрыти-
ем. Явление магнитного дутья проявляется значительно
Рис. 12. Схема дугоконтактной сварки труб:
с — дуга, горящая между кромками труб в постоянном магнитном
поле, <5 — дуга, горящая между кромками груб в бегущем маг-
нитном ноле, в — дуга, горящая между медным электродом и кром-
ками труб в постоянном магнитном поле: / — труба, 2 — катушка
электромагнитов постоянного тока с встречными потоками, ,? — ка-
тушка электромагнита переменного тока бегущего магнитного
поля. 4 — медный кольцевой электрод. 5 — катушка электромаг-
нита постоянного тока, 6 — электрическая дуга
слабее при применении электродов с толстым покрытием,
при автоматической и полуавтоматической сварке под
флюсом, а также при сварке на переменном токе. ;
Для ослабления действия магнитных полей рекомен-
дуется вести сварку короткой дугой, присоединение обрат-
ною провода к изделию производить ближе к месту сварки
26
узла, правильно выбирать угол наклона электрода,
имея в виду, что конец электрода необходимо направлять
в сторону магнитного дутья.
Воздействие магнитного поля на сварочную дугу
используется для управления процессом сварки (рис. 12).
Продольное магнитное поле при сварке кольцевых швов
может заставить дугу перемещаться по разделке кромок.
11оперечпое ио отношению к оси дуги магнитное поле мо-
жет быть использовано для смещения дуги в нужном
направлении при сварке различных конструкций.
Глава II
МЕТАЛЛУРГИЧЕСКИЕ ПРОЦЕССЫ
ПРИ ДУГОВОЙ СВАРКЕ
§ 7. ОСОБЕННОСТИ .МЕТАЛЛУРГИЧЕСКИХ ПРОЦЕССОВ,
ПРОТЕКАЮЩИХ ПРИ СВАРКЕ
Процессы, протекающие при электродуговой свар-
ке металлов, являются сложными металлургическими
процессами, отличающимися от металлургических про-
цессов, протекающих в плавильных печах, следующими
особенностями: малым объемом расплавленного и нагре-
того металла; высокой температурой, при которой про-
текает процесс; быстрым отводом тепла от расплавленного
металла сварочной ванны в сравнительно холодный
основной металл.
Высокая температура сварочной дуги значительно
ускоряет физико-химические процессы, происходящие
при плавлении металла. При этом молекулы кислорода,
азота и водорода распадаются па атомы (диссоциируют)
и более интенсивно взаимодействуют с расплавленным
металлом, вследствие чего происходит окисление элемен-
тов, содержащихся в металле, и насыщение его водоро-
дом и азотом.
Химический состав металла шва, его структура и меха-
нические свойства зависят от состава электродного
металла, состава покрытия и флюсов, газов, окружающих
ванну, режимов и способов сварки, приемов ведения
сварки и других причин. Получение сварного соединения
высокого качества зависит также и от состава основного
металла.
27
Металлургические процессы при ручной сварке, начи-
ная с момента образования капель электродного металла
и до полного охлаждения сварного шва, представляют
собой процессы взаимодействия расплавленного и нагре-
того металла со шлаками, а также с выделяющимися
газами и воздухом. Электродный металл переходит в
сварочную ванну через дуговой промежуток в виде ка-
пель. Этот процесс сопровождается обильным выделени-
ем газов, которые частично остаются в наплавленном
металле.
При насыщении металла шва газами происходит взаи-
модействие газов с поверхностью металла и с жидкой
ванной; поглощение газов поверхностным слоем жидкого
металла ванны и образование прочных химических соеди-
нений или растворов с металлом; перемещение газов
внутрь шва.
К и с л о р о д, попадая в зону сварки из воздуха,
электродного покрытия или флюса, взаимодействуете жид-
кой ванной металла, окисляет железо и элементы, содер-
жащиеся в стали. Кислород является наиболее вредной
примесью, так как он образует растворимые в стали оки-
сли, наличие которых в металле шва снижает пределы про-
чности и текучести, относительное удлинение и удар-
ную вязкость сварного соединения. Повышенное содер-
жание кислорода в сварном шве приводит к снижению
антикоррозийных свойств и увеличивает склонность
металла к образованию горячих и холодных трещин.
С железом кислород образует три окисла: закись FeO,
окись Fe2O3, окись — закись Fe3O4. Взаимодействие про-
текает по следующим реакциям:
2Fe + О2 2FeO,
4Fe + 3O2^±2Fe2O3,
Fe + O^tFcO,
3Fe + 2O2 Fe3O
В процессе окисления железа участвует выделяюща-
яся из покрытий и флюсов влага по реакции
Fe + H2O^FeO4-H2.
Из трех окислов железа наиболее неблагоприятное
влияние на свойства сварного соединения оказывает
FeO — закись железа, которая при высокой температу-
ре хорошо растворяется в стали до полного насыщения
и в процессе затвердевания частично остается в шве.
28
Кислород, растворяясь в стали, вступает в соедине-
ние не только с железом, но и с другими элементами
стали — углеродом, марганцем, кремнием:
С + О->СО,
Мп + О-^МпО,
Si4-2O^SiO2.
А з о т в зону сварки поступает из воздуха, при этом
нод действием высокой температуры нагревается и части-
чно переходит в атомарное состояние, растворяется в
жидком металле, образуя при охлаждении сварного
шва химические соединения (нитриды) с железом и дру-
гими элементами стали.
На содержание азота в наплавленном металле влияет
скорость охлаждения. Медленное охлаждение металла
шва способствует удалению газообразного азота в атмос-
феру. Быстрое охлаждение способствует задержанию
азота в шве.
Из нитридов железа существенное значение имеют
два соединения, образуемые по реакциям:
8Fe + 2N = 2Fe4N — содержит азота 5,88% t
4Fe + 2N = 2Fe2N
2Fe4N + 2N = 4Fe3N
содержит азота 11,1%.
Нитриды, располагаясь в шве в виде азотных игл,
вызывают резкое падение пластичности, повышают твер-
дость и хрупкость металла шва. Старение в пизкоуглеро-
днетых сталях становится заметным при содержании
в них азота более 0,05%. Снижение содержания азота
в сварном шве до 0,02—0,05% достигается при сварке
электродами с толстым покрытием и до 0,008 % при
сварке закрытой дугой под флюсом, а также примене-
нием сварочных проволок с повышенным содержанием
марганца. На степень насыщения металла шва азотом
оказывают влияние режимы сварки, причем с уве-
личением силы тока и ухмепыпением дугового про-
межутка содержание азота в сварном шве умень-
шается.
Азот образует также нитриды, некоторые из кото-
рых более устойчивы по сравнению с Fe4N. К ним в
29
первую очередь относятся соединения азота с алюми-
нием, марганцем, титаном и особенно с кремнием:
А1 + уN2A1N — содержит азота 34,4%;
5Mn + N2-> MndN2 ~ содержит азота 9,3%;
Ti + yNg-^TiN — содержит азота 22,8%;
3Si + 2N2 —Si3N4 — содержит азота 40%.
Легирование стали Al, Л4п, Ti и Si, связывающими
азот в стойкие нитриды, позволяет предупредить процес-
сы старения стали, повышает пластичность соединения.
Водород в зону сварки поступает из атмосфер-
ной влаги, а также из влаги, находящейся в покрытиях,
в флюсах, в ржавчине кромок металла. При высоком
содержании водорода в сварном шве последний обладает
пониженной пластичностью и становится хрупким в холо-
дном состоянии. Наличие водорода и его соединений
в сварном шве вызывает появление газовых пузырей,
пористости, мелких трещин и флокенов, т. е. неболь-
ших светлых пятен с очень малой полостью в центре,
встречающихся па поверхности излома. Наибольшая
растворимость водорода и пористость шва имеют место
при сварке на переменном токе, а наименьшая — при
постоянном токе обратной полярности. Эго объясняется
тем, что при сварке на переменном токе сварочная ванна
попеременно является катодом и аподом при переходе
тока через нулевое значение, жидкий металл не защища-
ется электрическим полем дуги, что способствует увеличе-
нию количества растворенного водорода в ванне, атомы
которого несут отрицательный заряд. |
При высоких температурах молекулы водорода в сва-
рочной дуге распадаются (диссоциируют) на атомы
Н2 Н + Н. Диссоциация водорода сопровождается
поглощением теплоты, снижением температуры расплав-
ленного металла, но, попадая под действием газового
дутья в дуге в более холодные места, атомы водорода
ассоциируют в молекулы с выделением тепла у поверхно-
сти охлаждаемого металла, что в свою очередь замедляет !
скорость его охлаждения. Аккумуляция тепла в дуге
и возвращение тепла охлажденной поверхности металла
улучшает тепловой режим сварочного процесса.
30
Диссоциированный водород активно соединяется с ки-
слородом» азотом, серой и фосфором, восстанавливая
железо из окислов, нитридов, сульфидов и хлоридов.
Концентрацию водорода и восстановление металла из
окислов и нитридов можно уменьшить путем создания
условий для реакций прямого соединения водорода с
кислородом и азотом:
Н2+4о3 = Н2О, |h2 + 4n3 = NH3
или путем реакций восстановления железа из окислов
Действием диссоциированного водорода:
FeO + 2Н = Fe + Н2О, Fe3O4 + 8Н = 3Fe + 4Н2О,
Fe2O3 + 6Н = 2Fe + ЗН2О.
При атомно-водородной сварке водород в качестве
защитного газа выполняет роль восстановителя вольф-
рама из его окисла по реакции
WO2 4Н === W + 2Н2О.
Для предотвращения насыщения металла шва газами
необходимо:
применять электроды и флюсы тщательно прокален-
ные и хранить их в сухом месте;
чтобы свариваемые кромки металла были сухие и очи-
щенные от ржавчины;
сварку металла при низких температурах произво-
дить в закрытых помещениях;
чтобы свариваехмый металл был защищен от попадания
влаги (при сварке под дождем и снегом);
чтобы сварочная проволока была защищена от образо-
вания ржавчины;
выполнять швы с минимальным числом проходов
(при автоматической и полуавтоматической сварке под
флюсом), так как наложение многопроходных швов
способствует насыщению водородом нижележащих швов
в момент их расплавления.
§ 8. РАСКИСЛЕНИЕ И ЛЕГИРОВАНИЕ
МЕТАЛЛА ШВА ПРИ СВАРКЕ
Сварочная ванна и металл шва защищают от влияния
атмосферного кислорода и азота с целью получения задан-
ных прочностных и пластических свойств, химического
состава и структуры наплавленного металла. Это осуще-
31
ствляется применением электродных покрытий и флюсов,
в составы которых вводят специальные компоненты,
обладающие раскислительными, легирующими, шлако-
образующими , газообразующими и стабилизирующими
свойствами. Раскислители и легирующие вещества могут
быть введены также в состав электродного и присадоч-
ного металла.
Сварочные шлаки. При сварке на поверх-
ности расплавленного металла образуется защитный
слой шлака, который предохраняет металл от действия
кислорода и азота воздуха. Шлаки растворяют в себе
закись железа, заатедляют процесс охлаждения сварного
шва, улучшают структуру и механические свойства метал-
ла. При наличии стабилизирующих и легирующих ком-
понентов шлаки повышают устойчивость горения дуги
и способствуют легированию металла шва.
Введение определенного количества гех или иных
составляющих в покрытия электродов зависит от хими-
ческого состава свариваемого металла. Для сталей
с повышенным содержанием кремния, марганца, хрома
применяются покрытия, дающие шлаки, в состав которых
входит окись кальция (СаО). Составы покрытий электро-
дов определяют качественный состав шлаков. Наиболее
часто составы шлаков представляют собой комплексные
соединения кислых (SiO2, TiO2 и др.), основных (FeO,
МпО, СаО и др.) и амфотерных (А12О3, Fe2O3 и др.) окис-
лов с различной степенью кислотности.
Сварочные шлаки должны иметь следующие основ-
ные свойства:
температуру плавления выше температуры образова-
ния о кислов;
хорошую вязкость, обеспечивающую высокое ка-
чество шва и легкость отделения шлака от ме-
талла;
способность быстрого перехода из жидкого состояния
в твердое (особенно при сварке швов в вертикальном,
горизонтальном и потолочном положениях);
способность растворять металлы, сульфиды и другие
соединения, связывать окислы в комплексные нераство-
римые соединения, раскислять железо;
способность в твердом состоянии легко отделяться
от наплавленного металла шва;
плотность в жидком состоянии ниже плотности
жидкого металла.
32
Защита расплавленного металла сварочными шлаками
не предохраняет полностью металл от насыщения кисло-
родом и образования окислов. Поэтому для получения
качественного сварного соединения производят раскис-
ление жидкого металла, удаление окислов из сварочной
ванны и легирование наплавленного металла элементами,
выгорающими из металла.
Сталь раскисляется: восстановлением железа из заки-
си железа за счет окисления других элементов; соедине-
нием кислорода с элементами-раскислителями; связыва-
нием закиси железа в стойкие силикаты и титанаты, не
растворимые в железе.
Раскисление марганцем и к р е м н и-
е м Эти элементы вводят в состав обмазок и флюсов в ви-
де ферросплавов (ферромарганец, ферросилиций).
Закись марганца (МпО) легко реагирует с кислыми
окислами. С кремнеземом образует силикат марганца
MnO>SiO2, переходящий в шлаки, а с закисью железа —
ряд растворов в жидком и твердом состоянии.
Окись кремния SiO2 (кремнезем) обладает сильными
кислотными свойствами и нерастворимостью в железе,
легко вступает в комплексные соединения с основными
окислами. С закисью железа образует нерастворимый
в металле силикат закиси железа FeO -SiO2, легко
всплывающий в шлак.
Раскисляющие действия марганца и кремния усили-
ваются с понижением температуры сварочной ванны,
что способствует уменьшению содержания закиси же-
леза в металле шва.
Раскисление железа марганцем и кремнием проте-
кает по реакциям:
FeOMCT + Мпмет МпОшл F^мет»
2FeOKeT + SiMCT И SiO2Ui.n + 2Fe.>wr.
Раскисление т и т а н о м. Титан в состав
обмазок и флюсов вводят в виде ферросплавов (в частно-
сти, ферротитан).
Раскисление железа протекает по реакции
2FeO+Ti = 2Fe+TiO2.
Окись титана TiO2 обладает сильными кислотными
свойствами, в железе практически нерастворима, содер-
жится в шлаках в виде комплексных соединений.
2 Мотях ов
33
С азотом титан образует очень стойкие соединения —
нитриды титана, не растворимые в металле. Наличие
его в сварочной ванне способствует размельчению зерна
при кристаллизации стали, улучшает тем самым меха-
нические свойства сварного соединения.
Раскисление а л ю м и н и е м. Алюминий
является наиболее сильным раскислителем, уступающим
по силе действия только углероду при температурах
выше 2000 ° С. Однако алюминий как раскислитель
употребляется в очень небольших количествах для
окончательного удаления закиси железа из металла
или для уменьшения окисления других раскислителей,
имеющих меньшее сродство к кислороду, чем алюминий.
При окислении алюминия образуется его окись ALO3
(глинозем). Окись алюминия имеет очень высокую темпе-
ратуру плавления, в жидком металле не растворима,
удаляется в шлак очень медленно, из-за чего сварной
шов бывает загрязнен неметаллическими включениями.
При правильной шихтовке покрытия раскисление
алюминием позволяет получать плотные швы с высокими
механическими свойствами.
Легирование металла шва. Для вос-
становления химического состава и улучшения механи-
ческих свойств применяют легирующие элементы, име-
ющие степень сродства к кислороду ниже, чем у основ-
ного металла. Такими элементами являются, например,
никель, медь, кобальт, для которых основной металл •
(железо) играет роль раскислителя, предохраняющего
их от окисления. При ручной дуговой сварке пизкоутле-
родистых и низколегированных сталей в качестве леги-
рующих элементов применяют марганец и кремний,
которые вводят в состав покрытий в виде ферро-
сплавов.
При автоматической и полуавтоматической сварке
плавлеными флюсами легирование металла происходит
за счет восстановления марганца и кремния из шлака,
а при сварке под слоем керамического флюса — за счет
введения в состав флюсов легирующих элементов.
Влияние серы и фосфора на каче-
ство сварного соединения. Наличие серы
в металле шва ухудшает механические свойства металла
и является одной из причин красноломкости и появления
горячих трещин в сварном соединении. В наплавленный
металл сера может попасть из основного и электродного
34
г металла, а также из электродного покрытия и флюсов.
В металле находится в виде сульфитов марганца и железа
(MnS, FeS).
Особенно неблагоприятное влияние на качество метал-
ла оказывает сульфит железа, хорошо растворяющийся
в жидком металле и плохо — в шлаках. Температура
плавления (1193 ° С) сернистого железа ниже, чем у ста-
ли, поэтому оно при кристаллизации остается в про-
слойках между кристаллами стали по границам зерен
металла.
Чтобы уменьшить общее количество серы в шве и изба-
виться от сернистого железа, в покрытия и флюсы вводят
элементы, обладающие большим сродством к сере, чем
железо. Такими элементами являются марганец и известь
(СаО), образующие очень прочные, практически не раство-
римые в жидком металле сульфиты, полностью переходя-
щие в шлак:
FeS 4- Мп=MnS + Fe, FeS + СаО — FeO + CaS,
FeO + Mn^MnO + Fe.
При высоких температурах (1540—1660 ° С) обессери-
вание происходит полнее с увеличением концентрации
СаО.
Повышенное содержание фосфора в сталях понижает
механические свойства, повышает хрупкость в холодном
состоянии и неоднородность стали. Фосфор присутствует
в стали в виде фосфидов железа:
3Fe 4-P = Fe3P (15,63% Р) и 2Fe + P = Fe2P (21,75% Р)
частично растворимых в стали при высоких темпера-
турах.
Удаление фосфора при сварке осуществляется путем
связывания его в прочные химические соединения с окис-
лами некоторых элементов по реакции:
2Fe2P + 5FeO=P2O54-9Fe или 2Fe3P + 5FeO=
= P2O6+HFe.
Фосфорный ангидрид (Р2Ог,) связывается основными шла-
ками в стойкие комплексные соединения, благодаря
которым происходит удаление фосфора из металла.
2*
35
§ 9. ОСОБЕННОСТИ МЕТАЛЛУРГИЧЕСКИХ ПРОЦЕССОВ,
ПРОТЕКАЮЩИХ ПРИ МЕХАНИЗИРОВАННЫХ
СПОСОБАХ СВАРКИ
При автоматической и полуавто-
матической сварке подфлюсами зона
сварки и сварочная дуга защищены слоем расплавлен-
ного шлака, а перемещение дуги вдоль свариваемых
кромок происходит равномерно с постоянной скоростью.
Металлургические процессы при сварке иод флюсом
отличаются от металлургических процессов при сварке
открытой дугой покрытыми электродами следующими
особенностями:
более эффективной защитой зоны сварки от воздей-
ствия воздуха;
более значительным объемом сварочной ванны;
повышенной концентрацией тепловой энергии и замед-
ленным охлаждением сварного шва;
более жесткими режимами сварки в зависимости
от химического состава металла шва.
Сварочные плавленые флюсы разделяются на основ-
ные и кислые, в зависимости от преобладания во флюсах
кислых (SiO2; TiO2) или основных (MgO; FeO; MnO; CaO;
Na2O; K2O) окислов.
Характеристика шлака определяется по степени
кислотности:
CaO + FeO + MnO + MgO N а20+К2О ’
если К > 1 — шлак считается кислым и, наоборот,
если К <J—шлак основной. Степень кислотности
определяет свойства сварочных шлаков и их воздейст-
вие на металл.
Рассмотрим некоторые реакции, протекающие при
сварке углеродистых и низколегированных сталей с при-
менением в основном кислых флюсов.
В зоне высоких температур сварочной ванны (первая
зона сварки — в дуговом промежутке и в сварочной ван-
не вблизи дуги) происходит восстановление кремния
и марганца с образованием закиси железа, частично
переходящей в шлак и частично растворяющейся в стали:
2FeMe, + SiO2tu.n 2FeOllbI + SiftieT,
FeweT -p МпОш । <— I еО|||Л -р Мпыет.
36
При понижении температуры жидкого металла (вто-
рая зона сварки — часть сварочной ванны, удаленной от
дуги до границ затвердевания) проходят реакции вос-
становления железа:
2FcOMeT + Si
мет
SiO2lllJ1 + 2FcMCT;
FeOMer + Мп мет ч— МпОшЛ Д FeMcr,
FeOMeT Д С
мет •<
СО
4~Fe
мет •
Взаимодействие закиси железа с углеродом проте-
кает с образованием окиси углерода, которая не раство-
ряется в стали и образует в ней газовые поры, так как
при температурах, близких к затвердеванию, не вся
окись углерода успевает выделиться из металла шва.
Для подавления реакции окисления углерода в свароч-
ной ванне должно быть достаточное количество марганца
и кремния. Повышенное содержание марганца также
способствует уменьшению серы и увеличению фосфора
в шве.
Интенсивность перехода кремния и марганца в шов
возрастает с увеличением содержания их в сварочной
проволоке и флюсе, а также с увеличением напряжения
на дуге и уменьшением силы тока. При повышении напря-
жения па дуге количество расплавленного флюса но
отношению к расплавленному металлу возрастает, в ре-
зультате наблюдается увеличение в шве марганца, крем-
ния и фосфора и уменьшение содержания серы. С увели-
чением силы сварочного тока уменьшается количество
расплавленного флюса, вследствие чего наблюдается
уменьшение фосфора и увеличение серы в свар-
ном шве.
При электрошлаковой сварке при-
меняют флюсы, состав которых мало отличается от соста-
ва флюсов, применяемых при дуговой сварке соответ-
ствующих сталей. Для повышения электропроводности
и понижения вязкости шлаков в состав флюсов вводят
плавиковый шпат (CaF2).
Металлургические процессы при электрошлаковой
сварке имеют следующие особенности:
надежная защита жидким флюсом плавильной зоны
от воздействия воздуха;
более низкая, чем при дуговых процессах, темпера-
тура в зоне сварки;
37
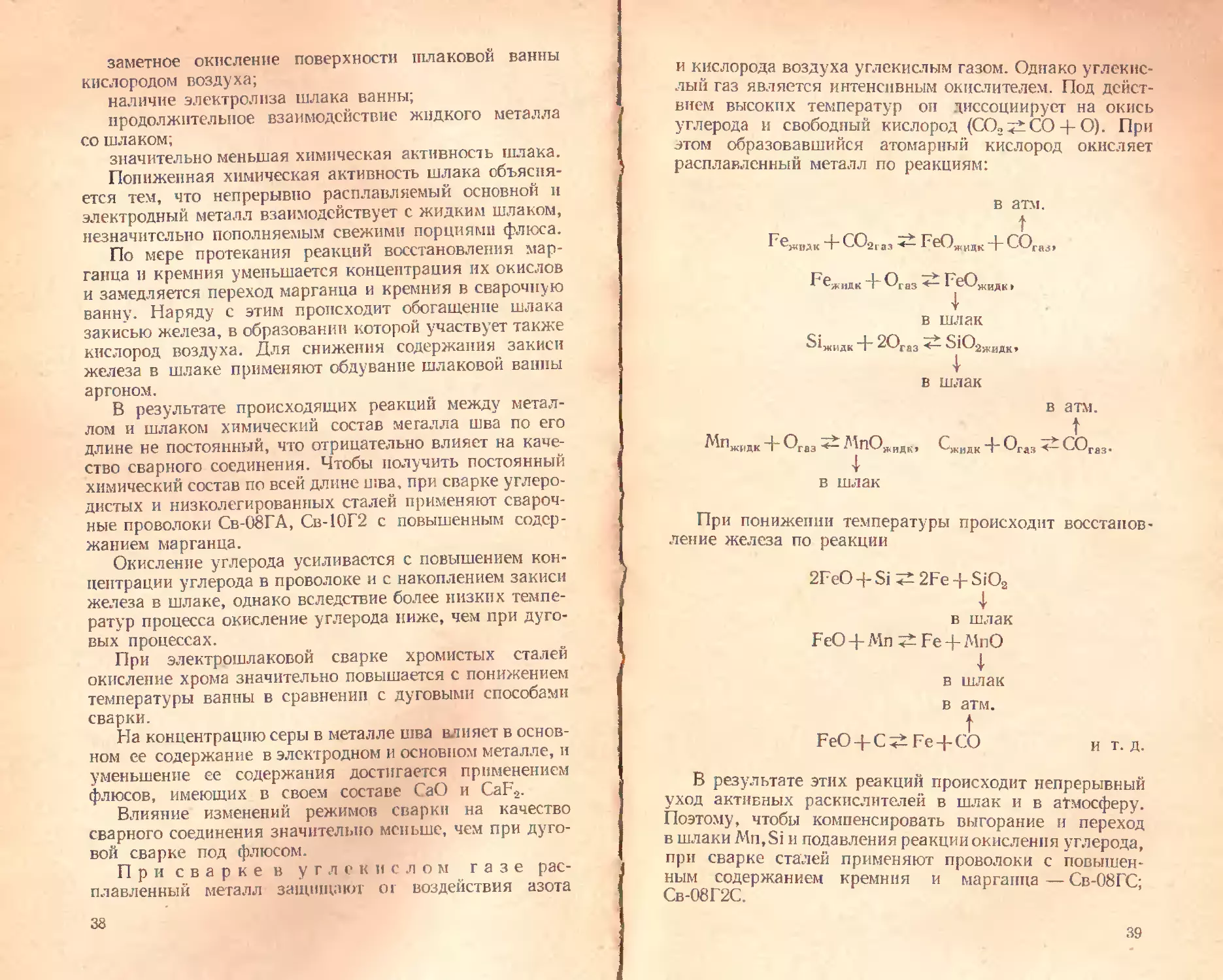
заметное окисление поверхности шлаковой ванны
кислородом воздуха;
наличие электролиза шлака ванны;
продолжительное взаимодействие жидкого металла
со шлаком;
значительно меньшая химическая активность шлака.
Пониженная химическая активность шлака объясня-
ется тем, что непрерывно расплавляемый основной и
электродный металл взаимодействует с жидким шлаком,
незначительно пополняемым свежими порциями флюса.
По мере протекания реакций восстановления мар-
ганца и кремния уменьшается концентрация их окислов
и замедляется переход марганца и кремния в сварочную
ванну. Наряду с этим происходит обогащение шлака
закисью железа, в образовании которой участвует также
кислород воздуха. Для снижения содержания закиси
железа в шлаке применяют обдувание шлаковой ванны
аргоном.
В результате происходящих реакций между метал-
лом и шлаком химический состав мегалла шва по его
длине не постоянный, что отрицательно влияет на каче-
ство сварного соединения. Чтобы получить постоянный
химический состав по всей длине шва, при сварке углеро-
дистых и низколегированных сталей применяют свароч-
ные проволоки Св-08ГА, Св-10Г2 с повышенным содер-
жанием марганца.
Окисление углерода усиливается с повышением кон-
центрации углерода в проволоке и с накоплением закиси
железа в шлаке, однако вследствие более низких темпе-
ратур процесса окисление углерода ниже, чем при дуго-
вых процессах.
При электрошлаковой сварке хромистых сталей
окисление хрома значительно повышается с понижением
температуры ванны в сравнении с дуговыми способами
сварки.
На концентрацию серы в металле шва влияет в основ-
ном ее содержание в электродном и основном металле, и
уменьшение ее содержания достигается применением
флюсов, имеющих в своем составе СаО и CaF2.
Влияние изменений режимов сварки на качество
сварного соединения значительно меньше, чем при дуго-
вой сварке под флюсом.
П р и с в а р к е в углекислом газе рас-
плавленный металл защищают о г воздействия азота
за
и кислорода воздуха углекислым газом. Однако углекис-
лый газ является интенсивным окислителем. Под дейст-
вием высоких температур он диссоциирует на окись
углерода и свободный кислород (СО2^±СО + О). При
этом образовавшийся атомарный кислород окисляет
расплавленный металл по реакциям:
жидк “F СО2г
ж ИДК
ж ид к
в атм.
t
газ>
жидк»
I
в шлак
жидк Ч~ 2Огаз SiO2iKIIttK,
I
в шлак
М^жидк "Ь ^газ МпОЖИДК’
в шлак
в атм.
t
-1-0 СО
жидк Л у-/газ
При понижении температуры происходит восстанов-
ление железа по реакции
2FeO + Si^2Fe + SiOa
в шлак
FeO -f- Мп Fe -|- МпО
I
в шлак
в атм.
t
FeO 4-С Fe 4-СО
и т. д.
В результате этих реакций происходит непрерывный
уход активных раскислителей в шлак и в атмосферу.
Поэтому, чтобы компенсировать выгорание и переход
в шлаки Мп, Si и подавления реакции окисления углерода,
при сварке сталей применяют проволоки с повышен-
ным содержанием кремния и марганца — Св-08ГС
Св-08Г2С.
39
§ 10. СТРУКТУРА СВАРНОГО ШВА
И ЗОНЫ ТЕРМИЧЕСКОГО ВЛИЯНИЯ
При дуговой сварке под давлением столба дуги про-
исходит вытеснение жидкого металла из-под дуги и пог-
ружение столба дуги в
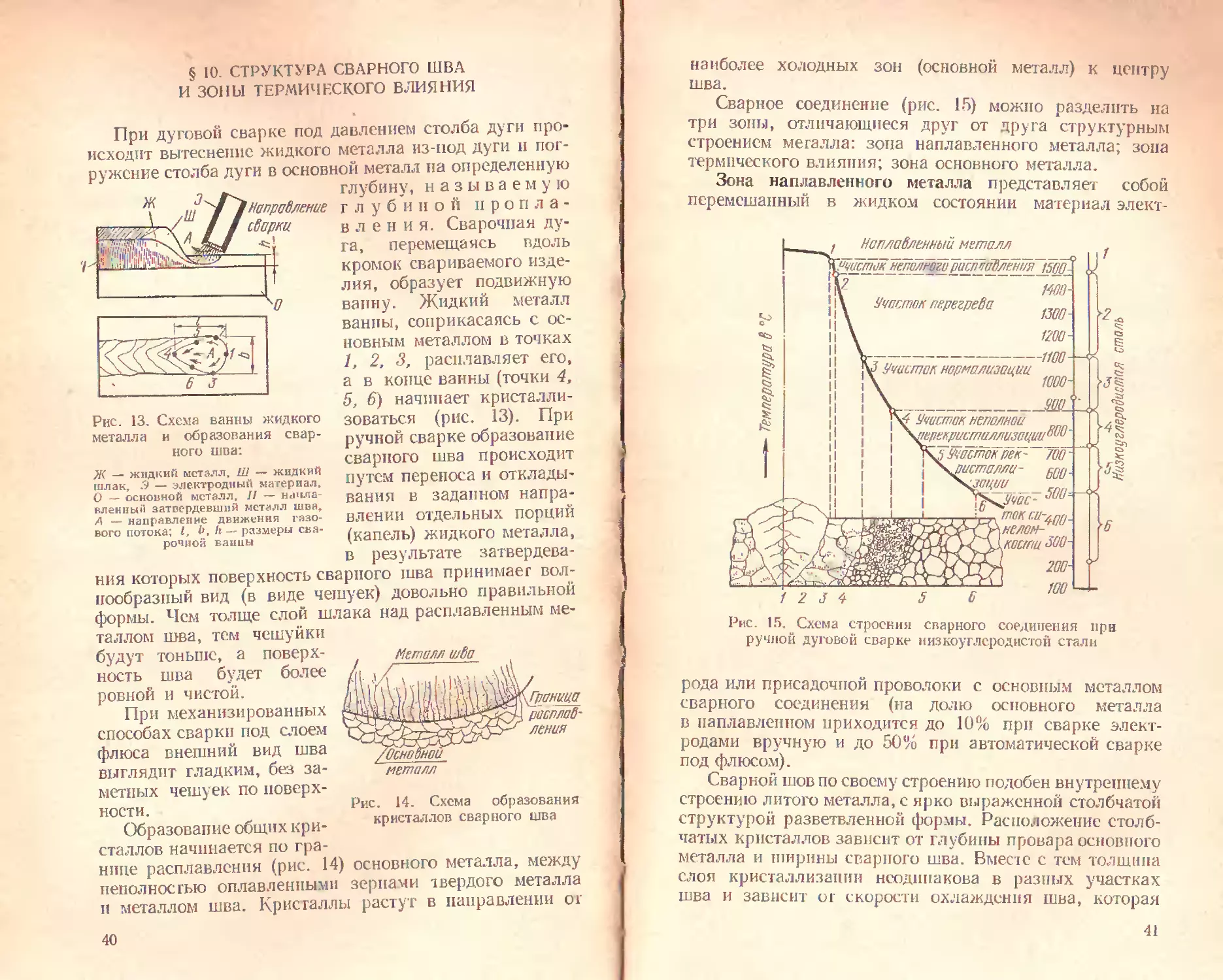
Рис. 13. Схема ванны жидкого
металла и образования свар-
ного шва:
Ж — жидкий металл, Ш — жидкий
шлак, .9 — электродный материал,
О — основной металл, П — напла-
влен иый затвердевший металл шва,
Д — направление движения газо-
вого потока; Z, Ь, й — размеры сва-
рочной ванны
ои металл па определенную
глубину, называемую
г л у б и и о й пропла-
влен и я. Сварочная ду-
га, перемещаясь вдоль
кромок свариваемого изде-
лия, образует подвижную
ванну. Жидкий металл
ванны, соприкасаясь с ос-
новным металлом в точках
1, 2, 3, расплавляет его,
а в конце ванны (точки 4,
5, 6) начинает кристалли-
зоваться (рис. 13). При
ручной сварке образование
сварного шва происходит
путем переноса и отклады-
вания в заданном напра-
влении отдельных порций
(капель) жидкого металла,
в результате затвердева-
ния которых поверхность сварного шва принимает вол-
нообразный вид (в виде чешуек) довольно правильной
формы. Чем толще слой шлака над расплавленным ме-
таллом шва, тем чешуики
будут тоньше, а поверх-
ность шва будет более
ровной и чистой.
При механизированных
способах сварки под слоем
флюса внешний вид шва
выглядит гладким, без за-
метных чешуек по поверх-
ности.
Образование общих кри-
сталлов начинается по гра-
нице расплавления (рис. 14)
неполностью оплавленными
и металлом шва. Кристалль
Рис. 14. Схема образования
кристаллов сварного шва
основного металла, между
зернами 1вердого металла
растут в направлении от
40
наиболее холодных зон (основной металл) к центру
шва.
Сварное соединение (рис. 15) можно разделить на
три зоны, отличающиеся друг от друга "структурным
строением мегалла: зона наплавленного металла; зона
термического влияния; зона основного металла.
Зона наплавленного металла представляет собой
перемешанный в жидком состоянии материал элект-
У'часток перегреби
Наплабленный металл
ш-
1300-
1200-
-1100-
Учисток нормализации
1000-
900.1
У Участок неполной
перекристаллизации™^
70(Г
600-
500--
Е
6 Участок рек-
растаяли-
'рации
Учас-
ток си-4пр.
нелом-
костц 390-
200-
100
Рис. 15. Схема строения сварного соединения при
ручной дуговой сварке иизкоуглсродистой стали
рода или присадочной проволоки с основным металлом
сварного соединения (на долю основного металла
в наплавленном приходится до 10% при сварке элект-
родами вручную и до 50% при автоматической сварке
под флюсом).
Сварной шов по своему строению подобен внутреннему
строению литого металла, с ярко выраженной столбчатой
структурой разветвленной формы. Расположение столб-
чатых кристаллов зависит от глубины провара основного
металла и ширины сварного шва. Вместе с тем толщина
слоя кристаллизации неодинакова в разных участках
шва и зависит ог скорости охлаждения шва, которая
41
наибольшее значение имеет по краям шва. В средней и
верхней частях шва благодаря плотному шлаковому
покрову скорость охлаждения шва уменьшается.
Зона термического влияния имеет несколько струк-
турных участков, отличающихся между собой формой
и строением зерна, вызванных температурой нагрева
в пределах 1500—450° С.
Участок неполного расплавления
является переходным от наплавленного металла к ос-
новному; он представляет собой область (0,1— 0,4 мм)
основного металла, нагретого до температуры несколько
большей температуры плавления, и находится в твердо-
жидком состоянии. Здесь происходит значительный рост
зерна, сопровождающийся образованием игольчатой
структуры. Этот участок является наиболее слабым мес-
том, обладающим повышенной хрупкостью.
Участок перегрева — область основного,
сильно нагретого (от 1100 до 1500° С) металла с крупно-
зернистым строением и пониженными механическими
свойствами (ударной вязкостью и пластичностью). В ста-
лях с большим содержанием углерода на участке пере-
грева возможно образование закалочных структур. Ши-
рина участка достигает 3—4 мм.
Участок нормализации — область ос-
новного металла, нагретого в пределах от 900 до 1100° С и
обладающего высокими механическими свойствами, так
как при нагреве и охлаждении на этом участке в резуль-
тате перекристаллизации происходит значительное из-
мельчение зерна. Ширина участка лежит в пределах
1—4 мм.
Участок неполной перекристал-
л и з а ц и и — область металла, нагретого в пределах
725—900° С, характерна смешанным строением, сос-
тоит из скопления мелких перекристаллизованных зерен
и крупных зерен, не прошедших перекристаллизацию
из-за недостатка теплоты, полученной металлом при на-
греве. Неравномерное кристаллическое строение вызы-
вает понижение механических свойств этого участка.
Участок рекристаллизации — об-
ласть металла, нагретого в пределах 450—725е С. Учас-
ток характерен восстановлением формы и размеров
разрушенных зерен металла на ширине 0,5—1,5 мм, ра-
нее. подверженного прокатке или обработке давлением
(ковке, штамповке).
42
Величина зоны термического влияния и структуры
сварного шва зависит от скорости сварки, силы тока и
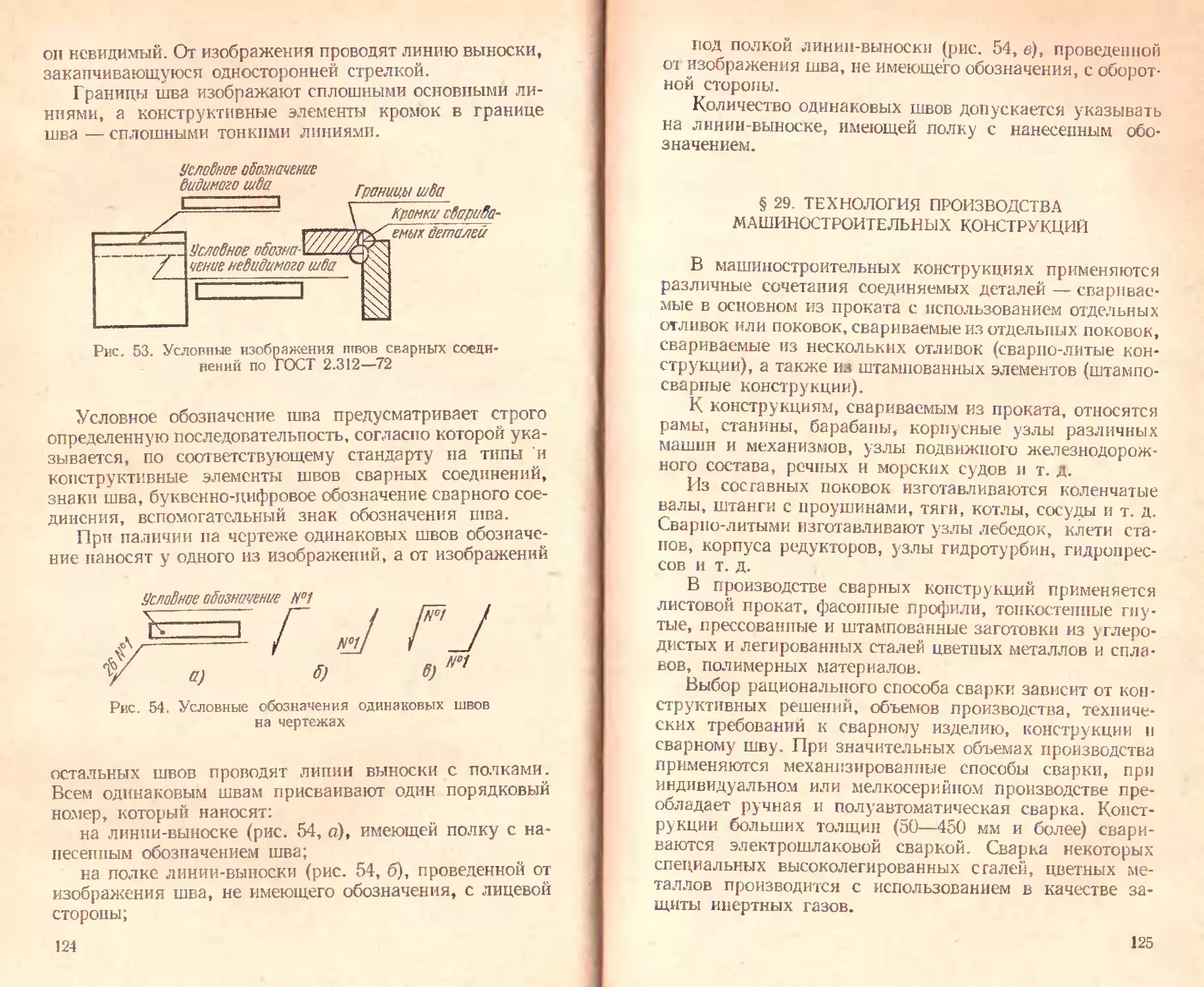
способа сварки. При ручной сварке качественными
электродами с толстым покрытием зона термического
влияния составляет примерно 5—7 мм, при автомати-
ческой сварке под флюсом стали большой толщины —
8—10 мм и малой Толщины — 0,5—1 мм.
Зона термического влияния свойственна сварным
соединениям любых металлов и сплавов, однако размеры
участков и свойства их будут несколько иными, чем при
сварке низкоуглеродистых сталей.
Сварные соединения из среднеуглеродистых и низко-
легированных сталей, склонных к закалке, имеют зону
термического влияния с участками закалки, неполной
закалки и отпуска. Такие соединения, как правило,
перед сваркой необходимо подогреть, а после сварки
подвергать термической обработке.
Зона основного металла — при понижении темпера-
туры от 450° С изменение структуры основного металла
не наблюдается. Однако при сварке низкоуглеродистых
сталей, содержащих 0.2 и К2 более 0,005% и Н2 0,0005%
на участке, нагретом в пределах 400° С (участок синелом-
кости), имеет место понижение механических свойств.
В частности, снижение пластичности и вязкости, вызы-
ваемое старением металла. Этот участок имеет повышен-
ную склонность к образованию трещин.
§ 11. СВАРИВАЕМОСТЬ СТАЛЕЙ
Сваркой называется процесс получения неразъ-
емных соединений посредством установления межатом-
ных связей между свариваемыми частями при их
местном или общем нагреве или пластическом де-
формировании, или совместным действием того и дру-
гого.
Удовлетворительное протекание процессов образова-
ния сварного соединения определяется в основном свой-
ствами свариваемых металлов, выбором электродного и
присадочного металла, режимами сварки, температурой
нагрева и т. д.
Под свариваемостью понимается свойство
металла или сочетание свойств металлов образовывать
при установленной технологии сварки соединение, от-
43
вечающее требованиям, обусловленным конструкцией
и эксплуатацией изделия.
При определении понятия свариваемости необходимо
различать физическую, технологическую и эксплуата-
ционную свариваемость.
Физическая или металлургическая
свариваемость определяется процессами, про-
исходящими на границе соприкасания свариваемых дета-
лей при различных физико-химических методах соеди-
нения металлов.
На границе соприкасания соединяемых деталей долж-
ны произойти физико-химические процессы (рекристал-
лизация, химическое соединение и т. д.), в результате
которых образуется прочное неразъемное соединение.
Протекание физико-химических процессов при этом
определяется свойствами соединяемых металлов. Свари-
ваемые материалы могут иметь одинаковые и неодинако-
вые химический состав и свойства. Однородные материалы
(одного химического состава) с одинаковыми свойствами
обладают физической свариваемостью.
Сваривание неоднородных материалов может не про-
изойти, если они не в состоянии обеспечить протекание
физико-химических процессов, т. е. если они не обладают
физической свариваемостью.
Под технологической свариваемо-
стью понимается возможность получения сварного
соединения определенным способом сварки. Основными
показателями технологической свариваемости являются
стойкость расплавленного металла при сварке против
образования горячих трещин и изменения в металле
под действием термического цикла сварки. Технологи-
ческая свариваемость устанавливает оптимальные ре-
жимы сварки, способы сварки, технологическую после-
довательность выполнения работ, обеспечивающие полу-
чение требуемого сварного соединения.
Данные эксплуатационной сваривае-
мости определяют конкретные области и условия
допустимого применения материалов в сварных конструк-
циях и сварных изделиях.
На свариваемость металлов и сплавов оказывают
влияния химические элементы, входящие в их состав.
Свариваемость сталей изменяется в зависимости от
содержания в ней углерода и легирующих эле-
ментов.
44
О свариваемости стали известного химического со-
става судят по эквивалентному содержанию углерода,
пользуясь формулой
Ni , Cr + Mo+V
15 10
По свариваемости стали делятся на четыре группы
(табл. 3).
Таблица 3
Классификация сталей по свариваемости
Группа сваривае- мости Марки стали
углеродистые (ГОСТ 380 71, ГОСТ 1050- 60**, ГОСТ 1435—54*) кол струкционн ые легированные (ГОСТ 4543 71, ГОСТ 5058—65*, ГОСТ 5950-63) в ысокод е г и рова н н ые (ГОСТ 5632-72, ГОСТ 7419—55*. ГОСТ 5952-63*)
Хорошая Сг1, Ст2, СгЗ, Ст4, 08, К), 15, 20, 25 15Г. 20Г, 15Х, I5XA, 20Х, 15ХМ, 20ХГСА. 10ХСИД, 10ХГСНД, 15ХСНД 08Х20Н14С2, 20Х23Н18, О8Х18Н1О, 12Х18Н9Т, 15X5
Удовлетво- рительная Ст5, 30, 35 12ХН2, 12ХНЗА, 20ХНЗА, 20ХН, 20ХГСА, ЗОХ, ЗОХМ, 25ХГСА 30X13, 12X17, 25X13112
Ограничен- ная Сгб, 40, 45, 50 35Г, 40Г, 45Г, 40Г2, 35Х, 40Х, 45Х, 40ХМФА, 40ХН, ЗОХГС, ЗОХГСА, 35ХМ, 20Х2Н4А, 18Х2Н4МА, 4ХС 17Х18Н9, 12Х18Н9, 20Х23Н18, 36Х18И25С2
Плохая 65, 70, 75, 80, 85, У7, У8, У 9, У10, У11, У12 50Г, 50Г2, 50Х. 50ХН, 45ХНЗМФА, ХГС, 6ХС, 7X3 40X10С2М, 40X13, 95X18, Р18, Р9, 9ХС, 8X3, 5ХНТ, 5ХНВ
Первая группа — хорошо сваривающиеся, у
которых Сэкв не более 0,25. Эти стали при обычных спо-
собах сварки не дают трещин. Сварка таких сталей выпол-
няется без предварительного и сопутствующего подогрева,
без последующей термической обработки.
45
Вторая группа — удовлетворительно свари-
вающиеся, у которых Сэкв в пределах 0,25—0,35. Такие
стали допускают сварку без появления трещин только
в нормальных производственных условиях, когда тем-
пература окружающей среды выше 0L C и отсутствует
ветер и т. д.
В условиях, отличающихся от нормальных, для пре-
дупреждения образования трещин сварка сталей этой
группы выполняется с предварительным подогревом
или с предварительной и последующей термообработкой.
Третья группа с ограниченной сваривае-
мостью (СЭкв в пределах 0,35—0,45). К этой группе отно-
сят стали, которые в обычных условиях сварки склонны
к образованию трещин. Как правило, сварка таких
сталей производится по специальной технологии, регла-
ментирующей режимы предварительной термообработки,
подогрева и тепловой обработки после сварки.
Четвертая группас плохой свариваемостью.
Стали, входящие в эту группу, наиболее трудно поддают-
ся сварке, склонны к образованию трещин. Сварка их
выполняется с обязательной предварительной термооб-
работкой перед сваркой, подогревом в процессе сварки
и последующей термообработкой. С9Кв для этих сталей
болеее 0,45. Температура подогрева для низколегирован-
ных сгалей четвертой группы в зависимости от величины
СЭКЕ принимается следующая:
Эквивалент углерода (С9КВ), %...... 0,58 0,60 0,62 0,74 0,85
Температура подогрева, СС........... 100 125 150 175 200
§ 12. ГОРЯЧИЕ И ХОЛОДНЫЕ ТРЕЩИНЫ
В СВАРНЫХ СОЕДИНЕНИЯХ
Отличительной особенностью процесса сварки явля-
ется резкий местный нагрев и охлаждение. При охлаж-
дении и затвердевании происходит уменьшение объема
металла, вызывающее образование усадочных раковин,
и возникновение остаточных напряжений. Величина
возникающих внутренних напряжений может превзойти
предел прочности металла, что вызовет появление тре-
щин в сварном соединении. Трещины являются самым
серьезным пороком в сварном соединении, так как их
исправление требует сложной подготовки, подбора режи-
46
мов, выполнения определенных приемов сварки. Зачас-
тую трещины в сварном шве ведут к неисправимому
браку.
Горячими трещина м и называют микро-
и макроскопические трещины, имеющие характер не-
сплошности или надреза, которые образуются в сварных
соединениях при высоких температурах, близких к
температуре плавления в период кристаллизации метал-
ла. Возникают горячие трещины из-за неправильного
жесткого закрепления свариваемых деталей, затруд-
няющего сокращение металла шва. С увеличением
в металле шва элементов, образующих химические сое-
динения с низкой температурой затвердевания, а также
элементов карбидообразователей и элементов, обладаю-
щих ограниченной растворимостью в железе, вероятность
образования горячих трещин увеличивается. Такие эле-
менты, как сера и углерод, способствуют образованию
горячих трещин, а с повышением содержания в металле
шва марганца образование горячих трещин уменьшается.
Это объясняется свойством марганца связывать серу
в тугоплавкое соединение.
К числу карбидообразователей относятся хром, молиб-
ден, вольфрам, ванадий, титан. Эти элементы при крис-
таллизации шва образуют карбиды с низкой температурой
плавления, располагающиеся в виде жидких прослоек
между кристаллитами. Химические элементы, обладаю-
щие ограниченной растворимостью в железе, температура
плавления которых ниже температуры плавления железа,
такие, как медь, располагаясь по границам кристаллов,
снижают сопротивление металла шва к образованию
горячих трещин.
Холодные трещины — трещины, образую-
щиеся в сварных соединениях из среднелегированных
и высоколегированных сталей перлитного и мартенсит-
ного класса преимущественно при нормальной темпера-
туре, а также при температурах ниже 200° С. Холодные
трещины проявляют себя после окончания сварки через
некоторое время и распространяются в течение несколь-
ких часов и даже нескольких суток вдоль и поперек около-
шовной зоны и сварного шва. Образование холодных
трещин при сварке вызывается резким изменением
механических свойств, характером напряженного состоя-
ния в процессе структурных превращений. В закаливаю-
щихся сталях образование холодных трещин может быть
47
вызвано влиянием водорода, поступающего из металла
в околошовную зону.
Предупредить образование холодных трещин в свар-
ном соединении можно применением различных техно-
логических приемов: например, применением предвари-
тельного и сопутствующего подогрева; использованием
сварочных материалов с минимальным содержанием во-
допроизводящих компонентов; проведением после сварки
термической обработки соединения; сваркой на опти-
мальных режимах, выбором правильной последователь-
ности наложения швов и т. д.
Контрольные вопросы
1. Назовите основные свойства сварочной дуги.
2. Какими показателями определяется производительность про-
цесса дуговой сварки?
3. 11еречислите основные виды сварки плавлением.
Р А 3 Д Е Л П
ОБОРУДОВАНИЕ
И ИСТОЧНИКИ ПИТАНИЯ
СВАРОЧНОЙ ДУГИ
Глава
III
ОБОРУДОВАНИЕ ДЛЯ АВТОМАТИЧЕСКОЙ
И ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ
ПОД ФЛЮСОМ
$ 13. РЕГУЛИРОВАНИЕ ПРОЦЕССА ДУГОВОЙ СВАРКИ
ПОД ФЛЮСОМ
При автоматической и полуавтоматической сварке
электродная проволока непрерывно подается к месту
сварки с помощью специальных установок (автоматов
и полуавтоматов). В отличие от автоматов при работе
на полуавтоматах перемещение сварочной проволоки
вдоль шва осуществляется сварщиком.
Необходимым условием устойчивого горения дуги
является постоянство длины дуги. Эго условие обеспе-
чивается соблюдением в процессе сварки равенства
между скоростью подачи электродной проволоки (иэ)
в зону дуги и скоростью ее плавления (^н), т. е. оэ =
Колебания напряжения в сети, неровности поверхностей
свариваемых деталей, пробуксовка проволоки в подаю-
щих роликах, магнитное дутье и другие причины вызы-
вают нарушение этого равенства, в результате чего может
произойти или короткое замыкание электрода с изделием,
когда v3 > vnj или обрыв дуги, когда v3 < оп.
В современных автоматических и полуавтоматических
головках соблюдение равенства v3 — оп достигается
одним из двух способов: автоматическим регулированием
скорости подачи электродной проволоки в зависимости
от изменения напряжения на дуге; саморегулированием
процесса сварки при постоянной скорости подачи про-
волоки.
Автоматическое регулирование (рис. 16, а) осущест-
вляется за счет изменения числа оборотов электродвига-
теля головки ДГ, питание которого производится от
49
специального генератора ГДГ, имеющего две обмотки
возбуждения / и //. Обмотка / питается независимо от
постороннего источника, а обмотка II — через селеновый
выпрямитель В от источника питания сварочной цепи.
Рис. 16. Схема питания головок:
а — с регулируемой скоростью подачи электродной проволоки, б —о
постоянной скоростью подачи электродной проволоки
Она создает магнитный поток, противоположный магнит-
ному поток у обмотки /. В случае изменения длины дуги
результирующий магнитный поток изменит напряжение
и полярность на зажимах генератора, в результате изме-
нятся скорость и направле-
ние вращения двигателя и
длина дуги восстановится
до нормальной заданной
Рис. 17. Изменение тока и на-
пряжения с изменением длины
дугового промежутка:
/ — падающая внешняя характери-
стика источника питания, II —ста-
тическая вольт-амперная характе-
ристика дуги
величины, при которой
v9 = v„.
При постоянной ско-
рости подачи проволоки
(рис. 16,6) устойчивость
процесса сварки обеспечи-
вается саморегулированием
длины сварочной дуги.
Саморегулирование осу-
ществл яется следу ющи м
образом. Если принять точ-
ку а (рис. 17) при данных
значениях и /сп за точку,
характеризующую устойчивость
процесса горения дуги,
то при увеличении длины дуги увеличится напряжение
до значения UAl и точка устойчивого горения дуги перей-
дет в положение аи а сварочный ток уменьшится до
50
значения /СВ1. Уменьшение сварочного тока вызовет
уменьшение скорости плавления сварочной проволоки»
и длина дуги будет укорачиваться до первоначальных
размеров. В случае, если длина дуги уменьшится, то
точка а займет положение «2, при этом увеличение тока
до значения /СВ£ вызовет увеличение скорости плавления
проволоки до того момента, пока длина дуги не достигнет
первоначальных размеров.
При работе от источников питания с пологой внешней
характеристикой процесс саморегулирования длины дуги
происходит значительно быстрее, так как при незначи-
тельном изменении напряжения на дуге 1/д сварочный
ток /св изменяется на значительную величину.
По принципу саморегулирования дуги работает
большинство сварочных автоматов и полуавтоматов.
Настройка на заданную скорость подачи производится
ступенчато (сменными шестернями или коробкой ско-
ростей) или плавно (двигателями постоянного тока или
вариаторами).
§ 14. АППАРАТЫ ДЛЯ ПО ^АВТОМАТИЧЕСКОЙ СВАРКИ
ПОД ФЛЮСОМ
Полуавтоматические аппараты для сварки называются
также шланговыми, так как подача электродной прово-
локи в зону сварки осуществляется внутри гибкого
шланга.
В промышленности широко применяются универ-
сальные шланговые полуавтоматы А-765, А-936, А-1035,
А-1114 и другие конструкции Института электросварки
имени Е. О. Патона, ПДШМ-500 завода «Электрик».
Основные технические данные шланговых полуавтоматов
приведены в табл. 4.
Шланговый полуавтомат А-765
(рис. 18). Полуавтомат предназначен для сварки и наплав-
ки порошковой и сплошной легированной проволоками
открытой дугой. А также может быть использован для
электрошлаковон сварки и для сварки под флюсом при
автономной подаче флюса. Возможны три варианта
компоновки полуавтомата:
для стационарных (цеховых) условий — все узлы
монтируются на шкафу управления. Радиус обслужи-
вания примерно 3 м;
51
52
для сварки крупногабаритных корпусных детален и
каркасных узлов — механизм подачи с держателем
отделяется от шкафа управления. Радиус обслуживания—
8 м;
для сварки в труднодоступных местах и при монтажных
работах. Механизм подачи отделяется от шкафа управле-
ния, снабжается отдельной катушкой для электродной
Рис. 18. Шланговый полуавтомаг А-765:
1 — механизм подачи электродной проволоки, 2 — шкаф управлення.-
3 — гибкий шланг, 4 — сварочный провод. 5 — держатель, 6 — фи-
гурка с проволокой
проволоки и может быть отнесен от шкафа управления
на расстояние до 13 м.
Полуавтомат состоит из механизма подачи электрод-
ной проволоки (А-795) /, держателя 5 со шлангами 3
(А-792, А-836 и А-793), сварочного провода 4, фигурки
для электродной проволоки 6 (А-796) и шкафа управле-
ния 2 (А-798).
Специально для монтажных работ в комплект полу-
автомата входят катушки для электродной проволоки?
кронштейн для крепления катушки к подающему меха-
низму и тормоз катушки.
Механизм подачи электродной проволоки (рис. 19)
приводится в движение асинхронным трехфазным элект-
родвигателем AOJI-12-2 мощностью 0,27 кВт, напряже-
нием 36 В.
53
Отличительной особенностью механизма подачи яв-
ляется его универсальность (для подачи сплошной и
порошковой проволоки). Он комплектуется двумя парами
роликов, причем все четыре ролика ведущие. Наличие
двух пар ведущих роликов позволяет сохранить усилие
проталкивания проволоки и уменьшить деформации по-
рошковой проволоки роликами.
Механизм подачи представляет собой многоступен-
чатый червячно-цилиндрический редуктор. На третьей
ступени редуктора расположен двухчервячный вал,
который приводит в движение четыре червячных ше-
Рис. 19. Кинематическая схема
механизма подачи полуавтомата
А-765
стерни, посаженные на ва-
лики, передающие враще-
ние на подающие ролики.
Цилиндрическая пара ше-
стерен редуктора является
сменной. Сменными шестер-
нями осуществляется изме-
нение скорости подачи сва-
рочной проволоки (число
ступеней — 20). Скорость
подачи сварочной прово-
локи устанавливается по
формуле
vn=- • 183 м/ч,
где — скорость подачи электродной проволоки, м/ч;
— число зубьев ведущей шестерни;
г2 — число зубьев ведомой шестерни.
Подбор шестерен на заданную скорость подачи элек-
тродной проволоки производят по таблице, имеющейся
на панели механизма подачи. Механизм подачи комплек-
туется подающими роликами четырех типоразмеров
для проволок диаметром: 1,6—1,8 мм; 2,0—2,3 мм;
2,5—2;8 мм; 3,0—3,5 мм.
Держатель со шлангами служит для подачи электрод-
ной проволоки в зону сварки и подвода сварочного тока.
Отличительной особенностью держателей, комплектую-
щих полуавтоматы А-765, является раздельная подача
проволоки и подвод тока по самостоятельным каналам.
Подача проволоки осуществляется по специальному
направляющему каналу, а сварочный ток — по отдель-
ному кабелю.
54
На рис. 20 представлен' держатель А-836 — молот-
ковый, легкого типа, применяемый при сварке на токах
до 350 А. Этим типом держателя комплектуются и другие
полуавтоматы, в том числе А-1035, А-1114М. В держателе
А’836 направляющий канал рассчитан для подачи про-
волоки диаметром 1,0—2,0 мм.
Аналогично держателям А-836 выполнены держатели
А-792 — молотковый и А-793 — пистолетный тяжелого
типа. Они применяются для сварки и наплавки откры-
той дугой сплошной проволокой диаметром 1,6—2,0 мм и
порошковой диаметром 1,6—3,5 мм на токах до 500 А,
Рис. 20. Держатель А-836:
/ — токоподводящий кабель, 2 — шланг, 3 — гашетка, 4 — щиток,
5 — мундштук, 6 — переходная втулка, 7 — наконечник
Для этой цели держатели тяжелого типа комплектуются
отдельными мундштуками и шлангами.
Принципиальная электрическая схема полуавтомата
А-765 показана на рис, 21. Схема обеспечивает: дистан-
ционное включение и выключение сварочного тока и
двигателя; постоянную скорость подачи проволоки в зону
дуги независимо от напряжения на ней.
Электрическое оборудование и аппаратура, входящие
в схему, располагаются в шкафу управления, на подаю-
щем механизме и на держателе полуавтомата. В шкафу
управления размещаются понижающие трансформаторы
ГП1 и ТП2 (ОСО-0,25), промежуточное реле Р, предохра-
нители ПРЦ ПР2У ПРЗ. На лицевую панель шкафа выне-
сены клеммы ciybyC для подключения аппаратуры в электри-
ческую сеть трехфазного тока, штепсельный разъем
ШР9 пакетный выключатель IIП, предназначенный для
включения и реверса электродвигателя подающего меха-
низма Д. Переключатель имеет три положения: «Вперед»,
55
«Стоп» и «Назад». На подающем механизме полуавтомата
установлен электродвигатель с кнопкой необходи-
мой для включения двигателя при заправке электродной
проволоки в направляющий канал гибкого шланга. На
панели располагаются гнезда штепсельной розетки ШР
для подключения кнопки Л-2, смонтированной на рукоятке
держателя.
Подготовка полуавтомата к работе производится
включением пакетного переключателя ПП, при этом
Рис. 21. Принципиальная электрическая схема полуавто-
мата А-765
напряжение сети подается на понижающие трансформа-
торы Till у ТП2 (380/36 В). Со вторичной обмотки транс-
форматоров напряжение 36 В подастся на двигатель Д,
вращение которого в заданном направлении осуществля-
ется переключателем ПИ. Установив необходимый вылет
электрода, включают источник питания сварочной дуги.
Пуск полуавтомата производится замыканием электрода
на изделие и отрывом его на длину дуги. Одновременно
с этим включают кнопку К2 на держателе. Ток прохо-
дит по катушке реле Р, включает замыкающие контакты Р
и электродвигатель начинает подавать проволоку в зону
дуги с заданной скоростью, обеспечивающей нормальный
процесс сварки. Сварка заканчивается отрывом электрода
от изделия на расстояние, при котором дуга обрывается.
Одновременно с этим выключается пусковая кнопка
56
и промежуточное реле Р. Электродвигатель останавли-
вается и подача проволоки прекращается.
Полуавтомат А - 1 1 1 4 М (рис. 22, а). Он
предназначен для сварки и наплавки металлоконструк-
ций, а также для сварки арматуры железобетонных
конструкций в монтажных условиях открытой дугой
самозащитпой проволокой. В комплект полуавтомата
входят механизм подачи 1 с кассетой 5 для электродной
проволоки; держатель 4 типа А-836 и источник питания.
Механизм подачи электродной проволоки состоит из
редуктора с электродвигателем постоянного тока напря-
жением 36 В, подающего и прижимного роликов. Изме-
нение скорости подачи электродной проволоки ступен-
чатое — сменой подающего ролика и плавное — из-
менением напряжения на дуге. Механизм подачи с ка-
тушкой для электродной проволоки смонтирован в легком
корпусе 6, имеет небольшую массу и может легко пере-
носиться сварщиком к новому месту работы. Катушка
для электродной проволоки и механизм подачи изоли-
рованы от корпуса, поэтому полуавтомат может устанав-
ливаться непосредственно на свариваемое изделие.
Электрическая схема (рис. 22, б) полуавтомата обес-
печивает дистанционное включение и выключение элект-
родвигателя подачи электродной проволоки. В полуав-
томате применена бесконтактная схема, т. е. мундштук
держателя постоянно находится под напряжением.
Нажатием кнопки К, расположенной на рукоятке
держателя, включается реле Р, которое замыкает и раз-
мыкает контакты в цепи электродвигателя Д2. Таким
образом, включается подача электродной проволоки,
начинается процесс сварки. Сварка продолжается до
тех пор, пока не будет отпущена кнопка К, после чего
отключается реле Р, останавливается электродвигатель
Д2 и прекращается подача электродной проволоки.
В дополнительные узлы и детали полуавтомата вхо-
дят набор сменных роликов диаметром от 20 до 60 мм,
наконечники, инструмент.
Сварка производится на постоянном токе обратной
полярности от источника питания Г1 с жесткой внешней
характер истиной.
Полуавтомат П Д Ш М - 5 0 0 (рис. 23, а).
Он состоит из механизма подачи электродной проволоки
«5, шкафа управления 4, держателя 2, шлангового про-
вода 3 и флюсоаппарата У.
57
П.З.Д.
Рис. 22. Шланговый полуавтомат A-11I4M:
ш
« — общий вид.-б — принципиальная электрическая схема; / — меха-
низм подачи электродной проволоки. 2 — гибкий шланг, 3 — сварочный
кабель, 4 — держатель, 5 — кассета с проволокой, 6 — корпус
58
Механизм подачи электродной проволоки представ-
ляет собой шестеренчатый редуктор с электродвигателем,
прижимным и подающим роликами. На корпусе редук-
тора укрепляется барабан с электродной проволокой
для удобства переноски и подвески всего механизма,
последний снабжен рукояткой.
Рис. 23. Шланговый полуавтомат ПДШМ-500:
а — общий вид установки, б — устройство держателя
Флюсовый аппарат представляет собой установлен-
ный на тележку бункер, на котором смонтировано виб-
рационное пневматическое сито для просева флюса, воз-
душный фильтр (водомаслоотделнтель) и воздушный
редуктор. Флюс из бункера поступает в инжекторную
камеру, откуда по специальному каналу струей воздуха
с большой скоростью переносится в держатель.
Держатель полуавтомата /рис. 23, б) представляет
собой прямоугольной формы флюсоприемник 6, выпол-
ненный из тонкой листовой стали. Внутри флюсоприем-
59
ника проходит мундштук / /со сменным наконечником 12.
Мундштук соединен с ниппелем шлангового провода 10
в упор со стальной спиралью, по которой подается элект-
родная проволока. Над мундштуком во флюсоприемник
держателя входит резиновая трубка S, по которой по-
ступает флюсовоздушная смесь. Против входного отвер-
стия трубки установлен стальной щиток-отражатель
220/380В
Рис. 24. Принципиальная электрическая
схема полуавтомата ПДШМ-500
7. Флюс, встречая на пути отражатель, ссыпается вниз,
а воздух поднимается вверх через фильтр 8 в верхней
части держателя.
Электрическая схема полуавтомата (рис. 24) обеспе-
чивает плавную регулировку скорости подачи электрод-
ной проволоки в пределах 108—420 м/ч изменением
скорости вращения электродвигателя механизма подачи
электродной проволоки (ДПМ).
Оборудование и аппаратура, входящие в электричес-
кую схему, размещаются в шкафу управления, на меха-
низме подачи проволоки и на самой головке.
60
В шкафу располагаются генератор возбуждения ГВ,
генератор двигателя ГД и двигатель привода генераторов
ДПГ. Генератор ГВ питает постоянным током обмотки
возбуждения генератора ГД, двигателя подающего меха-
низма ДПМ и катушек промежуточных реле РП. Здесь
же размещаются линейный сварочный контактор КЛС,
добавочное сопротивление СД, шунт Ш, предохранители
ПР2, конденсаторы Съ С2, С3» являющиеся фильтрами
защиты от радиопомех. На наружной панели шкафа
располагается сетевой пакетный выключатель цепей
управления ВСП, пакетный переключатель подающего
механизма ППМ, реостат РР регулирования скорости
подачи электродной проволоки, амперметр Л, вольтметр
V и доска зажимов для подключения шкафа управления
к внешней цепи и узлам полуавтомата.
Пакетный переключатель ППМ служит для переклю-
чения в цепи двигателя подающего механизма ДПМ на
следующие положения: «Холостой ход — электрод вверх»
или «Холостой ход — электрод вниз». При этих положе-
ниях сварочная цепь разомкнута и сварочная проволока
может быть подана по направлению к изделию (вниз)
или от изделия (вверх). Этим пользуются для настройки
полуавтОхМата перед сваркой.
Работа на полуавтомате. Перед началом
работы гибкий шланг через установочное гнездо присое-
диняется к подающему и прижимному роликам на рас-
стоянии 3—4 мм; устанавливается барабан с электродной
проволокой, а конец проволоки через ролики заводится
в ниппель гибкого шланга и прижимается прижимным
роликом к подающему. Резиновую трубку, соединенную
с флюсоприсмником держателя, подключают к инжектор-
ной камере флюсового аппарата. Поворотом рукоятки
пакетного выключателя ВСП подключают в сеть шкаф
управления, далее переключателем ППМ и кнопкой
ВТ «протаскивают» проволоку через гибкий шланг и
устанавливают необходимый вылет электрода. После
проведенной подготовки рукоятку ППМ поворачивают
в положение «Сварка — электрод вниз». Держатель
устанавливают в начале шва, открывают заслонку бун-
кера флюса, нажимают кнопку ВТ, расположенную на
держателе, подают питание в промежуточное реле РП,
при этом замыкаются контакты РП и включается катушка
контактора КЛС. Контактор своими силовыми контак-
тами включает сварочный ток, возбуждается дуга и
61
начинается сварка. Одновременно с этим происходит
замыкание якорной цепи генератора ГД и двигателя
подающего механизма ДПМ. Происходит подача прово-
локи с заданной скоростью, которая устанавливается
реостатом РР.
§ 15. СВАРОЧНЫЕ ГОЛОВКИ И ТРАКТОРЫ
В сварочном производстве широко применяются уст-
ройства для автоматической сварки, которые получили
название сварочных головок и тракторов. Применение
сварочных головок и тракторов в отличие от полуавто-
матов обеспечивает механизацию не только подачи
электродной проволоки в зону сварки, зажигание дуги,
поддержание устойчивого горения дуги и заварку кра-
тера в конце сварки, но механизируют также переме-
щение электродной проволоки вдоль свариваемого шва.
Наибольшее распространение получили сварочные
головки и тракторы с постоянной скоростью подачи
электродной проволоки.
Сварочные головки разделяются на две основ-
ные группы: подвесные или несамоходные, подвижные
или самоходные.
Несамоходные подвесные головки закрепляются не-
подвижно, а изделие устанавливается на специальном
механизме, обеспечивающем вращение или передви-
жение свариваемого изделия с заданной скоростью
сварки.
Самоходные подвижные головки имеют приводные
ходовые ролики, благодаря которым осуществляется пере-
мещение автомата по специальным направляющим или
непосредственно по свариваемому изделию.
Сварочные головки снабжаются флюсоаппаратами для
отсоса флюса, устройством для правки проволоки перед
поступлением ее в мундштук, копирными устройствами
для направления дуги точно по шву, опорными ролика-
ми и т. д. Сварочные головки, в зависимости от конструк-
ции свариваемого изделия, комплектуются специальными
устройствами — несущими конструкциями, рельсовыми
путями и направляющими, представляющими собой
стационарные или полустационарные установки.
К самоходным головкам относятся автоматы АБС
(А-184), предназначенные для дуговой сварки под флюсом
62
продольных и кольцевых швов, стыковых, угловых и
нахлссгочных соединении металла толщиной от 5 до
30 мм, а также при наличии специальных приставок для
широкослойной наплавки ленточным электродом, для
сварки алюминия и меди, сварки расщепленным электро-
дом, сварки в среде углекислого газа и т. д. К таким
аппаратам относятся также универсальные и специализи-
рованные сварочные тракторы типа ТС, АДС и др.
К несамоходным головкам относятся современные
конструкции автоматов Института электросварки имени
Е. О. Патона: А-384МК — для сварки и наплавки под
флюсом изделий, представляющих собой тела вращения
или плоскости; А-580 — для сварки и наплавки под
флюсом круглых деталей диаметром 40—650 мм; А-616М—
для сварки под флюсом наружных кольцевых швов труб;
А-586 — для сварки полуоткрытой дугой по флюсу про-
дольных и кольцевых швов изделий из алюминия,
головки А и АБ самоходного универсального аппа-
рата АБС для сварки кольцевых и прямолинейных
швов и т. д.
В отличие от самоходных головок (автоматов), пере-
мещающихся по специальным направляющим, сущест-
вуют самоходные переносные автоматические головки,
перемещающиеся по свариваемому изделию, которые
называются тракторами. Наибольшее распростра-
нение получили сварочные тракторы, разработанные в
Институте электросварки имени Е. О. Патона, на заводе
«Электрик», во ВНИИЭСО. Они универсальны по кон-
струкции и могут быть настроены на сварку различных
видов швов и соединений.
Существует серия специализированных тракторов
типа ТС, в том числе ТС-32 для сварки встык тонких
листов на скользящем медном ползуне с принудительным
водяным охлаждением; ТС-33 и ТС-36 для сварки алю-
миния по флюсу, снабженные специальными экранами
с водяным охлаждением и колпаком с искрогасителем
для защиты аппарата от брызг и тепла, излучаемого
дугой, а также для отсоса газов. Специальное флюсодо-
зирующее устройство обеспечивает поддержание опре-
деленной высоты флюса меньшей, чем внешняя составляю-
щая длины дуги.
Основные технические данные наиболее распростра-
ненных тракторов для сварки под флюсом приведены
в табл. 5.
63
Основные технические данные тракторов для сварки под флюсом
64
§ 16. МНОГОДУГОВЫЕ СВАРОЧНЫЕ ГОЛОВКИ
Многодуговая сварка осуществляется головками, по-
дающими две или несколько электродных проволок в
зону сварки и производится дугами, горящими в общем
плавильном пространстве, и дугами, раздвинутыми между
Рис. 25. Способы перемещения электродов при много-
дуговой сварке
собой на некоторое расстояние. В зависимости от кон-
струкции сварочного аппарата и условий сварки, электро-
дные проволоки подаются в зону сварки в различных поло-
жениях: вертикально (рис. 25, а, б, д)-, передняя верти-
кально, а последующие наклонно «углом вперед» (рис. 25,
в, с); наклонно, навстречу друг другу (рис. 25, <?).
Многодуговая сварка применяется при массовом
производстве изделий, где увеличение скорости сварки
вызывается необходимостью повышения производитель-
ности труда и получения высокого качества сварного
соединения. Например, сварка труб большого диаметра
на двухэлектродном автомате позволила повысить про-
изводительность труда в 2,5 раза, а сварка баллонов для
пропан-бутапа в 2 слоя последовательно расположенными
электродами обеспечила резкое улучшение качества шва.
Сварка металлов больших толщин ведется двумя или
тремя электродами, причем первый электрод располага-
ется вертикально, обеспечивая необходимую глубину
провара, второй — углом вперед с наклоном на 15е и
3 Мотяхов
65
третий на 45° к вертикали. В этом случае сварка может
выполняться на скоростях свыше 100—140 м/ч, обеспе-
чивая достаточно хорошее формирование шва, глубокий
провар и, благодаря хорошему термическому циклу
сварки, высокое качество шва сварных соединений.
Многоэлектродные аппараты, так же как и одно-
дуговые, разделяются на подвесные и самоходные головки
и сварочные тракторы, но в отличие от однодуговых ап-
Ряс. 26. Двухдуговой автомат А-639
паратов последние в
большинстве случаев
имеют две или три
одпоэлектродные сва-
рочные головки, рабо-
тающие, как правило,
от общего электро-
двигателя.
Самоходный
двухдуговой ав-
томат А-639
(рис. 26) предназна-
чен для сварки и на-
плавки под флюсом.
Он укомплектован
двумя независимыми
подающими ме хан и з-
мами, позволяющими
производить скорост-
ную сварку одним
вертикальным и вто-
рым наклонным элек-
тродом, двумя на-
клонными сходящимися электродами и раздвинутыми
дугами. Кроме того, один из подающих механизмов
может подавать присадочную проволоку.
Автомат А-639 создан на базе аппаратов АБС и А-384.
Состоит из самоходной тележки 1, механизма вертикаль-
ного подъема 7, траверсы 3 с укрепленными на горизон-
тальной оси 4 двумя подающими механизмами 5 и
двух катушек 2 с электродными проволоками. Подающие
механизмы раздвигаются и сдвигаются на горизон-
тальной оси, а мундштуки поворачиваются вокруг оси
подающего ролика. Для корректировки положения
электродов в плоскости сварного шва имеются кор-
ректоры 6, один из которых корректирует совмест-
66
ное положение двух головок, а другой— каждой в он
дельности.
Автомат имеет четыре двигателя, два из которых
предназначены для подачи электродных проволок, а
остальные для перемещения головки. Автомат работает
по принципу постоянной скорости подачи электродной
проволоки, не зависящей от напряжения дуги. Изменение
скорости сварки и скорости подачи электродных проволок
Рис. 27. Двухдуговой трактор ДТС-38
осуществляется сменными парами зубчатых колес, яв-
ляющихся промежуточным звеном соответствующих ре-
дукторов.
Двухдуговой сварочный трактор
ДТС-38 (А-1144) предназначен для автоматической
сварки стыковых и угловых швов под флюсом на постоян-
ном и переменном токе.
Трактор представляет собой самоходный универсаль-
ный автомат, передвигающийся во время сварки непо-
средственно по изделию или по направляющей линейке.
Трактор (рис. 27) состоит из ходовой тележки 7,
механизма подачи электродных проволок 6, мундштуков
2, кассет для электродных проволок 5, бункера для флюса
3, пульта управления 4, электродвигателей переменного
3*
67
га
X
г*
КС
сс
Основные технические данные многодуговых сварочных аппаратов для сварки под флюсом,
конструкции Института электросварки имени Е. О. Патона
63
тока — на ходовой тележке 8 и на механизме подачи
электродов 7. Изменение скоростей сварки и подачи
электродов осуществляется сменными шестернями.
Трактором можно сваривать: в пределах его колесной
базы с углами наклона к вертикали первого электрода
до 10°, а второго — 15—30е; угловые швы с углом на-
клона электродов к вертикальной стенке 35°, а также в
лодочку и но копирпой линейке; кольцевые швы диа-
метром свыше 1600 мм; с расщепленным вторым электро-
дом или с колебанием первого электрода.
Трактор ДТС-39 (А-1028) предназначен для
автоматической сварки под флюсом стыковых прямо-
линейных и кольцевых швов изделий из титана и его
сплавов на постоянном токе.
Трактором ДТС-39 можно сваривать в пределах его
колесной базы вертикальными электродами и с углом
наклона вдоль шва второго электрода к вертикали до 15°.
Техническая характеристика наиболее распростра-
ненных аппаратов для многодуговой сварки приведена
в табл. 6.
§ 17. ОБСЛУЖИВАНИЕ И УХОД
ЗА СВАРОЧНЫМИ АВТОМАТАМИ И ПОЛУАВТОМАТАМИ
Содержание сварочных автоматов и полуавтоматов
в исправном состоянии достигается ежедневным профи-
лактическим осмотром, систематической проверкой со-
стояния их механизмов, своевременным капитальным
и текущим ремонтом.
Перед началом работы проверяют:
правильность подключения аппаратов, состояние изо-
ляции токоподводящих проводов и наличие заземления;
состояние электрических контактов подключения про-
водов сварочной цепи, силового контактора, промежу-
точных реле;
наличие смазки в редукторах подающего механизма
головок и ходовой части автоматов;
состояние наконечников, подающих и прижимных
роликов, степень сжатия пружины, действующей на при-
жимной ролик;
работу кнопок пульта управления электрической
схемы;
состояние гибких шлангов, по которым подается
проволока.
68
Таблица 7
Неполадки в работе сварочных полуавтоматов и автоматов.
Причины и способы устранения
Неполадки Причины Способы устранения
Полуавтоматы
Частые короткие
замыкания («при-
мерзание» электро-
да)
Обрыв дуги при
нормально работа-
ющем двигателе по-
дачи электродной
проволоки
Корпус полуав-
томатической го-
ловки под напря-
жением
Не возбуждается
дуга при нажатии
пусковой кнопки
Неравномерная
подача проволоки
при нормальной
работе двигателя
подающего меха-
низма
При включении
пусковой кнопки не
подается электрод-
ная проволока
Большая скорость
подачи электродной
проволоки
Мал сварочный ток
Малая скорость по-
дачи электродной про-
волоки
Большой сварочный
ток
Пробита изоляция
между корпусом голов-
ки и контактным нако-
нечником
Контактный нако-
нечник замкнут на
корпус случайно по-
павшими металличе-
скими изделиями
Нет контакта в сва-
рочной цепи
Износились ролики.
Много резких изгибов
по длине шланга
Загрязнен гибкий
шланг
«Заедает» электрод-
ная проволока в нако-
нечнике
Мало давление на
подающий ролик
Нет контакта в
кнопке
Обрыв одной из фаз
на электродвигателе
11 ей ci 1 р авн ы предо-
хранители
Уменьшить скорость
подачи проволоки
Увеличить
ный ток
Увеличить
проволоки
свароч-
подачу
Уменьшить свароч-
ный ток
Проверить и испра-
вить изоляцию
Проверить контакт-
ный наконечник и уда-
лить металлические
изделия
Подтянуть контак-
ты; зачистить металл
в месте сварки; отку-
сить конец проволоки
кусачками
Заменить ролик и.
Расправить и уложить
шланг без резких пе-
регибов
Заменить гибкий
шланг
Заменить наконеч-
ник или при неболь-
шом подгорании за-
чистить его
Отрегулировать дав-
ление прижимного ро-
лика
Зачистить контакты
Проверить контакты
проводов при отклю-
ченном напряжении
Заменить предохра-
нители
70
Продолжение табл. 7
Неполадки
Причины
Способы устранения
Электродная про-
волока образует
петлю между пода-
ющими роликами и
входным ниппелем
шланга
Частые короткие
замыкания
Частые обрывы
дуги
Корпус автомата
под напряжением
Не возбуждается
дуга при нажатии
кнопки «пуск»
При нажатии
кнопок «вверх»,
«в и из» дви га гель
подающего меха-
низма не работает
При нажатии
кнопки «пуск» си-
ловой контактор не
срабатывает
При нажатии
кнопки «пуск» сило-
вой контактор сра-
батывает, но двига-
тель подающего ме-
ханизма не работает
Большое расстояние
между подающими ро-
ликами и входным
ниппелем гибкого
шланга
Автомат ы
Короткая дуга
Падает напряжение
сети
Повышенное напря-
жение сети
Слишком длинная
дуга
Нарушена изоляция
между корпусом авто-
мата и контактными
устройствами
Нарушена цепь си-
лового контактора
Нет тока в свароч-
ной цепи
Нарушены контакты
или оборвана цепь пи-
тания двигателя по-
дающего механизма
Перегорели предо-
хранители
Неисправны проме-
жуточное реле или
вспомогательный
трансформатор
Неисправна катуш-
ка контактора
Разрыв цепи в блок-
контактах контакторов
или п ромежу точных
реле
Приблизить входной
ниппель гибкого шлан-
га к подающим роли-
кам на расстояние
3—4 мм
Уменьшить скорость
подачи электродной
проволоки
Увеличить свароч-
ный ток
Уменьшить свароч-
ный ток
Увеличить скорость
подачи электродной
проволоки
Проверить и устра-
нить неисправности
в изоляции
Заменить предохра-
нители
Проверить соедине-
ние проводов в свароч-
ной цепи; подтянуть
контакты
-Проверить цепь пи-
тания и устранить не-
исправности
Заменить предохра-
нители
Проверить и устра-
нить неисправности
в промежуточном реле
или вспомогательном
трансформаторе
Устранить неисправ-
ность или заменить
катушку
Проверить чистоту
блок-контактов; отре-
гулировать положение
илок-контакгов
71
Продолжение табл. 7
Неполадки
Причины
Способы устранения
Произвольное из-
менение положения
конца электродной
проволоки относи-
тельно центра шва
Проволока сми-
нается в подающих
роликах, но нс по-
дается в мундштук
Перерывы в дви-
жении автомата при
сварке
Периодически
прекращается пода-
ча флюса
Люфты в механизме
поперечной корректи-
ровки или копирном
устройстве
Приварился конец
проволоки к мундшту-
ку
Образовалась петля
между подающим ро-
ликом и входным от-
верстием мундштука
П робу ксовывает
фрикцион ходового ме-
ханизма
Пробуксовывают ко-
леса, зацепился сва-
рочный провод
Попали шлаковые
корки в флюсоаппарат
Сырой флюс
Мало давление в
пневмосистеме
Флюсовая пробка
в трубе
Устранить люф гы
или заменить неис-
правные детали
Заменить наконеч-
ник мундштука
Выправить проволо-
ку; приблизить мунд-
штук к подающим ро-
ликам
Зажать сильнее
фрикцион
Отцепить провод и
подтянуть его
Прочистить и уда-
лить корки шлака
Просушить флюс
Отрегулировать дав-
ление сжатого воздуха
Прочистить флюсо-
подающую трубку
Один-два раза в .год должен выполняться плановый
ремонт оборудования с заменой изношенных частей
механизмов.
Наиболее часто встречающиеся неполадки в работе
автоматов и полуавтоматов, их причина и способы устра-
нения приведены в табл. 7.
Глава IV
ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ СВАРКИ
В ЗАЩИТНЫХ ГАЗАХ
§ 18. СУЩНОСТЬ СВАРКИ В ЗАЩИТИ ЫХ ГАЗАХ
Сварку в защитной газовой среде конструкций из
углеродистых и легированных сталей, а также из цветных
и легких металлов и их сплавов осуществляют вручную,
полуавтоматически и автоматически.
В качестве защитных газов применяют инертные газы
(аргон, гелий) и активные газы (углекислый газ, водород,
азот и др.). Наибольшее распространение в промышлен-
ности получили аргон и углекислый газ. Сущность этого
способа сварки заключается в защите электрической
дуги и расплавленного металла от вредного воздействия
воздуха.
Сварка в защитных газах имеет ряд преимуществ по
сравнению со сваркой покрытыми электродами и под
флюсом.
К технологически м и р еиму щ е с г -
вам относятся:
высокая производительность процесса и хорошее ка-
чество швов;
возможность ведения полуавтоматической сварки ко-
ротких швов во всех пространственных, положениях;
возможность ведения процесса в потолочном положе-
нии, позволяющего механизировать и автоматизировать
сварку изделий без дополнительных поворотов, в част-
ности при сварке неповоротных стыков труб;
возможность сварки соединений на весу без дополни-
тельных прокладок и подкладок, удерживающих ме-
талл от вытекания, а также сварки металлов малых
толщин.
К производственным преимущест-
вам относятся:
возможность непосредственного наблюдения за про-
цессом;
отсутствие вредных выделений и малая токсичность
при сварке, улучшающие условия работы и упрощающие
вентиляцию в цехах;
отсутствие необходимости применения флюсов и по-
крытых электродов.
К экономическим преимущества м
от н о с я тс я:
сравнительная невысокая стоимос ть производства
работ;
отсутствие дополнительных затрат на изготовление
флюсов, покрытых электродов;
низкая стоимость аппаратуры;
низкая стоимость сварных соединений, выполненных
в углекислом газе в сравнении со стоимостью сварных
соединений, выполненных сваркой, под флюсом и электро-
дами;
73
высокое качество соединений и технологические пре-
имущества процесса.
Способ сварки выбирают в зависимости от состава
свариваемого металла, толщины деталей, формы изделия,
конфигурации швов, требуемого качества, а также про-
граммы выпускаемых однотипных изделий.
Сварку в углекислом газе целесообразно применять
при изготовлении изделий из низкоуглеродистых и
низколегированных сталей.
При сварке в углекислом газе применяют постоян-
ный ток обратной полярности, так как сварка током
прямой полярности не обеспечивает устойчивого горения
дуги.
Режимы сварки выбирают в зависимости от толщины
свариваемого металла:
Толщина свариваемых
листов, мм............. 1,2—2,0
Диаметр электродной
проволоки, мм . . ... 0,8—1.0
Сила тока, А........ 50—120
Напряжение дуги, В 18—20
Скорость сварки, м/ч 20—24
3—4
1,0—1.2
70—150
19—22
18—24
5—8
1,6—2,0
140—500
28—32
20—26
9—12
2,0
200—500
30—32
24—26
Повышение устойчивости горения дуги, уменьшение
разбрызгивания, увеличение глубины провара и повы-
шение производительности труда обеспечиваются свар-
кой на больших плотностях тока на электроде, т. е. при
выбранном токе применяют более тонкую проволоку или
при заданном диаметре проволоки устанавливают макси-
мальное значение тока. Скорость подачи подбирается
с таким расчетом, чтобы обеспечить устойчивое горение
дуги при заданном токе и напряжении.
Сварка в углекислом газе производится сварочными
проволоками (ГОСТ 2246—70) сплошного сечения с по-
вышенным содержанием марганца и кремния (Св-08Г2С,
Св-08ГС, Св-12ГС и др.), а при сварке специальных ста-
лей с дополнительным содержанием других легирующих
элементов.
При сварке легированных сталей не всегда удается
подобрать стандартную проволоку необходимого хими-
ческого состава, содержащую большее количество леги-
рующих элементов, чем в основном металле, чтобы их
компенсировать. В этом случае применяют порошковые
проволоки. Химический состав металла, наплавленного
порошковой проволокой, будет определяться составом
74
и соотношением материала трубки и порошка, заполняю-
щего внутреннюю поверхность трубки.
В зависимости от состава шихты порошковую про-
волоку можно использовать для дуговой сварки различ-
ных марок сталей и чугуна с внешней газовой или флю-
совой защитой, так и без нее (открытой дугой). В настоя-
щее время в сварочном производстве применяются порош-
ковые проволоки марок ПП-АН1, Г1П-АН2, ПП-АНЗ и
др. Порошковые проволоки имеют высокие коэффициенты
наплавки. Например, проволока ПП-АНЗ при сварке на
токе 500 А имеет ан = 20 г/А -ч. Порошковые проволоки
изготавливаются диаметром 1,6—3 мм.
В состав порошковой проволоки, применяемой для
сварки в углекислом газе, вводят титан, предупреждаю-
щий окисление углерода и легирующих примесей.
Сжиженный углекислый газ, применяемый при сварке,
должен удовлетворигь требованиям, регламентирован-
ным ГОСТ 8050—64 *, согласно которому чистота 1-го
сорта должна быть 99,5 ?6, 2-го сорта — 99,0%.
Сварку в инертных газах целесообразно применять
при изготовлении конструкций и изделий из высоколеги-
рованных сталей и сплавов, легких и цветных металлов и
их сплавов.
Наибольшее развитие получил способ сварки в аргоне
неплавящимся и плавящимся электродом. В качестве
неплавящихся электродов используют угольные, гра-
фитовые или вольфрамовые стержни. Для электродов
берется вольфрамовая проволока ВЛ-10 диаметром 1—
8 мм с примесью лантана. Добавка лантана обеспечивает
высокую устойчивость дуги при сварке на постоянном
токе прямой полярности, позволяет увеличить плот-
ность тока, уменьшить загрязнение электрода при корот-
ком замыкании его на изделие.
Угольные и графитовые электроды применяют только
для сварки нержавеющих и жароупорных сталей. Сварка
неплавящимся (вольфрамовым) электродом выполняется
на постоянном (прямой полярности) и переменном токе.
Исключение составляют алюминий и его сплавы и маг-
ниевые сплавы, которые свариваются только на перемен-
ном токе, а титан и его сплавы, цирконий, молибден,
тантал — только на постоянном токе прямой полярности.
Перед сваркой поверхность кромок свариваемых
деталей тщательно зачищается до блеска металлической
щеткой, а затем промывается растворителями. Конец
вольфрамового электрода затачивают. Зажигание дуги
производится па специальной угольной пластине. На
основном металле зажигать дугу не рекомендуется, так
как возможно оплавление и загрязнение конца электро-
да. Режимы ручной сварки неплавящимся электродом
выбираются в зависимости от состава и толщины сва-
риваемого металла. Подготовка деталей под сварку
выполняется в соответствии с ГОСТ 14771—69 «Основ-
ные типы и конструктивные элементы швов сварных сое-
динений, выполняемых электродуговой сваркой в защит-
ных газах».
При сварке плавящимся электродом используется
металлическая проволока того же состава, что и сва-
риваемый металл. Сварка в основном ведется на постоян-
ном токе обратной полярности специальными полуавто-
матами. Режимы и способы сварки выбираются в зави-
симости от состава и толщины свариваемого металла.
Аргон выпускается промышленностью трех марок
(ГОСТ 10157 — 62): А содержит 99,99%, Б —99,96% и
В — 99,90% аргона.
§ 19. ОБОРУДОВАНИЕ ДЛЯ АРГОНО-ДУГОВОЙ СВАРКИ
Принципиальные схемы питания дуги при ручной
сварке в среде аргона приведены па рис. 28, п, б, в.
При сварке вольфрамовыми электродами в качестве
источников сварочного тока применяют сварочные выпря-
мители, преобразователи или трансформаторы с падаю-
щей внешней характеристикой. При сварке на перемен-
ном токе сварочная цепь установки комплектуется из
трансформатора Т-500, осциллятора, стабилизатор а и
конденсаторов.
При сварке на постоянном токе сварочные преобра-
зователи комплектуются балластными реостатами РБ-200
и РБ-300. Для ручной сварки неплавящимся электродом
применяются установки переменного тока УДАР-300,
УДАР-500.
Горелки для сварки рассчитаны па применение воль-
фрамовых электродов диаметром от 1 цо 10 мм. Малая го-
релка — для электродов диаметром от 1 до 4 мм, средняя
горелка — для электродов от 3 до 6 мм и большая го-
релка — для электродов от 5 до 10 мм. Технические
данные некоторых горелок приведены в табл. 8.
76
Таблица 8
Основные технические данные горелок для ручной аргоно-
дуговой снарки вольфрамовым электродом
Тип горелки Свароч- ный ток, Л Диаметр электри- да, мм Охлаждение Масса, кг
АР-10 малая 120 1—2 Без охлаждения 0,35
'кР-Ю средняя 200 2—1 Водяное 0,40
АР-10 большая 400 3-8 » 0,50
АР-9 350 3—6 - ...
АР-16 450 3—8 » - ——
ГРАД-200 250 2—4 » 0,2
ГРАД-400 400 3—5 » 0,4
Горелка (рис. 29, а) для сварки вольфрамовым элек-
тродом состоит из корпуса 1, трубчатого провода 2
с газовым ниппелем 5, водяных трубок 4, вентиля 6,
внутренней трубки 7 для подачи газа, изолированной ру-
коятки 5, корпуса головки 8, внутри которого размещена
то ко подводящая цанга 9. Головка сверху закрыта кол-
пачком//7, а снизу заканчивается керамическим соплом 11.
В горелках (рис. 29, б) для сварки угольным электро-
дом имеется специальное устройство, позволяющее осу-
ществлять подачу электрода в процессе сварки вручную
или механически, с постоянной скоростью или со ско-
ростью, регулируемой автоматически в зависимости от
напряжения на дуге.
Полуавтоматическаясварка непла-
вящимся электродом осуществляется за счет
механизированной подачи присадочной проволоки в
зону дуги. Например, в шланговом полуавтомате А-533
конструкции Института электросварки имени Е. О. Па-
тона.
Отличительной особенностью конструкции полуавто-
мата А-533 является горелка (рис. 30), в которой через
цанги закрепляется вольфрамовый электрод и подво-
дится сварочный ток. К держателю 2 шарнирно крепятся
гибкие шланги 8, через которые подается присадочная
проволока и газ. При работе сварщик держит горелку
в руке, опираясь на изделие присадочной проволокой 1,
которая непрерывно подается в зону сварки. Присадоч-
ная проволока, упираясь в изделие, оплавляется и одно-
временно отталкивает держатель и тем самым передвигает
Рис. 28. Схемы питания дуги при сварке
в аргоне:
а — неплавящнмся электродом на переменном
токе, б — неплавящпмся электродом на постоян-
ном токе, с — плавящимся электродом на по-
стоянном токе; 1 — электрод, 2 — горелка элек-
трододержателя, 3 — дроссель, 4 — осциллятор,
5 — трансформатор. 6 — сварочный преобразова-
тель, 7 — балластный реостат, 8 — механизм по-
дачи проволоки, 9 —- кассета с проволокой
Рис. 29. Схемы горелок для ручной аргоно-дуговой сварки иепла-
н ящимс я электродом:
а — горелка для сварки вольфрамовым электродом, б — горелка для
сварки угольным электродом
горелку вдоль сварочного шва со скоростью, соответст-
вующей скорости подачи присадочной проволоки. Таким
держателем можно сваривать легированные стали, лег-
кие сплавы, цветные металлы во всех пространственных
положениях шва.
Для полуавтоматов, у ко-
торых подающие ролики при-
садочной проволоки распо-
лагаются непосредственно на
корпусе держателя горелки
(полуавтомат ПШВ-1), по-
дача проволоки осуществляет-
ся через сопло горелки, а по-
ложение ее па заданном
уровне обеспечивается шар-
нирным кронштейном, укреп-
ленным на головке горелки.
Основные технические данные
шланговых пол у автоматов для
сварки неплавящпмся электродом приведены в табл. 9.
Полуавтоматическая сварка пла-
вящимся электродом производится с по-
мощью полуавтоматов типа ПДА-300 и ПШПА-10(табл. 10)
и др. В комплект установок входит устройство для пода-
чи электродной проволоки, держатель со шлангами,
шкаф управления, источник питания и баллон с аргоном.
Таблица 9
Технические данные шланговых полуавтоматов для аргоно-
дуговой сварки непдавящимся электродом
Тип полуавтомата Свароч- ный ток, А Диаметр присадоч- ной про- волоки, мм Скорость подачи при- садочной проволоки, м/ч Диаметр вольфра- мового электро- да, мм Расход газа, л/мин
А-533 ПШВ-1 88-150 100-200 1,2-1,6 1—2 13,2—40,2 5—50 1,6—2,0 1—5 7—10 8—12
Устройством подачи электродной проволоки тянуще*
толкающего типа снабжен полуавтомат ПДА-300, пред-
назначенный для сварки в аргоне изделий из алюминия и
его сплавов.
79
Таблица 10
Технические данные полуавтоматов для сварки
плавящимся электродом
Тип полуавтомата Диаметр электрод- ной про- волоки, мм Скорость подачи проволо- ки. м/ч Свароч- ный ток, А Расход газа, л/ч Напряже- ние сети, В
ПДА-300 1.6—2,0 90-150 500 220'380
ПШПА-10 1,0-2,5 150—680 До 300 300-600 »
ПШНА-11 1.6—2,5 100-650 » 300 300—800 »
пдпг-зоо 0,8-2,0 90—960 » 500 600—1500 »
ПДША-500* 1,5-2,5 Автома- тическая » 500 300-1000 »
* Скорость сварки регулируется
напряжением на дуге.
Полуавтомат ПШПА-10 относится к аппаратам с
устройством подачи электродной проволоки тянущего
типа.
Держатель этого полуавтомата (рис. 31) состоит
из рукоятки 7, микропереключателя 2, редуктора меха-
низма подачи проволоки 4, электродвигателя подачи
Рис. 31. Держатель тянущего типа
проволоки 6, мундштука 3, гибкого направляющего
шланга 5.
Подача аргона в зону сварки и воды для охлаждения
мундштука осуществляется но специальным трубкам,
ниппели от которых выведены через ручку держателя.
Источниками питания при сварке плавящимся
электродом служат сварочные выпрямители и преобра-
зователи с жесткой или возрастающей внешней ха-
рактеристикой.
§ 20. ОБОРУДОВАНИЕ ДЛЯ СВАРКИ
В СРЕДЕ УГЛЕ КИС ТОГО ГАЗА
Конструктивно шланговые полуавтоматы для сварки
в углекислом газе мало чем отличаются от полуавтоматов
для сварки под флюсом. Отличительной особенностью
их является наличие устройства для газовой защиты
места сварки, т. е. горелки, через которую подается
электродная проволока и углекислый газ в зону
дуги.
Шланговые полуавтоматы для сварки в углекислом
газе разделяются на две основные группы:
полуавтоматы, предназначенные для сварки металло-
конструкций средних толщин и арматуры, а также на-
плавки и заварки дефектов проволокой диаметром 1,2—
2,5 мм током до 600 А;
полуавтоматы для сварки металлоконструкций тол-
щиной до 4 мм, угловых и тавровых швов катетом до 6 мм,
тонкостенных труб во всех пространственных положе-
ниях проволокой (диаметром 0,6—1,2 мм) током до
300 А.
Техническая характеристика таких полуавтоматов
приведена в табл. 11.
П о л у а в т о м а т ы А - 5 3 7 конструкции Инсти-
тута электросварки имени Е. О. Патона предназначены
для сварки плавящейся стальной электродной проволо-
кой в среде углекислого газа стыковых, нахлесточных
и угловых соединений металла толщиной более 3 мм, а
также для исправления пороков стального литья и
восстановления наплавкой изношенных деталей. Полу-
автоматы А-537 имеют две модификации А-537У и А-537Р.
Полуавтомат А-537У комплектуется двумя видами горе-
лок-держателей: неохлаждаемой — для сварки током до
300 А, охлаждаемой — для сварки током от 300 до 500 А.
Полуавтомат А-537Р комплектуется одним видом горелки-
держателя для сварки током до 500 А.
Общий вид установки полуавтомата А-537Р приведен
на рис. 32.
81
Таблица IL
Техническая характеристика шланговых полуавтоматов для сварки в углекислом газе
Параметры 1-я группа 2-я группа
ЛШП-10 ПШП-11 А-537У А -920 Л-929 ПГ1П-2М ПШП-13 ПГД-2М А-1230 А-547У А -825
Диаметр электродной проволоки, мм 1,0— 2,5 1,6-2,5 1,6-2,0 1,6-2,5 1,0-2,0 1,6-2,0 0,8-1,2 0,6-1,2 0,8-1,2 0,8-1,2 1,0-1,2
Сварочный ток, А .... до 300 до 300 100-500 100-500 80-380 до 500 до 120 до 160 50—350 60—300 80—300
Скорость по- дачи, электрода, 100—340 120-620
м/ч Расход газа, л'мин . 150-700 100-650 81-598 58-582 120-620 120—960 100-650 140-480 140-670
9—15 8-12 16-25 10-20 6-9 6-8
Расход воды,
л/мин ...... ДО 3 8 05—1 «ж*
Длина гибко- го шланга, м 3,5 3,5 3,1 3,0 2,5 3,1
Масса держа- 1,9
теля, кг , . . . 1Л 0,7 0,5 0,9 0,6 0,55 0,45 1,3 0,32 0,5
Массе меха- низма подачи, кг 23 25 25,5 19,5 18,5 23 — 10,0 6,0 19,5
Рис. 32. Общий вид установки полуавтомата
А-537Р:
;^MHCT?'JHHnnnvu^nH^ 2 “ 5aJIJ,0H с углекислым
газом. J — редуктор, 4 — шкаф управления, 5 — ме-
ханизм подачи с кассетой для проволоки, 6 — шлан-
говый провод, 7 — горелка-держатель
Подача электродной проволоки В зону сварки осу-
ществляется механизмом подачи по специальному шлан-
говому кабелю, который служит также для подвода
сварочного тока к мундштуку держателя.
Горелка-держатель для сварки на токах до 300 А
снабжена шланговым кабелем, в котором расположен
провод сечением 35 мм2 и спираль, навитая из пружинной
проволоки диаметром 2 мм, для подачи электрода. Газ
подается через пространство между проводом и спиралью
и резиновой трубкой шланга.
Шланг и держатель для сварки на токах до 500А
имеют провод сечением 10 мм2, охлаждаемый водой, для
чего в шланге имеется дополнительная трубка, через
которую вода подается к держателю. Горелка-держатель
с водяным охлаждением (рис. 33) имеет' основной канал
для прохождения проволоки и сварочного тока, который
состоит из контактного наконечника /, мундштука 2,
спирали 6, соединительного наконечника 10. зажимной
гайки 9 и направляющей втулки 8. Мундштук защищен
водяной рубашкой 8, соединенной через резиновые
трубки 5 и металлические ниппели 7 с водяными шлан-
гами. Подача углекислого газа осуществляется от газо-
проводной трубки (на рис. не показана) через отверстие
4 и водяное пространство держателя, образованное токо-
проводом и кожухом рукоятки 11 и далее в горелку между
водяной рубашкой и мундштуком. Рукоятка держателя
покрывается изоляционным материалом. Держатель от
горелки отделен защитным козырьком 12.
Электрическая схема (рис. 34) полуавтомата обеспе-
чивает дистанционное управление двигателем подачи
электродной проволоки и электромагнитного газового
клапана.
Электродвигатель подачи электродной проволоки
ДПЭ. кнопка К включения подачи сварочной проволоки
и электромагнитный газовый клапан ЭКГ смонтированы
на механизме подачи, а остальная аппаратура распола-
гается в шкафу управления.
В сварочную цепь включено последовательно токо-
вое реле РТ. которое при прохождении сварочного тока
замыкает свои контакты и включает двигатель подачи
электродной проволоки ДПЭ и электромагнит газового
клапана ЭКГ. Начинается процесс сварки. Сварка
будет продолжаться до тех пор, пока не разомкнется
сварочная цепь, что достигается разрывом сварочной
84
Рис. 34. Электрическая схема полуавтомата А-537Р
Рис. 35. Шланговые полуавтоматы с монтажной тележкой:
а — полуавтомат Л-920, б — полуавтомат А-929; 1 — механизм
подачи электродной проволоки. 2 — фигурка для электродной про-
волоки, 3 — горелка-держатель, -4 — шкаф управления, 5 — шлан-
ги. 6 — тележка
85
дуги. При размыкании сварочной цепи реле тока РТ раз-
мыкает свои контакты, разрывая цепь питания мотора и
электромагнита газового клапана.
Подача электродной проволоки при заправке новой
кассеты и подача газа (для проверки) осуществляются
без включения сварочной цепи. Для этой цели служит
кнопка К, включенная в цепь параллельно контактам
реле РТ. При нажатии на кнопку К замыкается цепь
питания двигателя подачи электродной проволоки и
электромагнита газового клапана.
Схема обеспечивает также подачу электродной про-
волоки как вниз, так и вверх, в зависимости от положения
пакетного переключателя Z7/C, имеющего три положения
«Вверх», «Вниз», «Стоп».
Шланговый полуавтомат А-920
(рис. 35, а) имеет привод механизма подачи от асинхрон-
ного двигателя. Полуавтомат А-920 разработан на базе
узлов серийного полуавтомата А-765 и предназначен
для сварки в защитных газах толстой электрод-
ной проволокой (диаметром 1,6—2,5 мм) постоянным
током.
Полуавтомат состоит из горелок со шлангами типа
А-855р и А-921м, механизма подачи А-795, фигурки или
катушки для электродной проволоки, шкафа управления
и узлов газовой аппаратуры.
Одним из основных вариантов компоновки полуавто-
мата является монтаж механизма подачи и фигурки для
электродной проволоки на легкой тележке. Шкаф управ-
ления встраивается в переднюю стенку выпрямителя или
устанавливается на сварочном преобразователе.
Механизм подачи электродной проволоки приводится
в движение электродвигателем переменного тока. Ско-
рость подачи электродной проволоки настраивается
сменными шестернями, число ступеней 20.
Шланговые полуавтоматы А-929
и А - 8 2 5 М разработаны на базе механизма подачи
А-823, работающего от электродвигателя постоянного
тока. Скорость подачи электродной проволоки регули-
руется плавно изменением оборотов двигателя в двух
диапазонах: 120—300 м/ч и 250—620 м/ч. Переключение
диапазонов скорости подачи осуществляется механичес-
ким путем. Полуавтомат А-929 (рис. 35, б) предназначен
для газоэлектрической сварки тонкой и толстой электрод-
ной проволокой.
86
Особенностью полуавтомата является возможность
переключения режимов сварки в процессе работы без
обрыва дуги. Это позволяет эффективно использовать
его для сварки швов, расположенных в различных про-
странственных положениях или при больших колеба-
ниях зазоров между кромками деталей (например, сварка
трубопроводов, металлоконструкций, обварка связей
и патрубков и т. д.).
Перед началом работы сварщик выбирает два нужных
режима — высокий и низкий (например, для сварки на
горизонтальной и вертикальной плоскостях). Величина
скорости подачи электрода (о€В = 120—280 м/ч или 250—
620 м/ч) и напряжения дуги (UA = 17 — 24 В или 20—30 В)
для каждого из режимов устанавливается по шкалам на
шкафу управления в генераторе. В процессе работы
режимы переключаются нажатием (высокий) или отпус-
канием (низкий) кнопки на держателе.
Сварка производится от сварочного преобразователя
ПСГ-500 с жесткой внешней характеристикой.
Питание привода подачи и элементов электросхемы
осуществляется от источника сварочного тока, поэтому
полуавтомат особенно удобен для использования в поле-
вых и монтажных условиях.
Полуавтомат A-I230 (рис. 36) предназна-
чен для сварки углеродистых и низколегированных
конструкционных сталей тонкой электродной проволокой
сплошного сечения в защитной среде углекислого газа.
Отсутствие промежуточного пульта управления, не-
большая масса и габариты переносных узлов полуавто-
мата позволяют применить его для работы в монтажных
условиях.
Полуавтомат состоит из корпуса (чемодана), в котором
смонтированы механизм подачи, отсекатель газа, катуш-
ки для проволоки, электромагнитное реле, резистор.
Механизм подачи состоит из двигателя постоянного
тока типа СЛ-369П (мощность — 50 Вт, напряжение —
24 В, число оборотов 3600—4400 об/мин), червячного
редуктора и пары роликов — один из которых ведущий,
другой — прижимной. Изменение скорости подачи элект-
родной проволоки производится двумя способами: сту-
пенчатое изменение скорости производится сменой прдаю-
щих роликов, которые входят в комплект полуавтомата;
плавное изменение скорости подачи за счет изменения
скорости вращения электродвигателя постоянного тока.
87
Каждому подающему ролику соответствует свой диа-
пазон плавного изменения скорости подачи электродной
проволоки. Ролики подобраны таким образом, чтобы
часть диапазона скоростей подачи проволоки при одном
ролике перекрывала часть диапазона при другом ролике.
Полуавтомат комплектуется тремя роликами диаметром
Рис. 36. Полуавтомат А-1230
25, 40 и 60 мм, что соответствует в диапазонах плавного
изменения следующим скоростям подачи проволоки:
140—282 м/ч; 230—452 м/ч; 340—670 м/ч. Отсекатель
газа предназначается для включения подачи газа в зону
дуги только во время процесса сварки. Он состоит из
газового клапана и электромагнита (катушка и корпус
электромагнита). При подаче напряжения на катушку
подвижный полюс-клапан втягивается и открывает от-
верстие для прохода газа. При отключении питания пру-
жина возвращает клапан в исходное положение — подача
88
газа прекращается.. Держатель полуавтомата обеспе-
чивает подвод в зону сварки электродной проволоки,
сварочного тока и защитного газа по отдельным гибким
каналам (шлангам), которые соединены между собой
стяжками в один пучок.
В полуавтомате применена бесконтактная cxeivia управ-
ления (рис. 37), т. е. мундштук держателя постоянно
находится под напряжением. Питание схемы упра-
вления осуществляется от сварочного выпрямителя.
В электрическую схему входят: К — кнопка управле-
ния, расположенная
нитное реле; R1 — ре-
зистор; Д — электро-
двигатель.
При нажатии
кнопки /(, находящей-
ся на держателе,
включается реле Р,
электродвигатель по-
дающего механизма
и электромагнитный
клапан ЭМ, который
в кл ючает отсе кате л ь
газа. Касанием элек-
на держателе; Р — электромаг-
Рис. 37. Электрическая схема полу-
автомата АД 230
тродной проволоки
свариваемого изделия
осуществляется элек-
трический контакт, возбуждается дуга и происходит
сварка.
Для сварки металлов в среде углекислого газа могут
быть применены универсальные самоходные аппараты
АБС и А-874, подвесной аппарат А-384МК, тракторы
ТС-17, ТС-35 и др., укомплектованные специальными
мундштуками.
Па рис. 38 представлена конструкция мундштука
А-917, применяемого при сварке различных изделий
в среде углекислого газа на автоматах А-874С и АБС.
Такой мундштук состоит из бронзового трубчатого
корпуса /, на котором закреплены токоподвод 2, на-
правляющая втулка 3 с водоохлаждасмым соплом 4
и защитным колпаком 7, укрепленными на конце
втулки.
Внутри корпуса имеется спираль 6, зажатая между
верхним и нижним наконечниками 5.
89
Равномерное истечение струи газа обеспечивает-
ся рассеивателем, встроенным в нижнюю головку
сопла.
Мундштук комплектуется наконечниками двух типо-
размеров, для проволок диаметром от 1,2 до 3 мм.
Рис. 38. Мундштук Л-917 для сварки
в среде углекислого газа
--- 1,2 до 3 мм.
Для сварки изде-
лий массового произ-
водства в промышлен-
ности применяют раз-
л ичиые специал и -
- зированные аппара-
ты и универсальные
станки.
Универсаль-
ный станок Р-912
для сварки в углекис-
лом газе плавящимся
электродом кольце-
вых швов катетом от
2 до 4 мм, диаметром
от 6 до 200 мм пред-
ставлен на рис. 39.
Станок состоит из
сварочного полуавто-
мата 1 (ПШ-54), трех-
позиционного пово-
ротного стола 2 с
тремя независимыми
шпинделями 3 и смен-
ными цангами для
закрепления свари-
ваемых изделий, ста-
нины 4, в которой
смонтированы шкаф
управления и газо-
вая аппаратура, фи-
гурки для электродной проволоки 5, защитной рамки
со светофильтром 6 и горелки 7.
Головка закреплена неподвижно, а свариваемые де-
тали поочередно подводятся к ней поворотом стола
вручную.
Шпиндель, расположенный в данный момент на сва-
рочной позиции, приводится ео вращение фрикционным
роликом, закрепленным на нижнем конце шпинделя,
90
находящимся в соприкосновении с ведущим роликом
привода. Два других шпинделя не вращаются. Па них
производится установка и снятие изделия.
Для настройки станка на сварку изделия заданного
размера головка с мундштуком перемещается на расстоя-
ние до 100 мм от центра шпинделя суппортом подающего
механизма и может быть поднята до 300 мм вверх суп-
портом вертикального перемещения.
Рис. 39. Станок Р-912
Настройка на заданную скорость сварки осуществля-
ется регулированием числа оборотов двигателя и смен-
ными шестернями привода. Сварка ведется на постоянном
токе обратной полярности.
Станок Р-912 обеспечивает возможность сварки на
трех режимах:
по автоматическому циклу, когда начало и конец свар-
ки осуществляются автоматически;
по полуавтоматическому циклу, когда начало сварки
производится вручную нажатием кнопки «Пуск», а
окончание происходит автоматически;
штучных изделий, когда после настройки-автомата на
заданный режим, начало и конец процесса производятся
кнопками, управляемыми вручную.
91
§21 ОБСЛУЖИВАНИЕ И УХОД
ЗА АВТОМАТАМИ И ПОЛУАВТОМАТАМИ
ДЛЯ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ
Уход за установками для сварки в защитных газах
включает ежедневную проверку перед началом работы
герметичности шлангов для подвода защитного газа и
охлаждающей воды. При наличии неплотностей, вызы-
вающих просачивание воды или газа, необходимо произ-
вести устранение неисправностей.
При обращении с баллонами необходимо следить и не
допускать резких ударов и нагрев их выше 40° С. Перед
началом работы сварщик должен проверить состояние
контактного наконечника. Не допускается загрязнение
и прилипание металлических брызг на его рабочей по-
верхности, износ отверстия и резьбы наконечника.
Наконечники должны изготовляться из меди или
бронзы.
Сопло горелки должно периодически очищаться от
брызг металла. При большом «налипании» брызг воз-
можно образование контакта между соплом и наконеч-
ником. При сварке, в случае соприкосновения со свари-
ваемой деталью, сопло может обгореть. «Прилипание»
брызг уменьшается при использовании специальных сма-
зок, которыми покрывается поверхность сопла и свари-
ваемый металл. Для этой цели применяются смазки, мине-
ральные масла и пасты. Состав паст может быть рекомен-
дован следующий: 8—10?6 графита, 70—75% мыла, 15—
22% мела, сульфитно-спиртовая барда в количестве 150—
200 г на 1 л воды и 25%-ный раствор резината натрия
в количестве 40—80 г на 1 л воды.
Хорошо себя зарекомендовали сопла, изготовленные
из керамики, которые не обгорают при сварке, не прово-
дят электрический ток, а при смазке их минеральным ма-
слом не происходит прилипание брызг.
Перед началом работы необходимо хорошо закрепить
конец шланга к контактной коробке подающего меха-
низма, отрегулировать пружину нажимного устройства,
установить направляющие втулки шланга прол ив канавки
подающего ролика на расстоянии не более 2—3 мм.
При сварке в среде углекислого газа работу необхо-
димо производить при наличии исправной вентиляцион-
ной сисчемы, которую надо располагать не только вверху,
но и внизу, так как углекислый газ тяжелее воздуха.
92
Таблице 12
Не по чадки в работе полуавтоматов, причины и способы
их устранения
Неполадки Причины Способы устранении
Неравномерная
подача проволоки
и обрыв дуги при
нормально рабо-
тающем двигателе
подачи
При включении
кнопки «пуск» (на
держателе) не |эабо-
тает двигатель
При включении
источника без на-
жима кнопки
«пуск» начинает ра-
ботагь двига1ель
механизма подачи
Быстрое обгора-
ние электрода с
увеличением длины
дуги до обрыва
Слабый зажим про-
волоки в механизме
подачи
Сработались подаю-
щие ролики
Заедание электрод-
ной проволоки в шлан-
гах
Много крутых пере-
гибов направляющего
шланга держателя
Плохой контакт про-
волоки в наконечнике
и «примерзание» про-
волоки к нему
Не подключена вил-
ка держателя в розет-
ку
Не включен источ-
ник сварочного тока
Обрыв в цепи кноп-
ки «пуск»
Неисправна кнопка
«пуск»
Обрыв монтажных
проводов в схеме
Замыкание проводов
управления или кон-
тактов кнопки «пуск»
Отрегулировать уси-
лие прижима роликов
Заменить ролики
новыми
Прочистить или за-
менить направляющий
шланг
Расположить шланг
так, чтобы перегибы
были плавными
Заменить наконеч-
ник
Большой вылет
электрода
Нарушение контакта
в наконечнике
Высокое напряже-
ние холостого хода
источника сварочною
пока
Малая скорость по-
дачи электродной про-
волоки
Подключить вилку
держателя
Включить источник
сварочного тока
Устранить обрыв
Проверить и устра-
нить неисправность
кнопки
Найти и устранить
обрыв монтажных про-
водов
Устранить замыка-
ние в проводах управ-
ления держателя
Устранить- замыка-
ние в контактах кноп-
ки «пуск»
У мен ьш ить в ы лет
электрода, приблизив
сопло к изделию
Улучшить контакт
проволоки с наконеч-
ником
Уменьшить напря-
жение холосгого хода
источника
Увеличить скорость
подачи
93
Продолжение табл. 12
Неполадки J1ричнны Способы устранения
При наличии дав-
ления в баллоне и
открытом редукто-
ре пет истечения
газа из сопла при
нажатии кнопки
«пуск»
Сопло находится
под сварочным на-
пряжением
Пористость в ме-
талле шва
Отверстие редукто-
ра закупорилось льдом
из-за отсутствия подо-
грева газа
Пережата трубка
подачи газа или обрыв
трубки
Нет питания в ка-
тушке отсекателя газа
Образовался мостик
из брызг металла меж-
ду мундштуком и соп-
лом
Плохая защита зоны
сварки
Повышенное напря-
жение дуги
11есоответсгвие мар-
ки электродной про-
волоки
Включить или отре-
монтировать подогре-
ватель газа и отогреть
редуктор
Найги место пере-
жатия или обрыва и
устранить
Проверить цепи пи-
тания отсекателя газа
и обнаруженную неис-
правность устранить
Снять сопло, очис-
тить его и мундштук
от брызг металла
Установить требуе-
мый расход газа
Уменьшить напря-
жение
Проверить химиче-
ский состав электрод-
ной проволоки
В случае несоответ-
ствия — заменить
Наиболее часто встречающиеся неполадки в работе
полуавтоматов, их причины и способы устранения при*
ведсны в табл. 12.
Глава V
ИСТОЧНИКИ ПИТАНИЯ
ДЛЯ ДУТОВОЙ СВАРКИ
§ 22. ТРЕБОВАНИЯ К ИСТОЧНИКАМ ПИТАНИЯ
Источники питания для дуговой сварки должны удо-
влетворять следующим требованиям:
напряжение холостого хода (t/xx), т. е. напряжение
на зажимах источника при разомкнутой сварочной цепи,
должно быть достаточно высоким для легкого возбужде-
ния дуги и стабильного её горения, но не превышать
норм техники безопасности, т. е. не более 80—90 В;
94
ток короткого замыкания не должен превышать уста-
новленных значений и создавать перегрев обмоток, уве-
личивать разбрызгивание, перегрев электрода и оплавле-
ние покрытия;
иметь устройства для плавного регулирования силы
тока в необходимых пределах;
мощность источника должна быть достаточной для
питания дуги необходимым сварочным током;
обеспечивать быстрое изменение напряжения, т. е.
обладать хорошими динамическими свойствами;
обладать заданной внешней характеристикой.
Внешней характеристикой источ-
ника тока называется зависимость напряжения на
зажимах источника ог тока нагрузки. Она должна отве-
чать особенностям статической вольт-амперной характе-
ристики сварочной дуги.
В качестве источников питания для дуговой сварки
применяют:
сварочные трансформаторы и генераторы повышенной
частоты переменного тока (ГОСТ 7012—G9);
сварочные генераторы постоянного тока с приводом
от электродвигателя — сварочные преобразователи; сва-
рочные генераторы с приводом от двигателя внутреннего
сгорания — сварочные агрегаты и полупроводниковые
выпрямители (ГОСТ 304—69).
Источники питания подразделяются на следующие
группы.
По количеству питаемых постов — однопостовые,
предназначенные для питания одной сварочной дуги,
многопостовые, питающие одновременно несколько сва-
рочных дуг.
По способу установки — стационарные и передвижные.
По способу исполнения — однокорпуспые и двухкор-
пусные.
По внешней характеристике — с падающей и жесткой
внешней характеристикой.
§ 23. ОДНОФАЗНЫЕ ИСТОЧНИКИ ПИТАНИЯ
ДУГИ ПЕРЕМЕННОГО ТОКА
Сварочные трансформаторы предназначаются для по-
нижения напряжения сети, создания требуемой вольт-
амперной характеристики и регулирования сварочного
тока.
95
Трансформатор имеет сердечник-магпитопровод, на-
бранный из пластин толщиной 0,5 мм, изготовленных из
трансформаторной стали. Пластины изолированы между
собой лаком, собраны в замкнутый контур стержневого
типа и стянуты шпильками. На сердечнике размещаются
тве обмотки — первичная и вторичная.
Переменный ток из сети, проходя через первичную
обмотку трансформатора, намагничивает сердечник, соз-
давая в нем переменный магнитный поток, который, пере-
секая витки вторичной обмотки, индуктирует в ней пере-
менный ток.
Напряжение индуктированного тока зависит от числа
витков вторичной обмотки, т. е., чем больше витков, тем
напряжение будет выше и, наоборот, чем меньше витков,
тем меньше будет напряжение индуктируемого тока.
Регулирование величины сварочного тока и создание
падающей характеристики обеспечивается включением
в сварочную цепь индуктивного сопротивления или из-
менением потока магнитного рассеяния.
Сварочные трансформаторы подразделяются на две
группы: трансформаторы с повышенным магнитным рас-
сеянием (табл. 13); трансформаторы с нормальным маг-
нитным рассеянием (табл. 14).
Трансформаторы с повышенным магнитным рассея-
нием. Регулирование силы сварочного тока у них про-
исходит за счет изменения магнитных потоков рассеяния
между первичной и вторичной обмотками и осущест-
вляется следующими способами: изменением расстояния
между катушками первичной и вторичной обмотки;
подвижными магнитными шунтами; переключением числа
витков вторичной обмотки.
Трансформатор (рис. 40, а) типа ТС-500
имеет сердечник 3 стержневого типа, установленный на
раме-тележке 7. На вертикальных стержнях магнитопро-
вода (сердечника) расположены катушки первичной 1 и
вторичной 2 обмоток. Трансформатор вместе с обмотками
защищен кожухом (на рисунке не показан) и крышкой 5.
На крышке укреплена шкала— указатель силы тока.
Подвижные катушки вторичных обмоток соединены
с регулировочным винтом 6, при вращении которого
с помощью рукоятки 4 катушки вторичной обмотки могут
сближаться с катушками первичной обмотки. При этом
магнитный поток рассеяния и реактивное сопротивление
трансформатора будут уменьшаться, а сварочный ток
96
увеличиваться и, наоборот, при удалении юн ушек друг
от друга — магнитный поток рассеяния и реактивное
сопротивление будут увеличиваться, а сварочный ток
уменьшаться.
Трансформатор ТСК в отличие от транс-
форматоров ТС имеет конденсатор, включаемый парал-
лельно первичной обмотке, для повышения коэффици-
ента мощности.
Рис. 40. Сварочный транс-
форматор ТС-500:
а — конструкция трансформато-
ра, 6 — внешние характеристики
Трансформаторы серии ТД имеют сек-
ционированные обмотки.
Попарное параллельное соединение обмоток дает диа-
пазон больших токов (рис. 41, а), а последовательное сое-
динение — диапазон малых токов.
Внешние характеристики (рис. 41, б) в диапазоне ма-
лых токов имеют крутопадающие кривые с более высо-
ким напряжением холостого хода трансформатора, а в ди-
апазоне больших токов — пологопадающие кривые.
Плавное регулирование тока в каждом диапазоне
осуществляется изменением расстояния между катуш-
ками первичной и вторичной обмоток.
Катушки обмоток выполнены из алюминия. Первич-
ная обмотка намотана из алюминиевого провода марки
ЛПСД со стеклянной изоляцией, а вторичная — из голой
алюминиевой шины марки AM, намотанной «на ребро».
4 Мотяхов
97
Выводы катушек для получения падежного электриче-
ского контакта армированы медью методом холодной
сварки.
Диапазоны тока включаются переключателем бара-
банного типа, рукоятка которого выведена на крышку
кожуха трансформатора. Для указания величины свароч-
ного тока имеется токоуказательный механизм сектор-
ного типа, закрепленный на сердечнике под крышкой
Рис. 41. Трансформатор
ТД-500:
а — принципиальная электриче-
ская схема (включено на диапа-
зон больших токов), б — внеш-
няя характеристика трансфор-
матора
кожуха и связанный с под-
вижной обмоткой рычажной
передачей. Отсчет тока произ-
водится по шкале через смот-
ровое окно на крышке кожуха.
Шкала проградуирована для
двух ступеней тока при норма-
льном напряжении питающей
сети и при напряжении 30 В
па выходных зажимах вто-
ричной цепи.
Трансфор матор снабжен
емкостным фильтр ом, пред-
назначенным для снижения
помех радиоприему, созда-
ваемых при сварке.
Трансформаторы
(рис. 42) типа СТШ-300
и СТШ-500 имеют магнито-
провод 1 стержневого типа,
установленный вертикально
на раме. Катушки первич-
ной 2 и вторичной 4 обмо-
ток располагаются попарно на
вертикальных стержнях сердечника и соединены между
собой параллельно. Регулирование сварочного тока осу-
ществляется двумя подвижными магнитными шунтами <?,
соединенными между собой ходовым винтом 6 с левой и
правой резьбой.
При повороте рукоятки винта вправо магнитные шунты
сближаются и входят в окно сердечника, при этом рас-
сеяние магнитных потоков первичной и вторичной обмо-
ток увеличивается, вследствие чего увеличивается ин-
дуктивное сопротивление трансформатора, а величина
сварочного тока уменьшается и, наоборот, при повороте
рукоятки винта влево магнитные шунты расходятся и
98
co
ю
гз
«5
О
о
£
Ю О О г- О 10 ОС эо О О 10
□OtOOOCC —
- c i сч г- cn —* сч со
О ю Ю О ио о
’— tO СО СО 00 05
Ю О Ю Q О О
г- со о £о о so
V—' 04 ТГ* со GO —
СЧ
со
еч
4й ОС *Ф се ю ю
__* «Ч «Ч
Сл> О] — 1О О СО *^Г О'!
СО т“| С4! СО Ч4
ООООООСОЮОО-ОС'!
cccococcfocoojC'icocomcM
s ег Q0 со а оо со О СО со О Q0 СО о ос О О О 00 оо
СО ОО ОО
О о” О о o' О о о О’ о
О! О! ОО CN О! О! О! ОО сч О! ОС О')
О! СЧ СО С4! О) СМ О! СМ О! ПЭ 04
4*
выходят из окна сердечника, при этом уменьшается рас-
сеяние магнитных потрков обмоток, а также индуктивное
сопротивление трансформатора и сварочный ток увеличи-
вается.
Сердечник с катушкой первичной и вторичной обмо-
ток защищен кожухом. Для удобства транспортирования
трансформатора к крышке прикреплены шарнирно уби-
рающиеся ручки. Клеммные доски выходов высокой 7
Рис. 42. Сварочные трансформаторы с маг-
нитными тунгами (типа СТШ-300, СТШ-500)
и низкой 5 стороны трансформатора выполнены из диэ-
лектрических фибровых пластин.
Трансформаторы снабжены токоуказателем, который
представляет собой гибкую пружинную ленту 8 с нане-
сенной на ней шкалой показаний сварочного тока.
Трансформатор ТСП-1 (рис. 43) имеет мень-
шие габаритные размеры и массу в сравнении с другими
трансформаторами повышенного магнитного рассеяния,
что делает его пригодным для работы в монтажных усло-
виях и при выполнении электросантехнических работ.
Регулирование силы сварочного тока осуществляется пе-
реключением витков секционированной вторичной об-
мотки на клеммной доске.
100
Трансформаторы с нормальным магнитным рассея-
нием. Падающая внешняя характеристика и регулиро-
вание сварочного тока у этих трансформаторов обсспе-
чиваются за счет включения в сварочную цепь реактив-
ной обмотки (дросселя) последовательно с дугой и встреч-
но с вторичной обмоткой трансформатора.
Рис. 43. Сварочный трансформатор ТСП-1:
а — общий вид. б — электрическая и конструктивная схема,
в — внешние характеристики трансформатора, г — схемы переклю-
чения ступеней тока; / — магнитопронод. 2 — первичная обмотка,
3 — вторичная обмотка. 4 — клеммные доски, 5 — корпус
Сварочный трансформатор ТСД-1000-4
предназначен для питания электрической дуги при авто-
матической сварке под флюсом, а также при сварке, эле-
ктрозаклепками металла толщиной до 6 мм без отверстия
в верхнем элементе конструкции.
Трансформатор (рис. 44) состоит из сердечника / с под-
вижным пакетом 5, первичной 2, вторичной 3 и реактив-
ной 4 обмоток, механизма перемещения 9, вентилятора 13.
101
смонтированных в металлическом каркасе 8, закреплен-
ном на раме 12. На крышке 7 каркаса укреплены два
Рис. 44. Сварочный трансформатор ТСД-ЮОО-4
кольца 6 для подъема трансформатора. Внутри корпуса
со стороны дверей смонтирована панель и доски зажи-
мов 11, предназначенные для подключения вторичной сва-
102
рочной цепи и для подключения трансформатора к сети.
На каркасе смонтированы две пусковые кнопки для ди-
станционного регулирования сварочного тока.
Таблица 14
Технические характеристики трансформаторов с нормальным
магнитным рассеянием
Параметры СТН-350 СТН-500 CTH-700 ТСД-500 о » § ТСД-2000
Напряжение. В: первичное холостого хода . . . 70 60 220 и 60 ли 380 80 69—78 72-84
номинальное (сварки) 30 30 30 60 60 50
Пределы регулирова- 80— 150- 200— 200— 400— 800—
ния, А 450 700 900 600 1200 2200
Мощность, кВ-А ломИ’ нальпая . 25 32 43,5 42 76 180
Масса, кг 220 270 380 450 534 950
Сердечник с подвижным пакетом набран из пластин
трансформаторного железа толщиной 0,5 мм, покрытых
слоем изоляционного лака и скрепленных между собой
шпильками. Подвижный пакет реактивной цепи тран-
сформатора перемещается механическим способом от
электродвигателя через червячный редуктор и винтовое
устройство. Во избежание вибраций во время работы под-
вижный пакет связан пружинами 10 с неподвижным
сердечником.
В нижней части магнитного сердечника расположены
первичная и вторичная обмотки, выполненные в виде
двух цилиндрических катушек. В каждой катушке два
слоя витков первичной и один слой вторичной обмоток.
Между отдельными слоями проложены деревянные рейки;
это позволяет улучшить условия охлаждения обмоток.
На верхней горизонтальной части дроссельного уча-
стка магнитопровода располагается реактивная обмотка,
соединенная последовательно со вторичной обмоткой
трансформатора с таким расчетом, чтобы магнитный по-
ток дросселя в общем ярме был направлен навстречу
основному потоку. Между витками реактивной обмотки
проложены асбестовые прокладки вместо деревянных
реек, так как реактивная обмотка испытывает больший
103
нагрев по сравнению с первичной и вторичной обмотками
трансформатора.
Все обмотки трансформатора выполнены из алюми-
ния, причем первичная обмотка намотана из алюминие-
вого провода, а вторичная и реактивная — из’алюминие-
вых шин, намотанных «на ребро», выводы катушек арми-
рованы медными накладками.
Регулирование сварочного тока осуществляется за
счет изменения воздушного зазора в магнитопроводе на
пути прохождения магнитного потока. При включении
электродвигателя, в зависимости от направления его
вращения, подвижный пакет может перемещаться вправо
пли влево, увеличивая или уменьшая воздушный зазор
в магнитопроводе. При увеличении воздушного зазора
в реактивной части сердечника уменьшается магнитный
поток, в результате будет падать индуктивное сопроти-
вление вторичной цепи трансформатора и увеличиваться
сварочный ток. При обратном вращении электродвига-
теля зазор будет уменьшаться и сварочный ток также
будет уменьшаться, так как магнитный поток и индук-
тивное сопротивление в реактивной части сердечника
возрастут.
К подвижному пакету сердечника прикреплена метал-
лическая лента со стрелкой-указателем на другом конце,
которая пропущена через отверстие в корпусе, где закреп-
лена шкала, проградуированная в амперах. Стрелка,
перемещаясь вместе с подвижным пакетом, указывает
на шкале величину сварочного тока.
Электрическая схема трансформатора (рис. 45) преду-
сматривает возможность работы на двух значениях на-
пряжения холостого хода — 71 и 78 В. Это достигается
за счет секционирования первичной обмотки трансформа-
тора. Переключение на необходимое напряжение произ-
водится перестановкой перемычек на доске зажимов, где
закреплены шпильки, соединенные е соответствующими
концами отводов первичной обмотки.
Включается трансформатор в сеть общим рубильни-
ком. При этом одновременно включается первичная об-
мотка сварочного трансформатора Тр(Д двигатель вен-
тилятора ДВ и понижающий трансформатор Тр (220/36 В),
питающий катушки магнитных пускателей.
Реверсирование электродвигателя привода ДП дости-
гается включением в цепь двух магнитных пускателей
ПМБ и ПММ.
104
Увеличение сварочного тока производится нажатием
на кнопку управления «больше» — КУБ, выведенную на
стенку каркаса трансформатора. При этом катушка маг-
нитного пускателя «больше» — ПМБ подключится ко
вторичной обмотке понижающего трансформатора Тр по
цепи 51—15—91—16—58—57—50 и замкнет свои кон-
такты, а электродвигатель привода ДП подключится
к сети по цепям 36—49, 37—48, 38—47. При этом
электродвигатель начнет перемещать подвижный пакет
реактора в сторону увеличения воздушного зазора.
Рис. 45. Электрическая схема трансформатора ТСД-1000-4
При достижении заданного значения сварочного тока
(указываемого стрелкой на шкале тока) кнопку КУБ
отпускают.
Для уменьшения сварочного тока нажимают кнопку
управления «меньше» — КУМ. Соответствующая ка-
тушка ПММ подключается ко вторичной обмотке тран-
сформатора Тр по цепи 51—15—97—17—35—50, при
этом срабатывает пускатель, его контакты замкнутся и
двигатель привода ДП подключится к сети по цепям
36—47, 37—48 и 38—49. Двигатель изменит направление
вращения и начнет перемещать подвижный пакет реак-
тора в сторону уменьшения зазора.
В электрической цепи управления предусмотрены две
‘ кнопки концевых выключи гелей — «больше» и «меньше»—
ВКБ и ВКМ, предназначенные для автоматического
отключения цепи электродвигателя ДП, если при нажа-
105
тых кнопках КУБ или КУМ подвижный пакет достигнет
своих крайних положений.
Для дистанционного управления у трансформатора
предусмотрена возможность вывода кнопок непосредст-
венно на рабочее место через подсоединение их к зажи-
мам 15, 16, 17 схемы.
§ 24, ТРЕХФАЗНЫЕ ИСТОЧНИКИ ПИТАНИЯ
Метод сварки трехфазной дугой в сравнении со свар-
кой однофазной дугой позволяет повысить производитель-
ность сварочных работ, при этом уменьшается расход
электроэнергии и повышается коэффициент мощности
Рис. 46. Сварка трехфазной дугой:
а — схема соединений трансформатора и регулятора 3-СТ, б — схе-
ма включения обмоток трансформатора ТТСД-iOOO; ГрЦ Тр2 — сва-
рочные трансформаторы, 7’р — трансформатор, Др — дроссель,
к — кнопка включения, н — начало катушки обмотки, к — конец
катушки обмотки; / — первичные обмотки, 2 — вторичные обмот-
ки, 3, 4 — клеммные доски
(cos <р) установки. При сварке трехфазной дугой широко
используются специальные грехфазпые трансформаторы,
одним из преимуществ которых является равномерная
загрузка всех трех фаз питающей сети.
Как видно из схемы сварки трехфазной дугой
(рис. 46, а), процесс сварки осуществляется двумя элект-
родами (Д, В), изолированными друг от друга благодаря
106
применению специального держателя, в котором подвод
тока к каждому электроду производится автономно от
двух фаз. Третья фаза подключается к изделию. По такой
схеме одновременно горят три дуги: две дуги между
электродами и свариваемым изделием, а третья дуга
между электродами.
Промышленность выпускает трехфазные трансформа-
торы для ручной, автоматической и электрошлаковой
сварки. Технические характеристики некоторых из них
приведены в табл. 15.
Таблица 15
Техническая характеристика трехфазных сварочных
трансформаторов
Параметры ттс- 400 з-ст ттсд- 1(00 тшс- 600 тше- 1000-3 тше- 3000-3
Напряжение, В: первичное . . 380 220-380 380 380 380 380
вторичное .... 60 59; 68 69; 78 38—62 38—62 38—63
Число ступеней ре- гулирования рабочего напряжения 4 2 18 18 10
Номинальная мощ- ность, кВ А 32 45 150 96 J60 450
Номинальное значе- ние ПР, % 50 60 60 100 100 100
Трансформатор ТТСД-1000 конструкции за-
вода «Электрик» предназначен для питания автоматиче-
ских установок для трехфазпой двухэлектродной автома-
тической сварки и наплавки. Трансформатор ТТСД-1000
выполнен из двух однофазных трансформаторов
ТСД-1000-4, включенных по схеме открытого треуголь-
ника (рис. 46, б) и помещенных в одном кожухе. Схема
включения первичных обмоток и схемы управления для
каждого отдельного трансформатора, входящего в ком-
плект ТТСД-1000, такие же, как и для одного трансфор-
матора ТСД-1000-4. В трансформаторе ТТСД-1000 пре-
дусмотрено переключение первичных обмоток для двух
значений напряжения холостого хода 69 и 78 В. Под-
ключение трансформатора в сварочную цепь осуществ-
ляется путем подсоединения сварочных кабелей к край-
ним клеммам вторичных обмоток трансформатора и про-
вода от изделия к средней клемме. Включение третьего,
107
дополнительного, дросселя производится последовательно
в цепь, идущую от средней клеммы к изделию.
Т р е х ф а з н ы й трансформатор ТТС-400
выполнен на базе двух трансформаторов СТН и приме-
няется для ручной сварки трехфазной дугой двумя эле-
ктродами. Схема соединений обмоток трансформатора
ТТС-400 соответствует схеме соединений трансформа-
тора ТТСД-1000. 13 трансформаторах ТТС-400 не преду-
смотрено секционирование первичных обмоток. Регули-
рование сварочного тока осуществляется перемещением
подвижных пакетов дросселей вручную.
§ 25. ИМПУЛЬСНЫЕ ВОЗБУДИТЕЛИ ДУГИ
Рис. 47/ Схема включения им-
пульсного возбудителя дуги
Для повышения устойчивости горения дуги приме-
няются и м п у л ьсн ые возбудители дуг и.
Принцип работы их заключается в подаче кратковремен-
ных импульсов повышенного напряжения (200—300 В)
синхронно с изменением напряжения — в момент пере-
хода синусоиды сварочного тока через нуль при повтор-
ном зажигании дуги. Им-
пульсные возбудители дуги
по сравнению с осциллято-
рами имеют ряд преиму-
ществ, они более надежно
обеспечивают повторное за-
жигание дуги, не вызы-
вают радиопомех. При при-
менении импульсных возбу-
дителей дуги напряжение
холостого хода трансформатора может быть снижено до
40—50 В. Мощность, развиваемая импульсным возбуди-
телем во время кратковременного импульса, значительно
больше мощности осциллятора. Принципиальная схема
генератора импульсов приведена на рис. 47. Импульс-
ный возбудитель ИВ подключается в сварочную цепь
параллельно сварочному трансформатору.
Конденсатор возбудителя С заряжается от повышаю-
щего трансформатора ТП через выпрямительное устрой-
ство В, в качестве которого применяется электронная
лампа-кенотрон.
Специальное синхронизирующее устройство СУ, в мо-
мент перехода тока через нуль, замыкает выключатель К
108
и конденсатор разражается через дуговой промежунж
в виде кратковременного импульса тока высокого напря-
жения (250—300 В), причем импульс имеет ту же поляр-
ность, что и напряжение дуги в данный момент, после
чего синхронное устройство размыкает выключатель, а
конденсатор заряжается вновь для подачи следующего
импульса. Величина импульсного тока 1,5—2 А. Для
ограничения разрядного тока в цепь импульсного возбу-
дителя включено сопротивление
Институтом электросварки имени Е. О. Патона раз-
работаны генераторы импульсов ГИ-1 и импульсные ис-
точники питания ИИП-1, ИИП-2.
Источники питания ИИП-1 применяются при сварке
сплавов алюминия, ИИП-2 — при сварке сплавов алю-
миния, меди, титана, нержавеющих и углеродистых ста-
лей.
Периодическое повышение тока при импульсно-дуго-
вой сварке позволяет получить стабильное горение дуги
на малых токах, направленный перенос металла электрода
в ванну шва.
§ 26. ОДНОПОСТОВЫЕ СВАРОЧНЫЕ ПРЕОБРАЗОВАТЕЛИ
ПОСТОЯННОГО ТОКА
Сварочные преобразователи ПСГ-350
и ПСГ-500 предназначены для питания дуги постоян-
ным током при полуавтоматической и автоматической
сварке в защитных газах и для полуавтоматической
электрошлаковой сварки плавящимся электродом диа-
метром до 2,5 мм с постоянной скоростью подачи
при силе тока от 60 до 350 А (ПСГ-350) и от 60 до
500 А (ПСГ-500).
Генератор преобразователя имеет жесткую внешнюю
характеристику, которая получается за счет применения
специальной схемы самовозбуждения. Надежное возбу-
ждение при минимальных напряжениях холостого хода
обеспечивается тем, что одна пара главных полюсов имеет
более насыщенные сердечники (с вырезами в средней
части). Катушки возбуждения этих полюсов включены
параллельно с катушками возбуждения двух других по-
люсов (с менее насыщенными сердечниками) и через доба-
вочное (подрегул ировочное) сопротивление подсоеди-
няются к щеткам генератора.
109
Преобразователь ПСГ-500 (рис. 48, а) состоит из сле-
дующих основных узлов: корпуса У, якоря 2 с коллекто-
ром 3, передней 4 и задней 11 крышек, досок зажимов
генератора ДЗГ и двигателя ДЗД. На корпусе генера-
тора с внутренней стороны укреплены сердечники полю-
сов /2, снабженные полюсными башмаками. Па полюсах
насажены катушки с обмотками возбуждения из изолиро-
ванного провода, включенными в электрическую цепь
генератора. Сверху на корпусе в специальном кожухе 7
укреплены реостат 6, служащий для регулирования ре-
жимов сварки, пусковая аппаратура, вольтметр 9 и клем-
мная доска сварочного тока с зажимами 8. Якорь гене-
ратора выполнен сборным из пластин электротехнической
стали с продольными пазами, в которых уложены изоли-
рованные витки обмотки якоря. Па одном конце вала
якоря укреплен коллектор, представляющий собой боль-
шое число медных пластин, концы которых спаяны с выве-
денными наружу концами витков обмотки якоря. На дру-
гом конце вала якоря укреплен вентилятор 10, обеспечи-
вающий охлаждение внутренних частей генератора при
работе. В передней крышке генератора укреплены под-
шипник вала якоря, щеточные траверсы с щетками 5 и
рукоятка поворота траверсы. Задняя крышка генератора
выполнена с отверстиями для воздуха, защищенными
сеткой.
При включении пакетного выключателя ПВ
(рис. 48, 6) приводится в движение двигатель Д. Пита-
ние обмотки самовозбуждения, расположенной на глав-
ных полюсах генератора, осуществляется от щеток гене-
ратора через добавочное подрегулировочное сопротивле-
ние Лпод- С помощью подвижного контакта его устанавли-
вается такая величина сопротивления, при которой на-
пряжение па зажимах преобразователя будет 16 В при
сварочном токе 60 А. Регулирование напряжения от 16
до 40 В при токах от 60 до 500 А производится регулиро-
вочным реостатом У?р, включенным в цепь катушек воз-
буждения, расположенных на ненасыщенных полюсных
сердечниках.
Нормальная коммутация генератора обеспечивается
добавочными полюсами, катушки которых включены по-
следовательно в цепь якоря.
Преобразователи ПСО-500 имеют четыре
основных и два дополнительных полюса. Независимая и
последовательная обмотки возбуждения расположены на
НО
и)
Рис. 48. Сварочный преобразователь ПСГ-500:
а — общий влд, 6 — электрическая схема
111
разных полюсах. Регулирование сварочного тока у пре-
образователя ПСО-500 ступенчатое — секционированием
последовательной обмотки (125—300 А и 300—600 А),
а в пределах каждой ступени — плавное, реостатом. Об-
мотка независимого возбуждения питается от сети через
Рис. 49. Электрическая схема сварочного преобразователя
ПСУ-500:
Д — двигатель, Г — генератор, Р — реостат, Тр — трансформатор
стабилизирующий, ВС — выпрямитель селеновый. КС — конденса-
тор стабилизатора, ЛВС — переключатель вида сварки, ПН Г — пе-
реключатель полярности генератора, НВ — пакетный выключатель,
ИЗД — доска зажимов двигателя, ДЗГ — панель зажимов генера-
тора, СД1, СД2 — добавочные сопротивления, СЗ — сопротивление
защитное, КЗ — конденсатор защитный
выпрямитель и феррорезонансный стабилизатор. Пре-
образователь имеет падающую внешнюю характеристику
и предназначен для питания постов ручной сварки, полу-
автоматической и автоматической сварки под флюсом.
Преобразователь ПСУ-500 является уни-
версальным и предназначается при работе на крутопа-
дающих внешних характеристиках: для ручной дуговой
сварки открытой дугой, автоматической и полуавтома-
тической сварки под флюсом; на жестких внешних хара-
ктеристиках -— для автоматической и полуавтоматиче-
ской электрошлаковой сварки и дуговой сварки в среде
защитных газов.
112
Электрическая схема генератора ПСУ-500 представ-
лена на рис. 49.
Сварочный генератор смонтирован в одном корпусе
на одном валу с трехфазным асинхронным двигателем
с короткозамкнутым ротором. В зависимости от включе-
ния генератора, преобразователь имеет падающие или
жесткие внешние характеристики. Переход от падающих
характеристик к жестким и обратно осуществляется па-
кетным переключателем, установленным на распредели-
тельном устройстве, и перемючением двух клемм на
доске зажимов генератора.
Генератор имеет шесть полюсов: два главных незави-
симых, два главных последовательных и два добавочных.
Независимая обмотка возбуждения размещена на двух
главных независимых полюсах, последовательная размаг-
ничивающая обмотка возбуждения — на двух главных
последовательных полюсах и добавочных полюсах. По-
лучение крутопадающей характеристики осуществляется
за счет включения в цепь 14 витков последовательной
обмотки, расположенных па дополнительных полюсах,
а жесткой — за счет увеличения числа витков до 16 на
каждой катушке дополнительных полюсов.
Напряжение генератора регулируется реостатом,
включенным в цепь независимой обмотки возбуждения,
питание током которой осуществляется от сети перемен-
ного тока через феррорезонансный стабилизатор напря-
жения и селеновый выпрямитель.
В табл. 16 приведены основные технические данные
наиболее распространенных сварочных преобразователей,
выпускаемых промышленностью.
§ 27. ВЫПРЯМИТЕЛЬНЫЕ СВАРОЧНЫЕ УСТАНОВКИ
В качестве источников питания сварочной дуги по-
стоянным током используются выпрямительные уста-
новки (ГОС!' 13821—68).
Сварочные выпрямители выпускаются на номиналь-
ные токи в пределах 120—1000 А (транзисторные 30—
300 А, с пределами регулирования от 0,5 до 300 А).
Выпрямители преобразуют напряжение однофазной
или трехфазной сети переменного тока в напряжение
постоянного тока с необходимой внешней характери-
стикой.
113
114
Сварочные выпрямители состоят из понижающего
трансформатора, блока выпрямительных вентилей, венти-
лятора, пускорегулирующей и стабилизирующей аппа-
ратуры, собранной в одном корпусе.
В выпрямителях используются селеновые, кремние-
вые или германиевые выпрямительные элементы. Селе-
новый выпрямительный элемент (рис. 50, а) состоит из
металлической (стальной или алюминиевой) пластинки /,
покрытой тонким слоем 2
никеля или висмута, на
который с одной стороны “
наносится слой 3 крн- *
сталлического селена и
па
Рис. 50. Выпрямительные элементы
и их схемы включения:
а — схема селенового выпрямительного
элемента, ' '
схема, в — трехфазная мостовая схема *
б — однофазная мостовая
слой 4 из сплава кадмия
с висмутом и оловом.
Полученный многослой-
ный элемент называется
вентиле м, обладает
свойством проводить ток
в одном направлении.
Выпрямительные венти-
ли собираются на изо-
лированных шпильках
в выпрямительные бло-
ки, рассчитанные на
определенные значения
напряжения и тока.
В сварочных уста-
новках применяется
однофазная или трех-
фазная мостовая схема
(рис. 50, б, в). В однофазной выпрямительной схеме
частота пульсаций равна удвоенной частоте переменного
тока — 100 Гц, а в трехфазной — шестикратной частоте,
т. е. 300 Гц. При трехфазной мостовой схеме выпрямле-
ния достигается более равномерная загрузка силовой
сети переменного тока и лучшее использование тран-
сформатора, питающего выпрямитель.
У выпрямителей, имеющих трансформаторы с разви-
тым магнитным рассеянием, плавное регулирование ре-
жимов сварки осуществляется изменением расстояния
между первичной и вторичной обмотками трансформа-
тора. Ступенчатое регулирование режимов сварки — из-
менением коэффициента трансформации главного тран-
пол у пер иодного выпрямления
115
сформатора путем переключения ступеней секциониро-
ванной первичной обмотки трансформатора. Комбини-
рованное регулирование режимов сварки — применением
вольтодобавочных трансформаторов с плавным и ступен-
чатым регулированием, а также дросселей насыщения,
включаемых последовательно во вторичную цепь глав-
ного трансформатора. В табл. 17 приведены основные
технические данные распросграненных сварочных вы-
прямителей с селеновыми и кремниевыми вентилями.
В зависимости от способов сварки, определяемых тех-
нологией изготовления изделий, в производстве приме-
няют выпрямители с падающей и жесткой внешними ха-
рактерисгиками.
Сварочные выпрямители с падаю-
щей внешней характеристикой серии
ВД состоят из сварочного трехфазного трансформатора
с подвижными катушками, выпрямительного блока с
вентилятором, пускорегулирующей и защитной аппара-
туры, смонтированных в одном корпусе.
Понижающий трансформатор ТС (рис. 51) с повышен-
ной индуктивностью имеет два диапазона регулирования
сварочного тока: диапазон «малых токов» — при вклю-
чении первичной и вторичной обмоток звездой (А/А); диа-
пазон «больших токов» — при включении треугольни-
ком (Д/Л). Переключение диапазонов производят спе-
циальным переключателем ДП, а сварочный ток каждого
диапазона регулируется изменением расстояния между
первичной и вторичной обмотками. Перемещение кату-
шек первичной обмотки осуществляют вручную ходовым
винтом или механизмом регулирования.
Охлаждение выпрямительного блока, собранного из
кремниевых вентилей по трехфазной мостовой схеме, и
понижающего трансформатора — воздушное, принуди-
тельное.
Пускорегулирующая аппаратура обеспечивает вклю-
чение выпрямителя и защиту трансформатора и выпря-
мительного блока от перегрева.
Сварочные выпрямители с падающей внешней харак-
теристикой предназначены для ручной дуговой сварки,
резки и наплавки металлов, а также для полуавтоматиче-
ской сварки под флюсом и неплавящпмся электродом
в среде защитных газов постоянным током.
Сварочные выпрямители с жесткой
внешней характеристикой предназначены
116
Ноимватьвыв ток поста 300 А
для полуавтоматической сварки металлов плавящимся
электродом в среде защитных газов, электрошлаковой
сварки и сварки самозащитной проволокой.
им
Рис. 51. Электрическая схема сварочного выпрямителя се-
рии ВД:
ТС — трансформатор сварочный, ТВ — трансформатор пспомогз-
течьный, ДП — переключатель диапазонов тока, МУ — магнитный
усилитель, В К — выпрямитель с кремниевыми вентилями. К — вы-
ключатель вентилятора, Р — реле электромагнитное, ПМ — маг-
нитный пускатель, С — конденсаторы, Р — сопротивление,
ПВ — пакетный выключатель, ПР — предохранители
Выпрямитель ВС-300 преобразует трехфазный пере-
менный ток напряжения 380 В в постоянный ток напря-
жением 20—40 В. Он состоит из понижающего трехфазного
трансформатора, обеспечивающего жесткую характери-
стику, выпрямительного блока с вентилятором, ап-
паратуры управления и дросселя. Регулирование напря-
жения осуществляют переключением числа витков пер-
вичной обмотки трансформатора двумя универсальными
переключателями — один для грубой регулировки напря-
жения (3 ступени) и второй для плавного регулирования
напряжения (8 ступеней). При помощи этих переклю-
чений можно получить следующие величины выпрям-
ленного напряжения (табл. 18). .
Н6
Таблица 18
Пределы регулирования напряжения
Положение пере- ключателя плавной регулировки напряжения Положение псрсключатсчя грубой регулировки напряжении
1 3
1 20 23,5 29,0
2 20,7 24,5 30,5
3 21,4 25,5 32,0
4 22,1 26,5 33,5
5 22.8 27,5 35,0
6 23,5 28,5 36,5
7 24,2 29.5 38,0
8 24,9 30,5 40,0
Необходимая скорость нарастания тока короткого
замыкания в режиме сварки обеспечивается дросселем,
включенным в цепь выпрямленного тока.
Вентилятор с двигателем размещен внутри шкафа
между выпрямительным блоком и трансформатором.
«Собственно выпрямитель» сблокирован с вентилятором
при помощи воздушного реле. При неправильном напра-
влении вращения вентилятора или при его повреждении
включение выпрямителя не произойдет.
Контрольные вопросы
1. Назовите основные способы регулирования процесса сварки
плавлением.
2. Какие преимущества и недостатки сварки в углекислом газе?
3. Как достигается падающая внешняя характеристика у источ-
ников питания переменного тока?
РАЗДЕЛ III
ПРОИЗВОДСТВО СВАРНЫХ
КОНСТРУКЦИЙ
Глава VI
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
СВАРНЫХ КОНСТРУКЦИЙ
§ 28. ОСНОВНЫЕ ТРЕБОВАНИЯ,
ПРЕДЪЯВЛЯЕМЫЕ К СВАРНЫМ КОНСТРУКЦИЯМ
Сварные конструкции в зависимости от назначения
разделяются на машиностроительные, строительные и
технологические.
К машиностроительным конструкциям относятся свар-
ные изделия различных машин, механизмов и оборудова-
ния для энергетического, металлургического, нефтяного,
химического, транспортного, автомобильного, сельско-
хозяйственного, угольного, судостроительного машино-
строения и т. д.
К строительным конструкциям относятся стальные
конструкции промышленных и гражданских зданий и
сооружений, доменных цехов, резервуаров, газгольдеров
мачтовых сооружений, гидротехнических сооружений,
стальных мостов, опор линий электропередач и т. д.
К технологическим сварным конструкциям относятся
конструкции различных конвейеров, питателей, моно-
рельсовых путей, подвесок технологических трубопро-
водов, вспомогательное технологическое оборудование,
эстакады, станины прессов, обшивки с каркасами, на-
правляющие устройства, защитные ограждения машин
и механизмов и т. д.
К сварным конструкциям предъявляется ряд требо-
ваний:
конструкция должна быть прочной, устойчивой и вы-
носливой при действии на нее эксплуатационных нагру-
зок, агрессивных сред, атмосферных воздействий и т. д.,
сохранять полную работоспособность в течение задан-
ного проектом срока службы;
120
конструкция должна выполняться с минимальными
затратами металла, с наименьшей трудоемкостью, нрн
возможно полном использовании свойств применяемых
материалов;
конструкция должна обеспечивать возможность се
изготовления с необходимой точностью без применения
трудоемких процессов (подгонка, правка и др.), кото-
рые наряду с усложнением процесса изготовления, уве-
личения сроков изготовления и стоимости, значительно
снижают качество изделия;
конструкция должна удовлетворять технологическим
требованиям ее изготовления, т. е. обеспечивать воз-
можность максимального применения механизированных
и автоматизированных методов изготовления, прогрессив-
ных способов сварки и современных технологических
процессов.
Эти требования могут быть выполнены при соблю-
дении следующих условий:
основные и сварочные материалы должны обладать
хорошими сварочными свойствами — обеспечивать высо-
кую технологическую прочность, сопротивляемость обра-
зованию горячих и холодных трещин и т. п.;
технологический процесс выполнения сварных конст-
рукций должен предусматривать наиболее рациональные
способы и режимы сварки, обеспечивающие размеры и
форму швов в соответствии с предусмотренными черте-
жами изделия, без резких переходов от основного
к наплавленному металлу и от одного сечения к дру-
гому;
рабочие швы конструкций должны удовлетворять рас-
четным нагрузкам, воспринимаемым от внешних усилий
и не должны располагаться в наиболее нагруженных ме-
стах с большой концентрацией напряжений.
Прочность швов должна быть не ниже прочности ос-
новного металла.
Прочность сварного соединения характеризуется ве-
личиной фактических напряжений, возникающих от дей-
ствующих усилий в процессе эксплуатации конструкции.
Эти напряжения должны быть ниже напряжений, при
которых наступает разрушение металла шва.
Расчет сварных соединений на прочность, в зависи-
мости от действия прилагаемого усилия и вида сварного
соединения, производится на растяжение, сжатие,
срез.
121
Если сварное соединение (рис. 52, а) работает на про-
дольную растягивающую силу, то расчетным усилием для
пего будет
P-[a']pF=H]pSZ кгс,
где 1о']р — допускаемое напряжение в шве при растяже-
нии, кгс/мм2;
F — площадь поперечного сечения соединяемого
элемента, мм2;
S — толщина основного металла, мм;
/ — длина шва, мм.
При расчете соединения (рис. 52, б) на продольную
сжимающую силу расчетное усилие находим по формуле
/’=[ог']сжГ=[о,]сж5/ кгс,
в)
Рис. 52. Сварные соединения:
а, б — стыковые, е — внахлестку
где [о']сж— допустимое на-
пряжение в шве при сжа-
тии, кгс/мм2.
Если [о']р = [о]р и
[о'|сж = [о]сж, то сварные
швы считаются равнопроч-
ными основному металлу,
где [alp и [о]сж соответствен-
но допускаемые напряже-
ния для основного металла
при растяжении и сжатии.
Если соединение с лобовыми швами (рис. 52, б1) рабо-
тает на срез, то расчет прочности ведется по формуле
Р = [т'1 0,7 kl — при одном расчетном шве,
Р _ 2 [т'] 0,7 kl — при двух расчетных швах,
где [т'1 — допустимое напряжение наплавленного ме-
талла при срезе, кгс/мм2;
I — длина шва, мм;
k — катет шва, мм.
В металлических конструкциях встречаются следую-
щие основные виды сварных соединений:
стыковые соединения наиболее распрост-
ранены в сварных конструкциях, характеризуются высо-
кой прочностью при статических и динамических нагруз-
ках, наименьшими собственными напряжениями и де-
формациями при сварке;
122
тавровые соединения характерны при
изготовлении конструктивных элементов балок, кололи,
каркасов зданий, станин, прессов и прокатных станов,
узлов дорожных машин, турбин и т. д.;
угловые соединения применяют в основ-
ном в качестве связующих элементов при сварке листо-
вых элементов по кромке, соединений профильного про-
ката между собой и т. д.;
соединения внахлестку применяют при
сварке листовых конструкций, строительных элементов
сооружений, ферм, колонн, деталей машин и других
конструкций, где толщина листов не превышает 8—10 мм
или когда по конструктивным и технологическим причи-
нам нельзя выполнить сварку встык.
В зависимости от конструктивных особенностей изде-
лия и метода сварки к подготовке и сборке деталей пре-
дъявляются различные требования.
Форма подготовки кромок определяется видом соеди-
нения, толщиной металла, способом сварки.
Требования к сборке деталей под электродуговую
сварку регламентируются следующими стандартами на
основные типы и конструктивные элементы швов сварных
соединений: ГОСТ 5264—69 — ручная электродуговая
сварка; ГОСТ 11534—65 — ручная электродуговая свар-
ка (под острым и тупым углом); ГОСТ 8713—70 — авто-
матическая и полуавтоматическая сварка под флюсом;
ГОСТ 11533—65 автоматическая и полуавтоматическая
сварка под флюсом (под острым и тупым углом); ГОСТ
14771—69 — электродуговая сварка в защитных газах;
ГОСТ 15164—69 — электрошлаковая сварка; ГОСТ
14776—69 — швы сварных соединений электрозаклелоч-
ные; ГОСТ 16037—70 — швы сварных соединений сталь-
ных трубопроводов; ГОСТ 14806—69 — дуговая сварка
алюминия и алюминиевых сплавов; ГОСТ 16098—70 —
соединения из двухслойной коррозионной стали.
Обозначение сварных швов на чертежах (приложе-
ния 1, 2) выполняется по ГОСТ 2.312—72, который уста-
навливает единую систему условных изображений и обоз-
начений швов сварных соединений на чертежах, конст-
рукторских и технологических документах для всех от-
раслей промышленности и строительства.
Шов сварного соединения (рис. 53) независимо от
способа сварки условно изображают сплошной основной
линией, если он видимый, или штриховой линией, если
123
он невидимый. От изображения проводят линию выноски,
закапчивающуюся односторонней стрелкой.
Границы шва изображают сплошными основными ли-
ниями, а конструктивные элемента кромок в границе
шва — сплошными тонкими линиями.
Условное обозначение
Рис. 53. Условные изображения швов сварных соеди-
нений по ГОСТ 2.312—72
Условное обозначение шва предусматривает строго
определенную последовательность, согласно которой ука-
зывается, по соответствующему стандарту на типы и
конструктивные элементы швов сварных соединений,
знаки шва, буквенно-цифровое обозначение сварного сое-
динения, вспомогательный знак обозначения шва.
При наличии па чертеже одинаковых швов обозначе-
ние наносят у одного из изображений, а от изображений
Условное обозначение №1
Рис. 54. Условные обозначения одинаковых швов
на чертежах
остальных швов проводят линии выноски с полками.
Всем одинаковым швам присваивают один порядковый
номер, который наносят:
на линии-выноске (рис. 54, а), имеющей полку с на-
несенным обозначением шва;
на полке линии-выноски (рис. 54, б), проведенной от
изображения шва, не имеющего обозначения, с лицевой
стороны;
124
под полкой линии-выноски (рис. 54, в), проведенной
01 изображения шва, не имеющего обозначения, с оборот-
ной стороны.
Количество одинаковых швов допускается указывать
на линии-выноске, имеющей полку с нанесенным обо-
значением.
§ 29. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
МАШИНОСТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ
В машиностроительных конструкциях применяются
различные сочетания соединяемых деталей — сваривае-
мые в основном из проката с использованием отдельных
отливок или поковок, свариваемые из отдельных поковок,
свариваемые из нескольких отливок (сварно-литые кон-
струкции), а также из штампованных элементов (штампо-
сварные конструкции).
К конструкциям, свариваемым из проката, относятся
рамы, станины, барабаны, корпусные узлы различных
машин и механизмов, узлы подвижного железнодорож-
ного состава, речных и морских судов и т. д.
Из составных поковок изготавливаются коленчатые
валы, штанги с проушинами, тяги, котлы, сосуды и т. д.
Сварно-литыми изготавливают узлы лебедок, клети ста-
нов, корпуса редукторов, узлы гидротурбин, гидропрес-
сов и т. д.
В производстве сварных конструкций применяется
листовой прокат, фасонные профили, тонкостенные гну-
тые, прессованные и штампованные заготовки из углеро-
дистых и легированных сталей цветных металлов и спла-
вов, полимерных материалов.
Выбор рационального способа сварки зависит от кон-
структивных решений, объемов производства, техниче-
ских требований к сварному изделию, конструкции и
сварному шву. При значительных объемах производства
применяются механизированные способы сварки, при
индивидуальном или мелкосерийном производстве пре-
обладает ручная и полуавтоматическая сварка. Конст-
рукции больших толщин (50—450 мм и более) свари-
ваются электрошлаковой сваркой. Сварка некоторых
специальных высоколегированных сгалей, цветных ме-
таллов производится с использованием в качестве за-
щиты инертных газов.
125
Рис. 55. Баллон гидравли-
ческий емкостью 10 000л:
а — баллон, 6 — обечайки
баллона; / — горловина,
2 — верхнее днище, 3 — верх-
няя обечайка, 4 — нижняя
обечайка, 5 — нижнее днище,
6 “ опора, 7 — штуцер,
8 — корыто обечайки, 9 —
скобы монтажные, 10 — тех-
нологические планки
Способы сварки при изгото-
влении сосудов и кот-
лов высоких давлений выби-
рают в зависимости от материа-
ла, толщины соединяемых эле-
ментов и эксплуатационных
требований. В большинстве слу-
чаев применяют автоматическую
сварку под флюсом или в угле-
кислом газе и электрошлаковую
сварку. Ручную и полуавтома-
тическую сварку применяют
с целью прихваток, при заварке
коротких швов и для предвари-
тельной подварки корня швов,
свариваемых автоматической
сваркой. Кромки под сварку
стыков листов подготовляют
с высокой точностью на кромко-
строгальных, п родо л ьно -стро-
гальных и кромкоторцевых стан-
ках. Для сборочно-сварочных
работ используют различную
оснастку, в том числе роли-
ковые стенды, центрирующие
установки с пневматически-
ми зажимными устройствами
и др.
Изделия с толщиной стенок
не более 25 мм сваривают коль-
цевыми и продольными швами
при помощи сварочных автома-
тов па специальных установках,
имеющих флюсовые подушки,
медные подкладные пластины
или другие устройства, предо-
храняющие сварной шов от про-
жога и вытекания жидкого ме-
талла и флюса. При толщине
стенок изделия более 25 мм
автоматическую сварку выпол-
няют в несколько слоев.
Порядок и способ сварки
рекомендуется технологически-
126
ми процессами и техническими условиями на изде-
лие.
В технологических картах на сварку приводят ре-
жимы сварки, последовательность выполнения работ по
переходам, необходимое оборудование и оснастку, а
Рис. 56. Установка для электрошлаковой сварки продольных
швов обечаек:
1 — самоходная тележка, 2 — ферма, 3 — кабина лифта, 4 — подъем-
ный кран, 5 — сварочные аппараты, 6 — направляющие рейки,
7 — тумба, 8 — подъемная лебедка, 9 — натяжной трэе, 10 — центро-
бежные насосы, 11 — бак, 12 — пункт питания сварочным током,-
13 — выравнивающие клинья
также нормы расхода сварных материалов и нормы вре-
мени по переходам, которые устанавливают по норматив-
ным данным завода.
Обечайки 3 и 4 (рис. 55, а) между собой собирают при
помощи специальных скоб. Скобы (рис. 55, б) привари-
вают с внутренней стороны с таким расчетом, чтобы они
не мешали сварке продольных швов на автоматах. Про-
дольные швы обечаек, состоящих из двух корыт 8
(рис. 55, б), заваривают в вертикальном положении па
специальной установке. Сварку начинают и заканчивают
на входных и выводных планках 10, которые в дальней-
шем срезают. Обечайку, собранную под сварку, уста-
127
навлнвают подъемным краном4 на тумбу 7 (рис. 56),
выверяют клиньями и закрепляют натяжными устройст-
вами. После этого самоходные тележки 1 со сварочными
Рис. 57. Схема установки для электро шлаковой сварки кольцевых
швов:
1 — роликовый стенд, 2 — пульт управления, 3 — боковой ролик, 4— хо-
довая .тележка аппарата, 5 — сварочный аппарат, 6 — рельсовый путь
аппарата, 7 — привод тележки, 8 — тележка, 9 — мундштуки, 10 — пол-
зун, 11 — портальная тележка, 12 — лестница
автоматами подводят к началу шва. Установка укомплек-
тована подъемными лебедками 8 для вертикального пере-
мещения лифта с кабиной оператора. Питание автоматов
А-535 производится от двух трансформаторов ТШС-1000-3.
Сварку кольцевых швов ведут на установке (рис. 57),
несущая часть которой представляет собой портал, пере-
двигающейся но рельсовому пути 6 роликового стенда /
от шва к шву. Днища на общую сборку баллона посту-
пают с приваренными горловиной, фланцами и усили-
тся ьными кольцами.
Сварку кольцевых швов начинают на вспомогательных
пластинах, вваренных в зазор стыка. После сварки при-
128
мерно полуокружности стыка участок с началом шва и
вспомогательной пластиной выплавляют воздушно-дуго-
вой или кислородной резкой до полного устранения не-
проваров, при этом выполняют наклонный срез, чтобы
облегчить формирование замка шва. При осуществле-
нии сварочных работ производят термообработку (нор-
мализацию) и контроль (просвечивание) швов. Готовое
изделие подвергают высокому отпуску при темпера-
туре 650LС и испытывают гидравлическим давлением
425 атм.
В производстве сварных конструкций корпусов
судов применяют различные марки сталей: углероди-
стые (ВСТЗсп, ВСТЗГпс, ВСТ4сп), марганцовистые
(09Г2), низколегированные (15ХСНД, 10ХСНД) и др.,
а также многослойные стали, алюминий и алюминиевые
сплавы.
Корпус судна собирают из нескольких крупных блок-
секций (рис. 58, а, б, в, г), изготовляемых из узлов в сбо-
рочно-сварочных цехах. Блочный способ постройки по-
зволяет собирать и сваривать суда на конвейере и сое-
динять на стапеле готовые блоки в одно целое, где ведут
установку крупного оборудования, монтаж котлов, дви-
гателей и другие работы. Небольшие суда изготовляют
поточно-позиционным способом, при котором каждую
объемную блок-секцию собирают на тележке, передвигае-
мой по рельсам, и на каждой последующей позиции
производят досборку, в результате чего с последней пози-
ции сходит корпус судна для монтажа оборудования.
Сборка и сварка секций являются наиболее ответст-
венной частью работы при изготовлении корпуса судна.
Эти работы производят с применением различных канто-
вателей, сборочно-сварочных стендов, постелей, уста-
новок для автоматической и полуавтоматической сварки.
Корпусные детали собирают и сваривают в узлы неболь-
шой массы, причем технология сварки построена таким
образом, чтобы узлы были выполнены без отклонений
от заданных размеров и с минимальными внутренними
напряжениями и деформациями. В дальнейшем узлы
поступают па сборку и сварку плоскостных и объемных
секций в специальных стапель-кондукторах. Корпусные
конструкции со сложными криволинейными формами
изготовляют в специальных приспособлениях, учиты-
вающих плазовые очертания корпуса судна. Сваренные
объемные секции испытываю! на водонепроницаемость.
5 Мотя хов
129
Е
Выбор способа сварки корпусных конструкций зави-
сит от толщины металла, длины и положения швов в про-
странстве. Автоматами и полуавтоматами под флюсом
сваривают длинные швы на металле толщиной более
4 мм в нижнем положении. Металл, толщиной менее
4 мм, сваривают автоматической и полуавтоматической
сваркой в среде углекислого газа. В углекислом газе
сваривают также швы и участки швов в различных про-
странственных положениях, когда сварка под флюсом
затруднена или невозможна.
Рис. 59. Рама тепежки мостового крана
В производстве рамных конструкций при-
меняют листовой, полосовой и профильный прокат, из
которых собирают объемные конструкции с большим ко-
личеством деталей. Эти конструкции состоят из отдель-
ных сварных узлов, представляющих собой в большин-
стве случаев балки, различные по сечению и конфигура-
ции. К таким конструкциям в машиностроении относятся
рамы электровозов, вагонов, автомобилей, кранов, лиф-
тов и т. д.
На рис. 59 представлена рама тележки мостового
крана, состоящая из отдельных балок: редукторной 5,
моторной /, механизма передвижения 2, средней 3 и
вспомогательной а на рис. 60 — последовательность
поузловой сборки. Для общей сборки и сварки рамы
тележки применяют различной конструкции кантователи
(рис. 61), в которых сварку соединяемых элементов про-
изводят в нижнем положении.
5*
131
Рис. 60. Схема последовательности поузловой сборки рамы:
а — моторная балка, б — сборка с балкой механизма передвижения,
в — сборка с средней балкон, г — сборка с вспомогательной балкой,
d — сборка с редукторной балкой
Рис. 61. Кантователь для сварки рамы тележки:
) — опора, 2 — рама, 3 — рычаги, 4 — поворотные цапфы, 5 — ре-
дуктор, 6 — электродвигатель
Поузловая технология изготовления рамных конст-
рукций позволяет Применить автоматическую и полуавто-
матическую сварку под флюсом и в среде защитных газов.
§ 30. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
СТРОИТЕЛЬНЫХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ
Строительные металлические конструкции изготав-
ливаются на специализированных заводах и на монтаж-
ных площадках. Они разделяются на решетчатые, балоч-
ные и листовые.
1830,
Рис. 62. Сварные фермы:
а — геометрические схемы ферм. 6 — сопряженно ферм с уголковыми
элементами, в — сопряжение ферм с прутковыми элементами
К решетчатым конструкциям отно-
сятся фермы, башни, мачты, линии электропередач.
Основными элементами ферм являются пояса, мачт —
опорные стойки, соединенные между собой раскосами,
стойками, распорками, связями, накладками и т. д. Свар-
ные швы ферм имеют небольшую протяженность и сосре-
доточены в узлах соединения элементов (рис. 62, а, б, в).
Решетчатые конструкции изготовляют по узлам.
Вначале выполняют сварку плоскостей элементов
133
ферм, а затем их собирают в пространственную кон-
струкцию.
Наиболее производительным процессом изготовления
плоскостных каркасов ферм является сборка и сварка их
в универсально переналаживаемых приспособлениях, ос-
нованием которых служат плиты с Т-образными пазами.
В качестве фиксирующих и прижимных элементов слу-
жат типовые фиксаторы, быстродействующие поворотные
откидные зажимы и г. д. Более мелкие узлы, наличие
которых в конструкции ферм определяется некоторой
Рис. 63. Вращающийся кондуктор для сварки пространствен-
ных решетчатых конструкций:
Z — стойки,- 2 — подшипники, 3 — концевые установочные приспособ-
ления, 4 — копирные фермы
серией (например, стойки, раскосы), изготовляют в кон-
дукторах. Использование такой оснастки позволяет вы-
полнять сварную конструкцию без прихваток и обеспе-
чивать при этом высокую точность узлов.
Пространственные каркасы ферм из готовых плоскост-
ных секций наиболее рационально собирать и сваривать
во вращающихся кондукторах (рис. 63). Плоские фермы
укладывают в кондуктор и закрепляют к нижним и верх-
ним опорным базам концевых приспособлений 3. Затем
по сторонам копирных ферм 4 устанавливают связываю-
щие раскосы и приваривают их к плоским фермам. Про-
цесс сварки ведут в нижнем положении, что обеспечи-
вается поворотом кондуктора на 180°.
Решетчатые конструкции сваривают ручными спосо-
бами или полуавтоматами в среде углекислого газа.
К балочным конструкциям относятся
в основном балки и колонны. Они применяются при строи-
тельстве для изготовления металлических каркасов зда-
ний, перекрытий. Балки и колонны изготовляют на заво-
134
дах из листового, полосового и профильного проката и
штампованных элементов. Типовые поперечные сечения
сварных балок и колонн приведены на рис. 64, а, б.
Балки и колонны сваривают в определенной последова-
тельности. Например, при из-
готовлении балок со сплош-
ными стенками сначала соби-
рают пояса и полки из от-
дельных деталей, вырезанных
из листов с применением авто-
матической сварки под флю-
сом. Далее производят сборку
балок (рис. 65) и сварку одно-
временно двух поясных швов
на установках для автомати-
ческой сварки (рис. 66). В по-
следнюю очередь устанавли-
вают ребра жесткости по шаб-
лону или по разметке и при-
варивают их полуавтоматической сваркой под флюсом.
Сварка колонн и балок, не имеющих сплошных сте-
нок, соединение отдельных элементов и конструкции
Рис. 64. Типовые попереч-
ные сечения:
а — балок, б — иолонн
Рис. 65. Сборочный кондуктор для балок постоян-
ного сечения:
I — рама кондуктора, 2 — поперечные балки, .? к 4 —
несущие упоры. 5 — прижимные упоры, 6' — продольные
швеллеры. 7 — настроечные винты
в целом производятся аналогично изготовлению решетча-
тых конструкций на плитах с Т-образными пазами с ис-
пользованием универсальных упоров, фиксаторов и
зажимов.
Бсскондукторная сборка балок (рис. 67, а) под авто-
матическую или ручную сварку производится по раз-
метке. В этом случае сборка начинается с выкладки верх-
135
Рис. 66. Установка для сварки балок с подвижным порталом:
1 - поворотный кондуктор, 2 — портальная установка, 3 — сва-
рочныс головки
Рис. 67. Сварка балки по разметке:
а — последовательности сборки, б — последовательность сварки
136
ней полки 1 на выверенную поверхность сборочной плиты
или козелков, разметки на ней линии установки стенки
балки, приварки по разметке на некотором расстоянии
технологи чес кн х планок 2. На подготовленную таким
образом полку устанавливают при помощи крана стенку 4
и поджимают ее к технологическим планкам, а затем
прихватывают стенку и полку между собой участками
длиной 60—80 мм через 500—600 мм.
Далее производят разметку линии установки стенки
балки на нижней полке *?, приваривают технологические
планки, устанавливают и прихватывают ранее собран-
ные верхнюю полку со стенкой балки к нижней полке
в той же последовательности. Выравнивание стенки
балки по намеченным линиям полок производят струбци-
ной или клиньями. Для сохранения прямого угла в со-
бираемых элементах применяют подкосы 5 (временные
элементы жесткости), прихватываемые к листам. Сварка
балок производится полуавтоматами и автоматами под
флюсом или вручную, для че о собранную конструкцию
освобождают от технологических планок и подкосов и
устанавливают последовательно в положения /, //, ///,
IV (рис. 67, б). При ручной сварке швы накладывают
обратноступенчатым способом, при автоматической свар-
ке — сквозными швами на всю длину. Каждый после-
дующий шов сваривают в направлении, обратном преды-
дущему.
При монтаже зданий и сооружений соединение балок
и колонн производят сваркой вручную или полуавтома-
тами под флюсом самозащитными проволоками марки
Св-20ГСТЮА или Св-15ГСТЮЦА. Для облегчения мон-
тажа к балкам и колоннам приваривают соединительные
детали с монтажными отверстиями. В этом случае пред-
варительный монтаж осуществляют посредством болто-
вых соединений с последующей приваркой соединитель-
ных элементов конструкций.
Листовые конструкции включают в себя
различные резервуары и сосуды для хранения жидко-
стей, газгольдеры, химическую аппаратуру, кожуха до-
менных и цементных печей и т. д. В сварочном произ-
водстве листовых конструкций наиболее широко приме-
няют прогрессивные способы сварки — автоматическую и
полуавтоматическую сварку под флюсом, в среде защит-
ных газов, электрошлаковую сварку. Ручную и полуав-
томатическую сварку применяют при выполнении при-
137
хваточных швов и заварке коротких швов в труднодоступ-
ных местах, подварке корня швов, если это предусмат-
ривается технологией.
Отличительной особенностью стальных негабаритных
цилиндрических резервуаров является наличие соеди-
нений с большой протяженностью швов.
На предприятиях изготовляют днища и корпуса ре-
зервуаров. Они представляют собой сварные полотнища,
которые на время перевозки сворачивают в рулоны. На
рис. 68 схематично показан модернизированный двухъя-
русный стенд для рулопирования полотнищ из листов
1490 х 5990 мм, толщиной 14 мм.
Наряду с комплексным совершенствованием всех про-
цессов производства сварных резервуаров улучшена их
конструкция: соединения внахлестку заменены стыко-
выми, вертикальные швы корпуса совмещены в одну ли-
нию.
Негабаритные сварные конструкции толщиной 30—
40 мм производят способом временного деформирования,
при котором конструкцию изготовляют на заводе в виде
цилиндра, а один шов по образующей оставляют несва-
репным. Это позволяет во время перевозки уменьшить
поперечные размеры конструкций вследствие создания
нахлестки одной несварепной кромки па другую. На
месте установки конструкции возвращают исходную
форму.
§ 31. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
ТРУБОПРОВОДОВ
1
К трубопроводам относятся конструкции с непрерыв-
ными линиями труб с различными элементами. Эти кон-
струкции предназначены для транспортирования жид-
костей, газов, сыпучих материалов. Трубопроводы со-
стоят из прямых и криволинейных участков труб, арма-
туры, приборов, контроля и регулирования, распредели-
тельных устройств и т. д. Сварные трубопроводы изго-
товляют из углеродистых, низколегированных, легиро-
ванных сталей, цветных металлов и сплавов. В зависи-
мости от диаметра и материала трубы изготовляют двумя
способами.
Первый способ. Отдельные трубы собирают
в виде обечаек из листов, которые предварительно валь-
цуют на вальцах с заданным радиусом и затем сваривают.
139
Таким способом изготавливают тонкостенные трубы диа-
метром свыше 100 мм из нержавеющих и легированных
сталей, из алюминия и его сплавов с толщиной стенки
более 7 мм, а также стальные трубы больших диаметров
(до 1400 мм), которые не производятся трубопрокатными
заводами.
Рис. 69. Аргоно-дуговая сварка труб:
/ _ сварочная головка, 2 — электрод, 3 — смотровое окно,
4 — ротаметр, 5 — редуктор, 6 — баллов с аргоном, 7 — верхняя
крышка сварочной камеры, 8 — сжимающие валки формирующего
устройства, 9 — приспособление для поддува воздуха, 10 — нолу-
герметическая сварочная камера, 11 — уплотнительное кольцо,
12 — свариваемая труба
Второй способ. На трубопрокатных заводах
изготавливают сварные трубы больших диаметров со
спиральным швом, а также тонкостенные трубы малых
диаметров (до 720 мм) с продольным швом.
При производсгве тонкостенных труб диаметром от 6
до 400 мм с толщиной стенки 0,2—5 мм с прямым швом из
высоколегированных сталей (жаропрочных и нержавею-
щих), никеля, цветных металлов и их сплавов применяют
аргоно-дуговую сварку, выполняемую на специальных
станах (рис. 69), где одновременно осуществляется фор-
мирование трубы из калиброванной ленты и образуется
140
Рис. 70. Горелка для дуговой
сварки труб в защитном газе:
1 — вольфрамовый электрод, 2 —
электрододсржателъ, 3 — керамиче-
ское сопло, 4 — корпус горелки,
5 — газовая камера, 6 — газ о под-
водящая труба, 7—водоподводящая
труба, 8 — свариваемое изделие,
9 — сжимающие валки
продольный шов встык. Необходимое усилие сжатия
кромок создается сжимающими валками <?. Сварка ве-
дется специальной горелкой (рис. 70), обеспечивающей
подвод тока и подачу инертного газа, который защищает
металл и электрод от окисления. Инертный газ также
способствует ограничению зоны распространения тепла,
концентрируя его около шва, и тем самым улучшает
проплавление и провар соединения. Сварка ведется воль-
фрамовыми, легированны-
ми лантаном, электродами
диаметром 1—6 мм. Сила
тока зависит от толщины
свариваемых труб, диамет-
ра электрода и рода тока
(табл. 19).
Сварка трубо-
проводов состоит из
операций подготовки труб
под сварку, сборки и свар-
ки отдельных плетей труб
(в заводских условиях или
па базах) и монтажа их на
строительном объекте или
трассе. На строительных
площадках и трассах мон-
таж трубопроводов может
быть организован по-
секционно, непрерывной
укладкой из отдельных
труб или плетей.
Подготовка труб под сварку включает комплектацию
деталей, обработку кромок по торцам труб, очистку
кромок, сборку соединений под сварку и контроль каче-
ства сборки.
Подготовка торцов труб под сварку трубопроводов
может осуществляться механическим способом и газовой
резкой. Концы труб перед сваркой правят специальными
расширителями механического, пневматического или
гидравлического типа. Перед сваркой кромки сваривае-
хмых труб должны быть очищены от масла, грязи и ржав-
чины специальными щетками, абразивными кругами,
иглофрезами и т. д.
При сборке трубопроводов особое внимание надо уде-
лять совмещению кромок по всей поверхности стыкуе-
141
мых труб с заданным зазором, центрированию труб по
внешней или внутренней поверхности и обеспечению
общей оси нитки трубопровода. Для выполнения этихтре-
бований применяют различные центраторы.
Таблица 19
Допустимый сварочный ток при сварке вольфрамовыми
электродами в среде аргона
Род тока Сварочный ток. А, при диаметре электрода, мм
1-2 3 4 5 6
Переменный 20—100 100—160 140-220 200—280 250—300
Постоянный прямой поляр- ности 65—150 140—180 250-340 300-400 350—450
Постоянный обратной по- лярности .... 10-30 20-40 30—50 40—80 60—100
Собранные трубы перед сваркой прихватывают. Ко-
личество и размеры прихваток, в зависимости от диаметра
Рис. 71. Порядок сварки неповоротных стыков трлбо-
проводов:
а — больших диаметров (400 мм), б — средних диаметров
(до 400 мм), е — малых диаметров (до 120 мм); J—12 — по-
рядок наложения швов
свариваемых труб, определяют технологическим процес-
сом, но не менее, чем в трех местах. На монтаже пово-
ротные и неповоротные стыки труб выполняют ручной
ил и пол уавтоматической свар кой.
Порядок сварки неповоротных стыков труб показан
на рис. 71, а, б, в. При ручной дуговой сварке сварку
142
первого слоя выполняют электродами диаметром 3 мм
(ток 100—120 А). Последующие слои наплавляют элек-
тродами диаметром 4—5 мм, током 160—250 А. При сварке
труб из углеродистой и низколегированной стали лучшие
результаты получают использованием электродов марок
УОНИ-13/45, УОНИ-13/55 СМ-11, ВСП-1, ВСЦ-2. Не-
поворотные стыки, выполняемые полуавтоматами, сва-
ривают проволоками диаметром 1,0—2 мм в среде угле-
кислого газа постоянным током обратной полярности
от источников питания с жесткой характеристикой.
Режимы сварки плавящимся электродом
Диаметр сварочной
проволоки, мм.........
Сварочный ток, А . . .
Напряжение дуги, В
Вылет электрода, мм
Расстояние от сопла
горелки до изделия, мм
в углекислом газе
1,0 1,2 1.6 2,0
80—180 90—220 120—350 200—500
18—24 18—28 18—32 22—34
8—14 10—15 14—20 15—25
8—18 8—18 15—25 15х— 25
Поворотные стыки (рис. 72) сваривают в ином порядке.
При многослойной сварке первый слой выполняют так,
чтобы обеспечить хорошее проплавление и провар корня
Прихватки
Рис. 72. Порядок сварки поворотных стыков трубо-
проводов
шва. При хорошем доступе к месту стыка с целью умень-
шения образования грата внутри стыка и обеспечения
равномерного проплавления корня шва сваривают верти-
кальные участки 1—2 и 3—4 па всех стыкуемых участках
секции трубопровода. Затем секцию поворачивают на 90J
и заваривают участки 3—1 и 4—2.
При ручной дуговой и полуавтоматической сварке
в среде защитных газов сварку ведут снизу вверх.
Наложение последующих слоев выполняют при непре-
рывном вращении трубы или аналогично выполнению
сварки первого слоя, причем начало и конец каждого
предыдущего шва перекрываются последующими швами
143
на длину, равную 4—5 толщинам свариваемой трубы.
Начало и конец каждого нового слоя необходимо смещать
на 25—30° относительно начала и конца предыдущего
слоя. При сварке стыков труб больших диаметров
(более 350 мм) сварку участков стыков выполняют об-
ратноступенчатым способом. Поворотные стыки могут
быть сварены автоматической и полуавтоматической
сваркой с применением различных автоматов для сварки
труб, тракторов и полуавтоматов. Сварка выполняется,
как правило, сварочными проволоками диаметром 1—3 мм
(в зависимости от толщины стенки труб), током от 200 до
950 А при скорости подачи проволоки 100—600 м/ч.
Для трубопроводов, работающих в коррозионно-
агрессивных средах, в условиях повышенных температур
(жаростойкие и жаропрочные) используются высоко-
легированные аустенитные стали марок 12Х18И10Т,
08Х18Н12Б и др. К сварным соединениям таких трубо-
проводов предъявляют особые требования, в том числе:
стойкость против межкристаллитной и других видов кор-
розии, стойкость против окалинообразования, высокая
механическая прочность при повышенных температурах
и т. д.
Предупреждение образования межкристалл изациоп-
ных трещин достигается подбором сварочных проволок,
флюса, электродов и режимов сварки. Во избежание
межкристаллитной коррозии в сварных швах во время
сварки недопустим перегрев металла. При многослойной
сварке каждый последующий шов накладывают после
полного остывания предыдущего. Для повышения кор-
розионных и пластических свойств сварных соединений
после сварки производят термическую обработку по кон-
кретно регламентируемым режимам для данной марки
стали.
Автоматическая и полуавтоматическая сварка тру-
бопроводов из высоколегированных сталей может произ-
водиться в гелии, аргоне и углекислом газе. Сварные
стыки трубопроводов, выполненные в аргоне, имеют
наиболее высокие антикоррозионные и механические
свойства. Сварку в защитных газах выполняют непла-
вящимся вольфрамовым электродом или плавящейся
электродной проволокой. Сварка ведется на повышенных
плотностях тока.
При сварке поворотных стыков труб дугу возбуждают
разрядом от осциллятора или закорачиванием дугового
144
промежутка угольным электродом. Это делается с целый
предупреждения загрязнения конца вольфрамового элек-
трода. Сварочная ванна, околошовная зона п разогретый
конец присадки должны находиться в струе защитного
газа. Длина дуги должна поддерживаться в пределах
1,5—3 мм.
При непрерывном вращении трубы сварка ведется
горелкой, смещенной от вертикали на 20—25 в сторону
вращения изделия. При периодическом повороте трубы
сварка ведется на спуск, так как в противном случае
возможны прожоги.
При сварке плавящимся электродом в аргоне произ-
водительность процесса значительно выше, чем при сварке
неплавящимся электродом. Техника сварки поворотных
стыков трубопроводов из высоколегированных сталей
практически не отличается от сварки труб из углеро-
дистой стали.
Сварка неповоротных стыков труб с толщиной стенки
8—10 мм многослойной автоматической ар гоно-дуговой
сваркой дает хорошие результаты, однако производи-
тельность сварки недостаточная, а в связи с малой тепло-
проводностью сталей и замедленной кристаллизацией
расплавленного металла сварочной ванны возрастает
объем наплавленного металла.
§ 32. ТЕХНОЛОГИЯ СВАРКИ
ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Для армирования железобетонных конструкций при-
меняют стержневую (круглую), полосовую и профильную
сталь. Горячекатаная круглая сталь используется при
изготовлении несущих элементов каркасов, сеток, ко-
лонн. Сталь полосовая и фасонного профиля служит для
изготовления закладных деталей и соединительных эле-
ментов.
При сборке элементов железобетонных конструкций
соединение арматуры производится полуавтоматической
электрошлаковой сваркой, полуавтоматической сваркой
открытой дугой самозащитной проволокой сплошного
сечения (метод СОДГП), ручной дуговой сваркой.
П о л у а в т о м а т и ч е с к а я э л е к т р о ш л а-
к о в а я сварка арматуры с присадкой обеспечи-
вает высокое качество сварного соединения. Этот вид
145
б
Рис. 73. Схема
автоматической
сварки применяется при монтаже зданий, сваривают
свободные выпуски арматурных стержней, а также соеди-
нения крупногабаритных металлических элементов боль-
шой толщины.
В процессе полуавтоматической электрошлаковой
сварки (рис. 73) происходит заполнение жидким метал-
лом пространства между стенками форм 5 (неохлаждае-
мых медных или графитовых) и торцами стержней
арматуры 1. Жидкий ме-
талл образуется при рас-
плавлении концов стерж-
ней арматуры и электрод-
ного металла за счет тепла,
выделяемого в расплавлен-
ном шлаке при прохожде-
нии через пего электри-
ческого тока. Сварочная
проволока подается в зону
сварки подающим механиз-
мом полуавтомата. Подго-
товка стержней под сварку
(рис. 74, а б, в) заключает-
ся в том, что зазоры между
стержнями и углы скоса
стержней должны быть вы-
держаны в определенных
размерах.
Перед сваркой в пла-
вильное пространство засы-
пают флюс. Затем подают
сварочную проволоку и за-
мыкают ее на стержень свариваемой арматуры, возбуждая
электрическую дугу. В результате чего происходит на-
грев и расплавление электрода и флюса (шлака) в зоне
дуги и оплавление стержней. По мере расплавления флю-
са дуга гаснет, процесс сварки переходит в'бездуговой
(электрошлаковый), а проводником тока становится рас-
плавленный шлак. После образования жидкой ванны
шлака в плавильное пространство вводят присадочную
проволоку для уменьшения перегрева металла шва и
уменьшения зоны термического влияния. Сварочной и
присадочной проволоке придают колебательные движе-
ния (для оплавления свариваемых стержней и равномер-
ного формирования шва), перемещая их в зоне сварки
процесса полу-
электрошл а ко-
вен сварки арматуры:
1 — свариваемые стержни армату-
ры. 2 — присадочная проволока.
3 — наконечник держателя полу-
автомата, 4 — сварочная проволо-
ка, 5 — разъемная медная форма.
6' — струбцина, 7 — наплавленный
металл, 8 — жидкий шлак
146
Рис. 74. Подготовка стержней под сварку:
° ~~ ВИД железобетонной колонны с выпусками арматурных стерж-
^тей> б.е — схемы установки разъемных форм на выпуске арматуры;
J флюс, 2 асбест, 3 — разъемные формы, 4 — выпуски арматурных
стержней
Рис. 75. Схемы сварки одинарных стержней:
° — вертикальных. о — горизонтальных; f — сварочная проволо-
ка, 2 — присадочная проволока
147
стержней и плавильного пространства формы, как пока-
- запо па рис. 75, а, б стрелками. Процесс сварки закан-
чивается после оплавления верхних кромок стыкуемых
стержней или, практически, когда поверхность шлаковой
ванны достигает верхнего края формы.
Электрошлаковой сваркой сваривают также стыки
спаренной арматуры, при этом процесс сварки не будет
отличаться от вышеописанного.
Таблица 20
Режимы сварки железобетонных конструкций и расход
сварочных материалов
Диа- метр арма- туры, мм Ско- рость подачи прово- локи, м/ч Напря- жение свар- ки, В Сила тока, А Расход сварочных материалов, кг
Вертикальные стыки Горизонталън ые с гыкн
сва- рочная про- волока при- садка флюс сва- рочная про- волока при- садка флюс
Одинарные стыки арматуры в медных формах
проволокой диаметром 2 м м
20 382 42—45 420-450 0,075 — 0,015 0,07 0,015
22 382 42—45 420-450 0,100 * 0,020 0,09 ——“ 0,020
25 435 45—48 440-460 0,110 —— 0,025 0,10 — 0,035
28 435 45—48 440—460 0,130 0,030 0,14 — 0,04
32 500 48—50 470—500 0,200 0,06 0,050 0,15 0,06 0,05
36 500 48—50 470—500 0220 0,10 0,060 0,20 0,08 0,06
40 500 48-50 470—500 0,300 0,10 0,080 0,25 0,11 0,08
Спаренные стыки арматуры в м е д п ы х формах
проволокой диаметром 2 м м
32-32 500 48-—50 470—500 0,73 0,12 0,12 0,35 0,10 0,10
36—36 500 48-50 470—500 0,94 0,16 0,16 0,45 0,13 0,13
40—40 500 48-50 470—500 1,28 0,22 0,22 0,60 0,17 0,17
На прочность соединения стыков арматуры, выпол-
ненных электрошлаковой сваркой, влияет конструкция
форм, режим сварки, последовательность и приемы вы-
полнения работ. В табл. 20 приведены режимы сварки
выпусков арматуры железобетонных и металлических
конструкций. Па рис. 76, а, б изображены медные формы
для сварки одинарных стыков арматуры.
Сварка стержней арматуры осуществляется полуавто-
матами типа А-765, ПШ-54; от преобразователей ПСГ-500,
ПСУ-500, выпрямителей ВС-500, В КС-500 или трансфор-
маторов СТН-500, ТСД-500, ТС-500.
148
Для электрошлаковой сварки применяют флюс
АН-348А, предварительно прокаленный при температу-
ре 200 в течение двух часов, просеянный и очищенный
от посторонних включений. Сварочные и присадочные
проволоки выбирают по следующим данным:
Класс арматурной стали А-1
Марка стали............ СтЗ
Марка сварочной прово-
локи (ГОСТ 2246—70) . . Св-08Л
Марка присадочной про-
волоки (ГОСТ 2246—70 и
ГОСТ 5781—61).......... Св-08А
А-П А-Ш
Ст5 35ГС
Св-08А, Св-08ГА Св-08ГА,
Св-ЮГА
Св-08А, Св-08ГА,
Св-08ГА 35ГС
Присадочная проволока в зависимости от сваривае-
мых стержней берется диаметром 6,8 и 10 мм.
Полуавтоматическая сварка от-
крытой дугой самозащитной проволокой сплошного
сечения применяется при монтаже зданий и сооружений:
Рис. 76. Медные формы для сварки вертикальных (а) и го-
ризонтальных (6) одинарных стыков стержней арматуры диа-
метром 40 мм
сваривают выпуски арматуры, примкнутые к метал-
лическому оголовнику колонн (рис. 77), выпуски арма-
турных стержней с соединительными закладными дета-
лями узлов (рис. 78), а также соединительные плоские
149
детали с закладными. Для этой цели применяют
проволоки марок Св-20ГСТЮА и Св-15ГСТЮЦА,
которыми сваривают углеродистые стали толщиной
2 мм и более, а также арматуру периодического про-
филя.
Сварку стыков арматуры производят в остающихся
металлических скобах и щечках (рис. 79, ау б)
Рис. 77. Колонны с ар-
матурными выпусками,
пр им кн утыми к столов-
никам:
Рис. 78. Соединение колонны с ри-
гелями:
/ — колонна. 2 — соединительная де-
таль, 3 — ригель
1 — металлический сто-
ловник,- 2 — выпуски ар-
матурных стержней, 3 —
соед и н ител ь и ые дет ал и
наложением отдельных швов до полного заполнения
зазора. При этом применяют полуавтоматы любой
конструкции, однако на монтаже наиболее удобным
является полуавтомат А-1114М. Сварку ведут на по-
стоянном токе обратной полярности, источником пита-
ния служат поеобразователи ПСГ-500, ПСУ-500 и
В КС-500.
Режимы полуавтоматической сварки арматуры откры-
той дугой самозащитной проволокой сплошного сечения
приведены в табл. 21.
В строительстве широко применяют два вида ручной
сварки арматуры: дуговая сварка соединений внахлестку
150
Рис. 79. Схемы полуавтоматической сварки арматурных
стержней открытой дугой проволокой сплошного сечения:
а — горизонтальные стыки, б — вертикальные стыки; /—15 —
порядок наложения слоев
Рис. 80. Схемы ручной сварки однорядных соединений стержней
арматуры
151
и встык с накладками и подкладками (рис. 80, а, б, е)\
дуговая ванная сварка (рис. 80, г).
Дуговую с в а р к у соединений внахлестку и
с накладками применяют при сварке арматуры моно-
литного железобетона диаметром до 80 мм, арматуры
диаметром 20—30 мм со стальной подкладкой. Длина
сварных швов в соединениях арматурных стержней
с круглыми накладками, желобчатыми подкладками
должна быть не менее длины накладок и подкладок.
Ширину шва принимают равной 0,5 диаметра арматуры,
но не менее 8 мм, высоту шва — 0,25 диаметра арматуры,
но не менее 4 мм.
Таблица 21
Режимы сварки арматурных стержней в остающихся
металлических скобах или щечках
Вертикальные с тыки Горизонтальные стыки
Диа- метр дна- ско- рость расход ди а- напря- ско- рость расход
арма- метр напря- пода- электрод- метр пода- электрод-
туры, прово- жение чи ной про- про- жение чи ной про-
мм ЛОКИ, свар- про- волоки, ВОЛО- сварки. про- волоки.
чм кн, В воло- ки, м/ч кг ки, мм Б воло- ки, м/ч кг
20- 22 1.6 24-25 186 0,10-0,12 1,6 29—30 241 0,07-0,1
се сч ю 1,6 се- ем 1 8 215 0,15-0,2 ),6 29—30 241 0,13—0,15
32 1,6—2,0 26-30 253 0,30 2,0 30 -32 312 0,24
36 1.6-2,0 26—27 253 0,36 2,0 30—32 312 0,33
40 1,6-2,0 29—30 274 0,44 2,0 30- 32 312 0,40
Дуговая ванная сварка арматуры стер-
жней заключается в создании между торцами стержней
ванны расплавленного металла за счет тепла электри-
ческой дуги.
Ванна жидкого металла удерживается специальной
формой и сохраняется в течение всего процесса сварки.
Выделяемым теплом расплавляются торцы стержней,
наплавленный металл соединяется с основным, образуя
сварное соединение. В качестве форм применяют остаю-
щиеся стальные штампованные прокладки и накладки,
съемные медные формы и графитовые кубики. При сварке
стержней с накладками дополнительно производят сварку
арматуры фланговыми швами.
132
§ 33. ПОТОЧНЫЕ МЕХАНИЗИРОВАННЫЕ
И АВТОМАТИЗИРОВАННЫЕ ЛИНИИ
Под механизацией и автоматизацией сварочного про-
изводства пон имеются:
сварочные процессы с применением автоматической
и полуавтоматической сварки под флюсом, в среде за-
щитных газов, порошковой и голой легированной про-
волокой, электрошлаковой сварки и т. д.;
применение механизированного оборудования, спе-
циальных устройств, инструмента на заготовительных,
сборочных, сварочных, транспортных, вспомогательных
и других работах, сопутствующих сварочным операциям
при изготовлении конструкции.
Наиболее распространенными способами механизи-
рованной дуговой сварки являются автоматическая,
полуавтоматическая и электрошлаковая сварки.
В зависимости от конструктивных особенностей, коли-
чества выпускаемых изделий и способов сварки сборку
и сварку конструкций осуществляют следующими спо-
собами:
сборка и сварка отдельных узлов (сборочных единиц)
с последующей сборкой и сваркой конструкции из этих
узлов. Этот способ применяют, когда изделие можно
расчленить на отдельные узлы, при этом достигается
большая точность изготовления конструкции, снижается
трудоемкость работ, упрощается технология общей сборки
и сварки конструкций, появляется возможность приме-
нения (при малых затратах) оснастки для сборки
узлов;
последовательная сборка и сварка конструкций нара-
щиванием отдельных элементов. Этот способ требует
особо точной заготовки деталей. Малопроизводителен и
нс обеспечивает равновесного состояния внутренних
напряжений сварной конструкции из-за неравномерного
нагревания и усадки наплавленного металла. Способ
последовательной сборки и сварки конструкций приме-
няют только в том случае, когда невозможно сварить из-
делие по узлам и собранную конструкцию в целом;
сборка конструкции с последующей сваркой. Этот
способ применяют при изготовлении узлов или конструк-
ций!, состоящих из небольшого (3—5) количества деталей
или когда конструкцию нельзя расчленить на отдельные
узлы.
153
Рис. 81. Универсальные сборочные приспособления:
а — струбцина, б — распорка., в — стяжка, г — сборочно-сварочная плита
с Г-образными пазами, д — козелки
Рис. 82. Специальные сборочные приспособления:
а — быстродействующий универсальный зажим, б — фиксаторы, в,
д — поворотные и откидные зажимы
154
Сварные конструкции, машины, механизмы, имеющие
большое количество тяжелых и сложных сварных узлов
в серийном и массовом производстве, изготовляют в сбо-
рочных, сварочных и сборочно-сварочных приспособле-
ниях и установках. Сборочно-сварочная оснастка обе-
спечивает получение размеров сварных узлов и изделий,
заданных чертежами, уменьшает трудоемкость сборочно-
сварочных работ. Приспособления применяют для пово-
рота (кантовки) изделий в удобное положение, а также
для направления электродной проволоки по шву, удер-
жания флюса, формирования сварного шва и переме-
щения сварочной установки при автоматической сварке.
С помощью приспособлений достигается быстрый отвод
тепла, уменьшение деформаций сварного узла.
Приспособления для сборки и сварки делятся на уни-
версальные и специальные.
Универсальные приспособления применяют
для сборочных и сварочных работ при индивидуальном
или мелкосерийном производстве сварных конструкций,
к ним относятся различные фиксаторы, прижимы, струб-
цины, домкраты, плиты и т. д. (рис. 81).
Специальные приспособления применяют для
сборочно-сварочных работ в массовом и серийном произ-
водстве, при полной загрузке рабочих мест однотипными
узлами в течение продолжительного времени. Специаль-
ные приспособления при сборке и сварке массовых
изделий имеют установочные базы, фиксаторы и закреп-
ляющие устройства, установленные в строго определен-
ных местах (рис. 82).
Механизация вспомогательных операций — вращение
свариваемых изделий с заданной рабочей скоростью, пере-
мещение с одного рабочего места на другое, поворачива-
ние изделий в удобное для сварки положение — осуще-
ствляется различными манипуляторами, позиционерами,
вр ащател ямп, кантовател ями, рол и ковыми стендами,
рольгангами и т. д.
Манипуляторы предназначены для установки
и вращения изделия с необходимой рабочей скоростью
сварки при различных углах наклона оси вращения
(рис. 83).
Позиционер ы (рис. 84) — устройства, пред-
назначенные для установки изделия в удобное для сварки
положение при различных углах наклона оси вращения
изделия. Они имеют механизм поворота, обеспечивающий
155
заданное положение деталей. В отличие от манипуляторов
с помощью позиционеров изделие не вращают со скоро-
стью сварки, а только устанавливают и удерживают его
в нужном положении. Манипуляторы и позиционеры
выпускают грузоподъемностью от 0,5 до 10 тс.
Вращатели (рис. 85} предназначены для вра-
щения изделий с рабочей скоростью сварки и в отличие от
манипуляторов не изменяют угла наклона оси вращения.
Вращатели изготавливают грузоподъемностью от 0,5 до
Рис. 83. Универсальный сварочный манипулятор УСМ-3000:
1 — стол, 2 — планшайба. 3 — станина, 4 — опорная рама. 5 — пульт
управления, 6 — аппаратный шкаф
1 тс и могут быть с одной или с двумя стойками, с гори-
зонтальной, вертикальной или наклонной осью вращения.
Кантователи (рис. 86) предназначены для
поворота (кантовки) и установки изделия в удобное для
сварки положение. В кантователе изделие может повора-
чиваться вокруг одной или нескольких постоянных осей
вращения, расположенных в одной плоскости. Канто-
ватели бывают одностоечные, двухстоечные, кольце-
вые, цепные и т. д., грузоподъемностью от 0,2 до 17 тс.
Роликовые стенды (рис. 87) предназначены
для поворота и установки изделия в удобное для сварки
положение и для вращения изделия с рабочей скоростью.
Вращение изделия обеспечивается за счет сцепления при-
водных (как правило, обрезиненных) роликов с изделием.
Роликовые стенды изготавливают легкого, среднего и
156
тяжелого типа с совмещенными и несовмещенными осями,
рассчитаны на сварку коротких и длинных изделий
Рис. 84. Ма-
нипулятор-
позиционер
СМ-1000:
/ — рукоятка
привода» 2 —
редуктор, 3 —
главный вал,
4 — консоль.
S — поворот-
ный стол, 6 —
опорная рама,
7 — тумба
массой до 50 т. Роликовые стенды тяжелого типа снаб-
жают устройствами для флюсовых подушек.
Для перемещения сварочных автоматов (головок)
вдоль шва применяют поворотные и неповоротные колонны,
Рис. 85. Двухстоечный вращатель для сварки овальных емкостей:
1 — поджимные рычаги, 2 — плавающая скоба, ,7 — конирный диск,
4 — упор пружинный, 5 — опорный ролик, 6 — холостые ролики,
z — ведущий ролик» В — центрирующее приспособление, 9 — сваривае-
мое изделие, W — сварочные головки, // — противовес
велосипедные, глагольные, портальные тележки, а также
направляющие для перемещения самоходных сварочных
головок при сварке прямолинейных швов.
157
Рис. 86. Кантователи:
а — роликовый, б цепной; / — основание, 2 — приводные
ролики, 3 — вращающееся кольцо, 4 — опорное устройство,
5 — свариваемое и?делие, 6 — зажимные приспособления,
7 — рама. 8 — стойка, 9 — приводная звездочка, 10 — цепь.
11 — свариваемое изделие
Рис. 87. Роликовые стенды:
а — стенд с балансирными роликами, б — стенд
с удлиненными роликами; 1 — основание. 2,5 — ро-
ликиопоры, 3, 6 — ролики. 4 — рама стенда. 7 — при-
вод роликов, 8 — редуктор, 9 — подыоторная рама
158
Поворотная колонна ПК-1 (рис. 88, а)
состоит из основания /, поворотной колонны 3, каретки 6,
выдвижной штанги 4 с закрепленной на ней сварочной
головкой 5, которая поворачивается вокруг оси ко-
лонны, и механизма подъема 8.
Вертикальное перемещение сварочной головки с ка-
реткой осуществляется ходовым винтом И. вращающимся
в гайке 10 от электродвигателя 7, через редуктор меха-
низма подъема. Горизонтальное перемещение штанги
производится механизмом перемещения от электродвига-
теля через редуктор, смонтированных на платформе
направляющей 9 выдвижной штанги. Фиксация колонны
осуществляется фрикционным зажимом 2.
Велосипедная тележка ВТ-3 (рис. 88, б)
снабжена балконом 9, где располагается сварщик и
сварочная аппаратура. Тележка 2 перемещается по на-
польному рельсу 1 с помощью двигателя 12. При этом
верхние направляющие ролики 5 перекатываются по
верхнему рельсу 4.
На тележке 2 укреплена колонна 3, служащая осно-
ванием для вертикального перемещения балкона. Уста-
новка балкона на заданную высоту осуществляется меха-
низмом подъема 7 через гайку 10 и ходовой винт 11 по-
средством электродвигателя 6.
Сварочная головка АБС (на рисунке не показана)
перемещается по направляющим 8, укрепленным на ог-
раждающих стойках балкона. Наиболее производитель-
ными процессами сборочно-сварочных работ в массовом
производстве являются работы, выполняемые на механи-
зированных и автоматизированных поточных линиях,
включающих в себя комплекс основного, вспомогатель-
ного, подъемно-транспортного, технологического и кон-
трольного оборудования, где выполнение отдельных
операций обработки, сборки, сварки закреплены за опре-
деленным оборудованием и рабочими местами, располо-
женными в определенном технологическом порядке.
Поточная линия многотонных шахт-
ных вагонеток (рис. 89) состоит из ряда устано-
вок: У-156 для автоматической сварки листов, У-157 для
сварки кузова с одновременной вальцовкой бокового листа,
У-158 для приварки обвязывающих полос, У-160 для
сборки и У-161, У-162 для сварки рамы с кузовом. Линия
оснащена вспомогательным оборудованием: кантовате-
лями 5, 10 для поворота кузова и вагонетки в заданное
159
Мотяков
Рис. 88. Устройства для перемещения и установка автоматов:
а — поворотная колонна ПК-1, б — велосипедная тележка ВТ.-3
Направление
Рис. 89. Линия изготовления шахтных вагонеток
Участок доделки далек Участок сварки дало к
Участок
сделки далек
Участок одрадотки стенок и полок
Подача универсала Подача универсала
для полок и листа для стенок
Рис. 90. Линия изготовления двутавровых балок
положение на потоке, приводными рольгангами 2, 3,
4, 6, 7, 9, /2, 13, предназначенными для перемещения
кузова и вагонетки с одного рабочего места на другое
по потоку, толкателем 11 для подачи вагонетки по узко-
колейной дороге на склад готовой продукции, монорель-
сами 14, 15 для подачи в заданное место па главную
поточную линию готовых рам и полускатов. Рамы ваго-
неток поступают па промежуточные площадки 17, 16
с соответствующих поточных линий.
В начале потока смонтирован гидравлический пресс 1
для штамповки из листа лобовин кузова, которые
механизированным способом передаются к установке
У-157.
Настройку на различные типы и размеры выпускае-
мых вагонеток осуществляют путем смены поворотных
кондукторов установки У-157, переналадкой конце-
вых выключателей на автоматических сварочных го-
ловках.
Поточная линия изготовления свар-
ных двутавровых балок состоит (рис. 90) из
последовательно расположенного металл ообрабатываю-
щего, заготовительного, газорежущего /, 4, 5, 6,
7, 15, сборочно-сварочного 2, 10, 11 и вспомогатель-
ного 3, 8, 9, 12, 13, 14, оборудования. Линия обо-
р удована специальными транспортными устройствами
16 — рольгангами, шлепперами, электромагнитным мо-
стовым краном, обеспечивающим ритмичность работы
потока.
Поточная линия разделена на четыре специализи-
рованных участка — обработки листа и полок, сборки
балок, сварки балок и доделки балок.
Автоматические линии состоят из комплекса машин
и механизмов, выполняющих в определенной технологи-
ческой последовательности и в заданном ритме производ-
ственный процесс без непосредственного участия чело-
века. На таких линиях рабочий (оператор) наблюдает
за работой оборудования, регулирует и исправляет
отдельные механизмы.
Автоматическая линия сборки и
сварки колес спицевой конструкции представ-
лена на рис. 91. Линия состоит из транспортера 1 непре-
рывного действия, накапливающего в своей головной
части запас колес и обеспечивающего питание двух
автономных потоков, механизма загрузки 2, установлен-
162
кого в головной части транспортера, между поворотными
кондукторами 4 правого и левого потока.
Каждый из двух автономных потоков состоит:
из механизма ориентирующего спицы колес на по-
зиции загрузки относительно сварочных головок много-
дуговых сварочных автоматов;
из поворотного кондуктора 4 с четырьмя вращающи-
мися вокруг своих осей кронштейнами S, на которых
закрепляют свариваемые изделия. Поворотный кондук-
тор имеет четыре позиции — загрузки и ориентации
Рис. 91. Автоматическая линия сварки колес
колеса /, сварки внутренних швов II, сварки наружных
швов III, разгрузки /V;
из многодуговых сварочных автоматов 5 (для сварки
внутренних швов) и 6 (для сварки наружных швов).
Сварка наружных и внутренних швов, загрузка и ориен-
тация колеса, а также разгрузка сваренных изделий
происходят одновременно в автоматическом цикле на
соответствующих позициях кондуктора;
из токосъемников для подвода сварочного тока к из-
делию при сварке внутренних и наружных швов;
из элеватора для транспортировки нерасплавив-
шегося флюса с нижнего бункера на сито верхнего
бункера;
из автомата 7 очистки сварных швов от шлаковой
корки.
6*
163
Глава VII
ДЕФОРМАЦИИ И НАПРЯЖЕНИЯ
ПРИ СВАРКЕ
§ 34. ПРИЧИНЫ ВОЗНИКНОВЕНИЯ
НАПРЯЖЕНИЙ И ДЕФОРМАЦИЙ
Одним из свойств металлов является способность их
изменять свои размеры с изменением температуры. При
нагревании металлические тела свободно расширяются.
Величина расширения зависит от температуры нагре-
ва и коэффициента линейного расширения данного
металла.
Д е ф о р м а ц и е й называют изменение размеров
и формы изделия под действием механических усилий
или теплового воздействия.
При горячей обработке металлов — ковке, штамповке,
литье, термической обработке и сварке — в обрабатывае-
мом изделии в результате неравномерного нагрева,
охлаждения и усадки возникают внутренние напряжения,
которые могут явиться причиной деформации и снижения
работоспособности конструкции.
Внутренние напряжения нарастают постепенно, по
мере нагревания кромок свариваемого изделия и при
определенных условиях выполнения приемов сварки,
оставаясь постоянными по величине и направлению,
не превышают напряжений, допускаемых для данной
сварной конструкции и не вызывают ее деформации.
Различают два вида деформаций: упругая деформация,
остаточная или пластическая деформация.
Упругая деформация возникает в процессе приложе-
ния силы или нагрева и пропадает в процессе снятия
силы или охлаждения. Если твердое тело (свариваемое
изделие) не восстанавливает свои размеры, то значит
оно получило остаточную или пластическую деформацию.
Величина деформации пропорциональна действующей па
тело силе или напряжению, которое данная сила вызы-
вает в теле (конструкции).
Напряжением называют силу, приложенную
к телу и отнесенную к единице площади поперечного
сечения или к единице поверхности тела, и измеряют
в кгс/мм2 или кгс/см2== 100 кгс/мм2.
164
Деформации разделяются на продольные и попереч-
ные (рис. 92, а, б),
В результате сварки возникают продольные внутрен-
ние напряжения, которые вызывают изгиб пластины,
таврового или стыкового соединения относительно про-
дольной оси сварного соединения. Усадка от продольных
швов, расположенных симметрично центру тяжести
сечения, вызовет уменьшение длины изделия. При сварке
металла толщиной 5—16 мм усадка составит 0,05—0,3 мм
на 1 пог. м шва.
Рис. 92. Деформации при сварке:
а — продольные деформации, б — поперечные деформации
В результате поперечных деформаций происходит
уменьшение ширины свариваемых деталей, коробление
листов в сторону большего объема наплавленного ме-
талла (в сторону утолщения шва). Напряжения от попе-
речной усадки могут вызвать появление трещин и раз-
рывов в сварных соединениях.
Величина остаточных напряжений и деформаций за-
висит от пластичности свариваемого металла, от величины
зоны нагрева, геометрических размеров и формы свари-
ваемых деталей, а также структурных изменений наплав-
ленного и основного металла и других факторов.
На величину деформации при сварке оказывает влия-
ние теплопроводность свариваемого металла. Величина
деформаций у металлов с повышенной теплопроводно-
стью и меньшим коэффициентом линейного расширения
будет меньше, так как тепловой поток распределяется
по сечению свариваемых деталей более равномерно.
В сравнении с низкоуглеродистой сталью нержавеющие
165
стали при сварке деформируются в большей степени,
а алюминий, как лучше проводящий тепло, деформи-
руется значительно меньше.
При сварке толстого металла (встык листового ме-
талла толщиной более 16—20 мм), а также при наличии
пересекающихся швов, возникающие напряжения дости-
гают достаточно больших величин и снижают способ-
ность металла сопротивляться деформациям. В изделиях,
свариваемых при отрицательных температурах, в усло-
виях пониженных пластических свойств металла и повы-
шенной скорости охлаждения шва остагочные напряже-
ния развиваются более интенсивно и могут вызвать тре-
щины и разрушение. Возникновение трещин и разрывов
может быть вызвано при неправильном использовании
оснастки с жестким закреплением деталей, когда возник-
новение пластических деформаций металла затруднено.
Величину деформаций и остаточных напряжений увели-
чивают длинные швы с большим сечением, швы с несим-
метричным расположением относительно осей сечений
свариваемых элементов из профильного проката.
На работоспособность сварных конструкций, выпол-
ненных из низкоуглеродистых сталей или других мате-
риалов, обладающих высокими пластическими свойствами
при любых видах нагрузки, сварочные напряжения не
влияют.
В конструкциях, выполненных из специальных сталей
и материалов с низкими пластическими свойствами,
в результате термического цикла сварки происходят
структурные превращения, вызывающие изменения ме-
ханических характеристик металла в зоне сварного шва.
В сварных конструкциях из таких материалов могут
возникнуть закаленные участки в околошовной зоне,
появиться продольные или поперечные трещины в шве
и зоне термического влияния.
§ 35. СПОСОБЫ УМЕНЬШЕНИЯ
ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ
Внутренние напряжения в сочетании с внешними
силами, действующими на конструкцию, могут вызвать
деформацию изделий, нарушить размеры, снизить проч-
ность и вызвать разрушение конструкции. Изменение
размеров детали может произойти после механической
1С6
обработки, так как снятие напряженных (поверхност-
ных) слоев металла шва вызовет перераспределение на-
пряжений в детали и изменение ее формы.
Уменьшение сварочных напряжений и деформаций
достигается путем выполнения мероприятий, предусмат-
ривающих: предотвращение вероятности возникновения
деформаций и напряжений; исправление деформаций и
снятие возникших напряжений в сварном изделии.
К первой группе мероприятий относятся технологи-
ческие приемы сборки и сварки конструкций, уравнове-
шивание деформаций, применение методов обратной
деформации, использование различной оснастки, выбор
рациональной технологии сварки и т. д.
Выполнение этих мероприятий в большей степени
зависит от технологичности конструкции и рационального
ее проектирования, а также от материалов, применяе-
мых для конструкции изделия. Ко второй группе меро-
приятий относятся технологические приемы правки
отдельных узлов и конструкции в целом, различные ме-
тоды термической и механической обработки швов и кон-
струкции.
Технологичность конструкции за-
ключается в том, что при разработке конструкции с целью
уменьшения сварочных напряжений и деформаций из-
делие комплектуют из отдельных сварных узлов и под-
узлов. В отдельных сварных узлах и конструкциях в це-
лом должны предусматриваться сварные швы с наимень-
шим объемом наплавленного металла, при этом не сле-
дует допускать концентрации и пересечения сварных швов
в местах, подвергающихся растяжению, ударным и
вибрационным нагрузкам. Кроме того, не следует до-
пускать применение различных вставок, накладок и
косынок, создающих замкнутые контуры, резких пере-
ходов сечений швов. Предусматривать преимущественно
стыковые соединения как наиболее технологичные. При-
менять разделку кромок и величину зазоров по мини-
мальным допускам, регламентируемым ГОСТом. Преры-
вистые швы большого сечения нужно заменять на сплош-
ные меньшего сечения. При конструировании необходимо
широко использовать гнутые и штампованные профили,
сварно-кованые и сварно-литые элементы соединений.
Рациональная технология сборки
должна предусматривать технологические приемы соеди-
нений конструкции таким образом, чтобы после выполпе-
167
пия сварочных работ деформации и напряжения были
минимальными.
К таким приемам относится разбивка конструкции
на узлы с наименьшей концентрацией сварных швов,
сборка конструкции с обратным прогибом или обратной
деформацией (рис. 93). Величина обратного прогиба
зависит от формы свариваемого изделия и устанавливается
путем подобия. Для этой цели сваривают короткую балку
Рис. 93. Обратные деформации и положение деталей
после сварки:
а — соединение двух деталей встык, б. в — соединение двух
пластин втавр, г — соединение цилиндра со штампованным
элементом, р — прикладываемая расчетная нагрузка
(длиной не более 1,5 м) заданного сечения и определяют
обратный прогиб свариваемой балки по соотношению
п '2
= f l -~i
пр /on \ /
4*011/
где / — прогиб изготавливаемой балки,
/пр — длина изготавливаемой балки,
/оп — прогиб опытной балки,
/О11 — длина опытной балки.
Технология сварки должна предусматри-
вать определенный порядок наложения швов по длине
и сечению, способ сварки, выбор необходимых типов
168
электродов и покрытий, электродной и присадочной
проволоки, флюсов и газов с обеспечением тепловых
режимов, дающих наиболее пластичный наплавленный
металл. Режим сварки значительно влияет па нагрев
основного металла и должен выбираться в зависимости
от свойств свариваемого металла, атмосферных условий
и конструктивных особенностей свариваемого изделия.
При изготовлении листовых, балочных, цилиндри-
ческих конструкций необходимо в первую очередь про-
изводить сварку таким образом, чтобы количество швов,
Рис. 94. Выполнение швов различной длины:
а — на проход в одном направлении н от середины к концам.
6 — обратост} пенччгым швом в одном направлении и от середины
к концам, а — многослойных швов каскадом и горкой, г — поря-
док выполнения многослойных швов; / — /у — последовательность
наложения швов
создающих жесткие контуры в конструкции, было мини-
мальным и сваривать их надо в последнюю очередь.
В этом случае сначала выполняют все поперечные швы,
сваривая отдельные подузлы, а затем соединяют эти
подузлы продольными или кольцевыми швами в сварную
конструкцию.
При многослойной сварке и при сварке швов длиной
более 300 мм последовательность наложения швов при-
нимается, исходя из требований и особенностей сварной
конструкции, однако сварные швы должны выполняться
с таким расчетом, чтобы не появились поперечные
напряжения растяжения, которые могут вызвать в шве
или околошовной зоне образование трещин.
Различные способы и последовательность наложения
швов показаны на рис. 94. Хорошие результаты дости-
1Ь9
гаются при использовании способа уравновешивания
деформаций, заключающегося в том, что для уменьшения
суммарной деформации технологией определяется опре-
деленная последовательность наложения швов в разных
плоскостях и «в лодочку». При сварке сталей, способных
к закалке, и сварке при низких температурах, целесооб-
разно применять предварительный или сопутствующий
подогрев околошовной зоны или изделия. Температура
подогрева в каждом отдельном случае определяется
свойствами свар ивасмых металлов.
Благоприятно действует на снижение деформаций и
напряжений введение в сварочную ванну дополнительно
«холодной присадки». Сущность этогоспособазаключается
в том, что после достижения ванной достаточного тепло-
вого баланса, создаваемого при расплавлении электрод-
ной проволоки па высоких режимах сварки, в ванну
вводится дополнительно электродная проволока, которая
при расплавлении забирает па себя часть излишнего
тепла и тем самым уменьшает зону термического влия-
ния сварного соединения. Такой способ применяется
при полуавтоматической электрошлаковой сварке ар-
матуры в медных формах, при полуавтоматической
сварке в среде углекислого газа. К этому способу можно
отнести также электрошлаковую сварку плавящимся
мундштуком. Сварка при низких температурах ведется
с подогревом металла до 100—250° С.
На величину деформаций и напряжений оказывают
влияние электроды и электродная проволока. В этом слу-
чае необходимо применять электродные материалы,
которые дают пластичный металл шва, позволяют вести
сварку на высоких плотностях тока, обеспечивающих
достаточно высокую погонную энергию при максималь-
ных скоростях сварки. Для низкоуглеродистых сталей
значение погонной энергии колеблется в пределах
7 500—12 500 кал/с.
Исправление деформаций и снятие возникающих
напряжений в сварном изделии осуществляются после
выполнения сварочных работ. Для этого существуют
различные механические способы — послойная проковка
сварных швов тупым зубилом, холодная и горячая правка
изделий домкратами, на прессах и молотах, кувалдой,
холодной прокаткой (тонкого металла). Нагрев при
горячей правке производится сварочными горелками по
выпуклой стороне изделий до температуры пластического
170
состояния, при этом возникающие напряжения растяже-
ния способствуют выправлению изделия. Уменьшение
внутренних напряжений в изделии, возникающих при
сварке, осуществляется различными способами терми-
ческой обработки.
Термическая правка основана на принципе уравнове-
шивания деформаций путем создания в конструкции
внутренних напряжений, компенсирующих первона-
чальные напряжения, вызвавшие деформацию. Для этой
цели применяют полный отжиг, нормализацию, низкий
отжиг, или высокий отпуск.
Термическая обработка применяется для обеспече-
ния необходимых качеств сварных соединений, выпол-
ненных из высокоуглеродистых и легированных сталей,
имеющих склонность к образованию закалочных зон
вблизи сварного шва, при большой толщине свариваемых
металлов.
Полны й о т ж и г применяют для снятия внут-
ренних напряжений в сварном изделии, понижения твер-
дости, получения мелкозернистого строения металла
шва, повышения пластичности металла шва и металла
переходной зоны. Отжиг заключается в нагреве изделия
до температуры, превышающей критическую точку
(точку АС3) — для стали ~ 850—930 ‘С, выдержке при
данной температуре всего изделия и последующем мед-
ленном охлаждении изделия вместе с печью до темпера-
туры 300 СС, затем на воздухе.
Время выдержки при температуре отжига прини-
мается в среднем 1 мин на 1 мм толщины изделия, но не
менее 30 мин. Охлаждение с печью производится со ско-
ростью 50—70 °C в час.
II о р м а л и з а ц и я отличается от полного отжига
скоростью охлаждения. Нагретое изделие до температуры
выше критической точки АС3 выдерживают в печи,
а затем охлаждают на воздухе. В результате быстрого
охлаждения получается мелкозернистое строение металла.
Металл шва после нормализации становится более проч-
ным, но менее пластичным, чем при отжиге. Понижение
пластичности при нормализации более заметно для ста-
лей с повышенным содержанием марганца и содержанием
углерода более 0,2%.
Низкотемпературный отжиг или вы-
сокий отпуск применяется для снятия или уменьшения
остаточных напряжений в сварных соединениях, а также
171
после закалки для смягчения структуры и снятия на-
пряжений. При этом виде термической обработки металл
нагревают до температуры ниже критической точки
(600—670 °C), выдерживают при этой температуре не
менее 30 мин и охлаждают вместе с печыо до нормальной
1емпературы. Для устранения деформаций высоким от-
пуском детали предварительно закрепляются в приспо-
соблениях.
Глава VIII
СВАРКА И НАПЛАВКА
СПЕЦИАЛЬНЫХ СТАЛЕЙ И СПЛАВОВ
§ 36. ТЕХНОЛОГИЯ СВАРКИ
НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
К низколегированным сталям относятся стали, у ко-
торых содержание легирующих элеменюв (Мп, Si, Сг,
Си, Ti й др.) не превышает 5%. Эти стали подразделяются
на низкоуглеродиегые низколегированные (до 0,30 %
углерода), среднеуглеродистые низколегированные по-
вышенной прочности (свыше 0,30% углерода) и тепло-
устойчивые.
Н и з к о л е г и р о в а п н ы е стал и с содер-
жанием углерода до 0,25% практически не закаляются
при всех способах сварки с использованием режимов
в широких пределах. Большинство таких сталей свари-
вается без применения предварительного подогрева и
последующей термической обработки. При сварке сталей
с толщиной более 30 мм, при сварке изделий в жестком
контуре или при наличии концентраторов напряжения
применяют предварительный подогрев до 100—250 С
или отпуск при 600—650 СС, а иногда совместно подо-
грев и отпуск.
Ручная дуговая сварка выполняется электродами
типа Э42А; Э46А; Э50А с фтористо-кальциевым покры-
тием (марки УОНИ-13/45, СМИ, УП-1/45, УП-2/45,
ОЗС-2, УОНИ-13/55, ДСК-50, УП-1/55 и др.). Электроды
с фтористо-кальциевым покрытием дают наплавленный
металл с меньшим содержанием кислорода, водорода и
азота, содержание серы и фосфора в шве не превышает
172
0,035% каждого. Наплавленный металл, стойкий против
образования кристаллических трещин, старения, обла-
дает высокой пластичностью и ударной вязкостью. Элек-
троды с фтористо-кальциевым покрытием применяют
также для сварки изделий, работающих в тяжелых экс-
плуатационных условиях, ответственных конструкций,
изделий из высокопрочных сталей и т. д.
Ввиду того что электроды с фтористо-кальциевым
покрытием весьма чувствительны к образованию пор
в металле шва, сварка ведется на предельно короткой
дуге, причем основной металл должен быть очищен от
ржавчины, окалины, масла, а электроды предварительно
прокалены. Соответствующие механические свойства
достигаются введением в покрытие ферромарганца,
({ферросилиция, феррохрома, ферромолибдена, которые
хорошо усваиваются металлом шва и почти пе вы-
горают.
Ручная дуговая сварка низколегированных ста-
лей в нижнем положении ведется на следующих
режимах:
Толщина ме-
талла, мм . . .
Диаметр стер-
жня электрода,
мм............
Сила тока, А
1-2 2—5 5-10 свыше 10
2.0 3; 4 4; 5; 6,0 6,0
45—63 80—100 130—150 210—240
Вертикальные и потолочные швы выполняются элек-
тродами диаметром не более 4 мм, а ток уменьшают на
10—20%.
Автоматическая сварка под флюсом стыковых соеди-
нений в зависимости от толщины свариваемых деталей
выполняется односторонними и двусторонними швами,
с разделкой и без разделки кромок. Стыковые соедине-
ния толщиной до 20 мм можно сваривать в один проход
односторонним швом без разделки кромок, при этом пол-
ный провар и оптимальное усиление шва обеспечивается
за счет сборки с зазором в стыке шириной 3—5 мм. Чтобы
предотвратить образование прожогов, односторонние сты-
ковые соединения свариваются на флюсовой подушке,
медной подкладке или после ручной нодварки с обратной
стороны стыка (в случае, когда невозможно кантовать
изделие).
173
Сварка ведется электродными проволоками диаметром
2—5 мм на приведенных ниже режимах:
Толщина листов, мм 10—12 14—16 18—20
Зазор в стыке, мм 3—4 4—6 5—6
Сила тока, А 700—800 850—950 950—1000
Напряжение, В: переменного тока ..... 34—40 36—42 40—44
постоянного тока . 32—36 34—38 36—40
Скорость сварки, м-'ч .... 30—27 25—20 17—15
Полуавтоматическая сварка под флюсом в основном
выполняется проволокой диаметром 1,6—2,5 мм, с соблю-
дением тех же технологических требований, что и при
автоматической сварке (для предотвращения возможных
прожогов). Стыковые соединения изделий до 12 мм сва-
ривают без разделки кромок со скоростью 18—24 м/ч на
следующих режимах:
Толщина листа, мм . . Сила тока, А 4 220—240 э 275—300 8 450—470 12 500—550
Напряжение на дуге, В Скорость подачи элек- 32—34 32—34 34—36 36—40
трода, м.'ч 101 156 306 378
Тавровые, угловые и нахлесточные соединения полу-
автоматической сваркой под флюсом выполняют чаще
всего в «лодочку» на следующих режимах:
Катет шва, мм...............
Толщина листов, мм . .
Сила тока, А..................
Напряжение на дуге, В.........
Скорость подачи электрода, м.'ч
Скорость сварки, м ч . . . .
4 5 6
4 0 8
. 220—240 275—300 380—420
. 32—34 32—34 32—38
101 156 2.50
. 24-30 24—30 18-24
Сварка стыковых соединений толщиной более 12 мм
выполняется двусторонними швами. Первый слой вы-
полняется на флюсовой подушке. Швы без разделки
кромок свариваются на одинаковых режимах:
Толщина л истов, мы 14— 16
Зазор в стыке, мм 3—4
Сила тока, А . . . 700—750
Напряжение, В:
переменного тока 34—36
постоянного тока 32—34
Скорость сварки,
м;ч.............30—27
24—28 30
4—6 6—7
900—950 950—1000
38—42 40—44
36—38 —
25—20 16
40—50
8-11
1100—1300
40—48
12-10
Тавровые, угловые, нахлестные соединения сваривают
угловыми швами, в «лодочку» и не в «лодочку». В первом
174
случае сварка выполняется вертикальным пек i родом,
а во втором — наклонным поперек низа. При снарке
в «лодочку» получается шов более правильной формы.
Сварка однопроходных швов в «лодочку» выполняемся
на следующих режимах:
Катет шва, мм . . . .
Диаметр электрода, мм
Сила тока, А........
Напряжение на дуге, В
Скорость сварки, м.'ч
6
2-3
450—525
31-36
40-28
8
3-5
550—725
32—3(5
32 - 30
10
3-5
600— 775
32—3(5
25 -23
12
3-5
600 -825
34—38
20—15
Автоматическая и полуавтоматическая сварка выпол-
няется под флюсами АН-348, ОСЦ-45 сварочными прово-
локами Св-О8ГА, Св-10Г2. Проволоки, легированные
марганцем, обеспечивают более высокую прочность ме-
талла шва, чем проволоки Св-08А и сВ-08АА. При сварке
сталей с повышенным содержанием кремния применяют
флюс АН-10, для того чтобы уменьшить переход кремния
из флюса в шов за счет увеличения перехода марганца.
Автоматическая и полуавтоматическая сварка в среде
углекислого газа низколегированных сталей толщиной
до 30 мм выполняется проволоками с повышенным содер-
жанием кремния и марганца, а изделия из низколеги-
рованных сталей, содержащих хром и никель, свари-
вают хромокремнемарганцовистыми проволоками. На-
пример, если сварные швы изделий, выполненных из
сталей (10ХСНД, 15ХСНД, 10ХГСНД и др.), работают
в условиях равнопрочности и высокой пластичности,
го применяют проволоку Св-08Г2С, а если от них требуется
еще и коррозионная стойкость (в частности, работа
в морской воде), то применяют проволоку Св-10ХГ2С.
Сварка ведется без предварительного нагрева и последую-
щей термической обработки, па постоянном токе обратной
полярности на следующих режимах:
Диаметр
сварной про-
волоки, мм 0,8 1,0 1,2 1,6 2,0 2,5
Сила тока,
Л.......... 50—100 70—120 90-150 140-300 200-500 300-700
Напряже-
ние сварки,
В........... 17—20 18—21 19-22 20-30 20-36 26-40
Вылет
электрода,
мм......... 6-12 7—13 8-15 13-20 15-25 15-30
175
Низколегированные стали повы-
шенной прочности с содержанием углерода
более 0,30% характеризуются склонностью к закалке и
образованию трещин в зоне термического влияния. С по-
вышением содержания углерода и скорости охлаждения
околошовпой зоны склонность сталей к закалке и обра-
зованию трещин увеличивается. Сварку таких сталей
выполняют вручную покрытыми электродами, автома-
тами и полуавтоматами под флюсом, в среде защитных
газов, а также электрошлаковым способом.
Хромокремпемарганцевые стали ЗОХГС, ЗОХГСА,
35ХГСА сваривают электродами типа Э-85 (марки
УОНИ-13/85, ЦЛ-18-63, НИАТ-ЗМ, ЦЛ-19-63 и др.)
с фторисго-кальциевым покрытием постоянным током
обратном полярности, па предельно короткой дуге, по
возможности непрерывно. Нс рекомендуется допускать
обрыва дуги в местах поворота швов.
Сварка швов в вертикальном положении ограничи-
вается диаметром электрода 5 мм, а в потолочном — 4 мм,
при этом сила тока берется па 10—20% ниже, чем при
сварке, в нижнем положении. Термическая обработка,
если это требуется по техническим условиям, состоит
из закалки и последующего отпуска по режимам, реко-
мендуемым ГОСТ 4543-71.
Стали ЗОХГС и 35ХГСА сваривают с предварительным
подогревом до 150—350 С с последующей термической
обработкой.
В тех случаях, когда после сварки конструкция не
может быть подвергнута отпуску (для снятия сварочных
напряжений) или конструкция работает при нормальных
температурах, целесообразно применять аустенитные
электроды типа ЭА-ЗМ6, ЭА-1Г6, ЭА-2Г6, которые обес-
печивают отсутствие трещин в швах и околошовной зоне.
Автоматическая и полуавтоматическая сварка низко-
легированных сталей повышенной прочности выполняется
флюсами АН-42, АН-10, АН-22 с использованием элек-
тродных проволок, содержащих легирующие элементы
(хром, марганец, кремний, молибден, никель).
Сталь ЗОХГСА сваривают проволокой Св-18ХМА,
Св-08ХЗГ2СМ. Изделия толщиной до 6 мм свариваются
без предварительного подогрева с последующим отпуском
при температуре 520—560 С. Для повышения предела
прочности не менее НО кгс/мм2 п сохранения пластич-
ности изделия подвергают нормализации и отпуску.
19
176
Сталь 30ХГСН2А (ЗОХГСНА) сваривают проволокой
0Х4МА(ЧМТУ 164-59) диаметром не более Змм постоянным
током обратной полярности. Режим сварки для проволоки
диаметром 3 мм следующий: сварочный ток 280—320 А;
напряжение дуги 28—32 В; скорость сварки 11—20 м/ч.
Сварка стали толщиной более 6 мм выполняется с пред-
варительным подогревом изделия до температуры 250—
300 С или с медленным, после сварки, отжигом изделия
при температуре 750—800 сС, охлаждением с печью до
300 СС, а затем на воздухе.
Сварка в углекислом газе стали ЗОХГС и 25ХГСА тол-
щиной до 6 мм выполняется сварочными проволоками
Св-18ХГСА, Св-18ХМН, Св-ЮХГС и Св-08Г2С в один
проход с последующим отпуском при температуре
560—660 СС. Сварка толстолистовой стали ЗОХГС в не-
сколько слоев выполняется проволокой Св-08ХЗГ2СМ
с последующей термической обрабогкой (нормализация
при 910 ‘С, закалка в масло с 910 С, отпуск при 500 °C).
Э л е к т р о ш л а к о в о й сваркой сваривают
металл толщиной от 20 мм и более встык при вертикаль-
ном положении свариваемого изделия без скоса кромок
с зазором по всей толщине между стыкуемыми деталями
в 25 мм п более.
Стыковые швы могут быть прямолинейные, кольце-
вые, криволинейные. Электрошлаковая сварка является
эффективным способом соединения толстого металла,
обеспечивающим высокую производительность и эконо-
мичность. Металл любой толщины сваривается в один
проход. Швы, выполненные электрошлаковой сваркой,
менее склонны к образованию трещин, так как наличие
над кристаллизующимся металлом жидкого металла и
шлака способствует полной дегазации и вытеснению из
металла шва вредных примесей. Однако соединения,
выполненные электрошлаковой сваркой, необходимо под-
вер гать высокотемпературной термической обр аботке,
так как из-за перегрева свариваемого металла, при
изготовлении толстостенных конструкций в околошовной
зоне, резко снижается ударная вязкость.
Электрошлаковая сварка низколегированных сталей
повышенной прочности не вызывает особых затруднений.
Металл шва, несмотря на повышенное содержание в этих
сталях углерода, стоек к образованию трещин. При сварке
стали ЗОХГСА отсутствуют закалочные структуры в око-
лопговной зоне. Сварка конструкций из стали ЗОХГСА
177
толщиной 30 и 70 мм выполняется электродными прово-
локами Св-ЮГСМТ или Св-19ХМЛ диаметром 3 мм
под флюсом АН-22, АН-8М, на следующих режимах:
Толщина металла, мм 30 70
Количество электродов, шт. 1 9
Ток, А 475—550 400—150
Напряжение сварки, В 36—38 34—36
Глубина шлаковой ванны, мм . . 35—45 40—45
Сухой вылет электрода, мм .... 35—40 35-40
Зазор между свариваемыми к ром-
ками, мм 20—22 20—22
После сварки производится термическая обработка
сварного соединения: закалка в масле при температуре
880—910 СС с последующим отпуском при температуре
510—550 СС.
§ 37. ТЕХНОЛОГИЯ СВАРКИ НИЗКОЛЕГИРОВАННЫХ
ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ
Теплоустойчивые низколегированные стали леги-
руются дополнительно молибденом, ванадием, вольфра-
мом. Молибден в количестве до 0,6% увеличивает проч-
ность и ударную вязкость, входит в состав теплоустой-
чивых сталей большинства марок. Ванадий повышает
жаропрочность и ударную вязкость. Вольфрам повы-
шает прочность стали при высоких температурах, сни-
жает склонность ее к отпускной хрупкости.
Теплоустойчивые низколегированные стал и пр вме-
няются при изготовлении конструкций, работающих
в условиях высоких температур и при высоком давлении
пара или газа. Наибольшее применение они получили
при изготовлении паровых энергетических установок,
трубчатых элементов паровых котлов, задвижек, клапа-
нов и других элементов нефтеперегонной и химической
аппаратуры.
В процессе сварки эти стали склонны к образованию
горячих трещин в зоне термического влияния. Тепло-
устойчивые стали свариваются ручной дуговой сваркой,
в углекислом газе и электрошлаковой сваркой.
Ручная дуговая сварка сталей 15ХМ,
ЗОХМА производится электродами типа Э-МХ (марок
ЦЛ-14, ГЛ-14 диаметром 3—4 мм) во всех пространствен-
ных положениях на переменном и постоянном токе
178
(обратной полярности)- Сварка ведется с предваритель-
ным подогревом изделия до 250—300 СС.
Стали толщиной более 6 мм сваривают многослойными
швами, причем, во избежание появления трещин, нало-
жение последующих швов производится по горячему
металлу (не ниже 200—250 С). Сварка выполняется
каскадным способом с последующим медленным охлажде-
нием.
Стали 25Х1МФ, 12Х1МФ сваривают электродами типа
Э-ХМФ с покрытием ЦЛ-20-63 диаметром 4—5 мм, с пред-
варительным и сопутствующим подогревом изделия до
300—350 °C, с последующим отпуском при температуре
700—740 С в течение трех часов. Сварку ведут короткой
дугой по тщательно зачищенной поверхносги.
Сварку в углекислом газе сталей
15ХМ, 20ХМ производят проволокой Св-08ХГ2СМА
с предварительным и сопутствующим подогревом до
температуры 250—300 СС, с последующим высоким от-
пуском сварного изделия. Для соединений из стали 15ХМ
рекомендуется следующий режим отпуска: посадка в печь
при температуре 200 С, нагрев до температуры 600- 660 °C
со скоростью 40—50 град/ч, выдержка при 600—610 С
в течение 3 ч, охлаждение до 200 °C со скоростью 40—
50 град/ч и охлаждение па воздухе. Для соединений из
стали 20ХМ — посадка в печь при температуре 300 СС,
нагрев до 620 °C со скоростью 40—50 град/ч, выдержка
при этой температуре в течение 3—5 ч с последующим
охлаждением па воздухе.
Стали 12Х1МФ, 25Х1Л1Ф сваривают проволокой
Св-08ХГСМФА, а сталь 20ХМФ — с предварительным и
сопутствующим подогревом до температуры 250—300 °C.
После сварки изделие подвергается высокому отпуску:
помещают в лечь при температуре не более 200 СС, на-
гревают до 700 С со скоростью 40—50 град/ч, выдержи-
вают при 700 °C от 2 до 5 ч, охлаждают до 200 С со ско-
ростью 40—50 град/ч.
Электро шлаковая сварка стали 15ХМ,
20ХМ производится проволокой Св-18ХМА под флюсом
АН-22. Сталь толщиной 40 мм сваривается одной элек-
тродной проволокой без поперечных колебаний на сле-
дующем режиме: сварочный ток — 450—500 А; напряже-
ние сварки — 38—40 В; глубина шлаковой ванны —
35—45 мм; сухой вылет электрода — 50—60 мм; зазор
между кромками — 20—22мм. Изделие после сварки
179
подвергается нормализации при температуре 910—930 С,
последующему отпуску при температуре 640—650 СС.
Сталь ЗОХЗМ сечением до 80 х 95 мм сваривается
пластинчатыми электродами (сечение 12 х 80 мм) того
же состава, что и металл под флюсом АНФ-1 на следую-
щем режиме: сварочный ток—1700 Л, напряжение
сварки — 27—30 В; скорость подачи электрода — 4 м/ч;
ширина зазора в соединении 35 мм. После сварки изделие
подвергают термической обработке: отпуск 680 °C, за-
калка 1050 С и отпуск 680 °C.
§ за. ТЕХНОЛОГИЯ сварки
В ЫСОКОЛ ЕГИРОВ А ИНЫХ СТА Л ЕЙ
К высоколегированным сталям относятся стали, у ко-
торых содержание легирующих элементов в сумме состав-
ляет не менее 10%, причем содержание отдельных леги-
рующих элементов должно быть не менее 5%.
Высоколегированные стали в зависимости от содержа-
ния в них легирующих элементов — хрохма, кремния,
молибдена, вольфрама, тигана, ниобия (ферритизаторов)
или никеля, марганца, азота, меди (аустенизаторов)
— имеют различную структуру и классифицируются на
ферритные, аустенитные, мартенситные или двухфазные
ферритно-аустенитные и мартенситно-ферритные стали.
К сталям мартенситного класса от-
носятся: 11Х11Н2В2МФ, 15X5, 20X13, 20Х17Н2 и др.
Эти стали после нагрева выше 900 °C и быстрого охлаж-
дения приобретают повышенную твердость и хруп-
кость.
К сталям мар т е н с и т н о-ф е р р и т н о г о
к л а с с а относятся: 15Х11МФ, 15Х12ВНМФ, 14Х17Н2,
18Х12ВМБФР, 12X13 и др. При быстром охлаждении
эти стали претерпевают те же изменения, что п стали
мартенситного класса.
К сталям ферритного класса отно-
сятся: 08X13, 12X17, 08Х17Т, 15X28, 15Х25Т и др.,
имеющие в основном ферритную структуру. Эги стали
практически невосприимчивы к термической обработке,
однако склонны к росту зерна при высоком нагреве.
Пластичность и ударная вязкость при этом снижаются,
а также ухудшается стойкость металла против коррозии.
В качестве меры по повышению пластичности и корро-
180
знойной стойкости, применяют последующий отжиг
или отпуск при температуре 760—800 С.
К сталям а\степитн о-ф е р р и т п о г о
класса относятся: 08X22116T, 12X21Н5Т,08X21Н6М2Т,
20Х28Н13, 08Х18Г8П2Т и др. Склонность сталей к за-
калке, перегреву требует, чтобы после сварки для вос-
становления н придания сварному соединению исходного
состояния основного металла применялся высокий от-
пуск при 680—720 ’С.
К сталям аустенитного класса от-
носятся: 10Х14Г14НЗ, 10Х14Г14Н4Т, 12Х17Г9АН4,
15Х17АГ14, 17X18119, 12Х18Н9Т, 12X18II10T,
08Х18Н12Б, 08Х17Н13М2Т и др., содержащие неболь-
шое количество ферритной фазы. Рост зерна и ухудше-
ние механических свойств в околошовной зоне наимень-
шие по сравнению с другими высоколегированными ста-
лями. У стали 10Х14Г14Н4Т при температуре + 20 СС
ударная вязкость в состоянии поставки колеблется от
17 до 19 кгс-м/см2, а в зоне перегрева сварного соедине-
ния— от 14 до 16 кгс-м/см2.
По назначению различают несколько групп высоко-
легированных сталей, в том числе: коррозионно-стойкие
(нержавеющие), кислотостойкие, окалипостойкие (жаро-
стойкие), жаропрочные.
Высоколегированные стали используются при изго-
товлении химической аппаратуры, энергетических уста-
новок, трубопроводов специального назначения и других
устройств, эксплуатируемых в условиях высоких и
низких температур и подвергающихся воздействию аг-
рессивных жидкостей, кислот, а также паров и газов.
К основным трудностям при сварке высоколегированных
сталей относятся: необходимость обеспечения стойкости
металла шва и околошовной зоны против кристаллиза-
ционных трещин; необходимость обеспечения корро-
зионной стойкости сварного соединения; сохранение
свойств металла шва и сварного соединения и обеспече-
ние работоспособности их при действии рабочих темпе-
ратур и напряжений.
Высоколегированные стали свариваются ручной ду-
говой сваркой, .автоматической и полуавтоматической
сваркой под флюсом и в среде защитных газов, а также
электрошлаковой сваркой.
Для ручной дуговой сварки применяют
электроды со специальными электродными покрытиями
181
и специальными электродными проволоками, легирован-
ными хромом, никелем, титаном, ниобием, цирконием и
другими элементами, с ограничением по содержанию
серы, фосфора и кремния. Сварка ведется на постоянном
токе обратной полярности короткой дугой. Перед сваркой
электроды рекомендуется прокалить, а поверхности сва-
риваемых деталей зачистить до металлического блеска.
Автоматическая и полуавтомати-
ческая сварка под флюсом высоколеги-
рованных сталей ведется на постоянном токе обратной
полярности короткой дугой высоколегированными про-
волоками соответствующего состава (ГОСТ 2246—70)
с применением основных флюсов (АН-26, БКФ-5, АНФ-б,
АНФ-14 и др.). Наложение сварных швов выполняется
без поперечных колебаний и с минимально возможным
вылетом электрода.
Сварка высоколегированных ста-
лей в углекислом газе аналогична сварке
этих сталей под флюсом, однако при выборе сварочных
проволок для сварки той или иной стали учитывается
соответствующее выгорание таких элементов, как титан,
марганец, кремний.
А р г о п о - д у г о в у ю сварку неплавя-
щимся и плавящимся электродами
применяют для сварки большинства высоколегированных
сталей. Аргоно-дуговая сварка неплавящимся электро-
дом выполняется вольфрамовыми стержнями при изго-
товлении изделий со сложными контурами соединений,
когда применение стальных (остающихся) и медных (съем-
ных) подкладок невозможно. В этом случае применяю!
разделку кромок с притуплением 1,5—2,0 м и точным
совпадением кромок без зазоров. При такой подготовке
кромок сварка вольфрамовым электродом позволяет
выполнить корень шва с падежным проваром без прожо-
гов. Сваривают постоянным током на прямой полярности
(минус на электроде). При аргоно-дуговой сварке воль-
фрамовым электродом в качестве присадочного материала
применяют сварочные проволоки того же состава, что и для
сварки под флюсом, применительно к данной марке стали.
Сварка плавящимся электродом может выполняться
в чистом аргоне или в смесях с 2—3% кислорода или
3—5% углекислого газа. При этом повышается стабиль-
ность горения дуги, уменьшается разбрызгивание жидкого
металла, вероятность образования пор в шве, но возра-
182
стает выгорание легко окисляющихся элементов из
электродной проволоки.
Режим аргоно-дуговой сварки в зависимости от тол-
щины и марки свариваемого металла выбирается с учетом
обеспечения мел кока цельного переноса электродного ме-
талла. Сварка плавящимся электродом в чистом аргоне
выполняется теми же сварочными проволоками, что и
при сварке данной стали под флюсом. При сварке в смеси
аргона с кислородом или углекислым газом применяют
тс же проволоки, что и для сварки данной стали в угле-
кислом газе.
Электрошлаковую сварку высоколегированных ста-
лей применяют при изготовлении конструкций из дета-
лей, имеющих большую толщину, а также сталей и спла-
вов, обладающих малой теплопроводностью, большим
коэффициентом линейного расширения, высокой склон-
ностью к кристаллизационным трещинам в металле шва
и зоне сплавления. Сварку ведут с применением безкисло-
родпых флюсов АПФ-1, БКФ-1, А11Ф-7 и др. Сварные
конструкции, если от них требуется стойкость против
межкристаллитной коррозии, подвергаются стабилизи-
рующему отжигу.
Марки сварочных проволок выбирают в зависимости
от условий работы конструкций и марок применяемых
флюсов. Ниже приводится описание некоторых техноло-
гических особенностей сварки, характерных для различ-
ных видов марок стали.
Хромистые стали 12X13, 20X13, 12X17 и другие тол-
щиной до 6 мм (при отсутствии жесткого закрепления)
сваривают ручной дуговой сваркой без предварительного
и сопутствующего подогрева. При сварке более толстого
металла или при жестком закреплении узла произво-
дится предварительный и сопутствующий подогрев из-
делия до температуры 250—300 °C. Сварку ведут корот-
кой дугой без колебаний электрода.
Для сварки конструкций из этих сталей применяют
электроды марки УОНИ/ЮХ13, УОНН/10X17. Режимы
сварки в нижнем положении следующие:
Марка электрода..........
Диаметр электрода, мм
Сила тока, А.............
Марка электрода..........
Диаметр электрода, мм
Сила тока, А.............
У ОНИ 10X13
3 4
90—120 1(50-200
УОНН 10X17
3 4
60—90 120—140
5
200- 250
5
140—160
183
Автоматическая и полуавтоматическая сварка выпол-
няется проволокой Св-06Х14, Св-12Х13, под флюсами
АН-15, АН-17, АНФ-14. Металл толщиной до 10 мм сва-
ривают без предварительного и сопутствующего подо-
грева, а стыковые соединения — без скоса кромок с за-
зором 1 мм. Более толстый металл сваривают с предва-
рительным и сопутствующим подогревом до температуры
250—300 °C, с последующим отпуском при температуре
680—700 с С в течение 2 —3 ч.
Сварка в углекислом газе или в аргоне со смесью
воздуха таких сталей выполняется проволокой
Св-08Х14ГНТ, Св-10Х13 (для сталей 19X13, 20X13) или
Св-О7Х25И13, Св-06Х25Н12ТЮ (для сталей 12X17,
08Х17Т). Поверхность основного металла вблизи шва
предохраняется от забрызгивания каплями электродного
металла водным раствором мела.
Хромоникелевые аустенитные не-
ржавеющие стали, содержащие хром (от 17 до
25%) и никель (от 8 до 20%), свар'ивают ручной дуговой
сваркой, электродами с фтористо-кальциевым покрытием
(УОНИ-13.Т1Ж, O3J1-8, Л-39, ЦЛ-11, Л-38М, ОЗЛ-7
и др.). Электроды ЦЛ-11, ОЗЛ-7 предназначены для свар-
ки конструкций, работающих в агрессивных средах при
нормальных темпера гурах. Металл шва, сваренный эгими
электродами, устойчив против межкристаллитной корро-
зии. Сварка в нижнем положении ведется на приведенных
ниже режимах:
Марка электрода ....
Диаметр элсшрода, мм 2
Сила тока, А . . 40—55
Марка электрода . . .
Диаметр электрода, мм 2
Сила тока, Л 30—50
ЦЛ-1
3 4
70—90 110-130
ОЗЛ-7
3 1
60-80 110—130
э
110-160
5
110-160
Сварка производится короткой дугой. После сварки
проводят стабилизирующий отжиг при температуре
870—920 СС.
Электроды УОНИ-13/НЖ,ОЗЛ-8, Л-39 применяют для
сварки конструкций, работающих в слабоагрессивпых
средах при нормальных температурах, когда не предъ-
являются жесткие требования к устойчивости против
межкристаллитной коррозии. Сварка в нижнем поло-
жении выполняется практически на тех же режи-
мах, что и электродами ОЗЛ-7. После сварки про-
184
водят термическую обработку при температуре выше
900 °C.
Стали, содержащие титан или ниобий, термической
обработке после сварки не подвергают. Окалиностойкие
стали в процессе сварки подвергают послойной проковке.
После сварки изделие подвергается нагреву до 950—
1100 С со скоростью 100—130 град/ч с последующим
быстрым охлаждением. Сварку ведут короткой дугой,
прокаленными электродами, валиками небольшого сече-
ния. Наложение последующих слоев производится после
полного остывания предыдущего слоя, с обязательной и
тщательной послойной зачисткой швов ст шлака.
Сварка под флюсом хромоникелевых аустенитных
сталей марки 12Х18Н10Т выполняется проволокой
Св-07Х20Н10Б под флюсом АН-26, АН-18 без термиче-
ской обработки. В отдельных случаях особо ответствен-
ные конструкции подвергают стабилизирующему отжигу
при температуре 850 °C в течение 2 ч. Наилучшая корро-
зионная стойкость сталей типа 18-8; 18-12 достигается
после закалки при температуре 1050—1100 С с охлажде-
нием в воде или на воздухе.
Сварка в углекислом газе сталей 12Х18Н9Т,
12Х18Н10Т выполняется проволоками Св-07Х 19H9TIO
иСв-06Х19П9Т (для конструкций, работающих в слабых
окислительных средах) и проволоками Св-05Х20Н9ФБС,
Св-08Х20Н9С2БТЮ (для изделий с требованиями высо-
кой стойкости металла шва против межкристаллитной
коррозии). Сварка ведется проволоками диаметром 1,0—
1,6 мм с вылетом не более 8—15 мм па максимальных ско-
ростях сварки без поперечных колебаний электрода ко-
роткой дугой. При многослойной сварке наложение по-
следующего слоя производится после полного остывания
предыдущего слоя. Перегрев металла и уменьшение де-
формации соединения ограничивают применением охла-
ждаемых медных подкладок.
Электрошлаковая сварка сталей 12X18IJ9T, 19Х18Н9
ведется под флюсами АНФ-1, АПФ-7 электродными про-
волоками Св-04Х19Н9 (для изделий, работающих в усло-
виях глубокого холода, и когда к сварному шву не предъ-
являются требования стойкости межкристаллитной кор-
розии) и проволоками Св-ОбХ 19П9Т и Св-05Х 20Н9ФБС
(для швов, к которым предъявляются требования стой-
кости против межкристаллитной коррозии). Сварка ве-
дется на токах не более 500 А и на напряжении почти
185
вдвое меньшем, чем при сварке углеродистых и обычных
легированных сталей.
Сварка изделий крупных сечений небольшой высоты
выполняется пластинчатыми электродами, изготовлен-
ными из стали того же. состава, что и свариваемая сталь,
с последующей термической обработкой (стабилизирую-
щий отжиг).
§ 39. ТЕХНОЛОГИЯ СВАРКИ ДВУХСЛОЙНЫХ СТАЛЕЙ
Двухслойные ста л и представляют собой
сочетание низкоуглеродистой ил и низколегированной
стали толщиной от 6 до 160 мм и высоколегированной
(коррозионпостойкой, жаростойкой, жаропрочной) стали
толщиной 1,5—-6 мм. Применение двухслойных сталей
вместо высоколегированных позволяет снизить расход
высоколегированных сталей до 70% от массы конструк-
ции. Из двухслойных сталей изготавливают сосуды раз-
личного назначения, регенерационные цистерны, рабочие
органы энергетических установок и т. д.
Двухслойные стали сваривают вручную качествен-
ными электродами, автоматами и полуавтоматами под
флюсом, в защитных газах и электрошлаковой сваркой.
Особенности сварки двухслойных сталей заключаются
в том, что для каждого слоя основного и облицовочного
(высоколегированного) металла необходима особая тех-
нология сварки. Форма разделки кромок (ГОСТ
16098—70) должна обеспечивать возможность раздель-
ной сварки каждого слоя с проваром на всю глубину
металла. При сварке легированного слоя необходимо
обеспечить минимальное разбавление сварочной ванны
проплавленным основным металлом, в противном слу-
чае могут появиться трещины и снизятся пластические
свойства металла. Между швами, свариваемыми со сто-
роны основного (низколегированного), и швами со сто-
роны облицовочного (высоколегированного) металлов,
должно быть предусмотрено наложение разделительного
слоя, что позволяет предотвратить нежелательное про-
плавление разнородных металлов.
Ручная сварка сталей СтЗ со сталями 08X13, 12X13;
со стороны легированного слоя выполняется электродами
марки УОНИ/ЮХ17. Сварка ведется валиками шири-
ной не более трех диаметров электрода в один проход.
186
Заплавление кратеров производится частыми короткими
замыканиями электрода.
Сварка малоуглеродистых и низколегированных ста-
лей со сталями аустенитного класса 12X18II9T, 12Х18Н9
и другими выполняется со стороны легированного слоя
электродами (СЛ-25, ЦЛ-9 и др.). Электроды СП-25 при-
меняются для сварки труб, узлов насосов, деталей повы-
шенной пластичности, работающих в контакте со слабо-
агрессивными средами. Сварка выполняется в нижнем и
вертикальном положении на следующих режимах:
Диаметр электрода, мм 3
Сила тока. А:
нижнее положение 80— Ю0
вертикальное поло-
жение ..............70—90
1
110-110
100-125
5
140—170
Электродами ЦЛ-9 сваривают узлы и конструкции нефте-
аппаратуры по переработке нефти с повышенным со-
держанием серы. При изготовлении различной емкосгпой
аппаратуры в химической и других отраслях промышлен-
ности, труб пиролизных установок, теплообменников.
Сварка ведется в нижнем положении электродами
диаметром 4 и 5 мм на токах соответственно 130—150 и
150—170 А короткой дугой по зачищенной поверхности.
Стойкость металла против межкристаллитной коррозии
после провоцирующего отпуска обеспечивается только
при наличии предварительного нагрева при температуре
870—920 °C.
Автоматическую сварку двухслойных сталей выпол-
няют двумя способами: одной электродной проволокой;
двумя спаренными проволоками (расщепленным электро-
дом) со стороны высоколегированного слоя.
Последовательность выполнения слоев шва и под-
готовки материала при автоматической сварке некоторых
двухслойных сталей приведена в табл. 22.
При однодуговой сварке первый слой сваривают высо-
колегированной проволокой диаметром 1,6—2 мм со сто-
роны высоколегированного слоя основного металла.
Сварку ведут на пониженных режимах с таким расчетом,
чтобы обеспечить падежный провар, при минимальном
усилении этого слоя шва. Второй слой сваривают со сто-
роны нслегироваппого металла. Последним, третьим,
слоем заваривают высоколегированный металл, обращен-
ный к агрессивной среде, проволокой диаметром 3—4 мм
187
Таблица 22
Последовательность выполнения слоев шва и применяемые материалы при автоматической
сварке двухслойных сталей
Марки
Эскиз № слоя шва Сварочные материалы
проволока флюс
О д п о д у г о в а я сварка
СтЗ со сталью 12Х18Н9Т
СтЗ со сталью 12Х18Н10Т
СтЗ со сталью 06Х28МДТ
СгЗ со сталью 08X13
СтЗ со сталью 12X13
1 Св-08Х25Н 11БТЮ АН-26, АНФ-6
2 Св-08АА, СВ-08ГА АН-348, ОСЦ-45
3 СВ-С8Х25Н11 БТЮ АН-26, АНФ-6
1 СВ-06Х20НИМЗТБ АН-18
2 Св-08ЛА, Св-08ГА АН-348, ОСЦ-45
3 Св-01 Х23Н28МЗДЗТ АН-18
I Св-10Х 16Н25М6 АН-26, АН-18
2 Св-08АА, Св-08ГА АН-348, ОСЦ-45
3 Св-10Х16Н25Мб АН-26, АН-18
Продолжение табл. 22
Марки Эскиз Ах слоя Сварочные материалы U
Шва проволока флюс
Спаренный электрод
СтЗ со сталью 12Х18Н9Т
СтЗ со сталью 12XI8H10T
^0±5°
Л?\ 17
Св-08ЛЛ, Св-08ГА
Сп-08Х25Н11 БТЮ
С13-05Х20Н9ФБС
АН-348, ОСЦ-45
АН-26, АНФ-6
АН-26, АНФ-6
СтЗ со сталью 08X13
СтЗ со сталью 12X13
Св-08АА, Св-08ГА
Св-10Х16Н25М6
Св-06Х25Н12ТЮ
АН-348, ОСЦ-45
АН-18, АН-26
АН-18
на умеренных режимах. Такая последовательность швов
исключает повторный нагрев высоколегированного слоя
и тем самым не снижает коррозионной стойкости свар-
ного соединения.
Сварку спаренными проволоками (расщепленным эле-
ктродом) диаметром 3—4 мм выполняют на умеренных
режимах. Наложение третьего слоя со стороны высоко-
легированного металла выполняют за два прохода
(в 3—4 слоя). Режим сварки выбирают, исходя из рас-
стояния между проволоками. Например, при расстоянии
между проволоками 8 мм сила гока для диаметра 3 мм
равна 350 А, напряжение 38—40 В, скорость подачи
проволоки 73 м/ч, скорость сварки 25 м/ч, а при рас-
стоянии 12—13 мм сила тока 400 А, напряжение 42—
45 В, скорость подачи проволоки 83 м/ч и скорость
сварки 16 м/ч.
§ 40. НАПЛАВКА специальных сталей
И СПЛАВОВ
Под наплавкой понимается процесс нанесения на ра-
бочую поверхность детали слоя металла или сплава не-
обходимого состава путем расплавления покрытых эле-
ктродов при ручных способах сварки и электродных про-
волок — при механизированных.
Наплавочные работы широко применяют при упроч-
нении поверхностей деталей, подвергающихся механиче-
скому или абразивному износу, восстановлении при ре-
монте изношенных поверхностей различных деталей
машин. При помощи наплавки изготавливают режущий
инструмент, упрочняют рабочие поверхности и кромки
холодных и горячих штампов, исправляют брак изделий,
восстанавливают дорогостоящее оборудование, придают
поверхности металла твердость, жаростойкость и т. д.
Применение наплавки снижает расход дорогостоящих и
дефицитных легированных сталей, специальных сплавов,
повышает надежность и сроки работы машин и механиз-
мов. В табл. 23 приведены некоторые типы и марки на-
плавочных электродов по ГОСТ 10051—62 и ГОСТ
9466—60, их назначение и режимы наплавки.
В промышленности широко применяется механизиро-
ванная наплавка плавящимся электродом. Электродная
проволока пли лента непрерывно подастся из мотка в зону
плавления специальным механизмом. Ток подводится
190
го
CM CM
191
к электроду вблизи дуги скользящим контактом. Это
позволяет применять высокую плотность тока.
Для защиты расплавленного металла от вредного
воздействия воздуха наплавка производится под флюсом.
Наплавляемый участок покрывают толстым слоем сыпу-
чего флюса, дуга частично расплавляет его и горит
внутри полости с оболочкой из жидкого флюса — шлака.
После затвердевания металла получается наплавленный
валик, покрытый шлаковой коркой и нерасплавившимся
флюсом. Применяют также специальные легирующие
керамические флюсы. Наплавка под флюсом пригодна
для тел вращения диаметром более 70 мм.
Наплавка в углекислом газе целесообразна для внут-
ренних поверхностей глубоких отверстий, мелких дета-
лей, поверхностей, имеющих сложную форму, когда
необходимо видеть дугу, чтобы управлять се перемеще-
нием, и др.
Чтобы уменьшить разбрызгивание, наплавку в угле-
кислом газе ведут постоянным током. При этом источник
должен обладать жесткой внешней характеристикой.
Плотность тока колеблется от 50 до 150 А/мм2.
Наплавка порошковой проволокой с внутренней за-
щитой (открытой дугой) основана на введении в сердеч-
ник проволоки, кроме легирующих, также шлакообра-
зующих и газообразующих материалов. В дуге тонкая
пленка расплавленного шлака покрывает капли жид-
кого металла и изолирует их от воздуха. После затверде-
вания на поверхности наплавленного валика получается
тонкая шлаковая корка. Преимущество этого способа —
использование менее сложной аппаратуры по сравнению
с наплавкой в углекислом газе. Расход проволоки —
1,2—1,4 кг на 1 кг наплавленного металла.
Для наплавки большого количества однотипных дета-
лей применяют индукционную наплавку токами высокой
частоты (ТВЧ). Обычно используют твердый присадоч-
ный металл, который в виде крупнозернистого порошка,
смешанного с флюсом, наносят на поверхность наплав-
ляемого изделия. Температура его плавления должна
быть несколько ниже, чем температура плавления ос-
новного металла. С помощью индуктора изделие нагре-
вают до температуры, на 30—50г С превышающей тем-
пературу плавления присадочного сплава. Флюс расте-
кается по поверхности и очищает ее, чем обеспечивается
прочное сцепление наплавленного и основного металлов.
192
Этим способом получают наплавленные слои с долей
основного металла менее 5%, толщиной 1—2 мм и менее.
К механизированным способам наплавки относятся
также плазменная и электрошлаковая наплавка.
Плазменная наплавка с подачей приса-
дочного порошка в сварочную ванну (рис. 95, а, б) произ-
водится плазменной горелкой дугой прямого действия.
Дуга 4. стабилизированная стенками водоохлаждаемого
Рис. 95. Плазменная наплавка дугой прямого действия с по-
дачей присадочного порошка в сварочную ванну:
а — схема наплавки, б — горелка для наплавки
сопла 3 и соосным потоком газа 2, горит между вольфра-
мовым электродом / и изделием 5. Опа расплавляет по-
верхность изделия и в образующуюся сварочную ванну
по специальному каналу в плазменной горелке подается
порошок. В процессе наплавки плазменная горелка со-
вершает поперечные колебания, благодаря чему за один
проход можно наплавить валик шириной до 60 мм и тол-
щиной до 5 мм.
При плазменной наплавке легко регулировать количе-
ство тепла, расходуемого на плавление порошка и нагрев
основного металла. Это обеспечивает хорошее качество
наплавки при минимальном проплавлении основного ме-
талла. Толщину наплавленного слоя получают от 0,5 до
6 мм. Производительность наплавки в зависимости or
толщины слоя составляет от 0,5 до 6 кг/ч.
Электро шлаковая наплавка (рис. 96, а,
б, в) является наиболее производительным способом, по-
7 Мотяхов
193
зволяющим получать за счет использования легирован-
ных присадок наплавленный слой любого заданного хи-
мического состава на деталях с плоскими поверхностями
и телах вращения. Коэффициент наплавки составляет
Рис. 96. Схема элсктрошлакоЕой наплавки поверхностей:
с — плоской, б — цилиндрической» в — комической; 1 — на-
плавляемая деталь, 2 — и а плавленный слой, 3 — формирующее
устройство, 4 — электроды, 5 — токоподвод, 6 — жидкий шлак
18—30 г/А-ч. Наплавка производится в один слой, по-
верхность-наплавки получается достаточно ровной, глад-
кой, не требующей последующей механической обра-
ботки; отсутствуют потери на угар и разбрызгивание;
качество наплавленного металла высокое — без пор, тре-
щин и других дефектов.
Электрошлаковая наплавка производится одной или
несколькими высоколегированными проволоками, пла-
стинами, стержнями, которые подают в зону наплавки
с заданной скоростью. При электрошлаковой наплавке
применяют плавленые флюсы АН-8, АН-22 и флюс
АНФ-1. Глубина проплавления основного металла, а
также величина наплавленного слоя зависят от режимов
наплавки.
Глава IX
СВАРКА ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
§ 41. СВАРКА АЛЮМИНИЯ И ЕГО СПЛАВОВ
Алюминий — один из легких металлов, его плотность
при температуре 20° С равна 2,703 г/см8. Температура
плавления алюминия 657—660° С, а температура кипе-
194
ния 1800—'2000° С. Алюминий обладает высокой электро-
проводностью и теплопроводностью; отличается высокой
химической активностью; легко восстанавливает боль-
шинство металлов из их окислов; соединяется с серой,
фосфором, водородом, углеродом; легко окисляется.
Окисная пленка алюминия обладает высокой температу-
рой плавления (2050' С) и повышенной плотностью
(3,6 г/см3), которая предохраняет его от дальнейшего
окисления.
Механические свойства алюминия зависят от состоя-
ния поставки. Например, в прокатанном и отожженном
алюминии предел прочности, в сравнении с литым, по-
вышается с 8 до 17 кгс/мм2, а после пагортовки увеличи-
вается еще па 75—80 °о; наряду с этим падает относитель-
ное удлинение.
В технике применяется как чистый алюминий, так и
его сплавы (ГОСТ 4784—65 *). Основные трудности при
сварке алюминия и его сплавов заключаются в следую-
щем:
окисная пленка на поверхности металла и пленка,
образующаяся при сварке на поверхности капли и ванны,
препятствуют сплавлению частиц металла и загрязняют
шов;
большая разница в температурах плавления окисной
пленки и металла крайне затрудняет управление про-
цессом сварки;
высокий коэффициент линейного расширения алюми-
ния вызывает значительные остаточные деформации;
повышенная растворимость водорода в расплавленном
алюминии приводит к образованию пор в твердом металле,
ввиду резкого изменения растворимости в процессе кри-
сталлизации при большой скорости охлаждения;
большая жидкотекучесть алюминия при температурах
свыше 550° С требует применения различных подкладок
и формирующих приспособлений при сварке.
Алюминий и его сплавы сваривают дуговыми спосо-
бами: вручную угольными и металлическими эпоктро-
дами, автоматической сваркой по флюсу (полуоткрытой
дугой), плавящимся и вольфрамовым электродом в инерт-
ных газах, электрошлаковой сваркой.
Сварку угольным электроде м при-
меняют при исправлении дефектов отливок. Металл тол-
щиной до 2 мм сваривают без разделки кромок и без при-
садочного металла, а свыше 2 мм — с разделкой кромок
7*
195
электродной проволокой марки АО, АО1 или прутками из
сплава А К, угольными или графитовыми стержнями диа-
метром 6—25 мм, длиной от 200 до 700 мм. Сварку вы-
полняют постоянным током прямой полярности при плот-
ности тока 40—60 А на 1 мм толщины свариваемого ме-
талла. Угольными электродами сваривают также мало-
ответсгвенные конструкции и изделия.
Дуговая сварка алюминиевых кон-
струкций металлическимэлектродом
выполняется для соединения деталей толщиной от 3 до
20 мм в нижнем и вертикальном положении постоянным
током обратной полярности короткой дугой. Для сварки
и наплавки чистого алюминия применяют электроды
ОЗА-1, МАТИ-2 и другие марки со стержнями из алю-
миния или сплавов алюминия. Сварку ведут с предва-
рительным подогревом до температуры 200° С (при тол-
щине листов 6—8 мм) и до температуры 350—403° С 'при
толщине листов 8—16 мм). Электроды перед сваркой
просушивают при температуре 160—200° С в течение 2 ч.
Для сварки сплавов АМц применяют электроды А1, А1Ф
со стержнями из основного металла.
Для получения мелкозернистой структуры металла
птва после сварки производят замедленное охлаждение
детали. Уменьшение внутренних напряжений при сварке
деталей из литых алюминиевых сплавов достигается за
счет отжига (300—350° С) их после сварки с последующим
медленным охлаждением.
Для ручной дуговой сварки алюминия и некоторых
его сплавов металлическим и угольным электродами при-
меняются флюсы или покрытия, состав которых приве-
ден в табл. 24.
Составляющие флюс материалы выполняют различные
функции. Хлор уменьшает пористость, связывая водород
по реакции
С12 + Н27*2НС1
образует химическое соединение, которое в виде пузырь-
ков удаляется в атмосферу.
Фтористые соли калия, натрия и лития (I\F, NaF,
LiF)> способствуют растворению А13О3.
Перед сваркой кромки свариваемых деталей должны
быть очищены металлическими щетками и обезжирены
ацетоном, бензином или другими растворителями.
196
Таблица 24
Химический состав флюсов и электродных покрытий
для ручной сварки алюминия и его сплавов
Соста вл я тощи с материалы Состав, %
флюсов покрытий
Хлорисаый натрий (NaCl) 16 41 30 28 12,5 30 35,5 50 30,5
Хлористый калий (1\С1) 79 51 45 50 50 40 *' —1
Хлористый литий (LiClj - ——s 15 14 • * 10 18,2
Фтористый натрий (NaF) 8 — 8 — — 1.5 —
Фтористый калий (KJF) — — —* 7 — — ,3,0 —
Кислый сернокислый ка- лий (KHSO4) 5 ----- 3 м 25 1 » '-W 5.8
Криолит — ’ — — 35 30 — •15,5
Очистку алюминия и сплава АМц выполняют химиче-
ским способом в следующей последовательности: обез-
жиривание в 15%-ном растворе щелочи ХаОН в течение
5—6 минут; промывка в подогретой до 40° С проточной
воде, осветление в 30—35 %-ном растворе химически чи-
стой серной или азотной кислоты; промывка в холодной
проточной воде и сушка в сушильном шкафу. Осветление
сплавов АМг, АМг5, АЛ 13 производят в 25 %-ном раст-
воре ортофосфорпой кислоты.
Автоматическая сварка алюминия
п о ф л ю с у отличается от способа сварки под флюсом
наличием тонкого слоя флюса впереди дуги. Флюс, при-
меняемый для сварки алюминия, химически не вступает
во взаимодействие с жидким алюминием. Расплавленный
флюс защищает металл сварочной ванны от воздействия
воздуха и удаляет окись алюминия. Для сварки алюми-
ния применяют флюс АН-А1.
Концентрация энергии при сварке алюминия по флюсу
достаточно высока. Вследствие этого достигается глубо-
кое проплавление основного металла. При равных то-
ках глубина проплавления алюминия в 2—3 раза выше,
чем стали. Тепловая волна, бегущая впереди дуги, подо-
гревает свариваемые кромки. Поэтому при сварке по
флюсу детали не подогревают посторонним источником
тепла, а кромки металла толщиной 20—25 мм и выше
сваривают без разделки. Производительность автоматиче-
ской сварки по флюсу металла толщиной 10—15 мм в пе-
197
сколько раз выше сварки другими методами. Требова-
ния к сборке и точности поджатия подкладок умень-
шаются при переходе к двойному «расщепленному»
электроду. В этом случае сварочный постоянный ток
обратной полярности подводится параллельно к двум
проволокам, а горящие на концах проволок дуги обра-
зуют общий факел.
Режимы автоматической сварки алюминия по флюсу АН-А1
Толщина металла, мм 8 12 16 20
Диаметр электродной проволоки, мм 1,6 1,8 2,5 3,0
Сварочный ток, А . . . 190-210 260—280 350—370 450—470
Напряжение дуги, В 29—32 32—36 37—40 39-41
Скорость сварки, м/ч 20—22 18-19 16—17 11—15
Скорость подачи элект- родной проволоки, м/ч 459-477 338—364 250—270 220-225
Автоматическая сварка в инерт-
ном газе толстолистовых алюминиевых сплавов
выполняется плавящимся электродом диаметром до 3 мм
в среде аргона и диаметром 4 мм в смеси аргона и гелия.
В первом случае металл толщиной 20—30 мм сваривают
в несколько проходов. Кромки листов должны иметь
скос под углом 70—90е. Во втором случае сварка ведется
на повышенном сварочном токе (450—500 А) с резкой
концентрацией тепловой энергии дуги (без скоса кро-
мок).
Сварка вольфрамовым не пдавя-
щи м с я электродом в инертных газах
производится переменным однофазным током. Для рас-
ширения использования однопроходной аргоно-дуговой
сварки в ряде случаев используют трехфазную дугу.
Материалом неплавящегося электрода служит вольфрам
с присадкой из окиси лантана. Такие электроды приме-
няют при сварке на постоянном и переменном токе.
Для сварки на переменном токе применяют более техно-
логичные электроды марки ВИ, содержащие окись ит-
трия и примеси металлического тантала и допускающие
использование больших токов (до 1050 А на электрод
диаметром 10 мм).
Электро hi лаковая сварка алюминия
ведется на больших скоростях при помощи сварочных
трансформаторов, позволяющих получать сварочный ток
3000—5000 А. Скорость сварки независимо от толщины
198
металла составляет 6—8 м/ч. Для электрошлаковой
сварки алюминия и его сплавов применяют специальные
флюсы AII-A301, АН-А302, АН-АЗОЗ, АН-А304. Сварку
выполняют с применением пластинчатых или комбини-
рованных электродов. Последние представляют собой
неподвижный плавящийся мундштук (пластину), по ко-
торому в сварочную зону подается несколько проволок
или лента специального состава. Пластинчатыми электро-
дами сваривают заготовки шинопроводов, шпангоутов и
другие изделия толщиной 50—150 мм при длине швов
не более 600 мм. Сварку плавящимся мундштуком при-
меняют для соединения металла толщиной до 250 мм,
прямолинейных и криволинейных швов протяженностью
1000 мм и более. Швы, полученные при электрошлаковой
сварке, характеризуются плотной структурой и высоки-
ми механическими свойствами.
§ 42. СВАРКА МАГНИЕВЫХ СПЛАВОВ
Магниевые сплавы широко применяют в ряде отрас-
лей промышленности. Магниевые сплавы с алюминием,
марганцем и цинком — легкие, их плотность составляет
1,75—1,85 г/см3. Температура плавления 650° С. Магние-
вые сплавы разделяются на деформируемые от МА1 до
МА8 и литейные от МЛ1 до МЛ6. Сплавы по химическому
составу близки между собой. В качестве легирующих
элементов они содержат алюминия до 9%, марганца до
2% и цинка до 3%. Магниевые сплавы при сварке из-за
высокой теплопроводности и теплоемкости требуют мощ-
ных источников тепла. При нагревании магний и его
сплавы легко окисляются и при сварке может произойти
их воспламенение.
Магниевые сплавы можно сваривать в аргоне, пепла-
вящимися вольфрамовыми электродами, а также вручную
графитовыми или металлическими электродами.
Аргоно-дуговая сварка магниевых сплавов ведется
переменным током, короткой дугой. Стыковые швы вы-
полняют на подкладках с канавками для обратного фор-
мирования шва. Сварка графитовыми электродами ве-
дется на постоянном токе прямой полярности, с при-
менением флюсов, в состав которых входят фтористые
соли (до 50%) или хлористые соли щелочных и щелочно-
земельных металлов.
199
Для ручной дуговой сварки применяют электроды с по-
крытиями из фтористых солей или смеси фтористых и
хлористых солей, разведенными на воде. Металлом для
электрода служит проволока, по составу идентичная
свариваемому металлу. Сварку ведут постоянным
током прямой полярности и только б нижнем поло-
жении.
Режимы сварки магниевых сплавов графитными электродами
Толщина металла, мм . ... 0,8—1,0 1,0—1,5 1,5—2,0 2.0—2,5
Сила гока, А................... 17 70 80 95
§ 43. СВАРКА МЕДИ И МЕДНЫХ СПЛАВОВ
Медь и медные сплавы широко применяют в качестве
конструкционного материала для изготовления изделий
различного назначения: сосудов, трубопроводов, электро-
распределительных устройств, электрооборудования, хи-
мической аппаратуры и т. д. Многообразие в использо-
вании меди и медных сплавов связано с их особыми
физико-механическими свойствами. Медь обладает наи-
более высокой (после серебра) электропроводностью и
теплопроводностью, полной устойчивсстью в отношении
атмосферной коррозии, сохраняет высокие пластические
свойства в условиях высокого холода.
Медь имеет плотность 8,93 г/см3, температуру плавле-
ния 1083е С, температуру кипения 2360е С. Предел
прочности при растяжении в отожженном состоянии
20 кгс/мм2, относительное удлинение 50%.
При сварке меди наблюдаются ряд трудностей, вы-
званных ее свойствами:
высокая теплопроводность меди вызывает необходи-
мость использования источников концентрированного
нагрева, предварительного и сопутствующего подогрева
основного металла при сварке;
большая жидкотекучесть металла требует примене-
ния специальных подкладок и формирующих устройств,
в качестве которых применяют медь, графит, асбест или
флюс;
высокий коэффициент линейного теплового расшире-
ния может вызвать значительные остаточные напряже-
ния;
200
в жидком состоянии медь растворяет кислород и водо-
род.
С кислородом медь образует закись меди Си2О, раство-
римую в жидкой меди. Закись меди в свою очередь обра-
зует в меди эвтектический сплав Си + Сн2О с темпера-
турой плавления 1065 С. При затвердевании меди эвтек-
тический сплав располагается по границам зерен. На-
личие кислорода в меди снижает механические, техноло-
гические и антикоррозионные свойства металла, в том
числе свариваемость.
При кристаллизации меди, содержащей водород и
углерод, последние, взаимодействуя с закисью меди,
образуют водяной пар и углекислый газ по реакциям:
Cu2O4-H2^2Cu + H2O,
Cu2O + CO^±2Cu + CO2.
При охлаждении водяной пар и углекислый газ не
успевают выделиться из металла и образуют поры.
При затвердевании меди пары воды разрывают ме-
талл по границам зерен и образуют межкристаллические
трещины. Это явление носит название «водородной бо-
лезни».
Значительное количество меди используется для изго-
товления медных сплавов — латуней и бронз. Латуни и
бронзы обладают хорошей теплопроводностью и электро-
проводностью, температура плавления латуней и бронз,
в зависимости от состава и содержания легирующих эле-
ментов, колеблется в пределах 800—1100° С. Сварка меди
и ее сплавов осуществляется ручной электродуговой
сваркой угольным и металлическим электродом, автома-
тической и полуавтоматической сваркой под флюсом,
в среде защитных газов и электрошлаковой сваркой.
Марки сварочных проволок для изготовления электро-
дов, а также для автоматической и полуавтоматической
сварки выбирают по ГОСТ 16130—72.
Ручная электродуговая сварка
м е д и угольным э л с к т р о д о м производится
постоянным током прямой полярности. В качестве при-
садочного материала служат прутки из красной меди
Ml. Сварку ведут под флюсами из буры или смеси буры
с борпой кислотой, буры с металлическим магнием и
другими составляющими.
8 Мотяхов
201
Сварка металла встык толщиной более 4 мм произво-
дится с разделкой кромок под углом 70—90° иа графи-
товой или асбестовой подкладках.
Ручная дуговая сварка металличе-
ским электродом выполняется постоянным то-
ком обратной полярности, электродами марки «Комсо-
молец-100» или ЭТ. Стержнями для электродов служат
проволоки марок Ml, БрКМцЗ-1, БрОЦ4-3. Сварку ведут
па больших скоростях короткой дугой. При толщине ме-
талла от 5 до 12 мм делают одностороннюю разделку кро-
мок под 60—70° с притуплением 1,5—3 мм. Сварку
ведут электродами диаметром 5—6 мм иа токах 250—500 А
в 2—4 слоя. Металл толщиной более 12 мм сваривают
с X-образной подготовкой кромок электродами диамет-
ром 5—6 мм, током 450—550 А в 4—6 слоев. Напряжение
сварки в среднем равно 30—35 В.
Сварку меди в защитных газах ведхт
вольфрамовым электродом на переменном или постоян-
ном токе прямой полярности с предварительным, а иногда
и сопутствующим подогревом изделий до температуры
350—400° С. В качестве защитных газов применяют
инертные газы — гелий и аргон и, пассивный по отно-
шению к меди, азот. Присадочный материал — электрод-
ная проволока марок БрКМцЗ-1, БрОЦ4-3.
Удаление образующихся окислов осуществляют при-
менением в качестве флюса буры или борного шлака.
При сварке меди в азоте в качестве электродов служат
вольфрамовые стержни, легированные лантаном, а в ка-
честве присадки — медная проволока Ml.
Сварка меди под флюсом выполняется
автоматами и полуавтоматами дуговым способом,
угольным и плавящимся металлическими электро-
дами.
Техника сварки угольным электродом заключается
в том, что листы укладывают плотно без зазора
на графитовую подкладку, сверху к листам прижи-
мают стержень или полосу присадочного материала,
а к нему полосу латуни Л-90 и присыпают флюсом
ОСЦ-45. Сваривают постоянным током прямой поляр-
ности. -
Сварка плавящимся электродом производится под
флюсами АН-348А, ОСЦ-45, АН-20, проволоками марок
Ml, БрКМцЗ-1 или БрОЦ4-3, постоянным током обрат-
ной полярности.
202
Режимы автоматической сварки меди под флюсом
Толщина метал-
ла, мм ..........
Зазор между
кромками, мм .
Диаметр свароч-
ной проволоки, мм
2
0-1
1,6
4 6 В 12
1-1,5 1,5—2,0 1,5-2,0 1,5-2,0
2 2 3 4
Сварочный ток, А 140—160 250—280 330—340 360—380 500—520
Напряжение иа
дуге, В.......... 30—34 30—35 30—35 35—38 35—38
Скорость сварки,
м;ч ............. 25 25 25 20 20
Э л ектрош лаковая сварка меди произ-
водится под флюсами АН-348А, АН-20, АН-22 или под
чистым фтористым кальцием (СаЕ») электродными прово-
локами или пластинчатыми электродами толщиной более
20 мм из марки Ml. Сваривают вертикальными швами,
переменным током плотностью около 100 А на 1 мм2
сечения электрода.
Сварку бронз выполняют угольным электро-
дом па постоянном токе прямой полярности, под флю-
сами на основе буры для оловяпистых бронз и на основе
хлористых и фторисгых солей для алюминиевых бронз.
Перед сваркой изделие подогревают до температуры
250—350° С. Сварку бронз металлическим электродом
производят с использованием для этой цели стерж-
ней из бронзы одинакового состава со сваривае-
мым металлом. Автоматическую сварку бронз ведут
под флюсом АН-20 полуоткрытой дугой по слою
флюса.
Сварку латуни производят графитовыми эле-
ктродами с погружением конца электрода в расплавлен-
ный металл. Этим достигается горение дуги в простран-
стве, заполненном парами цинка. Металл толщиной
более 3 мм сваривают с разделкой кромок под угол 60—
70° с притуплением 1,0—2 мм.
Латуни варят также металлическим электродом. Про-
цесс сварки ведут ниточными (без колебательных дви-
жений) швами короткой дугой на больших скоростях
постоянным током обратной полярности. Автоматическую
сварку латуни выполняют под флюсом АН-20 постоян-
ным током обратной полярности, медными проволоками
марки Ml.
8*
203
§ 44. СВАРКА ТИТАНА И ЕГО СПЛАВОВ
Титан и титановые сплавы широко применяют в ка-
честве конструкционных материалов при изготовлении
насосов, трубопроводов, резервуаров для агрессивных
жидкостей, сосудов для сжиженных газов и расплавлен-
ных металлов и т. д. Широкое использование титана и
его сплавов связано с их высокой прочностью и высокими
антикоррозийными свойствами. Высокое сопротивление
коррозии объясняется образованием на поверхности ме-
талла тонкой, плотной и прочной окисной пленки, кото-
рая изолирует его от агрессивной среды и препятствует
разрушению.
Титан имеет плотность 4,5 г/см3, температуру плавле-
ния 1660е С. Предел прочности при растяжении не более
48 кге/мм2, относительное удлинение — 28%, ударная
вязкость — 10 кгс/см2.
При сварке титана наблюдается ряд трудностей, вы-
зываемых его свойствами:
титан в условиях повышенных температур активен по
отношению к кислороду, азоту, водороду, углероду,
сере. При температуре выше 600 С кислород, азот и
водород поглощаются металлом из воздуха, а в расплав-
ленном состоянии из различных химических соедине-
ний;
наличие в титане небольшого количества азота, ки-
слорода или водорода резко ухудшает его пластические
свойства и вязкость.
Присутствие в титане 0,5% кислорода и 0,25% азота
приводит к полной потере пластичности, а при 0,02%
водорода ударная вязкость уменьшается в 5—6 раз.
При длительном нагревании титана на воздухе до тем-
пературы свыше 60° С образуется двуокись титана с вы-
делением большого количества тепла. Образовавшийся
при этом слой окалины (TiO2) на поверхности способст-
вует образованию под окалиной твердого и хрупкого
слоя титана, насыщенного кислородом.
Содержание кислорода в титановых сплавах, пред-
назначенных для сварки, не должно превышать 0,15%.
Азот резко повышает прочность и понижает пластич-
ность. При температуре свыше 800е С происходит обра-
зование нитрида титана TIN.
Содержание азота в титановых сплавах не должно
превышать 0,04—0,05%. Водород активно поглощается
204
титаном, образуя гидрид титана (TiH2), при этом резко
повышается хрупкость титана. При нагреве происходит
растворение гидрида титана и восстановление ударной
вязкости.
Водород способствует также образованию пор при
сварке титана и его сплавов. Содержание водорода в ти-
тановых сплавах допускается не более 0,015%.
Сплавы титана в качестве легирующих элементов со-
держат алюминий, хром, марганеп, железо, молибден,
цирконий, олово в количестве от 4 до 10%.
Некоторые сплавы обладают более высокими жаро-
прочными, жаростойкими и антикоррозионными свойст-
вами, чем титан.
Технический титан и его сплавы сваривают автомати-
ческой сваркой в среде инертных газов, под флюсом и
электрошлаковой сваркой.
Сварку в инертном газе ведут с применением аргона
марок А и Б неплавящимся вольфрамовым электродом,
легированным лантаном, постоянным током прямой по-
лярности. Присадочным материалом служит проволока
ВТ-1. Шов и околошовную зону предохраняют от окисле-
ния дополнительной защитой зоны дуги аргоном, пери-
одическим выключением дуги, плотным поджатием сва-
риваемых кромок к медной или стальной подкладке, по-
дачей инертного газа в подкладку и т. д.
Сварку титана и сплавов в аргоне выполняют также
неплавящимся электродом с применением флюса-пасты
(АТН-9А, АТН-15А и др.). Применение флюса-пасты
создает дополнительную защиту зоны сварки. Сварку
в этом случае ведут на значительно меньших токах в срав-
нении со сваркой в чистом аргоне.
Автоматическую сварку титана и его
сплавов плавящимся электродом производят под спе-
циальными тугоплавкими бескислородными флюсами.
Такие флюсы обеспечивают высокие температуры плав-
ления и кипения, защиту от загрязнения вредными при-
месями, стабильность процесса сварки, легкую отделяе-
мость шлаковой корки после окончания сварки. При-
меняют флюсы марок AH-Tl, АН-ТЗ. Сварку ведут
постоянным током обратной полярности при малых вы-
летах электродной проволоки.
Электрой лаковую сварку титана осу-
ществляют под флюсом АН-Т2, температура кипения
которого около 2500' С, пластинчатым электродом или
205
плавящимся мундштуком (пластинчато-проволочным эле-
ктродом).
Пластинчатый электрод применяют при изготовлении
сварных фланцев, колец, крышек и других узлов с ко-
роткими швами из деталей толщиной 150—200 мм. Сварку
ведут па переменном токе. Плавящимся мундштуком
сваривают швы большой протяженности металла толщи-
ной 200—250 мм.
Режимы электрошлаковой сварки пластинчатым
электродом поковок из титана
Сечение деталей, мм ... Сечение электродов, мм . . . 50x50 8x50 70x100 7X70
Зазор в свариваемом соеди- нении, мм 28 27
Ток, А 1100—1200 1600-1800
Напряжение, В 14—15 12—14
Глубина шлаковой ванны, мм 15—20 15—20
Скорость подачи электрода. М;Ч 4,5 6.0
Сварку титановых сплавов производят специальными
комплексно-легированными проволоками па основе ти-
тана (АТ-Зсв, СП-Т2 и др.). Двухфазные титановые сплавы
больших толщин сваривают составными электродами,
которые набирают в определенном соотношении из пла-
стин титанового сплава и нелегированного титана ВТ-1,
или комбинированными пластинчато-проволочными эле-
ктродами. В этом случае плавящийся мундштук (пла-
стина) изготовляют из сплавов титана, а по каналам мунд-
штука подают проволоку марки BT-L
§ 45. СВАРКА НИКЕЛЯ И ЕГО СПЛАВОВ
Никель применяют в технически чистом виде марок
НО, Н1, НЗ, Н4 и в качестве сплавов с медью, хромом,
молибденом, кобальтом и др. Никель обладает высокой
стойкостью против коррозии на воздухе, высокой пла-
стичностью, твердостью, прочностью и жаропрочностью.
Температура плавления никеля 1453е С.
Сварка никеля затруднена из-за склонности металла
шва к образованию пор и кристаллизационных трещин,
чему способствует высокая растворимость кислорода и
водорода в никеле при высоких температурах.
Никель и его сплавы сваривают ручной сваркой ме-
таллическим электродом, ручной и автоматической свар-
206
кой в защитных газах и автоматической сваркой под
флюсом.
Ручную дуговую сварку ведут на по-
стоянном токе обратной полярности короткой дугой с мак-
симальной скоростью поступательного движения элект-
рода. Перед сваркой металл тщательно зачищают. Нало-
жение последующих швов при многослойной сварке
выполняют после полного остывания сварного соедине-
ния и очистки шва и околонювной зоны от шлака и
брызг. Повторное возбуждение дуги производят, отсту-
пая от кратера на 6—8 мм.
Сварку никеля производят электродами Н37к и
«Прогресс-50». Монель-металл и другие медно-пикеле-
вые сплавы сваривают электродами из проволоки
НМЖМц28-2,5-1,5 с фтористо-кальциевым покрытием.
Сварку ведут электродами диаметром 4 мм током 140—
160 А и электродами диаметром 5 мм током 200—220 А.
Сварку в защитных газах выполняют вручную и авто-
матами в аргоно-водородной смеси неплавящимся элект-
родом постоянным током прямой полярности. Применяют
присадочную проволоку того же состава, что и сваривае-
мый металл.
Сварку никеля и его сплавов под флюсом выполняют
автоматами и полуавтоматами. Для этой цели исполь-
зуют фторидные флюсы, керамический флюс ЖН-1 и
сварочную проволоку того же состава, что и свариваемый
материал. Сварку ведут постоянным током на больших
скоростях.
Глава X
МЕТОДЫ КОНТРОЛЯ
И ИСПЫТАНИЯ СВАРНЫХ СОЕДИНЕНИЙ
И КОНСТРУКЦИЙ
§ 46. КЛАССИФИКАЦИЯ ДЕФЕКТОВ
СВАРНЫХ СОЕДИНЕНИЙ
И ПРИЧИНЫ ИХ ОБРАЗОВАНИЯ
Дефекты сварных соединений — отклонения от уста-
новленных норм и технических требований, в результате
которых снижаются прочность и эксплуатационная на-
дежность сварных соединений.
207
По времени возникновения дефекты разделяются на
образующиеся в процессе сварки, после сварки и в про-
цессе эксплуатации конструкции. Дефекты сварных швов
бывают наружными (внешними) и внутренними.
К дефектам, возникающим в процессе сварки,
относятся дефекты формы шва (рис. 97, а, б, в).
Причинами воз-
а) 6) в)
Рис. 97. Дефекты формы и размеров
шва:
никновения дефектов
формы шва являются:
неправильная под-
готовка кромок и
сборка соединения под
сварку;
нар ушение режи-
ма сварки, в частно-
сти, неравномерное
движение электрода
или проволоки вдоль
а — неполи©мерность шва, б — неравно-
мерность ширины стыкового шва, е — не-
равномерность по длине катета углового
шва
шва, нарушение скорости подачи при автоматической
сварке;
недостаточная квалификация сварщика и неудовлет-
ворительное качество электродов.
Рис. 98. Дефекты сварных швов:
I — наплыв, 2 — подрез, 3 — непровар, 4 — трещины,
5 — поры, 6 — шлаковые включения
Швы с дефектами по форме имеют плохой внешний
вид, могут вызвать усадку наплавленного металла, де-
формации и напряжения, образование внутренних де-
фектов. Исправление дефектов формы шва осуществляют
вырубкой дефектных мест, зачисткой и подваркой шва.
К другим наружным и внутренним дефектам (рис. 98)
относятся наплывы, подрезы, кратеры, газовые поры,
шлаковые включения, трещины, непровары.
Наплывы образуются в результате натекания
жидкого металла на кромки недостаточно нагретого ос-
208
новного металла. Этот дефект получается в результате
неправильного наклона электрода, чрезмерно большого
тока. При сварке вертикальных швов — в результате
большого угла наклона электрода на подъем.
При сварке под флюсом и в защитных газах наплывы
получают из-за неправильного наклона мундштука дер-
жателя, а при сварке кольцевых швов из-за большого
смещения электрода от вертикальной оси (зенита). При
электрошлаковой сварке наплывы возникают при недо-
статочно плотном прижатии формирующих элементов
к плоскостям свариваемого металла у кромок швов.
В местах наплывов могут быть скрытые непровары и тре-
щины, а также нарушения плавности перехода шва
к основному металлу.
Подрезы представляют собой дефекты в виде ка-
навок, углубленных в основной металл по границе пере-
хода металл — шов, и образуются в результате сварки
на больших токах, при сварке длинной дугой и в случае
неправильно выбранного угла наклона электрода.
При электрошлаковой сварке — вследствие неправиль-
ной установки формирующих элементов, излишнего
количества флюса, часть которого не успевает распла-
виться и в твердом состоянии залегает по границе сплав-
ления. Подрезы уменьшают рабочую толщину металла,
вызывают местную концентрацию напряжения от рабо-
чих нагрузок и могут быть причиной разрушения
швов.
Подрезы (предварительно зачищенные от шлака)
исправляют заплавлением ниточными швами.
Кратеры образуются в результате резкого об-
рыва дуги. При автоматической сварке кратеры могут
возникать при неправильном выключении автомата и
имеют удлиненную форму в виде канавки. При ручной
сварке диаметр кратера колеблется от 3 до 20 мм. При
электрошлаковой сварке кратер имеет форму усадочной
раковины.
Незаварепные кратеры уменьшают сечение шва, сни-
жают его прочность, часто являются очагами возникно-
вения трещин. Кратеры исправляют заваркой с предва-
рительной вырубкой их до основного металла.
Газовые поры возникают при насыщении
жидкого металла шва газами, не успевшими выйти на
поверхность в процессе кристаллизации шва. При руч-
ной дуговой сварке поры образуются в результате сварки
209
металла с наличием ржавчины, масла, влаги и других
загрязнений, электродами с отсыревшим, покрытием,
быстрого перемещения электрода по шву, а также при
сварке длинной дугой. При автоматической и полуавто-
матической сварке поры появляются, кроме того, при
использовании влажных флюсов, недостаточно осушен-
ных защитных газов, чрезмерно большой скорости сварки,
неправильно выбранной марке электродной проволоки
и т. д.
Газовые поры располагаются чаще всего цепочкой на
некотором расстоянии друг от друга или в виде скопле-
ний размером от сотых долей миллиметра до нескольких
миллиметров.
Поры могут быть внутренние или наружные, а также
сквозные, т. е. проходить через всю толщину сварного
шва. Поры нарушают прочность и плотность шва.
Участки свдрных швов с порами исправляют вырубкой
дефектных мест до основного металла и заваркой их
с последующей тщательной проверкой.
Прожоги — образование сквозных отверстий с на-
теками с обратной стороны свариваемого металла. Про-
жоги получаются при сварке металла небольшой тол-
щины, первого слоя в многослойных швах, деталей с
большим зазором и малым притуплением кромок, а также
при сварке на большой силе тока. При автоматической
и полуавтоматической сварке прожоги получаются из-за
недостаточного поджатия флюсовой подушки или медной
подкладки. Прожоги исправляют вырубкой дефектных
мест с последующей заваркой.
Шлаковые включения — дефект, образую-
щийся при плохой зачистке кромок свариваемого ме-
талла, при наличии ржавчины и других загрязнений по
кромкам; при сварке некачественными электродами,
сырыми и загрязненными флюсами; при многослойной
сварке — в результате плохой зачистки швов от шлака
предыдущих слоев, а также при сварке на чрезмерно боль-
ших скоростях и сварке при недостаточной силе тока.
Шлаковые включения ослабляют сечение шва, вызы-
вают снижение прочности, вязкости и пластичности на-
плавленного металла и являются очагами концентрации
напряжений. Места швов со шлаковыми включениями
вырубают и вновь заваривают.
Непровары представляют собой десплавление
кромок основного металла с наплавленным, или неспла-
2Ю
вление слоев шва между собой при многослойной сварке.
Непровары являются следствием малых зазоров между
кромками и малого угла скоса, большого притупления.
Непровары возникают также при сварке на малых чо-
ках и больших скоростях, смещении электродного стержня
в сторону от оси шва и вынужденных остановках про-
цесса сварки. При автоматической и электрошлаковой
сварке непровары в большей части возникают в начале
шва. В этом случае рекомендуется сварку начинать на
входных планках.
Непровары, особенно по кромкам и между слоями,
являются самыми опасными по влиянию на прочность
шва. Зачастую этот дефект является причиной разруше-
ния конструкций в процессе работы. Дефектные места
необходимо вырубить до основного металла, зачистить и
вновь заварить.
Трещин ы могут возникать в сварном шве и в око-
лошовпой зоне. По происхождению они делятся на хо-
лодные и горячие и могут быть поперечными и продоль-
ными. Трещины — наиболее опасный дефект сварных
швов. Образованию трещин способствует повышенное
содержание в наплавленном металле серы, фосфора и во-
дорода, а также наличие пор, непроваров, незаплавлен-
ных кратеров, шлаковых включений и т. д. По размерам
трещины подразделяются на макро- и микроскопические.
Трещины любых размеров могут образоваться в швах и
околошовной зоне в процессе сварки и в процессе эксп-
луатации конструкции, вследствие возникновения на-
пряжений.
Трещины в швах необходимо вырубать полностью и
заваривать вновь. Чтобы в процессе вырубки трещина не
распространялась дальше по конструкции, необходимо
перед вырубкой произвести васверловку трещины по коп-
нам.
Перегрев металла может возникнуть при
сварке на повышенных режимах и малой скорости пере-
мещения электродного материала. В результате пере-
грева металл шва и околошовной зоны имеют крупно-
зернистое строение, что снижает механические свойства
сварного соединения и, в первую очередь, ударную вяз-
кость.
Перегрев металла можно исправить термической об-
работкой сварной конструкции.
211
§ 47. НЕРАЗРУШАЮЩИЕ СПОСОБЫ КОНТРОЛЯ КАЧЕСТВА
СВАРНЫХ СОЕДИНЕНИЙ
Контроль качества сварных соединений проводят для
определения различными способами дефектов сварных
швов, прочности, плотности и физико-химических свойств
сварного соединения и конструкции. Контроль качества
сварных соединений и конструкций складывается из ме-
тодов контроля, предупреждающих образование дефек-
тов и методов контроля, выявляющих дефекты.
Рис. 99. Шаблоны для замера швов:
а. — плоские шаблоны, б —универсальный шаблон конструк-
ции А. И. Красовского, в, г, д — примеры измерения раз-
меров швов
К методам контроля, предупреждающим образование
дефектов, относятся:
контроль подготовки под сварку (предварительный
контроль), в процессе которого производят проверку
качества исходных материалов (свариваемого металла и
сварочных материалов), контроль подготовки деталей
под сварку и сборку узла, а также контроль состояния
оснастки, сварочного оборудования и приборов, квали-
фикации сборщиков п сварщиков;
контроль в процессе выполнения сварочных работ
(текущий контроль), который предусматривает проверку
212
режимов сварки, правильности ведения иршм •> и пи
рядка наложения швов, качества зачистки примри*
иых швов, заделки кратеров и т. д.
Внешний осмотр. Внешним осмотром выявлнин
ружные дефекты—подрезы, наплывы, непровары, ирг
жоги, трещины, поверхностные поры, незаверенные кра
теры, смещение свариваемых деталей.
Перед осмотром сварной шов и прилегающие к нему
поверхности деталей на 15—20 мм с каждой стороны за-
чищают от шлака, брызг, окалины и осматривают нево-
Рис. 100. Схема испытания швов аммиаком:
а — сварных швов сосудов, б — сварных швов
изделий с открытыми поверхностями- 1 — инди-
катор (бумага или ткань), 2 — манометр, 3 — гер-
метическая камера, 4 — резиновая прокладка,
5 — магнит
оружейным глазом или через лупу с 5—10-кратным уве-
личением.
Для проверки размеров сечения швов применяют изме-
рительные инструменты с точностью измерения zL0,l мм
или специальные шаблоны (рис. 99).
Контроль швов на непроницаемость. Контроль непро-
ницаемости сварных соединений производят керосином,
аммиаком, давлением газов, гидростатическим давлением,
Баку уммировапием, газоэлек греческими течеискател ями.
Эти способы применяют для контроля швов и сварных
соединений конструкций, предназначенных для работы
под действием жидкостей и газов, и производят после
устранения дефектов, выявленных наружным осмотром.
Испытание а м м каком (рис. 100, ау б) ос-
новано на свойстве некоторых индикаторов, например
водного раствора азотнокислой ртути или спирто-вод-
ного раствора фенолфталеина изменять окраску под
213
§ 47. НЕРАЗРУШ \ЮЩИЕ СПОСОБЫ КОНТРОЛЯ КАЧЕСТВА
СВАРНЫХ СОЕДИНЕНИЙ
Контроль качества сварных соединений проводят для
определения различными способами дефектов сварных
швов, прочности, плотности и физико-химических свойств
сварного соединения и конструкции. Контроль качества
сварных соединений и конструкций складывается из ме-
тодов контроля, предупреждающих образование дефек-
тов и методов контроля, выявляющих дефекты.
б)
Рис. 99. Шаблоны для замера швов:
а — плоские шаблоны, б — универсальный шаблон конструк-
ции А. И. Красовского, в, г, д — примеры измерения раз-
меров швов
К методам контроля, предупреждающим образование
дефектов, относятся:
контроль подготовки под сварку (предварительный
контроль), в процессе которого производят проверку
качества исходных материалов (свариваемого металла и
сварочных материалов), контроль подготовки деталей
под сварку и сборку узла, а также контроль состояния
оснастки, сварочного оборудования и приборов, квали-
фикации сборщиков и сварщиков;
контроль в процессе выполнения сварочных работ
(текущий контроль), который предусматривает проверку
212
режимов сварки, правильности ведения процесса и по-
рядка наложения швов, качества зачисгки промежуточ-
ных швов, заделки кратеров и т. д.
Внешний осмотр. Внешним осмотром выявляют на-
ружные дефекты — подрезы, наплывы, непровары, про-
жоги, трещины, поверхностные поры, незаваренные кра-
теры, смещение свариваемых деталей.
Перед осмотром сварной шов и прилегающие к нему
поверхности деталей на 15—20 мм с каждой стороны за-
чищают от шлака, брызг, окалины и осматривают нево-
&
Воз Вук
Аммиак
1
Рис. 100. Схема испытания швов аммиаком:
а — сварных швов сосудов, 6 — сварных швов
изделий с открытыми поверхностями; / — инди-
катор (бумага или ткань), 2 — манометр, 3 — гер-
метическая камера, 4 — резиновая прокладка,
5 — магнит
оруженным глазом или через лупу с 5—10-кратным уве-
личением.
Для проверки размеров сечения швов применяют изме-
рительные инструменты с точностью измерения ±0,1 мм
или специальные шаблоны (рис. 99).
Контроль швов на непроницаемость. Контроль непро-
ницаемости сварных соединений производят керосином,
аммиаком, давлением газов, гидростатическим давлением,
вакууммировапием, газозлек грическимп течепскателями.
Эти способы применяют для контроля швов и сварных
соединений консгрукций, предназначенных для работы
под действием жидкостей и газов, и производят после
устранения дефектов, выявленных наружным осмотром.
Испытание а м м и а к о м (рис. 100, а, б) ос-
новано на свойстве некоторых индикаторов, например
водного раствора азотнокислой ртути или спирто-вод-
ного раствора фенолфталеина изменять окраску под
213
действием сжиженного аммиака. После тщательной очи-
стки поверхности контролируемого сварного соединения
от шлака, ржавчины и масла на одну сторону шва укла-
дывается бумажная лепта или ткань, пропитанная инди-
катором, а с другой стороны нагнетают воздух, содержа-
щий примесь 1% аммиака. Давление воздуха не должно
превышать расчетного для испытуемой конструкции.
При наличии дефектов в шве через 1—5 мин аммиак
окрашивает бумагу или ткань, пропитанную индикато-
ром, в серебристо-черный цвет.
Испытание давлением газа применяют
с целью контроля общей непроницаемости емкостей или
трубопроводов, работающих под давлением. При про-
верке крупногабаритных изделий испытуемая конструк-
ция герметизируется, после чего в нее подают газ (воз-
дух, инертные газы, азот) до заданного техническими
условиями давления. Все швы промазывают мыльным
раствором (100 г мыла на 1 л воды). Появление пузырей
на промазанной поверхности служит признаком брака.
Мел когабар итные из дел ия гер метиз ир у ют загл уш-
ками, погружают в ванну с водой, а затем подают газ под
давлением, па 10—20% превышающим рабочее. Дефекты
в этом случае определяют по мере появления пузырьков
газа в воде.
Испытания г и д р о с т а т и ч е с к и м д а в -
л е п и е м производят одним из двух способов:
полным или частичным заполнением водой испытуе-
мого изделия для открытых емкостей (баки, цистерны,
вертикальные резервуары для хранения нефти и нефте-
продуктов, газгольдеры). Время выдержки обычно со-
ставляет 2—24 ч. Если в течение установленного техни-
ческими условиями времени не будет обнаружено про-
пусков воды и уровень ее не снизится, емкость считаегся
выдержавшей испытание;
полным наполнением сосуда водой с созданием необ-
ходимого избыточного контрольного (обычно в 1,5—2 раза
выше рабочего) давления для закрытых сосудов (котлы,
паропроводы и т. д.).
Изделие выдерживается под избыточным давлением
5—6 мин, затем давление снижают до рабочего, а около-
шовную зону (15—20 мм от шва) обстукивают легкими
ударами молотка с круглым бойком, чтобы не повредить
основной металл изделия. Участки шва, в которых обна-
ружена течь в виде капель или запотевания, отмечаются
214
Рис. 101. Схема вакуумного
контроля непроницаемости свар-
ных швов
мелом, и после слива воды вырубаются и завариваются,
после чего изделие подвергается повторному испытанию.
Вакуумный контроль применяют для про-
верки плотности сварных швов в тех случаях, когда при-
менение испытания давлением газов или гидростатиче-
ским давлением по разным причинам исключено. Конт-
роль вакууммироваиием отдельных участков сварных
швов позволяет обнаружить отдельные поры диаметром
до 0,004—0,05 мм при производительности до 60 м свар-
ных швов в час. Контроль осуществляется при помощи
вакуум-камеры, которая устанавливается па проверяе-
мый участок сварного со-
единения (рис. 101), предва-
рительно смоченного мыль-
ным раствором. Вакуумным
насосом или эжектором в
камере создается разреже-
ние. В результате обра-
зующегося перепада да-
влений, величину которого
определяют с помощью
вакуумметра /, атмосфер-
ный воздух проникает в
камеру через неплотности
8 сварного соединения 7.
В местах расположения
неплотностей возникают
мыльные пузырьки 6, види-
мые через прозрачный (плексигласовый) верх камеры 3.
Дефектные места отмечают мелом рядом с камерой, в ко-
торую впускают атмосферный воздух трехходовым кра-
ном 2. Затем камеру снимают с проверенного участка
сварного соединения и отметки мела переносят на места
дефектов. Уплотняющим элементом камеры является
прокладка 5, изготовляемая из губчатой резины.
Рамку 4, в которую вставляется прокладка, изготов-
ляют из ста пи, алюминия или пластмассы.
Контроль качества швов газоэле-
ктрическими т е ч е и с к а т е л я м и приме-
няют для проверки непроницаемости сварных соедине-
ний трубопроводов, холодильников, вакуумных устано-
вок, атомных реакторов, сосудов для хранения жидкого
кисчорода, токсичных веществ и других ответственных
конструкций. Для обнаружения неплотностей в свар-
215
ных соединениях газоэлектрическими методами исполь-
зуют гелиевые и галоидные течеискатели. Чувствитель-
ность гелиевых и галоидных течеискателей очень высокая
и с помощью их можно обнаружить микроскопиче-
ские неплотности, дающие утечку воздуха соответст-
венно 0,00024 мм3/ч и 11 мма/ч.
Скрытые внутренние дефекты" в сварных соедине-
ниях — трещины, поры, непровары, газовые и шлаковые
включения — выявляются без разрушения конструк-
ций ультразвуком, радиационными, магнитографиче-
скими и люминесцентным методами контроля, спектраль-
ным анализом.
Радиационные методы контроля. Контроль рентге-
новскими и гамма-лучами применяют при проверке швов
ответственных конструкций —
сосудов, работающих под давле-
нием, в самолетостроении, судо-
строении и в других областях ма-
шиностроения и строительства.
Источником рентгеновских
лучей является трубка (рис. 102),
представляющая собой стеклян-
ный баллон с высоким вакуумом
внутри. В баллоне расположены
два электрода: анод, соединен-
ный с положительным полюсом высоковольтного генера-
тора, и катод, соединенный с отрицательным полюсом.
Рентгеновское излучение возникает в трубке в мо-
мент столкновения быстролетящих электронов катода
с атомами анода. Рентгеновские аппараты обычно состоят
из высоковольтного трансформатора с выпрямительным
устройством или без пего, пульта управления с измери-
тельными приборами и устройствами для регулирования
напряжения и тока трубки.
Промышленностью выпускаются портативные пере-
носные рентгеновские аппараты РУП-120-5-1, ИРА-1 Д,
ИРА-2Д, предназначенные для просвечивания сварных
швов и материалов в труднодоступных для контроля ме-
стах в заводских условиях и для контроля монтажных
соединений в строительстве.
Гамма-аппараты бывают переносные и стационарные.
В качестве источника излучения используются изотопы
кобальт-60, церий-137, европий-152, евроипй-154, ту-
лий-120, иридий-192 и др.
Рис. 102. Схема рентге-
новской трубки:
1 — катод, 2 — пучок элект-
ронов, 3 — анод (мишень),
4 — рентгеновские лучи
216
Наиболее распространены переносные гамма-аппараты
ГУП-1Г-5-2 и ГУП-Тм-0,5-3, РИД-21, и др.
Регистрация дефектов при радиографических спосо-
бах контроля осуществляется на рентгеновскую пленку,
па писчую бумагу с ксеропластика или на экране элект-
ронноскопического усилителя. Перед просвечиванием
сварные швы очищают от шлака, брызг, окалины и дру-
гих загрязнений и подвергают внешнему осмотру. В слу-
чае обнаружения недопустимых наружных дефектов (вы-
Рис. 103. Схемы просвечивания стыковых (а), нахле-
сточных (б), тавровых (е), угловых (г), кольцевых (б, ё)
сварных соединений:
1 источник излучения, 2 — центральный луч,^ 3 — шов,
4 — свариваемые детали, 5 — кассета
ходящие наружу трещины, пористость, подрезы и др),
последние перед просвечиванием должны быть устране-
ны. Далее производят разметку и маркировку участков
шва, подлежащих контролю в соответствии с техни-
ческими условиями, утвержденными для данного изде-
лия. Швы сварных соединений контролируют с на-
правлением центрального луча по схемам, приведенным
на рис. 103.
Оценка качества сварных соединений определяется по
каждому снимку в отдельности.
Ультразвуковой метод контроля. Этот метод контроля
сварных соединений, выполненных электродуговой свар-
кой плавлением из сталей, цветных металлов и их спла-
вов, дает возможность определить в швах макроскопи-
ческие трещины, непровары, поры, шлаковые включе-
217
ния на частоте 1,5—3 МГц и микроскопические измене-
ния структуры в околошовной зоне при более высоких
частотах — 6—8 МГц.
В соо гветстЕ ни с ГОСТ 14782—69 выявление дефектов
в сварных швах осуществляется эхо-импульсным тене-
вым или эхо-теневым методами. Наибольшее распростра-
нение в практике нашел эхо-импульсный метод контроля.
Сущность этого метода состоит в том, что при про-
хождении ультразвуковых волн в исследуемом сварнсм
шве дефект, встретившийся на пути направленного иска-
телем-излучателем пучка колебаний, будет отражать
волны, которые улавливаются искателем-приемником.
Импульсы отраженных волн фиксируются на экране
электронно-лучевой трубки дефектоскопа в виде пиков,
свидетельствующих о наличии дефекта. Измеряя время
от момента посылки импульса до приема обратного сиг-
нала, можно определить ‘ глубину залегания дефектов.
Основное преимущество этого способа заключается в том,
что контроль можно проводить при одностороннем до-
ступе к сварному шву без снятия усиления или пред-
варительной обработки шва.
Для контроля сварных швов ультразвуком применяют
ультразвуковые дефектоскопы УЗД-7Н, ДУК-13 и др.
Перед началом ультразвукового контроля зачищают
поверхность сварного соединения на расстоянии 50—
80 мм с каждой стороны шва, удаляя брызги металла,
остатки шлака и окалину.
Зачищенную поверхность металла непосредственно
перед контролем тщательно протирают и наносят на нее
слой контактной смазки (автол марок 6, 10, 18, компрес-
сорное, трансформаторное или машинное масло).
Затем проверяют правильность показаний дефекто-
скопа на эталонах сварных швов с заранее определен-
ными дефектами.
Контроль стыковых соединений проводят путем по-
очередной установки искателя по обеим сторонам про-
веряемого шва.
В процессе контроля искатель плавно перемещают
вдоль обеих сторон шва по зигзагообразной линии
(рис. 104), систематически поворачивая его на 5—10э
в обе стороны для выявления различно расположенных
дефектов. Стыковые соединения при толщине металла
более 20 мм обычно проверяют прямым лучом. При тол-
щине металла менее 20 мм усиление шва не дает возмож-
218
ности установить искатель так, чтобы ультразвуковой
л уч проходил через корень шва. В этих случаях контроль
осуществляют однократно или двукратно отраженными
лучами. При толщине металла
менее 8 мм его прозвучивают
многократно отраженным лу-
чом. Пределы перемещения
искателя поперек шва зависят
от угла ввода луча и способа
прозвучивания и определяют
по номограммам, прилагаемым
к инструкции на эксплуата-
цию дефектоскопа. При обна-
ружении дефекта в сварном
шве на экране дефектоскопа
появляется импульс. Услов-
ную протяженность его изме-
ряют длиной зоны перемеще-
ния искателя вдоль шва, в пре-
Импульс от
непровара 1-е положение
Рис. 104. Схема перемеще-
ния искателя при контроле
сварного шва:
/, 2 — положения искателя,
3 — путь искателя
делах которой наблюдается
появление и исчезновение импульса (рис. 105, а, б). Ус-
ловную высоту дефекта определяют как разность глу-
бин, измеренных в крайних положениях искателя, в ко-
Рис. 105. Схема определения дефекта
в сварном шве:
Импульс
а — протяженности. 6 — высоты, i — длина
дефекта, h — глубина залегания дефекта
торых появляется и исчезает импульс при перемещении
искателя перпендикулярно оси шва.
Магнитные методы контроля. Эти методы контроля
применяют для выявления дефектов в сварных швах
219
изделий из стали и чугуна толщиной о—30 мм.
Дефекты, залегающие на глубине более 6 мм, поры
и шлаковые включения магнитными методами не выяв-
ляютЕя.
Сущность магнитных методов контроля заключается
в неравномерном распределении и искажении магнитно-
силовых линий в исследуемом сварном шве при наличии
на пути магнитного потока каких-либо дефектов. Если
испытуемые участки однородны, то магнитносиловые
линии равномерно распределяются по всему сечению
металла (рис. 106, а). При наличии внутренних дефек-
тов часть магнитносиловых линий изменяют направле-
Рис. 106. Распределение маг-
нитных силовых линий:
а — в сварном соединении без
дефектов, б — при наличии де-
фекта в сварном шве; / — де-
фект, 2 — поток рассеяния,
А' и S — полюса магнитного по-
тока рассеяния
ние, обходят дефектные ме-
ста, образуя местный поток
рассеяния (рис. 106, б).
Для выявления дефектов
в практике применяют метод
магнитного порошка, маг-
нитографический и элект-
ромагнитный способы конт-
роля.
При использовании для
контроля метода магнитного
порошка, контролируемое из-
делие предварительно намаг-
ничивают с помощью соле-
ноидов или путем пропускания постоянного или пере-
менного тока через деталь.
Магнитная порошковая дефектоскопия проводится
сухим и мокрым (с использованием суспензий) спосо-
бами.
При сухом способе контроля на зачищенную поверх-
ность сварного соединения через ручные сита с помощью
пульверизаторов наносят тонкий слой магнитного по-
рошка и включают ток, и затем избыток порошка сдувают
сдабой струей сжатого воздуха. Оставшийся порошок
в результате намагничивания располагается над местами
дефектов.
При мокром способе контролируемое изделие намагни-
чивают и погружают в бачок с трансформаторным маслом,
разбавленным для снижения вязкости керосином, в ко-
тором размешан порошок железной окалины. После
некоторой выдержки изделия вынимают и, изучая рас-
положение порошка, судя г о наличии дефектов.
220
Метод магнитной порошковой дефектоскопии позво-
ляет наглядно выявлять дефекты, залегающие па неболь-
шой глубине (до 8 мм), однако он пригоден только для
контроля сварных соединений из ферромагнитных ме-
таллов.
Магнитографический метод конт-
роля позволяет выявлять продольные трещины, не-
провары, цепочки и скопления шлаковых включений и
Рис. 107. Схема проведения
люминесцентного контроля:
1 — источник ультрафиолетово-
го излучения, 2 — светофильтр,
3 — ультрафиолетовые лучи,
4 — контролируемая деталь,
5 — наблюдатель
газовых пор в сварных швах
из ферромагнитных материа-
лов, толщиной от 1 до 16 мм.
Сущность его заключается
в фиксации на магнитную
ленту полей рассеяния, воз-
никающих над дефектными
участками при намагничива-
нии шва, и воспроизведении
этих полей при помощи маг-
нитографических дефектоско-
пов.
Намагничивание сварных
швов контролируемого изде-
лия производят подвижными
или неподвижными магнит-
ными устройствами.
Люминесцентный
метод контроля (рис.
107) основан на использова-
нии явления проникновения
хорошо смачивающих, обла-
дающих свечением под ультрафиолетовыми лучами,
жидкостей в трещины, поры и другие поверхностные
дефекты сварпых соединений. В качестве проникающей
жидкости применяют состав, состоящий из 50% керо-
сина, 25% бензина, 25% трансформаторного или вазели-
нового масла и 0,02—0,03% концентрата углеводородов.
Техника люминесцентного контроля заключается в
следующем: поверхность контролируемого изделия тща-
тельно очищают от шлака и загрязнений, после чего
наносят слой флуоресцирующего вещества. Смачивание
продолжается 10—15 мин, после чего изделие промывают,
просушивают и контролируемую поверхность покрывают
тонким слоем порошка талька. Через 30—40 мин сду-
вают сухой остаток порошка и поверхность изделия осве-
221
тают ультрафиолетовыми лучами от ртутно-кварцевых
ламп. В местах дефектов на поверхности возникает яркое
желто-зеленое свечение.
Для контроля изделий габаритами 250 х 170 х
X 160 мм применяют стационарные люминесцентные де-
фектоскопы ЛД-4, а для контроля изделий больших габа-
ритов (500 х 500 X 300 мм) — дефектоскопы ЛДА-3.
Люминесцентный метод позволяет выявлять в свар-
ных соединениях трещины шириной 0,01 мм и глубиной
0,003—0,04 мм и другие невидимые невооруженным гла-
зом поверхностные дефекты на деталях, сваренных из
цветных металлов и сплавов, пластмасс, сталей аусте-
нитного класса, твердых сплавов и других немагнитных
материалов.
§ 48. КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
С ИХ РАЗРУШЕНИЕМ
Прочность и надежность работы сварных конструкций
определяются механическими испытаниями и металло-
графическими исследованиями сварных образцов, выре-
заемых из самого изделия или из специально сваренных
контрольных соединений, выполненных в соответствии
с требованиями и технологией на сварку изделия, дей-
ствующих на данном предприятии. Сварка контрольных
соединений должна производиться в тех условиях, в ко-
торых сварщики будут выполнять швы при изготовлении
изделий.
В соответствии с ГОСТ 6996—66 предусматриваются
следующие виды механических испытаний сварных сое-
динений и металла шва:
испытание металла различных участков сварного сое-
динения и наплавленного металла на статическое (крат-
ковременное) растяжение, на ударный изгиб (на надре-
занных образцах), на стойкость против механического
старения;
измерение твердости металла различных участков
сварного соединения и наплавленного металла;
испытания сварного соединения на статическое ра-
стяжение, статический изгиб (загиб) и на ударный раз-
рыв.
Для механических испытаний контрольные образцы
выполняют определенной ширины и длины.
222
Рис. 108. Плоские образцы для
определения прочности наиболее
слабого участка стыкового со-
единения
Испытаниями на статическое ра-
стяжение определяют прочность стыкового соеди-
нения (шва) сварной конструкции. Для этой цели изго-
тавливают образцы (рис. 108) с размерами, приведенными
в табл. 25.
Испытаниями на
статический изгиб
определяют пластичность
сварного соединения, ха-
рактеризуемую углом заги-
ба до образования первой
трещины в растянутой зоне
образца.
Испытания на статиче-
ский изгиб проводят на
образцах (рис. 109, а, б)
с продольным и поперечным швами со снятым (усиле-
нием) заподлицо с основным металлом.
Рис. 109. Форма образцов и схема испытания на статиче-
ский изгиб сварных соединений:
а — с продольным швом, б — с поперечным швом, в — схема ис-
пытания образцов
Испытания проводят на прессе с диаметром!) оправки
(рис. 109, в), рйвнымдвум толщинам (й) основного металла.
Форму и размеры образцов выбирают по табл. 26.
Таблица 25
Размеры плоских образцов для определения прочности
наиболее слабого участка стыкового соединения
1 олщина основного металла а, мм Размеры образца, мм
ширина рабочей части, (Ь) ширина захватной части, (BJ радиус закругления, т длина рабо- чей части, (0
До 6 15+0,5 25 25 50
6—10 20+0,5 30 25 60
10-25 25 ± 0,5 35 25 100
223
Таблица 26
Размеры образцов для испытания сварного соединения
на статический изгиб
Образец Толщина основного метал ч а (+), мм Ширина образца Ь, мм Общая длина образца L, мм Длина рабо- чей части образца 1, мм'
С продольным швом До 5 5-50 а + 15 а+ 30 2,5 D +80 L 3
С поперечным швом До 5 1,5 а, но не менее 10 2,50+80
До ю 20 —
10-25 30 3 О +80
ударно
и вязкости и
излома осуществляют испыта-
ниями сварных стыковых
образцов на ударный изгиб
и ударный разрыв.
Испытание образцов
(рис. 110,о,б) на удар
производят на маятнико-
вых копрах.
Испытания на
усталость позволяют
определить способность ме-
талла сопротивляться дей-
ствию переменных нагру-
зок, изменяющихся во вре-
мени по величине и напра-
влению при изгибе, растя-
жении или кручении.
Испытания на уста-
лость производят на образ-
Определение
исследование структуры
и ударный разрыв (б)
нах, типы которых определяют характером сварного
соединения и условиями работы сварной конструкции.
Задачей испытания является определение предела
выносливости, т. е. выявления наибольшего напряже-
ния, которое может вынести образец без разрушения
при определенном заданном числе циклов.
Количественной оценкой усталостной прочности яв-
ляется число циклов, которое выдерживает конструкция
до начала разрушения.
§ 49. ОСНОВНЫЕ ПОЛОЖЕНИЯ СНиП
ПРИ ИЗГОТОВЛЕНИИ МЕТАЛЛОКОНСТРУКЦИЙ
И ПРАВИЛА АТТЕСТАЦИИ СВАРЩИКОВ
Строительными нормами и правилами (СНиП) преду-
сматриваются определенные требования по контролю
качества сварных соединений при изготовлении и монтаже
металлических стальных конструкций, гражданских
зданий и промышленных сооружений.
Для всех видов конструкций и сооружений обязатель-
ным является контроль качества сварочных материалов,
квалификации сварщиков и контроль режимов сварки.
К выполнению сварки ответственных конструкций,
монтажу и ремонту объектов котлонадзора, газового
надзора, подъемных сооружений, технологических тру-
бопроводов и других сооружений допускаются свар-
щики, сдавшие испытания на право производства ответ-
ственных сварочных работ, согласно «Правилам аттеста-
ции сварщиков», утвержденным Госгортехнадзором
21 июня 1971 г. и имеющим соответствующее удостовере-
ние.
К аттестации допускаются сварщики в возрасте не
моложе 18 лет, имеющие свидетельство об оконча-
нии специализированного профессионально-техническо-
го училища или курсов по сварке, проработавшие по
этой специальности не менее 6 месяцев, а при работе
на автоматах и полуавтоматах — не менее 3 месяцев.
Перед аттестацией сварщики проходят специальную
теоретическую и практическую подготовку по програм-
мам, утвержденным соответствующим министерством (ве-
домством).
Проверка теоретических знаний проводится в объеме
утвержденных программ.
Проверка практических знаний проводится путем
сварки контрольных соединений. Сварка контрольных
соединений должна производиться в тех положениях,
в каких сварщики будут выполнять швы при изготовле-
нии изделий.
224
225
Для получения права ведения работ во всех
пространственных положениях допускается сварка об-
разцов в двух наиболее трудных положениях.
Контрольные соединения должны соответствовать ти-
повым, свариваемым при изготовлении изделий. Если
типовыми контрольными соединениями будут угловые
или тавровые, сварщиком дополнительно должны быть
выполнены стыковые соединения.
Сварщикам, успешно прошедшим проверку теорети-
ческих знаний и практических навыков, выдается спе-
циальное удостоверение на право производства .ответст-
венных работ.
Повторная проверка знаний должна проводиться не
реже одного раза в год или при перерыве в работе
по своей специальности более 6 месяцев, а также перед
допуском к работе после временного отстранения свар-
щика за нарушение технологии и низкое качество работ.
Сваренные при проверке стыковые контрольные сое-
динения подвергаются:
внешнему осмотру и измерениям;
физическому методу контроля (ультразвуковой деЛек-
тоскопии или просвечиванию проникающим излучением);
механическим испытаниям;
металлографическому исследованию;
другим дополнительным методам, обеспечивающим
качественное проведение контроля сварных соединений
(технологическая проба, замер твердости, травление и
т.п.), если ори предусмотрены технологическим процес-
сом или производственной инструкцией по сварке изделий.
Качество контрольных сварных соединений считается
неудовлетворительным, если при любим виде контроля
будут обнаружены внутренние или наружные десЬекты,
выходящие за пределы норм соответс 1вующих стандартов
и технических условий, инструкций по сварке и контро-
лю сварных соединений.
Контрольные вопросы
1. Перечислите требования, предъявляемые к сварным конст-
рукциям
2. Назовите-способы уменьшения напряжений и деформаций
при сварке.
3. Как свариваются низколегированные стали?
4. Каковы особенности сварки алюминия?
5. Как свариваются двухслойные стали?
6. Опишите сущность различных способов контроля качества
сварных швов и соединений.
ПРИЛОЖЕНИЕ 1
Вспомогательные знаки для обозначения сварных швов
по ГОСТ 2.312—72
Вспомо-
гательный
знак
Значение вспомогательного
знака
Расположение вспомога гель*
него знака относительно
полки линии-выноски, про-
веденной от изображения
шва
Усиление шва снять
с оборотной
стороны
Наплывы и неровности шва
обработать с плавным пере-
ходом к основному металлу
Шов выполнить при мон-
таже изделия, т. е. при ус-
тановке его по монтажному
чертежу на месте применения
Шов прерывистый или то-
чечный с цепным располо-
жением. Угол наклона ли-
нии 60°
Шов прерывистый или то-
чечный с шахматным распо-
ложением
Шов по замкнутой линии.
Диаметр знака —3... 5 мм
Шов по незамкнутой ли-
нии. Знак применяют, если
расположение шва ясно из
чертежа
И р и мечан и я: 1. 3d лицевую сторону одностороннего шва свар-
ного соединения принимают сторону, с которой производят сварку.
2. За лицевую сторону двустороннего шва сварного соединения
с несимметрично подготовленными кромками принимают сторону, с которой
производят сварку основного шва.
3. За лицевую сторону двустороннего шва сварного соединения с сим-
метрично подготовленными кромками может быть принята любая сторона.
227
ПРИЛОЖЕНИЕ 2
Примеры условных обозначений стандартных швов сварных соединений
(ГОСТ 2.312—72)
Характеристика шва Форма поперечного сечения шпа Условный обозначения шва, изображенного иа чертеже
с лицевой стороны с оборотной стороны
Шов стыкового соединения с криво- линейным скосом одной кромки, дву- сторонний, выполняемый электродуго- вой ручной сваркой при монтаже изделия Усиление снято с обеих сторон Шероховатость поверхностей шва: с лицевой стороны — V 5; с оборотной стороны — V 3 Г0СТ5264-69-С9Ы75 \ 15 hl \Г0СТЁ64 Sacks' S
iV~ @ \
о I
Шов углового соединения без скоса кромок, двусторонний, выполняемый автоматической сваркой под флюсом с ручной подваркой по замкнутой ли- нии rOCrtlSlMS-'JH-Af тр. «ы Г7~—
Ьг
Одиночные электрозаклепки соеди-
нения внахлестку, выполняемые элек-
тродуговой сваркой под флюсом
Диаметр электрозаклепки 1 мм
Усиление снято
Шероховатость обработанной по-
верхности V 3
Шов таврового соединения без скоса
кромок, двусторонний прерывистый
с шахматным расположением, выпол-
няемый электродуговой ручной свар-
кой в защитных газах пеплавящимся
металлическим электродом по замкну-
той линии
Катет шва 6 мм
Длина провариваемого участка 50 мм
Шаг 100 мм
Шов соединения внахлестку без
скоса кромок, односторонний, выпол-
няемый электродуговой полуавтомати-
ческой сваркой в защитных газах
плавящимся электродом
Шов по незамкнутой линии
Катсг шва 5 мм
ПРИЛОЖЕНИЕ 3
ОГЛАВЛЕНИЕ
Таблица перевода величин из метрической системы единиц в Международную системы единиц (СИ)
Метрическая СИ
Микрон (мк) 1 микрометр (мим) = 10'6 м
Литр (л) 1,000028- К)"3 м3 = 1,000028 дм3
Тонна (т) 103 кг = 1 Мг
Г радус° 1<>5 РаД — 0,0174533 рад lav
1 М.’МИН 0,0167 м.с
1 т.'м3; 1 кг.'дм3; 1 г;см3- 1000 кг.м3
1 кг.'ч 278 10“® кг с
1 м3.ч 278 • 10“« м3 с
1 л;'ч 278- Ю-s м с
1 кГ(кгс) 9,80665 Н
1 кГсм2; I кгс,'см2 98066,5 Н-'м2; 0,1 МН'м2
1 к Г мм3; 1 кгс мм2 9.80665-10® Н м2 = 10 МН’м8
1 мм вод. ст. 9.90665 НУ
1 мм рт. ст. 1 кГ • м (кгс • м) 1 кгс • м'см2 133322 Н-'м2 9,80665 Дж 9,80665- ИЯ Дж,'м2~ 0,1 МДж'м2
1 кВт•ч 3,6 • 10® Дж == 3600 кДж
1 ккал 4186,8 Дж = 4,1868 кДж
1 кГ • м/с 9,8066э Вт
1 ккал.'м3 4186,8 Дж = 4,1868 Дж'м3
1 ккал ч 1,163 Вт
1 кВт 1000 Вт
1 ккал, кг 4186,8 Дж кг = 4,1868 кДж.'кг
ЛИТЕРАТУРА
Б у р д у н Г. Д. Справочник по международной системе еди-
ниц. М-, изд-во стандартов, 1971.
Д у м о в С. И. Технология электрической сварки плавлением.
М., «Машиностроение», 1970.
Г л и з м а и е н к о Д. Л. Сварка и резка металлов. М.»
«Высшая школа», 1971.
Каховский И. И., Г о та л ьс кий Ю. Н., Патон
В. Е., Т р уще и ко А. А. Технология механизированной ду-
говой и электрошлаковой сварки. М., «Высшая школа», 1972.
Ш е б е к о Л. П. Оборудование и технология автоматической
и полуавтоматической сварки. М., «Высшая школа», 1970.
Шебе ко Л. П., Яковлев А. П Контроль качества
сварных соединений. М., Стройиздат, 1972.
Фоминых В- П, Яковлев А. П. Электросварка.
М., «Высшая школа», 1970,
Введение................................................. з
» раздел 1
СВЕДЕНИЯ ПО ТЕОРИИ СВАРОЧНЫХ ПРОЦЕССОВ
Глава 1. Электрическая дуга
§ 1. Сущность процессов, протекающих в электрической дуге 5
§ 2. Свойства сварочной дуги........ . . .... 9
§ 3. Условия устойчивого горения дуги................... 13
§ 4, Плавление электрода и перенос металла через дугу 16
§ 5. Тепловые процессы при электрической сварке плавле-
нием....................................... . _ . 18
§ 6. Действие магнитных полей на сварочную дугу .... 24
Глава II. Металлургические процессы при дуговой сварке
§ 7. Особенности металлургических процессов, протекающих
при сварке .............................................. 27
§ 8. Раскисление и легирование металла шва при сварке 31
§ 9. Особенности металлургических процессов, протекающих
при механизированных способах сварки.................. 36
§ Ю. Структура сварного шва и зоны термического влияния 40
§ 11. Свариваемость сталей................................ 43
§ 12. Горячие и холодные трещины в сварных соединениях 46
РАЗДЕЛ II
ОБОРУДОВАНИЕ И ИСТОЧНИКИ ПИТАНИЯ СВАРОЧНОЙ ДУГИ
Глава III. Оборудование для автоматической
и полуавтоматической сварки под флюсом
§ 13. Регулирование процесса дуговой сварки под флюсом 49
§ 14. Аппараты для полуавтоматической сварки под флюсом 51
§ 15. Сварочные головки и тракторы........................ 62
§ 16. Многодуговые сварочные головки...................... 65
§ 17. Обслуживание и уход за сварочными автоматами и
полуавтоматами.......................................... 69
Глава IV. Оборудование для дуговой сварки в защитных 1азах
§ 18. Сущность сварки в защитных газах................... 72
§ 19. Оборудование для аргоно-дуговой сварки.............. 76
§ 20. Оборудование для сварки в среде углекислого газа . . 81
§21. Обслуживание и уход за автоматами и полуавтома-
тами для сварки в защитных газах...............'......... 92
Глава V. Источники питания для дуговой сварки
§ 22. Требования к источникам питания..................... 94
§ 23. Однофазные источники питания дуги переменного тока 95
§ 24. Трехфазные источники питания....................... 106
§ 25. Импульсные возбудители дуги........................ 108
§ 26. Однопостовые сварочные преобразователи постоянного
тока..................................................... Ю9
§ 27. Выпрямительные сварочные установки................. 113
231
РАЗДЕЛ III
ПРОИЗВОДСТВО СВАРНЫХ КОНСТРУКЦИЙ
Глава VI. Технология производства сварных конструкций
§ 28. Основные требования, предъявляемые к сварным
конструкциям.......................................... 120
§ 29. Технология производства машиностроительных кон-
струкций ............................................. 125
§ 30. Технология производства строительных металлических
конструкций........................................... 133
§ 31. Технология производства трубопроводов ... 139
§32. Технология сварки железобетонных конструкций . . . . 145
§ 33. Поточные механизированные и автоматизированные
линии.................................................. 153
Глава VII. Деформации и напряжения при сварке
§ 34. Причины возникновения напряженйй и деформации 164
§ 35. Способы уменьшения деформаций и напряжений . . 166
Глава VIII. Сварка и наплавка специальных сталей и сплавов
§ 36. Технология сварки низколегированных сталей .... 172
§ 37. Технология сварки низколегированных теплоустой-
чивых сталей........................................ . 178
§ 38. Технология сварки высоколегированных сталей . . . 180
§ 39. Технология сварки двухслойных сталей............ 186
§ 40. Наплавка специальных сталей и сплавов........... 190
Глава IX. Сварка цветных металлов и сплавов
§ 41. Сварка алюминия и его сплавов................ . 194
§ 42. Сварка магниевых сплавов ....................... 199
§ 43. Сварка меди и медных сплавов ................... 200
§ 44. Сварка титана и его сплавов..................... 204
§ 45. Сварка никеля и его сплавов.................. . 206
Глава X. Методы контроля и испытания сварных соединений
и конструкций
§ 46. Классификация дефектов сварных соединений и при-
чины их образования.................................... 207
§ 47. Неразрушающие способы контроля качества сварных
соединений............................................. 212
§ 48. Контроль качества сварных соединений с их раз-
рушением .............................................. 222
§ 49. Основные положения СНиП при изготовлении метал-
локонструкций и правила аттестации сварщиков . . . 225
Приложение ...... ........ ... 227
Литература............................................ 230