/

















































































































































Текст
chipmaker.ru
М01МВСКИЙ
Chimaker.ru
chipmaker.ru
В. 5. МОРЛВСКИИ
ЛККУЖЛИРОВЛННОИ
ЭНЕРГИЕЙ
Chipmaker.ru
^/ocy'r)a.J^ctn.^GHno е ujcla.me2tcm^o
ТЕХНИЧЕСКОЙ ЛИТЕРАТУРЫ УССР
chipmaker.ru
6П4. 3
М 79
621. 791. 7 (022)
В книге приведены основные сведения о способах сварки акку-
мулированной энергией, описаны различные сварочные машины,
рассмотрены вопросы теории и технологии всех видев конденсатор-
ной сварки, даны режимы сварки и практические рекомендации по
ее внедрению.
Книга предназначена для инженерно-технических и научных
работников, а также может быть использована студентами втузов
сварочных специальностей.
Рецензент Ю. А. Паченцев, канд. техи. наук
Редакция литературы по вопросам машиностроения и транспорта
Зав. редакцией ииж. М. А. Василенко
ПРЕДИСЛОВИЕ
В послевоенные годы в нашей стране значительно возросло при-
менение прогрессивных способов сварки, особенно конденсатор-
ной, являющейся наиболее распространенной из всех способов
сварки аккумулированной энергией. Советскими исследователями
разработаны способы сварки с использованием запасенной кинети-
ческой энергии, а также энергией электромагнитного поля и упру-
гих элементов.
В книге обобщен накопленный к настоящему времени значи-
телъныи опыт в применении основных способов сварки аккумули-
рованной энергией, а также результаты теоретических и экспери-
ментальных исследований в этой области. В ней приводятся данные
исследований автора, проводившихся с 1950 г. в отделе электротер-
мии Института электротехники АН УССР и на кафедре сварочного
производства Киевского ордена Ленина политехнического инсти-
тута.
В книге также освещены и обобщены результаты исследований,
проведенных Институтом электросварки им. Е. О. Патона, Всесоюз-
ным научно-исследовательским институтом электросварочного обо-
рудования, Московским высшим техническим училищем им. Баумана,
Ленинградским и Уральским политехническими институтами,
НИИТавтопромом и на различных заводах. Кроме того, в книге
использованы материалы из монографии автора [83].
Настоящая книга состоит из четырех разделов. В разделе I
приведены общие сведения о сварке аккумулированной энергией;
в разделе II, являющемся основным, рассматривается большой
комплекс вопросов по разным видам конденсаторной сварки; раз-
дел III посвящен электромагнитной сварке, а раздел IV — второ-
степенным способам сварки аккумулированной энергией.
Ввиду того что в книге излагаются наиболее важные вопросы
по разным способам сварки аккумулированной энергией, в ней
подробно не описаны элементы механической части сварочных ма-
шин, а в основном кратко рассматриваются их конструктивные
особенности, кинематические и электрические схемы, основные
характеристики и рекомендации по применению. Контроль свар-
3
chipmaker.ru
ных соединений не приводится, и его необходимо производить
в соответствии с рекомендациями работ [89, 991.
Автор приносит глубокую благодарность академику АН УССР
К. К- Хренову за постоянную помощь в работе, а также кандида-
там технических наук А. А. Россошинскому и С. В. Свечникову,
исследовавшим совместно с автором отдельные вопросы по конден-
саторной сварке. Большую признательность автор выражает
С. И. Семергееву, Д. М. Калеко, Г. А. Беляковичу, Д. С. Вороне,
Э. Р. Морозу и А. Н. Налесниковскому за помощь в подготовке
и проведении экспериментальных и конструкторских работ.
Данная книга является первым опытом обобщения основных
данных по сварке аккумулированной энергией и не претендует на
полноту изложения всех затронутых в ней вопросов. Автор будет
благодарен за отзывы, пожелания и критические замечания, кото-
рые просит направлять по адресу: Киев, 4, Пушкинская, 28, Гос-
техиздат УССР.
ОБЩИЕ СВЕДЕНИЯ О СВАРКЕ
АККУМУЛИРОВАННОЙ ЭНЕРГИЕЙ
СУЩНОСТЬ И ОСНОВНЫЕ СВОЙСТВА СВАРКИ АККУМУЛИРОВАННОЙ
ЭНЕРГИЕЙ
Сварка аккумулированной энергией является одним из видов
контактной сварки (рис. 1).
Контактная сварка (сварка сопротивлением) — это технологи-
ческий процесс неразъемного соединения металлических деталей,
при котором их местный нагрев происходит за счет тепла, выде-
ляемого протекающим через детали электрическим током, и сопро-
вождается сдавливанием зоны соединения.
Принцип сварки сопротивлением был разработан во второй
половине XIX в. В 1887 г. выдающийся русский изобретатель
Н. Н. Бенардос разработал способ точечной контактной сварки
металлов между угольными электродами, которые позднее были
заменены медными электродами.
Стыковая сварка металлов получила широкое развитие после
изобретения в 1903 г. способа сварки оплавлением. -
Наиболее распространена контактная сварка переменным током
промышленной частоты. Однако в последние несколько лет широко
применяются контактные машины, работающие на принципе акку-
мулирования энергии, а также разработаны и начали внедряться
машины для сварки импульсом постоянного тока [7, 43]. Можно,
например, указать, что из 40 тыс. контактных машин, имевшихся
в СССР к 1960 г., количество конденсаторных машин составляло
более 2 тыс. *, причем почти все они были выпущены отечествен-
ной промышленностью в течение 1954—1959 гг.
Сварка аккумулированной энергией является технологическим
процессом, при котором неразъемное соединение металлических де-
талей осуществляется за счет выделения в них тепла во время про-
хождения сварочного тока, возникающего при использовании за-
ранее накопленного количества энергии. Возникновение сварки
аккумулированной энергией неразрывно связано с развитием кон-
тактной сварки.
* Сюда не входит большое число специализированных конденсаторных
машин, выпущенных разными заводами и научно-исследовательскими органи-
зациями.
6
chipmaker.ru
Контактная сварка алюминия и его сплавов, а также ряда дру-
гих цветных металлов и сплавов с высокой тепло- и электропро-
водностью оказалась возможной только благодаря использованию
сварочных токов порядка десятков тысяч ампер и при значительном
ограничении времени сварки.
Необходимые сварочные токи можно легко получить трансформи-
рованием переменного тока промышленной частоты. Однако исполь-
зование такого тока для питания контактных машин большой мощ-
ности часто оказывается затрудни-
тельным по следующим причинам:
1) создание во время процесса
сварки однофазной пиковой нагрузки
сети с паузами, значительно превы-
шающими рабочий период, приводит
к колебаниям напряжения в сети,
перекосу фаз и недогрузке сети во
время пауз;
2) работа с очень низким коэф-
фициентом мощности требует приме-
нения машин с большой установлен-
ной мощностью.
Рис. 1. Классификационная схе- Стремление обеспечить более рав-
ма контактной сварки. номерную нагрузку фаз силовых се-
тей, а также снизить установленную
мощность контактных машин и привело к разработке сначала спо-
соба сварки аккумулированной энергией, а затем сварки импуль-
сом постоянного тока.
В мощных машинах для сварки аккумулированной энергией
накопление последней производится в устройстве, которое обычно
питается от трех фаз сети переменного тока промышленной частоты,
во время довольно значительной (по сравнению с временем сварки)
паузы между сваркой двух точек. Накопленная в машине энергия
расходуется в течение небольшого промежутка времени сварки.
Легко рассчитать, что мощность, которая развивается при такой
сварке, может быть во столько раз больше мощности, потребляемой
машиной от сети, во сколько раз время сварки меньше продолжи-
тельности паузы между сваркой двух точек.
^Мощные машины для сварки аккумулированной энергией по срав-
нению с обычными контактными машинами имеют следующие
основные энергетические преимущества: создают равномерную
нагрузку между фазами электросети; снижают потребляемую мощ-
ность, что обусловливает меньшие пики нагрузки и позволяет пи-
тать их от менее мощных силовых сетей; повышают коэффициент
мощности сетей.
Контактные машины для сварки импульсом постоянного тока
обладают большинством из указанных энергетических преиму-
ществ. Однако они забирают из силовой сети значительно большую
6
мощность и в процессе сварки соединены с ней, а машины для сварки
аккумулированной энергк й обычно потребляют энергию только
во время пауз между двумя сварочными операциями.
Отмеченное выше основное различие способов сварки аккуму-
лированной энергией и импульсом постоянного тока является весьма
характерным и показывает, что первый из них является более
прогрессивным и экономичным.
Машины для сварки аккумулированной энергией имеют цен-
ные технологические преимущества:
1) для каждой сварочной операции расходуется практически
постоянное и точно контролируемое количество электроэнергии,
что при прочих равных условиях обеспечивает высокую стабиль-
ность результатов сварки;
2) незначительное время сварки и концентрированное выделе-
ние тепла в месте сварки обеспечивают минимальную зону терми-
ческого влияния в металле, непосредственно окружающем сварную
точку, шов или стык;
3) возможна качественная сварка разнородных металлов и
сплавов, которые обычно свариваются с большими трудностями или
совсем не могут быть сварены;
4) получаемые сварные соединения однородны и имеют хороший
внешний вид.
Однако машины для сварки аккумулированной энергией имеют
следующие недостатки: ограниченность размеров свариваемых де-
талей по толщине и сечению ввиду значительного увеличения габа-
ритов машин с ростом указанных величин; невозможность приме-
нения для сварки закрытых полностью контуров [1].
СПОСОБЫ СВАРКИ АККУМУЛИРОВАННОЙ ЭНЕРГИЕЙ
Существует шесть способов сварки аккумулированной энергией
(рис. 2).
Способы сварки энергией конденсаторной батареи, электромаг-
нитного поля и аккумуляторной батареи нашли промышленное
применение, остальные способы пока еще не вышли из стадии
лабораторных исследований.
При конденсаторной сварке в качестве акку-
мулирующей системы используется батарея электрических конден-
саторов. Энергия в конденсаторах накапливается при их зарядке
от источника постоянного напряжения (генератора или выпрями-
теля), а затем в процессе разряда используется в виде тепла для
сварки.
При зарядке конденсатора с рабочей емкостью Ср до напря-
жения Uc накопленная в нем энергия выражается формулой
7
chipmaker.ru
где значение Ак получается в джоулях, если Ср выражено в фара-
дах, a Uc — в вольтах.
Формула (1) показывает, что величина накопленной в конден-
саторах энергии может регулироваться изменением: емкости, напря-
жения зарядки, а также одновременно емкости и напряжения.
Запасаемая конденсатором энергия Ак должна быть достаточ-
ной не только для осуществления сварки металлов, но и для по-
крытия неизбежных потерь в конденсаторной машине, что видно
из формулы
д
Л = -^-. (2)
где Лсв — энергия, необходимая для сварки;
т) — к. п. д. конденсаторной машины.
Формула (2) принципиально применима и для других способов
сварки аккумулированной энергией.
Аккумулирование энергии при электромагнитной
сварке состоит в том, что при намагничивании сердечника
сварочного трансформатора постоянным током, который пропускает-
ся по его первичной обмотке, создается некоторый запас энергии
в магнитном поле. Если ток в первичной обмотке выключить, то
исчезающий магнитный поток, который пересекает вторичную об-
мотку трансформатора, будет передавать в связанный с ней сва-
рочный контур запасенную энергию, выделяющуюся в деталях
в виде тепла.
Энергия магнитного поля определяется в джоулях по следующей
6
формуле:
(3)
о
где L — индуктивность первичной обмотки, гн\ .
I — максимальный намагничивающий ток в первичной об-
мотке сварочного трансформатора, а;
V — объем сердечника сварочного трансформатора, ел3;
Н — напряженность магнитного поля, э*\
В — индукция, гс*.
Аккумуляторная сварка заключается в том, что
в электрическом аккумуляторе при зарядке от источника постоян-
ного тока происходят химические реакции, в результате которых
накапливается электрохимическая энергия, превращающаяся во вре-
мя разряда аккумулятора в электрическую. Последняя может быть
использована для сварки металлов.
Кинетическая, или инерционная, с в а р-
к а ** является одним из новых способов сварки аккумулирован-
ной энергией и заключается в следующем. Трехфазный двш атель
включается в сеть переменного тока и соединяется муфтой с гене-
ратором, снабженным тяжелым маховиком и питающим сварочную
машину. Во время сварки некоторая часть запасенной маховиком
кинетической энергии преобразуется в электрическую и использу-
ется для сварки без перегрузки электросети.
В машинах для кинетической сварки энергия, запасаемая ма-
ховыми массами, может быть определена в киловатт-секундах по
формуле
где G — вес всех маховых масс машины, кг;
D„ — диаметр инерции, м;
п — число оборотов ротора машины в минуту.
Важным показателем машин для кинетической сварки является
то, что инерция их маховых масс при сварке в значительной мере
сглаживает пики нагрузки на сеть переменного тока.
* Согласно ГОСТ 9867—61 единицы измерения напряженности магнитного
поля — ампервиток на метр (ое/л) и ампер на метр (а/д):
1а = • 103 ав/м:,
4л
а единица измерения магнитной индукции — тесла (тл):
1 гс = 10-4 еб/м2 — 10—4 тл.
**Авторское свидетельство № 82123 с приоритетом от 15 декабря 1948 г. на
имя А. А. Алексеева и С. В. Шаблыгина.
9
chipmaker.ru
Способ сварки энергией электромагнитно-
го поля и упругих элементов* основан на прин-
ципе аккумулирования энергии в электромагнитном поле и в
упругих элементах (например, в стальных пружинах). Подвижной
средний сердечник сварочного трансформатора жестко соединяется
с упругими элементами машины. Подача на первичную обмотку
трансформатора постоянного напряжения вызывает в ней появление
тока, обусловливающего нарастание основного магнитного потока.
При этом средний сердечник втягивается в трансформатор и сжи-
мает пружины.
Накопление энергии для сварки при данном процессе происхо-
дит в магнитном поле трансформатора и в связанных с его сердеч-
ником упругих элементах. Размыкание первичной обмотки транс-
форматора приводит к ослаблению магнитного потока машины, и в
момент, когда он достигает критического значения, подвижной
сердечник под действием усилия сжатых упругих элементов отбра-
сывается в исходное положение. При этом некоторая часть потен-
циальной энергии упругих элементов преобразуется в электри-
ческую, которую можно использовать для сварки.
Способ сварки энергией импульсного
электрического генератора с подвижным
индуктором** заключается в следующем.
Генератор сварочной машины состоит из двух неподвижных
стальных ярм с пазами, в которых уложены обмотки, и из подвиж-
ного электромагнита, свободно перемещающегося между ярмами.
Электромагнит имеет обмотку, которая возбуждается постоян-
ным током. Если с помощью электродвигателя медленно поднять
груз (электромагнит механически связан с тяжелым грузом),
а затем быстро его отпустить, то он, падая, вызовет быстрое переме-
щение связанного с ним электромагнита. В неподвижных обмотках
машины возникает импульс тока, который подается на первичную
обмотку сварочного трансформатора, а во вторичной его цепи
происходит сварка деталей.
* Авторское свидетельство № 106207 на имя О. Н. Братковой, Ю. Е. Ниту-
сова и И. А. Бачелиса.
** Авторское свидетельство № 96005 от 30 сентября 1953 г. на имя С. М. Тазь-
бы и М. П. Зайцева.
КОНДЕНСАТОРНАЯ СВАРКА
ГЛАВА I
ОСНОВЫ ПРОЦЕССА КОНДЕНСАТОРНОЙ СВАРКИ
ОБЩИЕ ПОЛОЖЕНИЯ
Конденсаторная сварка является наиболее распространенным
способом сварки аккумулированной энергией и применяется в про-
мышленности десятки лет [1, 9, 11, 55, 56, 83, 108, 122, 130, 133,
136, 142, 143, 146, 150, 151, 154, 1581.
Важным преимуществом конденсаторной сварки является не-
значительная мощность, забираемая из сети во время зарядки кон-
денсаторов. Поэтому выпрямительные трансформаторы конденса-
торных машин обычно имеют незначительную установленную мощ-
ность.
Таблица 1
Средняя мощность однофазных н конденсаторных машин при точечной
сварке латуни
Толщина пакетов, мм Средняя мощность машин, кеа Толщина пакетов, мм Средняя мощность машин, кеа
одно- фазных конденса- торных* одно- фазных конденса- торных*
0,3 4-0,3 . . . . 0,5 4-0,5 . . . . 0,7 4-0,7 . . . . 5—10 15—20 25—30 0,05 0,15 0,3—0,4 1,0 4-1,0 1,5 4- 1,5 .... . 2.0 4-2,0 30—80 35—90 45—105 3—5 5—10 15—20
Из табл. 1 видно, что при точечной конденсаторной сварке ла-
туни толщиной менее 1 мм средняя мощность машин составляет
всего несколько сот ватт, в то время как мощность однофазных
машин доходит до 25—30 кеа. Поэтому можно считать совершенно
нецелесообразным разработку [112], а тем более выпуск однофаз-
ных машин для точечной сварки цветных металлов толщиной до
0,5—0,8 мм. Некоторое удорожание конденсаторных машин (в ос-
новном за счет батарей конденсаторов **) с избытком перекрывается
* Данные для металлов толщиной 0,3—0,7 мм показаны при их сварке на
маломощных машинах ТКМ-4, ТКМ-6 и ТКМ-7.
** Например, в модернизированной точечной конденсаторной машине ТКМ-7
(с напряжением зарядки конденсаторов 1000 в) стоимость батареи конденсаторов
составляет примерно 18% от стоимости всей машины.
11
chipmaker.ru
их большими технологическими преимуществами. Малое потреб-
ление мощности дает возможность включать машины в осветитель-
ные сети и легко стабилизировать напряжение зарядки конденса-
торов.
Из формулы (1) следует, что стабильность значения энергии
Дк может быть обеспечена лишь при неизменности величин Ср и Uc-
Обычно конденсаторные машины питаются через выпрямители от
Лтей переменного тока, в которых практически всегда имеют место
колебания напряжения, обусловливающие соответствующие изме-
нения Uc- Кроме того, в конденсаторных машинах используются
конденсаторы, имеющие те или иные отклонения по величине ем-
кости. При эксплуатации и хранении конденсаторных машин вели-
чина емкости может изменяться.
Указанные выше факторы неизбежно вызывают соответствующие
изменения значений энергии Ак, которые могут приводить к неста-
бильности процесса конденсаторной сварки. Так, например, коле-
бания напряжения зарядки конденсаторов в ± 10% приводят к из-
менению значений энергии Ак в пределах 121—81%, а отклонения
в емкости конденсаторов на ±20% — в пределах ±20%.
Следовательно, для того чтобы обеспечить практически необ-
ходимую стабильность энергии Дк, следует, во-первых, выбирать
для конденсаторных машин такие типы конденсаторов, емкость
которых имеет возможно меньшие отклонения и сохраняется дли-
тельное время, и, во-вторых, обеспечивать стабильность напряже-
ния зарядки конденсаторов. Последняя задача является наиболее
важной, так как зависимость Ак от Uc является квадратичной, а ко-
лебания напряжения в сетях, питающих конденсаторные машины,
носят нестабильный характер и практически не могут быть скомпен-
сированы, например, изменением коэффициента трансформации
выпрямительных трансформаторов.
Стабильность напряжения зарядки конденсаторов в конденса-
торных машинах, питающихся от обычных сетей переменного тока
промышленной частоты, может быть обеспечена следующими двумя
способами: установкой в цепи зарядки конденсаторов стабилизато-
ров напряжения; устройством в электрических схемах машин уз-
лов, обеспечивающих отключение конденсаторов от выпрямитель-
ных устройств по достижении на них определенного (заданного)
значения зарядного напряжения.
Установка стабилизаторов напряжения [12, 1161 возможна в цепи
питания конденсаторных машин, потребляющих от сети среднюю
мощность порядка нескольких киловатт. Для конденсаторных
машин малой мощности могут быть использованы оба указанных
выше способа стабилизации напряжения (в основном первый из
них как более простой и надежный), а для машин большей мощ-
ности — второй. Применение в конденсаторных машинах узлов,
отключающих конденсаторы по достижении на них заданного на-
пряжения, оказывается весьма выгодным и в тех случаях, когда
12
требуемая величина напряжения зарядки конденсаторов меньше
амплитудного значения сетевого напряжения или равна этому
напряжению, так как тогда выпрямительное устройство может
питаться непосредственно от сети (т. е. не нужен выпрямительный
трансформатор).
Широкое распространение конденсаторной сварки объясняется
успехами в области разработки и производства конденсаторов и
большими технологическими преимуществами этого способа сварки
[34, 37, 38, 47, 49, 52, 71, 72, 73, 76, 82, 84, 91, 92, 100].
К основным технологическим преимуществам конденсаторной
сварки относятся следующие:
1) строго постоянное и точно контролируемое для каждой сва-
рочной операции количество электроэнергии, накапливаемое в кон-
денсаторах, обеспечивает при прочих равных условиях высокую
стабильность результатов сварки. Это имеет решающее значение
при соединении металлов малых толщин и сечений;
2) изменение величин Ср и Uc, а в некоторых типах конденса-
торных машин — коэффициента трансформации сварочного транс-
форматора позволяет получать различные по величине и форме
импульсы сварочного тока. Благодаря этому возможна качествен-
ная сварка во многих сочетаниях весьма разнородных и трудно
свариваемых металлов и сплавов;
3) кратковременность процесса конденсаторной сварки (тысяч-
ные и десятитысячные доли секунды) и высокие плотности тока, спо-
собствующие концентрированному выделению тепла и, следова-
тельно, облегчающие свариваемость разнородных металлов, обес-
печивают минимальную зону термического влияния в металле,
которая непосредственно окружает место сварки (точку, стык, шов);
4) возможность получения при разряде конденсатора больших
импульсных мощностей позволяет осуществлять на сравнительно
маломощных конденсаторных машинах сварку металлов относи-
тельно больших толщин;
5) процесс сварки весьма несложен, а качество сварных соеди-
нений высокое, однородное и практически не зависит от квалифи-
кации сварщика.
Способ конденсаторной сварки позволяет просто и выгодно про-
изводить аккумулирование энергии в таком несложном, сравни-
тельно дешевом и эксплуатационно надежном устройстве, каким
является электрический конденсатор.
Все рассмотренные выше общие положения относятся не только
к точечной коденсаторной сварке, но и ко всем другим ее разно-
видностям (шовной, стыковой и сплавлением в шарик).
КРАТКИЕ СВЕДЕНИЯ ОБ ЭЛЕКТРИЧЕСКОМ КОНДЕНСАТОРЕ
Электрический конденсатор [21, 44, 1021 является системой из
двух или более проводников-обкладок, разделенных диэлектри-
ком, предназначенной для использования электрической емкости.
13
chipmaker.ru
Емкость конденсатора С в фарадах определяется по формуле
где qc — заряд конденсатора, к;
Uc — напряжение между обкладками, в.
Плоский конденсатор является простейшим. Он состоит из двух
параллельных пластин с площадью s каждая, находящихся друг
от друга на расстоянии d и разделенных средой с диэлектрической
проницаемостью е. Если пренебречь искажениями электрического
поля на краях обкладок, то емкость плоского конденсатора можно
определить по формуле
С = 8,84- Ю-8^-, (6)
где емкость С получается в микрофарадах, если s — в квадратных
сантиметрах, ad — в сантиметрах.
Емкость более сложного цилиндрического конденсатора, у кото-
рого обкладками являются два коаксиальных цилиндра длиной 1с
каждый, определяется по формуле
С= 24,1 • (7)
ё Di
где Dj — внешний диаметр внутреннего цилиндра (внутренней
обкладки);
Dz — внутренний диаметр внешнего цилиндра (внешней об-
кладки).
По формуле (7) емкость С получается в микрофарадах, если все
остальные величины выражены в сантиметрах.
Емкости конденсаторов иных форм (ленточной и других) опре-
деляются по аналогичным формулам.
Конденсаторы применяют часто в виде батарей, соединенных
параллельно или последовательно.
При параллельном соединении конденсаторов, которое является
основным при конденсаторной сварке, общая емкость конденсатор-
ной батареи Ср равна сумме емкостей отдельных батарей
Ср — Ci -Ь Сг + Сз + • - + Сп. (8)
Если батарея конденсаторов собрана из п последовательно
соединенных групп одинаковых конденсаторов, а каждая группа
составлена из т параллельно соединенных таких же конденсаторов,
то общая емкость Ср определяется так:
СР=^С, (9)
где С — емкость одного конденсатора.
14
Конденсатор имеет следующие электрические характеристики:
емкость, рабочее, пробивное и испытательное напряжения, сопро-
тивление изоляции (или ток утечки) и потери энергии.
Емкость конденсатора зависит от его размеров и формы, ди-
электрической проницаемости, а также от температуры, влажности
и др-
Рабочим напряжением конденсатора называется такое, под ко-
торым он может длительное время находиться в эксплуатации,
пробивным — при котором конденсатор пробивается во время плав-
ного подъема (нарастания) напряжения.
Определение пробивного напряжения дает возможность уста-
новить испытательное напряжение, которое характеризует электри-
ческую прочность конденсатора. По величине испытательное напря-
жение близко к пробивному. Обычно конденсатор должен находить-
ся под испытательным напряжением, не пробиваясь, в течение опре-
деленного срока. Сопротивление изоляции конденсатора не является
постоянной величиной, так как оно уменьшается с повышением
температуры и влажности, а возрастает со временем. Это положение
всегда учитывается при испытаниях конденсаторов, которые обычно
проводятся при вполне определенных и одинаковых для всех
конденсаторов условиях.
Известно, что при данном напряжении зарядки Uc величина
тока утечки конденсатора iy тем меньше, чем больше сопротивле-
ние его изоляции. Поэтому лучшим при прочих равных условиях
является тот, у которого диэлектрик имеет большее сопротив-
ление.
В общем случае потери энергии зависят от напряжения Uc на
его обкладках, угловой частоты со, емкости С, индуктивности LK,
угла потерь ё, проводимости изоляции gH3 (которая определяет
величину тока утечки конденсатора) и времени t [102]. Так как
потери в конденсаторе всегда пропорциональны квадрату напря-
жения О’|, то выбор рабочего напряжения в значительной степени
влияет на условия его работы. Однако вопрос о потерях для кон-
денсаторных машин не имеет практического значения. Это объяс-
няется главным образом тем, что суммарный к. п. д. конденсаторов
весьма высок и потери в них все же незначительны и не оказывают
практически заметного влияния на результаты сварки. Кроме того,
во многих типах машин потери могут пополняться от источника вы-
прямленного тока, под напряжением которого они находятся во
время пауз между сваркой точек.
Виды конденсаторов, применяемых в технике, многочисленны.
В основном они разделяются по материалу применяемого в них
диэлектрика и бывают таких видов: с газообразным диэлектриком
(воздушные, газонаполненные, вакуумные), бумажные, металло-
бумажные, слюдяные, керамические, электролитические, стеклянные
и др.
В каждом из видов конденсаторов имеются разные типы конден-
15
;er.ru
саторов, отличающиеся друг от друга емкостью, рабочим напряже-
нием, назначением, диапазоном рабочих температур, конструктив-
ным исполнением и другими техническими данными
Если к конденсатору приложить напряжение U источника по-
стоянного тока, то он зарядится, т. е. накопит определенное коли-
чество электрической энергии.
В момент включения конденсатора под напряжение U происхо-
дит бросок тока 40, величина которого при наличии в цепи зарядки
только активного сопротивлен ия г оп-
ределяется по формуле
U
1о — ~
Рис. 3. Зависимость зарядного
тока i и напряжения ис на вы-
водах конденсатора от времени t
при его зарядке в цепи посто-
янного тока через активное со-
противление.
(10)
где i0 получается в амперах, если U
выражено в вольтах, а г — в омах.
Сила тока i после броска падает
и приближается к нулю, что объяс-
няется следующей зависимостью:
/ = /ое гС, (И)
где t — время от начала процесса за-
рядки, сек\
е — основание натуральных лога-
рифмов;
г — сопротивление, ом.
При подключении конденсатора к источнику постоянного тока
напряжение на его выводах ис сразу же начинает возрастать от
нуля до максимального значения Uc, приближаясь к значению на-
пряжения источника зарядки U:
uc = U(l—e 'с), (12)
К- п д зарядки конденсатора любого типа и назначения г]3
во всех случаях, когда в цепи зарядки имеется активное сопротив-
ление, равен 0,5, что видно из следующей формулы:
4
Пз = -д- = 0,5.
(13)
где Ап — энергия, потребляемая при зарядке конденсатора от
источника постоянного тока.
Формула (13) показывает, что для накопления в конденсаторе
энергии Дк необходимо затратить такую же энергию на нагрев со-
противления в зарядной цепи. Следовательно, при конденсаторной
сварке происходят неизбежные потери энергии в процессе зарядки
конденсаторов. Но так как эти потери относительно невелики, ими
всегда можно пренебречь.
16
Например, в серийной конденсаторной машине ТКМ-4, пред-
назначенной для точечной сварки металлов толщиной до 0,5 +
-f-0,5 мм и имеющей аккумулирующую способность 72 вт • сек.
потери энергии при зарядке конденсаторов составляют такую же
величину. Это означает, что при производительности машины в 5000
сварных точек за смену суммарные потери электроэнергии состав-
ляют всего 0,1 кет ч. В конденсаторных машинах с Лк = 10 4-
4- 15 кет-сек при такой же производительности суммарные потери
за смену составляют величину порядка 15—20 квт-ч, что в денеж-
ном выражении исчисляется всего несколькими десятками копеек.
Когда в зарядной цепи кон-
денсатора, кроме сопротив-
ления г, имеется индуктив-
ность L (это наиболее типич-
ный случай в машинах для
конденсаторной сварки), то
характер зависимостей i — f(f)
и ис= <р (0 определяется со-
отношением параметров г,
£ и С.
При соблюдении условия
Рис. 4. Характер зарядки и разряда
конденсатора: .
а — апериодический; б — периодический (колеба-
тельный).
(14)
наблюдается апериодический характер зарядки конденсатора
(рис. 4,а), а при условии
(15)
периодический, или колебательный (рис. 4,6). Следует учитывать,
что при расчетах по этим формулам необходимо выражать значения
г в омах, L — в генри и С — в фарадах.
При конденсаторной сварке особый интерес представляет раз-
ряд конденсатора, т. е. процесс отдачи накопленной в нем энергии
в сварочный контур. Этот процесс в зависимости от соотношения
сопротивлений, индуктивности и емкости в сварочной машине,
так же как и при зарядке конденсатора, может иметь апериоди-
ческий или периодический характер.
Напряжение ис на выводах конденсатора, заряженного до зна-
чения Uc, при его разряде на сопротивление R быстро снижается
по закону
uc = Uce (16)
Разрядный ток в начальный момент разряда мгновенно достигает
максимального значения
б’г
ip max = ~f>~ • (И)
17
chipmaker.ru
Спадание разрядного тока до нулевого значения происходит
по такому закону:
__£. и______*
/p = ipmaxe АС = 4е Rc. (18)
Г\
Формулы (17) и (18) показывают, что, разряжая конденсатор
на малое сопротивление, можно получать кратковременные им-
пульсы разрядного тока весьма большой величины, что и исполь-
зуется в некоторых конденсаторных машинах.
При зарядке конденсатора средняя мощность, забираемая от
источника постоянного тока к, определяется по формуле
Л
w3. К = 7^- , (19)
*3. Н
где 4.к— полное время зарядки конденсатора.
Подставив значение А„ из формулы (13), получим
2А
(20)
*3. к
При разряде конденсатора в течение небольшого времени /Р. к
накопленная в нем энергия Ак развивает импульсную мощность,
среднее значение которой определяется по формуле
Л •
(21)
*р. к
Подставив в выражение (21) значение Лк из формулы (20),
получим
№р.к-№3 ,к^-. (22)
Z4p. к
Из формулы (22) видно, что при конденсаторной сварке средняя
импульсная мощность в процессе разряда конденсатора во столько
раз больше средней мощности, потребляемой при его зарядке, во
сколько 0,5 4.к >^р.к- При соотношении . например, рав-
ном 150—200,
W7p.k = (75-M00)UZs.k.
Приведенный пример и формула (22) наглядно подтверждает
ценное энергетическое преимущество конденсаторной сварки, при
которой можно потреблять от сети в течение сравнительно большого
отрезка времени малые мощности, а при разряде конденсатора
получать импульсные мощности весьма больших величин. Аккуму-
18
Рис. 5. Изменение тока при зарядке и
разряде конденсатора, когда сопротив-
ление разрядной цепи значительно меньше
сопротивления в цепи зарядки (Гр < га).
лирование энергии в электростатическом поле конденсатора являет-
ся наиболее просто выполнимым по сравнению со всеми до сих пор
известными способами сварки аккумулированной энергией, что в
значительной мере способствовало и продолжает способствовать
широкому распространению конденсаторной сварки.
При конденсаторной свар-
ке обычным является соот-
ношение
ta. к tp. к» (23)
так как процесс зарядки кон-
денсаторов может практиче-
ски производиться в течение
пауз между двумя сварочны-
ми операциями, которые ча-
сто имеют продолжительность
до нескольких десятых долей
секунды, а разряд конден-
саторов — в течение тысяч-
ных и десятитысячных долей.
Это соотношение означает, что
при конденсаторной сварке
сопротивление в цепи заряд-
ки конденсатора г всегда значительно больше сопротивления в
цепи его разряда R, т. е. имеет место зависимость (рис. 5)
ip » ia, (24)
где.4~“ток зарядки конденсатора.
Из формул (22) и (23) вытекает, что
^р.к^Ч^а.к. (25)
РАЗНОВИДНОСТИ КОНДЕНСАТОРНОЙ СВАРКИ
Следует различать два вида конденсаторной сварки (рис. 6):
бестрансформаторную, когда конденсатор разряжается непосред-
ственно на свариваемые детали, и трансформаторную, когда конден-
сатор разряжается на первичную обмотку сварочного трансформа-
тора, во вторичной цепи которого находятся предварительно сжа-
тые свариваемые детали.
В свою очередь бестрансформаторная конденсаторная сварка
также имеет две разновидности—сварку оплавлением и сварку со-
противлением. Трансформаторная конденсаторная сварка обычно
выполняется как сварка сопротивлением.
В 1905 г. появилась одна из разновидностей бестрансформа-
торной сварки оплавлением — ударная конденсаторная сварка
(рис. 7). Ее изобрел американец Чеб [1]. При ударной сварке
обкладки заряженного конденсатора Ср подключаются непосред-
ственно к свариваемым деталям 4 и 5, из которых одна крепится
19
chipmaker.ru
жестко, а другая может перемещаться в направляющих 2. Если
освободить защелку 1, удерживающую подвижную деталь 4, то
Рис. 7. Схема ударной конденсаторной
сварки оплавлением.
Рис. 6. Классификационная схема конденсаторной сварки.
под действием пружины 3 эта деталь начнет быстро перемещаться
ио направлению к неподвижной детали 5 и ударится об нее. Перед
соударением деталей возни-
кает мощный дуговой разряд
за счет энергии, накопленной
в конденсаторе Ср. Этот раз-
ряд оплавляет торцы обеих
деталей, которые после соуда-
рения свариваются между со-
бой под действием усилия
осадки, развиваемого пружи-
ной. 3.
Способ ударной конденса-
торной сварки используют в
радиотехнической промышленности для соединения в стык и впри-
тык проводов из цветных металлов и сплавов диаметром до 2,0 мм
20
[841. Для сварки металлов, имеющих размеры, значительно большие
указанных, этот способ еще не нашел широкого применения, так
как требует значительных емкостей и сравнительно высоких напря-
жений конденсаторов. Однако для стыковой сварки металлов сече-
нием до 30 мм1 его можно считать вполне целесообразным и пер-
спективным [38].
Второй разновидностью бестрансформаторной конденсаторной
сварки оплавлением является сварка сплавлением в шарик кон-
Рис. 8. Схемы трансфор-
маторной конденсаторной
сварки сопротивлением:
а — точечной; б — шовной;
в — стыковой.
цов проводов и мелких деталей [39]. Способ этот новый и только
начал выходить из стадии лабораторных исследований. Заключается
он в следующем: один полюс конденсатора (положительный) под-
ключается к губкам, в которых зажаты концы нескольких свари-
ваемых деталей, а второй (отрицательный) — к угольному элект-
роду. При сближении электрода и деталей между ними возникает
мощный дуговой разряд (за счет энергии разряжаемого конденса-
тора), который оплавляет концы деталей, в результате чего на
деталях формируется капля жидкого металла и при ее застывании
образуется сплавленное воедино в виде шарообразной головки
сварное соединение.
Основным видом конденсаторной сварки в настоящее время яв-
ляется трансформаторная конденсаторная сварка сопротивлением.
Изобрел ее советский ученый Г. И. Бабат [8, 9, 132], впервые осу-
ществивший в 1934 г. по этому принципу точечную сварку.
При точечной трансформаторной конденсаторной сварке (рис. 8,а)
разряд конденсатора Ср преобразуется при помощи сварочного
трансформатора ТС. В левом положении ключа К происходит за-
рядка конденсатора Ср от источника постоянного тока. Если пере-
бросить ключ К в правое положение, то происходит разряд конден-
сатора на первичную обмотку сварочного трансформатора. При
этом во вторичной обмотке, которая обычно состоит из одного
21
chipmaker.ru
витка, индуктируется ток большой силы, сваривающий между со-
бой в одной точке предварительно зажатые между электродами 1 и 4
металлические детали 2 и 3.
Исследованиями автора было установлено, что может быть
также применена как шовная (рис. 8,6), так и стыковая трансфор-
маторная конденсаторная сварка сопротивлением [72, 77, 83].
Действие шовной конденсаторной машины основано на перио-
дическом получении с заданной частотой дозированной зарядки и
разряда конденсатора емкостью Ср на перемещающихся между
роликами 1 и 4 свариваемых деталях 2 и 3. Зарядка до Ua max— ампли-
тудного значения напряжения вторичной обмотки выпрямитель-
ного трансформатора ТА — осуществляется через вентильный эле-
с и2
мент В3. Накопленная в процессе зарядки энергия, равная—р * тах >
поступает через вентильный элемент Вр в первичную обмотку сва-
рочного трансформатора ТС. Это обусловливает индуктирование
во вторичной цепи трансформатора кратковременных импульсов
тока, при котором образуется на деталях 2 и 3 сплошной линейный
шов, состоящий из ряда перекрывающих друг друга сварных точек.
Оптимальный режим сварки можно подобрать, изменяя значения
Ср, Ua max, размеры и шаг точек, а также скорость сварки и усилие
сжатия деталей между роликами машины.
При стыковой трансформаторной конденсаторной сварке сопро-
тивлением (рис. 8,в) свариваемые детали 2 и 3 закрепляются в губ-
ках / и 4 стыковой машины. После этого обе детали сводятся до
соприкосновения и сжимаются усилием Р2- Затем переключением
ключа К в правое положение осуществляется разряд конденсатора
Ср на первичную обмотку сварочного трансформатора ТС. Индук-
тированный во вторичной цепи импульс тока большой силы осуще-
ствляет сварку деталей 2 и 3 в месте стыка.
На основании изложенного можно сделать вывод, что главное
различие рассмотренных выше разновидностей конденсаторной
сварки (трансформаторной сопротивлением и бестрансформаторной
оплавлением) состоит в том, что в первом случае соединяемые метал-
лы расплавляются за счет тепла, выделяемого при прохождении
трансформированного разрядного тока через сопротивления в уча-
стке сжатых между электродами свариваемых деталей, а во вто-
ром — благодаря теплу дугового разряда.
Новой разновидностью конденсаторной сварки металлов яв-
ляется бестрансформаторная сопротивлением, впервые предложен-
ная автором в 1960 г. *.
При трансформаторной сварке сопротивлением назначением сва-
рочного трансформатора является понижение напряжения Uc заря-
женного конденсатора и получение во вторичной цепи машин им-
пульсов тока большой силы. Кроме того, необходимость накопления
Авторское свидетельство № 148465 с приоритетом от 2 января 1961 г.
22
в конденсаторах энергии Ак порядка нескольких килоджоулей
и больше обусловливает, как это следует из приведенной выше
формулы (1), выбор конденсаторов с возможно более высокими
значениями зарядного напряжения Uc (тысячи вольт), так как габа-
риты конденсаторных батарей получаются минимальными.
Большие успехи, достигнутые в последние годы в области кон-
денсаторостроен ия [44, 102], обусловили освоение и выпуск новых
типов конденсаторов, габариты, вес и стоимость которых постепенно
уменьшаются. Поэтому в ряде случаев вполне целесообразно при
разработке и производстве машин для конденсаторной сварки со-
противлением отказаться от сварочных трансформаторов и при-
менять прямой, т. е. нетрансформированный, разряд конденсаторов.
При этом следует пользоваться низкими напряжениями зарядки
(до нескольких десятков вольт) и конденсаторами с большими емко-
стями в одном корпусе, что даст возможность изготовлять конден-
саторные машины небольшой стоимости и малых габаритов.
При современном уровне техники производства конденсаторов
новый способ сварки в первую очередь должен быть использован
при разработке конденсаторных машин для сварки металлов малых
толщин (до 0,5 мм) и сечений (до 2—5 мм2). Однако по мере
разработки более экономичных конденсаторов способ бестрансфор-
маторной конденсаторной сварки сопротивлением найдет примене-
ние и для сварки металлов больших толщин и сечений, в том числе
при изготовлении опытных и специализированных установок.
Схемы трансформаторной и бестрансформаторной конденса-
торной сварки сопротивлением (рис. 9) весьма сходны. Отлича-
ется вторая тем, что в ней отсутствует сварочный трансформатор,
а конденсатор Ср разряжается непосредственно на свариваемые
детали.
Рассмотренные разновидности конденсаторной сварки нашли и
находят применение в технике. Способ ударной конденсаторной
сварки оказался вполне пригодным для соединения изделий неболь-
ших сечений в стык и впритык в радиотехнической, электротехни-
ческой и приборостроительной промышленности и т. д. [82, 84,
123, 129, 130].
По исследованиям автора универсальной является трансформа-
торная конденсаторная сварка сопротивлением, которая позволяет
осуществлять не только соединения в стык и впритык (на стыковых
и точечных машинах), но также и внахлестку (на точечных и шов-
ных машинах). Опыт применения бестрансформаторной конденса-
торной сварки сопротивлением еще недостаточен.
Теоретический анализ и исследования, проведенные в послед-
ние годы [71, 76, 83, 122], показали ограниченную возможность
применения точечной конденсаторной сварки для металлов тол-
щиной в несколько миллиметров. При этом оказалось, что при зна-
чительной толщине цветных и черных металлов результаты этого
способа сварки получаются посредственными. Последнее объяс-
23
chipmaker.ru
няется несоответствием слишком малой продолжительности им-,
пульса сварочного тока значительной толщине металла, требующей
для получения качественного соединения относительно большого,
времени нагрева.
Для очень большого числа марок металлов малых толщин про-
должительность прохождения тока при конденсаторной сварке
Рис. 9. Схемы бестранс-
форматорной конденса-
торной сварки сопротив-
лением:
а — точечной; б — шовной; -
в—стыковой; 1 и 4 — элек-
троды; . и 3— свариваемые
детали.
близка к оптимальной и обеспечивает высокое качество сварных
соединений. Кроме того, было установлено, что с уменьшением тол-,
щины металла конденсаторная сварка становится все более эффек-
тивной и выгодной. Показательным является то, что в маломощной
точечной конденсаторной машине ТКМ-7 можно накопить энергию,
равную всего 144 дж, которая оказалась вполне достаточной для
высокопрочной точечной сварки большого числа металлов толщи-
ной до 0,6—0,7 мм.
Точечная конденсаторная сварка металла [76, 83]:
1) применима для толщин свыше 1 мм, но в некоторых случаях
менее выгодна, чем другие способы сварки;'
2) может конкурировать с любым другим способом сварки для
толщин от 1 до 0,5 мм;
3) значительно удобнее и выгоднее других способов сварки для
толщин от 0,5 до 0,2 мм;
24
4) практически единственно применима для толщин менее
0,2 мм.
Шовная конденсаторная сварка цветных и черных металлов
толщиной от 0,03+ 0,03 до 0,6+0,6 мм дает хорошие результаты,
и она практически наиболее пригодна из всех способов контактной
сварки.
Весьма хорошие и стабильные результаты получаются также
при трансформаторной стыковой конденсаторной сварке сопротив-
лением. Опыт внедрения сварки в тавр стальных труб диаметром
от 25 до 39 мм (с толщиной стенок 1,5—2,5 мм) в крупносерийном
производстве велосипедных рам для соединения в стык, а также
впритык деталей из цветных и черных металлов малых сечений (по-
рядка 0,5—6 мм2) с деталями малых и больших толщин, которая
осуществляется на серийных точечных машинах ТКМ-4, ТКМ-6,
ТКМ-7, дал положительные результаты. Поэтому можно рекомен-
довать трансформаторную стыковую конденсаторную сварку для
еще более широкого внедрения.
Различные случаи применения конденсаторной сварки отражены
в ряде отечественных (23, 31, 37, 55, 64, 70, 73, 82, 83, 84, 108,
117, 121, 122, 123] и зарубежных [131, 133, 135, 138, 141, 146, 148,
150, 153, 154, 156, 159] работ.
РАЗРЯД КОНДЕНСАТОРА В СХЕМЕ ТРАНСФОРМАТОРНОЙ СВАРКИ
СОПРОТИВЛЕНИЕМ
Исследованию разряда конденсатора в схеме трансформаторной
сварки сопротивлением посвящен ряд работ [9, 16, 30, 45, 51,
137], однако большинством из них трудно пользоваться при прак-
тических расчетах. Методика расчета токов и напряжений Г. И. Ба-
бата [9] дает решение в общем виде и не учитывает падения напря-
жения в вентиле, который часто включают в первичную цепь сва-
рочного трансформатора.
Методика расчета [30, 51] позволяет получить простые формулы,
однако они дают значительные погрешности (из-за принятых допуще-
ний при выводе этих формул) и также не учитывают влияния вен-
тильного элемента в разрядной цепи конденсаторной машины. Также
довольно сложной является методика расчета, приведенная в
работе [137].
Сравнительно простая методика расчета токов и напряжений
при разряде конденсатора в схеме трансформаторной сварки сопро-
тивлением разработана В. П. Зотовым [45].
Для исследования принята эквивалентная схема конденсатор-
ной машины (рис. 10,а) со следующими обозначениями:
ii и /2 — токи в первичной и вторичной обмотках;
и w2 — число витков первичной и вторичной обмоток;
7?! -— активное сопротивление первичной обмотки;
Lls — индуктивность рассеяния первичной обмотки;
25
chipmaker.ru
Рис. 10. Эквивалентные схе-
мы трансформаторной конден-
саторной машины по В. П. Зо-
тову [45]:
а — полная; б — упрощенная.
ис±с‘
б _
— активное сопротивление вторичной обмотки;
RCB — активное сопротивление зоны сварки;
Ьад — индуктивность рассеяния вторичной обмотки.
Схема будет иметь упрощенный вид, если принять, что сопротив-
ление Rlt а также индуктивность Lls равны нулю. Соответству-
ющая схема показана на рис. 10,6, на которой все величины,
характеризующие вторичную цепь сварочного трансформатора кон-
денсаторной машины, приведены к пер-
вичному числу витков:
I <26>
L = = (27)
где коэффициент трансформации сва-
рочного трансформатора
«т = 5-; (28)
активное сопротивление вторичного
контура конденсаторной машины
Л2 = R2 + Rcb", (29)
индуктивность вторичного контура конденсаторной машины
L’2« L2s. (30)
Допущение L'2 = L* принято в работе [45] в целях упрощения
расчетов.
Для схемы, приведенной на рис. 10,6, могут быть получены
следующие формулы:
1/г
“с = e~at sin (corf + <р); (31)
где * = Rtgq> е~а* 8*П М°^ @2)
а ~ 2L ’ ~ ~ ’ ю° = lc °2'
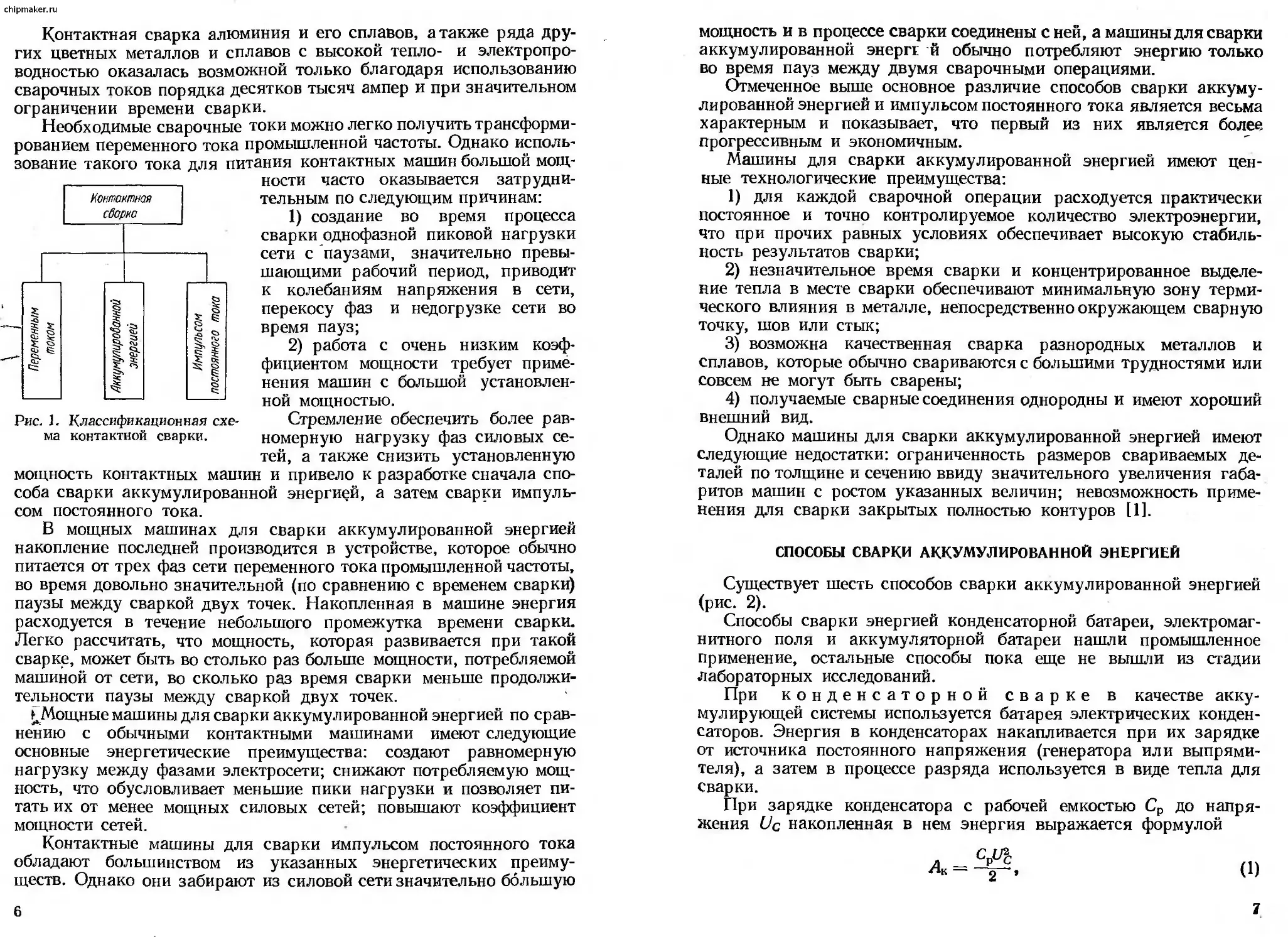
Если оперировать введенным В. П. Зотовым критерием
(34)
то можно получить такие формулы для напряжения ис и тока I,
26
когда 0> 1, т. е. при колебательном* разряде конденсатора
ис
ис — — е 2 sin (Пт 4- ф);
. wc . о
I =___е i sin Нт.
7?tg<p
где т — относительное время, определяемое по формуле
£-i)-
(35)
(36)
т = у-(постоянная времени 7 =
Относительная угловая
скорость Q определяется так: uqL
Й = МоТ = -|/©2_^_;
tg <р = 2Q = V 4©2 — 1. (38)
Из формул (35), (36) и (38)
можно получить следующее
выражение для мгновенной
мощности Юр.к при колебатель-
ном разряде конденсатора че-
рез трансформатор по схеме
рис. 10:
(37)
hnaxi
из условия = 0 и может быть
Рис. 11. Кривые тока i и напряжения Uc
в трансформаторной конденсаторной ма-
шине по В. П. Зотову [45].
U^e—т
№р. к = ис 1: = Qpsi„- sin (Пт + ф) sin Пт. (39)
Графики уравнений (35) и (36) показаны на рис. 11. Ток i до-
стигает первого максимального значения (положительного) через
время т (^ =|/~®
определен по формуле
«maxi = Ctff v C0S ф- (40)
Второй (отрицательный) максимум тока, который сдвинут на
угол л, определяется так:
«шах, = — е- <"-<₽’ctff <Р cos ф. (41)
К
Анализируя в целом метод расчета тока i и напряжения пс по
В. П. Зотову, можно сделать вывод, что введенный критерий 0 не-
сколько упрощает расчеты указанных величин, и, как будет пока-
зано ниже, облегчает расчет сварочного трансформатора для кон-
денсаторной сварки.
Пренебрежение при расчетах не показанной на схеме (рис. 10)
индуктивностью L2q вторичной обмотки (обусловленной основным
потокосцеплением ю2Ф вторичной обмотки трансформатора) не
* Такой разряд наиболее характерен для конденсаторных машин со сва-
рочными трансформаторами [30, 83].
27
вносит больших погрешностей. Это существенно не сказывается на
увеличении габаритов сварочных трансформаторов даже при рас-
чете конденсаторных машин средней и
большой мощности, так как
обычно здесь
и й,. (42)
Однако в целом упроще-
ния. введенные В. П. Зо-
товым, все же дают нес-
колько завышенные значе-
ния для токов Z [16], что
позволяет рекомендовать
такую методику расчета в
основном для маломощных
конденсаторных машин.
Указанная методика рас-
чета дает несколько иска-
женную форму кривой на-
пряжения Uc [161.
Исследования и опыт работы трансформаторных конденсатор-
ных машин показывает, что в их схемах часто приходится устанав-
Рис. 12. Электрическая схема трансформа-
торной конденсаторной машины с последо
нательным и шунтирующим вентилями.
Рис. 13. Кривые токов и напряже-
ния на конденсаторе, соответствую-
щие процессу отдачи накопленной
энергии на сварку [16]:
^С(о) — напряжение на конденсаторе к
моменту начала его разряда (t = 0); UQ —
остаточное напряжение конденсатора; /,
II и III — интервалы отдачи конденсато-
ром накопленной энергии.
ливать вентильные элементы *.
Вентили во избежание переза-
рядки конденсатора и для исполь-
зования их в качестве коммутиру-
ющих органов в разрядной цепи
включаются последовательно с пер-
вичной обмоткой сварочного транс-
форматора, а параллельно указан-
ной обмотке — для предотвраще-
ния перехода энергии магнитного
поля, накопленной в сварочном
трансформаторе при разряде кон-
денсатора, в энергию электрическо-
го поля последнего [16].
Схема трансформаторной кон-
денсаторной машины с двумя вен-
тилями (последовательным Вп и
шунтирующим Вш) показана на
рис. 12. Эта схема подробно ис-
следована О. Н. Братковой [16].
Когда открывают вентиль Вл (на схеме цепи управления обоих вен-
тилей не показаны), конденсатор Ср разряжается на первичную
обмотку сварочного трансформатора ТС. Разряд конденсатора про-
исходит в течение времени 0 < t < tx (рис. 13), и при / = /х ток
в первичной обмотке tx достигает максимального значения. При этом
* Принципиально в качестве вентильных элементов могут быть использо-
ваны не только игнитроны [16, 80], но также импульсные тиратроны [80].
28
шунтируюший вентиль Вш заперт, так как при 0< t < 4 его анод
соединен с отрицательным полюсом разряжаемого конденсатора.
По истечении времени t — tr ток в первичной обмотке транс-
форматора ТС начинает уменьшаться, а конденсатор перезаря-
жается, и напряжение ис на нем меняет знак. При этом определен-
ное значение напряжения нс обусловливает отпирание шунтирую-
щего вентиля Вш, вызывающее изменение параметров в первичной
цепи конденсаторной машины При t > 4 переходный процесс
имеет апериодический характер
При t = t3 срабатывает электромагнитный контактор, который
своими нормально открытыми контактами НО закорачивает пер-
вичную обмотку трансформатора ТС, что приводит к новому изме-
нению параметров в первичной цепи машины.
Наконец, при t — 4 обесточивается цепь катушки управляю-
щего реле (на схеме она не показана), замыкаются его контакты НЗ
и закорачивается конденсатор Ср, что вызывает падение его оста-
точного напряжения до нуля. На этом, цикл разряда конденсатора
заканчивается.
На основании изложенного можно сделать вывод, что весь цикл
отдачи накопленной энергии на сварку следует разделить на три
интервала. К концу каждого интервала изменяются параметры
в первичном контуре конденсаторной машины. Для всех трех интер-
валов могут быть составлены отдельные дифференциальные урав-
нения, описывающие переходные процессы в каждом из них.
При составлении исходных дифференциальных уравнений в це-
лях упрощения принимаются постоянными следующие величины:
емкость конденсатора, взаимоиндуктивность сварочного трансфор-
матора и падения напряжения на горящих вентилях— ДДВ.П и Д(/В.ш.
а также сопротивления и индуктивности контуров машины. Здесь
не учитываются потери в сердечнике сварочного трансформатора.
Расчетные схемы для всех трех интервалов приведены на рис. 14.
Для I интервала (рис. 14,а) исходные дифференциальные уравнения
имеют следующий вид [16]:
+ М + ДДВ. п — ис = 0; (43)
/?24 + Д2-4+Л1-§- = 0; (44)
life
t
чс = Ос„ — С hdt, (45)
gp J
_____ о
где М — Д10Дг0 — взаимная индуктивность контуров сварочного
трансформатора;
Д и L2 — индуктивности обмоток, связанные с основным
потоком трансформатора [9];
Lt и L2 — полные индуктивности первичной и вторичной
цепей машины.
29
chipmaker.ru
Из указанных выше уравнений получаем [16] в общем виде
следующие формулы для первых и вторых производных токов
и i2 в первичной и вторичной цепях конденсаторной машины в I
интервале отдачи накопленной энергии:
4 ~ Кци [^2 (Цс — А4В. „) — -4- Л4/?2/2]; (46)
4 = —М(ис — MJB. п) — L^R^]; (47)
Рис. 14. Расчетные схемы для
разных интервалов процесса от-
дачи накопленной энергии на
сварку [16]:
а — t интервал; б — II интервал; в —
Ш интервал.
4 ~ klm (Lzuc — Z.2^14 + Л1у?24); (48)
«2 = (Л4 /?14 — Mu’c — L^R^, (49)
где
klm = — (50>
«с = Л- (51)
Gp
Если в последние формулы подставить начальные значения токов
(4 — 4 = 0), то можно получить следующие выражения для
начальных величин первых и вторых производных токов:
40 (Uc. А(7В_ п), (62)
i2o = — klMM (Uc. — &UB. п); (53)
40 = klm (MR2i'2o — (54)
40 = klm (M/?^ 4- LiR^i 2o). (55)
Анализ полученных выражений, а также формулы (50) показы-
вает, что в I интервале отдачи накопленной энергии:
30
1) нарастание сварочного тока z2 происходит тем интенсив-
нее, чем выше напряжение Uc„ на конденсаторе и взаимная индук-
тивность М контуров сварочного трансформатора; увеличение рас-
сеивания трансформатора и индуктивности контуров машины обу-
словливает уменьшение интенсивности нарастания сварочного тока;
2) интенсивность нарастания тока /2 снижается при неизменной
индуктивности L2, а также с ростом числа витков первичной об-
мотки wlr что соответствует увеличению индуктивности и коэф-
фициента трансформации сварочного трансформатора;
3) увеличение падения напряжения в последовательном вентиле
At7B.n снижает интенсивность роста токов 4 и t2.
Составление дифференциальных уравнений для II интервала
отдачи накопленной энергии, когда гаснет вентиль Вп и зажигается
вентиль Вш (при t — /2), ведется по расчетной схеме, приведенной
на рис. 14,6. Уравнения для данного интервала имеют такой вид:
Я14 + Ц + М + Л^в. ш = 0; (56)
+ + (57)
Решение указанных уравнений 116) дает в общем виде следу-
ющие формулы для начальных значений первых производных токов
во II интервале:
4 (Q = klm (AI7?2z2 (<2; L2Rii2 (у — L2b.Ur._ ш); (58)
4 (М= klm 04/44 щ) — 7-1^2 (м — Л4ДС7В. ш). (59)
Для II интервала:
1) увеличение числа витков первичной обмотки wt, а значит,
и индуктивности 1^ приводит к снижению производной тока Г2(/г>;
2) увеличение падения напряжения в шунтирующем вентиле
вызывает уменьшение производных токов и i'2^,y
Следует отметить, что на протяжении всего II интервала на-
пряжение на конденсаторе остается постоянным (так как заперт
вентиль В„), но имеет противоположный знак по сравнению с началь-
ным напряжением Uc0-
По расчетной схеме, приведенной на рис. 14,в, составляются сле-
дующие исходные дифференциальные уравнения для III интервала
отдачи накопленной энергии, когда оба вентиля заперты, а пер-
вичная обмотка сварочного трансформатора закорочена контак-
тами НО:
R1i1 + L1^- + M^- = 0-, (60)
/?24 + ^2-4+М-^- = 0. (61)
Решение приведенных уравнений [16] позволяет получить для
начальных значений первых производных токов в III интервале
31
r.ru
такие формулы:
4 (W = k/.m (M ^4 </,) — «,)); (62)
4 «>) — klm ((j) — Z^/?2/2 <«,))- (63)
Анализ полученных выражений позволяет сделать первый из вы-
водов, которые были сделаны при рассмотрении формул (58) и (59)
для II интервала.
Из полученных выше уравнений для производных токов tx и z2
в I интервале отдачи накопленной в конденсаторе энергии могут
быть получены формулы для производных этих же токов в случае
отсутствия в схеме конденсаторной машины вентилей В и Вш.
Тогда падения напряжения АС/В.П и ДС/В.Ш принимаются равными
нулю. Для первых производных токов в начальный момент раз-
ряда конденсатора (при t = 0) формулы будут иметь следующий
вид:
4 = к£л<Аг(7с„; (64)
4 = — KimMUc* (65)
Уравнение для напряжения на конденсаторе ис при отдаче
накопленной энергии на сварку по схеме, изображенной на рис. 12,
получается [16] довольно сложного вида:
«с — [(#i + pLi) C(it) 4- pMC(it)] ept 4-
+ [(Д1 + o-f-i) -|- M (aC(ij 4- pC(;t) 4-
4- PAjC(It))] eat cos p/ + [(/?] 4- <Д-1) Caj —
— P (AjCz, 4- AfQzj 4- «44Qz2))] £a‘ sin Pf, (66)
где С, С и C"— постоянные интегрирования, определяемые из
начальных условий;
р — вещественный отрицательный корень;
аи₽ — действительная и мнимая части комплексных
корней.
К концу I интервала (см. рис. 13) напряжение ис на конденса-
торе ввиду его перезарядки меняет знак и по абсолютному зна-
чению становится равным Uo, а затем в последующих интервалах
остается неизменным. Если же в момент конденсатор Ср закора-
чивается контактами НЗ (см. рис. 12), то напряжение ис спадает
до нуля по экспоненциальному закону.
Сравнительные кривые токов z1( z2 и напряжения ис, вычислен-
ные по формулам В. П. Зотова и О. Н. Братковой, приведены
на рис. 15. Как видно, введенные В. П. Зотовым упрощения дают
несколько завышенные значения для токов z'i и z2, которые неиз-
бежно приводят к увеличению габаритов сварочного трансформа-
тора конденсаторных машин и к искажению формы кривой напря-
жения Uc.
32
Анализ описанных выше методик расчета эквивалентных схем
трансформаторной конденсаторной сварки сопротивлением позво-
ляет сделать следующие основ-
ные выводы об их использова-
нии при проектировании кон-
денсаторных машин разной мощ-
ности:
1) машины с накопленной в
конденсаторах энергией более
1—2 кет • сек следует рассчиты-
вать по методике О. Н. Братко-
вой, в которой наиболее полно
учитываются все элементы и па-
раметры схемы, а поэтому зна-
чения токов получаются весьма
близкими к действительным, а
габариты сварочного трансфор-
матора — оптимальными;
2) маломощные машины с на-
Рис. 15. Кривые токов it, ia и напря-
жения Uc, рассчитанные [16] по фор-
мулам О. Н. Братковой и В. П. Зо-
това.
копленной в конденсаторах энер-
гией менее 1 кет сек можно
рассчитывать по более простой
методике В. П. Зотова. Приня-
тые в ней допущения не дают
больших абсолютных погрешностей, и поэтому некоторое увели-
чение .веса сварочного трансформатора (в среднем на несколько
килограммов) не имеет особого практического значения.
РАЗРЯД КОНДЕНСАТОРА В СХЕМЕ БЕСТРАНСФОРМАТОРНОЙ СВАРКИ
СОПРОТИВЛЕНИЕМ
Полная эквивалентная схема конденсаторной машины для бес-
трансформаторной сварки сопротивлением приведена на рис. 16,а.
Схема имеет следующие обозначения:
Rcb.k — сопротивление сварочного контура машины (без учета
сопротивлений в участке сжатых между электродами
деталей), в которое входят сопротивления шин, контак-
тов и включающих устройств в цепи разряда конден-
сатора;
£св.к — полная индуктивность сварочного контура (без учета ин-
дуктивности деталей, которой можно пренебречь);
Rcb.s — общее сопротивление в участке сжатых между электро-
дами свариваемых металлов.
Обозначив
Re =/?св.к + /?с8.э, (67)
Lc ~ Бев. к» (68)
33
^с8я
5
Рис. 16. Эквивалентные
схемы машины для бес-
трансформаториой конден-
саторной сварки сопро-
тивлением:
а — полная; б — упрощенная.
получим упрощенную эквивалентную схему (рис. 16,6) для раз-
ряда конденсатора Ср на индуктивность £б и сопротивление R&.
Разряд конденсатора в зависимости от соотношения указанных
выше параметров может иметь, как это следует из формул (14)
и (15), апериодический или колебательный характер. Однако ввиду
того, что при бестрансформаторной кон-
денсаторной сварке сопротивлением индук-
тивность L6 невелика, так как величина
ее определяется только размерами сва-
рочного контура, в котором нет желез-
ных сердечников с обмотками, а емкости
конденсаторов весьма значительны (так
как они используются на низкое напря-
жение зарядки), обычным является аперио-
дический характер разряда конденсаторов
[см. формулу (14) и рис. 4,al. Сказан-
ное относится только к схеме, показан-
ной на рис. 16.
При включении дросселя и добавочного
сопротивления (для получения определен-
ной формы кривой сварочного тока) харак-
тер разряда конденсатора может изменить-
ся и при определенных соотношениях сум-
марных значений индуктивности, сопро-
тивления и емкости иметь колебательный
характер. В этом случае ток I и напря-
жение ас при разряде конденсатора могут определяться по фор-
мулам (35) и (36). При апериодическом характере разряда конденсатора
для схемы, приведенной на рис. 16,6, ток «'и напряжение ис сле-
дует определять по таким формулам:
Т1—т2 v ”
U —
"-х* -),
где
Из формул (71) и (72) следует, что
Т1 > Та-
34
(69)
(70)
(71)
(72)
(73)
Кроме того, из формулы (69) видно, что при бестрансформатор-
ной конденсаторной сварке сопротивлением нарастание разрядного
(сварочного) тока конденсатора происходит тем интенсивнее, чем
выше напряжение его зарядки (Jc и больше значение емкости Ср.
Эта зависимость используется для регулирования амплитуды и фор-
мы разрядного тока при таком способе сварки.
Наконец, из формул (69) и (70) можно получить следующее вы-
ражение для мгновенной мощности ш'рк при апериодическом раз-
ряде конденсатора по схеме, приведенной на рис. 16,
2А —
w р. к = uci — _ T^s (е * е ’) х
t __t_
х (TjC т’ — X# Хг). (74)
Полученная формула показывает, что при прочих равных усло-
виях мгновенные значения мощности w'p к в основном прямо про-
порциональны накопленной в конденсаторах энергии Ак, что имеет
большое значение для регулирования параметров режима бестранс-
форматорной конденсаторной сварки сопротивлением.
РАЗРЯД КОНДЕНСАТОРА В СХЕМЕ УДАРНОЙ СВАРКИ ОПЛАВЛЕНИЕМ
При ударной конденсаторной сварке металлов эквивалентная
схема машины (рис. 17) отличается от рассмотренных выше схем
наличием дугового промежутка, величина которого в процессе
разряда конденсатора (см. рис. 7) изме-
няется от своего начального значения 1Д
(при возникновении дуги) до нулевого
значения (при соударении свариваемых
деталей). Ввиду того что величина выле-
та свариваемых деталей обычно невели-
ка (не более нескольких миллиметров),
можно вполне допустить, что сопротив-
ление этих деталей в участке между за- ~ ~
J J Рис. 17. Эквивалентная схе-
жимами машины равно нулю, и учиты- ма машины для ударной кон-
вать только активное сопротивление Rcb.k денсаторной сварки оплав-
всех остальных элементов сварочного кон- лением.
тура и дугового промежутка. Точно
так же можно пренебречь индуктивностью деталей и вести расчеты
с учетом одной индуктивности сварочного контура L„,K.
Длина дуги при ударной конденсаторной сварке оплавлением
определяется следующими факторами:
,. V ^оп
1) скоростью оплавления торцов свариваемых деталей —&
(1оа — длина оплавления);
2) скоростью сближения торцов свариваемых деталей —
35
('св.д — длина пути свариваемых деталей в механизме машины).
Для получения прочных сварных соединений необходимо, чтобы
в процессе разряда конденсатора и движения деталей обеспечива-
лись следующие соотношения указанных выше скоростей:
1) в начале процесса оплавления (при 0 < t < 4. где —
время от момента возникновения дуги до начала осадки деталей)
ГТ —
<75)
2) в конце процесса оплавления (при t — fx)
Лоп ^св. д
Экспериментальные данные [109] показывают, что устойчивое
оплавление концов деталей при ударной конденсаторной сварке
обеспечивается при условии, если в начале этого процесса выпол-
няется следующее неравенство:
^>1,25*4-". (77)
При ударной конденсаторной сварке в зависимости от соотноше-
ния параметров в сварочном контуре машины может наблюдаться
как апериодический, так и колебательный характер разряда кон-
денсатора.
Мощность дуги (мгновенное значение) определяется по такой
формуле [1101:
где цд — напряжение дуги, в;
— общее сопротивление разрядной цепи, ом;
т = ЯцСр — постоянная времени, сек.
Из формулы (78) можно получить выражение для тока дуги
которое показывает, что при прочих равных условиях ток /д тем
больше, чем выше значение ис и меньше uR и /?ц.
ИСТОЧНИКИ ТЕПЛА ПРИ КОНДЕНСАТОРНОЙ СВАРКЕ
Процесс при конденсаторной сварке должен обеспечивать нагрев
свариваемых деталей до температур плавления металла или близких
к ним. Возникающее температурное поле должно иметь резко выра-
женную неравномерность, чтобы нагрев металла вокруг расплав-
ленной зоны достигал таких температур, при которых металл еще
сохраняет прочность, достаточную для воспринятия усилия сжатия
электродов сварочной машины.
36
Необходимый нагрев металлических деталей может быть осу-
ществлен двумя принципиально различными способами:
1) при сварке сопротивлением — благодаря протеканию разряд-
ного тока конденсаторов непосредственно в свариваемых деталях и
в контактах между ними, причем при трансформаторной сварке ток
трансформируется, а при бестрансформаторной сварке исполь-
зуется прямой разрядный ток конденсатора;
2) при сварке оплавлением — благодаря теплу дугового разря-
да, возникающего между свариваемыми деталями при разряде кон-
денсатора.
Исто щн ики тепла при сварке сопротивле-
нием. Графики зависимости температуры от времени [11] в ме-
талле сварочного контакта для весьма жестких режимов характери-
зуются следующим неравенством:
?св «tola (80)
где — время сварки (разряда конденсатора);
tm — время охлаждения сварного соединения после прохожде-
ния сварочного тока
При конденсаторной сварке сопротивлением температура слоев
металла, окружающих литое ядро сварного соединения, не может
значительно повышаться, так как время разряда конденсатора
очень мало (тысячные доли секунды). Поэтому соединения имеют
весьма незначительную зону нагрева вокруг мест сварки, чем вы-
годно отличаются от соединений при других способах сварки.
Нагрев металла при сварке сопротивлением характеризуется
весьма большими скоростями. Так, например, при точечной сварке
нержавеющей стали марки 1Х18Н9Т (имеющей температуру плав-
ления 1440° С) на серийной конденсаторной машине типа ТКМ-7
скорость нагрева при tCB = 0,003 сек составляет примерно 500 000° С
в секунду (см. данные табл. 8).
Неравномерность нагрева металла получается за счет весьма
интенсивного и кратковременного тепла в участок сжатых между
электродами деталей, которое выделяется согласно закону Ленца-
Джоуля при прохождении через них электрического тока.
Происходит не только нагревание литой зоны металла, но и отвод
тепла в свариваемые детали, электроды и окружающую среду.
Однако при конденсаторной сварке сопротивлением ввиду незна-
чительности времени tCB расход тепла весьма мал, и поэтому
основная часть его расходуется на образование литой зоны ме-
талла и потери в контуре.
Общее количество тепла QK, выделяющееся при разряде кон-
денсатора в сварочном контуре и необходимое для нагрева сварива-
емых деталей, а также покрытия неизбежных потерь, может быть
определено из выражения [11, 29, 301
/=«>
Qk — Qcb. э 4- Qcb. к = 0,24 '• /?к. zfydtcb, (81)
О
37
где Qcb.3 — количество тепла, выделяющегося в участке между
электродами сварочной машины;
Qcb.k — количество тепла, выделяющегося в элементах свароч-
ного контура машины вне участка между электродами;
t =0 — время, соответствующее началу разряда конденсатора;
t = со — время, соответствующее окончанию разряда конденса-
тора;
7?к.э — суммарное сопротивление элементов сварочного контура
машины и участка между электродами;
г'св — сварочный (разрядный) ток конденсаторной машины
Сопротивление RK3 может быть представлено как сумма двух
составляющих
^?к. Э ~ Res. 3 + RcB. К- (82)
Тогда в соответствии с формулой (81) можно составить два
следующих уравнения:
00
Qcb. э = 0,24 J RcB.s^BdtCB‘, (83)
о
СО
Qcb. к = 0,24 У RCB Ki%BdtCB. (84)
о
При вычислениях QK по формулам (81), (83) и (84) наибольшую
трудность представляет определение тепла QCB.a ввиду некоторой
неопределенности сопротивления /?св.эи его составляющих (рис. 18):
/?СВ, э = /?Э1м, 4~ Ям, 4- 4- Rm, 4" Яэ,м,> (85)
где R3,M, и R3,M, — переходные сопротивления между соответствую-
щими электродами и поверхностями сваривае-
мых металлов;
RM1 и RM, — сопротивления свариваемых металлов;
RK — переходное сопротивление в контакте между
свариваемыми металлами.
При сварке однородных металлов равных толщин, если одина-
ковы материалы обоих электродов и состояния их поверхностей
Rb,m, ~ Ra,M, = Rs. м И RUf — RM2 ~ Ru. (86)
Тогда формула (85) принимает такой вид:
Rcb. э = 27?э. м 4* Як 4- 27?и. (87)
Сопротивления, входящие в формулу (85), в процессе сварки
изменяются:
О Кэ,ы, и R3,u, уменьшаются вследствие улучшения контакта
между торцами электродов и наружными поверхностями сваривае-
мых материалов;
2) RK уменьшается в результате улучшения контакта и уменьше-
ния сопротивления окислов (которые имеются на поверхности метал-
38
лов) при повышении температуры, а затем при быстром нагреве
свариваемого металла /?к исчезает, так как между деталями возни-
кает пленка жидкого металла;
3) 7?м, и RMt возрастают вследствие нагрева металла пропор-
ционально увеличению температуры.
Переходные сопротивления R3lMl , R^, и RK зависят от свойств
свариваемых материалов, состояния поверхности деталей и тем-
пературы. Величина переходных сопротивлений зависит от дав-
ления электродов * (значительно уменьшается при его увеличении),
от толщины и химического состава плен-
ки окислов, которая практически всегда
имеется на металлах, поставляемых за-
водами-изготовителями. Метод удаления
указанной пленки окислов (зачистка на
точиле, металлической щеткой и наждач-
ной бумагой, травление или обработка
струей песка) также влияет на величину
переходного сопротивления.
Более просто определяется входящее
в формулу (82) сопротивление RCB.K, ко-
торое в конденсаторных машинах для
сварки сопротивлением является в ос-
новном суммой таких сопротивлений:
токопроводящих жестких и гибких шин
сварочного контура (с учетом поверхно-
стного эффекта), контактов между ши-
нами и электрододержателями, электро-
Рис. 18. Схема распределе-
ния сопротивлений в участке
между электродами при то-
чечной сварке.
додержателей, контактов электрододержателей с электродами и
электродов.
Входящие в формулы (83) и (84) ток zCB и время tCB при конден-
саторной сварке изменяются и являются в основном функцией
регулируемых параметров (рис. 19):
емкости конденсаторов — при увеличении емкости максималь-
ное значение тока iCB растет незначительно, но заметно увеличивае-
тся длительность разряда, т. е. время сварки tCB (рис. 19,а);
напряжения зарядки конденсаторов — при увеличении напряже-
ния существенно увеличивается ток ica и незначительно — время
4в (рис. 19,6);
коэффициента трансформации сварочного трансформатора (для
способа трансформаторной конденсаторной сварки сопротивле-
нием) — при увеличении коэффициента, что соответствует умень-
шению вторичного напряжения сварочного трансформатора, замет-
но уменьшается ток z‘CB и увеличивается время tCB (рис. 19,в);
индуктивности — при увеличении индуктивности (что, напри-
мер, соответствует увеличению вылета электродов конденсаторной
В дальнейшем будем пользоваться термином «усилие „сжатия». ,:
39
chipmaker, ru
машины) уменьшается ток tCB и увеличивается время /св (рис. 19,г);
суммарного сопротивления сварочного контура — при увеличе-
нии этого сопротивления уменьшается ток iCB и увеличивается вре-
мя /св (рис. 19, д).
Изложенные выше основные положения относятся к точечной,
шовной и стыковой конденсаторной сварке сопротивлением, как к
трансформаторной, так и к бестрансформаторной. В дальнейшем же
Рис. 19. Зависимость формы кривой сварочного тока iCB конденсаторных машин
от регулируемых параметров:
а —емкости конденсаторов; б—напряжения зарядки; в — коэффициента трансформации сва'
рочного трансформатора; г—индуктивности; д—сопротивления.
тепловые процессы при конденсаторной сварке сопротивлением
будут подробно рассмотрены в основном для случая точечной
сварки.
Тепло Qcb.s может быть представлено в виде ряда составляющих
Сев. э = Qi + & + Qs + Q4, (88)
где — тепло, расходуемое на нагрев центрального столбика
металла, зажатого между электродами;
Q2 — тепло, идущее на нагрев металла, окружающего централь-
ный столбик металла;
Q3 — тепло, расходуемое на нагрев электродов;
Qi —потери тепла лучеиспусканием.с поверхности сваривае-
мых деталей.
Количество тепла определяется размерами центрального
столбика металла, его теплофизическими свойствами и не зависит
от продолжительности нагрева. Все остальные составляющие увели-
40
чиваются с ростом времени сварки и уменьшаются при его сниже-
нии.
Ввиду незначительного (практически мгновенного) времени про-
текания процесса точечной конденсаторной сварки сопротивлением
процесс характеризуется тем, что основная часть тепла QCB,3 расхо-
дуется на нагрев столбика металла, зажатого между электродами,
а поэтому в первом приближении можно принять, что
Qcb. э ~ Qi- (89)
Тогда задача определения тепла QCB.S практически сводится к ра-
счету количества тепла которое приближенно может быть
найдено по следующей формуле:
Qcb. э ~ Q1 ~ 01 4- б2) суТр, (90)
где dr — диаметр ядра сварной точки;
Si и б2 — толщина свариваемых металлических листов;
с — теплоемкость свариваемого металла;
у — удельный вес- свариваемого металла;
Тр—расчетная температура нагрева столбика металла,
зажатого между электродами (с учетом скрытой теп-
лоты плавления), при которой осуществляется про-
цесс сварки.
Из формул (83), (85), (89) и (90) можно получить следующее
уравнение энергетического баланса при точечной конденсаторной
сварке сопротивлением:
00
0,24 (/?э,м, 4~ Rm, 4* Rk 4- Rm, 4" Rs2m^ i^vdtca«
0
~ -4- 01 4- 62) cyTp. (91)
Это уравнение показывает сложность зависимостей между физи-
ческими свойствами, толщиной и размерами точек свариваемых ме-
таллов (правая часть уравнения) и параметрами режима конден-
саторной сварки, т,- е. величиной всех сопротивлений в участке
металлов между электродами, величиной тока и временем сварки
(левая часть уравнения).
Анализ уравнения (91) позволяет сделать следующие выводы:
1) необходимое для сварки количество тепла возрастает с уве-
личением диаметра сварных точек и толщины свариваемых метал-
лов, а также их удельного веса и теплоемкости;
2) увеличение усилия сжатия, обусловливающего уменьшение
переходных сопротивлений /?Э1Ы1, R^m, и RK, вызывает необхо-
димость увеличения сварочного тока и времени сварки, что прак-
тически может быть достигнуто за счет увеличения емкости и на-
пряжения зарядки конденсаторов;
41
chipmaker.ru
Рис. 20. Схема пути
сварочного тока при
точечной конденса-
торной сварке ме-
таллов толщиной до
0,5+0,5 мм.
где d3 — диаметр
3) удельное электрическое сопротивление свариваемого метал-
ла, от которого зависят сопротивления ДМ1 и ДМг, влияет на вели-
чину сварочного тока: чем больше это сопротивление, тем мень-
ший ток требуется для сварки и наоборот.
Опыт и исследования показывают, что использование для рас-
четов тепла формул (90) и (91) затруднительно в тех случаях, когда
разница в толщинах 6j и 62 становится значительной. При этом
расчетные значения тепла получаются больше фактически необ-
ходимых. Так, если < 68, то до температуры
Тр, которая обычно близка к температуре плав-
ления металла, деталь толщиной 62 прогрева-
ется по высоте только на незначительную глу-
бину (со стороны детали толщиной бх), и тогда
в расчеты следует вводить соответствующие по-
правки на основании опытных данных. Особенно
большие ошибки получаются, когда б2 3> 61-
Автором разработана упрощенная методика
расчета количества тепла QK, необходимого для
точечной конденсаторной сварки двух тонких
металлических пластин, в основу которой поло-
жено допущение, что при такой сварке двух
пластин из металла толщиной менее 0,5 мм
каждая (рис. 20) путь сварочного тока при раз-
ряде конденсаторов ограничивается цилиндри-
ческим столбиком (пунктирная линия на рисун-
ке) высотой 26 и диаметром
dm ~ d3, (92)
контактной поверхности электродов 1 и 2.
При прохождении тока металл в указанном столбике нагревает-
ся до температуры Тр.
Для случая сварки двух тонких пластинок из однородного метал-
ла равных толщин количество тепла QCB.3~ Qi может быть выра-
жено такой формулой:
ltd®
<2св.э«-^26усТр. (93)
Если допустить, что все тепло, выделяющееся в участке между
электродами, полностью расходуется на образование сварной точки,
то будут иметь место следующие зависимости:
Qcb. э « Qcb; (94)
Дев. Э ~ Дев, (95)
где Дев — сопротивление, в котором выделяется тепло QCB, необ-
ходимое для образования сварной точки.
Введем также в расчеты к. п. д. сварочного контура
(96)
42
После этого из формул (93), (94) и (96) получим
QK=s^.26yCTp, (97)
Наконец, примем еще одно допущение
Тр = Тал, (98)
где Тпл — температура плавления свариваемого металла.
Такое допущение вполне оправдывается тем, что при точечной
конденсаторной сварке металлов малых толщин сварная точка за-
нимает основную часть столбика металла, зажатого между электро-
дами, и в центре ее металл часто доводится до температуры кипения,
а возле краев — до температуры плавления. Поэтому ввиду очень
малых объемов сварных точек (не более 3—5 мм3) можно принять
для практических расчетов, что средняя температура в столбике
металла между электродами равна температуре плавления сваривае-
мых материалов.
Тогда из формулы (97) получаем окончательное выражение
для общего количества тепла при точечной конденсаторной сварке
двух тонких пластинок из однородного металла толщиной 6 ка-
ждая
QK^2dycTwl. (99)
Аналогично для случая сварки двух тонких пластинок из разно-
родных металлов толщиной 6 каждая получаем такую формулу:
QK = $ (У1С1Тпл! + пл2), (100)
где Yi и у2 — удельные веса свариваемых метталов;
й и q — теплоемкости свариваемых металлов при температу-
рах плавления и Тгл-2.
Расчеты по формулам (99) и (100) показали точность, вполне
достаточную для целей проектирования конденсаторных машин
малой мощности и разработки технологии точечной сварки метал-
лов толщиной до 0,5—0,8 мм.
Средняя эффективная тепловая мощность при разряде конден-
сатора, т. е. общее количество тепла, выделяющееся в единицу
времени, определяется так:
AUko = 0,24IFp.k. (101)
Аналогично можно получить выражение для мгновенных зна-
чений средней эффективной тепловой мощности при разряде кон-
денсатора
«эф.Ко = 0,24йУр.к. (102)
Однако при разряде конденсатора на сварку расходуется только
43
chipmaker.ru
часть тепловой мощности. Поэтому средняя эффективная тепловая
мощность, расходуемая на конденсаторную сварку, может быть рас-
считана так:
Л^эф. ксв — Nэф. крТ|эф.к.н. — 0,24U7p. кТ]эф. к. и, (103)
где т]Эф.к.н — эффективный к. п. д. процесса нагрева свариваемого
металла при разряде конденсатора.
Мгновенные значения эффективной тепловой мощности, расхо-
дуемой на конденсаторную сварку, могут быть получены из формул
(102) и (103)
Рис. 21. Характер изменений эф-
фективной тепловой мощности, элек-
трической мощности, разрядного
тока и напряжения на конденсато-
ре при апериодическом разряде.
^эф. ксв — Пэф. к()Г|эф. к.и —
= O,24t0p. кНэф.к.н- (^04)
Если в эту формулу подставить
мгновенные значения электриче-
ской мощности при разряде кон-
денсатора из уравнений (39) и (74),
то можно получить следующие
окончательные формулы:
1) при трансформаторной кон-
денсаторной сварке сопротивлени-
ем (рис. 10)
®’2^ст1еф.к.не ,
~ Qflsinq) Sln +
• 4- q>) sin Qr, (105)
2) при бестрансформаторной конденсаторной сварке сопротив-
лением (в случае апериодического разряда конденсатора)
ксв = (е" - е~ <106)
Графические зависимости Пэф.ко> иур.к, Uc, ip при апериоди-
ческом разряде конденсатора показаны на рис. 21.
При периодическом разряде конденсатора указанные кривые
меняют знак, что связано с перезарядкой конденсатора за счет
энергии электромагнитного поля.
Приведенные формулы могут служить основой для расчета теп-
ловых процессов [104, 105] при точечной конденсаторной сварке
сопротивлением.
Источники тепла при ударной сварке оп-
лавлением. При этой разновидности конденсаторной сварки
основным источником тепла для расплавления свариваемых метал-
лических деталей является тепло кратковременной дуги которая
возникает между торцами деталей в процессе разряда конденсатора.
При ударной сварке разряд конденсатора обусловливает не
только оплавление концов свариваемых проволок за счет тепла дуги,
но и дополнительный их. нагрев благодаря выделению тепла про-
44
ходящим электрическим током. Однако расчеты и опыт показы-
вают, что ввиду весьма малой продолжительности процесса сварки
(обычно тысячные и десятитысячные доли секунды) дополнительный
нагрев концов проволок электрическим током ничтожно мал и при
расчетах им следует пренебречь. Таким образом, практически един-
ственным источником тепла следует считать дугу.
Расчет количества тепла QKy, необходимого для ударной кон-
денсаторной сварки, следует производить, исходя в первую оче-
редь из энергии, расходуемой на оплавление свариваемых деталей
[109],
Хп = Imq^CT*, (107)
где /Оп — суммарная длина оплавления;
qc — сечение свариваемых деталей;
Тк — температура в контакте свариваемых деталей (обычно
принимается равной температуре кипения металла).
Если производится сварка разнородных металлов, то формула
(107) преобразуется к следующиму виду:
^оп :==; 0,5/ср(7с7;. Ср (У1С1 -f- Уг^г), (108)
где /ср — средняя длина разогрева обеих свариваемых деталей до
температуры Т^ср!
Тк.ср — средняя температура в контакте свариваемых деталей
(приближенно может приниматься равной полусумме температур
кипения обоих разнородных металлов).
Полное тепло, выделяемое дугой при разряде конденсатора,
п _ <2оп _ °.24ЛОП
Уд------------------------к к ’
лоп оп
где Qon — тепле, расходуемое на оплавление свариваемых деталей;
«оп — коэффициент оплавления (по опытным данным [ 109]
его среднее значение равно 0,54).
Кроме тепла, выделяемого дугой, при разряде конденсатора
имеют также место некоторые потери тепла в сварочном контуре QCB,K.
Общее тепло, которое будет выделяться в процессе разряда
конденсатора при ударной сварке, определяется из такого равен-
ства:
0к у = Од + Qcb. к = 0,24Лк. у, (110)
где Лк.у— энергия конденсатора, необходимая для ударной сварки.
Из полученного выражения может быть определена энергия Лк у,
а также рассчитаны значения эффективной тепловой мощности при
ударной конденсаторной сварке.
chipmaker.ru
ГЛАВА II
ОСНОВНЫЕ ЭЛЕМЕНТЫ ЭЛЕКТРИЧЕСКОЙ ЧАСТИ
КОНДЕНСАТОРНЫХ МАШИН
ЭЛЕКТРИЧЕСКИЕ КОНДЕНСАТОРЫ И ОСНОВЫ РАСЧЕТА НАКОПЛЕННОЙ
В НИХ ЭНЕРГИИ ДЛЯ СВАРКИ
В конденсаторных машинах основным узлом для аккумулиро-
вания практически постоянных и регулируемых по режиму сварки
количеств электрической энергии является батарея конденса-
торов.
Выбор напряжения зарядки батареи конденсаторов при проекти-
ровании конденсаторных машин является важнейшим вопросом.
При выборе напряжения следует учитывать такие положения:
1) для стационарных и переносных конденсаторных машин ма-
лой мощности (Ак^ 0,5 4- 1,0 квт • сек) напряжение зарядки не
следует, как правило, принимать большим чем 1000 в при транс-
форматорной конденсаторной сварке сопротивлением, 600 в—при
ударной сварке оплавлением и 100 е — при бестрансформаторной
сварке сопротивлением;
2) для конденсаторных машин средней и большой мощности
следует в основном принимать напряжения зарядки от 1000 до
6000 е.
Конденсаторы должны обеспечивать:
1) надежную работу при режиме зарядка — полный разряд
с частотой до 200 циклов (точечная сварка) и до 3000 циклов (шов-
ная сварка) в минуту;
2) сохранение практически постоянного значения номинальной
емкости при длительной эксплуатации и хранении;
3) меньшие удельные показатели (объем, вес, стоимость), отне-
сенные к 1 вт • сек аккумулируемой энергии.
При выборе типа конденсаторов для проектируемой машины сле-
дует учитывать следующие положения:
1) для стационарных машин, где габариты и вес батареи кон-
денсаторов не имеют решающего значения, выбранный тип конден-
саторов должен быть максимально надежным в эксплуатации и
иметь возможно меньшую стоимость;
2) для переносных машин, где габариты и вес батареи конден-
саторов должны быть минимальны, выбранний тип конденсаторов
должен иметь возможно меньшие габариты и вес, а также быть до-
статочно надежным в эксплуатации и дешевым;
46
3) рабочее напряжение конденсатора должно быть не меньше
расчетного напряжения зарядки батареи конденсаторов.
Выбор конденсаторов, на первый взгляд, представляет довольно
сложную задачу из-за того, что в настоящее время в нашей стране
для нужд сварки выпускаются только два типа специализированных
конденсаторов — ИМ-0,5-250 и ИМ-3-100, из которых первый
может быть использован для напряжений зарядки 500 в, а вто-
рой — 3000 в. Однако практика разработки и широкого внедрения
точечных и шовных конденсаторных машин малой мощности
типов ТКМ и U1KM 174, 75, 83], а также ряда других более мощных
машин показала, что во многих случаях для сварки могут быть
использованы конденсаторы других типов, что не исключает во-
проса о выпуске новых типов конденсаторов для сварочных ма-
шин [40].
Выбирая тип конденсаторов для сварки, следует учитывать,
что необходимость монтировки в конденсаторных машинах батареи
конденсаторов общей емкостью в сотни и тысячи микрофарад ука-
зывает на целесообразность использования относительно недефи-
цитных и дешевых конденсаторов с возможно большей емкостью
в одном корпусе.
В настоящее время можно считать вполне установленным, что
в конденсаторных машинах, предназначенных для длительной экс-
плуатации, вполне пригодными являются бумажные и металло-
бумажные конденсаторы. Первые из них применены, например,
в серийной точечной конденсаторной машине типа ТКМ-4 и, как
показал опыт, на протяжении 6—7 лет практически мало изменили
свою емкость. Металлобумажные конденсаторы использованы в бо-
лее новых серийных машинах ТКМ-7 и ТКМ-8.
Вопрос о возможности широкого применения в конденсаторных
машинах батарей электролитических конденсаторов является не-
ясным. В литературе [102] имеются данные о том, что электролити-
ческие алюминиевые конденсаторы при хранении (порядка одного
года) изменяют емкость до 2—10%. Такие отклонения емкости
для конденсаторных машин, работающих с длительными переры-
вами, например при постоянной односменной загрузке или эксплу-
атации в условиях лабораторий, следует считать вполне допусти-
мыми, так как при работе на машинах можно было бы периоди-
чески производить соответствующую корректировку режимов
сварки по емкости и тем самым компенсировать влияние ее изме-
нения при хранении. Однако практически следует учитывать воз-
можность длительной и непрерывной эксплуатации машин с бата-
реями электролитических конденсаторов, при которой их харак-
теристики могут в значительной степени измениться [44, 102]
Поэтому вопрос о целесообразности широкого использования для
сварки электролитических конденсаторов остается нерешенным,
требуются дальнейшие исследования условий их длительной эксп-
луатации. Использование таких конденсаторов возможно и в на-
47
chipmaker.ru
стоящее время, так как в некоторых случаях это является единст-
венным решением вопроса.
Указанное выше положение в некоторой мере может быть под-
креплено приведенными в работе [115] данными о зависимости
емкости электролитических конденсаторов от количества циклов
зарядка — разряд, в которой показано, что, например, после 2-105
циклов емкость конденсаторов типа КЭ-2Н снижается в среднем
на 6%, а затем практически стабилизируется (однако каких-либо
сведений при количестве циклов больше чем 6 • 105 в упоминаемой
работе не имеется).
В настоящее время распространены маломощные конденсатор-
ные машины, для которых могут быть использованы многие типы
конденсаторов. Основные характеристики конденсаторов приве-
дены в табл. 2.
Опыт и расчеты [40] показывают, что предельно допустимое для
маломощных конденсаторных машин рабочее напряжение 1000 в
по сравнению с более низкими напряжениями является экономич-
ным и может применяться в первую очередь в серийных конденса-
торных машинах малой мощности *.
Анализ данных табл. 2 позволяет сделать следующие основные
выводы по выбору разных типов конденсаторов при проектировании
маломощных конденсаторных машин:
1) из бумажных конденсаторов наиболее дешевыми, малогаба-
ритными и легкими являются конденсаторы типа КБГ-МН на ра-
бочее напряжение 1000 в и емкостью 2—4 мкф в одном корпусе;
далее следуют конденсаторы этого же типа на напряжение 600 в
и емкостью 4—6 мкф и лишь после них конденсаторы типа
ИМ-0,5-250;
2) из металлобумажных конденсаторов на напряжение 1000 в
лучшими являются конденсаторы МБГП емкостью 10 мкф в одном
корпусе, а при меньших напряжениях — конденсаторы МБГО
емкостью 4—-10 мкф на напряжение 600 в и емкостью 10—20 мкф —
на напряжение 400 в (однако следует учитывать, что при длительной
эксплуатации более надежными являются конденсаторы МБГП);
3) из электролитических конденсаторов наиболее экономичными
на напряжение 300 в являются конденсаторы типа ЭФ (однако они
пока дефицитны), а на напряжения 400—500 в — конденсаторы
КЭ-2М емкостью 20—40 мкф в одном корпусе;
4) лучшие удельные показатели имеют электролитические кон-
денсаторы, худшие — металлобумажные, самые худшие — бумажные.
Выбор конденсаторов для конденсаторных машин средней и боль-
шой мощности несколько ограничен из-за небольшого количества
их типов и может производиться по табл. 3. На основании анализа
данных таблицы можно сделать следующий основной вывод:
* Осуществлено в 1961 г. в разработанной автором точечной конденсаторной
машине типа ТКМ-7, которая до этого выпускалась на рабочее напряжение
600 в.
43
49
3 Продолжение табл. 2
Тип конденсатора Рабочее напряже- ние посто- янного то- ка, в Номиналь- ная емко- сть, мкф Аккумули- руемая энергия в одном корпусе, вт сек Габаритные размеры корпуса, см Занима- емый объем, СЛ’ Вес, г Оптовая стоимость 1 шт.**, руб. — коп. Удельные показатели на 1 т • сек аккумулиру- емой энергии
Длина Ширина Диа- метр Высота Объем, см3/ вт • сек Вес, г/вт • • сек Стоимость руб/вт • • сек
chipmaker.ru
Конденсаторы металлобумажные
МБГО 400 20 1,60 5,0 4,6 —. 6,1 140 250 1-51 88 156 0,94
500 10 1,25 5,0 4,6 — 4,1 84 180 1-05 75 144 0,84
500 20 2,50 5,0 4,6 — 7,6 175 300 1—81 70 120 0,72
600 2 0,36 5,0 4,6 — 1,6 37 80 0-51 103 222 1,42
600 4 0,72 5,0 4,6 —, 2,6 60 125 0-73 83,5 174 1,01
600 10 1,80 5,0 4,6 — 5,6 129 230 1—43 72 128 0,79
Конденсаторы электролитические
КЭ-2М 400 10 0,80 6,0 — 2,6 — 31,8 48 0—28 40 ь0 0,35
400 20 1,60 6,0 2,6 — 31,8 48 0—40 20 30 0,25
450 10 1,01 6,0 — 2,6 — 31,8 43 0-29 32 48 0,29
450 20 2,02 6,5 — 3,4 — 59,2 103 0-45 29 51 0,22
450 40 4,04 11,4 — 3,4 —. 103,3 153 0—71 26 38 0,17
500 10 1,25 6,5 — 3,4 — 59,2 103 0-30* 47 82 0,24
500 20 2,50 9,0 — 3,4 — 81,7 133 0—46* 33 53 0,18
КЭ-2Н 300 120 5,4 11,4 — 3,4 — 103,4 135 0-80* 19 25 0,15
ЭФ 300 800 36,0 11,4 — 5,0 — 223,7 247* 3—00* 6 7 0,08
* Ориентировочные данные.
* * Стоимость указана на конденсаторы II класса точности.
Таблица 3
Основные характеристики и удельные показатели разных типов бумажных конденсаторов отечественного производства
на рабочее напряжение 1500—5000 в и емкостью 2—150 мкф в одном корпусе, рекомендуемых для изготовления
конденсаторных машин средней и большой мощности
Тип конденсатора Рабочее напряже- ние посто- янного то- ка, в Номиналь- ная емко- сть, мкф Аккумули- руемая энергия в одном корпусе, вт • сек Габаритные размеры корпусов, см Занима- емый объем, см3 Оптовая стоимость 1 "шт.. руб. — коп. Вес, кг Удельные показатели на 1 вт сек аккумули- руемой энергии
Длина Лирина Высота Объем, см3/ вт • сек Вес, е/ вт-сек Стоимость, руб/вт • сек
КБГ-МН 1500 2,0 2,25 6,9 6,4 11,0 486 1—72 — 216 — 0,77
МБГП .' 1500 2,0 2,25 8,6 4,6 5,0 198 1-74 — 83 — 0,77
1500 4,0 4,50 4,7 6,9 11,5 373 2—90 — 83 — 0,64
1500 10,0 11,25 10,7 6,9 11,5 849 4—35 — 76 — 0,39
ИМ-3-100 3000 100,0 450,0 38,0 11,0 43,5* 18 180 44—00 26,0 40 58 0,10
ИМ-3-250 3000 250,0 1125,0 38,0 14,5 95,0* 52 350 92—00 65,0 47 58 0,08
ИМ-5-150 5000 150,0 1875,0 38,0 14,5 95,0* 52 350 92—00 65,0 28 35 0,05
* Указана высота корпуса с изолятором.
chipmaker.ru
наиболее дешевыми, малогабаритными и легкими являются
конденсаторы типа ИМ-5-150, далее следуют конденсаторы ИМ-3-100
и ИМ-3-250, а лишь после них — МБГП и КБГ-МН.
Выбирая тип конденсатора, следует учитывать, что с увели-
чением рабочего напряжения конденсаторов повышается опасность
эксплуатации машин и возрастают дополнительные затраты на вы-
полнение устройств в соответствии с правилами техники безопас-
ности.
Выбор емкости батареи конденсаторов следует производить по
формуле
_ 2А«
<1П>
Выше указывалось, что общее количество тепла QK, которое
выделяется при точечной конденсаторной сварке сопротивлением,
может быть представлено в соответствии с формулой (81) в виде
двух составляющих QCB3 и QCBK. Тогда накопленная энергия Ак,
необходимая для сварки и покрытия потерь в конденсаторной ма-
шине, может быть определена по формуле *
Л __ __ @св. э+^св. к /119\
Лк ~ 0^24-------(\24 • U
Расчеты величины энергии Ак при точечной конденсаторной
сварке металлов малых толщин следует производить по следующим,
получающимся из уравнений (99), (100) и (112), формулам:
при сварке однородных металлов
Л (ИЗ)
при сварке разнородных металлов
Л « d^> + y2c27™2). (114)
При ударной конденсаторной сварке величину энергии Лк.у
следует рассчитывать по формуле
А — ^ку — ^св-к {11
Лк- у ~ — 0,24 ’ И
где (2Д определяется по формуле (109).
Рассчитанные по формуле (111) графические зависимости Ср ~
— f (.4К) для значений накопленной энергии Ак до 30 кет сек
и напряжения зарядки Uc от 200 до 10 000 в приведены на рис. 22
и могут быть полезными при проектировании конденсаторных
машин и разработке технологии сварки.
В конденсаторных машинах батарея конденсаторов обычно раз-
деляется на группы, что при подборе режимов сварки позволяет
* Формула справедлива и для трансформаторной конденсаторной сварки,
если пренебречь потерями в стали трансформатора и в его первичной обмотке,
что обычно вполне допустимо [85].
52
производить ступенчатое регулирование емкости. Так, например,
в точечной машине ТКМ-7 (на рабочее напряжение 600в), у которой
общая емкость батареи конденсаторов составляет 800 мкф, имеются
следующие 7 групп конденсаторов: 10, 20, 20, 50, 100, 200,
400 мкф. Эти конденсаторы регулируют емкость конденсаторной бата-
реи от 10 до 800 мкф через каждые 10 мкф, что соответствует из-
менению энергии Лкот 2,5 до 100% (с интервалами в 2,5%). Исполь-
зуется также принцип регулирования энергии Ак изменением на-
пряжения зарядки конденсаторов, при этом, как и при изменениях
Ср, регулируется форма кривой сварочного тока (см. рис. 19,а).
При выборе наиболее целесообразного способа регулирования
Ак (изменением емкости, напряжения зарядки или комбиниро-
ванием изменения емкости и напряжения) следует учитывать сле-
дующие положения:
1) при трансформаторной конденсаторной сварке сопротивле-
нием, как правило, следует регулировать энергию Ак изменением
емкости, так как возможно получение разных по амплитуде им-
пульсов сварочного тока за счет изменений коэффициента трансфор-
мации сварочного трансформатора;
2) при бестрансформаторной конденсаторной сварке сопротивле-
нием и оплавлением регулировать значения Ак целесообразно изме-
нением не только емкости, но и напряжения зарядки, так как без
этого нельзя получить необходимые формы кривых сварочного
тока по амплитуде.
53
chipmaker.ru
При необходимости регулирования формы кривой сварочного
тока изменением напряжения зарядки конденсаторов от значений
f/cmin до t/cmax выбор емкости батареи конденсаторов для данной- ма-
шины следует производить из условия неизменности полного
(расчетного) значения энергии Ак, что может быть выражено таким
равенством:
с 1/2 Г 1/2
р гпчхС min р min С max (116)
где Ср щах — максимальная расчетная емкость батареи конденсато-
ров при минимальном значении напряжения зарядки;
Ср тш — минимальная емкость батареи конденсаторов при мак-
симальном значении напряжения зарядки.
Из выражения (116) можно вывести, что расчетная емкость ба-
тареи конденсаторов
/ \2
Ср = Ср min • <117)
\ VC min/
Последняя формула показывает, что при отношении тах, рав-
ном 2—3, расчетное значение емкости Ср должно быть увеличено
против Ср min в 4—9 раз по сравнению с тем случаем, если бы кон-
денсаторная машина проектировалась только на напряжение UCtazK.
Отсюда можно сделать вывод, что в конденсаторных машинах регу-
лирование напряжения зарядки конденсаторов следует считать
экономически невыгодным, так как для сохранения постоянного зна-
чения энергии Дк приходится значительно увеличивать емкость и
габариты батареи конденсаторов, а также монтировать в них кон-
денсаторы на рабочее напряжение, равное (Устах- Поэтому такое
регулирование следует применять только в тех случаях, когда без
него нельзя получить необходимые формы кривых сварочного тока.
СВАРОЧНЫЕ ТРАНСФОРМАТОРЫ
При трансформаторной конденсаторной сварке сопротивлением
необходимы токи силой от нескольких до десятков тысяч ампер
и напряжения в сварочной цепи порядка нескольких вольт в стацио-
нарных машинах или одного-двух десятков — в переносных.
Для преобразования разрядного тока конденсаторов (при на-
пряжениях зарядки в сотни и тысячи вольт) в большие сварочные
токи (при низком напряжении) служит сварочный трансформатор.
Такой трансформатор позволяет также создавать технологически
необходимые формы кривой сварочного тока, что обычно достигается
ступенчатой регулировкой коэффициента трансформации.
Необходимо отметить, что в отличие от однофазных контактных
машин сварочный трансформатор в конденсаторных машинах не
только не включается в электрическую сеть промышленной частоты.
54
а обязательно должен быть отключен от нее, и его первичная об-
мотка при сварке может обтекаться только разрядным током кон-
денсаторов. Нарушение этого условия приводит к наложению сете-
вого тока и прожогу деталей.
Исходными величинами для расчета сварочного трансформатора
конденсаторной машины любой мощности являются:
1) расчетное значение аккумулируемой в конденсаторах энер-
гии Лк, которая необходима для сварки заданных сечения и марки
металла;
2) сопротивление R’2 и индуктивность L'2 вторичной цепи ма- .
шины (включая трансформатор и сварочный контакт).
Расчет сварочного трансформатора для конденсаторной сварки
сопротивлением во многом сходен с расчетом такого трансформато-
ра для обычных контактных машин [30], однако имеет следующие
особенности:
1) незначительное время разряда конденсатора вызывает малый
нагрев обмоток трансформатора, а поэтому, как правило, их не
нужно специально охлаждать. По этой же причине в трансформа-
торе потери энергии в первичной обмотке и стали обычно состав-
ляют практически ничтожную величину;
2) необходимость регулирования при сварке таких параметров,
как емкость конденсаторов, напряжение их зарядки и коэффициент
трансформации сварочного трансформатора, обусловливает про-
текание в его первичной обмотке разных по величине и продол-
жительности импульсов разрядного тока конденсаторов, что вносит
некоторую неопределенность в расчет железа сварочного трансфор-
матора.
При разряде конденсаторов на первичную обмотку сварочного
трансформатора по его обмоткам протекают токи, имеющие колеба-
тельный или апериодический характер.
Импульсный характер разрядных токов вызывает необходимость
расчета железа сварочного трансформатора на их наибольшее им-
пульсное (амплитудное) значение из всех возможных при регули-
ровании различных параметров режима конденсаторной сварки.
Если это условие не выполняется, то неизбежны случаи, когда
железо сварочного трансформатора будет насыщаться, что вызывает
уменьшение сварочного тока при том же разрядном токе конден-
сатора.
Величина основного магнитного потока Ф, по которому доляееи
рассчитываться магнитопровод сварочного трансформатора, опре-
деляется результирующей намагничивающей силой, которая может
быть найдена по такой формуле [16]:
4^1 = iite»! 4- z2w2, (118)
где z‘H — мгновенное значение намагничивающего тока сварочного
трансформатора.
55
chipmaker.ru
Среднее значение намагничивающей силы рассчитывается так
П6);
О'н®1)ср = -р- J i^dt, (119)
о
где V — продолжительность первого импульса разрядного тока
конденсаторов.
Максимальный магнитный поток Фтах, значение которого необ-
ходимо знать для определения габаритов сварочного трансформатора,
может быть рассчитан, исходя из таких предпосылок.
В процессе отдачи накопленной в конденсаторах энергии на
сварку исходное дифференциальное уравнение для первичной об-
мотки сварочного трансформатора, в цепи которой нет вентиля,
имеет следующий вид:
Rih + —«с = 0, (120)
где — полный магнитный поток первичной обмотки трансфор-
матора.
Поток i|\ определяется по такой формуле:
Ф1 = Фъ + №1Ф, (121)
гДе Ф15 — полный поток рассеяния первичной обмотки (ф15 = Lls 4);
Ф — основной магнитный поток сварочного трансформатора,
сцепленный со всеми витками обеих его обмоток.
Из уравнений (120) и (121) можно получить
Rih + Lls^- + w1~-uc = 0. (122)
Если в этом выражении пренебречь вторым членом, величина кото-
рого обычно составляет несколько процентов, то формула для опре-
деления потока Ф будет иметь следующий вид:
СО со
+ ,123>
6.0
где постоянная интегрирования Фо является при t — 0 потоком
остаточного магнетизма, обусловленным предыдущим магнитным
состоянием сердечника сварочного трансформатора.
Полученная формула показывает, что остаточный поток уве-
личивает значение основного потока сварочного трансформатора Ф, а
поэтому следует принимать меры, чтобы его значение было возможно
меньшим или сводилось к нулю.
Практически компенсация действия остаточного потока Фо мо-
жет быть осуществлена следующими способами:
1) установлением воздушного зазора в сердечнике сварочного
трансформатора;
2) попеременным реверсированием направления разрядного тока
через первичную обмотку сварочного трансформатора;
ьь
3) намоткой в сварочном трансформаторе дополнительной об-
мотки, по которой в интервалах между разрядами конденсаторов
на его первичную обмотку пропускается постоянный ток, создаю-
щий магнитный поток смещения, равный по величине и противо-
положный по направлению потоку Фо (для этой же цели в некоторых
типах конденсаторных машин используется часть витков первичной
обмотки сварочного трансформатора).
Способ с применением воздушного зазора наиболее прост и при-
меняется в основном для маломощных конденсаторных машин
Попеременное реверсирование направления разрядного тока
используется в более мощных конденсаторных машинах и может
быть осуществлено двояко: установкой переключателя в цепи пер-
вичной обмотки сварочного трансформатора и изменением поляр-
ности конденсаторной батареи после каждого ее разряда *.
Способ с магнитным потоком смещения используется редко.
Если отдача накопленной в конденсаторах энергии происходит
При наличии в первичной цепи сварочного трансформатора после-
довательного и шунтирующего вентилей (см. рис. 12), то для опре-
деления потока Ф следует уравнение (43) для I интервала записать
в таком виде [16J:
^1+л841+Ш1?+д^-п-ас=0- (124)
Пренебрегая в этой формуле вторым членом, обусловленным по-
токами рассеяния первичной обмотки, можно получить следующую
формулу и для потока Ф в I интервале накопленной в конденсаторах
энергии на сварку:
00 00
Ф. - ~ J >.( Н.Л - + Ф» (125)
О о
где Л — продолжительность первого интервала;
ис — мгновенное напряжение на конденсаторе в I интервале.
Аналогично могут быть определены [16] значения потоков
Фн и Фщ для II и III интервалов, однако их величины обычно меньше
Фь и поэтому габариты сердечника сварочного трансформатора
можно рассчитывать по максимальному значению потока Ф1 из
формулы (125).
Габариты сердечника трансформатора при отдаче энергии без
вентиля в его первичной обмотке следует рассчитывать по макси-
мальному значению потока Ф из формулы (123)
Расчетные кривые магнитного потока Ф и намагничивающего
тока построенные [16] по приведенным выше формулам, показа-
ны на рис. 23. При колебательном разряде конденсаторов, который
характерен для случая, когда в разрядном контуре машины нет
* Авторское свидетельство № 115512 от 29 ноября 1958 г. на имя Ю. А. Зло-
тина.
57
вентильных элементов, форма кривой Ф" мало отличается от сину-
соиды и размагничивание сердечника сварочного трансформатора
происходит весьма быстро. При разряде конденсаторов через вен-
тиль кривая Ф' еще больше отличается от синусоиды и значи-
тельного размагничивания сердечника не наблюдается.
Необходимо отметить, что рекомендуемое работой fl 6)определение
габаритов сердечника трансформатора по среднему значению маг-
Рнс. 23. Расчетные кривые намагничиваю-
щего тока 1}1 и магнитного потока Ф свароч-
ного трансформатора для случаев разря-
да конденсаторов на его первичную об-
мотку (без вентиля—iB и Ф ; и с вентилем—
iB и Ф') [16].
нитного потока Фср= — Ф(11
о
значения
сварочно-
дает заниженные
расчетного потока. Поэтому
при эксплуатации
го трансформатора неизбеж-
ны режимы сварки, при ко-
торых значения рабочего маг-
нитного потока Фр превысят
поток Фср, т. е. Фср < Фр<
< Фтах* В этом случае сер-
дечник трансформатора будет
насыщаться.
Наиболее правильно вести
расчет сварочного трансфор-
матора на максимальное зна-
чение магнитного потока (с
учетом остаточного потока Фо).
Если в схеме конденсатор-
ной машины нет вентилей (см.
рис. 10,ft), то магнитный по-
ток Фтах можно рассчитывать
по формуле В. П. Зотова 145]
со
= + (126)
о
где Т = -% — постоянная времени эквивалентного контура с ак-
тивным сопротивлением R и индуктивностью L.
Если в выражении (126) обозначить
(127)
то эта функция будет безразмерной. Ее график показан на рис. 24.
Тогда из формул (126) и (127) получим
и т
Фотах /'(©)• (128)
58
Если известны Uc, Т, wr и критерий 0, который определяет
значение расчет потока Фтах не представляет трудности. Однако
проведенный автором теоретический анализ формул (34), (126) и (127),
а также практика исследований и внедрения конденсаторной сварки
металлов малых толщин показали, что использование этих формул
для расчета сварочного трансформатора часто оказывается за-
труднительным Это объясняется главным образом тем, что при
Рис. 24. Расчетная кривая функции f' (6) для значений критерия
в > 0 [45].
конденсаторной сварке в числе других параметров переменными
являются:
1) емкость Ср — благодаря аккумулированию в конденсаторах
различной энергии на сварку тех или иных материалов;
2) сопротивление R — ввиду необходимости сваривать большое
число различных по толщине материалов, регулировать усилие на
электродах и производить ту или иную подготовку поверхностей
изделий перед сваркой. Сопротивление R также зависит от конструк-
тивного выполнения вторичного контура машины, изменяется в про-
цессе сварки;
3) индуктивность L — в связи с потребностью изменять по тех-
нологическим соображениям коэффициент трансформации свароч-
ного трансформатора
Из сказанного выше можно сделать важный вывод, что при рас-
чете машины для конденсаторной сварки критерий 0 не может быть
взят как постоянная величина, т. е.
& = ]/Г -j^ = T<*> = Var, ( (129)
так как в общем случае все входящие в него величины являются
переменными (постоянная времени Т также содержит переменные
величины R и L). Поэтому для расчета магнитопровода сварочного
трансформатора необходимо:
1) определить по формуле (129) ряд значений 0,, сооответствук)-
69
chipmaker, ru
щих реальным значениям Cpi, 7?г и Lt в условиях сварки заданных
материалов;
2) найти по графику (см. рис. 24) значения f' (0J, соответствую-
щие полученным значениям 0f;
3) определить по формуле (128) значения ряда магнитных пото-
ков ФП1ах/, соответствующих всем значениям f (0Z), и взять за рас-
четный наибольший из всех этих потоков
Рис. 25. Расчетные кривые зависимости критерия © от емкости Ср при
разных значениях контурного коэффициента klr.
Получив таким образом расчетное значение потока Ф|11аХр, можно
утверждать, что при сварке каждого из учтенных при расчете мате-
риалов не будет происходить насыщение железа спроектированного
сварочного трансформатора.
Указанные выше расчеты могут быть упрощены, если в формулу
(129) ввести контурный коэффициент
= (130)
Тогда можно получить
= <131>
Рассчитанный автором график зависимости 0 = f (Ср)для зна-
чений klr~ 0,001 0,50 приведен на рис. 25 и предназначается
60
для облегчения расчетов потока Фтах при проектировании конден-
саторных машин. Из этого графика, а также из формулы (131)
ввдно, что:
1) с увеличением емкости Ср и при = const значения кри-
терия 0 уменьшаются;
2) с увеличением и при Ср = const значения критерия уве-
личиваются;
3) критерий ©для определенного значения емкости Ср зависит
только от соотношения L и R, выражаемого формулой (130).
Следует, однако, отметить, что в целом расчет Фтах по рассмот-
ренной выше методике является гро-
моздким, и поэтому для маломощ-
ных конденсаторных машин автором
разработан более простой метод рас-
чета Фтах, сущность которого изла-
гается ниже.
Формула (126) может быть пре-
образована таким образом:
и т
Фтах = ^-т (132)
где
Рис. 26. Расчетная кривая функ-
ции /" (0) для значений 0 > 0.
(133)
Выражение (132) также может быть преобразовано, и из него
с учетом формул (1) и (129) получим
Фтах=1/^Г(в). (134)
у w*
Из уравнения (134) в соответствии с формулой (27) и при уело*
вии, что <£'2=1, находим, что
Фтах = ^Щ;/''(©). (135)
Из полученной формулы видно, что расчет сварочного транс-
форматора может быть значительно облегчен, если будет найдено
простое решение для определения функции f" (©). График указан-
ной функции при значениях© > 0 приведен на рис. 26. Из теоре-
тического анализа этого графика вытекает следующее:
1) при периодическом, или колебательном, разряде конденсато-
ра, который, как известно, наиболее характерен для сварки на кон-
денсаторных машинах, наблюдается изменение /"(©) в пределах
1—2, а минимум этой функции (порядка 0,8) имеет место при 0=3;
2) при апериодическом разряде наблюдается резкое возраста-
ние функции f" (0), которая при 0 = 0 стремится к бесконечности.
Таким образом, по форме кривой разрядного тока наиболее
подходящим является диапазон 1 < 0<3, при котором функция
Г (в) близка к минимуму.
61
chipmaker.ru
При проектировании конденсаторных машин малой мощности
(для которых, как указывалось выше, рекомендуется методика рас-
чета В. П. Зотова) можно принять, что практически
f (0) = 1; 0 « 1. (136)
Тогда из формулы (135) получим
Фтах ~ Р2j4kZ,2 . (J 37)
где
Из выражения (137) видно, что Фггах зависит только от значений
энергии Ак и индуктивности вторичного контура конденсаторной
машины L'2.
Таким образом, получена весьма простая формула для опреде-
ления потока Фтах при проектировании сварочного трансформатора
маломощных конденсаторных машин. Однако для полного расчета
параметров таких машин следует учесть принятое нами допущение,
что /" (0) =s 1 и определить из этого условия частоту разряда кон-
денсатора <в0 и число витков первичной обмотки £01 проектируемого
сварочного трансформатора Эти расчеты следует вести с учетом
наибольшего значения /?тах, при котором постоянная времени Т по
формуле (37) будет иметь минимальное значение Tmin.
Тогда при© « 1 из формул (129) и (136) получим
6 _ 1
л min 1 mln
(138)
Tmin = . (139)
Однако определить Tmin по формуле (139) невозможно, пока
не будет найдено значение индуктивности эквивалентного контура
конденсаторной машины L, которая в соответствии с формулой (27)
зависит от числа витков и w2, а при w2 = 1 равна
L = && (140)
Следовательно, значения (оо и L могут быть найдены при усло-
вии, если известно число витков
Приняв во внимание допущение, что 0 =з 1, из формулы. (34)
получим
(141)
откуда при w2 = 1
<Н2)
Если в выражение (142) подставить значение Ср из формулы (1),
то число витков первичной обмотки определится по формуле
(143)
62
Однако опыт проектирования и внедрения точечных конденсатор-
ных машин малой мощности [83] показывает, что практически вы-
бор максимального ШцПах и минимального u/Imin чисел витков пер-
вичной обмотки следует производить по таким формулам:
Ur
tt’imax ~ -Г]- • (144)
и2П1Ш
Ur
min ~ > (145)
max
где t^min и ^гтах — минимальное и максимальное напряжения
вторичной обмотки сварочного трансфор-
матора (ориентировочно значения этих на-
пряжений следует соответственно принимать
в пределах 4—5 и 8—10 в для стационарных
точечных машин малой мощности, а для пере-
носных — 12—15 и 18—25 в).
При расчете трансформатора по описанной методике не учитыва-
лись вентили в первичной цепи трансформатора, которые встре-
чаются и в маломощных конденсаторных машинах. В таком случае
расчет максимального магнитного потока можно вести из условия,
что падения напряжения в вентилях равны нулю (так как это не
вносит больших погрешностей в расчеты), и в соответствии с форму-
лой (137).
На основании изложенных выше теоретических предпосылок и
из анализа приведенных формул можно сделать следующие выводы
и рекомендации по расчету максимального магнитного потока для
определения габаритов сердечника сварочного трансформатора кон-
денсаторных машин:
1) для маломощных конденсаторных машин, где вполне допу-
стимы упрощения, принятые в схеме, изображенной на рис. 10,
в качестве исходного уравнения для расчета Фтах может быть взята
формула (126), из которой после преобразований по методике, при-
веденной автором, получается вполне пригодная для практического
использования и простая формула (137);
2) для расчета потока Фтах при проектировании конденсатор-
ных машин средней и большой мощности следует пользоваться фор-
мулами (123) и (125), а также (128), (129) и (131), но учитывать, что
последние дают большие погрешности, чем первые;
3) во всех случаях расчета сварочного трансформатора конден-
саторных машин следует не только учитывать остаточный магнит-
ный поток Фо, но и предусматривать мероприятия для его компен-
сации.
Поперечное сечение железного сердечника сварочного трансфор-
матора следует всегда определять по такой формуле:
Ф
(146)
лизг>шах
63
chipmaker.ru
где «из — коэффициент, учитывающий наличие изоляции между
листами трансформаторной стали [301;
Втах — максимальная индукция в стали.
Необходимо отметить, что нередки случаи, когда определение
сопротивлений, а также других величин, требуемых для расчета
сварочного трансформатора, оказывается затруднительным. Тогда
для грубых ориентировочных расчетов сечения железного сердеч-
ника сварочного трансформатора (в см2) маломощных конденсатор-
ных машин автором может быть рекомендована следующая упро-
щенная эмпирическая формула:
р ^'р max / Up max 15 000
8-^-600~ ' Вгаах
где Ср max — максимальная емкость конденсаторов машины, мкф-,
Uс так —максимальное напряжение зарядки конденсаторов, в.
Наиболее точные значения Fx получаем при таких параметрах
маломощных конденсаторных машин: Cpmax 600 4- 800 мкф;
Ucmax^ 600 в; wt 200 4- 250; w2 = 1; полезный вылет электро-
дов до 60—120 мм.
При расчете сварочного трансформатора конденсаторных машин
определяется эквивалентный разрядный ток в его обмотках 1161
с и
« 3 12 р тяхС тах (147)
Наиболее просто эквивалентные токи в первичной и вторичной
обмотках сварочного трансформатора (/3KBi и /экв2) могут быть рас-
считаны по кривым разрядных токов i± и i2. Для этого из кривых
разрядных токов строятся кривые квадратов токов i2 и i2, а затем
в соответствии с формулой 1148] производится их графическое ин-
тегрирование.
Длительные токи в первичной и вторичной обмотках могут быть
рассчитаны по следующим формулам:
где ПВ% — продолжительность включения конденсаторной ма-
шины.
Дальнейший расчет сварочного трансформатора конденсатор-
ных машин следует производить так же, как для однофазных кон-
тактных машин 17, 301.
Трансформатор состоит из сердечника (магнитопровода), пер-
вичной и вторичной обмоток. Наиболее целесообразной конструк-
цией является броневой тип сварочного трансформатора.
64
Сварочные трансформаторы конденсаторных машин следует
изготовлять с минимальными индуктивностями рассеяния. Доста-
точно рациональна принятая в машинах типов ТКМ и ШКМ кон-
струкция сварочного трансформатора, имеющего сердечник броне-
вого типа, вторичный виток из жестких элементов большого сече-
ния и первичную обмотку из отдельных дисков катушек, которые
укладываются в зазоры между элементами вторичного витка (число
дисковых катушек должно быть на единицу меньше числа элемен-
тов вторичного витка).
Магнитопровод такого сварочного трансформатора изготовля-
ется из штампованных листов трансформаторной или динамной
стали толщиной 0,35—0,5 мм. Для взаимной изоляции листы до-
статочно покрывать с одной или обеих сторон лаком. Сборка маг-
нитопровода производится из отдельных листов внахлестку. Для
уменьшения сопротивления магнитной цепи зазсры в стыках
между листами должны быть порядка 0,1—0,15 мм. Количество
стыков в магнитопроводе обычно не более 2—3.
В сварочных трансформаторах конденсаторных машин наиболее
часто применяется один вторичный виток (выполняется жестким),
концы его соединяют с подвижными токоведущими частями конден-
саторной машины при помощи специальных гибких шин (из медной
фольги или мягкого многожильного прогода). Элементы вторичного
витка вырезают из медных листов, а затем спаивают между собой
латунью (для маломощных машин). Вторичный виток может быть
отлит из высокоэлектропроводного медного или алюминиевого
сплава. В переносных конденсаторных машинах, где требуется
высокое значение вторичного напряжения, необходимо делать не
менее двух витков вторичной обмотки.
Первичная обмотка сварочного трансформатора обычно выпол-
няется из медного провода. Рационально применять дисковую
обмотку, которую легко ремонтировать (можно заменять отдельные
катушки без общей перемотки трансформатора).
После укладки обмоток и сборки сварочного трансформатора
некоторая часть катушек первичной обмотки соединяется между
собой последовательно, а концы остальных выводятся на панель
управления машины, что дает возможность регулировать коэффи-
циент трансформации сварочного трансформатора.
Можно, наконец, отметить, что весьма часто сварочные транс-
форматоры конденсаторных машин вполне удовлетворительно рабо-
тают при естественном воздушном охлаждении (при температурах
воздуха от 35 до 40° С), что, однако, не исключает необходимости
их искусственного охлаждения при недопустимом нагреве, который
может иметь место из-за высоких значений ПВ%.
Ниже приводятся пример и некоторые рекомендации по расчету
сварочного трансформатора маломощных конденсаторных машин.
Разработка сварочного трансформатора модернизированной то-
чечной конденсаторной машины ТКМ-4 [83] производилась автором
65
chipmaker.ru
при таких заданных и рассчитанных значениях некоторых пара-
метров:
Ак = 72 вт сек-, Ь2 = 102 • 10~8 гн; Uc = 600 в;
6^2 win == U2 max == 8<7, 7?тах == 15 * 10 8 вб)СМ2.
По формуле (137) максимальное значение магнитного потока
Фтах - /2 • 72 • 102 10—’8 ~ 0,012 вб.
Тогда поперечное сечение сердечника сварочного трансформатора
I30J при «нз= 0,92
Fж « ---5 « 87 см2.
«изотах 0,92 15 10~5
Однако практически с учетом рекомендации работы [16] расчет-
ное сечение Рж.р было выбрано для среднего значения потока *ФСР>
при котором
Ф Ф F
Лк.р = = — «50 см2.
^гсАпах Кф киз^тах Кф
Ф
Коэффициент Кф = л'^в среднем можно принимать равным
®ср
1,6—1,7.
ВЫПРЯМИТЕЛЬНЫЕ И СТАБИЛИЗИРУЮЩИЕ УСТРОЙСТВА
Питание конденсаторных машин осуществляется от сетей пере-
менного тока промышленной частоты, а преобразование последнего
в постоянный ток, который необходим для зарядки конденсаторов,
производится выпрямительным устройством.
Выпрямительное устройство должно удовлетворять следующим
основным требованиям: 1) обеспечивать зарядку полной емкости
конденсаторной батареи до номинального напряжения при макси-
мальной производительности машины; 2) иметь достаточно высокую
надежность в эксплуатации; 3) быть относительно недефицитным;
4) иметь возможно меньшие габариты и стоимость.
В конденсаторных машинах выпрямительное устройство обычно
состоит из таких основных элементов: выпрямительного трансфор-
матора** (как правило, повышающего, а при бестрансформаторной
конденсаторной сварке сопротивлением — понижающ го) и вен-
тильного элемента (вентиля).
Конструкция и тип выпрямительного трансформатора выбира-
* В данном случае это оказалось допустимым ввиду универсальности машины
ТКМ-4, которая намечалась к серийному производству.
** Если конденсаторная машина рассчитана на напряжение зарядки, близ-
кое к сетевому напряжению, то принципиально зарядная цепь конденсаторов
может питаться непосредственно от сети, т. е. без выпрямительного трансформа-
тора.
66
ются в зависимости от мощности конденсаторной машины, ее наз-
начения и производительности. Для маломощных обычно приме-
няются однофазные выпрямительные трансформаторы броневого и
стержневого типов, в некоторых случаях они служат в качестве
стабилизаторов напряжения.
В конденсаторных машинах большой и средней мощности, как
правило, используются тпехфазные выпрямительные трансформаторы,
однако стабилизации напряжения они обычно не производят, а
также применяются электронные, ионные и полупроводниковые
вентили [116] разных назначений и мощностей.
Основными вентилями для маломощных точечных и стыковых
конденсаторных машин являются селеновые, которые применены
в нескольких типах серийных точечных машин (ТКМ-7, ТКМ-8
и МТК-2) и оказались надежными в эксплуатации. В качестве вен-
тилей в машинах малой мощности также используются кенотроны
(диоды) и тиратроны, но могут быть применены и другие типы
электронных, ионных и полупроводниковых вентилей.
В точечных и стыковых машинах средней и большой мощности
зарядка конденсаторов обычно осуществляется с помощью тира-
тронов 17, 34, 56].
В шовных конденсаторных машинах для сварки металлов малых
толщин зарядные цепи конденсаторов содержат игнитроны и им-
пульсные тиратроны.
В маломощных конденсаторных машинах, выпрямители которых
питаются однофазным током, обычно используется принцип двух-
полупериодного выпрямления. При питании выпрямителей конденса-
торных машин от трехфазных сетей переменного тока применяется
как двух-, так и однополупериодное выпрямление. Последнее также
используется в шовных конденсаторных машинах для сварки метал-
лов малых толщин *,
Расчет выпрямительного устройства конденсаторной машины в
основном сводится к определению мощности выпрямительного
трансформатора, а также к подбору по току и напряжению опре-
деленного типа вентиля. В целом выпрямительное устройство долж-
но быть рассчитано так, чтобы оно обеспечивало зарядку выпрям-
ленным током полной (максимальной) емкости конденсаторной бата-
реи до номинального значения напряжения:
1) в точечных и стыковых машинах — в течение отрезков вре-
мени между сваркой двух точек (стыков) при максимальной произ-
водительности этих машин;
2) в шовных машинах — в интервалах времени между сваркой
двух точек на шве при максимальных значениях частоты образо-
вания сварных точек.
Выше указывалось, что важнейшим вопросом является получе-
* Типовые схемы включения и питания выпрямительных устройств рассмо-
трены в гл. III этого раздела.
67
chipmaker.ru
ние при конденсаторной сварке практически стабильных значений
напряжения зарядки конденсаторов.
Наиболее надежно и просто стабилизация напряжения Uc обес-
печивается в маломощных конденсаторных машинах для точечной
и стыковой сварки, где возможна установка различных стабилиза-
торов напряжения. В настоящее вре-
мя в некоторых типах указанных ма-
шин применяются феррорезонансные
стабилизаторы напряжения, которые
поддерживают значения Uc с точнос-
тью до ± (1—2) % от номинального
при колебаниях сетевого напряже-
ния промышленной частоты в пре-
делах от — (20 ч- 22) до+(8ч- 10)%.
Поддерживать стабильное значе-
ние Uc в конденсаторных машинах
средней и большой мощности, а так,"
же в шовных машинах для сварки
металлов малых толщин, когда при-
менение стабилизаторов напряжения
становится затруднительным или не-
возможным [116], более сложно. В
таких случаях стабильность напря-
жения Uc при колебаниях сетевого
напряжения может быть осуществле-
на в основном устройством в схе-
мах машин узлов с отсечкой заряд-
ного напряжения, что, например,
положено в основу схемы конденса-
разработанного МВТУ им. Баумана
[491. В этой схеме анодный трансформатор ТА обеспечивает за-
рядку конденсаторов Ср с помощью зарядного тиратрона Т3 и игни-
трона И3, в цепи которого имеется ограничивающее сопротивле-
ние Ra.
При появлении зарядного напряжения на конденсаторе Ср че-
рез сопротивления R± — R^ начинает протекать ток, величина ко-
торого увеличивается по мере нарастания напряжения на конден-
саторах Ср . Тогда при определенном значении напряжения на со-
противлении Ri загорается лампа JlHt, в цепи сопротивления R6
появляется ток, вызывая отрицательное смещение на сетке тира-
трона Т3, в результате чего он запирается, гасится игнитрон И3.
и зарядка конденсатора прекращается. .
Величина зарядного напряжения на конденсаторе регулируется
изменением закорачиваемых частей сопротивлений R2 и Rs (благо-
даря регуляторам напряжения РНГ и РН%). При заданных значе-
ниях этого напряжения происходит его отсечка, и загорается
лампа ЛНГ.
68
При разряде конденсаторов на первичную обмотку сварочного
трансформатора ТС индуктивность последнего обусловливает из-
менение полярности на емкостях Ср и С2, причем обратное напря-
жение на С2 растет до напряжения зажигания лампы ЛНг и соз-
дает отрицательное смещение на сетке тиратрона Тр, при котором
он может запереться.
Игнитрон Ир зажигается при
отпирании тиратрона Тр, что
оказывается возможным после
того, как на его сетке появится
положительный потенциал, ко-
торый возникает от падения на-
пряжения на сопротивлении
при перезарядке емкости С2 че-
рез регулируемое сопротивление.
После разряда конденсатора
Ср (через игнитрон Ир) гаснет
лампа ЛНГ, обесточивается со-
противление Дъ, и потенциал
сетки зарядного тиратрона Т3 по
отношению к его катоду стано-
вится равным нулю. Тогда ти-
ратрон Т3 и игнитрон И3 зажи-
гаются, что обусловливает пов-
торную зарядку конденсатора
до заданного схемой напряже-
ния зарядки.
• На рис. 28 показана ориги-
нальная схема стабилизации за-
рядного напряжения конденса-
торов, предложенная С. В. Свеч-
никовым и Е. М. Вакуленко *.
него напряжения конденсаторов с
помощью игнитрона, шунтирующего
первичную обмотку зарядного транс-
форматора.
Схема работает следующим образом. Конденсатор Ср заряжается
через игнитрон И3, а разряжается на первичную обмотку свароч-
ного трансформатора ТС через игнитрон Ир.
Параллельно вторичной обмотке выпрямительного трансфор-
матора ТВ включен шунтирующий игнитрон Иш, который может
работать в положительный для зарядного игнитрона И3 полу-
период. Игнитрон И3 зажигается при помощи импульсного тира-
трона Тш,управляемого электронным блоком регулирования, вход-
ным сигналом которого является зарядное напряжение на конден-
саторе Ср. Это напряжение снимается при помощи делителя ДИ,
позволяющего изменять амплитуду входного сигнала.
Положительные импульсы на выходе электронного блока имеют
частоту, одинаковую с частотой циклов зарядка—разряд конденса-
* Авторское свидетельство № 141564 на имя С. В. Свечникова и Е. М. Ва-
куленко.
69
chipmaker.ru
тора Ср. Этот блок срабатывает по достижении определенной ампли-
туды входного сигнала, регулированием ее величины можно изме-
нять моменты срабатывания электронного регулятора блока и тем
самым моменты зажигания шунтирующего игнитрона.
При зажигании игнитрона Иш шунтируется вторичная обмотка
анодного трансформатора, напряжение на ней падает, заряд-
ный игнитрон гаснет, так как цепь зарядки конденсатора Ср раз-
рывается.
От момента зажигания шунтирующего игнитрона и до конца
положительного полупериода выпрямительный трансформатор ТВ
некоторое время работает в режиме, близком к короткому замыка-
нию. Этот режим несколько облегчается, если последовательно со
вторичной обмоткой включено дополнительное сопротивление R
порядка 5—10 ом. Однако включение сопротивления приводит к
снижению напряжения, до которого заряжается конденсатор, и
ухудшает к. п. д. процесса.
Регулируя момент разрыва цепи зарядки конденсатора, можно
получать определенные значения напряжения, до которого он бу-
дет заряжаться, причем они будут практически постоянны по вели-
чине и независимы в определенных пределах от колебаний сете-
вого напряжения, которое подается на первичную обмотку выпря-
мительного трансформатора ТВ.
Описанная схема стабилизации зарядного напряжения конден-
сатора дает достаточное для практических целей постоянство на-
пряжения зарядки (как показали первые лабораторные опыты, в
пределах 3%, при условии, если значения напряжения сеги
изменялись от 175 до 230 в) и, видимо, найдет применение в конден-
саторных машинах средней и большой мощности, а также в шовных
машинах для сварки металлов малых толщин.
ВКЛЮЧАТЕЛИ И ВСПОМОГАТЕЛЬНЫЕ УСТРОЙСТВА
В разрядной цепи конденсаторных машин, как правило, уста-
навливаются разного рода включатели, с помощью которых комму-
тируется сварочный ток. Машины для ударной конденсаторной
сварки оплавлением и сварки сплавлением в шарик не требуют
специальных включателей, что обусловливается принципом их дей-
ствия (см. рис. 7).
В точечных, шовных и стыковых конденсаторных машинах для
сварки сопротивлением во всех случаях сварочный ток должен
включаться после приложения к электродам полного усилия сжа-
тия, а отключаться — до снятия этого усилия.
Заданный цикл сжатия и коммутирования сварочного тока в
разных типах маломощных конденса~орных машин для точечной
сварки осуществляется следующими способами:
1) блокировкой механизмов сжатия с пусковыми кнопками, ко-
торые включают катушки электромагнитных контакторов и пус-
70
кателей, установленных в разрядной цепи конденсаторов (в точе-
чной машине ТКМ-4);
2) установкой в разрядной цепи механических переключателей,
сблокированных с механизмами сжатия (в машинах A'lTK-2, ТКМ-7);
3) блокировкой механизмов сжатия с цепями управления игни-
тронных и тиратронных включателей разрядного тока (в машинах
ТКМ-6, ТКМ-8).
Такие же способы включения разрядного тока могут приме-
няться и в стыковых конденсаторных машинах малой мощности.
Отличительной особенностью некоторых включателей в разряд-
ной цепи маломощных конденсаторных машин для точечной сварки
является то, что они также служат включателями в зарядной цепи
конденсаторов (например, в машинах ТКМ-4, ТКМ-7 и МТК-2).
При этом разрядный и зарядный токи конденсаторов коммутируют-
ся за счет подтягивания якорей магнитных контакторов и пускате-
лей или переключения подвижной системы механических переклю-
чателей.
Коммутирование разрядного Тока конденсаторов с помощью
электромагнитных контакторов и пускателей с серебряными контак-
тами, а также механических переключателей с вольфрамовыми или
вольфрамо-медными контактами является наиболее простым спо-
собом для маломощных точечных и стыковых конденсаторных ма-
шин. Эксплуатация указанных типов включателей при большой
производительности и значительных разрядных токах конденса-
торов затрудняется из-за необходимости вести тщательный уход
за контактами (особенно за серебряными).
Более приемлемо использование в разрядной цепи конденсатор-
ных машин ионных включателей — тиратронов и игнитронов, кото-
рые, хотя и дороже электромагнитных и механических включателей,
значительно надежнее в эксплуатации.
В точечных и стыковых конденсаторных машинах средней и
большой мощности, где приходится коммутировать значительные по
величине разрядные токи конденсаторов, основными типами вклю-
чателей являются игнитроны и тиратроны.
В шовных конденсаторных машинах для сварки металлов ма-
лых толщин разрядный ток конденсаторов, как правило, комму-
тируется игнитронами (реже импульсными тиратронами).
К вспомогательным устройствам электрической части конденса-
торных машин в основном относятся следующие: 1) электронные
блоки управления, реле, кнопки, выключатели; 2) вспомогатель-
ные трансформаторы (накальные, сеточные, цепей управления);
3) переключатели емкости конденсаторов и напряжения их зарядки,
а также коэффициента трансформации сварочного трансформатора
(если он имеется); 4) приборы контроля и сигнализации.
Электронные блоки управления в конденсаторных машинах
имеют разное назначение. Так, наиболее сложный из них — блок
в шовных машинах — выполняет две основные функции: задает
71
chipmaker.ru
рабочую частоту повторения циклов зарядка — разряд конденсаторов
и управляет поочередным включением ионных вентилей в зарядной
и разрядной цепях батареи конденсаторов с заданной по режиму
сварки частотой.
В других машинах, например в точечной машине МТК-2 (см.
рис. 39), блок управления представляет собой электронное реле
времени, которое вместе с другими приборами производит автома-
тическое управление циклами сварки.
Мощность и другие параметры вспомогательных трансформато-
ров зависят от назначения конденсаторных машин (для сварки
точечной, стыковой, шовной), их мощности и производительности.
Конструкция и габариты переключателей емкости конденсато-
ров, напряжения, их зарядки и коэффициента трансформации вы-
бираются в соответствии с мошностью конденсаторных машин, вели-
чиной коммутируемых емкостей и напряжений, а также с усло-
виями техники безопасности и удобств эксплуатации. В маломощ-
ных точечных конденсаторных машинах типа ТКМ и шовных типа
ШКМ установлены простые по конструкции и надежные в эксплуа-
тации штепсельные переключатели.
Более подробно включатели и вспомогательные устройства кон-
денсаторных машин рассматриваются в описаниях электрических
схем. Многие из них сходны с устройствами, применяемыми в кон-
тактных машинах 17, 11, 30, 51, 56].
Chipmaker.ru
ГЛАВА 111
МАШИНЫ ДЛЯ КОНДЕНСАТОРНОЙ СВАРКИ
Конденсаторная машина представляет собой комплекс, состоя-
щий из батареи конденсаторов, выпрямительного устройства, сва-
рочного трансформатора (при трансформаторной конденсаторной
сварке), включателя сварочного тока, разных вспомогательных
устройств и станка, на котором выполняется определенная механи-
ческая работа.
Машины для конденсаторной сварки можно классифицировать
по типу свариваемых соединений: точечные; шовные (роликовые);
шовно-стыковые; стыковые.
В настоящее время в технике наибольшее применение имеют то-
чечные конденсаторные машины, а после них следуют стыковые и
шовные. Машины для шовно-стыковой сварки практически при-
менения еще не нашли.
Конденсаторные машины, кроме того, можно разделить по их
мощности на следующие группы:
1) маломощные — Ак 1 кет • сек;
2) средней мощности— Ак = 1 4- 5 кет-сек;
3) мощные — Ак > 5 кет • сек.
По назначению и характеру действия эти машины делятся на
два основных класса: универсальные — неавтоматические и полу-
автоматические; специализированные — неавтоматические, полу-
автоматические и автоматические.
Машины первого из этих классов имеют преимущественное рас-
пространение. Развитие техники и автоматизации производствен-
ных процессов вызывает все большую потребность в специализиро-
в 1нных конденсаторных машинах.
КОНДЕНСАТОРНЫЕ МАШИНЫ ДЛЯ ТОЧЕЧНОЙ СВАРКИ
Конденсаторные машины для точечной сварки в основном рабо-
тают по принципу использования разряда конденсаторов на пер-
вичную обмотку сварочного трансформатора. Однако уже начата
разработка точечных конденсаторных машин (см. рис. 9,а) с испо-
льзованием бестрансформаторного разряда конденсаторов.
73
chipmaker.ru
Маломощные конденсаторные машины
для точечной сварки. Опыт проектирования и расчеты
машин для точечной сварки цветных и черных металлов толщиной
до 1 + 1 мм показывают, что накопленная в их конденсаторных бата-
реях энергия должна составлять величину не более 1 кет-сек. Для
того чтобы накопить такую энергию в течение 0,3—0,5 сек (мини-
мальная в практических условиях продолжительность паузы между
сваркой двух точек), необходимо потреблять от сети переменного
тока при к. п. д. зарядки конденсаторов, равном 0,5, максимальную
мощность порядка нескольких киловатт. Это дает возможность
питать машины от обычных однофазных осветительных сетей, что
облегчает их эксплуатацию. 7
Незначительная мощность, потребляемая такими конденсатор-
ными машинами, не может вызвать практически заметных переко-
сов фаз и колебаний напряжения в питающих их сетях, что также
является положительным фактором.
При разработке электрической части маломощных конденсатор-
ных машин для точечной сварки, как правило-, необходимо:
1) использовать для зарядки конденсаторов малогабаритные
кенотроны, селеновые выпрямители и тиратроны;
2) применять в стационарных машинах серийные бумажные или
металлобумажные конденсаторы как наиболее экономичные, на-
дежные и относительно недефицитные, а в переносных машинах —
электролитические конденсаторы;
3) устанавливать в разрядной цепи машины магнитные контак-
торы и механические переключатели, а также импульсные тират-
роны и игнитроны;
4) применять плавно-ступенчатое регулирование емкости, а
если требуется и напряжения зарядки конденсаторов с помощью
специального устройства (например, штепсельного переключателя).
В основу компоновки всех основных узлов стационарных неав-
томатических маломощных конденсаторных машин универсального
назначения могут быть приняты следующие положения.
1) практически неизменное усилие сжатия электродов на про-
тяжении всего сварочного цикла (наиболее рационально для метал-
лов малых толщин);
2) удобное и легкое управление механизмом сжатия электро-
дов и включения сварочного тока для облегчения работы сварщика
и исключения возможности получения брака;
3) максимальное сближение электродов со сварочным трансфор-
матором при минимально возможных размерах вторичного контура
для повышения к. п. д. машин;
4) нормальное положение сварщика при работе — сидячее, так
как от него требуется визуальное наблюдение за процессом сварки
с близкого расстояния ввиду необходимости точной фиксации то-
чек или шва на мелких и узких изделиях;
5) обеспечение полной безопасности сварщика.
74
В Советском Союзе маломощные точечные конденсаторные ма-
шины разрабатываются Институтом электротехники АН УССР.
Всесоюзным научно-исследовательским институтом электросвароч-
ного оборудования (ВНИИЭСО). Московским высшим техническим
училищем им. Баумана (МВТУ). Техническая характеристика основ-
ных типов этих машин приведена в табл. 4 [52, 53, 57, 83, 84, 86,
87, 129].
К универсальным машинам для точечной конденсаторной сварки
металлов малых толщин относятся машины следующих типов:
1) стационарные — все конструкции серии ТКМ (Т — точеч-
ная, К — конденсаторная, М — машина), а также машины МТК-2
и ТКБ-1 (Б — бестрансформаторная);
2) переносные — ПТКМ-1 (П — переносная), МТИК-0,1 (И —
импульсная) и ТККП-1 (второе К — клещи иП — пневматиче-
ские).
Машины серии ТКМ, а также ТКБ-1, ПТКМ-1 и ТККП-1 раз-
работаны автором и под его руководством в Институте электротех-
ники АН УССР, а машины МТК-2 и МТИК-0.1 — во ВНИИЭСО.
Конденсаторные машины, разработанные в Институте электро-
техники АН УССР, предназначены для точечной сварки взамен
пайки мягкими и твердыми припоями, а также механических спосо-
бов соединения изделий из различных металлов и сплавов толщи-
ной от 0,02 до 0,8 мм. Лабораторные исследования и широкий опыт
внедрения показали, что точечная конденсаторная сварка обеспечи-
вает качественные неразъемные соединения из многих марок цвет-
ных и черных металлов малых толщин (см. табл. 55). В ряде случаев
возможна приварка мелких штифтов, болтов, шпилек, контактов,
а также деталей толщиной до 0,3—0,45 мм к деталям практически
любой толщины (ограничением может служить только величина
максимального раскрытия электродов машин).
Все конструкции машин ТКМ, ПТКМ-1 и ТККП-1 могут быть
использованы как в производственных, так и в лабораторных усло-
виях.
Машины типа ТКМ универсальны, на них можно сваривать
большой диапазон металлов малых толщин.
Машины типа ТКМ могут быть с успехом применены взамен
однофазных контактных машин (они дают более высокое и стабиль-
ное качество сварки, а также большую экономию электроэнергии)
и, кроме того, для сварки крестообразных соединений из прово-
лок небольших диаметров.
Конденсаторные машины МТК-2 предназначены для сварки де-
талей из цветных и черных металлов и сплавов толщиной от 0,1 до
0,3 и МТИК-0,1 — от 0,02 до 0,15 мм Машины МТК-2 могут быть
использованы в радиотехнике, на них можно сваривать кресто-
образные соединения из проволок диаметрами от 0,6 до 1 мм.
Из всех указанных выше стационарных конденсаторных машин
для точечной сварки металлов малых толщин серийными являются
75
chipmaker.ru
Технические характеристики отечественных конденсаторных
Стационарные
Универсальные
Показатель ТКБ-1 ТКМ-4 ТКМ-6 ГКМ-7 ТКМ-8 ТКМ-9
Напряжение питающей
сети переменного тока, в 220 220 220 220 220 220
или 380 или 380 или 380
Номинальная мощность,
ква ......... 0,2 0,1 0,65 0,2 0,3 2,5
Максимальный зарядный
ток, а ........ —. — — -—- .— •
Емкость батареи конден- саторов, мкф Напряжение зарядки кон- 21 000' 400 800 800 155 1000
денсаторов, в . . . . Максимальная накоплен- 100 600 1000 600* 1000 1000
ная энергия, вт сек . Число ступеней сварочно- 105 72 400 144 78 500
го трансформатора . . — 4 4 4 4 4
Тип выпрямителей . . . Селено- Кеиот- Импуль Селеновый Импуль-
вый рон сный СНЫЙ
тират- тират-
рои рон
Характер действия машины Неавтоматический Автоматический и
Привод механизма сжатия Педальный Электродвигатель
Полезный вылет, мм 150 65 250 150 150 250
Рабочий ход электродов, мм Пределы рггулировки 15 6 25 15 15 18
усилия сжатия, кГ . . 1—28,5 0,5—25 6—80 1—56 6—40 6—130
Способ включения . . . Педальный
Тип включателя .... Механи- Магнит- Игнитрон Механи- Игнитрон
ческий ный ческий
переклю- койтак- переклю-
чатель тор чатель
Толщина (диаметр) свари-
ваемого металла, мм: максимальная .... 0,5** 0,5 0,8** 0,7** 0,5 0,8**
минимальная . . „ . . 0,02 0,02 0,05 0,02 0,05 0,05
при крестообразных сое-
динеииях проводов . . До 1,0 До 1,2 До 2,5 До 1,5 До 1,2 До 3
Производительность, свар/мин Габариты, мм: До 20 До 20 До 18 До 20 24—120 24—120
высота 1250 1245 1335 1400 1285 1470
ширина 560 800 580 800 800 710
глубина 700 625 1010 700 675 950
Вес, кг 80 165 365 190 220 450
♦ С конца 1961 г, машина ТКМ-7 выпускается на рабочее напряжение зарядки конденсаторов 1000 а
** Для машин ТКМ-6, ТКМ-7, ТКМ-9 и ТКБ-1 максимальная толщина свариваемого металла
*** Для машины НИИ толщина свариваемого металла показана для никеля.
машин для точечной сварки металлов толщиной до 0,8 мм
Таблица 4
машины Переносные универ-
| .Специализированные сальные машины
МТК-2 К-4 К-7 К-22, К-32 К-23 НИИ ПТКМ-1 МТИК-0,1
220 или 380 220 220 220 220 220 или 380 127 или 220 220
— 2 2 2 2 5 0,1 —
4 — — — —‘ — — 0,8
500 600 600 600 600 252 500 240
500 700 До 700 До 700 700 500 450 200/400
62,5 147 147 147 147 31,5 50,6 19,2
5 Селеновый — — — — Тиратрон 5 Кенотрон 4 Селено- вый
неавтомати- ческий Электро- магнитный и педальный 80 5 Педаль- но-пру- жинный Ручной Неавт Педально-пр оматическг ужинный й Педаль- ный Руч 65 юй
2—15 Педаль Механи- ческий переклю- чатель До 30 ный До 10 Ручной До 30 и 60 Пе До 30 дальний До Ю Тиратрон 3—12 Ножная Магнит- ный контактор 1,5—2,5 кнопка Игнитрон
0,3 0,1 0,5 0,01 0,5 0,01 0,5 0,01 0,5 0,01 ] о*** (Ц)1*** 0,3 0,02 0,15 0,02
0,6—0,8 До 0,8 До 0,8 ’—' — — —
20—90 До 120 До 120 До 120 До 120 — До 10 До Ю
1095 650 572 150 1400 700 900 350 1400 700 900 350 1300 500 680 300 1300 520 560 300 —- 410 470 290 34 280 255 240 17
при емкости их батареи 295 мкф.
Показана для хромоникелевых аустенитных сталей типа 18-8.
76
77
chipmaker.ru
TKjM-4, ТКМ-7, TKM-8 и МТК-2. Все остальные машины изготов-
ляются в индивидуальном порядке.
Конструкции специализированных конденсаторных машин для
точечной сварки металлов малых толщин в основном разрабатывают-
ся в Московском высшем техническом училище и предназначены
для использования в электровакуумной промышленности (маши-
ны серии К)
Рис. 29. Точечная конденсаторная машина ТКМ-4 (разрезы):
1 и 2 — передвижной груз и рычаг для изменения давления на электродах; 3 — механизм
сжатия электродов; 4 — панель штепсельного переключателя; 5 — штепсельное гнездо для
подключения машины к электрической сети; 6 — панель с сигнальной лампой, выключате-
лями сети и вольтметра, выключателем выпрямительного трансформатора; 7 — рабочий стол
машины с двумя откидными полками; 8 — металлический, каркас машины; 9 — блоки кон-
денсаторов; 10 — выпрямительное устройство; 11 — выдвижной ящик для инструмента и
запасных электродов; 12—пружина педального механизма; 13— ножная педаль; 14— болт
для заземления машины.
Точечные конденсаторные машины малой мощности специализи-
рованного назначения, как правило, пока серийно не изготовляются
Ниже приводятся описания разных типов точечных конденса-
торных машин, указанных в табл. 4, а также нескольких других
типов аналогичных машин.
Серийная точечная конденсаторная машина ТКМ-4 (рис. 29) вы-
полнена в виде металлического шкафа с небольшим рабочим столи-
ком. Внутри шкафа вмонтированы блоки конденсаторов, выпрями-
тельное устройство, лампы, разрядное и зарядное сопротивления,
магнитный контактор, кнопка контактора, сварочный трансформа-
тор и добавочное сопротивление к вольтметру. Кроме того, в нем
проходит тяга, соединяющая механизм сжатия с педальным меха-
низмом.
На верхней передней стенке шкафа установлены: механизм
сжатия, сигнальная лампа, вольтметр, штепсельный переключатель,
78
выключатели питания машины и вольтметра, а также переключатель
выпрямительного трансформатора
Кинематическая схема машины ТКМ-4 показана на рис. 30
Педаль 15 находится в поднятом состоянии за счет действия пружи-
ны 14. Нажатие педали ногой до соприкосновения упорного рычага
педали / с пружинным упором 2 вызывает подъем тягиЗ, у которой
Рис. 30. Кинематическая схема Рис. 31. Электрическая схема
машины ТКМ-4. машины ТКМ-4.
отрегулированном педальном механизме конец рычага противовеса
7, который связан с рычагом и грузом для изменения давления, уста-
навливается примерно против середины указанного выше паза.
Благодаря этому педальный механизм полностью освобождается от
механической связи с остальной частью кинематической схемы ма-
шины, в результате чего шток 11, находящийся в кронштейне 10,
с верхним электродом 12 свободно опускается вниз и прижимает
свариваемые детали к нижнему электроду 13. Усилие сжатия дета-
лей определяется весом сменной гири 8 и ее положением на рычаге
механизма 9 Дальнейшее нажатие педали 15 до конца ее хода
вызывает сжатие пружинного упора 2 и включение сварочного
тока с помощью кнопки пускателя 5, управляющей разрядной цепью
конденсаторов. Нажатие указанной кнопки производит толкатель
4, жестко укрепленный на тяге 3. Для освобождения сваренных
деталей отпускают педаль.
79
chipmaker.ru
На рис. 31 показана электрическая схема точечной конденсатор-
ной машины ТДМ-4. При подаче сетевого напряжения и включении
выключателя получает питание выпрямительный трансформа-
тор ТВ и начинается разогрев нитей накала выпрямительных ламп
ЛВ, после чего заряжаются конденсаторы Ср. Количество заряжае-
мых конденсаторов зависит от числа штеккеров, включенных в
штепсельный переключатель ПШ *
Рис. 32. Точечная конденсаторная машина ТКМ-6 (разрезы):
1 — цилиндр с пружиной; 2— двухплечнй рычаг; 3~кронштейн верхнего электро додержателя;
4 — панель с переключателями емкости н коэффициента трансформации; 5 — штепсельное
гнездо для подключения машины; 6— панель управления; 7 —ннжний электроцодержатель;
8 — металлический каркас машины; 9— сварочный трансформатор; 10— блоки конденсато-
ров; 11 — ножная педаль; 12 — болт для заземления машины.
Кнопкой К включается катушка магнитного контактора КМ,
замыкаются контакты последнего, и происходит разряд конденса-
торов на первичную обмотку сварочного трансформатора ТС, во
вторичном витке которого индуктируется импульс сварочного тока.
При этом предварительно сжатые между электродами детали сва-
риваются в одной точке.
Для периодического контроля напряжения зарядки конденсато-
ров и контроля их исправности в схеме предусмотрен вольтметр U.
Нормальное положение выключателя В2 в цепи вольтметра отклю-
ченное. Лампа ЛС сигнализирует о включении машины под напря-
* С помощью этого же переключателя регулируется коэффициент трансфор-
мации сварочного трансформатора (см. рис. 34, 36 и 42).
во
жение питающей ее сети. Сопротивление ограничивает анодный
ток выпрямительных ламп, а сопротивление гасит остаточный
заряд конденсаторов при отключении машины от сети.
Конденсаторная машина ТКМ-6 (рис. 32) является не только
наиболее мощной из всех указанных в табл. 4 машин с педальным
приводом, но также имеет наибольший полезный вылет На ней
можно производить точечную сварку сравнительно крупных изде-
лий, изготовляемых из металлов толщиной до 0,8 мм.
Машина ТКМ-6 имеет педально-пружинный механизм сжатия
(рис. 33). Педаль 1 при нажатии поворачивается вокруг оси 2 и вы-
зывает подъем тяги 3 с укрепленным на ней толкателем 4, который
производит включение и отключение контактов КНР тлКНЗ кнопки
управления в электрической схеме машины (рис. 34) Тяга повора-
чивает двухплечий рычаг 5, приводящий в поступательное движе-
ние шток 6. Шток с помощью резьбы жестко связан с цилиндриче-
ской гайкой 7, закручивание или откручивание которой сжимает
или ослабляет) пружину в. цилиндре 8, имеющем шарнирный зуб.
Усилие сжатой пружины передается на шарнирный зуб, а от него
через ломаный рычаг 9 и серьгу 10 — к верхнему электрододержа-
телю .12. Нижний электрододержатель 13 крепится жестко. При
нажатой педали 1 помещенные между верхним и нижним электро-
дами свариваемые детали сжимаются с усилием, соответствующим
степени сжатия пружины в цилиндре 8. При освобождении педали
пружина 14 приводит систему в исходное положение. Установка
необходимого зазора между электродами осуществляется переме-
щением верхнего электрододержателя 12 при расслабленном зажим-
ном хомутике 11.
На рис 34 приведена принципиальная электрическая схема ма-
шины ТКМ-6. При подаче напряжения на ее входные зажимы и вклю-
чении двухполюсного выключателя получает питание первичная
обмотка накального трансформатора TH и начинается разогрев за-
рядного Т3 и поджигающего Тп тиратронов. После разогрева ука-
занных ламп включается второй двухполюсный выключатель В2,
благодаря чему получает питание первичная обмотка анодного
трансформатора ТА. Кроме того, через нормально замкнутые кон-
такты КНЗ пусковой кнопки КП получает питание первичная об-
мотка сеточного трансформатора ТС,. Его вторичное напряжение
в каждый из положительных полупериодов отпирает тиратрон Т3.
Благодаря этому получает зарядку регулируемая (по условиям
режима сварки) емкость Ср. Нажатием кнопки КП размыкается
цепь трансформатора TCs, и при включении ее нормально разомк-
нутых контактов КНР получает питание первичная обмотка вто-
рого сеточного трансформатора ТСп , упр являющего сеткой лампы
Тп. Лампа отпирается и поджигает разрядный игнитрон Ир, нахо-
дящийся в цепи первичной обмотки сварочного трансформатора ТС.
Происходит разряд конденсаторов Ср на эту обмотку и сварка дета-
лей во вторичной цепи трансформатора ТС.
81
chipmaker, ru
Серийная точечная конденсаторная машина ТКМ-7 (рис. 35)
разработана как модификация машины ТКМ-4. В ней использо-
Рис. 33. Кинематическая схема -машины ТКМ-6.
ваны малогабаритные конденсаторы типаМБГП-1 (ГОСТ 7112—54),
а поэтому при вдвое большей накопленной энергии в конденсаторах
она имеет примерно такие же габариты и вес, как машина ТКМ-4
М
В машине ТКМ-7 увеличен до 150 мм полезный вылет и до 15 мм —
рабочий ход верхнего электрода, а также имеются некоторые дру-
гие конструктивные улучшения.
Кинематическая схема машины ТКМ-7 в основном сходна со
схемой, изображенной на рис. 30. Отличие заключается в том, что
в схеме машины ТКМ-7 нажатием педали 15 до конца ее хода пе-
реключается механический переключатель с зарядки на разряд
конденсаторов (см. рис. 36), что вызывает включение сварочного
тока.
На рис. 36 показана электрическая схема машины ТКМ-7. При
подаче напряжения на ее входные зажимы и включении двухпо-
люсного выключателя В получает питание первичная обмотка ста-
билизирующего выпрямительного трансформатора СТВ. Сразу же
после этого. начинается зарядка конденсаторов Ср от селенового
выпрямителя ВС. Затем при переключении механического переклю-
чателя МП из правого положения в левое происходит замыкание
цепи зарядки конденсаторов и их немедленный разряд на первич-
ную обмотку сварочного трансформатора ТС. При этом индуктиро-
вание импульса тока во вторичном витке ТС обусловливает сварку
деталей, сжатых между электродами машины.
После отпускания педали машины переключается МП из левого
положения в правое, и конденсаторы опять заряжаются для сварки
следующей точки. Балластное сопротивление /?с подключено
наглухо к обоим зажимам находящихся в работе конденсаторов, и
полностью гасит (в течение 25—30 сек) их остаточный заряд после
отключения машины от питающей сети. В схеме также имеется
разрядное сопротивление Rp, включенное через нормально разом-
кнутые контакты конечного выключателя КВ. Замыкание кон-
тактов обеспечивает полный разряд находившихся в работе кон-
денсаторов на разрядное сопротивление в течение десятых долей
секунды.
Для точечной сварки в автоматическом и неавтоматическом
режимах могут быть использованы стационарные конденсаторные
машины МТК-2, ТКМ-8 и ТКМ-9.
Серийная точечная машина МТК-2 (рис. 37) выполнена в виде
металлического шкафа, внешне она несколько сходна с маши-
нами ТКМ-4, ТКМ-7 и ТКМ-8.
Машина МТК-2 может работать (рис. 38) при педальном и элект-
ромагнитном приводах верхнего электрода 10. Однако в обох слу-
чаях усилие сжатия электродов 10 и 11 определяется степенью
натяжения регулируемой пружины 8.
При неавтоматической работе машины МТК-2 может быть включен
как педальный, так и электромагнитный привод. В первом случае
сварка каждой точки производится единичным нажатием на педаль
14 до упора. Тогда поворачивается вал педали 2 и поднимается тя-
га 5, которая преодолевает силы сжатия возвратных пружин <3 и
опускает вниз правую часть коромысла 7 с ползуном 6. При этом
83
chipmaker.ru
Рис. 36. Электрическая схема
машины ТКМ-7.
Рис. 35. Точечная конденсаторная
машина ТКМ-7.
84
шток 9 благодаря сжатой пружине 8 опускает вниз электрод 10.
Одновременно с подъемом тяги 5 происходит перемещение вверх
якоря электромагнита 12 и переключение контактной системы путе-
вого переглючателя 4 с зарядки на разряд конденсаторов. Это и
обусловливает сварку в одной точке деталей, зажатых между элект-
родами 10 и 11. После сварки точки освобождают педаль 14, и пру-
жины 3 возвращают систему рычагов механизма в исходное поло-
жение. Сварка новой точки происходит в таком же порядке.
Рис. 37. Точечная конденсаторная
машина МТ К-2.
Рис. 38. Кинематическая
машины МТК-2.
схема
При неавтоматической работе машины МТК-2 с электромагнит-
ным приводом верхнего электрода 10 между последним и непод-
вижным электродом 11 устанавливается зазор до 5 мм. Затем нажи-
мается рамка педали 15, которая с помощью микропереключателя
13 включает электромагнит 12. В результате срабатывания электро-
магнита поворачивается вал педали 2 и вся связанная с ним система
рычагов, что вызывает сжатие деталей между электродами, а пере-
мещение якоря электромагнита вверх приводит к срабатыванию
переключателя 4 и сварке деталей в одной точке. После сварки рамка
педали освобождается, пружины возвращают систему рычагов в ис-
ходное положение. Сварка новых точек производится каждый раз
единичным нажатием на рамку педали.
При автоматической работе машины МТК-2 педаль 14 фиксиру-
ется болтом / в положении, при котором ход верхнего электрода 10
&5
chipmaker.ru
равен 5 мм. Тогда удерживание рамки педали 15 в нажатом поло-
жении обусловливает периодическое включение электромагнита
12 и сварку деталей с заданным темпом.
На рис. 39 приведена электрическая схема машины МТ К-2, от-
личительной особенностью которой является наличие фильтра ра-
диозащиты ФР, который компенсирует вредное влияние на радио-
вещание процессов коммутации тока при работе этой машины.
В схеме машины МТК-2 имеются цепи зарядки и разряда кон-
денсаторов, сварочная цепь и управляющая часть.
В зарядную цепь блока конденсаторов Ct — Съ входят: пере-
ключатель емкостей ПЕ, зарядное сопротивление Rr, повышающая
обмотка трансформатора ТЗ, селеновый выпрямитель ВС, выклю-
чатель ВЗ и нормально замкнутые контакты путевого переключа-
теля ПП. Величина рабочей емкости блока конденсаторов регули-
руется переключателем ПЕ.
Разрядная цепь блока конденсаторов состоит из нормально
разомкнутых контактов путевого переключателя, первичной об-
мотки сварочного трансформатора ТС с переключателем секций об-
мотки ПС и переключателя ПЕ.
В сварочную цепь схемы входят вторичный виток трансформа-
тора ТС и свариваемые детали, зажатые между электродами ма-
шины.
Остальная часть схемы обеспечивает управление машиной МТК-2
и состоит из электронного реле времени, выполненного на одном
из триодов лампы Л (6Н8С), электромагнита ЭМ и пусковой кнопки
КП, а также реле Рг, Р2 и Р3, в которых имеются нормально откры-
тые и нормально закрытые контакты.
Электромагнит ЭМ, включение которого производит реле Р3,
осуществляет перемещение верхнего электрода машины и создает
86
усилие сжатия электродов. Продолжительность сжатия электродов
на всех режимах сварки остается постоянной и определяется выдерж-
кой времени на отпускание реле Р±. Электромагнит питается от
селенового выпрямителя ВС через трансформатор ТЗ, выключатель
ВМ и контакты ЯО2 реле Р2.
Продолжительность циклов сварки (зарядка конденсаторов —
сжатие свариваемых деталей — разряд конденсаторов) опреде-
ляется электронным реле времени и может плавно изменяться по-
тенциометром Т?8.
Перед включением машины в сеть переключатель напряжения
ПН устанавливается в положение, соответствующее значению сете-
вого напряжения. Включением ВП напряжение сети подается на
трансформатор ТЗ. Начинается разогрев катода лампы Л, и заго-
рается сигнальная лампочка ЛС. Затем включается выключатель
ВЗ, и начинается зарядка конденсаторов.
После разогрева лампы Л включается находящееся в ее анодной
цепи реле Ра, и примерно через 20 сек после включения в сеть ма-
шина оказывается готовой к работе.
При автоматической работе кнопка КП находится во включен-
ном положении при нажатой рамке педали (см. рис. 38). Благодаря
включенным контактам НО3 срабатывает реле Ръ которое контак-
тами НО\ включает реле Р2. Кроме того, при включении реле
Pi разрывается анодная цепь лампы Л (контактами НЗ^, что вызы
вает отпускание реле Р3 и разрыв цепи питания реле 1\. Однако
последнее продолжает оставаться включенным, пока происходит
разряд конденсаторов Cj.
Срабатывание реле Р2 обусловливает подачу питания (при
включенном ВМ) на электромагнит ЭМ, который опускает верхний
электрод и сжимает свариваемые детали. В конце рабочего хода
якоря электромагнита контактное устройство путевого переключа-
теля переключается с зарядки на разряд, происходит разряд кон-
денсаторов на первичную обмотку трансформатора ТС и сварка де-
талей в одной точке. '
Быстрый разряд конденсатора Ci вызывает отключение реле Рг,
которое контактами Н0\ разрывает цепь питания реле Р2 и отклю-
чает электромагнит ЭМ.
При разрыве анодной цепи лампы Л заряжается конденсатор
Си и запирается эта лампа. Однако сразу же после этого начинается
разряд конденсатора Сц на сопротивления /?7 и Т?8. При достаточ-
ном разряде лампа Л отпирается, ее анодный ток возрастает, сраба-
тывает реле Р3, и цикл сварки повторяется.
Описанная выше машина МТК-2 имеет следующие основные
недостатки:
1) весьма узкий диапазон толщин свариваемых металлов (от
0,1 + 0,1 до 0,3 0,3 мм);
2) чувствительность к колебаниям сетевого напряжения и не-
возможность установки в цепи питания машины, имеющей мощность
87
chipmaker.ru
около 2 ква [531, серийных стабилизаторов напряжения малой
мощности;
3) сложность электрической схемы и коммутирование разрядно-
го тока механическим переключателем, контакты которого подгора-
ют и требуют тщательного ухода;
4) расклепывание рабочих электродов и, как следствие, наруше-
ние режима сварки [861 при работе верхнего электрода в ударном
Рис. 40. Точечная конденсаторная маши-
на ТКМ-8:
1 — металлический шкаф; 2 — рабочий стол с дву-
мя откидными полками; 3—панель управления;
4— паспортная табличка; 5 — штепсельное гнездо
для подключения машины к трехфазной сети пе-
ременного тока; 6 — вольтметр; 7 — микропере-
ключатель; 8 — кулачок включения тока; 9—• ку-
лачок давления; 10 —-цилиндр с регулируемой
пружиной механизма сжатия; И — электродвига-
тель; /2— пусковая кнопка; 13— защитный щи-
ток из плексигласа; 14 и 15— верхний н нижний
электроды; 16 — съемная часть рабочего стола с
выдвижным ящиком; 17 — ножная педаль.
режиме, обусловленном весь-
ма быстрым срабатыванием его
электромагнитного привода.
Серийная точечная маши-
на ТКМ-8 (рис. 40) не только
лишена указанных выше не-
достатков машины МТК-2, но
имеет перед ней ряд сущест-
венных преимуществ.
В машине ТКМ-8 значи-
тельно расширен диапазон
свариваемых металлов по
толщине (от 0,05 + 0,05 до
0,5 + 0,5 мм), упрощена элек-
трическая схема и осущест-
влена стабилизация напря-
жения зарядки конденсаторов.
Кроме того, в ней разрядный
ток конденсаторов коммути-
руется с помощью игнитрона,
а верхний электрод работает
практически в безударном
(плавном) режиме, что обес-
печивает надежную и стабиль-
ную сварку.
Нецелесообразность при-
менения для универсальных
точечных конденсаторных ма-
шин малой мощности электро-
магнитного и пневматического
механизмов сжатия электро-
дов обусловила выбор для
машины ТКМ-8 кулачкового пружинного механизма с электроприво-
дом, который отличается простотой, но имеет некоторые недостат-
ки [30].
Применение для точечной конденсаторной сварки металлов ма-
лых толщин подобного механизма сжатия с электроприводом вполне
оправдано по следующим причинам [86]:
1) зависимость изменений давления на электродах от толщины
свариваемых металлов практически не влияет на стабильность про-
ев
цесса точечной сварки, так как при малых толщинах (0,05—0,5 мм)
эти изменения незначительны;
2) можно компенсировать изменения давления на электродах
при их срабатывании путем периодических перемещений вниз што-
ка с верхним электрододержателем.
Кинематическая схема машины ТКМ-8 показана на рис. 41.
Нормально педаль 1 под действием пружины 2 находится в верх-
нем положении. При включении электродвигателя 13 начинает
вращаться вал червячного редуктора 12, на котором сидит правая
часть разъемной муфты 10. При нажатии на педаль пружина 2
растягивается, при этом через тягу 3 и рычаг 9 отводится назад па-
лец 11, удерживающий клиновой выступ на левой половине муфты
10. Тогда под действием пружины 8 обе половины муфты мгновенно
сцепляются, и начинает вращаться вал, на который насажены ку-
лачок давления 7 и кулачок тока 5.
Кулачок давления при вращении нажимает на ролик, который
свободно вращается вокруг своей оси на левом конце штока 6, со-
здавая через пружину 15 и рычаг 18 давление на электродах 20
и 21. При сжатых электродах кулачок тока 5 включает контакты 4
электрической схемы машины, что вызывает разряд конденсаторов
и сварку деталей.
Если педаль 1 остается нажатой, то вал машины с кулачками
вращается непрерывно, а электроды сжимаются и разжимаются
автоматически. При этом электроды каждый раз разжимаются бла-
годаря возвратной пружине 22, связанной с двуплечим рычагом
23 и со штоком 6. Количество свариваемых в минуту точек может
регулироваться благодаря сменным шестерням на редукторе 12.
Если педаль 1 нажать и сразу же отпустить, то муфта 10, сделав
один оборот, обусловит сварку деталей только одной точкой. При
этом выступающая часть муфты упрется в палец 11, что вызовет
разъединение обеих ее частей и подъем верхнего электрода. Для
сварки следующей точки необходимо вновь нажать и отпустить
педаль.
Давлен и г на электродах регулируется изменением натяжения
пружины 15, находящейся внутри подвижного цилиндра 16. Это
достигается за счет навинчивания наружного цилиндра 14 на резьбу
в левой части штока 6.
Регулировочная гайка 17 на правом конце штока 6 должна при
сварке находиться в таком положении, чтобы при полностью сжа-
тых деталях (это соответствует смещению штока вправо) оставался
зазор около 1 мм между гайкой и поверхностью рычага 18. Такой
зазор обеспечивает постоянство усилия, приложенного к электро-
дам, величина которого определяется только степенью сжатия пру-
жины 15. Фиксация штока с верхним электродом в схеме машины
ТКМ-8 осуществляется с помощью зажимного маховичка 19.
Электрическая схема машины ТКМ-8 (рис. 42) работает следую-
щим образом. При подаче напряжения на входные зажимы схемы и
89
chipmaker.ru
Рис. 41. Кинематическая схема машины ТКМ-8.
90
включении выключателя В получает питание первичная обмотка
стабилизирующего выпрямительного трансформатора СТВ и пода-
ется напряжение на нормально открытые контакты KKi и ККг
магнитного контактора, на его катушку КМК и кнопку «Пуск».
При этом загорается сигнальная лампочка, а рабочие конден-
саторы Ср быстро получают заряд от селенового выпрямителя ВС,
в цепи которого находятся нормально замкнутые контакты микро-
переключателя МП. Последний имеет нормально разомкнутые кон-
такты, при замыкании которых происходит поджигание игнитрона
Ир и разряд конденсаторов Ср на первичную обмотку сварочного
трансформатора ТС. Во вторичном витке этого трансформатора
индуктируется импульс тока, который осуществляет сварку дета-
лей, зажатых между электродами машины.
S1
chipmaker.ru
Отличительной особенностью электрической схемы машины
ТКМ-8 является поджигание игнитрона непосредственно от конден-
саторов Ср (при ограничении тока в цепи поджигателя игнитрона
благодаря сопротивлению /?п).
Готовность схемы машины к сварке проверяется по вольтметру
(при нажатой кнопке /С в его цепи). При исправности зарядной
Рис. 43. Точечная конденсаторная машина ТКМ-9 (разрезы):
1— металлический шкаф; 2 — панель управления; 3 — вольтметр; 4— микропереключатель;
5 — кулачок включения тока; 6 — разъемная муфта; 7 — кулачок давления; 8 — пусковая
кнопка; 9 — штепсельное гнездо для подключения машины к трехфазной сети переменного
тока; 10—штепсельный переключатель; 11 — паспортная табличка; 12— редуктор; 13 —
электродвигатель; 14 — цилиндр с регулируемой пружиной механизма сжатия; 15 ~— махо-
вичок для фиксации положения верхнего электрододержателя; 16~ электроды; 17 — свароч-
ный трансформатор; 18— блоки конденсаторов; 19 — выпрямительный трансформатор; 20—
ножная педаль.
цепи конденсаторов Ср вольтметр должен показать напряжение их
зарядки, равное 600 вс отклонением ±2%. Тогда кнопку Л отпускают
и включают кнопкой «Пуск» магнитный контактор электродвигателя
Д, вращающего показанный на схеме кулачок тока (см. выше
рис. 41 и его описание). Этот кулачок периодически переключает
микропереключатель МП из правого (зарядка конденсаторов) в
левое (разряд) положение.
Вместе с вращением кулачка тока (с заданным по режиму свар-
ки темпом) происходит периодическое опускание и подъем верхнего
электрода машины, а также вращение кулачка давления. Кулачок
92
давления и кулачок тока посажены на общий вал и рассчитаны так,
что при его вращении сначала происходит сжатие свариваемых де-
талей, а затем включение тока. Емкость конденсаторов Ср и коэф-
фициент трансформации сварочного трансформатора ТС регулиру-
ется штепсельным переключателем ПШ.
В машине ТКМ-8 имеется механическая и электрическая блоки-
ровки, которые предотвращают поражение электрическим током
обслуживающего персонала.
Полуавтоматическая точечная конденсаторная машина ТКМ-8
(см. рис. 40), разработанная на основе конструкций машин ТКМ-4
и ТКМ-7, при практически равных с ними габаритах, имеет за счет
электродвигателя и редуктора несколько больший вес.
Применение машины ТКМ-8 наиболее целесообразно в крупно-
серийных производствах, где сварка изделий из металлов толщиной
до 0,5+0,5 мм в автоматическом режиме с высокой производитель-
ностью позволяет полнее и рациональнее использовать основные
достоинства этой машины.
На полуавтоматической точечной конденсаторной машине ТКМ-9
(рис. 43) можно сваривать металлы толщиной до 0,8+0,8 мм.
Кинематические схемы машин ТКМ-9 и ТКМ-8 практически
одинаковы (см. рис. 41).
Принципиальная электрическая схема машины ТКМ-9 показана
на рис. 44. Двухполупериодное выпрямление переменного тока
осуществляется тиратронами 7+и Т32, а разряд конденсаторов на
сварочный трансформатор — через игнитрон Ир. Игнитрон поджи-
гается при включении кнопки КП, сблокированной с кинематиче-
ской схемой машины. При этом срабатывает промежуточное реле
ПР, которое размыкает первичную обмотку управляющего транс-
форматора ТУ (это вызывает запирание тиратроновТ31 и Т32) и вклю-
чает цепь поджигателя игнитрона Ир, в которой находится поджи-
гающий конденсатор Сп. Этот конденсатор и группа рабочих кон-
денсаторов Ср заряжаются одновременно.
При отключенном положении магнитного контактора кон-
денсаторы Ср разряжаются через контакты МК* на сопротивле-
ние Rp. Напряжение зарядки конденсаторов, коэффициент транс-
формации сварочного трансформатора и емкость конденсаторов
регулируются штепсельными переключателями ПШГ ПШ2 и ПШа.
Направление разрядного тока в сварочном трансформаторе ТС
после сварки каждой точки реверсируется перекидным рубильни-
ком РП, включение которого сблокировано с кинематической схе-
мой машины ТКМ-9.
Особое место среди конденсаторных машин занимает точечная
машина ТКБ-1 (рис. 45), разработанная автором в 1961 г. по прин-
ципу предложенного им способа бестрансформаторной конденса-
торной сварки сопротивлением (см. рис. 9 и его описание). Отличи-
тельной особенностью конструкции машины ТКБ-1 является не-
посредственное подключение электродов машины к обкладкам
93
chipmaker.ru
конденсаторов, что позволило значительно облегчить вес машины
(см. табл. 4).
Кинематические схемы машин ТКБ-1 (рис. 46), ТКМ-4 (см.рис.
30) и ТКМ-7 в основном сходны между собой.
На рис. 47 приведена принципиальная электрическая схема
машины ТКБ-1. При включении выключателя В получает питание
выпрямительный трансформатор ТВ, и .конденсаторы Ср заряжа-
ются (в левом положении механического переключателя МП).
Сварка деталей происходит при включении переключателя МП в
правое положение.
94
В схеме машины ТКБ-1 система блокировок и предохранитель-
ных устройств состоит из следующих элементов: блокировочной
кнопки КБ, сопротивлений /?р и R6, а также левой пары контактов
выключателя В.
При отключении кнопки КБ (во время открывания задней крышки
машины для осмотра внутренних узлов) контакты КПЗ размыка-
ются, и трансформатор ТВ обесточивается. Кроме того, включаются
Рис. 45. Точечная конденсаторная машина ТКБ-1 (разрезы):
1 —- металлический шкаф; 2 — панель управления; 3 — штепсельный разъем для подключе
ния машины к однофазной сети переменного тока; 4 — сменный груз; 5—штепсельный пе-
реключатель; б — батарея конденсаторов; 7 — включатель разрядного тока; в — механизм
сжатия; 9 — защитный козырек; 10 — электроды; 11 — выпрямительное устройство; /2 — тя-
га со стременем.
контакты КНР, и конденсаторы Ср разряжаются на сопротивление
Rp. Блокировка происходит при отключении выключателя В, а так-
же в тех случаях, когда срабатывает переключатель МП, а свароч-
ная цепь оказывается незакороченной.
Балластное сопротивление /?б величиной в несколько тысяч ом
обеспечивает гашение остаточного заряда конденсаторов Ср при
включенном выключателе Вив случае повреждений в цепи сопро-
тивления Rp.
Рассмотренные выше стационарные конденсаторные машины
малой мощности для точечной сварки являются универсальными и
могут быть использованы в любых отраслях техники.
Наиболее распространенными специализированными машинами
для точечной конденсаторной сварки электровакуумных изделий
95
chipmaker.ru
являются машины серии К
(см. табл. 4), разработанные
в МВТУ Н. Л. Кагановым
147, 48, 49}. Одной из особен-
ностей производства указан-
ных изделий [491 является то,
что в процессе их изготовле-
ния часто приходится свари-
вать подряд разные по до-
ступности к местам сварки и
форме соединения. При этом
в некоторых случаях требу-
ется изменение пространствен-
ного положения одного из
сварочных электродов и пе-
ремещение его по разным
направлениям; в других —
сварка может выполняться
только при ножном приводе
машины, так как при работе
у сварщика должны быть обе
руки свободными.
До последнего времени в
большинстве случаев в условиях электровакуумного производства
ввиду недостаточного количества специализированного оборудо-
мп
да
лнз
Рис. 47. Электрическая схема машины ТКБ-1.
Рис. 46. Кинематическая схема машины
ТКБ-1;
1 — пружина: 2 и 3 — рычаги; 4 — сменная гиря;
5—шток с верхним Электрододержател ем: 6 и 7—
верхний и нижний электроды; в — механический
переключатель тока; 9— стремя.
вания сварка выполняется
при частой переналадке од-
них и тех же неспециализи-
рованных машин, что обус-
ловливает большие затраты
времени. Этот недостаток в
значительной мере устраня-
ется благодаря использова-
нию машин серии К 1491.
96
точечная
типа К-4,
разработанная в МВТУ [129J.
Рис. 48. Специализированная
конденсаторная машина
В машинах серии К применены различные механизмы сжатия:
рычажно-грузовые, пружинные и электромагнитные. Рычажно-
грузовые механизмы сжатия обеспечивают весьма высокую ста-
бильность усилия сжатия. Электромагнитные механизмы имеют
весьма существенный недостаток — зависимость усилия сжатия от
величины напряжения в сети. Эта зависимость делает невозможной
стабильную сварку при колебаниях напряжения без установки в
цепи питания электромагнита
стабилизатора напряжения.
Конденсаторная машина К-4
(рис. 48) предназначена для то-
чечной сварки деталей толщиной
от 0,01 до 0,5 мм из черных,
цветных, тугоплавких и редких
металлов, широко применяемых
в производстве электровакуум-
ных изделий. Эта машина имеет
радиальный ход верхнего и ниж-
него электродов, педальный при-
вод и пружинный механизм сжа-
тия. При нажатии на педаль
нижняя электродная головка
машины поворачивается и сжи-
мает пружину механизма сжа-
тия. Когда усилие сжатия до-
стигает требуемого значения,
срабатывает связанный с нижней
электродной головкой переклю-
чатель, а конденсаторы, отклю-
чившись от зарядной цепи, раз-
ряжаются на первичную обмотку
сварочного трансформатора, вызывая индуктирование кратковре-
менного импульса сварочного тока.
Формы кривой сварочного тока в электрической схеме машины
К-4 регулируют путем изменения емкости конденсаторов, напряже-
ния их зарядки и коэффициента трансформации сварочного транс-
форматора.
Машина К-7 может сваривать металлы таких же толщин, так и
машина К-4, однако в первой из них имеется переносной электро-
додержатель, что позволяет выполнять сварку соединений в различ-
ных пространственных положениях.
В машине К-7 величина сжатия определяется усилием пружины,
на которую опирается плиточный электрод нижней электродной
головки. При нажатии на электрододержатель опускается электрод
и сжимается находящаяся под ним пружина. Когда усилие сжатия
достигает определенной величины, детали свариваются. Форма
сварочного тока регулируется так же, как и в машине К-4.
97
chipmaker.ru
Конденсаторные машины К-22 и К-32 для точечной сварки с
плиточным’ и ручным переносным электродами [49, 1.29] предна-
значены для сварки металлов толщиной от 0,01 до 0,5 мм, но могут
быть также использованы для приварки мелких деталей к деталям
больших размеров. В основном эти машины применяют для сварки
соединений в труднодоступных местах и в различных пространствен-
ных положениях. Различие машин К-22 и К-32 состоит в том, что в
последней имеется дополнительное электромагнитное устройство
для создания усилия сжатия до 60 кГ* (в машине К-22 это усилие
может доходить только до 30 кГ).
Из конденсаторных машин серии К может быть отмечена двухпо-
зиционная машина К-23. Она имеет две сварочные головки, которые
питаются от общей конденсаторно-трансформаторной системы при
независимом регулировании сварочного тока в цепи одной из голо-
вок (благодаря дросселю с регулируемым зазором) и усилия сжатия
на обеих головках. Для расширения технологических возможнос-
тей машина К-23 оснащена двумя переносными электрододержате-
лями.
Основным преимуществом машины К-23 является возможность
производить при сборке узлов изделий из тонких металлов
и проволок сварку нескольких разнотипных соединений подряд
при различных значениях тока, усилия сжатия и неодинаковых
формах электродов.
Характерной особенностью, производства приемно-усилительных
ламп является то, что в ряде случаев при их сварке недопустимы
выплески частиц жидкого металла, так -как они после застывания
остаются в узлах готовых изделий и обусловливают повышение
шума, а также снижение надежности работы ламп [52].
При точечной сварке радиоламп образование выплесков обуслов-
ливается тем, что очень часто применяются узлы из сочетаний
плоских и круглых деталей (рис. 104), а поэтому плотность тока
высока в местах их контактирования. Кроме того, процесс сварки
носит кратковременный характер. Ф. И. Кислюком и В. В. Гор-
банским [52] был изучен вопрос о целесообразности применения для
сварки указанных изделий импульсов постепенно нарастающего
тока или двух раздельных импульсов тока для предварительного
подогрева и сварки. Исследования показали, что при подогреве
круглая деталь деформируется в практически плоскую, в резуль-
тате чего сопротивление контакта уменьшается. При прохождении
импульса сварочного тока выплеск, как правило, не образуется.
Принципиальная электрическая схема точечной конденсатор-
ной машины с использованием зарядного тока для предварительного
подогрева деталей приемно-усилительных ламп и их сварки разряд-
ным током конденсаторов приведена на рис. 49.а. Батарея конденса-
• Согласно ГОСТ 9867—61 единица измерении силы — ньютон (к);
1 кГ = 9,8 н,
98
трров включается последовательно со сварочным трансформатором
ТС и заряжается через лампу ЛЗ (обычно тиратрон). Этот процесс
происходит только при сжатых между электродами деталях, что
обусловливает их предварительный подогрев зарядным током.
После быстрой зарядки конденсаторов зажигается лампа ЛР
(также обычно тиратрон), что вызывает их разряд на первичную
обмотку трансформатора ТС и сварку деталей во вторичной цепи
последнего. Рассмотренная схема обеспечивает точечную конден-
саторную сварку без выплесков плоских деталей из высокотепло-
проводных металлов даже при соотношении толщин больше 5 : 1.
Однако при сварке между собой деталей круглого сечения или круг-
Рис. 49. Электрические схемы спе-
циализированных контактных ма-
шин для точечной сварки деталей приемно-усилительных ламп:
а — конденсаторного типа с использованием зарядного т< ка для предварительного по-
догрева; б — комбинированного типа.
лых деталей с плоскими величина зарядного тока оказывается не-
достаточной для их предварительного подогрева, и поэтому возмож-
но появление выплесков.
Более рациональной является схема точечной машины для
сварки комбинированным термическим циклом (рис. 49,6). В данной
схеме предварительный подогрев деталей осуществляется перемен-
ным током с постепенно нарастающей амплитудой, а их сварка—
разрядом конденсатора.
Процесс подогрева и сварки деталей при комбинированном цикле
происходит следующим образом. При включении схемы получают
питание накальные цепи тиратронов ЛПЪ ЛП2, ЛЗи ЛР, а их сетки
запираются отрицательными потенциалами от источников постоян-
ного тока (на схеме не показаны). Тиратроны ЛПи ЛП2 и ЛЗ после
снятия отрицательных смещений с сеток отпираются, что обуслов-
ливает предварительный нагрев деталей переменным доком * при
прохождении положительных и отрицательных полуволн этого
тока через тиратроны ЛПУ и ЛП2, а также зарядку конденсаторной
батареи Ср через тиратрон ЛЗ. После быстрого подогрева деталей
* Нарастание амплитудных значений этого тока регулируется специальным
устройством (52], которое постепенно уменьшает отрицательное смещение на
сетках тиратронов ЛП\ и ЛПг.
99
chipmaker.ru
и окончания зарядки конденсаторов тиратроны ЛПЪ ЛП2 и ЛЗ
запираются, а тиратрон ЛР загорается. Происходит разряд конден-
саторов Ср на трансформатор ТС, и детали свариваются одной
точкой.
В рассмотренной схеме продолжительность нагрева регулиру-
ется в пределах 0,02—0,1 сек, а время сварки — 0,005—0,01 сек.
Точечная машина для сварки комбинированным термическим
циклом имеет следующие основные преимущества для выполнения
неразъемного соединения деталей электровакуумных изделий:
1) резко снижается опасность появления выплесков металла
при сварке, что при данных марке металла и виде соединения дости-
гается благодаря подбору наиболее оптимальных режимов подо-
грева переменным током и сварки разрядом конденсаторов;
2) имеется возможность производить точечную сварку не только
комбинированным термическим циклом, но также в случае необхо-
димости только разрядом конденсатора или одним переменным током.
Основным недостатком процесса сварки по схемам, приведенным
на рис. 49, является чувствительность к колебаниям сетевого на-
пряжения, а поэтому в цепи питания этих схем следует устанавли-
вать стабилизаторы напряжения. По схеме, приведенной на рис.
49,6, разработана машина НИИ (табл. 5), у которой педальный
механизм сжатия с подвижной системой весом около 0,2 кг имеет
весьма незначительные силы трения и инерцию.
В этом механизме [52] усилие сжатия создается плоскими пру-
жинами, которые обеспечивают при сварке весьма стабильные дав-
ления (отклонения составляют от — 0,3 до -(-0,2 кг). Механизм
сжатия имеет высокую подвижность, что особенно необходимо при
сварке материалов, быстро переходящих из пластического состояния
в жидкое. Эти материалы часто применяются при сварке деталей
электровакуумных изделий. Поэтому в случае^ применения меха-
низмов сжатия с низкими динамическими свойствами верхний
электрод машины в момент образования в сварочной зоне жидкой
фазы как бы провисает и не передает давление от механизма сжа-
тия, что и обусловливает выплески металла.
Схема сварки с комбинированным термическим циклом может
быть применена не только для соединения деталей электровакуум-
ных изделий, но также и в некоторых других случаях, когда вы-
плески металлов недопустимы и не могут быть устранены регулиро-
ванием параметров режима сварки на конденсаторных и других
контактных машинах.
За последние годы в нашей стране и за границей разработаны и
успешно внедрены автоматизированные и специализированные кон-
денсаторные установки для сварки металлов малых толщин.
Примерами уже созданных высокопроизводительных установок
для точечной конденсаторной сварки изделий из металлов малых
толщин могут служить [1131 полуавтомат для рельефной сварки
деталей электроаппаратуры и штамповочно-сварочный автомат,
100
который полностью изготовляет контактные пружины для много-
контактных штепсельных разъемов.
В полуавтомате для сварки деталей электроаппаратуры, изготов-
ляемой из низкоуглеродистой стали толщиной около 1 мм, автома-
тизированы следующие операции: подача к месту сварки двух
деталей, их сборка, сжатие между электродами, сварка и сброс
сварных узлов в бункер. Подача в полуавтомат обеих деталей про-
рельефа для сварки выштамповывакжя
изводится вручную. Два
заранее и делаются толь-
ко на одной из деталей.
Штамповочно -свароч-
ный автомат имеет про-
изводительность 2500
контактных пружин в
час, изготовляемых из
нейзильберовой ленты
толщиной 0,25 мм. Ав-
томат беспрерывно вы-
полняет следующие тех-
нологические операции:
обрезку мерных загото-
вок; гибку, сборку и
сварку пружины; про-
бивку отверстия в хво-
стовиках пружин и их
обрубку (для получения
Рис. 50. Переносная конденсаторная машина
ПТКМ-1 для монтажной точечной сварки (в ра-
бочем положении со вставленным в корпус
сварочным трансформатором).
заданной формы и размера) и сброс готовых сварных пружин
в бункер. Установка бобин с нейзильберовой лентой производится
вручную.
Практический интерес представляют также переносные конден-
саторные машины [75, 115] для точечной сварки металлов малых
толщин в монтажных условиях (см. табл. 4). Машина ПТКМ-1
(рис. 50) имеет электрическую схему сходную со схемой машины
ТКМ-4 (см. рис. 31). Отличительной особенностью машины ПТКМ-1
является возможность работы как со вставленным в ее корпус
сварочным трансформатором (см. рис. 50), так и без него [7§].
В последнем случае корпус машины может быть установлен в сто-
роне от рабочего места сварщика — на расстоянии до 1,5—2 м,
которое определяется длиной гибкого провода, соединяющего транс-
форматор с машиной.
Рабочим узлом машины ПТКМ-1 являются ручные сварочные
клещи (рис. 51) с рычажно-пружинным механизмом сжатия, кото-
рый обеспечивает достаточную стабильность усилия сжатия свари-
ваемых деталей, а также маневренность при сварке в труднодоступ-
ных местах. Токопроводящие рукоятки 1 и 6, изолированные одна
от другой, изготовляются из высокоэлектропроводных материалов.
Рычажный механизм 2 с пружиной 3 при определенном для данного
»01
chipmaker.ru
режима сварки положении регулировочной гайки 4 обеспечивает
практически постоянное усилие сжатия свариваемых деталей между
электродами 5. Эти электроды изготовляются в виде вставок (см.
рис. 80), плотно запрессованных в рабочие концы клещей. Рукоят-
ки 1 и 6 изолируются специальными втулками и прокладками.
Токоподвод от сварочного трансформатора осуществляется прово-
дами, припаянными к концам обеих рукояток.
Сварщик при помощи клещей освобождает или закладывает
свариваемые детали и фиксирует точное положение концов электро-
дов 5 при сварке новой точки.
сварки энергия запа-
сается в электролити-
ческих конденсаторах,
как и в машине
Рис. 51. Ручные сварочные клещи машины ПТКМ-1
ПТКМ-1. Разрядный ток от этих конденсаторов подается через игни-
трон на первичную обмотку сварочного трансформатора. Включе-
ние разрядного тока производится ножной педалью, а зажатие
деталей при сварке — сменными клещами с пружинным механизмом.
Рассмотренные переносные конденсаторные машины для точеч-
ной сварки весьма маломощны и сваривают ’ металлы толщиной до
0,3 мм. Для сварки металлов больших толщин и с целью повышения
производительности труда необходимо заменить ручной привод
механизма клещей конденсаторных машин пневматическим. Такой
привод осуществлен в установке ТККП-1, разработанной в 1960 г.
автором, С. И. Семергеевым и Г. А. Беляковичем в Институте
электротехники АН УССР
Конденсаторная установка ТККП-1 предназначена для точечной
сварки в мэнтажных условиях цветных и черных металлов толщи-
ной от 0,03 до 0,5 мм (максимальная толщина для нержавеющей
стали типа 18—8). Установка выполнена в виде металлического
102
шкафа, в который вмонтированы
находятся два контактных болта,
кой сварочного трансформатора
дельного подключения двух пар
альным ходами электродов).
Схематическое устройство кле-
щей установки ТККП-1 пока-
зано на рис. 52.
Клещи с радиальным ходом
электродов и поршневым приво-
дом штока (рис. 52,а) работают
следующим образом. В соответ-
ствии с режимом сварки регули-
ровочная гайка 5 устанавливает-
ся в нужное положение, чем
обеспечивается определенная сте-
пень сжатия пружины давле-
ния 10.
Нормально возвратная пру-
жина 6 сжата и через шток 11
поддерживает в крайнем верх-
нем положении поршень 7, клин
3 и палец 13, который удержи-
вает в разомкнутом состоянии
контакты кнопки 12, управляю-
щей включением сварочного то-
ка. При этом ролик 2 перемеща-
ется вправо, а нижний конец
связанного с ним подвижного
плеча 1 отводится влево, что обу-
словливает образование зазора
между электродами 15, в ко-
торый заводятся свариваемые
детали.
Нажатием кнопки 4 замыкает-
все ее узлы. На лицевой панели
соединенных со вторичной обмот-
и предназначенных для парал-
клещей (с вертикальным и ради-
Рис. 52. Схематическое устройство
клещей с пневмопружинным меха-
низмом сжатия точечной конденсатор-
ной установки ТККП-1:
а — с радиальным ходом электродов и пор-
шневым приводом штока; б — с вертикальным
ходом электродов и диафрагменным приво-
дом штока.
ся цепь катушки электропнев-
моклапана ЭПК. (рис. 53), и через штуцер 8 в камеру 9 подается
сжатый воздух. Тогда поршень 7, перемещаясь вниз вместе со штоком
11, сжимает пружину 6. При этом под действием пружины давления
10 клин 3 также перемещается вниз и отводит влево ролик 2, вслед-
ствие чего плечо 1, поворачиваясь вокруг оси, сжимает установлен-
ные между электродами детали. Усилие сжатия деталей определя-
ется степенью сжатия пружины 10 (соответствующей крайнему ниж-
нему положению клина 3).
Вместе с клином 3 перемещается вниз механически связанная с
ним кнопка 12. Когда от пружины 10 через клин 3, ролик 2 и плечо
1 на электродах 15 создается заданное по режиму сварки усилие
163
chlpmaker.ru
сжатия, клин и кнопка 12 останавливаются. Однако под действием
сжатого воздуха поршень 7 со штоком 11 продолжают двигаться
вниз до упора нижнего края поршня в дно камеры. Палец 13 осво-
бождает подвижную систему кнопки 12, контакты которой замыка-
ются, и сварочный ток (подводимый к клещам шинами 14) включается.
Освобождается кнопка 4, катушка электропневмоклапана обесточива-
ется и прекращается подача воздуха в камеру 9, которая при этом
сообщается с атмосферой, а под действием пружины 6 механизм
сжатия клещей возвращается в исходное положение.
Клещи с вертикальным ходом электродов и диафрагменным при-
водом штока показаны на рис. 52,6. Они отличаются от описанных
выше клещей, в основном, следующим:
1) вместо поршня в них имеется диафрагма П\
2) токоподвод осуществляется шинами 16 к верхней части клещей,
что облегчает работу сварщика (причем одним проводником сва-
рочного тока является алюминиевый корпус клещей, а вторым—
изолированный от последнего латунный шток 18).
Рассмотренные устройства клещей с пневмопр ужинным и меха-
низмами сжатия гарантируют включение сварочного тока только
по приложении к электродам заданной величины усилия сжатия,
а также исключают влияние колебаний давления воздуха в сетях
на величину этого усилия, что в целом обеспечивает высокую ста-
бильность точечной конденсаторной сварки на установке ТККП-1.
Электропневматическая схема установки ТККП-1 приведена
на рис. 53. При включении выключателя В] получают питание
накальный трансформатор TH и пусковая кнопка магнитного кон-
тактора с тремя парами нормально открытых (AlKi, MKi и МК3)
и одной парой нормально закрытых (Al/Q контактов. При этом
загорается сигнальная лампочка и подается напряжение на систему
кнопок, которые находятся в цепи катушек электропневмоклапана
ЭПК. и промежуточного реле РП, а также начинается разогрев
катодов двух зарядных тиратронов Т, управляемых трансформа-
тором ТУ.
После разогрева указанных ламп нажимается кнопка «Пуск»
и включается система контактов магнитного контактора. Тогда
контактами МК2 блокируется кнопка «Пуск», а через контакты
МК.1 получает питание первичная обмотка анодного трансформа-
тора ТА, и высокое напряжение со вторичной его обмотки подается
на аноды обоих зарядных тиратронов. Одновременно через кон-
такты МКз включается трансформатор ТУ, и сетки тиратронов
оказываются под напряжением его вторичной обмотки, что обуслов-
ливает их поочередную работу (при совпадении знака напряжений
на сетках и анодах в каждой из этих ламп). Происходит зарядка
рабочих конденсаторов Ср, а также емкости Сп, находящейся в
цепи поджигателя разрядного игнитрона Иг. На этом подготовка
электрической части схемы к процессу сварки заканчивается.
Пневматическая часть схемы сблокирована с ее электрической
104
частью системой кнопок. При работе на клещах № 1 (см рис. 52,а)
рукоятка пневмокрана ПК находится в положении, Которое соот-
ветствует подаче воздуха в их камеру от электропневмоклапана
ЭПК- Механически сблокированный с краном ПК выключатель В2
переключен вправо и подключает цепь катушки клапана ЭПК к кон-
тактам кнопки /</7>
При замыкании вручную контакта Ki К клапан ЭПК сраба-
тывает и подает воздух в пневмопружинный механизм сжатия
клещей № 1, вызывая его срабатывание Когда усилие сжатия на
электродах достигает заданной величины, включается кнопка КП\
(включение механически сблокировано со штоком клещей) Тогда
реле РП срабатывает, цепь зарядки конденсаторов СР благодаря
отключению трансформатора ТУ размыкается и от конденсатора
поджигается игнитрон Ир Последний включает зарядную цепь
конденсаторов Сс, и индуктированный во вторичной цепи трансфор-
матора ТС импульс тока обусловливает сварку одной точки После
этого кнопка /</7, отпускается, и механизм сжатия клещей возвра-
щается в исходное положение, а кнопка КПУ размыкается, обесто-
чивая катушку реле РП. Схема установки возвращается в исход-
ное положение Тогда конденсаторы Ср и Сп вновь заряжаются,
и цикл сварки может быть повторен
Для работы клещами № 2 (см. рис 52,6) рукоятка i невмокрана
ПК поворачивается и переключает выключатель В2 в левое поло-
105
chipmaker, ru
жение. При этом цепь катушки клапана ЭПК и реле РП управляет-
ся кнопками КП2 и КП'2.
По окончании работы на установке ТККП-1 нажимается кнопка
«Стоп». Контактор отключается, через его контакты MKt включа-
ется разрядная цепь конденсаторов Ср на балластное сопротивление
(такой же эффект получается и при отключении схемы установки
выключателем B±).
Точечные конденсаторные машины сред-
ней и большой мощности применяются реже, чем
маломощные конденсаторные машины. Их целесообразно исполь-
зовать для точечной сварки легких сплавов и цветных металлов.
Точечные конденсаторные машины большой мощности питаются
от трехфазных силовых сетей переменного тока и обычно устанав-
ливаются в заводских цехах, а машины средней мощности могут
питаться в зависимости от их электрической схемы от трехфазных
или однофазных сетей. При разработке точечных конденсаторных
машин средней и большой мощности следует руководствоваться
следующими основными положениями:
1. В тех случаях, когда однофазное включение создает значитель-
ные нагрузки на сеть, питание машин необходимо выбирать трех-
фазным.
2. Выпрямление переменного тока для целей зарядки конден-
саторов производить с помощью тиратронов, игнитронов и селено-
вых выпрямителей (последнее для небольших машин средней мощ-
ности).
3. Стабилизацию напряжения зарядки конденсаторов выполнять
в основном по принципу отсечки (см. гл. II этого раздела).
4. Выбор конденсаторов производить в соответствии с изложен-
ными выше рекомендациями (см. гл. II этого раздела).
5. В разрядной цепи машины устанавливать в основном игнит-
роны.
6. Механическую часть машин, а также схемы ее управления и
блокирования с электрическими узлами выбирать в соответствии
с требованиями технологии сварки и рекомендациями работ [11,
30, 51].
Ниже приводятся описания и основные технические характерис-
тики нескольких типов точечных конденсаторных машин средней
и большой мощности.
Точечная конденсаторная машина типа МТПИК-200 завода
«Электрик» относится к мощным, так как имеет аккумулирующую
способность до 9 кет • сек. Основные технические данные этой
машины следующие:
Максимальная емкость конденсаторов......2030 мкф
Максимальное напряжение зарядки......... 2000 в
Толщина свариваемых листов из легких сплавов . . До 1,5-{-1,5 мм
Полезный вылет.......................... 1000 мм
Усилие сжатия электродов..........От 250 до 2500 кг
106
/1В
Рис. 54. Электрическая схема точечной
конденсаторной машины МТПИК-200
[56].
Машина имеет пневматический механизм сжатия электродов и
автоматизированное управление, осуществляемое электронно-кон-
денсаторными регуляторами времени.
Принципиальная электрическая схема машины МТПИК-200
показана на рис. 54. Зарядка батареи конденсаторов Ср произво-
дится выпрямительным устройством, которое состоит из трехфаз-
ного трансформатора ТВ и систе-
мы из шести тиратронов ЛВ, со-
единенных по схеме Ларионова.
Сетки трех тиратронов верх-
него ряда соединены с катодами,
а сетки нижних тиратронов —со
своими катодами через сеточ-
ные сопротивления и связаны
с регулятором напряжения PH,
который поддерживает заданную
по режиму сварки величину за-
рядного напряжения батареи
конденсаторов независимо от ко-
лебаний сетевого напряжения.
Изменением сопротивления R3,
установленного в цепи заряд-
ки батареи конденсаторов, регу-
лируется величина зарядного
тока.
Отличительной особенностью
электрической схемы машины яв-
ляется наличие промежуточного
трансформатора ТП, предназна-
ченного для снижения напряже-
ния батареи конденсаторов при
ее разряде на сварку до 500—
750 в. Этот трансформатор имеет
такой же габарит, как и свароч-
ный трансформатор ТС, первична
батареи конденсаторов Ср обтекается током от вторичной обмотки
трансформатора ТП.
Процесс разряда батареи конденсаторов Ср происходит после
включения игнитрона Ир, установленного в цепи первичной обмотки
трансформатора ТП, которая шунтирована игнитроном Иш, сре-
зающим обратную полуволну разрядного тока.
Направление разрядного тока в обмотках трансформаторов
ТП и ТС изменяется при каждой сварочной операции благодаря
автоматическому переключению системы контактов магнитного
контактора КМ, что позволяет компенсировать влияние остато-
чного магнитного потока в сердечниках указанных трансфор-
маторов.
обмотка которого при разряде
W7
chipmaker.ru
Фирмой Тейлор Винфильд (США) разработаны несколько конст-
рукций конденсаторных машин, в основном для точечной сварки
алюминиевых сплавов. Некоторые из этих машин производят то-
чечную сварку алюминиевых сплавов толщиной от 0,5 4- 0,5 до
3 -|- 3 мм при производительности соответственно от 110 до 20 точек
в минуту и потреблении от сети переменного тока мощности до
40—70 ква [551.
Большинство электрических узлов конденсаторных машин рас-
полагается в специальном шкафу, устанавливаемом рядом с маши-
Рис. 55. Кинематическая схема пневматиче-
ского механизма сжатия системы Тейлор
Винфильд [55].
нами. В нем устроены бло-
кировочные устройства, ко-
торые автоматически сни-
мают высокое напряжение
с электрических узлов при
открывании дверец.
Машины, разработанные
этой фирмой, выполнены с
вертикальным ходом элек-
тродов и пневматическим
механизмом сжатия. Конст-
рукция последних предус-
матривает возможность
уменьшения инерции их
подвижной системы в про-
цессе сварки, что благо-
приятно сказывается на
формировании сварных то-
чек.
В кинематической схе-
ме пневматического меха-
низма сжатия системы Тей-
лор Винфильд (рис. 55) под-
вижная головка 1 имеет лег-
кую конструкцию. Система
этого механизма во время
сварки находится в динамическом состоянии. Оба фактора обус-
ловливают уменьшение инерции головки /, которая имеет буфер-
ную систему и в процессе зажатия электродов опускается вниз до
их соприкосновения со свариваемыми деталями. Если это сопри-
косновение происходит, то головка 1 останавливается, а ее наруж-
ный буферный цилиндр 2 продолжает опускаться с несколько
меньшей скоростью. Когда его смещение по отношению к головке
достигает определенной величины, происходит замыкание контактов
микровыключателя 17, находящихся в цепи управления разрядом кон-
денсаторной батареи. В процессе разряда конденсаторов буферный ци-
линдр продолжает перемещаться вниз, следуя от начала и до конца
формирования сварной точки за уменьшением толщины металла.
108
При помощи пневматической системы можно производить быст-
рые подъем и опускание электродов, а также получать значитель-
ные расстояния между ними, что в ряде случаев дает большие техно-
логические преимущества. Наличием в схеме микровыключателя,
сблокированного с буферной головкой, обеспечивается высокая
степень синхронизации механической системы машины с моментом
включения разрядного тока конденсаторов. Частая регулировка
не требуется.
Рабочий ход электродов регулируется с помощью маховичка 9.
Последний управляется поршнем 10 и может перемещаться по резь-
бе вдоль оси. Благодаря этому может быть ограничено нижнее
положение хода поршня 6, обусловленное подачей в камеру 7
цилиндра 8 сжатого воздуха.
Для опускания верхнего электрода машины сжатый воздух из
заводской сети 13 по трубке // подается в камеру 5 пневматического
цилиндра двойного действия, давление в которой определяется ре-
гулировочным клапаном Ki- Наличие давления воздуха в камере 5
вызывает перемещение вниз штока поршня 4 и механически связан-
ного с ним буферного цилиндра 2, в результате чего верхний элект-
род опускается и прижимает свариваемые детали к нижнему элект-
роду. При этом воздух из камеры 3 вытесняется в атмосферу через
трубку 15 и четырехходовой пневматический клапан 14. От завод-
ской сети в камеру 3 для подъема верхнего электрода подается
воздух соответствующим поворотом пневматического клапана 14.
Воздух имеет давление примерно на 10 % ниже, чем в сети, что до-
стигается регулировкой клапана К2- При перемещении вверх порш-
ня 4 отработанный воздух из камеры 5 вытесняется в атмосферу
через трубку // и клапан 14.
Воздух в камеру 7 подается от заводской сети через трехходо-
вой пневматический клапан 12, и поэтому во время опускания и
поднятия верхнего электрода поршень 6 остается неподвижным.
Регулировкой высоты подъема поршня 6, которая достигается
переключением клапана 12 в положение, когда камера 7 соединя-
ется с атмосферой, производится подбор технологически необходи-
мого зазора между верхним и нижним электродами. При этом воз-
дух из заводской сети попадает в камеру 3, поршень 6 поднима-
ется, увеличивая объем камеры 5 и тем самым давая возможность
для большего перемещения вверх штока поршня 4 с верхним элект-
родом. Скорость опускания этого поршня при сварке регулируется
клапаном 16.
На рис. 56 приведена принципиальная электрическая схема
конденсаторной машины фирмы Тейлор Винфильд, имеющей
питание от трехфазной сети переменного тока.
При замыкании рубильника Р срабатывает контактор КТ, и
выпрямительный трансформатор ТВ через систему выпрямительных
ламп ЛВ обеспечивает зарядку батареи конденсаторов Ср до напря-
жений 2000—4000 в. При зарядке батареи напряжение повышается
109
chipmaker.ru
до тех пор, пока не сработает реле напряжения PH, контакты ко-
торого нормально замкнуты. Реле PH размыкает цепь катушки
контактора КТ, благодаря этому отключается от сети трансформа-
тор ТВ, а вместе с ним и вся схема конденсаторной машины. Про-
цесс сварки осуществляется замыканием выключателя В, вызыва-
ющим разряд батареи конденсаторов Ср на первичную обмотку сва-
рочного трансформатора ТС и индуктирование в его вторичной цепи
импульсов сварочного тока (величиной до 100 000 а).
ЛВ
Рис. 56. Электрическая схема точечной конденсаторной машины фирмы Тейлор
Винфильд [55].
Американская фирма Федераль разработала несколько типов
мощных конденсаторных машин для точечной сварки, которые
имеют трехфазное питание и пневматические механизмы сжатия.
Эти машины обеспечивают сварку алюминиевых сплавов толщиной
от 0,5 + 0,5 до 3+ 3 мм с производительностью от 100 до 25 точек
в минуту, потребляя при этом мощность до 50—75 кеа. Машины
этой фирмы также имеют отдельный аппаратный шкаф с располо-
женными в нем основными электрическими узлами. Дверцы шкафа
имеют блокировку, а на его передней панели расположена пуско-
регулирующая и контрольная аппаратура, среди которой имеется
селекторный переключатель для регулировки энергии, накапли-
ваемой в конденсаторах, и устройство для изменения напряжения
их зарядки в диапазоне от 1500 до 3000 в.
Принципиальная электрическая схема точечной конденсаторной
машины фирмы Федераль показана на рис. 57. Преобразование
трехфазного тока промышленной частоты в высокое напряжение
постоянного тока, которым заряжается батарея конденсаторов Ср,
производится при помощи выпрямительного устройства, состоящего
из трансформатора ТВ ъ системы ламп ЛВ.
Перед началом работы на машине включается линейный контак-
тор КЛ, а затем с помощью пусковой кнопки (на схеме не показана)
•— магнитный контактор КМ. После замыкания цепи зарядки
конденсаторов напряжение на них автоматически поддерживается
постоянным независимо от колебаний сетевого напряжения, что
110
обеспечивается электронным регулятором напряжения РНЭ,
управляющим системой ламп ЛВ.
Сварка производится при горящей разрядной лампе ЛР, через
которую энергия конденсаторов Ср передается на первичную обмотку
сварочного трансформатора ТС. После окончания процесса пере-
дачи этой энергии загорается шунтирующая лампа ЛШ, которая
накоротко замыкает первичную обмотку сварочного трансформа-
тора и таким образом блокирует в нем энергию, полученную от
ЛЁ
Рис. 57. Электрическая схема точечной конденсаторной машины фирмы
Федераль [55].
батареи конденсаторов. Однако шунтирующая лампа ЛШ пропус-
кает ток только в одном направлении,и поэтому в трансформаторе
ТС могут протекать только апериодические токи.
Фирма Прогрессив Вельдер (США) также разработала несколько
типов конденсаторных машин. Одна из точечных конденсаторных
машин этой фирмы, предназначенная для сварки легких сплавов,
имеет следующие основные технические характеристики (по их мак-
симальным значениям):
Напряжение зарядки конденсаторов..................... 3000 в
Толщина свариваемых легких сплавов...................З-^-Змм
Вылет консолей .................................. 1000 мм
Усилие сжатия электродов............................. 2500 кг
В описываемой машине верхний электрод имеет радиальный ход,
а обе ее консоли регулируются по длине до 150 мм, нижняя кон-
соль может регулироваться и по высоте. Наконец, оба электрода
можно поворачивать вокруг горизонтальных осей консолей, что
создает удобства для сварки в труднодоступных местах.
Точечная конденсаторная машина ЗАВ К-900 (рис. 58) фирмы
ASEA имеет следующие основные технические характеристики:
Первичное напряжение (3 фазы)..................... 380 в
Максимальное напряжение зарядки конденсаторов 4200 в
Наибольшая толщина свариваемых алюминиевых
сплавов Д16Т и В95Т .... ........ 2 4- 2 мм
Полезный вылет консолей........................... 900 мм
111
chipmaker.ru
Максимальное усилие сжатия...................... 875 кг
Производительность . . ...........Не более 30
точек в минуту
Рис. 58. Точечная конденсаторная машина
типа ЗАВК-900 фирмы ASEA.
Рис. 59. Точечная конденсаторная машина
типа 5-А системы Рикэн.
Японская электротехни-
ческая компания Оридзин
выпускает конденсаторную
машину типа 5-А систе-
мы Рикэн для точечной
сварки (рис. 59), в кото-
рой батарея конденсато-
ров вынесена в отдельный
шкаф, находящийся слева
от корпуса машины.
Отличительной особен-
ностью машины является
использование в ней элек-
тролитических конденсато-
ров на общую емкость
27 000 мкф, что при на-
пряжении их зарядки, рав-
ном 475 в, позволяет ак-
кумулировать энергию в
3046 вт сек при довольно
компактных размерах ба-
тареи конденсаторов. Од-
нако отсутствие каких-либо
данных об опыте длитель-
ной эксплуатации электро-
литических конденсаторов
в машине, а также сведе-
ний об их качестве и кон-
струкции не позволяет сде-
лать конкретные выводы о
целесообразности разрабо-
ток в нашей стране ста-
ционарных конденсаторных
машин с батареями элек-
тролитических конденсато-
ров.
Машина типа 5-А имеет
верхний электрод с ради-
альным ходом и пневмати-
ческий механизм сжатия.
Регулируют усилия сжатия
электродов с помощью ре-
дукционных клапанов. За-
рядка батареи конденсато-
112
ров сблокирована с перемещением верхнего электрода и автомати-
чески заканчивается при его подъеме.
Основные технические данные машины типа 5-А системы Рикэн
следующие:
Средняя потребляемая мощность.................. 5 ква
Толщина каждого из двух свариваемых листов:
алюминиевых сплавов.............................0,5—1,6л<л
латуней....................................... 0.5—1,6 »
мягкой стали..................................0,8—1,6 »
Вылет консолей................................. 600 мм
Усилие сжатия электродов....................... 80—500 кГ
Система охлаждения электродов......................Водяная
Габариты корпуса машины:
ширина............................................ 840 мм
глубина.......................................... 1600 »
высота........................................... 1950 »
Габариты шкафа с конденсаторной батареей:
ширина............................................ 550 мм
глубина ........................... 500 »
высота........................................ 1085 »
Вес корпуса машины........................ 1200 кг
Вес шкафа с батареей конденсаторов................ 130 кг
Принципиальная электрическая схема машины типа 5-А пока-
зана на рис. 60 и работает следующим образом. Подача питания от
однофазной сети промышленной частоты на выпрямительный транс-
форматор ТВ обусловливает зарядку батареи конденсаторов Ср
Рис. 60. электрическая схема точечной конденсаторной машины типа 5-А
системы Рикэн.
благодаря двум тиратронам Т. Величина зарядного напряжения
устанавливается соответствующей настройкой регулятора напря-
жения PH и поддерживается благодаря этому регулятору практи-
чески постоянной при значительных колебаниях сетевого напря-
жения.
Процесс разряда батареи конденсаторов может происходить
только в одном из положений перекидного электромагнитного
ИЗ
chipmaker.ru
выключателя П, который предназначен для изменения направле-
ния разрядного тока в первичной обмотке сварочного трансформа-
тора ТС и переключается при каждой сварочной операции.
Разряд конденсаторов производится при срабатывании второго
выключателя, действие которого сблокировано с механизмом сжа-
тия машины, управляемого ножной педалью — включателем.
В целом машина типа 5-А системы Рикэн, имеющая сравнительно
небольшие габариты и вес, представляет несомненный интерес и
является одной из наиболее компактных конденсаторных машин
средней мощности для точечной сварки.
ШОВНЫЕ КОНДЕНСАТОРНЫЕ МАШИНЫ ДЛЯ СВАРКИ МЕТАЛЛОВ
МАЛЫХ ТОЛЩИН
Советский ученый Г. И. Бабат [9] в 1935 г. указал на возмож-
ность производить шовную сварку при разряде конденсатора на
первичную обмотку сварочного трансформатора. Однако впервые
осуществить это удалось автору книги в 1951—1952 гг. [72] на уста-
новке, электрическая схема которой показана ниже.
При шовной конденсаторной сварке для получения качествен-
ного сварного шва необходимо, чтобы аккумулируемая в рабочей
емкости Ср (см. рис. 8,6 и 9,6) энергия была от точки к точке прак-
тически одинакова. Это может быть обеспечено постоянством вели-
чины напряжения зарядки Uc емкости Ср к моменту начала ее раз-
ряда. Кроме того, требуется, чтобы во время разряда емкости Ср
отключалась от питающей сети ее зарядная цепь, а в процессе за-
рядки этой емкости была разорвана разрядная цепь. Такой режим
работы обусловливает применение в зарядной и разрядной цепях
шовных конденсаторных машин управляемых вентилей (разные
типы тиратронов и игнитронов). Вентили должны обладать способ-
ностью выдерживать большие импульсные перегрузки, так как
они работают при сравнительно больших токах, определяемых
при заданных Ср и Uc наибольшей рабочей частотой сварочного
тока fp.
Системы автоматического управления шовными конденсатор-
ными машинами должны обеспечивать регулировку рабочей часто-
ты повторения цикла зарядка—разряд конденсаторов в пределах,
требуемых технологическим режимом сварки, четкое чередование
процессов зарядки емкости Ср и ее разряда без наложения напря-
жения сети и зарядку емкости до амплитудного значения вторичного
напряжения трансформатора ТА при заданной частоте fp.
При питании машины от сети переменного тока промышленной
частоты [с максимальное значение fp определится равенством
fp max = fc= 50 гц. Регулировка частоты /р возможна лишь в сторону
ее уменьшения. Устойчивая работа машины будет обеспечиваться
лишь при значениях рабочей частоты /р, кратных любому целому
числу п. Для большинства случаев применения шовной конденса-
торной сварки металлов малых толщин, как правило, вполне доста-
114
ЛР подготовляется к процессу
/13 ° °
кв
Рис. 61. Электрическая схема первой кон-
денсаторной машины для шовной сварки
металлов малых толщин (Bi и В2 —
выключатели).
точным является использование следующих четырех значений
рабочих частот; 50, 25, 12,5 и 6,25 гц.
Электрическая схема первой шовной конденсаторной установки
для сварки металлов малых толщин показана на рис. 61.
При включении схемы в сеть переменного тока лампа ЛЗ через
регулируемое сопротивление гэ производит зарядку батареи кон-
денсаторов Ср ,а разрядная лампа
сварки. Трансформатор ТА
включается и выпрямитель КВ
получает питание. Выпрями-
тель через вращающийся ком-
мутатор К подает с определен-
ной частотой отпирающие им-
пульсы на лампу ЛР. Кон-
денсаторы могут периодически
разряжаться на первичную об-
мотку сварочного трансфор-
матора ТС. При включенном
двигателе Д сжатые между ро-
ликами детали перемещаются,
и на них образуется непрерыв-
ный линейный шов из свар-
ных точек.
Регулируя скорость вра-
щения роликов и частоту
повторения циклов зарядка—
разряд конденсаторов, можно подобрать соответствующую степень пе-
рекрытия сварных точек. Другие параметры режима сварки подби-
раются изменениями: емкости Ср — штепсельным переключателем
ПНР, коэффициента трансформации сварочного трансформато-
ра ТС и скорости сварки — за счет сменных шестерен на редук-
торе Р и шириной рабочей части роликов (см. рис. 81).
Описанная схема эксплуатационно ненадежна: не управляется
лампа ЛР, а также ненадежен в работе и громоздок коммутатор /<.
Поэтому автором и С. В. Свечниковым (77, 80, 831 были разработаны
более надежные в работе схемы шовных конденсаторных машин с
электронным управлением циклом зарядка—разряд конденсаторов
(см. ниже).
Из анализа видно, что к.п.д. максимален и работа машин четка
тогда, когда вентиль В3 (см. рис. 8,6) вступает в работу одновременно
с нарастанием положительного потенциала на его аноде. Это требует
осуществления на всех рабочих режимах, особенно при макси-
мальных частотах, четкой синхронизации работы вентиля В3 с
напряжением вторичной обмотки трансформатора ТА. При этом
для получения четкой работы зарядно-разрядных цепей необхо-
димо, чтобы управляющие напряжения вентилей В3 и Вр были сдви-
нуты на 180°.
115
chipmaker.ru
Взаимосвязь узлов электрической схемы шовной конденсатор-
ной машины показана на рис. 62. Наиболее ответственными узлами
схемы являются задающее и управляющее устройства, структура
которых определяется характеристиками машины в целом и пара-
метрами входных цепей вентилей В3 и Вр.
Рабочий режим машины по частоте fp определяется задающим
устройством, например, генератором управляющих колебаний,
Рис. 62. Взаимосвязь узлов электрической схемы шовной конденса-
торной машины.
регулируемых по частоте в заданных пределах. Если мощность вход-
ных цепей вентильных элементов невелика, то задающее устройство
может объединять в себе и элементы управляющего устройства
[80, 831.
При большой емкости Ср (см. рис. 8,6) и сравнительно малой
мощности трансформатора ГЛ зарядка происходит в течение несколь-
ких периодов напряжения сети. Следовательно, отпирающий им-
пульс на сетке вентиля должен быть достаточно длительным, чтобы
обеспечить завершение этого процесса. При малой емкости Ср
весь процесс зарядки может завершиться за полупериод сетевого
напряжения. В первом случае максимально возможная частота
импульсов сварочного тока значительно меньше 50 гц, во втором—
приближается к этой величине. При этом важно, чтобы вентиль В3
открывался в начале положительного • полупериода анодного на-
пряжения и оставался открытым в течение всего времени, необхо-
димого для зарядки.
Для нормальной работы тиратрона в зарядной цепи при не слиш-
ком высокой амплитуде управляющего импульса, обеспечивающей
1J6
устойчивый термический режим сетки, необходимо, чтобы отпи-
рающий импульс был прямоугольным. Кроме того, длительность
должна автоматически увеличиваться с уменьшением
а
Рис. 63. Верхняя частЬ шовной кон-
денсаторной машины ШКМ-2:
а — при варианте ролик — ролик (с приспо
соблением для сварки мембран); б — при ва
рианге ролнк — чашка.
импульса
задаваемой частоты сва-
рочного тока и снижать-
ся с возрастанием пос-
ледней.
Входной импульс на
сетке вентиля Вр опре-
деляет лишь момент на-
чала разряда емкости Ср.
При малом значении по-
стоянной времени раз-
рядной цепи продолжи-
тельность разряда во
всех случаях оказывает-
ся меньше полупериода
напряжения сети. Пус-
ковой импульс не дол-
жен быть длительным. Для на-
дежного зажигания передний
фронт пускового импульса дол-
жен быть крутым. Никакие спе-
циальные требования к форме
вершины импульса и его зад-
нему фронту не предъявляются.
Шовные конденсаторные ма-
шины серии ШКМ. разработан-
ные Институтом электротехники
АН УССР и совместно с Киев-
ским политехническим институ-
том, имеют электронное управ-
ление циклами зарядка—разряд
конденсаторов [77, 80, 83].
Основные характеристики не-
которых типов. машин серии
ШКМ приведены в табл. 5, в
которую также включены шов-
ные конденсаторные машины.
разработанные ВНИИЭСО (типа МШК-3-2), НИАТ (типов МРК-1 и
МРК 3) и МВТУ (типа К-30).
Машина ШКМ-2 в основном предназначена для сварки попереч-
ных швов на деталях из цветных и черных металлов толщиной от
0,03 + 0,03 до 0,4-f-0,4 мм. В комплекте запасных узлов машины
ШКМ-2 имеются приспособление Для сварки круговых швов
(рис. 63,а) на изделиях толщиной 0,1—0,4 мм и диаметром 25-1-55 мм,
а также кронштейн с чашкой (рис. 63,6), которые устанавливаются
117
оо
Таблица 5
Технические характеристики отечественных шовных конденсаторных машин для сварки металлов толщиной до 0,7 мм
Показателя Типы машин
универсальных , спецн Аширова них
ШКМ-2 шкм-з ШКМ-4 МШК-3-2 МРК-1* МРК-3 к-зо*
Напряжение питающэй сети переменного тока, е , . . 220 или 380 220 или 380 220 или 380 220 220/380 220 —
Максимальная потребляемая мощность, кет 8 18 25 —. — — ——t
Номинальная мощность при сварке металла максималь- ной толщины и частоте сварочных циклов 50 имп!сек,ква 3 3,5 12
Пределы регулировки: емкости рабочих конденса- торов, мкф напряжения зарядки, в . . 10-150 600-1000 10—200 600—1000 10—250 600—1000 До 240 300—420 До 600 » 700 50—400 250—450 —
Емкость накопительной бата- реи, мкф — — —- 4000 — 4800 —
Число ступеней сварочного трансформатора Направление свариваемых швов 4 Поперечное 4 Поперечное и продоль- ное 4 Поперечное 2 Попегечное и продоль- ное Круговое и поперечное г 4 Кольцевое и круговое Кольцевое, спиральное и круговое
Привод механизма сжатия . . Вылет роликов, мм . . . . 60 Педальный 250 250 Пружинно- пневмати- ческий 150 Пневматический
100 140
Ход верхнего ролика .... Вертикаль- Радиальный
Пределы регулировки усилия ный Вертикальный
сжатия, кГ 1—49 4-120 2,5—82,5 10-70 До 100 10-100 До 200
Рабочий ход верхнего роли- 12 6
ка, мм 6 —• — 10
Характеристика привода по-
дачи Принудительное вращение обоих — —• —
роликов
Регулировка скорости . . . Ступенчатая Плавная — — —
Пределы регулировки скорос- ти сварки, м[мин .... Толщина свариваемого ме- 0,34-1,22 0,09—1,25 0,09—1,26 0,4—1,8 — 0,2—0,8 0,15-1,4
талла, мм: минимальная 0,03+0.03 0,05+0,05 0,05+0,05 0,03+0,03 — 0,05+0,05 0,1
максимальная 0,4+0,4** 0,6+0,6** 0,7+0,7** 0,2+0,2 0,5+0,5 0,5+0,5** 0,8
Габари-ы, мм: 1760***
вь сота 1280 1365 1420 1395 — 1425
ширина 610 710 780 620 — 880 800***
глубина 685 S00 910 605 — 880 550*’*
Еес, кг .......... 360 480 500 200 — 450 450
* Более подробные технические данные о машинах МРК-1 и К-30 не опубликованы.
** Для всех машин серии ШКМ и машины МРК-3 максимальная толщина свариваемого металла показана для нержа-
веющих сталей типа 18-8.
*** Габариты машины без привода (размером 1170x 530 x 650 мм)-
Рис. 64. Электрическая схема машины ШКМ-2 (модернизированная);
М — мультивибратор; Я—инвертор; ГС—сварочный трансформатор.
120
Рис. 65. Форма сеточных напряжений «сз
и иср тиратронов Т-л и Т в схеме ма-
шины ШКМ-2:
/3 — зарядный ток емкости Ср; /D — разряд-
ный ток емкости Ср; ^заж ~ потенциал зажи-
гания тиратронов.
гместо нижнего плеча с роликом и позволяют сварлвать круговые
швы на изделиях толщиной 0,03—0,1 мм и диаметром 35—60 мм.
Модернизированная электрическая схема машины ШКМ-2 по-
казана на рис. 64 и отличается от старой ее схемы [771 установкой
в цепи зарядки и разряда конденсаторов игнитронов И-20/1,5 с
импульсными тиратронами ТГЙ1-400/3.5 в цепях поджигателей.
В качестве задающего устройства применен собранный на лампе
6Н8 мультивибратор с положительной сеткой, который имеет три
фиксированные часг^гы: 25,
12,5 и 6,25 гц *.
В схеме функцию управ-
ляющего устройства выпол-
няет параллельный инвертор,
собранный на тиратронах
ТГ-213. Параметры инвертора
выбираются с таким расче-
том, чтобы постоянная вре-
мени цепи коммутирующей ем-
кости удовлетворяла соотноше-
нию RC . Если это не-
*р min
равенство выполняется, то на-
пряжение, подаваемое на сет-
ки вентилей В3 и Вр, имеет
вид пилообразных импульсов
(рис. 65). Это обеспечивает чет-
кую работу тиратронов и со-
здает достаточный интервал
между смежными импульса-
ми для восстановления управ-
ляющих свойств сеток.
Схема (см. рис. 64) рабо-
тает следующим образом. При
включении выключателя /7/Зг напряжение питающей сети подается на
кнопку «Пуск», катушку магнитного контактора КМ К, вольтметр V
и на трансформаторы:, накальный TH, выпрямительный ТВ, пико-
вый ТП и анодный ТА (одна фаза). При этом загорается сигнальная
лампа, и начинается разогрев катодов тиратронов Т3 и Тп. Одно-
временно получает питание электронная часть схемы м ппины.
После разогрева тиратронов включается выключатель ПВ%,
через который подается напряжение второй фазы питающей сети
на анодный трансформатор ТА . Затем нажатием пусковой кнопки
подается питание на катушку КМ К, включающую магнитный кон-
тактор. При срабатывании контактора получает питание катун Ki
* Авторское свидетельству № 113338 от 5 апреля 1958 г. на имя В. Э. Мо-
равского и С. В. Свечникова.
121
гг.ги
КЛТК (блок-контактом Л4/<3) и включается электродвигатель Д
(через контакты МК^ и /ИК2). Кроме того, контактами МКц замы-
кается цепь поджигателя игнитрона И3. Одновременно с вращением
роликов начинается поочередная работа тиратронов Т3 и Тр, управ-
ляемых от электронной части схемы через трансформатор ТУ, что
обеспечивает поочередное поджигание игнитронов И3 и Ир. При
этом образуется сварной шов на изделии, перемещающемся между
роликами машины.
Рнс. 66. Шовная конденсаторная машина ШКМ-3 (разрезы при вари-
анте для продольной сварки):
/ — ножная педаль; 2 — штепсельный переключатель; 3—панель управления; 4 и 5 —
верхний и нижний ролики; 6 — крышка редуктора со сменными шестернями; 7 — пере-
ключатель частоты; 8— болт заземления; 9—металлический шкаф; 10—игнн громы;
11— электронный блок; 12— краны системы водяного охлаждения; 13— штепсельное
гнездо для подключения машины; 14— механизм сжатия; 15 — редуктор с электродви-
гателем; 16 — сварочный трансформатор; 17 — батарея конденсаторов; 18— анодный
трансформатор.
По окончании сварки нажимается кнопка «Стоп», что приводит
к остановке электродвигателя Дик разрыву цепи поджигателя
игнитрона И3.
Универсальная шовная конденсаторная машина ШКМ-3 (рис. 66)
предназначена для сварки цветных и черных металлов толщиной
от 0,05+0,05 до 0,6+0,6 мм, широко применяемых в приборостро-
ении, электровакуумной технике и в других отраслях промышлен-
ности. Кроме того, на ней можно приваривать нержавеющие
стали и некоторые другие металлы толщиной 0,03—0,25 мм к метал-
лам толщиной до 10—15 мм.
Лабораторные исследования и опыт внедрения машин ШКМ-3
показали, что на них можно сваривать прб’йноплотным швом латуни
122
(JI62 и Л68), бронзы (Бр. ОФ, Бр. ОЦ, кадмиевую и бериллиевую),
низкоуглеродистые и нержавеющие стали, никель, нихром, тан-
тал, цирконий и т. д. Эти металлы свариваются во многих соче-
таниях, например бронза с латунью, нихром с никелем. На машине
можно сваривать не только поперечные, но и продольные швы 1871.
Конструктивно машина ШКМ-3 оформлена в виде цельнометал-
лического шкафа и отличается от машины ШКМ-2 своей универ-
сальностью, габаритами и ве-
сом.
Кинематическая схема ма-
шины ШКМ-3 (рис. 67) рабо-
тает следующим образом. В
нерабочем положении ножная
педаль 11 под действием воз-
вратной пружины 10, закреп-
ленной верхним концом в ре-
гулировочной серьге 9, отжи-
мается вверх. Педаль связана
через тягу 13. задний рычаг 16,
горизонтальную тягу 18, пе-
редний рычаг /, консоль 4 пе-
реднего рычага, держатель
верхней головки 3 и головку
5 с верхним роликом 6, кото-
рый прижимается при этом к
нижнему ролику 7.
Усилие сжатия роликов
определяется степенью сжа-
тия пружины 20, находящей-
ся во внутреннем стакане 21.
Рнс. 67. Кинематическая схема машины
ШКМ-3.
Сжатие пружины регулируется
наворачиванием наружного
стакана 19, имеющего резь-
бу, на винтовую часть коромысла 17.
При нажатии педаль 11, поворачиваясь вокруг оси 12, переме-
щается вниз и поднимает вверх рычаг 16. При этом верхняя головка
5, связанная шарнирным валиком 2 с механизмом привода роли-
ков, перемещается вверх. В зазор между роликами 6 и 7 вклады-
вают свариваемые детали. Педаль 11 освобождают, пружина 10
возврашает систему рычагов в исходное положение, и свариваемые
детали оказываются зажатыми между роликами машины. После
этого включается электродвигатель 14, который через редуктор 15
начинает вращать оба ролика машины: верхний — через шарнир-
ный валик 2 и шестерни в головке 5; нижний — через внутренний
валик в нижнем плече 8. Затем включается сварочный ток и детали
соединяются прочноплотным швом. Сваренные детали освобожда-
ют нажатием педали.
123
chipmaker.ru
Рис. 68. Электрическая схема машины ШКМ-3 (модернизированная):
1 Bl и TBt — транс.1 орматоры выпрямителей, инвертора и задающего блока частоты; ТП, ТС и ТУ — соответственно пиковый, свароч-
ный и управляющий трансформаторы; ЗБЧ — задающий блок частоты; И — инвертор; Т3 и Тр зарядный и разрядный тиратроны под-
жигания; Гш —тиратрон, шунтирующий первичную обмотку трансформатора ГС; Иа н Ир — зарядный а разрядный игнитроны; Р—редуктор.
124
Настройка механизма машины ШКМ-3 на сварку деталей раз-
ных толщин производится перемещением вверх или вниз головки 5
и ролика 6 вместе с держателем 3 и последующим зажатием этого
держателя в консоли 4.
В электрической схеме шовной конденсаторной машины ШКМ-3
(рис. 68) в качестве задающего устройства использован блок, сос-
тоящий из бинарных пересчетных ячеек, собранных на лампах
6Н1П. На вход блока подается напряжение пикового трансфор-
матора ТП, получающего питание от сети. В первом каскаде, пред-
ставляющем собой триггер с одним устойчивым состоянием равно-
весия, пиковые импульсы напряжения формируются в прямоуголь-
ные и после дифференцирования подаются в первую пересчетную
ячейку.
В схеме предусмотрены три совершенно одинаковые пересчетные
ячейки, обеспечивающие рабочие частоты в 25, 12,5 и 6,25 гц. Рабо-
чая частота в 50 гц получается непосредственно от формирующего
каскгда.
Электрическая схема при сварке работает следующим образом.
При включении выключателя 77В1 подается напряжение на кно-
пку «Пуск», катушку магнитного контактора КМК, выключа-
тель ПВ2, вольтметр и электродвигатель Д, а также на тран-
сформаторы: выпрямительные ТВХ и ТВ2, пиковый ТП, накаль-
ный TH и анодный ТА (одна фаза). При этом загорается сигнальная
лампочка и начинается разогрев катодов тиратронов Т3, Тр и
Тш. Одновременно получает питание электронная часть схемы.
После разогрева тиратронов включается выключатель ПВ2 и
подается напряжение второй фазы сети на анодный трансформа-
тор ТА. Нажатием кнопки «Пуск» полается напряжение на катушку
КМК, включающую контакты Л1Л1, МК2, МК3 и /ИК4. начинается
вращение роликов и перемещение предварительно зажатых между
ними деталей. Одновременно с этим поочередно работают тират-
роны Т3 и ТГ, которые производят поджигание игнитронов Иа и
Ир, что вызывает возникновение импульсов сварочного тока.
. По окончании сварки нажимается кнопка «Стоп», останавлива-
ется электродвигатель Д и снимается питание с трансформатора ТУ.
Шовная конденсаторная машина ШКМ-4 (рис. 69) также предназ-
начена для сварки цветных и черных металлов малых толщин,
но в отличие от машины ШКМ-3 не является универсальной и вы-
полнена с рычажно-грузовым механизмом сжатия. Кроме того,
машина ШКМ-4 имеет другую электрическую схему (в основном
отличается устройством электронного блока управления).
Кинематическая схема машины ШКМ-4 приведена на рис. 70.
Нормально педаль 15 под действием возвратной пружины 14 нахо-
дится в верхнем положении. При этом тяга 2 не имеет механической
связи с остальной частью кинематической схемы машины (благодаря
зазору 3 между верхним концом тяги и нижней частью подвески
для сменных гирь 4) и верхний ролик 10 прижимается к нижнему
125
chipmaker.ru
ролику 11. Усилие сжатия обоих роликов определяется весом гирь
4 и передается на верхний ролик 10 через задний рычаг 5, тягу 7
и передний рычаг 8.
От нажатия педаль 15 перемещается вниз (поворачиваясь вокруг
оси 1) и поднимает тягу 2. Последняя упирается в подвеску для
гирь, которая при дальнейшем перемещении педали поднимается
Рие. 69. Шовная конденсаторная машина ШКМ-4 (разрезы).
и приводит в действие рычаг 5. В свою очередь рычаг, поворачи-
ваясь вокруг оси 6, обусловливает перемещение тяги 7 и рычага 8
(вокруг оси 9), а также подъем верхнего ролика 10. В зазор, обра-
зовавшийся между роликами 10 и 11, укладываются детали. Педаль
15 освобождается; Схема возвращается в исходное положение, а де-
тали оказываются сжатыми между роликами машины. Затем
включается электродвигатель 13, который через редуктор 12 и
систему из конических шестерен начинает вращать оба ролика
машины. Одновременно с электродвигателем включается свароч-
ный ток, и перемещаемые между роликами детали свариваются
прочноплотным швом. Электродвигатель и ток выключаются. На-
жатием педали 15 освобождаются детали. Для сварки поперечными
и продольными швами нержавеющей .стали и цветных сплавов
толщиной от 0,03 +0,03 до 0,2+0,2 мм применяется машина
МШК-3-2 [129]. Поперечные швы свариваются между верхним ро-
ликом диаметром 80 мм и нижним ведущим роликом диаметром
40 мм, а продольные— между верхним роликом и оправкой диа-
метром 30 мм.
126
В машине МШК-3-2 скорость вращения нижнего ролика, а так-
же продольного перемещения оправки- может плавно регулирова-
ться. Кроме того, имеется возможность реверсирования вращения их.
Рис. /0. Кинематическая схема машины ШКМ-4.
Привод механизма сжатия машины пружинно-пневматический с
прямолинейным вертикальным ходом верхнего ролика. Сварочный
ток включается и выключается с помощью электронного блока
127
chipmaker.ru
управления частотой циклов зарядка—разряд конденсаторов, кото-
рый обеспечивает поочередное зажигание зарядного и разрядного
игнитронов.
Машина МШК-3-2 разработана на основе нового, предложенного
ВНИИЭСО [42, 58] способа шовной конденсаторной сварки с частичным
разрядом накопительной емкости (рис. 71). Для питания рабочей
емкости Ср применена накопительная емкость Сн, причем габариты
последней должны быть в 10—15 раз больше габаритов емкости Ср
Рис. 71. Схема способа шовной конденсаторной сварки с частичным
разрядом накопительной емкости [42].
(это вызвано работой накопительной емкости Са в режиме частичного
разряда).
Если Сн Ср, то возможно получение весьма незначительных
изменений напряжения емкости Сн при отдаче импульсов энергии
на зарядку емкости Ср и в сварочный трансформатор, в результате
чего повышается стабильность работы шовной конденсаторной
машины и производительность сварочного процесса, который про-
исходит как при разряде конденсатора (игнитрон И2 горит, игни-
трон заперт), так и при его зарядке (И2 заперт, Иг горит).
Недостатком рассмотренного способа шовной конденсаторной
сварки является то, что в машине необходимо иметь батарею нако-
пительных конденсаторов значительной емкости. Это вынуждает в
целях снижения ее габаритов, веса и стоимости применять малона-
дежные при длительной эксплуатации электролитические конден-
саторы. Автор считает более правильным разрабатывать схемы
шовных конденсаторных машин со стабилизацией накопленной
энергии не за счет применения дополнительных больших батарей
конденсаторов, а по принципу поддерживания практически постоян-
ного напряжения их зарядки.
Кроме описанных универсальных конденсаторных машин, в на-
шей стране разработано несколько конструкций специализирован-
ных шовных машин для сварки металлов малых толщин (см. табл. 5).
Машина МРК-1 (рис. 72) предназначена [11] для сварки кру-
говых прочноплотных соединений из цветных металлов толщиной
до 0,5 +0,5 'мм. Машина питается от одной фазы сети напряжением
128
220/380 в. Усилие сжатия роликов производится рычажно-грузо-
вым механизмом со сменными грузами, который весьма сходен с
механизмом машины ШКМ-4 (см. рис. 70). Зарядное устройство, блоки
конденсаторов и узлы управления циклом зарядка—разряд конден-
саторов (см. рис. 62) находятся в отдельном шкафу, который уста-
навливается рядом с машиной.
Шовная конденсаторная машина MP К-3* предназначена [129] для
сварки прочноплотным швом сильфонов из нержавеющей стали и
мембранных коробок из нержа-
веющей стали и бронзы (фосфо-
ристой и бериллиевой). В этой
машине управление частотой им-
пульсов зарядка—разряд коден-
саторов производится электрон-
ной коммутирующей аппарату-
рой. Машина имеет водяное
охлаждение и расходует до 200 л
воды в час.
На машине МРК-3 можно
сваривать круговые швы на мем-
бранных коробках диаметром от
30 до 100 мм и кольцевые швы
на сильфонах диаметром от 6 до
100 мм.
Машина К-30 [49, 129] пред-
назначена для шовной сварки
деталей малой толщины, значи-
тельно отличающихся по форме
и размерам.
Привод роликов отделен от
машины и является самостоя-
тельным устройством. Благодаря
Рис. 72. Шсзная конденсаторная ма-
шина МРК-1, без шкафа с конденсато-
рами и выпрямительным устройством.
этому, а также другим особенностям его основных узлов такой
привод может быть использован для принудительного вращения
или перемещения свариваемых деталей (при свободном вращении
обоих роликов) и принудительного вращения одного из роликов
(при свободном перемещении второго ролика и свариваемых деталей).
Электродные головки машины имеют возможность независимо
друг от друга перемещаться в трех взаимно перпендикулярных
направлениях и поворачиваться на разные углы вокруг верти-
кальной оси. Горизонтальные головки можно заменять вертикаль-
ными. Благодаря указанным выше особенностям на машине К-30
можно осуществлять весьма разнообразные по конструкции соеди-
нения [49].
Машина К-30 может работать как с конденсаторным дозатором
энергии типа К-29 (см. рис. 27), так и с обычным прерывателем
при непосредственном питании от сети переменного тока 50 гц.
129
chipmaker.ru
Из всех рассмотренных выше шовных конденсаторных машин
серийной является только машина МРК-3 [129], а остальные пока
изготовляются в индивидуальном порядке.
В последнее время И. В. Пентеговым [971 разработана новая
схема резонансно-импульсной конденсаторной машины для шовной
сварки металлов малых толщин.
СТЫКОВЫЕ КОНДЕНСАТОРНЫЕ МАШИНЫ
Стыковые конденсаторные машины могут быть разделены на
машины для сварки оплавлением и сопротивлением.
В табл. 6 приведены технические характеристики некоторых
типов отечественных конденсаторных машин для стыковой
сварки, из которых ЛА-8 и УКМ-1 работают по принципу сварки
оплавлением (ударной сварки), а остальные — сопротивлением.
Наиболее производительной и совершенной из всех указанных ма-
шин является специализированная конденсаторная машина-авто-
мат ЛА-8 [1291, предназначенная для ударной стыковой сварки
трехзвеньевых электродов, которые широко используются при
изготовлении различных радиоламп. Автомат осуществляет полный
процесс изготовления электродов путем сварки трех различных
по диаметру и длине заготовок из медной, платинитовой и никеле-
вой проволок*.
Весь процесс изготовления трехзвеньевых электродов в машине
ЛА-8 полностью автоматизирован и состоит из следующих опера-
ций: 1) подача концов проволок к месту их отрезки; 2) отрезка
мерных заготовок; 3) сброс заготовок к,месту сварки; 4) перенос в
позиции сварки; 5) сварка; 6) съем сварного электрода.
Подача проволок в автомате производится механизмами подачи,
которые сматывают их с трех катушек, рихтуют, отрезают и подают
на сварку. Координация всех основных операций на автомате
осуществляется кулачками, расположенными на общем распреде-
лительном валу, который вращается от небольшого электродвига-
теля и имеет две ступени регулирования скорости. Одному обороту
распределительного вала соответствует один цикл работы автомата,
который имеет максимальную производительность более двух свар-
ных электродов за одну секунду.
На автомате ударная конденсаторная сварка электродов произ-
водится одновременно в двух местах, поэтому в нём имеются две
отдельные конденсаторные батареи, которые располагаются в
шкафу, устанавливаемом возле автомата. Электрическая схема
автомата несложная и обеспечивает безопасную работу для обслу-
живающего персонала.
Автоматы ЛА-8 выпускаются серийно [1291 и широко применя-
ются на радиотехнических заводах.
* Автомат рассчитан на сварку заготовок из проволоки диаметром 0,4—0,8
мм и длиной 3,5—70 мм.
iso
131
chipmaker.ru
надежным способом изготовле-
б
5
Рис. 73. Упрощенная кинематическая
схема ударной конденсаторной машины
УКМ-1 [123].
Следует также отметить, что ударная конденсаторная сварка
является практически единственно 1__
ния трехзвеньевых электродов.
По технологической схеме
автора [84] в Институте
электротехники АН УССР
разработан способ ударной
конденсаторной приварки ша-
риков из сплавов сормайт
№ 1 и 2 и других диаметром
1,0—1,2 мм к кончикам перь-
ев авторучек, изготовляемых
из пермаллоя и нержавею-
щей стали толщиной 0,25—
0,3 мм. Приварка шариков
к перьям выполняется на
специализированной машине
УКМ-1 [123], разработанной
и созданной на базе серийной
конденсаторной машины ТКМ-4
(см. рис. 29).
Электрические схемы ма-
шин УКМ-1 и ТКМ-4 (см.
рис. 31) сходны, отличается
УКМ-1 от последней в основ-
ном тем, что в ней нет сва-.
рочного трансформатора ТС.
Оба полюса конденсаторов Ср
соединены с двумя парами
нормально разомкнутых кон-
тактов магнитного контакто-
ра, подключенных к деталям.
Контактор перед соударени-
ем деталей срабатывает (от
пусковой кнопки) и замыкает
цепь разряда конденсаторов
через дуговой промежуток ме-
жду их концами (см. рис. 7).
Кинематическая схема ма-
шины УКМ-1, изображенная
на рис. 73, действует следую-
щим образом. Нормально подвижная часть механизма соударения
/3, которая может свободно перемещаться по вертикали между
тремя роликами, находится в верхнем положении и удерживает-
ся спусковой чекой 7. При этом указанная часть механизма при-
жата кареткой 8 к корпусу 12, а ее рабочая пружина И нахо-
дится в растянутом состоянии.
132
Свариваемое перо вручную закладывается (кончиком вниз)
в перодержатель 6, фиксируется в нем зажимом 5. Привариваемый
шарик находится в середине неподвижной части механизма
соударения, где фиксируется между образующими зажимных дис-
ков 4 поворотом вручную рукоятки шайбы 14. Шарик подается из
бункера 3 к зажимным дискам ловителем 2, который вручную пере-
мещается вверх при помощи рычага ловителя 1 и возвращается в
исходное положение благодаря пружине ловителя 15.
Рис. 74. Основные узлы механизма подачи и зажима шариков машины УКМ-1
[123].
Включением пусковой кнопки электросхемы напряжение от
заряженных конденсаторов подается к подвижной и неподвижной
частям механизма соударения, и при нажатом состоянии этой
кнопки освобождается спусковая чека 7. Под действием усилия
пружины 11 и собственного веса подвижная часть механизма па-
дает, и перо своим концом соударяется с верхней поверхностью
зажатого шарика. Конденсаторы разряжаются, и шарик оказыва-
ется приваренным к кончику пера, которое затем освобождается
нажатием руки на зажим и вынимается из перодержателя.
В рассмотренной схеме усилие осадки регулируется изменением
натяжения пружины 11, которое производится вращением винта 9,
перемещающего вверх или вниз гайку 10.
Механизм подачи и зажима шариков машины УКМ-1 (рис. 74)
представляет собой самоцентрирующийся патрон с двумя дисками,
служащий для захвата, зажима и установки шарика в исходной
позиции для сварки.
Патрон механизма подачи состоит из корпуса 1, на котором
свободно вращается шайба 3, имеющая две одинаковые спиральные
прорези 5. В каждой из прорезей находится по одному пальцу
призм 2, которые помещены в клиновидных пазах и могут передви-
гаться вдоль этих пазов.
133
chipmaker.ru
Рис. 75. Кинематическая схема механизма
соударения деталей установки УКЧ-1.
Зажимные диски 4 укреплены на призмах и находятся над бун-
кером с шариками. Захват и зажатие шариков дисками произво-
дится при поворотах вручную шайбы 3 относительно корпуса
патрона.
Повороту по часовой стрелке соответствует раздвижение дис-
ков, при котором в зазор между ними заводятся шарики, а против
часовой стрелки — сближение
дисков и зажатие шариков
для сварки.
Корпус патрона крепится
жестко на кронштейне ме-
ханизма соударения машины
УКМ-1. Внутри корпуса по-
мещен оригинальный меха-
низм подачи шариков из бун-
кера к дискам для их захвата
и зажатия [123].
В рассмотренном механиз-
ме подачи и зажима шари-
ков рабочие . торцы дисков
выполнены в виде небольшой
канавки по всей их окруж-
ности. По мере подгорания
и износа этих канавок диски
должны периодически пово-
рачиваться на небольшой
угол, а при полном их сраба-
тывании — перетачиваться или
заменяться другими.
Кроме указанной машины,
Институтом электротехники
АН УССР разработана и впер-
вые в мировой практике вне-
дрена полуавтоматическая установка УКЧ-1 для ударной конден-
саторной приварки ножек к циферблатам часов [82], которая так-
же производится по приведенной ниже (см. рис. 110,6) техноло-
гической схеме автора.
Электрическая схема установки для сварки деталей часов в
основном сходна со схемой машины УКЧ-1. Промышленная головка
этой установки [82] крепится в верхней ее части на рабочем столе
машины ТКМ-4.
Кинематическая схема механизма соударения деталей установки
УКЧ-1 (рис. 75) работает следующим образом (действие меха-
низма рассматривается с момента после сварки предыдущей
ножки).
Когда цанга 4 с зажатой в ней с помощью прижима 16 и эксцент-
рика 17 проволокой 18 находится в нижнем положении, приварен-
134
ный конец проволоки и циферблат 19 прижимаются к столику 20
пружиной 10.
При нажатии рукой на рычаг эксцентрика 17 проволока 18
освобождается. Рычагом 13 производится подъем цанги вместе со
штоком 15 и упором 9, одновременно сжимается пружина 10.
Дисковые ножи 2, лезвия которых находятся на высоте несколько
более 2 мм от уровня циферблата 19, благодаря связи г шарниром 3
и рычагом 13 сближаются и, когда цанга 4 поднимается на высоту
около 3 мм над уровнем циферблата 19, отрезают ножку необходи-
мой длины. Одновременно с движением цанги вверх и сближением
ножей происходит небольшой подъем столика 20 с закрепленным
на нем циферблатом (примерно на 0,2—0,4 мм) при помощи меха-
низма, действующего следующим образом.
При нажатии на рукоятку рычага 13 с помощью тяги 14 пово-
рачиваются рычаг 21 и эксцентриковый валик 22, в результате чего
кронштейн 1 поднимается на заданную высоту. Эксцентриковый
валик возвращается в исходное положение под действием пружины
23. Таким образом, ножка отрезается в момент, когда столик с ци-
ферблатом поднят. Под действием собственного веса столик опуска-
ется вниз до упора. Подъем столика с циферблатом на высоту 0,2—
0,4 мм необходим для свободного прохождения отрезанной ножки
под ножами при смене позиции сварки, а также при смене цифер-
блата.
При отпускании рукоятки рычага 13 ножи убираются. Через
некоторый промежуток времени, необходимый для полного раз-
вода ножей, цанга вместе со штоком и зажатой в ней проволокой
приводится во взведенное положение. Остановка и задержка цанги
в верхнем положении производится специальным рычагом 5 и за-
щелкой 8, которая открывается при движении рычага вверх с укреп-
ленным на нем роликом 7. Высота подъема штока и упора может ре-
гулироваться путем изменения положения ролика 6 в зеве рычага 5.
Позиция циферблата изменяется благодаря повороту кронштей-
на 1 вместе с закрепленным на нем столиком 20. Бунт мед-
ной проволоки 12, от конца которой отрезаются приваренные
ножки, заправляется в касету 11, свободно вращающуюся вокруг
своей оси.
На полуавтоматической установке УКЧ-1 можно сваривать 8—
10 ножек в минуту. В настоящее время ударная конденсаторная
приварка ножек к циферблатам часов внедрена пока на нескольких
заводах. Расширению ее применения препятствует недостаточная
для условий крупносерийного производства часов производитель-
ность установки УКЧ-1. Однако разработкой и внедрением этой
установки положена основа для дальнейшей автоматизации процесса
ударной сварки не только ножек и циферблатов, но также и других
деталей часов.
Заканчивая рассмотрение машин для ударной конденсаторной
сварки, можно указать на кинематическую схему (рис. 76), по ко-
135
chipmaker.ru
торой Институт электротехники АН УССР разработал опытную уста-
новку для двухпозиционной ударной сварки* выводов сопротивле-
ний типов ВС и УЛМ. По указанной схеме возможна одновремен-
ная приварка выводов 2 и 6 к колпачкам 3 и 5 сопротивления 4,
которое крепится жестко. Процесс сварки подготовляется срабаты-
ванием связанных между собой защелок 1 и 7, которые освобожда-
ют сжатые пружины обоих механизмов соударения деталей. Тогда
указанные механизмы срабатывают, и оба вывода привариваются
к колпачкам за счет энергии при разряде батарей конденсаторов
Ср и С "(обычно емкость их одинакова).
Рис. 7Ь. Схема двухпозицнонной ударной конденсаторной сварки выво-
дов сопротивлений.
Опыт внедрения автомата ЛА-8, полуавтомата УКЧ-1 и другие
примеры успешного применения ударной конденсаторной сварки
металлов малых сечений как в СССР, так и за границей [130, 134,
139, 145, 156], а также ее новые технологические возможности по-
казывают, что этот способ стыковой сварки металлов заслуживает
широкого внедрения в самых различных отраслях техники.
Указанные выше машины выполняют ударную конденсаторную
сварку оплавлением металлов небольших сечений (порядка 0,5—
1 мм2). Для стыковой конденсаторной сварки сопротивлением метал-
лов малых сечений разработаны машины МСК-0,1-2 и АС-1, ра-
ботающие по принципу трансформирования разрядного тока кон-
денсаторов (см. рис. 8,в).
Стыковую сварку проволок из цветных и черных металлов диа-
метром 0,35—1,0 мм [129] выполняют на универсальной конденса-
торной машине МСК-0,1-2. Конструктивно она оформлена в виде
металлического шкафа, в котором вмонтированы электрические и
механические узлы. Сварочная головка выполнена с рычажно-пру-
жинными зажимами свариваемых проволок, для которых в зажим-
ных губках имеются пазы, соответствующие диаметрам проволок.
Усилие осадки в головке создается двумя сменными пружинами и
регулируется их натяжением в пределах 0,2—0,7 кг на одной пру-
жине и 0,6—4,0 кг — на другой.
* По такой же схеме институтом разрабатывается установка для двухпози-
ционной конденсаторной сварки выводов сопротивлений малогабаритных элек-
тролитических конденсаторов.
136
Электрическая схема машины обеспечивает плавное регулиро-
вание емкости конденсаторов и напряжения их зарядки, а также
стабилизирует последнее с точностью до ±2% при значительных
колебаниях сетевого напряжения. Разрядный ток в этой машине
коммутируется игнитроном, включенным в цепь первичной обмотки
сварочного трансформатора.
Для приварки проволочных выводов малогабаритных сопротив-
лений типа МЛТ (мощностью 0,5; 1,0 и 2,0 вт) к их колпачкам
предназначен автомат АС-1 [129].
Автомат производит подачу к месту сварки проволоки и колпач-
ков, их сварку, обрезку проволоки и сброс сварных сопротивлений
в бункер.
Механизм подачи проволоки, нож для ее обрезки и зажимные
губки, которые захватывают проволоку в момент ее сварки с колпач-
ком, расположены на левой бабке механической части автомата,
на правой же — укреплен питатель, из которого при возвратно-
поступательном движении специального ползуна автоматически
подаются на сварку колпачки. Привод всех механизмов осуществ-
ляется от небольшого асинхронного электродвигателя мощностью
0,27 кет, вращающего основной вал.
Электросхема и конструкция механической части автомата обес-
печивают довольно высокую производительность процесса соеди-
нения выводов и колпачков (в среднем до 2500 сварок в час). Недо-
статком автомата является нестабильность сварки, которая обуслов-
лена тем, что в контакте медный вывод — латунный колпачок весь-
ма трудно обеспечить постоянство сопротивления, так как концы
проволочных выводов отрезаются ножом и их торцы получаются
не всегда строго ровными и поэтому не плотно Прилегают к поверх-
ности колпачков, с которыми они должны свариваться. Автор
считает более правильным и технологичным осуществлять соеди-
нение медных выводов и колпачков сопротивлений способом удар-
ной конденсаторной сварки оплавлением, при которой металлы
расплавляются за счет дугового разряда конденсаторов. При этом
указанные выше неровности на торцах отрезаемых выводов не ока-
жут столь заметного влияния на стабильность процесса, как при
конденсаторной сварке сопротивлением.
За последние несколько лет в нашей стране разработаны специа-
лизированные конденсаторные машины для стыковой сварки со-
противлением велосипедных рам (см. табл. 6). Одна из таких ма-
шин— типа К-149—разработана Институтом электросварки
им. Е. О. Патона АН УССР совместно с ЦКТБ велостроения и
успешно внедрена в производство на Харьковском велосипедном
заводе.
Машина К-149 [96, 129] выполняет Т-образную сварку трубча-
тых соединений велосипедных рам. Все шесть узлов свариваются
поочередно на шести таких машинах. Процесс управления сваркой
автоматизирован, что обеспечивается ее электрической и пневма-
137
тической схемами. Механизм сжатия и осадки в этой машине пнев-
матический, управление механизмом осуществляется электропнев-
моклапанами.
Питание сварочных трансформаторов, установленных на всех
шести конденсаторных машинах К-149, осуществляется поочередно
от общего агрегата, состоящего из батареи конденсаторов и управ-
ляемого трехфазного выпрямителя. Узлы агрегата находятся в
двух отдельных шкафах и устанавливаются вблизи машин.
Заканчивая рассмотрение точечных, шовных и стыковых конден-
саторных машин различных мощностей, следует указать, что за
последние годы в иностранной литературе [130, 134, 135, 138, 141,
145, 147, 148, 152, 153, 156, 159] приводятся описания и некоторые
технические данные различного оборудования для всех способов
конденсаторной сварки (кроме бестрансформаторной сварки сопро-
тивлением, которая разработана в нашей стране в конце 1960 г.).
Отличительной особенностью указанных машин в первую очередь
является их узко специализированное назначение. Для США ха-
рактерным является разработка разных типов машин и механизмов
для ударной конденсаторной сварки. В* ФРГ способ трансформа-
торной конденсаторной сварки металлов малых толщин начал практи-
чески применяться только несколько лет тому назад [138].
За послевоенные годы в нашей стране сделаны огромные успехи
в области сварочной техники, которые были бы немыслимы без
разработки и промышленного выпуска соответствующего оборудо-
вания. Несомненно, что вполне заметную роль в указанных дости-
жениях отечественной сварочной техники сыграли создание и орга-
низация серийного выпуска машин и установок для конденсаторной
сварки, которые нашли весьма широкое применение в самых разно-
образных отраслях промышленности.
ГЛАВА IV
ЭЛЕКТРОДЫ ДЛЯ КОНДЕНСАТОРНОЙ СВАРКИ
МАТЕРИАЛЫ ДЛЯ ЭЛЕКТРОДОВ
Электроды и зажимные устройства конденсаторных машин вы-
полняют следующие функции: подводят ток к зоне сварки, обеспе-
чивают сжатие свариваемых деталей и отводят тепло от их наружных
слоев. Они должны иметь:
1) высокую электро- и теплопроводность;
2) достаточную механическую прочность для передачи необхо-
димых усилий;
3) возможно большую стойкость в эксплуатации;
4) форму и габарит, удобные для доступа к местам сварки или
зажатия деталей;
5) контактные поверхности, форма и размеры которых обеспе-
чивали бы надежный подвод тока и передачу давления;.
6) удобное и надежное крепление;
7) достаточную массу для воздушного охлаждения или прину-
дительную систему охлаждения;
8) высокую температуру рекристаллизации, т. е. сохранять
твердость, полученную при наклепе, до возможно более высоких
температур;
9) минимальную склонность к образованию сплавов со свари-
ваемыми металлами.
Лучшим материалом для электродов является медь, обладающая
высокой электро- и теплопроводностью. Однако электроды, изго-
товленные из мягкой меди, имеющей малую твердость и низкий
предел текучести, при работе быстро расклепываются, а их контакт-
ные поверхности деформируются и изменяют форму. Из-за этого
необходимо часто производить запиловку электродов, в результате
чего они быстро изнашиваются. Поэтому электроды для повышения
стойкости следует изготовлять из твердотянутой (наклепанной)
меди или ее сплавов.
Для сварки некоторых материалов (меди и ее высокоэлектро-
проводных сплавов) применяются медные электроды со вставками
из чистого вольфрама и молибдена.
Исследования автора [83] показали, что при точечной конден-
саторной сварке металлов малых толщин к материалам для элект-
139
chipmaker.ru
родов могут быть предъявлены несколько менее жесткие требования
ввиду практически незначительного нагрева рабочих концов
электродов. Это объясняется временем сварки (тысячные доли се-
кунды), относительно большими паузами между сваркой точек и
меньшим, чем при обычной сварке [301, удельным давлением на
контактные поверхности электродов (порядка 3—5 кг/мм2). Поэтому
при точечной конденсаторной сварке металлов и сплавов малых
толщин (до 0,5 мм) допустимо изготовление электродов как из мяг-
кой, так и твердотянутой (последняя предпочтительнее) меди Ml.
Однако наиболее целесообразно изготовлять электроды из высоко-
электропроводных медных сплавов [11, 30, 35, 36, 46, 54, 83, 1401.
В табл. 7 приведены данные свойств материалов, рекомендуе-
мых для изготовления электродов * конденсаторных машин разных
мощностей и назначений.
ЭЛЕКТРОДЫ ДЛЯ ТОЧЕЧНОЙ СВАРКИ
При точечной конденсаторной сварке металлов малых толщин
на маломощных машинах наиболее надежно и долго служат элек-
троды из меди и ее сплавов. Так, например, опыт эксплуатации
электродов из мягкой и твердотянутой меди Ml, установленных
на точечных конденсаторных машинах ТКМ-4 и ТКМ-7, показал,
что такие электроды могут работать при выполнении очень боль-
шого числа сварных точек **. Изнашиваются только их рабочие
концы на длине 2—4 мм, которые можно восстановить переточкой
электродов или напайкой вставки из медной проволоки нужного
диаметра; .
Электроды, применяемые при обычной контактной сварке,
имеют плоскую, сферическую или коническую форму контактной
поверхности [30].
Теоретические и экспериментальные исследования автора [73,
74, 83] по изысканию оптимальной формы рабочего конца и контакт-
ной поверхности нормальных электродов для точечной конденса-
торной сварки металлов малых толщин показали, что указанные
выше формы контактных поверхностей электродов для этой цели
непригодны, так как при:
1) износе или деформации любой из контактных поверхностей
увеличивается их площадь, уменьшается плотность сварочного
тока и нарушается режим сварки (получается непровар);
2) сферической и конической формах контактных поверхностей
электродов получаются значительные вмятины на свариваемых
изделиях из тонкого металла, что нежелательно, а часто и недо-
пустимо.
* Рекомендации по выбору материала электродов, а также размеров и форм
их рабочих частей в зависимости от толщины и марки свариваемых металлов
и способов конденсаторной сварки приводятся в следующей главе.
** Например, при сварке латуни Л62 толщиной до 0,5 -f- 0,5 мм такими эле-
ктродами (см. рис. 77) можно сваривать несколько тысяч точек.
140
Таблица 7
Свойства основных материалов, рекомендуемых для изготовления
_____________электродов конденсаторных машин*
Показатель Состав, % Электро- провод- ность, % к проводи- мости мяг- кой меди Предел прочности, кГ1мм* Твердость по Бринел- лю, кПсм* Темпера- тура рек- ристалли- зации, °C
Медь Ml мягкая Си — 99,9 100 20—22 41—44 —.
» Ml твердотя- нутая Си — 99,9 98 25—35 75—100 200
Хромоцинковая бронза (сплав ЭВ) Сг — 0,4; Zn — 0,8; Си — остальное 75—80 40—50 110—140 400
Кадмиевая медь Cd —0,9—.,2; Си — остальное £0 40 107—114 250
Сплав МЦ2 . . . Ni — 1,5—1,7; Si — 0,4—0,6; Mg —0,15—0,3; Си — остальное 45—50 50—55 140—170 540
Сплав МЦЗ . . • . Ni —0,9—1,1; Be —0,15—0,25; Mg —0,1—0,2; Си — остальное 55—60 55 160—180 550
Сплав МЦ4 . . . Cr — 0,4—0,7; Al —0,15—0,25; Mg — 0 15—0,25; Си — остальное 75—78 40—45 110—130 510
Сплав МЦ5 . . . Cr — 0,4—0,6; Zn — 0,2—0,35; Си — остальное 80—85 42 110—120 520
Сплав МЦ5А . . Cr—0,2—0,35; Zn - 0,2—0,35; Си — остальное 85—87 35—36 95—100 510
Сплав МЦ5Б . Cr —0,2—0,35; Cd —0,15—0,25; Си — остальное 80—85 120—140
Бр. XI Cr —0,8—1; Си — остальное 80—85 40—42 110—130
Кирит А** ... W — 55—60; Си — остальное 45 —-. 225 —
Молибден** . . . Mo — 100 32,3 70 125 —
Вольфрам** . . . W — 100 30,4 120—140 350 —
В результате проведенных исследований разработаны элек-
троды для точечной конденсаторной сварки металлов малых
толщин (рис. 77), которые имеют цилиндрический рабочий конец
и плоскую контактную поверхность. Основным их преимуществом
* Указанные свойства медных сплавов показаны после механо-термнческой
обработки.
* * Рекомендуются для изготовления вставок в электроды из меди н ее
сплавов.
141
вызвать однозначное изменение
Ак. Однако в процессе сварки
должна оставаться неизменной.
Рис. 77. Нормальные рабочие концы
электродов для точечной сварки на
маломощных конденсаторных маши-
нах (конструкция автора), изготов-
ленные:
а — заодно с электродом; б — впаиванием;
в — запрессовкой.
chipmaker.ru
является постоянство диаметра контактной поверхности при сварке
и после запиловок рабочих концов. Это обеспечивает стабильную
плотность сварочного тока и не нарушает режим сварки.
Указанное положение может быть пояснено путем анализа фор-
мулы (113). На оптимальном режиме точечной конденсаторной свар-
ки какого-либо металла толщиной 6 изменение d3 неизбежно должно
количества накопляемой энергии
на оптимальном режиме энергия
а тогда при увеличении d3 будет
иметь место непровар, а при
уменьшении —прожоги. Это объ-
ясняется тем, что в первом слу-
чае величина Ак будет недоста-
точной для расплавления уве-
личившегося объема столбика
металла между электродами, а
во втором — излишней, вслед-
ствие чего уменьшившийся объем
столбика металла будет дове-
ден до температуры, значитель-
но превышающей точку плав-
ления металла. Таким образом,
изменение диаметра контактной
поверхности электродов в мало-
мощных конденсаторных маши-
нах является недопустимым, и поэтому преимущества новых элек-
тродов вполне очевидны.
В электродах новой конструкции рабочие концы могут изготов-
ляться заодно с электродом (рис. 77,а) или впаиваться в него как
отдельная вставка из проволоки нужного диаметра (рис. 77,6).
Опыт показывает, что запрессовка в электроды рабочих концов
(рис. 77,в) нежелательна, так как в процессе эксплуатации элект-
рода наблюдаются случаи нарушения контакта между вставкой и
основным телом электрода, что снижает величину сварочного тока
и способствует получению бракованных изделий. Не рекомендуется:
производить сварку электродами с рабочими концами в виде отрез-
ков медного провода, зажатых с помощью цанги, так как возможно
проскальзывание этих отрезков; крепить сменные рабочие части
электродов на резьбе вследствие ее быстрого износа, а также того,
что в резьбовых соединениях может произойти окисление, которое
увеличивает сопротивление в контакте рабочей части электрода с
его основным телом.
Исследования и опыт эксплуатации электродов для точечной
конденсаторной сварки металлов малых, толщин [83] показывают,
что длину и диаметр рабочего конца электродов следует выбирать
в зависимости от усилия сжатия и количества энергии, расходуемой
на сварку.
142
При увеличении усилия сжатия следует для сохранения его
удельного значения в допустимых пределах увеличивать диаметр
рабочего конца электродов, а также во избежание искривления ра-
бочих концов электродов выдерживать отношение (рис. 77,а),
равное 2—2,5.
С увеличением энергии, расходуемой на сварку, нужно увели-
чивать диаметр рабочего конца электрода, чтобы удельная энергия
на единицу площади рабочей ча7 .
сти электрода оставалась в до-
пустимых пределах. Увеличение
удельной энергии сверх этих
пределов может привести к про-
жогу свариваемых изделий, пе-
регреву рабочих концов элек-
тродов и к быстрому их износу.
Снижение удельной энергии
вызывает уменьшение плотности
тока и, следовательно, непровар
свариваемых изделий.
В серийных точечных кон-
тактных машинах обычной си-
стемой крепления электродов в
электрододержателях является
их посадка на конус. Применя-
ется также крепление электро-
дов на резьбе и при помощи
накидной гайки.
Рис. 78. Хоботы машин для точечной
конденсаторной сварки металлов ма-
лых толщин, изготовленные:
а — заодно с рабочим концом — электродом;
б — с впаянным рабочим концом; в — с за-
прессованным рабочим концом; а —с отвер-
стием для посадки на конус сменных элек-
тродов.
Наиболее рациональной системой крепления электродов в мало-
мощных точечных конденсаторных машинах является посадкэ на
конус (рис. 78,г), однако в некоторых случаях, например для свар-
ки в труднодоступных местах, необходимо изготовлять хоботы,
в которых рабочий конец является заодно и электродом (рис. 78,а)
или впаивается в него (рис. 78,6). При этом запрессовка рабочего
конца (рис. 78,в) является нежелательной.
Нормальные электроды маломощных точечных конденсаторных
машин следует применять для сварки открытых плоских деталей
или деталей с незначительной кривизной. Но это не является основ-
ной возможностью при работе на таких машинах.
При неразъемном соединении целого ряда узлов (при изготов-
лении различных приборов, электровакуумных и ювелирных изде-
лий, устройств средств связи, металлических игрушек) бывают не-
обходимы не только электроды с нормальными формами рабочих
концов (рис. 77), но и фигурные электроды самых различных кон-
фигураций. Некоторые конструкции фигурных электродов для кон-
денсаторной сварки на точечных конденсаторных машинах малой
мощности показаны на рис. 79.
143
chipmaker.ru
Для точечной конденсаторной сварки в монтажных условиях
электроды крепятся при помощи выносных сварочных клещей
(см. рис. 51), в концы которых они впаиваются или запрессовываю-
тся. Электроды могут изготовляться как в виде небольших цилинд-
рических отрезков (из меди и ее сплавов, молибдена, вольфрама и др.),
которые крепятся непосредственно в концах клещей, так и в виде
сменных вставок (рис. 80). Следует отметить, что в последнем слу-
чае центровка рабочих частей электродов на обоих концах свароч-
Рис. 7У. Фигурные электроды для сварки на
точечных конденсаторных машинах малой
мощности:
а — контактов: б — штифтов; в—шариков; г—точек по
отбортовке; д— точек в труднодоступных местах; е—
точек на трубках; ж — цоколей электрических ламп
накаливания с выводами; з — двух точек одним им-
пульсом разрядного тока.
Рис. 80. Электрод —
вставка для ручных
сварочных клещей:
а — с впаянной рабочей
частью; б — с рабочей ча-
стью, изготовленной вме-
сте со вставкой.
б
ных клещей может производиться за счет перемещения вставок. Од-
найа наиболее желательным является впаивание рабочих частей
электродов, так как это обеспечивает более стабильную сварку.
Все изложенное выше в основном относилось к конденсаторной
сварке на точечных машинах малой мощности, но в значительной
степени может быть использовано и при сварке на машинах любых
мощностей. Следует учитывать, что применение электродов с ци-
линдрическим рабочим концом ограничивается их механической
прочностью. Поэтому, если при точечной сварке на конденсаторных
машинах, имеющих Ак > 1 кет • сек, эта прочность оказывается
недостаточной, следует применять электроды обычной формы [30],
поддерживая при эксплуатации возможно большую стабильность
размеров их рабочих частей.
ЭЛЕКТРОДЫ для ШОВНОЙ СВАРКИ
При шовной конденсаторной сварке к электродам предъявляют-
ся более высокие требования, чем при точечной конденсаторной
сварке.
144
Рис. 81. Нормаль-
ная форма рабочей
поверхности роли-
ков для шов-
ной конденсаторной
сварки металлов
малых толщин.
Электроды (ролики) при шовной сварке выполняют не только те
функции, что при точечной, но и осуществляют перемещение свари-
ваемых деталей.
Поперечная шовная сварка тонких металлов наиболее рацио-
нальна с принудительным вращением обоих роликов, что исклю-
чает проскальзывание свариваемых деталей между роликами ма-
шины (проскальзывание наблюдается при свободном вращении од-
ного из роликов и вызывает быстрый его износ, а главное — подплав-
ление или даже прожог деталей).
Проскальзывание деталей может быть пол-
ностью исключено только при равенстве ли-
нейных скоростей рабочих поверхностей роли-
ков. Поэтому в процессе эксплуатации следует
производить замеры диаметров роликов и при
необходимости перетачивать их до требуемого
диаметра.
Для стабильности шовной конденсаторной
сварки металлов малых толщин необходимо, что-
бы ширина рабочей части роликов была посто-
янна. Поэтому по аналогии с конструкцией нор-
мальных электродов для точечных конденсатор-
ных машин (рис. 77) автором разработаны нор-
•’ мальные формы рабочей поверхности сварочных
роликов для шовной конденсаторной сварки ме-
таллов малых толщин [83], показанные на рис. 81.
Новая форма отличается от обычной тем, что
> ширина рабочей
части b при срабатывании и повторных заточках не изменяется. Это
гарантирует стабильность шовной конденсаторной сварки металлов.
Охлаждение роликов осуществляется в основном водой. Однако
в некоторых случаях (например, при сварке весьма тонких метал-
лов, при массивных роликах и низком ПВ) возможно естественное
охлаждение. Путем охлаждения необходимо обеспечивать темпе-
ратуру на рабочих поверхностях роликов не выше 50—60° С.
Если этого невозможно добиться, то следует снизить ПВ.
Ролики шовных конденсаторных машин следует изготовлять из
высокоэлектропроводных медных сплавов (ЭВ, МЦ4, МЦ5, МЦ5Б),
по возможности избегая применения для этих целей меди.
ЗАЖИМНЫЕ УСТРОЙСТВА ДЛЯ СТЫКОВОЙ СВАРКИ
В стыковых конденсаторных машинах для сварки сопротивле-
нием и оплавлением зажимные устройства служат для подвода тока
к свариваемым деталям, их установки и закрепления.
Конструктивное выполнение и степень точности изготовления
зажимных устройств играют решающую роль при стыковой конден-
саторной сварке металлов малых сечений (до нескольких квадрат-
ных миллиметров), так как при этом требуется очень строгая цент-
ровка свариваемых деталей и надежное их крепление в зажимах.
145
chipmaker.ru
Конструкция зажимных устройств зависит- от размеров и конфи-
гурации свариваемых деталей, марки металла, из которого они изго-
товляются, производительности, принятой системы зажатия (ме-
ханическая, пневматическая, гидравлическая) и т. д. При разра-
ботке и изготовлении этих устройств для стыковой конденсаторной
сварки следует руководствоваться рекомендациями работы 130],
а также учитывать конкретные специфические особенности и назна-
чение проектируемого устройства.
Рекомендуемыми материалами для изготовления токопроводя-
щих частей зажимных устройств стыковых конденсаторных машин
являются высокопрочные и достаточно электропроводные медные
сплавы МЦ2, МЦЗ, ЭВ, а также твердотянутая медь Ml.
ГЛАВА V
ОСНОВЫ ТЕХНОЛОГИИ КОНДЕНСАТОРНОЙ СВАРКИ
ОСНОВНЫЕ ТЕОРЕТИЧЕСКИЕ И ТЕХНОЛОГИЧЕСКИЕ ПОЛОЖЕНИЯ
Технологический процесс всех разновидностей конденсаторной
сварки цветных и черных металлов имеет несколько общих специ-
фических особенностей. Поэтому для правильного и эффективного
использования различных типов
конденсаторных машин следует
не только хорошо освоить осно-
вы технологии . этого прогрес-
сивного способа соединения ме-
таллов, но также расширять и
углублять научные исследова-
ния в области конденсаторной
сварки в целях дальнейшего
изучения и наиболее полного
использования ее технологиче-
ских возможностей.
Основными особенностями
Рис. 82. Схема взаимосвязи нак<эпи.
тельной емкости с источником зарядки
и сварочным контуром при всех спо-
собах конденсаторной сварки.
всех способов конденсаторной сварки являются следующие.
1. В процессе сварки, т. е. при разряде конденсатора, сварочный
узел машины полностью отключен от источника выпрямленного
или постоянного тока, а поэтому энергия для сварки может посту-
пать только от конденсатора *. Это показано на рис. 82, где пра-
вое положение перекидного коммутатора /( соответствует отдаче в
сварочный узел накопленной в конденсаторе энергии, а левое —
процессу его зарядки.
2. Строгая дозировка электрической энергии, накапливаемой
в конденсаторах, обусловливает при их разряде расплавление оцре-
* Данное положение особо подчеркивается потому, что иногда конденса-
торной сваркой неточно называют такие способы сварки, при которых конден-
сатор является не аккумулирующим устройством, а выполняет другие функции
(см., например, авторское свидетельство № 84621 на имя Б. Н. Золотых «Способ
электростатической точечной сварки»; здесь в процессе сварки конденсатор свя-
зан с источником питания и по сути является прерывателем зарядного тока, а
сварка металлов осуществляется благодаря тепловому действию последиьго).
147
chipmaker.ru
деленного объема металла. Это повторяется при каждой сварочной
операции на данном режиме и позволяет получать однородные и рав-
нопрочные соединения.
3. Кратковременность процесса конденсаторной сварки обеспе-
чивает высокие скорости нагрева в зоне сварки, которые часто ис-
числяются сотнями тысяч градусов в секунду (табл. 8).
Таблица 8
Ориентировочные расчетные значения средних скоростей нагрева
Свариваемые металлы Темпе- ратура плавле- ния, °C Средние скорости нагрева (1 10° С/сек) прн кон- денсаторной сварке
сопротив- лением ^св ~ = 0,002— 0.006 сек сплавлением (ударной) <св = 0,0004— 0.001 сек
Алюминий А1 660 330—110 1650—660
Бронза Бр. ОФ 995 500—170 —
Золото . 1063 530—180 2600—1050
Латунь Л62 905 450—150 2250—900
Медь Ml 1083 540—180 2700—1080
Платина 1774 890-300 4450—1800
Серебро 961 480—160 2400—960
Сталь 1Х18Н9Т 1440 720—240 3600—1440
Сталь Ст. 3 1495 750—250 3750—1500
Титан 1725 860—290 —
Примечание. При расчетах средних скорост.ей нагрева условно принято,
что металл в зоне сварки находится прн средней температуре, равной темпера-
туре плавления металла, в течение всего времени разряда конденсаторов (/св).
4. Резко выраженная локализация нагрева свариваемого ме-
талла позволяет производить конденсаторную сварку в точно опре-
деленных местах и обеспечивает минимальные зоны термического
влияния. Это особенно важно в производстве изделий с высокой
точностью сборки и при небольших размерах мест, предназначенных
для сварки (приборостроение, точная механика, электронная тех-
ника и др.).
Благодаря отсутствию практически заметных вмятин и других
следов при конденсаторной сварке изделия имеют хороший внеш-
ний вид.
Для получения высококачественных соединений необходимо не
только правильно разработать режимы, но также соблюдать ряд
технологических правил и технику сварки [11, 30, 51, 59, 61, 62, 83].
Разрабатывая технологию конденсаторной сварки, следует учи-
тывать, что в конденсаторной батарее конкретной машины можно
накапливать только вполне определенное количество электрической
энергии, которое не может быть увеличено, например, изменением
ступени сварочного трансформатора или продолжительности его
148
включения в питающую сеть. Поэтому накопленная в конденсато-
рах энергия должна расходоваться наиболее рационально. Это
требует доведения до минимума потерь разного рода.
Режим конденсаторной сварки изделия определяется;
1) химическим составом, теплопроводностью, удельным элект-
рическим сопротивлением материала;
2) геометрическими параметрами —толщиной, сечением, фор-
мой;
3) состоянием поверхности — наличием или отсутствием плен-
ки окислов, а также антикоррозийных покрытий;
4) технологическими требованиями — прочностью, внешним ви-
дом.
Кроме того, режим конденсаторной сварки в ряде случаев за-
висит от шунтирования тока при точечной и шовной сварке и от
скорости сближения деталей при ударной сварке.
Основываясь на теории контактной сварки, можно отметить, что
режим любого из способов конденсаторной сварки определяется
следующими основными параметрами:
1) сварочным током — zCB;
2) временем сварки — /св;
3) усилием сжатия свариваемых деталей между электродами
(при точечной, шовной и стыковой конденсаторной сварке сопро-
тивлением) — Рэ;
4) скоростью сближения и оплавления свариваемых деталей,
а также усилием их осадки (при ударной конденсаторной сварке) —
Р ос-
Нагл яд ное представление о сложности зависимостей между пара-
метрами режима конденсаторной сварки можно было получить
при рассмотрении и анализе уравнения (91), характеризующего
енергетический баланс точечной сварки сопротивлением. Еще бо-
лее сложными являются зависимости при шовной сварке сопротив-
лением и ударной сварке оплавлением. Поэтому практически всегда
приходится прибегать к опытным исследованиям по подбору режи-
мов для всех способов конденсаторной сварки и руководствоваться
при этом следующим.
Уравнение (91), а также кривые зависимости сварочного тока от
регулируемых параметров (см. рис. 19) показывают, что в общем
случае режим любого из способов конденсаторной сварки может
быть подобран в основном за счет изменения *;
1) емкости конденсаторов — Ср;
2) напряжения заряда конденсаторов — Uc',
3) коэффициента трансформации сварочного трансформатора
(трансформаторная сварка) —z^;
* Здесь и дальше рассматриваются влияние и учет различных параметров
не только при разработке технологии сварки, но также и при расчете конденса-
торных машин.
149
chipmaker.ru
4) скоростей сближения и оплавления —~ свариваемых
деталей (ударная сварка);
5) формы и размеров контактной поверхности электродов (то-
чечная и шовная сварки сопротивлением), а также вылета деталей
(стыковая сварка) и материала электродов;
6) усилия сжатия свариваемых деталей —Р9 (все виды сварки
сопротивлением) и усилия осадки — Рж (ударная сварка оплав-
лением);
7) времени сварки — /св;
8) к.п.д. сварочного контура—ц.
Ниже даются основные рекомендации по выбору каждого из
указанных параметров режима конденсаторной сварки и приводятся
некоторые данные исследований автора о влиянии их на свойства
сварных соединений.
Выбор емкости конденсаторов и напря-
жения их зарядки. При конденсаторной сварке регули-
рование энергии Ак может производиться за счет изменения емкости
конденсаторов Ср и напряжения их зарядки Uc (см. формулу (1)
и рекомендации по выбору конденсаторов). Регулирование энергии
путем изменения емкости Ср [83] упрощает разработку режимов
сварки и принято в серийных конденсаторных машинах малой
мощности типов ТКМ-4, ТКМ-7, ТКМ-8 и МТК-2.
При разработке режимов конденсаторной сварки следует иметь
в виду, что часто одинаковый тепловой эффект в зоне нагрева от
разряда конденсаторов можно получить при разных значениях
энергии Ак, которые в свою очередь получают за счет подбора зна-
чений Ср и Uc- Так, например, возможно получение равнопрочных
сварных точек на одних и тех же толщинах металлов при: 1) боль-
шой емкости конденсаторов и высоком напряжении их зарядки,
однако в этом случае должно быть приложено большое усилие
сжатия; 2) меньшей емкости конденсаторов и более низком напря-
жении их зарядки, но при меньшем усилии сжатия.
Оптимальным режимом любого способа конденсаторной сварки
следует считать такой, при котором прочное и хорошее по внеш-
нему виду сварное соединение получается благодаря использова-
нию возможно меньшего количества накопленной в конденсато-
рах энергии. Это позволяет получать более дешевые и компактные
конденсаторные машины, а также экономить электроэнергию на
зарядку конденсаторов.
Анализ кривых разрядного тока конденсаторов (см. рис. 19,а
и б) также показывает, что регулирование напряжения зарядки
при Uc трансформаторной конденсаторной сварки обусловливает
значительные изменения тока /св.Напротив, регулирование емкости
Ср мало влияет на величину тока, но при этом более резко изме-
няется время сварки ZfcB.
Если при конденсаторной сварке регулируется только
150
один из параметров — Uc или Ср, то в первом случае изменения
энергии Ак пропорциональны квадрату напряжения зарядки U&
а во втором — только первой степени емкости Ср, что обусловливает
более простое и плавное регулирование энергии. Даже в тех слу-
чаях, когда при конденсаторной сварке энергия Ак регулируется
только изменением емкости Ср, могут иметь место отклонения
напряжений зарядки Uc от номинального значения, обусловленные
колебаниями напряжения в сети. Поэтому, если в конденсаторной
устройства, то отклонения значе-
Рис. 83. Зависимость разрывного усилия
на точку Рр от напряжения зарядки Uc
при конденсаторной сварке нескольких
марок металлов малых толщин:
I — бронзы Бр. ОФ (в = 0.35 мм); 2 — стали 10
(б = 0,2 мм); 3 — латуни Л62 (6 = 0,2 мм).
машине нет стабилизирующего
ний Uc вызывают соответству-
ющие изменения величины
энергии А к и нарушение ста-
бильности сварки.
С целью выявления влия-
ния колебаний сетевого на-
пряжения в пределах до± 10%
на прочность точек при кон-
денсаторной сварке автором
были проведены специальные
исследования (831. Образцы из
латуни Л62, стали 10 и брон-
зы Бр.ОФ сваривались на ма-
шине ТКМ-4 при оптималь-
ных режимах и значениях
напряжения зарядки конден-
саторов 540, 570, 600, 630 и 660 в.
Исследованиями установлено, что отклонения от оптимального
режима конденсаторной сварки (Uc = 600 в) приводят к таким яв-
лениям:
1) при пониженном напряжении зарядки конденсаторов обра-
зуются точки несколько меньших размеров, так как снижается
расходуемое на сварку количество энергии;
2) при повышенном напряжении зарядки конденсаторов проис-
ходит: перегрев металла в точке, подгорание поверхности металла
со стороны электродов и образование из-за увеличения количества
энергии сварных точек несколько большего размера.
По результатам испытаний на разрыв сварных образцов можно
построить зависимость разрывного усилия на точку Рр от напряже-
ния зарядки конденсаторов Uc (рис. 83), из которой видно, что во
всех случаях наибольшая прочность сварной точки получается
при номинальном напряжении зарядки конденсаторов (600 в).
Снижение прочности точки, обусловленное отклонением напря-
жения зарядки конденсаторов от номинального, может быть объяс-
нено:
1) при понижении напряжения — образованием точек с ядрами
меньшего размера;
2) при повышении напряжения — подгоранием поверхности и
151
chipmaker.ru
перегревом тонкого металла, что не может полностью компенсиро-
вать увеличение прочности точки за счет некоторого роста ее ли-
того ядра.
В процессе промышленного применения точечной конденсатор-
ной сварки металлов малых толщин выяснилось, что колебания
напряжения зарядки конденсаторов в пределах ±5%, хотя и со-
провождаются снижением прочности сварных точек, но допустимы
для сварки ответственных соединений, а в пределах +Ю% —
только для сварки неответственных изделий.
Наиболее рационально производить конденсаторную сварку при
стабилизации напряжения зарядки конденсаторов, что позволяет
получать весьма однородные сварные соединения. Поэтому реко-
мендуется устанавливать в цепи зарядки конденсаторов ферроре-
зонансные стабилизаторы напряжения соответствующей мощности
в тех конденсаторных машинах, где они отсутствуют (ТКМ-4, ТКМ-6,
МТК-2, ПТКМ-1, МТИК-0,1). Если же это невозможно, то необхо-
димо устанавливать в машине иные стабилизирующие устройства
(с «отсечкой» —см. главу II) либо производить сварку в часы,
когда колебания сетевого напряжения минимальны (ночные смены).
При конденсаторной сварке возможно нарушение стабильности
процесса из-за неодинаковой толщины металла, свариваемого на
подобранном режиме. В этих случаях необходимо произвести соот-
ветствующие замеры толщин свариваемых деталей и откорректиро-
вать режим сварки, руководствуясь следующими соображениями.
Из формулы (113) следует, что если, например, производится
точечная конденсаторная сварка металла толщиной и при этом
необходима накопленная в конденсаторах энергия А'к, то для
сварки металла такой же марки толщиной 62 потребуется энергия
= (151)
где т)1 и т]2 —к.п.д. сварочного контура при сварке металлов тол-
щиной соответственно Sx и 62.
Если конденсаторная сварка производится по подобранному
или рекомендованному таблицами оптимальному значению Ак и
при этом обеспечивается практически необходимая прочность сое-
динения, то отклонения от указанных значений Ак при изменениях
емкости Ср обусловливают также снижение качества сварки. Ука-
занное положение подтверждается кривыми (рис. 84), показываю-
щими зависимость прочности на разрыв и площади точек от емкости
Ср (т. е. от Л к при Сс — const) при конденсаторной сварке стали
10 толщиной 0,3 мм. Оптимальная прочность точки (около 70 кг)
получается при Ср — 200 мкф, когда площадь точки ST =3,1 мм*.
Если же сварка производится при значениях емкости больших или
меньших, чем указанная выше величина, то прочность и площадь
точек уменьшаются. Аналогичная, но более резко выраженная за-
152
висимость Рр — f(Cp) получается при точечной конденсаторной
сварке латуни Л62 толщиной 0,05 + 0,05 мм (рис. 85).
Выбор коэффициента трансформации
сварочного трансформатора. Способ регулирования
формы кривой сварочного тока изменением коэффициента транс-
формации сварочного трансформатора широко используется во всех
усилия на точку Рр и площади точ-
ки ST от емкости конденсаторов Ср
при сварке на машине ТКМ-7 ста-
ли 10 толщиной 0,3-|-0,3 мм (Рэ =
= 15 кГ; кт = 100; Дэ = 2 мм).
Рис. 85. Зависимость разрыв-
ного усилия на точку Рр от
емкости конденсаторов Ср
при конденсаторной сварке
на машине ТКМ-7 латуни
Л62 толщиной 0,05-(-0,05 мм
(Рэ = 5 кГ- кт = 100; d3 =
— 2 мм).
типах трансформаторных конденсаторных машин (точечных, шов-
ных и стыковых). При этом следует учитывать, что регулирование
значений кт приводит только к измене-
ниям формы кривой сварочного тока в
основном по амплитуде и времени (уве-
личению амплитуды соответствует умень-
шение времени и, наоборот, снижению
амплитуды — рост времени); величина
энергии Ак остается неизменной. Бла-
годаря возможности регулирования фор-
мы кривой сварочного тока изменением
кт часто удается подобрать такие скоро-
сти нагрева для сварки тех или иных
металлов, при которых прочность свар-
ных соединений получается наиболее
высокой.
Следует иметь в виду, что измене-
ние кт вызывает соответствующие изме-
нения индуктивности всей конденсатор-
ной машины и ее эквивалентной схе-
Рис. 86. Зависимость ампли-
туды сварочного тока /2тах
от коэффициента трансфор-
мации кт для точечной кон-
денсаторной сварки алюми-
нид АЗ толщиной 0,4 4-
4- 0,4 мм на машине ТКМ-4.
мы (см., например, рис. 10), что обусловливает регулирование
значения сварочного тока и времени сварки. Из приведенного на
рис. 86 графика видно, как меняется амплитуда сварочного тока
153
chipmaker.ru
/гтах при изменении величины коэффициента во время сварки на
машине ТКМ-4.
Графики, изображенные на рис. 87 и 88, подтверждают, что регу-
лированием коэффициента трансформации можно добиться получе-
ния наиболее прочной сварной точки (на
рис. 88 показано изменение площади точ-
ки ST при регулировании кт. Анализ
всех этих графиков показывает, что наи-
более прочные сварные точки получаются
либо при одном вполне определенном зна-
чении коэффициента кт (100 для кривых
2 и 3 на рис. 87), либо при двух-трех его
кривой 1
87 и 100; 125 для кривой на
Рис. 87. Зависимость раз-
рывного усилия на точку
Рр от коэффициента транс-
формации лт при конден-
саторной сварке на маши-
не ТКМ-7:
/ — латуни Л62 толщиной
0,2 + 0,2 мм (Ср=200 мкф-, Рэ-=
= 11 «Г; = 2,5 мм); 2 — ста-
ли 10 толщиной 0,2 + 0,2 мм
(Ср = 140 мкф; Ра =10 кГ;
с1э = 2 мм); 3 — латуни Л62
толщиной 0,5 4- 0,5 мм (Ср ==
= 600 мкф; Рэ =15 кГ; da =
= 2 мм).
значениях (75; 100;
на рис.
рис. 88).
Выбор
н и я и о п
е м ы х
сварке. В соответствий с формулой (77),
которая является критерием для расчета
скоростей сближения и оплавления тор-
цов свариваемых
деталей при удар-
ной конденсатор-
ной сварке, следу-
ет выбирать и рас-
считывать конст-
рукцию механизма
свариваемых дета-
125 для
с
кор
лавления
деталей при
остей
с б л иже-
св а р ива-
уд а р н о й
Рис. 88. Зависимость раз-
рывного усилия на точку
Рр и площади точки ST от
коэффициента трансформа-
ции кт при конденсатор-
ной сварке на машине
ТКМ-7 латуни Л62 тол-
щиной 0,1 -ф 0,1 лл (Ср =
= 140 мкф\ Рэ = 10 кГ;
d3 = 2 мм).
соударения и осадки
лей. По опытам внедрения и данным ряда
исследователей установлено, что при та-
кой сварке металлов малых сечений ско-
рости сближения составляют 0,5—2,5 м/сек.
Выбор формы и размеров
поверхности
их материала
вылетадеталей.
контактной
электродов,
и величины
От правильного выбора формы и размеров
контактной поверхности электродов, а так-
же от материала, из которого они изго-
товляются, весьма часто зависит не только
получение доброкачественных соединений, но
ществление процесса сварки.
На основании опыта внедрения конденсаторной сварки и иссле-
дований автора, а также других работ [138] при подборе материала
для электродов рекомендуется руководствоваться ориентировоч-
ными данными, которые приведены в табл. 9.
в ряде случаев и осу-
154
Таблица 9
Рекомендуемые материалы для изготовления электродов и их рабочих частей
Свариваемые металлы
Материал для электродов н зажимных
устройств
Точечная и шовная сварка
Алюминий и его сплавы............
Бронза ..........................
Медь нелуженая и луженая.........
Нержавеющая сталь................
Никель ..........................
Пермаллой .......................
Серебро, платина . . . •.........
Низкоуглеродистая сталь..........
Титан............................
Фехраль, хромель.................
Эльинвар.........................
Медь твердотянутая
Сплавы МЦ5А и МЦ5Б
Сплав МЦ5А и медь Ml
Вольфрам, молибден
Сплавы МЦ4 и МЦ5
Сплавы МЦ4 и МЦ5, медь Ml
Сплавы МЦ4 и МЦ5
Вольфрам, молибден
Медь Ml, сплавы МЦ5А и МЦ5Б
Кадмиевая медь, сплав МЦ4
Медь Ml, сплав МЦ5А
Сплавы МЦ4 и МЦ5
Стыковая сварка
Сталь, титан.........................
Сплавы ЭВ, МЦ2 и МЦЗ, медь Ml
твердотянутая
При точечной сварке металлов малых толщин на маломощных
машинах типов ТКМ-4, ТКМ-7 и ТКМ-8 диаметр электродного кон-
такта d3 и длину рабочего конца электродов /, следует выбирать в
соответствии с данными табл. 10. Однако анализ формулы (113) по-
казывает что при неизменных б, у, с, Тт и т] существует много раз-
личных значений диаметра электродного контакта d3 и соответству-
ющих ему значений аккумулированной энергии Дк, при которых
возможна сварка одних и тех же материалов. Из этого можно сде-
лать вывод, что при точечной конденсаторной сварке одни и те же
материалы в зависимости от значения d3 могут быть сварены при
многих значениях Ак, причем с увеличением диаметра необходимое
для сварки количество энергии возрастает, а с уменьшением сни-
жается.
Используя этот вывод, следует учитывать следующие положе-
ния.
1. При максимальной для данной машины накопленной в кон-
денсаторах энергии ЛКтахнельзя: увеличивать диаметр электродного
контакта выше предельного значения с!Этах, так как это приведет
к непровару металла максимальной расчетной толщины бтах;
даже при минимально возможном диаметре электродного контакта
d3tnIn производить качественную сварку металла толщиной боль-
шей, чем максимальная расчетная толщина бтах, так как при этом
будут получаться слишком малые сварные точки и сильно-подгорать
рабочие концы электродов.
155
chipmaker.ru
Таблица 10
Ориентировочные данные для выбора размеров цилиндрического
рабочего конца электродов из меди и ее сплавов
Толщина пакета листов, мм Ориентировочные режимы сварки При ис = 600 Размеры рабочего конца электродов (см. рис. 77), мм
Усилие сжатия, к/' Ьм (ОСТЬ конден- саторов, мкф Диаметр rfa Длина 1
0,02—0,08 До 3,0 10—50 1,0—1,25 1,5—2,0
0,08—0,15 3—6 50—100 1,25—1,50 2,0—2,5
0,15—0,25 6—9 100—200 1,50—1,75 2,5—3,0
0,25—0,35 9—15 200—300 1,75—2.0 3.0—3,5
0,35—0,50 15—25 300—400 2,0—2.25 3,5—4,5
0,50—0,70 25—50 400—800 2,50—3,0 4,5—5,0
2. Уменьшение диаметра электродного контакта должно огра-
ничиваться минимально допустимыми размерами сварных точек;
при этом должны учитываться требования к прочности и жесткости
рабочего конца электрода.
В целях упрощения разработки режимов конденсаторной сварки
рекомендуется производить сварку нескольких близких по толщине
металлов двумя электродами с одинаковыми диаметрами их рабочего
конца.При этом желательно, чтобы электроды имели d3 близкий к <Дп1ах
(рассчитывается на максимальную для данной машины толщину,
металла). Тогда оказывается возможной сварка не только металлов
толщиной, соответствующей данному диаметру электродов, но также
и металлов меньшей толщины, однако при сварке последних сле-
дует увеличивать усилие сжатия и накопленную в конденсаторах
энергию.
Для точечной сварки на маломощных конденсаторных ма-
шинах можно рекомендовать электроды с диаметрами рабочих
концов 2—2,5 мм для металлов толщиной до 0,5 мм и 3—4 мм для
металлов толщиной 0,6—0,8 мм.
При разработке режимов сварки металлов малых толщин и экс-
плуатации конденсаторных машин может иметь место необходи-
мость перехода со сварки электродами, имеющими диаметр рабо-
чего конца d31 (чему соответствует значение энергии Лк,), на элект-
роды с диаметром конца, равным d3z .В таком случае следует откор-
ректировать режим сварки по накопленной энергии в соответствии
со следующим выражением, которое получается из формулы (ИЗ):
Ак,«Лк.-^-, (152)
где ЛК1—новое значение энергии (при прочих неизменных усло-
виях).
156
В случае, если корректировка режима по энергии не будет про-
изведена, при уменьшении диаметра рабочего конца электродов
будет иметь место подгорание поверхностей свариваемых металлов
и их перегрев в зоне сварки, а при увеличении d3 возможен не-
провар.
Примерно такими же соображениями и зависимостями следует
руководствоваться и в других случаях точечной и шовной конден-
саторной сварки.
Изложенные ранее рекомендации по выбору диаметра электрод-
ного контакта при точечной конденсаторной сварке металлов малых
толщин в основном справедливы и для тех случаев сварки на точеч-
ных конденсаторных машинах средней и большой мощности, когда
применяются электроды с плоской контактной поверхностью. Если
же используются электроды со сферической поверхностью, следует
учитывать рекомендации работ Ill, 30J,
При шовной конденсаторной сварке, которая пока применяется
только для соединения металлов малых толщин, ширину рабочей
части роликов нормальной формы (см. рис. 81) необходимо выби-
рать на основании опытных данных, исходя из условий необходи-
мой прочности сварного шва и его ширины, а также в зависимости
от толщины металлов и мощности машины. Однако практически
при шовной сварке на машинах ШКМ ширина рабочей части ро-
ликов должна находиться в пределах от 1,2 до 3 мм.
При стыковой конденсаторной сварке зажимные устройства мо-
гут иметь самые разнообразные конструкции и размеры, зависящие
от габаритов и формы свариваемых деталей, марки металла и про-
изводительности машин.
Наиболее важным при стыковой конденсаторной сварке является
определенная величина вылета деталей, зажимаемых в электродах
машин, так как от нее в основном зависят потери энергии в этих
участках сварочной цепи. Естественно, что в целях уменьшения ука-
занных потерь величину вылета деталей во всех случаях стыковой
конденсаторной сварки следует выбирать возможно меньшей
(этому, в частности, способствуют весьма незначительные зоны на-
грева свариваемых металлов при данном способе). В табл. 45,
46 и 47 приведены величины вылетов деталей (установочная длина)
при ударной конденсаторной сварке в качестве ориентировочных
данных для разработки режимов сварки.
Выбор усилия сжатия и осадки сваривае-
мых деталей. При конденсаторной сварке усилие сжатия яв-
ляется одним из важнейших параметров и оказывает значительное
влияние на ее результат. От него зависят контактные и собствен-
ные сопротивления, величинами которых определяются распреде-
ление и интенсивность источников тепла при прохождении свароч-
ного тока. Кроме того, усилие сжатия является и чисто механи-
ческим фактором, определяющим зону и степень пластической
деформации в сварном соединении.
157
chipmaker.ru
При точечной конденсаторной сварке металлов малых толщин с
увеличением толщины свариваемых металлов увеличивается усилие
сжатия, соответствующее наибольшей прочности сварной точки.
Для многих цветных и черных металлов толщиной от 0,02 до 0,5 мм,
свариваемых внахлестку на маломощных точечных конденсатор-
ных машинах, вполне достаточны усилия сжатия до 25 кГ.
Практически при разработке режимов точечной и конденса-
торной сварки рекомендуется подбирать оптимальные значения
Рис. 89. Зависимость разрывного усилия на точку Рр и площади
точки ST от усилия сжатия Рэ при конденсаторной сварке на ма-
шине ТКМ-7:
а — латуни Л62 толщиной 0,4-(-0.4 мм (Ср=500 мкф-, .Kj = 100; аэ =2 мм); б—
стали 10 толщиной 0,2 + 0,2 мм (Ср = 140 мкф; — 100; аэ = 2 ш).
усилия сжатия не отдельно для каждой толщины металла, а для
узкого интервала толщин. Такой технологический прием облег-
чает разработку режимов сварки и упрощает эксплуатацию машин.
При сварке металлов толщиной 0,05—0,25 мм на машинах типов
ТКМ-6, ТКМ-9 и ШКМ-3, имеющих пружинный механизм сжатия,
рекомендуется подбирать режим сварки так, чтобы усилия сжатия
были несколько больше оптимальных. При этом следует соответст-
венно повысить емкость и увеличить диаметр электродного кон-
такта. Такой прием позволяет получить более стабильные резуль-
таты сварки, так как при минимальных давлениях пружины не
обеспечивают приемлемого постоянства усилия сжатия на электро-
дах из-за значительного влияния трения в механизмах сжатия ма-
шин и жесткости верхних гибких шин.
При выборе усилия сжатия следует учитывать, что усилие
увеличивается с повышением сопротивления оксидной пленки на
поверхности свариваемых деталей и уменьшается с увеличением
электропроводности материала рабочих частей электродов.
Из экспериментальных данных (рис. 89) видно, что, например,
при точечной конденсаторной сварке латуни Л62 толщиной 0,4 4-
4- 0,4 мм на машине ТКМ-7 наибольшая прочность точки получа-
ется при Рэ = 20 кГ и максимальная площадь точки ST при Р-, =
158
= 10—20 кГ (рис. 89,а). В случае сварки стали 10 толщиной
0,2 +0,2 мм на той же машине наибольшие значения прочности и
площади точки имеют место при Рэ ~ 10 кГ (рис. 89,6).
Усилие осадки при стыковой конденсаторной сварке сопротивле-
нием и оплавлением также является весьма важным параметром и
зависит в основном от сечения и марки свариваемого металла,
способа сварки (сопротивлением или оплавлением), а также от
конфигурации деталей.
Выбор времени сварки. При конденсаторной сварке
время tCB исчисляется величинами порядка тысячных и десятиты-
сячных долей секунды (в зависимости от способа сварки и парамет-
ров ее режима). Столь незначительное время в основном обуслов-
ливается тем, что в данном случае сопротивления сварочных конту-
ров весьма малы.
Выбор времени 4в при всех способах конденсаторной сварки не
может производиться самостоятельно, так как оно изменяется в
результате регулирования одного или нескольких других парамет-
ров (см. рис. 19): емкости конденсаторов, напряжения их зарядки,
коэффициента трансформации кт и др. Следует также отметить,
что возможности регулирования tCB (даже при весьма широком диа-
пазоне изменения значений других параметров) сравнительно узкие.
Выбор к. п. д. сварочного контура. Эффектив-
ность процесса конденсаторной сварки и степень использования
энергии Ак, накопленной в конденсаторах, зависят от к.п.д. свароч-
ного контура т].
Как видно из формулы (96), при любом способе конденсаторной
сварки сопротивлением величина т] тем выше, чем большую часть
от общего сопротивления сварочной цепи R составляет сопротив-
ление RCB , которое в соответствии с допущением, принять™ в выра-
жении (95), примерно равно /?св.э- Тогда, принимая во внимание
уравнение (81), можно из формулы (96) получить
_____________________ ^св. э _______ кс. к
^св.э + ^св. к «с. к + 1
где
р
________________________________ 'св. э
*С. К __________________________ D
''св.к
На рис. 90 приведен график зависимости т] = который
может быть использован для расчетов к.п.д. при проектировании
конденсаторных машин и разработке технологии сварки.
Формулы (153) и (154), а также график (рис. 90) показывают,
что наиболее полное использование энергии конденсаторной ба-
тареи имеет место при минимальных значениях /?св.к, так как в этом
случае кс.ки т] возрастают. Поэтому, для того чтобы разработать
конденсаторную машину с более высоким к.п.д., следует принять
меры к уменьшению сопротивления сварочного контура путем уве-
(153)
(154)
159
chipmaker.ru
w
0.8
0.6
0.4
02
0
9
Рис. 90. Зависимость к. п. д. сварочной цепи
конденсаторной машины т)св от коэффициента
сопротивлений кск-
ОТ
личения сечения всех его элементов (вторичного витка, шин), умень-
шения количества переходных контактов, ограничения размеров
контура и т. д.
Наладка сварочной операции на конден-
саторных машинах. Наладка сварочной операции на
конденсаторных машинах заключается в подготовке поверхности
(или торцов) деталей, установке и зачистке электродов (или зажимных
устройств), установке усилия сжатия (или осадки), емкости и на-
пряжения зарядки конденсаторов, установке деталей в приспособ-
лении (сборке в пакет, фи-
ксации в зажимном уст-
ройстве) и сжатии их меж-
ду электродами (при свар-
ке сопротивлением).
Результаты исследова-
ния внедрения точечной
конденсаторной сварки ме-
таллов малых толщин мно-
гих марок показали, что
поверхности деталей, изго-
товленных из металла, не
имеющего отклонений
ГОСТ, как правило, не
требуют специальной ме-
ханической или другой за-
чистки *. При этом вполне
достаточно обезжирить их ацетоном или бензином, либо протереть
сухой хлопчатобумажной тканью.
В некоторых случаях поверхности деталей в местах сварки то-
чек необходимо зачищать от ржавчины и антикоррозионных по-
крытий. Как показывает опыт, механическая зачистка поверхности
необходима только для деталей из стали и некоторых других метал-
лов, имеющих большой слой оксидной пленки. Детали из меди и ее
сплавов, никеля, никелина, пермаллоя, цинка, нейзильбера, плати-
ны, золота, серебра и других металлов механической зачистки
не требуют.
При стыковой конденсаторной сварке сопротивлением и оплав-
лением подготовка торцов деталей является важнейшей операцией
и должна в основном выполняться в соответствии с рекомендациями
работы (301. Следует, однако, учитывать, что при стыковой конден-
саторной сварке сопротивлением требования к подготовке торцов
деталей и их установке являются очень жесткими, т. к. в процессе
весьма кратковременного разряда конденсаторов металл в зоне свар-
ки проплавляется на небольшую глубину от места контактирования
* Указанное положение не относится к алюминию и его сплавам, поверх-
ности которых необходимо химически или механически обрабатывать.
160
деталей и в связи с этим осадка стыка весьма незначительна. При
ударной конденсаторной сварке оплавлением к подготовке торцов
деталей предъявляются более мягкие требования, однако и здесь
необходимообеспечивать практически одинаковую подготовку всех
деталей, что является одним из важнейших условий стабильности
процесса сварки. Необходимо также отметить, что при такой сварке
возбуждение дуги перед соударением деталей облегчается при на-
личии скоса на конце одной из них, что также снижает величину
энергии конденсаторов, необходимую для сварки.
Правильная установка электродов [11, 30, 831 и тщательная
зачистка их контактных поверхностей оказывают существенное
влияние на процесс конденсаторной сварки и прочность точек.
Необходимо, чтобы плоские контактные поверхности электродов
были параллельны между собой, а рабочие концы —соосны. Не-
соблюдение этих условий вызывает уменьшение площади электрод-
ного контакта и увеличение плотности тока, вследствие чего проис-
ходит прожог свариваемых деталей и оплавление рабочих концов
электродов.
При стыковой конденсаторной сварке сопротивлением и оплав-
лением правильная установка и тщательная зачистка зажимных
устройств также является важнейшим условием стабильности про-
цесса сварки. Особенно строго это требование должно выполняться
при ударной конденсаторной сварке оплавлением деталей малых
сечений, когда точность установки свариваемых торцов оценивается
сотыми долями миллиметра. Естественно, что такая точность долж-
на в основном обеспечиваться соответствующим конструктивным
выполнением механизма осадки и зажимных устройств конденса-
торной машины. Периодическая зачистка поверхностей электродов
требуется также и в процессе их эксплуатации.
Запиливание сработанных и подплавленных контактных поверх-
ностей электродов точечных конденсаторных машин типов ТКМ и
МТК-2 следует производить плоским надфилем с параллельными
плоскостями, а электродов точечных машин средней и большой мощ-
ности и роликов шовных конденсаторных машин — в соответствии
с данными работ [И, 30, 831
Для выполнения точечной конденсаторной сварки необходимо,
чтобы детали были правильно установлены между электродами
[11, 30, 83 J. Контактные поверхности электродов с плоскими тор-
цами должны плотно прилегать к поверхностям деталей, так как
перекос последних может вызвать их прожог и оплавление рабочих
концов электродов.
Детали можно сваривать в кондукторах, что обеспечивает пра-
вильность и точность взаимного положения деталей при сварке.
Опытом установлено, что при изготовлении кондукторов могут
быть использованы различные изоляционные материалы: гетинакс,
текстолит, фибра, эбонит и др. Наиболее приемлемым следует счи-
тать гетинакс, который не только хорошо обрабатывается, но также
iei
chipmaker.ru
обладает высокой плотностью и износостойкостью. Кондуктор с
плотно уложенными деталями (этим исключается их сдвиг относи-
тельно друг друга) следует устанавливать между электродами так,
чтобы их рабочие концы вошли в направляющие гнезда.
Если сборка деталей под сварку может быть произведена с тре-
буемой точностью без кондукторов, то вполне допустимо уклады-
вать детали в пакет и сваривать вручную. При этом расположение
точек на деталях сварщик определяет визуально (по разметке или
без нее).
Процесс шовной конденсаторной сварки также должен выпол-
няться при правильно установленных деталях и роликах, а также
в кондукторах.
Перечисленные выше технологические рекомендации являются
основными, и их соблюдение в сочетании с правильно -выбранным
режимом конденсаторной сварки во всех случаях обеспечивает ее
высокое качество и стабильность.
СХЕМЫ СВАРКИ И ТИПЫ СОЕДИНЕНИЙ, ВЫПОЛНЯЕМЫХ
НА КОНДЕНСАТОРНЫХ МАШИНАХ
На конденсаторных машинах можно выполнять сварку весьма
разнообразных типов соединений по различным технологическим
схемам. В области сварки различных соединений наибольшие воз-
можности имеют точечные конденса-
торные машины. Этим и определилась
их универсальность и преимуществен-
ное распространение.
Схемы сварки и типы
соединений, выполняе-
мых на точечных маши-
нах. Исследованиями автора [831 ус-
тановлено, что на точечных конденса-
торных машинах имеется возможность
осуществлять сварку деталей из метал-
лов равных толщин (рис. 91,а) и
различных толщин.
Рис. 91. Схемы точечной и пакетной кон*
денсаторной сварки:
а — точечной — деталей равных толщин; б — точеч*
ной — деталей неравных толщин; в — пакетной — де-
талей равных малых толщин; г — пакетной — деталей
малых толщин с деталью большой толщины; 1,3—
электроды; 2—детали равных толщин; 4 — деталь
малой толщины; 5 — деталь большой толщины; 6 —
пакет деталей малой толщины.
Точечная сварка деталей малой и большой толщины (рис. 91,6)
оказывается возможной благодаря кратковременности процесса
конденсаторной сварки и локализации нагрева металла в неболь-
шой зоне вокруг точки.
162
Рис. 92. Типы однорядных соединений и
сварные узлы, выполняемые точечной
конденсаторной сваркой:
а — односрезная нахлестка; б — двухсрезная на-'
хлестка; в — стык с накладкой; г—сварные узлы
открытого, полуоткрытого и закрытого типов.
(рис. 92,в) применяются реже. Сое-
На рис. 91,в приведена схема конденсаторной сварки пакетов
из трех, и более деталей. Несколько тонких пластинок, сложенных в
пакет, сжимаются между электродами, после чего свариваются между
собой в одной точке единичным импульсом разрядного тока. При
необходимости получить на одной из лицевых сторон сварного
соединения весьма чистую поверхность, без видимых следов от про-
хождения тока, следует устанавливать с этой стороны электрод,
имеющий большую площадь рабочего конца. Пакетная конденса-
торная сварка деталей малых
толщин с деталью большой
толщины (рис. 91,г} выполня-
ется аналогично. При этом со
стороны детали большой тол-
щины во всех случаях следует
устанавливать электрод с боль-
шой площадью рабочего конца,
чтобы предотвратить не нуж-
ное для сварки выделение
тепла в месте контакта этого
электрода с нижней поверх-
ностью детали большой тол-
щины и тем самым увеличить
к.п.д. процесса.
Типы точечных соединений,
выполняемые на конденсатор-
ных машинах, весьма много-
численны и разнообразны
(рис. 92). Распространенной яв-
ляется односрезная нахлест-
ка (рис. 92,а). Двухсрезная
нахлестка (рис. 92,6) и сты-
ковое. соединение с накладкой
динения могут выполняться как однорядными (рис. 92, а, б и в),
так и двухрядными [11, 30J.
Типовые узлы, выполняемые точечной конденсаторной сваркой,
показаны на рис. 92,г и могут производиться на машинах малой,
средней и большой мощности.
При выполнении конденсаторной сварки деталей двумя и более
точками прочность второй и последующих точек может существенно
снизиться из-за шунтирования тока через ранее сваренные точки.
Поэтому следует учитывать изложенные ниже рекомендации по
данному вопросу, а также данные табл. 37, и кривые, приведенные
на рис. 121.
На точечных конденсаторных машинах может быть выполнена
рельефная сварка двух тонких металлических листов (рис. 93,а
и б) а также листов при отношении толщин 1 : 3 и значительно боль-
шем (рис. 93,в и г).
11*
163
chipmaker.ru
В некоторых случаях на маломощных конденсаторных машинах
возможно осуществить рельефную приварку крепежных болтов
небольшого размера (диаметром до 8—10 мм) к листовым деталям
толщиной до 1 мм (рис. 94). В тонком листе 3 должно быть отверстие
для прохода болта 2 и несколько рельефов 4 (рис. 94,а). Сваривае-
мые детали сжимаются между электродами 1 и 5 конденсаторной ма-
Рис. 93. Схемы рельефной кон-
денсаторной сварки двух ме-
таллических листов:
а — положение тонких листов пе-
ред сваркой; б — положение тонких
листов после сварки; в — положе-
ние листов малой и большой тол-
щины перед сваркой; г — положе-
ние листов малой и большой тол-
щины после сварки; / — рельеф в
верхнем листе; 2, 5 — электроды;
3,4 — верхний и нижний тонкие ли-
сты; 6 — сварная точка; 7 — лист
малой толщины; 8 — лист большой
толщины.
Рис. 94. Схема рельефной конденса-
торной приварки к тонким листовым
материалам крепежных болтов:
а — положение деталей перед сваркой;
б — после сварки
Рис. 95. Схемы конденсаторной сварки гаек:
а — с плоской гладкой деталью; б — с плоской деталью,
имеющей отверстие; в— со стержнем; /, 4— электроды;
2 — гайка; 3 — плоская деталь; 5 — стержень; 6 — за-
жимное устройство для стержня.
шины. После этого производится разряд конденсаторов, и детали
свариваются между собой в точках 6 (рис. 94,6). При этом сварка
болта и тонкого листа происходит в местах расположения рельефов.
Рельефная сварка по описанной схеме возможна на конденса-
торных машинах любой мощности, а также при толщине листовых
материалов свыше 1 мм и больших размерах крепежных болтов.
На точечных конденсаторных машинах можно производить
сварку гаек с плоскими гладкими деталями (рис. 95,а) и с такими
же деталями, имеющими отверстия (рис. 95,6), а также со стержнями
164
(рис. 95,в). Во всех этих случаях на гайках следует делать по несколько
выступов или по всей окружности — небольшие буртики высотой
не более нескольких десятых долей миллиметра. При наличии
рельефов на плоских деталях также можно сваривать детали с
гайками. Для точной фиксации положения деталей при сварке
(рис. 95,6) в гайках можно делать хвостовики по толщине плоских
деталей и размеру их отверстий.
Рельефная конденсаторная сварка
шплинтов с плоскими деталями пока-
зана на рис. 96 и может выполняться
без разгибания шплинтов (рис. 96,а и
б), что иногда может приводить к на-
рушению стабильности сварки из-за
неплотного прилегания электрода 4 к
поверхностям шплинтов, и с разги-
банием шплинтов (рис. 96,в и а), что
несколько увеличивает трудоемкость
процесса сварки, однако обеспечива-
ет значительно большую ее стабиль-
ность.
Исследования автора показали [831,
что маломощные конденсаторные ма-
шины нередко могут быть успешно
использованы для сварки плоских де-
талей со штифтами и шпильками;
крепежных болтов с плоскими деталя-
ми (без рельефов); контактов с пло-
скими деталями; шариков между со-
бой и с другими деталями; проводов
очень малых с проводами больших
сечений; тонких металлических листов
одновременно двумя точками одним
импульсом разрядного тока конден-
саторов (одноимпульсная конденсатор-
ная сварка).
Схема конденсаторной сварки тон-
ких плоских деталей с короткими штифтами (длиной до 3—4 мм) по-
казана на рис. 97,а. Верхний электрод 1 имеет гладкую плоскую
поверхность торца и прижимает штифт 2 к тонкой детали 3, ко-
торая уложена на нижнем электроде 4. Нижняя и верхняя поверх-
ности штифта должны быть гладкими и при сжатии плотно при-
легать к торцам электродов, причем площадь торца верхнего элек-
трода должна быть в несколько раз больше площади верхнего конца
штифта, чтобы можно было легко и быстро фиксировать их вза-
имное положение при сварке. При такой сварке штифтов в месте их
контакта с медным электродом выделяется несколько больше тепла,
чем при сварке по схеме, приведенной на рис. 97,в. Прочное
Рис. 96. Схемы рельефной кон-
денсаторной сварки шплинтов с
плоскими деталями:
а — положение шплинта и плоской
детали перед сваркой; б — положение
тех же деталей после сварки; в— по-
ложение разогнутого шплинта и плос-
кой детали перед сваркой; г— положе-
ние тех же деталей после сварки; 1, 4—
электроды; 2 — шплинт; 3 — плоская
деталь; 5 — рельеф на шплинте; 6 —
сварная точка; 7— разогнутый шплинт;
8 — рельеф на разогнутом шплинте.
165
chipmaker.ru
сварное соединение получается благодаря тому, что в месте кон-
такта штифт—деталь тепловыделение значительно больше.
Из изложенного следует, что схема (рис. 97,а) не может быть
применена для сварки штифтов из различных материалов с медными
плоскими деталями. При этом будет выделяться практически оди-
наковое количество тепла как в месте контакта штифт — деталь,
так и в месте контакта штифт — элек-
трод и окажется возможной сварка по-
следних между собой. Если же сварка
штифта с электродом и не произойдет,
то выделение в месте их контакта боль-
шого количества тепла вызовет быстрое
подгорание поверхности электродов. Это
же относится к сварке коротких штиф-
тов с плоскими деталями большой тол-
Рис. 97. Схемы конденсатор-
ной сварки штифтов:
а — короткого с тонким листом;
б — короткого С ЛИСТОМ большой
толщины; в — Длинного с тонким
листом; г — длинного с листом
большой толщины.
щины 5 (рис. 97,6).
Схема конденсаторной сварки пло-
ских листовых деталей со - штифтами
длиной от 4 до 15 мм показана на рис.
97,в. В верхнем электроде 6 делается вы-
точка, в которую плотно вставляется
привариваемый длинный штифт 7. . Глу-
бина этой выточки должна быть на 2—
3 мм меньше длины штифта, чтобы при
сварке конец его, выходящий за торец
электрода, нагреваясь сварочным током,
не изгибался под действием усилия сжа-
тия. Нижний конец штифта должен
иметь гладкую плоскую поверхность и
при сжатии плотно прилегать по всей
площади к поверхности тонкого листа.
Точно также этот лист должен плот-
но прилегать к нижнему электроду. При
прохождении импульса сварочного тока основная часть тепла вы-
деляется в месте контакта штифт — деталь, а не в местах касания
с верхним и нижним электродами, где контакт значительно
лучше.
На рис. 97,г приведена схема конденсаторной сварки длинного
штифта с листом большой толщины, аналогичная описанной выше
схеме (рис. 97,в). По этим двум схемам можно сваривать не только
штифты, но также шпильки с резьбой на концах.
В ряде случаев возможна конденсаторная сварка деталей, име-
ющих выточки, с короткими и длинными штифтамй (рис. 98). В слу-
чае приварки длинных штифтов в верхнем электроде должна быть
предусмотрена выточка (аналогично схеме сварки по рис. 97,в).
Конфигурация выточек в детали должна соответствовать форме конца
штифта. При этом (схемы рис. 98,6 и в) необходимо, чтобы между
166
Рис. 98. Схемы конденсаторной сварки дета-
лей, имеющих выточки, со штифтами и
шпильками:
а — цилиндрической формы без специальной подго-
товки; б — с заточкой на конус; в — с заточенным
цилиндрическим хвостовиком; Д 4 электроды; 2 —
деталь с выточкой; 3.— штнфт.
плоской детали (выступ расплавляется),
концом штифта и дном выточки оставался небольшой зазор, чем
обеспечивается сварка в указанных на схемах местах.
На рис. 99 показаны
схемы конденсаторной свар-
ки крепежных болтов диа-
метром до 8 мм с плоскими
деталями толщиной до 1 мм.
Крепежные болты могут
иметь головки с небольши-
ми цилиндрическими вы-
ступами высотой около 0,2—
0,3 мм и плоской поверх-
ностью под сварку (рис. 99,а
и б) или со сферической
поверхностью (рис. 99,в иг).
В первом случае концентри-
рованное выделение тепла
при сварке получается в ме-
сте контакта поверхности
выступа на головке болта и
а во втором — в контакте сферической головки и указанной детали
гь головки). Если необходимо, чтобы
на поверхности плоских деталей не
оставались следы от прохождения сва-
рочного тока, то со стороны этих дета-
лей следует устанавливать электроды
с большой гладкой контактной поверх-
ностью.
Схема конденсаторной сварки кон-
тактов диаметром 1,5—4 мм и тол-
щиной до 2—Змм с тонкими плоскими
деталями показана на рис. 100. В ниж-
нем электроде 4 делается выточка, в
Рис. 99. Схемы конденсаторной сварки кре-
нежных болтов с плоскими деталями:
а — положение болта, имеющего выступ на головке,
и плоской детали перед сваркой: б — положение тех
же деталей после сварки; <? — положение болта, име-
ющего сферическую головку, и плоской детали перед
сваркой; г — положение тех же деталей после свар-
ки; /, 5 — электроды', 2— крепежный болт; 3—
выступ на головке крепежного болта; 4 — плоская
деталь; 6 — сварная точка; 7 — крепежный болт; 8—
сферическая головка крепежного болта.
(расплавляется верхняя
которую укладывается контакт 3. Верхний электрод 1 должен иметь
рабочий конец небольшого диаметра, чтобы обеспечить высокую
плотность сварочного тока в средней части контакта и плотное
прилегание к тонкой детали 2. При сварке контакта с тонкой де-
167
а I
Рис. 100.
саторной
плоских деталей с контак-
тами:
а — цилиндрической формы;
б — конической формы.
Схема конден-
сварки тонких
| chipmaker.ru
талью образуется точка несколько меньшего диаметра, чем диаметр
контакта, однако прочность сварного соединения и его электро-
проводность получаются высокими.
Схема, приведенная на рис. 100,а, соответствует случаю, когда
на поверхности контакта допустимы следы от прохождения свароч-
ного тока. Весьма чистая поверхность кон-
такта может быть достигнута благодаря за-
зору между нижней его поверхностью и
дном выточки в электроде (рис. 100,6).
Поэтому контакт и выточка в электроде
4 должны иметь коническую форму и при
сварке прилегать друг к другу по поверх-
ностям.
Конденсаторная сварка шариков неболь-
ших размеров между собой и с деталями
различных конфигураций может выпол-
няться по различным схемам (рис. 101).
При сварке двух шариков одинаковых
или разных диаметров (рис. 101,о) верхний
и нижний электроды 1 и 3 должны иметь
сферические выточки, в которые входят
соответствующие шарики 2, причем сварка последних происходит
в месте их контакта *.
На рис. 10Кб показана схема конденсаторной сварки шариков
> стержнями примерно такого же диаметра.
диаметром 1—12 мм со
Рис. 101. Схемы и типы соединений конденсаторной сварки шариков:
а — с шариками; б — со стержнями; в — с трубками; г — с плоской гладкой деталью; д —
с плоской деталью, имеющей сферическую выемку; е — с плоской деталью, имеющей от-
верстие; /, 3—электроды; 2 — шарики; 4 — зажимное устройство для стержня; 5— стер-
жень; 6 — трубка; 7 — плоская деталь.
В данном случае верхний электрод должен быть таким, как и на
схеме (рис. 101,а), а нижний 4 изготовляться в форме зажимного
устройства для жесткого крепления стержня 5 и надежного контак-
* Возможность сварки сферических тел сравнительно больших размеров
между собой и с плоскими деталями объясняется тем, что при любых размерах
они теоретически соприкасаются в одной точке.
168
та с ним. Сварка шарика со стержнем 5 происходит в одной точке.
Вылет стержня при сварке должен быть минимальным, чтобы в нем
не выделялось ненужное тепло при протекании импульса сварочного
тока. Сварка по схеме, приведенной на рис. 101,6, возможна и в том
случае, когда на конце стержня 5 делается сферическая выточка,
соответствующая размеру шарика.
Соединение, получаемое при конденсаторной сварке шариков с
трубками соответствующих
При этом сплавление ме-
таллов получается по линии
контактирования шариков с
кромками на концах тру-
бок 6; кромки должны
плотно прилегать к по-
верхностям шариков.
Схема сварки шариков
(диаметром 1—12 мм) с
плоской деталью 7 показа-
на на рис. 101,г. В верх-
диаметров, показано на рис. 101,в.
Рис. 102. Схема конденсаторной сварки
проводов диаметром порядка 0,01—0,05 мм:
а — с проводами диаметром более 0,5—1 мм; б— с
плоскими деталями малых толщин (положение дета-
лей между электродами перед сваркой — слева, после
сварки — справа).
нем электроде делается вы-
точка, плотно прилегаю-
щая к поверхности при-
вариваемого шарика. Ниж-
ний электрод должен иметь
гладкую плоскую поверх-
ность большого диаметра, на которую плотно кладется деталь 7.
Сварка шарика с этой деталью происходит в месте их контакта.
Сварка по схеме, приведенной на рис. 101,г, требует установки
шарика в нужном месте на детали 7 по разметке, а сварка по схемам,
приведенным на рис. 101,6 и е, позволяет фиксировать положение
обеих деталей без разметки. Сварка по этим схемам может обеспе-
чить более высокую прочность сварных соединений. Например, по
схеме, приведенной на рис. 101,6, внедрена на машине ТКМ-4
конденсаторная приварка сормайтовых шариков диаметром 1,1—
1,2 мм к перьям автоматических ручек (из пермаллоя и не-
ржавеющей стали толщиной 0,3 мм), а по схеме, приведенной на
рис. 101, е,— сварка деталей фотоаппарата «Зоркий».
На рис. 102 показаны схемы конденсаторной сварки проводов
малых сечений с проводами больших сечений и тонкими пластин-
ками, что требуется в тех случаях, когда крестообразная сварка
таких соединений оказывается невозможной из-за подплавлений
и прожогов тонких проводов. В проводе 2 (рис. 102,а) заранее выс-
сверливается на глубину до нескольких миллиметров лунка, диа-
метр которой должен быть несколько больше диаметра тонкого
провода 3. Затем последний вставляется в указанное отверстие в
проводе 2, после чего оба провода сжимаются между электродами 1
и 4 конденсаторной машины и свариваются. Для сварки тонкого
169
Рис. 103. Схемы одноимпульсной
конденсаторной сварки тонких ме-
таллических листов двумя точками:
а — двумя специальными электродами;
б — одним специальным электродом.
При соблюдении этих условий
провода 6 (рис. 102,б) с плоской деталью малой толщины 5 конец
последней заранее загибается под углом, близким к 180°,и в зазор
образовавшейся петли вводится тонкий провод, часть которого
(на небольшой длине) при разряде конденсаторов сплавляется вместе
с металлом плоской детали. При этом образуется сварная точка 7.
На точечных конденсаторных машинах можно выполнять сварку
одножильных и многожильных проводов сечением до 1—1,5-ил21831
с пластинками и наконечниками из цветных металлов (латуни,
бронзы). Это уже успешно внедрено в производство деталей авто-
тракторного электрооборудования
[70, 117].
Одноимпульсная конденсаторная
сварка тонких металлов двумя
точками может быть осущест-
влена по схеме, приведенной на
рис. 103. Верхний и нижний элек-
троды 1 и 4 (рис. 103,а) имеют спе-
циальную форму — с двумя ра-
бочими концами цилиндрической
формы небольшого диаметра (1,5—
2 мм каждый при сварке на ма-
шинах ТКМ-4 и ТКМ-7). Кон-
тактные поверхности обоих концов
электродов должны быть гладки-
ми и находиться в одной плоскости,
сжатые между электродами 1 и 4
детали 2 и 3 плотно прилегают одна к -другой и к контактным по-
верхностям электродов, что создает примерно равные контактные
сопротивления под левым и правым рабочими концами обоих элект-
родов. Тогда при разряде конденсаторов сварочный’ ток разветвля-
ется, на деталях 2 и 3 образуются две практически равнопрочные
точки. При сварке по такой схеме на наружных поверхностях обеих
деталей остаются заметные следы от прохождения сварочного тока,
что в некоторых случаях может оказаться нежелательным. Более
приемлема сварка по схеме, приведенной на рис. 103,6, так как
она позволяет получить чистую поверхность на одной из деталей.
Со стороны этой детали (на рис. 103,6 — нижняя) электрод 4 дол-
жен иметь плоскую гладкую поверхность большой площади, а два
торца на верхнем электроде 1 должны иметь параллельные контакт-
ные поверхности.
Особое место в технологии конденсаторной сварки занимает
сварка электровакуумных и других изделий радиотехнической
промышленности, где контактная сварка на однофазных машинах
самых разнообразных типов и назначений применяется в течение
нескольких десятков лет. Однако внедрение в этих случаях кон-
денсаторной сварки имеет значительные преимущества [49, 52].
При сварке указанных выше изделий приходится выполнять
170
следующие типы соединений (рис. 104):
перекрещивающихся проводов равных
и неравных сечений; проводов с од-
ной или двумя плоскими деталями
малой толщины; проводов с двумя или
несколькими листами малой толщи-
ны; нескольких тонких листов (пакет)
между собой или с проводом.
Возможности сварки на точечных
конденсаторных машинах не исчерпы-
ваются приведенными выше схемами
и типами соединений. В других кон-
кретных случаях могут быть подоб-
раны соответствующие электроды и
схемы сварки. Эффективность приме-
Рис. 104. Основные типы соеди-
нений при точечной конденса-
торной сварке электровакуум-
ных и других изделий:
нения точечных конденсаторных ма-
шин разных типов зависит в основ-
ном от правильности выбора схемы
сварки, разработки ее режимов и из-
готовления соответствующих электро-
дов и приспособлений (кондукторов).
Схемы сварки и типы
соединений, выполняемых
а — крестообразное соединение про-
водов (равных и неравных сечений);
б — одного и нескольких листов ма-
лой толщины с проводом; в — прово-
да с двумя и несколькими листами
малой толщины; г — двух перекрещи-
вающихся проводов с одним и двумя
листами малой толщины.
на шовных машинах. Схе-
ма шовной конденсаторной сварки
двух тонких деталей показана на рис. 105,а и полностью сходна с ана-
логичной схемой сварки, выполняемой на однофазных шовных ма-
шинах [30].
Рис. 105. Схемы шовной конденсаторной сварки:
__двух тонких деталей; б — деталей малой и большой толщин; /» 3— ролики; 2— тон-
кие детали; 4 — толстая деталь.
171
chipmaker.ru
Исследованиями автора установлено, что на конденсаторных
машинах серии ШКМ может быть осуществлена шовная сварка
металлов, в случае если разница в их толщине значительная.
Рис. 106. Типы соединений двух тонких деталей, выполняемых шовной
конденсаторной сваркой:
а — нормальная нахлестка; б — нахлестка с подсечкой; в—соедннеине с внутрен-
ней отбортовкой; г —соединения с наружными отбортовками одной и обеих деталей.
Например, можно сварить сплошным герметичным швом металлы
толщиной 0,03—0,25 мм с деталями толщиной до 15 мм (рис. 105,6).
Деталь большой толщины обычно помещается внизу. Рабочая по-
верхность нижнего ролика большая (чтобы ограничить не нужное
Рис. 107. Типы соединений трех тонких деталей, выполняемых шовной
конденсаторной сваркой:
а — нормальная нахлестка; б — нахлестка с подсечкой одной н двух деталей; в — сое-
динения с внутренними отбортовками одной и двух деталей; г—соединения с наруж-
ными отбортовками одной детали; д — соединения с наружными отбортовками двух
деталей.
для сварки выделение тепла в месте контакта ролика с нижней по-
верхностью детали большой толщины). При этом со стороны тонкой
детали рабочая поверхность верхнего ролика должна быть нормаль-
ной формы (рис. 81).
При шовной конденсаторной сварке пакет обычно состоит из
172
двух деталей. Автором уже осуществлена шовная пакетная сварка
трех-четырех и более тонких детален [S3].
Сварку двух (рис. 106) и трех (рис. 107) тонких деталей наибо-
лее рационально выполнять при соединениях внахлестку и с от-
бортовками. Во всех случаях ширина нахлестки а должна быть
примерно на 1—2 мм больше, чем ширина рабочей части свароч-
ного ролика. Если этого не будет, то при сварке изделия может
а
Рис. 108. Типы соединений тонкой детали с деталью большой толщины,
выполняемых шовной конденсаторной сваркой:
а — с нормальной нахлесткой; б — с наружной отбортовкой тонкой детали; в—с вну-
тренней отбортовкой детали большой толщины; г — с наружной отбортовкой детали
большой толщины.
произойти смещение рабочих частей роликов на края изделия,
что приводит к прожогам и браку. При шовной сварке с отбортов-
кой ее ширина а также должна превышать ширину рабочей части
сварочного ролика (не меньше чем на 0,5—1 мм). Пересечение швов
при сварке двух деталей из металлов малых толщин вполне осу-
ществимо.
При сварке тонких деталей
удобной является конструкция
изделия из двух штампованных
половин, соединяемых по контуру
без пересечения швов, которая
широко применяется при изготов-
лении мембран приборов из брон-
зы разных марок, специальных
сталей и других материалов. Сое-
динения внахлестку и с отбортов-
кой рациональны при сварке
тонкой детали с деталью боль-
шой толщины (рис. 108), ве-
личина нахлестки и ширина
отбортовки должны находиться
примерно в таких же преде-
лах, как и при сварке тонких
деталей.
Типы соединений,
вых конденсаторных
Рис. 109. Типы соединений различных
деталей, выполняемых стыковой кон-
денсаторной сваркой сопротивлением:
а — стержня, имеющего плоский торец, с ли-
стом; б—стержня, имеющего сферический
торец, с листом; в — болтов и стержней, име-
ющих на концах выступы, с листами; г —
стержня, имеющего на конце закругления, с
трубой; д — двух труб.
выполняемых на стыко-
машинах. Наиболее рацио-
нально выполнять на конденсаторных машинах стыковые соедине-
на
нения из металлов малых сечений. Однако не исключается воз-
впритык металлических деталей
значительных сечений, особен-
но в тех случаях, когда тре-
буется локализация зоны на-
грева.
Схемы стыковой конденса-
торной сварки сопротивлением
деталей значительных сечений
(30 лш2 и больше) аналогичны
схемам сварки на однофазных
машинах [30] и показаны на
рис. 109.
Ударная конденсаторная свар-
ка оплавлением (рис. 110,а) до
последнего времени использова-
лась главным образом для сое-
динения в стык проводов сече-
нием менее 3 лш2. Результаты
исследований П. И. Ефтифеева
[38] показали целесообразность
применения ударной сварки про-
водов диаметром до 5 мм (из ме-
ди, алюминия и некоторых его
сплавов) при напряжении заряд-
ки конденсаторов порядка 1000—
1500 в. Указанные напряжения
являются опасными для обслу-
живающего персонала, что об-
можность соединения в стык и
Рис. НО. Типы соединений проводов
малых сечений с деталями различных
конфигураций, выполняемых ударной
конденсаторной сваркой:
а — провода с проводом; б — проводов с де-
талями малой и большой толщин; в — прово-
дов со стержнями, имеющими различные фор-
мы концов (гладкую, закругленную н с углуб-
лением); г—провода со сферическим телом;
д — проводов с колпачками из тонких метал-
лов; е — проводов с трубками круглой и пря-
моугольной форм.
Рис. 111. Типы соединений шариков
малых размеров с деталями различных
конфигураций, выполняемых ударной
конденсаторной сваркой:
а — шарика с деталями малых толщин; б —
шарика с деталью большой толщины; в — ша-
рика с проводами малого и большого сечений.
условливает необходимость уста-
новки в машинах специальных
предохранительных устройств.
Кроме того, вполне возможно
конструировать машины на ра-
бочее напряжение меньше 1000—-
1500 в, применяя при этом ма-
логабаритные конденсаторы.
Автором [841 разработаны но-
вые технологические схемы для
применения ударной сварки (рис.
110,6, в, г, д, ё, рис. 111). Все эти
схемы часто встречаются в при-
боростроении и в других отраслях техники, поэтому перспектив-
ность более широкого внедрения ударной конденсаторной сварки
является несомненной. В некоторых случаях по этим схемам мо-
жет быть осуществлена стыковая конденсаторная сварка сопро-
тивлением (трансформаторная и бестрансформаторная).
174
ОСНОВЫ ТЕХНОЛОГИИ КОНДЕНСАТОРНОЙ СВАРКИ
НА ТОЧЕЧНЫХ МАШИНАХ*
Общие положения. Конденсаторная сварка как весьма про-
грессивный процесс неразъемного соединения деталей из металлов
малых толщин получила всеобщее признание и широкое развитие
лишь за последние годы. Этому предшествовал ряд важных иссле-
дований.
В нашей стране ведущие отрасли производства оснащены весьма
совершенным сварочным оборудованием и прогрессивной техноло-
гией сварки металлов толщиной более 1—2 мм. Однако при весьма
значительном общем объеме сварочных работ область производ-
ства мелких и мельчайших деталей, изготовляемых из цветных и
черных металлов толщиной от сотых до нескольких десятых долей
миллиметра, до 1950—51 гг. оставалась недостаточно охваченной.
Необходимость в простом и надежном способе сварки таких деталей
становилась все более острой, так как бурное развитие приборо-
строения, а также ряда других важных отраслей техники вызвало
стремительный рост производства мелких и микродеталей, суточное
производство которых стало исчисляться многими миллионами
штук. Такие детали применяются при производстве электрических
счетных машин, электроизмерительных приборов, радиоламп, те-
левизионных трубок, электротехнической аппаратуры, устройств
проводной связи, разных радиоизделий, авиационных приборов,
многообразных устройств и приборов оборонной техники, часовых
механизмов, фотоаппаратов, авторучек, металлических игрушек,
металлической галантереи, ювелирных изделий и т. д.
Соединение отдельных деталей представляет специфические и
часто значительные трудности, вызываемые прежде всего их ма-
лыми размерами. К тому же выполняемые соединения должны
быть дешевыми и одновременно удовлетворять высоким требова-
ниям точности размеров, прочности и надежности. Наиболее рас-
пространенными способами соединений в этой области являются
пайка и различные механические соединения, однако они имеют
весьма существенные недостатки [83].
В 1950 г. автор задался целью использовать в производстве
деталей из цветных и черных металлов малых толщин достижения
сварочной техники того времени, чтобы повысить качество и снизить
стоимость изготовления указанных деталей. Изучение намеченной
проблемы, а также проведенные теоретические и эксперименталь-
ные исследования привели к следующим основным выводам.
Размеры деталей, а главное толщина и марка металла, из кото-
рого они изготовляются, являются важнейшими факторами, опре-
деляющими наиболее целесообразный метод сварки данных Дета-
* Как здесь, так и ниже (при описании технологии шовной и стыковой кон-
денсаторной сварки) ие приводятся данные металлографического анализа свар-
ных соединений, которые помещены в конце этого раздела.
175
chipmaker.ru
лей. Не существует и не может быть универсального способа свар-
ки, пригодного для деталей и изделий всех размеров, а также для
всех толщин металла.
Методы сварки, разработанные для больших и средних толщин
металла, не применимы для мелких и микродеталей, изготовляемых
0,050,1 0,2 0,3 0,4 0,5 0,6 0,7Ъ.мм
Рис. 112. Зависимость разрывного
усилия на точку Рр от толщины 6
при конденсаторной сварке метал-
лов толщиной до 0,85 0,85 мм
на машине ТКМ-6:
1 — латунь Л62; 2 — бериллиевая бронза
Бр.Б— 2,5; 3— сталь 10; 4—нержавею-
щая сталь 1Х18Н9Т.
Прочность сварных точек
из металлов толщиной до 0,5 мм.
Это привело автора к выводу о
необходимости применения для со-
единения деталей из металлов малых
толщин одного из способов сварки
аккумулированной энергией. Было
установлено, что наиболее простой,
надежной и прогрессивной является
электрическая конденсаторная свар-
ка. В результате проведенных опы-
тов по конденсаторной сварке метал-
лов толщиной от 0,5 до 1 мм выяст
нилось, что она может конкуриро-
вать не только с пайкой и меха-
ническими способами соединения
деталей, но также и с иными вида-
ми сварки. Причем стоимость и га-
бариты конденсаторных машин впол-
не приемлемы, потребляемая ими
мощность— незначительна, а свойст-
ва сварных соединений — высокие,
для металлов разных марок законо-
мерно увеличивается с их толщиной
0,8 мм в среднем составляет 60—250 кг
на точку, что обычно значительно пре-
вышает практически необходимую.
По данным исследований [108, 135,
138, 155] способ точечной конденса-
торной сварки в ряде случаев целе-
сообразен и для соединения металлов
толщиной более 1 мм. Это относится
(рис. 112) и при 6 0,5—
Рис. 113. Характер разрушения
образцов точечной конденсатор-
ной сварки металлов малых
толщин прн их испытаниях на
разрыв:
а — вязкий срез; б—вырыв.
к точечной сварке. латуней, нержаве-
ющих сталей и металлов других марок,
а также алюминиевых сплавов. Одна-
ко необходимо указать, что в настоя-
щее время высказывается мнение [941
о необходимости выполнять сварку
алюминиевых сплавов на машинах с импульсом постоянного тока,
которые обеспечивают более мягкие режимы сварки, чем конденса-
торные машины, и поэтому создают лучшие условия для форми-
рования ядра точек (при сварке дюралюминия).
При точечной конденсаторной сварке металлов малых толщин
176
на машинах небольшой мощности обычно наблюдается как вязкий
срез (рис. 113,а), так и вырыв (рис. 113,6) сварных точек. Такого же
характера разрушения точек и при конденсаторной сварке метал-
лов толщиной более 0,5—0,8 мм.
Прочность узлов из металлов малых толщин, свариваемых на
конденсаторных машинах одной точкой, не только соизмерима с их
прочностными качествами при пайке, но нередко получается прак-
тически одинаковой с ней (табл. 11).
Таблица И
Сравнительные данные механических испытаний узлов электроприборов,
соединенных пайкой оловянио-свинцовым припоем ПОС-40 и одноточечной
конденсаторной сваркой
(Моментные пружины из бронзы Бр. ОФ 6,5-0,4 толщиной 0,05—0,08 л л,
а остальные детали из латуни Л62 толщиной 0,2 мм)
Детали Среднее разрывное усилие из партий по 5 образцов, кГ Среднее разрыв- ное усилие из партий по 10 сварных образ- цов, кГ
спаянных ИЗ основного металла (мо- ментная пру- жина)
Пружинодержатель и моментная пру- жина (б = 0.05 мм) 1,74 1,77 1,63
Пружинодержатель и моментная пру- жина (б = 0,08 мм) 2,42 2,58 2,35
Стрелкодержатсль и моментная пру- жина (б = 0,05 мм) 1,71 1,77 1,61
Стрелкодержатель и моментная пру- жина (б = 0.08 мм) 2,56 2,58 2,41
Высокие качества соединений, выполненных конденсаторной
сваркой, также подтверждаются данными, приведенными в табл. 12.
Если точечная конденсаторная сварка выполняется на маши-
нах различных типов, то энергия, накопленная в конденсаторах и
необходимая для получения практически одинаковых сварных то-
чек, получается различной для одних и тех же марок и толщин
металлов. Это объясняется указанным выше положением о влиянии
на к.п.д. процесса конденсаторной сварки конструктивных и дру-
гих факторов.
На рис. 114 приведена зависимость Ак — /(<5) при сварке двух
марок металлов на машинах ТКМ-4 и МТК-2. В обоих случаях на
машине ТКМ-4 обеспечивается сварка при меньших значениях Лк,
и таким образом она является более экономичной и выгодной, чем
сварка на машине МТК-2. Этот вывод подтверждается также гра-
фиком (рис. 115), из которого видно, что сваренные на машине
ТКМ-4 точки прочнее чем на машине МТК-2 (для толщин латуни
Л62 до 0,3 мм, на сварку которых эта машина рассчитана).
Размеры, структура и прочность точек при конденсаторной
сварке зависят от марки и толщины металла, диаметра электродного
177
er.ru
контакта, усилия сжатия, накопленной энергии, коэффициента
трансформации и других факторов. Поэтому весьма трудно учесть
одовременное влияние всех указанных параметров и получить наи-
более оптимальное их сочетание для процесса образования макси-
мально прочных точек.
Рис. 114. Зависимость накопленной в конденсаторах энергии Ак
от толщины й латуни Л62 (а) и стали 10 (б) при точечной кон-
денсаторной сварке на машинах:
/ — типа ТКМ-4; 2 — типа МТК-2.
Таблица 12
Сравнительные данные по замеру величин переходных сопротивлений
деталей из латуни Л62 толщиной 0,5 + 0,6 мм*, соединенных пайкой
оловяино-свинцовым припоем ПОС-40 и одноточечной конденсаторной сваркой
№ образца Переходное сопротивление, 10 ® ом
Сварные образцы Спаянные образцы
в нормальных условиях после 48 ч пребы- вания в камере* ** в нормальных условиях после 48 ч пребы- вания в камере**
1 158 178 212 191
2 202 251 201 —
3 152 182 173 176
4 165 191 141 165
5 320 310 196 220
6 291 261 291 271
7 300 212 328 —
8 221 215 270 231
9 238 267 261 239
10 205 209 263 220
Среднее
значение 225,2 227,6 233,6 214.1
Задача технолога сводится к разработке такого режима сварки,
который обеспечивает прочность точек, возможно большую на кон-
кретной машине и вместе с тем максимально близкую к заданной
(с учетом коэффициента запаса). В частности, можно отметить,
* Исследованию подвергались патроны к сигнальным лампам (толщина
корпуса патрона 0,5 мм, лепестков — 0,6 мм).
** Камера имела относительную влажность 98%.
178
что при конденсаторной сварке цветных и черных металлов тол-
щиной до 0,5 мм прочность точек всегда получается весьма высокой.
Это подтверждается графиком, приведенным на рис. 116, где показа-
на зависимость прочности точек Рр от их диаметра d? при конден-
саторной сварке металла толщиной 0,5 мм. Прочность точек даже
при небольшом их диаметре (1,5 jhjh) составляет более 50 кг для
латуни Л62 и 80 кг для стали типа 18-8.
Рис. 115. Зависимость разрывно-
го усилия на точку Рр от тол-
щины’б латуни Л62 при конден-
саторной сварке на машинах:
1 — типа ТКМ-4; 2 — типа МТК-2.
усилия на точку Рр от диаметра
точки dT при конденсаторной сварке
на машинах ТКМ-4 и ТКМ-6:
1 — латуни Л62 толщиной 0,5 4- 0,5 мм;
2 — стали типа 18-8 толщиной 0,5 + 0,5 мм.
Выбор диаметра электродного контакта d3, от величины которого
в основном зависит диаметр точки, при конденсаторной сварке
металлов малых толщин можно производить не только по приве-
денным в этой главе рекомендациям и данным табл. 10, но также
в соответствии с эмпирическими формулами автора:
при
б sS 0,5 мм
da ~ 2,56 + 1 мм\ (155)
при
б = 0,6 — 10 мм
d3 = 26 4- 2 мм. (156)
При конденсаторной сварке металлов толщиной более 1 мм вы-
бор диаметров, форм и размеров контактных поверхностей электро-
дов необходимо производить, учитывая положения, изложенные на
стр. 157.
Важным вопросом при разработке технологии сварки на точеч-
ных конденсаторных машинах является правильный выбор системы
механизма сжатия для осуществления сварочного цикла конкрет-
ного соединения [11, 30, 68, 83]. Например, стабильность сварки
плоских деталей из металлов малых и неравных толщин можно
179
chipmaker.ru
обеспечить рычажно-грузовыми механизмами сжатия (см. описание
машин ТКМ-4, ТКМ-7 и ТКБ-1). Но не во всех случаях рекоменду-
ется использовать такие механизмы, так как они имеют большую
инерционность, громоздки и неудобны при усилиях сжатия порядка
50 кг и выше; конструктивно не пригодны в ручных сварочных кле-
щах. Так, например, для сварки крестообразных соединений из
одножильных проводов, которые в процессе сплавления осажива-
ются под действием усилия сжатия, лучше применять механизмы
с малой инерцией.
В настоящее время наиболее широко и подробно исследована
точечная конденсаторная сварка металлов малых толщин, которая
в основном выполнялась на серийных машинах ТКМ-4 и ТКМ-7.
В числе исследованных металлов имеются различные медные и ни-
келевые сплавы, малоуглеродистые и нержавеющие стали, серебро,
титан. Для большинства из перечисленных выше марок металла
ниже приводится ряд таблиц с режимами точечной конденсаторной
сварки. При пользовании ими следует иметь в виду, что все режимы
сварки подобраны опытным путем, причем диаметр электродного
контакта d3 и коэффициент трансформации сварочного трансфор-
матора для всех толщин металла данной марки оставлены неизмен-
ными, а усилие сжатия электродов Рэ подобрано одинаковым для
некоторых узких диапазонов толщин.
Исследованиями установлено, что при точечной конденсаторной
сварке металлов малых толщин (до 0,5 мм) электродами с неизмен-
ным d3, равным 2 мм, диаметр сварных точек dT равен 0,5—1,5 мм,
т. е. имеет место зависимость
di = 2к6, (157)
где коэффициент толщины кб = 0,25—0,75 (большее значение
соответствует толщине металла 0,5 мм, а меньшее — 0,05—0,1 мм).
Практически при конденсаторной сварке металла толщиной око-
ло 0,5 мм на машинах ТКМ-4 и ТКМ-7 оптимальные значения диа-
метров точек лежат в пределах 1,2—1,5 мм, а при сварке металлов
толщиной 0,5—0,8 мм на машинах ТКМ-6 и ТКМ-9— в пределах
2,3—2,7 мм.
При выборе диаметра электродного контакта d3 и других пара-
метров режимов точечной конденсаторной сварки металлов необ-
ходимо учитывать требования, которые предъявляются к прочности
сварных точек и к их внешнему виду. Кроме того, следует учиты-
вать аккумулирующую способность конкретной машины.
Все установленные режимы работы на разных конденсаторных
машинах являются ориентировочными и должны корректироваться
в зависимости от ряда факторов, указанных в начале этой главы.
Технология точечной и пакетной сварки металлов равных тол-
щин. Точечная и пакетная сварка меди; лату-
ней и бронз. Известно [30], что контактная сварка меди со-
пряжена с большими трудностями, которые обусловливаются ее
180
высокой тепло- и электропроводностью, а также весьма узким диа-
пазоном температур, при которых такая сварка может быть осуществ-
лена. При нагреве меди до температур, близких к точке ее плавле-
ния, она становится хрупкой, что затрудняет процесс сварки. В свя-
зи с указанными причинами контактная сварка меди имеет весьма
ограниченное применение. Точечная и шовная сварка меди может
выполняться при использовании электродов с рабочими вставками
из тугоплавких металлов (вольфрама и молибдена), однако при
этом внешний вид сварных соединений получается низкого каче-
ства, так как в месте контакта медных деталей с электродами выде-
ляется значительное количество тепла.
Исследованиями установлено, что удовлетворительная точечная
конденсаторная сварка меди малых толщин (до 0,5 мм) получается
при применении электродов с рабочими вставками из вольфрама
и молибдена диаметром 2—3 мм\ точечную конденсаторную сварку
меди можно производить, предварительно нанося электролитиче-
ским способом на ее поверхности слой лужения определенной тол-
щины, что обеспечивает высокую стабильность сварки; можно
весьма хорошо сваривать медные сплавы малых толщин (латуни
Л62 и Л68, бронзы бериллиевые, оловянно-цинковые и оловянно-
фосфористые, мельхиор, нейзильбер).
Ниже приводятся некоторые данные исследований и основные
рекомендации по технологии и технике точечной конденсаторной
сварки латуней и бронз нескольких марок.
Контактную сварку латуней необходимо производить на жестких
режимах, так как они содержат большое количество цинка, имею-
щего низкую температуру кипения. Однако сварка на таких режи-
мах ведет к потреблению значительной мощности. Например,
средняя потребляемая мощность при точечной сварке латуни Л62
толщиной 0,5 +0,5 мм на однофазных машинах составляет 15—
20 ква (см. табл. 1). Автором установлено [83], что при сварке ла-
туни Л62 такой же толщины на машине типа ТКМ 4 высокопроч-
ные соединения получаются при средней потребляемой мощности
около 0,1 ква.
Точечная конденсаторная сварка латуней Л62 и Л68 толщиной
до 0,5 мм может выполняться на маломощных конденсаторных ма-
шинах ТКМ-4, ТКМ-7, ТКМ-8 и МТК-2. Если же необходимо сва-
ривать латуни толщиной более 0,5 мм, то следует пользоваться
машинами ТКМ-6, ТКМ-7 и ТКМ-9.
В табл. 13 и 14 приведены режимы точечной конденсаторной
сварки латуни Л62 толщиной до 0,8+0,8 мм на машинах разных
типов. В таблицах указаны значения разрушающих нагрузок на
сварные точки, полученные при механических испытаниях пар-
тий из 10—20 образцов. На основании анализа этих данных и ра-
боты [831 можно установить следующие основные закономерности,
имеющие место при точечной конденсаторной сварке металлов
любых марок:
181
chipmaker.ru
Таблица 13
Режимы точечной конденсаторной сварки латуни Л62 малых толщин
на машинах разных типов
(электроды из меди и ее сплавов; без зачистки; с обезжириванием
свариваемых металлов ацетоном)
Толщина пакета листов, мм Режим Сварки Разрушающие нагрузки на точку (значе- ния из партии по 10—20 образцов), кГ
Емкость конденса- торов, мкф Коэффи- циент трансфор- мации Усилие сжатия. кГ
Сварка на машине ТКМ-4 (Uc = 600 в ± 5%; da = 2 мм)
0,02-f-0,02 30 100 5,0
0,05-1-0,05 50 100 5,0
0,1 +0,1 90 100 5,0 См. рис. 115
0,2 +0,2 130 125 7,0
0,3 +0,3 180 125 10,0 (кривая 1)
0,4 +0,4 250 125 12,0
0,5 +0,5 320 125 12,0
Сварка на машине ТКМ-7 (С'с == 600 в ± 2%; da = 2,5 мм)
100 2,8—3 5
0,05+0,05 70 5,0 3,1
ПО 100 10,2—11,6
0,1+0,1 6,5 11,0
180 29,6—31,5
0,2+0,2 • 100 100 8,0 30,1 40,0—44,0
250
0,3+0,3 10,0 42,8
0,5+0,5 460 125 12,5 52,6—58,7 55,1
0,6+0,6 . . 680 125 16,0 —
Сварка на машине ТКМ-6 (17с = 1000 в ± 5%; d3 = 4 мм)
0,05+0,05 150 75 20 3,7
0,1 -+-0,1 150 100 30 15,4
0,2 +0,2 175 100 35 38,1
0,3 +0,3 275 100 40 46,8
0,4 +0,4 450 100 50 55,4
0,5 -4-0,5 550 100 50 61,9
0,8 +0,8 800 100 70 77,1
Сварка на машине МТК-2 (t/c = 500 в; d3 = 2 мм)
0,1+0,1 100 75 4,5 4,8
0,2+0,2 250 75 8,5 13,0
0,34-0,3 400 50 12 24,0
182
Продолжение табл. 13
Толщина пакета листов, мм
Режим сварки Разрушающие нагрузки на точку (значе- ния из партнц по 10—20 образцов)» кГ
Емкость конденса- торов, мкф Коэффи- циент трансфор- мации Усилие сжатия, кГ
Сварка на машине ПТКМ-1 (Uc = 450 в ± 5%; d3 = 1,75 мм)
0 024-0,02 30 30 3,0 —,
0,05-1-0,05 100 30 4,5 ——
0,14-0,1 150 30 5,0 —
0,24-0,2 . 300 30 6,0 —
0,3-i-0,3 450 30 8,0
Примечание. Указанные в таблице значения d3 даны для обоих электродов.
Таблица 14
Режимь. сварки и прочность .точек прн конденсаторной сварке латуни Л62
малых толщин на полуавтоматической машине ТКМ-8
Толщина пакета листов, мм Режим сварки Разрывное усилие на точку (среднее зна- чение из пар- тии в 10—20 образцов), кр
Емкость конденса- торов, мкф Коэффи- циент трансфор- мации Усилие сжатия, кГ Число сварок в минуту
0,054-0,05 по 100 6,5 102 4,6
0,2 4-0,2 200 100 8 43,8 27,8
0,3 +0,3 300 75 10 43,8 41,2
0,5 +0,5 400 75 12 102 58,5
Примечание. Uc = 600 е ± 2%; d3 = 2,5 мм для обоих электродов;
без зачистки; с обезжириванием ацетоном.
1. Когда толщины свариваемых металлов равные (бх = б2)’
потребная емкость конденсаторов возрастает с увеличением толщины-
2. При сварке металлов различной толщины (бх + б2) потреб-
ная емкость конденсаторов растет с увеличением 61 и б2, что отчасти
может быть объяснено увеличением высоты и сопротивления стол-
бика металла в участке между электродами. „
Данные табл. 13, а также кривая 1 (см. рис. 114,а) показывают,
что при точечной конденсаторной сварке латуни JI62 толщиной
0,3—0,5 мм на машине ТКМ-4 необходима энергия Ак порядка
30—60 вт • сек.
По данным японской компании «Оридзин», конденсаторная
машина типа 5-А (см. рис. 59 и его описание) обеспечивает высоко-
качественную точечную сварку латуней толщиной до 1,64-1,6 мм
(прочность точек на разрыв до 560 кГ) при значениях энергии Ак
около 3 кет-сек и средней потребляемой мощности от сети 5 ква.
183
r.ru
Это также является подтверждением высоких энергетических до-
стоинств конденсаторной сварки и указывает на целесообразность
разработки в нашей стране конденсаторных машин средней мощ-
ности для сварки цветных и других сплавов толщиной до 1—2 мм.
Конденсаторная сварка латуни Л62 малых толщин обеспечивает
высокую и стабильную прочность сварных точек (см. кривую /
на рис. 115 и табл. 13).
При точечной конденсаторной сварке латуни Л80 обеспечивают-
ся прочные соединения, но необходимо несколько больше энергии
Лк, чем при сварке латуни Л62 (табл. 13 и 14).
Неудовлетворительные по прочности соединения дает конденса-
торная сварка латуней, содержащих свинец (например, марки
ЛС59-1), так как он не образует твердых растворов с медью и при
нагреве выше температуры его плавления между зернами сплава
появляются прослойки жидкого свинца, которые вызывают разру-
шение сплава [30]. Вероятно, по этой же причине на конденсатор-
ных машинах неудовлетворительно сваривается латунь ЛС 59-1
с малоуглеродистой сталью нескольких марок и некоторыми дру-
гими металлами.
В процессе исследования конденсаторной сварки латуни Л62
была проверена ее свариваемость при наличии двухсторонних анти-
коррозионных покрытий после хромирования, лужения и сереб-
рения. Установлено, что очень трудно получить прочные сварные
соединения при сварке латуни Л62 без частичного или полного
разрушения антикоррозионных покрытий. На поверхности сварных
образцов наблюдаются заметные следы от прилипания электродов.
При сварке образцов из никелированной латуни Л62 получа-
ются довольно прочные соединения, однако при этом на поверх-
ности образцов образуются вмятины. Опыты автора по конденса-
торной сварке серебряной латуни Л62 показали удовлетворитель-
ные результаты [83].
Таким образом, точечную конденсаторную сварку деталей из
латуни Л62 (а также, видимо, из латуней других марок) следует
производить до нанесения антикоррозионных покрытий (за исклю-
чением серебрения).
На основании проведенных исследований можно сделать сле-
дующие выводы и рекомендации по точечной конденсаторной сварке
латуней "разных марок.
1. При сварке латуней Л59, Л62 и Л68 малых толщин получа-
ются стабильные высокопрочные соединения.
2. Сварка латуни Л80 малых толщин требует несколько боль-
шей емкости (а значит, и энергии Лк), чем латунь Л62, и менее ста-
бильна, однако обеспечивает достаточно прочные соединения.
3. Точечная конденсаторная сварка латуней толщиной 0,8—
2,0 мм целесообразна, однако для ее осуществления и широкого
внедрения необходима разработка и организация серийного про-
изводства машин средней мощности.
184
4. Точечная сварка латуни Л62 с антикоррозионными покры-
тиями получается неудовлетворительной и практически может
быть рекомендована только с серебрением.
5. При работе на конденсаторных машинах ТКМ-4, ТКМ-6,
ТКМ-7, ТКМ-8, МТК-2 и ПТКМ-1 выбор режимов точечной сварки
латуни Л62 малых толщин следует производить по табл. 13 и 14.
Если производится сварка латуней других марок и применяются
машины иных типов, то выбирать режимы необходимо опытным
путем (это же относится и к сварке латуней с серебрением).
Вполне удовлетворительные результаты получаются при точеч-
ной конденсаторной сварке бронз ма-
лых толщин ряда марок. Дк,втсек Рр,кГ
Известно, что обычная контактная
сварка оловянно-фосфористых бронз
сопровождается раскислением рабо-
чих поверхностей электродов (из ме-
ди и ее сплавов) и их прилипанием к
свариваемым деталям. При точечной
конденсаторной сварке бронзы Бр.ОФ
6,5-0,4 раскисление рабочих поверх-
ностей электродов не происходит, так
как вследствие мгновенного протека-
ния процесса выделение при этом
тепла и испарение фосфора незначи-
тельны. При сварке бронзы этой мар-
ки обеспечивается удовлетворитель-
ный внешний вид точек и не проис-
ходит заметного прилипания медных
Рис. 117. Зависимость разрывно-
го усилия на точку Рр и накоп.
ленной в конденсаторах энергии
Ак от толщины 6 при конденса-
торной сварке бронзы Бр. ОФ
6,5-0,4 на машине ТКМ-4.
электродов к свариваемым
деталям.
Режимы точечной конденсаторной сварки бронзы Бр.ОФ 6,5-0,4
малых толщин на машинах ТКМ-4, ТКМ-6 и МТК-2 приведены в
табл. 15, а на машине ПТКМ-1 —в табл. 16. Испытания на разрыв
образцов из бронзы Бр.ОФ 6,5-0,4, сваренных на этих режимах,
показывают высокую стабильность прочности точек. Разрушение
сварных соединений происходит при вязком срезе точек, а иногда
и при их вырыве. По результатам испытаний образцов, сварен-
ных на машине ТКМ-4, построены зависимости Pp=f (6) и Лк=<р(б)
(рис. 117).
Положительные результаты при исследовании конденсаторной
сварки бронзы Бр.ОФ 6,5-0,4 с разными антикоррозионными по-
крытиями получились только после ее серебрения, чего невозможно
достичь при сварке на однофазных машинах 130]. Поэтому конден-
саторную сварку деталей из бронзы Бр.ОФ 6,5-0,4 следует произ-
водить до нанесения на их поверхность антикоррозионных покрытий.
Хорошее качество соединений обеспечивается и при точечной кон-
денсаторной сварке оловянно-цинковой бронзы Бр.ОЦ 4-3, а также
бериллиевых бронз малых толщин нескольких марок.
185
chipmaker.ru
Таблица 15
Режимы точечной конденсаторной сварки бронз малых толщин на машинах
разных типов
Свариваемые металлы Толщина пакета листов, мм Режим сварки Разрушающие нагрузки на точку (нз партий 10—20 образцов), кГ
Емкость конденса- торов, мкф Коэффи- циент трансфор- мации Усилие сжатия, кГ
Сварка на машине ТКМ-4 (Uc = 600 в ± 5 %; d3 = 2 мм для обоих
электродов) 7,0 7,0
0,054-0,05 0,14-0,1 30 40 100 100
Бронза Бр. ОФ 6,5-0,4 0,24-0,2 0,34-0,3 100 160 100 100 10,0 10,0 См. рис. 117
0,44-0,4 230 100 12,0
0,54-0,5 290 100 12,0
Сварка на машине ТКМ-6 (Uc = 1000 в ± 5%; d3 = 4 мм для обоих
Бронза Бр. ОФ 6,5-0,4 эз 0,14-0,1 1ектродов) 75 125 30 17,9—25,4 21,5
0,54-0,5 450 100 55 75,0—97,0 83,4
0,14-0,5 150 125 35 16,4—28,2 24,4
Бронза Бр. ОФ 2,5 0,34-0,3 450 100 45 58.0—70,3 66,5
0,54-0,5 550 100 45 77,0—114,0 93,4
0,64-0,6 625 100 50 89,0—125,0 100,1
Сварка на машине МТК-2 (Uc = 500 в; d3 = 2 мм для обоих электродов)
0,14-0,1 100 75 5,5 .
Бронза Бр. ОФ 6,5-0,4 0,34-0,3 350 75 11,5 —
Примечание, Электроды из меди и ее сплавов; без зачистки; с обезжири-
ванием деталей ацетоном.
Из предварительных исследований выяснилось, что при сварке
бронзы Бр.ОЦ 4-3 требуются примерно такие же режимы, как и для
бронзы Бр.ОФ 6,5-0,4. Поэтому данные табл. 13 и 14 могут слу-
жить ориентировочными режимами точечной конденсаторной сварки
бронзы Бр.ОЦ 4-3 толщиной 0,02—0,5 мм.
Точечная конденсаторная сварка бериллиевых бронз Бр.Б 2 и
и Бр.Б 2,5 малых толщин успешно применяется в приборостроении
и обеспечивает хорошее качество соединений.
186
Таблица 16
Режимы точечной конденсаторной сварки бронзы Бр. ОФ 6,5-0,4
на машине ПТКМ-1
- Толщина пакета листов мм
0,02 0,05 0,1 0,15 0,2 0,3
Толщина пакета листов мм
Емкость конденсаторов, мкф
0,02 0,05 0,1 0,15 0,2 0,3 20 30 30 40 40 40 30 80 90 100 НО 120 30 90 140 150 160 170 40 100 150 200 220 240 40 НО 160 220 280 300 40 120 170 240 300 400
Примечание. Г7с=450в±5%; к’т=30; ds=l,75 мм для обоих электродов;
материал электродов — твердотянутая медь Ml; кадмиевая медь, хромоцинковая
бронза и хромистая медь; усилие сжатия — 3—8 кГ).
В результате проведенных исследований и опыта внедрения
можно сделать следующие рекомендации по технологии точечной
конденсаторной сварки бронз разных марок.
1. При сварке бронз Бр.ОФ6,5-0,4, Бр.ОЦ4-3, Бр.Б2 и
Бр. Б2,5 малых толщин обеспечиваются вполне стабильные и
прочные соединения.
2. Сварка бронз толщиной до 1,5—2 мм целесообразна, однако
соответствующие точечные машины еще не выпускаются.
3. При точечной сварке бронзы Бр.ОФ 6,5-0,4 с серебрением
обеспечиваются высокопрочные сварные соединения без наблюда-
емого визуально разрушения антикоррозионного слоя, а если
покрытие другого вида, то наблюдается частичное или полное раз-
рушение в местах сварки точек. Данных по сварке бронз других
марок с антикоррозионными покрытиями пока не имеется.
4. Выбор режимов сварки бронз Бр.ОФ 6,5-0,4 и Бр.ОЦ 4-3
при работе на точечных конденсаторных машинах ТКМ-6 и МТК-2
следует производить согласно данных табл. 15, а на машине
ПТКМ-1 —согласно табл. 16. Для сварки бронз других марок
необходимо пользоваться режимами сварки по опытным данным.
Режимы сварки пакетов из латуни Л62 малых толщин (без за-
чистки, с обезжириванием ацетоном) на машине ТКМ-4 приведены
в табл. 17, а из сочетаний бронзы Бр.Б2,5 и латуни Л62 на этой
же машине — в табл. 18.
Точечная сварка медн о-н икелевых спла-
вов. Благодаря высоким механическим, электротехническим и
коррозийным свойствам сплавов меди с никелем эти сплавы нашли
широкое применение в технике. При конденсаторной сварке обеспе-
чивается качественное соединение медио-никелевых сплавов малых
толщин (нейзильбер, МНЦ 15-20, хромистая бронза, константан
187
chipmaker.ru
и др.). Однако систематизированных исследований по точечной
конденсаторной сварке указанных сплавов еще нет, а поэтому
разработку режимов и технологии их сварки следует производить
по данным опытов.
Таблица 17
Режимы точечной конденсаторной сварки на машине ТКМ-4 пакетов
из латуни Л62
Толщина пакета листов, мм Режим сварки Диаметр тор- цов верхнего и нижнего электродов. мм
Емкость конденса- торов, мкф Коэффици- ент транс- формации Усилие сжатия, кГ
3x0,25 200 100 4,0 2,5
4x0,25 250 100 7,5 2,0
5x0,25 320 75 11,0 2,0
6x0,25 370 75 12,5 2,0
Примечание. Uc — 600 в.
Таблица 18
Режимы точечной конденсаторной сварки на машине ТКМ-4 пакетов из латуни
Л62 и бериллиевой бронзы Бр. Б2,5
Свариваемые металлы Толщина пакета листов, мм Режим сварки
Емкость кон- денсаторов , мкф Коэффициент трансформации Усилие сжатия, кГ
Бронза Бр.Б + латунь Л62 0,06+0,95 120 100 11
0,1+0,5 130 75 10
0,1+0,95 140 100 11
0,15+0,45 120 100 10
0,15+0,95 160 100 11
0,2+0,5 130 100 10
0,55+0,45 380 100 18
0,65+0,5 400 100 18
Бронза Бр.Б + латунь Л62 + латунь Л62 0,15+0,2+0,95 250 100 14
0,15+1,0+0,17 250 100 14
Примечание. Uc = 600e; d9 = 2 мм —для обоих электродов.
Точечная сварка никеля и его сплавов.
Ряд никелевых сплавов (НПО, НП1, НП2, НПЗ и НП4) широко
используется в виде листов, лент, прутков и проволок в приборо-
строении, электровакуумной технике и машиностроении.
Конструкционные, электровакуумные, жаропрочные и другие
никелевые сплавы малых толщин хорошо свариваются на точечных
конденсаторных машинах (см. табл. 55), однако для них пока не
188
проведены обстоятельные исследования по разработке режимов
и технологии сварки. Кроме того, еще нет достаточных сведений
о точечной конденсаторной сварке никеля и его сплавов толщиной
от 0,8—1 мм.
В настоящее время разработаны режимы точечной сварки никеля
марки Н1 толщиной 0,05—0,25 мм на машине ТКМ-4 (табл. 19),
а также нейзильбера НМЦ 65-20, пермаллоя 65НП и элинвара на
машинах ТКМ-4, ТКМ-7.
При конденсаторной сварке нейзильбера НМЦ 65-20, в составе
которого содержится около 20% цинка, обеспечиваются вполне
удовлетворительные прочность (табл. 20) и внешний вид точек.
В связи с этим ее можно рекомендовать для широкого внедрения.
Хорошие результаты также получаются при точечной конденсатор-
ной сварке пермаллоя 65НП и элинвара малых толщин.
Таблица 19 Таблица 20
Режимы точечной конденсаторной Режимы точе» сварки инкеля Н1 на машине нейзильбе| ТКМ-4 шой конденсаторной сварки >а НМЦ 65-20 на машине ТКМ-4
Толщина паке- та листов, мм Режим сварки Толщина па- кета листов, мм Режим сварки Среднее разрывное усилие на точку (из партий по 1 (^образ- цов), кГ
Емкость конденса- торов, мкф Усилие сжатия, кГ Емкость конденса- торов, мкф Усилие сжатия, кГ
0,05+0,05 0,1+0,1 0,15+0,15 0,25+0,25 20 50 70 120 1,5 0,1+0,1 2,5 0,2+0,2 4,0 0,3+0,3 6,5 0,5+0,5 120 180 290 350 8,5 10 12 15 12,7 24,8 52,0 68,5
Примечание. Uc—(X)0 в; кт =
= 75; <1Э = 2 мм для обоих
электродов; без зачистки; с обез-
жириванием апетоном
Примечание. Uc = 600 в; кт = 100; d3 =
= 2 мм для обоих электродов; без зачистки;
с обезжириванием ацетоном.
Точечная сварка алюминия и его сплавов.
Специфичность и трудность контактной сварки алюминия и его
сплавов достаточно хорошо известны. Наличие на их поверхности
оксидной пленки А12О3 непостоянной толщины является главной
причиной плохой стабильности сварки. Поэтому перед сваркой
пленку необходимо удалить механическим или химическим путем
[30]. Практика контактной сварки алюминиевых сплавов [11, 301
указывает на целесообразность применения как жестких, так и
мягких режимов. Однако данные исследований точечной конденса-
торной сварки алюминия разных марок и некоторых его сплавов
(АМг и АМц) малых толщин показывают целесообразность приме-
нения жестких режимов, которые обеспечивают минимальные зоны
термического влияния, позволяя тем самым сохранять прочност-
ные и антикоррозионные свойства свариваемых материалов.
189
В настоящее время на машинах ТКМ-4 и ТКМ-6 произведена
точечная конденсаторная сварка алюминия и его сплавов (дюралю-
миния Д16Т, АМг, АМц и силумина АЛ2) толщиной от 0,1 до 0,5 мм.
Установлена возможность получения прочных соединений не толь-
ко при сварке этих материалов между собой, но и некоторых их
сочетаний (алюминия АЗ с дюралюминием Д16Т, алюминия АЗ
с силумином АЛ2).
В результате проведенного опыта выяснилось, что обезжиривание
поверхностей свариваемых деталей ацетоном или бензином повы-
шает прочность точки при конденса-
торной сварке примерно до 10%, а так-
же стабилизирует процесс сварки. Пу-
тем зачистки образцов со стороны при-
мыкания электродов повышают прочность
точки примерно на 20% (по сравнению
с незачищенными образцами) и в еще
большей степени стабилизируют про-
цесс сварки.
Механическая зачистка образцов в
Рис. 118. Зависимость разрыв-
ного усилия на точку Рр и
накопленной энергии в кон-
денсаторах при точечной кон-
денсаторной сварке алюми-
ния АЗ малых толщин иа
машине ТКМ-4.
местах их контактирования дает отри-
цательные результаты, так как снижает
контактное сопротивление между свари-
ваемыми деталями, а также заметно
уменьшает прочность точки вследствие
незначительной аккумулированной энер-
гии в маломощных конденсаторных ма-
шинах. Поэтому при точечной конден-
саторной сварке алюминия и его сплавов малых толщин зачист-
ку деталей рекомендуется производить только со стороны примы-
кания электродов, а обезжиривать детали с обеих сторон.
Режимы точечной конденсаторной сварки алюминия АЗ тол-
щиной от 0,1 до 0,5 мм приведены в табл. 21. Механическую проч-
ность сварных соединений (рис. 118) можно считать вполне удовлет-
ворительной для большинства случаев применения алюминия этой
марки в различных конструкциях приборов и других изделий.
При этом необходимая для их выполнения энергия Ак оказывается
незначительной.
На конденсаторных машинах можно выполнять точечную сварку
алюминиевых сплавов Д16Т и В95Т толщиной 0,5—1,5 мм (табл.
22), причем для получения сварных точек с диаметрами ядер 3—
6 мм при полезном вылете машин 900 мм необходима энергия от
1 до 11 кет • сек.
Точечная сварка титана. Высокие качества ти-
тана и его сплавов обеспечивают им широкое применение. Однако
исследования в области свариваемости титана на конденсаторных
машинах пока в достаточной мере не проведены, что объясняется
его хорошей свариваемостью на однофазных машинах разных типов.
190
а также тем, что выпуск тонких листов из титана и его сплавов,
сварка которых на маломощных конденсаторных машинах дала
первые хорошие результаты (табл. 23), ограничен. Несомненно,
что с расширением выпуска тонких листов из титаиа и его сплавов
способ конденсаторной сварки этих материалов получит широкое
применение.
Таблица 2/
Режимы точечной конденсаторной сварки алюминия АЗ на машине
ТКМ-4
Толщина пакетов листов, мм Режим сварки Разрушающее усилие на точку (среднее значение из партий 20 об- разцов), кГ
Емкость конденсаторов, мкф Усилие сжа- тия, кГ
0,14-0,1 50 11,0 4,0
0,24-0,2 130 15,0 7,4
0,3|-0,3 200 18,5 11,0
0,4 4-0,4 260 20,0 21,0
0,54-0,5 360 23,5 29,2
Примечание. Uc=600 в ± 5%; кт = 75; ds = 2 мм для обоих
электродов из меди и ее сплавов; зачистка со стороны электродов;
обезжиривание ацетоном.
Таблица 22
Режимы точечной конденсаторной сварки дюралюминия Д16Т на машине типа
ЗАВК-900
Толщина пакета листов, мм Радиус сферы верхнего электро-, да, лии Режим сварки Диаметр ядра сварочной точ- ки, мм
Емкость кон- денсаторов, мкф Напряжение зарядки кон- денсаторов, в Накопленная энергия, кет • сек Усилие сжа- тия, кГ Ступень сва- рочного транс- 1 D 8 э
0,54-0,5 50 300 2800 1,18 300 3 3,0
0,84-0,8 75 500 2800 1,96 400 3 3,5
1,04-1,0 75 1000 3000 4,50 500 3 4,0
1,24-1,2 75 1300 3000 5,85 550 2 5,0
1,54-1,5 100 2500 3000 11,25 600 2 6,0
Примечания: 1. При сварке дюралюминия марки В95Т усилие сжатия и
ковочное давление следует увеличивать на 10—15%; остальные параметры ре-
жима сварки остаются такими же, как для марки Д16Т.
2. Сварка также может производиться при верхнем плоском электроде и
нижнем сферическом или при двух сферических электродах.
3. Нижний электрод — плоский.
Точечная сварка хромоникелевых аусте-
нитных сталей. За послевоенные годы применение хромо-
никелевых аустенитных сталей достигло весьма значительных раз-
меров и продолжает расширяться, охватывая все новые области
191
chipmaker.ru
техники. В числе внедренных способов сварки аустенитных сталей
можно назвать некоторые разновидности контактной сварки, в
том числе точечную конденсаторную сварку, которая обеспечивает
отличное качество соединений сталей указанных марок. В первую
очередь это относится к точечной конденсаторной сварке аустенит-
ных сталей толщиной до 0,6—0,8 мм, которая хорошо исследована
и широко внедрена в промышленность (в основном на машинах
серии ТКМ).
Таблица 23
Режимы точечной конденсаторной сварки технического титана 1 11 ]
Толщина пакета ли- стов, мм Режим сварки
Емкость кон- денсаторов, мкф Накопленная энергия, вт - сек Коэффициент трансфор- мации Усилие сжа- тия, кГ Диаметр тор- цов электро- дов, мм
0,24-0,2 160 157 470 100 3,0
0,44-0,4 240 235 376 200 4 0
0,84-0,8 800 784 376 320 5,0
Примечание. Uc= 1400 в; вылет электродов— 1000 мм; расстояние между
консолями — 200 мм.
Высокое качество соединений аустенитных сталей малой толщи-
ны ряда марок при точечной конденсаторной сварке в первую оче-
редь объясняется жесткими режимами, которые весьма благоприятны
для контактной сварки указанных сталей. При этом предотвраща-
ются выпадение карбидов хрома и, следовательно, возможность
возникновения интеркристаллитной коррозии (для аустенитных
сталей без стабилизирующих присадок), а также уменьшаются сва-
рочные деформации, коробление и зона разупрочнения сваривае-
мого металла.
Точечной конденсаторной сваркой обеспечиваются весьма вы-
сокопрочные соединения аустенитной стали 1Х18Н9Т толщиной
от 0,05 -ф 0,05 до 0,8 -f- 0,8 мм (табл. 24 и 25). Так, при сварке
указанной стали на машине ТКМ-4 прочность точек на разрыв
достигает 21,0 кГ для толщины 0,1 4-0,1 мм и 78, ЬкГ для толщины
0,5 4- 0,5 мм. Еще более высокие результаты получаются при
сварке стали 1Х18Н9Т на машине ТКМ-6, которая более чем в
5 раз мощнее машины ТКМ-4; здесь при сварке этой стали таких же
толщин прочность точек на разрыв соответственно составляет 32,0
и 192,0 кГ.
Более полное представление о прочности точек при конденса-
торной сварке стали 1Х18Н9Т дает анализ графиков, представ-
ленных на рис. 119, где также показана зависимость Ак — <р(6)
при сварке этой стали, свидетельствующая о весьма небольшом
расходе энергии Ак на получение очень прочных точек. Из приве-
денных в табл. 24 данных видно, что при электродах с разными
192
диаметрами электродного контакта, применяемых для сварки
стали 1Х18Н9Т одинаковой толщины на машинах разных типов,
прочность точек получается неодинаковой. Это лишний раз дока-
зывает, что регулированием величины ds и значений других пара-
метров конденсаторной сварки можно часто получать требуемую
прочность точек.
Рис. 119. Зависимость разрывного усилия иа точку Рр и накопленной в
конденсаторах энергии Ак от толщины б при конденсаторной сварке
аустенитной стали 1Х18Н9Т на машинах:
а — типа ТКМ-4: б — типа ТКМ-6.
На бестрансформаторной конденсаторной машине ТКБ-1 (см.
рис. 45—47 и описание к ним) автором были проведены успешные
исследования по точечной сварке сопротивлением стали 1XI8H9T
(табл. 26). Данные указанной таблицы свидетельствуют, что и но-
вый способ конденсаторной сварки обеспечивает получение высоко-
прочных точечных соединений из аустенитных сталей малых тол-
щин. Этот способ сварки может быть рекомендован для внедрения.
В результате проведенных исследований можно сделать следу-
ющие выводы относительно особенностей технологии точечной кон-
денсаторной сварки хромоникелевых аустенитных сталей.
1. Конденсаторная сварка хромоникелевых аустенитных сталей
малых толщин ряда марок дает высокопрочные точечные соединения.
2. Внешний вид сварных соединений из аустенитных сталей —
хороший, и их антикоррозионные свойства — высокие.
3. При работе на точечных конденсаторных машинах ТКМ-4,
ТКМ-6 и ПТКМ-1 режимы сварки стали 1Х18Н9Т малых толщин
следует выбирать по табл. 24, а при сварке этой же стали на маши-
нах ТКМ-8 и ТКБ-1 —соответственно по табл. 25 и 26. Сварку
аустенитных сталей других марок и толщин, а также при работе
на других машинах следует вести на режимах, определяемых опыт-
ным путем.
193
chipmaker, ru
Таблица 24
Режимы точечной конденсаторной сварки аустенитной стали 1Х18Н9Т малых
толщин на машинах разных типов
Толщина пакета листов, мм Режим сварки Разрушающие нагрузки иа точку (среднее значение из партий по 10 образцов). кГ
Емкость конденсато- ров, мкф Коэффициент трансформа- ции Усилие сжатия. кГ
Сварка на машине ТКМ-4
(Uc = 600 в ± 5%; da =2 мм для обоих электродов)
0,05-|-0,05 20 75 3,0 12,0
0,1+0,1 40 75 5,5 21,0
0,2+0,2 80 75 9,0 36,5
0,3+0,3 130 75 10,5 —.
0,4+0,4 180 75 13,5 69,0
0,5+0,5 250 75 16,0 78,5
Сварка на машине ТКМ-6 (Uc 1000 в ± 3%; d9 = 4 мм для обоих электродов)
0,1+0,1 25 75 10 32,0
0,24-0,2 50 75 20 69,0
0,3+0,3 125 100 25 88,5
04+0,4 200 100 30 145,5
С.5+0,5 320 100 35 192,0
0,6+0,6 400 100 40 238,0
0,8+0,8 800 100 65 252,5
Сварка на машине ПТКМ-1 (Г7С = 450 е ± 5%; d3 = 1,75 мм для обоих
электродов)
0,05+0,05 70 20 6,5 —
0,1+0,1 120 20 8,0 —
0,2+0,2 260 20 9,5 —-
0,3+0,3 400 20 12,0 —
Примечание. Электроды из меди и ее сплавов; без зачистки и с обезжирива-
нием свариваемых металлов ацетоном.
Таблица 25
Режимы сварки и прочность точек прн конденсаторной сварке на
полуавтоматической машине ТКМ-8 аустенитной стали 1Х18Н9Т малых толщин
Толщина пакета листов, мм Режим сварки Разрывное усилие на точку (среднее значе- ние из партий в 10—20 образцов), кГ
Емкость конденса- торов, мкф Коэффи- циент трансфор- мации Усилие сжатия, кГ Число сварок в минуту
0,1+0,1 60 100 6,5 102 24,5
0,2+0,2 100 125 8,5 102 46,0
0,5+0,5 280 125 12 102 112,0
Примечание. Uc — 600 в± 2%; dB =2,5 мм для обоих электродов.
194
Таблица 26
Режимы точечной конденсаторной сварки сопротивлением аустенитной стали
1Х18Н9Г малых толщин на бестрансформаторной машине ТКБ-1
Режим сварки Разрушающая нагрузка на точку (среднее значение из партий по 10 штук образцов), кГ
Толщина пакета листов, мм Емкость конден- саторов, мкф Усилие сжа- тия, кГ
0,1+0.1 0,24-0.2 0,374-0.37 Примечание. Uc и ее сплавов; без за> 8500 16500 20000 ? = 100 в ± 5%; истки и с обезж 12,0 15,0 27,5 d3 = 2 мм для ириванием свари 21.4—24.4 22,6 45,0—48,5 47,4 92.5—111,5 101,0 обоих электродов из меди ваемых деталей ацетоном.
4. Точечную конденсаторную сварку аустенитных сталей тол-
щиной свыше 0,8 мм целесообразно производить на более мощных
машинах.
Точечная сварка низкоуглеродистых ста-
лей. На основе исследований [83] установлено, что низкоуглеро-
дистые стали при конденсаторной сварке дают прочные соединения.
Это также подтвердилось после определения их структуры. Особен-
ностью этого способа является мгновенный процесс сварки при
быстром охлаждении деталей между сжатыми электродами, что
создает ядро точки с минимальной зоной влияния, окруженной
основным металлом с неизменившейся структурой.
При конденсаторной сварке сталей с содержанием углерода
более 0,25—0,3% не удается получить прочные соединения из-за
хрупкости точек. Это объясняется ухудшением свариваемости
сталей с повышением содержания углерода и недопустимости при-
менения жестких режимов при сварке закаливаемых сталей. Поэтому
сваривать стали с указанным содержанием углерода не рекомен-
дуется.
Наиболее полно были проведены исследования по точечной кон-
денсаторной сварке стали 10 толщиной от 0,05 + 0,05 до 0,8 +
+0,8 мм, которые проводились автором на машинах ТКМ-7, ТКМ-6,
МТК-2 и ТКМ-8 (табл. 27 и 28). Прочность точек на стали 10 очень
высока (табл. 27 и кривая <3 на рис. 112) и достигает значений по-
рядка 5—10 кГ наточку для толщины 0,05 4- 0,05 мм и около 170 кГ
для толщины 0,8 + 0,8 мм. Но здесь, как и при точечной конден-
саторной сварке металлов малых толщин других марок, расходу-
ется незначительная энергия Ак (см. рис. 114,6).
Последнее обстоятельство и высокая прочность точек, получае-
мая при этом способе сварки низкоуглеродистых сталей малых
195
толщин, подтверждают целесообразность использования этого спо-
соба, в особенности в тех случаях, когда недопустимы деформации
и коробление свариваемых деталей, а также заметные вмятины и
следы нагрева в местах их соединения. В полной мере это относится
к точечной конденсаторной сварке низкоуглеродистых сталей тол-
щиной несколько более 0,8—1 мм.
Таблица 27
Режимы точечной конденсаторной старки стали 10 на машинах разных типов
Толщина пакета листов, мм Режим сварки Разрывное усилие на точку (из партий по 10 образцов), кГ
Емкость кон- денсаторов, мкф Коэффициент трансформа- ции Усилие сжатия, кГ
Сварка на машине ТКМ-6 (1/с = 1000 в + 3%; d3 = 4 мм для обоих электродов)
0,05+0,05 25 100 30 8,8
0,1+0,1 25 100 40 14,1 — 17,5 16,7
0,2+0,2 75 150 55 41,0—46,7 43,4
0,3+0,3 200 75 60 80,3—87,0 84,1
0,4+0,4 325 75 65 101.0—112,0 107,6
0,6+0,6 750 100 75 142,0—154,0 148,7
0,7+0,7 775 100 80 139,0—169,1 159,7
0,8+0,8 800 75 85 172,0
Сварка на машине ТКМ-7 (Uc = 600 в ± 2%; d3 = 2,5 мм для обоих электродов)
0,05+0,05 30 100 6,5 10,2
0,1+0,1 50 100 10 20,5
0.3+0.3 160 100 12,5 60,3
0,5+0,5 350 75 15,0 82,7
0,7+0,7 760 75 18,5 85,4
Сварка на машине МТК-2 (Uc = 500 в + 5%; d3 = 2 мм для обоих электродов)
0,1+0,1 75 150 6,5
0,25+0,25 250 150 12,5
0,3+0,3 300 125 15,0 —
Примечание. Электроды из меди и ее сплавов; без зачистки; с обезжирива-
нием ацетоном.
Точечная и пакетная св.арка других ме-
таллов и сплавов. Точечной конденсаторной сваркой
могут соединяться многие металлы (платина, золото, серебро,
цирконий, тантал). Однако опыт внедрения и результаты исследо-
ваний еще не обобщены, а поэтому здесь приводятся только дап-
196
ные о режимах точечной конденсаторной сварки серебра толщиной
0,1—0,4 мм (табл. 29).
Таблица 28
Режимы сварки и прочность точек при конденсаторной сварке на
полуавтоматической машине ТКМ-8 стали 10 малы; толщин
Толщина пакета листов, мм Режим сварки Разрывное усилие на точку (среднее значе- ние из партий в 10—20 штук), кГ
Емкость кои- денса торов, мкф Усилие сжатия, кГ Число сварок в минуту
0.05+0.05 40 9 43,8 5,0
0.2+0,2 230 12 43,8 58,4
0.5+0,5 350 15,5 73,8 82,5
Примечание. Uc = 600 в ± 2%; kT — 100; d3 = 2,5 мм для обоих электродов
из меди и ее сплавов; без зачистки; с обезжириванием ацетоном.
Серебро широко применяется в приборостроении и служит для
изготовления контактов, лепестков, отводов, которые обычно кре-
пятся разными механическими способами и пайкой к деталям из
других материалов (латуни, бронзы),
саторной сварки серебра с указан-
ными материалами позволяет полу-
чить большую экономию этого ме-
талла и улучшить условия труда.
Точечная сварка раз-
нородных металлов. Спо-
соб точечной конденсаторной сварки
позволяет осуществлять неразъемные
соединения из металлов в разнород-
ных сочетаниях (см. табл. 55), на-
пример: платина — низкоуглероди-
стая сталь, нихром — серебро, ла-
тунь Л62 —константан, нейзильбер —
никель, цинк — алитированная сталь
и т. д.
Точечная сварка па-
кетов листов из однород-
ных и разнородных ме-
таллов. На точечных конденсаторных машинах можно выпол-
нять пакетную сварку значительного числа разнородных металлов.
Высококачественная конденсаторная сварка обеспечивается при
5 —8 и даже 15—25 листах в пакете из однородных и разнородных ме-
таллов малых толщин (от 0,03 —0,05 до 0,4—0,5 мм), причем при
меньших толщинах возможна сварка большего числа листов в па-
кете и наоборот.
Опыт показывает, что сварка пакетов листов из разнородных
металлов возможна в широком сочетании. Так, например, можно
сваривать пакеты из трех и более пластинок, в которых будут в
Поэтому внедрение конден-
Таблица 29
Режимы точечной конденсаторной
сварки серебра на машине
ТКМ-4
Толщина пакета ли- стов» мм Режим сзаркн
Емкость конденсато- торов, мкф Усилие сжатия. кГ
0,1+0,1 60 4,0
0,2+0,2 120 5,5
0,25+0,25 190 8,0
0,4+0,4 300 9,5
Примечание. Uc = 600 в; кт=
— 100; d3 = 2 мм для обоих
электродов; без зачистки; с обез
жириванием ацетоном.
197
r.ru
произвольном сочетании следующие материалы: латунь Л62, бронза
Бр.ОФ 6,5-0,4, никель, пермаллой, сталь марки Ст. 3.
При сварке пакетов листов (рис. 91,в) на машинах ТКМ-4 и
ТКМ-8 верхний и нижний электроды делаются с рабочими концами
цилиндрической формы диаметром 1,5—2 мм каждый с плоской
гладкой заточкой контактных поверхностей. Если сварка пакетов
производится на более мощных машинах (ТКМ-6, ТКМ-7 и ТКМ-9),
то необходимо чтобы размеры рабочих концов были большими.
Технология точечной и рельефной сварки металлов неравных
толщин. При внедрении точечной контактной сварки на однофазных
машинах выяснилось, что при отношении толщин деталей в пре-
делах 1 : 3 и более сварка затруднительна [301. В этом отношении
точечная конденсаторная сварка имеет весьма существенное преиму-
щество 183]. Применяя ее, можно получать прочные неразъемные
соединения и при огромной разнице в толщине деталей (1 : 5000 и
более).
Важно отметить, что при точечной конденсаторной сварке метал-
лов неравных толщин решающим фактором является толщина более
тонкой из свариваемых деталей.
Параметры режима точечной конденсаторной сварки металлов
неравных толщин зависят не только от более тонкой детали,
но также определяются маркой металла обеих деталей, необходи.-
мой прочностью сварного соединения и типом машины.
Конденсаторная сварка металлов неравных толщин может также
производиться при наличии рельефов на более тонкой детали
(рис. 93,в, г).
Для получения качественных соединений при точечной и рель-
ефной конденсаторной сварке металлов неравных толщин необхо-
димо производить подбор режимов с учетом следующих основных
правил:
1) следует со стороны тонкой детали, не имеющей рельефов,
применять электрод примерно с такими же размерами, как и при
точечной сварке металлов равных малых толщин;
2) устанавливать со стороны тонкой детали с рельефами элект-
род с гладкой контактной поверхностью, полностью перекрывающей
(на 1,5—2 мм и более по диаметру) размеры лунки рельефа;
3) со стороны детали большой толщины устанавливать электрод
с большой и гладкой контактной поверхностью, что сводит к мини-
муму ненужное выделение тепла в контакте электрод — нижняя
поверхность детали, а также позволяет получить хороший внешний
вид сварного соединения;
4) усилие сжатия следует устанавливать, ориентируясь по тол-
щине более тонкой детали.
На основании результатов исследований автора установлены
некоторые режимы точечной конденсаторной сварки однородных
и разнородных металлов неравных толщин на машинах ТКМ-4 и
ТКМ-6 (табл. 30).
198
Таблица 30
Режимы точечной конденсаторной сварки металлов неравных толщин
разных марок на точечных конденсаторных машинах ТКМ-4 и ТКМ-6
Марка металла Толщина пакета листов, мм Режим сварки Тип машины
Емкость конденса торов, нкф Напряже- ние заряд- ки, в Коэффици- ент транс- формации Усилие сжатия, кГ Диаметр электро- дов, мм
Сталь 8+0,1 90 600 100 11,0 2 ТКМ-1
Ст. 3- 8+0,2 160 600 100 16,5 2
8+0,3 290 600 100 21,0 2
Сталь 18-8 8+0,1 80 600 100 13 2 ТКМ-4
8+0,2 140 600 100 20 2
8+0,3 250 600 100 23 2
8+0,4 300 1 000 125 35 4 ткм-6
8+0,5 400 1 000 125 48 4
Латунь Ю+0,1 130 600 100 8 2 ТКМ-4
Л62 10+0,2 270 600 100 12 2
10+0,3 400 600 100 18 2
Режимы сварки латуни Л62 толщиной 0,05—0,3 мм со сталью
марки Ст. 3 толщиной 10 мм и близкой к ней следует подбирать по
данным, приведенным в табл. 31. В таблице имеются также данные
о прочности сварных соединений. Для сварки металлов толщиной
свыше 0,3—0,5 мм с металлами любых толщин необходимо при-
менять более мощные конденсаторные машины, чем ТКМ-6 и ТКМ-9.
Таблица 31
Режимы сварки и прочность точек прн сварке латуни Л62 малой толщины
со сталью Ст. 3 толщиной 10 мм на машине ТКМ-4
Толщина пакета листов, мм Режим сварки Среднее разрывное усилие на точку, кГ
Емкость конденсато- ров, мкф Усилие сжатия, кГ
0,05+10 70 6,5 4,8
0,1 +ю 130 9,0 12,5
0,3 +10 350 14,5 26,8
Примечание. Uc = 600 в; кт = 75; d3 со стороны латуни — 2 мм; d3 со сто-
роны стали — 6—10 мм; с зачисткой стали и обезжириванием обоих металлов.
Точечная и рельефная конденсаторная сварка металлов нерав-
ных толщин широко внедрена (на маломощных машинах серии ТКМ)
главным образом в приборостроении. Этим способом выполняются
сварные соединения деталей из сталей, латуней, бронз и других ме-
таллов толщиной 0,03—0,5 мм с деталями из таких же материалов
толщиной до нескольких миллиметров, что во многих случаях
199
chipmaker.ru
позволяет заменять им пайку и другие способы соединения указан-
ных деталей.
Технология особых способов сварки на точечных машинах. По
схемам, приведенным на рис. 91—104, конденсаторной сваркой
выполняется большое число соединений из металлов малых тол-
щин и сечений в самых разнообразных отраслях промышленности.
Однако зачастую незнание многих технологических возможностей
и конкретного оборудования для ее выполнения в значительной ме-
ре ограничивает применение этого способа сварки по указанным
выше схемам.
В результате анализа технологических возможностей конденса-
торной сварки выяснилось, что основными и решающими ее преи-
муществами являются: замена пайки и различных механических
способов соединения многих деталей, улучшение условий и увели-
чение производительности труда, экономия средств, улучшение
качества и внешнего вида соединения узлов, а в некоторых случаях
и упрощение их конструкции. Кроме того, имеет место экономия
электроэнергии по сравнению со сваркой на контактных машинах
переменного тока, что обусловливается уменьшением потерь тепла
в зоне нагрева металла и в сварочном контуре (ввиду непродолжи-
тельности времени сварки).
По приведенной выше схеме (рис. 97) автор [83] исследовал
конденсаторную сварку штифтов 01,2—2,5 мм и длиной 2—8 мм с
плоскими деталями толщиной от 0,1 до 20—30 мм из следующих
сочетаний материалов (на первом месте — материал штифта):
сталь А12 и нейзильбер; сталь А12 и латунь Л62; сталь А12 и сталь
А12; стали А12 и Ст. 3; сталь 25 и сталь 10; медь Ml и сталь 20;
платина и сталь 20.
Во всех случаях изготовление штифтов производилось с тща-
тельной подготовкой их торцов (обязательно удалялись выступы
и неровности) и контактных поверхностей обоих электродов. Все
детали перед сваркой обезжиривались в ацетоне.
Ориентировочные режимы конденсаторной сварки на машине
ТКМ-4 штифтов и плоских деталей из указанных выше материалов
приведены в табл. 32; в ней указаны также размеры электродного
контакта для каждого случая сварки.
Анализируя результаты испытаний на разрыв сварных образцов
штифтов и плоских деталей (табл. 33), выяснили, что они имеют вы-
сокую прочность. Разрушающее усилие сварного соединения штиф-
та диаметром 2 мм, приваренного к стали Ст. 3 толщиной 0,35 мм,
доходило до 80 кГ. При разрыве образцов штифт, как правило, вы-
рывался в месте сварки из плоской детали, а в детали образовыва-
лось рваное отверстие (при ее толщине до 0,1—0,35 мм).
На протяжении нескольких последних лет успешно применяется
конденсаторная сварка крепежных болтов и штифтов, которая вы-
теснила газовую пайку латунными припоями ряда деталей. Так, по
схеме, приведенной иа рг.с. 99,в, г, свариваются крепежные болты с
200
201
chipmaker.ru
декоративными деталями двери и кузова автомобиля «Москвич-407»,
а по схеме, приведенной на рис. 97,в, — штифты с каждой из
металлических букв, составляющих слово «Москвич».
Таблица 33
Результаты испытаний иа разрыв сварных штифтов и плоских деталей
Штифт Плоская деталь Количество испытанных Среднее разрывное усилие на точку Рр, кГ
Материал Диа- метр, мм Высота. мм Материал Толщи- на, мм образцов, шт.
Сталь А12 1,2 2 Нейзильбер 0,1 10 16,5
» » 1,2 1,2 Сталь А12 1 15 35,0
» » 2 1 Латунь Л62 (с зачист- 0.25 15 36,6
кой со стороны элек-
тродов)
То же (без зачистки) 0,25 15 36,4
Сталь А12 2 1,2 Ст 3 0,35 30 80,0
Медь Ml 1,5 2 Сталь 10 20 10 12,8
Примечание. Сварка производилась на машине типа ТКМ-4 при разных ре-
жимах.
Конденсаторная сварка всех перечисленных выше деталей авто-
мобиля «Москвич-407» выполняется на машинах ТКМ-6 по режимам
(табл. 34), которые обеспечивают высокую прочность сварных сое-
динений и стабильность процесса.
По схеме, приведенной на рис. ЮЗ,а, были проведены исследо-
Таблица 34
Режимы конденсаторной сварки на машине ТКМ-6 некоторых декоративных
деталей автомобиля «Москвич-407»*
Материал и размеры деталей Режим сварки
Емкость конденсаторов, мкф Усилие сжа- тия, кГ
Буквы надписи «Москвич» из аустенитной стали толщиной 1,5 мм и штифты из низкоуглеродистой стали 1Х18Н9Т (h = 15 мм, 0=3 мм)** . 600 45
Декоративная накладка двери из аустенитной стали 1Х18Н9Т толщиной 0,7 мм и крепежный болт из низ- коуглеродистой стали (ft = 20 мм. 0=6 мм)*** 800 60
Декоративная накладка кузова из аустенитной стали 1Х18Н9Т толщиной 0.7 мм и крепежный болт из низкоуглеродистой стали (ft = 15 мм. 0 = 3 мм)*** 600 48
Примечания: *Uq = 1000 в ± 5 %; кт — 125', электроды специальные из
кадмиевой меди, обезжиривание детали ацетоном.
** Сварка выполнялась по схеме, приведенной на рис. 97, в.
*** Сварка выполнялась по схеме, приведенной на рис. 99, в.
202
вания одноимпульсной конденсаторной сварки двумя точками двух
пластинок из латуни Л62, бронзы Бр. ОФ, никеля и некоторых
других металлов различных толщин [83].
При этом производилась тщательная соосная установка рабочих
концов обоих электродов в одной параллельной плоскости и поли-
ровка их контактных поверхностей.
Таблица 35
Режимы одноимпульсной конденсаторной сварки
двумя точками пластинок из различных металлов малых толщин
на машине ТКМ-4
Свариваемый металл 1 Толщина, мм Режи* сварки
Емкость конденса- торов, мкф Коэффи- циент траисфор- мании Усилие сжатия, кГ
Латунь Л62 0,154-0,15 180 75 10
Латунь Л62 0,3 4-0,5 350 100 12
Бронза Бр. ОФ 6,5-0,4 . . . 0,1 4-0,1 160 75 12
Бронза Бр. ОФ 6,5-0,4 . . . 0,3 4-0,3 350 75 16
Никель 0,1 4-0,1 120 75 14
Аустенитная сталь 18-8 . . Бронза Бр. ОФ 6,5-0,4 и ла- 0,254-0,25 200 75 16
тунь Л62 0,254-0,25 300 75 16
Примечание. Uc = 600 е; материал электродов — медь Ml и ее сплавы;
= 2 мм для обоих электродов; расстояние между точками — 5 мм.
В табл. 35 приведены режимы одноимпульсной конденсаторной
сварки двумя точками пластинок из указанных выше материалов.
Из результатов механических испытаний сварных образцов
(табл. 36) видно, что обе точки
Таблица 36
Результаты испытаний на разрыв об-
разцов из латуни Л 62 толщиной
0,34-0,5 мм, сваренных одним импуль-
сом разрядного тока конденсаторов
Средний диаметр точек, мм Разрушающее усилие, кГ
на две точки иа одну точку
1,0 48,0 24,0-
0,9 46,5 23,3
0,9 45,0 22,5
0,9 41,5 20,8
0,8 43,0 21,5
0,9 38,0 19,0
0,9 40,5 20,3
1,0 49,0 24,5
0,9 42,0 21,0
0,9 46,5 23,3
имеют высокую, и практически
одинаковую прочность.
В результате проведенных ис-
следований, а также опыта вне-
дрения одноимпульсной конден-
саторной сварки двумя точками
металлов малых толщин в при-
боростроении было выяснено,
что такая сварка может быть
рекомендована для применения.
Примечания: 1. Образцы были сва-
рены на машине ТКМ-4. Режим сварки:
емкость конденсаторов — 350 мкф-, уси-
лие сжатия электродов — 12 кГ; коэф-
фициент трансформации — 100. Диаметр
контактной поверхности электродов 2лои.
2. Обе точки сваривали одновре-
менно двумя специальными электродами
(см. рис. 79, з).
203
chipmaker.ru
Влияние шунтирования тока на прочность сварных точек.
Шунтирование тока, имеющее место при обычной сварке [28, 60],
наблюдается и при точечной конденсаторной сварке металлов малых
толщин. Распределение шунтирующегося тока при точечной сварке
происходит [60] по эквивалентной прямой полосе шириной Л„.
Пренебрегая сопротивлением сварной точки, можно рассчиты-
вать омическое сопротивление мет
двух одинаковых пластин каждая
Рис. 120. Схема подготовки сварных образ-
цов для определения влияния шунтирования
тока иа прочность точек.
ного контакта (принятый равным д
между двумя точками для
;иной 6 по такой форму-
ле [83]:
21
Гш^-ЗгЬг-^-, (158)
по аэ
где р — удельное сопротив-
ление свариваемой
пластины;
1Т — шаг точек (рассто-
яние между цент-
рами);
d3 — диаметр электрод-
гетру точки).
Из формулы (158) видно, что сопротивление гш обратно пропор-
ционально величинам б и d3 (при /т = const). Поэтому при точечной
конденсаторной сварке металла толщиной 0,5—0,6 мм и меньше,
когда значения d3 близки к 2,0—1,5 мм, имеет место заметное увели-
чение сопротивления гш. Следовательно, здесь шунтирование тока
получается незначительным. В связи с этим можно производить
конденсаторную сварку металлов малых толщин при небольшом
шаге точек. При изготовлении мелких изделий, свариваемых двумя
и более точками, это положение имеет большое практическое зна-
чение.
Автором было проведено исследование влияния шунтирования
тока на прочность точек при конденсаторной сварке металлов малых
толщин [76, 83] для следующих материалов: латуни Л62 толщиной
0,25 ф- 0,25 льи, бронзы Бр. ОФ 6,5-0,4 толщиной 0,15 4- 0,15лш
и 0,35 ф- 0,35 мм, аустенитной стали 18-8 толщиной 0,2 4 0,2 мм,
стали 10 толщиной 0,1 ф- 0,1 мм и 0,5 ф- 0,5 мм, а также алюминия
АЗ толщиной 0,5 ф- 0,5 мм.
При опытах партии образцов сваривались двумя точками, рас-
положенными друг от друга на расстоянии 2, 3, 4, 5 ,6 и 7 мм.
Первая точка, которая сваривалась без шунтирования тока,
клеймилась и лишь после этого производилась сварка второй точки
с шунтированием тока (рис. 120,а). Затем первая точка высверли-
валась (рис. 120,6), и готовые образцы с оставшейся точкой испыты-
вались на разрыв. Кроме того, партия образцов сваривалась только
одной точкой (для получения сравнительных данных).
Средняя величина разрушающей нагрузки на точку, сваренную
при наличии шунтирования тока, сравнивалась с прочностью точ-
204
Рр.кг
Рис. 121. Зависимость раз-
рывного усилия на точку Рр
от шага точек при конденса-
торной сварке:
1— стали 10 толщиной 0,5+0,5 мм-,
2 — аустенитной стали толщиной
0,2 + 0,2 мм; 3. — бронзы Бр .ОФ
6,5-0,4 толщиной 0,35 + 0,35 мм;
4 — латуни Л62 толщиной 0,25 +
+ 0,25 мм; 5 — алюминия АЗ тол-
щиной 0,5+ 0,5 мм.
из металлов исследован-
ки, сваренной без шунтирования тока. Было принято, что при рав-
нопрочности таких точек явление шунтирования тока практически
не имеет места.
По результатам механических испытаний образцов точечной
конденсаторной сварки при шунтировании тока построено несколь-
ко кривых зависимости разрывного усилия на точку Рр от шага
точек (рис. 121).
В табл. 37 приводятся полученные из
опыта данные для выбора наименьшего
расстояния между центрами точек (ша-
га точек) при конденсаторной сварке
металлов малых толщин. Если произво-
дить сварку с шагом точек, равным или
большим, чем рекомендует эта таблица,
то с влиянием шунтирования тока на
прочность точек можно практически не
считаться.
Проведенные исследования позволя-
ют сделать следующие выводы.
1. Практически влияние шунтирова-
ния тока на прочность сказывается при
таких шагах точек: /т $ 3—4 мм (для
металла разных марок толщиной до
0,35 мм и стали 10 толщиной 0,5 мм) и
/т <^6 мм (для алюминия АЗ толщиной
0,5 мм). Эти предельные значения шага
точек рекомендуются как минимально
допустимые при многоточечной конден-
саторной сварке ответственных изделий
ных марок.
2. С увеличением толщины свариваемого металла влияние шун-
тирования тока на прочность точки возрастает и должно учитывать-
ся в соответствии с рекомендациями работ [30, 601.
ОСНОВЫ ТЕХНОЛОГИИ ШОВНОЙ КОНДЕНСАТОРНОЙ СВАРКИ
МЕТАЛЛОВ МАЛЫХ ТОЛЩИН
Шовная конденсаторная сварка является по существу разновид-
ностью точечной, при которой отдельные сварные точки, образу-
ющие непрерывный шов, перекрывают друг друга.
Для получения высококачественных прочных и плотных швов
необходимо обеспечивать максимальную стабильность всех пара-
метров режима сварки.
С увеличением толщины материала значительно возрастает ве-
личина усилия сжатия, необходимая для выполнения шовной свар-
ки. Кроме того, для получения высококачественного шва важней-
шим условием является постоянство переходного сопротивления
205
chipmaker.ru
между роликами и свариваемыми деталями, а также в месте контак-
та последних. Необходимо также равномерно перемещать сварива-
емые детали между роликами машины. Малейшее проскальзыва-
ние деталей может изменить ширину перекрытия сварных точек
и нарушить стабильность качества шва. Поэтому в машинах ШКМ
оба сварочных ролика, как правило, принудительно вращаются
от общего редуктора, а равенство их окружных скоростей обеспечи-
вается за счет постоянства диаметров этих роликов и сменных ше-
стерен на редукторе, подбором которых можно сохранить практи-
чески равные окружные скорости обоих роликов при разных их
диаметрах.
Таблица 37
Наименьший рекомендуемый шаг точек при конденсаторной сварке металлов
малых толщин
Свариваемый металл
Наименьший шаг точек, лш
при толщине каждой из деталей, мм
0,2 0.3 0.4 0.5 0.6 0.7 0.8
Нихром, фехраль, хромель
То же
Стали нержавеющие и ма-
лоуглеродистые, никель,
пермаллой
Латуни, бронзы, мель-
хиор, нейзильбер
Алюминий и его сплавы
2
3
2
3
2
3
2
3
1,5
1,5
1,5
2,0
1,5
2,0
2,5
3,0
2,0
2.5
2,0
2,5
2,0
2,5
3,0
4,0
2,5
3,0
2,5’
3,0
3,0
3,5
4,0
5,5
3,0
3,5
3,5
4,0
4,0
5,0
5,5
7,5
3,5
4,0
4,5
5,0
4,0
4,5
5,5
6,5
7,0 8,5
8,0 11,0
5,0
6,0
7,0
10,0
6,5
8,0
8,0
12,0
Основными параметрами шовной конденсаторной сварки явля-
ются: ширина перекрытия точек, емкость конденсаторов и напряже-
ние их зарядки, коэффициент трансформации сварочного трансфор-
матора, материал роликов, а также размеры и форма их рабочей
части, ширина сварного шва и усилие сжатия роликов.
Требуемое по технологии сварки конкретного изделия значение
ширины перекрытия точек может быть подобрано регулированием
скорости сварки осв (скорости перемещения изделия между ролика-
ми) и частоты/р циклов зарядка — разряд конденсаторов.
Ширина перекрытия точек при шовной конденсаторной сварке
металлов и сплавов толщиной от 0,05 до 0,4 мм не превышает 1,0 мм
и составляет в среднем 0,3—0,4 мм. Отдельные точки, образующие
сварной шов, должны перекрывать друг друга не менее чем на 0,3—
0,5 их диаметра. Ширина сварного шва определяется диаметром точки,
который зависит от ширины рабочей части роликов и режима сварки.
Емкость конденсаторов и напряжение их зарядки, а значит и
206
энергия Ак, при шовной конденсаторной сварке металлов малых
толщин подбираются в основном в соответствии с рекомендациями,
изложенными при рассмотрении основ технологии точечной конден-
саторной сварки. С увеличением толщины свариваемых материалов
необходимо увеличивать энергию Ак. Кроме того, величина этой
Рис. 122. Зависимость накопленной
в конденсаторах энергии Ак от тол-
щины б при шовной конденсаторной
сварке иа машине ШКМ-2 (/р= 25гц;
ширина перекрытия точек — 0,6):
1 — бронзы Бр.Б 2,5 (5=1,5 мм для
обоих роликов); 2— аустенитной стали
1Х18Н9Т (Ь = 2 мм для обоих роликов).
Рис. 123. Зависимость накоплен-
ной в конденсаторах энергии Ак
от ширины рабочей части роли-
ков b при шовной конденсатор-
ной сварке на машине ШКМ-2
стали 10 (/р = 12,5 гц; ширина
перекрытия точек — 0,4):
1 — толщиной 0,2 + 0,2 мм; 2 — тол
щиной 0,4 -t-ол мм.
энергии зависит от марки металла, ширины перекрытия точек и ра-
бочей части роликов, к. п. д. сварочного контура, усилия сжатия и
некоторых других факторов.
Влияние марки и толщины металла на величину энергии Ак
при шовной конденсаторной сварке бронзы Бр. Б 2,5 и аустенитной
стали 1Х18Н9Т иллюстрируется графиками (рис. 122).
При увеличении ширины рабочей части роликов b энергия Ак
также увеличивается. Это объясняется тем, что сварной шов полу-
чается шире и происходит расплавление большего объема металла.
На рис. 123 показана зависимость А = f (Ь) при шовной конденса-
торной сварке на машине ШКМ-2 стали 10 толщиной 0,2 и 0,4 мм.
Анализ приведенных выше зависимостей Ак от толщины б и
ширины рабочей части роликов b показывает, что для шовной кон-
денсаторной сварки металлов толщиной около 0,5 + 0,5 мм необ-
ходимо накапливать в конденсаторах весьма незначительную энер-
гию Ак. Однако мощность соответствующих конденсаторных машин
(см. табл. 5) составляет 8—25 квпг. Это в основном обусловлено тем,
что процесс образования сварных точек происходит с частотой до
25—50 гц и для каждого из полных циклов зарядка — разряд кон-
денсаторов отводится время около 0,04—0,02 сек.
207
chipmaker.ru
Рис. 124. Установка контакт-
ных поверхностей роликов
при шовной конденсаторной
сварке:
а — правильно; б — неправильно.
водствоваться при этом
этой главы. Кроме того,
Практически при шовной конденсаторной сварке тонких де-
талей роликами с нормальной формой рабочей поверхности
(см. рис. 81) ширина последней выбирается из условий необходи-
мой прочности сварного шва, его ширины, толщины свариваемых
деталей, а также от мощности машины.
Основными материалами для роликов
являются высокоэлектропроводные спла-
, вы меди (см. табл. 7). В зависимости от
марки свариваемого металла выбор того
или иного сплава для роликов шов-
ных машин следует, как правило, про-
изводить в соответствии с рекоменда-
циями, приведенными в табл. 9.
Величина усилия сжатия электродов
при шовной сварке металлов малых тол-
щин зависит от марки, толщины и состоя-
ния поверхностей деталей, а также от
материала, размеров и формы роликов.
Значения усилия сжатия необходимо
определять опытным путем и руко-
положениями, изложенными в начале
ледует учитывать, что чем меньше толщи-
на свариваемого металла, тем более жесткие требования следует
предъявлять к обеспечению постоянства усилия сжатия, как одно-
го из важнейших условий стабильности сварки.
Процесс шовной конденсаторной сварки заключается в надле-
жащей подготовке деталей под сварку, выборе оптимальных пара-
метров режима сварки, наладке машины на установленный режим,
и в точном выполнении сварочной операции.
Свариваемые детали при сборке должны плотно прилегать друг
к другу в местах нахлестки. При этом недопустимы какие-либо за-
боины и выпуклости на поверхностях деталей и сварочных
роликов, так как они могут вызвать прожоги деталей и порчу ро-
ликов.
Поверхности металлов, покрытые значительным слоем оксидной
пленки, в местах образования шва подвергаются зачистке и обез-
жириванию внутренней или внешней стороны. Как правило, тонкие
детали из латуни Л62, бронзы Бр. ОФ, нейзильбера, мельхиора,
аустенитных сталей и некоторых других материалов никакой
зачистки перед сваркой не требуют.
На конденсаторных машинах серии ШКМ сварка изделий из
металлов малых толщин может производиться роликами диаметром
от 50 до 150 мм. Выбор оптимального диаметра ролика зависит от
формы и размеров изделия, а иногда и от толщины металла сварива-
емых деталей.
Предельные размеры изделий из металлов малых толщин, кото-
рые можно сваривать на шовной машине, зависят от ее конструк-
208
тивного исполнения и типа шва и могут выбираться по данным
табл, 38.
Таблица 38
Предельные размеры изделий из металлов малых толщин (в мм), сварка которых
возможна на универсальных шовных конденсаторных машинах
Тип шва и условия сварки Тип машины
ШКМ-2 ШКМ-3 ШКМ-4 МШК-3-2
Максимальная длина продольного шва при сварке обечаек с двух концов . . 480—500 До 300
Минимальный внутренний диаметр ци- линдра при сварке продольного шва внахлестку и при использовании нор- мальной оснастки машины .... 56 30
Минимальный диаметр изделий при сварке кольцевого шва с нормальной оснасткой машины 50 50 50 40
Нормальные диаметры круговых швов, свариваемых с нормальной оснасткой машины, при: 1) варианте ролик—чашка; . , . . 35—60
2) использовании приспособления для мембран 25-55 35—120 35—120
Необходимо, чтобы в шовной конденсаторной машине правильно
устанавливались сварочные ролики. Это должно выполняться не
только при шовной сварке тонких деталей, но также и при сварке
деталей неравных толщин. При правильной установке роликов
(рис. 124) края их рабочих поверхностей не должны быть смещены
относительно друг друга. При сварке роликами-с • неодинаковой
шириной рабочих поверхностей желательно, чтобы ролик меньшей
ширины устанавливался примерно против середины рабочей поверх-
ности широкого ролика.
Если края рабочих поверхностей роликов будут смещены,
то это вызовет уменьшение площади контакта, прожог или поправ-
ление свариваемых деталей и порчу роликов. I ; 1
фга-
здан-
Зрви-
В процессе эксплуатации сварочные ролики, покрываются
ром и изнашиваются. В некоторых случаях для сохранения 3. _
ной формы рабочей поверхности сварочных ролйков может Ьк. 1^ть-
ся целесообразным применение специальных йриспесоблфшйгдля
их автоматической заправки в процессе вращения при сварке,
. При шовной конденсаторной сварке имеет место сложная
симость между физическим^ и металлургическими свойствами ^Сва-
риваемых материалов. Поэтъмурка^ ифри точеной конденсатэвной
сварке^ установить значение орнойаы^ параметров режима uj< ”
свРркщ не; прибегая к опытам,'щевёзм^жно. I 7
Разрабатывая режим шовной конденсаторной сварки, следует
учитывать, что сила сварочного тока и время его протекания
йной
зави-
14 2511
°&9
chipmaker.ru
210
сят в основном от емкости конденсаторов, напряжения их зарядки
и коэффициента трансформации сварочного трансформатора.
Регулировать режим сварки только по току или только по времени
(см. рис. 19 и текст в начале этой главы) почти невозможно.
Необходимо отметить, что на стабильность шовной конденса-
торной сварки металлов малых толщин оказывают влияние колебания
сетевого напряжения. Однако практически шовную сварку произво-
дят при ширине перекрытия точек, равной 0,5—0,7, и поэтому герме-
тичность сварных швов в таких случаях получается высокой и впол-
не отвечающей всем техническим требованиям. В течение несколь-
ких лет производили шовную сварку весьма ответственных изделий
из бронз и аустенитных сталей малых толщин на шовных машинах
ШКМ-2 и ШКМ-4, не имеющих стабилизации напряжения зарядки
конденсаторов и работающих в условиях завода при колебаниях се-
тевого напряжения от — (5 — 8%) до 4- (4—5%). Ниже приво-
дятся основные данные исследований шовной конденсаторной свар-
ки некоторых металлов малых толщин.
Шовная сварка бронз и латуней. В настоящее
время шовные конденсаторные машины нашли применение в при-
боростроении для сварки бронз малых толщин, обеспечивая при
этом получение высококачественных вакуумно-плотных швов.
Сварные швы Имеют хороший внешний вид, но при их выполнении
наблюдается незначительное прилипание роликов (из медных спла-
вов ЭВ, МЦ5, МЦ5А, ЛЦ5Б) к поверхностям свариваемых де-
талей. Однако указанное явление не оказывает существенного
влияния на качество сварных швов и, как правило, вполне допус-
тимо. Наиболее полно исследована шовная конденсаторная сварка
на машинах ШКМ-2, ШКМ-4 и МРК-1 бериллиевых бронз Бр. Б2
и Бр. Б 2,5 малых толщин, которые широко применяются при из-
готовлении мембран для различных чувствительных приборов.
В табл. 39 приведены режимы шовной сварки на машинах ШКМ-2
и МРК-1 бериллиевой бронзы Бр. Б 2,5 толщиной от 0,09 до
0,5 лои, при которых получаются весьма прочные и герметичные швы,
имеющие незначительные зоны термического влияния и вмятины.
Высококачественные швы получаются и при конденсаторной
сварке латуни Л62 малых толщин (табл. 40). При этом процесс об-
разования сварных швов протекает без прилипания роликов к по-
верхности деталей и требует несколько меньших, чем при сварке
бронзы Бр. Б 2,5, значений энергии Ак.
Исследованиями автора установлена хорошая свариваемость ла-
туней других марок малых толщин (Л59 и Л68), и, хотя данные эти
носят предварительный характер, можно не сомневаться в целесо-
образности внедрения шовной конденсаторной сварки латуней.
Шовная сварка медно-никелевых спла,-
в о в. Первые опыты, проведение автором по свариваемости медно-
никелевых сплавов малых толщин на шовных машинах серии ШКМ,
показали вполне удовлетворительные результаты.
14*
211
В числе свариваемых медно-ничелевых сплавов могут быть на-
званы мельхиор и нейзильбер МНЦ 15-20. Это однако не исключает
возможности шовной сварки ряда других сплавов данной группы.
Шовная сварка хромоникелевых аустенит-
ных сталей. При шовной конденсаторной сварке обеспечива-
ется хорошая, а в некоторых случаях и отличная свариваемость
деталей малых толщин, изготовленных из хромоникелевых аустенит-
ных сталей (ОХ18Н9, 1Х18Н9, 1Х18Н9Т и др.). Особо следует от-
метить весьма высокое качество швов, получаемых при сварке на
машинах серии ШКМ. Сварные соединения имеют высокие прочност-
ные и коррозионные свойства и весьма высокую плотность, хороший
вид и незначительную зону термического влияния.
Таблица 40
Режимы шовной конденсаторной сварки латуни Л62 малых толщин
иа машине ШКМ-4
Толщина пакета листов, мм Режим сварки
Емкость кон- денсаторов, мкф Напряжение зарядки, в Коэффициент трансформации Усилие сжатия, кГ
0,14-0,1 50 600 120 35
0,24-0,2 50 700 120' 40
0,3+0,3 70 600 90 43
0,4+0,4 190 600 90 60
0,5+0,5 250 600 90 65
Примечание. Ширина рабочей части обоих роликов из высокоэлектропровод-
ных медных сплавов—2,8 мм\ количество импульсов в секунду—12,5; скорость
сварки—0,3 м/мин.
Процесс шовной конденсаторной сварки деталей малых толщин,
изготовленных из аустенитных сталей некоторых марок, сопровож-
дается образованием в местах контакта деталь — деталь небольшого
количества весьма мелких выплесков, которые, однако, не снижают
качества сварки и безопасны для персонала, обслуживающего шов-
ные машины. Количество указанных выплесков может быть сниже-
но за счет более мягкого режима сварки и увеличения коэффициен-
та трансформации сварочного трансформатора, а также приме-
нения комбинированного цикла сварки (см. 99).
В настоящее время хорошо исследована шовная конденсаторная
сварка на машинах ШКМ-2 и ШКМ-3 стали 1Х18Н9Т толщиной от
0,1 до 0,6 мм-, рекомендуемые режимы сварки приведены в табл. 41.
При шовной конденсаторной сварке аустенитных сталей малых
толщин необходимо применять ролики из высокоэлектропроводных
медных сплавов.
Шовная сварка низкоуглеродистых ста-
лей (не более 0,1—0,15% С) успешно производится на шовных ма-
шинах.
Сварные швы на сталях марок Ст. 1 и Ст. 2, 0,8 и 10 малых тол-
щин имеют очень хороший внешний вид и незначительную зону
1212
термического влияния, что выгодно отличает их от швов, выполня-
емых на контактных машинах переменного тока. Это преимущество
шовной конденсаторной сварки и должно сыграть роль в будущем,
когда будет организован выпуск относительно недорогих шовных
конденсаторных машин для сварки цветных и других металлов.
Таблица 41
Режимы шовной конденсаторной сварки стали 1Х18Н9Т малых толщин
на машинах ШКМ-2 и ШКМ-3
Режим сварки
Толщина пакета листов, мм д S га U н ° 83 д д-е- S Ф * ш ч а? Напряжение зарядки, в Коэффициент трансформа- ции Количество импульсов в секунду Усилие сжа- тия, кГ Скорость сварки, м/мин
Сварка на машиь е ШКМ-2 (ширина | )абочей части обоих ЭОЛИКОВ—2 2,0 мм)
0,1+0,1 20 600 150 6,25 50 0,55
0,2+0,2 40 600 150 6,25 55 0,55
0,3+0,3 90 600 150 6,25 55 0,55
0,4+0,4 120 700 125 6,25 65 0,45
Сварка на машине ШКМ-3 (ширина рабочей части обоих роликов— 2,5 мм)
0,1+0,1 20 600 150 6,25 40 0,4
0,2+0,2 30 600 120 12,5 50 0,63
0,3+0,3 40 600 150 12,5 55 0,63
0,4ч 0,4 100 600 150 12,5 50 0,63
0,5+0,5 150 700 150 12,5 55 0,63
0,6+0.6 200 800 120 12,5 60 0,63
Примечание. Ролики из высокоэлектропроводных медных сплавов; обезжи
ривание деталей ацетоном.
м
Шовную конденсаторную сварку низкоуглеродистых сталей сле-
дует выполнять роликами из высокоэлектропроводных медных спла-
вов. При сварке этих сталей, как правило, не требуется зачистка
поверхностей.
Режимы шовной сварки стали 10 малых толщин приведены в
табл. 42 и могут также служить основой для разработки режимов
сварки низкоуглеродистых сталей.
Шовная сварка различных металлов и
сплавов.
Автором исследована шовная конденсаторная сварка многих,
не рассмотренных выше, металлов малых толщин.
Исследования и опыт внедрения показали вполне удовлетвори-
тельную свариваемость никеля и некоторых его сплавов (инвар и
элинвар) на шовных конденсаторных машинах, что свидетельствует
о целесообразности широкого внедрения этого способа сварки в
213
приборостроении и радиотехнике. Кроме того, получены удовлетво-
рительные результаты при шовной сварке циркония, титана, тан-
тала, ниобия. Несомненно, что способ шовной конденсаторной свар-
ки может обеспечить получение высококачественных соединений
многих других материалов и сплавов.
о Таблица 42
Режимы шовной конденсаторной сварки стали 10 малых толщин
на машинах ШКМ-2 и ШКМ-4
Толщина пакета листов, мм Режим сварки
Емкость кон- денсагирив, мкф Напряжение to * ч ж в “0 Коэффициент тоаисФоома- цни Количество импульсов в секунду Усилие сжа- тия. кГ Л о с с bi и сварки, м/мин
Сварка на машине ШКМ-2 (ширина рабочей части обоих роликов—2,5 jmju)
0,05+0,05 10 600 125 12,5 26 0,48
0,1+0,1 30 600 125 12,5 30 0,48
0.2+0,2 50 700 125 12,5 32 0,48
0,3+0,3 60 800 125 12,5 34 0,48
0,4+0,4 90 800 100 12,5 34 0,48
0,05+0,4 20 600 125 12,5 36 0,48
Сварка на машине ШКМ-4 (ширина рабочей части обоих роликов—3,0 мм)
0,05+0,05 10 600 180 12,5 35 0,45
0,1+0,1 20 600 180 - 12,5 35 0,45
0,2+0,2 40 600 180 12,5 45 0,45
0,3+0,3 50 700 180 12,5 50 0,45
0,4+0,4 170 600 180 6,25 60 0,25
0,5+0,5 200 700 150 6,25 65 0,25
0,7+0,7 250 900 150 6,25 75 0,25
Примечание. Р( bob; обезжиривание элики изготовлены и деталей ацетоном. - *s. 3 ВЫСОКОЙ тектропров одных мед ных сила-
Шовная сварка металлов неравных тол-
щин. Возможность осуществления шовной сварки металлов не-
равных толщин имеет особо важное значение для выполнения ряда
соединений из аустенитных сталей и некоторых других сплавов.
Известно, что уже давно осуществлена шовная сварка сталей
при соотношении толщин менее 1 : 3. Однако часто необходимо
получать шовные соединения при соотношении толщин свариваемых
деталей 1 : 30, 1 : 50 и т. д.
Первые исследования позволили автору сделать вывод, что шов-
ной конденсаторной сваркой можно обеспечить получение качест-
венных соединений при большом соотношении толщин деталей не
только при сварке низкоуглеродистых сталей, но и в ряде других
случаев [83]. Однако это ни в коей мере не означает, что можно осу-
214
ществить шовную конденсаторную сварку металлов при произволь-
ной толщине более тонкой детали, так как именно от величины по-
следней в основном зависит не только режим сварки, но также вы-
бор наиболее рационального способа контактной сварки.
Дальнейшие опыты по шовной конденсаторной сварке металлов
неравных толщин L83], проведенные автором и С. И. Семергеевым,
а также исследования шовной сварки аустенитной стали 1Х18Н59Т
(Н) на жестких и мягких режимах, выполненные Б. Д. Орловым и
П. Л. Чулошниковым [95], показали, что способ конденсаторной
шовной сварки наиболее рационален, когда более тонкая деталь
имеет толщину до 0,25 мм.
Анализ особенностей процесса конденсаторной сварки и иссле-
дования [95] показали, что при жестких режимах шовной сварки
металлов неравных толщин:
1) температурное поле и форма сварного соединения опреде-
ляются в основном электрическим полем и распределением источни-
ка тепла, характерным для момента включения сварочного тока;
2) пластическая деформация свариваемых деталей незначитель-
на, так как площади контактов практически не изменяются, и по-
этому здесь имеет место стационарное электрическое поле, при ко-
тором предполагается постоянство мест максимальных плотностей
тока и максимальных температур вплоть до местного расплавления
металла шва;
3) значительная часть тепла выделяется в контактах деталь —
деталь, а весьма малое время контактирования рабочей части ро-
лика с тонкой деталью обусловливает минимальный отвод тепла в
этот ролик и практически исключает его влияние на формирование
сварного шва;
4) расплавление металла в местах максимального нагрева и об-
разование литого ядра шва детали может происходить только при
достаточно мощных импульсах сварочного тока и высоких его плот-
ностях. В этом случае следует предпочитать более узкие зоны кон-
тактирования рабочей поверхности ролика с тонкой деталью;
5) каждой толщине и марке металла тонкой детали соответству-
ют наиболее эффективные величины сварочного тока и длительности
его протекания, при которых обеспечиваются наиболее благоприят-
ные условия формирования сварного шва. Например, при сварке
Стали 1Х18Н9Т (Н) толщиной 0,15—0,2 мм с такой же сталью тол-
щиной 2,5—5,0 мм (по режимам, приведенным в табл. 44) хорошие
результаты получаются, когда амплитуда сварочного тока равна 5000 —
5500 а и длительность его импульса — 0,004—0,005 сек.
В соответствии с изложенными положениями при шовной конден-
саторной сварке металлов неравных толщин особое внимание следу-
ет уделять выбору наиболее рациональной формы и размеров рабо-
чей части роликов, а также материала, из которого они изготовля-
ются.
Во всех случаях со стороны детали большой толщины следует
215
chipmaker.ru
устанавливать ролики из меди или ее высокоэлектропроводных
сплавов с плоской гладкой поверхностью значительной ширины
(8—12 мм и более). Это позволяет предотвратить не нужное для про-
цесса образования сварного шва выделение тепла в контактах ро-
лик — деталь большой толщины.
Важным является выбор формы и размеров рабочей части роли-
ков со стороны детали малой толщины, от которых в значительной
степени зависит характер температурного поля в свариваемых де-
талях. Существенное влияние на характер процесса шовной конден-
саторной сварки металлов неравных толщин оказывает материал
рабочей части ролика со стороны тонкой детали. Лучшими материа-
лами являются кадмиевая медь, а также сплавы МЦ4 и МЦ5Б, ко-
торые обладают не только сравнительно высокой тепло- и электро-
проводностью, но и значительной твердостью. Эти свойства ре-
комендуемых сплавов обеспечивают продолжительное сохранение
формы и размеров рабочей части роликов, а также предотвращают
возможность их прилипания к поверхностям тонких деталей.
При шовной конденсаторной сварке деталей неравных толщин
со стороны тонкой детали рациональной формой рабочей части ро-
ликов является сферическая с радиусом сферы порядка 6—В мм и
шириной около 3,5 мм. В некоторых случаях вполне применимы
ролики с нормальной рабочей поверхностью (см. рис. 81). Однако
в целом вопрос о наиболее рациональной форме и размерах рабочей
части роликов для приварки тонких деталей еще достаточно не ис-
следован. Поэтому пока невозможно дать обоснованные рекомен-
дации.
При шовной сварке металлов неравных толщин выбор оптималь-
ных значений амплитуды импульса сварочного тока и длительности
его протекания следует производить опытным путем. В этом слу-
чае необходимо учитывать то, что тепловой эффект пропорционален
квадрату силы тока и первой степени времени его протекания; за-
висимости, приведенные на рис. 19, иллюстрируют влияние на них
различных параметров режима шовной конденсаторной сварки.
В табл. 43 приведены режимы шовной сварки на машине
ШКМ-3 деталей неравных толщин из низкоуглеродистой стали 10 и
аустенитной стали 1Х18Н9Т, а в табл. 44— аустенитной стали
1XI8H9T (Н).
Для более полного выяснения особенностей шовной сварки ме-
таллов неравных толщин необходимо проведение дальнейших ис-
следований и более четкое определение области применения жест-
ких и мягких режимов сварки, а также целесообразно разработать
шовные машины с весьма широким диапазоном регулирования ре-
жимов сварки.
Заканчивая рассмотрение основ технологии шовной конденса-
торной сварки металлов малых толщин, следует указать, что
этот технологический процесс является новым и мало исследо-
ванным.
216
Таблица 43
Режимы шовной конденсаторной сварки сталей неравных толщин
на машине типа ШКМ-3
Режим сварки Ролики, мм
К верхний НИЖНИЙ
Свариваемые толщины, мм * о ёй g £•©- s S £ Ш Ч Напряжена зарядки ко денсаторов, в Коэффицне трансформа ции Усилие см тия, кГ Ширина Радиус сферы Ширина Радиус сферы
Сталь 1Х18Н9Т
0,11+0,5 150 600 240 25 2 20 4 50
0,11+1,5 180 800 240 25 2 20 10 100
0,11+3.0 200 800 240 25 2 20 10 100
Сталь 10
0.1+ 2 120 600 240 30 2 20 10 100
0,1+10 200 800 200 30 2 20 10 100
Примечание. Число импульсов тока в секунду — 6,25; скорость сварки —
0,32 м/мин-, диаметр роликов 60—70 мм.
Таблица 44
Режимы шовной конденсаторной сварки стали 1Х18Н9Т (Н) неравных толщин
на машине МШП-100 [95]
Толщина пакета листов, мм Режим сварки
Емкость конденса- торов, мкф Напряже- ние за- рядки, в Ампли- туда свароч- ного тока, ка Частота импульса сварочного тока, пер/сек Длитель- ность им- пульса сварочно- го тока, сек Уси- лие сжа- тия, кГ Ско- рость свар- ки, м/мин
0,15 + 2,5 400 700 5,0 25 0,004 50 0,6
0,15 + 5,0 40Э 700 5,0 25 0,004 50 0,6
0,2 + 3,0 400 800 5,5 20 0,005 60 0,5
0,2 + 5,0 400 800 5,5 20 0,005 60 0,5
Примечание. Питание машины МШП-100 от зарядио-разрядного устройства
шовной конденсаторной машины МРК.-3.
Со стороны тонкой детали — электроды из кадмиевой меди диаметром 100 мм
и радиусом сферы 10 мм.
ОСНОВЫ ТЕХНОЛОГИИ СТЫКОВОЙ КОНДЕНСАТОРНОЙ СВАРКИ
Общие положения. Стыковые соединения могут выполняться
сваркой оплавлением и сопротивлением.
Стыковой конденсаторной сварке присущи следующие положи-
тельные качества:
217
chipmaker.ru
1) высокая стабильность процесса, которая обеспечивается стро-
гой дозировкой энергии при выполнении сварочных операций;
2) локализация нагрева в местах сварки;
3) незначительная мощность, потребляемая от сети.
Стыковая конденсаторная сварка сопротивлением (см. рис. 8,в)
имеет много общего с точечной конденсаторной сваркой, и часто
некоторые типы стыковых соединений (см. рис. 97 и 99) выполняют-
ся на точечных машинах. До последних лет этот способ сварки не
находил применения, хотя о возможности его осуществления было
известно 172]. Теперь же можно уверенно говорить о большом
значении этого способа сварки при изготовлении различных дета-
лей в вело- и автомобилестроении, а также в радиотехнической про-
мышленности.
Стыковая конденсаторная сварка сопротивлением во многом
сходна со сваркой сопротивлением на однофазных машинах [30].
Технология ударной конденсаторной сварки оплавлением. Ря-
дом отечественных и зарубежных ученых были исследованы спосо-
бы ударной конденсаторной сварки оплавлением. В области теории и
экспериментального исследования процесса ударной конденсатор-
ной сварки значительной является работа японского ученого Такези
Окамото [93].
Технология ударной конденсаторной сварки медных, алюмини-
евых и некоторых других проводов была исследована П. И. Евти-
феевым [38]. Кроме того, под его руководством во ВНИИЭСО разра-
ботаны первые промышленные универсальные машины для ударной
конденсаторной сварки проводов из цветных и черных металлов
[1291.
Работами Н. С. Сиунова и М. А. Сергеева [109, ПО, 111] уста-
новлены некоторые закономерности процесса ударной конденсатор-
ной сварки, даны формулы для выбора основных параметров ма-
шин, а также намечены предпосылки для расчета тепловых процес -
сов при этом способе стыковой сварки.
В Институте электротехники АН УССР [82, 84, 1231 проведены
исследования ударной конденсаторной сварки соединений впритык
и некоторых других типов соединений (см. рис. ПО и 111), что
позволяет намного расширить область применения ударной кон-
денсаторной сварки оплавлением.
Физическая природа разряда конденса-
торов при ударной сварке оплавлением и
условия его возникновения. В настоящее время мож-
но считать установленным, что при ударной конденсаторной сварке
оплавлением источником тепла является электрическая дуга, кото-
рая возбуждается между торцовыми поверхностями соударяемых
деталей, а затем горит за счет запаса энергии разряжаемых при этом
конденсаторов.
Как показали исследования П. И. Евтифеева, характер разряда
конденсатора (см. рис. 4) в значительной степени влияет на проте-
218
какие процесса ударной сварки и формирование стыкового соедине-
ния.
При колебательном разряде конденсаторов процесс сварки но-
сит взрывной характер, сопровождается сильным звуковым эффек-
том и разбрызгиванием свариваемых металлов.
Зона расплавления незначительна по длине свариваемых метал-
лов, и соединения получаются высококачественными.
Особенностью ударной сварки при апериодическом разряде кон-
денсаторов является более спокойный процесс, сопровождающийся
не взрывом, а легким щелчком и сравнительно небольшим разбрыз-
гиванием частичек жидкого металла. Объем расплавляемого металла
свариваемых деталей на положительном и отрицательном полюсах
получается различным (значительно брльшим на положительном
полюсе), благодаря чему создаются благоприятные условия для
сварки деталей неравных сечений и из разнородных металлов.
При ударной конденсаторной сварке процесс образования сты-
кового соединения происходит в два этапа:
I — начинается с момента возбуждения дуги между торцовыми
поверхностями сближающихся деталей, после чего дуга горит,
нагревая и оплавляя на некоторую глубину торцы свариваемых
деталей;
II — начинается с момента соударения разогретых и оплавлен-
ных торцов деталей, которые сдавливаются за счет сил инерции под-
вижной части механизма ударной машины и усилия сжатия его пру-
жины; затем при остывании металла образуется монолитное свар-
ное соединение.
Если указанные этапы не протекают в строгой последовательно-
сти, то наблюдаются нарушения процесса формирования сварного
соединения.
Процесс горения дуги не должен заканчиваться раньше момента
соударения деталей, так как оплавленные торцы деталей охлажда-
ются и процесс сварки оказывается невозможным. В случае же
преждевременного соударения деталей нагревание их торцов будет
недостаточным и сварное соединение также не получится. Кроме
того, в последнем случае часть энергии конденсаторов будет из-
расходована на тепловые потери в сварочном контуре машины (пос-
ле его закорачивания при соударении деталей).
Рассмотренные особенности ударной сварки часто затрудняют
ее выполнение и являются одним из основных недостатков.
Исследования Н. С. Сиунова и М. А. Сергеева [1111 показали,
что условия зажигания дуги при ударной и дуговой сварке весьма
отличны.
При дуговой сварке [19, 118, 1201 возбуждение дуги обычно про-
изводится путем отрыва электрода от поверхности металлической
детали. В этом случае величина напряженности электрического поля
в месте их разрыва составляет около Ю8 в!см и процесс возбуждения
дуги можно объяснить действием автоэлектронной эмиссии.
219
chipmaker.ru
При ударной конденсаторной сварке имеет место замыкание
цепи тока, и поэтому в данном случае с помощью теории автоэлект-
ронной эмиссии [50, 107] нельзя полностью объяснить явление возбу-
ждения дуги.
Сближением деталей при ударной сварке обусловливается изме-
нение величины переменной емкости которая характеризует
промежуток между торцами этих деталей, причем уменьшению дли-
ны указанного промежутка соответствует увеличение емкости (при
этом напряжение на ней остается
постоянным). Как видно из иссле-
дований [111], необходимая для
возбуждения дуги напряженность
поля (порядка 107 в/см) при удар-
ной сварке достигается для значе-
ний Uс = 200 в в том случае, когда
расстояние между торцами сближа-
емых деталей составляет около
2 • 10~5 см. Однако при этом дуговой
Рис. 125. Осциллограмма напряже- разряд наступает не сразу, а не-
ния на конденсаторе uCi напряже- сколько позже, так как еще тре-
ния на дуге ид и разрядного тока буется некоторый промежуток вре-
конденсатора при ударной конден- мени для формирования разряда.
саторной сварке [109]. Возбуждение дуги при удар-
ной конденсаторной сварке устой-
чивее, когда в момент соприкосновения деталей на микроскопи-
ческих выступах их торцовых поверхностей выгорают и испаряются
частички металла, которые заполняют пространство между соударяе-
мыми деталями и способствуют развитию дугового разряда за счет
термоэлектронной эмиссии. Выгорание и испарение частичек ме-
талла микровыступов должно происходить до наступления полного
контакта их в месте соударения деталей.
При ударной сварке для определенных параметров разрядной
цепи конденсаторов оказывается возможным возбуждение дуги
благодаря термоэлектронной эмиссии. В частности, ее действие про-
является сильнее при больших значениях тока разряда и переход-
ного контактного сопротивления, так как это способствует более
интенсивному выгоранию и испарению указанных выше микровы-
ступов. Поэтому при прочих равных условиях возбуждение дуги
облегчается с ростом напряжения зарядки конденсаторов и умень-
шением сопротивления разрядного контура.
Осциллографирование [109] показывает, что при ударной сварке
напряжение «с (рис. 125) на концах деталей перед их соударением
равно напряжению Uc конденсаторной батареи. В момент начала
процесса разряда конденсаторов (точка Г) кривая напряжения между
торцами свариваемых деталей иа почти мгновенно падает до нулевого
значения (точка 2). После этого в интервале между точками 3 и 4
дуга горит, а затем гаснет. Если к этому моменту конденсаторы не
220
успевают полностью разрядиться, то их глубокий разряд заканчи-
вается после гашения дуги. Характер изменения разрядного тока
ip при ударной сварке показан также на рис. 125 (/р.т — максималь-
ное значение разрядного тока).
Некоторые рекомендации по выбору ос-
новных параметров режима ударной свар-
ки. В результате проведенных исследований и опыта внедрения
ударной конденсаторной сварки металлов малых сечений установ-
лено, что в зависимости от марки металла, сечения и формы торцов
свариваемых деталей, а также ряда других факторов (напряжение
зарядки и емкость конденсаторов, прочность, характер разряда кон-
денсаторов) скорость соударения торцов деталей должна составлять
от 0,5 до 2,5 м!сек. Однако рекомендовать оптимальные величины
указанных скоростей для конкретных условий сварки, марки метал-
лов и их сечений пока нельзя из-за отсутствия опытных данных.
Поэтому обычно скорости соударения деталей подбирают близки-
ми к указанным выше значениям, а также с учетом формулы (77).
При расчетах длины оплавления /оп (в см) следует пользоваться
следующей формулой [1091:
«опСр^д^С-^д)
ЯУсТк1д
(159)
где q — площадь поперечного сечения свариваемых проволок, смг;
Uд — наряжение дуги, в;
— время горения дуги, сек,
т — постоянная времени разрядного контура с . сопротивлени-
ем Rp, сек.
Коэффициент оплавления коп при ударной конденсаторной сварке
может быть определен по формуле Н. С. Сиунова и М. А. Сергеева
[1111:
с'с.д<7Ус7’к
‘'с.Л’Г' к
(160)
где ос.д — скорость сближения соударяемых деталей, см!сек.
Устойчивое развитие дуги при ударной конденсаторной сварке
характеризуетсй следующей зависимостью [НИ:
Указанные формулы являются основными при расчетах ударных
конденсаторных машин и технологии сварки на них. Некоторые
данные об ударной конденсаторной сварке приведены в работах
[93, 109; ПО, 1111.
Режимы ударной кондесаторной сварки
и свойства выполняемых ею соединений.
221
chipmaker.ru
В работеП. И. Евтифеева [381 приведены режимы сварки и рассмотре-
ны свойства соединений, в основном, из медных и алюминиевых
проводов диаметром 1,6—5,0 мм.
Режимы ударной сварки медных проводов с медными и алюмини-
евых с алюминиевыми приведены в табл. 45, а медных с алюминие-
выми — в табл. 46. В них также указаны результаты испытаний
сварных соединений, которые проводились на определение коли-
чества перегибов под углом 180° до разрушения образцов. Резуль-
таты испытаний показывают, что наиболее прочными оказались
сварные соединения медных проводов с медными.
Таблица 45
Режимы стыковой ударной конденсаторной сварки медных (Ml) и алюминиевых
проводов диаметром 1,6—5,0 мм [38]
Диаметр прово- да, мм Сечение прово- да, мм3 Режим сварки Результаты механи- ческих испытаний
Емкость конден- саторов, мкф Напря- жение зарядки, е Стати- ческое усилие осадки, кГ Устано- вочная длина, мм Зазор между концами сваривае- мых про- водов, мм Разру- шающая наг рузка при рас- тяжении, кГ Количе- ство пе- регибов иа 180*
Медные провода
1,6 2,01 256 900 140 3,5 14 ,— 12—14
2,0 3,14 380 1000 140 3,0 15 — 11—1-5.
2,8 6,17 380 1400 150 3,0 16 -— 10—12
3,0 7,07 1200 800 120 10,0 5 182 —_
540 1300 160 ’ 9,0 8 184
440 1500 180 3,5 16 9—12
3,2 8,04 550 1500 180 3,5 14 — 8—10
Алюминиевые провода
2,8 3,5 Режимы 6,17 1 9,62 стыковой 250 550 ударной провод 1 1400 1500 конденсат ами диам 1 160 170 орной сва етром 2,5 1 й рки медн! —5,0 мл 9 14 >ix (Ml) [38J 1 = Табл с алюм | 7—8 6—7 ица 46 шиевым»
Режим сварки Результаты меха- нических испытаний
Диаметр провода, мм Сечение провода, мм2 Емкость конден- саторов, мкф Напря- жение зарядки, Стати- ческое усилие осадки, кГ Устано- вочная длина, мм Зазор между конту- рами сваривае- мых про- водов. ММ Разру- шающая нагрузка при рас- тяжении, кГ Количе- ство пе- регибов иа 180®
2,5 2,8 2,8 3,5 5.0 4,91 6,16 6,16 9,62 19,62 256 256 260 550 1000 1100 1400 1400 1500 1500 150 150 150 160 175 -3,5 4,0 8,0 4,0 4,0 14 10 15 12 14 51 7—8 7—8 6—7 5—6
222
Зависимости Ак = f(q) и ак = <р(г?) (рис. 126), построенные по
данным табл. 45 и 46, при ударной конденсаторной сварке медных
проводов с медными и алюминиевых с медными показывают, что,
во-первых, на сварку проводов сечением 8—20 мм2 расходуется
энергия Лк порядка 600—1100 вт-сек (это позволяет выполнять ее
на маломощных конденсаторных машинах), а, во-вторых, удельный
расход энергии ак составляет около 50—60 вт-сек/мм2. Последние
Рис. 126. Зависимости накопленной в конденсаторах энергии Ак и
удельной ее энергии ак от сечения q при ударной конденсаторной
сварке проводов:
а—медных с медными; б — алюминиевых с медными.
значения для ак отличаются от приведенной в работе 11] величины—
4,5 вт-сек/мм2, которую, как выяснилось в результате проведенных
опытов, а также данных нескольких заводов, следует считать явно
заниженной и не пригодной для ориентировочных расчетов. Поэто-
му практически такие расчеты следует производить с учетом того,
что значения ак при соединении деталей одинаковых сечений состав-
ляют примерно 50 вт сек/мм2. Когда сваривают металлы неравных
сечений, значения QK получаются большими.
При ударной конденсаторной сварке медных проводов с медны-
ми и алюминиевых с медными диаметром 1,6—5,0 мм соединения
получаются не только высокопрочными, но также имеют весьма не-
значительную зону термического влияния и получаются без каких-
либо дефектов (пор, раковин, трещин). Максимальная плотность
сварочного тока на оптимальных режимах составляет около 2000—•
3000 а/мм2, а скорость сближения свариваемых проводов — 1,5—
2,0 м/сек 1381.
Исследования, проведенные автором в Институте электротехни-
ки АН УССР, показали, что по новым технологическим схемам
ударной конденсаторной сваркой (см. рис. 110 и 111) могут соеди-
няться многие металлы. Было также установлено, что этот способ
при сварке в стык и впритык наиболее целесообразно применять в
тех случаях, когда конденсаторная сварка сопротивлением не обеспе-
чивает получения надежных и прочных соединений. Целесообраз-
223
chipmaker.ru
но производить в стык и впритык сварку тугоплавких металлов
между собой и с легкоплавкими металлами, алюминия и его спла-
вов с рядом других металлов.
К настоящему времени уже накоплен некоторый опыт исследо-
ваний и внедрения ударной конденсаторной сварки по разным
новым технологическим схемам. Так, в Институте электро-
техники АН УССР исследована ударная конденсаторная приварка
проводов из меди и нескольких ее сплавов, а также никеля, нихро-
ма и нейзильбера диаметром от 0,6 до 1,5 мм к листовым материалам
из тех же и некоторых других металлов толщиной до 20 мм.
Таблица 47
Режимы ударной конденсаторной сварки иа прямой полярности впритык
проводов и пластин из различных металлов
Проволока Толщина пластин, мм Режим сварки Разрушаю- щие на- грузки на стык (нз партий по 10—20 об- разцов), кГ
Дна- метр, мм Сече- ние, мм2 Емкость конден- саторов, мкф Напря- жение зарядки, в Усилие сжатия пружины, кГ Устано- вочная длина, мм Зазор между концом прово- локи и пласти- ной, мм
Проволока из меди Ml к пластинам из меди Ml
1,5 1,77 2,6 3160 600 5 3,0 9 49,1—54,4 45,5
0,9 0,64 2,6 1080 500 5 . 1,5 10 14,5—15,7 14,9
0,6 0,28 2,6 940 600 5 1,5 10 7,4—8,2 7,7
Проволока из лату и и Л62 к пластинам из латуни Л62
0,82 0,65 0,53 0,33 2,0 2,0 840 640 500 500 5 5 1,5 1,5 10 10 21,6—22,5 22,1 12,4—14,5 13,80
Проволока из никеля Н1 к пластинам нз никеля Н1
0,8 0,5 2,8 700 520 15 1,5 20 23,0—23,4 23,2
Проволока из иихрома И15X60 к пластинам из нихрома Н15X60
0,4 0,13 0,2 600 300 1 1,5 9 9,9—10,0 9,9
Некоторые режимы ударной сварки, разработанные при указан-
ных исследованиях, приведены в табл. 47, где также даны прочно-
стные свойства сварных стыков. Как правило, сварные образцы’‘р^з-
224
рушались по основному металлу (проволоке), а в случаях, когда
толщина листов была примерно в 2—3 раза меньше диаметра прово-
дов, наблюдался вырыв из тела листов.
Проведенными исследованиями было также установлено, что
прочность соединений зависит от полярности на свариваемых дета-
лях.
На рис. 127 приведены зависимости разрывного усилия на стык
от сечения проволок, соединяемых с пластинами при ударной сварке
Рис. 127. Зависимость разрывного усилия на стык Рр от сечения привари-
ваемых проволок q и полярности на деталях при ударной конденсатор-
ной свар ке:
а— медных проводов с медными пластинами толщиной 2,6 мм: б — проводов из латуни
Л62 с пластинами из такой же латуни толщиной 2,0 мм; 1 — обратная полярность;
2 — прямая полярность.
при прямой и обратной полярностях. В обоих случаях при обратной
полярности (отрицательный полюс от батареи конденсаторов — на
пластине) прочность стыков несколько выше, чем при прямой по-
лярности, причем это проявляется тем значительнее, чем больше
сечение свариваемых проволок.
При дуговой сварке металлов на положительном полюсе (аноде)
обычно выделяется большее количество тепла, чем на отрицатель-
ном (катоде), и температура анодного пятна выше катодного [50,
120]. Распределение тепла, выделяемого дугой при ударной конден-
саторной сварке однородных металлов при обратной полярности,
происходит следующим образом. Здесь на концах проволок разо-
грев участков металла будет значительней, чем в зоне сварки на
пластинах, так как в последних большая часть тепла отводится в их
массу. На проводах тепло может распространяться в направлении
осей, что способствует нагреву из концов. Условия для формирова-
ния сварного соединения лучше, чем при прямой полярности,
и прочность их оказывается выше (это также наблюдалось при
сварке проводов и пластин из нихрома, никеля и др.). На основании
указанного анализа и приведенных данных можно сделать вывод,
что практически ударную конденсаторную сварку проводов и пла-
стин из однородных металлов наиболее целесообразно выполнять
на обратной полярности.
225
chipmaker.ru
Ударную конденсаторную сварку проводов и пластин из раз-
нородных металлов целесообразней выполнять на прямой поляр-
ности. Это обнаружилось, например, при исследовании сварки про-
волок из бронзы Бр. КМц 3,5-1 с пластинами из бронзы Бр. Б 2,5
толщиной 0,5 мм (рис. 128,а). Указанное явление объясняется зна-
чительной разницей в теплопроводности металлов (у бронзы Бр.
КМц 3,5-1 она в 2 раза меньше). Поэтому для достаточного прогре-
ва металла в местах сварки на пластинах (из более теплопроводной
бронзы Бр. Б 2,5) и покрытия отводов тепла в их массу необходимо,
чтобы на пластинах нахо-
дилось анодное пятно. В
случае обратной полярно-
сти металл пластин в зоне
сварки не прогреется до-
статочно и прочность соеди-
нений получится меньшая,
чем при прямой полярно-
сти. Т акая закономерность
Рис. 128. Зависимость разрывного усилия на
стык Рр от сечения привариваемых прово-
лок q и полярности на деталях при ударной
конденсаторной сварке:
а — проводов из бронзы Бр.КМц 3.5-1 с пластинами
из бронзы Бр.Б 2,5 толщиной 0,5 мм; б — проводов
из нихрома Н15Х60 с пластинами из стали 65Г тол-
щиной 1.0 мм; 1 — прямая полярность; 2—обратная
полярность.
имеет место и при удар-
ной сварке проводов из ни-
хрома Н15X60 с пластина-
ми из стали 65Г (рис. 128,6).
Важным вопросом при
приварке проводов к пла-
стинам и деталям других
конфигураций является
форма концов проводов. Ис-
следованиями Института электротехники АН УССР установлено,
что одной из лучших форм является заострение их концов под уг-
лом 120°. При этом имеет место более стабильное возбуждение дуги
и может быть снижено количество энергии, необходимое для сварки.
Ударная конденсаторная сварка по новым технологическим
схемам уже внедрена Институтом электротехники АН УССР на
ряде заводов. Так, например, впервые в мировой практике в 1958 г.
на одном из часовых заводов была внедрена ударная конденсатор-
ная приварка ножек к циферблатам часов [82].
Циферблат наручных и карманных часов имеет два штифта или
ножки, с помощью которых он крепится двумя винтами к корпусу.
Ножки с циферблатом соединяются посредством пайки твердыми
припоями (на серебряной основе) типа ПСР 45-70.
В циферблате, изготовленном из сплава томпак толщиной 0,5 мм,
специальным штампом выдавливаются два небольших углубления,
соответствующих положению ножек. Ножки из медной проволоки
имеют форму правильного цилиндрика диаметром около 0,85 мм
и длиной до 2 мм. На специальных приспособлениях их запрессовы-
вают в углубления на циферблате. После этого циферблат помеща-
ют на столе ножками вверх и на каждую из них вручную (пинцетом)
226
одевают небольшое кольцо из серебряной проволоки, служащей
припоем, а место пайки смазывают флюсом в виде пасты (тетрафтор-
борат калия или натрия). Пайка циферблатов с ножками произво-
дится в муфельных электропечах.
В 1953 г. автор предложил использовать для крепления ножек
к циферблату часов весьма эффективный по сравнению с пайкой
способ конденсаторной сварки с разрядом конденсатора через
трансформатор. На ряде часовых заводов для этих целей используют-
ся модернизированные машины типа ТКМ-4.
В результате наблюдений, экспериментальных исследований
и теоретического анализа (821 выяснилось, что способ конденсатор-
ной приварки ножек к циферблату часов с использованием разряда
конденсатора через трансформатор, хотя и обладает ценными пре-
имуществами по сравнению с пайкой, все же не является совершен-
ным, т. к. сварка материалов в данном сочетании (медь и томпак)
протекает недостаточно стабильно.
Лучшие результаты получаются в том случае, если для соедине-
ния ножек с циферблатом часов используется способ ударной кон-
денсаторной сварки. Это подтверждается данными, приведенными
в табл. 48 [82].
Таблица 48
Сравнительные данные по усилиям при разрыве (в кГ) образцов деталей часов,
сваренных разными способами (по 10 шт. в каждой партии)
Ударная конденсаторная сварка
Обратная полярность j Прямая полярность
Сварка на модернизированной
машине типа ТКМ-4
19,9 16,6 1,1
20,0 17,6 0,95
19,7 17,3 2,4
19,5 18,1 2,2
20,2 13,0 1,3
18,2 14,7 4,8
19,5 14,2 3,1
19,5 16,8 3,0
20,0 12,7 0,8
17,0 15,9 1,7
17.0—20,2
19,3
12,7—18,1
15,7
0,8—4,8
2,1
Способ ударной конденсаторной сварки также успешно исполь-
зован для приварки упрочняющих шариков к перьям авторучек
[123].
Высокое качество соединений получается при приварке плавких
вставок из свинцовой проволоки диаметром 0,75 и 1,2 мм к колпач-
кам предохранителей из латуни Л62 толщиной 0,2 мм. Из приведен-
ных в табл. 49 данных видно, что при испытаниях действием элек-
227
chipmaker.ru
трического тока все 100% сварных образцов перегорали вне мест
сварки и только 60—70% паяных образцов — вне мест пайки.
В зарубежной литературе [134, 145, 156] отмечаются различные
случаи успешного применения ударной конденсаторной сварки,
что свидетельствует о необходимости и целесообразности широкого
внедрения ее.
Таблица 49
Сравнительные данные испытаний действием электрического тока на соединения
плавких вставок с колпачками предохранителей, выполненных пайкой припоем
ПОС-40 и ударной конденсаторной сваркой
Пайка Ударная сварка
Ток плавления вставки, а Место перегорания вставки Ток плавления вставки, а Место перегорания вставки
Плавкая вставка диаметром 0,75 мм
11,2 Вне места пайки 10,9 Вне места сварки
11,0 То же 11,1 То же
П,1 > » 10,5 » »
Н,1 » » 10,8 » »
Н,1 » » 11,1 > »
10,0 » » 10,5 » >
10,1 » » 11,1 » »
8,6 В месте пайки 11,0 » »
9,8 То же 11,0 » »
8,6 » в 11,0 » >
Плавкая вставка диаметром 1,2 мм
18,5 Вне места пайки 17,5 Вне места сварки
19,1 То же 18,0 То же
18,7 » » 19,3 » »
17,9 » » 18,0 » »
19,2 18,5 » >>
18,3 » » 17,7 » »
14,6 В месте пайки 17,9 » »
15,2 То же 17,6 » »
16,5 » » 19,6
14,9 » » 17,8
Примечание. Материал плавких вставок — свинцовая проволока длиной 40 мм;
колпачков — латунь Л62; 6=0,2 мм.
3. Сведения по технологии конденсаторной сварки «сплавлением
в шарик». Схема конденсаторной сварки показана на рис. 129 (здесь
дроссель Др предназначен для регулирования величины разрядного
тока и формы его кривой).
П. И. Евтифеевым [39] на основе исследований было установ-
лено, что этим способом можно выполнять соединения из однород-
ных и разнородных металлических проводов. Удовлетворительное
качество соединений было получено при индуктивности дросселя
228
Рнс. 129. Электрическая схема
конденсаторной сварки «сплав-
лением в шарик» 139].
Рис. 130. Зависимость накоплен-
ной в конденсаторах энергии Ак
и удельной ее энергии ак от сече-
ния q медных проводов, свари-
ваемых «сплавлением в шарик»
при разряде конденсаторов.
в цепи разряда конденсаторов 0,008 гн и максимальном времени их
разряда 0,05 сек.
Кратковременность процесса при конденсаторной сварке «сплав-
лением в шарик» в значительной мере снижает степень окисления
сварных соединений и уменьшает зону
термического влияния.
При напряжениях зарядки конден-
саторов порядка 200—1500 в возбуж-
дение дуги начинается с пробоя воз-
душного зазора, величина которого
составляет около 0,013—0,5 мм. Под-
держивать постоянство указанного за-
зора весьма трудно, поэтому практи-
чески следует возбуждать дугу легким
соприкосновением угольного электро-
да с концами свариваемых деталей.
Полярность на концах деталей при
сварке «сплавлением в шарик» в зна-
чительной степени влияет на процесс формирования сварных сое-
динений, которые получаются оптимальными по 'форме и размерам
при прямой полярности.
В табл. 50 и 51 приведены разработанные П. И. Евтифеевым
[391 режимы конденсаторной сварки «сплавлением в шарик», из
которых, в частности, видно, что для
получения соединений медных и ни-
хромовых проводов сечением порядка
1,5 мм2 необходимо иметь батареи кон-
денсаторов емкостью до 8000 мкф и
заряжать их до 350—450 в. Это ука-
зывает на недостаток способа конден-
саторной сварки «сплавлением в ша-
рик». Аналогичный вывод можно сде-
лать, анализируя графики, показанные
на рис. 130, где приведена не толь-
ко зависимость энергии Ак от сечения
q медных проводов, но и зависимость
удельной энергии ак от q, которая
составляет около 300 вт • сек/мм2 и
таким образом в 5—6 раз превосхо-
дит средние значения ак при ударной
конденсаторной сварке (см. рис. 126).
Конденсаторную сварку «сплавле-
нием в шарик» наиболее целесооб-
разно применять для соединения металлов малых сечений (до несколь-
ких квадратных миллиметров), в том числе спаев термопар [139].
4. Технология стыковой сварки сопротивлением. Стыковая кон-
денсаторная сварка сопротивлением еще мало исследована. Впер-
22 S
вые в нашей стране и в мировой практике она была осуществлена
автором в 1952 г. [72, 73], когда на машинах ТКМ-2 и ТКМ-3 [73,
83] была внедрена в приборостроении сварка различных штифтов
небольших размеров в узлах фотоаппаратов «Киев» [73].
Таблица 50
Режимы конденсаторной сварки «сплавлением в шарик» медных и
нихромовых проволок
Свариваемые проволоки Режим сварки Диаметр сварной головки, мм
Количество и диаметр, мм Суммарное се- чение. ММг Емкость кон- денсаторов, мкф Напряжение зарядки, в
Медны е проволоки
584 X 0,05 1,15 8000 300 1,9
24 х 0,2 0,75 6600 200 1,4
35 X 0,31 2,64 6600 500 2,3
2 х 0,72 0,81 1700 500 1,1
2 х 0,72 0,81 7000 250 1,2
2 X 1,00 1,57 1700 680 1.7
2 X 1,00 1,57 8000 350 1.6
Нихроми вые проволоки
2 X 0,8 1,00 8000 400 1,3
2 X 1,0 1 1,57 8000 450 1,4
Таблица 51
Режимы конденсаторной сварки «сплавлением в шарик» медных и
нихромовых проволок между собой
Количество и диаметр (мм) свариваемых проволок Сучение свариваемых проволок, лш2 Режим сварки Диаметр сварной головки, мм
медных нихромовых медных нихро- мовых общее мкость конденса- торов, мкф Напряже- ние заряд- кн, в
10x0,31 1x0,6 0,75 0,28 1,03 6600 400 1,4
6x0,41 1x0,6 0,79 0,28 1,07 6600 350 1,4
2X0,72 1x0,6 0,81 0,28 1,09 6600 350 1,5
1X0,9 1x0,6 0,64 0,28 0,92 6600 250 1,5
1X1,0 1x1,0 0,79 0,79 1,58 8000 400 1.7
2х 1,0 1X1.0 1,57 0,79 2,36 8000 500 1.8
В 1958 Г. была успей IHO вн едренг на м ашинах ТКМ-6 к онденса
торная приварка крепежных болтов к декоративным деталям авто-
мобилей «Москвич-402», а затем «Москвич-407» (см. табл. 34).
За последние годы в нашей стране исследована и внедрена на
нескольких заводах стыковая конденсаторная сварка сопротивле-
нием узлов велосипедных рам *.
* Эта работа была проведена НИИТавтопромом (34), Институтом электро-
сварки им. Е. О. Патона АН УССР 196] и двумя заводами [98. 100].
230
По принятой на большинстве велосипедных заводов технологии
узлы велосипедных рам соединяются разными способами: пайкой
латунью, контактной стыковой сваркой в сочетании с пайкой токами
высокой частоты, а также дуговой сваркой. Однако эти способы
сварки связаны с расходом различных дорогих материалов и часто
весьма трудоемки. Применение же для соединения узлов велосипед-
ных рам обычной стыковой сварки сопротивлением 130] не дает
удовлетворительных результатов из-за значительных зон термичес-
кого влияния и перегрева стыков свариваемых труб.
Все перечисленные выше недостатки разных способов соединения
труб не имеют места при использовании для этих целей способа
стыковой сварки сопротивлением с трансформированием разрядного
тока конденсаторов. Преимущества конденсаторной сварки для
соединения узлов велосипедных рам заключаются в следующем:
незначительная зона термического влияния (порядка 0,05—0,1 мм);
высокая прочность стыков; низкая трудоемкость (в 10—12 раз мень-
ше, чем при пайке); относительная простота механизации; эконо-
мия материалов (припой, флюсы, газы).
Сварная велосипедная рама имеет по сравнению с паяной утол-
щенные на 0,25 мм стенки верхней и нижней труб, привариваемых
к головному узлу. В целом ее вес увеличен только на 60 г. Соедине-
ния труб в велосипедной раме выполняются под различными углами
(64, 68, 70 и 90°), и поэтому придание концам труб требуемых форм
выполняется точной штамповкой на отрезных штампах.
Режимы стыковой конденсаторной сварки узлов велосипедных
рам на машине НИИТавтопрома приведены в табл. 52, в ней также
указаны разрушающие усилия. При испытаниях на растяжение и
изгиб 134] сварные узлы велосипедных рам разрушались по целому
месту одной из труб.
В НИИТавтопроме [911 разработана стыковая конденсаторная
сварка остовов сидений автомобилей, для соединения которых до
сих пор применяется пайка латунью с помощью горелок и дуговая
сварка. В результате замены пайки остовов сидений автомобилей
конденсаторной сваркой снизились себестоимость и трудоемкость
их изготовления (примерно в 20 раз на один стык), а также улуч-
шились условия труда.
В результате исследований, проделанных М.. М. Новокрещеновым
и Л. И. Подвольским [91], выяснилось, что при стыковой конденса-
торной сварке труб из низкоуглеродистой стали диаметром 20 мм
с пластинами толщиной 3—12 лш (из такой же стали) имеет место
сравнительно узкий диапазон изменения основных параметров
режима сварки (напряжение зарядки и усилие осадки) и максималь-
ная прочность сварных соединений получается при Uc ~ 2050—2250 в
и Рос = 1950—2300 кГ. Высокое качество сварных соединений было
подтверждено металлографическими исследованиями [34], из кото-
рых видно, что зона термического влияния в стыке не превышает
0,5 мм и состоит из феррита с перлитом и небольших локализованных
231
участков троостомартенсита (основной металл соединяемых дета-
лей имеет структуру феррита с участками перлита).
Таблица 52
Режимы стыковой конденсаторной сварки узлов велосипедных рам на
машине НИИТавтопрома [34]
Свариваемые трубы, мм Режим сварки Разрушающее усилие на сварной узел (партии по 8—10 образцов), кГ
Напряжение зарядки. в Накопленная энергия, кет. сек Усилие сжатия, кГ
28 х 1,5 и 34 х 2,5 углом 63° 50' под 3050—3100 32,4—33,6 2800 4300—4950 4625
25 X 1,5 и 34 х 2,5 углом 70° под 2700—2750 25,5—26,6 2700 3800—4200 4100
28 х 1,25 и 39 х 2,5 углом 90° под 2650—2700 24,5—25,5 2700 3580—3840 3732
28 X 1,5 и 39 х 2,5 углом 90° ПОД 2950—3000 30,4—31,5 2800 4480—4800 4665
25 х 1,5 и 31 х 2,0 углом 68° под 2850—2900 28,4—29,5 2900 3200—3300 3350
22 х 1,25 и 39 X 2,5 углом 90° под 2650—2700 24,5—25,5 2500 2900—3200 3050
Примечание. Uc— 7000 мкф-, кт = 160.
Были также проведены исследования [91 ] конденсаторной сварки
стальных труб (диаметром 25 мм и толщиной стенок от 1,4 до 2,0 aim)
между собой в тавр и в стык. При этом качество соединений было
высокое: среднее разрушающее усиление на стык — около 2300 кГ
при толщине стенки 1,4 мм и 4600 кГ при толщине стенки 2,0 мм.
Из опытов видно, что регулирование энергии Ак, расходуемой
на стыковую сварку, выгоднее вести за счет уменьшения напряжения
зарядки конденсаторной батареи и увеличения ее емкости, так как
тогда увеличивается tCB и процесс сварки носит более спокойный
характер. Поэтому выплески металла уменьшаются и требования к
точности подгонки стыкуемых труб в местах их сварки предъявля-
ются менее жесткие.
На основании опытов [91] по конденсаторной сварке труб из
низкоуглеродистой стали, применяемых для изготовления остовов
сидений автомобилей, установлено (рис. 131), что при этом необхо-
дима энергия Лк до 33 кет-сек, а удельный ее расход аксоставляет
величину около 0,15—0,23 кет -сек!мм2.
М. М. Новокрещенов и Л. И. Подвольский предложили формулы
для определения емкости Ср(при Uc= 3000 в) и усилия осадки Рос
при всех видах основных соединений из низкоуглеродистых сталей)
(в тавр, в стык, труба с пластиной и стержень с пластиной).
232
Формула для определения Ср в мкф имеет следующий вид:
Ср --- Суд/7,
(162)
где Суд — условная удельная емкость (в мкф/мм2), которая необхо-
дима для качественной сварки стыкового соединения с
площадью поперечного сечения 1 мм2 при Uc = 3000 в.
Эта величина равна 30 мкф/мм2 для соединения двух
труб в стык и 40 мкф/мм2 для соединения двух труб
в тавр под углом 65—90° и трубы с пластиной;
F — площадь поперечного сечения (в лои2) меньшего элемента,
входящего в соеди-
нение.
Усилие осадки Рос (кГ) при
стыковой сварке стальных
трубчатых сечений ориентиро-
вочно может выбираться по
такой эмпирической формуле:
Рж — k?p(JbF, (163)
где ктр— коэффициент, равный
0,4—0,45 для стыко-
вых соединений двух
труб в стык и в тавр
под углом 65—90°;
0,5—0,55 — для сое-
динений трубы с пла-
стиной и трубы со
стержнем.
В результате исследований
и опыта внедрения стыковой
конденсаторной сварки, про-
веденных НИИТавтопромом
Рис. 131. Зависимость накопленной в кон-
денсаторах энергии Ак и удельной ее
энергии ак от поперечного сечеиия сталь-
ных труб FT при стыковой конденсатор-
ной сварке сопротивлением.
[34, 91, 921 и Институтом электросварки им. Е. О. Патона АН УССР
[96], выяснилась целесообразность широкого применения этого спо-
соба для выполнения многих типов стыковых соединений из труб в
некоторых отраслях промышленности не только из низкоуглероди-
стых сталей, но также из титана и аустенитных сталей (табл. 53).
Целесообразно также производить стыковую конденсаторную
сварку сопротивлением тонкостенных труб малых диаметров из
нержавеющей стали 1Х18Н9 [1281, а также различных других типов
соединений (рис. 109, а, б, в и г).
В работе [1441 указывается на возможность соединения и спека-
ния неметаллических деталей с помощью разряда конденсатора.
Между соединяемыми деталями, имеющими полированные поверх-
ности, зажимается металлическая фольга, через которую произво-
дится разряд конденсаторов. При этом металл фольги быстро испаря-
ется и мгновенно конденсируется на соединяемых поверхностях.
233
Таблица 53
Рекомендуемые режимы контактной стыковой конденсаторной сварки труб [92]
Марка металла Диаметр и толщина труб, мм Режим сварки
Ем- кость, мкф Напряже- ние за- рядки, в Накопленная энергия, кет. сек Коэффи- циент транс- форма- ции Усилие осадки, КГ Вылет трубы, мм
ВТ-1-2 10x1,0 5000 850—900 1,81—2,02 84 900—1000 1,0—1,5
23X1,5 7000 2000—2100 14,00—15,43 84 2300—2450 1,2—1,8
1Х18Н9Т 10x1,0 5000 950—1000 2,26—2,50 105 900—1000 1,0—1,5
23X1,5 7000 1950—2050 13,31 — 14,71 105 2500—2600 1,2—1,8
Указанным способом получены стыковые соединения кварцевых
стержней диаметром 19 мм (с помощью фольги из тантала толщиной
0,025 мм), а также из меди и кремния (с помощью латунной фольги
толщиной 0,05 мм). В опытах использовалась батарея конденсато-
ров емкостью 80 мкф, с напряжением зарядки 8000 в, время разряда
составляло 5 • 10—6 сек.
СТАБИЛЬНОСТЬ КОНДЕНСАТОРНОЙ СВАРКИ
Процесс конденсаторной сварки отличается высокой стабиль-
ностью. Наблюдающиеся небольшие отклонения значений прочно-
стных характеристик однотипных соединений объясняются неоди-
наковым состоянием поверхностей деталей, разной толщиной ок-
сидных пленок на них, изменением в процессе сварки состояния кон-
тактных поверхностей электродов, влиянием шунтирования тока
и т. д.
При этом способе сварки стабильность процесса на подобранном
оптимальном режиме должна в первую очередь обеспечиваться по-
стоянством энергии Ак, накапливаемой в конденсаторах для выпол-
нения сварочных операций. Питание конденсаторных машин обыч-
но осуществляется от сетей переменного тока, напряжение которых
может существенно изменяться. В соответствии с этим будет изме-
няться напряжение зарядки конденсаторов, а следовательно, и ко-
личество аккумулированной энергии Ак. Кроме того, при конден-
саторной сварке также возможны отклонения значений емкости
Ср, но наблюдаются они не столь часто, как изменения Uc, и обычно
имеют место после длительной эксплуатации и хранения конденса-
торов.
Из формулы (1) видно, что при изменении напряжения зарядки
конденсаторов от значения Uc на величину + ДС/с происходит откло-
нение значения энергии Ак на величину ±ДЛК, которая может быть
определена из уравнения:
/ Д[/2 \
± ДЛК = Ср ( СсДСс ± . (164)
234
Изменения энергии Ак на величину ±АЛ" при отклонениях зна-
чений емкости от Ср до Ср ±ДСР, могут быть рассчитаны по фор-
муле
± АЛК —
(165)
2
Из исследований, проведенных автором I83J, видно, что откло-
нения от оптимальных значений энергии Ак при прочих равных
условиях вызывают уменьшение прочности сварных точек из метал-
лов толщиной до 0,5 мм. О причинах этого явления было сказано
на стр. 151; они же обусловливают аналогичные явления при точеч-
ной сварке металлов толщиной более 0,5—0,8 мм. Это же в значи-
тельной мере может быть отнесено к шовной конденсаторной сварке
металлов малых толщин и к стыковой конденсаторной сварке со-
противлением.
В ряде перечисленных выше случаев возможны не только обра-
зования участков сплавления уменьшенных размеров — при сни-
жении значений энергии Ак или подгорании поверхностей сварива-
емых металлов — при увеличении Ак, но также соответствующие
температурные изменения в местах сварки, которые могут вызывать
как неполный провар, так и кипение металла, что в конечном счете
также снижает прочность соединений.
При конденсаторной сварке оплавлением (ударной и «сплавлени-
ем в шарик») изменения значений энергии Ак также обусловливают
нарушения стабильности процесса, что вызывается изменением объе-
мов расплавленного металла и его температуры, а в некоторых слу-
чаях — нарушением устойчивости возбуждения дугового разряда
(при уменьшении напряжения зарядки конденсаторов).
Анализируя рассмотренные выше положения, можно сделать
вывод, что при эксплуатации конденсаторных машин необходимо
принимать соответствующие меры для стабилизации в необходимых
пределах напряжения зарядки конденсаторов.
При всех способах конденсаторной сварки возможны нарушения
стабильности процесса от ряда причин Ц1, 30, 83); неодинакового
состояния поверхностей свариваемых металлов, вмятин и забоин
на деталях, разной формы торцов (при стыковой сварке) и др. Поэто-
му при конденсаторной сварке следует уделять должное внимание
обеспечению постоянства всех параметров режима сварки и тщатель-
ной подготовке поверхностей и торцов свариваемых деталей.
В результате широкого внедрения и исследований конденсатор-
ной сварки металлов малых толщин [73, 74, 76, 83) установлено,
что часто высокая стабильность процесса достигается без какой-
либо особой подготовки поверхностей свариваемых деталей,— впол-
не достаточно их обезжиривать ацетоном или авиационным бензи-
ном. Это положение подтверждается частотными кривыми (рис. 132),
которые построены автором на основании проделанных опытов по
точечной конденсаторной сварке металлов малых толщин, отлича-
235
ющихся по своим свойствам (латунь Л62, бронза Бр. ОФ 6,5-0,4,
сталь 10 и сталь типа 18-8).
Образцы (по 50 шт. на каждую марку и толщину металла) выре-
зались из листов. После обезжиривания ацетоном они поступали
Рис. 132. Частотные кривые для
точечной конденсаторной сварки:
/ •— Бр.ОФ 6,5-0,4 толщиной 0,1 4-0,1 мм;
2— стали 10 толщиной 0,1 4-0,1 мм; 3 —
латуни Л62 толщиной 0,2 4- 0,2 мм; 4 —
латуни Л62 толщиной 0,3 Ц- 0,3 мм; 5 —
стали 10 толщиной 0,2 4- 0,2 мм; 6 — ста-
ли типа 18-8 толщиной 0,25 -f- 0,25 мм;
7 — латуни Л62 толщиной 0,4 4* 0,4 мм;
0 — стали 10 толщиной 0,4 4-0,4 мм: 9 —
стали 10 толщиной 0,5 4- 0,5 мм.
на сварку, которая выполнялась
на точечной конденсаторной маши-
не ТКМ-4. Стабилизация напряже-
ния зарядки конденсаторов специ-
ально не производилась, однако
колебания его значений не превы-
шали ±3%. После сварки образ-
цы подвергались механическим ис-
пытаниям на разрыв, результаты
которых и послужили основой для
построения указанных выше час-
тотных кривых. При точечной кон-
денсаторной сварке оловянно-фос-
фористой бронзы Бр. ОФ 6,5-0,4
толщиной 0,1 + 0,1 мм (кривая 1
на рис. 132) образцы с разрывны-
ми усилиями на точку около 12,5 кГ,
составляют 18%; 13,5кГ—68% и
14,5 кГ—14%. Таким образом, из
всей партии образцов большинство
имеет прочность, близкую к сред-
нему значению разрывного усилия
на точку, равную 13,6 кГ. Откло-
нения прочности от указанной ве-
личины составляют: для образца с
максимальным разрывным усилием
на точку (15,0 кГ) — 10,3%, а с
минимальным (12,1 кГ)—11%.
При сварке стали 10 толщиной
0,1 + 0,1 мм (кривая 2 , рис. 132)
образцы, имеющие разрывные уси-
лия на точку, близкие к 19,5 кГ,
составляют 16%; к 20,5 кГ—66%
и к 21,5 кГ—18%. Таким образом,
основная часть сварных образцов имеет прочность, практически
равную среднему разрывному усилию на точку (20,7 к Г). При этом
отклонения по прочности от указанной величины образцов с мини-
мальным и максимальным разрывными усилиями составляют
±6,3%, что свидетельствует о высокой стабильности точечной кон-
денсаторной сварки.
Результаты исследований точечной конденсаторной сварки в
других случаях (кривые 3—9, рис. 132) также показали ее высокую
стабильность.
236
Таким образом, можно сделать вывод, что во многих случаях
точечная конденсаторная сварка металлов малых толщин может
выполняться только с обезжириванием деталей и лишь в отдельных
случаях необходимо производить зачистку поверхностей таких ме-
таллов, как алюминий и его сплавы, стали со ржавчиной и ока-
линой.
Указанные выше положения ясно свидетельствуют о весьма
высокой стабильности точечной конденсаторной сварки цветных
и черных металлов малых толщин.
В табл. 54 приведены данные результатов исследований металлов
малых сечений, сваренных ударной конденсаторной сваркой.
Таблица 54
Результаты исследований стабильности ударной конденсаторной сварки
проводов и пластин из нескольких марок металлов (обратная полярность)
Материалы Разрывные усилия на стык (нз партий в 10 образцов), кГ Отклонения предельных зна- чений разрывных усилий от их среднего значения, %
минимальные максимальные
Медный- провод (d = 0,6 мм) и '7,4 —8,2 3,90 6,50
медная пластина (6 = 2,6 мм) Медный провод (d=0,9 мм) и 7,7 14,5— 15,7
медная пластина (6 = 2,6 мм) Провод из латуни Л62 (d=0,65 мм) 14,9 12,4 — 14,5 13,8 21,6 — 22,5 2,68 5,36
с пластиной из такой же латуни (6 =2 мм) Провод из латуни Л62 (Д=0,82л<л<) 9,80 5,07
с пластиной из такой же латуни (6=2 мм) 22,1 2,26 . 1,82
Конденсаторная сварка более стабильна, когда для выполнения
каждой сварочной операции расходуются постоянные количества
энергии Ак, а состояние поверхностей деталей или подготовка их
торцов не имеют существенных отклонений от заданных по режиму
сварки.
r.ru
ГЛАВА VI
О СВАРИВАЕМОСТИ РАЗЛИЧНЫХ МЕТАЛЛОВ И СПЛАВОВ
ПРИ КОНДЕНСАТОРНОЙ СВАРКЕ
Общие положения. По своей природе сварка является сложным
металлургическим процессом 12, 3, 4, 1221.
При конденсаторной сварке между соединяемыми металлами
возникают внутрикристаллические формы связи, которые в одних
случаях получаются с расплавлением металлов, а в других —с
доведением их до пластического состояния [4, 78, 81, 83].
Процесс конденсаторной сварки металлов во многом отличается
продолжительностью, которая исчисляется тысячными и десятиты-
сячными долями секунды. За столь короткое время металл в зоне
сварки успевает разогреться до высокой температуры, а вслед за
этим в результате теплоотвода в толщу деталей и в электроды (за-
жимы) быстро остывает. Одновременно при сварке и в процессе
частичного остывания металл подвергается значительному сжатию
(порядка нескольких килограммов на квадратный миллиметр).
Высокая интенсивность нагрева, наличие сжатия металла и ма-
лая продолжительность процесса конденсаторной сварки обуслов-
ливают некоторые особенности структурных превращений в сварных
соединениях. Структурные превращения при таких скоростях в вер-
хнем и нижнем критических интервалах температур исследованы
мало.
Наиболее полные исследования по свариваемости и металлогра-
фическому анализу проведены для конденсаторной сварки металлов
малых толщин и сечений в Институте электротехники АН УССР
[78, 81, 83].
При проведении опытов сваривались образцы * из различных
металлов и сплавов одной или несколькими сварными точками или
участками сварных швов, а также в стык. В случаях точечной и
шовной сварки продолжительность сварочных циклов (время раз-
ряда конденсаторов при сварке одной точки) находилась в пределах
от 0,003 до 0,008 сек, а при стыковой (ударной ) сварке — от 0,0002
оо 0,001 сек.
* В основном сварка образцов прозводилась на режимах, которые указаны
в таблицах, приведенных в главе V этого раздела.
238
Из сварных образцов в специальных зажимах изготовлялись
шлифы. По химическому составу материал для зажимов должен
быть близко к свариваемому, чтобы при шлифовке и полировке на
шлифах не образовывались следы от неравномерного абразивного
износа сварных образцов и материала зажимов. При изготовлении
шлифов исследуемые образцы закреплялись так, чтобы кромки за-
жимов были выше центра сварных точек на 0,1 —0,15 мм.
Для выявления всех зон участка сплавления изготовляемый
шлиф следует несколько раз травить и полировать.
Производить травление лучше всего электролитическим спо-
собом [103], для однородных марок металлов — сталей, латуней,
меди, бронз и сплавов типа сормайт — используется 10%-ный рас-
твор хромовой кислоты. Для алюминия и его сплавов лучше всего
применять травящую электрополировку в 30 %-ном растворе азот-
ной кислоты в метиловом спирте с последующим травлением в 10%-
ном растворе едкого натра. Для большинства нержавеющих и жа-
ропрочных сталей, а также никеля и его сплавов следует применять
электролитическое травление в 20%-ных водных растворах уксус-
нокислых солей *.
Травление сварных соединений из разнородных металлов лучше
всего производить в различных реактивах, соблюдая такую после-
довательность травления, при которой вначале выявляется струк-
тура одного из металлов. Структуру же другого металла нужно вы-
явить реактивом, который бы не травил (или почти не травил) ранее
выявленную структуру, что в большинстве случаев легко достига-
ется соответствующим подбором электролитов.
Продолжительность и режимы травления для каждого конкрет-
ного случая определяются опытным путем.
СВАРИВАЕМОСТЬ МЕТАЛЛОВ ПРИ ТОЧЕЧНОЙ СВАРКЕ
В табл. 55, составленной автором на основе опытов и лабора-
торных исследований (применялись машины ТКМ-4, ТКМ-6, ТКМ-7
и ТКМ-8) приведены характеристики по свариваемости различ-
ных цветных и черных металлов малых толщин при трансформатор-
ной точечной конденсаторной сварке сопротивлением [73, 74, 76, 83].
При составлении таблицы была принята следующая технологи-
ческая характеристика свариваемости металлов малых толщин:
1) хорошая —если получается высокая прочность свар-
ной точки (вырыв или вязкий срез при механических испытаниях)
и не наблюдается прилипания электродов к поверхности сваривае-
мого металла;
2) удовлетворительная — при высокой прочности
сварной точки и незначительном прилипании электродов;
* В дальнейшем изложении некоторые составы травителей указываются-
в подрисуночных надписях к структурам сварных соединений.
239
chipmaker.ru
Свариваемость цветных и черных металлов мвлых толщин при
Материал Элинвар Цирконий 1 Цинк 1 Хромель | Фехраль S э < X г 0 й и ' Титан Тантал । Сталь алитированная Сталь Х23Н18 Сталь Х23Н13 | Сталь 1Х18Н9Т 1 Сталь 1XI8H9 Ствль 0Х18Н9 ' 1 Ст. 3 .. I CS V 1 1 'О Сталь 20 Сталь 15 1 Сталь 10 Ствль 08 1 Серебро | Платина Пермаллой 1 Нихром
Алюминий АО —
Алюминий А1 —
Алюминий А2 —
Алюминий АЗ Алюминиевый —
сплав АМг . Алюминиевый
сплав АМн Алюминиевый
сплав Д16П Бронза Бр.Б 2.5 Бронза Бр. ОФ Бронза Бр. ОЦ Бронза КМЦ Железо. . ; . Золото .... Инвар .... Ковар .... Константан . . Копель ; . . . Латунь Л59 . . Латунь Л62. . Латунь Л68. . Латунь Л80. . Магниевый сплав МА-8 . Манганин . . . Медь Мельхиор... Монель-метзлл Нейзильбер. . Никелин . . . У У У У У У У У У У У X У У X X У У • V У 7 V V У У У У У У У У У У У У X У У У У У • У У У У У У X У У У У У X У У У У У У У У У У У У У У У У У У X У У У У X У У X У
240
Таблица 55
трансформаторной точечной конденсаторной сварке сопротивлением
| Ниобий 1 Никель Никелин Нейзильбер | Монель-металл | Мельхиор 1 Манганин [ Магниеаый сплаз МА-8| 1 Латунь Л80 1 Латунь Л68 Латунь Л62 Латунь Л59 | Копель | Константан Ковар ТЯипаеч | Золото о 3 3 Бронза КМЦ' , Бронза Бр. ОЦ Бронза Бр. ОФ Бронза Бр. Б2,5 Алюминиевый сплав Д16П Алюминиевый сплав АМц Алюминиевый сплав АМг Алюминий АЗ Алюминий А2 « S s з; 2 1 а I
У У У У У У У
У У У У У У
— — У У У У У
У У У У
У У У
У У
У
У У У У У У У У У У
У У У У У У У У У У У
У У X X У X У 5 ! У У X
У У У У У У У
X
У
У У У
У У У У У
У У У X X X
X
У У У X У У X X
У У X
У У
У
X
У У У X
У
У У У У
У
X X X
У X
241
KD to I I n Л I to 1 ^x 111 in Ja Ю О О Ja e W 2 S Й «и SO Л> и О * м U H -o Я g 35 x а 5 *gs n S?. -o to к и » 2 P 2 0 О Z r> Q H q к F Никель .... Ниобий . . . . Нихром .... Пермаллой . . Платина . . . Серебро. . . . Сталь 08 Сталь 10 Сталь 15 Сталь 20 Сталь Ст. 1 Сталь Ст. 2 Сталь Ст. 3 Сталь 0X18Н9 Сталь 1Х18Н9 Сталь 1Х18Н9Т Сталь Х23Н13 Сталь Х23Н18 Сталь алити- рованная . . Тантал .... Титан Ферронихром . Фехраль . . . ХроМель . . . Цинк . . • . , Цирконий . , . Элинвар . . . Материал
X Ч Ч —- — __ Элинвар
Цирконий
Ч «! Цинк
X Ч *! Ч *! Хромель
X «! X X X << Фехраль
Ч! X «с Ферронихром
X Титан
х Тантал
х! Ч х Сталь алитированная
X X X. X х X Сталь Х23Н18
X X X X X Сталь Х23Н13
ХХХХ X X X X Сталь 1Х18Н9Т
XXX Сталь 1Х18Н9
X X Сталь 0Х18Н9
XXX X X X х х х X Ст. 3
хх х х х Ст. 2
X XX Ст. 1
«< «< Сталь 20
х Сталь 15
х х Сталь 10
X Сталь 08
XX X X Серебро
х Платина
х << х Пермаллой
X X Нихром
X Ниобий
х_ Никель
Никелин
Нейзильбер
Монель-металл
— Мельхиор
Медь
—-— Манга иин
-- — Магниевый сплав МА-8
Латунь Л80
— Латунь Л68
Латунь Л62
Латунь Л59
Копель
• Константан
• Ковар
Инвар
Золото
Железо
Бронза КМЦ
— Бронза Бр. ОЦ
Бронза Бр. ОФ
Бронза Бр. Б2.5
Алюминиевый сплав Д1бп
- Алюминиевый сплав АМц
- Алюминиевый сплав АМг
• Алюминий АЗ
Алюминий А2
Алюминий А1
Е г-Г W t -1 Алюминий АО
Продолжение табл. 55
chipmaker.ru
Рис. 133. Структура сварной точки латуни
Л62 толщиной 0,4+ 0,4 мм (травление в
азотной кислоте ); X 60*.
3) неудовлетворительная — если не достигается
практически достаточная прочность сварной точки и наблюдается
значительное прилипание электродов.
Из таблицы видно, что трансформаторная точечная конденсатор-
ная сварка сопротивлением обеспечивает свариваемость одинаковых
и различных металлов малых толщин более чем в 280 сочетаниях.
Приведенными данными возможности способа сварки не исчерпы-
ваются .
Трансформаторная конденсаторная сварка сопротивлением 147]
применима также для выполнения соединений из следующих соче-
таний металлов малых тол-
щин: вольфрама — молибде-
на, меди — константана, ме-
ди— латуни, меди—плати-
нита, никеля — вольфрама,
никеля — молибдена, нике-
ля — платинита, томпака Л90
(никелированного) — сереб-
ряной меди.
Применение точечных кон-
денсаторных машин средней
и большой мощности пока-
зало, что на них успешно
свариваются алюминиевые
сплавы многих марок, латуни, хромоникелевые аустенитные стали
и некоторые другие металлы толщиной от 1 + 1 мм и более.
В ряде случаев способ трансформаторной точечной конденсатор-
ной сварки весьма целесообразен для выполнения соединений из од-
нородных металлов при значительной разнице их толщин.
Еще недостаточно внедрен разработанный автором способ бес-
трансформаторной конденсаторной сварки сопротивлением. В этой
области проведены только первые исследования по точечной и сты-
ковой сварке металлов малых толщин и сечений. Таким способом хо-
рошо выполняется точечная сварка нержавеющих и низкоуглеро-
дистых сталей нескольких марок, латуней и бронз, никеля, нике-
лина.
На рис. 133 приведена структура сварной точки латуни Л62 тол-
щиной 0,4 + 0,4 мм, сваренной на машине ТКМ-7. Здесь в центре
точки металл литой и имеет дезориентированную структуру. На
периферийных участках сварной точки структура мелкозернистая,
а в некоторых местах внутри точки видны мелкие поры. В других слу-
чаях конденсаторной сварки латуни Л62 [83] имеет место образование
кристаллизационных слоев вблизи участков перехода основного
металла в литой. Такое же строение точек наблюдается и при кон-
денсаторной сварке бронзы Бр. ОФ 6,5-0,4 толщиной 0,25 + 0,25 мм,
Все фотографии структур, помещенные в книге, уменьшены в 1,3—2 раза.
244
стали 10 толщиной 0,5 ф- 0,5 мм [83] и некоторых других металлов
малых толщин.
Четко ориентированная столбчатая структура в середине
точки наблюдается, например, при конденсаторной сварке стали
Ст. 3 толщиной 0,2 ф- 0,2 мм (рис. 134). На периферийных участ-
ках точки структура также мелкозернистая без дефектов сварки.
Характерная литая мелкозернистая структура сварной точки
получается при конденсаторной сварке дюралюминия толщиной
0,6 ф- 0,6 лш (рис. 135). Из рисунка видно, что расплавление обоих
листов дюралюминия практически равномерное и линия раздела
между расплавленным и основным
металлом четкая.
Рис. 135. Структура сварной точ-
ки дюралюминия Д16 толщиной
0,6 ф 0,6 мм (травление в орто-
фосфорпой кислоте); X 30.
Рис. 134. Структура сварной точ-
ки стали Ст. 3 толщиной 0,2 ф
-|-0,2 мм (травление в спиртовом
растворе азотной кислоты); X 50.
Структура соединения нейзильбера толщиной 0,3 ф 0,3 мм,
изображенная на рис. 136, также является литой.
На рис. 137 приведена структура точки на хромоникелевой ста-
ли IX18Н9Ттолщиной 0,354-0,35мм, выполненной на машине ТКМ-7.
Здесь четко видны практически одинаковое расплавление обоих
тонких листов и литая столбчатая структура в большей части точки.
Столбчатые кристаллиты внутри точки направлены перпендикуляр-
Рис. 136. Структура сварной точки
нейзильбера толщиной 0,3 -|- 0,3 мм
(электролитическое травление в
хромовой кислоте); X 60
Рис. 137. Структура сварной точки
стали 1Х18Н9Т толщиной 0,35 ф
4- 0,35 мм (электролитическое трав-
ление в уксуснокислом аммонии); X
Х60.
но к границам расплавления свариваемых листов. На периферий-
ных участках точки (слева и справа) видна мелкозернистая струк-
тура с несколько повышенной гравимостью (в местах, где получи-
лась более темная окраска этих участков).
Литая столбчатая структура металла точки получилась при бес-
трансформаторной конденсаторной сварке сопротивлением на ма-
шине Т[\Б-1 стали 1Х18Н9Т толщиной 0,15 4-0,15 мм (рис. 138).
245
chipmaker.ru
В данном случае столбчатые кристаллиты направлены к центру точ-
ки, а в средней ее части справа возникла пора в связи с несколько
завышенным режимом сварки.
Рис. 138. Структура сварной точки
стали 1Х18Н9Т толщиной 0,15-[-0,15 мм
(электролитическое травление в ук-
суснокислом аммонии); X 100.
Весьма характерна структура точек при конденсаторной сварке
пакетов из нескольких пластинок металлов малых толщин [83].
Литая структура металла точки
при сварке пакета из 5 пласти-
нок стали 1Х18Н9Т толщиной
0,15 мм каждая (рис. 139,а) ха-
рактеризуется четко выражен-
ным столбчатым строением, ясно
ориентированным к центру точ-
ки, где имеются несколько мель-
чайших поринок. Сварная точка
охватывает все 5 пластинок,
причем три средние расплави-
лись полностью, а верхняя и нижняя —в отдельных местах, почти
на 80—90% толщины.
Несколько иной характер расплавления пластинок наблюдается
при пакетной сварке латуни Л62 малых толщин (рис. 139,6). Все
внутренние пластинки расплавляются полностью, верхняя и ниж-
Рис. 139. Структура конденсаторной сварки точками пакетов); X 40:
а — из 5 пластинок стали 1Х18Н9Т толщиной 0,15 мм каждая (электролитическое травление);
б — из 6 пластинок латуни Л62 толщиной 0,18 мм каждая (травление в азотной кислоте).
на сварку, или же по причине неточно подобранного усилия сжа-
тия). В данном случае точка также имеет литую структуру со
столбчатым строением.
Рассмотренные выше структуры характерны для большинства
точек при сварке пластичных металлов одинакового химического
состава.
При конденсаторной сварке скорости охлаждения металла весь-
ма значительны. Так, например, сварной образец, выдержанный
после сварки между электродами в течение 0,5—1,0 сек, имеет сред-
нюю температуру в зоне точки порядка 60 —80"С. Если учесть, что
нагрев центральной области точки осуществляется до температуры
216
лишь несколько выше ликвидуса (для стали около 1600°), то и в
этом случае скорости охлаждения составляют 1500—3000 град/сек
и выше. Между тем столбчатое строение литого металла свар-
ных точек указывает на наличие в них дендритной неоднород-
ности.
Многокомпонентные сплавы, кристаллизирующиеся даже при
скоростях охлаждения около 60 град/сек, имеют дендритную неодно-
родность 11031. Из опыта видно, что повышение скорости охлажде-
ния сплавов до 3000 град/сек также не приводит к полному устране-
нию дендритной неоднородности. Для выявления ее даже на таких
многокомпонентных сплавах, как нержавеющая сталь, бронза и
латунь, требуется более длительное травление, чем для выявления
в литье, а также в сварных швах такого же химического состава,
но выполненных электродуговой сваркой. Однако при точечной
конденсаторной сварке сравнительно однородных сплавов, какими,
например, является сталь 10 и Ст. 3 [831, дендритное строение почти
неразличимо.
Во всех исследованных выше сварных точках, кроме незначи-
тельной дендритной неоднородности, имеется также небольшая неод-
нородность по слоям кристаллизации. Наиболее четко выражены
кристаллизационные слои у линии сплавления, т. е. вблизи участ-
ков перехода от нерасплавленного металла в литой. При этом на
таких участках дендритная неоднородность минимальна.
Наличие наиболее крупных кристаллитов и максимально разви-
тых дендритов в центральной части сварных точек указывает на то,
что в этом месте скорости охлаждения были минимальными, а разо-
грев металла максимальным. Об этом же свидетельствует наличие
пор в центре некоторых точек, характер строения которых указы-
вает, что возможной причиной их образования является перегрев
металла.
Оплавление окружающих точку участков металла происходит
по двум причинам: во-первых, в результате тепла, создаваемого
сварочным током; во-вторых, благодаря поступлению тепла из
центральной области сварной точки.
В результате интенсивного теплоотвода вглубь свариваемого
металла и в медные электроды расплавленный металл точки кри-
сталлизуется. При этом направление кристаллизации определяется
направлением теплоотвода и идет от неполностью расплавленных
участков к центру сварной точки. Имеющие здесь место весьма вы-
сокие скорости охлаждения в значительной мере интенсифициру-
ют процессы кристаллизации. При этом в единицу времени в металле
выделяется значительная избыточная теплота кристаллизации.
В некоторые моменты времени количество последней в сумме с тепло-
той, поступающей из участков максимального нагрева металла,
может превысить теплоотвод от сварной точки. Тогда происходит
торможение процесса кристаллизации, что вызывает образование
кристаллизационных слоев на участках литого металла.
247
chipmaker.ru
Из металлографического анализа сварных точек видно, что вы-
сокие скорости охлаждения литого металла могут привести к обра-
зованию структур типа закалочных. В качестве примера можно
указать на приведенную в работе [83] структуру сварной точки
низкоуглеродистой стали 10. Здесь, несмотря на малое количество
углерода, структура напомина-
ет мартенсит.
При сварке углеродистых
сталей (стали 45, У8) в резуль-
тате слишком высоких скоро-
стей охлаждения возникают
трещины как в металле сварной
точки, так и в околошовной зоне.
На основании проведенных
исследований можно заключить,
Рис. 140. Структура сварной точки ла-
туни Л62 толщиной 0,25 мм (снизу) и
бронзы Бр. ОФ 6,5-0,4 толщиной 0,2’.мм
(электролитическое травление); X 45.
что для конденсаторной сварки наиболее благоприятными являют-
ся пластичные металлы и сплавы, не испытывающие полиморфных
превращений. В этом случае дендритная неоднородность имеет вто-
ростепенное значение [83].
На рис. 140 приведена структура сварной точки из латуни Л62
и бронзы Бр. ОФ 6,5-0,4 малых толщин, где четко видны литой металл
и кристаллизационные слои по всей площади точки. Проплавление
обоих металлов по толщине почти полное и практически равномер-
ное, по ширине — неодинаковое, больше у латуни Л62, теплопро-
водность которой выше, чем у бронзы Бр. ОФ 6,5-0,4, почти в 1,5
раза.
При конденсаторной сварке ста-
ли Ст. 3 толщиной 0,1 мм со сталью
20 толщиной 10 мм (соотношение
толщин 1 : 100) металл точки по-
лучается литым (рис. 141) причем
в большей мере проплавляется
тонкая деталь. Это объясняется тем,
что в общем балансе тепла, ко-
торое расходуется на нагрев тонкой
детали, участвует также тепло,
выделяемое в контакте электрод—
ролик —тонкая деталь, а в более
толстой детали такое явление не
Рис. 141. Структура сварной точки
стали Ст. 3 толщиной 0,1 мм
и стали 20 толщиной Юлии (трав-
ление в пикриновой кислоте); х 100.
имеет места, кроме того, здесь получается весьма интенсивный от-
вод тепла в тело этой детали. Со стороны детали большей толщи-
ны в зоне сварки в результате термических воздействий образуется
мелкозернистая структура.
На рис. 142 приведена структура точки при сварке бронзы с
серебром. Здесь по всему сечению сварной точки по линии сплавле-
ния четко виден расплавленный участок бронзы, имеющий форму
вытянутого ядра, примыкающего к нерасплавленной поверхности
248
серебряной пластины. Металлографическое исследование при раз-
личных увеличениях (от 50 до 500) показывает наличие соединенных
сваркой участков между серебром и бронзой. Размер таких участ-
ков обычно составляет 80—90% от длины расплавленного ядра. По-
верхность серебряной пластинки в зоне сварки волнистая. Отдель-
ные мелкие гребешки этой пластинки проникают на незначительную
глубину (до 0,08 мм) в литой металл.
Данные химического анализа ядра точки показывают весьма
незначительное содержание в нем серебра (следы), что подтверждает
отсутствие при сварке расплавления серебряной пластинки. При
этом на участке сплавления отсутствуют поры, раковины, неметал-
лические прослойки и прочие де-
фекты. Кроме того, хорошие меха-
нические показатели (разрушение
__ б
Рис. 142. Структура сварной точки бронзы толщиной 0,5 мм (сверху) и
серебра толщиной 0,8 мм (электролитическое травление);
а — X 50; б — х зоо.
сварной точки при испытании на разрыв идет по основному метал-
лу) свидетельствуют о высоком качестве сварного соединения.
Весьма характерным для конденсаторной сварки некоторых
разнородных металлов является образование сварных соединений
при пластическом состоянии металла 183].
На рис. 143 приведена структура зоны сварной точки никеля
толщиной 0,05 мм со сталью 20 толщиной 10 мм. Из структуры ясно
видно, что почти на всей линии контактирования обоих металлов
нет полностью расплавленных участков *.
Аналогичный характер структуры точечного соединения имеет
место и при конденсаторной сварке нихрома с практически чистым
железом (рис. 144).
В обоих рассмотренных случаях в зоне сварки нет никаких дефек-
тов (пор, трещин), что является весьма характерной и положитель-
ной особенностью конденсаторной сварки сопротивлением в пласти-
ческом состоянии металла.
Приведенные данные металлографического анализа позволяют
сделать заключение, что процесс конденсаторной сварки разнород-
ных металлов может протекать различно;
* Это также подтвердилось при визуальных наблюдениях, которые прово-
дились при увеличениях 500—600 и более.
249
chipmaker.ru
1. Получение монолитного сварного соединения чаще всего про-
исходит с расплавлением одного или обоих металлов. Здесь за
счет весьма интенсивных процессов перемешивания свариваемых
металлов в ядре точки образуются новые сплавы однородного со-
става.
2. Возможно получение монолитного сварного соединения без
расплавления как одного, так и обоих разнородных металлов (спла-
вов). При этом сварка нерасплавившихся металлов сопровождает-
Рис. 143. Структура сварной точки
никеля Н1 толщиной 0,05 лии (сверху)
и стали 20 толщиной 10 мм (электро-
литическое травление); X 200.
Рис. 144 Структура сварной точки
нихрома толщиной 0,5 лон (свер-
ху) и железа типа «Армко» толщиной
0,6 мм; X 150.
ся процессами рекристаллизации или перекристаллизации. Проте-
кание указанных процессов в этом случае является решающим для
получения монолитного соединения.
Рассмотрим более подробно первый случай. Металлографический
анализ в этом случае всегда показывает наличие зоны сплавления
(можно различать расплавление как одного, так и обоих сваривае-
мых металлов).
При расплавлении одного из свариваемых металлов нераспла-
вившийся металл служит для него кристаллизационной подклад-
кой.
В сварной точке у линии сплавления вырастают весьма мелкие
и искривленные столбчатые кристаллиты, расположенные по отно-
шению к кристаллизационной подкладке под острым углом
(рис. 142), На границе расплавленного и нерасплавленного металлов
наблюдаются мелкие столбчатые кристаллиты, направленные пер-
пендикулярно к нерасплавленной поверхности. Такое строение
сварной точки указывает на наличие в ней пластической деформации
со стороны участка сплавления *. Можно полагать, что данный
характер процессов кристаллизации существенно влияет на разви-
тие внутренних напряжений.
Рассматривая сварку без расплавления, можно отметить следую-
щее. Металлографическое исследование показывает, что в процессе
* Пластическая деформация участков максимального нагрева происходит
за счет усилия сжатия электродов конденсаторной машины.
250
сварки происходит разогрев металлов в зоне контактирования до
температуры размягчения — солидуса, что подтверждается на-
личием участков внедрения одного свариваемого металла в другой.
При сжатии между электродами свариваемых металлов они сбли-
жаются и происходит схватывание контактирующих поверхностей.
Наличие мелкозернистых участков металла, примыкающих непо-
средственно к линии сварки, указывает, что разогрев их был
немногим выше А с„ или протекал столь кратковременно, что зерна
свариваемого металла после перекристаллизации не успели вырасти.
Следовательно, при конденсаторной сварке «околоточечная» зона
[83] благодаря ее мелкозернистости получается весьма прочной.
Сильное сжатие в период нагрева и кратковременность процесса
конденсаторной сварки практически исключают возможность обра-
зования окисных пленок на участках контактирования большинства
металлов. Это подтверждается металлографическими исследова-
ниями большого количества сварных образцов из однородных и разно-
родных цветных и черных металлов, травленных различными реакти-
вами и рассмотренных при разных увеличениях.
Вышеприведенные данные показывают, что при конденсаторной
сварке ряда разнородных металлов, протекающей без расплавления
свариваемых металлов, происходят процессы, весьма близкие к
процессам кузнечной сварки, т. е. здесь, наряду с разогревом выше
температур АСз обоих (или одного) свариваемых металлов, имеют
место пластические деформации и процессы перекристаллизации
или рекристаллизации.
Наибольшей прочностью и пластичностью обладают соединения
из пластичных металлов, не испытывающих полиморфных превраще-
ний, в которых факторы, способствующие развитию внутренних
напряжений, минимальны.
СВАРИВАЕМОСТЬ МЕТАЛЛОВ МАЛЫХ И НЕРАВНЫХ ТОЛЩИН
ПРИ ШОВНОЙ СВАРКЕ
На основании опыта внедрения и по результатам лабораторных
исследований автором составлена таблица свариваемости различ-
ных цветных и черных металлов малых толщин при трансформа-
торной шовной конденсаторной сварке сопротивлением (табл. 56).
Трансформаторная шовная конденсаторная сварка является од-
ним из новых и малоисследованных способов сварки. Первые работы
в этой области проведены в Институте электротехники АН УССР за
последние несколько лет. Ниже приводятся некоторые результаты
этих исследований.
На рис. 145 приведена структура сварного шва из титана ВТ 1
толщиной 0,5 + 0,5 мм. Охарактеризовать ее можно следующий
образом: структура отдельных точек, образующих шов, мелкозер-
нистая литая; проплавление обоих листов металла произошло поч-
ти по всей толщине каждого из них; в нескольких местах сварного
251
chipmaker.ru
Таблица 56
Свариваемость цветных и черных металлов малых толщин при трансформаторной шовной конденсаторной
сварке сопротивлением
Материалы Элинвар Цирконий я я н ь Тантал 1 Сталь 1Х18Н9Т Сталь 1Х18Н9 Сталь 0Х18Н9 Сталь Ст. 2 Сталь Ст. 1 Сталь 10 Сталь 08 Пермаллой Них о м Ниобий Никель Нейзильбер Латунь Л68 Латунь Л62 Ковар Бронза Бр. ОЦ , | Бронза Бр. ОФ | | Бронза бериллиевая Алюминиевый сплав АМц Алюминиевый сплав АМг Алюминий АЗ Алюминий А2 Алюминий А1 ।
Алюминий А1 У У У
Алюминий А2 У У
Алюминий АЗ У
Алюминиевый сплав
АМг У у
Алюминиевый сплав
АМц У
Бронза бериллиевая У У У
Бронза Бр. ОФ У у
Бронза Бр. ОЦ У У
Ковар У
Латунь Л62 У У У
Латунь Л68 У
Нейзильбер У У У
Никель У У У X
Ниобий У
Нихром У У
Пермаллой У
Сталь 08 У У X X
Сталь 10 У У X
Сталь Ст.1 У У
Сталь Ст. 2 У
Сталь 0Х18Н9 У У У X
Сталь 1Х18Н9 У У X
Сталь 1Х18Н9Т У X
Тантал У
Титан У
Цирконий У
Элинвар У
Условные обозначения: X — хорошая свариваемость; У — удовлетворительная свариваемость;----------неудовлетворительная
свариваемость.
chipmaker.ru
шва имеются небольшие поры; заметна слегка повышенная трави-
мость металла на границах точек (более темные участки). вызван-
ная структурными
в этих местах.
изменениями
Рис. 145. Структура шва при сварке титана ВТ-1 толщиной 0,5 + 0.5 лом
(травление в 50%-ном растворе плавиковой кислоты);
а — X 25; б — х 50.
Структура сварного шва из пермаллоя толщиной 0,27 + 0,27 мм
(рис. 146) в значительной мере отличается от рассмотренной выше
структуры шва из титана. В данном случае также получается ли-
Рис. 146. Структура шва при сварке
пермаллоя толщиной 0,27 0,27 мм;
X 110.
тая структура, однако глубина про-
плавления обоих листов меньше
(на 60% толщины листов).
При шовной конденсаторной
сварке нейзильбера НМЦ 65-20 тол-
щиной 0,3 + 0,3 мм структура
сварного шва (рис. 147) имеет
Рис. 147. Структура шва при сварке нейзильбера НМЦ 65-20 толщиной
0,3 0,3 мм (электролитическое травление);
а — X СО; б — х ПО.
литое строение с крупными столбчатыми кристаллитами, расположен-
ными почти по всей площади точек. В отличие от структуры, при-
веденной на рис. 145, здесь на границах перекрытия точек заметны
светлые участки, что также вызвано структурными изменениями в
этих местах шва (однако травимость металла тут пониженная).
251
На рис. 148 приведена структура сварного шва из нержавеющей
стали толщиной 0,4 + 0,4 мм. Ясно видна литая столбчатая струк-
тура на значительной площади отдельных точек сварного шва. На
границах перекрывающихся сварных точек и по их периметру обра-
зуется мелкозернистая структура,
мостью.
Литая структура шва с не-
большими столбчатыми кристал-
литами в центре точек получается
при конденсаторной сварке стали
10 толщиной 0,2 + 0,2 мм (рис.
149). Проплавление металла в обо-
обладающая повышенной травп-
Рис. 148. Структура шва при сварке 1Х18Н9Т толщиной 0,4 -|- 0,4 мм
(электролитическое травление);
а — X 36; 6 — х 90.
их листах практически равномерное и почти на всю их толщину
(рис. 149,6). На границах перекрывающихся точек травимость металла
повышенная, а на их периферийных участках структура металла
мелкозернистая. Дефектов в сварном шве из стали 10 практически
не наблюдается.
Рис. 149. Структура шва при сварке стали 10 толщиной 0,2 0,2 мм (трав-
ление в 5%-ном растворе азотной кислоты);
а — X 60 (продольный разрез); б — X 60 (поперечный разрез).
На рис. 150 показана структура соединения при шовной кон-
денсаторной сварке низкоуглеродистых сталей неравных толщин
(соотношение толщин 1 : 120). В зоне сварки структура мелкозерни-
стая, на отдельных участках видны мелкостолбчатые кристаллики
металла, подвергавшегося расплавлению. Сварной шов получается
плотным, однако четкого разграничения точек, из которых он
образован, не наблюдается.
Рассмотренные данные металлографического анализа швов из
различных металлов, выполненных конденсаторной сваркой, по-
255
chipmaker.ru
казывают, что во всех этих случаях получение монолитных сварных
соединений обычно происходит с расплавлением обоих металлов.
Рис. 150. Структура шва при сварке стали 10 толщиной 0,1 мм (сверху)
и стали Ст. 3 толщиной 12 мм (травление в 5%-ном спиртовом растворе
азотной кислоты);
а— X 40 (продольный разрез); б— X 80 (поперечный разрез).
СВАРИВАЕМОСТЬ МЕТАЛЛОВ ПРИ СТЫКОВОЙ КОНДЕНСАТОРНОЙ
СВАРКЕ
Свариваемость металлов при стыков ой
сварке сопротивлением. Стыковые соединения спосо-
бом конденсаторной сварки сопротивлением выполняются как на
стыковых, так и на точечных машинах. Опыт внедрения и исследо-
ваний этого способа сварки еще незначителен. Однако можно отме-
тить, что кроме рассмотренных выше (см. главу V этого раздела)
Рис. 151. Структура стыкового сое-
динения штифта из стали А12 диа-
метром 1,2 мм с листом из Ст. 3 тол-
щиной 0,4 мм, сваренного на точеч-
ной машине ТКМ-4 (электролити-
ческое травление); Х70.
Рис. 152. Структура стыкового сое-
динения штифта из стали А12 диа-
метром 1,2 мм с листом из латуни
Л62 толщиной 0,5 Л1л«, сваренного
на точечной машине ТКМ-4 (травле-
ние в азотной кислоте); X 70.
металлов способом стыковой конденсаторной сварки сопротивлением
можно сваривать: стали низкоуглеродистые с латунью, аустенитны-
ми сталями, платиной 1831; сплавы типа сормайт с пермаллоем и
аустенитными сталями; никель с никелином и др.
Структура стыкового соединения стального штифта диаметром
1,2 мм со стальным листом толщиной 0,4 мм, сваренного на точечной
машине ТКМ-4 (рис. 151), почти по всей зоне сплавления обоих метал-
лов литая.
256
При стыковой конденсаторной сварке стального штифта диа-
метром 1,2 мм с латунным листом толщиной 0,5 мм (рис. 152) про-
плавление металлов не происходит и они свариваются в пластичес-
ком состоянии. Однако на некоторых участках в зоне сварки наблюдае-
тся наличие тонких слоев металла, подвергавшихся расплавлению.Ни-
каких дефектов сварки на линии соединения обоих деталей не имеется.
Рис. 153. Структура стыкового соединения болта из стали Ст. 3 с ли-
стом из стали 1Х18Н9Т толщиной 0,8 мм, сваренного на точечной маши-
не ТКМ-6 (электролитическое травление);
а — X 15; 6 — X 50
Стыковое соединение при конденсаторной сварке сопротивлением
болта из стали Ст. 3 с листом из хромоникелевой аустенитной стали
1Х18Н9Т толщиной 0,8 мм (рис. 153) характеризуется наличием
литой стрз ктуры со стороны листа и четко выраженной переходной
Рис. 154. Структура соединения медного провода диаметром 1 мм с ли-
стом из бронзы Бр. ОФ 6,5-0,4 толщиной 0,8 мм, сваренного на точечной
машине ТКМ-4 (электролитическое травление);
а — X 60; б — X 250,
двухфазной структурой в зоне сварки между обоими металлами.
Двухфазная структура обладает повышенной травимостью и на
микрофотографии видна в виде темной полосы.
На рис. 154 приведена структура сварного соединения медного
провода с бронзой Бр. ОФ 6,5-0,4.В зоне сварки отсутствуют расплав-
17 2511
257
chipmaker.ru
ленные участки как меди, так и бронзы. Металлографическое ис-
следование при различных увеличениях показывает наличие соеди-
ненных сваркой участков между медью и бронзой, причем размер та-
Рис. 155. Структура соединения мед-
ного провода диаметром 1 мм с
листом из стали Ст. 3 толщиной
0,5 мм, сваренного на машине
ТКМ-7 (травление в азотной кис-
лоте); X 60.
ких участков обычно равен всей
длине контактирования. Поверх-
ность бронзовой пластинки (рис.
154.6) в зоне сварки волнистая. От-
дельные мелкие гребешки ее про-
никают на незначительную глуби-
ну (до 0,08 мм) в металл провода.
В зоне сварки отсутствуют поры,
раковины, неметаллические про-
слойки и прочие дефекты. Кроме
того, большая прочность соединений
свидетельствует о высоком качест-
ве сварки.
При конденсаторной сварке мед-
ного провода с листом из стали 10
(рис. 155) заметен четко выражен-
ный переходный слой металла, име-
ющий повышенную травимость.
Структура металла в участке
сварки сормайтового шарика с
пластинкой из пермаллоя приведена на рис. 156,астакой же пластин-
кой из нержавеющей стали — на рис. 157. В зоне сварки (рис. 156,а)
в сормайтовом шарике четко видны участки, подвергшиеся расплав-
Рис. 156. Структура участка сварки сормайтового шарика диаметром 1,2 ищи
с листом из пермаллоя толщиной 0,3 мм, выполненной на точечной ма-
шине ТКМ-4 (электролитическое травление);
a — X 60; б — х 400.
лению; на пластинке из пермаллоя участки расплавления отсут-
ствуют.
В зоне сварки сормайтового шарика с нержавеющей сталью
(рис. 157) имеются участки, подвергшиеся расплавлению. На
258
участке сплавления сормайтового шарика с нержавеющей сталью
как со стороны шарика, так и со стороны стали видны мелкие столб-
чатые кристаллиты, направленные перпендикулярно линии разде-
ла расплавленного и основного металлов. Однако структура участка
металла, подвергавшегося расплавлению, резко оттичается от струк-
тур нерасплавленных свариваемых металлов. Это объясняется тем,
что в процессе расплавления произошло образование нового сплава.
Рис. 157. Структура участка сварки сормайтового шарика диаметром
1,2 мм с листом из стали типа 25-20 толщиной 0,3 мм, выполненной на
точечной машине ТК.М-4 (электролитическое травление);
a — X 60; б — X 400.
В результате проведенных металлографических исследований
[341 было подтверждено, что при стыковой конденсаторной сварке
металлов значительных сечений (например, труб из низкоуглеро-
дистых сталей) качество сварных соединений высокое. В месте свар-
ки получается полный провар по всему стыку, отсутствуют включе-
ния, а также не наблюдаются перегрев металла и заметный рост
зерен.
Результаты металлографического анализа сварных стыковых со-
единений труб из стали 1Х18Н9Т, а также труб из титана ВТ-1-2
[92] подтверждают высокие достоинства конденсаторной сварки
(по сравнению с аргоно-дуговой сваркой указанных труб).
Свариваемость металлов при ударной кон-
денсаторной сварке оплавлением. В табл. 57
содержатся данные о свариваемости различных металлов сече-
нием до 25 лш2 способом ударной конденсаторной сварки. Из
таблицы видно, что при этой сварке получаются качественные не-
разъемные соединения из меди с медью, меди с томпаком Л90 и т. д.
Это трудно выполнимо и даже невозможно при трансформаторной
и бестрансфорыаторной конденсаторной сварке сопротивлением.
При ударной конденсаторной приварке сормайтового шарика
к кончику пера авторучки из пермаллоя сварное соединение
(рис. 158) получается высокопрочным и имеет четко выраженную гра-
259
Таблица 57
Свариваемость цветных и черных металлов малых сечений при стыковой ударной
конденсаторной сварке оплавлением
Материалы Томпак Л90 Сталь типа 18-8 Сталь 65Г | Сормайт Серебро Свинец Полутомпак Л80 Пермаллой Платинит Платина Палладий Осмистый иридий Олово Нихром Никелин Никель Молибден Медь Латунь Л62 Кадмий Иридий Золото Железо Вольфрам Бронза КМц
Алюминий У У У У X У У
Алюминиевый сплав Д16Т У
Бронза Бр. Б У У
Бронза КМц У X
Вольфрам У У У У У
Железо У У У У
Золото У У У У У
Иридий У
Кадмий • У
Латунь Л62 У У X X
Медь X У У X У X X
Бронза Бр. Б
Алюминиевый сплав
Д16Т
X
Молибден Никкль Никелин Нихром Олово Осмистый иридий Палладий Платина Платинит Пермаллой Полутомпак Л80 Свинец Серебро Сормайт Сталь 65Г Сталь типа 18-8 Томпак Л99 X X У У X X У X У X У У У X У X У X X X У
Условные обо зна< ени я: X хоре >ша? св арив аемс )СТЬ У -у 1 довлетв( эрительн ая сва£ шваемос ть.
chipmaker.ru
ницу раздела по зоне сварки обоих металлов. В сварном соединении
такого же шарика с пером из стали типа 18-8 (рис. 159) отсутствуют
участки литого металла, что свидетельствует о полном вытеснении
жидкого металла при сжатии деталей после их соударения. Граница
Рис. 158. Структура участка соеди-
нения сормайтового шарика диа-
метром 1,2 мм с листом из пермал-
лоя толщиной 0,3 мм, выполненно-
го ударной сваркой (электролити-
ческое травление); X 40.
Рис. 159. Структура участка соединения
сормайтового шарика диаметром 1,2 мм
с листом из стали типа 18-8 толщиной
0,3 мм, выполненного ударной сваркой
(электролитическое травление); х 60.
сплавления обоих металлов, обладающая повышенной травимостью,
получается в виде темной тоненькой полоски.
Структура сварных соединений ножек и циферблатов часов
(медный штифт и лист из томпака Л90), выполненных ударной свар-
кой при различной полярности, приведена на рис. 160. Лучшим
Рис. 160. Структура стыковых соединении медного штифта диаметром
0,85 мм с листом из томпака Л90 толщиной 0.5 мм, выполненных удар-
ной конденсаторной сваркой: (электролитическое травление); X 45;
а— при обратной полярности; б — при прямой полярности.
способом соединения указанных деталей является ударная сварка
при обратной полярности (рис. 160,а), так как по сравнению со
сваркой при прямой полярности (рис. 160, б) она обеспечивает об-
разование значительно меньшего усиления ножки в месте сварки и
не так глубоко проплавляется циферблат часов.
262
При ударной конденсаторной сварке медного провода с медным
листом при обратной полярности получается соединение (рис. 161)
с литой структурой, характеризующееся наличием столбчатых кри-
сталлитов и практически одинаковой травимостью на всех участках
сплавления.
Рис. 161. Структура стыкового соединения провода из меди Ml диаметром
1.5 мм с листом из такой же меди толщиной 2,6 мм, выполненного удар-
ной сваркой при обратной полярности (травление в азотной кислоте);
а — X 35; б — X ПО.
На рис. 162 приведена структура стыкового соединения медного
провода с листом из стали 1Х18Н9Т, выполненного ударной свар-
кой, но при прямой полярности. В данном случае литая структура
не образуется, в зоне сварки видна
четкая граница раздела металлов,
причем над ней (со стороны меди)
имеется полоса металла с повышен-
ной травимостью.
Без образования литой струк-
туры в зоне сварки получается сты-
ковое соединение из никелевых де-
талей (рис. 163).
Приведенная на рис. 164 струк-
Рис. 162. Структура стыкового сое-
динения провода из меди Ml диаме-
тром 0,6 лгл1 с листом из стали
1Х18Н9Т толщиной 0,8 мм, выпол-
ненного ударной сваркой при пря-
мой полярности (травление после-
довательно в царской водке и азот-
ной кислоте); х90.
тура стыкового соединения нихро-
мового провода с листом из стали
65Г характерна наличием глубоко-
го проплавления стальной дета-
ли и образованием утолщения на
конце приваренного медного про-
вода, а также наличием промежу-
точного слоя, образовавшегося в
результате расплавления обоих
свариваемых металлов. Утолщение на конце медного провода полу-
чается в результате высоких пластических свойств меди при нагре-
ве и действии усилий осадки в процессе сварки.
При ударной сварке тонких проводов из платинита и меди сты-
ковое соединение (рис. 165) характеризуется глубоким проникно-
263
chipmaker.ru
Рис. 163. Структура стыкового соединения провода из никеля Н1 диа-
метром 0,8 леи с листом из такого же никеля толщиной 2,8 мм, выполнен-
ного ударной сваркой при обратной полярности (электролитическое трав-
ление);
1 а — X 50; б — X 150.
Рис. 164. Структура стыкового
соединения из нихрома диаме-
тром 0,6 мм с листом из ста-
ли 65Г толщиной 1 мм, выпол-
ненного ударной сваркой при
прямой полярности (травление
в смеси уксусной и хромовой
кислот); X 40.
Рис. 165. Структура стыкового сое-
динения провода из платинита диа-
метром 0,4 мм с проводом из меди Ml
диаметром 0,6 мм, выполненного удар-
ной сваркой на автомате ЛА-8 (трав-
ление в растворе, составленном из
15 мл ледяной уксусной кислоты >10 мл
азотной кислоты и 15 мл сернистого
эфира); х50.
Рис. 166. Структура стыкового соединения провода
из платинита диаметром 0,4 мм с проводом из никеля
диаметром 0,8 мм, выполненного ударной сваркой на
автомате ЛА-8 (травление в растворе, составленном из
15 мл ледяной уксусной кислоты, 10 мл азотной ки-
слоты и 15 мл сернистого эфира); X 42.
264
вением в медь конца платинитового провода. Литой структуры
на линии сплавления металлов не образуется, а избыток расплав-
ленной меди выдавлен в грат.
Стыковое соединение при ударной конденсаторной сварке про-
водов из платинита и никеля (рис. 166) образуется со взаимным
сплавлением обоих деталей, в зоне их сварки получается литой ме-
талл. Избыток расплавленного металла здесь также выдавливается
в грат.
chipmaker.ru
ЭЛЕКТРОМАГНИТНАЯ СВАРКА
ОБЩИЕ ПОЛОЖЕНИЯ
По значимости и распространению электромагнитная сварка за-
нимает второе место среди всех способов сварки аккумулированной
энергией.
Первые попытки использования электромагнитной сварки отно-
сятся к 1905 г. [11, когда была разработана одна из разновидностей
этого способа — ударная электромагнитная сварка оплавлением.
Однако она не нашла заметного применения ввиду ряда недостатков.
Более известна и получила производственное применение электро-
магнитная сварка сопротивлением (7, 13, 15, 17, 30, 55, 56, 66, 67,
143], схема которой показана на рис. 167. Сварочный трансформатор
ТС имеет две обмотки: первичную — с числом витков и вторич-
ную— с числом витков ги2, которые находятся на общем магнито-
проводе, имеющем воздушный зазор 1в.
Если присоединить первичную обмотку трансформатора ТС к
источнику постоянного тока и включить ключ К, то через нее поте-
чет ток, величина которого постепенно нарастает от нуля до своего
максимального установившегося значения При этом в железном
сердечнике трансформатора возникает магнитный поток.
После размыкания ключа К. происходит уменьшение величины
магнитного потока и во вторичной обмотке трансформатора (которая
обычно состоит из одного витка) индуктируется кратковременный
импульс тока большой силы, осуществляющий сварку деталей.
Сущность рассмотренного явления состоит в следующем. В мо-
мент разрыва цепи первичной обмотки, имеющей индуктивность
L, в ней наводится значительная э. д. с., равная
(166)
где ~---скорость убывания тока в первичной обмотке.
Из формулы следует, что величина э. д. с. тем больше, чем скорее
убывает ток в первичной обмотке трансформатора. Поэтому от бы-
строты срабатывания ключа К и надежности его действия во многом
зависит сила сварочного тока во вторичной цепи и стабильность про-
цесса электромагнитной сварки.
266
Наиболее целесообразно весьма быстрое отключение подмагни-
чивающего тока, однако тогда на отключающих устройствах
появляются чрезмерно высокие напряжения. Поэтому практичес-
ки размыкание первичной обмотки сварочных трансформаторов
электромагнитных машин производят путем постепенного снижения
тока, что достигается быстро следующим друг за другом размыкани-
ем нескольких контакторов (7, 30], которые постепенно вводят в
цепь первичной обмотки добавочное сопротивление.
Для более полного использования стали сердечников в свароч-
ных трансформаторах электромагнитных машин принимают высокие
значения индукции (но ниже поро-
га насыщения) и делают в сердеч-
никах значительные воздушные за- + .//
зоры, что позволяет увеличивать &------у‘'°~
запасы накапливаемой электро-
магнитной энергии. Последнее до-
стигается благодаря росту удель- j?--------
ной энергии магнитного поля за
счет изменения хода кривой нама-
гничивания при введении воздуш- Рис. 167. Схема электромагнитаой
ного зазора в сердечник транс- сварки,
форматора.
Физическая сущность значения зазора в сердечнике сварочно-
го трансформатора заключается в том, что для получения одной
и той же индукции В в стали сердечника при введении зазора тре-
буется увеличивать общие ампер-витки, т. е. необходимо повышать
среднюю напряженность магнитного поля внутри обмотки трансфор-
матора.
Плотность энергии магнитного поля [7]
н
аэы — j HdB, (167)
о
где Н == '-у- — напряженность поля;
В — индукция в стали;
i — сила тока;
w — число витков;
/ — средняя длина магнитного потока.
Для магнитопровода из стали интеграл по формуле (167) гра-
фически выражается заштрихованной площадью над эксперименталь-
ной кривой намагничивания 1 (рис. 168).
При воздушных зазорах в магнитной цепи сердечника кривая
2, выражающая для данного магнитопровода зависимость между
В и И, пройдет тем ниже, чем больше будет величина зазора. При
этом интегрируемая площадь над пунктирной линией 2 оказыва-
ется больше при одинаковых величинах индукции В в стали магни-
267
chipmaker.ru
топровода. Поэтому при увеличении зазора общее количество запа-
саемой энергии в сердечнике трансформатора, получаемой путем
умножения величины Яэм по формуле (167) на объем стали магнито-
провода, также окажется более высоким.
Зависимость формы кривой намагничивания стали от величины
воздушного зазора в магнитопроводе показана на рис. 169.
Рис. 168. Формы кривой нама-
гничивания стали:
1 — без зазора в магнитопроводе; 2 —.
с зазором в магнитопроводе,.
Рис. 169. Зависимость кривой намагни-
чивания стали от величины воздушного
зазора в магнитопроводе Ц43).
В табл. 58 приведены значения удельной энергии магнитного
поля при различных воздушных зазорах. Из таблицы видно, что
максимальное значение ее составляет величину около 0,046 вт-сек/см3,
а это соответствует полезной отдаче непосредственно сварочной
цепи энергии магнитного поля, равной около 4,0—4,5 вт • сек
на 1 кг трансформаторной стали (за вычетом потерь энергии порядка
25% при размыкании цепи подмагничивающего тока).
Таблица 58
Зависимость удельной энергии магнитного поля в ет.сек/слс'
от величины воздушного зазора (143]
Величина воздушного зазора (в % к общей длине магнитной цепи) Напряженность магнитного поля, в
160 | 400 800
0 0,0023 0,0070 0,0100
1,25 0,0077 0,0210 0,0310
3,25 0,0031 0,0193 0,0440
3,55 0,0027 0,0179 0,0460
4,00 0,0026 0,0159 0,0461
4,50 0,0023 0,0142 0,0463
В результате проведенных исследований А. А. Батовриным
[13, 141 была установлена возможность накапливать в сварочной
цепи электромагнитных машин полезную энергию около 9—
15 вт • сек на 1 кг трансформаторной стали, что в 2—3 раза превыша-
268
ет указанную выше величину. Благодаря этому можно получать
довольно компактные сварочные трансформаторы.
Вес трансформаторов, применяемых в электромагнитных маши-
нах, весьма значителен (до 220—250 кг на 1 кет • сек накопленной
энергии), что увеличивает габариты, стоимость и вес машин.
Одной из главных причин ограниченного применения электро-
магнитных машин является не только значительный вес сердечни-
ков сварочных трансформаторов, но также трудности коммутиро-
вания тока намагничивания.
Типовые кривые изменений во
времени токов электромагнитной
машины — намагничивающего 4 и
сварочного i2 — приведены на рис.
170. В момент включения ключа К
(рис. 167) величина тока 4, кото-
рый индуктируется во вторичной
цепи машины, незначительна. По
достижении намагничивающим то-
ком 4 заданной величины ключ Л
разрывает (в момент 4) намагничи-
вающую цепь, что сопровождается
возникновением импульса свароч-
ного тока i2, который затем бы-
стро спадает до нулевого значения.
От четкости срабатывания, бы-
строты действия и стабильной ра-
боты в процессе эксплуатации ключа К, а также контакторов,
включающих ограничивающий сопротивления в первичной цепи
трансформатора, в большой степени зависит амплитуда и форма
импульса сварочного тока. Так, например [301, увеличение длитель-
ности включения контакторов с 0,02 сек до 0,06 сек (из-за их разре-
гулировки) обусловило в одной из электромагнитных машин умень-
шение величины амплитуды тока 4 с 36,5 ка до 22,0 ка при некотором
увеличении времени сварки /св.
При размыкании первичной цепи электромагнитных машин кон-
такторами разных конструкций обычным является возникновение
электрической дуги, которая обусловливает не только потери энер-
гии, но также обгорание контактов и, как следствие этого, наруше-
ние стабильности режима сварки.
Попытки уменьшить обгорание контактов коммутирующих
устройств в электромагнитных машинах и улучшить использование
энергии магнитного поля привели к тому, что в схемы машин начали
вводить батареи конденсаторов 17, 30], подключенные параллельно
первичной обмотке сварочного трансформатора (рис. 171). Это в
значительной мере улучшило работу коммутирующих устройств и
стабилизировало процесс электромагнитной сварки. Объединение
в одной машине электромагнитного и конденсаторного накопите-
269
chipmaker, ru
лей энергии нерационально. Это видно из следующего примера.
Электромагнитная машина МТПИМ-200-3 для точечной сварки
алюминиевых сплавов толщиной до 1,6 -ф 1,6 мм снабжена допол-
нительно конденсаторной батареей на 900 мкф, заряжаемой до ЗОООв,
тс
Рис. 171. Схема электромагнитной ма-
шины с емкостью, подключенной па-
раллельно первичной обмотке свароч-
ного трансформатора 130].
Улучшение коммутирования
в которой можно накапливать
энергию, равную 13,5 кет сек.
Величина последней вполне до-
статочна для точечной конден-
саторной сварки алюминиевых
сплавов толщиной до 2 + 2 ми.
Соответствующие конденсатор-
ные машины дешевле электро-
магнитных и более надежны в
работе, так как не требуют уст-
ройства воздушного зазора в
трансформаторе и применения
ненадежного в работе контактора,
тока намагничивания в электро-
магнитных машинах может быть достигнуто благодаря использова-
нию предложенной автором схемы электромагнитной машины
(рис. 172). Нормально гасящий конденсатор Сг, имеющий емкость
Рис. 172. Схема электромаг-
нитной машины с коммути-
рованием намагничивающего
тока игнитроном.
порядка нескольких десятков микрофарад, разряжен. При включе-
нии системы управляющих контактов КУ конденсатор Сг заряжает-
ся, игнитрон И поджигается и по первичной обмотке сварочного
трансформатора ТС начинает протекать ток намагничивания. Когда
ток достигает заданной величины, контакты КУ отключаются и к
игнитрону И подводится полное напряжение конденсатора Сг, при-
чем отрицательный его полюс попадает на анод, а положительный—
270
на катод игнитрона (благодаря этому игнитрон сразу же гаснет).
Величина тока поджигания игнитрона ограничивается сопротивле-
нием 7?п, а тока зарядки конденсатора Сг — сопротивлением РС-
Сопротивление 7?ш служит для снятия перенапряжений, возникаю-
щих при гашении игнитрона.
Рассмотренная схема может быть в первую очередь использова-
на для создания электромагнитных машин малой мощности (на игни-
тронах типов/7-20/1,5, /7-50/1,5 и подобным).
Рабочий процесс электромагнитных машин и расчет их магнит-
ных цепей подробно изучены О. Н. Братковой [15, 17] и В. К- «Лебе-
девым [66, 67].
ЭЛЕКТРОМАГНИТНЫЕ МАШИНЫ ДЛЯ СТЫКОВОЙ
И ТОЧЕЧНОЙ СВАРКИ
Схема электромагнитной машины для ударной сварки оплавле-
нием показана на рис. 173 [1].
Первичная обмотка трансформатора Т питается от машины посто-
янного тока МП, а вторичная — соединена с зажимами 1 ъ2 меха-
Рис. 173. Схема машины для стыковой
электромагнитной ударной сварки оплав-
лением [1].
низма соударения, в которых
находятся детали, предназна-
ченные для сварки.
Верхний зажим 1 механиз-
ма подвешен на пружинах 77,
а нижний 2 крепится к лево-
му концу рычага Р, который
может поворачиваться на шар-
нире Ш. Притягивание и опу-
скание рычага Р производит-
ся электромагнитом Э2И1- Ко-
гда в обмотке электромагнита
протекает ток, рычаг Р пово-
рачивается и происходит со-
прикосновение концов дета-
лей, выступающих из зажимов. В этом положении рычага Р между
ним и наковальней Н устанавливается зазор 0,5 мм.
Для соударения свариваемых деталей с определенным усилием
имеется груз Г, поднимаемый на высоту, заданную по режиму свар-
ки, и удерживаемый в этом положении защелкой 3, притянутой к
электромагниту ЭМ2.
Процесс сварки производится в следующей последовательности.
Выключателем разрывается цепь обмотки электромагнита Э2И2.
Защелка 3 освобождает груз Г, который при своем падении размы-
кает выключатель В2- При этом отключается контактор К, и цепь
первичной обмотки трансформатора Т разрывается. Убывающий
271
chipmaker.ru
магнитный поток в сердечнике трансформатора обусловливает ин-
дуктирование в его вторичной цепи тока большой силы.
При отключении контактора К размыкаются контакты выклю-
чателя В3 и обесточивается электромагнит ЭЛ1(. Это обусловливает
поворот рычага Р в сторону наковальни и образование небольшого
зазора между концами свариваемых деталей. В зазоре возникает
дуговой разряд, оплавляющий детали. Падающий груз Г ударяет
Рис. 174. Точечная электромагнитная
машина МТПИМ-200 (эскиз).
Рис. 175. Точечная электромаг-
нитная машина РМСО-5С5 фир-
мы «Сияки» (эскиз).
по верхнему зажиму и проводит в соприкосновение свариваемые
детали, сжимая их при остывании металла.
В рассмотренной схеме регулирование режима сварки производит-
ся изменением тока намагничивания трансформатора Т, высоты
подъема груза Г и его веса, а также уровнем установки выключа-
теля В2.
Как видно из сравнения схем, приведенных на рис. 7 и рис. 173,
технологический процесс при ударной конденсаторной сварке явля-
ется более простым и надежным.
Сравнительно ограничено применяют в нашей стране мощные
электромагнитные машины для точечной сварки сопротивлением
алюминиевых сплавов. Такими машинами являются: отечествен-
ная— МТПИМ-200 (рис. 174) и фирмы «Сияки» — РМСО-5С5
(рис. 175). В табл. 59 приведены технические характеристики
этих машин.
Упрощенная электрическая схема машины МТПИМ-200 пока-
зана на рис. 176. Питание машины постоянным током производит-
ся от трехфазной сети переменного тока через выпрямительное
устройство, состоящее из трансформатора ТВ и системы игнитро-
нов Иъ И2 и Иа. Управление тиратронами Tlt Т2 и Т8, которые на-
ходятся в цепи поджигателей игнитронов, производится системой
контактов реле управления РУ.
272
Таблица 59
Технические характеристики точечных электромагнитных машин
для сваоки цветных металлов толщиной 0,8—3,0 мм
Показатели Тип машины
МТПИМ-200 РМСО-5С5
Первичное напряжение (3 фазы), в
Максимальная потребляемая мощность,
ква
Вторичный ток короткого замыкания, ка
Максимальное рабочее давление, кГ
Максимальное ковочное давление, кГ
Полезный вылет, мм
Рабочий ход электрода, мм
Число свариваемых точек в мин
Наибольшая толщина при сварке алюми-
ниевых сплавов Д16Т и В95Т, мм
Рекомендуемые толщины при сварке
сплавов Д16т и В95Т, мм
380
250
15,0-37,5
2500
2500
1070
50
<30
1,5+1,5
0,8—1,5
380
400
75,0
900
3000
1160
<30
3,0+3,о
1,5—3,0
При включении линейного
контакта КЛ и срабатывании
реле РУ игнитроны начинают
пропускать ток в цепи первич-
ной обмотки сварочного транс-
форматора ТС. Максимальная
величина первичного тока оп-
ределяется режимом сварки и
соответствующей настройкой
максимального токового ре-
ле РТ.
Намагничивание трансфор-
матора ТС вызывает появле-
ние в его вторичной цепи не-
большого тока, который подо-
гревает детали, сжатые между
электродами машины. По до-
стижении первичным током
заданной величины срабаты-
вает реле РТ и замыкается
цепь электромагнитного пнев-
моклапана, что обусловливает
быстрое отключение электри-
Рис. 176.Электрическая схема точечной эле-
ктромагнитной машины МТПИМ-200 [7]:
ВУ — выпрямительное устройство; СМ — свароч-
ная машина; КУ — коммутационное устройство.
ческого контактора ЭКП. При
этом цепь зарядного тока си-
лой до 680 а быстро (в течение
0,007—0,008 сек) разрывается.
Размыкание контактора ЭК.П обусловливает зарядку конден-
саторной батареи С, которая затем через демпфирующее сопротив-
ление 7?! разряжается на первичную обмотку трансформатора ТС.
273
chipmaker.ru
При разрыве цепи зарядного тока его значение быстро спадает до
нуля, а величина сварочного тока возрастает от 12 000—16 000 а
(ток подогрева) до 40 000—100 000 а.
В схеме машины МТПИМ-200 имеются: сопротивление Ra, слу-
жащее для уменьшения пика перенапряжения при разрыве цепи
зарядки контактором ЭЦП, и сопротивление /?2, на которое при
Рис. 177. Электрические контакторы с воздушным дутьем для мощных
электромагнитных машин [11]:
а — закрытого типа; б — открытого типа.
включении контактов КБ производится разряд конденсатора (этот
процесс сблокирован с открыванием дверец машины).
При работе машины МТПИМ-200 наблюдается частое нарушение
действия электрического контактора для разрыва зарядного тока [11].
На рис. 177, а приведена схема электрического контактора закрыто-
го типа. В рабочую камеру 3 подается сжатый воздух. Шток 5, соединён-
ный с пневматическим механизмом (на рисунке не показан), прижимает
подвижный контакт 4 к неподвижному 2, замыкая первичную цепь
сварочной машины. Перемещение штока 5 обусловливает быстрое
размыкание контактов 2 и 4. В зазор между ними устремляется воз-
дух, который выдувает образовавшуюся дугу в выходной канал 1,
где она гаснет, и цепь зарядного тока размыкается.
При эксплуатации рассмотренного контактора происходит быстрый
износ контактов 2 и 4 (особенно подвижного), доходящий до 5—Юлии
за смену [11]. Это нарушает стабильность работы электромагнитной
машины МТПИМ-200 и вызывает необходимость в частой зачистке
и замене контактов.
Более надежным является электрический контактор открытого типа
(рис. 177,6), в котором оба контакта — подвижный 4 и неподвиж-
ный 2 — установлены в открытом каркасе 3, и при замкнутом по-
274
ложении подвижный контакт закрывает выходное отверстие канала
для воздуха.
Гашение дуги производится в момент размыкания контактов,
когда через канал внутри неподвижного контакта 2 вдувается сжа-
тый воздух. Равномерный износ контактов обеспечивается одинако-
вой формой отверстий на их рабочих торцах (в подвижном контакте
отверстие глухое и заполнено парафином, который устраняет шум,
создаваемый действием выходящего воздуха).
Таблица 60
Режимы точечной электромагнитной сварки алюминиевых сплавов
Д16Т и В95Т иа машине МТПИМ-200 (вылет консолей—1200 мм) |11]
Толщина паке- та листов, мм Режим сварки Диаметр ядра сварной точ- ки, мм
Зарядный ток, а Усилие сжатия, кГ Радиус сферы торцов одного из электродов, мм
при сварке при проковке
0,5+0,5 200—225 200—225 50 3,0
0,6+0,6 225—250 225—250 — 50 3,0
0,8-|-0,8 350—375 350—375 — 50 3,5
1,0+1,0 425—475 450—500 — 50 3,5
1,2+1,2 500—525 600—625 — 75 5,0
1.5+1,5 550—575 650—700 2000—2500 75 6,0
Примечания: 1. При сварке сплава В95Т усилие сжатия и ковочное давле-
ние следует увеличивать на 10—15%, а остальные параметры режима сварки
оставлять такими же. как для сплава Д16Т.
2. Второй электрод должен иметь плоскую поверхность.
Таблица 61
Режимы точечной электромагнитной сварки дюралюминия Д16Т на
машине типа РМСО-5С5 фирмы «Синки»
(нижний электрод — плоский)
Толщина па- кета листов. мм Радиус сферы । верхнего эле- ктрода, мм Режим сварки Диаметр ядра сварной точ- ки, мм
Заряд- ный ток (по шка- ле реле тока), а Усилие сжатия электродов, кГ Ковочиое да- вление, кГ Запаздывание включения ко- вочного давле- ния сек
1,5+1,5 100 270 550—600 2000 0,1 6,0
2,0+2,0 100 425 650—700 2500 0,1 7,0
3,0+3,0 100 500 800—950 3000 0,1—0,15 9,0
Примечания: 1. При сварке дюралюминия марки В95Т усилие сжатия н ко-
вочное давление следует увеличивать на 10—15%; остальные параметры режима
сварки остаются такими же, как для марки Д16Т.
2. Сварка также может производиться при верхнем плоском электроде и ниж-
нем сферическом или двух сферических электродах.
275
chipmaker.ru
Преимуществом данной конструкции является возможность по-
стоянного наблюдения за контактами, легкость их обслуживания и
замены. Величина зазора между торцами контактов по мере износа
устанавливается регулировочной гайкой 1.
Подробно конструкции и схемы электромагнитных машин оте-
чественного производства рассмотрены в работах [56, 1011. Разра-
ботка контактных машин для сварки импульсом постоянного тока
[43, 1011 привела к прекращению в СССР серийного выпуска мощных
электромагнитных машин.
В отличие от конденсаторной сварки, при которой имеется воз-
можность широкого регулирования формы кривой и величины сва-
рочного тока, точечная электромагнитная сварка в этом отношении
менее гибка.
В табл. 60 и 61 приведены некоторые режимы точечной электро-
магнитной сварки алюминиевых сплавов толщиной до 3 -J- 3 мм.
ВТОРОСТЕПЕННЫЕ СПОСОБЫ СВАРКИ
АККУМУЛИРОВАННОЙ ЭНЕРГИЕЙ
Название «второстепенные способы» сварки является условным
[122] и не исключено, что каждый из описываемых ниже способов
сможет получить значительное развитие и внедрение. В настоящее
время к числу таких способов сварки следует отнести: аккумуля-
торный или электрохимический, кинетический или инерционный,
энергией электромагнитного поля и упругих элементов, а также
энергией электрического генератора с подвижным индуктором. Из
всех перечисленных способов сварки только один — аккумулятор-
ный — нашел некоторое практическое применение (главным обра-
зом в США), а остальные пока не вышли из стадии теоретических
и экспериментальных исследований *.
АККУМУЛЯТОРНАЯ СВАРКА
Аккумуляторная сварка выполняется по схеме, приведенной
на рис. 178.
Аккумуляторная батарея БА непрерывно заряжается от мотор-
генератора П (возможна также зарядка от выпрямительного устрой-
ства). Сварочная цепь включается графитовым прерывателем тока
ГП, и при этом по ней протекает ток, величина которого во много
раз больше зарядного тока батареи. Продолжительность сварки
задается интервалом времени на включение и отключение этого
прерывателя Плавная регулировка сварочного тока осуществляет-
ся реостатом R **.
Применение графитовых прерывателей специальной конструк-
ции (рис. 179) обеспечивает надежное искрогашение при разрыве
значительных сварочных токов [127]. Это достигается плавным из-
менением переходного сопротивления прерывателя при изменении
* 1) способ сварки энергией^ электрического генератора с подвижным индук-
тором, как наименее исследованный, не рассматривается;
2) общие сведения обо всех второстепенных способах сварки аккумулиро-
ванной энергией были кратко изложены в первом разделе книги.
** Включение такого реостата приводит к потерям энергии, поэтому его со-
противление должно быть минимальным.
277
chipmaker, ru
приложенного к нему давления, что обусловлено свойствами гра-
фита (рис. 180), из которого изготовляются накладки прерывателя
3. В прерывателе одна из графитовых накладок находится на верх-
нем 4 медном контакте, а вторая —
Рис. 178. Схема способа точечной аккуму-
ляторной сварки.
на нижнем 2, зазор между ними
не превышает 1 мм. Пневмати-
ческая камера прерывателя то-
ка образуется диском 8 и диа-
фрагмой 7, через которую пере-
дается давление на диск 6, с
укрепленным на нем через ре-
зиновую прокладку 5 верхним
медным контактом. Привод
прерывателя пневматический,
воздух в камеру подается под
давлением до 6 атм, четкое срабатывание прерывателя при откло-
нении сварочного тока обеспечивается мещными пружинами 1.
Исследования С. В. Шаблыгина и И. М. Девятова [1271 показа-
ли, что прерыватель (рис. 179) может обеспечить до 200 включений
в минуту и выдержать до 200 тысяч размыканий сварочного тока
без каких-либо повреждений поверхности графитовых накладок.
Это объясняется применением в аккумуляторных машинах низких
напряжений (6—12 в). Из опытов видно, что дуга возникает лишь
при значительных вылетах хобота машины (6 м), так как индуктив-
ность в контуре велика и в нем накапливается значительная энергия,
что обусловливает перенапряжения на контактах прерывателя и об-
разование дуги (при напряжениях на аккумуляторе в 12 в и свароч-
ном токе 20 ка). Однако при величине полезного вылета хобота
машин менее 3 м и напря-
жении 6 в дуга в прерыва-
теле не образуется.
Сопротивление графи-
товых прерывателей тока
обычно составляет величи-
ну порядка до 80—100 мком.
Возможна также разработ-
ка прерывателей с сопро-
тивлением 15 — 20 мком
для коммутирования токов
до 100 ка [1271.
Рис. 179. Графитовый прерыватель свароч-
ного тока аккумуляторных машин [127}.
При аккумуляторной сварке используется последовательно-па-
раллельное соединение аккумуляторов. Величина сварочного тока
в этом случае определяется по такой формуле:
/св
С,"
ГВ ~in +
(168)
где Ея — э. д. с. одного аккумулятора, в;
278
п — число последовательно соединенных аккумуляторов;
т — число параллельно соединенных аккумуляторов, шт.;
гв —- внутреннее сопротивление одного аккумулятора, ом\
Ra — сопротивление сварочной цепи (соединительные шины,
Рис. 180. Зависимость переход-
ного сопротивления контакта
графит-графит (площадью 36 см2}
от удельного давления 1127].
вторичный контур, прерыватель тока и свариваемые де-
тали), ом.
Следует отметить, что величина гв зависит от степени заряженно-
сти аккумулятора и от величины разрядного тока [114, 127].
Аккумуляторные машины имеют существенные недостатки: ко-
роткий срок службы аккумуляторов и неудобства их эксплуатации,
зависимость стабильности сварочного тока от четкости работы гра-
фитового прерывателя [1271. Приме-
нять их следует в тех случаях, когда
необходимы контактные машины с
большим полезным вылетом (до 6л),
что позволит в десятки раз снизить
потребляемую мощность по сравне-
нию с однофазными машинами и
выполнять сварку при заданной по-
лярности на электродах (например,
для соединения различных металлов
неодинаковой толщины). Однако в
последнем случае вполне применима и
более выгодна конденсатор-
ная сварка.
В Советском Союзе серийный выпуск аккумуляторных машин не
производится. Универсальная машина американской фирмы Про-
грессив Вельдер [11] применяется для точечной сварки легких спла-
вов толщиной до 4,5 -j- 4,5 мм и роликовой сварки этих сплавов
толщиной до 3 3 мм. В последнем случае устанавливаются ро-
ликовые головки и сварка осуществляется при шаговом вращении
роликов.
Передвижная аккумуляторная машина (рис. 181) снабжена под-
весными клещами с пневматическим проводом для точечной сварки
легких сплавов в условиях монтажа.
КИНЕТИЧЕСКАЯ ИЛИ ИНЕРЦИОННАЯ СВАРКА
Способ кинетической или инерционной сварки разработан совет-
скими исследователями А. А. Алексеевым и С. В. Шаблыгиным
[124, 1251.
Электрическая схема точечной сварки с использованием кинети-
ческой энергии приведена на рис. 182. Как видно из рисунка, ки-
нетическая сварка может выполняться двояко: со сварочным транс-
форматором ТС (рис. 182,а) и с непосредственным подключением
свариваемых деталей к однофазному синхронному генератору низ-
кого напряжения (рис. 182,6).
Машина для кинетической сварки состоит из трехфазного син-
279»
chipmaker.ru
хронного двигателя ДА, вращающего импульсный генератор ИГ и
возбудитель В. Если масса всех вращающихся частей машины ока-
зывается недостаточной, то машина дополнитель-
Рис. 181. Передвижная машина с подвесными клещами для точечной
аккумуляторной сварки фирмы Прогрессив Вельдер.
Процесс сварки осуществляется следующим образом. Включает-
ся двигатель ДА и после полного разворота всей вращающейся си-
стемы машины между электродами зажимаются свариваемые детали,
Рис. 182. Электрические схемы точечной кинетической сварки:
а — со сварочным трансформатором; б — без сварочного трансформатора.
затем ключом К кратковременно замыкается цепь обмотки возбуж-
дения генератора ИГ. При этом число оборотов вращающейся си-
стемы несколько снижается и часть ее кинетической энергии преоб-
разуется в электрическую, которая и используется для сварки.
Таким образом, при кинетической сварке значительная инерция
280
го тока /св и тока короткого
замыкания /к 3 от числа оборо-
тов машины п при кинетической
сварке [125].
маховых масс машины позволяет сгладить пики нагрузки в питаю-
щей сети.
Первая установка для точечной кинетической сварки была раз-
работана и исследована С. В. Шаблыгиным в Ленинградском по-
литехническом институте им. М. И. Ка-
линина[124]. Там же была установлена
возможность шовной кинетической
сварки.
Как показали исследования С. В.
Шаблыгина н Б. В. Журавлева [125],
при кинетической сварке ток /св мень-
ше тока короткого замыкания гене-
ратора /к э примерно на 3—5% и ве-
личины этих токов возрастают с уве-
личением числа оборотов машины
(рис. 183). Кинетическая сварка на
жестких режимах дюралюминия тол-
щиной 3 + 3 и 4 + 4 мм дала поло-
жительные результаты при токах 49
и 56 ка (разрушающие нагрузки на
точку— в пределах 1160—1420 и
1300—1650 кГ). Мощность, потребля-
емая машиной от сети для сварки
дюралюминия толщиной 3 + 3 мм, при ПВ = 4% не превышала
54 кет.'
Стабильность процесса кинетической сварки незачищенных об-
разцов (из партии в 32 штуки) характеризуется кривой (рис. 184),
Рис. 184. Результаты механических испыта-
ний образцов кинетической сварки из ли-
стового дюралюминия [125].
которая показывает, что толь-
ко два образца имели откло-
нение по усилию среза более
чем на 10% от среднего.
Опытами также установ-
лено [126], что при кинетиче-
ской сварке алюминиевых
сплавов коэффициент сглажи-
вания (отношение импульс-
ной мощности генератора к
мощности, потребляемой ма-
шиной от сети) составляет
величину порядка 6,4. Это
свидетельствует о весьма по-
ложительном качестве этого
способа сварки.
Анализируя в целом способ кинетической сварки, следует отме-
тить, что несмотря на ряд ее положительных качеств (сглаживание
пиков нагрузки на сеть, независимость выходного напряжения от
колебаний напряжения в сети и др.), этот способ все же имеет недо-
281
chipmaker.ru
статок — наличие вращающихся масс. Из-за этого недостатка ки-
нетическая сварка еще не может конкурировать, например, со свар-
кой импульсом постоянного тока (для алюминиевых сплавов) и
конденсаторной сваркой (для металлов малых толщин).
СВАРКА ЭНЕРГИЕЙ ЭЛЕКТРОМАГНИТНОГО ПОЛЯ
И УПРУГИХ ЭЛЕМЕНТОВ
Способ сварки энергией электромагнитного поля и упругих эле-
ментов разработан и исследован О. Н. Братковой, Ю. Е. Нитусо-
вым и И. А. Бачелисом [18].
Рис. 185. Электрическая схема точеч-
лой сварки энергией электромагнитного
поля и упругих элементов .
Рис. 186. Кривые токов рабочего
процесса машины для сварки энер-
гией. электромагнитного поля и
упругих элементов [18].
Электрическая схема сварочной машины с накоплением энергии
в электромагнитном поле и упругих элементах показана на рис.
185. При перемещении нижней части среднего сердечника магнито-
провода сварочного трансформатора ТС воздушный зазор /в умень-
шается от начальной величины /вн до конечного значения /вк,
соответствующего положению сердечника, при котором в магнитном
поле трансформатора при заданных ампер-витках накапливается
максимальная энергия. Этому же положению сердечника соответ-
ствует полное сжатие пружин П. Перемещение нижней части сер-
дечника и сжатие пружин П осуществляется благодаря подаче на
первичную обмотку трансформатора (с числом витков щд) постоян-
ного напряжения, что производится замыканием ключа К..
Рабочий процесс в сварочной машине с накоплением энергии в
электромагнитном поле и в упругих элементах показан на рис.
186. В начале процесса первичный ток имеет более высокие значе-
ния, чем в машине с неподвижным, сердечником, что обусловлено
наличием значительного воздушного зазора. Затем при втягивании
части среднего сердечника трансформатора ТС происходит увеличе-
ние магнитного потока и снижение первичного тока до значения
z’ik (это соответствует времени /к). После того как подвижная часть
282
среднего сердечника останавливается и воздушный зазор достигает
постоянного значения /в.и, ток 4 начинает увеличиваться и про-
должает нарастать до момента tlt когда происходит отключение пи-
тания (размыканием контактов /() и ток б спадает до нулевого зна-
чения.
Индуктируемая во вторичном контуре трансформатора (с числом
витков w2) э. д с. обусловливает протекание импульса сварочного
тока, большего по величине и обратного по знаку по сравнению с то-
ком при накоплении энергии. Сварочный ток /2 быстро достигает
своего максимального значения /'гаах, а затем начинает уменьшаться
до момента /2, когда отпадание среднего сердечника, ввиду обесто-
чения первичной обмотки трансформатора, вызывает резкое увеличе-
ние скоростей убывания магнитного потока за счет энергии упру-
гих элементов. Тогда сварочный ток вновь увеличивается и, достиг-
нув второго максимума — /^ах, убывает до нуля, завершая процесс
сварки точки.
Из исследований [18] видно, что в процессе сварки (рис. 185)
можно накопить примерно в 1,5—2 раза больше энергии, чем за то
же время в машине с неподвижным сердечником, т. е. при чисто
электромагнитной сварке. Кроме того, при рассматриваемом спо-
собе сварки использование энергии упругих элементов и наличие
подвижного сердечника создают некоторые технологические и экс-
плуатационные преимущества.
Сварке энергией электромагнитного поля и упругих элементов
присущ основной недостаток электромагнитной сварки [18] — труд-
ность коммутирования тока 4. Кроме того, наличие подвижного
сердечника в сварочном трансформаторе затрудняет его конструиро-
вание и делает ненадежным в эксплуатации, особенно при высокой
производительности. Значительной трудностью является обеспече-
ние надежной и стабильной работы упругих элементов (в частности
пружин, которые, как известно, с течением времени могут менять
свои упругие свойства).
Поэтому такой способ сварки аккумулированной энергией пока
не нашел практического применения.
ПРИЛОЖЕНИЕ
Даяние о повышении производительности труда от внедрения конденсаторной сварки сборок некоторых изделий
серийного производства
Эскиз сборки № детали, вхо- дящей в сборку Наименование детали Количество дета- лей на изделие, шт. Материал и его толщина Сущность технологического, издедеиия и получаемая эффективность Трудоемкость, мин Повышение про- изводительности с - — 100 % г«. С
до внедре ния кон- денсатор- ной свар- ки i по£ле внедрения конденса- торной сва.ркн с
у2 1 2 Задняя стенка Направ- ляющая ] 1 Алюми- ний АЗ 6=1 мм Алюми- ний АЗ 6=0,3 мм Аннулирована деталь—заклеп- ка (4 шт.) Ликвидированы операции про- сечки и зенковки четырех отвер- стий, отделки детали № 2 в свя- зи с отделкой сваренной сборки Заменен материал детали №2 с латуни на алюминий Повышена производительность труда 10,0 2,0 400
LET' ‘ ' |Ы и
1 Крышка фотоэкс- пономет- ра 1 Алюми- ний АЗ 6=0,4 мм Анулнрована деталь—заклепка (2 шт.) Ликвидированы операции свер- ления и зенковки четырех отвер- стий
к—"° ♦
3 2 4 • 2 3 Угольник Пластин- ка 1 1 Алюми- ний АЗ 6=0,4 мм Целуло- ид техни- ческий 6=0,2 мм Улучшено качество сборки Повышена производительность труда 9,4 4,0 135
1 Рамка 1 Алюми- ний АЗ Аннулирована деталь — зак- лепка (2 шт.)
2 1 2 Рамка 1 6=0,5 мм Алюми- ний АЗ 6=0,5 мм Ликвидированы операции про- сечки и зенковки четырех отвер- стий Повышена производительность труда Улучшено качество сборки 2,92 1,5 95
^2 1 2 Оправа Угольник 1 1 Алюми- ний АЗ 6=1 мм Алюми- ний АЗ 6=0,6 мм Ликвидированы операции про- сечки двух окон, сверления и зенковки двух отверстий Аннулирована деталь—заклеп- ка (2 шт.) Заменен материал детали № 2 с латуни на алюминий Повышена производительность труда 6,5 3,0 117
+ + + —— 1 2 Козырек Направ- ляющая 1 1 Латунь Л62 мягкая 6=0,3 мм Сталь 10 отожжен- ная 6=0,5 мм Ликвидирована операция про- сечки двух отверстий Аннулирована деталь—заклеп- ка (2 шт.) Введена отделка сборки вза- мен раздельной отделки деталей № 1 и 2 Повышена производительность труда 7,0 4,0 75
к —2
|*=| у
2 /• |\ [ /А о 1 2 3 Колодка крепеж* ная Кольцо фасонное Контакт- ный провод 1 1 1 Латунь Л62 6= =0,75 мм Ьронза Бр. ОФ 6,5-0,4 6=0,2 мм Серебро плющенка 6=0,3 мм Ликвидированы операции про- сечки двух отверстий в детали № 2, сверления и зенковки двух отверстий в детали № 1, пайки детали № 3 к детали Ns 2 Аннулирована деталь—заклеп- ка (2 шт.) Улучшено качество сборки Повышена производительность труда 10,0 3,5 185
ПРОДОЛЖЕНИЕ ПРИЛОЖЕНИЯ
Эскиз сборки № детали, вхо- дящей в сборку Наименование детали Количество дета- лей иа изделие, шт. Материал и его толщина Сущность технологического изменения и получаемая эффективность Трудоемкость, мин т
до внедре- ния кон- денсатор- ной свар- ки t после внедрения конденса- торной сварки ^к. с Повышение пр; изводшелыюс! с UVW7 и
1 Контакт- ная губка 2 Бронза Бр. ОФ 6,5-0,4 серебря ная 6= =0,25 мм Точечная сварка однофазным током заменена конденсаторной Полностью ликвидировано раз- рушение слоя серебрения на обеих деталях со стороны элек- тродов, что позволило снизить брак с 30 до 1% Улучшено качество и повы- шена производительность труда 2,5 2,0 25
- 1 Пружин- ная губка 2 Бронза Бр. ОФ 6,5-0,4 6=0,2 мм Ликвидирована операция про- сечки двух отверстий Аннулирована деталь—заклеп- ка (2 шт.) Улучшено качество сборки Повышена производительность
6,0 2,0 200
™ I ТЙ”
труда
7^2/3 1 2 з Направ- ляющая Планка шторки Звено шторки 1 1 1 Латунь Л62 6=0,3 Л4Л4 Латунь Л62 6=0,5 мм Латунь Л62 6=0,1 мм Аннулирована деталь—заклеп- ка (2 шт.) Ликвидированы операции про- сечки шести отверстий, отбор- товки двух отверстий Зенковки двух отверстий дета- ли 3
Улучшено качество сборки Повышена производительность труда 7,92 4,0 98
/ 1 2 I 2 Угольник Втулка 1 1 СтальА12 5=0,8 мм Сталь А12 5=0,3 мм 1 Ликвидированы операции раз- вальцовки втулки, подрезки втулки Улучшено качество за счет устранения деформации уголь- ника Заменен материал втулки с латуни на сталь Повышена прошводительн; сть труда 9.0 6,0 50
1 С---Я 1 Оправа зеркала 2 Латунь Л62 6=0,5 мм Аннулирована пайка оловян- ным припоем Устранена зачистка после пай- ки Улучшено качество сборки Повышена производительность труда Годовая экономия оловянного припоя составляет 1,4 кг 9,1 5,1 79
1 2 1 2 Пластина контакта Подклад- ка 1 1 Бронза Бр. ОФ 6,5-0,4 6=0,6 мм Бронза Бр ОФ 6,5-0,4 6= =0,25 мм Ликвидированы операции про- сечки четырех отверстий в дета- лях № 1, 2, зенкоски двух от- верстий в детали № 2 Аннулирована деталь—заклеп- ка (2 шт.) 2,5 1,0 150
ПРОДОЛЖЕНИЕ ПРИЛОЖЕНИЯ
Эскиз сборки № детали, вхо- дящей в сборку Наименование детали Количество дета- лей на изделие, шт. Материал и его толщина \ Сущность технологического изменения и получаемая эффективность Трудоемкость, мин Повышение про- изводительности с 5^ э э о
до внедре- ния кон- денсатор- ной свар- ки i после внедрения конденса- торной сварки ^к. с
л 1 Пластина ограничи- тельная 1 Бронза Бр. ОФ б,5-0,4 6= =0,45 мм Ликвидированы операции про- сечки шести отверстий в деталях № 1,2, 3, зенковка четырех от- верстий в деталях № 1, 3 3,0 1,5 100
/ Г 2 3 и I 2 3 Пластина контакта Подклад- ка 1 1 Бронза Бр. ОФ 6,5-0,4 6= =0,25 мм Бронза Бр. ОФ 6,5-0,4 6=0,6 мм Аннулирована деталь—заклеп- ка (2 шт.) Повышена производительность труда
1 2 /- 1 2 Шайба Шайба пружин- ная 1 1 Латунь Л62 6=0,5 мм Бронза Бр. ОФ- 6,5-0,4 6= =0,25 мм Ликвидированы операции про- сечки отверстия в деталях №1,2 Аннулирована деталь—заклеп- ка Улучшено качество сборки Повышена производительность труда 2,5 1,2 108
2 1 2 Фиксатор Крышка 1 1 Сталь А12 rf=3 мм /г=1,6 мм Сталь 10 6=0,5 мм Ликвидированы операции про- сечки отверстия детали № 1 У прощена конфигурация де- тали № 2 Заменен материал деталей с латуни на сталь Повышена производительность Труда 3,0 1,5 100
к. 3" 1 2 Штырек Валик с храповым колесом 1 1 Сталь А12 d=2 мм h=l,2 мм Сталь А12 6=0,9 мм Ликвидирована операция свер- ления и зенковки отверстий де- тали № 1 Упрощена конфигурация де- тали № 2 Повышена производительность труда 2,6 1,6 63
1 2 Штифт Прижим- ная планка 2 1 Сталь А12 d=l,2 мм h—1,0 мм Нейзиль- бер HMUG5-20 6= =0,15 мм Ликвидированы операции про- сечки двух отверстий Упрощена конфигурация де- тали № 2 Улучшено качество сборки за счет более прочного крепления штифтов Повышена производительность труда 2,5 1,5 67
ЛИТЕРАТУРА
1. Алексеев А. А., Ахун А. И., Электрическая контактная сварка,
ОНТИ, 1935.
2. А л о в А. А., Определение понятия «свариваемость металлов», «Авто-
генное дело», № 9, 1951.
3. Ал о в А. А., Долгов Ю. С., Попов А. С., К вопросу о при-
роде процессов сварки и пайки, «Сварочное производство», № 12, 1956.
4. А л о в А. А., Вопросы теории сварочных процессов, Машгиз, 1959.
5. А л о в А. А., Б у л г а ч е в Е. А., Формирование литого ядра при
точечной и роликовой сварке, «Автоматическая сварка», № 12, 1960.
6. Андреев Н. X., Влияние направления сварочного тока на форми-
рование литой зоны точечного сварного соединения, «Сварочное производство»,
№ 8, 1955.
7. А х у н А. И., Контактные электросварочные Машины, Машгиз, 1953.
8. Б а б а т Г. И., Высоковольтная конденсаторная сварка, «Сварщик»,
№ 10, 1934.
9. Б а б а т Г. И., Точечная и шовная сварка разрядом конденсатора,
«Электричество», № 18, 1935.
10. Б а л к о в е ц Д. С., О влиянии направления тока на расположение
ядра сварной точки легких сплавов, «Сварочное производство», № 8, 1957.
11. Б а л к о в е ц Д. С., Орлов Б. Д., Ч у л ошников П. Л.,
Точечная и роликовая сварка специальных сталей и сплавов, Оборонгиз, 1957.
12. Б а м д а с А. М., Сомов В. А., Шмидт А. О., Трансформаторы
и стабилизаторы, регулируемые подмагничиванием шунтов, Госэнергоиздат,
1959.
13. Б а т о в р и н А. А., Электромагнитные процессы в импульсной ма-
шине для сварки. Автореферат кандидатской диссертации. Л., 1951.
14. Б а т о в р и н А. А., Об отключении постоянного тока значительной
величины, «Вестник электропромышленности», № 11, 1952.
15. Б р а т к о в а О. Н., Расчет магнитной цепи индукционной точечной
машины на заданную величину энергии, «Автогенное дело», № 10, 1952.
16. Б р а т к о в а О. Н., К расчету сварочного трансформатора конден-
саторной точечной машины. Сборник научных трудов МВТУ, вып. 69, 1955.
17. Б р а т к о в а О. Н., Рабочий процесс контактной машины с накоп-
лением энергии в магнитном поле, «Электричество», Я» 2, 1957.
18. Б р а т к о в а О. Н., Н и т у с о в Ю. Е. и Бачелис И. А., Новая
контактная машина с накоплением энергии, «Сварочное производство», № 10,
1957.
19. Броуи М. Я., Погодин-Алексее^ Г. И., Термическая
теория сварочной дуги, Машгиз, 1951.
20. Бровко И. А. и Боева К. И., Новая сварочная техника на
Выставке достижений народного хозяйства СССР 1959 г., «Сварочное производ-
ство», № 11, 1959.
290
21. Вологдин В. П., От лейденской банки до конденсатора будущего,
«Электричество», № 2, 1946.
22. Воскресенский В. А., Метод получения мгновенных импуль-
сов тока большой силы и применение этого метода для намагничивания постоян-
ных магнитов, «Электричество», № 5, 1927.
23. Г а о Ц у и - Ф у, Состояние и перспективы развития сварочной тех-
ники в Китайской Народной Республике, «Сварочное производство», № 1, i960.
24. Г а с т и л а Л. И., Сопротивление пластинки при точечной Сварке,
«Автогенное дело», № 9, 1950.
25. Г е й л е р Л. Б., К теории работы электропривода с маховыми мас-
сами, «Электричество», № 20, 1935.
26. Г е й л е р Л. Б., Новая формула для расчета электропривода с махо-
виком, «Электричество», № 22, 1937.
27. Г е и л е р Л. Б., Продолжительность нарастания магнитного потока
в цепях со сталью, «Электричество», № 6, 1948.
28. Ге л ь м а н А. С., Шунтирование при точечной сварке, «Автогенное
дело», № 2, 1947. .
29. Гельман А. С., Тепловые процессы при точечной сварке, «Вопросы
.теории сварочных процессов», Машгиз, 1948.
30. Г е л ь м а н А. С., Контактная электросварка, Машгиз, 1949.
31. Гельман А. С., Состояние и пути развития контактной сварки,
«Сварочное производство», № 11, 1957.
32. Глебов Л. В., Расчет сопротивления при точечной сварке малоугле-
родистой стали, «Автогенное дело», № 8, 1951.
33. Г л е б о в Л. В., Определение вторичного напряжения трансформато-
ров машин контактной сварки, «Вестник электропромышленности», № fj, 1958.
34. Город новП. Т. и Баранов А. К., Конденсаторная сварку вело-
сипедных рам, «Сварочное производство», № 7, 1959.
35. Г о р я ч е в И. М. и Смирнова Е. А., Технологический процесс изго-
товления медно-хромового сплава для электродов контактных машин, «Автогенное
дело»,-№ 11, 1948.
36. Д о б и с Г. Р., Сплав МЦ5Б для электродов точечных машин, ИТЭИ
АН СССР, серия 20, № Т-56-191/2, 1956.
37. Е в т и ф е е в П. И., Конденсаторная сварка разнородных металлов,
Труды ЛПИ, № 4, Машгиз, 1954.
38. Евтифеев П. И., Стыковая сварка разрядом высоковольтных кон-
денсаторов, «Сварочное производство», № 1, 1959.
39. Евтифеев П. И., Сварка «сплавлением в шарик» разрядом конден-
саторов, «Приборостроение», № 4, 1959.
40. Евтифеев П. И., Применение конденсаторов в импульсных эле-
ктросварочных машинах, «Вестник электропромышленности», № 5, 1959.
41. Жуковский Б. Д.’, О контактном сопротивлении деталей при
сварке, «Сварочное производство», Xs 7, 1958.
42. 3 а й ц е в М. П., Об электрических схемах машин для контактной
сварки металла малых толщин, «Автоматическая сварка», № 8, 1958.
43. 3 а й ч и к Л. В. и К а и и н А. М., Точечные машины типа МТИП,
«Сварочное производство», № 8, 1956.
44. 3 а к г е й м Л. Н., Электролитические конденсаторы, Госэнергоиздат,
1954.
45. 3 о т о в В. П., Сварка аккумулированной энергией, «Электричество»,
Хе 11, 1948.
46. Ива нов В. А., Шадрин А. В. и Шорин П. И., Медно-
кадмиевый сплав для’электродов точечных машин, «Автогенное дело», Xs 6, 1947.
47. К а г а н о в Н. Л., Новые контактные машины МВТУ для сварки
особо тонких деталей электровакуумных изделий, контрольно-измерительных
приборов высокой точности и радиомснтажных схем, Сборник МВТУ, № 2g, «Но-
вые вопросы сварочной техники». Машгиз, 1952.
48. Каганов Н. Л., Эксплуатационные свойства конденсаторных машин
291
chipmaker.ru
МВТУ для сварки тонких и ультра-тонких деталей, Сборник МВТУ, «Вопросы
прочности и технологии сварки»; Машгиз, 1955.
49. К а г а н о в Н. Л., Новые конденсаторные машины МВТУ для точеч-
ной и роликовой сварки, «Сварочное производство», № 7, 1959.
50. Каинов Н. А., Электрические явления в газах и вакууме, Изд-во
технико-теоретической литературы, 1950.
51. К и с л ю к Ф. И., Электрическая контактная сварка, Оборонгиз, 1950.
52. К и с л юк Ф. И. и Горбанский В. В., Новая машина для
точечной сварки деталей приемно-усилительных ламп, «Сварочное производство»,
№ 3, 1958.
53. Ковров Б. В. и ФайгенбаумД. С., Конденсаторная машина
для контактной точечной сварки типа МТК-2, «Вестник электропромышленности»,
№ 7, 1957.
54. Козлов Н. А. и Крутиховский В. Г., Применение сплавов
МЦ-4 и МЦ-5Б для электрической контактной сварки, «Сварочное производство»,
Xs 1, 1960.
.55 . Кочановскнй Н. Я., Электрическая сварка в США, Госэнерго-
издат, 1945.
56. Кочановскнй Н. Я., Машины для контактной электросварки,
Госэнергоиздат, 1954.
57. К о ч а н о в с к и й Н. Я., Новое оборудование для электросварки,
«Сварочное производство», № 8, 1956.
58. Коч а'невский Н. Я., Состояние и перспективы развития обору-
дования для контактной сварки, «Сварочное производство». № 7, 1959.
59. К о ч е р г и н К. А., Контактная сварка, ОНТИ, 1S36.
60. Кочергин К. А., Шунтирование сварочного тока при стыковой,
точечной и шовной сварке, Сборник ЛОНИТОС «Технология сварки», Машгиз,
1951.
61. К о ч е р г и и К. А., Выбор технологии контактной сварки, Судпром-
гиз, 1952.
62. Кочергин К. А., Основы контактной сварки, Машгиз, 1955.
63. К р у г К. А. ид р., Основы электротехники, Госэнергоиздат, 1952.
64. Куприенко Н. Г., Исследование' возможности восстановления
деталей методом контактной сварки, Сборник научно-технических работ Азово-
Черноморского института механизации сельского хозяйства, вып. 11, ч. 1, 1957.
65. Ла з а р е н к о Б. Р. и Лазаренко Н. И., Электроискровая
обработка токопроводящих материалов. Изд-во Академии наук СССР, 1958.
66. Лебедев В. К., К вопросу о сварке аккумулированной магнитной
энергией, «Труды по автоматической сварке под флюсом», Сборник Xs 9, 1950.
67. Л е б е д е в В. К., Анализ процесса разрядки электромагнитного
аккумулятора для точечной контактной сварки, «Автоматическая сварка», К» 4,
1953.
68. Л е х ц и е р И. Р., Приспособление для измерения усилия между
электродами точечных и роликовых машин, «Автогенное дело», Xs 2, 1951.
69. М а л ь ц е в М. В., Барсукова Т. А. и Борин Ф. А.,
Металлография цветных металлов и сплавов, Металлургиздат, 1960.
70. М а р к и н А. Г., Конденсаторная сварка и ее применение на заводе
АТЭ-1, «Бюллетень по обмену техническим опытом», ОНТИ НИИавтоприборов,
Xs 8—9, 1956.
71. М о р а в с к и й В. Э., Конденсаторная сварка тонких изделий из
различных металлов, Изд-во «Кигвська правда», 1952.
72. М о р а в с к и й В. Э., Конденсаторная сварка тонких изделий из
различных металлов и сплавов, «Автогенное дело», Xs 3, 1953.
73. Моравский В. Э., Конденсаторная сварка металла малых тол-
щин и опыт ее внедрения в приборостроение. Сборник «Передовая технология
машиностроения», Изд-во Академии наук СССР, 1955.
74. Моравский В. Э, Точечные конденсаторные машины типа ТКМ
для сварки металла малых толщин, «Сварочное производство», Xs 1, 1956.
292
75. Моравский В. Э., Переносная точечная конденсаторная машина
типа ПТКМ-1 для контактной сварки металла малых толщин, «Сварочное произ-
водство», № 7, 1956.
76. М о р а в с к и й В. Э., Технология и оборудование для конденсатор-
ной сварки изделий из металла малых толщин, Изд-во филиала ВИНИТИ Гостех-
ники СССР и АН СССР, № Б-56-1, 1956.
77. Моравский В. Э. и Свечников С. В., Шовные конденса-
торные машины типа ШКМ для сварки металла малых толщин, «Сварочное про-
изводство», № 3, 1957.
78. Моравский В. Э. и Россошинский А. А., О некоторых
структурных особенностях точек при конденсаторной сварке однородных марок
металла малых толщин, «Автоматическая сварка», № 4, 1957.
79. М о р а в с к и й В. Э., Новые конденсаторные машины для точечной
сварки тонкого металла, «Сварочное производство», № 1, 1958.
80. Моравский В. Э., Свечников С. В., Схемы управления
шовными конденсаторными машинами для сварки металла малых толщин, «Авто-
матическая сварка», № 9, 1958.
81. Моравский В. Э., Россошинский А. А., О структурных
особенностях точек при конденсаторной сварке разнородных металлов малых и
неравных толщин, «Автоматическая сварка», № 10, 1958.
/82 . Моравский В. Э., Хоменко И. 3., Ударная конденсаторная
приварка деталей часов, «Автоматическая сварка», № 12, 1959.
83. Моравский В. Э., Конденсаторная сварка металлов малых толщин,
Машгиз, 1960.
84. Моравский В. Э., Новое в конденсаторной сварке металлов малых
толщин и сечений, Изд-во Центрального института технико-экономической инфор-
мации ГНТК РСФСР, № М-60-105/7, 1960.
85. Моравский В. Э., О методе расчета накопленной энергии для точеч-
ной конденсаторной сварки тонкого металла, «Автоматическая сварка», № 2,
1961.
86. М о р а в с к и й В. Э., Точечная конденсаторная машина ТКМ-8 для
сварки металлов малых толщин, «Автоматическая сварка», № 6, 1960.
87. М о р а в с к и й В. Э., С в е ч н и к о в С. В. и Хоменко И. 3.,
Универсальная шовная конденсаторная машина ШКМ-3 для сварки тонкого
металла, «Сварочное производство», № 9, 1960.
88. М о с к в и т и н А. И., Уравнение процессов в электромагните с дви-
жущимся якорем, «Известия АН СССР, отдел, техн, наук», № 4, 1948.
89. Назаров С. Т., .Контроль качества сварных соединений, Машгиз,
1950.
90. Некрасов Б. М. и Радашкович И. М., Электросварка
контактов пускорегулирующей аппаратуры,«Сварочное производство», № 4, 1956.
91. Новокрешенов М. М. и Подвольский Л. И., Конден-
саторная сварка остовов сидений автомобилей, «Автомобильная промышлен-
ность», № 7, 1960.
92. Новокрещенов М. М.,Подвольский Л. И. и С а и и н А. М.,
Конденсаторная стыковая сварка труб из титана ВТ-1-2 и из стали 1Х18Н9Т,
«Сварочное производство», № 10, 1960.
93. О к а м о т о Т., Электрическая сварка сопротивлением, Оргаметалл,
1936.
94. О р л о в Б. Д. и Ч у л о ш н и к о в П. Л., Состояние и перспективы
развития точечной и роликовой сварки конструкций из легких сплавов, «Свароч-
ное производство», № 7, 1959.
95. Орлов Б. Д. и Чулошников П. Л., Исследование ролико-
вой сварки стали неравной толщины, «Сварочное производство», № 4, 1960.
96. Патон Б. Е. и Лебедев В. К-, Работы Института электросварки
им. Е. О. Патона АН УССР в области контактной сварки, (Сварочное произ-
водство», № 7, 1959.
97. П е н т е г о в И. В., Схема резонансно-импульсной конденсаторной
293
chipmaker.ru
машины для шовной сварки металлов малых толщин, «Автоматическая сварка»,
№ 5, 1961.
98. П е ч е р с к и й В. А., Безузловая стыковая конденсаторная сварка
велосипедных рам, «Промышленно-экономический бюллетень Пензенского Сов-
нархоза», № 2, 1958.
99. Погодин-Алексеев Г. А'., Назаров С. Т. и Га п-
ч е н.к о М. Н„ Методы испытания сварных соединений и конструкций, Машгиз,
1952.
100. Пустовалов В. И. и ОракС. А., Конденсаторная сварка в
велопроизводстве, «Бюллетень технико-экономической информации Совнархоза
Харьковского административного района», № 2, 1958.
101. РадашковичИ. М., Электромагнитные машины для сварки алю-
миниевых сплавов, «Вестник электропромышленности», № 4, 1952.
102. Ренне В. Т., Электрические конденсаторы. Изд. 2-е, Госэиерго-
издат, 1959.
103. Россошинский А. А., Металлография сварных швов, Машгиз,
1961.
104. Рыкалин Н. Н.< Тепловые основы сварки, Изд-во Академии наук
СССР, 1947.
105. Рыкалин Н. Н., Расчет тепловых процессов при сварке, Маш-
гиз, 1951.
106. Свечников С. В., Основы технической электроники, Гостехиздат
УССР, 1959..
107. Сена Л. П., О механизме возникновения дуги при разрыве цепи,
«Экспериментальная и теоретическая физика», № 15, 1945.
108. Сергеев В. С., Конденсаторные машины для точечной сварки лег-
ких сплавов, «Автогенное дело», № 2, 1947.
109. Сиунов Н. С, и Сергеев М. А., Выбор основных параметров
аппаратов для стыковой конденсаторной сварки, «Сварочное производство»,
Ns 12, 1955.
110. С и у и о в Н. С. и Сергеев М. А., Тепловые процессы при сты-
ковой конденсаторной сварке, Труды Уральского политехнического института,
вып. 62, 1956.
111. Сиунов Н. С. и Сергеев М. А., О возникновении дуги при
стыковой конденсаторной сварке, «Автоматическая сварка», Ns 10, 1958.
112. Тарасов Н. М., Импульсные контактные машины переменного
тока для контактной сварки металла малой толщины, «Автоматическая сварка»,
№ 12, 1960.
113. Терентьев Ю. А., Контактная сварка, «Сварочное производ-
ство», Ns 12, 1960.
114. Устинов П. И. и др., Аккумуляторные батареи, Госэнергоиздат,
1952.
115. ФайгенбаумД. С. и III т е р н и и Л. А., Конденсаторная ма-
шина для контактной сварки, МТК-0,1, «Сварочное производство», № 9, 1957.
116. Федосеев П. Г., Выпрямители и стабилизаторы, «Искусство»,
1960.
117. Фролов Б. И., Конденсаторная сварка деталей автотракторного
электрооборудования, «Автомобильная и тракторная промышленность», № 3,
1956.
118. Фролов В. В., Физико-химические -процессы в дуге, Машгиз,
1954.
119. Хренов К. К., Новости сварочной техники, Изд-во Академии наук
УССР, 1949.
120. Хренов К. К., Электрическая сварочная дуга, Машгиз, 1949.
121. X р е н о в К. К. и М о р а в с к и й В. Э., Конденсаторная сварка де-
талей электроизмерительных приборов, «Автогенное дело», № 8, 1952
122. Хренов К. К., Сварка, резка и пайка металлов, Изд. 2-е, Машгиз,
1959.
294
123 Хренов К. К. и Хоменко И. 3., Ударная конденсаторная при-
варка шариков перьев авторучек, «Сварочное производство», № 5, 1961.
124. Шаблыгин С. В., Контактная электросварка с использованием
запасенной кинетической энергии, «Автогенное дело», № 7, 1951.
125. Шаблыгин С. В., О применении генераторов переменного тока
для питания мощных контактных машин, «Автогенное дело», № 4, 1952.
126. Шаблыгин С. В. и Журавлев Б. В., Точечная сварка алю-
миниевых сплавов на машине, использующей запасенную кинетическую энергию,
«Автогенное дело», № 10, 1952.
127. Шаблыгин С. В. и Девятов И. М., Контактная сварка
энергией, запасенной в аккумуляторах, «Сварочное производство», № 4, 1960.
128. Шанин Д. М. и Пальчук Н. Ю., Конденсаторная стыковая
сварка стали 1Х18Н9 малых сечений, «Сварочное производство», № 9, 1959.
129. Каталог-справочник «Сварочное оборудование», ВНИИЭСО, ЦИНТИ,
1960 г.; Каталоги и проспекты ВНИИЭСО, заводов «Электрик», «Искра» и др.
130. Реферативный журнал «Металлургия» (раздел «Сварка»), 1959, 1960,
1961.
131. Axtell Н. В., R i п ge г R. L., Capacitive stored energy Sistems
of spot welding, «The Welding Journal», Febr. 1911.
132. В a b a t G. I., High voltage condenser Welding, «The American Wel-
ding Society Journal», Aug. 1935.
133. Callender E. M., Small portable condenser Welding, «The Wel-
ding Journal», Okt. 1944.
134. Colclough C. D., SmilleJ., Welding fine thermocouple wires
to large metal bodies, «Engineer», N 5418, 208,696—698, 1959.
135. Co u pa i n T., La «Caravelle» et-le soudage par points, «Soudage et tech-
nique Connexel», N 11 —12, 1958.
136. Dawson J. M. and Wise B. L., Condenser discharge welding of
aluminium alloys, «The Welding Journal», Dec. 1941.
137. Dietz T. W., Stein G. M., Design Measurements of Capacitor
Discharge Welding Transformers, «Electrical Engineering», March, 1946.
138. Friingel F., Das Kondensator-Impulsschweissen, «Schweissen und
Schnsiden», №1, 1960.
139. Hill J. D., Power unit for weding fine wires, «Journal of Scientific
Instruments», № 8, 369—370, 1959.
140. Lach a u d C., Alliages cuivreus pour electrodes de machines a sender,
«Cuivre, Laitons, Alliages», № 43, 11—18, 1958.
141. Lipa M., Neue Widerstandsschweissmaschinen und Einrichtungen in
der Tschechoclowakischen Republik, «Metalverarbeiten des Handwerk», № 7, 12—
15, 1958.
142. M a t h i e u M., Spot welders utilising condensers, «The Welding Jour-
nal», Febr. 1940.
143. MikhalapovG. S. and Weygandt C. N., Scope and Limitations
of Stored Energy Tipe Spot welding Equipment, «The Welding Journal», №11, 1940.
144. Schiff D., Bond and Sinter non-metals with capacitor discharges,
«Iron Age», № 10, 86—87, 1959.
145. Spencer L., Resistance welding procendures and desing, «Welding
Engineering», № 10, 44—47, 1958.
146. Spraragen W. and Claussen G., Welding Gold, Silver and
Platinum, «Supplement to the Journal and the American Weldin Society», March,
1941.
147. LI 1 m e г H. W., Welding ultrathin metal parts, «Machine Shop Ma-
gazine», № 9, 519—521, 1959.
148. Wodara I, Wendler H., Entwicklung einer Feinpunktsschweiss-
maschine, «Schweisstechnik» (DDR), № 2, 73, 1960.
149. Wood L. B., A. Survey of Aircraft Resistance Welding Equipment
«The Welding Engineer», Febr. 1942.
150. W r a n a L, Schweissung von Drahten aus Chromonickel un hohehitzebe-
.295
chipmaker.ru
rift”? №36^е1935иП8еП mittelS Kondensatorent,a<’ung, «Elektrotechnische Zeitech-
151. Z d r a 1 e к O. u n d Wrana 1., „„ _ maui.
Kondensatorentladung, «Elektrotechnische Zeitsc). "\j. 9iV°iqqc
7Я ™ °Г dlscharge proces welds d,ss,nHlar metals, «Iron Age», № 14,
146-M7,ci96ator'dischar"e welding b00sts sma“ ₽art °ut₽ut’ «Iron Age>>’ № 6’
154. Condenser Tipe aluminium spot Welder, <<The j Age», Jan I5 1942
55. High-spud, budget-priced spike welder Metag № j 36 196Q
156. Le soudure e ectrique par perkussion da^ la fabricatioII'des relais telep-
honiqus, «Usine nouvelle», № 7, 1959. r
J944157' St°rage BattCry Resistance Welder de41oped, «The Iron Age», March,
IS’ Ва‘‘егУ Welding, «The Weldin. En j March 1944
159. Welding ultra-thin metal parts, «Light Met|Js>t №263, 106, 1960.
СОДЕРЖАНИЕ Стр.
Предисловие ..................................................... 5
Общие сведения о сварке аккумулированной энергией
Сущность и основные свойства сварки аккумулированной энергией . 5
Способы сварки аккумулированной энергией ................... ?
Конденсаторная сварка
Глава /. Основы процесса конденсаторной сварки
Общие положения ............................................ 1]
Краткие сведения об электрическом конденсаторе .............. 13
Разновидности конденсаторной сварки.......................... 19
.Разряд конденсатора в схеме трансформаторной сварки сопротивле-
нием .................................................... 25
Разряд конденсатора в схеме бестрансформаторнои сварки сопротив-
лением ..................................................... 33
Разряд конденсатора в схеме ударной сварки оплавлением .... 35
Источники тепла при конденсаторной сварке ................... 36
Глава II. Основные элементы электрической части конденсаторных машин
Электрические конденсаторы и основы расчета накопленной в них
энергии для сварки ......................................... 46
Сварочные трансформаторы .................................... 54
Выпрямительные и стабилизирующие устройства.................. 66
Включатели и вспомогательные устройства ..................... 70
Глава III. Машины для конденсаторной сварки
Конденсаторные машины для точечной сварки..................... 73
Шовные конденсаторные машины для сварки металлов малых толщин 114
Стыковые конденсаторные машины ..............................130
Глава IV. Электроды для конденсаторной сварки
Материалы для электродов......................................139
Электроды для точечной сварки ...............................140
Электроды для шовной сварки .................................144
Зажимные устройства для стыковой сварки......................145
Глава V. Основы технологии конденсаторной сварки
Основные теоретические и технологические положения............147
Схемы сварки и типы соединений, выполняемых на конденсаторных
машинах....................................................162
Основы технологии конденсаторной сварки на точечных машинах 175
297
chipmaker.ru
Основы технологии шовной конденсаторной сварки металлов малых
толщин ... ......... ...................... 205
Основы технологии стыковой конденсаторной сварки ............217
Стабильность конденсаторной сварки ..........................234
Глава VI. О свариваемости различных металлов и сплавов при конденса-
торной сварке
Свариваемость металлов при точечной сварке ................. 239
Свариваемость металлов малых и неравных толщин при шовной
сварке ............................................251
Свариваемость металлов при стыковой конденсаторной сварке . 256
Электромагнитная сварка
Общие положении .............................................266
Электромагнитные машины для стыковой и точечной сварки . . 271
Второстепенные способы сварки аккумулированной энергией
Аккумуляторная сварка........................................277
Кинетическая или инерционная сварка .........................279
Сварка энергией электромагнитного поля н упругих элементов . . 282
Приложение ........................................................284
Литература ........................................................290
Владислав Эдуардович Моравский
(канд. техн, наук)
Сварка аккумулированной энергией
Редактор издательства В. Ф. Гончарова
Переплет художника Г. И. Головченко
Художественный редактор Н. Ф. Соловьева
Техн, редактор Т. А. Стародуб
Корректор В. В. Кожукало
chipmaker.ru
Сдано в набор 29/XII 1962 г. Подписано к печати 3/V 1963 г. Формат бумаги 60х90/1в.
Объем: 18,75 физич. лист., 18,75 условн. лист., 21,1 - учетно-нздат. лист. Тираж 3 300.
Заказ №2511 БФ 03502. Цена 1 руб. 25 коп.
Государственное издательство технической литературы УССР.
Киев, 4, Пушкинская, 28.
Напечатано с матриц Книжно-журнальной ф-ки в тип. Госсельхозиздат. Киев. Голосеево,