/







































































































































































































































































































































































































































































































Автор: Маталин А.А.
Теги: естественные науки машиностроение механическая обработка учебник для студентов техническая литература издательство лань машиностроительное производство
ISBN: 978-5-8114-0771-2
Год: 2008
Похожие




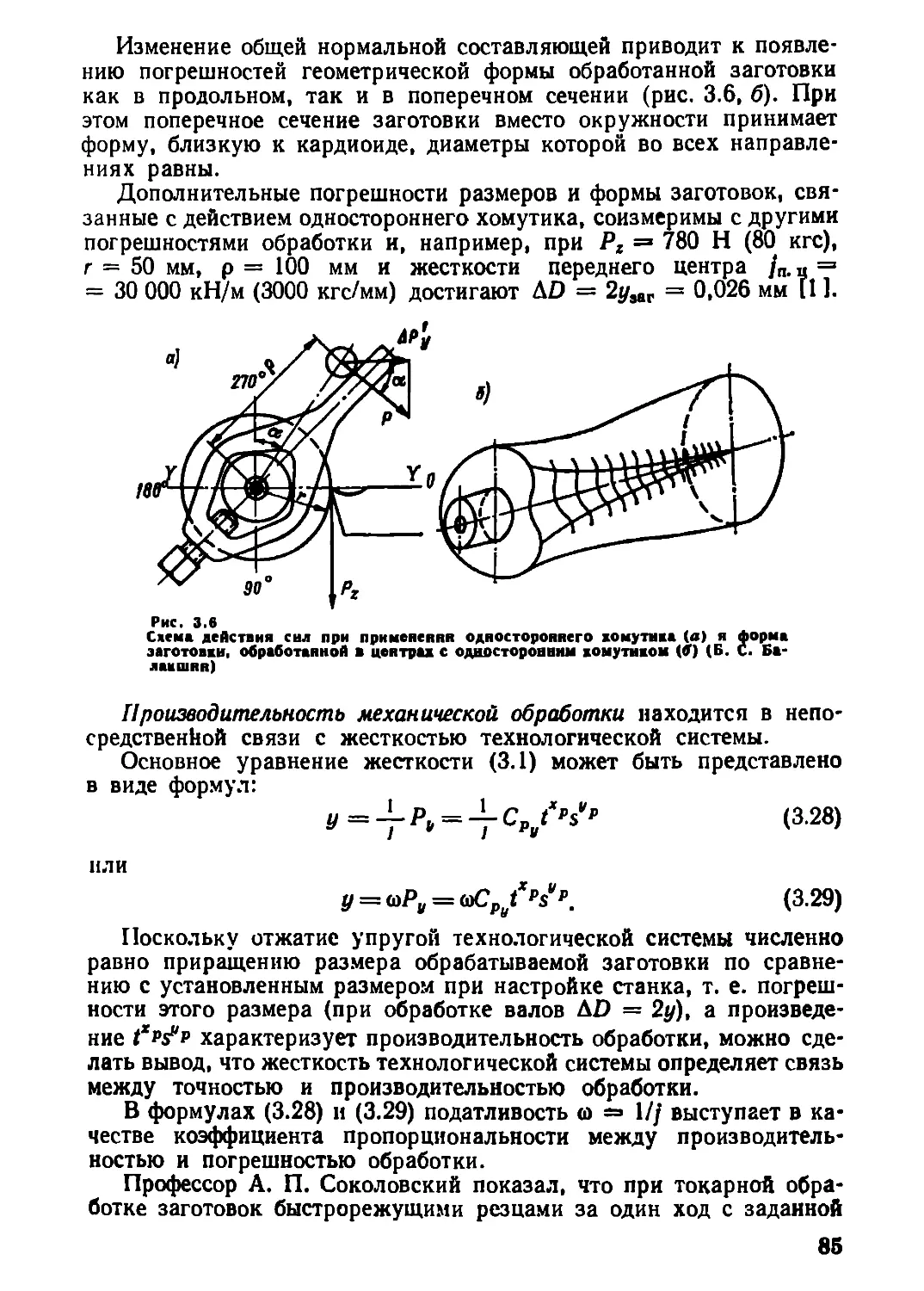
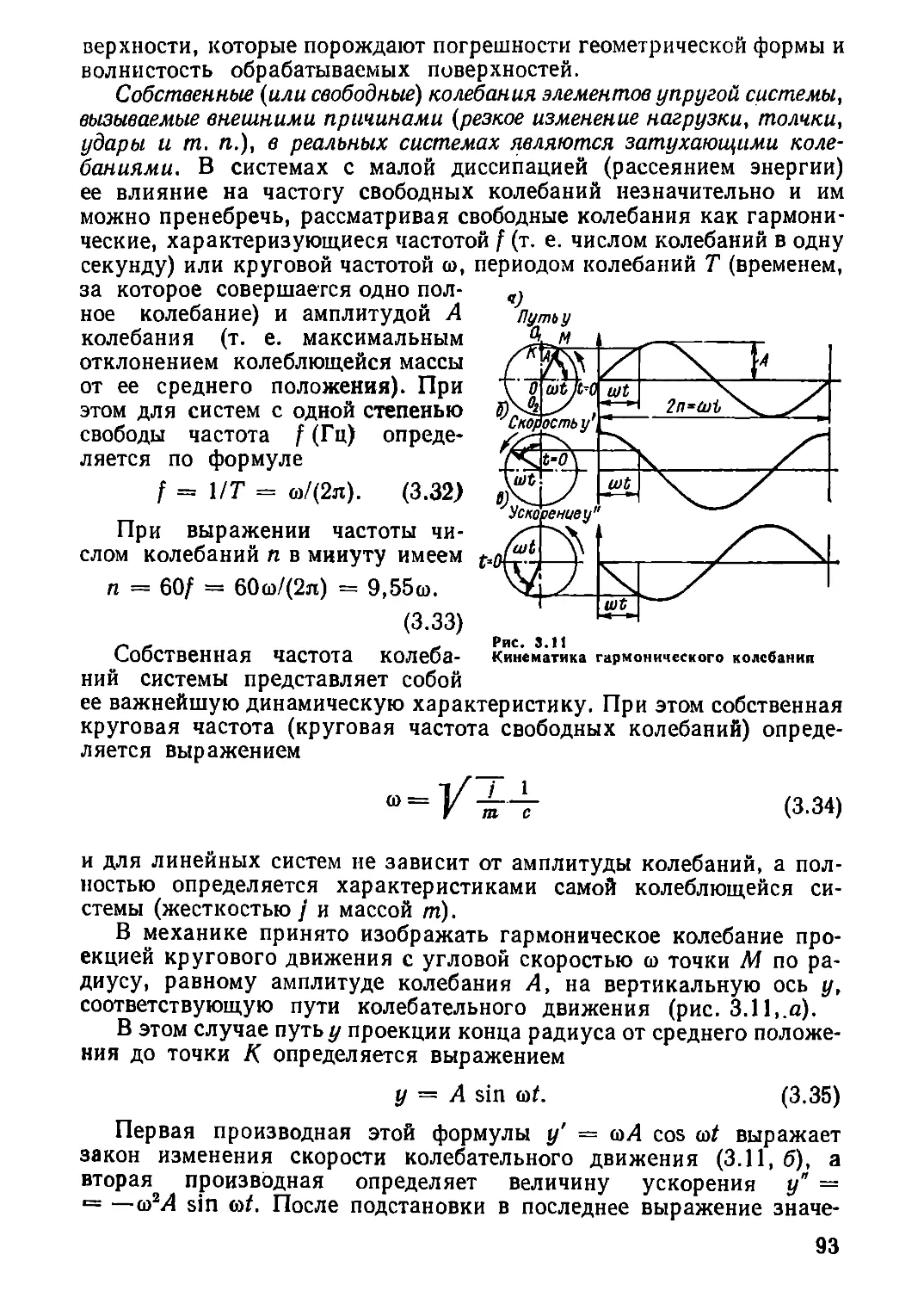
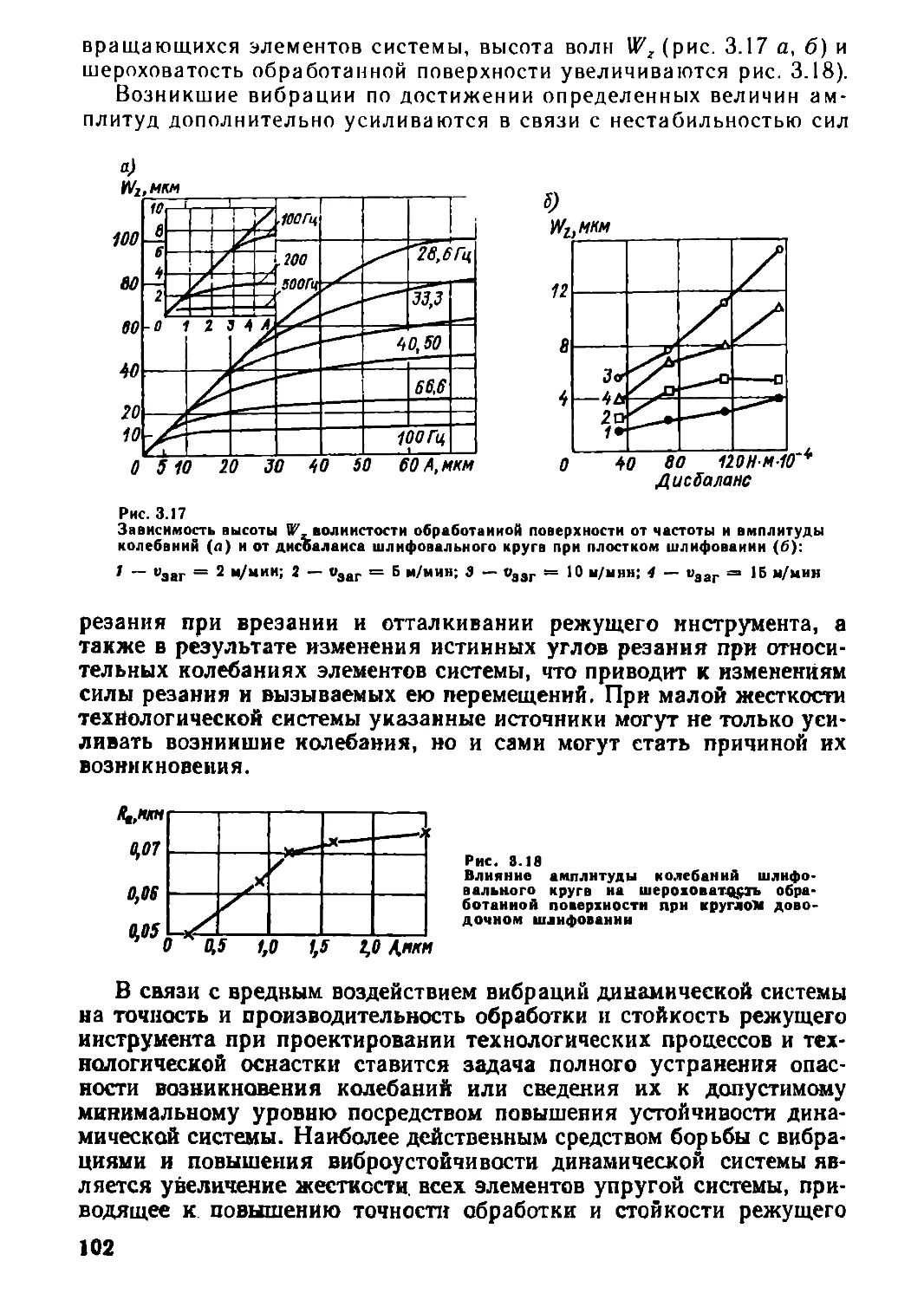
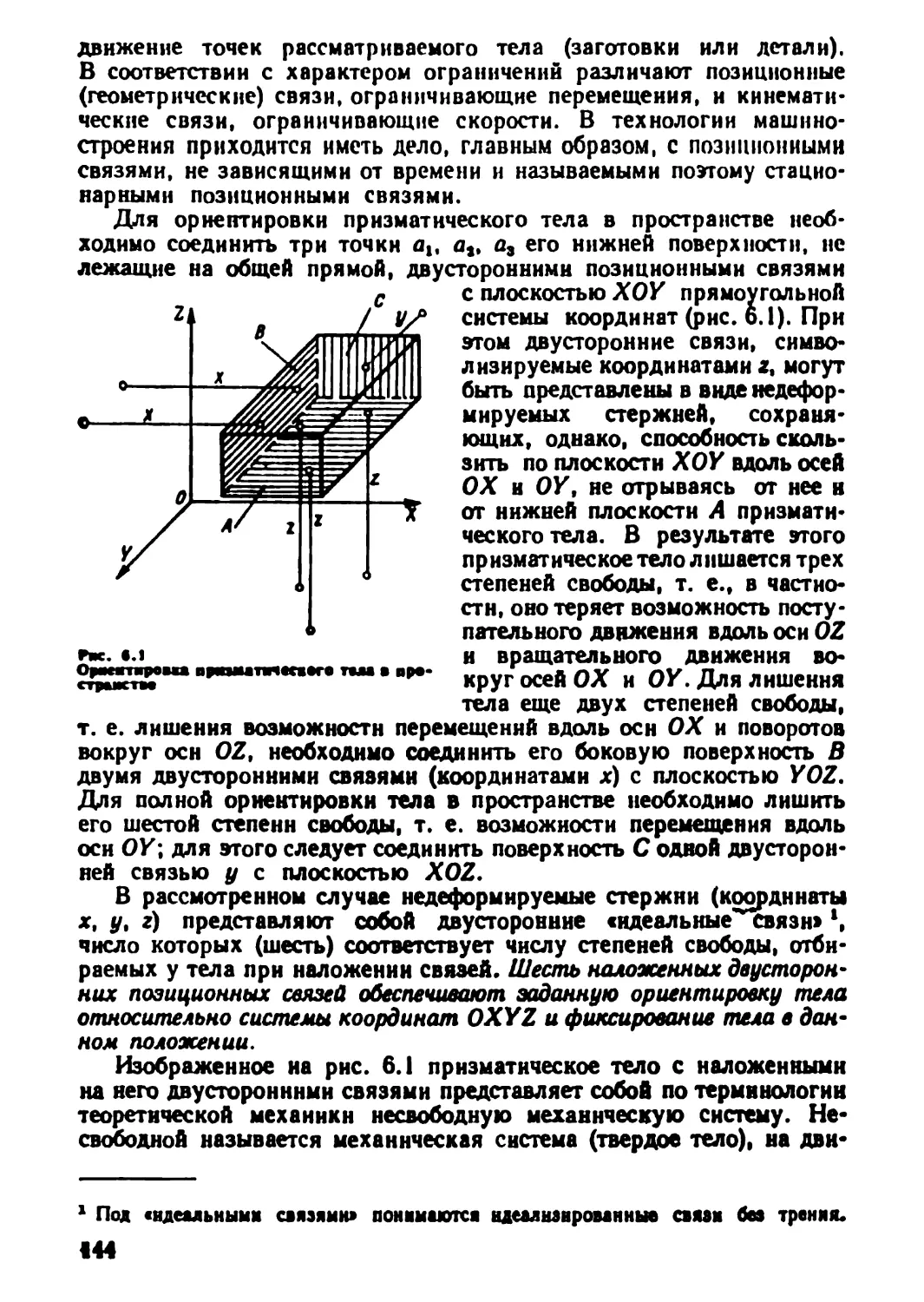
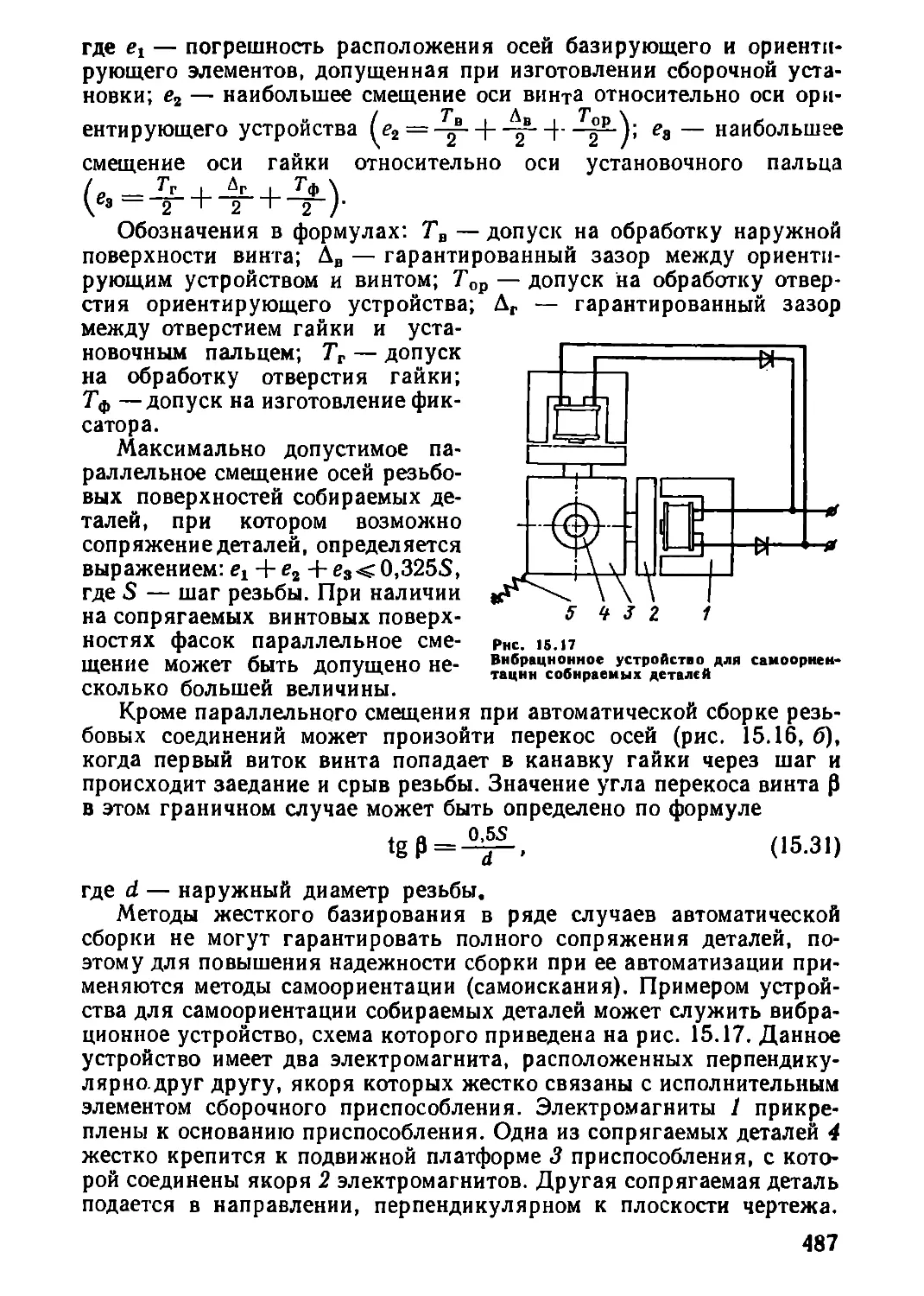
Текст
А. А. ШАТАЛИН
ТЕХНОЛОГИЯ
МАШИНОСТРОЕНИЯ
Издание второе, исправленное
ДОПУЩЕНО
Учебно-методическим объединением вузов
по образованию в области автоматизированного
машиностроения (УМО AM) в качестве учебника
для студентов высших учебных заведений,
обучающихся по специальности 151001 направления
подготовки «Конструкторско-технологическое
обеспечение машиностроительных производств»
ЛАНЬ®
Санкт-Петербург*Москва «Краснодар
2008
ББК 27.4
М 33
Маталин А. А.
М 33 Технология машиностроения: Учебник. 2-е изд., испр.
СПб.: Издательство «Лань», 2008.— 512 с.: ил.— (Учебники
для вузов. Специальная литература).
ISBN 978-5-8114-0771-2
В учебнике важнейшие вопросы технологии излагаются в связи с
соответствующими разделами общенаучных дисциплин. Большое вни-
мание уделяется теоретическим основам технологии машиностроения.
Подробно рассматриваются теоретическое обоснование и методики
проектирования технологических процессов механической обработки и
сборки в условиях единичного, серийного и массового типа производств.
Представлены методика и особенности проектирования единичных, ти-
повых и групповых технологических процессов, процессов обработки
на автоматических линиях и на станках с числовым программным уп-
равлением. Особое внимание уделяется вопросам влияния типа и се-
рийности производства на структуру технологических операций, харак-
тер технологической оснастки и содержание технологических процессов.
Учебник предназначен для студентов университетов и техниче-
ских вузов, обучающихся по машиностроительным специальностям.
ББК 27.4
Генеральный директор А. Л. Кноп. Директор издательства О. В. Смирнова
ЛР № 065466 от 21.10.97
Гигиенический сертификат 78.01.07.953.П.004173.04.07
от 26.04.2007 г., выдан ЦГСЭН в СПб
Издательство «ЛАНЬ»
lan@lpbl.spb.ru, www.lanbook.com
192029, Санкт-Петербург, Общественный пер., 5.
Тел./факс: (812)567-29-35, 567-05-97, 567-92-72; print@lpbl.spb.ru
Книги издательства «Лань»
можно приобрести в оптовых книготорговых организациях:
САНКТ-ПЕТЕРБУРГ. ООО «Лань-Трейд»
192029, Санкт-Петербург, ул. Крупской, 13, тел./факс: (812)567-54-93,
тел.: (812)567-85-78, (812)567-14-45, 567-85-82, 567-85-91;
trade@lanpbl.spb.ru, www.lanpbl.spb.ru/price.htm
МОСКВА. ООО «Лань-пресс»
109263, Москва,
7-я ул. Текстильщиков, 6/19,
тел.: (495)178-65-85; (495)740-43-16;
lanpress@ultimanet.ru;
lanpress@y andex. ru
КРАСНОДАР. ООО «Лань-Юг»
350072, Краснодар, ул. Жлобы, 1/1
тел.: (861)274-10-35;
lankrd98@mail. ru
Оформление обложки А. ЛАПШИН
Охраняется законом РФ об авторском праве.
Воспроизведение всей книги или любой ее части
запрещается без письмеииого разрешения изда-
теля. Любые попытки нарушения закона будут пре-
следоваться в судебном порядке.
О Издательство «Лань», 2008
О А. А. Маталин, 2008
О Издательство «Лань»,
художественное
оформление, 2008
ПРЕДИСЛОВИЕ
Современный уровень технического прогресса, непрерывное созда-
ние новых совершенных высокопроизводительных, автоматизиро-
ванных и высокоточных машин, основанных на использовании
новейших достижений науки, требуют подготовки высокообразован-
ных инженеров, обладающих глубокими теоретическими знаниями
и хорошо владеющих новой техникой и технологией производства.
В связи с этим в постановлении ЦК КПСС* и Совета Министров СССР
«О дальнейшем развитии высшей школы и повышении качества под-
готовки специалистов» от 29 июня 1979 г. указано, что в настоящее
время «главное внимание высшей школы должно быть сосредоточено
на всестороннем улучшении качества профессиональной подготовки
и идейно-политического воспитания специалистов, укреплении связи
с производством, практикой коммунистического строительства. По-
стоянно совершенствовать учебные планы и программы на основе
повышения значимости фундаментальных наук в теоретической
и профессиональной подготовке специалистов широкого профиля,
более полного отражения новейших достижений науки и передового
опыта». Применительно к наиболее массовой специальности инже-
неров-механиков — специальности 0501 «Технология машиностро-
ения, металлорежущие станки и инструменты» — это указание
в первую очередь относится к совершенствованию преподавания
основной профилирующей дисциплины «Технология машино-
строения».
Для повышения значимости фундаментальных наук в техноло-
гической подготовке инженера-механика в новом учебнике по курсу
технологии машиностроения важнейшие теоретические вопросы тех-
нологии излагаются в связи с соответствующими разделами обще-
научных дисциплин. Учитывая, что основная часть общенаучных
и общеинженерных дисциплин изучается на первых и вторых курсах,
а специальные дисциплины — на четвертых и пятых курсах, возни-
кает необходимость в специальных курсах кратко излагать некото-
рые разделы общетеоретических дисциплин с позиций их практи-
ческого использования для решения инженерных, технологических
задач. В предлагаемом учебнике, в частности, рассматриваются
отдельные вопросы теории вероятностей и математической статистики
в связи с определением случайных погрешностей обработки и расче-
тами размерных цепей; некоторые элементы физики твердого тела
(теории дислокаций и др.) в связи с разработкой технологических
методов повышения долговечности машин и изменением состояния
металла поверхностного слоя в процессе обработки заготовок; от-
дельные вопросы теоретической механики (элементы теории связей,
* Ссылки па документы Съездов и Пленумов КПСС, а также на труды В. И. Ленина
в учебных изданиях были обязательны для советского периода.
3
принятые в основу создания теории базирования н аакреплення
обрабатываемых заготовок, элементы теории колебаний, использу-
емые при изучении динамики технологической системы и образова-
ния волнистости и погрешностей геометрической формы обрабатыва-
емых заготовок).
Можно надеяться, что подобное сближение научно-теоретических
и инженерных проблем в специальных дисциплинах будет способ-
ствовать повышению общенаучной теоретической подготовки ннже-
пероЪ и ускорению практического использования достижений фун-
даментальных наук для решения производственных задач.
Особенно большое внимание уделяется в учебнике изложению
теоретических основ технологии машиностроения, созданных эа
последние годы советскими учеными и производственными коллек-
тивами.
В учебнике подробно излагаются вопросы теории и методики
проектирования технологических процессов механической обработки
и сборки в условиях единичного, серийного и массового типа произ-
водства. В нем рассматриваются методика н особенности проектиро-
вания единичных, типовых и групповых технологических процессов,
процессов обработки па автоматических линиях и на станках с чис-
ловым программным управлением. При этом особое внимание уде-
ляется вопросам влияния типа и серийности производства на струк-
туру технологических операций, характер технологической оснастки
н содержание технологических процессов. Учебник построен на
основе обобщения научных разработок в области проектирования
технологических процессов, выполненных в технологических науч-
ных и проектных организациях, в вузах н на предприятиях страны,
при широком использовании стандартизованных систем ЕСТПП
АСТПП, ЕС КД н отдельных стандартов ГОСТ и СЭВ.
ВВЕДЕНИЕ
Машиностроение, поставляющее новую технику всем отраслям
народного хозяйства, определяет технический прогресс страны
н оказывает решающее влияние на создание материальной базы
нового общества. В связи с этим его развитию всегда придавалось
и придается первостепенное значение. Основными направлениями
экономического и социального развития СССР на 1981—1985 годы
н на период до 1990 года, утвержденными XXVI съездом КПСС,
установлено: «Предусмотреть опережающее развитие машнностро-
еиия и металлообработки. Увеличить выпуск продукции машино-
строения и металлообработки не менее чем в 1,4 раза», при общем
увеличении промышленной продукции на 26—28 %.
Потребности развивающегося машиностроительного производ-
ства вызвали появление в Советском Союзе новой технической
нвукн, получившей в дальнейшем название «Технология машино-
строения».
Технология машиностроения — это наука об изготовлении машин
требуемого качества в установленном производственной программой
количестве и в заданные сроки при наименьших затратах жи-
вого и овеществленного труда, т. е. при наименьшей себестои-
мости.
Технология машиностроения как паука прошла в своем развитии
через несколько этапов.
Первый этап, совпадающий с завершением периода восстановле-
ния и началом реконструкции промышленности страны (до 1929—
1930 гг.) характеризуется накоплением отечественного и зарубеж-
ного производственного опыта изготовления машин. В отечественных
и зарубежных технических журналах, каталогах и брошюрах пуб-
ликуются описания процессов обработки различных деталей, при-
меняемого оборудования и инструментов. Издаются первые руково-
дящие и нормативные материалы ведомственных проектных орга-
низаций страны.
Второй этап относится к периоду первых пятилеток до начала
отечественной войны (1930—1941 гг.) н определяется продолжением
накопления производственного опыта с проведением его обобщения
и систематизации и началом разработки общих научных принципов
построения технологических процессов.
К этому времени следует отнести начало формирования техноло-
гии машиностроения как науки в связи с опубликованием в 1933—
1935 гг. первых систематизированных научных трудов советских
профессоров: А. П. Соколовского, А. И. Каширина, В. М. Ко-
бана и А. Б. Яхина.
5
На этом этапе разрабатываются принципы типизации технологи*
ческих процессов (проф. А. П. Соколовский, канд. техн,
наук М. С. Красильщиков, проф. Ф. С. Демьянюк и др.) н осуще-
ствляется их практическое внедрение; начинается разработка теории
базирования заготовок при их обработке, измерении и сборке (про-
фессора А. П. Соколовский, А. П. Знаменский, А. И. Каширин,
В. М. Кован, А. Б. Яхин и др.); создаются методы расчета при-
пусков на обработку (профессора В. М. Кован, А. П. Соколовский,
Б. С. Балакшин, А. И. Каширин и др.); начинаются работы по
изучению жесткости технологической системы (ииж. К. В. Боли-
нов, проф. А. П. Соколовский). В тоже время начинаются разработка
расчетно-аналитического метода определения первичных погреш-
ностей обработки заготовок (профессора А. П. Соколовский,
Б. С. Балакшин, В. С. Корсаков, А. Б. Яхин и др.) и методов
исследования точности обработки на станках с применением матема-
тической статистики и теории вероятностей (профессора А. А. Зы-
ков, А. Б. Яхин).
Очень большое значение для повышения общего технического
уровня промышленных предприятий н развития технологии машино-
строения, создания систематизированной и упорядоченной техно-
логической документации и повышения качества выпускаемой
продукции имели опубликованные в этот период: Указ Президиума
Верховного Совета СССР от 10 июля 1940 г. об ответственности
ва выпуск недоброкачественной продукции и за несоблюдение обяза-
тельных стандартов промышленными предприятиями и Постановле-
ние Совета Народных Комиссаров СССР от 8 декабря 1940 г. <О со-
блюдении технологической дисциплины на машиностроительных
заводахж. Наличие хорошо отработанной технологической докумен-
тации и высокая технологическая дисциплина на машиностроитель-
ных предприятиях сыграли решающую роль для быстрого разверты-
вания работы заводов, эвакуированных на Восток, и бесперебой-
ного снабжения фронта военной техникой с первых дней войны.
Третий этап, охватывающий годы войны и послевоенного раз-
вития (1941 —1970 гг.), отличается исключительно интенсивным
развитием технологии машиностроения, разработкой новых техно-
логических идей к формированием научных основ технологической
науки. Практическая проверка принципов дифференциации и кон-
центрации операций, методов поточного производства в условиях
серийного и крупносерийного изготовления военной техники, новые
методы скоростной обработки металлов, применение переналажива-
емой технологической оснастки и целый ряд других технических
новинок, осуществленных в военные годы, были подвергнуты в этот
период глубокому научному анализу и теоретической разработке.
В эти годы формируется современная теория точности обработки
ваготовок и подробно разрабатывается расчетно-аналитический метод
определения первичных погрешностей обработки и их суммирования
(профессора А. П. Соколовский, Б. С. Балакшин, В. М. Кован,
В. С. Корсаков, А. Б. Яхин и др.); развиваются и широко исполь-
зуются методы математической статистики и теории вероятностей
в
для анализа точности процессов механической обработки и сборки,
работы оборудования и инструмента (профессора Н. Л. Бородачев,
А. Б. Яхин и др.), анализа микрорельефа обработанной поверхности
и абразивного инструмента (профессора И. В. Дунин-Барковский,
Ю. В. Линник и др.). Детально разрабатывается учение о жестко-
сти технологической системы и ее влиянии на точность и производи-
тельность обработки (профессора Б. С. Балакшин, А. П. Соколов-
ский, В. А. Скраган и др.) и широко внедряются методы расчетов
жесткости в конструкторские н технологические расчеты во многих
проектных организациях и НИИ. Продолжается разработка теории
базирования обрабатываемых заготовок н собираемых узлов (про-
фессора Б. С. Балакшин, А. И. Каширин, В. М. Кован,
В. С. Корсаков, И. М. Колесов, А. А. Маталин, А. П. Соколов-
ский и др.) и расчета припусков иа обработку (профессора В. М. Ко-
ван, А. П. Соколовский и др.). Широко развертываются теоретиче-
ские н экспериментальные исследования качества обработанной
поверхности (шероховатости, наклепа, остаточных напряжений)
и их влияния на важнейшие эксплуатационные свойства деталей
машин (профессора П. Е. Дьяченко, Б. Д. Грозин, А. И. Исаев,
А. И. Каширин, Б. И. Костецкий, Б. А. Кравченко, И. В. Кра-
гельский, И. В. Кудрявцев, А. А. Маталнн, Д. Д. Папшев,
А. В. Подзей, Ю. Г. Проскуряков, Э. В. Рыжов, Э. А. Сатель,
А. М. Сулнма, Ю. Г Шнейдер, М. О. Якобсон к др.). Формируется
новое научное направление — учение о технологической наследствен-
ности (профессора А. М. Дальскнй, А. А. Маталин, П. И. Ящери-
цын). Развертываются работы по изучению влияния динамики тех-
нологической системы иа точность механической обработки, шерохо-
ватость и волнистость обработанных поверхностей (профес-
сора И. С. Амосов, А. И. Каширин, В. А. Кудинов, А. П. Соколов-
ский).
В этот период начинается разработка проблемы организации
поточных и автоматизированных технологических процессов об-
работки заготовок в серийном производстве. Профессо-
ром С. П. Митрофановым разрабатывается и внедряется в производ-
ство групповой метод технологии и организации производства.
На базе типизации технологических процессов и использования
переналаживаемого оборудования и технологической оснастки соз-
даются поточные линии серийного производства (профес-
сора В. В. Бойцов, Ф. С. Демьянюк); подробно разрабатывается
построение структур технологических операций (профес-
сора В. М. Кован, В. С. Корсаков, Д. В. Чарнко). Под руководством
проф. Б. С. Балакшина в Мосстанкнне создаются системы адаптив-
ного управления технологическими процессами обработки на метал-
лорежущих станках (профессора Б. С. Балакшин, Б. М. Базров,
Ю. М. Соломенцев, И. М. Колесов, С. П. Протопопов, М. М. Твер-
ской, В. А. Тимирязев, Е. И. Луцков, В. А. Медведев, Л. В. Худо-
бин и др.).
Систематизируются и обобщаются материалы по технологии
сборки к разрабатываются ее научные основы (профес-
7
сора В. С. Корсаков, М. П. Новиков). Продолжается накопление
производственного опыта производства машин и совершенствуются
различные методы обработки заготовок. Находят широкое примене-
ние методы объемной и чистовой обработки пластическим деформи-
рованием, электрофизической и электрохимической обработки.
Четвертый этап — с 1970 г. по настоящее время. Отличительной
особенностью современного этапа развития технологии машиностро-
ения является широкое использование достижений фундаментальных
и общеинженерных наук для решения теоретических проблем и
практических задач технологии машиностроения. Различные раз-
делы математических наук, теоретической механики, физики, химии,
теории пластичности, материаловедения, кристаллографии и многих
других наук принимаются в качестве теоретической основы новых
направлений технологии машиностроения или используются в каче-
стве аппарата для решения практических технологических вопро-
сов, существенно повышая общий теоретический уровень технологии
машиностроения и ее практические возможности. Распространяются
применение вычислительной техники при проектировании техноло-
гических процессов и математическое моделирование процессов меха-
нической обработки. Осуществляется автоматизация программиро-
вания процессов обработки на широко распространяющихся станках
с ЧП У. Создаются системы автоматизированного проектирования
технологических процессов — САПР ТП (профессора Г. К. Горан-
ский, Н. М. Капустин, С. П. Митрофанов. В. Д. Цветков).
Углубляется разработка проблемы влияния технологии на
физико-химическое состояние металла поверхностного слоя обраба-
тываемых заготовок, его дислокационное строение, размеры кристал-
лических блоков и на эксплуатационные свойства и надежность
деталей машин (проф. А. М. Сулима и др.). Продолжается разработка
проблемы технологической наследственности и упрочняющей тех-
нологии. Разрабатываются методы оптимизации технологических
процессов по достигаемой точности, производительности и экономич-
ности изготовления при обеспечении высоких эксплуатационных
качеств н надежности работы машины (профессора Б. М. Базров,
Ю. М. Соломе и це в, С. С. Силин, С. Н. Корчак, Л. В. Худобнн и др.).
Создаются системы автоматизированного управления ходом тех-
нологического процесса с его оптимизацией по всем основным пара-
метрам изготовления и требуемым эксплуатационным качествам.
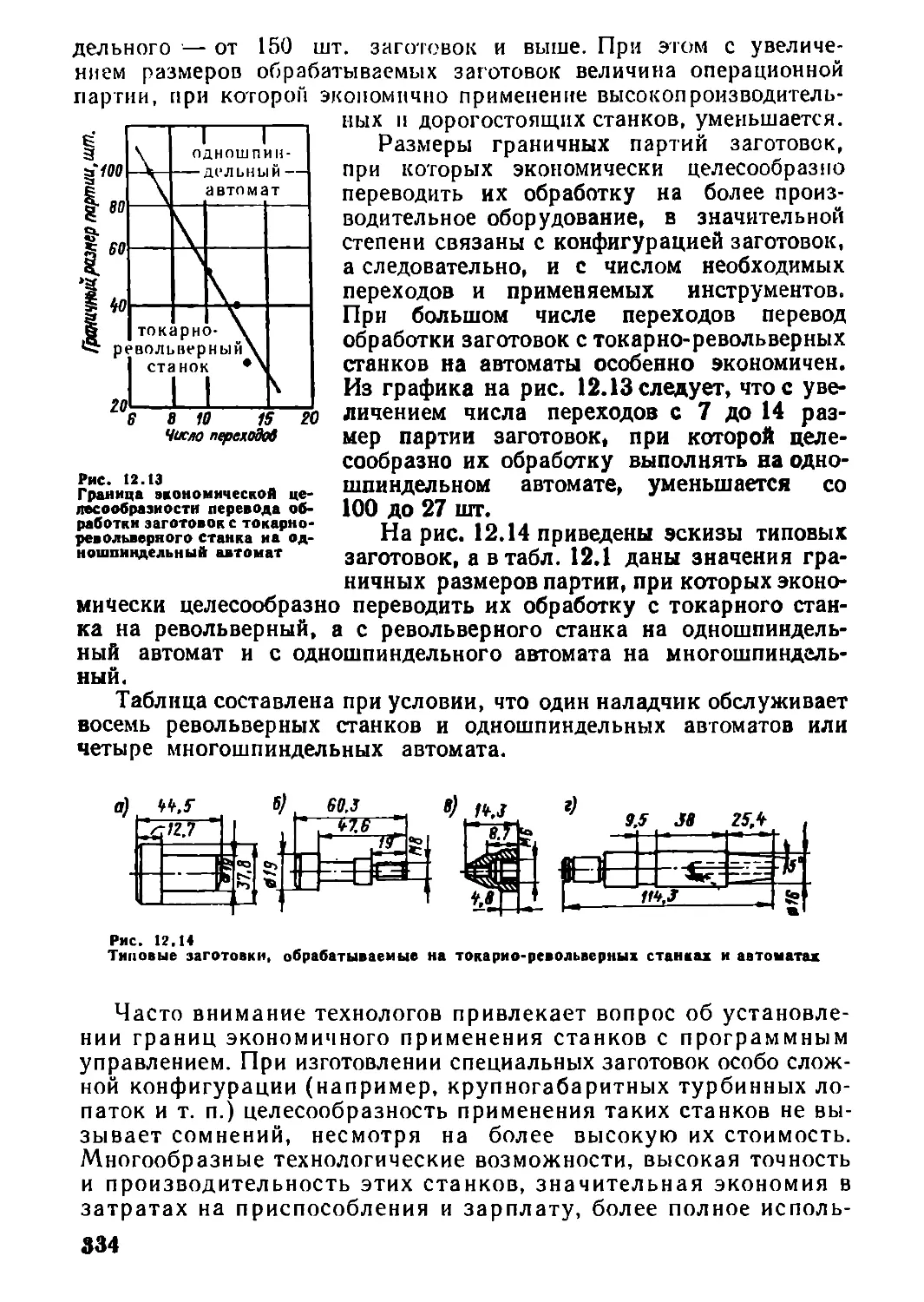
Развертываются работы по созданию гибких автоматизированных
производственных систем на основе использования ЭВМ, автомати-
зации межоперациониого транспорта н контроля н робототех-
ники.
Продолжается совершенствование технологических процессов
изготовления деталей машин и сборки (в особенности в направлениях
создания ма оотходиой технологии, чистовой обработки и автомати-
зации сборочных работ). Развитие технологии машиностроения
на данном этапе должно <осуществлять переход к массовому при-
менению высокоэффективных систем машин и технологических
процессов, обеспечивающих комплексную механизацию и автомати-
8
зацию производства, техническое перевооружение его основных
отраслей» *.
Технология машиностроения как учебная дисциплина имеет
ряд особенностей, существенно отличающих ее от других специаль-
ных наук, изучаемых в вузах.
I. Технология машиностроения является прикладной наукой,
вызванной к жизни потребностями развивающейся промышленности.
Как писал один из ее основателей проф. А. П. Соколовский: учение
о технологии родилось в цехе и не должно порывать с ним связи.
В противном случае работа технолога станет академической н бес-
плодной.
2. Являясь прикладной наукой, технология машиностроения
вместе с тем имеет значительную теоретическую основу, включа-
ющую в себя: учение о типизации технологических процессов и
групповой обработке, о жесткости технологической системы, о точ-
ности процессов обработки, рассеянии размеров обрабатываемых
заготовок, погрешностях технологической оснастки и оборудования,
о влиянии механической обработки на состояние металла поверхно-
стных слоев заготовок и эксплуатационные свойства деталей машин,
о припусках на обработку, о путях повышения производительности
и экономичности технологических процессов, а также теорию кон-
структорских и технологических баз и другие теоретические разделы.
3. Технология машиностроения является комплексной инженер-
ной и научной дисциплиной, тесно связанной и широко использу-
ющей разработки многих учебных дисциплин, изучаемых в техни-
ческих вузах. Само определение технологии машиностроения как
науки об изготовлении машни трактует ее как синтез тех-
нических проблем («изготовление машин требуемого качества»),
организации производства («в установленном производственной про-
граммой количестве»), планирования («в заданные сроки») и эконо-
мики машиностроения («при наименьшей себестоимости»).
Некоторые важные разделы этих наук стали органической частью
технологии машиностроения. Так, например, определение трудо-
емкости обработки и техническое нормирование сейчас являются
разделом общего курса технологии машиностроения. Сопоставление
экономичности технологических вариантов и расчеты себестоимости
обработки и технологической оснастки являются обязательной
частью проектирования технологических процессов. Исходя из
требований организации и планирования поточной обработки и син-
хронизации отдельных операций соответственно установленному
такту, определяется структура технологических операций и все
построение поточной или автоматической линии.
Чрезвычайно велнка связь технологии машиностроения с такими
дисциплинами, как теория резания, металлорежущие станки и ин-
струменты, допуски, технические измерения, материаловедение и
1 «Основные направления экономического н социального развития СССР на 1981—
1985 годы н на период до 1990 года*. Материалы XXVI съезда КПСС. М.: Изд-во
политической литературы, 1984 г., 223 с.
9
термическая обработка. Рассмотрение технологических вопросов
без использования этих наук вообще невозможно.
Важнейшие современные направления развития технологии
машиностроения по оптимизации режимов и процессов обработки,
автоматизации серийного производства и управления технологиче-
скими процессами, применению технологических методов повышения
эксплуатационных качеств изготовляемых изделий и других в зна-
чительной мере основываются на достижениях математических
наук, электронной вычислительной и управляющей техники, кибер-
нетики, робототехники, металлофизики и других современных
теоретических и технических наук.
4. Технология машиностроения является одной из самых моло-
дых наук, быстро развивающейся вместе с возникновением новой
техники и совершенствованием промышленного производства. Ее
содержание непрерывно уточняется и обогащается новыми сведе-
ниями и теоретическими разработками.
5. Технология машиностроения как наука возникла в Советском
Союзе и развивается трудами советских ученых, производственников
новаторов производства.
6. Как учебная дисциплина Высшей школы технология машино-
строения ограничивается рассмотрением вопросов механосборочного
производства.
7. Технология машинострсения является основной профилиру-
ющей дисциплиной специальности 0501 технология машиностро-
ения, металлорежущие станки и инструменты», в значительной мере
определяющей уровень профессиональной подготсвки инженеров
этой специальности и их способности к практическому использова-
нию достижений общетеоретических и общеинженерных наук.
ЧАСТЬ /
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ
ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
Глава 1
ПРОИЗВОДСТВО МАШИН
$ М
МАШИНА НАН ОБЪЕКТ ПРОИЗВОДСТВА
Объектами производства машиностроительной промышленности
являются различные машины.
Машина — это механизм или сочетание механизмов, осуществля-
ющих целесообразные движения для преобразования энергии или
производства работ. В зависимости от основного назначения раз-
личают два класса машин: машины-двигатели, с помощыр которых
один вид энергии преобразуется в другой, удобный для использова-
ния, и рабочие машины (машины-орудия), с помощью которых
производится изменение формы, свойств и положения объекта
труда.
Машины, механизмы и установки, их агрегаты или детали в про-
цессе производства их на машиностроительном предприятии яв-
ляются изделиями.
Изделие — это предмет или набор предметов производства, под-
лежащих изготовлению на предприятии.
Изделия в зависимости от их назначения делят на изделия основ-
ного и вспомогательного производства. К изделиям основного произ-
водства относятся изделия, предназначенные для поставки
(реализации), а к изделиям вспомогательного производства — изде-
лия, предназначенные только для собственных нужд изготовляющего
их предприятия.
Установлены перечисленные ниже виды изделий.
Деталь — это изделие, изготовленное из однородного по наимено-
ванию и марке материала без применения сборочных операций
(например, валик из одного куска металла, литой корпус и т. п.).
У каждой детали, участвующей в сборке, имеются сопрягающиеся
и несопрягающиеся поверхности. Первые при сборке соприкасаются
с поверхностями других деталей, образуя соответствующие сопря-
жения. При этом различные сопрягающиеся поверхности могут
11
иметь различное назначение. Одни из них служат для присоединения
данной детали к другим деталям (например, нижняя плоскость
передней бабки токарного станка сопрягается с соответствующей
поверхностью станины и определяет этим положение передней бабки
относительно станины; шейки шпинделя станка, сопрягаясь с отвер-
стями вкладышей подшипников, определяют положение шпинделя
станка; хвостовик турбинной лопатки, сопрягаясь с соответству-
ющими пазами ротора, задает конкретные положения турбинной
лопатке и т. д.). Такие поверхности называются основным базами.
Другие сопрягаемые поверхности служат для присоединения к дан-
ной детали других деталей сборочного соединения и носят название
вспомогательных баз (например, поверхность станины, на которую
опирается основная база передней бабки станка — ее нижняя пло-
скость, является вспомогательной базой станины; отверстие вкла-
дыша подшипника, в котором устанавливается шпиндель станка,
является вспомогательной базой вкладыша и т. д.). Таким образом,
при сборке соединений основные базы одной детали опираются на
вспомогательные базы другой. Сопрягающиеся поверхности, име-
ющие назначение выполнять некоторые рабочие функции (поверх-
ность шкива, соприкасающаяся с приводным ремнем; поверхность
резьбы в винтовых механизмах; рабочая поверхность турбинной
лопатки, соприкасающаяся с рабочим паром или газовой смесью
и т. п.), называются функциональными (исполнительными или рабо-
чими).
Функциональные (исполнительные) поверхности детали могут
быть и несопрягающимися (например, отражательная поверхность
зеркала и т. п.).
Остальные поверхности детали являются несопрягающимися
(«свободными») и служат лишь для оформления требуемой конфигу-
рации детали. Они часто не обрабатываются или обрабатываются
с пониженной точностью для предотвращения отрыва от необработан-
ной поверхности окалины или для уравновешивания и балансировки
быстро вращающихся деталей.
Базовые детали — это детали с базовыми поверхностями, вы-
полняющие в сборочном соединении (в узле) роль соединительного
звена, обеспечивающего при сборке соответствующее относительное
положение других деталей. Применительно к общей сборке изделия,
когда основными сборочными элементами являются уже собранные
сборочные соединения (узлы), одно из этих соединений, удовлетво-
ряющее изложенному выше требованию (сформулированному для
базовой детали), называется базовым сборочным соединением
(базовым узлом).
Сборочная единица (узел) — это часть изделия, которая соби-
рается отдельно и в дальнейшем участвует в процессе сборки как
одно целое. Составные части сборочной единицы подлежат соедине-
нию между собой на предприятии-изготовителе сборочными опера-
циями (свинчиванием, склеиванием, клепкой, опрессовкой и т. п.);
например, собираются шпиндельный узел, коробка скоростей, ротор
турбины, составной коленчатый вал и т. п.
12
Изделие
го порядка
ю порядка
Рис. 1.1
Схема сборочных элементов
СБо^очныв
единицы (узлы)
| 1-го порядка
Детали
Сборочные единицы (узлы), в процессе общей сборки непосред-
ственно входящие в изделие, называются сборочными единицами
первого порядка. Сборочные единицы, входящие в сборочную еди-
ницу первого порядка, называются сборочными единицами второго
порядка и т. д.
Отдельные детали (например, крепежные) могут входить в сбо-
рочные единицы любого порядка или непосредственно в собираемое
изделие (рис. 1.1).
Собранное изделие может рассматриваться как сборочная единица
нулевого порядка.
Сборочный комплект — это группа составных частей изделия,
которые необходимо подать па рабочее место для сборки изделия
или его составной части.
Объектами производства ма-
шиностроительных предприя-
тий могут быть комплексы и
комплекты изделий, кроме от-
дельных машин и их частей.
Комплекс — это два и более
специфицированных (состоящих
из двух и более составных ча-
стей) изделия, не соединенных
на предприятии-изготовителе
сборочными операциями, но
предназначенных для выполне-
ния взаимосвязанных эксплуа-
тационных функций; например: автоматическая линия, цех-автомат,
станок с ЧПУ с управляющими панелями и т. п.
Комплект — это два и более изделий, не соединенных на пред-
приятии-изготовителе сборочными операциями и представляющих
набор изделий, которые имеют общее эксплуатационное назначение
вспомогательного характера; например: комплекты запасных частей,
инструмента и принадлежностей, измерительной аппаратуры, упа-
ковочной тары и т. п.
Комплектующее изделие — это изделие предприятия-поставщика,
применяемое как составная часть изделия, выпускаемого предпри-
ятием-изготовителем. Составными частями изделия могут быть детали
и сборочные единицы.
Для построения эффективного технологического процесса сборки
необходимо расчленить изделие на ряд сборочных единиц и деталей.
Такое расчленение производится на стадиях конструкторской под-
готовки производства при разработке конструкции изделия (рис. 1.1).
При этом составные части (сборочные единицы) могут быть спроек-
тированы с учетом конструктивных или технологических требований.
В соответствии с этими требованиями различают конструктивные
сборочные единицы и технологические сборочные единицы или узлы.
Конструктивная сборочная единица — это единица, спроектиро-
ванная лишь по функциональному принципу без учета особого
13
значения условий независимой и самостоятельной сборки. Примером
таких сборочных единиц могут быть механизмы газораспределения,
системы топливопроводов и маслопроводов двигателя и т. п.
Технологическая сборочная единица или узел — это сборочная
единица, которая может собираться отдельно от других составных
частей изделия (или изделия в целом) и выполнять определенную
функцию в изделиях одного назначения только совместно с другими
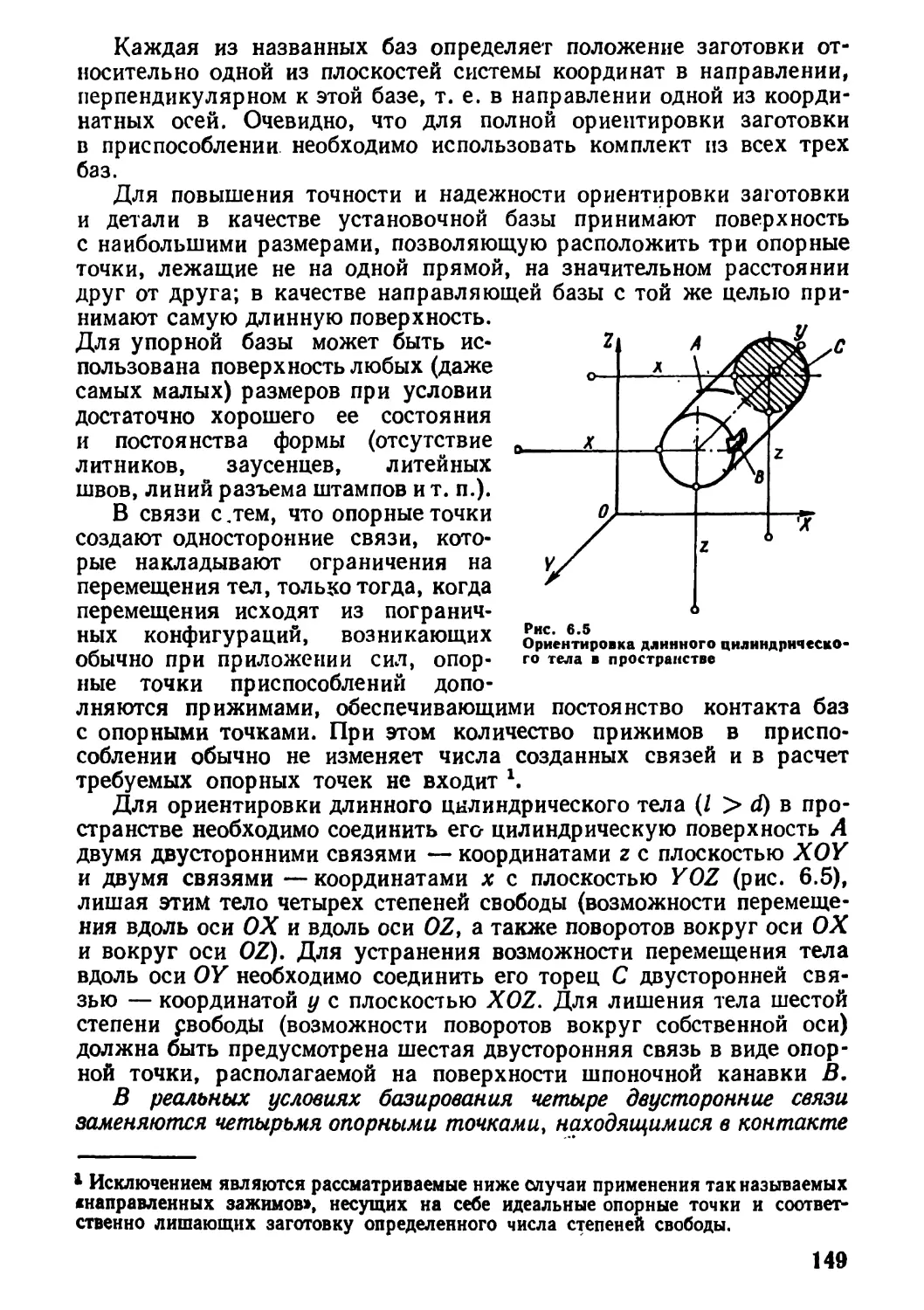
составными частями этих изделий. На рис. 1.2 представлена
схема расчленения консольно-фрезерного станка.
Рис. 1.2
Схема расчленении консольно-фрезерного станка:
1 — станина; 2 — поворотная головка; 3 — стол и салазки; 4 —• консоль; 5 -»
коробка подач; 6 — электрооборудование; 7 — коробка переключений; 8 —
коробка скоростей
Наилучшим вариантом конструкции является сборочная единица,
которая отвечает условию функционального назначения ее в изделии
и условию самостоятельной независимой сборки. Это так называемая
конструктивно-технологическая сборочная единица. К таким
единицам можно отнести насосы, клапаны, вентили, коробки ско-
ростей, коробки передач и т. п.
Принцип конструирования изделий из таких единиц называется
агрегатным или блочным. Из конструктивно-технологических сбо-
рочных единиц формируются агрегаты.
Агрегат — это сборочная единица, обладающая полной взаимо-
заменяемостью, возможностью сборки отдельно от других составных
частей изделия (или изделия в целом) и способностью выполнять
определенную функцию в изделии или самостоятельно. Сборка изде-
лия или его составной части из агрегатов называется агрегатной
или модульной. Изделие, спроектированное по агрегатному (модуль-
ному) принципу, несомненно, имеет лучшие технико-экономические
показатели как в изготовлении, так и в эксплуатации и ремонте)
14
цикл сборки значительно сокращается. Повышается и качество
сборки за счет того, что каждая сборочная единица после ее сборки
может быть испытана по функциональным параметрам независимо
от других сборочных единиц. Значительно улучшаются условия
эксплуатации такого изделия, особенно при замене отдельных со-
ставных частей. Агрегатная конструкция позволяет ремонтировать
каждую составную часть в отдельности, исходя из ее состояния.
При этом уменьшается количество изделий, находящихся в резерве.
Рис. 1.3
Модульная конструкция авиационного двигателя:
1 — вентилвтор; 2 — компрессор среднего давления; S — переходный модуль;
4 — турбина привода компрессора среднего давления; 5 — турбина привода
вентилятора; 6 — компрессор и турбвна высокого дввлеяня; 7 — коробка при-
водов
Пример агрегатной (модульной) конструкции авиационного двига-
теля показан на рис. 1.3.
Каждая сборочная единица включает в себя определенные виды
соединений деталей. По возможности относительного перемещения
составных частей соединения подразделяются (рис. 1.4) на подвижные
й неподвижные.
По сохранению целостности при сборке соединения подразде-
ляются на разъемные и неразъемные. Соединение считается разъем-
ным, если при его разборке сохраняется целостность его составных
частей, и неразъемным, если при разборке его составные части по-
вреждаются и их целостность нарушается.
При этом соединения могут быть: неподвижными разъемными
(резьбовые, пазовые, конические); неподвижными неразъемными (со-
единения запрессовкой, развальцовкой, клепкой); подвижными
разъемными (подшипники скольжения, плунжеры-втулки, зубья
зубчатых колес, каретки-станины); подвижными неразъемными
(подшипники качения, запорные клапаны).
15
Количество разъемных соединений в современных машинах
н механизмах составляет 65—85 % от всех соединений.
Неразъемные соединения в процессе эксплуатации и ремонта
нередко подвергаются разборке, вызывающей большие затруднения
и часто приводящей к порче сопряженных поверхностей (одной или
обеих деталей соединения), а также дополнительной пригонке,
доработке или замене.
По форме сопрягаемых поверхностей соединения подразделяются
на: цилиндрические (до 35—40 % всех соединений), плоские (15—
Характеристика сборочных
соединений
Рис. 1.4
Классификация видов соединений сборочных элементов
20 %), комбинированные (15—25 %), конические (6—7 %), сфери-
ческие (2—3 %), винтовые и профильные.
По методу образования соединений они разделяются на резь-
бовые, клиновые, штифтовые, шпоночные, шлицевые, сварные, паяные,
клепаные, клееные, фланцевые, прессовые, фальцованные (соединения,
полученные с применением совместного загибания их кромок),
развальцованные и комбинированные и др.
Важнейшей характеристикой современных машин является их
качество. В соответствии со стандартом под качеством продук-
ции понимается совокупность свойств, обусловливающих ее пригод-
ность удовлетворять определенным потребностям в соответствии
с ее назначением.
Качество каждой машины характеризуется определенной системой
показателей, учитывающих ее назначение и регламентируемых
различными стандартами и нормами. При этом степень совер-
шенства машины, выражающаяся ее мощностью, КПД, произ-
водительностью и экономичностью, степенью автоматизации и
точностью работы и некоторыми другими показателями, определяет
общий технический уровень машины.
Для общей оценки качества машины большое значение имеет ее
работоспособность, под которой понимается такое состояние изделия,
при котором оно способно выполнять заданные функции, сохраняя
16
значения заданных параметров в пределах установленных норма-
тивно-технической документацией. В связи с этим одной из основных
характеристик современных машин является их надежность.
Надежность — это свойство изделия сохранять во времени свою
способность к безотказной работе. Отказ— это событие, заклю-
чающееся в нарушении работоспособности изделия. Время работы
изделия до отказа, выраженное в часах, называется наработкой
до отказа и по своему существу является случайной величиной.
Срок службы изделия, определяемый его наработкой до достиже-
ния предельного регламентированного состояния (предельный износ
и т. п.), называется ресурсом.
Ресурс в отработанных часах или допустимый срок службы
изделия (в календарных часах), в отличие от наработки до отказа,
является неслучайной, детерминированной величиной (регламенти-
рованное время работы изделия, определяющее его долговечность).
Надежность изделия — это обобщенное свойство, которое вклю-
чает в себя понятия безотказности и долговечности.
Безотказность — это свойство изделия непрерывно сохранять
работоспособность в течение некоторого периода времени или не-
которой наработки. При этом предполагается самостоятельная не-
прерывная работа изделия без каких-либо вмешательств для поддер-
жания работоспособности (т. е. без регулировки и ремонта).
Долговечность — это свойство изделия сохранять работоспособ-
ность до наступления предельного состояния, т. е. в течение всего
периода эксплуатации при установленной системе технического
обслуживания и ремонтов.
Кроме эксплуатационных показателей качество машины харак-
теризуется экономичностью их эксплуатации, изготовления и ре-
монта и системой производственно-технологических показателей,
перечисленных ниже.
Трудоемкость определяется продолжительностью изготовления
изделия при нормальной интенсивности труда в часах.
Станкоемкость характеризуется продолжительностью времени,
в течение которого должны быть заняты станки или другое оборудо-
вание для изготовления всех деталей изделия. Единицей измерения
станкоемкости обычно является станко-час.
Производственный цикл — интервал календарного времени от
начала до окончания процесса изготовления или ремонта изделия,
а также ряд других показателей организационно-технического ха-
рактера.
Конструктивная преемственность изделия — это свойство изде-
лия, определяющее возможность использования в нем деталей
и сборочных единиц, применяемых или применявшихся в дру-
гих изделиях.
Технологическая преемственность изделия — это свойство
изделия, определяющее возможность использования применяемых
на предприятии технологических процессов, отдельных технологи-
ческих операций и ср,едб¥в--тек-«ологическипУ15снащения для его
изготовления или ремонта^
17
Изготовление современных машин и приборов требует четкой
организации всего производственного процесса при тщательной
технологической подготовке производства.
$ 1.2
ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА ПРОИЗВОДСТВА
Производственный процесс представляет собой совокупность всех
действий людей и орудий производства, необходимых на данном
предприятии для изготовления или ремонта выпускаемых изделий.
В состав производственного процесса включаются все действия
по изготовлению и сборке продукции, контролю ее качества, хра-
нению и перемещению на всех стадиях изготовления, организации
снабжения и обслуживания рабочих мест и участков, управления
всеми звеньями производства, а также все работы по технической
подготовке производства. Рациональная организация производ-
ственного процесса невозможна без проведения тщательной техни-
ческой подготовки производства.
Техническая подготовка производства. Этот процесс включает
в себя следующее.
1. Конструкторскую подготовку производства (разработку кон-
струкции изделия и создание чертежей общей сборки изделия,
сборочных элементов и отдельных деталей изделий, запускаемых
в производство с оформлением соответствующих спецификаций и
других видов конструкторской документации).
2. Технологическую подготовку производства, т. е. совокупность
взаимосвязанных процессов, обеспечивающих технологическую
готовность предприятий (или предприятия) к выпуску изделий
заданного уровня качества при установленных сроках, объеме вы-
пуска и затратах. К технологической подготовке производства отно-
сятся обеспечение технологичности конструкции изделия, разработка
технологических процессов, проектирование и изготовление
средств технологического оснащения, управление процессом техно-
логической подготовки производства.
3. Календарное планирование производственного процесса
изготовления изделия в установленные сроки, в необходимых объ-
емах выпуска и затратах.
Ответственной и трудоемкой частью технической подготовки
производства является технологическое проектирование, трудоем-
кость которого составляет 30—40 % (в процентах от общей трудо-
емкости технической подготовки) в условиях мелкосерийного произ-
водства, 40—50 % при серийном и 50—60 % при массовом
производстве.
Рост трудоемкости проектирования технологических процессов
с увеличением выпуска продукции объясняется тем, что в крупно-
серийном и массовом производстве разработка процессов произ-
водится более тщательно, чем в серийном (увеличивается по общему
объему, усложняется технологическая оснастка, подробнее раз-
рабатывается документация).
18
Трудоемкость технологического проектирования в большинстве
случаев заметно превосходит трудоемкость конструирования машин
(табл. 1.1).
Таблица 1.1
Трудоемкость конструирования машин и проектирования
ихнологических процессов
Изделие Трудоемкость кон- струирования машин Трудоемкость проек- тирования технологиче- ских процессов и оснастки
в часах в процентах о часах в процентах
Паровая турбина В К-50-1 82 292 100 207 125 252
Гидротурбина Цимлянской ГЭС 67 800 100 202 400 300
Кран мостовой 10 433 100 43 710 420
Экскаватор СЭ-3 51 575 100 94 481 183
Гусеничный трактор С-80 125 000 100 620 000 496
Технологический процесс и его структура. В соответствии
со стандартом технологический процесс—это часть производ-
ственного процесса, содержащая целенаправленные действия по
изменению и (или) определению состояния предмета труда. Работа
по созданию технологических процессов в соответствии
со стандартом в общем случае включает в себя: анализ исходных
данных для разработки технологического процесса; подбор действу-
ющего типового, группового технологического процесса или поиск
аналога единичного процесса; выбор исходной заготовки и методов
ее изготовления; выбор технологических баз; составление технологи-
ческого маршрута обработки; разработку технологических операций;
разработку или уточнение последовательности переходов в операции;
выбор средств технологического оснащения (СТО) операции; опре-
деление потребности СТО, заказ новых СТО, в том числе средств
контроля и испытаний; выбор средств механизации и автоматизации
элементов процесса и внутрицеховых средства транспортирования;
назначение и расчет режимов обработки; нормирование технологи-
ческого процесса; определение требований техники безопасности;
расчет экономической эффективности технологического процесса;
оформление технологических процессов.
Приведенное выше общее определение технологического процесса
можно уточнить применительно к условиям машиностроительного
производства: технологический процесс — это часть производ-
ственного процесса, включающая в себя последовательное изме-
нение размеров, формы, внешнего вида или внутренних свойств
предмета производства и их контроль.
Технологические процессы строятся по отдельным методам их
выполнения (процессы механической обработки, сборки, литья,
термической обработки, покрытий и т. п.).
19
Технологическая операция — это законченная часть технологи-
ческого процесса, выполняемая на одном рабочем месте. Примени-
тельно к условиям механосборочного производства стандартизиро-
ванное определение операции можно представить в следующем виде:
технологическая операция это часть технологического процесса,
выполняемая непрерывно на одном рабочем месте, над одним или не-
сколькими одновременно обрабатываемыми или собираемыми изде-
лиями, одним или несколькими рабочими.
Условие непрерывности операции означает выполнение предусмо-
тренной ею работы без перехода к обработке другого изделия. На-
пример, обработка ступенчатого валика в центрах на токарном
станке представляет собой одну технологическую операцию, если
ее выполняют в такой последовательности: устанавливают заготовку
в центрах, обтачивают валик с одного конца, снимают заготовку,
переустанавливают хомутик и вторично устанавливают заготовку
в центрах, обтачивают валик с другого конца. Аналогичную по со-
держанию работу над валиком можно выполнить и за две операции:
1) закрепить хомутик, установить заготовку в центрах, обточить
с одного конца и снять хомутик; 2)закрепить хомутик на другом
конце заготовки, установить ее в центрах и обточить с другого конца,
если вторичная установка и обработка второго конца валика после-
дует не сразу после обработки первого конца, а с перерывом для
обработки других заготовок партии (т. е. сначала все заготовки
обрабатываются с одного конца, а потом все — с другого). Приведен-
ный пример показывает, что состав операции устанавливают не
только на основе чисто технологических соображений, но и с учетом
организационной целесообразности.
Технологическая операция является основной единицей производ-
ственного планирования и учета. На основе операций определяется
трудоемкость изготовления изделий и устанавливаются нормы вре-
мени и расценки; задается требующееся количество рабочих, обору-
дования, приспособлений и инструментов; определяется
себестоимость обработки; производится календарное планирование
производства и осуществляется контроль качества и сроков выполне-
ния работ.
В условиях автоматизированного производства под операцией
понимается законченная часть технологического процесса, выполня-
емая непрерывно на автоматической линии, которая состоит из
нескольких станков, связанных автоматически действующими транс-
портно-загрузочными устройствами.
В условиях гибкого автоматизированного производства непрерыв-
ность выполнения операции может нарушаться направлением обра-
батываемых заготовок на промежуточный склад в периоды между
отдельными позициями, выполняемыми на разных технологических
модулях.
Кроме технологических операций в состав технологического
процесса в ряде случаев (например, в поточном производстве и осо'
бенно при обработке на автоматических линиях и в гибких технолс-
20
гических комплексах) включаются вспомогательные операции (транс-
портные, контрольные, маркировочные, по удалению стружки
и т. п.), не изменяющие размеров, формы, внешнего вида или свойств
обрабатываемого изделия, но необходимые для осуществления тех-
нологических операций.
Устинов представляет собой часть технологической операции,
выполняемую при неизменном закреплении обрабатываемых загото-
вок или собираемой сборочной единицы.
Позиция — фиксированное положение, занимаемое неизменно
закрепленной обрабатываемой заготовкой или собираемой сборочной
единицей совместно с приспособлением относительно инструмента
или неподвижной части оборудования, для выполнения определенной
части операции.
Технологический переход — законченная часть технологической
операции, характеризуемая постоянством применяемого инструмента
и поверхностей, образуемых обработкой или соединяемых при
сборке.
Применительно к условиям механической обработки определение
перехода можно уточнить следующей формулировкой: технологи-
ческий переход представляет собой законченную часть технологи-
ческой операции, выполняемую над одной или несколькими поверх-
ностями заготовки, одним или несколькими одновременно работа-
ющими инструментами без изменения или при автоматическом
изменении режимов работы станка.
При этом автоматическое изменение режима работы станка
внутри одного технологического перехода имеет место в период
обработки заготовок на станках с программным или адаптивным
управлением. В случае использования обычных металлорежущих
станков технологические переходы, как правило, осуществляются
при неизменных режимах их работы.
Из приведенного определения следует, что одним переходом
является не только часть операции, относящаяся к обработке одной
простой поверхности или фасонной поверхности простым или фасон-
ным инструментом, но и одновременная обработка нескольких
поверхностей комплектом режущих инструментов (набором фрез,
многорезцовая обработка), а также обработка криволинейных по-
верхностей простым инструментом, движущимся по контуру или
заданной программе (фрезерование кулачков, рабочего профиля
турбинной лопатки и т. п.).
Элементарный переход — часть технологического перехода, вы-
полняемая одним инструментом, над одним участком поверхности
обрабатываемой заготовки, за один рабочий ход без изменения режима
работы станка.
Понятие элементарного перехода удобно при проектировании
технологической операции и расчете основного времени обработки
заготовок на станках с ЧПУ, когда внутри технологического пере-
хода производятся изменения режимов работы станка. Так, напри-
мер, при обработке фасонных контуров на станках с ЧПУ во многих
случаях внутри перехода изменяется припуск на обработку или
21
условия резания (работа фрезы «на подъем контура» и «на снижение
контура»), что делает целесообразным введение в программу другой
величины подачи на соответствующих участках обрабатываемого
контура.
Длина участков поверхности, обрабатываемой с неизменной
подачей, и соответствующее ей основное время обработки определяют
величину элементарного перехода.
Вспомогательный переход — законченная часть технологической
операции, состоящая из действий человека и (или) оборудования,
которые не сопровождаются изменением формы, размеров и шерохо-
ватости поверхностей предмета труда, но необходимы для вы-
полнения технологического перехода. Примерами вспомогательных
переходов являются: установка заготовки, смена инструмента и т. д.
Рабочий ход — это законченная часть технологического перехода,
состоящая из однократного перемещения инструмента относительно
заготовки, сопровождаемого изменением формы, размеров, качества
поверхности и свойств заготовки. Понятие рабочего хода соответ-
ствует применявшемуся ранее в технологической практике понятию,
перехода, который рассматривался как простейший переход, за-
ключающийся в снятии одного слоя металла.
Вспомогательный ход — это законченная часть технологического
перехода, состоящая из однократного перемещения инструмента
относительно заготовки, не сопровождаемого изменением формы,
качества поверхности или свойств заготовки, но необходимого для
подготовки рабочего хода.
Прием—это законченная совокупность действий человека, при-
меняемых при выполнении перехода или его части и объединенных
одним целевым назначением.
§ 1-3
ТЕХНОЛОГИЧЕСКАЯ ХАРАКТЕРИСТИКА РАЗЛИЧНЫХ ТИПОВ
ПРОИЗВОДСТВА
Одним из основных принципов построения технологических процес-
сов является принцип совмещения технических, экономических и
организационных задач, решаемых в данных производственных усло-
виях. Проектируемый технологический процесс безусловно должен
обеспечить выполнение всех требований к точности и качеству
изделия, предусмотренных чертежом и техническими условиями,
при наименьших затратах труда и минимальной себестоимости,
а также при изготовлении изделий в количествах и в сроки, устано-
вленные производственной программой.
Даже наилучший с точки зрения обеспечения точности обработки
технологический процесс является совершенно неприемлемым для
предприятия, если при его использовании не может быть выполнена
установленная производственная программа или если себестоимость
изделий получается чрезмерно высокой. Наименьшие затраты при
изготовлении изделий могут быть достигнуты в случае построения
22
технологического процесса в полном соответствии с типом данного
производства и его условиями.
В соответствии с ГОСТ 14.004—83, в зависимости от широты
номенклатуры, регулярности, стабильности и объема выпуска изде-
лий, современное производство подразделяется на различные типы:
единичное, серийное и массовое.
Единичное производство характеризуется широтой номенклатуры
изготовляемых или ремонтируемых изделий и малым объемом вы-
пуска изделий (под объемом выпуска подразумевается количество
изделий определенных наименования, типоразмера и исполнения,
изготовляемых или ремонтируемых объединением, предприятием
или его подразделением в течение планируемого интервала времени).
На предприятиях единичного производства количество выпуска-
емых изделий и размеры операционных партий заготовок (т. е.
количество заготовок, поступающих на рабочее место для выполне-
ния технологической операции) исчисляется штуками и десятками
штук; на рабочих местах выполняются разнообразные технологи-
ческие операции, повторяющиеся нерегулярно или не повторяющи-
еся совсем; используется универсальное точное оборудование, кото-
рое расставляется в цехах по технологическим группам (токарный,
фрезерный, сверлильный, зуборезный и т. п. участки); специальные
приспособления и инструменты как правило не применяются (они
создаются только в случаях невозможности выполнения операции
без специальной технологической оснастки); исходные заготовки —
простейшие (литье в землю, горячий прокат, поковки) с малой точ-
ностью и большими припусками; требуемая точность достигается
методом пробных ходов и промеров с использованием разметки;
взаимозаменяемость деталей и узлов во многих случаях отсутствует \
широко применяется пригонка по месту; квалификация рабочих
очень высокая, так как от нее в значительной мере зависит качество
продукции; технологическая документация сокращенная и упро-
щенная; технические нормы отсутствуют; применяется опытно-
статистическое нормирование труда.
Массовое производство характеризуется узкой номенклатурой
и большим объемом выпуска изделий, непрерывно изготовляемых
или ремонтируемых в течение продолжительного времени.
Коэффициент закрепления операций в соответствии
с ГОСТ 3.1108—74 для массового производства равен единице, т. е.
на каждом рабочем месте закрепляется выполнение одной постоянно
повторяющейся операции. При этом используется специальное
высокопроизводительное оборудование, которое расставляется по
поточному принципу (т. е. по ходу технологического процесса) и во
многих случаях связывается транспортирующими устройствами и
конвейерами с постами промежуточного автоматического контроля,
а также промежуточными складами — накопителями заготовок,
1 В условиях единичного производства взаимозаменяемость обычно ограничивается
изготовлением резьбовых деталей, обработкой посадочных поверхностей для под-
шипников качения, обработкой цилиндрических поверхностей и некоторыми спе-
циальными случаями.
23
снабженными автоматическими перегружателями (роботами-
манипуляторами); последние обеспечивают смену заготовок на
отдельных рабочих местах и пунктах контроля. Используются вы-
сокопроизводительные многошпиндельные автоматы и полуавтоматы,
сложные станки с ЧПУ и обрабатывающие центры. Широко при-
меняются автоматические линии и автоматизированные производ-
ственные системы, управляемые ЭВМ.
Значительное применение находит высокопроизводительная
технологическая оснастка, инструменты из синтетических сверх-
твердых материалов и алмазов и фасонные инструменты всех видов.
Широко используются точные индивидуальные исходные заго-
товки с минимальными припусками на механическую обработку
(литье под давлением и точное литье, горячая объемная штамповка
и прессовка, калибровка и чеканка и т. п.).
Требуемая точность достигается методами автоматического полу-
чения размеров на настроенных станках при обеспечении взаимо-
заменяемости обрабатываемых заготовок и собираемых узлов. Только
в отдельных случаях применяется селективная сборка, обеспечива-
ющая групповую взаимозаменяемость.
Средняя квалификация рабочих в современном массовом произ-
водстве ниже, чем в единичном. На настроенных станках и автома-
тах работают рабочие-операторы сравнительно низкой квалифика-
ции. Одновременно в цехах работают высококвалифицированные
наладчики станков, специалисты по электронной технике и пневмо-
гидроавтоматике.
Дальнейшее развитие автоматизации приводит к уменьшению
общего числа рабочих за счет сокращения малоквалифицированных
специалистов, и в перспективе полностью автоматизированные произ-
водства будут обслуживаться минимальным числом высококвалифи-
цированных специалистов-наладчиков сложного оборудования.
Технологическая документация массового производства разраба-
тывается самым детальным образом, технические нормы тщательно
рассчитываются и подвергаются экспериментальной проверке.
Серийное производство характеризуется ограниченной номенкла-
турой изделий, изготовляемых или ремонтируемых периодически
повторяющимися партиями \ и сравнительно большим объемом
выпуска.
В зависимости от количества изделий в партии или серии 1 2 и зна-
чения коэффициента закрепления операций различают мелкосерий-
ное, среднесерийное и крупносерийное производство.
Коэффициент закрепления операций определяется отношением
числа всех различных технологических операций, выполненных
или подлежащих выполнению в течение месяца, к числу рабочих
1 Производственная партия — это группа заготовок одного наименования и типо-
размера, запускаемых в обработку одновременно или непрерывно в течение опреде-
ленного интервала времени.
2 Объем серии — это общее количество изделий определенных наименования, типо-
размера и исполнения, изготовляемых или ремонтируемых по неизменяемой кон-
структорской документации.
24
мест. В соответствии со стандартом коэффициент закрепления
операций составляет: для мелкосерийного производства — свыше 20
до 40 включительно; для среднесерийного — свыше 10 до 20 включи-
тельно; для крупносерийного — свыше 1 до 10 включительно.
Серийное производство является основным типом современного
машиностроительного производства, и предприятиями этого типа
выпускается в настоящее время 75—80 % всей продукции машино-
строения страны. По всем технологическим и производственным
характеристикам серийное производство занимает промежуточное
положение между единичным и массовым производством.
Объем выпуска предприятий серийного типа колеблется от десят-
ков и сотен до тысяч регулярно повторяющихся изделий. Исполь-
зуется универсальное и специализированное и частично специальное
оборудование. Широко используются станки с ЧПУ, обрабатыва-
ющие центры и находят применение гибкие автоматизированные
системы станков с ЧПУ, связанных транспортирующими устрой-
ствами и управляемых от ЭВМ. Оборудование расставляется по
технологическим группам с учетом направления основных грузо-
потоков цеха по предметно-замкнутым участкам. Однако одновре-
менно используются групповые поточные линии и переменно-поточ-
ные автоматические линии. Технологическая оснастка в основном
универсальная, однако во многих случаях (особенно в крупносерий-
ном производстве) создается высокопроизводительная специальная
оснастка; при этом целесообразность ее создания должна быть пред-
варительно обоснована технико-экономическим расчетом. Большое
распространение имеет универсально-сборная, переналаживаемая
технологическая оснастка, позволяющая существенно повысить
коэффициент оснащенности серийного производства. В качестве
исходных заготовок используется горячий и холодный прокат,
литье в землю и под давлением, точное литье, поковки и точные
штамповки и прессовки, целесообразность применения которых
также обосновывается технико-экономическими расчетами. Тре-
буемая точность достигается как методами автоматического получе-
ния размеров, так и методами пробных ходов и промеров с частичным
применением разметки.
Средняя квалификация рабочих выше, чем в массовом производ-
стве, но ниже, чем в единичном. Наряду с рабочими высокой квали-
фикации, работающими на сложных универсальных станках, и на-
ладчиками используются рабочие-операторы, работающие на
настроенных станках.
В зависимости от объема выпуска и особенностей изделий обеспе-
чивается полная взаимозаменяемость, неполная, групповая,
взаимозаменяемость сборочных единиц, однако в ряде случаев на
сборке применяется компенсация размеров и пригонка по месту.
Технологическая документация и техническое нормирование
подробно разрабатываются для наиболее сложных и ответственных
заготовок при одновременном применении упрощенной документа-
ции и опытно-статистического нормирования простейших заго-
товок.
25
В зависимости от размеров партий выпускаемых изделий харак-
тер технологических процессов серийного производства может изме-
няться в широких пределах, приближаясь к процессам массового
(в крупносерийном) или единичного (в мелкосерийном) типа произ-
водства. Правильное определение характера проектируемого техно-
логического процесса и степени его технической оснащенности,
наиболее рациональных для данных условий конкретного серийного
производства, является очень сложной задачей, требующей от тех-
нолога понимания реальной производственной обстановки, ближай-
ших перспектив развития предприятия и умения проводить серьез-
ные технико-экономические расчеты и анализы.
Глава 2
ПОГРЕШНОСТИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
И МЕТОДЫ ИХ РАСЧЕТА
ТОЧНОСТЬ В МАШИНОСТРОЕНИИ И МЕТОДЫ ЕЕ ДОСТИЖЕНИЯ
Точность большинства изделий машиностроения и приборостроения
является важнейшей характеристикой их качества. Современные
мощные и высокоскоростные машины не могут функционировать
при недостаточной точности их изготовления в связи с возникнове-
нием дополнительных динамических нагрузок и вибраций,
нарушающих нормальную работу машин и вызывающих их раз-
рушение.
Повышение точности изготовления деталей и сборки узлов уве-
личивает долговечость и надежность эксплуатации механизмов
и машин. Этим объясняется непрерывное ужесточение требований
к точности изготовления деталей и машин в целом. Если недавно
в машиностроении считались точными детали, изготовленное в пре-
делах допусков в несколько сотых долей миллиметра, то в настоящее
время для некоторых точных изделий требуются детали с допусками
в несколько микрометров или даже десятых долей микрометра.
Например, при изготовлении плунжерных пар допуск зазора в со-
единении составляет 2—3 мкм, что требует от каждой из сопряжен-
ных деталей точности, характеризуемой допуском в 1—2 мкм. В со?
пряжении ответственных деталей теодолитов допускается колебание
зазора от 0,6 до 1,0 мкм. При повышении точности деталей шарико-
подшипника и уменьшении его зазора от 20 до 10 мкм срок его
службы увеличивается с 740 до 1200 ч.
Важное значение имеет повышение точности и для процессу
производства изделий. Повышение точности исходных заготовок
снижает трудоемкость механической обработки, уменьшает размеры
26
припусков на обработку деталей и приводит к экономии металла.
Получение точных и однородных заготовок на всех операциях тех-
нологического процесса является одним из непременных условий
автоматизации обработки и сборки.
Повышение точности механической обработки устраняет при-
гоночные работы на сборке, позволяет осуществить принцип вза-
имозаменяемости деталей и узлов и ввести поточную сборку, что
не только сокращает трудоемкость последней, но также облегчает
и удешевляет проведение ремонта машин в условиях их эксплу-
атации.
При решении проблемы точности в машиностроении технолог
должен обеспечить: требуемую конструктором точность изготовления
деталей и сборки машины при одновременном достижении высокой
производительности и экономичности их изготовления; необходимые
средства измерения и контроля фактической точности обработки
и сборки; установку допусков технологических межоперационных
размеров и размеров исходных заготовок и их выполнение в ходе
технологического процесса. Кроме того, технолог должен исследо-
вать фактическую точность установленных технологических процес-
сов и проанализировать причины возникновения погрешностей
обработки и сборки.
Под точностью детали понимается ее соответствие требованиям
чертежа: по размерам, геометрической форме, правильности взаим-
ного расположения обрабатываемых поверхностей и по степени их
шероховатости.
Заданную точность обработки заготовки можно достигнуть одним
из двух принципиально отличных методов: пробных ходов и про-
меров, а также методом автоматического получения размеров на
настроенных станках.
Метод пробных ходов и промеров. Сущность метода заключается
в том, что к обрабатываемой поверхности заготовки, установленной
на станке, подводят режущий инструмент и с короткого участка
заготовки снимают пробную стружку. После этого станок оста-
навливают, делают пробный замер полученного размера, определяют
величину его отклонения от чертежного и вносят поправку в поло-
жение инструмента, которую отсчитывают по делениям лимба станка.
Затем вновь производят пробную обработку («ход») участка заго-
товки, новый пробный замер полученного размера и при необходи-
мости вносят новую поправку в положение инструмента. Таким
образом, путем пробных ходов и промеров устанавливают правиль-
ное положение инструмента относительно заготовки, при котором
обеспечивается требуемый размер. Посде этого выполняют обработку
заготовки по всей ее длине. При обработке следующей заготовки
всю процедуру установки инструмента пробными ходами и про-
мерами повторяют.
В методе пробных ходов и промеров часто применяют разметку.
В этом случае на поверхность исходной заготовки специальными
инструментами (чертилками, штангенрейсмусом и др.) наносят тон-
кие линии, показывающие контур будущей детали, положение
27
центров будущих отверстий или контуры выемок и окон. При по-
следующей обработке рабочий стремится совместить траекторию
перемещения режущего лезвия инструмента с линией разметки
заготовки и обеспечить тем самым требуемую форму обрабатыва-
емой поверхности.
Метод пробных ходов и промеров имеет следующие достоинства:
на неточном оборудовании позволяет получить высокую точность
обработки; рабочий высокой квалификации путем пробных промеров
и ходов может определить и устранить погрешность заготовки,
возникшую при ее обработке на неточном станке;
при обработке партии мелких заготовок исключает влияние
износа режущего инструмента на точность выдерживаемых при
обработке размеров; при пробных промерах и ходах определяют
и вносят необходимую поправку в положение инструмента, требу-
емую в связи с износом последнего;
при неточной заготовке позволяет правильно распределить при-
пуск и предотвратить появление брака; из маломерной заготовки
при разметке часто удается выкроить контур обрабатываемой за-
готовки и получить годное изделие;
освобождает рабочего от необходимости изготовления сложных
и дорогостоящих приспособлений типа кондукторов, поворотных
и делительных приспособлений и др; положение центров отверстий
и взаимное расположение обрабатываемых поверхностей предопре-
деляется разметкой.
Вместе с тем метод пробных ходов и промеров имеет ряд серьезных
недостатков:
зависимость достигаемой точности обработки от минимальной
толщины снимаемой стружки; при токарной обработке доведенными
резцами эта толщина не меньше 0,005 мм, а при точении обычно
заточенными резцами она составляет 0,02 мм (при некотором за-
туплении резца даже 0,05 мм); очевидно^ Что при работе пробными
ходами рабочий не может внести в размер заготовки поправку менее
толщины снимаемой стружки, а следовательно, и гарантировать
получение размера с погрешностью, меньшей этой толщины;
появление брака по вине рабочего, от внимания которого в зна-
чительной степени зависит достигаемая точность обработки;
низкую производительность обработки из-за больших затрат
времени на пробные ходы, промеры и разметку;
высокую себестоимость обработки детали вследствие низкой
производительности обработки в сочетании с высокой квалификацией
рабочего, требующей повышенной оплаты труда.
В связи с перечисленными недостатками метод пробных промеров
и ходов используется, как правило, при единичном или мелкосерий-
ном производстве изделий, в опытном производстве, а также в ре-
монтных и инструментальных цехах. Особенно часто этот метод
применяется в тяжелом машиностроении. При серийном производ-
стве этот метод находит применение для получения годных деталей
из неполноценных исходных заготовок («спасение» брака по литью
и штамповке).
28
В условиях крупносерийного и массового производства метод
пробных ходов и промеров используется главным образом при шли-
фовании, так как позволяет без труда компенсировать износ абра-
зивных инструментов, часто протекающий неравномерно и вызыва-
ющий потерю точности обработки. При повышении качества абрази-
вов и достижении их однородности, а также при создании систем
автоматической компенсации износа кругов метод пробных ходов
и промеров должен быть вытеснен также и из шлифовальных опе-
раций.
Метод автоматического получения размеров на настроенных
станках. Этот метод в значительной мере свободен от недостатков,
свойственных методу пробных ходов и промеров.
Рис. 2.1
Обработка заготовок по методу автоматического получения размеров
При обработке заготовок по методу автоматического получения
размеров станок предварительно настраивается таким образом, чтобы
требуемая от заготовок точность достигалась автоматически, т. е.
почти независимо от квалификации и внимания рабочего.
При фрезеровании заготовки 2 на размеры а и b (рис. 2.1, а)
стол фрезерного станка предварительно устанавливают по высоте
таким образом, чтобы опорная поверхность неподвижной губки i
тисков отстояла от оси вращения фрезы на расстоянии К = ПфР/2 +
+ а. При этом боковую поверхность фрезы 3 удаляют (поперечным
перемещением стола) от вертикальной поверхности неподвижной
губки на расстояние Ь. Эту предварительную настройку станка
производят по методу пробных ходов и промеров. После такой на-
стройки выполняют обработку всей партии заготовок без их про-
межуточных промеров (исключая выборочные контрольные промеры)
и без дополнительных перемещений стола станка в поперечном
и вертикальном направлениях. Так как в процессе обработки раз-
меры К. и b остаются неизменными, то и точность размеров а и Ь
обрабатываемой заготовки сохраняется одинаковой для всех загото-
вок, обработанных с данной настройкой станка.
29
Равным образом при подрезке торца заготовки 2 (рис. 2.1, б)
размер а заготовки определяется расстоянием с от торца зажимного
приспособления 1 до поверхности упора 4, ограничивающего пере-
мещение подрезного резца 3, а также расстоянием b от поверхности
упора 4 до вершины режущего лезвия резца. При постоянстве этих
размеров, устанавливаемых в процессе предварительной настройки
станка, точность размера а обрабатываемой заготовки сохраняется
неизменной.
Следовательно, при использовании метода автоматического полу-
чения размеров на настроенных станках задача обеспечения требу-
емой точности обработки переносится с рабочего-оператора на на-
стройщика, выполняющего предварительную настройку станка;
на инструментальщика, изготовляющего специальные приспособле-
ния, и на технолога, назначающего технологические базы и размеры
заготовки, а также определяющего метод ее установки и крепления
и конструкцию необходимого приспособления.
К преимуществам метода автоматического получения размеров
относятся:
повышение точности обработки и снижение брака; точность
обработки не зависит от минимально возможной толщины снимаемой
стружки (так как припуск на обработку на настроенном станке
устанавливают заведомо больше этой величины) и от квалификации
и внимательности рабочего;
рост производительности обработки за счет устранения потерь
времени на предварительную разметку заготовки и осуществление
пробных ходов и промеров; кроме того, специалист, работающий
на настроенном станке по упорам, а не по пробным промерам, про-
водит работу более уверенно и спокойно; в процессе обработки воз-
никает определенный ритм целесообразных и продуманных движе-
ний, дающих наименьшую утомляемость и высокую производитель-
ность;
рациональное использование рабочих высокой квалификации;
работу на настроенных станках могут производить ученики и мало-
квалифицированные рабочие-операторы, а в дальнейшем с ростом
автоматизации производственных процессов она будет полностью
возложена на станки-автоматы и промышленные роботы; высоко-
квалифицированные рабочие выполняют настройку станков и об-
служивают одновременно по 8—12 станков;
повышение экономичности производства; высокая производитель-
ность труда, снижение брака, уменьшение потребности в высоко-
квалифицированной рабочей силе способствуют снижению произ-
водственных затрат и общему повышению экономичности произ-
водства.
Преимущества метода автоматического получения размеров на
настроенных станках предопределяют его широкое распространение
в условиях современного серийного и массового производства.
Использование этого метода в условиях мелкосерийного произ-
водства ограничивается некоторыми экономическими соображени-
ями: потери времени на предварительную настройку станков могут
30
превзойти выигрыш времени от автоматического получения размеров;
затраты на изготовление однородных и точных исходных заготовок,
требуемых для работы на настроенных станках, могут не окупиться
при малых количествах выпускаемой продукции; тщательная тех-
нологическая подготовка производства с подробной разработкой
технологических процессов и схем настройки станков неосуществима
в условиях мелкосерийного и многономенклатурного производства.
Каждый из рассмотренных методов достижения заданной точ-
ности неизбежно сопровождается погрешностями обработки, вызы-
ваемыми различными причинами систематического и случайного
характера. Соответственно погрешности, возникающие вследствие
этих причин, подразделяются на систематические и случайные.
£ 2.2
СИСТЕМАТИЧЕСКИЕ ПОГРЕШНОСТИ ОБРАБОТКИ
Систематическая погрешность — это такая погрешность, которая
для всех заготовок рассматриваемой партии остается постоянной
или же закономерно изменяется при переходе от каждой обрабаты-
ваемой заготовки к следующей.
В первом случае погрешность принято называть постоянной
систематической погрешностью (часто именуемой для краткости
систематической погрешностью Дспст, а во втором случае — перемен-
ной систематической (или функциональной) погрешностью Дп. с.
Причинами возникновения систематических и переменных си-
стематических погрешностей обработки заготовок являются: неточ-
ность, износ и деформация станков, приспособлений и инструментов;
деформация обрабатываемых заготовок; тепловые явления, проис-
ходящие в технологической системе и в смазочно-охлаждающей
жидкости, а также погрешности теоретической схемы обработки
заготовки.
ПОГРЕШНОСТИ, ВОЗНИКАЮЩИЕ ВСЛЕДСТВИЕ НЕТОЧНОСТИ,
ИЗНОСА И ДЕФОРМАЦИИ СТАНКОВ
Погрешности изготовления и сборки станков ограничиваются нор-
мами ГОСТов, определяющими допуски и методы проверки геометри-
ческой точности станков, т. е. точности станков в ненагруженном
состоянии.
Ниже приведены некоторые характеристики геометрической
точности (в миллиметрах) станков общего назначения средних раз-
меров.
Радиальное биение шпинделей токарных и фре-
зерных станков (на конце шпинделя) . 0,01—0,015
Биение конического отверстия в шпинделе:
токарного и фрезерного станков на длине
оправки 300 мм . 0,02
вертикально-сверлильных станксв на длине
оправки 100—300 мм 0,03—0,05
Торцовое (осевое) биение шпинделей . 0,01—0,02
31
Прямолинейность _и параллельность направляю-
щих токарных и продольно-строгальных станков:
на длине 1000 мм 0,02
на всей длине .... .......... 0,05—0,08
Прямолинейность продольных направляющих и
столов фрезерных станков на длине 1000 мм 0,03—0,04
Параллельность осей шпинделей токарных стан-
ков направлению движения кареток:
в вертикальной плоскости на длине 300 мм 0,02—0,03
в горизонтальной плоскости на длине оправ-
ки 300 мм . . 0,01—0,015
Перпендикулярность осей шпинделей вертикально-
сверлильных станков относительно плоскости сто-
лов на длине 300 мм 0,06—0,10
Приведенные ориентировочные данные относятся к станкам
нормальной точности (станки группы Н), предназначенным для
обработки заготовок средних размеров в пределах допусков 7—
9-го квалитетов точности СЭВ. Характеристики геометрической точ-
ности, т. е. геометрические погрешности станков более высоких
точностных групп, значительно уменьшаются, а трудоемкость их
изготовления резко возрастает и по отношению к характеристикам
станков нормальной точности составляют в процентах к погрешно-
стям и трудоемкости изготовления станков нормальной точности
следующие соотношения:
Погрешность Трудоемкость
Станки нормальной точности (группа Н) Станки повышенной точности 100 100
(группа П) . ... Станки высокой точности (груп- 60 140
па В) Станки особо высокой точности 40 200
(группа А) 25 280
Станки особо точные (группа С) 16 450
Погрешности геометрической точности станков полностью или
частично переносятся на обрабатываемые заготовки в виде система-
тических погрешностей. Величина этих систематических погреш-
ностей поддается предварительному анализу и расчету. Например,
при непар ал дельности оси шпинделя токарного станка направлению
движения суппорта в горизонтальной плоскости цилиндрическая
поверхность обрабатываемой заготовки, закрепленной в патроне
станка, превращается в коническую. При этом изменение радиуса г
заготовки равно линейному отклонению а оси от параллельности
по отношению к направляющим на длине заготовки, т. е. rmax =*
г 4- а.
При непараллельное™ оси шпинделя относительно направля-
ющих в вертикальной плоскости обрабатываемая поверхность при-
обретает форму гиперболоида вращения, наибольший радиус кото-
рого ггаах = у4г2 + Ь2, где b — линейное отклонение оси шпинделя
от параллельности по отношению к направляющим в вертикальной
плоскости на длине L обрабатываемой заготовки.
32
Непер пендикулярность оси шпинделя вертикально-фрезерного
станка относительно плоскости его стола в поперечном направлении
вызывает непараллельность обработанной плоскости по отношению
к установочной, численно равную линейному отклонению от перпен-
дикулярности на ширине заготовки.
При неперпендикулярности оси шпинделя вертикально-фрезер-
ного станка по отношению к плоскости его стола в продольном
направлении возникает вогнутость обработанной поверхности, за-
висящая от угла наклона шпинделя, диаметра фрезы и ширины
обрабатываемой поверхности. Вогнутость можно подсчитать анали-
тически или определить экспериментально.
Рис. 2.2
Влияние биения переднего центра на точность обработки: а — погрешность при обтачи-
вании за один установ; б — погрешность при обтачивании с перевертыванием заготовки
Биение шпинделей токарных и круглошлифовальных станков,
вызываемое овальностью подшипников и опорных шеек шпинделей,
искажает форму обрабатываемой заготовки в поперечном сечении.
Овальность шеек шпинделей в этом случае переносится на заготовку,
так как при ее обработке шейки шпинделей все время прижимаются
к определенным участкам поверхностей подшипников.
Биение передних центров токарных и круглошлифовальных
станков при правильном положении оси шпинделя вызывает перекос
оси обрабатываемой поверхности при-сохранении правильной окруж-
ности в поперечном сечении заготовки.
Причинами биения переднего центра в этом случае могут быть:
биение -оси конического отверстия шпинделя; биение оси переднего,
центра по отношению к оси его хвостовика; неточность посадки
переднего центра в коническом отверстии шпинделя.
На рис. 2.2, а показано, что при биении переднего центра центро-
вая линия в процессе обработки описывает конус с вершиной у зад-
него центра. Основание этого конуса равно биению переднего центра,
а осью конуса является ось вращения шпинделя станка. В резуль-
тате обтачивания в поперечном сечении заготовки (сечение А—Л)
получается правильная окружность заданного радиуса (так как
вращение заготовки происходит вокруг правильно расположенной
и постоянной оси вращения 00 шпинделя), но след центровой линии,
соединяющей Центровые отверстия заготовки, оказывается смещен-
ным от центра сечения на расстояние £. После обработки заготовка
приобретает форму цилиндра, ось которого наклонена по отношению
к линии центровых отверстий на угол а. При этом sin а = £/£,
33
где L—длина заготовки; Е—эксцентриситет переднего центра.
В частном случае при обточке за две установки (с перевертыва-
нием для перестановки поводкового хомутика) обработанная заго-
товка получается двуосной с наибольшим углом пересечения осей,
равным 2а (рис. 2.2, б).
Биение оси конуса отверстия шпинделя вертикально-сверлиль-
ного станка по отношению к оси вращения шпинделя вызывает
возрастание диаметра просверливаемого отверсти в связи с его
«разбивкой».
Износ станков обусловливает увеличение систематических
погрешностей обрабатываемых заготовок. Это связано в первую
очередь с тем, что износ рабочих поверхностей станков происходит
неравномерно; это обстоятельство приводит к изменению взаимного
расположения отдельных узлов станков, вызывающему возникнове-
ние дополнительных погрешностей обрабатываемых заготовок.
Одной из важных причин потери точности станков является
износ их направляющих. За год эксплуатации токарных станков
при двухсменной работе в условиях единичного и серийного произ-
водства 1 при среднем диаметре обрабатываемых заготовок 100 мм
и их длине 150—200 мм износ U (мм) передней от рабочего грани
несимметричной треугольной направляющей в среднем составил:
При чистовой обработке . . ..........0,04—0,05
При частично чистовой и частично обдирочной
обработке стали (80 %) и чугуна (20 %) 0,06—0,08
При обдирке стали (90 %) и чугуна (10 %) 0,10—0,12
Износ второй (плоской) направляющей при этом оказался
в пять раз меньше. Износ направляющих по длине также не является
равномерным. У обследованных станков участок наибольшего износа
направляющих находился на расстоянии 400 мм от торца шпинделя.
Неравномерный износ передней и задней направляющих вызы-
вает наклон суппорта и смещение вершины резца в горизонтальной
плоскости, непосредственно увеличивающее радиус обрабатываемой
поверхности. Неравномерность износа направляющих по их длине
приводит к появлению систематической погрешности формы обраба-
тываемых заготовок.
Деформации станков при их неправильном монтаже, а также
под действием массы при оседании фундаментов (искривление станин
и столов, извернутость направляющих) вызывают дополнительные
систематические погрешности обработки заготовок.
Оседание фундаментов продольно-строгальных и продольно-фре-
зерных станков приводит к возникновению отклонений от прямо-
линейности направляющих станин длиной 8—11 м, достигающих
3—4 мм (как указывалось выше, по существующим нормам для
новых станков отклонение от прямолинейности направляющих
станков на всей их длине не должно превышать 0,08 мм). Искривле-
1 В условиях массового производства износ втрое больше.
34
и не направляющих станины передается обрабатываемой заготовке,
вызывая непрямолинейность и неплоскостность обработанной поверх-
ности.
Рис. 2.3
Зааисимость износа инструмента V от
длины пути резания
ПОГРЕШНОСТИ, СВЯЗАННЫЕ С НЕТОЧНОСТЬЮ И ИЗНОСОМ
РЕЖУЩЕГО ИНСТРУМЕНТА
Неточность режущего инструмента (особенно мерного инструмента
типа разверток, зенкеров, протяжек, концевых пазовых фрез и фасон-
ного инструмента) во многих случаях непосредственно переносится
на обрабатываемые заготовки, обусловливая появление система-
тических погрешностей формы и размеров обрабатываемых поверх-
ностей. Однако в связи с тем, что точность изготовления режущего
инструмента на специальных инструментальных заводах или в ин-
струментальных цехах машино-
строительных заводов обычно до-
статочно высока, неточность изго-
товления инструментов практи-
чески мало отражается на точности
изготовления деталей. Значи-
тельно большее влияние на точ-
ность обработки заготовок оказы-
вают погрешности режущего ин-
струмента, связанные с его из-
носом.
Износ режущего инструмента
при работе на настроенных станках
по методу автоматического получения размеров приводит к возник-
новению переменной систематической погрешности обработки. При
чистовой обработке заготовок износ резцов происходит по их задней
поверхности, что вызывает отдаление вершины от центра вра-
щения заготовки на величину радиального износа и соответству-
ющее увеличение радиуса обточки (или уменьшение радиуса рас-
точки).
В соответствии с общими закономерностями износа при трении
скольжения в начальный период работы инструмента, называемый
периодом начального износа (участок / на рис. 2.3), износ наиболее
интенсивен. В период начального износа происходит приработка
режущего лезвия инструмента, сопровождающаяся выкрашиванием
отдельных неровностей и заглаживанием штрихов —следов заточки
режущих граней. В этот период шероховатость обработанной поверх-
ности обычно постепенно уменьшается. Начальный износ Ua и его
продолжительность La (т. е. продолжительность приработки инстру-
мента) зависят от материалов режущего инструмента и изделия,
качества заточки, а также от доводки инструмента и режимов реза-
ния. Обычно продолжительность начального износа, выраженная
длиной £а пути резания, находится в пределах 500—2000 м (первая
цифра соответствует хорошо доведенным инструментам, вторая —
заточенным инструментам).
35
Второй период износа (участок II) характеризуется нормальным
износом инструмента, прямо пропорциональным пути резания.
Интенсивность этого периода износа принято оценивать относитель-
ным (удельным) износом Uo (мкм/км), определяемым формулой
Uо = U/L, где U — размерный износ в микрометрах на пути реза-
ния L; L — путь резания в зоне нормального износа в километрах.
Длина L пути резания в период нормального износа при обра-
ботке стали резцами Т15К6 может достигать 50 км.
Третий период износа (участок III) соответствует наиболее ин-
тенсивному катастрофическому износу, сопровождающемуся значи-
тельным выкрашиванием и поломками инструмента, недопустимыми
при нормальной эксплуатации инструмента.
Расчет износа режущего инструмента, влияющего на точность
обработки, применительно к условиям нормального износа, про-
текающего в зоне //, обычно производят по формуле-
U = UoL/\OQQ, (2.1)
где U — размерный износ режущего инструмента, мкм; L — длина
пути резания, м.
Применительно к точению длина пути резания
L = nD //(1000s), (2.2)
где D —диаметр обрабатываемой заготовки, мм; / —длина обраба-
тываемой заготовки (длина обработки), мм; s — подача, мм/об.
При торцовом фрёзеровании длину L пути резания можно при-
ближенно определить по формулам:
j 1В . ] _ 1В
L ~~ lOOOSo ’ L ~ 1000zsz ’
(2.3)
где / —длина хода, мм; В —ширина фрезеруемой площадки, мм;
s0 — подача фрезы, мм/об; г — число зубьев фрезы; sx — подача
фрезы, мм/зуб.
Из последней формулы следует, что при увеличении г длина пути
резания уменьшается и размерная стойкость, а следовательно,
и точность обработки возрастают.
Установлено, что при фрезеровании износ режущего инструмента
происходит интенсивнее, чем при точении, в связи с неблагоприят-
ными условиями работы инструмента, многократно врезающегося
в обрабатываемую заготовку. Относительный износ С/Офр инструмента
при фрезеровании больше относительного износа L/o, определенного
по формуле (2.1), применительно к условиям точения, т. е.
£/Офр = (1 + 100/В) (/0. (2.4)
Величина 100/В учитывает число врезаний зуба фрезы при фре-
зеровании заготовки шириной В.
Расчет по уравнениям (2.1—2.4) применим к условиям нормаль-
ного износа инструмента (зона II на рис. 2.3). При определении
износа нового или вновь заточенного инструмента расчет по указан- 36
36
пым формулам дает заниженный результат вследствие того, что не
учитывается повышение интенсивности износа в период приработки
инструмента на длине LH резания, увеличивающее суммарный износ
на величину Uv
Для того чтобы, не усложняя расчетов, учесть начальный износ
инструмента, принято расчетную длину L пути резания, определен-
ную по формулам (2.2) и (2.3), увеличивать на некоторую дополни-
тельную величину Ьдоп (рис. 2.3). В этом случае выражение (2.1)
несколько преобразуется и получает вид
U =(/0(L+ /.до11)/1000. (2.5)
Для доведенных инструментов дополнительный путь резания
Ьдоп = 500 м, для заточенных — £доп = 1500 м и в среднем Адоп =
= 1000 м.
Относительный (удельный) износ Uo режущего инструмента в зна-
чительной мере зависит от материала режущего инструмента и ре-
жима резания, материала обрабатываемого изделия и жесткости
технологической системы станок — приспособление — заготовка—
инструмент.
При повышении жесткости технологической системы, способству-
ющем уменьшению вибраций, износ режущего инструмента заметно
снижается.
Относительный износ резцов при растачивании жаропрочных
материалов в 1,5—6 раз больше относительного износа резцов при
наружном обтачивании тех же материалов, что объясняется менее
благоприятными условиями резания при обработке отверстий.
При увеличении подачи относительный износ несколько возрастает,
Так, в процессе точения термообработанной стали 35ХМ резцами
Т15К6 при увеличении подачи от 0,1 до 0,28 мм/об и при скорости
резания 4,0 м/с (240 м/мин) относительный износ повысился с 15 до
18 мкм/км, т. е. на 20 %. Однако в связи с тем, что путь резания при
этом уменьшается в 2,8 раза по формуле (2.2), общий износ умень-
шился согласно формуле (2.1) на 57 %.
В связи с тем, что общий размерный износ инструмента обратно
пропорционален подаче, в соответствии с формулами (2.1)—(2.3)
в ряде случаев увеличение подачи повышает общую размерную
стойкость инструмента и при достаточной жесткости технологиче-
ской системы повышает точность обработки. Применение широких
резцов и других инструментов с выглаживающими фасками, позво-
ляющих повысить подачу, способствует росту точности обработки
при одновременном повышении ее производительности.
Изменение глубины резания незначительно влияет на относитель-
ный износ инструмента.
Заметное влияние на относительный износ оказывает задний угол
резца. С увеличением заднего угла с 8 до 15° относительный износ рез-
цов Т15К6 при точении термосбработанной стали 35ХМ со скоростью
2,3 м/с (140 м/мин) возрос с 13 до 17 мкм/км, т. е. на 30 % [601. Это
объясняется ослаблением режущей кромки и ухудшением условий
отвода теплоты.
37
Таблица 2.1
Относительный износ Uo резцов и режимы чистового точения и растачивания
с глубиной t = 0,14-0,3 мм при достижении шероховатости Rz = 10 мкм
Обр аб атываемый материал и его структура Мате- рн ал и марка инстру- мента Режимы резания Стойкость по шеро- ховатости, выра- женная в метрах пути резания Относительный из- нос Ut, икм/км
Скорость резания V, м/мин Подача s, мм/об
Стали углеродистые конструкционные ка- чественные Т30К4 Эльбор 100—180 550—600 0,04—0,08 0,04—0,06 12 500 25 000 6,5 3,0
Стали конструкцион- ные легированные Т30К4 Эльбор 120—180 450—500 0,04—0,08 0,04—0,06 20 000 4,7
Стали высоколегиро- ванные коррозионно- стойкие, жаростойкие и жаропрочные Т30К4 Эльбор 80—120 200—220 } 0,02—0,04 11 000 15 500 6,5 3,0
Стальное литье Т30К4 Эльбор 100—160 200—230 ) 0,04—0,06 7 000 12 500 8,5 7,0
Стали конструкцион- ные улучшенные (28—31,5 HRC3) Т30К4 Эльбор 120—180 350—400 0,04—0,08 0,04—0,06 8 000 15 000 8,5 4,5
Стали конструкцион- ные закаленные (41,5—46,5 HRC3) Т30К4 Эльбор 70—150 300—350 0,02—0,05 0,02—0,04 7 000 21 000 10 5,0
Чугун серый СЧ 15 и СЧ 16 П 4- Ф + Г средний вкзм ЦМ-332 Эльбор 100—160 220—300 300—350 0,04—0,08 0,03—0,06 0,04—0,06 21 000 22 000 30 000 6,0 3,5 2,5
Чугун серый СЧ 21 и СЧ 28 П + Ф + Г пластин- чатый вкзм ЦМ-332 Эльбор 120—160 300—350 500—550 0,04—0,08 0,03—0,06 0,04—0,06 23 000 22 000 40 000 6,5 4,3 3,0
Чугуи ковкий КЧ 30 и КЧ 37 Ф + Г округлый вкзм ЦМ-332 Эльбор 80—140 200—250 300—350 0,03—0,06 0,03—0,05 0,03—0,06 19 000 18 000 22 000 6,0 3,5 3,0
Чугун ковкий КЧ 45 и КЧ 63 П + Ф + Г округлый ВКЗМ ЦМ-332 Эльбор 120—160 200—250 500—550 0,03—0,06 0,03—0,05 0,03—0,06 17 000 15 000 24 000 8,0 5,5 4,0
38
Продолжение т а б л. 2.1
Обрабатываемый материал и его структура Мате- риал и марка инстру- мента Режимы резания Стойкость по шеро- ховатости, выра- женная в метрах пути резания Относительный из- нос и0, мкм/км
Скорость резания V, м/мин Подача я, мм/об
Чугуны модифициро- ванные СМ вкзм ЦМ-332 Эльбор 120—160 300—350 300—350 0,04—0,08 0,03—0,06 0,04—0,06 18 000 19 000 20 000 5,0 3,5 3,0
Чугуны высокопроч- ные ВЧ вкзм ЦМ-332 Эльбор 120—160 300—350 0,04—0,08 0,03—0,06 0,04—0,06 21 000 24 000 35 000 7,0 4,5 3,5
Примечание. Обозначение структурных составляющих чугуна: Ф — феррит;
П — перлит; Г — графит.
Приведенные в табл. 2.1 значения относительного износа резцов
при чистовом точении и растачивании могут быть приняты как основа
расчетов погрешностей обработки, связанных с размерным износом
инструмента.
Пример 2.1. Обтачивается вал из конструкционной стали с размерами:
0 200X 3000 мм. Режим резания: V= 100 м/мин, i= 0,5 мм; з= 0'05 мм/сб;
резец Т30К4. Определить конусность вала, связанную с износом резца. Согласно
табл. 2.1 Uo = 6,5 мкм/км.
Решение. Длина пути резания в метрах согласно формуле (2.2)
L =
П-200-3000
1000 0,05
= 37 680.
Износ резца согласно формуле (2.5) U = 0,0065 — 0,251 мм.
Конус (разность диаметров на концах вала) К = 21/ = 2-0,251 = 0,502 мм.
Для уменьшения конусности принимается резец из элъбора, для которого
по табл. 2.1 Uo = 3,0 мкм/км. В этом случае износ U = 0,003 ^jqoq =
=0,116 мм. Конус К = 2U = 0,232 мм.
Еще бдльшее уменьшение конусности обрабатываемого вала может быть до-
стигнуто за счет увеличения подачи при обтачивании в случае применения резца
В. М. Колесова, позволяющего использование подачи s = 3,0 мм/об.
В этом случае при работе резцом Т30К4 длина пути резания значительно со-
кращается, т. е.
_ я-200-3000
L- 1000 3,0 =628 М-
Износ U = 0,0065 8281оо'^~- = 0’0106 мм. Конус К = 2U = 0,021 мм.
39
Приведенные расчеты показывают, что погрешность размеров и
формы обрабатываемых заготовок может быть существенно пони-
жена путем рационального назначения материала и конструкции ре-
жущего инструмента и соответствующих режимов резания.
ВЛИЯНИЕ УСИЛИЯ ЗАЖИМА ЗАГОТОВКИ
НА ПОГРЕШНОСТЬ ОБРАБОТКИ
Усилия зажима (закрепления) заготовок в приспособлениях, так же
как и усилия резания, вызывают упругие деформации заготовок,
порождающие погрешности формы обработанных заготовок. При
постоянстве размеров заготовок и усилий зажима вызываемые ими
погрешности формы деталей являются систематическими и могут
быть вычислены по соответствующим формулам.
При закреплении втулки в патроне происходит ее упругая дефор-
мация (рис. 2.4, а, б), причем в местах А приложения кулачков ра-
диус заготовки уменьшается, а в точках В увеличивается.
в)
Рис. 2.4
Схема возникновения погреш-
ности формы отверстия тонко*
стенной втулки: а — упругая
деформация втулки при закреп-
лении в трехкулачковом пат-
роне; в — форма отверстия
после расточки; а •— форма от-
верстия после раскрепления
втулки
Погрешность геометрической формы обрабатываемого отверстия
втулки определяется разностью наибольшего и наименьшего радиу-
сов (рис. 2.4, в).
Погрешность Д формы отверстия втулки при ее закреплении
в трехкулачковом патроне весьма велика. Например, для втулки
80X70X20 мм при величине усилия зажима на рукоятке ключа
Q = 147 Н (Q = 15 кгс) погрешность формы отверстия достигает
0,08 мм.
Погрешность формы обрабатываемой заготовки, связанная с ее
упругой деформацией при закреплении в кулачковых патронах,
зависит от числа кулачков. По расчетам проф. В. С. Корсакова при
увеличении числа зажимных кулачков погрешность геометрической
формы втулки заметно уменьшается. Например, если погрешность
геометрической формы тонкостенной втулки после обработки о за-
жимом в двух кулачках принять за 100 %, то при зажиме в трех
кулачках она составит 21 %, в четырех кулачках —8 %, в шести
кулачках — 2 %.
При форме кулачков, соответствующей форме заготовки, и наи-
более полном прилегании зажимных поверхностей кулачков к по-
верхности заготовки погрешность геометрической формы втулки
также снижается.
Таким образом, на погрешности формы обрабатываемых загото-
вок большое влияние оказывают усилия их зажима в приспособле-
40
ниях. Вместе с тем в определенных условиях существенными причи-
нами возникновения погрешностей обрабатываемых заготовок могут
явиться силы тяжести (деформации заготовок под действием собст-
венной массы), центробежные силы (деформации неуравновешенных
масс отдельных частей заготовок в момент их обработки) и остаточные
напряжения заготовки. При одностороннем снятии припуска или
снятии неравномерного припуска в обрабатываемой заготовке проис-
ходит перераспределение внутренние" напряжений, образовавшихся
в исходных заготовках при их литье, штамповке, термической обра-
ботке и других технологических операциях. Упругие деформации
заготовок, вызываемые действием перечисленных сил, служат источ-
ником возникновения систематических погрешностей геометриче-
ской формы деталей.
ПОГРЕШНОСТИ,
ОБУСЛОВЛЕННЫЕ УПРУГИМИ ДЕФОРМАЦИЯМИ
ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ ПОД ВЛИЯНИЕМ НАГРЕВА
При непрерывной работе станка происходит постепенное нагревание
всех элементов технологической системы, вызывающее появление
переменной систематической погрешности обработки заготовок.
Тепловые деформации станков. Основными причинами нагрева-
ния станков и их отдельных частей (шпиндельных бабок, столов,
станин и др.) являются потери на трение в подвижных механизмах
станков (подшипниках, зубчатых передачах), гидроприводах и
электроустройствах, во встроенных электромоторах, а также тепло-
передача от охлаждающей жидкости, отводящей теплоту из зоны
резания, и нагревание от внешних источников (местное нагревание
от близко расположенных батарей, солнечных лучей, охлаждение
через фундамент).
Важное влияние на точность обработки оказывает нагревание
шпиндельных бабок. При работе станка происходят постепенное
разогревание шпиндельных бабок и их смещение в вертикальном и
горизонтальном (на рабочего) направлениях. При этом температура
в различных точках корпуса бабки изменяется от 10 до 50 °C. Наи-
большая температура нагрева наблюдается в местах расположения
подшипников шпинделя и подшипников быстроходных валов, тем-
пература которых обычно на 30—40 % выше средней температуры
корпусных деталей, в которых они смонтированы [10 L
На рис. 2.5 показано горизонтальное смещение оси передней бабки
токарного станка при работе в центрах. В первый период работы
станка после его запуска нагревание вызывает смещение шпинделя
на рабочего, что приводит к непрерывному изменению размеров и
формы обрабатываемых заготовок (при обработке крупных валов),
т. е. к появлению переменной систематической погрешности. Оче-
видно, что переменная систематическая погрешность равняется
удвоенному горизонтальному смещению оси передней бабки. Опыты
показывают, что при обработке в патроне горизонтальное смещение
больше, чем при работе в центрах, и достигает 17 мкм. С повышением
41
частоты вращения п смещение шпинделя увеличивается приблизи-
тельно пропорционально п.
Продолжительность нагревания передней бабки, сопровождаю-
щегося смещением оси шпинделя, составляет 3—5 ч (после чего тем-
пература нагрева и положение оси стабилизируются).
При остановке станка происходят его медленное охлаждение и
обратное перемещение оси шпинделя.
Рис. 2.5
Горизонтальное смещение оси
передней бабки токарного стан-
ка от его нагрева при работе
в центрах (А. П. Соколовский)
Для устранения погрешности обработки, связанной с тепловыми
деформациями станка, производят предварительный прогрев станка
его обкаткой вхолостую в течение 2—3 ч. Последующую обработку
заготовок следует проводить без значительных перерывов в работе
станка.
Тепловые деформации инструмента. Некоторая часть теплоты,
выделяющейся в зоне резания, переходит в режущий инструмент, вы-
зывая его нагревание и изменение размеров. При токарной обработке
наибольшая часть погрешности, связанной с тепловыми деформа-
циями технологической системы, обусловлена удлинением резцов
Рис. 2.6
Влияние перерывов работы резца иа его
тепловые деформации:
1 — охлаждение резца; 2 — нагревание
резца при непрерывной работе; 3 — работа
в условиях резания с перерывами; Л/Маш —
удлинение резца аа иашинное время;
Д/пер ~ уменьшение длины резца при
охлаждении за время перерыва (А. П. Со-
коловский)
при их нагревании. При точении легированной стали с ов =
= 1080 МПа (ПО кгс/мма) резцами, снабженными пластинками
Т15К6, с вылетом 40 мм и сечением 20X30 мм тепловое равновесие,
при котором прекращается удлинение резца, наступает примерно
через 20—24 мин непрерывной работы (рис. 2.6). В процессе обработки
мягкой стали тепловое равновесие резца устанавливается через
12 мин непрерывной работы при сохранении общего характера зако-
номерностей, показанных на рис. 2.6.
42
При повышении скорости резания, глубины резания и подачи
интенсифицируется нагревание, а следовательно, увеличивается
удлинение резца. Большое влияние на удлинение оказывает вылет
резца. Например, при уменьшении вылета резца с 40 до 20 мм удли-
нение сократилось с 28 до 18 мкм. Удлинение резца приблизительно
обратно пропорционально площади поперечного сечения его стержня.
С увеличением толщины пластинки твердого сплава удлинение резца
уменьшается.
Нагревание и удлинение резцов прямо пропорционально твердо-
сти обрабатываемого материала. В обычных условиях работы без
охлаждения удлинение резца может достигать 30—50 мкм [10].
При создании обильного охлаждения удлинение резцов уменьшается
в 3—3,5 раза.
Удлинение Д/р (мкм) резца в. условиях теплового равновесия
можно приближенно подсчитать по формуле
A/p = C-y-aD(/s)°’75-/V, (2.6)
где С — постоянная (при V = 1004-200 м/мин, t < 1,0 мм, $ «з
< 0,2 5^ — С = 4,5); /р — вылет резца, мм; F — поперечное сече-
ние резца, мм2.
В первый период работы до наступления теплового равновесия
удлинение резца сопровождается непрерывным изменением размеров
обрабатываемых заготовок (при небольших габаритах заготовок) или
формы поверхностей (при больших размерах заготовок).
При обработке заготовок с перерывами машинного времени Тмаш
в момент прекращения резания начинаются охлаждение резца и его
укорочение, которые продолжаются до начала следующего периода
резания.
Как показывают кривые (рис. 2.6), построенные проф. А. П. Со-
коловским, при обработке заготовок с перерывами машинного вре-
мени тепловые деформации резца, а следовательно, и температурные
погрешности обработки заметно уменьшаются.
Общее удлинение Д'/р резца при ритмичной работе с перерывами
машинного времени приближенно составляет:
где Тпер — продолжительность перерыва машинного времени.
При ритмичной работе тепловые деформации заготовок постоян-
ны. При отсутствии ритмичности тепловые деформации отдельных
заготовок различны, что приводит к рассеянию размеров заготовок.
Нагревание режущих инструментов, при фрезеровании, нареза-
нии зуба и других операциях прерывистой механической обработки,
выполняемых с охлаждением, оказывает заметно меньшее влияние
на точность обработки, чем нагревание резцов.
43
Тепловые деформации заготовки* Некоторая часть теплоты,
выделяющейся в зоне резания, переходит в обрабатываемое изделие,
вызывая изменение его размеров и появление погрешности обра-
ботки. При равномерном нагревании изделия возникает погрешность
размеров, а при местных нагревах отдельных участков обрабатывае-
мых изделий — коробление, приводящее к образованию погрешно-
сти формы.
Нагревание обрабатываемого изделия зависит от режимов реза-
ния. При токарной обработке с увеличением скорости резания и по-
дачи, т. е. с уменьшением продолжительности теплового воздействия
на обрабатываемое изделие,
Рис. 2.7
Температурное поле обтачиваемой заготовки (а)
н форма ее (0) после обработки (В. С. Корсаков)
его температура понижается.
Например, при повыше-
нии скорости резания с 30
до 150 м/мин, неизменной
глубине резания (3 мм) и по-
даче 0,44 мм/об температура
заготовки понизилась с 24
до 11 9С. При повышении
подачи с 0,11 до 0,44 мм/об,
неизменной скорости реза-
ния (140 м/мин) и глубине
резания 3 мм наблюдалось
падение температуры заго-
товки с 36 до 11 °C.
В случае увеличения глу-
бины резания температура
обрабатываемой заготовки
возрастает. Так, при измене-
нии глубины резания с 0,75 до 4 мм температура заготовки повы-
силась с 4 до 11 °C, скорость резания (130 м/мин) и подача (0,2 мм/об)
оставались при этом постоянными.
Нагревание обрабатываемых заготовок имеет существенное зна-
чение при изготовлении тонкостенных деталей. Во время обработки
массивных заготовок влияние их нагревания на точность обработки
невелико.
На рис. 2.7 показано, что температура обрабатываемого изделия
по длине неравномерна и непрерывно изменяется; это обстоятельство
значительно усложняет проведение расчетов погрешностей обра-
ботки. Вместе с тем эти погрешности могут достигать заметных ве-
личин, соизмеримых с допусками на обработку заготовок. Например,
при обработке чугунной станины длиной 2000 мм и высотой 600 мм
нагревание ее с одной стороны (со стороны обработки) всего на 2,4 °C
вызвало прогиб по всей длине, равный 0,02 мм. Соответственно
этому погрешность обработки станины по ее непрямолинейности
составила 0,01 мм на 1 м длины.
Применение обильного охлаждения значительно уменьшает
опасность нагревания заготовок и сокращает погрешность их обра-
ботки.
44
ПОГРЕШНОСТИ ТЕОРЕТИЧЕСКОЙ СХЕМЫ ОБРАБОТКИ
При обработке некоторых сложных профилей фасонных деталей сама
схема обработки предполагает определенные допущения и прибли-
женные решения кинематических задач и упрощения конструкции
режущих инструментов, вызывающие появление систематических
погрешностей обработки (обычно систематических погрешностей
формы).
Например, при нарезании зубчатых колес червячными фрезами
теоретическая схема операции (качение нарезаемого зубчатого ко-
леса по прямолинейной рейке осевого сечения червячной фрезы) за-
ведомо нарушается наклоном канавки, образующей режущие лез-
вия фрезы, что ведет к появлению систематической погрешности
эвольвентного профиля зуба. Аналогично возникают погрешности
эвольвенты зуба в процессе его строгания долбяками в связи с нару-
шением правильного профиля последних при образовании переднего
угла при заточке.
При нарезании зуба модульными фрезами систематическую по-
грешность профиля зуба вызывает несоответствие количества нареза-
емых зубьев расчетному числу, для которого спроектирована фреза.
При фрезеровании и нарезании резьбы вращающимися резцами
(вихревое нарезание) кинематическая схема операции предопреде-
ляет появление огранки (волнистости) поверхности резьбы, являю-
щейся систематической погрешностью формы поверхности резьбы.
$ 2.3
СЛУЧАЙНЫЕ ПОГРЕШНОСТИ ОБРАБОТКИ
В процессе обработки партии заготовок на настроенных станках цх
размеры непрерывно колеблются в определенных границах, отличаясь
друг от друга и от настроенного размера на величину случайной по-
грешности.
Случайная погрешность — это такая погрешность, которая для
разных заготовок рассматриваемой партии имеет различные значе-
ния, причем ее появление не подчиняется никакой видимой законо-
мерности.
В результате возникновения случайных погрешностей происхо-
дит рассеяние размеров заготовок, обработанных при одних и тех же
условиях. Рассеяние размеров вызывается совокупностью многих
причин случайного характера, не поддающихся точному предвари-
тельному определению и проявляющих свое действие одновременно
и независимо друг от друга. К таким причинам относятся колебания
твердости обрабатываемого материала и величины снимаемого при-
пуска; изменения положения исходной заготовки в приспособлении,
связанные с погрешностями ее базирования и закрепления или обус-
ловленные неточностями приспособления; неточности установки
положения суппортов по упорам и лимбам; колебания температурного
режима обработки и упругих отжатий элементов технологической
системы под влиянием нестабильных сил резания и т. п.
45
Для выявления и анализа закономерностей распределения раз-
меров заготовок при их рассеянии успешно применяются методы
математической статистики.
ЗАКОНЫ РАССЕЯНИЯ (РАСПРЕДЕЛЕНИЯ) РАЗМЕРОВ
В результате возникновения случайных погрешностей при обработке
партии заготовок на настроенном станке истинный размер каждой
заготовки является случайной величиной и может принимать любое
значение в границах определенного интервала.
Совокупность значений истинных размеров заготовок, обрабо-
танных при неизменных условиях и расположенных в возрастающем
порядке с указанием частоты повторения этих размеров или часто-
стей, называется распределением размеров заготовок. Под частостью
понимается отношение числа заготовок одного размера к общему
числу заготовок партии.
Распределение измеренных размеров
ваготовок
Таблица 2.2
Распределение размеров заготовок
Интервал» мм Частота т Ч астость т/л
20,00—20,06 20,05—20,10 20,10—20,15 20,15—20,20 20,20—20,25 •20,25—20,30 20,30—20,35 2 11 19 28 22 15 3 0,02 0,11 0,19 0,28 0,22 0,15 0,03
Итого: п = т = 100 т/п — 1
Распределение размеров заготовок можно представить в виде
таблиц или графиков. На практике измеренные значения, истинных
размеров заготовок разбивают на интервалы или разряды таким об-
разом, чтобы цена интервала (разность между наибольшим и наи-
меньшим размерами в пределах одного интервала) была несколько
больше цены деления шкалы измерительного устройства. Этим ком-
пенсируются погрешности измерения. Частость в этом случае пред-
ставляет собой отношение числа т заготовок, действительные раз-
меры которых попали в данный интервал, к общему количеству п
измеренных заготовок партии.
Например, после измерения 100 шт. заготовок с действительными
размерами в пределах от 20,00 до 20,35 мм распределение размеров
этих заготовок может иметь вид, приведенный в табл. 2.2.
Распределение измеренных размеров таких заготовок можно
представить в виде графика (рис. 2.8). По оси абсцисс откладывают
интервалы размеров в соответствии с табл. 2.2, а по оси ординат
46
соответствующие им частоты т или частоты mln. В результате по-
строения получается ступенчатая линия /, называемая гистограммой
распределения. Если последовательно соединить между собой точки,
соответствующие середине каждого интервала, то образуется ломаная
кривая, которая носит название эмпирической кривой распределе-
ния, или полигона 2 распределения. При значительном количестве
замеренных заготовок и большом числе интервалов размеров ломаная
эмпирическая кривая приближается по форме к плавной кривой,
именуемой кривой распределения. Для построения гистограммного
распределения рекомендуется измеренные размеры разбивать не
менее чем на шесть интервалов при общем числе измеряемых загото-
вок не меньше 50 шт.
При разных условиях обработки заготовок рассеяние их истин-
ных размеров подчиняется различным математическим законам.
В технологии машиностроения большое практическое значение имеют
следующие законы: нормального распределения (закон Гаусса),
равнобедренного треугольника (закон Симпсона), эксцентриситета
(закон Релея), законы равной вероятности и функции распределе-
ния, представляющие собой композицию этих законов.
Закон нормального распределения (закон Гаусса). Многочислен-
ные исследования, проведенные профессорами А. Б. Яхиным,
А. А. Зыковым и другими, показали, что распределение действитель-
ных размеров заготовок, обработанных на настроенных станках,
очень часто подчиняется закону нормального распределения (закону
Гаусса).
Это объясняется известным положением теории вероятностей
о том, что распределение суммы большого числа взаимно независи-
мых случайных слагаемых величин (при ничтожно малом и примерно
одинаковом влиянии каждой из них на общую сумму и при отсутст-
вии влияния доминирующих факторов) подчиняется закону нормаль-
ного распределения Гаусса.
Результирующая погрешность обработки обычно формируется
в результате одновременного воздействия большого числа погреш-
ностей, зависящих от станка, приспособления, инструмента и заго-
товки, которые по существу представляют собой взаимно независи-
мые случайные величины; влияние каждой из них на результирую-
щую погрешность имеет один порядок, поэтому распределение ре-
зультирующей погрешности обработки, а значит, и распределение
действительных размеров, обрабатываемых заготовок подчиняются
закону нормального распределения.
Уравнение кривой нормального распределения имеет следующий
Вид: (Ч-Чр)*
2о»
(2.8)
где ст — среднее квадратическое отклонение, определяемое по фор-
муле ____________ ___________________
°=V X =V-r£<L>- : (2-9’
47
Lt — текущий действительный размер; Lcp — среднее взвешенное
арифметическое значение действительных размеров заготовок дан-
ной партии.
Значение Lcp можно определить из выражения
(2J0)
где гщ — частота (количество заготовок данного интервала размеров);
Рис. 2.9
Кривая нормального распределения (закон
Гаусса)
Рис. 2.10
Влияние среднего квадратического откло-
нения на форму кривой нормального рас-
пределения
Кривая, характеризующая дифференциальный закон нормаль-
ного распределения, показана на рис. 2.9. Среднее арифметическое
Lcp действительных размеров заготовок данной партии характери-
зует положение центра группирования размеров.
Анализ уравнения (2.8) показывает, что кривая нормального
распределения симметрична относительно оси ординат. Значениям х
и —х соответствует одинаковая величина ординаты у. При Lt = Lcp
кривая имеет максимум, равный
£/тах
1_____0,4
о ^2л °
(2-11)
На расстоянии от вершины кривая имеет две точки перегиба
(точки А и В). Ордината точек перегиба
Ул = у„ = ,Л- = ®
о У 2ле у е
0,24
о
(2-12)
абсцисс. На рас-
ветви так близко
Кривая асимптотически приближается к оси
стоянии ±3о от положения вершины кривой ее
подходят к оси абсцисс, что в этих пределах оказывается 99,73 %
площади, заключенной между всей кривой нормального распределе-
ния с осью абсцисс. При практических расчетах обычно принимается,
что на расстоянии ±3о от положения вершины кривой нормального
распределения ее ветви пересекаются с осью абсцисс, ограничивая
100 % площади между кривой и осью абсцисс. Возникающая при
48
этом допущении погрешность, составляющая 0,27 %, практического
значения не имеет.
При увеличении о значение ординаты i/max уменьшается [см. фор-
мулу (2.8) ], а поле рассеяния ю = 6о возрастает; в результате этого
кривая становится более пологой и низкой, что свидетельствует о
большем рассеянии размеров и, следовательно, о меньшей точности.
В этом смысле среднее квадратическое отклонение о является мерой
рассеяния или мерой точности. Влияние о на форму кривой нормаль-
ного распределения пока-
зано на рис. 2.10.
Фактическое поле рас-
сеяния размеров заготовок
со = 6о. (2.13)
Практически под влия-
нием различных причин
систематического и случай-
ного характера вершина
кривой распределения мо-
жет смещаться по отноше-
нию к середине поля рас-
Рнс. 2.11
Смещение вершины кривой распределения относи-
тельно середины поля рессеяння <о
сеяния в ту или иную сто-
рону, а форма кривой может изменяться; в результате этого факти-
ческая кривая нормального распределения может стать несимме-
тричной. При этом координата центра группирования размеров EmAt
определяющая положение центра группирования отклонений отно-
сительно номинального размера Л(, является математическим ожи-
данием величины отклонения. Она равняется среднему взвешенному
арифметическому значению отклонения и, очевидно, в этом случае
не равняется координате середины поля рассеяния Ес(йд1, т. е.
EmAt Ф Ес(Ид1 (рис. 2.11).
Смещение центра группирования характеризуется величиной
коэффициента относительной асимметрии а, величина которого опре-
деляется формулами:
= ~т\/2ЕС<й (214) или 06 7/2 (2.14а)
где EcAi — координата середины поля допуска Т.
Коэффициент а определяет величину смещения математического
ожидания (центра группирования) отклонений EmAt относительно
середины поля рассеяния (или поля допуска) в долях половины поля
рассеяния (допуска).
Значения а находятся в пределах от 0 до rt0,5 и определяются
опытным путем или находятся из соответствующих таблиц. В проект-
ных случаях, когда условия обработки бывают неизвестны, часто
принимают а = 0, считая кривую распределения симметричной.
При определении среднего квадратического отклонения по дан-
ным непосредственных измерений заготовок и расчетов по формуле
49
(2.6) погрешность определения среднего квадратического, обозна-
чаемого в этом случае буквой S, зависит от общего количества п из-
меренных заготовок и в отдельных случаях весьма значительна. Учи-
тывая это обстоятельство, для предотвращения возможного появления
Таблица 2.3
Максимальная погрешность AS
определения S в процентах к среднему
квадратическому а генеральной
совокупности и значение поправочного
коэффициента р при разном числе
измеренных заготовок п
п, шт. дя. % р | 1 п, шт. AS, % р
25 42,4 1.4 200 15,0 1,15
50 30,0 1.3 300 12,2 1,12
75 25,0 1,25 400 10,6 1,11
100 21,2 1,2 1 500 10,0 1,10
брака целесообразно при исполь-
зовании формулы (2.13) принять
соотношение
о — pS, (2.15)
где S — среднее квадратическое
отклонение, определенное по фор-
муле (2.9) на основании данных за-
меров партии заготовок; р — ко-
эффициент, учитывающий погреш-
ность определения среднего квад-
ратического при малых размерах
партии измеренных заготовок
(табл. 2.3).
Закон нормального распреде-
ления (закон Гаусса) в большин-
стве случаев оказыьаегся справедлив при механической обработке
заготовок с точностью 8, 9 и 10-го квалитетов и грубее.
При более точной обработке распределение размеров обычно под-
чиняется другим законам.
Закон равнобедренного треугольника (закон Симпсона). При
обработке заготовок с точностью 7-го и 8-го а в некоторых случаях
и 6-го квалитетов распределение их размеров в большинстве случаев
Рис. 2.12
Распределение размеров обработанных заготовок по закону Симпсона (а) и по закону равной
вероятности (Д, а)
подчиняется закону Симпсона, который графически выражается
равнобедренным треугольником (рис. 2.12, а) с полем рассеяния
о) = 2 • о « 4,9а. (2.16)
Величина среднего квадратического отклонения айв этом случае
определяется по формуле (2.9).
Закон равной вероятности. Если рассеяние размеров зависит
только от переменных систематических погрешностей (например, от
износа режущего инструмента), то распределение действительных
60
размеров партии обработанных заготовок подчиняется закону равной
вероятности.
Например, при установившемся износе режущего инструмента
уменьшение его размеров во времени подчиняется прямолинейному
закону, что соответственно увеличивает (при обработке валов) или
уменьшает (при обработке отверстий) диаметры обрабатываемых
заготовок.
Естественно, что изменение размеров обрабатываемых заготовок
на величину 21 = b — а за период Т2 — 7\ в этом случае тоже про-
исходит по закону прямой линии (рис. 2.12, б). Распределение раз-
меров заготовок в интервале от а до Ь по закону равной вероятности
выражается прямоугольником (рис. 2.12, в) с основанием 2/ и высотой
(ординатой) 1/2/.
Площадь прямоугольника равна единице, что означает 100 %-
ную вероятность появления размера заготовки в интервале от а до Ь,
Среднее арифметическое значение размера
LcP = (о+ Ь)/2. (2.17)
Среднее квадратическое
о == 4= « 0,577/. (2.18)
Фактическое поле рассеяния
со = 2ст /"3 « 3,4бо. (2.19)
Закон равной вероятности распространяется на распределение
размеров заготовок повышенной точности (5—6-й квалитеты и выше)
при их обработке по методу пробных ходов. Из-за сложности полу-
чения размеров очень высокой точности вероятность попадания раз-
мера заготовки в узкие границы допуска по среднему, наибольшему
или наименьшему его значению становится одинаковой.
Закон эксцентриситета (закон Релея). Распределение таких суще-
ственно положительных величин, как эксцентриситет, биение, разно-
стенность, непараллельность, неперпендикуляркость, овальность,
конусообразность и некоторых других, характеризующихся их
абсолютными значениями (т. е. без учета знака), подчиняется закону
распределения эксцентриситета (закону Релея).
Распределение по закону Релея формируется (в частности) тогда,
когда случайная величина 7? является радиус-вектором при двумер-
ном гауссовом распределении, т. е. если она представляет собой гео-
метрическую сумму двух случайных величин х и у
^=/х2 + ^, (2.20)
каждая из которых подчиняется закону Гаусса с параметрами:
^хср = LUcp = £яср = 0; аж = оу = <т0 .
51
Закон распределения Релея однопараметрический, и уравнение
его кривой распределения имеет вид
-я2/(2^)
(2-21)
где о0 — среднее квадратическое отклонение значений координат
X и у.
На рис. 2.13, б показано, что для теоретической кривой распре-
деления по закону Релея характерны крутой подъем восходящей
Рис. 2.13
Образование эксцентриситета (радиуса-век-
тора R) втулки 1 при ее обработке на ци-
линдрической оправке 2 при различии за-
зора между оправкой и отверстием втулки
(а) и функция у = f (/?) распределения
размеров по закону Релея (б)
ветви и более пологий спуск нисходящей ветви. Вершина кривой
более заострена, чем у кривой нормального распределения, и смещена
от среднего значения переменной величины R в сторону начала коор-
динат.
Из уравнения (2.21) следует, что при R = 0 и у = 0, т. е. начало
кривой распределения эксцентриситета совпадает с началом коор-
динат. Нисходящая ветвь этой кривой асимптотически приближается
к оси абсцисс.
Основные параметры закона Релея. Среднее арифметическое 7?ср
переменной случайной величины (эксцентриситета, разностенности
и других), ее среднее квадратическое отклонение од и среднее ква-
дратическое отклонение о0 значений координат х и у конца радиус-
вектора R связаны между собой следующими соотношениями:
ст0 = о^/0,655; (2.22)
7?ср = 1,92; оя = 1,253о0. (2.23)
Фактическое поле рассеяния значений переменной величины ра-
диус-вектора R (эксцентриситета, разностенности, непараллель-
ное™ и других) находят из выражений:
о = 5,252^; (2.24)
<о = 3,44о0. (2.25)
Композиции законов распределения и суммирование погрешно-
стей. При обработке заготовок на точность их размеров часто одно-
временно воздействуют разные факторы, вызывающие появление
как случайных погрешностей, образующихся по разным законам,
так и систематических или переменных систематических погрешно-
стей. В подобных случаях закон распределения размеров обработан-
ных заготовок представляет собой композицию нескольких законов
распределения.
Б2
Когда на размеры заготовок одновременно оказывают влияние
случайные причины, обусловливающие рассеяние размеров по закону
Гаусса и систематические погрешности — ДСИст» кривая Гаусса
(грис. 2.14, а) смещается на величину этой погрешности, сохраняя
свою форму (рис. 2.14, б). В этом случае поле суммарного рассеяния
размеров заготовок определяется из выражения
О) = 6О + Деист- (2.26)
Например, при развертывании партии заготовок рассеяние раз
меров диаметров подчиняется закону нормального распределения
с полем рассеяния 6о. При
смене развертки характер
рассеяния не меняется (так
как все условия обработки
остаются неизменными), од-
нако вершина кривой рас-
сеяния смещается на вели-
чину разности диаметров
старой и новой разверток
(Деист = Ди)- Поле суммар-
ного рассеяния размеров пар-
тии заготовок, обработанных
обеими развертками, в соот-
ветствии с выражением (2.26)
также расширяется на вели-
чину этой разности.
Если при этом кривая
Рис. 2.14
Изменение ф.ормы суммарной кривой рассеяния
под влиянием Дсист при обработке иесаольких пар-
тий заготовок с поднастройкой станка
рассеяния строится по заме-
рам заготовок без учета си-
стематической погрешности
(например, когда измеряется
вся партия заготовок, обработанная с нескольких настроек), то форма
общей кривой рассеяния искажается и отличается от формы кривой
Гаусса (кривая может иметь несколько вершин разной высоты соот-
ветственно числу настроек и количеству заготовок, обработанных
с каждой настройки (рис. 2.14, в, г).
При вычислении суммарной погрешности обработки системати-
ческие погрешности складываются алгебраически, т. е. с учетом
их знаков. Вследствии этого результат суммирования может пока-
зать не только увеличение, но и снижение общей погрешности
в связи с взаимной компенсацией влияния составляющих погреш-
ностей. Например, удлинение резца в связи с его нагревом, умень-
шающее диаметр обтачиваемого вала, может скомпенсировать влия-
ние износа резца, вызывающего увеличение диаметра обработки.
Систематическая погрешность со случайной погрешностью скла-
дываются арифметически в соответствии с формулой (2.26).
Случайные погрешности, не подчиняющиеся закону Гаусса, при
отсутствии доминирующей погрешности суммируются, т. е.
ш = у + (КмгГ ++ (2.27)
53
где ©lt <Da, <Dn — поля рассеяния суммируемых случайных по-
грешностей; Ki, К2, .... Кп — коэффициенты относительного рас-
сеяния случайных величин.
Коэффициент относительного рассеяния /<z показывает, во сколько
раз отличается фактическое рассеяние значений i-й погрешности от
величины рассеяния этой погрешности при ее нормальном распреде-
лении с тем же значением.
Для закона нормального распределения Л = 1,0; для закона
Симпсона К = 1,2; для закона равной вероятности К = 1,73.
Из теории вероятностей следует, что при отсутствии доминирую-
щих погрешностей рассеяние суммарной погрешности подчиняется
закону Гаусса независимо от законов распределения составляющих
погрешностей.
Когда все суммируемые погрешности подчиняются закону Гаусса
(Ki = = • = Кп = 1,0), поле рассеяния суммарной погреш-
ности _________________________________
со = со? -f- со| -|- <)«• (2.28)
В обычных условиях обработки на настроенных станках и при
отсутствии заметного влияния износа инструмента распределение
большинства составляющих погрешностей подчиняется закону
Гаусса и можно было бы принять К = 1,0. Однако для того, чтобы
учесть возможное на практике отступление распределения отдель-
ных составляющих от закона Гаусса, в расчетах по формуле (2.28)
часто принимают (для создания некоторой гарантии точности) зна-
чение К = 1,2, что соответствует распределению, соответствующему
закону Симпсона, т. е.
со == 1,2 со? -|- ©2 -f- Й (2.29)
Функция распределения a (t). В большинстве случаев механи-
ческой обработки заготовок на настроенных станках на точность их
размеров одновременно влияет большое число близких по величине и
независимых друг от друга случайных причин, обусловливающих
распределение размеров по закону Гаусса, и переменных системати-
ческих погрешностей, возникающих вследствие равномерного износа
режущего инструмента и определяющих распределение по закону
равной вероятности или другим (например, степенным) законам.
В подобных случаях изменение исследуемой величины Xt зави-
сит от времени и сама функция может быть представлена в общем
виде на некоторый момент времени t выражением
^< = 2п+с„ (2.30)
/=1
где Yt — независимые или слабо зависимые случайные величины;
Ct — сумма неслучайных слагаемых, соответствующая моменту
времени t.
Композиция законов Гаусса и равной вероятности создает кривые
распределения различной формы, зависящей от степени воздействия
54
на конечное распределение каждого из составляющих законов. Для
расчетов точности обработки заготовок при подобной композиции
законов распределения удобно пользоваться разработанной профес-
сором Н. А. Бородачевым функцией распределения a (t).
Функция а (0 формируется законом Гаусса с его параметрами о
и Лср, зависящими от точности вида обработки и технологической
системы, и законом равной вероятности с параметрами I = (Ь — а)/2
(см. рис. 2.12, в), на величину поля ,. -
рассеяния которого оказывают
влияние скорость и продолжитель-
ность процесса (в случае износа
инструмента / определяется удель-
ным износом и продолжительно-
стью резания). Таким образом, функ-
ция а (0 отражает не только точ-
ность, но и продолжительность про-
цесса обработки.
Функцию а (0 можно рассматри-
вать как результат равномерного
Рис. 2.15
Кривая функции а (/)
смещения во времени вершины кри-
вой Гаусса со средним квадратическим о на величину параметра
21 кривой распределения закона равной вероятности.
На рис. 2.15 представлена кривая а (0, которая для некоторого
момента времени t выражается формулой
... 1 - (*—во-с/)2/2а2)
(2.31)
где а — среднее квадратическое отклонение гауссова распределения,
формирующего функцию а (0; а0 — среднее арифметическое значе-
ние размера в начальный момент времени.
Форма кривой распределения композиционной временной функ-
ции а (0 зависит от параметра Ха, определяемого отношением I к сред-
нему квадратическому о мгновенного гауссова распределения, т. е.
ка = //о. (2.32)
Линейную функцию а (0 можно представить в виде
а (0 = а0 + 2Н = а0 + 2Х at. (2.33)
Среднее арифметическое значение размера функции
^ср = а0 “Ь / = (2.34)
Среднее квадратическое отклонение аа функции а (0
Ge= ]/а2 + -^- = о)/1 +4-Х2 . (2.35)
На рис. 2.16 представлено семейство нормированных кривых
распределения линейной функции а (0 при различных значениях
Ха. Все кривые симметричны, имеют плоские вершины и изменяют
55
свой вид от кривой 1 нормального распределения Гаусса (при I -> О
и К — 0) ДО прямоугольника 2 распределения равной вероятности
при — оо и о 0.
Рис. 2.16
Семейство нормированных кривых распределения линейной функции а (<) при
различных значениях
Поле рассеяния со размеров при функции распределения a (t)
зависит от параметра следующим образом:
. 3 6 10 24
со 4,74оа 4,14оа 3,76оа 3,56ста
СОСТАВЛЯЮЩИЕ ОБЩЕГО РАССЕЯНИЯ РАЗМЕРОВ ЗАГОТОВОК
Рассеяние размеров обрабатываемых заготовок вызывается много-
численными случайными факторами различного характера, оказы-
вающими свое воздействие на отдельные элементы технологической
системы одновременно и независимо друг от друга. По своему проис-
хождению эти факторы могут быть объединены в определенные груп-
пы, вызывающие свою долю общего рассеяния размеров.
Рассеяние размеров, связанное с видом обработки (мгновенное
рассеяние). Каждому виду обработки, осуществляемому на опреде-
ленном оборудовании, свойственна своя величина рассеяния разме-
ров, характеризуемая полем сом рассеяния.
Однако и внутри данного вида обработки значение о)м изменяется
в зависимости от конструкции, типоразмера и состояния станка
(т. е. от его точности и жесткости). Развитие конструкции станков и
появление их новых типоразмеров могут вызвать переоценку устано-
вившихся представлений о рассеянии размеров при данном виде
обработки.
Рассеяние размеров, связанное с видом обработки, не остается
постоянным и в продолжении обработки партии заготовок, а изме-
няется в зависимости от состояния режущего инструмента (рис. 2.17,
а). В начале (начальный износ инструмента) и в конце (интенсивный
катастрофический износ и разрушение инструмента) обработки пар-
тии заготовок поле рассеяния ю“ач и й)£онечн больше, чем сомР в се-
редине обработки партии (рис. 2.17, б).
66
Рассеяние размеров в каждый данный момент времени (мгно-
венное рассеяние) определяется факторами, не зависящими от на-
грузки (зазором в подшипнике шпинделя, неравномерностью процесса
резания) и оказывающими
влияние на нагрузку (коле-
баниями припусков на обра-
ботку, колебаниями твер-
дости обрабатываемого ма-
териала).
Каждый из факторов,
влияющих на мгновенное
рассеяние размеров, прояв-
ляет свое действие незави-
симо друг от друга и изме-
няется как случайная вели-
чина, формируя поле мгно-
венного рассеяния шм.
Рассеяние размеров, свя-
занное с погрешностью
установки. При установке
заготовки на станке для об-
работки методом автоматиче-
ского получения размеров
Рис. 2.17
Износ режущего инструмента (а) и изменение
поля мгновенного рассеяния размеров обра-
ботанных заготовок (<Г)
достигаемая точность разме-
ров зависит от положения из-
мерительной базы1 заготовки
относительно режущего ин-
струмента.
Колебание положения измерительной базы заготовки является
причиной возникновения погрешности установки Ду, вызывающей
рассеяние соу размеров.
Значение соу складывается
из погрешностей базиро-
вания Дб = с>б, закрепле-
ния Д3 = соа и приспо-
собления Дпр = сопр.
Погрешность базиро-
вания. При установке за-
готовки в приспособлении
в ряде случаев возникает
погрешность базирования
Дб = ®б. связанная с не-
совпадением измеритель-
ной (плоскость Л) и технологической (плоскость В) баз (рис. 2.18, а)
Рис. 2.18
Возникновение погрешности базировании о)д
или вызванная особенностями формы опорных поверхностей заго-
товки и установочных элементов приспособления (рис. 2.18, б).
1 Измерительной базой называется поверхность, линия или точка, от которой произ-
водится отсчет размеров при измерении или изготовлении заготовки.
67
Погрешность базирования (поле рассеяния размеров вследствие по-
грешности базирования) можно определить как разность предельных
расстояний измерительной базы заготовки относительно установ-
ленного на размер инструмента.
Поле рассеяния размера а (рис. 2.18, а), связанное с погрешностью
базирования, находится из уравнения = ТЬ, а поле рассеяния
размера m (рис. 2.18, б) подсчитывается по формуле
а>6 = <°т = -ф-(5|п(‘а,г) -1).
Рис. 2.19
Погрешность закрепления о>3 = ^тах при 4>Резе'
рованип (а) и при токарной обработке (б)
Погрешность базирования определяется из геометрических соот-
ношений и при определенных условиях может быть сведена к нулю.
Формулы для расчета
погрешности базирования
при различной форме ба-
зирующих поверхностей
заготовок и установочных
элементов приспособлений
приведены в технической
литературе.
Погрешность закрепле-
ния. При закреплении за-
готовки в приспособлении
во многих случаях проис-
ходит ее перемещение (вы-
жимание из приспособления), приводящее к появлению зазора S между
базирующей поверхностью заготовки и соответствующей установоч-
ной поверхностью приспособления, по отношению к которой произ-
водится настройка станка (рис. 2.19). Изменение перемещения за-
готовки при ее закреплении в приспособлении вызывает рассеяние
размера а с полем рассеяния <оэ, определяемым в большинстве слу-
чаев экспериментальным путем.
Погрешность закрепления Д3 = со8 зависит от конструкции и
состояния зажимного устройства приспособления и от направления
усилия зажима. Наименьшая погрешность закрепления, увязанная
с выжиманием заготовки из приспособления, достигается при на-
правлении зажимного усилия перпендикулярном технологической
установочной базе. Однако и в этом случае погрешность закрепления
не равна нулю в связи с неточностью базирующих опорных поверх-
ностей заготовок и наличием контактных деформаций поверхностей
стыка. Эти деформации в общем виде описываются нелинейным за-
коном вида
у — сРп
(2.36)
и могут достигать в отдельных случаях больших значений.
В формуле (2.36) с — коэффициент, характеризующий вид кон-
такта, материал заготовки, шероховатость и состояние его поверх-
ностного слоя; Р — сила, действующая на контактный элемент
(опору); п — показатель степени (меньше единицы).
58
Контактные деформации поверхностей стыка сопровождаются
перемещением технологической и измерительной баз заготовки от-
носительно положения установленного инструмента и поэтому тоже
вызывают появление погрешности закрепления.
Погрешность приспособления. При установке и закреплении
заготовки в приспособлении ее положение относительно инстру-
мента может оказаться неточным из-за погрешности изготовления
и сборки самого приспособления (например, погрешности установоч-
ных элементов приспособления, его делительных устройств), его
износа и неточности установки приспособления на станке. Для раз-
личных приспособлений значения перечисленных погрешностей из-
меняются в пределах 0,005—0,02 мм, и, суммируясь как случайные
величины, образуют общую погрешность приспособления.
При однократном применении одноместного приспособления
(обработка партии заготовок при одной настройке станка или не-
большом числе настроек) погрешность приспособления вызывает
систематическую погрешность обработанной заготовки и во многих
случаях может быть скомпенсирована при настройке станка. В этом
случае при расчете общей погрешности установки погрешность при-
способления можно не учитывать.
При применении многоместных приспособлений, приспособле-
ний-спутников на автоматических линиях, большом числе приспо-
соблений-дублеров погрешности приспособлений в процессе настрой-
ки станков скомпенсированы быть не могут и оказывают свое влияние
на общее рассеяние размеров обрабатываемых заготовок как случай-
ные величины с полем рассеяния юпр.
Общая погрешность Ду установки слагается из всех перечислен-
ных составляющих и определяется в соответствии с правилами сум-
мирования случайных величин по формуле
Ду = (Оу = 1,2 (Ojj ®пр. (2.37)
Рассеяние размеров, связанное с погрешностью настройки*
Погрешность настройки станка Дн = сон изменяется как случайная
величина в результате воздействия погрешности регулирования
юрег положения режущего инструмента и отдельных узлов станка
относительно установленного инструмента и под влиянием погреш-
ности измерения юизм пробных заготовок, по которым производится
настройка станка.
Погрешность положения режущего инструмента на станке опре-
деляется точностью используемых при настройке регулировочных
средств (лимбов, индикаторов, миниметров, упоров и др.). При упро-
щенных расчетах точности обработки сорег можно принимать равной
цене деления регулировочного устройства или предельной погреш-
ности мерительного инструмента, с помощью которого регулируют
положение режущего инструмента. Точность установки требуемого
положения отдельных узлов станка (например, стола фрезерного
станка по высоте относительно положения шпинделя) относительно
59
установленного режущего инструмента зависит от конструкции и со-
стояния станка и определяется по его характеристикам.
Погрешность измерения (оиэМ пробных заготовок принимается
равной предельной погрешности используемого измерительного
инструмента.
Суммарная погрешность настройки в общем случае определяется
выражением
Дн = С0н = 1,2 ©per 4“ W»I3M. (2.38)
При настройке станков по пробным заготовкам с помощью уни-
версального измерительного инструмента (см. гл. 4) на погрешность
настройки оказывает дополнительное влияние величина смещения
шсмещ центра группирования групповых средних, которая опреде-
ляется формулой
®смещ == (2.39)
где т — число пробных заготовок, по которым производят настройку
станка.
В этом случае погрешность настройки
Дн == == 1,2 Сйрег 4“ (Визы 4“ ©смещ" (2.40)
Общее (суммарное) рассеяние размеров заготовок и общая погреш-
ность обработки. Суммарное поле общего рассеяния размеров пар-
тии заготовок, обработанных на настроенном станке по методу авто-
матического получения размеров, выражается формулой
со = 1,2 ]/"(0м 4-4“ шн (2.41)
или в развернутом виде
(0 = 1,2 "|/”(Ом 4" w6 4“ 4” ®пр 4“ <Врег 4“ ^изм 4“ Мсмещ- (2.42)
Численные значения величин, входящих в формулу (2.42), опре-
деляются для конкретных условий выполнения операции до факти-
ческим значениям полей рассеяния или приближенно по справочным,
литературным и статистическим данным. По статистическим данным
величина поля рассеяния вида обработки шм составляет: для сред-
них револьверных станков — 0,016—0,039 мм; токарных — 0,013—
0,036 мм, круглошлифовальных — 0,004—0,017 мм.
Поле рассеяния, связанное с закреплением со3, в среднем состав-
ляет: в тисках — 0,05—0,2 мм; прихватами—0,01—0,2 мм; в па-
троне — 0,04—0,1 мм; в зажимной гильзе — 0,02—0,1 мм.
Погрешность приспособлений сопр = 0,0054-0,02 мм.
Рассеяние, связанное с погрешностью регулирования сореГ,
составляет: при установке по лимбу или по индикатору — 0,01—
0,06 мм; по жесткому упору — 0,04—0,10 мм (при особо тщательном
регулировании соЈà = 0,02 мм); по индикаторному упору — 0,005—
0,015 мм; по эталонной детали — 0,10—0,13 мм.
60
Поле рассеяния, характеризующее погрешность измерения
пробных заготовок шизМ, составляет: при измерении штангенцирку-
лем с ценой деления 0,02 мм — соиэМ = 0,045 мм; штангенциркулем
с ценой деления 0,05 мм — (оизм = 0,09 мм; микрометром — от
0,006 до 0,014 мм.
Величины погрешностей базирования соб и смещения сосм опреде-
ляются конкретными расчетами в зависимости от формы опорных
поверхностей и простановки размеров, а также от величины о для
данного случая.
Общая погрешность обработки ДОбр включает в себя все поля
рассеяния размеров заготовок под влиянием причин случайного
характера, а также систематические и переменные систематические
погрешности обработки, т. е.
Добр =1,2 J/ а>^ + <uy + -|- Деист • (2.43)
Величина Дсист представляет собой алгебраическую сумму
неустранимых при настройке станка систематических погрешно-
стей, возникающих при обработке заготовок и влияющих на
их размеры, и наибольших значений переменных систематических
погрешностей.
Ранее было отмечено, что систематические погрешности не изме-
няют форму кривой рассеяния размеров обрабатываемых заготовок,
а только сдвигают положение ее вершины, соответственно увеличи-
вая общее поле колебания размеров партии обработанных заготовок
(см. рис. 2.14, б—г), а следовательно, и общую погрешность обра-
ботки. Особенно большое практическое значение при этом имеет
определение величин и знаков переменных систематических погреш-
ностей.
Известно, что переменные систематические погрешности, обуслов-
ленные износом режущего инструмента, изменяются по закону рав-
ной вероятности. Однако при нахождении суммарной погрешности
обработки заготовок определять полную долю погрешности, вызы-
ваемую износом режущего инструмента, по этому закону практиче-
ски не всегда нужно, так как эта составляющая погрешности задается
при настройке станков, исходя из условий проведения операции и
необходимого периода работы станка между его поднастройками,
которые компенсируют смещение центра группирования размеров,
связанное с износом инструмента. Размерный износ инструмента,
увеличивающий погрешность обработки партии заготовок, учиты-
вается в формуле (2.43) с соответствующим знаком.
Погрешности, вызываемые тепловыми деформациями технологи-
ческой системы (смещение передней бабки токарного или шлифо-
вального станка в направлении на рабочего, удлинение резцов и др.),
обычно имеют знак, противоположный погрешностям, обусловлен-
ным износом инструмента, и в период тепловых деформаций (период
разогревания технологической системы до наступления ее тепловой
стабилизации, устанавливающейся через несколько часов после на-
чала работы станка) могут уменьшать влияние износа инструмента.
61
Формулы (2.42) и (2.43) весьма полезны для выявления основных
направлений и конкретных путей повышения точности отдельных
операций технологического процесса. Например, если общая погреш-
ность обработки превышает поле допуска заготовок и возникает
необходимость ее уменьшения, то в первую очередь следует снизить
поддающиеся заблаговременному расчету систематические и пере-
менные систематические погрешности Дсист, выходящие в формуле
(2.43) за знак корня и оказывающие поэтому значительное влияние
на общую погрешность.
Для уменьшения погрешности настройки Дн = сон необходимо
сократить погрешность измерения юизМ пробных заготовок [см.
формулу (2.42) I путем применения более точного измерительного ин-
струмента и погрешность регулирования соРег за счет использования
более точных установочных устройств и усовершенствования кон-
струкции механизмов перемещения и отсчетных лимбов станков.
Снижения погрешности закрепления юэ можно достигнуть в ре-
зультате применения более совершенных конструкций приспособле-
ний, предусматривающих плотный прижим базирующих поверхно-
стей заготовок к жестким и точным установочным элементам, а также
за счет использования при построении операции настроечных или
проверочных технологических баз.
Погрешность базирования Дб = соо можно устранить полностью
или свести до минимума посредством правильного выбора формы
установочных элементов приспособлений, базирующих поверхностей
заготовок и правильной простановки размеров в чертеже заготовки,
предусматривающей совмещение технологических и измеритель-
ных баз.
Только после использования всех указанных способов уменьше-
ния погрешностей обработки следует анализировать возможности
сокращения мгновенного рассеяния сом. Это связано с тем, что для
снижения шм обычно приходится заменять производительные и эко-
номичные способы обработки на автоматах и револьверных станках
обработкой на более точных, но менее производительных токарных,
шлифовальных и доводочных станках.
Изложенная методика расчета рассеяния размеров заготовок
и общей погрешности их обработки на станках рекомендуется для ис-
пользования в проектнонехнологических организациях и в отделах
Главного технолога завода при выполнении проектных расчетов для
сопоставления точности обработки заготовок при разных вариантах
технологических процессов на различных станках и с разной техно-
логической оснасткой. В этом случае в расчет следует вводить дан-
ные о значениях отдельных составляющих погрешностей и рассея-
ния, приведенные в литературе, справочниках и заводских норма-
тивах.
При анализе точности обработки партии заготовок по конкрет-
ному технологическому процессу на вполне определенном обору-
довании и технологической оснастке следует использовать не усред-
ненные справочные и литературные данные, имеющие, как правило,
Ориентировочный характер, а конкретные характеристики применяе-
62
мого оборудования и технологической оснастки, которые целесооб-
разнее всего предварительно уточнить экспериментально. Только
в этом случае результаты расчетов точности конкретных технологи-
ческих вариантов могут быть надежными.
ПРАКТИЧЕСКОЕ ПРИМЕНЕНИЕ
ЗАКОНОВ РАСПРЕДЕЛЕНИЯ РАЗМЕРОВ
ДЛЯ АНАЛИЗА ТОЧНОСТИ ОБРАБОТКИ
Изложенное законы распределения размеров используются в техно-
логии машиностроения для установления надежности проектируе-
мого технологического процесса в обеспечении обработки заготовок
без брака; расчета количества вероятного брака при обработке;
определения количества обработанных заготовок, требующих допол-
нительной обработки; расчёта экономической целесообразности ис-
пользования высокопроизводительных станков пониженной точности;
расчета настройки станков; сопоставления точности обработки заго-
товок при различном состоянии оборудования, инструмента, смазоч-
но-охлаждающей жидкости и т. п.
Установление надежности обработки заготовок без брака. Надеж-
ность обеспечения требуемой точности обработки заготовок характе-
ризуется запасом точности фданной операции, который определяется
по формуле
ф = Т/(о, (2.44)
где Т — допуск на обработку заготовки; со — фактическое поле рас-
сеяния размеров заготовок.
Величина поля рассеяния со при различных законах распределе-
ния размеров обрабатываемых заготовок приводится ниже.
6a
Нормальное распределение (закон Гаусса)
Равнобедренный треугольник (закон Симп-
сона)
Равная вероятность ....
Эксцентриситет (закон Релея)
2о/б = 4,90а
2о/з = 3,46а
3,44а0; 5,25o^
— 3
Ха 6
Линейная функция а (Z)
4,74о<
4,14at
Хв = 10
Ха = 24
3,76оа
3,56аа
Когда запас точности ф> 1,0, обработка заготовок может .быть
осуществлена без брака (при условии правильной настройки станка,
обеспечивающей совмещение вершины кривой рассеяния с серединой
поля допуска). При ф < 1,0 брак заготовок является весьма вероят-
ным.
При ф^ 1,2 процесс обработки считается надежным. Для всех
законов распределения размеров (рис. 2.20) условием обработки заго-
товок без брака является выражение
(О
(2.45)
63
показывающее, что поле фактического рассеяния размеров меньше
установленного допуска. Для закона нормального распределения это
Йыражение приобретает вид
6о < Т. (2.45а)
При наличии систематической погрешности Асиот, вызывающей
смещение поля рассеяния (рис. 2.14, в), условие обработки заготовок
без брака
6а + Дсист < Т.
(2.46)
В этом выражении часто принимается (рис. 2.14, б) Асист — Ан
(где Ан — погрешность настройки станка), так как другие система-
тические погрешности во
многих случаях удается
компенсировать при на-
стройке станка.
Расчет количества ве-
роятного брака заготовок.
В тех случаях, когда поле
рассеяния размеров заго-
товок на данной операции
превосходит поле допуска
(со > Т), условие обра-
ботки без брака (2.45) не
выполняется и брак загото-
вок является возможным.
Рнс. 9.20
Условие обработан заготовок без брава для раз-
ных законов распределении
Вероятный процент брака всей партии обработанных заготовок
вычисляется следующим образом. При рассеянии размеров, соответ-
ствующем закону нормального распределения Гаусса, принимается
с погрешностью не более 0,27 %, что все заготовки партии имеют дей-
ствительные размеры в пределах поля рассеяния 6а = £*ахТ —
При этом очевидно, что площадь, ограниченная кривой нормального
распределения и осью абсцисс (рис. 2.21), равна единице и опреде-
ляет 100 % заготовок партии. Площадь заштрихованных участков
представляет собой количество (в долях единицы или в процентах)
заготовок, выходящих по своим размерам за пределы допуска.
Для определения количества годных заготовок необходимо найти
площадь, ограниченную кривой и осью абсцисс на длине, равной
допуску Т = Lmax — ^min- При симметричном расположении поля
рассеяния относительно поля допуска (рис. 2.21, а) следует найти
удвоенное значение интеграла, определяющего половину площади,
ограниченной кривой Гаусса и абсциссой х0,
Ф(0
(^Ср)а
4=-(е 20’ dL.
/2л J
о
(2-47)
64
Выражение (2.47) можно записать в нормированном виде в форме
известной функции Лапласа:
Ф(0 = у^=-/е'1/гЛ. (2.48)
Значения этой функции табулированы в зависимости от величины
t и приведены в Приложении 1.
Рнс. 2.21
Количество вероятного брака при симметричном (а) и несимметричном ((Г)
расположении поля рассеяния относительно поля допуска
В формуле (2.48) величина t представляет собой нормированный
параметр распределения или коэффициент риска и определяется вы-
ражением
t = {L - £ср)/а = х0/а. (2.49)
С увеличением значения t возрастает количество заготовок, раз-
меры которых находятся в пределах рассматриваемого поля допуска
Т, и уменьшается процент ожидаемого брака при обработке. При рас-
пределении размеров по закону Гаусса процент ожидаемого брака
(процент риска Р) в зависимости от величины нормированного пара-
метра распределения может быть определен в соответствии со значе-
ниями, приведенными ниже.
Процент
риска Р. . 0,1 0,2 0,27 0,5 1,0 2,0 3,0 4,0 5,0 10,0 32,0
Значение t 3,29 3,12 3,00 2,80 2,57 2,33 2,17 2,06 1,96 1,65 1,00
Известно, что решение функции Лапласа зависит не от конкрет-
ных значений х0 и а, а от их отношения в соответствии с формулой
(2.49).
Таким образом, расчет количества годных обработанных загото-
вок сводится к установлению по формуле (2.49) величины t и опреде-
лению Ф(0 по таблице Приложения 1 с последующим пересчетом
йолученных величин в проценты или в число штук заготовок.
65
Пример 2.2. На револьверном станке обрабатывают партию валиков из ла-
туни, состоящую из 300 шт. Допуск на обработку Т = 0,10 мм. Материал резца —
алмаз, износом которого в пределах обработки партии заготовок можно пренебречь
из-за его малости.
Определить количество годных и бракованных заготовок для случая, когда
настройка станка обеспечинает симметричное расположение кривой распределения
по отношению к полю допуска (рис. 2.21, а). По результатам замеров 75 шт. пробных
заготовок эмпирическая величина среднего квадратического отклонения $ =
= 0,02 мм.
Решение. 1. Принимаем, что распределение размеров подчиняется закону
Гаусса (обработка на настроенном станке при отсутствии доминирующих и система-
тических погрешностей).
2. Определяем расчетное значение среднего квадратического отклонения о
по формуле (2.15) и табл. 2.3: о = p-S = 1,25-0,02= 0,025 мм.
3. Поле фактического рассеяния со = бст = 6-0,025 = 0,15 мм превосходит
поле допуска Т = 0,10 мм; следовательно, условие (2.45а) обработки без брака
не выполнено и появление брака возможно.
л г* 7* 0,1 Л ЛС . Xq 0,05 п Л
4. Согласно расчету х0 = -тг- = —я— = 0,05 мм и t = —- = п = 2,0.
' 2 2 о 0,025
Следовательно, Ф (/) = 0,4772 (см. Приложение 1), что соответствует 47,72 %
годных заготовок от половины всей партии (функция Лапласа решена от 0 до х0).
Для всей партии количество годных заготовок составило 95,44 %, или 286 шт.,
а бракованных — 4,56 %, или 14 шт.
Пример 2.3. При исходных условиях, аналогичных предыдущему примеру,
определить количество годных и бракованных заготовок, маломерных и чрезмерно
больших заготовок, а также общее количество брака, если погрешность Дп настройки
смещает положение вершины кривой распределения вправо от середины поля до-
пуска (см. рис. 2.21-, б) иа 0,02 мм.
Р е ш е и и е. 1. Рассчитываем значения хА и tA по площади А (см. рис. 2.21, б);
хА = Т/2 4- Дн = 0,05 4 0,02 = 0,07; tA = хА/а = 0,07/0,025 = 2,8.
В соответствии с Приложением 1 Ф (?л) = 0,4974, т. е. 49,74 % заготовок год-
ных и 0,26 %, или одна заготовка, бракованных по причине слишком малого диа-
метра.
2. Находим значения хв и tB по площади В; хв = Т/2 — Дн = 0,05 — 0,02 =
= 0,03; tB= хв!о= 0,03/0,025 = 1,2.
Следовательно, Ф (/д) = 0,3849, т. е. 38,49 % заготовок годных и 11,51 %,
или 34,5 шт., бракованных вследствие слишком большого диаметра.
3. Общее количество годных заготовок: 49,74 + 38,49 = 88,23 %, или 265 шт.
Общее количество брака: 0,26 4 И,51 = 11,77 %, или 35 шт.
В случае, когда рассеяние размеров заготовок вызывается не
только случайными, но и переменными систематическими погрешно-
стями и распределение размеров подчиняется функции а (/) с пара-
метрами оп и Ха, порядок вычисления вероятного количества брака
при со > Т принципиально ничем не отличается от расчета при рас-
пределении размеров по закону Гаусса.
Так же, как и при нормальном распределении, вероятное количе-
ство бракованных заготовок определяется суммой заштрихованных
участков площади, ограниченной кривой функции а (/), при симме-
тричном расположении кривой распределения по отношению к полю
допуска (рис. 2.22, а) или величиной заштрихованного участка этой
площади при одностороннем выходе бракованных заготовок за пре-
делы поля допуска (рис. 2.22, б).
Аналогично закону Гаусса функцию а (/) можно выразить
в нормированном виде с помощью нормированного параметра
66
распределения, который в данном случае определяется фор-
мулой
ta = (L- Lc^lt3a = x0/ad, (2.50)
где аа — среднее квадратическое отклонение функции.
После соответствующих преобразований функция
а (0 = Ф (/в, К) (2.51)
табулируется (Приложение 2).
При симметричном расположении кривой распределения функции
а (0 относительно середины поля допуска (рис. 2.22, а) размеры за-
штрихованных участков площади (а следовательно, и долю брака)
определяют последовательным расчетом величин: Хв = //а; = 772;
ЬсР = (L^n + LX)/2 и ta по формуле (2.50).
Нис. 2.22
Количество вероятного брвка при симметричном (а) и несимметричном (б)
расположении поля рассеяния, ограниченного кривой функции а (/) относи-
тельно середины поля допуска
По установленным значениям Хв и ta (по таблице Приложения 2)
находят Ф(/а, Ха), выражающую в долях единицы половину общего
числа годных заготовок (незаштриховаиный участок площади на
рис. 2.22, а, расположенный по одну сторону середины поля допуска),
и рассчитывают общее количество бракованных заготовок в процен-
тах по формуле
Q6p = 100% [1 - 2Ф (ta, Хв)]. (2.52)
Пример 2.4. На револьверном станке обрабатывают 300 шт. валиков из
стали 45. Размеры заготовок 0 25X40 мм. Допуск на обработку 0,1 мм. Материал
резца Т30К4. Режим резания: V = 150 м/мин; подача s = 0,08 мм/об; t = 0,5 мм.
Так же, как и в примере 1.2, по пробной партии заготовок экспериментально
установлено и подсчитано, что рассеяние размеров заготовок при обработке на
данном станке характеризуется средним квадратическим отклонением а = 0,025 мм.
Определить количество годных и бракованных заготовок при условии, что
^встройка станка обеспечивает симметричное расположение кривой рассеяния отно-
сительно середины поля допуска.
Решение. В связи с тем, что за счет износа резца при обработке 300 шт.
ааготовок происходит непрерывное смещение вершины кривой рассеяния Гаусса
вправо (в сторону увеличения размеров), считаем, что фактическое распределение
размеров подчиняется функции а (0 и по условиям задачи соответствует схеме,
изображенной на рис. 2.22, а.
67
1. Смещение центра группирования 21 кривой определяется увеличением диа-
метра обработанных заютовок за счет износа резца в период обработки п •= 300 шт.
заготовок, т. е. 21 = 2U, где в соответствии с формулой (2.Б) U = Uo (L + /.Доб)/Ю00.
Для заданных условий Uo = 6,5 мкм (табл. 2.1).
Путь резания L прн обработке п = 300 шт. заготовок равен
. nDl л-25-40
' ~ 1000s П~ 1000-0,08’300 ~ 775 М’
U = 0,0065 — = 0,083 мм;
I = U = 0,083 мм. Смещение центра группирования 21 = 0,166 мм.
2. По формуле (2.32) Ха = -L = = 3,32.
U U|V«O
3. Среднее квадратическое отклонение функции а (/) по формуле (2.35)
Ста = ст 1/ 1 _|_ J- ^2 = 0,025 1/ 1 + 4- (3,32)» = 0,054 мм.
F о г О
4. Поле рассеяния для а (0 при ка = 3
со = 4,74сга = 4,74-0,054 = 0,256 мм
значительно превосходит поле допуска Т= 0,1 мм, поэтому при обработке всей
партии заготовок без подналадки станка брак является технически неизбежным
(рис. 2.22, а).
5. Для определения количества вероятного брака вычисляется значение ta
по формуле (2.50):
Количество годных деталей при ка = 3,0 н ta = 0,926 (см. Приложение 2)
Q = 2Ф (ta, ка) = 2-0,2969 = 0,5938, т. е. 59,38 % от всей партии, или 178 шт.
заготовок. Брак заготовок — 40,62 %, нлн 122 шт.
Из сопоставления результатов расчетов ожидаемого брака в при-
мерах 2.2 и 2.4 при обработке одинаковых партий заготовок на рав-
ноценных револьверных станках (о = 0,025 мм) видно, что при одно-
временном влиянии случайных (по закону Гаусса) и переменных
систематических погрешностей, формирующих распределение соот-
ветственно функции а (0, фактические погрешности обработки заго-
товок резко возрастают и брак увеличивается с 4,56 % (14 заготовок)
при гауссовом распределении до 40 6 % (122 заготовки) при распре-
делении по функции a (t).
Для уменьшения брака в последнем случае целесообразно заме-
нить резец из твердого сплава Т30К4 более стойким резцом из эль-
бора, имеющим относительный износ 170 = 3,0 мкм при V =
= 550 м/мин и s = 0,06 мм/об (см. табл. 2.1).
В этом случае путь резания при обработке одной заготовки воз-
/г nDl п-25-40 еоо \ * я
растает (ь = -^- = 1000.0 06 = 52,3 mJ, однако общий износ резца
л л ’ ,, 0,003(52,3-300+1000)
при обработке партии снижается до и = 2-----------Лобо-2--------- =
= 0,0501 мм и I = 0,0501 мм. Соответственно уменьшаются: Ха =
68
= -5- = ТйЙ- = 2>°°; ‘’• = «/1+4-’-!а=0.025/1 +4-(2Г =
-= 0,0386 мм и поле рассеяния (о = 4,74оа = 4,74-0,038 =
- 0,181 мм.
При этом увеличиваются = = Д05 = 1,316 и Q =
— 2Ф(£в, Ха) = 2-0,3984, т. е. 79,7 % партии заготовок, или239 шт.,
являются годными. Брак в этом случае составляет 20,3 %, или 61 шт.,
т. е. становится в два раза меньше, чем при обработке резцом из твер-
дого сплава.
Большие преимущества применения эльбора по сравнению
с. твердым сплавом связаны не только со значительным повышением
точности обработки, но и с одновременным ростом ее производитель-
ности за счет увеличения скорости резания со 150 до 550 м/мин.
Довольно часто при обработке заготовок в условиях одновремен-
ного действия случайных и переменных систематических погрешно-
стей настройку станка производят по первым пробным заготовкам без
учета последующего износа резца и смещения центра группирова-
ния. При этом кривая распределения размеров обработанных загото-
вок располагается так, что ее начало совпадает с одной из границ
ноля допуска (см. рис. 2.22, б). В этом случае количество бракован-
ных заготовок в процентах определяется площадью заштрихован-
ного участка, расположенного с одной стороны за пределами поля до-
пуска, т. е.
Q6P = [0,5 - Ф (ta, М] • ЮО, (2.53)
а количество годных заготовок Q — суммой площадей А = 0,5 и
В = Ф (ta, Ха), т. е.
Q = [0,5 + Ф (4, М1 ЮО. (2.54)
Пример 2.5. Для условий (аналогичных примеру 2.4) при обработке заго-
товок резцом из эльбора определить количество годных и бракованных заготовок,
если настройка станка обеспечивает совпадение начала кривой распределения с ниж-
ней границей поля допуска (см. рнс. 2.22, б).
Решение. По результатам расчета примера 2.4 Аа — 2,00; аа = 0,038 мм
и поле фактического рассеяния размеров (о = 0,181 мм.
Из рис. 2.22, б следует, что
„ со л, 0,181 лллпе . Хл 0,0095 ло_
Ло - Т 2 — 0,1 2~ ~ 0,0095 ММ: /а “ “ 0,038 “ 0,25‘
По Приложению 2 имеем Ф (ta, Ла) = 0,083. По формуле (2.53) получаем <2бп =
= (0,5 — 0,083)-100 = 41,7 %, или 125 пгг.
Из расчета следует, что при одностороннем расположении, бра-
кованных заготовок (см. рис. 2.22, б) общее количество брака значи-
тельно больше, чем при симметричном расположении (рис. 2.22, а),
однако в первом случае имеется возможность исправить полученный
брак путем дополнительной обработки. Например, валики с чрез-
мерно большими диаметрами (см. рис. 2.22, б) можно подвергнуть
дополнительному шлифованию.
Приведенные примеры расчета возможного брака заготовок при
различных условиях их обработки показывают, что одновременное
69
У.-ф)
Рис. 2.23
Количество вероятного брака (эаштрп-
вованпая площадь) при распределении
размеров по закону Релея
влияние случайных и переменных систематических погрешностей
приводит к резкому возрастанию количества возможного брака.
На практике для предотвращения появления брака принимают
меры, способствующие уменьшению случайного рассеяния размеров
(снижению а) за счет подбора более точного оборудования и соответ-
ствующих видов обработки, а также обеспечивают сокращение сме-
щения центра группирования (т. е. величины I = U) в результате
применения инструментов, изготовленных из материала повышен-
ной стойкости (алмаза естественного и синтетического, балласа, кар-
бонадо, эльбора, минералокерамики
и др.).
Если переменная систематическая
погрешность остается чрезмерно
большой и может вызвать появление
брака, вводятся периодические про-
межуточные поднастройки станка,
компенсирующие смещение центра
группирования. При необходимости
обеспечения повышенной точности
применяются автоматические подна-
ладчики и адаптивные системы управ-
ления точностью.
В случае определения вероятного
процента брака при распределении
существенно положительных вели-
чин, которое подчиняется закону
Релея (закону эксцентриситета), методика расчета полностью
совпадает с рассмотренными выше методами расчета при распреде-
лениях по закону Гаусса и функции a (t).
При распределении Релея, когда фактическое поле рассеяния
превосходит поле допуска, т. е. ы > Т, возможно появление бра-
кованных заготовок (рис. 2.23).
Общую площадь Ги, ограниченную кривой распределения, нахо-
дят по интегральному закону распределения эксцентриситета
л»
, ?
f" = T|’JRe dR' <2.55>
который после обычной подстановки величин
t = xja = R/oq (2.56)
и
t = 0,655/?/ад (2.57)
принимает нормированный вид
f t*
ф(/) = j te~ 2 dt (2.58)
о
и табулируется аналогично функции Лапласа (Приложение 3).
70
Вычисление количества годных и бракованных заготовок в про-
центах сводится к определению значений / иФ (/) аналогично рас-
смотренным выше примерам 2.2—2.5.
Пример 2.6. Рассчитать вероятный процент брака по эксцентриситету R
между двумя шейками ступенчатого валика, если допуск на биение равен 0,08 мм.
В результате непосредственных измерений первых 25 шт. заготовок партии установ-
лено среднее квадратическое отклонение эксцентриситета = 0,009 мм.
Решение. Расчетное значение среднего квадратического отклонения эксцен-
триситета по формуле (2.15) и табл. 2.3
<jr = pSr = 1,4-0,09 = 0,0126 мм.
Фактическое поле рассеяния значений эксцентриситета по формуле (2.24)
со = 5,252-о„ = 5,252-0,0126 = 0,0662 мм.
К
Допуск на эксцентриситет, равный половине допуска на биение (Tr = 0,04 мм),
значительно меньше фактического поля рассеяния
возникновение брака. При х0 = Tr = 0,04 мм и
(Tr< (о), поэтому вероятно
. 0,655 0,655-0,04
= " 0,0126 = 2’08
и в соответствии с Приложением 3 Ф (/)= 0,8851, т. е. количество годных заго-
товок составляет 88,51 % и количество брака — 11,49 %.
Определение количества заготовок, требующих дополнительной
обработки. В некоторых случаях при отсутствии на заводе станка
требуемой точности или при необходимости выполнения срочного
задания на высокопроизводительном автомате, но менее точном (по
сравнению с револьверным станком), когда при обработке заготовок
условие (2.45) не выполняется и брак заготовок является вероятным,
а допустить появление окончательного брака заготовок нельзя по
экономическим соображениям (сложные и дорогие исходные заго-
товки, дефицитный материал), настройку станка производят с заве-
домым смещением т вершины кривой распределения по отношению
к середине поля допуска с таким расчетом, чтобы весь брак заготовок,
получающийся на данной операции, можно было исправить путем
дополнительной обработки заготовок.
В этом случае необходимо при обработке валов вершину кривой
распределения сместить на некоторую величину т вправо от сере-
дины поля допуска (рис. 2.24, а), чтобы все валы, выходящие за пре-
делы допуска, имели размер больше чертежного и после дополнитель-
ной операции шлифования могли стать годными. Аналогично этому
71
отверстия, выходящие за пределы допуска, должны иметь диаметр
меньше номинального, для чего при настройке станка кривую рас-
пределения размеров отверстий следует сместить на величину т
влево по отношению к середине поля допуска (рис. 2.24, б).
Чтобы полностью исключить возможность появления неисправи-
мого брака, размер смещения т вершины кривой распределения уве-
личивают на величину погрешности Дн настройки. При этом, однако,
общее количество заготовок, требующих дополнительной обработки,
заметно возрастает.
Количество заготовок, требующих доделки (на рис. 2.24 заштри-
хованная площадь), определяют аналогично предыдущему по значе-
ниям хв (для валов) и хд (для отверстий). Согласно рис. 2.24.
хА = хв — Т — За — Дп. (2.59)
По величине хд (хв) и формуле (2.49) находят /л Ив) и по таблице
Приложения 1 рассчитывают соответствующие значения Ф(/л) или
Ф(/в), определяющие размеры площадей А и В.
Количество заготовок <2Д0Д в процентах, требующих доделки,
определяется по формуле
<2дод = [0,5 — Ф (0]. 100. (2.60)
Пример 2.7. Определить количество заготовок, требующих дополнительной
обработки при Т = 0,1 мм, о = 0,025 мм и Дн = 0,02 мм.
Решение. По формуле (2.59) хв = 0,1 — 3-0,025 — 0,02 = 0,005. В соот-
ветствии с формулой (2.49) 1В = о’о25 = Следовательно, Ф (/в) = 0,0793
(см. Приложение 1). Количество заготовок, требующих дополнительной обработки,
по формуле (2.60)
<Эдод = (0,5 — 0,0793) 100 = 42,07 %, илн 127 шт.
Определение экономической целесообразности применения высо-
копроизводительных станков пониженной точности. Стремление
производственников повысить эффективность обработки путем при-
менения более производительных станков во многих случаях ограни-
чивается недостаточной точностью последних и значительной вели-
чиной мгновенного рассеяния размеров, связанного с видом обработки
и типоразмером применяемого станка.
Например, если при обработке заготовок диаметром D = 104-
4-18 мм на круглошлифовальных станках поле мгновенного рассея-
ния ®м = 0,09 мм, то при обработке на токарных станках оно воз-
растает до <ом = 0,015 мм, на револьверных —до шм = 0,025 мм.
При обработке на автоматах и полуавтоматах значение <ом в не-
сколько раз больше, чем при токарной обработке.
Ранее указывалось, что при значительном рассеянии размеров,
когда 6а > Т, брак является практически неизбежным. Это застав-
ляет технологов во многих случаях отказываться от применения вы-
сокопроизводительных станков. Однако анализ особенностей формы
кривой Гаусса показывает, что даже при значительном выходе ее
ветвей за пределы поля допуска количество бракованных заготовок,
72
характеризуемое площадью заштрихованных участков (см. рис. 2.21),
сравнительно невелико, особенно при симметричном расположении
вершины кривой распределения по отношению к середине поля до-
пуска. В рассмотренном выше примере 2.2 было показано, что при
обработке валиков с допуском Т = 0,10 мм при ст = 0,025 мм и
бст = 0,15 мм, т. е. в случае, когда поле рассеяния в 1,5 раза превос-
ходит поле допуска и запас точности ip — = 0,67 < 1,0,
количество бракованных заготовок составляет всего 4,56 %.
Следовательно, в ряде случаев возможно и целесообразно исполь-
зовать для обработки точных заготовок высокопроизводительные
станки даже тогда, когда их точность по расчетам является недоста-
точной. При этом ценой сравнительно малых затрат на неизбежный
брак заготовок можно добиться значительного повышения выпуска
изделий и снижения их себестоимости.
При расчете экономической целесообразности обработки загото-
вок на более производительном оборудовании с заведомым допуще-
нием некоторого количества брака заготовок определяют: количество
ожидаемого брака или число заготовок, требующих дополнительной
обработки; убытки от брака (вследствие непроизводительного рас-
хода металла и потерь времени на предыдущую обработку и обра-
ботку бракованных заготовок на данной операции) или стоимость
дополнительной обработки заготовок, размеры которых выходят за
пределы допуска; снижение себестоимости и соответствующую эко-
номию при обработке заготовок на более производительном оборудо-
вании.
Сопоставление убытков от брака или стоимости дополнительной
обработки заготовок с экономией от перевода обработки на более про-
изводительные станки позволяет выявить экономическую целесооб-
разность применения высокопроизводительных станков пониженной
точности при производстве точных заготовок.
Простота определения характеристик рассеяния и построения
кривых распределения, по данным замеров обычных производствен-
ных заготовок в нормальных условиях работы цеха, дает возмож-
ность с помощью изложенной методики производить сравнение точ-
ности обработки на различных станках, оценивать качество ремонта
станков (путем сопоставления кривых рассеяния размеров заготовок,
обработанных до и после ремонта станков), сопоставлять точность об-
работки одних и тех же заготовок в дневные и ночные смены и т. п.
К особым преимуществам изложенной методики изучения харак-
теристик рассеяния относится возможность проведения разнообраз-
ных исследований точности и устойчивости технологических процес-
сов в реальных производственных условиях без остановки нормаль-
ного производственного процесса и без изготовления специальных
экспериментальных образцов.
Применение математических законов распределения для анализа
рассеяния размеров обрабатываемых заготовок позволяет изучить
причины возникновения случайных погрешностей и уменьшить или
устранить их влияние на точность обработки.
73
Глава 3
ВЛИЯНИЕ ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ
НА ТОЧНОСТЬ И ПРОИЗВОДИТЕЛЬНОСТЬ
ОБРАБОТКИ
Технологическая система станок—приспособление—заготовка—ин-
струмент представляет собой упругую систему, деформации которой
в процессе обработки обусловливают возникновение систематических
и случайных погрешностей размеров и геометрической формы обра-
батываемых заготовок. Вместе с тем эта технологическая система
является замкнутой динамической системой, способной к возбужде-
нию и поддержанию вибраций, порождающих погрешности формы об-
рабатываемых поверхностей (некруглость, волнистость) и увеличи-
вающих их шероховатость.
$ 3.1
ВЛИЯНИЕ МЕСТНОСТИ И ПОДАТЛИВОСТИ ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ
НА ФОРМИРОВАНИЕ ПОГРЕШНОСТЕЙ ОБРАБОТНИ
При обработке в центрах на токарном станке гладкого вала (рис. 3.1)
в начальный момент, когда резец находится у правого конца вала, вся
нормальная составляющая Ру усилия резания передается через
заготовку на задний центр, пиноль и заднюю бабку станка, вызывая
упругую деформацию названных элементов (изгиб заднего центра и
пиноли, отжатие уа.о корпуса задней бабки) в направлении «от ра-
бочего». Это приводит к увеличению расстояния от вершины резца
до оси вращения заготовки на величину у3, о и к соответствующему
возрастанию радиуса обработанной заготовки.
Одновременно с этим под действием Ру происходит упругое от-
жатие ^цнстр резца и суппорта в направлении «на рабочего», что,
в свою очередь, влечет'за собой увеличение расстояния от вершины
резца до оси вращения заготовки, а следовательно, и радиуса обрабо-
танного изделия. Таким образом, в начальный момент диамётр обра-
ботанной поверхности фактически оказывается больше диаметра,
установленного при настройке, на величину А = 2 (г/а. в + f/ипотр)-
При дальнейшем обтачивании и перемещении резца от задней бабки
к передней отжатие задней бабки уменьшается, но возникают отжа-
тия передней бабки уп.б и обрабатываемой заготовки узлг, которые
также увеличивают фактический диаметр обработки (рис. 3.1). В не-
котором сечении А—А фактический диаметр обтачиваемой заготовки
оказывается равным
^факЛ = Пиастр 4“ 2 (</^_ g4 Ц~ Уп. 6 Ч- Дикстр 4“ УзлгА)’
В связи с тем что упругие отжатия элементов станка (кроме от-
жатия ^инстр суппорта и инструмента) изменяются по длине обра-
ботки заготовки, ее диаметр, а следовательно, и форма оказываются
74
переменными по длине. Погрешности размера и формы заготовки
в данном случае равняются удвоенной сумме упругих отжатий в тех-
нологической системе. Упругие отжатия у определяются действую-
щими в направлении этих отжатий усилиями и жесткостью техноло-
гической системы.
Жесткостью / технологической системы называется способность
этой системы оказывать сопротивление действию деформирующих
ее сил.
Если жесткость элементов станка очень велика, а жесткость обра-
батываемой заготовки мала (обточка длинного и тонкого вала на
массивном станке), то отжатия уп. с и у3.0 малы, а узЛТ значительно.
В результате .этого форма заготовки становится бочкообразной.
Наоборот, при обработке массивной заготовки, дающей минималь-
ный прогиб, на станке малой жесткости (уП, о и у3.0 значительны)
форма заготовки получается корсетообразной с наименьшим диаме-
тром в середине заготовки.
Для вычисления погрешностей обработки, связанных с упругими
отжатиями технологической системы, жесткость этой системы
должна получить количественное выражение. А. П. Соколовским
предложено выражать жесткость j, кН/м (кге/мм), технологической
системы отношением нормальной составляющей Ри, кН (кге), силы
резания к суммарному смещению у, м (мм), лезвия режущего инстру-
мента относительно обрабатываемой поверхности заготовки, изме-
ренному в направлении нормали к этой поверхности, т. е.
j = Ри/у. (3.1)
Как следует из предыдущего: у = уСТ + ynJ) + узйТ + //инстр
75
При определении жесткости перемещение всегда измеряется
в направлении, перпендикулярном к обрабатываемой поверхности, и
в расчет вводится нормальная составляющая усилия Ру резания,
однако при этом одновременно учитывается влияние на у и остальных
составляющих силы резания (Ру и Рх). Исследования показали, что
упругое смещение у, рассчитываемое только в условиях действия Р;,,
всегда больше (а следовательно, численное значение жесткости си-
стемы меньше), чем при определении его с учетом одновременного
действия составляющих Pz и Рх. В связи с этим при эксперименталь-
ном определении жесткости технологическую систему следует нагру-
жать системой сил, близкой к эксплуатационной.
Жесткость системы можно также вычислить из уравнения
/ = ЬРи1Ьу, (3.2)
где приращения нормальной силы LPy и суммарного смещения Л#
выражаются в тех же единицах, что и в формуле (3.1).
При нахождении жесткости технологической системы по значе-
ниям жесткости отдельных ее звеньев, а также при расчете погреш-
ностей обработки, связанных с упругими отжатиями отдельных эле-
ментов системы, удобно пользоваться понятием податливости, кото-
рая численно равна величине, обратной жесткости.
Податливостью со технологической системы называется способ-
ность этой системы упруго деформироваться под действием внешних
сил.
Податливость со, м/МН (мкм/кгс), можно численно выразить от-
ношением смещения у лезвия инструмента относительно заготовки,
измеренного по нормали к обрабатываемой поверхности, к составля-
ющей силы резания, действующей в том же направлении, т. е.
© = У/(3.3)
Как следует из определения,
© = 1//. (3.4)
В связи с тем что сумма деформаций отдельных звеньев упругой
системы, приведенных к точке и направлению, принятым при измере-
нии жесткости, равна суммарной деформации системы (у => $'”+ у^ +
+ ••• + Уп)» можно вычислить суммарную податливость системы ©
по формуле
© = ©1 + ©2 + • • •+ ©п (3.5)
и суммарную жесткость системы / по формуле
4- = 4-+4-+ ... (3.6)
/ /1 /2 ‘ ' 1п
В случае обработки заготовки в центрах при положении резца
в середине обрабатываемой заготовки жесткость станка можно найти
из соотношения
(3.7>
76
При положении резца на расстоянии х от передней бабки жест-
кость станка в сечении приложения резца определяется по формуле 1
<3-8»
Отжатие резца, связанное с его прогибом h под действием силы
резания, мало отражается на изменении фактического радиуса Гфакт
обработки. При прогибе резца в несколько десятых долей милли-
метра и при диаметре заготовок в несколько десятков миллиметров
радиальное отжатие ^iraCTp резца измеряется десятитысячными до-
лями миллиметра и практически может не приниматься во внимание.
Отжатие уэаг, зависящее от метода установки заготовок на станке,
можно подсчитать по обычным формулам сопротивления материалов.
Так, при обтачивании гладкого вала в центрах можно определять
величину его прогиба как прогиба балки, свободно лежащей на двух
опорах. Наибольший прогиб вала по его середине
t/заг = Pyla/(48EJ), (3.9)
а прогиб вала в сечении приложения резца, расположенном на рас-
стоянии х от передней бабки,
_Рух*(1 -х)>
^заг — ЗЁЛ
(3.10)
где I — длина заготовки; Е — модуль упругости; J — момент инер-
ции сечения заготовки (для круглого вала J = 0.05D4).
При положении резца в середине вала жесткость вала
/заг = 48EJ//3, (3.11)
а при положении резца на расстоянии х от передней бабки станка
/зар = ЗЕЛ/[х8(/-х)г]. (3.12)
Для гладкого вала, консольно закрепленного в патроне,
Узаг = PyP!(3EJ) (3.13)
И
/эар = 3EJ/P, (3.14)
а для гладкого вала, закрепленного в патроне и поддерживаемого
центром (с учетом податливости заднего центра и упругости креп-
ления в патроне):
Ум = Pyl3/(\00EJ). (3.15)
и
/заг= 100EJ/Z3. (3.16)
В результате многочисленных исследований жесткости стан-
ков, проведенных за последние годы, установлены фактические
значения жесткости и податливости различных типоразмеров стан-
* При выводе формул (3.7) и (3.8) учитывается только жесткость узлов станка.
Жесткость остальных элементов технологической системы (приспособления, инстру-
мента, заготовки) принимается бесконечно большой.
77
ков и их отдельных узлов, которые позволяют производить все
необходимые расчеты с высокой точностью.
Влияние жесткости и податливости системы на точность раз-
меров и формы обрабатываемых заготовок можно выяснить на ос-
нове анализа схемы обработки, приведенной на рис. 3.2.
При настройке станка резец устанавливают в положение, при ко-
тором должна осуществляться обточка заготовки на некоторый
радиус гтеор (рис. 3.2, а). Однако в результате упругого отжатия
узлов станка уст и отжатия заготовки уэйг ось вращения заготовки
смещается из положения OY в положение Оэ, что приводит к уве-
личению фактического расстояния вершины резца до оси вращения
заготовки. Одновременно в связи с прогибом и отжатием резца
(рис. 3.2, б) расстояние его вершины до центра вращения заготовки
дополнительно увеличивается на величину уИнстР-
Рис. 3.2
Влияние упругих отжатий на размер обра-
батываемой заготовки: а — смещение осн
заготовки из-за отжатий станка и заго-
товки; в — смещение вершимы резца от
центра заготовки в связи с отжатием и
прогибом резца
Упругие отжатия в технологической системе приводят к увели-
чению фактического радиуса обточки заготовки (Гф4КТ = гтсор 4-
+ Уст + Уз&г + !/инстР) при соответствующем уменьшении факти-
ческой глубины резания до величины £фа1и = Geop — (Уст 4-
4" Узаг 4" Уннстр)-
Общее увеличение диаметра AD обрабатываемого изделия по
сравнению с его теоретическим значением, установленным при
настройке станка, равно удвоенному приращению фактического ра-
диуса или удвоенному суммарному отжатию технологической
системы, т. е.
ДО = 2 (гфакг Гтеор) = 2 (t/ст 4“ Узле 4" 1/инстр) = ^У = 2^//>
Так как Ри = CySuPtxpHBn, то
kD = 2CuS!'pt*PHBn ( J- 4- -J- 4- —J—). (3.17)
При постоянной жесткости технологической системы по длине
обработки, неизменном режиме обработки и постоянной твердости
заготовки приращение диаметра по сравнению с теоретическим его
значением сохраняется одинаковым по всей длине заготовки и не
вызывает появления погрешности ее формы. Приращение диаметра
остается постоянным для всех заготовок партии (систематическая
погрешность) и может быть поэтому учтено при настройке станка со-
ответствующим уменьшением настроечного размера.
78
При обработке заготовок малой жесткости (длинные и тонкие
валы) их жесткость, а следовательно, и отжатие изменяются по длине
заготовки [см. формулы (3.10) и (3.12)], что обусловливает появле-
ние систематической погрешности формы изделий.
Затупление режущего инструмента в процессе обработки заго-
товки приводит к приращению размера обрабатываемого изделия
ве только вследствие раз-
мерного износа инстру-
мента, на что указывалось
ранее, но и в связи со
значительным возраста-
нием нормальной состав-
ляющей Ру силы реза-
ния. Как показали иссле-
дования, возникновение
на задней поверхности
инструмента площадки из-
носа U3 сопровождается
увеличением составля-
ющей Ру на величину ДРУ, пропорциональную ширине U,
щадки износа (рис. 3.3).
При обработке стали 20х 13 и алюминиевых сплавов приращение
нормальной составляющей силы резания в связи с износом резца
bPv = K„3Ua, (3.18)
где Киэ — коэффициент пропорциональности (табл. 3.1).
// КГС
981,0(100)
784,8 (80)
688,6(60)
392,4(40)
196.2(20)
6 0,1 0,2 0,8 0,4 0,5 0,6 0,7 0,8V3,MH
Рис. 3.3
Зависимость Р„ от ширины площадки
_ у V
задней поверхности резца при точении стали
иэноса
20x13
пло-
Таблица 3.1
Значения коэффициента пропорциональности /Сиэ
t, мм/об Значения Кнз при ф = 45®, у = 10®, а — 8®
при обработке стали с 170 НВ при обработке алюминиевых сплавов
при глубине >еэап>1я t, мм
0,2 0,6 1.0 1.5 2.0 0,2 0.6 1.0 1.5 2,0
0,06 2,0 4,5 9,0 14,0 18,0 1,2 1.5 1,7 2,0 2,0
0,09 2,5 5,0 12,0 15,0 24,0 1,7 2,0 2,2 3,0 3,5
0,12 3,0 7,0 15,0 23,0 30,0 2,1 3,0 3,5 5,0 6,0
0,2 4,0 10,0 22,0 32,0 45,0 3,0 4,0 5,0 8,0 9,0
0,3 6,0 15,0 30,0 44,0 59,0 4,0 4,5 7,0 8,5 10,0
0,38 7,0 18,0 36,0 53,0 75,0 4,5 5,0 9,0 11,0 12,5
При увеличении ширины площадки износа задней поверхности
резца до 0,7—0,8 мм составляющая Ру возрастает почти вдвое.
При изменении геометрии режущего инструмента в формулу (3.18)
вносят дополнительно поправочные коэффициенты (табл. 3.2) й
Она приобретает вид
^Ру = КмзК^Кгиа. (3.19)
79
Рост Рч вследствие затупления инструмента наиболее значителен
при удалении больших сечений стружки (особенно при большой глу-
бине резания) и минимален при снятии тонких стружек.
Данные табл. 3.2 показывают, что увеличение главного угла ф
в плане и уменьшение радиуса г закругления вершины резца способ-
ствуют уменьшению приращения нормальной составляющей силы
резания в связи с затуплением резца. В соответствии с формулой (3.2)
Таблица 3.2
Значения поправочных коэффициентов
Параметр и
коэффициент
Числовые значения
Главный
угол
в плане у0
Передний
угол, у0
Радиус
закругле-
ния
вершины
резца г, мм
Кг
45 60
1,0 0,72
5 10
1,2 1,0
0,5 0,75
0,95 0,98
70
0,49
15
0,85
1,0
80 90
0,26 0,15
20 25
0,7 0,56
1,25 1,5
1,0 1,03 1,08
увеличение &РУ вызывает
соответствующее возраста-
ние отжатия у и погреш-
ности обработки.
В связи с тем что затуп-
ление режущего инструмента
и расширение площадки из-
носа на его задней поверх-
ности происходит пропор-
ционально длине пути ре-
зания, нормальная состав-
ляющая Ру силы резания и
вызываемое ею отжатие у
увеличиваются от заготовки
к заготовке на одинаковую
величину, порождая допол-
нительную переменную си-
стематическую погрешность
обработки.
Колебания твердости обрабатываемого материала значительно
изменяют нормальную составляющую Pv, при обработке стали Ру
находится к квадратичной зависимости от твердости по Бринеллю.
Важно отметить, что приращение нормальной составляющей КРУ
при повышении твердости обрабатываемого материала в значитель-
ной степени зависит от номинального значения силы резания, а
следовательно, и от режимов резания. Например, при повышении
твердости обрабатываемого материала на 30 НВ приращение нормаль-
ной составляющей КРУ, Н (кгс), силы резания составляет при
точении в зависимости от подачи $ (мм/об), указанной следа:
0,06
0,12
0,20
19,6 (2)
68,5 (7)
88,0 (9)
Таким образом, при обработке заготовок различной твердости
для уменьшения колебаний силы резания, а следовательно, и непо-
стоянства отжатий в технологической системе, что, в конечном
счете, приводит к снижению погрешности обработки, чистовые про-
ходы инструментов должны проводиться со снятием минимального
сечения стружки.
Практически влияние твердости обрабатываемого материала
на точность обработки весьма велико, так как согласно проведенным
испытаниям рассеяние твердости материала иногда достигает 30—
80
40 % от среднего значения твердости. Например, твердость холодно-
тянутых прутков из стали 20*13 впределах одного прутка изменяется
на 5—20 НВ, причем неравномерность твердости наблюдается как
в продольном, так и в поперечном сечениях прутка. Колебания твер-
дости материала указанных прутков в пределах партии, поставлен-
ной одним заводом-поставщиком, достигают 94 НВ, а при общем из-
менении твердости прутков — впределах от 116 НВ до 210 НВ,
т. е. на 80 %.
Твердость отливок, изготовленных из алюминиевого сплава под
давлением, колеблется, в пределах одной плавки от 42 НВ до 67 НВ
(на 59 %), а при различных
плавках — от 42 НВ до 77 НВ
(т. е. на 83 %). Даже в преде-
лах одной отливки из сплава
АЛ2 твердость изменяется от
67 НВ до 77 НВ, т. е. на 15 %.
Из формулы (3.17) следует, что
колебания твердости обрабаты-
ваемого материала влияют на
приращение диаметра изделия.
При различной твердости
отдельных заготовок податли-
вость технологической системы
порождает рассеяние размеров
обработанных заготовок, а при
колебании твердости в преде-
лах одной заготовки вызывает
погрешности геометрической
Рнс. 3.4
Влияние погрешности формы исходной заго-
товки на погрешность формы обработанной
детали
формы деталей.
Колебания припуска на обработку заготовок, связанные с погреш-
ностью размеров исходной заготовки, при работе на настроенных
станках изменяют глубину t резания и приращение AD [см. формулу
(3.17)1, что приводит к рассеянию размеров детали.
Погрешности геометрической формы исходной заготовки (рис. 3.4)
обусловливают появление одноименных погрешностей формы обра-
ботанных заготовок. Погрешность Аисх. аар исходной заготовки оп-
ределяет приращение А/ глубины резания на отдельных участках
обрабатываемой поверхности, а следовательно, и приращение АРр
нормальной составляющей силы резания и дополнительное отжа-
тие At/ = bPy/j технологической системы в сечении наибольшего диа-
метра D„cx. заг исходной заготовки, которое вызывает соответ-
ствующее увеличение диаметра О0бр.заг обработанной заготовки.
Погрешность формы обработанной заготовки
Аобр. aar = DX ззг-DX
заг — 2Al/.
Таким образом, погрешность исходной заготовки копируется
на обработанной заготовке в виде одноименной погрешности меньшей
величины (овальности исходной заготовки соответствует овальность
81
обработанной заготовки, конусности — конусность, биению — бие-
ние и т. д.).
Отношение одноименных погрешностей исходной заготовки Аисх.эйг
и обработанной заготовки Добр. заг принято называть уточнением е,
которое определяется по формуле
® == Дисх. заг/А<>бр. заг1 (3.20)
Величина, обратная уточнению ky = Добр. заг/АИсх. ааг» носит
название коэффициента уменьшения погрешностей [10].
В общем случае на основании формулы (3.17) и соотношения
Аэаг = 2 (/П1ах — /т1п) можно написать
е _ Дисх. заг Отах — ^min) / (3 21)
Добр, заг
Приняв в частном случае значение показателя хр = 1, получим
следующее приближенное выражение уточнения:
е = 4ИСЯ~?аг =--------- (3.22)
Добр, заг СузУРНВП *
из которого следует, что уточнение прямо пропорционально жест-
кости технологической системы.
После первого хода инструмента Довр, ааг = ДИСх. ваг/е =
А , ДиСХ. Ъ&гСу8УРНВ
*—’ Днсх« эаг^у — j > после ВТОРОГО ХОДЗ Добр. заг
Дисх га- а «,2 Дисх. эаг (Cps РНВ )
= - - \ = Дисх. заг«у =--------Та-------» ПОСЛв 1-ГО ХОДЯ
е /
а _______ Дисх. эаг _д __Дисх. заг (cps РНВ )
^обр. заг-----т-— алисх. заг"-у----------J-------• \O-4O)
8‘ Г
Из формулы (3.23) следует, что после каждого хода резца погреш-
ность заготовки уменьшается обратно пропорционально уточнению
и жесткости технологической системы и прямо пропорционально
коэффициенту уменьшения погрешностей.
В связи с тем что в большинстве случаев при обработке загото-
вок 8> 1, а коэффициент уменьшения погрешности ky < 1, увели-
чение числа ходов инструмента значительно снижает погрешность
заготовки и повышает точность обработки.
Необходимо заметить, что расчет по формуле (3.23) дает правиль-
ные результаты только до определенного числа ходов, когда погреш-
ность Д/ заготовки больше погрешности, вносимой влиянием данной
технологической системы. Когда часть погрешности заготовки, пере-
носимая с предыдущих операций (ходов), становится ничтожно ма-
лой, общая погрешность обработанной заготовки оказывается рав-
ной погрешности обработки на данном станке, которая не может быть
снижена дальнейшим увеличением числа ходов инструмента.
В тех случаях, когда е < 1 (при малой жесткости технологической
системы), каждый новый ход не только не повышает точность обраба-
82
тываемой заготовки, но даже снижает ее. Примером этого может
служить обработка на токарных и шлифовальных станках длинных
и тонких валов.
На основании формул (3.8), (3.10) и (3.17) отжатие вала, установ-
ленного в центрах шлифовального или токарного станка, при нахож-
дении шлифовального круга или резца на расстоянии х от переднего
центра определяется по формуле
Узаг—CyS t НВ |Д t ) /п б + р /э б + ЗЕд + /cynJ*
(3-24)
Формула (3.24) дает значение смещения оси вала в любом его се-
чении, отстоящем на расстоянии х от переднего центра, при нахож-
дении обрабатывающего инструмента в том же сечении вала.
У1.
Рис. 3.5
Схема увеличения отжа-
тия упругой системы при
многопроходном шлифо-
вании с постоянной по-
дачей круга иа глубину
(В. С. Корсаков)
tycmt
tycmi
iycmz
У,,^Уиг^ис1тЛ1 ^SeHcmti
* |
ОейстВ 3
ут>уп>у
Формула (3.24) применима для случая шлифования вала при ус-
ловии замены 1//суп величиной 1//ш. б (где /ш. б — жесткость шлифо-
вальной бабки вместе с жесткостью шлифовального шпинделя) и
соответствующем подборе постоянных.
Из формулы (3.24) следует, что при обработке вала в центрах
жесткость технологической системы по длине обрабатываемой заго-
товки не остается неизменной; это вызывает соответствующие изме-
нения величины отжатия технологической системы, а следовательно,
и формы обработанной заготовки.
Даже при постоянном значении Ру (т. е. при постоянных Су, s, t
и НВ) отжатие заготовки изменяется по длине, достигая наиболь-
шего значения в середине заготовки, т. е.
у™* = chsVpHBn [4- (г~ + -г-) + + тЧ • <3-25>
L 4 \/п. б /э. б / 48Е/ /суп J '
При обработке длинного вала малого диаметра из твердого мате-
риала и при малой жесткости станка п инструмента уточнение мо-
жет оказаться меньше единицы (е < 1), а коэффициент уменьшения
погрешностей — больше единицы (ky > 1). В таком случае при
каждом новом ходе обточки (или шлифования) вала погрешность
формы заготовки, равная ее удвоенному прогибу (т. е. AD =
= 2</шах), не только не уменьшается, но даже возрастает [см. фор-
мулу (3.23)1.
На рис. 3.5 показано, что при постоянной подаче шлифовального
круга на глубину, т. е. при неизменной глубине шлифования, уста-
83
новленной по лимбу станка (/уст = const), фактическая глубина/факт2
шлифования для второго хода будет больше установленной по
лимбу станка на величину отжатия у' заготовки при первом ходе
(так как на величину этого отжатия увеличивается действительный
радиус после первого хода), т. е. /факт2 = /уст + У'
Увеличение /факт 2 > а соответственно и Ру при одновременном сни-
жении жесткости заготовки после каждого хода приводит к возра-
станию отжатия у" при втором ходе, т. е. у" > у'
Аналогично этому при третьем ходе /Лакт 3 = /факт2 + у" и
У'" > У"
Таким образом, при каждом новом ходе с одинаковой подачей
круга на глубину происходит нарастание отжатия заготовки (у"' >
> у" > у'), а следовательно, и погрешности формы заготовки.
При каждом ходе соответственно изменяется и толщина /действ
слоя металла, действительно снимаемого при каждом ходе. Очевидно,
ЧТО /действ! /действ 2 > /действ 3-
Профессор В. С. Корсаков в работе [10] показал, что для умень-
шения погрешности формы заготовки в этом случае необходимо
каждый новый ход производить с меньшей глубиной резания, уста-
новленной по лимбу, на величину, превосходящую прогиб заго-
товки после предыдущего хода, т. е.
/уст п = /уст п-1 (3.26)
где а — некоторая постоянная величина, зависящая от жесткости
технологической системы.
Повышение точности геометрической формы н размеров неустой-
чивых валов при их шлифовании с выхаживанием основано на посте-
пенном уменьшении фактической глубины резания при каждом
ходе в связи с уменьшением упругих отжатий технологической си-
стемы, что полностью соответствует формуле (3.26).
Погрешность формы обрабатываемой заготовки в ее поперечном
сечении зависит не только от фактической глубины резания в связи
с погрешностью исходной заготовки, но и от колебаний нормальной
составляющей Ру силы резания, обусловленных рядом причин.
Профессор Б. С. Балакшин в работе [1 ] указывает, что при обра-
ботке заготовки в центрах и передаче ей вращения с помощью одно-
стороннего хомутика (рис. 3.6, а) суммарное усилие, действующее
на заготовку и вызывающее отжатие ее вдоль резца (так называемая
эквивалентная сйла), в течение каждого оборота непрерывно изме-
няется, увеличиваясь или уменьшаясь на величину
др; = COS а 4- (3-27)
где ДРУ — приращение эквивалентной силы в сечении действия резца
в результате одностороннего приложения вращающего усилия; г —
радиус обрабатываемой заготовки; р — расстояние поводка от цен-
тра вращения заготовки; / — расстояние сечения крепления хому-
тика до левого торца заготовки; х — расстояние резца до левого
торца заготовки.
84
Изменение общей нормальной составляющей приводит к появле-
нию погрешностей геометрической формы обработанной заготовки
как в продольном, так и в поперечном сечении (рис. 3.6, б). При
этом поперечное сечение заготовки вместо окружности принимает
форму, близкую к кардиоиде, диаметры которой во всех направле-
ниях равны.
Дополнительные погрешности размеров и формы заготовок, свя-
занные с действием одностороннего хомутика, соизмеримы с другими
погрешностями обработки и, например, при Pz =* 780 Н (80 кгс),
г = 50 мм, р = 100 мм и жесткости переднего центра /п. „ =
= 30 000 кН/м (3000 кгс/мм) достигают AD = = 0,026 мм [11.
Рис. 3.6
Схема действия сил при примепеппп одностороннего хомутика (а) я форма
заготовки, обработанной в центрах с односторонним хомутиком (б) (Б. С. Ба-
лакшнн)
Производительность механической обработки находится в непо-
средственйой связи с жесткостью технологической системы.
Основное уравнение жесткости (3.1) может быть представлено
в виде формул:
и—у-p,—(328)
ИЛИ
y = toPu = G)CPitxPs'p. (3.29)
Поскольку отжатие упругой технологической системы численно
равно приращению размера обрабатываемой заготовки по сравне-
нию с установленным размером при настройке станка, т. е. погреш-
ности этого размера (при обработке валов AD = 2у), а произведе-
ние характеризует производительность обработки, можно сде-
лать вывод, что жесткость технологической системы определяет связь
между точностью и производительностью обработки.
В формулах (3.28) и (3.29) податливость о *= 1// выступает в ка-
честве коэффициента пропорциональности между производитель-
ностью и погрешностью обработки.
Профессор А. П. Соколовский показал, что при токарной обра-
ботке заготовок быстрорежущими резцами за один ход с заданной
85
Рис. а.7
Влияние жесткости технологической си-
стемы на колебание упругих отжатий
Ду, и Ду, (Б. С. Балакшин)
точностью (с заданным уточнением) продолжительность обработки
единицы поверхности, выраженная основным технологическим вре-
менем обработки, приблизительно обратно пропорциональна корню
квадратному из жесткости системы (У j). Другими словами, повысиь
жесткость системы в четыре раза, можно вдвое уменьшить машин-
ное время обработки. При обработке стали и чугуна твердосплавными
резцами влияние жесткости на производительность еще сильнее.
При чистовой обработке заготовок со снятием тонких стружек и по-
даче s = 0,14-0,2 мм/об продолжительность обработки примерно
обратно пропорциональна жесткости технологической системы.
Приведенные данные показывают, что одним из основных способов
повышения точности обработки является уменьшение упругих отжа-
тий технологической системы посред-
ством повышения ее жесткости.
Например, из графика, приведен-
ного на рис. 3.7 [1 ], следует, что при
обработке партии заготовок с исполь-
зованием технологической системы,
жесткость которой можно предста-
вить кривой 1, колебание Ру в пре-
делах ДРр вызывает изменение упру-
гих отжатий на At/P Эта величина и
определяет часть погрешности обра-
ботки, связанной с упругими отжа-
тиями системы. При обработке тех
же заготовок на технологической
системе с меньшей жесткостью, характеризуемой кривой 2, та-
кому же изменению Ру отвечает значительно большее поле изме-
нения упругих отжатий Дг/а, т. е. существенно большая по-
грешность обработки. Таким образом, переход от менее жесткой си-
стемы (кривая 2) к более жесткой (кривая 1) позволяет при одинако-
вых колебаниях Ру (т. е. при одинаковом колебании припуска или
твердости заготовок и т. п.) получить меньшую погрешность обра-
ботки.
Жесткость технологической системы может быть повышена ниже-
следующими методами.
1. Созданием жесткой конструкции и изменением размеров эле-
ментов технологической системы.
Жесткость станка в значительной степени определяется его
конструкцией, типоразмером и состоянием.
Крупные массивные новые станки, как правило, отличаются по-
вышенной жесткостью и обеспечивают высокую точность обработки.
Конструкция и состояние приспособлений и инструментов,
в свою очередь, оказывают большое влияние на жесткость техноло-
гической системы. Увеличение числа кулачков в зажимных патро-
нах; уменьшение вылетов и увеличение поперечных сечений оправок
и державок для крепления заготовки и инструмента; применение за-
жимных устройств, создающих их плотное соприкосновение с тех-
86
нологическими базами заготовок; повышение жесткости инструмента
(особенно сборного) посредством сокращения его вылетов, примене-
ния твердосплавных державок и борштанг, создания жестких и
точных опорных поверхностей под сменные пластинки инструмен-
тов; своевременный профилактический ремонт технологической ос-
настки, устраняющий возникающие зазоры в соединениях, умень-
шают податливость технологической системы.
Повышение жесткости закрепления обрабатываемой заготовки
путем увеличения размеров базовых поверхностей и мест закрепле-
ния заготовок, а также применение дополнительных опор и люнетов
повышают общую жесткость технологической системы.
2. Сокращением общего числа звеньев технологической системы.
Податливость технологической системы [см. формулу (3.5) ] опреде-
ляется суммой податливостей входящих в нее звеньев, поэтому умень-
шение числа звеньев снижает податливость и повышает жесткость
1см. формулу (3.6)1 системы. Сокращать следует не только число
звеньев технологической системы, но и количество отдельных эле-
ментов системы (промежуточных приспособлений и державок),
а также деталей станков и приспособлений. Уменьшение числа де-
талей достигается посредством замены нескольких мелких деталей
одной сложной и массивной деталью; созданием конструкций стан-
ков, у которых корпуса шпиндельных бабок отливаются вместе со
станиной, и другими способами.
3. Повышением качества механической обработки деталей (осо-
бенно поверхностей стыков). При соприкосновении отдельных по-
верхностей деталей во время сборки их контакт происходит не по
всей поверхности, а только по отдельным выступам, размеры которых
определяются шероховатостью и волнистостью поверхностей.
При увеличении внешней нагрузки происходят деформация со-
прикасающихся выступов и постепенное нарастание фактической
поверхности контакта. Величина сближения двух поверхностей сты-
ков при воздействии определенной внешней нагрузки характеризует
жесткость стыков. С уменьшением шероховатости и волнистости
поверхностей жесткость стыков возрастает.
Определяя в этом случае жесткость В, Н/мм3 (кгс/мм3), поверх-
ности стыка отношением удельного давления q к деформации (сбли-
жению) I/, мм, поверхности:
I = qly, (3.30)
К. В. Вотинов установил, что жесткость поверхностей чугунных
деталей при различных видах обработки изменяется в очень широ-
ких пределах.
Ниже приведены значения жесткости £, Н/мм3 (кгс/мм3), поверх-
ности стыка чугунных плоскостей при q = 0,984-1,67 МПа (0,014-
4-0,17 кгс/мма) для различных видов обработки.
Строгание 470 (48)
Шабрение:
нормальное 570 (58)
чистое............................ 745 (76)
87
до блеска 1330 (136)
Шлифование 1690 (172)
Притирка 1980 (202)
Жесткость поверхностей стыков зависит не только от их шерохо-
ватости и волнистости, но и от механических свойств материалов
соприкасающихся деталей и степени упрочнения (наклепа) металла
поверхностных слоев.
Для повышения жесткости стыков целесообразно применять
методы обработки пластическим деформированием (накатка роли-
ками и шариками), снижающие шероховатость и значительно увели-
чивающие микротвердость обработанных поверхностей.
4. Повышением качества сборки. Жесткость изделий значительно
меняется в зависимости от качества сборки, тщательности пригонки
сопрягаемых поверхностей, величины зазоров в соединениях и пред-
варительных натягов. Испытания показали, что жесткость четырех
одинаковых по конструкции шпинделей револьверных станков типа
136, различавшихся только величиной зазоров в отдельных соеди-
нениях, созданных при сборке, составила соответственно:
36 400 кН/м (3710 кге/мм), 20 600 кН/м (2100 кге/мм), 122 500 кН/м
(12 500 кге/мм) и 883 000 кН/м (90 000 кге/мм).
Для получения высокой жесткости машин при их сборке необхо-
димо создать определенные предварительные натяги. В неподвиж-
ных соединениях, поданным проф. Д. Н. Решетова, после приложе-
ния нагрузки натяг должен обеспечивать удельное давление не
ниже 1,47 МПа (15 кгс/см2), а в подвижных соединениях — от 0,1
до 0,2 МПа (от 1 до 2 кгс/см2).
5. Правильным режимом эксплуатации станков. Жесткость эле-
ментов технологической системы является переменной величиной,
зависящей от ряда факторов (рабочей температуры, количества и
состояния смазки, характера приложения нагрузки и др.), связан-
ных с условиями ее эксплуатации. Установлено [11, что средняя
жесткость шпиндельной бабки круглошлифовального станка, со-
ставляющая при нормальной температуре неработающего станка
15 100 кН/м (1540 кге/мм), через 30 мин разогрева на холостом
ходу достигает 22 400 кН/м (2280 кге/мм), т. е. возрастает на 44 %.
Для получения наивысшей точности обработки требуются совер-
шенно стабильные условия эксплуатации, при которых жесткость
технологической системы остается постоянной и достигает наиболь-
шей величины. С этой целью перед началом точной обработки произ-
водят предварительный прогрев всех элементов технологической си-
стемы на холостом ходу, обеспечивают непрерывную и равномерную
подачу смазки в трущиеся части, постоянство зажимных усилий всех
механизмов и узлов системы и др.
6. Систематическим надзором за оборудованием в процессе его
эксплуатации с периодической проверкой жесткости всех элементов
технологической системы. Жесткость технологической системы
(в частности станков) в процессе эксплуатаций уменьшается в ре-
зультате воздействия различных производственных причин, вызы-
вающих износ и разрегулировку элементов системы.
88
Приведенные ниже результаты обследования 150 одинаковых то-
карных станков с высотой центров 200 мм, работающих в механи-
ческих цехах, свидетельствуют о больших колебаниях их жесткости.
Жесткость
/, кН/ма
ДО 10 000 . .
10 000—20 000
20 000—30 000
30 000—40 000
40 000—50 000
Св. 50 000
Количество
станков, %
16
42
22
10
7
3
За счет шабрения трущихся поверхностей и поверхностей стыков,
регулировки соединений, устранения зазоров можно восстановить
потерянную жесткость станков.
Методы определения жесткости станков до настоящего времени
сохранили эмпирический характер, так как многообразие факторов,
влияющих на жесткость технологической системы, не позволяет
при современном уровне знаний установить ее расчетным путем.
Жесткость станка или отдельного узла обычно определяют при
их нагружении статическими силами с помощью специальных ди-
намометров; при этом индикаторными приборами измеряют отжатия
узлов станка. Нагружение производится силами, аналогичными
по своему направлению силам, действующим на данный узел при
эксплуатации станка, однако в расчет жесткости вводятся только
силы, нормальные к обрабатываемой поверхности.
При испытании дается ряд нагрузок, возрастающих от нуля до
максимума, и по ним строится зависимость у = f (Ру). Затем произво-
дят разгрузку и строят соответствующую разгрузочную кривую.
Жесткость, определенная при нагружении системы статическими
силами, дает возможность составить нормативы жесткости для стан-
ков разных типоразмеров и отдельных узлов; по этим нормативам
можно проводить контроль качества новых станков, а также стан-
ков и узлов, выпускаемых из ремонта. Однако данные по статической
жесткости недостаточно точны и дают при технологических расчетах
заниженные результаты погрешностей обработки. Это объясняется
тем, что при определении жесткости на неработающем станке не учи-
тываются толчки и вибрации, которые в действительности увеличи-
вают деформацию системы и снижают ее жесткость.
Более точные значения жесткости, пригодные для расчетов точ-
ности обработки, дает производственный метод. На испытуемом станке
производят обработку ступенчатой заготовки или заготовки, имеющей
биение при токарной обработке. На обрабатываемой поверхности
заготовки создается уступ (биение), принимаемый в расчетах за по-
грешность Дисх. заг-
После обработки заготовки за один ход на обработанной по-
верхности тоже возникает уступ (биение), копирующий в уменьшен-
ном виде погрешность исходной заготовки и представляющий собой
ПОГреШНОСТЬ Добр. Заг-
89
По величине уточнения е = Аисх. 30r/AoGp. заг подсчитывают жест-
кость станка в динамических условиях (т. е. при его работе) по фор-
муле
/ = ХС„50-75 3?г , (3.31)
1 v Добр, заг ' '
где X = Ру!Рг.
При использовании этого метода следует применять заготовки
и инструменты повышенной жесткости, исключающие влияние их
отжатия.
Жесткость станков, установленная в статических условиях,
обычно в 1,2—1,4 раза больше жесткости, определенной при работе
станка производственным методом. При малой жесткости токарных
станков соотношение между статической и динамической жесткостью
(динамический коэффициент) увеличивается и может достигнуть зна-
чения /от//дан < 2.
Простота и высокая точность производственного метода (особенно
если испытания проводят при рабочих режимах) объясняют его ши-
рокое распространение. Однако он не может полностью заменить
статический метод, полезный для контроля новых станков и отдель-
ных узлов при их изготовлении.
$ 3.2
ВЛИЯНИЕ ДИНАМИКИ ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ НА ПОГРЕШНОСТИ
ФОРМЫ И ВОЛНИСТОСТЬ ОБРАБОТАННОЙ ПОВЕРХНОСТИ
ПОНЯТИЕ О ЗАМКНУТОЙ ДИНАМИЧЕСКОЙ СИСТЕМЕ
При введении упругой технологической системы станок—приспособ-
ление—заготовка—инструмент в процессе обработки в состав ее
элементов включаются и участвующие в общем действии рабочие
процессы: резание и трение, а также процессы, протекающие в при-
водах, образуя в совокупности замкнутую динамическую систему
(проф. В. А. Кудинов). При этом замкнутость динамической системы
обусловливается взаимодействием упругой технологической системы
с протекающими при обработке рабочими процессами. Так» например,
изменение силы резания вызывает упругие перемещения инструмента
относительно заготовки, что в свою очередь приводит к изменению
толщины среза и новому изменению силы резания и т. д.
Важнейшими показателями качества динамической системы яв-
ляются: устойчивость системы в процессе обработки, т. е. необхо-
димая стойкость системы против самопроизвольного возникновения
незатухающих вибраций (автоколебаний) и подрывания инструмента;
статическая погрешность обработки из-за деформации системы;
влияние на точность обработки, шероховатость и волнистость об-
работанной поверхности вынужденных колебаний от различных ис-
точников возмущений; погрешности обработки и достаточно быстрое
затухание переходных процессов при изменении величины припуска,
врезании и выходе инструмента и т. п.
90
В общем случае замкнутая динамическая система является
многоконтурной (рис. 3.8, а), в которой рабочие процессы взаимо-
связаны друг с другом через упругую систему. При этом упругая
система в свою очередь оказывает заметное влияние на протекание
рабочих процессов. В конкретных условиях анализа бывает целе-
сообразно ограничиться изучением наиболее важных для данного
случая связей, приближенно рассматривая многоконтурную динами-
ческую систему как эквивалентную одноконтурную замкнутую си-
стему. При решении технологических задач, при анализе или расчете
режимов резания и точности обработки удобно перейти к системе,
состоящей из эквивалентной упругой системы (включающей в себя
упругую технологическую систему, процессы трения и привод)
и процесса резания (рис. 3.8, б).
Устойчивость динамической системы. В общем случае устойчи-
вой считается система, отклонение у которой от данного состояния
(равновесия или движения по заданному закону) в переходном про-
цессе, вызванном ограниченным по величине воздействием, со временем
не возрастает (в реальной системе — уменьшается). Если это откло-
нение возрастает, то система считается неустойчивой. Нелинейность
системы, т. е. изменение значений ее параметров с отклонением, при-
водит к тому, что отклонение не нарастает беспредельно и его увели-
чение прекращается по достижении некоторой величины.
При периодической неустойчивости устанавливаются колебания
с некоторой амплитудой, носящие название автоколебаний (при
резании и трении вибраций).
При апериодической неустойчивости происходит «подрывание»
инструментов. При этом виде неустойчивости возникаёт нарастающее
по времени за счет деформации в одном направлении отклонение
инструмента или заготовки. Инструмент все глубже врезается в ме-
талл, усилие резания нарастает, и в конце концов происходит по-
ломка инструмента нли заготовки.
Неустойчивость динамической системы чаще всего проявляется
при обработке заготовок, вращающихся с частотой вращения, близ-
кой к частоте собственных колебаний системы; при обработке тон-
костенных заготовок; при использовании длинного и тонкого
91
центрового инструмента (сверла, зенкеры, расточные оправки) в
условиях продольного изгиба.
Область устойчивости динамической системы определяется со
вокупностыо значений параметров (режимов резания, геометрии и
конструкции инструментов и технологической оснастки), при кото-
рых система заданной структуры является устойчивой. Эта область
графически может быть определена в пространстве с координатной
системой, по осям которой откладываются параметры. На рис. 3.9
показана область устойчивости при растачивании в параметрах:
глубина резания t и вылет I расточной оправки. Зона работы с пара
метрами t или I ниже разграничительной кривой определяет область
Ряс. 3.9
Область устойчивости при растачивании
Рис. 3.10
Затухающие волебаиия устойчивой системы,
вызванные врезанием резца
устойчивости системы, в пределах которой обработка протекает без
появления вибраций.
Степень устойчивости системы определяет ее способность рас-
сеивать энергию, вносимую внешним воздействием, и может быть
оценена по быстроте затухания отклонений в переходных процессах.
Чем больше степень устойчивости по данной частотной составляю-
щей, тем быстрее затухает переходный процесс, тем меньше отклоне-
ния в установившихся динамических процессах (например, ампли-
туда колебаний). На рис. 3.10 показаны затухающие’-мсолебания
устойчивой системы по нормали к поверхности резания, связанные
с переходным процессом при врезании резца. Продолжительность
затухания колебаний /аат характеризует степень устойчивости
данной системы.
ВИБРАЦИИ ДИНАМИЧЕСКОЙ СИСТЕМЫ
Изменения величины силы резания, имеющие место в процессе обра-
ботки; внешние толчки и сотрясения; дисбаланс вращающихся ча-
стей станка, приспособления, заготовки и инструмента и другие
причины вызывают появление колебаний элементов динамической
системы, сопровождающихся возникновением относительных пере*
мещений режущих инструментов по нормали к обрабатываемой по-
92
верхности, которые порождают погрешности геометрической формы и
волнистость обрабатываемых поверхностей.
Собственные (или свободные) колебания элементов упругой системы,
вызываемые внешними причинами (резкое изменение нагрузки, толчки,
удары и т. п.), в реальных системах являются затухающими коле-
баниями. В системах с малой диссипацией (рассеянием энергии)
ее влияние на частоту свободных колебаний незначительно и им
можно пренебречь, рассматривая свободные колебания как гармони-
ческие, характеризующиеся частотой f (т. е. числом колебаний в одну
секунду) или круговой частотой со, периодом колебаний Т (временем,
за которое совершается одно пол-
ное колебание) и амплитудой А
колебания (т. е. максимальным
отклонением колеблющейся массы
от ее среднего положения). При
этом для систем с одной степенью
свободы частота f (Гц) опреде-
ляется по формуле
f = 1/Т = со/(2 л). (3.32)
При выражении частоты чи-
слом колебаний п в минуту имеем
п = 60/ == 60со/(2л) = 9,55(о.
(3.33)
Собственная частота колеба-
Рис. 3.11
Кинематика гармонического колебании
ний системы представляет собой
ее важнейшую динамическую характеристику. При этом собственная
круговая частота (круговая частота свободных колебаний) опреде-
ляется выражением
со =
(3.34)
и для линейных систем не зависит от амплитуды колебаний, а пол-
ностью определяется характеристиками самой колеблющейся си-
стемы (жесткостью / и массой т).
В механике принято изображать гармоническое колебание про-
екцией кругового движения с угловой скоростью со точки М по ра-
диусу, равному амплитуде колебания А, на вертикальную ось у,
соответствующую пути колебательного движения (рис. 3.11,.а).
В этом случае путь# проекции конца радиуса от среднего положе-
ния до точки /С определяется выражением
у = A sin coL (3.35)
Первая производная этой формулы у' = соЛ cos со/ выражает
закон изменения скорости колебательного движения (3.11, б), а
вторая производная определяет величину ускорения у" —
в —со2Л sin ©/. После подстановки в последнее выражение значе-
93
ния у по формуле (3.35) закономерность изменения ускорения коле-
бательного движения приобретает вид
у" = — wzy, (3.36)
показывающий, что ускорение движения пропорционально отклоне-
нию колеблющегося тела от среднего положения и направлено в про-
тивоположную сторону (рис, 3,11, в). Под влиянием сопротивления
среды (силы трения, рассеяние энергии при демпфировании)
собственные колебания в реальных системах постепенно зату-
хают.
Когда на систему действуют внешняя периодическая возбуж-
дающая сила (прерывистое резание, дисбаланс вращающихся частей,
неравномерность снимаемого припуска); колебания, передаваемые
извне (от расположенных поблизости сильно вибрирующих машин);
колебания, вызываемые дефектами передач и приводов станков и
т. п., в системе развиваются вынужденные колебания.
Круговая частота вынужденных колебаний wB равна или кратна
частоте возмущающей силы (частоте внешнего воздействия), которая
может быть подсчитана заранее. Интенсивность вынужденных коле-
баний, выражаемая величиной их амплитуды Ав, зависит от соотно-
шения частот собственных и вынужденных колебаний. Когда частота
вынужденных колебаний <ов становится равной частоте собственных
колебаний <ос и <ов/<ос = 1, наступает резонанс, при котором ампли-
туда вынужденных колебаний Ав особенно велика. В реальных си-
стемах наибольшее значение амплитуды вынужденных колебаний
имеет место в случае, когда частота вынужденных колебаний близка,
но несколько меньше частоты собственных колебаний системы. Для
нормального протекания процесса механической обработки в систе-
мах с одной степенью свободы обычно соблюдается условие 0,7 >»
>» (ов/<ос > 1,3. Для того чтобы вывести систему из состояния, близ-
кого к резонансу, и для выполнения приведенного условия часто бы-
вает достаточно изменить частоту вращения обрабатываемой заго-
товки или инструмента (шпинделя расточного станка, фрезы).
Автоколебания. При механической обработке заготовок резанием
и при трении подвижных соединений большое значение имеет вознйк-
новение автоколебаний, не связанных с воздействием внецдеих перио-
дических сил.
В общем случае автоколебания—это незатухающие колебания
неконсервативной системы, установившаяся амплитуда и частота
которых определяются свойствами самой системы (неконсервативной
называется система, в которой при колебаниях происходит рассея-
ние энергии, обусловленное упругим несовершенством материалов
элементов или трением в неподвижных соединениях, т. е. так назы-
ваемым конструкционным демпфированием).
Автоколебания являются устойчивыми колебаниями с частотой,
определяемой свойствами колебательной системы, близкой к одной
из частот собственных колебаний упругой технологической системы.
Автоколебания системы начинаются одновременно с началом процесса
резания и прекращаются после отвода инструмента. Это свидетель-
94
Вершины резца
Рис. Э.1В
Колебания динамической системы при
точении (И. С. Амосов)
ствует о том> что причиной возникновения автоколебаний является
сам процесс резания.
Таким образом, при автоколебательном процессе переменная
сила, поддерживающая колебательное движение, создается и управ-
ляется самим движением и при его прекращении исчезает. При на-
личии колебаний в автоколебательных системах неколебательный ис-
точник энергии производит переменное действие, поддерживающее
стационарный колебательный процесс. При этом переменное воздей-
ствие обеспечивает приток энергии, покрывающий ее потери при ко-
лебаниях. Первоначальное зарожде-
ние колебаний в реальных системах
связано с наличием у них боль-
шого числа степеней свободы и пе-
ременной жесткости элементов систем
в различных направлениях осей ко-
ординат. В устойчивых системах ко-
лебания, вызванные случайными
причинами, быстро затухают, в то
время как в автоколебательных си-
стемах они (как указывалось выше)
поддерживаются самим колебатель-
ным движением.
В своих работах И. С. Амосов по-
казал, что в процессе возникновения
колебаний при точении центр обра-
батываемого вала и вершина резца
совершают движения по кривым,
близким к эллипсам, наибольшие
оси которых развернуты друг отно-
сительно друга (в соответствии
с различием направлений главных
задней бабок и суппорта токарного станка). Совпадающие по вре-
мени положения вершины резца и центра обрабатываемого вала
и соответствующие им значения мгновенных сил резания на рис. 3.12
отмечены одинаковыми номерами.
При последовательном движении вала и вершины резца от точек 1
до точек 5 расстояние между ними увеличивается, что приводит
к уменьшению истинной толщины среза и соответствующему умень-
шению мгновенной силы резания (пунктирная линия на рис. 3.12).
При положениях центра вала и вершины резца в точках 5 силы ре-
зания становятся меньше сил упругости, поэтому вал и резец начи-
нают сближаться, проходя через точки 6—8. В результате этого
толщина среза увеличивается и силы резания вновь возрастают.
В дальнейшем цикл повторяется. Периодические приращения сил
резания можно рассматривать, как периодические внутренние силы,
которые могут поддерживать и усиливать колебательное дви-
жение.
Когда скорость резания больше скорости колебаний, что обычно
имеет место при низкочастотных вибрациях, возникающих в динами-
95
осей жесткости передней и
ческих системах при обработке резанием, движение вершины резца
описывается уравнениями:
у =; Ау sin tot (3.37)
и
г = Аг sin (tot — qp), (3.38)
где Ay, Az — амплитуды перемещений вершины резца по соответ-
ствующим осям координат; со — частота колебаний; tp — сдвиг фаз
колебаний по разным осям.
В общем случае траектория движения вершины резца прибли-
жается к эллипсу, однако при разных значениях сдвига фаз ср она
может приобрести различный вид (рис. 3.13).
Рис. 3.13
Изменение траектории движения вершины резца при различном сдайте фаз ф
При движении резца по направлению действия силы резанию она
оказывается больше, чем при его движении навстречу действию силы
резания. Неоднозначность изменения силы резания по перемещению
является непременным условием существования автоколебаний.
Изменения силы резания подталкивают систему в такт колебаний,
что приводит к нарастанию их амплитуды до величины, соответ-
ствующей ограничениям энергетическими соотношениями.
Во всяком колебательном процессе участвуют силы сопротивле-
ния (силы трения, особенно в стыках деталей системы, и внутреннее
сопротивление, связанное с рассеянием энергии), поглощающие за
каждый цикл определенное количество энергии. Если эти затраты
энергии не восполняются, то колебания затухают (как это и проис-
ходит с собственными колебаниями, вызванными внешним источни-
ком). Автоколебания поддерживаются за счет разности работы реза-
ния, совершаемой резцом при его врезании и отталкивании.
При обтачивании буртика шириной В врезанием резца
(рис. 3.14, а) в условиях свободного резания (ширина резца больше
ширины обтачиваемого буртика) при отсутствии вибраций нормаль-
ное усилие резания Ри определяется выражением
py = CpyBsq, (3.39)
где Ру — нормальная составляющая усилия спокойного резания
(без вибраций); Сру — коэффициент, зависящий от обрабатывае-
мого материала и геометрии резца; В — ширина обтачиваемого
буртика; s — подача, мм/об, принимаемая в данном случае равной
толщине среза; q — показатель степени, который приближенно ра-
вен 0,75.
96
При возникновении колебаний толщина среза изменяется и его
мгновенное значение определяется выражением s—у, где s — номи-
нальная подача, г у — радиальное отклонение взаимного располо-
жения резца и обрабатываемой заготовки от положения равновесия
при обработке без вибраций. При обработке без вибраций достигается
равновесие силы резания и сил упругости и значение у принимается
равным нулю. При колебаниях в момент врезания резца значение у
при расчетах принимается отрицательным, а при отталкивании —
положительным. В связи с этим при наличии вибраций усилие ре-
Рис. 3.14
Изменение радиальной составляющей силы резания Р при наличии колеба-
ний динамической системы (в) при обтачивании узкого буртика широким рез-
цом (а) (А. П. Соколовский)
зания становится переменным и его мгновенное значение оп-
ределяется из выражения
Р-«~ = СРВ(з-уГ = СРуВ^^—Ly = p,(l (3.40)
Для малых колебаний, когда отношение у Is мало и в процессе
колебаний резец не выходит из металла, можно приближенно при-
нять:
РГ = Л,-"Л (3-41)
где величина г = qPvls может рассматриваться в качестве постоян-
ного коэффициента.
Формула (3.41) показывает закономерность изменения радиаль-
ной составляющей Р^ин усилия резания при наличии колебаний ди-
намической системы в зависимости от величины сближения или
отдаления у взаимного расположения резца и обрабатываемой
заготовки по сравнению с состоянием равновесия, характерного
для резания без вибраций (пунктирная линия на рис. 3.14, б).
Здесь ордината Pv соответствует значению усилия резания в усло-
виях равновесия, т. е. без вибраций, определяемого формулой (3.39).
Формула (3.41) была бы справедлива в случае ее однозначности,
т. е. если бы каждому значению у соответствовало бы вполне опреде-
ленное значение Р”ин. Однако в этом случае сила Р”ин не могла бы
поддерживать колебательный процесс, так как ее работа за полный
цикл колебания (врезание и отталкивание резца) была бы равна нулю
97
и под влиянием сил сопротивления колебания превратились бы в за-
туающие. В действительности (как показали экспериментальные
исследования) в условиях колебательного процесса при снятии оди-
наковой толщины среза сила резания при врезании резца меньше,
чем при его отталкивании. Это связано со следующими причинами:
1. При врезании резец в процессе углубления в металл встре-
чает свежие, слабо деформированные и ненаклепанные слои; при
движении отталкивания резец снимает слои повышенной твердости,
что ведет к повышению усилия резания.
2. В процессе колебаний (как указывалось выше) толщина среза
все время изменяется. При врезании происходит переход от меньших
толщин среза к большим, а при отталкивании, наоборот, от боль-
ших к меньшим. Изменение картины пластической деформации про-
исходит не мгновенно, ас определенным опозданием. В связи с этим
в каждый момент пластическая деформация при врезании соответ-
ствует некоторой меньшей, а при отталкивании — большей толщине
среза, чем та, которая фактически существует. В соответствии с этим
усилие резания при отталкивании оказывается больше, а при вре-
зании меньше, чем усилие резания при работе без вибраций со сня-
тием той же толщины среза.
3. Скорость врезания увеличивает, а скорость отталкивания
уменьшает относительную скорость скольжения стружки по перед-
ней поверхности инструмента, в результате чего сила трения и,
следовательно, усилие резания при врезании меньше, чем при от-
талкивания (так как при повышении скорости скольжения коэффи-
циент трения уменьшается).
Влияние запаздывания протекания пластической деформации
(пункт 2) и изменения скорости скольжения (пункт 3) проявляется
особенно сильно при значительной величине скорости колебаний у',
а точнее — при увеличении отношения у'/и скорости колебаний у'
к номинальной скорости резания и. Отношение y'lv оказывает не-
посредственное влияние на величину мгновенной силы резания.
Все это приводит к изменению значения динамической силы реза-
ния Р*ии (т. е. нормальной составляющей силы резания при нали-
чии колебаний) на некоторую величину ДР^.
При этом при врезании резца АРи < 0, а при отталкивании
ДРВ >0 (рис. 3.14, б). В результате этого <|юрмула (3.41) приобре-
тает вид
РГм = РУ-гу + ^Р„. (3.42)
Влияние дополнительного члена формулы (3.42) &Ри, зависящего
от отношения y'/v, предопределяет различную величину мнговенной
силы и работы резания при врезании и при отталкивании резца.
При этом разность работы резания при врезании и при отталкива-
нии резца выражается площадью, ограниченной кривой изменения
силы резания в пределах цикла колебания (рис. 3.12, б). Эта ра-
бота затрачивается на поддержание колебании, возникающих в ди-
намической системе в процессе резания; при внедрении резца в не-
наклепанный «чистый» металл, не подвергавшийся предшествующей
98
обработке при свободном точении врезанием; при нарезании резьбы
за один ход резца; при врезании шлифовального круга и т. п.
При повторных ходах режущего инструмента по обрабатываемой
поверхности, имеющей волны, возникшие при предшествующей обра-
ботке с вибрациями (поперечная подача врезанием резца или шлифо-
вального круга в волнистую поверхность изделия или точение с про-
дольной подачей, когда на поверхности резания сохраняются подоб-
ные волны), т. е. в случаях, характерных тем, что обрабатывающий
инструмент вдет по волнистому «следу» предшествующего инстру-
мента, толщина срезаемого слоя непрерывно изменяется; это обстоя-
тельство вызывает соответствующие изменения усилия резания, что
в свою очередь увеличивает и поддерживает вибрации, возникшие
в динамической системе. Таким образом, вибрации, возникающие
в динамической системе при резании, обусловливаются не только
«чистым» автоколебательным процессом, но в их возбуждении уча-
ствует одновременно и внешняя возбуждающая сила, порождающая
вынужденные колебания (в первую очередь при обработке «по следу»).
Частота колебаний. Колебательный процесс в динамической си-
стеме в первую очередь характеризуется круговой частотой to и
амплитудой А колебаний. При автоколебаниях системы с одной
степенью свободы частота колебаний определяется выражениями:
круговая частота
« = /(/ + г)/т', (3.43)
частота в герцах
<з-44>
где
r = q—=qCp -г^- = 0,75Ср -Л-. (3.45)
Т s п у s>— f у j0.25 ' •
Формулы (3.44) и (3.45) показывают, что частота колебаний f
возрастает с увеличением ширины среза В и жесткости технологи-
ческой системы /, уменьшается при увеличении массы т и толщины
среза s, а также зависит от геометрии инструмента и свойств обраба-
тываемого материала, учитываемых коэффициентом Сру. При этом
зависимость частоты от толщины среза проявляется довольно слабо.
При обработке резанием различают низкочастотные вибрации
(порядка десятков и сотен колебаний в секунду), когда вибрирует
весь станок и на обработанной поверхности образуются глубокие
волны, и высокочастотные вибрации, достигающие 1500—4000 коле-
баний в секунду, обычно связанные с колебаниями инструментов.
Вибрации высокой частоты чаще всего возникают при больших
скоростях резания (свыше 150 м/мин) при работе резцами с большим
вылетом и значительным износом по задней поверхности и в случаях
недостаточно жесткого их закрепления в резцедержателях.
Амплитуда колебаний. В технологической системе амплитуда ко-
лебаний, возникающих в процессе обработки резанием и определяю-
99
щих интенсивность вибраций, устанавливается в зависимости от
динамической характеристики системы, свойств обрабатываемого
материала и условий резания. При этом в зоне сравнительно низких
скоростей резания с увеличением скорости до некоторого значения,
зависящего от характеристики системы и от ширины среза, ампли-
туда колебаний быстро возрастает (рис. 3.15, а), а при дальнейшем
0,04 0,06 0,08 S,MM/ofr
повышении скорости снижается (рис. 3.15, б). Некоторое увеличение
амплитуды на самых больших скоростях резания (400—450 м) объ-
ясняется недостаточной балансировкой станка и появлением допол-
нительных вынужденных колебаний. Увеличение частоты со = 2nf
и повышение жесткости / уменьшают амплитуду А. Увеличение сил
сопротивления колебаниям также уменьшает амплитуду и в неко-
торых случаях делает их появление невозможным. Увеличение
ширины среза В (что при продольном обтачивании и растачивании
равноценно увеличению глубины резания 0 увеличивает ампли-
туду колебаний (рис. 3.15, а). Увеличение толщины среза (при
продольном обтачивании — увеличение подачи s, мм/мин) приводит
100
к уменьшению амплитуды (рис. 3.15, в), поэтому при снятии толстых
стружек процесс резания протекает спокойнее, чем при снятии тон-
ких. Заметное влияние на амплитуду колебаний оказывают свойства
обрабатываемого материала и геометрии режущего инструмента.
Так, при уменьшении углов в плане <р и <рх и при увеличении радиуса г
закругления вершины резца, вызывающих увеличение ширины
Рис. 8.16
Влияние геометрии инструмента на амплитуду колебаний при растачивании:
/ — сталь 40Х. о =• 160 м/мин; 3 — сталь 20X, о = 300 м/мии; 3 — чугун
СЧ 12, о = 100 м/мии
среза В и рост нормальной составляющей усилия резания Pv, ампли-
туда А колебаний увеличивается (рис. 3.16, а—в). Увеличение отри-
цательных передних углов при тонком растачивании стали и чугуна
приводит к росту усилий резания и амплитуды колебаний, однако
увеличение положительных передних углов, ослабляющее режу-
щее лезвие и облегчающее врезание резца в заготовку при вибра-
циях и увеличивающее разность сил врезания и отталкивания, при-
водит при обработке стали к увеличению амплитуды (рис. 3.16, а).
При обработке чугуна, обладающего более высокой демпфирующей
способностью, амплитуда колебаний (при прочих равных условиях)
меньше, чем при обработке стали (рис. 3.16).
ВЛИЯНИЕ ВИБРАЦИЙ ДИНАМИЧЕСКОЙ СИСТЕМЫ
НА ТОЧНОСТЬ И ПРОИЗВОДИТЕЛЬНОСТЬ МЕХАНИЧЕСКОЙ
ОБРАБОТКИ
Вибрации технологической системы, возникающие при обработке
заготовок, оказывают большое влияние на точность обработки и
стойкость режущего инструмента. При появлении колебаний ре-
жущего инструмента относительно обрабатываемой поверхности
его стойкость снижается пропорционально квадрату амплитуды и
на заготовке возникают погрешности формы поперечного сечения
(овальность, огранка), образуется волнистость и увеличивается шеро-
ховатость обработанной поверхности. При образовании волнистости,
непосредствено связанном с вибрациями динамической системы и
с увеличением колебаний, а также с возникновением дисбаланса
101
вращающихся элементов системы, высота волн Ц7г(рис. 3.17 а, б) и
шероховатость обработанной поверхности увеличиваются рис. 3.18).
Возникшие вибрации по достижении определенных величин ам-
плитуд дополнительно усиливаются в связи с нестабильностью сил
Рис. 3.17
Зависимость высоты волнистости обработанной поверхности от частоты и амплитуды
колебаний (л) и от дисбаланса шлифовального кругв при плостком шлифовании (б):
1 ~ *’эаг = 2 Ч/мии; 2 — озаг = Б м/мин; 3 — оазг = 10 м/мнн; 4 — изаг = 15 м/мин
резания при врезании и отталкивании режущего инструмента, а
также в результате изменения истинных углов резания при относи-
тельных колебаниях элементов системы, что приводит к изменениям
силы резания и вызываемых ею перемещений. При малой жесткости
технологической системы указанные источники могут не только уси-
ливать возникшие колебания, но и сами могут стать причиной их
возникновения.
Рис. зла
Влияние амплитуды колебаний шлифо-
вального кругв на шероховатость обра-
ботанной поверхности при круглом дово-
дочном шлифовании
В связи с вредным воздействием вибраций динамической системы
на точность и производительность обработки и стойкость режущего
инструмента при проектировании технологических процессов и тех-
нологической оснастки ставится задача полного устранения опас-
ности возникновения колебаний или сведения их к допустимому
минимальному уровню посредством повышения устойчивости дина-
мической системы. Наиболее действенным средством борьбы с вибра-
циями и повышения виброустойчивости динамической системы яв-
ляется увеличение жесткости, всех элементов упругой системы, при-
водящее к повышению точности обработки и стойкости режущего
102
инструмента (рис. 3.19). Это достигается повышением жесткости
и точности металлорежущего станка и его элементов (увеличением
общей жесткости конструкции, жесткости задней бабки и суппорта,
устранением излишних зазоров в подвижных соединениях, особенно
в переднем подшипнике шпинделя, устранением овальности шеек
шпинделя, обеспечением плотности стыков в неподвижных соедине
пиях и т. п.), а также жесткости приспособлений и крепления в них
обрабатываемых заготовок, применением люнетов и повышением
жесткости конструкции режущего инструмента и его крепления на
станке. При изменении жесткости в широких пределах возможны
случаи, когда увеличение жесткости, повышая устойчивость по от-
ношению к низкочастотной форме
возмущенного движения, приводит
к появлению неустойчивости высоко-
частотной формы. Например, умень-
шение вылета расточной оправки
малого диаметра устраняет низко-
частотные вибрации с частотой из-
гибных колебаний. Однако при
этом облегчается возникновение вы-
сокочастотных вибраций с частотой
крутильных колебаний. Дальней-
шее уменьшение вылета приводит
к устранению и высокочастотных ко-
Рис. 3.19
Влияние жесткости технологической си-
стемы ил период стойкости круга Г,
шероховатость и волнистость W-
шлифоввиной поверхности
лебаний.
Важным средством предотвраще-
ния вибраций является правиль-
ное назначение геометрии режущего
инструмента (увеличение углов
в плане до 45°, создание виброгасящих фасок и лунок) и (в некоторых
случаях) работа перевернутыми резцами, а также установка попарно
нескольких инструментов, взаимно уравновешивающих колебания
сил резания и т. п. Очень важным средством предотвращения появ-
ления вибраций является назначение режимов резания в пределах
запаса устойчивости упругой системы по скорости (с целью обеспе-
чения скорости скольжения стружки вне зоны падающей характе-
ристики трения в зависимости от скорости), по подаче, глубине ре-
зания и ширине среза. В частности, при обдирочном и получистовом
точении увеличение подачи обычно способствует устранению низко-
частотных вибраций.
Увеличение глубины резания (как правило) вызывает появление
и усиление вибраций.
Подбор оптимальных смазочно-охлаждающих жидкостей, умень-
шающих трение в зоне резания, а также трение стружки и передней
поверхности инструмента, существенно снижающих уровень усилий
резания, в свою очередь может значительно уменьшить интенсивность
колебаний динамической системы.
При обработке неустойчивых заготовок и при использовании длин-
ных расточных борштанг малой жесткости и резцов с большим выле-
103
том часто применяются разнообразные гасители колебаний (гидравли-
ческие, механические, динамические одно- и многомассовые вибро-
гасители ударного действия и т. п.), поглощающие энергию коле-
бательного движения и снижающее интенсивность вибраций.
$ 3.3
ПОГРЕШНОСТИ
МНОГОИНСТРУМЕНТАЛЬНОЙ И МНОГОШПИНДЕЛЬНОЙ
ОБРАБОТНИ
Одним из важных направлений совершенствования современного
машиностроения является концентрация технологических операций
посредством применения многоинструментной и многошпиндельной
обработки, существенно повышающей производительность и эко-
Рис. 3.20
Воэввкновение погрешностей формы н разме-
ров при мвогорезцовой обработке (В. С. Кор-
саков)
комичность производства.
В связи с сокращением числа
установов и исключением со-
ответствующих погрешно-
стей установки погрешность
взаимного расположения об-
рабатываемых поверхностей
(как правило) снижается,
однако в этом случае могут
возникнуть некоторые специ-
фические погрешности, свя-
занные с упругими дефор-
мациями и динамикой техно-
логической системы, снижа-
ющие точность размеров и
формы обрабатываемых по-
верхностей.
Так, например, при мно-
горезцовой обработке сту-
пенчатого вала с одновремен-
ным началом и одновремен-
ным окончанием работы всех
резцов наладки (рис. 3.20, а)
упругие отжатия передней
(уа. б) и задней (у3, б) бабок
станка под действием рав-
нодействующей Ry нормаль-
ных составляющих усилий резания Ру от каждого резца вызы-
вают смещение и поворот оси обрабатываемой заготовки на
угол а (рис. 3.20, б), что приводит к появлению погрешности диаметра
и формы каждой обрабатываемой шейки (рис. 3.20, в). При этом по-
грешности диаметров и формы обработанного вала уменьшаются на
его левой стороне. Расчет численных значений этих погрешностей
производится на основе определений отжатий передней и задней ба-
104
бок станка (по приведенным выше формулам) и линейных размеров
обрабатываемого ступенчатого вала.
При многорезцовой обработке ступенчатых отверстий на алмазно-
расточных станках вибрации одновременно работающих резцов
Рис. 3.21
Влияние многорезцовой об-
работки на точность расто-
ченных отверстий в стали 45:
а—многорезцовая борштанга
для растачивания тр&ЕС.ту-
пенчатого отверстия с v =
= 180 м/мнн; s =0,06 мм/об;
t = 0,1 мм; б—некруглость;
в—шероховатость;
/ — работает резец 3; II —
одновременно работают рез-
цы 3 и 2; III — одновре-
менно работают резцы 3 н
1; IV — одновременно ра-
ботают резцы 3, 2, 1
взаимодействуют друг с другом, увеличивая общую погрешность и
шероховатость обработки. При этом величина погрешностей изме-
няется в зависимости от количе-
ства и взаимного расположения
одновременно работающих резцов
(рис. 3.21).
При многошпиндельной обра-
ботке шероховатость, некруглость
и нецилиндричность отверстий, рас-
тачиваемых на алмазно-расточных
станках, возрастают с увеличением
числа одновременно работающих
шпинделей (рис. 3.22). В этом случае
при существующей конструкции при-
вода главного движения алмазно-
расточных станков каждый шпин-
дель, дополнительно вступающий
в работу, снижает точность раста-
чивания в среднем на 10—15%.
Приведенные примеры показы-
Рис. 3.22
Влияние количества одновременно ра-
ботающих шпинделей ив погрешность
по цнлнндрнчностн (а) и шерохова-
тость (б) растачиваемых отверстий;
1 — сталь 45; II — чугун СЧ 21;
III — алюминиевый сплав АЛ-9
1 2 J
Количество
шпинделей
вают, что при организации вы-
сокопроизводительной многоинструментальной и многошпиндель-
ной обработки необходимо учитывать возможность возникновения
дополнительных погрешностей, специфических для конкретных ус-
ловий проведения подобных операций, которые связаны с динами-
кой технологической системы и ее жесткостью.
Глава 4
ОБЕСПЕЧЕНИЕ
ТОЧНОСТИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Теоретические расчеты и экспериментальные исследования систе-
матических и случайных погрешностей обработки и большой факти-
ческий материал по точности различных методов обработки, накоп-
ленный за последние годы, дают возможность предварительно рас-
считать ожидаемую точность и вероятное количество брака при раз-
ных вариантах технологических процессов, решить задачу управления
точностью проектируемых технологических процессов и снизить воз-
никающие при обработке погрешности до уровня, предписанного
требованиями чертежей.
Задача управления точностью обработки и снижения ее погреш-
ностей решается по нескольким направлениям:
1) точностные расчеты и осуществление первоначальной на-
стройки станков, обеспечивающие минимальные систематические
погрешности, которые связаны с настройкой, а также реализация
наибольшего периода работы станков без поднастройки;
2) расчеты режимов резания с учетом фактической жесткости
технологической системы, при которых обеспечивается требуемое
уточнение заготовок в процессе их обработки;
3) точное управление (ручное и автоматическое) процессом обра-
ботки и своевременная точная поднастройка станков.
МЕТОДЫ НАСТРОЙКИ СТАНКОВ И РАСЧЕТЫ НАСТРОЕЧНЫХ РАЗМЕРОВ,
ПОГРЕШНОСТЕЙ НАСТРОЙКИ И РЕЖИМОВ РЕЗАНИЯ
Для осуществления технологической операции необходимо произ-
вести предварительную наладку (настройку) станка. Наладкой
(настройкой) называется процесс подготовки технологического обо-
рудования и технологической оснастки к выполнению определенной
технологической операции.
В условиях единичного и мелкосерийного производства, когда
требуемая точность изделия достигается методом пробных ходов
и примеров, задачами настройки являются:
1) установка приспособления и режущих инструментов в поло-
жения, обеспечивающие наивыгоднейшие условия резания (теоре-
тически правильные статические и динамические углы резания),
хорошие условия стружкообразования, высокую производитель-
ность обработки, стойкость режущего инструмента и требуемое ка-
чество обрабатываемой поверхности;
2) установка режимов работы станка.
При крупносерийном и массовом типах производства, когда тре-
буемая точность достигается методом автоматического получения
106
размеров на настроенных станках, к указанным двум задачам на-
стройки добавляется третья — обеспечение точности взаимного рас-
положения режущих инструментов, приспособления, кулачков, упо-
ров, копиров и других устройств, определяющих величину и траек-
торию перемещения инструментов относительно обрабатываемого
изделия.
Третья задача, решение которой в значительной степени опреде-
ляет точность обработки, является наиболее сложной и ответствен-
ной, требующей проведения специальных расчетов.
В настоящее время применяются следующие методы настройки
станков: статическая настройка; настройка по пробным заготовкам
с помощью рабочего калибра и настройка с помощью универсаль-
ного мерительного инструмента по пробным заготовкам.
СТАТИЧЕСКАЯ НАСТРОЙКА
Метод статической настройки заключается в установке режущих
инструментов по различным калибрам и эталонам на неподвижном
станке.
Для сокращения времени настройки установка инструмента
производится по детали-эталону или специальному калибру, которые
располагаются на станке на месте обрабатываемой заготовки. Ин-
струмент доводится до соприкосновения с поверхностью калибра
и закрепляется. Одновременно устанавливаются соответствующие
упоры. При настройке станка для обработки плоскостных заготовок
с точными размерами в качестве установочного калибра часто исполь-
зуется набор мерных плиток. В ряде случаев для установки инстру-
ментов применяются специальные установочные приспособления
с индикаторными устройствами.
При статической настройке станка в связи с деформациями в уп-
ругой технологической системе, зависящими от действия сил резания,
температурного режима системы и других факторов, размер обрабо-
танного изделия оказывается больше (для охватываемых поверхно-
стей) или меньше (для охватывающих поверхностей) требуемого.
Для компенсации изменения фактических размеров обрабатывае-
мых заготовок установочные калибры или эталонные детали при
статической настройке изготовляются с отступлением от чертежа
заготовки на величину некоторой поправки ЛПОПр- В этом случае
расчетный настроечный размер ££,сч установочного калибра опре-
деляется по формуле
ЛГч = иагТ Лпопр. (4.1)
Здесь £«аг — размер заготовки, который должен быть фактически
получен после обработки, когда настройка станка ведется посередине
поля допуска заготовки, £„*г = (Lmln + ЬщаХ)/2 (L^ и —
соответственно наименьший и наибольший предельные размеры за-
готовок по чертежу); Лпопр — поправка, учитывающая деформацию
107
в упругой технологической системе и шероховатость поверхности
эталонной детали, по которой производится настройка,
Дпопр = Д1 + Дй + Дз» (4.2)
где Д1( Д2, Д8 — составляющие поправки, учитывающие соответ-
ственно действи есил резания, шероховатость обрабатываемых заго-
товок и величину зазора в подшипниках шпинделя.
Величина поправки почти всегда положительна, за исключением
тех редких случаев, когда при дополнительном нагружении лезвие
инструмента не отжимается, а врезается в металл. В формуле (4.1)
знак минус принимается для случая обработки вала, а знак плюс —
для отверстия.
При односторонней обработке имеем
Дх = Py/j. (4.3)
При двусторонней обработке (обработке цилиндрических поверх-
ностей) значение Д1( найденное по формуле (4.3), следует удвоить.
В связи с тем что установка резца по калибру осуществляется со-
прикосновением его вершины с точной поверхностью калибра и при
обработке заготовки положение вершины резца определяет положение
впадин неровностей, а измерение заготовки производится по выступам
неровностей, измеренный размер оказывается больше размера ка-
либра на величину
Да = Rz, (4.4)
где Rz — высота неровностей, мкм.
При двусторонней обработке значение Rz также удваивается.
При односторонней обработке поправка Д8 равна половине диаме-
трального зазора (принимается, что шпиндель, нагружаемый уси-
лием резания, смещается в горизонтальном направлении от рабо-
чего на половину диаметрального зазора) и зависит от типа и марки
станка. При двусторонней обработке эта величина удваивается. Для
токарных станков обычной точности Д3 = 0,04 мм, для токарных
станков повышенной точности Д3 = 0,02 мм.
При статической настройке токарных станков нормальной точ-
ности для обработки заготовок с шероховатостью Rz ="10,0 мкм
поправка ДП0Пр в среднем составляет 0,106 мм, а при настройке стан-
ков повышенной точности и обработке заготовок с Rz = 6,3 мкм
Ддопр = 0,042 мм. Как показал опыт, погрешность определения са-
мой поправки достигает 50 % ее значения. Вследствие этого, а также
в связи с дополнительными погрешностями статической настройки
(погрешность установки детали-эталона, погрешность установки
резца по эталону и др.) она обычно не создает условий для получе-
ния точности заготовок выше 8—9-го квалитетов. Это приводит к
необходимости дополнять статическую настройку динамической на-
стройкой, проводя добавочное регулирование положения инстру-
ментов и упоров при обработке первых заготовок партии.
Вместе с тем значительное сокращение продолжительности на-
стройки станков при установке инструментов по эталонам, особенно
108
при многорезцовой обработке, предопределяет широкое распростра-
нение этого метода при крупносерийном и массовом типах производ-
ства. К числу больших преимуществ этого метода следует отнести
также возможность настройки инструментальных блоков по этало-
нам вне станка на специальных оптических устройствах, что суще-
ственно повышает точность настройки и сокращает простои станков
при настройке. Этот способ настройки часто применяется при много-
инструментной обработке и является основным методом настройки
обрабатывающих центров и других станков с ЧПУ.
НАСТРОЙКА
ПО ПРОБНЫМ ЗАГОТОВКАМ С ПОМОЩЬЮ РАБОЧЕГО КАЛИБРА
В настоящее время на большинстве машиностроительных заводов
получил распространение метод настройки по тому же рабочему
калибру, которым пользуется в дальнейшем рабочий при обработке
изделия. После настройки рабочий обязан изготовить одну или
(реже) несколько заготовок. Если размеры находятся в пределах
допусков, предусмотренных рабочим калибром, то настройка счи-
тается правильной и разрешается обработка всей партии заготовок.
Рис. 4.1
Возможные положения кривых распределения размеров относительно поля до.
пуска при 6о С Г
Такой метод настройки нельзя считать удовлетворительным,
так как даже в наиболее благоприятном случае, когда допуск на
обработку значительно превосходит поле рассеяния, нет гарантии
того, что значительная часть заготовок партии не окажется за пре-
делами установленного допуска, т. е. будет браком. Кривая рассея-
ния, к которой принадлежит размер пробной заготовки, может за-
нимать внутри поля допуска различные положения, и при изготов-
лении одной пробной заготовки нельзя определить, какому участку
поля рассеяния она соответствует. Так, например, точки А и В
(рис. 4.1) могут принадлежать кривым 1 и 2, расположение которых
исключает опасность брака, но могут также относиться и к кривым 1а
и 2а, в значительной части выходящими за пределы допуска и свя-
занными с появлением большого количества брака (заштрихованные
участки). При увеличении числа пробных заготовок вероятность
109
появления значительного брака снижается, однако опасность появ-
ления брака не устраняется.
Для исключения опасности появления брака в случае, когда
поле допуска превышает поле рассеяния, т. е. <о < Т, необходимо
с помощью настройки обеспечить расположение кривой фактического
распределения размеров внутри поля допуска с таким расчетом,
чтобы ее центр группирования Iматематическое ожидание Em 1
отстоял от предельных размеров не менее чем на За (рис. 4.1).
Методом настройки станков по рабочим калибрам при небольшом
числе пробных заготовок эту задачу решить нельзя. Более рациональ-
ным является метод настройки станков с помощью универсальных
измерительных инструментов по суженным допускам.
НАСТРОЙКА ПО ПРОБНЫМ ЗАГОТОВКАМ
С ПОМОЩЬЮ УНИВЕРСАЛЬНОГО МЕРИТЕЛЬНОГО ИНСТРУМЕНТА
Сущность этого метода настройки станков заключается в том, что
установка режущих инструментов и упоров станка производится
на определенный рабочий настроечный размер LH, а правильность
настройки устанавливается обработкой некоторого количества m
пробных заготовок. Настройка признается правильной, если среднее
[робных заготовок находится в пределах
некоторого допуска Тя на настройку.
Задачей расчета настройки в этом
случае является определение поля
допуска настройки Тя.
Теоретическими предпосылками
этого метода настройки, предложен-
ного проф. А. Б. Яхиным, являются
следующие положения теории вероят-
ностей.
Если имеется некоторая совокуп-
ность (партия) заготовок, распределе-
ние размеров которых подчиняется
закону нормального распределения
Гаусса со средним квадратическим а,
и если эту совокупность заготовок раз-
и определить среднее арифметическое
каждой из этих групп, то распределе-
ние размеров групповых средних £гр-ср тоже будет подчиняться
закону Гаусса со средним квадратическим
Oi = а/у/ (4.5)
При этом центр группирования групповых средних совпадает
с центром группирования размеров всей партии заготовок (рис. 4.2).
Пренебрегая износом инструмента, можно считать, что среднее
арифметическое размеров m пробных заготовок может отличаться
от среднего арифметического всей совокупности (партии) заготовок
не более чем на За/]/т.
НО
арифметическое размеров
А
Рис. 4.2
Распределение размеров партии за-
готовок со средним квадратиче-
ским а н распределение групповых
средних со средним квадратическим
<Fi = a/Vm
бить на группы по m штук
значение размеров внутри
Расчет настройки без учета переменных систематических погреш-
ностей. Если центр группирования размеров пробных заготовок
располагается по отношению к предельным размерам партии заго-
товок ближе, чем на расстоянии За (точка М на рис. 4.3, а), то часть
Рис. 4.3
Случаи возможного брака при во < Т (возможный брак показан штри-
ховкой)
общей кривой рассеяния размеров обработанной партии заготовок
может выйти за пределы допуска и возникает опасность появления
брака. Даже если это расстояние несколько больше За (точка М
на рис. 4.3, б), то брак обра-
ботанных заготовок возмо-
жен, так как точка М может
принадлежать кривой груп-
повых средних, центр груп-
пирования которых (а сле-
довательно, и центр группи-
рования размеров всей партии
заготовок) смещен на вели-
чину Р влево (рис. 4.3, б) от
требуемого положения кри-
вой, исключающего возмож-
ность брака.
Брак является невоз-
можным только в том слу-
чае, когда минимальный раз-
мер групповых средних проб-
ных заготовок, определяю-
щий положение точки М,
Lm%'p^imi» + 3a+ 3o//m
(рис. 4.4). Очевидно, что при
Рис. 4.4
Правильная настройка станка, исключающая
опасность брака
этом условии даже в том случае, когда центр группирования группо-
вых средних располагается на расстоянии 3a/)/m левее точки М, он
отстоит от границы наименьшего предельного размера заготовки
на величину За и брак является невозможным.
111
Аналогично сказанному L^xcp < £m*x — За — Зо/у4т.
Разность предельных значений групповых средних размеров
определяет величину допуска настройки, т. е. Ти = — £т%е₽«
Очевидно, что допуск настройки Тв выражается формулой
Г. = Т-6о(1 + 1//т) (4.6)
и зависит от общего допуска на обработку партии заготовок и от ко*
лнчества т пробных заготовок.
Увеличивая число т пробных заготовок, можно расширить до-
пуск Т„ настройки и тем самым облегчить и ускорить его, однако
при этом возрастает время обработки пробных заготовок, что ведет
к удлинению настройки В общем случае
т > [6о/(Т — 6о) К (4.7)
По данным проф. А. Б. Яхина, количество пробных заготовок
может быть принято от двух до восьми. Дальнейшее увеличение их
неэффективно.
В соответствии с формулой (2.45) условие обработки заготовок без
брака при отсутствии влияния систематических погрешностей
с учетом уравнения (4.6) можно представить в виде формулы
4в(1 + 1/Ут)+Тв<Т. (4.8)
В общем случае, жеда систематические погрешности оказывают
существенное вшимок тга точность обработки заготовок, условие
обработки заготовок бев брака приобретает вид
«в (1 + 1//^) + г. + а™ < Г. (4.9)
Необходимо отметить, что введенная в выражения (4.6) и (4.8)
величина допуска настройки Тв не совпадает о погрешностью на-
стройки Дя = (1>я, рассчитываемой по формуле (2.40).
На рис. 4.4 показано, что погрешность настройки, равная
А. — в 1,2 у СО^г+
определяет расстояние между крайними допустимыми положениями
вершин кривых рассеяния при настройке.
Допуск Ти настройки представляет собой разрешеншЯГ-колеба-
ние значений групповых средних, вызываемое погрешностями регу-
лирования н измерения, и является частью общей погрешности
настройки.
В зависимости от погрешностей регулирования н измерения
допуск настройки можно определить по формуле
Ти “ 1,2 "j/"COpor -f-
Как следует из рис. 4.4 и формул (2.40) н (2.38), допуск Ти на-
стройки меньше общей погрешности Д„ настройки на величину
Шом«ш = 6а//т, представляющую собой поле вероятного смещения
положения вершины кривой рассеяния размеров групповых сред*
них пробных заготовок.
112
Рассмотренный метод расчета настройки станков применяется
при обработке точных заготовок, когда поле допуска незначительно
превышает рассеяние размеров, что делает невозможным предусмо-
треть заранее компенсацию переменных систематических погрешно-
стей обработки (например, износа инструмента). Этот метод приемлем
также при обработке заготовок, когда износ инструментов незначи-
телен (например, при алмазной обработке цветных сплавов), а также
при обработке небольших партий заготовок, когда износ режущего
инструмента внутри обрабатываемой партии столь невелик, что не мо-
жет оказать серьезного влияния на потерю точности обработки. Во
всех этих случаях задача настройки станка сводится к обеспечению
совмещения вершины кривой фактического распределения размеров
с серединой поля допуска, т. е. Ет = Ес.
При этом настроечный размер определяется по выражению
£ж » -mln-t L«e. ± о,5Тж. (4.10)
Расчет настройки с учетом переменных систематических погреш-
ностей. В процессе обработки крупных партий заготовок, сопро-
вождаемой интенсивным износом режущего инструмента, при на-
стройке возникает задача наиболее рационального расположения
кривой рассеяния в поле допуска с целью использования значитель-
ной части этого поля для компенсации переменных систематических
погрешностей обработки. Таким образом, удается увеличить срок
работы станка бея поднастройкн, а следовательно, н повысить про-
изводительность.
На рис. 4.5 приведена схема рациональной настройки станка
для обеспечения заданной точности охватываемого размера [11.
Из рисунка видно, что некоторая часть Ти общего поля допуска Т
используется для компенсации погрешностей настройки (Тв = <»„),
определяемых по формуле (2.38). Вторая часть общего поля допуска
предназначается для компенсации случайных погрешностей, вызы-
113
вающих рассеяние размеров. Как указывалось ранее, она опреде-
ляется величиной 6о (1 4- 1/-/ т). Остальная часть b общего поля
допуска используется для компенсации погрешностей, порождаемых
совокупным действием систематически действующих факторов, по-
стоянных по величине и изменяющихся во времени по определенным
законам (например, износа режущего инструмента).
В процессе обработки партии заготовок в связи с износом ре-
жущего инструмента происходит изменение положения кривой рас-
сеяния. После обработки некоторого количества nj заготовок кри-
вая рассеяния размеров заготовок пересекает линию наибольшего
предельного размера и возникает опасность появления брака.
В этот момент следует произвести поднастройку станка, при кото-
рой кривая рассеяния возвратится вниз в свое исходное положе-
ние, созданное первоначальной настройкой.
При такой настройке, очевидно, нельзя определять настроечный
групповой средний размер по величине среднего арифметического,
а необходимо вычислить его по значениям предельных размеров.
Во избежание получения при обработке маломерных заготовок
необходимо (рис. 4.5), чтобы минимальное значение группового сред-
него размера удовлетворяло выражению
Lrm₽incp = Amin + За (1 + 1//^). (4.11)
При наличии существенного влияния переменных систематиче-
ских погрешностей, уменьшающих размеры охватываемых заготовок
(например, при значительном удлинении резца от нагрева в началь-
ный период резания), в формулу (4.11) необходимо дополнительно
ввести возможную величину погрешности а, т. е.
iX'” = + о + За (I + I //S). (4.12)
В большом числе случаев обработки заготовок (особенно при
наличии охлаждения) значение а ничтожно мало и расчет наимень-
шего настроечного размера производится по формуле (4.11).
Формула для подсчета максимального значения группового сред-
него размера (с учетом части допуска Ь, используемой для компен-
сации переменных систематических погрешностей) имеет вид
iXcp = i™.- 4-Зо(1 + 1/уЪ). (4.13)
Допуск на настройку определяется разностью предельных зна-
чений групповых средних размеров: Ти = Lm«xcp — £minCp и после
преобразований формул (4.11) и (4.13) приводится к виду
Тн = Т - 6а(1 + 1 /т/m) - Ь. (4.14)
Следовательно, при увеличении Тм с целью упрощения и уско-
рения настройки при прочих равных условиях приходится сокра-
щать величину Ь, что приводит к возрастанию числа необходимых
поднастроек и снижает производительность операции. В связи с этим
114
производить расширение поля допуска на настройку обычно целе-
сообразно при условии изменения других факторов, входящих в при-
веденные выражения, в частности при расширении общего поля до-
пуска Т или уменьшении рассеяния 6о.
Полученная формула (4.14) отличается от выражения (4.6) тем,
что при учете переменных систематических погрешностей допуск
настройки Ти уменьшается на величину Ь, предназначенную для
компенсации влияния этих погрешностей на точность размеров.
При расчете настройки станка для случая обработки вала с уче-
том переменных систематических погрешностей удобно придержи-
ваться следующей последова-
тельности:
1) по формуле (4.11) опре-
деляется LmV”;
2) по формуле (4.14) вы-
числяется минимально необхо-
димая для условия данной опе-
рации величина Тн;
3) значение ЬйахСр опреде-
ляется по формуле
£гпр’яср = £гпр1пср + Т„; (4.15)
4) часть допуска Ь, пред-
назначенная для компенсации
износа инструмента, вычи-
сляется по формуле (4.14) из
соотношения
b = Т - 6о (1 + 1//т) - Та.
При заданном b значение
ЬтахСр находится из выражения
(4.13).
Рис. 4.в
Настройка станка для обработки с заведо-
мым браком, учитывающая погрешность на-
стройки: а — брак исправимый; в — брак
исправимый и неисправимый
Если условие (4.9) обработки заготовок без брака не выполнено
и сумма случайных и систематических погрешностей обработки ока-
зывается больше поля допуска, т. е. 6о (1 + 1/у/т) + Тн + ДСИст >
> Т, то при обработке заготовок возможен брак.
При отсутствии возможностей повысить точность операции на-
стройку станка следует производить с таким расчетом, чтобы полу-
ченный брак оказался исправимым при дальнейшей обработке за-
готовок (рис. 4.6, а).
Если исправить брак невозможно, настройку станка необходимо
производить с учетом получения минимального количества возмож-
ного окончательного брака (рис. 4.6, б).
Количество возможного брака в этом случае определяется по
формулам (2.49)—(2.52). При этом хв вычисляется по формуле
2х0 = Т — Тя — 6а/у/~т.
(4.16)
115
Решение о настройке станка с заведомо технически возможным
исправимым или неисправимым браком можно принять только
на основе точного расчета экономической целесообразности данного
варианта обработки.
РАСЧЕТЫ РЕЖИМОВ РЕЗАНИЯ,
ОБЕСПЕЧИВАЮЩИХ ДОСТИЖЕНИЕ ТРЕБУЕМОЙ ТОЧНОСТИ
И ВЫСОКОЙ ПРОИЗВОДИТЕЛЬНОСТИ ОБРАБОТКИ
Важным элементом настройки металлорежущих станков является
установление рациональных режимов резания. В обычных условиях
обработки режимы резания назначают исходя из задачи достижения
высокой производительности при малых затратах на режущий ин-
струмент, т. е. при сохранении его высокой стойкости. В случаях
точной обработки заготовок кроме требований высокой производи-
тельности и экономичности обработки выдвигается задача обеспе-
чения требуемой точности.
Ранее было показано, что фактическая точность размеров и ге-
ометрической формы обработанных заготовок зависит от отжатий
в упругой технологической системе, вызываемых колебаниями нор-
мальной составляющей Ру силы резания. При этом на абсолютную
величину погрешности обработки, обусловленную колебаниями сум-
марных отжатий Ai/ технологической системы, в значительной мере
влияет абсолютная величина приращения составляющей силы А/\
резания, определяемая в свою очередь уровнем применяемых режи-
мов резания. Например, при обработке стали твердостью 170 НВ
и при одинаковой, степени затупления резца вследствие износа аб-
солютная величина приращения нормальной составляющей силы
ЬРУ резания при t = 0,2 мм и s = 0,06 мм/об почти в 30 раз меньше,
чем при t = 2,0 мм и s = 0,3 мм/об (см. табл. 3.1) При чистовом
режиме соответственно меньше и погрешность обработки, вызывае-
мая затуплением режущего инструмента. Аналогично этому при по-
вышении твердости заготовки на 30 НВ и точении с подачей s =
= 0,06 мм/об приращение нормальной составляющей силы- реза-
ния APj, в 4,5 раза меньше, чем при точении с подачей s = 0,2 мм/об.
Таким образом, при режимах работы, характеризующихся сня-
тием тонких стружек, влияние основных причин, обусловливающих
рассеяние размеров, и появление погрешности геометрической формы
заготовок (колебание твердости обрабатываемого материала, непо-
стоянство припусков, погрешности формы заготовок) и переменной
систематической погрешности, которая связана с затуплением ре-
жущего инструмента, уменьшается. В связи с этим с точки зрения
достижения наивысшей и стабильной точности изготовления дета-
лей, чистовую обработку нужно вести при минимальных режимах
резания. Из формулы(3.23) следует, что для наибольшего уточнения
размеров и формы заготовок обработку целесообразно проводить
за несколько ходов.
Однако для обеспечения роста производительности обработки
и снижения ее себестоимости требуется всемерное повышение ре-
жимов резания.
116
В настоящее время перед технологами возникает задача нахожде-
ния некоторых оптимальных режимов резания, достаточно тонких
для обеспечения требуемой точности и одновременно производи-
тельных, обеспечивающих экономичное изготовление деталей.
Примером успешного решения этой задачи применительно к то-
карной обработке может служить формула проф. А. П. Соколовского
для расчета подачи при точении в зависимости от требуемой точности
заготовки и погрешностей исходной заготовки
S =
Рис. 4.7
Зависимость подачи s от жесткости
стайка при отжатии в технологиче-
ской системе у = 0,1 мм (К. С. Ко-
лев):
/ — /суп = 000 кН/м, /пб =
= 50 000 кН/м, /3> б =30 ООО кН/м;
2 ~~ /суп = 70 000 кН/м, /Пв б =
= 100 000 кН/м, /а> б = 50 000 кН/Ml
3 /суп = 7500 кН/м; /п> б —
= 200 000 кН/м, /э б = 30 000 кН/м;'
4 /суп ~ 100 000 кН/м, /п б =
= 200 000 кН/м, /э 6=75 ООо’кН/м
4
4 4
Приняв среднее значение А. = Py!Pz = 0,4 и подставив вместо
уточнения е отношение е = АИОх. ааг^обр. заг» можно формулу (4.17)
представить в более удобном для практических расчетов виде
s=(¥-Y (т“^)т/т <4-s * * * * * * * * * * * * 18)
\ ’-’р / \ ппсх. ваг /
Формула (4.18) позволяет определить подачу $, обеспечивающую
требуемое уточнение е обрабатываемой заготовки при наивысшей
производительности операции.
На рис. 4.7 приведены экспериментальные кривые проф. К. С. Ко-
лева, показывающие изменение допустимой подачи s при обтачива-
нии стальных деталей различных размеров (l/d = 5, t = 1,0 мм)
на станках различной жесткости.
Из рисунка видно, что при повышении жесткости станка в 2,5 раза
подача при черновой обработке может быть увеличена в 3—3,5 раза
при сохранении требуемой точности обработки.
При круглом наружном шлифовании в центрах одним из глав-
ных парметров режима резания, определяющим точность размеров
и геометрической формы обработанной заготовки, является глубина
шлифования. Так как фактическая глубина шлифования 1фат
в связи с упругостью технологической системы значительно отли-
чается от номинальной глубины t, установленной по лимбу шлифо-
вального станка, для уменьшения погрешностей обработки, свя-
занных с отжатием технологической системы, расчет t следует
117
производить с учетом допустимого для данной заготовки отжатия
Уп0П системы
<=(i<419>
где k — коэффициент, учитывающий жесткость технологической си-
стемы.
Коэффициент k определяется по формуле
k = C/Cj.
Причем:
р __ . р ___________J________
Г-0,175^’ 1/1 । 1 \ . 1
4 \ /и. б /з. б / /ш. к
где jVt — жесткость заготовки возле круга; ifi — прогиб заготовки
возле круга.
В связи с тем что определяемая по формуле (4.19) величина t
входит в выражение для подсчета коэффициента С, характеризую-
щего жесткость технологической системы, расчет по формуле (4.19)
носит приближенный характер. При проведении расчета вначале
задаются номинальной глубиной t шлифования, исходя из требуе-
мой шероховатости, затем подсчитывают значение коэффициента С
и после этого по формуле (4.19) окончательно находят номинальную
глубину t шлифования, при установке которой по лимбу станка от-
жатие в технологической системе не будет превышать допустимой
величины г/доп-
В настоящее время существуют разнообразные номограммы и
расчетные формулы, позволяющие определить режим резания, обе-
спечивающий достижение требуемой точности обработки и шерохо-
ватости обрабатываемой поверхности при наивысшей производи-
тельности и экономичности обработки. Дальнейшее развитие работ
в области оптимизации режимов резания открывает перспективы
значительного повышения эффективности механической обработки.
$ 4.2
УПРАВЛЕНИЕ ТОЧНОСТЬЮ ОБРАБОТКИ
УПРАВЛЕНИЕ ТОЧНОСТЬЮ ПРОЦЕССА ОБРАБОТКИ
ПО ВЫХОДНЫМ ДАННЫМ (ПОДНАСТРОЙКА СТАНКОВ)
Для обеспечения требуемой точности обработки партии заготовок
недостаточно правильно рассчитать и осуществить настройку станка.
Под влиянием переменных систематических погрешностей, связанных
с износом и затуплением режущего инструмента и нагреванием
элементов системы, в процессе обработки происходит смещение поля
рассеяния размеров заготовок внутри поля допуска из положения а
в положение б (рис. 4.8) и через некоторый промежуток времени
обработки возникает опасность выхода части заготовок за пределы
поля допуска. Для предотвращения появления брака через опреде-
118
ленный промежуток времени /2 необходимо произвести поднастройку
(подналадку) станка.
Поднастройкой (подналадкой) станка называется процесс вос-
становления первоначальной точности взаимного расположения ин-
струмента и обрабатываемой заготовки, нарушенного в процессе
обработки партии заготовок.
При обработке валов для компенсации влияния износа резца
(вследствие его затупления и увеличения упругих отжатий в тех-
нологической системе) производят перемещение резца на величину,
равную половине смещения вершины кривой рассеяния (лМ/2),
вызванного воздействием переменных систематических погрешностей.
рассеяния (Б. С. Балакшин)
В результате такой поднастройки поле рассеяния размеров заготовок
возвращается из положения б в положение а и опасность появления
брака устраняется (рис. 4.8).
Для предотвращения появления брака важно своевременно уста-
новить момент требуемой поднастройки и продолжительность об-
работки заготовок между поднастройками. В условиях крупносерий-
ного производства этот момент выявляется посредством систематиче-
ских замеров обработанных заготовок. Особенно успешно момент
поднастройки определяется при использовании статистического
контроля точности обработки.
При осуществлении поднастройки станка через промежуток
времени t2 суммарное рассеяние размеров партии заготовок <о =
= 6о + А, где 6о — поле рассеяния размеров заготовок под влия-
нием случайных погрешностей; А = Дп. с = /2tg а — смещение вер-
шины кривой за время t2 под влиянием переменных систематических
погрешностей.
При сокращении t2 до смещение А вершины кривой рассея-
ния уменьшается до Д1( а суммарное рассеяние размеров партии
119
заготовок, обработанных между поднастройками, снижается до
<о'= 6а + При повышении частоты поднастроек суммарное рас-
сеяние размеров партии обработанных заготовок уменьшается, стре-
мясь к величине 6а.
Таким образом, путем сокращения периодов работы станка
между поднастройками можно уменьшить колебания размеров заго-
товок данной партии, т. е. в определенных границах повысить точ-
ность их обработки.
Однако поднастройка станка, осуществляемая в обычных усло-
виях серийного производства рабочим-настройщиком вручную, тре-
бует остановки станка и прекращения обработки заготовок на весь
период поднастройки, продолжительность которой может быть до-
вольно значительной. Очевидно, что при сокращении периодов работы
станка между поднастройками увеличиваются простои станков и
снижается общий выпуск продукции.
С точки зрения повышения производительности оборудования
следует стремиться к уменьшению простоев при настройке и под-
настройке, а следовательно, к увеличению продолжительности ра-
боты станка между поднастройками. При заданной точности обра-
ботки заготовок этого можно достигнуть за счет повышения размер-
ной стойкости режущего инструмента, что приведет к уменьшению
угла а, характеризующего скорость износа и затупления режу-
щего инструмента, и связанной с ней скорости смещения кривой рас-
сеяния относительно поля допуска. Однако размерная стойкость
режущего инструмента лимитируется свойствами инструментальных
материалов и от настройки станка практически не зависит.
Устранение возникшего противоречия между требованиями повы-
шения точности (сокращение продолжительности работы станка
между поднастройками) и производительности (уменьшение простоев
станков и увеличение продолжительности их работы между подна-
стройками) достигается путем автоматизации контрольных измере-
ний обрабатываемых заготовок и самого процесса поднастройки.
Для этого применяют автоматизированные и автоматические (АСУ
и САУ) системы управления — автоподналадчики.
При применении автоподналадчиков момент необходимой под-
настройки в большинстве случаев определяется в период работы станка
без его остановки путем отсчета машинного времени или фактиче-
ского пути резания, или устанавливается с помощью регулярных
измерений истинных размеров обрабатываемых заготовок контакт-
ными или бесконтактными измерительными устройствами. В первом
случае через определенные, заранее установленные промежутки
времени автоподналадчик дает исполнительным органам станка
сигнал для перемещения инструмента на определенную величину,
компенсирующую влияние переменных систематических погрешно-
стей. Эта величина зависит от средней интенсивности износа и затуп-
ления инструмента.
Конструкция автоподналадчиков этого типа довольно проста
и надежна, однако их можно использовать только при условии вы-
сокой степени однородности размеров, свойств материалов исходных
120
заготовок и качеств режущего инструмента (стойкости). В противном
случае точность обработки заготовок получается низкой.
Большой эффект дает указанный метод при подналадке шли-
фовальных станков, когда колебания интенсивности износа и затуп-
ления инструмента, связанные с непостоянством твердости загото-
вок и нестабильностью стойкости инструментов, могут быть компен-
сированы за счет соответствующей размерной правки абразивного
круга. В этом случае при каждой поднастройке после перемещения
абразивного круга на заготовку производится его правка алмазным
карандашом, жестко установленным на точном расстоянии от оси
вращения обрабатываемого изделия, соответствующем радиусу об-
работки. По этому принципу строятся, в частности, автоподналадки
станков для внутреннего шлифования колец шариковых подшип-
ников.
Во втором случае, когда момент поднастройки определяется
на основе измерений действительных размеров обрабатываемых за-
готовок, точность обработки повышается и метод автоподналадки
становится более универсальным. Однако конструкция автоподна-
ладчиков, снабженных дополнительным устройством для точных
измерений обрабатываемых поверхностей на ходу станка, значи-
тельно усложняется.
Обеспечение автоподналадчиков очень точным и надежным уст-
ройством для своевременной подачи сигнала и осуществления малого
перемещения инструмента для поднастройки станка повышает их
стоимость. Вследствие этого применение автоподналадчиков указан-
ного типа рентабельно лишь в условиях крупносерийного и массо-
вого типа производства.
Общей трудностью создания устройств автоматического конт-
роля является необходимость осуществления малых перемещений
инструмента в момент поднастройки. Для обеспечения стабильной
точности размеров заготовок в пределах сотых долей миллиметра
при автоподналадке приходится перемещать инструмент на величину,
измеряемую тысячами долями миллиметра. Инерционность масс
соответствующих узлов станков, значительные силы трения в их
подвижных сопряжениях и недостаточная точность существующих
передач весьма усложняют задачу создания точных и устойчивых
систем автоматического управления обрабатываемых размеров по
выходным данным (т. е. по данным замеров обработанных заготовок).
Это является одной из серьезных причин, ограничивающих примене-
ние этих систем в условиях обычного серийного производства.
УПРАВЛЕНИЕ
ТОЧНОСТЬЮ ПРОЦЕССА ОБРАБОТКИ ЗАГОТОВОК
ПО ВХОДНЫМ ДАННЫМ
Наибольшее влияние на поле рассеяния размеров заготовок оказы-
вает изменение таких входных данных, как размеры припуска и
твердость материала заготовки, обусловливающих соответственное
возрастание диапазона изменения усилий резания и вызываемых
121
ими упругих отжатий, а следовательно, и поля рассеяния размеров
обработанных заготовок.
Проще всего уменьшить поле рассеяния путем непосредственного
измерения размеров и твердости заготовок с последующей сортиров-
кой их на группы и внесением необходимых поправок в размер
статической настройки станка, учитывающих различие упругих
отжатий технологической системы при обработки заготовок разных
групп.
Большим недостатком этого метода, ограничивающим его прак-
тическое применение, является его трудоемкость и организационная
сложность.
Значительно большие удобства имеют адаптивные методы управ-
ления точностью обработки, развитые в Советском Союзе трудами
проф. Б. С. Балакшина и его сотрудников [11.
Методы адаптивного управления точностью обработки основаны
на принципе компенсации упругих отжатий в технологической систе-
ме, вызванных колебаниями припуска и твердости заготовки, упру-
гими перемещениями элементов системы в противоположном направ-
лении.
Известно, что отжатия в упругой технологической системе опре-
деляются отношением нормальной составляющей силы резания
к жесткости / системы: у — Py/j. Погрешность обработки зависит
от колебания отжатия вследствие изменения силы резания или
жесткости системы. Для достижения высокой точности обработки
необходимо обеспечить постоянство величины у, что возможно при
постоянстве силы Ру резания или отношения Py/j.
При обработке стали и чугуна
Р = У (С/$°’75ЯВ0,6)2 + (C/’V’75//B2)2 + (С/’250’6ЯВ*’5)2. (4.21)
Сила Р резания зависит от твердости заготовки и колебаний
припуска на обработку (глубины резания t). При неизменных усло-
виях резания (геометрия режущего инструмента, скорость резания,
смазочно-охлаждающие жидкости) значения коэффициентов Cz, Су, Сх
сохраняются постоянными, поэтому единственным способом компен-
сации усилия резания является согласно формуле (4.21) изменение
подачи.
В своих трудах проф. Б. С. Балакшин указывает, что важным
преимуществом использования подачи в качестве параметра управ-
ления силой резания является возможность создания очень тонкого
и чувствительного механизма управления упругими перемещениями
технологической системы, не имеющего никаких скачков. Действи-
тельно, поскольку поправка вносится за счет самих упругих пере-
мещений технологической системы, никаких относительных пере-
мещений узлов станка не требуется. При этом размер статической
настройки сохраняется неизменным в течение всего времени обра-
ботки заготовок между двумя поднастройками, необходимыми для
компенсации размерного износа режущего инструмента и осуществ-
ляемыми с помощью механизма активного контроля или вручную.
122
Управление подачей может осуществляться рабочим вручную
или с помощью системы автоматического регулирования. Подача
может изменяться дискретно или непрерывно (автоматически). При
ручном изменении подачи рабочий наблюдает за отклонениями
стрелки прибора и вносит требуемые изменения в величину подачи
до тех пор, пока стрелка прибора не возвратится в исходное поло-
жение. При автоматическом регулировании подачи такие функции
выполняет САУ (система автоматического управления). В этих
случаях при обработке заготовки с чрезмерно большой величиной
припуска и твердости рабочий или САУ соответственно уменьшает
величину подачи, а при обработке следующей заготовки с меньшей
величиной припуска на об-
работку— увеличивают ее.
На рис. 4.9 приведены
результаты обработки
стальных заготовок с твер-
достью 145—165 НВ на
токарном станке 1БК20 про-
ходным резцом с углом
(р = 45° с пластинкой
TI5K6 при скорости реза-
ния 43 м/мин. Припуск
на обработку колеблется
от 4 до 8 мм на диаметр
(т. е. поле рассеяния раз-
меров исходной заготовки
Рис. 4.9
Повышение точности размера заготовки, обрабаты-
ваемой иа токарном станке, путем изменения подачи
(Б. С. Балакшин)
составляет 4 мм).
Первые девять заготовок (1—9) обработаны с постоянной пода-
чей s = const = 0,24 мм/об (участок /). Для следующих девяти за-
готовок (с 10 до 18) подача устанавливалась в зависимости от
фактического припуска на обработку очередной заготовки (уча-
сток 11).
При постоянной подаче фактическое поле рассеяния размеров
обработанных заготовок (озаг = 0,155 мм. При обработке с дискретно
регулируемой подачей поле рассеяния размеров заготовок умень-
шилось до (Озаг = 0,045 мм, т. е. в 3,45 раза. При бесступенчатом
регулировании подачи поле рассеяния размеров могло быть со-
кращено еще больше.
Метод сокращения поля рассеяния размеров путем регулирования
подачи при обработке заготовок на токарных, шлифовальных,
фрезерных станках, автоматах и полуавтоматах позволяет умень-
шить значение соэаг в 3—9 раз. Например, в процессе обработки на
вертикально-фрезерном станке 6П10 чугунных заготовок с твердо-
стью 131—177 НВ при колебании припуска на обработку от 2
до 5 мм, скорости резания 75 м/мин и подаче 250 мм/мин регули-
рование подачи с помощью САУ привело к сокращению поля рассея-
ния с 0,058 (при работе с постоянной подачей) до 0,016 мм.
При обработке валиков диаметром D = 38-4-45 мм и длиной
300 мм из стали 45 на токарном станке 1БК20 с припуском на диаметр
123
3—10 мм рассеяние размеров заготовок при обычной обработке
составило 0,052 мм, а при использовании САУ — 0,006 мм, т. е.
уменьшилось почти в 9 раз.
УПРАВЛЕНИЕ УПРУГИМИ ПЕРЕМЕЩЕНИЯМИ
ЭЛЕМЕНТОВ ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ ДЛЯ УСТРАНЕНИЯ
СИСТЕМАТИЧЕСКИХ И ПЕРЕМЕННЫХ СИСТЕМАТИЧЕСКИХ
ПОГРЕШНОСТЕЙ, ВЫЗЫВАЮЩИХ ПОГРЕШНОСТИ
ГЕОМЕТРИЧЕСКОЙ ФОРМЫ ЗАГОТОВОК
Регулирование подачи в процессе обработки заготовок дает воз-
можность не только уменьшить поле рассеяния размеров обработан-
ных заготовок, но и повысить точность их геометрической формы.
Выше было показано [см. формулу (3.24) J, что при обработке
заготовок на шлифовальных и токарных станках по мере продвиже-
ния инструмента вдоль обрабатываемой заготовки жесткость техно-
логической системы не остается постоянной в связи с различной подат-
ливостью самой обрабатываемой заготовки по ее длине. Соответст-
венно меняются по длине заготовки упругие отжатия системы и
величина обработанного диаметра, вследствие чего нарушается
правильность геометрической формы обработанной заготовки.
а)
а^т
21,7
21,6-
21,5
21,4-
9
d,MM
&
22,1
22,0
21,0
21,8
О 50 100150 2002503003501,мм ’ 0 50 /00 150 200 2503003501,
Рис. 4.10
Изменение диаметра d валика по длине в результате обточки
с частотой вращения я — 376 об/мин и с припуском г = 2 мм
на диаметр: а — с постоянной подачей (л = 0,3 мм/об); б — с пе-
ременной подачей (Б. С. Балакшин)
Для получения правильной геометрической формы обработанной
заготовки необходимо компенсировать не только колебания силы
резания, вызванные непостоянством припуска и твердости заготовки,
но и упругие отжатия по ее длине, связанные с изменением подат-
ливости технологической системы. Для обеспечения точности геоме-
трической формы по длине заготовки требуется создать дополни-
тельное устройство, изменяющее силу резания по длине обработки
по определенной программе соответствующей изменению жесткости
технологической системы. Изменение силы резания и в этом случае
удобно осуществить за счет соответствующего регулирования про-
дольной подачи На станках с ЧПУ подобные изменения подачи
по длине обрабатываемой заготовки должны быть предварительно
внесены в управляющую программу.
На рис. 4.10 приведены кривые изменения диаметра стального
валика 023 х400 мм по длине I при обработке с постоянной подачей
124
s = 0,3 мм/об (рис. 4.10, а) и с дискретным изменением подачи
(рис. 4.10, б). При изменении продольной подачи подлине обработки
повысилась не только точность геометрической формы (колебание
размера диаметра по длине заготовки сократилось с coj = 0,34 мм
до (о2 = 0,085 мм), но и производительность обработки, так как
средняя подача возросла с 0,3 до 0,43 мм/об.
Обработка велась резцом с пластинкой Т15К6 при угле в плане
Ф = 45°, глубине резания t = 1,0 мм и п — 375 об/мин.
Приведенные данные показывают, что управление упругими пе-
ремещениями путем изменения продольной подачи позволяет:
1) существенно повысить точность обрабатываемых заготовок
и других показателей качества за счет уменьшения поля рассеяния,
порождаемого совокупным действием факторов, являющихся случай-
ными при обычной обработке; повышение точности обработанных
заготовок при этом тем больше, чем выше удельное влияние поля
рассеяния, создаваемого совокупным действием случайных факторов,
в поле допуска, установленного на соответствующий параметр
точности заготовки;
2) увеличить штучную производительность подавляющего боль-
шинства технологических систем; рост производительности обработки
достигается за счет применения предельных режимов резания,
допускаемых технологической системой при заданной точности,
реально существующих колебаниях твердости, размеров исходной
заготовки и жесткости системы по длине обработки, а также за счет
прохождения режущим инструментом холостых ходов и участков об-
работки с минимальным припуском при максимальной подаче;
3) использовать чрезвычайно тонкий и чувствительный механизм
управления технологической системой, работающей без скач-
ков, с сохранением постоянного размера статической настройки;
4) обеспечить обработку заготовок с равномерной нагрузкой
технологической системы, что способствует сбережению ресурса
станочного оборудования и режущего инструмента, повышает долго-
вечность работы системы и снижает затраты на режущий инстру-
мент.
К недостаткам метода управления упругими перемещениями
технологической системы следует отнести влияние изменения про-
дольной подачи на шероховатость обработанной поверхности. Из-
вестно, что при увеличении продольной подачи дюроховатость об-
рабатываемой поверхности возрастает, поэтому при колебаниях
продольной подачи (при ее регулировании с целью компенсации
изменения усилия резания) шероховатость поверхности становится
неоднородной. Следует, однако, заметить, что во многих случаях
обработки этот недостаток не является существенным, так как наи-
более ответственные детали, для служебных свойств которых важно
постоянство шероховатости поверхности, после обычных получи-
стовых и чистовых операций проходят более тонкую доводочную
обработку.
Системы автоматического управления точностью обработки нашли
применение в ряде конструкций станков, выпускаемых отечественной
125
промышленностью. Вместе с тем следует отметить, что, несмотря на
большие достоинства систем адаптивного управления, имеется ряд
факторов, ограничивающих их использование. К ним относятся рост
стоимости станков, оснащаемых этими системами; усложнение и
удорожание их наладки, обслуживания и ремонта. В случаях много-
инструментной обработки системы адаптивного управления в зна-
чительной мере теряют свои преимущества.
Изложенные идеи автоматического управления в настоящее время
широко используются в России и за рубежом при создании станков
с адаптивным управлением по различным параметрам режимов ре-
зания (сила, мощность, температура в зоне резания) или одновре-
менно по комплексу параметров. При этом наиболее перспективно
применение подобных систем в станках с ЧПУ, управляемых мини-
ЭВМ и микропроцессорами.
Глава 5
ТЕХНОЛОГИЧЕСКИЕ РАЗМЕРНЫЕ РАСЧЕТЫ
При проектирований технологических процессов возникают задачи
расчета операционных допусков и размеров, а также припусков на
обработку заготовок. В случаях невозможности совмещения тех-
нологических, конструкторских и измерительных баз и необходи-
мости смены баз технолог вынужден устанавливать «технологические»
операционные размеры и производить пересчет допусков, обычно
сопровождающийся их ужесточением. Все эти задачи решаются на
основе расчета соответствующих технологических размерных цепей.
ВИДЫ РАЗМЕРНЫХ ЦЕПЕЙ И МЕТОДЫ ИХ РАСЧЕТА
Размерные цепи и звенья. Взаимное расположение деталей сбороч-
ных соединений или расположение сборочных элементов изделий, а
также отдельных поверхностей деталей определяется линейными и
угловыми размерами, устанавливающими расстояния между соот-
ветствующими поверхностями или осями отдельных деталей или
сборочных элементов и образующими замкнутые размерные цепи.
Размерной цепью называется совокупность размеров, расположен-
ных по замкнутому контуру, определяющих взаимное расположение
поверхностей или осей поверхностей одной детали или нескольких
деталей сборочного соединения (рис. 5.1, а).
Конструкторская размерная цепь определяет расстояния или
относительный поворот между поверхностями или осями поверхно-
стей деталей в изделии (рис. 5.1, б—г). При разработке технологи-
ческих процессов сборки конструкторские размерные цепи часто
называются сборочными.
126
Технологическая размерная цепь определяет расстояния между
поверхностями изделия при выполнении операций обработки или
сборки, при настройке станка или расчете межоперационных раз-
меров и припусков (рис. 5.1, д).
Размеры, входящие в размерную цепь, называются звеньями.
Звено размерной цепи, являющееся исходным при постановке задачи
или получающееся последним в результате ее решения, называется
замыкающим или исход-
ным звеном. Остальные
звенья цепи называются
составляющим и.
Исходное звено раз-
мерной цепи определяет
точность размеров состав-
ляющих звеньев. Относи-
тельно исходного звена
определяются допуски и
Рис. 5.1
Виды размерных иепей
предельные отклонения
размеров составляющих
звеньев. Так, при опреде-
лении размеров паза Да
и шпонки At (рис. 5.1, б)
и диаметра вала At и от-
верстия А2 (рис. 5.1, в)
исходят из необходимости
обеспечения величины кон-
структивно необходимых
зазоров До, являющихся
в данных случаях исход-
ными (замыкающими)
звеньями. Длина исход-
ной заготовки валика 5t
(рис. 5.1, д) определяется
исходя из задачи обеспе-
чения необходимого раз-
мера припуска г = Бо,
который при этом является
исходным звеном.
В процессе обработки заготовки или в процессе сборки сборочного
соединения исходное звено становится замыкающим, так как в этом
случае оно окончательно формируется в последнюю очередь, замы-
кая размерную цепь. На рабочих чертежах деталей размер замыка-
ющего (исходного) звена обычно не указывается. В сборочных раз-
мерных цепях замыкающим звеном могут быть зазор, линейный или
угловой размеры, точность которых оговаривается в технических
условиях. В технологических размерных цепях замыкающим звеном
часто является размер припуска на обработку заготовки или тот кон-
структорский размер, который при обработке заменяется технологи-
ческими размерами и получается в результате выполнения последних.
127
Составляющее звено размерной цепи, с увеличением которого
замыкающее звено увеличивается, называется увеличивающим и
обозначается Ait а звено, с увеличением которого замыкающее звено
уменьшается, называется уменьшающим и обозначается At. На схе-
мах линейных и плоских размерных цепей увеличивающие звенья
обозначаются односторонними стрелками, направленными направо,
а уменьшающие звенья и замыкающее звено — стрелками, направ-
ленными влево.
В зависимости от расположения размеров размерные цепи под-
разделяются на: линейные размерные цепи, состоящие из взаимно
параллельных линейных
размеров, которые обозна-
чаются прописными бук-
вами русского алфавита;
угловые размерные цепи,
звеньями которых явля-
ются угловые размеры,
обозначаемые строчными
буквами греческого алфа-*
вита (кроме a, d, £, X и со);
плоские размерные цепи,
звенья которых располо-
жены в одной или нескольких параллельных плоскостях; про-
странственные размерные цепи, звенья которых находятся в непа-
раллельных плоскостях.
На рис. 5.2 показано, что плоская размерная цепь (рис. 5.2, а),
часть звеньев которой расположены под углом к остальным звеньям,
может быть легко приведена к обычной линейной размерной цепи
(рис. 5.2, б) с параллельными звеньями. В этом случае степень влия-
ния размеров и погрешностей составляющих звеньев на размер и
погрешность замыкающего звена меньше, чем в линейных размерных
цепях с параллельными звеньями, так как в расчет размерной цепи
при этом включаются не сами размеры и погрешности составляющих
звеньев Alt Да, Д3, а их проекции на направление замыкающего
звена, т. е.:
Д1' = Д151пР, А2 = А2со$$, Дз = Дз51пр.
Коэффициент, характеризующий степень влияния размера и
отклонения составляющего звена на размер, а также отклонение
замыкающего звена, называется передаточным отношением Для
цепей с непараллельными звеньями передаточные отношения изменя-
ются в пределах: 0 < £ < 1 —для увеличивающих составляющих
звеньев; —1 < Е < О —для уменьшающих составляющих звеньев.
Для плоских линейных цепей с параллельными звеньями переда-
точные отношения равны: £ = +1 для увеличивающих и & = —1
для уменьшающих составляющих звеньев.
Построение схем размерных цепей. Расчету размерных цепей
предшествует их выявление по сборочным и детальным чертежам и
128
операционным эскизам технологических процессов механической об-
работки и сборки.
В соответствии с ГОСТ 16320—80 в зависимости от решаемой
задачи изображаются схемы изделия технологической системы (об-
рабатываемая заготовка—приспособление—станок—инструмент),
технологического процесса или измерения, на которых наносится
размерная цепь или размерные цепи. При этом допускается для каж-
дой размерной цепи изображать отдельную схему.
Исходя из поставленной задачи определяется замыкающее звено
размерной цепи. Обычно замыкающим звеном является расстояние
между поверхностями (их осями) или их относительной поворот,
которые требуется обеспечить при конструировании изделия, до-
стичь в процессе его изготовления или определить измерением.
В технологических размерных цепях в качестве замыкающего звена
часто принимается припуск на обработку заготовки.
Построение схемы размерной цепи начинается от одной из по-
верхностей (осей), ограничивающих замыкающее звено; при этом
устанавливаются составляющие звенья размерной цепи, непосред-
ственно участвующие в решении поставленной задачи, и доходят до
второй поверхности (оси), ограничивающей замыкающее звено.
Расчет размерных цепей. В общем случае целью расчета размер-
ных цепей является решение одной из двух нижеследующих задач:
1. Прямая задача (проектная). По заданным параметрам замы-
кающего звена определяются параметры составляющих звеньев.
Практически при этом по известным предельным отклонениям и до-
пуску замыкающего звена, называемому в этом случае исходным, рас-
считываются допуски и предельные отклонения размеров составля-
ющих звеньев.
2. Обратная задача (проверочная). По известным параметрам
составляющих звеньев определяются параметры замыкающего звена.
Практически при этом по известным номинальным размерам и их
предельным отклонениям, допускам и характеристикам рассеяния
размеров составляющих звеньев рассчитываются: номинальный раз-
мер замыкающего звена, его допуск или поле рассеяния и предель-
ные отклонения.
В процессе решения обратной задачи определяются также вели-
чина, допуск и предельные отклонения размера одного из составля-
ющих звеньев по известным характеристикам других составляющих
и замыкающего (исходного) звеньев, а также некоторые другие тех-
нологические задачи.
В зависимости от поставленной задачи и производственных
условий, технологические размерные цепи рассчитываются следую-
щими способами: на максимум и минимум; вероятностным методом;
методом групповой взаимозаменяемости (при селективной сборке);
с учетом регулирования размеров при сборке; с учетом пригонки
размеров отдельных деталей при сборке. Выбор конкретного способа
расчета в первую очередь зависит от принятого в его основу метода
достижения требуемой точности изделия по принципам полной или
неполной взаимозаменяемости.
129
$ 5.2
МЕТОД ПОЛНОЙ ВЗАИМОЗАМЕНЯЕМОСТИ
Метод полной взаимозаменяемости обеспечивает достижение тре-
буемой точности замыкающего эвена размерной цепи путем включе-
Рис. 6.3
Построение размерной цепи
ния в нее составляющих звеньев без выбора,
подбора или изменения их значений. При
этом любая деталь, изготовленная по прин-
ципу полной взаимозаменяемости, может
быть использована при сборке без всяких
подгонки или подбора при сохранении требуе-
мых эксплуатационных свойств изделия.
При работе по принципу полной взаимо-
заменяемости производится расчет размерных
цепей на максимум и минимум, учитывающий
только предельные отклонения звеньев и са-
мые неблагоприятные их сочетания. Расчет
на максимум и минимум начинается с по-
строения размерной цепи (рис. 5.3, б), опре-
деляющей размерные связи рассматриваемого
сборочного соединения или торцовых поверх-
ностей детали (рис. 5.3, а).
РАСЧЕТ ПОЛЯ РАССЕЯНИЯ (ДОПУСКА) ЗАМЫКАЮЩЕГО ЗВЕНА
При решении обратной задачи используется уравнение размерной
цепи, выражающее зависимость номинального размера замыкающего
звена Ао от номинальных размеров составляющих звеньев в виде
Ао = (А2 + Л3) - (Лх + А)
или в общем виде для любого числа звеньев линейной размерной
цепи
Ло = (/lj + А + • • • + -^п) — (Лп+1 + Лп+а + • • • + Лт_1),
где т — общее количество звеньев цепи, включая замыкающее звено;
п — количество увеличивающих звеньев.
Можно записать, что
Ло=Ел,-Ел1, (5.1)
£=1 «4-1
где At —увеличивающий размер составляющего звена; At —умень-
шающий размер составляющего звена.
Наибольший предельный размер замыкающего звена линейной
размерной цепи
л»"" = (лГ“ + л,"“ +. • • + лЕ") - (ЛЕИ + ЛЕЙ + • • • + лй).
Наименьший предельный размер замыкающего звена
Ло”1" = (лГ" + л?1" +... + л Е‘ ’) - (ЛЕЙ + ЛЕЙ + • • • + ЛЕЗ)•
130
Разность наибольшего и наименьшего предельных размеров за-
мыкающего звена определяет величину его допуска ТА0, который
выражается в виде
ТА» = Лотах - Лот,п = (АГх - ЛГ1П) + (Л2тах - Л2т,п) + .. .
• • • + (ЛГ - ЛТ,П1 + (ЛГ£ - ЛЭД) +
+ (л™£ - яПп2) + • • • + (Л™. - Л).
При замене выражений, находящихся в скобках, соответствую-
щими допусками получается формула для определения допуска
замыкающего звена линейной раз-
мерной цепи
ТА0 = TAi + ТАг + ... + ТАт_^
или
EoAj______»I
Рис. В.4
ТА0= ЕТЛр
«=»1
Координата ЕсА^ середины поля до-
(5.2) пусяа ТА(
Верхнее предельное отклонение замыкающего звена ESA9 и
нижнее предельное отклонение EJA9 линейной размерной цепи
могут быть определены по формулам, приведенным ниже, которые
получаются после вычитания номинального размера замыкающего
звена Ло из его наибольшего Л““ и наименьшего Л"111 предельных
значений, т. е.:
£5Л0 = S ESAt - "ZEIAt; (5.3)
i=i л-М
EIA0 = fj EIAt - ESAt. (5.4)
/=i n+j
Таким образом, верхнее предельное отклонение замыкающего
звена ESA9 равняется разности суммы верхних отклонений увели-
чивающих звеньев и суммы нижних отклонений уменьшающих
звеньев.
Нижнее предельное отклонение замыкающего звена размерной
цепи Е1А0 равняется разности суммы нижних отклонений увеличи-
вающих звеньев и суммы верхних отклонений уменьшающих звеньев.
Предельные отклонения ESA0 и Е1Аа размера замыкающего
звена могут быть определены и по значениям координаты середины
поля допуска ЕсА9. Координатой середины поля допуска i-ro звена
EcAi называется расстояние середины поля допуска размера этого
звена до его номинального значения (рис. 5.4). Так как
EcAt = (ESAi + ElAt)/2, (5.5)
предельные отклонения:
Е5Л4 = ЕсЛ| + -^- (5.6); ElAt = EcAt - (5.7)
131
аналогично:
Е5Д0 = ЕсА0 + (5.8); Е1А0 = ЕсА9 - . (5.9)
Координата середины поля допуска ЕсА0 или середины поля рас-
сеяния Ес<о0 размера замыкающего звена линейной размерной цепи
определяется формулой
ЕсА0 = Еса0 = S EcAt - £ EcAi. (5.10)
г=1 л4-1
Пр и м е р. 5.1. Для детали, изображенной на рис. 5.3, а, с размерной целью
(рнс. 5.3, б) методом расчета на максимум н минимум определить: номинальный
размер замыкающего звена Ло, величину его допуска ТА0, предельные отклоне-
ния £5Л0 и Е1А0 и координату середины поля допуска ЕсА0; значения составля-
ющих звеньев:
Л1 = 35+0,16 мм, Ла = 60_озэ мм; Л3 = 2О'*"0,13 мм, Л4 = 4О"*"0’16 мм.
Решение. Номинальный размер замыкающего звена определяется согласно
формуле (5.1) в виде: Ло = (60-+- 20) — (35 + 40) = 5 мм. Допуск замыкающего
авена по формуле (5.2) равен ТА0 = 0,16 + 0,3+ 0,13+ 0,16 = 0,75 мм. По за-
данным условиям предельные отклонения составляющих размеров следующие:
£535 = +0,16 мм; £560 = 0; £520 = +0,13 мм; £540 = +0,16 мм; £/35 = 0}
£/60 = —0,30 мм; £/20 = 0; £/40 = 0.
Из формул (5.3) и (5.4) получаем:
£5Л0 = (£560 + £520) — (£/35 + £/40) =
>= (0 + 0,13) — (0 + 0) = +0,13 мм;
£/Л0 = (£/60 + £/20) — (£535 + £540) =
= (—0,30 + 0) — (0,16 + 0,16) = —0,62 мм.
Замыкающий размер —Ло = б+д’зд. Координата середины поля допуска замы->
кающего звена в соответствии с формулой (5.8) будет равна ЕсА0 = £5Л0 —
— = 0,13 — = — 0,245 мм.
РАСЧЕТ ДОПУСКОВ РАЗМЕРОВ СОСТАВЛЯЮЩИХ ЗВЕНЬЕВ
ПО ВЕЛИЧИНЕ ДОПУСКА (ПОЛЯ РАССЕЯНИЯ)^»
РАЗМЕРА ЗАМЫКАЮЩЕГО (ИСХОДНОГО) ЗВЕНА
(ПРЯМАЯ ЗАДАЧА)
В расчетах технологических размерных цепей эта задача очень
часто решается при использовании способа пробных расчетов.
При этом на все составляющие звенья размерной цепи назначаются
допуски, экономически достижимые при предполагаемых видах об-
работки рассматриваемых поверхностей, соответствующие стандарт-
ным допускам определенных квалитетов точности ГОСТ или СЭВ.
После этого определяются величина ожидаемого поля рассеяния
размера замыкающего звена соо и координата середины его поля рас-
сеяния Ес<&9 по формулам (5.2) и (5.10), в которых принимается, что
Т Aq = <0q.
132
Полученные значения <±>0 и £ссоо сравниваются с требуемыми
в проектируемом изделии допуском замыкающего звена и коорди-
натой середины поля его допуска. Если характеристики ожидаемого
рассеяния превышают допускаемые значения колебаний замыкаю-
щего (в данном случае исходного) звена, то производится ужесточе-
ние допусков одного или нескольких составляющих звеньев, после
чего производится проверочный расчет размерной цепи. Метсдом
попыток и последовательных приближений устанавливаются иско-
мые допуски.
С целью ускорения расчетов размерных цепей по этому способу
экономически достижимые допуски и предельные отклонения часто
назначаются для всех составляющих звеньев кроме одного, избран-
ного в качестве регулирующего. Допуск ТАР определяется по
формуле
т—2
ТЛР = ТЛО- Е ТЛ. (5.11)
Координаты середины поля допуска регулирующего звена
ЕсЛр = ЕсА0 - £ Ес At + Е EcAt, (5.12)
i=l n+l
когда регулирующее звено является увеличивающим, и
я _ т-2
ЕсАр = Е Ес A t - Е Ес At - ЕсА0, (5.13)
i=l я+1
когда регулирующее звено является уменьшающим.
В качестве регулирующего звена может быть принято любое
составляющее звено размерной цепи, однако в связи с тем, что в боль-
шинстве случаев приходится производить ужесточение допуска регу-
лирующего звена (по сравнению с другими звеньями), в качестве ре-
гулирующего удобно принимать звено, точная обработка и измере-
ние которого не вызывают затруднений, а размер относительно
велик.
Предельные отклонения для всех звеньев размерной цепи, кроме
регулирующего, обычно назначаются, как для основных валов и
отверстий, по размерам h и И СТ СЭВ 145—75 или симметрично —
в зависимости от типа поверхностей, к которым относятся определя-
емые допуски.
При расчете многозвенных размерных цепей для облегчения пер-
воначального назначения экономически достижимых допусков на
размеры составляющих звеньев в начале расчета определяется ве-
личина среднего допуска Тср по формуле
Тер = ТЛ0/(т-1). (5.14)
Затем, учитывая производственные трудности выполнения от-
дельных составляющих размеров и их величину, производится кор-
ректировка значения среднего допуска в ту или иную сторону.
Расположение полей допусков составляющих звеньев относительно
их номинальных размеров первоначально производится из техно-
133
логических соображений по принципу «допуск в металл», т. е. на
охватывающие размеры устанавливаются'допуски со знаком плюс,
а на охватываемые —со знаком минус. Допуск размера глубины
расточки (или наружной обточки) получает знак плюс, если сначала
обрабатывается внешний торец, и от него выдерживается размер
глубины расточки (или длина наружной обточки). При противопо-
ложной последовательности обработки на допуск глубины расточки
устанавливается знак минус. Следование правилу «допуск в металл»
облегчает рабочему выполнение разме-
ров по чертежу, так как нарушение
чертежных размеров в этом случае
компенсируется полем допуска и не-
исправимый брак исключается. Отступ-
ление от размеров в противоположную
сторону может быть устранено допол-
нительным снятием металла.
Окончательная проверка установ-
ленных допусков и предельных откло-
нений производится по формулам (5.2)
и (5.10).
Пример 5.2. Установить допуски и пре-
дельные отклонения линейных размеров дета-
лей части разъемного корпуса зубчатой пере-
дачи, изображенного на рис. 5.5, при условии
обеспечения зазора Ло в пределах от 1,0 до
1,75 мм.
Линейные размеры: dj = 140 мм, Аа =
= 5 мм, Ла = 101 мм, Л4 = 50 мм, Ла = 5 мм.
Решение. Замыкающим размером раз-
мерной цепи на рис. 5.5, б является зазор Ло =
= 1+0-76 мм, ТЛ0 = 0,75 мм, £/Л0 = 0,
ESA0 = +0,75 мм, ЕсА9 = +0,375 мм.
0 75
Величина среднего допуска по формуле (5.14) ТСп = -г2—г = 0,15 мм. Такая
г о — 1
величина среднего допуска для размеров деталей рассматриваемого механизма
примерно соответствует допускам 11-го квалнтета точности, выполнение которых
при дайной конструкции деталей не вызывает технологических трудностей. В связи
с этим иа все размеры звеньев размерной цепи назначаются допуски по /ill и ЯП,
т. е.: Л( " 140_qi26 мм, Л2 = 5_q>07S мм, Л3 = 101 мм, А4 — 6О+0'1®. мм, Ла =
“ б—0,076 »“•
Проверка по формуле (5.2) показывает, что в этом случае колебания <Dg исход-
ного размера Ао превосходят величину установленного допуска ТА9 = 0,75 мм,
так как <Dg = 0,25 + 0,075 + 0,22 + 0,16 + 0,075 = 0,78 мм, и заданное условие
расчета не выполнено. Это вынуждает выбрать регулирующее звено, размер кото-
рого должен быть обработан точнее 11-го квалнтета, принятого для всех остальных
размеров. В качестве регулирующего избирается размер dt = 140 мм, выполнение
и измерение которого не вызывает затруднений, а абсолютная величина допуска
которого больше, чем у других размеров, н может быть уменьшена, не вызывая
больших осложнений.
Допуск регулирующего звена Аг определяется по формуле (5.11): ТАг =
= 0,75 — (0,075 + 0,22 + 0,16 + 0,075) = 0,22 мм.
Звено является уменьшающим, поэтому координата середины поля допуска
определяется для него по формуле (5.13)
ЕсА = (0,11 + 0,08) — (—0,0375 — 0,0375) — 0,375 = —0,11 мм.
134
Предельные отклонения регулирующего звена Ах:
ESAt= -0,11 +-^ = 0; £/А1 =-0,11 --^ = — 0,22 им.
А &
Размер регулирующего звена Aj = 14О_о 2г мм.
Проверка. Согласно формуле (5.1): — (А™ах + А"ах) — (А{п|п+
+ A™in + A^in) = (101,22 + 50,16) — (139,78 + 4,925 + 4,925)= 1,75 им; А^й,=
= (А™|п + A”in) - (А["ах + А™х + Аб) = (101 + 50) — (140 + 5 + 5) =
= 1,0 мм. Расчет сделан правильно.
Основными достоинствами метода расчета на максимум и минимум,
обеспечивающего полную взаимозаменяемость деталей и сборочных
единиц, являются: а) простота, высокая производительность и эко*
номичность сборки изделий, сводящейся в этом случае только к со-
единению и фиксации отдельных деталей и не требующей высокой
квалификации рабочих; б) простота нормирования сборочных опе-
раций, их синхронизации во времени и организации поточной сборки;
в) возможность специализации и кооперирования предприятий по
выпуску деталей и сборочных единиц; г) сокращение простоев ма*
шин при их ремонте и упрощение ремонта в связи с возможностью
быстрой замены изношенных деталей новыми без пригонки и регули-
рования.
Крупнейшим недостатком метода расчета на максимум и минимум
является необходимость ужесточения допусков составляющих звень-
ев пропорционально их количеству [в соответствии с формулой
(5.14)]. При большом числе звеньев допуски составляющих размеров
получаются чрезвычайно жесткими и во многих случаях экономи-
чески невыполнимыми. В этом случае сочетание при сборке или при
механической обработке всех увеличивающих размеров с верхними
предельными отклонениями с уменьшающими размерами, изготов-
ленными с нижними предельными отклонениями (и наоборот), мало-
вероятно, а при значительном числе составляющих звеньев — прак-
тически невозможно.
По расчетам проф. Н. А. Бородачева, при равной вероятности
получения составляющих звеньев с размерами, соответствующими
любым точкам полей их допусков, вероятность наихудших сочетаний
размеров у десятизвенной цепи составляет 0,0000000000002. Эго
значит, что если предприятие ежедневно выпускает по 1 млн. комп-
лектов, то крайние сочетания размеров, рассчитанных по максимуму
и минимуму, будут встречаться в среднем один раз в 10 000—
15 000 лет.
В связи с этим расчет на максимум и минимум должен применяться
лишь для коротких размерных цепей, имеющих два-три составля-
ющих звена. Технологические размерные цепи, связанные с рас-
четом размеров и допусков при смене технологических баз, при рас-
четах припусков на обработку и т. п. в большинстве случаев огра-
ничены двумя-тремя составляющими звеньями и обычно рассчитыва-
ются на максимум и минимум.
138
При более длинных размерных цепях этот расчет целесообразен
лишь для ориентировочных и приближенных решений, а также при
дополнительных контрольных расчетах размерных цепей, имеющих
звенья с резко различающимися допусками по их величине.
$ 5.3
МЕТОД НЕПОЛНОЙ ВЗАИМОЗАМЕНЯЕМОСТИ
При расчете размерных цепей с числом составляющих звеньев более
трех целесообразно принять в основу достижения точности метод
неполной взаимозаменяемости с использованием вероятностного
расчета. При использовании метода неполной взаимозаменяемости
требуемая точность обеспечивается у заранее обусловленной части
объектов путем включения в размерную цепь составляющих звеньев
без их выбора, подбора или изменения их значений.
Расчет вероятностным методом, осуществляемый в этом случае,
производится с учетом фактического распределения истинных раз-
меров внутри полей их допусков и вероятности их различных со-
четаний при сборке и механической обработке.
РАСЧЕТ ПОЛЯ РАССЕЯНИЯ (ДОПУСКА)
ЗАМЫКАЮЩЕГО ЗВЕНА ВЕРОЯТНОСТНЫМ МЕТОДОМ
(ОБРАТНАЯ ЗАДАЧА)
В соответствии с положениями теории вероятностей суммирование
случайных величин производится квадратически, причем сумма
этих величин, в свою очередь, представляет собой случайную вели-
чину, изменяющуюся по определенному закону распределения.
При этом закон распределения размеров замыкающего звена тем
ближе к закону нормального распределения, чем больше составля-
ющих звеньев имеет размерная цепь.
Наименьшее количество составляющих звеньев (т — 1), при
котором происходит распределение размеров замыкающего звена по
закону нормального распределения, составляет при распределении
составляющих размеров цепи по законам: равной вероятности
(т — 1) = 4, равнобедренного треугольника (закону Симпсона)
(т — 1) = 3, нормального распределения (т — 1) = 2.
В практических условиях (особенно при проектных расчетах)
законы распределения составляющих звеньев часто неизвестны,
поэтому применение вероятностного метода расчета считается пра-
вильным при числе составляющих звеньев размерной цепи (т —
— 1) £& 4.
С учетом сказанного выше поле рассеяния замыкающего звена соо
или его допуск ТА0 [аналогично формуле (5.2)] определяется фор-
мулой
/т—1
(5.15)
i=i
J36
Рис. б.в
Пределы кривой рассеяния при
практических расчетах
где t — коэффициент риска, характеризующий вероятность выхода
отклонений замыкающего звена за пределы допуска (нормированный
параметр распределения).
В формуле (5.15) принято, что поля рассеяния размеров состав-
ляющих звеньев равны допускам на их изготовление TAt.
Несмотря на то, что ветви кривой нормального распределения
уходят в бесконечность, при практических расчетах поле рассеяния
ограничивается некоторыми пределами (рис. 5.6), зависящими от
величины среднего квадратического ст,
со = (^сР + to) — (^ср — to) = 2to,
где Lcp —среднее арифметическое зна-
чение случайной величины; <о — поле
рассеяния случайной величины; t =
= (Lt — Lcp)/0 — нормированный па-
раметр распределения, или коэффи-
циент риска.
При расчетах значения t выбира-
ются в зависимости от принятой ве-
роятности Р (риска) выхода значений L
за пределы поля допуска Т При рас-
четах на основе закона нормального
распределения величина может быть
выбрана по приведенной выше табл. 2.4.
Вероятностный расчет размерных
цепей обычно производится в случаях,
когда число их составляющих звенье
распределение размеров замыкающего звена подчиняется закону
нормального распределения независимо от законов распределе-
ния составляющих звеньев. При этом принимается t = 3, когда
процент риска выхода за пределы допуска составляет 0,27 %. Прак-
тически в этом случае количество деталей или сборочных соединений,
выходящих за пределы допуска, не превышает 3 шт. на 1000 шт.
изделий.
Относительное среднее квадратическое отклонение, характери-
зующее закон рассеяния размеров составляющих звеньев или их
отклонений, определяется по формуле
= 2стг/со{ = 1//.
Величина коэффициента X? составляет:
е. когда
1
для закона нормального распределения
_ 1
» > Симпсона.
о
, 1
> > равной вероятности —
При механической обработке заготовок на настроенных станках
распределение полученных размеров подчиняется закону нормаль-
ного распределения при легко выдерживаемых допусках (9—10-го
137
квалитетов и грубее). При средней точности обработки (7—8-й квали-
теты) распределение соответствует закону Симпсона и при очень
жестких допусках (5—6-й квалитеты) —закону равной вероят-
ности.
При распределении размеров составляющих звеньев по закону
нормального распределения для линейной размерной цепи с (т —
—1)^4 формула (5.15) приобретает вид
/т—1
ЕТ’Д?. (5.16)
1=1
Расчеты по формуле (5.15) могут быть упрощены при введении
в нее величины коэффициента относительного рассеяния kt. Этот
коэффициент характеризует степень отличия распределения по-
грешностей i-ro звена от нормального распределения, которому обы-
чно подчиняются погрешности замыкающего звена, и может быть
определен из выражения kt = Х^Хд или kt = 6ot/©t.
Численные значения коэффициента относительного рассеяния
для основных законов распределения были приведены в гл. 2.
Значение kt связано с величинами t и X соотношением kt = /Хь
поэтому (после соответствующих подстановок) формула (5.15) для
линейных размерных цепей может быть представлена в виде
ТА0 = = 1/ Е^ТД?. (5.17)
г i=l
При проектных расчетах размерных цепей, когда законы рас-
пределения размеров составляющих звеньев неизвестны, условно
принимается распределение всех звеньев одинаковым, соответствую-
щим закону Симпсона. Тогда значение X? в формуле (5.15) принима-
ется равным 1/6, а значение ki = 1,2.
В этих случаях формула (5.17) приводится к простому выражению
/т—1
Е ТА]. (5.18)
«=1
При вычислении предельных значений замыкающего звена веро-
ятностным методом имеет значение симметричность расположения
размеров составляющих звеньев внутри их полей рассеяния (или
внутри полей их допусков).
При симметричном расположении размеров составляющих звеньев
At координата середины поля рассеяния замыкающего звена Ес<д0
и координата середины поля допуска ЕсА0 определяются по формуле
(5.10).
Затем рассчитываются значения предельных отклонений замы-
кающего звена по формулам (5.8) и (5.9), которые приобретают вид:
ESA0 = Еса>0 4- соо/2; (5.19)
Е1А0 = Ес(и0 — соо/2, (5.20)
или по формулам (5.3) и (5.4),
138
В гл. 2 было указано, что при несимметричном расположении
размеров составляющих звеньев центры их группирования и середины
полей допусков не совпадают друг с другом (см. рис. 2.11).
Смещение центра группирования отклонений составляющих зве-
ньев характеризуется величиной коэффициента относительной асим-
метрии аь величина которого определяется формулой (2.14).
Значения af находятся в пределах от 0 до ±0,5 и определяются
опытным путем или находятся из соответствующих таблиц. В про-
ектных условиях обычно принимают аг = 0 для всех составляющих
звеньев размерной цепи (условно принимая распределение их от-
клонений симметричным).
Координата центра группирования EmAt (математическое ожи-
дание отклонений) составляющего звена линейной размерной цепи
определяется формулами:
EmAt = Ес<й0 + а^,/2 (5.21)
или
EmA, = ЕсА, + а/ТЛ4/2. (5.22)
Смещения центров группирования отклонений составляющих
звеньев могут происходить в разные стороны и, являясь системати-
ческими погрешностями, суммируются алгебраически, вызывая
смещение центра группирования отклонений замыкающего звена.
Координата центра группирования отклонений замыкающего
звена (математическое ожидание его отклонений) ЕтА0 линейной
размерной цепи определяется выражением:
ЕМА, - V (Вот, + а, А) - У (Есо, + а, %) (5.23)
1^1 Н+1
или
ЕтЛ„ - V (ЕсА, + a,-Q) - V (ЕсЛ, + а,-^L). (5.24)
f=i £+1
Ранее было указано, что рассеяние отклонений замыкающего
звена многозвенной размерной цепи, имеющей число составляющих
звеньев (т — 1) 4, подчиняется закону нормального распределе-
ния независимо от законов и формы кривых распределения состав-
ляющих звеньев, поэтому кривая рассеяния замыкающего звена
является симметричной кривой Гаусса, положение которой опре-
деляется координатой центра группирования ЕтА0, одинаковой
в этом случае с координатой середины поля рассеяния Ес(л0 (рис. 5.7).
В связи с этим предельные отклонения размера замыкающего звена
могут быть вычислены по формулам (5.8) и (5.9), приобретающим
вид:
£5Л0 = ЕтА0 + <оо/2; (5.25)
Е1А0 = ЕтА0 — ю0/2. (5.26)
Пример 5.3. Решить пример 5.1, применяя вероятностный метод расчета,
когда законы распределения размеров составляющих звеньев неизвестны.
139
Решение. Принимаем щ = 0; ki = 1,2. Номинальный размер замыкаю-
щего звена [согласно формуле (5.1)] остается неизменным, т. е. Ло = 5 мм. Пеле
рассеяния замыкающего звена [согласно формуле (5.17)] определяется в виде =
= 1,2 1^0,162 + 0,302 + 0,132 + 0,162 = 0,477 мм. Координата середины поля
рассеяния замыкающего звена Еса0 совпадает с координатой середины поля до-
пуска .ЕсЛо, найденной в примере 5.1, т. е. Еса>0 = ЕсА0 = —0,245. Согласно фор-
мулам (5.6) и (5.7), предельные отклонения ESA0 = Ет0 4~ <в0/2 = —0,245 +
+ 0,477/2 = —0,007 мм; Е1А0 = Ет0 — (00/2 = —0,245 — 0,477/2 = -0,484 мм.
Замыкающий размер — А = мм.
Сопоставление результатов расчетов примеров 5.1 и 5.3 показы-
вает, что поле рассеяния (допуск) замыкающего звена, вычисленное
вероятностным методом, в 0,75/0,477 = 1,57 раза меньше поля
рассеяния (допуска), рассчитанного на максимум и минимум.
Рис. 5.7
Координата центра группирова-
ния ЕтАа и координата сере-
дины поля рассеяния £«oo сим-
метричной кривой Гаусса
Соответственно изменяются и предельные отклонения размеров
замыкающего звена.
Пример 5.4. Решить задачу предыдущего примера для случая, когда kj, =
= 1,2, ах = 0, «2 = 4-0,45, etg = 4-0,35, а4 = —0,2.
Решение. Поле рассеяния сохраняется одинаковым с предыдущим приме-
ром, т. е. ш0 = 0,477 мм. Координата центра группирования (математическое ожи-
дание) отклонений замыкающего звена [согласно формуле (5.23)] будет равна
ЕтА0 = ( - 0,15 4- 0,45 4- 0,065 4- 0,35 —
— (о,08 4-0 2^4-0,08 —0,2^) = —0,139 мм.
РАСЧЕТ ДОПУСКОВ СОСТАВЛЯЮЩИХ ЗВЕНЬЕВ
Допуски размеров составляющих звеньев при расчете размерных
цепей вероятностным методом определяются принципиально так же,
как и при их расчете на максимум и минимум. Различие сводится
в основном к замене арифметического суммирования геометрическим.
При использовании способа пробных расчетов после назначения
допусков на все размеры составляющих звеньев линейной размерной
цепи производится сравнение величины поля рассеяния замыкаю-
щего (исходного) размера с его заданным допуском. При этом вместо
формулы (5.2) используются формулы (5.16) или (5.17). Координата
середины поля рассеяния (так же как и при расчете на максимум и
минимум) определяется по формуле (5.10).
140
Расчет начинается с определения величины среднего допуска со-
ставляющеих звеньев. При этом вместо формулы (5.14), применяе-
мой при расчете на максимум и минимум, используется формула,
приведенная ниже,
Тс„ = W(l,2/m-l). (5.27)
Если по результатам расчета средняя точность размеров состав-
ляющих звеньев соответствует 11-му или 12-му квалитету, то метод
неполной взаимозаменяемости считается подходящим для решения
данной размерной цепи и определенный в результате расчета ква-
литет принимается в основу для установления допусков размеров
всех составляющих звеньев, кроме регулирующего.
Если по расчетам требуемая средняя точность размеров состав-
ляющих звеньев характеризуется 7—9-м квалитетами, то достижение
требуемой точности замыкающего звена методом неполной взаимо-
заменяемости является невозможным, что делает необходимым
использование метода регулирования, или пригонки.
При установлении расчетом необходимости обеспечения точности
размеров составляющих звеньев в пределах 10-го квалитета вопрос
о возможности ее достижения должен решаться путем дополнитель-
ного анализа технологических особенностей изготовления деталей,
входящих в данную размерную цепь.
Ранее было указано, что в качестве регулирующего звена реко-
мендуется выбирать звено с наибольшим номинальным размером,
выполнение и измерение которого не вызывают технологических
трудностей.
На все размеры рассчитываемой цепи назначаются допуски по h
и Н установленного квалитета точности.
Правильность назначения допусков проверяется по формулам
(5.15)—(5-17).
При необходимости после этого производят выбор и расчет до-
пуска регулирующего звена по формуле
1 / wi—2
ТЛР = ^.|/ TAl-^klTA2lf (5.28)
где /?р—коэффициент относительного рассеяния размера регули-
рующего звена.
Координата середины поля допуска размера регулирующего
звена ЁсАр определяется в случаях, приведенных ниже, по соот-
ветствующим формулам. Если регулирующее звено является увели-
чивающим, то определяют по формуле (5.29)
ЕсА, = ЕсЛ0 - V (ЕсЛ, + а, +
+ (ЕсЛ,+а. (5.29)
п+1
141
Если регулирующее звено является уменьшающим, то по
формуле (5.30)
п -+ т—2 +.
ЕсА, = (ЕсА, + а, + а/ - ЕсА,. (5.30)
Предельные отклонения размера регулирующего звена так же,
как и при расчете на максимум и минимум, находятся по несколько
измененным формулам (5.6) и (5.7).
Пример 5.5. Для условий примера 5.2 установить допуски и предельные
отклонения линейных размеров, пользуясь вероятностным методом.
Решение. Определяется средний допуск составляющих звеньев по фор-
муле (5.27)
Т__________0,75
Ср 1,2/6=Л
= 0,28 мм.
Эта величина допуска для среднего размера деталей данного примера прибли-
зительно соответствует точности 12-го квалитета. В связи с этим на все размеры со-
ставляющих звеньев рассчитываемой размерной цепи устанавливаются допуски
по Я12 и Я12:
А{ = 14O._o.4o «м» А» = 5-0,12 мм> Аз = Ю1+0,35 мм, А4 = 5О+0’26 ми,
46 = 5_0,12 ММ-
Поле рассеяния размеров а>0 замыкающего (исходного) звена [согласно фор-
муле (5.26)] при этом составляет
ш0 = 1,2 КО,40’4- 0,12» 4- 0,35’ + 0,25’+ 0,12’ = 0,734 мм,
т. е. меньше установленного допуска исходного размера ТА0 = 0,75 мм. В связи
с этим отпадает необходимость в ужесточении допуска регулирующего звена, однако
сохраняется необходимость в расчете фактических отклонений размера замыкающего
звена при принятых допусках на составляющие размеры.
Координата середины поля рассеяния Ecco» замыкающего звена по формуле
(5.12) определяется выражением Есы0 = 0,175 + 0,125 — (—0,2 — 0,06 — 0,06) =
= 0,62 мм, тогда как по заданным условиям она должна быть равна ЕсА0 = —=>
= = -|- 0,375 мм. Соответственно завышенными окажутся и фактические зна-
чения Е5Л0 н Е1А0, поэтому исходные условия задачи не выполняются.
Для уменьшения величины координаты середины поля рассеяния в данном
случае целесообразно принять для размеров Ая и Л5 допуски по Я12;т. е. Ла =
= As = 5+°’12 мм.
Тогда координата середины фактического поля рассеяния замыкающего (исход-
ного) размера Есо>0 определяется из выражения Есы0 = 0,175 4" 0,125 — (—0,2 +
+ 0,06 + 0,06) = 0,38 мм. Соответственно: ESAa = 0,38 + 0,734/2 = 0,747 мм;
Ё7Л0 = 0,38 — 0,734/2 = 0,13 мм, т. е. фактические размеры замыкающего звена
Ло = 1фоиз7 находятся в границах установленного допуска Ао = 1+0,75 мм и по-
ставленная задача расчета выполнена.
Сопоставление результатов расчетов в примерах 5.2 и 5.5 по-
казывает, что применение вероятностного метода расчета позволяет
существенно (в данном случае в 1,6—1,8 раза) расширить допуски
на обработку заготовок по сравнению с допусками, устанавливае-
мыми расчетом на максимум и минимум.
142
Глава 6
БАЗИРОВАНИЕ И БАЗЫ В МАШИНОСТРОЕНИИ
БАЗЫ И ОПОРНЫЕ ТОЧЕН
ПОЗИЦИОННЫЕ СВЯЗИ И БАЗИРОВАНИЕ
Для правильной работы каждой машины необходимо обеспечить
определенное взаимное расположение ее деталей и узлов.
При обработке деталей на станках заготовки также должны быть
правильно ориентированы относительно механизмов и узлов станков,
определяющих траектории движения подачи обрабатывающих инстру-
ментов (направляющих суппортов, фрезерных и резцовых головок,
упоров, копировальных устройств и др.). Погрешности формы и
размеров обработанных заготовок определяются отклонениями поло-
жений режущих кромок и заготовок от траектории заданного формо-
образующего движения, Задачи взаимной ориентировки деталей и
сборочных единиц в машинах при их сборке и заготовок на станках
при изготовлении деталей решаются их базированием.
В общем случае базированием называется придание заготовке
или изделию требуемого положения относительно выбранной системы
координат (ГОСТ 21495—76). Применительно к проектированию
или сборке под базированием понимают придание детали или сбороч-
ной единице требуемого положения относительно других деталей
изделия. При механической обработке заготовок на станках бази-
рованием принято считать придание заготовке требуемого положе-
ния относительно элементов станка, определяющих траектории
движения подачи обрабатывающего инструмента.
Для выполнения технологической операции требуется не только
осуществить базирование обрабатываемой заготовки, но также не-
обходимо обеспечить ее неподвижность относительно приспособления
на весь период обработки, гарантирующую сохранение неизменной
ориентировки заготовки и нормальное протекание процесса обра-
ботки. В связи с этим при установке заготовок в приспособлениях
решаются две различные задачи: ориентировка, осуществляемая
базированием, и создание неподвижности, достигаемое закреплением
заготовок. Несмотря на различие этих задач, они решаются теорети-
чески одинаковыми методами, т. е. посредством наложения опреде-
ленных ограничений (связей) на возможные перемещения заготовки
(механической системы) в пространстве.
Известно, что для полного исключения подвижности твердого
тела в пространстве необходимо лишить его шести степеней свободы:
трех поступательных перемещений вдоль осей координат и трех
вращений вокруг указанных осей. Это достигается наложением
связей.
Под связями подразумеваются ограничения позиционного (гео-
метрического) или кинематического характера, накладываемые на
143
Рвс. «.1
Ороептпрома пряшатпоосвого том в про-
страпггав
движение точек рассматриваемого тела (заготовки или летали).
В соответствии с характером ограничении различают позиционные
(геометрические) связи, ограничивающие перемещения, и кинемати-
ческие связи, ограничивающие скорости. В технологии машино-
строения приходится иметь дело, главным образом, с позиционными
связями, не зависящими от времени н называемыми поэтому стацио-
нарными позиционными связями.
Для ориентировки призматического тела в пространстве необ-
ходимо соединить три точки ait а3 его нижней поверхности, не
лежащие на общей прямой, двусторонними позиционными связями
с плоскостью XOY прямоугольной
системы координат (рис. 6.1). При
этом двусторонние связи, симво-
лизируемые координатами х, могут
быть представлены в виде недефор-
мируемых стержней, сохраня-
ющих, однако, способность сколь-
зить по плоскости XOY вдоль осей
ОХ и OY, не отрываясь от нее и
от нижней плоскости А призмати-
ческого тела. В результате этого
призматическое тело лишается трех
степеней свободы, т. е., в частно-
сти, оно теряет возможность посту-
пательного движения вдоль оси OZ
и вращательного движения во-
круг осей ОХ и OY. Для лишения
тела еще двух степеней свободы,
т. е. лишения возможности перемещений вдоль осн ОХ и поворотов
вокруг осн OZ, необходимо соединить его боковую поверхность В
двумя двусторонними связями (координатами х) с плоскостью YOZ.
Для полной ориентировки тела в пространстве необходимо лишить
его шестой степени свободы, т. е. возможности перемещения вдоль
оси OY-t для этого следует соединить поверхность С одной двусторон-
ней связью у с плоскостью XOZ.
В рассмотренном случае недеформируемые стержни (координаты
х, у. г) представляют собой двусторонние «идеальные овязн>1,
число которых (шесть) соответствует числу степеней свободы, отби-
раемых у тела при наложении связей. Шесть наложенных двусторон-
них позиционных связей обеспечивают заданную ориентировку тела
относительно системы координат OXYZ и фиксирование тела в дан-
ном положении.
Изображенное иа рис. 6.1 призматическое тело с наложенными
на него двусторонними связями представляет собой по терминологии
теоретической механики несвободную механическую систему. Не-
свободной называется механическая система (твердое тело), на дви-
1 Поя .идеальными связями. понимаются идеалширомнные свяам бяя трения.
<44
жен и я точек которой наложены геометрические (позиционные) или
кинематические связи.
Примером двусторонней связи (рис. 6.2, а) может служить
связь абсолютно гладкого шара, расположенного между двумя аб-
солютно гладкими плоскостями (при отсутствии сил трения в точках
контакта шара с этими плоскостями). Очевидно, что контакт точек
шара А н В с плоскостями исключает возможность его движения
в направления осн OZ в обе стороны.
Математическое выражение двусторонней связи представляет
собой равенство
(6.1) *
где z0 — координата центра;
г — радиус шара.
Рассматриваемая двусторон-
няя связь накладывает огра-
ничение на перемещение и по-
этому называется позиционной Z
(геометрической). В то же время
OHB ЯВЛЯетСЯ идеальной, так Йш® даустороммй (в) м одностороннем (<)
как осуществляется между аб-
сол ют но гладкими поверхно-
стями без трения.
Очевидно, что при наложении одной двусторонней связи, исклю-
чающей движение шара в направлении оси 0Z, т. е. лишающей его
одной степени свободы, он сохраняет возможность перемещений
вдоль осей ОХ и OY и вращения вокруг всех осей координат, т. е.
сохраняет пять степеней свободы. При этом следует отметить, что
для осуществления одной идеальной двусторонней связи в примере
(рис. 6.2, а) потребовались две точки контакта шара с плоскостями.
Это обусловлено тем, что связь может накладываться только абсо-
лютно твердыми телами (либо их аналогами н невесомыми нитями).
Таким образом, при наложении связей число лишаемых ими степеней
свободы твердого тела часто не равняется числу точек контакта.
Например, при двусторонних идеальных связях (т. е. связях без
трення) число связей вдвое меньше числа точек контакта, а при не-
идеальных односторонних связях (т. е. связях с трением) число свя-
зей оказывается больше числа точек контакта.
Положение механической системы с наложенными двусторонними
позиционными связями в пространстве в каждый момент времени
может быть определено произвольными параметрами, например
координатами х, у, г.
Каждому набору этих параметров соответствует определенная
конфигурация системы. Число параметров (например, координат),
от которых зависит конфигурация системы в произвольный мо-
мент времени, определяет число степеней свободы, отнятых у си-
стемы.
Для фиксирования заданной конфигурации системы необходимо
создать условия, исключающие возможность изменения параметров,
145
т. е. нужно лишить ее всех шести степеней свободы. Для этого не-
обходимо наложить на твердое тело шесть двусторонних связей.
Ниже будет показано, что в практических условиях проектиро-
вания приспособлений задача фиксации решается созданием зажим-
ных устройств.
В реальных условиях базирования заготовок в приспособлениях
или деталей в сборных элементах машин двусторонние позиционные
связи, представляемые на рис. 6.1 координатами х, у, 2, заменяются
непосредственным контактом соответствующих поверхностей или
опорных точек заготовок и приспособлений или других деталей
машин. При этом число опорных точек, обеспечивающих базирование
заготовки, должно быть равным числу заменяемых ими двусторон-
них позиционных связей.
Возникающие при этом позиционные связи не могут быть отнесены
к категории двусторонних, а являются односторонними связями
(рис. 6.2, б), математическое выражение которых может быть пред-
ставлено неравенством
Zo-r^O. (6.2)
При соблюдении в выражении (6.2) знака равенства (что бывает
при контакте шара с плоскостью в точке Л) односторонняя связь
исключает движение шара по нормали к плоскости. При соблюдении
неравенства, т. е. при отсутствии контакта шара с плоскостью, огра-
ничения на движения шара не накладываются и эти конфигурации
называются обыкновенными.
Если при односторонних связях хотя бы одно из математических
выражений связи обращается в равенство, то конфигурация системы
называется пограничной. Односторонние связи только тогда накла-
дывают ограничения на возможные перемещения системы, когда эти
перемещения исходят из пограничных конфигураций.
Пограничные конфигурации обычно реализуются приложением
сил. В рассмотренном примере (рис. 6.2, б) для абсолютно гладкой
плоскости пограничная конфигурация характеризуется контактом
гладкого шара в точке А, что осуществляется соответствующим при-
ложением силы по оси OZ (например, приложением силы тяжести).
Однако приложение силы не превращает одностороннею связь
в двустороннюю, так как ограничение перемещения может накла-
дываться только абсолютно твердыми телами, а не силами.
При установке заготовок на опорные точки приспособлений
каждая из опорных точек реализует одну одностороннюю связь
в пограничной конфигурации, т. е. обязательно дополняется силой
(сила тяжести или прижима).
При этом под «опорной точкой» подразумевается идеальная точка
контакта поверхностей заготовки и приспособления, лишающая за-
готовку одной степени свободы, делая невозможным ее перемещение
в направлении, перпендикулярном опорной поверхности.
В этом определении опорная точка названа идеальной потому,
что в действительности в реальных условиях базирования материаль-
ная опорная точка приспособления в сочетании с приложенной к за*
146
z
готовке силой лишает заготовку не одной, а трех степеней свободы»
так как не только ограничивает возможные перемещения заготовки
по нормали к опорной плоскости, но и воздействием сил трения ис-
ключает возможность перемещений заготовки вдоль осей ОХ и OY.
При замене координат х, «/, г (рис. 6.1) опорными точками
(рис. 6.3) положение тела относительно выбранной системы коор-
динат остается полностью определенным. Опорные точки здесь отоб-
ражают шесть идеальных связей (т. е. связей без трения), которые
в данном случае являются односторонними и лишают тело шести
степеней свободы. Пограничная конфигурация реализуется в при-
способлениях созданием усилий прижима при закреплении заготовок.
Рассматривавшиеся ранее позиционные
связи являются идеальными связями или
связями без трения. Реальные связи, возни-
кающие при базировании, всегда являются
неидеальными. Неидеальную позиционную
связь (т. е. связь с кулоновым трением)
можно условно представить как составную,
включающую соответствующую по харак-
теру ограничений идеальную связь (одно-
стороннюю или двустороннюю) и так назы-
ваемую фрикционную связь, порождаемую
трением с касательным взаимодействием
в точках контакта.
Для фрикционных связей можно указать
свойства, которые аналогичны односторонним
связям. В частности, для их реализации
необходимо при помощи приложенных к телу сил создавать контакт-
ные давления в точках контакта с телами, осуществляющими связь.
При этом пограничные конфигурации соответствуют условиям:
Рсдв = F; F = fNt (6.3)
где F — предельная касательная реакция связи (сила трения);
Рсдв —проекция сдвигающей силы на направление касательной;
N—нормальное усилие; f—коэффициент трения покоя.
Фрикционная связь реализуется только при выполнении условия;
Л.дв < F или Мп < Мтр, (6.4)
где Мп —момент активных сил относительно оси п, нормальной к по-
верхности трения в полюсе трения; А4тр —момент сил трения отно-
сительно той же оси.
Необходимо подчеркнуть, что конфигурация системы определяется
наложенными на нее идеальными позиционными, а не фрикцион-
ными связями. В связи с этим при базировании (ориентировке) заго-
товки в приспособлении имеют значение числа и расположение
идеальных опорных точек, а не фрикционных связей. Число идеаль-
ных опорных точек в приспособлении можно условно считать равным
числу степеней свободы, отнимаемых у заготовки при базировании
в данном приспособлении. Возникающие при установке заготовки
U7
Рис. в.З
Базирование призматиче-
ской заготовки в приспо-
соблении
фрикционные связи лишают ее подвижности и способствуют ее за-
креплению, но не участвуют в базировании заготовки.
Пусть, например, тело (плоская стальная заготовка) лежит на
магнитной плите станка, создающей контактное давление в опорных
точках а19 а2, а9 (рис. 6.4). При этом на тело наложены три идеаль-
ные односторонние позиционные связи, лишающие тело трех степеней
свободы и определяющие его положение в направлении оси 0Z,
а также углы поворота вокруг осей ОХ и 0Y (заготовка располо-
жена параллельно плоскости XOY). Углы поворота заготовки вокруг
Рис. 6.4
Базирование призматической заготовки на
плоскости магнитного стола
оси 0Z и ее положения в на-
правлениях осей ОХ и 0Y ни-
чем не ограничиваются, и она
сохраняет три степени свободы.
После включения магнитных
сил возникают фрикционные
связи, исключающие возмож-
ность каких-либо перемещений
заготовки и обеспечивающие
ее неподвижность; однако ее
положение в направлениях осей
ОХ и 0Y и поворотов вокруг оси 0Z остается по-прежнему не-
определенным, различным для разных заготовок партии.
В приспособлениях, когда на обрабатываемую заготовку наклады-
ваются односторонние связи, фрикционные связи могут создавать
погрешности базирования. Так, например, если при базировании
призматической заготовки (рис. 6.3) приложить силу в плоскости,
параллельной плоскости XOZ, то при соответствующем направлении
этой силы можно обеспечить контакт в точках а19 а2, а9 и b19 b2.
Тогда для реализации контакта в точке с необходимо выполнить
условие (6.3) для фрикционных связей, возникающих в указанных
точках. Очевидно, что нестабильность в величинах коэффициента
трения и замыкающего усилия, реализующего контакт в точке с,
будет’ источником погрешностей при базировании.
Правило шести точек. Для полного базирования заготовки в при-
способлении необходимо и достаточно создать в нем шесть опорных
точек, расположенных определенным образом относительно базовых
поверхностей заготовки.
ПОНЯТИЕ О БАЗАХ
Поверхности заготовок или деталей, используемые при базировании,
называют базами.
В зависимости от числа идеальных опорных точек, с которыми база
находится в контакте, и, следовательно, в зависимости от числа от-
нимаемых при этом степеней свободы у призматических заготовок и
деталей различают установочную базу Л, находящуюся в контакте
с тремя опорными точками, направляющую базу В, находящуюся
в контакте с двумя опорными точками, и упорную базу С, имеющую
контакт с одной опорной точкой (см. рис. 6.3).
148
Каждая из названных баз определяет положение заготовки от-
носительно одной из плоскостей системы координат в направлении,
перпендикулярном к этой базе, т. е. в направлении одной из коорди-
натных осей. Очевидно, что для полной ориентировки заготовки
в приспособлении необходимо использовать комплект из всех трех
баз.
Для повышения точности и надежности ориентировки заготовки
и детали в качестве установочной базы принимают поверхность
с наибольшими размерами, позволяющую расположить три опорные
точки, лежащие не на одной прямой, на значительном расстоянии
друг от друга; в качестве направляющей базы с той же целью при-
нимают самую длинную поверхность.
Для упорной базы может быть ис-
пользована поверхность любых (даже
самых малых) размеров при условии
достаточно хорошего ее состояния
и постоянства формы (отсутствие
литников, заусенцев, литейных
швов, линий разъема штампов и т. п.).
В связи с.тем, что опорные точки
создают односторонние связи, кото-
рые накладывают ограничения на
перемещения тел, только тогда, когда
перемещения исходят из погранич- а
НЫХ конфигураций, возникающих 5“ен*™5ровка длинного цнлнндрн««о-
обычно при приложении СИЛ, опор- го тела в пространстве
ные точки приспособлений допо-
лняются прижимами, обеспечивающими постоянство контакта баз
с опорными точками. При этом количество прижимов в приспо-
соблении обычно не изменяет числа созданных связей и в расчет
требуемых опорных точек не входит 1.
Для ориентировки длинного цилиндрического тела (/ > d) в про-
странстве необходимо соединить его цилиндрическую поверхность А
двумя двусторонними связями — координатами z с плоскостью XOY
и двумя связями —координатами х с плоскостью YOZ (рис. 6.5),
лишая этим тело четырех степеней свободы (возможности перемеще-
ния вдоль оси ОХ и вдоль оси OZ, а также поворотов вокруг оси ОХ
и вокруг оси 0Z), Для устранения возможности перемещения тела
вдоль оси OY необходимо соединить его торец С двусторонней свя-
зью — координатой у с плоскостью XOZ. Для лишения тела шестой
степени рвободы (возможности поворотов вокруг собственной оси)
должна быть предусмотрена шестая двусторонняя связь в виде опор-
ной точки, располагаемой на поверхности шпоночной канавки В.
В реальных условиях базирования четыре двусторонние связи
заменяются четырьмя опорными точками, находящимися в контакте
1 Исключением являются рассматриваемые ниже случаи применения так называемых
«направленных зажимов», несущих на себе идеальные опорные точки и соответ-
ственно лишающих заготовку определенного числа степеней свободы.
149
с цилиндрической поверхностью А, называемой двойной направляющей
базой. Торцовая поверхность С, на которой располагается пятая
опорная точка, называется опорной базой, а шпоночная канавка В,
являющаяся шестой опорной точкой, которая заменяет шестую
двустороннюю связь, называется второй опорной базой.
При проектировании приспособлений в случае базирования
длинных цилиндрических заготовок часто используются призмы,
создающие четыре опорные точки для двойной направляющей базы.
При необходимости полного базирования призмы применяются в со-
четании с упорами, лысками и пазами, образующими соответствую-
щие упорные базы (рис. 6.6).
Несколько иначе следует рас-
сматривать базы при ориентировке
Рис. 6.7
Базирование диска
Рис. 6.6
Базирование валика в призме
цилиндрических заготовок и деталей типа тонких дисков, длина ко-
торых значительно меньше диаметра. Очевидно, что в этом случае
цилиндрическая поверхность уже не может выполнить функции двой-
ной направляющей и находится в контакте с четырьмя опорными
точками. С другой стороны, относительно большие размеры торцовой
поверхности делают возможным размещение на ней трех опорных
точек, что вносит определенность в ориентироку заготовки в про-
странстве.
В соответствии с этим при ориентировке в пространстве корот-
кого цилиндрического тела (типа тонкого диска) необходимо соеди-
нить его торцовую поверхность А (рис. 6.7) тремя двусторонними
связями (координатами) у с плоскостью XOZ. При этом тело ли-
шается трех степеней свободы: возможности перемещения вдоль
оси OY и поворотов вокруг осей ОХ и OZ. Для лишения тела воз-
можности перемещения вдоль осей ОХ и OZ следует соединить его
цилиндрическую поверхность В двусторонними связями, т. е. коор-
динатами х и 2, с плоскостями XOY и YOZ\ шестая двусторонняя
связь, лишающая тело возможности поворотов вокруг собственной
оси, параллельной оси OY, создается помещением опорной точки
на поверхности шпоночной канавки С.
При соответствующей замене двусторонних связей опорными точ-
ками торцовая поверхность А (рис. 6.7) диска, контактирующая
с тремя опорными точками, лишающими диск трех степеней свободы,
150
называется установочной базой; цилиндрическая поверхность В,
контактирующая с двумя опорными точками и соответственно от-
бирающими у диска две степени свободы, называется двойной опор-
ной (или центрирующей) базой, а поверхность шпоночной канавки С,
лишающая диск одной степени свободы, —опорной базой. Так же,
как и при ориентировке длинных цилиндрических поверхностей,
при ориентировке дисков часто бывает удобно использовать
призмы.
Специфические особенности имеет ориентировка в пространстве
конических заготовок и деталей.
При установке заготовки или детали по длинной конической
поверхности с относительно небольшой конусностью (отверстия в
шпинделях станков, конусные хвостовики режущих инструментов,
конические оправки «трения») коническая поверхность лишает де-
таль пяти степеней свободы (перемещения вдоль всех трех осей ко-
ординат и поворотов вокруг двух осей системы координат), оставляя
ей только одну степень свободы — возможность поворотов вокруг
собственной оси, которая может рассматриваться как третья ось
системы координат. Таким образом, в этом случае коническая по-
верхность совмещает в себе функции двойной направляющей и опор-
ной поверхности цилиндрической детали и может быть названа
опорно-направляющей базой. Очевидно, что для полной ориенти-
ровки конической заготовки или детали в пространстве необходимо
лишить ее еще одной степени свободы, разместив на одной из ее
поверхностей шестую опорную точку (шпоночный паз, лыска), назы-
ваемую опорной базой.
Таким образом, полное базирование длинной конусной детали,
лишающее ее всех шести степеней свободы, достигается при исполь-
зовании комплекта двух баз: упорно-направляющей и опорной.
При базировании заготовки по короткой конической поверх-
ности с относительно большим углом конуса (как это имеет место
при установке заготовки в центрах) условия базирования значи-
тельно меняются.
Коническая поверхность короткого центрового отверстия не
в состоянии осуществлять функции направления оси заготовки, и
ее возможности ограничиваются выполнением функции центрирова-
ния (аналогично цилиндрической поверхности диска, являющейся
двойной опорной или центрирующей базой), а в некоторых случаях
дополняются выполнением функции опорной базы. Несмотря на
внешнее подобие задачи в ориентировке заготовки, роли, выполня-
емые левым и правым центровыми отверстиями, неодинаковы. Левое
центровое отверстие, соприкасающееся с неподвижным в осевом на-
правлении центром передней бабки, выполняет функции центриро-
вания и определяет положение заготовки в осевом направлении,
Таким образом, оно лишает заготовку трех степеней свободы (пе-
ремещения вдоль трех осей координат) и несет на себе три опорные
точки. По выполняемой функции коническая поверхность перед-
него (левого) центрового отверстия называется опорно.-центрирующей
базой.
151
Функция заднего центрового отверстия, соприкасающегося с по-
движным в осевом направлении центром задней бабкн, ограничена
осуществлением центрирования. Эта поверхность находится в кон-
такте с двумя опорными точками н лишает заготовку двух степеней
свободы (поворотов вокруг осей Y н Z системы координат). В соответ-
ствии с этим коническая поверхность заднего центрового отверстия
называется центрирующей базой.
Следовательно, установка заготовки в центрах лишает ее пяти
степеней свободы, сохраняя возможность вращения заготовки вокруг
собственной осн. Очевидно, что в случае необходимости точной
ориентировки положения заготовки с точки зрения ее поворота
относительно оси (что бывает необходимо, например, в случае не-
симметричных заготовок на фрезерных станках при их установке
в центрах, при нарезании многозаходных резьб и т. д.) следует
использовать одну из дополнительных поверхностей заготовок в ка-
честве опорной базы, вводя ее в контакт с шестой опорной точкой
и лишая заготовку шестой степени свободы.
КОЛИЧЕСТВО ВАЗ, НЕОБХОДИМЫХ ДЛЯ БАЗИРОВАНИЯ,
И ИХ ОБОЗНАЧЕНИЯ В ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
Во всех рассмотренных выше примерах полной ориентировки за-
готовки в приспособлении или детали в сборочном элементе машины
использовался комплект мз нескольких (в большинстве случаев из
трех) баз, обеспечивающий лишение тела всех шести степеней сво-
боды посредством введения баз в контакт с шестью опорными
точками.
Необходимо отметить, что полная ориентировка детали бывает
необходима только в неподвижных соединениях деталей сборочных
единиц машин. Во всех случаях подвижных соединений детали
или сборочные единицы должны сохранять определенные степени
свободы и создания в соединениях шести опорных точек не тре-
буется. Например, шпинделн станков должны быть лишены пяти сте-
пеней свободы при сохранении возможности вращения вокруг своей
оси; салазки суппорта станка также должны сохранять одну степень
свободы, позволяющую их перемещение по направляющим, а шарик
шарикоподшипника должен иметь четыре степени свободы — возмож-
ности вращения вокруг любой из трех осей координат н перемеще-
ния вдоль одной из осей, направленной по касательной
к окружности беговой дорожки.
При обработке заготовок на станках и их установке в приспо-
соблениях во многих случаях также нет необходимости в полной
ориентировке заготовок с использованием всего комплекта на трех
баз, контактирующих с шестью опорными точками приспособления
или станка. Так, например, при обработке плоскости призматической
заготовки (рис. 6.8, а) ориентировка заготовки на станке в напра-
влении горизонтальных осей координат для получения требуемого
размера а не имеет значения, поэтому боковые поверхности заго-
товки теряют значение баз. В данном случае требуемая ориентировка
1Б2
заготовки осуществляется только одной установочной базой А,
а ее боковые поверхности используются только для закрепления
и в базировании заготовки не участвуют.
Естественно, что для получения у заготовки двух размеров
(например, а и b на рис. 6.8, б) возникает необходимость ее ориен-
тировки не только с помощью установочной базы — поверхности А,
но также и с помощью направляющей базы — поверхности В. В слу-
чае же, изображенном на рис. 6.8, в, когда требуется обеспечить
выполнение трех размеров а, b и с, для ориентировки заготовки
Р|»С. 8.8
Обработка мготовок при мпмыомпяи
одно* (а, а), двум («, в, в) и тред <а) бы
необходимо использование всего комплекта из трех баз, т. е. поверх-
ностей А, В, С.
При обработке цилиндрических заготовок для их базирования
во многих случаях тоже нет необходимости в использовании ком-
плекта всех трех баз.
Например, при сквозном сверлении и растачивании заготовки,
закрепленной в патроне, используется только одна двойная напра-
вляющая база А, находящаяся в контакте с четырьмя опорными
точками (рис. 6.8, в). При растачивании ступенчатого отверстия,
когда выдерживается линейный размер а, необходимо использовать
две базы: двойную направляющую А и опорную — С (рнс. 6.8, д).
При установке валиков в центрах (для обточки на токарных
станках или наружного шлифования) они базируются по коротким
крутым конусам цешровых отверстий и, как указывалось ранее,
163
с помощью пяти опорных точек (ряс. 6.8, е) лишаются пяти степеней
свободы. При этом у валиков сохраняется шестая степень свободы —
возможность вращения вокруг собственной оси, необходимая для
осуществления обработки. При этом следует подчеркнуть, что обычно
используемый в подобных случаях хомутик отнюдь не является
шестой опорной точкой, так как он не участвует в базирования
загоговки и ие ориентирует ее положения созданием определенных
углов ее поворота вокруг оси, а служит только для передачи заго-
товке вращения.
Таким образом, в зависимости от технологической задачи, реша-
емой при обработке заготовки, при ее базировании в приспособлении
или на станке могут быть использованы одна, две или три базы,
несущие на себе в общей сложности три, четыре, пять или шесть
опорных точек.
На рис. 6.8 цифрами в кружках показано число степеней свободы,
отнимаемое у заготовки при базировании по разным схемам.
При проектировании технологических операций (после уточнения
технологической задачи и количества необходимых для ее выпол-
нения баз и идеальных опорных точек) на операционном эскизе
изображается так называемая «теоретическая схема базирования».
Теоретическая схема базирования представляет собой схему рас-
положения на технологических базах заготовки идеальных опорных
точек и условных точек, символизирующих позиционные связи заго-
товки с принятой системой координат (опорные поверхности при-
способлений, координатные плоскости станка и т. л.). При этом
на контурных линиях поверхностей заготовок, принятых в качестве
технологических баз, проставляются условные обозначения идеаль-
ных точек контакта заготовок и приспособлений, которые лишают
заготовку соответствующего числа степеней свободы. Согласно
ГОСТ 21495—76 идеальная опорная точка обозначается символами!
"V —для вида сбоку н-ф- —для вида сверху. На скрытых базах
заготовки (осевые линии, плоскости симметрии) наносятся аналогич-
ные обозначения условных точек, символизирующих позиционные
связи заготовок с принятой системой координат.
В случае необходимости, когда направление и место приложения
зажимного усилия принципиально важны для качественного вы-
полнения проектируемой операции (например, осевой зажни
тонкостенной втулки прн ее расточке), на теоретических схемах
могут быть показаны не только опорные точки на базах, но н места
приложения н направления усилий зажимов.
СКРЫТЫЕ (УСЛОВНЫЕ) БАЗЫ
В большинстве случаев сборки и механической обработки опре-
деленность положения детали в собираемом узле млн обрабатываемой
заготовки в приспособлении, т. е. их базирование, осуществляется
непосредственно контактом из базовых опорных поверхностей с соот-
154
гис.
Бмнмваниа атулаи по а, в — матеммь-
иой (ааиоА) я ио в, t — условно* (с«ры-
то А) баааа
ветствующимн поверхностями других деталей узла или приспо-
собления.
Однако во многих случаях проектирования бывает удобно опре-
делить на чертежах взаимное расположение отдельных деталей
в узлах и расположение отдельных поверхностей деталей и заготовок
не по их поверхности, а по некоторым воображаемым плоскостям,
линиям или точкам (плоскость симметрии, осевая линия, биссектриса
угла, центровая точка), называемым в зтом случае условными или
скрытыми базами (ГОСТ 21496—76). Так, взаимное расположение
зубчатых колес определяется рас
стояние между призматическими
деляется расстоянием между бис-
сектрисами углов призм, а распо-
ложение отверстий в заготовке —
их межцентровыми расстояниями.
Применение условных (скры-
тых) баз при проектировании тем
более удобно, что позволяет ис-
ключить из расчетов неизбежные
погрешности реальных поверхно-
стей, снижающие точность бази-
рования.
При базировании деталей соби-
раемых узлов и обрабатываемых
заготовок в подавляющем бол ьшнн-
стве случаев используются мате-
риальные поверхности («явные» базы по ГОСТ 21495—76), однако
и в зтом случае для повышения точности базирования иногда при-
меняются условные (скрытые) базы, материализуемые различными
устройствами (отвесы, коллиматоры, центрирующие устройства
и т. п.). В этом случае на схемах базирования изображается не только
расположение идеальных опорных точек на поверхностях матери-
альных баз, но и расположение на скрытых базах (осях, плоскостях
симметрии) условных точек, символизирующих связи заготовки
с избранной системой координат.
Построение теоретических схем базирования бывает целесообраз-
ным при проектировании технологических операций обработки
ответственных и точных заготовок для облегчения расчетов ожида-
емых погрешностей взаимного расположения обрабатываемых по-
верхностей. При этом схема базирования может служить определен-
ной инструкцией — заданием для конструктора приспособления
по созданию его целесообразной конструкции. Так, например, изоб-
раженная на рис. 6.9, а схема базирования втулки предполагает
при обработке наружной поверхности использование в качестве
технологической базы материальной поверхности отверстия. Эта
схема может быть реализована созданием жесткой цилиндрической
оправки с гайкой (рис. 6.9, б), однако при этом возникает погреш-
ность базирования, равная величине зазора между базовым отвер-
стием втулки и жесткой оправкой. Эта погрешность, достигающая
156
величины допуска на отверстие втулки, вызывает эксцентриситет
и биение обработанной наружной поверхности.
Теоретическая схема базирования (рис. 6.9, в) показывает, что
обрабатываемая поверхность должна точно ориентироваться отно-
сительно осн отверстия н появление ее эксцентриситета н биения —
недопустимо. Для исключения погрешности базирования, вызыва-
ющей эксцентриситет, должна быть создана (рис 6.9, г) беззазорная
оправка (разжимная, конусная оправка трения, цилиндрическая
с прессовой посадкой и т. п ).
Приведенный па рис. 6.9 пример показывает, что в большинстве
случаев применения условных (скрытых) баз базирование в конеч-
ном счете осуществляется материальными поверхностями (в примере
на рис. 6.9 — поверхностью отверстия), которые обеспечивают
правильное расположение (т. е. базирование) иа станке самих скры-
тых баз. Однако указание этих баз на теоретической схеме базиро-
вания способствует созданию требуемой для данного случая кон-
струкции приспособления. Особенно полезную роль играют условные
(скрытые) базы при использовании центрирующих зажимов.
При регулировании и сборке узлов и механической обработке
с выверкой положения заготовки на станке базированне может
осуществляться н по самим условным базам, которые в этом случае
материализуются с помощью различных специальных устройств
(см. ннже рис. 6.18 н 6.19).
БАЗИРУЮЩАЯ РОЛЬ НАПРАВЛЕННЫХ ЗАЖИМОВ1
Ранее указывалось, что зажимы, прикладываемые к заготовке при
ее закреплении, создают фрикционные связи и, обеспечивая не-
подвижность заготовки, не ^аствуют в ее базнрованни и не изменяют
число отнимаемых от заготовки степеней свободы. Эго справедливо
применительно к обычным «свободным» зажимам, т. е. к зажимам
типа прихватов, эксцентриков, винтов и т. п. Однако при исполь-
зовании несвободных зажимов, совершающих вполне определенное
и точно направленное движение, а также при применении само-
центрнрующих зажимов н устройств они могут налагать на заго-
товку позиционные связи, т. е. базировать заготовку,^ришая ее
соответствующего числа степеней свободы, которое зависит от раз-
меров н формы прижимной поверхности.
Когда заготовка / помещается на неподвижную базирующую
плоскость 2 (рнс. 6.10, а), то (в соответствии с рис. 6.1; 6.3 и 6.4)
она лишается трех степеней свободы (возможности перемещения
вдоль осн Z н вращения вокруг осей X и Y).
Если базирующая плоскость 2 не является неподвижной, а пред-
ставляет собой торцовую поверхность ползуна прижима, пере-
мещающегося по направляющим параллельно оси Z (рис. 6.10, б),
то связь, ограничивающая перемещения вдоль этой оси, оказывается
1 Раздел о роли направленных зажимов излагается по работе д-ра техн. наух(
проф. И. А. Коганом.
156
снятой, н заготовка при базировании на торце подвижного ползуна
лишается только двух степеней свободы.
Если базовую плоскость / разместить на поверхности промежу*
точной детали — качалке, ось вращения которой укреплена на
ползуне параллельно оси Y (рис. 6.10, в), то базовая плоскость
приобретает еще одну степень свободы — возможность поворота
вокруг оси Y. В результате (при такой конструкции зажима) бази-
руемая заготовка лишается при закреплении только одной степени
свободы (возможности поворота
вокруг осн X).
При замене качалки сфериче-
ской опорой (рис. 6.10, г) прижим
не накладывает на заготовку ни-
каких дополнительных связей и
функционирует как свободный
важим.
Общее число связей л, налагае-
мых на заготовку при закреплении
Рас. В.II
Заврааамав а адаоствпваам цаатрарова-
аае мгатавва свмоаватрарупаиша ва-
аравмавыма наймами (И. А. Когааов)
Рас. ».1О
Змрсомааа аршматачаевой мготовкм / ва-
араамааыаа аавамама
направленным зажимом (т. е. число степеней свободы, отнимаемых
зажимом у базируемой заготовки), может быть определено по фор*
муле
п = т — k, (6.5)
где т — число опорных точек рабочей поверхности (поверхности
контакта) зажима; k — число степеней свободы рабочей поверх-
ности зажима.
С помощью направленных зажимов может быть достигнуто цен*
трирование положения заготовок в приспособлениях.
При встречном движении двух направленных точечных (сфери-
ческих) зажимов каждый из них [в соответствии с формулой (6.5)1
отдельно не налагает на закрепляемую заготовку дополнительных
позиционных связей, однако в совокупности они образуют (в соот-
ветствии с рис. 6.11) одну двустороннюю связь и лишают заготовку
одной степени свободы в направления своего перемещения X. При
одинаковой скорости встречного движения зажимов и одинаковой
форме прижимных поверхностей точка приложения этой связи
расположится иа пересечении траектории движения зажимов по
оси X с плоскостью самметрии Y (рис. 6.11, а), которая может
157
считаться в этом случае условной (скрытой) базой н на которой
проставляется символическое обозначение налагаемой связи.
При этом осуществляется одностепенное центрирование зато*
товки, при котором одна ее плоскость симметрии — Y — совме-
щается с плоскостью симметрии, образованной установочными
элементами приспособления.
Если скорость перемещения зажима 1 окажется больше, чем
скорость перемещения зажима 2 (рис. 6.11, б), или если при равной
скорости зажимов / и 2 одни из них выполнен в форме призмы,
положение условной базы смещается из положения плоскости
симметрии по длине заготовки
(рис. 6.11, б, в).
При двухстепенном центриро-
вании, когда две взаимно перпен-
дикулярные плоскости симметрии
заготовки совмещаются с двумя
Рас. «.И
Зирсомима м двужстапмим ц«1ггрврош-
м мготожжм самаммтмрутцмим иж-
рммимыми жашмамм (И. Л. Косым)
взаимно перпендикулярными плоскостями симметрии, образу-
емыми установочными элементами приспособления, дв^зажимные
призмы двигаются с одинаковой скоростью навстречу друг другу
(рис. 6.12, а). При этом каждая из призм (в соответствии с формулой
(6.5)1 лишает заготовку одной степени свободы в направлении,
перпендикулярном оси л (условная база), н обе они в совокупности
лишают заготовку одной степени свободы в направлении осн X
с наложением связи на условную базу — плоскость симметрии Y
Таким образом, самоцентрирукмцне зажимы лишают заготовку трех
степеней свободы.
Если одна нз призм центрирующего зажима является неподвиж-
ной (рис. 6.12, б), то общее число опорных точек, размещаемых на
условных базах эаготовки, сохраняется равным трем, однако поло*
жение условной базы по оси Y перемещается из положения плоскости
симметрии (рис. 6.12, а) в положение плоскости, в которой лежат
158
точки а и б фактического контакта неподвижной призмы с заготовкой^
Двухстепенное центрирование заготовок типа диска может быть
успешно осуществлено при встречном движении призмы и плоского
аажнма (рис. 6.13, а), когда скорость движения призмы —
V„p —больше скорости движения плоского зажима —Упп (Упр “
с Уцл/sln -у) •
При замене призмы двумя ползунами создается схема обычного
трехкулачкового патрона (рис. 6.13, б). Каждый из ползунов пред*
ст являет собой направленный зажим, соприкасающийся с заготовкой
в одной точке, и в соответствии с формулой (6.5) сам по себе не ли*
шает заготовку ни одной степени свободы, но совокупность трех
кулачков, перемещающихся с одинаковой скоростью к центру,
лишает заготовку двух степеней свободы (возможности движения
вдоль осей X н X). Условной базой заготовки в обоих случаях
(рис. 6.13) является цевтральная точка заготовки.
Во всех рассмотренных случаях базирования направленными
зажимами (рис. 6.9—6.13) фактическая ориентация (базирование)
заготовок осуществляется по материальным поверхностям заготовок
н зажимов, обеспечивая требуемое при данных операциях располо-
жение в приспособлениях осевых линий, плоскостей симметрии
н других условных (скрытых) баз. Поэтому, строго говоря, в этих
случаях скрытые базы ие являются базами в правильном смысле
этого слова, так как они ничего не базируют, а только помогают
созданию конструкции приспособлений, требуемой для решения
данных технологических задач.
УСТАНОВКА ЗАГОТОВОК В ПРИСПОСОБЛЕНИЯХ
Процесс установки заготовок в приспособлениях или на станках
состоит из их базирования (ориентировки) и закрепления.
Ранее указывалось, что для точной обработки заготовки необхо-
димо осуществить ее правильное расположение по отношению к уст-
ройствам станка, определяющим траектории движения подачи об-
рабатывающего инструмента; обеспечить постоянство контакта баз
с опорными точками и полную неподвижность заготовки относи-
тельно приспособления в процессе ее обработки. Первая задача
решается технологом при создании теоретической схемы базирования
заготовки, определяющим необходимое для решения данной техно-
логической задачи число и расположение идеальных связей и опор-
ных точек, а также устанавливающим соответствующие базовые
поверхности заготовки.
При проектировании приспособления конструктор по оснастке
обязан предусмотреть создание н расположение опор для базирова-
ния заготовки в точном соответствии с теоретической схемой бази-
рования, созданной технологом.
При оформлении рабочей технологической документации (опе-
рационные карты) для упрощения и сокращения работы технолога
рекомендуется вместо теоретических схем базирования наносить
159
Таблица 6.1
Условные обозначения опор, зажимов и установочных устройств,
соответствующие ГОСТ 3.1107—81, и число лишаемых ими степенен свободы
заготовок
Напыспоплинс Условное обозначение Число лишае* мых степснсП с победы
Вид сбоку Вид и спе рху плане снизу
Опора неподвижная Опора подвижная Опора плавающая Опора регулируемая Опора регулируемая со сферической выпуклой рабочей поверхностью Опора неподвижная с призматической рабо- чей поверхностью Опора подвижная (за* жнм) с призматической рабочей поверхностью Центр неподвижный (гладкий) Центр вращающийся Центр плавающий Центр рифленый Центр обратный враща- ющийся с рифленой по- верхностью Патроны двух-, трех- н четырех кулачковые с механическим зажи- мом Патроны н оправки цанговые Шишин и> 0 ф .ф. Q- । 0 ф । । । । । । । О 9 о 1 1 1 2 1 1 2 или 3 ? 2 или 3 ? 2 2 или 3 ? 2 или 3? 4’ 4‘
160
Продолжение табл. 6.1
Нииыеиовлине Условное обозначение Число лишае- мых степеней свободы
Вид сбоку Вид в плане
сверху снизу
1 Стропы и оправки с ги- дроид остовым зажимом Патрон (зажим) пнев- матический Патрон (зажим) гидра- влический Патроны (зажимы) ма- гнитный я электрома- гнитный Патрон (зажим) элек- трический Патрон поводковый Люнет неподвижный Люнет подвижный Оправка цилиндриче- ская гладкая Оправка цилиндриче- ская шариковая (роли- ковая) Оправки цилиндриче- ские резьбовая (а) и шлицевая (б) Г. 4 а) Р . -tX А. Е f. zj 4? — — 4’ 4’ 4* 4’ 4’ Б4 б4 б*
161
Продолжение табл. 6.1
Наименование Условное обоепечеяие Число лишае- мых степеней свободы
Вид сбоку Вид в плане сверху | снизу
Олрйвкй коническая роликовая Зажим одиночный (ме- ханический) Зажим сблокирован- ный двойной (механн- чеекяй) Зажим пневматический с цилиндрической риф- леной рабочей поверх- ностью 1 © 1 1 о б*
Прямечаяяе. Бела технологу требуется предопредмитъ форму рабочее по-
верх моста опор ыа важные», тогда оаа обозначается самаолама: — — плоская;
Г\ — сферическая; О — цнляядрическая (шариковая); О — ромбическая; \_^/ —
прнаматачесная; V — воявческая; V — трехгрввивя. которые проставляются слева
от условных обоаивчевий опор ала аажямоя.
* Подвижная опора с прввматической рабочее поверхностью лишает ваготовиу одной
стами и свободы (совмещает центр окружности базируемое поверх и ости с биссектри-
сой иравмы). Одваио при установке длинной ваготовня типа шатуна в двум подвиж-
ных приема!, перемещающихся навстречу друг Другу (т. е. евмоцеитрярующяв шатун
ПОМЯВЯ). явготовка лишается трех степеней свободы (обеспечивсетей «направление»
шатуна, так как устраняется возможность бонового перемащеамв каждой вэ его го-
лооок я определяется его положение в направленна его оси).
* При неподвижном положения центра в осевом направлении, когда он не только
центрирует ваготовиу, ио и служит для нее упором (обычная работа переднего центра
станка), ваготовня лишается трех степеней свободы.
Когда центр «плавает» вдоль оси или перемещается вместе с пн волью аанреплеиии
ааготоакя (работа задиего центра), заготовил лишается двух степеней свободы (центр
только центрирует ваготовиу).
* При аикреплении в патронах и на разжимных оправнах по длинной цилиндр и че-
ской поверхности (двойкав направляющая бааа), везавасямо от числа иулачкоа и
айда аажамаого устройства, ааготовна акшаетса четырех степеней свободы.
При ааиреплеяяя по короткой цяляядряческой поверхности патроны и опраажи только
мигрируют ааготоаку и плоскости приложения кулачков а лишают ее двух степеней
свободы. Направление оса ааготоакя при атом не определяется.
Если при аан|йплеяия а ивтроаах и опрмнвх предусматривается упор ааготоаяи по
торцу, определяющий ее положение в оесвом аапраалеаав (упорная база), то авто*
тонка латается еще одной, т. е. ватой степени свободы, о давно я ятспЛВКучае на опе-
рацяоваон веком кроме обоаяаченяя цитрона вли оправки следует дополнительно
поила а ть опору по торцу ваготонин.
* При бави равнин и ваготовня по длинному цилиндр ачесж ому гладкому, равьбоаому
мв шлицевому отверстию на соответствующей оправке с упором по торцу заготовка
лвшаетеи пити степеней свободы (четыре — по двойной иапраилиющей базе — ци-
линдрической поверхности отверстие и одна по упорной бам — торцу базируемой
ваготонин).
При базироиаиии коротких дисков цвликдркчеемк оправка также лишает ваготовиу
пяти степеней свободы, однако по млнидричееной поверх кости я зтом случае осу-
ществляется только цеятрироыяяе ваготонин с лишением ее двух степеней свободы.
Направление оси диска обеспечивается его бааяроааинем по большой торцовой пло-
скости (установочная бааа. лишающая ваготовиу трех степеней свободы).
* При установка ааготоакя цнлаадрическам отверстием иа конической бемааоряой
оправка трении или конической роликовой оправке ааготовна лишеетск пити степеней
свободы (длинный иояуе — упоряо-иапраыяющая бааа). Однако следует учитывать,
что положение ваготовни в осевом направлении в атом случае нямеимтси а широких
проделав, потому что погрешность визирования в атом направленна очень сильно
зависит от колебаний диаметра бавового отверстия в пределах его допуска, тан нан
конусность оправки травин весьиа мала.
162
на операционные эскизы условные обозначения опор, зажимов
и установочных устройств, соответствующих ГОСТ 5.1107—81
(габл. 6.1), которые материализуют в реальных приспособлениях
идеальные опорные точки
Н необходимых случаях в операционных эскизах для обозначения
базовых поверхностей также допускается применение обозначе-
ния V"
Для упрощения эскиза раздельное изображение нескольких
одноименных опор или опорных точек, расположенных на одной
базирующей поверхности, для вида сбоку может быть заменено
одним символом с указанием справа от него количества одноименных
опор, необходимых для ориентировки данной поверхности в виде
"V 2; V 3; V 4; V 5 или V 2; V 3; V 4; 5. Обозна-
чения опор для вида сверху наносятся на эскизах отдельно друг от
друга в соответствии с принятым нх размещением.
Вторая задача, т. е. обеспечение контакта базовых поверхностей
заготовки с опорными точками приспособления н полной неподвиж-
ности заготовки относительно приспособления в процессе ее обра-
ботки, решается при конструировании приспособления созданием
необходимых зажимных устройств. В отличие от базирования за-
готовки, когда иа нее накладывается различное число связей н она
лишается трех, четырех, пяти или шести степеней свободы, во всех
случаях закрепления заготовка должна быть лишена всех шести
степеней свободы. Закрепление (зажим) заготовки основывается на
использовании фрикционных связей, реализуемых в зажимных
устройствах с разнообразными источниками силы (механическими,
гидравлическими, пневматическими, магнитными, вакуумными
н т. п.).
ff 6.2
КОНСТРУКТОРСКИЕ, ИЗМЕРИТЕЛЬНЫЕ И ТЕХНОЛОГИЧЕСКИЕ БАЗЫ
В общем случае базой называется поверхность, линия или точка
детали, по отношению к которой ориентируются другие детали
изделия или другие поверхности данной заготовки при их констру-
ировании, сборке, механической обработке или измерении. По своему
назначению и области применения в машиностроении базы подраз-
деляются на конструкторские, измерительные и технологические,
используемые при сборке или при механической обработке.
Конструкторская база — это база, используемая для определе-
ния положения детали или сборочной единицы в изделии
(ГОСТ 21495—76). В обычной практике конструкторской работы
конструкторской базой называется поверхность, линия или точка
детали, по отношению к которым определяются на чертеже расчет-
ные положения других деталей или сборочных единиц изделия, а также
других поверхностей и геометрических элементов данной детали.
Конструкторские базы подразделяюгся иа основные и вспомога-
тельные. Основной называется конструкторская база, принадлежа-
щая данной детали или сборочной единице, используемая для
1G3
определения ее положения в изделии. Конструкторская база,
принадлежащая данной детали или сборочной единице, использу*
ем а я для определения положения присоединяемого к ней изделия,
называется вспомогательной базой (ГОСТ 21495—76).
Измерительной базой называется поверхность, линия или
точка, от которых производится отсчет выполняемых размеров
при обработке или измерении заготовок, а также при проверке
взаимного расположения поверхностей деталей или элементов изделия
(параллельности, перпендикулярности, соосности и др,).
При использовании в качестве измерительных баз материальных
поверхностей изделий проверку производят обычными прямыми
методами измерения; при использовании геометрических элементов
(биссектрис углов, осевых линий, плоскостей симметрии и других
условных или «скрытых» баз) измерительные базы материализуются
с помощью вспомогательных деталей (штырей, пальцев, натянутых
струн, отвесов), оптических установок (коллиматоров) и других
устройств.
Технологическая база — это база, используемая для определения
положения заготовки или изделия в процессе изготовления или
ремонта (ГОСТ 21495—76).
Технологической базой, используемой при сборке, называется
поверхность, линия или точка детали или сборочной единицы,
относительно которых ориентируются другие детали или сборочные
единицы изделия.
Технологической базой, используемой при обработке заготовок
на станках, называется поверхность, линия или точка заготовки,
относительно которых ориентируются ее поверхности, обрабаты-
ваемые на данном установе.
В качестве технологических баз используют также разметочные
линии и точки, нанесенные на материальные поверхности заготовок
для выверкн положения последних относительно устройств станка,
определяющих траекторию движения режущих инструментов.
По особенностям применения технологические базы, использу-
емые при механической обработке, подразделяются на контактные,
настроечные и проверочные.
Контактными базами называются технологические^базы, непо-
средственно соприкасающиеся с соответствующими установочными
поверхностями приспособления или станка.
При обработке заготовок по принципу автоматического получе-
ния размеров требуемую точность можно обеспечить сравнительно
легко посредством настройки станка относительно контактных техно-
логических баз заготовки или соприкасающихся с ними опорных
поверхностей приспособлений.
В примере (см. рис. 6.8, в) при работе на настроенном станке
точность размера а определяется правильностью установки высоты
стола, обеспечивающей расстояние фрезы до установочной контакт-
ной технологической базы А, равное величине а, точность размера
b — правильностью поперечной установки стола, обеспечивающей
расстояние оси фрезы от направляющей контактной технологической
164
базы В, равное b + d*p/2, а точность размера с — правильностью
установки упора, выключающего продольную подачу стола, при
достижении осью фрезы расстояния с + Лфр/2 от упорной контактной
технологической базы С. Смена заготовок, обрабатываемых при
нантмснной настройке станка, не влияет на получаемые размеры,
н они остаются одинаковыми для всех партий обрабатываемых за*
loronoK (не учитывая случайного рассеяния размеров).
Контактные технологические базы, обеспечивающие необходи-
мую точность обработки партии заготовок на настроенных станках
и не требующие трудоемкой настройки станка, широко применяются
п крупносерийном производстве.
Контактные технологические базы очень н— ------«ч
часто используются при сборке узлов и
(Порочных элементов (сборка валов с под-
шипниками, соединение салазок суппортов
г направляющими станины и т. п.).
Настроечные базы. Для осуществления
настройки станка относительно определен-
ных поверхностей заготовки необходимо,
чтобы эти поверхности занимали на станке
при смене заготовок неизменное положение
относительно упоров станка, определяющих
ние. а.н
Испмьдемлм настроечной
баэы А при обработке ааго-
тован на рсашваериом стан-
конечное положение обрабатывающего
инструмента. К таким поверхностям отно-
сится опорные поверхности заготовки, что
н предопределяет широкое их использова-
пне в крупносерийном производстве в каче-
стве опорных технологических баз. Такими же поверхностями
нпляются поверхности, образуемые на заготовке при данном уста-
новс и связанные с другими обрабатываемыми поверхностями не-
посредственными размерами.
Примером использования поверхности, обрабатываемой за один
и тот же установ, в качестве технологической базы может служить
обработка заготовки на револьверном станке (рис. 6.14). Заготовка
опирается поверхностью М на соответствующий упор зажимного
устройства станка, однако эта поверхность, являясь опорной техно-
логической базой для обработки торца А заготовки на размер h,
нс является таковой для всех остальных торцовых поверхностей
заготовки В, С, D, Е, обрабатываемых на размеры b, с, d, а. Поло-
жение поверхностей В, С, D н Е определяется при настройке станка
не положением поверхности М, а положением поверхности Д, отно-
сительно которой производится установка упоров. В этом случае
поверхность А, обрабатываемая при том же установе, что н рас-
сматриваемые поверхности В, С, D, Е, является для них настроечной
технологической базой.
Настроечной базой называется поверхность заготовки, по
отношению к которой ориентируются обрабатываемые поверхности,
связанная с ними непосредственными размерами и образуемая при
одном установе с рассматриваемыми поверхностями заготовки.
165
Настроечная база обычно связана непосредственным размером с
опорной базой заготовки.
При построении операции обработки с использованием настроеч-
ной базы опорная поверхность заготовки является технологической
базой для получения линейных размеров только при обработке
самой настроечной базы, с которой она связана непосредственным
размером. Технологической базой для обработки всех остальных
поверхностей заготовок и получения линейных размеров a, b, с, d
в этом случае служит не опорная, а настроечная база заготовки.
В зависимости от конфигурации и предъявляемых к ней требова*
ннй заготовка может иметь несколько настроечных баз одного на-
правления размеров, что в известной степени затрудняет настройку
станка, однако создает возможность непосредственной простановки
размеров между поверхностями, взаимное расположение которых
важно для готового изделия.
К методу работы по настроечной базе относятся различные спо-
собы расточки нескольких отверстий с точным взаимным расположе-
нием их осей н другие операции, при которых режущий инструмент
перемещается от одной обработанной поверхности заготовки к другой
на требуемое по чертежу расстояние с помощью специальных шабло-
нов, отсчетных устройств станка или согласно заданной программе.
Очевидно, что в подобных случаях можно использовать несколько
настроечных баз разных направлений. Применение настроечных
технологических баз значительно расширяет возможности проста-
новки размеров на чертежах заготовок, так как позволяет устанавли-
вать размеры без повышения их точности не только непосредственно
от опорных поверхностей, но н от измерительных баз, которые
можно использовать в качестве настроечных баз.
Настроечные базы способствуют упрощению конструкции при-
способлений, концентрации операций технологического процесса
в сокращению общего числа операций, а также дают возможность
производить промеры заготовок непосредственно на станке. Некото-
рое усложнение наладки станка, связанное с использованием на-
строечной базы, компенсируется в крупносерийном производстве
указанными преимуществами применения этих баз.
Особенно ярко выявляются преимущества настроечных баз при
использовании автоматов, многорезцовых станков, станЙбв с копи-
ровальными устройствами, станков с числовым программным упра-
влением и обрабатывающих центров, которые требуют создания
сложных концентрированных операций, в также при миогопози-
циониой обработке.
Опорная и настроечная технологические базы получили широкое
распространение в крупносерийном производстве при настройке
станков, работающих по методу автоматического получения разме-
ров. Известно, что при установке заготовки в приспособлениях на
опорной базе всегда возникает погрешность закрепления, явля-
ющаяся одной из причин рассеяния размеров заготовок, которые
проставлены от опорных баз, и увеличивающая общую погрешность
обработки. При использован ин настроечных баз погрешность за-
16в
Рис. 0.IS
Нсаоаыоваим проверочно* бваы про
расточав фундаментной рамы дввгвтеди
(А. П. Соводовсаш*)
выверяется положение пло-
крепления заготовок на точность размеров, проставленных от этих
Пи, не влияет.
Проверочные технологические базы. При обработке заготовок
к условиях серийного и единичного производства, а также при сборке
точных соединений н машин широко используются проверочные
базы.
Проверочной базой называется поверхность, линия или точка
шмтовки или детали, по отношению к которым производится
выверка положения заготовки на станке или установка режущего
инструмента при обработке заготовки, а также выверка положения
других деталей или сборочных еди-
ниц при сборке изделия.
Характерным примером не*
пользования проверочной базы
в условиях мелкосерийного про-
изводства может служить опера-
ция расточки гнезд подшипников
Фундаментной рамы двигателя
(рис. 6.15). Для обеспечения па-
раллельности осн растачиваемых
(иг|д подшипников по отноше-
нию к плоскости соединения
фундаментной рамы с блоком ци-
линдров (плоскость Л) при уста-
новке рамы на расточном станке
тщательно по точным ватерпасам
скости А, являющейся технологической проверочной базой заго-
товки. Правильное положение этой поверхности достигается за
счет применения специальных клиновых подкладок, которые раз-
мещают между опорной плоскостью В заготовки (отнюдь не
являющейся в этом случае базовой поверхностью заготовки)
и опорами С. Расточку отверстий гнезд подшипников осуществляют
г помощью шпинделя расточного станка, совершающего строго
горизонтальное движение подачи вдоль осн (последнее обеспечивается
при монтаже расточного станка).
Из приведенного примера следует, что при работе по технологи-
ческим проверочным базам точность и качество опорных поверх-
ностей заготовки (плоскость В) не оказывают особого влияния на
точность обработки заготовки. Этот метод не требует применения
сложных приспособлений для ориентировки заготовки на станке,
необходимых при обработке по методу опорных баз. Указанные до-
стоинства обеспечили широкое распространение этого метода в мелко-
серийном и единичном производствах тяжелого машиностроения,
ме изготовление сложных приспособлений и дополнительная точная
обработка контактных баз нерентабельны, а увеличение потери
времени на выверку заготовки на станке незначительно по сравнению
с общим временем обработки заготовки.
В качестве проверочных базирующих поверхностей в мелко-
< ернйном производстве часто используются обрабатываемые поверх-
167
ности детали. Например, при расточке отверстия в эксцентрично
изготовленной отливке для уменьшения влияния неравномерности
припуска на расточку и устранения возможности появления черноты
в отдельных местах расточенного отверстия токарь перед расточкой
выверяет установку детали в четырех кулачковой планшайбе по
внутреннему, не обработанному еще отверстию, добиваясь его кон-
центричности с осью вращения. В этом случае обрабатываемая
поверхность отверстия служит при установке заготовки технологи-
ческой проверочной базой. Аналогично этому в случае необходи-
мости отфрезеровать одну сторону плоской детали при ее установке
на опорной установочной базе пришлось бы снять значительный слой
металла (вследствие непараллельности плоскостей детали до об-
.д работки). При использовании обра-
Рис. e.ie
Установка червячного колеса по провероч-
ной базе А
батываемой поверхности в качестве
проверочной технологической базы
и предварительной выверке уста-
новки заготовки по этой повер-
хности припуск на обработку, а
следовательно, и затрачиваемое
время на выполнение операции
значительно снижаются.
Другой разновидностью прове-
рочных баз являются всевозмож-
ные разметочные риски и керна,
по отношению к которым ориенти-
руется режущий инструмент при
обработке деталей.
Интересным примером использования проверочной базы для
изготовления особо точной детали оптического прибора может
служить нарезание зуба отсчетного червячного колеса при-
бора.
По условиям своей работы в приборе начальная окружность
зубчатого венца детали должна быть строго концентрична посадоч-
ному наружному цилиндру А, являющемуся основной конструк-
торской базой детали (рис. 6.16). Неконцентричность этих поверх-
ностей непосредственно отражается на появлении ошибки прибора
при отсчетах углов и не может быть допущена свыше 0,005 мм (что
соответствует допуску на биение начальной окружности зубчатого
венца по отношению к посадочной цилиндрической поверхности
в пределах 0,01 мм).
Биение нарезанного зуба вызывается неточностями механизмов
зуборезного станка (величиной радиального биения шпинделя станка,
в котором крепится заготовка), неточностями изготовления оправки
для крепления заготовки на станке (эксцентричностью поверхности
оправки, ориентирующей заготовку на станке по отношению к по-
верхности конуса оправки, которым она крепится в шпинделе зубо-
резного станка) и, наконец, эксцентричностью посадки заготовки
на оправке вследствие наличия зазора <S между посадочной поверх-
ностью оправки и опорной базой заготовки (рис. 6.17).
168
0оь конуса
шпинделя станка
Ось отверстия наре-
заема детали
Ось посадочного
диаметра оправки
Ось Вращения
шпинВеля станка
Из рис. 6.17 следует, что эксцентричность нарезаемого зубчатого
пснца детали зависит от взаимного расположения заготовки и
оправки, посадочных мест оправки, посадочного конуса шпинделя
станка и его фактической оси вращения; она может составить в наи-
более неблагоприятном случае сумму всех рассмотренных эксцентри-
ситетов е = е\ 4- еч. 4- е$ .
Современные точные зуборезные станки выпускаются с биением
шпинделя в пределах 0,01—0,02 мм, т. е. с эксцентриситетом ех =
0,005 мм.
Точность изготовления зуборезных оправок обычно обеспечи-
вает взаимную концентричность посадочного диаметра оправки и ее
конуса в пределах <?а =
0,0034-0,005 мм.
Посадка заготовки ше-
стерни на гладкий цилиндр
оправки даже при примене-
нии метода подбора загото-
вок, имеющих одинаковые
отклонения размера посадоч-
ного диаметра по отношению
к соответствующим оправкам
из комплекта оправок, прак-
1 ически не может исключить
появление зазора, достига-
ющего обычно значения S =
= 0,0034-0,006 мм на диа-
метр, что создает эксцентри-
ситет в пределах е3 —
= 0,00154-0,003 мм.
Следовательно, при попытке использовать для нарезания зуба
данного червячного колеса опорную технологическую базу (в каче-
стве которой естественно принять отверстие заготовки) эксцентрич-
ность нарезаемого зубчатого венца по отношению к сборочной базе А
будет изменяться в зависимости от фактического взаимного располо-
жения трех эксцентриситетов: еа, еэ, достигая иногда своего
максимального значения етах = е{пах 4- е™х 4- е™* = 0,005 4-
4- 0,005 4- 0,003 = 0,013 мм, которое более чем вдвое превышает
допустимую величину едоп = 0,005 мм. Для обеспечения концен-
тричности нарезаемого венца по отношению к сборочной базе заго-
товки при выполнении этой операции на некоторых заводах при-
меняется технологическая проверочная база, в качестве которой
используется сборочная база детали, т. е. ее наружная цилиндри-
ческая поверхность А. При этом заготовка устанавливается на зубо-
резной оправке по внутреннему диаметру с зазором в пределах
допуска этого отверстия, соответствующего IT8 (рис. 6.16).
Перед нарезанием зуба установка заготовки по отношению к оси
вращения зуборезного станка тщательно выверяется индикатором
по проверочной технологической базе поверхности А, являющейся
169
Рис. в. 17
Максимальный _________________ ____________
окружности нарезаемого зубчатого колеса по от*
ношению к его посадочному отверстию
эксцентриситет начальной
Рас. *.!
Иарамаас асатрарлааи* p**UJm
араобъестааа ива всашмомааа аа-
«ста домао! тсжаологмсссой Оии
оптаяссюР аса обмиаи
сборочной базой; причем полностью устраняется биение этой базы
при вращении шпинделя (в пределах чувствительности хорошего
индикатора).
Метод работы по проверочной базе, связанный с некоторой за*
тратой времени на установку заготовки по индикатору, в данном
случае полностью оправдывается обеспечением исключительно высо-
кой точности взаимного расположения ответственных поверхностей
детали (концентричности начальной окружности нарезаемого чер-
вячного венца и цилиндрической поверхности А, являющейся сбо-
рочной базой детали), недостижимой при других способах изгото-
вления этой детали.
В рассмотренных случаях в ка-
честве проверочных технологических
баз использовались материальные
поверхности (реальные или явные
базы), однако при необходимости обе-
спечения повышенной точности рас-
положения обрабатываемых поверх-
ностей или собираемых деталей
в качестве технологических прове-
рочных баз могут использоваться
и условные (скрытые) базы.
Примером этого может служить
операция нарезания центрирующей
резьбы С в оправе микрообъектива,
изображенная на рис. о. 18.
По условиям работы микро-
объектива при его изготовлении
должна быть обеспечена безуслов-
ная концентричность резьбы С, при
которой объектив ввертывается и центрируется в корпусе микро-
скопа, по отношению к оптической оси объектива /, помещенного
в оправу 2 и центрируемого в ней поверхностью А В этом узле
конструкторскими базами являются оптическая ось объектива /
и ось центрирующей резьбы оправы 2. Для обеспечения требуемой
высокой точности взаимного расположения этих конструкторских
баз операция нарезания резьбы С выполняется после того, как
объектив / помещается в оправу 2 и закрепляется в ней упорным
кольцом 3. Оправа 2 объектива закрепляется по своей наружной
поверхности в специальном зажимном устройстве 4 приспособления
токарного станка. Последнее может перемещаться по отношению
к планшайбе станка с помощью винтов малого шага в двух взаимно
перпендикулярных направлениях.
После закрепления оправы объектива в приспособлении шпин-
делю станка дается вращение, а на объектив направляется вдоль
его оси луч света. При наличии эксцентриситета оптической осн
световая точка на поверхности объектива описывает заметную окруж-
ность. Перемещением зажимного устройства 4 в радиальном напра-
влении световая точка на поверхности объектива приводится в центр
170
вращения и устраняется ее биение; этим достигается совмещение
оптической оси объектива с осью вращения всего узла. После этого
производится нарезание центрирующей резьбы С на оправе 2.
В качестве проверочной технологической базы для нарезания
резьбы С в данном случае используется оптическая ось узла микро-
объектива, являющаяся его условной (скрытой) конструкторской
базой. Наружная поверхность В оправы 2, по которой происходит
соприкосновение оправы с при-
способлением, базирующей поверх-
ностью не является, так как эта
поверхность не ориентирует обра-
батываемую поверхность, т. е.
резьбу С, а используется только
для закрепления узла.
Использование условной (скры-
той) конструкторской базы детали
в качестве проверочной технологи-
ческой базы обеспечивает в данном
случае достижение наивысшей сте-
пени точности взаимного располо-
жения нарезаемой резьбы и осн
объектива.
Применение условных прове-
рочных технологических баз ока-
зывается целесообразным и в не-
которых случаях сборки точных
машин. Так, например, при
сборке корпусных деталей дви-
гателя внутреннего сгорания,
изображенных на рис. 6.19, необ-
ходимо обеспечить перпендику-
лярность осей цилиндровых вту-
лок по отношению к оси колен-
чатого вала с погрешностью, не св^.. .ипус.ы.
превышающей 0.05 мм на 1 м утэ«ммго
длины (что соответствует отклоие- -%’« мХЦ» “
иию угла 90° в пределах IOj. Для
выполнения этого требования нужна исключительно точная об-
работка всех корпусных деталей, правильность взаимного располо-
жения н форма сборочных баз которых влияет на положение осей
цилиндровых втулок и коленчатого вале. В этом случае необходимо
обеспечить: параллельность оси расточки гнезд М подшипников
по отношению к стыковой плоскости Ct фундаментной рамы /; парал-
лельность нижней С, и верхней Dt стыковых поверхностей ста-
нины 2; перпендикулярность оси отверстия цилиндровой втулки 4
по отношению к опорному торцу D9 блока цилиндров 3.
Все стыковые поверхности С1( Ct, Dlt Dt являются опорными
сборочными базами, определяющими взаимное расположение соби-
раемых деталей, а в конечном счете — и взаимное расположение
171
осей цилиндров и коленчатого вала. В связи с этим погрешности
взаимного расположения этих поверхностей должны быть мини*
мальными; в данном случае они должны быть ограничены допуском
в 0,025 мм на 1 м длины. Складывая эти допускаемые погрешности
по правилам суммирования случайных ошибок, можно вычислить
суммарную погрешность взаимного расположения осей цилиндровых
втулок и коленчатого вала, равную
Д = 1,2 /0,0252 + 0,025а + 0,025а = 0,05 мм,
т. е. допускаемой величине 0,05 мм на 1 м длины.
Обеспечение взаимного расположения опорных сборочных баз
корпусных деталей двигателя в пределах допуска 0,025 мм на 1 м
длины чрезвычайно затрудняет механическую обработку деталей
и экономически нецелесообразно. Более рационально при обеспече-
нии перпендикулярности осей цилиндровых втулок и коленчатого
вала отказаться от использования стыковых поверхностей С1г С2,
Di, D2 в качестве опорных сборочных баз и пользоваться проверочной
сборочной базой. В качестве последней удобно использовать услов-
ную конструкторскую базу — ось цилиндровой втулки. При
этом процесс сборки корпусных деталей осуществляется в следу-
ющем порядке: 1) фундаментную раму 1 устанавливают на
монтажном стенде, причем с помощью уровня достигается горизон-
тальность расположения оси расточки гнезд М под вкладыши под-
шипников коленчатого вала; 2) на фундаментной раме монтируют
станину 2, а на ней блок цилиндров 3 с цилиндровыми втулками;
3) в центре отверстия цилиндровой втулки 4 укрепляют отвес; 4) шаб-
рят стыковые поверхности и Da станины и цилиндрового блока
и проверяют по отвесу вертикальность оси цилиндровой втулки.
Из приведенного описания последовательности сборки корпусных
деталей двигателя следует, что в данном случае стыковые поверх-
ности Clt С2, Dlt D2 теряют значение сборочных баз как поверхно-
стей, по отношению к которым ориентируются другие детали. Ци*
линдровый блок ориентируется не стыковыми плоскостями, а осью
отверстия цилиндровой втулки 4, совмещаемой путем шабрения
стыковых поверхностей Dlt D2 с отвесом. В связи с этим Порочной
базой здесь служит ось отверстия цилиндровой втулки, являющаяся
условной (скрытой) проверочной сборочной базой.
Из приведенного примера видно, что применение проверочных
сборочных баз позволяет значительно повысить точность сборки
при сравнительно низкой точности механической обработки деталей,
однако оно связано с дополнительной затратой времени на выверку
положения собираемых деталей. Иногда эта затрата времени столь
значительна, что не компенсируется выигрышем в производитель-
ности при механической обработке деталей по расширенным
допускам, и применение проверочных сборочных баз, связанных
обычно с пригоночными операциями на сборке, становится неоправ-
данным. Однако в ряде случаев (например, в тяжелом машиностро-
ении) при единичном производстве сложных, дорогих и точных машин
в условиях опытного и ремонтного производств, а также при серий-
172
ном изготовлении изделий, высокая точность взаимного расположе-
ния собираемых деталей или обрабатываемых поверхностей которых
не может быть обеспечена при использовании контактных баз, при-
менение проверочных баз бывает целесообразным. Во всех случаях
вопрос о целесообразности использования проверочных баз и при-
гоночных работ на сборке должен решаться на основе проведения
соответствующих технико-экономических расчетов.
Развитие современной электроники позволяет ускорить
и автоматизировать процесс выверки положения обрабатываемых
заготовок и собираемых узлов, что создает реальные возможности
экономичного применения проверочных баз даже в условиях крупно-
серийного и массового производства.
Приведенные примеры показывают, что проверочная технологи-
ческая база, применяемая при сборке или при механической обра-
ботке, может быть материальной («явная» база) или условной («скры-
той»). В последнем случае она материализуется с помощью отвесов,
ватерпасов, оптических коллиматоров и других устройств.
ИСКУССТВЕННЫЕ ТЕХНОЛОГИЧЕСКИЕ БАЗЫ
Если конфигурация заготовок не дает возможности выбрать техно-
логическую базу, позволяющую удобно, устойчиво и надежно ориенти-
ровать и закрепить заготовку в приспособлении или на станке, то
прибегают к созданию искусственных технологических баз. К кате-
гории искусственных технологических баз относятся также такие
технологические базы, которые в целях повышения точности базиро-
вания обрабатываемой заготовки в приспособлении предварительно
обрабатываются с более высокой точностью, чем это требуется для
готового изделия по чертежу.
Рис. в.20
Использование дополнительной опор-
ной поверхности — технологической
бобышки (показана штрнхпунктириой
линией) при обработке крупногаба-
ритных лопаток
Характерным примером искусственных технологических баз мо-
гут служить центровые отверстия, не требующиеся для готового
вала и необходимые исключительно из технологических соображений.
Когда сохранение центровых отверстий по условиям эксплуатации
вала недопустимо, после его обработки их срезают. Если центровые
отверстия используются при эксплуатации детали и являются кон-
структивно необходимыми, то они не могут рассматриваться как
искусственные технологические базы.
При механической обработке крупногабаритных турбинных ло-
паток в качестве технологической базы часто используют хвостовик
173
лопатки и прилив-бобышку, специально созданную для облегчения
установки лопатки в приспособлениях. После механической об-
работки лопаток бобышки отрезают (рис. 6.20).
Если отдельные поверхности специального прилива-бобышки
входят в общее число базирующих поверхностей технологической
базы и на них вместе с другими базами размещается шесть опорных
точек, то бобышку следует отнести к категории искусственных
технологических баз. Однако если все шесть опорных точек техно-
логической базы размещаются на других поверхностях лопатки,
например на ее хвостовике, и опорные точки, располагающиеся иа
технологической бобышке, являются избыточными, то бобышка уже
не может рассматриваться в качестве базы, так как она не базирует
(не ориентирует заготовку относительно станка), а только служит
дрполнительиой опорой вследствие недостаточной жесткости за-
готовки.
ДОПОЛНИТЕЛЬНЫЕ ОПОРНЫЕ ПОВЕРХНОСТИ
Для полного определения положения заготовки в приспособлении
теоретически необходимо создать шесть опорных точек. В этом слу-
чае положение заготовки в приспособлении является статически
определенным. Однако при установке обрабатываемой заготовки,
Отличающейся малой жесткостью и большими размерами, по шести
опорным точкам иногда происходит ее деформация под действием
силы тяжести и усилий резания, исключающая возможность дости-
жения требуемой точности обработки. В подобных случаях технолог
вынужден использовать дополнительные опорные поверхности, несу
щш на себе дополнительные опорные точки (сверх шести теорети-
чески необходимых). При этом положения заготовка становится ста-
тически неопределенной и ее точность теряется.
Дополнительные опорные поверхности могут быть естественными,
т. е. полученными в процессе обработки заготовки в соответствии
с требованиями чертежа, или искусственными, созданными на за-
готовке специально для ее установки и закрепления в приспособле-
нии (всевозможные дополнительные центровые отверстия, выточки
под люнеты, специальные приливы и бобышки н т. п.).
Примером использования дополнительной опорной поверхности
может служить токарная обработка длинного вала. С точки зрения
ориентировки вала в пространстве его положение полностью опре-
деляется зажимом в патроне с упором торца вала в соответствующие
упорные поверхности кулачков (пяти опорных точек в данном слу-
чае достаточно, так как при обточке вала не требуется его ориенти-
ровка относительно осн вращения). Однако для предотвращения
прогиба вала применяется поддержка его центром по дополнитель-
ной опорной поверхности — центровому отверстию, несущему иа
себе еще две опорные точки. Если дополнительная опорная поверх-
ность (центровое отверстие) смещена относительно поверхности конца
вала, закрепленного в патроне, которая определяет положение вала
на станке, то вал искривляется и его обработка является неточной.
174
Приведенные примеры показывают, что применение дополнитель-
ных опорных поверхностей может внести неопределенность в положе-
ние заготовки при обработке и тем самым снизить точность
расположения обрабатываемых поверхностей. Вследствие этого ре-
комендуется использовать в качестве дополнительных опор все-
возможные подвижные н регулируемые опоры (механические н авто-
матические подпоры).
В тех случаях, когда это невозможно, необходимо обеспечить
высокую точность расположения дополнительной опорной поверх-
ности заготовки по отношению к ее технологическим базам, на кото-
рых располагается шесть теоретически необходимых опорных точек,
поскольку погрешность расположения всех базирующих и дополни-
тельных опорных поверхностей входит в погрешность базирования
заготовки и переносится на погрешность взаимного расположения
обработанных поверхностей.
Использование искусственных технологических баз и дополни-
тельных опорных поверхностей обычно повышает общую трудоем-
кость обработки и часто приводит к дополнительному расходу
металла.
ff 3.3
НАЗНАЧЕНИЕ ТЕХНОЛОГИЧЕСКИХ ВАЗ
Одним из наиболее сложных н принципиальных разделов проектиро-
вания технологических процессов механической обработки
является назначение технологических баз. От правильности решения
вопроса о технологических базах в значительной степени зависят:
фактическая точность выполнения линейных размеров, заданных
конструктором; правильность взаимного расположения обрабаты-
ваемых поверхностей; точность обработки, которую должен вы-
держать рабочий при выполнении запроектированной технологи-
ческой операции; степень сложности и конструкция необходимых
приспособлений, режущих и мерительных инструментов; общая
производительность обработки заготовок.
При автоматизации производства, развитии гндрокопнровальных
устройств и применении станков с числовым программным управле-
нием (в том числе обрабатывающих центров) значение правильного
выбора технологических баз еще более возрастает, так как все эти
виды обработки основываются на принципе автоматического полу-
чения размеров, в котором технологическая база является одним
из основных составляющих элементов.
В связи с этим вопрос о выборе технологических баз решается
технологом в самом начале проектирования технологического про-
цесса одновременно с вопросом о последовательности и видах обра-
ботки отдельных поверхностей заготовки. При этом назначение
технологических баз начинается с выбора технологической базы
для выполнения первой операции.
175
НАЗНАЧЕНИЕ БАЗ ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ
Рис, 0.21
Черновая база при обработке кор-
пуса подшипника
Технологическая база, используемая при первом установе заготовки^
называется черновой технологической базой.
Черновая технологическая база (так же как и базы, применяемые
для остальных операций технологического процесса) может быть
контактной или проверочной \ однако ее назначение имеет не-
которые особенности.
В качестве черновой технологической базы следует выбирать
поверхность, относительно которой при первой операции могут
быть обработаны поверхности, используемые при дальнейших опе-
рациях как технологические базы
(т. е. черновая база —это база для
обработки чистовых баз).
Для обеспечения точности базиро-
вания и надежности закрепления заго-
товки в приспособлении черновая база
должна иметь достаточные разме'ры,
возможно более высокую степень точ-
ности (правильность и постоянство
формы и взаимного расположения баз
у различных заготовок) и наименьшую
шероховатость поверхностей.
В качестве черновых баз не следует
использовать поверхности, на которых
расположены в отливках прибыли и литники, а также швы, воз-
никающие в местах разъемов опок и пресс-форм в отливках под
давлением и штампов в поковках и штамповках, удаляемые предва-
рительной слесарной обработкой, нарушающей постоянство рас-
положения поверхностей.
В связи с тем, что точность необработанных поверхностей, при-
меняемых в качестве черновых баз, всегда ниже точности обработан-
ных поверхностей, а шероховатость — выше шероховатости обрабо-
танных поверхностей, черновая база должна использоваться при
обработке заготовки только один раз — при выполнении первой
операции. Все последующие операции и установы заготТЛки необ-
ходимо осуществлять на обработанных базовых поверхностях.
Исключением могут быть случаи обработки особо точных заготовок,
полученных литьем под давлением, точным прессованием, калибро-
ванием, или случаи обработки заготовок, установленных на при-
способлениях-спутниках.
Для того чтобы обеспечить правильное взаимное расположение
системы обработанных поверхностей детали относительно необра-
ботанных, в качестве черновых технологических баз целесообразно
выбирать поверхности, остающиеся необработанными.
На рис. 6.21 изображен корпус подшипника, при механической
обработке которого черновой технологической базой служит пло-
1 Однако очевидно, что черновая база не может быть настроечной базой, так кан
последняя обрабатывается при данном установе.
176
скость А, остающаяся необработанной. При установке на черновую
базу (плоскость Л) производится фрезерование плоскости В на
размер а, обеспечивающее параллельность поверхностей А и В.
При дальнейшей обработке корпуса подшипника (фрезерование пло-
скости С на размер b и других поверхностей, сверление отверстий,
расточка гнезда М под вкладыш подшипника) в качестве установоч-
ной технологической базы используется плоскость В.
На рис. 6.22, а приведена схема установки шатуна авиационного
мотора для фрезерования торцовых поверхностей А, В, С, D головок,
которые служат технологическими базами при расточке отверстий
в головках (рис. 6.22, б). В качестве черновых технологических баз
Рис. 6.22
Черновые базы при об-
работке шатуна
при фрезеровании торцов головок используют боковые плоскости
стержня шатуна, базирование по которым осуществляется в само-
центрирующих зажимах; этим обеспечивается равномерность снятия
припуска с торцов головок шатуна. Для центрирования головок
шатуна при их расточке применяют черновые базы — наружные
контурные поверхности головок, закрепляемых в призмах. Создан-
ные с помощью черновых баз обработанные поверхности шатуна,
т. е. отверстия и торцы головок, используются в качестве технологи-
ческих баз при дальнейшей его обработке на большинстве операций.
При обработке главного шатуна одного из двигателей отверстие в ма-
лой головке служит технологической базой на 65 операциях из
106 операций технологического процесса механической обработки
шатуна.
Если с одной из обрабатываемых поверхностей желательно снять
минимальный припуск, то эта поверхность должна быть использо-
вана в качестве черновой базы при первой операции обработки.
Так, например, для обеспечения снятия минимального припуска
с направляющих станин станков (что является важным для сохра-
нения износостойкого слоя металла) при первой операции обработки
отливки в качестве черновой базы применяется поверхность напра-
вляющих.
Одной из важных задач, решаемых при выполнении первой опе-
рации обработки заготовки на черновой базе, является обеспечение
равномерного распределения припусков, что особенно важно при
обработке ответственных деталей сложной конфигурации, изготовля-
емых из отливок и поковок,
177
Равномерное распределение припусков между всеми обрабаты-
ваемыми поверхностями обусловливает более полное использова-
ние возможностей режущего инструмента и высокую производитель-
ность обработки за счет применения оптимальных режимов резания,
повышение точности обработки (устранение неоднородности при-
пусков уменьшает рассеяние размеров, связанное с колебаниями
отжатий в упругой технологической системе), однородность микро-
структуры и качества поверхностного слоя металла всех обработан-
ных поверхностей (литейные корки в одинаковой мере снимаются
со всех обрабатываемых поверхностей).
Для обеспечения равномерности припусков внутренних поверх-
ностей (отверстий, внутренних полостей коробчатых заготовок
и т. п.) в качестве черновых баз рекомендуется использовать эти
внутренние поверхности.
В мелкосерийном производстве равномерное распределение при-
пуска на отливках и поковках часто обеспечивается за счет при-
менения разметки заготовок с последующей выверкой их положения
на станке при первой операции обработки или выверкой положения
режущего инструмента по разметочным рискам и керновкам (про-
верочные искусственные технологические базы). Довольно рас-
пространенным случаем применения проверочных баз в серийном
производстве является базирование заготовок с выверкой их поло-
жения по установочным штырям, вставленным в ранее изготовленные
(отлитые или предварительно обработанные) отверстия. После бази-
рования и закрепления заготовок в приспособлениях установочные
штыри вынимают из заготовки и производят чистовую обработку
отверстий. Такой метод обеспечивает равномерность распределения
припуска на обработку отверстий (что особенно важно при обработке
на алмазно-расточных станках), а также правильное расположение
обработанных поверхностей относительно осей базирующего отвер-
стия (условные базы). Замена выверки положения заготовки по
проверочной базе специальными штырями, центрирующими заго-
товку по этой базе, значительно сокращает затраты вспомогательного
времени на установку заготовки, что делает применение этого метода
базирования экономически целесообразным.
В условиях крупносерийного производства для выверки положе-
ния заготовок в приспособлениях или на станках при их установке
по черновой базе используют специальные приемы и автоматизиро-
ванные устройства (в некоторых случаях довольно сложные). Так,
например, при изготовлении крупногабаритных лопаток (длиной
500—1500 мм) паровых турбин (для обеспечения равномерности
распределения припуска на сложнопрофильных рабочих поверх-
ностях спинки и корыта) при первой операции, на которой обраба-
тывается комплект технологических баз, в качестве черновых про-
верочных баз используются рабочие поверхности лопаток.
Штампованная исходная заготовка лопаток устанавливается сво-
ими искусственными черновыми базами (специальный выступ на
хвостовике и технологическая бобышка) на столике механизма
ориентации специального станка СМ 878 или СМ 939 для обработки
178
баз турбинных лопаток. Столик механизма ориентации имеет пять
степеней свободы и по сигналу индуктивных датчиков может пере-
мещаться, занимая самые различные положения в пространстве.
9
Рис. 6.28
Схема устройства стана» СМ 939 для автоматического распределения припуска на
обработку рабочих поаерхяостей турбинных лопатоа
К штампованному рабочему профилю заготовки лопатки подводится
20 ощупывающих датчиков (рис. 6.23, а), каждый из которых дает
сигнал механизму ориентации, вызывающий перемещение или пово*
рот столика с заготовкой в пространстве. Когда заготовка лопатки
займет теоретически правильное положение относительно станка,
17ft
столик механизма ориентации закрепляется и начинается автома-
тический цикл последовательной обработки базовых поверхностей:
фрезерование торцовыми фрезами 0 200 мм двух взаимно пер-
пендикулярных плоскостей хвостовика и центрование бобышки
(рис. 6.23, б). При этом обеспечивается правильное расположение
обработанных баз относительно штампованных рабочих поверхно-
стей заготовки. Это, в свою очередь, гарантирует равномерное рас-
пределение припуска при обработке фасонных рабочих поверхностей
лопатки на базе плоскостей хвостовика и центрового отверстия
бобышки.
Предварительная настройка датчиков в их нулевые положения
производится по эталону, представляющему собой лопатку с об-
работанными базами, рабочий профиль которой очерчен по экви-
дистанте и теоретическому профилю, отстоящей от него на величину
припуска. Точность распределения припуска составляет в зависи-
мости от величины припуска 0,2—0,4 мм.
Продолжительность процесса оптимизации положения заготовки
лопатки составляет 0,2—0,4 мин, а весь процесс обработки комплекта
баз, с установкой и снятием лопатки и оптимизацией занимает 3—
5 мин (в зависимости от размеров лопатки).
ПРИНЦИП СОВМЕЩЕНИЯ (ЕДИНСТВА) БАЗ
При назначении технологических баз для точной обработки заго-
товки в качестве технологических баз следует принимать поверх-
ности, которые одновременно являются конструкторскими и изме-
рительными базами детали, а также используются в качестве баз
при сборке изделий.
При совмещении технологических, конструкторских и измери-
тельных баз обработка заготовки осуществляется по размерам,
проставленным в рабочем чертеже, с использованием всего поля
допуска на размер, предусмотренного конструктором.
Если технологическая база не совпадает с конструкторской или
измерительной базой, технолог вынужден производить замену раз-
меров, проставленных в рабочих чертежах от констргукторских
и измерительных баз более удобными для обработки технологиче-
скими размерами, проставленными непосредственно от технологи-
ческих баз. При этом происходит удлинение соответствующих раз-
мерных цепей заготовки и поля допусков на исходные размеры,
проставленные от конструкторских баз, распределяются между
вновь введенными промежуточными размерами, связывающими тех-
нологические базы с конструкторскими базами и с обрабатываемыми
поверхностями. В конечном счете это приводит к ужесточению
допусков на размеры, выдерживаемые при обработке заготовок,
к удорожанию процесса обработки и понижению его производитель-
ности.
Сказанное можно проиллюстрировать следующим примером.
При обработке паза на глубину ЮН 14 (рис. 6.24, а) для упро-
щения конструкции приспособления удобно установить заготовку
180
на нижнюю поверхность В (рис. 6.24, г). Так как дно паза С связано
размером 10+0’36 с верхней плоскостью А, эта плоскость является
для паза конструкторской и измерительной базами. В этом случае
технологическая база — поверхность В не совпадает с конструк-
торской и измерительной базами и не связана с ними ни размером,
пи условием правильного взаимного расположения.
Поскольку при работе на настроенном станке расстояние от оси
фрезы до плоскости стола сохраняется неизменным (k = const),
а следовательно, постоянен и размер с, отсутствующий на чертеже,
то размер глубины паза а = 1О+о>36 мм не может быть выдержан,
так как на его колебание
непосредственно влияет
погрешность размера Ъ =
= 5О_о,62 мм, выдержи-
ваемого на предыдущей
операции (рис. 6.24, б).
Очевидно, что на операци-
онном эскизе фрезерова-
ния паза в этом случае
следует поставить техно-
логический размер с, точ-
ность которого не зависит
от предыдущей операции,
а конструкторский размер
а = 1О40’36 мм целесооб-
разно с эскиза снять. Рас-
чет технологического раз-
мера с, а также нового
Рис. 6.24
Фрезерование паза от опорной технологической
базы В, не совпадающей с конструкторской
технологического допуска
размера Ь можно произвести, исходя из размерной цепи, приве-
денной на рис. 6.24, в. Из рисунка видно, что с = Ь—а =
= 50 — 10 = 40 мм.
Допуск размера с определяется из той же размерной цепи, в ко-
торой исходным размером является конструкторский размер а =
— ю+0>36, так как весь расчет производится на основании пред-
посылки, что размер а должен быть автоматически получен в пре-
делах заданного конструктором допуска при выполнении составля-
ющих размеров цепи Ь и с в пределах установленных для них
допусков. В соответствии с формулой (5.3) Та = ТЬ + Тс, откуда
Тс = Та — ТЬ. Подставляя соответствующие значения, получаем
Тс = 0,36... 0,62.
Так как допуск — величина существенно положительная и отри-
цательной быть не может, полученное уравнение не может быть
решено без увеличения уменьшаемого или без уменьшения вычита-
емого. Допуск размера а задан конструктором и не может быть уве-
личен, поэтому единственным способом решения поставленной за-
дачи является уменьшение вычитаемого, т. е. ужесточение допуска
на размер Ь. Уменьшение ТЬ следует произвести таким образом,
чтобы на размер Ь и на технологический размер с были установлены
181
технологически выполнимые допуски. Так как с технологической
точки зрения сложность выполнения размеров b и с одинакова (оба
размера лежат в одном интервале размеров и получаются на гори-
зонтально-фрезерном станке от опорной технологической базы),
допуск размера 6 ужесточается до величины ТЬ — 0,18 мм, равной
половине допуска исходного размера а. В этом случае на технологи-
ческий размер с можно назначить допуск, близкий установленному
допуску размера Ь.
Окончательно размер Ь назначается с допуском, равным ближай-
шему стандартному с сохранением установленного чертежом минусо-
вого отклонения поля допуска от номинала, т. е. b = 5O_o,i6 =
= 50/ilL
Тогда расчетный допуск технологического размера
Тс = 0,36 — 0,16 = 0,20 мм.
Предельный значения технологического размера с определяются
из той же размерной цепи на рис. 6.24, в, т. е. а — b — с:
дП1ах _^тах _^.min. ^,min_^max Дтах__
= 50 - (10 + 0,36) = 4О_о.зб мм;
дШ1п___fomln _^тах. ^тах _^min _дт*п__
= 50 — 0,16— 10=40_о,1б ММ.
Расчетная величина размера с = 4О2о;зб мм. Окончательно при-
нимается ближайшее стандартное значение этого размера с ==
— мм, соответствующее значению 40611.
Предельные значения проставленного технологического размера о
находятся в границах расчетных размеров.
Проверочный расчет на максимум и минимум (дггах =
= 50 — (40 — 0,33) = 10+0>эз; amln = 50 — 0,16 — (40 — 0,17) =
= 1О+0101) показывает, что предельные значения исходного кон-
структорского размера а находятся в границах предельных размеров,
установленных чертежом, и пересчет размеров сделан правильно.
В случаях, когда стандартный размер, ближайший к^асчетному
технологическому размеру с, значительно отличается по величине
своего поля допуска от расчетного, окончательно может быть принят
расчетный размер с.
На основании проведенного расчета в операционных эскизах
заготовки вместо чертежных размеров ЮН 14 и 50614 должны быть
проставлены новые размеры b = 50611 и с = 40611. Таким образом,
в связи с несовпадением технологической и конструкторской (изме-
рительной) баз рабочему фактически приходится выдерживать за-
метно более жесткие допуски по сравнению с допусками, установлен-
ными конструктором. В рассмотренном случае вместо допусков
по 614, установленных чертежом, должны быть выдержаны допуски
по 611 и 611.
Если столь значительное повышение требуемой точности обра-
ботки приведет к чрезмерному снижению производительности и
182
возрастанию себестоимости продукции, то может оказаться целесо-
образным использовать специальное приспособление, позволяющее
осуществить фрезерование паза непосредственно от конструкторской
базы А. Схема подобного приспособления изображена на
рис. 6.25, а. Технологическая опорная база — плоскость А является
одновременно конструкторской базой, от которой без всяких пере-
счетов непосредственно выдерживается конструкторский размер
а = 1О+0’36 мм. Колебание размера b никак не отражается на точно-
сти получения конструкторского размера, поэтому ужесточения
допусков здесь производить нет необходимости.
На рис. 6.25, б показано фрезерование паза комплектом фрез
одновременно с плоскостью Л. Так же, как и в предыдущем случае,
торекой
паз обрабатывается от тех-
нологической базы — пло-
скости А (являющейся
здесь настроечной), совпа-
дающей с конструктор-
ской и измерительной ба-
зами. Конструкторский
размер а = 10+0*36 мм вы-
держивается без всяких
пересчетов, и никакого
ужесточения допусков,
установленных конструк-
тором, здесь также не требуется. Плоскость В служит опорной тех-
нологической базой для обработки плоскости А на размер Ь, кото-
рый тоже может выполняться с установленным чертежом допуском
ТЬ = 0,62 мм без его ужесточения.
Рассмотренные на рис. 6.24 и 6.25 примеры обработки призмати-
ческой заготовки с прямоугольным пазом показывают, что при
разработке технологических процессов технолог может использовать
различные виды технологических баз.
Варианты возможных технологических процессов имеют свои
достоинства и недостатки. Например, при обработке заготовки
от опорных технологических баз, несовмещенных с конструктор-
скими и измерительными базами (рис. 6.24), возникает необходимость
пересчета размеров и значительного ужесточения допусков, что
приводит к снижению производительности и удорожанию обработки.
Зато для изготовления заготовки не требуется специальных при-
способлений или инструментов. При обработке заготовки от опорной
технологической базы, совмещенной с конструкторской и измери-
тельной базами (рис. 6.25, а), имеется возможность непосредственно
выдерживать конструкторские размеры баз пересчета и ужесточения
данных конструктором допусков, а следовательно, и без снижения
производительности обработки, однако требуется создавать спе-
циальное и не всегда удобное приспособление. Если размеры вы-
держиваются от настроечной технологической базы, совмещенной
с конструкторской и измерительной базами (рис. 6.25, б), пересчи-
тывать и ужесточать допуски также не приходится, ио для выполне-
183
ния операции требуется набор режущих инструментов. Выбор
наилучшего варианта технологического процесса производится на
основании технико-экономического расчета с учетом конкретных
условий производства.
Вторым важным принципом, которым следует руководствоваться
при назначении баз, является принцип постоянства баз.
ПРИНЦИП ПОСТОЯНСТВА БАЗ
Принцип постоянства баз заключается в том, что при разработке
технологического процесса необходимо стремиться к использованию
одной и той же технологической базы, не допуская без особой необхо-
димости смены технологических баз {не считал смены черновой базы).
а)
20^0%
50*0.06
Рис. в.2в
Применение прин-
ципа постоянства
баз при расточке
н сверлении
Ж*
Стремление осущест-
вить обработку на одной
технологической базе объ-
ясняется тем, что всякая
смена технологических баз
увеличивает погрешность
взаимного расположения
поверхностей, обработан-
ных от разных техноло-
гических баз, дополни-
тельно внося в нее погреш-
ность взаимного располо-
жения самих технологи-
ческих баз, от которых
производилась обработка
поверхностей.
Например, если на за-
готовке, изображенной на
рис. 6.26, а, требуется
обеспечить совмещение оси
симметрии четырех малых
отверстий с осью центрального отверстия в пределах^допустимой
погрешности Д = ±0,1 мм, а расточка центрального отверстия на
токарном станке (рис. 6.26, б) и сверление четырех малых отверстий
в кондукторе (рис. 6.26, в) выполняются при использовании различ-
ных баз Л и В, то фактическая величина смещения осей возрастает
на величину погрешности взаимного расположения использованных
баз, т. е. на величину допуска на размер 100. Это подтверждает
расчет технологической размерной цепи (рис. 6.26, г):
<1
Атах = 100тах - 50т1п - 30 - 20т1п =
= 100 - (50 - 0,05) - 30 - (20 - 0,05) = ±0,1 мм;
Дт,п = 100га1п - 50тах - 30 - 20тах =
= 100 - 0,46 - (50 4- 0,05) - 30 - (20 + 0,05) = — 0,56 мм.
1R4
В связи с тем, что сверление малых отверстий выполняется по
кондуктору, расстояние между ними (размер 60) выполняется точно,
поэтому в расчете размер 30 условно принят постоянным.
Нетрудно убедиться в том, что при выполнении обеих операций
от неизменной базы (например, от плоскости Д) колебание величины
смещения осей уменьшается, так как оно определяется из более ко-
роткой технологической размерной цепи (рис. 6.26, д), не включа-
ющей в себя размер 100, т. е.:
Дтах = 50тах - 30 - 20т1п = 50 + 0,05 - 30 - (20 - 0,05) = 4-0,1 мм;
Дт,п = 50т1п - 30 - 20тах = 50 - 0,05 - 30 - (20 + 0,05) =
= — 0,1 мм;
При этом требование чертежа о совмещении осей в пределах
погрешности ±0,1 мм выполняется.
Сохранение постоянной технологической базы при обработке
заготовок на различных операциях снижает погрешности взаимного
расположения обрабатываемых поверхностей, однако на практике
встречаются случаи, когда выполнение этого требования приводит
к чрезмерному усложнению конструкции приспособлений и их удо-
рожанию. В этих случаях технолог вынужден заменять технологи-
ческие базы, выбирая наиболее удобные и производя соответству-
ющие расчеты увеличения погрешности взаимного расположения
обрабатываемых поверхностей.
При решении вопроса о том, какую из разновидностей техноло-
гических баз лучше всего применить в проектируемом технологи-
ческом процессе, следует учесть изложенные выше данные об
особенностях проверочных, настроечных и контактных технологи-
ческих баз.
Наиболее целесообразно и удобно использовать настроечные
технологические базы при построении технологического процесса
по принципу концентрации операций, когда обработка заготовки
осуществляется за небольшое число сложных по своему содержанию
операций с применением комбинированного многолезвийного и фа-
сонного инструмента и сложных настроек станков при многопози-
ционной обработке, при обработке на копировальных станках,
автоматах, станках с ЧПУ и при групповой обработке.
При разработке технологического процесса обработки крупных
и точных заготовок единичного производства, когда затраты времени
на их установку и выверку составляют лишь незначительную часть
основного времени обработки заготовки, а изготовление крупных
и сложных специальных приспособлений, необходимых при исполь-
зовании настроечных и опорных технологических баз, экономически
не оправдывается, допускается применение проверочных техноло-
гических баз.
В обычных условиях крупносерийного производства проверочные
технологические базы следует использовать только в виде исключе-
ния при обработке особо точных заготовок и сборочных единиц, когда
185
Таблица в.2
Схемы базировании и установки заготовок а вриспособлеввих и на станках
Xчриктеряспиа установки или содержание операция Теоретиквежая схема баззроааяпя Общее число лишаемых Степане! свободы при бааи- ровааии Пример впеиомпоВ коиструитиинов реалиаацаи схемы бамроааяия Рекомендуемое условное изображение и а технологическом эскизе согласно ГОСТ 3.1107-81
Установка вала в неподвиж- ном переднем центре с повод- ковым патроном и враща- ющемся заднем центре с по- движным люнетом 5 OHP
•kt— -л ЕЭЕЕ
А
Установка вала в двум- или трехкулачковом самоцеятря- рующем патроне с длинными кулачками без упора по торцу l**£d 4 •Д —1»
Установка вала в самоцентрн- рукмцем трехкулачковом па- троне с механическим зажи- мом с упором в торец и во вра- щающемся центре с неподвиж- ным люнетом ЙЗЕЭ 5 - <•
Бесцентровое шлифован не гладкого валика < — 4 ЖГ—।
Установка диска и двух- или трех кулачковом патроне с ба- зированием по торцу а А 3
Установка короткой втулки- диска на разжимной (цанго- вой) оправке (а) или в трех: кулачковом патроне в разжим (б) с базированием по торцу > £
Установка короткой втулки- диска на гладкой цилиндриче- ской оправке с базированием по торцу >
Обработка длинной втулки на разжимной (цанговой) оправ- ке с упором по торцу, обеспе- чивав строгую концентрич- ность поверхностей вращения Ф&РггГГТТ? ХД ъ _
Обработка втулки, установлен- ной на цилиндрической оправ- ке с гидропластовым зажи- мом. с упором в торец на риф- леную поверхность и С под- жимом вращающимся центром, обеспечивая строгую концен- тричность поверхностей вра- щения !> 1
8
Продолжение табл. 6.2
'Хврактерветкхв уегаиовкв кжк ссииржвава ооерадва Тмрстмвасяав citui баавровавва Обеим wtao лвшаамыж степеаай свободы прв баак- роваввв Првмер воаможноа ковструктавиоВ реалммцжв саамы бдавроввжвв Рекомекдушм условвов ввображемве в а технолотеехом векам согдаево ГОСТ 3.1107—S1
Обработка даяпов кмаядра- веско! мула яа ковусаоб жестко! оправке (на «справке треям»), обеслпявая строгую кокцеятргоостъ поверхво- стеб вращеввя Ъ
'йфаь
Обработка длвмао! втулка на гладко! цжжккдрваескоА оп- равке с габкоб, допуская эк- саепраеатет поверхяостеб вращеам
^шап
Цротягяваяае длаааого отвер- стая
Протягяваяае короткого от- верстая
Шлифование плоскости А ва магнитном столе, выдерживая параллельность расстояние между плоскостями А в В Л у 3 Г-Аэ-
Г м 1 t.
JSJ
фрезерование уступа, выдер- живая размеры а в Ь 5> О 5 J
Установка шатуна на плоско- сти торцов в по отверстиям головок для обработки наруж- ного контура 6 ЛФ fy/A
Установка вала иа призме ?1 А 5
Продолжение табл. 6.2
190
Характеристика установки или содержание операцви Теоретическая схема базирования
Установка рычага Для расточ- ки отверстий в головках, обес- печивая их положение на оси симметрии, концентричность отверстия и наружного кон- тура головки А и перпенди- кулярность осей отверстий к торцам головок л г г
Установка рычага для рас- точки отверстий, обеспечивая симметричное расположение их осей относительно наружных поверхностей головок и пер- пендикулярность осей головок к торцам х/Ж \
Установка рычага для расточ- ки отверстий, обеспечивая кон- центричность отверстия А по контуру головки, обеспечивая симметричность расположения осей отверстий относительно наружного контура и их пер- пендикулярность к торцам головок
Чхну v
Общее число
лишаемых Пример возможной
степеней конструктивной
свободы реализации
при бази- схемы базирования
ровании
Рекомендуемое условное
изображение
на технологическом
эскизе согласно
ГОСТ 3.1107—81
Установка заготовки для рас-
точки отверстия, обеспечивая
размер а и перпендикуляр-
ность оси и плоскости относи-
тельно основания и располо-
жение оси отверстия в пло-
скости симметрии закругле-
ния внешнего контура
Сверление отверстия d в ди-
ске с обеспечением перпенди-
кулярности оси отверстия
к торцу диска и его расстоя-
ния от центра иа величину г
с закреплением в самоцентри-
рующих призматических губ-
ках с пневматическим зажи-
мом
Сверление четырех отверстий
перпендикулярно к плоскости
А с центрированием на цилин-
дрииеский палец, с упором на
три неподвижные опоры (или
на плоскости Л) и с примене-
нием электрического двойного
зажима, имеющего сфериче-
ские рабочие поверхности
их высокая точность не может быть достигнута с помощью других
разновидностей технологических баз.
При работе с новейшими измерительными н управляющими
устройствами, ускоряющими и автоматизирующими выверку положе*
ния заготовок на станках, применение проверочных баз становится
рациональным не только при серийном, но и массовом производстве,
особенно в случае необходимости достижения высокой точности
расположения обрабатываемых поверхностей.
При построении технологического процесса по принципу диф*
ференциацин операций, когда изготовление заготовки производится
с помощью большого числа простых операций, состоящих из одного*
двух переходов, осуществляемых одиночным инструментом, удобнее
всего использовать контактные технологические базы. Необходимо
при этом следить за тем, чтобы погрешность установки заготовки
в предусмотренном технологическим процессом приспособлении,
непосредственно входящая в состав общей погрешности выполнения
размеров, проставленных от опорных технологических баз, не была
чрезмерно велика и не вызывала необходимости значительного
повышения требований к точности выполнения размеров и соответ*
ствующего усложнения и удорожания обработки.
Для повышения точности и создания определенности орненти*
ровкн заготовки в приспособлении с помощью опорных техноло*
гнческих баз в качестве базирующих поверхностей следует выби-
рать поверхности простейшей формы (плоскости, цилиндрические по-
верхности), точность обработки которых всегда бывает наиболее вы-
сокой.
Использование для базирования заготовок сложных контуров
может оказаться целесообразным только для неточных заготовок,
так как всегда имеющиеся погрешности взаимного расположения
отдельных элементов фасонных контуров и неточности размеров
этих элементов вносят дополнительную погрешность и неопределен-
ность в установку заготовок.
Число технологических баз должно быть достаточным для такой
ориентировки заготовок, при которой обеспечивается автоматическое
получение всех размеров, выдерживаемых при данной операции.
В зависимости от числа н направления выдерживаемых при длиной
операции размеров можно использовать одну, две нЛГ-три базы;
при этом заготовка лишается соответственно трех, четырех, пяти
или шести степеней свободы. Увеличение числа баз усложняет
конструкцию приспособлений, что приводит к возрастанию стои-
мости их изготовления н снижению эффективности их эксплуа-
тации.
В связи с этим следует ограничиваться наименьшим числом
технологических баз, которое, однако, должно быть достаточным
для обеспечения выполнения всех заданных размеров.
В табл. 6.2 приводятся типовые, примеры рациональных схем
базирования и установки заготовок в приспособлениях и на станках,
при различных технологических задачах их обработки.
Глава 7
ВЛИЯНИЕ ТЕХНОЛОГИИ ОБРАБОТКИ
НА ФОРМИРОВАНИЕ ПОВЕРХНОСТНОГО СЛОЯ
И ЭКСПЛУАТАЦИОННЫЕ КАЧЕСТВА
ДЕТАЛЕЙ МАШИН*
§7.1
СТРОЕНИЕ ПОВЕРХНОСТНОГО СЛОЯ ПЕТЛЯЛА
Поверхностный слой металла включает в себя наружную поверх*
ность, имеющую непосредственный контакт с внешней средой (гра-
ничный слой), н нижележащий слой деформированного металла,
отличающегося от основной части (сердцевины) металла своим стро*
еннем, механическими, физическими и химическими свойствами.
граничный слой
При идеально правильной структуре каждый атом, расположенный
внутри металла, во всех направлениях подвергается воздействию
силовых полей окружающих его атомов и находится поэтому в со-
стоянии подвижного устойчивого равновесия. Атомы, расположен-
ные на поверхности, имеют связи только с соседними и нижележа-
щими атомами и находятся поэтому в неуравновешенном, неустойчи-
вом состоянии. В результате этого граничный слой, включающий
в себя примерно два ряда атомов (т. е. толщиной порядка Ю~*—
10-7 мм), обладает запасом свободной поверхностной энергии.
Поверхностную энергию можно представить в виде суммы потен-
циальной и кинетической энергий. Потенциальной части энергии
соответствует искажение нормального построения решетки (соста-
вляющее от долей процента до нескольких процентов от нормального
интервала между атомами), а кинетической — изменение режима
колебаний атомов в граничном слое. С последним связана н сильная
зависимость поверхностного натяжения от температуры.
Вследствие своей повышенной активности поверхность твердого
тела неизбежно адсорбирует элементы окружающей среды и, как
правило, бывает покрыта слоями адсорбированных газов, паров
воды и жиров, часто осаждающихся прямо из воздуха.
При обычной технической очистке керосином или бензином
остается слой жнров в I—5 мкм, при очень тщательной очистке —
0,01—0,1 мкм, т. е. слой в 10—100 молекул. Толщина наиболее
тонкого слоя адсорбированных жиров соответствует толщине одной
молекулы жирной кислоты, равной 0,002—0,004 мкм (20—40 А)
1 При составлении гл. 7 использованы труды Н. Н. Давндеикова, Г. И. Епифанова,
В. С. Ивановой, В. Д. Кузнецова, Д. Мак Лина, А. Д. Манасевичо, Мортон
К. Смннта, А. М. Сулимы, Ч. Уэрта и Р. Томсона, Г. Шмальцв.
1 1 А (ангстрем) равен 10~>0 м, или 0,0001 мкм.
193
Толщина адсорбированных водяных паров составляет 50—100 мо-
лекулярных слоев. Даже при нагреве до температуры красного
каления сохраняется водяная пленка толщиной в один молекуляр-
ный слой.
Поверхности твердых тел в сильной степени адсорбируют также
газы. Особенно прочные связи дает химическая адсорбция, при
которой толщина слоя газов составляет 10_®—10-7 мм.
Адсорбированные слои смазки, особенно поверхностно-активной,
оказывают значительное влияние на величину поверхностной энер-
гии, на процесс пластической деформации, на диспергирование
поверхностных слоев и прочность металла (эффект Ребиндера).
Адсорбция снижает поверхностное натяжение и энергию поверх-
ностных атомов и облегчает развитие деформации.
Поверхность и в особенности трещины и выходящие наружу меж-
зерновые граничные прослойки являются как бы воротами, через
которые чужеродные атомы проникают в твердое тело. Воздействие
окружающей среды приводит к возникновению на поверхности
различных химических соединений, наиболее типичными представи-
телями которых являются различные окйслы.
Так, например, на стали можно наблюдать последовательно слои
следующих окислов железа в направлении от поверхности в тело;
Fe2O3, Fe3O4, FeO + Fe3O4, FeO.
Обычно общая толщина наружной пленки составляет: в же-
лезе — 15—25 А и до 50 А; в стали — 10—20 А; в цинке — 5—6 А;
в алюминии — 100—150 А.
ВНУТРЕННЯЯ ЧАСТЬ ПОВЕРХНОСТНОГО слоя
Ниже граничного слоя, покрытого пленкой жиров, водяных паров,
адсорбированных пленок и окислов, обычно располагается слой
сильно деформированного и упрочненного металла.
У мегаллов, находящихся в ненапряженном и отожженном со-
стоянии, ниже слоя окисных пленок располагается основная поли-
кристаллическая структура, состоящая из более или менее равно-
весных кристаллических зерен неправильной формы (обычно с раз-
мерами от 0,01 до 1,0 мм), связанных межзеренной Послойной.
Кристаллические зерна (кристаллиты) построены из рядов опре-
деленным образом расположенных атомов, образующих соответству-
ющие данному металлу кристаллические решетки, однако никакой
закономерности взаимной ориентировки направлений кристалло-
графических осей отдельных зерен не существует.
Межзеренная прослойка имеет искаженную кристаллическую
решетку с дислоцированными атомами основного материала и при-
месей, интенсивно накапливающимися у границ зерен. Прослойка
имеет разрыхленное строение с ослабленными силами сцепления
и повышенной энергией атомов. При химической обработке меж-
зеренная прослойка легко вытравляется, а при упрочнении у границ
зерен возможно зарождение трещин. При нагреве межзеренные
прослойки быстрее, чем внутренние зоны зерен, приходят в вязкое
194
состояние и по ним происходит скольжение, а иногда — отрыв.
Толщина межзеренной прослойки составляет 5—20 атомных слоев.
Мозаичная структура. Во многих случаях при кристаллизации
формируется так называемая мозаичная структура, состоящая из
небольших блоков с размерами 10-3—10-4 мм (т. е. порядка 10 000
атомных расстояний), неправильной формы, но правильного внутрен-
него строения, разориентированных друг относительно друга под
небольшими углами (от нескольких секунд до десятков минут, но
не более одного градуса).
В одном кубическом миллиметре может находиться до 10м блоков.
В поперечнике зерна мелкозернистой стали находится около 10 бло-
ков, в крупнозернистой стали, алюминии, вольфраме — от 70 до
200 блоков. Размеры блоков мозаики одного кристалла, даже после
полного отжига, могут значительно отличаться друг от друга, что
приводит при пластической деформации к возникновению значи-
тельных по величине остаточных напряжений, уравновешивающихся
в границах одного зерна (т. е. напряжений второго рода).
Блоки мозаики состоят из мелких кристаллитов. Наименьший
кристаллит, обнаруженный рентгеновским методом, имел размер
18 А и состоял из 100 элементарных ячеек, включающих 400 атомов.
В кристаллитах всегда существуют атомы, обладающие энергией,
превосходящей среднее значение энергии соседних атомов, и способ-
ные поэтому преодолеть созданный последними потенциальный
барьер, покинуть свои места равновесия в узлах решетки, создавая
в них пустоты (вакансии), и занять новые места в междоузлиях
решетки (дислоцированные атомы) или в вакансиях других кристал-
лических ячеек. Беспорядочное движение атомов вокруг вакансий
приводит к попаданию на свободное место в решетке какого-нибудь
другого атома, что приводит к исчезновению данной вакансии и по-
явлению новой.
При комнатной температуре число вакансий невелико, однако
оно резко возрастает при повышении температуры и при пластической
деформации металла, достигая в последнем случае 1018 на 1 см*
(у меди и алюминия после 10 % пластической деформации).
Возникновение вакансий изменяет плотность металла. Наличие
вакансий и дислоцированных атомов приводит к значительным
искажениям кристаллической решетки.
В реальных кристаллах наиболее химически чистых элементов,
содержащих всего 10-7 % примесей, находится порядка 1013 при-
месных атомов.
Так как чужеродные атомы по своей физической природе и раз-
мерам отличаются от атомов основного металла, их присутствие
вызывает искажение кристаллической решетки. Примеси оказывают
существенное влияние на механические, химические, оптические
и магнитные свойства металлов. Точечные дефекты (вакансии, при-
меси, дислоцированные атомы) вызывают нарушение правильности
строения кристаллической решетки и приводят к повышению сво-
бодной энергии кристалла. Равновесное положение точечных дефек-
195
Рис. 7.1
Расположение атомов в зоне линейной дислока-
ции (Ч. Уэрт, Р. Томсон)
тов в решетке является метастабильным, а удаление их из кристалла
влечет за собой понижение его свободной энергии.
Дислокации. Сопротивление деформированию и разрушению
кристаллов определяется энергией межатомной связи. Каждый атом
кристаллической решетки подвергается одновременному воздей-
ствию сил притяжения (электростатические силы притяжения про-
тивоположно заряженных частиц ионов и электронов) и сил отталки-
вания (силы отталкивания одноименно заряженных электронов).
Общая потенциальная энергия взаимодействия ионов и электронов
(энергия связи) является функцией межатомного расстояния. Теоре-
тическая прочность твердого
тела при абсолютном нуле
возрастает с увеличением
модуля упругости Е (модуля
Юнга) и величины поверх-
ностной энергии и умень-
шается с увеличением рас-
стояния между соседними
атомными плоскостями.
В связи с этим высокопроч-
ные материалы — это мате-
риалы с высокими значе-
ниями модуля упругости,
большой поверхностной энер-
гии и большим числом ато-
мов в единице объема. Рас-
четами теоретической проч-
ности металлов установлено
критическое напряжение тир
сдвига, необходимое для
осуществления пластической деформации ткр w G/30. Расчеты теоре-
тической прочности металлов по данной формуле дают ее значения
на несколько порядков выше их фактической прочности, установлен-
ной непосредственными экспериментами.
Так, при теоретической величине критического Напряжения
сдвига у железа Ткерор = 2300 МПа его экспериментальное значение
составляет всего т^рСП = 29 МПа, у меди соответственно — 1540
и 1 МПа, а у никеля — 2600 и 5,8 МПа.
Значительные расхождения теоретической и фактической проч-
ности металлов объясняются наличием в реальных поликристаллах
различных несовершенств и дефектов кристаллической решетки
(точечные дефекты в виде вакансий, дислоцированных атомов и при-
месей и линейные дефекты в виде дислокаций различного типа).
Особенно сильное влияние на снижение прочности реальных метал-
лов оказывают дислокации.
На рис. 7.1 дано перспективное изображение расположения
атомов вокруг линейной дислокации в простом кубическом кри-
сталле. Атомный ряд 1 и все горизонтальные ряды атомов, располо-
196
женные выше него, имеют соответственно на один атом больше ряда 2
и нижележащих рядов атомов. Это приводит к искажению строения
решетки, при котором расстояние между атомами верхнего ряда
у точки О (центр, или ядро дислокации) меньше нормального (ре-
шетка сжата), а расстояние между атомами нижнего ряда у точки О
больше нормального (решетка растянута). По мере удаления от
центра дислокации вправо и влево, вверх и вниз искажение решетки
постепенно уменьшается и на некотором расстоянии от О в кристалле
восстанавливается нормальное расположение атомов. Аналогичное
расположение атомов повторяется в большом числе плоскостей,
расположенных параллельно плоскости чертежа, поэтому центры
(ядра) дислокации О каждой атомной плоскости кристалла образуют
линию наибольших искажений решетки, направленную перпенди-
кулярно к плоскости чертежа. Образование линейной дислокации
можно представить по рис. 7.1, как введение в часть объема кри-
сталла лишней атомной плоскости М — О, называемой экстра-
плоскостью. Наибольшее искажение сосредоточено в основном
вблизи нижнего края полуплоскости лишних атомов М — О, поэтому
под дислокацией обычно и понимается линия искажения, которая
проходит вдоль края лишней атомной плоскости. Фактически линей-
ная дислокация представляет собой не просто линию наибольших
искажений решетки, а включает в себя всю полосу примыкающих
к этой линии атомов, имеющих неправильное взаимное расположе-
ние. Дислокация проходит через весь кристалл или значительную
его часть на длину порядка 10-4 мм, сливаясь обычно с другими
дислокациями, имеющими иное направление, или упираясь концами
в какие-либо дефекты структуры кристалла (примеси, границы
зерен).
Среднее расстояние между отдельными дислокациями в кристалле
составляет 104 межатомных расстояний, что соответствует для отож-
женного металла 10-8 мм, или 1 мкм. У наклепанного металла
расстояние между дислокациями уменьшается до 10-в мм, т. е. до
0,001 мкм.
Суммарная длина дислокаций в единице объема металла очень
велика. Так, в 1 см8 отожженного металла, имеющего плотность
дислокаций 107—108 см_а, суммарная длина дислокаций изменяется
от 100 до 1000 км. В наклепанном металле до плотности дислокаций
10й—Ю1а см_а суммарная длина дислокаций в 100 раз превышает
окружность земли по экватору.
Дислокация, изображенная на рис. 7.1 и имеющая в верхнем
ряду 1 больше атомов, чем в нижнем ряду 2, считается положитель-
ной и обозначается символом I В противоположном случае, когда
в нижнем ряду число атомов больше, чем в верхнем, дислокация
считается отрицательной и обозначается символом Т
Возникновение дислокаций в кристалле не приводит к нарушению
сплошности кристаллической решетки и образованию свободной
поверхности, однако атомные слои в месте расположения дислокаций
упруго искажаются, в результате чего возникает локальная концен-
трация напряжения,
197
Если силы, действующие на дислокацию, каким-либо образом
уравновешены, то она остается неподвижной, находясь в некотором
метастабильном состоянии.
Чтобы вывести дислокацию из такого состояния, необходимо
подвести к материалу энергию извне, прикладывая внешнюю не-
уравновешенную нагрузку или повышая температуру материала.
Дополнительная внешняя нагрузка вызывает смещение дислока-
ции в направлении вектора результирующей силы. Повышение тем-
пературы увеличивает подвижность дислокации, поэтому происхо-
дит смещение дислокаций при приложении меньших по величине
внешних нагрузок. При этом общее количество дислокаций в кри-
сталле непосредственно от температуры его нагрева не зависит,
т. е. дислокации атермичны.
Силовые поля дислокаций взаимодействуют между собой. Если
дислокации, расположенные в одной плоскости скольжения, обла-
дают одинаковым знаком, то они отталкиваются одна от другой;
если же дислокации имеют разные знаки, то они притягиваются.
По мере сближения дислокаций одного знака сила их взаимного
отталкивания возрастает, а в области сближения таких дислокаций
возникает высокая концентрация напряжений тем большая, чем
больше дислокаций находится в зоне скопления. Сближение дисло-
каций разного знака приводит к их аннигиляции (взаимоуничтоже-
нию) с выделением энергии.
Дислокации возникают в реальном кристалле в процессе его
роста из расплава или раствора.
Источниками дислокаций в недеформированном кристалле могут
служить также скопления вакансий.
Линии дислокаций могут заканчиваться выходом на границу
(поверхность) кристалла. Внутри кристалла дислокация не может
оборваться внезапно, т. е. так, чтобы далее простиралась область
правильной структуры (в направлении линии дислокации), поэтому
во внутренних зонах концы линий дислокаций должны соединяться,
образуя замкнутые системы. В связи с этим кроме простых линейных
дислокаций в кристаллах существуют криволинейные дислокации
разной формы, а также возникают «большие дислокации», которые
могут быть разложены на ряд простых дислокаций. Второй-разновид-
ностью «правильно построенных» дислокаций являются винтовые
дислокации, расположенные по винтовой поверхности. Дислокации
в реальных кристаллах формируются обычно как разнообразные
сочетания форм линейной и винтовой дислокаций.
Полосы дислокации перемещаются в плоскостях скольжения
кристаллов при приложении минимальной внешней сдвигающей силы.
Пусть, например, в плоскости S возможного скольжения кристалла
находится положительная дислокация с центром в точке f и грани-
цами в точках а и k (рис. 7.2, а). В равновесном состоянии результи-
рующая сила, действующая на эту дислокацию со стороны решетки,
равна нулю. Это легко понять из роликовой модели, показанной
на рис. 7.3. В верхнем ряду роликов, располагающихся нормально
во впадинах нижнего ряда, произведено нарушение структуры:
198
на участке АВ, который раньше занимали шесть роликов, размещено
только пять. Такое нарушение приводит к возникновению сил,
стремящихся вернуть ролики 1, 2, 4, 5 в устойчивое положение
равновесия (силы Fx, F2, Fit Fb). Силы, приложенные к роликам /
и 5, 2 и 4, равны по величине и направлены в противоположные
стороны. В связи с этим, если ролики верхнего ряда соединить между
собой упругой лентой, играющей роль связи, то силы Fj и Fb, F2 и Ft
компенсируют друг друга и система будет находиться в равновесии.
а Ъ cdefghij к!,
123456789 10 11
Рис. 7.2
Движение линейной дислокации по плоскости скольжения: а — положительная дислокация;
в — силы, необходимые для движении атомов; в — ряд атомов после перемещения дисло-
кации иа одно межатомное расстояние (Мортон К. Смиит)
Подобная картина наблюдается и в случае дислокации, схема-
тически показанной на рис. 7.2, а: силы, действующие на атомы верх-
него ряда, симметрично расположенные относительно центра дисло-
кации (рис. 7.2, б), равны по величине и противоположны по знаку
(силы Fb = Fjt Fc = Fit Fd = Fh, Fe => Fg). В связи с этим равно-
действующая этих сил равна нулю и дислокация находится в рав-
новесии. Однако при небольшом смещении дислокаций в плоскости
т
Рис. 7.3
Роликовая модель линейной дислока-
ции: силы, приложенные к атомам /
и S, 2 и 4, раяны по величине и про-
тивоположны но направлению (Епи-
фанов Г. И.)
скольжения симметрия расположения атомов относительно центра
дислокации нарушается; вследствие этого появляется сила, препят-
ствующая движению дислокаций. Из рис. 7.3 видно, что эта сила не
может быть большой, так как перемещение роликов 1, 2 в новое
положение равновесия происходит в значительной мере под влиянием
сил, действующих со стороны роликов 4, 5, которые также стремятся
занять положение устойчивого равновесия. Расчет показывает,
что критическое касательное напряжение, необходимое для того,
чтобы сдвинуть дислокацию, тв « 3-10"4 G, где G — модуль сдвига
(это по порядку величины совпадает с опытным значением).
199
Изложенное выше объясняет причину того, что дислокации ока-
зываются подвижными при напряжениях, которые значительно
меньше модуля сдвига. Чтобы дислокация передвинулась от одного
атомного ряда решетки к следующему, необходимы лишь чрезвы-
чайно малые изменения в расположении атомов. В ядре дислокации
атомы значительно смещены относительно своих нормальных мест
в решетке. В связи с этим некоторые из этих атомов расположены
так, что их можно перемещать один за другим уже с помощью очень
малой силы.
*)
формшмв врастамв
Дмвмяа вомы сн«ц»им (явлосы
Таким образом, в области дислокации уравновешиваются поло*
жнтельные и отрицательные силы, необходимые для движения ато-
мов, которые уже заранее смещены из положений равновесия и,
следовательно, не находятся в крайних точках своего силового
цикла. Это делает возможным дальнейшее групповое смещение этих
атомов под влиянием настолько малых сдвигающих снл,<«со в любом
ином месте внутри кристалла они могут вызывать только упругую
деформацию. Смещение атомов таким образом, как это показано на
рис. 7.2, в, не устраняет дислокацию, а только изменяет ее поло-
жение. В связи с этим, однажды образовавшись, дислокация может
двигаться через кристалл при очень малом напряжении и с очень
большой скоростью, приближающейся при больших внешних на-
пряжениях к скорости звуковой волны.
В соответствии с этим процесс скольжения может быть пред-
ставлен как движение через кристалл некоторой волны смещения,
являющейся полосой дислокации (рис. 7.4, а, б), завершающееся
появлением на кристалле ступеньки сдвига (рис. 7.4, в), т. е. пласти-
ческим смещением одной части кристалла относительно остального
его объема.
200
$ 7.2
ПЛАСТИЧЕСНАЯ ДЕФОРМАЦИЯ, УПРОЧНЕНИЕ И РАЗУПРОЧНЕНИЕ
МЕТАЛЛА
СУБМИКРОСКОПИЧЕСКАЯ КАРТИНА ПЛАСТИЧЕСКОЙ
ДЕФОРМАЦИИ
Пластическая деформация. Приложение внешней нагрузки вызы-
вает упругую, а затем и пластическую деформацию металлов. Для
области упругой деформации характерно полное соответствие изме-
нений напряжения и деформации, распространяющейся в твердом
теле со скоростью звука, т. е. практически мгновенно. При приложе-
нии внешних сил нарушается равновесие сил взаимодействия ато-
мов и для его восстановления атомы незначительно смещаются в но-
вые, но тоже устойчивые положения. При снятии внешней нагрузки
атомы возвращаются в прежнее устойчивое положение, соответ-
ствующее нормальному строению кристаллической решетки. При
зтом твердое тело вновь приобретает начальную форму. Максималь-
ная величина упругих деформаций очень мала*, обычно относитель-
ная деформация по порядку величины не превышает 10'*.
При превышении относительной деформации кристаллов порядка
10“’—10"* начинается пластическое течение металла, при котором
атомы, участвующие в этом процессе, окончательно перемещаются
из одного места решетки в другое. Если при деформации кристалла
атом сместится по отношению к своим соседям лишь на малую часть
параметра решетки, то после снятия нагрузки атом легко вернется
на свое исходное место в решетке и деформации кристалла будут
упругими.
Сдвигообразование в кристалле, развивающееся под действием
внешней силы, в основном представляет собой движение дислокаций
по плоскостям скольжения и выход их на поверхность кристалла.
Однако смещение первичных дислокаций ограничено и не может
вызвать образование углов сдвигов более Г, в то время как в дей-
ствительности при пластической деформации кристаллов наблю-
дается появление углов сдвигов, значительно превышающих указан-
ную величину.
Большая пластическая деформация металла происходит потому,
что при смещении первичных дислокаций возникают новые дисло-
кации, т. е. происходит размножение дислокаций. При этом многие
первичные дислокации не принимают участия в начальной дефор-
мации, так как они сильно заблокированы теми или иными препят-
ствиями и новые дислокации возникают легче, чем приходят в дви-
жение эти заторможенные дислокации.
Если бы сдвигообразование происходило только за счет выхода
дислокаций, уже имеющихся в кристалле, то процесс пластического
деформирования приводил бы к истощению дислокаций и переводу
кристалла в более совершенное состояние. В противоположность
этому с ростом степени деформации искажение решетки не умень-
шается, а возрастает и соответственно увеличивается и плотность
201
дислокаций. Такое явление объясняется тем, что в процессе пласти-
ческой деформации под действием внешних сил происходит дополни-
тельное генерирование дислокаций. Механизм такого генерирования
был открыт в 1950 г. Франком и Ридом. Действие источника Франка-
Рида может быть уподоблено процессу образования мыльных пузы-
©рей с помощью трубки (рис. 7.5).
При смачивании конца трубки мыль-
ным раствором образуется плоская
пленка, закрывающая отверстие. При
постепенном повышении давления
воздуха в трубке пленка выпучивает-
ся, проходя стадии /, 2, 3, 4 и т. д.;
до тех пор, пока она не примет
форму полусферы (стадия 2), ее со-
Рм. 7-| стояние является неустойчивым:
<г*^м ’ьГвамГ""»" Я|МЫ,Ы> **“*•* с уменьшением давления пленка со-
' . »|ии) кращается, стремясь к первоначаль-
ному состоянию /. После прохожде-
ния стадии 2 состояние пузыря меняется: он может развиваться не
только при постоянном, ио и при постепенно уменьшающемся дав-
лении до тех пор, пока не отделится от конца трубки. Вслед за
первым пузырем начинает формироваться второй, за ним третий
н т. д.
На рис. 7.6, а показана линейная дислокация DD', расположен-
ная в плоскости скольжения; точки D и D* закреплены неподвижно
и в перемещении дислокации не
участвуют. Такое закрепление
может произойти в местах пере-
сечения данной дислокации с дру-
гими дислокациями, иа примес-
ных атомах к т. д. Под действием
внешнего напряжения т дисло-
кация начинает выгибаться по-
добно мыльной пленке и в ка-
кой-то момент времени при-
нимает форму полуокружности
(рис. 7.6, б). Выгибание дислока-
ции (как и в случае мыльных пу-
зырей) может происходить лишь
при непрерывно растущем напря-
жении. Максимального значения т
*, ’X W
Гис. 7.«
Посдгдоватслвпыв стадия деДстаиа истм-
мивв Фраивв—Гмдв (Г. И. Епифанов)
достигает в момент, когда дисло-
кация принимает форму полуокружности. В связи с этим дальней-
шее ее развитие происходит самопроизвольно посредством образо-
вания двух спиралей (рис. 7.6, а), которые после встречи в точке С
(рис. 7.6, а) приводят к разделению дислокации на две: на внешнюю,
замыкающуюся в виде наружной окружности (рис. 7.6, д), и на
внутреннюю, приходящую в первоначальное положение DD'. На-
ружная дислокация разрастается до внешней поверхности кристалла
и приводит к элементарному сдвигу**, внутренняя, заняв исходное по-
202
дислокаций в 1000 раз.
Рас. 1.1
Преодоление препятствия дви-
жения дислокации и аерие хрома:
х 2000 (Г И. Епифаиои)
всего относятся другие
ложенне DD', под действием напряжения т начинает снова выги-
баться и разрастаться, т. е. так, как описано выше. Такой процесс
может повторяться какое угодно число раз, обеспечивая появление
на данной плоскости скольжения заметного смещения одной части
кристалла относительно другой. Поданным разных исследований из
одного источника может образоваться до 1000 новых дислокаций.
Интенсивность генерирования новых дислокаций сильно зависит
от уровня приложенных напряжений; при его повышении в 1,4 раза
наблюдалось увеличение плотности новых
Дислокации влияют на плотность,
электро- н теплопроводность, а также на
внутреннюю энергию и приводят к уве-
личению объема вследствие эффектов
упругости второго порядка. Соответству-
ющие вычисления показывают расшире-
ние, составляющее около двух атомных
объемов на межатомное расстояние в ди-
слокации. Так как дислокации представ-
ляют собой нарушение регулярности
кристаллической решетки, онн рассеивают
электроны и фотоны и уменьшают электро-
и теплопроводность.
Деформационное упрочнение. В связи
с тем что пластическая деформация пред*
ставляет собой движение дислокаций по
плоскостям скольжения с их выходом иа
поверхность кристалла, возникновение
всевозможных препятствий, затрудняющих
движение дислокаций, вызывает упрочне-
ние поликристалла.
К числу подобных препятствий прежде
дислокации, имеющиеся в кристалле, так как преодоление сил от-
талкивания одноименных дислокаций и точек пересечения раз-
личных дислокаций требует затрат дополнительной энергии. В связи
с этим увеличение общего числа дислокаций (т. е. повышение плот-
ности дислокаций), происходящее в связи с их генерированием источ-
никами Франка—Рида в процессе пластической деформации, сопро-
вождается деформационным упрочнением.
Деформационное упрочнение (наклеп) металла, обрабатываемого
резанием, обкаткой роликами и шариками, дробеструйным наклепом,
чеканкой и другими механическими способами упрочняющей тех-
нологии, в значительной степени основано на увеличении плотности
дислокаций.
Неподвижные препятствия (атомы примесей, дисперсные фазы
и другие точечные дефекты), огибаемые движущейся дислокацией,
вызывают увеличение се длины (рис. 7.7) и резкое усиление иска-
жений кристаллической решетки, связанное с затратой дополнитель-
ной работы. На участках преодоления подобных дефектов сопротив-
ление перемещению дислокаций значительно возрастает, т. е. ме-
203
талл упрочняется. Равномерное распределение атомов примесей
и создание дисперсных фаз достигается в настоящее время методами
легирования и специальной термической и термомеханической обра-
боткой, обеспечивая значительное упрочнение металлов.
Таким образом, дефекты решетки оказывают на сопротивление
кристалла деформации двоякое действие. Способствуя образованию
дислокаций, они ослабляют кристалл. С другой стороны, они упроч-
няют его, так как препятствуют свободному перемещению дисло-
каций. При этом некоторой плотности дислокаций рт соответствует
минимальное сопротивление кристалла деформации (рис. 7.8).
Уменьшение р по сравнению с рт при-
водит к повышению прочности, так как
приближает структуру к идеальной. Уве-
личение числа дефектов по сравнению
с рт также вызывает повышение проч-
ности вследствие увеличения сопротив-
ления перемещению дислокаций. Все
$ । методы упрочнения, применяемые в на-
5 S | стоящее время (наклеп, легирование, тер-
12 > мообработка), соответствуют правой по-
gji л or ой ветви кривой рис. 7.8. Значительно
ЗЛ более заманчивым является использование
0 . S левой ветви этой кривой, отвечающей
чисм Ьфвмюв ctuuuue ым П0ЛуЧению бездефектных кристаллов,
змашяостъ сопрвтмммга *•* однако в этом направлении сделаны еще
Trktum07 только первые шаги, т. е. получены тон-
кие нитевидные кристаллы (так называе-
мые <усы>), обладающие почти идеальной внутренней структу-
рой. Толщина усов колеблется обычно от 0,05 до 2 мкм, длина от
2—3 до 10 мм. Замечательным свойством таких кристаллов является
исключительно высокая прочность, близкая к теоретической вели-
чине. Так, у нитевидных кристаллов железа предел прочности ока-
зался равным 13 360 МПа (1336 кгс/мм*), у меди—3000 МПа
(302 кгс/мм*), у цинка — 2250 МПа (225 кгс/мм*), в то время как
в обычном состоянии эти металлы имеют пределы прочности, равные
соответственно 300 МПа (30 кгс/мм*), 260 МПа (26 кгс/мм*)д^1В0 МПа
(18 кгс/мм*). Упругая деформация у нитевидных кристаллов может
достигать нескольких процентов, в то время как у обычных кристал-
лов она не превышает сотых долей процента.
Особенно резко увеличивают сопротивление перемещению дисло-
каций границы кристаллических зерен, границы блоков мозанкн и
обособленные включения, содержащиеся в решетке. Для преодоле-
ния этих препятствий требуется приложение более высоких внешних
напряжений, поэтому измельчение кристаллических зерен (создание
мелкозернистой структуры металла) н дробление кристаллических
блоков, во многих случаях сопровождающее пластическую дефор-
мацию обрабатываемого металла, вызывает его деформационное
упрочнение. Расчеты показывают, что при уменьшении размеров
кристаллических зерен до 1 мкм (что в принципе возможно осуще-
204
стоить путем комбинированной термомеханической обработки) пре-
дел текучести некоторых железоуглеродистых сплавов может быть
повышен в три раза.
ИСКАЖЕНИЯ КРИСТАЛЛИЧЕСКОЙ РЕШЕТКИ
(ОСТАТОЧНЫЕ НАПРЯЖЕНИЯ ТРЕТЬЕГО РОДА)
Деформационное упрочнение металла в связи с его пластической
деформацией в большой мере зависит от напряженного состояния
металла в субмикросколической (т. е. в объемах кристаллической
решетки) н в микроскопической областях.
При осуществлении пластической деформации расходуется энер-
гия, 75—90 % которой необратимо превращается в теплоту, а 10—
15 % (и при динамическом приложении силы — 25 %) — погло-
щается кристаллической решеткой. Поглощенная металлом энергия
переводит его из устойчивого, т. е. неупрочиенного, состояния в не-
устойчивое упрочнение. При этом практически вся накопленная
в металле энергия (99,9 %) сохраняется в нем в виде искажений
кристаллической решетки, имеющих масштабы атомных размеров
(по классификации остаточных напряжений академика Н. Н. Дави-
денко ва, называемых напряжениями третьего рода). Напряжения
третьего рода проявляют свое действие в масштабах 10м— Ю-7 мм,
т. е. в областях, состоящих из нескольких элементарных ячеек.
Напряжения кристаллической решетки формируются вокруг
дислокаций и в прямолинейной дислокации уменьшаются пропор-
ционально расстоянию от линии дислокации. На расстоянии 1 мкм
от нее напряжение приблизительно равно пределу текучести отожжен-
ного металла. Другими источниками напряжений третьего рода,
охватывающих область меньшего порядка, чем у дислокаций, яв-
ляются внедренные атомы. В зависимости от их размеров возможны
как растяжение, так и сжатия решетки, создающие силовые поля,
распространяющиеся по всем направлениям примерно на одинаковом
расстоянии.
Напряжения решетки, связанные с пластической деформацией,
в несколько раз больше номинальных средних напряжений, вычис-
ляемых при инженерных расчетах; это объясняется тем, что давление
головной дислокации на барьер в п раз больше приложенного внеш-
него напряжения, если п — число задержанных в данном атомном
ряду дислокаций.
Остаточные напряжения третьего рода (искажения кристалличе-
ской решетки) определяются теоретическими расчетами или экспе-
риментальными рентгенографическими исследованиями и другими
методами и обычно характеризуются параметрами: плотностью дисло-
каций — р, см"1, степенью искажения кристаллической решетки —
изменением параметра решетки Да/а и степенью дробления
кристаллических блоков.
Плотность дислокаций — р, см-1, определяемая общей длиной
всех линий дислокаций в единице объема кристалла, выражается
формулой:
205
р = Llv,
где L — общая длина линий дислокаций, см; и —объем кристалла,
см3.
В связи с тем что участки выходов дислокаций на поверхность
кристалла отличаются повышенной химической активностью, при
травлении поверхности пластически деформированных кристаллов
на ней появляются ямки травления, по числу которых на единицу
поверхности также может экспериментально определяться плотность
и расположение дислокаций. При первом виде оценки получается
несколько большая цифра, так как большинство дислокаций, ве-
роятно, не будет расположено нормально к произвольной поверх-
ности, Плотность дислокаций р, см"?, при различных условиях
имеет следующие приближенные значения:
Тщательно выращенный кристалл очень высокой
частоты . . . ............ О—103
Отожженный обычный монокристалл . . . Ю5—10е
Отожженный поликристаллический образец . . . 107—10е
Металл после большой холодной пластической де-
формации 10й—104
Степень искажения кристаллической решетки
Рис. 7.9
Зависимость степени искажении
кристаллической решетки от глу-
бины шлифования технического
железа со скоростью вращения за-
готовки 39 м/мин и при продоль-
ной подаче 1000 мм/мин
Степень искажения кристаллической решетки определяется от-
ношением интегральной интенсивности Z3i0 почернения (площади
под пиком на дифрактограмме) рефлекса 310 к интенсивности фона
/ф в угловых пределах этого рефлекса (за вычетом космического
и приборного фона), т. е. отношением
—Лю^ф- При повышении степени
искажения кристаллической решетки
величина этого отношения уменьшается,
поэтому при проведении некоторых
исследований (в частности, технологи-
ческих исследований влияния видов
и режимов механической обработки иа
деформационное упрочнение металла,
когда одновременно фиксируется изме-
нение и других характер и стгнг-металла,
таких как микротвердость, ширина
рентгеновских линий и т. п.) бывает
удобно пользоваться обратной величи-
ной, т. е. /ф/7зю» так как с повышением
степени искажения кристаллической решетки, а следовательно, с по-
вышением степени упрочнения эта величина растет (рис. 7.9).
Современные методы исследования (электронно-микроскопиче-
ское просвечивание металлической фольги, рентгеновская дифрак-
ция) позволяют непосредственно наблюдать перемещение отдельных
дислокаций в фольге и фотографировать их положения в кристалле.
Повышение степени искажения кристаллической решетки, умень-
шение параметра решетки и увеличение плотности дислокаций
обычно сопровождаются повышением степени деформационного уп-
рочнения, и часто принимаются в качестве критериев их оценки.
206
Возникновение в радиоэлектронной промышленности технологии
сверхпрецизионной обработки меди, алюминия, никеля и других
цветных металлов, обеспечивающей достижения точности порядка
0,1 мкм при шероховатости поверхности 0,01 мкм, делает необхо-
димым рассмотрение процессов деформации металла на субмикроско-
лическом уровне. Указанные величины меньше размеров линий
скольжения, примесей и кристаллов, поэтому размеры последних
и дефекты структуры непосредственно влияют на протекание про-
цесса обработки и достигаемую точность. Так как размеры зерен
карбидов в керамических инструментах достигают 0,2 мкм, послед-
ние не могут применяться при сверхпрецизионной обработке и за-
меняются инструментами из природных алмазов. Имеются данные,
что при снятии алмазным резцом слоя толщиной до 1 мкм при ско-
рости 130 мм/мин наблюдаются две формы хрупкого разрушения
чистого алюминия» разрушение, связанное с Чрезмерным перепле-
тением дислокаций, и разрушение, связанное с деформацией сдвига.
При этом характер разрушения существенно влияет на шерохова-
тость обработанной поверхности.
В связи с тем что обработка резанием приводит к появлению
в поверхностном слое большого количества дефектов структуры,
резко снижающих прочность металлов, сверхпрецизионная обра-
ботка должна производиться при условиях, при которых напряже-
ния среза распространяются в областях, меньших интервала дисло-
каций. Это позволяет сохранять бездефектную структуру обрабаты-
ваемого металла.
МИКРОСКОПИЧЕСКАЯ КАРТИНА ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ
Линии и пачки скольжения. Пластическая деформация кристаллов,
наблюдаемая под микроскопом, проявляется в форме сдвигов по
кристаллографическим плоскостям (плоскостям сдвига), характе-
ризующимся наиболее плотным распределением атомов.
Сдвиги в виде полос скольжения являются результатом нахо-
ждения большого числа одинаковых дислокаций в близко располо-
женных плоскостях скольжения (рис. 7.10). При деформировании
линейные дислокации движутся по многочисленным параллельным
линиям, образующим пачки скольжения.
В поликристаллах основным препятствием, перед которым на-
капливаются дислокации, являются границы зерен. В сплавах
границы зерен второй фазы представляют настолько прочный барьер,
что дислокации прорваться через него не могут, однако давление
скопившихся дислокаций так искривляет граничный слой, что по
ту сторону его может быть возбужден новый источник дислокаций.
Микроскопически это равносильно распространению сдвига в со-
седнем зерне.
В этом случае при малых степенях деформации в поликристаллах
всегда имеются зерна совсем без линий скольжения, в то время как
в других зернах таких линий уже много.
Скольжение в кристалле всегда сопровождается поворотом этого
кристалла, в результате которого действующие плоскости и направ-
207
леиня скольжения достигают ориентировки, параллельной главной
осн деформации.
Задержка движущихся дислокаций у какого-либо препятствия
может вызвать поворот и искривление кристаллической решетки,
вызывающие соответствующее искривление поверхности скольжения.
При пластической деформации вдоль плоскостей скольжения
решетка металла распадается на блоки разной величины, которые
повернутся друг к другу под весьма ма-
лыми углами (блоки мозаики).
Кристаллитные напряжения (остаточ-
ные напряжения второго рода). К р нетал-
лнтные напряжения (или по классифика-
ции Н. Н. Да виден ко ва, напряжения вто-
рого рода) уравновешиваются в пределах
отдельных верен поликристалла, состоя-
щих из отдельных блоков мозаики или
состоящих из различно ориентированных
кристаллитов с правильным строением
атомной решетки.
Пластическая деформация поликри-
сталла. протекающая в отдельных кри-
сталлитах неравномерно, вызывает появ-
ление крнсталлнтных напряжений после-
дующим причинам: различные кристал-
литы, входящие в кристаллические зерна
металлов, обладают различной величи-
ной модуля упругости; деформируемость
одного и того же кристаллита по разным
кристаллографическим осям различна.
Способность деформироваться определяется величиной модулей
упругости первого и второго рода (Е и 6). величина которых в ме-
таллических кристаллах изменяется в различных кристаллографи-
ческих направлениях очень значительно. Так, например, отношение
максимального значения модуля упругости к минимальному харак-
теризуется следующими цифрами:
а
1.94
1.16
О*»*эоамм паям самьжаям
агжелеэо .
Алюминий
в
2,14
1.20
Медь
Цжвк
2,85 2,48
3,55 1,78
В связи с этим даже при равномерном распределении в кристал-
лических зернах однородных кристаллитов разные зерна будут
иметь по направлению действующей силы разные значения модуля
упругости. Так как вследствие связи между отдельными элементами
происходит их совместная деформация, то напряжения в них будут
неодинаковы. Пластическая деформация поликристаллов распреде-
ляется в микрообъемах неравномерно (даже при однородном поле
напряжений). В этом случае степень неравномерности достигает
400—500 %, причем возможно даже изменение знака деформации.
В результате этого, если в отдельных кристаллитах имеет место
208
перлите напряжения этого
Ряс. 7.11
Эамсимостъ шяряяы яяяя* рент-
генограмм or rajtmti шдифооапя
пяямчосвого жми1 прм скорости
ращения ааготоавя 30 м/мяя и
продольной подачо 1000 мм/мпи
пластическая деформация, то при разгрузке вокруг этих кристал*
литов появляется зона остаточных напряжений второго рода.
Напряжения второго рода возникают также при фазовых превра-
щениях металла, вызывающих изменение объема отдельных кристал-
литов. Напряжения между различными по фазовому состоянию
кристаллитами возникают независимо от ориентации последних —
упорядоченной или беспорядочной. В
происхождения порядка 75 МПа.
В закаленной малоуглеродистой
стали обнаружены напряжения второго
рода порядка 500—600 МПа, в высо-
коуглеродистой — до 1600 МПа.
При экспериментальных исследова-
ниях величина кристаллитных напря-
жений часто оценивается путем сравне-
ния ширины линий рентгенограмм, сня-
тых с напряженных (например пласти-
чески деформированных) и с ненапря-
женных (после отжигв) образцов. При
возникновении и при увеличении кри-
сталлнтных напряжений ширина линий
рентгенограмм увеличивается.
Необходимо отметить, что рас-
ширение линий рентгенограмм вызы-
вается не только появлением кристаллитных напряжений, по
и размельчением кристаллитов, причем последнее оказывает даже
более сильное влияние на расширение линий. При необходимости
влияние этих разных факторов иа расширение линий может быть
разделено и отдельно могут быть вычислены размеры кристаллитов
и величина кристаллитных напряжений.
В связи с тем что оба явления (измельчение кристаллитов и
появление кристаллитных напряжений) обычно сопровождаются
упрочнением металла поверхностного слоя, в практике технологи-
ческих исследований часто принимается изменение ширины рентге-
новской линии в качестве признака и даже критерия деформацион-
ного упрочнения (рис. 7.11).
Кристаллитные напряжения (напряжения второго рода), урав-
новешивающиеся в объеме кристаллического зерна, т. е. в микро-
скопической области, и искажения кристаллической решетки (на-
пряжения третьего рода), развивающиеся в отдельных зонах кри-
сталлической решетки, т. е. в субмикроскопической области, в на-
учно-технической литературе часто характеризуются общим терми-
ном микроскопические напряжения.
МАКРОСКОПИЧЕСКАЯ КАРТИНА ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ
Деформация кристаллических зерен. При пластической деформации
происходит изменение форм деформируемых заготовок, а также
формы и взаимной ориентировки кристаллических зерен, из которых
209
состоит деформируемый металл. Линейные размеры этих верен из-
меняются в пределах 0,01—0,1 мм, иногда достигая 1,0 мм. При
обработке металлов резанием в поверхностном слое происходит
дробление, поворот и вытягивание кристаллических зерен в направ-
лении деформирующей силы и формирование текстуры деформации,
придающей структуре видимость волокнистого строения.
Зарождаясь в наиболее слабых или неблагоприятно ориентиро-
ванных кристаллитах, деформация охватывает все большие зоны;
островки упругонапряженных зерен постепенно уменьшаются. При
увеличении пластической деформации степень ее неоднородности
сначала возрастает (примерно до общей деформации в 20—30 %),
а затем начинает снижаться. Хотя и преобладают объемы со средней
деформацией, но в отдельных участках она бывает в четыре-пять
раз больше средней, а некоторые зоны получают даже деформацию
обратного знака; то же наблюдается в пределах отдельного зерна.
Так, например, у стали с 0,15—0,26 % углерода при средней де-
формации, равной 66 %, в отдельных зернах она изменялась от
—55 % (сжатия) до +175 % (растяжения).
Выше указывалось, что различные величина и направление
пластической деформации соседних кристаллических зерен вызы-
вают появление в них кристаллитных (микроскопических) напря-
жений — напряжений второго рода.
Макронапряжения (остаточные напряжения первого рода). В ре-
зультате пластической деформации металла поверхностного слоя
при механической обработке, фазовых превращений металла и
вследствие тепловых воздействий в этом слое формируются макро-
скопические остаточные напряжения (остаточные напряжения пер-
вого рода), уравновешивающиеся в пределах областей, размеры
которых одного порядка с размерами тела. Они вызваны неоднород-
ностью силового, температурного или материального полей внутри
тела (в зависимости от природы напряжений) и обычно определяются
по величине деформации отрезанных элементов испытуемого об-
разца или по величине смещения положения максимума рефлекса
при рентгенографическом методе испытания.
Макронапряжения развиваются в тех наиболее частых случаях,
когда степень пластической деформации неоднородна’"тто всему
поперечному сечению деформируемого металла. Когда внешняя на-
грузка, вызывающая деформацию, снимается, участок металла,
растянутый больше других и претерпевший пластическую дефор-
мацию, не дает соседним областям полностью вернуться в исходное
состояние после упругого растяжения, которому они первоначально
подвергались, в результате чего в обоих участках возникают оста-
точные напряжения разного знака. Область, первоначально наиболее
растянутая, оказывается в состоянии остаточного сжатия, а смежная
с ней — в состоянии сжатия.
Изложенные материалы позволяют сделать краткие выводы,
которые приводятся ниже.
1. Пластическая деформация осуществляется путем движения
волн дислокаций по плоскостям скольжения с их выходом на поверх-
210
ность кристаллов и образованием соответствующих ступенек сдвига.
Происходящее при этом генерирование новых дислокаций, вовлекае-
мых в общее движение, увеличивает объем и степень пластической
деформации. При этом происходит: а) изменение формы деформируе'
мых заготовок, а также дробление, поворот и вытягивание зерен их
поликристаллов о образованием текстуры деформации; б) воз-
никновение полос (пачек) скольжения с формированием кри-
сталлических блоков различных размеров и их дальнейшим дроб-
лением и взаимным вращением; в) искажение кристаллической
решетки в области плоскостей скольжения, со смещением атомов
с положений устойчивого равновесия в неустойчивое, поворот
кристаллической решетки и искривление плоскостей сколь-
жения.
2. Пластическая деформация сопровождается деформационным
упрочнением (наклепом) металла и изменением некоторых его физи-
ческих и химических свойств. Деформационное упрочнение (наклей)
является атермическим процессом и определяется степенью пласти-
ческой деформации металла, зависящей от величины и продолжи-
тельности воздействия деформирующей внешней силы. Степень де-
формационного упрочнения повышается: а) при увеличении плот-
ности дислокаций в процессе деформации металла и торможения их
перемещений в узлах пересечений дислокаций и других препят-
ствий, нарушающих правильность строения кристаллической ре-
шетки; б) при измельчении кристаллических блоков и появлении
дополнительных границ зерен, затрудняющих движение дислокаций
и усиливающих эффект блокирования плоскостей скольжения одного
зерна соседними зернами с другой ориентацией кристаллической
решетки, в результате чего скольжение, которое началось в одном
зерне, не может свободно развиваться далее и тормозится соседними
зернами; в) при увеличении поверхностной энергии кристалличе-
ских блоков, связанном с их дроблением и уменьшением размеров
поперечного сечения, создающим области затрудненной деформации
кристаллов; г) при формировании напряженного состояния металла
в его микроскопических и субмикроскопических объемах (образова-
ние межкристаллитных и внутрикристаллитных напряжений вто-
рого рода и искажений кристаллической решетки, определяющих
величину напряжения третьего рода); д) при пластической деформа-
ции и деформационном упрочнении, сопровождающемся изменением
ряда физических, химических, электрических, магнитных и иных
свойств металла; в частности, они уменьшают плотность металла
(при достижении степени холодной пластической деформации, рав-
ной 90 %, объем деформированного чистого железа и стали увеличи-
вается на 5 %), снижают коррозийную стойкость металла, его
магнитную проницаемость, остаточную индукцию, электропровод-
ность и теплопроводность, повышают коэрцитивную силу и элек-
трическое сопротивление, скорость протекания диффузионных про-
цессов, особенно процессов, происходящих в разрыхленной меж-
зеренной прослойке при большой разориентировке кристаллических
зерен.
211
Изменение указанных свойств металлов может оказать суще-
ственное влияние на важные эксплуатационные свойства некоторых
деталей машин, что необходимо учитывать при проектировании тех-
нологических процессов и режимов обработки этих деталей.
РАЗУПРОЧНЕНИЕ (ОТДЫХ, ВОЗВРАТ) МЕТАЛЛА
Пластическая деформация металла, сопровождающаяся его дефор-
мационным упрочнением в связи с увеличением плотности и тормо-
жением дислокаций, искажениями кристаллической решетки, не-
однородным распределением внутренних напряжений между от-
дельными зернами и даже между отдельными зонами поликристал-
лического конгломерата, формированием остаточных напряжений
второго и третьего родов, приводит металл в структурно неустойчи-
вое, метастабильное состояние. В связи с этим в металле самопро-
извольно возникают релаксационные явления разупрочения (от-
дыха), возвращающие металл в более устойчивое состояние.
Разупрочнением (отдыхом или возвратом) называется снятие
деформационного упрочения металла, созданного пластической де-
формацией.
При комнатной температуре разупрочнение наклепанного ме-
талла протекает довольно медленно или даже отсутствует (особенно
у тугоплавких металлов), однако даже при незначительном подо-
греве, сообщающем дислокациям и отдельным атомам необходимую
подвижность, отдых протекает в полной мере. При этом даже не-
значительные перемещения атомов могут снять искажения кристал-
лической решетки. Например, для устранения искажений кристал-
лической решетки железа достаточно произвести его нагрев до 200—
300 °C, и после этого его механические свойства восстанавливаются
такими, какими они были до пластической деформации.
Скорость разупрочнения в значительной степени определяется
температурой нагрева металла и степенью его упрочнения. Очевидно,
что чем сильнее упрочнен металл, т. е. чем больше он удален от
состояния равновесия, тем быстрее и полнее должно протекать его
разупрочнение. При данных условиях разупрочнения ^мпература,
степень упрочнения и др.) его степень определяется продолжитель-
ностью разупрочнения. Чем больше времени металл подвергается
«отдыху», тем полнее (при прочих равных условиях) происходит
восстановление свойств, которые он имел до пластической деформа-
ции, т. е. тем полнее его разупрочнение.
Разупрочнение металла происходит не только после окончания
пластической деформации, но и в период самой деформации. При
пластической деформации металла в нем протекают два противопо-
ложных по своим результатам процесса —упрочнение и разупроч-
нение. Это объясняется тем, что пластическая деформация в металле
происходит не одновременно во всем объеме, а начинается с наиболее
благоприятно ориентированных зерен, упрочняющихся пропорцио-
нально степени их деформации. Только после упрочнения наиболее
благоприятно ориентированных, а следовательно, и наиболее «сла-
212
бых» зерен в пластическую деформацию вовлекаются и менее бла-
гоприятно ориентированные зерна, и пластическая деформация
охватывает весь объем металла. В этот момент в ранее деформиро-
ванных и упрочненных зернах начинается процесс разупрочнения,
стимулируемый внешними напряжениями, облегчающими перемеще-
ния атомов в решетке. Экспериментально показано, что при подборе
соответствующего режима пластической деформации упрочнение
металла может полностью сниматься разупрочнением («отдыхом»),
протекающим в момент самой деформации. В результате этого де-
формированный образец может приобрести текстуру деформации
при отсутствии остаточных напряжений, искажений кристалличе-
ской решетки и без увеличения сопротивления деформации, т. е.
без упрочнения.
Таким образом степень разупрочнения (отдыха) повышается:
а) при возрастании температуры отдыха; б) при увеличении про-
должительности отдыха; в) при повышении степени упрочнения;
г) при росте величины внешних напряжений, стимулирующих
протекание отдыха.
Степень разупрочнения снижается при повышении температуры
плавления деформированного металла.
$ 7.3
ВЛИЯНИЕ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
НА СОСТОЯНИЕ ПОВЕРХНОСТНОГО СЛОЯ ЗАГОТОВКИ
ДЕФОРМАЦИОННОЕ УПРОЧНЕНИЕ (НАКЛЕП) МЕТАЛЛА
ПОВЕРХНОСТНОГО СЛОЯ
При обработке заготовок резанием под действием прилагаемых
сил в металле поверхностного слоя происходит пластическая де-
формация, сопровождающаяся его деформационным упрочнением
(наклепом). Интенсивность и глубина распространения наклепа
возрастают с увеличением сил и продолжительности их воздействия
и с повышением степени пластической деформации металла поверх-
ностного слоя.
Одновременно с упрочнением (под влиянием нагрева зоны реза-
ния) в металле поверхностного слоя протекает отдых (разупрочне-
ние, возврат), возвращающий металл в его первоначальное нена-
клепанное состояние. Конечное состояние металла поверхностного
слоя определяется соотношением скоростей протекания процессов
упрочнения и разупрочнения, зависящим от преобладания действий
в зоне резания силового или теплового фактора.
Степень и глубина распространения наклепа изменяются в за-
висимости от вида и режима механической обработки и геометрии
режущего инструмента. Всякое изменение режима резания, вызы
вающее увеличение сил резания и степени пластической деформации,
ведет к повышению степени наклепа. Рост продолжительности воз-
действия сил резания на металл поверхностного слоя приводит
213
к увеличению глубины распространения наклепа. Изменение режи-
мов обработки, приводящее к возрастанию количества теплоты
в зоне резания и продолжительности теплового воздействия инстру-
мента на металл зоны резания, усиливает интенсивность отдыха,
снимающего наклеп поверхностного слоя.
С этих общих позиций может быть оценено влияние режимов
резания на наклеп поверхностного слоя, однако на практике картина
значительно усложняется влиянием сил трения, изменением условий
отвода теплоты из зоны резания, структурными изменениями ме-
талла и некоторыми другими явлениями, трудно поддающимися
предварительному учету и искажающими ожидаемые закономерности
возникновения наклепа.
И,НПа (тс/мм*)
78^0(800) i--р-
6860(700)
5880(600)
4980(500)
3920(400)
2940(300)
3960(200)
Рис. 7.12
Влияние подачи в и радиуса г закругления
вершины резца на микротвердость И обто-
ченной поверхности
Л
hjMH
200
150
100
v,________________МО
-60 -45 -30 -15 0 15/,
Рис. 7.13
Влияние переднего угла у резца на микро-
твердость И н глубину наклепа Л
В процессе обработки точением наклеп поверхностного слоя
повышается при увеличении подачи и глубины резания в связи
с возрастанием радиуса округления режущего лезвия (рис. 7.12)
и при переходе от положительных передних углов резца к отрица-
тельным (рис. 7.13). Во всех указанных случаях увеличение наклепа
связано с усилением степени пластической деформации в связи
с ростом сил резания.
Влияние скорости резания чаще всего проявляется через изме-
нение теплового воздействия и продолжительности воздействия сил
и нагрева на металл поверхностного слоя. Для металлофоне претер-
певающих при резании структурных изменений, при повышении
скорости резания следует ожидать снижения наклепа (рис. 7.14)
вследствие сокращения продолжительности воздействия деформиру-
ющих сил на металл, что должно привести к уменьшению глубины
наклепа, а также в результате интенсификации трения и выделения
теплоты в зоне резания, ускоряющей протекание отдыха.
В процессе обработки сталей, претерпевающих структурные
изменения (например, марки У10), при увеличении скорости резания
возрастание теплоты может вызвать поверхностную закалку обраба-
тываемой заготовки, что обусловит повышение микротвердости ме-
талла поверхностного слоя (рис. 7.15), однако в этом случае упроч-
нение поверхностного слоя будет связано не с наклепом металла,
а с его структурными изменениями.
214
Аналогично точению увеличение подачи и глубины резания при
фрезеровании повышает степень наклепа. Значительно увеличи*
вается наклеп при износе режущего инструмента. При встречном
фрезеровании наклеп оказывается больше, чем при попутном
(рис. 7.16).
о)
н,мпа(кгс/ммг)
5886 (600)
4316 (440)
б)
Ъ.нкм
90
70
50
30_____________________
100 150 200 250 300 350
Y.n/mM
2756 (280)
52050 100 200 300 500V,nfiwt
Рис. 7.14
Влияние скорости резания на упрочнение сталей, не претерпевающих струн*
турных изменений, при точении (а) н фрезеровании (б):
1 — сталь ЗОХГС; 2 — сталь 20
Общие закономерности возникновения наклепа сохраняются и
при абразивной обработке: наклеп возрастает при усилении нагрузки
на абразивное зерно, что связано с увеличением глубины шлифования,
частоты вращения изделия (или продольной подачи стола при пло-
ском шлифовании), а также размера и радиуса округления абра*
зивных зерен (см. рис. 7.17). При повышении частоты вращения
MitafKicfaif*)
5886(600) •
4905(500)
3924(400)д № JQQ щЮГ'К/нин
Рис. 7.13
Влияние скорости резаинв о на упрочне-
ние сталей, претерпевающих структурные
изменения:
t — сталь У10; 2 — сталь 25XHBA
Рнс. 7.16
Влияние износа фрезы на наклеп поверх-
ности заготоааи из стали 2X13 нрн встреч-
ном (а) н попутном (tf) фрезеровании
с v = 38 м/мнн; зг = 0,05 ми/эуб; t =
— 1 мм:
/ — вновь заточенная фреза; 2 — фреза,
проработавшая половину периода стой-
кости; 3 — изношенная фреза
круга нагрузка на абразивные зерна снижается, а количество теп-
лоты, выделяющейся в зоне шлифования и снимающей наклеп,
увеличивается. Упрочнение поверхностного слоя при этом умень-
шается (рис. 7.17). С увеличением числа ходов выхаживания в связи
с продолжительным трением абразивных зерен и обрабатываемой
поверхности, вызывающим пластическую деформацию металла по-
верхностного слоя, наклеп возрастает.
215
При доводке различными способами тоже происходит наклеп
металла поверхностного слоя, особенно значительный при доводке
в режиме полирования.
Хонингование закаленной стали в режиме резания —самозата*
чнвання повышает мнкротвердость металла поверхностного слоя
в связи с его наклепом на 15—20 %, а в режиме полирования —
на 30—40 % при глубине распространения наклепа в пределах
15—20 мкм.
М,МПа(кп/мм*)
8829(900)
1999(900)
8861(160)
5088(600)
15 70 26 90 г. м/с
Рис. 7.17
Влмвм мри истое ти и сиоростя яруга
яа шмп яомрямоста иаиыгаиой стили!
/ — аерпыстостъ 6; У — дернистость в; J —
дернистость 10
Суперфиниширование отожженной стали увеличивает мнкротвер-
дость металла поверхностного слоя на 35—40 %, а закаленной
стали — на 25—30 % при глубине распространения наклепа Б—
10 мкм. И в этом случае при переходе от режима резания — само*
затачивания к режиму полирования наблюдается повышение степени
наклепа, которое выражается в большем дроблении кристалличе-
ских блоков н увеличении искажений кристаллической решетки.
При доводке свободным абразивом наклеп стали 45 повышает
мнкротвердость с Нм = 3930 до 5700 МПа (с 400 до 580 кге/мм*),
т. е. на 45 % (при глубине распространения наклепа 15—20 мкм).
ОСТАТОЧНЫЕ НАПРЯЖЕНИЯ МЕТАЛЛА ПОВЕРХНОСТНОГО СЛОЯ
Причины возникновения остаточных напряжений. Возникновение
остаточных напряжений в поверхностном слое при механической об*
работке заготовок объясняется следующими основными причинами.
1. При воздействии режущего инструмента на поверхность об*
рабатываемого металла в его поверхностном слое протекает пласти-
ческая деформация, сопровождающаяся упрочненном тгвамененнем
некоторых физических свойств металла. Пластическая деформация
металла вызывает уменьшение его плотности, а следователь но,
обусловливает рост удельного объема, достигающий 0,3—0,8 %
удельного объема до пластической деформации. Увеличение объема
металла распространяется только на глубину проникновения пласти*
ческой деформации и не затрагивает слоев металла, лежащих ниже.
Увеличению объема пластически деформированного металла по*
верх костного слоя препятствуют связанные с инм недеформнрован*
ные нижележащие слон; в результате этого в нвружном слое воа*
пикают сжимающие, а в нижележащих слоях —растягивающий
остаточные напряжения. (
2. Режущий инструмент, снимающий с обрабатываемой поверх*
кости элементную стружку, вытягивает кристаллические зерна
216
металла подрезцового слоя, которые при этом претерпевают упругую
и пластическую деформации растяжения в направлении резания.
Трение задней поверхности режущего инструмента об обрабатывае-
мую поверхность (в свою очередь) способствует растяжению кристал-
лических зерен металла поверхностного слоя. После удаления режу-
щего инструмента пластически растянутые верхние слон металла,
связанные как единое целое с нижележащими слоями металла,
приобретают остаточные напряжения сжатия, ориентированные по
направлению резания. Соответственно этому в нижележащих слоях
развиваются уравновешивающие их остаточные напряжения растя-
жения. При этом в направлении, перпендикулярном к направлению
скорости резания (т. е. в направлении подачи), тоже протекают
упругая и пластическая деформации кристаллических зерен, вызы-
вающие возникновение остаточных напряжений (осевые напряжения),
величина и знак которых могут совпадать или нс совпадать с вели-
чиной и знаком остаточных напряжений, ориентированных в на-
правлении скорости резания.
3. При отделении от обрабатываемой поверхности сливной
стружки (обработке пластичных металлов при соответствующих
условиях резания) после пластического вытягивания кристалличе-
ских вереи металла поверхностного слоя в направлении резания
происходит их дополнительное вытягивание под влиянием связанной
с обрабатываемой поверхностью стружки по направлению схода
сливной стружки, т. е. вверх. В этом случае может произойти полное
переформирование кристаллических зерен поверхностного слоя (вы-
тягивание в вертикальном и сжатие в горизонтальном направле-
ниях), что приведет к появлению в направлениях скорости резания
и подачи остаточных напряжений растяжения.
4. Выделяющаяся в зоне резания теплота мгновенно нагревает
тонкие поверхностные слон металла до высоких температур, что
вызывает увеличение его удельного объема. Однако в разогретом
слое не возникают внутренние напряжения в связи с тем, что модуль
упругости металла снижается до минимума, а пластичность возра-
стает. После прекращения воздействия режущего инструмента про-
исходит быстрое охлаждение металла поверхностного слоя, сопро-
вождающееся сжатием; этому препятствуют нижележащие слон
металла, оставшиеся холодными. В результате во внешних слоях
металла развиваются остаточные напряжения растяжения, а в ниже-
лежащих слоях —уравновешивающие их напряжения сжатия.
5. Прн обработке металлов, склонных к фазовым превращениям,
нагрев зоны резання вызывает структурные превращения, связанные
с объемными изменениями металла. В этом случае в слоях мегалла
со структурой, имеющей больший удельный объем, развиваются
напряжения сжатия, а в слоях со структурой меньшего удельного
объема —остаточные напряжения растяжения. Например, если
сталь с мартенситной структурой шлифуется засаленным кругом
при недостаточном охлаждении или неправильном режиме, то про-
исходит прижог, приводящий к образованию на отдельных участках
структур троостита или сорбита, имеющих меньший удельный
217
объем, чем структура мартенсита. В этих отожженных слоях раз-
виваются остаточные напряжения растяжения, а в смежных с ними
слоях —уравновешивающие их напряжения сжатия.
Любая из вышеуказанных причин при обработке металлов ре-
занием может преобладать над другими. При этом она будет опре-
делять величину и характер распределения остаточных напряжений.
Однако если все названные причины достаточно сильно влияют на
свойства поверхностного слоя, то окончательное распределение
остаточных напряжений по глубине поверхностного слоя приобре-
тает весьма сложный характер.
Изменение видов и режимов обработки меняет характер напря-
женного поля в зоне резания и удельное значение теплоты в составе
причин, влияющих на образование остаточных напряжений. В связи
с этим изменяется как величина, так и знак остаточных напряжений
металла поверхностного слоя.
В большинстве случаев изменение видов обработки и режимов
резания, приводящих к увеличению влияния силового поля и повы-
шению степени пластической деформации, вызывает рост остаточных
напряжений сжатия и снижение растягивающих напряжений за
исключением обработки пластичных металлов, когда повышение
влияния силового поля может привести к усилению растягивающих
и уменьшению сжимающих напряжений.
Изменение режимов резания и условий обработки, влекущее
за собой повышение мгновенной температуры нагрева металла по-
верхностного слоя и усиливающее этим влияние теплового фактора
(повышение скорости резания, увеличение засаливания абразивного
круга при шлифовании, снижение теплопроводности обрабатывае-
мого металла и режущего инструмента, увеличение длительности
соприкосновения отдельных участков обрабатываемой поверхности
с режущим инструментом, являющимся источником нагревания
металла поверхностного слоя, ухудшение условий охлаждения и
т. п.), обусловливает рост остаточных напряжений сжатия или пре-
вращения сжимающих остаточных напряжений в растягива-
ющие.
Знак и глубина распространения остаточных напряжений, воз-
никающих в результате фазовых превращений металла поверхност-
ного слоя, определяются полнотой протекания фазовых превращений
и соотношением удельных объемов структурных составляющих
смежных слоев металла поверхностного слоя. При этом очень боль-
шое значение для формирования остаточных напряжений имеют
химический состав металла и его способность к структурным изме-
нениям, пластичность, упругость, теплопроводность и температуро-
проводность и другие механические и физические свойства обраба-
тываемого металла.
Точение. При точении остаточные напряжения возникают под
влиянием одной из вышеуказанных причин или формируются в ре-
зультате одновременного воздействия всех или части этих причин.
Окончательная величина, знак, глубина распросгранения и характер
эпюры остаточных напряжений поверхностного слоя после точения
218
зависят от степени воздействия каждой из причин, участвующих
в формировании остаточных напряжений.
Влияние скорости резания при точении чаще всего проявляется
в изменении теплового воздействия (с повышением скорости резания
количество теплоты, выделяющейся в зоне резания, возрастает)
и в изменении продолжительности теплового и силового влияния
на металл поверхностного слоя со стороны инструмента.
При обработке пластичных материалов, например стали ЭИ437Б
(рис. 7.18, а), когда под действием напряженного поля стружки
в металле поверхностного слоя возникают остаточные напряжения
растяжения, повышение скорости резания приводит к появлению
дополнительных тепловых растягивающих напряжений, увеличива-
ющих общую величину остаточных напряжений растяжения.
9)в,МПа(кгс/мм2)
392(40)
б,МПа(кгс/ммг)
б,МПа(кгс/нм2) q 20 40 60 80у,Мшн
184(80)
392(40)
-392(-40)
-784 (-80)
100X100300 400
-98(-J0)
-196(-20)
-294 (-30)
О 10 20V, м/мин
Рис. 7.1 в
Влияние скорости резания на остаточные иапряжеиия при точении (по материалам П. Е. Дья-
ченко, Н. А. Подосеновой, Г. А. Дерягняа, Б. А. Кравченко)
При обработке пластичных материалов, воспринимающих за-
калку, например стали ЗОХГС (рис. 7.18, б), увеличение количества
теплоты в зоне резания, связанное с повышением скорости резания,
может привести к закалке металла поверхностного слоя, полнота
протекания которой возрастает с увеличением температуры нагрева,
а следовательно, и скорости резания. Увеличение удельного объема
металла поверхностного слоя при его закалке приводит к снижению
остаточных напряжений растяжения, формирующихся при малых
скоростях резания, и превращению их в напряжения сжатия при
обработке на больших скоростях.
При обработке малопластичных материалов резанием с образо-
ванием элементной стружки, при которой формируются остаточные
напряжения сжатия, повышение скорости резания может вызвать
появление дополнительных тепловых остаточных напряжений растя-
жения, приводящих к уменьшению сжимающих и даже к образова-
нию растягивающих напряжений.
При точении закаленных материалов увеличение нагревания
поверхностного слоя, связанное с возрастанием скорости резания,
может вызвать отпуск металла и уменьшение его удельного объема,
что приводит к снижению остаточных напряжений сжатия, возни-
кающих под влиянием напряженного поля передней поверхности
инструмента при малых скоростях резания (рис. 7.18, в). В примере,
приведенном на рис. 7.18, в, увеличение скорости резания закален-
ной стали 45ХНМФА с 10 до 110 м/мин сопровождалось понижением
219
микротвердости металла поверхностного слоя с 6340 до 5400 МПа
(с 650 до 550 кгс/мм2).
Увеличение подачи приводит к росту пластической деформации
металла поверхностного слоя, вызываемой силовым полем, поэтому
при обработке пластичных металлов, например жаропрочных сталей
ЭИ766 (/) и ЭИ37Б (2) (рис. 7.19, а), у которых под действием на-
пряженного поля стружки формируются растягивающие остаточные
напряжения, увеличение подачи сопровождается ростом остаточных
напряжений растяжения. Рост подачи при точении малопластичных
материалов, например титанового сплава ВТ6 (рис. 7.19, б), вызывает
ф; МПа (кгс / мм)
784(80)
588(60)
332(40)
196(20)
60
80
100
120
О 0,1 0,2 0, Зз, мм/об
S)
h, мкм а, МПа(кгс/мм
-392(-4$
-588(-60)
-784(80)
-980(100)
^1176(120)
0 0,1 0.2 0,33, мм/об
в)
ег, МПа (кгс/мм 7
-294(30)
-392(40)
-490 (-50)
-588(-60)
О,
0,4 3, мм/об
Рис. 7.19
Влияние подачи на формнрова*
нне остаточных напряжений при
точении (по материалам
П. Е. Дьяченко, Н. А. Подосе-
новой, Г. А. Дерягина,
Б. А. Кравченко)
увеличение пластической деформации, остаточных напряжений сжа-
тия (3) и глубины их проникновения в металл поверхноседрго слоя
При обработке малопластичных закаленных материалов, напри-
мер сталей 30ХГСНА (5) и ЗОХГСА (6) (рис. 7.19, в), увеличение
подачи приводит к значительному повышению температуры в зоне
резания, что может вызвать появление тепловых растягивающих на-
пряжений, снижающих общую величину остаточных напряжений
сжатия в поверхностном слое.
С уменьшением положительного переднего угла +? и увеличе-
нием отрицательного угла —у повышается пластическая деформация
металла поверхностного слоя, а следовательно, и его удельный объем,
что сопровождается возрастанием остаточных напряжений сжатия.
При точении пластичных металлов остаточные напряжения растяже-
ния снижаются, а при точении малопластичных материалов остаточ-
ные напряжения сжатия возрастают.
220
С усилением износа режущего инструмента возрастают трение
его задней поверхности об обработанную поверхность изделия и ра-
диус округления режущей кромки, что приводит к увеличению
пластической деформации металла поверхностного слоя и глубины
ее распространения. В связи с этим при обработке пластичных
материалов с затуплением режущего инструмента возрастают оста-
точные напряжения растяжения и глубина их распространения.
Затупление инструмента, обрабатывающего малопластичные ма-
териалы, приводит к увеличению сжимающих остаточных напряже-
ний и глубины их проникновения в поверхностный слой.
Шлифование. Процесс шлифования протекает при необычно
больших напряжениях, возникающих в тонком слое металла и
стружке, снимаемой при обработке с высокой скоростью резаний
(в десятки раз превосходящей скорость резания металлическим и
твердосплавным инструментом), и при высокой температуре в зоне
резания, которая иногда приближается к температуре плавления
обрабатываемого металла.
В этих условиях каждая из указанных ранее причин возникно-
вения остаточных напряжений поверхностного слоя может преоб-
ладать над другими, и тогда характер распределения, знак и вели-
чина остаточных напряжений поверхностного слоя после шлифова-
ния будут в основном зависеть от этой причины.
Изменение условий шлифования, влекущее за собой повышение
температуры металла поверхностного слоя (ухудшение охлаждения,
уменьшение теплопроводности обрабатываемого материала, увели-
чение частоты вращения круга, затупление, засаливание круга,
повышение его твердости, увеличение глубины шлифования и по-
дачи, снижение скорости вращения изделия), приводит к росту оста-
точных напряжений растяжения или снижению остаточных напря-
жений сжатия. И наоборот, снижение нагревания зоны шлифова-
ния и усиление силового воздействия абразивных зерен, вызывающее
пластическую деформацию металла поверхностного слоя (увеличе-
ние глубины и подачи шлифования при хорошем отводе теплоты,
использование мягких кругов и алмазных кругов с хорошим тепло-
отводом, рост частоты вращения изделия и снижение скорости вра-
щения круга, применение выхаживания), способствуют уменьшению
тепловых растягивающих и увеличению сжимающих остаточных
напряжений.
Следует отметить, что при шлифовании металлов, склонных
к фазовым превращениям, повышение нагрева шлифуемого изде-
лия может привести к структурным изменениям, обусловливающим
появление остаточных напряжений различного знака и в большинстве
случаев снижающим эксплуатационные свойства металла поверх-
ностного слоя.
Доводка. Почти все доводочные процессы осуществляются при
сравнительно низких скоростях и незначительных давлениях, по-
этому нагревание металла поверхностного слоя невелико и не может
явиться причиной возникновения тепловых остаточных напря-
жений.
221
Вместе с тем при всех доводочных процессах происходят пла-
стическая деформация п наклеп металла поверхностного слоя,
которые особенно велики при переводе доводки из режима микро-
резания в режим трения—полирования. В соответствии с этим при
Рис. 7.20
Остаточные напряжения при суперфиниширова-
нии закаленной с тал hi
I — режим микрорезания; 2, 3 — режимы поли-
рования
доводке в тонком поверхно-
стном слое обычно возни-
кают остаточные напряжения
сжатия, соизмеримые но
своей величине с напряже-
ниями, появляющимися при
других видах механической
обработки.
При суперфиниширова-
нии закаленной стали 45
сжимающие остаточные на-
пряжения достигают 844 МПа
(86 кгс/мм2) и распространя-
ются на глубине h = 0,005ч-
4- 0,015 мм (рис. 7.20). При
этом перевод процесса суперфиниширования из режима микроре-
зания в режим полирования увеличивает остаточные напряжения
сжатия с 234 до 844 МПа (с 24 до 86 кгс/мм2), т. е. более чем втрое,
Пластические деформации металла поверхностного слоя при
хонинговании стали также вызывают сжимающие остаточные напря-
жения, величина и глубина распространения которых близка по
своим значениям к остаточным напряжениям при суперфиниширо-
вании.
$ 7.4
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
НОРМИРОВАНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
Поверхность, ограничивающая тело и отделяющая его от окружа-
ющей среды, называется реальной поверхностью. Реалынш поверх-
ность детали образуется в процессе ее изготовления и в отличие
от идеальной геометрической номинальной поверхности, изображае-
мой на чертежах, всегда имеет неровности различных формы и вы-
соты в виде выступов и впадин с небольшими расстояниями между
ними.
Шероховатость поверхности —это совокупность неровностей об-
работанной поверхности с относительно малыми шагами.
Шероховатость поверхности принято определять по ее профилю,
который образуется в сечении этой поверхности плоскостью, пер-
пендикулярной к номинальной поверхности. При этом профиль
рассматривается на длине базовой линии, используемой для выделе-
ния неровностей и количественного определения их параметров.
При стандартизации шероховатости поверхности в основу при-
нята система отсчета, в которой в качестве базовой линии служит
222
средняя линия профиля. Средняя линия профиля —это базовая
линия, имеющая форму номинального профиля и проведенная
так, что в пределах базовой длины I среднее квадратическое откло-
нение профиля до этой линии минимально.
Линия, эквидистантная средней линии и проходящая через
высшую точку профиля в пределах базовой длины, называется ли-
нией выступов профиля. Линия, эквидистантная средней линии и
проходящая через низшую точку профиля в пределах базовой длины,
называется линией впадин профиля.
Расстояние между линией выступов профиля и линией впадин
профиля в пределах базовой длины представляет собой наибольшую
Рис. 7.21
Профиль шероховатости и его характеристика
Высота выступа профиля урт — это расстояние от средней линии
профиля до высшей точки выступа профиля.
Глубина впадины профиля уот —это расстояние от средней
линии профиля до низшей точки впадины профиля.
Неровность профиля — это выступ профиля и сопряженная
с ним впадина профиля.
Шаг Неровностей профиля — это длина отрезка средней линии
профиля, содержащая выступ профиля и сопряженную с ним впа-
дину профиля (рис. 7.21). Средний шаг неровностей профиля Sm —
это среднее значение шага неровностей профиля по средней линии
в пределах базовой длины.
Шагом местных выступов называется длина отрезка средней
линии между проекциями на нее двух наивысших точек соседних
местных выступов профиля. Средним шагом S местных выступов
профиля называется среднее значение шага местных выступов в пре-
делах базовой длины.
Для оценки шероховатости поверхности в машиностроении полу-
чил большое распространение высотный критерий Rz. Высота
неровностей профиля по десяти точкам Rt представляет собой
сумму средних абсолютных значений высот пяти наибольших вы-
ступов профиля и глубин пяти наибольших впадин профиля в пре-
делах базовой длины I, т. е.
в в
S &1>т1 + У1 I Vvml I
Rz=~----------, (7.1)
223
гДе Урт1 — высота i-ro наибольшего выступа профиля; yvmt —
глубина i-й наибольшей впадины профиля.
Столь же большое значение в машиностроении при оценке шеро-
ховатости поверхности имеет и критерий Ra. Среднее арифмети
ческое отклонение Ra профиля —есть среднее арифметическое абсо-
лютных значений отклонений профиля в пределах базовой длины I,
т. е.
i
= (7-2)
О
или приближенно
Я« = Д-Ё|Л1. Р-3)
п 1=1
где у —отклонение профиля, определяемое расстоянием между
любой точкой профиля и средней линией; I —базовая длина; п —
число выбранных точек на базовой длине.
Среднее квадратическое отклонение профиля Rq —среднее ква-
дратическое значение отклонений профиля в пределах базовой
длины
/I
(7.4)
О
или приближенно
л, = |/ (7.5)
При определении значений Ra и Rq непосредственным измере-
нием на соответствующих приборах их величина устанавливается
в пределах длины оценки, включающей несколько базовых длин.
По ИСО 3274 базовая длина численно равна отсечке шага прибора.
Численные значения шероховатости, установленные по крите-
риям Ra и Rq, близки между собой и определяются соотношениями:
Л. = }/-!-; K,«0,8R,.
На многие эксплуатационные свойства поверхности (износо-
стойкость, контактную жесткость и др.) большое влияние оказывает
фактическая поверхность соприкосновения детали с сопряженными
деталями изделия. Эта величина с известным приближением может
быть частично отражена критерием т)р.
Опорная длина т|р профиля определяется суммой длин отрезков
в пределах базовой длины, отсекаемых на заданном уровне в ма-
териале профиля линией, эквидистантной средней линии.
Для сопоставления размеров опорных поверхностей, обработан-
ных различными методами, удобно пользоваться понятием относи-
994
тельной опорной длины tp профиля, определяемой отношением
опорной длины профиля к базовой длине, т. е.
п
= = (7.6)
i=l
где bi —длина отрезка, отсекаемого в материале выступа профиля;
р—уровень сечения профиля, определяемый расстоянием между
линией выступов профиля и линией, пересекающей профиль экви-
дистантно линии выступов
профиля.
Опорная длина т|р про-
филя и относительная опор-
ная длина tp профиля уста-
навливаются на требуемом
уровне сечения р профиля,
который определяется рас-
стоянием между линией вы-
ступов профиля и линией,
пересекающей профиль экви-
Полка знака
Способ обработки поверхности н(или) л
дополнительные указания
'//////////7/77777/7,
Условные обозначения
направления поверхностей
Базовая длина
" по ГОСТ 2789-73/
/параметр (параметры)
шероховатости
по ГОСТ 2789-73
Рис. 7.22
Структура обозначения шероховатости на чертежах по
ГОСТ 2.309-73 (с изменениями в соответствие с ИСО 1302)
дистантно линии выступов профиля; она выражается в процен-
тах от /?тах.
Изложенные понятия и терминология шероховатости поверхности
изложенные в ГОСТ 2789-73 с изменениями в соответствие со стан-
дартом ИСО 1302 иллюстрируются схемой профиля (рис. 7.21) и струк-
турой обозначения шероховатости (рис. 7.22)
Для указания шероховатости поверхности на чертежах исполь-
зуются условные обозначения (рис. 7.22 и 7.23, а) в соответствие с
ГОСТ 2.309-73 и ИСО 1302
Под полкой сверху вниз указываются параметры Ru, Rz и /?тах
шаговые параметры S или Sm, относительная опорная длина про-
филя tj, и направление штрихов шероховатости (рис. 7.23, а). Над
полкой указывается вид обработки, например: полировать. На
рис. 7.23, б показаны обозначения шероховатости для случаев,
когда вид обработки не указывается. На рис. 7.23, в показано
обозначение шероховатости, когда обработка производится со
снятием стружки (точением, фрезерованием, сверлением, шлифо-
ванием и т. д.)На рис. 7.23, г показано обозначение шероховатости,
225
когда обработка производится без снятия стружки (литьем, ковкой,
объемной штамповкой, прокатом, волочением и т.п.).
Направление неровностей на обрабатываемой поверхности по-
казывают на чертежах с помощью условных обозначений, представ-
ленных в ГОСТ 2789-73.
Для облегчения и удешевления внедрения в производство сис-
тем стандартизации и контроля шероховатости поверхностей де-
талей машин, сокращения числа образцов и эталонов шерохова-
тости и других средств контроля, упрощения подготовки кадров
контролеров и рабочих, расширения применения типовых техно-
логических процессов и стандартизованной технологической осна-
стки, во всех случаях конструирования машин, когда это допус-
кается предъявляемыми к ним функциональными требованиями,
и при проектировании технологических процессов рекомендуется
выбирать значения параметров шероховатости из числа из пред-
почтительных значений, принятых ГОСТ 2789-73 в редакции 1980 г.
и приведенных в табл. 7.1.
Таблица 7.1
Предпочтительные значения шероховатости, рекомендуемые
для использования при конструировании в технологическом проектировании
Область применения Значение Rz, мкм Значение Ra, мкм
Отделочная и доводоч- ная обработка 0,025 0,05 0,1 0,2 0,4 0,8 0,012 0,025 0,05 0,1 0,2
Ч истовая обработка 1.6 3,2 6,3 12,5 25,0 0,4 0,8 1.6 3,2 6,3
Предвари- тельная (черновая) обработка 50 100 200 400 12,5 25 50 100
Необходимо отметить, что принятое в табл. 7.1 соотношение
параметров Rz = 4Ra является приблизительным и при отдельных
видах обработки может нарушаться. Это в первую очередь отно-
сится к случаям характеристики шероховатости чисто обработан-
ных поверхностей, имеющих Rz < 6,3 мкм и Ra < 1,25 мкм. Для
тонкообработанных поверхностей (тонкое шлифование, доводка и
др.) соотношение Rt к Ra фактически приближается к пяти, поэтому
реальная поверхность детали, обработанная по чертежу с Rz =
226
= 0,4, окажется менее шероховатой, чем поверхность такой же
детали, обработанная с Ra = 0,1 мкм, несмотря на то, что в табл. 7.1
оба эти значения параметров /?г и Ra располагаются рядом как
соответствующие друг другу. Для достижения шероховатости ре-
альной поверхности /?2 = 0,4 мкм, пользуясь мерительной аппара-
турой, основанной на критерии Ra, было бы необходимо проставлять
в чертеже значение Ra = 0,08 мкм, не входящее в ряд предпочтитель-
ных значений Ra, указанных в табл. 7.1, но предусмотренное ГОСТом
в числе допустимых.
Сложность явлений, сопровождающих процесс обработки, и
многообразие факторов, влияющих на образование неровностей,
обусловливают отступление их формы от геометрически правильной.
При этом форма и размеры неровностей, измеренные в различных
направлениях, оказываются различными. Высота неровностей по-
верхности, измеренная в направлении движения резания вдоль
обработочных рисок (при строгании на продольно-строгальном
станке в направлении возвратно-поступательного движения стола,
при точении и круглом шлифовании по винтовой линии), характе-
ризует продольную шероховатость поверхности. Высота неровностей,
измеренная перпендикулярно к движению резания (по направлению
поперечной подачи при строгании, точении, шлифовании и т. п.),
характеризует поперечную шероховатость поверхности.
В связи с тем что такие факторы, как геометрическая форма
режущего инструмента и величина подачи, отражаются только
на поперечной шероховатости, ее размеры обычно в два-три раза
превышают продольную шероховатость. Вследствие этого оценку
степени шероховатости поверхности заготовки обычно производят
на основании измерения поперечной шероховатости. При некоторых
видах обработки (торцовое фрезерование, доводка) продольная и
поперечная шероховатости имеют одинаковые значения и могут из-
меряться в обоих направлениях.
При определенных условиях обработки, в частности при возник-
новении вибраций или высокой степени пластической деформации
поверхностного слоя металла, продольная шероховатость может
резко возрасти и превысить поперечную шероховатость. В подобных
случаях оценку шероховатости поверхности следует производить
на основании измерений не поперечной, а продольной шерохова-
тости .
На шероховатость поверхности, обработанной резанием, оказы-
вает влияние большое число факторов, связанных с условиями
изготовления заготовки. В частности, высота и форма неровностей,
а также характер расположения и направление обработочных рисок
зависят от принятого вида и режима обработки; условий охлаждения
и смазки инструмента; химического состава и микроструктуры
обрабатываемого материала; конструкции, геометрии и стойкости
режущего инструмента; типа и состояния используемого оборудо-
вания, вспомогательного инструмента и приспособлений.
Все многообразные факторы, обусловливающие шероховатость
обработанной поверхности, можно объединить в три основные
227
группы: причины, связанные с геометрией процесса резания; пла-
стической и упругой деформациями обрабатываемого материала и
возникновением вибраций режущего инструмента относительно об-
рабатываемой поверхности.
Процесс возникновения неровностей вследствие геометрических
причин принято трактовать как копирование на обрабатываемой
поверхности траектории движения и формы режущих лезвий. С гео-
метрической точки зрения величина, форма и взаимное расположение
неровностей (направление обработочных рисок) определяются фор-
мой и состоянием режущих лезвий и теми элементами режима реза-
ния, которые влияют на изменение траектории движения режущих
лезвий относительно обрабатываемой поверхности. В различных
условиях обработки пластические и упругие деформации обрабаты-
ваемого материала и вибрация искажают геометрически правильную
форму неровностей, нарушают их закономерное распределение на
поверхности и в значительной степени увеличивают их высоту.
В ряде случаев пластические деформации и вибрации вызывают
появление продольной шероховатости, достигающей значительных
размеров, и увеличение поперечной шероховатости.
Преобладающее влияние на формирование шероховатости по-
верхности оказывает (как правило) одна из трех указанных групп
причин, которая и определяет характер и величину шероховатости.
Однако в отдельных случаях шероховатость возникает в результате
одновременного и почти равнозначного воздействия всех указанных
причин и вследствие этого не имеет четко выраженных закономер-
ностей.
ВОЗНИКНОВЕНИЕ НЕРОВНОСТЕЙ ПРИ ТОЧЕНИИ
Геометрические причины образования шероховатости. За один
оборот заготовки резец перемещается на величину подачи Sj (мм/об)
и переходит из положения 2 в положение 1 (рис. 7.24, а). При этом
па обработанной поверхности остается некоторая часть металла,
не снятая резцом и образующая остаточный гребешок т. Совершенно
очевидно, что величина и форма неровностей поверхности, состоя-
щих из остаточных гребешков, определяются подачей и формой
режущего инструмента. Например, при уменьшении Йбдачи до зна-
чения Sa высота неровностей снижается до R'z (рис. 7.24, б).
Изменение углов ф и q>i в плане оказывает влияние не только на
высоту, но и на форму неровностей поверхности (рис. 7.24, в). При
использовании резцов с закругленной вершиной достаточно большого
радиуса г\ форма неровностей становится соответственно также
закругленной (рис. 7.24, г). При этом увеличение радиуса закругле-
ния вершины резца до га приводит к уменьшению высоты Rz шерохо-
ватости (рис. 7.24, д).
Исходя из приведенных соображений геометрического харак-
тера, проф. В. Л. Чебышев предложил определять высоту Rz не-
ровностей при обработке резцом в зависимости от подачи S и ра-
диуса г закругления вершины резца по формуле
Rz = S2/8r. (7.7)
228
В процессе образования неровностей при точении резцами с не-
большими радиусами закругления и большими подачами участвует
не только криволинейная часть режущей кромки резца, образован-
ная радиусом г закругления, но и прямолинейный участок режущего
лезвия (рис. 7.24, е). В этом случае в формулу В. Л. Чебышева
включают значения главных углов ф и фг в плане.
При изготовлении режущего инструмента и при его затуплении
на режущем лезвии инструмента образуются неровности и зазубрины,
определенным образом увеличивающие шероховатость обрабатывае-
мой поверхности. Влияние
неровностей лезвия инстру-
мента на шероховатость об-
работанной поверхности осо-
бенно существенно при тон-
ком точении с малыми по-
дачами, когда неровности
лезвия соизмеримы с вели-
чиной Rz, найденной по
формуле (7.7). В отдельных
случаях полного копирова-
ния профиля зазубрин лез-
вия на обрабатываемую по-
верхность может и не про-
изойти, так как пластически
деформированный металл
стружки и обрабатываемой
поверхности иногда затекает
в зазубрины режущей кром-
ки, частично затормаживаясь
в их плоскости, и делает их
как бы более мелкими. В ре-
зультате этого рост высоты
шероховатости обработанной
поверхности в некоторых случаях отстает от увеличения глубины
зазубрин режущего лезвия. Однако и в этих случаях влияние за-
зубрин лезвия на шероховатость обрабатываемой поверхности может
быть значительным.
По имеющимся практическим данным при затуплении режущего
инструмента и появлении на нем зазубрин шероховатость обработан-
ной поверхности возрастает при точении —на 50—60 %, фрезеро-
вании цилиндрическими фрезами — на 100—115 %, фрезеровании
торцовыми фрезами—на 35—45 %, сверлении—на 30 —40 % и
развертывании—на 20—30 %. Указанное увеличение шерохова-
тости обрабатываемой поверхности при затуплении режущего ин-
струмента связано не только с геометрическим влиянием зазубрин,
возникающих на режущем лезвии, но и с возрастанием радиуса
округления лезвия. Увеличение радиуса округления лезвия повы-
шает степень пластической деформации металла поверхностного
слоя, что приводит к росту шероховатости поверхности. Для устра-
229
нения влияния зазубрин и притупления режущего лезвия рекомен-
дуются тщательная (желательно алмазная) доводка инструментов
л своевременная их переточка.
Приведенные выше сведения о геометрических причинах возник-
новения неровностей при точении дают основание сделать следующие
выводы.
1. Увеличение подачи главного <р и вспомогательного <Pi углов
резца в плане приводит к росту высоты неровностей. При чистовой
обточке целесообразно пользоваться проходными резцами с малыми
значениями углов ф и фъ не следует без особой необходимости при-
менять подрезные резцы.
2. Возрастание радиуса закругления вершины резца снижает
высоту шероховатости поверхности.
3. Понижение шероховатости режущих поверхностей инстру-
мента посредством тщательной (желательно алмазной) доводки устра-
няет влияние неровностей режущего лезвия на обрабатываемую
поверхность. Наряду с уменьшением шероховатости обрабатывае-
мой поверхности доводка заметно повышает стойкость режущего
инструмента, а следовательно, и экономичность его использования.
Пластические и упругие деформации металла поверхностного
слоя. При обработке резанием пластичных материалов металл по-
верхностного слоя претерпевает пластическую деформацию, в ре-
зультате которой значительно изменяются размеры и форма неров-
ностей обработанной поверхности (обычно шероховатость при этом
увеличивается).
При обработке хрупких металлов наблюдается вырывание от-
дельных частиц металла, что также ведет к увеличению высоты и из-
менению формы неровностей.
Скорость резания является одним из наиболее существенных
факторов, влияющих на развитие пластических деформаций при
точении. Малые скорости резания углеродистых конструкционных
сталей (стали 30, 40, 50) порядка v = 1 м/мин приводят к сравни-
тельно небольшому повышению температуры и способствуют образо-
ванию элементной стружки. При этом отделение стружки происхо-
дит легко и без заметных деформаций верхнего слоя обработанной
поверхности. Неровности на обработанной поверхности' незначи-
тельны.
С увеличением скорости резания до 40 м/мин в процессе обра-
зования стружки выделяется большое количество теплоты, которая
способствует пластическому течению отделяемого металла вдоль
передней и задней поверхностей резца. В некоторый момент под
действием усилий, прижимающих слои металла к передней поверх-
ности резца, и высокой температуры слои металла привариваются
к передней (и отчасти задней) поверхности, образуя нарост. При
скорости резания 20—40 м/мин нарост наиболее велик и устойчив.
При дальнейшем повышении скорости резания количество теп-
лоты, выделяемой в процессе стружкообразования, увеличивается.
При этом нарост нагревается быстрее остальной части зоны дефор-
мации, частично разу проч няется и силы сцепления отдельных
230
частиц нароста уже не могут оказать достаточного сопротивления
силам трения стекающей стружки, поэтому частицы металла за-
стойной зоны уносятся вместе со стружкой. Вследствие этого нарост
уменьшается и в интервале скоростей 60—70 м/мин полностью
исчезает. При последующем повышении скорости резания наросты
на резце не образуются.
Шероховатость обработанной поверхности в значительной сте-
пени связана с процессами образования стружки и в первую очередь
с явлениями нароста. В зоне малых скоростей (и = 24-5 м/мин),
Рис. 7.25
Влияние скорости резания на образование нароста и шероховатость обработанной
поверхности при точении стали 45 (П. Е. Дьяченко)
при которых нарост не образуется, размеры неровностей обработан-
ной поверхности незначительны. С увеличением скорости размеры
неровностей поверхности возрастают, достигая при 20—40 м/мин
своего наивысшего значения, многократно превосходящего расчет-
ную величину.
Дальнейшее повышение скорости резания уменьшает нарост и
понижает высоту шероховатости обработанной поверхности.
В зоне скоростей (и > 70 м/мин), при которых нарост не обра-
зуется, шероховатость поверхности оказывается минимальной. В этом
случае дальнейшее увеличение скорости резания лишь незначи-
тельно снижает высоту шероховатости поверхности. Связь процессов
образования шероховатости обрабатываемой поверхности и нароста
на резце со скоростью резания показана на рис. 7.25.
231
Рис. 7.26
Схема отделения стружки резцом
с радиусом округления лезвия
При высокой скорости резания глубина пластически деформи-
рованного поверхностного слоя незначительна и размеры шерохо-
ватости приближаются к расчетным.
В случае обработки хрупких материалов (например, чугуна)
наряду со срезом отдельных часгиц металла происходят их сдвиг
и беспорядочное хрупкое откалывание от основной массы металла,
увеличивающее шероховатость поверхности. Повышение скорости
резания уменьшает откалывание частиц, и обрабатываемая поверх-
ность становится более гладкой.
При чистовой обработке металлов, когда состояние и точность
обработанной поверхности имеют решающее значение, совершенно
естественно стремление вести обработку в зоне скоростей, при кото-
рых нароста на инструменты не обра-
зуется, а шероховатость поверхности
получается наименьшей. Такой зоной
для конструкционных углеродистых
сталей (как это отмечалось выше) яв-
ляется 5 м/мин ^5 v 70 м/мин. •
Подача — второй элемент режима
резания, оказывающий большое влия-
ние на шероховатость, что связано не
только с указанными выше геометриче-
скими причинами, но и в значитель-
ной степени обусловлено пластиче-
скими и упругими деформациями в по-
верхностном слое.
Резание металлов осуществляется инструментом, лезвие кото-
рого всегда имеет некоторый радиус округления р. При внедрении
резца в обрабатываемый материал происходит отделение стружки
по плоскости скалывания А—А (рис. 7.26). При этом часть металла,
лежащего ниже точки В, не срезается, а подминается округленной
частью резца, подвергаясь упругой и пластической деформации.
После прохождения резца несрезанный слой металла частично
упруго восстанавливается, вызывая трение по задней поверхности
резца. Разница степени упругого восстановления металл ^.выступов
и впадин неровностей обычно увеличивает высоту шерохова-
тости.
Наименьшая толщина /т1п срезаемого слоя (при превышении
^min прбисходит резание, а при снижении —только пластическое
и упругое смятие металла округленной поверхностью лезвия ин-
струмента) зависит от радиуса округления режущего лезвия, свойств
обрабатываемого материала и скорости резания (при сокращении
радиуса округления р и увеличении скорости резания /т1п умень-
шается).
При тонком точении резцом, имеющим радиус закругления вер-
шины г, теоретически образуется стружка переменной толщины
с очень тонкой вершиной (рис. 7.27). Часть этой вершины АВ с тол-
щиной, меньшей /т1п, практически не может быть срезана и подми-
нается закругленной вершиной лезвия. Фактическое срезание ме-
232
талла происходит только на участке ВС, на котором толщина стружки
превышает /тщ.
После прохода резца деформированный участок металла (на
рис. 7.27, а показан двойной штриховкой) частично упруго восста-
навливается, увеличивая высоту неровностей Rz = s2/(8r), определяе-
мую геометрическими причинами, до Я*акт
Рис. 7.27
Образование шероховатости при точении с малыми подачами (а) и возрастание шерохова-
тости с уменьшением толщины оружии (б)
Очевидно, что фактическая высота неровностей RzaK равна
расчетной sa/(8r) только при относительно большой подаче, при
которой Rz = sa/(8r) больше или равна /т1п.
При работе с небольшими подачами (s < 0,05-4-0,06 мм/об при
г = 0,8-4-1,0 мм) уменьшение подачи не только не снижает высоту
шероховатости, но и при определен-
ных условиях может даже вызвать ее
возрастание в связи с уменьшением
толщины стружки и увеличением тол-
щины упруго деформируемого участка
АВ (рис. 7.27, б).
В этом случае при снижении подачи
в несколько раз увеличивается удельная
сила резания, а также повышаются
степень пластической деформации ме-
талла обрабатываемой поверхности и
стружки, усадка стружки, нарост на
Рис. 7.28
Зависимость шероховатости от по-
дачи (П. Е. Дьяченко)
резце и, в конечном счете, высота шеро-
ховатости. Точение с подачей меньше О', 12 мм/об не приводит к сниже-
нию высоты шероховатости по закону параболы (рис. 7.28, кривая 3),
как этого следовало бы ожидать согласно теоретической формуле
(7.7), а вызывает лишь незначительное уменьшение шероховатости
(кривая 2) или даже ее увеличение (кривая /). В заштрихованной
области происходит увеличение шероховатости в связи с упругими
и пластическими деформациями металла.
Таким образом, даже при минимальной подаче нельзя полностью
устранить шероховатость обработанной поверхности, которая в этом
233
случае в значительной мере определяется наименьшей толщиной
срезаемого слоя и пластическими деформациями обрабатываемого
материала.
На рис. 7.28 показано, что при чистовом и тонком точении угле-
родистых сталей изменение подачи от 0,02 до 0,1 мм/об мало влияет
на высоту шероховатости. Неровности поверхности в этом случае
образуются не столько под влиянием геометрических причин, сколько
в результате упругих и пластических дефорриаций, скорости резаная
и радиуса округления режущего лезвия резца. В связи с этим для
обеспечения наименьшей шероховатости обработанной поверхности
и высокой производительности чистовое точение углеродистых кон-
струкционных сталей следует проводить при s = 0,054-0,12 мм/об.
При точении цветных сплавов хорошо доведенными или алмаз-
ными резцами /т1п уменьшается, поэтому для снижения высоты
шероховатости мо^кет оказаться полезным уменьшение подачи до
0,01—0,02 мм/об.
Наблюдениями многочисленных исследователей установлено, что
при обычном точении влияние глубины резания на шероховатость
ничтожно и практически может не приниматься во внимание. При
уменьшении глубины резания до 0,02 мм (вследствие наличия на
режущей кромке резца округления) нормальное резание прекра-
щается и резец, отжимаясь от изделия, начинает скользить по обра-
батываемой поверхности, периодически врезаясь в нее и вырывая
отдельные участки. Поэтому глубину резания при работе обычными
резцами не следует брать слишком малой.
При глубине резания меньше подачи глубина оказывает геоме-
трическое влияние на высоту шероховатости. В этом случае умень-
шение глубины резания снижает высоту шероховатости.
Обрабатываемый материал и его структура оказывает сущест-
венное влияние на характер и высоту неровностей обработанной
поверхности. Более вязкие и пластичные материалы (например,
малоуглеродистая сталь), склонные к пластическим деформациям,
дают при их обработке резанием грубые и шероховатые поверхности.
Шероховатость обработанной поверхности уменьшается при пе-
реходе от структуры ферритоперлита к трооститу и троеетитомзр-
тенситу. Феррит, являющийся мягкой, вязкой и легко деформи-
рующейся составляющей структуры стали, при обработке резанием
имеет склонность к образованию неровностей поверхности. С точки
зрения получения поверхности с минимальной шероховатостью ока*
зываются чрезвычайно неблагоприятными структуры с неоднород-
ными зернами, в частности структуры так называемого глобуляр-
ного перлита, состоящие из круглых зерен цементита, рассеянных
по основной массе феррита.
Значительно меньшая шероховатость образуется при обработке
стали после нормализации и отпуска, имеющей однородную и мелко-
зернистую структуру. В связи с этим для получения при механи-
ческой обработке минимальной шероховатости рекомендуется пред-
варительная нормализация углеродистой стали при 850—870 °C
или (в случае необходимости облегчить условия резания и повысить
234
стойкость режущего инструмента) отжиг при 900 °C в тече-
ние 5 ч.
Установлено, что с увеличением твердости обрабатываемого
материала высота шероховатости снижается. При этом одновре-
менно уменьшается зависимость высоты шероховатости от скорости
резания и при твердости 500 НВ влияние скорости почти отсут-
ствует. На основании этих исследований рекомендуется произво-
дить предварительную термообработку конструкционных сталей,
повышающую их твердость.
Влияние скорости резания и твердости на высоту шероховато-
сти углеродистых сталей заметно проявляется лишь в зоне срав-
нительно низких скоростей резания. При превышении скорости ре-
зания 140 м/мин зависимость высоты шероховатости от твердости
заметно ослабевает. Это объясняется тем, что при скорости реза-
ния 140 м/мин и выше температура обрабатываемого материала
достигает 840 °C. При такой температуре механического свойства
сталей различной начальной твердости в большой степени вырав-
ниваются, в результате чего высота шероховатости стабилизируется
и практически не зависит от изменения скорости резания.
Снижение вязкости обрабатываемого материала за счет наклепа
поверхностного слоя также способствует уменьшению шероховатости
обработанной поверхности. На практике это явление наблюдается
при развертывании отверстий после зенкерования, создающего за-
метный наклеп обработанной поверхности. Если припуск, остав-
ленный на развертывание, меньше глубины наклепанного зенкеро-
ванием более хрупкого поверхностного слоя, то в результате раз-
вертывания получается поверхность с минимальными неровностями.
Изменение химического состава обрабатываемого материала,
отражающееся на его вязкости, в свою очередь влияет на размеры
шероховатости обработанной поверхности заготовок как из цветных
сплавов, так и из сталей.
Применение смазочно-охлаждающих жидкостей, предотвращаю-
щих схватывание, уменьшающих трение и облегчающих процесс
стружкообразования, способствует снижению высоты неровностей
поверхности.
Вибрации режущего инструмента, станка и заготовки. В процессе
резания возникают вынужденные колебания системы станок—за-
готовка—инструмент, вызываемые действием внешних сил, и авто-
колебания системы, появление которых связано с периодическим
упрочнением (наклепом) срезаемого слоя металла и изменением
условий трения или резания. Вынужденные колебания системы
обусловливаются дефектами отдельных механизмов станка (неточ-
ностью зубчатых передач, плохой балансировкой вращающихся
частей, неудовлетворительной сшивкой ремня, чрезмерными зазо-
рами в подшипниках и др.), являющимися причиной неравномер-
ности его движения.
Вибрация лезвия режущего инструмента относительно обраба-
тываемой поверхности являются дополнительным источником уве-
личения шероховатости обработанной поверхности. Очевидно, что
235
высота шероховатости поверхности будет тем значительнее, чем
больше удвоенная амплитуда колебания лезвия инструмента отно-
сительно обрабатываемой поверхности.
Большое влияние на шероховатость обработанной поверхности
оказывает состояние станка. Новые и хорошо отрегулированные
станки, установленные на массивных фундаментах или на вибро-
опорах, хорошо изолированные от вибраций другого оборудований,
обеспечивает минимальную шероховатость.
Очень важным является создание достаточно высокой жесткости
приспособлений для крепления заготовок и вспомогательных ин-
струментов для установки режущего инструмента. Например, в слу-
чае обработки заготовок на револьверном станке из прутка с закреп-
леиием последнего в трехкулачковом самоцентрирующем , патроне
а — на амплитуду колебаний (/) и износ инструмента (2); б — на шерохова-
тость поверхности заготовки из стали 20Х, обработанной при v = 100 м/мии;
s = 0,14 мм/об
высота шероховатости обработанной поверхности на 30—40 % выше,
чем при зажатии прутка в нормальном цанговом патроне, имеющем
большую поверхность соприкосновения с заготовкой и создающем
поэтому большую ее устойчивость. Чтобы предотвратить появление
вибрации свободного конца прутка (имеющего обычно диаметр на
3—4 мм меньше диаметра отверстия шпинделя), применяют специ-
альное центрирующее кольцо, укрепляемое в левом конце шпинделя.
Такие вибрации легко передаются на обрабатываемую поверхность
и вызывают увеличение шероховатости на 70—120 %.
Особенно сказываются вибрации технологической системы на
шероховатость обработанной поверхности при тонком растачивании
на алмазно-расточных станках. При этом с уменьшением жесткости
и увеличением податливости <о технологической системы амплитуда
колебаний вершины резца возрастает, вызывая соответствующее
повышение износа Uo резца (рис. 7.29, а). Увеличение амплитуд
колебаний с ростом податливости технологической системы и уве-
личением глубины резания, а следовательно, и увеличением ширины
среза сопровождается возрастанием шероховатости обработанной
поверхности (рис. 7.29, б).
При работе на алмазно-расточных станках жесткость техноло-
гической системы уменьшается с ростом отношения длины L рас--
236
точной борштанги к ее диаметру D. При снижении жесткости бор-
штанги и увеличении L/D шероховатость обработанной поверх-
ности возрастает. Например, при расточке отверстий 0 30 мм
в деталях из стали 20Х на алмазно-расточном станке 2706 при v =
= 250 м/мин, s = 0,02 мм/об, t = 0,1 мм и LID = 2 шероховатость
поверхности Ra = 0,8 мкм; при LID = 4 значение Ra = 1,35 мкм
и при LID = 5 значение Ra = 1,6 мкм.
Неравномерность припуска, снимаемого при тонком растачива-
нии, обусловливающая колебание сил резания, также может яв-
ляться причиной вибрации технологической системы, увеличиваю-
щих шероховатость обработанной поверхности.
Формирование шероховатости поверхности при различных ви-
дах механической обработки (фрезеровании, сверлении, шлифовании,
доводке и др.) подчиняется в общем тем же закономерностям, что
и при точении. Характер этих закономерностей видоизменяется
в зависимости от изменения соотношения влияния геометрических
причин, пластических деформаций и вибраций, связанных с осо-
бенностями отдельных видов механической обработки.
Глава 8
ТЕХНОЛОГИЧЕСКИЕ МЕТОДЫ ПОВЫШЕНИЯ
ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ
ДЕТАЛЕЙ МАШИН
ВЛИЯНИЕ ШЕРОХОВАТОСТИ И СОСТОЯНИЯ ПОВЕРХНОСТНОГО слоя
НА ЭКСПЛУАТАЦИОННЫЕ СВОЙСТВА ДЕТАЛЕЙ МАШИН
ВЛИЯНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
Трение и износ деталей в значительной степени связаны с высотой и
формой неровностей поверхности и направлением штрихов обработки.
В начальный период работы трущихся поверхностей их контакт
происходит по вершинам неровностей. В результате этого факти-
ческая поверхность соприкосновения составляет лишь небольшой
процент от расчетной, поэтому в местах фактического контакта по
вершинам неровностей возникают большие давления, часто превы-
шающие предел текучести и даже предел прочности трущихся ме-
таллов.
Под действием этих давлений при неподвижных поверхностях
в точках контакта происходят упругое сжатие и пластическая де-
формация смятия неровностей, а при взаимном перемещении по-
верхностей — срез, отламывание и пластический сдвиг вершин не-
ровностей, приводящие к интенсивному начальному износу тру-
237
щихся деталей и увеличению зазоров трущейся пары. Повышен-
ному начальному износу в некоторых случаях способствуют воз-
никновение в точках контакта высоких мгновенных температур и
срыв окисной пленки, покрывающей металлы, что сопровождается
молекулярным сцеплением трущихся металлов и образованием
узлов схватывания.
При работе деталей в легких и средних условиях высота не-
ровностей в период начального износа трущихся поверхностей
уменьшается на 65—75 %, что приводит к увеличению фактической
поверхности их контакта, а следовательно, к снижению фактиче-
Рис. 8.1
Зависимость износа от высоты неровно-
стей поверхности (П. Е. Дьяченко)
ского давления.
Во время начального износа,
протекающего в период прира-
ботки, происходит изменение раз-
меров и формы неровностей, а
также направления обработочных
рисок. При этом высота неров-
ностей уменьшается или увели-
чивается до некоторого оптималь-
ного значения, которое различно
для разных условий трения. Если
оптимальную для данных условий
трения высоту неровностей удается
создать в процессе механической
обработки, то в процессе износа
она не изменяется, а время при-
работки и износ оказываются наи-
меньшими.
Графики износа (рис. 8.1) показывают, что при оптимальной
высоте неровностей (точки Ot и О2) начальный износ металла яв-
ляется наименьшим. В более тяжелых условиях работы кривая 2
износа смещается вправо и вверх, а точки оптимальной шерохова-
тости — вправо в сторону увеличения высоты неровностей.
Увеличение высоты неровностей по сравнению с оптимальным
значением повышает износ за счет возрастания механического за-
цепления, скалывания и среза неровностей поверхности. Умень-
шение высоты неровностей против оптимального значения приводит
к резкому возрастанию износа в связи с возникновением молекуляр-
ного сцепления и заедания плотно соприкасающихся поверхностей
повышенной гладкости, этому способствуют выдавливание смазки и
плохая смачиваемость смазкой зеркально-чистых поверхностей.
Задачей конструктора, проектирующего новые машины, является
назначение шероховатости трущихся поверхностей, соответствующей
ее оптимальному значению, при котором износ и коэффициент тре-
ния при данных условиях изнашивания являются наименьшими.
На рис. 8.2, б представлены формы неровностей двух образцов,
имеющих одинаковые размеры опорной длины профиля т|р, а на
рис. 8.2, а — кривые износа этих образцов. Приведенные данные
Показывают, что в условиях проведенного опыта тонкие и много-
238
численные неровности обеспечивают большую износоустойчивость,
чем крупные неровности большого шага. Через 160 000 двойных
ходов износ поверхности с неровностями большого шага достиг
60 мкм, в то время как износ поверхности с тонкими неровностями
малого шага был меньше 40 мкм.
Влияние направления неровностей на износостойкость различно
в разных условиях трения и при разных размерах неровностей.
Эксперименты проф. П. Е. Дьяченко показывают, что при жид-
костном трении и малой высоте неровностей направление рисок
значения не имеет, однако при увеличении шероховатости более
выгодным оказывается параллельное направление рисок и скорости
движения.
Число двойных ходов п-10'3
гребешка на 1см
НИ'
44 гребешка на 1см
Рис. в.2
Кривые износа (а) поверхностей с различной формой неровностей (9) при одинаковой
высоте неровностей Яг
При граничном трении поверхностей с малыми неровностями и
параллельным направлением неровностей и скорости движения
возникающие схватывание и износ оказываются больше, чем при
перпендикулярном направлении. Для поверхностей с большей
шероховатостью, когда схватывания не происходит, параллельное
направление рисок дает наименьший износ.
Коэффициент трения тоже связан с направлением неровностей и
их высотой. При сочетании поверхностей, имеющих одинаковое
направление неровностей, и при их перпендикулярном направлении
к движению коэффициент трения достигает наибольшего значения.
При перпендикулярном направлении неровностей трущихся поверх-
ностен или при их беспорядочном расположении, что наблюдается
при суперфинишировании, коэффициент трения минимален.
Точность сопряжения, установленная чертежом и определяемая
зазором в соединении, в значительной степени зависит от шерохо-
ватости соприкасающихся поверхностей.
Ранее указывалось, что в период начального износа высота
неровностей может уменьшиться на 65—75 %. При малых размерах
деталей и шероховатости поверхностей с = 34-10 мкм двойная
239
высота неровностей 2RZ соизмерима с полем допуска на изготовле-
ние детали. Это означает, что в период начального износа поверх-
ностей дополнительный зазор в соединении может достигнуть зна-
чения допуска на изготовление детали и точность соединения буде)?
полностью нарушена. Вместо требуемого чертежом соединения
седьмого квалитета точности фактически возникает соединение
восьмого или девятого, нарушается характер посадок и т. п.
Для предотвращения этого необходимо во всех случаях ответ-
ственных сопряжений, от которых требуется длительное сохранение
установленной конструктором точности, вести обработку деталей
при достижении минимальной шероховатости трущихся поверх-
ностей.
При этом рекомендуется устанавливать необходимую высоту
шероховатости в зависимости от требуемой точности проектируе-
мого сопряжения посредством расчета по формулам:
при диаметре сопряжения свыше 50 мм
Rz = (0,104-0,15) 7; (8.1)
при диаметре сопряжения от 18 до 50 мм
Rz = (0,154-0,20) 7; (8.2)
при диаметре сопряжения менее 18 мм
Rz = (0,20—0,25) 7. (8.3)
В этих формулах поле допуска 7 детали и высота неровностей
Rz выражены в микрометрах.
Прочность прессовых соединений непосредственно связана с ше-
роховатостью сопряженных поверхностей. С увеличением высоты
неровностей сопряжений поверхностей прочность прессовых со-
единений снижается. Например, прочность прессового соединения
ступицы вагонного колеса с осью при высоте неровностей 36,5 мкм
оказалась на 40 % ниже прочности такого же соединения с высо-
той неровностей 18 мкм (несмотря на то, что натяг во втором со-
единении был на 15 % меньше).
Усталостная прочность деталей сильно зависит от шерохова-
тости их поверхностей. Наличие на поверхности детали, работаю-
щей в условиях циклической и знакопеременной нагрузок, отдель-
ных дефектов и неровностей способствует концентрации напряжений,
которые могут превысить предел прочности металла. В этом случае
поверхностные дефекты и обработочные риски играют роль очагов
возникновения субмикроскопических нарушений сплошности ме-
талла поверхностного слоя и его разрыхления, являющихся перво-
причиной образования усталостных трещин.
Экспериментальные графики рис. 8.3 показывают, что при уве-
личении параметра шероховатости отожженой стали 45 с Rz = 3,2
до Rz = 75 предел ее выносливости снижается с 285 до 200 МПа,
т. е. на 30 %. Особенно резко снижается предел выносливости при
увеличении шероховатости наиболее гладких поверхностей.
240
На рис. 8.4 показано влияние направления неровностей на пре-
дел выносливости стали при изгибе. Из диаграммы видно, что при
продольном направлении неровностей циклическая прочность при
изгибе стали 2X13 на 10—15 % выше, чем при поперечном распо-
ложении неровностей. Эта закономерность проявляется при раз-
личных видах обработки.
б^МПаОар/мм2)
294 (30)
196(20)
Фрезеро-
вание,
Строга-
ние* тли
роВание;
Rzz3,0
ние*пали
робание;
Rz--3,0
ШлифоВо^ШлифоВа
ние руч-
ное;
Rz=14,0
Рис. 8.4
Влияние направления штрихов обработки
на предел выносливости при изгибе пло-
ских деталей из стали 2X13i
Зависимость предела выносливости от вы-
соты неровностей
О
1 — иаправленне рисок поперек детали;
2 — направление рисок вдоль детали
Высота шероховатости, направление штрихов обработки, форма
п шаг неровностей, размеры опорной поверхности и другие геоме-
трические характеристики микрорельефа поверхности оказывают
влияние и на другие важные эксплуатационные свойства деталей
машин и приборов, т. е. в частности на их прочность при ударной
нагрузке, контактную жесткость, коррозионную стойкость, отра-
жательную способность, коэффициент теплоотдачи, газовую эрозию.
ВЛИЯНИЕ
ДЕФОРМАЦИОННОГО УПРОЧНЕНИЯ (НАКЛЕПА) МЕТАЛЛА
ПОВЕРХНОСТНОГО СЛОЯ
Износостойкость деталей. Повышению износостойкости деталей
в большинстве случаев способствует предварительное упрочнение
металла поверхностного слоя, которое уменьшает смятие и исти-
рание поверхностей при наличии их непосредственного контакта, и
взаимное внедрение поверхностных слоев, возникающее при их
механическом и молекулярном взаимодействии: упрочнение увели-
чивает диффузию кислорода воздуха в металл поверхностного слоя,
создавая в нем твердые химические соединения FeO, Fe2O3 и Fe3O4,
характерные для окислительного износа, протекающего с наимень-
шей интенсивностью, а также препятствует развитию совместной
пластической деформации металлов трущихся деталей, вызывающей
холодную сварку — схватывание, которая является наиболее ин-
тенсивным видом износа.
На рис. 8.5 показано изменение износа валиков из стали У8
при их трении — скольжении с чугунными колодками со смазкой
в зависимости от степени наклепа валиков после шлифования, вы-
раженного ми кротвердостью поверхностного слоя. График иллюстри-
рует значительное уменьшение износа с увеличением степени наклепа.
Положительное влияние наклепа на износостойкость трущихся
поверхностей проявляется только до определенной степени перво-
начального наклепа. Если при предварительной обработке трущейся
поверхности степень пластической деформации поверхностного слоя
превосходит определенное для данного металла значение, то в ме-
талле начинается процесс его разрыхления (разрывы междуатомных
Рис. 8.5
Влияние наклепа иа износ сталь-
ных валинов (В. С. Рысцова)
связей по плоскостям скольжения и суб-
микроскопические нарушения сплош-
ности металла), происходящий одно-
временно с продолжающимся процес-
сом упрочнения. Это явление называется
перенаклепом.
При дальнейшем увеличении на-
гружения металла переупрочненные
и охрупченные зоны металла отслаи-
ваются от его основной массы; начина-
ются шелушение и ускоренный износ
металла. Таким образом, перенаклеп
металла вызывает резкое падание изно-
состойкости, а также снижает устало-
стную прочность деталей и некоторые
другие эксплуатационные свойства.
В связи с этим упрочнение металла поверхностного слоя в про-
цессе механической обработки деталей или при специальных упроч-
няющих операциях (обкатке роликами и шариками, дробеструйном
наклепе и др.) следует производить при строго регламентирован-
ном достигаемом наклепе, чтобы предотвратить возникновение пе-
ренаклепа.
Усталостная прочность деталей машин в значительной степени
зависит от упрочнения (наклепа) металла поверхностного слоя.
Упрочнение металла до определенных пределов уменьшает ампли-
туду циклической пластической деформации и предотвратить воз-
никновение субмикроскопических нарушений сплошности (разрых-
ления), порождающих развитие усталостных трещин.
Кроме того, создание упрочненного наклепанного поверхност-
ного слоя препятствует росту существующих и возникновению
новых усталостных трещин. Такой слой может значительно нейтра-
лизовать вредное влияние наружных дефектов и шероховатости
поверхности.
Исследование деталей с твердым упрочненным слоем после
циклических нагружений, из-за которых в металле возникают на-
пряжения, превышающие предел усталости, показывает, что уста-
лостные трещины зарождаются не в упрочненном слое детали,
а в глубине ее. Образование подобных трещин под упрочненным
242
слоем и их дальнейшее увеличение происходят при более высоких
напряжениях и их большем числе циклов нагружения, чем в усло-
виях отсутствия наклепа.
Влияние перечисленных причин приводит к заметному повыше-
нию усталостной прочности деталей машин в результате упрочнения
металла их поверхностного слоя (рис. 8.6).
Результаты многочисленных исследований показывают, что при
наклепе металла поверхностного слоя повышение циклической
прочности деталей машин, работающих в условиях нормальной
комнатной температуры, может достигнуть 25—30 %. При наклепе
металла точением и полированием предел выносливости повышается
на 20—25 % за счет наклепа и на 12—15 % возрастает благодаря
снижению высоты шероховатости при переходе от точения к поли-
рованию.
Рис. 8.6
Влияние глубины (а) и степени (<Г) наклепа, созданного точением, на предел
выносливости стали 46
Влияние наклепа на коррозионную стойкость. Пластическая де-
формация и наклеп поверхностного слоя металла протекают в раз-
лично ориентированных зернах неодинакового состава с разной
интенсивностью; ферритные зерна деформируются интенсивнее пер-
литных. Это вызывает неравномерное повышение энергии и различ-
ное изменение электродного потенциала. Более наклепанные фер-
ритные зерна становятся анодами, а менее наклепанные перлитные
зерна — катодами. По тем же причинам оказывается различным и
искажение атомной решетки в разных кристаллических зернах.
В результате пластической деформации поликристаллического
металла в нем создаются микронеоднородности, способствующие
возникновению большого количества коррозионных микроэлемен-
тов. Наиболее активными участками металла во взаимодействии
с внешними средами являются зоны плоскостей сдвигов и места
выходов дислокаций на поверхность. В этих зонах убыстряется
адсорбция и развиваются коррозионные и диффузионные процессы.
В результате этого холоднодеформированная мягкая сталь может
поглотить в 100 раз больше водорода, чем отожженная.
Механическая обработка, вызывающая наклеп поверхностного
слоя и изменение шероховатости поверхности, оказывает значи-
тельное влияние на коррозионную стойкость металла. По данным
243
проведенных исследований коэффициент самодиффузии никеля жаро-
прочной стали после электрополирования, когда наклепанный ^лой
полностью устранен, при 700 °C составляет 10~14 см2/с, а после
шлифования—130* 10-14 см2/с. В табл. 8.1 приводятся данные
о потере в массе образцов вследствие коррозии за 30 суток пребы-
вания в воде.
Наклеп и остаточные напряжения поверхностного слоя могут
стать одной из причин коррозионного растрескивания стали при ее
длительном статическом нагружении в коррозионных средах.
Снятие наклепа отжигом устраняет в этих случаях и коррозионное
растрескивание.
Следует однако отметить, что при определенных условиях созда-
ния наклепа деталей накатыванием роликами или обдувкой дробью
происходит завальцовывание пу-
тей проникновения коррозионных
сред внутрь металла через дефекты
поверхности пластически дефор-
мируемым ферритом. Это может
нейтрализовать развитие корро-
зионных процессов и вызываемое
ими снижение усталостной проч-
ности деталей.
Наклеп поверхностного слоя
значительно снижает магнитные
свойства магнитомягких материа-
лов типа пермаллой, альфенол и
др. В связи с этим при их меха-
нической обработке наклеп недо-
пустим.
При рабочей температуре
выше 700—800 °C наклеп поверх-
Таблица 8.1
Потери в массе стальных образцов
от коррозии за 30 суток пребывания
в воде
Вид обработки образца Потеря в массе* 10~‘, г/см2
Сталь 20X Сталь У8А закаленная
Шлифование Точение Силовое точение Обработка роликами 390 465 510 524 605 645 650 715
ностного слоя во многих случаях оказывается вредным и снижает
эксплуатационные качества деталей машин. Это происходит потому,
что после пластической деформации металла поверхностного слоя
при комнатной температуре увеличивается его удельной объем и
уменьшается плотность; это обстоятельство способствует более
быстрому протеканию диффузионных процессов при высокой тем-
пературе и выгоранию легирующих элементов и тем самым
ускоряет процессы, понижающие сопротивление металла от-
рыву.
Длительное воздействие высокой температуры на наклепанный
металл быстро приводит к интенсивному разупрочнению его, что
снижает общие эксплуатационные свойства деталей.
С увеличением степени и глубины наклепа жаропрочных сплавов
их усталостная прочность при работе в среде с высокой температурой
значительно снижается (рис. 8.7). При глубине наклепа 190 мкм,
возникающего при черновом точении, число циклов N до разру-
шения сплава при 700 °C оказывается примерно вдвое ниже, чем
после электрополирования, не вызывающего наклепа.
244
Рис. 8.7
Влияние глубины наклепа при
различных методах обработан
жаропрочного сплава на число
циклов W до его разрушении
при высоких температурах (по
матернклам С. Т. Кишкина,
А. М. Сулимы и В. П. Строга-
нова):
/ — электрополированне; 2 —
полирование после шлифова-
ния; 3 — шлифование; 4 — по-
лирование после точения; 5 —
чистовое точение; 6 — полиро-
вание; 7 — черновое точение
Различными экспериментами было показано существенное умень-
шение длительной прочности жаропрочного сплава в зависимости
от глубины наклепа, возникающего при
различных видах обработки. Из данных
испытаний видно, что при значительном
наклепе, создаваемом дробеструйной обра-
боткой и обкаткой роликами, длитель-
ная прочность при сточасовых испы-
таниях снижается при 700 °C на 11,5—
27 %, а при 800 °C— на 15—45 %. Даже
при чистовом точении наклеп поверхно-
стного слоя уменьшает длительную проч-
ность почти на 10 %.
Еще сильнее оказывается вредное влия-
ние наклепа (как поверхностного, так и
сплошного) на прочность жаропрочных
сплавов при циклических нагревах (тер-
моусталость). Как показывает диаграмма
на рис. 8.8, при 700 °C время Т до раз-
рушения образцов, наклепанных обдув-
кой дробью и обкаткой роликами, соответ-
ственно в два и шесть раз меньше, чем
у образцов без наклепа (обработанных
электрополированием).
При испытаниях некоторых струк-
турно-устойчивых сталей при температуре
600—700 °C не наблюдалось вредного
влияния наклепа, а в некоторых случаях
даже было обнаружено положительное
воздействие наклепа на прочностные
характеристики этих сталей. Следова-
тельно, вопрос о влиянии наклепа при умеренных рабочих тем-
пературах требует в отдельных случаях дополнительных уточне-
Рис. 8.8
Рлияиие наклеп в при различных методах обра-
ботки жаропрочного сплава иа время до его разру-
шения при испытании с циклическим нагревом
(по данным С. Т. Кишкина, А. М. Сулимы,
В. П. Строганова):
1 — электрополирование; 2 — шлифование; 3 —
полирование после шлифования; 4 — полирова-
ние после точения; 5 — точение; 6 — обдуака
дробью; 7 — обкатка роликами
пнй. Однако в целом влияние наклепа на прочность деталей
машин, работающих при высоких рабочих температурах, является
вредным.
245
ВЛИЯНИЕ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ
Влияние остаточных напряжений поверхностного слоя на износ.
При трении деталей в металле поверхностного слоя происходят
значительные пластические деформации, вызывающие интенсивный
наклеп н большие остаточные напряжения сжатия.
В самом начале процесса трепня деталей остаточные напряжения,
созданные в их поверхностном слое предшествующей обработкой
и являющиеся по своей природе упругими, снимаются пол лей*
ствием протекающих пластических деформаций, не успевая оказать
какого-либо влияния па процесс изнашивания.
Одновременно в поверхностном слое в результате трен ил воз-
никают остаточные напряжения сжатия, которые зависят от условий
трения и пластических свойств трущихся металлов и не зависят от
величины и знака остаточных напряжений, созданных предшеству-
ющей обработкой н существовавших в поверхностном слое до на-
чала трения.
В связи с этим величина и знак остаточных напряжений поверх-
ностного слоя, созданных предшествующей обработкой, не оказы-
вают влияния на скорость и величину износа при трении скольжения.
Этот вывод относится только к остаточным напряжениям поверх-
ностного слоя н нормальным условиям трения скольжения в режиме
окислительного износа.
Напряженное состояние всего сечения детали (например, рас-
тягивающие внутренние напряжения в стенках втулки, напрессо-
ванной на другую деталь, растягивающие внутренние напряжения
в упруговогнутой пластинке) может оказать свое воздействие на
характер и интенсивность износа. Возможным является и влияние
напряженного состояния при изнашивании в условиях питтинга,
при котором большое значение имеют явления усталости металла.
Усталостная прочность деталей очень сильно зависит от вели-
чины, знака и глубины распространения остаточных напряжений
поверхностного слоя. Многочисленными исследованиями установ-
лено, что при наличии в поверхностном слое остаточных напряжений
сжатия предел выносливости детали повышается, а прЖиалични
остаточных напряжений растяжения — снижается, причем остаточ-
ные напряжения сжатия в большей мере повышают предел выносли-
вости, чем снижают его такие же по величине остаточные напряже-
ния растяжения. Для сталей повышенной твердости повышение пре-
дела усталости благодаря действию сжимающих напряжений дости-
гает 60 К, а снйжеине его под действием растягивающих — 30 %.
Влияние остаточйых напряжений на предел выносливости стали
особенно велико, когда разница в прочности стали при растяжении
и сжатии большая. В связи с этим предел выносливости твердых
сталей зависит от величины и знака остаточных напряжений осо-
бенно сильно, в то время как у мягких и пластичных сталей эта
зависимость проявляется в меныней степени.
График зависимости предела выносливости металлов и сплавов
ВТ3-1 от величины н знака остаточных напряжений, созданных
246
при шлифовании, показанный на рис. 8.9. свидетельствует о том,
что между пределом выносливости и остаточными напряжениями
поверхностного слоя существует
быть выражена соотношением
вида
о_1 = Л - Воост. (8.4)
где о_| — предел выносливости
металла после его шлифования:
амт — остаточные напряжения
поверхностного слоя, возникшие
в результате шлифования, с уче-
том их знака; А н В — постоян-
ные величины.
Аналогичные соотношения были
получены и для других мате-
риалов и видов обработки. При
прямая связь, которая можег
Влмммя остаточных малряжхиий и* уста-
лостную прочность деталей hi сплыл
ВТЗ-1
31 ом эксперименты проводились
при комнатных температурах, поэтому выводы не могут относиться
к условиям работы деталей в зоне высоких температур. При нагре-
вании деталей, имеющих в поверхностном слое остаточные напря-
жения, происходит релаксация напряжений и их влияние на предел
выносливости ослабевает.
Влияние структурных изменений металла поверхностного слоя.
Теплота, выделяющаяся в зоне резания прн различных методах
механической обработки в определенных условиях (напряженные
Рис. 8.10
Влияние мвлмфммиога муанога на амк
стальных оВражоо:
I — с прожогом; f — ба» прямота
4» М
JWW,
JMpZH.
в
Числе ifuuet меедяяпй W
Ряс. в. п
Влжпямо шляфовмвого ноя ж от
дм еммслявосгя стала
I — йп прожога; I — о прямотой
режимы резвния, притупление режущего инструмента и засалива-
ние абразивного круга чрезмерно высокой твердости, недостаточное
охлаждение и др.), вызывает структурные изменения металла по-
верхностного слоя. Прн обработке металлов, воспринимающих
закалку, может произойти частичная закалка металла поверхност-
ного слоя, а при обработке закаленных металлов — отпуск раз-
личной степени.
Структурные изменения металла при его механической обработке
и, в частности, прижоги шлифуемой поверхности являются серьез-
ной причиной снижения долговечности деталей машин.
247
Участки мягкого отпущенного металла имеют пониженную из-
носостойкость. На рис. 8.10 показано, что детали из закаленной
стали 40Х, имеющие прижог поверхностного слоя, изнашиваются
значительно интенсивнее аналогичных деталей без прижога.
Обычно в зонах отпущенного металла, имеющего меньший удель-
ный объем, развиваются остаточные напряжения растяжения, сни-
жающие усталостную прочность деталей. При этом на границах
участков измененной структуры часто образуются шлифовоч-
ные трещины, являющиеся очагами усталостных разрушений де-
талей.
Предел выносливости образцов с прижогом (рис. 8.11) значи-
тельно ниже предела выносливости образцов, изготовленных из
закаленной стали 40Х без прижога.
$ 8.2
ТЕХНОЛОГИЧЕСКАЯ НАСЛЕДСТВЕННОСТЬ
ПОНЯТИЕ О ТЕХНОЛОГИЧЕСКОЙ НАСЛЕДСТВЕННОСТИ
Значительное влияние состояния поверхностного слоя деталей
машин на их основные эксплуатационные свойства, а также вида
и режимов механической обработки на отдельные характеристики
состояния поверхностного слоя (высоту шероховатости, форму и
направление неровностей, мнкротвердость поверхностного слоя,
глубину распространения наклепа, величину, знак и глубину рас-
пространения остаточных напряжений) предопределяет зависимость
эксплуатационных качеств деталей от технологии их механической
обработки.
Ранее было показано, что важные эксплуатационные качества
деталей (долговечность, плавность перемещений, длительность со-
хранения заданных конструктором точности и посадки, прочность,
коррозионная стойкость, магнитные свойства, способность к тепло-
передаче и теплоизлучению и др.) зависят не только от конструк-
тивных форм и точности изготовления деталей, состава и структуры
их материала и его механических качеств, но и от отдельных ха-
рактеристик состояния поверхностного слоя, сформировавшихся
в металле в процессе механической обработки.
Изменение видов и режимов механической обработки оказывает
воздействие на отдельные характеристики состояния поверхностного
слоя, а соответственно и на эксплуатационные свойства деталей.
В этом смысле уместно говорить о существовании технологической
наследственности состояния поверхностного слоя и определяемых
им эксплуатационных свойств деталей от отдельных технологических
операций и всего технологического процесса их изготовления.
Технологической наследственностью называется перенесение на
готовое изделие в процессе его обработки погрешностей, механи-
ческих и физико-химических свойств исходной заготовки или свойств
и погрешностей, сформировавшихся у заготовки на отдельных опе-
рациях изготовления изделия.
248
Рис. 8.12
Изменение мнкротвердости поверхности грубо
обточенной и закаленной стали при шлифовании
(П. И. Ящернции)
Технологическая наследственность зависит не только от вида
и режимов обработки, примененных на чистовой операции. Она
может проявиться в изменении свойств или потере точности формы
готовой детали при ее эксплуатации в результате воздействия тех
или иных элементов состояния поверхностного слоя, созданных
в поверхностном слое детали при ее черновой обработке.
Например, при шлифовании грубо обточенной и закаленной
до 62—63 HRC3 заготовки из стали ШХ15СГ шлифовальный круг
создает на участках выступов неровностей поверхности тепловые
удары, вызывающие мгновенный нагрев и структурные изменения
металла поверхностного слоя. При этом во время чистовых режимов
шлифования на участках
обработанной поверхности,
расположенных под высту-
пами неровностей токарной
обработки, возникают зоны
отпущенного металла пони-
женной твердости (рис.
8.12, б), а при напряженных
режимах шлифования — зоны
твердого металла, претерпев-
шего вторичную закалку
(рис. 8.12, а).
В обоих случаях на гра-
ницах разных структур раз-
виваются значительные оста-
точные напряжения, снижа-
ющие долговечность деталей, а иногда вызывающие появление
шлифовочных трещин.
При шлифовании с охлаждением влияния тепловых ударов
ослабевает. Для проверки воздействия тепловых ударов, вызванных
неровностями поверхности заготовки, на эксплуатационные свой-
ства детали были проведены испытания образцов из закаленной
до 62 HRCg стали ШХ15 на контактную усталостную прочность.
До закалки часть образцов была обточена с шероховатостью
Rz = 160, часть — с Rz = 20 и часть образцов — прошлифована
с Rz = 1,6. После закалки все образцы были прошлифованы с оди-
наковым режимом до Rz = 0,8 и подвергнуты испытаниям обкат-
кой в течение 12 ч профильным диском при нагрузке 1470 Н (150 кгс).
После испытаний на поверхности образцов, имевших до закалки
параметр шероховатости Rz = 160, было обнаружено большое число
крупных раковин (питтингов). Образцы, обработанные перед за-
калкой с Rz = 20, имели после испытаний лишь незначительное
число мелких раковин, а предварительно шлифованные образцы не
имели после испытаний никаких дефектов поверхности.
Влияние предыдущей обработки наблюдается в случаях короб-
ления лопаток паровых турбин во время их эксплуатации при вы-
соких температурах, вызывающих релаксацию остаточных напря-
жений, возникших при фрезеровании, строгании или ручном
249
Рис. 8.13
Номограмма режимов точении, обеспечивающих
заданную долговечность деталей
шлифовании лопаток и не устраненных заключительной полировкой.
Проявление технологической наследственности может привести
как к улучшению, так и к ухудшению эксплуатационных свойств
деталей машин. Для целесообразного использования явления тех1
нологической наследственности необходимо установить непосред-
ственные связи между эксплуатационными характеристиками дета-
лей (усталостной прочностью, износостойкостью и др.) и режимами
обработки заготовок при основных методах их изготовления.
Во многих случаях такие связи можно выявить с помощью ма-
тематических зависимостей вида: состояние поверхностного слоя —
функция режима резания,
эксплуатационная характе-
ристика — функция состоя-
ния поверхностного слоя
с их последующим совмест-
ным решением и установле-
нием прямой связи (эксплуа-
тационная характеристика —
функция режима резания).
Последнюю зависимость
можно непосредственно ис-
пользовать для расчетов ре-
жимов резания, обеспечива-
ющих достижение заданных конструктором эксплуатационных
характеристик.
Примером подобного решения может служить зависимость уста-
лостной прочности жаропрочной стали ХН35ВТЮ (ЭИ787) от
режимов точения резцами ВК6М, выраженная номограммой
(рис. 8.13) для определения режимов точения, обеспечивающих
достижение заданной долговечности деталей из указанного сплава.
В некоторых случаях установление математических зависимостей
режим обработки — характеристика состояния поверхностного
слоя — эксплуатационные свойства осложняется тем, что изменение
режима обработки может одновременно вызывать улучш1Я!не экс-
плуатационных свойств и их ухудшение (например, при увеличении
глубины шлифования возрастает высота неровностей, что приводит
к увеличению износа и одновременно повышается степень наклепа,
уменьшающая износ). В подобных случаях зависимости эксплуата-
ционных свойств от режимов резания приобретают экстремальный
характер, определяя оптимальные режимы обработки наимень-
шими (для износа) или наивысшими (для усталостной прочности)
значениями эксплуатационных свойств.
В подобных случаях для использования технологической на-
следственности (с целью повышения долговечности деталей или
улучшения других эксплуатационных характеристик путем назна-
чения рациональных видов и режимов обработки заготовок) необ-
ходимо экспериментально устанавливать прямые зависимости между
отдельными эксплуатационными характеристиками и режимами
или видами их обработки.
250
влияние
ТЕХНОЛОГИИ ОБРАБОТКИ НА ЭКСПЛУАТАЦИОННЫЕ СВОЙСТВА
ДЕТАЛЕЙ МАШИН
Износостойкость деталей машин (как показывают материалы раз-
личных исследований) во многих случаях можно повысить путем
простого изменения вида обработки или даже режима резания или
геометрии режущего инструмента. Например, при назначении оп-
тимальной глубины шлифования стали У8, равной 0,025 мм, началь-
Таблица 8.2
Износ плоских чугунных деталей
за 72 ч испытаний при трении
со смазкой
Вид обработки Шероховатость Яд. мкм Относи- тельный износ, %
р = 1,2 МПа р = 2,74 МПа
Строгание Фрезерование Шлифование Накатка шарика- ми 2,1 1.8 1.6 1,0 100 71 55 24 100 62 58 29
Рис. 8.14
Влияние глубины шлифования валив*
из стали 45 с t»3ar = 47 м/мин и продоль-
ной подачей л = 1000 мм/мнн на его износ
(/ и 2) и нанос, сопряженной с ним втулки
из СЧ 21-40 (3)
ный износ детали уменьшается при прочих равных условиях на
17—33 %, при назначении оптимальной глубины шлифования
стали 45, равной 0,015 мм, начальный износ валиков снижается
на 32—60 %, а сопряженных с ними чугунных втулок — на 50—60 %
(рис. 8.14).
Рис. 8.16
Износ атулок из закаленной стали, обработанных шли-
фованием (/), доводкой свободным абразивом (2) и хо-
нингованием (3)
Результаты исследований показывают (табл. 8.2), что износо-
стойкость плоских деталей из чугунй СЧ 21-40 в условиях трения —
скольжения со смазкой при возвратно-поступательном движении
изменяется в зависимости от вида их обработки в три-четыре раза.
Диаграмма износа (рис. 8.15) втулок из закаленной стали 40Х
04ОН7 х 40 мм за 10 ч трения с чугунным валом (СЧ 21-40), вра-
щающимся со скоростью 1 м/с и воздействующим на втулку с дав-
лением 0,32 МПа (3,3 кгс/см2) при смазке веретенным маслом, пока-
зывает, что в некоторых случаях совершенно одинаковые по своей
точности и шероховатости поверхности деталей машин, изготовлен-
251
ные по одному и тому же чертежу, а также принятые и оцененные
техническим контролем как совершенно равноценные, могут иметь
резко различные эксплуатационные качества в зависимости от
технологической наследственности, приобретенной деталями в про-
цессе их изготовления. Диаграмма показывает, что износ втулок,
обработанных шлифованием, с Rz = 0,8 при трении с суперфини-
шированным валом оказывается наименьшим. Износ втулок с той
же шероховатостью, обработанных хонингованием, оказался на 30 %
больше, а обработанных доводкой свободным абразивом — почти
в 3 раза больше, чем после обработки шлифованием.
Рис. 8.16
Зависимость предела выносливости стали
2X13 от режимов фрезерования:
1 — при v = 60 м/мин, s2 = 0,05 мм/зуб; 2 —•
при v = 60 м/мии, s = 0,16 мм/зуб; 3 — при
v = 38 м/мин, s2 = 0,05 мм/зуб; 4 — при v =•
= 19 м/мии, sz — 0,12 мм/зуб
При трении сопряжений деталей, обработанных с Rz = 0,4,
наибольший износ по-прежнему имеют отверстия, доведенные сво-
бодным абразивом, а наиболее износостойкими оказываются хонин-
гованные втулки. Наиболее износостойкими являются хонинго-
ванные отверстия и при их обработке с Rz = 0,2.
Усталостная прочность деталей машин в значительной степени
зависит от видов и режимов обработки деталей. Например, при
фрезеровании нержавеющей стали 2X13 цилиндрическими фрезами
изменение режимов фрезерования приводит к увеличению предела
усталости с 314 до 378 МПа (с 32 до 38 кгс/мм2), т. е. на 18 %
(рис. 8.16). При этом переход от метода попутного (П) фрезерования
к встречному (В) с неизменным режимом фрезерования повышает
предел усталостной прочности на 8—10 %.
Применение различной технологии обработки деталей из нержа-
веющей стали 2X13 изменяет усталостную прочность с 206до 363 МПа
(с 21 до 37 кгс/мм2) (см. рис. 8.4).
Кривые, приведенные на рис. 8.17, а показывают, что при то-
чении высокопрочной стали с помощью изменения геометрии резца,
в частности путем изменения его переднего угла, усталостную проч-
ность можно повысить на 36—63 %.
Увеличение скорости резания при точении высокопрочной стали,
воспринимающей закалку, ведет к повышению усталостной проч-
ности на 12—30 % (рис. 8.17, б).
Увеличение подачи при точении стали 50 в связи с ее упроч-
нением при росте нагрузки повышает усталостную прочность, а при
точении закаленной стали ЗОХГСНА в связи с ее отпуском снижает
усталостную прочность (8.17, в).
Особенно сильно влияют режимы обработки на усталостную и
на длительную прочность титановых сплавов и других труднообра-
батываемых материалов.
252
Приведенные результаты различных экспериментальных иссле-
дований убеждают в возможности установления зависимостей долго-
вечности деталей от видов и режимов их обработки и определения
видов обработки, наиболее благоприятных для повышения долго-
вечности деталей машин.
Однако необходимо подчеркнуть, что нахождение подобных за-
висимостей и особенно их математическая обработка и обобщение
требуют от исследователя тщательного изучения физической сущ-
ности явлений, сопровождающих данный вид обработки, и законо-
Рис. 8.17
Влияние геометрии резца при v = 100 м/мин, в = 0,1 мм/об (а); скорости реза-
ния при у = —50°; s = 0,1 мм/об (б) и подачи (в) на предел выносливости сталей:
J — сталь ЗОХГСНА; 2 — сталь ЗОХГСА; 3 — сталь 50
мерностей изменения при разных условиях выполнения технологи-
ческой операции. На основании такого анализа во всех случаях
следует определять границы, в пределах которых установленные
математические зависимости остаются справедливыми.
Подобные зависимости для режимов резания, при которых из-
меняется сущность явлений, происходящих в металле поверхност-
ного слоя обрабатываемой детали, а следовательно, и его состояние,
могут стать неправильными, и при их использовании могут воз-
никнуть большие ошибки.
Глава 9
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
§ 9.1
КЛАССИФИКАЦИЯ ПРИПУСКОВ НА ОБРАБОТКУ
Чертеж исходной заготовки отличается от чертежа готовой детали
прежде всего тем, что на всех обрабатываемых поверхностях пре-
дусматриваются припуски, соответственно изменяющие размеры,
а иногда и форму зоготовок. Форма отдельных поверхностей исход-
ных заготовок1 определяется с учетом технологии получения заго-
1 Исходной заготовкой называется заготовка перед первой технологической
операцией (ГОСТ 3.1109—82).
253
товок, требующей в ряде случаев определенных уклонов, радиусов
закругления и т. п.
Общим припуском на обработку называется слой материала,
удаляемый с поверхности исходной заготовки в процессе механической
обработки с целью получения готовой детали.
Установление правильных размеров припусков на обработку
является ответственной технико-экономической задачей. Назначе-
ние чрезмерно больших припусков приводит к непроизводительным
потерям материала, превращаемого в стружку; к увеличению тру-
доемкости механической обработки; к повышению расхода режу-
щего инструмента и электрической энергии; к увеличению потреб-
ности в оборудовании и рабочей силе. При этом затрудняется по-
строение операций на настроенных станках, снижается точность
обработки в связи с увеличением упругих отжатий в технологической
системе и усложняется применение приспособлений.
Назначение недостаточно больших припусков не обеспечивает
удаления дефектных слоев материала и достижения требуемой
точности и шероховатости обрабатываемых поверхностей, а также
вызывает повышение требований к точности исходных заготовок и
приводит к их удорожанию, затрудняет разметку и выверку по-
ложения заготовок на станках при обработке по методу пробных
ходов и увеличивает опасность появления брака.
Операционный припуск — это слой материала, удаляемый
с заготовки при выполнении одной технологической операции
(ГОСТ 3.1109—82). Операционный припуск равняется сумме про-
межуточных припусков, т. е. припусков на отдельные переходы,
входящие в данную операцию.
Как показывает схема расположения припусков и допусков
на обработку вала за две операции (точение и шлифование), при-
веденная на рис. 9.1, общий номинальный (расчетный) припуск на
обработку Zn0M, определяемый разностью номинальных размеров ис-
ходной заготовки и готовой детали (после шлифования), т. е.
^иом = ВИСХ' заг ^дет
равняется сумме номинальных (расчетных) припусков на отдельные
операции, т. е.
^ном = ном» (9-2)
i =1
где Zt ном — номинальный (расчетный) припуск на отдельную опе-
рацию; п — общее количество операций обработки детали.
Из схемы видно, что следует различать следующие припуски:
минимальный операционный Z™1" — разность наименьшего пре-
дельного размера до обработки и наибольшего предельного раз-
мера после обработки на данной операции;
максимальный операционный Z™* — разность наибольшего пре-
дельного размера до обработки и наименьшего предельного раз-
мера после обработки на данной операции. Из схемы на рис. 9.1
254
(9.1)
следует, что максимальный припуск на обработку поверхности
определяется формулой
= ^rnin + ТА^ + ТА{> (9,3)
где TAi_i и TAi — допуски для предшествующей и последующей
операции или переходов.
Допуск припуска — это разность между максимальным и мини-
мальным значениями размера припуска.
Рис. 9.1
Схема расположения припусков и допусков
на токарную обработку и шлифование вала
(номинальные диаметры: исходной заготовки
вала — />нсХ. эаг, вала после точения />ток,
после шлифования — ^шл; номинальные
припуски: общий припуск на обработку —
^иом’ 0пеРаЧИ0нные припуски на точение —
и *“ шлифование - г“лм
Номинальный (расчетный) операционный припуск Z/1I0M — раз-
ность номинальных размеров изделия до и после обработки на дан-
ной операции. В соответствии со схемой, приведенной на рис. 9.1,
ном = Z^M + Т/If—I. (9.4)
При определении номинального припуска для первой операции
обработки заготовки, имеющей симметричное расположение поля
допуска, в формулу (9.4) вводится не все поле допуска, а только
его минусовая часть, расположенная от номинала «в тело», т. е.
нижнее отклонение EI. Из формулы (9.4) следует, что номинальный
операционный припуск складывается из наименьшего припуска на
выполнение данной операции Z?11" и допуска на обработку заго-
товки на предшествующей операции ТА^.
При ориентировочных расчетах припусков для механической
обработки можно принять соотношение
2<ЯОМ = (2-4)ТЛ<_1. (9.5)
Формулы (9.4) и (9.5) показывают, что всякое расширение до-
пусков для предыдущих операций неизбежно вызывает увеличение
припуска на обработку для последующих, что обычно ведет к сни-
жению производительности последних операций. И наоборот, при
уменьшении припуска на обработку для данной операции прихо-
дится соответственно повышать точность, а следовательно, и стои-
мость предшествующей обработки.
255
В связи с этим при назначении операционных припусков и до*
пусков должны быть решены следующие технико-экономические
задачи:
операционный припуск должен быть не слишком большим,
чтобы не удорожать данной операции снятием чрезмерно большого
слоя металла, и не слишком малым,
Рис. 9.2
Составляющие елемеиты операционного припуска
чтобы не удорожать предшест-
вующей операции вследствие
повышения ее точности;
операционный допуск дол-
жен быть достаточно широ-
ким, чтобы облегчить вы-
полнение данной операции,
и не слишком широким,
чтобы не вызывать чрезмер-
ного увеличения припуска
для последующей операции
и соответствующего ее удо-
рожания.
Наименьший операцион-
ный припуск складывается
из отдельных элементов, свя-
занных с различными по-
грешностями, т. е.
= +/zhi?zi (9.6)
где Zj — слой металла, который необходимо удалить с заготовки1
для устранения неровностей после предыдущей обработки RZ( t
и дефектного слоя металла h^, возникшего в связи с обезуглеро-
живанием, коррозией, перенаклепом, образованием трещин и т. п.
(рис. 9.2, а);
для тел вращения
w. (9-7)
при односторонней обработке
Zi = + М
Za — слой металла, удаляемый для компенсации погрешности
формы и пространственных отклонений в расположении обрабаты-
ваемых поверхностей относительно базовых поверхностей исходной
заготовки (рис. 9.2, б) (несоосность и непараллельное™ обрабатыва-
емых поверхностей и линий центровых отверстий, неперпендику-
лярность торцовых поверхностей к линии центровых отверстий
и т. д.);
Z3 — слой металла, удаляемый для компенсации погрешности
установки заготовки (рис. 9 2, в); необходимо отметить, что в дан-
1 Под заготовкой здесь понимается не только исходная, но и заготовка, посту-
пающая на данную операцию после предшествующей механической обработки.
256
ном случае погрешность установки рассматривается не с точки
зрения ее влияния на формирование суммарной погрешности раз-
меров, выдерживаемых при обработке [см. формулу (2.41)], а с по-
зиций ее влияния на смещения и повороты обрабатываемых поверх-
ностей при установке и закреплении заготовки; компенсация этих
пространственных смещений и поворотов требует увеличения ми-
нимального припуска на величину Z3.
Составляющая Z3 должна учитываться даже при обработке за-
готовок методом пробных ходов в случае установки единичных
заготовок.
Величины составляющих Z2 и Z3 определяются аналитически
или экспериментально применительно к конкретным условиям уста-
новки обрабатываемых заготовок и характеру погрешностей исход-
ных заготовок.
В связи с тем что эти составляющие выражаются векторами,
так как имеют не только величину, но и направление, они сумми-
руются геометрически, т. е. по правилу квадратного корня [см.
формулу (9.6) ]. При этом в соответствии с правилами приближен-
ных вычислений [10] можно принять:
/Zl + Zl^ 0,96Z2 + 0,4Z3 при Z2>Z3; (9.9)
/Z1 + Z3 0,4Z2 + 0,96Z3 при Z2<Z3; (9.10)
Vzl + Zl Z2 при Z2 > Z3; (9.11)
/Z^ + Z| Z3 при Z2 < Z3. (9.12)
Если погрешности формы и расположения обрабатываемых по-
верхностей исходной заготовки (или заготовки после предшествую-
щей операции ее обработки), в свою очередь, формируются из не-
скольких составляющих (например, если заготовка имеет одновре-
менно и кривизну, и овальность) или погрешность установки на
рассматриваемой операции складывается из нескольких составляю-
щих различной ориентации в пространстве (например, биение об-
рабатываемой поверхности определяется величиной биения шпин-
деля станка и величиной зазора между поверхностями посадочного
отверстия заготовки и оправки), то значения каждой из составляю-
щих Za и Z3 припуска, в свою очередь, определяются геометрическим
суммированием соответствующих элементарных погрешностей, т. е.
z2 = /z2* + z2\ z3 = /z3* + z3’, с использованием формул
(9.9) — (9.12).
При обработке плоскостей, направление векторов погрешностей
которых совпадает, их суммирование производится арифметически
[10], и тогда формула для расчета наименьшего припуска приоб-
ретает вид
Zr’^Zi+Za + Z,. (9.13)
Во всех случаях установленный минимальный припуск не дол-
жен быть меньше минимальной толщины стружки, которую может
257
снять режущий инструмент. Ранее в гл. 2 указывалось, что при
точении с большей скоростью резания остро заточенным резном
возможно снятие слоя металла порядка 0,005 мм, однако после не-
продолжительной работы резца в связи с его притуплением и увели-
чением радиуса округления его режущей кромки эта величина воз-
растает до 0,02—0,05 мм. При других видах обработки она может
быть еще больше (фрезерование) или меньше (абразивная обра-
ботка).
Значения составляющих Rz. , /г<„1э Z2 и приводятся в спра-
вочной литературе. При этом слой металла Z2, компенсирующий
погрешности, связанные с пространственными отклонениями, часто
обозначается через р, слой металла Z3, компенсирующий погреш-
ности установки заготовки, обозначается через е, а толщина де-
фектного слоя h — через Т.
Приведенные формулы для расчета припусков показывают, что
припуск по существу является компенсатором всех погрешностей
предыдущей обработки заготовки и погрешностей, связанных с вы-
полнением данной технологической операции.
Изложенный расчетно-аналитический метод определения при-
пусков и промежуточных размеров применяется при проектировании
исходных заготовок и отдельных операций технологического про-
цесса крупносерийного и массового производства, а также про-
цессов обработки крупных и особенно ответственных деталей се-
рийного и даже единичного производства.
В условиях единичного и серийного производств обычных де-
талей средней точности для определения общих и операционных
припусков часто пользуются нормативными таблицами припусков,
разработанными различными авторами на основе изучения обшир-
ного практического опыта промышленности и рекомендуемыми для
некоторых средних условий производства. Пользование подобными
таблицами ускоряет процесс проектирования и является во многих
случаях допустимым, однако при этом необходим анализ соответ-
ствия конкретных условий проектируемого процесса ^.условиям,
для которых были составлены нормативные таблицы. Во всех слу-
чаях отклонений условий проектируемого процесса от стандартных,
для которых составлены таблицы, необходимо уточнять рекомендуе-
мые припуски соответствующим расчетом. Так, например, при шли-
фовании длинных и тонких планок после их закалки, вызывающей
коробление заготовок, невозможно ограничиваться установлением
припуска на шлифование по табличным данным, а следует дополни-
тельно определить расчетным или экспериментальным путем ожи-
даемую величину Z2, связанную с прогибом заготовок при закалке.
Затем следует убедиться, что установленный по таблицам припуск
на шлифование достаточен для компенсации коробления и при
необходимости соответственно увеличить припуск.
При пользовании нормативными таблицами припусков следует
также учитывать, что они дают значения номинальных, а не мини-
мальных припусков и включают в себя значения допусков пред-
258
шествующих операций [см. формулу (9.4)]. В связи с этим при
изменении точности предшествующей обработки должна измениться
и величина табличного припуска.
§
РАСЧЕТ ПРИПУСКОВ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
Расчет припусков на обработку начинается с определения по фор-
мулам (9.6) и (9.13) минимального припуска Z?ia, удаление кото-
рого с обрабатываемой поверхности технически необходимо для
обеспечения требуемой точности и эксплуатационных качеств
детали.
При этом (в конкретных условиях проектируемой операции)
формулы для расчета минимальных припусков могут несколько ви-
доизменяться. Так, например, при обработке отверстий самонаправ-
ляющимися инструментами (протягивание, развертывание, хонин-
гование, доводка, калибрование) и при бесцентровом шлифовании
в формуле (9.6) составляющая Za = 0 и Z®1® = Zx + Zt; при су-
перфинишировании и полировании валов и отверстий, когда не
ставится задача повышения точности заготовок, а ограничиваются
требованиями уменьшения шероховатости поверхности и устранения
дефектов поверхностного слоя, принимают Za = 0; Z8 = 0 и Zmln«
= Zj = 2 (/?Zj t при чистовом шлифовании деталей после
их предварительной механической или термической обработки
и при отсутствии дефектного слоя, когда ставится задача достиже-
ния минимальной шероховатости, принимается ТА^ = 0 и Zt =
= 2RZiл и т. п.
После определения величины минимального припуска устанав-
ливается размер максимально возможного при неблагоприятных
сочетаниях промежуточных размеров припуска Zmax по формуле (9.3).
Когда значение истинного припуска зависит от нескольких
размеров, его величина Z во многих случаях может рассматри-
ваться в качестве замыкающего звена Ло размерной цепи, т. е.
Z = Ло, составляющими звеньями At которой являются размеры,
влияющие на величину припуска. Тогда в соответствии с форму-
лой (5.2) можно написать
m—1
7\4О = Zmax — Zraln = %TAit
i=i
откуда t
Zmax = Zmin + £ T (9. J 4)
Z = 1
При числе размеров, от которых зависит колебание величины
ррипуска, равном или большем четырех, наибольший припуск
может быть определен в соответствии с формулой (5.18) из выражения
Zmftx = Z"11" -f-1,2 1/ ТА}. (9.15)
259
Расчет припусков может быть также произведен и по предельным
размерам составляющих звеньев по формулам:
n т—1
ZS“" = Е Лт1" - S (9.16)
<=] «+1
м > т~* t
Zomax = £4rx- 2 Amin, (9.17)
i=l «4-1
получаемым из формулы (5.1), когда припуск принимается в ка-
честве замыкающего звена размерной цепи.
Пример 9.1. Определить операционные припуски и размеры при обработке
стального вала 0 45Л8, L = 100 мм с Rz — 3,2 мкм последовательным обтачива-
нием и шлифованием. Исходная заготовка — горячий прокат.
Используя справочные данные, осуществляем расчет по приведенным ниже
этапам.
Исходная заготовка — горячий прокат обычной точности: ES = 0,4 мм; EI =
= —0,7 мм; Rz = 150 мкм; Т = 250 мкм.
Пространственная погрешность Za. Удельная кривизна Дк = 0,12 мкм; общая
кривизна заготовки, обрабатываемой в центрах, рк = Za = Дн 0,5L; Za =
Пространственная погрешность Z8. Величина смещения оси заготовки в ре-
зультате погрешности зацентровки Рц = Z3 = 0,25 Кта + 1, где Т — допуск
в миллиметрах на диаметр базовой поверхности заготовки, использованной при
центровании; Z3 = 0,25 К1,12 + 1 = 0,36 мм. ________ ___________
Суммарное значение пространственной погрешности >/Z.J + Zj = KpJ+ Рц =
= К0,0062 + 0,362 = 0,36 мм.
Заготовка после обточки: погрешность по ЛИ; поле допуске 7=0,16 мм;
Rz = 20 мкм; Л = 30 мкм; биение 0,1 мм = Z3.
Справочные данные по всем операциям сводятся в табл. 9.1, принимаемую
в основу расчета минимальных операционных припусков.
Расчет припусков и операционных размеров производится в направлении от
обработанной поверхности к исходной заготовке.
Шлифование: минимальный припуск. Соответственно формуле ZmIn =
= 2 ~ A*-t) +
= <°»02 + 0,03) + /о + 0,12 = 0,2 мм.
Расчетный (номинальный) припуск. Согласно формуле (9.4) имеем Z™J,n =
= 0,2 + 0,16 = 0,36 мм.
Максимальный припуск согласно формуле (9.3) определяется по формуле
Z™x = 0,2 + 0,039 + 0,16 = 0,399 мм.
Обтачивание. Номинальный (наибольший) операционный размер иа обтачива-
ние определяется согласно рис. 9.1 по формуле
^ток = 0ШЛ + СЛм “ 45 + °.36 = 45>36 мм-
Окончательно DT0K = 45,36_одв мм.
Минимальный припуск на обтачивание
Z™^ = 2 (0,15 + 0,25) + V0.0062 + 0,362 = 1,16 мм.
Номинальный (расчетный) припуск иа обтачивание определяется по формуле
^ом = Ск + £/ИСХ’ заг = Мб + 0,7 = 1,86 мм.
260
Расчетный диаметр заготовки
Dhcx. заг = Dtok + ZX = 45,36 -I- 1,86 = 47,22 мм.
По сортаменту горячего проката (ГОСТ 2590—57) принимается диаметр прутка
^исх. заг = 48JJ мм.
При этом фактические размеры припусков на обтачивание составляют:
расчетный припуск согласно формуле (9.1) и рис. 9.1
Zhom = 48 — 45,26 = 2,64 мм;
Таблица 9.1
Исходные данные для расчета
Операция Предельные отклонения выдерживае- мого разме- ра, мм Достигаемая шерохова- тость 9 мкм Дефектный слой Лр мкм z, Z»
Горячий прокат (исход- +0,4; —0,7 150 250 0,006 0,36
ная заготовка) Обтачивание 0; —0,16 20 30 0,1
Шлифование 0; —0,039 3,2 5,0 — —
максимальный припуск согласно рис. 9.1
Z™* = ^ом = £5"СХ’ ЗВГ ‘И Лок = 2,64 + 0,16 + 0,4 = 3,20 мм.
Пример 9.2. Рассчитать линейные операционные размеры и припуски на
обработку торцов М, N, Р стальной штампованной втулки (рис. 9.3, а), последова-
тельность обработки которой показана на операционных эскизах рис. 9.3, б—г.
Решение. Расчет проводится в направлении от обработанной поверхности
к исходной заготовке и начинается с определения минимальных припусков по фор-
муле (9.6), используя значения Rzj_v й<_1. А и Z8, рекомендуемые в справочной
литературе.
Данные расчеты объединяются в табл. 9.2.
Таблица 9.2
Расчет минимальных припусков на обработку торцовых поверхностей
z""" “
Обрабаты- ваемая поверхность Выдержи- ваемый размер Обозна- чение припуска MM Й/-1. MM Zt, MM MM ^min MM
N ZA, 0,02 0,02 0,03 0,02 0,08
^промеж Ла ZB, 0,16 0,20 0,50 0,02 —
Р А ZB. 0,16 0,20 0,50 0,02 0,86
М А zr, 0,16 0,20 0,50 0,02 —
Определение операционных размеров осуществляется последовательным рас-
четом размерных цепей А, Б, В, Г (рис. 9.4), замыкающими звеньями которых
являются минимальные припуски Zj*n, Zg*n, Z^*n, Zj?tln,
261
Номинальный размер Аа = Би выдерживаемый при подрезке торца под шли-
фование (рис. 9.4) с допуском по АП, равным ТА2 = 0,16 мм, определяется из раз-
мерной цепи А (рис. 9.4):
Л, = л, + + тл2 = 45 + 0,08 + о, 16 = 45,24 мм.
Окончательно Л2 = = 45,24_011в мм.
Рис. 9.9
Последовательность операций обработан
втулки
Рис. 9.4
Размерные цепи, формирующиеся при об-
работке торцов втулки
Наибольший припуск на шлифование торца N (рис. 9.4)
zA,8X = za!" + ТА1 + ТА2 = °-08 + °»16 + °’039 = °’279 » 0,28 мм-
Номинальный размер В2 = 1\, выдерживаемый при подрезке торца М (см.
рис. 9.3, в), вычисляется из размерной цепи В (рис. 9.4):
zEn = в2 - Bi - £/в,; в2 = + zSjn+
Так как отклонения длины Г2 штамповки составляют: ESr = +1,2 мм, £/г< =
= —0,6 мм, принимаем £/в = 0,5; £/г = —0,3 мм.
Тогда В2 = 90 4- 0,864-* 0,3 = 91,16*мм.
Принимая допуск на обработку торца М по размеру соответственно АН,
окончательно имеем
В2 2“ £j — 91,16_о,яэ мм.
262
Номинальный размер Га длины заготовки определяется из размерной цепи Г
по формуле
Г2 = Г] + Z™ln 4- 0,5Е/Ге =91,16 + 0,86 + 0,3 = 92,32 мм.
Окончательно Га = 92,3±£’,§ мм.
Номинальный размер К ширины фланца после штамповки определяется из раз-
мерной цепи
К = + z£n + Е/Б1 + Z™in + 0,5£/r< =
= 45,24 + 0,16 + 0,25 = 0,16 + 0,25 = 46,06 мм.
Окончательно К = 46,1±J;J мм.
На основании данных чертежа и расчета устанавливаются нижеследующие
операционные размеры на втулку (рис. 9.3, 9.4):
Д, = 45_0(0з9 (чертежный размер);
А2 = Bj = 45,24_01в (после подрезки торца под его шлифование))
= 90_q>35 (чертежиый размер);
fj = 91,16_0 22 (после подрезки первого торца).
Линейные размеры штамповки:
Г2=92,зД;|; *=46,гЩ.
В примерах 9.1 и 9.2 при расчетах операционных размеров
припуск рассматривался в качестве замыкающего звена соответ-
Рис. 9.5
Линейные операционные размеры,
определяющие глубину паза
ствующей размерной цепи. На практике возможны случаи расче-
тов операционных размеров, в которых припуск включается в раз-
мерную цепь в качестве составляющего звена. Примером может
служить расчет глубины A t шпоночного паза, выдерживаемой при
фрезеровании паза после обточки валика на диаметр Di (рис. 9.5).
Пример 9.2. Расчет глубины шпоночного паза, определяемой размером Af,
выдерживаемым при его фрезеровании. После фрезерования паза производится
шлифование валика на диаметр Da (что устраняет забоины его поверхности,
возможные при фрезеровании), при котором должен одновременно обеспечи-
ваться требуемый чертежом размер Д8, определяющий окончательную глубину
шпоночного паза на обработанном валике.
263
Из поставленной задачи обеспечения точности чертежного размера Л3 следует,
что он является исходным (замыкающим) звеном размерной цепи А и определяется
выражениями:
Ло = А3 = Ai — Ай = Ai---; Лх = Ая 4* ;
ymin углах
jjmax_ лшах . лт|п _ amln с
л3 Л1 §— * -^3 ^1-------2— ’
где Z= Dt — D2 является припуском на шлифование валика.
Рассчитываемый размер Лх глубины шпоночного паза после обтачивания опре-
деляется выражениями:
?min углах
^max = /1max + £. лпНп = дпНп .
Для случая, когда £>х = 70,6-0iie мм; D2 = 70-OfO74 мм, Ля = 62-од припуск
на шлифование определяется как з’амыкающее звено’размерной цепи:
zniax m Dmax _ pmin = 706 _ (70 _ 0074) = 0>674 MM. e 0 j337 ш;
2mln = ptnln _ Dmax = 706 _ 0| 19 _ 70 = 0>4I MM;
-^- = 0,205 mm; Z = O,6+2;%4 mm;
= 62 + = 62,3 mm; Л™ах = 62 + 0,205 = 62,205 мм;
A}”1" = 62 — 0,3 + 0,337 = 62,037 мм.
Окончательно имеем Лх = 62,32о'2бз мм.
В большом числе случаев расчетов припусков операционных
размеров величина припуска ограничивается его минимальным зна*
чением Zmln, определяемым суммой погрешностей, связанных с пред-
шествующей и рассчитываемой операциями, влияние которых необ-
ходимо устранить при обработке удалением некоторого слоя ме-
талла 1см. формулу (9.10)1.
Величина максимального припуска при этом жестко Tfe- ограни-
чивается и формируется в зависимости от допусков на предшест-
вующую и проектируемую операции.
Однако в некоторых случаях расчетов величина наибольшего
припуска на обработку должна быть также строго ограничена.
Так, например, для сохранения твердого закаленного слоя после
закалки токами высокой частоты или после цементации необходимо,
чтобы максимальный припуск на шлифование был меньше глубины
закаленного слоя. В некоторых случаях максимальный припуск на
шлифование ограничивается из соображений снижения его трудо-
емкости и т. п.
При этом порядок расчета операционных размеров принципи-
ально не отличается от рассмотренного в приведенных выше при-
мерах, когда замыкающим звеном является припуск с установ-
ленными на него допусками.
264
Глава 10
ПРОИЗВОДИТЕЛЬНОСТЬ И ЭКОНОМИЧНОСТЬ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
$ 10.1
ПРОИЗВОДИТЕЛЬНОСТЬ И СЕБЕСТОИМОСТЬ ОБРАБОТКИ
Производительность и себестоимость обработки заготовок в зна-
чительной степени зависят от предъявляемых требований точности
и шероховатости поверхности изготовляемых деталей. Как пока-
зывают графики, приведенные на рис. 10.1, уменьшение допусков
на обработку и высоты неровностей обработанных поверхностей
повышает трудоемкость и себестоимость обработки приблизительно
по закону гиперболы. Это объясняется тем, что возрастает основ-
ное время в связи с появлением дополнительных ходов и снижением
режимов резания; увеличивается вспомогательное время, связанное
с контрольными операциями, установкой, выверкой положения
заготовки на станке, установкой режущего инструмента на размер
(при работе по методу пробных ходов); применяются более сложные
и точные, а следовательно, и более дорогие станки; возрастают
затраты на режущий инструмент и в ряде случаев применяются
более дорогие способы обработки.
Диаграммы (рис. 10.2) показывают, что при повышении точ-
ности обработки стальных валиков диаметром 10—18 мм на токарно-
револьверных станках с П-го до 7-го квалнтетов фактически сум-
марные затраты времени на обработку, установку резца на размер
и на измерение заготовок возрастают в три раза. При этом особенно
резко увеличиваются затраты времени на контроль заготовки.
Так, например, если при повышении точности обработки с 10-го до
7-го квалитетов машинное время и время установки резца на раз-
мер увеличиваются почти в два раза, то время на контрольные
измерения заготовок возрастает в семь раз. Кроме того, в процессе
точной обработки появляется брак, затраты на который состав-
ляют 2 % общей стоимости обработки заготовок при обработке
по 8-му и 17 % стоимости при обработке по 7-му квалитету. При
дальнейшем повышении точности обработки до 6-го квалнтета за-
траты на брак достигают 32 % стоимости обработки заготовок.
Заданная чертежом точность обработки и требуемая шерохо-
ватость поверхности могут быть достигнуты при использовании раз-
личных видов обработки, разных станков, инструментов и приспо-
соблений. Так, например, отверстие 9-го квалнтета точности с =
— 6,3 мкм может быть получено в стальной заготовке путем обыч-
ного растачивания быстрорежущими и твердосплавными резцами,
развертывания, протягивания и прошивания, алмазного раста-
чивания, шлифования, хонингования и раскатывания роликами
и шариками.
К основным и наиболее объективным критериям целесообразно-
сти выбора наиболее подходящего для данных конкретных условий
265
I
30г Шлифование графитовым кругом
28
26
24
В 22
^20
i18
Z16
h
Iй
• 10
В 0
ь
3 4
2
Шлифование графитовым кругом
'Шлифование стопкой правкой
। Шлифобание графитовым кругом
' Шлифование с тонкой правкой
Шлифование овычное
„ Точение скоростное
Точение широким резцом
Точение скоростное
Точение широкими резцами
Точение резцами Колесова
Точение скоростное
Точение широкими резцами
~~ Точение резцами Колесова
/________ 22, Точение
~~ fрезцами
,_________I Колесова
О 0,81,6 3,2 5 6,3 10 15 20 мкм
Допуск на обработку, мкм
Рис 10 1
„ _____„ и трплтлпятпсти лоаепхности: а <* ВЙЛ £Г 60X200 мм из закаленной стали;
Зависимость трудоемкости и себестоимости заготоаок от точности и шероховатости поверхности, и ю
0- вал а 80X300 мм из сырой стали Т8 (0-0 - штучно-калькуляционное время; Х-Х - технологическая себестоимость)
варианта обработки относятся его производительность и экономич-
ность. Даже при обработке заготовок определенным способом необ-
ходимо установить экономичность применения того или другого
типоразмера станка или технологической оснастки. На рис. 10.3
показано изменение трудоемкости тонкого растачивания отверстий
Рис. 10.2
Зависимость трудоем-
кости обработки от тре-
буемой точности: а —
суммарные затраты вре-
мени - Гобщ; в - от-
дельные влемеиты затрат
времени — Гмаш — ма-
шинное (основное)
время, Туст> — время
на установку резин,
7"нзм — "Ремя на изме-
рение
диаметром 0 40X80 мм по 7-му квалитету с Rz = 6,3 мкм и Rt =
= 10,0 мкм в стальных заготовках, выполняемого на станках раз-
личных типов при наивыгоднейших режимах резания резцами
с пластинками Т15К6. Из диаграмм видно, что наиболее высокая
производительность операции тонкого растачивания достигается
при обработке на специальном алмазно-расточном станке. Выпол-
нение тех же операций на горизонтально-фрезерном станке увели-
287
чивает трудоемкость на 40—50 %, а на токарных станках на
65—80 %.
Экономичность механической обработки зависит не только от
требуемой точности, применяемых методов обработки и станков.
Она изменяется также в зависимости от применяемых режимов
резания.
На рис. 10.4 показано, что с увеличением скорости резания
трудоемкость и себестоимость обработки сначала снижаются, а за-
тем, перейдя через некоторые
минимальные значения и V?,
возрастают (в связи с увеличением
износа режущего инструмента и
затрат времени на его замену).
При этом важно отметить, что
Рис. 10.3
Трудоемкость тонкого растачивания отвер-
стий на различных станках:
1 — специальный алмазно-расточной; 2 —
токарный; 3 — горизонтально-фрезерный
Рис. 10.4
Зависимость трудоемкости и себестоимости
обработки от скорости реэвния
оптимальные скорости резания, соответствующие минимальным за-
тратам времени TmIn и минимальной себестоимости не сов-
падают. Скорость резания, оптимальная по себестоимости; всегда
меньше оптимальной скорости по производительности. Чем дешевле
режущий инструмент и меньше доля затрат на него в общей себе-
стоимости обработки, тем выше оптимальная скорость резания по
себестоимости обработки и тем ближе она подходит к оптимальной
скорости резания по производительности.
Выбор скорости резания по наибольшей производительности или
по наименьшим затратам осуществляется для каждого конкретного
случая с учетом сложившейся обстановки (степень срочности за-
дания, степень загрузки данного станка, возможности инструмен-
тального цеха по восполнению повышенного расхода инструмента
и т. п.). В любом случае скорость резания не должна выходить за
пределы оптимальных скоростей по производительности и себесто-
имости.
268
Сопоставление эффективности технологических вариантов по
критериям производительности и себестоимости может привести
в отдельных случаях к различным выводам. Так, например, при со-
поставлении растачивания отверстия диаметром 30X40 мм по 7-му
квалитету с шероховатостью Rz = 6,3 мкм в стальных заготовках
быстрорежущим резцом Р18 на токарном станке 1К62 и протяги-
вания в серийном производстве получены приведенные ниже данные.
Технологическая себестоимость, руб.:
при протягивании . 0,11
при растачивании............................. 0,11
Трудоемкость (штучно-калькуляциоиное время, мин):
при протягивании . 1,06
при растачивании 3,63
Приведенный пример показывает, что при сопоставлении эффек-
тивности технологических процессов не следует ограничиваться
определением только себестоимости
подсчитать как себестоимость,
так и трудоемкость обработки.
В ответственных случаях опре-
деления экономической эффектив-
ности технологических процессов
необходимо вести расчет по двум
ее основным критериям: произ-
водительности (или трудоемко-
сти), выражаемой штучно-кальку-
ляционным временем, и себе-
стоимости, представленной в виде
технологической себестоимости.
Когда по сравниваемым вариантам
технологических процессов за-
траты на режущий инструмент
различаются незначительно, можно
ограничиться сопоставлением эф-
фективности процессов только по
одному из указанных критериев
экономичности. Если один из
сравниваемых вариантов связан
с применением дорогостоящего
оборудования или специальной
технологической оснастки, анализ
экономичности процессов следует
дополнить расчетом приведен-
обработки, а иногда требуется
Количество заготовок 6 партии, шт.
Рис. 10.5
Зависимость составляющих затрат себе-
стоимости от вида оборудования и количе-
ства выпускаемой продукции:
1 — затраты на заработную плату; 2 —•
затраты на амортизацию; 3 — затраты на
освоение станка; 4 — затраты на мате-
риалы
ных затрат.
Экономическая эффективность технологических процессов в боль-
шой степени зависит от масштабов годового выпуска изделий и
размеров партии заготовок, запускаемых в производство. Известно,
что приобретение высокопроизводительных, но дорогостоящих мно-
гошпиндельных автоматов и полуавтоматов окупается только при
достаточно больших количествах выпускаемых изделий. С другой
269
стороны, структура и общая сумма затрат по эксплуатации станков
различного типа существенно различаются.
На рис. 10.5 приведена зависимость составляющих затрат себе-
стоимости от вида оборудования, а также от количества выпуска-
емой продукции. Из рисунка видно, что при использовании простых
и дешевых токарных и револьверных станков основная часть себе-
стоимости обработки приходится на долю заработной платы, дости-
гающей 80—90 %. При переходе к высокопроизводительным авто-
матам доля заработной платы в общей себестоимости снижается
до 55 % для одношпиндельного и до 20 % для шестишпиндельного
автомата. Соответственно возрастает доля затрат на амортизацию
(до 35 %) и освоение (до 20 %) станка. Повышенные эксплуата-
ционные расходы окупаются за счет высокой производительности
станка при достаточно большом выпуске.
Рис. ю.в
Изменение себестоимости
изготовления ступенчетых
втулок иа различном обору-
довании:
/ — токарный станок; 2 —
револьверный станок; 3 —
одношпиндельный токарный
автомат; 4 — четырехшпнн-
дельный токарный автомат;
5 — шестншпнндельныА то-
карный автомат
На рис. 10.6 приведены кривые изменения себестоимости обра-
ботки стальных ступенчатых заготовок средней сложности, тре-
бующих применения сверлильного и расточного инструмента, раз-
верток, фасонных и отрезных резцов в зависимости от размеров
партии обрабатываемых заготовок. При расчете себестоимости при-
нималось, что один рабочий обслуживает один токарный или ре-
вольверный станок или два одинаковых автомата. Все затраты на
режущий инструмент, электроэнергию, охлаждающие и смазываю-
щие средства, амортизацию станка и приспособлений, заработную
плату основных и вспомогательных рабочих и на материал отно-
сились к единице продукции.
Кривые изменения себестоимости (рис. 10.6) имеют вид гипербол
и при увеличении количества обрабатываемых заготовок асимпто-
тически приближаются к прямым, характеризующим наименьшую
себестоимость обработки заготовок на данном станке,, не зависящую
от размеров партии заготовок. Это означает, что для каждого станка
существует определенная величина партии заготовок данной слож-
ности и размеров, начиная с которой достигается наиболее эконо-
мичная работа станка. Пересечение кривых себестоимости (точки
2', 3', 4') определяет пределы экономичного использования станков
270
разных типов. Из рисунка следует, что при обработке малых партий
(зона левее точки Г) наиболее экономичным является применение
токарного станка. С увеличением партии заготовок наиболее эконо-
мичной оказывается обработка соответственно на револьверном,
одно-, четырех- и шестишпиндельном токарных автоматах.
Большое влияние видов и режимов обработки, применяемых
станков и технологической оснастки на экономичность изготовления
заготовок, а также зависимость экономичности технологических
процессов от размеров партий обрабатываемых заготовок делают
актуальной проблему оценки экономичности эффективности тех-
нологических процессов. Правильное и своевременное определение
экономической эффективности создания и применения новой тех-
ники и технологии производства в значительной степени определяет
направление и темпы дальнейшего технического прогресса машино-
строения.
На современном этапе развития технологии машиностроения
как науки учение об экономичности технологических процессов ста-
новится ее неотъемлемой составной частью, равнозначной таким
ее разделам, как учение о точности и производительности.
§ 10t2
ОСНОВЫ ТЕХНИЧЕСКОГО НОРМИРОВАНИЯ
Техническое нормирование в широком смысле этого понятия пред-
ставляет собой установление технически обоснованных норм расхода
производственных ресурсов (ГОСТ 3.1109—82). При этом под про-
изводственными ресурсами понимаются энергия, сырье, материалы,
инструмент, рабочее время и т. д.
В современных условиях механосборочного производства эко-
номия производственных ресурсов (в силу ряда причин экономиче-
ского, демографического и социального характера) приобретает
чрезвычайно важное значение. Особенно важной задачей, решаемой
при проектировании технологических процессов, является задача
технического нормирования рабочего времени, т. е. нормирования
труда.
ЗАДАЧИ И МЕТОДЫ НОРМИРОВАНИЯ ТРУДА
Основной принцип социализма — от каждого по его способностям
и каждому по его труду — требует установления конкретных и
точных норм труда.
Определение меры труда и соответствующего вознаграждения и
является одной из основных задач нормирования. Нормирование
труда осуществляется методами технического нормирования и
опытно-статического нормирования.
Техническое нормирование труда — это совокупность методов и
приемов по выявлению резервов рабочего времени и установлению
необходимой меры труда. Задачами технического нормирования
являются выявление резервов рабочего времени и улучшение орга-
271
низаинн труда на предприятии, установление правильной меры
труда (т. е. определение нормы времени) и в конечном счете — по*
вышенне производительности труда н увеличение объема произ-
водства.
Прн техническом нормировании труда (т. е. прн аналитическом
методе определения нормы времени) технологическая операция
разлагается на элементы машинные, машинно-ручные и ручные,
на переходы, ходй, приемы и движения. При этом каждый элемент
подвергается анализу как в отдельности, так и в сочетании со смеж-
ными элементами. Перед расчетом нормы времени производится
анализ структуры нормируемой операцнн с целью ее улучшения
путем: исключения из ее состава всех лишних приемов н движений,
без которых работа может быть успешно выполнена; сокращения
пути всех движений рук, ног и корпуса рабочего; аамены утоми-
тельных приемов работы более легкими; обеспечения выполнения
ручных приемов работы во время автоматической подачи; осво-
бождения рабочего от выполнения подсобных работ по подноске
материалов, инструмента, заготовок н по заточке инструмента;
применения многоместных приспособлений; прогрессивных режимов
резания; использования опыта передовиков по сокращению затрат
вспомогательного времени.
Нормы времени, определенные аналитическим методом, назы-
ваются технически обоснованными нормами или просто техническими
нормами.
Технически обоснованная норма времени — ото время, необхо-
димое для выполнения единицы работы, установленное расчетом
исходя из рационального использования в данных условиях производ-
ства труда рабочего (живого труда) и орудий труда (овеществлен-
ного труда) с учетом передового производственного опыта.
Технически обоснованная норма устанавливается с учетом на-
личия рационального технологического процесса, правильной для
данных производственных условий организации труда и выполнения
работы рабочим соответствующей квалификации, производитель-
ность труда которого выше средней производительности труда ра-
бочих на аналогичной работе. Прн этом под правильной организа-
цией труда подразумеваются: экономически целесообразное^ данных
условиях отделение основной работы от подготовительной и вспо-
могательной; рациональная организация рабочих мест н нх система-
тическое обслуживание исходя из данных производственных усло-
вий; рациональное выполнение трудовых действий рабочего; нор-
мальные саннтарно-гнгненнческие условия работы (освещение, ото-
пление, вентиляция) и техника безопасности.
Назначение технической нормы времени не ограничивается
определением оплаты за труд и его производительности. Техни-
ческие нормы служат основой для определения требуемого коли-
чества н загрузки оборудования, производственной мощности участ-
ков и цехов, расчета основных показателей по труду н заработной
плате, а также являются основой оперативного (календарного)
планирования.
272
Технически обоснованные нормы могут быть освоены всеми
рабочими данной специальности н квалификации, овладевшими
трудовыми приемами, технологией и режимами работы, положен-
ными в основу расчета этих норм. С развитием техники, технологии
и организации производства, с ростом энерговооруженности ра-
бочего и повышением его культурного уровня нормы времени должны
корректироваться в сторону их снижения с учетом растущей произ-
водительности труда.
Опытно-статистический метод нормирования, применяемый в ус-
ловиях единичного и мелкосерийного производств, в отличие от
технического нормирования не предполагает аналитического рас-
чета трудоемкости отдельных элементов выполняемой работы и их
суммирования. Норма времени устанавливается иа всю операцию
в целом путем сравнения с нормами и фактической трудоемкостью
выполнения в прошлом аналогичной работы. Статистические дан-
ные о фактической трудоемкости аналогичных операций в прошлом
и личный опыт нормировщиков и мастеров являются основой этого
метода нормирования.
Вследствие того что фактическая затрата времени и фактическая
выработка в прошлом отражают существовавшие в то время недо-
статки в технологии и организации труда и производства, опытно-
статистические нормы узаконивают их иа будущее. Эти нормы не
имеют под собой технической и расчетной базы и, как правило,
являются заниженными и не отвечают задачам вскрытия резервов
производства и повышения производительности труда. В связи
с этим одной из важнейших и неотложных задач машиностроитель-
ного производства является повсеместный переход от опытно-ста-
тистического нормирования к техническому.
В отличие от опытно-статистических норм технические нормы:
I) предусматривают использование передового производственного
опыта, возможно более полное использование имеющихся средств
производства и рабочего времени, так как они установлены исходя
из рационально построенных технологических п трудовых процессов;
они определяют производительность труда выше среднего достигну-
того уровня н являются поэтому прогрессивными, подтягивающими
отстающих рабочих к передовым; 2) при аналитическом методе
нормирования и при использовании нормативов нормы однородны
по жесткости, что исключает появление неоправданно высокой
или чрезмерно низкой оплаты труда, в обоих случаях приводящей
к дезорганизации производства; 3) введение объективных и техни-
чески обоснованных расчетных норм устраняет конфликты и споры
о правильности норм, имеющие место при опытно-статистическом
нормировании.
В условиях единичного и мелкосерийного производств эконо-
мически нецелесообразно расчленять операции на дифференциро-
ванные элементы для определения норм времени. В этом случае
определение норм времени производится по укрупненным нормати-
вам (иа технологические переходы) или по типовым нормам, состав-
ленным аналитическим методом для типовых технологических
273
процессов. Методы укрупненного нормирования, базирующиеся на
нормативы и типовые нормы, составленные аналитическим методом,
тоже являются методами технического нормирования.
КЛАССИФИКАЦИЯ ЗАТРАТ РАБОЧЕГО ВРЕМЕНИ
Затраты рабочего времени в течение рабочего дня (за исключением
обеденного перерыва) подразделяются на нормируемые и ненорми-
руемые затраты.
К нормируемым затратам относятся затраты, необходимые для
выполнения заданной работы и потому подлежащие включению
в состав нормы времени.
К ненормируемым затратам рабочего времени, которые не вклю-
чаются в состав нормы, относятся потери рабочего времени (потери
времени вследствие выполнения рабочим случайной и непроизво-
дительной работы, такой как хождение за мастером, наладчиком,
документацией, инструментами, транспортными средствами, мате-
риалами и т. п.; перерывы в работе по организационным и техни-
ческим причинам, связанные с простоями в ожидании работы, крана,
подсобного рабочего, чертежа, инструмента, с простоями из-за
отсутствия электроэнергии и т. п.; потери по вине рабочего в связи
с опозданиями и преждевременным уходом с рабочего места, посто-
ронними разговорами и т. п.).
Нормируемые затраты рабочего времени делятся на подгото-
вительно-заключительное время, оперативное время, время обслу-
живания рабочего места и время перерывов на отдых и личные
потребности рабочего.
Норма подготовительно-заключительного времени Тп-з — это
норма времени на подготовку рабочих и средств производства к вы-
полнению технологической операции и приведение их в первоначальное
состояние после ее окончания.
Норма подготовительно-заключительного времени включает в себя
затраты времени на подготовку к заданной работе и выволнение
действий, связанных с ее окончанием; оно предусматривает затраты
времени на: а) получение материалов, инструментов, приспособле-
ний, технологической документации и наряда на работу; б) озна-
комление с работой, технологической документацией, чертежом,
получение необходимого инструктажа; в) установку инструментов,
приспособлений, наладку оборудования на соответствующий режим
работы; г) снятие приспособлений и инструмента; д) сдачу готовой
продукции, остатков материала, приспособлений, инструмента, тех-
нологической документации и наряда.
Подготовительно-заключительное время затрачивается один раз
на всю партию обрабатываемых изделий, изготовляемых без пере-
рыва по данному рабочему наряду, и не зависит от числа изделий
в этой партии. При нормировании величина подготовительно-за-
ключительного времени определяется по нормативам с учетом типо-
размера станка, приспособления, конструкции и массы обрабаты-
ваемой заготовки и т. п.
274
Норма оперативного времени Т0П —
это норма времени на выполнение техно-
логической операции, состоящая из суммы
норм основного времени — То и непере-
крываемого им вспомогательного вре-
мени — Тв, т. е.
Т„=Т<, + Т„ (10.1)
Затраты оперативного времени на вы-
полнение технологической операции повто-
ряются с каждой единицей изделия или
через строго определенное их число.
Норма основного времени То — это
норма времени на достижение непосред-
ственной цели данной технологической
операции или перехода по качественному
и (или) количественному изменению пред-
мета труда.
Основное (технологическое) время То
представляет собой время, в течение ко-
торого осуществляется изменение разме-
ров и формы заготовки, внешнего вида
и шероховатости поверхности, состояния
поверхностного слоя или взаимного рас-
положения отдельных частей сборочной
единицы и их крепления и т. п. Основ-
ное время может быть машинным, ма-
шинно-ручным, ручным и аппаратурным.
При всех станочных работах основное
время определяется отношением величины
пути, пройденного обрабатывающим ин-
струментом, к его минутной подаче. Для
токарных, сверлильных, резьбонарезных
работ, для эенкерования, развертывания
и фрезерования основное (машинное) время
определяется в соответствии с рис. 10.7
по формулам:
Тп = Ты = Л п 9\
SMHH
L = / + fi + /2,
где Тм — машинное время,
длина пути инструмента, мм;
обрабатываемой поверхности,
величина врезания инструмента, мм;
1г — величина перебега (схода) инстру-
мента, мм; i — число ходов; sM1IH —
подача, мм/мин (минутная подача); п —
частота вращения шпинделя или фрезы,
(10.3)
мин; L —
I — длина
мм; L —
Длина перемещении режущего
инструмента: а — прн точении;
в, в — прн фрезеровании; г —
при сверлении; д — прн развер-
тывании
275
об/мин; s — подача на один оборот шпинделя или фрезы, мм/об;
t — глубина резания на сторону, мм; Z — припуск на сторону, мм.
При обработке по методу пробных ходов и промеров длина пути
инструмента L увеличивается с учетом дополнительной длины на
взятие пробных стружек.
При расчете основного времени по формулам (10.2) и (10.3)
элементы режимов резания и, п, s, t определяются по соответству-
ющим формулам теории резания или таблицам нормативов, при-
веденным в справочной технической литературе [4, 13, 14] и руко-
водствах по техническому нормированию [7, 8, 9, 11 ].
Последовательность расчета элементов режимов резания также
установлена этими руководящими материалами.
Норма вспомогательного времени Тв представляет собой норму
времени на осуществление действий, создающих возможность вы-
полнения основной работы, являющейся целью технологической опе-
рации или перевода, и повторяющихся с каждым изделием или через
определенное их число (установка и снятие изделия, пуск и выклю-
чение станка, подвод и отвод инструмента, перемещение стола или
суппорта, промеры изделия, смена инструмента или его переуста-
новка, если это производится на каждое изделие или через опре-
деленное число изделий).
Вспомогательное время по преимуществу бывает ручным, но оно
может быть и механизированным (установка и снятие изделия кра-
ном), и машинным (автоматический и обычно ускоренный холостой
обратный ход суппорта или стола станка).
Вспомогательное время определяется суммированием его состав-
ляющих элементов, приведенных в таблицах нормативов по техни-
ческому нормированию [8, 9]. При этом в его состав включаются
затраты времени на установку и снятие заготовки; время, связан-
ное с переходом; время на перемещение частей станка (суппорта,
каретки); время на изменение режима работы станка и на смену ин-
струмента и время на контрольные измерения.
Время на установку и снятие заготовки дается в нормативных
таблицах на весь комплекс «установить и снять заготовку»'в зави-
симости от ее веса, типа приспособления, способа базирования и
закрепления и т. п.
Время, связанное с переходом, включает в себя время на подвод
инструмента к заготовке, включение и выключение подачи, отвод
инструмента в исходное положение. При этом время на перемеще-
ние суппорта в комплекс времени, связанного с переходом, не вклю-
чено и определяется в зависимости от длины перемещения отдель-
ным слагаемым вспомогательного времени. Также не включено
в комплекс времени на переход и время, затрачиваемое на изменение
режима работы станка и смену инструмента, которое учитывается
отдельным слагаемым вспомогательного времени.
Время на контрольные измерения устанавливается на процесс
измерения, производимый после выполнения станочником перехода
или операции, и включается в норму только в тех случаях, когда
оно не может быть перекрыто машинным временем. Периодичность
276
контрольных измерений зависит от стабильности получаемых при
обработке размеров, допуска и размеров обработки, конструкции
режущего инструмента и способа выполнения обработки. В норма-
тивных таблицах приводятся соответствующие рекомендации.
Время обслуживания рабочего места Тобс представляет собой
часть штучного времени, затрачиваемую исполнителем на поддер-
жание средств технологического оснащения в работоспособном со-
стоянии и уход за ним и рабочим местом.
В условиях массового производства, машинных и автоматизи-
рованных операций время обслуживания рабочего места подраз-
деляется на время технического и время организационного обслу-
живания.
Время технического обслуживания — это время, затрачи-
ваемое на уход за рабочим местом (оборудованием) в течение данной
конкретной работы (смена затупившихся инструментов, регулировка
инструментов и подналадка оборудования в процессе работы, сме-
тание стружки и т. п.). Время технического обслуживания опре-
деляется в процентах к основному времени.
Время организационного обслуживания Торг— это гремя, за-
трачиваемое на уход за рабочим местом в течение рабочей смены
(время на раскладку и уборку инструмента в начале и конце смены,
время на осмотр и опробование оборудования, время на его смазку
и чистку и т. п.). Время организационного обслуживания опреде-
ляется в процентах к оперативному времени.
Время на личные потребности Т0ТЛ — это часть штучного
времени, затрачиваемая человеком на личные потребности и (при
утомительных работах) на дополнительный отдых; оно предусма-
тривается для всех видов работ (кроме непрерывных) и определяется
в процентах к оперативному времени. Обычно это время не пре-
восходит 2 % от продолжительности рабочей смены. На работах
физически тяжелых, особенно утомительных, отличающихся боль-
шим грузооборотом или производимых ускоренным темпом, кроме
того, предусматривается дополнительное время на перерывы для
отдыха.
СТРУКТУРА НОРМЫ ВРЕМЕНИ
Норма времени — это регламентированное время выполнения не-
которого объема работ в определенных производственных условиях
одним или несколькими исполнителями соответствующей квалифи-
кации (ГОСТ 3.1109—82). В машиностроении норма времени обычно
устанавливается на технологическую операцию.
Технически обоснованная норма времени Тш.к состоит из нормы
подготовительно-заключительного времени на партию обрабатывае-
мых изделий Та.3 и нормы штучного времени Тш, т. е.
Тш.к = тш + Та.э/п, (10.4)
где Тш-к — норма штучно-калькуляционного времени (норма вре-
мени); Тп-з — норма подготовительно-заключительного времени на
277
партию обрабатываемых заготовок; п — количество заготовок в об-
рабатываемой партии.
Норма штучного времени — это норма времени на выполнение
объема работы, равной единице нормирования.
Штучное время может быть определено как интервал времени,
равный отношению цикла технологической операции к числу одно-
временно изготовляемых или ремонтируемых изделий или равный
календарному времени сборочной операции.
Цикл технологической операции — это интервал календарного
времени от начала до конца периодически повторяющейся техноло-
гической операции независимо от числа одновременно изготовляемых
или ремонтируемых изделий.
При техническом нормировании норма штучного времени Тт под-
считывается по формуле
Т’ш = Т’о 4" 4" ^обс 4" ^отд = ^оп 4" ^обс 4" отд. (10.5)
В норму штучного времени не включаются затраты времени на
работы, которые могут быть выполнены в течение автоматической
работы оборудования, т. е. могут быть перекрыты машинным вре-
менем.
В условиях массового производства (в связи с редкой сменой
работы на отдельных рабочих местах и незначительным удельным
весом подготовительно-заключительного времени в общем штучно-
калькуляционном времени) подготовительно-заключительное время
в норму времени не включается и в качестве нормы времени прини-
мается величина нормы штучного времени, определяемая по
формуле
Тш = То4-7’1>4-7’теХ4-7’оРг4-7’отД (10.6)
или
Тш = л, + Т, + (То + Т„) + .2га. (То + Г,), (10.7)
где аорг — процент времени на организационное обслуживание
рабочего места; &ТсХ — процент времени на техническое обслужи-
вание рабочего места; аотд — процент времени на отдых ^естест-
венные потребности.
В единичном и серийном производствах норма времени опреде-
ляется по формуле (10.4). В связи с тем что в единичном и серий-
ном производствах время на обслуживание рабочего места на орга-
низационное и техническое не подразделяется и так же, как и время
на отдых и личные потребности рабочего, исчисляется в процентах
оперативного времени, формула для подсчета штучного времени
упрощается и приобретает вид
Т„ = (Т„ + Г,)(1+А.), (10.8)
где К — процент оперативного времени на обслуживание рабочего
места (техническое и организационное) и на отдых и личные потреб-
ности рабочего.
278
Значения коэффициентов аорг, аотд, 6теХ и К принимаются
согласно нормативам [8].
Норма времени на партию заготовок определяется по формуле
Тпар = Тп.э + 7’шп, (10.9)
где п — число штук в партии заготовок.
Норма затрат рабочего времени на изготовление изделий может
быть также выражена количеством продукции, изготовляемой в еди-
ницу времени (смену, час). В этом случае она называется нормой
выработки в определенную единицу рабочего времени. Норма вы-
работки определяется отношением продолжительности рабочей смены
(или часа) к норме штучного времени, т. е.
ЯВ = ТСМ7ТШ, (10.10)
где Нв — норма выработки в штуках изделий; Тсм— продолжитель-
ность рабочей смены в минутах (часах).
ОСОБЕННОСТИ НОРМИРОВАНИЯ
МНОГОИНСТРУМЕНТАЛЬНОЙ ОБРАБОТКИ
При обработке на многорезцовых, многошпиндельных и много-
позиционных станках и на автоматических линиях особенности
операции накладывают на режим резания определенные ограничения,
которые приводятся ниже.
1. Все инструменты должны работать о одинаковой подачей
в миллиметрах на оборот шпинделя или на один двойной ход.
2. Длина хода для всех инструментов должна быть одинаковой
(указанное ограничение характерно для станков, работающих рез-
цами, закрепленными на одном суппорте).
3. Соотношение между величинами подач отдельных инструмен-
тов задано и не может быть изменено (например, при работе много-
шпиндельной сверлильной головки соотношение между подачами
для отдельных шпинделей обязательно должно быть равно передаточ-
ному отношению кинематической цепи, связывающему эти шпин-
дели).
4. Все инструменты должны работать при одной и той же частоте
вращения шпинделя (например, работа многорезцовых токарных
станков, работа нескольких фрез, закрепленных на одной
оправке).
5. Соотношение частот вращения шпинделей и отдельных инстру-
ментов задано и не может быть изменено.
6. Все инструменты должны работать с одинаковой минутно
подачей.
7. Все инструменты должны работать с одинаковой скоростью
резания (например, при работе на продольно-строгальных станках).
8. Машинное время инструментов (суппортов, агрегатов и т. д.)
должно быть одинаковым (при этом частоты вращения шпинделей
и подачи в миллиметрах на оборот и в миллиметрах в минуту могут
быть различными, например, нормирование автоматической линии
и многопозиционных станков последовательного действия).
279
ВЛИЯНИЕ МНОГОИНСТРУМЕНТАЛЬНОЙ ОБРАБОТКИ
НА РЕЖИМ РЕЗАНИЯ
Глубина (ширина) резания (как и при одноинструментной обработке)
определяется припуском. Здесь также припуск должен быть удален
по возможности за один ход, а при повышенных требованиях к точ-
ности и шероховатости — за два хода: черновой и чистовой. В слу-
чаях, когда ходы могут производиться одновременно (например,
при обработке на многопозиционных станках), может оказаться
целесообразной обработка неточных поверхностей в два хода.
Подачи (как и при одноинструментной обработке) должны быть
взяты максимально возможными. Величину подачи здесь ограничи-
вают: а) прочность механизмов привода и подачи станка; б) проч-
ность инструмента; в) прочность заготовки; г) жесткость технологи-
ческой системы; д) шероховатость обрабатываемой поверхности.
Мощность станка, как правило, не ограничивает подачу: при
недостатке мощности в большинстве случаев следует снижать не
подачу, а скорость резания.
Если конструкция станка заставляет принять для нескольких
инструментов одинаковые (ограничение 1) или пропорциональные
(ограничение 3) подачи, то общая подача выбирается так, чтобы ни
для одного инструмента технологически допустимая подача не была
превышена. Это обычно приводит к снижению подач для всех ин-
струментов, кроме одного.
При работе на многосуппортных станках (многорезцовых и др.)
работа всех суппортов с технологически допустимыми подачами
привела бы к разной продолжительности работы суппортов. Если нет
возможности сократить время работы «лимитирующего» суппорта,
требующего наибольшего времени для своей работы, то подачи
остальных суппортов могут и должны быть снижены. Такое вырав-
нивание времени работы суппортов оберегает режущий инструмент,
не увеличивая машинного времени.
Подача нелимитирующих суппортов должна быть снижена до
таких величин, при которых время работы всех суппортов получится
одинаковым. Однако при этом следует иметь в виду, что ^ля некото-
рых инструментов имеется не только максимум, но и минимум до-
пустимой подачи. Например, при работе твердосплавных резцов
на многорезцовых станках не следует применять подачи меньше
0,04—0,05 мм/об.
Недостаточные жесткость и прочность станка часто заставляют
снижать подачи. В связи с этим проверка принятых подач по сило-
вым паспортным данным станка является обязательной.
Скорости резания могут приниматься одинаковыми с одноин-
струментной обработкой в случаях: а) обработки чистовым инстру-
ментом, когда изменение скорости приводит к недопустимому увели-
чению шероховатости поверхности; б) обработки металлов, имеющих
резко выраженный оптимум скорости, отклонение от которого при-
водит к резкому падению стойкости (некоторые стали аустенитного
класса).
280
Скорости, резания снижаются: а) при заданном соотношении
между скоростями (ограничения 4, 5, 7); б) в случае, когда инстру-
менты должны работать с одинаковой минутной подачей (ограниче-
ние 6) или с одинаковым машинным временем (ограничение 8) для
обеспечения работы всех инструментов с технологически допусти-
мыми подачами в миллиметрах на оборот или в миллиметрах на зуб;
в) при недостаточной мощности станка (при этом, когда скорость
снижается ниже 40—50 м/мин, иногда приходится отказываться от
применения резцов Т5КЮ, Т15К6 и Т14КВ, плохо работающих
при низких скоростях); г) в связи с необходимостью повысить стой-
кость инструментов при многоинструментной обработке.
Скорость резания может повышаться, если инструменты должны
работать с одинаковой длиной хода (ограничение 2). В этом случае
для некоторых инструментов время резания составляет лишь часть
машинного времени. Это позволяет повысить расчетные скорости
резания для этих инструментов без увеличения расчетного периода
стойкости.
Для операций, ритм которых не связан с ритмом других опера-
ций, следует стремиться к работе со скоростями и при стойкости
инструмента, обеспечивающими наименьшую себестоимость опе-
рации.
В случаях, когда продукция пролета, цеха или поточной линии
должна выпускаться комплектно, т. е. ритм нескольких операций
должен быть одинаковым, для получения наименьшей себестоимости
продукции необходимо несколько повышать (по сравнению с эконо-
мическими) скорости резания для операций, являющихся «узким»
местом, и снижать их для остальных операций. Повышать скорости
резания выше скоростей наибольшего выпуска не следует.
$ 10t3
МЕТОДЫ РАСЧЕТА
ЭКОНОМИЧНОСТИ ВАРИАНТОВ ТЕХНОЛОГИЧЕСНИХ ПРОЦЕССОВ
Сопоставление экономичности вариантов технологических процессов
во многих случаях производится путем сравнения себестоимости
обработки заготовок, отражающей затраты живого и овеществленного
труда.
БУХГАЛТЕРСКИЙ МЕТОД
Широко распространен метод определения себестоимости обработки
партии заготовок по формуле
С = Лп + В, (10.11)
где С — себестоимость партии заготовки; п — количество обработан-
ных заготовок в партии, шт.; А —текущие затраты, т. е. затраты,
повторяющиеся при изготовлении каждой отдельной заготовки;
В — единовременные затраты, т. е. затраты, которые производятся
один раз на все количество заготовок или периодически на опре-
деленную их партию.
281
Себестоимость обработки одной заготовки в этом случае опре-
деляется по формуле
Сзаг = 4 + ВМ. (10.12)
Ряс. 10.8
Изменение себестоимости С с увеличе-
нием количества обрабатываемых за-
готовок
По формуле (10.12) и согласно кривым, приведенным на
рис. 10.8, с увеличением количества заготовок себестоимость их
обработки снижается по гипербо-
лической зависимости (даже при
сохранении неизменного техноло-
гического процесса и связанных
с ним единовременных и текущих
затрат). Однако это снижение себе-
стоимости происходит только в опре-
деленных границах увеличения ко-
личества обрабатываемых заготовок.
По мере увеличения партии заго-
товок до некоторого значения это
количество уже не может быть из-
готовлено при данном варианте
технологического процесса в уста-
новленный срок, поэтому потре-
буется введение дополнительной
единицы оборудования с соответ-
ствующим увеличением единовременных расходов В. Это придает
графикам зависимости себестоимости от количества изготовляемых
заготовок ступенчатый характер (рис. 10.9).
При разных вариантах технологических процессов с различной
производительностью обработки количество заготовок, требующих
увеличения числа единиц оборудования, неодинаково, что является
дополнительным аргументом необходимости расчетов экономической
эффективности проектируемых технологических процессов. При со-
поставлении экономичности технологических вариантов с указанными
методами в качестве наилучшего принимается тот вариант, который
дает при данном количестве заготовок наименьшую себестоимость.
Так, например, при обработке партии заготовок от п = 0 до п = пг
(рис. 10.10) наивыгоднейшим является первый вариант с себесто-
282
имостью Clt при обработке партии от до п3 — второй вариант
и при размерах партии более п3 заготовок — третий (на рисунке
зона наименьших затрат заштрихована).
В состав единовременных затрат В, входящих в формулы (10.11)
и (10.12), включаются затраты на приобретение специальных стан-
ков, приспособлений и инструмента, а также на наладку станков.
Текущие затраты А включают в себя: стоимость исходной заготовки
Сзаг; затраты на заработную плату основных рабочих С3 и все цехо-
вые расходы, связанные с амортизацией и ремонтом оборудования,
содержанием зданий; затраты на силовую электроэнергию; затраты
на нормальный режущий, мерительный и вспомогательный инстру-
мент и универсальные приспособления; затраты на заработную плату
инженерно-технических работников, управленческого и обслужи-
вающего персонала, а также на заработную плату вспомогательных
рабочих цеха (инструментальная группа, ремонтные рабочие и т. п.).
Цеховые расходы принято при калькулировании себестоимости
определять в процентах от заработной платы основных рабочих
цеха. Таким образом, текущие затраты можно найти по формуле
л=с3„+с,(1+-1^.), (10.13)
где Сзаг — стоимость исходной заготовки, включая стоимость мате-
риала и ее изготовления, за вычетом стоимости реализуемых отходов
(стружки); Р — сумма всех цеховых расходов, выраженная в про-
центах от заработной платы основных рабочих (процент накладных
расходов).
Процент накладных расходов определяется при бухгалтерской
калькуляции себестоимости продукции цеха по отчетным данным
работы цеха и колеблется в зависимости от условий производства
(серийность, оснащенность цеха, его размеры, степень авто-
матизации, организационная структура и т. п.) от 150 до
800 % ПО].
Изложенный метод расчета себестоимости обработки прост и
нагляден, однако принятый за его основу способ выражения цеховых
расходов в процентах от заработной платы основных рабочих (про-
цент накладных расходов) не дает возможности учесть разницу
в расходах по эксплуатации и амортизации оборудования и уни-
версальной оснастки, различной по сложности и размерам. При
расчете по этому методу более производительные технологические
процессы оказываются более экономичными даже в случаях при-
менения очень сложного и дорогого универсального оборудования
я технологической оснастки.
Для сопоставления экономичности технологических вариантов
бухгалтерский метод не пригоден. Он может быть использован только
в отдельных случаях, т. е. при приближенном определении себе-
стоимости сравнительно однородной продукции цеха, изготовляемой
на оборудовании и оснастке, одинаковых по степени сложности
и размерам.
283
ЭЛЕМЕНТНЫЙ МЕТОД
Наиболее точным методом расчета себестоимости вариантов техно-
логических процессов при их сопоставлении является элементный
метод или метод прямого расчета всех составляющих себестоимости.
В отдельных случаях при расчете можно не учитывать затрат, кото-
рые во всех сравниваемых вариантах остаются постоянными, и опре-
делять себестоимость только по затратам, зависящим от сравнива-
емых технологических процессов. Такая неполная себестоимость,
включающая в себя только затраты, обусловленные вариантом техно-
логического процесса, называется технологической себесто-
имостью Ст.
В общем случае полная технологическая себестоимость соответ-
ствует цеховой себестоимости и складывается из следующих эле-
ментов:
Ст = С3 4- С3.п -|- Сэ Св СРеЖ 4- См 4- 4- Ср 4- Сп 4- Спл 4-
4-Со 4-Сисх. заг, (10.14)
где С3 — заработная плата рабочих с начислениями; С3.н — за-
работная плата наладчиков с начислениями; Сэ — затраты на сило-
вую электроэнергию; Св — затраты на вспомогательные материалы
(смазочно-обтирочные материалы и смазочно-охлаждающие жидко-
сти); Среж — затраты на амортизацию, заточку и ремонт универсаль-
ного и специального режущего инструмента; См — затраты на амор-
тизацию и ремонт универсального и специального мерительного
инструмента; Са — затраты на амортизацию оборудования; Ср —
затраты на ремонт и модернизацию оборудования; Сп — затраты на
ремонт и амортизацию универсальных и специальных приспособле-
ний; Спл — затраты на амортизацию, ремонт, отопление, освещение
и уборку производственного помещения; Со — затраты на общие
цеховые расходы (заработная плата вспомогательных рабочих,
инженерно-технических работников и служащих цеха с соответству-
ющими начислениями; расходы по ремонту и амортизации общего
вспомогательного оборудования и инвентаря цеха; расходы по охране
труда и др.); СИсх.заг — стоимость исходной заготовки^включая
стоимость ее изготовления и материала за вычетом стоимости реали-
зуемых отходов — стружек).
При сопоставлении вариантов технологических процессов, введе-
ние которых связано с изменением организационной структуры
участка или цеха или с изменением состава обслуживающего персо-
нала и инженерно-технических работников (например, при создании
автоматических линий, внедрении станков с программным управле-
нием и т. п.), что приводит к соответствующему изменению цеховых
расходов, расчет величины Со является необходимым. В более про-
стых случаях сравнения вариантов, близких по характеру и не
требующих подобных изменений в цехе, эта составляющая техноло-
гической себестоимости может не учитываться. При сопоставлении
вариантов изготовления заготовки из одинаковых исходных загото-
вок в формуле (10.14) опускается составляющая Сисх. заг- При
284
сопоставлении вариантов изго-
товления из разных исходных
заготовок составляющая £*иск. зэг
имеет большое значение и
должна рассчитываться по со-
ответствующим формулам. Ее
величина при заданной про-
изводственной программе зави-
сит от массы и стоимости мате-
риала, требуемой точности и
от метода получения исходных
заготовок.
Элементный метод расчета
себестоимости является осно-
вным методом сопоставления
экономичности технологиче-
ских процессов во всех ответ-
ственных случаях, особенно
в условиях массового и круп-
носерийного производств. В ме-
нее ответственных случаях,
а также при расчетах себестои-
мости для серийного и мелко-
серийного производств этот ме-
тод применяется с учетом укруп-
ненных нормативов затрат.
Расчет технологической се-
бестоимости в этом случае про-
изводится также по формуле
(10.14), однако отдельные сла-
гаемые себестоимости находят
не прямым расчетом по точным
формулам, а по соответству-
ющим нормативным таблицам
затрат, отнесенным к часу или
к минуте работы станка. По-
добные нормативы [И] по всем
элементам технологической се-
бестоимости составлены (за ис-
ключением стоимости исходной
заготовки, которая должна вы-
числяться по соответствующим
формулам применительно к ее
конкретным конфигурации, раз-
мерам и материалу) для всех
основных типоразмеров метал-
лорежущего, литейного, куз-
нечно-прессового, термического
и подъемно - транспортного
285
оборудования, применяемого в условиях единичного и мелкосе-
рийного или крупносерийного и массового производств. Нормативы
подсчитаны с учетом некоторых средних условий выполнения опера-
ций, наиболее характерных для данного типоразмера станка.
В табл. 10.1 приведены в качестве примера некоторые данные
по элементам затрат на 1 ч работы станка, заимствованные из ука-
занных выше нормативов [11].
В связи с тем что затраты на силовую энергию и режущий ин-
струмент вычисляются пропорционально основному времени, а все
Остальные элементы, входящие в формулу (10.14), определяются
пропорционально общей продолжительности операции (т. е. Тш.к),
при составлении нормативов учитывается средняя доля основного
времени в общей норме времени, характерной для данного типо-
размера станка при определенной серийности производства. Это дает
возможность без большой погрешности находить технологическую
себестоимость операции как произведение себестоимости станко-часа
Сстанко-ч, взятой по нормативам, на общую трудоемкость опера-
ции Гщ-к.
Расчет технологической себестоимости по стоимости станко-часа
(или станко-минуты) сводится к определению по нормативным та-
блицам затрат по каждому из элементов себестоимости, приходя-
щихся на один час (минуту) работы станка, суммированию этих
затрат в соответствии с принятой для данного расчета структурой
технологической себестоимости и умножению полученной суммы
на трудоемкость выполнения данной операции, т. е.
С —С т
’-'т —'-'станко-ч1 ш-н
Где Сстанко-ч СТОИМОСТЬ 1_ СТаНКО-Ч (при Сстанко-мин СТОИМОСТЬ
1 станко-мин), определенная по нормативам как сумма стоимостей
отдельных элементов; 7Ш.К — штучно-калькуляционное (для массо-
вого производства штучное) время сравниваемой операции в часах
ИЛИ минутах (соответственно Сстанко-ч ИЛИ Сстанко-мин).
Способ определения технологической себестоимости по нормати-
вам, как и всякий другой метод, основанный на средних данных,
может иногда дать погрешность расчета, достигающую 15—20 %
(по сравнению с результатами элементарного расчета по точным
формулам). Однако для большинства случаев точность такого рас-
чета является достаточной, поэтому он может быть рекомендован
для широкого практического применения.
РАСЧЕТ ЭКОНОМИЧНОСТИ ОБРАБОТКИ
С РАЗЛИЧНЫМИ ТОЧНОСТЬЮ И ШЕРОХОВАТОСТЬЮ ПОВЕРХНОСТИ
При повышении точности обработки возрастает сложность выполне-
ния операции, что приводит к повышению разряда работы, увеличе-
нию ее трудоемкости, повышению требований к точности оборудо-
вания и к сохранению точности размеров и формы инструмента.
Повышение требований к качеству поверхности во многих случаях
также связано с необходимостью использования рабочих более вы-
286
(10.15)
сокой квалификации и более совершенных станков. При этом обычно
возникает задача подбора режимов резания, обеспечивающих дости-
жение требуемой шероховатости поверхности (часто менее произ-
водительных, чем при получистовой обработке), и своевременной
переточки режущего инструмента.
Сопоставление экономичности обработки по разным квалнтетам
точности и с различной шероховатостью может быть произведено
прямым расчетом элементов затрат по формуле (10.14) и по упоминав-
шимся ранее формулам расчета отдельных элементов затрат с учетом
изменения оборудования, квалификации рабочего и трудоемкости
обработки. Несколько изменяется при этом только расчет затрат на
режущий инструмент.
Затраты на режущий инструмент определяют по формуле
Сре* = тт(Х+ 1) (10.16)
где Н — начальная (прейскурантная) стоимость инструмента; П —
затраты на одну переточку инструмента; К — число переточек,
допускаемое инструментом до его полного износа (принимается по
справочникам); Тт — стойкость режущего инструмента между двумя
переточками, мин; То — основное время, мин.
При обычных расчетах экономичности обработки в формулу
(10.16) вводится величина стойкости режущего инструмента по дан-
ным обычных справочников по резанию. Эта величина выражает
продолжительность работы инструмента до определенной степени
его затупления, которая характеризуется размерами площадки
износа по задней поверхности инструмента. Однако величина пло-
щадки износа режущего инструмента непосредственно не связана
ни с шероховатостью поверхности, обработанной данным инстру-
ментом, ни с его размерной стойкостью при заданном квалитете
точности. В связи с этим расчет затрат на режущий инструмент
на основе величины стойкости (определенной указанным методом)
не учитывает изменений расхода инструмента при повышении тре-
бований к точности и качеству поверхности и является для этого
случая непригодным.
Для работы технолога и проведения расчетов экономичности
обработки с разными точностью и шероховатостью поверхности
необходимо определять так называемую технологическую стойкость
инструмента, в пределах которой обрабатываемая заготовка соот-
ветствует по точности размеров и шероховатости поверхностей
требованиям, указанным в чертеже.
Технологической стойкостью ТТ называется продолжительность
работы режущего инструмента, в пределах которой достигается
требуемая точность заготовки или шероховатость ее поверхностей.
Технологическая стойкость может выражаться в минутах основ-
ного времени, в метрах пути резания или в количестве штук обрабо-
танных заготовок.
Из рис. 10.11, а следует, что при затуплении и износе режущего
инструмента (например, развертки) размер обрабатываемой заготовки
287
изменяется, постепенно выходя за пределы допусков разных квали-
-тетов точности по Н6, Н7, Н8 и т. д. Соответственно технологическая
стойкость инструмента по точности обработки Тт выражается вели-
чинами пъ п2, п3 или Тт!, Тт2, Тт3. Одновременно с этим при затупле-
нии режущего инструмента изменяется и шероховатость обработан-
ной поверхности, выходя постепенно за пределы установленных
значений шероховатости Rz в микрометрах, равных 1,6; 3,2; 6,3
и 12,5. Соответственно технологическая стойкость по шероховатости
Т“1ер определяется величинами П1“ер» ^21ер, или 7’S<;p, Т&ер,
Пзср (рис. 10.11, б).
При расчете затрат на режущий инструмент необходимо учиты-
вать технологическую стойкость и по точности, и по шероховатости
Рис. 10.11
Определение технологической стойкости ин-
струмента по точности (а) и шероховатости (tf)
обрабатываемой заготовки
поверхности путем введения
в расчетную формулу (10.16)
наименьшего ее значения. Так,
например, при обработке от-
верстия по Н7 с шероховатостью
Rz = 12,5 мкм следует принять
технологическую стойкость по
точности Тта = л2 как меньшую
по сравнению с технологиче-
ской стойкостью по шерохова-
тости 7rt}e₽ =лз1ер. И наоборот,
при обработке отверстия с ше-
роховатостью Rz — 3,2 мкм
по Н8 в расчетную формулу
(10.16) должна быть введена
величина технологической стой-
кости по шероховатости 7’™ер =
= пГр-
Значения технологической стойкости по точности и шерохова-
тости, установленные экспериментально для всех основных видов
чистовой обработки, могут быть взяты из соответствующей техни-
ческой литературы.
Технологическая стойкость по шероховатости Тшер определяет
продолжительность работы инструмента между его переточками
исходя из условия обеспечения заданной шероховатости. Технологи-
ческая стойкость по точности при работе нерегулируемым мерным
инструментом (разверткой, зенкером, протяжкой, концевыми пазо-
выми фрезами и т. п.) выражает общий срок службы инструмента
данной точности.
При работе регулируемым инструментом или инструментом, точ-
ность обработки которым определяется настройкой станка (резцы),
технологическая стойкость по точности определяет продолжитель-
ность работы инструмента между поднастройками станка или регу-
лированием инструмента. В этом случае для расчета затрат на режу-
щий инструмент в формулу (10.16) вводится технологическая стой-
кость по шероховатости независимо от того, меньше она или
288
больше стойкости по точности. Технологическая стойкость по точ-
ности при этом выражает продолжительность работы инструмента
без поднастройки станка или без регулирования инструмента и слу-
жит для определения частоты необходимых поднастроек, обусловли-
вающих дополнительные затраты времени на техническое обслу-
живание.
Так, например, если требуется обработать отверстие тонким
растачиванием с точностью по Н6 и шероховатостью Rz = 6,3 мкм,
то для определения затрат на режущий инструмент по формуле
(10.16) устанавливается значение технологической стойкости по
шероховатости Т?2ер, выражающее продолжительность работы резца
между его переточками. Значительно меньшее значение технологи-
ческой стойкости по точности Тт1 (рис. 10.11, а) дает возможность
определить количество заготовок (или машинное время), обрабаты-
ваемых при одной настройке станка в пределах 6-го квалнтета
точности. Очевидно, что через каждый отрезок машинного времени
Тт1 должна быть произведена поднастройка станка, при которой
размеры обрабатываемых изделий вновь вводятся в границы
поля допуска 6-го квалнтета точности.
При обработке заготовок по высоким квалитетам точности при-
ходится считаться с погрешностью настройки станка, в результате
влияния которой размеры первой изготовленной заготовки могут
не совпадать с линией наибольшего предельного размера заготовки
согласно ее чертежу. Это может привести к некоторому сужению
фактического поля допуска, определяющего продолжительность
работы инструмента по заданному квалитету точности в пределах
одной настройки станка. В связи с этим при обработке заготовок по
5—7-му квалитетам точности определение технологической стойко-
сти инструмента по точности следует производить не по всему полю
допуска соответствующего квалнтета точности, а по полю допуска,
уменьшенному на величину возможной погрешности настройки (или
на величину допуска на изготовление мерного инструмента).
Затраты на режущий инструмент, установленные по формуле
(10.16), в зависимости от технологической стойкости инструмента
Могут достигать в отдельных (правда, редких) случаях 30—40 %
от всей технологической себестоимости обработки, определенной
по формуле (10.14), что предопределяет решение вопроса об эконо-
мической целесообразности применения того или иного вида чисто-
вой обработки заготовки.
Для упрощения расчетов при сопоставлении экономичности
обработки с различными точностью и шероховатостью могут быть
использованы упоминавшиеся ранее нормативы по стоимости
станко-часа в сочетании с обязательным расчетом затрат на режу-
щий инструмент по формуле (10.16) и с соответствующим определе-
нием технологической стойкости инструмента. В этом случае расчет-
ная формула технологической себестоимости обработки приобретает
вид
Ст = ЛТш.к + СРеЖ, (10.17)
289
где А — сумма затрат по всем элементам технологической себе-
стоимости (кроме затрат на режущий инструмент), отнесенная к 1 мин
работы станка.
Когда элементы затрат относятся в нормативах к 1 ч работы
станка, величину А находят по формуле
А = (Сзч + Сзч.н + с: + с: + Счи 4- С’ + + Сп + + Со)/60.
(10.18)
Элементы затрат, входящие в формулу (10.18), определяют пря-
мым расчетом (как было указано ранее) или принимают по нормати-
вам стоимости 1 станко-ч из таблиц [11].
ОЦЕНКА ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ ВАРИАНТА
ПО ПРИВЕДЕННЫМ ЗАТРАТАМ
Оценка экономической эффективности вариантов по технологической
себестоимости и производительности обработки в большинстве слу-
чаев бываег достаточно объективной, особенно когда затраты на
технологическую оснастку и специальное оборудование этих вариан-
тов различаются незначительно.
Когда один из сравниваемых вариантов предусматривает при-
обретение дорогостоящего специального оборудования или специали-
зированной оснастки, сравнение экономичности вариантов только
по технологической себестоимости и трудоемкости обработки может
оказаться недостаточным. Высокопроизводительная оснастка и спе-
циальное оборудование в большинстве случаев обеспечивают меньшие
затраты на обработку заготовки, поэтому сравнение по себестоимости
и трудоемкости может оказаться в пользу варианта с большими
капитальными вложениями. Тогда целесообразность дополнитель-
ных затрат на оснащение технологического процесса можно опре-
делить с помощью коэффициента экономической эффективности
капитальных вложений
Е = (Сх-СаУ^-КО, (10.19)
где Сь С2 — себестоимость годового выпуска заготовок пещерному
и второму вариантам, руб./год; Ki, К2 — капитальные затраты,
связанные с осуществлением первого и второго вариантов техно-
логического процесса, руб.
Коэффициент экономической эффективности капитальных вло-
жений Е выражает годовую экономию на себестоимость заготовок,
связанную с применением нового оборудования и оснастки, на 1 руб.
капитальных вложений.
Для определения экономической целесообразности введения новой
техники в различных отраслях промышленности установлен норма-
тивный коэффициент экономической эффективности Еп, который
определяет минимальную величину годовой экономии на себесто-
имости продукции на 1 руб. дополнительных капитальных затрат,
достаточную для рационального использования капитальных средств
в условиях данной отрасли производства в настоящее время. Для
290
машиностроительной промышленности Еп = 0,2 руб., в год на 1 руб.
капитальных вложений.
Экономическая целесообразность дополнительных капитальных
вложений может быть определена путем сравнения расчетного Е
и нормативного Еп коэффициентов экономической эффективности
согласно неравенству
Е = (Сг - С2)/(К2 - Ен. (10.20)
При сравнении экономичности различных вариантов вновь проек-
тируемых технологических процессов, требующих значительных
капитальных вложений, целесообразно подсчитать так называемые
приведенные затраты
3„p = C3drt7 + FHK, (10.21)
где Зпр — приведенные затраты на осуществление годового выпуска
заготовок, руб.; Сзаг — себестоимость изготовления одной заготовки,
руб./шт.; q — годовой выпуск заготовок, шт.; К — капитальные
вложения на осуществление данного варианта технологического
вращения, руб.
Из формулы (10.21) следует, что приведенные затраты склады-
ваются из себестоимости годового выпуска (Cwq = С) и норма-
тивной годовой экономии, которая должна быть получена в данной
отрасли промышленности при рациональном использовании капи-
тальных вложений (ЕНК).
Таким образом, приведенные затраты позволяют установить
экономическую целесообразность отвлечения капитальных средств
от других объектов данной отрасли промышленности и использова-
ния их для осуществления проектируемого технологического про-
цесса.
Приведенные затраты Зпр определяются для каждого (/) сравни-
ваемого варианта. Лучшим признается вариант с минимальными
приведенными затратами Зцр{. Годовой экономический эффект от
внедрения указанного лучшего варианта по сравнению с любым
другим определяется разностью приведенных затрат этих вариантов
*^год = 3Пр t — 3Пр mm- (10.22)
ЧАСТЬ II
ОСНОВЫ
ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ИЗГОТОВЛЕНИЯ МАШИН
Глава 11
ПОСТРОЕНИЕ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
И ОПЕРАЦИЙ И ИСХОДНЫЕ ДАННЫЕ
ДЛЯ ИХ ПРОЕКТИРОВАНИЯ
5 11.1
КЛАССИФИКАЦИЯ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ И СТРУКТУРА ОПЕРАЦИЙ
КЛАССИФИКАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
В зависимости от условий производства и назначения проектиру-
емого технологического процесса применяются различные виды
и формы технологических,процессов. Вид технологического процесса
определяется количеством изделий, охватываемых процессом (одно
изделие, группа однотипных'или разнотипных изделий).
Единичный технологический процесс — это технологический про-
цесс изготовления или ремонта изделия одного наименования, типо-
размера и исполнения независимо от типа производства
(ГОСТ 3.1109—82). Разработка единичных технологических про-
цессов характерна для оригинальных изделий (деталей, сборочных
единиц), не имеющих общих конструктивных и технологических
признаков с изделиями, ранее изготовленными на предприятии
(в организации).
Унифицированный технологический процесс — это технологи-
ческий процесс, относящийся к группе изделий (деталей, сборочных
единиц), характеризующихся общностью конструктивных и техно-
логических признаков. Унифицированные технологические про-
цессы подразделяются на типовые и групповые.
Унифицированные технологические процессы находят широкое
применение в мелкосерийном, серийном и частично в крупносерий-
292
ном производствах. Применение унифицированных технологических
процессов зависит от наличия специализированных участков, рабо-
чих мест, переналаживаемой технологической оснастки и обору-
дования.
Типовой технологический процесс — это технологический процесс
изготовления группы изделий с общими конструктивными и техно-
логическими признаками. Типовой технологический процесс харак-
теризуется общностью содержания и последовательности большин-
ства технологических операций и переходов для группы таких
изделий и применяется как информационная основа при разра-
ботке рабочего технологического процесса и как рабочий техно-
логический процесс при наличии всей необходимой информации
для изготовления детали, а также служит базой для разработки
стандартов на типовые технологические процессы.
Групповой технологический процесс — это технологический про-
цесс изготовления группы изделий с разными конструктивными, но
общими технологическими признаками.
В соответствии с этим определением групповой технологический
процесс представляет собой процесс обработки заготовок различной
конфигурации, состоящий из комплекса групповых технологиче-
ских операций, выполняемых на специализированных рабочих
местах в последовательности технологического маршрута изготовле-
ния определенной группы изделий. При этом под специализиро-
ванным рабочим местом понимается рабочее место, которое пред-
назначено для изготовления или ремонта одного изделия или группы
изделий при общей наладке и отдельных подналадках в течение
длительного интервала времени. Групповой технологический про-
цесс может состоять только из одной групповой операции.
Групповая технологическая операция характеризуется общ-
ностью используемого оборудования, технологической оснастки и
наладки.
Групповые технологические процессы разрабатывают для всех
типов производства только на уровне предприятия.
Перспективный технологический процесс — это технологический
процесс, соответствующий современным достижениям науки и тех-
ники, методы и средства осуществления которого полностью или
частично предстоит освоить на предприятии.
Рабочий технологический процесс — это технологический про-
цесс, выполняемый по рабочей технологической и (или) конструктор-
ской документации. Рабочий технологический процесс разрабаты-
вают только на уровне предприятия. Он является руководством
для изготовления или ремонта конкретного предмета производ-
ства.
Проектный технологический процесс — это технологический про-
цесс, выполняемый по предварительному проекту технологической
документации.
Временный технологический процесс — это технологический про-
цесс, применяемый на предприятии в течение ограниченного периода
293
времени из-за отсутствия надлежащего оборудования или в связи
о аварией до замены на более современный.
Стандартный технологический процесс — это технологический
процесс, установленный стандартом. Под стандартным технологи-
ческим процессом понимается технологический процесс, выполня-
емый по рабочей технологической и (или) конструкторской докумен-
тации, оформленный стандартом (ОСТ, СТП) и относящийся к кон-
кретному оборудованию, режимам обработки и технологической
оснастке.
Комплексный технологический процесс — это технологический
процесс, в состав которого включаются не только технологические
операции, но и операции перемещения, контроля и очистки обраба-
тываемых заготовок по ходу технологического процесса. Комплексные
технологические процессы проектируются при создании автомати-
ческих линий и гибких автоматизированных производственных
систем.
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
Разработанные технологические процессы оформляются на соответ-
ствующих технологических документах, степень подробности кою-
рых устанавливается в зависимости от типа и характера производ-
ства, а также от сложности и точности обрабатываемых изделий.
В соо1ветствии с ГОСТ 3.1109—82 в технологической документации
могут быть приняты приведенные ниже описания технологического
процесса.
Маршрутное описание технологического процесса, при котором
производится сокращенное описание всех технологических операций
в маршрутной карте в последовательности их выполнения без указа-
ния переходов и технологических режимов. Маршрутное описание
технологических процессов обычно используется в единичном, мелко-
серийном и опытном производствах.
Операционное описание технологического процесса, при котором
дается полное описание всех технологических операций в последова-
тельности их выполнения а указанием переходов и технологических
режимов. Операционное описание технологических процессов при-
меняется в серийном и массовом производствах и для особо сложных
деталей в мелкосерийном и даже в единичном.
Маршрутно-операционное описание технологического процесса,
при котором дается сокращенное описание технологических опера-
ций в маршрутной карте в последовательности их выполнения с пол-
ным описанием отдельных операций в других технологических доку-
ментах. Маршрутно-операционное описание рекомендуется к при-
менению в серийном, мелкосерийном и опытном производствах,
когда изготовляемое изделие включает в себя отдельные сложные
и точные детали.
Различные виды технологических процессов представлены на
схеме на рис. 11.1.
Выбор комплекта форм документов для технологического про-
цесса производится в зависимости от типа и характера производства
294
и видов разрабатываемых и применяемых технологических процес-
сов. В соответствии с табл. 11.1 производится выбор комплекта форм
технологической документации для используемого типа производства
и вида технологического процесса.
В соответствии с установленным в ЕСТД положением маршрутная
карта является документом общего назначения, т. е. в этом доку-
менте можно описать технологический процесс любых видов работ,
По унификации
темологических процессов
По уровню достижений
науки и техники В
технологических процессах
По стадии разработки,
состоянию ТПП и стан-
дартизации технологи-
ческих процессов
По содержанию операций
перемещений в техноло-
гических процессах
технологических
процессов
Рис. П.1
Схема классификации технологических процессов
в том числе и сборочных. При маршрутном описании технологи-
ческого процесса его технологические операции излагаются укруп-
ненно, т. е. без указания переходов и технологических режимов.
В случае необходимости указания переходов и технологических
режимов для осуществления технологического процесса механиче-
ской обработки и сборки пользуются картами технологического
процесса или операционными картами. При операционном описании
технологического процесса в комплект документов входит также
маршрутная карта, являющаяся сводным документом.
КОНЦЕНТРАЦИЯ И ДИФФЕРЕНЦИАЦИЯ ОПЕРАЦИЙ
К числу важных вопросов построения технологических процессов,
в большой мере связанных с типом производства и с конкрет-
ными производственными условиями, относится вопрос о степени
концентрации или дифференциации операций.
Концентрацией (укрупнением) операций называется соединение
нескольких простых технологических переходов в одну сложную
295
ьэ Таблица 11.1
05 Комплектность технологических документов в зависимости от различных типов производств я степени детализация
описания технологического процесса
Наимеиованве техн ологнческо го документа' Номер ГОСТа Условное обозначе- ние Единичное и мелко- серийное провэводство Серийное производство Крупносерийное производство
Описание
марш- рутное марш- рута о- опера- ционное опера- ционное марш- рутное марш- рута©- опера- ционное опера- ционное марш- рутное марш- рута о- опера- ционное опера- ционное
Маршрутная карта ГОСТ 3.1105—74 мк — — — — — • • • •
Маршрутная карта ГОСТ 3.1105—74 мк • • • • • — — — —
Карта технологи- ческого процесса ГОСТ 3.1407—74 ктп о — о • — — — — —
Операционная карта ГОСТ 3.1407—74 ок — • • — • • — О О
Карта эскизов ГОСТ 3.1105—74 кэ — о о о — — — О •
Технологическа я инструкция ГОСТ 3.1105—74 ти о о о о о о • — о
Комплектовочная карта ГОСТ 3.1105—74 кк о о о о о О о о О
Ведомость оснастки ГОСТ 3.1105—74 во о о О о о о о о о
Ведомость техно- логических доку- ментов ГОСТ 3.1106—74 4 1 втд о о о о о О о о О
Примечание. •—* документ обязательный; О —* документ разрабатывается по усмотрению предприятия —* разработчика
документов.
операцию. Технологический процесс, построенный по принципу
концентрации, состоит из небольшого числа сложных операций.
Достоинства концентрации операций состоят в том, что она может
осуществляться объединением в одной операции предварительных
(черновых) и окончательных (чистовых) переходов, а также объеди-
нением в одной операций нескольких простых переходов, заменой
нескольких установов позициями и простых одноинструментных
переходов сложными совмещенными переходами с многоинструмент-
ной и многолезвийной обработкой одной пли нескольких поверх-
ностей. При этом повышается: точность взаимного расположения
поверхностей, обрабатываемых при одном установе; производитель-
ность обработки за счет совмещения во времени нескольких техно-
логических переходов и соответствующего сокращения общего основ-
ного времени То; производительность за счет сокращения затрат
вспомогательного времени (в первую очередь затрат времени на
установку и снятие заготовок, на смену инструмента, на включение
и выключение станка), а также сокращается длительность производ-
ственного цикла (за счет уменьшения межоперационного пролежи-
вания, связанного с уменьшением общего числа технологических
операций), а следовательно, и объем незавершенного производства,
что приводит к повышению оборачиваемости оборотных средств;
кроме того, упрощается календарное планирование производства.
При построении операций по принципу концентрации возрастают
требования к точности и технологическим возможностям станков
и к квалификации рабочих, так как в сложных концентрированных
операциях рабочему высокой квалификации приходится выполнять
как сложную чистовую обработку, так и предварительную обработку
па черновых переходах.
Дифференциацией (раздроблением) операций называется постро-
ение операций из небольшого числа простых технологических пере-
ходов. Технологический процесс, построенный по принципу диффе-
ренциации операций, состоит из большого числа простых
операций.
В современном производстве используются оба названных прин-
ципа построения технологических процессов, которые выбираются
технологами в зависимости от конкретных условий производства.
Достоинства дифференциации операций в первую очередь свя-
заны с возможностью отделения сложной и точной чистовой обра-
ботки, требующей высокой квалификации рабочих и высокоточных
станков, от предварительной неточной обработки, которая может
быть осуществлена простейшими и высокопроизводительными спо-
собами на простых и дешевых станках рабочими средней квалифи
кации.
Степень дифференциации зависит от серийности производства,
и в условиях крупносерийного производства может стать экономи-
чески целесообразным построение технологического процесса из
большого числа простейших операций, выполняемых в едином ритме
на простых станках, связанных конвейером.
297
В условиях единичного и мелкосерийного производств обычно
проектируются концентрированные операции, выполняемые высоко-
квалифицированными рабочими.
В условиях крупносерийного и массового производств приме-
няется дифференциация операций (конвейерные автоматические ли-
нии, состоящие из простых узкоспециализированных станков) и их
концентрация на сложных многошпиндельных автоматах, обрабаты-
вающих центрах, автоматизированных производственных системах,
состоящих из станков с ЧПУ и обрабатывающих центров, управля-
емых от ЭВМ.
В условиях предприятий средней серийности концентрация
операций осуществляется на станках с ЧПУ и быстропереналажива-
емых агрегатных станках и автоматах, а принцип дифференциации
используется на переменно-поточных линиях групповой обработки.
В условиях крупного и тяжелого машиностроения технологи-
ческие процессы строятся в основном по принципу их концентрации.
Выбор степени концентрации технологических операций (наи-
более целесообразный для конкретных условий производства) осу-
ществляется при назначении структуры операций, определяющей
возможность совмещения во времени выполнения технологических
и Вспомогательных переходов и соответствующего снижения трудо-
емкости операций.
СТРУКТУРА ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ [10]
Производительность технологических операций в значительной сте-
пени зависит от их структур, определяемых количеством заготовок,
одновременно устанавливаемых в приспособлении или на станке
(одно- или многоместная обработка), количеством инструментов,
используемых при выполнении операции (одно- или многоинструмент-
ная обработка), и последовательностью работы инструментов при
выполнении операции. Последовательное вступление инструментов
в работу или последовательное расположение нескольких заготовок
в приспособлении по направлению движения подачи характеризует
етруктуру операции g последовательной обработкой. При параллель-
ном расположении обрабатываемых заготовок в приспособлении
(т. е. при их расположении перпендикулярно к направлению движе-
ния подачи) и при одновременной обработке нескольких поверх-
ностей одной иля нескольких заготовок формируется структура
операции о параллельной обработкой. При многоместной обработке
заготовок, расположенных в приспособлении в несколько рядов
вдоль и поперек движения подачи, операция характеризуется как
операция о параллельно-последовательной обработкой.
Одноместная и последовательная обработка одним (рис. 11.2)
или несколькими сменяемыми инструментами (рис. 11.3) не дает
возможности совмещения основного времени обработки отдельных
поверхностей и отдельных переходов, поэтому основное время То
технологической операции, входящее в состав ее штучного времени
298
Тш, определяется суммой основных времен То всех переходов опе-
рации согласно формуле
Т„ = ^То1. (11.1)
(=1
Вспомогательное время Тъ при одноместной последовательной
одноинструментной обработке (см. рис. 11.2) складывается: из вре-
Рис. 11.3
Схемы одноместной последовательной мио-
гоинструмснтной обработки сменяемым ин-
струментом
4 Рис. 11.2
Схемы одноместной последовательной одно-
ииструмеитной обработки Г/, 2 — номера
ходов инструмента (а); 1, 2, 3, 4 — после-
довательность положений сверла (г)]
мени на установку и снятие заготовки ТуС, включающего в себя
ватраты времени на установку штучных заготовок в приспособлении
и их смену, установку сменных приспособлений-дублеров или при-
способлений-спутников в рабочие позиции (при обработке прутков
Ту0 включает в себя затраты времени на разжим цанги, подачу
прутка до упора и зажим цанги); из времени на управление стан-
ком Туп, которое включает в себя затраты времени на пуск и останов
299
станка, переключения скоростей и подач, изменение направления
вращения шпинделей, перемещения суппортов, головок, кареток,
а при обработке на станках с ЧПУ еще и из времени на индексацию
Типд, состоящего из затрат времени на перемещение частей станка
в новые и исходные позиции и фиксацию (см. рис. 11.2, г), поворот
делительных устройств и кондукторов, перемещение заготовок на
новые позиции. Вспомогательное время можно выразить формулой
Л = Тус + 7'уц-|-7’„га. (11.2)
При одноместной последовательной многоинструментной обра-
ботке сменяемым инструментом (рис. 11.3) время индексации ТШ1Д
в формуле (11.2) обычно заменяется временем Тс_ и, учитывающим
затраты времени на смену инструмента при выполнении отдельных
переходов операции (затраты времени на поворот резцовых или
I
Рис. 11.4
Схемы одноместной параллельной однокнструментной обработки фасонными
инструментами (а, б) н наборами инструментов (в)
револьверных головок; замену сменных расточных борштанг, быстро-
сменных кондукторных втулок и инструментов в быстросменном
патроне сверлильного станка и т. п.).
При одноместной, последовательной многоинструментальной об-
работке заготовок на станках типа «обрабатывающий центр» в состав
вспомогательного времени входит как время индексации, TWR и время
смены инструмента, поэтому формула для расчета вспомогательного
времени приобретает вид
= ^0 + Т’уп + Т’индЧ-Т’с.И" (11’3)
В тех случаях, когда время контрольных измерений обрабатыва-
емой заготовки Тдам не может быть перекрыто основным временем
выполнения операции, оно добавляется в формулах (11.2) и (11.3)
отдельным слагаемым.
Во всех случаях одноместной параллельной обработки', одно-
местной одноинструментальной обработки фасонными инструмен-
тами (рис. 11.4, а, б) или наборами инструментов (рис. 11.4, в); одно-
местной параллельной многоинструментной обработки (рис. 11.5);
одноместной параллельно-последовательной многоинструментной
обработки (рис. 11.6) основное время выполнения отдельных пере-
300
ходов То1 совмещается и общая продолжительность основного
времени То операции определяется длительностью То1 лимитиру-
ющего (т. е. наиболее продолжительного) перехода, перекрывающей
длительность всех других переходов, и числом одновременно обра-
батываемых заготовок Z.
При одноместной параллельной обработке
7’0 = Т0/. (11.4)
Вспомогательное время определяется по формуле (11.2).
Многоместные схемы обработки дают возможность совмещения
как основного, так и вспомогательного времен, поэтому они обеспе-
чивают достижение наивысшей производительности. Эти схемы
могут осуществляться в трех вариантах: 1) все обрабатываемые
заготовки устанавливаются на станке одновременно и затем одно-
временно обрабатываются одним или несколькими инструментами
(рис. 11.7; рис. 11.9; рис. 11.10, а); 2) заготовки или группы загото-
вок устанавливаются в свои приспособления независимо от других
заготовок во время обработки последних и обрабатываются одно-
временно или последовательно (рис. 11.8; рис. 11.10, б, в); 3) об-
работка выполняется на непрерывно вращающемся столе или бара-
бане при непрерывной смене обрабатываемых заготовок (рис. 11.11).
При многоместной параллельной многоинструментной обработке
с одновременной установкой заготовок (см. рис. 11.9) затраты основ-
ного и вспомогательного времен распределяются между Z одно-
временно обрабатываемых заготовок и определяются из выражений:
To = Tol/Z-, (11.5)
7’п = (Гус + 7’уп)/2. (11.6)
Многоместная последовательная обработка с одновременной уста-
новкой заготовок (см. рис. 11.7) не дает возможности совмещения
301
Рис. 11.6
Схемы одноместной параллельно-
последовательной многоинстр>-
меитной обработан; а — на токар-
но-револьверном станке с шестн-
познцнонной головкой; в — на свер-
лильном станке с последовательным
перемещением многошпнидельной
головки в позиции 1— 3; • — на
сверлильном станке комбинирован-
ным инструментом; а — на токар-
но-револьверном станке с горизон-
тальной осью револьверной головки
802
Рис. 11.7
Схемы многоместной последовательной одноииструмеит-
мой обработки с одновременной установкой заготовок)
а — обтачивание колец; g — сверление пачки тонких за-
готовок; а — фрезерование заготовок' установленных
вдоль движения подачи; г — нарезание зуба шестерен
Зона смены
Рис. 11.8
Схемы многоместной последовательной одиоииструментиой обработки с раздельной установ-
кой заготовок: а — обработка отверстии на вертикальном полуавтомате (/ — позиция за-
грузки и съема заготовок; 2 — позиция сверления малого отверстия; 3 — позиция сверления
большого отверстия); б — маятниковое фрезерование (снятие обработанных и установка
новых заготовок производится одновременно с фрезерованием иа движущемся столе)
Рис. 11.9
Схемы многоместной параллельной миогоииструментной обработки С одновременной уста-
новкой заготовок
303
основного времени обработки заготовок (как это имеет место при
параллельной обработке), и основное время операции То опреде-
ляется из выражения
т,= S T^Z,
1=1
(11.7)
где Z — число последовательно обрабатываемых заготовок; Toi —
основное время обработки каждой заготовки.
Рис. 11.10
Схемы многоместной параллельно-последовательной обработки с одновременной (а) н раз-
дельной (б, в) установкой заготовок: а — плоское шлифование заготовок; в — фрезерование
на поворотном столе со сменой группы заготовок А во время обработки заготовок о после
возвращения стояв в крайнее левое положение и его поворота на 180° вокруг вертикальной
оси; в — обработка на вертикальном полуавтомате (/ — позиции загрузки; 2, 3 — позиции
обработки заготовок)
Рис. 11.11
Схемы многоместной парал-
лельно-последовательной об-
работки с непрерывной сме-
ной заготовок: а — непре-
рывное фрезеровавие; в —
фрезерование торцов вали-
ков
Следует отметить, что основное время операции То, определенное
для многоместной последовательной обработки по формуле (11.7),
может оказаться значительно меньше аналогичного времени при
одноместной обработке тех же заготовок в связи с существенным
сокращением затрат времени на врезание и перебег инструмента,
входящего в значение То|.
Вспомогательное время в этом случае также определяется по
формуле (11.6).
Многоместная последовательная обработка с раздельной уста-
новкой заготовок (см. рис. 11.8) позволяет совмещать время уста-
новки заготовок с основным временем, значительно сокращая вспо-
304
могательное время, величина которого может быть определена по
формуле = Туа или (в необходимых случаях)
7’в = ТуЦ + 7’инд. <11.8)
Основное время То определяется так же, как и при одноместной
обработке.
Многоместная параллельно-последовательная обработка с раз-
дельной установкой заготовок (см. рис. 11.10) не только дает воз-
можность совмещать время установки заготовок с основным време-
нем, сокращая общие затраты вспомогательного времени, но и поз-
воляет осуществить частичное совмещение основного времени
переходов. В этом случае общее основное время То определяется
продолжительное!ью Т0[ неперекрываемого (лимитирующего) пере-
хода и числом одновременно обрабатываемых заготовок
Tv = Tol/Z. (11.9)
Затраты вспомогательного времени в свою очередь сокращаются
пропорционально числу одновременно обрабатываемых заготовок
Тв = (Туп + Ти^/г. (11.10)
Многоместная параллельно-последовательная обработка с непре-
рывной установкой и сменой обрабатываемых заготовок на станке
(рис. 11.11) обеспечивает наивысшую производительность обработки,
так как дает возможность осуществить полное совмещение и пере-
крытие вспомогательного времени основным, поэтому в данном
случае Тв = 0. Основное время в этом случае определяется делением
времени одного оборота стола или барабана на число установленных
на нем заготовок. Многоместная обработка с непрерывной сменой
обрабатываемых заготовок в большинстве случаев осуществляется
как параллельно-последовательная, однако иногда (при опре-
деленных конфигурации и размерах заготовок) она может быть
построена при последовательной обработке заготовок. Наиболее
удобно осуществлять непрерывную смену заготовок при их установке
на вращающихся столах и барабанах с вертикальной или горизон-
тальной осью вращения, однако в отдельных случаях обработки
находят применение и другие конструкции (например, с цепными
устройствами и т. п.).
Для количественной оценки принятой структуры операции может
быть определен коэффициент совмещения основного времени опера-
ции Ке. о по формуле
k^tJ Sn,, (ii.ii)
I f=l
числитель которой — То — представляет собой основное непере-
крываемое время операции, входящее в состав ее штучного времени,
п
а знаменатель %Tot выражает сумму всех элементов основного
i=l
времени, совмещенных и несовмещенных переходов операции. Вели-
305
чина Кс.о изменяется в пределах от 0 до 1. При отсутствии совме-
щения переходов 0 = 1. При повышении степени совмещения
коэффициент совмещения основного времени снижается [10].
$ 11.2
ИСХОДНЫЕ ДАННЫЕ
ДЛЯ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСНИХ ПРОЦЕССОВ
МЕХАНИЧЕСКОЙ ОБРАБОТКИ И ИХ УТОЧНЕНИЕ
При проектировании технологического процесса механической обра-
ботки исходными данными являются размер и срок выполнения
программного задания, чертежи и технические условия на изготовле-
ние и приемку изделия, чертеж исходной заготовки.
При проектировании технологических процессов для действу-
ющих предприятий технолог должен учитывать общую производ-
ственную обстановку (состав и степень загрузки оборудования,
возможности обеспечения инструментами и приспособлениями,
обеспеченность предприятия квалифицированной рабочей силой
и т. п.), а также должен располагать нормативными, справочными
и руководящими материалами и каталогами оборудования и техно-
логической оснастки.
РАЗМЕР ПРОГРАММНОГО ЗАДАНИЯ
Размер программного задания зависит от установленного объема
выпуска изделий, т. е. от количества изделий определенных наимено-
вания, типоразмера и исполнения, изготовляемых или ремонтиру-
емых объединением или его подразделением в течение планируемого
интервала времени. Стандарт также определяет тип предполагае-
мого производства и дает возможность установить целесообразный
вид технологического процесса с проведением необходимых ра-
счетов экономической эффективности вариантов технологической
оснастки и специального оборудования.
В условиях массового и серийного производств размер-ирограмм-
ного задания служит основой для установления такта или ритма
выпуска продукции, обеспечивающего выполнение производствен-
ной программы в заданный срок.
Такт выпуска Т (мин/шт.) представляет собой интервал времени,
через который периодически производится выпуск изделий или
заготовок определенных наименования, типоразмера и испол-
нения (ГОСТ 3.1109—82), т. е.
Т = F/Q, (11.12)
где F — годовой фонд времени станка (линии) с учетом простоев
по причинам сменности, выходных дней, ремонта и т. п., мин; Q —
размер годового задания, шт.
Ритм выпуска — количество изделий или заготовок определен-
ных наименования, типоразмера и исполнения, выпускаемых в еди-
306
ницу времени. Из определения следует, что ритм выпуска пред-
ставляет собой обратную величину такта.
При проектировании технологического процесса желательно до-
биться его построения из одинаковых или кратных по трудоемкости
операций с продолжительностью цикла, равной или кратной такту
выпуска изделий. В этом случае возможна и целесообразна обработка
заготовок на поточной линии.
Цикл технологической операции — это интервал календарного
времени от начала до конца периодически повторяющейся техноло-
гической операции независимо от числа одновременно изготовляемых
изделий.
Если при установленном такте выпуска станки, на которых обра-
батывают заготовки по данному технологическому процессу, оказы-
ваются полностью загруженными, то производство организуется по
принципу массового, т. е. с закреплением рабочих мест за одними
и теми же операциями. Если же размер программного задания такой
постоянной загрузки станков не обеспечивает, то производство
организуется по принципу серийного с созданием переменно-поточ-
ных линий. Применительно к условиям каждого из указанных слу-
чаев строится технологический процесс обработки заготовок и раз-
рабатываются его отдельные операции.
ТЕХНОЛОГИЧНОСТЬ конструкции
И ТЕХНОЛОГИЧЕСКАЯ ОТРАБОТКА ЧЕРТЕЖА
ОБРАБАТЫВАЕМОЙ ДЕТАЛИ
В соответствии со стандартом разработка технологических про-
цессов производится для изготовления изделий, конструкции
которых отработаны на технологичность. Отработка конструкции
изделия на технологичность направлена на повышение производитель-
ности труда, снижение затрат и сокращение времени на проектиро-
вание, технологическую подготовку производства (ТПП), изго-
товление, техническое обслуживание и ремонт изделия при
обеспечении необходимого качества изделия.
Чертежи и технические условия на изготовление и приемку
изделий поступают к технологу от конструкторов основного произ-
водства в качестве обязательных для выполнения документов. Однако
во многих случаях технолог может и обязан подвергнуть эти чер-
тежи анализу с точки зрения удобства изготовления деталей и воз-
можности построения наиболее производительных и экономичных
технологических процессов, т. е; с точки зрения технологичности
конструкции.
Конструкция изделия может быть признана технологичной, если
она обеспечивает простое и экономичное изготовление этого изделия.
Повышение технологичности конструкции изделия предусматривает
проведение комплекса различных мероприятий, в числе которых
необходимо отметить приведенные ниже.
1. Уменьшение общего количества звеньев в кинематической
схеме машины. Уменьшение трудоемкости изготовления машины
307
при этом достигается не только за счет сокращения числа ее деталей
(что само по себе видно, так как трудоемкость обычно пропорци-
ональна числу деталей) и упрощения сборки, но также благодаря
снижению требований к точности деталей, входящих в расчетные
размерные цепи машины, и к точности обработки присоединительных
поверхностей этих деталей.
2. Подбор материалов деталей, позволяющих применение наиболее
совершенных исходных заготовок, сокращающих объем механичес-
кой обработки (точное и кокильное литье, литье под давлением,
горячая цветная прессовка и объемная штамповка, холодная
штамповка различных видов и т. п.).
Так, например, с целью сокращения трудоемкости обработки
и экономии металла конструкция крышки держателя (рис. 11.12, а)
заменена новой (рис. 11.12, б), позволяющей изготовлять ее из
исходной заготовки, полученной путем штамповки-вытяжки с вы-
рубкой контура. Трудоемкая обработка прежней конструкции произ-
водилась из индивидуальной исходной заготовки, имадрщей вид
диска диаметром 140 X 20 мм. После предварительной обработки
в механическом цехе заготовка вторично поступала в штамповочный
цех для вырубки контура, а затем возвращалась в механический
для окончательной обработки. Новая конструкция позволяет под-
вергать исходную заготовку минимальной механической обработке.
Изменение конструкции в четыре раза снизило трудоемкость
механической обработки (с 41,6 до 10 мин) и в два раза уменьшило
общую трудоемкость изготовления детали (с 41,6 до 20,7 мин). Расход
металла сократился в три раза (с 1,0 до 0,33 кг на одну деталь).
Устранены организационные трудности и излишнее пролеживание
заготовок, связанное с их дополнительным транспортированием
в другой цех, что сократило общий цикл изготовления детали.
3. Важным резервом повышения производительности обработки
является изменение и упрощение конфигурации деталей с целью
308
унификации режущего инструмента и создания более благоприятных
условий его работы, а также для облегчения и уменьшения объема
механической обработки. Примеры подобных изменений опублико-
ваны в многочисленных руководствах по конструированию и других
изделий [101.
4. Простановка размеров в чертежах с учетом требований их
механической обработки и сборки, позволяющая выполнять обра-
ботку по принципу автоматического получения размеров на настроен-
ных станках, автоматах и полуавтоматах и обеспечивать совмещение
Рис. 11.13
Простановка размеров на чертежах деталей вра-
щения
конструкторских, измери-
тельных и технологиче-
ских баз.
В примерах, приведен-
ных на рис. 11.13, а, по-
казана неправильная про-
становка размеров, тре-
бующая выполнения
лишних операций, а на
рис. 11.13, б, — правиль-
ная, при которой процесс
обработки сокращается до
двух операций. Обработка
этих заготовок ведется из
прутка и начинается
с правой стороны. Проста-
новка размеров согласно
рис. 11.13, а требует для
получения чертежных раз-
меров Д2, Д3, Д4, Д5, Дв
и введения дополнитель-
ной операции — подреза-
ния торца.
При простановке разме-
ров на детали, имеющей как
обработанные, так и необ-
работанные поверхности,
особенно важно, учитывать
последовательность образования отдельных поверхностей заготовок.
Черные необработанные поверхности появляются на заготовке раньше
обработанных, поэтому система всех необработанных поверхностей
должна быть связана соответствующими размерами. При первой
операции механической обработки одна из необработанных поверх-
ностей используется в качестве черновой базы и от нее проставляется
размер до обрабатываемой поверхности, которая в процессе дальней-
ших операций механической обработки обычно является бази-
рующей.
При обработке остальных поверхностей выдерживаются размеры
от первой обработанной поверхности, обычно служащей технологи-
ческой базой, или в случае смены технологических баз от одной
309
из ранее обработанных поверхностей, используемых в процессе дан-
ной операции в качестве технологической базы.
Таким образом, размер, проставленный от черновой базы, связы-
вает систему обработанных поверхностей детали с системой необра-
ботанных. Следовательно, при проектировании детали необходимо
связать размерами все необработанные поверхности, затем проста-
вить размер между одной из необработанных поверхностей, исполь-
зуемой в качестве черновой базы, и обрабатываемой поверхностью,
которая в дальнейшем будет служить технологической базой при
обработке остальных поверхностей детали. Остальные размеры
должны связать между собой обработанные поверхности.
Рис. 11.14
Простановка размеров на чертежах штампованных заготовок
На рис. 11.14, а, в показана неправильная простановка размеров,
когда одна обработанная поверхность оказывается связанной одно-
временно с несколькими необработанными (размеры 28, 30, 70 и
85 мм на рис. 11.14, а) или когда две связанные друг с другом раз-
мером 310 мм обработанные поверхности одновременно привязаны
размерами 15 и 50 мм к соответствующим необработанным поверх-
ностям (рис. 11,14, в). На рис. 11.14, б, г представлена правильная
простановка размеров, учитывающая принцип использования черно-
вой базы и необходимость связи одним размером систем обработан-
ных и необработанных поверхностей. Для рис. 11.14, б связывающим
является размер 30 мм, а для рис. 11.14, а — 15 мм.
Целесообразная последовательность операций обработки отдель-
ных поверхностей должна учитываться не только при простановке
размеров на детали, имеющие необработанные поверхности, но
также должна приниматься во внимание и при проектировании
деталей, участки которых значительно отличаются по точности и
шероховатости, а следовательно, изготовляются различными видами
обработки.
310
На рис. 11.15 приведен чертеж зубчатого колеса, торцы которого
должны быть обработаны с шероховатостью в пределах Rz = 3,2 мкм,
что достигается путем шлифования.
Простановка размеров, приведенная на рис. 11.15, а, пригодна
для токарной обработки без учета операции шлифования торцов
и требует при изготовлении детали установления жестких промежу-
точных технологических допусков, удорожающих и затрудняющих
обработку. Простановка размеров, показанных на рис. 11.15, б,
является более правильной, учитывающей необходимость выделения
операции шлифования. Обработку заготовок начинают с левого
конца. После первой токарной операции получают размеры 50,
Рис. 11.15
Простановка размеров нв чертежах зубчатого колеса
105, 130 мм окончательно и размер 250 мм предварительно с при-
пуском на шлифование торца. При второй токарной операции вы-
держивают окончательные размеры 490, 105, 120 мм и технологи-
ческий размер от правого торца до торца шестерни с припуском
на шлифование последнего. В процессе третьей операции производят
шлифование диаметра и левого торца до получения размера 250Л14,
а в процессе четвертой — шлифование диаметра и второго торца
до размера 60Л8.
5. Предельно возможное расширение допусков на изготовление
и снижение требований к шероховатости обрабатываемых повер-
хностей с целью уменьшения объема и облегчения механической
обработки.
6. Создание конфигурации деталей, позволяющей применение
наиболее совершенных и производительных методов механической
обработки (обработка многорезцовым, фасонным и многолезвийным
инструментом, накатывание и вихревое нарезание резьбы, примене-
ние агрегатных и специальных станков и автоматов, поточных и
автоматических линий).
7. Проведение нормализации и унификации деталей и сборочных
единиц выпускаемых изделий, являющихся предпосылками типиза-
ции технологических процессов, унификации режущего и меритель-
ного инструмента, а также внедрения групповой обработки.
8. Создание конструкции изделия, позволяющей проведение
операционной сборки по принципам полной или частичной
311
взаимозаменяемости, что является одним из основных условий
организации поточной сборки.
Осуществление указанных мероприятий представляет собой слож-
ную задачу, решение которой требует глубокого анализа конструк-
ции изделия и технологии производства.
Вследствие того что проведение отдельных из перечисленных
мероприятий может противоречить остальным (так, например, стрем-
ление к созданию конструкции, состоящей из минимального коли-
чества взаимозаменяемых деталей, может пойти в разрез
с принципом конструирования наиболее простых деталей, имеющих
предельно широкие допуски), окончательное решение вопроса о наи-
более технологичной конструкции изделия должно приниматься
с учетом общей экономичности изготовления изделия в целом для
завода. При этом должны приниматься во внимание и организа-
ционные вопросы, связанные с изготовлением рассматриваемой
конструкции изделия, которые могут способствовать выпуску или
затруднить его (вопросы межцеховой или межзаводской кооперации,
загрузки определенных видов оборудования, возможности пополне-
ния станочного парка, получения определенных исходных .заготовок
и т. д.).
Из сказанного следует, что понятие технологичности конструкции
по существу не может быть абсолютным, что оно меняется вместе
с развитием производства и технологии и для разных типов произ-
водства и даже для различных по характеру и уровню технологии
предприятий, принадлежащих к одному типу производства, это
понятие неодинаково. Так, например, на предприятиях единичного
производства, применяющих станки с ЧПУ, требования к техноло-
гичности конструкции отличаются от требований, предъявляемых
к таким же деталям, обрабатываемым на универсальных станках.
С развитием технологии производства требования к технологичности
конструкции изменяются, поэтому само представление о техноло-
гичности со временем также претерпевает изменения.
Технологичность конструкции может быть более объективно
оценена путем расчета количественных показателей техноло-
гичности.
Изложенное выше показывает, что конструкторская и техноло-
гическая подготовки производства тесно взаимосвязаны. Требования
конструкции изделия и его чертеж в значительной мере определяют
содержание технологического процесса, его построение, применя-
емые виды обработки, оборудование и инструменты. С другой сто-
роны, принятая технология производства предъявляет свои требова-
ния к конструкции изготовляемого изделия, к ее технологичности,
что делает необходимым проведение большой по объему и сложной
совместной работы технолога и конструктора.
ПРОЕКТИРОВАНИЕ ЧЕРТЕЖА ИСХОДНОЙ ЗАГОТОВКИ
Чертеж исходной заготовки связывает работу заготовительного
и механического цехов, являясь для первого чертежом готового изделия,
а для второго — исходным документом для построения процесса
312
обработки заготовки. Поэтому в нормальных производственных
условиях чертеж исходной заготовки представляет собой результат
совместной работы технологов заготовительного и механического
цехов. В наиболее сложных случаях (при проектировании сложных
деталей, имеющих необрабатываемые поверхности) в этой работе
принимает участие конструктор основного производства, т. е. кон-
структор изделия.
Выбор методов получения исходных заготовок оказывает большое
влияние на решение важной народно-хозяйственной задачи эконо-
мии металла.
Таблица 11.2
Коэффициент использования и потерн металла
при получении отливок средних размеров в условиях станкостроения [II]
Материал Коэф- фициент исполь- зования Потери металла при полу- чении отливки, %
Серый чугун 0,65 35
Высокопрочный чу- 0,55 45
гун
Ковкий чугун 0,46 54
Углеродистая сталь 0,56 44
Легированная сталь 0,52 48
При выборе методов получения исходных заготовок следует
учитывать потери металла, связанные с этими методами. Как пока-
зывают данные табл. 11.2, при получении отливок из различных
материалов потери металла составляют 35 — 54%, а при изготовле-
нии исходных заготовок методами пластического деформирования
эти потери изменяются в пределах от 5 до 37 % (табл. 11.3).
Таблица 11.3
Коэффициент использования и потери металла при изготовлении поковок
из разных исходных заготовок [11]
Способ изготовления поковок Тип произ- водства Исходная заготовка Коэффициент использова- ния металла Потери металла, %
Свободная ковка на молотах Единичное и мелко- серийное Слитки Прокат 0,63—0,71 0,67—0,83 29—37 17—33
Свободная ковка на прессах Слитки 0,67—0,8 20—33
Свободная ковка на молотах с подкладными штампами Прокат 0,78—0,91 9—22
Штамповка на молотах Крупно- серийное и массовое Прокат 0,74—0,87 13—26
Штамповка на горизонтально- ковочных машинах Прокат 0,87—0,95 5—13
313
Отходы металла в стружку в процентах при последующей обра-
ботке заготовок резанием, в свою очередь, зависят от метода получе-
ния исходной заготовки; эти данные приводятся ниже.
Стальной прокат (пруток) 30—50
Поковки 30-45
Штампованные поковки 10—30
Стальное литье 15-25
Чугунное литье:
в песчаные формы 15-20
в оболочковые формы 10—15
Цветное литье:
в кокиль . . 10—12
под давлением 7—10
Значительная часть стружки теряется при окислении в про-
цессе резания и при дальнейшем ее хранении и транспортиро-
вании; при угаре металла в процессе переплавки стружки,
достигающем 20 % металла, а также в связи с выгоранием летучих
окислов тугоплавких металлов (хрома, вольфрама, молибдена, ни-
келя и др.) в легированных сталях. Эти потери увеличиваются по
различным организационным причинам.
Общие потери металла при изготовлении деталей в значительной
мере зависят от конфигурации изделий (табл. 11.4), от точности
размеров и формы, а также от шероховатости поверхности исходных
заготовок, так как все эти параметры непосредственно влияют на
величину припусков на механическую обработку [см. формулы (9.4)
и (9.7)].
Данные табл. 11.4 показывают, что в процессе получения поковок
на молотах коэффициент использования металла составляет в сред-
нем всего 0,77, а на прессах — 0,82, т. е. средние потери металла
достигают 20 %.
При дальнейшей обработке поковок резанием коэффициент ис-
пользования металла в среднем составляет 0,6.6 (для поковок, полу-
ченных на молотах) и 0,7 (для поковок, полученных на прессах),
т. е. дополнительные потери металла в стружку в среднеад^оставляют
при обработке поковок 30—34 %.
Таким образом, в процессе получения исходной заготовки на
штамповочных молотах и прессах и последующей ее обработки
резанием общие потери металла могут достигать 40—50 %.
При использовании нормального проката отходы металла
в стружку особенно велики в связи с потерями металла при раз-
резке прутков, за счет погрешности формы прутков [см. составля-
ющую Z2 формулы (9.6) для расчета припусков] и в связи с тем, что
форма готовой детали часто значительно отличается от простой
формы цилиндра прутка. В условиях массового производства находит
применение специальный прокат, форма которого максимально
приближена к форме изделия и требует минимальной обработки
резанием. Отходы металла в стружку при этом снижаются до 5—
10 %.
314
Таблица 11.4
Использование металла при изготовлении стальных поковок на штамповочных молотах и кривошипных горячештамповочных
прессах и при их последующей механической обработке [11 ]
Типы деталей и поковок Месса ГОТОВОЙ детали, кг Масса поковки, кг Коэффициент использования металла при обра- ботке резанием поковок, полу- ченных Расход металла на изготовление поковки, кг Коэффициент использования металла при изготовлении поковки Общий коэффициент использования металла при изготовлении деталей из поко- вок, полученных
иа молотах и а прессах иа молотах на прессах на молотах на прессах на молотах на прессах на молотах иа прессах
Тела вращения:
шестерни 1,4—4 1,7—6,5 1,6—6,1 0,82— 0,62 0,87— 0,66 2,2—7,9 1,9- 7,13 0,77— 0,82 0,84— 0,86 0,64— 0,51 0,74— 0,56
фланцы 1,3—2,4 2,3—3,7 2,0—3,4 0,57— 0,65 0,65— 0,71 2,9—4,8 2,5—4,0 0,79— 0,77 0,8—0,85 0,45—0,5 0,52— 0,6
С удлиненной осью:
рычаги 0,6—3,5 0,97— 3,6 0,97— 3,6 0,62— 0,97 0,62— 0,97 1.1—4,3 1,15- 4,1 0,88— 0,84 0,87— 0,88 0,55— 0,81 0,52— 0,85
коленчатые ва- лы и вилки 1,6-2,2 2,3—3,3 2,2—3,0 0,7-0,67 0,7—0,73 3,4-5,1 2,9—4,1 0,68— 0,65 0,76— 0,73 0,47— 0,43 0,55— 0,54
кулачки, цапфы 8,05— 12,8 15,7— 17,0 15,4— 16 0,51— 0,75 0,52— 0,8 19,1— 23,6 17,1— 19,1 0,82— 0,72 0,90— 0,81 0,42— 0,54 0,47— 0,65
Повышение точности заготовительных производств (обработка
давлением, литьем, получение заготовок из гранул, порошков и от-
ходов металлообработки — стружки) привело к появлению и все
более широкому распространению безотходной технологии, которая
обеспечивает максимально возможное использование исходного мате-
риала. Например, при изготовлении в серийном производстве кор-
пусов потенциометров из алюминиевого сплава применяется такая
технология: рубка трубы на штучные заготовки, отжиг, холодная
раскатка на торцераскатных автоматах, в процессе которой проис-
ходит формирование внутренней поверхности с уступом и одно-
временная калибровка наружного диаметра по 6-му и 7-му квали-
тетам.
Себестоимость исходных заготовок, полученных разными мето-
дами, колеблется в широких пределах. Значения в процентах себе-
стоимости различных видов заготовок средней сложности из угле-
родистой стали массой 10—20 кг приводятся ниже [111.
Поковки тел вращения на штамповочных молотах . 100
Горячая штамповка 156
Отливка (сталь} . . 280
Отливка (серый чугун) 177
При изготовлении крупных и сложных изделий находят приме-
нение комбинированные заготовки, состоящие из ряда простых эле-
ментов, получаемых прогрессивными методами и соединяемых свар-
кой или пайкой. Так, например, соединяются точные механически
обработанные элементы (в том числе поковки) с элементами, штампо-
ванными из листа, или отливки соединяются со штампованными
элементами; иногда штампованные или обработанные заготовки
заливаются в одной сложной форме (станины тяжелых станков, кор-
пуса низкого давления паровых турбин, рамы двигателей внутрен-
него сгорания, диафрагмы паровых турбин и т. п.).
Применение комбинированных (штампосварных) и других загото-
вок значительно уменьшает расход металла, уменьшает массу гото-
вых изделий, на 20—40 % снижает объем механической обработки
и повышает качество изделий, так как дает возможност^,выполнять
наиболее нагруженные элементы из высокопрочной легированной
стали.
Выбор метода получения исходных заготовок в значительной
степени определяется размерами программного задания и техниче-
скими возможностями заготовительных цехов предприятия, а также
возможностями получения прогрессивных исходных заготовок от
специализированных предприятий (метизные заводы, центролиты
и т. п.). Применение прогрессивных исходных заготовок с малыми
припусками на механическую обработку во всех случаях снижает
трудоемкость и себестоимость последней, однако дополнительные
затраты на оснащение заготовительных цехов окупаются только при
достаточных размерах программного задания.
На рис. 11.16 и 11.17 показаны конфигурация и зависимость
себестоимости исходной заготовки для одновенцового зубчатого
316
колеса от размеров программного задания, а на рис. 11.18 — конфи-
гурация и зависимость себестоимости исходной заготовки для по-
водка от способа изготовления и размера партии. Подобные зависи-
мости позволяют установить экономически целесообразные для
заготовительных цехов пределы применения различных способов
получения исходных заготовок.
Однако следует иметь в виду, что себестоимость изготовления
детали определяется суммой затрат на исходную заготовку и ее
РИС. 11.16
Исходная заготовка зубчатого колеса,
полученная путем свободной кован (а),
штамповки в подкладных штампах (ff)
н штамповки в закрепленных штам-
пах (в)
С,ру&
10
о
6
4
2
Рис. 11.17
Зависимость себестои-
мости С исходной заго-
товки зубчатого колеса
от размеров программно-
го задвння:
1 — свободная ковка;
2 — штамповка в под-
кладных штампах; 3 —
штамповка в закреплен-
ных штампах; 4 — штам-
повка в закрепленных
штампах на кривошип-
ном прессе
I |//И I I
gl----1----1----1----1---1----1___I__
250 500 150 10001250 1500 1750
Выпуск деталей, шт.
механическую обработку, поэтому
в конечном счете важно обеспечить
снижение всей суммы, а не одной
из ее составляющих (при малых
размерах программного задания снижение затрат на механическую
обработку прогрессивных исходных заготовок может сопровождаться
увеличением затрат на получение исходных заготовок, что приведет
к росту общих расходов). Если учесть дополнительную экономию
при механической обработке прогрессивных исходных заготовок
с малыми припусками, то границы экономичного применения этих
методов, установленные на рис. 11.17 и 11.18, сдвинутся влево,
т. е. в сторону уменьшения размеров выпуска.
На рис. 11.19 приведены данные о себестоимости изготовления
эксцентрикового пальца из прутка и из индивидуальной исходной
заготовки, позволяющие достаточно точно определить границы
целесообразного применения указанных видов исходных заготовок
с учетом затрат заготовительного и механического цехов.
Создание конструкций деталей, позволяющих механическую об-
работку резанием заменить штамповкой или высадкой, всегда при-
водит к значительному снижению трудоемкости и уменьшению
расхода металла. При изготовлении методом холодной высадки
исходных заготовок деталей, например болтов с шестигранной
317
головкой, отходы металла в 25 раз меньше, чем при их изготовлении
на металлорежущих станках.
Для ответственных деталей в настоящее время часто используют
исходные заготовки, полученные горячей (объемной) штамповкой
6) C.P'J-
400 500
Ц/тампоИка
50 100 150 200 300
Количество заготовок, шт.
'Свободная ковка ^''Стальное лите
Рис. 11.18
Исходная заготовка поводка (а) н зависи-
мость себестоимости от способа ее изготов-
ления, а также от размера партии (tf)
о
1U
Рис. 11.19
Зависимость себестоимости изготовления экс-
цеитрикового пальца из прутка (а) и штампо-
ванной заготовки (б):
1 — стоимость материала; 2 — зарплата при
ковке в штампах; 3 — накладные расходы при
ковке; 4 — зарплата при механической обра-
ботке; 5 — накладные расходы при механиче-
ской обработке; б — стоимость штампа (рента-
бельное изготовление из прутка Л и из штам-
пованной заготовки Б)
и литьем. Если по условиям производства оба вида исходных загото-
вок можно применять для рассматриваемой детали, то следует
Таблица 11.5
Технико-экономические показатели
изготовления исходных заготовок турбинных
лопаток точным литьем и штамповкой
Показатель Штампо- ванная заготовка Литая заготовка
Масса исходной заготовки, кг Отходы в стружку, кг Количество операций меха- нической обработки Количество операций руч- ной обработки Количество режущего ин- струмента, шт.: нормального специального 1,5 1,0 83 13 66 54 0,5 0,05 25 6 15 15
учитывать, что в среднем
трудоемкость обработки ли-
тых исходных заготовок на
15—30 % ниже штампован-
ных. Литые коленчатые валы
(чугунные) для двигателей
внутреннего сгорания, ком-
прессоров и автомобилей
в настоящее время изготов-
ляют длиной от 250 мм до
6 м с шейками диаметром
20—400 мм и массой 10—
4500 кг. Стоимость литых
чугунных валов в три-четыре
раза ниже стоимости сталь-
ных за счет уменьшения рас-
хода материалов и трудоем-
кости механической обра-
ботки. Недостатками чугун-
ных литых валов являются
318
сравнительная трудность обеспечения единообразия механических
свойств в различных заготовках валов и возможность образова-
ния в них внутренних дефектов.
Применение литых исходных заготовок турбинных лопаток поз-
воляет существенно сократить отходы металла в стружку и снизить
трудоемкость механической обработки (табл. 11.5).
При изготовлении направляющих лопаток осевого компрессора
методом точного литья вместо ковки количество операций механи-
ческой обработки уменьшилось с 25 до 12, при этом трудоемкость
сократилась на 76 %, а себестоимость — на 69 %.
Чертеж исходной заготовки отличается от чертежа готовой
детали тем, что на всех поверхностях, обрабатываемых резанием,
предусматриваются припуски, соответственно изменяющие размеры
и форму заготовок.
Назначение общих и операционных припусков на обработку
заготовок представляет собой сложную технико-экономическую за-
дачу, методика решения которой подробно рассмотрена в гл. 9.
Глава 12
ПРОЕКТИРОВАНИЕ
ЕДИНИЧНЫХ И УНИФИЦИРОВАННЫХ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ОБРАБОТКИ
ЗАГОТОВОК
$ 12.1
ПРОЕКТИРОВАНИЕ ЕДИНИЧНЫХ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ИЗУЧЕНИЕ ИСХОДНЫХ ДАННЫХ
И ОБЩЕЙ ПРОИЗВОДСТВЕННОЙ ОБСТАНОВКИ
Проектирование технологических процессов механической обра-
ботки начинается с тщательного изучения исходных данных проекти-
рования: сборочного и рабочего чертежей изделия с соответству-
ющими техническими условиями изготовления детали, чертежа
исходной заготовки и размеров программного задания. Изучаются
и такие дополнительные условия проектирования, как наличие или
отсутствие оборудования, на котором предполагается осуществить
изготовление проектируемого изделия; возможности модернизации
оборудования; наличие производственных площадей для расширения
производства; возможности применения совершенных видов исход-
ных заготовок, прогрессивного инструмента и приспособлений и т. п.
По величине программного задания и размерам производственной
партии определяются коэффициент закрепления операций, тип и
серийность производства и необходимые такт и ритм обработки
заготовок.
319
После этого (в условиях серийного и единичного производств)
по технологическим классификаторам заготовок, обрабатываемых
на данном предприятии (в цехе), анализируется возможность изго-
товления данной заготовки по существующим на предприятии типо-
вым или групповым технологическим процессам или на действующих
групповых переменно-поточных или автоматических линиях.
При отсутствии возможности использования существующих на
предприятии унифицированных технологических процессов после
проведения указанной подготовительной работы технолог присту-
пает к проектированию индивидуальных технологических процессов.
Проектирование технологических процессов представляет собой
сложную многовариантную задачу, правильное решение которой
требует проведения ряда расчетов. При проектировании процессов
обработки сложных и ответственных заготовок составляется не-
сколько возможных вариантов обработки, окончательный выбор
Которых производится на основании расчетов и сопоставления
достигаемых точности, трудоемкости, выражаемой нормой штучно-
калькуляционного времени Тш.к, технологической себестоимости С,
и срока окупаемости капитальных затрат.
Такое сопоставление производится как по важнейшим технологи-
ческим операциям, так и по всему технологическому процессу
в целом.
В начале проектирования технолог предварительно устанавливает
виды обработки отдельных поверхностей заготовки и методы дости-
жения их точности, соответствующие требованиям чертежа и серий-
ности производства и существующего на предприятии оборудования.
После этого производится назначение технологических баз на все
предполагаемые операции обработки.
Одновременно с этим разрабатывается последовательность опера-
ций, т. е. технологический маршрут обработки заготовки. При
низкой точности исходных заготовок технологический процесс начи-
нается с черновой обработки поверхностей, имеющих наибольшие
припуски. При этом в самую первую очередь снимается припуск
с тех поверхностей, на которых возможны литейные раковины, тре-
щины и другие дефекты, с целью скорейшего отсеивгГйия возможного
брака или устранения обнаруженных дефектов заваркой, наплавле-
нием металла и т. п.
Дальнейший маршрут строится по принципу обработки снача-
ла более грубых и затем более точных поверхностей. В конце
маршрута выполняются второстепенные операции (сверление мелких
отверстий, нарезание крепежных резьб, прорезка пазов, снятие
фасок и заусенцев). Наиболее легко повреждаемые поверхности
(наружные резьбы, особо точные шлифованные и доведенные поверх-
ности) обрабатываются в заключительной стадии технологического
процесса.
Ответственные и сложные корпусные заготовки часто обраба-
тываются с разделением технологического процесса на стадии черно-
вой и чистовой обработки. На первой стадии снимаются основные
320
припуски на обработку; в результате этого возникают погрешности
заготовки, связанные с перераспределением внутренних напряжений
исходных заготовок и влиянием остаточных напряжений, вызван-
ных черновой механической обработкой. В наиболее ответственных
случаях после черновых операций проводится дополнительная тер-
мическая обработка заготовок (отжиг или нормализация), способ-
ствующая более полному протеканию деформаций и релаксации
(снятию) остаточных напряжений.
На второй стадии обработки (при чистовых операциях) устра-
няются погрешности, возникшие при черновой обработке, и обеспе-
чивается достижение требуемых точности обработки, шероховатости
и предписанного чертежом состояния поверхностного слоя.
При обработке сравнительно небольших поверхностей достаточно
жестких заготовок удается избежать дифференциации операций
на черновые и чистовые и технологический процесс строится по
принципу концентрации операций, В этом случае первые операции
стремятся построить наиболее концентрированными.
При проектировании заготовок, подвергающихся термической
обработке, в составе технологического процесса предусматриваются
дополнительные операции, связанные с особенностями термической
обработки (операция меднения или снятия дополнительного при-
пуска для устранения цементованного слоя на поверхностях, не
подлежащих закалке после цементации; снятия дополнительного
припуска для устранения коробления длинных и тонких заготовок
после их закалки и т. п.).
УСТАНОВЛЕНИЕ КОНСТРУКТОРСКИХ И ТЕХНОЛОГИЧЕСКИХ БАЗ
На основе анализа чертежа, технических требований к изделию
и условий его эксплуатации выявляются конструкторские базы
детали и базы, используемые при сборке, и устанавливаются техно-
логические базы для всех предполагаемых операций обработки
заготовки. При этом руководствуются принципами совмещения и
постоянства баз. В необходимых случаях производятся расчеты по-
грешностей базирования и установки.
При вынужденной смене баз и нарушении принципа их совмеще-
ния обязательно производится пересчет допусков и технологических
размеров заготовки.
Работа по назначению технологических баз начинается с выбора
черновой базы. Во всех возможных случаях в качестве черновых баз
принимаются поверхности, удобные для установки и в дальнейшем
не обрабатываемые. Черновые базы связываются размерами или
условиями (параллельность, перпендикулярность) с обрабатываемой
при первой операции поверхностью или совокупностью поверхно-
стей, которые в дальнейшем используются в качестве технологиче-
ских баз для последующих операций обработки заготовки.
В целях уменьшения пространственных отклонений в располо-
жении технологических баз, используемых при последующих опе-
рациях механической обработки, желательно в процессе первой
321
операции, выполняемой от черновых баз, произвести обработку
всех указанных баз при одном установе заготовки.
Рассмотрим некоторые примеры назначения технологических баз
при обработке заготовок различных классов.
Базирование корпусных и коробчатых заготовок. Исходными заго-
товками деталей коробчатой формы (блока цилиндров, корпуса ко-
робок передач и задних мостов, головки цилиндров, корпуса перед-
них бабок токарных станков и т. п.) служат отливки из серого чугуна
или алюминия. При механической обработке этих заготовок в боль-
шинстве случаев применяется один из двух способов базиро-
вания:
1) базирование по плоскости и двум установочным отверстиям;
при этом заготовка одним отверстием устанавливается на цилиндри-
ческий палец, а другим — на ромбический (заготовка лишается
шести степеней свободы);
2) базирование по трем базовым поверхностям (и в этом случае
заготовка лишается шести степеней свободы).
Оба способа базирования широко применяются как в массовом,
так и в серийном производствах.
Первый способ базирования удобен простотой установки, не
требующей создания в приспособлениях специальных устройств для
поджима обрабатываемой заготовки к направляющим и упорным
базовым плиткам. Его недостатком является быстрый износ паль-
цев (особенно при их малом диаметре — порядка 10 мм), что в мас-
совом производстве очень ощутимо (например, при изготовлении ру-
кавов швейной машины в количестве 1000 шт. в день износ пальцев
за несколько дней работы превосходит допуск на заданный размер
при фрезеровании). Это требует проведения хромирования паль-
цев и т. п.
При обработке корпусных заготовок из алюминия базирование
по отверстиям в процессе многих операций приводит к их значи-
тельному износу и потере точности базирования. В подобных слу-
чаях в установочные отверстия заготовки запрессовывают стальные
втулки, иногда остающиеся в изделии. Базирование по плоскости
и двум отверстиям широко применяется в автотракторной и станко-
строительной промышленности для многих корпусных заготовок
малых и средних размеров. Второй способ базирования (по трем
базам) обычно используют при обработке крупных и тяжелых заго-
товок, когда установка их на пальцы с помощью крана затрудни-
тельна из-за перекосов.
При использовании этих двух способов базирования базирующие
поверхности (плоскости и отверстия) должны быть обработаны с до-
статочно высокой точностью размеров и взаимного расположения.
Эта задача решается в процессе первых операций, выполняемых от
черновой базы. На этом этапе определяется точность расположения
обрабатываемых поверхностей относительно необрабатываемых,
а также предопределяется равномерность распределения припусков
на отдельных обрабатываемых поверхностях. Неравномерность рас-
пределения припуска на обрабатываемой поверхности вызывает ко-
322
лсОлпне величины отжатия в технологической системе, что ведет
к потере точности обработки.
Особенно отрицательно влияет неравномерность припуска на
пну 1 ренпих поверхностях заготовки. Это объясняется тем, что при
обработке этих поверхностей обычно применяется режущий и вспо-
могательный инструмент (расточные резцы, борштанги, державки,
ппутришлифовальные шпиндели и др.), имеющий меньшую жест-
кое ib, чем инструмент, используемый для обработки наружных
поверхностей (фрезы, строгальные резцы и др.). В связи с этим при
выполнении первых операций желательно обеспечить минимальную
Рис. 12.2
Базирование блока цилиндров на конусных оправ-
ках и призматических направляющих:
/ — пнеаматический прижим; 2 — призмы;
3 — фрезеруемые технологические приливы
(Д. В. Чарнко)
Рис. 12.1
Ьалкроваиие блока цилиндров:
/ — разжимные пневматические
оправки; 2 — подводные опоры
(Д. В. Чарнко)
неравномерность припусков на внутренних поверхностях, допуская
несколько большую неравномерность припусков на наружных по-
верхностях. С другой стороны, внутренние поверхности корпусных
заготовок и литые отверстия выполняются при формовке с помощью
стержней, проверяемых шаблонами, поэтому их смещение сравни-
тельно невелико. В связи с этим во время первой операции базиро-
вание корпусных заготовок целесообразно производить самоцентри-
рующими механизмами по литым отверстиям или по внутренним
поверхностям. На рис. 12.1 приведен пример первой операции обра-
ботки блока цилиндров, где в качестве черновой базы используются
поверхности литых отверстий цилиндров (базирование на разжим-
ных оправках), а на рис. 12.2 — пример базирования блока цилин-
дров по отверстиям для гильз цилиндров (на жестких конусных
пневматических оправках) и по полуотверстиям для коленчатого
вала (на призматических направляющих).
При обработке корпуса передней бабки токарного станка в ка-
честве черновой базы используются литое отверстие под шпиндель,
боковая поверхность второго отверстия и торец (рис. 12.3). В литое
отверстие под шпиндель исходной заготовки корпуса передней
бабки вставляется разжимная оправка, которая вместе с корпусом
323
устанавливается на две призмы, лишая этим заготовку четырех
степеней свободы (точки 1—4). Упор в боковую поверхность другого
отверстия и в торец лишает заготовку еще двух степеней свободы (по-
ворот вокруг оси оправки и перемещение вдоль этой оси—точки 5—6).
Из рис. 12.3 следует, что в процессе первой операции удается
обработать две взаимно перпендикулярные плоскости, которые
в дальнейшем могут быть использованы в качестве технологических
баз. В этом случае во время второй операции сверлят и разверты-
вают два установочных отверстия, которые затем используют в ка-
честве баз вместе с плоскостью,
операции. Таким образом, в этом
Рис. 12.3
Базирование передней бабки токарного
станка по литым отверстиям (Л, Б — об-
рабатываемые плоскости) (Д. В. Чарпко)
обработанной в процессе первой
случае весь комплект технологиче-
ских баз корпуса удается обра-
ботать за две первые операции,
а не за три, что часто бывает при
обработке подобных заготовок.
Из приведенных примеров вид-
но, что при назначении черновых
баз для обработки корпусных за-
готовок иногда приходится отка-
зываться от выбора поверхностей,
остающихся на заготовке необра-
ботанными. Это связано с необхо-
димостью сокращения неравномер-
ности распределения припуска
(особенно на внутренних поверх-
ностях), возникающей из-за неточ-
ностей литья (в частности, из-за
смещения в отливках внешних и
внутренних поверхностей). Если
отлявка получена с высокой точностью (литье цветных металлов
под давлением или в кокиль), то необходимость в базировании на
первой операции по внутренним поверхностям может отпасть и
в качестве черновой базы можно использовать наружные (и внутрен-
ние) поверхности, остающиеся необработанными.
Базирование заготовок типа дисков, шестерен и-фланцев. Базиро-
вание заготовок типа дисков, обладающих достаточной жесткостью,
удобно осуществлять, используя их торцовые поверхности в качестве
установочной базы, опирающейся в приспособлении на три опорные
точки. Центрирование заготовки в этом случае производится по двум
опорным точкам цилиндрической поверхности (короткие кулачки
патрона или призмы).
Для длинных заготовок с фасонной поверхностью иногда при-
ходится создавать специальные качающиеся зажимные кулачки.
В случаях, когда заготовка базируется по длинной втулке, ее тор-
цовая поверхность имеет на приспособлении только одну опорную
точку. Наружная или внутренняя поверхности длинной втулки
имеют четыре опорные точки.
При базировании заготовок типа дисков по отверстию, обрабо-
танному протягиванием, тонким растачиванием или шлифованием»
324
Рнс. 12.4
Схема шлифования конуса шпинделя:
1 — поводок для вращения шпинделя; 3
люнет; 3 — шпиндель (Д. В. Чарнко)
первой операции достижение тре-
и также по обработанному торцу отверстие имеет на приспособлении
две опорные точки и центрирует заготовку, а торцовая поверхность—
три опорные точки. В связи с этим необходимо обеспечить равномер-
ный прижим торца заготовки к соответствующей опорной плоскости
приспособления. Часто заготовка центрируется по отверстию с по-
мощью жесткой оправки, а ориентируется по опорному торцу па-
трона плавающими самоустанавливающимися кулачками, магнит-
ными или вакуумными прижимами.
Базирование заготовок типа валов. Черновой базой при фрезеро-
вании торцов валов и их зацентровке обычно служит цилиндриче-
ская поверхность вала, устанавливаемая в двух самоцентрирующих
призмах, и торец вала (по от-
кидному упору). Последующая
обработка валов осуществляется
в центрах (искусственная тех-
нологическая база).
При обработке ступенчатых
валов на настроенных станках
(многорезцовых, гидрокопиро-
пальных, многопозиционных)
для обеспечения точности ли-
нейных размеров необходимо
предусмотреть при выполнении
буемой точности глубины зацентровки и ее контроль. В случаях,
когда дальнейшая обработка заготовок производится с применением
специальных пружинных центров — поводков, обеспечивающих
поджим торца вала к соответствующему упорному торцу центра—
поводка, это требование не обязательно.
Для пустотелых валов базирующими поверхностями часто яв-
ляются фаски, вытачиваемые на концах отверстий. В качестве при-
способлений в этом случае служат грибковые центры.
При обработке валов в большинстве случаев удается осуще-
ствить принцип постоянства базы и все операции выполнить на базе
центровых отверстий. В этом случае правильность геометрической
формы наружных поверхностей вращения в значительной степени
определяется точностью формы и качеством поверхности центровых
отверстий. Опыт показывает, что точная обработка поверхностей
вращения (с погрешностью в пределах 2—3 мкм) возможна только
при условии тщательных шлифования и доводки центровых отвер-
стий, для чего в настоящее время используются специальные центро-
шлифовальные и центродоводочные станки.
Однако в тех случаях, когда условия работы детали требуют очень
точного взаимного расположения отдельных ее поверхностей (на-
пример, концентричность внутреннего конуса шпинделя станка по
отношению к наружным шейкам, концентричность поверхности
конуса иглы клапана по отношению к ее цилиндрической поверх-
ности и т. п.), их обработка не может производиться на базе цен-
тровы отверстий и от применения принципа постоянства баз при-
ходится отказываться.
325
На рис. 12.4 показана схема шлифования Konvm шпинделя с ба-
зированием по поверхности основных шеек в люнетах и враш.ением
от гибкого поводка. По аналогии в случае необходимости обеспече-
ния концентричности цилиндрических или конических поверхностей
ступенчатых валиков в пределах допусков в несколько микрометров
шлифование этих поверхностей производят не в центрах, а с бази-
рованием по соответствующим цилиндрическим поверхностям. Такой
метод базирования не только обеспечивает точную соосность соответ-
ствующих поверхностей, но и позволяет повысить точность геометри-
ческой формы цилиндрических поверхностей (по их овальности).
Так, например, шлифуют очень точные валики прокатных станов
для листовой прокатки и многие специальные детали.
УСТАНОВЛЕНИЕ ТЕХНОЛОГИЧЕСКОГО /МАРШРУТА
ПОСЛЕДОВАТЕЛЬНОСТИ ОБРАБОТКИ
Последовательность обработки отдельных поверхностей заготовок
в значительной степени определяется простановкой размеров на
чертеже детали.
Поверхности детали, являющиеся конструкторскими базами*
используемыми при сборке, должны связываться непосредственными
размерами по кратчайшим раз-
мерным цепям. При разра-
ботке технологической опера-
ции такие размеры необходимо
часть
Рис. 12.В
Лимб прибора:
1 — верхняя часть лимба; 2 — нижняя
лимба; 3 — ось; 4 — червячное колесо; 6 —
червяк
Рис. 12.6
Верхняя часть лимба
проставлять по возможности непосредственно от технологических
баз заготовки. В этом случае точность выполнения заданных раз-
меров оказывается наивысшей.
Примером подобной простановки размеров по кратчайшим раз-
мерным цепям и соответствующей разработки последовательности
операций может служить процесс обработки деталей лимба, пока-
занного на рис. 12.5. Для обеспечения взаимозаменяемой сборки
верхней части лимба, т. е. для правильной установки червяка 5
по отношению к центральной плоскости верхнего зубчатого венца
червячного колеса 4, необходимо при изготовлении основных дета-
лей лимба (верхней части лимба 1 и червячного клеса 4) обеспечить
точное соблюдение размеров а и b (рис. 12.6), определяющих взаим-
326
ное расположение червяка 5 и зубчатого венца червячного колеса 4
н собранном узле. Кроме указанных необходимо выдержать сле-
дующие конструктивно важные размеры: k (рис. 12.6) и диаметр
начальной окружности червячного колеса (рис. 12.7). Остальные
размеры упомянутых деталей (проставленные на рисунках) в крат-
чайшие расчетные размерные цепи не входят и должны проставляться
на чертеже с учетом технологических баз.
Исходной заготовкой верхней части корпуса лимба (рис. 12.6)
служит отливка, полученная под давлением. Обработка этой заго-
ювки начинается на револьверном станке (рис. 12.8, а) с наиболее
|’«С. 12,7
Червячное колесо
Рис. 12.8 >
Обработка верхней части лимба:
л — первая операция; <Г — вторая
операция
сложного контура заготовки, позволяющего максимально сконцен-
трировать операцию и обеспечить правильное взаимное расположе-
ние конструктивно важных поверхностей детали (торец А и отвер-
стие Da = 17/77), а также высокую производительность операции.
В процессе первой операции заготовка крепится в обычном зажим-
ном патроне (базирующие поверхности: торец F и короткая цилин-
дрическая поверхность Р). Торец заготовки А в этом случае ис-
пользуется в качестве настроечной базы для обработки торцов В и С.
При выполнении второй операции (рис. 12.8, б) торец А является
опорной базой для обработки торца F, который затем служит на-
строечной базой при обработке торцов Е и G.
Конструктивно важный размер а (рис. 12.9), входящий в расчет-
ную размерную цепь, выдерживается в процессе третьей операции
от опорной технологической базы — торца А, являющегося кон-
структорской базой. Благодаря тому что направление усилия за-
жима заготовки перпендикулярно к торцу А, погрешность закрепле-
ния в данном случае не превышает 0,04 мм. Второй конструктивно
важный размер k выдерживается в процессе этой же операции также
от технологической базы — отверстия D2, являющейся сборочной
базой.
Таким образом, последовательность и содержание операций
обработки верхней части корпуса лимба определяются стремлением
327
обеспечить выполнение конструктивно важных размеров детали не-
посредственно от технологических баз детали, являющихся ее кон-
структорскими или сборочными базами. По этим же соображениям
нарезание зубчатого венца червячного колеса (рис. 12.10, а) произ-
водится при выдерживании конструктивно важного размера Ь ±
Рис. 12.9
Расточка отверстия D5 под червяк
±0,01 от проверочной техноло-
гической базы — торца В. Это по-
требовало создания специального
приспособления (рис. 12.10, б) для
установки червячной фрезы.
При определении последователь-
ности обработки отдельных поверх-
ностей заготовки кроме приведенных
соображений необходимо придержи-
ваться также приведенных ниже ре-
комендаций.
1. Во избежание перераспреде-
ления внутренних напряжений, а
следовательно, деформации заго-
товки (это особенно существенно для
отливок и штамповок) обработку ре-
комендуется начинать с наименее
точных поверхностей при снятии
с них наибольших припусков.
появления раковин и трещин в первую
очередь необходимо снимать наибольший припуск с тех поверх-
ностей, где подобные дефекты обнаруживаются чаще всего и где
они особенно недопустимы. Иногда может быть выполнена даже чи-
стовая обработка подобных поверхностей. Это позволяет забраковать
или исправить заготовку в самом начале ее обработки без осуществ-
ления лишней механической обработки.
2. В случае опасности
Рис. 12.10
Нарезание зубчатого венца червячного колеса лимба: а — схема установки
колеса; б — схема установки фрезы по высоте
3. В целях сокращения пути перемещения заготовки по цеху
желательно при проектировании последовательности обработки
учитывать расположение оборудования (это относится к цехам
серийного производства). В условиях массового и крупносерийного
производств оборудование часто располагается в соответствии с на-
правлением потока или автоматической линии обработки заготовок,.
328
ВЫБОР ВИДОВ ОБРАБОТКИ
Виды окончательной обработки всех поверхностей заготовки и про-
межуточных операций определяют исходя из требований, предъяв-
ляемых к точности и качеству готовой детали, с учетом характера
исходной заготовки и свойств обрабатываемого материала.
Для предварительного выбора вида обработки отдельных поверх-
ностей заготовки используются данные справочных таблиц экономи-
ческой точности обработки различными способами и на различных
станках, которые приводятся в учебной и справочной литературе
ПО, 13, 14].
В связи с тем что одинаковые точность обработки и качес-
тво обработанной поверхности могут быть достигнуты различ-
ными способами, после предварительного выбора нескольких
возможных технически подходящих видов обработки следует
произвести их сопоставление по производительности и экономич-
ности.
При назначении вида обработки следует стремиться к тому,
чтобы число переходов при обработке каждой поверхности заго-
товки было минимальным. Желательно, чтобы одним и тем же
способом обрабатывалось возможно большее количество поверх-
ностей заготовки. Последнее дает возможность разработать вы-
сокопроизводительные концентрированные операции с макси-
мальным совмещением обработки отдельных поверхностей, сок-
ратить общее количество операций и установов, длительность
цикла обработки, повысить производительность и точность обра-
ботки заготовки.
В том случае, когда производительность и экономичность обра-
ботки отдельных поверхностей заготовки различными способами
значительно различаются, вопрос о целесообразности выполнения
концентрированной или дифференцированной операции должен ре-
шаться экономическим расчетом. Примером такого подхода к раз-
работке технологической операции может служить выбор вида
обработки отверстия заготовки с точностью Н7 и шероховатостью
/?z = 6,3 мкм.
Обработку наружных ступенчатых поверхностей указанных за-
готовок можно успешно выполнить резцами на токарном и револьвер-
ном станках или автомате. Центральное отверстие может быть обра-
ботано растачиванием или развертыванием на тех же станках по-
средством концентрированной операции или отдельной операции
путем развертывания на станке сверлильного типа, протягивания,
шлифования, тонкого растачивания на токарном или на специальном
алмазно-расточном станке. При этом трудоемкость и технологиче-
ская себестоимость обработки отверстия во всех этих случаях зна-
чительно различаются.
Решение вопроса о наиболее рациональном варианте технологиче-
ской операции для указанных заготовок должно быть принято после
проведения технического нормирования трудоемкости обработки
по вариантам: обработка наружных поверхностей и центрального
329
отверстия на револьверном станке (или автомате); обработка наруж-
ных поверхностей на револьверном станке и отверстия посредством
отдельной операции па сверлильном, протяжном, алмазно-расточ-
ном и других станках.
Целесообразность обработки отверстия отдельной операцией
может быть также установлена на основании опубликованных нор-
мативных данных по производительности и экономичности обра-
ботки отдельных поверхностей. Результаты расчетов по этим дан-
fl
Рис. 12.12
Трудоемкость (а) и себестоимость (б) обработки отверстия a S0H7 с ше-
роховатостью Я2 = в, 3 мкм;
I — развертывание на револьверном станке; 2 — шлифование; 3 — раста-
чивание резцом Р-18; 4 — развертывание на сверлильном станке; 5 — тон-
кое растачивание на фрезерном станке; 6 — тонное растягивание на спе-
циальном станке; 7 — протягивание
ным, представленные на рис. 12.12, показывают, что при оконча-
тельной обработке центрального отверстия в процессе общей концен-
трированной операции на револьверном станке развертыванием или
растачиванием трудоемкость обработки отверстия значительно выше,
чем при использовании способов, требующих выделения обработки
отверстия в особую операцию (развертывание на сверлильном станке,
тонкое растачивание на фрезерном или на специальном алмазно-
расточном станке). Даже если учесть, что при выполнении концентри-
рованной операции на револьверном станке экономится время уста-
новки заготовки на станке (заготовка уже закреплена для наружной
обработки, и специальной установки для обработки отверстия не
требуется), обычно составляющее 0,18—0,22 мин (установка в па-
троне без выверки), из графиков (рис. 12.12, а) следует, что разделе-
ние револьверной операции на две с выделением окончательной
обработки отверстия на сверлильном (развертывание), алмазно-
расточном или горизонтально-фрезерном (тонкое растачивание) либо
протяжном станке способствует значительному сокращению затрат
суммарного времени на обработку заготовки. Выделение обработки
330
отверстия на шлифовальном станке нецелесообразно, так как тру-
доемкость шлифования близка к трудоемкости развертывания на
револьверном станке и подобная дифференциация только удлиняет
производственный цикл.
Данные по трудоемкости обработки (рис. 12.12, а) не дают окон-
чательного решения вопроса о целесообразности дифференциации
операций и должны быть дополнены данными по экономичности
обработки, приведенными на рис. 12.12, б.
Из этих графиков следует, что наиболее производительный вид
обработки отверстий — протягивание — в условиях серийного про-
изводства не является достаточно экономичным. При обработке пар-
тии заготовок 200 шт. протягивание отверстий длиной 20 мм
является наиболее дорогим видом обработки. Только для
отверстий длиннее 80 мм протягивание оказывается экономичнее
растачивания резцами на токарных и револьверных станках, раз-
вертывания на револьверных станках или шлифования. Однако
в при этих размерах отверстий протягивание значительно дороже
р; звертывания на сверлильных станках или тонкого растачивания.
Проведенный анализ производительности и экономичности обра-
ботки отверстий различными способами приводит к заключению, что
ври проектировании технологических процессов обработки загото-
вок типа, изображенного на рис. 12.11, целесообразно предусмотреть
окончательную обработку наружного контура и предварительную
обработку отверстия на револьверном станке или автомате, а окон-
чательную обработку отверстия выделить в отдельную операцию,
выполняемую одним из следующих высокопроизводительных видов
обработки: развертыванием на сверлильном станке, тонким раста-
чиванием на горизонтально-фрезерном станке или тонким растачи-
ванием на специальном алмазно-расточном станке.
Именно такая последовательность обработки принята в некото-
рых типовых технологических процессах изготовления зубчатых
колес.
Принимая решение о дифференциации обработки и выделении
отдельных переходов в самостоятельные операции, технолог должен
учитывать происходящее при этом удлинение производственного
цикла и увеличение межоперационного транспортирования и проле-
живания заготовок на промежуточных складах. В условиях работы
гибкой автоматизированной системы станков эти дополнительные
обстоятельства особого значения не имеют, однако при недостаточно
четкой организации производства цеха их отрицательное влияние
может превзойти достоинства дифференциации.
УСТАНОВЛЕНИЕ ПРОМЕЖУТОЧНЫХ ОПЕРАЦИЙ
И РАСЧЕТ ОПЕРАЦИОННЫХ ПРИПУСКОВ И РАЗМЕРОВ
В связи с тем что выбранный способ окончательной обработки от-
дельных поверхностей не всегда может обеспечить получение тре-
буемых точности и качества поверхности непосредственно из исход-
ной заготовки, возникает необходимость создания промежуточных
331
операций или переходов, по мере выполнения которых достигается
постепенное повышение точности заготовки до требуемой от готовой
детали. Так, например, когда необходимо обработать валик с точ-
ностью выше IT5 с шероховатостью Rz = 0,2-Н),4 мкм, а заготов-
кой служит прокат, то в технологическом процессе, очевидно, не-
возможно ограничиться применением одной доводочной операции,
обеспечивающей достижение требуемых точности и качества поверх-
ности. В этом случае необходимо предусмотреть ряд промежуточных
операций или переходов (точение, предварительное и окончательное
шлифование и, наконец, доводку).
При назначении количества и способов выполнения промежуточ-
ных операций исходят из технических возможностей выбираемых
способов с точки зрения достигаемых точности и качества поверх-
ности, а также из требований этих видов обработки к точности и ка-
честву заготовок, получаемых на предшествующих операциях. Так,
в приведенном выше примере по обработке высокоточных валиков
исходят из того, что точность выше IT5 в настоящее время обычно
достигается одним из способов доводки. Однако известно, что про-
цесс доводки может быть экономичным лишь при условии снятия
припуска на доводку в пределах 0,01—0,02 мм на диаметр. Это
означает, что предыдущая операция должна дать точность заготовки
под доводку в пределах допуска 0,005—0,001 мм [операционный
допуск, исходя из формулы (9.5), должен быть в два—четыре раза
меньше припуска на последующую операцию] при шероховатости не
грубее Rz = 3,2 мкм.
Видом обработки, обеспечивающим достижение такой точности,
является чистовое шлифование, снимающее припуск порядка 0,05 мм
на диаметр. Аналогичные рассуждения приводят к необходимости
проведения предварительного шлифования и предварительной об-
точки черной исходной заготовки. Таким образом, кроме назначения
способов окончательной обработки всех поверхностей заготовки
назначаются способы промежуточной обработки и подсчитываются
соответствующие операционные припуски и допуски на операцион-
ные размеры.
При этом широко используются справочные данные о точности
размеров, шероховатости поверхности и глубине распространения
деформационного упрочнения и остаточных напряжений металла
поверхностного слоя, формирующихся при применении различных
видов и режимов механической обработки.
ВЫБОР ОБОРУДОВАНИЯ
При выборе оборудования в условиях действующего производства
приходится ориентироваться на имеющееся в цехе оборудование и
обязательно учитывать степень фактической загрузки отдельных его
групп. Во многих случаях технологическая операция, осуществление
которой предусматривалось на загруженном в цехе оборудовании,
может быть произведена без ущерба для качества и производитель-
ности обработки (вместо шлифования — тонким точением и т.п.).
332
11одобные изменения первоначально намеченных способов обработки
должны подкрепляться экономическими расчетами их производствен-
ной целесообразности. Следует иметь в виду, что проектирование
новых технологических операций для сильно загруженного уни-
кпльиого оборудования, лимитирующего общий выпуск завода» мо-
жет быть допущено лишь в исключительных случаях, когда никакие
другие станки и способы обработки для данных заготовок не могут
быть использованы. Во всех иных случаях следует применять любые
хнологические процессы и оборудование, обеспечивающие каче-
« I венную обработку заготовок даже тогда, когда производитель-
ность и экономичность обработки при этом снижаются по сравнению
< обработкой на уникальном оборудовании в несколько раз.
Проектирование технологического процесса, рассчитанного на
приобретение специального оборудования в условиях действующего
серийного производства, является исключением и требует проведе-
ния предварительного экономического обоснования.
При проектировании технологических процессов для вновь со-
здаваемых предприятий имеется возможность выбирать наиболее
зехнически и экономически подходящее оборудование.
Исследования использования металлорежущего оборудования
и СССР и за рубежом, проведенные в последние годы, со всей оче-
видностью показали, что для обработки подавляющего большин-
ства заготовок оборудование должно подбираться не только с точки
зрения обеспечения предъявляемых к нему технических требований,
по и с точки зрения достижения наивысших экономических показа-
телей проектируемой технологической операции.
Так, например, из общего числа заготовок, изготовляемых в СССР
на токарных станках, только 21 % имеет точность, соответству-
ющую IT6, а остальные 79 % обрабатываются с точностью IT8
(46 %) и грубее. При этом требования по шероховатости поверх-
ности в пределах Rz = 6,3 мкм предъявляются лишь к 2 % загото-
вок. Только для 24 % заготовок необходимо применение ходового
впита при нарезании резьбы; 80 % всех токарных работ могут быть
выполнены на станках с расстоянием между центрами до 700 мм.
Приведенные данные показывают, что около 80 % заготовок,
обрабатываемых на токарных станках, могут быть изготовле-
ны на револьверных станках, автоматах, многорезцовых стан-
кпх и на станках с программным управлением. Во всех случаях
выбор станка должен производиться на основании экономических
соображений.
Графики, дающие возможность определить размеры операцион-
ных партий заготовок, при которых экономически целесообразно
использовать токарные и револьверные станки или одно- и много-
шпиндельные прутковые автоматы, были приведены на рис. 10.6.
Опыт передовых предприятий показывает, что размер экономи-
чески целесообразной партии заготовок, при которой следует пере-
водить их обработку с токарного станка на револьверный, состав-
ляет 5—25 шт., с револьверного станка на одношпиндельный авто-
мпт — 150—700 шт. и на многошпиндельный автомат с одношпин-
333
Число перемМ
Рис. 12.13
Граница экономической це-
лесообразности перевода об-
работки заготовок с токарно-
револьверного станка иа од-
ношпиндельный автомат
дельного — от 150 шт. заготовок и выше. При этом с увеличе-
нием размеров обрабатываемых заготовок величина операционной
партии, при которой экономично применение высокопроизводитель-
ных и дорогостоящих станков, уменьшается.
Размеры граничных партий заготовок,
при которых экономически целесообразно
переводить их обработку на более произ-
водительное оборудование, в значительной
степени связаны с конфигурацией заготовок,
а следовательно, и с числом необходимых
переходов и применяемых инструментов.
При большом числе переходов перевод
обработки заготовок с токарно-револьверных
станков на автоматы особенно экономичен.
Из графика на рис. 12.13 следует, что с уве-
личением числа переходов с 7 до 14 раз-
мер партии заготовок, при которой целе-
сообразно их обработку выполнять на одно-
шпиндельном автомате, уменьшается со
100 до 27 шт.
На рис. 12.14 приведены эскизы типовых
заготовок, а в табл. 12.1 даны значения гра-
ничных размеров партии, при которых эконо-
мически целесообразно переводить их обработку с токарного стан-
ка на револьверный, а с револьверного станка на одношпиндель-
ный автомат и с одношпиндельного автомата на многошпиндель-
ный.
Таблица составлена при условии, что один наладчик обслуживает
восемь револьверных станков и одношпиндельных автоматов или
четыре многошпиндельных автомата.
Рис. 12.14
Типовые заготовки, обрабатываемые на токарио-револьвернык станках и автоматах
Часто внимание технологов привлекает вопрос об установле-
нии границ экономичного применения станков с программным
управлением. При изготовлении специальных заготовок особо слож-
ной конфигурации (например, крупногабаритных турбинных ло-
паток и т. п.) целесообразность применения таких станков не вы-
зывает сомнений, несмотря на более высокую их стоимость.
Многообразные технологические возможности, высокая точность
и производительность этих станков, значительная экономия в
затратах на приспособления и зарплату, более полное исполь-
334
Таблица 12.1
1раничные значения величины партии заготовок (в штуках) для станке»
i различной степенью автоматизации
Вид заготовки Токарный и то* карно-револь- верный станок Револьверный станок и одио- шпиндельный автомат Одно- и миогошпии- дельиый автоматы
По себе- стоимо- сти По про- изводи- тельности По себе- стоимо- сти По про- изводи- тельно- сти По себе- стоимо- сти По про* ИЗВОДИ- тельно- сти
Рис. 12.14,(1 6 1 200 100 800 500
Рис. 12.14, б 6 1 100 60 2Б0 250
Рис. 12.14, в 6 1 70 27 420 270
Рис. 12.14, г 5 1 60 40 350 140
лопание станков и устранение брака окупают высокую стоимость
станков подобного рода.
Более сложным является вопрос об экономичности применения
«танков с программным управлением для обработки обычных де-
келей машиностроения
взамен токарных, револь-
верных или станков-авто-
матов, а также взамен
универсальных станков
при выполнении фрезер-
ных и расточных опера-
ций. На рис. 12.15 при-
ведена себестоимость об-
работки фланца на различ-
ных станках токарной
। руппы. При расчете было
принято, что один рабочий
обслуживает два станка
с программным управле-
нием. Из рисунка видно,
что станок с программным
управлением (кривая 4)
оказывается наиболее эко-
номичным в узком интер-
ияле размеров партий (4—
20 шт.). При количестве
пнготовок в партии менее
4 шт. наиболее экономич-
ным является самый де-
Колтество заготовок В партии, шт.
Рис. 12.1S
Себестоимость обработки фланца на различных
стайках токарной группы:
1 — токарный станок; 2 — токарно-револьверный
станок; 3 — патронный кулачковый токарный авто-
мат; 4 — токарный станок с программным управле-
шевый токарный станок иием
(кривая /). Если партия заготовок превышает 20 шт., то наиболее
выгодно использовать двухшпиндельный кулачковый патронный
835
токарный автомат (кривая 3). Это объясняется в первую очередь
тем, что установка одного его шпинделя производится во время
работы второго, а в результате этого устраняются простои станка.
Необходимо подчеркнуть, что быстрое совершенствование кон-
струкций станков с ЧПУ изменяет область их экономичного при-
менения и сдвигает ее в сторону уменьшения размеров партий обра-
батываемых заготовок. В частности, применение станков с опе-
ративным управлением на базе микропроцессоров может оказать-
ся экономичным уже при обработке нескольких штук заготовок.
Кроме того, в этом случае при использовании высокоавтоматизиро-
ванных станков с ЧПУ следует учитывать возможное сокращение
потребности предприятия в дефицитной рабочей силе высокой ква-
лификации, что в современных условиях очень важно.
Приведенные примеры показывают необходимость проведения
тщательных предварительных расчетов экономической целесооб-
разности применения станков различных типов для обработки проек-
тируемых заготовок.
Пользуясь подобными данными и расчетами, выбирают оборудо-
вание, обеспечивающее достижение наибольших производительности
и экономичности обработки в условиях заданных производственной
программы и конструкции заготовок.
ОПРЕДЕЛЕНИЕ СТРУКТУРЫ ОПЕРАЦИИ
И ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ КАРТ
После решения перечисленных вопросов определяют структуру опе-
рации и выполняется предварительное оформление операционно-
технологических карт с вычерчиванием соответствующих операцион-
ных эскизов. При оформлении технологических операций и отдель-
ных переходов производится анализ технической возможности и
экономической целесообразности их концентрации путем применения
наборов нормального режущего инструмента или проектирования
и изготовления специальных комплектов инструментов (в том числе
фасонных), а также использования специальных многоинструмент-
ных державок, параллельной и последовательной обработки заго-
товок и затем окончательно уточняется принятая структура
операции.
В случае разработки нескольких вариантов технологических про-
цессов обработки одной заготовки окончательно выбирается наиболее
рациональный вариант после их аналитического сопоставления.
ПРОЕКТИРОВАНИЕ СХЕМ НАЛАДКИ СТАНКОВ
После определения структуры операций проектируются схемы на-
ладки (настройки) станков для основных технологических операций.
При этом выполняются необходимые расчеты точности настройки,
определяются рабочие циклы станка, взаимного расположения
инструментов, режимы их работы и производительность операции.
Проектирование наладок обычно осуществляется в такой после-
довательности.
336
1. Расчеты точности настройки станка на настроечные размеры
(определение среднего настроечного размера и допуска па настройку
или расчет предельных настроечных размеров с учетом рассеяния
размеров и переменных систематических погрешностей обработки).
2. Составление предварительного плана размещения инструмен-
та в суппортах и инструментальных головках по отдельным пере-
ходам и предварительный расчет режимов резания. При этом сле-
дует стремиться к одновременной работе инструментов, размещен-
ных в разных суппортах, закрепленных в многорезцовых дер-
жавках.
Размещение одновременно работающих резцов должно по воз-
можности предусматривать взаимное уравновешивание возника-
ющих сил резания. Обтачивание ступенчатых заготовок следует на-
чинать с меньшего диаметра; снятие
фасок и подрезание торцов должны
производиться одновременно с об-
тачиванием.
С увеличением количества одно-
временно работающих инструмен-
тов сокращается длина перемеще-
ния суппорта и повышается произ-
водительность обработки. Однако
при чрезмерном увеличении коли-
чества одноЬременно работающих
Рис. 12.1в
Зависимость трудоемкости обработки
от числа одновременно работающих
инструментов (В. С. Коровков)
инструментов мощность станка мо-
жет оказаться недостаточной и тогда приходится снижать режимы
резания. С другой стороны, большое количество одновременно ра-
ботающих режущих инструментов увеличивает простои станка, свя-
занные с необходимостью смены затупившихся инструментов, что
ведет к увеличению времени технического обслуживания 7тех.
Последняя причина, в свою очередь, заставляет дополнительно сни-
жать режимы резания, что заметно замедляет снижение основного
времени То с увеличением числа одновременно работающих инстру-
ментов. В результате этого штучное время операции Тш с увеличе-
нием числа режущих инструментов в наладке сначала снижается,
а затем, при превышении некоторой оптимальной величины пОпт —
возрастает, а производительность операции даже снижается
(рис. 12.16). Это делает необходимым проведение расчетов целесооб-
разной степени концентрации наладки станка. Для этого производят
техническое нормирование различных вариантов наладки (в том
числе малоинструментных наладок, предусматривающих обработку
по высоким режимам резания одним-двумя инструментами, работа-
ющими по копирам) и выбирают вариант, предусматривающий наи-
высшую производительность обработки с учетом мощности станка,
фактических режимов резания, стойкости инструментов и потерь
времени на их переточку и поднастройку, а также с учетом затрат
времени на проведение самой настройки станка.
3. Окончательная компоновка инструментов в наладке станка
и корректирование режимов резания.
337
4. Оформление схемы наладки станка с указанием размещения
инструментов, их шифров, рабочих и холостых движений; с подбором
необходимых копиров и шестерен; с расчетами циклов работы станка
и производительности обработки по данной наладке.
5. Конструирование необходимой оснастки для наладки станка
(приспособление, специальный режущий и вспомогательный инстру-
мент, шаблоны для установки режущего инструмента и т. п.).
После проектирования наладки станка окончательно оформляют
операционно-технологические карты и производят техническое нор-
мирование всех операций технологического процесса с установле-
нием необходимого разряда работы и соответствующих норм вы-
работки.
$ 1М
ПРОЕКТИРОВАНИЕ
ТИПОВЫХ И ГРУППОВЫХ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
СУЩНОСТЬ ТИПИЗАЦИИ И КЛАССИФИКАЦИИ
Одним из наиболее прогрессивных направлений совершенствования
технологии машиностроительных заводов является типизация техно-
логических процессов. При всем многообразии деталей машинострои-
тельного производства среди них можно обнаружить большое коли-
чество деталей аналогичной конфигурации, близких по точности,
материалам, требованиям, предъявляемым к качеству обработки
их основных поверхностей, а также сравнительно мало отличающихся
по размерам. Вместе с тем очень часто такие детали изготовляются
на разных заводах, в разных цехах (а иногда и в одном цехе), на
различном оборудовании из разных исходных заготовок, различ-
ными технологическими методами при неодинаковых производитель-
ности и экономичности обработки.
Типизация должна обеспечить устранение многообразия техно-
логических процессов обоснованным сведением их к ограниченному
числу типов и являться базой для разработки стандартов на типовые
технологические процессы.
Проведение типизации технологических процессов для сходных
по конфигурации и технологическим особенностям деталей преду-
сматривает их изготовление по одинаковым технологическим процес-
сам, основанным на применении наиболее совершенных способов
обработки, обеспечивающих достижение наивысшей производитель-
ности и экономичности производства.
Типовой технологический процесс разрабатывается для из-
готовления в конкретных производственных условиях типового
представителя группы изделий, обладающих общими конструк-
тивно-технологическими признаками.
К типовому представителю группы изделий относят изделие,
обработка которого требует наибольшего количества основных и
вспомогательных операций, характерных для изделий, входя-
щих в эту группу.
338
Типизация технологических процессов может производиться по
трем направлениям: 1) обработки отдельных поверхностей; 2) об-
работки отдельных (типовых) сочетаний поверхностей; 3) обработка
заготовок.
Работа по типизации технологических процессов в любом из
указанных направлений должна начинаться с проведения классифи-
кации (поверхностей, их сочетаний или деталей). Основной задачей
классификации является приведение всего многообразия заготовок,
поверхностей и их сочетаний к минимальному количеству типов,
для которых можно разработать типовые технологические процессы
обработки в нескольких вариантах, чтобы для любого конкретного
случая обработки заготовки, поверхности или сочетания поверх-
ностей данного типа можно было выбрать наиболее рациональный
типовой процесс для данных условий производства. Признаки, за-
ложенные в основу классификации обрабатываемых поверхностей,
типовых сочетаний поверхностей и заготовок, должны удовлетворять
условиям, при которых обработка могла бы быть осуществлена по
одному и тому же технологическому процессу.
КЛАССИФИКАЦИЯ И ТИПИЗАЦИЯ ОБРАБОТКИ
ОТДЕЛЬНЫХ ПОВЕРХНОСТЕЙ
Признаками для классификации элементарных поверхностей явля-
ются: форма поверхности; требуемая точность (по размеру, форме
и качеству); размеры; материал изделия.
Примерами построения типовых технологических процессов (схем)
обработки различных поверхностей заготовки могут служить много-
численные руководящие и справочные материалы по припускам,
последовательности переходов, трудоемкости и экономичности обра-
ботки заготовок с различными квалитетами точности и разной ше-
роховатостью. При создании типовых процессов обработки отдель-
ных поверхностей не решается вопрос о типизации исходной заго-
товки, оборудования и последовательности отдельных операций.
Типовой процесс обработки определенного сочетания поверх-
ностей, и особенно типовой процесс обработки заготовок, не всегда
составляется из сочетаний типовых процессов обработки отдельных
поверхностей, так как определенные сочетания элементарных по-
верхностей в конкретной заготовке иногда дают возможность более
целесообразного построения последовательности переходов и их
объединения, применения комбинированного инструмента и т. п.
КЛАССИФИКАЦИЯ и ТИПИЗАЦИЯ ОБРАБОТКИ
СОЧЕТАНИЙ ПОВЕРХНОСТЕЙ
Под типовым сочетанием поверхностей понимается сочетание поверх-
ностей, встречающихся у различных заготовок, при котором все
влементарные поверхности могут быть обработаны при неизменной
технологической базе, на одних и тех же станках, одинаковыми
инструментами, при одинаковых содержании и последовательности
операций, установов и переходов.
339
Признаками для классификации типовых сочетаний поверхностей
являются: конфигурация отдельных поверхностей; взаимное распо-
ложение их; точность обработки отдельных поверхностей и точность
их взаимного расположения; размеры отдельных поверхностей;
соотношение размеров между ними; материал обрабатываемой за-
готовки.
В процессе типизации технологических процессов обработки ти-
повых сочетаний поверхностей составляют план обработки данного
сочетания поверхностей по операциям в нескольких вариантах,
устанавливают последовательность переходов для каждой операции,
определяют типы режущих и мерительных инструментов для отдель-
ных переходов.
Примерами разработки типовых процессов обработки сочетаний
поверхностей могут служить описываемые в различных руководствах
процессы обработки концентричных наружных и внутренних по-
верхностей вращения, эксцентрично расположенных поверхностей
с обеспечением точного выполнения эксцентриситета, взаимно пер-
пендикулярных или параллельных поверхностей, обеспечения соос-
ности обрабатываемых отверстий и точных расстояний между ними
и т. Д.
Типизация обработки сочетаний поверхностей (как и обработки
элементарных поверхностей) не решает задачи типизации исходной
заготовки и не всегда определяет последовательность обработки
отдельных поверхностей конкретной заготовки. При наличии у за-
готовки нескольких типовых сочетаний поверхностей, связанных
с определенными «своими» технологическими базами, может воз-
никнуть необходимость в изменении последовательности обработки
отдельных типовых сочетаний. Решить задачу типизации техноло-
гических процессов можно только путем проведения типизации об-
работки заготовок.
КЛАССИФИКАЦИЯ И ТИПИЗАЦИЯ ОБРАБОТКИ
ЗАГОТОВОК
Признаками для классификации заготовок являются: конфигурация
заготовки; ее размеры; точность обработки и качество обрабатывае-
мых поверхностей; материал заготовки.
Кроме указанных основных признаков, определяющих характер
и содержание технологического процесса, на построение последнего
большое влияние оказывают условия его осуществления. К таким
условиям прежде всего относятся: объем общего производственного
задания и размеры отдельных партий обрабатываемых заготовок;
общая производственная обстановка (оборудование, наличие инстру-
мента и возможности инструментального цеха, расположение обо-
рудования, система организации производства в цехе и т. п.).
В связи с тем что первые четыре признака относятся непосред-
ственно к заготовке и выявляются из ее чертежа, они и принимаются
в основу технологической классификации заготовок. Дополнитель-
ные признаки, связанные с планированием и организацией произ-
340
подства, учитываются при типизации технологических процессов
созданием нескольких технически равноценных вариантов типовых
процессов.
В основу построения технологической классификации заготовок
проф. А. П. Соколовский принимает классы, которые, в свою оче-
редь, подразделяются на подклассы, группы и подгруппы.
Классом называется совокупность заготовок, характеризуемых
общностью технологических задач, решаемых в условиях определенной
конфигурации этих заготовок. По классификации А. П. Соколов-
ского предусмотрено 14 классов (валы, втулки, диски, эксцентрико-
вые заготовки, крестовины, рычаги, плиты, угольники, бабки, зуб-
чатые колеса, фасонные кулачки, ходовые винты и червяки, мелкие
крепежные детали). При этом указывается, что к этой классифика-
ции, имеющей общий машиностроительный характер, целесообразно
добавлять новые классы заготовок, характерных для отдельных от-
раслей промышленности (например, турбинные лопатки, шарико-
вые подшипники и т. п.).
Разбивка классов на группы и подгруппы заканчивается типом.
Под типом подразумевается совокупность заготовок одного класса,
имеющих в определенных производственных условиях одинаковый
маршрут типовых операций. При этом типовая технологическая опе-
рация характеризуется единством содержания и последовательности
технологических переходов для группы изделий с общими конструк-
тивными и технологическими признаками (ГОСТ 3.1109—82).
Таким образом, под типом понимается совокупность заготовок,
имеющих план операций, осуществляемый в основном одинаковыми
способами (однородное оборудование, одинаковое качество устано-
вок, приспособлений и инструмента). Практически к одному типу
относятся заготовки, для которых можно составить общую карту
типового процесса. В пределах типа допускаются некоторые откло-
нения в порядке обработки. Возможно исключение или добавление
некоторых (нехарактерных) переходов и даже операций (например,
сверления неточных отверстий).
В табл. 12.2 приведена классификация заготовок класса валов,
подкласса ступенчатых валов диаметром 30—80 мм и длиной 150—
1000 мм, 6—8-го квалитетов точности. Валы этих размеров состав-
ляют около 80 % всех валов, применяемых в машиностроении.
Данная классификация разработана с учетом: конструктивных
особенностей соответствующих типов деталей, применяемых в раз-
личных отраслях машиностроения; методов изготовления рассма-
триваемых деталей на заводах массового и серийного производств;
общности оборудования, необходимого для их изготовления; при-
нятых размерных рядов основных групп станков, применяемых
при обработке рассматриваемых заготовок.
Классификация делит заготовки подкласса ступенчатых валов
ин виды, размерные группы и типы. Виды характеризуются нали-
чием или отсутствием центрального сквозного или глухого отвер-
стия. Размерные группы валов определяются размерными рядами
станков, на которых эти валы могут быть обработаны.
341
342
Таблица 12.2
Классификация подкласса ступенчатых валов
Вид Наименование Размерная группа
Наимеиованне Обозначение Длина вала, мм Обозначение Длина вала, мм Обозначение
150-500 I 500—1 000 11
Тип
Эекнз Обозн ачеиие Эскиз Обозначение
Ступенчатый без центрального от- верстия 1 Валы без шлицев Валы со шлицами Валы-шестерни без шли- цев 4 Валы-шестерни цилин- дрические со шлицами 1-I-I I-I-2 1—1—3 1-1-4 СДППЛ-З- 1—-II—1 1—II— 2 1—П-З 1—II—4
343
Пр-одожжевие табл. 12.2
Вид Наименование Размерная группа
Наименование Обозначение Длина вала, мм Обозначение Длина вала, мм Обозначение
160—500 I 500—1000 II
Тип
Эскиз Обозначение Эскиз Обозначение
Ступенчатый без центрального от- верстия 1 Валы-шестерни кониче- ские со шлицами 1—1—5 4. jej 11 — 1—II—5
Ступенчатый с центральным от- верстием 2 Валы без-шлицев Валы со шлицами Валы-шестерни со шли цами Валы-рейки 2—1—1 2—1—2 2-1-3 2—II—1 2—II—2 2-11-3
В качестве основных станков для обработки валов приняты то-
карные, шлифовальные и шлицефрезерные станки. В соответствии
с расстояниями между центрами указанных групп станков валы
разделены по длине на две размерные группы: 150—500 мм и 500—
1000 мм. Типы валов определяются совмещением видов и размерных
групп. Типовые валы обозначаются трехзпачными цифрами, в кото-
рых первая обозначает вид, вторая — размерную группу, третья —
порядковый номер типа в данном виде.
Разработка типовой технологии в условиях завода должна про-
водиться для двух ее вариантов', рабочего, составленного на основании
имеющегося оборудования и условий завода, и перспективного, учиты-
вающего все возможности современных видов обработки, новейшего
оборудования и прогрессивных методов организации производства
(создание технологических участков производства зубчатых колес,
валов, втулок и т. п. уровень технологии которых может быть зна-
чительно повышен).
Документация типовых технологических процессов включает
в себя классификатор заготовок и типовые процессы обработки.
Карты типовых процессов составляют для каждого типа загото-
вок. Они имеют две разновидности: обычные типовые карты, включа-
ющие перечень операций и оборудования с указанием количества
установов и краткого порядка выполнения работы, и карты нормаль-
ного процесса для типа заготовок, отличающихся только размерами
при тождественной форме (чаще всего для нормализованных или
даже тестированных заготовок). Типовой процесс для таких заготовок
одинаков и часто оформляется в виде технологических карт.
Подобные карты составляют для простейших по конфигурации
заготовок (кольца, крепежные детали, режущий инструмент и т. п.).
Такие карты содержат подробные данные о технологическом про-
цессе и отдельных операциях: эскиз заготовки, номера нормалей
и ГОСТов, предельные габаритные размеры заготовок, точность
обработки и качество поверхности, материал, последовательность
и содержание операций переходов, оборудование, приспособление
и инструменты (режущие, мерительные и вспомогательные), режимы
обработки (пределы их изменений для разных размеряв заготовок)
и указания по техническому нормированию.
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИИ
ГРУППОВОЙ ОБРАБОТКИ
В условиях современного единичного мелкосерийного и серийного
типов машиностроительного производства важное значение имеет
организация группового производства.
Групповое производство — форма организации дискретных
(прерывных) производственных процессов, экономико-организационной
основой которой является целевая подетальная (предметная) спе-
344
циализация участков и цехов, а технологической составляющей —
унифицированная групповая {типовая) форма организации техноло-
гических процессов. При этом в конечном счете создаются подеталь-
по-групповые цехи, участки и многономенклатурные групповые по-
точные линии. При подетально-групповой специализации цехи
(участки) организуются по принципу конструктивно-технологи-
ческого подобия изготовляемых деталей независимо от того,
для какого изделия или узла предназначена та или иная деталь.
В крупносерийном и массовом производствах метод групповой обра-
ботки целесообразно применять при коротком цикле изготовления
изделия или при коэффициенте закрепления операций К3.0 2.
СУЩНОСТЬ ГРУППОВОЙ ОБРАБОТКИ ЗАГОТОВОК
Под групповой организацией производства понимается форма орга-
низации производства, характеризуемая соместным изготовлением
или ремонтом групп изделий различной конфигурации на спе-
циализированных рабочих местах.
Метод групповой обработки, созданный проф. С. П. Митрофа-
новым 15], является развитием идей типизации технологических
процессов. За основу метода (так же, как и при типизации техноло-
гических процессов) принимается технологическая классификация
заготовок, заканчивающаяся формированием группы, являющейся
главной технологической единицей групповой обработки.
Построение технологической классификации заготовок для груп-
повой обработки существенно отличается от классификации загото-
вок, необходимой для типизации технологических процессов. Если
при типизации технологических процессов в общий класс объеди-
няются заготовки по принципу общности их конфигурации, техно-
логического маршрута и содержания отдельных операций, то при
ерупповой обработке под классом понимается совокупность деталей,
характеризуемая общностью типа оборудования, необходимого для
получения или обработки заготовки в целом или отдельных ее по-
верхностей.
Таким образом, при групповой обработке создают классы заго-
товок по видам обработки (изготовляемые на токарных, револьвер-
ных, фрезерных, сверлильных станках, на станках-автоматах,
в также получаемые литьем под давлением, холодной и горячей
штамповкой и т. п.). Создание классов является предварительным
малом подготовки групповой обработки. Основной задачей этой
подготовки является формирование групп.
Основным признаком для объединения заготовок в группы по
отдельным технологическим операциям является общность обраба-
тываемых поверхностей или их сочетаний.
В связи с тем что из большого количества отдельных поверхно-
стей при их различных сочетаниях может быть образована разно-
образная конфигурация заготовок, в состав группы могут и дей-
345
етвительно часто включаются заготовки различной конфигурации
(рис. 12.17). В этом смысле понятие группы значительно шире по-
нятия типа заготовок, являющегося основой построения типового
процесса. Известно, что под типом понимается совокупность кон-
структивно подобных заготовок, отличающихся только размерами;
заготовки одного типа имеют одинаковые технологический маршрут
и содержание отдельных операций, что не является обязательным
для группы заготовок.
При формировании группы заготовок учитываются следующие
признаки: общность элементов, составляющих конфигурацию за-
готовки, а следовательно, и общность поверхностей, подлежащих
Рис. 12.17
Группа заготовок,
обрабатываемых с од-
ной наладви
(С. П. Митрофанов)
обработке (цилиндрическая наружная, цилиндрическая внутрен-
няя, коническая поверхности, фаски, резьба, канавка, торцовые
поверхности и т. п.); точность и шероховатость обрабатываемых
поверхностей; однородность исходной заготовки и обрабатываемого
материала, позволяющая осуществление обработки одинаковыми
способами и общими режущими инструментами; близость размеров
исходных заготовок, позволяющая их обрабатывать на одном и том
же оборудовании в однотипных приспособлениях (групповых, пере-
налаживаемых приспособлениях); серийность выпуска заготовок
и трудоемкость их обработки по существующей программе.
Групповая обработка может ограничиваться отдельными группо-
выми операциями (заготовительные и отделочные операции, ста-
ночная обработка и др.), а также может применяться для построения
группового технологического процесса обработки заготовок в целом,
включая организацию поточных линий.
ПРОЕКТИРОВАНИЕ ГРУППОВЫХ ОПЕРАЦИЙ
Групповой технологической операцией называется общая для группы
различных по конструктивным признакам заготовок операция, вы-
полняемая с определенной групповой оснасткой, обеспечивающей об-
работку заготовки на данном оборудовании.
Групповую технологическую операцию следует разрабатывать для
выполнения технологически однородных работ при изготовлении
346
группы изделий на специализированном рабочем месте при условии
возможности подналадки средств технологического оснащения. Ее
можно разрабатывать и применять как составную часть группового
технологического процесса (маршрута), как однооперационный груп-
повой технологический процесс и как отдельную групповую опера-
цию единичного технологического процесса.
Групповым технологическим процессом называется совокупность
групповых технологических операций, обеспечивающих обработку
различных заготовок группы (или нескольких групп) по общему тех-
нологическому маршруту. При групповом технологическом маршруте
некоторые заготовки или их группы могут пропускать отдельные
операции.
Групповой технологический процесс предназначен для совмест-
ного изготовления или ремонта группы изделий различной конфигу-
рации в конкретных условиях производства на специализированных
рабочих местах.
Групповой технологический процесс разрабатывается с целью
экономически целесообразного применения методов и средств круп-
носерийного и массового производств в условиях единичного, мелко-
серийного и серийного производств.
При построении отдельных групповых операций группой назы-
вается совокупность заготовок, характеризуемая общностью обору-
дования, технологической оснастки, наладки и технологических пе-
реходов.
Таким образом, группа заготовок создается для выполнения опе-
рации на одном и том же станке при его неизменной наладке. В от-
дельных случаях при переходе к обработке другой заготовки данной
группы допускается незначительная подналадка станка, однако она
должна быть осуществлена с минимальной затратой времени (замена
сверл, перестановка линейных и диаметральных упоров, замена
сменных установочных или зажимных деталей группового при-
способления при сохранении на станке постоянного основного кор-
пуса приспособления и т. п.).
Проектирование групповой обработки выполняют в такой после-
довательности.
1. По чертежам изделий завода производят отбор заготовок, ко-
торые могут быть обработаны на одинаковом оборудовании при уста-
новке в однотипных приспособлениях с применением одинакового
инструмента.
2. Определяют фактическую трудоемкость обработки отобранных
яаготовок в количестве, обеспечивающем полное выполнение месяч-
ной программы (с учетом периодичности запуска заготовок в произ-
водство).
3. Устанавливают окончательный состав группы заготовок ис-
ходя из необходимости загрузки оборудования в течение месяца
при минимальных переналадках для других групп заготовок.
Этот этап работы является исключительно важным для успешного
осуществления групповой обработки. Преимущества групповой об-
работки могут проявиться в полной мере только в том случае, если
347
между переналадками станка для обработки различных групп заго-
товок проходит достаточно большой период (три-четыре дня и
более).
Особенно успешно применяется групповая обработка в тех слу-
чаях, когда на одном станке обрабатывают одну или две группы
заготовок в течение месяца. При этом достигается определенная
специализация станка, облегчается и улучшается организация об-
служивания рабочего места, растет производительность.
В условиях мелкосерийного производства, когда заготовки об-
рабатывают партиями по 5—10 шт., для создания такой длительности
обработки одной группы приходится объединять в группы большое
количество различных по конфигурации заготовок (до 60—80 наи-
менований заготовок в одной группе). Для этого требуются сложные
многопереходные настройки станков с использованием в основном
нормальных режущих инструментов, работающих последовательно.
Совмещение переходов путем применения фасонных специальных
инструментов или специальных державок для комбинирования одно-
временной обработки разных поверхностей почти не применяется.
Естественно, что в этом случае производительность операции усту-
пает обработке со специальными настройками, хотя она, конечно,
значительно выше, чем при единичных процессах обработки мелких
серий (по 5—10 шт.) на универсальных станках без технологической
оснастки.
При формировании группы следует провести расчет целесообраз-
ных ее размеров путем сопоставления экономичности обработки
большой группы заготовок при редких переналадках станка, но
с относительно пониженной производительностью выполнения опера-
ции (в связи с невозможностью совмещения переходов), с экономич-
ностью обработки нескольких более мелких групп, состоящих из
тех же заготовок. Для групп меньших размеров, благодаря большей
конструктивной и технологической близости входящих в них заго-
товок, групповые операции могут быть построены с совмещением
переходов и применением специальных державок и инструментов.
Следовательно, операции будут более производительными, но пере-
наладка станка в этом случае потребуется чаще.
4. После уточнения состава группы создают комплексную за-
готовку, устанавливают последовательность и содержание переходов
групповой операции и разрабатывают схему групповой наладки
станка.
Схему групповой наладки станка разрабатывают для наиболее
сложной заготовки группы, включающей в себя все поверхности,
встречающиеся у остальных заготовок. Если среди более простых
заготовок группы встречаются отдельные поверхности (например,
конус, фаска), отсутствующие у других заготовок, то эти поверх-
ности искусственно добавляют в чертеж. Такая усложненная заго-
товка называется комплексной.
На рис. 12.18 приведена схема создания комплексной заготовки
путем искусственного объединения отдельных поверхностей более
простых заготовок группы. Настройка станка, осуществленная для
348
комплексной заготовки, дает возможность без серьезной перена-
ладки обработать любую заготовку группы. Создание комплексных
заготовок удобно для осуществления групповой наладки станков
токарно-револьверной группы. При проектировании групповой об-
работки на станках других видов (например, фрезерных или шлифо-
вальных) понятие комплексной заготовки теряет свое значение.
5. После разработки схем групповой наладки и уточнения содер-
жания технологических переходов проектируют и изготовляют груп-
повую оснастку. При этом проектируют групповые приспособления
и инструменты, производят целевую модернизацию станков, соз-
дают специализированные станки для групповой обработки.
Рис. 12.18
Создание комплексной заготовки: а — комплексная заготоака, включающая
в себя все элементы простых заготовок; в — простые заготовки, состоящие
нз сочетаний простых элементов
Групповые операции с успехом применяют для заготовок, цикл
изготовления которых ограничивается одной операцией (автоматные
и револьверные заготовки, заготовительные процессы, отделочные
операции), а также для заготовок, которые после данной групповой
операции проходят обработку по индивидуальным процессам или
«ходят в новые группы заготовок, формируемые для других опера-
ций. При построении групповых автоматных операций вместо спе-
циальных кулачков проектируют групповые кулачки, рассчитанные
па обработку наибольших по размерам поверхностей заготовок
группы. Обработку группы заготовок на автомате производят без
смены кулачков с незначительной подналадкой автоматов, что де-
лает рентабельной автоматную обработку малых партий заготовок
(100—200 шт.).
В тех случаях, когда в группу удается объединить заготовки
с одинаковым типовым технологическим маршрутом по различным
групповым операциям, имеет место групповой технологический про-
цесс. Такой процесс осуществляется на разнотипном оборудовании.
При этом все заготовки группы могут последовательно проходить
через все операции типового маршрута или часть этих заготовок про-
349
ходит только те операции, которые для них необходимы, а остальные
операции маршрута пропускаются. По указанному принципу строят
групповые поточные и автоматические линии.
Организация групповой обработки заготовок вращения дает
особенно большой экономический эффект и значительно повышает
производительность обработки, так как делает возможным перевод
обработки заготовок с токарных станков на револьверные и па авто-
маты при сравнительно небольших партиях заготовок. По опыту
Берлинского станкостроительного завода (ГДР) групповую обра-
ботку ступенчатых заготовок экономически целесообразно произво-
дить па токарном станке при партии заготовок до 15 шт., на револь-
верном станке — от 15 до 100 шт., на автомате с групповыми кулач-
ками — от 100 до 1900 шт. на автомате со специальными кулач-
ками — свыше 1900 шт.
В настоящее время методы групповой обработки распространены
на плоскостные заготовки (типа рычагов и кронштейнов) и, наконец,
на корпусные. Групповая обработка таких заготовок связана с до-
полнительными трудностями базирования их в приспособлениях, так
как базирующие поверхности большей частью оказываются различ-
ными. В такой же мере различны для них и условия зажима в при-
способлениях. В связи с этим организация групповой обработки
подобных заготовок непосредственно связана с задачей создания
быстропереналаживаемых групповых приспособлений. В приспособ-
лениях создают общую постоянную часть — корпус, к которому
прикрепляют сменные элементы для ориентировки и фиксации за-
готовки. При переходе к обработке другой заготовки данной группы
сменные части приспособления быстро заменяют другими сменными
деталями без снятия корпуса приспособления со станка.
При одинаковых форме, точности и шероховатости обрабатывае-
мых поверхностей способы их обработки, применяемые станки и
инструменты тоже одинаковы. Если характер базирования загото-
вок аналогичен и позволяет создать общее групповое переналажи-
ваемое приспособление, то в ряде случаев для этих заготовок могут
быть разработаны общие групповые операции. Тогда технологиче-
ский маршрут обработки всех заготовок может быть тгредставлен
как определенная последовательность групповых операций, чю
делает возможным создание многопредметной групповой поточной,
а в некоторых случаях даже автоматической линий.
ГРУППОВЫЕ ПОТОЧНЫЕ ЛИНИИ
Применение методов групповой обработки и типизации технологи-
ческих процессов особенно эффективно, когда на их основе в серий-
ном и мелкосерийном производствах удается создать групповые
поточные или даже автоматические линии обработки определенных
групп заготовок. Создание подобных линий обычно основывается на
сочетании принципов типизации технологических процессов и груп-
повой обработки, на применении общего типового маршрута обра-
ботки заготовок по отдельным групповым операциям, выполняемым
350
па станках с групповыми настройками, и при широком использова-
нии групповых, переналаживаемых приспособлений.
Примером такой многопредметной поточной линии может слу-
жить линия групповой обработки шпинделей фрезерных станков.
Эта линия предназначена для обработки шпинделей различного
конструктивного оформления: с хвостовой частью в виде шлицев,
с пазами для шпонок и с прикрепленными шпонками, с внутренним
конусом в головной части 7 24. Обработка поверхностей под под-
шипники ведется по 5-му квалитету точности. Наименьшая шерохо-
ватость поверхности шпинделя Rz = 0,32 мкм. Шпиндели изготов-
Рис. 12.19
Шпиндели, обрабатываемые на групповой поточной линии
ляются из конструкционной стали 55 и легированной стали 12ХНЗА,
подвергаемых различным видам термической обработки. Головная и
хвостовая части шпинделей подвергаются цементации и закалке.
На рис. 12.19 приведены некоторые шпиндели, обрабатываемые
па линии, а на рис. 12.20 — чертеж комплексной заготовки.
В течение года на линии проходят обработку 2500 шпинделей
73 типоразмеров длиной 300—1500 мм, диаметром 90—250 мм.
Количество заготовок в партии колеблется в пределах от 1 до 30 шт.
Многопредметная групповая поточная линия шпинделей состоит
на 20 станков, расположенных в технологической последователь-
ности согласно групповому технологическому процессу обработки
шпинделей, и включает в себя токарный станок 11Б732ФЗ с ЧПУ
для предварительной наружной обработки шпинделя, двухшпин-
дсльный станок для глубокого сверления, четыре шлифовальных
<пшка повышенной точности, пять универсальных токарных станков
(горизонтально-фрезерный, вертикально-фрезерный, продольно-фре-
исрный, шлицефрезерный, радиально-сверлильный) и пять универ-
< ильных и специализированных шлифовальных станков.
351
Рабочие места на линии оборудованы индивидуальными пневма-
тическими подъемниками. Передача заготовок с операции на опера-
цию осуществляется мостовым краном с дистанционным управле-
нием. На линии используются шесть групповых переналаживаемых
приспособлений.
До создания описанной многопредметной поточной линии меха-
ническая обработка шпинделей производилась на двух предметно-
замкнутых участках в различных механических цехах, что умень-
шало количество заготовок в партии, затрудняло применение груп-
повой обработки и вызывало неоправданную межцеховую коопера-
цию по операции глубокого сверления. Эффективность обработки
шпинделей на групповой прямоточной линии по сравнению с их
обработкой на предметно-замкнутых участках показана в табл. 12.3.
Таблица 12.3
Сопоставление эффективности обработки шпинделей на групповоАГЧюточной линии
и на предметно-замкнутых участках
Предметао- эамкнутый участок Групповая поточная линия
Абсолют- ное зна- чение Зяачеиие в про- центах Абсолют- ное зна- чение Значение в про- центах
Трудоемкость, нормо-ч 24,5 100 18,5 75,6
Стоимость оборудования, тыс. руб. 432,3 100 331,7 76,6
Количество занятых станков, шт. 28 100 21 75,0
Производственные площади, м? 1340 100 1008 75,2
Количество работающих станочников, чел. 25 100 17 68,0
Длительность производственного цик- ла, сут. 30 100 24 80,0
352
ЗНАЧЕНИЕ ГРУППОВОЙ ОБРАБОТКИ
И УСЛОВИЯ ЕЕ ОРГАНИЗАЦИИ
Организация групповой обработки по всем возможным ее направ-
лениям (отдельные операции; групповой технологический процесс,
т. е. типовой технологический маршрут при групповых операциях;
групповая многопредметная поточная линия и, наконец, групповая
автоматическая линия) дает большой экономический эффект по ряду
показателей работы предприятия.
1. Повышается производительность обработки за счет следующих
мероприятий:
а) перевода обработки заготовок единичного и мелкосерийного
производств с менее производительных на более производительные
станки (с токарных на револьверные, с револьверных — на авто-
маты) и применения для получения исходных заготовок методов
литья под давлением, кокильного литья, жидкой штамповки металла,
различных методов прессования и штамповки и т. п.;
б) применения высокопроизводительных групповых приспособ-
лений и групповой оснастки (режущий, вспомогательный инстру-
мент) и проведения малой механизации станков (создание упоров,
выключающих устройств, инструментальных головок и т. п.);
в) сокращения затрат подготовительно-заключительного времени
па настройку и переналадку станка, затрат вспомогательного вре-
мени и повышения общего коэффициента использования станка по
времени;
г) применения специализированных для выполнения групповых
операций высокопроизводительных станков и упрощенных станков
с программным управлением для групповой обработки определенных
типоразмеров заготовок;
д) создания в условиях мелкосерийного и серийного про-
изводств групповых многопредметных поточных и автоматических
линий.
2. Сокращаются сроки технической подготовки производства и
освоения новых производств (во многих случаях для заготовок но-
вых изделий подходят существующие групповые процессы и наладки,
уже оснащенные необходимыми средствами производства).
3. Упрощается и удешевляется проектирование и изготовление
специальной оснастки, заменяемой групповой.
4. Облегчается и удешевляется модернизация станков, приобре-
тающая характер целевой модернизации станков для обработки
вполне определенных групп заготовок.
5. Улучшается технологическая отработка конструкции путем
передачи конструкторскому отделу в качестве рекомендуемых типо-
размеров деталей технологических классификаторов существующих
групповых процессов (в том числе альбомов чертежей комплексных
заготовок).
6. Создаются большая производственная гибкость метода и не-
разрывная связь с вопросами организации и планирования произ-
водства.
353
При формировании группы заготовок учитывают вопросы плани-
рования производства и равномерной загрузки станков. Группу
создают не только по технологическим соображениям, но и с учетом
необходимости выполнения конкретной производственной программы.
При изменении программы состав группы можно легко изменить до-
полнением новых или исключением заготовок, ставших ненуж-
ными.
Практическое осуществление групповой обработки заготовок
в условиях единичного и мелкосерийного производств связано с не-
обходимостью преодоления серьезных трудностей организации опе-
ративного планирования. В этом случае на одном станке обычно вы-
полняется обработка нескольких групп заготовок или в дополнение
к этому предусматривается еще изготовление ряда заготовок по еди-
ничным процессам, требующим особых наладок.
Таким образом, в задачи диспетчера-плановика входит не только
обеспечение своевременной подачи определенных заготовок на
сборку, но и создание условий для обработки группы заготовок
с одной наладки. Требования внеочередного изготовления загото-
вок, не входящих в группу, на которую настроен станок, разрушают
основу групповой обработки. В связи с этим практическое примене-
ние групповой обработки требует предварительной проработки во-
просов организации и планирования производства, расчета необхо-
димых межоперационных заделов, определения целесообразных
размеров партий обрабатываемых заготовок. Следовательно, под-
готовку группового производства в условиях единичного и мелко-
серийного производств необходимо производить совместными уси-
лиями технологов, конструкторов и экономистов, работников пла-
ново-производственных служб завода.
Типизация технологических процессов и групповая обработка за-
готовок представляют собой прогрессивные методы унификации
технологических процессов, позволяющие перенести высокопроизво-
дительные методы массового производства в условия серийного.
В табл. 12.4 приведено сопоставление этих методов по их основным
характеристикам. Каждый из этих методов имеет свою область наи-
более рационального применения и в настоящее время успешно
используется на различных предприятиях. При этом наибольший
успех приносит рациональное сочетание методов типизации техноло-
гических процессов и применения групповой обработки с использо-
ванием каждого из этих методов в наиболее выгодных для пред-
приятия условиях.
Машиностроительное производство Советского Союза и наиболее
передовых в техническом отношении стран мира накопило опыт
широкого и успешного применения методов группового производ-
ства. При этом установлено, что при широком использовании мето-
дов группового производства в среднем достигается: повышение
выпуска на одного работающего — на 33 %; уменьшение продол-
жительности наладки — на 60—70 %; сокращение продолжитель-
ности подготовки производства — на 20 %; сокращение цикла
производства — на 70 %; повышение загрузки оборудования —
354
Таблица 12.4
Сопоставление методов типизации технологических процессов
и групповой обработки
Элемент сопоставления Технологический процесс
типовой групповой
Признаки клас- сификации Конструктивное подобие за- готовок, общность техноло- гических операций и тех- нологического маршрута; возможность составления общего технологического процесса на картах-слепы- шах Общность элементарных по- верхностей, из которых обра- зована конфигурация загото- вок, и, следовательно, воз- можность обработки заготовок на одном оборудовании, одной оснасткой и при одной налад- ке станка при разнородности конфигурации заготовок
Область рацио- нального приме- нения Крупносерийное производ- ство небольшого количества наименований конструктив- но подобных заготовок (ше- стерни, ступенчатые вали- ки, кольца и втулки); из- готовление нормализован- ных и стандартизованных заготовок крепежных дета- лей и режущего инстру- мента Единичное, мелкосерийное и серийное производства раз- личных заготовок машино- и приборостроения; заготови- тельные операции (штамповка, прессовка, литье под давле- нием и др.) в мелкосерийном производстве
Эффективность применения Повышение качества технологических процессов, ускоре- ние и облегчение их разработки
Повышение производитель- ности и экономичности про- изводства при крупносерий- ном производстве конструк- тивно подобных заготовок; крепежных деталей и ре- жущего инструмента Повышение производительно- сти и экономичности произ- водства при изготовлении раз- личных заготовок мелкосерий- ного машино- и приборострое- ния
Перспективный охват деталей ма- шиностроения Деталей общего машино- строения 15—20 % Деталей машиностроения — 40—50 %, приборостроения — 50—60 %
па 30 %; снижение объема незавершенного производства — на
(Ю %; общее уменьшение складских запасов — на 40 %.
Указанный эффект применения групповой обработки дости-
гается предприятиями, которые с самого начала создавались в рас-
чете на групповое производство. При организации групповой обра-
ботки на основе реконструкции действующих предприятий с тради-
ционной организацией технологических процессов введение группо-
пой обработки дает несколько меньший эффект, однако и в этом
случае оно является целесообразным и необходимые затраты на под-
гоювку групповой организации производства быстро окупаются.
355
Глава 13
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
МАССОВОГО ПРОИЗВОДСТВА
$ 13.1
ОСОБЕННОСТИ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ МАССОВОГО ПРОИЗВОДСТВА
Наиболее характерной чертой развития машиностроительной про-
мышленности XX века явилось возникновение и распространение
формы массового производства продукции.
Под массовым производством понимается производство, ха-
рактеризуемое узкой номенклатурой и большим объемом выпуска
изделий, непрерывно изготовляемых или ремонтируемых в течение
продолжительного времени.
Длительное изготовление большого количества одних и тех же
изделий делает возможной непрерывную загрузку основной массы
станков одними и теми же заготовками, что, в свою очередь, позво-
ляет широко использовать специальные и специализированные
станки и автоматы, сложные специальные приспособления и автома-
тизированные устройства, специальные фасонные и многолезвийные
режущие инструменты, высокоточные и автоматизированные кон-
трольно-измерительные устройства и установки. Большие затраты
на специальное высокопроизводительное оборудование и техноло-
гическую оснастку полностью окупаются в условиях массового про-
изводства даже при незначительном повышении производительности
труда.
Массовое производство, как правило, строится по принципам
полной взаимозаменяемости деталей и узлов машин с исключением
методов индивидуальной пригонки. Только в отдельных случаях
изготовления особо точных изделий допускается применение метода
подбора деталей с их сортировкой внутри допуска (селективная
сборка плунжерных пар, цилиндров и поршней, 'ТГоршней и
поршневых пальцев автомобильного двигателя и т. п.), однако
и в этом случае операции сортировки деталей по возможности авто-
матизируются. Достижение необходимой точности обработки заго-
товок осуществляется на настроенных станках по методу автома-
тического получения размеров с использованием наиболее совер-
шенных и точных исходных заготовок. Осуществление этих прин-
ципов приводит к необходимости очень тщательной разработки тех-
нологической документации с проведением необходимых .точностных
и экономических расчетов. На современном предприятии массового
производства сборка изделий и изготовление основных деталей про-
изводится поточным методом.
Поточная организация производства — это форма организации
производства, характеризуемая расположением средств технологиче-
ского оснащения в последовательности выполнения операций техно-
356
логического процесса и специализации рабочих мест. При этом широко
применяются разнообразные сборочные конвейеры и автома-
тические линии механической обработки. Так, например, на
Волжском автомобильном заводе (г. Тольятти) работает свыше
300 автоматических линий и 25 конвейеров, 83 % основного обору-
дования составляют автоматические линии, станки-автоматы и полу-
автоматы с высокой концентрацией операций. Только отдельные
заготовки изделий массового производства изготовляются непоточ-
111,1ми методами, например, штамповка мелких деталей из листа,
изготовление болтов и гаек на высадочных автоматах и выполнение
других высокопроизводительных операций, не закрепляемых за
определенным оборудованием.
Наиболее характерный для массового производства поточный
метод сборки и механической обработки заготовок предполагает по-
стоянное закрепление операций за определенным оборудованием или
рабочим местом с расположением их в цехе в последовательности
выполнения операций и передачи (ручной или механизированной)
заготовок или сборочных единиц непосредственно с одного рабочего
места на другое без промежуточного транспортирования на склад
пли в ОТК-
При разработке технологических процессов обработки заготовок
пи поточных, и особенно на автоматических линиях, желательно
создание общего такта выполнения отдельных операций, т. е. их
синхронизация, что существенно способствует повышению коэффи-
циента использования всех станков линии.
С учетом задачи синхронизации операций выбирается структура
отдельных операций, применяются параллельная и последовательная
обработки, разнообразные многоместные приспособления, наборы
режущих инструментов и т. п. Однако обеспечить полную синхро-
низацию операций обработки заготовок даже на автоматической
линии обычно не удается. Так, например, на автоматических ли-
ниях обработки двигателя автомобиля «Жигули» трудоемкость от-
дельных операций колеблется: блока цилиндров в пределах от 0,68
до 1,59 мин, т. е. в 2,4 раза; головки цилиндров — от 0,46 до
0,91 мин, т. е. в 1,98 раза, распределительного вала—от 0,545
до 3,35 мин, т. е. в 6,15 раза, коленчатого вала — от 0,070 до 5,45 мин,
т. е. в 7,8 раза. Колебания трудоемкости выполнения отдельных
операций линии приводят к снижению коэффициента использования
отдельных станков линии, однако не являются препятствием для
создания линий.
Применение высокопроизводительных многоинструментальных
специальных станков и автоматов, многолезвийных фасонных ин-
струментов и автоматизированной технологической оснастки, харак-
терное для массового производства, а также поточных и автоматиче-
ских линий столь значительно снижает трудоемкость обработки заго-
топок, что ущерб от недостаточно полного использования отдельных
стиков линии оказывается полностью компенсированным. Напри-
мер, станкоемкость механической обработки заготовок трехтонного
। рузовика в непоточном производстве с небольшим выпуском ко-
357
леблется от 600 до 1200 станко-ч, тогда как в поточном производстве
и при большом выпуске станкоемкость обработки комплекта загог
товок составляет 60 станко-ч или в 10—20 раз меньше.
Особенно резко повышается производительность обработки заго-
товок на автоматических линиях. Например, при последовательной
обработке тормозного диска автомобиля «Жигули» требуется 22
станка с трудоемкостью 3,81 мин, а на автоматической линии до-
статочно 18 станков при снижении трудоемкости до 1,82 мин. Ана-
логично этому трудоемкость обработки картера сцепления снижается
с 4,95 до 2,94 мин, ведомой шестерни заднего моста — с 1,23 до
0,88 мин и т. д. В среднем сокращение трудоемкости обработки за-
готовок, благодаря созданию автоматических линий, составляет 40—
50 % при увеличении стоимости оборудования (по сравнению с
неавтоматической) на 50—60 %.
Повышение затрат на приобретение автоматического оборудова-
ния в массовом производстве быстро окупается значительным сокра-
щением трудоемкости обработки заготовок и сборки машин. Тру-
доемкость механической обработки комплекта заготовок автомобиля
«Жигули» на автоматических линиях составляет всего 17,1 нормо-ч
при общей трудоемкости изготовления машины 63,6 нормо-ч.
ОСОБЕННОСТИ ВЫБОРА ТЕХНОЛОГИЧЕСКИХ БАЗ
И ПРОСТАНОВКИ РАЗМЕРОВ НА ЧЕРТЕЖАХ
Характерная для массового производства обработка заготовок на
настроенных станках при полном исключении пробных ходов, заме-
ров и подгонки размеров заготовок делает задачу выбора техноло-
гических баз особенно ответственной.
В массовом производстве находят применение все разновидности
технологических баз, однако их использование имеет некоторые
специфические особенности. При этом наибольший интерес пред-
ставляют особенности базирования заготовок типа стержней и сту-
пенчатых валиков.
Использование контактных технологических баз. При обработке
заготовок вращения на настроенных многорезцовых, гидрокопиро-
вальных и круглошлифовальных станках постоянными технологи-
ческими базами в большинстве случаев служат центровые отверстия.
Для точного выполнения линейных размеров ступенчатых ва-
ликов необходимо обеспечить точную ориентацию обрабатываемой
заготовки в осевом направлении, что при обычном выполнении цен-
тровых отверстий со значительными колебаниями их глубины яв-
ляется невозможным (рис. 13.1, а). В связи с этим в условиях мас-
сового производства ступенчатые заготовки вращения с точными
линейными размерами центруют на вполне определенную глубину
от торца, контролируемую специальными калибрами.
На рис. 13.1, б показан метод простановки размеров на центро-
вом отверстии с установлением допуска Т на больший диаметр ко-
нуса D. Обычно величина Т составляет 0,2—0,4 мм, что ограничивает
осевое перемещение вала от 0,17 до 0,35 мм (без учета дополни-
358
тельного перемещения, связанного с погрешностью угла конуса
отверстия). Простановка размеров, показанная на рис. 13.1, в и г,
также ограничивает осевое перемещение заготовок до 0,3 мм, а в не-
обходимых случаях более точной обработки — до 0,2 мм (рис. 13.1, д).
Важно отметить, что указанный на рис. 13.1, а и г метод проста-
новки размеров позволяет связать непосредственным размером
Рис. 13.1
Разновидности центровых отверстий: а — с колебанием глубины AZ,; в — с до-
пуском на диаметр Г; в — с допуском 0,3 мм; г — с допуском 0,2 мм
Рис. 13.2
Простаиовка размеров, обеспечивающая постоянство
положения торцов заготовки
любую торцовую поверхность обрабатываемой заготовки непосред-
ственно с опорной технологической базой (поверхностью центрового
отверстия), исключая промежуточные размеры.
В результате сокращаются соответствующие размерные цепи и по-
вышается точность обработки. Так, в частности, проставлен размер
650 ± 0,25 мм на полуоси заднего моста (рис. 13.2, а), обеспечива-
ющий при токарной обработке постоянство положения торца В
относительно настроенных режущих инструментов независимо от
глубины зацентровки. По этому же принципу проставлен размер
359
40,4 ± 0,05 мм на шлифование шеек полуоси заднего моста по
0 ЗО|о’оо2 мм, что позволяет выполнить шлифование этой заготовки
врезанием при постоянном положении подрезаемого торца относи-
тельно шлифовального круга (рис. 13.2, б).
Подобная простановка размеров бывает особенно целесообразной
при выполнении черновой и чистовой обработки посредством разных
операций при неоднократных установках заготовок для снятия ма-
лых промежуточных припусков. Так, например, при токарной
<9
Рис. 13.3
Эскизы обработки коробки дифференциала
обработке коробки дифференциала
заготовку из ковкого чугуна за-
крепляют в патроне по 0 120 мм,
обтачивают 0 96,42ЭД5 мм под шли-
фование и подрезают торец С внут-
реннего фланца до размера 15,5 мм
(рис. 13.3, а). При этой же опе-
рации подрезают внешний торец до
88,85 ± 0,15 мм и растачивают фаску для центра до 63,85 ± 0,15 мм.
В процессе следующей операции растачивают вторую фаску для
центра, выдерживая размер 10,15 ± 0,15 мм от тощ же внутрен-
него торца С фланца (рис. 13.3, б). После закалки мест под
подшипники закалкой токами высокой частоты до 54 HRCa их
шлифуют на круглошлифовальном станке при установке в цент-
рах (рис. 13.3, в). Во время первой шлифовальной операции шли-
фуют гнезда ведомой шестерни по 0 96_о,ог мм — поверхность D
и заплечики (торец С кругом, наклоненным под углом 30°) и гнезда
подшипника по 0 ЗЗ^оов мм (поверхность В). Заготовку уста-
навливают в жестких центрах по фаскам.
Выполнение в процессе предыдущей токарной операции раз-
мера 10,15 ± 0,15 мм, связывающего поверхность опорной базы
(фаски) с торцом С, обеспечивает его неизменное положение на станке
относительно шлифовального круга и позволяет производить
операцию шлифования торца С, снимая заданный припуск 0,15 ±
± 0,05 мм. В связи с тем что колебание положения торца заготовки
360
относительно торца круга при установке заготовки в центрах в пре-
делах допуска ±0,15 мм превышает допуск ±0,05 мм, установленный
на снимаемый припуск, перед шлифованием торца корректируют по-
ложение заготовки (вместе со столом станка) относительно шлифо-
вального круга. Далее будет объяснено, как это осуществляется.
Вторая шлифовальная операция, выполняемая также при установке
заготовки в центрах, заключается в шлифовании гнезда подшип-
ника с противоположной стороны гнезда ведомой шестерни (поверх-
ность А, рис. 13.3, в).
линейных размеров от
базы прн установке сту-
Рис. 13.4
Выполнение
проверочной _
пенчатой заготовки в центрах
При обработке наиболее ответственных заготовок (для исключе-
ния влияния погрешности углов конусов центрового отверстия за-
готовки и центра станка) применяют форму центрового отверстия,
изображенную на рис. 13.1, д. Глу-
бину зацентровки контролируют
индикаторным прибором с шарико-
вым наконечником, входящим в ко-
нус. Прибор опирается на соответ-
ствующую базу — торец, от которого
проставлен размер, определяющий
глубину зацентровки. От этого торца
могут быть проставлены все линей-
ные размеры, выдерживаемые при
обработке заготовок, установленных
в центрах.
Применение проверочной и на-
строечной баз при обработке в цен-
трах. При обработке заготовок на токарных и круглошлифовальных
станках с установкой в центрах, патронах или других приспособ-
лениях линейные размеры можно выдерживать от любого торца
ступенчатой заготовки, например от торца А (рис. 13.4), даже в том
случае, если его положение при установке различных заготовок
партии на станке значительно колеблется, смещаясь вдоль оси (в связи
с колебаниями глубины зацентровки, влиянием погрешности за-
крепления в патроне или по другим причинам).
В подобных случаях после установки и закрепления заготовки
па станке дается медленная продольная подача стола вместе с за-
готовкой (рис. 13.4 — слева направо) до соприкосновения торца А,
от которого выдерживают заданные размеры а и Ь, с измерительным
наконечником / измерительно-наладочного прибора. В момент, когда
стрелка прибора достигает нулевого положения, прибор автомати-
чески выключает подачу стола. От этого «нулевого» положения
стола, т. е. от торца А, производятся автоматический (или полуавто-
матический) отсчет заданных линейных размеров а и & и обра-
ботка торцов В и С.
В данном случае торец А, по отношению к которому произво-
дится выверка положения инструментов и ориентируются обрабаты-
ваемые поверхности торцов В и С, является проверочной техноло-
гической базой.
361
Часто при обработке торцов заготовок по описанному способу
после фиксации положения стола в «нулевом» положении сначала
обрабатывают торец А со снятием заданного припуска. В подобных
случаях с помощью того же измерительно-наладочного прибора
дается точное перемещение стола на величину заданного припуска
и производится обработка торца (рис. 13.5).
После снятия заданного припуска с торца А осущест-
вляется перемещение стола на требуемые размеры а и Ь для обра-
ботки торцов В и С (см. рис. 13.4).
В этом случае обработанный торец Л' является настроечной тех-
нологической базой для обработки торцов В и С (так как он сам был
обработан за данный установ и после этого по отношению к нему
были ориентированы торцы В и С). Вместе
с тем технологической базой для образования
торца А' служила проверочная база — тот
же торец А (до его обработки), по которому
производилась выверка положения стола
вместе с заготовкой в продольном направ-
лении. Указанный метод обработки при
выдерживании размеров от настроечной
базы может быть с успехом применен на
станках токарного типа с многорезцовыми
державками.
Кл а
0,15*0,025
Рис. 13.S
Обработка настроечной базы
Выбор баз при обработке корпусных и
коробчатых деталей дисков, шестерен и фла-
нцев производится и в массовом производ-
стве в соответствии с положениями, изло-
женными в гл. 6.
Применение принципов постоянства и совмещения баз. В усло-
виях массового производства, основанного на принципах взаимоза-
меняемости и устранения индивидуальной пригонки заготовок, воз-
растают требования к точности их обработки, в частности к точности
выполнения линейных размеров. Из приведенных ранее примеров
и из примеров построения технологических процессов обработки
корпусных (блока цилиндров двигателя автомобиля «Жигули») и
особо сложных (коленчатый вал) деталей автомобиля видно, что
в массовом производстве в ряде случаев приходится выдерживать
точность линейных размеров в пределах допусков 1Т6—IT8.
Такая точность может быть достигнута только при условии ма-
ксимально возможного выполнения принципа постоянства техноло-
гических баз на всех или почти всех операциях механической обра-
ботки. Так, после создания технологических баз (нижняя плоскость
блока цилиндров и два технологических отверстия под установочные
пальцы приспособления) все операции обработки блока цилиндра
атомобильного двигателя «Жигули» осуществляются только па этих
постоянных базах, и от них выдерживаются все линейные размеры
(см. § 13.2). Аналогично обработка почти всех поверхностей колен-
чатого вада производится на базе центровых отверстий. Только при
обработке шатунных шеек допускается смена технологических баз,
362
необходимая для обеспечения правильности взаимного расположения
сборочных баз коленчатого вала.
Известно, что базами коленчатого вала, используемыми при
сборке, являются его коренные и шатунные шейки, поэтому в соот-
ветствии с принципом совмещения (единства) баз для обеспечения
наивысшей точности их взаимного расположения необходимо ис-
пользовать коренные шейки в качестве технологической базы для
обработки шатунных. Так и поступают при обработке коленчатого
вала, переходя при обработке шатунных шеек от постоянных тех-
нологических баз (центровое отверстие) к другим технологическим
базам (коренные шейки), совпадающим с базами, используемыми
при сборке.
Широко применяют принцип постоянства баз при обработке го-
ловок цилиндров, поршней, шатунов и других важнейших деталей
двигателя.
ПОСТРОЕНИЕ ОПЕРАЦИЙ ВЫСОКОЙ КОНЦЕНТРАЦИИ
Рис. 13.в
Шлифование ступенчатой поверхности
с одновременной обработкой торца
Одной из характерных особенностей массового производства яв-
ляется широкое применение операций высокой концентрации, при
которых одновременно обрабатывают большое количество поверх-
ностей заготовок специальными фасонными инструментами (фасон-
ные зенкера, фрезы, протяжки, фасонные абразивные круги), на-
борами режущих инструментов,
устанавливаемых в общих шпинде-
лях, расточных борштангах, фрезер-
ных скалках и суппортах (многорез-
цовая расточка, хонингование, фре-
зерование комплектами фрез, шли-
фование наборами абразивных кругов
и многорезцовая обработка), а также
параллельно обрабатывают различ-
ные поверхности заготовок инстру-
ментами, закрепленными в разных
шпинделях или суппортах станков,
и совмещают параллельную и по-
следовательную обработку различ-
ных поверхностей заготовки при
одном ее установе. В последнем слу-
чае обработку ведут одновременно достаточно большими комплек-
тами инструментов, последовательно сменяющими друг друга при
обработке одних и тех же поверхностей, или комплектами одно-
временно работающих инструментов, последовательно обрабатыва-
ющих различные участки заготовок.
Следует отметить, что шлифование ступенчатых поверхностен
с одновременным подрезанием торцов достаточно больших размеров
обычно выполняют на торце круглошлифовальных станков кру-
гами диаметром (600—1000 мм), оси которых наклонены по отноше-
нию к оси детали на 30° (рис. 13.6). Рабочие поверхности подоб-
363
ных кругов заправляются соответственно углу наклона осн, а при
шлифовании фасонных поверхностей деталей периферия круга за-
правляется по соответствующему фасонному профилю (сферы, сту-
пенчатые поверхности с незначительной разностью диаметров от-
дельных ступеней и т. п.). Шлифование выполняют с обеспечением
шероховатости поверхности по цилиндрическим и торцовым поверх-
ностям в пределах Rz = 1,0-4—3,0 мкм и точности IT6— IT7. При
значительной разности диаметров отдельных ступеней и большом
расстоянии между шлифуемыми поясками шлифование также про-
водят врезанием с помощью наборов шлифовальных кругов.
Концентрация обработки в любой из перечисленных ее разновид-
ностей позволяет: повышать точность взаимного расположения обра-
батываемых поверхностей за счет устранения влияния погрешности
установки; возложить задачу обеспечения требуемой точности вза-
имного расположения обрабатываемых поверхностей на рабочего
инструментального производства (высококвалифицированные рабо-
чие инструментального производства решают задачу получения вы-
сокой точности изготовления сравнительно небольших количеств
требуемой технологической оснастки более успешно, чем рабочий-
оператор основного производства, который должен непрерывно
производить высокоточную продукцию массового производства);
в связи с уменьшением числа установов заготовки выполнить раз-
меры, проставленные непосредственно от конструкторских баз, или
от баз, используемых при сборке (это освобождает от необходимости
введения промежуточных технологических размеров с неизбежными
пересчетом и ужесточением выполняемых размеров, а также облег-
чает достижение конструктивно необходимой точности ответственных
размеров деталей); значительно сократить основное время обработки
заготовок за счет его совмещения и сократить вспомогательное время
на установку и снятие заготовки с приспособления благодаря умень-
шению общего количества установов; в результате этого повышается
производительность обработки.
РАСЧЛЕНЕНИЕ ОБРАБОТКИ НА ЧЕРНОВЫ^.
И ЧИСТОВЫЕ ОПЕРАЦИИ
При изготовлении ответственных деталей массового производства
обработку наиболее важных поверхностей обычно осуществляют за
несколько операций: за три (черновая, получистовая и чистовая)
или за две (черновая и чистовая). В процессе черновых (пред-
варительных) операций снимают основную часть припусков на
механическую обработку и обеспечивают минимально необходи-
мую и постоянную величину припусков на окончательную обра-
ботку.
Разделение процесса обработки на предварительную и окончатель-
ную операции имеет очень важное значение для повышения точ-
ности размеров и геометрической формы обрабатываемых заготовок.
Это объясняется следующими причинами.
364
1. При снятии основной части припуска во время черновых опе-
раций происходит значительное нагревание заготовок, препятствую-
щее достижению высокой точности обработки. Однако конечная точ-
ность размеров деталей достигается в процессе чистовых операций
п от тепловых деформаций заготовки при ее черновой обработке не
1ПВИСИТ.
2. При снятии значительных припусков и литейных корок про-
исходит удаление наиболее напряженных поверхностных слоев ис-
ходных заготовок. Это приводит к перераспределению внутренних
напряжений, что, в свою очередь, может вызвать коробление заго-
товки после ее обработки. Разделение обработки на черновую, после
которой может произойти коробление заготовки, и на чисто-
вую, устраняющую погрешности, вызванные короблением, по-
зволяет добиться высокой точности формы обрабатываемой заго-
товки.
3. Рассеяние размеров заготовок, связанное с податливостью
технологической системы и упругими отжатиями ее элементов, вызы-
ваемыми колебаниями твердости обрабатываемого материала, зави-
сит не только от изменения сил резания, нои от абсолютных значений
mix сил, возрастающих с увеличением сечения стружки (см. § 3.1).
1дли основная часть припуска удаляется во время черновых опе-
раций, то при чистовой обработке снижается минимальный припуск
и развиваются сравнительно небольшие усилия резания, в резуль-
тате чего обеспечивается требуемая точность. В связи с этим отжа-
тия в технологической системе, а следовательно, и погрешности об-
работки, связанные с рассеянием размеров, в данном случае неве-
лики.
4. Выполнение чистовой обработки на специально закрепленных
для этой цели более точных станках инструментом из материала и
размерами, обеспечивающими достижение высокой точности и наи-
меньшей шероховатости при снятии минимальных и постоянных по
величине припусков, способствует повышению точности и качества
обработанных поверхностей.
Таким образом, разделение процесса обработки на черновые и
чистовые операции (или переходы) значительно повышает точность
размеров и формы, а также качество поверхностей обрабатываемых
заготовок. Связанное с таким разделением увеличение общего коли-
чества операций, а следовательно, и производственного цикла из-
готовления деталей компенсируется в массовом производстве созда-
нием поточных, и особенно автоматических линий, с автоматизацией
межоперационного контроля и транспортирования заготовок на кон-
пейерах, исключающего необходимость складирования и межопера-
ццонного пролеживания заготовок.
$ 13.2
ПРИМЕРЫ ПОСТРОЕНИЯ
ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ ОБРАБОТКИ ЗАГОТОВОК
НА АВТОМАТИЧЕСКИХ ЛИНИЯХ
Особенности построения технологических процессов обработки за-
готовок в условиях массового производства хорошо выявляются на
примерах обработки таких сложных деталей автомобильного двига-
теля, как коленчатый вал и блок цилиндров в условиях массового
производства автомобиля «Жигули».
ОБРАБОТКА КОЛЕНЧАТОГО ВАЛА
Коленчатый вал автомобильного двигателя является одной из наи-
более ответственных и сложных деталей, отличающихся сложной кон-
фигурацией и высокой точностью размеров и взаимного расположе-
ния отдельных поверхностей.
Точность диаметральных размеров шеек коленчатого вала двига-
теля автомобиля «сЖигули» (ВАЗ-2101) определяется допуском
0,02 мм, который приближается кдопуску IT5 при допуске на оваль-
ность и конусность коренных шеек в пределах 0,007 мм и шерохо-
ватости поверхности шеек Ra = 0,3 мкм. Большинство линейных
размеров ограничены допусками 0,2—0,36 мм, что для размеров
250—360 мм соответствует квалитету IT8, а отдельные линейные раз-
меры изготовляются даже о точностью IT7 (например, длина первой
коренной шейки со стороны маховика с размером 28 ± 0,025 мм).
Высокая точность диаметральных размеров и правильности гео-
метрической формы требует использования станков наивысшей точ-
ности, наиболее совершенного режущего инструмента и контрольно-
измерительных устройств.
Изготовление коленчатых валов в условиях массово-поточного
производства с ежесуточным выпуском более 2000 шт. делает необхо-
димой организацию технологии производства на принципах'тгаивыс-
шей концентрации операций о широким применением автоматиче-
ских линий и средств автоматического контроля.
Требуемая от коленчатых валов высокая точность линейных раз-
меров обеспечивается не только использованием высококачественных
автоматизированных станков, но в значительной мере определяется
правильностью выбора технологических баз и построения линейных
размерных цепей, связывающих отдельные поверхности деталей.
Исходной заготовкой коленчатого вала служит отливка из моди-
фицированного чугуна.
Первую операцию, т. е. обработку торцов и центровку вала с двух
сторон, выполнение камеры на заднем конце, контроль положения
контргрузов, фрезерование базирующих поверхностей оснастки
(рис. 13.7), производят на автоматической линии, состоящей из че-
тырех одношпиндельных горизонтальных головок, расположенных
в начале линии по две с каждой стороны; пятишпиндельной головки
и еще одной одношпиндельной головки в конце линии. Общий цикл
366
операции составляет 0,97 мин, из которых основное время равно
0,74 мин и вспомогательное — 0,23 мин.
Принципиальной особенностью построения первой операции яв-
ляется центрование вала на вполне определенную глубину относительно
черновой технологической базы, т. е. торцовых поверхностей М
средней коренной шейки. При этом выдерживается размер 215,2 ±
I- 0,15 мм, проставленный от конструкторской базы (ось симметрии
торцовых поверхностей М).
Подрезание торца А на размер 228,25 ± 0,2 мм от той же черне-
ной базы и второго торца С на размер 487,7 ± 0,3 мм, проставленный
or вершины первого центрового отверстия, которое почти при всех
операциях обработки вала будет использоваться в качестве постоян-
ной технологической базы, обеспечивает постоянство положения
••нс. 13.7
Обработка коленчатого вала на первой операции
обоих торцов и необработанных торцов коренных и шатунных шеек
относительно настроенных режущих инструментов в процессе всей
обработки вала.
Все линейные размеры, выдерживаемые в процессе первой опе-
рации, включая размеры, определяющие положение и глубину цен-
тровых отверстий, контролируются специальными калибрами. Спе-
циальными калибрами проверяются при этом габаритные размеры и
положения контргрузов.
Вторую операцию, т. е. предварительную обточку пяти коренных
шеек и двух концов, выполняют на многорезцовом станке с загрузоч-
ным устройством при установке заготовки в центрах. При подреза-
нии торца В (рис. 13.8, а) задней коренной шейки на размер 52 ±
|- 0,15 мм создается настроечная технологическая база (торец В),
от которой выдерживают все важные линейные размеры заготовки.
Постоянство положения измерительной базы (торец А), от которой
псдут обработку настроечной технологической базы (торец В), отно-
сительно настроенного инструмента обеспечивается точным выпол-
нением глубины центрового отверстия (в пределах допуска ±0,15 мм)
и точным подрезанием этого торца во время первой операции.
367
a)
550,8 ±0,2
__________377,3 ±0,2
424,8 ± 0,2
H-----------—--------
Рис. 13.8
Обработка аолепчатого вала на второй операции: а -*• обрабатываемые поверхности н раз*
меры; О *4 расположение режущих инструментов; в -** расположение дополнительных опор
368
Операцию выполняют при высокой концентрации обработки. Од-
новременно используется до 29 режущих лезвий твердосплавных
инструментов (рис. 13.8, б) и выдерживается 14 диаметральных и
14 линейных размеров (рис. 13.8, а) при обеспечении их точности
в пределах IT11. Большие силы резания, возникающие при одновре-
менной работе такого большого количества инструментов, могут выз-
вать деформацию обрабатываемой заготовки, что заставляет исполь-
зовать дополнительные опоры по поверхностям Р, специально обра-
ботанным во время первой операции (см. рис. 13.7). Расположение
дополнительных опор показано на рис. 13.8, в. Высокая степень
концентрации операции позволяет выполнить всю обработку в те-
чение общего цикла, равного 0,95 мин, из которых основное время
составляет 0,69 мин и вспомогательное — 0,26 мин.
Третью операцию, т. е. получистовое шлифование пяти коренных
шеек и места под сальник, выполняют на специальном шестикруговом
круглошлифовальном станке с загрузочным устройством. Заготовку
устанавливают в центрах с поддержкой люнетом.
Шлифование ведется одновременно по шести шейкам. Точность
диаметральных размеров достигается с помощью автоподналадчиков.
Продолжительность цикла обработки 1,92 мин: при затратах основ-
ного времени — 1,52 мин и вспомогательного — 0,40 мин. Задачами
третьей операции являются не только снятие части припуска и устра-
нение основных погрешностей заготовки перед выполнением высоко-
точного чистового шлифования коренных шеек, но и подготовка шли-
фованием хороших технологических баз для операции обработки ша-
тунных шеек.
Четвертую операцию, т. е. обтачивание четырех шатунных шеек,
производят одновременно на специальном токарном станке с автома-
тической загрузкой.
С целью повышения точности расположения шатунных и коренных
шеек в соответствии с принципом совмещения (единства) баз обработ
ку шатунных шеек осуществляют на технологических базах —
коренных шейках вала (рис. 13.9, в). Для предотвращения про-
гиба вала под влиянием сил резания используют дополнительную
опору—люнет на центральной коренной шейке. Осевое положение
вала определяется прижимом его технологической базы — торца В,
от которого выдерживают все линейные размеры (рис. 13.9, а),
к специальному упору. Осевое перемещение вала слева направо
предотвращается дополнительным упором в правый торец вала С.
Для предотвращения скручивания вала значительными силами
резания, возникающими при одновременном обтачивании шатунных
шеек, вал приводится во вращение поводками с обоих его концов.
Обтачивание всех шатунных шеек ведется одновременно при вра-
щении обрабатываемого вала вокруг оси коренных шеек. При этом
каждую из шатунных шеек обрабатывают тремя широкими резцами,
совершающими со своими суппортами круговое движение вокруг оси
коренных шеек вместе с шатунными шейками, аналогичное движению
головки шатуна в двигателе. Один из широких резцов обрабатывает
центральную часть поверхности шейки, а два резца, двигающиеся
369
ему навстречу, выбирают оставшиеся углы и подрезают торцы
(рис. 13.9, б). Обработку ведут при скорости резания 12 м/мин и
поперечной подаче резцов 11 мм/мин в начале обработки и 20 мм/мин —
в конце. Широкие резцы изготовляются из пластин твердого сплава.
На станке одновременно обрабатывают два вала.
а)
Рис. 18.9
Четвертая операция обработки коленчатого вала: а — обрабатываемые поверхности
и размеры; б — расположение режущих инструментов; в — расположение опор
побоОок
Станок, сконструированный по известному принципу одновре-
менного обтачивания шатунных шеек, наряду с требуемой точностью,
обеспечивает высокую производительность обработки. Длительность
цикла обработки всех шеек двух валов составляет 1,40 мин, при этом
основное время — 1,02 мин и вспомогательное — 0,38 мин. Благо-
370
даря одновременной обработке двух валов, такт выпуска состав-
ляет всего 0,70 мин.
Пятую операцию, т. е. сверление и зенкерование всех отверстий
коленчатого вала, снятие фасок и нарезание резьб метчиками, доводку
центровых отверстий, фрезерование шпоночных канавок и др.,
выполняют на автоматической линии, состоящей из 24 рабочих одно-
п многошпиндельных головок. Длительность цикла составляет
0,93 мин, из которых 0,65 мин приходится на основное время и
0,28 мин — на вспомогательное.
Рис. 13.10
Одновременное шлифование коренных шеек коленчатого валв
Восьмую операцию, т. е. поверхностное упрочнение шатунных
и коренных шеек, выполняют на специальной установке токов вы-
сокой частоты за три перехода: 1) индукционный нагрев шатунных
шеек и охлаждение душем в 2 %-ном водном растворе пассивирую-
щего вещества; 2) то же для коренных шеек; 3) отпуск в горячем воз-
духе при температуре 160—190 °C до 51 HRCd. Установка распо>-
ложена в автоматической линии. Цикл операции — 0,78 мин,
основное — 0,72 мин, вспомогательное — 0,06 мин.
Девятую операцию, т. е. окончательное шлифование коренных
шеек и места под сальник, производят на специальном шестикруго-
вом круглошлифовальном станке с автоматической загрузкой при
установке заготовки в центрах с использованием дополнительных
опор (аналогично рис. 13.8, в).
Шлифование ведется врезанием одновременно шестью кругами
большого диаметра (рис. 13.10) с обеспечением точности IT6 и шеро-
ховатости Ra =1,0 мкм при погрешности формы шеек в пределах
0,007 мм. Продолжительность цикла всей обработки — 2,02 мин,
основное время — 1,55 мин, вспомогательное — 0,47 мин.
Двенадцатую операцию, т. е. окончательное шлифование диаме-
тров, торцов и радиусов сопряжения четырех шатунных шеек, вы-
полняют на специальном станке для шлифования шатунных шеек
о автозагрузкой. Шлифование каждой шейки ведется последова-
371
тельно одним кругом, заправленным соответственно профилю тор-
цов и радиусам сопряжения, при обеспечении с помощью автопод-
наладчика диаметральной точности по IT6 и шероховатости Ra =
= 1,0 мкм. Круг совершает движение поперечной подачи и осевые
осциллирующие перемещения. Вал устанавливают по крайним ко-
ренным шейкам (основные технологические базы), оси которых сме-
щены относительно оси вращения вала на величину радиуса криво-
шипа. Угловой разворот вала до совмещен и я оси шлифуемой шатунной
шейки с осью вращения ссамоцентрирующей их установкой осуществ-
ляется на станке автоматически. При этом обеспечиваются соос-
ность шатунных шеек и расположение осей шатунных и коренных
Шеек в одной плоскости в пределах 0,25 мм.
Пятнадцатую операцию, т. е. динамическую балансировку валов,
производят на специальной автоматической линии, состоящей из
двух четырехшпиндельных, шести двухшпиндельных и четырех одно-
шпиндельных головок. Балансировка ведется по двум концам от се-
редины вала с удалением металла сверлением противовесов. При этом
требуемое место и глубина сверления определяются автоматически.
В заключение проводится третья контрольная балансировка, при
которой удаление металла осуществляется шлифованием его с наруж-
ной части балансировочных противовесов. Допуск дисбаланса
составляет 170 гмм.
Двадцатую операцию, т. е. правку коленчатого вала, осуществ-
ляют на прессе. После правки вал, установленный в центрах, не
должен иметь биения коренных шеек более 0,02 мм. Продолжитель-
ность правки — 0,70 мин.
Двадцать первую операцию, т. е. полирование коренных и ша-
тунных шеек и места под сальник, выполняют на специальном поли-
ровальном станке с загрузочным устройством. Полирование ведется
абразивными лентами с охлаждением керосином. В процессе полиро-
вания ленты неподвижны и периодически перемещаются для сопри-
косновения с шейкой своими неизношенными участками. На эту
операцию припуск не предусматривается и обработка ведется за счет
допусков на шейки. Достигаемая шероховатость Ra = 0,32 мкм. Про-
должительность цикла — 0,97 мин, основное время^г 0,74 мин,
вспомогательное — 0,23 мин.
Двадцать вторая операция — промывка коленчатого вала и об-
дувка его горячим воздухом.
ОБРАБОТКА БЛОКА ЦИЛИНДРОВ
Блок цилиндров автомобильного двигателя является одной из наи-
более ответственных корпусных деталей, определяющих взаимное
расположение и точность относительных перемещений подвижных
деталей и узлов во время эксплуатации двигателя.
В процессе эксплуатации двигателя поверхности камеры сгора-
ния цилиндров блока испытывают высокие давления и температуру
рабочей смеси и подвергаются истирающему воздействию быстро
перемещающихся поршней, а блок цилиндров в целом воспринимает
372
динамические нагрузки и вибрации, связанные с работой криво-
шипно-шатунного механизма и всего двигателя. Тяжелые условия
эксплуатации блока цилиндров заставляют предъявлять повышенные
требования к качеству его заготовки (отливка из чугуна СЧ20) и к
точности его механической обработки.
Наиболее ответственными поверхностями блока цилиндров яв-
ляются: верхняя, нижняя и задняя плоскости (отклонение от плос-
кости 0,05 мм); цилиндры (точность диаметра в пределах 0,06 мм
при конусности и овальности 0,02 мм, шероховатости Ra =
0,32 мкм); отверстия под вкладыши коренных подшипников (до-
пуск 0,03 мм, Ra = 0,32 мкм), под кулачковый распределительный
1*ис. 13.11
Первая операция обработки блока цилиндров, создающая технологические базы
вал, под клапаны и масляный насос. Кроме точных размеров все
указанные поверхности должны иметь точное взаимное расположе-
ние. Так, отклонение от перпендикулярности осей цилиндров к осн
коленчатого вала не должно превышать 0,05 мм на длине цилиндра;
отклонение от перпендикулярности заднего торца блока к оси отвер-
стий под подшипники коленчатого вала не должно превышать 0,07 мм
иа длине 100 мм; точность расстояния между осями отверстий для
коленчатого и распределительного валов выдерживается в пределах 0,05 мм,
и допуск их параллельности составляет 0,1 мм на всю длину блока.
Высокие требования к точности взаимного расположения ответ-
ственных поверхностей блока цилиндров могут быть выполнены только
при условии правильного выбора технологических баз, в частности
при условии выполнения принципа постоянства баз и совмещения
технологически^ и конструкторских (или используемых при сборке)
баз. В качестве постоянной технологической базы для всех операций
обработки ответственных поверхностей блока цилиндров приме-
няются его нижняя плоскость (плоскость крепления картера) и два
цилиндрических отверстия: отверстие 0 16Н7, специально точно
обработанное под цилиндрический центрирующий палец приспособ-
ления (отверстие А, рис. 13.11, б), и менее точно обработанное от-
373
верстиеВ, используемое при базировании для ромбического базирую-
щего пальца. Все основные линейные размеры блока цилиндров вы-
держиваются при его обработке от указанных технологических баз.
Сложность конфигурации блока цилиндров создает опасность
коробления заготовки в процессе ее механической обработки после
снятия литейной корки и удаления припуска. Это вызывает необхо-
димость построения технологического процесса обработки ответ-
ственных поверхностей блока цилиндра с разделением на предвари-
тельные (черновые) операции, при которых удаляются литейная корка
и основная часть припуска и после которых возможны коробление
заготовок, и окончательные, т. е. чистовые операции, обеспечиваю-
щие точность размеров и геометрической формы обрабатываемых
поверхностей и правильность их расположения относительно других
ответственных поверхностей заготовки. Разделение обработки на пред-
варительную и окончательную предотвращает также возникновение
погрешностей размеров, связанных с нагреванием заготовки при
снятии больших припусков.
В промежутки времени между черновыми и чистовыми ходами
заготовка успевает охладиться и при чистовом фрезеровании удается
обеспечить точность линейных размеров в пределах допусков
IT8—IT10. Вся обработка блока цилиндров двигателя автомобиля
«Жигули» производится на автоматических линиях тактом 0,9—
1,3 мин.
Технологический процесс начинается с предварительных опера-
ций фрезерования плоскости крепления картера и мест под крышки,
растачивания жесткими фрезерными головками полукруглых мест
под подшипники коленчатого вала, фрезерования плоскости креп-
ления головки блока; После снятия литейных корок и основной
части припусков на обработку в процессе указанных фрезерных опе-
раций производят окончательное фрезерование плоскости крепления
картера, окончательное фрезерование и протягивание мест и плоско-
стей опоры крышек подшипников коленчатого вала, сверление и точ-
ную обработку базовых отверстий А и В для оснастки. На этом
завершается создание основной технологической базы -*“'т очной плос-
кости крепления картера Б и искусственных технологических баз —
двух отверстий А и В (рис. 13.11), на которых проводится вся даль-
нейшая обработка блока цилиндров и от которых проставляются
все точные линейные размеры.
Чистовое фрезерование правой и левой сторон блока и опорных
поверхностей, фрезерование установочных меток для полуподшип-
ников и поверхностей со стороны крепления коробки передач и рас-
пределения завершают первую операцию. Она выполняется на авто-
матической линии, состоящей из 11 рабочих станций и 14 станций
с кантователями, устройствами для смены черновых баз при первых
позициях, связанных с обработкой постоянных технологических
баз, и устройствами для удаления стружки. Обработка плоскостей
ведется жесткими торцовыми фрезерными головками большого диа-
метра с твердосплавными ножами без охлаждения при скорости ре-
зания ПО м/мин и подаче 1030 мм/мин. Трудоемкость операции со-
374
ставляет 0,98 мин, основное время — 0,72 мин и вспомогательное —
0,26 мин.
Вторую операцию, т. е. предварительное растачивание цилиндров
и мест под гильзы (рис. 13.12), выполняют на автоматической линии,
состоящей из двух станций, имеющих по две позиции обработки. На
каждой станции установлено по одному четырех шпиндельному вер-
тикально-расточному станку. Обработку ведут шестирезцовыми ра-
сточными головками. На первой станции осуществляют растачива-
ние под гильзу с V = 61,5 м/мин и s = 250 мм/мин с охлаждением
эмульсией, при этом одновременно обрабатывают два отверстия (че-
{>ез одно) при противоположном вращении расточных головок
левая головка вращается по часовой, а правая — против часовой
31 2,5iQ,1
0/7 Ч+П 1
визирующий палеи,
Рис. 13.12
Предварительное растачивание цилиндров и мест под гильзы
стрелки). На второй позиции в том же порядке растачивают под
гильзу два других отверстия. На второй станции по такой же схеме
за две позиции растачивают цилиндры с подачей, увеличенной до
315 мм/мин.
Базирование блока осуществляют по его технологическим
базам, от которых выдерживают все линейные размеры. Цикл опе-
рации — 0,68 мин, основное время — 0,55 мин, вспомогатель-
ное — 0,13 мин.
Третья — шестая операции обработки блока цилиндров заклю-
чаются в сверлении, зенкеровании, нарезании резьбы метчиками, сня-
тии фасок с многочисленных отверстий, расположенных с разных
сторон блока, а также в зенкеровании шеек оси привода масляного
насоса и торцовке буртиков под вал. Базирование блока сохраняется
на тех же постоянных базах, от которых проставляются основные
линейные размеры. Все операции выполняют на автоматических ли-
ниях, состоящих из ряда станций, включающих в себя многошпин-
дельные станки, имеющие несколько позиций.
Сверление многоступенчатых отверстий ведется отдельными свер-
лами с последовательным углублением, начиная с наибольшего
диаметра. Работа ведется с охлаждением эмульсией. Продол-
жительность цикла — 0,90—0,95 мин.
375
Седьмая операция, т. е. полуокончательное и окончательное рас-
тачивание мест под гильзы, выполняется на линии, состоящей из
двух четырехшпиндельных вертикально-расточных станков, имею-
щих по две позиции. Обработку ведут на постоянных технологиче-
ских базах, от которых выдерживаются линейные размеры с точностью
0,05 мм, т. е. в пределах допусков IT8—IT10.
На первой станции производят предварительное растачивание
отверстий двухрезцовыми головками с одновременным снятием фаски
дополнительной режущей пластиной, причем на каждой из позиций
одновременно растачивается по два отверстия (через одно) при про-
тивоположном вращении шпинделей. На второй станции осуществ-
ляют чистовое растачивание отверстий двухрезцовыми головками
(без снятия фаски) также при одновременной обработке по два отвер-
стия на каждой позиции, но с вращением шпинделей в одну сторону,
при этом выдерживаются размеры 0 79,5Zo’.i2 при = 1,6 мкм.
Цикл операции — 0,95 мин, основное время — 0,77 мин, вспомо-
гательное — 0,18 мин.
Шестнадцатую операцию, т. е. окончательное фрезерование с пе-
редней и задней сторон и плоскости крепления головки, выполняют
на автоматической линии, состоящей из двух фрезерных станков,
расположенных друг против друга, за одну позицию. Обработку ве-
дут одновременно торцовыми фрезерными.головками с V= 91 м/мин,
5 = 670 мм/мин без охлаждения. При этом достигается точность
линейных размеров, проставленных от постоянных технологических
баз в пределах допусков IT7 и IT8 при шероховатости Rz
10,0 мкм. Цикл обработки — 1,34мин, основное время— 1,17мин,
вспомогательное — 0,17 мин.
Двадцать первую операцию, т. е. полуокончательное растачива-
ние цилиндров и снятие нижней фаски, производят на восьмишпин-
дельном вертикально-расточном станке. Одновременно растачи-
вают по два цилиндра шестирезцовыми расточными головками при
противоположном вращении шпинделей до размерив 0 75,3 ±
± 0,075 мм при Ra = 8 мкм без охлаждения. Фаски растачивают
резцами при их подаче снизу вверх. Линейные размеры выдерживают
от постоянных технологических баз. Продолжительность цикла об-
работки — 0,76 мин, основное время — 0,62 мин, вспомогатель-
ное — 0,14 мин.
Двадцать вторую операцию, т. е. окончательное растачивание
мест под коленчатый вал, под валик привода масляного насоса и под
распределительный вал, выполняют на пятипозиционной автомати-
ческой линии расточных станков без охлаждения.
При одновременном растачивании всех пяти гнезд под колен-
чатый вал (рис. 13.13) обеспечивается их диаметральная точность
в пределах IT6. Точность расположения осей растачиваемых отвер-
стий выдерживается в пределах допусков 0,04 0,05 мм, что
соответствует IT6 и IT7. Все линейные размеры выдерживают от по-
стоянных технологических баз. Соосность растачиваемых отверстий
обеспечивается их одновременным растачиванием набором расточных
376
резцов на общих борштангах. Продолжительность цикла — 1,26 мин,
основное время — 1,0 мин, вспомогательное— 0,26 мин.
Двадцать третью операцию, т. е. окончательное растачивание
цилиндров, осуществляют на двухпозиционном четырехшпиндельном
вертикально-расточном станке двухрезцовыми расточными голов-
ками с охлаждением маслом, со скоростью 74,5 м/мин, подачей
62 мм/мин, при снятии припуска 0,14 мм с диаметра. Одновременно
растачивают два цилиндра с последующим снятием фаски. Точность
Рис. 13.13
Многорезцовое растачивание отверстий в заготовках блока цилиндров
диаметра достигается в пределах допуска IT6 при шероховатости
Rz = 20 мкм. Под окончательное хонингование цилиндров остав-
ляют припуск в пределах 0,03 мм на диаметр.
Блок базируется на постоянных технологических базах, от кото-
рых выдерживаются линейные размеры; точность последних для дан-
ной операции повышена (допуск ±0,05 мм против ±0,1 мм для двад-
цать первой операции). Продолжительность цикла обработки —
1,33 мин, основное время — 1,10 мин, вспомогательное — 0,23 мин.
Двадцать четвертую операцию, т. е. предварительное и оконча-
тельное хонингование цилиндров, выполняют на автоматической
линии, состоящей из двух четырехшпиндельных двухпозиционных
хонинговальных станков. На первой позиции линии (первый станок)
одновременно предварительно хонингуют два цилиндра (через один),
а на второй позиции того же станка окончательно хонингуют эти же
цилиндры (рис. 13.14). На третьей и четвертой позициях линии (т. е.
на первой и второй позициях второго станка) в том же порядке
предварительно и окончательно хонингуют два оставшихся
цилиндра.
Хонингование ведут алмазными брусками, закрепленными в пла-
вающих (самоустанавливающихся) головках (по четыре бруска в каж-
дой головке), с охлаждением керосином. За предварительное и окон-
чательное хонингование с диаметра снимают припуск в пределах
0,03—0,06 мм при достижении точности IT7 при шероховатости
Ra — 1,25 мкм. Обработку выполняют на постоянных технологиче-
ских базах.
Линейные размеры (межцентровые расстояния) в процессе дан-
ной операции практически не изменяются (так как хоны—плавающие).
Продолжительность цикла об-
работки — 1,59 мин, основное
время — 1,50 мин, вспомога-
тельное— 0,09 мин.
В дальнейшем производят
точное измерение цилиндров и
каждое цилиндровое отверстие
клеймят буквами А, В, С, D, Е,
соответствующими фактическим
диаметрам отверстий цилинд-
ров в миллиметрах, указанным
ниже.
Ось места под Позирующий
цилиндрический палец
A
В
С
D
Е
76,000—76,010
76,010—76,020
76,020—76,< 30
76,030 -76,040
76,010—76,050
рис. I3.H По этим размерам при сборке
Полуокончательное и окончательное хоиииго- ДВИГаТСЛСЙ ПОДбирЗЮТ СООТВСТ"
вапие цилиндров СТВуЮЩИв ПОрШНИ («вЛеКТИВ-
ная сборка).
Двадцать пятую операцию, т. е. окончательное хонингование
мест под коленчатый вал, выполняют на горизонтально-хонинговаль-
ном станке одновременно пятью хонинговальными головками, рас-
положенными на общей штанге (рис. 13.15). Каждая хонинговаль-
ная головка имеет четыре абразивных бруска. Штанга с брусками на-
правляется в отверстия бакелитовыми направляющими колод-
ками.
Охлаждающая жидкость — керосин. Припуск снимают при до-
стижении точности IT6 и шероховатости Ra = 1,6 мкм. Соосность
обрабатываемых отверстий обеспечивается расположением одно-
временно работающих брусков на общей штанге. Продолжительность
цикла — 0,97 мин, основное время — 0,90 мин, вспомогательное —
0,07 мин. Затем производят промывку и продувку блоков, завинчи-
вание пробок, пневматические и гидравлические испытания на гер-
378
метичность и визуальный контроль. На специальном стенде с пнев-
матическими приборами осуществляют точное измерение размеров
цилиндров с маркировкой соответствующих групп (см. выше). При
этом часть цилиндров (до 100 %) проходит дополнительное хо-
нингование на одношпиндельном хонинговальном станке.
Приведенные материалы показывают, что наиболее характерными
особенностями современного массового производства являются: ши-
рокое применение автоматических и поточных линий с возможно
более полной синхронизацией операций в едином такте их выпол-
нения; высокая степень концентрации обработки с применением
методов параллельной и одновременной обработки большого коли-
РиС. 13.15
Окончательное хонингование мест под коленчатый вал
чества поверхностей деталей многолезвийными и фасонными инстру-
ментами, комплектами инструментов, установленными на одном
шпинделе, и одновременной многошпиндельной обработки различных
поверхностей; автоматизация операций механической обработки,
сборки, контроля и межоперационного транспортирования заготовок
(с непрерывной передачей заготовок с операции на операцию без
их промежуточного складирования); высокая точность обработки
заготовок, обеспечивающая их полную взаимозаменяемость или
использование метода селективной сборки; тщательный выбор тех-
нологических баз (с использованием баз, одновременно являющихся
конструкторскими или сборочными) во всех случаях необходимости
достижения высокой точности размеров заготовок; расчленение опе-
раций на черновые, получистовые и чистовые; применение автомати-
ческого контроля и подналадки станков в процессе выполнения опе-
раций, обеспечивающих сохранение установленной при наладке
точности обработки; значительное повышение производительности,
снижение длительности производственного цикла и себестоимости
обработки, а также повышение выпуска продукции с единицы про-
изводственной площади, благодаря внедрению поточных и автома-
тических линий.
379
Глава 14
ОСОБЕННОСТИ
ПОСТРОЕНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ОБРАБОТКИ ЗАГОТОВОК НА СТАНКАХ
С ПРОГРАММНЫМ УПРАВЛЕНИЕМ
§ 14.1
ОБЛАСТЬ ПРИМЕНЕНИЯ И ТЕХНОЛОГИЧЕСНИЕ ВОЗМОЖНОСТИ
СТАННОВ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ
ЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ СТАНКОВ
С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ (ЧПУ)
Серийное и мелкосерийное производства, выпускающие до 75—80 %
общей продукции машиностроения, характеризуются большими за-
тратами рабочего времени на выполнение вспомогательных операций.
Известно, что в общей структуре нормы времени на выполнение
технологической операции в общем машиностроении основное тех-
нологическое время составляет всего 20—30 %, а 70—80 % затрат
времени падает на вспомогательное время.
Основным направлением сокращения затрат вспомогательного
времени является автоматизация производственных процессов. Од-
нако автоматизация в условиях мелкосерийного производства по-
средством применения высокопроизводительных станков традици-
онного исполнения (револьверных, агрегатных и многорезцовых
станков, кулачковых одношпиндельных и многошпиндельных авто-
матов и автоматических линий) практически невозможна в связи
с их высокой стоимостью, большими затратами на технологическую
оснастку и очень большой трудоемкостью предварительной на-
ладки станков. Все эти затраты, отнесенные на себестоимость не-
скольких штук или нескольких десятков и даже сотен щ®ук обрабо-
танных заготовок мелкосерийного и серийного производств, делают
стоимость их изготовления непомерно высокой.
Одним из главных направлений автоматизации процессов меха-
нической обработки заготовок мелкосерийного и серийного маши-
ностроения является применение станков с числовым программным
управлением (ЧПУ). Под числовым программным управлением (ЧПУ)
принято понимать управление обработкой заготовкой на стан-
ке по управляющей программе, в которой данные приведены
в цифровой форме. При этом управляющая программа представляет
собой совокупность команд на языке программирования, соответ-
ствующих заданному алгоритму функционирования станка по об-
работке конкретной детали.
Станки с ЧПУ представляют собой полуавтоматы или автоматы,
все подвижные органы которых совершают рабочие и вспомогательные
380
движения автоматически по заранее установленной програм-
ме, записанной в памяти системы управления или на внешнем
носителе. Сложные, дорогостоящие в изготовлении и требую-
щие трудоемкой наладки кулачки, копиры и упоры в системах ЧПУ
не требуются, что значительно удешевляет и ускоряет их наладку
и делает рентабельным применение станков с ЧПУ при обработке
малых партий, а в некоторых случаях даже единичных заготовок
(особенно при высокой сложности конструкций последних).
Эффективность применения станков с ЧПУ выражается: а) в по-
вышении точности и однородности размеров и формы обрабатывае-
мы?: заготовок, полностью определяемых правильностью программи-
рования и точностью автоматических перемещений соответствую-
щих узлов станка; это особенно важно при обработке конструктивно-
сложных заготовок, имеющих точные фасонные поверхности и боль-
шое число выдерживаемых размеров; б) в повышении производи-
тельности обработки, связанной с уменьшением доли вспомогатель-
ного времени с 70—80 % для обычных станков с ручным управлением
до 40—50 % (при использовании обрабатывающих центров до 20—
30 %), а в некоторых случаях и с интенсификацией режимов резания;
в среднем при переводе обработки на станки с ЧПУ производитель-
ность возрастает: для токарных станков — в два-три раза, для фре-
зерных — в три-четыре раза и для обрабатывающих центров (ОЦ) —
в пять-шесть раз; в) в снижении себестоимости обработки, связанном
с повышением производительности, понижением требований к ква-
лификации станочника, а в ОП и в снижении затрат на приспособ-
ления, потребность в которых (в связи с обработкой заготовок с од-
ного установа) значительно уменьшается; г) в значительном сниже-
нии потребности в высококвалифицированных станочниках, свя-
занном.с упрощением изготовления сложных и точных заготовок на
настроенных и автоматически работающих станках с ЧПУ, а также
с применением их многостаночного обслуживания; в современных
условиях острого дефицита высококвалифицированных рабочих-
станочников на машиностроительных предприятиях расширение
применения станков с ЧПУ способствует решению крупной народно-
хозяйственной проблемы дальнейшего развития промышленности.
Применение станков с ЧПУ в современной промышленности
развивается в двух направлениях.
Первое направление — обработка очень сложных заготовок уни-
кальных деталей, имеющих сложную конфигурацию и различные
фасонные поверхности, изготовление которых на традиционных
станках невозможно или требует больших затрат времени и труда,
в том числе высококвалифицированного или тяжелого физического
труда (турбинные лопатки, роторы, фасонные поверхности гребных
винтов, рабочих колес гидротурбин и т. п.). Целесообразность при-
менения станков с ЧПУ в подобных случаях бесспорна и не требует
особых доказательств.
Второе направление — обработка заготовок обычных машино-
строительных деталей с точностью IT6—IT8 и шероховатостью
Rz = (3-4-10) мкм. Экономическая целесообразность применения
381
станков с ЧПУ в этом случае определяется конфигурацией и серий-
ностью обрабатываемых заготовок и обычно оправдывается при
партиях, содержащих 15—25 шт. и более. Однако (даже при от-
сутствии денежной экономии от применения станков с ЧПУ) решаю-
щее значение может иметь снижение потребности в рабочих высокой
квалификации.
Опыт развития промышленности свидетельствует о целесооб-
разности создания по возможности крупных участков станков с ЧПУ,
обслуживание которых в этом
случае существенно упрощается.
Экономическая эффективность ис-
пользования сравнительно доро-
гих станков с ЧПУ (особенно ОЦ)
повышается при их двух- и трех-
сменной работе и устранении
простоев.
Необходимо отметить, что гиб-
кость систем числового програм-
рис. ил много управления станками и про-
в*сссрис ГэпТо VosVггс.та,,нов с ЧПУ стота их включения в общие си-
стемы управления от единой
вычислительной машины делают
целесообразным применение станков с ЧПУ и в условиях массо-
вого производства (в том числе и в составе автоматических линий).
Это стало особенно важным в связи с ускорением технического
прогресса, требующим быстрого обновления и смены выпускаемых
моделей даже в условиях установившегося массовового произ-
водства.
Расширение использования станков с ЧПУ всегда являлось одним
из главных направлений технического прогресса в машиностроении.
Например, в период с 1971 по 1981 гг. выпуск станков с ЧПУ отече-
ственным станкостроением возрос в семь раз (рис. 14.1) При этом
были освоены практически все модели станков, необходимые для
современного производства.
ТЕХНОЛОГИЧЕСКИЕ ВОЗМОЖНОСТИ СТАНКОВ
С ПРОГРАММНЫМ УПРАВЛЕНИЕМ
Системы программного управления и их возможности. Станки с про-
граммным управлением (ПУ) по конструкции системы управления
подразделяются на станки с цикловым и числовым управлением.
Системы циклового программного управления позволяют запро-
граммировать последовательность и скорость перемещений подвиж-
ных органов станка. Такая программа задается путем определенного
набора коммутирующих элементов (штеккеров, переключателей)
за панели управления или на штеккерном барабане. При этом ве-
личины перемещений подвижных органов непосредственно в состав
программы не входят, а определяются переналаживаемыми электро-
упорами.
382
Цикловая система управления обычно встраивается в станок,
почти не увеличивая его габаритных размеров (например, фрезер-
ный станок модели 6А12П). Стоимость циклового станка лишь не-
много превышает стоимость однотипного универсального. Однако
настройка станка с цикловым ПУ требует значительного времени.
В связи с этим такие станки могут быть экономично использованы
юлько при достаточно больших размерах партий обрабатываемых
заготовок (среднесерийное, крупносерийное производство). Следует
отметить, что в новых конструкциях цикловых систем управления
программа часто задается на перфоленте, что несколько упрощает
н ускоряет настройку. Вместе с тем наиболее длительная операция
установки кулачков электроупоров на размер остается. Системы
циклового ПУ с перфолентой в отличие от систем числового програм-
много управления называются размерно-упорными системами про-
граммного управления.
Существенной отличительной особенностью станка с числовым
программным управлением является то, что вся программа его работы
записывается в памяти системы управления или на внешнем
носителе (магнитной ленте, диске) на специальном языке про-
граммирования. В состав такой программы входят и числовые
значения перемещений подвижных органов, что составляет прин -
ципиальное отличие станка с ЧПУ от станка с цикловым ПУ.
Переналадка станка с ЧПУ, включая смену программы, требует
незначительного времени, поэтому эти станки наиболее пригодны для
автоматизации серийного и мелкосерийного производств.
Станок с ЧПУ оборудуется устройством числового программного
управления (УЧПУ), т. е. электронным устройством со встроенной
панелью управления, размещаемом в отдельном шкафу, который
обычно монтируется рядом со станком. Комплект УЧПУ вместе
с рабочими органами станка образует систему ЧПУ.
В настоящее время существует достаточно большое разнообразие
систем ЧПУ, выпускаемых серийно. Однако станки и системы кон-
струируются с таким расчетом, чтобы каждый станок легко мог быть
оборудован различными УЧПУ как отечественного производства,
гак и зарубежных фирм. Это позволяет создавать на одной базе станки
различной стоимости и различного технологического назначения.
Управляющая программа для обработки заготовки на станке с ЧПУ
записывается в памяти УЧПУ или на внешнем носителе в виде отдель-
ных блоков информации или кадров, разделенных определенными зна-
ками (рис. 14.2). Каждый кадр программы содержит информацию, необ-
ходимую для выполнения станком некоторой группы команд. В со-
став одного кадра могут входить: требуемые значения перемещений
инструмента по осям координат, подача, скорость вращения шпин-
деля, а также другие данные, необходимые для выполнения стан-
ком заданного цикла работы, например команды на включение и
выключение охлаждения, указания о направлении движения ра-
бочих органов станка и др.
Практически в производственных условиях управляющей про-
граммой называют программоноситель с нанесенной на нем в том
383
или ином коде информацией о полном цикле обработки заготовки
на данном станке. Исходной документацией для разработки управля-
ющей программы является чертеж обрабатываемой заготовки, тех-
нологическая карта, а также расчетно-технологическая карта (РТК)
или схема движения инструментов при обработке. Эта документация
при ручном способе подготовки программ позволяет технологу-
программисту заполнить карту программирования, по которой из-
□□□□□В
□□□□и
BBUDBQB
готовляется управляющая про-
грамма.
Раньше управляющую програм-
му выполняли с помощью перфо-
ратора в виде перфоленты, на ко-
торой записывали в том или ином
коде всю необходимую информа-
цию. С развитием станков с ЧПУ
в качестве внешнего носителя ста-
ла применяться магнитная лента.
Информация на такую ленту пе-
реписывалась с предварительно
изготовленной перфоленты через
специальное вычислительное уст-
ройство (интерполятор) в так на-
зываемом декодированном (рас-
шифрованном) виде или в уни-
тарном коде. На современных
станках в качестве внешнего но-
сителя используют лазерные дис-
ки, причем программу можно вво-
Разделительный
знак
Разделительный
знак
'Разделительный
знак
Рнс. 14.2
Расположение кадров программы на перфо-
ленте
дить непосредственно с пульта
станка.
Системы ЧПУ по характеру
управления движениями рабочих
органов станка делятся на две группы: позиционные (координатные)
и контурные (непрерывные).
Позиционное управление представляет собой числовое програм-
мное управление станком, при котором перемещение его рабочих
органов происходит в заданные точки, причтем траектории пере-
мещения не задаются.
Задачей позиционной системы программного управления (ПСПУ)
в большинстве случаев является обеспечение точной установки ин-
струмента или заготовки в рабочую позицию, при этом перемещения
от одной позиции к следующей осуществляются без функциональной
связи между координатами станка. Такие системы применяются пре-
жде всего на расточных и сверлильных станках, где важно обеспе-
чить только высокую точность совмещения оси шпинделя с осью
обрабатываемого отверстия, тогда как скорости перемещения под-
вижных органов и траектории инструмента при переходе от одного
отверстия к другому непосредственно с точностью обработки не
связаны.
384
Однако позиционные системы в отдельных случаях используются
и на токарных станках. Здесь применяют такие ПСПУ, которые
позволяют обеспечить рабочие подачи резца по траекториям, скла-
дывающимся из отдельных последовательных прямолинейных пере-
мещений по двум взаимно перпендикулярным направлениям. При
гаком управлении на токарном станке можно обрабатывать ступен-
чатые валики со снятием фасок, точением канавок, а также фасон-
ные поверхности фасонными резцами. Применение ПСПУ на фрезер-
ном станке позволяет выполнять обработку нескольких плоскостей,
параллельных координатным плоскостям и расположенных на
различных уровнях.
Контурное управление — это числовое программное управ-
ление станком, при котором перемещение его рабочих орга-
нов происходит по заданной траектории и с заданной скоростью
для получения необходимого контура обработки. Контурная система
ЧПУ предназначена для управления совместными движениями двух
или нескольких рабочих органов при наличии непрерывной функ-
циональной связи между ними, что необходимо для обработки заго-
товок сложной конфигурации, ограниченных криволинейными по-
верхностями. Такими системами оснащаются обычно токарные и
фрезерные станки, так как контурное управление значительно
расширяет их технологические возможности по сравнению с ПСПУ.
Следует отметить, что контурные системы могут работать и в пози-
ционном режиме. В связи с этим с точки зрения унификации систем
их можно было бы применять и для позиционных станков (расточ-
ных, сверлильных). Однако использование сравнительно дорогих
контурных систем только в позиционном режиме неэффективно, так
как их основные структурные элементы при этом не функционируют.
Кроме упомянутых систем ЧПУ существуют еще две разновид-
ности систем, которые условно относятся к программным и обеспе-
чивают частичную автоматизацию выполнения отдельных элементов
цикла без применения программоносителей. К ним относятся си-
стемы цифровой индикации положения и системы цифровой инди-
кации с ручным вводом данных.
Системы цифровой индикации (визуализаторы) применяются на
обычных универсальных станках практически без всякой их перена-
ладки. На экране (световом табло) такой системы непрерывно ука-
зываются численные значения координат подвижных органов станка.
Сигналы информации поступают в визуализатор от датчиков поло-
жения, устанавливаемых на подвижных органах.
Часто система кроме визуализатора оборудуется пультом с па-
нелью набора значений координат, на которые должны выйти подвиж-
ные органы станка после включения движения подачи. Такая система
называется системой цифровой индикации с ручным вводом данных.
Правильность отработки набранных координат контролируется по
визуализатору. Системы ручного ввода и цифровой индикации в ос-
новном предназначены для сокращения времени на контроль разме-
ров заготовок в процессе обработки и заметно повышают произво-
дительность операций.
3S5
В соответствии с рассмотренной классификацией систем по ха-
рактеру упранелния и отечественной промышленности введена индек-
сация в обозначениях станков с 411У. Согласно этой индексации, после
основного обозначения модели станка ставится один из следующих
индексов: Ц — станки с цикловым управлением; Ф1 — станки с цифро-
вой индикацией положении, а также с ручным вводом данных; Ф2 —
станки с ПСПУ; ФЗ — станки с контурными системами управления.
Кроме того, введены индексы, отражающие конструктивные особен-
ности станка, связанные с автоматической сменой инструмента:
Р — смена инструмента поворотом револьверной головки; М —
смена инструмента из магазина. Индексы Р и М ставятся перед ин-
Гее. 14.»
С-гаадарпам састамы аоомааат
в стами с Ч ПУ
дексами Ф2 и ФЗ. Например: РФ2 —
стаикн с ПСПУ с револьверной инстру-
ментальной головкой; МФЗ — станки
с контурной системой управления с ма-
газином инструментов.
В обозначениях отдельных моделей
х станков с ЧПУ (обычно специальных
исполнений) приведенная индексация
не используется.
В обозначениях некоторых моделей
станков используются также индексы
Ф4 я ФБ. Они присваиваются станкам
особой группы, называемым обрабаты-
вающими центрами (ОЦ), представля-
ющим собой многоинструментные станки
с ЧПУ с автоматической сменой ин-
струмента из инструментального мага-
зина. Индекс Ф4 присваивается обрабатывающим центрам с по-
зиционными системами управления, а ФБ — обрабатывающим цен-
трам с контурными системами управления.
Программирование движений рабочих органов и выполнение
заданных перемещений в станках с ЧПУ тесно связаны с системами
координат.
Расположение и обозначения осей координат, отвечающие направ-
лениям независимых управляемых движений (управляемых коорди-
нат) в современных станках, обычно принимаются в ЛЛтвстствнн
со стандартом JSO-R841 Международной организации по стандар-
тизации. В основу положена правая система координат с осями л,
Y, Z, которые указывают положительные направления движения
инструментов относительно неподвижной заготовки. Если инстру-
мент неподвижен, а движется заготовка относительно инструмента,
то соответствующие ес положительные перемещения, направленные
в противоположные стороны, обозначаются буквами д', У', Z'
(рис. 14.3).
За положительные направления перемещений подвижных орга-
нов принимают такие их перемещения, прн которых инструмент и
заготовка удаляются друг от друга. На горизонтально-расточном
станке за положительные принимаются: движение шпиндельной
386
бабки вверх по стойке (рнс. 14.4, а) и движение саней стола в на-
правлении от 1111;|1нделы1ой бабки; для пиноли положительным
считается ее движение в обратном направлении.
Кроме перечисленных принципов расположения осей пользуются
следующими правилами: ось X всегда располагают горизонтально,
а ось Z совмещают с осью вращения инструмента. Лишь в токарных
стайках ось 2 совмещают с осью вращения заготовки (рнс. 14.4, б).
Вис. 14.4
Оса аоордшит аа evaaaaa с ЧЛУ1 а — гормматыьво-расточмом| в — тоаармам| а — а«Р-
тяаиыгам аонсоаьпо-фрамриом: а — сверлильном и Вссвонсол>.ио-фр«мрпом
Если в станке кроме движений по трем основным координатам
имеются программируемые перемещения других органов в парал-
лельных направлениях, то соответствующие вторичные и третичные
оси обозначаются буквами: U, V, W — вторичные оси; Р, Q, R •—
третичные осн.
Круговые перемещения инструмента относительно заготовки счи-
таются положительными при направлении против часовой стрелки,
если смотреть на острие соответствующей осн координат. Прн этом
поворот вокруг оси X обозначается буквой Л, вокруг оси Y — бук-
вой В, вокруг оси Z—C. В случае круговых движений заготовки поло-
жительные направления меняются на обратные, а угловые коорди-
наты обозначаются A', В\ С.
Для программирования обработки и выбора метода простановки
размеров в чертежах обрабатываемых заготовок важное значение
имеет способ и начало отсчета перемещений по каждой оси. В сн-
387
стемах ЧПУ используются два различных способа отсчета: абсолют-
ный и относительный (в приращениях).
При абсолютном способе отсчета положение начала координат
остается фиксированным (постоянным) для всей программы обра-
ботки. На программоносителе записываются абсолютные значения
координат последовательно расположенных опорных точек. До-
стоинство такого способа отсчета состоит в том, что станок каждый
раз отрабатывает заданные координаты (расстояния) от одной и
той же точки. Следовательно, отсутствует процесс накопления оши-
бок отработки перемещений, а значит, достигается высокая точ-
ность позиционирования рабочих органов. Для удобства составления
программ и настройки станков абсолютное начало координат может
быть выбрано в любом месте в пределах рабочих ходов подвижных
органов. Такое начало координат называется «плавающим нулем».
Рассмотренный способ отсчета применяется главным образом в пози-
ционных системах (ПСПУ) на расточных и сверлильных станках
и обрабатывающих центрах с позиционным управлением. При
абсолютном способе отсчета размеров целесообразно применять
координатный метод простановки размеров в обрабатываемых заго-
товках.
В системах с относительным способом отсчета координат за
нулевое каждый раз принимается положение исполнительного ор-
гана, которое он занимал перед началом очередного перемещения
к следующей опорной точке. В программу в этом случае записывают
приращения координат при переходе от предыдущей к последующей
точке. Первая опорная точка программы называется исходной точ-
кой или старт-точкой. Она выверяется при настройке станка и играет
роль начала координат, от которого рассчитывается программа
обработки данной конкретной заготовки. Такой способ отсчета ис-
пользуется почти во всех современных контурных системах ЧПУ.
При этом наиболее рациональной является простановка размеров
цепочкой. Однако точность положения рабочего органа при этом
в каждый момент времени зависит от точности отработки координат
предыдущих опорных точек. Ошибки в отработке отдельных пере-
мещений здесь могут накапливаться. В связи с этим^в последнее
время наметилась тенденция к использованию абсолютного метода
отсчета координат и в контурных системах ЧПУ
По числу управляемых движений (координат) системы ЧПУ
могут быть двух-, трех-, четырех-, пяти- и многокоординатными.
В позиционных системах движения по отдельным координатам могут
осуществляться хотя и одновременно, но не согласованно. Для кон-
турных систем важной характеристикой является число одновременно
и согласованно управляемых координат. Однако некоторые контур-
ные системы ЧПУ построены так, что согласованные перемещения
возможны не по всем координатам одновременно, а только при отсут-
ствии движения по одной из осей координат. Такие системы с одной
неполной координатой иногда обозначают дробным числом, добавляя
к целому числу одновременно и согласованно работающих коорди-
нат еще половину координаты. Например, четырехкоординатная
388
система с одной неполной координатой может быть обозначена как
3,5-координатная. Число управляемых координат является важной
технологической характеристикой станка.
Для обработки заготовки любой конфигурации на токарном
станке обычно достаточно двух координат по числу двух основных
направлений подач — продольной и поперечной. Для токарного
(•ганка, оснащенного двумя суппортами (например, станок модели
1734ФЗ), становится необходимой четырехкоординатная система
управления. Сверлильные станки с ЧПУ обычно являются двух-
координатными, поскольку основная задача состоит в совмещении
инструмента с осью отверстия. Для расточных станков чаще приме-
няют трех координатные системы. Фрезерные станки должны иметь
не менее трех одновременно управляемых координат для обработки
сложных криволинейных поверхностей пространственными строч-
ками. Установлено, что наиболее рациональными являются пяти-
координатные фрезерные станки, у которых дополнительно про-
граммируются повороты заготовки и наклоны инструмента, что
позволяет обработать труднодоступные участки поверхности и улуч-
шить в отдельных случаях условия резания.
Современные системы ЧПУ позволяют изменять режимы резания
в процессе обработки заготовок внутри отдельных переходов. Это
создает принципиально новые возможности оптимизации процессов
обработки сложных фасонных поверхностей (например, рабочих
поверхностей крупногабаритных турбинных лопаток) посредством
назначения наиболее рациональных режимов обработки отдельных
участков поверхностей, обеспечивая их высокое качество и снижение
затрат машинного времени на 20—25 %.
Наличие на современных станках с ЧПУ систем, позволяющих
производить ручное редактирование программ непосредственно
с пульта станка, существенно упрощает и ускоряет трудоемкий
процесс отработки новых программ.
Технологические возможности токарных станков с ЧПУ. Техно-
логические возможности этих станков определяются многими фак-
торами, доминирующими из которых являются конструкция, ком-
поновка, класс точности станка и техническая характеристика
системы ЧПУ
Современные токарные станки оснащают контурными системами
ЧПУ с линейно-круговым интерполятором и устройством для на-
резания резьбы, обеспечивающими широкие технологические воз-
можности станков. Такие системы позволяют производить обработку
заготовок сложного профиля, нарезание резьбы, коррекцию поло-
жения режущей кромки инструмента и обеспечивают высокую ско-
рость холостых перемещений. Для использования технологических
возможностей станка имеет значение его техническое оснащение,
поставляемое со станком: зажимные приспособления, режущий
инструмент, вспомогательная оснастка, контрольные приспособле-
ния. Важной задачей является унификация инструмента, и в первую
очередь форм инструментальных державок и деталей для крепления
резцов.
389
Токарные станки с ЧПУ обычно обеспечивают точность обработки
заготовок по IT6 с шероховатостью цилиндрических поверхностей
и конусов с малыми углами при вершине R, «6-? 12 мкм. При об*
работке сложных фасонных поверхностей и конусов с большим и
углами обеспечивается Rt 20 мкм. Нарезание резьбы г. едете л
по 3-му классу точности.
При настройке инструментов па размер в специальном оптиче-
ском приспособлении вне станка их установка в головку произво-
дится без дополнительной выверки. Погрешность настройки ин-
струмента вместе с бесподияладочным переносом на станке нахо-
дится в пределах ±0,02 мм (станок 16К20ФЗ).
Современные токарные станки с ЧПУ снабжаются револьвер-
ными головками пли магазинами сменных резцовых .блоков, позво-
ляющими осуществлять автоматическую смену режущего инстру-
мента по заданной программе. Кроме того, некоторые токарные
станки с ЧПУ снабжаются дополнительными устройствами для
выполнения поперечных работ (сверление и фрезерование), про-
дольных осевых работ (аналогично револьверным станкам) н лаже
для обработки прн остановленном шпинделе эксцентрично располо-
женных элементов заготовки.
Настройка новейших моделей станков с ЧПУ осуществляется
с использованием специальных датчиков касания, которые одновре-
менно служат и для коррекции положения инструмента в связи
с его износом. Верхние пределы частоты вращения шпинделей у но-
вейших станков с ЧПУ повышаются до 6000 об/мнн.
Для устранения переустановок заготовок, обрабатываемых на
токарных станках с ЧПУ в центрах, рекомендуется применение зуб-
чатых утопленных поводковых центров. Все это значительно расши-
ряет технологические возможности этих станков.
Технологические возможности фрезерных станков с ЧПУ. В отли-
чие от токарных станков большинство фрезерных станков с ЧПУ
построены на базе универсальных моделей с ручным управлением.
Специализированные фрезерные станки с оригинальной компоновкой
н инструментальным магазином образовали отдельную группу обра-
батывающих центров (ОЦ).
В конструкцию станков с ЧПУ по сравнению с базовыми моделями
внесены принципиальные изменения, которые позволя1бГ'9ффек111вио
использовать возможности программного управления. В кинемати-
ческих цепях подач применяют точные (как правило) безлюфтовые
зубчатые передачи и винтовые шариковые пары. Жесткость отдель-
ных узлов станка с ЧПУ значительно выше, чем жесткость аналогич-
ных узлов базовых моделей. Все это обеспечивает более высокие точ-
ность и производительность станка.
На станках с ЧПУ можно производить обработку как при встреч-
ном, так н прн попутном фрезеровании. Современные фрезерные
станки оснащают контурными системами ЧПУ с линейно-круговым
интерполятором, которые обеспечивают управление по трем и более
координатам. Последние модели систем ЧГ1У имеют блок смещения
эквидистанты, с помощью которого осуществляют обработку по
390
одной программ - как новыми, так и переточенными фрезами с ком*
ненсацией уменьшения их диаметра прн переточке.
Фрезерные станки с ЧПУ выпускают с вертикальным и горизон-
тальным расположением шпинделя, консольными и бесконсоль-
|1ымц, с ручной и автоматической сменой инструмента, с прямоуголь-
ным н круглым столами, управляемыми по трем н более координатам.
Технологические возможности того млн другого фрезерного
станка в значительной степени определяются количеством управляе-
мых (в том числе одновременно по программе) координат. Большин-
ство отечественных фрезерных станков с ЧПУ управляются одновре-
менно по трем координатам. Этого достаточно для объемной обра-
ботки заготовок, но такое управление не всегда обеспечивает опти-
мальные условия резания и высокую производительность обработки.
Многокоордннатные стандартные станки (четырех-, пяти- и более
координат) имеют более широкие технологические возможности
относительно номенклатуры обрабатываемых заготовок, условий
резания и сокращения вспомогательного времени на переустановку
заготовок. Значительно расширяют технологические возможности
станков автоматические изменение скоростей вращения шпинделя
н смена инструмента. Последняя осуществляется с помощью пово-
ротной револьверной головки нлн магазина инструментов. Наличие
круглого рабочего или встроенного стола с точной индексацией по
углу поворота позволяет выполнять сложную обработку заготовок
за один уставов.
В отличие от токарных фрезерные станки не комплектуются
штатным режущим инструментом, однако к отдельным моделям
поставляется набор оправок для закрепления различных видов
инструментов.
Фрезерные станки с ЧПУ позволяют производить фрезерование
в автоматическом режиме плоских контуров различной кривизны,
объемное фрезерование, сверление, зенкерование и растачивание.
Они обеспечивают точность обработки контура (отклонение от гео-
метрической точности окружности) в пределах ±0,1 мм, а точность
получения линейных размеров ±0,08 мм.
На некоторых из них, снабженных встроенным круглым столом
(горизонтально-фрезерный станок 6306ФЗ), можно обрабатывать
взаимно перпендикулярные н взаимно параллельные плоскости без
переустановки заготовки, а также растачивать точные соосные от-
верстия с двух сторон. При этом обеспечиваются: взаимная перпенди-
кулярность двух боковых сторон (поворотом круглого стола) в пре-
делах 0,05 мм на длине 500 мм; перпендикулярность боковой поверх-
ности к основанию, составляющая 0,05 мм на длине 500 мм; соос-
ность отверстий, расточенных с двух противоположных сторон, рав-
ная 0,05 мм на длине 500 мм; точность позиционирования узлов,
составляющая 0,05 мм на длине 500 мм н 0,1 мм — на длине 1С00 мм.
Шероховатость обработанной поверхности в пределах Rt «=> 10-Ь
-т-20 мкм.
Технологические возможности сверлильных и расточных станков
с ЧПУ, На сверлильных станках с ЧПУ целесообразно обрабаты-
391
вать заготовки с большим числом отверстий со стороны, обращенной
к шпинделю. Наиболее благоприятным является случай, когда обра-
батывается ряд отверстий одного диаметра при условии полной обра-
ботки каждого отверстия за один ход, так как при этом не тре-
буется смена инструмента на станке в процессе выполнения опе-
рации.
Однако часто бываег необходимо обработать в заготовке несколько
отверстий различных диаметров, причем некоторые из них за не-
сколько ходов: сверление, рассверливание, аеикерование, разверты-
вание; зеикероваине, развертывание, зенкование под головки вин-
тов и т. д. В этих условиях одношпиндельные сверлильные станки
с ручной сменой инструмента малоэффективны. Целесообразнее при-
менять сверлильные станки с автоматической сменой инструмента,
из которых наибольшее распространение получили модели 2Р118Ф2
и 2Р135Ф2, оснащенные шести позиционными револьверными голов-
ками.
Достоинством сверлильных станков с ЧПУ является возможность
обработки заготовки с точно расположенными отверстиями без
кондукторов при обеспечении точности межцентровых расстояний
в пределах ±0,1 мм.
Расточные станки с ЧПУ создаются, как правило, на базе суще-
ствующих моделей универсальных станков, поэтому по компоновке
и основным технологическим возможностям они аналогичны соответ-
ствующим универсальным. В то же время станки с ЧПУ позволяют
достигнуть более высокой производительности обработки за счет
снижения потерь времени на установку инструмента относительно
заготовки, иа аамеры в процессе обработки, на холостые перемещения
подвижных органов. Потери времени также снижаются благодаря
применению механизированных зажима и отжима режущего инстру-
мента при установке н смене его в шпинделе.
Для ускорения поиска нужного инструмента станки оборудованы
поворотными инструментальными стойками. Применение таких стоек
позволяет также избежать случайных поломок и забоин точного ре-
жущего инструмента.
Одним ив преимуществ расточных станков с ЧПУ является то,
что на них можно с одного установа обрабатывать в корпусных заго-
товках как системы точных отверстий сточными межосевЙГСгн расстоя-
ниями, так н группы мелких резьбовых крепежных отверстий для
присоединения деталей типа крышек, фланцев и т. п. При обычной
технологии крепежные отверстия размечают по присоединяемым де-
талям и обрабатывают после выполнения основных операций. Такой
порядок обработки приводит к большим потерям времени и часто
не обеспечивает высокого качества продукции-
Наибольшее распространение в настоящее время получили го-
ризонтально-расточные станки с ЧПУ без задней стойки с поворот-
ным столом. Такне станки за счет высокой точности позициониро-
вания рабочих органов обеспечивают высокопроизводительную обра-
ботку соосных отверстий консольным инструментом раздельно с двух
сторон изделия с использованием его поворота на 180°. Поворотный
8Ш
стол позволяет также обрабатывать взаимно перпендикулярные н
наклонные отверстия со всех четырех сторон изделия.
Для окончательной обработки отверстий точности IT7 лаже срав-
нительно больших диаметров (200—300 мм) на расточных станках
с ЧПУ стремятся применять развертки взамен расточных оправок.
Развертка обеспечивает получение точного размера н высокого ка-
чества поверхности без необходимости сложной и длительной на-
стройки инструмента па размер.
Современные системы ЧПУ для расточных станков обеспечивают
широкие технологические возможности станков, позволяя программи-
ровать рабочие н холостые движения не только по прямоугольному
циклу, но н под углом 45° к осям координат путем одновременного
совместного перемещения по двум направлениям (обработка по вось-
миугольному контуру). Системы позволяют достигнуть высоких ско-
ростей холостых перемещений, доходящих до 5 мм/мин, а также изме-
нять с панели управления положение инструмента, скорость подачи,
осуществлять управление с ручным вводом данных. Ступенчатое или
плавное торможение приводов подач при выходе рабочих органов
в заданные положения позволяет отрабатывать координаты с погреш-
ностью не более ±0,01 мм. Для удобства контроля за работой станка
системы ЧПУ оборудованы индикацией основных параметров про-
цесса (значений координат узлов станка в каждый момент времени,
номера кадра, номера находящегося в работе инструмента).
На горизонтально-расточных станках крупных размеров
(2А620Ф2 н 2А622Ф2) можно сверлить, зенкеровать, растачивать и
развертывать точные отверстия, связанные между собой точными
размерами; фрезеровать плоскости по заданной программе, а также
нарезать резьбу. Точность межосевых расстояний, обеспечиваемая
станками, составляет 0,05—0,07 мм. Станки позволяют производить
фрезерование по восьмиугольному контуру и обработку с круговой
подачей стола.
Кроме горизонтально-расточных станков отечественная промыш-
ленность выпускает координатно-расточные станки с ЧПУ, имеющие
вертикальное расположение осн шпинделя. Как правило, это станки
высокой точности с дискретностью позиционирования рабочих ор-
ганов до 0,001 мм на импульс.
Конструкция и технологические возможности обрабатывающих
центров. В I960 г. были выпущены первые образцы обрабатывающих
центров (многооперацнонных станков). Обрабатывающий центр
представляет собой высокоавтоматизированный станок с програм-
мным управлением, дополнительно снабженный специальным ин-
струментальным магазином для автоматической смены режущего
инструмента.
С помощью программного управления на этих станках осуществ-
ляются автоматические перемещения заготовки вдоль трех коорди-
натных осей н ее вращение вокруг вертикальной осн поворотного
стола. В ряде случаев обрабатывающие центры снабжаются гло-
бусным столом, имеющим не только вертикальную, но и горизонталь-
ную ось вращения, что дает возможность осуществлять обработку
393
сложных корпусных заготовок с разных сторон н под различными
углами с одного установа. Имеются конструкции обрабатывающих
центров, позволяющие устанавливать ось шпинделя в соответствии
с заданной программой: горизонтально, вертикально и наклонно
(под любым углом наклона, указанным в чертеже заготовки).
Программное управление станка обеспечивает необходимое изме-
нение скорости вращения шпиндели, рабочей подачи и скоростей
холостых перемещений, а также включение и выключение подачи
смазочно-охлаждающей жидкости н других устройств станка.
На станках предусматриваются автоматическое управление пере-
ходом с ускоренного перемещения на замедленное при подходе к тре-
буемой координате и возможность чередования быстрой н рабочей по-
дач перемещаемых органов станка. Применяются также автомати-
ческое управление стандартными циклами обработки н автоматиче-
ское исполнение различных функций работы станка. Единственным
видом работы, выполняемым на большинстве обрабатывающих цен-
тров вручную, является установка и закрепление заготовок.
Режущий инструмент помещается на револьверных головках
или специальных инструментальных магазинах большой емкости
(до 138 инструментов), что дает возможность в соответствии с установ-
ленной программой автоматически устанавливать в шпинделе станка
практически любой инструмент, требуемый для обработки соответ-
ствующей поверхности заготовки. Такая смена инструмента станка
производится за 2—6 с. На некоторых обрабатывающих центрах
вместо смены инструмента в рабочем шпинделе производится замена
самих шпинделей с вставленными в них инструментами.
На обрабатывающих центрах осуществляются почти все процессы
обработки резанием: сверление, зенкерование, развертывание, раста-
чивание, нарезание резьбы, а также фрезерование плоскостей и слож-
ных контуров.
Непрерывное программное управление всеми движениями станка
(в том числе поворотного стола) и автоматическая смена большого ко-
личества режущих инструментов обеспечивают в некоторых моделях
обрабатывающих центров до 500 000 различных положений инстру-
мента относительно обрабатываемого изделия. Эго позволяет осуществ-
лять обработку самых сложных корпусных заготовок с одного уста-
нова со всех сторон, по всем'поверх костям заготовок, кроме базовых,
по которым производятся установка и закрепление заготовок. Все
это способствует достижению наивысшей точности взаимного распо-
ложения обрабатываемых поверхностей.
Несмотря на разнообразие форм, размеров и требуемой точности
различных поверхностей, их обработка производится на обрабатываю-
щих центрах, как правило, окончательно. Исключением являются
лишь некоторые доводочные операции (например, хонингование от-
верстий в блоках цилиндров н т. п.), которые пока еще выполняются
на специальных станках.
Обрабатывающие центры выпускают, как правило, с одним шпин-
делем или с револьверными шпиндельными головками, шпиндели
которых работают поочередно. Существуют конструкции станков,
304
имеющие головки и с двумя шпинделями, индексируемыми при смене
инструментов. В этом случае замена инструмента в одном из шпин-
делей производится по время работы другого, что сокращает потерю
иремспн на смену инструмента до 2—3 с. В некоторых конструкциях
обрабатывающих иенiров имеется два различных шпинделя — одни
для тяжелых работ (обычно для фрезерования) к один — для легких
и более точных. Однако во всех случаях обработка различных поверх-
ностей заготовок ведекя последовательно одним инструментом, сме*
няемым в соответствии с установленной программой.
В отличие от многошпнндельных станков-автоматов и автомати-
ческих линий, применяемых в массовом производстве, повышение
производительности труда на обрабатывающих центрах достигается
не за счет совмещения технологических переходов и параллельной
многоинструментной обработки многих поверхностей, а путем рез-
кого сокращения затрат вспомогательного н подготовительно-за-
ключительного времени и интенсификации режимов резания. Авто-
матизация холостых перемещений и повышение их скорости до 10—
15 м/мнн, а также автоматизация смены позиций заготовки на по-
воротном столе н смены режущего инструмента резко сокращают за-
траты вспомогательного времени и повышают долю машинного вре-
мени в общем времени обработки заготовки. Известно, что в условиях
серийного и мелкосерийного производств доля машинного времени
на традиционных станках не превышает 20—30 %. На станках с про-
граммиым управлением она увеличивается до 50—60 %, а на обра-
батывающих центрах достигает 80—90 %. Простои станка в про-
цессе наладки сокращаются в среднем на 80 %.
Возможность быстрой замены затупившегося инструмента делает
экономически целесообразной интенсификацию режимов резания,
сокращая фактическую стойкость режущего инструмента до величины,
достаточной для обработки наибольших по размерам поверхностей
изделия. Прн обработке заготовок иа обрабатывающих центрах ско-
рости резания могут быть повышены на 20—100 %. Стабильность раз-
меров заготовок, получаемых на обрабатывающих центрах, позволяет
сократить объем контрольных операций на 50—70 %.
Продолжительность смены обрабатываемых заготовок, включая
корпусные, значительно сокращается при использовании на обрабаты-
вающих центрах сменных палет, т. е. приспособлений-спутников,
на которые заблаговременно (вне станка) устанавливаются заго-
товки. Замена палет с заготовками нэ станке часто производится авто-
матически, снижая до минимума его простои.
В результате всего этого производительность изготовления дета-
лей на обрабатывающих центрах в 4—10 раз превосходит произво-
дительность обработки на универсальных стайках н один обрабаты-
вающий центр может фактически заменить четыре-пять и более стан-
ков традиционной конструкции.
Важнейшими преимуществами обрабатывающих центров перед
другими автоматическими станками являются простота их наладки
п переналадки на изготовление заготовок другой конструкции н
отсутствие необходимости создания сложной и дорогостоящей тех-
395
нологической оснастки (шаблонов, копиров, специальных приспособ-
лений и т. п.). Это обеспечивает гибкость и мобильность процесса
производства, позволяющие применять обрабатывающие центры
в условиях мелкосерийного и единичного производств.
Несмотря на относительно высокую стоимость обрабатывающих
центров (при правильном их использовании и полной загрузке в две
или три смены), они окупаются в течение одного-двух лет. Это объ-
ясняется значительной экономией затрат на технологическую ос-
настку: снижением брака; уменьшением требуемого количества стан-
ков с соответствующим сокращением производственных площадей,
числа операций и общей длительности производственного цикла,
а следовательно, и сокращением объемов незавершенного производ-
ства, складских помещений и общим повышением оборачиваемости
оборотных средств.
До появления обрабатывающих центров металлорежущие станки
создавались применительно к конкретному виду обработки, основан-
ному на вполне определенном процессе резания (токарная, сверлиль-
ная, фрезерная, строгальная операции и т. п.). Этот принцип сохра-
нялся при конструировании любых станков: универсальных, с про-
граммным управлением, многорезцовых и автоматов или автоматиче-
ских линий. Соответственно этому технологические процессы проек-
тировали с большим количеством операций, для выполнения которых
технолог выбирал наиболее подходящие станки из числа выпус-
каемых.
В отличие от этого обрабатывающие центры предназначаются
почти для всех необходимых видов обработки различных заготовок
и отличаются друг от друга не процессами резания, а лишь степенью
сложности, точностью, размерами и технологическими возможно-
стями. Наиболее сложные и технически совершенные обрабаты-
вающие центры пригодны для изготовления заготовок любой кон-
струкции и любой степени сложности, однако высокая стоимость
делает нерентабельным их использование при производстве простых
и дешевых заготовок.
При работе на обрабатывающих центрах для сокращения машин-
ного времени могут применяться более высокие скорости резания и
подачи; частота вращения шпинделя изменяется в широких преде-
лах — от 60 до 3200 об/мин, а в новейших моделях — до
6000 об/мин. Предусмотрено бесступенчатое регулирование подачи —
от 0,1 до 3000 мм/мин. При обработке корпусных заготовок боль-
шое значение имеет сокращение вспомогательного времени. Для
этого применяется автоматическое перемещение стола, салазок,
шпиндельной бабки, пиноли по трем координатам со скоростью
4000—5000 мм/мин, что соответствует перемещению заготовки в дру-
гую координату за 1 с на 60—70 мм. Автоматическая смена инстру-
мента выполняется за 2—6 с (включая время изменения частоты вра-
щения и подачи, связанное со сменой инструмента). На станках
предусматриваются автоматическое управление переходом с ускорен-
ного перемещения на замедленное при подходе к требуемой коорди-
нате и возможность чередования быстрой и рабочей подач перемещае-
396
мых органов станка. Применяются также автоматическое управле-
ние стандартными циклами обработки и автоматическое исполнение
различных функций работы станка. Единственным видом работы,
выполняемым на большинстве обрабатывающих центров вручную,
является установка и крепление заготовки.
Технологические возможности обрабатывающих центров чрезвы-
чайно широки; они могут выполнять все виды работ, необходимых
при обработке корпусных заготовок. В частности, на обрабатываю-
щих центрах успешно выполняются всевозможные виды фрезерных
работ различными конструкциями фрез: фрезерование плоскостей
торцовыми фрезами; фрезерование пазов концевыми фрезами; фре-
зерование дисковыми фрезами; фрезерование по контуру плоских
и фасонных поверхностей; фрезерование внутренних платиков, при-
ливов и поверхностей. На этих станках возможно последовательное
фрезерование всех поверхностей, расположенных с одной стороны
заготовки на разных уровнях, что невозможно выполнить при
одном установе заготовки на продольно- и карусельно-фрезерных
станках.
На обрабатывающих центрах выполняются все виды работ, не-
обходимые при обработке отверстий, в частности; сверление по раз-
личным циклам обработки; рассверливание, зенкерование и круговое
фрезерование литых и предварительно обработанных отверстий;
растачивание, последовательное растачивание в несколько ходов,
растачивание набором резцов, установленных в одной расточной
борштанге, растачивание резцовыми головками отверстий большого
диаметра; развертывание. Технологические возможности растачи-
вания отверстий резко возрастают с применением плансуппортной
головки, радиальное перемещение резца у которой программи-
руется по заданному циклу. В этом случае возможны растачивание
без смены инструмента ступенчатых отверстий, канавок и выточек,
ступенчатых отверстий с внутренней стороны стенки заготовки, ко-
нических отверстий и других форм, подрезание торцов, а также торца
с противоположной стороны стенки заготовки.
На станке выполнима обработка всевозможных крепежных отвер-
стий по разнообразным циклам обработки: сверление, цекование,
нарезание резьбы, подрезание торцов бобышек, зенкерование и т. д.
При этом близкое расположение отверстий не является препятствием
для их обработки.
По точности исполнения некоторые обрабатывающие центры
близки к координатно-расточным станкам, поэтому на них выпол-
няется тонкое растачивание отверстий, обеспечивающее точность
по IT6 и IT7 при шероховатости поверхности для чугуна в пределах
Rz = 3-j-10 мкм.
Точность установки заготовок по осям X и Y соответствует
±0,01 мм, а точность повторной установки ±0,0025 мм.
Обрабатывающие центры с вертикальным расположением шпин-
деля и горизонтальным столом применяются для заготовок, обра-
ботка которых может быть осуществлена с одной стороны (корпусы
типа плит и крышек с параллельно расположенными отверстиями,
397
выемками и приливами, заготовки с прямоугольными и фасонными
отверстиями н пазами). На обрабатывающих центрах этого типа, осна-
щенных трехкоординатной контурно!*! системой ЧПУ, могут обра-
батываться криволинейные поверхности выпуклой или вогнутой
формы. При наличии у обрабатывающих центров с вертикальным
шпинделем поворотного глобусного стола, применяемого па коорди-
натно-расточных станках, возможна обработка таких заготовок,
к которым необходим подход инструмента с многих сторон. Однако
прн этом рабочий объем обрабатывающего центра снижается в три-
четыре раза, что резко сокращает габаритные размеры обрабатывае-
мых заготовок.
Наиболее сложные корпусные заготовки с большим количеством
плоскостей, отверстий я выемок, расположенных с разных сторон н
под различными углами, целесообразно изготовлять на обрабаты-
вающих центрах с горизонтальным расположением шпинделя при
использовании поворотных и глобусных столов. Наибольшее распро-
странение получили станки, имеющие крестовый поворотный стол.
Вертикальное перемещение осуществляется шпиндельной головкой.
Обработка заготовок сложной конфигурации на обрабатывающих
центрах позволяет обеспечить высокую точность взаимного распо-
ложения обрабатываемых поверхностей. Точность позиционирования
характеризуется величиной соответствующей погрешности для об-
рабатывающих центров: нормальной точности в пределах ±0,01 мм;
высокой точности ± (0,0054-0,01) мм; прецизионных ±0,005 мм и
менее. Общая погрешность обработки по линейным размерам для
обрабатывающих центров нормальной точности составляет ±0,05 мм
н высокой точности ±0,01 мм. При обработке диаметральных разме-
ров обычно выдерживается класс точности 1Т7, а на высокоточных
станках — даже 1Т6 при шероховатости поверхности ₽а — 54-
4- 10 мкм.
Применение обрабатывающих центров оказывает заметное влия-
ние на характер труда обслуживающего персонала. Высокая степень
автоматизации этих станков сокращает потребность в труде высоко-
квалифицированных операторов, облегчает нх труд, существенно
уменьшает объем тяжелых подъемно-транспортных работ. Роль ра-
бочего-оператора ограничивается наблюдением за действием меха-
низмов н устройств одного или нескольких станков. Происходит
общее снижение доли физического труда и возрастает значение труда
инженеров и техников по наладке станков н нх ремонту, а также по
составлению программ, кодированию, проектированию технологи-
ческих процессов.
Преимущества обрабатывающих центров перед другими видами
металлорежущего оборудования, включая и обычные станки с про-
граммным управлением, обеспечили быстрое их развитие и значитель-
ное увеличение выпуска.
Например, из общего числа выпущенных в мире станков с про-
граммным управлением к 1980 году более 25% составляли обра-
батывающие центры. При этом доля выпуска обрабатывающих цент-
ров от всего выпуска станков с ЧПУ продолжала возрастать.
ЭМ
§ f-w
ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА ОБРАБОТКИ ЗАГОТОВОК
НА СТАНКАХ С ЧП!
ОСОБЕННОСТИ ТЕХНОЛОГИЧЕСКОЙ
ПОДГОТОВКИ
Технологическая подготовка обработки заготовок на станках с ЧПУ
гущественно отличается от технологической подготовки для стан-
ков с ручным управлением. Эго в первую очередь объясняется тем,
что возрастает сложность технологических задач, которые должны
решаться прн создании управляющей программы с целью наиболее
эффективного использования дорогого оборудования.
При технологической подготовке обработки заготовок на станках
с ЧПУ производится технически обоснованный отбор номенклатуры
заготовок. Прежде всего отбираются заготовки сложной конфигура-
ции, для изготовления которых требуются дорогостоящие станки,
технологическая оснастка и режущий инструмент н затрачивается
значительное вспомогательное время. Особенно целесообразно от-
бирать те заготовки, для которых можно концентрировать несколько
операций в одну, выполняемую на станке с ЧПУ. Немаловажное зна-
чение при зтом имеет возможность исключения ручных разметочных
и слесарных работ. Предварительно отобранные заготовки подвер-
гают тщательному анализу на технологичность конструкции. Такой
анализ преследует цель упростить геометрические формы контура за-
готовки, унифицировать отдельные ее элементы, обеспечить жест-
кость и устойчивость при обработке. По результатам анализа кор-
ректируют чертежи заготовок, которые должны удовлетворять
как требованиям обработки, так и требованиям программиро-
вания.
Для обеспечения эффективности обработки заготовок на стан-
ках с ЧПУ важны проведение типизации технологических процес-
сов и применение группового метода обработки. Трудоемкая разра-
ботка управляющих программ часто оказывается неэффективной
для отдельных разрозненных заготовок, обрабатываемых малыми
партиями. Для выработки единых технологических решений целесо-
образно объединять заготовки по типам или группам и разрабаты-
вать типовые или групповые технологические процессы с единой
структурой управляющей программы. Большое значение дли
эффективности использования станков с ЧПУ в мелкосерийном про-
изводстве имеют повышение серийности изготовления заготовок и
снижение затрат на технологическую оснастку и режущий инстру-
мент. Эти задачи могут быть успешно решены с помощью группо-
вого метода обработки.
Обеспечение эффективности использования станков с ЧПУ под-
крепляется организационными мероприятиями. Необходимо, чтобы
станки с ЧПУ непрерывно работали в две смены. Важно правильно
обеспечить многостаночное обслуживание станков, разграничить
процессы настройки станка и непосредственной обработки на нем,
399
организовать централизованную заточку инструмента и его настройку
вне станка. Бесперебойная работа станков с ЧПУ должна поддержи-
ваться квалифицированной ремонтной службой.
ЭТАПЫ ТЕХНОЛОГИЧЕСКОЙ подготовки
Всю технологическую подготовку механической обработки заготовок
на станках с ЧПУ можно разделить на этапы:
1) классификация заготовок и определение технико-экономиче-
ской целесообразности их обработки на станке с ЧПУ;
2) разработка технической документации и создание управляю-
щей программы;
3) изготовление специальной технологической оснастки и режу-
щего инструмента;
4) проверка и корректирование управляющей программы.
Отбор номенклатуры и классификация заготовок. На первом
этапе технологическая подготовка начинается с предварительного
отбора номенклатуры заготовок, подлежащих обработке на станках
с ЧПУ Критерием такого отбора является технологическая возмож-
ность обработки заготовок на данном станке с ЧПУ. Краткая инфор-
мация об отобранных заготовках заносится в таблицу, которая со-
держит наименование заготовки, номер чертежа, сведения о приме-
няемости, количестве деталей для машины, норме времени и расцен-
ках. Эти таблица не является специальной формой технологической
документации, а служит исключительно для удобства предваритель-
ного отбора предполагаемых заготовок.
По данным этой таблицы подбирают заготовки, которые в резуль-
тате технологического анализа разбивают на типы. Практически к од-
ному типу следует относить заготовки, для которых можно написать
общую карту типового процесса. В пределах типа допускаются не-
которые отклонения в порядке обработки, возможны исключения
или добавления нехарактерных переходов.
Данные о заготовках, отнесенных к определенному типу, заносят
в типовой классификатор (табл. 14.1). В таблице указывают номер
чертежа заготовки, основные размеры, количество заготовок для
машины, норму времени и расценки. Таблица иллюстрируется эски-
зом заготовки, на котором символически обозначены основные раз-
меры. Занесение сведений о заготовках в таблицу производится в стро-
гой последовательности возрастания одного из основных размеров,
который принят за определяющий.
Однако не все заготовки, включенные в типовой классификатор,
целесообразно обрабатывать на станке с ЧПУ. Необходимо путем
анализа произвести отбор заготовок, для которых обработка на стан-
ках с ЧПУ была бы технически и экономически целесообразной.
В первую, очередь должны быть выбраны наиболее сложные и трудо-
емкие заготовки, имеющие участки с криволинейным контуром.
Технико-экономическую целесообразность применения станка
с ЧПУ на стадии технологической подготовки можно оценить с по-
мощью методики расчета экономической эффективности новой тех-
ники в машиностроении [111.
400
ояготовки, для которых
установлена технико-эконо-
мическая целесообразность
обработки на станке с ЧПУ,
подвергаются дальнейшей
классификации по признаку
групповой обработки. С этой
целью на основе анализа тех-
нологического процесса об-
работки каждой заготовки,
разработанного с учетом
применяемых на станке ин-
струментов и оснастки, под-
бирают конкретный набор
режущего инструмента и
технологической оснастки
для каждой заготовки. Све-
дения о выбранном инстру-
менте и другой оснастке
заносятся в специальную
таблицу, составляемую для
заготовок одного класса.
В качестве примера при-
водится таблица инстру-
мента, применяемого для
обработки заготовок класса
втулки на токарном станке
модели 16К20ФЗ (форма 1).
Раздел таблицы, охватываю-
щий штатный и универсаль-
ный режущий инструмент,
разбивается на две части:
инструмент для наружной
обработки и инструмент для
внутренней обработки. В по-
следнюю графу таблицы за-
носят специальный режущий
инструмент и технологиче-
скую оснастку, которые не-
обходимо заново проекти-
ровать и изготовлять в ин-
струментальном цехе. В графе
«Размеры исходной заго-
товки» указывают диаметр
исходной заготовки, длину
и количество заготовок, по-
лучаемых из одной исход-
ной. В графе «Устинов» за-
писывают номер установа при
401
Форма I. Инструменты для обработки втулки на токарных станках 16К2СФЗ II
№ п/п № черте- жа заго- товки Материал и род исходной заготовки Размеры исходной заготовки Уста- нов Штатный
для наружной обработки
Упорный Проходной Подрезной контурный Проходной контурный Резьбовой Каяавотаай
1 1131165 Прокат, 20Х1М1Ф1 0 по, L = 156 I II + + — + + — 1 1 1 1
2 1131841 Диск, СтЗ 0 215/120, 1 = 80 I II + + — + + — — —
Форма 2, Групповой классификатор заготовок, обрабатываемых на токарных1
5 6 769ЮПеВИ1516 /7 1В1920212223
Размер
Шифр по типо- Наимено- Наружная поверхность w*.
в ому класси- фикатору вание детали 1 2 10 11 12 13 14 15 16 17 18 19 20 1
Т / R Т f d R 7 f d T
XVI-10 Гайка накндиая - — + 3X45" 200 3X45® + - - -
XV-4 Муфта — — — + 4X30" 41,6 + - -
XVII-5 Седло — - — — + 1X46“ 16 1 - 1X30" 18 1X45® + - - «
XVI-6 Гайка колпач- ковая - — + 3X30" 76 1.5 + 6X45® 105 1X46® + -
402
универсальный режущий инструмент Специальный режущий инструмент и техноло- гическая оснастка
для внутренней обработки
Сверло 1 Свер- ло 2 Зен- кер Раз- верт- ка Расточ- ной черновой Расточ- ной чистовой Резьбо- вой внутрен- ний Расточ- ной канавоч- ный
0 30, /= НО; 0 24, /= 35 — — — 0 20, /= НО 0 32, / = ПО; 0 18, 1= 40 0 68, 1 = 130; 2М27, /= 35 0 32, 1 = 130 —
— — — — 0 32, /= 90 0 32, 1=90 2М175, /= 70 0 32, 1 = 70 —
станках с ЧПУ
влементарных поверхностей
Внутренняя поверхность
0 е Ж и К л м н 0 п р С m У Я
/ 1 d м f Т R d R т f d м Р f
132 — — + 15 176 1 — 15X60® + 175X3 - -
V - 1X45® + 1X60® - - — - - - - -
№ 0,5X45® 5 —* + 1 8 - - - - —
ав — 0,5X50® 25 27X1,5 + 2 69 1 - 1X60® + 68 1X60® - —
403
обработке заготовки по порядку. Каждому установу отводится
одна горизонтальная строка, в которую заносят режущий инстру-
мент, необходимый для обработки заготовки при данном установе.
Требуемый инструмент для наружной обработки обозначают кре-
стиком, а для внутренней — числовыми параметрами. Для сверл,
зенкеров и разверток указывают диаметр режущей части и вылет
инструмента, для расточных резцов — диаметр оправки и вылет,
для резьбовых — параметры резьбы и вылет. Специальный режущий
инструмент обозначают номером чертежа.
Для заполнения таблицы необходимо предварительно наметить
принципиальный технологический процесс обработки заготовки на
станке с ЧПУ Таблица не является специальной формой технологи-
ческой документации, а служит для удобства комплектования заго-
товок по признаку групповой обработки. По данным таблицы от-
бирают заготовки, для обработки которых требуются одинаковые
режущий инструмент и приспособления. Такие заготовки комплек-
туют в группы. Для каждой группы проектируют комплексную
заготовку, которая содержит в себе все геометрические элементы
заготовок данной группы, и строят групповой классификатор
(форма 2). В качестве примера приводится общий групповой класси-
фикатор для группы заготовок класса втулки. В групповой класси-
фикатор заносят размеры элементарных поверхностей каждой за-
готовки группы. Этим поверхностям присваивают буквенные сим-
волы: Т — торец; / — фаска; d — диаметр; R — радиус; М — резьбы
и т. п.
Групповой классификатор может быть общим и частным. Общий
групповой классификатор строят по принципу отбора заготовок, для
обработки которых требуется одинаковый по наименованию режущий
инструмент, составляющий одну инструментальную наладку. Здесь
допускается замена самого инструмента для отдельных заготовок
группы, а блоки для крепления инструментов на станке не меняются.
Заготовки, объединенные в частный групповой классификатор, об-
рабатываются одинаковым по наименованию и разменам режущим
инструментом. В этом случае допускается только регулирование
(изменение вылета) инструмента, а сам инструмент и блоки для его
крепления на станке не меняются.
Технологическая отработка чертежей. На первом этапе техноло-
гической подготовки следует произвести также необходимые измене-
ния чертежа, направленные на повышение технологичности конструк-
ции заготовки. К основным требованиям технологичности относятся:
стандартизация и унификация элементов заготовок; унификация
радиусов сопряжений поверхностей и канавок для выхода инстру-
мента; упрощение геометрических форм контура заготовки; выбор
конструктивной компоновки заготовки, обеспечивающей максималь-
ную доступность всех обрабатываемых поверхностей; создание еди-
ных конструкторских и технологических баз и простановка размеров
от этих баз в соответствии с принятой системой координат для про-
граммирования обработки заготовки. Указанные, а также и другие
требования должны быть направлены на сокращение количества
404
установов заготовки и типоразмеров режущего инструмента, улуч-
шение условий базирования, повышение точности изготовления
заготовки.
Для облегчения задач программирования следует упрощать
геометрические образы и типизировать основные повторяющиеся
геометрические элементы заготовки. Желательно, чтобы обрабаты-
ваемые поверхности заготовки представляли собой плоскости или
криволинейные поверхности, профиль которых образован сопряже-
нием прямых с дугами окружности; в корпусных заготовках следует
избегать наклонных стенок. В общем случае необходимо стремиться
к применению заготовок с такими поверхностями, обработку кото-
рых можно будет производить по управляющей программе для кон-
турной системы с линейно-круговым интерполятором, не прибегая
дополнительно к методам аппроксимации поверхности. Программи-
рование упрощается, если обработка поверхностей ведется с управ-
лением одновременно не более чем по одной или двум координатам.
Для удовлетворения требований механической обработки на
станках с ЧПУ в общем случае следует считать технологичными
такие заготовки, формы и размеры которых отвечают условиям
выполнения обработки в непрерывном автоматическом цикле. Допу-
скаются короткие перерывы, обусловленные ручной сменой ин-
струмента или контрольным измерением, но не связанные с выпол-
нением ручных приемов управления обработкой.
Если конструкция заготовки отвечает общим требованиям меха-
нической обработки и программирования, то повышение технологич-
ности конструкции в первую очередь должно быть направлено на
сокращение типоразмеров режущего инструмента, необходимого для
полной обработки заготовки. При этом надо стремиться использо-
вать изготовляемый централизованно стандартный инструмент.
При обработке на фрезерных станках с ЧПУ сопряжение стенок
наружных и внутренних обрабатываемых контуров заготовки сле-
дует производить по возможности одинаковыми, типовыми для дан-
ного контура радиусами 7?тип. Для обеспечения жесткости и высокой
производительности инструмента необходимо, чтобы
<131>
где Н — наибольшая высота стенок обрабатываемого контура.
Числовые значения 7?тип (в миллиметрах) должны соответство-
вать нормальному ряду типоразмеров концевых фрез: 5, 6, 7, 8, 9,
10, 11, 12, 14, 16, 18, 20, 22, 25, 30. Одинаковыми, типовыми для
данного контура или детали радиусами следует также производить
сопряжение стенки с полкой. При обработке на сверлильных и
расточных станках с ЧПУ надо стремиться к одинаковым диаметрам
и глубине крепежных отверстий, а также к сокращению числа раста-
чиваемых отверстий различных диаметров, имеющих различные тре-
бования по точности и шероховатости.
При обработке на токарных станках с ЧПУ большое значение
имеет ограничение форм и размеров канавок для выхода инструмента.
405
С целью облегчения подготовки управляющей программы размеры
в чертеже заготовки следует проставлять в соответствии с требова-
ниями программирования, т. е. в прямоугольной системе координат
от единых конструкторских баз заготовки. Для этого необходимо
выбрать начало системы координат и направление осей. Желательно,
Рис. 14.К
Простановка размеров на чертежах деталей, обрабатываемых на станках с ЧПУ
чтобы направление осей заготовки совпадало после ее установки на
станке с направлением осей координат станка.
В отдельных случаях приходится отказываться от принятой
в чертеже схемы нанесения размеров. Так, расположение крепежных
отверстий относительно основного обычно задают центральным углоц
дуг, ограниченных их осями, и радиусом от центра основного от'
верстия. При обработке отверстий на станке с ЧПУ целесообразна
наносить размеры так, как показано на рис. 14.5, а, б. На рис. 14.5,
за начало системы координат (исходную точку) выбран центр основ-
ного отверстия с целью сокращения холостых ходов при обработке.
406
I'ели производится обработка криволинейных контуров плоских
заготовок на станке с ЧПУ, то в чертеже необходимо указывать раз-
меры радиусов дуг, координаты центров радиусов, координаты
точек сопряжения дуг (рис. 14.5, в).
В чертежах заготовок, обрабатываемых на токарных станках,
точные линейные размеры обычно задаются непосредственно от еди-
ной базы, а не цепью. Это вполне оправдано для станков с РУ, так
как рабочему надо выдержать точно только эти размеры. Для станка
с ЧПУ это не имеет значения, так как точность отсчета перемещения
одна и та же, а начало отсчета, как правило, не совпадает с кон-
структорской базой и находится вне заготовки. В связи с этим раз-
меры для таких заготовок можно наносить и цепью, ограничивая
их допусками, соответствующими требованиям конструкции
(рис. 14,5 г).
В общем случае нанесение размеров на чертежах заготовок,
обрабатываемых на станках с ЧПУ, должно быть таким, чтобы при
подготовке управляющей программы не возникала необходимость
их пересчета.
Большинство исходных заготовок попадает на станки с ЧПУ
с заранее подготовленными базовыми поверхностями, так как обра-
ботка последних на станках с ЧПУ во многих случаях экономически
нецелесообразна. При этом следует предусмотреть в технологическом
процессе технические требования на обработку базовых поверхно-
стей, если они не указаны в чертеже изделия.
Документом для обоснования требований, предъявляемых к кон-
струкции, может служить групповой классификатор, в котором
представлены в строгом порядке размеры и форма элементарных
поверхностей заготовок.
Разработка технической документации. На втором этапе техно-
логической подготовки разрабатывается техническая документация,
необходимая для изготовления управляющей программы и для
непосредственной обработки заготовки на станке с ЧПУ, карта
наладки, операционная технологическая карта, схема движения
инструментов, операционная расчетно-технологическая карта, карта
программирования, чертежи специального инструмента и техно-
логической оснастки.
Карта наладки предназначена для наладки технологической си-
стемы на обработку заготовок на станке с ЧПУ. В зависимости от
назначения карта наладки может быть групповой или индивидуаль-
ной. Групповая карта наладки разрабатывается для заготовок,
объединенных в частный групповой классификатор, а индивидуаль-
ная — для одной заготовки.
Операционная технологическая карта предназначена для подроб-
ного описания технологического процесса обработки каждой кон-
кретной заготовки в процессе данной операции. В операционной
технологической карте указывают наименование и последователь-
ность переходов, режимы резания, основное и вспомогательное время
каждого перехода, номер позиции резцовой головки, режущий ин-
струмент и технологическую оснастку. Запись переходов произ-
407
водится обычным способом, принятым для описания технологиче-
ского процесса обработки на станке с ручным управлением. Для
каждого перехода назначают параметры режима резания: скорость
v, м/мин; подачу s, м/мин; глубину резания t, мм; частоту враще-
ния п, об/мин; указывают длину обрабатываемой поверхности L, мм.
Основное время То, мин, и вспомогательное Tv рассчитывают
по вышеприведенным данным с учетом длины и скорости рабочего
и холостого ходов. Длины рабочего и холостого ходов определяют
по схеме движения инструментов, на которой изображается траекто-
рия движения режущих кромок инструментов.
На основе операционной технологической карты и схемы движе-
ния режущих инструментов проектируют операционную расчетно-
технологическую карту, которая является исходным документом для
составления карты программирования. Содержащуюся в карте
программирования информацию записывают на внешний носитель
или вводят непосредственно с пульта станка в определенном для
данной системы ЧПУ коде, например ISO—7bit. Таким образом, за-
вершается изготовление управляющей программы работой стан-
ка с ЧПУ.
На третьем этапе технологической подготовки конструкторские
бюро ОГТ разрабатывают чертежи специального режущего ин-
струмента и технологической оснастки по техническим заданиям
технологов, проектирующих техническую документацию для стан-
ков с ЧПУ. При разработке чертежей на специальный режущий
инструмент учитывают конструктивные особенности штатного режу-
щего инструмента и оснастки, поставляемых со станком. Технические
требования на изготовление специального режущего инструмента
и оснастки (точность размеров и формы, взаимное положение поверх-
ностей, шероховатость и т. п.) должны соответствовать требованиям,
предъявляемым к штатному инструменту и оснастке. Особое внимание
следует уделять обеспечению взаимозаменяемости базовых элементов
инструмента и оснастки и их соответствию установочным элементам
станка. От качества проектирования и изготовления режущего
инструмента и технологической оснастки во многом зависит точность
заготовок, обрабатываемых на станках с ЧПУ по методу автомати-
ческого получения размеров.
Проверка и корректировка технической документации является
одним из важных этапов технологической подготовки. Отклонения
формы и размеров, возникающие при обработке заготовок на станка
с ЧПУ, часто бывают обусловлены ошибками на стадии подготовки
программы и погрешностями при настройке и работе станка. Ошибки
на стадии подготовки программы возникают в основном при состав-
лении схемы движения инструментов и заполнении карты програм-
мирования. Эти ошибки могут быть частично устранены дополни-
тельной проверкой данных, внесенных в карту. Например, для УЧПУ, ра-
ботающих от перфоленты, ошибки при ее изготовлении могут быть выяв-
лены сравнением отпечатанного текста на бумажной ленте с записью >
карте программирования. Ошибки из-за сбоев перфоратора выявляются
контролем перфоленты по четности и путем ее реперфорации.
408
Таблица 14.2
Схема технологической подготовки обработки заготовок на станках с ЧПУ
при ручном программировании
409
Для выявления крупных ошибок, возникших на стадии подготовки
управляющей программы и при ее изготовлении, производят отра-
ботку программы на станке без установки инструмента, оснастки
и заготовки (или на графопостроителе).
Сравнительно небольшие погрешности, возникающие при на-
стройке и работе станка и вызванные неточностью положения на
станке режущего инструмента, деформациями технологической си-
стемы, температурными деформациями и другими факторами, ком-
пенсируются введением коррекции на пульте ЧПУ Периодической
коррекцией можно также компенсировать размерный износ режу-
щего инструмента. Компенсация погрешностей производится по
результатам пробной обработки заготовки или контрольной детали.
Эти проверки позволяют установить и устранить не только погреш-
ности, обусловленные процессом настройки станка и обработки
заготовки, но и мелкие ошибки, возникшие на стадии подготовки
и изготовления управляющей программы.
Этапы технологической подготовки механической обработки за-
готовок на станках с ЧПУ должны выполняться в определенной
последовательности. Разработке технической документации (второй
этап) и изготовлению специальной технологической оснастки (третий
этап) должна предшествовать классификация заготовок (первый
этап). Целесообразно второй и третий этапы подготовки проводить
параллельно и планировать завершение работ по этапам в одни
и те же сроки.
В табл. 14.2 показана схема технологической подготовки обра-
ботки на станках с ЧПУ.
АВТОМАТИЗАЦИЯ ПОДГОТОВКИ УПРАВЛЯЮЩИХ ПРОГРАММ
ДЛЯ СТАНКОВ С ЧПУ
Значительная трудоемкость ручной подготовки программ для стан-
ков с ЧПУ явилась причиной автоматизации программирования
с помощью ЭВМ. В отечественной и зарубежной промышленности
был создан ряд систем автоматического программирования для стан-
ков с ЧПУ Система автоматического проектирования (САП) со-
стоит из трех основных частей (групп программ): блока ввода исход-
ных данных, процессора, постпроцессора. '**'•
Блок ввода исходных данных (препроцессор) преобразует инфор-
мацию с входного языка на машинный. Данные об обработке, спе-
цифичные для каждой заготовки, задаются технологом-программи-
стом с помощью соответствующего входного языка. Такой язык
должен быть удобен в эксплуатации и прост для изучения. По форме
записи вводной информации различают языки табличные и текстовые.
Исходные данные для обработки заготовки в простейшем случае
содержат описание геометрических характеристик, взятых с рабо-
чего чертежа, название станка, на котором Должна обрабатываться
заготовка, марку обрабатываемого материала и технологические
указания.
Процессор выполняет основные вычисления по подготовке ин-
формации для управляющей программы. Он не связан с конкретным
410
станком и системой ЧПУ Результаты, получаемые на выходе про-
цессора, содержат в общем виде и в определенной форме всю инфор-
мацию об операции и о последовательности ее выполнения на станке.
Для преобразования выходных данных процессора в форму, пригод-
ную для управления конкретным станком, служит постпроцессор.
Постпроцессор обеспечивает изготовление внешнего носителя
и сопроводительной информации к нему для наладчика или опе-
ратора. В инструкции содержатся указания по обслуживанию ин-
струментального магазина, измерительных и зажимных устройств.
Кроме того, постпроцессор может подготовить карту наладки, со-
держащую список необходимых инструментов, перечень корректоров
инструментов и порядок их настройки. Сверх этого постпроцессор
может выдать информацию о штучном времени, количестве остано-
вов станка и переустановов заготовки, стойкости инструмента и др.
Применение САП весьма эффективно. Использование САП на
сверлильных станках позволяет снизить стоимость программирова-
ния по сравнению с ручным на 50—80 %, а процесс программирова-
ния в целом ускоряется в два—пять раз. Машинное время расчета
управляющей программы для заготовок средней сложности состав-
ляет 10 с. Продолжительность подготовки исходной информации
для программирования обработки на фрезерных станках колеблется
от 30 мин до 2 ч.
При автоматизированном программировании с помощью
ЭВМ машинное время будет составлять от 0,5 до 10 мин. Тру-
доемкость подготовки программ для фрезерных станков с ЧПУ
при этом сокращается в 10—20 раз, а стоимость — в 5—15 раз.
В этом случае эффективность использования САП возрастает с ус-
ложнением заготовки и технологических процессов обработки.
§
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК НА СТАНКАХ С ЧПУ
ОПРЕДЕЛЕНИЕ ПОСЛЕДОВАТЕЛЬНОСТИ ОБРАБОТКИ
Установление последовательности обработки следует начинать с оп-
ределения количества установов и позиций заготовки на столе или
шпинделе станка, необходимых для полной ее обработки. При этом
надо учитывать особенность конструкции заготовки и технологиче-
ские возможности станков с ЧПУ, имеющихся в наличии.
Первый установ, как правило, выбирается из условия наиболее
удобного базирования заготовки на черновые или чистовые базы,
заранее подготовленные на станках с ручным управлением. При
первом установе, выполняемом от черновой базы, желательно про-
извести обработку всех поверхностей, используемых в качестве
технологических баз при последующих установах заготовки. Так,
при определении последовательности обработки корпусной заготовки
на первом установе следует обработать плоскость и два установоч-
ных отверстия, используя фрезерный станок с ЧПУ, имеющий ре-
411
вольверную головку нлн инструментальный магазнп. План дальней*
шей обработки заготовки па фрезерных нлн расточных станках
с ЧПУ либо обрабатывающем центре можно строить, используя
эти поверхности в качестве постоянных технологических баз.
Важной задачей определения последовательности операций яв-
ляются обеспечение полной обработки заготовки со всех сторон
с наименьшим числом установов и при минимальной технологиче-
ской оснастке. В процессе разработки схемы последовательности
обработки проводится эскизное проектирование приспособлений
для базирования и закрепления заготовкн на каждом установе.
После выяснения требуемого количества и последовательности
установов определяется последовательность обработки по зонам,
образованным конструктивными особенностями заготовки (внутрен-
ний н наружный контуры, окна, приливы н пр.). В каждой зоне
выделяются отдельные элементы (торец, внутренний контур, окна,
крепежные отверстия), для которых устанавливаются вид обработки
(черновой, чистовой) и требуемые типоразмеры режущих инстру-
ментов.
Отдельные элементы, обрабатываемые одним инструментом, груп-
пируются как внутри данной зоны, так и по всем зонам. Такое груп-
пирование позволяет выявить количество типоразмеров режущих
инструментов для обработки всей заготовкн и выяснить возможность
обработки всех доступных зон прн данном установе набором ин-
струментов, размещаемых в магазине нлн револьверной головке
станка с ЧПУ, который оборудован устройствами автоматической
смены инструмента. В том случае, когда режущий инструмент,
необходимый для обработки всех элементов заготовки при данном
установе, не размещается в магазине нлн револьверной головке
станка, необходимо либо разделить операцию на части, выполняемые
на одинаковых установах, либо менять инструмент вручную с за-
программированным остановом станка.
Последовательность обработки по зонам определяется конструк-
цией заготовкн и исходной заготовки. При определении последова-
тельности обработки по аонам следует, где это возможно, придержи-
ваться принципа, обеспечивающего максимальную жесткость за-
готовки на каждом участке обработки. Так, обработку корпусной
заготовки с ребрами целесообразно начинать с фрезерования торцов
ребер до обработки контура заготовки, так как ребра при этом
будут более жесткими. Обработку внутреннего контура заготовкн
следует производить от центра к периферии.
При точении заготовкн, когда последовательность обработки ее
частей (зон) ничем не обусловлена, ее следует начинать с более
жесткой части (большего диаметра) и заканчивать аоной малой
жесткости.
Последовательность видов обработки внутри каждой зоны может
быть выбрана по опыту обработки заготовок на станках с РУ. Опре-
деление последовательности обработки элементов ааготовки, нахо-
дящихся в данной зоне, производится на стадии проектирования
операционного технологического процесса.
412
Технологическая операция механической обработки заготовки на
станке с ЧПУ в отличие от общего определения понятия технологи*
чсскон операции (см. гл. 1) ограничена дополнительным условием се
выполнения при одной наладке станка. Она может быть определена
следующим образом.
Технологическая операция механической обработки на станке
с ЧПУ — это часть технологического процесса, выполняемая непре-
рывно на одном рабочем месте, при одной наладке станка, над одним
или несколькими одновременно обрабатываемыми изделиями, одним
или несколькими рабочими.
Условия сохранения неизменной наладки станка предполагают
возможность использования для выполнения операции одной н той же
технологической оснастки (приспособления и инструментов) н тех-
нической документации (карта наладки и управляющая программа).
Так. при непрерывной обработке фланца на токарном станке с 411У с
переустановом его в трехкулачковом патроне одна операции будет толь-
ко в том случае, когда не требуется дополнительной наладки станка
н имеется единая управляющая программа обработки, в которой
предусмотрены запрограммированный останов для переустановки
заготовки н автоматическая настройка «плавающего нуля» (начало
программы).
В противном случае операция разбивается на две: 1) обтачивание
фланца и растачивание отверстия; 2) обтачивание ступицы. В первом
случае имеют место одна операция н два установа, а во втором —
две операции по одному установу в каждой операции. Так же
как и при обработке на станках с РУ, все движения, связанные с вы-
полнением технологической операции на станке с ЧПУ, делят на
основные н вспомогательные. К вспомогательным относятся движе-
ния, непосредственно не связанные с обработкой и образованием
новых поверхностей. Вспомогательные движения делятся на три
вида: врезание, выход инструмента нз зоны обработки, холостой
ход. В отличие от станков с РУ время вспомогательного движения
является составляющей частью основного (машинного) времени
станка с ЧПУ.
Кроме того, операции механической обработки заготовки на
станке с ЧПУ включают в себя ряд вспомогательных переходов
(установка, закрепление и снятие заготовки, смена инструментов,
измерение, изменение позиций, пуск станка), которые могут произ-
водиться как вручную (оператором), так н автоматически но про-
грамме в зависимости от модели и степени автоматизации стайка.
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ТОКАРНОЙ ОБРАБОТКИ
Проектирование технологической операции обработки заготовки
на токарном станке с ЧПУ включает в себя комплекс задач, которые
приходится решать при использовании токарных станков с РУ,
а также дополнительных задач, обусловленных особенностями ра-
боты станков с ЧПУ. К числу традиционных задач относятся: вы-
4 IS
бор схемы базирования и конструкции зажимного приспособления
усгаповление последовательности обработки поверхностей, опреде-
ление числа переходов, выбор модели станка и типоразмеров режу-
щих инструментов, расчет припусков на обработку, режимов реза-
ния и норм времени. К числу новых задач, специфических для
применения станков с ЧПУ, относятся создание управляющей
программы работы станка с ЧПУ; для этого необходимо построить
траектории движения режущих инструментов и рассчитать коорди-
наты опорных точек траектории. Всю полученную информацию
следует занести в операционную расчетно-технологическую карту
и затем определенным образом записать в карту программирования
геометрические и технологические параметры, а также необходимые
команды по управлению рабочим циклом станка. На заключитель-
ном этапе полученные данные в установленном коде записываются
на программоноситель с помощью специальных устройств. Изготов-
ленную таким образом управляющую программу перед использова-
нием в производственных условиях проверяют и при необходимости
корректируют.
Схема базирования заготовки на станке с ЧПУ должна обеспе-
чивать достаточные устойчивость и жесткость установки заготовки,
а также требуемую точность ориентации заготовки в приспособлении.
Эго достигается выбором соответствующих размеров и качеством
базовых поверхностей, а также их взаимным расположением. Тех-
нологические базы помимо их основного назначения должны удо-
влетворять требованию смещения направления координатных осей
заготовки с осями координатной системы станка. Удовлетворение
этого требования упрощает программирование и облегчает взаимную
увязку «нуля» заготовки с «нулем» станка.
При обработке заготовки на токарных станках с ЧПУ наиболь-
шее распространение получили две следующие традиционные схемы
установки: в центрах (для заготовок типа валов) и в патроне (для
заготовок типа дисков и втулок). Эти схемы по подготовке базовых
поверхностей отвечают требованиям, предъявляемым к установке
заготовок на станках с ЧПУ.
Принятая схема базирования определяет конструктивную схему
приспособления, которое для станков с ЧПУ предназначено для
тех же целей, что и приспособление для станков с РУ, т. е. для
установки заготовки на станке. Однако с целью получения высокой
точности обработки в автоматическом цикле точность приспособле-
ний для станков с ЧПУ должна быть повышена. Более высокие тре-
бования предъявляются и к жесткости приспособлений, используе-
мых на этих станках. Для обеспечения жесткости закрепления за-
готовки в кулачковом патроне станка с ЧПУ должна быть преду-
смотрена достаточная длина зажимаемой поверхности заготовки,
причем наименьшая длина зажима регламентируется соответству-
ющими нормативами.
На основе этих требований для токарных станков с ЧПУ разра-
ботана и выпускается промышленностью гамма быстропереналажи-
ваемых клиновых патронов типа ПБК с диаметрами 200, 250, 315
414
и 400 мм. В качестве механизированных приводов патронов станков
с ЧПУ токарной группы используются пневматические, гидравличе-
ские и электромеханические приводы. Для заготовок, устанавливае-
мых в центрах, на токарных станках с ЧПУ применяются двух-
if трехкулачковые поводковые патроны с плавающим центром и
эксцентриковыми сменными кулачками автоматического действия.
Поверхности, окончательная обработка которых может произ-
водиться проходным или расточным контурным резцом, отнесены
к основным. Поверхности, для формообразования которых необ-
ходим режущий инструмент, отличающийся от контурного резца,
отнесены к дополнительным. К основным формам поверхностей
относятся: торцовые, цилиндрические и конические поверхности,
а также поверхности с криволинейной образующей и неглубокие
канавки и выточки (до 1 мм), которые можно выполнить резцами
со вспомогательным углом в плане (рг = 27-т-ЗО0
Несмотря на разнообразие форм обрабатываемых поверхностей,
может быть установлена следующая общая схема обработки загото-
вок на токарном станке с ЧПУ: 1) центрование (если сверло меньше
20 мм); 2) сверление; 3) подрезание торца; 4) черновая обработка
основных форм поверхностей; 5) черновая обработка дополнительных
форм поверхностей; 6) чистовая обработка этих же дополнительных
форм поверхностей (так как она может выполняться, как правило,
тем же инструментом, что и черновая обработка); 7) чистовая об-
работка дополнительных форм поверхностей, не требующих черно-
вой обработки; 8) чистовая обработка основных форм поверхностей.
При обработке заготовки, установленной в центрах, первые три
перехода следует исключить. В случае обработки заготовки, уста-
новленной в патроне, необходимо соблюдать следующий порядок
при работе со сверлом: а) перед сверлением сверлом диаметром меньше
20 мм ввиду малой жесткости сверла и возможности его увода отвер-
стие центруется центровкой или сверлом большего диаметра с углом
заточки 60 или 90°; б) сначала производится сверление сверлом
большего, а затем меньшего диаметра; в) ведется обработка сверлом
диаметром больше 20 мм.
Общая типовая схема последовательности токарной обработки
заготовки предусматривает и частные случаи, которые зависят не
только от наличия тех или иных форм поверхностей, но и от коли-
чества режущих инструментов, которые можно разместить в револь-
верной головке или магазине станка с ЧПУ.
Для проектирования схемы движения режущих инструментов
необходимо построить траекторию рабочих и вспомогательных пере-
мещений инструментов при обработке основных и дополнительных
поверхностей. Наибольшую сложность представляет построение
рациональной траектории для обработки за несколько ходов, когда
наибольшая допустимая глубина резания /пр меньше припуска на
черновую обработку. В этом случае черновую область заготовки
разделяют горизонтальными прямыми на уровни (рис. 14.6). Разде-
ление на уровни производится с учетом /пр. Для этого вычисляют
припуск для каждой поверхности (зоны) и определяют число ходов
415
Б
—J
у^ЧврнМая titacm -4
X, x
Намлашк карстовой обмспв заготовка вв
уроавв
a)
—1*1
О
V
г.
Y„
Ъ
у,
s
Варианты трас кюрий данваииа ражушаго
инструмента в зоне путем деления припуска па Гор с последующим
округлением до большего целого числа. Определяют глубины чер-
новых ходов инструмента в каж-
дой зоне из условия, что при-
пуск в них разделен равномер-
но. Затем выбирают наиболь-
шую глубину резания, которую
принимают общей для всех хо-
дов, так как она удовлетворяет
условию уменьшения глубины
резания без увеличения числа
ходов. Определяют ординаты
уровней ходов. Черновая обра-
ботка заготовки ведется только
вдоль уровней.
В результате пересечения
горизонтальных уровней ylt
Vt, Y, с вертикальными гра-
ницами зон Xlt Xt, Xt вся черновая область заготовки разделяется
на элементарные участки. В процессе анализа последовательности
обработки этих участков про-
изводится построение траекто-
рии рабочих и вспомогательных
перемещений при черновой об-
работке.
На рис. 14.7 приведены три
варианта траекторий движения
режущего инструмента прн чер-
новой обработке ступенчатого
валика. Прн варианте, изобра-
женном на рис. 14.7, а, траек-
тория строится последовательно
сверху вниз. В пределах уровня
выбирается весь массив метал-
ла. Траектория вершины резца
состоит нз отрезков прямых,
соединяющих точки 0—4—5—
3—6—7—8—9—10—2—11—
12—13—1—14—0.
В варианте, приведенном
на рис. 14.7, б, траектория
строится таким образом, что
в начале цикла производится
обработка участков, не вклю-
чающих контур заготовки, а в
конце — обработка контура заготовки. Траектория вершины резца
проходит через точки 0—4—5—3—7—8—10—2—11—1—12—2—
13—3—14--0,
416
В варианте, представленном на рис. 14.7, в, траектория строится
по зонам. Внутри каждой зоны последовательно выбирается весь
массив металла. Траектория проходит через точки О—4—5—6—7—
8—9—2—11—1—12—5—14—3—6—2—13—3—16—0.
Выбор рационального варианта построения траектории вершины
резца для данного случая зависит от протяженности зон, длины
рабочего н холостого хода, количества уровней, расстояния между
уровнями и структуры чернового контура заготовки. Путем ана-
лиза установлено, что для однородной структуры чернового контура,
когда выполняется условие уп >yn.i >yn.t >У» >Уь построе-
ние траектории по варианту б наиболее рационально.
Выбор режимов резания является комплексной технико-экономи-
ческой задачей, решение которой заключается в определении ком-
бинации режимов резания, обеспечивающих минимум затрат на
обработку при заданных технических ограничениях. Рациональные
режимы резания для токарной обработки выбирают в зависимости от
вида обработки н формы обрабатываемой поверхности с учетом тех-
нических ограничений.
Прн черновой обработке основных форм поверхностей (обтачи-
вание наружных и торцовых поверхностей, растачивание внутрен-
них поверхностей) режимы резания следует назначать исходя из
задачи полного использования возможностей инструмента и станка,
так как от черновых ходов в основном зависит производительность
выполнения операции. Прн многопроходной обработке глубину
резания определяют по методике, которая изложена выше для про-
ектирования схемы движения режущих инструментов.
Подачу назначают максимально допустимой техническими огра-
ничениями. Такими ограничениями для подачи при черновой обра-
ботке являются: жесткость установленной определенным образом
заготовки, обрабатываемой на станке; жесткость резца; прочность
державки резца; прочность режущих пластин резца; прочность
механизма подачи станка; наибольший крутящий момент; мощность
главного привода; предельные минутные подачи иа станке. Зави-
симости для определения подач, допускаемых перечисленными тех-
ническими ограничениями, приведены в работах по станкам с ЧПУ.
При обработке стали подача, выбранная в соответствии с техни-
ческими ограничениями, корректируется для учета влияния харак-
теристики обрабатываемого материала на удовлетворительное фор-
мирование стружки. Поправочный коэффициент К для инструмента
с неперетачнваемыми пластинками твердого сплава выбирают по
справочным данным. Подачу иа первый черновой ход инструмента при
наличии биения заготовок по торцу, наружному диаметру или от-
верстию на участке входа резца целесообразно снижать на 20—30 %,
чтобы предотвратить сколы режущих кромок.
Скорость резания рассчитывают по формулам теории резания
с учетом экономической стойкости режущего инструмента. Рекомен-
дуемые периоды стойкости резцов на черновых операциях, выпол-
няемых на станках с ЧПУ, составляют 35—45 мнн — для сборных
резцов с неперетачнваемыми пластинками твердого сплава, 30 мин —
417
для резцов из быстрорежущей стали, 20—35 мин — для расточных
и проходных резцов с напаянными пластинками твердого сплава.
Допускаемый износ Ut для неперетачиваемых пластин — 1,8 мм,
для резцов с напаянными пластинками из твердого сплава — I —
1,4 мм, для резцов из быстрорежущей стали — 1,5—2,0 мм. При чер-
новой обработке торцов следует изменять частоту вращения шпин-
деля, если скорость резання отклоняется от выбранных значений
больше чем на 20 %.
Режимы резания для чистовой обработки основных форм поверх-
ностей назначают с учетом требований к шероховатости и точности
соответствующих поверхностей. Прн этом подачу, обеспечивающую
требуемое уточнение заготовкн, определяют при однопроходном
точении заготовок по известной формуле
где Дмг — допустимая погрешность заготовки после обработки;
Лпсг мг — погрешность исходной заготовкн; / — жесткость тех-
нологической системы.
Расчет подачн з, обеспечивающей требуемую шероховатость,
производят по соответствующим формулам и таблицам. Установлен-
ные подачи не должны быть меньше наименьшей минутной подачи
на станке зт1а н наименьшей подачн Spo.mjn, обеспечивающей нор-
мальное резание.
Рекомендуемые периоды стойкости для различных типов чисто-
вых резцов совпадают с аналогичными типами черновых резцов.
Допускаемый износ для неперетачиваемых пластин и резцов с на-
паянными пластинками твердого сплава — 0,4—0,6 мм, для резцов
из быстрорежущей стали — 0,5 мм.
Запись технологической н геометрической информации, необ-
ходимой для разработки управляющей программы, в также данных,
используемых для настройки станка с ЧПУ, производится в специ-
альных формах технической документация. Основной формой тех-
нологической документации по стандарту считается операцион-
ная расчетно-технологическая карта (РТК), предназначенная для
ручного способа подготовки программ механической обработки изде-
лий на станках с ЧПУ. Стандартом допускается также исполь-
зование «обычной» операционной карты механической обработки.
В РТК для товарной операции указываются: номер цеха, в котором
выполняется операция; номер участка; номер операции по маршрут-
ной карте; наименование операции; модель станка; тип системы
ЧПУ; номер программы; номер базовой нлн опорной точки; направ-
ление перемещения; координаты базовой или опорной точки либо
приращения и импульсы; подача; частота вращения; направление
вращения шпинделя; номер корректора с указанием оси перемеще-
ния; технологические команды.
Кроме рассмотренных форм, официально установленных ГОСТом,
для наладки станка с ЧПУ в производственных условиях исполь-
418
зуют карту наладки произвольной формы, а при составлении РТК
для обработки заготовок повышенной сложности, как правило,
вычерчивают схему движения
режущего инструмента.
В качестве примера на
рис. 14.6 приведена схема дви-
жения каиавочного(рис. 14.8, а)
и упорного (рис. 14.8, б) резце в
прн черновой обработке тра-
версы за два устаиова в соот-
ветствии с операционным эски-
зом, приведенным на рис. 14.9.
Учитывая, что черновой контур
данной заготовки имеет одно-
родную структуру, при по-
строении схемы принимается
второй вариант траектории дви-
жения резца при черновой
обработке ступенчатого вала
(см. рис. 14.7).
Принимая из условий вибро-
устойчивости глубину резаиия
/ = 3 мм, определяют подачу а
и скорость и по методике, ука-
занной выше.
Схему движения инстру-
ментов вычерчивают в масш-
табе 10 : 1 или 5 : I на милли-
оне. к.а
См*мы давления яиструмситоя при обработав
яашяочяым (л) упора мм (•) рвадамп
метровой бумаге. Сплошными линиями указывают рабочие движе-
ния, а штриховыми — холостые. Последовательно расположенные
опорные точки, в которых
происходит изменение на-
правления движения ин-
струмента или режимов
резания (либо и то и дру-
гое), обозначают араб-
скими цифрами о число-
вым индексом. Цифра
соответствует номеру
опорной точки, а индекс —
номеру инструмента в рез-
цовой головке. Направ-
ление движения указы-
вается стрелкой. Опорные
точки, в которых проис-
ходит изменение направ-
ления движения инструмента, называют геометрическими опор-
ными точками, а точки, в которых изменяется режим резания,—
технологическими. При построении схемы движений инструмента
419
желательно совмещение геометрических н технологических опорных
точек.
Схема движения инструментов предназначена для учета всех
без исключения перемещений инструментов как по величине, так
и по направлению. Если в обработке заготовкн участвуют от одного
до трех инструментов прн небольшом количестве опорных точек,
то вычерчивают общую схему для всех инструментов. При большем
числе инструментов и значительном количестве опорных точек сле-
дует вычерчивать схему движения для каждого инструмента от-
дельно. С целью избежания ошибок рекомендуется схему движения
режущих инструментов составлять одновременно с расчетно-тех-
нологической картой.
В карте наладки содержатся все сведения, необходимые при на-
ладке станка на конкретную операцию. По карте производятся
установка заготовки на станке и режущих инструментов в резцовой
головке или магазине, закрепление блоков коррекций положения
инструментов, устанавливается порядок смены инструментов вруч-
ную (прн необходимости) и изменения заготовки.
Карта наладки состоит из графической части и таблицы. В гра-
фической части изображают эскизы заготовкн после обработки на
каждом установе, схему базирования и закрепления заготовки на
станке и схему размещения инструментов в резцовой головке. На
эскизах указывают размеры и шероховатость обрабатываемых по-
верхностей. Нв схеме установки также указывают взаимное располо-
жение нулевых точек станка и заготовки и основные размеры за-
готовки. На схеме размещения инструментов отмечают координаты
положения вершин инструментов по осям Z и X и порядок располо-
жения инструментов в резцовой головке.
В табличной части приводят данные по исходной заготовке,
режущему инструменту, технологической оснастке; указывают ма-
териал, род и основные размеры исходной заготовки; шифр и мате-
риал режущей части инструмента; номер корректора, закреплен-
ного за инструментом; наименование и шифр технологической ос-
настки. Для каждого установа заготовки приводят численные зна-
чения координат вершин инструментов по осям Z и X н наладочные
размеры. Данные о применяемом режущем инструменте записывают
в строгой последовательности вступления инструмента в работу.
Кроме указанных сведений в карту наладки включают наименование
и номер чертежа детали, модель и номер станка, номер программы.
Карты наладки для различных токарных станков с ЧПУ могут от-
личаться как по форме, так и по содержанию. Вид карты зависит
от конструктивных особенностей и технологических возможностей
станка с ЧПУ. Однако основные положения относительно оформле-
ния карты наладки, рассмотренные выше, являются общими и при-
емлемыми для различных типов станков.
Необходимые данные для механической обработки заготовкн на
станке с ЧПУ с разработанной технологической документацией пере-
носятся технологом-программистом в зашифрованном виде в карту
программирования. По карте программирования оператор изготов-
420
ляет управляющую программу работой станка, которая проверяется
в производственных условиях и при необходимости корректируется.
Проверку программы производят последовательно в несколько
этапов. Вначале программа отрабатывается на стайке без установки
инструмента, оснастки и заготовки. Затем производится пробная
обработка заготовки с применением оснастки и инструмента. На за-
ключительном этапе окончательно обрабатывается контрольная за-
готовка.
В процессе контрольной обработки могут быть обнаружены не-
допустимые отклонения размеров, формы и шероховатости поверх-
ностей заготовки, обусловленные как ошибками, возникающими на
различных этапах подготовки программы, так и погрешностями
механической обработки и управления станком, численные значения
которых невозможно определить на этапе разработки программы.
Если отклонения небольшие, то программа не перерабатывается,
а возникшие неточности разработки программы или погрешности
управления и механической обработки компенсируются путем вве-
дения соответствующих коррекций от пульта ЧПУ.
При больших отклонениях необходимо тщательно проверить все
расчеты и принятые технологические решения, чтобы убедиться,
что ошибки при разработке программы исключены; затем посредством
анализа или эксперимента определить причины возникающих по-
грешностей и устранить их технологическими или техническими
средствами. К числу технологических средств могут быть отнесены:
изменение режимов резания, геометрии инструмента и материала
режущего лезвия, улучшение отвода тепла из зоны резания, измене-
ние последовательности обработки отдельных поверхностей и т. п.
В качестве технических могут быть использованы средства по устра-
нению дефектов и повышению надежности отдельных элементов и
узлов станка н системы ЧПУ, а также средства по увеличению жест-
кости составляющих технологической системы.
На основании операционной карты механической обработки н
схемы движения режущих инструментов составляют операционную
расчетно-технологическую карту с операционным эскизом. Вся по-
лученная технологическая документация с привлечением паспорт-
ных данных стайка используется для проектирования карты на-
стройки.
ПРОЕКТИРОВАНИЕ
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ОБРАБОТКИ
НА ФРЕЗЕРНЫХ СТАНКАХ С ЧПУ
Общая последовательность проектирования операционного техноло-
гического процесса обработки иа фрезерных станках с ЧПУ и на
токарных станках с ЧПУ в основном аналогична, однако иа-за
особенностей обработки содержание отдельных этапов существенно
изменяется. К таким особенностям относятся: конфигурация обра-
батываемых заготовок; использование многолезвийного инструмента,
в том числе фрез, которые, как правило, не поставляются со станком;
421
изменение характера обработки и рабочих органов станка; програм-
мирование перемещения центра фрезы: управление по трем коорди-
патам при обработке пространственного контура заготовки.
На фрезерных станках с ЧПУ целесообразно обрабатывать за-
готовки относительно сложной конфигурации, отдельные поверх-
ности которых ограничены плоским или пространственным криво-
линейным контуром. Базирование таких заготовок производится по
трем взаимно перпендикулярным плоскостям или по плоскости и
двум точным отверстиям. Схема базирования заготовки в значитель-
ной степени определяет конструкцию установочных элементов при-
способления. Приспособление, применяемое на фрезерном станке
с ЧПУ, должно быть ориентировано вместе с закрепленной на нем
заготовкой на столе станка вполне определенным образом, т. е.
с учетом особенностей контура обрабатываемой заготовки и увязки
положения заготовки с исходной точкой обработки и с осями коор-
динат станка. Существует несколько способов ориентации при-
способления на столе станка.
В серийном производстве получил распространение способ ори-
ентации с помощью координатной плиты, имеющей базовые отвер-
стия и жестко закрепленной на столе станка. Приспособление,
используемое при такой ориентации, снабжено фиксирующими шты-
рями. Преимуществами данного способа являются возможность
быстрой смены приспособления на столе станка и упорядоченность
размещения заготовок, позволяющая обеспечить равномерность
износа ходовых винтов подач и направляющих.
Второй способ предполагает ориентацию приспособления на
столе станка с фиксацией по центральному отверстию стола и про-
дольному пазу. Приспособление снабжено центрирующим штырем
и шпонкой. Установка инструмента в исходную точку производится
с помощью специального установа, закрепленного в корпусе при-
способления.
При использования третьего способа ориентация приспособления
иа столе станка осуществляется по центральному продольному пазу
стола с помощью двух шпонок; прн этом необходимо наличие допол-
нительного упора на столе стайка, фиксирующего положение при-
способления в продольном направлении. Установка -«вструмента
в исходную точку производится, как и прн предыдущем способе.
Последние два способа получили широкое распространение в мелко-
серийном производстве.
Существенным требованием, способствующим повышению эф-
фективности работы на станках, является обеспечение максимальной
жесткости технологической системы. Это достигается уменьшением
высоты точки, к которой приложено усилие резания, над плоскостью
стола путем применения элементов приспособления (подводимых
опор, дополнительных прижимов), увеличивающих жесткость об-
рабатываемых заготовок, а также обеспечением минимальной вы-
соты влемевтов приспособления, выступающих над заготовкой,
с целью уменьшения длины и увеличения жесткости концевой
фрезы.
422
Для закрепления заготовок с небольшим циклом обработки осо-
бенно целесообразно в приспособлениях применять быстродейству-
ющие зажимы с механизированными пневматическими и гидравли-
ческими приводами. В этих случаях сокращение вспомогательного
времени позволяет повысить эффективность применения станков
с ЧПУ. Обеспечение стабильности усилий зажима заготовок при
этом приводит к повышению стабильности выполняемых размеров.
Наиболее распространенным режущим инструментом, применяе-
мым для обработки на фрезерных станках с ЧПУ заготовок широкой
номенклатуры, являются концевые фрезы. Выбор режущего ин-
струмента для конкретной операции зависит от конфигурации об-
рабатываемых поверхностей и условий обработки. Так, для усиле-
ния выхода стружки при обработке глубоких глухих колодцев не-
обходимо увеличивать угол наклона спирали ш. Прн обработке
тонких плоских заготовок следует применять праворежущие фрезы
с левой спиралью и леворежущне с правой спиралью, так как осевая
составляющая силы резания прижимает заготовку к столу стайка,
улучшая условия обработки. Для уменьшения вибрации при об-
работке зубья фрезы располагают несимметрично (рис. 14.10, а).
Жесткость режущей части фрезы можно повысить, увеличив сече-
ние сердечника (т. е. уменьшив глубину канавки) либо применив
конический сердечник (создав канавку переменной глубины), как
показано иа рис. 14.10, б. Для сохранения жесткости фрезы прн
значительном вылете и небольшой длине режущей части предусма-
тривается усилительный конус (рис. 14.10, а). При обработке на-
клонных стенок применяют различного вида конические концевые
фрезы (рис. 14.10, е), параметры которых определяются конструк-
цией заготовки. Концевые радиусные фрезы (рис. 14.10, д) исполь-
зуют при обработке пространственных поверхностей методом стро-
чечного фрезерования
Выбор режущего инструмента для выполнения операции на фре-
зерном станке с ЧПУ производится поэтапно. Вначале выявляют
виды инструментов, необходимых для обработки заготовки на данной
операции. Затем определяют технологические параметры каждого
вида инструмента: материал режущей части, углы заточки режущих
кромок, количество зубьев и пр. На заключительном этапе выбирают
конструктивные параметры режущего инструмента: диаметр фрезы D,
длину режущей части Z, вылет фрезы L, радиус заточки торца
фрезы г, наклон спирали ш, направление спирали (правая, левая),
расположение зубьев (равномерное, неравномерное), сечение сердеч-
ника (цилиндрическое, коническое) и пр.
Материал, геометрию режущей части и число зубьев фрезы выби-
рают по нормативам, которые применяют для определения параме-
тров режущего инструмента, используемого на универсальных фре-
зерных станках с РУ. Диаметр фрезы D при обработке криволиней-
ного профиля, очерченного дугами окружности, выбирают с учетом
возможности обработки вогнутого участка профиля наименьшего
радиуса н определяют по формуле D « 2 (0,8н-0,9) Rmln.
Угол наклона спирали ш определяют из условия равномерного
фрезерования, обеспечивающего постоянную площадь среза
c=&tg^.
где С — любое целое число — 1, 2, 3 и т. д.; В — высота профиля
или ширина фрезерования.
Длину режущей части фрезы I выбирают на 5—10 мм больше вы-
соты профиля В, а вылет фрезы L выбирают из условия доступности
аоны обработки и конструктивных особенностей фрезы. Наружный
диаметр концевой фрезы, используемой на станках с ЧПУ, должен
быть выполнен с повышенной точностью.
Число и последовательность технологических переходов прн
фрезеровании на станках с ЧПУ зависят от количества н конфигура-
ции зон, обрабатываемых на данной операции, от требований к точ-
ности расположения поверхностей как внутри зоны, так~л между
зонами, а также требований к шероховатости поверхностей, обра-
зующих зоны обработки. Рекомендации по выбору последователь-
ности обработки по зонам были приведены выше.
Определение рациональной траектории рабочих перемещений ин-
струмента прн фрезеровании конкретной зоны является наиболее
трудной проблемой при разработке операционного технологического
ороцема из станках о ЧПУ. Характер траектории зависит от вида
зоны, метода фрезерования и типа инструмента. Зоны по доступности
обработки делят на закрытые (типа «глухих колодцев»); полуоткры-
тые, обработка которых производится торцом и цилиндром концевой
фрезы, и открытые, которые могут быть обработаны только цилин-
дрической частью концевой фрезы. По форме ограничивающих по-
верхностей зоны могут быть плоскими (если ограничивающие по-
424
карту (H1KJ. ина содержит
Ряс. н.п
Траектория дяяжеяяя каицаяоА фразы при обра-
ботка контура фваяца им оертяаальяе-фрсмриом
станка с ЧПУ «РНРФ8
верхности — плоскости), контурными (если ограничивающая поверх-
ность — плоский криволинейный контур) и пространственными
(если ограничивающая поверхность — пространственный криволи-
нейный контур). Методика определения рациональной траектории
рабочих перемещений инструмента при фрезеровании изложена
в технической литературе.
На основании расчетов координат опорных точек н режимов
резания, а также принятых технических решений составляют опера-
ционную расчстио-технологн
законченный проект обра-
ботки заготовкн иа станке
с ЧПУ в виде графического
изображения траектории
относительного движения
центра фрезы с необходимыми
пояснениями и таблицы,
в которую занесены коорди-
наты опорных точек, режимы
обработки и отдельные тех-
нологические команды.
Заготовку в РТК вычер-
чивают в прямоугольной си-
стеме координат н ориенти-
руют относительно осей ОХ
и ОУ, являющихся одно-
временно н осями координат
станка. Контуры заготовкн,
подлежащие обработке, вы-
черчивают в масштабе с ука-
занием всех размеров, не-
обходимых для программи-
рования. Табличная часть
РТК для фрезерной опера-
ции на станке с ЧПУ, оформляемая согласно стандарту по
форме 1, отличается от РТК на токарную операцию дополнительной
графой для координаты Z. Расчетно-технологическая карта яв-
ляется исходным документом для составления карты программи-
рования, по которой, в свою очередь, составляют управляющую
программу работой станка. Разработанная управляющая программа
перед внедрением ее в производство проходит серию проверок,
содержание которых, а также методика нх проведения для токар-
ных и фрезерных станков с ЧПУ по существу аналогичны.
На рис. 14.11 изображена траектория движения концевой фрезы
0 30 мм прн обработке контура фланца (фрезерование шести выемок
с R 15 мм и шести прямоугольных выемок с R “ 15 мм в углах)
на вертикально-фрезерном станке с ЧПУ 6Р13РФЗ с револьверной
головкой. При той же операции с помощью 2-го шпинделя головки
выполняется центрирование шести отверстий 0 13 мм н шести
отверстий под резьбу; с помощью 3-го — сверление шести отверстий
425
0 13 мм; с помощью 4-го — зенкерование шести отверстий 0 19 X
X 12 мм; с помощью 5-го — сверление шести отверстий 0 5 мм под
резьбу Мб на глубину 20 мм и с помощью шестого шпинделя произ-
водится снятие фасок 1X45° у отверстий 0 5 мм.
До внедрения в производство станка с ЧПУ перечисленная работа
выполнялась за три операции (1-я — разметка наружного контура;
2-я — фрезерование шести выемок с R = 15 мм и шести угловых
выемок с R = 15 мм; 3-я — сверление и зенкерование шести отвер-
стий 0 13 мм и 0 19 мм по контуру), причем сверление шести от-
верстий и нарезание в них резьбы Мб производились на сборке.
Общая трудоемкость обработки по этим операциям более чем в три
раза превышала трудоемкость обработки на фрезерном станке
с ЧПУ
Затраты времени на неавтоматизированную разработку техноло-
гического процесса обработки заготовок, содержащих плоский криво-
линейный контур, на фрезерных станках с ЧПУ сравнительно не-
велики. Однако выбор рациональной траектории режущего инстру-
мента при обработке пространственной зоны является сложной
математической задачей. Определение числа и координат геометри-
ческих опорных точек практически осуществимо только с помощью
ЭВМ. Методы расчета рациональных режимов резания при простран-
ственном фрезеровании недостаточно разработаны. Разработка управ-
ляющих программ для фрезерования заготовок, содержащих за-
крытые, полуоткрытые и открытые пространственные зоны, произ-
водится на ЭВМ с помощью систем автоматической подготовки про-
грамм.
$ 14.4
ОСОБЕННОСТИ ПОСТРОЕНИЯ ТЕХНОЛОГИИ ОБРАБОТКИ
ЗАГОТОВОК НА ЗАРАБАТЫВАЮЩИХ ЦЕНТРАХ
Выбор конструкции и типоразмера обрабатывающего центра. Много-
образие конструкций и высокая стоимость обрабатывающих центров
требуют от технолога особого внимания к выбору конструкции обра-
батывающего центра, так как от его правильности зависят не только
точность и производительность обработки, но и ее экономическая
эффективность. Естественно, что основными критериями для выбора
оборудования являются габаритные размеры обрабатываемых за-
готовок, требуемая точность обработки и ее сложность.
Обследование свыше 2000 корпусных заготовок в различных
отраслях промышленности показало, что допустимая неплоскостность
распределяется по числовому значению следующим образом: до
0,01 мм — 4 % от общего количества; 0,02—0,03 мм — 12 %; 0,04—
0,06 мм — 50 %; 0,06—0,1 мм — 34 %.
Допустимые погрешности взаимного расположения плоскостей
корпусных заготовок распределяются между значениями, приведен-
ными выше в соответствии с данными табл. 14.3.
426
Важное значение для точности корпусных заготовок имеет точ-
ность размеров и расположения отверстий, характеризующаяся
следующими допустимыми значениями:
Квалитет точности отверстий Количество отвер- 6 7 8—10 11
стий, % Допуск на межосе- 6 35 45 14
вое расстояние по чертежу заготов- ки, мм Количество заго- 0,01 0,02—0,09 0,1 и более
товок, % Допуск на рас- 12 30 58
стояние от оси от-
верстия до базо- вой плоскости, мм До 0,02 0,02—0,05 0,05—0,1 Св. 0,1
Количество заго- товок, % 6 14 31 49
Все приведенные требования к точности обработки корпусных
заготовок могут быть обеспечены при использовании различных
обрабатывающих центров.
С точки зрения изготов-
ления заготовок на обра-
батывающих центрах перво-
Таблица 14.3
Распределение количества заготовок
по значению допустимой погрешности
расположения их плоскостей
Вид погрешности Количество заготовок прн допустимой погрешности расположения, %
До 0,01 о о 1 см о о 0.05—0.1 Св. 0,1
Непараллель- ность Непер пенди- куляркость 3 3 16 19 42 36 39 42
степенное значение имеет
число сторон заготовки, ко-
торые должны быть подверг-
нуты обработке. У различ-
ных заготовок может быть
от одной до пяти сторон об-
работки, а в некоторых слу-
чаях — и до девяти. Обра-
ботка таких заготовок тре-
бует наличия станков раз-
личных компоновок — верти-
кальных, горизонтальных,
с поворотными или глобус-
ными столами, одно- или
двухшпиндельных. Анализ
возможностей обработки корпусных заготовок на обрабатываю-
щих центрах, проведенный над 2000 чертежей деталей станко-
строительной, автомобильной, тракторной, приборостроительной
и частично авиационной отраслей промышленности, показывает,
что около 20 % заготовок обрабатываются за две операции с помощью
одного—трех инструментов. К этим заготовкам не предъявляют
высоких требований точности. Их обработку целесообразно осу-
ществлять на недорогих и простых сверлильных, фрезерных и им
подобных станках. Остальные 80 % заготовок требуют выполнения
большого числа операций, при осуществлении которых необходимое
количество инструментов достигает нескольких десятков. Примене-
427
ние обрабатывающих центров в данном случае представляется весьма
целесообразным. Анализ показал, что 18 % общего количества при-
годных для обрабатывающих центров заготовок требуют обработки
с одной стороны; 32 % заготовок — с двух, трех и четырех сторон
(что возможно при повороте заготовки вокруг одной оси, т. е. прн
наличии поворотного стола); 35 % заготовок — с пяти, шести н семи
сторон (что возможно при повороте заготовки вокруг двух осей,
т. е. при наличии глобусного стола); 15 % заготовок — с шести,
семи и восьми сторон. Во всех случаях одна плоскость заготовки,
по которой производится базирование, недоступна для обработки,
поэтому ее невозможно полностью обработать за одну операцию
прн одном установе.
Существенное значение для выбора модели обрабатывающего
центра имеет конструктивное оформление заготовки, в частное!и
взаимное расположение обрабатываемых поверхностей (параллель-
ное, перпендикулярное, наклонное), их форма, определяющая воз-
можность обработки на проход или требующая дополнительного
врезания инструмента либо обработки по контуру. Статистический
анализ заготовок показывает, что 78 % плоскостей являются от-
крытыми и могут быть выполнены сквозным однопроходным фрезе-
рованием, для 8 % заготовок требуется обработка по контуру или по
двум либо трем направлениям перемещения инструмента и для 14 %
плоскостей требуется внутренняя обработка. Анализ также показы-
вает, что обработку 42 % заготовок необходимо производить в па-
раллельных плоскостях, 43 % заготовок — в перпендикулярно рас-
положенных поверхностях н у 15 % заготовок плоскости располо-
жены наклонно друг к другу.
Степень сложности и стоимость обрабатывающего центра, а сле-
довательно, и себестоимость обработки заготовок с его помощью
в значительной степени зависят от количества гнезд в инструмен-
тальном магазине станка. В связи с этим при выборе модели обраба-
тывающего центра очень важно предварительно определить коли-
чество инструментов, которые фактически потребуются при обра-
ботке заготовок по проектируемому технологическому процессу.
Анализ технологических процессов обработки большого числа кор-
пусных заготовок различных машин и приборов показе*, что для
изготовления каждой из них требуется от 4 до 48 инструментов.
При этом было установлено следующее распределение заготовок по
их потребности в инструментах:
Число различных ннстоумеи*
тоа, применяемых при обработ-
ке ааготоакя, не более, шт. . 10 20 30 40 60
Количество заготовок, % . 18 60 17 10 5
Из предыдущего следует, что 85 % заготовок могут быть обра-
ботаны на обрабатывающих центрах с емкостью инструментального
магазина до 30 инструментов. В других отраслях промышленности
могут встретиться более сложные корпусные заготовки, требующие
значительно большей емкости инструментальных магазинов, до-
428
стирающей 100 и более гнезд. Выше было сказано, что подобные
обрабатывающие центры разработаны отечественной и зарубежной
промышленностью, однако онн имеют высокую стоимость. Так,
при обработке заготовки, требующей по своей конструкции 15 ин-
струментов и максимальных перемещений 400x400x800 мм, на
Гюльшой модели обрабатывающего центра с магазином на 120 ин-
струментов и перемещениями 800 X 800 X 1200 мм ее себестоимость
оказывается на 30 % выше, чем при изготовлении на обрабатыва-
ющем центре, имеющем магазин на 20 инструментов,
Опыт показывает, что стоимость I станко-ч обрабатывающего
центра с позиционным управлением не превышает 0,6 стоимости
i станко-ч близкого по конструкции обрабатывающего центра с кон-
турным управлением, поэтому технологическая себестоимость обра-
ботки на обрабатывающем центре в первом случае почти в два рааа
ниже, чем во втором.
Таким образом, для достижения наибольшей экономичности обра-
ботки необходимо по возможности использовать простейшие и наи-
более дешевые модели обрабатывающих центров, технологические
возможности которых ограничиваются реальными требованиями
обработки конкретных заготовок.
Выбор технологических баз. Стремление к возможно более пол-
ной обработке поверхностей корпусных заготовок сложной формы на
одном станке при одном закреплении заготовки, характерное прн
использовании обрабатывающих центров, накладывает свои ограни-
чения на выбор контактных технологических баз. Первостепенной
задачей, возникающей при выборе контактных баз и мест крепления
заготовкн, является создание условий доступности подхода инстру-
ментов ко всем поверхностям, подлежащим обработке. Если воз-
можна полная обработка заготовки за одну операцию при одном ее
закреплении, то контактными базами должны быть необрабатывае-
мые поверхности. Прн необходимости обработки заготовки с шести
сторон н невозможности ее полной обработки за одну операцию
выбор контактных баз должен осуществляться из условия такой
концентрации переходов, которая позволит выполнить полную об-
работку заготовки на обрабатывающем центре за минимальное
число операций (установов).
Прн отсутствии условий крепления заготовки по необрабатывае-
мым поверхностям иногда используют ложементы, отливаемые нз
алюминиевых сплавов илн эпоксидных смол. Если это невозможно,
то целесообразно полную обработку заготовок выполнять на обра-
батывающем центре не более чем за две операции. В первой операции
следует выполнять обработку базовых поверхностей н поверхностей,
получение которых возможно при том же креплении и заготовкн, во
второй — обработку всех остальных поверхностей. В некоторых
случаях первоначальную обработку базовых поверхностей выпол-
няют на обычных станках, а всю последующую обработку — на
обрабатывающих центрах. Крепление заготовок по необрабатывае-
мым поверхностям должно обеспечивать постоянство нх положения
относительно начала координат, для того чтобы осуществить рав-
4М
номерное распределение припуска на каждой обрабатываемой по-
верхности.
Наряду с доступностью обработки, выбор контактных базовых
поверхностей и метод крепления заготовки должны обеспечить:
надежную устойчивость заготовки и нечувствительность к возму-
щающим силам резания; отсутствие деформации заготовки в про-
цессе закрепления п обработки; постоянство положения устанавли-
ваемых на станке заготовок относительно начала системы координат.
В отличие от обработки заготовок на универсальных и специальных
станках, при которой базовыми поверхностями осуществляется не
только ориентация заготовки относительно режущих инструментов
и направления их перемещения, но и обеспечивается точность выпол-
нения размеров от этих баз, при обработке заготовок на обрабаты-
вающих центрах точность взаимного расположения обрабатываемых
поверхностей мало зависит от выбранных контактных базовых по-
верхностей. При этом отсчет размеров осуществляется от начала
системы координат, с которой связывается одна из поверхностей
заготовки, часто являющаяся настроечной базой. Все размеры и
точность взаимного расположения поверхностей обеспечиваются
станком по командам ЧПУ.
В качестве технологических баз при обработке заготовок на об-
рабатывающих центрах стремятся использовать конструкторские
или сборочные базы заготовки, т. е. придерживаются принципа
совмещения баз. При установке заготовок на обработанные поверх-
ности для их базирования используют обычные сочетания контактных
баз (установочная, направляющая и опорная базы или установочная
база — плоскость и два отверстия). При установке заготовок на
необработанные поверхности в качестве контактных технологиче-
ских баз можно использовать необработанные поверхности контура
или проверочные технологические базы, которыми служат линии
разметки осей и центров, соответствующие положению конструктор-
ских баз заготовок.
Совмещение систем координат станка, приспособления и обраба-
тываемой заготовки (установление нулей отсчета). Последователь-
ность обработки различных поверхностей заготовки нд„ обрабаты-
вающих центрах, обеспечение требуемых перемещений рабочих
органов станка, длин хода инструмента, межосевых расстояний,
позиционирования, расстояния между плоскостями, расстояния осей
отверстий от базовых плоскостей и так далее осуществляются по
командам ЧПУ. Весь отсчет размеров в процессе обработки ведется
от начала отсчета, принятого на станке (начало системы коорди-
нат). Для обеспечения требуемых размеров заготовки необходимо
при ее установке совместить начало отсчета размеров у заготовки
с началом отсчета размеров у станка. В связи с этим система проста-
новки размеров заготовок должна совпадать с системой отсчета
размеров на станке.
При работе на обрабатывающих центрах различают три системы
координат и три начала отсчета. Начало первой системы координат
связано в фиксацией крайних положений рабочих органов станка.
430
В этом положении нуль-индикаторы системы отсчета регламентируют
начало отсчета перемещений. От этого начала (нуля отсчета) опреде-
ляется положение рабочих органов, если информация о нем поте-
ряна, например вследствие непроизвольного выключения напряже-
ния питания.
Рис. 14. 12
Определение положен» начала системы координат: а — схема перемещения стола;
б — положение стола прн начале отсчета; я — установка базирующих элементов на столе;
г — измерение расстояния между оправкой н опорной поверхностью установочного
элемента: д — крайнее продольное положение стола; е — система координат, образованная
положением установочных элементов приспособлений
При вращении двигателя М и соединенного с ним винта переме-
щается стол (рис. 14.12, а). На втором конце винта укреплен дат-
чик 1, фиксирующий изменение положения стола. На боковой по-
верхности стола находится упор, а на салазках—два конечных
выключателя. Конечный выключатель 2 блокирует и отключает
431
систему, когда стол доходит до предельного положения, а выключа-1
тель 3 отключает систему, когда датчик 1 займет нулевое положение,'
т. е. зафиксирует начало отсчета. От этого положения (рис. 14.12, б)
определяют расстояния до установленных на столе опорных
устройств, служащих для базирования заготовки.
Установка опорных и установочных базирующих элементов
приспособлений осуществляется на столе станка по Т-образным
пазам (рис. 14.12, б, в). Их располагают так, чтобы обрабатываемая
заготовка находилась в средней части рабочей поверхности стола,
удобной для обработки. После установки и крепления базирующих
элементов 4 и 5 перемещают стол в крайнее поперечное положение,
при котором нуль-индикатор отсчетной системы покажет начало
отсчета — начало координатной оси Y для станков с вертикальным
шпинделем и оси Z для станков с горизонтальным шпинделем.
В шпиндель станка устанавливают оправку 6, диаметр которой d
точно измерен. Далее индикаторной скобой или индикаторным штих-
массом измеряют расстояние между оправкой 6 и опорной поверх-
ностью 4 установочного элемента, т. е. размер у — d/2 (рис. 14.12, г).
Затем стол перемещают в крайнее продольное положение, при кото-
ром нуль-индикатор отсчетной системы покажет нуль по оси X
(рис. 14.12, д). Измеряют расстояние между опорной поверхностью 5
установочного элемента и оправкой 6 в шпинделе, т. е. х — d/2.
Значения измеренных расстояний от оси шпинделя до опорных по-
верхностей (например, х = 253,458; у = 126,231) определяют нуль
отсчета, по которому будет введена информация при настройке ЧПУ.
Введем в отсчетную систему ЧПУ смещение нуля отсчета (кор-
рекцию размеров): х = —253,458 и «/= 126,231. Тогда ее нуль
отсчета будет соответствовать положению оси шпинделя, совмещен-
ному с началом системы координат, образованной положением уста-
новочных элементов приспособления (рис. 14.12, г). Если начало
отсчета системы координат у заготовки выбрано от ее опорных по-
верхностей, то это будет второй системой координат, принятой при
обработке заготовки. Если же координаты отсчитываются по при-
ращениям, например от оси отверстия, то в систему ЧПУ вновь
вводят коррекцию размеров на расстояния от опорных поверхностей
заготовок до оси отверстия, указанные на чертеже. В этом случае
точка на оси отверстия будет началом третьей системы координат.
Обработка отверстий консольным инструментом без направляю-
щих втулок. Процесс обработки на обрабатывающих центрах осуще-
ствляется, как правило, без специальной оснастки, и в основном при
этом используют стандартные принадлежности к станку. Растачи-
вание основных отверстий и сверление крепежных отверстий про-
изводят, не используя расточные приспособления, кондукторы и
кондукторные втулки. Все параметры точности заготовки обусловли-
ваются точностью станка, инструментов и точностью исполнения
команд ЧПУ.
Для повышения точности обработки, уменьшения увода и отжа-
тия инструменты должны быть жесткими, т. е. максимально корот-
кими. В связи с этим растачивание отверстий, лежащих на одной
432
оси и расположенных в нескольких параллельных стенках, при-
ходится выполнять с двух сторон, осуществляя поворот стола с за-
готовкой. Одновременное растачивание нескольких лежащих на
одной оси отверстий одной расточной борштангой, выполняемое
с одной стороны заготовки, не обеспечивает требуемого межосевого
расстояния, параллельности, допустимого перекоса осей, соосности
отверстий, так как происходит отжатие и увод инструмента.
Как правило, обрабатывающие центры имеют один инструмен-
тальный шпиндель, поэтому обработка поверхностей выполняется
последовательно, без совмещения переходов. Работа без кондуктор-
ных втулок при наличии одного шпинделя позволяет растачивать
отверстия с малыми межосевыми расстояниями и близкими осями
в одной операции и при одном установе заготовки (известно, что не-
возможно растачивать или сверлить близко расположенные отвер-
стия на агрегатных или радиально-сверлильных станках по кон-
дукторным втулкам и это вызывает необходимость делить процесс
обработки на несколько операций или позиций). Выделение тепла
при работе одним инструментом значительно меньше, чем при мно-
гоинструментной обработке, поэтому тепловые деформации заготовки
ниже, чем при обработке на продольно-фрезерных и агрегатных
станках.
Во избежание увода сверл на обрабатывающих центрах перед
сверлением производят центрование короткими центровыми сверлами,
препятствующее уводу инструмента. Оставшийся след центрового
сверла после сверления служит фаской, облегчающей врезание
метчика при нарезании резьбы. Общепринятый технологический
процесс обработки крепежных отверстий — сверление, растачива-
ние фаски, нарезание резьбы — несколько изменяется: центрование
и растачивание фаски, сверление, нарезание резьбы.
Первый ход при обработке литых отверстий необходимо выпол-
нять растачиванием резцом, установленным в борштанге. Неравно-
мерность снимаемого припуска при первом ходе вызывает отжим и
увод инструмента. Если первый ход выполняется зенкером, то вслед-
ствие неравномерного припуска радиальная и тангенциальная со-
ставляющие силы резания, возникающие на каждом лезвии инстру-
мента, неодинаковы и под действием равнодействующей этих сил
происходят смещение и увод инструмента, а следовательно, сме-
щается и ось обработанного отверстия относительно требуемой коор-
динаты. При этом диаметр отверстия остается неизменным. После-
дующая обработка отверстия многолезвийными инструментами не
может полностью изменить положение оси.
При растачивании отверстия резцом вследствие неравномерности
припуска непрерывно изменяется сила резания, действующая на
лезвие, что приводит к смещению резца относительно оси. Расточен-
ное отверстие не будет иметь круглой формы, но увод и смещение
оси будут значительно меньше. Последующее растачивание отвер-
стий полностью восстанавливает требуемое положение оси. Следо-
нагельно, при обработке литых отверстий необходимо отдавать
предпочтение растачиванию, а не зенкерованию, хотя последнее
433
и более производительно. Для уменьшения радиальной составля-
ющей силы резания при зенкеровании рекомендуется применять
зенкеры с торцовыми режущими лезвиями, так как возникающие
в этом случае осевые силы меньше деформируют стержень инстру-
мента или борштангу и вызывают меньшее отклонение и увод оси.
При обработке литых отверстий большого диаметра первый
переход целесообразно выполнять фрезерованием концевыми фре-
зами по контуру отверстия. Неравномерный припуск, обусловли-
вающий изменяющуюся по окружности отверстия силу резания,
вызывает лишь незначительное смещение жесткого инструмента
относительно оси отверстия, соответственно искажая его форму.
Последующий переход должен быть выполнен растачиванием, при
котором устраняются погрешности формы и увод оси отверстия.
Выбор последовательности обработки отверстий в корпусной
заготовке, имеющей большое число отверстий, расположенных с раз-
ных сторон и обрабатываемых с различной точностью, имеет большое
значение для производительности операции, выполняемой на обра-
батывающем центре. Эта последовательность устанавливается исходя
из принципа выбора кратчайшего пути перемещений узлов станка.
Общая трудоемкость обработки всех отверстий заготовки по раз-
личным схемам, а следовательно, и последовательность обработки
отверстий, обеспечивающая наибольшую производительность об-
работки, должны определяться соответствующими расчетами затрат
времени при каждом возможном варианте обработки.
Время обработки на обрабатывающем центре суммируется из
времени, затрачиваемого на установку и снятие заготовки; суммар-
ного машинного времени обработки всех поверхностей; времени,
затрачиваемого на подвод, вывод и отвод инструментов; времени,
затрачиваемого на смену инструментов; времени, затрачиваемого
на перемещение стола с заготовкой относительно требуемой коор-
динаты, и времени, расходуемого на поворот стола с заготовкой для
обработки поверхностей, расположенных с другой стороны.
Время, затрачиваемое на установку и снятие заготовки, машинное
время и непосредственно связанное с ним время, затрачиваемое на
подвод и отвод инструмента, независимо от используемой схемы
остается одинаковым, так как охватывает время обработки одних
и тех же отверстий по тем же переходам с соответствующими им
режимами резания. В связи с этим при оценке вариантов по их
трудоемкости сопоставляются затраты времени на выполнение не-
совмещенных вспомогательных перемещений.
Фрезерование плоскостей. Фрезерование, как правило, произво-
дится в самом начале операции обработки сложной корпусной или
коробчатой заготовки на обрабатывающем центре. При этом черновое
фрезерование рекомендуется производить торцовыми фрезами ма-
лого диаметра последовательными проходами вдоль обрабатывае-
мой поверхности. В этом случае меньше сказывается влияние не-
равномерного или повышенного припуска, меньше возникающее
усилие резания, меньше вибрации и дребезжание стола. Минутная
подача при работе фрезами большого диаметра меньше минутной
434
подачи при работе фрезами малого диаметра, а следовательно, и
производительность обработки ниже.
Фрезерование плоскостей фрезами большого диаметра на обра-
батывающих центрах вообще нежелательно. При установке в ин-
струментальном магазине, особенно звездообразного или револь-
верного типа, крупные фрезы перекрывают соседние гнезда, и распо-
ложение в них инструментов становится невозможным. Смена ин-
струментов больших размеров автооператором усложняется. Фре-
зерование несплошных плоскостей целесообразно выполнять об-
ходом по контуру фрезами малого диаметра.
Коробление заготовок и операции старения. Большая номенкла-
тура корпусных заготовок по технологическому процессу их обра-
ботки требует естественного или искусственного старения. Старение
вынуждает делить процесс обработки на черновые и чистовые опе-
рации, между которыми оно выполняется. Корпусные заготовки из
легких сплавов проходят естественное старение во время межопера-
ционного пролеживания между несколькими операциями. Это не
позволяет полностью концентрировать процесс обработки и осуще-
ствлять всю обработку заготовки за одну операцию при одном ее
установе вследствие возможных коробления и брака. В подобных
случаях обработку заготовок приходится проводить на отдельных
станках для предварительной и окончательной обработки. К стан-
кам, выполняющим предварительные черновые операции, предъяв-
ляются при этом меньшие требования По точности. При обработке
заготовок на обрабатывающих центрах желательно производить их
старение до начала механической обработки, однако это связано
с опасностью возникновения короблений после снятия литейных
корок и удаления основного припуска. В связи с этим при обработке
заготовок сложной конфигурации возможность и необходимость
старения заготовок перед их обработкой следует проверять экспе-
риментально.
Разработка стандартных циклов или повторяемых программ.
Ранее указывалось, что корпусные заготовки часто имеют группы
одинаковых поверхностей и отверстий. Процесс их обработки и его
последовательность, режущий инструмент и последовательность его
перемещений и замены, изменение режимов обработки и т. п. для
каждого отверстия остаются одинаковыми и повторяются. Чтобы
упростить составление технологического процесса и программы
обработки заготовок, а также для упрощения кодирования процесса
обработки, целесообразно составить наиболее часто повторяющиеся
стандартные циклы движения инструмента, стола и салазок. Посто-
янные стандартные циклы при сверлении, растачивании, фрезе-
ровании позволяют выполнять последовательно одинаковые опера-
ции, программируя только цикл первой и устанавливая для выпол-
нения последующих только значения координат х и у. Постоянные
циклы обработки, наряду с упрощением разработки технологии,
способствуют повышению производительности за счет сокращения
вспомогательных и холостых пробегов. Так, при повторении циклов
устраняется время, затрачиваемое на подвод инструмента, по-
435
скольку при обратном ходе он останавливается на уровне поверх-
ности обрабатываемой заготовки.
В качестве примера на схемах рис. 14.13 приведены стандартные
рабочие циклы, осуществляемые постпроцессором станка «Auctor»
фирмы «Оливетти» (Olivetti). Здесь а — сверление на постоянном
цикле отверстий одного диаметра на одинаковую глубину; б — свер-
ление любого количества отверстий различной глубины; в — свер-
ление глубокого отверстия с программированным выводом сверла
для удаления стружки; г — сверление отверстия с периодическими
остановками сверла для дробления стружки; д — последовательное
Рис. 14.13
Стандартные циклы обработки на обрабатывающем центре фирмы «Оливетти» {Olivetti}
растачивание нескольких одинаковых отверстий; е — растачивание
отверстия, остановка вращения шпинделя, отвод невращающегося
инструмента; ж — растачивание гладкого отверстия с’ выточками:
периодическое сочетание рабочего хода — ускоренного перемеще-
ния — рабочего хода — ускоренного перемещения и т. д. по оси;
з — контурное торцовое фрезерование плоскости; и — последова-
тельное фрезерование нескольких поверхностей, лежащих в одной
плоскости, с периодическим сочетанием рабочих и ускоренных
перемещений детали между поверхностями; к — последовательное
выполнение различных видов работ: фрезерование плоскостей, раста-
чивание отверстий, сверление, цекование фаски, нарезание резьбы
в глухих и сквозных отверстиях, подрезание торцов бобышек;
л — торцовая обработка выемок, цекование под головки болтов
с остановкой и выдержкой инструмента по окончании рабочего
осевого хода; м — последовательное фрезерование нескольких пазов
с ускоренными перемещениями холостых ходов, фрезерование окон
и шпоночных канавок методом маятниковой подачи; н — последо-
436
дательное фрезерование плоскостей, расположенных на различных
уровнях; о — фрезерование кулачков по контуру.
Таким образом, можно сделать вывод, что применение станков
с ЧПУ, включая обрабатывающие центры, имеющих ряд новых тех-
нологических возможностей, позволяет значительно повысить точ-
ность, производительность и экономичность обработки. В несколько
раз повышается производительность труда, сокращается длитель-
ность производственного цикла, повышаются качество и однород-
ность продукции, уменьшается потребность в производственных
площадях, снижается потребность в высококвалифицированных ра-
бочих (за счет многостаночного обслуживания, а также в связи со
значительным упрощением обслуживания высокоавтоматизирован-
ного станка с ЧПУ по сравнению с универсальным станком).
Последнее обстоятельство приобретает особое значение в усло-
виях технического прогресса в связи с быстрым ростом объема со-
ветского машиностроения, требующим непрерывного пополнения
промышленных предприятий новыми кадрами высококвалифици-
рованных рабочих.
Молодые рабочие 2-го и 3-го разрядов успешно выполняют на
настроенных станках с ЧПУ точные работы (6-го и 7-го квалитетов
точности) и обработку сложных фасонных контуров, доступных для
выполнения на универсальных станках с РУ только рабочим высшей
квалификации.
Это позволило ряду отечественных машиностроительных заводов
снизить свои потребности в числе высококвалифицированных рабо-
чих путем создания специальных участков с ЧПУ. В связи с этим
определение эффективности применения станков с ЧПУ и денежной
экономии по известным методикам ее расчета не всегда может дать
окончательное решение вопроса о целесообразности внедрения этих
станков. Даже в тех случаях, когда применение станков с ЧПУ не
дает денежной экономии, их внедрение может принести предприятию
ряд других важных преимуществ.
Глава 15
ТЕХНОЛОГИЯ СБОРКИ МАШИН
§ 15.1
ХАРАКТЕРИСТИКА СБОРОЧНЫХ ПРОЦЕССОВ
ЗНАЧЕНИЕ СБОРКИ В ПРОЦЕССЕ ИЗГОТОВЛЕНИЯ МАШИН
Процесс сборки является заключительным этапом изготовления
машины, в значительной степени определяющим ее основные экс-
плуатационные качества. Условия достижения высоких эксплуата-
ционных качеств машины не ограничиваются созданием ее удачной
конструкции или применением высококачественных материалов для
437
изготовления ее деталей. Не гарантирует этих качеств и высокоточ-
ное изготовление деталей с обеспечением оптимального состояния
поверхностных слоев их сопряженных или рабочих поверхностей.
Процесс изготовления машины может гарантировать достижение
всех требуемых ее эксплуатационных показателей, а также ее на-
дежности и долговечности в эксплуатации лишь при условии высоко-
качественного проведения всех этапов сборки машины (т. е. сборки
и регулировки отдельных сборочных единиц-узлов и общей сборки
и испытаний изготовляемого изделия в целом).
Это связано с тем, что в процессе сборки вполне доброкачествен-
ных изделий по разным причинам могут возникать погрешности
взаимного расположения деталей, существенно снижающие точность
и служебные качества собираемого изделия. Причинами возникно-
вения таких погрешностей могут быть:
1. Ошибки, допускаемые рабочими при ориентации и фиксации
установленного положения собираемых деталей (образование зазоров
между торцами втулок, монтируемых на валах, и торцами соответ-
ствующих фланцев и буртиков валов в связи с недостаточно плот-
ным их соединением сборщиком или сдвигом втулки сверлом при
засверловке стопорного отверстия на валу «по месту» через отвер-
стие во втулке; попадание грязи и стружки между сопрягаемыми
поверхностями; совпадение эксцентриситетов наружной и внутрен-
ней поверхностей втулок, посадочной шейки вала, на которой монти-
руется втулка, и его опорных шеек; нарушение правильной после-
довательности затяжки винтовых соединений и непостоянство уси-
лия затяжки и т. п.).
2. Погрешности установки калибров и измерительных средств,
применяемых при сборке; погрешности регулирования, пригонки и
контроля точности положения детали в машине, достигнутого при
сборке, а также собственные погрешности измерительных средств.
3. Относительные сдвиги деталей в промежутке времени между
их установкой в требуемые положения и их фиксацией в этом поло-
жении.
4. Образование задиров на сопрягаемых поверхностях де-
талей. п
5. Упругие деформации сопрягаемых деталей при их установке
и фиксации и пластические деформации поверхностей сопряжений,
нарушающие их точность и плотность соединений.
Примером очень большого влияния качества сборки на эксплуа-
тационные свойства изделий могут служить данные об изменении
долговечности службы ответственного болтового соединения в за-
висимости от усилия его предварительной затяжки, приведенные
в табл. 15.1.
Эти данные показывают, что одни и те же детали соединения при
разных условиях сборки могут изменять долговечность службы
в сотни и даже тысячи раз.
Выполнение сборочных работ связано с большой затратой вре-
мени, составляющей значительную долю общей трудоемкости изго-
товления машины. В зависимости от типа производства затраты
438
времени на сборочные работы составляют (в процентах от общей
трудоемкости изготовления машин):
В массовом и крупносерийном производствах 20—30
В серийном производстве 25—35
В единичном и мелкосерийном производствах . 35—40
В различных отраслях машиностроения доля сборочных работ
различна и приблизительно составляет (в процентах от общей трудо-
емкости изготовления машин и приборов):
В тяжелом машиностроении . 30—35
В станкостроении 25—30
В автомобилестроении 18—20
В приборостроении . . 40—45
Следует отметить, что основная часть (50—85 %) слесарно-сбо-
рочных работ представляет собой
ших затрат физического труда
и высокой квалификации ра-
бочих.
Большая трудоемкость сле-
сарно-сборочных работ не только
существенно увеличивает общую
трудоемкость изготовления ма-
шин, но и приводит к значи-
тельному ухудшению экономиче-
ских показателей работы пред-
приятия, связанному с большим
скоплением на сборке дорогостоя-
щих готовых деталей и узлов,
увеличивающим стоимость неза-
вершенного производства пред-
приятия и снижающим оборачи-
ваемость оборотных средств.
ручные работы, требующие боль-
Таблица 15.1
Влияние усилия предварительной
затяжки болта .на долговечность
ответственного болтового
соединения [6]
Усилие предвари- тельной затяжки болта, Н Диапазон изменения рабочей нагрузки, Н Средняя долговеч- ность срока службы болта в циклах
6 320 26 300 32 100 37 500 0—41 000 5 960 35 900 214 500 5 000 000
Изложенные причины превращают проблему повышения качества
и производительности сборки в одну из первоочередных и важнейших
задач технического прогресса современного машиностроения.
КЛАССИФИКАЦИЯ ВИДОВ СБОРКИ
Сборка — это образование разъемных или неразъемных соединений
составных частей заготовки или изделия. Сборка может осущест-
вляться простым соединением деталей, их запрессовкой, свинчива-
нием, сваркой, пайкой, клепкой и т. д. По своему объему сборка под-
разделяется на общую сборку, объектом которой является изделие
в целом, и на узловую сборку, объектом которой является составная
часть изделия, т. е. сборочная единица или узел.
В условиях единичного и мелкосерийного типов производств
основная часть сборочных работ выполняется на общей сборке и
лишь малая их доля осуществляется над отдельными сборочными
439
единицами. С увеличением серийности производства сборочные ра-
боты все больше раздробляются по отдельным сборочным единицам,
и в условиях массового и крупносерийного типов производств объем
узловой сборки становится равным или даже превосходит объем
общей сборки (табл. 15.2). Эго в значительной мере способствует
механизации и автоматизации сборочных работ и повышает их про*
нзводительность. По стадиям процесса сборка подразделяется на
виды, перечисленные ниже.
Предварительная сборка, т. е. сборка заготовок, составных ча-
стей или изделия в целом, которые в последующем подлежат раз-
борке. Например, предварительная сборка узла с целью определения
размера неподвижного компенсатора.
Рис. 15.1
Сааряая «оаструмини окалаао*
аомагела аистоороаатого ста-
ва, аымолмммал иа лмтыа ада-
мантов (масса стаямвы —17,4 т)
Таблица 15.2
Структура слесарио-сборочиых работ в различных
типах проюводстаа (в амоситах к обо^еА
трудоемкости сборки) (• J
Вид сбороч- ных работ Тип произнодстпа
единич- ное серийное мяссо- пое
мелко- серий- ное средне- серий- ное крупно- серий- ное
Слесар- ные работы Узловая сборка Общая сборка 25-30 5—10 60—70 20-25 10-15 60-70 15—20 20—30 50-65 10—15 30—40 45-60 45—60 40-55
Промежуточная сборка, т. е. сборка заготовок, выполняемая для
дальнейшей их совместной обработки. Напрнмер, предварительная
сборка корпуса редуктора с крышкой для последующей совместной
обработки отверстий под подшипники; предварительная сборка ша-
туна с крышкой шатуна для обработки отверстия под» шатунные
шейки коленчатого вала и т, п.
Сборка под сварку, т. е. сборка заготовок для их последующей
сварки. Процесс соединения деталей прн помощи сварки в большин-
стве случаев является сборочным и может быть введен непосредствен-
но в поток узловой или общей сборки. Большой объем сборочных
работ с применением сварки выполняется прн изготовлении, напри*
мер, кузовов и кабин различных транспортных машин. В процессе
сваркн основание, кабина и другие элементы кузова удерживаются
в специальных приспособлениях фиксаторами, чем обеспечивается
правильное положение элементов относительно друг друга.
Окончательная сборка, т. е. сборка изделия или его составной
части, после которой не предусмотрена его последующая разборка
прн изготовлении.
440
Следует обратить внимание, что после окончательной сборки для
некоторых изделий может следовать демонтаж, в состав которого
входят работы по частичной разборке собранного изделия с целью
подготовки его к упаковке н транспортированию к потребителю
(например, сборка крупных паровых и гидравлических турбин
и т. п.).
По методу образования соединений сборка подразделяется Hat
слесарную сборку, т. е. сборку изделия нлн его составной частй
при помощи слесарно-сборочных операций;
монтаж, т. е. установку изделия нлн его составных частей на
месте использования (например, монтаж станка с ЧПУ на предпри-
ятии-потребителе; монтаж турбины на месте ее постоянной работы
совместно с генератором на ГРЭС. ТЭЦ н т. п.);
электромонтаж, т. е. монтаж электронзделнй нлн нх составных
частей, имеющих токоведущне элементы;
сварку (рис. 15.1), пайку, клепку и склеивание.
Необходимо отметить, что значительно усовершенствованный за
последние годы процесс создания неразъемных соединений склеива-
нием обеспечивает высокую прочность соединений.
Значения разрушающей нагрузки прн сдвиге в ньютонах для
различных видов соединений приводятся ниже [6]:
Прессовая посадка втулки..................1570
Прессовая посадка той же втулки с карбинольным клеем 3310
Вклеивание втулки со скользящей посадкой карбиноль-
ным клеем 4540
При склеивании не происходит деформации н ослабления стенок
склеиваемых деталей и не требуется нагрева выше 150—200 °C.
Соединения устойчивы против воздействия керосина, бензина, ма-
сла, воды, кислот и щелочей и применяются для создания таких
ответственных конструкций, как крылья самолетов, винты верто-
летов, корпуса ракет. Применение склеивания вместо пайки иа соеди-
нениях различных трубопроводов ограничивается плохой скленва-
емостью медных н латунных деталей и неустойчивостью соединений
против повышенной температуры (свыше 60 °C).
ОРГАНИЗАЦИОННЫЕ ФОРМЫ СБОРКИ
В различных типах и прн разных условиях производства организа-
ция сборки приобретает различные формы, указанные на рнс. 15.2.
По перемещению собираемого изделия сборка подразделяется на
стационарную и подвижную, по организации производства — на
непоточную, групповую н поточную.
Непоточная стационарная сборка характеризуется тем, что весь
процесс сборки и его сборочных единиц выполняется на одной сбороч-
ной позиции: стенде, станке, рабочем месте, на полу цеха. Все де-
тали, сборочные единицы (узлы) и комплектующие изделия посту-
пают на эту позицию.
Этот вид сборки может выполняться без расчленения сборочных ра-
бот, когда вся сборка изделия производится одной бригадой рабочих-
441
сборщиков последовательно, т. е. от начала до конца. В этом случае
применяется концентрированный технологический процесс сборки,
состоящий из небольшого числа сложных операций. достоинствам
этого метода следует отнести: 1) сохранение неизменного положе-
ния основной базовой детали, что способствует достижению высокой
точности собираемого изделия (особенно при крупных изделиях
с недостаточно жесткой конструкцией); 2) использование универ-
сальных транспортных средств, приспособлений и инструментов,
что сокращает продолжительность и стоимость технической под-
готовки производства.
РИС. 15.2
Схема организационных форм сборки
Недостатками этого метода являются: 1) длительность общего
цикла сборки, выполняемой последовательно; 2) потребность в вы-
сококвалифицированных рабочих, способных выполнять любую
сборочную операцию; 3) увеличение потребности в больших сбороч-
ных стендах и высоких помещениях сборочных цехов, так как каждая
машина, собираемая на стенде от начала до конца, длительное время
занимает монтажный стенд. Это особенно существенно при увели-
чении производственной программы выпуска крупных машин, когда
их выпуск лимитируется наличием монтажных стендов и высоких
сборочных цехов.
Областью применения стационарной неподвижной сборки яв-
ляется единичное и мелкосерийное производство тяжелого и энерге»
тического машиностроения, экспериментальные и ремонтные цехи
(сборка крупных дизелей, прокатных станов, крупных турбин
и т. п.).
Непоточная стационарная сборка с расчленением сборочных работ
предполагает дифференциацию процесса на узловую и общую сборку.
442
Сборка каждой сборочной единицы и общая сборка выполняются
в одно и то же время разными бригадами и многими сборщиками.
Собираемая машина остается неподвижной на одном стенде. В ре-
зультате такой организации длительность процесса сборки значи-
тельно сокращается.
Расчетное количество рабочих позиций или стендов у0 для па-
раллельной сборки одинаковых объектов подсчитывается по формуле
Т. = (7, - Тс)/Т, (15.1)
где То — расчетная трудоемкость всех переходов сборки одного
объекта; Тс — расчетная трудоемкость переходов, выполнение кото-
рых совмещено во времени с выполнением других объектов; Т—
расчетный такт сборки.
Областью экономичного использования данного вида сборки явля-
ется производство изделий, изготовляемых единицами или в неболь-
ших количествах [1].
Преимущества сборки с расчленением на узловую и общую сборку
приводятся ниже. 1. Значительное сокращение длительности об-
щего цикла сборки. 2. Сокращение трудоемкости выполнения от-
дельных сборочных операций за счет: а) специализации рабочих
мест сборки узлов и их оборудования соответствующими приспособ-
лениями и механизирующими устройствами; б) специализации ра-
бочих-сборщиков определенных узлов и приобретения ими соответ-
ствующих навыков; в) лучшей организации труда (рабочие не скап-
ливаются одновременно на ограниченном пространстве монтажного
стенда и не мешают друг другу, как это имеет место при однобри-
гадной стационарной сборке). 3. Снижение потребности в дефицит-
ной рабочей силе сборщиков высокой квалификации. 4. Более ра-
циональное использование помещения и оборудования сборочных
цехов (узловая сборка может производиться в более низких поме-
щениях, не оборудованных мощными кранами и другими устрой-
ствами). 5. Уменьшение размеров высоких помещений сборочных
участков, оборудованных мощными подъемно-транспортными уст-
ройствами, требуемых для размещения монтажных стендов, так как
при разделении узловой и общей сборки длительность пребывания
собираемой машины на стенде сокращается. 6. Сокращение себе-
стоимости сборки.
Применение узловой сборки возможно лишь при соответствующем
оформлении конструкции изделия, предусматривающем расчленение
его на технологические сборочные единицы, которые могут быть
собраны независимо друг от друга. В связи с этим расчленение из-
делия на отдельные конструктивно-технологические сборочные еди-
ницы является одним из основных условий технологичности кон-
струкции.
Областью экономичного использования данного вида сборки
является серийное производство средних по размеру и крупных
машин.
Непоточная подвижная сборка характеризуется последовательным
перемещением собираемого изделия от одной позиции к другой. Пере-
443
мещение собираемого объекта от одной рабочей позиции к другой
может быть свободным или принудительным. Технологический про-
цесс сборки при этом разбивается на отдельные операции, выполня-
емые одним рабочим или небольшим их числом.
Сборка со свободным перемещением собираемого объекта заклю-
чается в том, что рабочий, закончив свою операцию, с помощью меха-
низирующих средств или вручную перемещает собираемую сбороч-
ную единицу на следующую рабочую позицию. Сборочные единицы
могут также собираться на тележках, стоящих на рельсовых путях,
на рольгангах и т. п.
Сборка с принудительным передвижением собираемого объекта
состоит в том, что объект сборки передвигается при помощи конвей-
ера или тележек, замкнутых ведомой цепью. Сборка может выпол-
няться как на конвейере, так и возле него. Организация подвижной
сборки возможна только на основе расчленения сборочных работ.
Фактическая продолжительность выполнения каждой операции
сборочного процесса колеблется, так как она зависит не только
от квалификации и интенсивности труда сборщика, но также и от
качества собираемых деталей. Для компенсации таких колебаний со-
здается межоперационный задел.
Расчетное количество рабочих позиций qlt которые должен по-
следовательно пройти собираемый объект в процессе сборки, подсчи-
тывается [1 ] по формуле
g1 = (To-7’c)/{(f-MYi}. (15.2)
где tn — расчетное время, необходимое для перемещения одного соби-
раемого объекта с рабочей позиции на следующую; — количество
параллельных потоков, необходимых для выполнения производ-
ственной программы параллельной сборки одинаковых собираемых
объектов; количество параллельных потоков определяется по фор-
муле
V!=(T0T+ 1п)/Т, (15.3)
где Топ х — продолжительность наиболее длительной сборочной опе-
рации (трудоемкость всех несовмещенных переходов, составляющих
наиболее длительную операцию).
Непоточная подвижная сборка находит экономичное применение
при переходе от сборки единичных изделий к их серийному изго-
товлению.
Поточная сборка характеризуется тем, что при построении тех-
нологического процесса сборки отдельные операции процесса выполня-
ются за одинаковый промежуток времени — такт, или за промежуток
времени, кратный такту. При этом на более продолжительных опе-
рациях параллельно работают несколько рабочих-сварщиков. Обе-
спечение одинаковой продолжительности технологических операций,
называемое синхронизацией операций, достигается их перестройкой,
заключающейся в уменьшении числа их переходов или их механи-
зации (когда требуется ускорить их выполнение) или включение
444
в операцию дополнительных элементов работы (когда трудоемкость
операции меньше установленного такта).
Поточная сборка может быть организована со свободным или
с принудительны ритмом. В первом случае рабочий передает соби-
раемое изделие на соседнюю операцию по мере выполнения собствен-
ной работы, а во втором случае, при работе с принудительно-регули-
руемом ритмом, момент передачи выполненной работы на следующую
операцию определяется сигналом (световым или звуковым) или ско-
ростью непрерывно или периодически движущегося конвейера.
Межоперационное перемещение собираемого изделия при поточ-
ной сборке осуществляется: вручную или с помощью тележек, на-
клонного лотка или рольганга; с помощью распределительного кон-
вейера, предназначенного для перемещения собираемых возле него
изделий; на конвейере с периодическим перемещением, в период
остановки которого на нем производится сборка; на непрерывно дви-
жущемся конвейере, перемещающем собираемое изделие со скоро-
стью, обеспечивающей возможность выполнения сборочных опера-
ций. При перемещении собираемого изделия вручную скорость
перемещения принимается равной 10—15 м/мин; при перемещении
по лотку и рольгангу — до 20 м/мин; для распределительного кон-
вейера — 30—40 м/мин и для непрерывно действующего конвейера —
0,25—3,5 м/мин.
Общая продолжительность поточной сборки Тп = Тпп, где Т —
такт сборки; пп — число рабочих мест на поточной линии, зависящее
от числа сборочных и контрольных операций (с учетом резервных
мест). Поточная сборка сокращает длительность производственного
цикла и уменьшает межоперационные заделы деталей, повышает
специализацию сборщиков и возможности механизации и автомати-
зации сборочных операций, что в конечном счете приводит к сниже-
нию трудоемкости сборки на 35—50 %.
Главным условием организации поточной сборки является обеспе-
чение взаимозаменяемости собираемых узлов и отдельных деталей,
входящих в поточную сборку. В случае необходимости использования
пригоночных работ они должны осуществляться за пределами потока
на операциях предварительной сборки. При этом пригнанные детали
и узлы должны подаваться на поточную сборку в окончательно ском-
плектованном и проконтролированном виде. Ответственным и слож-
ным вопросом организации поточной сборки является проблема опе-
рационного контроля качества сборки и обеспечение исправления
обнаруженных при контроле дефектов без нарушения установлен-
ного ритма сборки.
Конструкция собираемого на потоке изделия должна быть хорошо
отработана на технологичность.
Поточная сборка является рентабельной при достаточно большом
объеме выпуска собираемых изделий.
Поточная стационарная сборка является одной из форм поточной
сборки, требующей наименьших затрат на ее организацию. Она приме-
няется при сборке крупных и громоздких, т. е. неудобных для транс-
портирования изделий (например, при сборке самолетов и т. п. мзде-
445
лий). При этом виде сборки все собираемые объекты остаются на
рабочих позициях в течение всего процесса сборки. Рабочие {или бри-
гады) по сигналу все одновременно переходят от одних собираемых
объектов к следующим через периоды времени, равные такту. Каж-
дый рабочий {или каждая бригада) выполняет закрепленную за ним
{бригадой) одну и ту же операцию на каждом из собираемых
объектов.
Расчетное количество рабочих (или бригад) q2, необходимых
для одного потока, подсчитывается [ 11 по следующей формуле:
qi = (То - ТС)/((Т - Q у2), (15.4)
где /р — расчетное время для перехода рабочих (или бригад) от
одних собираемых объектов к другим; у2 — количество параллель-
ных потоков, необходимых для выполнения программы параллель-
ной сборки одинаковых объектов.
Значение у2 определяется по формуле
Т2 = (ТОп + 4)/Т (15.5)
Основным преимуществом данного вида сборки является работа
с установленным тактом; результатами этого являются равномерный
выпуск продукции, короткий цикл сборки, высокая производитель-
ность труда, высокий съем продукции с 1 м2 площади. Областью
экономичного использования является серийное производство ряда
машин, отличающихся недостаточной жесткостью базовых деталей,
большими габаритными размерами и массой (например, производство
тяжелых станков, крупных дизелей, тяжелых грузовых автомобилей,
самолетов и т. п.).
Поточная подвижная сборка становится экономически целесооб-
разной в тех случаях, когда выпуск машин и их сборочных единиц
значительно возрастает. Данный вид сборки может быть осущест-
влен с непрерывно или периодически перемещающимися собираемыми
объектами. Преимуществами поточной подвижной сборки являются
выполнение работы с требуемым тактом и возможность почти пол-
ного совмещения времени, затрачиваемого на транспортирование
объектов, со временем их сборки. «»•
Расчетное количество рабочих позиций q9, которые должен пройти
в процессе сборки собираемый объект, подсчитывается по следующим
формулам 111: при сборке с непрерывным движением собираемого
объекта
<7з = (Т0-Т.)/((Т- (/)*);. (15.6)
при сборке с периодическим движением собираемого объекта
Ч, = (Г,-ТС)ЩТ —/Я)Т«В (15.7)
V3 = (7’“" + 4)/T, (15.8)
где уз — количество параллельных потоков, необходимых для вы-
полнения программы при параллельной поточной подвижной сборке
объектов; /р — расчетное время, необходимое рабочему для воз-
вращения в исходное положение после выполнения операции.
446
Длина рабочей части конвейера определяется из формулы
1р.. = (Ь + У (?з + 1), (15.9)
где L — длина собираемого объекта, измеряемого в направлении
движения конвейера, м; 1Х — промежуток времени между собирае-
мыми объектами, необходимый для удобства сборки, м.
$ 75.2
РАЗМЕРНЫЕ РАСЧЕТЫ СБОРОЧНЫХ ПРОЦЕССОВ
РАСЧЕТЫ СБОРОЧНЫХ РАЗМЕРНЫХ ЦЕПЕЙ
При соединении деталей машин в процессе сборки необходимо обе-
спечить их взаимное расположение в пределах заданной точности.
Под точностью сборки следует понимать свойство процесса сборки
изделия обеспечивать соответствие значений параметров изделия за-
данным в конструкторской документации (ГОСТ 23887—79). В ре-
зультате сборки должно быть обеспечено такое взаимное положение
деталей и сборочных единиц, чтобы их исполнительные (функцио-
нальные) поверхности или сочетания этих поверхностей в своем от-
носительном движении, а также в стабильном состоянии не выходили
за пределы установленных допусков не только в процессе сборки, но
и в процессе эксплуатации машины. Одним из средств определения
рациональных допусков, обеспечивающих наиболее экономичную
обработку деталей и сборку машин, является расчет и анализ раз-
мерных цепей.
Как известно, при расчете размерных цепей могут быть исполь-
зованы различные методы, характеристики которых изложены
в табл. 15.3.
Короткие технологические сборочные размерные цепи с числом
составляющих звеньев не более трех рассчитываются по принципу
полной взаимозаменяемости на максимум и минимум.
Конструкторские и сборочные размерные цепи во многих случаях
имеют по четыре, пять и более составляющих звеньев, поэтому их
расчет должен производиться вероятностным методом по принципу
неполной взаимозаменяемости. При этом методе требуемая точность
обеспечивается у заранее обусловленной части объектов посредством
включения в размерную цепь составляющих звеньев без их выбора,
пригонки или изменений их значений регулированием. При таком
расчете некоторая часть деталей (обычно до 0,27 %) не будет соби-
раться и может потребоваться замена. Расчет вероятностным мето-
дом, осуществляемый в этом случае, производится с учетом факти-
ческого распределения истинных размеров внутри полей их допу-
сков и вероятности их различных сочетаний при сборке и механиче-
ской обработке.
Методы расчета размерных цепей на максимум и минимум и веро-
ятностный метод были подробно изложены в гл. 5. Ниже излага-
ются применяемые при сборке методы групповой взаимозаменяе-
мости, регулирования и пригонки размеров при сборке.
447
Таблица 15.3
Методы достижения точности замыкающего звена, применяемые при сборке
(ГОСТ 23887—79, ГОСТ 16319—80, ГОСТ 14.320—81)
Метод Сущность метода Область применения
Полной взаи- мозаменяемо- сти Метод, при котором требуемая точность замыкающего звена размерной цепи достигается у всех объектов путем вклю- чения в нее составляющих звеньев без выбора, подбора или изменения их значений Использование экономично в условиях достижения высокой точности при малом числе звеньев размерной цепи и при достаточно большом числе из- делий, подлежащих сборке
Неполной взаимозаме- няемости Метод, при котором требуемая точность замыкающего звена размерной цепи достигается у заранее обусловленной части объектов путем включения в нее составляющих звеньев без выбора, подбора или изме- нения их значений Использование целесообразно для достижения точности в мно- । гозвенных размерных цепях; допуски на составляющие звенья при этом больше, чем в предыдущем методе, что повышает экономичность по- лучения сборочных единиц; у части изделий погрешность замыкающего звена может быть за пределами допуска на сборку, т. е. возможен опре- деленный риск несобираемо- сти
Групповой взаимозаме- няемости Метод, при котором требуемая точность замыкающего звена размерной цепи достигается путем включения в размерную цепь составляющих звеньев, принадлежащих к одной из групп, на которые они пред- варительно рассортированы Применяется для достижения наиболее высокой точности замыкающих звеньев мало- звенных размерных цепей; требует четкой организации сортировки деталей на раз- мерные группы, их маркиров- ки, хранения н транспортиро- вания в специальной таре
Пригонки Метод, при котором требуемая точность замыкающего звена размерной цепи достигается изменением размера компенси- рующего звена путем удаления с компенсатора определенного слоя материала (см. рнс. 12.5) Используется при сборке изде- лий с большим числом звень- ев; детали могут быть изго- товлены с экономичными допу- сками, но требуются допол- нительные затраты на при- гонку компенсатора; экономич- ность в значительной мере за- висит от правильного выбора компенсирующего звена, ко- торое не должно принадлежать нескольким связанным раз- мерным цепям
448
Продолжение табл. 15.3
Метод Сущность метода Область применен и
Регулирова- ния Метод, при котором требуемая точность замыкающего звена размерной цепи достигается изменением размера или поло- жения компенсирующего звена без удаления материала с ком- пенсатора (см. рис. 15.6 и 15.7) Аналогичен методу пригонки, но имеет большее преимуще- ство в том, что при сборке не требуется выполнять допол- нительные работы со снятием слоя материала; обеспечивает высокую точность и дает воз- можность периодически ее восстанавливать при эксплуа- тации машины
Сборка с ком- пенсирующи- ми материа- лами Метод, при котором требуемая точность замыкающего звена размерной цепи достигается применением компенсирующего материала, вводимого в зазор между сопрягаемыми поверхно- стями деталей после их уста- новки в требуемом положении (см. рис. 15.7) Использование наиболее целе-" сообразно для соединений и узлов, базирующихся по пло- скостям (привалочные поверх- ности станин, рам, корпусов, подшипников, траверс и т. п.); в ремонтной практике для вос- становления работоспособно- сти сборочных единиц, для изготовления оснастки
МЕТОДЫ ГРУППОВОЙ ВЗАИМОЗАМЕНЯЕМОСТИ
(СЕЛЕКТИВНАЯ СБОРКА)
При достижении точности по методу групповой взаимозаменяемости
требуемая точность замыкающего звена достигается путем включе-
ния в размерную цепь составляющих звеньев, принадлежащих к общей
группе предварительно измеренных и рассортированных деталей.
В этом случае детали изделия обрабатываются по расширенным,
а также экономически достижимым производственным допускам и
сортируются по их истинным размерам на группы с таким расчетом,
чтобы при соединении деталей, входящих в определенные группы,
было обеспечено достижение установленного конструктором допуска
Замыкающего звена и гарантирована требуемая точность сборочного
соединения. Метод групповой взаимозаменяемости применяется глав-
ным образом для размерных цепей, состоящих из небольшого числа
звеньев (обычно трех, иногда четырех), для сборочных соединений
особо высокой точности, практически недостижимой методом полной
взаимозаменяемости (шариковые подшипники, плунжерные пары,
поршневой палец и отверстие поршня или верхней головки шатуна
й т. п.).
Сборка по методу групповой взаимозаменяемости носит название
селективной сборки (или сборки по методу подбора). Селективная
сборка применяется не только для сопряжений цилиндрических
деталей, но используется так же для конических, призматических
449
Рис. 15.Э
Схема определения группо-
вых допусков
и резьбовых соединений, а в некоторых случаях в для соединения
нескольких деталей в многозвенных размерных цепях. В последнем
случае сортировке на группы в пределах расширенных допусков мо-
гут подвергаться не только две какие-либо сопрягаемые детали из
числа входящих в данную размерную цепь, но последовательно не-
сколько пар деталей.
Расчет групповых допусков сводится к определению числа групп
п, на которые должны быть рассортированы сопрягаемые детали, ве-
личины полей групповых допусков и предельных отклонений груп-
повых размеров. Допуск замыкающего звена соединения, изобра-
женного на рис. 15.3 (допуск зазора), при поставленных в чертеже
широких экономически достижимых допу-
сках составляющих звеньев Т Ах и ТА2 опре-
деляются выражением То = Дтах — Лт>п —
= TAi + ТА2, где Дтах и Дт1п — наиболь-
ший и наименьший зазоры соединения.
Для повышения точности соединения без
ужесточения экономически достижимых до-
пусков на составляющие звенья ТАХ и ТА2
поля этих допусков делятся на п частей
(групп), образуя групповые допуски ТА?
и ТА? Соответственно этому все детали,
изготовленные по допускам TAt и ТА2, сор-
тируются по группам в пределах групповых
допусков и поступают на сборку групповыми
комплектами (комплект валов и втулок пер-
вой группы, комплект второй группы и т. п.).
При этом соединение валов и отверстий
общей группы производится без всякого
дополнительного подбора, т. е. по принципу полной взаимозаме-
няемости.
Если по условиям эксплуатации изделия наибольший зазор соеди-
нения Дт8х должен быть уменьшен до величины ДХх (рис. 15.3),
то необходимая величина группового допуска может быть
определена из выражения
ТА? = Д^х-Дтш-ТЛь (15.10)
где Дтщ — наименьший зазор соединения, определяемый эксплуа-
тационными требованиями (обеспечение необходимого слоя смазки
и т. п.), указанный в чертеже изделия.
Количество необходимых групп п определяется по формуле
п = ТАг/ТА?. (15.11)
Для обеспечения равномерности соединений в разных группах
(постоянство предельных зазоров во всех группах) необходимо,
чтобы TAt = ТА2, и тогда ТА? = ТА?.
Сортировка деталей, изготовленных по широким допускам раз-
меров, повышает точность соединений, уменьшая их зазоры про-
450
порциональио числу принятых групп п. Однако при этом значи-
тельно возрастает влияние шероховатости сопрягаемых поверхностей
и погрешностей их геометрической формы, обычно ограничиваемых
величинами, пропорциональными выдерживаемым допускам на
размеры. При широких экономически достижимых допусках, по
которым обычно обрабатываются сортируемые в дальнейшем детали,
погрешности нх формы и шероховатость бывают довольно значи-
тельными и недопустимыми при высокоточной селективной сборке.
В связи с этим при применении метода групповой взаимозаменяе-
мости, несмотря на сравнительно широкие допуски составляющих
размеров, необходимо ужесточить допуски на погрешности геометри-
ческой формы и снизить шеро-
ховатость сопрягаемых поверх-
ностей.
Метод групповой взаимо-
заменяемости позволяет значи-
тельно повысить точность сборки
без существенного повышения
требований к точности механи-
ческой обработки деталей или
расширить допуски на механи-
ческую обработку без снижения
точности сборки. В ряде случаев
сборки высокоточных соедине-
ний метод групповой взаимо-
заменяемости является практи-
чески единственно возможным.
Рис. 15.4
Схема селективной сборки соединений при про-
тивоположном направлении асимметрии зако-
нов распределения размеров сопрягаемых де-
талей
Для осуществления нормальной и ритмичной сборки необходимо
ее непрерывное обеспечение достаточным количеством собираемых
деталей в каждой группе. В связи с этим организация селективной
сборки реально осуществима только в условиях крупносерийного
или массового производства. При этом практически важно, чтобы
внутри каждой группы собираемых деталей на сборке было обеспе-
чено одинаковое количество валов и отверстий. Это может быть до-
стигнуто только при условии одинаковых законов распределения
размеров комплектуемых деталей с симметричным распределением
отклонений или с одинаковым направлением асимметрии. В противном
случае на сборке скапливается большое число деталей разных групп,
не комплектующихся друг с другом. Это хорошо иллюстрируется
схемой селективной сборки валов и отверстий, имеющих одинаковые
допуски при противоположном направлении асимметрии распределе-
ния отклонений (у вала + а, у отверстия —а), показанной на
рис. 15.4. Такая асимметрия образуется довольно часто при дости-
жении точности методом пробных ходов и примеров, когда рабочий
обрабатывает заготовку «до закусывания» проходного калибра.
Из рисунка видно, что при комплектовании группы № 2 коли-
чество валов (определяемое площадью с левой штриховкой) будет
всегда меньше количества отверстий той же группы. И наоборот,
в группе № 5 всегда будет избыток валов и недостаток отверстий.
451
Это приводит к нарушениям ритма сборки н требует увеличения
запасов деталей в сборочных цехах. Последнее увеличивает объем
незавершенного производства н снижает оборачиваемость оборотных
средств. Одинаковые законы распределения отклонений размеров
собираемых деталей при групповой взаимозаменяемости должны
обеспечиваться соответствующим построением технологических one*
раций и организацией технического контроля. Необходимость точ-
ных измерений при сортировке деталей на группы усложняет конт*
рольные операции, а необходимость четкой организации хранения
и учета деталей по группам усложняет работу планово-диспетчер*
ской службы.
Однако перечисленные трудности органнзацнн селективной сборки
вполне оправдываются в массовом и крупносерийном производствах
прн сборке особо точных соединений, не осуществимой методами пол-
ной или неполной взаимозаменяемости.
МЕТОДЫ ПРИГОНКИ И РЕГУЛИРОВАНИЯ
При расчете размерных цепей с учетом метода пригонки требуемая
точность замыкающего звена достигается изменением компенсирую-
щего звена путем удаления с компенсатора определенного слоя мате-
риала (точением, шлифованием, шабрением или припиловкой
(рис. 15.5).
При расчете размерных цепей с учетом метода регулирования
требуемая точность замыкающего звена достигается изменением
размера или положения компенсирующего звена без удаления с компен-
сатора материала (рис. 15.6).
Прн использовании методов пригонки или регулирования в кон-
струкцию изделия вводится специальная деталь — компенсатор,
размеры которого могут изменяться прн сборке в необходимых пре-
делах путем удаления определенного слоя материала соответствую-
щей механической пригонкой и положение сопряженных поверх-
ностей которого может также регулироваться при сборке за счет
его конструкции (винтовая пара, клин, набор прокладок, зазор
в сопряжении типа вал—отверстие) или перемещения (передвижные
втулки и т. п.). ,,
Прн применении обоих методов собираемые детали изготовля-
ются по расширенным, экономически достижимым производствен-
ным допускам, однако при сборке расходуется дополнительное время
на пригонку пли регулирование размеров замыкающего звена для
обеспечения требуемой точности изделия. При этом в процессе при-
гонки часто приходится проводить предварительную сборку, про-
верку правильности положения сопрягаемых деталей и определять
степень необходимой пригонки компенсирующего звена и зятем уже
осуществлять подгонку компенсатора. Только после этого осущест-
вляется окончательная сборка. Все это существенно повышает
трудоемкость сборки и затрудняет ее перевод на поточные методы.
Операция пригонки выполняется рабочими очень высокой квалифи-
кации. Применение пригонки характерно для единичного и мелко-
452
серийного производств и часто используется крупном машино-
строении.
Прн проведении регулирования необходимое! ь повтор noil сборки
отпадает н трудоемкость сборки снижается. При этом создаются бо-
лее благоприятные условия для организации нот очной сборки, од-
нако создание специальных деталей — компенсаторов — несколько
усложняет конструкцию изделия. Метод регулирования характерен
для мелкосерийного и серийного типов прснзводства.
Рис. IS.S
Сборе* с прммеягммем пригонам (аоммнеятор, т. о.
прокладная шайба /, шлифуется, подрс. летев иля
пряянлявается по толжяио «по маету» для вомпея-
сацяя погрешности)
Рис. IS.S
Сбора* с применением подвижны* вомпеисвторо*|
а — вомпеясатор-тягв! в — установочное вольцо со
стопорным винтом; е — влнмооое устройство; « —
paipeiHBH воиуенвн отудив; А — еластичный материал
Величина необходимой наибольшей возможной компенсации от*
клоненнй замыкающего звена Ди в обоих случаях определяется фор-
мулой
Д„ - ТА'о - ТА0, (15.12)
рде ТА0 — допуск замыкающего звена, требуемый конструкцией из-
делия; ТАа — производственный допуск замыкающего звена, опре-
деленный в зависимости от числа звеньев (m — 1) по формуле (5.3)
йли по формулам (5.16) н (5.18), т. е. по установленным расширен-
ным, экономически достижимым производственным допускам состав-
ляющих звеньев (точнее — фактическое поле рассеяния отклонений
453
Рис. 15.7
Сбора* кориусо* яодшипямвов с примсяояяем пер.
демшеб пметмасемя* яросдобая, аояпаясирувтеА
• омбаяяв яодожеияя центров отаерстмА по высоте
замыкающего звена прн производственных допусках составляющих
звеньев).
Номинальный размер компенсирующего звена увеличивается на
величину компенсации Д„ для уменьшающих звеньев (например, диа-
метров валов) и уменьшается на эту величину для увеличивающих
звеньев (например, диаметров отверг! ня н т. п.).
Прн применении метода регулирования величина наибольшей
возможной компенсации Д„ определяет границы требуемых пере-
мещений подвижного или наибольший размер неподвижного компен-
сатора (суммарную толщину промежуточных колец, прокладок и
т. п.). В последнем случае минимальное число ступеней размеров
неподвижных компенсато-
ров (прокладок) может
быть определено по фор-
муле
N = Ди/(7*До — 7'коы||)>
(15.13)
где Тяомп — допуск на из-
готовление неподвижного
компенсатора.
Толщина неподвижных
компенсаторов(прокладок)
должна быть равна или
меньше допуска замыка-
ющего звена размерной
цепи. При жестком до-
пуске замыкающего звена н невозможности обеспечить его про-
кладкой соответствующей толщины применяют наборы прокладок
разных толщин, используя разницу нх толщин.
Метод регулирования дает возможность наибольшего расширения
допусков составляющих звеньев. Расширение допусков прн при-
менении метода пригонки, увеличивая Дк, согласно формуле (15.12)
приводит к увеличению припуска на пригонку, соответственно по-
вышая ее трудоемкость. В противоположность этому (прн метоле
регулирования) увеличение Ди не вызывает дополнительных труд-
ностей и не повышает трудоемкости операции. Очень большим до-
стоинством метода регулирования является возможность поддержа-
ния точности замыкающего звена в процессе эксплуатации изделия
путем компенсации износа отдельных составляющих звеньев раз-
мерной цепи.
Интересной разновидностью метода компенсации погрешностей
является современный способ сборки плоскостных соединений с при-
менением пластмассовой прослойки (рис. 15.7). Пластмасса в вяз-
ком состоянии при сборке помещается между соприкасающимися
поверхностями и, затвердевая, устраняет зазор, образующийся
в связи с колебаниями линейных размеров.
454
ОПРЕДЕЛЕНИЕ РАЦИСБАЛЬНОГО МЕТОДА РАСЧЕТА
РАЗМЕРНЫХ ЦЕЛЕН
Для выбора паи**олге подходящего в данных случаях метода расчета
размерных непс: соблюдается приведенная ниже последователь-
Прикпка
Вне. io.а
Узел р«д)1тор<
ность расчета.
1. Определяются значения Лср и Тгр по формулам:
/1ср - при (hi — 1) < 3;
ПРН
2. По полученным значениям Дср и Тср определяется средний
квалитет точности.
Расчет на максимум и минимум может быть принят для размер-
ной цепи с (т — I) < 3, если средний квалитет соответствует 9-му
н грубее.
Вероятностный расчет может быть принят для размерной цепи
с (т — I) < 3, если средний квалитет соответствует 10-му и грубее.
При получении средних зна-
чений квалитетов соответ-
ственно ниже 9-го или 10-го
должен быть применен один из
методов компенсации погрешно-
стей замыкающего звена путем
пригонки или регулирования.
Пример 15.1. Определить ис-
полнительные размеры толщины Вл
компенсирующего кольца узла редук-
тора (рис. 15.8) при его механическсй
обработке, обеспечивающие возмож-
ность пригонки кольца при сборке,
гарантирующей возможность дости-
жения зазора между компенсирующим
н упорным кольцами в пределах
0,06+0.15 мм.
Исходные данные: В -=• 0,05+0,15 мм; В» = 2 ± 0.05 мм; Bt = 112 ±0,11 мм;
Ла = 23-o.il мм; В4 — 60-*||а мм; В4 — 23мм.
В соответствии с условиями задачи прнннмяем в качестве немнкальното раз-
мера замыкающего звена: Bt *= 0,0Б МЫ*, 7# в 0,1 мм: ES = Л, =- 4*0,15 мм.
Решение. Номинальный размер толщины Bt компенсирующего кольца
после его пригонки согласно формуле (5.1) равен; 2/e — Bt — Bt — Bt — Bt — Bt —
— В 112 — 2 — 23 — 60 — 23 — 0.05 3,95 мм. В качестве экснсмнческн до-
стижимого допуска размера Bt может быть принят допуск по 10-му квалнтсту СТ СЭВ
(обработка плоским шлифованием), т. е. ТВа и 0.048 мм. Поле рассеяния 4>в разме-
ров замыкающего звена при использовании указанных экономически дсстнжнмых
производственных допусков составляющих размеров рассчитываемой размерной
цепи согласно формуле (5.18) определяется выражением
/ЙГП— _______________________________________
шо ~ 1,21/ V TAt в! ,2 /0,1» 4- 0.24» 4- 0,13» 4- 0,19» 4* 0,13» 4* 0,046* =
- 0.4337 мм.
Величина требуемой компенсации согласно формуле (15.12) равна Дм «= w0 —
— ТЛ0 « 0,43 — 0,1-— 0,33 мм.
455
Номинальный размер толщины компенсирующего кольца после его механиче-
ской обработки (до пригонки) Bgex = В + Дк = 3,95 + 0,33 = 4,28 мм. Испол-
нительный размер толщины компенсирующего кольца после его механической
обработки Вв = 4,3-о|О48 мм, т. е. 4,ЗЛ11.
$ 15.3
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ СБОРНИ
СТРУКТУРА И СОДЕРЖАНИЕ
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СБОРКИ
Технологическая подготовка сборочного производства состоит из
разработки технологических процессов, проектирования и изготов-
ления специальной оснастки, нестандартного оборудования, вы-
полнения необходимых расчетов, планировок и других работ. Основ-
ной и наиболее важной частью технологической подготовки сбороч-
ного производства является проектирование технологического про-
цесса сборки.
Технологический процесс сборки представляет собой часть произ-
водственного процесса, непосредственно связанную с последователь-
ным соединением, взаимной ориентировкой и фиксацией деталей и
узлов, для получения готового изделия, удовлетворяющего установ-
ленным требованиям.
В состав технологического процесса сборки в качестве техноло-
гических операций или переходов включаются разнообразные сбороч-
ные работы, например: соединение сопрягаемых деталей посредством
приведения в соприкосновение их сборочных баз; проверка точности
взаимного расположения собираемых деталей и узлов и внесение,
если это необходимо, соответствующих исправлений путем регу-
лировки, пригонки или подбора; фиксация положения деталей и
узлов, обеспечивающего правильность выполнения ими целевого
назначения при работе машины. К технологическому процессу сборки
относятся также операции, связанные с проверкой правильности
действия отдельных механизмов и узлов и машины в целом (точность,
плавность движений, бесшумность, надежность функционирования
смазочной системы и т. п.). Сюда же относятся все необходимые по
содержанию работы операции по очистке, промывке, окраске и от-
делке изделия или составляющих его сборочных соединений и деталей.
В табл. 15.4 приводятся данные о соотношении трудоемкости раз-
личных видов сборочных работ.
Технологическая операция сборки представляет собой закончен-
ную часть этого процесса, выполняемую непрерывно над одной сбо-
рочной единицей или над совокупностью одновременно собираемых
единиц (узлов, деталей), одним или группой (бригадой) рабочих
на одном рабочем месте. Сборочная операция — это технологиче-
ская операция установки и образования соединений составных частей
заготовки или изделия.
Так же, как и при механической обработке, сборочная операция
является важной единицей производственного планирования, од-
нако следует иметь в виду, что при некоторых организационных
456
Таблица 15.4
Виды работ, входящих в процесс сборки
Вид работ Краткая характеристик Удельный нес к общей трудо- емкости сборки, "о
и мелко- серийном произ- водстве
Подготови- тельные Работы по приведению деталей, а также по- купных изделий в состояние, требуемое усло- виями сборки: деконсервирование, мойка, сортирование на размерные группы, укладка в тару и др. 5—7 8—10
Пригоноч- ные Работы, связанные с обеспечением собираемо- сти соединений и технических требований к ним: опиливание и зачистка, притирка, по- лирование, шабрение, сверление, развертыва- ние, правка 20—25 —
Собственно сборочные Работы по соединению двух или большего числа деталей с целью получения сборочных единиц и изделий основного производства: свинчиванием, запрессовыванием, клепкой и др. 44—47 70—75
Регули- ровочные Работы, проводимые в процессе сборки или после ее окончания с целью достижения тре- буемой точности во взаиморасположении де- талей в сборочных единицах и изделии 7—9 6—7
Контроль- ные Работы, выполняемые в процессе сборки и после ее окончания с целью проверки соответ- ствия сборочных единиц и изделий параме- трам, установленным чертежом и техническими условиями на сборку 10—12 8—10
Демонтаж- ные Работы по частичной разборке собираемого изделия с целью подготовки его к упаковке и транспортированию к потребителю 6—8 3—4
формах сборки (в частности, при стационарной однобригадной сборке)
сборочный процесс может в явной форме на операции и не расчле-
няться.
Переход сборочного процесса — это законченная часть операции
сборки, выполняемая над определенным участком сборочного соеди-
нения (узла) неизменным методом выполнения работы при исполь-
зовании одних и тех же инструментов и приспособлений.
Приемом (элементом) сборочного процесса называется отдельное
законченное действие рабочего в процессе сборки или подготовки
к сборке изделия или узла.
457
Пример построения сборочной операции из отдельных переходов.
Операция: установить заднюю бабку токарного станка. Переходы:
1) установить бабку на станину и закрепить; 2) проверить правиль-
ность положения бабки в двух взаимно перпендикулярных плоско-
стях (по калиброванной контрольной оправке, закрепленной в цент-
рах с помощью двух индикаторов, которые укреплены в суппорте);
3) пригнать бабку по высоте (пришабриванием мостика); 4) отрегу-
лировать положение бабки в горизонтальной плоскости путем ее
перемещения в поперечном направлении (подвижный компенсатор).
Содержание операций и переходов технологического процесса
сборки определяется конструкцией изделия, совершенством техно-
логии механической обработки деталей, организационно-техниче-
скими условиями сборочного производства и размерами программного
задания. Одной из важных задач разработки технологического про-
цесса сборки является выбор степени его дифференциации.
Концентрированный процесс сборки характерен для опытного,
единичного и частично мелкосерийного производств. В этом случае все
операции узловой и общей сборки выполняются на немногих или даже
на одном рабочем месте (несколькими сборщиками или одним). Если
изделие включает типовые сборочные элементы, то узловая сборка
дифференцируется, а общая сборка ведется концентрированно.
Недостатками концентрированной сборки являются длительность
календарного цикла вследствие последовательного выполнения опера-
ций; невозможность обособления отдельных работ, не требующих
привлечения для их выполнения высококвалифицированных сбор-
щиков-универсалов, и трудность механизации, и тем более автомати-
зации нерасчлененыых операций.
Дифференциация технологических процессов сборки характерна
для устойчивого мелкосерийного, а также для серийного и массового
производств. Дифференциация процесса сборки дает возможность
расчленить его на операции, продолжительность выполнения кото-
рых равна или кратна установленному такту сборки, обеспечивает
в ряде случаев однородные по квалификации и по разряду работы
в пределах операции и создает предпосылки для механизации и ав-
томатизации ручных процессов и организации поточной и автомати-
ческой сборки.
Дифференциация процесса сборки в определенных пределах обы-
чно бывает выгодной. Только благодаря расчленению процесса на
операции и рациональному распределению их по рабочим местам
можно сократить трудоемкость сборки на 15—20 %. Степень диф-
ференциации зависит не только от объема производства, но и от
конструкции изделия, его габаритных размеров, числа деталей 16].
При сборке в одном цехе достаточно большой номенклатуры изделий
в сравнительно небольших количествах, при удачном комбинирова-
нии операций узловой и общей сборки возможна организация много-
предметных непрерывно-поточных линий.
Однако следует отметить, что излишняя степень дифференциации
процесса сборки ведет к снижению производительности процесса
вследствие неоправданных потерь времени на установку и снятие
458
собираемого элемента (растет доля вспомогательного времени в об-
щей трудоемкости сборки), а также вследствие повышенной утомля-
емости рабочего при выполнении мелких однообразных операций.
Прн высоком уровне механизации на отдельных участках часто
может быть выгодна также и концентрация операций, так как в опре-
деленных условиях при этом возможны сокращение цикла сборки,
уменьшение протяженности сборочных линий, снижение потребности
в производственных площадях и улучшение других технико-экономи-
ческих показателей сборочного процесса [6J. В связи с этим в ка-
ждом случае при проектировании технологического процесса дол-
жна быть найдена наивыгоднейшая степень дифференциации сборки.
Технологический процесс сборки обычно разрабатывается в по-
следовательности, этапы которой приведены ниже.
1. В зависимости от программного задания устанавливается целе-
сообразная организационная форма сборки, определяются ее такт
и ритм.
2. Производится технологический анализ сборочных чертежей и
рабочих чертежей деталей с позиций отработки технологичности
конструкций.
3. Производится размерный анализ конструкций собираемых
изделий с выполнением соответствующих размерных расчетов и уста-
навливаются рациональные методы обеспечения требуемой точности
сборки. Определяются вероятное количество деталей и узлов, непри-
годных для взаимозаменяемой сборки (при сборке по методу неполной
взаимозаменяемости), размеры регулирования и пригонки.
4. Определяется целесообразная в данных условиях производства
степень дифференциации проектируемого процесса сборки.
5. Устанавливается последовательность соединения всех сбороч-
ных единиц и деталей изделия и составляются схемы общей сборки
и узловых сборок изделия.
6. Определяются наиболее производительные, экономичные и
технически целесообразные способы соединения, проверки положе-
ний и фиксации всех составляющих изделие сборочных единиц и
деталей. Составляется содержание технологических операций сборки
и задаются методы контроля и окончательных испытаний изделия.
7. Разрабатывается необходимая для выполнения технологиче-
ского процесса технологическая оснастка (приспособления, режущий,
монтажный, контрольно-измерительный инструмент и оборудование).
8. Производится техническое нормирование сборочных работ и
рассчитываются экономические показатели процесса сборки.
9. Оформляется техническая документация процесса сборки.
АНАЛИЗ ИСХОДНЫХ ДАННЫХ
ДЛЯ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СБОРКИ
Исходными данными для разработки технологического процесса
сборки являются: 1) программа выпуска изделий и условия осуще-
ствления технологического процесса; 2) сборочные чертежи изделия,
узлов; каталоги и спецификации деталей, входящих в изделие;
459
3) технические условия сборки и испытания изделия; 4) рабочие
чертежи деталей, входящих в изделие; 5) объем кооперирования;
6) каталоги и справочники по сборочному оборудованию и тех-
нологической оснастке; 7) образец собираемого изделия (в серийном
и массовом производствах); 8) данные о сборочном производстве,
где предполагается изготовить изделие (для действующего пред-
приятия).
Разработка технологического процесса сборки производится
с учетом основных правил, изложенных в ГОСТ 14.307—73, и вклю-
чает в себя комплекс взаимосвязанных работ, осуществляемых в при-
веденном ниже порядке.
1. Определение серийности и организационной формы сборки.
В зависимости от размера программного задания и ориентировоч-
ной трудоемкости, пользуясь схемой (рис. 15.9), можно определить
серийность и форму организации будущего производства. Ориенти-
ровочно трудоемкость сборки машины можно определить методом
сравнения с трудоемкостью сборки аналогичных машин.
2. Технологический анализ сборочных чертежей. Сборочные чер-
тежи должны содержать все сведения, необходимые для сборки,
в частности: все необходимые проекции и разрезы; номера и специ-
фикации всех деталей и узлов; размеры, выдерживаемые при сборке
(остальные размеры в сборочных чертежах не указываются); зазоры
в соединениях, которые должны быть обеспечены при сборке; массу
изделия; технические условия сборки отдельных узлов и всего изде-
лия в целом.
На данном этапе анализируются конструкции сборочных единиц
с точки зрения их технологичности. Под технологичностью конст-
рукции изделия понимается совокупность свойств конструкций из-
делия, проявляемых в возможности оптимальных затрат труда,
средств, материалов и времени при технической подготовке произ-
водства, изготовлении, эксплуатации и ремонте по сравнению с соот-
ветствующими показателями однотипных конструкций изделий того
же назначения при обеспечении установленных значений показателей
качества и принятых условиях изготовления, эксплуатации и ре-
монта. К условиям изготовления или ремонта изделия относятся тип,
специализация и организация производства, годовая .программа
и повторяемость выпуска, а также применяемые технологические
процессы.
Особое внимание на стадии технологической подготовки производ-
ства следует уделить производственной технологичности конструк-
ции, т. е. технологичности конструкции изделия, определяемой при-
менительно к его изготовлению. Правила обеспечения технологич-
ности конструкции сборочных единиц установлены ГОСТ 14.203—73
и предусматривают нижеследующие требования к оформлению кон-
струкции: возможность сборки машин из обособленных сборочных
единиц без повторной разборки, максимальное применение стандарт-
ных и унифицированных сборочных единиц и деталей, сокращение
объема пригоночных работ, возможность снижения трудоемкости,
сокращение длительности цикла узловой и общей сборки и снижение
460
-L---------- -- I 1 Г I
Единичное Мелкосерийное Серийное Крупносерийное Массовое
1. Объем выписка изделии 1. Объем выпуска изделий 1. Объем выписка изделии 1. Объем выпуска изделии 1. Объем выпуска изделии
Трудоем- кость сборки изделия, ч Средне- месячный выпуск изделий,шт. Трудоем- кость сборки из- делия, ч Средне- месячный выпуск изделии,шт. Трудоем- кость сборки изделия,ч Среднеме- сячный выпуск изделищшт. Трудоем- кость сборки изделий,ч Средне- месячный выпуск изделицт Трудоем- кость сборни изделия, ч Средне- месячный выпуск изделицщт.
Св. 2500 До1 Св. 2500 2-4 Св. 2500 Св. 5 Св. 2500 — Св 2500 —
250-2500 ДоЗ 250-2500 3-8 250-2500 9-60 250-2500 Св. 60 250-2500 —
25-2500 До 5 25-250 8-30 25-250 31-350 25-250 351-1500 25-250 Св. 1500
2,5-25 До в 2,5-25 9-50 2,5-25 51-600 2,5-25 601-3000 2,5-25 С в. 3000
0,25-2,5 — 0,25-2,5 До во 0,25-2,5 81-800 0,25-2,5 801-4500 0,25-2,5 Св. 4500
До 0,25 — ДО 0,25 — До 0,25 — До 0,25 1000-6000 До 0,25 Св. 6000
2. Номенклатура 2. Номенклатура 2. Номенклатура 2. Номенклатура 2. Номенклатура
Различна Состоит из изделий, выпускаемых мел- кими партиями или сериями, система- тически не повто - ряющимися Состоит из изделий, выпускаемых парти- ями или сериями,по- вторяющимися через- опредоленные проме- жутки времени Состоит из изделий, выпускаемых круп- ными партиямиили сериями, системати- чески повторяющи- мися Постоянна
3. Организационная форма 3. Организационная форма 3. Организационная форма 3. Организационная форма 3 Организационная форма
Стационарная непо- точная сборка без расчленения процес- СО Стационарная не- поточная сборка без расчленения ра- бот и с расчленено - ем Стационарная и по- движная поточная сбор- ка с расчленением ра- бот и регламентиро- ванным тактом их выполнения при боль- шом оперативном времени Подвижная поточная сборка с расчленением процесса на операции и передачей собирае- мом объекта от одной позиции к другой по- средством механиче- ских транспортирую- щих устройств Подвижная поточная сборка с расчленени- ем процесса нарпера- ции и передачей соби- раемого объекта от одной позиции к Ору-' гой посредством меха- нических транспорти- рующих устройств’, такт сборки строго регламентирован
Рис. 15.9
Определение
серийности и
орган изацкои-
иой формы
сборки
Таблица 15.5
Требования к производственной технологичности изделия и сборочной единице
Содержание требования Программа выпуска станков в год, шт. Примечание
О й св. 10 до 100 св. 100 до 1000 св. 1000 до 10 000 св. 10 000
Масса и габаритные размеры изделия и его составных ча- стей должны соответствовать возможностям завода-изго- товителя по грузоподъемно- сти кранов, транспортным средствам, производствен- ным площадям + + (+)х (+)х (+)х — тре- бование сни- мается при организации новых произ- водств
Изделие должно быть выпол- нено с учетом возможности его размещения на сбороч- ных площадях без заглу- блений пола для отдельных агрегатов или деталей + + — — —
Изделие должно быть выпол- нено по рациональной схеме с минимальным числом вхо- дящих узлов и деталей (при полном обеспечении задан- ных функций) + + + + "Г —
Компоновка изделия должна быть выполнена с учетом максимального сокращения цикла работ на общем мон- таже (у изготовителя и за- казчика) + +
Изделие должно расчленять- ся на отдельные сборочные единицы с одинаковой или кратной трудоемкостью сбо- рочных работ (для органи- зации параллельных сбороч- ных потоков) — — — (+) —
Каждая сборочная единица должна расчленяться на ра- циональное число составных частей с учетом принципа агрегатирования — — + + + —
462
Продолжение табл. 15.5
Содержание требования Программа выпуска станков в год, шт. Примечание
S & св. Ю до100 св. 100 до 1000 св. 1000 до 10 000 О о о о
Компоновка сборочной еди- ницы должна обеспечить об- щую сборку без промежу- точной разборки и повторных сборок составных частей — — + + +
Компоновка составных ча- стей сборочной единицы дол- жна обеспечивать удобный доступ к местам сборки, ре- гулировки, контроля ч- + + + +
Объем ручных работ на сборке, связанных с вывер- кой, пригонкой, присверлов- кой, должен быть сведен к минимуму •*— — + + + —"
Сборка изделия и его соста- вляющих должна выполнять- ся без применения сложного технологического оснащения + + + — —
Количество поверхностей соединений сопряженных де- талей должно быть минималь- ным (за исключением соеди- нений типа направляющих, от которых зависит качество изделия) + + + + +
Места соединений составных частей должны быть доступ- ны для финишной механи- ческой обработки и механи- зации сборочных (пригоноч- ных) работ (+)х (+)Х (+)* (+)Х — тре- бование ис- ключается при отсут- ствии соответ- ствующих оборудования или оснастки
Конструкции соединений со- ставных частей не должны требовать дополнительной механической обработки при сборке — + + + -F —
463
Продолжение табл. 15.5
Содержание требования Программа выпуска станков в год, шт. Примечание
до 10 ! св. 10 до 100 св. 100 до 1000 св. 1000 до 10 000 О о о > о
Выбор типа соединений дол- жен исключать возможность повреждения деталей в про- цессе сборки и демонтажа + + + н- + —
Точность расположения со- ставных частей должна быть обоснована и взаимосвязана с точностью изготовления всего изделия (+) (+) + + + —
В конструкции должны быть предусмотрены устройства, обеспечивающие заданную точность расположения со- ставных частей (центриру- ющие, компенсирующие, ре- гулирующие и др.) + + + + (+)* (+)х — с ог- раничением в части ис- пользования компенсиру- ющих уст- ройств
Компенсирующие устройства должны иметь простую кон- струкцию и свободный до- ступ для контрольного ин- струмента + + + (+)* (+)* (+) х — допу- скается при- менение спе- циальной ос- настки при затрудненном доступе
ее себестоимости. Кроме того, конструкцией должны прёДусматри-
ваться места для удобного и надежного захвата сборочных соеди-
нений и тяжелых деталей грузоподъемными устройствами, а также
возможность удобного подвода механизированного сборочного ин-
струмента.
В табл. 15.5 приведены примеры требований к производственной
технологичности изделия и сборочной единицы применительно к стан-
костроительной промышленности с учетом объема выпуска изделий,
УСТАНОВЛЕНИЕ
ПОСЛЕДОВАТЕЛЬНОСТИ И СОДЕРЖАНИЯ СБОРОЧНЫХ ОПЕРАЦИЙ
И СОСТАВЛЕНИЕ СХЕМ СБОРКИ
После тщательного изучения конструкции и работы как всей машины,
так и отдельных ее агрегатов и сборочных единиц, анализа техниче-
ских условий на их изготовление и сборку на основе знания условий
464
конкретного производства приступают к разбивке изделия па состав-
ные части. При выполнении этой работы целесообразно исходить
из следующих принципов:
сборочная единица не должна расчленяться как в процессе
сборки, так и в процессе дальнейшей транспортировки и мон-
тажа;
габаритные размеры сборочных единиц должны устанавливаться
исходя из необходимости обеспечения возможности их сборки и
с учетом наличия технических средств их транспортировки;
сборочным операциям должны предшествовать подготовительные
и пригоночные работы, связанные срезанием металла, которые сво-
дятся в отдельные операции и должны производиться на специальном
рабочем месте или даже в механическом цехе на станках;
сборочная единица не должна состоять из большого числа дета-
лей и сопряжений; в то же время излишнее «дробление» машины на-
сборочные единицы нерационально, так как это усложняет процесс
комплектования при сборке, создает дополнительные трудности в ор-
ганизации сборочных работ;
большинство деталей машин должно войти в те или иные сбороч-
ные единицы с тем, чтобы сократить число отдельных деталей, пода-
ваемых непосредственно на сборку; исключение составляют базо-
вые детали, а также некоторые детали крепления;
изделие следует расчленить таким образом, чтобы конструктив-
ные условия позволяли осуществлять сборку наибольшего числа
сборочных единиц независимо одну от другой и без ущерба для эксп-
луатации машины; такое расчленение обеспечит и лучшую ремонто-
пригодность изделий.
Трудоемкость сборки большинства сборочных единиц должна быть
приблизительно одинакова.
Последовательность сборки в основном определяется конструк-
цией изделия, компоновкой деталей и методами достижения требу-
емой точности и может быть представлена в виде технологической
схемы сборки, являющейся условным изображением порядка комплекто-
вания изделия и узлов при сборке. Схемы сборки позволяют наглядно
представить весь технологический процесс, проверить правильность
намеченной последовательности операций. На этих схемах каждый
элемент изделия обозначен прямоугольником, в котором указыва-
ются наименование составной части, ее индекс и количество
(рис. 15.10, а).
Деталь (или ранее собранная сборочная единица), с которой на-
чинают сборку изделия, присоединяя к ней другие детали или сбо-
рочные единицы, называется базовой деталью (или базовой сборочной
единицей). Процесс сборки изображается на схеме горизонтальной
Линией в направлении от прямоугольника с изображением базовой
составной части до прямоугольника, изображающего готовое изделие
(или сборочную единицу). Выше горизонтальной линии показыва-
ются в порядке последовательности сборки прямоугольники,
условно обозначающие детали, а ниже — прямоугольники, условно
изображающие сборочные единицы. Для каждой сборочной
465
единицы первого и более высоких порядков могут быть по-
строены аналогичные схемы (рис. 15.10, б—г).
На рис. 15.11, а показана конструкция редуктора поперечного
перемещения и на рис. 15.11, б — конструкция поворота стола го-
ризонтального обрабатывающего центра модели 2204ВМФ2. На
рнс. 15.12, а представлена технологическая схема общей сборки этого
станка, а на рис. 15.12, б, в изображены соответственно технологи-
ческие схемы сборки узла редуктора поперечного перемещения и
Рис. 15.10
Технологические схемы сборки изделия (а) и
сборочных единиц более высоких порядков
<<Г—г)
поворота стола (сборочное со-
единение 1-го порядка) и вала
41114 в сборе (сборочное со-
единение 2-го порядка). Как
видно из схемы, в состав узла
вала 41114в сборе входит узел
3-го порядка — втулка 41019
в сборке (с двумя подшипни-
ками).
Технологическая схема
сборки является ценовой для
проектирования технологиче-
ского процесса сборки. При
сборке сложного изделия иногда
бывает целесообразно сначала
разработать общую схему
сборки изделия и после этого —
схемы узловых сборок (т. е.
сборки соединений 1-го, 2-го и
более высоких порядков). Учи-
тывая, что некоторые крупные
изделия транспортируются к за-
казчику в разобранном виде,
при разработке технологиче-
одновременно составляется и
ской схем я сборки таких изделий
схема их демонтажа.
После разработки схем сборки устанавливается состав необ-
ходимых сборочных, регулировочных, пригоночных, подготовитель-
ных и контрольных работ и определяется содержание технологи-
ческих операций и переходов.
В условиях единичного производства ограничиваются разработ*
кой маршрутных технологических карт и в работе в значительной
мере руководствуются технологическими схемами сборки.
Сборка выполняется высококвалифицированными рабочими,
которые сами выбирают приемы сборочных работ, пользуясь черте-
жом изделия. При этом широко применяются пригоночные работы.
В тяжелом машиностроении при единичном производстве основными
технологическими документами часто служат схемы общей сборки
изделия и схемы узловых сборок, в которых указываются: трудоем-
кость работы, вид оснастки, цех, из которого поступают детали, и
т. п. При этом на выполнение отдельных ответственных операций
466
(запрессовка крупных деталей, испытания и т. п.) составляются
типовые инструкции. В работе широко используются универсальное
сборочное оборудование и инструменты. В серийном производстве
разрабатываются маршрутно-операционные и операционные техно-
логические карты и при необходимости выпускаются технологические
инструкции, комплектовочные карты, ведомость оснастки и другие
документы.
Процесс сборки расчленяется на общую сборку и сборку узлов,
а также на технологические операции и переходы, а в крупносерийном
производстве — и на приемы. Доля пригоночных работ сокращается
за счет широкого применения регулировки размеров с помощью раз-
нообразных компенсаторов, а в крупносерийном производстве —
применения селективной сборки и методов неполной взаимозаменя-
емости.
При формировании технологической операции в ее состав по
возможности включаются однородные работы, что способствует спе-
циализации сборщиков и повышению производительности их труда.
В целях синхронизации операций, необходимой для организации по-
точной сборки и крайне желательной при всех формах ее организа-
ции, состав технологической операции устанавливается с учетом тру-
доемкости отдельных элементов сборочных работ. При трудоемкости
операции, превышающей установленный такт сборки, операция до-
полнительно расчленяется и из ее состава выделяются отдельные пе-
реходы и переносятся в другие операции, имеющие трудоемкость
меньше такта сборки.
Пригоночные работы, испытания и контроль выделяются в от-
дельные операции сборки. При этом особое внимание должно быть
уделено анализу возможности и целесообразности перенесения мак-
симального количества подготовительных и пригоночных работ
в механические цехи или измерительные лаборатории, где подобные
работы могут быть выполнены на станках и точных установках более
производительно и качественно (например, плоское шлифование ком-
пенсирующих шайб и прокладок на требуемый размер компенсации,
рассортировка деталей по размерам сборочных групп и раскладка
их по соответствующим ящикам и т. п.).
Механизация слесарно-сборочных работ является важнейшей
проблемой проектирования технологических процессов сборки, ко-
торой должно быть уделено особое внимание. Ранее указывалось,
что в различных отраслях машино- и приборостроения доля сбороч-
ных работ составляет 20—45 % от общей трудоемкости изготовления
изделия: при этом основную часть сборочных работ составляют
ручные работы. Из табл. 15.6 следует, что на долю ручных работ
приходится более половины, а в тяжелом машиностроении—до
85 % этих работ от всей трудоемкости сборки. В связи с этим одним
из основных направлений совершенствования технологии сборки
является проведение широкой механизации сборочных работ путем
применения разнообразных сборочных приспособлений и стендов, а
также механизированных универсальных, унифицированных и спе-
циальных сборочных инструментов.
467
468
Рис. 15.11
Редуктор поперечного перемещения и конструк-
ция поворота стола горизонтального обрабаты-
вающего центра
469
a)
По своему назначению ручной механизированный инструмент
подразделяется на группы: для резки материалов и подготовки кро-
мок под сварку, сверлильный, резьбонарезной, шлифовально-поли-
ровальный и зачистной, гайко-винтозавертывающий, специальный
инструмент (притирочный,
шабровочный и т. п.). Руч-
ной механизированный ин-
струмент по роду исполь-
зуемой энергии может быть
электрическим, пневматиче-
ским, гидравлическим. Наи-
большее распространение
получил электрический и
пневматический механизи-
рованный инструмент.
Электрофицированные ин-
струменты разделяются на
два типа: с вращательным
движением рабочего органа
(электродрели, резьбонаре-
затели, шлифовальные ма-
Таблица 15.6
Структура сборочных работ в различных
отраслях машиностроения (в % от общего
объема сборочных работ)
Отрасль машиностроения Механи- зирован- ные работы Ручные работы
Тяжелое машино строение 15—20 80—85
Станкостроение 22—25 75—78
Автомобилестроение 50—55 45—50
Тракторное н сель- скохозяйственное ма- шиностроение 40-50 50—60
Электромашинострое- ние 25—30 70—75
шинки, электрогайковерш, полировальные машинки, электро-
шпильковерты, которые бывают одно- и многошпиндельными); с воз-
вратно-поступательным движением рабочего органа (электронапиль-
ники, электромолотки).
Пневматические инструменты разделяются на три типа: с вра-
щательным движением рабочего органа (сверлильные машины, гай-
коверты, механические отвертки); ударного действия (молотки);
давящего действия (поддержки).
470
Рис. 15. 12
Технологические схемы сборки станка 2204ВМФ2: а — схе
сборки редуктора поперсчого перемещения и поворта стола;
Сборочные приспособления по типу привода подразделяют на ме-
ханические, гидравлические, пневматические и пневмогидравли-
ческие.
В зависимосги от назначения приспособления можно разделить
на следующие основные группы: приспособления-зажимы, которые
служат-для закрепления собираемых изделий, узлов или деталей
в требуемом для сборки положении, а также для придания устойчи-
вости собираемому узлу и облегчения его сборки; приспособления
установочные, предназначенные для правильной и точной установки
471
соединяемых деталей или узлов относительно друг друга, что гаран-
тирует получение требуемых монтажных размеров; приспособления
рабочие, используемые при выполнении отдельных операций техно-
логического процесса сборки (например, вальцевания, запрессовки,
постановки и снятия пружин и т. д.).
Весьма эффективным путем сокращения времени технологической
подготовки производства является применение технологической ос-
настки, созданной на основе агрегатирования сборочного оборудова-
ния. Пользуясь этим принципом, из сравнительно ограниченного
числа деталей и сборочных единиц удается создавать самые разнооб-
разные сборочные приспособления.
СБОРОЧНЫЕ РАБОТЫ В КРУПНОМ МАШИНОСТРОЕНИИ [I5J
Сборка крупных и тяжелых машин обычно производится в условиях
единичного и мелкосерийного, а в редких случаях — серийного
производства и связана с рядом особенностей. Достижение высокой
точности обработки ответственных крупных и тяжелых деталей,
требуемой от них при сборке по принципу полной взаимозаменя-
емости, на современном уровне технического развития предприятий
крупного машиностроения при существующем у них станочном
оборудовании во многих случаях экономически нецелесообразно.
В связи с этим в отраслях машиностроения, связанных с производ-
ством крупных, мощных и точных машин, основными методами до-
стижения требуемой высокой точности являются методы пригонки
и регулирования размеров с применением разнообразных компен-
саторов при отказе от повсеместного использования принципа взаимо-
заменяемости.
Применяются подвижные и неподвижные компенсаторы. К не-
подвижным относятся: регулировочные кольца, прокладки, шайбы,
втулки и др.;, к подвижным — клинья, эластичные или пружинные
муфты, регулировочные гайки, стопорные винты и т. п.
Метод применения компенсаторов не требует соблюдения высокой
точности размеров, получаемых при механической обработке отдель-
ных деталей; обеспечивает высокую точность замыкающего звена не-
зависимо от общего числа звеньев размерной цепи; прзволяет под-
держивать достигнутую точность при эксплуатации. Недостатком
метода является увеличение номенклатуры изготовляемых деталей.
В турбостроении широко, применяется сборка, при которой
взаимное расположение сборочных единиц достигается на основе
применения проверочных технологических баз с выверкой по поверх-
ностям и Другим элементам конструкции деталей, принадлежащим
собираемым сборочным единицам. Ориентация сборочных единиц
достигается предварительной установкой компенсаторов либо их
установкой после выверки. При сборке подшипников, например, по-
ложение опорных вкладышей регулируется установкой компенсаторов
между гнездом в корпусе и подушкой вкладыша или обоймы. Но
имеет место и подгонка части включенных в конструкцию компенсато-
ров путем слесарной или механической обработки. В таких случаях
472
метод сборки с применением компенсаторов объединен с методом
пригонки.
Положительной особенностью метода пригонки является высокая
точность, достигаемая при сборке многозвенных сборочных единиц.
Однако этот метод имеет очень существенные недостатки. Пригоноч-
ные работы трудоемки и слабо поддаются нормированию. Та часть
из них, которая выполняется на металлорежущем оборудовании,
как правило, расположенном вне отделения сборки, нарушает ритм
и удлиняет цикл сборки. Для выполнения слесарной пригонки тре-
буются рабочие высокой квалификации. При пригонке собираемые
сборочные единицы загрязняются стружкой, абразивом, маслом,
для удаления которых нередко требуется разборка, промывка и
повторная сборка. Поэтому борьба за сокращение пригоночных
работ является мерой, направленной на повышение производитель-
ности труда и сокращение тяжелых ручных работ.
В настоящее время в турбостроении широко распространен метод
сборки с пригонкой по так называемым формулярам. Он подразделя-
ется на две разновидности: при одной из них формуляр может быть
составлен после обработки первой детали и ее измерения без проме-
жуточной сборки, а при другой — указанная возможность исключа-
ется и для составления формуляра и измерения первой детали тре-
буется промежуточная сборка.
Технологический процесс испытания собранного изделия или
отдельных его сборочных единиц представляет собой комплекс ра-
бот, связанных с доведением характеристик этих сборочных единиц
до значений, установленных техническими условиями.
Процессы, не подпадающие под определение процессов собственно
сборочных работ и испытаний, являются дополнительными. Они
подразделяются на слесарно-доделочные, пригоночные, связанные
с промежуточной сборкой в целях совместной обработки, для замер#
при контроле, работу по демонтажу перед транспортированием и на
некоторые другие.
Собственно сборочные процессы, связанные с испытанием, и
различного рода дополнительные работы в совокупности составляют
слесарно-сборочные работы. Они не сосредоточены исключительно
в сборочных цехах или в отделениях сборки механо-сборочных цехов.
Часть из них, особенно дополнительные работы, выполняются и
между операциями механической и других видов обработки или
в качестве перехода включаются в состав операции. Указанные ра-
боты производятся в отделениях механической обработки механо-
сборочных цехов или в механических цехах. Все это естественно
приводит к повышению доли трудоемкости слесарно-сборочных ра-
бот в общей трудоемкости изделия и к увеличению объема приго-
ночных работ.
Структура трудоемкости по видам механосборочных работ хорошо
отлаженной в производстве и серийно выпускаемой мощной паро-
вой турбины К-300-240 приведена в табл. 15.7.
Из таблицы видно, что общий объем слесарно-сборочных работ
по данной турбине составляет одну треть от трудоемкости механи-
473
ческой обработки. При этом в общем объеме трудоемкости слесарно-
сборочных работ только 40,6 % представляют собственно сборочные
работы и 47,2 % работ (13 313 нормо-ч) являются дополнительными
работами, связанными с промежуточной сборкой, доделочными и при
гоночными работами и де-
ТаЗлица 15.7 МОНТЭЖОМ.
Структура трудоемкости основных видов
механосборочных работ по изготовлению
паровой турбины К.-300-240 [16]
Вид работ '1 рудоемкость
о нормо- часах в % к общему объему работ
механосбо- рочных слесарно- сборочных
Механосборочные работы
Механическая 84 049 75 —
обработка Слесарно-сбороч- 28 173 25 —
ные
Всего: 112 222 100 —
Слесарно-сборочные работы
Собственно сбо- 11 418 — 40,6
рочные Промежуточная сборка 8 627 — 30,6
Доделочные, при- 3 921 — 13,9
гоночные Испытания 3 442 12,2
Демонтаж 765 — 2,7
Всего: 28 173 — 100
Слесарно-сборочные ра-
боты в крупном машино-
строении во многих случаях
являются ручными. Напри-
мер, Ъ процессе сборки 44-х
основных сборочных единиц
турбины К-300-240 и при ее
общей сборке пригоняются
детали 123 наименований
(общим числом 1319 шт.).
Основными частями доде-
лочных работ по этой тур-
бине являются: промежуточ-
ная сборка для определе-
ния размеров компенсаторов;
сборка под совместную обра-
ботку; шабрение, связанное
с растачиванием корпусов
цилиндров и подшипников
и т. п., трудоемкость кото-
рых составляет 39 % от тру-
доемкости всех доделочных
работ. Около 20 % трудоем-
кости доделочных работ со-
ставляет трудоемкость ша-
брения разъемов корпусов
цилиндров, подшипников,
диафрагм и других плоских
поверхностей. Трудоемкость
промежуточной сборки и под-
гонка компенсаторов, связан-
ная с обработкой роторов, до-
стигают 20 % от всех доде-
лочных работ по этой тур-
бине.
Уровень технологии сборочных работ при выпуске одной турбины
принято оценивать по величине коэффициента относительной
трудоемкости Ктр слесарно-сборочных работ, выражаемого отно-
шением трудоемкости слесарно-сборочных работ в нормо-часах
(включая и дополнительные работы) к общей трудоемкости механо-
сборочного передела Тмс0 в нормо-часах, т. е.
Ктр СЛ-Сб/Гмсб*
(15.14)
474
Из табл. 15.7 следует, что коэффициент относительной трудо-
емкости слесарно-сборочных работ для паровой турбины К-300-240
имеет значение /<чр = 0,25. По менее технологически отлаженным
турбинам, выпускаемым малыми сериями, доля слесарно-сборочных
работ значительно выше.
Так, например, по паровой
турбине К-800-240-2 она со-
ставляет уже одну треть,
т. е. Ктр = 0,33. Необхо-
димо отметить, что в связи
с более быстрыми темпами
совершенствования техно-
логии механообрабатываю-
щих и заготовительных цехов
основного производства по
сравнению с развитием тех-
нологии сборочного произ-
водства величина коэффици-
ента Ктр в турбостроении
непрерывно возрастает.
Распределение трудоем-
кости различных видов ра-
бот, выполняемых при сборке
серийно выпускаемой при-
водной газотурбинной уста-
новки ГТК-10, показано
в табл. 15.8.
В состав работ в табл. 15.8
включена механическая об-
Т а б л и ц а 15.8
Структура трудоемкости основных видев
работ, выполняемых при сборке
газотурбинной установки ГТК-10 [16]
Вид работы Т рудое.мкость
в нор- ме- часах В % К суммар- ной работе всех видов
Основная сборка Промежуточная сборка Испытание и балансиров- ка Доделочные и пригоноч- ные Механическая обработка в процессе сборки Демонтаж Прочие дополнительные работы 2712 102 2312 1389 630 158 817 33,4 1.3 28,5 17,1 7,8 1,8 10,1
Всего: 8120 100
работка, необходимость ко-
торой определяется процессом сборки. Анализом процессов сборки
турбины ГТК-10 выявлено, что 43 шт. деталей сборочных единиц
подвергаются слесарной обработке, не связанной с собственно
сборкой, и при этом 68 раз устанавливаются или переустанавли-
ваются. На оборудовании, размещенном вне рабочих мест сборки,
38 шт. деталей и сборочных единиц проходят механическую дора-
ботку. Детали и сборочные единицы при этом устанавливаются и
переустанавливаются 57 раз.
Для оценки структуры слесарно-сборочных работ в турбострое-
нии используется так называемый коэффициент собираемости Ксов,
представляющий собой отношение трудоемкости собственно сбороч-
ных работ Тс. сб в нормо-часах к трудоемкости собственно слесарно-
сборочных работ, в состав которых не включается трудоемкость
испытаний и демонтажа, т. е.
ЯСОб
---ТС. Сб/Л. СЛ-Сб'
(15.15)
Технологический процесс создания газотурбинной установки
ГТК-10 характеризуется величиной коэффициента собираемости
475
Ксоб — 0,54 и величиной коэффициента относительной трудоем-
кости слесарно-сборочных работ /Сгр = 0,34.
Для турбин К-300-240 величина коэффициента собираемости
согласно табл. 15.7 составляет
iz ___ 11418 __ л . п
Лс°б 23 966 “ ’
Общий цикл сборки крупных машин чрезвычайно удлиняется
из-за нарушения непрерывности процесса сборки, связанной с пе-
редачей после промежуточной сборки сборочных единиц и отдель-
ных деталей на рабочие места для станочной механической обра-
ботки, которые обычно расположены вне сборочных отделений.
При этом механическая обработка заключается в доведении деталей
резанием до размеров, указанных в составленных при сборке форму-
лярах: в обработке ряда поверхностей деталей подшипников, торцов
полумуфт, уплотнений, компенсаторов, шпонок и т. д.
Приведенные данные показывают, что при современном уровне
развития технологии крупного машиностроения полное устранение
пригоночных работ при сборке является невозможным. В связи
G этим, наряду с задачей всемерного сокращения объема этих работ
путем совершенствования технологии механической обработки дета-
лей и повышения ее точности и качества, ставится важнейшая задача
всемерного совершенствования техники выполнения пригоночных
операций, их механизации и контроля, которая осуществляется
С целью общего повышения качества и производительности сбороч-
ных работ.
УСТАНОВЛЕНИЕ НОРМ ВРЕМЕНИ НА СБОРОЧНЫЕ ОПЕРАЦИИ
И ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
Важной составной частью разработки технологического процесса
является нормирование слесарно-сборочных работ.
Расчет нормы штучного времени на операцию производится [9]
по формуле
тш = то„ (1 + к, (15.16)
где Топ — оперативное время на операцию, определяемое соотно-
шением Топ = То + Г в [см. формулу (10.1)]; Лов0 — время на
обслуживание рабочего места (в процентах от оперативного времени);
Лотд — время на отдых и личные надобности (в процентах от опе-
ративного времени); /< — поправочный коэффициент на оперативное
время, учитывающий количество приемов, выполняемых этим ра-
бочим.
Нормирование сборочных работ ведется по нормативам времени
на слесарно-сборочные работы [9].
При сборке изделий партиями определяется штучно-калькуля-
ционное время по формуле
7*ш-к = Тш “Ь п-зМ,
476
где Тп-з — подготовительно-заключительное время на партию де-
талей.
При поточной сборке в состав штучного времени включается
время Тт — на перемещение собираемого изделия (при периодиче-
ски движущемся конвейере) и на возвращение рабочего в исходную
позицию (при непрерывно движущемся конвейере). Если Тт пере-
крывается другими элементами штучного времени, то оно не учиты-
вается.
На основе норм штучного или штучно-калькуляционного времени
определяются трудоемкость сборки всего изделия, а также коли-
чество рабочих мест или позиций и потоков, необходимых для сборки
одинаковых изделий.
При сборке в условиях поточного производства длительность
операции должна быть равной или кратной такту сборки машины.
Обеспечение синхронизации операций часто требует корректировки
ранее принятых решений: изменения последовательности сборки:
частичного изменения содержания операций путем их совмещения
или расчленения, применения более производительных средств
оснащения технологического процесса и др.
Трудность совершенствования технического нормирования в сбо-
рочных цехах объясняется значительно меньшим, чем в механиче-
ских и заготовительных производствах, объемом машинного времени
в структуре нормы времени. Это затрудняет внедрение технически
обоснованных норм, что делает норму более зависимой от субъектив-
ных оценок нормировщиков. Основным направлением совершенст-
вования нормирования слесарно-сборочных работ при изготовле-
нии однотипных изделий является централизация и типизация нор-
мирования времени.
ИСПЫТАНИЯ МАШИН
При осуществлении технологического процесса качество сборки
проверяется на различных его стадиях. Испытание машин является
заключительной операцией их изготовления. Под испытанием про-
дукции понимается экспериментальное определение значений пара-
метров показателей качества продукции в процессе функциониро-
вания или при имитации условий эксплуатации, а также при вос-
произведении определенных воздействий на продукцию по задан-
ной программе (ГОСТ 16504—81). Различают контрольные и
специальные (или исследовательские) испытания.
Контрольные испытания — это испытания, проводимые с целью
контроля качества продукции. Одним из видов контрольных испыта-
ний являются приемосдаточные испытания, под которыми понимают
контрольные испытания готовой продукции, проводимые изготови-
телем для принятия решения о ее пригодности к поставке или ис-
пользованию. Приемосдаточные испытания, как правило, проводятся
в объеме, состав которого приводится ниже.
Проверка изделия в статическом состоянии. При этом проверя-
ются: геометрическая точность изделия в соответствии со стандартом
на нормы точности для соответствующего оборудования: жесткость
477
изделия (для металлорежущих станков); плавность перемещения
подвижных узлов в ручном режиме (если это предусмотрено кон-
струкцией); постоянство положения подвижных узлов при фикса-
ции их положения на разных участках по длине перемещения;
качество сборки электрооборудования.
Проверка изделия на холостом ходу. Прн этом проверяются:
правильность функционирования механизмов и систем изделия; мощ-
ность холостого хода; надежность блокировки; уровень шума и его
частотный спектр; уровень вибраций холостого хода; температура
нагреаа подшипников ответственных узлов. Проверка изделия на
холостом ходу осуществляется на различных режимах, установлен-
ных программой испытания.
Проверка изделия под нагрузкой. Прн этом проверяются: без-
отказность работы всех механизмов и систем изделия при его нагру-
жении наибольшими усилием, мощностью или крутящим моментом;
качество работы машины в производственных условиях; эксплуата-
ционные характеристики.
Специальные или исследовательские испытания — это испытания
продукции, проводимые с целью изучения ее параметров и показа-
телей качества. Этот вид испытаний проводят по специальной про-
грамме в тех случаях, когда необходимо изучить пригодность раз-
личного рода конструктивных изменений.
РАСЧЕТ ОСНОВНЫХ ПОКАЗАТЕЛЕЙ ПРОЦЕССА СБОРКИ
Расчет основных показателей и технико-экономических характери-
стик сборочного процесса производится по формулам, которые при-
водятся ниже.
Такт выпуска — интервал времени, через который периодически
производится выпуск изделий.
Номинальный такт (мин/шт.) определяется соотношением
7’н = 6ОФ/ЛГг, (15.17)
где Ф — годовой фонд рабочего времени, ч; Afr — годовая произ-
водственная программа, шт.;
причем годовой фона рабочего времени определяется пр формуле
Ф в ДСТсмт]р,
где Д — число рабочих дней в году; С — число рабочих смен за
день; Т'см — длительность смены, ч.; т)р—коэффициент, учитыва-
ющий потери времени на ремонт оборудования.
Прн двухсменной работе Ф «= 4140 ч, при односменной —
Ф = 2070 ч.
Действительный такт (мни/шт.) выражается формулой
Та = 60ДС(ТемЛр - Тоа - T„J/Nrt (15.18)
где Тов —.потерн времени в течение смены на обслуживание рабо-
чих мест, ч; Тотд — потери времени на перерывы в работе для от-
дыха и естественных надобностей рабочих в течение смены, ч.
478
Ритм лииуска — количество изделий определенного наимепо-
в.тнпя, выпускаемых в единицу времени:
номинальный ритм (шт./мин)
Я,,= 1/7’и; (15.19)
действительный ритм (шт./мин)
/?д=1/Тя. (15.20)
П роизводитслъность сборочного рабочего места (шт./мин) — ко-
личество объектов (узлов нлн изделий), собираемых на рабочем
месте в единицу времени, определяется по формуле
Q~tBn/Tm, (15.21)
где t — рабочее время, к которому отнесена производительность,
мин; Вл — число рабочих, выполняющих операцию на данном ра-
бочем месте; Та — штучное время выполнения сборочной операции,
мин.
Коэффициент загрузки — степень загруженности производитель-
ной работой:
рабочего места (поста)
<15.22)
поточной линии сборки
К,--Л-2^,. (15.23)
Коэффициент качества сборочного процесса
Хм,. се - (Л + Тр + Тит)/Твв, (15.24)
где Тв — трудоемкость сборочных операций, требующих простого
сочленения деталей; Тр — трудоемкость операций по регулирова-
нию сопряжений, производимому перемещением или поворотом де-
талей с последующим нх закреплением; Тшт — трудоемкость опе-
раций подобно предыдущим, ио с последующей штифтовкой без раз-
борки; Т«б — общая трудоемкость сборки.
Чем больше коэффициент качества, тем выше уровень технологи-
ческого процесса.
Коэффициент расчлененности сборочного процесса
Л’раечл = Тсб-едТсв, (15.25)
где Tee.,v — суммарная трудоемкость сборки сборочных единиц.
Чем больше ХраСЧЛ, тем выше качество сборочного процесса.
Коэффициент значимости пригоночных работ
К^-Твр/Тс.сл, (15.26)
где Тир — трудоемкость пригоночных работ; Те. со — трудоемкость
собственно сборочных операций.
Чем меньше Кар, тем выше качество сборочного процесса.
471
Коэффициент трудоемкости слесарно-сборочных работ, как было
показано в формуле (15.14), определяется соотношением
Атр ~~
где Тсл-сб — трудоемкость слесарно-сборочных работ; ТМСб — общая
трудоемкость механосборочных работ по данному изделию.
$ 15.4
АВТОМАТИЗАЦИЯ СБОРОЧНЫХ РАБОТ
Большая доля затрат времени на сборочные работы в общей трудоем-
кости изготовления машин и длительность общего цикла сборки
делают особенно актуальной проблему автоматизации сборочных
работ. Значение решения этой проблемы определяется не только
задачами повышения качества продукции, экономичности ее произ-
водства и повышения производительности труда, но связано также
с решением важнейшей социальной задачи — уменьшения, а затем
и ликвидации утомительного физического
ручного труда, достигающего в сборочных
процессах 60—80 %.
Опыт отечественной и зарубежной про-
мышленности показывает, что при автома-
тизации сборки мелких и средних изделий
стоимость сборки снижается на 55—65 %.
Автоматизация сборки экономически оправ-
дывается, если затраты на ее организацию
окупаются за счет заработной платы высво-
бождаемых рабочих в течение полутора лет.
При этом одновременно решается чрезвы-
чайно важная задача снижения потребности
предприятия в рабочей силе, дефицит ко-
торой остро ощущается в отечественной
промышленности.
Таблица 15.9
Минимальная программа
выпуска изделий
в условиях
автоматической сборки
Наименьший размер детали, мм Максимальная продолжитель- ность цикла, с Программа вы- пуска, тыс. шт./год
До 100 100-300 Более 300 7 18 30 800 320 200
Несмотря на большое значение автоматизации сборочных работ,
она получила в отечественной промышленности сравнительно не-
большое распространение. Это объясняется рядом специфических
трудностей, важнейшие из которых приводятся ниже.
Основная часть продукции машиностроения, достигающая 75—
80 % от общего выпуска, производится в условиях серийного и мел-
косерийного типов производства при достаточно частой смене изде-
лий. Опыт проведения автоматизации сборочных работ показывает,
что она хорошо окупается при достаточно большой программе выпу-
ска (табл. 15.9).
В обычных условиях серийного машиностроения для обеспечения
экономической эффективности автоматической сборки должны созда-
ваться дешевые, гибкие, быстропереналаживаемые сборочные авто-
маты, собираемые из унифицированных и типовых деталей и узлов,
выпускаемых в централизованном порядке. Конструкции таких ав-
480
томатов созданы, однако их серийное производство в должном масш-
табе еще не налажено.
Большинство сборочных операций по своему характеру и техно-
логической сущности проще многих операций механической обра-
ботки. Тем не менее при автоматизации сборочных процессов часто
возникают большие трудности, которые прежде всего связаны с по-
дачей деталей, их точным направлением, ориентированием и фикса-
цией. Необходимость автоматического выполнения этого комплекса
вспомогательных движений в условиях стесненного рабочего про-
странства является причиной значительного усложнения схем и
конструкций сборочных автоматов и снижения их надежности.
Конструкция изделий, собирающихся методами ручной сборки,
во многих случаях оказывается непригодной для организации авто-
матической сборки. Возможность автоматизации сборки должна учи-
тываться, начиная с первой стадии проектирования машины или
механизма. Например, в связи с тем что экономическую эффектив-
ность автоматизации сборочных работ трудно обеспечить при малом
числе сборочных позиций, желательно при конструировании созда-
вать сборочные единицы (изделия и узлы) с числом деталей в пределах
от 4 до 12.
При организации автоматической сборки изделия, выпускаю-
щегося методами ручной сборки, требуется существенная переработка
его конструкции в соответствии со специфическими требованиями тех-
нологичности, связанными с автоматизацией сборочных процессов:
базовая деталь должна быть устойчивой, с низко расположенным
центром тяжести; необходимо уменьшить количество направлений,
в которых устанавливаются детали при сборке узла (в лучшем
случае установка деталей должна производиться в одном направле-
нии); нужно создать на деталях искусственные технологические базы,
позволяющие облегчить их ориентирование и соединение, если с этой
целью не могут быть использованы конструкторские базы; желательно
объединить конструкции нескольких деталей в одну более сложную,
что позволяет в ряде случаев уменьшить количество сборочных
операций, придать собираемым деталям симметричные и простые фор-
мы (это во многом упрощает загрузочные, ориентирующие, фиксиру-
ющие и транспортирующие устройства сборочных автоматов), а
если это возможно, создать у деталей смещенный центр тяжести,
что облегчит ориентацию в загрузочных устройствах и т. п.
При проведении общей линии на создание блочных конструкций
изделий в конкретных условиях автоматизированной сборки выделе-
ние узловой сборки может усложнить общую автоматизированную
сборку в связи с возникновением затруднений по выдаче, ориенти-
рованию, захвату и переносу готовых узлов к месту их присоеди-
нения к базовой детали изделия. При этом узлы сложной конфигура-
ции часто нельзя выдавать из бункерных питателей и приходится
ставить вручную в строго ориентированном положении на лотки,
в кассеты и магазины. В связи с этим в отдельных конкретных слу-
чаях создания общей автоматизированной сборки может оказаться
целесообразным отказаться от принципа узловой сборки. На
481
рнс. 15.13 приведена структурная схема требований к оборудованию
для автоматической сборки изделий.
При автоматической сборке наибольшее применение находит
метод полной взаимозаменяемости (для короткозвенных размерных
пепей). Метол обеспечивает наиболее простую конструкцию сбороч-
ного оборудования с высокой производительностью и надежностью
его работа.
Метод неполной взаимозаменяемости для короткозвеиных размер-
ных цепей находят ограниченное применение при автоматической
поштучное
отделение
и передача
деталей на
сварочную
Подача, Соединение Силовое Контроль Сбросы- овеспе- Обеспече- Обеспвче-
взаимная деталей замы- наличия ванне чемиеыек- иие задан- ние оро-
ориентацмя, посопря- канне и полове- или операцион- ной[после- Сильного
гаемым деталей ния дета- съем ноготран- дователь-взаимно-
поверх- лей.наче- ссогро- спортиро- ноете вы- гораспо-
ностям сгпооды- ионием ванияде- палнения ломения
полнения ориен- талей процесса излови
процесса тации и режимов механиз-
работы мовуста-
\J нодни
Выполняемые злементы сборочного процесса
Гяг. плз
Струятурям сдана вадм, раамамых вря сохдаявя обарудааааяа дда аатаматмссааЯ
сборен
сборке ввиду возможности появления брака и заклинивания деталей
в процессе их сборки. Экономически целесообразно применять этот
метод для размерных цепей, у которых число звеньев находится в
в пределах 5—10.
М».тэд групповой взаимозаменяемости (селективная сборка)
в автоматической сборке применяется тогда, когда необходимо обе-
спечить весьма высокую точность сопряжения деталей (например,
подшипников качения). Схема автоматического оборудования с ис-
пользованием данного метода значительно усложняется за счет вве-
дения измерительно-сортировочных и комплектовочных устройств.
Метод регулирования при автоматической сборке имеет огра-
ниченное применение. Схема и конструкция оборудования усложня-
ются за счет введения регулировочных к контрольных устройств.
Метод пригонки при автоматической сборке нецелесообразен.
482
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
АВТОМАТИЧЕСКОЙ СБОРКИ
Разработка технологического процесса автоматической сборки осу*
ществляется в следующей последовательности: изучение сведений
о качестве изделий, действующей технологии изготовления деталей
и об их контроле; выявление операций, оказывающих наибольшее
влияние на качество собираемых изделий; изучение видов соедине*
ний и режимов сборки, конструкторских баз, условий ориентации
и подачи элементов на позицию сборки; экономическая оценка;
принятие предварительного решения о возможности автоматической
сборки изделия; выявление оптимальной степени расчленения изде*
лня и определения возможных мер по повышению технологичности
его конструкции для условий автоматической сборки; выбор метода
автоматической сборки соединений; разработка технологических ва-
риантов схем сборки, содержащих сведения о целесообразности и
возможности концентрации и дифференцирования операций, а также
вариантов схем базирования деталей и их закрепления; выбор за-
грузочных и ориентирующих устройств, механизмов контроля, сбо-
рочных головок, транспортных устройств и т. д. На основе технико-
экономического анализа возможных вариантов осуществляется выбор
наиболее рационального варианта технологического процесса сборки.
Типовой процесс автоматической сборки изделия состоит из
следующих переходов: загрузка сопрягаемых деталей в бункерные
загрузочные или транспортирующие устройства с предварительной
их ориентацией прн выдаче на сборочные позиции через точки и от-
секатели: ориентация в пространстве с требуемой точностью поло-
жения поверхностей сопрягаемых деталей на сборочной позиции;
соединение и фиксация сопряженных деталей или сборочной еди-
ницы; контроль требуемой точности относительного положения
сопряженных деталей или сборочной единицы; разгрузка и транс-
портировка готовой сборочной единицы.
Прн проектировании технологического процесса автоматической
сборки предусматривается необходимость автоматизации всех пере-
ходов технологической операции, обеспечения наименьшего числа пе-
ремен положения деталей в процессе сборки, построения техноло-
гического процесса по поточному принципу н чередования сборочных
операций и переходов с контрольными.
Технологический процесс начинается с подачами деталей на
сборочную позицию в заданном положении; для этого используются
соответствующие ориентирующие устройства пассивной и активной
ориентации. В первом случае неправильно ориентированные детали
сбрасываются с лотка вибрационного бункера. Прн активном ориен-
тировании специальные устройства в механизмах питания прину-
дительно устанавливают детали в правильное положение, что тре-
бует затрат некоторого времени, в течение которого перед устройст-
вом ориентации образуется очередь подаваемых деталей.
Установка базовых деталей на сборочной позиции производится
в соответствии с правилом шести точек со строгим учетом необ-
483
ходимости обеспечения стабильного положения сопрягаемых поверх-
ностей при колебании размеров деталей в пределах установленный
допусков. В ряде случаев установка производится в два этапа!
предварительная установка н ориентация и окончательное фикси-
рование.
Разработка технологического процесса автоматической сборки
должна быть детальной с построением соответствующей схемы сборки.
Каждая операция процесса, изображенная на технологической схеме
сборки, определяет вид рабочей позиции оборудования. Технологи-
ческая схема с соответствующими характеристиками отдельных
операций и переходов является основой для проектирования авто-
матического сборочного оборудования. На схеме сборки (рис. 15.14).
собираемые детали и сборочные единицы изображены прямоуголь-
никами, а операции — кружками с последовательной нумерацией.
Операции, определяющие позиции сборочного оборудования, на схеме
обозначены буквами: /7 — подача и установка детали; К — контроль;
О — обработка; 3 — закрепление; В — выдача собранного узла;
У — удаление недоброкачественных узлов.
Продолжительность каждой операции определяется с учетом
конструкции соединения, характера сопряжения, траектории и ско-
рости рабочего движения исполнительных органов сборочного
оборудования.
При проектировании технологического процесса автоматической
сборки сначала разрабатывается дифференцированный вариант.
Прн этом для каждой операции определяются вид исполнительного
механизма н продолжительность исполнения каждой операции. Затем
рассматривается возможность концентрации операций с целью
уменьшения рабочих позиций автоматического оборудования. Прн
концентрации операций необходимо учитывать, что это может при-
вести к излишнему усложнению конструкции оборудования, сни-
зить надежность его работы, а также затруднить наладку и эксплу-
атацию сборочной установки.
Наличие типовых процессов позволяет выполнить компоновку
оборудования таким образом, что прн минимальной переналадке
на одном автомате будут собираться последовательно группы узлов
различной, но принципиально схожей конструкции. В этом случае
484
Il
а)!
Я
Л III
б)
бивро
ее бае
Л2'”"'
\ 2
is.is
Жесткое ваеироааиие при
атоиатичесае* свора»
алии и еттлжи (/ —
актов базирование
тулки ими // — жеет»
шита cnpaaai /// —
разовые детали собираемых сборочных единиц устанавливаются
в переналаживаемые приспособления, которыми оснащается автомат.
Наиболее сложным и ответственным переходом при автоматиче-
ской сборке является взаимная ориентация деталей на сборочной
позиции. При этом детали должны расположиться относительно друг
друга так, чтобы их можно было беспрепятственно собрать после-
дующим движением. К способам ориентации предъявляются тре-
бования, чтобы колебания размеров деталей в пределах их допусков
мало отражались па положении деталей. Существуют два метода ре-
ализации относительного ори-
ентирования деталей перед
сборкой: жесткое базирование
и самоориентация.
Пример жесткого базирова-
ния деталей при сопряжении
валика с втулкой приведен на
рис. 15.15. Втулка подается
снизу, а валик — сверху (рис.
15.15, а). Втулка имеет наруж-
ный диаметр D с допуском Т„;
величина диаметра может ко-
лебаться в пределах от DM
до Do (рис. 15.15, б), и внут-
ренний диаметр d0 с допуском Тл
может колебаться от d0. и До
d0. л- Кроме того, отверстие мо-
жет располагаться эксцент-
рично по отношению к наруж-
ной поверхности иа величину е.
Плоские неподвижные упоры
для втулки и валика могут рас-
полагаться как с противопо-
ложных сторон сборочной пози-
ции (рис. 15.15, в), так и с одной стороны (рис. 15.15, г). Последний
способ расположения упоров менее удобен для размещения под-
водящих лотков.
Левое предельное положение крайней правой точки а отверстия
втулки будет тогда, когда втулка имеет наименьший наружный
диаметр DM, отверстие во втулке имеет наименьший диаметр 4о.и
и наибольший эксцентриситет е располагается по горизонтальной
осн влево от оси втулки (рис. 15.15, а). При этих условиях рассто-
яние от неподвижного плоского упора для втулок до крайней правой
точки а отверстия
-е.
(5.27)
Очевидно, <гго при расположении упоров с противоположных
сторон упор валиков должен быть установлен на расстоянии h
от упора для втулок. Когда упор размещен вправо от точки а, валик
486
при опускании может встретить край втулки. Правое предельное
положение левой точки отверстия втулки будет тогда, когда втулка
имеет наибольший наружный диаметр Do, отверстие во втулке имеет
наименьший размер d0. м и наибольший эксцентриситет е распола-
гается по горизонтальной оси вправо от оси втулки (рис. 15.15, 6).
Тогда расстояние от непо-
движного плоского упора
для втулки до крайней левой
точки b отверстия
Рб~ а° м|е. (15.28)
При расположении упо-
ров с одной стороны рас-
стояние между ними должно
быть равно /1] (рис. 15.15, г).
Если валик имеет наруж-
ный диаметр dB, с> не превы-
шающий величины а — b
(рис. 15.15, а, б), и при рас-
положении упоров на рас-
стояниях, найденных по фор-
мулам (15.27) и (15.28), со-
пряжение валика со втул-
кой гарантировано.
При этом наименьший гарантированный зазор соединения опре-
деляется из выражения
^mln — ^о.м ^в.б
Тн
2
]-2е.
(15.29)
Если допуски на размеры сопрягаемых деталей не удовлетворяют
условию (15.29), то для осуществления автоматической сборки на
сопрягаемых деталях необходимо предусмотреть фаски, величина
которых с определяется по той же формуле (15.29), т. е. с = Тн/2 4-
4- 2е.
Очень ответственной является взаимная ориентация деталей
винтовых соединений, так как в условиях автоматической сборки
при использовании механизированных винтозавертывающих уст-
ройств в случае переноса деталей возможен срыв резьбы.
Пример взаимной ориентации деталей винтового соединения
изображен на рис. 15.16. Винт находится в ориентирующем устрой-
стве, а гайка центрируется на сборочной позиции установленным
подпружинным фиксатором. Ориентирующее устройство и центри-
рующий фиксатор с определенной точностью центрируются друг
относительно друга.
Смещение е собираемых резьбовых деталей определяется на
основании расчета размерной цепи погрешностей базирования
(рис. 15.16, а)
(15.30)
е = в! 4* е2 4* ед,
486
где Ci — погрешность расположения осей базирующего и ориенти-
рующего элементов, допущенная при изготовлении сборочной уста-
новки; е2 — наибольшее смещение оси винта относительно оси ори-
ентирующего устройства ( е2 =-^- + -у- -j- —); ез — наибольшее
смещение оси гайки относительно оси установочного пальца
Рис. 15.17
Вибрационное устройство для самоориен-
тацнн собираемых деталей
Обозначения в формулах: Тв — допуск на обработку наружной
поверхности винта; Дв — гарантированный зазор между ориенти-
рующим устройством и винтом; Тор — допуск на обработку отвер-
стия ориентирующего устройства; Дг — гарантированный зазор
между отверстием гайки и уста-
новочным пальцем; Тг — допуск
на обработку отверстия гайки;
Тф —допуск на изготовление фик-
сатора.
Максимально допустимое па-
раллельное смещение осей резьбо-
вых поверхностей собираемых де-
талей, при котором возможно
сопряжение деталей, определяется
выражением: + е2 + е3< 0.325S,
где S — шаг резьбы. При наличии
на сопрягаемых винтовых поверх-
ностях фасок параллельное сме-
щение может быть допущено не-
сколько большей величины.
Кроме параллельного смещения при автоматической сборке резь-
бовых соединений может произойти перекос осей (рис. 15.16, б),
когда первый виток винта попадает в канавку гайки через шаг и
происходит заедание и срыв резьбы. Значение угла перекоса винта 0
в этом граничном случае может быть определено по формуле
tgp = -°^-, (15.31)
где d — наружный диаметр резьбы.
Методы жесткого базирования в ряде случаев автоматической
сборки не могут гарантировать полного сопряжения деталей, по-
этому для повышения надежности сборки при ее автоматизации при-
меняются методы самоориентации (самоискания). Примером устрой-
ства для самоориентации собираемых деталей может служить вибра-
ционное устройство, схема которого приведена на рис. 15.17. Данное
устройство имеет два электромагнита, расположенных перпендику-
лярно, друг другу, якоря которых жестко связаны с исполнительным
элементом сборочного приспособления. Электромагниты 1 прикре-
плены к основанию приспособления. Одна из сопрягаемых деталей 4
жестко крепится к подвижной платформе 3 приспособления, с кото-
рой соединены якоря 2 электромагнитов. Другая сопрягаемая деталь
подается в направлении, перпендикулярном к плоскости чертежа.
487
Катушки электромагнитов 1 включены в сеть через полупроводники,
обеспечивающие сдвиг тока в катушках по фазе на 90° и переменное
действие электромагнитов. При этом якоря 2 попеременно притяги-
ваются к сердечникам катушек электромагнитов 1, а после их вклю-
чения платформа 3 с деталью 4 возвращается в исходное положение
под действием пружины 5. Это обеспечивает перемещение детали 4
по траектории, близкой к окружности, и надежное сопряжение
собираемых деталей.
Новым направлением в технологии автоматической сборки яв-
ляется широкое совмещение сборочных работ с процессами изгото-
вления сопрягающихся деталей, а также введение при сборке на
автоматах операций по совместной обработке деталей узла.
Автоматическая сборка осуществляется на сборочных установ-
ках, применяемых в настоящее время главным образом для сборки
сравнительно небольших узлов в крупносерийном и массовом произ-
водствах.
К числу основных узлов автоматического сборочного оборудова-
ния относятся: 1) загрузочные бункера или магазинные устройства,
содержащие запас собираемых деталей; 2) ориентирующие устрой-
ства, выдающие детали в ориентированном положении на сборочную
позицию; 3) механизмы питания, подающие ориентированные детали
на сборочную позицию; 4) сборочные позиции, принимающие ориен-
тированные детали от механизмов питания и удерживающие их
в определенном положении до осуществления сопряжения; 5) меха-
низмы для выполнения сопряжения и закрепления соединений
(прессы, винтозавертывающие, сборочные и тому подобные устрой-
ства). Если сборка многопозиционная, то в состав установки входит
еще механизм межоперационного транспортирования в виде поворот-
ного стола (сборочные автоматы) или транспортера (автоматические
сборочные линии).
При селективной сборке в состав сборочной установки входит
еще контрольно-сортировочный автомат для измерения и сортировки
на размерные группы одной или нескольких деталей перед сборкой
узла.
Детали простой конфигурации (шайбы, диски, валики, втулки,
колпачки и т. п.) мелких и средних размеров подаются на сборочную
позицию из бункера, в который они засыпаются в количестве, необ-
ходимом на несколько часов работы. Более сложные детали загру-
жаются в магазины. Крупные и сложные детали (корпусы, картеры)
устанавливаются на сборочную позицию вручную. При этом особое
внимание обращается на контроль установки деталей в исходных
конечных положениях.
В отличие от автоматических линий механической обработки
в автоматических сборочных линиях не предусматривается создание
заделов собираемой продукции между отдельными сборочными
позициями, так как сборочный инструмент не требует частой смены
и регулировки.
Выбор типа сборочного оборудования в значительной степени
зависит от конструкции собираемого узла, годового выпуска изделий
488
и стабильности их производства. Ниже приведены значения годового
выпуска изделий в тысячах штук при использовании различных
типов сборочного оборудования
Сборочные приспособления, механизированный ин-
струмент (гайковерты, винтоверты и т. п.) .... До 20
Сборочные устройства с механизированной подачей
деталей к месту сборки . . . 20—100
Однопозиционные полуавтоматы............ . 100—200
Многопозиционные полуавтоматы и автоматы . 200—1000
Автоматические сборочные линии . Св, 1000
Многопозиционные сборочные полуавтоматы и автоматы при-
меняются для сборки узлов средней сложности с числом сборочных
позиций не более восьми.
Для обеспечения экономической эффективности автоматизации
сборки необходима стабильность выпускаемой продукции не менее,
чем в продолжение двух лет.
Развитие работ по автоматизации сборки в значительной мере
сдерживается необходимостью индивидуального проектирования и
изготовления большого количества специального оборудования. Это
приводит к удлинению сроков и увеличению стоимости подготовки
средств автоматизации при недостаточной надежности их работы.
Одновременно при этом затрудняется решение важной проблемы
сочетания автоматизации с гибкостью автоматических средств в усло-
виях перехода на новое изделие, что особенно важно для серийного
производства. Основным способом преодоления этих затруднений
является широкое внедрение агрегатирования и нормализации
элементов автоматических устройств с их централизованным изгото-
влением на специальных предприятиях, с обеспечением возможности
многократного использования этих элементов для создания пере-
налаживаемых автоматических сборочных линий. Опыт показывает,
что метод компоновки сборочного автоматического оборудования из
типовых и нормализованных узлов в два-три раза сокращает сроки
проектирования и изготовления сборочных установок по сравнению
со сроками создания специального сборочного оборудования.
ОПРЕДЕЛЕНИЕ ПРОИЗВОДИТЕЛЬНОСТИ
АВТОМАТИЧЕСКОГО СБОРОЧНОГО ОБОРУДОВАНИЯ
При определении производительности автоматического сборочного
оборудования устанавливается продолжительность (цикл Тц) вы-
полнения сборочной операции. Величина Тц в минутах определяется
по формуле
Л = Та + Тор + То + Ттр, (15.32)
где Тп — время, затрачиваемое на подачу деталей; Тор — время
ориентации; Тс — время сопряжения; Ттр— время транспортиро-
вания собранного узла.
489
Первое и четвертое слагаемые определяют положительность
процессов транспортирования. Затраты времени на эти переходы
в общем случае определяются формулой
Ттр = L/v, (15.33)
где L — расстояние от лотков или магазинов до сборочной позиции;
v — скорость перемещения деталей или скорость движения толка-
телей механизмов питания.
Если скорость движения v переменная, то в формулу надо под-
ставлять среднее значение скорости иср.
Время ориентации Тор, если оно не совмещается с временем транс-
портирования, определяется продолжительностью перемещения соот-
ветствующих ориентирующих механизмов и определяется так же,
как и время транспортирования, по формуле
TOp=^LIvcp, (15.34)
где L' — путь, проходимый деталями при ориентации; VcP — сред-
няя скорость перемещения деталей при ориентации.
Время, затрачиваемое на сопряжение деталей друг с другом,
зависит от характера сопряжения.
Если сопряжение свободное и детали входят в сопряжение друг
с другом с зазором, то время на осуществление сопряжения опре-
деляется продолжительностью свободного падения детали, т. е.
Te = >/W. (15.35)
где h — расстояние от лотков или магазинов до сборочной позиции;
g — ускорение свободного падения.
Если сопряжение осуществляется на прессе (как свободное, так
и напряженное), то время, потребное на сопряжение, определяется
длительностью одного двойного хода пресса
Тс = Мп, (15.36)
где п = 40-5-90 дв. ход/мин — число двойных ходов пресса в минуту.
Затраты времени на выполнение винтового сопряжения
Тс = Z/(Sn), (15.37)
где I — длина ввинчивания; S — шаг резьбы; п = 500-н
-5-1000 об/мин — частота вращения шпинделя винтозавертывающего
устройства.
Продолжительность цикла Тц можно в ряде случаев уменьшить
за счет совмещения его элементов.
Производительность Q (шт./ч) оборудования в час можно опре-
делить по формуле
Q = 60/Тц. (15.38)
Фактическая производительность оборудования с учетом потерь
времени = Qi], где т] — коэффициент использования автомати-
ческого оборудования. Коэффициентом использования называется
отношение времени бесперебойной работы автоматической установки
за какой-то период к суммарному времени работы и простоев за тот
490
же период. Коэффициент использования характеризует качество
работы автоматического оборудования, уровень эксплуатации, на-
дежность в работе, степень загрузки и показывает долю времени
его работы в общем фонде времени.
В соответствии с ГОСТ 13377—75 под надежностью автоматиче-
ского оборудования понимается свойство оборудования выполнять
заданные функции, сохраняя свои эксплуатационные показатели
в заданных пределах в течение требуемого промежутка времени.
Заданной функцией является средняя производительность оборудо-
вания при условии сборки узлов в соответствии с техническими
требованиями и запланированной рентабельностью. Низкая надеж-
ность приводит к снижению производительности автоматического
оборудования.
Глава 16
НАПРАВЛЕНИЯ ДАЛЬНЕЙШЕГО РАЗВИТИЯ
ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
§ 16.1
АВТОМАТИЗАЦИЯ ЕДИНИЧНОГО,
МЕЛКОСЕРИЙНОГО И СЕРИЙНОГО ТИПОВ ПРОИЗВОДСТВА
СТАНКИ С ОПЕРАТИВНОЙ СИСТЕМОЙ УПРАВЛЕНИЯ
Одним из основных направлений автоматизации серийного произ-
водства является расширение использования станков с ЧПУ, эконо-
мическая эффективность которых проявляется уже при обработке
сравнительно небольших партий (20—40 шт.) заготовок. Однако
в условиях единичного производства в большинстве случаев сохра-
няются экономические преимущества универсального оборудования
с ручным управлением.
Создание мини-ЭВМ в системе CNC на базе микропроцессорной
техники дает возможность эффективно использовать станки с ЧПУ
в условиях мелкосерийного и единичного типов производства при
обработке нескольких штук заготовок.
Токарные, фрезерные и фрезерно-сверлильные станки с опера-
тивной системой управления (ОСУ) позволяют осуществить програм-
мирование непосредственно на станке с вводом программы в устрой-
ство числового программного управления (УЧПУ) с помощью клавиа-
туры, перфоленты, дисков, твердотельных носителей и от вычислитель-
ной сети.
Прн ручном вводе программ управляющее устройство станка
в определенной последовательности запрашивает у оператора ин-
формацию на каждую ступень обработки (выдерживаемые размеры,
частоту вращения шпинделя, подачу и т. п.), которую он вводит
491
нажатием соответствующих клавиш. В памяти устройства хранятся
различные стандартные циклы (нарезание резьб, сверление, об-
работка сфер и др.), программирование которых требует от опера-
тора только указания необходимых размеров. При этом осущест-
вляется автоматическое разделение общего припуска между отдель-
ными ходами инструмента, обеспечивающее постоянство объема
снимаемой стружки. Траектория движения инструмента вычисляется
автоматически, и оператор освобождается от трудоемких расчетов
опорных точек, поэтому некоторые системы позволяют осуществлять
программирование непосредственно по чертежу или операционному
эскизу. Ручное программирование и ввод УП обработки простой
заготовки требуют затраты 20—30 мин. При обработке более слож-
ных заготовок оператор вводит программу, пользуясь простыми
таблицами, составленными в технологическом отделе.
В некоторых станках с ОСУ предусмотрена возможность устра-
нения трудоемкой предварительной настройки инструментов на раз-
мер, которая заменяется введением в систему необходимой коррек-
ции, учитывающей смещение положения инструмента относительно
требуемого и соответствующее позиционирование инструмента.
Крупным преимуществом станков с оперативным управлением
является возможность редактирования (устранения ошибок и вне-
сения исправлений) программ непосредственно на рабочем месте.
В традиционных системах управления устройств ЧПУ жесткой
структуры проверка и корректировка программы, записанной па
ленту, требует больших .затрат станочного времени, достигающих
20—40 % от общей трудоемкости подготовки программы, так как
изменение программы осуществляется в отделе программирования
вто время, когда станок простаивает. В оперативных системах упра-
вления эти потери времени существенно сокращаются.
В условиях единичного, мелкосерийного и серийного типов
производства станок с оперативным управлением CNC, обеспечива-
ющей быструю смену наладки и высокую производительность,
успешно заменяет несколько станков с ручным управлением. При
этом все токарные операции, выполняемые на станке с CNCt осу-
ществляются стандартными инструментами без фасонных резцов
и копиров.
Программирование обработки сложных заготовок непосред-
ственно на станке с ОСУ занимает более двух часов, поэтому на
предприятиях крупносерийного производства, имеющих центра-
лизованную систему программирования, целесообразно осущест-
влять его в общем порядке с помощью ЭВМ. Ввод готовой программы
в ОСУ станка занимает 50—60 с, что соответственно уменьшает
простой станка, связанный с программированием.
Отечественные токарные станки 16К20Т1 и 16Б16Т1 с оператив-
ной системой управления «Электроника НЦ-31», построенной на
базе микропроцессорного набора, позволяют осуществлять хранение
в памяти до шести программ по 250 команд (программа обработки
обычного валика составляет 50—70 команд). Дискретность про-
дольных перемещений — 0,01 мм, поперечных — 0,005 мм. Точность
492
обработки на станках 16К20Т1 определяется следующими характе-
ристиками: постоянством диаметра в поперечном сечении — 0,003 мм,
а в любом сечении — 0,008 мм; плоскостностью обработанной торцо-
вой поверхности на диаметре 250 мм — 0,010 мм; отклонением про-
филя фасонной поверхности от теоретического — 0,04 мм. Наиболь-
шие отклонения размеров ступенчатых валиков, обработанных по
программе, составленной при обработке первой .детали, от размеров
первой детали по диаметру и длине не превышает 0,03 мм.
Производительность этих станков по оперативному времени
в 2,4 раза выше производительности станков тех же моделей с ручным
управлением. По штучному времени производительность станков
с ОСУ возрастает в 1,5 раза. Дальнейшее совершенствование этих
станков, несомненно, принесет значительное повышение их эффек-
тивности и точности.
Отечественные фрезерные станки с оперативным управлением
оснащаются системой «Электроника» с дисплеем, обеспечивающей
управление движениями по трем координатам с дискретностью
0,01 мм.
Применение станков с оперативным управлением облегчает труд
станочника, освобождая его от выполнения монотонной и утоми-
тельной работы, автоматизированной в стандартных циклах
(резьбанарезание, сверление с многократным выводом сверла и т. п.);
облегчает управление станком; повышает заинтересованность рабо-
чего, подготавливающего программы для своей работы, и делает
работу станочника более привлекательной.
Применение станков с оперативным управлением может быть
экономически эффективным при обработке отдельных единичных
заготовок и всегда эффективно при обработке партий в три-че-
тыре штуки и более.
СОВЕРШЕНСТВОВАНИЕ
И РАСШИРЕНИЕ ПРИМЕНЕНИЯ СТАНКОВ С ЧПУ
Основным направлением автоматизации серийного производства
в дальнейшем останется расширение применения станков с ЧПУ,
По прогнозам специалистов, доля станков с ЧПУ в мире возрастет
к 2010 г. до 50—65% против существующих 28%. При этом будет
продолжаться дальнейшее совершенствование систем ЧПУ и кон-
струкций станков, способствующее повышению их точности и произ-
водительности. Особое внимание при этом и впредь будет уделяться
расширению технологических возможностей станков с ЧПУ по об-
работке с одного установа большого числа поверхностей заготовки,
что обеспечит дальнейшее повышение точности их взаимного рас-
положения и сокращение длительности общего цикла обработки.
Совершенствование систем ЧПУ в первую очередь направляется
на повышение точности обработки заготовок и компенсацию возни-
кающих погрешностей.
Современные системы УЧПУ обеспечивают дискретность пози-
ционирования в пределах 0,0005—0,001 мм, а в специальных слу-
493
чаях — даже 0,00025—0,0005 мм при стабильности позиционирова-
ния в пределах 0,0001 мм. Системами обеспечиваются бесступенчатое
регулирование частоты вращения шпинделя с сохранением постоян-
ства скорости резания при переходе на обработку поверхностей
другого диаметра и возможность углового позиционирования шпин-
деля для ориентированной установки в патрон несимметричной
заготовки, а также для осуществления внеосевой (поперечной)
обработки неподвижной заготовки сверлением и фрезерованием.
Новые программы УЧПУ предусматривают компенсацию система-
тических погрешностей обработки, связанных с тепловыми деформа-
циями технологической системы, влиянием люфтов соединений на
точность перемещений при реверсировании; вводится автоматическая
коррекция накопленных погрешностей перемещений, связанных
с отклонениями шага ходового винта.
Созданы и развиваются устройства для коррекции смещения
положения заготовки при ее закреплении на станке, т. е. устройства,
компенсирующие погрешность закрепления заготовки. З-
В современных токарных станках вводится автоматическое изме-
рение размеров обрабатываемых заготовок (обычно датчиками кон-
тактного типа). Полученная информация перерабатывается систе-
мами ЧПУ для осуществления автоматической коррекции положения
инструмента. При обработке крупных и дорогостоящих заготовок
подобные измерения заготовки и коррекции положения инструмента
осуществляются после черновой обработки перед чистовым ходом
инструмента, что исключает опасность появления даже штучного
брака.
Для предотвращения поломки инструмента и появления брака
во многих системах вводятся ограничители, прерывающие процесс
обработки при достижении предельных значений мощности резания,
силы, крутящего момента и т. п.
В УЧПУ токарных станков используются только стандартные
циклы обработки геометрических элементов заготовок (корпус,
дуга, резьба, сверление с многократным выводом сверла, точение
во замкнутому циклу в продольном и поперечном направлениях),
которые под соответствующим кодом вводятся в программу с по-
мощью клавиш пульта, но в некоторых случаях вводятся целые
подпрограммы обработки типовых деталей, чрезвычайно упроща-
ющие осуществление групповой обработки.
Расширяется применение адаптивных систем управления по силе
и мощности резания, изменяющих частоту вращения шпинделя
и подачу. Новые системы адаптивного управления отличаются
высоким быстродействием. Так, изменение подачи по сигналу системы
происходит за один оборот шпинделя, а частота вращения шпинделя
снижается с 2000 до 0 оборотов в минуту за несколько миллисекунд.
Применение адаптивных систем управления особенно целесооб-
разно при значительных колебаниях припусков (обработка поковок
и отливок с переменными припусками) и механических свойств
обрабатываемых материалов, что особенно характерно для единич-
ного и серийного типов производства.
494
Для серийного и крупносерийного типов производства станки
с ЧПУ на микропроцессорах поставляются с загрузочными устрой-
ствами для установки и снятия заготовок из патрона. Эти станки
могут включаться в гибкие автоматизированные участки, .управля-
емые общей ЭВМ.
Так как на станках с ЧПУ доля машинного времени в общем
времени обработки существенно возрастает, увеличивается значение
снижения его затрат путем повышения скорости резания. Поэтому
в современных станках с ЧПУ частота вращения шпинделя повы-
шается до 3500—4000 мин-1, а в обрабатывающих центрах —
до 6000 мин-1. В связи с этим в средних и крупных токарных патро-
нах должна предусматриваться компенсация влияния центробежных
сил, снижающих силу зажима.
Скорость быстрых холостых перемещений суппортов и столов
станков с ЧПУ возросла до 15 м/мин, а на отдельных токарных
станках скорость перемещения суппорта достигла 19 м/мин. Ее
дальнейший рост ограничивается конструктивными особенностями.
Для повышения жесткости, облегчения удаления стружки и
смазочно-охлаждающей жидкости 65 % современных токарных стан-
ков с ЧПУ выпускаются с наклонным или вертикальным располо-
жением направляющих станины.
Продолжается расширение применения станков с ЧПУ с автома-
тической сменой инструмента (обрабатывающих центров). В насто-
ящее время их количество составляет в различных странах 35 —
45 % от общего числа станков с ЧПУ, однако предполагается, что
к 2010 г. их доля достигнет 70%.
Современные обрабатывающие центры снабжаются устройствами
для смены отдельных инструментов и многошпиндельных головок;
для установки на горизонтальном шпинделе вертикальной шпин-
дельной головки, имеющей свое устройство автоматической смены
инструмента и даже инструментальных магазинов. Станки снаб-
жаются сменными столами и наборами поворотных плит-спутников
(палет), позволяющих осуществлять быструю автоматическую замену
обрабатываемых заготовок различных типа и размеров с контролем
позиционирования базовых поверхностей (рис. 16.1). Подобные
станки могут работать автономно или в составе гибкой производ-
ственной системы в режиме безлюдной технологии в течение 18—22 ч
в сутки.
Для обеспечения автоматического цикла обработки современные
обрабатывающие центры снабжаются устройствами для контроля
состояния режущего инструмента и степени его затупления по
затрачиваемой мощности, крутящему моменту, силе тока главного
электродвигателя, а также по величинам составляющих Рх и Pv
силы резания. Кроме того, предусматривается смена режущего
инструмента на основе программы по расчетному периоду его стой-
кости. Степень размерного износа инструмента для коррекции его
положения определяется по результатам автоматических измерений
обрабатываемой заготовки или измерений инструмента непосред-
ственно на станке.
495
На некоторых обрабатывающих центрах создаются системы ком-
пенсации систематических погрешностей обработки и погрешностей
закрепления обрабатываемых заготовок.
Рис. 1в,1
Обрабатывающий центр с накопителем сменных столов-спутияков, предназначен-
ных для работы в режиме безлюдной технологии в гибкой автоматизированной си-
стеме
ПОТОЧНЫЕ ЛИНИИ СЕРИЙНОГО МАШИНОСТРОЕНИЯ
При всех достоинствах и высокой степени автоматизации станков
с ЧПУ, особенно их наиболее совершенной и автоматизированной
разновидности — обрабатывающих центров, их применение в ка-
честве отдельно работающих единиц не может устранить главный
недостаток серийного механосборочного производства — его дискрет-
ность. В обычных условиях работы цехов серийного производства
коэффициент загрузки станков с ЧПУ не превышает 0,4—0,6. Если
учесть, что в современных условиях серийного машиностроения
средний коэффициент сменности работы металлорежущего оборудо-
вания составляет всего 1,3—1,6, то это означает, что высокопроиз-
водительное и дорогостоящее оборудование с ЧПУ фактически ис-
пользуется всего 600—900 ч в год; это составляет 10—15 % годового
фонда времени в объеме 6210 ч в год, которыми располагает обору-
дование при трехсменной работе.
Повышение фактического использования станков с ЧПУ может
быть достигнуто только при объединении этих станков в поточные
линии, в которых достигается непрерывность производственного
процесса и осуществляется его частичная автоматизация. В условиях
496
серийного производства (при широкой номенклатуре обрабатываемых
заготовок и малом их количестве) на первом этапе создания непре-
рывных процессов обработки наиболее рациональной является
организация групповых поточных линий (ГПЛ). Создание подобных
линий следует рассматривать в качестве предварительного этапа
подготовки предприятия к организации гибкого автоматизирован-
ного производства.
Групповые поточные линии (ГПЛ) создаются для обработки
групп заготовок, имеющих общий технологический маршрут.
Оборудование для ГПЛ комплектуется из числа имеющихся на
предприятии станков с ЧПУ при ручной доставке и смене программ,
а также специальных и универсальных станков с ручным управле-
нием, применяемых для выполнения отдельных операций обработки
группы заготовок, закрепленной за данной групповой поточной
линией. На отдельных позициях линии используются роботы-мани-
пуляторы.
Для межоперационного транспорта на ГПЛ могут применяться
простейшие средства механизации, такие, как тележки, ленточные
и иные транспортеры и конвейеры разного типа.
После обработки партии заготовок данного наименования произ-
водится ручная подналадка станков и смена управляющих про-
грамм, подналадка групповых приспособлений, смена и регулиро-
вание инструментов для обработки других заготовок данной
группы. При этом на разных стенках поточной линии могут одно-
временно обрабатываться заготовки различного наименования, вхо-
дящие в общую технологическую группу.
Комплектование групп заготовок для обработки на групповой
поточной линии производится исходя из общности технологического
маршрута, оборудования и технологической оснастки, а также
с учетом трудоемкости обработки заготовок группы и пропускной
способности линии.
Применение групповых поточных линий создает непрерывность
производственного процесса, улучшает использование оборудования,
сокращает производственный цикл обработки заготовок и повышает
производительность труда. При этом коэффициент использования
станков повышается до 0,8—0,85. Длительность производственного
цикла сокращается на 40—50 %. Объем незавершенного производ-
ства по оборотным средствам сокращается на 48—54 %. Производи-
тельность труда возрастает на 24—39 %. Себестоимость снижается
на 11—15 %.
$ 16.2
СОЗДАНИЕ ГИБКОГО АВТОМАТИЗИРОВАННОГО ПРОИЗВОДСТВА
Рост машиностроительного оборудования Российской Федерации про-
исходит в последние годы при устойчивой тенденции постоянного
уменьшения притока в промышленность новой рабочей силы. Нет
никаких сомнений, что эта тенденция сохранится и на последующие
годы.
497
Вместе с тем технический прогресс страны, достижения отече-
ственного станко- и приборостроения, вычислительной техники
и электроники уже сейчас позволяют создавать высокоавтомати-
зированные технологические комплексы оборудования, функ-
ционирующие без участия или с минимальным участием человека.
Развитие подобных комплексов и переход на безлюдную техно-
логию в условиях многономенклатурного серийного производства,
характерного для современного машиностроения, возможны на
основе создания гибких производственных систем.
В соответствии с ГОСТ 26228—84 гибкая производственная
система (Г ПС) — это совокупность или отдельная единица техно-
логического оборудования и системы обеспечения его функционирования
в автоматическом режиме, обладающая свойством автоматизирован-
ной переналадки при производстве изделий произвольной номенкла-
туры в установленных пределах значений их характеристик.
По организационной структуре гибкие производственные системы
формируются в виде гибких производственных модулей (ГПМ),
гибких автоматических линий (ГАЛ) и участков (ГАУ), а также
в виде гибких автоматизированных цехов (ГАЦ) и заводов (ГАЗ).
Первой ступенью автоматизации гибкой производственной си-
стемы является создание гибких производственных модулей (ГПМ)
и гибких производственных комплексов (ГПК). Второй, т. е. высшей
ступенью автоматизации Г ПС, является создание гибкого автомати-
зированного производства (ГАП).
Гибкое автоматизированное производство представляет собой
развитую автоматизированную систему, управляемую ЭВМ; оно
включает в себя комплекс обрабатывающего оборудования, связан-
ного автоматизированной транспортно-складской системой подачи,
хранения и удаления заготовок и стружки (АТСС), автоматизирован-
ной системой инструментального обеспечения (АСИО) и системой
автоматизированного контроля (САК), взаимосвязано с системами
автоматизированного проектирования конструкции выпускаемых из-
делий (САПР), автоматизированной системой технологической под-
готовки производства (АСТПП), автоматизированной системой науч-
ных исследований (АСНИ) и автоматизированной системой
управления производством (АСУП).
Гибкое автоматизированное производство характеризуется
высокой степенью автоматизации технологических процессов обра-
ботки, обслуживания и управления и непрерывностью многономенкла-
турного мелкосерийного производства; ГАП делает возможным круг-
лосуточную эксплуатацию технологического оборудования при
необязательном участии человека в функционировании системы.
Создание ГАП еще не означает осуществления производства с пол-
ностью безлюдной технологией; определенная часть персонала
должна оставаться на операциях контроля, комплектования загото-
вок и инструмента, общего наблюдения за ходом производства,
однако общая производительность труда при этом повышается при
двух- и трехсменной работе не менее чем в пять-шесть раз. При
этом люди освобождаются от тяжелых, вредных и монотонных работ,
498
в том числе работ по загрузке оборудования и транспортированию
заготовок.
Блочно-модульное построение ГАП позволяет осуществить типо-
вое проектирование новых производств из унифицированных компо-
нентов и модулей, а также серийное изготовление последних на
специализированных заводах.
Одной из главных особенностей ГАП является его высокая гиб-
кость, которая позволяет:
1) в условиях мелкосерийного и серийного многономенклатур-
ных производств в любой момент прекратить изготовление освоенной
продукции и в короткий срок с минимальными затратами приступить
к выпуску новой продукции;
2) осуществить обработку на станках различных по конфигурации
заготовок установленной группы при разных размерах операцион-
ных партий, чередующихся в любом порядке (после партии
в 50 шт. может обрабатываться 1—2 шт., затем —30 шт. и т. д.);
в обычных условиях мелкосерийного производства затраты времени
на переналадку станков для обработки других деталей приводят
к потерям до 30 % достижимой продуктивности станков;
3) заменять отказавший станок гибкого комплекса другим исправ-
ным станком, не задерживая хода технологического процесса;
4) нарушать прямолинейность перемещения обрабатываемых
заготовок внутри технологического комплекса и возвращать их
для последующей обработки на станки, на которых выполнялись
первоначальные операции; это существенно сокращает общее число
потребных станков в системе и повышает их коэффициент исполь-
зования.
ГИБКИЙ ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ (ГПМ)
Исходной единицей гибкого автоматизированного производства яв-
ляется гибкий производственный модуль. В соответствии
с ГОСТ 26228—84 гибкий производственный модуль (ГПМ) —это
гибкая производственная система, состоящая из единицы технологи-
ческого оборудования, оснащенная автоматизированным устройством
программного управления и средствами автоматизации технологи-
ческого процесса, автономно функционирующая, осуществляющая
многократные циклы и имеющая возможность встраивания в систему
более высокого уровня.
В общем случае средства автоматизации ГПМ могут включать
в себя накопители; спутники; устройства: загрузки и выгрузки,
замены технологической оснастки, удаления отходов, автоматизи-
рованного контроля, включая диагностирование, а также устрой-
ство переналадки и т. д.
Частным случаем ГПМ может быть роботизированный технологи-
ческий комплекс, встраиваемый в систему более высокого уровня
(рис. 16.2).
На ГПМ возможен автоматизированный переход на обработку
различных заготовок, который осуществляется в пределах техноло-
гических возможностей оборудования.
499
Режущий инструмент гибкого производственного модуля, уста-
новленный в специальных державках, хранится в магазинах ем-
костью 30—80 гнезд; оттуда с помощью манипулятора он подается
и устанавливается на станке в рабочем положении. Смена инстру*
мента на станке производится: 1) при переналадке на обработку
следующей заготовки по сигналу управляющей программы (УП);
2) по истечении периода расчетной стойкости по сигналу УП; 3) по
достижении предельного износа, устанавливаемого устройствами
для автоматических измерений размеров обрабатываемой заготовки
Рис. 16.2
Гибкий производственный модуль для обработки деталей вращения, созданный иа основе
робототехнического комплекса для обработки заготовок вращения:
J — робот-манипулятор; 2 — токарный станок с ЧПУ; 3 — система удаления стружки;
4 — накопитель обрабатываемых заготовок; 5 — накопитель режущего инструмента
или режущего инструмента; 4) при недопустимом затуплении ин-
струмента, фиксируемым устройствами для контроля сил Рх и Pyi
мощности резания или вращающего момента, тока электродвигателя.
Для контроля и идентификации поступающих заготовок с после-
дующим вызовом необходимой управляющей программы в некоторых
модулях используются опто-электронные устройства.
Модули для обработки корпусных заготовок часто создаются
на основе одного-двух обрабатывающих центров. В связи с тем что
для обработки различных сложных корпусных заготовок, изготовля-
емых малыми партиями, требуется большое число инструментов,
которое при «безлюдной технологии» дополнительно возрастает
в связи с необходимостью замены затупившегося инструмента дубле-
ром, возникает необходимость создания обрабатывающего центра
(ОЦ) с большой емкостью магазинов (150—200 гнезд). Такие гро-
моздкие магазины увеличивают время смены и позиционирования
инструмента, увеличивают массу и снижают точность станков,
500
роэтом у в настоящее время ОЦ для использования в гибких произ-
водствах снабжаются сменными инструментальными магазинами,
йисло гнезд в которых обычно не превышает 40—50. Время смены
магазинов не превышает 45 с.
Гибкий производственный модуль для обработки корпусных
заготовок снабжается накопителем или магазином плит-спутников
Для заготовок с емкостью, достаточной для обеспечения автомати-
ческой работы модуля во вторую и третью смены без участия человека
(рис. 16.3). Станки также снабжаются устройствами для автомати-
ческого контроля размеров обрабатываемых заготовок с внесением
при необходимости соответствующей коррекции положения инстру-
мента, а также устройствами для диагностики степени его затупления
и обнаружения поломок с заменой негодного инструмента.
Модули подобного рода эксплуатируются в две-три смены при
работе в режиме безлюдной технологии по 18—22 ч в сутки при
двух — четырех отказах в месяц. Причинами отказов чаще всего
являются: размерные и геометрические погрешности литых загото-
вок; колебания свойств материала инструмента; недостатки устройств
удаления стружки, что приводит к повышенному износу и поломкам
инструмента и потери точности обработки; погрешности установки
инструмента и заготовки и недостаточные усилия закрепления
заготовки, а также сбои в работе УЧПУ.
Производственные модули создаются также на базе зубодолбеж-
ных, сверлильных и сверлильно-резьбонарезных и иных станков.
Гибкие производственные модули могут создаваться на базе
унифицированного технологического оборудования, контрольно-
измерительных, загрузочных и транспортных устройств, в том числе
промышленных роботов и манипуляторов.
Гибкие производственные модули часто работают в составе гибких
производственных комплексов вместе с другими модулями, но могут
также рационально использоваться и как самостоятельные техноло-
гические единицы. Так, например, модуль, построенный на базе
ОЦ, с системой управления типа CNC и системой подачи спутников
с накопителем на восемь спутников, предназначенный для обработки
корпусов электромоторов, обрабатывает 99 наименований корпусных
заготовок, каждая из которых требует для обработки 30—40 единиц
инструментов. Каждый спутник с закрепленной на нем заготовкой
имеет свой код, по которому при установке на ОЦ заготовка иденти-
фицируется и вызывается соответствующая управляющая про-
грамма. Перед началом и в процессе обработки производится кон-
троль целостности инструмента и фиксируется продолжительность
его фактической работы. При достижении каждым инструментом
периода его расчетной стойкости он заменяется дублером из мага-
зина. Модуль позволяет осуществить обработку большой номенкла-
туры заготовок в режиме безлюдной технологии во вторую и третью
смены.
Наибольший эффект от применения гибких производственных
модулей достигается при объединении нескольких модулей в едином
гибком производственном комплексе.
501
СП
о
кэ
Риг. 16. 3
Гибкий производственный модуль для обработки корпусных заготовок на основе обрабатывающего центра:
/ — обрабатывающий центр со сменными обрабатывающими головками и магазином инструментов; 2 — сменные столы-спутники с установленными
.? — место установки обрабатываемых заготовок на сменных столах-спутнпках. 4 — тележка со сдвоенным поддоном для подачи сменных столов с
сменных обрабатывающих головок; .5 — система инструментального обеспечения
ГИБКИЙ ПРОИЗВОДСТВЕННЫЙ КОМПЛЕКС (ГПК)
Гибкий производственный комплекс (ГПК) — это гибкая производ-
ственная система, состоящая из нескольких гибких производственных
модулей, объединенных автоматизированными системой управления
и транспортно-складской системой, автономно функционирующая
в течение заданного интервала времени и имеющая возможность
встраивания в систему более высокой ступени автоматизации
(ГОСТ 26228—64).
Система автоматического управления с помощью ЭВМ распре-
деляет работу между отдельными станками комплекса, направляя
заготовки по наивыгоднейшим потокам. При этом может быть назна-
чена одновременная обработка нескольких мелких партий за-
готовок независимо друг от друга. Осуществляя непрерывный учет
загрузки станков, ЭВМ (на основе сопоставления их работы за не-
сколько дней) сама совершенствует программы загрузки станков,
повышая ее равномерность. Накапливая информацию от датчиков
об отказах одного из станков, ЭВМ распределяет его работу между
другими модулями, входящими в комплекс. Для перехода на об-
работку новой заготовки достаточно ввести управляющую программу
последней в память ЭВМ или, если эта программа уже введена в па-
мять ЭВМ, указать с пульта управления ее шифр. На это требуется
не более 25 с.
Г ибкая автоматизированная транспортно-складская система
(АТСС) играет роль регулятора процесса, т. е. своеобразной «узловой
станции», через которую проходит заготовка, и может быть послана
(с паузами или без них) на любой станок комплекса и в любой после-
довательности. При этом тележка-робот может переносить заготовку
со станка на станок, минуя склад. Склад может быть поставлен
между линиями станков с ячейками «на просвет». Тогда роботы-
штабелеры перемещаются по обеим сторонам склада, забирая за-
готовки из всех ячеек, куда они поступают со стоящих поблизости
станков. Перемещения заготовок в одном направлении по ходу рас-
положения линии станков (как в обычных автоматических линиях)
в ГПК не требуется и заготовка может несколько раз возвращаться
на один и тот же станок, повышая степень его загрузки и эффек-
тивность использования.
Автоматизированная система инструментального обеспечения
(АСИО), располагающая достаточным запасом инструментов, следя-
щая за состоянием режущего инструмента на станках и осуществля-
ющая своевременную замену отдельных затупившихся или сломан-
ных инструментов или целых инструментальных магазинов, освобо-
ждает от необходимости создания на отдельных станках больших
и громоздких инструментальных магазинов, повышающих стоимость
и снижающих точность станков. Надежность работы ГПК в большой
мере зависит от безотказность функционирования АСИО.
Большое значение для надежности ГПК имеет функционирование
системы удаления стружки, задача которой отнюдь не ограничи-
вается транспортированием стружки из зоны ГПК. Устройства
503
этой системы должны обеспечивать полное удаление стружки из
зоны обработки заготовок и тщательную очистку базовых поверх*
ностей приспособлений и плит-спутников, исключая опасность воз»
никновения погрешностей установки заготовок, вызывающих по-
явление брака.
На рис. 16.4 приведена схема построения гибкого автоматизиро-
ванного производственного комплекса для обработки корпусных
заготовок, работающего на машиностроительных заводах с 1980 г,
и позволившего повысить коэффициент загрузки оборудования с 0,4
до 0,85, коэффициент сменности с 1,6 до двух-трех и повысить рента-
бельность производства в два-три раза. В комплексе заняты два
обрабатывающих центра СМ-400 с накопителями и устройствами
автоматической подачи спутников. Система инструментального обес-
печения располагает 260 единицами инструмента. На комплексе
ежемесячно производится 60 установок заготовок. Управление
осуществляется ЭВМ М6000 9-го комплекта.
На других машиностроительных заводах с 1980 г. успешно исполь-
зуется гибкий технологический комплекс АСК-10 для обработки
32-х наименований корпусных заготовок с размерами 750 х 600 х
X 600 мм из серого чугуна в количестве 10 000 шт. в год. Комплекс,
управляемый ЭВМ, состоит из шести обрабатывающих центров,
продольно-фрезерного станка для подготовки баз, координатно-
измерительной машины, координатно-разметочной машины и авто-
матизированной транспортно-складской системы. Участок имеет
свое отделение комплектации приспособлений и инструментальное
отделение. Режимы резания регулируются по программе. Смена
инструмента занимает 6—8 с. Время «от реза до реза» не превосходит
20—25 с.
Для обработки заготовок вращения успешно используются
ГПК: АСВ-20, АСВ-21, АСВ-22 и АСВ-30, управляемые ЭВМ и
включающие в свой состав от четырех до 16 станков с ЧПУ.
Большой интерес представляет гибкий производственный ком-
плекс АПП-3-2, предназначенный для обработки 50 наименований
корпусных заготовок в количестве 6600 шт. в год. Размеры рабочей
поверхности спутника для установки закрепления заготовки соста-
вляют 360 х 360 мм. Комплекс включает в себя четыре пятикоор-
динатных обрабатывающих центра СМ630, три шестикоординатных
обрабатывающих центра СМ400 и один пятикоординатный станок
с ЧПУ для глубокого сверления СГ400.
Подача обрабатываемых заготовок на станки комплекса осуще-
ствляется автоматически из стеллажа-накопителя спутников с по-
мощью штабелера автоматизированной транспортно-складской
системы и загрузчиков, расположенных недалеко от станков. Другой
штабелер осуществляет подачу спутников с установленными на них
заготовками с позиции ручной загрузки на спутники в автомати-
зированный стеллаж-накопитель спутников и затем — подачу
обработанных заготовок на спутниках из автоматизированного
стеллажа-накопителя спутников на позицию их разгрузки и на
позицию контроля.
504
§
Подача инструмента в магазины станков из автоматизированного
элеваторного склада и удаление из станков изношенного, поломан-
ного или ненужного по заданной программе инструмента осуще-
ствляется тремя автоматическими роботами-автооператорами системы
инструментального обеспечения. Этим обеспечивается сокращение
затрат времени на переход для обработки заготовок другого наимено-
вания до 25 с. В системе инструментального обеспечения комплекса
размещается 1200 единиц инструментов.
В состав ГПК также входят: автоматизированный склад заготовок
с накопителем и отделением комплектации заготовок, отделение
наладки инструментов и приспособлений вне станков и контрольное
отделение с измерительными машинами для окончательного кон-
троля обработанных заготовок, а также система автоматизирован-
ного удаления стружки от станков комплекса.
Управление работой гибкого автоматизированного комплекса
со всеми его системами осуществляет управляющий вычислительный
комплекс (УВК) с ЭВМ СМ2М, вынесенный в отдельное помещение.
Эффективность работы гибкого технологического комплекса
АЛ П-3-2 в сравнении с обработкой одинакового количества заго-
товок на отдельно работающих обрабатывающих центрах и на
универсальных станках выражается данными, приведенными в
табл. 16.1.
Таблица 10.1
Эффективность применения гибкого производственною комплекса АЛП-3-2
при двухсменной работе
Показатель Универ- сальные станки Оборудование
Обраба- тывающие центры с ЧПУ гик АЛ П-3-2
Количество рабочих-станочников 90 13 4
Количество транспортных рабочих, опера- 8 10 2
торов по загрузке, разгрузке н подготовке оснастки Количество мастеров н контролеров 17 14 8
Количество наладчиков оборудования и — 13 8
систем ЧПУ Количество инженеров, технологов, вы- — 20 18
числителей, программистов Всего работающих (производственный и 115 70 40
обслуживающий персонал) Средний коэффициент сменности оборудо- 1,3 1,6 2
вания Коэффициент загрузки станков 0,4 0,6 0,85-0,90
Производственный цикл обработки зато- 45 9 4
тонки (дни) Цикл подготовки производства (месяцы) 15 9 6
При переходе на трехсменную работу эффективность ГПК еще
больше возрастает, потому что для его обслуживания в ночную смену
потребуется всего три человека.
ПРИЛОЖЕНИЯ
Приложение 1
» -и
Значения Ф (t) = —-L=- f е 2 Л
Г2л J
t Ф (П i Ф (П Ф 0) t Ф «)
0,00 0,0000 0,31 0,1217 0,72 0,2642 1.80 0,4641
0,01 0,0040 0,32 0,1255 0,74 0,2703 1.85 0,4678.
0,02 0,0080 0,33 0,1293 0,76к 0,2764 1 1.90 0,4713
0,03 0,0120 0,34 0,1334 0,78 0,2823 1.95 0,4744
0,04 0,0160 0,35 0,1368 0,80 0,2881 2,00 0,4772
0,05 0,0199
0,36 0,1406 0,82 0,2939 2,10 0,4821
0,06 0,0239 0,37 0,1443 0,84 0.2995 2,20 0,4861
0,07 0,0279 0,38 0,1480 0,86 0,3051 I 2,30 0,4893
0,08 0,0319 0,39 0,1517 0.88 0,31 Об 2,40 0,4918
0,09 0,0359 0,40 0,1554 0,90 0,3159 2,50 0,4938
0,10 0,0398
0,41 0,1591 0,92 0,3212 2,60 0/953
0,11 0,0438 0,42 0,1628 0,94 0,3264 2,70 0,41'5
0,12 0,0478 0,43 0,1654 0,96 0,3315 2,80 0,4974
0,13 0,0517 0,44 0,1700 0,98 0,3365 2,90 0,4981
0,14 0,0557 0,45 0,1736 1,00 0,3413 3,00 0,49865
0,15 0,0596 — —
0,46 0.1772 1,05 0,3531
0,16 0,0636 0,47 0,1808 1,10 0,3643 3,20 0,49931
0,17 0,0675 0,48 0,1844 1,15 0,3749 3,40 0,49966
0,18 0,0714 0,49 0,1879 1,20 0,3849 3,60 0,499841
0,19 0,0753 0,50 0,1915 1,25 0,3944 3,80 0,499928
0,20 0,0793 — — 4,00 0,499968
0,52 0,1985
! 0,21 0,0832 0,54 0,2054 1,30 0,4032 4,50 0,499997
0,22 0,0871 0,56 0,2123 1,35 0,4115 5,00 0,49999997
' 0,23 0,0910 0,58 0,2190 1,40 0,4192
0,24 0,0948 0,60 0,2257 1,45 0,4265
0,25 0,0987 — — 1,50 0,4332
0,26 0,1026 0,62 0,2324 1,55 0,4394
0,27 0,1064 0,64 0,2389 1,60 0,4452
0,28 0,1103 0,66 0,2454 1,65 0,4505
0,29. 0,1141 0,68 0,2517 1,70 0,4554
0,30 0,1179 0,70 0,2580 1,75 0,4599 1
1 i 1
SO 7
Приложение 2
Нормированный интегральный закон распределения
t
с линейной функцией а (/); Ф (ta, Ла) = J <р (ta, Ха) dt
о
ta ф Ч) ta ® (G- М
Ха=-з Ха = 6 ха = ю Ха = 25 ха = з Ха=6 ха=.ю Ха = 25
0,00 0,0000 0,0000 0,0000 0,0000 1,55 4415 4468 4492 4485
0,05 0166 0150 0146 0145 1,60 4489 4562 4607 4627
0,10 0332 0304 0293 0289 1,65 4555 4646 4707 4762
0,15 0498 0451 0439 0434 1,70 4616 4719 4791 4873
0,20 0664 0601 0586 0579 1,75 0,4670 0,4781 0,4558 0,4948
0,25 0,0830 0,0751 0,0732 0,0723 1,80 4719 4833 4908 4985
0,30 0995 0901 0879 0868 1,85 4762 4875 4944 4997
0,35 1161 1052 1025 1013 1,90 4800 4908 4992 0,5000
0,40 1325 1202 1172 1157 1,95 4833 4535 4983 —
0,45 1489 1352 1318 1302 2,00 0,4861 0,4954 0,4991
0,50 0,1652 0,1502 0,1465 0,1447 2,05 4886 4969 4996 —
0,55 1815 1653 1611 1592 2,10 4906 4979 4998
0,60 1976 1803 1758 1736 2,15 4924 0,4987 4999
0,65 2136 1953 1904 1881 2,20 4939 4992 0,5000
0,70 2295 2103 2051 2026 2,25 0,4951 4995 — —
0,75 0,2451 0,2253 0,2197 0,2170 2,30 4961 0,4997 —
0,80 2605 2403 2344 2315 2,35 4969 4998
0,85 2757 2554 2490 2460 2,40 4976 4999 —
0,90 2906 2703 2637 2604 2,45 4982 4999 —
0,95 3032 2853 2783 2749 2,50 0,4986 0,5000 —
1,00 0,3194 0,3002 0,2930 0,2894 2,55 4989 —
1,05 3333 3151 3076 3038 2,60 4992
1,10 3466 3299 3223 3183 2,65 4994
1,15 3595 3445 3369 3328 2,70 4995 —
1,20 3719 3589 3515 3472 2,75 0,4997 —
1,25 0,3837 0,3731 0,3662 0,3617 2,80 4998
1,30 3949 3869 3807 3762 2,85 4998 —
1,35 4055 4003 3952 3906 2,90 4999 —
1,40 4155 4130 4094 4051 2,95 4999 —
1,45 4248 4251 4234 4196 3,00 4999 —
1,50 0,4335 0,4364 0,4367 0,4340 3,10 0,5000 —
Приложение 3
/ —
Функция распределения нормированного закона Релея Ф (/) = | /е 2 dt
о
0,00 0,01 0,02 0,03 0,04 0,05 0,06 0,07. 0,08 0,09
0,0 0,0000 0001 0002 0005 0008 0013 0018 0024 0032 0040
0,1 0050 0060 0072 0084 0098 0112 0127 0143 0161 0179
0,2 0198 0218 0239 0261 0284 0308 0332 0358 0384 0412
0,3 0440 0469 0499 0530 0562 0594 0628 0662 0690 0732
508
Продолжение прилож.3
t 0,00 0,01 0,02 0,03 0,04 0,05 0,06 0,07 0,08 0,09
0,4 0769 0806 0844 0883 0923 0963 1004 1046 1088 1131
0,5 0,1175 1220 1265 1310 1357 1404 1451 1499 1548 1598
0,6 1647 1698 1749 1800 1852 1904 1957 2010 2064 2118
0,7 2173 2228 2283 2339 2395 2452 2508 2566 2623 2661
0,8 2739 2797 2855 2914 2973 3032 3091 3151 3211 3270
0,9 3330 3390 3450 3511 3571 3632 3692 3753 3813 3874
1.0 0,3935 3995 4056 411.7 4177 4238 4298 4363 4419 4479
1,1 4539 4599 4659 4719 4779 4838 4897 4956 5015 5074
1,2 5132 5191 5249 5307 5364 5422 5479 5536 5592 5649
1,3 5704 5760 5815 5871 5925 5980 6034 6088 6141 6194
1,4 6247 6299 6351 6403 6454 6505 6555 6608 6655 6705
1,5 0,6753 6802 6850 6898 6945 6992 7038 7084 7130 7175
1.6 7220 6898 7308 7351 7394 7437 7479 7520 7562 7602
1.7 7643 7682 7722 7761 7799 7837 7875 7912 7949 7985
1,8 8021 8056 8092 8126 8160 8194 8227 8260 8292 8324
1,9 8355 8386 8417 8447 8477 8506 8535 8564 8592 8619
2,0 0,8647 8674 8700 8726 8752 8777 8802 8826 8851 8874
2,1 8898 8920 8943 8965 8987 9009 9030 9051 9071 9091
2,2 9111 9130 9149 9168 9186 9204 9222 9240 9257 9274
2,3 9290 9306 9322 9338 9353 9368 9383 9397 9411 9425
2,4 9439 9452 9465 9478 9490 9503 9515 9527 9538 9550
2,5 0,9561 9572 9582 9583 9603 9613 9623 9632 9641 9651
2,6 9660 9668 9677 9685 9693 9702 9709 9717 9724 9732
2,7 9739 9746 9753 9760 9766 9772 9778 9784 9790 9796
2,8 9802 9807 9813 9818 9823 9829 9833 9837 9842 9846
2,9 9851 9855 9859 9863 9867 9871 9875 9878 9882 9885
3,0 0,9889 9892 9896 9899 9902 9905 9907 9910 9913 9916
3,1 9918 9921 9923 9925 9928 9930 9932 9934 9936 9938
3,2 9940 9942 9944 9946 9947 9949 9951 9952 9954 9955
3,3 9957 9958 9960 9961 9962 9963 9965 9966 9967 9968
3,4 9969 9970 9971 9972 9973 9974 9975 9976 9976 9977
3,5 9978 9979 9980 9980 9981 9982 9982 9983 9984 9984
Ф (0 Ф (О Ф (0
3,60—3,61 0,9985 3,70—3,72 0,9990 3,87—3,92 0,9995
3,62—3,63 0,9986 3,73—3,75 0,9991 3,93—3,98 0,9996
3,64—3,65 0,9987 3,76—3,78 0,9992 3,99—4,07 0,9997
3,66—3,67 0,9988 3,79—3,82 0,9993 4,08—4,19 0,9998
3,68—3,69 0,9989 3,83—3,86 0,9994 4,20—4,44 0,9999
509
СПИСОК ЛИТЕРАТУРЫ
1. Балакшин Б. С. Основы технологии машиностроения. М.: Машиностроение,
1969. 559 с.
2. Евстигнеев М. И., Подзей А. В., Сулима А. М. Технология производства двига-
телей летательных аппаратов. М.: Машиностроение, 1982. 260 с.
3. Егоров М. Е., Дементьев В. И., Дмитриев В. Л. Технология машиностроения,
М.: Высшая школа, 1976. 534 с.
4. Косилова А. Г., Мещеряков Р. К-» Калинин М. А. Точность обработки, заготовки
и припуски в машиностроении: Справ, технолога. М.: Машиностроение, 1976. 288 с,
5. Митрофанов С. П. Групповая технология машиностроительного производства.
Л.: Машиностроение, 1983. Т. 1 404 с. Т. 2 376 с.
6. Новиков М. П. Основы технологии сборки машин и механизмов. М.: Машино-
строение, 1980. 592 с.
7. Общемашиностроительные нормативы времени вспомогательного на обслужива-
ние рабочего места и подготовительно-заключительного для технического норми-
рования станочных работ. Серийное производство. М.: Машиностроение, 1974,
136 с.
8. Общемашиностроительные нормативы времени на слесарную обработку и сле-
сарно-сборочные работы по сборке машин. Серийное производство. М.: Машино-
строение, 1968. 219 с.
9. Общемашиностроительные нормативы режимов резания для технического нор-
мирования работ на металлорежущих станках. М.: Машиностроение, 1974. Ч. 1
416 с. Ч. 2 200 с.
10. Основы технологии машиностроения/Под ред. В. С. Корсакова. М.: Ма-
шиностроение, 1977. 416 с.
11. Расчеты экономической эффективности новой техники: Справ./Под ред.
Л. М. Великанова. Л.: Машиностроение, 1975. 430 с.
12. Сборка и монтаж изделий машиностроения: Справ./Под ред. В. С. Корса-
кова, В. К. Замятина. М.: Машиностроение, 1983. Т.1 480 с.
13. Справочник технолога-машиностроителя./Под ред. А. Г. Косиловой
Р. К. Мещерякова. М.: Машиностроение, 1972. Т. 1 694 с.
14. Технология машиностроения (специальная часть)/Б. Л. Беспалов,
Л. А. Глейзер, И. М. Колесов и др. М.: Машиностроение, 1973. 447 с.
15. Технология турбиностроения/В. В. Березкин, В. С. Писаренко,
С. Ю. М и х а э л ь, Л. А. Б е н и н. Л.: Машиностроение, 1980 . 720 с.
ОГЛАВЛЕНИЕ
Предисловие ........................................................... 3
Введение .............................................................. 5
ЧАСТЬ I
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
Глава 1. Производство машин ................................... . . 11
§1.1. Машина как объект производства ................................. —
§ 1.2. Технологическая подготовка производства ....................... 18
§ 1.3. Технологическая характеристика различных типов производства ... 22
Глава 2. Погрешности механической обработки н методы их расчета . . 26
§ 2.1. Точность в машиностроении и методы ее достижения................ —
§ 2.2. Систематические погрешности обработки.......................... 31
§ 2.3. Случайные погрешности обработки............................... 45
Глава 3. Влияние технологической системы иа точность и производи-
тельность обработки.................................................... 74
§ 3.1. Влияние жесткости и податливости технологической системы на фор-
мирование погрешностей обработки....................................... —
§ 3.2. Влияние динамики технологической системы на погрешности формы
и волнистость обработанной поверхности................................ 90
§ 3.3. Погрешности многоинструментальной и многошпиндельной обработки 104
Глава 4. Обеспечение точности механической обработки ................ 106
§ 4.1. Методы настройки станков и расчеты настроечных размеров, погреш-
ностей настройки н режимов резания .................................... —
§ 4.2. Управление точностью обработки ............................... 118
Глава 5. Технологические размерные расчеты........................... 126
§ 5.1. Виды размерных цепей и методы их расчета........................ —
§ 5.2. Метод полной взаимозаменяемости............................... 130
§ 5.3. Метод неполной взаимозаменяемости............................. 136
Глава 6. Базирование н базы в машиностроении ........................ 143
§ 6.1. Базы и опорные точки ........................................... —
§ 6.2. Конструкторские, измерительные и технологические базы......... 163
§ 6.3. Назначение технологических баз................................ 175
Глава 7. Влияние технологии обработки на формирование поверхност-
ного слоя и эксплуатационные качества деталей машин . . . 193
§ 7.1. Строение поверхностного слоя металла............................ —
§ 7.2. Пластическая деформация, упрочнение и разупрочнение металла ... 201
§ 7.3. Влияние механической обработки на состояние поверхностного слоя
заготовки............................................................ 213
§ 7.4. Шероховатость поверхности ................................ . 222
Глава 8. Технологические методы повышения эксплуатационных свойств
деталей машин......................................................... 237
§ 8.1. Влияние шероховатости и состояния поверхностного слоя на экс-
плуатационные свойства деталей машин .................................. —
§ 8.2. Технологическая наследственность.............................. 248
Глава 9. Припуски на механическую обработку ......................... 253
§ 9.1. Классификация припусков на обработку............................ —
§ 9.2. Расчет припусков на механическую обработку ................... 259
511
Глава 10. Производительность и экономичность технологических про-
цессов ............................................................. 265
§ 10.1. Производительность и себестоимость обработки . , , ( , , , , . .
§ 10.2. Основы технического нормирования........................... 271
§ 10.3. Методы расчета экономичности вариантов технологических процессов 281
ЧАСТЬ II
ОСНОВЫ ПРОЕКТИРОВАНИЯ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ МАШИН
Глава 11. Построение технологических процессов и операций и исход-
ные данные для их проектирования.................................... 292
§ 11.1. Классификация технологических процессов и структура операций —
§ 11.2. Исходные данные для проектирования технологических процессов
механической обработки и их уточнение .............................. 306
Глава 12. Проектирование единичных и унифицированных технологиче-
ских процессов обработки заготовок ................................. 319
§ 12.1. Проектирование единичных технологических процессов............ —
§ 12.2. Проектирование типовых и групповых технологических процессов 338
Глава 13. Технологические процессы массового производства.......... 356
§ 13.1. Особенности технологических процессов массового производства . . —
§ 13.2. Примеры построения технологических операций обработки загото-
вок на автоматических линиях ....................................... 366
Глава 14. Особенности построения технологических процессов обработки
заготовок иа станках с программным управлением...................... 380
§ 14.1. Область применения и технологические возможности станков с про-
граммным управлением ................................................. —
§ 14.2. Технологическая подготовка обработки заготовок на станках с ЧПУ 399
§ 14.3. Проектирование технологических процессов механической обработки
заготовок иа станках с ЧПУ.......................................... 411
§ 14.4. Особенности построения технологии обработки заготовок на обра-
батывающих центрах.................................................. 426
Глава 15. Технология сборки машин .................................. 437
§ 15.1. Характеристика сборочных процессов.........................
§ 15.2. Размерные расчеты сборочных процессов ...................... 447
§ 15.3. Проектирование технологических процессов сборки............. 456
§ 15.4. Автоматизация сборочных работ .............................. 480
Глава 16. Направления дальнейшего развития технологии машино-
строения ............................................................ 491
§ 16.1. Автоматизация единичного, мелкосерийного и серийного типов
производства......................................................... —
§ 16. 2. Создание гибкого автоматизированного производства........... 497
Приложения ........................................................... 507
Список литературы..................................................... 510
Подписано в печать 09.11.07.
Бумага офсетная. Гарнитура Школьная. Формат 84x108 ’/ва-
Печать офсетная. Усл. п. л. 26,88. Тираж 2000 экэ.
Заказ № 1368
Отпечатано в полном соответствии с качеством
предоставленных диапозитивов в ОАО «Издательско-
полиграфическое предприятие «Правда Сопера».
163002, г. Архангельск, пр. Новгородский, 32.
Тел./факс (8182) 64-14-54, тел.: (8182)65-37-65, 65-38-78, 29-20-81
www.ippps.ru, e-mail: znkazfmippps.rn