/



















































































































































































































































Текст
ПРАВОМ НИК
ОКСОХИМИКА
В ШЕСТИ ТОМАХ
Под редакцией А. К. Шелкова
ТОМ II
ПРОИЗВОДСТВО КОКСА
- ’> и
ИЗДАТЕЛЬСТВО «МЕТАЛЛУРГИЯ»
Москва 1965
УДК 662.73/74(041)
АННОТАЦИЯ
Во втором томе Справочника коксохимика
освещены вопросы процесса коксования и про-
изводства иокса. Описаны коксовые печи, обо-
рудование, машины и технологические метал-
локонструкции коксовых печей, а также
устройства для тушения, сортировки и отгруз-
ки кокса. Рассмотрены вопросы эксплуатации,
регулирования теплового и гидравлического
режима коксовых печей и контроля производ-
ства. Подробно освещены требования к ка-
честву кокса и методы его испытания. Даны
сведения по коксованию пека, конструкциями
пекококсовых печей и их оборудованию.
Справочник рассчитан на широкий круг ин-
женерно-технических работников, проектиров-
щиков коксохимического производства, а так-
же на студентов старших курсов, специализи-
рующихся по коксохимии, и преподавателей
химической переработки топлива.
Авторы
Докт. техн, наук Е, М. Тайц (1 гл.), канд, техн, наук С. А. Шварц) (15 гл.),,
инженеры И. Б. Пейсахзон (2, 3 гл.) М. Л. Гельфер (6 гл.), М. Т. Дмитриен-
ко (8 гл.), Г. А. Дорфман (5 гл.), Е. М. Израэлит (2 гл.), Н. К. Кулаков
(6, 7, ‘10, 16 гл.), С. И. Кафтан (13, 14 гл.), Б. С. Кушлянский (9 гл.),
А. С. Леонов (1 гл.), |Л. В. Мейксон! (4 гл.), Г. А. Шварц (Ы, 12, 14 гл.),
И. Я. Шварцман (4 гл.), Н. Я- Яценко (11 гл.), П. П. Бабин (11 гл.).
Редакторы
Докт. техн. наук. проф. И. М. Канин, инженеры В. П. Козырев,
И. Б. Пейсахзон, П. И. Куперман, К- И. Лгалов, В. А. Лейтес, Б, 3. Лернер,
А. Г. Потапов, М. Л. Гельфер,
Редактор издательства Н. А. Ряднова
Технический редактор Л, В. Добужинскси,
Сдано в производство 19/XII 1964 г.
Подписано в печать 11/VI 1965 г.
Бумага 70 X 108/’is — 9,0 бум. л. = 24,66 печ. л. (уел.)
Уч.-изд. л. 31,95
Т-08804 Тираж 3562
Изд. № 3108
Заказ 924 Цепа I р. 80 к.
Издательство «Металлургия», Москва Г-34, 2-й Обыденский пер., 14
Экспериментальная типография ВНИИПП
Государственного комитета Совета Министров СССР по печати
Москва И-51, Цветной бульвар, 30
Глава 1
ПРОЦЕСС КОКСОВАНИЯ
ОСОБЕННОСТИ ПРОЦЕССА
ВЫСОКОТЕМПЕРАТУРНОГО
КОКСОВАНИЯ КАМЕННЫХ УГЛЕЙ
Под коксованием в общем виде понимают
сложный процесс превращений топлива при
нагреве до высоких температур без доступа
воздуха. Характер этих превращений зави-
сит от конечной температуры нагрева
(к. т. н.) топлива.
Обычно коксование завершается при
к. т. н. в интервале 950—1050° С. Этот про-
цесс называется высокотемпературным кок-
сованием. Различают также низкотемпера-
турное коксование, или полукоксование
(к. т. н. = 500 - 600° С), и среднетемпера-
турное коксование (к. т. н. = 750° С).
К. т. н. существенно влияет на выход и
качество химических продуктов, а также
на качество твердого остатка. Полукокс ха-
рактеризуется значительно меньшей прочно-
стью в сравнении с коксом, получаемым при
высокой к. т. н. Кокс среднетемпературного
коксования отличается высокой реакционной
способностью.
Полукоксованию и среднетемпературному
коксованию подвергается небольшая часть
добываемого топлива.
Процесс высокотемпературного коксова-
ния, осуществляемый в современных камер-
ных печах, характеризуется разновременно-
стью явлений, происходящих в отдельных
слоях угольной загрузки по ширине камеры
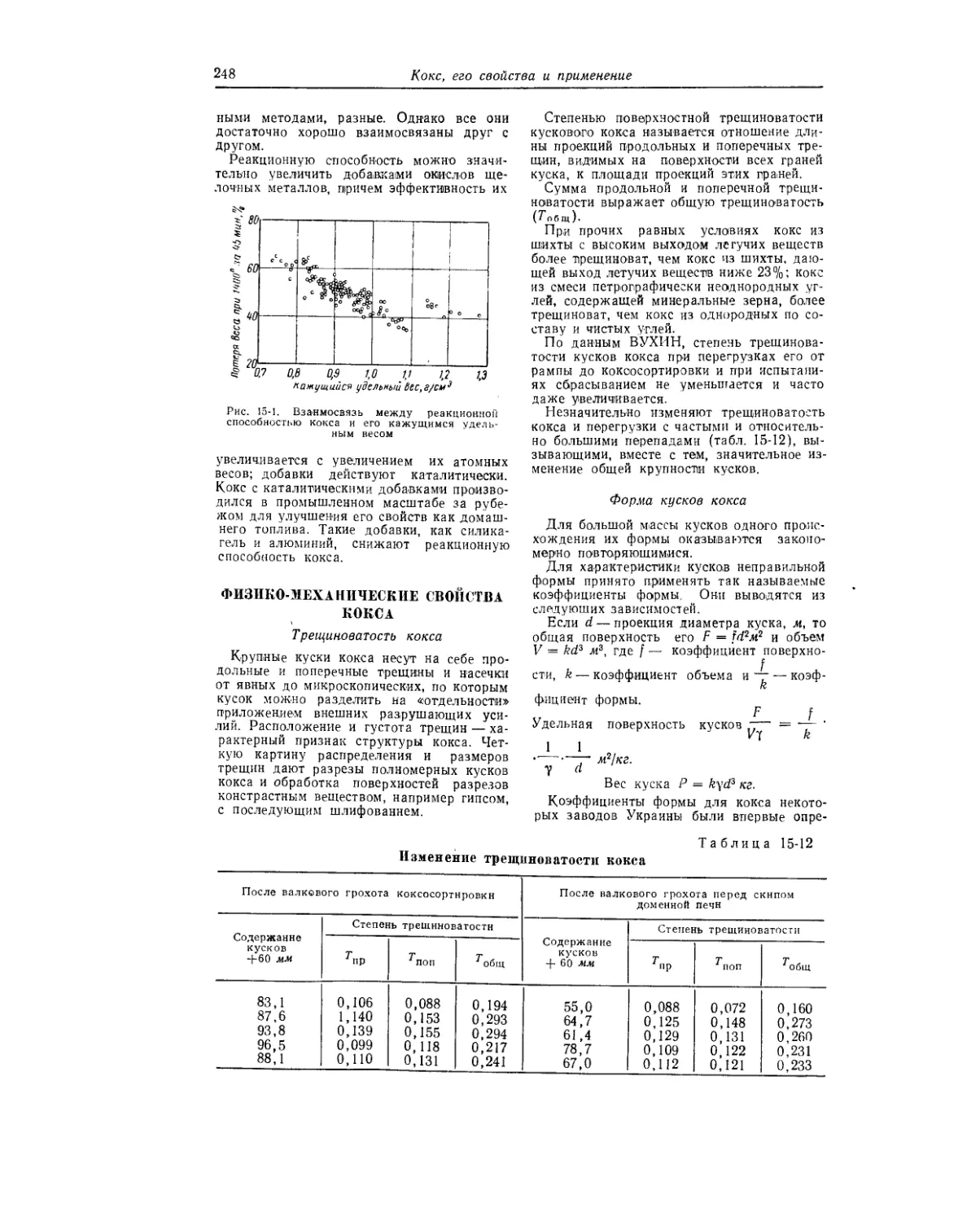
коксования. На рис. 1-1 показаны изохроны
температур по ширине камеры. К концу
коксования линии становятся пологими. Од-
нако в течение всего основного времени
коксования изохроны располагаются круто,
что объясняется малой температуропровод-
ностью угольной загрузки. Из-за этого в
коксуемом массиве длительно существуют
одновременно слои кокса, полукокса, пла-
стический слой, а также слои сухого и сы-
рого угля.
Хотя коксование в печной камере проис-
ходит послойно, кокс вместе с тем форми-
руется в виде монолитных и прочных кус-
ков, имеющих большее или меньшее количе-
ство трещин.
При рассмотрении процессов, происходя-
щих в каждом слое в течение всего перио-
да коксования, можно для упрощения вы-
делить следующие стадии: 1) от момента
загрузки до образования угольной пласти-
ческой массы; 2) пластического состояния;
3) от начала образования полукокса до кон-
ца коксования.
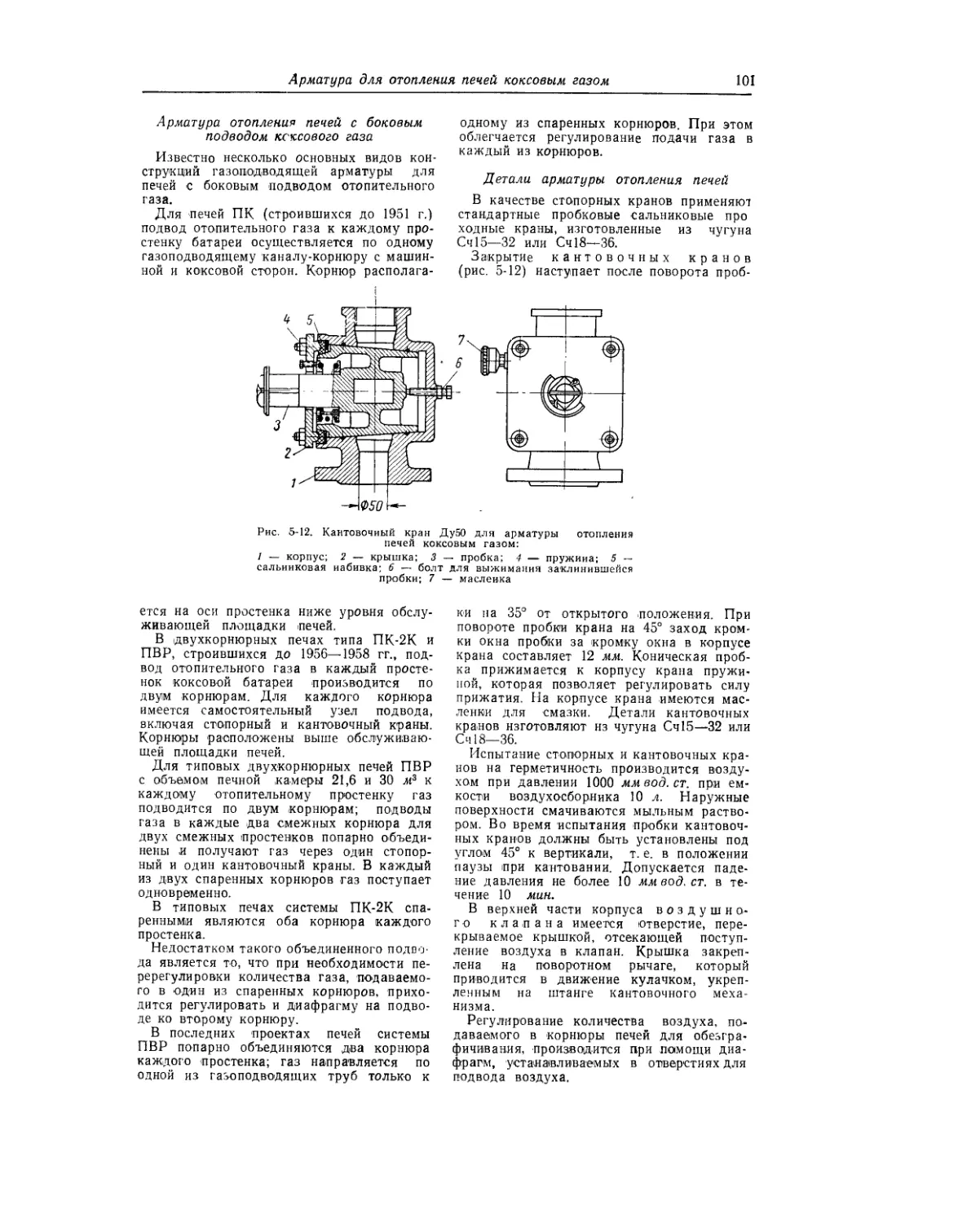
Рис. 1-1. Изохроны температур по ширине камеры коксования
4
Процесс коксования
В первой стадии удаляются окклюдиро-
ванные газы и влага и начинается разложе-
ние угля.
При переходе угля в пластическое состоя-
ние происходит спекание угля — явле-
ние, имеющее решающее значение для все-
го процесса коксообразования.
В третьей стадии образовавшийся при за-
твердевании пластической массы полукокс
упрочняется.
Таблица 1-1
Газовыделение в отдельных стадиях
процесса коксования кузнецких углей
Месторож- дение угля Выделилось летучих веществ, %
до начала образова- ния плас- тической массы в период пласти- ческого состояния от начала образова- ния полу- кокса и до конца коксова- ния
Прокопьев- ское Ленинское 11,9 14,9 20,3 34,9 67,8 50,2
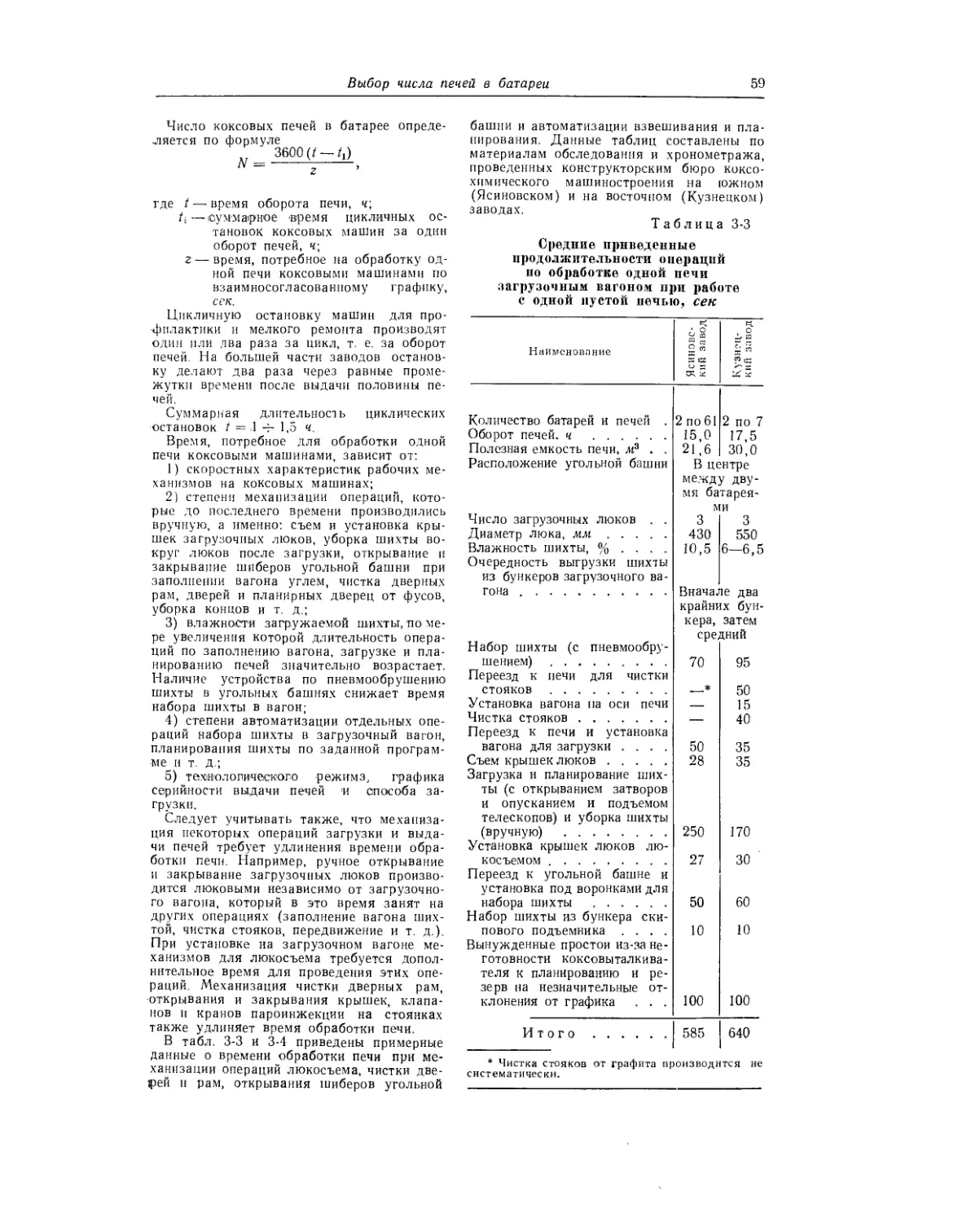
В табл. 1-1 приведены примерные данные
о выходе летучих веществ в отдельных ста-
диях процесса коксования.
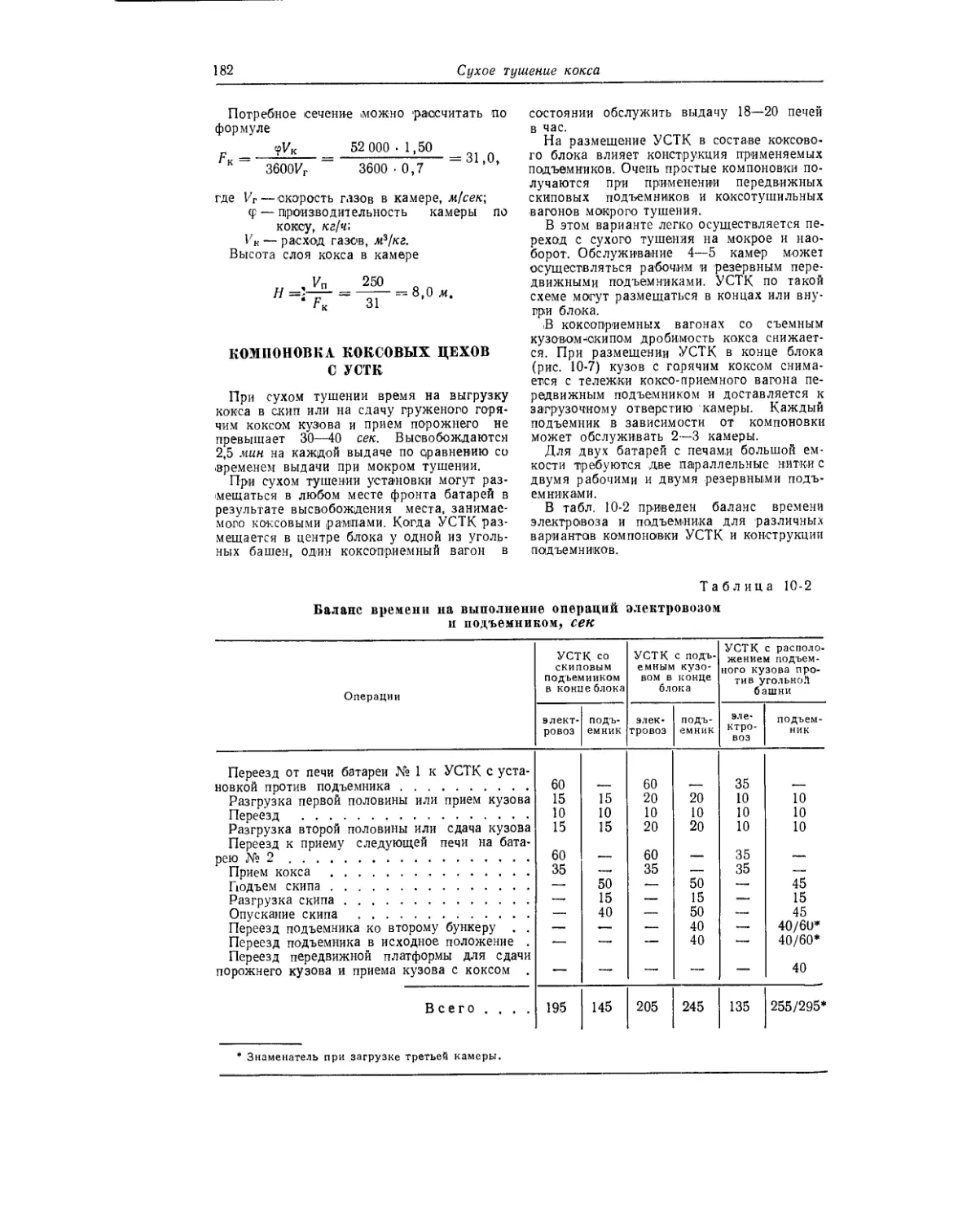
В табл. 1-2 приведены температурные
границы интервала пластичности донецких
углей.
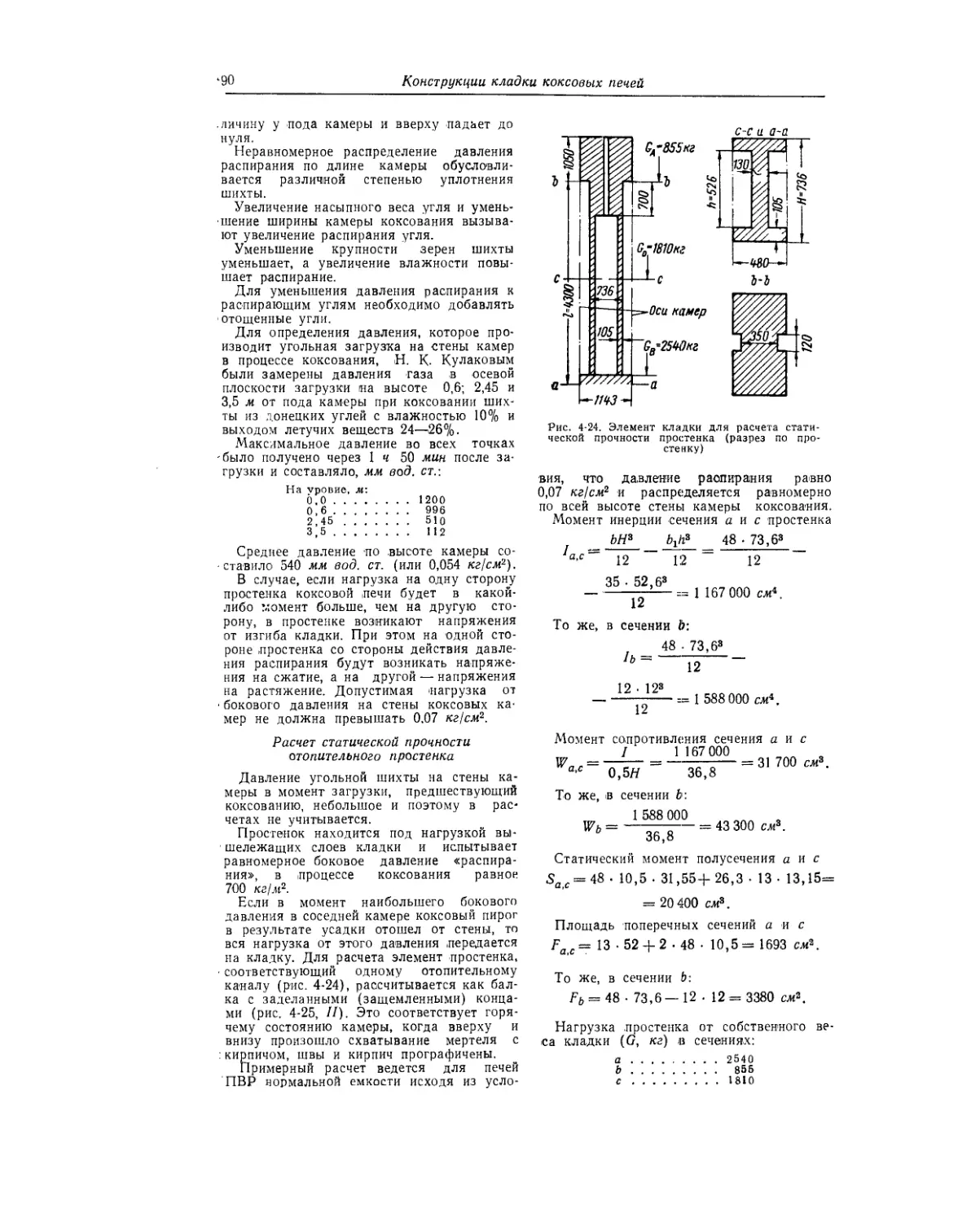
этом может развиваться определенное дав-
ление вспучивания (распирания), которое
зависит также от газопроницаемости слоев
полукокса — кокса и густоты сети образую-
щихся в них трещин.
Давление вспучивания может быть на-
столько большим, что способно нарушить
кладку печных камер, в особенности когда
коксуются малоусадочные хорошо спекаю-
щиеся угли.
Данные, полученные при испытании до-
нецких углей в печи с подвижной стенкой,
показаны в табл. 1-3.
Кривые давления вспучивания шихт из
Рис. 1-2. Результаты исследования
давления вспучивания различных
углей:
1 — марка ОС; 2 — марка К;
3 — марка Ж; 4 — марка Г
Производилось измерение давления рас-
пирания непосредственно в пластическом
слое в промышленных печах (Гипрококс).
Оказалось, что для типовых шихт из донец-
Таблица 1-2
Темпе1»атурные границы
пластического слоя углей
ОФ или ЦОФ Технологическая группа углей Технический анализ, % Пластометри- ческие пока- затели, мм Температура1 на- чала размягче- ния, °C Температура1 на- i чала затвердева- ния пластичес- кой массы, °C 1 Температурный 1 интерт ал плас- I тпчнкти, °C
дс иг X У
Ново-Гслубовская . . . Г16 1,42 8,46 38,38 38 16 340 430 90
Никитовская Ж21 0,86 7,80 27,41 15 23 366 473 107
Ново-Узловская .... Ж21 0,66 9,68 28,71 12 25 361 474 ИЗ
Донецкая КЖ 0,52 6,46 22,99 11 20 381 479 98
Богураевская ОС6 0,81 8,93 17,14 13 9 413 481 68
Ново-Кондратьевская . . ОС 0,61 8,05 14,90 13 6 418 480 62
1 Температурные границы пластического слоя углей определялись на дилатометре Одябзра— Арну
по несколько измененной методике.
ОБРАЗОВАНИЕ ПЛАСТИЧЕСКОГО
СЛОЯ И ЕГО СВОЙСТВА
Вязкая пластическая масса оказывает
большее или меньшее сопротивление эва-
куации продуктов разложения, которые
стремятся увеличить объем угольной за-
грузки (привести к ее вспучиванию); при
ких углей максимум давления возникает в
конце второго часа коксования у пода ка-
мер и составляет 0,12 кг/сдг2. К верху печи
давление уменьшается. Среднетемператур-
ное давление составляет 0,05 кг/см2.
На рис. 1-3 представлены кривые давле-
ний в камере на протяжении процесса кок-
сования
Структура кокса слоевого процесса
5
Таблица 1-3
Зависимость между давлением распирания, спекаемостыо
и пластометрическими показателями углей
Шахта н пласт Марка Давление распира- ния кг, см2 Технический анализ, % Спека- емость по ИГИ Пластометри- ческне пока- затели, мм
зола выход ле- тучих веществ X У
№ 5/6 им. Димитрова г 0,060 6,10 38,90 19,5 33 11
№ 29, пласт Смоляниновский . . ж 0,099 8,05 32,38 18,6 23 15
№ 3-бис, пласт Макеевский . . . ж 0,175 10,02 28,57 31,4 6 26
Ясиновка, пласт Макеевский . . . к 0,205 6,52 23,95 22,6 3 20
№ 11/21, пласт Прасковеевский ОС 0,310 10,76 16,76 8,0 8 7
Московская, пласт Смоляниновский ОС 0,035 7,77 16,38 — 21 Ок. 6
Для кузнецких углей давления распира-
ния, полученные ВУХИН на печи с подвиж-
ной стенкой, составили, «г/см2: Г — 0,018;
Ж — 0,020 + 0,058; К — 0,010 + 0,035.
Свойство пластической массы оказывать
сопротивление удалению газов характери-
зует ее газопроницаемость или газонепро-
ницаемость. По этому свойству угли могут
Рис. 1-3. Кривые давления в кок-
совых печах прн коксовании шихт
из донецких углей:
1 — низ загрузки; 2 — центр за-
грузки; 3 — верх загрузки
Поскольку при обычных условиях коксо-
вания объем загрузки ограничен и малога-
зопроницаемая масса испытывает сопротив-
ление расширению, можно считать, что ог-
раничение в увеличении объема угольной
загрузки способствует получению прочного
кокса из правильно подобранной смеси уг-
лей. Если же возникают условия, при кото-
рых масса свободно вспучивается, то вме-
сто нормального кокса образуется губча-
тый кокс, т. е. рыхлая, вспученная непроч-
ная масса. При высокой газопроницаемости
пластической массы и очень малом давле-
нии распирания прочность получаемого в
печной камере кокса может оказаться по-
ниженной.
Газопроницаемость и вспучивание пласти-
ческой массы зависят от вязкости угля в
пластическом состоянии.
Необходимую вязкость пластической мас-
сы обеспечивает правильный подбор шихты
для коксования и условия ее подготовки.
( ТРУХгТУРА КОКСА
СЛОЕВОГО ПРОЦЕССА
Эвакуация газов из пластической уголь-
ной массы сопровождается образованием
системы пор в коксе. Местное течение мате-
риала может происходить из-за трения,
возникающего вследствие сопротивления
угольной массы удалению газов. Если рас-
сматривать поперечные срезы кусков кок-
са. в особенности с помощью бинокулярной
лупы или микроскопа, в углублениях тела
кокса можно обнаружить характерный
блеск (стенок пор), что может быть след-
ствием течения материала.
По блеску продольные срезы кусков нор-
мального металлургического кокса сущест-
венно отличаются от поперечных, что объ-
ясняется определенной ориентированностью
системы пор в коксе. Если считать, что фор-
ма пор в коксе напоминает линзовидную, то
в продольном разрезе куска очертания пор
будут приближаться к эллипсам, а в попе-
речном— к кругам. В продольном разрезе
мы видим поглощающие свет полости, и
потому поверхность матовая, в поперечном
разрезе — отражающие свет углубления, и
поэтому поверхность характеризуется блес-
ком.
В результате ориентированности системы
пор в продольном разрезе кокса хорошо
видна его слоистость, следствием которой
является анизотропия кокса, т. е.
различие свойств в двух направлениях —
продольном и поперечном. Оптическая
анизотропия заключается в том, что попе-
речные срезы кусков кокса значительно
сильней отражают свет, чем продольные
Наблюдается и механическая анизотропия
Испытания показали, что упругая де-
формация вдоль куска кокса оказыва-
ется большей, а сопротивление сжа-
тию и модуль упругости меньши-
ми, чем при испытании аналогичных образ-
цов в поперечном направлении. Это объяс-
няется текстурными особенностями кусков
кокса; расположением элементарных слоев,
составляющих тело кокса, параллельно обо»
гревающим поверхностям.
6
Процесс коксования
Ниже приведены данные испытания кус-
ков кокса одного из коксохимических заво-
дов, работающего на донецких углях. Если
значения, полученные при испытании об-
разцов в продольном направлении, прирав-
нивать единице, то показатели, характери-
зующие свойства образцов кокса, вырезан-
ных в поперечном направлении, соответст-
венно будут:
Сопротивление сжатию.............1,35
Модуль упругости ................1 ,30
Газопроницаемость................1 35
Прочность и пористость тела кокса оп-
ределяются не только природой углей, со-
ставом и свойствами коксуемой смеси, но
и основными условиями процесса коксова-
ния, в частности тем, что пластический
слой не может свободно расширяться.
ФАКТОРЫ,
ОПРЕДЕЛЯЮЩИЕ КРУПНОСТЬ
И СТЕПЕНЬ ТРЕЩИНОВАТОСТИ КОКСА
Крупность и степень трещиноватости кок-
са, так же как и структура тела кокса, за-
висят не только от свойств исходных углей
или состава шихт, но и от основной особен-
ности процесса в современных печах — его
послойности.
После затвердевания пластической массы,
т. е. превращения ее в полукокс, продолжа-
ется интенсивный процесс разложения и
преобразования молекулярной структуры
вещества, из-за чего наблюдается упрочне-
ние материала кокса и его усадка.
Кривая динамики процесса усадки для
отдельных углей и шихт имеет характер-
ный вид. На рис. 1-4 показана зависимость
Температура, Т
Рис. 1-4. Зависимость скорости
усадки от температуры коксова-
ния:
1 — уголь Г; 2 — уголь К
скорости усадки от температуры для углей
Г и К. Усадка в коксуемом слое, очевидно,
начинается с того момента, когда прекра-
щается давление вспучивания. В соответст-
вии с изменением скорости удаления лету-
чих веществ скорость усадки вначале воз-
растает, а затем снижается (часто на кри-
вой усадки бывает два максимума).
Для процесса коксования характерно по-
следовательное в каждом слое увеличение
скорости усадки и дальнейшее ее уменьше-
ние. Это значит, что в смежных слоях, ко-
торые находятся на разных стадиях про-
цесса коксования, скорость усадки будет
разной. При этом разность скорости усад-
ки, или градиент скорости у с а д-
к и, постепенно уменьшается в течение кок-
сования (аналогично тому, как снижается
температурный градиент). Градиент скоро-
сти усадки является одной из причин воз-
никновения в коксуемом массиве 'внутрен-
них напряжений и образования трещин, от
которых зависит и ситовый состав кокса.
Регулирование градиента усадки, и тем
самым кусковатости и степени трещинова-
тости кокса, возможно путем соответствую-
щего изменения абсолютной усадки мате-
риала, которая, в первую очередь, зависит
от выхода летучих веществ, скорости кок-
сования и спекаемости шихты.
Влияние абсолютной усадки подтвержда-
ется тем, что при коксовании углей с боль-
шим выходом летучих веществ (и доста-
точно высокой спекаемостью) увеличивает-
ся трещиноватость кокса.
Сравнивая данные о скорости усадки
смежных слоев кокса (в различные часы
коксования) при нагревании шихт или уг-
лей с разным выходом летучих веществ
(например, Г и К), можно видеть, что
разность в скорости усадки при переходе
от одного слоя к другому (т. е. градиент
усадки) для угля типа Г значительно выше,
чем для угля марки К.
При увеличении скорости коксо-
вания возрастает температурный
градиент и повышается, следовательно,
градиент скорости усадки. Это приводит к
росту внутренних напряжений и увеличе-
нию трещиноватости кокса. Поэтому путем
изменения скорости коксования можно су-
щественно менять крупность и трещинова-
тость кокса.
Спекаемость углей также имеет большое
значение для трещинообразования. Из уг-
лей или смесей с избыточной спекаемостью
при одинаковой усадке, равной скорости
нагрева, а также одинаковых значениях
измельчения и плотности образуется более
трещиноватый кокс. В этом случае проч-
ность связи между смежными слоями за-
твердевающей и подвергающейся усадке
массы повышается, что приводит к росту
напряжений, возникающих из-за усадки
этих слоев с разной скоростью. Путем
правильного составления шихты и выбора
необходимого режима нагрева могут быть
созданы условия, при которых образуется
не только прочный, но и крупный кокс.
ЗАВИСИМОСТЬ СВОЙСТВ КОКСА
ОТ УСЛОВИЙ подготовки
И НАГРЕВА ШИХТЫ
Качество кокса зависит от многих тех-
нологических факторов, в частности от сте-
пени измельчения угля, степени уплотнения
(насыпного веса) шихты, содержания вла-
ги, режима нагрева и др.
Зависимость свойств кокса от условий подготовки и нагрева шихты
7
От степени измельчения угля в опреде-
ленной мере зависят спекаемость шихты
(прочность тела кокса), а также кускова-
тость и степень трещиноватости кокса. По-
этому большое значение имеет установление
оптимальной степени измель-
чения и схемы дробления углей. При
этом необходимо учитывать, что для полу-
чения возможно более однородной шихты,
а следовательно, и однородного по структу-
ре и свойствам кокса, необходимо более тон-
кое измельчение компонентов; лишь в этом
случае может быть достигнуто совершенное
смешение разнородных по свойствам части-
чек. Однако при чрезмерном измельчении
понижается насыпной вес шихты, затрудня-
ются условия загрузки и — что очень важ-
но— часто повышается вязкость угля при
его переходе в пластическое состояние
(табл. 1-4), т. е. понижается его спекае-
Таблица 1-4
Увеличение вязкости пластической
массы при измельчении угля
Уголь, шахта, пласт Относительная вязкость пласти- ческой массы уг- лей при измельче- нии (в относитель- ных единицах)
1,5—0 лм:|о,2—0 мм
Газовый, шахта А, пласт Поленовский Жирный, Бабанаковский 625 805
уклон, пласт 23 ... . Жирный (Осиновский) 690 770
шахта 4, пласт П2 . . Коксовый, шахта Проко- 1950 2255
пьевская, пласт Внут- ренний 5450 10000
Коксовый, шахты 1—2 Тощий, спекающийся, 9900 —
шахты 9—15 24000 —
мость. Здесь наблюдается эффект самоото-
щения, заключающийся в том, что при очень
тонком помоле облегчаются условия уда-
ления летучих продуктов (при этом пони-
жается давление вспучивания), из-за чего
при пиролизе усиливаются реакции поли-
конденсации, ведущие к уменьшению теку-
чести массы.
Характер изменения прочности кокса в
зависимости от степени измельчения для уг-
ля Кузнецкого и Карагандинского бассей-
нов виден из рис. 1-5.
При слишком грубом измельчении шихты
качество кокса ухудшается (структура его
становится неоднородной, прочность пони-
женной); при наличии в шихте, основная
масса которой достаточно тонко измельче-
на, крупных минеральных зерен или гру-
бых частиц угля (5—6 мм и выше) проч-
ность образующегося кокса меньше из-за
развития дополнительных «местных» тре-
щин, обусловленных этими включениями.
Поэтому необходимо стремиться к тако-
му измельчению шихты, при котором не
образуется излишнего количества самых
тонких фракций и вместе с тем додрабли-
ваются наиболее крупные частички. Особен-
но важно подвергнуть достаточно тонкому
Рис. 1-5. Зависимость прочности кок-
са от степени измельчения кузнецких
углей:
I — карагандинский уголь; 2 — уголь
марки К; 3 — уголь марки Ж; 4 —
уголь марки Кг
дроблению зерна матовых углей, доля ко-
торых может быть значительной при коксо-
вании полосчатых петрографически неодно-
родных углей с большим содержанием фю-
зинита. Вообще следует подходить диф-
ференцировано к измельчению углей от-
дельных марок. При этом следует учиты-
вать спекаемость угля данной марки, а
также спекающие свойства других компо-
нентов и содержание каждого из них
в шихте.
В случае недостаточно тонкого дробле-
ния слабоопекающихся углей (для которых
в пластическом периоде характерно малое
время контакта с окружающей массой
вследствие повышенной температуры раз-
мягчения и малого интервала пластичнос-
ти) уменьшается поверхность контакта
зерен этих углей, что отрицательно сказы-
вается на прочности кокса. Однако избы-
точное измельчение (излишинй рост внеш-
ней поверхности) также может увеличить
истираемость кокса в результате «самоото-
щення» шихты.
Прочность, размеры кокса и его трещи-
новатость зависят в значительной степени
и от насыпного веса шихты. При уплотне-
нии шихты увеличивается площадь контак-
та между зернами углей. Это приводит к
тому, что возрастает и прочность связи
между размягчающимися частичками
в результате взаимодействия ;по поверхнос-
тям соприкосновения. Образующийся кокс
в этом случае получается более прочным.
Для повышения насыпного веса шихты
существует несколько способов. Распрост-
ранен способ микродобавок углеводородных
жидкостей (например, керосина). Макси-
мальное увеличение насыпного веса дости-
гается при оптимальной величине микро-
добавки (табл. 1-5).
8
Процесс коксования
Таблица 1-5
Влияние микродобавок на насыпной вес
(влажность шихты 5%, содержание
класса < 3 мм 91,5%)
Добавка ке- росина, % Насыпной вес г/дм3 Увеличение насыпного веса, %
0,0 665
0,05 762 14,5
0,10 722 8,5
0,20 720 8,2
0,30 718 7,8
0,50 710 6,7
1,00 708 6,4
Трамбование шихты позволяет получить
угольный пирог с плотностью до 0,9—
1,0 т/м3, благодаря чему из углей понижен-
ной спекаемости можно получить относи-
тельно прочный кокс (табл. 1-6).
Коксование термически обработанной
шихты существенно сказывается не только
на производительности коксовых печей,
насыпном весе шихты, прочности кокса, но
и на его куоковатости и степени трещино-
ватости.
Существенно влияет на качество кокса
режим напрева угля. Изменение ско-
рости нагрева и конечная температу-
ра коксования отражаются одновременно
на прочности тела кокса и на его трещино-
ватости. Это подтверждают данные
табл. 1-9, где представлены результаты
коксования шихты из углей Кузнецкого
бассейна состава: 17% 1Ж26; 11% 2Ж26;
41% КЖ14; 31% К2 (технический анализ
шихты: 6% 1ГР, 8,3% Л«, 24,3% Vе;
у = |1'6 мм).
Влияние скорости нагрева на качество
кокса из донецких углей иллюстрируется
данными табл. .1-10, из которых видно, что
с повышением температуры обогрева и ско-
рости коксования, как и в случае Кузнец-
ких углей (табл. 1—9), возрастает проч-
Таблица 1-6
Влияние трамбования шихты на качество кокса из кузнецких углей
пониженной спекаемости (у—12 мм)
Способ загрузки Объемный вес т/м9 Период коксо- вания ч—мин Ситовый состав кокса по классам (мм), % Барабанная проба, кг
>80 80-60 60-40 40—25 оста- ток 10-0 мм
Насыпью 0,67 14—30 45,1 34,6 16,2 4,1 292 73,7
С трамбованием 0,90 16—50 42,9 37,6 15,5 4,0 324 43,4
То же 1,03 17—20 39,1 40,1 16,4 4,4 316 37,7
Проводятся опыты по частичному брике-
тированию шихты из слабоспекающихся уг-
лей для повышения плотности печной за-
грузки. Разрабатывается также проблема
коксования шихт, подвергнутых предвари-
тельной термической обработке и сушке.
Таблица 1-7
Влияние предварительного нагревания
шихты на ее насыпной вес
Температура предва- рительного нагре- вания, °C Влажность % Насыпной вес кг/м9
Без иагрева 10 728
» » 3,8 800
120 - 1 1 850
210 — 862
260 — 851
300 — 834
Эти способы уменьшают содержание влаги
в шихте до ~2°/о, что значительно повы-
шает насыпной вес, загрузки (табл. 1-7) и
улучшает качество кокса (табл. 1-8).
ность тела кокса, уменьшается содержа-
ние крупных классов и повышается его
трещиноватость, что приводит к пониже-
нию остатка в барабане. Форсированный
нагрев более целесообразен в случае шихт
умеренной спекаемости.
Зависимость качества кокса от ширины
камеры коксования определяется в первую
очередь свойствами шихты. В печных каме-
рах равной ширины при одинаковых темпе-
ратурах обогрева в широких камерах про-
исходит укрупнение кокса (из-за меньшего
градиента скорости усадки). При коксова-
нии в широких камерах (450 мм) шихт из
хорошо спекающихся донецких углей об-
разуется кокс лучшего качества.
При коксовании в широких камерах куз-
нецких углей с хорошей спекаемостью ме-
ханическая прочность кокса по сравнению с
коксом ив печей шириной 407 мм может не-
сколько возрасти, так же как и крупность
металлургического и скипового кокса.
вместе с тем при коксовании в широких
камерах шихт с недостаточно высокой спе-
каемостью механическая прочность кокса
может понизиться.
Влияние продолжительности
коксования иа качество кокса также
Зависимость свойств кокса от условий подготовки и нагрева шихты
Таблица 1-8
Изменение качества кокса при предварительной термической обработке шихты
Шахта Учас- тие в смеси % Условия коксования Качество кокса
темпера- тура нагрева угля °G период коксо- вания ч — мин Ситовый состав кокса по классам (мм), % Барабанная проба, кг
>80 80-60 60—40 40-25 оста- ток класс 10—0 мм
Абашевская 1 (жир- ный уголь) .... 50 Без наг- рева 15—00 62,4 19,4 13,8 4,4 291 64
№ 9—15 —- 170 12—20 63,1 16,2 15,6 5,1 303 46
Анжеруголь (слабоспе- кающийся) .... 50 215 11—45 63,2 16,9 14,4 5,1 294 51
определяется свойствами шихты. В случае
ожир1ненной шихты удлинение периода кок-
сования приводит к образованию кокса от-
носительно лучшего качества, что можно
объяснить уменьшением скорости коксова-
ния и градиента усадки.
Таблица 1-9
Зависимость прочности кокса от
скорости процесса коксования
кузнецких углей
Номер режима 1 Средняя скорость повышения темпера- туры в осевой плос- кости загрузки град!мин Средняя конеч- ная температура 1 в осевой плос- I костн пирога, °C Барабанная проба, кг
в интер- вале 300—500°С в интер- вале 500—700°С оста- ток 10-0 мм
1 2,2 2,5 820 304,1 49,6
2 2,6 2,6 925 324,6 42,0
3 3,2 2,5 1000 314,6 36,8
Большое значение имеет равномер-
ность качества кокса. В одной и той же
печной камере можно получить кокс раз-
личного качества при недостаточной равно-
мерности обогрева по длине и 'высоте печ-
ной камеры, а также из-за неодинакового
уплотнения загрузки.
Исследования Гипрококса и УХИН на
холодной модели печной камеры высотой
5 jh и объемом 30 я3 показали, что при всех
существующих методах загрузки плотность
шихты в объеме камеры неодинакова. Так,
для шихты с влажностью 10,5% и помолом
<3 ,н.и93% наибольшая плотность загрузки
(920—955 кг/м3) наблюдалась на поду ка-
меры по оси загрузочных люков; по высоте
камеры под загрузочными люками и непо-
средственно под планирной штангой плот-
ность составляла 850—900 кг/м3; наимень-
шая плотность между загрузочными люками
и у дверей 700—750 кг/м3. Неравномерность
плотности шихты объясняется уплотнением
ее при падении в камеру, а также утрамбо-
выванием планиром.
-Равномерность нагрева печной загрузки
по -высоте -и длине камеры зависит от коч-
Таблица 1-10
Зависимость качества кокса
от температуры коксования
шпхт из донецких углей
Показатели Номер опыта
1 2 3 4
Шихта Состав, %: Г 10 10 20 20
Ж 45 45 40 40
К 25 25 20 20
ОС 20 20 20 20
Содержание класса >3 мм, % . . . 92,0 94,0 93,0 93,7
№р 8,0 7,3 6,8 8,4
Ас 7,13 7,14 7,11 7,78
Vr 27,1 27,4 29,0 29,0
Q с д об 2,17 2,12 2,27 2,37
Условия коксования Период, ч-мин . . 13—55 12— 14— 12—
Средняя скорость коксования, мм/ч 14,7 30 16,3 00 14,6 30 16,3
Температура в кон- трольных верти- калах с коксовой стороны, °C . . 1360 1417 1361 1412-
Кокс Барабанная проба кг: остаток , . . 336,5 324,8 334,8 320,7
класс 10—0 мм 28,2 21,2 30,4 19,4
Содержание клас- сов 60 мм, % . . 48,4 47,6 54,2 46,8
структи-вных особенностей обогревательного
простенка и технологического режима обо-
грева.
В табл. 1-11 показано, как сказывается
полнота загрузки на прогреве верха коксо-
вого пирога.
to
Процесс коксования
Таблица 1-11
Влияние полноты печной загрузки
на прогрев верхних зон
коксового пирога
Высота под- сводового пространства после заг- рузки, мм Конечная температура коксово- го пирога на расстоянии от пода камеры, °C
3200 мм | 3570 мм 3770 мм
230 125 0 1030 970 937 998 819 706 952 832 746
Большое влияние на температуру верхней
зоны загрузки и температуру подсводового
пространства оказывает вертикальная усад-
ка шихты в камере коксования (табл. 1-12).
Показатели
Величина усадки, мм
Средняя конечная тем-
пература верхней зо-
ны коксового пиро-
га, °C ..............
Конечная среднедина-
мическая темпера-
тура коксового пи-
рога, °C ............
Таблица 1-12
Шихта
363 ’ 420 310
946 984 890
929 949 880
Величина усадки зависит от технологических
свойств шихты и содержания влаги; она
изменяется и при обмасливании.
Вертикальная усадка составляет пример-
но 300—350 мм для шихт из донецких уг-
лей и 400—450 мм для шихт из кузнецких
углей.
В результате сокращения объема коксо-
вого пирога в процессе коксования наблю-
дается и его поперечная усадка.
Благодаря достаточной поперечной усадке
коксовый пирог может быть легко выдан
из печи. Сокращение ширины пирога зави-
сит от усадки кокса и давления распирания
шихты. Измерения показали, что при усад-
ке 2,6—2,8 мм «тяжелого хода» печей не
бывает. Начало поперечной усадки наблю-
дается на 8—9 ч коксования.
ВЛИЯНИЕ ТЕМПЕРАТУРНОГО РЕЖИМА
КОКСОВАНИЯ НА ВЫХОД
И КАЧЕСТВО ХИМИЧЕСКИХ
ПРОДУКТОВ КОКСОВАНИЯ
Выход и качество химических продуктов
коксования зависят от ряда факторов: сте-
пени метаморфизма, петрографического со-
става углей, выхода летучих веществ, влаж-
ности, температурного режима коксования
и др.
Выход химических продуктов коксования
из донецких углей различной степени мета-
морфизма приведен в табл. 1-13.
Таблица 1-13
Выход продуктов коксования
из донецких углей,
% к сухому углю
Д 59,90 5,20 8,60 1,57 23,360,62 0,75
Г 72,57 5,27 4,83 1,37 14,740,22 1,00
Ж 75,03 5,10 4,41 1,05 13,000,22 1,19
к 81,41 2,87 3,07 0,80 10,850,26 0,74
ОС 85,86 1,70 1,85 0,38 9,90 0,20 0,11
(Выход >смолы и сырого бензола при коксо-
вании шихт с различным выходом летучих
веществ меняется следующим образом, %
к сухому углю:
Выход
летучих веществ Смола Сырой бензол
из шихты
20—22
23-25
26-28
2,5-2,7
2,9-3,2
3,5-4,0
0,75—0,85
0,90—1 , 00
1 .0-1 .2
Важнейшим фактором, определяющим
выход и качество химических продуктов
коксования, является температурный
режим коксования.
В табл. 1-14 приводится зависимость вы-
хода химических продуктов от степени
нагрева угольной загрузки (условий тер-
мической переработки).
Влияние температуры обогрева на состав
и качество химических продуктов коксо-
вания видно из табл. 1-15.
Выход химических продуктов существен-
но изменяется в течение периода коксова-
ния, что показано на рис. 1-6.
Основное значение для образования хи-
мических продуктов коксования имеют
процессы, протекающие в загрузке печей
и зависящие от характера распределения
температуры в загрузке. На образование
химических продуктов влияет также тем-
пература подсводового пространства.
Материальный баланс коксования
11
Таблица 1-14
Выход химических продуктов
в зависимости от вида коксования
Продукты Низкотем- пературное Среднетем- пературное Высокотем- пературное
Смола
Выход, % к углю . . 9,0— 10,0 7,0 4,0
Состав смолы, %: легкое масло до
180° С . . . . 7,40 7,10 1,60
карболовая кисло- 0,30 0,60
та (фенол) . . . —
крезолы .... 3,80 2,30 1,10
нафталин .... — Следы 6,50
парафин 0,80 0,30 —
различные масла 76,0 60,0 33,0
пек (температура размягчения 70° С) .... 12,0 57,0
30,0
Газ
Выход, м3/пг угля . . 120 200 330
Состав газа, %:
СО2 3,0 4,0 4,0
4,0 3,5 3,0
о2 0,5 0,5 0,5
со 4,0 5 0 8,0
н2 31,0 45,0 52,0
сн4 55,0 38,0 25,0
N2 2,5 4,0 7,5
Теплота сгорания Легкие масла
Выход, % к углю . . 1 ,о 1,0 1,3
Лшшал
Выход, % к углю . . Следы Следы 0,3
Рис. 1-6. Выход химических продуктов в течение
периода коксования:
i — чистый бензол; 2 — сырой бензол; 3 — наф-
талин; 4 — смола; 5 — газ
( м3/ч; — — — кг!ч)
Таблица 1-15
Влияние температуры обогрева
иа состав н качество
химических продуктов коксования
Показатели Температура обогрева/ °C
1325 1385
Конечная температура по оси коксования пирога перед выдачей, °C . . Состав сырого бензо- ла, %; бензол толуол ксилолы Удельный вес смолы при 20° С Содержание в смоле, %: нафталина фенолов 980 64,0 17,8 4,8 1,165 8,9 1,8 1125 70,5 14,0 3,8 1,190 10,8 1,1
МАТЕРИАЛЬНЫЙ БАЛАНС
КОКСОВАНИЯ
Различают три основные типа материаль-
ных балансов:
1) материальный баланс сырья и продук-
тов коксования по компонентам;
2) материальный баланс сырья и продук-
тов коксования по химическим элементам;
3) материальный баланс веществ, участ-
вующих в процессе горения в отопительной
си стеме.
В практике распространен преимуществен-
но первый тип материального баланса.
В нем приводятся данные о выходе хими-
ческих продуктов коксования. Расчет обыч-
но производят, выбирая в качестве едини-
цы загрузки 100 или 1000 кг шихты, и ис-
ходят при этом из влажной (рабочей)
шихты.
Статьи прихода
1. Выход сухой шихты (ZZZC) находится
по формуле
Шс = 100 — Wp,
где W" — влажность шихты, %.
2. Подсос воздуха и продуктов горения в
камеру коксования практически невозмо-
жен, так как в камерах поддерживается по-
ложительное давление в течение всего пе-
риода коксования.
Некоторый подсос наружного воздуха воз-
можен в процессе планирования через пла-
нирную дверцу, а также на пути движения
газа в работающих под разрежением газо-
проводах прямого газа и аппаратуре хими-
ческого завода при недостаточной их гер-
метичности. Количество подсосанного воз-
духа определяется по избытку азота в об-
ратном газе.
Процесс коксования
Статьи расхода
1. Выход валового кокса из рабочей ших-
ты определяют по формуле
100 —(Ур +1УР) , п „
= — -------—------- 100 + П,
100 — У'
где К — выход сухого кокса из рабочей
шихты, %;
Ур — выход летучих веществ рабо-
чей шихты, %;
1Ур — содержание влаги в рабочей ших-
те. %;
_ выход летучих веществ из сухого
кокса (обычно колеблется в преде-
лах 0,7—1%), %;
П—величина припека, вычисляемая
по разности между выходом кок-
са в производственных условиях
и выходом твердого остатка из
шихты в лабораторных условиях
при испытании методом тигель-
ной пробы, %.
Величина П обусловлена тем, что в печ-
ной камере (в отличие от тигельного коксо-
вания) образующиеся летучие продукты
дополнительно разлагаются, что увеличи-
вает выход твердого остатка. Имеет значе-
ние и то, что при коксовании в тигле при
быстром нагреве усиливаются процессы де-
струкции и тормозятся процессы поликон-
денсации, что снижает выход твердого ос-
татка.
Величина припека П (%) может быть оп-
ределена по формуле Б. И. Кустова и
Я. Е. Гинсбурга
юо —
/7= 47,1 — 0,58 ---------- • 100,
юо -У'
где Ущ—выход летучих веществ сухой
шихты, %;
У£—выход летучих веществ сухого
кокса, %.
Величина П колеблется в пределах 0,5—-
2,5% и зависит от выхода летучих из ших-
ты, режима коксования и других факторов.
Валовой кокс складывается из отдельных
классов:
а) кокс металлургический крупностью
> 25 мм (выход его принимается равным
91—94% от валового),
б) коксовый орешек, 10—25 мм (выход
2—3% от валового),
в) коксовая мелочь, 0—10 мм (выход 4—
6% от валового).
2. Выход смолы GCM (% от рабочей ших-
ты) может быть определен по следующей
эмпирической формуле:
GCM = [—18,36 + 1,53УГ — 0,026 (Уг)2] X
100—(АР + 1УР)
х 100
Ар—содержание золы в рабочей ших-
те, %;
1Ур — содержание влаги в рабочей ших-
те, %.
Выход смолы колеблется в пределах 3—
4«/о.
3. Выход сырого бензола определяют по
эмпирической формуле
G6 = [—1,61 + 0,144УГ — 0,0016(У1)2] х
100 — (Ар -г 1УР)
X -----------------.
100
В производственных условиях Go колеб-
лется в пределах 0,7—1,2%.
4. Выход аммиака определяется по фор-
муле
17 100- (Ар + 1УР)
14 100
где b — коэффициент перехода азота угля в
аммиак (для практических расче-
тов Ь = 0,15):
Л1Г — содержание азота в горючей массе
шихты, %;
17 — молекулярный вес аммиака;
14 — атомный вес азота.
GaM колеблется в пределах 0,20—0,30%.
5. Выход обратного сухого газа с доста-
точной для практики точностью дает сле-
дующая эмпирическая формула:
100—1ГР
100
где а — коэффициент пропорциональности,
равный 3—3,3.
6. Общая влага складывается из влаги
шихты и пирогенетической; влага шихты
принимается одинаковой в приходной и рас-
ходной части баланса.
Выход пирогенетической влаги (1ГПир)
зависит от содержания кислорода в угле и
приближенно рассчитывается по формуле
п 18
^пир-ЛОР—,
где k — коэффициент перехода кислорода
шихты в пирогенетическую влагу,
Ор — содержание кислорода в рабочей
шихте, %;
18—молекулярный вес воды;
16—-атомный вес кислорода.
7. Невязка в материальном балансе обыч-
но не превышает 2—3% от веса загрузки.
Примерный расчет материального баланса
коксовых печей
Исходные данные для расчета:
1. Технический анализ угольной ших-
ты, %:
где Уг — выход летучих на горючую массу
шихты, %;
w/P дс
8,8 7,5
Vе
24.8
^обш
2, 15
Материальный баланс коксования
13
2. Элементарный состав условной горю-
чей массы шихты следующий, % (условие
принимается, что вся сера в шихте отно-
сится к минеральным веществам):
сг и' ог Л'г
87,51 5,22 5,4 1,87
Статьи прихода
За единицу загрузки рабочей шихты (Е)
принимаем 1000 кг.
1. Количество сухой шихты ШЕ в едини-
це загрузки
ШЕ = ШС- = (100-8,8) х
2. Количество влаги в единице загрузки
„ Е Ю00
Wp = Гр-------= 8,8--------=88 кг.
Е 100 100
Статьи расхода
1. Выход сухого валового кокса
„ Р юо —гр
кр = Vе —------=
юо
100 — 8,8
= 24,8-----------—
100
= 22,6%.
Выход летучих веществ из валового кок-
са на сухую зольную массу (1%) принима-
ется 0,9%.
Величину припека (//) принимаем равной
1%
ЮО —(22,6 -1-8,8)
К = -----—:—’_L . ЮО + 1 =
100 — 0,9
= 70,5%.
Количество сухого валового кокса соста-
вит
1000 • 0,705 — 705 кг.
При выходе металлургического кокса от
валового, равном 93,2%, кокса-орешка
2,1% и коксовой мелочи 4,7% количество
кокса по фракциям составит, кг:
металлургический кокс .705- 0,932 = 657,06
коксопый орешек .... 705 0,021 — 14,81
коксовая мелочь . . . .705-0,047 = 33,13
2. Выход смолы
<GCM = [—18,36 + 1,531+ —0,026 (Vr)2] х
ЮО—(Лр + Гр)
с ЮО
1+ = Vе -------= 26,8%;
100— Ас
д, .JfcP
юо
= 6,84%.
GCM = 3,38% = 33,8 кг.
Выход сырого бензола определяется
3.
приближенно по формуле
Gs = [—1,61 + 1,44-26,8—0,0016 х
„„ „ 100 — (6,84 + 8,8) ’
X (26,8)2] •-----НкТ-5-----~ =0,91%
100
Количество сырого бензола составит
9,1 кг.
4. Выход аммиака
17
Оам = 0,15. 1,87. —х
14
100 —(6,84 + 8,8) 1
------1-!-------- 1 = 0,29%.
L 100
Количество аммиака составит 2,9 кг.
5. Выход сухого газа (обратного)
‘ 100 — 8,81
Gr = а]/24,8
100
Коэффициент а принимаем равным 3,0,
тогда
Gr = 13,62% = 136,2 кг.
6. Определяем общую влагу.
Влага шихты на единицу загрузки состав-
ляет 88 кг.
Влага пирогенетическая определяется по
формуле
«7ПИр = ЛОр-^-.
10
По данным Я. М. Обуховского и 3. А.
Мурадовой, k принимаем равным 0,437.
Ор = Ог 100-(Гр + Ар+5рбщ) _
100
= 100 — U7P
°общ ^общ 100
100 — 88
-2.1S—= 1,97«;
л» '00-<8,8+ 6,84 + 1,97)
U1 =0,4-------------
100
= 4,44%.
18
№пиР = 0,437 - 0,0444 • — = 2,18% .
Количество пирогенетической влаги со-
ставляет 21,8 кг.
Общая влага равна
88+ 21,8= 109,8 кг.
Полученные расчетные данные заносятся
в таблицу (табл. 1-16).
14
Процесс коксования
Т а б л иц а 1-16
Таблица материального баланса
Приход Расход
№ наименование количество № найм еноваиие количество
кг % кг %
1. 2. Загруженный сухой уголь Влага угля .... 912 88 91,2 8,8 1 2 3 4 5 6 7 Кокс валовой: а) кокс крупный (>25 мм) . . . б) коксовый орешек (10—25 м м) . . в) коксовая мелочь (0—10 мм) . . . Смола Сырой бензол .... Аммиак Газ сухой Влага общая: а) влага шихты . . б) влага пирогенети- ческая Невязка 705 657,06 14,81 33,13 33,8 9,1 2,9 136,2 109,8 88 21,8 3,2 70,5 65,71 1,48 3,31 3,38 0,91 0,29 13,62 10,98 8,8 2,18 0,32
Итого . . . 1000 100 Итого . . . 1000 100
Новые направления в области
коксования углей
В современных коксовых печах прочный
кокс образуется лишь из достаточно хоро-
шо опекающихся шихт. Вместе с тем в
СССР велики запасы и слабоспекающихся
углей, в особенности в восточных районах.
Из углей этих типов в камерных печах не
образуется достаточно прочный и крупный
металлургический кокс.
Другим основным недостатком слоевого
процесса является то, что отдельные его
стадии не поддаются раздельному регули-
рованию. ,На качество кокса, получаемого
в современных печах, отрицательно влияет
неодинаковый режим нагрева в разных
слоях по ширине камеры. В результате на-
грева с большей скоростью слоев шихты,
прилегающей к стенам печной камеры, го-
ловки кусков оказываются пораженными
густой сетью трещин; с другой стороны, дли-
тельное выдерживание средней части за-
грузки при низких температурах снижает
спекаемость угля, а относительно малая
скорость нагрева слоя не позволяет в пол-
ной .мере реализовать его спекающую спо-
собность.
В связи с указанными особенностями су-
ществующего процесса коксования давно
предпринимаются попытки создания новой
технологии коксования. Особенно интенсив-
но проводятся исследования по разработке
метода непрерывного коксования углей 1
для получения формованного кокса высокой
механической прочности из газовых и сла-
боспекающихся углей.
Процесс получения кокса по этому мето-
ду включает следующие стадии: 1) быстрый
нагрев угля до температуры пластического
состояния |(выше 400° С); 2) формирование
нагретого угля в пресс-формовочной маши-
не для получения топливных тел определен-
ных размеров и формы; 3) спекание и про-
калка последних до образования готового-
формованного кокса. Этот метод проходит
опытно-промышленную проверку.
Следует указать также на большой ряд
работ по новым методам коксования, кото
рые основываются на предварительном бри-
кетировании слабоспекающихся углей; здесь
предложены различные технологические
схемы, в которых предусматривается бри-
кетирование со связующим исходных углей
с использованием полукокса или без него с
последующим нагреванием и прокалкой
брикетов в специальных печах.
В отдельных случаях, например, по .ме-
тоду, разработанному в Польской народ-
ной республике, брикеты нагреваются до
невысоких температур в среде содержащей
определенный процент кислорода с целью
получения прочных топливных тел за счет
полимеризации и упрочнения связующих
веществ.
Разрабатываются также методы термо-
брикетирования и ряд других.
1 Метод предложен Институтом горючих ис-
копаемых. В разработке метода принимали уча-
стие ИГИ, Гипрококс. УХИН, ВУХИН, Харьков-
ский коксохимический завод, Л1осковскнй коксо-
газовый завод. Энергетический институт СО
АН СССР, Институт прикладной химии н элек-
трохимии АН Груз. ССР и другие организации.
Г л а в a 2
КОКСОВЫЕ ПЕЧИ
ВЫБОР РАЗМЕРОВ КАМЕР
КОКСОВАНИЯ И ИХ ВЛИЯНИЕ
НА ПРОИЗВОДИТЕЛЬНОСТЬ
КОКСОВЫХ ПЕЧЕЙ
И КАЧЕСТВО КОКСА
Выбор размеров камеры коксования для
вновь строящихся коксовых батарей опре-
деляется;
1) качеством угольной шихты;
2) равномерностью обогрева по длине и
высоте камеры;
3) имеющимися в наличии габаритами
площадки для строительства коксового це-
ха;
4) требованиями потребителей к качест-
ву кокса;
5) потребностью в коксе.
При всех этих условиях выбранные раз-
меры и число печей должны быть экономи-
чески эффективны, т. е. обеспечивать наи-
меньшие капитальные и эксплуатационные
затраты на 1 т перерабатываемой угольной
шихты.
Следует учитывать, что повышение произ-
водительности коксовой печи в результате
сокращения продолжительности коксования
имеет определенные пределы. Так, для печей
с шириной камеры 407 мм по условиям до-
пустимого для динасовой кладки максимума
температур обогрева (1450—1500°С) период
коксования может быть снижен до 12—
12,5 ч. Однако при таком температурном ре-
жиме даже при переработке хорошо коксу-
ющихся шихт с пласгометрическимн пара-
метрами х = 17^21 и у = 17-^23 крупность
кокса будет значительно меньше, а трещино-
ватость больше, чем при периоде коксования
14—15 ч, чему соответствует температура
вертикалов с коксовой стороны 1370—
1330° С. Поэтому значительный резерв тем-
ператур обогрева в интервале 1500—1370° С,
который имеет отопительная система, не мо-
жет быть реализован. В последнее время из-
за увеличения содержания в шихте газовых
углей, повышающих трещиноватость кокса
при больших скоростях коксования, продол-
жительность коксования в печах с шириной
камер 400—410 мм нельзя сократить ниже
15 ч, а в печах с камерами 450 мм—ниже
17,5 ч.
Производительность одной печи (т сухой
шихты/ч) выражается уравнением
0== __ Ы1гУ
4 т т ’
где V — полезный объем камеры, .и3;
у — насыпной вес шихты (в пересчете
на сухую шихту), т/м3',
b, I, h —полезные размеры по ширине, длине
и высоте печной камеры, м;
т — время оборота (период коксова-
ния-1-время на обработку печи), ч.
Насыпной вес шихты несколько повыша-
ется по мере увеличения высоты в результа-
те большего уплотнения при падении в ка-
меру при загрузке. Увеличение насыпного
веса происходит в основном в нижней час-
ти камеры. Чем выше камера, тем больше-
должен быть перепад температур по высо-
те вертикалов для достижения одинако-
вой готовности кокса по высоте камеры.
Если для типовых печей с общей высотой
камеры 4,3 м при помоле шихты из донецких
углей до 90% ниже 3 мм насыпной вес в пе-
ресчете на сухое вещество принять за еди-
ницу, то для камер высотой 5 м эта величи-
на составляет примерно 1,04—1,06 и для
печей высотой 5,5 лт. по-видимому, 107—
1,09.
Высота камеры
До 1955 г. в СССР строились в основном
печи с высотой камер 4,3 м. В печах ПВР и
ПК-2К с рециркуляцией благодаря примене-
нию регулируемой рециркуляции и других
факторов была достигнута высокая равно-
мерность обогрева.
Углубленное изучение процессов смешения
газов и воздуха и влияния степени рецирку-
ляции позволило резко увеличить высоту
факела и регулировать распределение тем-
ператур по высоте вертикалов в значитель-
ных пределах.
В 1958—1963 гг. было построено несколько
коксовых батарей с высотой камер 5 м. Ис-
следования показали, что в них достигается
хорошая равномерность обогрева по высоте
и, значит, возможно дальнейшее существен-
ное повышение высоты камеры.
При разработке конструкции высоких пе-
чей, помимо равномерности обогрева, долж-.
16
Коксовые печи
на быть обеспечена необходимая статиче-
ская прочность простенка и расчетные нап-
ряжения в кладке не должны быть выше
значений, принимаемых для печей высотой
4,3 м, проверенных длительным опытом
службы.
С увеличением высоты камеры изгибаю-
щий момент от сил распирания возрастает в
квадратной зависимости. Поэтому удельный
расход огнеупоров на кладку вертикалов в
пересчете на 1 т переработанной шихты (или
на 1 м высоты камеры) возрастает по мере
увеличения высоты камеры.
В ближайшие годы (1964—1970 гг.) в
СССР будут построены коксовые батареи с
высотой камер 5,5 и 6 м.
В Западной Европе в основном сооружа-
ются печи высотой 4—4,5 м, н лишь в от-
дельных случаях высотой 5 и 6 л. В США
высота печей не выходит за пределы 4—
4,3 м.
Длина печей
Увеличение длины камеры ограничивалось
статической прочностью простенков, трудно-
стями удлинения выталкивающих и особенно
пла.нирных штаиг нз-за увеличения прогиба,
а также сложностью равномерного распре-
деления газов по длине регенератора н обо-
гревательного простенка. За рубежом наи-
большая общая длина камеры, принятая в
печах фирм Саймон-Карве (Англия) и
К. Отто (ФРГ), составляет 13,59 л и в пе-
чах Беккер-Коппере (США) 13,83 м.
Во всех других конструкциях печей за ру-
бежом: Г. Коппере, Дидье Когаг-Гинзель-
ман, К. Штиль (ФРГ); Вуддал-Декхем (Ан-
глия); Коппе (Бельгия); Вильпут (США)
длина печей не превышает 13—13,3 м.
До 1950 г. в нашей стране строились печи
длиной от 12,0 до 13,8 м. Основная масса
типовых печей, сооруженных на протяжении
1930—1950 гг., имеет длину 13,12 м.
С 1951 г. длина типовых печей была увели-
чена до 14,08 л, что при сохранении стан-
дартной ширины 407 мм и высоты 4300 мм
дало увеличение полезной емкости камер с
20 до 21,6 jh3, или на 8%, и такое же по-
вышение производительности.
Практика эксплуатации этих печей пока-
зала хорошее распределение газов по длине
простенка. Выдача коксового пирога про-
изводится без затруднений. На основе
дальнейших экспериментальных теплотех-
нических исследований и моделирования
загрузки печей при разработке печей боль-
шой емкости длина была увеличена до
15,04 м.
Длительная работа этих печей на Ясин-
ском заводе и Кузнецком металлургическом
комбинате показала, что эксплуатация их не
усложняется. В ближайшие годы будут по-
строены печи длиной 16 м.
Ширина камеры
В отличие от длины и высоты, ширина ка-
меры не только влияет на производитель-
ность печи, но и является важным техноло-
гическим фактором. Выбор этой величины
определяется, в первую очередь, свойствами
коксуемой шихты и требуемым качеством
кокса.
На рис. 2-1 показано изменение скорости
коксования в камерах шириной 400 и 500мм
При одинаковой температуре вертикалов и
камеры камеры
Рис. 2-1. Изменение скорости коксования
по ширине камеры
равной толщине стенки камер. Изменение
градиента скоростей коксования по шири-
не камеры протекает следующим образом.
1) на участке / ширимой 100 мм, прилега-
ющем к стенке, градиент скорости коксова-
ния (г. с. к.) одинаков для камер обеих ши-
рин. Скорость коксования на этом участ-
ке резко падает по мере удаления 01
стенки;
|2) на участке II шириной 50 мм в печи
шириной 400 мм величина градиента вырав-
нивается н на последнем участке III растет
до достижения оси камеры;
3) в камере шириной 500 мм на участке II
г. с. к. продолжает плавно уменьшаться, а
на участке II' и III' (обозначено пункти-
ром) возрастает до оси камеры, но менее
интенсивно, чем в узкокамерной печи.
Таким образом, в средней .части широких
камер коксование ।(при прочих равных уело
виях) происходит при заметно меныинх ско-
ростях, чем в узких камерах.
Эта закономерность была подтверждена
также замерами температур в загрузке через
каждые 50 мм ширины камер.
Исследования показали, что с увеличением
ширины камеры прн одинаковом темпера-
турном режиме по сравнению с узкокамер-
нымн печами уменьшается скорость коксо
вания в средней части камеры, что приводит
к увеличению крупности кокса; период кок-
сования в широких печах удлиняется в
большей степени, чем увеличивается ширина
камеры. Поэтому при равной длине и высо-
те производительность ширококамерных пе-
чен меньше, чем лечей с узкими камерами.
Если производительность одной печи с уз-
кой камерой принять за 100%, то произво-
дительность печи с более широкой камерой
1 Градиент скорости коксования — перепад
(или разность) скоростей коксования на единицу
ширины' камеры.
Классификация коксовых печей
17
при прочих равных условиях (температу-
ра вертикалов, длина и высота камеры, на-
сыпной вес шихты, готовность кокса), со-
ставит
где &ш, Ьу — ширина широкой и узкой каме-
ры, ММ;
Тш, Ту— оборот печи с широкой и узкой
камерой, ч.
Так, для камеры шириной 450 мм произво-
дительность по сравнению с камерой 407 мм
составит
450 15
407 • 17,5
100 = 95%,
где 15 и 17,5— время оборота печей, приня-
тое согласно нормативам, ч.
Вместе с тем производительность батарей
с широкими камерами (при одном и том же
числе печей, выдаваемых в единицу време-
ни) выше, чем производительность батарей с
/>,„
узкими камерами на 100 ~~—1) % •
' Ьу
Так, для батарей с камерами 450 и 407 мм
производительность батареи с широкими ка-
/450 \
мерами выше на 100 I — — 1 ) = 10,5%.
Число печей в батарее с широкими каме-
рами при этом должно быть больше, чем с
узкими.
Для определения влияния ширины камеры
па качество кокса были проведены обстоя-
тельные исследования.
Коксование в печах с шириной камер 407,
450 и 510 мм показало, что при коксовании
типовых шихт из донецких углей кокс из
камер шириной 450 мм получается более
крупным, а по показателям механической
прочности несколько лучшим, чем из камер
шириной 407 мм. ,В печах шириной 510 мм
.крупность кокса возрастает незначительно,
а механическая прочность его уменьшается
)по сравнению с коксом из камер шириной
407 и 450 мм.
В 1962 г. были проведены длительные про-
мышленные испытания качества кокса из пе-
чей с шириной камер 407 и 450 мм на Яси-
новском заводе при работе на одинаковой
шихте из донецких углей с содержанием га-
зовых углей до 27%.
Качество кокса было всегда выше в печах
с шириной камер 450 мм-
а) содержание фракции + 60
ном металлургическом коксе
>25 мм на 10—14% больше, а
фракции 40—25 мм на 2—3%
печах с шириной камер 407 мм.
денция сохраняется и в скиповом коксе;
б) отсевы кокса (фракция >25 мм) при
повторном грохочении перед подачей в скип
доменной печи оказались для кокса широких
печей в два раза меньше /4% — против
7,8%). Это указывает на большую прочность
кокса из широких камер.
На Кузнецком металлургическое тусщби-
2 Справочник коксохимика, т. II Ь
мм в товар-
крупностью
содержание
ниже, чем в
Эта же тен-
нате испытания проводились при коксовании
шихты из кузнецких углей с содержанием
30% марки К10 и 23% ма,рки К2, характери-
зующихся недостаточным спеканием (тол-
щина пластического слоя угля К2 8—9 мм).
При этом получены следующие результа-
ты:
а) кокс широких печей крупнее кокса из
камер 407 мм. Выход фракции +60 мм в то-
варном металлургическом коксе крупностью
.выше 40 мм печей 450 мм на 3% выше, чем
в печах шириной 407 мм;
б) механическая прочность кокса широко-
камерных печей несколько выше;
в) результаты доменных плавок оказались
одинаковыми, но печь работала более устой-
чиво на коксе широких камер.
При проектировании новых батарей шири-
ну камеры в каждом случае выбирают в за-
висимости от качества коксуемых углей.
В условиях реконструкции и расширения
действующих цехов при использовании су-
ществующих фундаментов, недостатке мест
для расширения и т. д. .выбор размеров ка-
мер должен обеспечить получение наиболь-
шей производительности при наибольшей
эффективности капитальных затрат.
В ряде случаев оказывается наиболее выгод-
ным в этом случае сооружать печи шириной
400—410 мм.
За рубежом для коксования насыпной
шихты в основном сооружают печи с каме-
рами шириной 450 мм. В США коксовые пе-
чи, построенные в период 1954—1960 гг„ в
основном имели ширину камеры 457 мм
(18 дюймов).
В 1959 г. ширина печей на коксохимиче-
ских установках .Рурского бассейна (ФРГ)
характеризовалась следующими данными:
до 400 мм — 17,8%; 401—450 мм — 59,3%;
451—500 мм— 19,2%; более 500 мм — 3,7%.
КЛАССИФИКАЦИЯ
КОКСОВЫХ ПЕЧЕЙ
.Конструкции современных быстроходных
динасовых печей можно классифицировать
.по способам соединения вертикалов, работа-
ющих на восходящем и нисходящем пото-
ках, а также по способам подвода воздуха
и отопительного газа к отопительным кана-
лам. Кроме того, следует разделять коксо-
вые печи по способу загрузки шихты и вы-
дачи кокса, а также периодическому или не-
прерывному проведению коксования.
В подавляющем большинстве коксовых пе-
чей коксование производится периодически.
Непрерывное коксование существует только
на опытных установках и на небольшом ко-
личестве заводов, предназначенных в основ-
ном для выработки газа.
Современные конструкции коксовых печей
характеризуются горизонтальным располо-
жением камеры коксования.
Коксовые печи периодического действия с
вертикальными камерами коксования сохра-
нились только на небольших газовых заво-
дах и в некоторых специальных производ-
ствах-.
18
Коксовые печи
По способам соединения вертикалов, ра-
ботающих на разноименных потоках, коксо-
вые печи современных конструкций можно
разделить на следующие труппы: 1) печи с
перекидными каналами; 2) печи с парными
вертикалами; 3) печи с групповым обогре-
вом и верхним сборным каналом.
В печах первой группы два смежных про-
стенка соединены перекидными каналами,
проходящими над камерой коксования, рас-
положенной между этими простенками. Го-
рение происходит одновременно во всех
вертикалах простенка. Продукты горения,
образовавшиеся при сгорании отопительно-
го газа, по перекидным каналам перевали-
вают в простенок по другую сторону ка-
меры, опускаются вниз по вертикалам это-
го простенка и через косые ходы уходят в
регенераторы.
В печах с парными вертикалами простенок
состоит из иопарно сгруппированных верти-
калов. В верхней части вертикалы каждой
пары соединены между собой перевальными
окнами. Горение происходит одновременно в
половине вертикалов простенка. Продукты
горения через перевальные окна переходят
в смежный сопряженный вертикал данной
пары, опускаются по нему и уходят через
косые ходы в регенератор.
В печах с групповым обогревом простенок
разбивается по длине на две, четыре или
большее количество секций. Все вертикалы
двух смежных секций соединены сборным
горизонтальным каналом. На горении нахо-
дятся одновременно все вертикалы данной
секции. Продукты горения из вертикалов по-
за и с баковым подводом и нижним регули-
рованием бедного газа и воздуха, а такж*.
печи с полным (интегральным) нижним под-
водом. В печах последнего типа предусмат-
ривается нижний подвод и распределение
богатого газа, бедного газа и воздуха.
К группе печей с перекидными каналами
относятся печи ПК всех модификаций и печи
ПК-2К, к печам с парными вертикалами —
печи ПВР всех конструкций. Печи со сбор-
ными горизонтальными каналами в СССР
строятся только для коксования пека.
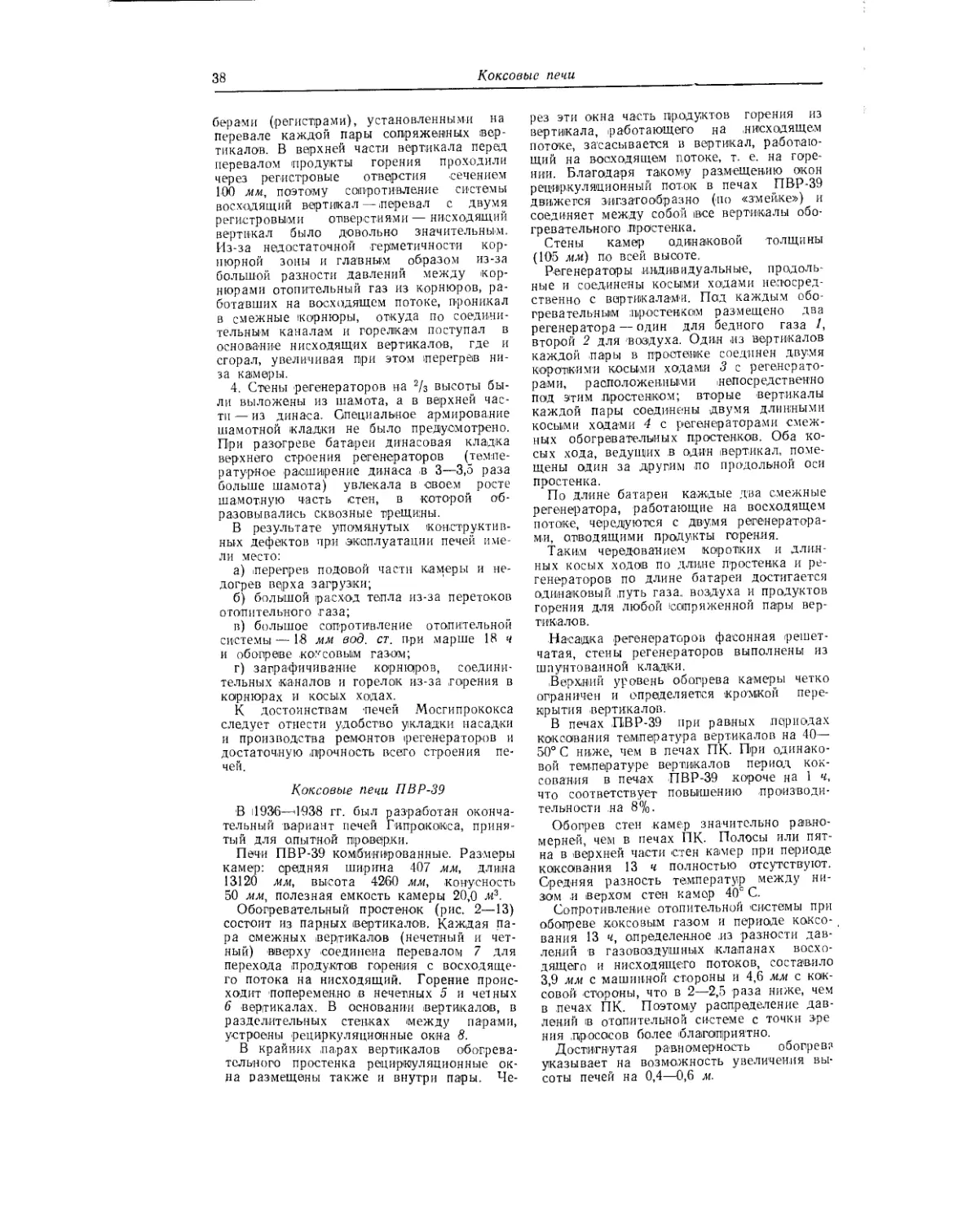
ПЕЧИ ГИПРОКОКСА С ПЕРЕКИДН ЫМИ
КАНАЛАМИ—ПК
Главной и определяющей особенностью
всех конструкций коксовых печей с перекид-
ными каналами, именуемых кратко ПК, яв-
ляется то, что отопительные газы на восхо-
дящем потоке омывают все вертикалы одно-
го обогревательного простенка, а на нисхо-
дящем потоке опускаются вниз по всем вер-
тикалам смежного обогревательного про-
стенка.
Для перехода отопительных газов из од-
ного простенка ,в другой над сводом печной
камеры между ними размещается несколько
перекидных каналов, которые соединяются
с вертикалами смежных простенков посред-
ством небольших сборных горизонтальных
каналов.
Схемы отопления печей ПК коксовым и
доменным (генераторным) газом представ-
лены на рис. 2-2.
Рис. 2-2. Печи ПК. Схе-
ма отопления доменным
и коксовым газом:
ч — до кантовки; б — пос-
ле кантовки; В — воздух;
Г — доменный газ: ПГ —
продукты горения
ступают в сборный горизонтальный канал,
проходят по нему в вертикалы смежной
секции, опускаются по ним и поступают в
косые ходы.
По способу подвода отопительного газа и
воздуха коксовые печи разделяются на печи
с боковым подводом или, как их называют,
печи корнюрного типа и печи с нижним под-
водом отопительных газов и воздуха. По-
следнюю группу печей можно разделить на
печи с нижним подводом только коксового
газа, печи с нижним подводом коксового га-
Отопление печей коксовым газом
Воздух из 'Обслуживающих тоннелей через
воздушные отверстия клапанов поступает в
подовые каналы 1 (рис. 2-2, а), которыми
распределяется по всей длине регенерато-
ров. Оба регенератора 2 и 3 служат для
нагрева воздуха. Из регенераторов по ко-
сым ходам 4 нагретый воздух поступает
для горения в вертикалы 5 по всей длине
обогревательного простенка.
Отопительный коксовый газ из подводя-
Печи Гипрококса с перекидными каналами ПК
19
щего газопровода поступает через газорас-
пределительный канал (коршор) 6 во все
вертикалы простенка. В основании вертика-
лов в месте встречи воздуха и коксового га-
за начинается горение.
Отопительные газы поднимаются вверх по
^вертикалам 5, собираются в горизонтальном
канале 7 и по перекидным каналам 8 на-
правляются в смежный обогревательный
простенок. Из горизонтального канала 9
продукты горения опускаются вниз по вер-
тикалам 10 и косым ходам 11 в регенера-
торы 12 и 13. Из регенераторов, где про-
дукты горения отдают свое тепло насадке,
они через подовые каналы отводятся в бо-
рова и затем в дымовую трубу.
После кантовки отопительные газы дви-
жутся в обратном направлении. Воздух по-
ступает в регенераторы 12 и 13, горение
происходит в вертикалах 10 по всей дли-
не простенка. Продукты горения по пере-
кидным каналам 8 переходят в первый
простенок, опускаются по вертикалам 5,
отдают тепло насадке регенераторов 2, 3 и
через подовые каналы уходят в борова.
Коксовый газ при этом подается из корнго-
ра в вертикалы 10, работающие на горении.
Отопление печей доменным (генераторным)
газом
Газ для отопления печей (доменный, ге-
нераторный) из распределительного газопро-
вода, уложенного под настилом тоннелей,
подается через подовые каналы 1 в газовые
регенераторы 2 одновременно с двух сторон
печи (рис. 2-2, а). Воздух для горения по-
ступает из тоннелей в смежные регенерато-
ры 3. Таким образом, под каждым обогре-
вательным простенком размещены два реге-
нератора — газовый 2 и воздушный 3.
Из регенераторов нагретые газы и воздух
по косым ходам 4 поступают в вертикалы 5.
В основании вертикалов в месте встречи
струй газа и воздуха начинается горение.
Отопительные газы проходят снизу вверх по
всем вертикалам простенка и через горизон-
тальный канал 7 и перекидные каналы 8
проходят в смежный обогревательный про-
стенок, по горизонтальному каналу 9 и вер-
тикалам 10 опускаются в регенераторы 12
и 13. Пройдя эти регенераторы, продукты
горения отдают тепло насадке и через по-
довые каналы ,и борова отводятся в ды-
мовую трубу.
После кантовки направление потоков ме-
няется на обратное (рис. 2-2,6).
Перемена направления горения (кантов-
ка) производится через 20 или 30 мин.
Каждая пара регенераторов — газовый и
воздушный — соединены только с одним
обогревательным простенком.
Чередование восходящего и нисходящего
потока происходит через два простенка, т. е.
два смежных простенка работают на восхо-
дящем потоке, следующие два — на нисхо-
дящем, следующие два снова на восходя-
щем.
Благодаря такой компоновке группа из че-
2*
тырех смежных регенераторов — воздушно-
го, двух газовых и воздушного — работает
на одном потоке, например восходящем.
Следующая группа из четырех регенерато-
ров работает на нисходящем потоке и т. д.
Такое чередование сводит к минимуму по-
верхность стен, разделяющих регенераторы,
работающие на разноименных потоках. В пе-
чах ПК такой стеной является стена (одна
на каждые две печи) отделяющая воздуш-
ный регенератор 3 от регенератора 13, за-
полненного продуктами горения (рис. 2-2).
В следующую кантовку воздух и продукты
горение поменяются местами, а именно: ре-
генератор 13 будет работать на воздухе, а
3 — на продуктах горения.
Разность давлений по обе стороны этой
стены, именуемой «опасной», составляет при
отоплении бедным газом, в зависимости от
типа конструкции печей ПК и от режима
коксования, 12—20 мм вод. ст. Поверхность
стены 40 м2, или около 20 м2 на одну печь.
В печах с парными вертикалами и аналогич-
ными регенераторами (печи ПВР, ОТТО,
Симон-Карве и др.) такая стена имеется
под каждой печью, и поэтому поверхность
«опасных» стен вдвое больше, чем в печах
ПК.
Неплотности в «опасных» стенах являют-
ся источником прососов воздуха или газа
из регенераторов восходящего потока в ре-
генераторы, работающие на продуктах го-
рения (короткое замыкание). Значительные
неплотности влекут за собой большие поте-
ри воздуха и газа. Недостаток воздуха и
газа для горения в вертикалах, горение в
насадке регенераторов и ее оплавление рас-
страивают обогрев, возможен даже выход
печей из строя.
Чередование регенераторов в печах с пе-
рекидными каналами характерно тем, что
между регенераторами, работающими на га-
зе и продуктах горения, размещен воздуш-
ный регенератор. Это исключает возмож-
ность потерь и прососов газа через «опас-
ные» стены регенераторов.
По мере накопления опыта проектирова-
ния, строительства и эксплуатации в конст-
рукцию печей с перекидными каналами вно-
сились изменения и дополнения.
Типы печей ПК, наиболее распространен-
ные в Советском Союзе в настоящее время:
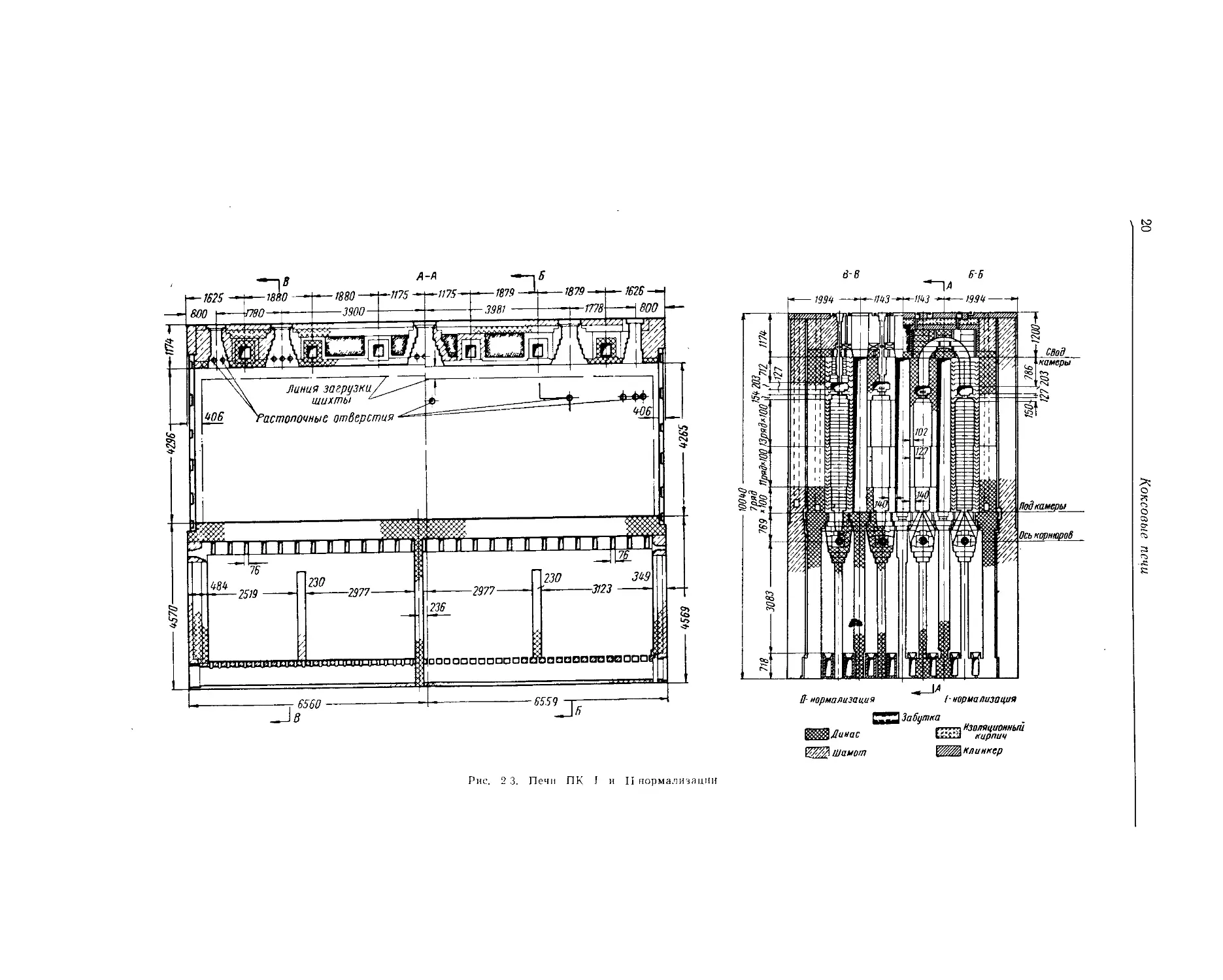
ПК I нормализации, ПК II нормализации,
ПК-42 *, ПК-45, ПК-47.
Печи ПК I нормализации
В этих печах была улучшена и упрощена
конфигурация и маркировка огнеупоров,
снижена численность марок до 370 для уде-
шевления изготовления фасонных динасовых
огнеупоров.
Общий вид конструкции печей ПК I нор-
мализации показан на рис. 2-3 и 2-4.
Стены регенераторов и подовых каналов
были выполнены из нормального и прямо-
угольного динасового кирпича. Толщина
* Числа здесь и далее обозначают год выпуска
проекта Гипрококсом.
i>S70-------------+----------Ю6
Рис. 2 3. Печи ПК I и II нормализации
Коксовые печи
Разрез по корнюру Разрез по косым ходам Разрез по корнюру
Печи Гипрококса с перекидными каналами ПК
/ нормализация и нормализаций
Рис. 2-4. Печи ПК I и II нормализации. Продольный разрез по простенку
22
Коксовые печи
«опасных» стен, разделяющих регенераторы,
работающие на разноименных потоках, со-
ставляла 290 мм, остальных стен 230 мм;
ширина регенераторов в свету: газового
311,5 мм, воздушного 341,5 мм.
Зеркала регенераторов состояли из трех
слоев кирпичной кладки общей толщиной
350 мм: внутреннего динасового и внешнего
шамотного толщиной по полкирпича и сред-
него изоляционного толщиной 120 мм из
шлаковой ваты. При эксплуатации шлаковая
вата давала значительную усадку и при ре-
монтах ее заменяли термоизоляционным
кирпичом. Насадка регенераторов выложе-
на из нормального прямоугольного шамот-
ного кирпича.
В печах ПК I нормализации (рис. 2-3)
корнюрные кирпичи разрезаны по высоте на
две части и соединяются между собой греб-
нем и пазом. Для уменьшения прососов че-
рез вертикальные и горизонтальные швы
внутри корнюров на растворе уложены ди-
насовые трубки.
Коксовый газ через горелки, установлен-
ные в гнездах коридорных кирпичей, посту-
пает в шахточки, расширяющиеся вверху по
направлению к основанию вертикалов. Се-
чения косых ходов одинаковы для всех вер-
тикалов. У устья косых ходов установлены
регистры (бананы), которыми можно регу-
лировать площадь гаэовоздушного сопла в
месте выхода в вертикалы.
Для выравнивания обогрева по высоте
стены камер выполнены трехступенчатой
толщины: 140 мм в нижней части на высоту
700 мм от пода камеры, 127 мм в средней
части высотой 1100 мм и 102 мм на осталь-
ной высоте вертикала.
Из вертикалов газы поступают в горизон-
тальный канал через круглые отверстия.
Верхними регистрами можно регулировать
поступление 'бедного газа и воздуха в каж-
дый из вертикалов, регулирование коксового
газа производится подбором выходных се-
чений горелок.
Сечения регистровых отверстий трех край-
них вертикалов с машинной и коксовой сто-
рон по 140 .им, у остальных — 127 мм.
Растопочные отверстия из камеры выхо-
дят в горизонтальный капал (рис. 2-3,6).
Перекрытие камер выполнено динасовыми
кирпичами толщиной 140 леи. Опыт показал,
что свод такой толщины не обладает необ-
ходимой прочностью.
В перекрытии камеры уложено два ряда
термоизоляционного кирпича общей толщи-
ной 140 Л!.и.
Загрузочные и газоотводящие люки вы-
полнены из нормального шамотного кир-
пича.
Печи ПК П нормализации (см. рис. 2-3
и 2-4)
Этот проект был разработан в 1939—
1940 гг. для повышения герметичности клад-
ки, снижения сопротивления отопительной
системы, улучшения регулируемости печей,
сокращения потерь тепла на излучение и
упрощения отдельных узлов кладки из фа-
сонного огнеупора.
По зоне регенераторов введена шамотная
футеровка подовых каналов, отделенная от
коренных динасовых стен регенераторов
температурными швами. Такая защита пре-
дохраняет нижнюю зону несущих динасо-
вых стен от растрескивания из-за резких ко-
лебаний температуры в подовых каналах
при изменении направления газовоздушных
потоков.
В печах ПК I нормализации шамотные
колосниковые кирпичи укладывались на вы-
ступы динасовых стен, в результате чего из-
за большого различия коэффициентов рас-
ширения динаса и шамота швы между ко-
лосниками расходились. Выполнение стен
подовых каналов из шамота устранило этот
недостаток.
«Опасные» стены регенераторов выполня-
ются из фасонного шпунтованного кирпича.
Сравнительные исследования регенерато-
ров на Ждановском заводе показали, что
прососы через разделительные коренные
стены со шпунтованной кладкой и обычной
кладкой из нормального кирпича оказались
незначительными (2,5—3%).
Исследования проводили при обогреве
печей коксовым газом при перепаде давле-
ния между регенераторами, работающими
на разноименных потоках, 5—6 мм вод. ст.
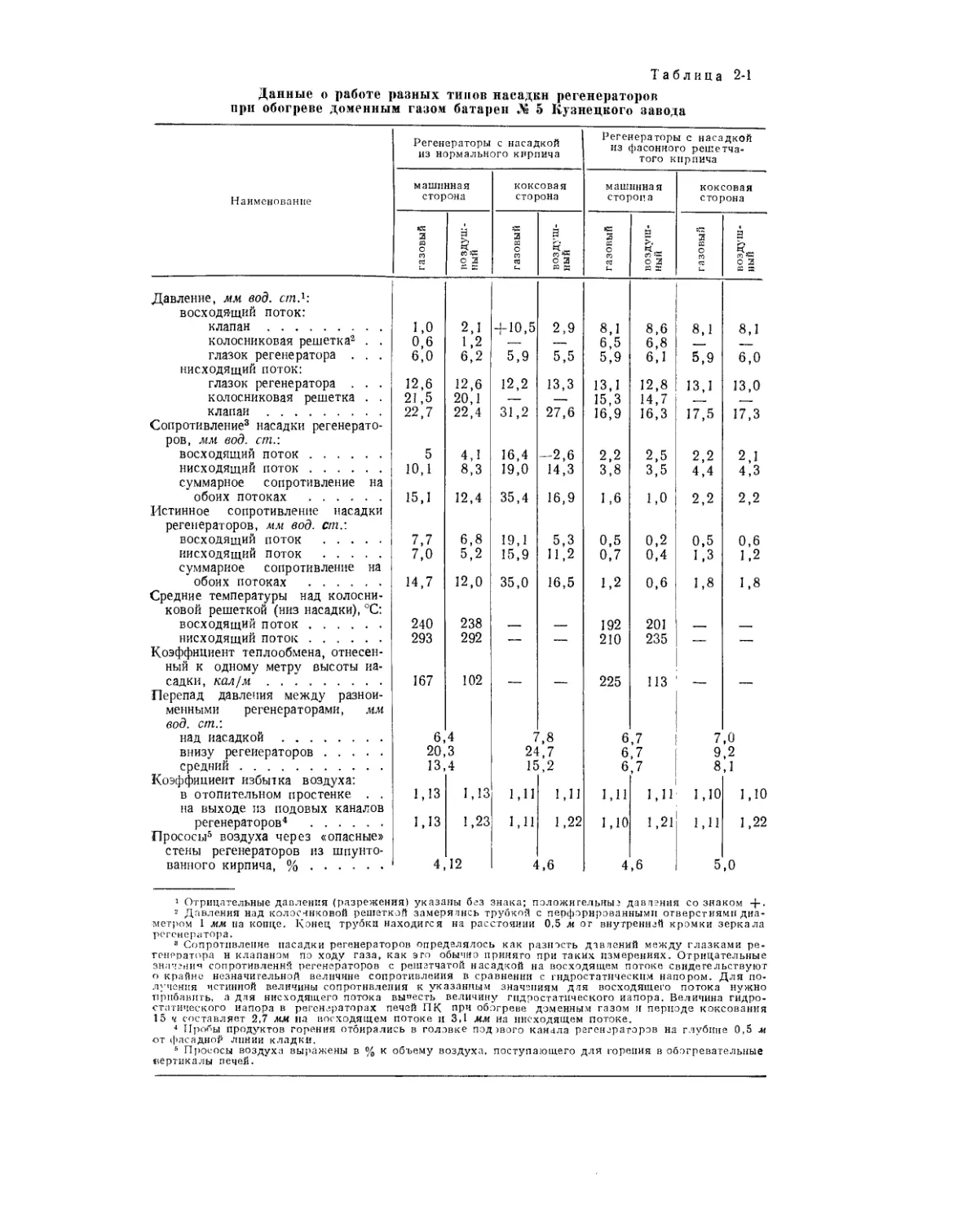
Показатели герметичности «опасных» стен
регенераторов, полученные на Кузнецком
заводе, приведены в табл. 2-1.
Сопоставление данных по коэффициентам,
избытка воздуха из перекидных каналов и
из газовых и воздушных регенераторов ука-
зывает на хорошую герметичность «опас-
ных» стен регенераторов, выполненных из
шпунтованного фасонного кирпича.
Величина прососов воздуха по отноше-
нию к общему объему воздуха, поступаю-
щему в вертикалы на горение, не превышает
4—5%. Примечательно, что и в регенерато-
рах с нормальной насадкой, где из-за боль-
шого сопротивления насадки, забитой ко-
лосниковой пылью, перепад давлений между
разноименными регенераторами достигал в
зоне подовых каналов 20—25 мм вод. ст.,
прососы также не превышали 4—5%. На
отдельных батареях печей ПК-45 прососы
достигали '10—20%.
Хорошую герметичность коренных стен ре-
генераторов после семи лет работы батареи
следует объяснить не только выполнением
кладки стен из шпунтованного кирпича, по
и правильным разогревом батареи и непре-
рывным обогревом батареи доменным га-
зом с момента пуска батареи, без переклю-
чений на обогрев коксовым газом.
В печах ПК П нормализации термоизоля-
ционная прослойка зеркал регенераторов
увеличена со 113 до 230 мм, при этом ранее
применявшаяся шлаковая вата заменена
термоизоляционным кирпичом.
Фасонная решетчатая насадка выклады-
вается из пустотелых кирпичей, пронизан
ных вертикальными щелевидными отверсти-
ями. Преимущества решетчатой насадки по
Таблица 2-1
Данные о работе разных типов насадки регенераторов
при обогреве доменным газом батареи 36 5 Кузнецкого завода
Наименование Регенераторы с насадкой из нормального кирпича Регенераторы с насадкой из фасонного решетча- того кирпича
машинная сторона коксовая сторона машинная сторона коксовая сторона
«8 У 3 3 н а
о СО «5 с л- го с к - Л с
о 3 га о 3 с 3 О 3
и — и х и г и ы =
Давление, мм вод. ст.х: восходящий поток:
клапан 1,0 2,1 + Ю,5 2,9 8,1 8,6 8,1 8,1
колосниковая решетка1 2 . . 0,6 1,2 — —. 6,5 6,8 —
глазок регенератора . . . 6,0 6,2 5,9 5,5 5,9 6,1 5,9 6,0
нисходящий поток:
глазок регенератора . . . 12,6 12,6 12,2 13,3 13,1 12,8 13,1 13,0
колосниковая решетка . . 21,5 20,1 — —. 15,3 14,7 —
клапан Сопротивление3 насадки регенерате- 22,7 22,4 31,2 27,6 16,9 16,3 17,5 17,3
ров, мм вод. ст.:
восходящий поток 5 4,1 16,4 —2,6 2,2 2,5 2,2 2,1
нисходящий поток суммарное сопротивление на Ю,1 8,3 19,0 14,3 3,8 3,5 4,4 4,3
обоих потоках Истинное сопротивление насадки 15,1 12,4 35,4 16,9 1,6 1,0 2,2 2,2
регенераторов, мм вод. ст.:
восходящий поток 7,7 6,8 19,1 5,3 0,5 0,2 0,5 0,6
нисходящий поток суммарное сопротивление на 7,0 5,2 15,9 Н,2 0,7 0,4 1,3 1,2
обоих потеках Средние температуры над колосни- ковой решеткой (низ насадки), °C: 14,7 12,0 35,0 16,5 1,2 0,6 1,8 1,8
восходящий поток 240 238 —• — 192 201 — —.
нисходящий поток Коэффициент теплообмена, отнесен- ный к одному метру высоты иа- 293 292 — — 210 235 — —
садки, кал/м Перепад давления между разнои- менными регенераторами, мм 167 102 — — 225 113 — —
вод. ст.:
над насадкой 6,4 7,8 6,7 7,0
внизу регенераторов 20,3 24,7 6,7 9,2
средний 13,4 15,2 6 ,7 8,1
Коэффициент избытка воздуха: 1,13 1,13 1,10 1,10
в отопительном простенке . . на выходе из подовых каналов 1,11 1,11 1,11 1,П
регенераторов4 Прососы5 воздуха через «опасные» стены регенераторов из шпунто- 1,13 1,23 1,11 1,22 1,10 1,21 1,11 1,22
ванного кирпича, % 4,12 4,6 4,6 5,0
1 Отрицательные давления (разрежения) указаны без знака; положительные давления со знаком 4-.
2 Давления над колосниковой решеткой замерялись трубкой с перфорированными отверстиями диа-
метром 1 мм на конце. Конец трубки находится на расстоянии 0,5 м от внутренней кромки зеркала
регенератора.
8 Сопротивление насадки регенераторов определялось как разность давлений между глазками ре-
генератора н клапаном по ходу газа, как эго обычно принято при таких измерениях. Отрицательные
значения сопротивлений регенераторов с решетчатой насадкой на восходящем потоке свидетельствуют
о крайне незначительной величине сопротивления в сравнении с гидростатическим напором. Для по-
лучения истинной величины сопротивления к указанным значениям дня восходящего потока нужно
прибавить, а для нисходящего потока вычесть величину гидростатического напора. Величина гидро-
статического напора в регенераторах печей ПК при обогреве доменным газом и периоде коксования
15 ч составляет 2,7 мм на восходящем потоке и 3,1 мм на нисходящем потоке.
4 Пробы продуктов горения отбирались в головке под>вого канала регенераторов на глубине 0,5 м
•от фасадной линии кладки.
fi Прососы воздуха выражены в % к объему воздуха, поступающего для горения в обогревательные
вертикалы печей.
24
Коксовые печи
сравнению с насадкой из прямоугольного
кирпича состоят в большей поверхности на-
грева, меньшем сопротивлении проходу га-
зов и меньшей их засоряемости сажей, зо-
лой и колошниковой пылью.
Насадка из прямоугольного и брускового
кирпича выкладывается в шахматном по-
рядке так, чтобы каналы для прохода газов
в каждом последующем (по вертикали) ря-
ду насадки располагались перпендикулярно
каналам в нижележащем ряду. При пере-
ходе из одного ряда насадки в другой га-
зовый поток меняет направление и скорость
п образует завихрения газовых струй, обес-
печивая тем самым высокие коэффициенты
теплоотдачи от кирпичей к газу.
По всей ширине регенератора укладывает-
ся один решетчатый кирпич прямоугольной
формы, пронизанный щелевидными отвер-
стиями шириной 18—20 мм, разделенными
стенками той же толщины.
Между рядами насадки вдоль коренных
стен регенераторов прокладывались бруски
сечением 30 X 30 мм. Кирпичи иасадки в
отдельных рядах укладываются так, чтобы
образовались сквозные вертикальные щели
от низа до верха насадки.
Преимущества решетчатой насадки:
1) увеличение поверхности нагрева на еди-
ницу объема и веса насадки обеспечивает
лучшее тепловое использование кирпича на-
садки;
2) возможность точной укладки насадки,
создает одинаковое (во всех регенераторах
батареи) распределение газов благодаря
отверстиям одинакового сечения, сохраня-
ющим заданные размеры при температур
ных изменениях кладки регенераторов;
3) сквозные вертикальные каналы в на-
садке обеспечивают наименьшую засоряе-
мость ее и минимальные потери давления;
4) уменьшается объем и высота регенера-
торов, а также снижается расход огне-
упоров на кладку регенераторной зоны
печей.
В табл. 2-2 приведены расчетные харак-
теристики регенераторов для печей ПК I и
II нормализации для трех типов насадки, из
нормального кирпича, брусковой и решетча-
той для обогрева печей доменным газом (ра-
сход тепла 670 кал на 1 кг сухой шихты,
период коксования 14 ч). Из сравнения ра-
счетных характеристик разных типов насад-
ки следует, что наиболее выгодной являет-
ся решетчатая насадка.
Обследование батареи после семи лет
обогрева доменным газом производилось в
1949 г.
Температура вертикалов на половине ба-
тареи с решетчатой насадкой МС 1286° С,
КС 1362° С; на другой половине с насадкой
из нормального кирпича МС 1272° С и КС
1284° С.
Отставание обогрева на второй половине
батареи вызвано недостатком тяги в ре-
зультате возросшего сопротивления насадки
из нормального кирпича, забитой отложени-
ями колошниковой пыли.
Таблица 2-2
Характеристики различных типов насадки регенераторов
для коксовых печей ПК с полезным объемом камеры 26,0 м3
при обогреве доменным газом
Наименование Насадка нз нормаль- ного кирпича 65x1 13 мм Насадка нз брус- кового кирпича 40x50 мм Фасонная решет- чатая насадка
воздуш- ный газовый воздуш- ный газовый воздуш- ный газовый
Поверхность нагрева 1 м3 объе- ма насадки, .ч2/.н3 23,0 22,5 33,5 33,1 48,5 49,7
Коэффициент теплопередачи, кал/м3 период 3,44 3,13 3,8 3,35 2,36 2,36
Коэффициент теплового исполь- зования толщины кирпича на- садки 0,5 0,5 0,608 0,608 0,905 0,905
Среднее колебание температуры насадки за период кантов- ки, °C Температура продуктов горения на входе в насадку, °C . . 61 75 80
1300 1300 1300 1300 1300 1300
Температура продуктов горе- ния на выходе из регенерато- ра, °C 270 270 270 270 270 270
Потребная высота насадки, м 3,5 3,5 2,3 2,3 2,5 2,5
Вес насадки, т 30,0 22,0 20,0
Сравнительная стоимость насад- ки н стен регенераторов на высоту иасадки, % .... — 108,0 102,0 100,0
Печи Гипрококса с перекидными каналами ПК
25
Таблица 2-3
Динамика изменения сопротивления насадки разных типов
в газовых регенераторах при работе на восходящем потоке
(обогрев доменным газом), мм вод. ст.
Тип насадки 1943 1944 1945 1946 1947 1948 1948 1949
Из нормального кирпича 3,4 3,9 6,о 7,7 13,2 12,2 9,0* 13,4
Из ре шетчатого кирпича 0,8 1,0 1,4 1,5 1,8 4,0 2,16* 0,6*
* После продувки насадки.
За семь лет работы суммарное сопротив-
ление насадки из нормального кирпича воз-
росло в 15 раз и составило в воздушных ре-
генераторах до 16 мм вод. ст., в газовых до
35 мм вод. ст. Соответствующие показате-
ли для фасонной решетчатой насадки соста-
вили не более 1,8 мм вод. ст., т. е. в 10—
20 раз меньше.
Активная поверхность насадки из нор-
мального кирпича из-за забитости колошни-
ковой пылью резко снизилась, температура
отходящих газов была на 60—80° С выше,
чем в регенераторах с решетчатой насадкой.
Коэффициент теплообмена оказался для
нормальной насадки на 25% ниже, чем для
решетчатой насадки.
В печах с нормальной насадкой отмеча-
лась низкая температура крайних вертика-
лов с МС (1066° С) и с КС (1088° С),
что значительно ниже допускаемых норма-
тивов.
Обследованием установлено, что в насад-
ке из нормального кирпича колошниковая
пыль накапливается преимущественно на
горизонтальных плоскостях, обращенных
кверху, слоем высотой от 10 до 80 мм. Жи-
вое сечение каналов насадки уменьшается
на 40—60%. Вертикальные плоскости наса-
дочного кирпича покрываются тонким слоем
пыли толщиной до 2 мм. Основной причи-
ной выпадения пыли в нормальной насадке
является переменная скорость газов при
переходе из нижележащих рядов в верхние
ряды в сочетании с большим числом пово-
ротов в насадке, играющих роль отбойни-
ков. В результате значительных отложении
пыли площади живого сечения ячеек в на-
садке из нормального или брускового кир-
пича сильно уменьшаются, скорость потоков
возрастает и сопротивление насадки резко
увеличивается (прямо пропорционально
квадрату увеличения скорости).
В решетчатой насадке благодаря сквоз-
ным вертикальным каналам и отсутствию
поворотов направление газовых потоков
сохраняется постоянным. Поэтому колош-
никовая пыль оседает тонким слоем до 1 —
2 мм в месте контакта пограничного слоя
газа с поверхностью насадки.
В табл. 2-3 дана динамика изменения со-
противления обоих типов насадки на вос-
ходящем потоке газовых регенераторов ба-
тареи за 1943—1949 гг.
Сопротивление воздушных регенераторов
за тот же срок выросло с 3 до 7 мм вод. ст.
Это опровергает распространенное до сих
пор представление, что колошниковая пыль
откладывается в основном только в газо-
вых регенераторах.
Продувка насадки сжатым воздухом, про-
изводимая с фасада регенератора через про-
дольные каналы между насадочными кирпи-
чами, оказалась весьма трудоемкой и осу-
ществима только в первой секции регенера-
тора, до промежуточной перегородки в на-
садке. Вторая секция практически недоступ-
на для продувки. Эффективность продувки
недостаточна, и через несколько месяцев
сопротивление регенераторов снова нараста-
ет до исходных величин. Более эффективна
замена насадки на решетчатую, но это ме-
роприятие сопряжено с охлаждением и
опасностью деформации коренных степ и
головок регенераторов.
Продувка решетчатой насадки с профи-
лактической целью проводится через подо-
вые каналы или через канал, образуемый ко-
лосниковой решеткой и первым рядом на-
садки. На продувку одного регенератора
затрачивается 1,5—2 ч. Операция произво-
дится без остановки обогрева или переклю-
чения на обогрев коксовым газом. В зави-
симости от содержания пыли в доменном
газе продувка насадки с профилактической
целью может производиться один раз в 6—
7 лет.
На печах Кузнецкого завода баланс ко-
лошниковой пыли при содержании ее в до-
менном газе, поступающем на обогрев, 15—
20 г/.и3 складывается следующим обра-
зом, %:
Оседает в распределительных газопрово-
дах батареи и отопительной арматуре
печей...............................30—35
Оседает в насадке, колосниковой решетке
и подовых каналах регенераторвв .... 30 — 35
Уносится с продуктами горения в борова
и дымовую трубу....................30 — 40
Корнюрная зона печей ПКИ нормализа-
ции имеет следующие отличия по сравнению
с печами ПК I нормализации:
1) корнюрные кирпичи перекрыты сверху
дополнительным рядом кладки, в котором
устанавливают горелки для коксового газа,
что предохраняет от разрушения корнюр*
ные кирпичи при чистке и смене горелок;
26
Коксовые печи
2) овальные отверстия в горелках для
удобства калибровки выходных сечений за-
менены круглыми сечениями.
В зоны камеры и отопительного простен-
ка внесены следующие изменения:
1) камера коксования типовых печей уве-
личена по высоте до 4300 мм;
2) для уменьшения сопротивления отопи-
тельной системы увеличены диаметры ре-
гистровых отверстий из вертикалов в гори-
зонтальный канал. Три крайних отверстия
на головках расширены со 140 до 180 мм с
увеличением площади сечения на 65%; все
остальные отверстия расширены со 127 до
162 мм с увеличением площади сечения на
62%. Расширение регистровых отверстий
улучшило возможность осмотра вертикалов
и регулировки обогрева;
3) отверстия для разогрева печей, распо-
ложенные посредине высоты горизонтально-
го сборного канала, находились в зоне пре-
бывания угольной шихты и кокса. Ниши в
стенах камер, образовавшиеся после заклад-
ки пробок, приводили к разрушению кромок
отверстий при выдаче кокса, образованию
неплотностей и прососов. Поэтому растопоч-
ные отверстия были перенесены из зоны го-
ризонтального канала в кладку загрузоч-
ных люков с устройством специальных рас-
топочных каналов в перекрытии обогрева-
тельного простенка. При этом динасовые
пробки заменены шамотными;
4) конструкция головки горизонтального
канала приспособлена для закладки щитов
для сбора и удаления мусора, который об-
разуется в процессе кладки перекрытия пе-
чей. После окончания кладки и очистки
батареи щиты удаляют и проем в головке
закладывают специальными кирпичами;
5) верхний уровень обогрева, определяе-
мый расстоянием от свода камеры до пере-
крытия сборного горизонтального канала,
был принят для заводов Юга, коксующих
донецкие угли, 712 мм и для заводов Вос-
тока, работающих на кузнецких углях,
787 мм.
Изменения в зоне перекрытий печей:
1) свод перекрытия камер выполнен тол-
щиной 210 мм вместо 140 мм;
2) изоляция уьеличена на один ряд, т. е.
до трех рядов общей толщиной 210 мм;
3) увеличены сечения смотровых шахточек
в вертикалы для замены регистров (бана-
нов) в основании вертикалов при регули-
ровке обогрева;
4) в шамотных стенах у контрфорсов уст-
роены растопочные каналы.
По всем остальным элементам конструк-
ция печей ПК П нормализации сходна с
печами ПК I нормализации.
Количество фасонных марок 380.
Печи ПК-42
В 1942 г. печи ПК были несколько рекон-
струированы:
1) упрощены конфигурации фасонных
кирпичей и уменьшено число фасонов; ста-
ло возможно ручную формовку заменить
машинной и увеличить удельный вес нор-
мального кирпича в кладке;
2) снижена продолжительность коксова-
ния на 0,5—1 ч.
Общий вид печей ПК-42 представлен на
рис. 2-5 и 2-6.
По сравнению с печами ПК II нормализа-
ции в регенераторах печей ПК-42 верхние
четыре ряда насадки выполнены нз динасо-
вого нормального кирпича. Шамот замени-
ли динасом, чтобы было можно работать
на предельных температурах в обогрева-
тельных простенках (1450° С), избегая
ошлакования и оплавления верхних рядов
насадки.
Все стены регенераторов выложены из
нормального прямоугольного кирпича (не-
шпунтованного). Для увеличения объема
насадки промежуточные перегородки в реге-
нераторе сделаны толщиной 113 мм вместо
230 мм в прежних конструкциях. Это позво-
лило увеличить поверхность нагрева насад-
ки на 2—3%. В перегородках оставлены от-
верстия для продувки внутренних секции
регенераторов от колошниковой пыли.
Стены камеры со стороны вертикалов вы-
полнены двухступенчатыми: 127 мм в ниж-
них 16 рядах и 102 мм в следующих 14—15,
рядах вертикалов.
Для увеличения тепловоспринимающей по-
верхности нагрева со стороны вертикалов
толщина распорочных кирпичей (перегоро-
дочных) уменьшена со 158 мм во всех пре-
дыдущих проектах печей ПК до 130 мм.
Эта конструкция обогревательного про-
стенка позволила несколько сократить про-
должительность коксования.
Высота выстилки основания вертикалов
увеличена с 60 до 100 мм. Для повышения
равномерности обогрева точка встречи кок-
сового газа и воздуха поднята на 150 мм
уровнем пода камеры, для чего в основании
вертикалов установлена перегородка.
Головки обогревательных простенков вы-
полнены без местных выемок для внутрен-
них ребер дверных рам, которые излишне
усложняли кладку головок и монтаж двер-
ных рам.
В перекрытии горизонтального сборного
канала сложную конфигурацию сцепления
боковых стен и перекрытия типа «ласточ-
кин хвост» заменили более простым — зам-
ковым. Эксплуатация печей ПК-42 под-
твердила достаточную прочность этой за-
мены.
Принято два типоразмера уровня обогре-
ва: 752 мм для заводов Юга и 852 мм для
заводов Востока, работающих на более уса-
дочных угольных шахтах.
Толщина динасового перекрытия камеры
140 мм по условиям формовки этих изделий
Изменения, внесенные в проект ПК-42,
позволили:
1) сократить число фасонных марок с 380
в проекте ПК II нормализации до 208, при
этом вдвое увеличилось количество изделий
по каждой марке;
2) увеличить долю динасовых изделий, из-
готовляемых на механических прессах, с 60
до 85%.
Печи Гипрококса с перекидными каналами ПК
27
Недостаток проекта — большой объем
конструктивной и прямой тески фасонных
огнеупоров в процессе строительства.
Печи ПК-45
Проект, разработанный в 1944—1945 гг.,
предусматривал сохранение всех теплотех-
нических и конструктивных особенностей пе-
чей ПК-42 и почти полное устранение тес-
ки фасонного и нормального кирпича.
В процессе разработки проекта внесли сле-
дующие изменения и дополнения.
В зоне регенераторов устранены промежу-
точные перегородки в нижней части насад-
ки, чтобы улучшить доступ в средние сек-
ции регенераторов для очистки от колошни-
ковой пыли. Внутренняя динасовая стенка
зеркала регенераторов (со стороны насад-
ки) заменена шамотной для повышения дол-
говечности стенки в условиях значительных
колебаний температур при проведении чист-
ки насадки. Наружная стенка зеркала вы-
полнена из шамотного кирпича вместо крас-
ного кирпича в ПК-42; применение красно-
го кирпича на этом участке себя не оправ-
дало из-за неточности размеров и формы
последнего и вынужденно большой толщины
швов. Средний слой зеркала толщиной
230 мм выполнен из термоизоляционного
кирпича.
Опасные стены регенераторов выполнены
из нормального и прямоугольного иешпун-
тованного кирпича. Насадка регенераторов
выполнена из нормального и прямоугольно-
го кирпича, так как массовое изготовление
фасонной решетчатой насадки не было ос-
воено. Поверхность насадки 450 м2 па одну
печь.
28
Коксовые печи
Для облегчения продувки от пыли насад-
ка в нижних рядах регенератора уложена
со сквозными продольными рядами до цент-
ральной перегородки. Промежуточные пе-
регородки для улучшения распределения га-
зов установлены только в верхней части
регенератора.
Головочные динасовые корнюрные кирпи-
чи и вкладыши к ним в корнюрной зоне за-
печения более постоянных температурных
условий. Перекрытие стяжек одним рядом
кладки намного улучшает условия уборки
верха печей и предохраняет стяжки от го-
рения и деформации в местах примыкания
к загрузочным люкам.
Продольные анкерные тяги, скрепляющие
контрфорсы батареи в прежних конструкци-
ях, укладывались непосредственно на пере-
менены шамотными. Применение шамота
существенно повысило срок службы крайних
корнюрных кирпичей.
Температурный шов в зоне перекрытия ре-
генераторов в изоляционной стене у контр-
форсов уменьшен с 30 до 10 мм, что улуч-
шило условия температурного расширения
крайних печей батареи и уменьшило откло-
нение их от вертикальной оси по направле-
нию к контрфорсам в результате темпера-
турного расширения кладки печей.
В камере и обогревательном простенке
полностью устранено применение тески и
улучшена перевязка швов.
В зоне перекрытия ликвидирован верхний
горизонтальный канал в перекрытии печей
с шиберками для закрытия смотровых
шахточек. Для обеспечения прогрева край-
них отопительных простенков в них уклады-
ваются по высоте два ряда кирпичей с рас-
топочными отверстиями.
Верхние поперечные тяги анкерных ко-
лонн, которые в прежних конструкциях ук-
ладывались заподлицо с верхом печей, за-
глублены и перекрыты кирпичом для обес-
крытии, что усложняло уборку верха печей.
Тяги вблизи загрузочных люков подверга-
лись также деформации от нагрева их пла-
менем из люков. В печах ПК-45 продоль-
ные тяги уложены в специальные канав-
ки и верх тяг лежит заподлицо с верхом
кладки.
В динасовой изоляционной стене, примы-
кающей к крайнему обогревательному про-
стенку, над вертикальными растопочными
каналами устроен сборный горизонтальный
канал с шиберами для регулирования рав-
номерного разогрева этого участка кладки,
ликвидирован температурный шов меж-
ду железобетонным контрфорсом и примы-
кающей к нему шамотной изоляционной
стеной.
Общее количество фасонных марок в про-
екте ПК-45 составляет 260 против 208 в про-
екте ПК-42. До 80% общего тоннажа фа-
сонных марок могут изготовляться механи-
ческим прессованием.
Батареи с печами ПК-45 сооружались в
период с 1946 по 1950 гг. на южных и вос-
точных заводах страны.
Печи Гипрококса с перекидными каналами ПК
29
Печи ПК-47
Основные узлы конструкции печей ПК-47
были рассмотрены и одобрены Всесоюзным
совещанием коксовиков 1946 г.
Основные отличия печей ПК-47 от печей
ПК прежних конструкций заключались з
следующем.
Для улучшения прогрева головок динасо-
вых степ регенераторов толщина зеркала
равняется 368 мм; толщина шамотной стен-
ки зеркала, обращенной внутрь регенерато-
ра,— полкирппча, а изоляционная стенка —
иi двух рядов диатомитового кирпича тол-
щиной 200 -и.м.
Поверхность изоляционного кирпича, об-
ращенная к фасаду, покрывается асбоие-
объема регенераторов такими же, как и в
печах ПК-45.
Минимальное живое сечение насадки ре-
генераторов составляет 3,36 м2, или почти в
четыре раза больше, чем в насадке из нор-
мального кирпича. Опорные выступы, при-
данные насадочному кирпичу, образуют
сквозные горизонтальные каналы между все-
ми рядами для обеспечения омывания при
сдвиге насадки в процессе кладки или рас-
ширения при разогреве.
В корнюрной зоне (рис. 2-7 и 2-8) для
увеличения длины факела горения в печах
горелки коксового газа устанавливают в
основании вертикалов, на уровне вых-ода
воздуха из косых ходов. В прежних конст-
рукциях, где горелка размещалась в основа-
ние. 2-7. Печи ПК-47. Продольны!! разрез по обогревательному просгснку
мептной штукатуркой, нанесенной на про-
волочную сетку, закрепленную в кладке.
Колосниковая решетка имеет выступы для
укладки решетчатой фасонной насадки.
Между колосниковой решеткой и первым
рядом насади! предусмотрен сквозной го-
ризонтальный канал высотой 65 мм, обеспе-
чивающий возможность продувки насадки и
колосниковой решетки от пыли через отвер-
стия в зеркале регенератора.
Для уменьшения сопротивления решетки
и лучшего омывания насадки форма колос-
никовых отверстий диффузорная в направ-
лении восходящего потока.
Насадка регенераторов фасонная, решет-
чатая, шамотная, выкладывалась нз 16 ря-
дов общей высотой 2480 мм. Общая поверх-
ность нагрева насадки газового и воздуш-
ного регенераторов для типовых печей с по-
лезной емкостью камеры 20,0 .и3 составляет
845 лг2 на одну печь (против 450 м2 в печах
ПК-45) при сохранении размеров и общего
пни газовой шахточки на 600—700 мм ниже
устья косых ходов, скорость расширенной
газовой струп у основания вертикалов, т. е.
в месте встречи с воздухом, была в 5—6 раз
меньше скорости последнего. При такой
большой разности скоростей газа и воздуха
происходит интенсивное перемешивание воз-
духа п газа, образуется короткое пламя,
вызывающее перегрев низа и значительное
отставание нагрева верха коксового пирога.
Повышение уровня выхода газа в печах
ПК-47 позволяет уравнять скорости газа и
воздуха в месте их встречи, тем самым
уменьшить интенсивность механического
смешения потоков н удлинить факел горе-
ния в вертикалах.
Расположение горелок в основании верти-
калов позволяет в некоторой степени регу-
лировать длину факела путем изменения
сечения горелок.
Канал диаметром 60 мм для подвода ото-
пительного коксового газа от корнюра к
30
Коксовые печи
горелке (рис. 2-8) образуется двумя цель-
ными трубчатыми кирпичами высотой по
300 мм, соединяющимися между собой и с
корнюром прямоугольными выступами и
пазами.
Конструкция гнезда и тела горелки поз-
воляет применять горелки с различными ди-
аметрами выходного сечения — от 26 до
40—42 мм.
Большая высота трубчатых кирпичей и
перевязка горизонтальных швов между ни-
ми и прилегающей кладкой кор,игорной зо-
ны всех обеспечивают хорошую герметич-
ность газового тракта.
Сечения косых ходов для двух крайних
вертикалов с обеих сторон простенка расши-
рены до 100 мм, все остальные косые ходы
оставлены шириной 76 мм, как и в печах
ПК-45. Это позволяет увеличить подачу га-
за и воздуха в крайние вертикалы на 60—
70% и обеспечить при всех условиях надле-
жащий нагрев головок печей. Площадь се-
чения регистровых отверстий крайних вер-
тикалов увеличена на 60%.
Особенность печей ПК-47 в том, что смот-
ровые шахточки сделаны из цельных шпун-
тованных кирпичей, что уменьшает возмож-
ность нарушения кладки перекрытия обогре-
вательного простенка от разности роста ди-
насовой и шамотной кладки и предотвраща-
ет прососы сырого коксового газа из камер
в смотровые шахточки.
Расхождения в кладке при этом, как пра-
вило, происходят по глухим вертикальным
швам между дюзовымн кирпичами.
В газоотводящих люках два растопочных
отверстия диаметром 75 мм и для удобства
закладки их с головок печей они размеще-
ны в первом ряду перекрытия камеры.
Растопочные отверстия диаметром 50 мм
(по два отверстия в люке) размещены во
втором ряду кладки перекрытия камеры.
Площадь сечения растопочных отверстий в
головочной части простенка на 30% больше
площади этих отверстий в средней части
для обеспечения хорошего прогрева головок.
Для уменьшения потерь тепла во внеш-
нюю среду в верхней части перекрытия про-
стенка на расстоянии 500 мм от верха пе-
чей предусмотрены регистры, позволяющие
легко перекрыть смотровые шахточки.
Изоляция верха выполнена из четырех
рядов изоляционного кирпича.
Кладка печей ПК-47 выполнена из 341
фасонных марок.
На одном из южных заводов в печах
ПК-42 и ПК-47 температуры в конце кок-
сования при обогреве коксовым газом рас-
пределились следующим образом:
ПК-42 ПК-47
Период коксования, ч-мин . . . 15—30 15—30-
Температура контрольных вер-
тикалов к. с., °C ............. 1362 1357
Температура в осевой плоскос-
ти коксового пирога перед вы-
дачей, °C, на расстоянии от по-
да камеры, мм:
600 ........................ 1015 985
2200 ......................... 985 1008
3000 ..................... 8 10 93о
3750 ......................... 580 640
Перепад температур, °C, по вы-
соте между уровнями:
1 и 3 ........................ 205 55
1 и 4 ....................... 435 345
Температура подсводового про-
странства, °C .................... 730 800
Расширение косых ходов в крайние вер-
тикалы при прочих равных условиях позво-
ляет повысить их температуру на 40—50° С.
Возможность поддержания высоких темпе-
ратур в крайних вертикалах повышает со-
хранность головок печей ПК-47 при работе
на удлиненных периодах коксования при
оезких колебаниях температур наружного
воздуха и сильном ветре.
Закрывание шиберов на уровне загрузки
и в зоне верха печей снижает температуру
кладки на участке выше шиберов на 50—
70° С и температуру металлической армату-
ры и верха кладки перекрытия на 10—15° С.
Недостатки коксовых печей
конструкции ПК
1. Переменная толщина стен печных ка-
мер по высоте. Прн низком расположении
горелок для коксового газа имеется значи-
тельный перегрев коксового пирога с обра-
зованием мелкого кокса в нижией части-
камеры, несмотря на увеличенную толщину
стен камер. После выноса горелки на уро-
вень пода вертикалов (ПК-47) равиомер-
Печи Гипрококса с перекидными каналами и двумя корнюрами (ПК-2К)
31
ность обогрева по высоте заметно улучши-
лась.
При обогреве печен ПК доменным газом
отстает прогрев нижней части камер.
2. Недостаточная длина (высота) факела
горения в вертикалах из-за непараллельно-
сти струй газа и воздуха при выходе из
косых ходов и отсутствия рециркуляции
продуктов горения.
3. Наличие над вертикалами горизонталь-
ного сборного канала с утолщенными стен-
ками и основанием с регистрами, резко сни-
жающими излучение от факела горения в
вертикалах и теплопередачу в верхнюю
часть загрузки, что наиболее заметно при
коксовании шихт с небольшой усадкой и
влажностью 8—12%.
Верх коксового пирога отстает в прогре-
ве, как правило, на 250—300° С от средней
и нижней его части.
4. Наличие перекидных каналов в верх-
нем строении приводит к излишнему нагре-
ву подсводового пространства камеры и пе-
рекрытия печей.
5. Повышенное сопротивление отопитель-
ной системы из-за наличия сборных гори-
зонтальных каналов с регистрами и пере-
кидных каналов. Повышенные сопротивле-
ния приводят к увеличению прососов через
«опасные» стены регенераторов и прососов
воздуха в крайние вертикалы и регенерато-
ры через наружные поверхности печей.
ПЕЧИ ГИПРОКОКСА
С ПЕРЕКИДНЫМИ КАНАЛАМИ
И ДВУМЯ КОРНЮРАМИ (ПК-2К)
Печи ПК-2К значительно совершеннее пе-
чей ПК. Схема движения газов по простен-
кам и регенераторам в печах ПК-2К анало-
гична схеме движения газов в печах ПК.
Однако печи ПК-2К имеют весьма сущест-
венные отличия (рис. 2-9).
В печах ПК-2К отсутствуют перегородки
между двумя смежными газовыми регенера-
торами. Объединение газовых регенераторов
увеличило полезный объем регенераторов,
занимаемый насадкой, и позволило умень-
шить их высоту, не уменьшая поверхности
нагрева насадки. Насадка регенераторов в
печах ПК-2К фасонная, решетчатая, как п
в печах всех современных конструкций.
Коксовый газ в печах ПК-2К подается ио
двум корнюрам, расположенным в массиве
кладки корнюрной зоны. Это позволило
уплотнить корнюры н предотвратить просо-
сы из корнюров в регенераторы.
Косые ходы проходят в верхней части
вертикально, располагаясь между корнюра-
мп, чем достигается параллельное истечение
струй в вертикалы. Такое движение воздуха
и газа предотвращает взаимный удар струй,
что удлиняет высоту факела. Газовоздушное
сопло в основании вертикала размещено па-
раллельно оси обогревательного простенка,
но несколько смещено по отношению к ней;
в основании вертикалов расположены ре-
гистры для регулирования количества воз-
духа и газа, поступающего в каждый вер-
тикал, и сменяемые рассекатели для направ-
ления струй воздуха и бедного газа.
Верхние регистры в печах ПК-2К отсут-
ствуют, благодаря чему стены камер имеют
одинаковую толщину до верхней кромки
секционного горизонтального канала. Гори-
зонтальный канал не сквозной, а объединяет
группы — секции из 4—5 вертикалов, обслу-
живаемых одним перекидным каналом. Про-
стенок печей разбит на шесть таких секций,
по три на каждую сторону печи. Секции
наглухо отделены друг от друга. Для ре-
гулирования количества газа и воздуха, по-
ступающего в данную секцию, в перекид-
ных каналах установлены специальные кпр
ппчные шиберы. Шиберы, расположенные
в верхней части кладки, легко доступны и
ими легко пользоваться. Степень закрытая
шиберов в перекидном канале, как и сте-
пень закрытия верхних регистровых отвер-
стий в печах ПК, влияет на поступление
воздуха в вертикалы секции и в меньшей
мере на поступление коксового газа. По-
этому при отоплении коксовым газом регу-
лирование при помощи шиберов следует
сочетать с регулированием при помощи го-
релок. Горелки, через которые коксовый газ
из корнюров поступает в вертикалы, разме-
щены в основании вертикалов. Печи
ПК-2К строятся с рециркуляцией, хотя име-
ется несколько батарей без рециркуляции
Процесс рециркуляции в этих печах пред-
ложен и разработан Н. К. Кулаковым. Он
заключается в том, что продукты горения
из верхней части вертикалов засасываются
в рециркуляционный канал, устроенный в
распорочных кирпичах, отделяющих один
вертикал от другого.
Продукты горения опускаются по рецир-
куляционному каналу и снова поступают
в основание вертикалов. Таким образом,
получается многократное круговое движе-
ние продуктов горения по вертикалам.
Продукты горения поступают в основа-
нии вертикалов в восходящий поток, раз-
бавляют воздух, окружающий газовую
струю, продуктами горения и тем самым
замедляют процесс горения. Замедление
процесса горения улучшает равномерность
обогрева по высоте печей.
Печи ПК-2К отличаются высокой произ-
водительностью, большой равномерностью
обогрева и малым сопротивлением отопи-
тельной системы.
Объединенные газовые регенераторы соз-
дают цепную связь всех простенков бата-
реи через косые ходы и вертикалы, что об-
легчает регулирование гидравлического ре-
жима по длине всей батареи.
Схема обогрева печей ПК-2К очень про-
ста. Регенераторы, работающие на восхо-
дящем и нисходящем потоках, чередуются
через три — воздушный, газовый и воздуш-
ный. С нисходящим потоком граничат толь-
ко воздушные регенераторы, как и в печах
ПК. В результате малого сопротивления
отопительной системы прососы в печах
ПК-2К значительно меньше. На горении на-
Рис. 2-9. Печи ПК-2К
Коксовые печи
Печи Гипрококса с перекидными каналами и двумя корнюрами (ПК-2К.)
33
ходится одновременно все вертикалы про-
стенка. Простенки, работающие на восхо-
дящем и нисходящем потоках, чередуются
попарно. Таким образом, на подаче коксово-
го газа или обезграфичивающего воздуха
одновременно работают четыре корнюра,
питающие два смежных простенка, распо-
ложенные между двумя нечетными печами.
Направление потоков в корнюрах совпада-
ет с направлением потоков в расположен-
ных под ними регенераторах.
Несколько сложнее расположение косых
ходов в основании вертикала, так как га-
зовоздушное сопло параллельно оси про-
стенка. В четных простенках газовые косые
ходы расположены на машинную сторону,
в нечетных — на коксовую сторону.
Результаты обследований печей ПК-2К
Гипрококсом, УХИН и Коксохимстанцией
с участием заводских работников были об-
следованы промышленные батареи печей
ПК-2К с рециркуляцией и без рециркуляции
на ряде заводов.
Печи работали на обороте 14,25 до 15 ч
на шихте следующего состава, %:
Заводы ПЖ К ПС Г Д
Криворож-
ский .... 48 23 18 11 —
Запорожский 48—49 17—19 20—21 13 —
Ясиновский .42 24 19 13 2
Нижне-Та- КЖ Ж, К2 К Г+Ж2 СС
гильский . . 38 20 14 13 5 6
Основные данные режима печей за вре-
мя испытаний приведены в табл. 2-4.
Из проведенных многократных исследова-
ний на южных заводах известно, что изме-
нению оборота печей на 1 ч в пределах
14—15 ч соответствует изменение темпера-
тур вертикалов примерно на 40° С и что из-
менение температур в контрольных верти-
калах на 10° С приводит к изменению тем-
пературы в центре пирога в среднем на
25° С. Пользуясь этими соотношениями,
привели к одинаковому обороту и готов-
ности показатели батареи № 3 печей
ПК-2К без рециркуляции Криворожского
завода и печей этой же конструкции на
Нижне-Тагильском заводе:
Влажность шихты, % . .
Разовая загрузка шихты,
т.....................
Помол шихты, %........
Оборот печей, ч.......
Температура в центре
пирога, °C............
Температура контроль-
ных вертикалов, °C:
коксовая сторона , .
машинная сторона . .
Криворож- Нижне-Та-
ский завод гильский
завод
8,33 6
15,2 16,7
92,1—92,8 92—94
14,7 14,7
1001 1001
1343 1398
1297 1343
Таким образом, при одинаковом обороте
печей и готовности кокса, в печах ПК-2К
без рецйркуляции при коксовании кузнец-
ких углей несмотря на меньшую влажность
их необходимо поддерживать температуру
Таблица 2-4
Режим печей различных
заводов за время испытаний
Наименование Отопление коксовым газом Отопление домен- ным газом
Криворожский Запо- рожский Нижне- Тагильс- кий Запо- рожский Яси- новский
Система печей С рецир- Без ре- С рецир- Без ре- С рецир- Без ре-
куляцией цирку- ляции куляцией цирку- ляции куляцией цирку- ляции
Полезный объем камеры, .и3 20,0 20,0 21,6 21,6 21,6 21,6
Разовая загрузка сухой ших- 15,13
ты, т 15,2 15,33 16,7 15,38 15,63
Влажность шихты, % . . . . 8,33 8,33 9,27 6,03 9,05 8,36
Помол шихты, % 92,1— 92,8 92,1 — 92,8 91,54 92,4 91,35 91,81
Оборот печей, ч 14,25 14,25 14,7 14,7 14,7 15
Температура в контрольных вертикалах, °C:
коксовая сторона .... 1355 1376 1363 1398 1368 1391
машинная сторона . . . 1306 1330 1315 • 1343 1315 1341
Температура в центре пирога
СС 1091 1038 1061 1001 1038 1061
Коэффициент избытка воздуха 1,17 1,17 1,09 1,2 1,1 1,1
Полное падение температур за кантовку с коксовой сторо-
ны, °C Температура в крайних верти- 74 89 81 102 72 81
калах, СС:
коксовая сторона .... 1225 1240 1253 1235 1236 1226
машинная сторона .... 1186 1188 1202 1198 1181 1180
3 Справочник коксохимика, т II
34
Коксовые печи
обогрева на 45—55° С выше, чем при кок-
совании донецкой шихты. Такое значитель-
ное различие в прогреве запрузки объясня-
ется большей плотностью и физическими
свойствами шихты из кузнецких углей.
Величина полного падения температур в
вертикалах за период кантовки составляет
при обогреве коксовым газом 75—80° С в
печах с рециркуляцией и 87—90° С в печах
без рециркуляции, при обогреве доменным
газом соответственно 72 и 81° С. Меньшее
падение в печах с рециркуляцией объясняет-
ся более вытянутым факелом горения.
Равномерность обогрева
На Криворожском заводе было установ-
лено, что при одинаковой загрузке и влаж-
ности шихты на высоте 3,2 м от пода тем-
пература коксового пирога в печах с рецир-
куляцией составила 1023° С, в печах без ре-
циркуляции 933° С и на высоте 3,5 м от по-
да— соответственно 912 и 729°С.
Перепад температур по высоте пирога со-
ставил, °C:
Между точками, м
0,6 и 3,2 .................
0,6 и 3,5 .................
С рецир- Без рецир-
куляцией куляции
83 184
204 388
Таким образом, в печах с рециркуляци-
ей перепад температур вдвое меньше по вы-
Т-емпература, °C
соте, и прогрев вер-
ха пирога значи-
тельно лучше, чем
в печах без рецир-
куляции.
Изучение соста-
ва продуктов го-
рения, отобранных
по высоте верти-
кала, показало за-
метное различие в
характере горения
газа. Эти данные
показывают, что в
печах с рецирку-
ляцией выгорание
газа в нижней час-
Рис. 2-10. Печи ПК-2К. ТИ веРтикала ПР0'
Конечная температура текает Мвнее НН-
коксования тенсивно и факел
горения более вы-
тянут, чем в печах без рециркуляции и
подтверждают значительное влияние ре-
циркуляции на равномерность обогрева по
высоте.
Испытания, проведенные на батарее № 6
Запорожского завода, показали, что пра-
вильная организация загрузки, устранение
перегруза и переуплотнения шихты при пла-
нировании значительно улучшают равномер-
ность обогрева по высоте. В печах ПК-2К
с рециркуляцией с уровнем обогрева 700 мм
при оптимальном коэффициенте избытка
воздуха перепады температур в пироге меж-
ду точками 0,6—3,2 м и 0,6—3,5 м состави-
ли соответственно 56 и 101° С (рис. 2-10).
Печи ПК-2К обеспечивают более высо-
кую равномерность обогрева, чем печи ПК.
Равномерность обогрева по высоте очень
сильно зависит от свойств и плотности ших-
ты. В тех же печах ПК-2К при коксовании
донецких углей готовность верха пирога от-
ставала, а при коксовании восточных углей
верх пирога заметно перегревался.
Повышение коэффициента избытка воз-
духа от 1,07 до 1,27 при обогреве коксовым
газом заметно влияет на прогрев загрузки
по высоте. Наилучшая равномерность обо-
грева достигается при коэффициенте избыт-
ка воздуха 1,10—1,15 при отоплении коксо-
вым газом и 1,1 при отоплении доменным
газом.
Температура в крайних вертикалах
Данные табл. 2-4 показывают вполне
удовлетворительный нагрев крайних верти-
калов при обогреве коксовым и доменным
газом. Температуры в крайних вертикалах
печей ПК-2К меняются регулированием ши-
беров в перекидных каналах и подбором
нижних регистров в вертикалах крайних
секций.
Армирование головок коренных стен ре-
генераторов и облицовка фасадных стен
металлическими щитами, заполненными изо-
ляцией, обеспечивают хорошую герметич-
ность регенераторов и устраняют прососы
наружного воздуха из галерей в головки
регенер аторов.
Гидравлическая характеристика
печей
Общее сопротивление отопительной си-
стемы, выраженное перепадом давлений
между клапанами на восходящем и нисхо-
дящем потоках, при обороте 14,0 ч и обо-
греве коксовым газом составляет 3,5—
4,0 мм вод. ст. и при обогреве доменным
газом 8—9 мм вод. ст.
Сопротивление перекидных каналов с уче-
том частичного перекрывания их регулиро-
вочными шиберами составляет 40—50% от
сопротивлений верхнего строения печей (из-
меряемого по перепаду давлений между
глазками регенераторов), что позволяет до-
зировать воздух и доменный газ по от-
дельным секциям обогревательного про-
стенка.
Распределение газа и воздуха по вертика-
лам внутри каждой секции производится
сменными регистрами (бананами) в осно-
вании вертикалов.
Снижение сопротивления в печах ПК-2К
по сравнению с печами ПК достигнуто бла-
годаря малой длине косых ходов и увели-
чению их поперечных сечений, устранению
регистров и сборных каналов над вертика-
лами, а также в результате применения фа-
сонной решетчатой насадки.
Расход тепла на коксование
Расход тепла в печах ПК-2К при обогре-
ве коксовым и доменным газом приведен в
табл. 2-5.
Печи Гипрококса с перекидными каналами и двумя корнюрами (ПК-2К) 35
Таблица 2-5
Качество кокса
Р асход тепла в печах IIK-2K при обогреве
коксовым и доменным газом
Завод
Отопительный газ
Оборот, ч . . . .
Влажность шихты,
%................
Коэффициент из-
бытка воздуха
Расход тепла на
1 кг влажной
шихты, кал:
фактический .
нормативный .
Термический
к. п. д. коксовых
печей, % . . .
Кок- Кок- До- До-
со- со- мен- мен-
вый вый ный ный
14,25 14,7 14,7 15,0
8,33 9,27 8,36 9,05
1,17 1,09 1,10 1,10
487 587 597 558
560 571 641 647
85,8 — 83,9 —
Показатели механической прочности и
ситового состава кокса, полученного на пе-
чах ПК-2К и ПК, оказались практически
одинаковыми. Поскольку оборот печей
ПК-2К был на 1,25 ч меньше, чем на печах
ПК, можно считать, что при одинаковой
скорости коксования качество кокса печен
ПК-2К лучше, чем в печах ПК.
Выход и качество химических продуктов
на батареях с печами ПК-2К и батареях с
печами ПК примерно одинаковы.
Прочность и герметичность печей
Испытания показали отсутствие прососов
и хорошую герметичность отопительной си-
стемы.
В результате объединения газовых реге-
нераторов в печах ПК-2К на 25% меньше
газовоздушных клапанов, чем в печах ПВР.
Для повышения равномерности обогрева
в печах ПК-2К в 1957—1958 гг. было изме-
нено взаимное расположение косых ходов
и горелок.
Печи ПК-2К последней конструкции изо-
бражены на рис. 2-11.
3*
Л-А
Рис. 2-11. Печи ПК-2К с раздельной рецир-
куляцией и повернутыми косыми .ходами
36
Коксовые печи
Как видно из рисунка, косые ходы лежат
в одной плоскости и ось газовоздушного
сопла параллельна продольной оси бата-
реи. Горелка размещена в углу вертикала.
При этом расположении косых ходов и
горелки уменьшилась площадь соприкосно-
вения газовой и воздушной струй, газовая
струя отдалилась от осн потока воздуха,
уменьшилось затягивание газа в воздух.
Это привело к ухудшению смешения газа
и воздуха и к удлинению факела
ПЕЧИ ГИПРОКОКСА ПК-2К
СО ВСЕМИ ШИРОКИМИ
РЕГЕНЕРАТОРАМИ
Верхнее строение печей (рис. 2-12), рас-
сматриваемой конструкции не отличается
от описанных выше типовых печей ПК-2К.
Регенераторы широкие — по одному на
разделенные глухой перегородкой секции
по 4—5 вертикалов в каждой. Каждая сек-
ция обслуживается своим перекидным ка-
налом.
Из вертикалов одного обогревательного
простенка, работающих на восходящем по-
токе, продукты горения через перекидной
канал поступают в вертикалы смежного
простенка, работающие на нисходящем по-
токе, затем через косые ходы отводятся в
надрегенераторные каналы и регенераторы
противоположной стороны. При этом в тех
секциях простенка, в которые газ и воздух
поступали по длинным косым ходам непос-
редственно из регенератора, продукты го-
рения отводятся по коротким косым ходам
в 1надрегенараторные каналы,
В тех же секциях, где газ и воздух под-
водились из надрегенераторных каналов
по коротким косым ходам, отвод продук-
тов горения проводится по длинным косым
ходам непосредственно в регенератор.
Рис. 2-12. Печи ПК-2К со всеми широкими регенераторами
каждое расстояние между осями простен-
ков.
Расположенные под камерой коксованйя
регенераторы коксовой и машинной сторон
разделяются массивной центральной пере-
городкой. Каждый регенератор при помощи
крестовины соединяется с надрегенератор-
ным распределительным каналом противо-
положной стороны.
Регенераторы и надрегенераторные кана-
лы соединяются с вертикалами отопитель-
ных простенков при помощи косых ходов,
расположенных только с одной стороны.
Таким образом, через каждый регенератор
и надрегенераторный канал газ или воздух
подается в вертикалы одного обогреватель-
ного простенка.
Обогревательный простенок разбит на
Для принятой схемы сопряжения реге-
нераторов и простенков каждая группа из
четырех регенераторов и двух обогрева-
тельных простенков представляет собой не-
зависимый элемент отопительной системы,
не связанный с другими аналогичными эле-
ментами. При этом регенераторы, входя-
щие в данную группу — два регенератора с
машинной стороны и два регенератора с
коксовой стороны смещены один по отно-
шению к другому на одно расстояние меж-
ду осями простенка'. Таким образом, у каж-
дого контрфорса образуется ложная реге-
нераторная камера, не связанная с отопи-
тельной системой.
При такой схеме обогрева (в отличие от
других печей с перекидными каналами)
простенки, работающие на восходящем и
Печи Гипрококса ПВР с парными вертикалами и рециркуляцией продуктов горения 37
нисходящем потоках, чередуются через
один.
В разделительных стенах между верти-
калами расположено по два рециркуляци-
онных канала, каждый из которых соединен
только с одним вертикалом.
Коксовый газ по двум корнюрам, распо-
ложенным в масиве кладки между надре-
генераторными каналами и подом камеры,
подводится к горелкам, устанавливаемым в
специальных стаканах на уровне пода вер-
тикала. В верхней части вертикалов ниже
устьев расположены соединительные окна
между смежными вертикалами, предназна-
ченные для уменьшения разности давления
по длине секции.
Конструкция перекидных каналов и пере-
крытия печей полностью аналогична типо-
вым печам ПК-2К.
Применение широких регенераторов с
односторонним направлением потоке® дол-
жно обеспечить герметичность отопитель-
ной системы и облегчить регулирование
обогрева. В широких регенераторах, кроме
того, в результате увеличения объема, за-
нимаемого насадкой, возможно понизить
высоту регенеративной зоны. Уменьшение
вдвое числа клапанов уменьшает уход за
ними и значительно сокращает капитало-
вложения.
Наличие сборно-распределительных кана-
лов и крестовины создает определенную
специфику в распределении давления в
вертикалах обогревательных простенков. В
простенках, работающих на восходящем
потоке, давление в вертикалах, питающих-
ся из регенераторов, примерно на 1,5—•
1,8 мм вод. ст. больше, чем в вертикалах,
питающихся из надрегенераторных кана-
лов.
В вертикалах сопряженного простенка,
работающего на нисходящем потоке, дав-
ление меньше на .величину сопротивления
перекидного канала, т. е. 1,2—1,5 мм вод.
ст. Таким образом, максимальная разность
давлений между вертикалами составляет
около 3 мм вод. ст., что следует учитывать
при выборе гидравлического режима отопи-
тельной системы.
В связи с особенностями конструкции
подовсдовое пространство регенераторов
является сборно-распределительным кана-
лом с горизонтальным движением газов.
При этом .направление движения газов та-
кое же, как и в подовом канале регенера-
торов, что мешает равномерному распреде-
лению потоков по насадке регенераторов,
так как при таком направлении потоков
резко увеличивается разница в перепадах
давлений между подовым каналом и под-
сводовым пространством регенераторов на
восходящем и нисходящем потоках.
Чтобы компенсировать эту равномерность
перепадов давлений, предусмотрены две
колосниковые решетки — верхняя и ниж-
няя, обладающие разным сопротивлением
на восходящем и нисходящем потоках.
Следует отметить, что в данной системе
печей, характеризующихся одновременным
горением по всей длине обогревательного
простенка, конструктивное решение кре-
стовины значительно проще, чем в печах с
парными вертикалами, так как косые ходы,
располагаются только с одной стороны ре-
генератора и надрегенераторного канала,
ПЕЧИ ГИПРОКОКСА ПВР
С ПАРНЫМИ ВЕРТИКАЛАМИ
И РЕЦИРКУЛЯЦИЕЙ
ПРОДУКТОВ ГОРЕНИЯ
Печи Мосгипрококса
Первая система отечественных динасо-
вых печей с парными вертикалами была
разработана в 1930—1S31 гг. в Москов-
ском -отделении Гипрококса под руко-
водством инженеров И. Лоханского .и В.
Жунко.
Эта конструкция, получившая название
печей системы Мосгипрококса, имела обо-
гревательный простенок из парных верти-
калов, широкие регенераторы с распредели-
тельными подовыми каналами в корнюрной
зоне и предусматривала комбинированный
обогрев.
Батарея из пяти опытных комбинирован-
ных печей этой конструкции была введена
в эксплуатацию в 1933 г. на Харьковском
опытном коксохимическом заводе.
В .1934—iI935 гг. вступили в строй на
Кемеровском коксохимическом заводе
две батареи по 55 печей системы Мосгип-
рококса.
В процессе работы печей Мосгипрококса
были выявлены серьезные конструктивные
недостатки:
1. Наличие двух параллельно разме-
щенных в корнюрной зоне подовых распре-
делительных каналов для бедного газа,
воздуха и продуктов горения при незначи-
тельной толщине продольных «опасных
стен» и близости к ним корнюров приводи-
ло к прососам отопительного коксового
газа в косые ходы и распределительные
каналы. Из-за этого в корнюрах и подовых
каналах происходило горение и перегрева-
лась подовая часть камеры.
2. Горелки для коксового газа распола-
гались на уровне основания вертикалов и
соединялись с кориюрамш соединительны-
ми каналами диаметром 30 мм (в совре-
менных печах 60 мм). При небольшом за-
графичивании сопротивление этих каналов
резко возрастало и в корнюрах создавалось
давление до 10—20 мм вод. ст., что приво-
дило к еще большему росту прососов ото-
пительного коксового газа в косые ходы,
работающие на воздухе и продуктах горе-
ния.
3. Оба корнюра под каждым обогрева-
тельным простенком располагались впри-
тык друг к другу без промежуточного гер-
метизирующего слоя (см. рнс. 2-9). Регу-
лирование поступления газа и воздуха в
вертикалы производилось кирпичными ши-
38
Коксовые печи
Серами (регистрами), установленными на
перевале каждой пары сопряженных вер-
тикалов. В верхней части вертикала перед
перевалом продукты горения проходили
через регистровые отверстия сечением
ЮО мм, поэтому сопротивление системы
восходящий вертикал — перевал с двумя
регистровыми отверстиями— нисходящий
вертикал было довольно значительным.
Из-за недостаточной герметичности кор-
нюрной зоны и главным образом из-за
большой разности давлений между кор-
нюрами отопительный газ из корнюров, ра-
ботавших на восходящем потоке, проникал
в смежные корнюры, откуда по соедини-
тельным каналам и горелкам поступал в
основание нисходящих вертикалов, где и
сгорал, увеличивая при этом перегрев ни-
за камеры.
4. Стены регенераторов на 2/з высоты бы-
ли выложены из шамота, а в верхней час-
ти — из динаса. Специальное армирование
шамотной кладки не было предусмотрено.
При разогреве батареи динасовая кладка
верхнего строения регенераторов (темпе-
ратурное расширение динаса в 3—3,5 раза
больше шамота) увлекала в своем росте
шамотную часть стен, в которой об-
разовывались сквозные трещины.
В результате упомянутых конструктив-
ных дефектов при эксплуатации печей име-
ли место:
а) перегрев подовой части камеры и не-
догрев верха загрузки;
б) большой расход тепла из-за перетоков
отопительного газа;
в) большое сопротивление отопительной
системы — 18 мм вод. ст. при марше 18 ч
и обогреве коксовым газам;
г) заграфичивание корнюров, соедини-
тельных каналов и горелок из-за горения в
корнюрах и косых ходах.
К достоинствам печей Мосгипрококса
следует отнести удобство укладки насадки
и производства ремонтов регенераторов и
достаточную прочность всего строения пе-
чей.
Коксовые печи ПВР-39
В 11936—4938 гг. был разработан оконча-
тельный вариант печей Гипрококса, приня-
тый для опытной проверки.
Печи ПВР-39 комбинированные. Размеры
камер: средняя ширина 407 мм, длина
13120 мм, высота 4260 мм, конусность
50 мм, полезная емкость камеры 20,0 м3.
Обогревательный простенок (рис. 2—13)
состоит из парных вертикалов. Каждая па-
ра смежных вертикалов (нечетный и чет-
ный) вверху соединена перевалом 7 для
перехода продуктов горения с восходяще-
го потока на нисходящий. Горение проис-
ходит попеременно в нечетных 5 и четных
6 вертикалах. В основании вертикалов, в
разделительных стенках между парами,
устроены рециркуляционные окна 8.
В крайних парах вертикалов обогрева-
тельного простенка рециркуляционные ок-
на размещены также и внутри пары. Че-
рез эти окна часть продуктов горения из
вертикала, работающего на нисходящем
потоке, засасывается в вертикал, работаю-
щий на восходящем потоке, т. е. на горе-
нии. Благодаря такому размещению окон
рециркуляционный поток в печах ПВР-39
движется зигзагообразно (по «змейке») и
соединяет между собой все вертикалы обо-
гревательного простенка.
Стены камер одинаковой толщины
(105 мм) по всей высоте.
Регенераторы индивидуальные, продоль-
ные и соединены косыми ходами непосред-
ственно с вертикалами. Под каждым обо-
гревательным простенком размещено два
регенератора — один для бедного газа 1,
второй 2 для 'воздуха. Один из вертикалов
каждой пары в простенке соединен двумя
короткими косыми ходами 3 с регенерато-
рами, расположенными непосредственно
под этим ,простенком; вторые вертикалы
каждой пары соединены двумя длинными
косыми ходами 4 с регенераторами смеж-
ных обогревательных простенков. Оба ко-
сых хода, ведущих в один вертикал, поме-
щены один за другим по продольной оси
простенка.
По длине батареи каждые два смежные
регенератора, работающие на восходящем
потоке, чередуются с двумя регенератора-
ми, отводящими продукты горения.
Таким чередованием коротких и длин-
ных косых ходов по длине простенка и ре-
генераторов по длине батареи достигается
одинаковый путь газа, воздуха и продуктов
горения для любой сопряженной пары вер-
тикалов.
Насадка регенераторов фасонная решет-
чатая, стены регенераторов выполнены из
шпунтованной кладки.
Верхний уровень обогрева камеры четко
ограничен и определяется кромкой пере-
крытия вертикалов.
В печах ПВР-39 при равных периодах
коксования температура вертикалов на 40—
50° С ниже, чем в печах ПК. При одинако-
вой температуре вертикалов период кок-
сования в печах ПВР-39 короче на 1 ч,
что соответствует повышению производи-
тельности .на 8%.
Обогрев стен камер значительно равно-
мерней, чем в печах ПК. Полосы или пят-
на в верхней части стен камер при периоде
коксования 13 ч полностью отсутствуют.
Средняя разность температур между ни-
зом и верхам стен камор 40е С.
Сопротивление отопительной системы при
обогреве коксовым газом и периоде коксо-
вания 13 ч, определенное из разности дав-
лений в газовоздушных клапанах восхо-
дящего и нисходящего потоков, составило
3,9 мм с машинной стороны и 4,6 мм с кок-
совой стороны, что в 2—2,5 раза ниже, чем
в печах ПК. Поэтому распределение дав-
лений в отопительной системе с точки зре
ния дрососов более благоприятно.
Достигнутая равномерность обогрев?
указывает на возможность увеличения вы-
соты печей на 0,4—0,6 м.
Печи Гипрококса ПВР с парными вертикалами и рециркуляцией продуктов горения
39
В печах ПВР-39 исключены перетоки ото-
пительного коксового газа, так как корню-
ры 9 и 10 выполнены из целых кирпичей и
размещены внутри массива кладки в зна-
чительном удалении от регенераторов, по-
да камер и основания вертикалов. Распо-
стоянное давление иа кладку независимо
от объемных ее изменений в процессе ра-
зогрева и эксплуатации. Этим предупреж-
дается отход головок регенераторов от ос-
тального массива кладки и образование в
них трещин.
ложение корнюров по обе стороны от оси
обогревательного простенка позволило
выполнить анкерные колонны из цельных
прямых балок без изгибов, что облегчает
их изготовление, повышает прочность и
улучшает условия службы .По данным ис-
пытаний, прососы в генераторах на опыт-
ных печах оказались в 2—3 раза ниже,
чем на печах ПК.
Увеличение герметичности стен регенера-
торов в значительной мере произошло в
результате применения на печах ПВР-39
впервые в технике коксовых печей по
предложению И. Б. Пейсахзона зонального
армирования кладки коксовых печей.
При обычной конструкции анкерных ко-
лонн кладка корнюрной зоны и стен реге-
нераторов вовсе не армируется из-за не-
совпадения профиля нагруженной анкерной
колонны с профилем головок кладки печей
после разогрева.
Между колонной и кладкой образуются
свободные зазоры, что является причиной
образования трещин в головках корнюр-
ной зоны и регенераторов, появления пере-
токов газа ,и воздуха через трещины в
«противоточных» стенах, которые приводят
к расстройству обогрева и преждевремен-
ному выходу печей из строя.
При зональном армировании по высоте
кладки корнюрной зоны и регенераторов
укладывается гибкий броневой лист, кото-
рый давлением пружин, размещенных че-
рез определенные промежутки по высоте
колонны, прижимается к кладке.
Зональное пружинное армирование голо-
вок печей автоматически обеспечивает не-
равномерность обогрева по высоте и
длине предохраняет печи ПВР от туго-
го хода и отложений графита па степах
камер.
Все эти факторы обусловили значитель-
ную долговечность печей ПВР.
Опытная батарея, построенная в 1939 г.,
и в настоящее время, спустя 25 лет, на-
ходится в рабочем состоянии и па ней про-
водятся опытные коксования шихт.
Развитие конструкции печей ПВР
Начиная с 1945 г. Гипрококсом на осно-
ве данных эксплуатации и испытания пе-
чей ПВР-39 на Харьковском опытном кок-
сохимическом заводе проводилась система-
тическая работа по совершенствованию пе-
чей ПВР и их широкому промышленному
внедрению. В основу проектов печей пос-
левоенных лет положена технологическая
схема печей ПВР-39.
В 1945—1946 гг. разработана конструк-
ция печей ПВР-46, в последующие годы
ПВР-51, ПВР-55, ПВР-57 и ПВР большой
емкости.
Первая промышленная батарея (ПВР-46)
из 45 печей была введена в эксплуата-
цию на Днепродзержинском коксохимичес-
ком заводе ,в декабре 1949 г.
Всесоюзные совещания коксовиков в
1950 г. и 1955 г. приняли печи ПВР (наря-
ду с печами ПК-2К) в качестве основной
конструкции для строительства новых кок-
совых печей. За 10 лет в Советском Союзе
введено в эксплуатацию 30 батарей с 1738
40
Коксовые печи
коксовыми печами Гипрококса системы
ПВР общей мощностью свыше 17 млн. т
сухой 'ШИХТЫ в год.
Печи ПВР получили большое распростра-
нение в Китае, Польше, Румынии, Венгрии,
Болгарии, Индии и др. зарубежных стра-
нах.
Печи Гипрококса ПВР-46 (рис. 2-14)
В основу печей ПВР-46 положена схема
обогрева печей ПВР-39.
Горение или отвод продуктов горения
происходит одновременно в двух рядом
расположенных вертикалах; такое чередо-
вание горения именуется горением через
два вертикала, т. е. два на горении, два
на отводе продуктов горения, в отличие от
горения через один вертикал (ПВР-39).
Преимущество чередования горения че-
рез два вертикала — уменьшение «опас-
ных» стеночек, разделяющих разноименные
косые ходы в корнюрной зоне, вдвое и,
как следствие, уменьшение перетоков газа
и воздуха из косых ходов восходящего по-
тока в косые ходы, заполненные продукта-
ми горения.
Недостаток такого чередования верти-
калов по длине простенка состоит в нерав-
номерном распределении косых ходов по
длине регенераторов. Косые ходы распола-
гаются компактными гнездами, по четыре
в каждом, с большим расстоянием между
гнездами, что приводит к неравномерному
раопределению продуктов горения по длине
регенератора и к снижению эффективности
работы насадки.
Благодаря высокой равномерности обо-
грева по высоте стены толщина камер оди-
наковая (105 мм) на всю высоту вертика-
лов.
В печах ПВР-46 рециркуляционные окна
устроены в тех же стенах, что и переваль-
ные окна. Каждая пара сопряженных вер-
тикалов является, таким образом, замкну-
той, не сообщается со смежными вертика-
лами и рециркуляция происходит само-
стоятельно внутри каждой данной пары.
Число рециркуляционных потоков в про-
стенке равно числу пар вертикалов.
В основании вертикалов в газовоздуш-
ных соплах, помимо сменных регистров
(бананов), регулирующих выходные сече-
ния для газа и воздуха, установлены так-
же рассекатели, которые предназначаются
для регулирования интенсивности смешения
бедного газа и воздуха изменением 'углов
наклона направляющих плоскостей .и вы-
соты рассекателей.
Придание параллельности плоскостям и
увеличение высоты рассекателя, при про-
чих равных условиях, замедляет смешение
и удлиняет тем самым высоту факела го-
рения.
Уровень перевала продуктов горения в
верхней части вертикалов был сделан на
двух батареях печей ПВР-46 Днепродзер-
жинского завода на высоте 700 мм от сво-
да камеры и на одной батарее на высоте
600 мм для проверки и установления опти-
мального уровня высоты обогрева для пе-
чей ПВР с высотой камеры 4300 мм.
Впервые применена новая конструкция
зеркал регенераторов с увеличенным изо-
ляционным слоем толщиной 325 мм и на-
ружным герметизирующим металлическим
кожухом, обеспечивающим плотность фа-
садных поверхностей регенераторов. Метал-
лический кожух заполнен изнутри слоем
совелита толщиной 75 мм.
Для выявления эффективности такой
изоляции на некоторых регенераторах на-
ружный слой изоляции был сделан, из тер-
моизоляционного кирпича без кожухов.
Эта конструкция '(без кожухов) в работе
себя не оправдала.
«Опасные» стены регенераторов, разделя-
ющие газовые и воздушные регенераторы,
работающие на разноименных потоках, вы-
полнены самоармирующимися из специ-
альных кирпичей, образующих замко-
вое соединение в форме «ласточкиного
хвоста».
Герметичность горизонтальных швов
кладки достигается смещением двух смеж-
ных рядов кладки, образующих стену, в
вертикальном направлении на 30 мм. Зам-
ковое соединение «ласточкин хвост» пре-
дотвращает расхождение вертикальных
швов в массиве кладки. Такое соединение
ридов уменьшает опасность сдвига отдель-
ных участков кладки стен регенераторов в
процессе разогрева батареи, а также при
колебаниях температур кладки при пере-
ключении обогрева с коксового .газа на до-
менный, при изменениях периода коксова-
ния, остановках обогрева и т. д.
Эта оригинальная конструкция кладки
стен регенераторов предложена и разрабо-
тана инженером Э. М. Узраэлитом и при-
нята во всех системах печей Гипрококса
ПВР.
В печах ПВР-46, 51, 55 и 58 «опасные»
стены регенераторов выполнены толщиной
290 мм в зоне собственно регенераторов и
230 мм на высоте подовых каналов. После
1960 г. на обоих участках, т. е, на всю вы-
соту, «опасные» стены регенераторов вы-
полняются толщиной 230 мм.
Автоматическое армирование головок в
печах ПВР-46 осуществлено по всей высо-
те строения печей. По высоте обогрева-
тельного простенка армирование достига-
ется установкой внутри .анкерной колонны
Пружин, передающих заданное давление на
броню, облегающую головку обогреватель-
ного простенка. На участке корнюрной зо-
ны и регенераторов установлено 4—5 пру-
жин, давление которых через металличес-
кую полосу равномерно распределяется по
всей высоте кладки головки регенераторов
и корнюрной зоны. Принципиальная осо-
бенность такого армирования — в постоян-
ном и автоматически регулируемом давле-
нии на кладку, 'предотвращающем отход
головки от основного массива кладки, вне
зависимости от изменения профиля анкер-
ной колонны и кладки при разогреве и в
процессе эксплуатации печей.
Рнс. 2-14. Печи ПВР-46:
а — поперечный разрез; б — разрез по обогревательному простенку
42
Коксовые пеки
Лечи ПВР-51 (рис. 2-15)
Горение (происходит попеременно в
пых и нечетных вертикалах простенка,
и в печах ПВР-39. Такое чередование
ходящих и нисходящих потоков по длине
простенка (через один вертикал) повыша-
ет равномерность распределен,ия газовых
чет-
как
В oc-
Рис. 2-15. Печи Гипрококса ПВР-51 с рециркуляцией внутри замкнутых пар
вертикалов
потоков по длине регенераторов. Рецирку-
ляция осуществлена в двух вариантах:
а) по «змейке»; рециркуляционные
окна размещены в стенках между сопря-
женными парами вертикалов, а в крайних
парах вертикалов — и внутри пар, т. е. так
же, как и в печах ПВР-39. Рециркуляцион-
ный поток движется ио «змейке» и прохо-
дит как бы последовательно все вертикалы
полу про стенка;
б) рециркуляция происходит внутри
замкнутых пар вертикалов, как и в
печах ПВР-46. Рециркуляционные окна
размещаются в разделительных стенах
внутри сопряженных пар вертикалов, т. е.
под перевальными окнами.
Сравнительные исследования характера и
величины рециркуляционных потоков по
обоим вариантам показали, что устройст-
во рециркуляции внупри замкнутой пары
обеспечивает более равномерную и посто-
янную величины рециркуляционных потоков
в обеих кантовках. Поэтому начиная с
1953 г. печи ПВР сооружаются только
с рециркуляцией внутри замкнутых пар.
Печи ПВР-53, 55, 58 и 60
Конструкции этих печей аналогичны пе-
чам ПВР-51 с рециркуляцией внутри зам-
кнутых пар вертикалов и отличаются мо-
дификацией отдельных узлов кладки.
Результаты обследования печей ПВР *
Печи ПВР тщательно и систематически
испытывались при обцреве коксовым и до-
менным газом на Днепродзержинском и
Ждановском заводах и только коксовым
газом на Баглейокам заводе.
* Обследование производили объединенные
бригады Гипрококса, УХИН, Коксохимстанции и
работников заводов Днепродзержинского, Баглей-
ского и Ждановского.
Печи Гипрококса ПВР с парными вертикалами и рециркуляцией продуктов горения 43
Основными показателями для оценки
конструкции печей служат:
I) производительность печей;
2) равномерность прогрева коксового пи-
рога ло высоте;
3) травильное распределение температур
по длине отопительного простенка;
4) достижение высоких температур в
крайних вертикалах;
5) гидравлическая характеристика пе-
чей;
6) расход тепла на обогрев;
7) качество кокса и химических продук-
тов;
8) герметичность и прочность конструк-
ции для обеспечения длительного срока
службы.
На всех заводах ширина печей ПВР
407 мм, конусность 50 мм, высота 4300 мм.
Это позволяет сопоставлять между собой
работу печей ПВР и ПК при коксовании
одинаковых шихт.
На разных этапах испытаний печи ПВР
работали .при обороте от 13 до 15 ч.
Печи работали па угольной шихте еле
дующего состава, 7о:
Заводы................ПЖ
Днепродзержинский . . 4 0
Ждановский..........46
Запорожский......... 4 0
К ПС Г д
20 20 20 —
24 18 12 —
20 20 2
Основные показатели технологического и
температурного режима батарей с печами
ПВР приведены в табл. 2-6.
Имеющийся резерв температур (до
1410°С) позволяет снизить оборот печей до
13 ч, как это и было осуществлено при ис-
пытаниях па протяжении месяца па Днеп-
родзержинском заводе.
При сопоставительных испытаниях на
Днепродзержинском заводе батарей с пе-
чами ПК-42-45 и печен ПВР при одинако-
вой температуре вертикалов (1370°С) и
отоплении доменным газом оборот соста-
вил 15,23 ч в печах ПК против 14,0 ч в пе-
чах ПВР при лучшей равномерности обо-
грева и более высоком качестве .кокса в
печах ПВР.
Таким образом, при равных температурах
вертикалов при обогреве доменным газом
производительность печей ПВ.Р выше, чем
печей ПК, на
15,23 — 14
14
100 = 8,8%.
При обогреве коксовым газом работа
печей ПК-47 на Запорожском заводе ха-
рактеризовалась следующими показателя-
ми:
Оборот печей, ч....................... 14 6
Влажность шихты, % ..............’ 8—9
Температура в контрольных вертикалах,
с коксовой стороны ................ 1405
с машинной стороны ................ 1345
Температура в центре коксового пирога
перед выдачей, °C..................... 980
Данные табл. 2-6 .показывают, что при
коксовании донецкой шихты влажностью
8—9% печи ПК три обороте 14,6 ч рабо-
тают на предельных температурах и даль-
нейшее форсирование их недопустимо. В
печах ПВР Баглейокого завода при оборо-
те 14 ч и лучшей готовности (температура
в центре коксового пирога 1029° С) имеет-
ся еще резерв температуры вертикалов по-
рядка 35—40° С, что подтверждает воз-
можность получения в печах ПВР и при
обогреве коксовым газом и влажности
шихты 8—9% вполне готового кокса при
обороте печей 13 ч. Таким образом, при
равных температурах вертикалов и обо-
греве коксовым газом производительность
печей ПВР выше, чем печей ПК, на
14,6—13,0
13
100= 12,3%.
Резерв температурного потенциала печей
можно выгодно использовать при коксова-
нии шихт с повышенным содержанием га-
зовых и плохослекающихся углей, требую-
щих более интенсивного нагрева при кок-
совании.
Испытания показали, что печи ПВР на
разных заводах при коксовании донецких
шихт работают, как правило, со средней
скоростью коксования 14—14,5 мм)ч на
обороте 14—14,5 ч при температуре верти-
калов не выше 1375° С, т. е. полностью не
используются темпер!атурные возможности
печей. Это объясняется тем, что увеличение
скорости коксования до 15—45,6 мм/ч
(оборот 13,5—.13,0 ч) за счет подъема тем-
ператур вертикалов до 1390—1400° С при-
водит к уменьшению крупности кокса и
ухудшению работы доменных печей.
Характерным для печей ПВР является
малая величина падения температур в вер-
тикалах за период между кантовкамц 55—
63° С (табл. 2-6) против 80—85° С в пе-
чах ПК, что при одинаковой температуре
вертикалов обеспечивает повышение тепло-
передачи в камеру.
Небольшое падение температур объяс-
няется влиянием рециркуляции и удлинени-
ем по высоте вертикала факела горения.
Равномерность обогрева
Основное условие получения однородно-
го, равномерно выжженного кокса в объе-
ме коксового широта — равномерность обо-
грева угольной загрузки. Равномерность
обогрева влияет и на производительность
печей и поэтому является .основным пока-
зателем оценки конструкции печей.
Изучение равномерности производилось
при помощи многократных замеров темпе-
ратур в загрузке под асами загрузочными
люками на высоте 600, 2100, 3200 и
3500 мм от пода камеры.
В табл. 2-7 приведена сводка конечных
температур в загрузке на батареях с печа-
ми ПВР при различных оборотах печей г
обогреве коксовым и домеяньш газом.
Из приведенных данных следует, что в
печах ПВР достигнуто равномерное рас-
Таблица 2-6
Показатели технологического режима батарей с печами ПВР
Отопление коксовым газом
Отопление доменным газом
Заводы и номер батареи
Наименование Днепродзержинский Баглей- ский Жданов- ский Днепродзержинский Ждановс- кий
3 4 5 2 6 3 3 5 5
Система печей ПВР-46 ПВР-46 ПВР-46 ПВР-51 ПВР-51 ПВР-46 ПВР-46 ПВР-46 ПВР-51
Полезный объем камеры, м3 . . Разовая загрузка сухой ших- 21,2 21,2 21,2 20,0 21,6 21,2 21,2 21,2 21,6
ты, tn Влажность шихты, % .... Содержание класса 0—3 мм в 16,15 16,27 15,7 — 15,25 16,02 16,16 15,77 15, /5
8,34 9,64 8,4 9,1 10,5 8,7 9,2 9,1 8,6
шихте, % 85,9 87,8 91,5 92,3 92,93 85,5 86,0 89,3 91,8
Оборот печей, ч Температура в контрольных вер- тикалах, °C: 15,0 14,1 14,4 14,0 14,4 14,0 13,1 13,9 14,6
коксовая сторона 1326 1385 1364 1372 1365 1371 1410 1375 13 /Ь
машинная сторона .... 1258 1325 1309 1310 1315 1309 1359 1313 1330
Коэффициент избытка воздуха Температура в центре пиро- 1,15 1,25 1,23 1,34 1,3 1,21 1,07 1,33 1,1
га, °C Полное падение температур кок- совой стороны за период 996 1023 1000 1029 1050 1041 1097 998 1064
между кантовками, °C ... Температура в крайних верти- калах, °C: 55 ио ио ио —— и/ 60 53
коксовая сторона 1196 1295 1260 1287 — 1287 1332 1269 1261
машинная сторона .... Расход тепла на 1 кг сухой 1116 1231 1210 1233 — 1226 1297 1185 1185
шихты, кал ........ Термический к. п. д., % ... 575 564 577 580 582 645 704 670 690
81,1 81,5 82,5 83,15 — 82,4 82,5 82,9 84,9
Печи Гипрококса ПВР с парными вертикалами и рециркуляцией продуктов горения 45
Отопление коксовым газом Отопление доменным газом
Заводы и номер батарей
Таблица 2-7
Сводка конечных температур в загрузке на батареях с печами ПРВ
Наименование Днепродзержинский Баглей- ский Ждановский Днепродзер- жинский Жда- нов- ский
3 4 5 2 6 горел- ки 0 31 6 горел- ки 0 24 3 5 5
Уровень обогрева от свода камеры, мм 700 700 ( 600 600 600 600 700 600 600
Разовая загрузка сухой ших- ты, m 16,15 16,27 15,7 — 15,25 15,25 16,02 15,77 15,75
Загрузка сухой шихты на .и3 полезной емкости камеры, 0,762 0,767 0,742 0,72 0,706 0,706 0,755 0,745 0,732
Влажность шихты, % ... 8,34 9,64 8,4 9,1 10,5 10,5 8,7 9,1 8,6
Оборот печей, ч 15,0 14,1 14,4 14,0 14,4 14,4 14,0 13,9 14,6
.Высота подсводового про- странства, мм 252 204 277 122 194 245 203 222 213
Коэффициент избытка возду- ха 1,15 1,25 1,23 1,34 1,3 1,3 1,21 1,33 1,1
Конечная температура, °C, в пироге на высоте от по- да камеры, м:
0,6 935 1040 981 1038 1062 1070 1065 1023 1093
2,1 957 1023 1000 1029 1050 1087 1041 998 1064
3,2 — — 942 981 969 1031 — 969 1026
3,5 912 957 965 991 934 983 985 962 1006
Перепад температур, °C, меж- ду:
низом и верхом:
0,6—3,2 м — — 39 57 93 39 — 54 67
0,6—3,5 м 23 83 16 47 128 87 80 61 92
низом и центром 0,6— 2,1 м 22 17 —19* 9 12 — 17* 24 25 29
центром и верхом:
2,1—3,2 м — — 58 48 81 56 — 29 38
2,1—3,5 м 45 66 35 38 116 104 56 36 63
* Знак минус указывает на превышение температур на верхних горизонтах.
46
Коксовые печи
пределение температур по высоте пирога с
небольшим падением кверху. Разность тем-
ператур между низом и .верхом пирога при
обогреве коксовым и доменным газом и
при влажности шихты от 8,3 до 9,6% во
всех основных испытаниях не превышает
60—70° С между точками 0,6—3,2 м и
90° С между точками 0,6—3,5 м от пода
камеры.
Уменьшение диаметра горелок с 31 до
24 мм улучшило равномерность обогрева
в результате увеличения рециркуляции и
некоторого удлинения факела горения. За-
меры температуры и осмотр кокса указы-
вают на лучшую готовность верха пирога
при расположении уровня обогрева на
600 мм от свода камеры.
Интересно влияние коэффициента избыт-
ка воздуха на равномерность обогрева.
Распределение температур по высоте в за-
висимости от коэффициента избытка воз-
духа представлено в табл, 2-8.
При отоплении коксовым и доменным га-
зом изменение коэффициента избытка воз-
духа в пределах 1,1—4,3 не сказывается на
равномерности обогрева..
Для определения эффективности рецир-
куляции при строительстве одной батареи
ПВР на группе обогревательных простен-
ков были наглухо закрыты рециркуляцион-
ные окна. Перепады температур по высоте
загрузки между уровнями 600—3200 мм от
пода камеры при прочих равных условиях
составили, °C:
Перепад температур, °C
а в печах с без
рециркуляцией рециркуляции
1,16 34 79
1,26 39 190
1,52 64 238
В печах без рециркуляции перепад тем-
ператур по высоте интенсивно возрастает
по мере увеличения избытка воздуха, а в
печах с рециркуляцией практически остает-
ся постоянным.
Одним из основных преимуществ ре-
циркуляции продуктов горения в печах
ПВР является устойчивость распределения
температур по высоте при колебаниях гид-
равлического режима и коэффициента из-
бытка воздуха в отопительной системе.
В печах ПК разность температур в за-
грузке между низом и уровнем 3500 мм до-
стигает 250—350° С.
Длительная эксплуатация и испытания
подтвердили высокую эффективность ре-
циркуляции и других конструктивных
особенностей печей ПВР, обеспечивших
равномерность обогрева по высоте ка-
меры.
Температура в крайних вертикалах
Сохранность головок обогревательных
простенков требует поддержания высоких
температур в крайних вертикалах. На всех
батареях печей ПВР (см. табл. 2-6) до-
стигнут хороший нагрев крайних вертика-
лов, температура которых регулируется ре-
гистрами в первом и втором вертикалах.
Зональное армирование стен регенераторов
и герметизация зеркал регенераторов ме-
таллическими щитами надежно защищают
головку от прососов наружного воздуха и
горения доменного газа <в регенераторах.
Все это способствует хорошему прогреву
головок камер.
Гидравлическая характеристика печей
Печи ПВР имеют малое сопротивление
отопительной системы. Полное сопротивле-
ние отопительной системы, измеряемое пере-
падом давлений между клапанами на восхо-
дящем и нисходящем потоках, при обороте
14 ч составляет в среднем 3,5—4,0 мм вод.
ст. при отоплении коксовым газом и.
8,5—9 мм вод. ст. при обогреве доменным
газом.
Сопротивление печей ПВР в 2—3 раза
меньше, чем печей ПК. Малое сопротивле-
ние печей достигнуто, в первую очередь,
непосредственным сопряжением регенера-
торов с вертикалами без горизонтальных
сборных и прочих распределительных ка-
налов. Другим средством для снижения
сопротивления является применение ре-
шетчатой насадки регенераторов.
В последние годы, как известно, заменой
прямоугольной и брусковой насадки на ре-1
шетчатую в действующих печах удалось
значительно снизить сопротивление системы
и засорение регенераторов колошниковой
пылью.
Преимущества малого сопротивления пе-
чей заключаются в установлении мини-
мального перепада давлений между каме-
рой и простенком, уменьшение фильтрации
газа и воздуха через «опасные» стены ре-
генераторов, а также прососов наружного
воздуха в крайние вертикалы н регенера-
торы через фасадные стены.
Гидравлический режим и распределение
давлений по длине простенка, а также
по длине батарей отличаются стабиль-
ностью.
Расход тепла на коксование
Отсутствие прососов в отопительной си-
стеме и вполне удовлетворительная реге-
нерация тепла обусловили хорошие пока-
затели расхода тепла.
При высоких конечных температурах
коксования расход тепла ниже норматив-
ного, что видно из табл. 2-9.
Анализ данных табл. 2-9 показывает, что
при снижении коэффициента избытка воз-
духа с 1,2—1,3 до 1,07—1,1 расход тепла
заметно повышается. По-видимому, горение
с малым избытком воздуха с рециркуля-
цией продуктов горения не обеспечивает
полного сгорания газа в вертикалах.
Термический к. п. д. '(табл. 2-6) находит-
ся в пределах 81—85%, что указывает на
высокую теплотехническую эффективность
конструкции.
Печи Гипрококса ПВР с парными вертикалами и рециркуляцией продуктов горения 47'
Таблица 2-8
Распределение температур по высоте в зависимости от коэффициента
избытка воздуха
Обогрев Обогрев
Наименование коксовым газом доменным
газом
Коэффициент избытка воздуха 1,15 1,23 1,48 1,09 1,33
Разовая загрузка сухой шихты, m 15,90 15,7 15,9 16,0 15,8
Помол шихты, % 91,4 91,53 90,76 89,60 89,32
Влажность шихты, % 8,18 8,37 8,27 9,12 9,12
Температура в контрольных вертикалах, °C:
коксовая сторона 1346 1353 1368 1374 1375
машинная сторона 1299 1294 1304 1314 1313
Высота подсводового пространства, мм 222 277 246 247 222
Конечная температура, °C, в загрузке на высоте от пода
камеры, м:
0,6 1005 981 1035 1058 1023
2,1 990 1000 995 1055 998
3,2 971 942 971 996 969
3,5 985 965 916 983 962
Перепад температур, °C, между
низом и верхом, м:
0,6—3,2 34 39 64 62 54
0,6—3,5 20 16 119 75 61
между центром п верхом, м:
2,1—3,2 21 58 24 59 29
2,1—3,5 7 35 79 72 36
Расход тепла иа 1 кг сухой шихты, кал 589 577 590 701 670
Таблица 2-9
Расход тепла на коксование
Заводы Батарея Отопитель- ный газ Оборот ч Влаж- ность шихты % Коэффи- циент из- бытка воздуха Расход тепла на 1 кг влаж- ной шихты кал Норматив- ный расход тепла на 1 кг влаж- ной шихты Относи- тельный расход теп- ла на 1 кг сухой шихты
Днепродзержинский 3 15,0 8,34 1,15 527 560 575
4 14,1 9,64 1,25 511 568 564
5 Коксовый 14,4 8,4 1,23 530 560 577
Баглейский .... 2 14,0 9,1 1,34 528 565 580
Ждановский .... 6 14,4 10,5 1,3 521 575 582
Днепродзержинский 3 14,0 8,7 1,21 589 644 645
3 5 Доменный 13,1 13,9 9,2 9,1 1,07 1,33 639 610 648 647 704 670
Ждановский .... 5 14,6 8,6 1,1 631 643 690
48
Коксовые печи
Качество кокса и химических продуктов
Качество кокса изучали путем сопостав-
ления работы доменной печи металлурги-
ческого завода им. Дзержинского на коксе
от печей ПК и ПВР.
Показатели качества кокса печей ПВР и
ПК за время испытаний:
ПВР пк•
Остаток в барабане, кг............. 345 342
•Содержание класса 0—10 мм в про-
вале из барабана, кг ............ 27,2 25
.Показатели качества по методу
УХИНа:
средняя крупность, мм.......... 45,8 45,3
коэффициент равномерности . . 3,95 3,95
Выход металлургического кокса
+25 мм за весь период испыта-
ний, %........................... 96,31 94,26
Содержание класса 40—80 мм в ме-
таллургическом коксе, %.......... 77,0 75,9
На основе комплексных испытаний ка-
чества кокса и работы доменной печи было
установлено:
1) физико-механические свойства кокса
из печей ПВР более высокие, чем кокса из
печей ПК;
2) работа доменной печи на коксе печей
ПВР протекает более устойчиво, ход печи
ровный, без подвисаний и принудительных
•осадок;
3) производительность доменной печи
при работе на коксе печей ПВР почти на
4% больше;
4) расход кокса на 1 т чугуна при рабо-
те на коксе из печей ПВР снизился на
6%.
Качество и выход химических продуктов
по заводам с печами ПК и ПВР получи-
лись одинаковыми.
-Г ерметичность и прочность конструкции
Многократные исследования -плотности
«опасных» стен регенераторов показали,
что величина прососов крайне незначитель-
на и составляет до 1% в газовых и от 3
.до 4% в воздушных регенераторах. По-
вторные определения спустя 2 и 3 года по-
казали, что величина прососов даже умень-
шилась.
На опытном участке той же батареи, где
«опасные» стены регенераторов были обыч-
ной конструкции из нормального кирпича,
прососы были в два раза больше.
Коксование восточных углей
в печах ПВР
В конце 1959 г. была введена в эксплуа-
тацию на Магнитогорском заводе первая
на Востоке батарея печей ПВР с объемом
камеры 21,6 .и3 и с уровнем обогрева
800 мм,
Для сравнения готовности печей, качест-
ва кокса и равномерности обогрева ВУХИН,
Гипрококсом и Магнитогорским металлур-
гическим комбинатом проводились испыта-
ния одновременно на батареях печей ПВР,
ПК-42 и ПК-49 (последняя — для обогре-
ва только доменным газом). На батареях
коксовали одинаковую шихту из 62% куз-
нецких и 38% карагандинских углей влаж-
ностью 6% с добавкой керосина в размере
0,06% от веса шихты. Вертикальная усадка
шихты за период коксования составляла
417 мм.
На батарее печей ПВР после окончания
регулирования обогрева рециркуляционные
окна были раскрыты на ‘/з сечения. В сред-
ней части отопительного простенка в свя-
зи с большим уплотнением шихты под
средним загрузочным люком окна для ре-
циркуляции продуктов горения были от-
крыты полностью.
Печи ПВР обогревались коксовым газом,
остальные батареи доменным газом. Вре-
мя оборота печей 14,5 ч.
На рис. 2-16 показана динамика подъе-
ма температур в коксовом пироге всех ба-
тарей с девятого часа до конца коксования.
Температурные кривые указывают на рав-
номерный нагрев загрузки в печах ПВР н
на неравномерность нагрева и перегрев
центра в печах ПК-49 и ПК-42.
Механическая прочность кокса по остат-
ку в барабане оказалась в печах ПВР на
10 кг выше, чем в печах ПК-42 и ПК-49
(соответственно 323 и 313 кг), а содержание
класса +60 мм в металлургическом коксе
51,6 и 48,5%.
Рис. 2-16. Динамика подъема температур по оси коксового пирога:
а — в печах ПВР; б — в печах ПК-49; в — в печах ПК-42
Печи Гипрококса ПВР большой емкости
49
Качество химических продуктов, получа-
емых в печах ПВР значительно выше, чем
в печах ПК:
Печи ПВР Печи ПК
Содержание толуола в сыром
бензоле, %............... 14,7 9,3
Качество смолы:
удельный вес ........... 1,186 1,196
содержание свободного
углерода.............. 6,7 9,65
содержание фенолов . . 1,08 0,58
Высокому качеству химических продуктов
на печах ПВР способствуют высокая рав-
номерность прогрева загрузки по высоте
камеры на протяжении всего процесса кок-
сования и отсутствие перекидных каналов,
перегревающих подсводовое пространство
камеры.
ПЕЧИ ГИПРОКОКСА ПВР
БОЛЬШОЙ ЕМКОСТИ
Дальнейшее повышение технико-экономи-
ческой эффективности строительства кок-
сохимических заводов и производительно-
сти труда требуют увеличения производи-
тельности коксовых батарей.
Повышение производительности за счет
сокращения периода коксования лимити-
руется качеством выжигаемого кокса. Кок-
сование типовых угольных шихт нельзя
вести на повышенных скоростях. Поэтому
коксовые печи современных конструкций
ПВР н ПК-2К с шириной камеры 407 мм
работают с периодом коксования 14,5—
15 ч вместо 13—13,5 ч.
Эффективность производства кокса мож-
но повысить, путем увеличения полезного
объема камеры и разовой выдачи кокса из
одной печи и увеличением числа печей и
производительности коксовой батареи.
До 1950 г. в качестве типовых строили
печи длиной 13 120 мм, шириной 407 лг.н,
высотой 4300 дни е полезной емкостью ка-
меры 20 м3 и производительностью 23,6 т
сухой шихты в сутки.
С 1953 по 1958 гг. в основном сооружали
печи той же ширины и высоты, длиной
14 080 мм с полезной емкостью камеры
21,6 м3 н производительностью 25,5 т сухой
шихты в сутки, что дало рост производи-
тельности на 8%.
В 1958 г. на одном из южных заводов
была введена в действие первая батарея
из 77 комбинированных печей с камерами
следующих размеров:
Длина, мм...................... 15 040
Высота, мм ..................... 5000
Ширина, мм...................... 45о
Полезный объем, м3 . . ........... 30
Расстояние между осями печей, мм 1300
Загрузка сухой шихты, m ........22,73
Так как ширина камеры в печах большой
емкости составляет 450 мм, то период кок-
сования при тех же температурах верти-
калов, что и в печах шириной 407 лг.м, удли-
няется на 2,5 ч и составляет 17,5 ч. ’
Коксовые печи ПВР большой емкости
ятяются самыми мощными печами в мире
4 Справочник коксохимика, т. II
Производительность одной печи составляет
31,1 т сухой шихты в сутки, что на 20%
превышает производительность наиболее
мощных печей в США и Западной Герма-
нии.
При сохранении числа выдач на сущест-
вующем уровне (37 печей в смену для од-
ной батареи) производительность одной
батареи с печами большой емкости на 48—
57% выше производительности типовой ба-
тареи из 61—65 печей с емкостью камеры
21,6 м3.
В печах большой емкости принята та же
принципиальная схема обогрева, что в пе-
чах ПВР-51.
В отличие от типовых печей ПВР косые
ходы и горелка размещены по длинной оси
вертикала (рис. 2—17 и 2—18). Такое рас-
положение косых ходов благодаря умень-
шению поверхности контакта между бед-
ным газом и воздухом ухудшает смешение
газов и удлиняет факел горения. Размеще-
ние горелки 1 сбоку одного из двух косых
ходов 2 и в значительном удалении от вто-
рого косого хода 3 также затрудняет сме-
шение коксового газа с воздухом и замед-
ляет горение, факел при этом вытягивается.
Конструкция пода вертикала позволяет
устанавливать горелки разной высоты и
конфигурации.
Для повышения интенсивности рецирку-
ляции сечения перевальных и рециркуля-
ционных окон увеличены по сравнению с
типовыми печами ПВР. Специальные кир-
пичи-регистры позволяют полностью или
частично перекрыть сечения рециркуляцион-
ных окон для регулирования интенсивности
рециркуляционных потоков в больших пре-
делах.
На первой батарее печей большой емко-
сти были предусмотрены отдельные участки
обогревательных простенков с различным
устройством рециркуляционных окон, го-
релок и регулирующих регистров.
Путем различной расстановки регулиро-
вочных средств можно регулировать обо-
грев по высоте в значительных пределах.
Регенераторы непосредственно сопряжены
с отопительными простенками. Ширина ка-
мер регенераторов 420 мм. Стены, разде-
ляющие регенераторы с разноименными по-
токами, выполнены со смещением горизон-
тальных рядов из фасонного кирпича «ла-
сточкин хвост». Насадка регенераторов вы-
ложена из решетчатого кирпича.
Учитывая увеличение высоты камеры на
700 мм, ширина отопительного простенка
по условиям статической прочности увели-
чена с 736 мм (в типовых печах) до 850 мм.
Сечения косых ходов и подовых каналов
регенераторов увеличены пропорционально
росту производительности печей большой
емкости.
Загрузка печей производится через три
люка, как и в типовых печах, но для обес-
печения быстрой загрузки диаметр загру-
зочных люков увеличен с 430 до 550 мм.
В связи с увеличением количества шихты,
подлежащей разравниванию при загрузке
50
Коксовые печи
Рис. 2-17 6. Печи ПВР большой ем-
кости для обогрева только коксо-
вым газом
Рис. 2.-17 а. Печи Гипрококса ПВР большой емкости.
Поперечный разрез
печей, соответственно увеличена ширина и
высота планирной штанги.
Для печей большой емкости предусмот-
рена механизация трудоемких операций по
загрузке печей и чистке дверей и дверных
рам.
На протяжении 1958—1963 гг. было вве-
дено в эксплуатацию несколько батарей с
Рис. 2-18. Печи Гипрококса ПВР большой
емкости. Расположение горелки и косых хо-
дов:
а — печи ПВР большой емкости; б — типо-
вые печи ПВР
печами большой емкости с комбинирован-
ным обогревом и обогревом только коксо-
вым газом.
Печи ПВР большой емкости для
обогрева только коксовым газом
В последние годы благодаря интенсив-
ному развитию добычи природного и попут-
ного нефтяного газа и транспорта их на>
дальние расстояния металлургические заво-
ды с большой эффективностью начали при-
менять этот дешевый высококалорийный и
бессернистый газ в мартеновском и прокат-
ном производстве взамен коксового газа.
Вместе с тем значительно возросло потреб-
ление доменного газа на собственные нуж-
ды металлургии. В условиях дефицита до-
менного газа и при наличии избытка кок-
сового газа большое число батарей с
комбинированными печами обогревается
в настоящее время только коксовым
газом.
По условиям газового баланса и эконо-
мическим соображениям представляется це-
лесообразным часть батарей в составе кок-
совых цехов, связанных с металлургиче-
Печи Гипрококса ПВР большой емкости
51
скими заводами, проектировать только с
обогревом коксовым газом (рис. 2-175).
На коксохимических заводах, удаленных
от металлургических заводов, следует все
батареи проектировать также с отоплением
печей только коксовым газом.
Схема обогрева в основном та же, что
и для комбинированных печей ПВР при
обогреве их коксовым газом.
Размеры и емкость печных камер те же,
что и в комбинированных печах.
Под каждой печью размещается один ши-
рокий воздушный регенератор (вместо
двух — газового и воздушного — в комби-
нированных печах), в основании которого
устроен подовый канал, разделенный по-
средине продольной перегородкой, поддер-
живающей колосниковую решетку. Каж-
дый вертикал соединен одним косым ходом
с регенератором. Перед входом в вертикал
косой ход разделяется рассекателем на две
части для образования воздушного потока
оптимальной конфигурации для удлинения
факела горения.
Регенераторы, работающие на воздухе и
продуктах горения, чередуются через один
по длине батареи. Каждый регенератор об-
служивает два смежных отопительных про-
стенка. Конструкция камеры, отопитель-
ного простенка и перекрытия печей
аналогична печам ПВР большой ем-
кости с комбинированным обогревом.
Помимо значительного упрощения кладки
отпадает необходимость устанавливать в
этих печах отопительную арматуру, газо-
проводы и контрольно-измерительные при-
боры для доменного газа, уменьшаются се-
чения боровов, высота дымовой трубы
и т. д. При одинаковой высоте печных
камер общая высота строения батареи
значительно снижена.
По примерным подсчетам для батарей
равной мощности капиталовложения на пе-
чи с обогревом только коксовым газом по
сравнению с комбинированными печами сни-
жаются па 5—6%.
Результаты обследования печей
большой емкости
На южном и восточном заводах печи ис-
пытывали при обогреве коксовым газом и
обороте 17,5 ч. На южном заводе коксова-
лась шихта из донецких углей, па восточ-
ном заводе — из кузнецких.
Основные показатели технологического
режима печей приведены в табл. 2-10.
Данные замеров температур в осевой
плоскости пирога перед выдачей кокса при-
ведены в табл. 2-Н.
Испытания показали, что при достижении
достаточной полноты загрузки печей (по-
рядка 22,7—23,0 т сухой шихты) обеспечи-
вается весьма равномерное распределение
температур по высоте коксового пирога.
С увеличением высоты камеры заметно
возрастает величина вертикальной усадки
шихты, поэтому верхний уровень обогрева
(по отношению к своду камеры) в печах
Таблица 2-10
Показатели
технологического режима печей
Наименование
Полезный объем камеры, л:3 . .
Разовая загрузка сухой шихты,
m............................
Влажность шихты, %...........
Содержание класса 0—3 мм в
шихте, %...................
Оборот печей, ч..............
Температура в контрольных вер-
тикалах, °C:
коксовая сторона ............
машинная сторона . . . .
Коэффициент избытка воздуха
Температура в центре пирога пе-
ред выдачей, °C..............
Полное падение температуры в
вертикалах за период между
каитовками с коксовой сторо-
ны, °C.......................
Температура в крайних вертика-
лах, °C:
коксовая сторона.........
машинная сторона . . . .
Сопротивление верхнего строе-
ния печей—перепад между
глазками газовых регенерато-
ров с коксовой стороны, мм
вод. ст......................
Сопротивление, всей отопитель-
ной системы—перепад между
клапанами газовых регенерато-
ров с коксовой стороны, мм
вод. ст......................
Расход тепла на 1 кг сухой ших-
ты, кал......................
Термический к.п.д.%..........
вс
о
и
30
23,1
10,2
90,5
17,5
30
22,75
6,6
94,5
17,5
1343
1294
1,36
1005
1397
1347
1,3
991
40
62
1246
1186
1240
1174
2,0
3,5
601
81,9
1,6
3,4
568
81,1
большой емкости должен быть снижен по
сравнению с типовыми печами.
Результаты испытания показали, что для
камер высотой 5 м при коксовании донец-
ких углей с вертикальной усадкой 350—
400 мм верхний уровень обогрева должен
располагаться примерно на 700 мм, а для
кузнецких углей, ввиду большей вертикаль-
ной усадки их, на 800—900 мм ниже свода
камеры. При установлении этого размера,
кроме вертикальной усадки, следует учиты-
вать также влажность шихты.
Сравнение степени готовности кокса на
участках батареи с различной толщиной
степ камер (табл. 2-'11) указывает, что утол-
щение стен камер с 105 до 115 мм при про-
чих равных условиях заметно снижает го-
товность кокса и, следовательно, уменьпга>-
ет производительность печей.
Длительный опыт эксплуатации коксовых
печей подтверждает также, что стены ка-
мер толщиной 105 мм по прочности и плот-
52
Коксовые печи
Таблица 2-11
Температуры в осевой плоскости пирога
перед выдачей кокса
Наименование Южный завод Восточный завод
У частки
* и 1 1 И | Ш
Уровень обогрева от свода камеры, мм 700 800 800 800 1000
Толщина стеики ка- меры, мм . . . Вертикальная усад- ка шихты, мм 105 105 105 115 115
350 350 360 560 5G0
Температура, °C, в пироге перед вы- дачей на рассто- янии от пода ка- меры, м: 0,6 370 370 1015 1048 1105 1063 1042
2,45 ..... 1005 1005 1066 991 973
3,9 978 983 1022 974 885
4,2 941 953 974 941 855
Перепад темпера- тур, °C: между низом и центром: 0,6—2,45 м 10 43 39 72 69
между низом и верхом: 0,6—3,9^ . . 37 65 73 89 157
0,6—4,2 м . . 74 95 131 122 187
пости вполне обеспечивают длительный
срок службы коксовых печей.
В конструкции обогревательного простен-
ка предусмотрены приспособления, позво-
ляющие регулировать распределение темпе-
ратур в загрузке применительно к свойст-
вам угольной шихты по заданному режиму
коксования.
После пуска первой батареи с печами
большой емкости на южном заводе, запро-
ектированной с уровнем обогрева 500 мм,
был установлен значительный перегрев вер-
ха пирога, который в ходе наладки бата-
реи был устранен путем уменьшения ре-
циркуляции продуктов горения, установ-
ки горелок с диффузионными соплами и
дополнительных регистров в устьях косых
ходов.
Изучение распределения температур в за-
грузке показало, что печи большой емкости
обладают хорошей равномерностью обо-
грева.
Качество кокса изучали сопоставлением
механической прочности и ситового соста-
ва кокса, полученного при одновременном
коксовании одинаковой шихты в печах
большой емкости и в типовых печах. По-
казатели качества кокса за время испыта-
ний представлены в табл. 2-12.
Доменные плавки, проведенные на южном
и восточном металлургических заводах,
подтвердили высокое качество кокса печей
большой емкости.
Таблица 2-12
Качество кокса за время испытаний
Южный за вод Восточный завод
Показатели с ле- вшой S « ф о С 1 а и о Л о к
,Х О s ь я S о h S * та та S С =г Ф s = Ф 5 О. * та 3 f- и ~ та о s О Е 2 батареи чами бол емкости батареи ТИ ПОВЫМ1 печами
Класс металлурги-
ческого кокса, мм +25 -}-25 +40 +40
Механическая проч- ность по стан- дартному бараба- ну, кг: остаток в ба- рабане . . . 339,4 339,4 321,0319,0
класс 0—-10 мм
в провале 25,0 24,9 32,0 33,0
Механическая проч- ность по малому барабану, %: прочность Л14(, 78,0 78,0
истираемость Л410 • - 6,8 6,8 — —
Ситовый состав, мм, металлургическо- го кокса, %: +80 19,3 10,8 19,3 15,2
80—60 .... 44,9 36,4 35,8 36,8
60—40 .... 19,6 32,4 38,2 40,7
40—25 .... 15,4 17,4 4,3 5,5
—25 2,7 3,1 2,4 1,8
Сумма классов +60
ММ 64,2 47,2 55,1 52,0
Печи Гипрококса ПВР со всеми широкими регенераторами
53-
Проверка выходов и качества химических
продуктов на указанных выше заводах по-
казала, что ресурсы и качество химических
продуктов одинаковы на типовых и на боль-
шеемких печах.
Строительство батарей с печами большо-
го объема наряду с повышением выпуска
продукции и производительности труда дает
значительную экономию на капиталовложе-
ниях и оборудовании.
На основе накопленного опыта Гипро-
коксом разработаны проекты печей с ка-
мерами высотой 5,5—6,0 м, длиной 16 м с
полезным объемом камеры 35—40 м3.
Ширина камеры в каждом случае долж-
на выбираться в зависимости от качества
коксуемых углей.
При переработке шихт с большим участи-
ем слабоспекающихся углей, по-видимому,
не следует увеличивать ширину камер бо-
лее 410 мм.
ПЕЧИ ГИПРОКОКСА ПВР
СО ВСЕМИ ШИРОКИМИ
РЕГЕНЕРАТОРАМИ
Применение широких регенераторов все-
гда привлекало конструкторов коксовых
печей, так как при этом упрощается и уде-
шевляется кладка, уменьшается количество
клапанов, упрощается армирование кладки
и обслуживание печей.
Печи с парными вертикалами для обогре-
ва только коксовым газом всегда имеют
широкие регенераторы (по одному регене-
ратору на каждое расстояние между осями
печей).
В довоенное время в Советском Союзе
были сооружены печи с парными вертика-
лами и широкими регенераторами системы
Копперса. При восстановлении в послевоен-
ное время в конструкцию этих печей Гнп-
рококсом был внесен ряд изменений и до-
полнений для упрощения конструкции клад-
ки и улучшения теплотехнических качеств
печей.
Широкие регенераторы, расположенные
по оси печных камер, соединяются кресто-
виной с надрегенераторными каналами про-
тивоположной стороны. Воздух и бедный
газ поступают в подовый канал регенерато-
ра и при помощи колосниковой решетки
распределяются по насадке. Пройдя насад-
ку, часть воздуха и бедного газа по длин-
ным косым ходам поступает в вертикалы
стороны, расположенной иад регенератором,
работающим на восходящем потоке. Дру-
гая часть воздуха и бедного газа через кре-
стовину поступает в надрегенераторный ка-
нал, откуда по коротким косым ходам пи-
тает вертикалы противоположной стороны
простенка.
Отопительный простенок разбит на замк-
нутые пары вертикалов. В верхней части
разделительной стены размещается пере-
вальное окно, в нижней части —• рециркуля-
ционное.
Продукты горения, образующиеся при
сгорании газа, опускаются по вертикалам,
работающим на нисходящем потоке, и че-
рез косые ходы уходят в надрегенераторные
каналы и регенераторы противоположной
стороны. При этом в тех парах вертикалов,
куда воздух и бедный газ поступал непо-
средственно из регенератора через длинные
косые ходы, продукты горения отводятся
через короткие косые ходы, надрегенератор-
ные каналы и крестовину.
В тех парах, где газ и воздух поступали
через надрегеиераториые каналы и корот-
кие косые ходы, продукты горения отводят-
ся по длинным косым ходам непосредствен-
но в регенератор.
Из описанной схемы движения газов сле-
дует, что все регенераторы, расположенные
на одной стороне батареи, работают на
одноименных потоках. Это облегчает регу-
лирование и уменьшает опасность прососов
через стены регенераторов.
Соприкосновение разноименных потоков
может быть только у центральной перего-
родки регенераторов и горизонтальной раз-
делительной стенки между регенераторами
и надрегеиераторными каналами.
Модернизация кладки, произведенная при
реконструкции печей, в основном заключа-
лась в размещении основания всех косых
ходов на одном уровне и перемещении га-
зо-воздушного сопла на ось простенка.
Это обусловило одинаковую конфигурацию
и размеры всех косых ходов по длине про-
стенка. Крестовина была выпрямлена и
укорочена. Однотипность кладки в четных и
нечетных вертикалах вызвала некоторое из-
менение схемы подачи газа. В печах Коп-
перса питание крайних вертикалов произ-
водилось только из надрегенераторных ка-
налов. В модернизированных печах пита-
ние крайних вертикалов происходит пооче-
редно— из надрегенераторных каналов и
непосредственно из регенераторов.
Распределение газов по отопительному
простенку наполовину (для той части его,
которая питается из иадрегенераторного
канала) не зависит от распределения газов
в камере регенератора. Полная незави-
симость этих распределительных систем
достигается в печах Гипрококса
ПВР с отделенными регенераторами
(рис. 2-19).
Каждый регенератор соединяется при по-
мощи окон, расположенных у центральной
перегородки с распределительным каналом,
проходящим по всей длине печи. Косые хо-
ды соединяют распределительные каналы с
вертикалами.
Корнюрная зона и верх распределитель-
ных каналов полностью аналогичны кор-
нюрной зоне и верху регенераторов типовых
печей ПВР.
Отопительный простенок состоит из пар-
ных вертикалов. Окна для рециркуляции
размещаются во всех разделительных сте-
нах между вертикалами. Подвижные шибе-
ры позволяют, в зависимости от надобно-
сти, организовать одностороннюю рецирку-
54
Коксовые печи
ляцию внутри замкнутых пар или двусто-
роннюю рециркуляцию.
Как и в комбинированных печах Коппер-
са, все регенераторы одной стороны батареи
работают на одноименном потоке. Сопри-
косновение разноименных потоков проис-
ходит по центральной перегородке между
регенераторами, по перекрытию регенера-
торов, отделяющему его от надрегенератор-
ПЕЧИ ГИПРОКОКСА
С НИЖНИМ ПОДВОДОМ
КОКСОВОГО ГАЗА
В печах этой конструкции, предназначен-
ной для отопления только коксовым газом,
(рис. 2-20) осуществляется нижнее регули-
рование распределения воздуха и коксово-
Рис. 2-19. Печи с парными вертикалами, рециркуляцией продуктов горения и отделенными регене-
раторами
ных каналов и «опасной» стенке между
разноименными надрегенераторными кана-
лами. Разноименные потоки в надрегенера-
торных каналах (как и в регенераторах пе-
чей ПВР) чередуются через два. Вся клад-
ка, разделяющая разноименные потоки, на-
ходится в зоне высоких и сравнительно
стабильных температур. Поэтому герметич-
ность этой кладки можно легко сохранить
и предотвратить возможность серьезных
прососов.
Отделение простеночной распределитель-
ной системы от регенеративной обеспечи-
вает лучшую регенерацию тепла. С этой
целью были предусмотрены верхняя и ниж-
няя колосниковые решетки для равномер-
ного омывания насадки на обоих потоках.
Утолщение зеркал регенераторов (до
700 мм) должно обеспечить улучшение тем-
пературных условий в туннеле.
Отделение этих систем должно обеспе-
чить независимость распределения темпе-
ратуры в обогревательных простенках от
гидравлического режима регенераторов.
Исследование батареи опытных печей под-
твердило преимущества этой конструкции.
го газа по вертикалам обогревательного
простенка.
В разделительной стенке между регене-
раторами, расположенной по оси простен-
ка, проходят вертикальные каналы для под-
вода коксового газа в вертикалы.
Кладка подовых каналов выполнена из
более термостойкого многошамотного мате-
риала и отделена от верхней динасовой ча-
сти стен регенераторов швом скольжения.
Регенератор разделен поперечными пере-
городками на секции — по одной секции на
каждый вертикал. В верхней части каждая
секция регенератора косым ходом соеди-
нена с одним вертикалом. Таким образом,
группа из двух сопряженных вертикалов и
двух секций регенераторов является неза-
висимым элементом отопительной системы.
Подвод воздуха в каждую секцию регене-
ратора регулируется при помощи специаль-
ных устройств.
Чтобы предотвратить опасность коротко-
го замыкания газовой струи, рециркуляци-
онное окно разделено на две половины так,
что разделяющая их перегородка разме-
щается против выхода трубчатого канала
для коксового газа в. вертикал.
Печи Гипрококса с нижним подводом коксового газа
55
Рис. 2-21. Печи с нижиим подводом, нижиим регулированием и комбинированным обогревом
56 Коксовые печи
Конструкция остальной части отопитель-
ных простенков и перекрытия такая же,
как и для печей корнюрного типа.
На рис. 2-21 представлены печи с комби-
нированным обогревом — с нижним подво-
дом коксового газа и нижним регулирова-
нием и распределением доменного газа и
воздуха.
Уширенная стена между регенераторами,
в которой проходят вертикальные каналы
для подвода коксового газа, расположена
под обогревательным простенком. Она яв-
ляется «опасной» стеной, разделяющей раз-
ноименные потоки в регенераторах.
Таким образом между осями двух смеж-
ных простенков расположены два регенера-
тора — газовый 1 и воздушный 2, работа-
ющие на одноименном потоке.
Из этих регенераторов газ и воздух по
длинным -и коротким косым ходам 3 и 4
поступают в вертикалы обоих смежных
простенков.
Продукты горения отводятся в следую-
щую пару регенераторов 5 и 6, работаю-
щих на нисходящем потоке
Такая схема сопряжения регенераторов с
простенками влечет за собой шахматное
горение; если в одном простенке на горе-
нии находятся четные вертикалы, то в дру-
гом — нечетные.
Регенераторы разбиты на секции, каждая
из которых приходится на один вертикал.
Таким образом, группа из двух сопряжен-
ных вертикалов и четырех связанных с ни-
ми ячеек регенераторов (двух газовых и
двух воздушных) является самостоятель-
ным элементом отопительной системы, не
связанным с другими элементами. Подвод
воздуха и доменного газа в подовые кана-
лы производится через газо-воздушные
клапаны. Распределение воздуха и бедно-
го газа по секциям регенератора регули-
руется снизу при помощи специальных уст-
ройств в подовых каналах. Кладка зоны
подовых каналов также выполняется из
другого, более термостойкого материала,
чем остальная часть стен регенераторов, и
армируется раздельно от них. Конструкция
отопительных простенков такая же, как и
для печей корнюрного типа.
Г л а в a 3
ПРОИЗВОДИТЕЛЬНОСТЬ, СОСТАВ И КОМПОНОВКА
КОКСОВОГО ЦЕХА
ПРОИЗВОДИТЕЛЬНОСТЬ
КОКСОВОГО ЦЕХА
И ЕЕ ОПРЕДЕЛЕНИЕ
Определение оптимальной производитель-
ности коксового цеха имеет большое зна-
чение для обеспечения высокой эффектив-
ности и надежности эксплуатации коксохи-
мического завода, а также для достижения
минимальной стоимости передела, т. е. из-
держек производства и капитальных затрат
на единицу продукции.
Естественно, что с увеличением произво-
дительности коксового цеха снижаются
удельные капитальные и эксплуатационные
затраты.
Как правило, новые коксохимические за-
воды сооружаются в СССР в непосредст-
венной близости от металлургических заво-
дов, имеющих в своем составе доменные
цехи, являющиеся основным потребителем
металлургического кокса. Поэтому произ-
водительность вновь проектируемого коксо-
вого производства определяется в основном
потребностью доменного цеха.
Значительная часть коксохимических за-
водов входит прямо в состав металлурги-
ческих заводов. Отдельные коксохимические
или газококсохимические заводы могут со-
оружаться в районах добычи угля для по-
крытия потребности в коксе многочислен-
ных мелких потребителей, для экспорта
кокса либо для снабжения газом заводов
синтеза аммиака и др.
В табл. 3-1 представлена характеристика
мощностей крупных коксовых цехов на за-
водах Советского Союза по состоянию на
1950 и 1960 гг.
Рост производства кокса в СССР сопро-
вождался высокой концентрацией производ-
ства, т. е. значительным наращиванием
мощностей отдельных предприятий. За де-
сятилетие 1950-—1960 гг. средняя мощность
коксового цеха возросла более чем на 60%.
Значительно возросла и производитель-
ность динасовых печей и батарей, что ха-
рактеризуется табл. 3-2.
Годовую производительность коксовой
батареи по сухой шихте определяют по-
формуле, т
_ „ nV?
Мш = 365 • 24 —~ ,
где п—количество печей в батарее;
V— полезный объем печной камеры, лг3;
у—насыпной вес сухой шихты в 1 м3
загрузки, т/м3;
Ру— разовая загрузка сухой шихты од-
ной печи, т;
t — время оборота печи (период кок-
сования плюс время на обработ-
ку), ч.
Таблица 3-1
Распределение коксохимических
предприятий и СССР по объему
производства кокса
1950 г. 1960 г.
Предприятия с годовым произ- водством С 5 значе- .ем про- кокса, значе- ем про- кокса,
валового кокса S о
6% влажности тыс, пг S О с § ° 5 А» Ч О Е 2 с
и <и (РОИ s «.© И S cS О о о. о са
ST с' ? е‘ >> a s
До 100 3 0,8 1 0,2
101—400 7 4,5 8 2,7
401—800 2 4,5 3 3,5
801—1200 7 25,4 3 3,8
1201—1600 2 10,3 6 15,1
1601—2000 5 33,0 3 9,7
2001—3000 1 7,6 5 23,0
3001—4000 1 13,9 5 31,9
4001 и выше — — 1 10,1
Итого . . . 28 100,0 35 100,0
Средняя мощ-
ность коксово- го цеха, тыс. m в год . . — 990 — 1610
58
Производительность, состав и компоновка коксового цеха
Таблица 3-2
Рост производительности типовых
коксовых батарей и печей
Периоды сооружен и я новых батарей годы 1 Число печей । в батареях Полезный объем камеры, м3 Производительность батареи по сухой шихте, тыс. m 'г Производительность одной коксовой печи по сухой ших- те, т,'е
1948—1952 61 20,0 510 8360
1952—1955 61 21,6 550 9016
1955—1959 65 21,6 590 9016
1959—1965 77 30,0 876 11380
1963—1965 77 35,5 1060 13800
Годовая производительность коксовой ба-
тареи в сухого валового
лургическому кокса
формулам
Л4“ или метал-
определяется
по
V
100
К
100
где К — выход сухого валового кокса от су-
хой шихты, %;
Хм —выход сухого металлургического
кокса от сухого валового кокса, %.
Для определения производительности
коксового цеха применяют следующие нор-
мативы:
Время оборота печей при коксовании на-
сыпной шихты и средней ширине камеры
407 — 41 0 мм, ч:
печп Гипрококса ПК-47 ..............15,5*
печи Гипрококса ПВР, ПК-2К и ПК
бескорнюрные........................15,0*
Время оборота печей Гипрококса при кок-
совании насыпной шихты и средней ши-
рине камеры 450 мм, ч .......... 17,5*
Разовая загрузка в пересчете на сухую
шихту, пг, для печей:
полезным объемом 20 № при высоте ка-
меры 4,3.м ..................14,4
полезным объемом 21,6 м3 при высоте
камеры 4,3 At................15,6
полезным объемом 30 м3 при высоте ка-
меры 5 м ................ 22,8
полезным объемом 30,3 .и* 1 2 3 4 5 при высоте
камеры 5,5 м...............23,2
полезным объемом 35,5 м3 при высоте
камеры 5,5 м ............. 27,2
Расчетное количество рабочих дней в году 365
.Расчетное время оборота печей по всем
конструкциям печей из условия возмож-
ного форсирования работы печей для вы-
бора количества и мощности машин, ме-
ханизмов и технологического оборудова-
ния коксового цеха, ч, при ширине каме-
.ры, мм:
407—410 ........................ 1 4,0
450 ............................. 16, 5
Выход сухого валового кокса из сухой ших-
ты для предварительных расчетов**, %:
донецких углей ........................ 77
кузнецких, карагандинских и печорских
углей............................... 7 8
Выход сухого металлургического кокса от
сухого валового кокса дмя предваритель-
ных расчетов ***, %:
крупностью кокса выше 25 мм:
для шихт из донецких углей .........94,6
для шихт из кузнецких, карагандин-
ских и печорских углей ........ 93,9
крупностью выше 40 мм:
для шихт из донецких углей.........88,0
Для шихт из кузнецких, карагандин-
ских и печорских углей............86,5
* Для шихт с пониженной спекаемостью для
улучшения качества кокса время оборота печей
может быть увеличено для камер шириной 407 —
—410 мм до 15,5 — 16 ч. и для камер шириной
450 мм до 18—18,5 ч.
** В уточненных расчетах новых угольных
шихт выход сухого валового кокса принимается
по данным опытного коксования, для изученных
шихт _ по данным технических отчетов действую-
щих заводов.
*** Для окончательных расчетов выход сухого
металлургического кокса принимается по данным
заводов, работающих на аналогичных шихтах,
для новых шихт по данным опытного коксования.
ВЫБОР ЧИСЛА ПЕЧЕЙ В БАТАРЕЕ
Для получения технико-экономического
эффекта оптимальное число печей в бата-
рее должно обеспечивать наибольшую про-
изводительность батареи наряду с наилуч-
шим использованием коксовых машин и
наибольшей производительностью труда.
При равном числе коксовых печей в кок-
совом цехе меньшее число батарей с боль-
шим количеством печей в каждой батарее
требует меньших капитальных затрат за
счет:
1) сокращения числа крайних обогрева-
тельных простенков, изоляционных стен и
железобетонных контрфорсов;
2) сокращения числа промежуточных
межбатарейных площадок и протяженности
путей коксовых машин;
3) уменьшения числа дымовых труб н
сборных боровов к ним;
4) снижения общего числа и веса канто-
вочных механизмов и лебедок, контрольно-
измерительных и регулирующих приборов
и внешних коммуникаций;
5) сокращения общей протяженности и
площади коксового цеха.
Стоимость комплекта коксовых машин со-
ставляет 35—40% от стоимости самой ба-
тареи, поэтому от степени загрузки машин
зависит себестоимость производства кокса.
В типовой компоновке коксового цеха из
четырех коксовых батарей с мокрым туше-
нием кокса каждая батарея обслуживается
отдельным комплектом коксовых машин, за
исключением тушильного вагона с электро-
возом, который обслуживает две смежные
батареи.
Выбор числа печей в батареи
59
Число коксовых печей в батарее опреде-
ляется по формуле
3600 (t — tt)
N = -----.
где t — время оборота печи, ч\
ti—суммарное время цикличных ос-
тановок коксовых машин за один
оборот печей, ч;
г—время, потребное на обработку од-
ной печи коксовыми машинами по
взаимносогласованному графику,
сек.
Цикличную остановку машин для про-
филактики и мелкого ремонта производят
один пли два раза за цикл, т. е. за оборот
печей. На большей части заводов останов-
ку делают два раза через равные проме-
жутки времени после выдачи половины пе-
чей.
Суммарная длительность циклических
остановок t = .1 -т- 1,5 ч.
Время, потребное для обработки одной
печи коксовыми машинами, зависит от:
1) скоростных характеристик рабочих ме-
ханизмов на коксовых машинах;
2) степени механизации операций, кото-
рые до последнего времени производились
вручную, а именно: съем и установка кры-
шек загрузочных люков, уборка шихты во-
круг люков после загрузки, открывание и
закрывание шиберов угольной башни при
заполнении вагона углем, чистка дверных
рам, дверей и планирных дверец от фусов,
уборка концов и т. д.;
3) влажности загружаемой шихты, по ме-
ре увеличения которой длительность опера-
ций по заполнению вагона, загрузке и пла-
нированию печей значительно возрастает.
Наличие устройства по пневмообрушению
шихты в угольных башнях снижает время
набора шихты в вагон;
4) степени автоматизации отдельных опе-
раций набора шихты в загрузочный вагон,
планирования шихты по заданной програм-
ме и т. д.;
5) технологического режима, графика
серийности выдачи печей и способа за-
грузки.
Следует учитывать также, что механиза-
ция некоторых операций загрузки и выда-
чи печей требует удлинения времени обра-
ботки печи. Например, ручное открывание
и закрывание загрузочных люков произво-
дится люковыми независимо от загрузочно-
го вагона, который в это время занят на
других операциях (заполнение вагона ших-
той, чистка стояков, передвижение и т. д.).
При установке на загрузочном вагоне ме-
ханизмов для люкосъема требуется допол-
нительное время для проведения этих опе-
раций. Механизация чистки дверных рам,
открывания и закрывания крышек, клапа-
нов н кранов пароинжекции на стоянках
также удлиняет время обработки печи.
В табл. 3-3 и 3-4 приведены примерные
данные о времени обработки печи при ме-
ханизации операций люкосъема, чистки две-
фей н рам, открывания шиберов угольной
башни и автоматизации взвешивания и пла-
нирования. Данные таблиц составлены по
материалам обследования и хронометража,
проведенных конструкторским бюро коксо-
химического машиностроения на южном
(Ясиновском) и на восточном (Кузнецком)
заводах.
Таблица 3-3
Средние приведенные
продолжительности операций
по обработке одной печи
загрузочным вагоном при работе
с одной пустой печью, сек
Наименование
Количество батарей и печей .
Оборот печей, ч ...........
Полезная емкость печи, м3 . .
Расположение угольной башни
Число загрузочных люков . .
Диаметр люка, мм..............
Влажность шихты, % ... .
Очередность выгрузки шихты
из бункеров загрузочного ва-
гона .........................
Набор шихты (с пневмообру-
шением) ....................
Переезд к печи для чистки
стояков ....................
Установка вагона па оси печи
Чистка стояков..............
Переезд к печи и установка
вагона для загрузки ....
Съем крышек люков...........
Загрузка и планирование ших-
ты (с открыванием затворов
и опусканием и подъемом
телескопов) и уборка шихты
(вручную) ..................
Установка крышек люков лю-
косъемом . .................
Переезд к угольной башне и
установка под воронками для
набора шихты ...............
Набор шихты из бункера ски-
пового подъемника . . . .
Вынужденные простои из-за не-
готовности коксовыталкива-
теля к планированию и ре-
зерв на незначительные от-
клонения от графика . . .
2 по 61 2 по 7
15,0 17,5
21,6 30,0
В центре
ме.жду дву-
мя батарея-
ми
3 3
430 550
10,5 6—6,5
Вначале два
крайних буш
кера, затем
средний
70
50
28
250
27
50
10
100
95
50
15
40
35
35
170
30
60
10
100
Итого.........585 640
* Чистка стояков от графита производится не
систематически.
60
Производительность, состав и компоновка коксового цеха
Таблица 3-4
Средние приведенные
продолжительности операций
по обработке одной печи
коксовыталкивателем при работе
с одной пустой печью, сек
Наименование операций
Снятие двери па печи В* . .
Переезд и установка выталки-
вающей штанги против печи В*
Выдача кокса из печи и об-
ратный ход выталкивающей
штанги ......................
Уборка концов и очистка по-
рога печи....................
Чистка дверной рамы (чистка
двери совмещается с выдачей
кокса и специального времени
не требует) .................
Переезд для установки двери
на выгруженной печи Б - . . .
Установка двери на этой печи
Переезд для планирования пе-
чи Б ........................
Открывание планирной дверцы
Планирование печи Б ...
Закрывание планирной дверцы
на печи Б ...................
Переезд к печи Г...........
Переезд к скиповому подъ-
емнику, выгрузка шихты в бун-
кер скипа и переезд к печи . .
Переезды в конце серии . .
Вынужденные простои из-за
неготовности печи к планирова-
нию, неготовности тушильного
вагона к приему кокса и резерв
на незначительное отклонение от
графика.................... .
40
10
80
60
60
10
50
20
15
150
10
20
50
10
85
60
60
►I
15
70
15
10
75
15
10
20
10
95
20
10
95
Итого . . . . 650
600
* Выдача печей производится по графику
в последовательности А, Б, В, Г и т. д.
Средние приведенные продолжительности
операций по обработке одной печи электро-
возом и тушильным вагоном при одновре-
менном обслуживании двух батарей по 61—
77 коксовых печей следующие, сек-.
Прием кокса в тушильный вагон............ 40
Передвижение к тушильной башне........... 40
Тушение кокса...........................120
Отстаивание вагона после тушения ........ 30
Передвижение к коксовой рампе............ 25
Выгрузка кокса на рампу.................. 20
Передвижение к следующей печи, подлежа-
щей выдаче .............................. 25
Подготовка к выдаче кокса и резерв на не-
значительные отклонения от графика ... 50
Итого , . . 350
Пример. При обслуживании одним ту-
шильным вагоном (с электровозом) двух
батарей на обработку двух печей требуется
[2 • 350 = 700 сек.
Расчет ведут по тушильному вагону,
требующему наибольшее время на обслу-
живание печей.
Количество печей в батарее составит:
а) для печей с шириной камеры 407—
410 мм при минимальном времени оборота
печей 14 ч
(14- 1,5). 3600
-----------------= 65 печей;
700
б) для печей с шириной камеры 450 шг
при минимальном времени оборота печей
16,5 ч
(16,5—1,5) • 3600
-----------------— 77 ГТРЦАИ
В типовых проектах коксовых цехов г
мокрым тушением кокса для печей с шири-
ной камер 407 мм принято в батарее 65
печей, для печей с шириной камеры
450 мм — 77 печей.
Если для получения кокса оптимального
качества или крупности время оборота пе-
чей должно быть удлинено, то число печей
в батарее может быть соответственно уве-
личено.
Сухое тушение кокса позволит сократить
продолжительность обслуживания одной пе-
чи электровозом и коксоприемным вагоном,
так как при этом отпадает необходимость
в стоянке вагона под тушильной башней и
выгрузке кокса на рампу.
Если принять, что время обслуживания
одной печи коксовыталкивателем и загру-
зочным вагоном составляет 650 сек, то мак-
симальное число печей в батарее при про-
чих равных условиях составит:
а) для печей с шириной камер 407 мм
(14—1,5) • 3600
--------—--------= 69 печей;
650
б) для печей с шириной камер 450 мм
(16,5—1,5) • 3600
--------—--------= 83 печи.
650
При обслуживании каждой батареи от-
дельным тушильным вагоном и тушильной
башней потребуется значительно увеличить
разрыв между батареями для сооружения
дополнительно двух тушильных башен с от-
стойным и прочим хозяйством, построить
четыре коксовые рампы вместо двух, допол-
нительные перегрузочные станции, галереи
и мост для транспортирования кокса и т. д.
По капитальным затратам этот вариант до-
роже типового и не компенсирует незна-
чительного увеличения числа печей в ба-
тарее.
Компоновка коксового газа
61
КОМПОНОВКА КОКСОВОГО ЦЕХА
Компоновка коксового блока или цеха
включает в себя:
выбор количества коксовых батарей в
коксовом цехе и печей в каждой батарее;
взаимное расположение этих батарей и
условия обслуживания их коксовыми маши-
нами;
расположение угольных башен, башен
мокрого тушения с отстойниками для воды;
расположение устройств для выдачи, рас-
сева, хранения и погрузки кокса в желез-
нодорожные вагоны или на транспортеры
доменного цеха;
Рис. 3-1. Компоновка типового коксового цеха:
1, 2, 3, 4 — батареи; 5, 6 — угольные башни; 7, 8— тушильные башни;
рампа; 11 — сортировка кокса
9—10 — коксовая
устройство и расположение
установок сухого тушения
кокса;
размещение дымовых труб
коксовых батарей;
устройство и размещение
вспомогательных служб коксо-
вого цеха и т. д.
От выбора того или иного
варианта компоновки коксо-
вого цеха зависит потребность
в коксовых машинах, стои-
мость которых составляет от
20 до 30% затрат на сооруже-
ние цеха, количество произ-
водственных и вспомогатель-
ных рабочих н ИТР и т. д.
Коксовые батареи, как пра-
вило, располагаются в один
ряд, что упрощает подачу уг-
ля па угольные башни и раз-
Рис. 3-2. Компоновка коксового цеха
мещение коксовых рамп и коксосортиро-
вок. Такая планировка батарей позволяет
наиболее удобно и выгодно разместить уг-
леподпотовку и цехи улавливания химиче-
ских продуктов, а также сети железнодо-
рожных путей и всех коммуникаций.
На рис. 3-1 представлена компоновка ти-
пового коксового цеха из четырех батарей
по 65 печей с объемом камеры 21,6 м3 и
производством 1850 тыс. т кокса :в год. При
изменении числа печей в батарее с 61 до
69 компоновка сохраняется без изменения.
Четырехбатарейный коксовый блок с 61—
69 печами в каждой батарее имеет две
угольные башни, размещенные симметрично
между батареями, две тушильные башни по
концам блока, две коксовые рампы и кок-
сосортировку в центре блока.
Коксовый цех из восьми батарей компо-
нуется из двух четырехбатарейных коксо-
вых блоков и размещается в одну линию.
Для экономии капитальных затрат и места
тушильные башни, располагающиеся в цент-
ре цеха, проектируются с общей насосной
и отстойниками (рис. 3-2), По такому же
типу можно разместить тушильные башни
и при шести батареях.
На рис. 3-3 представлен план современ-
ного коксового цеха, состоящего из четы-
рех батарей по 77 печей с объемом камер
30 м3.
Каждые две батареи печей снабжаются
углем от своей угольной башни, располо-
женной между ними.
Дымовые трубы размещены с машинной
стороны против центра батареи за линией
габарита выталкивающей штанги.
Кантовочные помещения с контрольно-
измерительной аппаратурой размещены на
промежуточных площадках между батарея-
ми и угольными башнями или под ними.
На концевых площадках коксового бло-
ка, примыкающих к батареям 1 и 4, и на
междубатарейной площадке между батаре-
ей 2 и 3 размещены разные ремонтные уст-
ройства, стоянки для резервных коксовых
машин, помещения для хранения огнеупор-
ных растворов, кладовые материалов, за-
пасных частей и т. д. Служебные п админи-
стративные помещения коксового цеха рас-
полагаются обычно под угольными башня-
ми на уровне обслуживающих площадок
коксовых печей.
62
Производительность, состав и компоновка коксового цеха
Рнс. 3-3. План коксового цеха:
/, 2, 3, 4 — батареи коксовых печей; 5 — дымовые трубы с боровами; 6 — пути коксовыталкива-
теля; 7 — путь тушильного вагона; 8 — обслуживающие площадки коксового блока: 9 — проме-
жуточные площадки, между угольными башнями и батареями; 10 — концевые площадки на краях
блока; 11 — межбатарейная площадка в центре коксового блока; 12 — газопровод прямого газа
от газосборииков; 13 — трубопровод аммиачной воды иа орошение газосборников; 14 — газопровод
отопительного коксового газа к батареям; 15 — газопровод отопительного доменного газа к бата-
реям; 16 — загрузочный вагон; 17 — коксовыталкиватель; 18 — двересъемная машина с коксона-
правляющей; 19 — электровоз с коксотушильным вагоном; 20, 21 — угольные башни № I и 2;
22 — тушильные башнн; 23 — отстойники тушильных башен; 24 — насосные тушильных башен;
25 — обезвоживающие площадки с эстакадой и грейферной тележкой для погрузки коксового-
шла?4а; 26, 27 — (коксовые рампы № 1 и 2; 28— перегрузочные станции между коксовыми пам-
пами и коксссортировкой; 29 — галереи для транспортеров кокса; 30 — мосты для транспортеров
кокса иа коксосортиронку; 31 — коксосортировка; 32 - мост для транспортера кокса в доменный
цех; 33 — бункера мелкого кокса; 34 — вагонные весы для кокса, отгружаемого железнодорожным
транспортом; 35 — железнодорожные пути для погрузки кокса; 36 — бункер возвратного кокса;
37, 38 — установки сухого тушения кокса; 39 — канавы и путь для стоянки резервного коксоту-
шильного вагона; 40 — транспортерные мосты для подачи угля иа угольные башни; 41 — склад
огнеупоров; 42 — автомобильные дороги коксового цеха
Коксовые батареи
Коксовые печи со всем оборудованием по-
коятся на массивном железобетонном ос-
новании, внутри которого размещены че-
тыре коллектора для продуктов горения, по
два для каждой стороны батареи, В центре
основания находится вентиляционный кол-
лектор, к которому внизу примыкают попе-
речные каналы, служащие для охлаждения
несущей железобетонной плиты батареи.
Воздух из обслуживающих туннелей (гале-
рей) поступает в каналы, оттуда через кол-
лектор в вертикальную шахту в контрфор-
се и отводится наружу, В холодное время
года нагретый воздух используется для обо-
грева затворов угольной башни, отопления
транспортерной галереи, коксовой рампы
и т. д. (рис. 3-4).
Печи с нижним подводом отопительного
газа располагаются на верхней железобе-
тонной плите, покоящейся на колоннах, свя-
занных с нижней плитой-основанием (рис.
3-5). Боровы-коллекторы, собирающие
продукты горения от печей, размещены
вдоль коксовой и машинной сторон бата-
реи. Коллекторы и общие борова бывают
двух типов.
1. При движении продуктов горения в
коллекторе в одном направлении от одного
конца батареи к другому. Дымовые трубы
в этом случае располагаются против проме-
жуточных площадок между батареями и
угольными башнями (см. рис. 3-1).
2. При движении продуктов горения от
концов к центру батареи. Дымовые трубы
для этого располагаются против средины ба-
тареи (рис. 3-3).
Преимущества второго типа — уменьше-
ние заглубления боковых боровов, сниже-
ние расхода железобетона и огнеупора на
их сооружение и сокращение площадок
между батареями и угольной башней.
Недостатком этого варианта является не-
которое увеличение общего сопротивления
боровов из-за встречи потоков и их пово-
ротов в центре батареи.
С обоих концов батареи кладка печей
ограждается железобетонными контрфорса-
ми. Назначение контрфорсов — создать
прочный каркас батареи с ее торцов и вос-
приятие усилий, возникающих в кладке пе-
чей при температурном расширении ее в на-
правлении продольной оси батареи в про-
цессе разогрева и при эксплуатации.
С коксовой и машинной сторон нижнее
строение батареи ограждено обслуживаю-
щими галереями (тоннелями). В самой ниж-
ней части по высоте фундамента устроены
туннели для подвода наружного воздуха в
вентиляционные каналы фундамента. С ма-
шинной стороны стена тоннеля образуется
фундаментом пути коксовыталкивателя, с
коксовой стороны для этой цели сооружают
специальную подпорную стенку. Стены тон-
неля служат основанием для фахверковых
стен обслуживающих галерей.
В обслуживающих галереях (тоннелях}
размещаются:
арматура и распределительные газопро-
воды для обогрева коксовым газом;
реверсивные газовоздушные клапаны;
тяги кантовочных механизмов;
арматура и распределительные газопро-
воды для бедного (доменного, генераторно-
го) газа, последние располагаются под по-
лом галерей на уровне боровов.
Угольные башни
Угольные башни имеют полезную емкость
по 3200 т, что составляет 16-часовой за-
пас.
Компоновка коксового газа
63
Каждая угольная башня располагается
между двумя батареями. На отдельных за-
водах построена одна башня ,в центре
блока.
Преимущества сооружения двух угольных
башен в сравнении с одной башней в цент-
ре блока:
а) возможность самостоятельного и неза-
висимого обслуживания каждой батареи
своим загрузочным вагоном;
б) одинаковые условия загрузки для всех
батарей и наименьший пробег загрузочного
вагона;
в) лучшая сохранность кладки верха пе-
чей и перекрытия промежуточных площадок
из-за снижения общей длины и времени
пробега вагона на батареях 2 и 3 (рис. 3-3);
г) отсутствие необходимости устройства
временных шихтоподач и бункеров при пе-
рекладке батарей;
д) уменьшение единовременных капи-
тальных затрат при строительстве коксово-
го цеха в две очереди;
е) улучшение условий выполнения ре-
монтных работ и эксплуатации па бата-
реях 2 и 3.
Бункерная часть угольных башен делит-
ся перегородками на три-четыре самостоя-
тельные секции для возможности регуляр-
ной очистки башен от зависаний и ремон-
та внутренней поверхности сопел пневмо-
обрушающих устройств. Деление на секции
позволяет также при необходимости прово-
дить коксование опытных шихт. Угольные
башни должны быть оборудованы лифтами.
На первом этаже помещений под уголь-
ными башнями размещаются цеховые меха-
нические и электромастерские, кабина для
маслонасосных установок регуляторов КИП,
распределительные электропункты, цеховые
кладовые, кабина с приводами скиповых
подъемников, компрессорная, души и сан-
узлы. На втором этаже—кабинет диспет-
чера коксового цеха с щитом КИП для двух
батарей, служебные помещения начальника
цеха и его заместителей, механика, электри-
ка и мастеров регулировочной группы, кон-
торы цеха, комнаты для приема пищи, ка-
бина для приготовления и раздачи газиро-
ванной воды, красный уголок и др. На вто-
ром этаже предусматриваются проходы в
кантовочные помещения примыкающих кок-
совых батарей.
В коксовом блоке, состоящем из батарей,
обогреваемых только коксовым газом, пер-
вый этаж угольной башни используется для
размещения подводящих газопроводов кок-
сового газа, кантовочпых лебедок и конт-
рольно-измерительных приборов. При такой
планировке длина промежуточных площа-
док между батареями и башней значитель-
но сокращается.
Кантовочные помещения
Для печей с комбинированным обогревом
кантовочное помещение находится на пло-
щадке между угольной башней и батареей
на уровне пола второго этажа угольной
башни. В кантовочном помещении разме-
щаются: кантовочная и обезграфичпвающая.
лебедки, управление задвижками газопро-
водов и небольшой щит некоторых дубли-
рующих контрольно-измерительных прибо-
ров, необходимых сменным мастерам при
регулировании расхода отопительного газа.
Основной щит контрольно-измерительных
приборов и регуляторов, общий для двух
батарей, монтируется в помещении диспет-
черской под угольной башней.
Промежуточные площадки
Промежуточные площадки служат соеди-
нительным звеном между батареями и
угольными башнями. В первом этаже па
площадках размещают распределительные
газопроводы коксового и доменного газа,
подогреватель коксового газа, пароводяные
коммуникации; на втором этаже устраива-
ют кантовочные помещения. На одной нз
двух площадок, примыкающих к угольной
башне, размещается скиповый подъемник
для возврата выгребаемой при планиро-
вании шихты в бункер загрузочного ва-
гона.
На втором этаже промежуточных площа-
док сооружают кантовочные помещения, от-
деленные от контрфорсов коридорами для
прохода с коксовой стороны батарей па ма-
шинную. Устройство коридора предохраня-
ет также кантовочное помещение от нагре-
ва лучистым теплом от контрфорсов бата-
реи. Верхнее перекрытие площадки нахо-
дится на уровне верка батареи и рассчи-
тывается на проезд загрузочного вагона.
Межбатарейная площадка
Площадка между батареями находится
в центре коксового блока.
В первом этаже размещены закрома для
огнеупорных мертелей и замазок, цемента,
песка и кладовая материалов для ремонта
кладки. Предусматривается монорельсовое
устройство для выгрузки материалов из ав-
томашин и погрузки в закрома.
На втором этаже на уровне обслуживаю-
щих площадок находятся опускающиеся
станции и станки для ремонта дверной фу-
теровки и дверей, гараж для ремонта две-
ресъемной машины и коксонаправляющей и
помещение для ремонтных рабочих.
На 'уровне верха печей предусматривает-
ся стоянка резервного или ремонтируемо-
го загрузочного вагона и маневровое
устройство для замены загрузочных ва-
гонов.
Под промежуточной площадкой обычно,
прокладываются подземные туннели для
коммуникаций и для прохода под террито-
рией коксового блока.
Концевые площадки коксового блока
Первый этаж используется для хранения
запасных частей, огнеупорюа, для кладовых
и т. д.
На втором этаже устанавливаются опу-
<64
Производительность, состав и компоновка коксового цеха
•скающаяся :и (вращающиеся станции для
ремонта дверей и станции для
смены выталкивающих и планарных штанг.
Верхнее перекрытие используется для
стоянки загрузочного -вагона и установки
крана с поворотной стрелой для подъема
разных грузов и запасных частей.
Коксовые машины
Каждая батарея из 65—77 печей обслу-
живается полным комплектам машин, за
исключением электровоза и тушильного
вагона, которые обслуживают две батареи.
По действующим нормативам для коксо-
вого блока из четырех батарей принимается
следующее количество коксовых машин:
Рабочие Резервные
Коксовыталкиватели .... 4 1
Загрузочные вагоны........ 4 1
.Двересъемные машины с кок-
сонаправляющими ..... 4 1
Тушильные вагоны.......... 2 1
Электровозы............. 2 1
При тушении кокса сточными водами и
выполнении тушильных вагонов из обыч-
ных углеродистых сталей необходимо
иметь еще дополнительный четвертый ту-
шильный вагон, так как в связи с быстрым
износом один тушильный вагон постоянно
находится в ремонте.
Коксовые рампы и коксосортировка
Коксосортировка размещается по воз-
можности на короткой оси коксового бло-
ка; коксовые рампы — против батарей 1
и 4. Приближение рамп к тушильным баш-
ням имеет следующие преимущества:
а) пробег тушильного вагона (на одну
лечь) получается минимальным;
б) сокращается зона тумана и плохой
видимости с коксовой стороны батареи;
в) уменьшается протяженность лотков и
улучшаются условия стока на путях ту-
шильного вагона.
Тушильные башни
Тушильные башни размещают в конце
батарей 1 и 4 на расстоянии около 40 м
от осей крайних печей батарей. Насосная,
резервуары осветленной воды, отстойники
и площадки для коксового шлама распола-
гают в одну линию.
Чистка отстойников и погрузка коксового
шлама в железнодорожные вагоны произ-
водится монорельсовым тельфером с грей-
фером.
Возможна также очистка отстойников по-
воротным краном с грейфером на автомо-
бильном или железнодорожном ходу.
Территория коксового цеха
К планировке коксового цеха предъявля-
ются следующие требования:
1. Пространство между путями коксовы-
талкивателя, площадки у концов коксового
блока асфальтируют с отводом воды в за-
водские ВОДОСТОКИ.
2. Вдоль коксовых батарей, с машинной
стороны, за габаритом нижнего строения
коксовыталкивателя прокладывают асфаль-
тированную дорогу шириной 6 м с примы-
кающим к ней тротуаром шириной 1,5 м со
стороны дымовых труб.
3. С коксовой стороны прокладывается
вторая дорога шириной 3,5 м.
4. Входы и подъезды к коксовому блоку
предусматриваются только с машинной
стороны против угольных башен и межба-
тарейной площадки в центре блока.
5. Для сообщения с уровнем обслужи-
вающих площадок и верхом печей на че-
тырехбатарейном коксовом блоке устраива-
ются лестничные клетки в пяти местах: на
обеих концевых площадках, в угольных
башнях и на центральной площадке между
батареями.
6. Для непосредственного сообщения кок-
совых печей с коксосортироикой на уровне
верха батарей между ними устраивается
переходной мостик.
7. Все проходы выполняют шириной не
менее 900 мм, углы наклона основных лест-
ниц не более 45° С.
Г л а в a 4
КОНСТРУКЦИИ КЛАДКИ КОКСОВЫХ ПЕЧЕЙ
ОГНЕУПОРНЫЕ
И ТЕРМОИЗОЛЯЦИОННЫЕ
МАТЕРИАЛЫ ДЛЯ КЛАДКИ
КОКСОВЫХ ПЕЧЕЙ
Условия службы огнеупоров в кладке
коксовых печей
Кладка коксовых печей в процессе служ-
бы подвергается механическим, физико-хи-
мическим и температурным воздействиям.
Коксовые печи должны беспрерывно ра-
ботать в течение 25 лет без перекладки.
Основные узлы кладки печей в процессе
эксплуатации недоступны для ремонтов.
При выборе огнеупоров для кладки кок-
совых печей необходимо, чтобы огнеупор-
ные материалы отвечали условиям службы
.з каждой зоне и в отдельных элементах
кладки.
1. В зоне подового канала регене-
ратора кладка подвергается воздействию:
,а) резких колебаний температур газовых
потоков в интервале от 30 до 450° С;
б) водяных паров, находящихся в ото-
пительном газе, воздухе и продуктах го-
рения;
в) колошниковой пыли доменного газа;
г) окиси углерода, содержащейся в зна-
чительном количестве в доменном и гене-
раторном газе (до 30%). В присутствии
железа происходит разложение окиси уг-
лерода по реакции ЗСО^СОг+С с отло
жением углерода вокруг зерен окислов же-
леза, вызывающее разрушение огнеупорно-
го материала.
Поэтому материал кирпича для кладки
в зоне подовых каналов должен обладать
высокой термостойкостью и противостоять
химическим воздействиям.
2. Стены регенераторов:
а) несут на себе нагрузку верхнего стро-
ения печей;
б) разделяют разноименные газовые по-
токи с большим перепадом давлений;
в) испытывают напряжение вследствие рез-
ких колебаний температур в период разог-
рева п особенно при пепеводах обогрева
5 Справочник коксохимика, т. II
печей с коксового газа на доменный и нао-
борот.
Кирпич для стен регенераторов должен
иметь достаточно высокую механическую
прочность и быть термостойким.
3. Насадка регенераторов должна:
а) обладать высоким объемным весом для
возможности аккумуляции больших коли-
честв тепла в процессе его регенерации;
б) противостоять резким изменениям тем-
ператур в нижней зоне регенератора в ин-
тервале ilOO—500° С;
в) не давать деформации ,и шлакования
вверху регенератора при температуре 1250—
1350° С;
г) противостоять химическим воздействи-
ям колошниковой пыли и окиси углерода;
4. В корнюрной зоне:
а) крайние корнюрные кирпичи подвер-
гаются воздействию резких колебаний тем-
ператур газа и влаги при подаче коксового
газа на обогреев н воздуха на обезграфи-
чивание;
б) остальные корнюрные кирпичи подвер-
гаются с наружной стороны воздействию
высокой температуры окружающего «х мас-
сива кладки корнюрной зоны (1200—
1300° С) и с внутренней — воздействию
менее нагретых воздуха и коксового
газа.
Поэтому крайний корнюрный кирпич дол-
жен изготовляться из термостойкого ма-
териала, а остальные кирпичи корнюрной
зоны должны обеспечивать герметичность
этой зоны.
Условия службы корнюрных кирпичей в
печа,х с боковом подводом и трубчатых1
кирпичей в печах с нижним подводом при-
мерно одинаковы. Но из-за меньшей мас-
сивности кладки между трубчатыми кирпи-
чами и камерой регенератора н большего
перепада давлений в печах с нижним под-
водом к трубчатым кирпичам должны
предъявляться более жесткие требования по
условиям обеспечения герметичности, чем
к корнюрным.
1 Трубчатый кирпич имеет форму прямоуголь-
ного параллелепипеда с цилиндрическим отвер-
стием по вертикальной оси. На практике такой
кирпич часто называют дюзовым.
66
Конструкции кладки коксовых печей
5. Под о в ы е к м ,р п и ч и коксовой ка-
меры подвергаются:
а) резким колебаниям температур при вы-
даче и загрузке печи (от 1100 до 600—
650° С);
б) давлению и истирающим усилиям от
коксового пирога и башмака выталкиваю-
щей штанги;
в) попеременному заграфичиванию и раз-
граничиванию.
Кирпич для подов должен иметь высо-
кую механическую прочность и хорошо соп-
ротивляться истиранию.
6. Сводовые кирпичи коксовой
камеры подвергаются:
а) изменениям температур при выдаче
кокса (1000—650° С);
б) действию продуктов коксования, вызы-
вающих интенсивное заграфичиваиие кирпи-
ча со стороны камеры и отложение гра-
фита в порах кирпича.
Крайние оводовые кирпичи должны обла-
дать повышенной термостойкостью и меха-
нической прочностью.
7. Стеновые кирпичи коксовой
камеры:
а) работают при высокой температуре
(до 1450° С);
б) подвергаются воздействию продуктов
коксования, а также солей, щелочей, вла-
ги и золы угия;
в) должны хорошо проводить тепло из
обогревательного канала к загрузке;
г) подвергаются воздействию значитель-
ных колебаний температур со стороны ка-
меры в процессе коксования (от 600 до
М00°С);
д) запрафичиваются со стороны камеры
коксования;
г) испытывают напряжение от усилий
распирания углей в процессе коксования.
Кирпичи для стен коксовых камер дол-
жны обладать повышенной механической
прочностью, иметь высокую температуру
плавления и теплопроводность и быть шла-
коустойчивыми .и газонепроницаемыми.
8. Гол о в о чн ы е к и р п и ч и -обогрева-
тельного простенка:
а) подвергаются тем же воздействиям,
что и сгеновые кирпичи;
б) претерпевают резкие колебания темпе-
ратур (со стороны камеры коксования) при
выдаче ,и загрузке печи (от 350 до 4000° С);
в) подвергаются частому попеременному
заграфичиванию и разграфичиванию и ос-
молению с поверхности.
Головочный кирпич в зоне перекрытия
вертикалов испытывает большие термиче-
ские напряжения, чем головочный кирпич
вертикалов из-за охлаждения кирпича до
более низких температур при загрузке печи.
Головочный кирпич должен удовлетво-
рять тем же требованиям, что и стеновые
кирпичи, и, кроме того, обладать повышен-
ной термостойкостью.
9. Кирпичи перегородок в зо-
нах вертикалов и перекрытия вертикалов
(распорочные кирпичи);
а) -работают при высоких температурах
(1250—1450° С) и при относительно неболь-
ших колебаниях этих температур;
б) испытывают механические воздейст-
вия, которые передаются на эти кирпичи
гари распирании углей в процессе коксова-
ния и выдаче кокса, а также при прохож-
дении графитореза.
Распорочные кирпичи должны иметь вы-
сокую огнеупорность и механическую проч-
ность.
10. Горелки коксового газа, ,р е г у л п-
ровочные кирпичи, рассекатели
з основании косых ходов, кирпичи для пе-
рекрытия окон рециркуляции:
а) должны допускать возможность их
смены в процессе .регулирования обогрева
и эксплуатации печей;
б) должны быть шлакоустойчивыми и не
подвергаться оплавлению -от мелкого угля
и золы, попадающих в вертикалы сверху
печей.
Горелки, регулировочные кирпичи, рассе-
катели должны иметь высокую огнеупор-
ность, термическую стойкость и быть шлако-
устойчивыми.
Id. Кирпич для футеровки две-
рей подвергается:
а) воздействию резких колебаний темпе-
ратур;
б) механическим и ударным воздействи-
ям при съеме, установке и чистке дверей;
в) заграфичиванию и о,смолению.
Футеровочный кирпич должен быть тер-
мостойким и обладать высокой механиче-
ской прочностью.
12. Кирпич для футеровки сто-
як о в должен быть термостоек и иметь до-
статочную механическую прочность.
13. Кирпичи для заделки рам за-
грузочных люков подвергаются:
а) воздействию резких колебаний темпе-
ратур при выдаче и загрузке;
б) ударам при съеме и установке крышек
люка;
в) заграфичиванию.
Кирпич для заделки рам люков должен
быть прочей и термостоек.
Применение огнеупоров в кладке
коксовых печей
В настоящее время основным огнеупор-
ным материалом, из которого сооружают
коксовые печи, является динас, удовлетво-
ряющий требованиям, предъявляемым к ор
неупарам современных коксовых печей.
Ниже приведен перечень отдельных эле-
ментов кладки коксовых печей и огнеупо-
ров, применяемых в них.
Элемент Материал
Футеровка подовых каналов . • Шамот или полу-
кислый
Колосниковая решетка регенера
Фасадные стены регенераторов кислый
(зеркала)....................- Шамот или полу-
кислый
Огнеупорные и термоизоляционные материалы для кладки коксовых печей
67
Крайние сводовые и подовые
кирпичи коксовых камер и
крайние корнюрные кирпичи . Многошамот
Горелки для коксового газа . . Многошамот
Кладка над сводом камеры . . Легковесный ша-
мот
Загрузочные и газоотводящие
люки и смотровые шахточки
в перекрытии печей выше сво-
да камеры....................Шамот или полу-
кисл ый
Верхние люковые кирпичи и
верхние кирпичи смотровых
шахточек.....................Многошамот
Выстилка верха печей ........ Клинкер1
Забутка в перекрытии печей . . Глиняный (крас-
ный) кирпич
Изоляционный слой в зеркалах
регенераторов, головках про-
стенков, перекрытии печей и
в стенах у контрфорсов . . . Изоляционный
диатомовый
кирпич
Футеровка дверей и стояков . . Шамот или мно-
гошамот
Футеровка боровов под печами . Шамот или полу-
Заполнение металлических щи- кислый
тов для изоляции зеркал реге-
нераторов ...................Совелитовые пли-
ты
Изоляция газовоздушных клапа-
нов .........................Совелит или ас-
бозурнт
Изоляция броней ............. Бой изоляцион-
ного диатомо-
вого кирпича
и глиноземис-
тый цемент
Изоляция крышек загрузочных
люков .......................Бой шамотного
кирпича и гли-
ноземистый це-
мент
1 При отсутствии клинкера применяют шамот
повышенной прочности.
В табл. 4-il, 4-2, 4-3 приведены данные
качества алюмосиликатных огнеупоров, при-
меняемых ,в кладке коксовых печей.
Сводовые кирпичи после 3,5—4 лет служ-
бы имели стойкость в 2—3 раза большую,
чем из обычного шамота. В многошам-от-
ных горелках, установленных только с пред-
варительной подсушкой при 100° С, рас-
трескивание не наблюдалось. При установ-
ке шамотных горелок пластичного прессо-
вания с предварительным нагревом до
500—600° С количество треснувших горелок
составляло до 30%.
Таблица 4-1
Термические свойства алюмосиликатных изделий для коксовых иечей
Завод-изготовитель Изделие Материал изделия Термическая устойчивость Огнеупорность Дополнитель- ная усадка, %
число теплосмен до потери в весе потери в весе % °C номера 1 пироскопов 1 1350° С о
Красногоровский Нормальное Полукислый /6 |13 21,0 32,3 — 0,0 —
фасонное » н 100 22,2 1700 1700 169/171 169/171 0,6 —
Колосники » 8 20 1700 169/171 0,0 —
Ручная формовка » (12 20 21,8 } 1670 167 +1.6 ——
Горелки Многошамот 7 Разрушен 1750 175 — —
ПОЛНОСТЬЮ
। 5 20,5 — —
5 50,3 — —
Просяиовский Дверевое Шамот 45 20,4 1760 175/177 — 0,8
112 22,3 — —
45 21,8 — 1,3
Семилукский Крайние сводовые Многошамот (14 114 38,0 26,6 1720 171/173 — 0,2 0,4
Люковые » >15 Не разрушен — — — 0,4
Нижне -Т агальский Нормальное Шамот 3 21,2 1700 169/171 — 0,6
Насадка решетчатая » 14 32,8 1700 169/171 — 0,3—0,5
Колосники » — — 1700 — — 0,1
Фасонное » 7 25,2 1700 — — 0,0—0,1
фасонное У> 8 34,0 1700 — — 0,0
Пироскопы — название стандартных конусов
плавления огнеупоров.
5*
Таблица 4-2
Показатели качества алюмосиликатных изделий для коксовых печей
Завод-изгото- витель Изделие Материал изделия Метод прессования Химический состав, % Пористость, % Объемный вес, г/см2 Водопоглощение, % Предел прочности при сжатии, кг [см2 Газопроницаемость, л-м/{м2ч мм вод.ст.) Температура начала деформации под наг- рузкой 2 кг[см\ °C
п. п. п. | О й 'O!1+'OZIV О г» (У Сц СаО 1 MgO щелочи начало разрушения $ O'- Оз разрушение
Красногоров- Горелка Многошамот Полусухое 0,36 58,42 38,4 1,32 0,42 0,20 1,08 25,7 1,96 13,15 — — — — — —
ский Насадка Полу кислый Пластичное 0,32 64,12 30,86 1,32 0,52 0,44 2,45 19,22 2,00 9,56 159,0 — 1400 1450 1550 1550
Колосник » ъ 0,26 66,5 29,25 1,15 0,50 0,40 2,10 18,42 2,02 9,15 347 — 1270 1390 1490 1490
Фасон ручной . . . » » 0,16 66,4 28,83 1,29 0,52 0,50 2,55 20,3 1,77 10,7 100 9,62 — — — —
Фасон >5 кг . . . » » 0,20 67,72 28,1 1,16 0,52 0,43 2,Н 22,2 — — — — — — — —
Фасон <5 кг . . . » » 0,20 69,8 26,38 1,12 0,42 0,40 1,89 22,6 1,94 11,7 223,4 0,139 1270 1330 1460 1470
Нормальный .... » » — — — — — — — 22,4 1,9 13,95 260,8 0,139 1380 1450 1570 1580
Просяновский Дверевой Шамот » 0,24 60,0 36,93 0,82 0,73 0,47 1,02 29,2 1,81 16,1 145 5,76 1300 1380 1560 1570
Семилукский Крайние сводовые и .люковые кирпичи Многошамот Полусухое 0,22 57,46 39,34 1,68 0,46 0,52 0,54 18,56 2,2 8,72 340 0,895 1410 1460 1560 1570
Нижне-Тагиль- ский Нормальный .... Шамот » 0,14 59,4 35,98 2,48 0,82 0,68 0,88 29,2 1,83 15,92 135 1,36 1310 1360 1500 1500
Насадка » 0,12 59,22 35,97 2,57 0,90 0,61 0,92 26,6 1,91 13,97 259 0,572 1320 1390 1490 1490
Колосник » » 0,12 59,58 35,84 2,52 0,93 0,60 0,88 25,8 2,15 12,0 148 — 1330 1410 1510 1510
Ручная формовка . . » Пластичное 0,12 59,88 35,17 0,71 0,80 0,73 0,98 29,7 1,82 16,4 166,6 3,65 1300 1340 1490 1490
Огнеупорные и термоизоляционные материалы для кладки коксовых пеней
69
Таблица 4-3
Характеристика опытных партий миогошамотиых каолиновых изделий
Место укладки кирпича х= к - О и S о s £ Н Т Св С « Температура начала деформации под наг» рузкой 2 кг/см\ °C ?льная с, % Термическая стойкость, водя- ные теплосмены Л о (У
Кажущаяс пористости Объемный г/см3 Предел пр стн при С) кг/смъ начало разруше- ния 4% 4 0% Дополните усадка при 1500° до появ- ления трещин после потери 20% веса Огнеупорн °C Содержан! А1,О„ %
Крайние сводо- вые кирпичи Шиберы .... Горелки .... 18,5— 20,9 17,8— 19,5 16,8— 19,6 2,12— 2,15 2,1— 2,14 2,14— 2,20 340 360 1460— 1480 1470 1500— 1510 1510 1640— 1620 1600 0,0— 0,2 2 2 25 без поте- ри веса 1750 1750 37,0 37,0
Мертели для кладки коксовых печей
Мертели представляют собой огнеупор-
ные порошки, служащие для приготовления
растворов, применяемых для связывания
отдельных кирпичей и рядов кладки меж-
ду собой.
Физические и химические свойства мер-
теля для получения прочной и плотной
кладки должны соответствовать этим свой-
ствам кирпича.
Мертель должен обладать:
пластичностью и достаточным постоян-
ством объема;
хорошей связывающей способностью, ме-
ханической прочностью в высушенном со-
стоянии и способностью свариваться с кир-
пичом при температуре выше 4200—1300° С;
устойчивостью по отношению к шлакам
и солям;
огнеупорностью, близкой к огнеупорно-
сти кирпича;
коэффициентом расширения, сходным с
таковым у кирпича;
высокой температурой начала деформации
под нагрузкой;
способностью давать плотные швы мини-
мальной толщины.
С 1960 г. для кладки коксовых печей из
динасового кирпича применяется динасовый
пластифицированный .мертель для темпера-
тур до 1500° С (ГОСТ 5338-60, марка МД2)
Этот мертель отличается от .ранее при-
менявшегося динасового мертеля специаль-
ными добавками—пластификаторами (каль-
цинированная сода и сульфитно-спиртовая
барда), которые снижают водосодержание
приготовленного раствора на 40—45%,
одновременно повышая водоудерживающую
способность и подвижность раствора.
В результате этого пластифицированный
мертель имеет ряд преимуществ перед
обычным динасовым мертелем по рабочим
и керамическим свойствам.
Водозатворение и водоудерживающая
способность раствора характеризуют рабо-
чие свойства мертеля. Водозатворение оп-
ределяется количеством воды, необходимой
для получения раствора нормальной густо-
ты, и составляет ’у пластифицированного
мертеля 23%, а у обычного мертеля 32—
38%. С уменьшением содержания влаги ра-
створ из пластифицированного .мертеля луч-
ше приваривается к .кирпичу, повышается
предел прочности .материального шва, умень-
шается усадка и пористость шва, а следо-
вательно, становится меньше его газопро-
ницаемость.
Водоудерживающая способность раствора
определяется толщиной шва после выдав-
ливания из него раствора под нагрузкой че-
рез 0,5—1,0 мин после нанесения раствора
(для пластифицированного мертеля толщина
такого шва 1 мм, для обычного 4—5 мм).
Более высокая водоудерживающая способ-
ность пластифицированного мертеля обес-
печивает хорошую пластичность раствора и
возможность получения более тонких и хо-
рошо заполненных швов.
В табл. 4-4 приведены показатели кера-
мических свойств пластифицированного ди-
Таблица 4-4
Керамические свойства динасового
пластифицированного мертеля
Температура, °C Общая линейная усадка, % 1 1 ; Пористость, % Предел прочности при сдвиге, кг/см* 1 Предел прочности при сжатии, кг/см3 Газопроницаемость л-м!{м2 ч-мм вод. ст.)
400 29,5 1,0 35 0,01
600 — 30,3 5,0 76 0,02
800 2,3 30,4 — 112 0,02
1000 2,6 29,2 6,0 221 0,02
1200 2,8 28,7 23,0 440 0,39
1400 2,0 27,0 26,0 — 1,1
70
Конструкции кладки коксовых печей
Таблица 4-5
Сопоставление термического расширения динасовых мертелей
и коксового дииаса, %
Материал Температура, °C
100 200 300 400 500 600 700
Промышленный среднетемпературный, пла- стифицированный 0,11 0,35 0,54 0,66 0,80 1,05 1,13
Промышленный низкотемпературный, пла- стифицированный 0,16 0,48 0,63 0,685 0,94 1,27 1,24
Коксовый динас, удельный вес 2,36 . . . 0,177 0,574 0,891 1,018 1,117 1,19 1,285
наС'О'Вого мертеля, которые также лучше,
чем у обычного.
Из данных дабл. 4-5 видно, что мертели
и динас имеют примерно одинаковые коэф-
фициенты термического расширения.
Газопроницаемость образцов динаса с хо-
рошо сваренными швами не увеличивается
по сравнению с газопроницаемостью самого
динасового кирпича (табл. 4—6).
Таблица 4-6
Газопроницаемость динасового
кирпича со сваренными материальными
швами1, ммЦм2-ч-мм вод. ст.)
i £ • я S О S
Характеристика I Л О о F- М W I А УЗ!
О д -
материального шва Е О О S О S W Е е е о £ 5
СО 41 К СХ
Л Л S а я л х а ®
U. к SC « U- Ef Ч и я
Вертикальный 3 мм .... 0,72 1,53
Горизонтальный 3 мм. . . . 0,88 0,79
Горизонтальный 6 мм .... 0,68 0,85
Вертикальный и горизонталь-
ный 3 мм ........ 0,87 0,99
Горизонтальный 3 мм . . . 2,83 2,09
Горизонтальный 6 мм . . . 2,23 2,49
Газопроницаемость обожженного мертеля 1,61.
При исследовании газопроницаемости ди-
наса со сваренными швами последние вы-
полнялись из ореднетемпературного мерте-
ля. Образцы обжигались при температуре
1430° С в течение 4 ч.
Вертикальные швы были параллельны, а
горизонтальные перпендикулярны газовому
потоку.
Свойства различных видов алюмосили-
катных растворов, применяемых в кладке
коксовых печей, приведены в табл, 4-7,
Рабочие |И керамические свойства алюмо-
силикатных мертелей при введении в них
пластифицированных добавок улучшаются.
Раствор из этих мертелей становится более
пластичным, что позволяет получать, как и
при динасовом пластифицированном мерте-
ле, более тонкие и хорошо заполненные швы.
При испытании на ’водоудерживающую спо-
собность толщина шва у шамотного пласти-
фицированного мертеля получается 0,8—
1,0 мм вместо 2—3 мм у обычного шамот-
ного мертеля и соответственно у полукис-
лого мертеля 2—3 мм вместо 3—4 мм.
ТИПЫ СОЕДИНЕНИЙ, РАЗМЕРЫ
И ВЕСА ОГНЕУПОРНЫХ ИЗДЕЛИЙ
В КЛАДКЕ КОКСОВЫХ ПЕЧЕЙ
Для достижения прочности и герметично-
сти кладки применяют шпунтовые и замко-
вые соединения отдельных кирпичей, сочле-
нения кирпичей с помощью специальных
втулок, кладку со смещением (перевязкой)
материальных швов и другие виды соеди-
нений кирпичей.
Шпунтовое соединение кирпичей с по-
мощью гребня и паза (полукруглые выступ
и выемка) показаны на рис. 4-1, а.
Этот тип соединения наиболее распрост-
ранеп и применяется главным образом в
Таблица 4-7
Рабочие свойства растворов из промышленных шамотных и иолукислых
мертелей с пластифицирующими добавками
Мертель Завод-изготовитель Водозат- вореиие % Водоудерживаюшая способность через 0,5 мин при толщине шва, мм
Полукислый с пластифицирующей до- бавкой Шамотный с пластифицирующей до- бавкой Красногоровский Часов-Ярский 35,0 32,5 2—3 0,8—1,0
Типы соединений, размеры и веса огнеупорных изделий в кладке коксовых печей 71
Рис. 4-1. Конструкции соединений
кирпичей в кладке коксовых печей
немассивной кладке (стены, головки и пе-
рекрытие вертикалов, стены регенераторов
и др.), где нет материальных швов боль-
шой площади и протяженности, препятст-
вующей сдвигу кирпичей и ;рядов кладки по
отношению друг к другу.
В зарубежной практике находит также
применение шпунтовое соединение с помо-
щью трапецеидальных гребней и пазов
(рис. 4-1,6).
Замковые соединения представляют со-
бой сочленения кирпичей более сложной
конфигурации. Соединение типа «ласточкин
хвост» (рис. 4-1, в) и Z-образной формы
(рис. 4-1, г) применяют для кладки степ
регенераторов. Сочленения клиновидной
( рис. 4-1, д и е) и призм этической (рис. 4-
1,ж) формы идут на кладку сводового ря-
да вертикалов. На кладку каналов для под-
вода коксового газа из корнюров в вер-
тикалы и дюзовые кирпичи в печах с ниж-
ним подводом коксового газа идут кирпи-
чи, представленные на рис. 4-1, з.
Сочленения рис. 4-1, и применяют в сое-
динении корнюрных кирпичей. Для кладки
сводов вертикалов, подовых каналов реге-
нераторов, ОКОН рециркуляции И .ОСНОВЭНИЯ
перевальных окон используют сочленения
типа рис. 4-1, к. Сочленения рис. 4-1, л мо-
жно встретить в перегородках между косы-
ми кодами и корнюрами, в отдельных ря-
дах стен регенераторов и в перегородках
между вертикалами.
При замковом соединении типа «ласточ-
кин хвост» достигается наибольшая моно-
литность кладки и максимальное сопротив-
ление проходу газов. Однако при этом тре-
буется более сложная конфигурация кирпи-
чей, чем при других типах соединений.
Для обеспечения прочности кладку вы-
полняют со смещением (перевязкой) вер-
тикальных материальных швов между кир-
пичами в сопряженных рядах. При увели-
чении перевязки соответственно возрастает
и сопротивление усилиям разрыва и сдви-
га кладки по материальным швам.
Величину перевязки швов между кир-
пичами и отдельными рядами в различных
зонах кладки принимают следующей, мм:
Кладка из нормального (стандарт-
ного) кирпича....................60—120 |----
\ 4
1 \
— кирпича I
2 '
Кладка из фасонного кирпича:
в зоне регенераторов........... 60 — 100
в корнюрной зоне и зоне косых
ходов в печах с нижним под-
водом ........................ 40—100
в зоне вертикалов:
между массовыми рядами сте-
новых кирпичей ............ 0 5 О
между массовыми рядами го-
ловочных кирпичей .......... 90—100
в зоне перекрытия вертикалов:
между массовыми рядами сте-
новых кирпичей.............. 60—90
между массовыми рядами го-
ловочных кирпичей .......... 60—90
В отдельных узлах кладки для предот-
вращения прососав смещаются не только
горизонтальные, но и вертикальные [.мате-
риальные швы (стены, разделяющие реге-
нераторы с разноименными потоками в пе-
чах ПВР, узлы кладки перегородок между
корнюрами и косыми ходами в печах ПВР,
ПК-2К и др.).
72
Конструкции кладки коксовых печей
Размеры и конфигурация огнеупорных
изделий влияют на прочность и герметич-
ность кладки, а также на условия изготов-
ления и транспортирования изделий ,н воз-
ведения самой кладки.
Укрупнение изделий уменьшает матери-
альные швы, увеличивает герметичность и
136 мм н весом 6—10 кг н в отдельных
узлах кладки, лишь в силу необходимости,
применяют фасонные кирпичи длиной до
670 мм, шириной до 170 мм, высотой до
206 мм и весом до 35 кг (кирпичи корнюп-
ные, в перекрытии камеры и др.).
Стандартный прямой динасовый и шамот-
Т а б л и ц а 4-8
Размеры и вес кирпичей массового применения в отдельных зонах
кладки коксовых печей
Наименование Размеры, мм Вес, кг
длина ширина высота
Нормальный кирпич Прямой большой 250 123 65 3,8
Прямой малый 230 113 65 3,2
Клин большой двусторонний 250 123 65/55 3,4
Клин малый двусторонний 230 ИЗ 65/55 3,0
Фасонный кирпич Зона регенераторов: стеновой кирпич (печи ПК-2К) . . 230 190 и 95 96 8,1 и 4,0
стеновой кирпич (печи ПВР) . . . 315 148 и 77 96 6,4
стеновой кирпич (печн ПВР с ниж- ним подводом) 244 160 и 190 136 9—11
376 100 136 9,3
трубчатый кирпич (печи ПВР с нижним подводом) 276 140 140 9,2
Корнюрная зона и зона косых ходов в печах с ннжним подводом: корнюрный кирпич 475 206 206 30—31
косоходный кирпич 200—350 200—300 96 и 136 6,0—16,0
подовый кирпич 338 116 105 7,3
Зона вертикалов: стеновой ложковый кирпич . . . 326 105 96 5,9
стеновой тычковый кирпич . . . 294 275 96 10,3
перегородочный кирпич 468—500 140 96 11,8-12,7
Зона перекрытия вертикалов: сводовый кирпич 570—610 115 96 23,6—25,0
стеновой кирпич массовых рядов 236 175 96 7,5
перегородочный кирпич массовых рядов 496 ИЗ 96 10,2
Зона перекрытия печей: сводовый кирпич камеры, уклады- ваемый между люками .... 554—594 118 206 26,7
сводовый кирпич камеры, уклады- ваемый у люков 554—594 180 206 29,4
Регулировочные кирпичи: горелки ___ 0,45—0,55
регистры в основании вертикалов — — ,— 1,0-1,8
рассекатели в основании вертика- лов 1,5-1,7
шиберы для закрытия окон рецир- куляции — — — 1,3
прочность кладки и облегчает условия воз-
ведения кладки.
Однако укрупнение изделий ограничива-
ется возможностями механического прессо-
вания и обжига при их изготовлении.
Чаше в кладке коксовых печей приме-
няют фасонные кирпичи длиной 236—
326 мм, шириной 100—1^0 мм, высотой 90—
ный' кирпич используют в основном в клад-
ке стен регенераторов, в перекрытии печи
и в кладке изоляционных стен у контрфор-
сов (стандартный клиновой—в кладке сво-
дов боровов коксовых печей).
В табл. 4-8 приведены размеры и веса
стандартного и фасонного кирпичей массо-
вого применения.
Температурные швы и швы скольжения
73
Количество марок фасонных изделий ш пе-
чах разных конструкций следующее:
Печи ПК-2К и ПВР емкостью 21,6 л3 500—510
Печи ПВР емкостью 30,0 м3 ..... . 515—520
Печи ПВР емкостью 3 0 м3, обогревае-
мые только коксовым газом ..... 420—430
Печи ПВР емкостью 30 jh3 с нижним
подводом и регулированием для обо-
грева только коксовым газом .... 540
В зависимости от сложности конфигура-
ции, соотношения минимального и макси-
мального размеров, веса кирпича, количе-
ства входящих и острых углов, гребней и
пазов фасонные изделия относятся к раз-
личным категориям сложности.
Классификация сложности приведена в
прейскурантах на огнеупорные изделия.
МАТЕРИАЛЬНЫЕ ШВЫ
Для связи отдельных кирпичей друг с
другом в каждом ряду и в сопрягаемых
рядах и для придания кладке монолитно-
сти и прочности кладка выполняется на
материальных швах.
Толщина материальных швов, принимае-
мая в проектах кладки коксовых печей,
составляет 4—5 мм.
В кладке перегородок в зонах вертика-
лов и перекрытия вертикалов для умень-
шения числа фасонов кирпича допускается
изменение толщины материальных швов по
длине печи в пределах 2—8 мм. В кладке,
перекрывающей проемы (колосниковая ре-
шетка и оводы регенераторов, вертикалов
и камеры коксования), швы конусные (вни-
зу 2—3, вверху 6—7 мм) для предохране-
ния от высыпания раствора. Кладка выстил-
ки верха печей выполняется на материаль-
ных швах толщиной 2—3 мм для уменьше-
ния опасности вымывания их от дождей.
Материальные швы в кладке должны быть
полностью заполнены раствором.
При 1Произ1водст1ве кладки коксовых пе-
чей применяют растворы, приведенные в
табл. 4-9.
ТЕМПЕРАТУРНЫЕ ШВЫ
И ШВЫ СКОЛЬЖЕНИЯ
При конструвроваиии коксовых печей не-
обходимо предусматривать возможность
расширения кладки при нагревании.
В участках кладки, которые разделяются
между собой сплошными полостями или
проемами, например стены камер коксова-
ния, стены регенераторов, расширение клад-
ки происходит в результате их сужения.
В кладке, не имеющей сплошных прое-
мов, для компенсации температурного рас-
ширения оставляют температурные швы.
Для облегчения скольжения кладки, пе-
рекрывающей температурные швы, а также
массивов кладки, имеющих различные ко-
эффициенты температурного расширения,
между скользящими поверхностями орга-
низуют швы скольжения.
При конструировании температурных
швов необходимо 'руководствоваться следу-
ющими соображениями:
а) швы должны располагаться так, что-
бы расширение кладки ле вызывало нару-
шений в смежных элементах кладки и плот-
ности материальных швов;
б) швы должны располагаться таким об-
разом, чтобы после расширения кладки они
не стали соединительными ходами между
вертикалами и камерой коксования; реге-
нераторами и камерой коксования; регене-
раторами и вертикалами; косыми ходами,
работающими на разноименных потоках; ре-
генеративными камерами, работающими на
разноименных потоках;
в) в кладке каждой печи предусматри-
вают отдельные температурные швы;
Таблица 4-9
Растворы, применяемые в кладке коксовых печей
Элементы кладки или огнеупор,
применяемый для кладки
Вид раствора, па котором производится кладка
Динасовый кирпич
Шамотный, многошамотный и полукислый
кирпич
Футеровка подового канала и колоснико-
вой решетки регенератора из шамотного или
полукислого кирпича и стены регенераторов
из многошамотного кирпича
Изоляционный кирпич
Верхние наружные части печи, фасадные
части изоляционных стен у контрфорсов
Футеровка боровов из шамотного или по-
лукислого кирпича
Раствор из динасового мертеля пластифи-
цированного МД2 по ГОСТ 5338—60
Раствор из алюмосиликатного пластифици-
рованного мертеля*
Раствор из алюмосиликатного пластифици-
рованного мертеля с добавкой 20% (вес.)1
глиноземистого цемента*
Раствор из шамотного мертеля 50% и со-
велнта или асбозурита 50% (вес.)
Раствор из шамотного мертеля 50%, порт-
ланд-цемента 30%, кварцевого песка 20%.
(вес.)*
Раствор из алюмосиликатного мертеля 70%
и портланд-цемента 30% (вес.)*
* При кладке из шамотного и многошамотного кирпича применяют шамотный мертель, при кладке
нз полукислого кирпича — полукислый мертель.
.74
Конструкции кладки коксовых печей
Рис. 4-2. Расположение температурных швов в кладке корнюрной зоны печей ПВР
г) для устранения деформаций при рас-
ширении кладки температурные ш.вы дол-
жны располагаться возможно чаше, ио не
более, чем через каждые 500—700 мм по
ширине 'Массива.
При расчете 'размеров температурных
швов исходят из величины термического
расширения кладки после окончания регу-
лирования обогрева печей на основании ус-
редненных данных фактических замеров по
ряду батарей в СССР.
Для динасовой кладки эти величины со-
ставляют, %:
В зоне нижней части регенераторов и
подовых каналов...................... 1,1
В корнюрной зоне и зоне косых ходов 1 , 3
В зоне обогревательного простенка . . 1,4
•Общее расширение по высоте кладки
печей...............................1,3—1, 4
Для динасовой -кладки с учетом полного
термического расширения, некоторых неточ-
ностей в кладке и возможных сдвигов мри
растопке, ширину температурных швов при-
нимают в зависимости от толщины массива
между швами, %:
На участке подовых каналов и регене-
раторов ........................... 1,5
В зоне регенераторов (по высоте па-
садки и подсводового пространства) 1,7—1,8
В корнюрной зоне и своде камеры . , 1,8—1,9
При расчете ’размеров температурных
швов в кладке из алюмосиликатных огне-
упоров исходят из следующего термичес-
кого .расширения кладки, %:
На участке подовых каналов регенера-
торов (/=400-=-500° С)..............0,3—0,4
В кладке перекрытия печей
(/=7004-900° С)......................0,6—0.8
В массивах кладки из алюмосиликатного
огнеупора на каждое .осевое (расстояние пе-
чей предусматривают 2—4 температурных
шва шириной по 5 мм.
На (рис. 4-2 показано расположение тем-
пературных швов в корнюрной зоне печей
ПВР емкостью 30 м3.
В 'температурные швы между стенами (ре-
генераторов и футеровкой подовых кана-
лов закладывается гофрированный картон
толщиной 4 мм.
Швы шириной 10 мм и более в сплош-
ной кладке по длине печи (карнюрная зо-
на и овод камеры) засыпаются древесными
опилками и сверху заливаются жидким пе-
ском на глубину 1—2 см. Перед заполне-
нием (Швы должны быть тщательно очи-
щены от раствора и мусора.
Швы с фасадов печей шириной до 10 мм
уплотняются асбестовым шнуром диамет-
ром 13 мм, а швы свыше 10 мм — шнуром
диаметром 19 мм на глубину 1,5—2,0 см.
Температурный шов между динасовой и
шамотной изоляционными стенами у контр-
форса выполняется сквозным по всей высо-
те камеры печи шириной 30 мм, чтобы бы-
ло, возможно очистить его от .раствора и
мусора после окончания кладки печей, и
ничем не заполняется.
В качестве прокладочного материала в
швах скольжения применяют соломенный
.картон, пропитанный картон и асбестовый
картон и (В отдельных местах —гофрирован-
ный картон.
В швах скольжения в кладке корнюрной
зоны прокладывают пропитанный картон
толщиной ,1 мм или соломенный картон тол-
щиной 2 мм. В остальных швах скольжения
прокладывается соломенный картон толщи-
ной 2 мм. Между железобетонным контр-
форсом и изоляционной стеной проклады-
вается гофрированный картон в два слоя
по .высоте (регенератора и в один слой по
высоте корнюрной зоны и верхнего строе-
ния печей.
В вертикальные швы скольжения в клад-
ке центральных перегородок регенераторов
прокладывают асбестовый картон толщиной
3 мм.
На рис. 4-3 показано расположение тем-
пературных швов и швов скольжения в ре-
генератор ах печей с нижним подводом, в
Конструкции основных элементов и узлов кладки
75
Рис. 4-3. Расположение температурных швов и швов скольжения в регенераторах печей
ПВР с нижним подводом
которых стены регенератора на высоту по-
дового канала выполнены из многошамот-
ного кирпича, а выше — из динасового.
В связи с этим в стыке 'кладки .из м,но-
гошамота и .динаса предусмотрен гори-
зонтальный шов скольжения. Шов сколь-
жения выполняется так: на иладке из мно-
гошамотного кирпича делается подсыпка
~ 2 мм из порошкообразного графита, по-
верх которой прокладывается пропитанный
картон толщиной 1 мм; на картон уклады-
вают кладку на растворе.
КОНСТРУКЦИИ основных
ЭЛЕМЕНТОВ И УЗЛОВ КЛАДКИ
Ниже приводится описание основных кон-
структивных элементов и узлов кладки со-
временных коксовых печей:
1. Печи ПВР и ПК-2К емкостью 21,6 м3
последней конструкции.
2. Печи ПВР емкостью 30 м3 с комбини-
рованным обогревом.
3. Печи ПВР емкостью 30 м3 для обогре-
ва только коксовым газом.
4. Печи ПК-2К и ПВР с широкими реге-
нераторами.
5. Печи ПВР с нижним подводом и ре-
гулированиам отопительных газов и воз-
духа.
6. Печи с нижним подводом и регулиро-
ванием кооового газа и воздуха.
Кладка каждой из указанных конструк-
ций состоит из следующих зон: регенерато-
ров; корнюрной зоны и зоны косых ходов
в печах с нижним подводом; обогреватель-
ных простенков; перекрытия вертикалов;
перекрытия печей; изоляционных стен у
контрфорсов.
Регенераторы
Кладка регенераторов состоит из подо-
вых каналов, продольных, поперечных н
фасадных стен (зеркал) и насадки.
Подовые каналы. Подовые каналы
служат для подвода и распределения газов
по длине регенераторов и для отвода про-
дуктов горения.
Для защиты от резких и частых колеба-
ний температур и действия водяных паров
стены регенераторов в зоне подовых кана-
лов футеруются шамотным огнеупором.
Перекрытие подовых каналов образуется
шамотной колосниковой решеткой. Футеро-
вочные плиты и 'колосниковые кирпичи сое-
диняются 'между собой с помощью гребней
и пазов и укладываются на шамотно-це-
ментном растворе.
Футеровка подовых каналов отделена от
стен регенераторов температурными швами.
76
Конструкции кладки коксовых печей
В регенераторах шириной более 700 мм
(рис. 4-4) устраиваются два подовых кана-
ла с общим входным отверстием для при-
мыкания газовоздушного клапана.
току), обеспечивавшей равномерное рас-
пределение по длине насадки только пото-
ков воздуха и отопительного газа, решетка!
новой конструкции позволяет достичь не-
Рис. 4-4. Печи ПВР емкостью 30 л3 для обогрева только коксовым га-
зом. Кладка подовых каналов, стеи и насадки регенераторов
В печах с нижним подводом (рис. 4-5) и
в последних проектах печей с боковым под-
водом (рис. 4-6) стены (регенераторов на
высоте подовых каналов выполняют из
обходимое распределение на восходящем
и нисходящем потоках.
Условия для такого распределения пото-
ков были обоснованы исследованиями
Рис. 4 5. Печи ПВР с нижним подводом регулированием (комбинирован-
ными обогрев)
термостойкого алюмосиликатного материа-
ла без специальной шамотной футеровки.
Это позволяет увеличить сечение подо-
вых каналов и улучшить условия распреде-
ления газов по длине регенераторов.
Во (Всех конструкциях печей с общим
подсводовым пространством в регенерато-
рах, не разделенным глухими перегородка-
ми на отдельные секции (рис. 4-4, 4-6), ко-
лосниковая решетка выполняется из кир-
пичей с конфузорными н диффузорными
отверстиями.
В отличие от ранее применявшейся кон-
струкции колосниковой решетки с диффу-
зорными отверстиями (по восходящему По-
H. М. Ханина в лаборатории Днепропет-
ровского металлургического института на
аэродинамических моделях.
Обследованиями, проведенными на Жда-
новском и Ясиновском заводах, установле-
но, что эффективность от применения ре-
шетки новой конструкции выразилась в
снижении температуры продуктов горения,
выходящих из регенератора, иа 25—30° С.
В печах ПК-2К и ПВР со всеми широки-
ми регенераторами для улучшения распре-
деления восходящих и нисходящих потоков
по длине регенератора применяют вторую
колосниковую (решетку, которая укладыва-
ется вверху насадки.
Конструкции основных элементов и узлов кладки
77
Установка нижних рассекателей и дрос-
селирование проходного сечения вверху
насадки позволяет более '.равномерно рас-
пределить восходящие и нисходящие по-
токи по каналам масадки в каждой секции.
В табл. 4-10 приводятся данные иссле-
дования УХИН на гидравлических моделях
движения потоков в насадке печей с ниж-
ним подводом и регулированием со всеми
широкими регенераторами.
Насадка регенератора. Во
всех современных конструкциях коксовых
печей для насадки регенераторов применя-
ют фасонный решетчатый тонкостенный
кирпич (рис. 4-8).
Решетчатый кирпич бывает с шестью и
девятью отверстиями.
Кирпич с шестью отверстиями (рис.
4-9, а) укладывается в те регенераторы, где
отверстия в колосниковой решетке распо-
лагаются на расстоянии 120 мм друг от
друга (соответственно ширине насадочного
кирпича).
Pirc. 4-6. Печи ПВР. Кладка стен регенера-
торов из разных материалов
Рис. 4-7. Печи Гипрококса ПВР емкостью 30 лг с нижним подводом и регулирова-
нием для обогрева только коксовым газом
Однако все описанные выше конструкции
колосниковых решеток исключают возмож-
ность изменения, при необходимости, раз-
меров проходных сечений в них.
В конструкциях печей с нижним подводом
с комбинированным обогревом и для обогре-
ва только коксовым газом (рис. 4-5 и рис.
4-7) предусмотрена возможность регулиро-
вания потоков по секциям регенераторов че-
рез отверстия в колосниковой решетке.
Над колосниковым отверстием в каждой
секции устанавливают специальный кирпич
(рассекатель), предназначенный для регу-
лирования распределения газовых потоков
по вертикальным каналам в насадке.
В печах с нижним подводом газа со все-
ми широкими регенераторами, в которых
косой ход расположен в углу каждой сек-
ции, верхний ряд насадки со стороны
косого хода проектируется с уменьшенным
проходным сечением.
Кирпич с девятью отверстиями (рис.
4-9, б) применяют в регенераторах с рас-
стояниями между колосниковыми отвер-
стиями 144 мм.
В новых проектах для увеличения коэф-
фициента теплопередачи (путем конвекции)
и, следовательно, большей утилизации теп-
ла в регенераторах ширина зазора умень-
шена до 15—16 мм (была 20 мм) при со-
хранении толщины стенки 20 мм.
В табл. 4-11 приведены данные по ре
шетчатой насадке, применяемой в различ
ных конструкциях коксовых печей.
В печах, обогреваемых только коксовым
газом, со всеми широкими регенераторами
по ширине каждого регенератора уклады-
ваются три насадочных кирпича (рис. 4-4).
Для лучшей смываемости насадки в ко-
лосниковой решетке предусматривается
шесть колосниковых отверстий по ширине
регенератора.
78
Конструкции кладки коксовых печей
Рис. 4-8. Тилы иасадочиых кирпичей:
а — нормальный кирпич; б — брусковый кирпич; в — решетчатый кирпич
Рис. 4-9. Типы решетчатых
насадочных кирпичей
Стены регенераторов. Стены, раз-
деляющие регенераторы с .одноименными
потоками во всех конструкциях печей с бо-
ковым подводом, выполняются из нормаль*
ного кирпича. Каждые 5—6 рядов ложко-
вой кладки перевязываются одним рядом
тычковой кладки.
Стены, разделяющие регенераторы с раз-
ноименными потоками («опасные стены»),
в печах ПК-2К (рис. 4-10, б) выполняются
из фасонного шпунтового кирпича.
В печах ПВР с комбинированным обо-
гревом стены, разделяющие регенераторы с
разноименными потоками, выполнены из фа-
сонных кирпичей с замком типа «ласточкин
хвост» со смещением вертикальных и гори-
зонтальных швов. Такая конструкция обес-
печивает связность кладки в вертикальном
и горизонтальном направлениях, в резуль-
тате чего местные напряжения, возникаю-
щие в кладке, воспринимаются вышележа-
щими рядами кладки. Исследования печей
ПВР на Днепродзержинском заводе пока-
зали, что прососы доменного газа и возду-
ха через стены, разделяющие регенераторы
с разноименными потоками, примерно в два
раза меньше, чем в регенераторах, где эти
стены выполнены из нормального кирпича.
В конструкциях печей ПК-2К и ПВР со
всеми широкими регенераторами разно-
именные потоки разделяются толстыми по-
перечными стенами из нормального и пря-
моугольного кирпича. Исследования, про-
Таблица 4-10
Скорости движения газовых потоков в насадке широких регенераторов
печей с нижним подводом коксового газа
Устройство колосников и насадки Восходящий поток Нисходящий поток
скорость, см/сек отноше- ние скоро• стей скорость, см[сек отно- шение скоро- стей
макси- мальная мини- мальная ми ии- мальная макси- мальная
Без установки рассекателя над ре- гулируемым колосниковым отверстием в секции 16,4 5,0 3,28 4,3 12,5 2,91
При установке рассекателя над ре- гулируемым колосниковым отверстием в секции 10,2 5,4 1,89 4,1 12,8 3,12
При установке рассекателя над ре- гулируемым колосниковым отверстием и дросселировании проходного сечения в верхнем ряду насадки со стороны косого хода 8,8 6,9 1,28 7,5 10,7 1,42
Конструкции основных элементов и узлов кладки
79'
Таблица 4-11
Характеристика решетчатой насадки регенератора в коксовых печах
различных конструкций
Наименование 1 1 ПК-2К комби- нированные ем- костью 21,6 м3 ПВР комбини- рованные емко- стью 2 1,6 м3 1 ПВР комбини- рованные емко- стью 30 л3 ПВР для обогре- ва только коксо- вым газом емко- стью, 30 м3 ПВР с нижним подводэм для обогрева только коксовым газом емкостью 30 м3
Общий вес кирпича насадки в ре- генераторе, m Ш—22,4*, У—10,6 Ш—0,92, 9,55 12,5 29,8 23,4
Вес кирпича насадки на 1 .м3 полез- ного объема регенератора, m . , . . 0,98 0,99 1,03 0,98
Общий вес кирпича насадки на одну печь, m У—0,93 21,8 19,1 25,0 29,8 23,4
Вес кирпича насадки на 1 м3 полез- ной емкости печи, m 1,01 0,88 0,84 0,99 0,78
Вес кирпича насадки на 1 m сухой шихты суточной производительности одной печи при нормативном периоде коксования, m ........... 0,87 0,77 0,8 0,95 0,75-
Поверхность насадки регенератора, м2 Ш—1223, 510 655 1511 1190
Поверхность стен регенератора, уча- ствующих в теплопередаче, м2 ... У—580 Ш—69, 62 63 69,0 220'
Общая поверхность насадки и стен регенератора, .и2 У—65 Ш—1292, 572 718 1580 1410
Общая поверхность насадки и стен на одну печь, .м2 У—645 1291 1142 1436 1580 1410
Поверхность насадки и стен на 1 .м3 полезного объема регенератора, ju2 . . Ш—53,2, 59,0 57 55,0 55,2
Поверхность насадки и стен на 1 .м3 полезной емкости печи, .м2 У—56,7 57,2 53,0 48,0 52,8 44,0
Поверхность насадки на 1 m сухой шихты суточной производительности одной печи при нормативном периоде коксования, м2 51,6 45.7 45,8 50,6 45,0
Общая площадь живого сечения на- садки регенератора, .м2 Ш—4,75, 2,0 2,37 4,7 4,5
Гидравлический диаметр живого се- чения насадки регенератора, м ... У—2,2 Ш—0,031, 0,030 0,028 0,036 0,03
У—0,031
Ш — широкий регенератор; У —узкий регенератор.
веденные на печах аналогичных конструк-
ций, показали, что при такой толщине и
малой поверхности этих стен почти исклю-
чаются перетоки воздуха и доменного газа
в регенераторы с продуктами горения.
Все продольные стены регенераторов в
этих конструкциях выполняются в основ-
ном из нормального кирпича.
Стены регенераторов в печах с нижним
подводом выполняются из фасонного кир-
пича. В стенах, расположенных под обогре-
вательными простенками, укладывают труб-
чатые (дюзовые) кирпичи, образующие вер-
тикальные каналы диаметром 50 мм для
подвода коксового газа.
Для предотвращения перетоков коксово-
го газа в регенераторы в кладке этих стен
предусматривается шпунтование и смеще-
ние горизонтальных швов между трубчаты-
ми кирпичами и остальной частью кладки.
Нижняя часть этих стен по высоте подо-
вых каналов запроектирована из термо-
стойкого алюмосиликатного (многошамот-
ного) материала со швом скольжения меж-
«о
Конструкции кладки коксовых печей
Рис. 4-10. Кладка
стен регенеоаторов:
а — печи ПВР; б —
печи ПК-2К с ком-
бинированным обо-
гревом; s — печи
ПВР с нижним под-
водом и регулирова-
нием для обогрева
только коксовым га-
зом
ду шамотной и вышележащей динасовой
кладкой.
В связи с различным ростом динасовой и
шамотной кладки стен регенераторов про-
изводят раздельное армирование участков
кладки.
Перегородки, разделяющие регенераторы
по длине на секции, выполнены из динасо-
вого кирпича со шпунтовым соединением и
с запуском их в кладку продольных стен на
всю высоту регенератора, включая наднаса-
дочное пространство.
Фасадные стены регенераторов (зерка-
ла) делают внутри из шамотного, а сна-
ружи из изоляционного (диатомового)
кирпича. Для герметизации кладки фасад-
ных стен на них навешивают металличе-
ские щиты с совелитовым заполнением.
Корнюрная зона
и зона косых ходов в печах
с нижним подводом
Корнюрная зона включает кладку пере-
крытия регенераторов и ходов для подвода
в вертикалы отопительных газов и воздуха
и отвода из них продуктов горения.
Расположение ходов для подвода отопи-
тельных газов и воздуха и отвода продук-
тов горения в непосредственной близости
друг от друга требует максимальной герме-
тичности кладки этой зоны.
Кладку этой зоны в печах разных типов
можно разделить на две основные резко
отличные по конструкции группы:
1. Корнюрная зона в печах с боковым
подводом отопительного коксового газа,
где корнюры, т. е. горизонтальные распреде-
лительные каналы для коксового газа, раз-
мещены в кладке, непосредственно примы-
кающей к стенам регенераторов, или в мас-
сиве кладки между регенераторами и обо-
гревательными простенками, как показано
на рис. 4-11. Кладка всей зоны отличается
значительной массивностью.
Косые ходы размещаются таким образом,
что длинная ось поперечного сечения каж-
дой пары ходов (бедный газ — воздух),
соединяющих регенераторы с любым вер-
тикалом, располагается перпендикулярно
продольной оси батареи или параллельной ей
2. Зона косых ходов в печах с нижним
подводом отопительного коксового газа
(рис. 4-12). В результате отсутствия корню-
ров кладка зоны менее массивна. Дюзовые
кирпичи, образующие вертикальные каналы
для подвода коксового газа, расположены
на продольной оси простенка, поэтому длин-
ная ось пары косых ходов располагается
параллельно продольной оси батареи.
Косые ходы в нижней своей части выпол-
нены со значительным расширением для
обеспечения плавного выхода и входа га-
зовых потоков в регенераторы н более на-
дежной очистки их от засорения.
В печах ПВР емкостью 21,6 лР каждый
из пары сопряженных вертикалов соединя-
ется с регенераторами двумя короткими и
двумя длинными ходами, расположенными
перпендикулярно продольной оси про-
стенка.
Корнюры для распределения коксового
газа образуются массивными кирпичами,
которые соединяются между собой специ-
альными муфтами. Из корнюров газ посту-
пает в вертикалы .по наклонным ходам,
вверху которых устанавливают калиброван-
ные горелки, расположенные симметрично
по отношению к обоим косым ходам
(рис. 4-il3, в).
Кладка зоны косых ходов печей ПВР
с комбинированным обогревом емкостью
30 .и3 отличается тем, что длинная ось па-
ры косых ходов в каждом вертикале рас-
положена .параллельно продольной оси ба-
тареи. Горелка для коксового газа распола-
гается на длинной оси косых ходов (рис.
4-13, г).
Такое размещение косых ходов н горелки
способствует лучшей равномерности обо-
грева по высоте вертикала.
Для обеспечения подачи увеличенных ко-
личеств газа и воздуха в крайние вертика-
лы косые ходы в эти вертикалы имеют уве-.
личенные сечения.
В печах ПВР, обогреваемых только кок-
совым газом, каждый обогревательный ка-
нал соединяется с регенератором одним ко-
сым ходом, разделенным в верхней части
рассекателями на две половины. Это сде-
лано для обеспечения необходимых скоро-
стей и направления движения при вылете
Конструкции основных элементов и узлов кладки
81
Рис. 4-11. Кладка корнюрной зоны печей Гипрококса.
а — ПВР емкостью 30 м3 с комбинированным обогревом; б — ПВР емкостью 30 л/3 для
обогрева только коксовым газом
Рис. 4-12. Кладка зоны косых ходов печей Гипрококса ПВР с нижним подводом и регулированием:
а — с комбинированным обогревом; б — для обогрева только коксовым газом
6 Справочник коксохимика, т. II
82
Конструкции кладки коксовых печей
Рис. 4-13. Расположение косых ходов и
горелок в основании вертикалов в коксо-
вых печах различных конструкций:
а — печи ПК-2К со всеми широкими ре-
генераторами; б — печи ПК-2К со сдво-
енными газовыми регенераторами; в —
печи ПВР комбинированные емкостью
21,6 м3; г — печи ПВР комбинированные
емкостью 30 м3 и для обогрева только кок-
совым газом; д — печи ПВР с нижним
подводом и регулированием емкостью
30 л3
струй воздуха в обогревательные каналы.
Длинная ось воздушного сопла в основа-
нии вертикала располагается параллельно
продольной оси батареи, горелка располо-
жена также на этой оси.
Общая высота кладки корнюрной зоны
значительно меньше, чем в печах с комби-
нированным обогревом.
Кладка зоны косых ходов в печах ПК-2К
со всеми широкими регенераторами харак-
теризуется наличием надрегенераторных
распределительных каналов, соединяющих
с помощью накрестлежащих наклонных хо-
дов («крестовина») регенераторы одной сто-
роны с обогревательным простенком дру-
гой стороны печей.
Сводовый ряд таких регенераторов вы-
полняют из длинных кирпичей с горизон-
тальным шпунтовым соединением и пере-
крывают для перевозки материальных
швов вторым рядом кирпичей. Такая кон-
струкция кладки предотвращает перетоки
газов между надрегенераторным каналом
и подсводовым пространством регенера-
тора.
В печах ПВР со всеми широкими (отде-
ленными) регенераторами кладка корнюр-
иой зоны такая же, как и в печах ПВР ем-
костью 21,6 м3, с тем дополнением, что
между зоной косых ходов и регенератора-
ми расположены сборно-распределитель-
ные каналы. Эти каналы соединяются с ре-
генераторами с помощью пяти ходов, рас-
положенных у центральной перегородки ре-
генератора. В основании каналов над этими
ходами расположены кирпичи для регули-
рования поступления газовых потоков.
Надрегенераторные каналы требуют уве-
личения общей высоты массива кладки зо-
ны в печах ПК-2К на 300 мм и в печах ПВР
на 1200 мм.
В печах с нижним подводом газа и ком-
бинированным обогревом в газовоздушном
сопле устанавливают регистры и нижние
рассекатели для предварительной калибров-
ки выходных сечений в вертикалы. Оконча-
тельное распределение потоков доменного-
газа и воздуха корректируется регулиро-
вочными средствами в колосниковой ре-
шетке.
В печах ПВР с нижним подводом для:
обогрева только коксовым газом (см.
рис. 4-12, б, 4-13, д) косые ходы и конст-
рукция верхней части кладки косого хода
такие же, как -и в печах этой системы с
боковым подводом.
Для вытягивания факела горения в печах
с комбинированным обогревом и для обо-
грева только коксовым газом один из ко-
сых ходов отделен от горелки угловой пе-
регородкой (рис. 4-13, д).
Обогревательные простенки
Обогревательный простенок является наи-
более ответственной частью коксовой печи
поэтому кладка его должна быть наиболее-
прочной, устойчивой и плотной.
Конструкция обогревательного простенка,
должна обеспечить необходимую поверх-
ность нагрева и теплопередачу через стены-
камеры к угольной загрузке.
Ширина обогревательного простенка дол-
жна увеличиваться соответственно с умень-
шением ширины камеры коксования с кок-
совой стороны на машинную.
Конусность камеры коксования (по шири-
не) колеблется в различных советских кон-
струкциях печей в пределах 40—50 мм, а за.-
рубежом 40—75 мм.
Плотность горизонтальных и вертикаль-
ных материальных швов между рядами и-
отдельными кирпичами Кладки стен камер-
достигается их шпунтованием (рис. 4-14, 1).
Соединение гребень—паз препятствует
сдвигу кирпичей и тем самым предохраняет
материальные швы от разрушения.
Вертикальный материальный шов 2 на
стыке двух ложковых и распорочного кир-
пичей не имеет шпунтового соединения if
плотность шва здесь обеспечивается нали-
чием двух поворотов на 90°.
Рис. 4-14. Массовые ряды кладки
обогревательных каналов:
а — печи ПК-2К; б — печи ПВР
Конструкции основных элементов и узлов кладки
83
Первый ряд кладки стен от пода камеры
проектируется без нижних гребней для об-
легчения скольжения простенка в процессе
разогрева и эксплуатации.
Распорочные кирпичи 3 одним краем упи-
раются в молотообразные стеновые кирпи-
чи 4, а другим заходят в выемки стеновых
кирпичей 5 противоположной стенки ка-
меры.
В каждом последующем ряде кладка кир-
пичей осуществляется зеркально по отно-
Рис. 4-15. Узел стыка головки
простенка и брони
шению к предыдущему ряду для 1перевязки
материальных швов.
В распорочных кирпичах печей ПК-2К
предусматривается по два канала для ре-
циркуляции продуктов горения.
Герметичности материальных швов в
кладке обогревательного простенка дол-
жно способствовать заграфичивание швов
со стороны камеры в процессе коксования.
В связи с конусностью кладка простенка
по его ширине должна выполняться нз
распорочных кирпичей различной длины.
Для уменьшения количества марок допу-
скается изменение толщины вертикальных
материальных швов при кладке этих кир-
пичей от 3 до 8 мм.
Головки обогревательных каналов обра-
зуются из кирпичей, конфигурация и раз-
меры которых определяются необходимо-
стью создания прочности и герметичности
этого узла кладки, а также конфигурацией
брони (рис. 4-15).
В фасадной части кладки головок по всей
высоте обогревательного простенка укла-
дывается слой изоляционного (диатомито-
вого) кирпича толщиной 70 мм.
Толщина стенового кирпича влияет на
теплопередачу из обогревательного простен-
ка в камеру коксования.
Таблица 4-12
Основные размеры кладки обогревательного”простенка в коксовых печах
советских конструкций (рис. 4-16J
Наименование ПК-2К комби- нированные емкостью 21,6 м3 ПВР комби- нированные емкостью 21,6 м3 ПВР* комби- нированные емкостью 30 м3
Общие размеры камеры коксования, мм: 14 080
длина 14 080 15 040
высота 4 300 4 300 5 000
ширина:
КС 432 432 470
МС 382 382 430
средняя ... 407 407 450
конусность 50 50 40
Расстояние между осями печей, мм 1143 1143 1 300
Расстояние от свода перевального окна (или от свода горизонтального канала) до свода ка- А** —7004-800
меры А—600-?700 А—700-4800
Б —900-41000 Б —800 Б-900-4 1000
Общее число обогревательных каналов . . . 28 28 30
Число обогревательных каналов, обслуживае- мое регенераторами и корнюрами:
с коксовой стороны 14 14 14
с машинной стороны 14 14 16
Расстояние между осями обогревательных ка- 480
налов, мм 480 480
Глубина выемки от фасада печи до головки простенка (для захода брони), мм: 121 121
на оси простенка 117
по заплечикам простенка 66 66 33
* Данные относятся к печам емкостью 30 м‘ с боковым подводом, а также к печам с нижним
подводом с комбинированным обогревом и для обогрева только коксовым газом.
** д — дпЯ шихт с малой усадкой: Б — для шихт с большой усадкой.
6*
84
Конструкции кладки коксовых печей
В современных конструкциях коксовых
печей толщина стенового кирпича прини-
мается от 105 до 115 мм в зависимости от
действующих нагрузок, температур верти-
калов и от необходимой производительно-
сти.
Ширина обогревательного простенка, тол-
щина стенки камеры и перегородки между
вертикалами и расстояние между осями
вертикалов влияют па статическую проч-
ность и определяют величину активной по-
В печах ПК-2К в связи с наличием кана-
лов для рециркуляции в перегородках
между обогревательными каналами тол-
щина перегородки увеличена и соответст-
венно уменьшено свободное сечение обо-
гревательного канала.
Показанные на рис. 4-16 специальные вы-
ступы (один на уровне середины камеры
по высоте и второй на уровне перевала) в
кладке глухих перегородок между парами
вертикалов печей предусматриваются в
верхности теплопередачи к угольной за-
грузке.
При увеличении высоты камеры для обес-
печения прочности кладки простенка более
выгодно увеличить его ширину, чем утол-
щать стеновые кирпичи. При значительном
увеличении высоты камеры наряду с уши-
рением простенка увеличивают также тол-
щину перегородки между вертикалами.
Основные данные по кладке обогрева-
тельного простенка приведены в табл. 4-12.
Набранные размеры ширины простен-
ка, толщины стенки камеры и перегородки
между вертикалами должны быть провере-
ны расчетами на статическую прочность
простенка.
опытных простенках батареи для замера
температуры по высоте вертикалов.
В перегородках между сопряженными
вертикалами в печах ПВР предусмот-
рены перевальные окна и окна для рецпр
куляции.
В печах с нижним подводом окно для
рециркуляции разделено по длине пере-
городкой на две части (см. рнс. 4-12).
Это вызвано необходимостью устранить
короткое замыкание газовой струи в ре-
зультате малой скорости вылета коксово-
го газа из дюзового канала.
Принятые размеры перевальных окоп и
окон для рециркуляции обеспечивают опти-
мальную степень рециркуляции, при которой
Конструкции основных элементов и узлов кладки
85
достигается необходимое вытягивание фа-
кела горения и равномерность обогрева по
высоте печи.
Размеры окон в каждой из указанных
конструкций печей определяются по дан-
ным исследований на гидравлических моде-
лях огневого вертикала и уточняются по
данным исследований на опытных участках
промышленных батарей.
Исследования на моделях и опытном огне-
вом вертикале показали, что изменение раз-
меров окна рециркуляции в меньшей сте-
пени влияет на величину рециркуляции
продуктов горения, чем изменение переваль-
ного окна.
Эти данные были подтверждены в пос-
ледние годы при испытании участков печей
с различными размерами рециркуляцион-
ных и перевальных окон на промышлен-
ных батареях.
Влияние размеров рециркуляционного и
перевального окон на изменение темпера-
тур по высоте коксового пирога видно из
табл. 4-13.
Таблица 4-13
Перепады температур в осевой плоскости
коксового пирога, °C
Точки замера
температур
по высоте
коксового
пирога
м
Участок печей
с размерами
перевального
окна 100%
и окна рецир-
куляции 100%
0,6—2,1
0,6—3,2
0,6—3,5
Участок печей
с размерами
перевального
окна 230%
и окна рецир-
куляции 175%
—115
— 147
— 122
— 12
+44
+72
При мсчапне: 4- превышение нагрева
низа, — превышение нагрева верха.
Для изменения свободного сечения окон
рециркуляции в основании обогреватель-
ных каналов устанавливают специальные
шиберы (рис. 4-17), которые при необходи-
мости можно ввести в окна.
Расположение верхней кромки переваль-
ного окна в печах ПВР или горизонтально-
Рис. 4-17. Узел установки шибе-
ра в окне для рециркуляции
го канала в печах ПК-2К (уровень обогре-
ва) относительно свода камеры коксования
определяет характер прогрева верхней ча-
сти загрузки и температуру в подсводовом
пространстве.
Уровень обогрева в каждом отдельном
случае выбирается в зависимости от каче-
ства коксуемой угольной шихты (величины
усадки, влажности, крупности помола
шихты и др.).
Уровни обогрева, принимаемые в различ-
ных конструкциях печей применительно к
шихтам с малой и большой усадкой, приве-
дены в табл. 4-14.
Таблица 4-14
Уровни обогрева в различных печах
Система и высота печи Расстояние от свода перевального окна до свода камеры коксования, мм
для шихт с малой усадкой для шихт С большой усадкой
Печи ПК-2К с вы- сотой камеры 4300 мм 700—800 900—1000
Печи ПВР: при высоте каме- ры 4300 мм . . 600—700 800
при высоте каме- ры 5000 мм . . 700—800 900—1000
Изменение уровня обогрева существенно
влияет на температуры в подсводовом про-
странстве и на распределение температур
в верхней части коксового пирога и прак-
тически не сказывается на изменении темпе-
ратур по высоте остальной его части.
Перекрытие вертикалов
Вертикалы перекрываются массивом
кладки, в котором расположены смотровые
шахточки (во всех конструкциях печей) и
перекидные каналы в печах ПК-2К
(рис. 4-18).
Кладка ряда, непосредственно перекры-
вающего вертикалы, образуется из массив-
ных тычковых и ложковых фасонных кир-
пичей, скрепленных между собой .замко-
вым и шпунтовым соединениями. Конус-
ность кладки простенка по ширине его осу-
ществляется изменением просвета смотро-
вых шахточек и длины тычковых сводовых
кирпичей.
Остальные ряды кладки этой зоны вы-
полняют из ложковых и тычковых стеновых
кирпичей со шпунтовым соединением.
В печах ПВР емкостью 30 м'3 тычковые
кирпичи из-за их большой длины разреза-
ются на две части. При этом один из кир-
пичей проектируется постоянной длины, а
другой переменной соответственно конусно-
сти кладки простенка по ширине его.
Проемы между ложковыми и тычковыми
кирпичами заполняются кладкой из пря-
моугольного кирпича, в которой образуются
смотровые шахточки в вертикалы.
Смотровые шахточки крайних обогрева-
тельных каналов проектируются увеличен-
ных размеров для обеспечения лучшего
прогрева кладки головочной части камеры
по высоте этой зоны.
86
Конструкции кладки коксовых печей
Рис, 4-18. Кладка перекрытия вертикалов:
а — перекрывающий ряд печи ПК-2К; б — массовые ряды печи ПК-2К;
в — перекрывающий ряд печи ПВР; г — массовые ряды печи ПВР
Перекрытие печей
при разогреве печей
В кладке перекрытия печей предусматри-
ваются люки для загрузки угольной щих-
продуктов горения
(рис. 4-19). В печах ПК-2К в кладке этой
зоны проходят также перекидные каналы.
Во всех отечественных конструкциях пе-
чей независимо от длины камеры проекти-
to. ш 'Л'Ш'Л шшлачл
5
Рис. 4-19. Печи Гипрококса ПВР:
а — перекрытие печей; б — разрез по люкам для загрузки угольной
шихты; в — разрез по смотровым шахточкам
Конструкции основных элементов и узлов кладки
87
В табл. 4-15 приведены размеры и отно-
сительное расположение загрузочных -и га-
зоотводящих люков в печах различной
длины.
Таблица 4-15
Размеры и расположение загрузочных
н газоотводящих люков в печах
различной длины
Наименование Длина и емкость печи
14080 мм. 21,6л’ 15040 мм, 30 ж3
Смещение среднего люка ют оси батарей, мм .... 240 620
Расстояние от оси средне- го люка до оси люка с кок- совой стороны печи, мм , . 4220 4220
Расстояние от оси среднего люка до оси люка с машин- ной стороны печи, льи . . . 4220 4670
Расстояние от фасада печи до оси газоотводящего люка, мм 800 900
Диаметр верхнего отвер- 432* 550
стия загрузочного люка, мм 474
Размер раскрытия нижнего отверстия загрузочного люка (по длине печи), мм .... 980 1240
Диаметр верхнего отвер- стия газоотводящего люка, мм 368 368
* В числителе — для печей ПК-2К, в знаменате-
ле — для печей ПВР.
Газоотводящие люки располагают с кок-
совой и машинной сторон печи для улучше-
ния условий эвакуации газов и бездымно-
сти при загрузке печи.
В загрузочных и газоотводящих люках
предусматривают растопочные отверстия,
соединяющие камеру печи с растопочным
каналом в перекрытии обогревательного
простенка. По окончании разогрева отвер-
стия закрывают шамотными кирпичами
(пробками).
Растопочные отверстия в газоотводящих
люках располагаются на уровне сводово-
го ряда камеры печи для облегчения до-
ступа к ним с фасадов печи.
В растопочном канале у смотровых шах-
точек устанавливают плоские шиберы для
регулирования распределения продуктов
горения по обогревательным каналам в пе-
риод разогрева и для отсечения теплового
потока из обогревательных каналов на верх
печей во время их эксплуатации. Такие же
шиберы устанавливают дополнительно, в
верхней части смотровых шахточек.
В этих шиберах есть отверстия для на-
блюдения за вертикалами и замера темпе-
ратур в них.
Применение шиберов способствует сниже-
нию температуры поверхностей кладки и
особенно металлической гарнитуры лючков,
что видно из табл. 4-16.
Таблица 4-16
Изменение температуры наружных .
поверхностей1, °C
Поверхность При открытых шиберах При закрытых шиберах
Кладка между смо- 129 119
тровыми шахточками . Крышки лючков в
вертикалы Рамки лючков в вер- 290 252
ТИКяЛЫ 280 249
1 Температура воздуха на верху печей-f-12° С
Для более эффективного снижения темпе-
ратур наружных поверхностей в рамках
лючков устанавливают цилиндрические ша-
мотные пробки.
По замерам на коксовых печах при уста-
новленных шамотных пробках температура
наружных поверхностей рамок и крышек
лючков в вертикалы дополнительно снизи-
лась на 70—80° С.
Камера коксования перекрывается одним
рядом динасовых массивных кирпичей вы-
сотой 210 мм.
Проемы между люками над сводом ка-
меры заполняют двумя рядами легковес-
ного шамота, тремя рядами глиняного кир-
пича («красного»), слоем из пяти рядов
изоляционного диатомового кирпича и
поверху выстилают клинкерным кирпичом,
уложенным на ребро, а при отсутствии его —
высокопрочным шамотным кирпичом.
Применение в смотровых шахточках ши-
беров и пробок, отсекающих тепловые по-
токи, и укладка изоляционного и легковес-
ного шамотного кирпича в перекрытии пе-
чей позволяет при запроектированной тол-
щине этих слоев принять общую толщину
массива кладки перекрытия печей равной
1036 мм.
При этой толщине обеспечиваются отно-
сительно небольшие наружные потери тепла
и нормальные условия труда на верху пе-
чей.
Увеличение толщины перекрытия печей с
1036 до 1174 мм практически не привело к
снижению температур наружных поверхно-
стей верха печей.
Верхний (последний) ряд перекрытия
печей на участках люков и смотровых шах-
точек выкладывается из специальных фа-
сонных кирпичей по конфигурации примени-
тельно к закладываемой арматуре. В верх-
нем ряду оставляют канавки для попереч-
ных и продольных анкерных стяжек.
Канавки для продольных тяг заполняют
по окончании разогрева печей огнеупорной
массой (из молотого шамотного кирпича
на глиноземистом цементе), а для попереч-
88
Конструкции кладки коксовых печей
пых стяжек — боем изоляционного кирпича
и поверху перекрывают высокопрочным ша-
мотным кирпичом.
На участках вдоль люков поперечные ан-
керные стяжки защищаются трубами из
нержавеющей стали. Промежутки вокруг
груб заполняются асбеститовой массой.
Конструкция верхних рядов кладки за-
грузочных люков и смотровых шахточек
проектируется такой, чтобы уменьшить про-
никновение газов из загрузочных и газоот-
водящих люков в канавки для поперечных
стяжек и улучшить условия службы этого
узла.
Фасадные части кладки перекрытия печей
над бронями закладывают .после разогрева
печей. Связь этой части кладки с осталь-
ной выполняется в штрабу.
Кладка перекидных каналов в перекры-
тии печей ПК-2К выполняется из динасовых
фасонных кирпичей.
В каждом перекидном канале в специаль-
ной нише устанавливают шибер для ре-
гулирования распределения продуктов го-
рения по секциям обогревательного про-
стенка. В своде перекидных каналов нахо
дятся смотровые шахточки для доступа к
шиберам и наблюдения за вертикалами.
Изоляционные стены у контрфорсов
На концах батареи, между обогреватель-
ными простенками крайних печей и железо-
бетонными контрфорсами, устраивают
изоляционные стены из динасового и ша-
мотного кирпича для уменьшения потерь
гепла наружу крайними обогревательными
простенками и защиты железобетонных
контрфорсов от действия высокой темпера-
туры.
В батарее из печей ПВР изоляционная
стена по высоте регенератора одновремен-
но является и стеной крайнего регенерато-
ра. В связи с незначительной толщиной
этой стены между ней и контрфорсом пре-
дусматривается слой изоляционного диато-
мового кирпича марки 700 толщиной в
полкирпича.
Изоляционная стена, прилегающая к
крайнему обогревательному -простенку, вы-
полняется из динасового огнеупора, а при-
мыкающая к контрфорсу — из шамотного
огнеупора.
На участке корнюрной зоны изоляцион-
ная стена выполняется из динаса.
На участке перекрытия печей выше сво-
да камеры обе изоляционные стены .выпол-
няются из шамотного кирпича.
Изоляционные стены выкладываются из
нормального и прямоугольного кирпича,
В динасовой и шамотной изоляционных
стенах предусмотрены горизонтальные и
вертикальные каналы для разогрева этих
стен и охлаждения кладки, прилегающей к
контрфорсу в процессе эксплуатации. Меж-
ду верхним горизонтальным каналом в
динасовой стене и крайним обогреватель-
ным простенком устраивают соединитель-
ные ходы для отвода в этот простенок
продуктов горения, поступающих из кана-
лов в динасовой стене при ее разогреве.
Такая конструкция способствует улучше-
нию прогрева крайних простенков батареи.
В верхних горизонтальных каналах изо-
ляционных стен устанавливают шиберы для
регулирования распределения потоков по
вертикальным каналам.
Верхние горизонтальные каналы на время
разогрева закрываются кирпичом на участ-
ках головок.
В печах ПК-2К, в отличие от печей ПВР,
изоляционная стена, прилегающая к контр-
форсу по высоте регенератора и корнюр-
ной зоны, выполняется из шамотного кир-
пича. Между этой стеной и кладкой стены
крайнего регенератора н корнюрной зоны
устраивается температурный шов для обес-
печения раздельного роста этих стен.
Регулировочные средства
Для регулирования распределения газо-
вых потоков по длине печи используют сле-
дующие регулировочные средства.
1. Горелки для коксового газа в печах с
боковым подводом с диффузорными
(рис. 4-20, а) и конфузорными отверстия-
ми (рис. 4-20, б).
2. Высокие горелки для коксового газа
(рис. 4-21), применяемые при необходимо-
сти перемещения начала горения на неко-
торое расстояние от основания вертикалов
3. Регистры, устанавливаемые в основа-
нии обогревательных каналов (рис. 4-22).
Рис. 4-20. Го-
релки для кок-
сового газа
Рис. 4-21. Вы-
сока я горелка
для коксового
газа
Рис. 4-22. Регистры,
устанавливаемые в
основании обогрева-
тельных каналов
4. Рассекатели нижние, устанавливаемые
в верхнем ряду кладки косых ходов в пе-
чах ПК-2К и ПВР (рис. 4-23, а)
5. Рассекатели верхние, устанавливаемые
поверх нижних в основании обогреватель-
ных каналов в печах ПК-2К и ПВР
(рис. 4-23, б).
Напряжения в кладке и расчет статической прочности протенков коксовых печей 89
6
Рис. 4-23. Рассекатели
6. Рассекатели, устанавливаемые над ко-
лосниковыми отверстиями в печах с ниж-
ним подводом и регулированием
(рис. 4-23, в).
7. Шиберы, устанавливаемые в перекид-
ных каналах печей ПК-2К (рис. 4-23, г).
Расход огнеупоров на кладку печей
Удельный расход огнеупоров на кладку
коксовых печей из расчета на 1 т шихты
(в сухом весе) суточной производительно-
сти составляет от 6,2 до 6,8 т в зависимости
от конструкции печей и объема камеры
печи. *
НАПРЯЖЕНИЯ В КЛАДКЕ
И РАСЧЕТ СТАТИЧЕСКОЙ ПРОЧНОСТИ
ПРОСТЕНКОВ КОКСОВЫХ ПЕЧЕЙ
Кладка коксовых печей подвергается сле-
дующим видам нагрузок: сжатию, растяже-
нию, изгибу .(излому), сдвигу, истиранию.
На отопительный простенок коксовой пе-
чи действуют вертикальные и горизон-
тальные нагрузки. Простенок связан в,низу
с кладкой корнюрной зоны, вверху — с
кладкой перекрытия печи и с боков — арми-
рующими рамами и анкерными колоннами.
Вертикальные нагрузки на кладку про-
стенка составляют собственный вес кладки
с оборудованием и вес загрузочного вагона
с углем; горизонтальные — нагрузки дей-
ствуют перпендикулярно к поверхности
стен камер, и нагрузки, действующие
вдоль простенка.
* Расход указан с учетом запаса иа бой, без
учета запаса — 5.9—6,5 т/т.
Перпендикулярно к плоскости стен каме-
ры действует давление угля как сыпучего
тела в начале коксования и давление от
распирания угля в процессе коксования.
Горизонтальные нагрузки возникают от
сжатия кладки анкерными колоннами.
Кладка пода камеры испытывает напря-
жения сдвига, возникающие при выталки-
вании коксового пирога из коксовой печи.
Напряжения на сжатие кладки от собст-
венного веса невелики. Они увеличиваются
от верха печи вниз.
Для камеры высотой 4,5 м с толщиной
стенового кирпича 120 мм, распорочного
кирпича 150 мм и толщиной перекрытия
1000 мм напряжения на сжатие у свода
печи составляют 0,322, в среднем сечении
простенка 1,0 и внизу 1,5 кг/см?.
Максимальные напряжения на сжатие ог
собственного веса кладки для печей высо-
той 5 м при расстоянии между осями ка-
мер 1300 мм составляют внизу простенка'
1,5—1,6 кг)см?.
Напряжение на сжатие от собственного
веса кладки и веса загрузочного вагона с
углем при условии, что вес вагона с углем
распределяется равномерно по всей длине
печи и поровну иа четыре простенка—со-
ставляет для печей высотой 5 м 1,9—
2,0 кг/см2.
Напряжение на сжатие от армирования
кладки вызывается давлением анкерных
колонн на кладку. Эти давления не должны
быть настолько большими, чтобы вызывать,
перенапряжения в кладке стен камеры и
вместе с тем они должны обеспечить моно-
литность кладки, не допуская расхождения
швов в кладке головок печи в процессе ра-
зогрева и при эксплуатации. Давление от
армирования должно равномерно распре-
деляться по всей высоте кладки.
Горизонтальные нагрузки от армирова-
ния, действующие вдоль простенка, состав-
ляют 1,5—2,0 т на погонный метр высоты
простенка, что составляет 0,7—1 кг/см2.
Эта нагрузка регулируется сжатием пружин
на анкерных стяжках и зональных пружин
на анкерных колоннах.
Напряжения сжатия, возникающие в про-
стенке при загрузке печи углем, составля-
ют 0,02—0,03 кг]см2 стены в нижней части
простенка.
Поскольку усилия, передаваемые на сте-
ну печи от загрузки углем, воспринимаются
распорочным кирпичом, напряжение на
сжатие в распорочном кирпиче составляет
0,07—0,1 кг/см2.
Боковые давления на кладку простенка,
вызываемые давлением распирания угля,
представляют собой величину переменную
и зависят от спекающих свойств шихты,
объемного веса загрузки, степени уплотне-
ния шихты при загрузке, помола шихты,
скорости коксования, ширины камеры,
влажности шихты, способа загрузки каме-
ры углем и т. д.
Нагрузки от распирания угля распреде-
лены неравномерно по высоте и длине ка
меры. Распирание имеет максимальную не-
‘90
Конструкции кладки коксовых печей
.личину у пода камеры и вверху падает до
нуля.
Неравномерное распределение давления
распирания по длине камеры обусловли-
вается различной степенью уплотнения
шихты.
Увеличение насыпного веса угля и умень-
шение ширины камеры коксования вызыва-
ют увеличение распирания угля.
Уменьшение крупности зерен шихты
уменьшает, а увеличение влажности повы-
шает распирание.
Для уменьшения давления распирания к
распирающим углям необходимо добавлять
отощенные угли.
Для определения давления, которое про-
изводит угольная загрузка на стены камер
в процессе коксования, Н. К. Кулаковым
были замерены давления газа в осевой
плоскости загрузки на высоте 0,6; 2,45 и
3,5 м от пода камеры при коксовании ших-
ты из донецких углей с влажностью 10% и
выходом летучих веществ 24—26%.
Максимальное давление во всех точках
-было получено через 1 ч 50 мин после за-
грузки и составляло, мм вод. ст.:
На уровне, jm:
6,0...........1200
0,6........... 996
2,45.......... 510
3,5............. 112
Среднее давление по высоте камеры со-
ставило 540 мм вод. ст. (или 0,054 кг/см2).
В случае, если нагрузка на одну сторону
простенка коксовой печи будет в какой-
либо момент больше, чем на другую сто-
рону, в простенке возникают напряжения
от изгиба кладки. При этом на одной сто-
роне простенка со стороны действия давле-
ния распирания будут возникать напряже-
ния на сжатие, а на другой — напряжения
на растяжение. Допустимая нагрузка от
бокового давления на стены коксовых ка-
мер не должна превышать 0.07 кг)см2.
Расчет статической прочности
отопительного простенка
Давление угольной шихты на стены ка-
меры в момент загрузки, предшествующий
коксованию, небольшое и поэтому в рас-
четах не учитывается.
Простенок находится под нагрузкой вы-
шележащих слоев кладки и испытывает
равномерное боковое давление «распира-
ния», в процессе коксования равное
700 кг/м2.
Если в момент наибольшего бокового
давления в соседней камере коксовый пирог
в результате усадки отошел от стены, то
вся нагрузка от этого давления передается
на кладку. Для расчета элемент простенка,
соответствующий одному отопительному
каналу (рис. 4-24), рассчитывается как бал-
ка с заделанными (защемленными) конца-
ми (рис. 4-25, II). Это соответствует горя-
чему состоянию камеры, когда вверху и
внизу произошло схватывание мертеля с
: кирпичом, швы и кирпич прографичены.
Примерный расчет ведется для печей
ПВР нормальной емкости исходя из усло-
Рис. 4-24. Элемент кладки для расчета стати-
ческой прочности простенка (разрез по про-
стенку)
вия, что давление раопираиия равно
0,07 кг! см2 и распределяется равномерно
по всей высоте стены камеры коксования.
Момент инерции сечения а и с простенка
М3 48 - 73,6s
Za,c'- 12 — 12 = ~
35 - 52,6s
—------—J— = 1 167000 см*.
То же, в сечении Ь:
48 - 73,6s
lb =--------
12
12 • 123
—--------= 1 588 000 см*.
Момент сопротивления сечения а и с
I 1 167 000
r-=-^ = -W“ = 3, 700rf-
То же, в сечении Ь:
1 588 000
” —------= 43 300 см3.
36,8
Статический момент полусечения а и с
Sa c = 48 10,5 - 31,55+ 26,3 • 13 • 13,15=
= 20 400 см3.
Площадь поперечных сечений а и с
Дас= 13 • 52 + 2 48 • 10,5= 1693 см2.
То же, в сечении Ь:
Fb = 48 - 73,6— 12 - 12 = 3380 см2.
Нагрузка .простенка от собственного ве-
са кладки (G, кг) в сечениях:
а............... 2540
Ь................ 855
с.................1810
Напряжения в кладке и расчет статической прочности простенков коксовых печей 91
Ш
Рис. 4-25.
Характер нагрузок
и эпюр изгибающих моментов
Боковая нагрузка от давления распира-
ния на 1 м высоты элемента простенка
<? = 0,07 • 48 100 = 336 кг,
где 48 — осевое расстояние между
тельными каналами, см.
Изгибающий момент для опор а
ql2 ЭЗб-4,32
М = -— =-----------'—=517
а-ь 12 12
отопи-
кем.
Изгибающий момент в центре с
о/2
---------------= 258 кем.
24
сечение с;
осж = 1,07++,814= 1,821,
арасг = 0,814 — 1,07 = — 0,256,
г. е. напряжение на растяжение отсутствует.
Наиболее опасным из рассматриваемых
сечений является сечение Ь, где ввиду ма-
лой нагрузки от перекрытия печей появи-
лось растягивающее усилие, равное 0,947 кг.
Поперечная -перерезающая сила в сече-
ниях а и Ь определяется по уравнению
Мс =
и b
Напряжение в кладке от изгиба
нии а
а
а W,
в сече-
517 • 100
----------- = 1,63 кг/см2;
31 700
в сечении
аб =
b
517 -100
----------= 1 >2 кг/см2;
43 300
в сечении с
258 • 100
а =------------= 0,814 кг/см2.
с 31 700
Напряжение в кладке от собственного
неса в сечении а
2540 , _
л = --------= 1,5 кг/см2;
а 1693
в сечении b
, 855
п. = -------= 0,253 кг/см2;
ь 3380
в сечении с
1810
о. =-------- =1,07 кг/см2.
с 1693
Суммарные наибольшие напряжения от
изгиба и собственного веса кладки, кг/см2:
сечение а:
асж = 1,5+ 1,62 = 3,12,
(Траст = 1,62—1,5 = 0,12;
сечение Ь:
осж = 0,253 + 1,2= 1,453,
<7раСт = 1,2 — 0,253 = 0,947;
Во всех промежуточных точках перереза-
ющая сила равна
Qz= Qa — xq кг,
где х — расстояние от точки а, м.
Напряжение сдвига в сечении а:
а" = = 0,426 кг/см2;
сдв Fa 1693
в сечении b
„ Qb 723
=-------= 0,214 кг/см2.
1ДВ Fb 3380
Напряжение сдвига в сечении а намного
меньше напряжения в кладке от собствен-
ного веса и поэтому является безопасным;
в сечении Ь оно почти на пределе.
Ниже приведен расчет статической проч-
ности простенков на давление только от
газов для типовых шихт Востока и Юга
СССР.
При нагрузке от давления газов нагруз-
ка от низа к верху простенка изменяется
по треугольнику (рис. 4-25, Ill).
Максимальное давление внизу загрузки
1200 мм вод. ст. и нулевое — перед подсво-
довым пространством.
Изгибающий момент для балки, нагру-
женной по треугольнику, в сечении а
где <?max — максимальная нагрузка внизу
на участке вертикала, 1200 X
X 0,48 = 586 кг/м высоты.
92
Конструкции кладки коксовых печей
Таблица 4-17
Изменения ширины отопительного простенка
Высота камеры мм Средняя ширина камеры мм Средняя ширина простенка мм Толщина стен камеры мм 0 от изгиба кг[см* 0 от веса кладки кг/см* от изгиба н веса кладки кг/см* страст от изгиба и веса кладки кг [см* Толщина распороч- ного кирпича мм Осевое расстояние между печам и мм
4300 407 736 105 2,45 1,07 3,52 1,38 130 1143
5000 450 850 105 2,6 1,14 3,74 1,46 140 1300
5500 450 930 115 2,62 1,17 3,79 1,45 140 1380
6000 450 1000 115 2,74 1,30 4,04 1,44 140 1450
5000 410 790 105 2,90 1,15 4,05 1,75 140 1200
5500 450 850 115 3,03 1,19 4,22 1,84 140 1300
Напряжение от изгиба
541 • 100
<з„ =------------= 1,71 кг/см2.
31 700
В сечении b
586 • 4,32
Мь =-----------= 360 кгм,
30
360 100
<Т;> =---------= 0,83 кг/м2.
43 300
Суммарные наибольшие напряжения от
веса кладки и изгиба, кг/см2'.
сечение а:
асж=1,71 4-1,5 = 3,21,
араст =1,71 — 1,5 = 0,21;
сечение 6:
(Тсж = 0,83+;0,25 = 1,08,
(Траст = 0,83 — 0,25 = 0,58.
Иногда принято упрощать расчет стати-
ческой прочности простенка и рассматри-
вать элемент простенка как балку, лежа-
щую свободно на двух опорах и равномер-
но нагруженную (рис, 4-25, /). В этом слу-
чае расчет ведется только для сечения с и
на среднюю нагрузку от давления распи-
рания.
Изгибающий момент
ql2 336 • 4,32
Мс = —— =--------------= 775 кгм.
Напряжение от изгиба в кладке
775 • 100
ос = —7-----7— =2,45 кг/см?.
с 31 700
Суммарное наибольшее напряжение
°сж = 1,07 4-2,45 = 3,52 кг/см?,
(Траст = 2,45—1,07 = 4-1,38 кг/см?.
Напряжение на растяжение в этом случае
несколько выше, чем это было в сечении с
при первых двух расчетах, однако вышеука-
занный расчет выполнен для типовых пе-
чей ПВР, устойчивая работа простенков ко-
торых, подтверждена долголетней работой.
Этот упрощенный метод расчета хотя и
не отражает действительного напряжения
в кладке, однако может быть использован
Ширина отопительного простенка, мм
Рис. 4-26. Зависимость ширины
кладки обогревательного простенка
от высоты камеры печи
для приближенного определения размеров,
простенков исходя из равнопрочности.
Правильно установленный график серий-
ности выдачи печей обеспечивает необходи-
мое противодавление соседних печей и сня-
тие значительной части указанных выше
растягивающих напряжений. Можно поль-
зоваться любым нз рассматриваемых мето-
дов расчета, если полученные результаты
сопоставлять с данными проверенных в ра-
боте конструкций печей и устанавливать
относительное изменение прочности.
Изменения ширины отопительного про-
стенка печей ПВР в зависимости от высоты
камеры при одинаковой средней нагрузке
0,07 кг/см2 от давления распирания приво-
дятся в табл. 4-17.
Область колебаний возможной ширины
простенка, показанная граничными линия-
ми 1 и 2 (рис. 4-26), отражает действи-
тельные колебания ее в печах различных
конструкций.
Предел прочности на сжатие промышлен-
ного динаса при температуре 1400° С сни-
жается до 70—80 кг/см2, а при темпера-
туре 1450° С — до 30—40 кг/см2.
Максимально допустимая температура
кладки вертикалов не должна превышать,,
согласно ТУ на эксплуатацию коксовых пе-
чей, 1450° С. Следовательно, принятые в.
расчетах напряжения на сжатие обеспечи-
вают большой запас прочности.
Г л а в a 5
ОБОРУДОВАНИЕ КОКСОВЫХ ПЕЧЕЙ
ЗАТВОРЫ УГОЛЬНЫХ БАШЕН
Затворы предназначены для выпуска
•шихты из воронок угольной башни в бун-
кера углезагрузочных вагонов.
Наиболее распространены односекторные
(рис. 5-1, а) и двухсекторные (рис. 5-1, б).
Односекторные затворы проще по конст-
рукции и меньше обмерзают в зимнее вре-
мя (при влажной шихте). При равных про-
ходных сечениях односекторные затворы
больше по высоте, чем двухсекторные, на
170 мм. В узлах трения в последних конст-
рукциях затворов применяют подшипники
качения.
Рис. 5-1. Затворы уголыюй башни:
а - одпосекторные; б — двухсекторные; 1 — тяги для управления затворами: 2 -- обо-
гревательная рубашка
Таблица 5-1
Техническая характеристика типовых
затворов
Показатеяи Двухсек- торные Односек- торные
Входное отверстие, мм ......... 700x500 740x600
Выходное отверстие, мм 500 x 500 500x600
Высота затвора, мм 500 670
Ход конца ведущего рычага, мм 130 400
Максимальное уси- лие на конце ведущего рычага, кг 420 260
Вес одного затвора, кг 270 360
Вес комплекта за- творов с рычагами па одну башню, кг . . . 13 000 20 000
Плоские затворы-шиберы отличаются не-
большой высотой ('180—200 мм) и приме-
няются только при отсутствии места для
размещения обычных секторных затворов
Недостатки их — большая величина хода
заслонки затвора и значительные усилия
при работе затвора.
Последние конструкции затворов снаб-
жаются обогревательными рубашками.
Техническая характеристика затворов
приведена в табл. 5-1.
Обогрев затворов угольных башен
Во избежание смерзания шихты в зим-
нее время нижняя часть воронок и затво-
ров угольной башни обогревается:
1) горячим воздухом из вентиляционных
боровов коксовых батарей или от специаль-
ных подогревателей воздуха, расположен-
ных в боровах печей;
2) пламенем коксового газа, сжигаемого
при помощи горелок, расположенных вбли-
зи затворов;
94
Оборудование коксовых печей
3) продуктами горения коксового газа из
специальных топок, устанавливаемых вдоль
стен угольной башни.
Чаще других способов применяют обо-
грев горячим воздухом.
Горячий воздух из вентиляционного бо-
рова с помощью центробежного вентиля-
тора направляется по воздухопроводам в
пространство между воронками угольной
башни. Отсюда горячий воздух через спе-
циальные щели в перекрытии на уровне
низа воронок выходит наружу, омывая-
при этом затворы угольной башни. В каж-
дую угольную башню предусматривается
подвод горячего воздуха от обеих приле-
гающих к угольной башне батарей.
Эффективность работы устройства замет-
но уменьшается при наличии сильных сквоз-
няков под угольной башней, когда поток
горячего воздуха рассеивается, не достигая
низа затворов. Для устранения этого не-
достатка в новых проектах предусматри-
Рис. 5-2. Устройство для пневматического обрушения шихты в воронках угольной башни
1 — коллекторы пневмообрушения; 2 — запорные клапаны: 3 — сопла нижнего яруса; 4 — трол-
леи; 5 — кнопки для ручного управления; 6 — сопла в углах угольной башни; 7 — сопла над греб-
нями больших рассекателей
Затворы угольных башен
95.
вается установка на затворах обогрева-
тельных рубашек, в которые подводится
горячий воздух по трубам из пространст-
ва между воронками угольной башни.
Производительность вентилятора
15000 м3/ч при напоре 100 мм вод. ст. (для
нагнетания воздуха от одной батареи).
Мощность электродвигателя 10 кв при
980 об/мин. Температура в нагнетательной
трубе после вентилятора ПО—130° С. Воз-
духопроводы снаружи теплоизолируются.
ПНЕВМАТИЧЕСКОЕ ОБРУШЕНИЕ
ШИХТЫ В УГОЛЬНОЙ БАШНЕ
В стенках бункеров угольной башни
установлены сопла, расположенные вблизи
мест, где чаще всего наблюдается зависа-
ние шихты. К этим соплам при надобности
по трубам подводится сжатый воздух дав-
лением 5—6 кг/см2.
10 мР/мин при давлении 8 кг/см2 и воздухо-
сборником емкостью 10 м3.
Включение подачи воздуха из коллекто-
ров (рис. 5-2) в трубы к соплам произво-
дится запорными диафрагмовыми клапа-
нами.
Типовая схема расстановки сопел и раз-
водки труб по угольной башне показана на
рис. 5-3. В каждой воронке башни имеется,
отдельное сопло. Кроме того, имеются соп-
ла над гребнями больших рассекателей
угольной башни. Такая схема разводки
позволяет подавать воздух только в ту во
ронку, где произошло зависание шихты.
В угольных башнях, построенных до 1956 г.,,
сопла располагаются над гребнями малых
рассекателей между смежными воронками.
Управление устройствами для пневмати-
ческого обрушения автоматизировано.
Управление запорными клапанами осуще-
ствляется электромагнитными вентилями,
лишь к бесполезным потерям воздуха.
Рис. 5-3. Типовая схема расстановки сопел и разводки труб пневмообрушения
Обычно для восстановления нормального
схода шихты достаточно кратковременной
подачи воздуха в течение 1—2 сек; более
длительная непрерывная подача приводит
лишь к бесполезным потерям воздуха.
Комплекс пневматического обрушения
шихты состоит из двух основных частей:
1) коллекторы сжатого воздуха, запорные
клапаны, разводящие трубы и сопла;
2) источник сжатого воздуха. Если на
коксохимическом заводе отсутствует обще-
заводская компрессорная станция, то для
удовлетворения потребности в сжатом воз-
духе на 4-батарейном коксовом блоке уста-
навливают одну компрессорную станцию с
двумя (рабочим и резервным) компрессора-
ми типа 200В-10/8 производительностью
порпых клапанов. Эти вентили выполняют
ге же функции, что и импульсные краны
при неавтоматизированном управлении.
Взамен запорных клапанов иногда уста-
навливают электромагнитные вентили
Ду70, при этом отпадает необходимость в
импульсных электромагнитных вентилях.
В каждом ряду затворов угольной баш-
ни установлены три троллеи, каждая из
которых соединена с обмоткой соответст-
вующего электромагнитного вентиля. На
рис. 5-3 одинаковыми номерами обозначены
связанные между собой воронка, сопло,
запорный клапан и троллей.
На углезагрузочном вагоне в верхней ча-
сти каждого бункера устанавливают дат-
чик— сигнализатор схода шихты. Если по-
96
Оборудование коксовых печей
ступление шихты в вагон прекращается,
датчик через специальные токосъемники на
углезагрузочном вагоне и троллеи подает
напряжение в обмотку электромагнитных
вентилей. Вентили срабатывают, открывая
поступление воздуха к соплам.
На некоторых заводах осуществлена по-
дача воздуха на обрушение по заданной
программе в виде нескольких воздушных
толчков независимо от схода шихты. В этом
случае излишне расходуется сжатый воздух,
но нет надобности в устройствах для пере-
дачи импульсов с углезагрузочного вагона.
Работа обрушения сблокирована с меха-
низмами управления затворами угольных
башен, ". е. обрушение работает только
тогда, когда открыты затворы.
Расход воздуха на одно обрушение ших-
ты (один удар воздуха) 3—6 л3.
Вес комплекта пневм>'обрушения для од-
ной угольной башни — коллекторы, трубы
разводки, запорные клапаны, импульсные
краны и линии—11,3 т.
СКИПОВЫЕ ПОДЪЕМНИКИ
Подпланирная шихта из бункера на кок-
совыталкивателе через проем обслуживаю-
щей площадки попадает в нижний бункер
скипового подъемника, откуда через авто-
матический затвор поступает в скип
(ковш), передвигающийся по направляю-
Рис. 5-4. Скип и затвор нижнего бункера
скипового подъемника:
1 — затвор нижнего бункера; 2 — весовой
дозатор; 3 — конечный выключатель; 4 —
направляющая металлоконструкция; 5 — скип
щим. С помощью каната скип поднимается
выше уровня площадки, где он поворачи-
вается и шихта высыпается в верхний бун-
кер, из которого периодически выгружается
в бункер углезасрузочного вагона.
Работа подъемника автоматизирована.
На рис. 5-4 показаны положения скипа и
затвора нижнего бункера в момент начала
открывания затвора при опускании порож-
него скипа (рис. 5-4, а) и в момент оконча-
ния загрузки и начала подъема груженого
скипа вверх (рис. 5-4, б).
Импульс на включение приводной лебед-
ки дает весовой дозатор через пусковое
устройство после достижения заданного ве-
са шихты в скипе. Остановка скипа в верх-
нем и нижнем положениях производится
конечными выключателями. В верхнем
бункере подъемника устанавливается дат-
чик-сигнализатор, который при заполнении
бункера выключает привод и подает сиг-
нал о необходимости опорожнения верх-
него бункера скипа.
Характеристика скипового подъемника
Предельная производительность скипового
подъемника, т/ч ...................... 18
Емкость скипа, лг3 .................... 1
Емкость нижнего бункера, м3............. 8,5
Емкость верхнего бункера, м3............10.5
Скорость движения скипа, м/сек......... 0,42
Мощность электродвигателя переменного
тока типа КОЗ 1-8, кв................. 15
Число оборотов электродвигателя, об/мин 750
Диаметр канатного барабана, мм......... 500
Вес поднимаемого груза, кг ............ 1500
Диаметр каната, мм..................... 17
Общий вес всего скипового подъемника, т 20
ВЕСЫ ДЛЯ ВЗВЕШИВАНИЯ ШИХТЫ
В БУНКЕРАХ УГЛЕЗАГРУЗОЧНОГО
ВАГОНА
Вес шихты в бункерах углезагрузочного
вагона контролируют при помощи стацио-
нарных весов, установленных под угольной
башней, либо весовых механизмов, уста-
новленных непосредственно на углезагру-
зочных вагонах.
В качестве стационарных весов под
угольными башнями преимущественно рас-
пространены платформенные весы типа
У-75 грузоподъемностью 75 т с длиной
платформы 11400 мм и передаточным отно-
шением рычажной передачи 1 : 800.
Обычно под угольной башней устанав-
ливают два комплекта весов.
Весы У-75 имеют коромысловый весовой
прибор. В настоящее время на некоторых
коксохимических предприятиях управление
этими весами автоматизировано. Машинист
загрузочного вагона может наблюдать за
заполнением бункеров вагона шихтой по
показаниям циферблатного указательного
прибора, установленного у стены угольной
башни. Внедряется также автоматическая
регистрация веса шихты.
Брони, рамы и двери коксовых печей
97
БРОНИ, РАМЫ И ДВЕРИ
КОКСОВЫХ ПЕЧЕЙ
Брони и рамы
Брони и рамы служат для армирования
кладки головок камер и обогревательных
простенков коксовых печей.
На коксовых батареях, построенных в
Советском Союзе до 1948 г., в основном
устанавливали армирующие брони со сты-
ком по оси простенка (рис. 5-5),
Основными недостатками этих броней яв-
ляются неудобство переуплотнения стыка
под анкерной колонной, а также необходи-
мость отвода двух анкерных колонн при
замене вышедшей из строя брони.
С 1948 г. начали широко применять раз-
дельную конструкцию броней и рам
(рис. 5-6 и рис. 5-7). Смежные брони сты-
куются между собой по оси печной камеры.
Броня прижимается к кладке печи одной
анкерной колонной. На каждые две брони
накладывается рама, образующая кольце-
вое обрамление проема печи. Рама крепит-
ся к броням при помощи закладных бол-
тов. На раме имеется обоаботанная поверх-
ность «зеркало» рамы.
Конструкция устойчива против термичес-
ких напряжений. Достоинства ее состоят в
том, что стык броней выведен из-под ан-
Рис. 5-5. Брони коксовых печей с разъемом по оси простенка
Рис. 5-6. Типовые броня (а) н рама (б) для печей с высотой камеры 4300 и шириной 407 мм
7 Справочник коксохимика, т. II
98
Оборудование коксовых печей
Рис. 5-7. Разрез в горизонтальной плоскости по броне, раме и двери в сборе (разрез по ригелю):
1 — броня с разъемом по оси камеры; 2 — рама; 3 — кирпичедержатели; 4 — корпус двери; 5 —
керной колонны и доступен для уплотне-
ния, при замене рамы не надо отводить
анкерные колонны от печей, а при замене
брони нужно отводить только одну ко-
лонну.
При высоте печей 4300 мм вес брони
составляет 1600 кг, а рамы 980 кг, при вы-
соте печей 5000 мм веса брони и рамы
2115 и 1160 кг соответственно.
На нескольких коксовых батареях прово-
дят промышленные испытания броней и
рам новой конструкции (рис. 5-8).
Броня выполнена в виде корытообразной
отливки, прикрывающей головку обогрева-
тельного простенка. Брони смежных про-
стенков между собой не стыкуются. Рама
представляет собой чугунное кольцо, об-
рамляющее по всему периметру проем ка-
меры.
Эта конструкция обеспечивает удобный
доступ к уплотняющей рамке двери по
всему периметру. Вес брони и рамы зна-
чительно меньше, чем типовой конструкции.
На нижних частях броней (со стороны
камеры) укрепляется съемная чугунная
плита, называемая порогом. Порог являет-
ся опорой двери. Верхняя плоскость поро-
га должна быть на 5—7 мм ниже уровня-
кладки пода печи.
Брони, рамы и двери коксовых печей
99
Места прилегания брони к заплечикам
головок печей, а также стыки между ра-
мами и бронями уплотняются при помощи
асбопуховых жгутов,
В металле броней возникают значитель-
ные напряжения, вызываемые резкими из-
менениями температуры боко-
вых ребер броней при загрузке
печей, выдаче кокса и простое
печей с открытыми дверьми и
механическими нагрузками
(давление анкерных колонн,
толчки при выдаче кокса
и т. п.).
Температура боковых ребер
в местах прилегания к головке
простенка достигает 420° С.
При загрузке печи или при
простое печи с открытой две-
рью температура этих участков
брони может снижаться до
300—320° С.
Температура фасадных по-
верхностей брони (под анкер-
ной колонной) составляет
200—230° С,
Для изготовления броней ре-
комендуется чугун, имеющий
механическую прочность об-
разцов, вырезанных непосред-
ственно из тела брони, на раз-
рыв не менее 15 кг/мм2, на из-
гиб не менее 32 кг/мм2. Эти
показатели прочности должны
выдерживаться и в эксплуата-
ционных условиях.
Структура металла — перли-
то-феррнтовая.
Сумма содержания углерода
и кремния 4,7—4,9% при содер-
жании углерода не более 3,2%.
Содержание марганца 0,7—1%,
фосфора до 0,5%.
В состав шихтовых материа-
лов рекомендуется вводить
10—15% природнолегирован-
ных халиловских чугунов. При
проектировании и изготовлении
броней учитывают следующие
технологические требования:
Рис. 5-9. Дверь с ма-
шинной стороны для
печей с высотой камеры
4300 и шириной 407 мм:
1 — корпус двери; 2 —
карманы для съема две-
ри; 3 — бабка ригель-
ного винта; 4 — ригель;
5 — ригельный винт;
6 — планирный лючек;
7 — порог печи; 8 —
рама; 9 — броня; 10 —
уплотняющая рамка;
11 — кирпичедержатели
а) толщина фасадной плоскости и боко-
вых ребер брони должна быть не менее
35—40 мм.
б) высота внутренних поперечных ребер
должна быть не более половины высоты
поперечного сечения.
в) должен быть постоянный состав про-
веренных шихтовых материалов.
г) отжнг броней производится на заводе-
изготовителе для снятия внутренних напря-
жений.
д) покоробленные брони не должны пра-
виться.
Двери коксовых печей (рис. 5-9)
Дверь машинной стороны отличается от
двери коксовой стороны наличием в верх-
ней части планирного лючка, закрываемого
дверцей.
По периметру двери имеется кольцевая
уплотняющая рамка, состоящая из гибко-
го листа толщиной 2—3 мм (мембрана) и
уголка или таврика, окантовывающего по
периметру мембрану.
При установке двери в камеру заострен-
ная полка рамки плотно при-
жимается к зеркалу дверной
рамы.
На рис. 5-10 показаны два
основных типа уплотняющих
рамок. Клепаная конструкция
рамки (рис. 5—10, а) хорошо
сочетает эластичность и проч-
ность. Недостатками конструк-
ции являются трудоемкость из-
готовления и необходимость
применения специальных про-
филей проката (таврика).
Сварная конструкция (рис.
5-10, б) удовлетворяет основ-
ным эксплуатационным требо-
ваниям и отличается простотой
при изготовлении.
Для обеспечения необходи-
мой герметичности двери необ-
ходимо прижать уплотняющую
рамку с усилием 7—8 т на
саждый ригель. На ригельных
винтах применяется' трапецеи-
дальная нарезка 70 X 10.
'О' Асбестобьн
а
Асбестовая прокладка
б
Рис, 5-10. Уплотняющие рамки
дверей коксовых печей:
а — клепаная конструкция;
б — сварная конструкция
Отвинчивание — завинчивание ригельных
винтов производится механизмами, уста-
новленными на коксовыталкивателе и две-
ресъемной машине.
Величина усилия прижатия двери при
одном и том же крутящем моменте, прило-
женном к ригельному винту, может коле-
баться в широких пределах в зависимости
от состояния трущихся поверхностей — резь-
бы, бабки и винта, а также заплечика вин-
та н ригеля в месте и> контакта. Основной
момент сил трения возникает между за-
плечиком винта и ригелем. Подвод смазки
к поверхностям трения пезко повышает си-
лу прижатия двери. При крутящем момен-
те на винте 150 кг . м и несмазанных поверх-
ностях трения усилие прижатия двери со-
ставляет на каждый ригель 5—6 т; при
смазанных поверхностях трения (в первую
7*
100
Оборудование коксовых печей
очередь, между заплечиком и ригелем) уси-
лие прижатия возрастает до 11—14 т.
Планирная дверца уплотняется также при
помощи ножевого уплотнения «железо по
железу». Прижатие дверцы к корпусу две-
ри производится с помощью пружинного
замка. Усилие прижатия 400—500 кг.
На многих коксохимических заводах За-
падной Европы за последние годы получи-
ли распространение пневматические затво-
ры на дверях коксовых печей. Давление
на каждый ригель составляет всего 2,5—
3,5 т.
Между каждым ригелем и корпусом две-
ри располагается пневматический тонко-
стенный стальной цилиндр. При подаче
сжатого воздуха внутрь цилиндра его тор-
цовые стенки выпучиваются и прижимают-
ся к ригелю и корпусу двери, создавая тем
самым прижатие двери к рамке.
В зависимости от размеров печей вес
дверей значительно колеблется, кг:
Печи высотой
4300 И шири-
ной 407 мм
Печи высотой
5000 и шири-
ной 450 мм
Дверь с машинной
стороны батареи
Дверь с коксовой
стороны батареи
1460
1376
1888
17 66
Для изготовления основных деталей две-
рей применяют следующие материалы:
Корпуса дверей..........
Боковые нажимные крон-
штейны .................
Кирпичедержатели........
Ригели .................
Ригельные винты ........
Верхние и нижние крон-
штейны, карманы, бабки
винтов .................
Уплотняющие рамки ....
Планирная дверца и запи-
рающие рычаги дверцы . .
Пружина планирной дверцы
Чугун СЧ24—44 или
СЧ15—32
Чугун СЧ45—50 или
сталь 25Л1
Чугун СЧ 15—32
Ст. 5
Ст. 5
Сталь 25Л1
Ст. 3
Ст. 3
Сталь 55С2
Футеровка дверей коксовых печей
Футеровка дверей коксовых печей обес-
печивает теплоизоляцию камеры коксования
со стороны дверных проемов.
Футеровка изготовляется из шамотного
кирпича по ТУ 39062. Пространство между
футеровочными кирпичами и корпусом
двери заполняется боем изоляционного
кирпича на растворе.
Кладку футеровки производят на раст-
воре шамотного мертеля 70% и портланд-
цемента 30% (объемн.).
Показанная на рис. 5-11 футеровка по
своим размерам является оптимальной для
типовых коксовых печей с точки зрения
готовности кокса и сохранности кладки в
головках печных камер.
На основании длительных экспериментов
установлено, что уменьшение ширины и
глубины захода футеровки, а также скруг-
ление углов приводит к уменьшению осмо-
ления дверей благодаря образованию засы-
пи шихты между футеровкой и стенами
камеры.
В то же время увеличивается количест-
во шихты и кокса, осыпающихся при сня-
Рис. 5-11. Футеровка дверей коксовых
печей с шириной камеры 450 мм
тии дверей, и снижается температура го-
ловок печей в результате значительного
увеличения количества шихты, приходящей-
ся на крайние вертикалы, и теплопотерь
через двери. Все вместе взятое способству-
ет ускорению деформации головок печей
и сокращению длительности службы футе-
ровки двери.
Расход огнеупоров для футеровки две-
рей разных типов печей приведен в табл.
5-2.
Таблица 5-2
Расход огнеупоров для футеровки
дверей, m
Огнеупоры Батарея нз 65 пе- чей, высо- та камеры 4300, ширина 407 км Батарея из 77 пе- чей, высо- та камеры 5000, ширина 450 мм
Шамотный кирпич . Изоляционный кир- 154 236
пич 11,2 16,7
Шамотный мертель . 17,5 24
Портланд-цемент 7,5 10
АРМАТУРА ДЛЯ ОТОПЛЕНИЯ ПЕЧЕЙ
КОКСОВЫМ ГАЗОМ
Арматура отопления печей коксовым га-
зом предназначена для подачи коксового
газа из распределительного газопровода в
обогревательную систему коксовых печей,
а также подвода воздуха для обезграфичи-
вания газоподводящих каналов в кладке
печей.
Арматура для отопления печей коксовым газом
101
Арматура отопления печей с боковым
подводом коксового газа
Известно несколько основных видов кон-
струкций газоподводящей арматуры для
печей с боковым подводом отопительного
газа.
Для печей ПК (строившихся до 1951 г.)
подвод отопительного газа к каждому про-
стенку батареи осуществляется по одному
газоподводящему каналу-корнюру с машин-
ной и коксовой сторон. Корнюр располага-
одному из спаренных корнюров. При этом
облегчается регулирование подачи газа в
каждый из корнюров.
Детали арматуры отопления печей
В качестве стопорных кранов применяют
стандартные пробковые сальниковые про
ходные краны, изготовленные из чугуна
Сч15—32 или Сч18—36.
3 акрытие кантовочных кранов
(рис. 5-12) наступает после поворота проб-
Рис. 5-12. Кантовочиый кран Ду50 для арматуры отопления
печей коксовым газом:
1 — корпус; 2 — крышка; 3 — пробка; 4 — пружина; 5 —
сальниковая набивка; 6 — болт для выжимания заклинившейся
пробки; 7 — масленка
ется на оси простенка ниже уровня обслу-
живающей площадки печей.
В двухкорнюрных печах типа ПК-2К и
ПВР, строившихся до 1956—1958 гг., под-
вод отопительного газа в каждый просте-
нок коксовой батареи производится по
двум корнюрам. Для каждого корнюра
имеется самостоятельный узел подвода,
включая стопорный и кантовочиый краны.
Корнюры расположены выше обслуживаю-
щей площадки печей.
Для типовых двухкорнюрных печей ПВР
с объемом печной камеры 21,6 и 30 м3 к
каждому отопительному простенку газ
подводится по двум корнюрам; подводы
газа в каждые два смежных корнюра для
двух смежных простенков попарно объеди-
нены и получают газ через один стопор-
ный и один кантовочный краны. В каждый
из двух спаренных корнюров газ поступает
одновременно.
В типовых печах системы ПК-2К спа-
ренными являются оба корнюра каждого
простенка.
Недостатком такого объединенного подво-
да является то, что при необходимости пе-
ререгулировки количества газа, подаваемо-
го в один из спаренных корнюров, прихо-
дится регулировать и диафрагму на подво-
де ко второму корнюру.
В последних проектах печей системы
ПВР попарно объединяются два корнюра
каждого простенка; газ направляется по
одной из газоподводящих труб только к
ки на 35° от открытого положения. При
повороте пробки крана на 45° заход кром-
ки окна пробки за кромку окна в корпусе
крана составляет 12 мм. Коническая проб-
ка прижимается к корпусу крана пружи-
ной, которая позволяет регулировать силу
прижатия. На корпусе крана имеются мас-
ленки для смазки. Детали кантовочных
кранов изготовляют нз чугуна Сч15—32 или
Сч 18—36.
Испытание стопорных и кантовочных кра-
нов на герметичность производится возду-
хом при давлении 1000 мм вод. ст. при ем-
кости воздухосборника 10 л. Наружные
поверхности смачиваются мыльным раство-
ром. Во время испытания пробки кантовоч-
ных кранов должны быть установлены под
углом 45° к вертикали, т. е. в положении
паузы при кантовании. Допускается паде-
ние давления не более 10 мм вод. ст. в те-
чение 10 мин.
В верхней части корпуса воздушно-
го клапана имеется отверстие, пере-
крываемое крышкой, отсекающей поступ-
ление воздуха в клапан. Крышка закреп-
лена на поворотном рычаге, который
приводится в движение кулачком, укреп-
ленным на штанге кантовочного меха-
низма.
Регулирование количества воздуха, по-
даваемого в корнюры печей для обезгра-
фичивания, производится при помощи диа-
фрагм, устанавливаемых в отверстиях для
подвода воздуха.
102
Оборудование коксовых печей
Чугунные вкладыши устанавли-
ваются в кладке корнюров и служат для
присоединения труб арматуры отопления
к корнюру.
Вкладыш состоит из прямоугольного чу-
гунного корпуса с цилиндрическим отвер-
стием и стальной трубки-манжета, пред-
назначенной для уплотнения вертикального
шва соединения вкладыша с кладкой.
Вкладыш обеспечивает армирование клад-
ки корнюра и изготовляется из жароупор-
ного чугуна.
Регулирование подачи газа в корнюры
печей производится с помощью цилиндри-
ческих диафрагм.
Для компенсации смещения деталей ар-
матуры отопления в результате изменения
положения кладки печей по отношению к
газопроводу поименяют гибкие рукава.
Обычно они свиты из стальной профильной
ленты с асбестовой прокладкой. Хорошие
результаты дает применение резино-ткане-
вых рукавов, сохраняющих эластичность
при длительной работе при температуре
ПО—120° С.
Характеристика арматуры отопления для
печей емкостью 30 м3-.
а) диаметр проходных сечений стопорных
и каптовочных кранов 50 мм, гибких рука-
вов 38 мм (ГОСТ 3575—47, тип РП-Ц-А),
вертикальных труб 70 мм;
б) вес комплекта арматуры для бата-
реи из 77 печей 24 200 кг;
в) сопротивление арматуры отопления
печей должно быть не более 140—
150 мм вод. ст., из которых 50—70 мм при-
ходятся на регулирующую диафрагму. Ско-
рость газа в трубах арматуры отопления
15—20 м/сек.
Арматура отопления печей с нижним
подводом коксового газа
Распределительные газопроводы коксо-
вого газа располагаются в помещении под
верхней фундаментной плитой батареи. Из
кантовочных кранов газ поступает в рас-
пределительные коллекторы, откуда через
боковые отводы направляется в вертикаль-
ные трубы, а затем в газоподводящие вер-
тикальные каналы в кладке печей.
Количество и расположение коллекторов
и отводов от них определяется схемой обо-
грева печей. Для коксовых печей с парны-
ми вертикалами (ПВР) под каждым про-
стенком располагается по четыре коллек-
тора: два для машинной и два для коксо-
вой стороны батареи.
Узел арматуры отопления печей с ниж-
ним подводом коксового газа показан на
рис. 5-13 и рис. 5-14.
Газ подается попеременно в правый или
в левый коллектор каждого простенка.
Каждый отвод в вертикал соединяется с
коллектором с помощью гибкого резиново-
го рукава.
Кантовочный кран такой арматуры отоп-
ления печей является четырехходовым.
В пробке крана два канала, при помощи
которых газ направляется либо в правый,
либо в левый отводы от крана. Одновре-
менно с этим второй отвод соединяется с
окном в верхней части корпуса кантовоч-
ного краиа. Через это окно в трубы арма-
туры отопления поступает воздух для обез-
Рис. 5-13. Узел арматуры отопления пе-
чей с нижним подводом коксового газа:
1 — стопорный кран Ду70; 2 — каитовоч-
иый четырехходовой кран Ду70; 3 — рас-
пределительные коллекторы; 4 — отвод
в газоподводящий канал кладки
графичивания газоподводящих каналов
кладки.
Основным достоинством арматуры отопле.
ния печей с нижним подводом коксового
газа является возможность удобной и тон-
кой регулировки подачи газа в каждый из
вертикалов. Регулирование производится
цилиндрическими штырями (диафрагмами),
установленными внутри газоподводящих
труб.
Характеристика элементов арматуры отоп-
ления печей с нижним подводом:
Условный проход кантовочных кранов, мм 70
Диаметр коллекторов, мм............. 70
Диаметр отводов в вертикалы, мм..... 40
Вес комплекта арматуры отопления для ба-
тареи из 77 печей емкостью 30 мг каж-
дая, .............................. 33,5
Эксплуатация арматуры отопления печей
коксовым газом
Арматура отопления печей нуждается в
периодической очистке от отложений смолы
и нафталина, а также в смазке стопорных
и кантовочных кранов.
Сальники стопорных кранов должны
быть уплотнены.
Клапаны для газа, воздуха и продуктов горения
103
Рис. 5-14. Узел арматуры отопления печей с иижиим подводом коксового газа
Пробки стопорных и кантовочных кра-
нов должны проворачиваться без заклини-
вания.
Все муфтовые и фланцевые соединения
должны быть герметичными.
При чистке и ремонте арматуры отопле-
ния стопорный кран должен быть перекрыт
(за исключением чистки самого стопорного
крана). При этом ведущий рычаг канто-
вочного крана отсоединяется от штанги
кантовочного механизма.
При длительной остановке обогрева печей
стопорные краны должны быть перекрыты.
Подъем крышек на всех воздушных кла-
панах должен быть одинаковым.
КЛАПАНЫ ДЛЯ ГАЗА, ВОЗДУХА
И ПРОДУКТОВ ГОРЕНИЯ
Клапаны предназначаются для подачи
воздуха и бедного (доменного или генера-
торного) газа в подовые каналы регенера-
торов и для отвода продуктов горения из
подовых каналов в борова.
Из большого количества различных кон-
струкций клапанов особо следует выде-
лить три группы:
1) для типовых печей ПВР и ПК-2К;
2) новая конструкция для печей емко-
стью 30 л«3;
3) для печей с нижним подводом коксо-
вого газа.
Клапаны для печей ПВР и ПК-2К
(с боковым подводом)
Комплект клапанов состоит из регули-
ровочных клапанов для бедного газа, газо-
воздушных клапанов (сборки 1,2,3 и 4) и
переходных патрубков для соединения га-
зовоздушных клапанов с подовыми кана-
лами печей.
Регулировочные клапаны для бедного
газа соединяют газовоздушные клапаны
сборки 1 и 4 с распределительным газо-
проводом и предназначены для регулирова-
ния или полного закрытия подачи газа.
На печах ПК-2К к сдвоенным регенера-
торам газ подводится через регулировоч-
ные клапаны с проходным сечением 225 мм.
Для одинарных регенераторов печей ПВР
применяют клапаны с проходным сечением
диаметром 160 мм. Вес одного регулиро-
вочного клапана с проходным сечением
104
Оборудование коксовых печей
225 мм 173 кг, а с проходным сечением
160 мм 131 кг.
Клапаны для газа, воздуха и продуктов
горения подразделяются на четыре сборки
для выполнения операций, перечисленных
в табл. 5-3.
кового механизма и запирается стопорным
устройством.
При обогреве печей коксовым газов кла-
пан доменного газа отсоединяется от ку-
лачкового механизма.
Внутри патрубка, соединяющего клапан
Таблица 5-3
Сборки газовоздушных клапанов для выполнения операций по переключению
обогрева коксовых печей
Сборка Выполняемые функции
обогрев коксовым газом обогрев доменным газом
до кантования после кантования до кантования после кантования
1 Подача воздуха в регенератор Отвод продук- тов горения Подача газа в ре- генератор Отвод продук- тов горения
2 Подача воздуха в регенератор Отвод продук- тов горения Подача воздуха в регенератор Отвод продук- тов горения
3 Отвод продуктов горения Подача воздуха в регенератор Отвод продуктов горения Подача воздуха в регенератор
4 Отвод продуктов горения Подача воздуха в регенератор Отвод продуктов горения Подача газа в регенератор
Рис. 5-15. Клапан для газа, воздуха и продуктов горения для типовых
печей:
/ — корпус; 2 — клапан доменного газа; 3 — клапан продуктов го-
рения; 4 — патрубок для отвода продуктов горения; 5 — дроссель
для регулирования тягн; 6 — кулачковый механизм; 7 — ведущий
рычаг; 8 — воздушный клапан; 9 — патрубок для доменного газа:
10 — переходный патрубок в подовый канал печи
Газовоздушные клапаны сборок 1 и 4
(рис. 5-15) имеют двухтарельчатые клапа-
ны для газа и продуктов горения и кла-
пан для воздуха.
При обогреве течей доменным газом воз-
душный клапан отсоединяется от кулач-
с боровом, расположена плоская дроссель-
ная заслонка для регулирования тяги.
Кинематическая схема кулачкового ме-
ханизма осуществляет перемещение клапа-
нов для газа, воздуха и продуктов горе-
ния, исключающее при кантовке утечку
Клапаны для газа, воздуха и продуктов горения
105
доменного газа в борова и образование
взрывоопасной смеси в обогревательной
системе коксовых печей, и обеспечивает по-
ступление необходимого количества возду-
ха к моменту начала подачи газа.
Газовоздушные клапаны сборок 2 и 3
по своему устройству и компоновке иден-
тичны сборкам 1 и 4, но отличаются от
них отсутствием клапана для доменного
газа, а также увеличенным сечением воз-
душного клапана.
Особенности работы газовоздушных
клапанов
Кулачковые механизмы обеспечивают по
мере поворота ведущего рычага следующие
положения клапанов газа, воздуха и про-
дуктов горения:
для сборок 1 и 4 (рис. 5-16, а и г):
положение I — газовый клапан при рабо-
те на доменном газе (или воздушный кла-
Рис. 5-16. Схемы положений клапанов для газа,
воздуха и продуктов горения в зависимости от
угла поворота ведущего рычага газовоздушиого
клапана:
а — сборка 1; б — сборка 2; в — сборка 3;
г — сборка 4
пан при работе на коксовом газе) полнос-
тью открыт', клапан продуктов горения
закрыт;
положение II — газовый клапан и клапан
продуктов горения закрыты, воздушный-
клапан при работе на коксовом газе час-
тично открыт;
положение III — клапан продуктов горе-
ния закрыт, газовый клапан закрыт, воз-
душный клапан частично открыт;
положение IV — при работе на коксовом
газе клапан для воздуха закрыт, клапан
продуктов горения частично открыт, газо-
вый клапан закрыт;
положение V — клапан продуктов горе-
ния полностью открыт, клапаны для газа
и воздуха закрыты.
Движение клапанов продуктов горения-
происходит на участке между III и V по-
ложениями, т. е. на дуге 60°.
Движение воздушных клапанов происхо-
дит на участке между I и IV положения-
ми. т. е. на дуге 54°.
Для сборок 2 и 3 (рис. 5-16,6 и в):
положение I—воздушный клапан пол-
ностью открыт, клапан продуктов горения
закрыт;
положение II — воздушный клапан открыт
частично, клапан продуктов горения за-
крыт;
положение III — воздушный клапан пол-
ностью закрыт, клапан продуктов горения
открыт частично;
положение IV — воздушный клапан за-
крыт, клапан продуктов горения полностью
открыт.
Движение клапанов продуктов горения
происходит на участке между II и IV по-
ложениями, т. е. на дуге 60°.
Движение клапанов воздуха происходит
на участке между I и III положениями,
т. е. на дуге 54°.
Регулирование подачи воздуха произво-
дится съемными стальными пластинами,
частично перекрывающими проходное от-
верстие.
Для определения гидростатических пара-
метров газовоздушных клапанов при обо-
греве доменным газом и нормативном
обороте печей необходимо соблюдение сле-
дующих условий;
Таблица 5-4
Характеристика газовоздушных клапаиов
Газовоздушные клапаны Вес1 кг Проходные сечения, мм
газового клапана клапана продуктов горения воздуш- ного клапана
Клапан сборок 1 или 4 для печей ПВР емкостью 21,6 ма 340 150 300 230
Клапан сборок 1 или 4 для печей емкостью 30 ма 370 150 330 270
Клапан сборок 1 или 4 для сдвоенных регенера- торов печей ПК-2К 489 230 425 340-
Клапан сборок 2 или 3 для печей емкостью 21,6 м3 270 300 320
Клапан сборок 2 или 3 для печей емкостью 30 ма 281 — 330 340
Без веса переходных патрубков.
106
Оборудование коксовых печей
1. Сопротивление проходу воздуха через
тазовоздушный клапан должно быть не бо-
лее 2 мм вод. ст. при полном открытии воз-
душного отверстия.
2. Сопротивление проходу продуктов го-
рения из подового канала через газовоз-
душный клапан должно быть не более
4 мм вод. ст.
3. Сопротивление проходу доменного га-
за из газопровода в газовоздушиый кла-
пан при закрытом на 50% регулировочном
клапане должно быть не более 80—
100 мм вод. ст.
Характеристика типовых газовоздушных
клапанов приведена в табл. 5-4.
Вес комплекта регулировочных и газо-
воздушных клапанов, т, для батарей:
Из 65 печей системы ПВР с емкостью печи
21,6 «’ ..........................118,8
Из 65 печей системы ПК-2К с емкостью
печи 21,6 м‘........................ 96.03
Из 77 печей системы ПВР с емкостью пе-
чи 30 я’ ........................... 148,8
Рис. 5-17. Сдвоенный клапан для газа, воздуха и продуктов горе-
ния сборки 1—4:
J — корпус клапана; 2 — патрубок в боров; 3 — золотниковый
клапан для доменного газа; 4 — стопорный кран; 5 — ведущий
рычаг для кантовки клапанов продуктов горения н воздуха; 6 —
^ведущий рычаг для кантовки золотникового клапана; 7 — переход-
ный патрубок; 8 — воздушная крышка
Клапаны новой конструкции
для печей емкостью 30 м3
Клапаны сдвоенные, т. е.
объединены попарно. Один
такой клапан обслуживает
два смежных регенера-
тора.
Взамен раздельных кла-
панов сборок 1, 2, 3 и 4 в
новом исполнении имеются
сборки 1—4 (рис. 5-17),
4—1, 2—3 и 3—2.
Сдвоенный клапан состо-
ит из корпуса, разделенного
перегородкой на две части.
Каждая из этих частей сое-
диняется с помощью пере-
ходного патрубка с подо-
вым каналом. В каждой ча-
сти есть клапан продук-
тов горения и воздушная
крышка.
Продукты горения от обо-
их смежных подовых кана-
лов отводятся через один
дымовой патрубок в боров.
К обеим частям сдвоенного
клапана сборок 1—4 и 4—1
имеется один общий подвод
доменного газа. Поступле-
ние газа регулируется с по-
мощью золотникового ди-
скового клапана, к которо-
му газ поступает из газо-
провода через стопорный
кран пробкового типа.
Рычажиая система управ-
ления клапанами продуктов
горения и воздушными
крышками общая для обеих
частей клапана и приводит-
ся в движение одним веду-
щим рычагом.
Перекантовка золотнико-
вых клапанов доменного
газа производится отдель-
ным ведущим рычагом от
дополнительной штанги каи-
товочного механизма, при-
водимой в движение от ку-
лачковой шайбы коксово-
го газа на кантовочиой ле-
бедке.
Кантованный механизм
107
Характеристика газовоздушных клапа-
нов описанной конструкции для батареи
печей ПВР с объемом камеры 30 м3:
-Диаметр прохода для газа в стопорном
кране, мм............................. 150
Площадь проходного отверстия в золотни-
ковом диске, cjh!..................... 129
Диаметр патрубка под клапаном продуктов
горения, мм........................... 300
Площадь проходного сечения под воздуш-
ной крышкой, см1, для сборок:
1—4 и 4—1 600
2—3 и 3—2 ......................... 800
Вес клапана, кг, для сборок:
1—4 ................................ 685
4—1 ................................ 680
2—3 ................................ 472
3—2 ............................. 473
Вес комплекта клапанов иа батарею из
77 печей (с переходными патрубками), кг 1 18000
Штанги кантовочного механизма, приво-
дящие в движение ведущие рычаги таких
газовоздушных клапанов, в течение канто-
вания остаются на постоянном уровне.
Угол поворота ведущего рычага для кан-
товки золотникового клапана 90°.
Угол поворота ведущего рычага для кан-
товки клапанов продуктов горения и возду-
ха 75°. Последовательность открывания —
закрывания клапанов такая же, как и у
-описанных выше типовых клапанов, только
величины углов поворота ведущего рычага
уменьшены в соотношении 75 : 90.
Газовоздушные клапаны и арматура отоп-
ления пеней с нижним подводом коксового
газа
Для батарей с нижним подводом коксово-
го газа применяют газовоздушные клапаны
и арматуру печей с отоплением доменным
газом, отличающуюся тем, что воздух для
горения поступает из помещения под верх-
ней фундаментной плитой батареи, а про-
дукты горения поступают ,в борова, разме-
щенные под обслуживающими галереями с
коксовой и машинной сторон батареи.
Газовоздушные клапаны выполнены сдво-
енными, т. е. каждый клапан обслуживает
два смежных регенератора. Подача возду-
ха, газа и отвод продуктов горения осуще-
ствляются при помощи тарельчатых кла-
панов, размещенных внутри корпуса кла-
пана.
При работе на коксовом газе в обе части
каждого клапана подается воздух из поме-
щения под верхней фундаментной плитой
батареи.
При работе на доменном газе в один из
патрубков каждого сдвоенного клапана
подводится доменный газ. Поскольку та-
рельчатый клапан поднимается и опускает-
ся по закону воздушного клапана, на под-
воде доменного газа устанавливается до-
полнительный узел арматуры для управле-
ния подачей доменного газа. Этот узел со-
стоит из стопорного (регулировочного)
пробкового крана и кантовочного пробково-
го крана, при помощи которого производит-
ся периодическое включение подачи газа.
Этот кран перекантовывается при помощи
ведущего рычага, соединенного со штангой
кантовочного механизма. Штанга приводит-
ся в движение от шайбы коксового газа на
кантовочной лебедке. Условный проход
стопорного и кантовочного кранов 150 мм.
Вес комплекта гаэовоздушных клапанов
арматуры для доменного газа на батарею
из 65 печей емкостью 30 м3 составляет
171 650 кг.
Испытания газовоздушных клапанов
Тарельчатый газовый клапан испытывает-
ся воздухом с давлением 450 мм вод. ст.
при емкости воздухосборника 0,05 м3. До-
пускаемое падение давления 250 мм вод. ст.
в течение 5 мин.
Клапан продуктов горения испытывается
наливом воды в корпус доверху. Проникно-
вение воды под клапан не допускается.
Клапаны на седла при испытаниии следу-
ет сажать только ведущим рычагом.
Испытание регулировочных (стопорных)
клапанов для бедного газа производится
путем подачи под закрытый клапан сжато-
го воздуха под давлением 2000 мм вод. ст.
Падение давления допускается не более
200 мм в течение 10 мин при емкости воз-
духосборника 0,05 м3.
Плотность прилегания воздушной крыш-
ки определяется щупом толщиной 0,05 мм.
КАНТОВОЧНЫЙ МЕХАНИЗМ
Кантовочный механизм предназначен для
периодического изменения направления по-
токов газа, воздуха и продуктов горения в
обогревательной системе коксовой батареи.
Приводными устройствами кантовочного
механизма являются кантовочная и обезгра-
фичивающая лебедки, работа которых авто-
матизирована.
Схема присоединения рычагов, кранов и
клапанов к штангам кантовочного меха-
низма, а также количество ветвей канто-
вочного механизма зависит от схемы обо-
грева печей и конструкции оборудования.
В печах с нижним подводом коксового га-
за воздух для обезграфичивания поступает
автоматически через кантовочные краны
при перекантовке. Поэтому надобность в
обезграфичивающей лебедке отпадает.
Характеристика элементов кантовочного
механизма
Для кантовочных кранов и газовоздуш-
ных клапанов ход штанг равен 610 мм, для
устройств обезграфичивания (на печах с бо-
ковым подводом коксового газа) 305 мм.
Ход штанг для кантовки обезграфичива-
ющего устройства осуществляется обезгра-
фичивающей лебедкой в два приема. Пер-
вая половина хода (152,5 мм) производится
за 2 мин до включения кантовочной лебед-
ки, вторая половина хода (также 152,5 мм) —
спустя 2 мин после выключения кантовоч-
ной лебедки.
108
Оборудование коксовых печей
Штанги для управления газовоздушными
клапанами движутся с постоянной скоро-
стью на всем продолжении кантования.
В типовых печах с боковым подводом от
этих же штанг получают движение клапа-
ны для бедного (доменного) газа. Штаиги
для управления подачей коксового газа
приводятся в движение кулачковой шайбой
лебедки и совершают половину хода
(305 мм) за первые 6,5 сек с начала .канто-
вания, затем наступает пауза длительно-
стью 17 сек. Вторая половина хода начина-
ется за 6,5 сек до конца кантования и окан-
чивается вместе с ним.
Штанги, приводящие в движение рычаги
золотниковых клапанов для доменного газа,
а также рычаги кантовочных кранов для
доменного газа в печах с нижним подводом,
связаны с кулачковой шайбой коксового
газа кантовочной лебедки.
Перекантовка кантовочных кранов и га-
зовоздушных клапанов (работа кантовочной
лебедки) продолжается 30 сек, закрывание
или открывание воздушных клапанов арма-
туры отопления (работа обезграфичиваю-
щей лебедки) 1,25 сек. Периодичность кан-
тования — каждые 20—30 мин.
Усилия в звеньях кантовочного механиз-
ма, т:
В штангах кранов коксового газа ... 1 , 8—2,5
В штангах газовоздушных клапанов . . 3—5
В штангах обезграфичиваюшего устрой-
ства ..............................0,8— I , 2
Штаиги для управления кантовочными
кранами и газовоздушными клапанами из-
готовляют из Ст. 3 диаметрами 25—32 мм,
для устройства обезграфичивания диаметр
штанг 20 мм.
Для стальных канатов диаметром 19,5 мм
применяют блоки диаметром 600 мм, для
сварных цепей СК-16-44 применяют блоки
диаметром 308 мм.
На втулочно-роликовые цепи с шагом
t = 45 ставят звездочки диаметром
260 мм.
До 1959 г. угловые блоки устанавливали
на подшипниках скольжения с подводом
смазки при помощи колпачковых масленок
или системы централизованной смазки. На
новостроящихся коксовых батареях угловые
блоки устанавливают на подшипниках ка-
чения. При выборе подшипников для бло-
ков, а также при расчетах на прочность
кронштейнов угловых и отклоняющих бло-
ков следует исходить из усилия по оси
штанги не менее 6—7 т (с учетом предва-
рительного натяжения тросов кантовочного
механизма).
Кронштейны угловых блоков изготовляют
из стального литья марки 25Л1, либо дела-
ют сварными из стали Ст. 3.
Для устранения провисания штанг, кана-
тов и цепей устанавливают поддерживаю-
щие блоки диаметром 125—150 мм; макси-
мально допустимый пролет между этими
опорами 5—6 м.
Вес кантовочного механизма для типовой
батареи из 65 печей с камерами емкостью'
21,6 м3 10,6 т, для батареи из 77 печей емко-
стью 30 м3 13,1 г.
Особенности работы, и эксплуатация
кантовочного механизма
Газ (коксовый или доменный) подается
после того, как сменились направления
потоков продуктов горения и воздуха, и
отопительная система печи (на восходящем
потоке) заполнилась воздухом.
Зависимость во времени между работой
отдельных клапанов и кранов для типовых
газовоздушных клапанов показана на рис.
5-18.
При обогреве печей доменным газом ле-
бедка обезграфичивающего устройства не'
работает. Рычаги кантовочных кранов кок-
сового газа отсоединяются от штанг канто-
вочного механизма. На газовоздушиых кла-
панах сборок .1 и 4 воздушные клапаны
(крышки) должны быть закрыты.
Зазоры между кулачковыми шайбами
кантовочной лебедки и роликами на ее ры-
чагах должны быть минимальными (2—
3 л.ч). Излишние зазоры уменьшают вели-
чину хода конца рычага лебедки.
Для того чтобы обеспечить ход штанг
кантовочных кранов и газовоздушных кла-
панов 610 мм, необходимо, чтобы конец ве-
дущего рычага кантовочной лебедки имел-
ход на 45—50 мм больше для компенсации
влияния слабины ведомой части кольца кан-
товочного механизма и упругого удлинения
штанг, канатов или цепей. Равенство ве-
личины хода штанги в различных точках по
длине батареи не может быть достигнуто.
Подрегулировка поворота ведущих рычагов
кранов и клапанов производится корректи-
ровкой высотного расположения штанг.
При закреплении рычагов кантовочных
кранов коксового газа к штангам кантовоч-
ного механизма необходимо обеспечить сле-
дующие положения кантовочного крана:
а) «газ открыт»—риска на пробке крана
вертикальна;
б) «пауза кантовки» — кран закрыт, риска-
на пробке составляет угол не менее 45° к
вертикали;
в) «газ закрыт» — риска на пробке гори-
зонтальна. В этом положении (при избыточ-
ном или недостаточном ходе штанг) допус-
каются отклонения до 6—8°.
Регулировка натяжения в кольцах канто-
вочного механизма производится стяжными
гайками. Натяжение должно быть таким,
чтобы на ведомой ветви у рычага кантовоч-
ной лебедки не было заметного провисания
каната или цепи.
При остановках обогрева производится
перекантовка в положение, при котором
краны коксового газа или клапаны домен-
ного газа будут полностью закрыты. Это по-
ложение соответствует повороту ведущих
рычагов газовоздушных клапанов на 30° и
рычагов кранов коксового газа на 45° от
начала кантовки. При этом угол поворота
шайбы кантЪвочной лебедкя от исходного
рабочего положения составляет 54°.
Арматура, закладываемая в кладку
109
Клапаны или краны и номера наварок Время от начала кантовки, сек
1 1 3 * 5 « 7[в|3|ф /2|И|»|?5|и|;7|7У|»|2/?|2?|22|23|24|25|2б|27|2«|22|за
Обогрев коксовым газом
Кантобочные краны для коксового газа
Клапаны продуктов горения -
“1
Воздушные клапаны(1и2) -
Клапаны продуктов горения -
Воздушные клапаны(3и^} -
-4 —1
Обогрев доменным газом
Газовый клапан 11)
Клапаны продуктов горения —
Воздушный клапан(2) --
Клапаны горения -
Воздушный клапан (3) 4-
Газовый клапан(О) - -и
Клапан закрыт Начало открывания клапан открыт
клапана полностью
Рис. 5-18. Зависимость во времени между работой отдельных клапанов и кранов
при кантовании для типовых газовоздушиых клапанов. В скобках указаны номера
сборой
ШИВЕРЫ ДЛЯ РЕГУЛИРОВАНИЯ
ТЯГИ В БОРОВАХ
Известны два типа шиберов: поворотный
•(«бабочка») и подъемный. Наиболее рас-
пространены поворотные шиберы.
Поворот шибера ограничивается специ-
альными ограничителями в пределах от
•0° — когда проход для продуктов горения
открыт полностью, до 80° — когда этот про-
ход значительно сужен. Полное перекрытие
сечения борова запрещается.
В общем борове, расположенном в торце
батареи, устанавливают шибер с ручным уп-
равлением, в продольных боровах под пе-
чами перед подсоединением их к общему бо-
рову, устанавливают шиберы с автомати-
ческим управлением.
Шиберы в боровах под печами объединя-
ются попарно при помощи рычажной пере-
дачи. Одна пара шиберов регулирует отвод
продуктов горения с машинной стороны
батареи, другая — с коксовой. Каждая па-
ра шиберов управляется одним сервоприво-
дом СП-120—250.
Назначение шибера с ручным управлени-
ем в общем борове — первичная грубая ре-
гулировка при большом резерве тяги дымо-
вой трубы. Между лопастями шибера н
стенками борова должен быть по всему пе-
риметру зазор 50 мм.
На коксовых батареях с емкостью печной
камеры 30 м3 с расположением общего бо-
рова по оси средней печи батареи шиберы с
автоматическим управлением располагают в
поперечных боровах за путями коксовытал-
кивателя. После шиберов продукты горения
попадают в общий боров, где устанавлива-
ется шибер с ручным управлением.
Лопасти шиберов изготавливаются из жа-
роупорного чугуна. Верхний конец вала
подвешен .на упорном шарикоподшипнике;
нижний конец вала центрируется при помо-
щи скобы.
АРМАТУРА, ЗАКЛАДЫВАЕМАЯ
В КЛАДКУ
Типовые рама и крышка загрузочного лю-
ка показаны на рис. 5-19. На крышке люка
имеются центрирующий штырь и сектор для
захвата люкосъемным механизмом углеза-
грувочного вагона. Внутренняя по-
лость крышки футеруется огнеупорным бе-
тоном.
В настоящее время распространяются са-
моуплотняющиеся загрузочные люки двух
типов (рис. 5-20), не требующие заливки
или чеканки и после установки крышки.
Рамы и крышки типовых загрузочных лю-
ков изготавливаются из жароупорного чугу-
на, крышки с ножевым уплотнением — из
стального литья.
Наблюдательный глазок в регенератор ус-
танавливается в щитах изоляции зеркал ре-
генераторов и служит для наблюдения за
состоянием верха регенератора и контроля
температур и давления в этой зоне. Глазок
состоит из трубы диаметром 1 Ча" с на-
винченным в передней части трубы чугун-
ным корпусом с откидной крышкой. Тру-
ба глазка устанавливается на асбестовом
но
Оборудование коксовых печей
Рис. 5-19. Типовой загрузочный люк с теплоизо-
ляцией
уплотнении. От глазка отходит отводная
трубка, с помощью которой можно про-,
изводить замер Давления с площадки тон-
неля.
Наблюдательные глазки устанавливают
в верхнем ряду кладки печей над вертика-
лами и перекидными каналами.
Наблюдательный глазок состоит из пря-
моугольного корпуса — седла и конической
крышки. Крышка имеет проушину для от
крывания. Седло и крышка изготовляются
из чугуна.
СТОЯКИ ДЛЯ ОТВОДА ГАЗА
ИЗ ПЕЧЕЙ
В клапанных коробках стояков происхо
дит интенсивное охлаждение газа путем
орошения аммиачной водой.
До 1960 г. типовыми были стояки, пока-
занные на рис. 5-21. Сальниковое уплотне-
ние расположено между клапанной короб-
кой и коленом стояка.
Когда печь включена в газосборник, кла-
пан гидрозатвора открыт, верхняя крышка
закрыта. Во время выдачи печей и при их
загрузке клапан гидрозатвора закрыт, а
крышка открыта; высота гндрозатвора
40 мм. Управление клапаном и крышкой
раздельное и производится вручную.
Вертикальные трубы стояка футеруют
шамотным кирпичом толщиной 65 мм.
Крышки стояков после их закрывания не-
Рнс. 5-20. Самоуплотняющиеся загрузочные люки:
а — с посадкой острия крышки иа горизонтальную проточку в раме люка; б — с посадкой
крышки в коническое гнездо
Стояки для отвода газа из печей
11V
крышкой; 9 — футеровка шамот-
ным кирпичом
обходимо заливать раствором или чеканить
шихтой для уплотнения.
В настоящее время распространяются са-
моуплотняющиеся крышки стояков с посад-
кой острия крышки на плоскость (рис.
5-22, а) и с посадкой острия крышки на ко-
нус (рис. 5-22, 6). Второй тип уплотнения
требует несколько меньших затрат труда
на чистку, чем первый, но возможны закли-
нивание крышки или неплотная посадка в
гнездо из-за перекоса.
Стояки новой конструкции (рис. 5-23) от-
личаются тем, что рычажная система свя-
зывает крышку стояка и клапан гидрозатво-
ра. Для открывания крышки и закрывания
затвора (или наоборот) требуется одно дви-
жение ведущего рычага. Управление такими
стояками может быть механизировано с уг-
лезагрузочного вагона.
Стояк имеет самоуплотняющуюся крышку
с посадкой острия на горизонтальную плос-
кость. Вертикальная труба и колено вплоть
до места подвода пара футерованы, внут-
ренняя полость крышки стояка заполнена
футеровкой.
Сальниковое уплотнение располагается
между коленом и трубой иа вертикальном
участке стояка со стороны печей.
Днище клапанной коробки выполнено с
большим наклоном для уменьшения отложе-
ний в клапанной коробке и клапане.
Рис. 5-22. Самоуплотняющиеся крышки стоя-
ков
При определении проходных сечений
стояка принимается скорость газа при тем-
пературе 700° С ие более 3,0—3,5 м!сек (без
учета водяных паров).
Для изготовления колен и клапанных ко-
робок стояков применяют чугун СЧ. 18-32
или СЧ.21-40; для крышек стояков — чугун.
ЖЧХ-0,9 или литую сталь 25Л1. Клапан
гидрозатвора изготовляют из стали 25Л1.
412
Оборудование коксовых печей
Рис. 5-23. Новая конструкция стояка для отвода
газа из коксовой печи:
1 — клапанная коробка стояка; 2 — колено; 3 —
раструб для сальникового уплотнения; 4 — вер-
тикальная труба; 5 — щит-экран; 6 — крышка
стояка; 7 — контргруз крышки; S — тяга; 9 —
пружина; 10 н 11 — рычаги для управления стоя-
ком; 12 — рукоятка ручного управления
Вес колена и клапанной коробки стояка
865 кг, вес трубы стояка 265 кг, вес ком-
плекта стояков на одну батарею из 65 печей
146,5 т.
ГА30СБ0РНИКИ КОКСОВЫХ
ПЕЧЕЙ
Газосбориики устанавливают на крон-
штейнах анкерных колонн на расстоянии
900—925 мм от кромки кладки до оси газо-
сборника.
На некоторых действующих батареях име-
ется только один газосборник с машинной
стороны. Два газосборника обеспечивают
лучшие условия для осуществления без-
дымной загрузки и работы персонала на
верху печей.
Газосборник представляет собой трубу
диаметром 1200—1500 мм, имеющую шту-
цера для подсоединения стояков, газосброс-
ных свечей, гидрозатворов со смоляными
ящиками. В центре каждого газосборника
имеется литой стальной тройник для присое-
динения перекидного газопровода.
При определении диаметра газосборника
принимается, что весь газ от батареи по-
ступает в один газосборник. При этом раз-
ность давлений по длине газосборника от
места отвода газа до наиболее удаленных
печей не должна превышать 1—1,5 мм вод.
ст.
У газосборников, изготовленных до
1957 г., как правило, все швы были клепа-
ными.
В настоящее время для продольных и по-
перечных швов применяется автоматическая
Характеристика газосборников
Таблица 5-5
Тип печей и батарей Диаметр газосбор- инка мм Вес двух газосбор- ников кг Длниа каждого газосбор- ника мм Сторона батареи Место"отвода обратной аммиачной воды Разность уровней участков газосбор- ника
Печи емкостью 21,6 л8; межосе- вое расстояние 1143 мм (число печей в батарее 65) 1300 98750 75070 Машинная В центре газо- сборника 220
Коксовая В одном торце газосборника 430
Печи емкостью 30 .и8; межосевое расстояние 1300 мм (число печей в батарее 77) 1500 113800 101000 Машинная В центре газо- сборника 300
Коксовая В обоих торцах газосборника 300
1400* 108000* 101000 Машинная В центре газо- сборника 300
Коксовая В обоих торцах газосборника 300
Данные относятся к газосбориикам, изготовленным из труб по ГОСТ 4015—58
Перекидной газопровод
113
сварка под слоем флюса, а штуцера прива-
ривают ручной сваркой с применением элек-
тродов со специальными покрытиями. В по-
следних проектах предусматривается изго-
товление газосборников из сварных труб
заводского изготовления по ГОСТ 4015—58.
Газосборники устанавливают с уклоном
0,006, благодаря чему улучшился сход
фусов.
В табл. 5-5 приведены основные характе-
ристики газосборников для типовых бата-
рей.
Толщина стенок газосборников принима-
ется равной 10 мм исходя из необходимости
Для сброса газа в атмосферу на каждом
газосборнике имеется четыре тазосбросных
свечи. Управление выпуском газа в свечу
производится гидравлическим затвором све-
чи (рис. 5-24). На тарелку свечи непрерыв-
но льется аммиачная вода, создающая гид-
равлический затвор. Управление гидравли-
ческим клапаном ручное. Разработана так-
же конструкция автоматического гидравли-
ческого клапана. При повышении давления
в газосборнике сверх заданной величины
гидрозатвор продавливается, и газ выхо-
дит через трубу в атмосферу. Высота
гидравлического затвора устанавливается
Рис. 5-24. Затвор для свечи газосборника:
верхний корпус; 2 — нижний корпус; <3 — перегородка;
паны, 5 — рычаги с контргрузами
4 — тарельчатые кла-
обеспечить длительную безаварийную рабо-
ту газосборника при наличии больших тер-
мических напряжений, возникающих в стен-
ках газосборника под влиянием переменной
разности температур по периметру и
длине газосборника, в особенности при ава-
рийных остановках подачи оросительной
воды.
Имеется два типа установки на газосбор-
нике штуцеров для подсоединения стояков:
все штуцера устанавливают по отношению к
продольной оси газосборника на одном
уровне (при наклонном положении гаю-
сборника это вызывает переменную высоту
стояков) и все штуцера устанавливают
на постоянной высоте от верха печей. Вто-
рой способ принят в настоящее время как
типовой.
Расстояние между смежными штуцерами
принимают на 1 мм меньше, чем расстояние
между смежными печами в горячем состоя-
нии. Благодаря этому достигается совпаде-
ние осей штуцеров на газосборниках и пе-
чей при эксплуатации.
Обратная аммиачная вода вместе с Фуса-
ми и смолой выводится из газосборника че-
рез гидрозатворы со смоляными ящиками.
Высота гидрозатвора обычно принимается
80—100 лги.
справочник коксохимика, т. II
путем регулирования уровня слива воды из
свечи.
На некоторых коксохимических заводах
управление затворами свечей автоматизиро-
вано с помощью электрических исполнитель-
ных механизмов типа ИМТ 25/120, которые
устанавливают непосредственно возле за-
творов. Импульсом для срабатывания этих
механизмов служит повышение давления в
газосборнике.
ПЕРЕКИДНОЙ ГАЗОПРОВОД
Перекидной газопровод (рис. 5-25) слу-
жит для передачи коксового газа из газо-
сборников коксовой и машинной сторон ба-
тареи в газопровод прямого газа. Для под-
держания перекидного газопровода предус-
матривается мост, поддерживающий про-
летную часть перекидного газопровода. На
горизонтальном участке перекидного газо-
провода установлен сальниковый компенса-
тор.
Два дроссельных клапана расположены
на вертикальных участках газопровода
над тройниками газосборника. Управление
дроссельным клапаном коксовой стороны
ручное с помощью рычага, который можно
114
Оборудование коксовых печей
застопорить в нужном положении. Дрос-
сельный клапан с машинной стороны управ-
ляется автоматически с помощью сервопри-
вода.
Третий дроссельный клапан установлен на
нисходящей трубе перекидного газопровода,
диска, либо одновременным вращением и
диска и кольца.
Управление этим дроссельным клапаном
производится автоматически сервоприводом,
который располагается в будке КИП на
площадке моста прямого газопровода.
Рис. 5-25. Узел подвода пара к стояку для пароинжекции:
1 — звенья перекидного газопровода; 2 — сальниковый компенсатор; 3, 4, 5 — дроссельные
клапаны; 6 — смоляной ящик с гидрозатвором; 7 — мост, несущий перекидной газопровод
по которой проходит весь поток газа. Внут-
ри корпуса клапана находятся поворотное
кольцо и диск, составляющие вместе дрос-
сельную заслонку. В зависимости от количе-
ства газа регулирование может осуществ-
ляться либо вращением только внутреннего
Звенья перекидных газопроводов изготов-
ляют сварными из стальных листов толщи-
ной 6—7 мм. При определении площади се-
чения звеньев исходят из того, что общее
сопротивление перекидного газопровода не
должно превышать 30—40 мм вод. ст.
Г л а в a 6
ГАЗОПРОВОДЫ И ТЕХНОЛОГИЧЕСКИЕ ТРУБОПРОВОДЫ
НА КОКСОВЫХ ПЕЧАХ
ГАЗОПРОВОДЫ
Для отопления коксовых печей применяют
коксовый, богатый (обезводороженный) и
бедный (доменный и генераторный) газы.
Газопроводы располагаются в тоннелях
коксовых печей и под кантовочный помеще-
нием с выводом наверх для подключения
к внешним газопроводам.
Коксовый и доменный газы обладают от-
равляющими свойствами, поэтому к газо-
проводам предъявляются высокие требова-
ния по герметичности.
Потребное давление газа на общем под-
воде к двум батареям определяется сумми-
рованием потерь давления:
~^Робщ — ^Рп А-Рр "И ^Рар>
где АРП — все виды потерь давления в
разветвленной сети подводов к
распределительным газопрово-
дам;
АРр — запас давления на работу авто-
матического дроссельного кла-
пана с пережатием потока бо-
лее 50%;
ДРар — суммарное сопротивление арма-
туры, подводящей газ к печам
от распределительного газопро-
вода.
Минимальное давление при обогреве кок-
совым газом 350 мм вод. ст., при обогреве
доменным газом 400 мм вод. ст.; нормаль-
ное давление — соответственно 450 и 500 мм
вод. ст.
Давление газа в распределительных газо-
проводах ограничивается достигнутой гер-
метичностью арматуры и не должно превы-
шать при обогреве коксовым газом 250 мм
вод. ст. и доменным 200 мм вод. ст.
Расчетное давление газа — это макси-
мальное давление, на которое отрегулиро-
вано газосбросное устройство или регулятор
давления, устанавливаемые на внешних се-
тях газопроводов. Обычно оно должно быть
не ниже 500—600 мм вод. ст.
Во время кантовок давление в отопитель-
ных газопроводах повышается и может до-
стичь расчетной величины.
Подводы газа от внешних газопроводов к
коксовому блоку должны быть надземными.
8*
Коксовый газ, поступающий на отопление
печей, предварительно подогревается в га-
зоподогревателе до 40—60° С для предот-
вращения выпадения нафталина, уменьше-
ния количества конденсата, а также для
обеспечения постоянной температуры газа.
В последние годы для защиты арматуры
отопления от засорения применяется вто-
ричная очистка коксового газа в электро-
фильтрах типа С-7,2, устанавливаемых по-
сле бензольных скрубберов перед подачей
газа на обогрев коксовых печей. Доменный
газ, применяемый для обогрева коксовых
печей, не должен содержать пыли более
6 мг/м3 (при 0° С и 760 мм рт. ст.).
Регулирование подачи газа в распредели-
тельные газопроводы осуществляется авто-
матически по расходу или по давлению га-
за. Для этого на подводящей части газопро-
водов устанавливают диафрагмы и дроссель-
ные клапаны. Дроссельные клапаны лучше
устанавливать после диафрагмы, так как в
этом случае они не оказывают влияния на
поток газа перед диафрагмой. Из-за не-
больших размеров под кантовочным поме-
щением и по условиям компоновки прямые
участки газопроводов перед диафрагмой
делаются не менее 10—13 диаметров, а пос-
ле нее — не менее трех диаметров газопро-
вода.
Для продувки газопроводов перед пуском
газа по концам распределительных газопро-
водов располагаются продувные свечи.
Высота свечей принимается такой, чтобы
газ, выходящий из свечи, рассеивался в ат-
мосфере без вреда для обслуживающего
персонала коксовых печей.
Выходное отверстие свечей должно быть
расположено на высоте не менее 12 м от
уровня земли и не менее 4 ж от уровня пло-
щадки для обслуживания газосборников.
Конденсат газа из подводящей части и
распределительных газопроводов отводится
в специальные гидрозатворы, заполненные
водой. Глубина гидравлического затвора
должна быть не менее расчетного давления
плюс 500 мм. Для обеспечения стока кон-
денсата подводящая часть газопроводов вы-
полняется с уклоном 0,003—0,005. Линия от-
вода конденсата от газопроводов до гидро-
затворов собирается на фланцах, причем со
116
Газопроводы и технологические трубопроводы на коксовых печах
стороны газопровода устанавливается кран,
а со стороны гидрозатвора — задвижка. Ус-
тановка бронзовой арматуры не допуска-
ется.
Для пропарки и продувки к газопроводам
подводится пар давлением 3—4 кг!смг. Пар
подводится при помощи съемного патрубка
или шланга, причем со стороны газопровода
устанавливается задвижка или кран, а со
стороны паропровода—вентиль. После
прекращения подачи пара патрубок снима-
ется и на задвижку ставится заглушка.
Компоновка газопроводов
Газопроводы, подающие газ для отопле-
ния печей, состоят из подводящей и распре-
делительной частей.
На рис. б-il и 6-2 показаны совмещенные
схемы различных компоновок подводящих
Рис. 6-1. Подводящая часть газопроводов кок-
сового и доменного газа для батарей с печами ем-
костью 21,6 At3:,
/ — газоподогреватель; 2 — измерительные ди-
афрагмы; 3 — дроссельные клапаны; 4 — за-
движки
газопроводов, применяемых для батарей с
боковым подводом газа к печам.
Под кантовочным помещением подводя-
щие газопроводы коксового и доменного га-
за разветвляются и подсоединяются к рас-
пределительным газопроводам па машинной
и коксовой сторонах батареи. Газоподо-
греватель для подогрева коксового газа
устанавливается перед разветвлением газо-
провода.
Газоподогреватель включается так, чтобы
газ в случае необходимости мог проходить
мимо него
Задвижками, установленными на подводя-
щих газопроводах, управляют из кантовоч-
ного помещения.
Доменный газ с коксовым для повышения
теплотворной способности смешивается на
общецеховой смесительной станции или не-
посредственно под кантовочным помеще-
нием.
В последнем случае, как показано на рис.
6-1, прокладывается дополнительный газо-
провод Ду250, подводящий коксовый газ к
распределительным газопроводам доменно-
го газа. Для получения более однородной
смеси на газопроводах доменного газа уста-
навливают смесители.
Теплотворная способность смеси домен-
ного газа с коксовым обычно доводится до
1050—1100 ккал!м?.
Для печей с нижним подводом коксового
газа предусматривается дистанционное уп-
равление задвижками и автоматическое ре-
гулирование подачи газа на отопление пе-
чей. Щиты КИП и пульты управления уста-
новлены в диспетчерской, общей для двух
батарей.
Для подогрева газа устанавливается один
горизонтально расположенный газоподогре-
ватель на две батареи.
К распределительным газопроводам каж-
дой батареи с машинной и коксовой сторон
газ подводится самостоятельно. На каждом
подводе установлена задвижка с электро-
приводом. Благодаря увеличению прямых
участков до и после диафрагмы создаются
лучшие условия для регулирования подачи
газа по сторонам.
На батареях с боковым подводом газа к
печам распределительные газопроводы кок-
сового газа располагаются в тоннелях под
обслуживающими площадками, а газопро-
воды доменного газа — в каналах за край-
ними боровами с машинной и коксовой сто-
рон. Распределительные газопроводы ук-
ладываются на катучие или скользящие
опоры горизонтально.
В связи с постепенным уменьшением ко-
личества проходящего газа на распредели-
тельных газопроводах по длине батарей де-
лают два-три перехода на меньшие диамет-
ры. По концам распределительных газопро-
водов устанавливают продувные свечи, ко-
торые отключены от газопровода за-
движкой.
|В соответствии с требованиями правил
безопасности установка взрывопредохрани-
тельных клапанов на свечах запрещается.
Штуцеры на распределительных газопро-
водах доменного газа привариваются при
монтаже.
Звенья подводящих и распределительных
газопроводов соединяют сваркой. Фланцы
разрешаются только в местах установки
оборудования, задвижек и арматуры, а так
же в местах, где по условиям монтажа
сварка не может быть осуществлена.
Для доступа внутрь газопроводов преду-
сматриваются лазы в количестве не менее
трех на каждом распределительном газо-
проводе.
Газопроводы
117
Конденсат из подводящих и распредели-
тельных газопроводов отводится в гидро-
затворы, установленные под кантовочиый
помещением и по концам батарей.
Устройства для контроля и регулирования
На подводящих и распределительных га-
зопроводах предусматривают устройства,
необходимые для установки приборов регу-
лирования и контроля теплового режима
обогрева.
Обязательные объекты регулирования и
контроля на подводящем газопроводе —
давление, расход и температура газа до га-
зоподогревателя и после него. Автоматичес-
кие калориметры устанавливают на общем
подводе газа к батареям. На распредели-
тельных газопроводах по сторонам контро-
лируют давление и расход газа; здесь при-
меняют две схемы регулирования: 1) схема
с автоматическим регулированием постоян-
ного расхода газа и контролем давления по
сторонам батареи; 2) схема с автоматичес-
ким регулированием заданного давления по
сторонам батареи и контролем расхода
газа.
Преимущества схемы регулирования по
давлению в том, что в случае изменения по-
дачи газа в отдельные печи — при регули-
ровании, а также при нарушениях в подаче
вследствие загрязнения арматуры — не тре-
буется менять заданное давление, так как
общий расход газа на батарею автомати-
чески изменяется.
Независимо от применяемой схемы регу-
лирования предусматривается сигнализация
понижения давления ниже допустимой ве-
личины на общем подводе (50 мм вод. ст.)
с автоматическим отключением обогрева.
Расчет газопроводов
Сечение отопительных газопроводов опре-
деляется по формуле
3600ц
где F — площадь поперечного сечения газо-
провода, л2;
Q — расход газа на обогрев печей, м3/ч;
v — нормативная скорость газа, м/сек.
Нормативную окорость газа для подводя-
щей части газопровода к двум батареям
принимают равной 20 м/сек, для подводя-
щей части газопровода к каждой батарее
15 м/сек, для распределительного газопро-
вода 12 м/сек.
Оборудование газопроводов
Газоподогреватель (рис. 6-3) представля-
ет собой теплообменный аппарат, состоящий
из трех секций, соединяемых на фланцах.
Средняя секция газоподогревателя явля-
ется кожухотрубчатым теплозбменником и
'118
Газопроводы и технологические трубопроводы на коксовых печах
Рис. 6-3 Газоподогреватель
Рис. 6-4. Смеситель
состоит из корпуса с приваренными покой-
цам решетками, на которых герметически
закреплены трубы.
Греющий пар с давлением 3—4 кг)см1 по-
дается в межтрубное пространство. Темпе-
ратура уходящего из газоподогревателя га-
за регулируется автоматически.
Конденсат газа отводится через штуцер в
днище нижней секции, а конденсат пара —
из нижней части теплообменника.
На теплообменнике установлен предохра-
нительный клапан.
Средняя секция газоподогревателя тепло-
изолируется.
Дроссельные клапаны рассчитываются на
устойчивое регулирование при нормальном
расходе газа с углами поворота в 22—45°.
Управление дроссельными клапанами
осуществляется при помощи сервопри-
водов. ,
Конструкция смесителя показана на рис.
6-4. Коксовый газ поступает в наружную
полость и, проходя через отверстия внут-
ренней трубы, смешивается с бедным
газом.
Для чистки смесителя в наружную по-
лость подводится пар.
Материалы, применяемые для изготовления
газопроводов
Звенья подводящих и распределительных
газопроводов изготовляют из готовых стан-
дартных труб или из листвой стали марки
Ст. 3. Фланцы для звеньев газопроводов —
из листовой или полосовой стали марки
Ст.З.
Качество труб и стали, применяемых для
изготовления газопроводов, должно быть
удостоверено сертификатом.
Прокладки для уплотнения фланцевых
соединений газопроводов диаметром до
ДуЗОО изготовляют из асбестового картона,
а от Ду350 и выше — из асбестового шнура,
пропитанного суриком (80%) на масле
(20%).
Применение резины допускается для газо-
проводов холодного чистого доменного
газа
Требования, предъявляемые
при изготовлении газопроводов
Газопроводы должны быть герметичны.
Изготовление, испытание и приемку звеньев
газопроводов следует производить в соот-
ветствии со специальными техническими ус-
ловиями, которые являются неотъемлемой
частью проекта газопроводов.
Звенья газопроводов после изготовления
подвергают контрольным испытаниям на
плотность:
а) сжатым воздухом с избыточным дав-
лением 0,65 кг!смг с промазкой мыльным
раствором швов звеньев, имеющих фланцы;
б) промазкой керосином швов звеньев, не
имеющих фланцев, с предварительной ок-
раской мелом наружной поверхности шва.
Осмотр швов производится через 12 ч
после промазки их керосином.
Дефектные места сварных швов должны
быть вырублены и вновь заварены, после
чего звено подвергается повторному испыта-
нию на плотность.
Чеканка сварных швов не допускается.
При окончании монтажа или капитально-
Газопроводы
119
го ремонта газопроводы могут быть введе-
ны в эксплуатацию только после испытания
па плотность. Испытание на плотность про-
изводится сжатым воздухом с избыточным
давлением 0,65 кг! см2 при отключенных ап-
паратах н при заглушенных штуцерах рас-
пределительных газопроводов коксового
и бедного газа, а также отводах к изме-
рительным приборам, свечам и гидрозатво-
рам.
Результаты испытаний считаются удовле-
творительными, если величина утечки на ис-
пытуемом участке в течение 2 ч не превы-
шает 2% объема воздуха, находившегося
в газопроводе.
Утечка в процентах определяется по фор-
муле
где Рнач, Рнон — абсолютное давление воз-
духа в начале и конце ис-
пытания;
Тнлп, Укон — абсолютная температура
воздуха в газопроводе в
начале и конце испытания.
После присоединения арматуры отопления
печей коксовым газом и регулировочных
клапанов бедного газа распределительные
газопроводы в сборе с арматурой подвер-
гаются испытаниям сжатым воздухом на
плотность фланцевых соединений.
Испытание распределительных газопрово-
дов коксового газа производят следующим
образом:
а) гидрозатворы для отвода конденсата
заполняют водой, а крайние звенья прямого
участка газопровода, штуцера для свечей и
фланцы у диафрагм заглушают;
б) испытание производят при давлении
воздуха 0,1 кг/см2 в двух положениях ар-
матуры отопления:
стопорные и кантовочные краны открыты;
стопорные краны открыты, кантовочные
закрыты;
в) результаты испытаний считают удовле-
творительными, если потери давления в
каждом испытании в течение 30 мин не пре-
вышают 10% от избыточного давления, при-
веденного к одинаковым температурным
условиям.
Испытание распределительных газопрово-
дов бедного газа производят дважды:
а) при закрытых регулировочных клапа-
нах и давлении воздуха 0,2 кг/см2.
Результаты испытания считают удовле-
творительными, если потери давления в те-
чение 30 мин не превышают 10% от избы-
точного давления, приведенного к одинако-
вым температурным условиям;
б) при открытых регулировочных клапа-
нах и закрытых газовых тарелках газовоз-
душных клапанов.
Испытания производят группами по 5 га-
зовоздушных клапанов при сухой уплотня-
ющей поверхности и давлении в газопро-
воде 450 лл1 вод. ст.
Результаты испытания считают удовле-
творительными, если потери давления за
10 мин не превышают 20% от избыточного
давлеяия, приведенного к одинаковым тем-
пературным условиям.
В обоих случаях воздухосборником слу-
жит испытуемый газопровод.
Эксплуатация -газопроводов
В процессе эксплуатации необходимо
строго следить за исправным состоянием и
герметичностью газопроводов и всех устрой-
ств, находящихся под газом.
При обнаружении повреждений, влеку-
щих за собой нарушение герметичности га-
зопроводов, необходимо немедленно при-
нять меры для их устранения.
В отопительных газопроводах постоянно
должно поддерживаться давление. При сни-
жении давления газа в общем газопроводе
до 50 мм вод. ст., а также в случае пре-
кращения отсоса газа при отоплении печей
коксовым газом производится остановка
обогрева печей.
При остановке обогрева печей кантовоч-
ные краны и клапаны необходимо перекан-
товать в закрытое положение и закрыть все
стопорные краны, регулировочные клапаны
и задвижки по сторонам батареи и на об-
щем подводе.
В случае остановки обогрева печей при
работе газодувки отопительные газопро-
воды остаются под давлением, а избы-
ток газа выпускается через продувные
свечи.
Во всех случаях падения давления до ну-
ля при длительных остановках (более 3—
4 ч), а также после вскрытия газопроводы
перед пуском газа должны быть продуты
паром через продувные свечи.
При кратковременных ремонтах давление
газа в газопроводах должно быть снижено
до 10—20 мм вод. ст.
После продувки паром производится про-
дувка газопровода газом. При этом давле-
ние газа поддерживается в пределах 80—
100 мм вод. ст. Перед пуском газа на отоп-
ление печей необходимо проверить качест-
во газа; при продувке коксовым газом про-
верку производят путем зажигания пробы
газа. Если газ чистый, проба загорается спо-
койно, без хлопков.
При продувке доменным газом необходи-
мо убедиться в выходе доменного газа из
свечи (по звуку) и анализом проверить
содержание в газе кислорода.
При пуске газа на отопление печей в рас-
пределительных газопроводах необходимо
при помощи задвижек поддерживать давле-
ние газа в пределах 80—100 мм вод. ст.
После включения на обогрев половины
простенков закрывают продувные свечи, а
после включения всех простенков устанав-
ливают давление газа по сторонам батареи
и включают регуляторы.
В процессе эксплуатации необходимо сле-
дить за состоянием газопроводов, для чего
не реже одного раза в квартал производить
замер перепадов давления на отдельных
участках.
120
Газопроводы и технологические трубопроводы на коксовых печах
ТРУБОПРОВОДЫ АММИАЧНОЙ ВОДЫ
ЦИКЛА ГАЗОСБОРНИКОВ
Для охлаждения коксового газа после
выхода его из печей используют аммиачную
или надсмольную воду, накапливающуюся
в первичных газовых холодильниках при
конденсации внешней и пирогенетической
влаги шихты.
Охлаждение осуществляется путем тонко-
го распыления воды (с помощью форсунок)
в коленах стояков и на вертикальных участ-
ках перекидного газопровода.
Аммиачная вода циркулирует в цикле по
схеме: газосборники — осветлители — сбор-
ники воды и снова газосборники. Темпера-
тура воды устанавливается в зависимости
от точки росы на уровне 80—84° С на линии
нагнетания и 86—92° С на линии стока в
осветлители.
Для снижения накоплений в воде не-
растворимых веществ часть воды система-
тически выводится из цикла, который по-
полняется за счет конденсата первичных
газовых холодильников.
В последние годы аммиачная вода широ-
ко применяется для принудительного сгона
фусов в газосборниках (гидравлический
сгон).
Форсунки устанавливают на коленах сто-
яков, на свечах и по 14—16 штук на пере-
кидном газопроводе для отвода прямого га-
за. Для сгона фусов на дне газосборника
(рис. 6-5) форсунки устанавливают через
каждые две печи.
Вода на охлаждение газа и огона фусов
обычно отводится из верхней части распре-
делительного аммиакопровода. Чтобы в
этом трубопроводе не накапливалась смо-
ла, уносимая с водой из осветлителей в ви-
де смоловодяной эмульсии, и чтобы она не
загрязняла форсунки в нижней части тру-
бопровода (по его концам) имеются отво-
ды воды диаметром 40—50 мм в газосбор-
ник через форсунки диаметром 14—18 мм.
Для охлаждения газа в последние годы
применяют форсунки диаметром 6 мм (вме-
сто применявшихся ранее диаметром 7—
8 мм); для сгона фусов — форсунки диа-
метром 7 мм. В табл. 6-1 приведены рас-
ходы воды на орошение газа через одну-
форсунку в зависимости от исходного дав-
ления и диаметра форсунки. Для нор-
мального орошения и сгона фусов необхо-
димо давление 1,5—1,8 ати.
Таблица 6-1
Расход воды на орошение
через одну форсунку в зависимости
от ее диаметра и давления
в коллекторе
Давление перед форсун- кой ати Средний расход, л/мин, при диаметре форсунки, мм
6 7 8 9
0,25 11,03 14,17 17,66 21,56
0,50 13,48 19,27 25,10 28,96
0,75 15,41 24,60 29,10 34,90
1,00 20,73 27,80 33,46 39,43
1,25 23,40 31,26 37,76 43,3
1 ,50 24,30 32,73 41,10 47,1
1,75 25,76 34,70 42,36 51 ,7
2,0 28,20 37,40 46,60 —
2,25 30,00 40,36 — —
С повышением давления плотность оро-
шения по сечению конуса закономерно из-
меняется (рис. 6-6) с увеличением в его
внешней части и снижением до нуля в
центральной. Лучшая равномерность по
сечению достигается при малых диаметрах
форсунок.
Количество подаваемой воды на ороше-
ние ранее рассчитывалось исходя из нормы
5—6 м?)т коксуемой сухой шихты при двух
газосборниках и 4 ж3/'т при одном газосбор-
нике. Характеристика устройств для оро-
шения стояков и газосборников и нормаль-
ные расходы воды на охлаждение газа
даны в табл. 6-2 в зависимости от числа
печей в батарее.
С увеличением объема камер расход во-
ды на тонну загруженной сухой шихты сни-
жается, так как количество влаги, испаряю-
щейся вследствие охлаждения газа, возра-
стает незначительно, а число форсунок в
расчете на одну и ту же производитель-
ность сокращается.
Количество испаряющейся влаги от ох-
лаждения газов определяется по следующей
формуле:
У _ 0,85QB (7; — /2) Qi-
Qiicn
где <QB — тепло, уносимое из печи с га-
зами, химическими продуктами
и влагой шихты, ккал)т;
Трубопроводы аммиачной воды цикла газосборников
121
Qi— тепло, содержащееся в этих
газах при температуре в газо-
сборнике, ккал/т-,
qB—количество воды, расходуемой
на охлаждение, л/т;
6, h — температура воды на входе и
выходе из газосборника;
Фисп — теплота испарения, ккал/л;
0,85—коэффициент, учитывающий по-
тери тепла стояками и газо-
сборником.
Скорость воды в напорном аммиакопрово-
де принимается 2 м/сек, а в обратной са-
мотечной трубе — не выше 1 м/сек. Из газо-
сборника машинной стороны печей аммиач-
ная вода через гидрозатвор высотой 100—
150 мм отводится непосредственно по пря-
мому газопроводу, а из газосборника с кок-
совой стороны—через гидрозатвор в от-
дельный трубопровод к осветлителям. При
отводе воды с коксовой стороны, вниз че-
рез тоннели под путями коксовыталкива-
теля, для устранения торможения стока
парами и газами, выделяющимися из во-
ды, скорость стока воды доводится до 0,5—
0,7 м/сек и устанавливается расширитель
(рис. 6-7) для сброса газов в атмосферу.
Аммиакопровод выполняется из обычных
газовых труб и испытывается на давление
в 6—10 ата.
Рис. 6-6. Плотность орошения по конусу в зависимости от диаметра форсунки н исходного давления
Таблица 6-2
Нормальный расход аммиачной воды на охлаждение газа в газосборниках.
Характеристика Стояки Свечн Пере- кидной газопро- вод Сгон фусов Промыв- ка амми- акопро- вода Опций потребный расход воды, м3/ч, на батарею с 10%-ным запасом Расход воды на 1 m кок- суемой шихты, м3, in Испаряется воды в газо- сборникс от охлаждения газа и химических продук- тов, % к подведенной
число форсунок d = 6 мм У л 3 число форсунок d = 6 мм У а? число форсунок d = 6 мм У а? число форсунок , d = 8 мм । 1 i I 1 число форсунок \ d — 14-н 1 8 мм м3/ч
Батарея из 65 печей с объемом камеры 21,6 м3 и шириной 407 мм, пери- од коксования 15 ч . . . 130 190 16 23 16 23 64 156 4 32 475 7,0 2,0
Батарея из 77 печей с объемом камеры 30 м3 и шириной 450 мм, период коксования 17,5 ч ... 154 204 16 23 16 23 76 187 4 50 540
5,5 3,6
Батарея из 77 печей с
объемом камеры 32,3 м3 и шириной 410 мм, период коксования 16 ч .... 154 204 16 23 16 23 76 187 4 50 540 4,6 5,0
a 22
Газопроводы и технологические трубопроводы на коксовых печах
В связи с агрессивным действием горячей
-аммиачной воды применяется стальная ар-
матура.
На всех отводах воды к форсункам уста-
навливают проходные сальниковые краны,
пробки для прочистки и фланцевые соеди-
нения для снятия и прочистки отводов.
Лучшее место расположения распредели-
тельного коллектора на газосборнике—
внешняя сторона обслуживающей площад-
.ки.
На подводящих трубопроводах аммиачной
воды устанавливаются задвижки, а по
концам распределительного трубопровода —
манометры для измерения давления. Это
позволяет распределять воду по коллекто-
рам и поддерживать одинаковое давление
на всех участках.
На случай прекращения подачи аммиач-
ной воды на орошение предусматривается
подвод технической воды к распределитель-
ным коллекторам в количестве до 25% от
потребного для нормальной работы. При
этом вода подается лишь в форсунки стоя-
ков, а все остальные форсунки отключают-
ся. Включение технической воды обычно
применяют в том случае, если аварийная
остановка продолжается свыше 30 мин и
газосборник перегревается.
ПАРОПРОВОДЫ
Пар в коксовых цехах применяется для
пропарки газопроводов, подогрева коксово-
го газа, инжекции газов при загрузке пе-
чей, чистке колен, а также для прогрева
троллей и пропарки пцдрозатворов. Пот-
ребность в паре на действующих батареях
15—30 кг/т сухой загруженной шихты.
Практически для каждой батареи на на-
грев коксового газа для отопления печей
требуется 250—300 кг/ч и на пароинжекцию
300—400 кг/ч. В пересчете на 1 т шихты, с
учетом конденсации в линиях подвода, это
составляет от 9 до 10 кг. Остальное коли-
чество уходит на пропуски пара в кранах.
Число кранов на батарее в два раза пре-
вышает число печей, и даже небольшие
пропуски намного увеличивают расход па-
ра на инжекцию.
Пропуски пара через золотниковые карты
увеличиваются по мере износа привалочных
поверхностей, что видно из следующих
данных:
Давление
пара, ати Утечка, кг/ч
Новые краны
5 0,3
6 0,36
7 0,42
Краны, проработавшие
больше года
5 2,8
6 3,4
7 4,0
Для снижения утечек па-
ра при применении золотни-
ковых кранов необходимо
производить притирку при-
валочных поверхностей.
Пар от общей магистрали подводится для
двух батарей по трубопроводу диаметром
80—100 мм. На отводах к каждой батарее
устанавливают измерительные диафрагмы и
регулирующий клапан с фиксацией давле-
ния. Устанавливается также распределитель-
ная гребенка для пропарки газопроводов с
отдельными отводами и двойными отсекаю-
щими кранами на каждом отводе. Диамет-
ры отводов выбирают в зависимости от рас-
хода. Отвод пара для пароинжекции имеет
обычно диаметр 50—80 мм. При этом фак-
тическое распределение давлений на отдель-
ных участках паропровода для инжекции
приведено в табл. 6-3.
При одинаковом давлении пара с увели-
чением его расхода увеличивается и ин-
жекционная способность. При малых давле-
ниях пара форсунки для инжекции должны
иметь диаметр не менее 18—22 мм.
Из практики эксплуатации известно, что
в форсунках для инжекции, а также па
участке паропровода после крана нередко
наблюдаются отложения графита и уголь-
ной пыли, снижающие эффективность паро-
инжекции. В этих случаях необходима
очистка форсунок от отложений.
На паропроводах, предназначенных для
пропарки газопроводов, по правилам без-
опасности предусматривается съемный уча-
сток для отсоединения паропровода по
окончании пропарки.
Арматура паропроводов выбирается исхо-
дя из температуры перегрева и рабочего
давления пара. Допускаемое максимальное
давление пара в паропроводах коксового
цеха 10 ати. Регулятор понижения давления
Отвод конденсата
123
Таблица 6-3
Давление в подводящем паропроводе при включении инжекции
на одной печи и расход пара на инжекцию
Насадки, мм
Точки замера 14 18 22
Давление, ати: на подводе к двум ба- тареям 5 6 7 5 6 7 5 6 7
перед золотниковым кра- ном 4,5 5,5 6,5 4,0 5,0 6,0 3,5 4,5 5,5
после золотникового крана 4,0 4,9 5,9 3,55 4,5 5,45 3,1 4,1 4,8
Расход пара на собственно инжекцию (типовые рас- ширяющиеся форсунки), кг/мин 6,6 7,3 8,0 8,3 9,0 9,8 10,3 11,0 11,8
Рис. 6-8. Гидрозатвор для отвода га-
зового конденсата
до 4 ати устанавливается лишь на ту часть
пара, которая направляется в газоподогре-
ватель.
ОТВОД КОНДЕНСАТА
На коксовых печах имеется два вида
конденсата: паровой и газовый.
Паровой конденсат отводится отдельно от
газового для возврата в цикл пароснабже-
ния.
На паровых линиях применяют серийные
конденсатоотводчики типа 45с10ншт с
опрокинутым поплавком и с входным диа-
метром 25 мм.
Газовый конденсат отводится в феноль-
ную канализацию по отдельным линиям с
уклоном не менее 5—10 мм на метр. При-
меняют многоточечные конденсатоотводчп-
ки с гидравлическим затвором; от Здо 12
вводов в зависимости от места установки
(рис. 6-8).
Конденсатоотводчик рассчитывается исхо-
дя из максимального давления, возможного
в газопроводе, плюс 500 мм вод. ст. Допу-
скается установка одного общего конденса-
тоотводчика для коксового и доменного га-
зов, рассчитанного па максимальное давле-
ние. На отводных линиях конденсата уста-
навливают свечи для сброса в атмосферу
возможных выделений газов, абсорбирован-
ных конденсатом. Точка вывода газов
располагается на 4 м выше рабочих
мест.
В процессе эксплуатации ведется наблю-
дение за чистотой конденсатоотводчиков,
уровнем воды в них и отеплением помеще-
ний, где они установлены. Пар подводится
для периодической пропарки и устранения
твердых отложений. При пропарке и реви-
зии сброс конденсата от газопроводов вре-
менно отключается.
Допускается сброс газового конденсата в
газосборники печей путем перекачки его на-
сосом.
Г л а в a 7
МЕТАЛЛИЧЕСКИЕ КОНСТРУКЦИИ КОКСОВЫХ ПЕЧЕЙ
АРМИРОВАНИЕ КЛАДКИ ПО ДЛИНЕ
БАТАРЕИ
Нагрузки на контрфорсы
Батерея коксовых печей на своих кон-
цах имеет упорные стены — контрфорсы, со-
стоящие, из железобетонного или металли-
ческого каркаса.
Назначение контрфорсов — создавать про-
тиводавление при разогреве и эксплуатации
батареи, чтобы исключить движение масси-
Рис. 7-1. Расчетная схема сил трення в корнюр-
ной зоне коксовых печей
ва кладки и обеспечить поглощение неиз-
бежного роста ее за счет уменьшения раз-
меров продольных температурных швов,
оставляемых для этого в кладке коксовых
печей (рис. 7-1).
Продольные температурные швы в печах
предусматриваются только в зонах сплош-
ной кладки. Против камер коксования и ре-
генераторов температурные швы отсутству-
ют. Расширение кладки простенков на этих
участках происходит в результате некоторо-
го сужения ширины каждой камеры.
В швах скольжения между температурны-
ми швами при росте кладки печей возникают
силы трения, величина которых зависит от
нормального давления, в данном случае соб-
ственного веса кладки и коэффициента тре-
ния.
Тонкий слой бумажного картона в швах
скольжения хотя и обеспечивает неспекание
раствора с одним из кирпичей, однако обуг-
ливается и выгорает еще при низких темпе-
ратурах, и поэтому можно считать, что тре-
ние в швах скольжения происходит кирпич
по кирпичу. Коэффициент трения для этого-
случая принимается от 0,75 до 1,0.
Массив кладки каждой печи расширяется,
на обе стороны от своего центра (оси) тя-
жести навстречу движению кладки соседних
печей, и температурные швы уменьшаются.
Силы, возникающие в швах скольжения ог
трения, также направлены навстречу друг
другу и поэтому уравновешиваются по всем
печам батареи, за исключением крайних про-
стенков, суммарная сила трения в которых
должна быть поглощена контрфорсами.
Таким образом, усилия, передаваемые на
контрфорсы, определяются и рассчитываются
по суммарной силе трения, возникающей в
швах скольжения крайнего отопительного-
простенка.
Расчет нагрузки на контрфорсы
для печей ПВР с высотой камеры 4,3 м
а. На уровне свода камеры нагрузка ог
собственного веса кладки на сводовые кир-
пичи перекрытия камеры составляет 945 кг/м
длины печи.
Силы трения
qT = 945 • 2 = 1890 кг/м,
где 2 — удвоенная величина коэффициента
трения, учитывающая случайное
проникновение мертеля под картон
шва скольжения.
б. На уровне центра корнюрной зоны на-
грузка от собственного веса кладки на
среднее сечение корнюрной зоны, располо-
женное между температурными швами под
простенком, 7300 кг/м печи, или
7300
он = —-------= 1,325 кг/см-,
Чн 55 -100
где 55 — средняя ширина участка корнюр-
ной зоны против простенка (см.
рис. 7-1).
Суммарная площадь швов скольжения по
всем рядам кладки, приходящаяся на вер-
Армирование кладки по длине батареи
125
тикальный ступенчатый ряд температурных
швов зоны,
FK = (10 + 5+ 14 + 16 + 5 + 5 + 4 + 4) X
X 100 = 6300 сл2/л» печи.
Суммарное вертикальное давление, прихо-
дящееся на швы скольжения,
<?н = 6300 • 1,325= 8350 кг/м.
Силы трения
q" = 8350 2 = 16 700 кг/м.
в. На уровне пода регенераторов суммар-
ная нагрузка от веса кладки на одну из
•стен регенераторов 5800 кг/м.
Сила трения
q'^' = 5800 • 0,5 = 2900 кг/м,
где 0,5 — коэффициент трения кирпичной
кладки по железным листам.
Эта нагрузка определена исходя из не-
подвижности нижнего железобетонного ос-
нования печей по отношению к кладке.
Рис. 7-2, Схема контрфорсов, боровов в
увязке с фундаментной плитой:
а — контрфорсы, закрепленные в фунда-
ментной плите; б — контрфорсы, закреп-
ленные в железобетонном массиве боро-
вов
В действительности, кроме нагрузок от
кладки, на контрфорсы в некоторых конст-
рукциях фундаментов передаются усилия от
трения между массивом кладки печей и же-
лезобетонными боровами под печами
'г 2 2
где G6aT — вес кладки батареи из 65 пе-
чей, г;
f — коэффициент трения между кир-
пичом и железом, смазанным
маслом.
Это усилие (рис. 7-2) не поглощается
сопротивлением контрфорса и приводит к
перекосу стен регенераторов и деформации
контрфорсов. Установлено, что температур-
ные швы между контрфорсами и боровами
практически ие срабатывают.
Крепление контрфорсов за железобетон-
ный массив боровов и их скольжение ко
нижней фундаментной плите вместе с боро-
вами поглощает эти усилия и разгружает
контрфорсы. При этом расстояние между
осями соседних печей после разогрева ба-
тареи увеличивается примерно на 1—2 мм
в результате температурного роста масси-
ва железобетонных боровов.
Контрфорс рассчитывается по приведен-
ным нагрузкам, как балка, свободно лежа-
щая на двух опорах; определяются реак-
ции на ее концах внизу у места заделки
в фундаментную плиту и вверху для пере-
дачи продольным анкерным стяжкам, вза-
имно оттягивающим контрфорсы батареи.
Продольные анкерные стяжки
Расчетная нагрузка на каждую анкерную
стяжку (рис. 7-3) обычно составляет 30—
35 т.
Чтобы стяжки печей находились постоян-
но под заданной нагрузкой и их натяжение
не ослаблялось при нагреве, на обоих кон-
цах устанавливают по три комплекта 10—
12-т сдвоенных больших и малых цилиндри-
ческих пружин. Нагрузка на стяжки регу-
лируется по усадке пружин. Для печен с
длиной камеры 14—15 м необходимо шесть
стяжек.
После окончания разогрева батареи даль-
нейшее постепенное перерождение динасо-
вого кирпича до постоянного объемного ве-
са 2,30—2,32 приводит к некоторому допол-
нительному и необратимому росту кладки,
особенно в первые годы эксплуатации. При
сильно ослабленных или полностью снятых
(для удобства обслуживания верха печей)
стяжках контрфорсы, заделанные только в
фундаментную плиту, не выдерживают кон-
сольно приложенной нагрузки и смещаются
в верхней части. Наклон контрфорсов на
некоторых перекладываемых батареях до-
стигает 100—150 мм. При этом наблюдаем-
ся соответствующий перекос стен камер
крайних печей.
При эксплуатации печей нагрузки па
стяжки могут быть наполовину меньше, чем
при разогреве, так как подвижность кладки
по швам скольжения обеспечена еще при
разогреве печей и нет необходимости при-
менять в расчете удвоенный коэффициеш
трения.
За нагрузками на стяжки должно вестись
тщательное наблюдение. При значительных
переменах в атмосферных условиях ослабле-
ние натяжения стяжек не допускается.
126
Металлические конструкции коксовых печей
Влияние температурных условий на арми-
рование контрфорсов и работу продольных
стяжек можно продемонстрировать следую-
щим примером.
Батарея состоит из 77 печей общей дли-
ной 100 м. Температура продольных стяжек
изменяется в зависимости от окружающей
среды (день, ночь, атмосферные осадки
и др.) на ±10, 20, 40 и 60° С. Определить
Максимальные изменения в нагрузках на
стяжки при отсутствии пружин (табл. 7-1),
уменьшаются почти в три раза при уста-
новке пружин на концах.
Ливневые дожди вызывают особенно-
большие изменения в температуре нагрева
стяжек. Пружины на концах стяжек явля-
ются обязательным элементом правильного
армирования батареи.
Рис. 7-3. Узел продольной стяжки у контрфорса.
изменения в нагрузках на продольные стяж-
ки для следующих случаев: продольные
стяжки без пружин на концах; пружины на
одном конце; пружины на обоих концах.
Сечение продольных стяжек 9,5-2,5 = 24 см2;
модуль упругости 2 106 кг!смг, допуска-
емое предельное напряжение растяжения
18 кг/лж2. Пружины на концах цилиндри-
ческие, работают параллельно. Комплект из
трех пружин под нагрузкой 30 т дает ли-
нейную усадку 46 мм. Нормальная рабочая
нагрузка на стяжку 20 т.
При отсутствии пружин на стяжках из-
менения в рабочих нагрузках от колебания
температуры можно определить по сле-
дующей формуле:
Xp — EFkM кг,
где Е — модуль упругости, кг!см2;
F — площадь поперечного сечения стяж-
ки, см2;
k — коэффициент линейного расшире-
Стяжки (рис. 7-3) выполняются из поло-
совой стали (Ст. 3) сечением 95x25 мм. По-
лосы свариваются с помощью двух накла-
док. Концы стяжек для удобства закрепле-
ния у контрфорсов выполняются из круг-
лой стали марки Ст. 3. При разогреве бата-
реи стяжки от нагрева удлиняются; для
компенсации удлинения на их концах до-
полнительно к упорным гайкам устанавли-
ваются муфты (римские гайки) с правой
и левой резьбой. Продольные анкерные
стяжки укладываются в углубления верха
печей заподлицо с кладкой.
Таблица 7-1
Изменения нагрузок на продольные
иия от изменения температуры;
А/ — разность температур, °C.
Изменения в нагрузках, как видно из фор-
мулы, не зависят от длины батареи и
стяжки.
При установке комплекта пружин в од-
ном конце стяжки изменения в нагрузках
рассчитываются по формуле Н. К. Кула-
кова.
стяжки при различных температурах
их нагрева
Измене-
ние
темпера-
туры
стяжек
°C
Пружины
на одном
конце
стяжки
Пружины
на обоих
концах
стяжки
Продольные
стяжки
без пружин
3 Х+ EF
усадки
где X — коэффициент изменения нагрузки от
10000 „
пружины ~ — =2150 кг/см;
3 — число пружин;
/0— длина стяжки, см.
При пружинах на двух концах каждой
стяжки формула приобретает вид
kl^t
V 2 1
зх + EF
кг.
Исходная 20 8,3 20 8,3 20
нагрузка
±ю 5,76 2,4 3,46 1,43 2,28
±20 11,5 4,8 6,90 2,86 4,56
±40 23,0 9,6 13,80 5,72 9,12
±60 34,5 14,2 20,70 8,58 13,68
8,3
0,95
1,90
3,80
5,70*
Иногда применяют стяжки круглого се-
чения по всей длине, однако они менее
удобны в эксплуатации.
Перед разогревом печей стяжки уклады-
вают выше уровня верха кладки печей и у
контрфорсов закрепляют на специальных
подставках с болтами регулирования уров-
Поперечное армирование кладки батареи
127
ня. Когда рост кладки печей закончится,
подставки удаляют. Во время эксплуатации
печей нагрузка на каждую стяжку поддер-
живается в пределах 20 т.
ПОПЕРЕЧНОЕ АРМИРОВАНИЕ КЛАДКИ
БАТАРЕИ
Кладка печей по мере ее роста в процес-
се разогрева и эксплуатации поддерживает-
ся под некоторым напряжением, создавае-
мым сопротивлением металлических колонн
(рис. 7-4), располагаемых по осям отопи-
Рис. 7-4. Схема поперечного армиро-
вания батареи анкерными колоннами:
1 — большие анкерные колонны; 2 —
малые анкерные колонны; 3 — арми-
рующая балка внутри колонны; 4 —
узлы пружин с предельной нагрузкой
4 т; 5 — узлы пружин с предельной
нагрузкой 2 т
тельных простенков с коксовой и машинной
стороны. Для печей с двумя продольными
регенераторами под каждой камерой уста-
навливаются дополнительно малые колонны.
• Анкерные колонны с обеих сторон печи
взаимно стягиваются стяжками. На кон-
цах стяжек устанавливают сдвоенные ци-
линдрические пружины — большую и ма-
лую, рассчитанные на суммарную нормаль-
ную нагрузку 10 т (предельная 14,4 т).
Поскольку верхние анкерные стяжки ра-
нее свободно укладывали в углубление-
кладки и не перекрывали сверху кирпи-
чом (рис. 7-5, айв), пружины устанавли-
вали только в одном конце. На нижней'
стяжке, залитой бетоном в выстилке фун-
даментной плиты, пружины устанавливали-
с двух сторон.
Исследования показали, что при пере-
крытии верхних стяжек кладкой для удоб-
ства уборки верха печей от просыпавшейся
шихты стяжки прочно удерживаются в
кладке трением и не сдвигаются при от-
пуске болтов на одной из сторон. По этой
причине в настоящее время как внизу, так
и вверху батареи пружины устанавливают
с обеих сторон. Изменение вертикально-
сти фасадных стен печей дано в табл. 7-2.
Таблица 7-2
Изменение вертикальности фасадных
стен, мм
Суммарное удлинение
печей на уровне
Свода камеры .... 198 210 280
Пода камеры .... 200 230 300
Корнюрной зоны . . . 188 198 210
Верха подовых каналов 155 160 160
Внутренняя и наружная полки анкерных
колонн не одинаково нагреваются, разность
температур между ними достигает 50—
70° С, что обусловливает обратный прогиб
колонн в 8—10 мм.. По этой причине стрела
прогиба нагруженных колонн всегда меньше
расчетной.
Анкерные колонны, не имеющие пружин-
ной передачи давления армирования на.
кладку печей, рассчитываются на равномер-
но распределенную нагрузку 1,5—2 т/м. Ко-
лонны с пружинным армированием отдель-
ных зон кладки рассчитываются по диффе-
ренцированным нагрузкам для этих зон.
Нагрузки при дифференцированном
армировании кладки каждой печи
На участке армирующей рамы простенка,
устанавливают две или три пружины с ра-
бочей нагрузкой по 3 т на каждую (рис.
7-4 и 7-5, г). На уровне регенераторов и
корнюрной зоны в основной колонне уста-
навливают по три пружины с нагрузкой до-
1,5 т на каждую н на вспомогательном
128
Металлические конструкции коксовых печей
анкераже две пружины с рабочей нагруз-
кой по 2 г каждая. Суммарная нагрузка от
внутренних пружин составляет от 14,5 до
17,5 г на каждую колонну, рабочие на-
грузки на нижние н верхние стяжки — соот-
ветственно от 7 до 10 т. При разогреве ба-
тареи нагрузки могут быть уменьшены на
10—20% от рекомендуемых при эксплуата-
ции.
Сумма нагрузок по промежуточным уз-
лам армирования кладки всегда меньше,
чем общая нагрузка на пружины верхних
и нижней стяжек анкерной колонны, из-
за того, что стяжки могут нагреваться по
'разному в зависимости от времени года,
условий эксплуатации и атмосферных ус-
ловий. Запас в нагрузке на эти пружины
компенсирует указанные температурные
изменения длины стяжек, и нагрузки на
кладку по промежуточным узлам армиро-
вания остаются практически постоянными.
На концах стяжек при этом возникают до-
полнительные реакции от упора колонны
в неподвижную кладку.
Снижение или увеличение нагрузок на
верхние и нижние анкерные стяжки и пру-
жины следует производить периодически
не менее 2-х раз в год (весной и осенью).
Снижение нагрузок на стяжки следует
производить осторожно, не допуская от-
хода анкерных колонн от кладки и брони,
а также учитывая, что нагрузка на них
должна быть на 15—2О°/о больше сум-
марной по промежуточным узлам армиро-
вания. Для цилиндрических пружин на-
грузки пропорциональны усадке (проги-
бу) и могут рассчитываться по табл. 7-3.
При кладке печей из различных материа-
лов шамотная часть стен регенераторов с
малым ростом при разогреве выполняется
удлиненной на 60—70 мм по сравнению с
динасовой частью стен.
Анкерные колонны устанавливают вплот-
ную к шамотной кладке. Для удержания
динасовой кладки под заданной нагрузкой
на колонне в узлах пружинного армирова-
ния предусматриваются удлиненные упор-
ные пальцы, скрепленные планкой от пере-
косов при высотном росте кладки. К кон-
цу разогрева батареи разность в длине ша-
мотных н динасовых стен исчезает и анкер-
ная колонна прилегает к кладке по всей вы-
соте.
Между динасовой и шамотной кладкой
находится шов скольжения с заполнением
тонкомолотым графитом. Коэффициент тре-
ния для этого шва принимается 0,25—0,30.
Низ шамотной стены заделывается в желе-
зобетонную плиту и на анкерную колонну
может передаваться только усилие сдвига,
когда равнодействующая от силы трения
и нормального давления выходит за пре-
делы плиты (рис. 7-5,в). При высоте ша-
мотной кладки 600—700 мм это усилие
составляет около 3 г. Соответственно на
время разогрева усилие на нижние стяж-
ки повышается до 10—<12 т.
При первичном разогреве массива печей
температурный рост кладки и ее удлинение
происходят по всем зонам соответственно
повышению температуры. Кладка печей
поддерживается под некоторым напряже-
нием, чтобы у наружных головочных частей
не было обрушений и выпучивания отдель-
ных кирпичей. По мере роста кладки бол-
товые крепления отпускаются; при этом ан-
керные колонны, обеспечивая свободу роста,
в то же время удерживают кладку под за-
данной нагрузкой.
При эксплуатации печей дополнительно-
му удлинению подвержена в основном зона
кладки отопительных простенков, где более
высокие температуры и кирпич подвергает-
ся постепенному перерождению до постоян-
ного удельного веса; рост кладки происхо-
дит также от переменного охлаждения и
нагрева. Сдержать этот рост кладки невоз-
можно, поэтому анкерные болты на колон-
нах периодически отпускаются, обеспечивая
некоторую свободу роста. При отходе ан-
керных колонн, связанных с ростом зоны
отопительных простенков, в корнюрной н
регенераторной зоне, где роста кладки прак-
тически нет, делается зональное армирова-
ние (рис. 7-5,6).
При расчете усилия армирования зоны
отопительных простенков учитывается так-
же усилие, передаваемое на анкерные ко-
лонны от трения кокса по поду камеры н
ползуна выталкивающей штанги. Эти уси-
лия наиболее опасны на коксовой стороне.
От скольжения кокса по поду это усилие
наибольшее и затухает в кладке массива
печей.
При весе штанги Юти головки пресса
5 г нагрузка на головку и анкерные колон-
ны составит И—12 г. Это усилие через
кладку передается на две соседние анкер-
ные колонны примерно поровну.
Чтобы разгрузить анкерные колонны от
этих периодически возникающих нагрузок,
верхний пояс обслуживающих площадок с
коксовой стороны выполняется жестким,
способным воспринять эти нагрузки от ко
лонн выдаваемой печи п рассредоточить их
на смежные колонны.
Усилия, возникающие при снятии дверей,
передаются на армирующие рамы, а через
них на колонны. Поэтому двери перед сня-
тием первоначально приподнимают вверх о г
порога (при этом нарушается связь их с
коксовым пирогом), а затем отводят.
Кроме горизонтальных нагрузок анкер-
ные колонны несут вертикальные нагрузки
от оборудования (мосты, газосборники, сто-
яки, обслуживающие площадки, двересъем-
ная машина и коксонаправляющая, упорный
рельс и др.). Наибольшая вертикальная на-
грузка по величине, достигающая 15—20 г,
приходится с коксовой стороны на опорные
колонны под мосты перекидных газопрово-
дов. Опорные конструкции этих мостов рас-
средотачивают нагрузки на две колонны.
Анкерные колонны рассчитывают на не-
обходимую жесткость от горизонтальных
нагрузок, как свободно лежащую балку с
рассредоточенными по длине нагрузками от
пружинного армирования кладки.
Поперечное армирование кладки батареи
129
Моменты сопротивления поперечного се-
чения колонн на уровне корнюрной зоны и
нижней части простенка, где нагрузки мак-
симальны, принимаются от 2300 до
ров и корнюрной зоны — через однотавро-
вые и двутавровые балки. Этим достигает-
ся более равномерная нагрузка стен по всей
высоте печи.
Рис. 7-5. Основные узлы анкеража:
а — узел верхней стяжки и упорного рельса; б — армирование стен регенераторов;
в __ у3ел нижией стяжки; г — узел армирования брони; I — упорный рельс; 2 — сдвоенная
пружина; 3 — армирование в большой колонне; 4 — армирование в малой колонне;
5 — пружина; 6 — фундаментный болт; 7 — броня; 8 — анкерная колонка; 9 — пружина
этих периодически возникающих нагрузок,
2600 сма. Для печей с высотой камер боль-
ше 5 м, моменты сопротивления соответ-
ственно увеличиваются. Обычно применя-
ют сварные колонны из двух балок № 36,
усиленных накладными полосами в местах
максимальных моментов и ослаблений для
установки внутренних пружин. Применяют
также полосы Ст.З, а также из широкопо-
лочного двутавра, однако последние ме-
нее удобны для зонального армирования
кладки.
Учитывая горизонтальные и вертикаль-
ные нагрузки на колонны, а также неодина-
ковый нагрев их частей, допускаемое на-
пряжение на изгиб в ответственных сече-
ниях колонн не должно превышать
1200 кг/см2.
Нагрузки на кладку от колонн передают-
ся на участке камеры через армирующую
раму или брони, покрывающие фасадные
головки простенка, а иа участке регенерате-
9 Справочник коксохимика, т. II
Чтобы анкерные колонны при разогреве
печей не увлекались растущей кладкой
вверх, они прикрепляются к фундаменту
болтами.
о б
Рис. 7-6. Сечение анкерных колонн в ме-
стах установки:
а — сварная из полосы; б — нз двутав-
ровых балок
130
Металлические конструкции коксовых печей
Таблица 7-3
Характеристика цилиндрических винтовых пружин
Наименование Наружная для верхних и нижних стяжек анкерных колонн Внутренняя для верхних н нижних стяжек анкерных колонн Для армиро- вания стен регенераторов (устанавли- вается внутри анкерной колонны) Наружная для про- дольных анкерных стяжек Внутренняя для продольных анкерных стяжек
Максимальная на- грузка, кг ... . Навивка .... Число рабочих витков Полное число вит- ков Диаметр кон- трольного стержня мм Диаметр конт- рольной гильзы, мм Диаметр прутка, мм Высота в свобод- ном состоянии, мм Диаметр по осям прутка, мм . . , . 10000 Правая 2,75±0,1 4,25±0,1 121 207 40+0,25 —0,50 195± 1 163 4400 Левая 4,75±0,1 6,25±0,1 65 120 25+0,2 —0,4 190+2 92±1 2500 Правая или левая 5,0±0,2 6,5±0,2 72 120 21+0,2 —0,4 180±2 96 10000 Правая 4,5 6,0 121 207 40+0,25 —0,50 295 ±4 163 4400 Левая 7,5 9,0 65 120 25 290 ±4 92
На- груз- ка кг Прогиб мм На- груз- ка кг Прогиб мм На- груз- ка кг Прогиб мм Наг- руз- к а кг Прогиб мм На- груз- ка кг Прогиб мм
Расчетная вели- чина прогиба под нагрузкой .... Вес, кг 1000 2000 3000 4000 5000 6000 7000 8000 1 5±1 9±1 14±1,5 19±2 23±2,3 28+2,8 33±3,3 371 3,7 9,0 500 1000 1500 2000 2500 3000 3500 5+1 10±1 14±1,5 19±2 24 ± 2,5 29±3,0 33±3,5 3,5 500 1000 1500 2000 12+1,3 23+2,5 34+3,5 45±4,5 1,0 3000 4000 5000 6000 7000 8000 21,6±2.2 28,8+2,9 36.0+3.6 43,2±4.3 50.4 + 5.0 54,0+ 5.4 30 1000 1500 2000 2500 3000 3500 4000 15+1,5 22,5+2,25 30,0 ±3,0 37,5+3,7 45,0+4,5 52,5+5,25 60,0±6,0 10
Примечание. Материал пружин принимается по ГОСТ 2052—53.
Для удержания броней и рам при разо-
греве печей на заданной отметке пода ка-
меры вверху анкерных колонн установле-
ны упорные болты, одерживающие подъем
рам вверх. Болты отпускаются по мере
роста кладки.
Верхние и нижние анкерные стяжки, за-
деланные в кладку, работают при темпера-
туре от 200 до 400° С и выполняются из
круглого металла марки Ст. 3 диаметром
48—52 мм. Малое допускаемое напряжение
в стяжках 300—600 кг^см? принимается в
расчетах исходя из температурных условий
их работы. Длина стяжек выбирается, ис-
ходя из длины печей и роста кладки при
разогреве и эксплуатации печей, запас в
длине перед разогревом 300 мм на каж-
дую сторону.
Практика показала, что в местах загру-
зочных и газоотводящих отверстий стяжки
подвергаются усиленной коррозии от про-
никновения из камер коксования сырых
газов, содержащих агрессивные компоненты.
В связи с этим в последние годы предусмат-
ривают их защиту металлическими тонко-
стенными трубками из нержавеющей стали.
Трубки одеты на стяжки на участке против
соответствующих отверстий камеры.
Кроме контроля нагрузки на кладку по
замеру усадки пружин на всех горизонтах
на каждой анкерной колонне закрепляют
натянутую стальную струну диаметром
2 мм, по которой измеряют стрелу прогиба.
В табл. 7-3 приводятся характеристики
цилиндрических пружин, применяемых для
армирования кладки коксовых печей.
Площадки для обслуживания батареи
131
Фасадные стены регенераторов для гер-
метизации и дополнительной изоляции за-
крываются металлическими щитами-короба-
ми. Крепятся эти короба к неподвижному
коробчатому листу, подведенному под ан-
керные колонны по всей высоте стен реге-
нераторов п корнюрной зоны и прижатому
к кладке пружинами зонального армирова-
ния.
Стык между коробами уплотняется ас-
бестовым шнуром; короба заливаются пос-
ле разогрева батареи раствором изоляцион-
ной массы (асбестит). Для удобства монта-
жа короба выполняются составными из
грех-четырех частей (рис. 7-5).
ПЛОЩАДКИ ДЛЯ ОБСЛУЖИВАНИЯ
БАТАРЕИ
Для обслуживания коксовых печей вдоль
всего фронта батарей сооружают металли-
ческие площадки с. железобетонным пере-
крытием. Площадки с одной стороны опи-
раются на кронштейны анкерных колонн, а
с другой поддерживаются металлическими
колоннами, опирающимися на подпорную
железобетонную стенку с коксовой сторо-
ны и на железобетонное основание первой
нитки пути коксовыталкивателя с машин-
ной стороны. В пространстве между колон-
нами возводят фахферковые стены с окна-
ми для естественного освещения и вентиля-
ции тоннелей.
В зависимости от климатических условии
местности, кроме окон, в стенах предусмат-
риваются дополнительные отверстия между
кирпичами для поступления воздуха и вен-
тиляции пли полностью раскрытые тоннели.
В тоннелях под площадками размещается
отопительная арматура, газопроводы, газо-
воздушные реверсивные клапаны и другое
оборудование.
Для удобства уборки угольной и коксо-
вой пыли площадки по верху железобетон-
ной плиты выстилаются чугунными плита-
ми или покрываются клинкерной плиткой.
Металлическая конструкция площадок с
коксовой стороны рассчитывается на гори-
зонтальные и вертикальные нагрузки от
двересъемпой машины и коксонаправляю-
щей и от собственного веса бетонного и чу-
гунного перекрытия.
При расчете учитывается коэффициент
динамичности, равный 1,2.
Учитывая сложные условия работы пло-
щадок на коксовой стороне, допускаемое
напряжение для Ст. 3 принимается
1700 кг1см2 и па машинной стороне
1900 кг!см?.
Все балки площадок и их закрепления
рассчитываются как свободнолежащие бал-
ки на двух опорах. Жесткость рельсов две-
ресъемной машины при расчете площадок
не учитывается. Продольные балки площа-
док располагаются, как правило, непосред-
ственно под рельсами и опираются иа крон
штейны колонн.
9*
Нагрузки двересъемной машины зависят
от ее конструкции и принимаются по нагру-
зочной схеме. Для современных печей с обь-
емом камер 30 м3 сосредоточенная нагрузка
от колеса достигла 15 т.
Следует учитывать, что многие двересъ-
емпые машины без пружинной передачи
нагрузок на ходовые колеса при неровно-
сти пути передают нагрузки на площадки
в трех точках. Максимальная сосредото-
ченная нагрузка от этого увеличивается
до 20—21 т.
К конструкции площадки коксовой сторо-
ны, кроме требований как к несущей конст-
рукции от вертикальных нагрузок, предъ-
являются также требования на жесткость
в горизонтальном направлении. Для пре-
одоления усилий, возникающих при уста-
новке дверей и выдаче кокса, поперечные
и продольные балки усиливаются подкоса-
ми, превращающими площадку в горизон-
тальную ферму.
После роста кладки площадки закрепля-
ются (рис. 7-6) па кронштейнах анкерных
колонн п их последующее перемещение свя-
зывается с движением анкерных колонн.
Горизонтальные нагрузки в 3 т при уста-
новке дверей на упор и 4—5 т при выдаче
кокса рассредоточиваются на несколько ан-
керных колонн и тем самым площадки пре-
дохраняются от дополнительного изгиба.
На внешних опорных колоннах площадки
крепятся болтами в прорезных отверстиях,
обеспечивающих свободное передвижение
при росте кладки в период разогрева и
эксплуатации печей.
Опорные колонны площадок коксовой
стороны выполняются пространственными с
развитой опорой, способной к частичному
восприятию указанных горизонтальных на-
грузок. Колонны площадок па коксовой
стороне устанавливаются через два печных
расстояния, на машинной — через четыре.
Практика показала, что неравномерность
осадок фундаментов печен и подпорных
стен, на которые опираются площадки,
приводит к перекосу площадок в сторону
печей.
Чтобы устранить перекосы на опорные ко-
лонны площадок, с обеих сторон батареи
при монтаже подкладывают пакеты прокла-
док толщиной 40—50 мм, которые при не-
обходимости можно вынимать.
Участок площадки, обращенный к печам,
бетонируется обычно после разогрева ба-
тареи п уплотнения температурных швов в
кладке головок.
Чугунные плиты в междупутья укладыва-
ют с уклоном 20 мм на метр для стока лиг'-
невых вод в сторону от печей. В высту-
пающих рельсах пути двересъемной маши-
ны и наружном вертикальном бортике пло-
щадки предусматриваются отверстия через
каждые три печных расстояния. Чугунные
плиты между первым рельсом и печами
также укладывают с уклоном от печей.
На внешних колоннах обслуживающих
площадок на специальных кронштейнах
располагают троллеи для электролиза н
коксовыталкивателя. Троллеи сверху вдоль
132
Металлические конструкции коксовых печей
Рис. 7-7. Площадка для обслуживания печей
с коксовой стороны
всего фронта печей перекрываются наклон-
ным козырьком, предохраняющим их от по-
падания мусора и короткого замыкания при
стоке с площадок ливневых вод.
Пути двересъемной машины на участке
против батарей крепятся к площадкам жест-
кими приварными двусторонними упорами
под головку рельса, а на участке за пре-
делами батареи — прижимами с болтовым
креплением. При росте кладки батареи пу-
ти уходят вместе с площадками; соответст-
венно этому смещению они рихтуются за
пределами батареи. Применяются рельсы
типа Р-50.
Уровень обслуживающих площадок по
отношению к поду камеры принимается та-
ким, чтобы удобно было производить ме-
ханизированную уборку концов кокса и
устанавливать боковое ограждение для без-
опасности работы обслуживающего персо-
нала. В печах с боковым обогревом пони-
жение уровня площадки лимитируется смот-
ровыми отверстиями в регенераторы и ар-
матурой обогрева. Для этих печей разность
отметок между головкой рельса и подом
камеры с коксовой стороны не превышает
520—720 мм. В печах с нижним подводом
площадки могут располагаться намного
ниже.
Обслуживающие площадки за пределами
батарей опираются на колонны промежу-
точных площадок угольной башни, а за их
пределами — на специальные колонны
рассчитываются только на вертикальные
нагрузки, В конце коксового блока обслу-
живающие площадки с коксовой стороны
для вывода крайнего комплекта машин на
ремонт продлевают за пределы сооруже-
ний, а с машинной стороны для возмож-
ности вывода крайнего коксовыталкива-
теля в резерв продлевают только наруж-
ную фахверковую стену с колоннами для
крепления троллей.
У большинства конструкций печей при их
разогреве удлиняются фундаменты в сторо-
ны контрфорсов и, следовательно, соответ-
ственно смещаются анкерные колонны, на
которые опираются площадки. Для устра-
нения перекоса площадок опорная поверх-
ность кронштейна на анкерной колонне вы-
бирается расширенной с тем, чтобы после
окончания разогрева опорные части площа
док находились на кронштейнах.
В тоннелях под площадками для удобст-
ва обслуживания арматуры обогрева печей
коксовым газом и ухода за пружинным ар-
мированием кладки сооружают дополни-
тельные стационарные площадки, либо при-
меняют передвижные тележки.
Тележки рекомендуется применять для
печей с боковым подводом газа лишь при
наличии централизованной смазки армату-
ры отопления и при тщательной дополни-
тельной электростатической очистке кок-
сового газа, поступающего на обогрев
когда объем работы для обслуживающе-
го персонала в этом узле сведен к мини-
муму.
В печах с нижним подводом газа тележ-
ки используют лишь для ухода за анке-
ражом и за уплотнением зеркал регенерато-
ров.
КОНЦЕВЫЕ, ПРОМЕЖУТОЧНЫЕ
И МЕЖВАТАРЕЙНЫЕ ПЛОЩАДКИ
Эти площадки представляют собой стро-
ительные сооружения и выполняются из ме-
талла с железобетонным покрытием или
полностью железобетонными.
Площадки рассчитывают на нагрузки от
оборудования и машин. По верхним пере-
крытиям площадок движется углезагрузоч-
ный вагон, на них опирается кран-укоси-
на для подъема грузов, иногда металлокон-
струкции скиповых подъемников, а также
другое оборудование. На нижнем перекры-
тии на уровне пода камеры размещают
станции для ремонта дверей, смены штанг
коксовыталкивателя, кантовочные лебедки,
лестницы, устанавливают гаражи для ре-
монта двересъемных машин и другого обо-
рудования.
Концевые площадки с упорами на рель-
сах для загрузочного вагона рассчитывают
также на горизонтальную нагрузку от пол-
ной остановки движущегося вагона.
К балкам перекрытия крепятся кронштей-
ны с роликами для кантовочного механиз-
ма. Верхние площадки для безопасности
обрамляют перилами.
Размеры этих площадок по ширине при-
нимаются равными длине печей в горячем
состоянии, а по длине определяются разме-
щением на них оборудования.
Станции для смены планирных штанг
133
При определении длины концевых площа-
док (14—17 -и) учитывают необходимость
установки на верхнем перекрытии резерв-
ного углезагрузочного вагона и метрового
зазора между рабочим углезагрузочным
вагоном, обслуживающим крайнюю печь
батареи, и резервным. Другое оборудова-
ние, располагаемое на нижних горизонтах,
удобно размещается в этом габарите пло-
щадок по длине.
Размеры промежуточных площадок меж-
ду угольной башней и батареями опреде-
ляются размещением под ними подводя-
щих и распределительных газопроводов
для коксового и доменного газов, кантовоч-
ных устройств, скипового подъемника,'лиф-
та для подъема людей и грузов на верх
печей и в верхнее помещение угольной баш-
ни, устройством на среднем перекрытии
кантовочных помещений с лебедками для
ручного и автоматизированного управления
обогревом батареи. На батареях с отводом
дымовых газов в торце также учитывается
размещение под этими площадками сбор-
ного борова газов, отводимых на трубу.
Длина межбатарейной площадки между
батареями 2 и 3 выбирается исходя из раз-
мещения станций для ремонта дверей и га-
ража для двересъемных машин. Обычно
размер этой площадки составляет 30 м.
Все площадки в местах с жарким кли-
матом делают открытыми, за исключением
кантовочного помещения. В местах умерен-
ного и холодного климата нижняя часть
площадок выполняется закрытой, а- на верх-
ней по оси батареи устанавливают перего-
родки для защиты от сквозного продува.
Под концевыми площадками размещают
склады запасного оборудования, а под меж-
батарейными — склады материалов для ре-
монта кладки печей и других целей. На
верхнем перекрытии этих площадок разме-
щаются также краны-укосины для подъема
грузов, а на промежуточной — монорельсо-
вый путь с тельфером для подъема грузов
и поузлового ремонта машин.
Перекрытия площадок, особенно под кан-
товочным помещением, тщательно покрыва-
ют слоем гидроизоляционного материала и
асфальтируют тугоплавким битумом. Верх
площадок выполняется с необходимым
уклоном для стока и сбора ливневых вод.
Ливневые воды с перекрытий по трубам от-
водятся за пределы площадок ниже разме-
щения троллей коксовых машин.
Все площадки одним или двумя своими
концами опираются на консоли контрфор-
сов с оставлением температурного шва в
150 мм. У стыка бетонное покрытие при-
поднимается и укладываются металличес-
кие листы, перекрывающие его от засоре-
ния и проник нов ени я воды. Наиболее труд-
но герметизированный беззазорный стык
находится у опоры площадок на консоли
угольной башни. От неодинаковой про-
садки батареи и башни его герметичность
нарушается и наблюдаются случаи про-
сачивания воды в кантовочные помеще-
ния
СТАНЦИИ ДЛЯ СМЕНЫ
ВЫТАЛКИВАЮЩИХ ШТАНГ
КОКСОВЫТАЛКИВАТЕЛЯ
Станции для смены штанг коксовыталки-
вателя располагаются на концевых площад-
ках и представляют собой два или три
рельсовых пути с шириной колеи 600 мм.
На путях устанавливают по две специ-
альные тележки, рассчитанные на нагрузку
10 т каждая. Тележки имеют болты для
закрепления штанги с головкой. Штанги
коксовыталкивателя разъемные на две ча-
сти по длине. Передняя часть (включая го-
ловку) вмещается на станции, не мешая
проходу рабочей или резервной двересъем-
ной машины или коксовыталкивателя.
Хвостовая часть штанги, более легкая,
при трех путях размещается на второй
нитке, а при двух хранится в стороне от
печей и лишь при смене подается непосред-
ственно на станцию. Станции используют
также для первичной проверки работы при-
вода при монтаже машины.
Для снятия головки пресса штанги на
контрфорсах всех батарей предусматрива-
ют приспособления для их подвески и за-
крепления.
При наличии мощных передвижных
средств подъема оборудования отпала необ-
ходимость устанавливать специальные вы-
носные станции с отдельным подъемным
оборудованием.
СТАНЦИИ ДЛЯ СМЕНЫ
ПЛАНИРНЫХ ШТАНГ
Станции располагаются на кронштейнах
колонн концевых площадок и представля-
ют собой два ролика, закрепленных на
кронштейнах опорных колонн. Обычно в
планирной штанге через 1—2 года меняется
ее передняя часть, хвостовая часть служит
от 5 до 8 лет.
Устройства для подъема грузов
В центре коксового блока на межбата-
рейной площадке размещается монорельс с
тельфером типовой конструкции с подъем-
ным усилием 5 т.
Подъемные краны с поворотной укосиной
устанавливают обычно на концевых пло-
щадках, они рассчитаны на подъем мало-
габаритных грузов только на верх батареи.
Грузоподъемность крана 3 т, вылет стрелы
3 м, поворот на 180°.
Устройства для перестановки
углезагрузочных вагонов
На современных коксовых блоках для
ремонта на концевые или промежуточные
площадки можно выводить лишь три из че-
тырех или пяти углезагрузочных вагонов,
остальные вагоны ремонтируются в неудоб-
ных условиях под угольными башнями.
Для осуществления перестановки вагонов
и вывода их в места, удобные для ремон-
тов. применяют:
134 Металлические конструкции коксовых печей
1) подъем неисправного вагона вверх на
консольных устройствах угольной башни
или специальных колоннах контрфорсов;
2) выкатку неисправного вагона на меж-
батарейной площадке на мост с коксовой
стороны.
Наиболее простым является способ вы-
катки неисправного вагона на коксовую
сторону. На межбатарейной площадке под
скаты углезагрузочного вагона подведены
малогабаритные роликовые тележки и уло-
жены поперечные пути. Углезагрузочный
вагон на тележках с помощью трехтонной
электрической лебедки отводится на коксо-
вую сторону, освобождая габарит для про-
езда других углезагрузочных вагонов.
Для пропуска исправных углезагрузочных
вагонов подкатывают новые тележки, хра-
нящиеся на машинной стороне.
Мост па коксовой стороне из-за высокого
расположения троллей двересъемной маши-
ны сделан шарнирно подъемным с опорами
на площадки печей и колонны, установлен-
ные за путем тушильного вагона. Общий
вес станции с соответствующим усилением
площадок 20—25 т для печей с объемом ка-
меры 30 л?.
Гараж для ремонта двересъемных машин
Двересъемные машины и коксонаправля-
ющие в последние годы намного усложни-
лись введением комплекса дополнительных
устройств механизации и автоматизации
трудоемких ручных операций. Для ремонта
этих машин применяют специальные гара-
жи, размещаемые под межбатарейиой пло-
щадкой батарей 2 и 3 иа уровне пода ка-
меры или за путями тушильного вагона
против этой площадки.
В зависимости от климатических условий
гаражи могут быть открытыми и полузакры-
тыми. В одном гараже, расположенном в
торце коксового блока, можно обслужить
лишь 2—3 машины, тогда как в гаражах,
расположенных в центре, — все рабочие и
резервные машины.
Гараж находится на уровне пода каме-
ры и оборудуется передвижной платформой,
на которую выезжает двересъемная маши-
на или коксонаправляющая. Платформа с
помощью электролебедки мощностью в 1 г
перемещается по путям, уложенным перпен-
дикулярно оси батареи, на отведенное ме-
сто. Машина выводится на ремонтную пло-
щадку, а платформа снова возвращается на
исходное место. Монтаж и демонтаж узлов
машины производят с помощью той же ле-
бедки и тельфера.
Аналогичную схему имеет также гараж,
расположенный за путями тушильного ва-
гона. Для проезда платформы над путями
тушильного вагона используют две поворот-
ные балкн с уложенными на них рельсами.
Этот тип гаража — более сложный и ме-
таллоемкий, требует специальных сооруже-
ний для укрытия, особенно в суровых кли-
матических условиях, и применяется в тех
случаях, когда не может быть размещен
под межбатарейной площадкой.
Г л а в a 8
МАШИНЫ И МЕХАНИЗМЫ КОКСОВЫХ ПЕЧЕЙ
УГЛЕЗАГРУЗОЧНЫЕ ВАГОНЫ
Углезагрузочный вагон — это машина,
выполняющая весь комплекс операций по
набору шихты из угольной башни и почти
все операции, связанные с доставкой и за-
грузкой шихты в камеру печи. Отдельные
операции и комплексы некоторых операций
выполняются в автоматическом цикле.
Так, например, полностью автоматизиро-
ван набор шихты в бункеры вагона, рабо-
та электровибраторов и загрузка шихты в
печь по заданной программе.
Кабина машиниста расположена в ниж-
ней части вагона, вход в нее непосредст-
венно с верха печей. Находясь на уровне
верха печей, машинисту более удобно пра-
вильно устанавливать вагон и наблюдать
за работой механизмов для съема и уста-
новки крышек загрузочных люков, меха-
низмов для управления стояками и чистки
стояков.
Вагоны конструкции КБ Коксохиммаша
оснащены механизмами с электроприводом,
на вагонах Южуралмашзавода наряду с
электроприводом применяют пневматичес-
кий привод.
Углезагрузочный вагон выполняет следу-
ющие операции:
1) открывание — закрывание затворов
угольной башни для набора из нее за-
данного количества шихты в бункеры
вагона;
2) автоматическое управление кранами
пневмообрушения шихты в угольной баш-
не при зависании шихты;
3) взвешивание шихты;
4) транспортировка шихты к загружае-
мой печи;
5) съем и обратная установка крышек
загрузочных люков;
6) открывание — закрывание затворов
и опускание — подъем телескопов бунке-
ров вагона для выпуска шихты в печь (при
этом устраняется зависание шихты в бун-
керах с помощью автоматически действу-
ющих электровибраторов);
7) уборка шихты, просыпавшейся вокруг
загрузочных люков;
8) открывание — закрывание крышек и
клапанов гидрозатворов стояков и кранов
для пароинжекции;
9) чистка трубы и колена стояков от от-
ложений графита.
Все операции, составляющие цикл рабо-
ты углезагрузочного вагона, должны вы-
полняться в определенное время, завися-
щее от количества обслуживаемых в сме-
ну печей.
А4еталлоконструкция трехбункерного
углезагрузочного вагона
Металлоконструкции вагона составляют:
остов, состоящий из двух порталов, соеди-
ненных поперечными балками, весовая ра-
ма с укрепленными на ней бункерами, ка-
бины машиниста и электрооборудования,
площадки, лестницы и кронштейны для
крепления механизмов и оборудования.
Конструкции выполнены из листовой и
профильной стали электросваркой.
По условиям транспортировки металло-
конструкция состоит из отдельных тран-
спортабельных элементов, соединяемых
между собой на коксохимическом заводе
монтажными болтами с последующей свар-
кой.
Бункера вагона
Число бункеров на углезагрузочном ва-
гоне определяется числом загрузочных лю-
ков на коксовых печах. Имеются коксовые
печи с пятью, четырьмя и тремя загрузоч-
ными люками. Преобладающее количество
печей и типовые печи в Советском Союзе
имеют три загрузочных люка.
Суммарная емкость всех бункеров ваго-
на должна быть больше полезного объема
печной камеры, что объясняется уплотне-
нием шихты в камере в процессе загруз-
ки, а также выгребом некоторого количе-
ства шихты при планировании. Отношение
суммарного объема бункеров вагона к по-
лезному объему печной камеры должно
быть не менее 1,20—1,25.
Выгрузка шихты из бункеров углезагру*
зочного вагона в печь самотечная, что оп-
ределило форму бункера в виде воронки
136
Машины и механизмы коксовых печей
(рис. 8-1), переходящей в верхней части в
цилиндр.
На коксовых печах с пятью загрузочными
люками по условиям габаритов верхняя
часть бункеров имеет прямоугольную фор-
му, а нижняя — форму усеченной пирами-
ды.
Для обеспечения хорошего схода шихты
угол наклона образующей воронки (кону-
Рис. 8-1. Общий вид бункера углезагрузочно-
го вагона конструкции Южупалмашзавода:
1 — пневмопривод секторного затвора бунке-
ра,- 2 — пневмопривод телескопа; 3 — теле-
скоп; 4 — бункер; 5 — конусный раструб-
ускоритель
са) к горизонту должен быть не менее
65—70°. В нижней части воронка имеет
фланец, к которому прикреплен корпус за-
твора бункера. Для регулировании объе-
ма загрузки вверху, над цилиндрической
частью, устанавливается телескопическое
мерное устройство, состоящее из одного
неподвижного и двух подвижных цилинд-
ров высотой 200—250 мм, поднимая или
опуская которые можно изменить объем
набираемой в бункер шихты в пределах
до 0,5—0,6 м3.
Загрузка шихты в печь осуществляется
через загрузочные люки в перекрытии пе-
чи, закрываемые крышками.
При съеме крышек вручную их диаметр
принимался равным 354 мм при пяти и
430 мм при трех люках. Если диаметр за-
грузочного люка 430 мм, крышка весит
32 кг.
При механизированном съеме и установке
крышек их вес имеет второстепенное зна-
чение и диаметр загрузочного люка может
быть увеличен, что способствует ускорению
схода шихты.
С 1958 г. для печей объемом 21,6 м3 диа-
метр загрузочных люков делают равным
474 мм, для печей с объемом камеры 30—
35 м3 — 550 мм.
• Выпускное отверстие бункера не должно-
быть меньше загрузочного люка печи.
Бункеры изготовляют сварными. Кониче-
ская воронка состоит из двух частей, сое-
диняемых на фланцах болтами. Цилиндри-
ческую часть бункера и верхнюю часть во-
ронки выполняют из листовой стали тол-
щиной 6 мм. Нижняя, отъемная часть во-
ронки, подверженная действию пламени,
делается из листовой стали толщиной
8 мм. При конической форме бункеров уве-
личение емкости углезагрузочного ваго-
на неизбежно связано с ростом его
высоты, что иллюстрируется данными
табл. 8-1.
Таблица 8-1
Увеличение емкости углезагрузочиого
вагона
Объем Высота вагона по верху бункеров мм Расположение нижней кромки бункера относительно верха печи мм
печной камеры л8 бункеров вагона м*
21,6 26 5880 1200
30 41,6 6165 1930
32,3—35,5 49,3 6743 1660
Для уменьшения высоты вагона приме-
няют бункера эллиптической или цилиндри-
ческой формы с подвижным дном, в каче-
стве которого могут служить вибрацион-
ные или тарельчатые питатели (вращаю-
щиеся столы).
В 1961 г. КБ Коксохиммаша для одного
завода был выполнен проект трехбункер-
вого углезагрузочного вагона с вибраци-
онными питателями. При емкости бунке-
ров 25,7 м3 высота вагона по верху бунке-
ров составляет 3860 мм.
Для печей большой емкости, по-видимо-
му, рациональной может оказаться оваль-
ная форма бункера, при которой для уско-
рения заполнения бункеров шихтой набор
шихты можно производить из двух рядов
затворов угольной башни. При овальной
форме бункеров большая часть шихты мо-
жет быть выгружена самотеком под дей-
ствием силы тяжести, а остаток —- с при-
менением механических питателей.
Углезагрузочные вагоны
137
Затворы бункеров
Внедрение комплексной механизации
трудоемких процессов на коксовых печах
связано с ускорением схода шихты из бун-
керов и устранением просыпания ее на верх
печей при загрузке. Было предложено мно-
го конструктивных решений в отношении
запорных устройств бункеров вагона и
телескопов, перекрывающих при загрузке
зазор между низом выпускного патрубка
бункера и рамой загрузочного люка.
Применение механизмов для съема кры-
шек загрузочных люков, действующих с од-
ной установки вагона, вызывает необходи-
мость увеличения зазора между верхом
печей и низом выпускного патрубка для
заводки в этот зазор механизма.
При применении механизма для съема
крышек загрузочных люков конструкции
КБ Коксохиммаш зазор повышается до
600 мм вместо 230 мм для вагонов без
этих механизмов. Чтобы перекрыть увели-
ченный зазор без резкого повышения рас-
положения затвора относительно верха
печей, применяют трехступенчатый само-
устанавливающийся телескоп, изображен-
ный на рис. 8-2, при котором плоский за-
твор расположен на высоте 1200 мм от
верха кладки печей. Это приводит к уве-
личению высоты вагона, а следовательно,
и к увеличению высоты угольной башни.
Телескоп и затвор действуют от одного
электропривода. Выпускное отверстие бун-
кера начинает открываться при полностью
опущенном телескопе (рис. 8-3).
ЮУМЗ, располагая механизмы для съе-
ма крышек загрузочных люков на краю ва-
гона, оставляет зазор между низом выпуск-
ной воронки и верхом печей 240 мм и при-
меняет более простой телескоп, общий вид
которого показан на рис. 8-4. Телескоп
этот также самоустанавливающийся с диа-
пазоном отклонения до 40 мм. Затвор буи-
Рис. 8-2. Трехступенчатый самоустанавливающий-
ся телескоп и шибер конструкции КБ Коксохим-
маша
Рис. 8-3. Кинематическая схема механизма ши-
бера и телескопа углезагрузочиого вагона. Кон-
струкция КБ Коксохиммаша:
/ — электродвигатель; 2 — зубчатая муфта; 3 —
червячно-винтовой редуктор; 4 — конечный вы-
ключатель; 5 — рычажная система; 6 — шибер;
7 — трехзвепиый телескоп; 8 — подвеска нижнего
звена телескопа*; 9 — рычажное балансирное
устройство; 10 — контргруз; 11 — приводной
рычаг телескопа; 12 — приводной рычаг шибера
кера здесь секторного типа. Между затво-
ром и выпускной воронкой имеется расши-
ренное пространство, в котором происхо-
дит свободное (без трения о стенки) паде-
ние шихты с увеличением скорости, в ре-
зультате чего пропускная способность вы-
пускной воронки заметно возрастает.
Для опускания — подъема телескопа и
открывания — закрывания секторного зат-
вора каждый из них подсоединен к само-
стоятельному пневмоприводу поршневого
типа, как показано на рис. 8-1.
Секторный затвор с одноступенчатым
телескопом применен также и КБ Коксо-
химмаша на вагонах для печей емкостью
30 и 32,3 м3 (рис. 8-5). Затвор здесь рас-
положен на высоте 1930 мм от верха печи»
а высота самого вагона достигает 6165 мм-
Характеристика пневмопривода к телес-
копу и секторному затвору конструкции
ЮУМЗ:
Внутренний диаметр цилин-
дра, мм ..........
Рабочее давление воздуха,
кг^см2 ...........
Испытательное давление,
кг/см1........... .
Рабочий ход поршня, мм:
привода телескопа . . .
привода секторного за-
твора .................
Материал манжет........
Материал корпуса цилиндра
125
6
8
7 0
180
Севанит
Сталь марки 10
138
Машины и механизмы коксовых печей
Материал крышек цилиндра
Сальниковая набивка . . . .
!\
8
475
Чугун СЧ15—32
Асбест шнуровой
прографичеиный
47
70,5
15,5
20
240
1,7
1420
Вес собранных приводов, кг:
привода телескопа , , .
привода затвора ....
Рис. 8-4. Секторный
затвор и самоуста-
на вливающийся те-
лескоп бункера ва-
гона конструкции
Южуралмашзавода:
1 — секторный за-
твор; 2 — конусный
раструб-ускоритель;
3 — выпускной пат-
рубок бункера; 4 —
подвижная часть те-
лескопа; 5 — рычаж-
ная система телеско-
па
V475
t
Характеристика механизма шибера и те-
лескопа углезагрузочного вагона КБ Кок-
сохиммаша с объемом бункеров 26 м3:
Мощность электродвигателя, кет.......
Число оборотов в минуту .............
Редуктор червячио-виитовой:
передаточное число ...............
шаг резьбы винтовой пары, мм . . . .
ход тяги редуктора, мм ........
Время на опускание телескопа н открыва-
ние шибера, сек ..............
Время иа закрывание шибера и подъем те-
лескопа, сек.........................
Диаметр выпускного отверстия шибера, мм
Диаметр выпускной воронки, мм . ... .
Ход телескопа максимальный, мм . ... .
Ход шибера общий, мм ...........
Расчетное усилие на тяге редуктора, кг . .
8
500
500
690
750
1000
Характеристика механизма телескопа и
секторного затвора углезагрузочного ваго-
на КБ Коксохиммаша с объемом бункеров
30 м3:
Мощность электродвигателя, кет........ 2,8
Число оборотов в минуту................. 940
Редуктор червячио-внчтовой;
передаточное число ................. 15,5
шаг резьбы винтовой пары, мм . . . . 20
ход тяги редуктора, мм ........ 240
Время иа опускаийе телескопа и открыва-
ние секторного затвора, сек ....... 11,9
Время иа закрывание секторного затвора
и подъем телескопа, сек.......... 11,9
Диаметр выпускного отверстия бункера
у секторного затвора, мм .............. 760
Диаметр выпускной воронки, мм ...... 550
Ход телескопа максимальный, мм......... 690
Ход секторного затвора, мм.............. 1060
На углезагрузочном вагоне с объемом
бункеров 49,3 м3 в приводе механизма сек-
торного затвора и телескопа взамен чер-
вячно-винтового редуктора применен двух-
ступенчатый червячный редуктор с переда-
точным отношением 328,66, что при 895
оборотах в минуту электродвигателя обес-
печивает время полного цикла 22 сек.
Рис. 8-5. Кинематическая схема механизма сек-
торного затвора и телескопа углезагрузочиога
вагона:
1 — электродвигатель; 2 — зубчатая муфта; 3 —
червячио-виитовой редуктор; 4 — комаидо-аппа-
рат; 5 — рычажная система механизма; 6 —
секторный затвор; 7 — «плавающий» телескоп;
8 — шаровая подвеска подвижного звена теле-
скопа; 9 — контргруз
Углезагрузочные вагоны
139
Механизированное управление затворами
угольной башни
Типовая угольная башня состоит из че-
тырех секций с тремя рядами выпускных
воронок в каждой. Воронки заканчиваются
двухсекторными затворами с выходным от-
верстием 500 X 500 мм.
Всего на одной угольной башне с учетом
бункера скипового подъемника 37 затво-
ров.
Существуют различные схемы механи-
зации управления затворами угольной
башни.
Наибольшее распространение получила
схема с установкой приводных механизмов
на углезагрузочном вагоне по одному на
каждом бункере; при такой схеме мож-
но управлять набором шихты в каждый
бункер.
На коксовых печах Нижне-Тагильского
металлургического комбината осуществле-
но групповое управление, при котором все
три затвора одного ряда соединены общей
гягой и одновременно открываются или за-
крываются от одного привода. Такой ме-
тод управления пе позволяет регулировать
набор шихты в каждый бункер и закры-
вать затвор после его наполнения. В слу-
чае обрушения шихта может засыпать ва-
гон через открытый затврр заполненного
бункера, в то время как другие бункера
вагона продолжают заполняться шихтой.
Индивидуальное управление затворами
угольной башни позволяет просто решить
вопрос автоматизации всего процесса на-
бора шихты. Эта схема управления приня-
та в качестве типовой.
Автоматизация работы приводных меха-
низмов производится с помощью реле вре-
мени на открывание и датчика — сигнали-
затора заполнения бункера шихтой — на
закрывание затворов.
Напряжение на катушку реле времени
подается от внешних троллеев-коротышей,
устанавливаемых по одному на каждый ряд
затворов. Напряжение на троллей-коротыш
каждого ряда затворов подается последо-
вательно, в порядке забора шихты, при
помощи специального шагового искателя,
укрепленного на краю угольной башни и
переключаемого вагоном при выходе из-
под башни.
Датчик закрепляется на кронштейне в
верхней части бункера; можно регулиро-
вать его положение, определяя этим объем
набираемой шихты. Датчик состоит из ко-
нечного выключателя и шарнирно подве-
шенной пластины, отклонение которой от
давления шихты передается на конечный
выключатель, вызывая замыкание его кон-
тактов и пуск механизма на закрывание
затвора.
При описанном способе закрывания за-
творов угольной башни по заполнению
бункера шихтой до заданного объема
верхние мерные телескопы устанавливать
не нужно.
Характеристика механизма для управле-
ния затворами угольной башни конструкции
КБ Коксохиммаша:
Мощность электродвигателя, кет........ 1
Число оборотов в минуту...............14 00
Общее передаточное число редуктора 168
Ход вилки, мм........................ 130
Время открывания затвора, сек............ 2,3
Время закрывания затвора, сек ........... 4,7
Общий вес одного механизма, кг . . . • . 224
ЮУМЗ для управления затворами уголь-
ной башни также применяет вилку, получа-
ющую двустороннее движение от пневма-
тического привода.
Для управления односекторны.ми затво-
рами угольной башни КБ Коксохиммаша
разработан кулачковый механизм.
При движении вагона кулачковая шайба
повернута своим выступом вниз и вагон
свободно проходит под рычагами затворов
угольной башни. Для открывания затвора
кулачковая шайба поворачивается на 180°
и, воздействуя па рычаг, поворачивает его,
открывая затвор. В этом верхнем положе-
нии, при открытом затворе, кулачковая
шайба останавливается на время заполне
ния бункера шихтой. При дальнейшем
вращении кулачковой шайбы в первоначаль-
ном направлении рычаг освобождается и
затвор закрывается под действием пружи-
ны, входящей в систему затвора. При верх-
нем положении кулачковой шайбы меха-
низм передвижения вагона блокируется.
Характеристика кулачкового механизма
для управления затворами угольной баш-
ни:
Мощность электродвигателя, кет......... 1,4
Число оборотов в минуту.................870
ОЗщее передаточное число редукторов . . 16 4,33
Угол поворота кулачка, град.............180
Время открывания затвора, сек ...... 4
Время закрывания затвора, сек............ 4
Ожий вес одного механизма, кг..........513
Весовой механизм
Углезагрузочные вагоны для печей с
объемом камер 21,6 и 30 л3 снабжены ве-
совыми механизмами с весопоказывающи-
ми и весопечатающими приборами (кон-
струкция специального конструкторского
бюро измерительных машин г. Одессы).
Грузоподъемность весов 25 г для печей
21,6 л3 и 35 т для печей объемом 30 л3.
КБ Коксохиммаша разработаны тензо-
метрические весы, опытный образец кото-
рых установлен на Енакиевском коксохи-
мическом заводе.
По предварительным отзывам весы ра-
ботают более устойчиво по сравнению с
рычажными.
Углезагрузочные вагоны для печей 32,3—
35,5 л3 изготовляются без весовых меха-
низмов, и набор шихты в эти вагоны будет
производиться по объему, а для периоди-
ческой проверки веса взвешивание произ'
водится на стационарных весах под уголь-
ной башней.
140
Машины и механизмы коксовых печей
Механизмы для чистки стояков
Углезагрузочные вагоны выпускаются с
механизмами для чистки труб стояков от
отложений графита.
Известно три типа механизмов этого ро-
да. Наиболее старый — механизм с пово-
ротной стрелой, недостатком которого яв-
ляется необходимость вручную поворачи-
вать стрелу.
В табл. 8-2 приведены сравнительные дан-
ные по механизмам для чистки стояков
трех систем.
На Днепродзержинском коксохимическом
заводе была разработана оригинальная кон-
струкция механизма для очистки колен
стояка от нагара. Основной элемент ее —
шарошка с шарнирно закрепленными по ок-
ружности бойками. Шарошка закреплена
на конце длинного вала, приводимого во
Таблица 8-2
Сравнительная характеристика механизмов для чистки стояков
Показатели С наклонной стрелой С выкатной тележкой С поворотной стрелой КБ Коксохим- маша
Южуралмаш- завод КБ Коксо- химмаша Южуралмаш- завод КБ Коксо- химмаша
Мощность электродви- гателя, кет Число оборотов в ми- нуту Тип редуктора .... Передаточное число об- щее Диаметр барабана, мм Вес ерша, кг Скорость подъема ер- ша, м/мин Общий вес механизма, кг 1,7 840 Планетар- ный 73 350 131 14,1 1006 2,2 883 Цилиндри- ческий двух- ступенчатый ЦД2-35Б 48,57 400 95,3 23,6 1713 2,2 875 Червячный 40 280 130 19,2 1473 3,5 875 Планетар- ный 51,8 400 100 23 2267 3,5 900 Червячный 49 400 100 23,6 1050
' Падение ерша свободное.
Для обеспечения дистанционного управ-
ления инженер Б. В. Березин предложил
механизм с выкатываемой по наклонной
плоскости тележкой. Механизм этот имеет
значительные габариты и большой вес.
В 1956 г. Южуралмашзавод по схеме,
предложенной инженером Ю. П. Скорняко-
вым, разработал механизм с наклонной
стрелой. Стрела движется в вертикаль-
ной плоскости, что позволило сделать этот
механизм более компактным и более лег-
ким по сравнению с механизмом Березина.
Управление механизмом дистанционное,
С 1958 г. эта схема была принята КБ
Коксохиммаша.
Очистка вертикальной трубы стояка
производится резцами, расположенными по
окружности тяжелого груза (ерша) кони-
ческой формы. Вес ерша 90—130 кг. Фрик-
ционная муфта в приводном механизме
позволяет выключать барабан для обеспе-
чения свободного падения ерша. Мини-
мальная высота свободного падения ерша
до входа в стояк должна быть не менее
300—400 мм, чтобы ерш при входе в стояк
имел некоторую живую силу. Чистить стоя-
ки порожних печей не разрешается, чтобы
избежать повреждения пода печи при
возможном обрыве ерша.
вращение электродвигателем. Устройство
это шарнирно крепится на специальной
раме, установленной на рабочей площадке
углезагрузочного вагона.
Направляемая вручную шарошка заво-
дится в горловину стояка и при быстром
вращении бойками сбивает со стенок от-
ложения графита и смолы, хорошо очищая
почти всю внутреннюю поверхность горло-
вины.
КБ Коксохиммаша совместило механизм
для чистки колен с механизмом для чистки
трубы стояка в одном агрегате, полностью
механизируя очистку стояка при дистанци-
онном управлении механизмом из кабины
машиниста.
Вместо бойков применены цепи, что по-
вышает качество очистки.
Характеристика механизма чистки трубы
и колена стояка:
Лебедка:
мощность электродвигателя, кет . 2,2
скорость вращения, об/мин . . . : 895
Редуктор цилиндрический двухступен-
чатый ......................’ . . . . Е1Д2-35Бм
Передаточное число ................... 48,4
Время опускания или подъема стрелы
сек................................. 9,8
Скорость подъема ерша, м/мин .... 23,6
Вес ерша, кг........................ 100
Углезагрузочные вагоны
141
Механизм чистки колена стояка:
мощность электродвигателя, кет . 1
скорость вращения, об/мин .... 1410
Передаточное число цилиндро-кониче-
ского редуктора...................... 168
Время на один проход, сек.............. 7
Скорость вращения шарошки, об/мин . 1410
Для механизации открывания и закры-
вания крышки и клапана гидрозатвора
стояка КБ Коксохиммаша разработана
Рис. 8-6. Механизм для управления стояком
Эти механизмы вполне удовлетворитель-
но снимали и ставили крышку, однако
перед съемом крышку нужно было обсту-
чать для нарушения заливки, без чего при
съеме крышки происходило расшатывание
рамы загрузочного люка в кладке. Отдель-
ные крышки после их постановки требова-
ли подправки, выполнявшейся вручную.
Освободиться от этих недостатков уда-
лось в конструкции Днепродзержинского
коксохимического завода, внедрившего в
1955 г. механизм с вращением крышки
вокруг вертикальной оси при съеме и об-
ратной установке.
Четкое действие и большая степень на-
дежности в работе подтвердили высокую
эффективность механизма с вращением
крышки, и вскоре все вагоны этого завода
были оснащены такими механизмами.
Используя опыт Днепродзержинского
коксохимического завода, КБ Коксохимма-
конструкция механизма со следующей ха-
рактеристикой (рис. 8-6).
Мощность, электродвигателя, кет .... 1
Скорость вращения, об/мин ........ 1410
Передаточное число двухступенчатого чер-
вячного редуктора................... 57 0
Радиус приводного рычага мм:
коксовой^стороны .................... 825
машинной стороны....................147 5
Усилие на рычаге стояча, кг ....... 80
Окружная скорость рычага привода, м/мин 2з
Длительность операции, сек............. 12,1
Механизм для съема и установки крышек
загрузочных люков
Из большого количества конструкций ме-
ханизмов, испытанных в разное время,
лишь электромагнитный конструкции За-
порожского коксохимического завода и ры-
чажные конструкции Гипрококса и Юж-
уралмашзавода работали сравнительно
долго.
ша и ЮУМЗ разработали новые модифи-
кации этого механизма, получившие широ-
кое распространение.
Конструкции этих механизмов разделя-
ются иа две группы.
К одной группе относятся механизмы
КБ Коксохиммаша, производящие съем
и обратную установку крышек, а также вы-
грузку шихты в камеру печи с одной уста-
новки вагона над загружаемой печыо.
Механизмы второй группы, конструкции
ЮУМЗ и Днепродзержинского коксохимиче-
ского завода, характеризуются трехразо-
вой установкой вагона — первая для съема
крышек, вторая — для загрузки шихты и
третья—для установки крышек в рамы
загрузочных люков.
Помимо более быстрого действия (нет
дополнительных переездов) механизмы пер-
вой группы в большей мере отвечают ус-
ловиям бездымной загрузки и автоматиза-
ции работы вагона по загрузке печей, и
142
Машины и механизмы коксовых печей
поэтому они получили преимущественное
распространение.
В КБ Коксохиммаша разработаны две
модификации механизма: только для съе-
ма крышек загрузочных люков, и с допол-
нительным устройством для уборки шихты,
просыпающейся при загрузке на верх печей
вокруг люка. Второе устройство представ-
ляет собой вращающуюся головку со скреб
камии воздушными соплами для подгре-
бания и сдувания шихты в люк печи.
Для подвода сжатого воздуха к соплам
пневмоскребковой уборки на вагоне уста-
навливается вентилятор с напором 740 мм
вод. ст. производительностью 700 м3/ч.
Пневмо-скребковая уборка находится до
настоящего времени в стадии промышлен-
ного освоения.
Привод состоит из электродвигателя, со-
единенного эластичной муфтой с червяч-
ным двухступенчатым редуктором, и элек-
тромагнитного тормоза.
От первой ступени редуктора вращение
передается через вертикальный телескопи-
ческий вал и шестерни горизонтального ре-
дуктора к захвату головки для съема кры-
шек и к головке пневмоскребковой уборки
шихты. Вторая степень редуктора, на го-
ризонтальном выходном валу которой по-
сажен кривошип, через шатун и систему
тяг и рычагов перемещает в вертикальном
направлении полый шток с закрепленным
на нем горизонтальным редуктором.
При вертикальном перемещении полого
штока закрепленный на нем штырь дви-
жется в прорези трубчатой опоры и пово-
рачивает шток па нужный угол, осуществ-
ляя установку головки захвата крышки или
пневмо-скребковой уборки по оси загрузоч-
ного люка или в выведенное положение,
Прорезь в шатуне создает холостой ход
шатуна при одновременном вращении зах-
вата для крышки и головки пневмо-скреб-
ковой уборки.
Продолжительность холостого хода ша-
туна должна быть такой, чтобы головка
успела захватить крышку при съеме и сде-
лать с ней 3—5 оборотов или притереть
крышку к раме люка при обратной ее уста-
новке и вывести захват из зацепления с
крышкой.
Для обеспечения нормальной очереднос-
ти работы механизма па съем крышки и
пневмо-скребковой уборки шихты в трубча-
той опоре сделаны две прорези — одна
длинная, а вторая короткая.
При движении штыря по длинной про-
рези осуществляется захват, вращение и
съем крышки люка или обратные операции;
при движении штыря по короткой проре-
зи— уборка шихты.
Направляет штырь в длинную или корот-
кую прорезь фрикцион ппи соответствую-
щем направлении вращения электродвига-
теля, работающего реверсивно.
Автоматизация работы механизма обес-
печивается кулачковым командо-аппаратом,
вал которого соединен с валом второй
ступени редуктора.
Характеристика механизма для съема
крышек загрузочных люков конструкции
КБ Коксохиммаша:
Мощность электродвигателя, кет ... 2,8
Число оборотов в минуту.............. 940
Редуктор:
тип..................................Червячный
двухсту-
пенчатый
передаточное число вертикального
вала ............... ............. 28
передаточное число горизонтального
вала ............................. И . 3
Редуктор головки захвата и уборки:
ТИП..................................ии^индои-
ческиЙ
передаточное число на головку за-
хвата ....................... I , 22
скорость вращения головки захва-
та, об/мин ............. 27,5
передаточное число головки уборки 2,55
скорость вращения головки убор-
ки, об/мин ............. 13,2
вертикальный ход головки захва-
та, мм .......... ..... 328
вертикальный ход головкн убор-
ки, мм .... .......... . 138
Время, сек:
съема и обратной установки крышек 40
упоркн шихты . ............... 12
Допускаемая несоосность головки за-
хвата и крышки загрузочного лю-
ка, мм .............‘........ . 4 0
Диаметр участка уборки шихты, мм . . 1035
Вес механизма, кг .......... 1380
Механизм конструкции Южуралмашзаво-
да производит захват, вращение и съем
крышки от одного привода.
Вертикальный телескопический вал, на
котором подвешен захват, вращается элек-
тродвигателем через одноступенчатый ре-
дуктор. Для сообщения этому валу возврат-
но-поступательного движения в вертикаль-
ной плоскости, для съема и обратной уста-
новки крышки загрузочного люка служит
комбинированный винт. Винт этот имеет
правую и левую нарезки с шагом 150 мм.
Штырь, входящий в винтовую впадину,
закреплен в неподвижном корпусе.
Простота конструкции этого механизма
обеспечила надежную его эксплуатацию.
На Днепродзержинском коксохимическом
заводе наряду с механизацией съема кры-
шек загрузочных люков была механизи-
рована заливка раствором крышек загру-
зочных люков после установки. Позднее
на Ждановском и Запорожском коксохи-
мических заводах была создана конструк-
ция крышки и рамы .загрузочного люка,
обеспечивающая достаточную герметич-
ность без заливки.
Характеристика механизма для съема
крышек загрузочных люков конструкции
Южуралмашзавода:
Мощность электродвигателя, кет.......... 1.7
Число оборотов в минуту.................860
Редуктор:
тип.................................Чеп-
ВЯЧНЫЙ'
передаточное число ................. 31
Вертикальный ход головки захвата, мм . . 433
Длительность съема крышки, сек .......... 15
Длительность установки крышки, сек ... 15
Длительность переезда вагона после счсма
крышки и для обратной ее установки, сек 25-
Углезагрузочные вагоны
143
Механизм передвижения
Углезагрузочный вагон на верху коксо-
вых печей передвигается по рельсовому
пути, выполненному из железнодорожных
рельсов Р-50 нормального проката. Шири-
на колеи выбирается в соответствии с дли-
ной камеры коксования и должна быть
кратной расстоянию между вертикалами
для укладки рельсов между смотровыми
лючками.
Таблица 8-3
Ширина колеи для иечей
разной длины
Объем камеры коксования м3 Длина камеры коксова- ний после разогрева мм Расстояние между вертика- лами после разогрева мм Ширина колеи мм
20 13300 487 5230
21,6 14280 487 5230
30,0 15260 487 5845
32,3—35,5 16220 487 6820
В табл. 8-3 приведены размеры ширины
колеи для печей разной длины.
На углезагрузочных вагонах устанавлива-
ют два приводных механизма на уровне
нижних поясов продольных ферм металло-
конструкции вагона, вращающих по одному
колесу каждой стороны вагона. Установка
на вагонах весов и большого количества
вспомогательных механизмов, а также по-
вышение емкости бункеров привели к зна-
чительному росту веса груженого вагона,
при котором нагрузка на одно колесо зна-
чительно превосходит 14 т, что является
предельной нагрузкой по условиям сохран-
ности кладки печей. Для снижения нагруз-
ки на каждое колесо было увеличено коли-
чество ходовых колес до восьми — по два
на каждой из четырех балансирных теле-
жек, две из которых ведущие.
Увеличение высоты вагона и связанное
с этим повышение центра тяжести приво-
дит к уменьшению силы сцепления ходовых
колес с рельсами при торможении, когда
движение вагона направлено в сторону,.
Рис. 8-7. Диаграмма средней скорости угле-
загрузочпого вагона в зависимости от длины
проходимого пути:
--------- КБ Коксохиммаша; — — — Юж-
Уралмашзавода
противоположную расположению приводных
тележек, что удлиняет тормозный путь, а
равно и длину пути разгона. Для устране-
ния этого все четыре тележки вагона де-
лают приводными, так что ведущими стано-
вятся четыре колеса.
Характеристика механизмов передвиже-
ния углезагрузочных вагонов разных типов
приведена в табл. 8-4, а весовая характе-
ристика вагонов и их отдельных узлов в
табл. 8-5.
Таблица 8-4
Сравнительная характеристика механизмов передвижения
Показатели ЮУМЗ КБ Коксохиммаша
Год выпуска вагона Объем бункеров вагона, м3 ... . Вес груженого вагона, m Число ходовых колес Диаметр ходового колеса, мм. . . . Максимальная нагрузка на колесо, m Число приводных колес Электродвигатель переменного тока: мощность, кет число оборотов в минуту . . . передаточное число редуктора . максимальная скорость передви- жения, м/мин Тормоз 1956 26 66,7 4 800 17,4 2 2x17,6 723 16,4 НО Колодочный пневмати- ческий 1959 26 77,9 8 700 10,6 2 2x22 723 15,2 105 1959 38 94 8 700 12,7 .2 2X22 723 15,2 105 1963 41,6 101 8 700 13,2 4 4X11 710 14,9 105 1962 49,3 99,2 8 700 13 4 4x11 710 14,9 105
Колодочный гидроэлектрический
144
Машины и механизмы коксовых печей
Таблица 8-5
Весовая характеристика вагонов
и их отдельных узлов, кг
Наименование Завод-изготовитель и емкость бункеров вагона
Южурал- машзавод КБ Коксо- хим маш
22 ж" 26 JK3 26 jn»| 38 м"
Металлоконст- рукции 16690 19860 22520 30890
Ходовая часть . 5670 7480 11750 11240
Механизмы затво- ров н телескопов 2720 3885 4855 4190
Механизмы чист- ки стояков (2 ком- плекта) 2950 2005 3450 3385
Механизмы уп- равления затворами угольной башни . . Нет 515 770 810
Механизмы съема крышек загрузоч- ных люков (3 комп- лекта) 1890 4380 4150
Механизмы уп- равления стояками » Нет 1320 1160
Весовой механизм » 2145 2820 3225
Пневмосистема . 1870 2200 267 267
Электрооборудо- вание 2730 4700 4100 5000
Полный вес ва- гона (тара) .... 32700 47180 58350 65300
Вес вагона на 1 м3 объема бунке- ров 1485 1820 2218 172
Для практических расчетов на рис, 8-7
приведены диаграммы средних скоростей
и времени движения углезагрузочных ваго-
нов в зависимости от длины пчти.
Сигнализаторы установки вагона
Механизмы углезагрузочного вагона обла-
дают неодинаковой степенью чувствитель-
ности к точности установки вагона в рабо-
чем положении. Наиболее чувствительным
является механизм для чистки стояков, для
которого точность установки вагона долж-
на быть в пределах ± 10 мм. Установка
вагона по ориентирам точности не дает.
Распространен трехпозиционный контакт-
ный датчик, подающий световой сигнал в
кабину машиниста на табло с тремя лам-
пами. Загорание средней лампы свидетель-
ствует о правильной установке вагона.
Крайние лампы показывают направление,
в котором нужно двигать вагон для пра-
вильной установки. Недостаток датчика — в
необходимости ручного управления подъ-
емом и опусканием траверсы с контактами.
Более простыми и надежными оказались
бесконтактные сигнальные устройства, в
которых сигнал подается с помощью ин-
дуктивного датчика, находящегося над маг-
нитным шунтом, расположенным в кладке.
Сигнализаторы бесконтактного типа работа-
ют очень четко и применяются на всех кок-
совых машинах.
Автоматизация пневмообрушения шихты
в угольных башнях
Устранение зависания шихты в угольных
башнях осуществляется с помощью пневмо-
обрушения.
Для автоматизации управления пневмо-
обрушением в верхней части каждого бунке-
ра углезагрузочного вагона устанавливают
специальные датчики поступления шихты.
При падении шихты из угольной башни
давление ее потока отжимает лепесток дат-
чика. При зависании шихты поток прекра-
щается, лепесток датчика под влиянием
контргруза поднимается и замыкает элект-
рическую цепь для подачи импульса на
включение устройств пневмообрушения.
Автоматизация работы вибраторов
Для устранения зависания шихты в бун-
керах углезагрузочного вагона применяют
вибраторы — электрические или пневматиче-
ские, которые устанавливают на каждом
бункере и включают в работу раздельно,
чтобы избежать прессования шихты при
закрытом шибере какого-либо из бункеров.
Управление работой электровибраторов ав-
томатизировано. Импульс на включение или
выключение вибратора подается датчиком
флажкового типа, установленным в выпуск-
ном патрубке бункера под затвором.
При открытом шибере система включается
в работу и начинает действовать в случае
зависания шнхты, когда прекращается ее
давление на флажок датчика. Флажок
поворачивается под действием груза и
замыкает контакты включателя к вибра-
тору.
Автоматизированное управление вибрато-
ром ускоряет опорожнение бункеров и уст-
раняет надобность в ручной шуровке.
Хронометражные данные
Ниже приводятся данные хронометража
работы отдельных механизмов углезагру-
зочного вагона конструкции КБ Коксохим-
маша, установленные на Ясиновском коксо-
химическом заводе.
Открывание затворов угольной башни
2 сек, закрывание затворов 5 сек.
Длительность установки вагона в рабочую
позицию 11 сек.
Опускание телескопа и открывание затво-
ра бункера 11,5 сек., столько же на обрат-
ную операцию.
Съем и обратная установка крышек, за-
грузочных люков 40 сек (без пневмо-скреб-
ковой уборки). Для механизма Южурал-
машзавода длительность съема и обратной
установки крышки с дополнительными пере-
ездами составляет 55 сек.
Двересъемные машины
145
Длительность работы механизма чистки
стояков при двухразовом опускании ерша
в стояках составляет 57 сек.
Длительность передвижения в зависимо-
сти от проходимого пути определяется по
диаграммам рис. 8-7.
Автоматизированный вагон на Донецком
коксохимическом заводе
В 1962 г. на Донецком коксохимическом
заводе был введен в эксплуатацию автома-
тический углезагрузочный вагон, изготовлен-
ный Одесским заводом им. Старостина по
проекту специального конструкторского бю-
ро измерительных машин (СКБИМ).
Вагон автоматически по заданной про-
грамме производит все технологические
операции по набору и загрузке шихты в
печь при серийности 9-2.
ДВЕРЕС ЬЕМНЫЕ МАШИНЫ
С коксовой стороны батареи печи обслу-
живаются двересъемной машиной, которая
выполняет следующие операции:
1. Отпирание и запирание двери камеры
коксовой печи.
2. Подъем двери с порога на 10—15 мм
и обратное опускание.
3. Отвод снятой двери от печи при откры
вапии н подвод при закрывании печи.
4. Очистка привалочной поверхности рамы
и боковых поверхностей брони от смоляных
отложений и графита.
5. Очистка уплотняющей рамки, кирпиче-
держателей и футеровки двери от смоляных
отложений и графита.
6. Уборка с обслуживающей площадки
просыпающегося на нее при открывании
двери кокса (концов).
7. Направление в коксотушильный вагон
коксового пирога, выдаваемого из печи.
В настоящее время известно большое ко-
личество конструктивных разновидностей
двересъемных машин. Сравнительная харак-
теристика наиболее применимых из них при-
ведена в табл. 8-6 и 8-7.
Количество и характер операций, из чис-
ла перечисленных выше, выполняемых две-
ресъемной машиной, в большой мере зави-
сят от степени ее технического совершенст-
ва. Но каждая машина имеет коксонаправ-
ляющую корзину для направления в коксо-
тушильпый вагон выдаваемого из печи
кокса и устройство для съема и отвода
двери от печи. Двересъемная машина ис-
пользуется также для перевозки дверей от
печи до станций ремонта дверей на конце-
вых и межбатарейных площадках и обрат-
но.
Кроме этих основных элементов, двересъ-
емные машины могут быть оснащены меха-
низмами очистки дверей, рам и броней от
отложений смолы и графита, а также убор-
ки концов кокса с обслуживающих площа
док.
|0 Справочник коксохимика, т. II
Таблица 8-6
Сравнительная характеристика
двересъемных машин
с нераздельной кокеонанравляющей
Показатели Фирма и год выпуска
Мпттель- дейче- Шталь- ве рке 1931 Южурал- машза вод 1 947
Длина машины, мм 7330 6836
Вес машины, кг . . Максимальная на- 30000 27400
грузка на колесо, кг Отвинчивание ри- 12500 12000
гельных винтов . . .. Мощность электро- Ручное Механи- ческое
двигателя машины, кет Съем двери с поро- 1,8
га Мощность электро- двигателя съема две- РуЧНОЙ привод Механи- ческий привод
двери, кет Мощность электро- двигателя механизма передвижения двере- 2,2
съема, кет Скорость передви- 7,75 2,2
жения, м/мин .... Мощность электро- двигателя механизма передвижения корзн- 17,2 14
ны, кет ....... Скорость передви- 3,5 2,2
жения корзины, м/мин Мощность электро- двигателя механизма передвижения машины, 3,82 4,4
кет Скорость передви- 20,6 16
жения машины, м/мин Общее число элект- 84,3 103,6
родвигателей .... 3 6
Двересъемная машина передвигается по
рельсовому пути, уложенному на обслужи-
вающей площадке, со скоростью от 60 до
120 м/мин. Вращение ходовых колес осу-
ществляется от электродвигателя через ре-
дуктор.
Известно два типа коксонаправляющих
корзин — неподвижные и подвижные.
Неподвижные коксопаправляющие корзи-
ны применяли в старых конструкциях, сей-
час они вышли из употребления.
Двересъемные устройства могут быть
двух типов — штанговые и рычажные.
В штанговом двересъеме двересъемная
головка крепится к горизонтальной штанге,
перемещающейся по направляющим роли-
кам.
Таблица 8-7
Сравнительная характеристика двересъемных машин е раздельной коксонаправляющей
Показатели Со штанговым двсрссъемом С рычажным двересъемом
нкмз Славянс- кий маш- завод Коппере (США) Южуралмашзавод 1 КБ Кок- сохимма- ша Веллман 1 (США) Вилпутт i (США) ЮУМЗ КБ Коксохиммаша
1936 1939 1943 1947 | 1949 | 1950 | 1952 1948 1938 1942 1956 1952 1963* 1962* 1962*
Общий вес машины, кг 31520 23880 39700 25728 30900 1 23800( 33465 33700 31400 26100 27000 27280 41620 47100 52180
Общая длина машины, мм 9315 9110 11280 8800 11320 5950 11224 10300 10275 9610 8657 8200 11715 11510 11550
Общее число электродвигателей Двересъемная часть 5 4 6 4 6 6 6 6 7 3 7 7 11 11 11
Вес, кг 19700 — 28200 13500 19450 17800 21865 23300 21800 17000 17500 16950 26860 28700 29800
Длина, мм 5205 — 7312 4900 7370 3940 7324 7260 6365 5800 5617 5280 7050 6570 6700
Максимальная нагрузка иа колесо, кг . . . Отношение нагрузки внешних колес к на- 10000 — 12860 6250 9600 10000 10100 10000 6900 5900 7200 6600 9800 11400 14300
грузке внутренних колес (со стороны печей) 2,78 — 6,7 4,52 4,69 1,6 2,96 4,6 1,23 1,2 1,81 1,57 — — —
Дополнительный подъем двери, мм . . . . Нет Нет 647 Нет 600 Нет 600 600 700 352 430 380 430 430 502
Поворот снятой двери, град Открывание затворов дверей Коксонаправляющая » Мех. » Ручн. 90 Мех. » Ручн. 90 » 90 90 90 IV 90 еханич 90 гское 90 90 90 90
Вес, кг 11820 — 11500 12228 11450 6000 11600 10400 9600 9100 9500 8330 9480 18400** 22380*"
Длина, мм 4110 — 3968 3900 3950 2380 3900 3040 3910 3900 3040 2920 2920 5000 5000
Максимальная нагрузка на колесо, кг. . . 4390 — 5800 5800 4500 4700 4600 3700 3500 — 3500 3400 4500 6000 8400
Полезный объем камеры печи, м3 .... 20 20 20 20 20 — 20 20 — — 21,6 20 21,6 30 32,3
Общая высота камеры, мм 4300 4300 4300 4300 4300 — 4300 4300 4300 4000 4300 4300 4300 5000 5500
С механизмами для чистки дверей, рам и броней. ** С механизмом для чистки рам па общей тележке.
Двересъемные машины
147
В рычажном двересъеме двересъемная го-
ловка подвешивается шарнирно на рычагах
так, что при повороте рычагов движется в
направлении от печи (или к печи) с одно-
временным подъемом (или опусканием).
Оба типа двересъемных устройств имеют
конструктивные модификации с поворотны-
ми на 90° двересъемными головками, что
создает более свободный доступ к снятой
двери для ее очистки как ручным, так и
механизированным способом.
В некоторых конструкциях штанговых две.
ресъемов также производится дополнитель-
ный подъем снятой с печи двери, что зна-
чительно облегчает очистку нижних частей
двери, в особенности при малых расстоя-
ниях от головки рельса пути машины до
пода камеры коксования.
Имеются двересъемные машины, у кото-
рых двересъемное устройство и коксона-
правляющая корзина смонтированы на од-
ной общей тележке (см. табл. 8-6).
Существенным недостатком такой конст-
рукции является то, что коксонаправляю-
щая находится в тяжелых температурных
условиях, требует частых ремонтов и заме-
ны основных узлов, что вызывает необхо-
димость выхода из строя всей машины. Вы-
пуск таких машин прекращен в 1947 г.
Этого недостатка не имеют конструкции
машин, у которых коксонаправляющая кор-
зина и двересъемное устройство устанавли-
вают на отдельных сцепленных между собой
тележках.
Привод для передвижения машины рас-
полагают на двересъемной части, как наи-
более тяжелой, для обеспечения необходи-
мой силы сцепления ведущих колес с рель-
сами.
Такая машина называется двересъемной
машиной с раздельной коксонаправляю-
щей.
По условиям безопасности обслуживаю-
щего персонала коксонаправляющая распо-
лагается со стороны тушильной башни. По
расположению коксонаправляющей относи-
тельно двересъемного устройства машины
имеют правое и левое исполнение. Если
смотреть на двересъемную машину с пути
тушильного вагона, то в машинах право-
го исполнения коксонаправляющая располо-
жена с правой стороны.
Двересъемные устройства
Одним из существенных недостатков две-
ресъемных устройств штангового типа явля-
ется неравномерное распределение нагрузки
на ходовые колеса от веса машины и сня-
той двери. Это объясняется резким пере-
мещением центра тяжести машины при от-
воде двересъемного устройства от печи.
При этом нагрузка на ходовые колеса со
стороны печей резко уменьшается, а на
внешних колесах сильно растет, что делает
машину мало устойчивой при движении.
Характеристики двересъемных устройств
приведены в табл. 8-8 и 8-9.
Двересъемные устройства рычажного ти-
па, в отличие от штанговых, уменьшают
неравномерность нагрузок на ходовые ко-
леса машины.
С 1950 г. двересъемные машины рычаж-
ного типа начал изготовлять Славянский
машиностроительный завод по проектам
КБ Коксохиммаша, а с 1956 г. они были
приняты к производству и на Южуралмаш-
заводе.
Рычажное двересъемное устройство имеет
пять отдельных механизмов, из которых два
предназначаются для отвинчивания — за-
винчивания ригельных винтов — верхнего и
нижнего, один для подъема (срыва) двери
Таблица 8-8
Характеристика штангового двересъемного устройства
конструкции Южуралмашзавода
Механизмы Г од вы- пуска Электродвигатель Скорость Ход । Число ме- ханизмов
ток, в МОЩ- НОСТЬ кет об/лин пв %
Отвинчивания и завинчивания об/мин об.
ригельных винтов 1950 Пост. 220 1 1440 — 11,750 1 2
1948 Пер. 380 1,8 965 25 8,5 1 2
1952 Пер. 380 2,2 875 25 7,74 1 2
Подъемно-поворотного уст- 1950 Пост. 220 м/мин ММ
ройства 4,4 1000 25 1,8 600 1
1948 Пер. 380 2,2 860 25 0,94 600 1
1952 Пер. 380 3,5 870 25 1,9 600 1
Передвижения двересъемной 1950 Пост. 220 4,4 1000 25 9,43 950 1
штанги 1948 Пер. 380 2,2 860 25 10,85 900 1
1952 Пер. 380 3,5 870 25 9,5 950 1
10*
148
Машины и механизмы коксовых печей
Таблица 8-9
Характеристика штангового двересъемного устройства
конструкции КБ Коксохиммаша
Механизм ы Электродвигатель Скорость Ход Число механиз- мов
ток, в МОЩНОСТЬ кет об/мин пв
Отвинчивания и завинчивания ригельных винтов Пост. 220 Пер. 380 0,55 1,6 1440 1440 25 25 об! мин 19,7 19,7 об. 1 1 2 2
Подъемно-поворотного уст- ройства Пост. 220 Пер. 380 5,3 6,0 1070 880 15 15 м/ мин 2 1,6 мм 600 600 1 1
Передвижения двересъемной штанги Пост. 220 Пер. 380 5,3 6,0 1070 880 15 15 12 10 950 950 1 1
с порога на 10—15 мм, один для отвода с
одновременным подъемом двери и один
для поворота двересъемного устройства с
дверью на 90°.
В сравнении с двересъемом штангового
типа рычажный двересъем с электрическими
приводами имеет на один приводной меха-
низм больше.
Характеристика механизмов рычажного
двсресъема приводится ниже.
Механизм отвода и подъема двери
Мощность электродвигателя типа МТВ-21-С»
при IIB 25%, кет ........................ 5
Число оборотов в MHiiyiy.................940
Редуктор червячио-винтовой:
передаточное число червячной нары . . 11,33
шаг винта, мм ........................ 24
число заходов винта ................... I
рабочий ход штока редуктора, мм . . 590
Величина отвода двери, мм ........ 1000
Высота подъема двери, мм................ 430
Средняя скорость отвода двери, м/мин . 3,7
Средняя скорость подьома двери, м/мин 1,45
Механизм подъема (срыва) двери
Мощность электродвигателя типа ЛОП-42-4
приПЕ25%, кет ......................... 2,8
Число оборотов в минуту ...............1420
Редуктор червячно-впитовой:
передаточное число червячной пары . 31
рабочий ход захватов, мм ...... 130
шаг винта, мм ....................... 20
число заходов.................... 1
скорость подвода захватов, м мин . 0,94
Механизм поворота
Мощность электродвигателя, типа АО-32-4,
кет .......... 1
Число оборотов в минутм ...............1410
Угол поворота механизма, град........... 90
Продолжительность поворота, сек .... 7,5
Общее передаточное число механизма . . 717^57
Секторная пара:
модуль, мм .............. 8
число зубьев шестерни...... 18
число зубьев сектора........ 15 0
Редуктор червячно-цилиндрический;
передаточное число цилиндрической
передачи ............................ 2,775
передаточное число червячной пары . 31 ’
Механизм отвинчивания имеет следую-
щую характеристику:
КБ Коксо- Южурал-
хпммаша машзавод
Максимальный крутящий
момент на тихоходном ва-
лу редуктора, кем;
при завинчивании ригель’
ных винтов........... 7 5
при отвинчивании ри-
гельных винтов .... 100
Число оборотов отвинчиваю-
щей головки в минуту . . 9,9
Возможное отклонение от-
винчивающей головки в
любую сторону от гори-
зонтальной оси, мм .... 50
Ход (горизонтальный) клю-
ча головки, мм.............. 50
Тип редуктора............Цилиндри-
ческий
трех’сту-
псичатый
Передаточное число редук-
тора .................... 14G
Мощность электродвигате-
ля, кет .......... 1
Число оборотов в минуту . 1410
75
100
11.5
50
50
Плане-
тарный
73
1 ,7
840
П р и моча н и е. Величину крутящего мо-
мента изменяет сила тоьа пчи напряжение.
Механизм для чистки дверей
Впервые получить удовлетворительные
результаты по механизированной очистке
дверей коксовых печей от смолы и отложе-
ний графита удалось работникам Криворож-
ского коксохимического завода в 1954 г.
Главным в предложенной заводом кон-
струкции является схема расположения ще-
ток на массивной бесконечной роликовой
цепи, совершающей в кольцевой направляю-
щей возвратно-поступательное движение,
при котором боковые щетки очищают от
графита боковые стороны кирппчедержате-
лей и футеровки, а торцевые щетки очища-
ют мембрану и уплотняющую рамку от от-
ложений смолы.
Устанавливаемые в настоящее время на
двересъемных машинах механизмы для
Таблица 8-10
Сравнительная ха1)актех>истпка механизмов передвижения двересъемных машин
Показатели Фирмы и год выпуска
Бамаг Ми гтельдей- че-Штальвер- Веллман Вилпутт 1 Коппере I Славяиский за вод НК М3 Южуралмашзавод КБ Коксохиммаша Гипрококса
1 931 1933 1931 1938 1 942 1943 1939 1936 1947 1 950х 1947 1949 1 956 1 948 1952 1 963”|1962*”) 1962***
Электродвигатель
ток Переменный Постоянный Переменный Постоянный Пер. Постоянный Переменный
напряжение, в .... 380 380 220 220 220 220 220 220 380 380 220 220 380 220 380 380 380 380
мощность, кет .... 11,8 11,8 20,6 10 10 11 23 25,8 16 16 20 17,5 11 17,5 16 2x7,5 2x11 2x1)
число оборотов в минуту 1000 1000 1000 600 600 650 870 850 720 720 955 970 685 1000 720 695 710 710
продолжительность включения ПВ, % 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 40 40 40
Скорость передвижения, ч/мин 62,8 81 84,3 64 — 75 114 102 103,6 90 96,6 86 82 ПО ПО 85 87,4 87,4
Диаметр ходового колеса, ми 400 500 550 600 600 762 500 600 500 600 500 600 600 600 600 600 600 600
Число приводных ходовых колес 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 4 4 4
Максимальная нагрузка на ходовое колесо, т . . . . 9,2 10,0 — 6,9 5,9 12 — 10 12 10 6,25 9,6 7,2 10 6,6 9.8 11,4 14,3
База, мм 2885 3000 2975 4075 3810 4345 2300 2300 4500 2370 2300 4450 3400 4080 3400 4150 4100 4150
Колея, мм 1800 1600 1500 1930 1780 1500 1500 1500 2750 1800 1500 1500 1500 1500 1500 1500 1800 1800
Вес двересъемной части, т 18,6 19,3 — 25 17 28,2 — 19,7 27,4 17,8 13,5 19,45 17,5 23,3 16,95 26,86 28,7 29,8
Вес прицепных частей, т — — — 9,6 9,1 11,5 — 11,82 — 6,0 12,2 11,45 9,5 10,4 8,33 14,76 18,4 22,4
Объем камер коксования, м3 — — 20 — — 20 20 20 20 — 20 20 21,6 20 20 21,6 30 32,3
* Машина тпсхосная с раздельной коксонаправляющей,
чистки рам на общей тележке.
В прицепе коксонаправляющая и механизм чистки рам.
В прицепе коксонапэавляющая с механизмом
150
Машины и механизмы коксовых печей
чистки дверей конструкции КБ Коксохимма-
ша являются дальнейшим усовершенствова-
нием этих механизмов.
Рычажный двересъем лучше сочетается с
механизмом для чистки дверей, который в
этом случае устанавливается стационарно,
а двересъем вводит в него дверь.
При штанговых двересъемах повернутая
дверь остается неподвижной, а на нее надо
надвигать механизм чистки, для чего он де-
лается подвижным.
Это же относится и к рычажным двере-
съемам при низком (295 мм и ниже) рас-
положении пода камеры коксования отно-
сительно головки рельса пути двересъемной
машины.
Характеристика механизма чистки дверей
конструкции КБ Коксохиммаша следующая:
Мощность электродвигателя, кет...... 3.5
Число оборотов в минуту.............. 875
Редуктор червячный:
передаточное число .............. 10,33
длина хода щеток, мм ............ 1300
число проходов щеток при чистке . . 10—15
скорость движения щеток, м/мин ... 47
Длительность очистки двери, мин .... 1
Вес механизма, кг.................... 2500
Очистка двери производится одновремен-
но с чисткой рам или при выдаче кокса и
дополнительного времени для задалжива-
ння двересъемной машины не требует.
Для двересъемных машин с неповоротны-
ми двересъемами механизм чистки дверей
еще не создан.
Механизм передвижения
Передвижение двересъемных машин
вдоль фронта коксовых печей производится
по рельсовому пути, выполненному из же-
лезнодорожных рельсов типа Р-50 нормаль-
ного проката, уложенных по металлическим
балкам каркаса обслуживающих площадок.
Типовая ширина колеи для печей с ем-
костью камер 20 м3 и 21,6 м3 составляет
1500 мм, а для печей с емкостью камер 30
и 35,6 м3 1800 мм
Электропривод для передвижения всей
машины установлен на двересъемной части.
Коксонаправляющая и механизм чистки
рам передвигаются вместе с двересъемной
частью, с которой они соединены специаль-
ными сцепными устройствами.
Сравнительная характеристика приводных
механизмов двересъемных машин разных
типов приведена в табл. 8-10.
Скорость передвижения двересъемных ма-
шин колеблется в пределах от 62,8 до
114 м/мин.
Для современных машин по техническим
условиям Гипрококса скорость должна быть
не менее 90 м/мин.
С 1962 г. двересъемные машины обору-
дуют двумя приводными механизмами для
передвижения машины на четырех колесах.
С 1963 г. в ходовую часть машины вве-
дена балансирная подвеска одного из двух
скатов машины для обеспечения распреде-
ления нагрузки от веса машины на все че-
тыре колеса.
10*
Механизмы для чистки рам и броней
Механизм для чистки рам и броней рас-
полагается на тележке между двересъем-
ной частью и коксаиаправляющей или на
общей с коксонаправляющей тележке.
Исполнительным органом служат щетки,
закрепляемые на торцовых и боковых ка-
ретках, движущихся возвратно-поступа-
тельно в вертикальных направляющих, для
очистки вертикальных и горизонтальных
участков. Для подвода щеток к раме и
броне и обратного отвода имеется специаль-
ный приводной механизм.
Основной недостаток механизма для чист-
ки дверей, рам и броней — быстрый выход
из строя стальных щеток. Характеристика
механизма для чистки рам и броней КБ
Коксохиммаша приведена ниже.
Механизм подвода и отвода направ-
ляющей рамы с каретками;
мощность электродвигателя, кет 5
число оборотов в минуту .......... 910
Редуктор ... ..................Червячно-
винтовой
Передаточное число .... .............. 15,5
Шаг винта, мм ........................ 20
Привод механизма чистки:
тип................................. Цепной
мощность электродвигателя, кет 3,5
число оборотов в минуту............. 875
Редуктор .............................Цилинд-
рический
Передаточное число .................. 11,85
Скорость подвода каретки к дверной
раме, м/мин........................... 1,17
Величина отвода кареток, мм .... 970
Время отвода, сек............... 13
Скорость движения щеток, м!мин . . 41
Длительность чистки, сек....... 60
Число проходов щеток............... 10—15
Ход кареток, мм.................... 1050
Длина механизма, мм ......... 1620
Полный вес механизма, кг ............ 7119
Место установки .................... Отдельная
тележка
Движение щеток .....................Возвратно-
поступа-
тельное
Коксонапоазляющая
Существует несколько кинематических
схем специального приводного механизма
подачи коксонаправляющей корзины к зер-
калу дверной рамы для выдачи кокса в ту-
шильный вагон и отвода в крайнее заднее
положение после окончания выдачи.
В одних схемах вращательное движение
от привода преобразуется в прямолинейное
поступательное движение корзины с помо-
щью шестеренного механизма и рейки, за-
крепленной на корзине снизу (Миттель-
дейч-Штальверке, Славянский завод, Юж-
уралмашзавод и КБ Коксохиммаша) или
сбоку (НКМЗ и американский Коппере).
В других схемах движение от привода
осуществляется кривошипно-шатунным ме-
ханизмом (Южуралмашзавод, КБ Коксо-
химмаша, Веллман).
Для предотвращения отхода корзины под
действием силы трения проходящего через
корзину кокса (усилие это достигает 3000 кг)
корзину необходимо стопорить.
Кинематическая схема кривошипно-шатун-
ного механизма передвижения корзины кон-
струкции Южуралмашзавода показана на
рис. 8-8, а характерисгика—в табл. 8-11.
Двересъемные машины
151
Рис. 8-8. Кинематическая схема кривошипио-шатуиного механизма передви-
жения корзины. Конструкция Южуралмашзавода
3 2
Н—350—4^----------626----------I
Ось машины
Рис. 8-9. Кинематическая схема механизма передвижения корзины. Конструкция
КБ Коксохиммаша:
1 — электродвигатель; 2 — упругая муфта; 3 — редуктор червячно-винтовой;
4 — рама; 5 — тяга; 6 — пружинный амортизатор; 7 — треугольный рычаг; 8,
12, 13 — звенья; 9, 10, II, 14 — шарнирные углы
Тяга 5 червячно-винтового редуктора шар-
нирно соединена с треугольным рычагом.
Звено 8 на узле 9 шарнирно соединено с
корзиной, а опоры шарнирных узлов 10 и 11
жестко прикреплены к ходовой тележке.
На рис. 8-9 показано положение всех
звеньев механизма передвижения при
крайнем заднем исходном положении кор-
зины. Когда тяга червячно-винтового ре-
дуктора сделает ход вверх на 270 мм,
звенья механизмов располагаются так, как
показано на рисунке пунктиром. При этом
корзина делает ход вперед в сторону печей
на 300 мм, устанавливаясь в рабочее по-
ложение. При рабочем положении корзины
звено 12 и треугольный рычаг устанавли-
ваются по прямой, благодаря чему полу-
чается надежное автоматическое стопоре-
ние корзины и вся нагрузка при прохожде-
нии коксового пирога передается на зве-
но 13, второй конец которого в узле 14 со-
единен с пружинным амортизатором.
152
Машины и механизмы коксовых печей
Таблица 8-11
КОКСОВЫТАЛКИВАТЕЛИ
Характеристика механизма
передвижения корзины
(конструкция ЮУМЗ)
Ток и напряжение в
Показатели перемен- постояи-
ный иы й
380 220
Электродвигатель: мощность, кет . . 3,5 4,4
число оборотов в минуту .... 870 1000
продолжитель- ность включения пв, % . . . . 25 _ .
Передаточное число редуктора 215,1 212
Скорость, м/мин . . 5 4,5
Ход корзины, мм . . 500 500
Если усилие, стремящееся отодвинуть
корзину от печи, возрастает, что может
быть при недостаточно точной установке
корзины по оси коксовой печи, то оно пере-
дается на пружину амортизатора. При этом
пружина сжимается и вся корзина плавно
отходит от печи на 15—20 мм, что практи-
чески не отражается на работе коксонапра-
вляющей.
Механизмы передвижения корзины и осо-
бенно шарнирные узлы рычажной системы
работают в тяжелых температурных усло-
виях; в связи с этим здесь применены втул-
ки с графитной смазкой.
Характеристика механизма передвижения
корзины конструкции КБ Коксохиммаша
приведена в табл. 8-12.
Таблица 8-12
Характеристика механизма
передвижения корзины
(конструкция КБ Коксохиммаша)
Пок азатели Ток и напряжение, в
перемен- ный 380 постоян- ный 220
Электродвигатель: мощность, кет. . 1,6 2,5
число оборотов в минуту .... 1440 1000
продолжительность включений ПВ, % 25
Передаточное число редуктора 15,5 15,5
Скорость, м/мин . . 3,4 2,36
Ход корзины, мм . . 500 500
Обслуживание коксовых печей с машин-
ной стороны включает следующие опера-
ции:
1. Отпирание и запирание дверей коксо-
вой печи.
2. Подъем на 10—15 мм двери с порога
и обратная этой операция.
3. Отвод снятой двери от печи и подвод
к печи при закрывании.
4. Чистка припадочной поверхности рамы
и боковых поверхностей брони от смоляных
отложений и графита.
5. Чистка уплотняющей рамки, кирпиче-
держателей и футеровки двери от смоля-
ных отложений и графита.
6. Выталкивание из печи коксового пи-
рога.
7. Обезграфичиванпе сводов камеры кок-
сования.
8. Открывание и закрывание планирпой
дверцы.
9. Планирование (разравнивание) уголь-
ной шихты, загружаемой в печь.
10. Очистка рамы планирного лючка и
дверцы от смоляных отложений.
11. Транспортирование к скиповому подъ-
емнику шихты, выгребаемой при планиро-
вании.
12. Подача дверей к ремонтным станци-
ям и обратно к печам.
13. Уборка с обслуживающей площадки
просыпающегося при открывании двери
кокса (концов) и шихты при планировании.
Большинство перечисленных операций ме-
ханизировано 11 выполняется с помощью
Таблица 8-13
Компоновка механизмов
коксовыталкивателей
Фирма коксовыталкивателей и год выпуска Расстояние, мм от оси выталки- вающей штаиги до Расположение пла- нира относительно выталкивающей штанги
оси п ла- ни ра ОСИ дверс- съем а
Н ово-Краматорскпй завод, 1937 . . Южуралмашзавод, 3429 2286 Слева
1947 3450 2300 »
Южуралмашзавод, 1948 КБ Коксохиммаша, 2855 2855 »
1947* 2286 3429 »
Веллман, 1937 . . 1296 1677 »
Коппере, 1943 . . 2819 2819 Справа
Бамаг, 1931 ... 2400 0** »
* В коксовыталкивателях для типовых печей
с расстоянием между осями 1143 мм.
** Ось двересъемного устройства совмещается
при съеме двери с осью выталкивающей штанги.
Коксовыталкиватели
153
механизмов, установленных на коксовытал-
кивателе. Очистка рамы и дверцы планпр-
пого лючка и уборка концов и шихты с об-
служивающих площадок вдоль печей вы-
полняются пока вручную.
В соответствии с нормативами обслужи-
вание каждой типовой батареи в 61—77 пе-
чей производится отдельным коксовыталки-
вателем, а на блок из четырех батарей дает-
ся одна резервная машина.
Расстояния от оси выталкивающей штан-
ги до оси планирпой штанги в три печных
шага (3429 мм) и до оси двересъемпого
устройства в два печных шага (2286 лиг)
позволяют уменьшить пробег машины и
совмещать во времени некоторые операции
при серийности выдачи печей 5—2 и 2—1.
Соблюдение кратности шагу печей удобно
для ориентации машиниста при установке
машины для съема двери и планирования.
В табл. 8-13 приводятся данные по рас-
положению механизмов на различных кок-
совыталкивателях.
Двересъемное устройство
Имеется большое количество конструк-
тивных разновидностей двересъемных уст-
ройств, хотя все они относятся к одному
штанговому типу, позволяющему получить
ход большой величины — от 2300 до
2820 мм.
Есть машины, двересъемные устройства
которых дополнительно поднимают снятую
дверь на высоту до 600 мм и одновремен-
но поворачивают па 90°, в то время как
в других образцах дверь имеет только до-
полнительный подъем без поворота. Пре-
обладающее количество коксовыталкивате-
лей ни дополнительного подъема снятой
двери, ни ее поворота не производят.
Дополнительный подъем снятой двери
нужен для улучшения условий ручной чист-
ки нижней части двери и имеет значение
при расстоянии от пода печи до обслужи-
вающей площадки вдоль печей 295 лмг на
печах типа ПК.
С 1950 г. для вновь строящихся печей
ПК-2К и ПВР размер этот был увеличен
до 520 мм, в связи с чем смысл дополни-
тельного подъема двери отпал, что приве-
ло к значительному упрощению конструк-
ции двересъемов и снижению их веса.
На двересъемных устройствах коксовы-
талкивателей для отвинчивания и завинчи-
вания ригельных винтов применяют те же
механизмы, что и на двересъемных маши-
нах.
В двёресъемпом устройстве фирмы Вел-
лман штанга установлена под углом к го-
ризонту, а рейка укреплена под углом к
горизонтальной осп штанги. В результате
такого двойного наклона удалось осущест-
вить дополнительный подъем снятой двери
и а 305 мм.
Для обслуживания дверей с пружинны-
ми затворами фирма Вилпутт снабжает две-
ресъемное устройство коксовыталкивателя
двересъемной головкой с одним гидравли-
ческим приводом и для отпирания дверей
и для съема двери с порога.
Сравнительная характеристика двере-
съемных устройств коксовыталкивателей
приведена в табл. 8-14.
На коксовыталкивателях, изготовленных
Славянским машзаводом по проектам КБ
Коксохиммаша двересъемный механизм и
механизм чистки рам и броней смонтиро-
ваны на общем поворотном корпусе с про-
тивоположных его сторон.
Механизм чистки дверей установлен под-
вижно в задней стороне С-образной части
штаиги двересъема. После съема и отвода
двери поворотный корпус разворачивается
на 180° для установки двери против меха-
низма чистки и при его надвигании дверь
очищается. Для очистки рамы и брони
штанга с повернутым вперед механизмом
подается к печи для заводки механизма и
очистки рамы и брони.
Механизмы чистки дверей, рам и броней
по проекту Южуралмашзавода смонтирова-
ны на общем поворотном корпусе и дей-
ствуют от одного привода. Корпус шарнир-
но крепится к штанге, расположенной па-
раллельно оси двересъемной штанги. При
работе двересъемвого устройства корпус с
механизмами повернут на 90°.
Выталкивающие устройства
Чтобы выдать коксовый пирог из каме-
ры коксования, в тушильный вагон необ-
ходимо переместить выталкивающую штан-
гу на длину от 47 700 жлг (для печей с дли-
ной камеры 13300 мм) до 21 065 мм (для
печей с длиной камеры 16 220 мм). Для
обеспечения хода такой величины приго-
ден только привод реечного типа.
Выталкивающая штанга делается короб-
чатого сечения с высотой 700—780 мм.
В передней части выталкивающей штан-
ги укрепляется головка, изготовленная из
литой стали. Для предотвращения повреж-
дения стен на верхней части головки
штанги укрепляют направляющие полосы.
Наиболее распространено крепление зуб-
чатой рейки па нижнем поясе штанги, одна-
ко встречаются машины и с креплением
рейки на верхнем поясе, что позволяет
уменьшить общую длину штанги на 2—3 м.
Недостатком верхнего крепления рейки яв
ляется засорение ее падающими кусками
кокса, вызывающими более быстрый износ
зубьев рейки и ведущей шестерни.
Для защиты от коробления при нагреве
в печи штангу делают симметричной в обе-
их плоскостях, для чего на верхнем поясе
крепят стальные полосы одинаковой высо-
ты с зубчатыми рейками.
Южуралмашзавод делает штанги свар-
ными, Славянский завод—клепаными.
Длина коксовыталкивателя определяется
длиной выталкивающей штанги. При необ-
ходимости сокращения габарита машины
хвостовая часть выталкивающей штанги
делается подъемной.
При поднятой хвостовой части вдоль оси-
выталкивающей штанги действует горизоп-
Таблица 8-14
Сравнительная характеристика двересъейных устройств коксовыталкивателей разных фирм и годов выпуска
Показатели Ново- Краматор- Южуралмашзаво д Славянский завод «Коксохиммаш» по чертежам КБ Коксохиммаша Кипперс, 1943 Веллман, 1937
1937 1947 1948 1951 1952 1956 1948 1951 1953 1961 1962 1962
Механизм передвижения двересъемной штанги
Тип* Ход штанги, мм .............. Скорость движения штанги, м/мин . . . Ток Напряжение, в Мощность, кет .............. Число оборотов в минуту Передаточное число редуктора Тип редуктора I 2430 20 Пост. 220 6 1050 31 Червячный II 2400 11,4 Пер. 380 2.2 860 350 Черв II 2300 13,5 Посто 220 4,4 1000 350 ячно-ци II 2300 13,5 яннын 220 4,4 1000 350 линдрич II 2300 13,5 Пер 380 3,5 870 310 еский III 2300 4,9 еменный 380 7,5 900 И ,33 Червячно- винтовой II 2400 15,5 Пост. 220 5,3 1070 216 Червяь дву.чступе II 2400 10,8 380 3,5 900 558 IHO- ичатый III 2400 6.6 380 6,5 922 8,5 III 2600 6.75 1еременя 380 5 940 11,33 Червячн III 2600 10,6 ый 380 7.5 945 11.33 о-внптов III 2525 10,5 380 7,5 945 11,33 ой II 2300 15,8 Посто? 220 1,65 835 301 Червячно- цилиндри- ческий I 2820 15,3 нный 220 4,8 750 45 Цилиндри- ческий
Механизм срыва и подъема двери
Общий ход захватов, мм ......... Скорость движения захватов, м!мин . . Высота подъема двери, мм Мощность, кет. Число оборотов в минуту Передаточное число редуктора Тип редуктора Механизм отвинчивания ригельных винтов 225 2,58 15 4,5 1 100 7 Цилиндри- ческий винтовой 160 1,62 15 2,2 860 212 ЧерЕ 140 2, 1 15 4,4 1000 212 ЯЧНО-ЦН 140 1,73 375 4.4 1000 430 линдрич 130 2,0 15 3,5 870 215, 1 еский 130 0,57 15 2,2 875 3! Червячно- винтовой 100 0,5 350 5,3 1070 1030 Червя! цнлнндри^ 130 0,85 15 1,6 1440 434 IHO- 1РСКНЙ 130 0,5 15 2,7 1450 31 130 0,94 15 2.8 1420 31 Червячь 130 0,625 15 3,3 905 29 о-впнтов 230 0,695 15 29 ой 160 1,8 450 3,65 900 1668 Черв цилиндр 110 305 2,2 875 80 ячио- ический
Крутящий момент на завинчивание, кгм Крутящий момент на отвинчивание, кгм Число оборотов отвинчиваемой головкн, об/мин Передаточное число редуктора Тип редуктора Мощность, кет Число оборотов в минуту Общий вес двересъема, кг ........ Объем коксовой печи, м9 75 100 18 62 Червячнэ- цилиндри- чзский 4,5 1100 7280 20 75 100 8,5 114 Ни; четыр 1,8 965 9684 20 75 100 12,4 1 14 шндриче ехступе 1.0 1410 10704 20 75 100 12,4 114 ский нчатый 1,0 1410 1 2270 20 75 100 12 73 План 2,2 875 9260 20 75 100 11,5 73 етарнын 1,7 860 21,6 75 100 68,2 Цилиндри- ческий 0,55 1440 1 1 450 20 75 100 9,85 1 46 Hhj 1,0 1440 7115 20 75 100 9,85 146 1ННДРИЧ 1,0 1440 6650 20 75 100 9,65 146 гский тре 1 1410 18146** 21,6 75 100 9,24 146 хступенч 0,85 1350 19070** 30 75 100 9,24 146 атый 0,85 1350 20000** 32,3 75 100 13,7 84 Планетар- ный 0,55 1 150 75 100 10,5 1 10 Червячно- цилиндри- ческий 0,55 1150
* Типы механизмов передвижения: I — реечный; II — кривошипно-коромысловый; III — шатунно-коромысловый.
** В том числе вес механизмов чистки дверей, рам и броней.
Коксовыталкиватели
155
тальная составляющая веса хвостовой ча-
сти, стремящаяся переместить штангу в на-
правлении к печам, для предупреждения
чего предусматривается специальное стопор-
ное устройство.
Рис. 8-10. Узел разъема выталкивающей штан-
ги (конструкция Южуралмашзавода):
1 — передняя часть штанги; 2 — задняя
часть штанги; 3 — соединительный палец;
4 — боковые накладки
При хранении выталкивающих штанг на
концевых площадках выступающие над об-
служивающими площадками концы штанги
создают большие неудобства, поэтому
штангу делают с разъемом посередине. Наи-
более удачная конструкция разъема предло-
жена Южуралмашзаводом. Чтобы разъеди-
нить штангу, надо вынуть только два вали-
ка (рис. 8-10). В пределах рабочей пло-
щадки машины выталкивающая штанга за-
крывается разъемным кожухом.
Характеристика выталкивающих уст-
ройств коксовыталкивателей разных конст-
рукций приведена в табл. 8-15.
В 4961 г. скорость движения выталкиваю-
щих штанг увеличили до 30,5 м/мин.
В качестве аварийного привода для из-
влечения штанги из печи при выходе из
строя электродвигателя или при прекраще-
нии подачи электроэнергии должен уста-
навливаться пневматический двигатель, а
для извлечения штанги при выходе ее за
контрольный зуб, т. е. при выходе привод-
ной шестерни из зацепления с рейкой, дол-
жна быть установлена лебедка с ручным
приводом.
На коксовыталкивателях немецких фирм
в качестве аварийного устанавливают бен
зиновый двигатель.
Исследования показали, что при нормаль-
ном ходе коксового пирога усилие вытал-
кивания составляет 12 100 кг для печей
объемом 21,6 м3 и для преодоления этого
усилия необходим электродвигатель мощ-
ностью 67 кет при средней скорости вытал-
кивания 26 м]мин.
При испытании коксовыталкивателя пе-
чей с объемом камеры 30 м3 на Ясиновском
коксохимическом заводе максимальное уси-
лие на выталкивающей штанге составило
18 900 кг при срыве пирога, а развиваемая
электродвигателем мощность 105 кет. При
мощности установленного электродвигателя
80 кет кратковременный перегруз двигателя
в момент срыва пирога составил 1,31 при
допустимом для этого двигателя перегру-
зе 3,3.
Расчет выталкивающей штанги и всех де-
талей выталкивающего устройства на проч-
ность следует производить по максимально
допустимому перегрузу двигателя, имея в
виду возможные случи более тугого хода
коксового пирога.
Планарное устройство
Чтобы разравнивание (планирование)
шихты происходило быстрее, планирная
штанга уширяется до возможного предела
и двигается со скоростью до 88 м/мин, а
процесс планирования автоматизируется по
заданной программе. Программой преду-
сматривается количество ходов штанги и
длина каждого хода. Чтобы избежать
большого провисания конца штанги при
крайнем ее положении, ей придают форму
балки равного сопротивления, а в перед-
ней части устанавливают лыжу, препятст-
вующую погружению штанги в шихту.
Для печей объемом 21,6 м3 с полной дли-
ной камер в горячем состоянии 14 280 мм
высота планирной штанги равного сопро
тивления меняется от 70 мм до 200 мм, а
для печей объемом 30 м3 с длиной камеры
15 260 мм высота штанги в наиболее высо-
кой хвостовой части принимается 250 мм.
Подробные данные по планирным устрой-
ствам приведены в табл. 8-16.
На коксовыталкивателях действующих
печей, двери которых имеют планирные
лючки шириной 300 мм, носки планирных
штанг уширяют до 280 мм, а скорость дви-
жения планира доводят до 75—80 м/мин.
Для сообщения планирной штанге воз-
вратно-поступательного движения применя-
ют канатный привод. Присоединение каната
к штанге в машинах КБ Коксохиммаша вы-
полняется через пружинные амортизаторы,
что имеет бесспорное преимущество перед
жестким присоединением в конструкциях
Южуралмашзавода.
Для аварийного извлечения планирной
штанги из печи — при выключении электро-
энергии, выходе из строя мотора или обры-
ве каната — используется специальная ле-
бедка с ручным приводом, общая с вытал-
кивающим устройством.
Положение по высоте опорных роликов,
по которым перекатывается планирная
штанга, регулируется, что позволяет изме-
нять положение штанги при осадках бата-
рей и регулировать ее наклон для умень-
шения провисания переднего конца при
крайнем положении в печи. Это способст-
вует сокращению планирного выгреба ших-
ты, величина которого, например, на Жда-
новском коксохимическом заводе не превы-
шает 50 кг на одну печь.
Для собирания планирного выгреба пре-
дусмотрен специальный бункер емкостью
3—4 м3.
В передней части планирного устройства,
над планиром,.установлен механизм для от-
крывания и закрывания планирной дверцы.
156
Машины и механизмы коксовых печей
Сравнительная характеристика выталкивающих устройств
нкмз, 1937 Южуралмашзавод
Показатели 1949 1952 1956
Ток Напряжение, в Тип электродвигателя Мощность, кет Число оборотов в минуту Тип редуктора Посто 220 КПД-800/447 100 450 Ци, явный 220 КПД-640/476 69 500 тиндрический 380 М ТВ-71-10 80 583 двухступенча Пере 380 МТ-613-10 Т 80 578 тый
Передаточное число 30,6 34,4 34,4 34,4
Длина обслуживаемой печи, мм . . . 13300 14020 13300 14280
Длина выталкивающей штанги, мм . . 22650 23655 22900 24130
Ход выталкивающей штанги, мм . . 18010 18805 17700 18880
Скорость передвижения штанги, м/мин 25,4 24,6 28,9 28,5
Аварийный привод (пневмодви- гатель) Тип
Мощность, л. с — — — —
Число оборотов в минуту — — —• —
Давление воздуха, кг/см2 — — — —
Передаточное число редуктора ава- рийного пневмопривода —. — — —
Дополнительное передаточное число ручного аварийного привода . . . — — 3 —
Общий вес выталкивающего устрой- ства, кг 31100 33600 31770 32850
* Выталкивающая штанга с подъемной хвостовой частью.
Управление этим механизмом производится
дистанционно из кабины машиниста.
Характеристика механизма открывания и
закрывания планирной дверцы следующая:
Мощность электродвигателя, кет 1
Число оборотов в минуту......... 1410
Редуктор:
тпп.......................... Червячно-
винтовой
передаточное число ............... 9,6
шаг винта, мм....................... Ю
рабочий ход тяги, мм......... 285
Время открывания (закрывания)
планирной дверцы, сек .... 10
На всех современных коксовыталкивате-
лях затворы бункера подпланирной шихты
имеют пневматический привод с управлени-
ем из кабины машиниста, а на бункере
подвешивается электровибратор для устра-
нения зависания в нем шихты.
Механизм передвижения
Коксовыталкиватель передвигается вдоль
фронта коксовых печей по рельсовому пу-
ти с шириной колеи 8686 мм для печей с
емкостью камер коксования 20 и 21,6 м3 и
10 000 мм для печей с объемом камеры 30
и 32,3 -и3.
Чтобы меньше была нагрузка па ходовые
колеса, в современных коксовыталкивате-
лях их восемь — по два в каждой из четы-
рех балансирных тележек.
Сравнительная характеристика механиз-
мов передвижения коксовыталкивателей раз-
ных типов и нагрузки на ходовые колеса
приведена в табл. 8-17.
В силу конструктивных особенностей об-
щий вес коксовыталкивателя крайне нерав-
номерно распределяется па его ходовые ко-
леса. В коксовыталкивателе Южуралмаш-
завода 1956 г., имеющем общий вес 129,2 т,
на передний рельс пути передается 36,5%
веса машины в нерабочем положении и
лишь 23,4% при выталкивании кокса. Реак-
тивный момент от усилия выталкивания
разгружает эти колеса, нагружая дополни-
тельно колеса на заднем рельсе, где нагруз-
ка на одно колесо доходит до 25,7 — 32 т.
Для пути коксовыталкивателя применя-
ют рельсы Р-50 нормального профиля.
Рельсы имеют специальное крепление к
шпалам и боковые упоры, воспринимающие
горизонтальные усилия при выталкивании
коксового пирога.
Вес коксовыталкивателей для обслужива-
ния печей с объемом камеры 30 м3 и бо-
лее 168,27 т, а максимальная нагрузка па
Коксовыталкиватели
157
Таблица 8-15
коксовыталкивателей разных фирм и годов выпуска
Славянский машзавод по чертежам КБ Коксохиммаша К оппе.рс, 194 3 Веллман, 1937
1 949 1961 1 962 19G2
мснный Постоянный
380 380 380 380 220 220
МТ-63-10 МТВ-612-10 МТВ-613-10 МТВ-613-10 — МД-412-ГЕ2
60 60 80 80 55,5 48
575 578 580 580 475 430
Цилиндрический трехступенчатый Коннческо- Цплиндрнчес-
цилиндрический кий
двухступен- двухступенча-
чатый тыч
32,51 37 32,51 32,51 24,85 40,24
13300 14280 15260 16220 13300 13306
22900 24330 25410 26500* 23060 23210
17700 18980 20035 21065 17523 17754
30,5 26 30,5 30,5 30,5 17,5
ДР-5 ДР-5 ДР-5у Др-5у Дейк Дейк
6,3 6,3 8 8 7 5
650 650 600 600 500 60J
5 5 5 5 — —
10,35 10,35 10,35 10,35 4 3,57
1,06 1 ,06 1,06 1 ,06 4 3,57
30840 30845 32800 35000 —• —
одно колесо составляет 31 т. Путь для
утих машин выполняется из рельсов кра-
нового типа КР-80.
Как показала практика, при приводе на
два ходовых колеса из восьми сила сцеп-
ления с рельсами оказывается недостаточ-
ной, особенно при влажных рельсах, из-за
чего колеса буксуют. С 1952 г. в Советском
Союзе коксовыталкиватели выпускают с
приводом на четыре колеса, что в машинах
Южуралмашзавода достигается с помощью
двух самостоятельных приводных механиз-
мов ко всем четырем балансирным тележ-
кам, имеющим по одному приводному ко-
лесу. В коксовыталкивателях КБ Коксохим-
маша для печей емкостью до 21,6 м3 один
приводной механизм сообщает вращение
четырем колесам двух балансирных теле-
жек, а две другие тележки являются ведо-
мыми. Для печей емкостью 30 м3 коксовы-
талкиватель выполняется с двумя привод-
ными механизмами на обе пары балансир-
ных тележек, так что в этом случае все во-
семь колес являются ведущими. В коксовы-
талкивателях для печей емкостью 32,3 м3
ведущими являются также все восемь ко-
лес, но уже при четырех приводных меха-
низмах— по одному на каждую двухко-
лесную балансирную тележку.
Обезграфичивающсе устройство
В процессе коксования обычно происхо-
дит постепенное отложение графита па
свободных от шихты участках стен, на
сводах камеры и в загрузочных люках.
Удаление графита из подсводового про-
странства производится с помощью рез-
цов, закрепляемых на головке выталкива-
ющей штанги, а также сдуванием сжатым
воздухом и систематическим выжиганием.
Сопла для сжатого воздуха укрепляют в
верхней части головки штанги.
При каждой выдаче кокса производится
подача сжатого воздуха. По мере необхо-
димости также срезаются нарастающие от-
ложения, не устраненные сжатым возду-
хом. Срезают пе по всей поверхности од-
новременно, как это делали ранее, что
приводило к повреждению стен камеры, а
последовательно узкими резцами за 4—5
проходов.
Сжатый воздух для обезграфичивання,
для работы пневматических приводов и
тормозных устройств, обеспечивается ком-
прессорными установками, сравнительные
характеристики которых даны в табл. 8-18.
Компрессоры Э-500 имеют наиболее высо-
кие эксплуатационные показатели.
Таблица 8-16
Сравнительная характеристика планирных устройств коксовыталкивателей разных фирм и годов выпуска
Показатели нкмз 1937 Южуралмашзавод Славянский машзавод по чертежам КБ Коксохиммаша Коппере 1943 Веллман 1937
1949 1952 1956 1949 1961 1962 । 1 1962
Ток Напряжение, в Постоя 220 ННЫЙ 220 380 380 Перем 380 енный 380 320 380 Пост 220 оянный 220
Тип электродвигателя кпд кпд МТВ МТ МТ МТВ МТВ МТВ — —
Мощность, кет 220/615 25,7 300/536 32 61—30 30 611—ЮТ 45 52—8 23,5 52—8 30 612—10 60 612—10 60 26,7 33
Число оборотов в минуту 850 855 570 575 730 725 578 578 525 460
Тип привода штанги Тип редуктора Передаточное число редуктора . . . 32,1 Цилин 43,7 дрический 27,95 Канат! двухстуш 17,45 1ЫЙ :нчатый 15,75 20,49 Цилинд трехсту 23,9 эический пенчатый 23,9 Цевочный Коническо- цилиндрический двухступенча- тый 6,3 Канатный Цилиндрический двухступенчаты й 38,7
Передаточное число открытой пере- дачи Нет Нет Нет Нет 2,22 Нет Нет Нет 5,76 —
Общее передаточное число 32,1 43,7 27,95 17,45 34,965 20,49 23,9 23,9 36,3 38, /
Длина обслуживаемой печи, мм . . 13300 14020 13300 14280 13300 14280 15260 16220 13300 13306
Длина планирной штанги, мм . . . 20900 21360 20900 21860 21710 21860 22690 23650 21476 21250
Ход планирной штанги, мм .... 14400 15500 14400 15360 14380 15360 16000 16960 14417 14560
Скорость передвижения штанги, м/мин 51,5 49,7 51,3 83 52,5 88,6 75 78 30—47 28,7
Ширина планирной штанги, мм . . . 240 240 240 300 240 320 360* 320** 203 203
Высота планипной штанги, мм . . . 250 250 250 200*** 200*** 200*** 250*** 250*** 254 254
Диаметр барабана, мм 600 800 800 800 800 800 1000 1000 — /ьи
Диаметр каната, мм 21,5 21,5 21,5 21,5 21,5 21,5 22,5 22,5 — 25,4
Расстояние между цевками, мм . . — — — — — — — — 228 —
Диаметр цевки, мм — — — — — — — — 25,4 —
Число зубьев цевочного колеса . . — — — — — — — — 18 —
Общий вес устройства, кг 10240 9960 9056 10280 10610 10416 17914 17393 — —
• Ширина печи 450 мм.
** Ширина печи 41 0 мм.
♦♦♦ Штанги равного сопротивления.
Коксовыталкиватели
159
Таблица 8-17
Сравнительная характеристика механизмов передвижения коксовыталкивателей
разных фирм и годов выпуска
Показатели нк М3, 1937 Южуралмашзавод Славянский машзавод по чертежам КБ Коксохиммаша Коппере, 1943 Веллман, 1937 Мительдейче- Штальверке, 1935
1949 1952 1956 1949 1961 1962 1962
Емкость камеры кок- сования обслуживае- мых печей, м3 ... . 20 20 20 21,6 20 21,6 30 32,3 20 20 20
Общий вес коксовы- талкивателя, ш. , . . 119,2 134,4 130,0 129,2 135,0 138,8 168,27 179,96 104,2 125,0 96,0
Общее число ходо- вых колес 8 8 8 8 8 8 8 8 8 8 4
Число приводных хо- довых колес 4 2 4 4 4 4 8 8 2 4 2
Диаметр ходового колеса, мм Максимальная на- грузка на колесо, tn: при передвижении 800 800 800 800 800 800 800 800 760 760 800
21 21 21,3 24 -
при выталкивании — 25 24 25,7 31 — 31 32 — .— —
Тип подшипников осей ходовых колес . Колея, мм .... Сколь- жения 8686 8686 8686 8686 Каче 8686 НИЯ 8686 10000 10000 Ск 8686 ольже 8692 НИЯ 8686-
Ток Напряжение, в . . . Постоян 220 ный 220 380 380 Пер 380 еменн 380 яй 380 380 Пс 220 )СТОЯН 220 ный 220
Мощность электро- двигателя, кет. . . . 85 41 2x30 2x30 60 60 2x30 4X16 36,7 2x48 61
Число оборотов в минуту 540 765 570 725 577 577 725 715 500 430 670
Передаточное число редуктора 7,29 7,3 5,7 7,25 8,5 8,5 10,35 17,64 2,54 3,81 5,4
Передаточное число открытой передачи . . 2,06 3 3 3 1,68 1,68 1,68 Нет 4,35 3,1 3,85
Скорость передвиже- ния, м/мин 84,4 88 83,5 83,5 100 100 100 102 107 86,5 81
Таблица 8-18
Характеристика обезграфичивающих устройств разных фирм и годов выпуска
Показатели Южуралмашзавод Славянский машзавод по чертежам КБ Коксохиммаша Коппере, 1943
1952 1956 1953 1959 1962
Тип компрессора1 ксэ-з Э-500 ксэ-зм КТ6 Э-500 Двухсту- пенчатый
Рабочее давление, ати . . . 7 8 7 8 8 8
Производительность, м3/мин . 3,4 2x1,75 4,2 4,7 2X1,75 3
Тип электродвигателя . . . . А-81-8 А ОС-72-6 А-81-6 АО-93-8 АОС-72-6 —
Ток Переменный Постоян-
ный
Напряжение, в 380 380 380 380 380 220
Мощность, кет. 20 14 28 40 14 20,2
Число оборотов в минуту . . 750 900 975 735 900 750
Тип регулятора давления . . АК-5А АК-6А АК-6А — АК-6А —
Давление включения, ати . . 5 5 5 5 5 5
Давление выключения2, ати . 7 8 7 8 8 8
160
Машины и механизмы коксовых печей
Продолжение табл. 8-18
Показатели Южуралмашзавод Славянский машзавод по чеотежам КВ Коксохиммаша Коппере 1943
1952 1956 1953 1959 1962
Емкость воздухосборника, Рабочее давление, ати . . . Тип рукава Внутренний диаметр рукава, мм Общий вес установки, кг . . 5 7 Пне 25 4130 8 8 вматическ 25 6900 9,2 7 lii прорези 25 4650 10,2 8 ненный, Г( 25 5470 10,4 8 ЭСТ 8318- 25 6075 3,7 8 -57 25,4
1 Охлаждение компрессора воздушное.
3 Включение и выключение производится автоматически при заданных давлениях.
КОКСОТУШИЛЬНЫЕ ВАГОНЫ
Кокс из печи с температурой 1000—
1050° С, пройдя через коксонаправляющую,
поступает в кокеотушильный вагон, кото-
рый подается под тушильную башню и пос-
ле тушения—к рампе для разгрузки.
В настоящее время существует три типа
коксотушильных вагонов: с неподвижным
кузовом и открывающимися в боковой стен-
ке затворами, с поворотным днищем и не-
подвижным кузовом и с поворотным кузо-
вом и открывающимися затворами.
В СССР применяют вагон первого типа.
Основными элементами коксотушильного
вагона являются рама, устанавливаемая на
двух двухосных железнодорожных тележ-
ках ЦНИИ-ХЗ-0 па подшипниках качения,
кузов, обложенный плитами из жароупор-
ного чугуна, приводные устройства для от-
крывания и закрывания затворов, тормоз-
ное оборудование, устройства для сигнали-
зации правильной установки вагона под
коксопаправляющей и положения затворов
(открытое и закрытое).
Современные вагоны делают с гладкими
стенками п затворами обтекаемой формы,
чтобы не задерживать воду на металлокон-
струкции кузова.
Сточная вода, применяемая для тушения,
вызывает сильную коррозию стальной кон-
струкции и быстрый износ вагона. Приме-
нение нержавеющей стали для изготовле-
ния рамы и кузова в несколько раз удли-
няет срок службы вагона до ремонта.
Из-за высокой стоимости нержавеющей
стали она применяется только для пастила
днища кузова под плитами, болтов и гаек
крепления плит и для труб, защищающих
электропроводку (применяют сталь марки
Х17 по ГОСТ 5632—51).
Для облицовочных плит применяют жа-
роупорный чугун следующего состава, %:
Углерод ................ 3,3—3,8
Кремний.................1 , 35 — 1 , 5
Марганец................ 0,6—0,8
Фосфор.................. 0, 1—0, 18
Сера..................... До 0 . 1
Привод и трансмиссия к затворам смон-
тированы па подшипниках качения.
Таблица 8-19
Характеристика коксотушильных
вагонов
Показатели Объем камер печей, м3
21.6 30-35,5
Завод-изготовитель Брянский Славян- ский
Год выпуска . . . 1961 1962
Грузоподъемность, т Полезная длина ку- 13 23
зова, мм Длина вагона по 13200 15200
осям автосцепки, мм 15980 18220
База вагона, мм . . 10000 10000
Колея, мм Высота от головки рельса до оси авто- 1524 1524
сцепки, мм Высота вагона от го- 1058 1035
ловки рельса, мм . . 4175 5020
Ширина вагона, мм Угол наклона дна 4220 5255
кузова, град Число затворов . . Диаметр цилиндра 28 28
2 2
пневмопривода, мм . . Рабочее давление в цилиндре пневмопри- 350 400
вода затворов, кг/см2 Рабочее давление в цилиндре тормоза, 6 6
кг,'см2 Продолжительность открывания затворов, 3,5 3,5
сек, 4 3
Вес вагона (тары), т 51,8 68,1
В шарнирных подвесках затворов ту-
шильных вагоцор на некоторых заводах
применяют графитную смазку.
На Славянском заводе затворы подвеши-
вают на двух опорах с подшипниками ка-
чения, подводя ко 'всем опорам затворов,
трансмиссионного вала и привода центра-
лизованную смазку от станции. Затворы
Электровозы
161
открываются с помощью пневматического
привода.
Сжатый воздух подается компрессором,
установленным на электровозе.
Вагоны оснащаются прямодействующнм
тормозом и автосцепкой СА-3.
Для сигнализации правильной установки
вагона у печи на торцовых стенках с обе-
их сторон вагона устанавливают контакты
гибкого типа, замыкающиеся с пластинча-
тым контактом коксонаправляющей, когда
она находится в придвинутом к печи по-
ложении и подготовлена для выдачи кокса.
Для контроля за равномерностью запол-
нения коксом по длине вагона на передней
ферме закреплено шесть изоляторов с ме-
таллическими штырями, входящими внутрь
вагона. Как только первая порция кокса
соприкасается со штырем, в кабине элек-
тровоза зажигается сигнальная лампа. По
мере передвижения вагона последователь-
но зажигаются лампы, указывая заполне-
ние вагона.
При выгрузке кокса на рампу лампы гас-
нут, сигнализируя об опорожнении вагона.
Положение затворов контролируется ко-
нечным выключателем, действующим от
кулачка, закрепленного на трансмиссион-
ном валу. Выключатели связаны со свето-
выми сигналами на пульте в кабине элек-
тровоза, указывая на открытое или закры-
тое положение затворов. Характеристика
коксотушпльных вагонов дана в табл. 8-19.
ЭЛЕКТРОВОЗЫ
Для передвижения коксотушильного
вагона вдоль фронта коксовых печей при-
меняют электровозы.
По внешнему виду и основным габарит-
ным размерам электровозы коксотушиль-
пые (ЭК) всех видов мало различаются
между собой. Все они имеют колесную
формулу 0—2—0 (две ведущие оси).
Электровозы оборудованы автосцепкой
СА-3 и имеют колесную базу, равную
2500 мм, длину по буферам 6670 мм и рас-
стояние между осями автосцепок 6720 мм.
Высота электровозов колеблется от
4570 мм для ЭК-6 до 5300 мм для ЭК-12С.
Нормально движение электровоза осу-
ществляется при двух работающих электро-
двигателях, однако электросхемой преду-
смотрена возможность кратковременной
работы с пониженной скоростью на одном
двигателе при выходе из строя второго.
В связи со строительством коксовых ба-
тарей с печами большой емкости (30—
35,5 ж3) и установок сухого тушения кокса
необходим более мощный и быстроходный
электровоз (ЭК-13).
Техническая характеристика электрово-
зов приведена в табл. 8-20.
Тележка, ходовая часть и электропривод
Рама тележки •— листовая, сварная, состо-
ит из двух боковых листов толщиной
20 мм, соединенных в средней части между-
рампым креплением, а по концам — буфер-
ными брусьями.
] 1 Справочник коксохимика, т. II
На рамных листах на болтах укреплены
буксовые направляющие н приварены крон-
штейны рессор. Буксовые направляющие
снабжены стальными закаленными налич-
никами, дающими возможность производить
регулировку осевого разбега колесных пар.
Колесная пара состоит из оси, двух колес-
ных центров из литой стали с насадными
катаными бандажами и ведомой шестерни,
отлитой из легированной стали. Колесные
центры напрессованы на ось.
Буксы электровоза роликоподшипнико-
вые. Корпус буксы имеет упорные гребни
только с наружной стороны, что обеспечи-
вает возможность демонтажа буксы без
подъема электровоза.
Рессорное подвешивание тележки элек-
тровоза выполнено с малой жесткостью,
обеспечивающей отсутствие резких толч-
ков и сохранность регулировки электрообо-
рудования. Рессоры спиральные, цилиндри-
ческие, двойные, опираются на буксу че-
рез самоустанавливающуюся шайбу и ка-
леную пяту.
Передача мощности от каждого тягового
электродвигателя к соответствующей оси
осуществляется через двухступенчатую
зубчатую передачу с прямым зубом.
Электродвигатель, промежуточный вал
редуктора с шестернями и кожухи передач
первой и второй ступени смонтированы на
общей подмоторнон раме, которая отлита
из модифицированного чугуна и опирается
на ось осевыми подшипниками с бронзовы-
ми вкладышами и фитильной смазкой.
За специальную проушину подмоторная
рама упруго подвешена к междурамному
креплению электровоза. Промежуточный
вал опирается за два роликоподшипника,
уложенных в гнездах подмоторной рамы.
На концах промежуточного вала насажены
большая ведомая шестерня, сцепляющаяся
с шестерней на валу электродвигателя, и
малая ведущая шестерня, сцепляющаяся с
ведомой шестерней, насаженной на ось.
Зацепление коррегированное. Поверхность
зубьев подвергнута закалке током высокой
частоты. Ведущие малые шестерни кованые
из стали 45. Ведущие большие шестерни —
нз литой легированной стали 40ХНМ или
40ХНТ.
Обе пары шестерен заключены в сварные
разъемные кожухи, заполненные специаль-
ной смазкой — осерненным нигролом.
Тормозное и воздушное устройства
На рис. 8-10 приведена принципиальная
схема воздухопровода электровоза ЭК-8.
Электровоз оборудован ручным и пневма-
тическим тормозом, звуковым воздушным
сигналом типа «тифон», пневматическими
стеклоочистителями, песочницами с воздуш-
ным распыливапием песка и воздушными
трубопроводами для открывания и закры-
вания фартуков и управления пневматиче-
скими тормозами коксотушильного вагона.
Рычажная передача тормоза имеет регу-
лировку, позволяющую устанавливать
Таблица 8-20
Техническая характеристика электровозов
Показатели ЭК6 ЭК-7 ЭК-8 ЭК-9 ЭК-ЮМ эк-11 ЭК-12 ЭК-12С ЭК-13
Год выпуска 1949 1950 1951 I960 | 1962 1960 1961 1961 1964
Ток Напряжение, в Пост. 220 380 380 380 П е р е л 400 е н н ы й 380 380 380 380
Ширина колеи, мм 1524 1524 1524 1435 1676 1435 1524 1524 1524
Высота, мм 4570 4570 4675 4675 4750 4730 4730 5300 5200
Эксплуатационная скорость при движении с груженым ваго-
ном весом 70 т, км/ч . . . 15 15 15 15 15 15 15,5 15,5 23
Минимальная скорость движения
при приеме кокса, м/мин . . Полный вес, т 15-25 20 15-25 20 15—25 21,7 15—25 20 30—40 22 15—25 20 15—25 22 15—25 28 36
Тяговые электродвигатели:
тип КПД МТ-52-8 МТ-63-10 МТ-612-10 МТ-613-10Т МТВ-613-10Т МТВ-613-10 МТВ-613-10 МТВ-613 10
номинальная мощность при ПВ=25%, кет 220—615 33,5 30 60 60 80 80 80 80 80
номинальное число оборо-
тов в минуту 805 726 575 575 575 575 575 575 575
число 2 О 2 2 2 2 2 2 2
Компрессорная установка: ЭК-7А
тип компрессора Э-400 Э-400 Э-500 Э-500 Э-500Т Э-500Т Э-500 Э-500
число компрессоров .... 2 2 1 1 1 1 1 — 2
производительность установ-
ки по всасываемому воз- 1500 1500 1500 1500 1500 1500 1500 1500
духу, л/мин 140и
рабочее давление, атм . . 8 8 8 8 8 8 8 8 8
Электродвигатель компрессора: АОС-72-6Т АОС-72-6 АОС-72-6
ТИП КПДН-З-У МТК-22-6 АС-71-6 АС-71-6 АС-71-6Т АОС-72-6
номинальная мощность при
ПВ=25%, кет 5,9 7,5 14 14 14 14 14 14 14
Номинальное число оборотов в 900
минуту 1330 900 870 870 900 870 900 900
Электровозы
163
нормальный зазор в пределах 5—8 мм меж-
ду тормозной колодкой и бандажом по ме-
ре их износа.
Пневматический привод тормоза осу-
ществляется от двух нормальных тормоз-
ных цилиндров, установленных на между-
рамном креплении тележки. При давлении
в тормозных цилиндрах 2—2,5 ати суммар-
ное нажатие колодок равно 8—10 т. При-
вод ручного тормоза расположен в кабине
машиниста и состоит из одинарной зубча-
леблется от 6 до 8 атм. Резервуары снабже-
ны продувными кранами.
Воздух к тормозным цилиндрам электро-
воза и коксотушильного вагона поступает
из главных резервуаров через водосборник
типа 116-У, фильтр типа Э-114, клапан
максимального давления типа ЭМД-А и
прямодействующий кран типа 4-ВК. Кла-
пан максимального давления (редукцион-
ный) отрегулирован на давление 2—2,5 атм.
Давление воздуха в резервуарах и в тор-
Рис. 8-11. Принципиальная схема воздухопровода электровоза ЭК-8:
1 — водоспускной кран; 2 — воздушный резервуар; 3 — предохранительный клапан;
4 — водосборник; 5 — двухстрелочный манометр; 6 — фильтр; 7 — вспомогательный
кран; 8 — кран управления фартуками тушильного вагона; 9 — тормозной цилиндр;
10 — педали песочниц; 11 — стеклоочистители; 12 — клапан сифона; 13 — сифон;
1-1 — концевой кран; 15 — соединительный рукав; 16 — переключательный клапан
17 — фильтр компрессора; 18 --предохранительный клапан; 19 — электровоздушный
компрессор; 20 — регулятор давления; 21 — клапан максимального давления; 22 — раз-
общительный кран; 23 — холодильник; 24 — магистрали управления фартуками тушиль-
ного вагона; 25 — тормозная магистраль
той передачи, барабана для тяговой цепи
и храпового стопора. При вращении махо-
вика с усилием 30 кг суммарное нажатие
тормозных колодок равно 6—7 т.
До 1959 г. на всех электровозах уста-
навливались два компрессора Э-400 про-
изводительностью 750 л/мин каждый.
С 1959 г. принят компрессор Э-500 поршне-
вой двухступенчатый двухцилиндровый,
имеющий производительность 1500 л!мин
по всасываемому воздуху. На электровозе
устанавливают только один компрессор
Э-500.
Электропневматический регулятор давле-
ния, воздействуя на контактор компрессора,
производит запуск компрессора при паде-
нии давления воздуха до 6 атм и останав-
ливает электродвигатель компрессора при
увеличении давления выше 8 атм.
На всасывающей трубе компрессора уста-
новлен фильтр типа УФ-2.
Два главных резервуара имеют общую
емкость 0,7 м3 и предназначены для увели-
чения объема воздуха в воздушной системе
с целью удлинения промежутка времени
между включениями компрессора. Резер-
вуары сварные со штампованными дни-
щами. Давление воздуха в резервуарах ко-
11*
мозной магистрали замеряется тормозным
двухстрелочным манометром.
Электровоз оборудован двумя отдельны-
ми магистралями для открывания затворов
коксотушильного вагона. Воздух к конце-
вым кранам этих магистралей поступает
через клапан максимального давления, от-
регулированный на 6—6,5 атм. Одновре-
менное управление двумя фартуками про
изводится специальным 4-ходовым золот-
никовым краном. Давление в каждой ма-
гистрали замеряется двухстрелочным мано-
метром.
В кабине электровоза на пульте управле-
ния имеются сигнальные лампы — красная
и зеленая, при полностью закрытых затво-
рах вагона горит зеленая лампа, открытое
положение контролируется светом красной
лампы. Имеется также сигнальная лампа,
связанная с датчиком на коксотушильном
вагоне и загорающаяся при правильно!
установке коксотушильного вагона и го-'
товпости коксонаправляющей для пропуск»
кокса в вагон.
На электровозе предусматривается также
световое табло для контроля равномерно-
сти заполнения вагона по мере задача
кокса из печи. Электровоз оборудовав дву-
164
Машины и механизмы коксовых печей
мя песочницами общей емкостью 130 кг пе-
ска. Распиливание песка производится
сжатым воздухом.
Время передвижения тушильного вагона
при обслуживании одной печи зависит от
расположения отдельных сооружений кок-
сового блока и общей его протяженности,
а также от скоростной характеристики
Рис. 8-12. Диаграммы средней скорости
движения электровозов:
/ — ЭК-6; 2 — ЭК-8
электровоза в сцепе с коксотушильным
вагоном
Для расчетов следует пользоваться зна-
чениями средней скорости движения элек-
тровоза с груженым вагоном в зависимости
от длины проходимого пути, приведенными
на рис. 8-12.
На этом графике, составленном по хроно-
метражным данным, средние скорости при-
ведены с учетом разгона и торможения.
МАШИНЫ, ОБСЛУЖИВАЮЩИЕ
ОБОГРЕВ ПЕЧЕЙ
Кантовочная лебедка
Кантовочная лебедка служит для пере-
ключения газовых кранов и газовоздушных
клапанов отопительной системы печей.
Лебедка представляет собой механизм с
двумя кулачковыми шайбами двухсторон-
него действия. Профиль и размеры каждой
шайбы рассчитаны так, чтобы при пово-
роте на 180° обеспечить номинальный ход
кантовочного рычага 610 мм и создать не-
обходимые паузы. Для регулировки вели-
чины хода тяг кантовочного механизма на
конце кантовочного рычага предусмотрены
дополнительные отверстия для болтов креп-
ления планок, удерживающих валик для
крепления кантовочных тяг.
. Одна кулачковая шайба служит для пе-
реключения газовых кранов, а вторая —
для газовоздушных клапанов.
Привод лебедки осуществлен от электро-
двигателя и оборудован тормозом ТКТГ-200
с электрогидравлическим толкателем.
'Кроме электрического привода, на слу-
чай перерыва в подаче тока установлен
пневматический двигатель и имеется
дополнительная передача от ручного при-
вода.
На лебедке установлен командо-аппарат,
обеспечивающий с помощью реле времени
автоматическое управление кантовкой.
При пользовании ручным или пневмати-
ческим приводом электродвигатель блоки-
руется конечным выключателем.
Техническая характеристика кантовочной
лебедки Славянского машзавода приведена
ниже.
Ход рычага, мм ................ 610
Максимальное усилие иа тягах, кг ... . 3000
Продолжительность кантования, сек .... 30
Мощность электродвигателя, кет......... 6,5
Число оборотов электродвигателя, об}мин 950
Напряжение переменного тока, в........ .380
Передаточное число редуктора .......... 950
Мощность пневмодвигателя ДР-5А, л. с. . . 3
Скорость вращения пиевмодвигателя, об/мин 600
Передаточное число пневмопривода......1,36
Продолжительность кантования пневмодви-
гателем, сек.......................... 65
Рабочее давление сжатого воздуха, кг/см2 3
Расход сжатого воздуха, м*/мин........4,5
Передаточное число ручного привода . . . 0,636
Продолжительность кантования ручным
приводом, сек ............... 300
Усилие на рукоятке ручного привода, кг 28
Диаметр тормозного шкива, мм ...... 200
Наибольший тормозной момент, кгсм . . . 3000
Вес лебедки с электрооборудованием, кг 4300
Обезграфичивающая лебедка
Обезграфичивающая лебедка служит для
открывания и закрывания крышек корню-
ров, т. е. для управления впуском воздуха
в корнюры для прожигания графита.
Лебедка состоит из червячного редукто-
ра, на выходном валу которого насажен
кривошип с радиусом 152,5 мм.
Привод лебедки осуществляется от элек-
тродвигателя и оборудован тормозом с
электрогидравлическим толкателем.
На случай перерыва в подаче тока пре-
дусмотрено вращение лебедки вручную с
помощью рукоятки, надеваемой на второй
конец червячного вала. При работе руч-
ным приводом электродвигатель блоки-
руется через конечный выключатель.
На лебедке установлен командо-аппарат,
обеспечивающий с помощью реле времени
автоматический пуск и остановку лебедки.
Командо-аппарат крепится на корпусе ре-
дуктора и получает вращение от второго
конца вала кривошипа посредством цепной
передачи.
В течение каждого включения лебедки
кривошип поворачивается на угол 90°. Вал
кривошипа постоянно вращается в одном
направлении.
Техническая характеристика обезграфи-
чивающей лебедки Славянского машзавода
следующая:
Максимальное тяговое усилие на кривоши-
пе, кг.............................. 1740
Продолжительность кантования, сек .... 1,25
Мощность электродвигателя, кет...... 4,5
Число оборотов электродвигателя, об/мин 950
Напряжение переменного тока, в ..... 380
Передаточное число редуктора ............. 80
Передаточное число ценной передачи ... 2
Диаметр тормозного шкива, мм............. 200
Наибольший тормозной момент, кг/см . . . 3000
Продолжительность кантования вручную,
сек ................... 40
Усилие па рукоятке ручного привода, кг 13,5
Общий вес лебедки, кг.................... 870
Глава 9
ТУШЕНИЕ КОКСА ВОДОЙ
На некоторых коксохимических заводах
тушильные башни снабжены напорными
баками. В этих башнях управление туше-
нием осуществляется по сложной схеме че-
рез золотниковый распределитель или че-
тырехходовой кран, систему гидравлических
клапанов и другую арматуру.
Длительная практика работы тушильных
башен с напорными баками показала не-
экономичность их строительства и слож-
ность эксплуатации. Обслуживание таких
башен требует частых ремонтов арматуры,
систематической очистки напорного бака от
шлама.
Начиная с 1952 г., на всех вновь строя-
щихся и реконструируемых коксохимиче-
ских заводах сооружаются башни тушения
без напорных баков.
В комплекс современного тушения кокса
входят тушильная башня, насосная стан-
ция, отстойники с эстакадой для монорель-
совой грейферной тележки, площадка для
обезвоживания шлама и площадка с рель-
совым путем для погрузки шлама в желез-
нодорожный транспорт.
Вода для тушения периодически подает-
ся из насосной станции непосредственно в
оросительное устройство. Насос автомати-
чески включается в работу, когда тушиль-
ный вагон начинает входить в башню ту-
шения.
Тушильная башня
Размеры тушильной башни по длине и
ширине определяются габаритами тушиль-
ного вагона. Высота арочной части или
верхнего перекрытия принимается такой,
чтобы было удобно вести монтаж ороси-
тельного устройства и возможно проходить
под ним электровозу и железнодорожному
составу (на период строительства пли ре-
конструкции коксовых батарей).
Над оросительным устройством должно
быть достаточное подсводовое пространст-
во для паров, из которого они направля-
ются в вытяжную трубу.
При малом подсводовом пространстве па-
ры от тушения кокса частично выходят
наружу со стороны въезда тушильного ва-
3
Рис. 9-1. Тушильная башия и оросительное
устройство:
1 — металлические ворота с тамбуром; 2 —
направляющие щиты; 3 — дроссельные кла-
паны; 4, 5 — звенья оросительного устрой-
ства; 6 — рычаг механизма управления
спускным клапаном; 7 — спускной клапан
для промывки оросительного устройства;
8 — отражательные экраны
>66
Тушение кокса водой
гона, проникают внутрь электровоза,
увлажняя на нем всю электроаппаратуру,
и ухудшают видимость при подходе элек-
тровоза к башне тушения.
Чтобы предотвратить уменьшение тяги в
трубе от поступления в башню наружного
воздуха, в торце башни, противоположном
въезду вагона тушения, устанавливают
тамбур длиной 3—3,5 м с металлическими
Этот способ закрепления пути надежно
проверен на новых и на старых тушильных
башнях. Закрепление шпал фундаментными
болтами нецелесообразно, так как болты
быстро разрушаются от коррозии.
Вытяжные трубы тушильных башен дела-
ются железобетонными, кирпичными или
деревянными.
Высоту вытяжной трубы тушильной
башни делают достаточной для защиты от
агрессивного действия паров и конденсата
металлических и железобетонных конструк-
ций коксовых печей и других строений, рас-
Рис. 9-2. Тушильная башня (поперечный
разрез):
/ — управление открыванием спускного
клапана, 2 — тушильный вагон; <? —
спускной клапан; 4 — оросительное уст-
ройство; 5 — тушильная башня; 6 — на-
правляющие щиты; 7 — кабина для пуль-
та управления грейферной тележкой; 6 —
грейферная тележка; 9 — эстакада; 10 —
насосная; 11 — отстойники, 12 — площад-
ка для обслуживания конечных выклю
чателей
топ
поломки ворот, если машинист электро-
воза не успеет вовремя затормозить при
въезде вагона в башню (рис. 9-1).
Нижнее перекрытие (пол) тушильной
башни из железобетона с соответствующи-
ми уклонами для стока воды.
Рельсовый путь закрепляется на деревян-
ных шпалах, свободно уложенных на ниж-
нем железобетонном перекрытии. Для пре-
дотвращения смещения пути в башне на
равном расстоянии укладывают 4—6 длин-
ных шпал, которые своими концами
упираются в противоположные стены
башни.
положенных в районе тушильной башни
(обычно на 14—15 м выше верха печей).
Для уменьшения уноса капель воды над
оросительным устройством устанавливают
деревянную насадку (каплеотбойник). На-
садку необходимо промывать от отложений
шлама с помощью брандспойта или дру-
гим способом не реже одного раза в
5 дней.
Временная тушильная башня
Тушильная башня через каждые 10—
15 лет требует капитального ремонта.
В этом случае перед постоянной башней
Тушение кокса водой
167
на пути тушильного вагона сооружают
временную тушильную башню. Башня со-
стоит из металлического каркаса, обшитого
деревом, и деревянной вытяжной трубы.
Во временной башне устанавливают обыч-
ное оросительное устройство, к которому
подводится вода от насосной. Для отвода
тушильной воды от временной башни ис-
пользуют существующее «корыто» пути ту-
шильного вагона с некоторым наращива-
нием бортов.
Вода при тушении во временной тушиль-
ной башне отводится в отстойники по-
стоянной тушильной башни.
Проект временной башни должен быть
увязан с конструкциями обслуживающих
площадок коксовых печей, подпорной стен-
кой, с троллеями, стоянкой резервной две-
ресъемной машины, с корытом пути ту-
шильного вагона, подземными кабелями и
коммуникациями, с габаритами тушильного
вагона электровоза и подвижного железно-
дорожного состава.
Вытяжная труба должна быть на 4—5 м
выше верха батарей.
Насосная станция
В насосной станции размещаются насо-
сы для подачи оборотной тушильной воды
из отстойников в оросительное устройство
для тушения кокса.
Насосная станция имеет подземную и
надземную части. Подземная часть поме-
щения, низ которого расположен иа уровне
низа рядом стоящих отстойников, пред-
назначена для размещения насосов с элек-
тродвигателями и коммуникаций, с за-
движками и площадками для их обслужи-
вания. В надземной части помещения рас-
полагают монтажную кран-балку, поплавко-
вое устройство и панели электрощитов.
Для удобства монтажа и ремонта обо-
рудования насосной, а также для лучшего
обмена воздуха перекрытие между нижним
и верхним помещениями отсутствует. На
уровне планировки земли имеется только
узкая железобетонная площадка, на кото-
рой размещено поплавковое устройство с
запорным клапаном и панели электрощи-
тов.
Все трубопроводы и задвижки в насос-
ной теплоизолируются. Насосная оборудо-
вана приточной вентиляцией с направлени-
ем воздуха в нижнюю часть помещения.
Для постоянной естественной вентиляции в
крыше насосной устанавливается дефлек-
тор «Цаги». Отопление помещения насос-
ной не требуется. Пол насосной делается
с уклоном в сторону колодца для сбора
капельных и других вод.
Отстойники и устройство для погрузки
шлама
При тушении кокса вместе с водой из ту-
шильного вагона уносится значительное
количество коксового шлама и мелкого
кокса размерами до 25 мм. В отстойниках
шлам оседает на дно, а осветленная вода
по лоткам направляется в сборник освет-
ленной воды, из которого забирается насо-
сом и подается в оросительное устройство.
Для лучшего осветления тушильной воды
сооружается три последовательно работа-
ющих отстойника, из которых отстойник,
расположенный рядом с насосной, носит
название сборника осветленной воды
(зумпф).
Для двух батарей по 77 печей с полез-
ным объемом камеры коксования 30 м3 со-
оружают два отстойника размером по 10Х
Х5,5 м и один сборник 5X5,5 м. Глубина
каждого из них (полезная) 3,84 м.
Для уноса шлама с тушильной водой из
башни в отстойники дно лотков делается с
уклоном i = 0,01-4-0,02. Ширина лотков
принимается от 700 до 1000 мм.
Отстойники должны работать последо-
вательно по следующей схеме: вода из
башни тушения направляется по лотку
сначала в отстойник № 1, где осаждается
основная масса шлама, затем в отстойник
№ 2 и из него — в сборник осветленной во-
ды. Отстойник № 1 обычно располагают у
обезвоживающей площадки, чтобы умень-
шить пробег грейферной тележки при его
очистке.
В настоящее время в отстойниках не пре-
дусматривается отвод воды в канализацию.
Устройство отводов удорожает строитель-
ство, так как требует заглубления больших
участков заводской канализации фенольных
сточных вод. При автоматическом устрой-
стве пополнения отстойников свежей водой
в присоединении к канализации нет надоб-
ности.
Максимальный уровень воды в отстойни-
ках и сборнике перед началом очередного
тушения должен быть на один метр ниже
верха бортов отстойников. Такой уровень
соответствует отметке низа входного окна,
через которое вода поступает из башни в
отстойник № 1. При этом условии вода пос-
ле тушения не задерживается в лотке и
сходит вместе со шламом в отстойник.
Профили дна лотков и низа переточных
окон в отстойниках должны обеспечивать
переток в сборник только верхних, наиболее
чистых слоев воды.
Размеры сборника осветленной воды и
уровень расположения всасывающих пат-
рубков к насосам принимают из расчета,
чтобы полезная емкость сборника вмещала
количество воды, потребное для тушения'
кокса из одной печи с запасом 10—15%.
Самый низкий уровень воды в сборнике
к концу тушения должен быть не менее
чем на 0,5 м выше верхней точки всасыва-
ющего патрубка, чтобы насос не захватывал
воздух.
На время очистки от шлама или произ-
водства ремонтных работ любой из двух
отстойников или сборник может быть от-
ключен от общей системы с помощью дере-
вянных шиберов, без остановки работы ту-
шильной башни.
От степени очистки воды от шламаидру-
168
Тушение кокса водой
ги.х примесей во многом зависит хорошая
работа оросительного устройства, насосов и
качество тушения кокса. Содержание кок-
сового шлама в осветленной тушильной во-
де не должно превышать 0,2—0,3 г на
литр.
Для задержки плавающего мусора (.губ-
ка, кокс и посторонние предметы) на вы-
ходных окнах из отстойников устанавлива-
ют рамки с проволочными сетками (ячейки
15X15 .ил). Учитывая агрессивность ту-
шильной воды, следует применять сетки из
оцинкованной или нержавеющей стали.
После тушения вода поступает в отстой-
ники с температурой около 85° С. Поэтому
по условиям безопасности для обслуживаю-
щего персонала на стенах отстойников уста-
навливают металлические ограждения, а
лотки перекрывают съемными деревянными
щитами.
Площадка для обезвоживания шлама
Для обезвоживания коксового шлама, пе-
ред погрузкой его в железнодорожные ва-
гоны, рядом с отстойником № 1 сооружает-
ся надземная железобетонная площадка,
обрамленная бортами. Полезная емкость
площадки обычно принимается равной по-
лутора или двум емкостям большегрузного
железнодорожного полувагона. Такая ем-
кость необходима для гарантированной пол-
ной загрузки полувагона шламом в одни
прием.
Дно обезвоживающей площадки делает-
ся с уклоном для стока воды, которая от-
водится по лотку в отстойник.
Наиболее целесообразно и экономично
очищать отстойники с помощью монорельсо-
вой грейферной тележки с грейфером емко-
стью 1,5 м‘. На отдельных заводах для
этой цели применяют мостовые краны с
грейферами.
Эстакада и площадка
для погрузки шлама
Для подвески монорельсового пути, по
которому передвигается грейферная тележ-
ка, сооружается железобетонная эстакада.
В конце эстакады устраивается надземный
гараж для стоянки и ремонта грейферной
тележки.
Железобетонная площадка для стоянки
полувагона имеет уклон для стока дренаж-
ных вод.
Оросительное устройство
Наиболее часто до последнего времени
применялось оросительное устройство с
центральным подводом воды. Однако эго
устройство уже не может в полной мере
удовлетворять условиям производства на
тех заводах, где введена автоматизация
работы рампы и нет рамповщика, который
дотушивал бы кокс на рампе.
Оросительные устройства отличаются друг
от друга количеством оросительных труб
(от 4 до 6), их взаимным расположением,
а также количеством, расположением п
диаметрами отверстий для выхода воды.
Обобщив опыт работы различных ороси-
тельных устройств, Гипрококс разработал
типовой проект оросительного устройства
(см. рис. 9-1). Вода в оросительную систе-
му подается одновременно по трем коллек-
торам, что позволяет обеспечить более рав-
номерный напор воды на всех участках
оросительных труб. В трех средних трубах,
расположенных над наибольшим слоем кок-
са в тушильном вагоне, количество разбрыз-
гивающих отверстий в два раза больше, чем
в остальных трубах. Диаметр отверстий
25 мм. Для лучшего разбрызгивания воды
под отверстиями оросительных труб закреп-
лены отражательные полосы (отбойники).
На время промывки оросительного уст-
ройства боковые коллекторы отключают
дроссельными заслонками. Выпуск шлама
из крайних коллекторов предусмотрен че-
рез спускные клапаны с ручным управлени-
ем. Для удобства и безопасности пользова-
ния ручное управление расположено с на-
ружной стороны башни.
Для лучшего использования воды вокруг
оросительного устройства по периметру ку-
зова тушильного вагона устанавливают де-
ревянные направляющие щиты (см. рис.
94).
Для эффективной работы оросительного
устройства требуется, чтобы струи воды
имели скорость не менее 2,5 м/сек. Это обе-
спечивается в том случае, если общая пло-
щадь сечения разбрызгивающих отверстий
не превышает 85—90% живого сечения об-
щего напорного трубопровода.
В последние годы на заводах распростра-
няются оросительные устройства с приме-
нением специальных брызгал, состоящих из
плоских шайб с наклонными радиально рас-
положенными отверстиями. Такие устройст-
ва имеют облегченную конструкцию, дают
хорошее разбрызгивание воды и не засоря-
ются шламом.
Оборудование тушильной башни
К оборудованию тушильной башни, пред-
назначенной для обслуживания двух коксо-
вых батарей с числом печей от 45 до 77,
относятся:
Центробежные насосы. Количе-
ство насосов для каждой башни — два (ра-
бочий и резервный). Электродвигатели рас-
считаны на тяжелый режим работы с крат-
ковременным включением (12 включений в
час). Работа насосов автоматизирована.
>В табл. 9-1 приведены характеристики
центробежных насосов и электродвигателей,
принятых для тушильных башен коксовых
блоков разной мощности и с разной емко-
стью печей.
Насосы тушильной башни перекачивают
горячую воду с температурой до 85° С, аг-
рессивную по своему химическому составу
и содержащую до 1 кг на литр абразивные
частицы (коксовый шлам с диаметром час-
тиц до 15 мм).
Тушение кокса водой
169'
Таблица 9-1
Характеристика центробежных насосов и электродвигателей
для тушильных башен
Характеристика коксовых печей, обслуживаемых одной тушильной башней без напорного бака Насосы центробежные Электродвигатели перемен- ного тока, 380 в
тип произво- дитель- ность, м3/ч S о Ф к х о 5 о. а- । напор, I м вод. ст. 1 тнп мощность, кет м ° > О о = ч а = О о 5 S О И
154 печи емкостью 30 м3, оборот печи 17,5 ч 16НДн 1980 460 21 А102-В 125 985
122—130 печей емкостью 21,6 л3, оборот печи 15 ч 16НДн 1350 410 18,5 МА-16-72/6 100 985
100 печей емкостью 21,6 м3, оборот печи 16 ч 12НДС 900 430 18 АО-94/6 75 980
15—20 пекококсовых печей ем- костью 17,5 м3, оборот печи 17,5 ч 6НДВ 360 360 34 А-82-4 55 1450
Испытания, произведенные в производст-
венных условиях, показали, что лопасти ра-
бочего колеса насоса 16НДН, изготовленные
из чугуна, после 250 ч работы имели износ,
местами доходящий до 10 мм.
В аналогичных условиях при испытании
такого же насоса с рабочими органами из
специального сплава, содержащего марга-
нец, хром и титан, после 250 ч работы сле-
дов износа на колесе и других деталях не
было обнаружено.
Насосы для дренажных вод.
Для откачки дренажных и капельных вод в
насосной применяется центробежный кон-
сольный насос типа 2К-6 производительно-
стью 10 д«3/ч, напором 34,5 м, с электродви-
гателем типа А42-2, мощностью 4,5 кет и
числом оборотов в минуту 2900. Работа это-
го насоса автоматизирована с помощью по-
плавкового реле.
Кран ручной мостовой. Для
производства монтажа и демонтажа обору-
дования в насосной применяется одноба-
лочный мостовой кран пролетом 5 м, гру-
зоподъемностью 3 т.
В последних проектах предусматривается
возможность заезда автотранспорта в по-
мещение насосной для передачи груза с
автомашины непосредственно мостовым кра-
ном и наоборот.
Поплавковое устройство (рис.
9-3). Для регулирования подачи фенольной
или технической воды или смеси этих вод
на пополнение отстойников применяется
поплавковое устройство с запорным клапа-
ном, которое установлено в насосной и сое-
динено трубами со сборником осветленной
воды.
На новых коксохимических заводах пода-
ча фенольной воды для пополнения отстой-
ников каждой тушильной башни осущест-
вляется по самостоятельной линии, в кото-
рую вода нагнетается отдельным насосом,
установленным в насосной станции феноль-
ных вод.
На рычаге поплавкового устройства уста-
навливается специальная линейка, которая,
воздействуя на рычаги конечных выключа-
телей, включает или выключает электродви-
гатель насоса фенольных вод.
Рекомендуется устанавливать на поплав-
ковом устройстве конечные выключатели;
170
Тушение кокса водой
типа ВК-311, хорошо защищенные от агрес-
сивного действия окружающей среды. Уси-
лие нажатия на рычаг конечного выключа-
теля до 10 кг.
Запорному клапану поплавкового устрой-
ства отводится роль отсекающего устройст-
ва на случай, если автоматика включения
насоса окажется неисправной, или если по-
дача воды для нескольких тушильных
башен будет производиться из насосной
фенольной воды одним ((резервным)
насосом.
Надежная работа запорного клапана
(плавность посадки, отсутствие гидравличе-
ских ударов и т, д.) обеспечивается при ус-
ловии, что давление на напорной линии пе-
ред открытым запорным клапаном будет в
пределах 0,6—0,8 атм, подъемная сила по-
плавка будет достаточной, а перекосов и
заеданий его в направляющей трубе не бу-
дет. Для надежной работы рекомендуется
поплавок и направляющую трубу изготов-
лять из корроэиоустойчивых материалов.
А р iM а т у р а труб о проводная и
закладные части. Перед насосами и
после них устанавливают задвижки. При
работе одного из насосов второй должен
быть отключен задвижками на всасе и на-
гнетании. Рекомендуется применять за-
движки без колец, так как служба бронзо-
вых колец при работе на сточной воде не-
долговечна.
На водопроводных линиях сточной и тех-
нической воды внутри насосной применя-
ют обратный клапан, задвижки и венти-
ли малых диаметров серийного производ-
ства.
Со стороны сборника осветленной воды
ребристые всасывающие патрубки защище-
ны дырчатыми колпаками с отверстиями
диаметров 15 мм. Общая площадь отверстий
колпака должна не менее, чем в полтора
раза, превышать площадь сечения всасываю-
щего патрубка насоса.
Грейферная тележка. Для очи-
стки отстойников применяют грейферную
монорельсовую тележку типа ТМГ-305 гру-
зоподъемностью Зге грейфером емкостью
1,5 м3.
Питание электродвигателей тележки осу-
ществляется с помощью гибкого кабеля,
подвешенного на каретках, передвигающих-
ся по тому же монорельсу, что и грейфер-
ная тележка. Электропитание от обычных
троллей в связи с агрессивной средой и
сильным обледенением зимой не обеспечи-
вает надежного контакта и поэтому не ре-
комендуется.
В конце эстакады над крышей насосной
станции предусматривается площадка для
производства смазки, ревизии и ремонтов
кареток или, при надобности, замены под-
весного электрокабеля.
Управление грейферной тележкой автома-
тическое, по заданной программе. На слу-
чай выхода из строя автоматики предусмот-
рено также ручное кнопочное управление с
поста управления, расположенного в ста-
(ционарной кабине.
Вода для тушения
Для тушения кокса почти на всех заводах
применяют сточные воды химических це-
хов — фенольную и другие. В тех случаях,
когда сточной воды недостаточно, добавля-
ют техническую воду. Сточную и техниче-
скую воды следует смешивать до запорного
клапана с поплавковым устройством.
На трубопроводе технической воды до
соединения его с трубопроводом сточной
фенольной воды ставится задвижка, затем
обратный клапан типа «заслонка» и снова
задвижка. Обратный клапан исключает за-
полнение фенольной водой технического во-
допровода при падении давления в послед-
нем. Задвижки позволяют регулировать по-
дачу технической воды, а также произво-
дить осмотр, ремонт и замену обратного
клапана.
Соотношение количества фенольной и
технической вод, применяемых для тушения
кокса, устанавливается на каждом заводе
в зависимости от дебита сточных вод. Прак-
тические данные для некоторых коксохими-
ческих заводов Юга и Центра приведены в
табл. 9-2.
Таблица 9-2
Соотношение фенольной и технической
вод в смеси, применяемой для тушения
кокса, %
Заводы Сточная фенольная вода Техниче- ская вода
Ясиновский ..... 65-75 35—25
Ждановский 60 40
Баглейский 70—80 30—20
Череповецкий .... 80 20
Запорожский .... 80 20
По опыту Магнитогорского металлургиче-
ского комбината известно, что при переходе
с технической воды на смесь со сточной
фенольной водой продолжительность туше-
ния кокса увеличивается примерно на 20—
Состав сточных фенольных вод на заво-
дах не одинаков. Даже на одном и том же
заводе он заметно меняется не только по
дням, но и на протяжении суток. Средние
данные химического анализа тушильных
вод на некоторых заводах по основным ви-
дам примесей приведены в табл. 9-3.
Масла, смолистые вещества, нафталин и
антрацен, присутствующие в воде, обра-
зуют на поверхности кокса масляную плен-
ку и осадок, препятствующие проникнове-
нию воды в поры кокса, что ухудшает
качество и увеличивает длительность ту-
шения.
Для повышения качества тушения и
уменьшения коррозии тушильных устройств
содержание масел, смол, аммиака и других
примесей в воде должно быть по возмож-
ности минимальным.
Тушение кокса водой
171
Таблица 9-3
Содержание примесей в сточных фенольных водах, поступающих
на тушение кокса1, г/л
Завод Фенолы Аммиак летучий Аммиак связан- ный Серово- дород Родано- вые соеди- нения Циани- стые соедине- ния Взвешен- ные вещества Смола и масла
Горловский 0,273 0,766 0,821 0,095 0,235 0,013 0,277 0,344
Енакиевский .... 0,350 0,340 1,00 0,143 0,130 0,012
Коммунарский .... 0,060 0,200 0,510 0,060 0,300 0,015 — 0,450
Макеевский 0,300 0,360 0,750 0,100 0,450 0,004 0,500 0,040
Рутченковский . . . 0,250 0,200 0,350 0,045 0,200 0,010 0,030 0,080
Ясиновский 0,300 0,270 0,960 0,032 0,560 0,030 0,040 0,010
Губахинский .... 0,150 0,046 1,60 0,042 —• — 0,474 0,250
* По данным 1963 г.
Тушение кокса и эксплуатация тушильных
устройств
Управление процессом тушения в совре-
менной тушильной башне полностью автома-
тизировано.
Тушильный вагон при подходе к тушиль-
ной башне нажимает закрепленной на нем
линейкой рычаг конечного выключателя. Ко-
нечный выключатель устанавливается на не-
котором расстоянии от тушильной башни с
Таблица 9-4
Продолжительность отдельных стадий
при тушении кокса
Завод
(число батарей и печей
в батарре)
Время (сред-
нее фактиче-
ское по заме-
рам)
Ясиновский (2x77) . .
Ждановский (2x61)
'Баглейский (2x65) . .
Череповецкий (2x61) .
Запорожский (2x61) .
30
21,6
21,6
21,6
21,6
2—10
2—3
1—44
1—36
1—54
1—46
1—40
1—30
1—56
1—47
28
51
58
65
50
* В числителе — время по электродвигателю,
с знаменателе — по оросительному устройству.
таким расчетом, чтобы вода появилась в
оросительном устройстве в момент входа
вагона в башню.
При замыкании контактов конечного вы-
ключателя включается насос, подающий во-
ду в оросительное устройство и реле вре-
мени. После выдержки заданного времени
тушения насос автоматически отключается
и подача воды в оросительное устройство
прекращается, а вода из напорной линии
стекает через насос в сборник осветленной
воды.
При близком расположении насосной к
башне тушения напорная линия мала и на
заполнение ее водой затрачивается 7—9 сек.
Столько же времени затрачивается и на
торможение тушильного вагона при подхо-
де его к башне после переключения рычага
конечного выключателя, поэтому заход ва-
гона в башню тушения и появление воды в
оросительном устройстве совпадают во вре-
мени.
Затраты времени на тушение кокса и от-
стой вагона, а также заполнение водой тру-
бопровода между насосной и ороситель-
ным устройством на ряде заводов Юга и
Центра приведены в табл. 9-4.
Невыгодное положение для работы элек-
тровоза и тушильного вагона создается при
отдаленном расположении насосной по от-
ношению к тушильной башне. Протяжен-
ность напорной линии при этом возрастает
и время иа заполнение ее водой увеличива
ется. Для сокращения времени на заполне-
ние водой напорного трубопровода на уча-
стке линии между насосной и тушильной
башней (подземном или надземном) имеет-
ся карман, постоянно заполненный водой.
При надземном варианте с карманом тру-
бопровод должен быть теплоизолирован и
иметь штуцер с задвижкой для спуска во-
ды из кармана на случай длительных оста-
новок в зимний период.
Во всех случаях установка конечного вы-
ключателя должна увязываться с приемом
кокса из крайней печи с тем, чтобы при
172
Тушение кокса водой
приемке кокса тушильный вагон не включил
преждевременно контакт на пуск насоса,
подающего воду на тушение.
Вагон после тушения автоматически вы-
держивается под башней тушения для сто-
ка воды.
По истечении заданного времени отстоя
вагона отключаемый участок троллей авто-
матически включается, после чего электро-
воз с тушильным вагоном выходит из-под
башни и следует к рампе для разгрузки.
На случай отказа автоматического устрой-
ства предусмотрено резервное ручное кно-
почное управление тушением. Кнопка рас-
положена на специальной колонне против
электровоза при входе вагона в башню.
Ручное управление тушением может быть
произведено и из помещения насосной.
В последних проектах для комплексной
автоматизации тушения на всасывающих и
напорных линиях непосредственно у каж-
дого насоса предусмотрены задвижки с
электродвигателями (вместо ручных задви-
жек).
Продолжительность тушения кокса долж-
на обеспечивать заданную влажность его и
быть в то же время минимальной, чтобы по
возможности облегчить весьма напряжен-
ный цикл работы электровоза при обслужи-
вании нм двух батарей по 65—77 печей.
Практические данные расхода воды на
тушение кокса на некоторых заводах Юга и
Центра приведены в табл. 9-5.
Как видно из табл. 9-5, расход воды на
тушение 1 г кокса на разных заводах нео-
динаков и колеблется в значительных пре-
делах, что зависит от состава тушильной
воды, длительности тушения, характера
распределения кокса в вагоне, чистоты
оросительных труб и др.
Средний расход оборотной воды на туше-
ние 1 г кокса составляет 3,6 м* 3.
Безвозвратный расход воды на тушение
(испарение, унос, влага кокса) составляет
0,5 .и3 на тонну валового сухого кокса. От-
Таблица 9-5
Расход оборотной воды на тушение
кокса
Завод
(количество батарей
и печей в батарее)
Расход воды, м3,
с учетом заполне-
ния трубопрово-
дов (средний фак-
тический по
замерам)
Ясиновский (2x77) .
Ждановский (2x61)
Баглейский (2x65) .
Череповецкий (2x61)
Запорожский (2x61)
3,63
4,16
3,14
2,92
3,97
стойники, лотки и сборники осветленной во-
ды должны ежедневно очищаться от шлама.
Один раз в смену должна производиться
промывка оросительного устройства путем-
открывания и закрывания спускных клапа-
нов.
Промывка не удаляет мелкий кокс, за-
клинившийся в разбрызгивающих отверсти-
ях. Необходимо не реже одного раза в*
3 дня производить ручную очистку отвер-
стий. Эта операция должна выполняться*
во время цикличных остановок с площад-
ки, специально предусмотренной для этой
цели на тушильном вагоне.
Периодически (один раз в месяц) долж-
на производиться проверка состояния дыр-
чатых колпаков на всасывающих патрубках
в сборнике осветленной воды, очистка их и,
при необходимости, замена.
При производстве работ внутри тушиль-
ной башни обязательно должны принимать-
ся меры безопасности против случайного
включения насоса (горячая вода).
Глава 10
СУХОЕ ТУШЕНИЕ КОКСА
При тушении кокса с водяными парами в
атмосферу уносится 350 000—370 000 ккал
тепла на каждую тонну. Это тепло эквива-
лентно теплотворности 50 кг условного энер-
гетического угля и составляет около 50%
от всего тепла, затраченного на процесс
коксования.
Вопрос полезного использования тепла ту-
шения кокса привлекает внимание коксови-
ков уже свыше 40 лет. Было разработано и
испытано много различных способов утили-
зации тепла. Наиболее жизненными оказа-
лись способы сухого тушения, основанные на
охлаждении кокса циркулирующими газа-
ми с последующим использованием тепла
этих газов для производства технологи-
ческого и энергетического пара.
В настоящее время в различных странах
находится в работе около 40 установок су-
хого тушения кокса. При этом лишь отдель-
ные установки достигают по производитель-
ности 2000 т кокса в сутки.
ТИПЫ УСТАНОВОК СУХОГО ТУШЕНИЯ
КОКСА
Установки сухого тушения делятся на
два основных типа: камерные бункерного
типа с надземным или подземным располо-
жением камер с непрерывным тушением и
периодической загрузкой и выдачей кокса и
контейнерные с периодическим тушением,
загрузкой и выдачей кокса.
Промежуточное положение занимают ка-
мерные установки системы Коллена, в кото-
рых группы камер расположены по всему
фронту батарей с коксовой стороны.
Имеются установки сухого тушения с го-
ризонтальными камерами и др.
В последнее время сухое тушение кокса
начинают осуществлять непосредственно в
нижней части непрерывно действующих
коксовых печей. Тушение кокса в этом слу-
чае является составной частью процесса
коксования.
У СТ К системы Зульцер
Установка состоит из камеры тушения
кокса (рис. 10-1) прямоугольного сечения,
низ каморы имеет пирамидальную форму.
К нижней части примыкают разгрузочные
устройства для кокса и газоподводы. Верх-
няя часть перекрыта оводом и снабжена
баковым отводом для газов, а верхнее за-
грузочное устройство —гидрозатвором.
Нижнее разгрузочное устройство имеет от-
секающие или перемещающие поток меха-
4
Рис. 10-1. Камерная установка сухого тушения
кокса системы Зульцера:
1 — коксоприемный вагон; 2 — скип; 3 — дверь
загрузочного устройства; 4 — подъемный меха-
низм; 5 — камера тушения; 6 — распределитель
дутья; 7 — выгрузочные устройства; 8 — отдели-
тель горячей пыли; 9 — котел; 10 — дымосос
низмы и опуокной клапан. При открытии
клапана 'система кратковременно сообщает-
ся с атмосферой; поэтому во избежание зна-
чительного уноса пыли при выпуске кокса,
так же как и при загрузке, газодувки оста-
навливают. Скиповой подъемник, разгружа-
ющийся опрокидыванием, сблокирован с
верхним затвором. На установке есть не-
большой пылеотделитель крупной пыли, ко-
тел-утилизатор с горизонтальными трубами,
водоподогреватель и газодувка. При сухом
тушении, как и при мокром, применяют кок-
сотушильный вагон обычной конструкции.
Производительность камеры 350 т в сутки.
174
Сухое тушение кокса
Установка бункерного типа системы
Гипрококса с котлом-утилизатором
Установка (рис. 10-2) представляет собой
камеру тушения, нижняя часть которой
снабжена дутьевыми решетками (по пери-
ферии) и центральным рассекателем для
подвода дутья. В верхней части размещена
форкамера, или накопитель горячего кокса,
с кольцевым отбором инертных газов. Верх-
Многокамерные установки системы
Коллин
Установка состоит из отдельных отсеков,
рассчитанных на прием кокса из 3—4 печей,
и располагается вдоль всего фронта бата-
реи. Кокс при выдаче из печей через коксо-
направляющую попадает непосредственно а
отведенный для этой печи отсек тушильной
установки.
ний затвор для загрузки кокса снабжен фу-
теровкой и гидравлическим уплотнением.
Нижнее выгрузочное устройство имеет от-
секатель потока и два затвора, позволяю-
щих производить загрузку и выгрузку кок-
са из камеры без остановки газодувок.
Каждый агрегат включает камеру для от-
деления крупной пыли, расположенную пе-
ред пароперегревателем, и вертикальный
водотрубный котел с водонагревателем, а
также циклонные пылеуловители для тон-
кой пыли после котла перед газодувкой.
Выгрузка кокса из кузова нижняя (дон-
ная). При подъеме кузов закрывается
крышкой для исключения перегрева метал-
локонструкций и тросов подъемщика. Про-
изводительность камеры 1000—1250 т в
сутки.
Контейнерные установки Зульцера
Установки состоят из камер тушения для
приема металлических контейнеров, запол-
няемых раскаленным коксом, котлов-утили-
заторов, газодувок, регуляторов и клапанов
для поддержания в сети постоянного давле-
ния пара.
Каждая камера со своим котлом и газо-
дувкой работает как отдельный агрегат.
Загрузку, выдачу контейнеров и охлажде-
ние кокса производят периодически.
Температура циркулирующих газов во
время тушения меняется от 600 до 300° С,
соответственно с этим, меняется и съем па-
ра в котле. Для обеспечения постоянного
паросъема строят сблокированные уста-
новки (не менее 2—3 камер с аккумулято-
Процесс тушения кокса в установках бункерного типа
175.
рами для пара и автоматическими клапа-
нами противодавления).
Большая площадь уплотнения вертикаль-
ных дверей для ввода и вывода контейнеров
создает условия для подсосов. Это приво-
дит к повышенному угару кокса.
ПРОЦЕСС ТУШЕНИЯ КОКСА
В УСТАНОВКАХ БУНКЕРНОГО ТИПА
В таких установках на всем пути движе-
ния кокса можно осуществить противоток и
благодаря этому достигнуть наиболее рав-
номерного нагрева инертных газов и охлаж-
дения кокса. В них также можно получить
энергетический пар высоких и постоянных
параметров.
Форкамера с резервным горячим коксом
позволяет смягчать температурные колеба-
ния дутья между загрузками и обеспечить
необходимую равномерность отбора тепла
от кокса и постоянные параметры пара в те-
чение всего цикла тушения. Установки с
камерами бункерного типа при большой
производительности могут быть располо-
жены на небольшой территории.
Камера для тушения кокса выбирается
исходя из условий обеспечения равномерно-
го движения кокса по сечению сверху вниз
и равномерного распределения встречного
потока инертных газов. На равномерность
потока большое влияние оказывают условия
заполнения и выгрузки кокса, а также вво-
да холодного и отбора горячего дутья.
Камеры шахтного типа круглого и прямо-
угольного сечения рассматриваются как еди-
ное целое в комплексе с входными и выход-
ными устройствами для кокса и газа.
Сход кокса
Равномерность схода кокса можно прове-
рить по относительному времени пребывания
в камере меченых отдельностей, уложен-
ных на определенном горизонте в различ-
ных точках по сечению. Время пребыва-
ния для каждой точки подсчитывается по
количеству выдаваемых порций кокса по-
стоянного объема до появления меченой,
отдельности и относится к среднему коли-
честву порций для отдельностей. На рис.
1.2 0,98 0,79 0,77 0,79 ,,08126
>—ф------^ф-----ф-----ф-------ф—<
103 085 0J1 0,77 0,71 0,79
>—ф----ф-----ф——ф -------ф—< -
t»71$ 0^0 1,07 0,85 0,96 <
ЦП 1^85 0$ 0,82 0,71 Off 1.19
125 0,93 079 052 0,79 056 1,19
>—--------ф---ф------ф-----ф—<
1,2 0,93 1,72 058 1,23 ,
ф ф ф Ф Ф s
Рис. 10-3. Относительное время пре-
бывания кокса в прямоугольной ка-
мере тушения. Точки даны по сече-
нию камеры на уровне выхода га-
зов в косые ходы
10-3 и 10-4 показано относительное время:
пребывания кокса в круглой и прямоуголь-
ной камерах тушения. Наибольшее тормо-
жение схода кокса наблюдается у сген и
в центре, которое обусловлено сужением
нижней части камеры, а также наличием
устройства для центрального подвода
дутья.
Скорости схода (время пребывания кокса)
по отдельным точкам сильно разнятся, од-
нако .максимальная скорость отличается от
средней всего на 30% для прямоугольной и
на 25% для круглой камеры.
-Конфигурация и .место расположения цен-
трального дутьевого устройства, равно как
Рис. 10-4. Относительное время пребывания кокса в круглой камере тушения.
Точки даны по сечению одной половины камеры на уровне выхода газов в
косые ходы
176
Сухое тушение кокса
и углы сужения камер под выгрузочные уст-
ройства, выбираются по моделям исходя из
обеспечения максимально возможной равно-
мерности схода кокса.
Углы наклона конусной части принимают
от 55 до 65°. Размеры центрального дутье-
вого устройства подбирают в зависимости
от сечения камеры.
Распределение дутья
В камерах тушения больших размеров не-
избежно происходит сегрегация кокса, не-
одинакового по ситовому составу. Наиболее
мелкие классы кокса скапливаются в цен-
тре, а крупные — у стен.
Распределение дутья изучалось на моде-
ли, у которой элементы сегрегации почти
отсутствовали, но и в этом случае благодаря
Рис. 10-5. Распределение относительных скоро-
стей движения газов по сечению цилиндрической
камеры:
v — измеренная скорость в заданной точке ка-
меры; Ргр — средняя скорость в полном сечении
камеры
специфическим условиям входа и выхода
дутья неравномерность (рис. 10-5) достига-
ла 35"/о. Наибольшее количество газов про-
ходит у стен камеры. Как показывают опы-
ты на промышленной камере, наилучшее
распределение дутья достигается при комби-
нированном подводе дутья в нижнюю часть,
по периферии и через центральный подвод.
На выходе из камеры при одностороннем
отводе газов к котельной следует применять
средства регулирования отбора дутья по
периметру камеры. Как показали измере-
ния, при отсутствии регулирующих средств
эта неравномерность может достигать 20-
30% в зависимости от сопротивления косых
ходов и кольцевого отбора.
У стен камер проходит наибольшее коли-
чество газов и наименьшее кокса.
Гидравлический режим
Циркулирующие газы. Состав
циркулирующих газов сухого тушения кок-
са меняется в зависимости от температуры
их нагрева. С повышением температуры на-
чинается процесс газификации, в газе возра-
стает содержание окиси углерода и появля-
ются свободный водород и метан при одно-
временном снижении свободного кислорода
и СО2 (табл. 10-1). Содержание СО в цир-
кулирующих газах повышается также при
более частом заполнении камеры горячим
коксом или подаче порций из форкамеры.
По мере охлаждения кокса, а также при
наличии значительных присосов воздуха в
Таблица 10-1
Состав циркулирующих газов сухого
тушения кокса при различной
температуре
(Череповецкий металлургический завод)
600 10 0,30 14,8 —*
670 8,6 0,20 17,2 —.*
— 7,80,2 18,4 —*
690 12,6 0,2 9,4 —*
700 8,60,3 16,3 0,3
670 14,20,3 7,3 1,2
680 14,1 1,2 5,9 —*
750 7,6 2,2 21,0 —*
* 74,9 Нормаль-
* 74,0 ная работа То же
* — » »
* 73,6 » »
3,0 71,5 »
1,4 75,6 Открыто
* 78,8 загрузоч- ное отвер- стие То же
—* 71,2 Нормаль-
ная ра- бота
* Водород и метан не определялись.
системе за камерой тушения снижается и
содержание СО в газе.
При открытии верхнего загрузочного от-
верстия в замкнутой системе происходит
смещение точки нулевого давления в форка-
меру и при наличии неплотностей на стороне
котельной возрастают прососы воздуха, при-
водящие к догоранию газа и снижению со-
держания в нем СО с 17—18 до 7—8%.
Циркулирующие газы являются горючими
газами, теплотворность которых изменяется
от 200 до 800 ккал/м3.
Сопротивление слоя кокса в
камере тушения. Исследуя коксовую
засыпь доменной печи, К. И. Сысков приво-
дит некоторые данные, характеризующие
эту засыпь.
Свободный объем межкускового простран-
ства с достаточной степенью приближения
определяется по формуле
VCB = 0,0005 • (15,5^+ Ц,За2 + 9,1а3 +
+ 7,6а4 %-6,7а5 + 6,3а6) м3/м3 кокса.
Удельную поверхность коксовой засыпи
можно рассчитывать по формуле
S = 0,05 • (6,7а! + 8,6а2 %- 12а3 + 18,5а4 %-
+ 34,3а5 + 120ав) ле2/лг3,
где ai—ag — выходы классов, %, соответ-
ственно +80, 60—80, 40—60,
25—40, 10—25, 0—10 мм.
Процесс тушения кокса в установках бункерного типа
177
Н. М. Жаворонков экспериментально по-
казал, что свободное сечение слоя сортиро-
ванного кокса численно совпадает со сво-
бодным объемом, не заполненным коксом, и
что отношение учетверенного свободного
объема к суммарной поверхности кусков
представляет гидравлический диаметр засы-
пи в камере
41/св
Экспериментально получены следующие
значения свободного объема сортированного
кокса:
Класс, мм
Свободный
объем, м\'м3
>75 ............... 0,58
70—80 ............. 0,58
42,6 .............. 0,56
40,8 .............. 0,545
28,6 ................ 0,535
24,4 .............. 0,532
Эти данные, учитывая узкий фракцион-
ный состав исследуемых коксов, хорошо
совпадают с расчетными.
А. С. Брук, М. Я. Герман и др. в качестве
характеристики гидродинамических свойств
металлургического кокса вывели эмпириче-
скую зависимость для сопротивления слоя
(мм вод ст.):
б.Эн0’45®1’5^1’45^ Т
&р=-----------% •
где и —- кинематическая вязкость газа,
м2/сек:
w — скорость в свободном сечении
м/сек-,
Уо — удельный вес газа, кг/м3:
S —площадь свободного сечения,
м2/м3,
1/св3 — свободный объем, м3/м3:
Т, То — температуры кокса и газа, °C.
По практическим данным при скорости
инертных газов в незаполненной камере
тушения 0,704 м/сек, удельном весе газов
1,31 кг/м3 и средней температуре по вы-
соте камеры 480° С сопротивление слоя
кокса высотой в 1 м составило 25,5 мм
вод. ст. При этом суммарный коэффициент
сопротивления
При определении сопротивления кокса
проходу газов следует учитывать, что слой
кокса в камере тушения при непрерывной
загрузке и выдаче разрыхляется. Так, при
полностью загруженной камере понижение
верхнего уровня кокса начинается только
после спуска не менее 8—10% объема кок-
са. Во многих случаях этим можно объяс-
нить расхождения в сопротивлениях под-
вижного и стационарного слоев, не учиты-
ваемых многими исследователями при моде-
лировании процессов.
При выборе сечения и высоты камеры, кро-
ме условий теплового режима, следует учи-
]2 Справочник коксохимика, т. II
тывать оптимальную величину суммарных
потерь давления в слое, по практическим
данным равную 200—220 мм вод. ст. Увели-
чение производительности камеры за счет
повышения ее высоты, снижения продолжи-
тельности тушения и увеличения количества
дутья требует специальных исследований и
выявления оптимальных соотношений.
Сопротивление системы. Сопро-
тивление движению циркуляционных газов
в системе камера—котел определяется по
известным формулам исходя из скоростей
потоков, местных сопротивлений, переход-
ных и регулирующих устройств. В котле-
утилизаторе скорости газов принимают не
свыше 8 м/сек, а в трубопроводах, распре-
делительных подводах и каналах—от 8 до
15 м/сек в пересчете на холодный газ.
Давление в системе распределено следую-
щим образом, мм вод. ст.:
После газодувки .................. 350
У дутьевых решеток . 250
Под сводом камеры тушения .... 20
В кольцевом отборе ................. 0
Перед пароперегревателем.........—10
За котлом.........................—100
После пылеотделителя перед дымо-
сосом ............................—250
Суммарное сопротивление .......... 600
Тепловой баланс процесса сухого
тушения кокса
Тепловой баланс сухого тушения кокса
обычно рассчитывается на часовую произво-
дительность камеры с определением потреб-
ного для охлаждения количества инертных
газов и коэффициента полезного отбора
тепла.
Температура кокса, поступающего в ка-
меру сухого тушения, соответствует темпе-
ратуре конца коксования в печах и для
большинства заводов принимается равной
1050° С.
Средняя теплоемкость кокса зависит от
его температуры, зольности и выхода лету-
чих.
Охлаждают кокс обычно до 250° С. Ох-
лаждение до более низких температур свя-
зано с увеличением расхода инертных газов,
увеличением поверхности нагрева котельной
и понижением температуры нагрева газов
и поэтому в каждом отдельном случае
требует технико-экономического обосно-
ван ия.
.Расчеты времени тушения показывают,
например, что для охлаждения кокса с 300
до 200°С (рис. 10-6) требуется до 25% об-
щего времени тушения, что влечет за собой
соответствующее увеличение объема камеры
тушения.
Температура инертных газов после про-
хождения водоподогревателей котельной ус-
тановки обычно принимается в размере
140—180° С, как и в котельных, работающих
па твердом топливе. При оценке тепловой
работы котла следует учитывать, что отхо-
дящие газы УСТК не сбрасываются в ат-
178
Сухое тушение кокса
мосферу, а возвращаются в камеру туше-
ния.
В атмосферу отводится только небольшая
часть газа, равная присосам воздуха в кот-
ле и газодувке.
Рис. 10-6. Зависимость меж-
ду относительной темпера-
турой охлаждаемого кокса
—— и относительным вре-
h
менем охлаждения -- •
тп
— температура кокса на
выходе из камеры тушения;
ti — температура кокса иа
входе в камеру тушения;
Ti — искомое время туше-
ния; тп — полное время
тушения прн охлаждении
кокса до 200° С
Тепловой баланс камеры тушения
Приход тепла, ккал!ч
1. Тепло охлаждения кокса:
Qk = Qr — Qx — G GiA
где G — количество охлаждаемого
кокса, кг/ч;
ci и с2 — теплоемкости кокса при
температуре загрузки и вы-
дачи, ккал)кг • град;
ti и — температура кокса при за-
грузке и выдаче, °C;
Qr и Qx — тепло, внесенное в камеру
с горячим и выведенное с
холодным коксом.
2. Тепло угара части кокса
Л G'PkQh
Qy" 100 ’
где <рк— угар кокса при тушении, %; по
практическим данным принимает-
ся 0,1%;
Qn — теплотворность кокса, ккал)кг.
Расход тепла, ккал
1. Тепло нагрева циркулирующих газов
Qnp = V (c't' с t,
где V — объем циркулирующих газов,
в системе, л3/ч;
с'и с" — теплоемкости газов на выходе
и входе камеры тушения,
ккал)м3 град',
f и t" — температуры газов на выходе
и входе камеры тушения, °C.
2. Подсосы воздуха и утечки циркулирую-
щих газов в системе
Qy — G<pKVj (сг/г
где сг — теплоемкость циркулирующих га-
зов, теряемых в атмосферу,
ккал]м3 град',
tr — температура циркулирующих га-
зов, °C;
св— теплоемкость воздуха, ккал/м3 -
• град;
/в — температура воздуха, °C;
фк — угар кокса при тушении, %;
Vi — объем воздуха для сжигания
(угара) 1 кг кокса по реакции
С 4- Ог = СОг:
22>4 „ „
Vi = m———4,76 = 8,9 tn м3/кг,
где m — коэффициент, учитывающий со-
держание золы в коксе;
4,76 — объем воздуха на 1 .и3 кислоро-
да, м3.
3. Потери тепла в атмосферу поверх-
ностью камеры тушения:
Qn = («л + ак) (/п — tB) F,
где ал и ак — коэффициенты теплоотдачи
излучением и конвекцией в
атмосферу, ккал/м2. ч . град:.
оск = 3 -|- 0,08 (/п — ts),
7 Тп Г. J Тв у
А юо /Goo J
где с — коэффициент лучеиспускания мате-
риала поверхности камеры,
ккал!м2 • ч град-,
tn — температура поверхности камеры
(средняя), °C;
/в — температура воздуха, °C;
F— наружная поверхность камеры,
м2.
Пример. В камере тушения охлажда-
ется 52 т/ч кокса; Т — 1050° С; t2 = 200° С;,
q = 0,355; с2 = 0,224; <рк = 0,1%; Q,, = 7300'
с' = 0,352; с" = 0,326; f = 800°; t" = 180,.
сг = 0,342; Св = 0,310; /ч= 600° С; /в =
= 20° С; ак + ап = 20; F = 200; /п = 70° С;
Камера тушения кокса
179
/в = 20°С; золы в коксе 10%. Требуется
определить объем циркулирующих газов и
потери тепла в атмосферу.
Приход тепла:
QK = 52 000 • (0,355 • 1050—0,224 • 200) =
= 17 • 10е ккал/ч',
Qy = 52 000 • 7 300 • 0,001 =
=0,38 -JO6 ккал/ч.
Общий приход тепла 17,38 • 106 ккал/ч.
Расход тепла:
Qup = 1/(0,352 • 800 — 0,326 • 180) =
= 22517 ккал/ч.
Объем присосов воздуха для сжигания
(угара) 1 кг кокса по реакции С + Os =
= СО2;
22,4
= 0,9 —— • 4,76 = 8 м3/кг,
1
Qy = 52 000 • 0,001 • 8 X
X (0,342 • 600 —ЗЮ • 20)= 94 000 ккал/ч.
Qn = 20 • (70 — 20) • 200 = 200 000 ккал/ч.
Общий расход тепла 294000 + 225 И.
Объем циркулирующих газов
17,38 10е — 294 000
V = —------------------- = 76 000 м3/ч.
225
Коэффициент полезного действия камеры
тушения рассчитывается без учета тепла
угара кокса:
__ (Qr-Qx) ЮО' '' I
=-------------------- . 100 = 87,6% .
52 000-0,355-1050
На УСТК Череповецкого завода котел-
утилизатор позволяет производить пар с
давлением от 22 до 40 ати и перегревом
450° С. При давлении 22 ати выход пара на
тонну кокса составляет 0,434 кг. Устойчи-
вый тепловой режим на УСТК обеспечива-
ется форкамерой, устраняющей резкие тем-
пературные колебания в нагреве инертных
газов в промежутках между загрузками.
При выработке пара с давлением 40 ати
УСТК полностью обеспечивают потребность
коксохимического завода в электроэнергии,
технологическом п отопительном паре.
При охлаждении кокса до 250° С т]к =
= 84%. В связи с тем, что после котла-
12*
утилизатора циркулирующие газы возвра-
щаются снова на тушение кокса почти с
той же температурой, с которой оставили
котел, а не сбрасываются через дымовую
трубу в атмосферу, почти все тепло ох-
лаждения кокса полезно -используется на
выработку пара. При определении общего
к. п. д. установки сухого тушения кокса
следует учитывать потери тепла обмуров-
кой котла и газоходами. Эти потери по
данным Укрэнергочермета составляют
1,5-2%.
Тогда общий к. п. д. установки составит
84-98
^ = -^-=82>4%-
КАМЕРА ТУШЕНИЯ КОКСА
Камеры тушения (рис. 10-2) выполняют-
ся из обычного и высокопрочного шамот-
ного кирпича. Шамотный кирпич с преде-
лом прочности на сжатие 400 кг/см2 хоро-
шо противостоит истираемости и уклады-
вается во всех частях камеры, соприкасаю-
щихся с коксом. Кладка ведется на ша-
мотном мергеле. Наиболее простая кладка
получается при цилиндрической форме ка-
меры. Она легко поддается армированию
отдельными металлическими кольцами.
Верхняя часть камеры выполняется в ви-
де усеченного конуса под любой размер
загрузочного отверстия. Несколько слож-
нее кладка перекрытия камер с прямо-
угольным сечением и щелевым загрузочным
отверстием. Эта сложность обусловлена не-
обходимостью выполнения распорного свода
с низкой стрелой и большим пролетом, а
также применением сложных и недостаточ-
но надежных решений по армированию.
В этом случае возможно только упорное ар-
мирование, без приложения усилий, скреп-
ляющих каркас кладки.
Отвод газов из зоны тушения камеры вы-
полняется через систему косых ходов с
кольцевым сборным каналом. Для улучше-
ния схода кокса косые ходы располагают в
нависающей части под форкамерой под уг-
лом 60° и рассчитывают на фактическую
скорость газов от 8 до 10 м/сек. Оптималь-
ным следует считать такое расположение
косых ходов, при котором сечение, занимае-
мое ими, не превышало бы 50—60% всей
образующей камеры.
-Кольцевой канал обычно разделяется пе-
регородками на две половины.
При наличии кольцевого канала представ-
ляется возможным регулировать отбор га-
зов по периметру камеры. Для этого над
косыми ходами устанавливают передвижные
шиберы из шамотного кирпича. Регулиро-
ванием перекрытия выходных сечений мож-
но обеспечить необходимую равномерность
отсоса газов. Для снижения потерь тепла
камеры изолируются слоем обычного ди-
атомитового кирпича толщиной 250 мм.
Большое значение для нормальной работы
камеры тушения имеет герметичность стен;
поэтому часто камеру помещают в кожух.
180
Сухое тушение кокса
Производительность камеры тушения
Производительность камеры сухого туше-
ния кокса принята в размере 1200—1300 т
в сутки.
Для коксового цеха из четырех батарей с
выжигом 5000 т кокса в сутки требуются
четыре рабочие камеры и две резервные.
Резервные камеры обычно вводятся в по-
стоянную эксплуатацию одновременно с
рабочими. При этом средняя производи-
тельность каждой камеры снижается на
30%, и лишь при аварийных или плановых
остановках одной из камер производитель-
ность остальных камер достигает проектной
мощности.
Охлаждение кокса в камерных установках
происходит в условиях противотока охлаж-
даемой и нагреваемой сред.
Из практики работы установок сухого ту-
шения кокса известно, что период охлажде-
ния кокса составляет для камерных уста-
новок от 2 до 4 ч в зависимости от темпе-
ратуры выгружаемого кокса (200—250е С),
количества подаваемого дутья, равномер-
ности распределения дутья и схода кокса
по сечению.
Этот период охлаждения кокса может ме-
няться в широких пределах в зависимости от
достигнутой равномерности схода кокса и
распределения дутья.
При наличии в рядовом коксе кусков до
100 мм и больше время тушения, естествен-
но, определяется по охлаждению наиболее
крупных его кусков. В случаях недостаточ-
ного охлаждения можно наблюдать у
выгрузочного устройства камеры появление
недотушенных крупных кусков.
Время тушения кокса определяется по
формулам:
для слоя засыпи
(сЛ — c2t2) ук
т = ---------------
или
(сА — Ук
т 1,Ш kpS,. •
* ср г к
где С[ — теплоемкость кокса при
ккал/кг. град-,
с2— теплоемкость кокса при (2,
ккал/кг • град-,
ti — температура загружаемого кок-
са, °C;
/2— температура охлажденного кок-
са, °C;
ук — объемный вес кокса, кг/м3:
ср — средняя логарифмическая раз-
ность температур между коксом
и газом, °C;
а„ — коэффициент теплопередачи,
ккал/м3 ч град-,
kr — коэффициент теплопередачи,
ккал/м2 • ч • град, рассчитыва-
ется по формулам для насадки
аР + 27.
«г—суммарный коэффициент теплопере-
дачи от кокса к газу;
aF == “к + “л’
ап—коэффициент теплопередачи от кок-
са к газу излучением, ккал/м2 ч
град:
8,3®°-5
«к = —т------;
rf0,33
“ср
Wo — скорость газов в межкусковом
пространстве, м/сек:
dcp — гидравлический диаметр межкус-
кового пространства, м-,
S,<—поверхность кокса, .и2/.и3;
1,1—коэффициент объемного разрыхле-
ния засыпи кокса в подвижном
слое.
Коэффициент теплопередачи а„ рассчиты-
вается по формуле
• Т0-3
а” = А — --------- - М;
v dK
1________1_____
а» 1г2’
< 9Х
где а” — коэффициент теплоотдачи при
бесконечн ой теплопроводно ст и
куска, ккал/м3 ч °C;
А —коэффициент пропорционально-
сти, для кокса А = 160;
—скорость газов в незаполненном
пространстве, м/сек:
dK — средний диаметр куска кокса,
м;
Т — температура поверхности куска
кокса, ° К;
А4—коэффициент, зависящий от со-
держания коксовой мелочи, Л1 =
= ~ 0,5;
г—радиус куска кокса,
Л—средний коэффициент теплопро-
водности куска кокса, ккал/м
ч-°С.
Пример. Определить время тушения
кокса при следующих условиях. Требуется
потушить 52000 кг/ч кокса при расходе
дутья 76000 нм3/ч, VCB = 0,605, сечение
камеры 30 м2. t, = .1050°, /2 = 250° С, с, =
= 0,355, с2 = 0,224, t' = 180°, t" = 800° С;
ун = 500; SF = 67,7; rfcp = 0,0355, Л = 0,4,
г = 0,03, а = 2.
Скорость газов в межкусковом пространст-
ве
76 000
=--------------=1,16 м/сек
30-0,605-3600 ’ '
Камера тушения кокса
181
Коэффициент теплопередачи конвекцией
излучением
8,3 1,16°-5
ак =------------= 27,2 ккал/м?-ч- С
0,0356°’33
Суммарный коэффициент теплопередачи
«д = 27,24- 2 = 29,2.
Коэффициент теплопередачи с учетом теп-
лового сопротивления среднего куска кок-
са в 60 мм
kF = —--------------= 13,9 ккал/м'--ч-°С
1 - °-03
29,2 + 2 - 0,4
Средняя логарифмическая разность темпе-
ратур
(1050 — 800) — (250 — 180)
Д/Ср —
= 141 °1
С
„ 1050 — 800
2,3 1g----------
250— 180
Время тушения
500 (1050 0,355 — 250 0,23)
т — ---------------------------------
= 1,07 ч.
1,44 ч.
время
раза.
ккал/
время
1,1 •141• 13,9 • 67,7
Для куска 100 мм соответственно
При охлаждении кокса до 200° С
тушения еще увеличивается в 1,55
При расчете по формуле = 3800
.и3 • ч • °C, av= 2000 ккал/м3 • ч - °C.
Соответственно для куска 60 мм
тушения 0,51 ч.
Если выполнить расчеты по приведенным
и другим методам без учета коэффициента
неравномерности схода, то для одних и
тех же условий время тушения кокса для
кусков со средним диаметром 0,06 м будет
изменяться от 0,51 до 0,96 ч, для кусков сю
средним диаметром 0,1 м от 0,72 до 1,67 ч.
Для камер системы Гипрококса с относи-
тельно равномерным сходом кокса и рас-
пределением дутья время тушения принима-
ется равным
т = /гтр =1,7-1,44 = 2,4,
где тр — расчетная продолжительность ту-
шения, ч;
k — опытный коэффициент, учитываю-
щий неравномерность схода кокса
и распределения дутья.
Исходя из производительности коксового
цеха рассчитывается потребный полезный
объем камер тушения установки.
При заданной производительности
ной камеры тушения 52 т/ч потребный по-
лезный объем ее рабочей части, без учета
форкамеры, составит
, 52-2,4
Пп =----—г2— = 250
од-
где 0,5 — объемный вес кокса, т/л3;
2,4 —время тушения, ч.
Объем форкамеры рассчитывается исходя
из продолжительности циклических остано-
вок, проектируемых для создания необходи-
мых условий ревизии и ремонтов непрерыв-
но действующего оборудования и машин
коксового цеха. При сухом тушении кокса в
зависимости от места расположения уста-
новки целесообразно пользоваться одной
или двумя короткими остановками (цикла-
ми) в работе по выдаче кокса и загрузке
печей.
При размещении УСТК в конце блока по-
требный объем форкамер, обеспечивающий
непрерывную работу котлов без снижения
производительности по пару при цикличе-
ской остановке на двух батареях с полез-
ным объемом камер печей 21,6 .и3, составит
2 - 65 • 12,5 • 0,75
(7Л =---------------------= 180 м1,
ф (15 —2 - 0,75) • 0,5
где 65 — количество печей в батарее;
12,5 — разовая выдача кокса, т/печь\
0,75 — продолжительность циклической
остановки, ч;
15 — период коксования, ч;
0,5 — объемный вес кокса, т/м3.
Для батарей с полезным объемом камер
30 и 35,5 м~ потребный объем форкамер со-
ответственно возрастает до 260 и 300 л3.
Если установки размещаются против уголь-
ной башни, то циклические остановки мож-
но производить по батареям. В этом случае
потребный объем форкамеры снижается в
два раза. При сохранении указанных объе-
мов форкамер можно пользоваться одной
остановкой продолжительностью 1,5 ч.
В этом случае при циклической остановке
на батарее № 1 электровоз может доставить
кокс только с батареи № 2 и равномерно
загружать все камеры тушения, а при цик-
лической остановке на батарее № 2 кокс
доставляется на УСТК только от батареи
№ 1. В период циклической остановки мо-
жет быть форсирована и выдача печей на
одной -из работающих батарей.
Однако при выборе размеров форкамеры
следует также учитывать необходимость ци-
клических остановок на механизмах подъе-
ма кокса для их осмотра и ревизии. Поэто-
му целесообразно иметь некоторый запас в
размерах форкамеры и не снижать ее
объем ниже расчетного.
Размеры камеры тушения
Сечение камеры тушения рассчитывается
по принятой скорости циркулирующих га-
зов, которая, в свою очередь, определяется
допустимой величиной iconpo-тивления слоя
кокса высотой 1 м. Скорость газа, приве-
денного к нормальным условиям, в расчете
на незаполненное сечение камеры допус-
кается в пределах 0,5—0,9 м/сек. Объем
циркулирующих г.азов определяется из теп-
лового баланса для заданных температур-
ных параметров газа и кокса. Для камер
с нагревом газа до 800° С расход инертных
газов на тушение 1 кг кокса составляет
округленно 1,5 м3.
182
Сухое тушение кокса
Потребное сечение можно рассчитать по
формуле
„ <pVK 52 000-1,50
FK = - -— =-------------:---= 31,0,
3600Vr 3600 -0,7
где Vr—скорость газов в камере, м/сек\
<р — производительность камеры по
коксу, кг/ч;
Ук — расход газов, я?/кг.
Высота слоя кокса в камере
КОМПОНОВКА КОКСОВЫХ ЦЕХОВ
С УСТК
При сухом тушении время на выгрузку
кокса в скип или на сдачу груженого горя-
чим коксом кузова и прием порожнего не
превышает 30—40 сек. Высвобождаются
2,5 мин на каждой выдаче по сравнению со
временем выдачи при мокром тушении.
При сухом тушении установки могут раз-
мещаться в любом месте фронта батарей в
результате высвобождения места, занимае-
мого коксовыми рампами. Когда УСТК раз-
мещается в центре блока у одной из уголь-
ных башен, один коксоприемный вагон в
состоянии обслужить выдачу 18—20 печей
в час.
На размещение УСТК в составе коксово-
го блока влияет конструкция применяемых
подъемников. Очень простые компоновки по-
лучаются при применении передвижных
скиповых подъемников и коксотушильных
вагонов мокрого тушения.
В этом варианте легко осуществляется пе-
реход с сухого тушения на мокрое и нао-
борот. Обслуживание 4—5 камер может
осуществляться рабочим и резервным пере-
движными подъемниками. УСТК по такой
схеме могут размещаться в концах или вну-
три блока.
В коксоприемных вагонах со съемным
кузовом-скипом дробимость кокса снижает-
ся. При размещении УСТК в конце блока
(рис. 10-7) кузов с горячим коксом снима-
ется с тележки коксо-приемного вагона пе-
редвижным подъемником и доставляется к
загрузочному отверстию камеры. Каждый
подъемник в зависимости от компоновки
может обслуживать 2—3 камеры.
Для двух батарей с печами большой ем-
кости требуются две параллельные нитки с
двумя рабочими и двумя резервными подъ-
емниками.
В табл. 10-2 приведен баланс времени
электровоза и подъемника для различных
вариантов компоновки УСТК и конструкции
подъемников.
Таблица 10-2
Баланс времени на выполнение операций электровозом
и подъемником, сек
Операции УСТК СО скиповым подъемником в конце блока УСТК с подъ- емным кузо- вом в конце блока УСТК с располо- жением подъем- ного кузова про- тив угольной башни
элект- ровоз подъ- емник элек- тровоз подъ- емник эле- ктро- воз подъем- ник
Переезд от печи батареи № 1 к УСТК с уста- новкой против подъемника 60 60 35 _
Разгрузка первой половины или прием кузова 15 15 20 20 10 10
Переезд 10 10 10 10 10 10
Разгрузка второй половины или сдача кузова 15 15 20 20 10 10
Переезд к приему следующей печи на бата- рею № 2 60 60 —_ 35
Прием кокса 35 — 35 — 35 —
Подъем скипа —— 50 50 —— 45
Разгрузка скипа —- 15 — 15 — 15
Опускание скипа — 40 — 50 —- 45
Переезд подъемника ко второму бункеру . . — — —— 40 — 40/60”
Переезд подъемника в исходное положение . —— —- — 40 —— 40/60*
Переезд передвижной платформы для сдачи порожнего кузова и приема кузова с коксом . — — — — — 40
Всего . . . . 195 145 205 245 135 255/295*
Знаменатель при загрузке третьей камеры.
Рис. 10-7. Размещение установки сухого тушения кокса со съемным кузовом в конце блока:
1 — батареи; 2 — угольная башня; 3 — дымовая труба; 4 — камеры тушения; 5 — котлы; 6 — электровоз с платформами,
7 — пункт ремонта
Рис. 10-8. Размещение установки сухого тушения кокса со съемным кузовом против коксовых батарей:
1 — батареи; 2 — угольная башия; 3 — камеры тушения; 4 — котельная; 5 — пути подъемника; 6 — путь коксоприемно-
го вагона; 7 — путь перемещения кузова
Компоновка коксовых цехов с У СТ К
184
Сухое тушение кокса
При размещении УСТК за путями элек-
тровоза и параллельно фронту батарей
(рис. 10-8) для перемещения кузова с кок-
сом к подъемнику применяют толкатели.
При такой компоновке кузов вагона снаб-
жается скатами для поперечного смещения
к линии подъемника. При подходе к УСТК
электровоза, транспортирующего на плат-
форме кузов с горячим коксом, происходит
автоматическая сцепка электровоза с плат-
формой порожнего кузова. Продолжая
движение, электровоз передвигается на рас-
стояние, необходимое для установки новой
платформы кузова с горячим коксом. Путем
воздействия на пневмопривод машинист
электровоза освобождает автосцепку, свя-
зывающую его с груженым вагоном, и про-
должает движение с порожним вагоном к
следующей печи. Кузов с горячим коксом
толкателем перемещается к подъемнику.
Для обслуживания 4—5 камер тушения
требуется один рабочий и один резервный
подъемник. Цикл работы электровоза сов-
мещается с циклом работы подъемников
лишь в период приема порожнего и сдачи
груженого кузовов, остальное время
каждый из них выполняет свой цикл раз-
дельно.
ОБОРУДОВАНИЕ
Съемный кузов
Кузов (рис. 10-9) с нижними затворами
для выфузии кокса представляет собой
металлический каркас, футерованный пли-
тами из жароупорного чугуна. Затворы
шарнирно соединены с центральной тягой
подъема, что обеспечивает их закрытое по-
ложение во время подъема и опускания.
При разгрузке корпус кузова устанавли-
вается на специальные выступы, канат ос-
лабляется и нижние затворы открываются
силой собственной тяжести.
Размеры кузова соответствуют объему ра-
зовой выдачи кокса из одной печи и поэто-
му меняются в соответствии с полезным
объемом камер коксовых печей. Обычно
применяются кузовы с верхним сечением
6 X 4 ,и Вес кузова от 20 до 25 т.
Платформа со съемным кузовом
Чрис. 10-9)
Платформа представляет собой тележку
на четырех скатах, оснащенную автомати-
ческой сцепкой с электровозом, и служит
для транспортирования съемного кузова.
Вес платформы 15 т.
При расположении УСТК против уголь-
ной башни съемный кузов, в свою очередь,
устанавливается на передвижную платфор-
му, которая с помощью штанги позволяет
перемещать кузов в поперечном направле-
нии к линии оси камер и подъемника.
Рис. 10-9. Платформа со съемным кузовом
Подъемник .съемного кузова
(рис. 00-10)
Подъемник состоит из самоходной тележ-
ки с механизмами, рассчитанными на подъ-
ем и перемещение кузова с раскаленным
коксом. Подъемник канатный, с двухбара-
банной лебедкой иа одном валу, с двумя
приводными моторами и редукторами. На
канатах подвешена траверса с крюками
для автоматического захвата кузова и
крышка, перекрывающая кузов и предо-
храняющая траверсу и канаты от нагре-
вания.
Грузоподъемность подъемника 60 т, ско-
рость подъема 0,5 м/сек. Захваты рабо-
тают автоматически; при ослаблении каната
они расходятся и освобождают кузов, а
при натягивании захватывают его. При
подъеме кузов движется по направляющим,
которые не позволяют ему раскачиваться.
Вверху кузов выходит из вертикальных
стационарных проводников и входит в
проводники, закрепленные на передвижном
подъемнике. Ходовой механизм подъемника
с двумя приводами на одну ось рассчитан
на перемещение подъемника вместе с кузо-
вом (вес около 140 т) со скоростью до
1,0 м!сек.
Оборудование
185
Рис. 10-10. Подъемник для съемного кузова:
1 — подъемник; 2 — кузов для кокса; 3 — затворы кузова; 4 — загрузоч-
ная воронка; 5 — опорные конструкции подъемника
Подъемник снабжен программным управ-
лением с дистанционными бесконтактными
датчиками и противоугонными устройст-
вами.
Загрузочное устройство
Загрузочное устройство (рис. 10-2) каж-
дой камеры состоит из .механизма для от-
крывания крышки люка с гидравлическим
уплотнением и направляющей металличе-
ской воронки, размещенных н.а передвиж-
ной тележке. Устройство приводится в дей-
ствие от передвижного подъемника через
упоры и поворотный рычаг. Вначале по-
воротом рычага .поднимается крышка лю-
ка, затем тележка с расположенной на ней
воронкой смещается и устанавливается
против загрузочного отверстия.
Применение направляющих воронок по-
зволяет делать загрузочные отверстия не-
большого диаметра (1500 мм). Воронка ко-
нусная, с сужением потока до размеров от-
верстия.
Рама загрузочного люка выполняется в
виде кольцевого желоба несколько больше-
го размера, чем отверстие люка. Между
рамой и отверстием укладывается пояс
кирпичной кладки шириной 100—120 мм,
предохраняющий раму от нагревания. Же-
лоб рамы необходим для образования гид-
розатвора с проточной водой.
Крышка люка состоит из металлического
каркаса с подвешенной футеровкой толщи-
ной 350—400 мм и снабжена кольцевым
фартуком, который при установке крышки
на камеру погружается в водяную ванну
рамы, создавая гидравлический затвор в
80—100 мм.
Крышка устанавливается на специальные
выступы, и фартук не испытывает верти-
кальной нагрузки.
Разгрузочные устройства
При нормальной работе в нижней части
камеры тушения развивается давление до
300 мм вод. ст. Чтобы при каждой выдаче
кокса не останавливать дымосос, нагнетаю-
ций циркулирующие газы, необходимы раз-
грузочные устройства, которые бы надежно
отключали камеру от .атмосферы, а также
осуществляли спуск кокса отдельными,
строго регламентированными порциями.
Наиболее совершенные разгрузочные уст-
ройства (рис. 10-41) состоят из трех эле-
ментов— отсекателей потока и двух после-
довательно расположенных сухих шлюзо-
вых затворов на выгрузочных воронках.
Первый по коду кокса имеет уплотнение
«железо по железу», второй — «железо по
резине». Устройства рассчитаны на выдачу
порции кокса объемом от 2 до 4 м3. Отсе-
кателей потока два; они работают пооче-
186
Сухое тушение кокса
Рис. 10-11. Разгрузочное устройство с двумя отсекателями потока и двумя
затворами:
1 — отсекатель порции кокса; 2 — затворы; 3 — коксовая рампа; 4 — привод
затворов; 5 — клапан для спуска коксовой пыли
редно, чтобы обеспечить равномерный
спуск кокса из правой >и левой половины
камеры.
Общая приводная лебедка с мальтий-
ским крестом позволяет за цикл работы
последовательно выполнить операции, сов-
местить отсекание потока с открыванием
и закрыванием нижнего, а затем среднего
затвора.
Все металлоконструкции разгрузочного
устройства камеры тушения футерованы
диабазовой плиткой, предохраняющей их от
истирания абразивным коксом.
Коксовая рампа
Под разгрузочными устройствами каждой
камеры располагаются рампы, на которые
принимается очередная порция кокса.
На рампе для устранения пыления кокса
предусматривается поверхностное увлажне-
ние его кусков распыленной технической
водой
Рампа выполняется с углом наклона до
30° и выстилается диабазовыми плитами.
Затворы рампы работают автоматически,
сбрасывая на конвейер отдельные малые
порции кокса, и приводятся в движение на-
саженными на общий вал эксцентриками,
размещенными для каждого затвора под
определенным углом.
Конвейеры
При транспортировании кокса двумя кон-
вейерами устанавливают две рампы с пе-
реключением приема на одну или другую.
Это позволяет непрерывно отгружать кокс
с установки сухого тушения и поддержи-
вать постоянный режим на котлах-утилиза-
торах.
Дутьевые устройства
На большинстве камерных установок су-
хого тушения предусматривают только
центральные вводы дутья через рассека-
тель, выполняющие одновременно роль уст-
ройств, тормозящих естественный сход кок-
са по центру камеры и направляющих его
к стенам конусной части.
Выбор конструктивных форм и размеров
колонки рассекателя определяется, главным
образом, условиями, обеспечивающими рав-
номерный сход кокса по всему сечению, н
производится путем моделирования.
Рнс. 10-12. Дутьевое устройство — рассека
тель и решетка
Гипрококс в своих конструкциях применя-
ет двусторонний подвод дутья (рис. 10-12)
и меняет положение рассекателя по высоте
и ширине камеры в зависимости от того,
какой принимается сход кокса: одно- или
двусторонний. Исследования этих конструк-
ций показали неоспоримые преимущества
двустороннего подвода дутья для прямо-
угольных и цилиндрических камер. Цент-
ральная колонка круглого или эллипсооб-
разного сечения для цилиндрических камер
и в виде рассекателя для камер прямоуголь-
Качество кокса сухого тушения
187
кого сечения крепится на металлических
балках, служащих одновременно коробами
для подвода дутья. Щелевидные отверстия
для выхода газа выполняются под углом
45° при высоте 40—50 мм и направлены по
ходу кокса, чтобы исключить их засорение.
Боковые подводы дутья выполняются в
виде одной сплошной щели или целой ре-
шетки. Решетки состоят из набора диабазо-
вых плит, хорошо противостоящих истира-
нию.
Отделитель крупной пыли
Отделитель крупной пыли (рис. 10-2)
представляет собой .металлический каркас,
футерованный с внутренней стороны пли-
тами из жаропрочного бетона и снабжен-
ный перегородкой. Изменение направления
потока с использованием скоростных и
гравитационных сил позволяет отделять
наиболее крупные частицы пыли и предо-
хранять трубы котла-утилизатора от из-
носа.
Котел-утилизатор (КУ-20/39)
Применяют котлы-утилизаторы различных
типов в зависимости от параметров горяче-
го дутья и вырабатываемого пара. Наибо-
лее мощные установки сооружаются в СССР
для получения пара давлением 40 ата и
температурой перегрева 450° С. Прн этом
применяют змеевиковые котлы-утилизаторы
с принудительной циркуляцией воды, состо-
ящие из трех секций—пароперегревателя,
котла и водоподогревателя. Во избежание
усиленной эрозии труб их защищают; кро-
ме того, не допускается превышение ско-
рости движения газов (выше 8 м/сек). В со-
ответствии со снижением скорости газов по
мере их охлаждения иногда применяют
шахты с переменным сечением от паропере-
греватели. Котел работает на линии разре-
жения на горючем циркулирующем газе и
поэтому полностью герметизируется метал-
лическим кожухом.
Циклонные пылеотделители
Циклонные пылеотделители диаметром
2500 мм устанавливают после котла перед
дымососом на охлажденном циркуляцион-
ном газе (/'= 180°С); они улавливают бо-
лее тонкую пыль, чтобы предохранить ды-
мосос от износа.
По данным опытно-промышленных испы-
таний содержание в пыли тонкой взвеси
(ниже 50 мк) составляет всего около 1 г/м3;
следовательно, циклон может работать с
коэффициентом полезного действия около
90%.
Дымосос
Обычно применяют дымосос среднего дав-
ления. Он имеет ротор, выполненный из из-
носоустойчивого металла, а также кожух с
защитным покрытием.
В связи с высоким содержанием в газе
окиси углерода (20% и выше) требуется
большая плотность на всех сочленениях вса-
сывающей и нагнетающей частей дымососа.
Для камер тушения производительностью
52 т/ч применяется дымосос ВМ-160/800
Барнаульского завода производительностью
160 000 м3/ч фактического газа с суммарным
напором до 650 мм вод. ст.
КАЧЕСТВО КОКСА СУХОГО ТУШЕНИЯ
При сухом тушении изменяется ситовый
состав кокса и показатели его механической
прочности.
Ниже приведены сравнительные показате-
ли качества кокса мокрого и сухого туше-
ния (установки с перегрузкой кокса из ту-
шильного вагона в скиповые подъемники в
г. Череповце).
Нормальный режим
Сухое тушение............
Мокрое тушение...........
рассев фракции +
+ 4 0 мм после
грохота
+ 80 +60 +40
6,7 47,0 97,4
9,4 49,0 95,6
Форсированный режим
Сухое тушение ............
Мокрое тушение............
9,2 44,5 97,44
11,5 45,2 95,00
Таблица 10-3
Прочность кокса по большому барабану
(Сундгрена)
Этапы Сухое тушение Мокрое тушение
остаток в барабане, г класс < 1 0 мм в провале, кг остаток в барабане, кг класс <1 0 мм в провале, кг
2 340 39,5 326 38,5
3 340 38,0 329,7 31,1
В сравнении с коксом мокрого тушения в
металлургическом коксе сухого тушения
крупностью выше 40 мм меньше класса
+80 мм и больше класса +40 мм. При этом
выход металлургического кокса снижается
следующим образом, %:
Выход по вало- Сухое
вому коксу тушение
+40 мм ............ 72
+ 25 лии ......... 89,2
Мокрое
тушение
78
90,2
По некоторым данным снижение класса
+40 мм по отношению к :валово1му коксу
происходит за счет измельчения при пере-
грузах (сбрасывание в скиповый подъем-
ник и в камеру тушения), а также в ре-
зультате лучшего отделения мелочи при
грохочении.
Заметное повышение прочности сухого
кокса на 10—14 кг происходит от некоторой
его механической обработки в процессе су-
хого тушения.
При искусственном увлажнении (до 3%)
сухого потушенного и грохоченого кокса
188
Сухое тушение кокса
значительно возрастает его видимая проч-
ность, кг:
Остаток в барабане..............360
Класс 10 мм в провале.......... 23
Снижение расхода кокса в доменной печи
может достигнуть 10%. Производительность
доменной печи при работе на сухом коксе и
несортированной руде оказалась такой же,
как и на сортированной руде и коксе мокро-
го тушения.
Некоторое улучшение работы доменных
печей на коксе сухого тушения может быть
объяснено отсутствием влаги в коксе, от-
сутствием колебаний в его ситовом соста-
ве, почти полным отсутствием замусоренно-
сти, а также повышенной прочностью этого
кокса и постоянством насыпного веса.
Кроме того, наличие в камере сухого ту-
шения форкамеры-накопителя горячего кок-
са позволяет вести выравнивание всего
кокса по готовности. Недогретый кокс голо-
вок и верха пирога проходит дополнитель-
ную прокалку в камере, и качество его вы-
равнивается.
ОТХОДЫ КОКСА
При сухом тушении кокса отходы в виде
коксика и коксовой мелочи могут быть легко
рассеяны на любые классы по крупности и
все без исключения эффективно использо-
ваны как для агломерации руд, так и для
энергетических целей. Тонкая коксовая пыль
может быть легко отсеяна и использована
для присадки к угольным шихтам с целью
их отощения.
Высокая температура инертных газов не
позволяет устанавливать специальные цик-
лонные пылсотделители и производить пол-
ную очистку газов от пыли непосредствен-
но перед котлом.
Основная масса пыли образуется из губ-
чатого кокса верхней части коксового пиро-
га. Отдельные куски губки, улавливаемые
в пылеосадительной камере, достигают боль-
шего размера (табл. 10-3).
Таблица 10-4
Выходы и характеристика коксовой,
ныли, %
Наименование Из пыле- отдели- тельного бункера Из цик- лонного пы л еот де- лителя Из коро- бок отсе- кателей
Влажность 0,17 0,37
Зольность 10,7 11,0 10,5
Летучие 0,7 0,6 0,7
Ситовый состав клас-
сов, мм:
+4 4 0,0 13,0
4—1 21,2 1 .1 27,5
1—0,5 22,5 7,8 19,0
0,5—0,25 . . . , 32,8 33,1 8,8
—0,25 19,5 58 32,0'
Выход пыли от охла-
ждаемого кокса . . 0,15 0,6 0,25
Объемный вес пыли,
г/м3 200 250 —
Содержание пыли в газе после циклона
не превышает 0,65 г/м3.
Тонкую пыль нельзя сбрасывать на кон-
вейер коксосортировки, а следует, по мест-
ным условиям, использовать на сжигание,
агломерацию или в качестве присадки к
угольной шихте.
На Череповецком металлургическом за-
воде при наличии отделителя крупной пыли
после тушения 150—200 тыс. т кокса не за-
мечено какого-либо износа труб котла и во-
донагревателя. По некоторым данным, ко-
тел в состоянии работать 10—12 лет, в тече-
ние которых может быть переработано 2,5—
3 млн. т кокса.
Глава 11
СОРТИРОВКА И ОТГРУЗКА КОКСА
Бункера крупного и мелкого кокса соору-
жаются отдельно от коксосортировки на
железнодорожных путях. Бункера крупно-
го кокса устанавливают только в случае от-
грузки больших количеств металлургическо-
го кокса в железнодорожных вагонах.
При строительстве шестибатарейного кок-
сового блока для двух батарей предусмат-
ривается самостоятельный комплекс сорти-
ровки и отгрузки кокса. При проектирова-
нии восьмибатарейного коксового блока,
дублируются устройства комплекса рассева
кокса четырехбатарейного блока.
СХЕМА РАБОТЫ КОМПЛЕКСА
От коксовых рамп кокс подается (рис.
11-1) конвейерами К-1, К-3, К-2 и К-4 на
валковые грохоты 1 коксосортировки. После
грохотов металлургический кокс размером
>40 мм или >25 мм подается на конвейеры
Из бункеров крупного кокса погрузка в
железнодорожные вагоны производится по-
средством конвейера К-13, имеющего на
конце подъемное погрузочное устройство.
При отправке металлургического кокса в
доменный цех конвейером бункера крупного
кокса не предусматриваются и кокс с кон-
вейеров К-3 и К-6 поступает на конвейер,
идущий в доменный цех. Предусмотрена
также отгрузка кокса .фракции >40 мм (или
>25 мм) в железнодорожные вагоны непо-
средственно под коксосортировкой.
Коксовый отсев размером 40—0 или 25—
0 мм из-под валковых грохотов конвейера-
ми К-7 и К-8 подается на контрольный од-
носитный грохот 2.
Отобранный на контрольном грохоте кокс
>40 или >25 мм конвейером К-8а присажи-
вается к потоку, идущему на бункера круп-
ного кокса, либо на конвейер, идущий в до-
менный цех.
Из-под контрольного грохота 2 отсев кон-
вейером К-9 транспортируется в помещение
К-5, К-6, затем на сборный конвейер К-10,
который транспортирует кокс на бункера
крупного кокса.
Заполнение бункеров крупного кокса про-
изводится передвижным реверсивным кон-
вейером К-12.
бункеров мелких фракций кокса. Здесь на
двухситном грохоте 3 производится рассев
на фракции по крупности: 10—0, 25—10 и
40—25 мм. Каждая из этих фракций пода-
ется в отдельный бункер.
Схемой предусматривается возможность
190
Сортировка и отгрузка кокса
Бункер возвратного
кокса
Рис. 11-2. Технологическая схема цепи аппаратов комплекса рассева и отгрузки металлур-
гического кокса фракций 25—60 и > 60 мм при сухом тушении:
1,2 — грохоты валковые; 3 — грохоты двухситные; 4 — пробоотборники; 5 — автоматиче-
ские конвейерные весы
Рис. 11-3. Коксовая рампа с бункером возвратного кокса:
1 — механизм открывания затворов; 2 — конвейеры ленточные
подачи коксового отсева 40—0 или 25—0 мм
с конвейера К-8 прямо на конвейер К-9, ми-
нуя контрольный грохот. Отбор проб произ-
водится пробоотборниками 4. На конвейере
К-Ю расположены автоматические весы 5.
По схеме, показанной на рис. 11-2, выде-
ляются два класса металлургического кокса:
60—25 (или 60—40) и >60 мм.
Рядовой кокс подается конвейерами в кок-
сосортировку, где поступает на валковые
грохоты 1 для отбора кокса размером
>60 мм. После грохотов 1 металлургиче-
ский кокс размером >60 мм конвейерами
К-8 и К-9 подается на один из конвейеров,
идущих в доменный цех. Коксовый отсев
60—0 мм конвейером К-7 подается на вал-
ковый грохот 2 для отбора фракции 60—
25 мм, которая подается на второй домен-
ный конвейер. Предусмотрена также воз-
можность погрузки этих двух фракций
кокса непосредственно в железнодорожные
вагоны под каксосартировкой.
Коксовый отсев после грохота подается
конвейером К-10 на бункера кокса, где на
двухситном грохоте 3 производится рассев-
на фракции 10—0, 25—10 и >25 мм; кокс
крупнее 25 мм конвейером К-12 может так-
же присаживаться на конвейер доменного
цеха, транспортирующий фракцию 60—
25 мм.
Передвижение вагонов во время погрузки
кокса под коксосортировкой и бункерами
производится маневровым устройством.
Все механизмы и конвейеры комплекса
рассева кокса электрически сблокированы
между собой так, что остановка любого из
них вызывает остановку всех предыдущих
по схеме механизмов и конвейеров.
На рис. 11-3 представлена компоновка
коксовой рампы; компоновка коксосортиров-
ки с получением двух классов металлургиче-
ского кокса >60 мм и 25—60 мм дана на
рис. 11-4; бункер металлургического кокса
емкостью 800 т показан на рис. 11-5.
Коксовая рампа
191
Рис. 11-4. Коксосортировка для выделения двух классов металлургического кокса (при сухом ту-
шении кокса):
Л 2, 3 — конвейеры ленточные; 4, 5 — грохоты валковые; 6, 7 — пробоотборники; 8, 9 — конвейеры
тракта подачи в доменный цех; 10 — электроталь передвижения; 11 — датчик гамма-реле (каллима-
тор)
Рис. 11-5. Бункера кокса > 40 мм емкостью 800 т:
1 — двухситиын грохот; 2 — передвижной реверсивный конвейер; 3 — погрузочный конвейер; 4,
5, 6 — ленточные конвейеры; 7 — пробоотборник крупного кокса
КОКСОВАЯ РАМПА
Рампа предназначается для выдержива-
ния потушенного кокса, для охлаждения, ос-
вобождения его от избыточной влаги и во-
дяных паров.
При коксовой рампе (рис. 11-3) сооружа-
ется бункер, назначение которого — возврат
на коксосортировку для переработки кокса,
забракованного и просыпанного на погру-
зочных путях под коксосортировкой и бун-
керами.
Емкость бункера для возврата кокса око-
ло 35 м3; бункер позволяет один вагон раз-
гружать с передвижкой. Сверху бункер за-
крыт решеткой.
Рампа выполняется в виде наклонной пло-
скости с углом наклона 27°30', облицованной
чугунными или базальтовыми плитами.
На восточных заводах для устранения за-
мерзания кокса концы рампы обогреваются
пароводяными трубами, уложенными под
настилом. Для предотвращения смерзания
ленты подрампового конвейера под ним по
продольной оси укладывается пароводяная
труба.
192
Сортировка и отгрузка кокса
Выбор размеров рампы
Длина рампы определяется по формуле
Nnt (I + 5)
Tk
+ G + 5),
где L — полезная длина рампы, м;
Л' — число коксовых батарей;
п — число печей в одной батарее;
t — время лежания кокса на рампе, ч;
Т — время оборота печей, ч;
I — полезная длина тушильного ваго-
на, м;
(/т5)—длина участка рампы, занятого
коксом одной печи, м;
k — коэффициент, учитывающий полез-
ное время работы рампы.
Для двух коксовых батарей по 65 печей
объемом 21,6 м3 расчетная длина рампы со-
ставит
L =
2 65-0,25(13 + 5)
15 • 0,8
+ (13+ 5) = 68 м.
Принимается L = 72 м, что позволяет
уложить на рампе кокс от четырех печей.
Для обеспечения нормальных условий ис-
парения пз кокса излишков влаги средняя
толщина слоя кокса на рампе принимается
в пределах 0,25—0,35 м.
Потребная ширина рампы (по наклону)
может быть определена по формуле
W
а —--------.
(/ + 5) с
где а — ширина рампы по накло-
ну, лг,
с — толщина слоя кокса на рам-
пе, лт,
Р
U7 = ——объем кокса, (выдаваемого из
kt
одной печи, л3;
Р — вес (сухой) кокса от одной
печи, т;
k — коэффициент, учитывающий
содержание влаги в коксе
после тушения;
у — насыпной вес влажного кок-
са, т/м3.
Так, например, для двух коксовых батарей
по 65 печей с объемом камеры 21,6 м3
а =---------—------= 5,8. м
(13+ 5)-0,25
Обычно ширина рампы (по наклону) при-
нимается 6,4 м с учетом верхнего участка
рампы, перекрываемого наклонным днищем
тушильного вагона.
Оборудование рампы
Конвейер. Установлено, что ширина
ленты конвейера для рядового кокса долж-
на быть 1400 мм, скорость движения не бо-
лее 1,3—1,4 м/сек.
Высота падения кокса с рампы на ленту
конвейера не должна превышать 500 мм.
Направляющие борты над лентой конвейера
футеруются диабазовыми или базальтовыми
плитками.
Настил рампы. Плиты, применяемые
для настила рампы, изготовляют нз гемати-
тового чугуна, их размеры 500X500X20 ми
с несколькими ребрами высотой 20 мм тол-
щиной 16—18 мм.
В последнее время вместо чугунных плит
стали применять базальтовые плиты разме-
ром 360x240x30 мм.
Базальт обладает высокой износоустойчи-
востью и имеет большой срок службы по
сравнению с чугунными плитами. Примене-
ние базальтовых плит снижает расход ме-
талла н сокращает затраты на ремонт.
Затворы рампы. Затворы металличес-
кие, решетчатые, сварной конструкции, обо-
рудованы противовесом. Максимальная ве-
личина открывания затвора 500 мм.
Для работы в зимних условиях, для утеп-
ления помещения подрампового конвейера,
затворы сверху обшивают плотным деревян-
ным настилом и уплотняют конвейерной лен-
той, бывшей в употреблении.
На коксохимических заводах применяют
различные по конструктивному выполнению
системы механического открывания затво-
ров, обеспечивающие последовательное от-
крывание и закрывание затворов с интерва-
лами для равномерного опорожнения рампы.
На некоторых заводах применен рычаж-
ный механизм для автоматического откры-
вания затворов. Недостатком его является
наличие пяти приводов, требующих сложной
электрической схемы управления.
На Кемеровском коксохимическом заводе
разработана и внедрена канатно-рычажная
конструкция открывания затворов.
Наиболее удачной является конструкция,
разработанная на Баглейском коксохимиче
ском заводе.
Гипрококс при разработке типового про-
екта механизированной рампы принял за ос-
нову механизацию рампы на Баглейском
коксохимическом заводе и улучшил конст-
рукцию отдельных узлов механизма
(рис. 11-6).
Механизм для управления затворами
смонтирован под обслуживающей площад-
кой вдоль коксовой рампы. К рычагам
контргрузов рамповых затворов привари-
вают подвески, в которых свободно, по всей
длине рампы, укладывают изготовленные пз
швеллеров № 12 верхнюю и нижнюю на-
правляющие.
В начале и в конце рампы установлены
канатные шкивы для привода и натяжения
замкнутого (бесконечного) каната. Привод
осуществляется от электродвигателя мощно-
стью 2,5 кет, 970 об/мин, редуктора с пере-
Коксовая рампа
193
А-А
Рис. 11-6. Механизм открывания затворов коксо-
вой рампы:
1 — направляющие копира; 2 — приводная
-станция; 3 — натяжная станция; 4 — копиры;
-5 — подвески; 6 — контактный датчик; 7 — сиг-
нальная лампа
даточным числом 838 и пары звездочек с
передаточным отношением 1 : 1,4. Натяже-
ние каната производится грузовой колонкой.
Основными конструктивными элементами
являются два копира, закрепленные на обе-
ч!х ветвях бесконечного каната. Расстояние
между копирами равно длине рампы.
Копир (рис. 11-7) представляет собой на-
бор шарнирно связанных между собой пла-
стин определенной конфигурации, передви-
гающихся на роликах в направляющих.
Рабочий копир последовательно наезжает
на ролики подвесок, шарнирно связанные с
каждым затвором. Вследствие нажатия
пластины копира подвески опускаются и со-
ответствующие затворы открываются. За-
крывание затворов происходит под влия-
нием собственного веса.
Копир рассчитан для разгрузки кокса из
одной печи за 4,4 мин, а всей рампы, на
которой находится кокс из четырех печей,
за 4,4-4 = 17,6 мин.
Для обеспечения количества кокса, нахо-
дящегося на рампе, и нужного момента ос-
тановки или начала спуска кокса с рампы
на конвейер применяется специальная сиг-
нализация. На средине каждого загружае-
мого участка рампы устанавливают электро-
ды, соединенные при помощи электропрово-
дов с сигнальными лампами, смонтирован-
ными на пульте диспетчерского управления
коксосортировки. При выгрузке кокса на
рампу загорается лампочка соответствующе-
го участка. По мере освобождения рампы от
кокса, когда контакт между коксом п элек-
тродом исчезает, лампочка гаснет.
Чтобы знать, какой участок рампы свобо-
ден от кокса и где следует остановить ту-
шильный вагон для выгрузки кокса, в каби-
не машиниста электровоза тушильного ва-
гона предусмотрена световая сигнализация.
Если на рампе остается кокс только двух
печей, то механизм, приводящий в движе-
ние затворы рампы, автоматически отклю-
чается и спуск кокса на конвейер прекраща-
Рис. 11-7. Копир
Справочник коксохимика, т. II
194
Сортировка и отгрузка кокса
ется. Как только на рампу выгрузится кокс
из следующей печи, механизм затворов
рампы автоматически включается.
При механизации открывания рамповых
затворов нужно соблюдать следующие тре-
бования:
1. Кокс на рампу должен укладываться
последовательно, начиная со стороны рампы,
где установлено натяжное устройство кон-
вейера.
2. Количество печей, выдаваемых на рам-
пу, не должно превышать расчетного. Уклад-
ка на рампе кокса на кокс, как правило, не
допускается.
3. Скорость передвижения копира долж-
на быть определена из условий равномерной
выдачи выдержанного иа рампе кокса и
максимальной эффективности рассева кокса
на коксосортировке.
4. Открывание затворов должно иметь три
управления: автоматическое, диспетчерское
и местное.
Коксосортировка
Производительность коксосортировки оп-
ределяется по формуле
Nnpt
Tk2
^3,
где Q — переработка валового кокса,
т/сутки;
N — число батарей;
п— число печей в батарее;
р — разовая загрузка сухой шихты в
одну печь, г;
t — продолжительность работы коксо-
вого блока, ч)сутки-,
Т — время оборота печей, ч;
ki — коэффициент выхода сухого кокса
из сухой шихты;
k2 — коэффициент, учитывающий содер-
жание влаги в коксе после туше-
ния;
/г3 — коэффициент, учитывающий повы-
шение производительности при фор-
сированной работе коксового блока.
Пример. 1. Суточная переработка вало-
вого кокса коксосортировкой, обслуживаю-
щей коксовый блок 4X65 с печами объемом
21,6 .и3,
4 • 65 • 15,6 - 24
15 • 0,94
0,77 -1,07 =
Q =
= 5700 Г/сутки.
2. Суточная переработка валового кокса
коксосортировкой, обслуживающей коксовый
блок 4x77 с печами объемом 30 .и3,
0 =
4 77 • 22,8 24
17,5 • 0,94
0,77 • 1,07 =
= 8450 т!сутки.
Для определения режима работы коксо-
сортировки необходимо учитывать следую-
щие условия:
1) неравномерная загрузка оборудования
п результате возможных остановок коксо-
сортировки в течение суток на ремонт (пре-
кращения приема кокса доменным цехом и
т- Д.);
2) необходимость резерва мощности на
случай форсирования работы коксовых пе-
чей;
3) износ оборудования, соприкасающегося
с коксом, обладающим сильной абразивно-
стью.
Эти обстоятельства не позволяют рассчи-
тывать оборудование коксосортировки на
непрерывную работу.
Поэтому полезное время работы коксо-
сортировки при мокром тушении кокса при-
нимают в расчетах не более 18 ч в сутки.
Надежность работы обеспечивается уста-
новкой резервного технологического обору-
дования и резервных приводов основных
конвейерных трактов. Продолжительность
отдельных остановок коксосортировки опре-
деляется возможностью накопления кокса
на рампах.
При сухом тушении кокса и отсутствии
коксовых рамп продолжительность работы
коксосортировки принимается 24 ч в сутки.
Для обеспечения надежности работы коксо-
сортировки предусматривают двойные кон-
вейерные тракты (рабочий и резервный) и
резервное оборудование.
В табл. 11-1 и 11-2 приведены примерные
характеристики конвейерных трактов типо-
вых коксосортировок по проектам Гипро-
кокса.
Оборудование коксосортировки состоит из
валковых и виброинерционных ситовых гро-
хотов.
Валковые грохоты
Валковые грохоты предназначены для вы-
деления металлургического кокса. Грохот
устанавливают под небольшим наклоном
(до 15°), что требует минимальной высоты
помещения.
На раме устанавливают два грохота с са-
мостоятельными приводами. Изготовляют
передвижные и стационарные грохоты. Пере-
движение тележки грохота осуществляется
от своего привода. Диски грохота фигурные,
зубчатые; привод валков осуществляется от
электродвигателя и редуктора через шесте-
ренную передачу, заключенную в масляную
ванну. Размеры шестерен подобраны с рас-
четом постепенного увеличения числа обо-
ротов валков от первого (со стороны за-
грузки) до последнего, что значительно
улучшает сход отсортированного кокса с
1рохота.
Все вращающиеся элементы грохота вы-
полнены на подшипниках качения.
Характеристика грохотов приведена в
табл. 11-3.
Наборные диски, являющиеся наиболее
ответственной рабочей частью грохота, от-
ливаются из серого чугуна с отбеленным
слоем марки СЧ15—32; срок службы их до
30 дней.
Коксовая рампа
195
Таблица 11-1
Характеристика конвейерных трактов типового комплекса рассева кокса
для обслуживания коксового блока из четырех батарей
65 печей объемом 21,6 м3
Назначение
Конвейеры1 Лента
Привод
толщина
3 кладок резиновых обкладок мм редукто р электр о- двигатель
а? о А п «
Н С
аз” S с ’S « 2 о о с й >
S о х. 1 о о X Г X t"
S а о X верх пиж мош л. с. пере точи числ МОЩ кет чис.и рото МИН}
число приводов
Подача от бункера возврат- ного кокса 1 1,26 100 1000 5 6 2 5,3 31,5 7 980 1
Прием с коксовой рампы № 1 1 1.3 200 1400 6 6 2 37 31,5 28 980 2
Прием с коксовой рампы № 2 1 1,3 200 1400 6 6 2 37 31,5 28 980 2
Подача от коксовой рам- пы № 1 1 1,3 200 1400 6 6 2 37 31,5 28 980 2
Подача от коксовой рампы № 2 1 1,3 200 1400 6 6 2 37 31,5 28 980 2
Транспортировка металлур- гического кокса 2 1,15 200 1400 6 6 2 7,63 35 7 980 1
Транспортировка коксово- го отсева 0—40 мм .... 1 1,15 25 650 6 6 2 6,5 28 4.5 950 1
Транспортировка коксового отсева 0—40 мм 1 1,15 45 650 6 6 2 6,5 28 7 980 1
Транспортировка кокса >40 мм с контрольного гро- хота 1 1,14 30 650 6 6 2 3,3 22,4 2,8 950 1
Транспортировка коксового отсева 0—40 мм 1 1,0 45 800 4 6 2 8,05 31,5 7 980 2
Транспортировка металлур- гического кокса >40 мм . . 1 1,39 350 1400 6 6 2 42 36 28 980 1
Транспортировка фракций кокса 25—40 мм 1 0,9 25 650 3 6 2 2,4 26 2,8 930 1
Погрузка в бункера метал- лургического кокса .... 1 1,25 350 1400 6 6 2 Комплектная поставка заводом-изготовителем
Погрузка в вагоны метал- лургического кокса .... 1 1,39 400 1400 6 6 2 13,6 36 10 980 1
* Верхние роликоопоры желобчатые.
13*
196
Сортировка и отгрузка кокса
Таблица 11-2
Характеристика конвейерных трактов типового комплекса рассева кокса для
обслуживания коксового блока из четырех батарей по 77 печей объемом 30 м3
Назначение
Конвейеру1 Лента Привод
число | скорость, м/сек. производительность, т/ч ширина, мм число прокладок толщина резиновых обкладок мм редуктор электро- двигатель числа приводов |
верхней нижней мощность кет передато- чное чис- ло мощность кет число обо- ротов в минуту
Подача от бункера возвратно-
го кокса 1 1 ,з 100 1000 5 6 2 6,731,5 7 980 1
Прием с коксовой рампы . . 1 1,27 250 1400 7 6 2 22,640,1728 980 2
Подача от коксовой рампы . 1 1,39 250 1400 7 6 2 12,527,5 10 735 9
Транспортировка от установки
сухого тушения кокса № 1 . . 4 1,27 250 1400 7 6 2 22,6 40,17 28 980 1
Транспортировка от установки
сухого тушения кокса № 2 . . 4 1,27 250 1400 7 6 2 22,6 40,17 28 980 1
Транспортировка фракций кок-
60—25 мм 1 1,4 300 1400 7 6 2 23,7 27,5 20 735 2
>60 мм 2 1,1 150 1200 6 6 2 И 27,5 10 735 2
25—0 мм. 1 1,03 50 800 4 6 2 16 31,5 10 980 2
> 25 мм 1 0,78 20 800 4 6 2 2,840,17 4,5 950 2
>25 мм 1 0,67 20 800 4 6 2 2,4 48,57 4,5 950 1
Верхние ролпксспоры желобчатые.
Таблица 11-3
Характеристики валковых грохотов
Наименование Грохот 10-валко- вый Грохот 14-валко- вый
Производительность
по рядовому коксу,
т/ч , . . . . 175 300
Отбор металлурги-
ческого кокса, мм . . > 25 > 40
нли > 40 или > 60
Ширина клети, мм . 1650 1850
Длина клети, мм 2200 3198
Угол наклона, град 15 15
Число оборотов вал-
ков в минуту .... 37—65 35—65
Окружная скорость
дисков, м/сек .... 0,52—0,9 0,5—0,9
Скорость передви-
жения тележки грохо-
тов, м/мин 3,1 —
Электродвигатель
привода грохота:
мощность, квт . . 10 —
число оборотов в
минуту 735 —
Привод Редукторный
Конструкция . . . Передвижной сдво-
енный
Общий вес (без элек-
тродвигателей), т . . 22,85
На Магнитогорском металлургическом
комбинате диски (звездочки) роликовых
грохотов изготовляют штампованными с по-
следующей термической обработкой из ста-
ли 50Г2 и 60Г2; срок службы этих дисков
до 120 дней.
Ситовые виброинерционные грохоты
На коксохимических заводах для вторич-
ного грохочения кокса (отсев из-под валко-
вых грохотов) применяют обычно ситовые
виброинерциоиные грохоты типа ВГО одно-
ситные и типа ВГД, ГВР-1Б и ГВР-2Б двух-
ситные. Грохоты ГВР-1Б и ГВР-2Б являют-
ся модернизацией грохотов ВГД и постав-
ляются Луганским заводом им. Пархоменко.
Грохот состоит из следующих основных
частей: короб с одним или двумя ситами,
две плоские рессоры и вибратор. Короб
грохота устанавливают с наклоном, обес-
печивающим хороший сход материала (до
35°). Сита натягиваются поперек грохота
при помощи шин'корытного сечения, уста-
навливаемых внутри короба. Натяжка сиг
производится болтами. Жесткость рессор
выбирается в зависимости от нагрузки, амп-
литуды вибраций .и числа оборотов вала
вибратора.
Вибратор состоит из вала, роликоподшип-
ников и двух неуравновешенных шкивов.
Средняя часть вала утолщена и расположе-
на эксцентрично по отношению к шейкам
роликоподшипников, чем и создается не-
Бункера для кокса
197
Характеристики грохотов
Таблица 11-4
Наименование ВГО-1 односит- ный ВГО-2 односит- ный ВГД-1 двухент- ный ВГД-2 ДВУХСНТ- ный ГВР-1Б двухсит- ный ГВР-2Б двухсит- ный
Габаритные размеры, мм: длина 3325 3865 3395 3935 3077 3617
ширина 1970 2220 1970 2220 1860 2110
высота 950 950 1115 1115 875 875
Размеры дебаланса, мм . . . 285x80 285x80 285x80 320x80 — —
Рабочее число оборотов вала, об/мин 1440 1500 1300 1000 1200 1000
Амплитуда колебаний, мм . . 4 4,8 4,8 6 2,5 2,5
Размер рабочей поверхности сит, мм ........... 1250 х 1500 х 1250 X 1500 X 1250 х 1500 х
X 2500 X 3000 X 2500 X 3000 X 2500 X 3000
Вес грохота (без электродви- гателя), кг 998 1191 1316 1670 1423 1573
Электродвигатель: число оборотов в минуту . 1440 1440 1440 1440 950 950
мощность, кет ...... 4,5 4,5 4,5 4,5 3,8 3,8
Диаметр шкива на электро- двигателе, мм ........ 180 180 180 180 224 180
Диаметр шкива на вибраторе, мм ............. 180 200 200 260
Размер отверстий сит (по ука- занию заказчика), мм До 40 До 40 10—40 10—40 10—40 10—40
Ориентировочная производи- тельность, т/ч До 70 70—150 70—200 100—300 70—100 70—150
Угол наклона, град 15—25 15—25 15—25 15—25 15 15
уравновешенность системы вибратора. Не-
уравновешенные шкивы, укрепленные на кон-
цах вала, служат как для усиления, так и
для ослабления действия вибратора, что мо-
жет быть достигнуто перестановкой на шки-
вах контргрузов.
Вал приводится во вращение от электро-
двигателя через клиноременную передачу
Рама грохота устанавливается на жесткой
опоре или подвешивается иа тягах. Послед-
нее предпочтительнее, так как уменьшается
передача вибраций на здание.
В зависимости от требований на грохотах
выделяют фракции кокса 10—0, 25—10 и бо-
лее 25 мм, либо 10—0, 25—10, 40—25 и бо-
лее 40 мм.
Характеристики грохотов приведены в
табл. 11-4.
Наиболее ответственной частью грохота
являются сита. Сита должны хорошо проти-
востоять износу, сохранять размерность сво-
их отверстий в процессе работы и участво-
вать в вибрации, так как только при этом
условии возможна их самоочистка от заст-
рявших зерен материала. В этом смысле
тканные сита являются наилучшими и име-
ют наибольшую живую площадь, составля-
ющую до 70% всей площади сита. Сита из-
готавливаются из проволоки марки ОВС,
получаемой из катанки углеродистой стали
марки 70 по ГОСТ В-1050—41. Механичес-
кие свойства проволоки должны удовлетво-
рять требованиям и техническим условиям
по ГОСТ В-1546—42. Лучшие результаты
при работе сит на коксе получаются при из-
готовлении сит из канилированной проволо-
ки (сталь 1Х18Н9Т по ЧМТУ/НИИМЕТИЗ
10—15). Поставщиком этих сит является
Магнитогорский метизно-металлургический
завод.
БУНКЕРА ДЛЯ КОКСА
В случае необходимости постоянной от-
грузки значительной части кокса на сторону
предусматривают бункера для металлурги-
ческого кокса емкостью 400 т (из расчета
погрузки железнодорожного полумаршрута
весом 600 т за 1,5 ч).
При постоянной отгрузке всего кокса на
сторону предусматривают бункера для ме-
таллургического кокса емкостью 800 т из
расчета погрузки полного железнодорожного
маршрута весом 1200 т за 2,5—3 ч (см.
рис: 11-5).
К бункерам металлургического кокса
примыкают в виде второго ряда бункера
мелких классов кокса.
Емкость бункеров для мелких классов, т:
40—25 мм..........200
25— I 0 мм .......... 80
10—0 мм .......... 100
Емкость бункеров для мелких классов
позволяет отгружать их через 8—12 ч.
Загрузка бункеров металлургического кок-
са производится автоматически в два цикла
198
Сортировка и отгрузка кокса
передвижным реверсивным конвейером и по-
казана на рис. 11-8.
В первом цикле заполняется левая поло-
вина бункеров. Для этого конвейер передви-
гается небольшими ходами слева направо по
мере замыкания коксом электрода 1 (рис.
11-8, а). После достижения крайнего право-
Рис. 11-8. Схема автоматической загрузки бунке-
ров металлургического кокса
го положения электрод 1 выключается и
конвейер переходит в крайнее левое положе-
ние (рис. 11-8, б).
На протяжении этого цикла лента кон-
вейера движется влево и выдает кокс че-
рез левый желоб.
Во втором цикле загрузочный конвейер,
управляемый теперь электродом 2, передви-
гается также слева направо, заполняя пос-
тепенно правую половину бункеров (рис.
11-8, в).
В этом цикле лента конвейера движет-
ся вправо и выдает кокс через правый
желоб.
По окончании второго цикла подача кок-
са прекращается и конвейер возвращается в
крайнее левое положение для начала рабо-
ты по первому циклу. Импульсы на измене-
ние направления хода ленты и конвейера,
включение и выключение электродов, оста-
новку п возобновление подачи кокса подают
конечные выключатели 3, 4, 5, 6 и 7.
Погрузка металлургического кокса из
бункеров в железнодорожные вагоны
Погрузка металлургического кокса из бун-
керов в железнодорожные вагоны произво-
дится автоматически конвейером с погрузоч-
ной стрелой.
Подтягивание железнодорожных вагонов
к месту погрузки кокса — коксосортировке—
и бункерам и передвижение вагонов во вре-
мя погрузки по мере их заполнения осу-
ществляется маневровым устройством.
Планирное устройство обеспечивает нор-
мальную загрузку вагона при полном его
заполнении. Их опускают до нужной высоты
над соответствующим типом вагона. Им-
пульсы на опускание и подъем планира да-
ют соответствующие датчики, предусматри-
ваемые в схеме автоматизации погрузки
кокса.
САМОТЕЧНЫЙ ТРАНСПОРТ
Желобы
Желобы должны обеспечивать непрерыв-
ное перемещение кокса и ограничивать его
перепады (по высоте), для устранения из-
лишнего боя при перегрузках.
В соответствии с нормативами и опытны-
ми данными рекомендуется применять сле-
дующие углы наклонов желобов и материал
для их футеровки (табл. 11-5).
Таблица 11-5
Углы наклонов и футеровка желобов
Перемещаемый материал Угол, нак- лона же- лоба. град Футеровочны й материал для желобов
Кокс рядовой . . . Кокс металлургичес- 27—32 Диабазовые плитки
кий > 25 или > 40 мм Кокс фракции 10 — 25—30 То же
25 мм Кокс фракции 10 — 40—45 » »
0 мм Коксовый отсев 40— 60—65 Стальные листы
0 или 25 — 0 мм . . 65—60 Диабазовые плитки
ЭКСПЛУАТАЦИЯ РАМПЫ,
СОРТИРОВКИ И БУНКЕРОВ КОКСА
Спуск кокса с рампы должен осуществ-
ляться последовательно от одного конца ее
к другому по ходу ленты. Такой порядок
разгрузки удлиняет срок службы ленты.
В такой же последовательности рампа долж-
на загружаться коксом.
Контроль качества товарного кокса
199
Поверхность рампы должна содержаться
в исправном состоянии. Выступов или вые-
мок, препятствующих движению кокса, не
должно быть, так как они ухудшают равно-
мерность содержания влаги в коксе и спо-
собствуют просыпанию кокса на путь ту-
шильного вагона.
Торцовые участки на углах рампы должны
содержаться в чистоте.
Механизмы секторных затворов рампы
должны быть отрегулированы так, чтобы за-
твор закрывался только после того, как с
этого участка рампы будет полностью спу-
щен на ленту весь кокс.
Выгруженный на рампу недотушен-
ный кокс должен быть немедленно поту-
шен (во избежание порчи транспортерной
ленты).
Водопроводная магистраль вдоль рампы
для дотушнвания кокса теплоизолируется.
Для предупреждения замерзания вентилей у
брандспойтов вентили несколько приоткры-
вают, а проходящую через них воду по спе-
циальному трубопроводу отводят в прием-
ник, расположенный под рампой.
Перегрузочные желобы и их футеровка
должны быть исправны и не создавать пре-
пятствий для схода кокса.
Проверка состояния желобов осуществля-
ется два раза в месяц.
В каждом перегрузочном желобе должно
быть смонтировано приспособление, автома-
тически останавливающее транспортер, по-
дающий кокс на случай перегруза желоба,
и автоматически включающее его после раз-
грузки желоба.
Нагрузка на сортирующие устройства
должна быть равномерной и не требовать
ручного труда.
Качество работы сортирующих устройств
определяется ситовым рассевом, производи-
мым периодически отделом технического
контроля завода. При показателях, превы-
шающих допустимые пределы, устройства
пли детали их заменяются (валковые грохо-
ты, сита, эксцентрики и т. д.).
Смазка всех трущихся частей механизмов
н устройств осуществляется автоматически,
при отсутствии автоматики — вручную по
определенному графику.
Выгрузка кокса из бункеров производит-
ся так, чтобы в разгружаемом бункере оста-
валась коксовая подушка емкостью не менее
одной трети бункера. Это уменьшает дроб-
ление кокса и удлиняет срок службы футе-
ровки нижней части бункера.
Состояние футеровки бункеров крупного
кокса проверяют один раз в квартал, а бун-
керов мелких фракций — один раз в шесть
месяцев, для чего бункера полностью осво-
бождают.
Погрузка кокса в железнодорожные ва-
гоны производится таким образом, чтобы
высота падения кокса с погрузочного жело-
ба или транспортера была минимальной.
Вагоны загружают до полной их вмести-
мости, однако так, чтобы при транспорти-
ровке кокс не сваливался с верхнего обши-
вочного бруса.
Железнодорожные пути под сортировкой
должны содержаться в чистоте и исправно-
сти.
Вентиляция коксосортировки должна ра-
ботать непрерывно. Надзор за ее работой
осуществляет сменный эксплуатационный
персонал, а регулировку и уход — ремонт-
ный персонал.
Кокс из бункера возврата разгружают на
сортировку небольшими порциями, чтобы не
перегружать сортирующие устройства.
Ремонт оборудования и сооружений, вхо-
дящих в комплекс сортировки, должен осу-
ществляться в соответствии с правилами
ремонта оборудования и сооружений коксо-
химических заводов.
КОНТРОЛЬ КАЧЕСТВА ТОВАРНОГО
КОКСА
Качество товарного кокса определяется
техническим анализом и испытанием его фи-
зико-механических свойств.
Техническим анализом определяется со-
держание влаги (ГОСТ 5807-51), золы
(ГОСТ 5984—51), серы (ГОСТ 8606—61 и
ГОСТ 4339—48) и летучих веществ (ГОСТ
3929—57).
Необходимо проводить определения сито-
вого состава и прочности кокса.
Отбор проб кокса
Отбор проб должен производиться перед
погрузкой его в вагоны либо на перепаде с
конвейера на конвейер при подаче его кон-
вейерным трактом в данный цех.
Для отбора проб крупного кокса при пе-
репадах с ленточного конвейера либо с
валкового грохота устанавливают ковшовой
пробоотборник цепного типа.
Пробоотборник сблокирован с предыду-
щим по технологической схеме оборудовани-
ем. Периодическое включение привода про-
боотборника осуществляется от реле време-
ни, а выключение — от конечного выключа-
теля. Перерыв между двумя отборами проб
устанавливают опытным путем в зависимо-
сти от количества часов полезной работы
транспортирующего устройства, мощности
потока кокса и общего веса пробы.
Техническая характеристика пробоотбор-
ника следующая:
Вес одной порции пробы, кг .......... 20—25
Длительность отбора одной порции, сек 3—5
Скорость передвижения ковша, м;сек ~1
Электродвигатель:
мощность, кеш .................... 1,7
число оборотов в минуту...... 930
Общий вес, кг................... 670
Под бункерами кокса при погрузке в ва-
гоны установлены пробоотборники радиаль-
ного типа (рис. 11-9).
Пробоотборник состоит из поворотной
стойки и кронштейна, на котором укреплен
заборный ковш 1. Верхний конец стойки
200
Сортировка и отгрузка кокса
соединен с приводом 2. После пересечения
потока кокса ковш с пробой подходит к
приемному бункеру 3 и, касаясь упора,
опрокидывается. В обоих крайних положе-
ниях ковша установлены конечные выклю-
чатели 4 для отключения пробоотборника.
Рис. П-9. Пробоотборник радиального типа
В приемном бункере происходит накопление
первичных проб. Два рукава приемного бун-
кера делят пробу на две части. Одна часть
предназначена для технического анализа,
другая — для определения ситового состава
п испытания прочности. Для предотвраще-
ния озоления пробы бункер снабжен крыш-
кой, которая автоматически открывается и
закрывается.
Под бункерами кокса должно быть уста-
новлено три пробоотборника: одни для
крупного кокса, второй для класса 40—
25 мм и один общий для классов 25—10 и
10—0 мм.
Техническая характеристика пробоотбор-
ника радиального типа приведена ниже.
Вес одной порции пробы, кг ...........25—30
Длительность отбора порции, сек ......5—7
Окружная скорость ковша, м!сек ........3.2—
1 , 45
Электродвигатель:
мощность, кеш ....................... 1,7
число оборотов в минуту ...............эЗо
Общий вес одного пробоотборника, кг . . . 855
При проектировании пробоотборника п
выборе места его установки необходимо со-
блюдать следующие условия:
1. Проба должна представлять собой ос-
новной продукт по всем его показателям.
2. Методы отбора проб кокса должны со-
ответствовать правилам, предусмотренным
ГОСТ 2669—57.
3. Отбор проб должен быть механизиро-
ван и по возможности автоматизирован.
Разделка проб кокса
На рис. 11-10 представлена технологичес-
кая схема разделки проб кокса.
Разделка пробы кокса для технического
анализа на большинстве заводов проводится
с затратами ручного труда на квартование,
сокращение, распределение и транспортиро-
вание материала.
В 1962—1963 гг. УХИН разработан и вне-
дрен на нескольких заводах комплексный
агрегат для разделки проб кокса на техни-
ческий анализ (рис. 11-11),
Все операции по разделке пробы кокса
полностью автоматизированы. Проба дро-
бится в три ступени: сначала в щековой
дробилке до крупности 13—0 мм, затем во
второй щековой дробилке до 3—0 мм, тре-
тья ступень дробления в четырехвалковой
дробилке — до 0,25—0 мм.
Техническая характеристика агрегата сле-
дующая:
Вес исходной пробы кокса (ГОСТ 2669—
57), кг.............................. 40-240
Наибольший размер кусков кокса, мм 200
Время разделки пробы, мин........... 30—35
Пробы на влагу, отобранные агрегатом:
крупность, мм .................... 13—0
вес одной пробы, г................ 250
число проб.......................... 3
Аналитические и арбитражные пробы;
крупность, мм.................. ... 0,25—0
вес пробы, г.................... 125
число проб
аналитических .................... 2
арбитражных........................ 1
Максимально допустимая влажность
кокса в пробе, %..................... 14
Размеры, мм'.
длина........................ 2550
ширина............• ........ 1630
высота ........................ 2800
Вес, кг........................... 2130
Определение ситового состава кокса
Определение ситового состава и содержа-
ния мелочи производится согласно ГОСТ
5954—63. Для этого применяют двухъярус-
ный грохот конструкции УХИН с механизи-
рованной подачей кокса отдельных классов
на взвешивание.
Контроль качества товарного кокса
201
23
>80мм
80~60мм
две аналитические
пробы
Арбитражная проба
40-25мм
<25км
6040мм —J
60-00 мм
40-20мм
20'10мм
<10 мм
Рис. 11-10. Технологическая схема разделки проб кокса:
I — пробоотборник; 2 — контейнер; 3, 12, 19 —- ленточные питатели; 4, 8 — щековые дробилки,
5, 9 — сократнтели пробы; 6 — сократитель пробы на влагу; 7 — распределитель пробы на влагу,
10 — четырехвалковая дробилка; 11 — распределитель аналитической пробы; /3 — грохот; 14,
2/— ленточные конвейеры; 15 — весы с ящиком; 16 — делитель пробы; 17, 22 — весы с ящиком;
18 — малый барабан; 20 — роторный грохот; 23 — ручное сито
Подача кокса на верхний ярус грохота
должна производиться равномерно с по-
мощью ленточного питателя.
Ъ/
Рис. 11-11. Комплексный агрегат для
разделки проб кокса на технический ана-
лиз:
1 — приемный бункер; 2 — питатель; 3 —
редуктор; 4, 7 — щековые дробилки;
5 — электродвигатель; 6, 8 — сократнтели
пробы; 9 — четырехвалковая дробилка;
10 — делитель; 11 — распределитель про-
бы на влагу; 12 — ленточный конвейер
Характеристика грохота приведена ниже.
Максимальная производительность, кг/ч 900
Число ярусов...................... 2
Размеры отверстий сит, мм:
верхний ярус:
канпилированное................. 25x25
штампованное .................. 80X80
нижний ярус:
.штампованное................... 40X40
штампованное................... 60x60
Ход движения сиг, мм ......... 40
Число качаний снт в минуту........... 285
Электродвигатель для привода грохота:
мощность, кет ............. 1,7
число оборотов в минуту............. 930
Скорость движения конвейерной ленты,
м/сек............................... 0,5
Электродвигатель конвейера:
мощность, кет ............ Г
число оборотов в минуту............ 1400
Вес, кг................................. 1 10(>
Испытание прочности кокса
Механическая прочность кокса до 1960 г.
определялась в большом барабане по ГОСТ
5953—51. В настоящее время в качестве
обязательного утвержден метод оценки
прочности кокса в малом барабане по
ГОСТ 8929—58.
В 1963—1964 гг. УХИН разработан и
проверяется в промышленных условиях аг-
регат для определения прочности кокса, со-
стоящий из малого барабана и роторного
грохота. Все операции агрегат будет выпол-
нять автоматически.
202
Сортировка и отгрузка кокса
Устройство коксопробной
Коксопробная располагается на двух эта-
жах для удобства подачи кокса по жело-
бам к отдельным аппаратам (рис. 11-12).
Транспортировка проб кокса в помеще-
нии коксопробной от пробоотборников к
нимается с помощью электрической тали в
коксопробную.
Кроме перечисленной выше аппаратуры,
коксопробная должна быть оборудована су
шильным шкафом с электрообогревом, пли-
той для разделки проб с размерами 2500 X
X 1500 мм, порционерами-делителями и
Л-Л
Рис. 11-12. Коксопробная:
1 — контейнер с пробой; 2, 8 — желоба; 3 — ленточный питатель; 4 — грохот; 5, 11 — ящики;
6 — электрическая таль; 7 — агрегат для определения прочности кокса в малом барабане;
9 — комплексный агрегат для разделки проб кокса на технический анализ; .10 — плита для
разделки проб кокса; 12 — направляющие для контейнера; 13 — весы; 14 — сушильный шкаф
трохоту и другим агрегатам производится в
.контейнерах с помощью электрической тали.
В обоих перекрытиях коксопробной пре-
дусматривается сквозной проем с направ-
ляющими для контейнеров. Проба кокса,
отобранная под бункерами, доставляется на
электрокаре либо на ручной тележке и под-
различным инвентарем для хранения и раз-
делки проб кокса согласно ГОСТ 2669—57.
Сушильный шкаф и стол с настольными
весами устанавливают в отдельном помеще-
нии. Кроме того, в коксопробной имеется
кладовая для арбитражных проб и комната
дежурных контролеров.
Г л а в a 12
ЗАГРУЗКА КОКСОВЫХ ПЕЧЕЙ И ВЫДАЧА КОКСА
ЗАГРУЗКА ПЕЧЕЙ
Угольная башня
Угольная башня должна быть оборудо-
вана автоматическим обрушивающим уст-
ройством и иметь запас шихты на 14—16 ч
работы.
Угольная башня делится на 3—4 само-
стоятельные секции, которые позволяют
производить очистку, ремонт или заполнять
опытной шихтой одну из них независимо от
работы остальных.
Секции угольной башни закреплены за
отдельными батареями. Набор шихты в за-
грузочный вагон производится из каждого
ряда воронок данной секции.
Нельзя допускать, чтобы из какого-либо
ряда секции или из какой-либо воронки не
выбиралась шихта, так как слежавшаяся
шихта может самовозгораться. При наборе
шихты в загрузочный вагон должно быть
обеспечено максимальное открытие затво-
ров воронок угольной башни, что обеспечит
ее большую плотность.
Зимой воронки с затворами должны обо-
греваться либо горячим воздухом из венти-
ляционных каналов батареи, либо коксо-
вым газом. Необходимо обеспечить воз-
можность продувки газопровода паром.
Факел горящего газа рекомендуется напра-
вить вниз таким образом, чтобы затворы и
воронки обогревались не пламенем, а горя-
чими продуктами горения. Должна быть
предотвращена возможность срыва факела
горения.
Очистка секций угольной башни произво-
дится не реже одного раза в год. Очистку
производит специальная бригада по зара-
нее составленному плану, пользуясь специ-
альными веревочными лестницами. Не ре-
комендуется оборудовать секции угольной
башни металлическими лестницами, так как
со временем они ржавеют, обрываются и
перекрывают выход угля из воронок.
Процесс загрузки печей
Набор шихты в бункера углезагрузочного
вагона может производиться по весу пли
по объему.
В первом случае крайние бункера вагона
заполняют до полной вместимости, а сред-
ний бункер — до установленной весовой
нормы. Каждый вагон взвешивается на ве-
сах под угольной башней или на весах,
установленных на вагоне.
Во втором случае необходимо обеспечи-
вать заполнение бункеров загрузочного ва-
гона до постоянного объема.
После того как машинист установил за-
грузочный вагон по оси одного из рядов
затворов, они автоматически открываются,
а после наполнения вагона шихтой автома-
тически закрываются.
Загрузочный вагон оборудуется люко-
съемным механизмом и механизмами для
открывания затворов бункеров. Перед от-
крыванием затвора телескоп должен опу-
ститься на гнездо загрузочного люка или
войти в него.
Шихта из бункеров в печь выгружается в
заданной последовательности, от которой
зависит продолжительность загрузки и ве-
личина уноса шихты из камеры при пла-
нировании.
Для ускорения выхода шихты из бунке-
ров загрузочного вагона и устранения руч-
ного труда бункеры снабжены вибрато-
рами.
Для достижения бездымной загрузки
шихта выгружается в печь поочередно из
первого и третьего бункеров. Поочередно за-
крываются также загрузочные люки. За-
тем выгружается шихта из второго бункера
и в печь подается планирная штанга.
При таком порядке загрузки и наличии
двух газосборников достигается почти пол-
ная бездымность, унос пыли в газосборник
невелик, но продолжительность загрузки пе-
чи удлиняется до 7—8 мин-, поэтому одним
вагоном можно загрузить не более 32 печен
за восьмичасовую смену.
При обслуживании одним вагоном более
32 печей в смену порядок загрузки прини-
мается следующий: машинист открывает
одновременно оба крайних бункера, а сред-
ний открывается автоматически после того,
как из крайнего бункера коксовой стороны
выйдет в печь заданное количество шихты.
При этом продолжительность загрузки
шихты сокращается, но унос пыли из печи
н выделение газов увеличиваются.
204
Загрузка коксовых печей и выдача кокса
Затворы бункеров следует закрывать
лишь после того, как вся шихта из цилинд-
рической части бункера под затвором сой-
дет в печь. В противном случае при закры-
тии затвора и подъеме телескопа много
шихты рассыпается вокруг люка.
Перед началом выпуска шихты из бун-
керов в камеры коксования загрузочные
люки очищаются от графита. Очистка за-
грузочных люков, стояков и колен произ-
водится периодически, по мере надобности.
Крышки стояков должны быть самоуплот-
няющимися и не требовать затраты рабочей
силы на их уплотнение.
Для осуществления бездымной загрузки
печей применяют инжекцию пара в стояки.
Оптимальное давление пара 8 ати. Лучший
эффект инжекции достигается при подаче
пара в колено стояка по направлению к
клапану.
Планирование шихты в камерах
коксования
Процесс загрузки печи считается закон-
ченным после того, как углезагрузочиый ва-
гон полностью опорожнен, шихта распла-
нирована и создан свободный выход газа
из печи в стояки.
Конструкция планирной штанги, скорость
ее передвижения и методика планирования
влияют на продолжительность планировки,
плотность шихты в верхней части камеры,
вес загружаемой в печь шихты и величину
планирного выгреба. На печах с перегре-
вом верха коксового пирога на планирной
штанге укрепляют утюжки, благодаря кото-
рым планирная штанга уплотняет верхние
слои шихты, и перегрев верха уменьшается.
Для того чтобы планирная штанга не за-
рывалась в шихту, необходимо периоди-
чески рихтовать ее с помощью опорных
роликов, которые можно поднимать и опу-
скать на 50—100 мм. Положение планир-
ной штанги после рихтовки проверяют пу-
тем подачи ее в пустую камеру. Чем пла-
нирная штанга тяжелее, тем больше будет
стрела прогиба ее в камере и тем труднее
будет ее рихтовать. Планирная штанга рав-
ного сопротивления конструкции Гипрокок-
са легка и обеспечивает выгреб 50—100 кг
шихты из одной печи. Оптимальная ширина
планира для камеры шириной 400—410 мм
310—320 мм. Скорость движения планирной
штанги в настоящее время принимается до
90 м!мин.
Не допускается вывод планирной штанги
из печи в процессе планирования на всю
ее длину, так как это удлиняет время пла-
нирования и увеличивает планирный вы-
греб. Движение планирной штанги в печи
должно совершаться по определенной про-
грамме. Управление штангой должно быть
автоматизировано. В зависимости от мест-
ных условий программа может быть задана
на несколько коротких возвратных ходов до
3 м и длинных — до 5,5—6 м. Программа
планирования задается по времени и по ко-
личеству возвратно-поступательных движе-
ний планира в печь и из печи. Продолжи-
тельность планирования составляет 1,5—
3,5 мин и зависит от скорости планирной
штанги и влажности шихты.
При нормальной планировке шихты не
должно быть пробок в загрузочных люках,
под стояком с коксовой стороны и скоса с
коксовой стороны камеры.
Выгребаемая планиром шихта собирает-
ся в бункер, установленный на коксовы-
талкивателе.
Загрузка коксовых печей должна произ-
водиться вслед за выдачей кокса и в край-
нем случае с отставанием загрузки от вы-
дачи не более, чем на одну печь в тех слу-
чаях, когда отмечается сильное заграфичи-
вание стен и свода камер.
Полнота загрузки печей не только улуч-
шает использование полезного объема ка-
меры, но и значительно улучшает состав и
качество химических продуктов. Однако не
должно быть переуплотнения шихты под
загрузочными люками, вследствие чего мо-
жет произойти недопал в этих местах.
Уборка шихты вокруг загрузочных люков
производится только в процессе планиро-
вания.
Тросы, приводящие в движение планир-
ную штангу, должны своевременно заме-
няться. Обрыв троса может вывести из
строя планирную штангу.
Ойистка планирных дверец и рам произ-
водится после каждой выдачи. Время за-
грузки печи фиксируется в момент подачи
планирной штанги в печь и заносится в
журнал выдачи кокса и загрузки печей.
ВЫДАЧА КОКСА ИЗ КЕЧЕЙ
Серийность
Правильная организация выдачи кокса из
печей играет очень большую роль в увели-
чении срока их службы и улучшении каче-
ства кокса.
Выдача кокса должна производиться в
определенной последовательности, называе-
мой серийностью. Серийность должна обес-
печивать лучший теплотехнический режим
печей, наиболее рациональное использова-
ние машин и уменьшение влияния на клад-
ку печей давления распирания углей.
Серийность выдачи обозначается двумя
цифрами, причем первая означает интервал
между печами, из которых выдается кокс в
каждой серии, ,и общее число серий, а вто-
рая— интервал между печами, выдаваемы-
ми в данной и последующей сериях. На-
пример, серийность 9—2 означает, что если
в данной серии первой выдается печь № 1,
то вслед за ней будут выданы печи № 10,
19, 28 и т. д.; в следующей серии выдаются!
печи № 3, 12, 21, 30 и т. д.; далее 5, 14, 23,
32 и т. д. Общее число серий равно девяти.
Для удобства пользования серийностью
9—2 исключаются все номера печей, содер-
жащие нуль. Благодаря этому номера печей
в каждой серии всегда имеют одинаковую
последнюю цифру, совпадающую с номером
Выдача кокса из печей
205
серии. При 65 печах в батарее кокс из пе-
чей выдается в такой последовательности;
Первая ......
Третья..........
Пятая ..........
Седьмая . . . . .
.Девятая.........
Вторая .........
Четвертая . . . .
Шестая .........
Восьмая ........
1 11 21 31 41 51
3 13 23 33 43 53
5 15 25 35 45 55
7 17 27 37 47 57
9 19 29 39 49 59
2 12 22 32 42 52
4 14 24 34 44 54
6 16 26 36 46 56
8 18 28 38 48 58
61
63
65
67
69
62
64
66
68
При таком чередовании серий сначала
выдаются все печи с нечетными номерами, а
затем все печи с четными номерами.
Разность в готовности двух печей, смеж-
ных с выдаваемой, примерно составляет
t
п
тде t — время оборота печей, ч;
п — общее число серий.
При серийности 9—2 и обороте 15 ч раз-
ность в готовности печей, смежных с выда-
ваемой, составляет от 1 ч 35 мин до 1 ч
42 мин при минимальной готовности их
'6—7 ч (от начала коксования).
В тех случаях, когда рабочий цикл кок-
совыталкивателя по затратам времени не
лимитирует выдачи печей, следует выбрать
такую серийность, при которой разность в
готовности смежных печей будет меньше.
При этом условии массивы кладки двух
смежных обогревательных простенков будут
иметь одинаковую температуру, что обес-
печит одинаковый прогрев загрузки в каж-
дой камере; величины давления распирания
угля от смежных камер на простенок будут
невелики, что предохранит кладку простен-
ка от изгибающих деформаций и обеспечит
сохранность печей.
При обслуживании двух батарей по 37—
55 печей одним комплектом коксовых ма-
шин коксовыталкиватель является наиболее
загруженной машиной и не может обслу-
жить выдачу печей по серийности 9—2, в
особенности при работе коксовых печей на
предельном периоде коксования 14—14,5 ч.
В таких случаях более целесообразно ра-
ботать на серийности 5—2 с порядком се-
рий 1, 3, 5, 2, 4. Такая серийность позво-
ляет уменьшить пробеги коксовыталкивате-
ля более чем в два раза, совместить опера-
ции по закрыванию выданной печи и пла-
нированию предыдущей по серии загру-
жаемой печи и тем самым существенно со-
кратить во времени рабочий цикл коксовы-
талкивателя.
В теплотехническом отношении серий-
ность 5—2 несколько уступает серийности
9—2 и при обороте 15 ч характеризуется та-
кими показателями: готовность печей, смеж-
ных с выдаваемой, от 6 до 10 ч, разность в
готовности их 3—3,5 ч. Эта серийность дли-
тельное время успешно применяется на ря-
де коксовых блоков из двух батарей по 37—
55 печей.
График выдачи печей
График можно составить исходя из не-
прерывной выдачи печей либо производить
выдачу с цикличными остановками.
При непрерывном графике выдачи ремон-
ты и ревизии коксовых машин, коксосорти-
ровки, путей и троллей машин, уборки ра-
бочих мест и путей тушильного вагона и
т. д. требуют остановки выдачи печей и
приводят к перестою готового кокса. При
перестоях период коксования получается не-
одинаковым в различных печах батареи, что
нарушает постоянство качества кокса и теп-
лотехнического режима печей.
С 1945 г. на многих заводах внедрен цик
личный график выдачи. Время оборота пе-
чей, называемое циклом, разделяется на
две части — рабочую и ремонтную. Во вре-
мя рабочей части цикла производится вы-
дача кокса и загрузка всех печей батареи
или блока из двух батарей, во время ре-
монтной части цикла проводятся ремонтные
и другие работы, перечисленные выше.
В зависимости от количества печей, выда-
ваемых в смену, и от других местных усло-
вий устанавливается длительность отдель-
ных периодов цикла. Например при обороте
печей (цикле) 15 ч и количестве печей в ба-
тарее 61—69 период выдачи составляет 14 ч,
период остановки 1 ч. При определении
продолжительности остановки необходимо
руководствоваться степенью напряженно-
сти выдачи печей. Чем она больше, тем
длительность цикличной остановки должна
быть меньше, но не менее 30 мин.
Некоторые цеха работают с двумя цик-
лическими остановками—за один оборот
печей делают две остановки на ремонт: пер-
вая — после выдачи кокса из всех нечетных
серий печей и вторая — после выдачи печей
во всех четных сериях. Преимущество тако-
го графика состоит в том, что циклическая
остановка имеется в каждой смене; это
позволяет более равномерно распределять
ремонтные работы на протяжении всех су-
ток и быстрее устранять все выявившиеся
неполадки. Такой график, называемый по-
луцнкличным, составляется по типу цик-
личного графика.
Различают малый и большой циклы. Ма-
лый цикл соответствует по времени одному
обороту печей. Так, например, если первый
малый цикл начался первого числа месяца
в 0 ч 0 мин, то следующий малый цикл нач-
нется через 15 ч, т. е. в 15 ч 00 мин, затем
в 15 + 5 ч, т. е. в 6 ч утра. Большим цик-
лом определяется количество суток, по исте
чении которого начнется повторение перво-
го малого цикла, т. е. когда выдача кокса
из той же печи вновь начнется в 0 ч 0 мин.
В нашем случае это будет через восемь ма-
лых циклов, т. е. через 8 X 15 = 120 ч =
= 5 суток. При обороте печей 17.5 ч наи-
меньшее кратное для 17,5 и 24 равно 840,
т. е. большой цикл составит 35 суток.
Для регламентации выдачи кокса еже-
сменные графики выдачи кокса, как пра-
вило, составляют так. чтобы все подлежа-
206
Загрузка коксовых печей и выдача кокса
щие выдаче в смене печи выдавались с оди-
наковым периодом коксования. Допускают-
ся отклонения во времени на ±5 мин от
графика.
Для контроля и оценки равномерности
выдачи печей пользуются коэффициентами
равномерности Лр, Ли и Лобщ:
к Т~П
Кд — >
где Кр — коэффициент равномерности пе-
риодов коксования в расчетном
(выданном) графике;
Т — число печей, которое должно быть
выдано в смену по графику;
П — число печей, для которых вы-
данным сменным графиком пре-
дусмотрен период коксования,
отличающийся более чем на
5 мин от расчетного периода
коксования.
Коэффициент показывает, какие на-
рушения установленного периода коксова-
ния предусматривает заданный сменный
график для ликвидации последствий просто-
ев или других нарушений, допущенных в
предыдущих сменах.
Для определения качества работы смен-
ной бригады применяется коэффициент
Лп —исполнительный:
К 8~с
Л1
Т
где В — число фактически выданных печей
за смену;
С — число печей, выданных с отступ-
лении от расчетного графика на
±5 мин.
Общий коэффициент равномерности вы-
дачи Кобщ = лр Ки характеризует общий
уровень производственной культуры цеха
на участке выдачи кокса. При хорошей сла-
женной работе цеха каждый из коэффи-
циентов равномерности выдачи кокса дол-
жен быть равен единице. При этом условии
повышается равномерность качества кокса,
снижается расход тепла на коксование,
улучшаются условия труда выданной и за-
грузочной бригад и обеспечивается дли-
тельный срок службы коксовых печей.
Время выдачи кокса из печей фиксирует-
ся в момент подачи выталкивающей штанги
в печь и записывается в журнал выдачи и
загрузки печей машинистом коксовыталки-
вателя.
Выдача кокса из печей должна произво-
диться только при полной его готовности.
Готовность определяется по характеру и
цвету пламени горящего газа из стояка при
слегка приоткрытой крышке его и отключе-
нии печн от газосборника. Редкое полупро-
зрачное пламя с голубоватым оттенком (го-
рение водорода) указывает на готовность
кокса. Жирное слегка коптящее пламя (го-
рение углеводородов) свидетельствует о не-
готовности печей, и выдача такого кокса
категорически запрещается, так как может
привести к тугому ходу и деформации стен
камее коксования.
Операции по подготовке печи к выдаче к
самая выдача кокса выполняются с соблю-
дением нижеследующих основных требова-
ний.
Перед выдачей кокса из печей и снятием,
дверей с обеих сторон печи необходимо от-
ключить печь от газосборника, для чего
сперва отключается клапан, затем откры-
вается крышка стояка; прн механизирован-
ном отключении обе операции совмещаются
во времени. Эти операции производят толь-
ко после выдачи предыдущей печи. Дер-
жать крышку стояка открытой длительное
время не рекомендуется, так как при этом
на поду камеры может создаться разреже-
ние большее, чем в основании вертикалов.
При этих условиях могут появиться прога-
ры в кладке стен и пода камеры. По этой
же причине нельзя открывать крышки стоя-
ков больше, чем на одной печи.
Запрещается снимать дверь с коксовой
стороны раньше, чем с машинной, так как
чем больше печь простаивает с открытой
дверью, тем быстрее разрушается кладка го-
ловки камеры и футеровка двери.
Двери с печи должны сниматься одно-
временно с обеих сторон.
Для безаварийной выдачи кокса должна
быть организована надежная блокировка
или сигнализация между машинами с обе-
их сторон батареи.
Передняя плоскость головки выталкиваю-
щей штанги коксовыталкивателя должна
быть строго вертикальной и при выдаче при-
легать к коксовому пирогу.
В процессе выталкивания кокса из печи
и обратного хода штанги должно осуществ-
ляться обезграфичивание сводов камер печи
сжатым воздухом 4—5 ати.
После выдачи кокса под печи должен
быть чистым. Для этого необходимо, чтобы
башмак штанги поддерживался всегда в.
нормальном рабочем состоянии. Бронь баш-
мака должна по мере износа заменяться.
Не разрешается наваривать бронь башмака
сталинитом или другими твердыми сплава-
ми, так как это приводит к преждевремен-
ному износу подовых кирпичей.
Для предотвращения тугого хода коксо-
вого пирога при выдаче необходимо сле-
дить за тем, чтобы порог дверной рамы был
на 8—10 мм ниже пода печи, чтобы брони
не выступали внутрь камеры и чтобы под
коксонаправляющей не был выше порога
дверной рамы.
Двери коксовых печей
Правильная эксплуатация коксовых пе-
чей требует обеспечения герметичности ка-
мер после загрузки шихтой. При наруше-
нии герметичности газ выходит наружу че-
рез неплотности, воспламеняется, вызывая
деформации уплотняющего устройства две-
ри, анкерной колонны, брони и дверной ра-
мы. Все это приводит к нарушению арми-
рования кладки головки камеры и ее разру-
шению.
После каждой выдачи кокса дверь и ра-
Выдача кокса из печей
207'
ма должны очищаться от нагара смолы и
шихты.
Очистка рам и дверей осуществляется ме-
ханизмами, установленными на коксовытал-
кивателе и двересъемной машине.
Щетки, очищающие зеркало рамы, дела-
ются из мягкой проволоки, чтобы не цара-
пать зеркало в процессе очистки. Ножи, очи-
щающие боковую часть рамы или брони,
сделаны из твердой стали.
Футеровка дверей должна быть исправной
и входить в камеру на проектную глубину.
Неисправные двери должны немедленно за-
меняться. Каждая батарея должна иметь
резервные двери. Свеже зафутерованные
двери выдерживают до схватывания и за-
твердевания раствора.
Каждая дверь должна иметь свой инвен-
тарный номер, выбитый на ее корпусе.
При нагреве двери (после ремонта) за-
жим уплотняющих ножей нарушается. По-
этому после первой выдачи кокса следует
снова подтянуть прижимные болты.
Вывод дверей в гараж для профилактиче-
ского ремонта производится не реже одно-
го раза в год.
Тушение кокса
Для приема кокса тушильный вагон
устанавливают так, чтобы передний край
вагона находился на расстоянии 1—1,5 м от
коксонаправляющей двересъемной машины.
Кокс в тушильном вагоне располагается,
по всей его длине одинаковым тонким сло-
ем. Для этого скорость движения электро-
воза с тушильным вагоном во время приема
кокса должна соответствовать скорости дви-
жения выталкивающей штанги, а длина
тушильного вагона должна быть не меньше
длины коксовой камеры.
Пути тушильного вагона должны быть
сухими и выстланы чугунными пли железо-
бетонными плитами. Во избежание несчаст-
ных случаев уборка путей должна произво-
диться только во время цикличной оста-
новки.
Песочницей на электровозе следует поль-
зоваться только в ненастную погоду. Частое
пользование песочницами не рекомендуется,
так как приводит к интенсивному износу
бандажей колес электровоза.
При разгрузке кокса на рампу фартуки
тушильного вагона следует раскрывать мед-
ленно, чтобы кокс распределялся по всей
ширине рампы. При быстром выпуске кокс
скапливается у затворов рампы и затруд-
няет их открывание.
Спуск кокса с рампы производится в оп-
ределенной последовательности так, чтобы
выдерживание кокса на рампе было не ме-
нее 15 мин.
Рабочая поверхность рампы должна
быть всегда исправной, а открывание затво-
ров автоматизировано.
Глава 13
ТЕМПЕРАТУРНЫЙ И ГИДРАВЛИЧЕСКИЙ РЕЖИМЫ
КОКСОВЫХ ПЕЧЕЙ
Тепловой режим коксования наряду с ка-
чеством шихты играет важнейшую роль в
процессе образования кокса, поэтому дости-
жение равномерного нагрева угольной за-
грузки по длине и высоте камер коксования
является важным условием получения кок-
са и химических продуктов высокого каче-
ства.
Чтобы обеспечить одинаковый нагрев
угольной загрузки во всех камерах коксова-
ния, необходимо подать одинаковое количе-
ство тепла во все обогревательные простен-
ки батареи, кроме простенков, примыкаю-
щих к контрфорсам, а поступившее тепло
распределить по длине простенков с уче-
том конусности камер и потерь тепла край-
ними вертикалами в наружную атмосферу.
Только при таком распределении тепла по
длине батареи и обогревательных простен-
ков можно достигнуть одинаковую готов-
ность кокса во всех печах батареи при оди-
наковом периоде коксования.
Даже на современных батареях коксовых
печей отсутствует возможность непосредст-
венного измерения и регулирования автома-
тическими приборами подачи количества га-
за и воздуха как в каждый обогреватель-
ный простенок, так и в каждый вертикал,
поэтому приходится применять косвенные
методы измерений, основанные на исполь-
зовании законов гидравлики газов. Из этих
законов вытекает основное положение, что
если через каналы одинаковой формы н раз-
меров подается газ с одинаковыми парамет-
рами, то обеспечивается пропуск одинако-
вого количества газа.
Из этого положения следует, что при кон-
струировании и строительстве печей долж-
но быть обеспечено выполнение одинаковых
по своему назначению каналов отопитель-
ной системы равных размеров для всех пе-
чей данной батареи.
Задача регулирования обогрева печей
состоит в том, чтобы обеспечить равномер-
ное прогревание кокса во всех камерах
коксования батареи коксовых печей
ОСНОВНЫЕ ТРЕБОВАНИЯ,
ПРЕДЪЯВЛЯЕМЫЕ К ОБОГРЕВУ
НОРМАЛЬНО РАБОТАЮЩИХ
КОКСОВЫХ ПЕЧЕЙ, И УСЛОВИЯ
ИХ ВЫПОЛНЕНИЯ
При установлении режима обогрева печей
требуется обеспечить:
1) наибольший выход крупного металлур-
гического кокса, что при прочих равных ус-
ловиях предопределяется одновременным
поспеванием коксового пирога в вертикаль-
ной осевой плоскости камеры коксования;
2) полное отгазовывание коксуемой ших-
ты, высокий выход химических продуктов и
газа высокой калорийности;
3) высокий теплотехнический коэффи-
циент полезного действия печей;
4) наиболее длительный срок службы кок-
совых печей.
ПОСТОЯННЫЕ И ПЕРЕМЕННЫЕ
ФАКТОРЫ РЕГУЛИРОВАНИЯ ОБОГРЕВА
КОКСОВЫХ ПЕЧЕЙ
Для обеспечения заданного режима обо-
грева коксовых печей при конструировании
последних предусматривается ряд постоян-
ных и переменных регулировочных средств.
К числу постоянных регулировочных
средств относятся:
1) равные размеры одинаковых по свое-
му назначению конструктивных элементов
отопительной системы (подовые каналы,
колосниковые решетки камеры регенерато-
ров, тнп насадки и схема ее укладки, ко-
сые ходы, корнюры, вертикалы, каналы для
рециркуляции, уровни перевала, перекид-
ные каналы и т. д.);
2) применение одинаковой по типу и раз-
мерам газоподводящей и газоотводящей ар-
матуры, армирования и обслуживающих ме-
ханизмов коксовых печей;
3) равное гидравлическое сопротивление
отопительных элементов и арматуры у всех
печей, входящих в батарею.
Все эти средства способствуют достиже-
нию необходимой равномерности нагрева
Регулирование обогрева при отоплении печей коксовым газом
209
только при условии точного соблюдения при
строительстве печей проектных размеров
всех перечисленных выше конструктивных
элементов отопительной системы камер
коксования и арматуры.
Задача технического контроля при строи-
тельстве печей состоит в обеспечении выпол-
нения кладки печей в точном соответствии
с проектом.
Кроме перечисленных постоянных регули-
ровочных средств, на всех батареях новей-
ших конструкций коксовых печей имеются
следующие переменные регулировочные
средства:
1. Для регулирования распределения теп-
ла по длине батареи:
1) регулировочные диафрагмы или диски
и цилиндры, калиброванные патрубки, уста-
навливаемые в газоподводящей арматуре
коксового или доменного газа;
2) регулировочные пластины на воздуш-
ных отверстиях в газовоздушных клапанах;
3) регулировочные дроссели в дымовых
патрубках газовоздушных клапанов;
4) крышки обезграфичивающего устройст-
ва и калиброванные диафрагмы для подачи
воздуха в корнюры;
2. Для регулирования распределения теп-
ла по длине и высоте обогревательных про-
стенков:
1) калиброванные газовые горелки, кали-
брованные сопла нлп диски на печах с
нижним подводом тепла;
2) регистры («бананы») и рассекатели,
устанавливаемые в устьях косых ходов вер-
тикалов;
3) регистры для изменения величины ре-
циркуляции;
4) регистры вверху вертикалов и в пере-
кидных каналах на печах ПК и с группо-
вым обогревом.
РЕГУЛИРОВАНИЕ ОБОГРЕВА
ПРИ ОТОПЛЕНИИ ПЕЧЕЙ
КОКСОВЫМ ГАЗОМ
Исходное положение батарей коксовых
печей перед регулированием обогрева
Показатели регулирования обогрева кок-
совых печей в значительной мере опреде-
ляются тем, насколько тщательно все регу-
лировочные средства приведены в исходное
состояние, включающее в себя следующие
работы:
1) подбор и установка калиброванных го-
релок или сопел на печах с нижним подво-
дом газа;
2) проверка чистоты всех косых ходов и
установка нижних регистров;
3) расстановка по шаблонам регистров
вверху вертикалов и в перекидных кана-
лах;
4) установка в газоподводящей арматуре
диафрагм с одинаковыми отверстиями, за
исключением крайних простенков, примыка-
ющих к контрфорсам, где отверстия умень-
шаются на 30%;
14 Справочник коксохимика, т. II
5) установка одинаковых по размерам от-
верстий для подачи воздуха во все газовоз-
душные клапаны, за исключением клапанов,
подающих воздух в регенераторы простен-
ков, примыкающих к контрфорсам, в кото-
рых отверстия устанавливаются на 30%
меньше;
6) установка одинаковых величин подъ-
ема кантовочных дымовых клапанов и воз-
душных крышек во всех газовоздушных
клапанах;
7) установка рычагов всех кантовочных
кранов и газовоздушных клапанов в поло-
жение, обеспечивающее их полное откры-
тие и закрытие;
8) проверка величины хода всех канто-
вочных тросов или тяг н установка на всех
контрфорсах против каждого кантовочного
троса указателей для контроля за нх хо-
дом в оба крайних положения;
9) установка измерительных диафрагм
для контроля расхода газа на всю батарею
и по сторонам.
До начала работ по регулированию обо-
грева печей, особенно бывших в эксплуата-
ции, все камеры печей должны быть по воз-
можности введены в серию, а газоотводя-
щне люки, стояки и клапаны очищены от
графита н приведены в рабочее состояние.
Одновременно с отмеченными подготови-
тельными работами должны быть выполне-
ны все работы по уплотнению кладки печей,
мест подключений арматуры н каналов, а
также обеспечению армирования кладки.
К числу важнейших работ, которые дол-
жны быть выполнены до начала и в процес-
се регулирования обогрева, относятся:
1) устранение всех видимых неплотностей
в стенах камер коксования;
2) уплотнение зазоров между заплечика-
ми простенков и армирующих рам;
3) устранение всех видимых неплотностей
между газовыми горелками и их гнездами,
а также в смотровых шахточках вертика-
лов;
4) очистка всех корнюров и ликвидация
перетоков газа из последних в регенера-
торы;
5) уплотнение изоляционных щитов на
фасадных стенах регенераторов и мест под-
ключения газовоздушных клапанов в подо-
вые каналы регенераторов и боровы.
Определение начальных данных режима
обогрева и эксплуатации батареи коксовых
печей
Подача газа. Общий расход тепла
на обогрев батареи коксовых печей зависит
от количества и качества загружаемого в
печи угля, содержания в нем влаги, перио-
да коксования, рода отопительного газа,
гидравлического режима, системы печей,
состояния кладки и степени отрегулирован-
ности обогрева. Насыпной вес и содержание
влаги в угле примерно одинаково влияют
на расход тепла для всех типов углей.
Изменение периода коксования от опти-
мального уровня на один час повышает
210
Температурный и гидравлический режим коксовых печей
удельный расход тепла на 6—7 ккал)кг
угля.
Расход тепла при обогреве печей домен-
ным газом при прочих равных условиях на
10—20% выше, чем при обогреве коксовым
газом.
Нарушение гидравлического режима в ка-
мерах коксования приводит к сгоранию сы-
рого газа и кокса и может снижать учиты-
ваемый расход тепла в широких пределах,
от 30 до 100 ккал/кг. Увеличение коэффици-
ента избытка воздуха на каждую 0,1 уве-
личивает расход тепла на 1,5%.
В производственных условиях трудно оп-
ределить степень влияния отдельных факто-
ров на расход тепла, поэтому на основании
практических данных могут быть приняты
следующие удельные расходы тепла на кок-
сование угля, приведенного к 8% влажнос-
ти при обогреве печей коксовым газом,
ккал/кг, со сроком эксплуатации:
Более 20 лет ............. 600—650
От 10 до 20 лет........... 550—600
До 10 лет................. 500—550
При изменении влажности шихты выше
и ниже 8% в норматив должна быть вне-
сена поправка в размере 8 ккал!кг на каж-
дый процент в пределах 6—10% влаги
шихты.
На основании данных нормативов, веса
загружаемой в каждую печь шихты и со-
держания влаги в ней определяется расход
газа, который необходимо подавать на обо-
грев батареи при данном обороте печей по
следующей формуле:
gw • 1000B.V
1/0---------------—•,
Qut
где Vo — расход газа, ям3/ч;
gw — удельный расход тепла, ккал!кг
влажной шихты;
Q„ — низшая теплотворность газа,
ккал/нм3-,
В — вес загруженной в одну печь
влажной шихты за вычетом пла-
нирного выгреба, т;
N — число печей в батарее;
t — период коксования, ч.
Подсчитанный расход газа приводят к
производственным условиям.
Если установленный расход газа не обес-
печивает нагрев кладки простенков до не-
обходимых температур или нагревает их до
более высоких температур, то следует внес-
ти поправку исходя из расчета, что в ин-
тервале температур 1200—11400° С, по прак-
тическим данным, каждые 25—30° С в про-
стенках соответствуют примерно одному ча-
су периода коксования.
Новый расход газа можно найти по соот-
ношению периодов коксования. Например
при периоде коксования 15 ч расход газа в
производственных условиях составляет
9000 м31ч, при этом средние температуры в
простенках ниже заданных на 40° С, т. е.
эти температуры соответствуют периоду
коксования, примерно иа 1,5 ч большему,
чем задано.
Чтобы повысить средние температуры до
заданных, необходимо увеличить существу-
ющий расход газа, руководствуясь соотно-
шением периодов коксования:
-^-=1,1.
15
Новый расход газа на батарею будет
9000 • 1,1 = 9900 м3/ч.
Расход тепла иа коксование 1 кг шихты
фактической влажности определяется по
формуле
₽ф- G ,
где — средний расход тепла на коксова-
ние, ккал!кг-,
V — среднечасовой расход газа за вре-
мя определения с учетом поправки
на кантовку, м3/ч;
Q"— средняя теплота сгорания газа по
нижнему пределу, ккал! нм?-,
G—среднечасовое количество шихты
фактической влажности, израсхо-
дованное на коксование, кг/ч.
Показателем расхода тепла на коксова-
ние или тепловой характеристикой процесса
коксования, конструкции коксовых печей и
их эксплуатации является расход тепла на
коксование 1 кг шихты, приведенной к
влажности 8%. Эта величина обозначается
£прив и определяется по равенству
£прив = £факт + 8 • (8 — Ц7ф акт),
где Ц7факт—фактическая влажность
шихты;
8 — поправка расхода тепла при
отклонении влажности шихты
на 1 % от нормативной.
В настоящее время на всех заводах под-
считывается также относительный удельный
расход тепла, т. е. все израсходованное теп-
ло на нагрев сухой шихты, испарение и пе-
регрев всей влаги относится только на
сухую часть шихты. Эта величина не имеет
технологического смысла. Оиа применяется
только планирующими организациями.
Распределение газа по сторо-
нам батареи. Практические данные и
расчеты показывают, что с коксовой сторо-
ны на печах, имеющих конусность 40—
50 мм, удельный расход тепла на коксова-
ние примерно на 8% больше, чем с машин-
ной стороны.
Расход тепла по сторонам батареи в про-
центах от общего расхода иа всю батарею
подсчитывается по формуле
где gK.c —- расход тепла иа коксовую сто-
рону, % от расхода на всю ба-
тарею;
1м.с — полезная длина участка каме-
ры с машинной стороны, м;
Регулирование обогрева при отоплении печей коксовым газом
211
SM. с — средняя ширина камеры на
участке с машинной сторо-
ны, м;
/' — полезная длина всей камеры
коксования, м;
S' — средняя ширина всей камеры
коксования, м.
Определенное таким подсчетом соотноше-
ние расходов тепла или газа по сторонам
устанавливается и контролируется с по-
мощью измерительных диафрагм с регист-
рирующими газомерами.
Размеры газопроводов по сторонам бата-
реи и газоподводящей арматуры при про-
ектировании должны подбираться такими,
чтобы необходимое количество газа для
обогрева каждой стороны батареи подава-
лось при давлении не выше 150 и не ниже
50 мм вод. ст.
Подача воздуха на обогрев
батареи. Воздух на обог-рев печей по-
дается путем подсоса его в отопительную
систему за счет разрежения, создаваемого
естественной тягой дымовой трубы.
Для этого дымовые трубы строятся высо-
той 100 м с учетом соответствующего запа-
са тяги, необходимой при обогреве печей
доменным газом.
Количество воздуха, подаваемого на обо-
грев, должно обеспечивать полное сжигание
отопительного газа с оптимальным коэффи-
циентом избытка.
Качество горения на печах с перекидны-
ми каналами проверяется отбором проб
продуктов горения на выходе из подовых
каналов только -газовых регенераторов в
соединительные патрубки клапанов.
На печах ПВР восходящие потоки грани-
чат с нисходящими не только в воздушных,
но н в газовых регенераторах, поэтому при
обогреве печей доменным газом переток
воздуха -в первых увеличивается, а во вто-
рых уменьшает избыток воздуха в продук-
тах горения.
Чтобы определить качество горения, т. е.
величину избытка воздуха, с которым ве-
дется обогрев печей, необходимо отбирать
пробы продуктов горения -из вертикалов.
На -печах с групповым обогревом, когда
одна -сторона простенка работает на восхо-
дящем потоке, а другая — на нисходящем,
разделительные («опасные») стены регене-
раторов имеют небольшую поверхность, и
перетоки через такие стены настолько нич-
тожные, что ими можно пренебрегать. Ве-
личину избытка воздуха, при котором ве-
дется обогрев печей, можно определять по
анализу проб продуктов горения, отобран-
ных на выходе как из газовых, так и из
воздушных регенераторов.
Режим работы обезграфичивающего
устройства
Воздух, подаваемый для выжигания гра-
фита в корнюрах и горелках, влияет на из-
менения температур в основании вертика-
лов н разрежений в отопительной системе.
Поскольку эти изменения в какой-то ме-
14*
ре нарушают нормальное ведение обогрева
печей, то необходимо сделать так, чтобы
это влияние сказывалось в одинаковой сте-
пени на всех простенках батареи.
Это достигается равным открытием кры-
шек обезграфичивающего устройства и уста-
новкой калиброванных диафрагм на отвер-
стиях в газовых коробках для подачи рав-
ных количеств воздуха на обезграфичива-
ние корню-ров и горелок.
Многолетней практикой установлено, что
на однокорнюрных печах с перекидными
каналами подача воздуха на обезграфичи-
вание корнюров должна производиться че-
рез диафрагмы с диаметром 40 мм зимой
и 45 мм летом.
На печах, имеющих два корнюра, воздух
в корнюры должен подаваться через диаф-
рагмы 35 мм зимой и 45 мм летом.
Кантовочные крышки обезграфичивающе-
го устройства при этом должны быть от-
крыты примерно на высоту 30—40 мм.
На печах с нижним подводом газа воз-
дух должен подаваться через калиброван-
ные окна, предусмотренные в корпусах кан-
товочных кранов, размер которых устанав-
ливается из расчета 100 мм2 на один вер-
тикал.
Подача воздуха на обезграфич1ивание по-
вышает общий избыток воздуха в отходя-
щих продуктах горения примерно на 0,1—
0,15.
При обогреве печей богатым газом пода-
ча воздуха на обезграфичивание корнюров
горелок должна быть в 1,5—2 раза больше,
чем при обогреве печей коксовым газом.
Гидравлический режим коксовых печей
На всех действующих коксовых печах
поддерживается гидравлический режим,
обеспечивающий постоянство перетоков га-
зов из печных камер в отопительную систе-
му в процессе всего периода коксования,
а также невозможность перетоков продук-
тов горения из отопительной системы в ка-
меры коксования.
Постоянное направление потоков газов
обеспечивает высокую герметичность кладки
за счет заполнения всех трещин и пор гра-
фитом, образующимся при разложения тя-
желых углеводородов сырого коксового
газа.
Многолетний опыт, специальные исследо-
вания и расчеты Коксохимстанцнн выдели-
ли основные параметры, характеризующие
правильный гидравлический режим коксо-
вых печей.
Первый параметр гидравлического режи-
ма коксовых печей — давление газов
в камерах коксования от начала
загрузки до выдачи из них кокса—'должен
быть всегда выше, чем в любой точке со-
пряженной с ней отопительной системы и
выше давления окружающей атмосферы.
Для этого перед выдачей кокса из печей
давление газов у стены камер на уровне их
пода должно быть не ниже +0,5 и не вы-
ше 2,0 мм вод. ст.
212
Температурный и гидравлический режим коксовых печей
Второй параметр гидравлического режи-
ма коксовых печей — давление газов
в отопительной системе на вос-
ходящем потоке — должно быть всегда ни-
же, чем в любой точке сопряженной с ни-
ми камеры коксования. Для этого вверху
вертикалов на восходящем потоке под
крышками смотровых лючков должно под-
держиваться давление, равное
+ 0,5 мм вод. ст. с колебаниями не более
±0,3 мм вод. ст.
Указанные параметры, характеризую-
щие гидравлический режим камер коксова-
ния и отопительной системы, являются оди-
наковыми для коксовых печей всех систем
вне зависимости от времени года, периода
коксования и рода отопительного газа.
Необходимое давление газов в камерах
коксования обеспечивается регулированием
давления газа в газосборниках.
Давление газа в газосборниках и давле-
ние на уровне пода у стен камер коксова-
ния через 2—3 ч после загрузки печи связа-
ны между собой следующей зависимостью:
Рк = Р Г —h (ув — уг) + 2ДГ,
Рг=Рк+Л(Тв-Тг)-2ДР,
где /+ —давление газа у стен камер
коксования на уровне пода,
мм вод. ст.;
РГ —давление газа <в газосборни-
ках, мм вод. ст.;
Л —расстояние между уровнем по-
да камер коксования и газо-
сборникам.и, м;
уп — удельный вес окружающего
воздуха, кг!м3;
уг —'удельный вес сырого коксового
газа, кг[м3;
'ZXP —сопротивление на пути движе-
ния газа из камеры до входа
в газосборник и по газосбор-
никам до (места измерения дав-
ления газа в (последних, мм
вод. ст.
По этой зависимости можно без измере-
ний на месте определить нужное давление
газа в газосборниках для обеспечения по-
ложительного давления внизу камер кок-
сования.
Давление газа в газосборниках должно
поддерживаться в пределах заданных вели-
чин с точностью ±0,5 мм вод. ст. с по-
мощью автоматических регуляторов.
Контроль давления газа внизу камер кок-
сования рекомендуется производить с ма-
шинной стороны — в камере коксования,
находящейся против отвода газа из газо-
сборников, через отверстие в чугунной час-
ти двери и в футеровке (рис. 13-1).
Это отверстие в двери должно быть рас-
положено на высоте 300 мм от пода.
Давление газа в газосборниках на вновь
введенных в эксплуатацию батареях уста-
навливается на 3—5 мм вод. ст. выше не-
обходимого на период полного уплотнения
кладки камер коксования путем заграф.и-
чиванмя, которое обычно наступает через
4—5 месяцев после пуска батареи.
Рис. 13-1. Схема установки приборов для из-
мерения давления газа на поду камеры кок-
сования:
1 — деревянная подставка; 2 — тягонапоро-
мер ТНЖ со шкалой 0—50 лии вод. ст.; 3 —
резиновый шлаиг; 4 — металлическая трубка
диаметром 10—15 мм; 5 — прибор, регистри-
рующий давление газа в газосборнике
Реверсия газовоздушных потоков
В связи с применением принципа ревер-
сии газовоэдушных потоков температура в
отопительной системе коксовых печей не-
прерывно изменяется.
На восходящем потоке в (регенераторах
температура непрерывно понижается, а в
простенках повышается. На нисходящем
потоке в .вертикалах—непрерывно пони-
жается, а в регенераторах—повышается.
Изменение температуры в обогреватель-
ных простенках зависит от длительности па-
узы между реверсиями потоков, общего
уровня температуры в простенках, периода
коксования, коэффициента избытка возду-
ха, наличия и степени рециркуляции дымо-
вых газов, количества воздуха, подаваемого
на обезграфичивание корнюров и горелок,
схемы движения газов, расположения горе-
лок и косых ходов в вертикале, от тепло-
творности и состава отопительного газа и
других факторов.
Основными факторами, определяющими
изменения температур, являются длитель-
ность пауз между реверсиями, род отопи-
тельного газа и конструкция коксовых пе-
чей.
Регулирование обогрева при отоплении печей коксовым газом
213
С удлинением паузы между кантовкамп
температура в простенках на восходящем
потоке повышается сперва быстро, а потом
скорость повышения температуры резко за-
медляется. На нисходящем потоке проис-
ходит непрерывное понижение температуры
от максимальной вначале резкое, потом
медленное; эта температура к концу перио-
да между кантовками достигает минимума,
от которого начинается ее повышение после
следующей кантовки, когда сторона пере-
ключается на восходящий поток.
Температура дымовых газов, отходящих
из регенераторов печей, за период между
кантовками непрерывно повышается; следо-
вательно, увеличиваются непроизводитель-
ные потери тепла, чем снижается теплотех-
нический коэффициент полезного действия
печей.
Многочисленными исследованиями по во-
просу продолжительности паузы между
каитовками было установлено, что для всех
батарей, обогреваемых коксовым газом, а
также для батарей, отапливаемых домен-
ным газом и имеющих удовлетворительное
состояние кладки, оптимальной является
двадцатиминутная пауза.
Периоды между кантовками рекомендует-
ся удлинять до 30 мин для батарей, прора-
ботавших более 15 лет, в связи с износом
газовоз душных клапанов.
Большие изменения температур в отопи-
тельной системе, происходящие за период
между кантовкамп, не одинаковы для раз-
личных конструкций печей и усложняют
оценку последних. В связи с этим возникла
необходимость разработки специальной ме-
тодики измерений температур для приведе-
ния их к условному времени — к 20-й се-
кунде после прекращения горения.
Общее изменение температур за период
между кантовками при обогреве печей кок-
совым газом на 25—30° С больше, чем при
обогреве печей доменным газом.
Определение рабочих температур
Уровень температур в обогревательных
простенках определяет поток тепла в каме-
ры коксования и скорость прогрева угля в
последних.
Для характеристики нагрева всех печей
батареи производят измерение температуры
в контрольных вертикалах всех простенков.
На печах с перекидными каналами и ПВР
температура в основании вертикалов должна
измеряться на поверхности кладки между
косыми ходами и горелкой, а на печах с
расположением горелок по длинной оси ко-
сых ходов — на поверхности кладки пода
вертикала по оси смотровой шахточки.
При применении высоких горелок или вы-
соких рассекателей точки измерения темпе-
ратур в вертикалах остаются теми же, т. е.
кладка пода вертикалов.
В связи с невозможностью одновременно-
го измерения температур в контрольных
вертикалах всех простенков батареи произ-
водится приведение их к условному перио-
ду после кантовки, за который принята 20-я
секунда после кантовки, когда прекращает-
ся горение газа в период работы простенков
па восходящем потоке. В это же время тем-
пературы в простенках достигают макси-
мального уровня, после чего снижаются.
Поэтому, приводя температуры к этому вре-
мени, одновременно определяют, не являют-
ся ли они опасными для кладки и не пре-
вышают ли установленного предела
(1450° С).
При приведении температур к 20-й секун-
де после кантовки должна быть составлена
соответствующая таблица поправок. Вели-
чину поправок определяют измерением по-
нижения температуры между кантовками.
Измерения делают в контрольных верти-
калах машинной и коксовой сторон десяти
простенков при работе печей на серийности
9—2 и 2—1 и шести простенков при серий-
ности 5—2.
За один период между кантовками изме-
ряется падение температуры только в од-
ном контрольном вертикале простенка, ра-
ботающего в данный период на нисходя-
щем потоке. Измерения температур начи-
нают сразу после прекращения горения, что
примерно соответствует по времени 20-й
секунде после кантовки, и повторяют через
каждую минуту до последующей кантовки.
В табл. 13-1 приведены данные изменения
температур за период кантовки.
В следующей кантовке такие же измере-
ния должны производиться в контрольном
вертикале другого простенка и т. д.
Все измерения понижения температур на
каждой батарее должны выполняться в те-
чение одной смены.
Таблицы поправок на приведение темпе-
ратур к 20-й секунде, составленные по дан-
ным определения падения их на одной ба-
тарее (табл. 13-2), могут применяться для
других аналогичных батарей, обогреваемых
таким же газом и работающих на одинако-
вых оборотах печей.
При изменении оборота печей более чем
на 2 ч нужно составлять новую таблицу
поправок.
Контрольные измерения температуры в
вертикалах принято начинать через 5 мин
после кантовки всегда в одном порядке,
например по коксовой стороне от кантовоч-
ного помещения по направлению к проти-
воположному концу батареи, затем перехо-
дить на машинную сторону и возвращаться
к кантовочному помещению.
Температура в контрольных вертикалах
простенков устанавливается на основании
измерений температуры в коксе по оси ка-
мер коксования на высоте от пода 2,1 м на
типовых и 2,45 м на большеемких печах,
которая перед выдачей кокса из печей
должна быть не ниже 950 и не выше
1050° С.
Указанный температурный интервал на-
грева кокса является оптимальным для по-
лучения крупного достаточно уплотненного
и о тг а зов а нно го кокса из применяемых в
настоящее время угольных шихт.
214
Температурный и гидравлический режим коксовых печей
Таблица 13-1
Изменение температуры в контрольных
вертикалах за период между кантовка-
мн на печах ПВР емкостью камер 30 м3
при обогреве коксовым газом н обороте
печей 17 ч 15 мин
Я S « « § ж ч Коксовая сторона Машинная сторона
° 5 средние понижение средние понижение
температу- температу- температу- температу-
ры по ми- ры ры по ми- ры
Q. Я CD Ж нутам1, °C гр ад {мин йутам1, °C град/мин
20 1350 1288
1 1349 1 1286 2
2 1344 6 1281 7
3 1341 9 1276 12
4 1340 10 1274 14
5 1336 14 1270 18
6 1333 17 1266 22
7 1332 18 1263 25
8 1330 20 1262 26
9 1325 25 1260 28
10 1322 28 1259 29
11 1321 29 1256 32
12 1321 29 1255 33
13 1320 30 1251 37
14 1319 31 1251 37
15 1316 34 1251 37
16 1313 37 1250 38
17 1311 39 1247 41
18 1310 40 1243 45
19 1310 40 1243 45
20 1310 40 1243 45
1 Средние данные по замеру в контрольных
вертикалах в десяти обогревательных простенках.
Т а б л и ц а 13-2
Шкала поправок для приведения заме-
ренных в контрольных вертикалах
температур к 20-й секунде после кан-
товки на печах ПВР емкостью 30 М3
при обороте 17 ч 15 мин и обогреве
коксовым газом
Первая кантовка—ма шинная сторона
часток про- стенков, за- меряемых за минуты время замера после каитов- к и мин поправки на участке простен- ков ° С i средняя поп- ; равка, ° С
1-11 6—7 24
12—24 8—9 27
25—36 10—11 31
37—47 12—13 35 34
48—61 14—15 38
62—73 16—17 41
74-86 18—19 44
Продолжение табл. 13-2
Вторая кантовка—коксовая сторона
участок про- стенков, за- меряемых за 2 минуты время замера после кантов- ки мин поправки на участке простен- ков ° С средняя поп- I равка, °C
1—11 6—7 19
12—24 8—9 23
25—36 10—11 27
37—47 12—13 30 30
48—61 14—15 34
62—73 16—17 37
74—86 18—19 40
В табл. 13-3 приведены ориентировочные
средние температуры для печей ПВР и
ПК-2К с емкостью камер 21,6 и 30 м3 при
коксовании донецких углей, а в табл. 13-4—
карагандинских и кузнецких углей.
Для кладки печей, выполненной из дина-
сового припаса, максимальные средние ра-
бочие температуры в контрольных вертика-
лах, приведенные к 20-й секунде после кан-
товки, при обогреве любым газом допуска-
ются не выше 1410° С, при этом в любой
точке отопительной системы максимальная
температура не должна превышать 1450° С.
При всех случаях перехода на работу при
средних рабочих температурах в контроль-
ных вертикалах ниже 1300° С должны быть
приняты меры для того, чтобы температуры
в головочных вертикалах ни в коем случае
не были ниже 1100° С.
При длительном периоде работы на тем-
пературах ниже 1300° С следует произво-
дить полную замену всех регистров в косых
ходах и горелок. На период кратковремен-
ной работы на низких температурах в кор-
июры устанавливают специальные кирпич-
ные или металлические пластинки.
Подобранные средние температуры в кон-
трольных вертикалах батареи должны под-
держиваться одинаковыми во всех сменах.
Постоянство средних температур батареи
характеризуется коэффициентом постоянст-
ва среднесменных температур батарей и оп-
ределяется по формуле.
2п — (4 + 4)
*с ~ 2п
где Кс — коэффициент постоянства оредне-
сменных температур в контроль-
ных вертикалах батареи;
п — число произведенных замеров
температур по длине батареи за
учитываемый период;
dM — число отклонений средних темпе-
ратур по машинной стороне бата-
реи от заданной температуры по
таблице технологического режима
для данного оборота печей (более
чем на ±7° С);
dK—то же, по коксовой стороне бата-
реи.
Регулирование обогрева при отоплении печей коксовым газом 215
Таблица 13-3
Средние температуры в контрольных и головочных вертикалах для печей
разных систем при обогреве их коксовым газом при коксовании донецких углей
Система печей Период коксо- вания, ч Контрольные вертикалы* Головочные вертикалы Верхняя зона регенераторов Нижняя зона регенераторов
машинная сторона коксовая сторона машинная сторона коксовая сторона машинная сторона коксовая сторона машинная сторона коксовая сторона
ПВР, емкость 30 м3 20—00 1240 1290 1200 1220 1100 1120 380 380
17—25 1310 1360 1240 1300 1140 1160 450 450
20—00 1120 1170 1180 1200 1020 1050 230 280
18—00 1150 1200 1180 1200 1050 1080 300 320
ПВР, емкость 21,6 .и3 16—00 1220 1270 1200 1220 1080 1120 350 360
15—00 1250 1300 1220 1250 1110 1140 380 380
14—00 1280 1320 1240 1280 1140 1160 400 400
20—00 1150 1200 1180 1200 1100 1120 280 280
18—00 1200 1250 1180 1220 1115 1140 300 340
ПК-2К — емкость 21,6 др 16—00 1250 1300 1200 1240 1125 1170 340 350
15—00 1280 1330 1220 1260 1140 1190 360 380
14—00 1300 1350 1240 1280 1150 1195 380 400
20—00 1150 1200 1100 1100 1080 1100 230 250
ПК-I и ПК-П нормализа- 18—00 1210 1260 1100 1120 1100 1120 250 300
16—00 1270 1320 1120 1170 1120 1150 280 350
ции, ПК-42, ПК-45 и ПК-47** 15—00 1300 1350 1150 1200 1140 1170 320 380
14—00 1330 1380 1180 1230 1150 1200 350 390
20—00 1150 1200 1180 1200 1020 1020 280 280
18—00 1200 1270 1180 1220 1030 1030 320 320
С групповым обогревом 16—00 1260 1310 1200 1240 1050 1050 320 380
15—00 1290 1320 1220 1260 1140 1170 320 380
14—00 1320 1370 1240 1280 1150 1200 350 390
* Температуры в контрольных вертикалах приведены к 20-й секунде после кантовки.
«На всех печах этого типа поставлены высокие горелки н температуры приведены для обогрева
печей с высокими горелками.
Таблица 13-4
Средине температуры1 в контрольных и головочных вертикалах для печей
разных систем при обогреве их коксовым газом при коксовании
кузнецких и карагандинских углей
Система печей Оборот печен, ч Контрольные вертикалы Головочные вертикалы Верхняя зона регенераторов Нижняя зона регенераторов
машинная сторона коксовая сторона машинная сторона коксовая сторона машинная сторона коксовая сторона машинная сторона коксовая сторона
20—00 1260 1310 1200 1250 1110 ИЗО 300 300
ПВР, емкость 30 м3 17—25 1340 1390 1260 1300 1170 1180 380 380
20 1150 1200 1200 1200 1080 1100 280 280
18 1200 1250 1200 1220 1100 1110 300 300
ПВР, емкость 21,6 м3 16 1250 1300 1210 1250 1120 1120 320 320
15 1280 1330 1230 1280 ИЗО ИЗО 340 350
14 1310 1360 1250 1300 1140 1150 350 380
20 1150 1200 1200 1200 1060 1080 250 280
18 1200 1250 1200 1220 1100 ИЗО 250 300
ПК-2К, емкость 21,6 м3 16 1250 1300 1210 1250 ИЗО 1150 280 320
15 1280 1330 1230 1280 1140 1170 320 350
14 1310 1360 1250 1300 1160 1180 350 380
20 1110 1240 1100 ИЗО 1100 1120 250 300
ПК-I и ПК-Il нормализа- 18 1230 1280 1140 1180 1120 1150 280 350
16 1300 1350 1170 1200 1140 1170 320 380
ции, ПК-42, ПК-45 и ПК-47 15 1330 1380 1200 1230 1150 1200 350 390
14 1350 1400 1220 1250 1170 1210 380 400
Температуры в контрольных вертикалах приведены к 20-й секунде после кантовки.
216
Температурный и гидравлический режим коксовых печей
Для типовых батарей в составе 61—69 пе-
чей хорошим коэффициентом равномерно-
сти считается 0,85—0,90 и отличным — бо-
лее 0,90. Такие коэффициенты постоянства
среднесменных температур могут быть до-
стигнуты только на батареях, имеющих
удовлетворительное состояние кладки, хо-
рошо отрегулированный обогрев и высокий
уровень культуры эксплуатации печей.
Нагрев верхней зоны регенераторов кон-
тролируется с помощью оптических пиро-
метров путем измерения накала кладки пе-
регородки, разделяющей регенераторы на
машинную и коксовую стороны.
При обогреве печей коксовым газом кон-
троль температур производится при работе
регенераторов на восходящем потоке, а при
обогреве доменным — на нисходящем.
За период между реверсией обогрева про-
исходят изменения в нагреве верхней зоны
регенераторов, при этом па восходящем по-
токе температура понижается, а на нисхо-
дящем повышается.
Эти изменения температуры обычно со-
ставляют 25—40° С. Температуры в верхней
зоне регенераторов, как это видно из табл.
13-3 и 13-4, не превышают 1250° С. Макси-
мально допустимый предел для этой зоны
1320°С.
Температуры в верхней зоне регенерато-
ров не приводятся к 20-й секунде после кан-
товки.
Измерения температур в верхней зоне ре-
генераторов производят через 5 мин после
кантовки.
Нагрев нижней зоны регенераторов конт-
ролируется измерением температуры про-
дуктов горения на выходе из подовых кана-
лов регенераторов в соединительные пат-
рубки газовых и воздушных клапанов.
Отсчеты температуры при измерениях
должны производиться на 10-й минуте пос-
ле кантовки при паузе между кантовкамп
20 и 30 мин.
Измерения температур в сопряженных га-
зовых и воздушных клапанах должны вы-
полняться одновременно.
Ампулы термометром или горячие спаи
термопар при этих измерениях должны по-
гружаться в переходные патрубки на поло-
вину их высоты и находиться в центре по-
тока газов.
Эксплуатация печей в период регулирования
обогрева
В понятие эксплуатации печей входит
очень широкий круг вопросов, которые под-
робно рассматривались выше. Поэтому мы
лишь отметим главные факторы, которые
оказывают решающее влияние на процесс
регулирования обогрева печей.
К числу таких определяющих факторов
относятся: постоянство разовой загрузки
печей и качество шихты, равномерность вы-
дачи кокса, постоянство теплотворности и
степень очистки газа, подаваемого иа обо-
грев печей, равномерность отсоса газа из
печей, исправность всей газоподводящей и
гаэоотводящей арматуры, исправность всех
контрольно-измерительных и регулирующих
приборов для полного охвата систематичес-
ким контролем всех параметров техноло-
гического режима коксовых печей, а также
тщательное выполнение всех работ по
уплотнению кладки печей и арматуры в ме-
стах подключения ее к кладке печей.
Коксовый газ, подаваемый иа обогрев пе-
чей, должен быть тщательно очищен от за-
грязняющих его примесей, которые могут
отлагаться в подводящей арматуре коксово-
го газа и на длительное время расстраи-
вать обогрев печей.
Чтобы устранить загрязнение арматуры
отложениями из коксового газа, в настоя-
щее время для всех вновь проектируемых
батарей предусматривается установка пе-
ред ними специальных электрофильтров, че-
рез которые будет проходить весь коксовый
газ, поступающий на обогрев печей.
Коксовый газ, подаваемый на обогрев
печей, должен подогреваться паром в труб-
чатых газоподогревателях до постоянной
температуры 50° С.
Такой подогрев газа уменьшает загряз-
нение газоподводящей арматуры отложе-
ниями.
Постоянство теплотворности коксового
газа обычно в достаточной мере обеспечи-
вается, если обратный газ, хотя бы с
четырех батарей, смешивается перед тем,
как он подается на обогрев коксовых
печей.
При обогреве печей доменным газом осо-
бо важным являете!] постоянство подачи
нужных количеств газа.
Равномерность отсоса газа от батарей
обеспечивается поддержанием заданного
давления газа в газосборниках. Если задан-
ное давление не будет выдерживаться, то
это может создать разрежение в печах,
особенно в последние часы коксования, и
вызвать разпрафичивание стен камер кок-
сования со всеми вытекающими отсюда от-
рицательными последствиями.
Работы по уплотнению кладки должны
выполняться в таком объеме, чтобы пол-
ностью устранить утечки газа или воздуха,
которые могут нарушить равномерность
обогрева печей или вызвать непроизводи-
тельные потери газа и воздуха, а при обо-
греве печей доменным газом — пол-
ностью устранить возможность сгорания
газа в клапанах, подовых каналах и реге-
нераторах, которое может происходить
при недостаточном уплотнении мест под-
ключения клапанов к регенераторам за-
щитных кожухов на фасадных стенах ре-
генераторов.
Регулирование распределения температур
по длине батареи
Равномерность распределения температу-
ры по длине батареи при прочих равных
условиях зависит от распределения газа и
воздуха ио всем обогревательным простен-
кам.
Регулирование обогрева при отоплении печей коксовым газом
217
Распределение газа по длине батареи
Подача равных количеств газа во все
простенки на каждой стороне батареи до-
стигается установкой калиброванных диаф-
рагм и регулировочных цилиндров.
Исходные размеры свободных сечений вы-
бирают с таким расчетом, чтобы они могли
компенсировать не только разность сопро-
тивлений в газоподводящих патрубках, но
и давали возможность изменять подачу
газа в необходимых для регулирования обо-
грева диапазонах. В то же время вводить
излишнее юопротивление нерационально,
так как это вызывает повышение давления
в газопроводах и связанное с ним увеличе-
ние потерь газа.
Суммарное сечение диафрагм в патрубках
по каждой стороне батареи подбирается
так, чтобы давление газа было примерно
одинаково по сторонам и составляло на
предельном обороте печей не ниже 80 и не
выше 150 мм вод. ст.
При всех условиях работы печей давле-
ние газа в коллекторах по сторонам не
должно быть меньше суммы сопротивлений
на пути газа от коллектора к корнюру у
самого отдаленного простенка от начала
подачи газа в коллектор.
При первичной установке диафрагм при-
нимается исходный размер свободного се-
чения не более 85% от самого меньшего се-
чения газоподводящего патрубка.
В эти калиброванные диафрагмы устанав-
ливают регулировочные цилиндры, с по-
мощью которых можно изменять исходное
свободное сечение в диафрагмах.
В простенки, примыкающие к контрфор-
сам, устанавливают регулировочные цилин-
дры таких размеров, чтобы подача газа в
них составляла 70% по отношению к ос-
тальным простенкам.
Указанный принцип подбора исходных
размеров диафрагм для регулирования рас-
пределения газа по длине батареи может
быть применен на коксовых печах всех си-
стем и в других агрегатах и тепловых систе-
мах, где газ подается из одного коллектора.
На печах с нижним подводом коксового
газа суммарное сечение диафрагм, устанав-
ливаемых на отводах газа из общего кол-
лектора к распределяющим коллекторам
по простенкам, а также калибрующих уст-
ройств на подаче газа в каждый верти-
кал, должно подбираться с таким расчетом,
чтобы при работе печей на предельном
марше давление газа в общем коллекторе
было не выше 150 и не ниже 80 мм вод. ст.
Давление газа в распределяющем коллек-
торе не должно быть меньше суммы сопро-
тивлений на пути газа от входа в коллек-
тор до входа в головочный вертикал сред-
него простенка. Для регулирования подачи
газа в каждый вертикал применяется уста-
новка калиброванных втулок и вставляемых
в них регулировочных цилиндров или дис
ков.
Размер дисков или цилиндров подбирает-
ся таким, чтобы при установке их внутри
втулок был зазор на каждую сторону не
менее 2,5 мм.
Суммарная величина живых сечений вту-
лок после установки в них регулировочных
цилиндров шли дисков должна быть не .ме-
нее 25% и не более 40% живого сеченш[
распределяющего коллектора.
Регулировочные цилиндры или диски из-
готавливают с таким расчетом, чтобы мож-
но было производить изменение подачи газа
на каждый вертикал в пределах ±2,5%.
На печах иностранных фирм с нижним
подводом коксового газа регулирование по
дачи газа в каждый вертикал осуществля-
ется с помощью съемных калиброванных со-
пел, что облегчает регулирование подачи
газа .и очистку этих сопел.
Распределение воздуха по длине батареи
и гидравлический режим отопительной
системы
Основная задача распределения воздуха
по длине батареи — подача равных коли-
честв его в каждый простенок.
На печах ПВР всех типов удается до-
стигнуть полного сжигания газа при избыт-
ках воздуха а = .1,20-ь 1,25, а на печах
ПК-2К — при а.= 1,45-1-1,20.
Избыток воздуха определяется анализом
проб продуктов горения.
Подсчеты коэффициентов избытка возду-
ха рекомендуется производить по форму-
ле Юшина, выведенной из баланса углерода-
О3 —0,5СО
а = 1 -% Д’ —--------,
со3 + со
О2, СО СО2—содержание этих компо-
где
нентов в продуктах го-
рения, %;
/( — коэффициент, представ-
ляющий отношение коли-
чества углекислоты, по-
лучающейся от горения
топлива, к теоретически
потребному количеству
кислорода;
С02расч
где СО2Расч—расчетное количество угле-
кислоты, получающейся от
горения топлива;
От—количество теоретически
потребного для сжигания
топлива кислорода.
Для коксового газа А' составляет величи-
ну порядка 0,45; для обезводороженного
(возврат с азотнотукового завода) 0,58; ге-
нераторного 1,5 и доменного 2,25.
Пробы продуктов горения должны отби-
раться на выходе из подовых каналов газо-
вых регенераторов на всех типах печей с
перекидными каналами и любого регенера-
тора в печах ПВР и в печах с групповым
обогревом.
Трубка ;при отборе проб должна распо-
лагаться на оси газового потока в соедини-
тельном патрубке газовых и воздушных кла-
панов.
218
Температурный и гидравлический режим коксовых печей
Отбор проб продуктов горения и опреде-
ление избытка воздуха должны произво-
диться только из юдной контрольной печи
(обычно печь, где производится измерение
давления газа в камере коксования).
При наличии автоматических газоанализа-
торов следует подключить их к клапанам
контрольных печен.
При регулировании обогрева батареи от-
боры проб продуктов горения и анализы их
должны производиться по одному разу из
всех газовоздушных клапанов на всех про-
межуточных маршах и не менее двух раз
на предельном марше.
Для устранения возможных погрешностей,
допущенных при отборах проб и их анали-
зах, необходимо составить таблицы или гра-
фики зависимости содержания в продуктах
горения углекислоты от кислорода избыточ-
ного воздуха. Все анализы необходимо со-
поставлять с этими данными и пользовать-
ся только такими результатами, где эти со-
держания будут соответствовать друг другу.
Подобрав на основании измерения темпе-
ратур и анализов продуктов горения нуж-
ное количество воздуха, необходимо подать
его в отопительную систему так, чтобы дав-
ление в ней всегда было ниже, чем в каме-
рах коксования перед выдачей кокса.
Однако поскольку подача воздуха в про-
стенки определяется (контролем давлений
вверху регенераторов (кроме печей с сек-
ционными регенераторами) на восходящем
потоке, то и гидравлический режим в ото-
пительной системе путем соответствующего
пересчета также может контролироваться
пю верхней зоне регенераторов.
Давление вверху регенераторов и вверху
вертикалов под смотровыми лючками нахо-
дится в следующей зависимости:
д;=рв_//(Тв_Тг)+ш>,
Рвв=
г> В
где Рр — давление вверху регенераторов
на восходящем потоке, мм
вод. ст.\
Рв
в — давление вверху вертикалов
под крышками смотровых люч-
ков на восходящем потоке,
мм вод. СТ.;
Н—расстояние между верхней зо-
ной регенераторов и лючками
смотровых шахточек над верти-
калами, М',
у в и у'г — удельные веса окружающего
воздуха и газа, кг/нм3',
2ЛР — сопротивление отопительной си-
стемы, мм вод. ст., которое на
печах ПВР в основном зависит
от сопротивления косых ходов,
а на печах с перикидными ка-
налами — также и от сопротив-
ления последних.
На печах с секционными регенераторами
подача воздуха определяется контролем
давлений в газовоздушных клапанах.
В этом случае приведенная зависимость бу-
дет также справедлива при пересчете
давлений для уровня газовоздушных кла-
панов.
В табл. 13-5 приведены величины разре-
жений в верхней зоне регенераторов для
печей разных систем.
Подобранные для контрольных регенера-
торов каждой стороны батареи разрежения
на восходящем и (Нисходящем потоках дол-
жны обеспечивать подачу нужного количест-
ва воздуха в простенки для полного сжига-
ния газа.
Чтобы обеспечить подачу воздуха во все
простенки батареи в таких же количествах,
какие подаются в контрольные, необходимо
в верхней зоне всех регенераторов каждой
стороны батареи установить такие же раз-
режения, как и в контрольных регенерато-
рах.
Поскольку разрежение в верхней зоне ре-
генераторов между кантовками непрерывно
изменяется, то разрежение в других регене-
раторах устанавливается методом перепада
давлений по отношению к контрольному ре-
генератору.
Регулирование разрежений на восходя-
щем и нисходящем потоках (производится
о помощью переносных тягонапоромеров
типа ТНЖ или микроманометров.
Перепад давлений между верхними зона-
ми регенераторов, (обслуживающих данный
простенок на восходящем и нисходящем по-
токах, при неизменном положении всех ре-
гулировочных средств в обогревательных
простенках является показателем количества
газов, проходящих на участках между эти-
ми зонами.
Равенство таких перепадов давлений меж-
ду верхней зоной регенераторов, работаю-
щих на восходящем и нисходящем потоках,
свидетельствует о подаче равных количеств
смеси газа и воздуха во все простенки сто-
роны батареи.
Установленное разрежение в верхней зоне
контрольных регенераторов на (восходящем
потоке должно систематически контролиро-
ваться. Для этого от контрольных регене-
раторов обеих сторон батареи выводятся
трубы на щит в кантовочное помещение и
подключаются к регистрирующим тягоме-
рам.
Разрежение в боровах по сторонам бата-
рей должно поддерживаться на уровне за-
данных величин с помощью автоматических
регуляторов тяги. Чтобы устранить влияние
изменений в окружающей атмосфере на ра-
боту регуляторов, ко второй стороне им-
пульсных диафрагм регуляторов должны
быть подведены трубки диаметром 25—
30 мм, соединенные с помещениями тонне-
лей в области газовоздушных клапанов.
При подключении таких компенсационных
трубок к (регуляторам они будут поддержи-
вать постоянный перепад давлений между
туннелями и боровами, что в значительной
мере обусловливает подачу постоянных ко-
личеств воздуха в отопительную систему пе-
чей.
Регулирование обогрева при отоплении печей коксовым газом
219
Таблица 13-5
Разрежение в верхней зоне регенераторов на печах разных систем
при обогреве их коксовым газом
Система печей Период коксования, ч Сторона печей Разрежение в мм вс ВОСХОДЯЩИЙ поток регенераторах, д. ст. нисходящий поток азрежение на !М потоке >, мм вод. ст. Перепад давлений от восходящего потока к нисходяшем.у мм вод. ст.
1 газовый воздуш- ный газовый воздуш- ный Среднее р< нисходяще возд4-газ OJ газовый воздуш- ный
ПК* довоенные 14—00 Машинная Коксовая 3,4 4,0 3,4 4,0 11,0 12,0 11,0 12,0 11,0 12,0 7,6 8,0 7,6 8,0
ПК-45 14—00 Машинная Коксовая 4,0 4,4 4,0 4,4 10,0 11,0 10,0 11,0 10,0 11,0 6,0 6,6 6,0 6,6
ПК-2К с рециркуля- цией, емкость 21,6 .и3 14—00 Машинная Коксовая 6,0 6,0 6,0 6,0 9,5 10,5 9,5 10,5 9,5 10,5 3,5 4,5 3,5 4,5
ПВР, емкость 21,6 .и3 14—20 Машинная Коксовая 6,0 6,0 6,0 6,0 8,7 8,9 8,7 8,9 8,7 8,9 2,7 2,9 2,7 2,9
ПВР, емкость 30 .и3 17—15 Машинная Коксовая 6,8 6,6 6,8 6,6 9,1 9,2 9,1 9,2 9,1 9,2 2,3 2,6 2,3 2,6
С групповым обо- гревом** * С узкими регистровы 16—30 ми отве Машинная Коксовая "1СТИЯМИ. ** 3,4 3,7 С едина 3,4 3,7 НОВЫМ 7,1 5,7 ислом^'в 7,1 5,7 ертикалс 5,7 7,1 >в по сто; 2,3 3,4 х>пам: 2,3 3,4
Регулирование температур по длине
батареи
Показателем подачи равных количеств га-
за и воздуха во все простенки батареи,
кроме простенков, примыкающих к контр-
форсам, должна быть температура в кон-
трольных вертикалах.
Если температура в контрольных верти-
калах каждого простенка, приведенная к
20-й секунде после кантовки, ме будет от-
клоняться более чем на ±20° С от средней
по стороне батареи, то это будет подтверж-
дать одинаковую подачу тепла в простенки.
В действительности в отдельных (простен-
ках имеют .место вначале отклонения тем-
пературы от средней более чем на ±20° С,
и .поэтому требуется длительное время, не
менее 3—5 месяцев, чтобы выявить и уст-
ранить причины, вызывающие такие откло-
нения.
Основными причинами таких отклонений
обычно являются недостаточная подача га
за или воздуха на обогрев печей, перетоки
сырого газа из камер коксования в отопи-
тельную систему и т. д.
Для выявления простенков, в которых
•имеются отклонения .выше допустимых, спе-
циально раз в сутки измеряют температуры
в контрольных вертикалах всех простенков
Если не удалось выявить причины откло-
нений температур в данном простенке от
средней по батарее и эти отклонения повто-
ряются ежедневно в течение 5 суток, то про-
изводят изменение подачи газа в данный
простенок.
Равномерность обогрева по длине батареи
характеризуется коэффициентом равномер-
ности среднесуточных температур в кон-
трольных вертикалах по длине батареи Ко,
который определяется по формуле
(m — dM) + (т — dK)
*б = _ ;
где Ко—коэффициент равномерности тем-
ператур в контрольных вертика-
лах по длине батареи, который на
хорошо отрегулированной батарее
составляет 0,85—0,95;
т— число простенков батареи, за ис-
ключением двух крайних, примы-
кающих к контрфорсам, а также
ремонтируемых и буферных печей;
dM — число простенков с машинной сто
роны с отклонениями температур
в контрольных вертикалах более
±20° С от среднесуточной темпе-
ратуры по данной стороне бата-
реи;
dK — то же, по коксовой стороне.
220
Температурный и гидравлический режим коксовых печей
Коэффициент равномерности температур
в контрольных вертикалах подсчитывается
но результатам не менее трех измерений.
Контроль температур в головочных
вертикалах
Измеренные температуры в головочных
вертикалах не приводятся к 20-й секунде
после кантовки. В связи с этим измерения
должны начинаться не раньше, чем через
5 мин после кантовки, в течение которых
обычно происходит основное понижение тем-
ператур за период между кантовками.
Замер температур в головочных вертика-
лах на каждой стороне батареи, по возмож-
ности, должен производиться за 10 мин,
чтобы сгладить понижение температур.
На больших батареях температуру в го-
ловочных вертикалах на каждой стороне
можно измерять в течение двух кантовок,
чем будет смягчено влияние понижения тем-
ператур за период измерения от начала к
концу батареи.
На батареях с хорошим состоянием клад-
ки с отрегулированным обогревом темпера-
туры в головочных вертикалах отдельных
простенков не должны отклоняться от
средней температуры в головочных верти-
калах всех простенков на каждой стороне
батареи более чем на ±40°С.
Тепло, поданное в обогревательные про-
стенки, должно быть распределено по дли-
не их так, чтобы обеспечить нагрев уголь-
ной загрузки вдоль камеры коксования до
одинаковых температур.
Организация контроля температур
До настоящего времени еще не разрабо-
тан простой :и надежный способ быстрого
замера температуры в угольной загрузке,
который позволял бы систематически в про-
изводственных условиях измерять темпера-
туру коксового пирога по вертикальной осе-
вой плоскости перед его выдачей из печи.
Поэтому о распределении температур вдоль
коксового пирога приходится судить по рас-
Номера вертикалов
Рис. 13-2. Типовой график распределения
температуры по длине обогревательных про-
стенков, предусмотренный действующими пра-
вилами технической эксплуатации коксовых
печей
пределепию температур вдоль обогреватель-
ных простенков по замеру их в основании
вертикалов.
Для печей с конусностью камер коксова-
ния 50 мм для нагрева кокса перед выдачей
его из камер до одинаковых температур рас-
пределение температур по длине обогрева-
тельных простенков должно иметь характер
прямой, плавно повышающейся от четвер-
того вертикала машинной стороны к четвер-
тому вертикалу коксовой стороны
(рис. 13-2). При этом разность температур
по контрольным вертикалам должна быть
в пределах 50—60° С.
Такое распределение температур зафикси
ровано во всех действующих инструкциях
и правилах технической эксплуатации. Од-
нако в последние поды Кюксохнмстанция
разработала и внедряет новый принцип рас
пределения температур по длине обогрева-
тельных простенков.
На основании многочисленных измерений
распределения температур в коксе не толь-
ко через загрузочные люки, но и через две-
Номера вертикалов
Рис. 13-3. График распределения температу-
ры по длине обогревательных простенков,
предложенный коксохимической станцией
ри с погружением термопар на глубину
первых, вторых и третьих вертикалов было
установлено, что кокс, выдаваемый из пе-
чей, очень неравномерно нагрет.
Кокс (против голов-очных вертикалов по-
спевает обычно на 2—4 ч позднее, чем про-
тив остальных. Для устранения этого нсдос
татка предлагается такое распределение
температур по длине простенков, чтобы
график его имел вид наклонной прямой, про-
ходящей от вторых вертикалов машинной
стороны к вторым вертикалам коксовой сто
рапы. При работе на низких температурах
(ниже 1300°С), эта кривая должна иметь
вид наклонной прямой, проходящей от пер-
вых вертикалов машинной стороны к пер-
вым вертикалам коксовой стороны.
Такой график распределения температур
(рис. 1,3-3) дает возможность снизить ра-
бочие температуры в простенках на 30—
50° С при сохранении прежних оборотов пе-
чей, т. е. является дополнительным резер-
вом улучшения качества кокса или повыше-
ния производительности печей без ухудше-
ния качества кокса. В настоящее время
примерно половина всех действующих кок-
совых печей работает с новым распределе-
нием температур.
Замеренные температуры по длине обо-
гревательных простенков не приводятся к
20-й секунде после кантовки, так как это не-
точно и трудоемко.
Измерение температур по длине простен-
ков нужно начинать через 5 мин после
кантовки и заканчивать на 10-й минуте. За
этот промежуток времени измеряется тем-
пература только в двух простенках на пе-
чах с перекидными каналами. На печах с
парными каналами при количестве верти-
Регулирование обогрева при отоплении печей коксовым газом
221
калов в простенке не более 28 можно изме-
рять температуру за одну кантовку в че-
тырех простенках, а при большом количест-
ве вертикалов — в двух простенках. При
этом в каждой паре простенков температу-
ра должна измеряться в одном из них с
машинной на коксовую сторону, а в дру-
гом — с коксовой на машинную.
Средние температуры в любой паре оди-
наковых вертикалов в двух рядом располо-
женных простенках будут всегда соответ-
ствовать температуре, приведенной к
7,5-й минуте после кантовки, которая при-
ближается к средним за весь период между
кантовками. Такой порядок измерений
должен строго выдерживаться, так как это
дает возможность не вводить поправок на
приведение этих температур к 20-й секун-
де после кантовки.
На уровень температур в каждом обог-
ревательном простенке влияет время, про-
шедшее от начала коксования печей, обо-
греваемых данным простенком.
Для сравнения температур по длине обо
гревательных простенков необходимо брать
средние данные из десяти рядом располо-
женных простенков.
На графике средних данных по десяти
простенкам (при хорошо отрегулированных
печах) не должно быть отклонений в верти-
калах, расположенных рядом (кроме че-
тырех головочных вертикалов с каждой
стороны), более чем на 7° С. Такие же от-
клонения в каждом простенке не должны
превышать ±10° С.
Для получения сопоставимых данных
распределения температуры по длине обо-
гревательных простенков графики принято
составлять всегда в одинаковом .масштабе,
счет вертикалов принимается всегда с ма-
шинной на коксовую сторону.
Выбор размеров горелок и их расстановка
по длине обогревательных простенков при
боковой подаче газа через корнюры
Для распределения газа по длине про-
стенков в печах емкостью камер 21,6 и 30 л3
устанавливают горелки с круглыми отвер
стиями размером от 27 до 34 мм с измене
ннем диаметров через каждые 0,25—0,5 .it.ii.
Суммарное сечение отверстий в горелках,
через которые поступает газ из данного кор-
нюра, должно составлять не более 85%
и не менее 50% от сечения корнюра.
При большем суммарном сечении го-
релок нельзя обеспечить требуемое распре
деление газа по длине обогревательных
простенков.
Чем меньше суммарное сечение отверстий
горелок по отношению к кориюру, тем бо-
лее чувствительно изменение размера одной
горелки, но при этом повышается давление
газа |в корнюрах, вызывая утечки газа и на-
рушение обогрева печей.
Следовательно, пределы 85—50% от се-
чения корнюров являются регулировочны t
диапазоном для выбора суммарного сечения
горелок.
При хорошем состоянии кладки суммар-
ное сечение горелок может выбираться в ди-
апазоне 50—70%; по мере увеличения сро-
ков службы и ухудшения состояния кладки
следует заменять горелки на имеющие боль-
шее суммарное сечение отверстий — в пре-
делах 70—85%.
После 15—20-летнего срока службы пе-
чей горелки рекомендуется заменять на но-
вые с суммарным сечением отверстий 85—
100%. При суммарном сечении отверстий в
горелках, близком к сечению корнюров,
давление газа в последних настолько сни-
жается, что полностью устраняется возмож-
ность перетоков газа из корнюров и даже
могут появиться перетоки воздуха из верх-
ней зоны регенераторов в корнюры.
С выносом горелок на уровень пода вер-
тикалов условия работы их резко измени-
лись, и поэтому они в настоящее время изго-
тавливаются из м.ногошамотного припаса
методом полусухого прессования. Однако
эти горелки не являются достаточно термо-
стойкими и в течение 4—6 лет их калибро-
ванные отверстия изменяют размеры и на-
рушают установленное .в процессе регули-
рования обогрева распределение темпера-
тур по длине обогревательных простенков.
В связи с этим для создания устойчивого
распределения температуры по длине про-
стенков и сокращения .расхода тепла ре-
комендуется производить полную замену
всех горелок на батарее через каждые
4—6 лет.
Начальная расстановка горелок для но-
вых строящихся батарей типовых печей
ПК-2К, ПВР емкостью 21,6 и 30 .и3 с бо-
ковым отводом приведена в табл. 13-6.
На печах ПВР следует стремиться к ус-
тановке горелок с одинаковыми размерами
отверстий в каждой сопряженной паре вер-
тикалов, кроме головочных.
Выбор размеров сечений газовых сопел
по длине обогревательных простенков
на печах с нижним подводом газа
На печах с нижним подводом коксовый
газ не нагревается в коллекторах вдоль
простенков, поэтому давление газа от мес-
та отвода из газопровода до последней
горелки резко понижается.
Суммарное сечение отверстий для подачи
газа на печах с нижним подводом должно
составлять не более 40% от сечения рас-
пределяющего коллектора. Чем .меньше бу-
дет это cy.MiMap.nioe сечение, тем более точ-
но .можно регулировать подачу газа в
каждый вертикал.
Отношение суммы площади живых сече-
ний .в патрубках, подводящих газ к данно-
му простенку, к живому сечению распреде-
ляющих коллекторов принято называть ре-
гулировочным д и а п а з о н о м.
Наилучшим регулировочным диапазоном
для печей с нижним подводом является
такой, при котором суммы свободных се-
чений в калиброванных отверстиях на под-
водах газа будут составлять 25% от сече-
222
Температурный и гидравлический режим коксовых печей
Таблица 13-6
Расстановка газовых горелок по длине обогревательных простенков на печах разных систем (диаметры отверстий, мм)
Номера вертикалов (счет с машинной на коксовую сторону)
ния коллектора. Такое соотношение сво-
бодных сечений в калиброванных отвер-
стиях будет гари тдаче газа на простенок
двумя коллекторами с диаметром в 65—
75 мм каждый.
Распределение воздуха по длине
обогревательных простенков
Воздух, подаваемый для сжигания газа
в пр'Остенках, должен распределяться по их
длине так, чтобы сжигание газа во всех
вертикалах производилось с 'одинаковым J.
минимально возможным избытком воздуха.
В случаях подачи избыточного воздуха
для устранения перегрева верха печей или
ведения обогрева богатым газом величина
избытка воздуха должна быть при мерно
одинакова во всех вертикалах по длине
простенков. Подача газа по длине простен-
ков различна, поэтому для сжигания этого
газа с одинаковым избытком воздуха в
каждом вертикале требуется различная по-
дача воздуха по длине простенков.
На типовых печах ПВР, большеемких и
с групповым обогревом без регистров ввер-
ху вертикалов, регулирование распределе-
ния воздуха по длине простенков произво-
дится только установкой в косые хода
каждого вертикала регистров, имеющих
размеры от 25 до 100 мм, с изме-
нением нх через каждые 2,5—5 мм.
На печах с перекидными каналами всех
типов, а также на отдельных типах печей
с групповым обогревом в дополнение к ре-
гистрам в косых ходах для регулирования
распределения воздуха по длине простенков
имеются еще и регистры в устьях вертика-
лов или перекидных каналах, что намного
облегчает регулирование температур по
длине простенков. Сечения косых ходов иа
новых батареях регулируются в диапазоне
закрытий более 50% их размеров. Такое
уменьшение сечений всех косых ходов со-
здает возможность подачи в головочные
вертикалы воздуха в 2—2,5 раза больше,
чем в остальные вертикалы, следователь-
но, создается возможность нагревать голо-
вочные вертикалы до температур, необхо-
димых для сохранения кладки.
По мере удлинения срока службы печей
состояние кладки их ухудшается, и поэто-
му диапазон закрытий косых ходов должен
уменьшаться путем полной замены всех
регистров во всех простенках батареи.
Замену регистров рекомендуется произ-
водить через каждые 4—6 лет, так как за
такой промежуток времени заметно изме-
няется состояние как самих регистров, так
и кладки печей.
После 15—20-летнего периода работы пе-
чей вследствие ухудшения состояния клад-
ки разделительных стен регенераторов и
засорения или частичного оплавления на-
садки их уменьшаются резервы тяги ды-
мовой трубы и в связи с этим также требу-
ется замена всех регистров в косых ходах
для уменьшения сопротивления отопитель-
ной системы.
Регулирование обогрева при отоплении печей коксовым газом
223
При раскрытии сечения косых ходов
ухудшаются условия для нагрева головоч-
ных вертикалов, и поэтому требуется ком-
пенсировать это ухудшение путем удли-
нения футеровки дверей и периода коксо-
вания.
Змаену регистров необходимо совмещать
с заменой горелок, производя одновременно
уточнение их расстановки, если в этом вы-
явится необходимость.
Расстановка регистров по длине обогре-
вательных простенков после достижения в
них хорошего распределения температур на
печах разных систем приведена в табл. 13-
7. Эти данные рекомендуется применять в
качестве исходных для первоначальной рас
становки регистров в косых ходах.
Качество первичной расстановки регист-
ров по длине простенков проверяется по со-
ставу продуктов горения, отобранных с по-
мощью кварцевых трубок (диаметром 10—•
15 мл* и длиной 2—2,5 м) одновременно из
всех вертикалов и распределению темпера-
тур по длине простенков.
Изменение избытка воздуха и распреде-
ление его по длине простенков можно с до-
реях на специальных марках кирпича, кото-
рые выступают из кладки в перегородках
между вертикалами по высоте последиих.
При увеличении избытка воздуха разность
температур между верхом и низом верти-
кала увеличивается и уменьшается при
уменьшении избытка воздуха.
Регулирование распределения температур
по высоте камер коксования
Основная цель регулирования обогрева
по высоте камер коксования — достижение
одновременного поспевания кокса по высо-
те печей, что обеспечивается нагревом кокса
перед выдачей его из печей до одинаковых
температур.
В результате больших промышленных ис-
следований разработай ряд мероприятий,
дающих возможность в любых диапазонах
изменять равномерность нагрева по высоте
камер коксования.
На печах ПВР всех типов и ПК-2К при-
меняется рециркуляция продуктов горения.
Степень рециркуляции на печах ПВР мо-
жет изменяться в широких пределах,
Таблица 13-7
Расстановка регистров в косых ходах вертикалов по длине обогревательных
простенков на печах разных систем при обогреве их коксовым газом, мм
(регистры в газовых и воздушных косых ходах имеют одинаковые размеры)
Номера вертикалов (счет с машинной на коксовую сторону)
1 2 I 3 4 5 I 6 7 8 9 1 0| 11 12 13 14 15 1б| 17 1 8 1 9 20| 21 22| 23| 24| 25| 26 27 28
Печи ПВР (30 м3)
* | * | 95] 95] 95] 95] 95] 95] £5| 95] 95| 95] 95| 95| 95] 95| 95] 95] 95] 95| 90| 90| 90] 90| 95] 95] 90] 9
Печи ПВР (21,6 м3)
• | • ] 85] 90| 85] 90| 90] 90] 90[ 90] 90] 90] 85] 85| 85] 85] 85] 85] 85] 85] 85| 85| 90| 90| 90| 90| * |
Печи ПК-2К (21,6 м3) с рециркуляцией**
45] 60| 85| 55| 35| 50| 55] 60| 50] 45] 55| 60] 55] 55| 70| 65] 65| 50| 55| 50| 56] 60] 50] 55| 50] 45| 45]
Печи с нижним псдвсдом газа и односторонней поданей воздуха
30] 30] 35] 35] 35| 35] 40] 40] 40| 40] 45] 45| 45] 45] 50] 50] 50| 50| 55] 55] 55] 55] 50] 50] 30] 30| |
Печи с групповым обогревом
* ] 50] 57] 57] 57] 70] 70| 70] 80] 80] 80] 80| 80| 80] 70] 70| 70] 57] 57| 57] 50] * ] | | [ | [
* Из косых ходов этих вертикалов регистры полностью удалены; в печах ПВР полностью удалены
реги стры так же из вертикалов 29 и 30.
* * Открытие регистров в перекидных каналах, мм: I —190; 2—100; 3—60; 4—60; 5—120; 6—220.
•статочной точностью -контролировать кос-
венным методом на печах о перекидными
каналами путем измерения температур
кладки основания и устья вертикалов, а
на печах ПВР — замером температур в ос-
новании вевтикалов и иа некоторых бата-
вплоть до полного ее прекращения специ-
альны1М1И регистрами.
На печах ПК-2К степень рециркуляции
небольшая, и при коксовании донецких уг-
лей нагрев кокса доверху камер отстает;
для ликвидации этого отставания устанав-
224
Температурный и гидравлический режим коксовых печей
ливают горелки (разной высоты — от 80 до
500 мм. Это дает возможность достигнуть
такой же равномерности нагрева по высо-
те камер коксования, как и на печах ПВР.
На всех (действующих в настоящее время
построенных в прошлые годы печах ПК-1
и II нормализации, ПК-42, ПК-45, ПК-47 и
ПК-2К без рециркуляции большая нерав-
номерность в нагреве кокса по высоте ка-
мер коксования, для устранения чего на
этих печах, обогреваемых коксовым газом,
установлены специальные стаканы-удлини-
тели и высокие горелки, что позволило до-
стигнуть на них такой же равномерности,
как и на печах последних конструкций.
Эта работа на каждой батарее выполня-
ется на ходу печей без потери производи-
тельности.
На печах ПК-2К подбор величины избыт-
ка воздуха, подаваемого на обогрев печей,
производится не только для достижения
полноты сжигания, но и для достижения
равномерности нагрева по высоте камер
коксования.
Наилучшая равномерность нагрев-а по
высоте печей ПК-2К достигается при сред-
нем избытке воздуха 1,12—1,18. На печах
ПВР избыток воздуха ниже 1,20 не .обеспе-
чивает полного сжигания газа, а 1,25—1,35
не дает заметного изменения равномерно-
сти нагрева по высоте печей и только лишь
избыток воздуха выше 1,35 дает некоторое
ухудшение .равномерности нагрева и уве-
личение расхода тепла на коксование. Та-
кси малая чувствительность печей ПВР к
подаче избытка воздуха облегчает дости-
жение равномерности температур в пэо-
стенках.
Наряду с j отановкой высоких горелок
можно применять частичное или полное
разделение воздуха и газа внизу вертика-
лов путем установки спениа п.ных перего-
родок. Это мероприятие получило рас-
пространение благодаря простоте выполне-
ния и в то же время дает такие же ре-
зультаты, как и установка удлинителей и
высоких горелок.
На печах новых конструкций в отдельных
случаях обнаружился недогрев низа и пере-
грев верха камер. Для устранения этого
недостатка при обогреве коксовым газом
применяют диффузорные горелки, а при
обогреве доменным газом — резкое увели-
чение скорости выхода газа из косых ходов
в (вертикалы с одновременным увеличением
подачи (избыточного .воздуха.
Нагрев кокса по высоте камер коксова-
ния контролируется измерением темпера-
туры термопарами и оптическими пиромет-
рами.
Температуру в коксе по .высоте на печах
с высотой камер 4,3 м при коксовании до-
нецких углей (измеряют на уровнях '0,6; 2,1
и 3,2 м от пода камер.
На напрев кокса в верхней части камер
коксования большое влияние оказывае1,
расположение уровня перевала.
Проведенными исследованиями было ус-
тановлено, что перевал должен распола-
гаться от свода камер на таком расстоянии,
чтобы верхняя кромка готового кокса в ка-
мерах коксования была выше уровня пере-
вала в пределах 200—300 мм. Нарушение
этого условия приводит к перегреву или
недогреву верхней части коксового пирога.
Следовательно, при выборе расстояния от
овода камер до уровня перевала должны
быть предварительно измерены величины
усадки коксового пирога.
Усадка кокса должна измеряться ,в (спе-
циальных лабораторных условиях или при
печных коксованиях. Вне зависимости от
метода определения усадки вся масса кок-
са по высоте печей или лабораторных .аппа-
ратов должна быть нагрета до темпера-
туры не ниже 950° С.
При .определении усадки на печах диск
для измерений должен иметь диаметр
250 мм и устанавливаться сразу после окон-
чания планирования. При этом печь должна
б уть нормально загружена и тщательно
спланирована, чтобы не было переуплотне-
ния шихты в каком-либо люке.
Контроль температур в коксе должен
осуществляться во всех точках по (высоте
камер одновременно по (всем загрузочным
люкам. Термопары устанавливают сверху
печей через просверленные в крышках загру-
зочных люков отверстия.
Для (более (быстрого выполнения (провер-
ки (распределения температур по (высоте
камеры можно применять метод замера на-
кала кокса оптическим пирометром через
заранее установленные в печь металличе-
ские (трубы. Для этого на 6—8-м часу пос
ле загрузки через отверстия в крышках за-
грузочных люков устанавливают цельно-
тянутые трубы диаметром 50 мм и длиной
4450 мм. На нижних концах этих труб при-
варивают донышки с заострениями для об-
легчения погружения труб в загрузку в
печах. В эти трубы опускают (прикреплен-
ные на проволоках (металлические диски из
нерж.авеющей стали (глубина их погруже-
ния в трубках должна соответствовать
горизонту, на котором измеряется темпера-
тура в коксе).
Температуры, измеренные оптическим
пирометром, всегда ниже, чем по замеру
термопарами, и величина этого занижения
непостоянная, поэтому контроль темпера-
тур <в коксе термопарами более надежный.
По разности температур внизу и вверху
вертикалов можно с достаточным прибли-
жением определить, какая будет разность
температур в коксе по высоте камер. Пра-
ктически в интервалах температур 1150—
1400° С (изменение температуры в простен-
ках на 1° С приводит к изменению темпе-
ратур в коксе на 3—5° С.
Для проверки равномерности нагрева
кокса по высоте камер коксования можно
применять также метод измерения накала
стен камер коксования сразу после выдачи
из них кокса.
Температура газа в подсводавом прост-
ранстве камер коксования (измеряется тер-
мопарами через загрузочные люки.
Регулирование обогрева коксовых печей доменным газом
225
По действующим в настоящее время ин-
струкциям температура газа в подсводовом
пространстве контролируется за 5 ч до вы-
дачи кокса из печей.
На батдрее с одним газосборником тем-
пература измеряется через один загрузоч-
ный люк, [расположенный у газоотводящего
стояка.
На батареях с двумя газосборниками
температура измеряется через два люка,
расположенных у стояков.
РЕГУЛИРОВАНИЕ ОБОГРЕВА
КОКСОВЫХ ПЕЧЕЙ ДОМЕННЫМ ГАЗОМ
Изложенные выше методы регулирования
обогрева печей коксовым газом в основном
применимы и при регулировании обогрева
печей доменным газом. Отметим лишь от-
личительные особенности [регулирования
обогрева печей доменным газом или его
смесью с коксовым, богатым или природ-
ным газом. Основные из них — увеличение
объема продуктов горения на единицу тепла
по сравнению с коксовым газом примерно
в 1,3 раза и, следовательно, изменение рас-
пределения газов по длине [регенераторов
и отопительных простенков, что нарушает
равномерность, достигнутую при обогреве
печей коксовым газом. При переводе печей
на обогрев доменным газом увеличенные
объемы газа резко повышают сопротивле-
ние всей системы, в связи с чем в ней про-
исходят соответствующие изьменения давле-
ний на восходящих и нисходящих потоках.
Чтобы перевести батарею коксовых печей
с коксового на доменный газ без потери
производительности, прежде всего нужно
иметь необходимый резерв тяги дымовой
трубы .и [Качественно выполнить [работы по
подготовке к переводу печей на обогрев
доменным газом к началу [регулирования
обогрева.
На батареях, где не [имеется .резерва тя-
ги, а по условиям производства требуется
перевод на обогрев доменным газом, необ-
ходимо особо тщательно проанализировать
сопротивление всех элементов [отопительной
системы [и [Клапанов для [выявления возмож-
ности снижения его.
Особо повышенное сопротивление может
быть на входе воздуха в клапаны в ре-
зультате малых воздушных отверстий и по-
тери части воздуха в боровы через неплот-
ности дымовых клапанов, трещины в сте-
нах подовых каналов регенераторов, в раз
делительных стенах последних и засорения
или оплавления насадки.
Все эти недостатки должны быть устра-
нены путем замены клапанов на новые с
увеличенными воздушными отверстиями и
герметичными дымовыми клапанами: неп-
лотности в стенах подовых каналов и ре-
генераторов должны быть ликвидированы
торкретированием в горячем состоянии, на-
садка очищена от отложений пыли, а если
она наплавлена, то должна быть полностью
заменена на новую.
15 Справочник коксохимика, т. II
Выполнение этих основных мероприятий
дает возможность [переводить ;на обогрев до-
менным газом батареи, проработавшие бо-
лее 10—15 лет без потери производитель-
ности. На батареях, проработавших более
15 лет [и не имеющих нужного [резерва тя-
ги, для сохранения их производительности
следует переводить их на обогрев смесью
доменного с коксовым газом или взамен
его с богатым или природным газом с теп-
лотворностью смеси 1100, 1200 и даже
1300 ккал/м3.
Кроме этого, для увеличения тяги дымо-
вой трубы 'рекомендуется (применить уста-
новку дымососов для отбора из боровов
части продуктов горения.
Перевод батареи коксовых печей на обогрев
доменным газом
Ко времени перевода батареи коксовых
печей на обогрев доменным газом должен
быть [Полностью закончен монтаж, и газо-
проводы с продувными свечами, отводами
конденсата, воды, пара, импульсных тру-
бок к контрольно-измерительным приборам
и it. п. должны [быть приняты 'по техниче-
ским условиям.
Следует тщательно проверить кантовоч-
ное устройство каждого клапана и всей
системы, которая [испытывается в работе не
менее 3—5 суток, должны быть полностью
закрыты все запорные [регулировочные и
кантовочные клапаны и последние отсое-
динены от цепочек на кантовочных секторах.
Все наружные газопроводы и разводящие
по сторонам коллекторы должны быть про-
дуты и заполнены доменным газом.
Присоединение наружных и внутренних
газопроводов к [действующему и продувка
этих газопроводов производятся по специ-
альному плану с соблюдением правил 6е
^опасности ведения работы.
На период перевода всех печей батареи
на обогрев доменным газом работа канто-
вочного устройства переводится на ручное
управление с установлением периода меж-
ду кантовками 30 мин.
Давление доменного газа по сторонам на
протяжении всего перевода обогрева бата-
реи поддерживается ручными шиберами не
менее 100 мм вод. ст.
Доменный газ должен подаваться толь-
ко в (регенераторы, заполненные продукта-
ми горения.
Для уточнения [исходных величин подачи
доменного газа, воздуха и разрежений, по-
лученных расчетами, в первую очередь на
обогрев переводят 6—10 простенков с ма-
шинной и коксовой сторон одновременно.
Перевод на обогрев доменным газом ре-
комендуется производить с простенков, рас-
положенных у кантовочного помещения.
Подготовительные работы начинают не-
медленно после кантовки. При этом поря-
док операций в первой кантовке следую-
щий:
1-я операция — воздушные крышки
газовых клапанов отсоединяют от штанги
226
Температурный и гидравлический режим коксовых печей
удалением валика на рычагах, подсоеди-
няют кантовочные клапаны доменного . га-
за на цепочки и рукой проверяют подъем
клапана доменного газа;
2-я операция—под воздушные крыш-
ки газовых клапанов подкладывают асбе-
стовые -прокладки из листа (4 мм), а са-
мые крышки плотно зажимают специальны-
ми зажимными болтами.
3-я операция— открывают запарные
регулировочные клапаны доменного газа,
увеличивают разрежение, открывая дрос-
сельные шиберы в дымовых патрубках кла-
панов на 30—40% против имевшегося при
обогреве коксовым газом. Раскрывают пла-
стинки на отверстиях воздушных клапанов
для обеспечения разрежения вверху воз-
душного регенератора при работе его в сле-
дующей кантов,ке 3,5—4 мм вод. ст.
4-я операция — закрывают стопорные
краны коксового газа на патрубках, подво-
дящих газ в простенки, в которые в сле-
дующую кантовку будет подан доменный
газ. Отсоединяют рычаги этих кантовочных
кранов от кантовочной штанги и крышки
на подаче воздуха для декарбонизации.
После выполнения всех вышеуказанных
операций производят кантовку для подачи
доменного1 газа в регенераторы, ранее ра-
ботавшие на отводе дымовых газов.
В верху регенераторов, обслуживающих
простенки, переведенные на обогрев домен-
ным газом, с помощью переносных микро-
манометров устанавливают заданные давле-
ния на восходящих и нисходящих потоках
по обеим сторонам батареи одновременно.
Сразу же после кантовки готовят к перево-
ду на обогрев доменным газом следующую
группу простенков (10—12).
После перевода всех простенков батареи
на обопрев доменным газом работа канто-
вочного устройства переводится на автома-
тическое управление с периодами между
кантованиями 20 мин.
Включают в работу автоматические регу-
ляторы давлений доменного газа в общем
газопроводе и по сторонам немедленно на-
чинают регулировочные работы для уста-
новления необходимых давлений в верхней
зоне всех газовых и воздушных регенера-
торов на восходящих и нисходящих пото-
ках.
После перевода батареи на обогрев до-
менным газом новое температурное состо-
яние, соответствующее поданному коли-
честву тепла, устанавливается уже через
4—6 ч.
Распределение газа и воздуха по длине
батареи
Необходимое количество газа подается
сначала для отопительных простенков, об-
служивающих контрольную печь. После оп-
ределения необходимых разрежений в верх-
ней зоне газовых и воздушных контрольных
регенераторов на восходящем и нисходя-
щем потоках методом перепада устанавли-
вают такие же разрежения по всем регене-
раторам каждой стороны батареи.
Для облегчения регулирования подачи га-
за и воздуха на обогрев свободные сечения-
косых ходов для газа -и воздуха должны
быть 'одинаковы. Это дает возможность
контролировать соотношение подаваемых
объемов газа и воздуха по давлению ввер-
ху регенераторов. В зависимости от тепло-
творности газа, подаваемого на обогрев
печей, потребность воздуха на единицу объ-
ема газа разная.
На основании расчетов сопротивлений га-
зовых и воздушных косых ходов можно оп-
ределить нужную разность давлений на-
восходящем потоке между газовыми и воз-
душными регенераторами.
Потребная подача воздуха на обопрев пе-
чей для газа данной теплотворности опре-
деляется но расчету горения и уточняется
отбором из огневых каналов с помощью
кварцевых трубок проб продуктов горения.
После определения необходимых разре-
жений в верхней зоне контрольных воздуш-
ных регенераторов на восходящих и нис-
ходящих потоках устанавливают такие же
разрежения во всех остальных воздушных
регенераторах по каждой стороне батареи.
Эта работа выполняется также методом
установления нулевого перепада в каждом
воздушном регенераторе по отношению к
контрольному.
Соотношение объемов газа и воздуха,
подаваемых в простенки, регулируется раз-
ностью давлений на восходящем потоке в га-
зовых и воздушных регенераторах.
Величина разрежений ,на верху воздушных
и газовых регенераторов на восходящем по-
токе устанавливается такой, чтобы давле-
ние на верху вертикалов на восходящем по-
токе было в пределах ( + 0,5) 4-( + 0,8) мм
вод. ст.
Разрежение на нисходящем потоке на-
верху газовых и воздушных регенераторов
устанавливается таким, чтобы обеспечить
одинаковое тепло-использование поверхно-
сти насадки этих регенераторов, что дости-
гается при выходе продуктов горения из
подовых каналов газовых и воздушных ре-
генераторов с одинаковой температурой.
Поскольку объемы продуктов горения при
обогреве -печей доменным газом или смесью
значительно больше, ием при обогреве кок-
совым газом, то и сопротивление зоны ко-
сых ходов значительно выше. Поэтому при
обогреве печей доменным газом требуется-
меньшее разрежение, на верху регенерато-
ров на восходящем потоке для поддержа-
ния такого же давления на верху вертика-
лов для соблюдения правильного гидрав-
лического режима -в отопительной системе,
что наглядно видно чз данных, приведенных
в табл. 13-8.
Распределение газа и воздуха по длине
обогревательных простенков
Подачу газа и воздуха вдоль обогрева-
тельных простенков регулируют с помощью
калиброванных регистров, устанавливае-
мых в косых ходах. Регистры в обоих ко*
Регулирование обогрева коксовых печей доменным газом
227
Таблица 13-8
Разрежение в верхней зоне регенераторов на печах разных систем при обогреве
их доменным газом
Система печен । Период коксования, ч Сторона печей Разрежение, мм вод. ст. Среднее разрежение на нис- газ+воз. ходящем потоке мм вод. ст. Перепад да- влений от вос- ходящего по- тока к нисхо- дящему, мм вод. ст.
восходящий поток нисходящий поток
м о га 1— воздушный газовый воздушный газовый ВОЗДУШНЫЙ
ПК* довоенные 14—42 Машинная Коксовая 3,1 3,2 3,7 3,8 13,7 14,0 13,7 13,9 13,7 13,95 10,6 10,75 10,0 10,15
ПК-45 14—42 Машинная Коксовая 4,2 4,0 4,5 4,6 П,8 12,0 11,7 11,9 11,75 11,95 7,55 7,95 7,25 7,35
ПК-2К с рецирку- ляцией (21,6 м3) 14—40 Машинная Коксовая 4,1 4,0 4,3 4,2 9,6 9,5 10,6 10,5 10,1 10,0 6,0 6,0 5,8 5,8
ПВР (21,6 Д’) 14—20 Машинная Коксовая 4,4 4,6 4,6 4,8 9,4 10,0 9,5 9,8 9,45 9,9 5,05 5,3 4,85 5,1
С групповым обо- гревом** * Верхние регистры в 15—30 рабоче Машинная Коксовая \1 СОСТОЯНИИ. 3,4 2,9 ’* I 2,9 2,4 Равным 8,8 7,0 1ИСЛОМ 9,2 7,4 ертикал 7,2 9,0 ов по сторо 3,8 6,1 4ам. 4,3 6,6
сых ходах каждого вертикала, кроме край-
них в печах ПК всех типов и крайних пар
в печах ПВР, должны быть всегда одина-
кового размера.
В головочные вертикалы обычно посту-
пает газ с пониженной теплотворностью за
счет выгорания горючей его части с воз-
духом, подсосанным через неплотности в
фасадных стенах камер регенераторов и
корнюрной зоны.
Исследования показали, что даже при
применении (металлических щитов на фа-
садных стенах регенераторов не удается
полностью устранить выгорание горючих
компонентов из газа, поступающего в го-
ловочные вертикалы, -и туда всегда посту-
пает газ с меньшей теплотворностью, чем
в остальные вертикалы. Поэтому в головоч-
ные вертикалы следует подавать значитель-
но большие объемы газов, чтобы компен-
сировать уменьшение их теплотворности.
В свою очередь для подачи воздуха сле-
дует учитывать это уменьшение теплотвор-
ности сжигаемого газа. Обычно при регу-
лировании обогрева потребное количество
воздуха подбирается путем установки ре-
гистров в воздушные косые ходы при пол-
ном удалении их из газовых косых ходов.
Размер регистров в .воздушных косых хо-
дах в головочных вертикалах указывает на
общее состояние герметичности фасадных
стен регенераторов. Чем меньше герметич-
25*
ность стен, тем меньше теплотворность га-
за и, следовательно, для него требуется
меньше воздуха.
На печах ПВР для нагрева головочных
вертикалов, кроме указанных мер, необхо-
димо еще обеспечить отвод из них увели-
ченных объемов продуктов горения, для че-
го в сопряженных с ними вертикалах тре-
буется полностью открывать воздушные ко-
сые ходы, а чтобы не допустить при этом
охлаждения этих вертикалов, требуется не-
сколько больше обычного открывать газо
вне косые ходы.
Такое увеличение сечений косых ходов
в сопряженных с головочными вертикалах
нарушает нормальные условия обогрева
вторых вертикалов и несколько- увеличива-
ет удельный расход тепла на обогрев пе-
чей. Для обеспечения нагрева головочных
вертикалов до заданных температур необ-
ходимо пропускать через них не менее 2,5
объемов газа и продуктов горения по срав-
нению с пропускаемыми через средние вер-
тикалы.
Это условие может быть выдержано толь-
ко на новых батареях с достаточным ре-
зервом тяги дымовой трубы. На таких ба-
тареях применяют диафрагмирование косых
ходов в вертикалах, -кроме головочных, не
менее чем -на 50—70%.
В -табл. 13-9 приведены расстановки ре-
гистров в косых ходах для новых печей
228
Температурный и гидравлический режим коксовых печей
разных систем при обогреве их доменным
газом.
На печах с изношенной кладкой таких
условий нет, и поэтому нагрев головочных
вертикалов поставлен в худшие условия.
Нагрев печей по высоте камер коксовании
При обогреве печей доменным газом или
смесью его с более теплотворными газами
за последние поды в промышленных усло-
виях на многих батареях достигнуто улуч
шение равномерности нагрева печей за счет
частичного разделения потоков газа и воз-
духа на выходе их в вертикалы.
Разделение осуществляется путем уста-
новки дополнительных рассекателей в косых
ходах для газа и воздуха. Перегрев верха
камер .коксования и отставание в нагреве
низа могут быть устранены. в результате
повышения теплотворности отопительного
газа до 1150—>1250 ккал/м^ добавкой коксо-
вого газа, а также изменением условий вы-
хода газа и воздуха из косых ходов в вер-
тикалы.
Автоматическое регулирование обогрева
коксовых печей
Тепло, подаваемое на обогрев батарей
коксовых печей, так же как и всех других
промышленных агрегатов, контролируется
только измерением объемов проходящих
газов. При этом изменение теплотворности,
температуры и влагосодс|ржания газа не
учитывается. В производственных условиях
отклонение этих параметров может изме-
нять подачу тепла на обогрев печей до .10%.
Из всех предложенных схем устранения
этих недостатков наиболее разработанной
в аппаратурном и технологическом отноше-
нии является схема УХИН и Центральной
лаборатории автоматики. Однако все схемы
в том числе и .последняя, построены на
принципе изменения количества подаваемо-
го газа в (зависимости от изменений тепло-
творности, температуры, а также влагосо-
дерЖ1ания газа и воздуха.
Такая корректировка требует применения
многих приборов, класс точности которых
еще недостаточно высок и ® /результате
этого равномерность обогрева при включе-
нии этих приборов не улучшается, а в от-
дельных случаях даже ухудшается.
В связи с этим в настоящее время Гип-
рококсом -разработаны новые схемы автома-
тизации обогрева.
Для обогрева печ-ей коксовым газом по-
стоянство .теплотворности его обеспечивает-
ся смешением обратного газа -всех дейст-
вующих батарей на заводе, в результате
чего теплотворность при четырехбатарей-
ном заводе колеблется в пределах точно-
сти показаний приборов.
Температура коксового газа, подаваемого
на обогрев, автоматически поддерживается
подопревом -его до заданного уровня в спе-
циальных га зопо дог;р ев а тел я х.
При подаче на обогрев доменного газа
постоянство теплотворности -его будет под-
Регулирование обогрева коксовых печей доменным газом
229
держиваться добавкой коксового газа в спе-
циальной смесительной станции (одна на
весь завод).
По автоматизации подачи воздуха на обо-
грев батареи наиболее совершенной являет-
ся схема, разработанная Коксохимстанци-
ей, в основу которой положено поддержание
постоянных перепадов давлений между по-
мещениями тоннелей коксовых печей и ды-
мовыми боровами, что достигается выводом
компенсационных линий из тоннелей и под-
соединение их к приборам, регулирующим и
контролирующим разрежение в боковых бо-
ровах.
В таких условиях на каждой батарее
коксовых печей не требуется дополнитель-
ная установка специальных приборов и обо-
гревом всех батарей можно будет управ-
лять из одного пункта.
На батареях потребуется установить ав-
томатические газомеры с корректорами на
изменение температуры в случае обогрева
печей доменным газом.
Технические условия приемки-сдачи
обогрева коксовых печей после окончания
регулирования
После окончания регулирования обогрева
каждой новой батареи комиссия из пред-
ставителей, производивших работу по пуску
и регулированию обогрева, проектной орга-
низации, исследовательского института и
завода должна произвести приемку обогре-
ва; при этом проверяют производительность
батареи и достигнутые показатели обогре-
ва, состояние кладки, анкеража и уровень
эксплуатации печей.
Приемку обогрева после регулирования
производят по специальным техническим ус-
ловиям.
Испытания в период цриемки-сдачи
должны проводиться на протяжении 5—10
суток. При этом за 10—>15 суток до начала
и в лечение всего испытания печи должны
работать строго на заданном периоде кок-
сования при коэффициенте равномерности
выдачи не ниже 0,92; печи -следует загру-
жать шихтой постоянного состава по ком-
понентам, помолу, влажности и одним и
тем же весом для всех печей.
Отсос газа из газосборников должен про-
изводиться равномерно с колебаниями не
более ± 1 мм вод. ст.
Проверяется выход и качество кокса, га-
за, смолы, аммиака и бензола.
Должна быть зафиксирована расстановка
всех регулировочных -средств.
Определяют удельный расход тепла на
коксование 1 кг шихты, приведенной к 8%
влажности.
Проверяют избыток воздуха, при котором
ведется обогрев печей.
Определяют температурный и гидравли-
ческий режимы.
Состояние кладки и анкеража печей ус-
танавливается путем тщательного осмотра
всех вертикалов, корнюров, верхней зоны
регенераторов, подовых каналов регенера-
торов и всех камер коксования. Кроме это-
го, герметичность .кладки камер определяет-
ся путем отбора -проб продуктов горения
при выключенном обогреве печей.
Производят проверку прогиба каждой ан-
керной колонны и распределение нагрузок
на всех основных и промежуточных узлах
армирования.
Определяют расширение кладки за пери-
од регулирования обогрева печей, состоя-
ние и герметичность всех дверей при повы-
шенном против нормального на 5 мм вод. ст.
давления газа в газосборниках.
На батареях, проработавших более 10—
15 лет, не могут быть достигнуты такие же
показатели, как на новых печах. Поэтому
нормативы для оценки обогрева таких бата-
рей должны быть -значительно снижены.
Регулирование обогрева коксовых печей
с заменой всех горелок и регистров на про-
тяжении всего срока их эксплуатации про-
изводится несколько раз. В период между
заменой горелок и регистров систематиче-
ски контролируют равномерность обогрева
печей и устраняют все возможные отклоне-
ния, которые ухудшают обопрев.
Глава14
КОНТРОЛЬ ПРОИЗВОДСТВА И ТЕХНИКА БЕЗОПАСНОСТИ
КОНТРОЛЬ ПРОИЗВОДСТВА
Персонал коксового цеха контролирует
количество шихты и кокса, теплотехниче-
ский и гидравлический режимы, величину
стрелы прогиба анкерных колонн, состоя-
ние кладки печей; заводская лаборатория —
качество шихты, кокса и газа; отдел глав-
ного энергетика —количество и распределе-
ние газа, воды и пара.
Общая схема контроля технологическо-
го режима коксовых печей с указанием пе-
риодичности контроля приведена в конце
плавы.
Качество израсходованной на коксование
шихты контролируют взвешиванием на ве-
сах под угольной башней или на вагон-ве-
сах каждого загрузочного вагона с учетом
плани|рного выгреба.
На тех заводах, где загрузка печей про-
изводится по объему, расход шихты на кок-
сование определяется по выходу кокса из
шихты по формуле
Qi
Q = • 100,
вк
где Q — количество израсходованной ших-
ты на коксование в сухом весе, г;
Qi — количество выработанного вало-
вого кокса в сухом весе, г;
Вк—выход сухого кокса из сухой ших-
ты, %.
Количество произведенного кокса устанав-
ливается взвешиванием на железнодорож-
ных весах или на весах доменных печей (при
передаче кокса транспортером в доменный
цех).
Веса должны проверяться не реже одного
раза в квартал контрольно-весовой платфор-
мой или контрольным грузом. На заводах,
где каке отгружается железнодорожными
вагонами, должна периодически произво-
диться ,проверка тары.
Контроль теплотехнического режима
включает определение температуры в конт-
рольных н крайних вертикалах, вдоль всех
простенков, в регенераторах, температуры
продуктов горения, газа в газосбо-рниках,
отопительного газа, температуры, замерен-
ной по оси коксового пирога, и температуры
подоводотого пространства печных камер.
Контроль гидравлического режима состо-
ит в определении давления в камерах кок-
сования, газосборниках и отопительной си-
стеме.
Максимально допустимая температура в
вертикалах через 20 сек после кантовки не
должна превышать 1450° С.
Равномерное нарастание температур от
машинной на коксовую сторону свидетель-
ствует о нормальном паспределении темпе-
ратур, обеспечивающем одинаковую готов-
ность кокса по всей длине коксовой камеры
При измерении температур регенераторов
нить лампочки накаливания пирометра нап-
равляется на центральную поперечную пе-
регородку регенератора. Максимально до-
пустимая температура 4300° С.
Измерение температур продуктов горе-
ния производится термопарой, установлен-
ной в боровах с машинной и коксовой сто-
р-он, -и регистрируется самопишущим прибо-
ром. Эта температура не должна превышать
400° С.
Температура продуктов -горения в газо-
воздушных клапанах измеряется ртутным
термометром и не должна превышать
450° С.
Температура газа в газосборниках, изме-
ряемая термометром сопротивления и ре-
гистрируемая самопишущим прибором, дол-
жна быть не выше 85—100° С. Температура
отопительного газа также замеряется тер-
мометром сопротивления и регистрируется
самопишущим п-рибором. Для предупрежде-
ния выпадения нафталина в газопроводах
и арматуре температура коксового газа
после газоподогревателя должна быть в
пределах 40—45° С.
Для определения правильности распреде-
ления температур по высоте камеры ее за-
меряют по оси коксового пирога -на высоте
600, 2100 и 3200 мм от -пода печи для ка-
мер высотой 4300 мм и 600, 2450 и
4200 мм — для камер высотой 5000 мм.
Температура к-окса по оси пирога перед
выдачей его из печи (в точках 2100 и
2450 .и.и) должна быть не ниже .1000 и н<
выше 1050° С.
Замер температур осуществляется хро-
мель-алюмелевымн термопарами, вставля-
емыми в коксовую камеру через 8 ч после
загрузки.
Контроль производства
231
В каждый загрузочный люк печи опуска-
ют три термопары в соответствии с распо-
ложением точек замера. Замер температур
по оси пирога производится один раз в
подгода при установившемся режиме кок-
сования (постоянные оборот печей, влага
шихты, помол и состав шихты, и т. д.) и по
мере’необходимости — в зависимости от из-
менившихся условий (изменения оборота
печей на два и более часа, влажности ших-
ты более 3%, состава шихты). Замеряют
одновременно в нескольких камерах на
разных участках батареи и в разных сери-
ях. Показатели термопары записывают каж-
дый час после установки. Последний замер
производят за 30 мин до выдачи кокса.
Температуру подсводового пространства
замеряют термопарами через загрузочный
люк печи с машинной строны на расстоянии
не менее чем на 150 мм выше верха коксо-
вого пирога за 5—6 ч до выдачи кокса;
температура должна быть не выше 800° С
во избежание интенсивного отложения гра-
фита на своде печи.
Давление и расход газа определяют сис-
тематически специальными указывающими и
регистрирующими приборами. Давление га-
за измеряется в общем газопроводе и в га-
зопроводах по сторонам батареи, расход
газа — по сторонам батареи.
Давление в общем газопроводе должно
быть в 3—4 раза больше давления газа по
сторонам, чтобы обеспечить надежную ра-
боту автоматических регуляторов давления.
Разрежение в боровах замеряется указы-
вающими и саморегистрирующими прибора-
ми.
Стрелу прогиба анкерных колонн замеря-
ют одним из следующих способов:
1. По трем горизонтам (рис. 14-1).
На время проведения замера вдоль всей
батареи с машинной и коксовой сторон на-
1 горизонт
Рис, 14-1. Способ замера прогиба анкерных
колонн по трем горизонтам
15*
тягивается стальная проволока диаметром
1—1,5 мм на трех горизонтах. Проволока
закрепляется в специальных кронштейнах
на контрфорсах на расстоянии 500 мм от
фасада их: ниже верхних анкерных болтов
на 100—150 мм, выше пода печей на вели-
чину к и мад газовоздушными клапанами.
Средняя проволока должна находиться
на уровне максимальной стрелы прогиба
колонн; обычно это соответствует середи-
не колонны. Все три проволоки должны
быть хорошо натянуты по одной вертикали
вдоль батареи и не касаться никаких пред-
метов. Положение проволок должно оста-
ваться постоянным на весь период эксплуа-
тации.
На каждой анкерной колонне делают три
метки, от которых ведется измерение.
Если в точке замера иа колонне имеется
планка, то толщина ее прибавляется к дан-
ным замера.
Стрела прогиба анкерной колонны опре-
деляется по формуле
А = (а — с) + (Ь ~ а)~,
С
где А — стрела прогиба, мм;
а — расстояние от колонны до проволо-
ки I горизонта, мм;
с — расстояние от колонны до проволо-
ки II горизонта, JWJW;
Ь — расстояние от колонны до проволо-
ки III горизонта, мм;
е — расстояние между проволоками I
и II горизонта, м;
Е — расстояние между проволоками I
и III горизонта.
Величины е и Е должны быть постоян-
ными для каждого типа анкерных колонн.
Замер может производиться только во
время цикличной остановки.
Пример.
а=160лш, с =145 мм, Ь=180мм,
е = 2,8 м, Е = 8 м,
тогда
2,8
А = (160 — 145) + (180 — 160) -г- = 22 мм.
8
2. С помощью двух угольников (рис. 14-2).
Два угольника с прикрепленным к ним
шнуром приставляют к анкерной колонне
под верхним и над нижним анкерными бол-
тами.
Замеряют расстояние от колонны до шпу-
ра на определенном расстоянии от пода
печи.
Стрела прогиба анкерной колонны рас-
считывается по формуле
А = а — с,
где А — стрела прогиба колонны, мм;
а — расстояние от точки закрепления
шнура на полке угольников до
полки анкерной колонны, мм;
с — расстояние от натянутого шнура
между угольниками до полки ан-
керной колонны на высоте к от
пода печи (в месте максимальной
стрелы прогиба).
232
Контроль производства и техника безопасности
Рис. 14-2. Способ замера стрелы прогиба ан-
керных колони двумя угольниками
Если прямоугольники накладываются не-
посредственно на полку колонны, а величи-
на с отсчитывается от верха накладки до
шнура, то к ней нужно прибавить толщину
накладки Ь.
Пример.
а = 150 мм, с = 135 мм, 6=10 мм,
тогда
А = 150 — (135-|— 10) == 5 мм.
3. По внутренним струнам.
С 1958 г. на всех вновь сооружаемых ба-
тареях получил распространение замер про-
гиба при помощи струны, натянутой вну-
три колонны 'между двумя угольниками,
приваренными к наружной полке колонны.
Этот способ наименее трудоемкий и позво-
ляет замерять прогиб в любое время в ходе
эксплуатации. Метод может быть применен
на батареях печей всех конструкций, кроме
печей ПК, имеющих изгиб колонн в кор-
нюрной зоне.
4. С помощью двух отвесов.
Этот способ наиболее трудоемкий и менее
точный, поэтому к нему прибегают только
в случае, если условия не позволяют заме-
рить стрелу прогиба другим методом.
Формулы подсчета стрелы прогиба анкер-
ных колонн всеми методами учитывают из-
менение стрелы прогиба от прямой линии
без учета их фактического состояния до
затяжки.
Если колонна в свободном состоянии име-
ла прогиб (прямой или обратный), то к по-
лученной величине стрелы прогиба прибав-
ляют или отнимают величину первоначаль-
ного прогиба в свободном состоянии.
Деформация или отход анкерных колонн
и листов, армирующих стены регенератора,
от армирующих рам и кладки приводит к
отходу брони и армирующих рам от клад-
ки; это влечет за собой отрыв кладки го-
ловки камеры и регенераторов от основного
массива печей. Для того чтобы предотвра-
тить деформацию и отход анкерных колонн,
необходимо:
1) поддерживать такую температуру в
крайних вертикалах, чтобы обеспечить пол-
ную готовность кокса в головках и постоян-
ное тепловое напряжение головочного кир-
пича;
2) не допускать выделения газа у две-
рей и его горения;
3) обеспечить хорошую эвакуацию газа
из камер коксования, для чего вся газоот-
водящая арматура должна быть чистой,
подсводовое пространство камеры свобод-
ным и отсос газа нормальным;
4) не допускать просачивания газа за
армирующие рамы и на стыке рам, для че-
го производить систематическую обмазку
(торкретирование) асбестовых шнуров меж-
ду армирующей рамой и кладкой печи;
5) в случае бурения пирога не допускать
накапливания раскаленного кокса у анкер-
ных колонн;
6) строго контролировать состояние ан-
керных болтов, утопленных в кладку, и сжа-
тие пружин на анкерных стежках и на са-
мих колоннах; величина сжатия каждого
узла пружин должна отвечать зафиксиро-
ванной в акте сдачи печей после регулиров-
ки обогрева; дефектные анкерные болты
следует немедленно менять;
7) обеспечить плотное прилегание анкер-
ной колонны к поверхности армирующей
рамы и стенке регенератора.
Плотность прилегания колонны к арми-
рующей раме и стенке регенератора в печах
старых конструкций достигается подтяжкой
анкерных болтов в верхней или нижней ча-
сти колонны и путем укладки металличе-
ских пластин между колонной и армирую-
щей рамой между колонной и стенкой реге-
нератора. На печах ПВР и ПК-2К всех
типов армирование кладки должно обеспе-
чивать поддержание заданных нагрузок по-
средством зажатия пружин на анкерных
колоннах и анкерных стяжках.
Сопротивление насадки регенераторов оп-
ределяется путем замера перепада давления
между подовым каналом и подсводовым
пространством регенераторов на нисходя-
щем потоке.
Значительное увеличение сопротивления
насадки регенераторов указывает на зашла-
кование насадки или отложение в ней ко-
лошниковой пыли (при обогреве печей до-
менным газом). Сопротивление насадки мо-
жет возрасти настолько, что приведет к по-
ложительному давлению в газовоздушном
клапане восходящего потока и просачива-
нию доменного газа в помещение тоннеля.
Для очистки от пыли насадка регенера-
торов продувается сжатым воздухом. При
Техника безопасности
233-
малой эффективности этого мероприятия
забитая насадка вынимается, очищается и
вновь устанавливается.
Расход воды определяется водомерами,
установленными на общих водопроводах,
подводящих воду в цех.
Расход пара определяют паромерами,
установленными на общих подводах пара
высокого и среднего давления к коксовому
цеху.
К основным качественным показателям
шихты кокса и газа, определяемым лабо-
раторией и ОТК, относятся:
дл я шихты — выход летучих веществ, со-
держание серы, золы, влаги, ситовый сос-
тав и насыпной вес;
для кокса — выход летучих веществ, со-
держание золы, серы, влаги, механическая
прочность и ситовый состав товарного кок-
са:
для газа — элементарный состав, удель-
ный вес и калорийность.
ТЕХНИКА БЕЗОПАСНОСТИ
Для рабочего каждой квалификации дол-
жна быть составлена инструкция по тех-
нике безопасности.
Каждый новый рабочий должен в течение
12 рабочих дней работать в утренней смене
для ознакомления с рабочим местом и изу-
чения безопасных приемов работы. После
двухнедельного обучения рабочий должен
сдать экзамен, после чего направляется в
смену (бригаду).
В бригаде новый рабочий прикрепляется
к кадровому рабочему для дальнейшего
обучения.
Каждый рабочий должен быть снабжен
соответствующей спецодеждой и инстру-
ментом.
В цехе должны быть построены асфаль-
товые дороги для транспорта и тротуары
для пешеходов.
Если вход в цех осуществляется через
пути коксовыталкивателя, то на месте пе-
рехода должны быть световые предупреди-
тельные сигналы «Берегись коксовыталки-
вателя» и звуковые, автоматически вклю-
чающиеся при приближении машин к месту
перехода.
Все движущиеся в цехе машины должны
иметь ручной (ножной) гонг, автоматически
действующий сигнал-гонг и тормозное уст-
ройство.
Пути коксовых машин должны быть ис-
правными и иметь по концам надежные
тупики; нельзя допускать отклонений от
установленных габаритов.
Все вращающиеся части машин, лестницы
и площадки должны быть ограждены.
Троллеи коксовых машин должны быть
ограждены специальными сетками, а высота
их расположения должна обеспечить безо-
пасность окружающих. Если под троллеей
имеется проход для людей, то в этом месте
под ней ставится сетка и заземляется. Все
машины должны быть оборудованы специ-
альными безопасными площадками для об-
служивания токоприемников. Под токопри-
емником должна быть сетка на случай его
поломки. Кабины машиниста должны быть
остеклены, освещены и отеплены. Освеще-
ние рабочих мест должно быть безопасным,
обеспечивать достаточную видимость и-
удобства обслуживания.
Все механизмы должны быть сблокирова-
ны с ходом машин так, что если какой-ли-
бо из механизмов работает, то с моторов
передвижения машины снимается напряже-
ние, и наоборот — если машина передви-
гается, то ни один из моторов механизмов
машины не должен быть под током.
На каждую машину и механизм создается
специальный паспорт-жезл, который дает
право машинисту или мотористу управлять
машиной или механизмом. Без наличия пас-
порта-жезла управлять машиной или ме-
ханизмом категорически запрещается.
Все моторы и движущиеся машины долж-
ны быть надежно заземлены. Заземление
проверяется один раз в год.
Концевые и промежуточные площадки ба-
тарей должны иметь ограждения высотой
не ниже 1,3 м с отбортовкой внизу на высо-
ту 0,2 я.
Рабочие цеха снабжаются питьевой гази-
рованной водой, а в летнее время — под-
соленной газированной водой.
Каждая батарея должна иметь лестнич-
ные клетки на верх печей с двух торцовых
сторон. Выходы размещают вне габаритов'
движения загрузочного вагона.
Упорные рельсы двересъемной машины
должны устраиваться вдоль всего фронта
печей, включая промежуточные н концевые
площадки. У входа в газоопасные места
должен быть повешен плакат «Опасно. Газ.
Вход воспрещен».
Все газоопасные работы должны прово-
диться газоспасателями под руководством
ответственного лица цеха.
На все разовые жизнеопасные и газо-
опасные работы (очистка угольных башен,
бункеров коксосортировки, ремонт газо-
проводов, установка и выемка заглушек на
газопроводах, аммиакопроводах, ремонт и
очистка газовой арматуры, подъем грузов
свыше 100 кг на высоту и т. д.) составляет-
ся предварительный план-порядок, утвер-
ждаемый главным инженером завода, после-
чего отделом техники безопасности выпи-
сывается специальный допуск на производ-
ство работ.
Персонал, обслуживающий механизмы и
аппаратуру, подведомственную гостехнадзо-
ру, должен пройти специальное обучение и
получить удостоверение, разрешающее об-
служивание и ремонт их.
Один из руководящих работников цеха
назначается распоряжением по цеху ответ-
ственным за состояние, эксплуатацию и ре-
монт указанных механизмов и аппаратуры.
Загрузка печей
Перед въездом загрузочного вагона под
угольную башню необходимо уменьшить-
234
Контроль производства и техника безопасности
скорость движения, чтобы не нарушить ве-
совую площадку и не толкнуть находящий-
ся в этот момент под башней загрузочный
вагон.
При подъезде к печн, подлежащей загру-
зке, уменьшается скорость движения маши-
ны.
На загрузочном вагоне должно быть те-
лескопическое устройство, которое плотно
садится на раму загрузочного люка или
входит внутрь его для предотвращения про-
сыпания шихты вокруг люков в процессе
загрузки.
Телескоп должен быть полностью опущен
на раму люка до начала открытия затвора
бункера.
При выгрузке шихты из бункеров ваго-
на в печь должны работать автоматические
встряхивающие устройства.
При подметании шихты вокруг люков
вручную необходимо находиться с наветрен-
ной стороны. Запрещается находиться у за-
грузочного люка в момент открытия плани-
рной дверцы.
Нижние кабины на всех загрузочных ва-
гонах цеха должны устраиваться на одной
и той же стороне вагона.
Стояки коксовых печей оборудуются тер-
моизоляционными щитками. Крышки стоя-
ков должны быть самоуплотняющимися.
Выстилка верха печей не должна иметь
выступов и впадин. Рамы загрузочных лю-
ков монтируются заподлицо с верхом клад-
ки. При снятии крышек загрузочных лю-
ков нужно быть очень внимательным: ес-
ли допустить ошибку и снять крышку с
люков печи, включенной в газосборник,
можно получить тяжелую травму.
Очистка загрузочных люков от графита
производится специальным инструментом
перед выдачей кокса из печи при закрытых
дверях и открытых стояках.
Запрещается находится у открытого лю-
ка в момент снятия двери. После очистки
графита в одном из люков он закрывается
крышкой и только после этого открывается
крышка следующего люка для чистки. Очи-
стка колен стояков от нагара производится
специальным механизмом, смонтированным
на загрузочном вагоне.
При отсутствии такого механизма очистка
производится вручную после выдачи кокса
из печи со специальной переносной пло-
щадки, установленной у стояка. Нахожде-
ние на площадке при передвижении за-
грузочного вагона вдоль батареи запре-
щается.
При очистке стояков от нагара «ершом»
необходимо следить за тем, чтобы под стре-
лой «ерша» не было людей.
При остановке газодувки и прекращении
отсоса газа или при повышенном против
нормы давлении на газосборнике необхо-
димо открыть свечи газосборников, а если
этого недостаточно, то открывают и крыш-
ки стояков свежезагруженных печей с од-
новременным отключением их от газосбор-
ника. Загрузка и выдача кокса из печей при
этом запрещены.
Выдача кокса
Перед подачей двересъема к двери необ-
ходимо убедиться, что на обслуживающей
площадке печей у этого места нет людей.
Отвод двери от печи производится плав-
но без рывков, при этом непосредственно
у двери никого не должно быть. Дверь от-
водится за пределы анкерных колонн, с
верхушки двери сбрасывается оставшийся
на футеровке кокс и после этого дверь от-
водится в крайнее заднее положение. Очи-
стка дверей и рам должна производиться
специальными механизмами, в отсутствии
таковых очистка производится вручную
специальным инструментом. Соблюдается
такой порядок: вверху очищается правая
сторона двери, внизу очищается левая, и
наоборот. При очистке рамы от нагара на-
до находиться сбоку, а не против нее.
Для выдачи кокса из печи необходима
согласованность в работе коксовыталкива-
теля, двересъемной машины и электровоза
с тушильным вагоном и сигнализация или
блокировка между машинами с коксовой и
машинной сторон.
При подаче в печь выталкивающей штан-
ги необходимо следить за тем, чтобы между
штангой и открытой печью никто не прохо-
дил. Запрещается проходить под штангой
во время ее движения в печь или из печи.
При уборке «концов» после выдачи кокса
с обеих сторон нужно находиться всегда
с наветренной стороны. Запрещается нахо-
диться на верхней площадке двересъемной
машины для очистки верха двери в про-
цессе выдачи кокса.
Уплотнение дверей, равно как и все ре-
монты печей и дверей с коксовой стороны,
производится вслед за движением двересъе-
мной машины по ее ходу.
Ремонт и обслуживание дверей против
движения машины разрешается произво-
дить в исключительных случаях не ближе,
чем за 20 печей от выдаваемой, и с соблю-
дением специальных правил.
Нельзя приступать к работам на обслу-
живающей площадке коксовой стороны, не
поставив об этом в известность мастера
по производству и машиниста двересъе-
мной машины.
Верхнюю часть дверей уплотняют с кок-
совыталкивателя и двересъемной машины.
Переносная лестница должна иметь крюч-
ки, которые прочно закрепляются на ригеле
двери. При подъеме и опускании планир-
ной дверцы необходимо следить, чтобы в
это время под ней не было людей. При
передвижении двересъемной машины на
установку двери после уборки «концов»
дверевой должен находиться на машине,
а не на площадке.
При включении любого механизма маши-
нисты коксовыталкивателя и двересъемной
машины должны видеть дверевых. Если
дверевой оставляет рабочее место, он обя-
зан об этом доложить машинисту.
Местонахождение инструмента на маши-
не должно быть таким, Чтобы взять его
Схема контроля технологического режима коксовых печей
235
можно было, не нарушая техники безопас-
ности.
Коксонаправляющая клеть на двересъем-
ной машине должна находиться со стороны
тушильной башни, чтобы тушильный вагон
во время приема кокса из печи не прохо-
дил мимо машиниста и дверевого. При
проезде тушильного вагона с раскаленным
коксом мимо другой батареи персонал, на-
ходящийся на этой батарее с коксовой
стороны, входит в кабину двересъемной
машины.
Тушение и сортировка кокса
При тушении кокса сточной фенольной
водой в ней не должны содержаться ще-
лочи, масла и хлористые соли. Наличие
масел вызывает удушливый запах и мо-
жет привести к угоранию.
Дотушивать кокс иа рампе следует
брандспойтом, направленным с расстояния
не менее 5 м с наветренной стороны.
Все транспортеры должны быть окожу-
шены и не рассыпать кокса и мелочи. Ниж-
ние ветви лент очищаются автоматическими
лептоочистителями.
Перегрузочные устройства транспортеров
и механизмов сортировки должны быть
оборудованы вытяжками, а здание коксо-
сортировки — приточно-вытяжной вентиля-
цией.
Уборка и смазка транспортеров и меха-
низмов сортировки на ходу запрещаются
и должны производиться во время циклич-
ных остановок.
Уборка железнодорожных путей под сор-
тировкой производится только в светлое
время суток, при этом на путях выстав-
ляют специальные сигнальные знаки. Пе-
реход через транспортер разрешается толь-
ко по переходному мостику.
Погрузка кокса в железнодорожные ва-
гоны должна осуществляться автоматичес-
ки. Полнота загрузки продукции в вагон
должна быть такой, чтобы при транспор-
тировке не сваливались куски кокса.
Газовое хозяйство
Перевод обогрева батареи с доменного
или генераторного на коксовый газ или на.
оборот, а также ремонт газопроводов, гид-
розатворов, газовой арматуры производит-
ся только в дневное время суток под руко-
водством ответственного лица. Участки га-
зопроводов, подвергающиеся ремонту, дол-
СХЕМА КОНТРОЛЯ ТЕХНОЛОГИЧЕСКОГО РЕЖИМА КОКСОВЫХ ПЕЧЕЙ
Вид и место измерений Периодичность измерений Примечание
Температурный режим
Измерение температур в контроль-
ных вертикалах всех простенков бата-
реи по машинной и коксовой сторо-
нам
Измерение температур в головочных
вертикалах всех простенков батареи
по машинной и коксовой сторонам
Измерение температур по длине всех
обогревательных простенков батареи
1 раз в смену
1 раз в 15 суток
1 раз в 3 месяца
Измерение температур в верхней зо-
не всех регенераторов по машинной и
коксовой стеронам
Измерение температуры газа в под-
сводовом пространстве камер коксо-
вания через загрузочные люки
1 раз в 15 суток
Замер по каждой бата-
рее должен производиться
не более чем за 2 суток
1 раз в год, а также
при каждом изменении пе-
риода коксования более
чем на 2 часа или значи-
Замер производится в
одной серии печей на ба-
тарее
тельном изменении соста-
Измерение температуры по оси кок-
сового пирога через загрузочные люки
ва и влажности шихты
1 раз в год, а также
при каждом изменении
периода коксования более
чем на 2 часа или значи-
Замер производится не ме-
нее чем в трех печах на
батарее
тельном изменении соста-
Измерение понижения температуры
за время между кантовками в конт-
рольных вертикалах машинной и кок-
совой сторон
ва и влажности шихты
1 раз в год (весной или
осенью), а также при каж-
дом изменении периода
коксования более чем на
I 2 часа
Продолжение
Вид и место измерений Периодичность измерений Примечание
Гид) Измерение давления газа в камерах эавлический режим 1 раз в год Измерение производит-
оксования на уровне пода ся в камере коксования,
Проверка давления в газовых кла- 1 раз в квартал расположенной у места отвода газа из газосбор- ника При обогреве доменным
панах на восходящем потоке и генераторным газом
Проверка положения пластинок на Ежедневно —
воздушных отверстиях клапанов Регулирование давлений в верхней 1 раз в 2 суток На доменном и генера-
зоне регенераторов на восходящем по- токе 2 раза в месяц торном газах На коксовом газе
То же, на нисходящем потоке 1 раз в неделю На доменном и генера-
2 раза в месяц торном газе На коксовом газе
Измерение сопротивления насадки 1 раз в год На коксовом, доменном
всех регенераторов на обоих потоках н генераторном газах
с машинной и коксовой сторон Определение избытка воздуха и про- 1 раз в 2 суток На доменном и генера-
дуктов горения, отобранных в подовых каналах контрольных регенераторов 1 раз в месяц торном газах На коксовом газе
Измерение давления по высоте отопи- 1 раз в 6 месяцев 2 про- Летом и зимой
тельной системы на восходящем и нис- ходящем потоках Осмотр кладки всех камер коксова- стенка на батарее Осмотры кладки 1 раз в три месяца
ния через открытые двери по сторо- нам и через загрузочные люки Осмотр вертикалов всех отопитель- 1 раз в три месяца на
ных простенков Осмотр верхней зоны всех регене- нисходящем и восходя- щем потоках 1 раз в 6 месяцев На доменном и генера-
раторов торном газах
Осмотр корнюров 1 раз в год —
Осмотр верхней зоны регенераторов 1 раз в месяц На коксовом газе
и корнюров Контроль расширения кладки всех 1 раз в год —
печей батареи Проверка герметичности фасадных Систематически по ме- —
стен регенераторов, уплотнения пат- рубков газовых и воздушных клапа- нов в местах соединения с кладкой Проверка шаблонами расстановки ре необходимости 1 раз в год Только для печей. ПК
верхних регулировочных регистров (над вертикалами и в перекидных ка- налах) Контроль cocmoi гния анкеража и дверных и ПК-2К рам
Измерение стрелы прогиба всех ан- 1 раз в шесть месяцев —
керных колонн, измерение и регули- ровка нагрузок на пружины Осмотр всех дверных рам 1 раз в шесть месяцев —
Контроль работы кантовочного устройства
Проверка открытия кранов, хода тросов, подъема штоков (дымовых и газовых), крышек клапанов и плот- ности их прилегания Примечание. Для батарей с наруш 1 раз в месяц —
енной кладкой, неисправным газовым оборудованием, с
нарушенным обогревом, нуждающимся в наладке, а также при работе с температурами в простенках
в пределах 1420° С и температурами в регенераторах в пределах 1300° С частота измерений по тем или
иным видам контроля устанавливается дирекцией завода специальным приказом.
Схема контроля технологического режима коксовых печей 237
жны быть обязательно отделены заглуш-
ками.
На любую работу, связанную с газом,
составляется план. До начала работы весь
персонал должен быть специально проин-
структирован. Устройство гидрозатворов
должно отвечать правилам и работа их
систематически проверяться.
В кабинах коксовых батарей должен на-
ходиться запас противогазов и кислород-
ных приборов. При падении давления газа
е общем газопроводе ниже 50 мм немед-
ленно прекращается подача газа на обо-
грев и уменьшается тяга дымовой трубы
Все дроссели тяги должны иметь ограничи-
тели на угол не менее 30° на случай выхо
да из строя регуляторов тяги. При резком
снижении тяги в борове необходимо не-
медленно снизить расход газа и одновре-
менно вывести всех людей из обслужива-
ющих галерей (тоннелей).
До включения газа в газопровод после
ремонта или монтажа он подвергается ис-
пытанию под давлением в соответствии с
техническими условиями.
У гидрозатворов во входах в тоннель, в
кабине газосборной свечи, в кабинах конт-
рольно-измерительной аппаратуры должны
быть таблички с надписью «Опасно, газ».
При продувке газопроводов доменного
или коксового газа через продувные свечи
на батареях останавливается выдача кок-
са и все люди удаляются в безопасное
место по указанию ответственного лица, про-
изводящего продувку.
При отключении или включении обогрева
печей не должно быть посторонних лиц в
тоннелях.
Аварийное отключение обогрева произво-
дит мастер производства, плановое — на-
чальник газового хозяйства коксового цеха.
Одновременное включение обогрева не-
скольких батарей запрещается. Одновре-
менная кантовка обогрева на нескольких
батареях запрещается.
Все пробки на газосборниках и прямых
газопроводах должны быть плотно закры-
ты и иметь цепочки, приваренные к газо-
проводу или газосборнику.
Схема контроля технологического режи-
ма коксовых печей приводится в таблице.
Г л а в a 15
КОКС, ЕГО СВОЙСТВА И ПРИМЕНЕНИЕ
Коксом называют твердый пористый ос-
таток термической переработки спекающих,
ся каменных углей при температуре поряд-
ка 950—1100° С без доступа воздуха.
Кокс — горючий материал; при сжига-
нии он не спекается, не слеживается, не
дает пламени и дыма, горит с ярким нака-
лом до полного сгорания.
При вторичном нагреве выделение лету-
чих веществ из кокса крайне ограниченно,
а летучие углеводороды полностью отсут-
ствуют.
По назначению различают кокс домен-
ный, литейный, генераторный, энергетичес-
кий, для цветной металлургии и прочих
потребителей.
Кокс в доменном процессе является ис-
точником тепла, восстановителем железных
руд и разрыхлителем шихтовых материа-
лов. В современных доменных печах боль-
шого диаметра и объема в условиях рабо-
ты па офлюсованном агломерате, дутье,
нагретом до 1000° С и более, с добавкой
кислорода и природного газа (что позво-
ляет снизить расход кокса до 700 и даже
500 кг на тонну выплавленного чугуна)
особенно возросла роль кокса как единст-
венного твердого материала, через насыпь
которого фильтруются жидкие продукты
плавки — чугун и шлак.
Поэтому наряду с требованием минималь-
ного содержания вредных примесей в ор-
ганическом веществе кокса непрерывно по-
вышаются требования к прочности, круп-
ности и равномерности его по размеру кус-
ков.
В СССР в доменном производстве ис-
пользуют около 78% всего получаемого
крупного кокса.
В литейном производстве кокс является,
в основном, источником тепла, потребного
для переплавки чугуна и скрапа; удель-
ный расход кокса на этот процесс состав-
ляет от 8 до 14%. Чтобы обеспечить высо-
кую температуру переплавленного чугуна,
что необходимо для хорошего заполнения
литейных форм, требуются высокие тем-
пературы в фурменной зоне вагранок. Это
достижимо на коксе повышенной плотнос-
ти и на более крупных кусках при боль-
ших диаметрах вагранок. Для вагранок
диаметром более 1,2 м нужен кокс в кус-
ках более 80—100 мм.
Литейный кокс должен быть возможно-
более чистым от примесей сернистых сое-
динений, так как они в процессе переплав-
ки чугуна в значительной степени погло-
щаются. Производство литейного кокса
составляет в СССР около 6% общего про-
изводства крупного кокса.
Восстановление свинцовых, оловянных и
медных руд ведут на крупном коксе в шахт-
ных печах, по высоте уступающих домен-
ным. Расход кокса составляет 8—12% от
веса перерабатываемой руды.
В производстве цинка кокс применяют
в виде мелочи; расход его составляет около
6% от обрабатываемого концентрата.
Кусковой кокс применяют в шахтных пе-
чах для обжига известняка и цемента.
Расход кокса в этих условиях составляет
около 20% от перерабатываемого известня-
ка. Качество этого кокса может быть ни-
же, чем доменного.
Кокс газифицируется в газогенераторах,
получая в зависимости от условий газифи-
кации воздушный, генераторный, водяной,
парокислородный или паровоздушный газы.
Во всех этих процессах используют кокс
размером кусков 10—25 или 25—40 мм.
К генераторному коксу предъявляют осо-
бое требование — высокая температура
плавления золы кокса (не менее 1250° С)
и высокая реакционная способность по от-
ношению к COj и Н2О.
Кокс класса 10—25 мм широко исполь-
зуют в производстве ферросплавов (фер-
росилиция, феррохрома, ферромарганца и
т.п.), применяемых для раскисления и ле-
гирования стали в электропечах.
Кокс класса 40—25 мм применяют также
для производства карбида кальция в спе-
циальных электроплавильных печах. Для
получения 1 т карбида кальция требуется
1 т негашеной извести и до 700 кг предва-
рительно высушенного кокса. Допустимая
влажность кокса 3—5%, содержание фос-
фора не более 0.04%; кроме того, он дол-
жен иметь высокое электросопротивление.
Кокс, измельченный менее 2 мм, весьма
широко используют для агломерации же-
лезных руд; расход кокса в этом процессе
Кокс, его свойства и применение
239'
составляет ~8% к количеству спекаемой
руды. На агломерацию руд направляют
коксовую мелочь
Наконец, и крупный, и мелкий кокс на-
ходят применение в энергетике. Как без-
дымное топливо для бытовых целей в За-
падной Европе широко используют кокс
класса 40—25 мм.
Особый вид кокса, содержащий мало
золы и серы, применяют при изготовлении
электродов для ферросплавов и в алюми-
ниевой промышленности.
В соответствии с условиями применения
кокса каждого вида разработаны качест-
венные показатели его, имеющие в СССР
и социалистических странах силу государ-
ственных стандартов. В капиталистических
странах эти показатели только рекоменду-
ются в качестве рациональных при заклю-
чении договоров между поставщиками и
потребителями кокса.
Органическое вещество кокса
Органическое вещество кокса состоит, в
основном, из углерода и небольших коли-
честв водорода, кислорода, азота и серы.
Содержание каждого из этих составляю-
щих, определяемое элементарным анализом,
зависит от степени готовности кокса.
Элементарный состав сухой беззольной
массы кокса из современных типовых шихт
при конечных температурах коксования
от 800 до 1100°С представлен в табл. 15-1.
Различия в составе исходных углей от-
ражаются на элементарном составе кокса,
полученного при температурах ниже 700° С;
при более высоких температурах — особен-
но выше 1000° С — они практически не
видны. Только азот, содержание которого в
коксе составляет 75—80% от содержания
в коксуемом угле, отражает его происхож-
дение. В связи с этим содержание его в
донецком коксе ниже (~1,2%), чем в
кузнецком (~2,0%),
Летучие вещества кокса
Водород и кислород с частью углерода
образуют остаточные летучие вещества кок-
са, выход которых для кокса нормальной
готовности составляет 0,9—1,1%.
При вторичном нагреве кокса выделяю-
щиеся летучие продукты представлены в
основном водородом и окисью углерода:
9—12% СО2; 47—53% СО; 30—40% Н2.
Молекулярное строение органической массы-
кокса
Основная термоустойчивая часть органи-
ческого вещества кокса представлена цик-
лически полимеризованным углеродом, об-
разующим структурно упорядоченные эле-
ментарные единицы. Как показывают рент-
генографические исследования последних
лет, такими единицами являются плоские
сетки, аналогичные монослою графита.
По представлениям одних исследовате-
лей эти сетки соединены в блоки (пакеты)
и расположены в них параллельно друг
другу, но не ориентированно, как в графи-
те, ,а по оси, перпендикулярной к их плос-
кости. Сетки удалены друг от друга на
О
расстояние 3,5 А, т. е. больше, чем в гра-
О
фите, в котором оно составляет 3,36 А.
Другие исследователи отрицают наличие
блоков, а утверждают только степень упо-
рядоченности расположения элементарных
сеток.
Размеры структурно упорядоченных еди-
ниц в промышленном коксе зависят от тем-
пературных условий его получения. В ос-
новном при одинаковых производственных
условиях по рентгенографическим показа-
телям кокс из динасовых печей практиче-
ски одинаков.
В элементарные структурно упорядочен-
ные единицы промышленного кокса вхо-
Таблица 15-1
Элементарный состав сухой беззольной массы кокса
Выход летучих веществ исходного угля, УГ % 1 Конечная температура кокса, °C
800 900 1000 1 100
С н 0 С н 0 с н 0 с н 0
21 8 95,8 1,2 1,1 96,9 0,9 0,3 97,4 0,5 0,3 97,6 0,4 0,3
27,4 95,2 1.3 0,7 96,1 0,7 0,2 96,8 0,5 0,2 97,2 0,3 п. д.
Содержание водорода в коксе после
800° С изменяется обратно пропорциональ-
но повышению температуры конца коксо-
вания.
В среднем в сухой беззольной массе про-
мышленного кокса заводов СССР содер-
жится 0,5—0,7% водорода и 0,7—0,9%
кислорода.
дит только часть углерода органической
массы кокса. У кокса из динасовых печей
доля атомов циклически полимеризованно-
го углерода равна 70—83%, а у кокса из
шамотных печей доля таких атомов состав-
ляет только ~60%. Остальная часть ато-
мов углерода входит в состав групп, при-
соединенных к концевым атомам сеток.
240
Кокс, его свойства и применение
Повышение температуры конца коксования
и вторичный нагрев до более высокого
уровня способствует переходу неупорядо-
ченной части углерода в циклически поли-
меризованную часть: при 1300° С относи-
тельное количество последнего достигает
90—95%, а при 1500° С 100%.
Наряду с этим при вторичном нагреве
образовавшиеся сетки непрерывно сближа-
ются друг с другом, к 1700° С расстояние
О
между ними составляет уже 3,45 А.
Взаимная ориентация плоских сеток, т. е.
трехмерное упорядочение структуры, ха-
рактерное для структуры графита, начина-
ется только при 1700° С.
Неорганические составляющие кокса
Неорганические составляющие кокса —
это влага и минеральные примеси. Посколь-
ку прямое определение минеральных при-
месей— трудная и длительная работа, об-
щее количество их принято оценивать по-
казателем зольности кокса, которая опре-
деляется по остатку, образовавшемуся в
результате полного сгорания навески кокса.
Влажность кокса
Влажность пробы кокса определяется по
разности в весе ее до и после высушива-
ния при 110—200° С.
Влажность товарного кокса обусловли-
вается режимом мокрого тушения, качест-
вом воды, использованной для тушения,
длительностью отпаривания кокса на рам-
пе, степенью готовности и крупностью кок-
са, а также техникой приема кокса в ту-
шильный вагон, конструкцией и состояни-
ем оросительных устройств тушильной баш-
ни, методом укладки кокса на рампу.
Готовый кокс мало гигроскопичен и по-
этому слабо удерживает влагу в своих по-
рах. При лежании на воздухе он быстро
теряет влагу примерно до 1%. Сухой кокс
при лежании на воздухе высокой влажнос-
ти в течение нескольких дней набирает
только десятые доли процента влаги. Круп-
ные куски товарного кокса по сравнению с
мелкими содержат в среднем меньше влаги.
Практические данные для кокса нормаль-
ной готовности приведены в табл. 15-2.
Таблица 15-2
Влажность кокса нормальной готовности
Кокс Влажность кокса, %, отдельных классов крупности, мм Средняя влаж- ность всей массы %
+ 80 to оо 60—40 40—25 1 ю сч 1
Магнитогор- ский 2,4 3,4 5,1 6,9 7,0 3,82
Запорожский 2,05 3,3 6,2 7,55 — 4,20
На доменное производство влажность
кокса не влияет, так как влага испаряется
еще на колошнике доменной печи, где же-
лательно снизить температуру. Однако из-
менения содержания влаги в коксе отра-
жаются на содержании углерода в единице
массы кокса, загружаемого в доменную
печь. Поэтому если кокс в печь подается по
весу, то колебания содержания углерода в
каждой подаче могут сказаться на тепло-
вом состоянии доменной печи.
Отсюда вытекают строгие технические ус-
ловия по допустимым колебаниям влажно-
сти доменного кокса: не более 1 % в следую-
щих друг за другом партиях кокса и ие бо-
лее 3% в разных партиях за месяц и год.
Верхний предел влажности равен 5% для
кокса заводов с механизированным туше-
нием и 8% для кокса заводов с ручным ту-
шением.
Для литейного кокса требования к влаж-
ности аналогичны требованиям к доменно;
му коксу. Для остальных потребителей
влажность кокса не имеет технологического
значения и является только расчетным пока-
зателем (ГОСТ 513—54, 2014—53, 8203—56,
8204—56, 8935—58).
Влияние влажности кокса на его прочность
Известно, что с увеличением влажности
кокса выход мелочи при механическом ис-
пытании его уменьшается, так как часть ме-
лочи налипает на крупные куски. Уменьше-
ние выхода мелочи и увеличение веса круп-
ных кусков приводит к увеличению обоих
показателей прочности.
Зависимость показателей прочности от
уровня влажности кокса специально изуче-
на; это позволило установить, что с уве-
личением влажности на 1% в пределах
1,5—5% выход мелочи снижается в сред-
нем на 0,8—1,0% и соответственно увеличи-
вается остаток в большом барабане, или
М40.
В связи с этим зарубежные стандарты
предусматривают определение влажности
кокса каждой из тех проб, которые подвер-
гались испытанию на прочность. В СССР в
связи с тем, что допустимые колебания
влажности товарного кокса значительно
ограничены, считается достаточным опреде-
лять влажность проб от всей товарной мас-
сы, а не от пробы, подвергнутой механичес-
кому испытанию.
Зольность кокса
Зольность кокса определяют (ГОСТ
5989—51) по остатку при полном сгорании,
но она всегда несколько больше содержа-
ния минеральных примесей.
Различие обусловливается изменением
соединений железа, которое при сжигании
кокса от металлического и закисного пере-
ходит в трехвалентное; содержание послед-
него превышает исходное железо в сред-
нем в 1,3 раза; иными словами, на каждый
1% железа в золе железосодержащих ми-
Кокс, его свойства и применение
241
неральных примесей в коксе содержится
только 1 : 1,3 = 0,8%.
При обычном содержании железа в золе
донецкого и кузнецкого кокса от 15 до 25%
п при зольности их порядка 9,6% минераль-
ных примесей в коксе примерно на 0,4%
меньше, чем золы.
Следует учитывать, что при сжигании
каменного угля реакции преобразования
минеральных примесей в большей степени
приводят к потере веса, чем к приобрете-
нию веса из-за окисления. Поэтому вес ми-
неральных примесей угля (Л4У) больше ве-
са определенной в них золы (Ау). Прибли-
женно
Му=1,ЮД^. + 0,55п„р.
Понятно, что указанные различия между
содержанием минеральных примесей и золь-
ностью в коксе и в угле следует принимать
в расчет при определении выхода кокса по
соотношению показателей зольности.
Последний следует подсчитывать по фор-
муле
Л4у 1,171 у 9,55ПИр
А4К + 0,4
Доменному производству требуется кокс
с возможно меньшим содержанием мине-
ральных примесей. Это вызвано большим
отношением суммы кислых окислов (SiO2 +
-г А12О.,) к сумме основных (СаО + MgO +
+ Na2O + ...) в золе кокса и необходи-
мостью ввода в шихтовые материалы до-
менной плавки дополнительного количест-
ва известняка для ошлакования этой золы.
На нагрев этого количества известняка и
процесс ошлакования требуется дополни-
тельный расход тепла, т. е. кокса, что в ко-
нечном счете снижает производительность
и экономичность доменной плавки.
В прошлые годы, когда основная масса
известняка на ошлакование рудной пустой
породы и золы кокса подавалась в домен-
ную печь отдельно от сырой руды, каждый
процент золы кокса требовал дополнитель-
ного расхода кокса в количестве 2—2,5% и
примерно на такую же величину снижал
производительность доменной печи.
В настоящее время, когда основную часть
плавильных материалов составляет офлю-
сованный агломерат и когда расход кокса
благодаря вводу природного газа и совер-
шенствованию технологии доменной плавки
значительно сократился, влияние зольности
кокса, вероятно, уменьшилось.
Требования к зольности литейного кокса
принципиально те же, что и доменного. Но
так как расход его в ваграночном процес-
се по сравнению с доменным значительно
меньше и составляет от 14 до 9% от вы-
плавленного чугуна, то практически неко-
торое повышение зольности кокса не сказы-
вается на запасе тепла плавки.
В соответствии с требованиями металлур-
гии и машиностпоения. в СССР зольность
16 Справочник коксохимика, т. II
кокса в течение последних 30 лет снижена
следующим образом:
193 1 — 1932 гг. 1940 г.
Зольность кокса заводов
УССР............... 1113 10,31
Зольность кокса заводов
РСФСР ............. 12,3 12,72
1950 г. 1960 г. 1 962 г.
Зольность кокса заво-
дов УССР............ 10,0 9,63 9,69
Зольность кокса заводов
РСФСР ............. 1 1.63 1 1,57 1 1.4 1
За это же время выход кокса от шихты
снизился из-за увеличения выхода летучих
веществ из угольных шихт (в 1926—1927 гг.
= 21,5%, а в 1961 г. 1'ш =27%), а это
способствовало повышению зольности кокса.
Государственные стандарты предусмат-
ривают нормы зольности доменного кокса:
из донецких углей — в пределах 9,6—11,0%,
из кузнецких и карагандинских 10—12,7%,
из печорских 11—>1.1,4%, а литейного кокса
из углей всех бассейнов в пределах 10—
12,5%. В табл. 15-3 приведены данные о
влажности, сернистости и зольности кокса
различных районов СССР.
Таблица 15-3
Показатели качества кокса в 1962 г., %
Заводы Влаж- ность Золь- ность Сер- нис- тость
По заводам При- днепровья 3,04 9,61 1,78
Закавказский . . . 1,85 16,81 1,27
Новолипецкий . . . 3,04 10,12 1,80
Московский .... 2,58 9,80 1,85
Калининградский 3,00 8,07 0,85
Череповецкий . . . 3,13 10,52 0,54
В среднем по заво- дам Центра и севера Европы 2,98 10,22 1,25
По заводам Дон- басса 3,32 9,74 1,71
В среднем по заво- дам Урала 3,56 11,86 0,60
В среднем по заво- дам Кузнецкого бас- сейна 3,56 11,15 0,46
Карагандинский . 3,28 12,90 0,71
В среднем по СССР 3,30 10,58 1,26
Состав золы кокса
Типичные химические составы золы кок-
са из донецких, кузнецких и других углей
представлены в табл. 15-4.
Химический состав золы кокса определя-
ет температуру его плавления. Последняя
имеет технологическое значение для агре-
гатов, сконструированных с расчетом на
удаление золы в сухом виде. К таким отно-
сится большая часть газогенераторов, в том
числе предназначенных для получения водя-
ного газа.
242
Кокс, его свойства и применение
Таблица 15-4
Химический состав золы кокса, %
Кокс S1O2 А12О2 Fe2Os CaO MgO P2OS SO.,
Донецкий 32,69 21,00 25,66 3,57 0,97 0,30 3,62
» 43,44 23,52 23,83 2,97 1,29 0,39 2,90
Кузнецкий 56,02 24,69 6,97 4,46 1 ,67 0,77 2,06
Магнитогорский . . . 49,81 28,96 9,60 3,76 3,01 0,68 2,26
Рурский (ФРГ) . . . 38,48 27,34 10,5 7,5—1,5 8,4 — 1,5—3,5
Таблица 15-5
Состав п температура плавления золы кокса
Кокс Химический состав, % T емпература плавления °C Степень плавкости
SiO2 А12Оз Fe2O3 CaO MgO
Ханженковский 34,62 17,60 26,05 10,59 1,36 1250 Плавкая
Макеевский 40,06 26,64 25,24 4,68 1,00 1375 Тугоплавкая
Поэтому для таких потребителей путем
подбора компонентов угольной шихты про-
изводится кокс с золой, имеющей темпера-
туру плавления не ниже 1250° С.
Установлено, что в первом приближении
температура плавления золы повышается с
увеличением отношения содержащихся в
ней кислых окислов к основным
SiO2 -|~А12О3
CaO + MgO + Fe2O3 %- FeO
В табл. 15-5 приведен состав золы и тем-
пературы плавления ее у кокса из специ-
ально подобранных шихт.
Сернистость кокса
В кокс переходит от 45 до 75% серы уг-
ля, притом тем меньше, чем выше степень
метаморфизма исходного угля и чем мень-
ше выход от него летучих веществ.
Так как выход кокса с увеличением сте-
пени метаморфизма исходного угля умень-
шается, то практически получается, что
остаточная сера в коксе из разных уголь-
ных шихт составляет 80—85% серы исход-
ного угля. В коксе она находится в виде
сульфатов органических соединений и в
твердых растворах с органической массой.
Существует несколько формул для расче-
та ожидаемого содержания серы в коксе
(S°6ux ) исходя из содержания серы в уг-
ле: = 0,084 + 0,759 5°бщ (Лоури с
соавторами) 5^бш =0,65 5уИр +0,69
S°pr (Кулишеико и Медведева).
В железе и стали сера вызывает красно-
ломкость, поэтому при прокатке металл да-
ет рванины; в литейном чугуне, сера вызы-
вает большую вязкость, поэтому отливки
плохо заполняют формы и делаются пузы-
ристыми.
В вагранке и в доменной печи часть серы
может улетучиваться с газами, другая по-
глощается из газов шихтовыми материала-
ми и затем распределяется между чугуном
и шлаком.
В вагранке улетучивается до 8% серы,
внесенной коксом. В доменной печи степень
улетучивания серы увеличивается с повы-
шением температуры плавки: она может со-
ставить от 5 до 20% при плавке передель-
ных чугунов, до 30% при плавке литейных
чугунов и 35—40% при выплавке ферро-
сплавов.
Расчеты, проведенные в 20- и 30-х годах с
учетом качества плавильных материалов,,
показали, что с увеличением на 0,1% сер-
нистости кокса при содержании серы в нем
более 1,6% расход его должен быть увели-
чен на 1,5—2,5%; на столько же примерно
снижается производительность доменной
печи.
Из углей различных бассейнов Советского
Союза получают кокс с содержанием серы
от 0,5% (Кузнецкий бассейн) до 2,5% (Кп-
зеловский бассейн). В соответствии с этим и
с технологическими требованиями потреб-
ляющих кокс производств установлены и
нормы содержания серы в коксе разного
происхождения и назначения (ГОСТ 513-54,
2014-53, 3132-46 и др.).
Изменение зольности и сернистости кокса
при вторичном нагреве, угар кокса
При вторичном нагреве кокса до высоких
температур происходит улетучивание ми-
неральных примесей и серы кокса и частич-
ный угар органического вещества.
В табл. 15-6 и 15-7 приведены такие дан-
ные, полученные при прокалке кокса из до-
нецких углей до 1700° С в вакууме.
Кокс, его свойства и применение
243
Таблица 15-6
Потеря веса, изменение зольности и сернистости кокса при прокалке
в вакууме, %
Конечная темпера- тура прокалки °C Время выдержки Енакиевский Макеевский Рутчеиковский Баглейскпй
потеря веса Ас Sc потеря веса Лс Sc потеря в ос а Дс Sc потеря веса Дс Sc
Исходная проба 10,0 1,57 9,9 1,77 9,6 1 ,62 __ 9,5 1,53
1100 1 1,1 9,8 1,55 1,0 9,2 1,70 1,5 9,2 1,48 1,1 9,3 1,53
1300 1 3,1 9,1 1,26 4,2 8,8 1,30 4,4 8,8 1,12 3,7 8,6 1,28
1300 3 3,1 9,0 1,26 4,3 9,0 1,30 4,8 8,5 1,10 4,0 8,6 1,23
1500 1 6,0 8,4 1,15 7,5 8,0 0,97 8,0 7,9 0,88 7,0 7,5 0,96
1700 1 9,6 7,0 0,73 10,4 6,6 0,65 10,4 5,6 0,72 11,2 7,2 0,66
Таблица 15-7
Элементарный анализ кокса
до и после прокалки
Кокс wa Да са 11а <O+N)a
Исходный . . . 0,39 9,94 86,57 0,43 2,67
После прокалки при 1700° С, 1ч 0,08 6,96 91,76 0,20 1,00
Удельный вес кокса
Истинный удельный вес определяется в
пикнометре как вес в граммах одного ку-
бического сантиметра тонкоизмельчениых
частиц кокса (менее 0,02 см). При таком
измельчении в коксе практически отсутст-
вуют макропоры, а микропоры можно счи-
тать доступными для молекул среды, в
которой определяют удельный вес.
Истинный удельный вес сухой массы кок-
суемых углей с зольностью 7—8% в зави-
симости от содержания yi лерода и водорода
составляет от 1,3 до 1,4 г!см3. При коксова-
нии по мере выделения летучих веществ со-
держание углерода в твердом остатке бы-
стро нарастает и вместе с этим повышается
его истинный удельный вес.
Нарастание сначала происходит быстро,
и к 800° С удельный вес достигает в сред-
нем 1,7 г/см3; при дальнейшем повышении
температуры увеличение плотности кокса
замедляется и достигает 2 г/см3 только при
~ 1100°С.
Кажущийся удельный вес
Кажущимся удельным весом кокса назы-
вают вес единицы объема кукса (зерна)
кокса со всеми содержащимися в нем мине-
ральными веществами и воздухом в порах.
Таким образом, кажущийся удельный вес
в отличие от истинного определяют с учетом
пор кокса. Поскольку размеры пор зависят
от плотности загрузки, скорости и конечной
температуры коксования, разные куски
16*
кокса и, более того, отдельные участки пол-
номерного куска кокса, прилежащие к стене
камеры коксования и примыкающие к осе-
вой плоскости коксового пирога, могут
иметь и имеют заметно отличающуюся по-
ристость.
Поэтому определение кажущегося удеть-
ного веса целесообразно вести 1 на несколь-
ких кусках размером 40—20 мм, пробу по-
лучают осторожным дроблением кусков
всех классов крупности (+ 80, 80—60, 60—
40 мм). Вес такой составной пробы должен
быть порядка 3 кг, а вес кусков от каждого
класса крупности пропорционален содер-
жанию этих классов в испытуемой партии.
Объем этих кусков может быть опреде-
лен либо путем гидростатического взвеши-
вания, либо волюмометрически после про-
питки кусков водой.
Кажущийся удельный вес промышленных
образцов кокса находится в пределах 0,8—
0,9 г/см3.
Кажущийся удельный вес кокса опреде-
ляют параллельно с истинным удельным ве-
сом для расчета общей пористости кокса,
которая подсчитывается по формуле (%)
--и^т-7 — • юо.
«ист
Знание кажущегося удельного веса необхо-
димо и для анализа данных о насыпном ве-
се, кокса.
Кроме общей пористости, часто использу-
ют понятие видимой пористости кокса.
Видимая пористость-—это отношение
объема пор, заполняемых водой, к контур-
ному объему изучаемого образца кокса
(ГОСТ 5340-50),
^Видимая пористость составляет обычно
85—94% общей пористости. С изменением
общей пористости изменяется и видимая,
сохраняя примерно указанное соотношение.
Пористость увеличивается с увеличением
скорости коксования и степени измельчения
шихты, уменьшается с уплотнением шихты
и уменьшением выхода летучих веществ от
1 Методика определения кажущегося удельного
веса в настоящее время подготовлена к стан-
дартизации в СССР и в Международной комис-
сии.
244
Кокс, его свойства и применение
Таблица 15-8
Измерения пор промышленного кокса французских заводов
Выход летучих вещее гв % Удельный вес, г/см* Общая пористость % Распределение1 объема пор. %, по крупности, мк
кажу- щийся действи- тельный >150 150—15 15—1,5 1,5—0, 15 0,15—0,02
0,70 0,971 1,916 49,3 11,8 34,0 6,2 3,0 1,0
0,65 855 1,930 55,7 5,5 34,7 14,4 3,6 0,8
1,25 860 1,890 54,5 14,0 26,2 7,6 5,6 0,7
0,90 865 1 ,939 55,4 10,5 28,7 9,6 5,5 1,0
2,55 1,044 1,798 42,0 4,0 19,0 16,0 3,3 0,7
1,02 0,834 1,898 56,1 10,0 28,7 8,6 4,8 2,3
0,90 978 1,940 49,6 18,1 25,8 3,6 1,9 0,6
2 20 1 ,211 1,886 35,9 13,6 11,8 4,0 2,4 1,2
1 ’,30 0,865 1,983 56,4 6,9 27,0 13,0 6,8 2,2
1,50 921 1,945 52,7 3,0 31,0 10,4 4,6 2,4
1,70 939 1 ,914 50,9 10,2 26,4 9,8 3,6 0,8
0,95 969 1,917 49,5 5,3 31,0 8,4 2,8 0,7
1,00 958 1,932 50,4 9,3 33,0 5,8 5,3 1,2
1 Распределение изучено с помощью ртутного поромера.
коксуемых углей в периоде перехода полу-
кокса в кокс.
Для типовых Ш'ихт и условий коксования
в СССР общая пористость доменного кокса
колеблется в пределах 45—55%, видимая
40—50%, а литейного кокса из шамотных
печей соответственно 40—48 и 35—45%.
Размеры пор кокса
В последние годы тип пористости оцени-
вают по величине (диаметру или радиусу)
пор и их распределению по размерам. Для
определения размера пор и толщины их
стенок используют ртутные поромеры и ми-
кроскопический метод при увеличении в
150 раз.
Отношение суммарной доли толщин сте-
нок пор к суммарной доле ширины самих
пор считают коэффициентом плотности кок-
са. Отношение суммы толщин стенок пор к
числу наличных групп стенок пор определя-
ет среднюю плотность, а аналогичное отно-
шение для самих пор —средний размер пос-
ледних. В табл. 15-8 приведены данные из-
мерений пор ряда образцов промышленного
кокса французских заводов.
Применяемые для этой цели методы —
микроскопический и вдавливания ртути —
имеют существенный недостаток — малую
представительность отдельных образцов
кокса, которые берут на исследование. По-
этому для оценки типа кокса необходимо
изучить не менее 10—20 образцов данного
происхождения.
Предложены и другие методы оценки рас-
пределения пор по размерам исходя из уве-
личения кажущегося удельного веса зерен
кокса по мере их измельчения благодаря
последовательному частичному раскрытию
и исчезновению пор. Это увеличение кажу-
щегося удельного веса наблюдается тем в
большей мере, чем ближе размеры частиц к
размерам микропор.
В табл. 15-9 показано изменение плотно-
сти частиц по мере их измельчения; в табл.
15-10—исчисленные по этим данным диа-
метр, объем, количество и поверхность ма-
кро- и микропор. При этом суммарный объ-
ем пор подсчитан исходя из кажущегося
удельного веса материала кокса в зернах
12—25 мм по обычному уравнению, считая
истинный удельный вес равным 2 efcM3-.
Таблица 15-9
Изменение плотности частиц по мере
измельчения
Размер сит по стан- дарту США, меш Средний размер интервала, мк Кажущийся удельный в-ес, г/см3, зерен кокса заво- дов
а 3 = о г м: к? Клер гон I доменный Филадельфия литейный
ixVa" 8—16 16—18 20—30 30—40 40—50 50—60 60—80 80—100 100—140 140—200 19050 1785 1015 715 505 360 275 213,г» 163,0 127,5 89,0 0,899 0.993 1.148 1,184 1,328 1,415 1 ,440 1,512 1,589 1,606 1,623 1,007 1,229 1,234 1,298 1,406 1,444 1,525 1,557 1,573 1,578 1,580 0,923 1,072 1,153 1,221 1,303 1,472 1,546 1,580 1,593
^исл ^каж
И of, =--------
аист
—— см9/г.
акаж
Объем MiHKponop рассчитан по разности
между общим объемом пор и объемом мак-
ропор.
Кокс, его свойства и применение
245
Характеристика макро- и микропор
Таблица 15-10
Кокс завода Диаметр пор (пре- дельный), мк Суммарный объем пор, см3/г Количество пор число 1г Суммарная поверх- ность пор, cM?fe
Бетлехем 820 0,262 910 19
340 0,145 7300 26
90 0,089 230000 29
Сумма 0,496 — 74
Микропоры 0,109 — —
Клертон I 1200 0,177 200 9
410 0,116 3200 17
150 0,065 37000 26
Сумма 0,358 —- 52
Микропоры 0,113 — —
Филадельфия 420 0,290 7500 41
120 0,165 180000 83
Сумма 0,455 — 124
Микропоры 0,128 — —
Экспериментальное определение внутрен-
ней поверхности возможно в первом приб-
лижении на основе сорбционных свойств
кокса. Полученные сорбцией метиленовой
сини величины внутренней поверхности кок-
са заводов Украины в 30-е годы составляли
320—420 см2/г.
Электропроводность
(электросопротивление) кокса
Электропроводность появляется у твердо-
го остатка термической деструкции камен-
ных углей при преобразовании их в полу-
кокс и делается все более и более значи-
тельным при переходе полукокса в кокс,
т. е. по мере обогащения остатка углеродом
п упорядочения его структуры.
С повышением температуры коксования
рост диаметра плоских сеток циклически
упорядоченного углерода и высоты блоков
нз таких сеток ведет к накоплению «обоб-
ществленных» электронов, осуществляющих
перенос электротока, и, таким образом, к
повышению электропроводности.
Дисперсная структура, т. е. неполная мо-
лекулярная упорядоченность структуры ве-
щества кокса, как и всех графитовых мате-
риалов, и наличие пор влияют на уровень
н характер электропроводности. К электро-
сопротивлению вещества присоединяется
сопротивление контактов между состав-
ленными из него частицами, а пористость
уменьшает сечение проводящего слоя.
У отдельного кристалла графита, как и
у большинства металлов, при нагреве элек-
тросопротивление возрастает. У графитового
блока п у кокса оно уменьшается, так как
эффект улучшения контактов между части-
цами оказывается выше возрастающего со-
противления вещества. Чем ниже степень го-
товности кокса (упорядочения его структу-
ры), тем больше разность в электросопро-
тивлении одних и тех же образцов в холод-
ном и нагретом состоянии.
Поскольку электросопротивление кокса
зависит от плотности вещества, абсолютная
величина его зависит от условий проведения
измерений — на целике или брикете из по-
рошка. Сопротивление порошков, в свою
очередь, обусловлено степенью измельчения
пробы кокса, плотностью и равномерностью
уплотнения. Способ определения электросо-
противления кокса в порошках предпочти-
тельнее, так как позволяет испытывать
усредненные пробы от партии кокса.
По данным и по методу УХИН, удельное
электросопротивление порошка промышлен-
ных образцов кокса нормальной готовности
на заводах Юга составляет от 200 до
450 ом м/мм2.
Метод определения степени готовности
проб промышленного кокса по электросо-
противлению целиков на холоду предложен
Онусайтисом и Юрьевской. Авторы предла-
гают следующую шкалу оценки готовности
кокса, ом:
Группа I — высокой готовности (не-
сколько передержанный) .............0,0—0.7
Группа II — вполне готовый..........0,7—5
Группа III — почти готовый ........... 5—100
Группа IV — неготовый.................. >100
Все куски из пробы промышленного кокса
п,ри пом-ощи простого омметра, снабженно-
го двумя остриями — контактами, оценива-
ются по измеряемому электросопротивлению
246
Кокс, его свойства и применение
Таблица 15-11
Удельная теплоемкость графита и кварца
Интервалы температуры °C Средняя удельная теплоемкость ккал^кг-град Интервалы температур °C Средняя удельная теплоемкость ккал/кг-град
графит кварц графит кварц
20—100 0,195 0,190 20—700 0,332 0,247
20—200 0,226 0,204 20—800 0,342 0,250
20—300 0,255 0,217 20—900 0,353 0,253
20—400 0,280 0,227 20—1000 0,362 0,256
20—500 0,300 0,235 20—1100 0,371 0,258
20—600 0,317 0,242 20—1200 0,377 —
20—700 0,332 0,247 20—1300 0,382 —
и распределяются по четырем группам.
По окончании опробования взвешивают
кокс, попавший в каждую из групп, и по со-
отношению весов оценивают степень готов-
ности кокса опробуемой партии.
Присутствие минеральных примесей мало
сказывается на электросопротивлении кокса,
пока этих примесей не больше 15%. С уве-
личением примесей электросопротивление
кокса растет.
Тепловые свойства кокса
К тепловым свойствам кокса относят теп-
лоемкость, теплоту сгорания, теплопровод-
ность, температуропроводность и темпера-
туру возгорания. Первые два обусловлены
молекулярным строением кокса, осталь-
ные—молекулярной и дисперсной структу-
рой.
Теплоемкость кокса зависит от
содержания в нем углерода, летучих веще-
ств и минеральных примесей. Она определя-
ется по формуле
__ А. , А
со-< 100 1:а+ I00rf + 100 СУ’
где А £ — содержание золы в сухом коксе,
%;
с л — средняя теплоемкость золы кокса
в интервале температур от 0 до t;
ее можно принять равной тепло-
емкости кварца по табл. 15-11;
V*— выход летучих веществ от сухого
кокса, %;
d — удельный вес летучих веществ,
равный приблизительно 0,45 кг/м3-,
cv — средняя теплоемкость 1 м3 лету-
чих веществ из кокса в интервале
от 0 до t; ее можно принять рав-
ной теплоемкости водорода;
У°—содержание углерода в сухом
коксе, %;
су — средняя теплоемкость углерода в
области температур от 0 до <;
принимается равной средней теп-
лоемкости графита (табл. 15-11).
Теплота сгорания кекса — это ко-
личество теплоты, образующейся при пол-
ном сгорании единицы веса кокса. Низшей
теплотой сгорания называется количество
теплоты, выделяемое в процессе сгорания за
вычетом теплоты конденсации водяного па-
ра, образовавшегося при сгорании. Высшая
теплота сгорания определяется с учетом
этой теплоты. Измеряют ее в калориметри-
ческой бомбе либо несколько менее точно по
формулам исходя из элементарного ана-
лиза.
В зависимости от степени готовности,
зольности н влажности низшая теплота сго-
рания кокса (Qjj ) лежит в пределах 6700—
7500 ккал/кг.
Температура воспламенения
кокса зависит от химического состава и ве-
личины удельной активной поверхности кок-
са. При прочих равных условиях температу-
ра воспламенения кокса тем выше, чем вы-
ше степень его готовности и меньше выход
остаточных летучих веществ; она находится
в пределах 600—700° С.
Для полукокса она составляет только
400—420° С, а для среднетемпературного
кокса ~500°С. Таким образом, последние
более легко разжигаются, что особенно
важно при использовании кокса как энерге-
тического и домашнего топлива.
Величина коэффициента теплопро-
водности является функцией теплопро-
водности самого органического вещества
кокса, примесей минеральных веществ,
влажности и, что очень важно, пористости.
Увеличение коэффициента теплопроводности
X с температурой объясняется возрастанием
лучистого теплообмена между стенками пор
через разделяющие их поры, заполненные
газом (воздухом).
Температуропроводность ха-
рактеризует скорость изменения температу-
ры в тепловых процессах, а коэффициент
температуропроводности а (м2/ч) показы-
вает, каким должно быть повышение темпе-
ратуры единицы объема тела при сообще-
нии ему тепла, численно равного его тепло-
проводности:
X
а =----,
Кокс, его свойства и применение
247
где X —коэффициент теплопроводности,
ккал/(м ч град)-,
Ср — удельная теплоемкость при по-
стоянном давлении, ккал!кг град-,
у и — кажущийся удельный вес тела,
кг/м\
Теплопроводность и температуропровод-
ность твердых остатков термической дест-
рукции повышается с увеличением конечной
температуры обработки.
Теплопроводность высоко температурного
кокса, полученного из разных углей, почти
одинакова.
Для целых куоков производственных об-
разцов кокса А. Ф. Белецкая получила
от 0,4 до 0,775 ккал) (м ч град) и а от 25
до 50 • 10~4 м2/ч. Изменения /. и а следует
искать, по-видимому, в различии пористости
изученных образцов.
Реакционная .способность
Практическая значимость реакционной
способности кокса в газогенераторном, до-
менном, литейном производствах и в энер-
гетических агрегатах оценивается различ-
ным образом.
В газогенераторах целесообразно приме-
нять кокс возможно большей реакционной
способности.
В вагранках отсутствует необходимость в
восстановительном действии газов, и пото-
му чем меньшая часть СО2, полученного при
сжигании кокса на фурмах, восстановится
до СО, тем выше будет тепловой эффект ис-
пользования кокса, выше температура пере-
плавляемого чугуна и, тем самым, подвиж-
ность его при заполнении литейных форм.
Для энергетических установок и бытовых
толок предпочитают реакционно способный
кокс.
В доменном производстве значение реак-
ционной способности не уточнено. Некото-
рые специалисты утверждают, что повышен-
ная реакционная способность кокса ведет к
вредному снижению запаса тепла в нижних
горизонтах шахты доменной печи; другие
подчеркивают, что кокс самых различных
свойств подходит к фурмам с угаром в пре-
делах 15—20%, и потому изменения реак-
ционной способности его не играют суще-
ственной роли. По некоторым данным, при
выплавке как ферромарганца, так и пере-
дельного чугуна меньший удельный расход
кокса был достигнут на менее реактивном
коксе.
До настоящего времени нет общепризнан-
ного критерия этого свойства. Все же среди
специалистов господствует мнение, что усло-
вия его определения должны обеспечить ки-
нетический, а не диффузионный режим ге-
терогенного процесса СО2 + С = 2СО, что и
положено в основу метода, стандартизован-
ного в СССР.
В последние годы в качестве показателей
реакционной способности кокса принимают
обычные для физико-химических реакций
параметры — скорости пли константы ско-
рости реакции.
Скорость реакции СО2 + С увеличивается
до достижения 5°/о угара, а затем уменьша-
ется более или менее быстро. При низких
температурах ( до 1000° С) изменения проте-
кают гораздо медленнее, чем при высоких.
Изменения скорости особо заметны при
взаимодействии СО2 с коксом низкой сте-
пени готовности и менее заметны при реак-
циях на коксе высокой готовности.
Константу скорости реакции принято рас-
считывать как среднюю за 15 мин от начала
опыта по формуле
^77?
k = --,
Тьв,
где Vo—объемная скорость подачи СО2,
равная 3 мл/сек при температуре
То = 20° С;
Т—температура реакции (1323° К);
g — масса углерода в навеске кокса,
равная 10 г;
К —степень восстановления СО2, отне-
сенная ко всей испытуемой навес-
ке; рассчитывается по данным
процентного содержания СО и СО2
в продуктах реакции, выходящих
из навески:
7? = 2 In—— — г,
1 — г
где
СО
Г““ СО + 2СО2 ’
Значения к, найденные стандартным
методом, находятся в пределах 0,3—
1,3 мл/г сек.
Проникновение реакции СО2 + С в глубь
зерна не превышает 3 мм при относительно
низких температурах и уменьшается с по-
вышением температур и увеличением реак-
ционной способности вещества кокса и его
удельной активной поверхности. Причина
этого — очень большая скорость собственно
химической реакции взаимодействия СО2 +
+ С и диффузионное торможение.
Поэтому для зерен и кусков кокса более
6 мм крупность кусков и размер внешней
поверхности имеют большее значение при
определении скорости реакций горения и
восстановления, чем общая величина его
внутренней поверхности.
Реакционная способность кокса одной 'и
той же степени готовности находится в об-
ратной взаимосвязи с его кажущимся удель-
ным весом, который, в свою очередь, нахо-
дится в прямой взаимосвязи с пористостью
или, более точно, с распределением поверх-
ности пор крупного и среднего размера
(рис. 15-1),
Наряду с этим реакционная способность
находится ,в обратной зависимости от степе-
ни готовности кокса. Важно отметить, что в
пределах обычных производственных режи-
мов при шихтах с разным выходом летучих
изменение скорости коксования почти не
изменяет реакционной способности кокса.
Абсолютные значения показателей реак-
ционной способности, получаемые различ-
248
Кокс, его свойства и применение
ными методами, разные. Однако все они
достаточно хорошо взаимосвязаны друг с
другом.
Реакционную способность можно значи-
тельно увеличить добавками окислов ще-
лочных металлов, причем эффективность их
Рис. 15-1. Взаимосвязь между реакционной
способностью кокса и его кажущимся удель-
ным весом
увеличивается с увеличением их атомных
весов; добавки действуют каталитически.
Кокс с каталитическими добавками произво-
дился в промышленном масштабе за рубе-
жом для улучшения его свойств как домаш-
него топлива. Такие добавки, как силика-
гель и алюминий, снижают реакционную
способность кокса.
ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА
КОКСА
Трещиноватость кокса
Крупные куски кокса несут на себе про-
дольные и поперечные трещины и насечки
от явных до микроскопических, по которым
кусок можно разделить на «отдельности»
приложением внешних разрушающих уси-
лий. Расположение и густота трещин — ха-
рактерный признак структуры кокса. Чет-
кую картину распределения и размеров
трещин дают разрезы полномерных кусков
кокса и обработка поверхностей разрезов
констрастным веществом, например гипсом,
с последующим шлифованием.
Степенью поверхностной трещиноватости
кускового кокса называется отношение дли-
ны проекций продольных и поперечных тре^-
щин, видимых на поверхности всех граней
куска, к площади проекций этих граней.
Сумма продольной и поперечной трещи-
новатости выражает общую трещиноватость
(Г Общ).
При прочих равных условиях кокс из
шихты с высоким выходом летучих веществ
более трещиноват, чем кокс из шихты, даю-
щей выход летучих веществ ниже 23%; кокс
из смеси петрографически неоднородных уг-
лей, содержащей минеральные зерна, более
трещиноват, чем кокс из однородных по со-
ставу и чистых углей.
По данным ВУХИН, степень трещинова-
тости кусков кокса при перегрузках его от
рампы до коксосортировки и при испытани-
ях сбрасыванием не уменьшается и часто
даже увеличивается.
Незначительно изменяют трещиноватость
кокса и перегрузки с частыми и относитель-
но большими перепадами (табл. 15-12), вы-
зывающими, вместе с тем, значительное из-
менение общей крупности кусков.
Форма кусков кокса
Для большой массы кусков одного проис-
хождения их формы оказываются законо-
мерно повторяющимися.
Для характеристики кусков неправильной
формы принято применять так называемые
коэффициенты формы, Они выводятся из
следующих зависимостей.
Если d — проекция диаметра куска, м, то
общая поверхность его F = fd2M? и объем
V = kd3 м3, где f — коэффициент поверхно-
f
сти, k — коэффициент объема и~ — коэф-
фициент формы.
Удельная
J_____1_
у d
±
k
поверхность
кусков — =
м?!кг.
Вес куска Р = k\d3 кг.
Коэффициенты формы для кокса некото-
рых заводов Украины были впервые опре-
Таблица 15-12
Изменение трещиноватости кокса
После валкового грохота коксосортировки После валкового грохота перед скипом доменной печи
Содержание кусков -j-60 мм Степень трещиноватости Содержание кусков 4-60 мм Степень трещиноватости
Т пр т поп т общ Т пр т поп т общ
83,1 0,106 0,088 0,194 55,0 0,088 0,072 0,160
87,6 1,140 0,153 0,293 64,7 0,125 0,148 0,273
93,8 0,139 0,155 0,294 61,4 0,129 0,131 0,260
96,5 0,099 0,118 0,217 78,7 0,109 О; 122 0,231
88,1 0,110 0,131 0,241 67,0 0,112 0,121 0,233
Физико-механические свойства кокса
249
делены Я. О. Габинским и 3. И. Бадаио-
вой и составили f = 2,7 : 3,0, k = 0,27'0,29.
Эти значения коэффициентов практически
сохранились и для образцов современного
кокса.
Средний вес (Р) кусков кокса южных за-
водов из донецких углей разных классов
крупности составляет: для класса +80 мм
330; 80—60 мм 165; 60—40 мм 78; 40—
25 мм 23.
У промышленного кокса восточных заво-
дов средний вес кусков +80 мм колеблется
в пределах 380-420, кусков класса 80—60 мм
185, класса 60—40 мм 68—73 и класса 40—
25 мм 20 г.
Таким образом, коксы южных и восточ-
ных заводов СССР по весу и форме кусков
несколько отличаются друг от друга.
Чем ближе величина поверхности куска к
величине поверхности правильного куба,
гем меньше коэффициент формы и меньше
столбчатость куска (отношение длины к ши-
рине).
Для современного кокса из донецких уг-
лей характерна столбчатость в пределах
1,30—1,40, причем с увеличением столбча-
тое™ увеличивается выход класса 60—
40 мм и уменьшается выход класса 80—
60 мм. Причиной увеличения столбчатости
является рост в шихте доли газовых углей.
Для заводского и полузаводского кокса
из шихт восточных заводов характерно поч-
ти постоянное для всех классов крупности
отношение толщины к ширине куска, рав-
ное 0,70—0,77; отношение же- длины куска
к ширине (столбчатость) колеблется в пре-
делах: для кусков класса +80 мм 1,30—
1,35; класса 80—60 мм 1,38—1,7; класса
60—40 мм 1,30—1,56 и класса 40—25 мм
1,38—1,42. В среднем столбчатость состав-
ляет 1,42, т. е. несколько больше, чем для
кокса из донецких углей.
Столбчатость рурского кокса составляет
только 1—1,11; форма рурского кокса приб-
лижается к кубической, когда он получает-
ся из шихты с выходом летучих веществ из
горючей массы менее 26% и приобретает все
более и более столбчатую форму с увели-
чением Гг шихты. Столбчатость кокса из
индивидуальных газовых углей очень вели-
ка, и потому его называют пальцевидным.
Таким образом, форма куска кокса при
всей ее неправильности оказывается типич-
ной характеристикой структуры кокса, за-
висящей, очевидно, от скорости коксования
и от свойств шихты, обусловленных, в пер-
вую очередь, выходом летучих веществ.
Ситовый состав кокса
Все куски, размер которых попадает в
один и тот же -интервал, образуют класс
кокса. Обычно вместо определения числа
кусков в каждом интервале размеров опре-
деляют общий вес кусков, проходящих че-
рез отверстия сита, соответствующие верх-
ней границе класса, и остающихся в сите с
отверстиями, соответствующими нижней
границе класса.
Так, от частот числа кусков разных раз-
меров переходят к распределению весов
разных классов, т. е. ситовому составу их
массы.
Для определения ситового состава кокса
рекомендуется применять такой набор сит,
чтобы в каждом из классов не собиралось
более 25% общего веса массы, подвергае-
мой рассеву.
В международной практике приняты шка-
лы сит с круглыми отверстиями 10, 20, 30,
40, 50, 60, 70, 80, 100, 120, 140 мм в диамет-
ре, а также с квадратными отверстиями ’/г,
3/4, 1; 1 '/г, 2, 3, 4 и 5 дюймов в стороне
квадрата.
В Советском Союзе до последнего време-
ни для упрощения операции ситового ана-
лиза пользуются меньшим набором сит: с
квадратными отверстиями 10, 25, 40, 60, 80
и круглыми 10, 20, 30, 40, 60, 80 мм.
Ситовый анализ товарного кокса за рубе-
жом производят вручную, и только в ФРГ
в последние 4—5 лет начались попытки за-
менить ручной рассев механическим.
В СССР с 1955 г. внедрен механический
рассев товарного кокса н,а наклонных плос-
ких грохотах (ГОСТ 5954—63).
Результаты рассева записывают, сумми-
руя последовательно полученные веса, и за-
тем рассчитывают в суммарных процентах
остатки на каждом из сит. Пример такого
расчета и типовая шкала классов крупно-
сти кокса приведены в табл. 15-13.
Таблица 15-13
Результаты рассева товарного кокса
Размер отверстий сиг мм Класс крупности кокса мм Остаток кокса на ситах Выход класса %
кг %
100 100
80 100—80 25,73 8,3 8,3
60 80—60 93,00 30,0 21,7
50 60—50 161,20 52,0 22,0
40 50—40 230,33 74,3 22,3
25 40—25 301,32 97,2 22,9
10 25—10 308,45 99,5 2,3
0 <10 310,0 100,0 0,5
Сходимость показателей ситового анализа
на механическом грохоте вполне удовлетво-
рительная.
При механическом рассеве необходимо
обеспечить ровную и небольшую нагрузку
грохота, для чего он должен быть оборудо-
ван механически связанным с ним питате-
лем.
На ситах с круглыми отверстиями сходи-
мость показателей рассева выше, поскольку
такое отверстие во всех направлениях име-
ет одинаковый размер.
На основании теоретических расчетов и
их экспериментальной проверки для товар-
ного доменного кокса разных заводов мож-
но установить как стандартный вес первич-
ной пробы для ситового анализа не менее
300 кг при условии составления ее не менее
250
Кокс, его свойства и применение
чем из 12—15 порций по 20—35 кг каждая.
Пробы набирают равномерно за период под-
готовки товарной партии (обычно за смену,
а при малом объеме производства — за
сутки).
В Германии принято отбирать за сутки
10—12 разовых проб в 300—320 кг каждая,
из которых рассеву подвергают только око-
ло четвертой части. Из полученных данных
рассчитывают среднее арифметическое зна-
чение показателей ситового состава.
Форма отверстий сит
Распределение кокса по классам крупно-
сти на ситах с квадратными н круглыми
отверстиями (при одинаковой шкале раз-
меров последних) оказывается заметно
различным из-за разного сечения отверстий
и неправильной формы кусков. Можно, од-
нако, пересчитать данные ситового анализа,
полученные на ситах с отверстиями одной
формы, к ожидаемым при другой форме от-
верстий.
Если обозначить для круглых отверстий
диаметр D н для сит с квадратными отвер-
стиями сторону их S, то оказывается, что
отношение D : S у сит, пропускающих рав-
ные количества кокса, как бы они ни меня-
лись, остается практически одинаковым.
Отношения D : S для кокса из динасовых
и шамотных печей из углей донецкого и вос-
точных бассейнов лежат в пределах 1,12—
1,19.
По английским и немецким исследован,и-
ям, отношение D : S для различных образ-
цов кокса находятся между 1,12 и 1,165.
В среднем это отношение для образцов
кокса различного происхождения принято
равным 1,14.
Этот пересчеткый коэффициент использу-
ется в следующем порядке.
Положим, имеется ситовый анализ кокса,
определенный на ситах с квадратными от-
верстиями. По этим данным строится сум-
марная кривая ситового состава, и по ней
отсчитывают гипотетические размеры отвер-
стий сит, на которых получаются выходы
кокса 20, 40, 60, 80 и 90%. Полученные ги-
потетические размеры умножают на пере-
счетный коэффициент 1,14 и получают ги-
потетические размеры круглых отверстий
сит (D).
Отмечают эти размеры точками и, соеди-
няя их плавной линией, получают суммар-
ную кривую ситового состава того же кок-
Рис. 15-2. Кривые ситового со-
става одной пробы кокса по
данным рассева на ситах с
квадратными (/) и круглыми
(2) отверстиями
са, ожидаемую в условиях рассева его на
ситах с круглыми отверстиями.
По этой кривой отсчитывают процентные
остатки кокса на ситах с круглыми отвер-
стиями 80, 60, 40, 20 и 10 мм (т. е. обычной
шкалы).
В табл. 15-14 и на рис. 15-2 дан пример
описанного пересчета.
Пересчет от данных анализа на ситах с
круглыми отверстиями к ситовому составу
на ситах с квадратными отверстиями про-
изводится аналогично описанному с той
разницей, что исходные размеры делят-
на коэффициент 1,14 и получают разме-
ры S.
В табл. 15-15 приведены эквивалентные
по эффекту рассева размеры круглых н
квадратных отверстий сит.
Пересчет от данных анализа
к ситовому составу на
Таблица
на ситах с квадратными отверстиями
ситах с круглыми отверстиями
15-14
Сита с квадратными от- верстиями (исходный ситовый анализ) Расчетные данные Сита с круглыми отверсти- ями (пересчитанный сито- вый анализ)
размер отверстия сита S мм остаток кокса на данном сите 2, % гипоте- тический ВЫХОД кокса, % гипотетические размеры отверстий для данного выхода кокса остаток кокса на данном сите Я. % размер отвер- стия сита D мм
S, мм D—S X 1,1 4 мм
100 90 41,3 47,1 3 100
80 10 80 47,8 54,5 27 80
60 51 60 56,2 64,1 69,3 60
40 92 50 60,0 68,4 96 40
25 99 40 64,3 73,5 100 20
10 100 20 73,7 84,0 100 10
Физико-механические свойства кокса
251
Таблица 15-15
Эквивалентные размеры круглых и
квадратных отверстий сит, мм
Сита с квадрат- н ы м и отверсти- ями Эквива- лентные сита с круглыми отверсти- ями Сита с круглыми отверсти- ями Эквивалент- ные сита с квадрат- ными отверстиями
100 114,0 100 87,7
80 91,2 80 70,2
60 68,4 60 52,6
40 45,6 40 35,1
25 28,5 20 17,5
10 4,4 10 8,8
Параметры ситового состава кокса
Обобщающими параметрами ситового со-
става кокса являются средний размер кус-
ков и коэффициент равномерности (или
неравномерности) кусков по размеру.
Принято определять средний размер Рср
по весовым соотношениям классов кокса:
Оср = 0,01 • [а • 90 + Ъ • 70 - с • 50 +
+ d 32,5 + е • 17,5],
где а, &, с, d, е — процен т н ы й
выход после-
дователь н ы х
классов круп-
ности +80,
80—60, 60—40,
40—25, 25—
10 мм;
90; 70; 50; 32,5 ,и 17,5 —средний раз-
мер кусков
этих же клас-
сов.
Если данные ситового состава представ-
лены суммарной кривой, то средний размер
кусков определяется как абсцисса точки
кривой с ординатой, равной 50%.
Для оценки степени неравномерности
крупности кокса можно пользоваться коэф-
фициентом относительной ширины диапазо-
на размеров кусков для заданной части
оцениваемой массы кокса. Размерам кусков
соответствуют размеры отверстий сит. Для
кокса, получаемого в современных динасо-
вых печах, показательны величины размеров
сит, на которых остаток соответственно
равен 10 и 90% массы просеваемого
кокса.
Тогда коэффициент неравномерности оп-
ределяется по формуле
_ d2 — d!
" ~ 2rfM ’
где d2 и dy—размеры отверстий сит, на
которых остается соответст-
венно 10 и 90% массы данно-
го кокса;
— размер отверстия оит, на ко-
торых остается 50% массы
кокса.
Отсчеты rfi, d2 и rfM удобно делать по
суммарной кривой ситового состава.
Коэффициент неравномерности равен fep =
= 1 - ku.
Насыпной вес кокса
Насыпным весом называют вес пробы
кокса в единице объема.
Насыпной вес зависит ог кажущегося
удельного веса кокса, т. е. от его влажно-
сти и зольности, от ситового состава его.
формы кусков, плотности их укладки, а в
связи с этим от размера и формы контей-
нера, в который он уложен, и от способа
загрузки его. Поэтому процедура наполне-
ния ящика, в котором взвешивают кокс,
его объем и форма должны быть строго
постоянными, стандартизованными.
Основным фактором, определяющим на-
сыпной вес, является ситовый состав и фор-
ма кусков кокса. Чем крупнее и однороднее
по размеру куски его, тем меньше насыпной
вес.
В табл. 15-16 приведены данные (по ре-
зультатам исследований ВУХИНа) об изме-
нении насыпного веса с увеличением емко-
сти ящика.
Таблица 15-16
Изменение насыпного веса
с увеличением емкости ящика
Номер опыта Насыпной вес кокса в расчете на сухую массу, т/м3 Ситовой состав кокса в суммарных про центах
Объем контейнеров, м3 Размеры отверстий сит, ЛМ1
0,1 0,2 0,5 1,0 вагон 80x80 60X60 40X40 25X25
1 0,435 0,444 0,440 0,468 0,518 21,0 56,0 88,5 96,5
2 0,418 0,446 0,450 0,449 0,484 17,3 61,3 90,3 96,8
3 0,443 0,439 0,452 0,453 0,486 17,3 61,3 90,3 96,8
4 0,442 0,445 0,442 0,495 0,477 16,9 53,0 86,7 95,7
5 0,442 0,461 0,470 0,462 0,462 16,9 53,0 86,7 95,7
Среднее 0,436 0,447 0,451 0,485 0,485 — — — —
252
Кокс, его свойства и применение
Увеличение емкости ящика от 0,5—1,0 л3
до емкости вагона дает увеличение насып-
ного веса до 3%.
В табл. 15-17 приводятся значения насып-
ных весов кокса по фракциям, а также зна-
чения насыпных весов металлургического
кокса, получаемого на южных и восточных
заводах Советского Союза.
Таблица 15-17
Значения насыпных весов кокса
разных фракций и заводов
Наименование Средний размер куска, мм Насыпной вес кг!м*
Кокс крупностью, мм: 110—80 90 400—420
80—60 70 420—450
60—40 50 450—490
40—25 32,5 490—550
Металлургический кокс Южных заводов . . 430—450
Металлургический кокс заводов Востока . . — 460—480
Методы испытания механических
свойств кокса
Металлургический кокс должен быть не
только определенной крупности, но и доста-
точной прочности, т. е. способным сохра-
нять начальную крупность и не образовы-
вать большого количества мелочи при пере-
грузках, транспортировке и при сходе от ко-
лошника к фурмам доменной печи или ва-
гранке.
С этой целью принято учитывать н сопо-
ставлять ситовые составы кокса в коксовых
цехах после обработки его как товарного
продукта, а в доменных цехах перед ски-
повой воронкой, т. е. после нескольких пе-
регрузок, при которых происходит некото-
рое измельчение кокса, и после специальных
механических испытаний, задачей которых
является оценка его прочности.
Густота пространственной сетки трещин,
обусловленная свойствами шихты’ и усло-
виями ее подготовки, полностью выявляет-
ся только после наложения на пробу товар-
ного кокса достаточно интенсивных дробя-
щих усилий, создаваемых при испытаниях
в специальных аппаратах.
Полнее оценить прочность можно путем
обработки данных ситового анализа на не-
скольких последовательных стадиях измель-
чения; такой метод был впервые предло-
жен Я. О. Габинским, затем развит
Л. М. Сапожниковым и К. И. Сысковым,
однако на практике для производственного
контроля дробление по стадиям (с после-
довательным наложением усилий) не при-
меняется из-за усложнения операций и ис-
пользуется теперь только в отдельных слу-
чаях при детальных исследованиях свойств
кокса и при наладке режима его производ-
ства.
МЕТОДЫ ИСПЫТАНИЯ ПРОЧНОСТИ
КОКСА
Барабанные методы, применяемые и
СССР. Для испытания прочности кокса в
большом барабане пробу весом 410 кг
(25 пудов), составленную из 12—15 порций
в кусках, остающихся в сите с квадратны-
ми отверстиями 25X25 мм, помещают в ба-
рабан Сундгрена диаметром 2 м, шириной
0,8 м, по образующей которого с зазором
25 мм расставлены колосники из круглого-
железа диаметром 25 мм. Пробу загружа-
ют через откидной люк на образующей по-
верхности барабана, закрывают его и, пус-
кая в действие мотор, придают барабану
вращательное движение со скоростью
10 оборотов в минуту.
При вращении барабана через зазоры ме-
жду колосниками проваливаются мелкие
куски, образовавшиеся от измельчения кус-
ков исходной пробы. Когда барабан сдела-
ет 150 оборотов, его останавливают, выгру-
жают и взвешивают «остаток» в барабане,
рассеивают подбарабанный продукт на си-
тах с квадратными отверстиями 25X25 и
10X10 мм и взвешивают каждую фракцию.
Показателями прочности являются веса
«остатка»1 и выхода мелочи (—10 мм), вы-
раженные в кг.
.По ГОСТ 8929—58 для испытания проч-
ности отбирают не менее 150 кг кокса в
кусках, остающихся иа сите с круглыми
отверстиями диаметром 60 мм, разделяют
первичную пробу на три части весом
50±0,05 кг каждая. Две из них последо-
вательно испытывают в барабане из сплош-
ного железного листа толщиной не менее
8 мм, внутренним диаметром 1000 мм и та-
кой же длины, вращающемся со скоростью
25 оборотов в минуту в течение 4 мин. По
длине внутренней образующей поверхности
барабана на равном расстоянии друг от
друга приварены четыре уголка 100Х100Х
Х8 jttjtt.
Когда барабан сделает 100 оборотов, его
останавливают, пробы выгружают, рассеи-
вают на ситах с круглыми отверстиями 60,
40, 20 и 10 мм и взвешивают каждую фрак-
цию. Сумма весов всех фракций не должна
отличаться от веса загруженной пробы
больше, чем на 350 г. В противном случае
испытание считают неудачным и повторяют.
Для характеристики прочности служит
среднее арифметическое из двух значений
остатков на сите 40 мм и соответственно
выхода мелочи (—10 мм), выраженных в
процентах от веса исходной пробы1 2.
Барабанный метод США. По стандарту
ASTM для испытания прочности берут про-
бу в кусках, отсеянных вручную на ситах
с квадратными отверстиями 2 и 3 дюйма
(50,8 и 76, 2 мм) весом 10 кг. Пробу загру-
1 Коэффициент вариации для показателен «ос-
татка» в барабане у проб из одной партии обыч-
но составляет 0,6—0,8%.
2 Коэффициент вариации показателей остатка-
+ 40л«л< (Л14о) у проб кокса из одной партии
обычно составляет ^0.8%.
Методы испытания прочности кокса
253
жают в барабан диаметром 0,9 м и шириной
0,43 м, вращаемый со скоростью 24 об!мин
в течение 1 ч.
Измельченную в барабане пробу рассеи-
вают на ситах с квадратными отверстиями
1 дюйм (25,4 мм) и */4 дюйма (6,4 .и.и),
определяя в качестве показателей проч-
ности выход классов крупнее 1" и менее
7«" (%).
Как установлено специальными исследо-
ваниями в Западной Европе, между пока-
зателями прочности, полученными при ис-
пытаниях в малом барабане по междуна-
родному стандарту и в малом барабане по
американскому стандарту, нет удовлетвори-
тельной статистической связи.
Барабанный метод, применяемый в Анг-
лии. Для испытания кокса на истираемость
берут предварительно высушенную пробу
весом 12,7 кг, просеянную вручную на си-
тах с квадратными отверстиями 2 и 3 дюй-
ма (50,8 и 76,2 мм). Пробу загружают в
стальной барабан внутренним диаметром
750 мм и длиной 458 мм; стенки барабана
должны быть толщиной не менее 6 мм, а
вращающий вал диаметром 38 мм должен
проходить через барабан. Два уголка раз-
мером 64X64X9 мм каждый приварены по
длине внутренней цилиндрической поверх-
ности барабана на противоположных кон-
цах диаметра под углом 17° к горизонталь-
ной плоскости, проходящей через ось бара-
бана и середину уголков; таким образом,
уголки наклонены один к другому.
Барабан должен вращаться со скоростью
18±2 об)мин и сделать за время испытания
1000 оборотов.
Измененную при испытании пробу просе-
вают на сите Ve" (3 лш) н остаток на сите,
в процентах, считают результатом анализа.
Для оценки партии товарного кокса ис-
пытывают в барабане три пробы, выделен-
ные из первичной пробы в 45 кг; среднее
арифметическое значение из результатов
трех анализов с точностью до 1 служит
«индексом истираемости по британскому
стандарту».
При испытании кокса как по английско-
му, так и по американскому стандартам
дробящие условия достаточно велики
благодаря большой скорости вращения и
очень малой степени заполнения полости
барабана.
Отличительной особенностью их является
чрезвычайно большая длительность испыта-
ния и, следовательно, большая глубина
измельчения—-куски кокса разделяются
практически по всем имеющимся в них яв-
ным трещинам, поверхность кусков скаты-
вается от ударов, образуя большое коли-
чество мелочи.
Но вместе с тем характер этого испыта-
ния несколько отличается от испытания на
удар при перегрузках, поэтому в США и
Англин широко используют метод испыта-
ния сбрасыванием, оценивающий почти в
чистом виде дробимость кокса при паде-
ниях.
По английскому, как и по американско-
му, стандарту для испытания кокса сбра-
сыванием первичная проба весом 112,5 кг
из кусков крупнее 2" (50,8 лм») в попереч-
нике должна быть отобрана равномерно из
всех вагонов отгруженной партии либо у
производителя, либо у потребителя. Взя-
тые куски должны соответствовать по
средней крупности кускам отгруженной
партий. Из этой пробы составляют четыре
частичные пробы весом по 22,5 кг в кусках
равной крупности в соотношении, подоб-
ном соотношению в товарной пробе испы-
туемой партии.
Аппарат для испытания представляет со-
бой ящик, подвешенный на высоте 1,83
над металлической плитой толщиной 13 мм
и площадью 1200X965 мм с бортами высо-
той 200 мм.
Дно ящика образовано двумя раскрыва-
ющимися створками. Пробу кокса помеща-
ют в ящик, затем раскрывают створки дна
ящика и дают коксу упасть на плиту. Пос-
ле этого закрывают створки дна, ящик
опускают, собирают в него весь кокс с
плиты, избегая дополнительного измельче-
ния кусков, вновь подымают ящик и повто-
ряют сбрасывание.
После четвертого сбрасывания измель-
ченный кокс рассевают вручную путем пе-
ремещения кусков рукой на ситах с квад-
ратными отверстиями со стороной 2 и 1V2, 1
н 7г дюйма (50,8; 38,1; 25,4 и 12,17 Ш|) и
определяют вес каждой фракции с точ-
ностью до 30 г.
Проводят четыре (но не менее трех) па-
раллельных испытания кокса из одной пер-
вичной пробы; средние арифметические ре-
зультатов, выраженные в процентах, пред-
ставляют индексы сбрасывания (прочности
на удар). Обычно используют для оценки
кокса 38 н 13 мм индексы с точностью до
0,1%.
Метод этот принят в качестве междуна-
родного как альтернативный метод испы-
тания в малом барабане.
Этот метод был в свое время стандарти-
зован п в СССР (ГОСТ 1390—42),
Дробление кусков кокса при испытаниях
его прочности можно представить следую-
щим образом.
Кусок кокса разрушается путем разраста-
ния уже имеющихся в нем трещин. При
ударе, сжатии или изгибе куска силы, воз
действующие на кусок, вызывают напря-
жения сдвига в ряде сечений, и по тем се-
чениям, которые ослаблены трещинами, ку-
сок распадается. Поэтому безразлично, к
какой точке куска прилагается внешнее
усилие; разрушение куска обусловлено его
структурой. Процесс измельчения кокса
при испытаниях, как и при перегрузках, не
зависит от типа испытательного аппарата.
Изменение ситового состава проб дан-
ной партии кокса проходит во всех испыта-
тельных аппаратах через одни и те же ста-
дии, обусловленные только структурой кок-
са. Поэтому суммарные кривые ситового
состава, построенные по данным разных
254
Кокс, его свойства и применение
испытаний одного и того же кокса, остава-
ясь параллельными, только более или ме-
нее отодвинуты друг от друга (рис. 15-3).
Различия, вносимые типом и режимом
работы испытательного аппарата, касают-
Рис. 15-3. Кривые ситового состава
кокса до и после испытания его раз-
личными способами:
1 — исходная проба (Харьковский
коксохимический завод); 2, 3 и 4 —
после 4, 12 и 16 сбрасываний с высоты
1.85 Л1; 5 — после испытания в боль-
шом барабане Сундгрена; 6 и 7
пробы весом 125 и 50 кг после 50 обо-
ротов в малом стандартном барабане;
8 — проба весом в 50 кг после 100 обо-
ротов в малом стандартном барабане
ся только интенсивности разрушения кус-
ков и количества мелочи, образующейся за
единицу работы аппарата, например за
один оборот барабана.
Разрушение кусков кокса классов круп-
ности более 40 мм проходит в смеси неза-
висимо друг от друга. Поэтому фактические
выходы классов крупности, полученные при
испытаниях смеси кусков разной величины,
практически равны выходам, рассчитанным
по правилам аддитивности, исходя из дан-
ных раздельного испытания кусков тех же
исходных классов.
В табл. 15-18 показана динамика измель-
чения в малом барабане кусков кокса раз-
ной исходной крупности. Скорость разруше-
ния крупного кокса больше, чем мелкого,
и по дробнмостп крупный кокс слабее мел-
кого, однако продукты разрушения его при
одинаковых условиях измельчения всегда
оказываются относительно более крупными.
Это необходимо учитывать, так как цен-
ность кокса разных классов крупности как
доменного горючего не может и не должна
устанавливаться исходя только из харак-
теристики его дробимости (скорости из-
мельчения). Необходимо оценивать одно-
временно и то абсолютное значение круп-
ности, до которого доведен кокс при раз-
рушении.
Методы испытания твердости
вещества кокса
Металлургический кокс наряду с крупно-
стью должен обладать достаточной твер-
достью. Она определяется твердостью сте-
нок пор, не ослабленных трещинами, и об-
условлена степенью готовности и сплавлеи-
ностыо частиц, образовавших кокс.
Для оценки твердости с известным при-
ближением пользуются выходом мелочи,
образующейся при барабанных испытаниях
кокса. Приближение это тем больше, чем
меньше размер зерна учитываемой мелочи,
чем меньше мощность дробящих нормаль-
ных и чем больше мощность поверхност-
ных касательных усилий, развиваемых при
барабанном испытании.
Таблица 15-18
Динамика измельчения кусков кокса разной исходной крупности в малом барабане
Крупность ИСХОДНОЙ пробы мм Число оборотов малого барабана Ситовый состав, %, пробы кокса после каждой стадии испытания при крупности, мм Средняя крупность измельченной пробы мм
+ 80 80—60 60—40 40 — 25 25-10 — 10 всей зерен +10
50 12,1 31 ,3 40,6 5,5 3,7 6,8 56,6 59,5
+80 100 5,7 25,0 46,1 7,2 4,6 11,4 51,8 54,5
150 2,5 22,7 46,4 7,8 5,4 15,2 48,7 52,8
225 0,7 17,1 48,2 8,4 6,3 19,3 46,9 49,9
50 31,5 52,5 6,8 3,8 59,4 52,9 53,8
100 21,0 55,4 9,0 5,1 9,5 49,5 51,4
о0—bU 150 15,9 55,1 9,7 6,1 13,2 47,1 49,5
225 — Н,2 52,8 11,3 8,1 16,6 44,9 46,5
50 78,1 13,1 4,4 4,4 48,3 48,5
100 69,4 16,3 6,1 8,2 44,4 44,5
60—40 150 — 62,7 18,5 7,3 11,5 42,7 43,1
225 — — 56,2 20,3 8,9 14,6 41,3 41,5
Методы испытания прочности кокса
255
Более четко, хотя и в условных едини-
цах, твердость кокса оценивается методом
определения его абразивной способности.
С этой целью навеска кокса в частицах до
0,5 мм прижимается нагрузкой 2,5 кг/см2
к вращаемому алюминиевому диску. Кокс
истирает диск, и потеря его веса оценивает
твердость испытуемой пробы кокса. Для
промышленного кокса показатели твердости
лежат в интервале 100—140.
Испытание показывает увеличение твер-
дости— сплавленности— кокса с повыше-
нием конечной температуры его образова-
ния и с увеличением коксуемости исходных
углей. Заметим, что кокс из фурменной зо-
ны доменной печи, т. е. перегретый до
~1700°С, имеет твердость порядка 240.
Твердость кокса определяют и по затра-
те работы на образование единицы объема
вещества кокса, отшлифованного на специ-
альном аппарате с испытуемого образна
(призма) наждачным полотном при извест-
ной нагрузке (0,7 кг/см2).
С той же целью используется метод оцен-
ки так называемой структурной прочности
вещества кокса, или меры разрушения зе-
рен кокса размером 6—8 мм стальными ша-
риками диаметром 15 мм, помещенными
вместе с коксовыми зернами в стальные
цилиндры внутренним диаметром 25 и дли-
ной .300 лг.и, при вращении их со скоростью
25 об/мин в течение 40 мин.
Оценка структурной прочности дается по
весовому остатку зерен, остающихся в ре-
зультате испытания на сите с отверстиями
диаметром I мм.
Структурная прочность, как и твердость,
возрастает с повышением конечной темпе-
ратуры образования кокса и при выдержке
его при конечной температуре в течение
1—2 ч. Она возрастает также с увеличением
плотности загрузки коксуемого угля н с
увеличением его спекаемости.
Кокс можно считать отвечающим совре-
менным требованиям доменного производ-
ства, если твердость его по абразивным
свойствам не ниже 100, а по структурной
прочности не ниже 75%.
Разрушение горячего кокса
Для оценки влияния на прочность и круп-
ность кокса нагрева в доменной печи были
проведены специальные исследования об-
разцов, извлекаемых через фурменные
амбразуры из доменной печи, а также под-
вергнутых прокалке в укрупненно-лабора-
торных условиях.
Установили, что во всех случаях в из-
влеченном из разных доменных печей фур-
менном коксе в достаточно большом числе
встречаются куски с сохранившейся так
называемой «цветной капустой», а также
включающие большое число продольных и
поперечных трещин, по которым эти куски
не распались в печи.
Для воспроизведения ситового состава
фурменного кокса из пробы, взятой перед
скипом, требуется небольшое число оборо-
тов малого барабана, притом только часть
пз них должна быть отнесена к разрушаю-
щим воздействиям в самой доменной печи,
остальная — к механическим воздействиям
прн перегрузках от дискового грохота в
скип и затем до уровня засыпи в шахте до-
менной печи (суммарная высота падений
~ 14,5 м).
Степень измельчения кокса при перегруз-
ках показана в' табл. 15-19 по данным ис-
пытания па Магнитогорском металлургиче-
ском комбинате.
Все эти данные позволяют сделать вы-
вод, что измельчение кокса в доменной пе-
чи относительно невелико и что для оценки
механических свойств кокса (как доменно-
го горючего) можно ограничиться обработ-
кой в барабане при небольшой длительно-
сти.
Механические испытания образцов кокса,,
прокаленных в укрупненно-лабораторных
условиях, более разноречивы, однако и они
указывают, что повышенная дробимость
прокаленного кокса наблюдается в тех слу-
чаях, когда образцы кокса включают мно-
го породных крупных зерен и когда эти
образцы не вполне однородны по струк-
туре.
Таблица 15-19
Степень измельчения кокеа при перегрузках, %
Место отбора проб кокса Размер кусков кокса, мм Средний размер мм Степень измель- чения Высота падсния кокса м
4-80 80—60 60-40 40—25 -25
Горизонтальный тран- спортер от валкового гро- хота коксосортноовки . . 35,4 41 ,0 19,6 2,6 1,4 64,7 3,0
Транспортер на бунке- рах доменной печи . . . 27,1 39,6 26,0 5,7 1,6 59,6 1,08 8,7
При падении в бункер доменной печи 6,2 28,3 47,2 13,7 4,6 45,4 1,42 3,0
На валковых грохотах доменной печи 2,5 23,8 51,8 16,7 5,2 42,9 1,51 0,5
В скипе после грохота 2,7 25,4 55,4 15,9 0,6 49,1 1,32 —
256
Кокс, его свойства и применение
Оценка прочности кокса
В качестве показателей прочности исполь-
зуют или непосредственные, или различны-
ми способами обработанные данные сито-
вого анализа.
В большинстве случаев принято первич-
ную оценку прочности давать по весовому
(процентному) остатку кокса, сохранивше-
муся в результате механического испытания
исходной пробы в кусках выше определен-
ного, заранее установленного размера.
По новому ГОСТу показателем прочно-
сти является процентный остаток кокса на
сите с круглым отверстием диаметром
Рис. 15>4. Зависимость оценки прочности кокса от выбранного крите-
риального размера минимального куска:
а — ситовые составы кокса узких классов крупностью 80 (/). 80 -60
(2) и 60—40 (3) мм после испытания в большом барабане с квадрат-
ными отверстиями; б — то же, после испытания в малом барабане с
круглыми отверстиями
40 мм (Mio, %) после испытания по ГОСТ
8929—58.
По действующему стандарту показатель
прочности аналогичен международному.
По стандартам США и Англии основным
показателем прочности является результат
испытания сбрасыванием — остаток (%) на
ситах с квадратными отверстиями со сто-
роной Р/г" (38,1 .н.п), равноценный в пер-
вом приближении остатку на ситах с круг-
лыми отверстиями 43,3 мм.
Необходимо отметить, что при всей про-
стоте такого способа оценки прочности он
весьма условен, так как для разных по
крупности кусков испытуемой пробы кокса
оценка его по остатку на ситах с отверстия-
ми того или иного размера оказывается
принципиально различной.
На рис. 15-4 представлены типичные сум-
марные кривые ситового состава измельчен-
ных в большом или малом барабанах проб
кокса отдельных классов крупности: +80,
80—60 и 60—40 мм. Если оценку прочно-
сти устанавливать по остатку на сите с
отверстиями менее 35 мм, то высшую оцен-
ку получит мелкий кокс узкого класса 60—
40 мм, так как остаток его наибольший.
Если же оценивать по остатку на сите с
отверстиями 40 мм к более, то наиболее
прочным нужно будет признать крупный
кокс узких классов 80—60 и +80 мм.
Приведенные выше кривые позволяют
установить, что исходный более крупный
кокс и после испытания остается в общем
более крупным.
Влияние влажности кокса
на его прочность
Известно, что с увеличением влажности
кокса выход мелочи при механическом ис-
пытании его уменьшается, так как часть
мелочи налипает на
крупные куски. Умень-
шение выхода мелочи и
увеличение веса крупных
кусков приводит к уве-
личению обоих показа-
телей прочности кокса.
Зависимость показа-
телей прочности от
влажности кокса была
специально изучена, и
это позволило устано-
вить, что с увеличением
влажности на 1% в пре-
делах 1,5—5,0% выход
мелочи снижается в
среднем на 0,8—'1,0% и
сответственно увеличи-
вается показатель «ос-
татка» в большом бара-
бане, или Мю.
В связи с этим зару-
бежные стандарты пред-
усматривают определе-
ние влажности кокса
каждой из тех проб, ко-
торые подвергались ис-
пытанию прочности. В СССР в связи с гем,
что допустимые колебания влажности то-
варного кокса значительно ограничены, счн-
тается достаточным определять влажность
проб от всей товарной партии, а не от про-
бы, подвергнутой механическому испыта-
нию.
Следует учитывать, что различие в по-
казателях прочности кокса, потушенного
обычным мокрым способом и сухим спосо-
бом в специальной установке, вызывается,
в основном, различием не степени влажно-
сти, а степени предварительного разруше-
ния кусков кокса при транспортировании
от коксовых печей до точки отбора проб
для механического испытания.
Так, например, по данным исследования
на Череповецком металлургическом заводе
из-за большего числа перегрузок и измель-
чения в бункере кокс, с опытной установки
сухого тушения был мельче кокса, поту-
шенного обычным мокрым способом: вы-
ход классов +40 мм составлял для первого
72%, а для второго 78%. Этот уже частич-
но дробленый кокс при механическом испы-
тании давал больший остаток в большом
барабане (340 кг), чем кокс мокрого ту-
Методы испытания прочности кокса
257
шепия (329,7 кг). Вместе с тем кокс сухого
тушения, преднамеренно увлажненный, дал
остаток в барабане несколько больший (на
6%), нежели исходный сухой.
Комплексные показатели
В СССР комплексные показатели проч-
ности кокса при производственном контроле
не применяют, за рубежом ими в известной
мере пользуются.
В Западной Германии распространены
индексы Ильзедера и коэффициент Графа.
Если обозначить через А, В, С, S и L —
соответственно содержание в процентах
классов 4-60, 60—40, менее 40, 40—20 п
менее 10 мм после испытания в малом ба-
рабане, а через D — содержание в процен-
тах класса 4-60 мм в товарном коксе, то
новый индекс Ильзедера рассчитывают по
формуле
А
I = — 100 —С,
а коэффициент Графа (новый)—по фор-
муле
AD
Чем меньше образуется мелочи при ис-
пытании, тем выше устойчивость кокса к
разрушающим усилиям, или прочность ис-
ходных крупных кусков.
В США применяют индекс «физической
прочности» топлива (ФПТ), сочетающий
показатели дробимости по стандартному ис-
пытанию в барабане, пористости и ситового
анализа:
Ф/77' 0,62.4 -|-О,2/? + 0,1С +
4-0,10(100 — Е) : 100,
где Л и В — выходы классов 4-I" (25,4 мм)
и 4-2" (50,8 ми) в результате
испытания в барабане, %;
С — общая пористость, %;
D и Е — содержание классов 4-2"
(50,8 мм) и 4-4" (101,6 мм)
в товарном коксе, %.
Для доменного кокса средней прочности
значение показателя ФПТ должно быть вы-
ше 60 баллов; для кокса некоторых заводов
значение ФПТ снижается до 35—30 баллов.
Барабанное испытание прочности по стан-
дартному методу США отличается боль-
шой глубиной измельчения исходной про-
бы, что делает показатель ФПТ несопоста-
вимым с другими и, вместе с тем, исклю-
чает возможность подсчета подобного по-
казателя для кокса других стран.
Английские специалисты рекомендуют
комплексный индекс ценности кокса, рас-
считанный по формуле
Ш\ (4С —4,55 — 10V — 23£) : 1 ,96,
где С — содержание в коксе нелетучего уг-
лерода, %;
S — содержание в нем серы (общей), %;
V—остаточный выход летучих ве-
ществ, %;
|7 Справочник коксохимика, т. II.
Е — выход мелочи (—13 .ши) при ис-
пытании сбрасыванием, %.
Во Франции используют два комплекс-
ных показателя: «физической ценности»
(ФЦ) и «индекс спеченности» (ИС):
ФЦ = Км + К20 — Кю — 200//В,
ИС — К40 -|~ K2q — К\о,
где Кю и К20 — процентные остатки исход-
ной пробы кокса (4-60 мм) на ситах 40 и
20 мм в результате испытания в малом ба-
рабане типа Микум;
Кю — выход мелочи ниже 10 мм при
этом же испытании, %;
НВ — насыпной вес товарного кокса,
т/м3.
Кокс считается хорошим при показате-
лях испытания прочности Кю = 764-82%;
/<20 = 89 4- 93%; £10 = 5 4-7% и при на-
сыпном весе порядка 0,450—0,470 т/м3. Для
такого кокса комплексный показатель ФЦ=
= 80 4- 66.
Кокс с показателем ФЦ менее 60, а ИС
от 160 до 170 считается неудовлетворитель-
ным.
Показатель ФЦ для кокса советских за-
водов может быть рассчитан, если испыта-
ние его ведется по ГОСТ 8929—58 и опре-
делен его насыпной вес. Для кокса из до-
нецких углей он составит от 84 до 74, а для
кокса из кузнецких углей — от 72 до 63,
так как ниже его устойчивость к дробле-
нию.
Значительные по объему и ценные по
содержанию работы советских исследовате-
лей, посвященные методам оценки механи-
ческих свойств кокса, в большей своей ча-
сти приводили к предложениям комплекс-
ных показателей. Поскольку они требуют
либо длительных испытаний, состоящих из
нескольких операций, либо специальных
расчетов, они не внедрены в производствен-
ную практику. Однако познавательное зна-
чение их несомненно.
По предложению К. И. Сыскова, дайны i
ситового анализа дробленого кокса после
перегрузок или испытания в барабане пе-
ресчитываются по эмпирическим формулам
для последовательного определения объема
межкусковых промежутков (о), поверхно-
сти (s) кусков и зерен, принятых условно
имеющими правильную кубическую форму,
затем гидравлического критерия (Ji) и, на-
конец, суммирующего комплексного показа-
теля— так называемого коэффициента га-
зопроницаемости (Г) насыпи кокса:
/ v + 1000 \ V, Г 300s 1
Л ( v ) 2 + з,- ’•
' 7 (о %- 1000) У V2 .
v ~ р,‘ (0,08Ф 4- 9) —
s « 60 см2/кг,
258
Кокс, его свойства и применение
где а, — коэффициенты, обусловленные раз-
мером отверстий сит (d) в том на-
боре, который применялся для си-
тового анализа дробленого кокса.
Полагая
h' = 100ft;
А = 200
Ч . 1 о5 3----
в = ~^г- 1 ц+юоо,
получают удобное для расчетов выражение
Л' = А + Bs.
Значения at, А и В находят из заранее со-
ставленных таблиц. Коэффициент газопро-
ницаемости насыпных масс кокса
Г= 10 000
1
h'
служит комплексным показателем физико-
механических свойств кокса. Как и величи-
ны промежуточных показателей А и В, его
находят из таблиц в соответствии с рассчи-
танным значением h'. Коэффициент газо-
проницаемости по Сыскову следует за из-
менением выхода мелочи и средней круп-
ности кусков при испытаниях прочности
кокса или при его перегрузках.
По данным испытания, после двух после-
довательных операций, кроме отмеченных
выше, подсчитывают показатели общей
прочности (П), сопротивления кокса исти-
ранию (П„) и дроблению (/7Д).
А. С. Брук и др. предлагают оценивать
кокс экспериментально определяемым по-
казателем газопроницаемости насыпной мас-
сы кокса, проводимого через четыре после-
довательные стадии дробления (в бараба-
не Рубина).
Если р0. Арь Лр2, Ар3 и Лр4 — сопротив-
ления 1 .ч столба исходной и дробленых
проб кокса, то показатель газопроницаемо-
сти рассчитывают как площадь под кривой
сопротивления, нарастающего по мере дроб-
ления кокса:
S = Apj 4- 1,25Ар, Ц- 1,5Ар3 + 0,75Др4 —
—4,5р0 см2.
Как указывает А. С. Брук, около 90%
суммарной площади обусловливается со-
держащейся в дробленом коксе мелочью
(—25 .н.п). Таким образом, этот показатель
газопроницаемости оценивает кокс главным
образом по его склонности к истиранию и
поверхностному смятию.
ХАРА КТЕРИСТИК А ТОЙ А РНОГО
КОКСА
Классификация кокса
В соответствии с требованиями потреби-
телей и технологическими условиями про-
изводства товарный кокс классифицируется
по четырем признакам: крупности, прочно-
сти, зольности, сернистости; остальные при-
знаки качества служат только дополнитель-
ными характеристиками.
Между тем действующие в СССР стан-
дарты, будучи приняты в разное время пь
мере развития производства кокса в разных
районах страны, оказались построенными,
по разным принципам и до сих пор не удов-
летворяют требованиям унифицированной
классификации.
Так, ГОСТ 513—62 для кокса из донец-
ких углей дифференцирует его, в первую
очередь, по сернистости — предусматривает
одинаковые требования к доменному коксу
отдельных марок по зольности и прочно-
сти и несколько отличающиеся требования
к коксу классов +40, 40—25 и —25 щ.и по
влажности и содержанию мелочи.
ГОСТ 2014—53 для кокса пз углей Куз-
нецкого и Карагандинского бассейнов де-
лит доменный кокс по сортам, обусловлен-
ным условиями производства. Главным
дифференцирующим признаком является в
этом ГОСТе показатель прочности.
Наряду с этим действуют еще девять
ГОСТов и 16 технических условий (ТУ).
К ним относятся определяющие техниче-
ские требования к металлургическому кок-
су (крупному):
ГОСТ 8836—58 — на кокс из углей Печор-
ского бассейна, получаемый на Чере-
повецком металлургическом заводе;
ГОС'1 9093—59 — на кокс из углей Кавказ,з
в смеси с донецкими, получаемый на
Закавказском металлургическом ком-
бинате (г. Рустави)-
ГОСТ 3132—46 — на кокс из углей Кнзелов-
ского бассейна, получаемый на Губа-
хииском коксохимическом заводе;
ВРТУ 124—61 — па кокс из карагандинских
углей, получаемый на Карагандин-
ском металлургическом заводе;
ЧМТУ 4868—54 — иа кокс пз углей песколь-
ских восточных бассейнов, получае-
мый на Орско-Халиловском метал-
лургическом комбинате;
СвЧТУ—53—60 — на кокс марки КД (до-
менный) из смеси углей Кузнецкого
и Кизеловского бассейнов, получае-
мый иа Нижне-Тагильском металлур-
гическом комбинате;
ЧМТУ 5755—57—на кокс доменный мало-
фосфористый из углей Кузнецкого
бассейна, получаемый иа Кемеровском
коксохимическом заводе;
ГОСТ 4920—49 — па генераторный кокс для
производства водяного газа:
ГОСТ 8204—56 — иа кокс для трубчатых
печей цветной металлургии;
ГОСТ 8203—56—на кокс для шахтных пе-
чей цветной металлургии;
ГОСТ 3340—60 — на кокс для литейных ва-
гранок из углей разных бассейнов.
К ним относятся также ГОСТы и ТУ, оп-
ределяющие технические требования к кок-
су мелких классов:
ТУ 1 — на кокс класса 40—25 мм Губахин-
ского коксохимического завода;
Характеристика товарного кокса
259
ВРТУ-718—61 — па кокс класса 40—25 дш
Закавказского металлургического
комбината;
ЧМТУ 10213—57 — па кокс класса 40—
25 лглг, отсеянного от ваграночного
литейного кокса;
ТУ 465—53—на кокс менее 40 мм, отсеян-
ный от литейного кокса, получаемо-
Таблица 15-20
Ситовый состав и прочность доменного кокса отдельных
коксохимических производств
Криворожский 11,9 39,5 51,4 35,8 10,2 2,6 81,0 7,4 344 33
Днепродзерж пнекий . . . 14,8 38,0 52,8 31,1 14,1 2,0 72,6 7,1 339 25,2
Днепропетро вскпй . . . 12,7 23,4 36,1 39,8 20,6 3,5 82,3 6,1 340 28,0
Запорожский 20,6 36,0 56,6 33,2 7,8 2,4 78,5 6,7 337 32,0
Ясиновский 11,2 21,6 32,8 47,2 16,5 3,5 78,5 7,0 341 25,0
Макеевский 20,4 26,3 46,7 37,8 13,7 1,8 79,1 7,2 348 21,0
Рутченковский, цех 1 . . 12,2 44,8 57,0 31,0 9,8 2,2 80,5 7,1 342 30,0
Ждановский, батареи 1—4 11,5 41,5 53,0 39,8 5,5 1,7 80,6 6,9 347 27,0
Горловский 17,5 43,1 60,6 25,7 11,2 2,5 79,0 7,4 338 35,0
Енакиевский 13,7 31,6 45,3 35,9 16,4 3,4 77,9 6,8 337 32,0
Алчевский 11,8 38,8 50,6 36,4 11,0 2,0 80,7 7,1 345 28,0
Новолипецкий 23,8 40,6 64,4 32,0 2,1 1,5 — — 345 32,0
Московский 8,6 42,0 50,6 37,0 10,0 2,4 — — 334 34,0
Доменный кокс нз кузнецких углей
Кузнецкий, блок 1—2 . . 17,0 38,5 55,5 37,1 5,2 2,2 — — 319 37,0
Кемеровский 8,7 30,3 39,0 33,1 20,3 7,6 — — 298 56,0
Челябинский Г 11,3 36,0 47,3 42,7 6,9 3,1 — — 312 37,0
Нижне-Тагпльскпп . . . 19,1 41,8 60,9 29,8 7,1 2,2 — — 312 41,0
Доменный кокс из
смеси кузнецких и карагандинских углей
Магнитогорский .... 15,8 16,0 41,7 27,6 57,5 43,6 35,6 49,1 5,0 5,4 1,9 1,9 —— — 309 319 —
Орско-Халиловскип . . . 16,5 48,9 65,4 23,4 7,9 3,3 — — 310 —
Доменный кокс из смеси печорских и кузнецких углей
Череповецкий .
| 15,8 | 38,2 | 54,0 | 40,0 | 4,6 | 1,4 | — | — | 329
17*
260
Кокс, его свойства и применение
го па Ленинградском коксогазовом
заводе;
ГОСТ 7088—54 — на кокс класса 40—
25 мм, направляемый для производ-
ства карбида кальция;
ГОСТ 8935—58—иа коксовый орешек;
ВРТУ 126—61 — па коксовый орешек Кара-
гандинского металлургического за-
вода;
ЧМТУ 2834—51 — на коксовую мелочь для
агломерации железных руд;
ТУ 1020 — на коксовую мелочь для произ-
водства электродов;
ТУ 2 — иа коксовую мелочь Губахинского
коксохимического завода;
СТУ 100-151—60 — на коксовую мелочь За-
кавказского металлургического ком-
бината;
ВРТУ 126—61 — иа коксовую мелочь Кара-
гандинского металлургического за-
вода;
ЧМТУ 14—60—на коксовую мелочь цеха
№ 1 Кадиевского коксохимического
завода.
Имеются также технические условия та
кокс энергетический ЧМТУ 10—60, получае-
мый на Кадиевском заводе.
Наконец, в 1960 г. издан ГОСТ 9434—60,
определяющий классификацию кокса по раз-
меру кусков. Им предусмотрено деление
кокса на классы крупности, не только при-
меняемое на заводах Союза в настоящее
время, по и возможное в будущем, притом
для всех назначений.
В табл. 15-20 сведены данные о ситовом
составе и прочности доменного кокса от-
дельных коксохимических производств.
При сопоставлении ситовых составов то-
варного кокса разных заводов необходимо
учитывать, каким перегрузкам он подвер-
гался до точки отбора пробы.
Как видно из этих данных, кокс из донец-
ких углей прочнее кокса из кузнецких уг-
лей, и это является следствием более од-
нородной— ino петрографическим состав-
ляющим— органической массы, обогащения
углей мокрыми методами, более высокой
опекаемости.
Требования к чистоте кокса в зарубеж-
ных технически развитых странах отлича-
ются от отечественных практически только
в отношении сернистости, и это, естествен-
но, объясняется качеством углей тех бас-
сейнов, которые составляют сырьевую базу.
Так, по соглашению между коксовиками н
металлургами в Западной Европе зольность
кокса поддерживают порядка 10 ±1 %,
влажность 4± 1%, сернистость колеблется
между 0,8 и 1,4%.
В США колебания показателей техниче-
ского анализа кокса гораздо шире: золь-
ность от 8 доходит до 12 н даже 14%,
влажность отгружаемого кокса подчас со-
ставляет и 8%, сернистость лежит в преде-
лах 0,9—1,5%.
По крупности доменный кокс, потребляе-
мый на металлургических заводах Запад-
ной Европы и США, весьма различен. В
ФРГ доменный кокс сортируется на классы
+ 80, +60 и +40 мм, причем коксу +60 мм
оказывается предпочтение перед другими.
При выделении крупных классов получают,
наряду с ними, и промежуточные: 80—60,
60—40, 40—20 мм и мелочь 20—10 и
— 10 мм. Разделение по классам произво-
дится на ситах с круглыми отверстиями.
В табл. 15-22 приведены некоторые из
опубликованных ситовых анализов метал-
лургического кокса зарубежных заводов.
Прочность доменного кокса большинства
заводов ФРГ по показателю испытания в
малом барабане A44o превышает 80%, также
Та блица 15-21
Ситовые анализы кокса
За вод Место и время отбора проб Ситовой состав пюоы, % пэ к загсам, м.ч
+ 80 80 — 60 + 60 60-40 40-25 --2э
Макеевский После валкового грохота 20 46 66 24 8,8 1,2
На конвейере в доменный цех 14 36 50 33 13,8 3,2
ЯСИНОВский После валкового грохота 21 43 64 28 6,7 1,3
В пробоотборнике, минуя по- грузочный бункер 8 40 48 37 13 2
В пробоотборнике после пог- рузочного бункера 5 21 34 39 40 17 4
Днепропетров- После валкового грохота 38 59 29 10,5 1 ,5
ский В пробоотборнике после пог- рузочного бункера 9 31 40 39 17,5 3,5
Запорожский После валкового грохота 26 45 71 19 9 1
(кокс 40 мм) На транспортере в доменный цех 10 1 35 45 41 13 1
Для показа эффекта, создаваемого пере-
грузками, в табл. 15-21 приведены по ряду
заводов ситовые анализы кокса, отобранно-
го после валкового грохота и в точке отбо-
ра товарных проб.
высока прочность доменного кокса, полу-
чаемого на заводах Северной Франции,
Бельгии и Голландии. Несколько ниже (72—
78%) прочность кокса заводов Лотаринг-
ского района.
Характеристика товарного кокса
261
Таблица 15-22
Ситовые анализы металлургического кокса зарубежных заводов
Страна п завод Кокс доменный Средняя ши- рина камер коксования мм Содержание классов, %, в товарном коксе в зависимости от размера, мм
-]-80 80 -60 -1-6 0 60-40 40-23 -25
ФРГ:
Нордштерн -|-6С» мм 450 27,0 48,0 75,0 22,0 2,5 0,5
шахта Фредерик-Анри 500 50 30 80 12 7,5 0,5
завод Маннесман в Ху-
кингеме Нет данных 50 30 80 15 7,5 0,5
Северная Франция » » 25 48 73 25 12 4
Англия -|-40 мм » » 22 38 60 24 12 4
-|-25 мм » » 20 31 51 33 14,3 1,7
США:
Стьюбенвиль -}-40 мм 450 19 45 64 28 5,5 2,5
Кливленд -[-19 мм 450* 16 32 48 33 16,5 2,5
Ипленд Валовый Нет данных 51,5 22,7 74,2 15,3 5,5 5,0
Рипаблик » » » 44,5 29,5 74,0 17,0 3,5 5,0
Бетлехем » » » 30,5 35,5 66,0 24,5 5,0 4,5
Карнеги I » » 21,8 25,2 47,0 25,5 13,5 14,0
Женева-Айрюи .... » » » 17,5 24,5 42,0 30,0 12,4 15,6
Скорость прогрева загрузки увеличена с
1.5 до 15 мм'ч.
Глава 16
КОКСОВАНИЕ ПЕКА
ПРОЦЕСС КОКСОВАНИЯ ПЕКА
И ФИЗИКО-МЕХАНИЧЕСКИЕ
СВОЙСТВА ПЕКОВОГО КОКСА
Пековый или электродный кокс произво-
дится в коксовых печах при коксовании ка-
менноугольного пека. Пек, поступающий на
коксование, отличается от стандартного по-
вышенной температурой размягчения (140—
150° С), повышенным содержанием нерас-
творимого в толуоле остатка и пониженным
выходом летучих веществ.
Пековый кокс образуется в результате
сложных процессов термического разложе-
ния, сопровождающихся отщеплением ато-
мов, групп или деструкцией молекул, а так-
же процессов, приводящих к образованию
гигантских молекул, обогащенных углеро-
дом.
Таблица 16-1
Изменение элементарного состава, %
Наименование С н N S О
Высокоплавкий пек 92,73 4,42 1,43 0,82 0,60
Полукокс .... 93,81 3,28 1,39 0,68 0,84
Кокс 96,52 0,98 1,22 0,58 0,70
Изменение элементарного состава от пека
до кокса характеризуется нарастанием со-
держания углерода и потерей части осталь-
ных составляющих (табл. 16-1).
Состав газа по мере повышения темпера-
туры коксования меняется. До 500° С про-
текают главным образом процессы пироли-
за и крекинга, а выше этой температуры —
дегидрирование с конденсацией радикалов.
Изменение свойств нелетучего остатка при
переходе его от полукокса в кокс пред-
ставлено в табл. 16-2.
В интервале температур 550—600° С на-
блюдается особенно резкое уменьшение
электросопротивления кокса и весьма ак-
тивно протекают процессы усложнения мо-
лекулярной структуры вещества.
Механическая прочность кокса с повыше-
нием температуры коксования изменяется
незначительно. Прочность кускового матери-
ала пекового кокса определяется в основном
условиями температурного интервала 450—
550° С.
С увеличением продолжительности вы-
держки кокса в печи при температуре
1050° С выход летучих веществ уменьшается,
а истинный удельный вес возрастает (табл.
16-3).
Влияние переменной скорости нагрева в
период разложения пека и образования по-
лукокса па выход и свойства пекового кокса
Таблица 16-2
Изменение свойств искового кокса с повышением температуры коксования
Темпера- тура по оси каме- ры коксо- вания °C Выход твердого остатка % Выход летучих % u Истинный удельный вес Удельное электросопро- тивление1 оммм2'м Механическая прочность, % Твердость4 мг
на истирае- мость (выход класса более 1 мм)2 на сжатие (выход класса более 2 мм)3
550 70,6 2,4 1,515 5100000 85,7 30,0 24,8
650 — 2,4 1,553 1990 82,1 26,7 60,9
850 — 1,2 1,817 529 80,0 25,1 80,6
1050 68,7 0,7 1,945 252 79,5 27,5 83,2
1 При давлении 150 кг/смг. 2 По методу ВУХИН, предложенному Н. С. Грязновым.
3 По методу Днепровского электродного завода. 4 По методу, предложенному Я- Е- Гинсбургом.
Процесс коксования пека и физико-механические свойства пекового кокса
263
Таблица 16-3
Изменение свойств пекового кокса
в зависимости от продолжительности
выдержки при конечной температуре
1050° ('
Продолжительность выдержки, ч i Выход летучих ве- ществ из кокса, % 1 Истиный удельный вес Удельное электро- сопротивление, ом-мм2;м .Механическая прочность, % Твердость, мг
на истирание| (выход класса' более 1 мм) 1 i : на сжатие (еыход клас- 1 са более 2 льи)1
1 0,73 1,945 251 79,5 27,5 83,2
3 0,62 1,968 256 82,8 28,9 78,6
5 0,52 1,978 240 81,9 28,9 88,4
при конечной температуре коксования
1050° С показано ,в табл. 16-4.
По внешнему виду пековый кокс отлича-
ется от угольного кокса сталисто-серым цве-
том, по свойствам — большой прочностью и
неравномерностью по пористости и микро-
структуре. Части куска кокса у стен камеры
Таблица 16-4
Влияние скорости нагрева до 600° (’
на конечный выход и характеристику
пекового кокса
2 1 62,1 68,2 0,6 0,7 1,950 1,945 251 250 82,3 80,5 16,5 27,5 86,0 83,2
0,5 75,6 0,6 1,974 240 82,2 29,1 87,8
имеют малую пористость и высокую плот-
ность. Толщина стенок между порами до
3 мм. В центральной части камеры порис-
тость кокса большая, микропоры имеют ве-
личину от 2 до 12 мм. Прочность пекового
кокса класса +25 мм после испытания в ба-
рабане Суидгрена колеблется в пределах
350—360 кг, а по микуум-барабану (ЛГ40)
87—89%. Зола пекового кокса характеризу-
ется содержанием следующих окислов и ос-
нований, %:
SiO. ALO3 Fe2C\, Cat) MgO SO3
.30—30 22- 23 24—26 3—11 2—3 12—13
Кроме того, в золе содержатся окислы п
основания таких элементов, как фосфор, ти-
тан, цинк, ванадий, натрий, калий и др.
По ГОСТ 3213—58 (с изменениями, вне-
сенными в 1961—1962 гг.) кокс пековый
электродный разделяется по сортности на
классы, приведенные в табл. 16-5.
Таблица 16-5
Классы сортности пекового кокса
Содержание, % не более <тро- ‘ не м
2 X S 1_ ОЧИ2 10 мм ;льное эле! ротивлепис ее, 0М ММ-.
г; fij ь; S
м и S о
кпэ-1 0,3 0,8 3,0 0,3 2,0 600,0
КПЭ-2 0,5 0,8 3,0 0,5 2,0 600,0
1 Согласно ГОСТу, содержание серы в пековом
коксе южных заводов допускается до 0,7%.
2 Поставка кокса с содержанием мелочи более
2,0%, но не более 3,0% и кокса в рядовом виде
допускается с согласия потребителя.
Обычно коксованию подвергается смесь,
полученная в результате окисления пековой
смолы и стандартного лека, что обеспечива-
ет лучшее качество кокса по зольности и
механической прочности.
При применении пекового кокса в качестве
сырья для электродов перед использованием
он дополнительно прокаливается и графити-
зируется. Прокалка производится при тем-
пературах 1250—1300° С, а графитизация —
при температурах выше 2200° С.
tИзменение (состава и свойств пекового
кокса при прокаливании и графитизации
приведено в табл. 16-6.
Таблица 16-6
Изменение еоетава и свойств
пекового кокса при прокаливании
п графитизации
Показатели
Пековый кокс
Элементарный состав
на органическую мас-
су, %:
С ..............
н ..............
S ..............
N ..............
О ..............
Истинный удельный вес
Удельное электросо-
противление,
ом-мм2/м . . . .
97,64 98,50 99,70
0,48 0,23 0,15
0,58 0,54 0,05
1,03 0,61 0,00
0,27 0,12 0,10
1,945 2,085 2.228
250 180 100
264
Коксование пека
Продолжение табл. 16-6
Показатели Пековый кокс
исходный прокаленный графитизи- рованный
Механическая проч- ность, %: истираемость удар- ная по выходу класса 1 мм . . 80 85 92
сжатие по выходу класса 2—3 мм 28 32 48
Твердость, мг . . . . 83 75 0
Качество пекового кокса тем выше, чем
выше его способность к уплотнению, повы-
шению истинного удельного веса и сниже-
нию электросопротивления.
МАТЕРИАЛЬНЫЙ БАЛАНС ПРОЦЕССА
КОКСОВАНИЯ ПЕКА
Выходы пекового кокса, смолы и газа в
процессе коксовамия зависят от исходного
пека и несколько в 'меньшей степени — от
условий коксования.
Исходное сырье—пек с температурой
размягчения 145—150°С (,100%).
Полученные продукты коксования приве-
дены в табл. 16-7.
Таблица 16-7 Выходы искового кокса, смолы и газа, %
Продукты коксования Из высоксплавкого пс- 1 ка, полученного окислени- I ем стандартного пека Из смеси высокоплавких пеков, полученных окисле- нием стандартного пека и пекококсовой смолы в соотношении 82:18 Из Еысокоплавкого пека, полученного из стандарт- ного пека дополнительной отгонкой фракций паром
Пековый кокс Пековая смола Пековый газ Потери . . . 66,7 23,5 7,9 1,9 64—69 27,0—22,0 8,0 1 ,о 70 20—22 7,0 1—3
Итого . . 100 100 100
Выход пекового кокса из пека воздушного
окисления ниже, чем из полученного дистил-
ляцией паром. При добавлении к пеку, под-
вергающемуся воздушному окислению, обо-
ротной пековой смолы выход кокса оказы-
вается не ниже выхода при паровом методе.
В табл. 16-8 дана характеристика исполь-
зованных для коксования пеков и продуктов
коксования. В табл. 16-9 приведены сорт-
ность и характеристика пекового кокса, про-
изводимого на различных установках.
Таблица 16-8
пеков и продуктов коксования
Характеристика использования для коксования
Показатели Коксование высокоплав- кого пека из окисленного стандартного пека Кок сование высокоплав- кого пека из окисленного стандартного пека и пеко- вой смолы Коксование высокоплав- кого пека из стандартного пека, обра- ботанного паром
Исходное сырье:
температура размягчения, °C 145 145—150 150
выход летучих веществ, % 49 51,5—49,0 38—40
содержание веществ, не растворимых в толуо-
ле, % 45,7 44,2—46,0 65—66
зольность, % 0,19 0,17 0,22—0,25
Характеристика пекового кокса, %:
выход класса выше 25 мм 95 95 —
то же, класса 25—15 мм 3,5 3,5 —
то же, меньше 15 мм 1,5 1,5 —
влажность пекового кокса размером более
25 мм 3,0 3,0 0,8
выход летучих 0,4 0,4 0,4
зольность 0,25 0,22 0,4
Состав газов, %:
СО2 0,96 1,73 0,9
СтНп 0,35 0,37 1,0
О, 0,66 1,04 0,5
со 3,80 3,04 3,5
сн4 9,8 10,67 13,0
н„ 81,71 78,17 77,8
N2 2.8 4,93 3,2
Конструкции печей для коксования пека
265-
Продолжение табл 16-8
Показатели Коксование высокоплав- кого пека из окисленного стандартного пека Коксование высокоплав- кого пека из окисленного стандартного пека и пеко- вой смолы Коксование высокоплав- кого пека из стандартного пека, обра- ботанного паром
Удельный вес газов, кг/м3 0,26 0,3
Теплотворность газов, ккал/м3 3160 3090 3410
Выход газа, м3/т пека 300 280 250
Характеристики пековой смолы: удельный вес при 20° С, кг/м3 1230 — 1262
влажность, % 3,1 — —
содержание веществ, нерастворимых в толуо- ле, % 6,2
отгон до 360° С, % 4,0 — —
коксовый остаток по тигельной пробе, % • • —. — 18,5
зольность, % — — 0,025
Таблица 16-9
Сортность и характеристика пекового кокса, производимого на различных
установках, %
Показатели Установки
А Б В Г Д’
Выход сорта КПЭ-1 96,49 90,19 96,15 92,31 31 ,46
Выход сорта КПЭ-2 0,49 7,3 1,45 3,22 63,71
Пекококсовая мелочь 3,02 2,51 2,40 4,47 4,83
Итого 100,0 100,0 100,0 100,0 100,0
Сорт КПЭ-1:
влага 4,4 1,4 2,5 4,08 4,08
зола 0,26 0,24 0,22 0,25 0,30
сера 0,59 0,25 0,20 0,26 0,61
выход летучих веществ 0,43 0,64 0,44 0,81 0,79
Сорт К.ПЭ-2:
влага 6,9 1,7 2,2 4,3 4,56
зола 0,36 0,37 0,41 0,36 0,36-
сера 0,59 0,25 0,20 0,25 0,63
выход летучих веществ 0,67 0,66 0,45 0,86 0,79
Пекококсовая мелочь:
влага 13,40 13,10 10,90 13,60 11 ,37
зола 1,29 1,76 1,6 1 37 1,63
выход летучих веществ 0,46 0,82 0,80 0,94 1,12
* Установка с загрузкой твердого пека.
КОНСТРУКЦИИ ПЕЧЕН
ДЛЯ КОКСОВАНИЯ ПЕКА
Наибольшее распространение в настоящее
время получили динасовые камерные регене-
ративные печи .с комплексом необходимых
приспособлений для запруэки и коксования
пека, выдачи пекового кокса, его тушения и
сортировки. Наряду с этим еще производит-
ся коксование пека в ретортах, пламенных
печах, регенеративных шамотных камерных
и подовых печах.
Печи Гипрококса
Печи этой системы получили широкое рас-
пространение в СССР.
Конструкция комбинированных печей с
групповым обогревом показана на рис. 16-1.
Печи рассчитаны на обогрев как коксовым,
266
Коксование пека
Рис. 16-1. Схема обогрева печей Гипрококса для коксования пека с комбинированным обогревом
так и доменным газом. Под каждым про-
стенком установлены два регенератора. На-
личие дополнительных разделительных стен
в регенеративной части делает печи устойчи-
выми против смещений вышележащей
кладки простенков.
Простенок печей состоит из 27 обогрева-
тельных каналов, имеющих вверху общий
•сборный горизонтальный канал. Горение
происходит на одной половине простенка,
продукты горения отводятся через сборный
горизонтальный канал на другую половину
простенка. Печи оборудованы одним корню-
ром. Регенераторы работают одновременно
на одноименном потоке. Центральная пере-
городка в регенераторах, разделяющая раз-
ноименные потоки машинной и коксовой
сторон, массивна и герметична.
Распределение воздуха 'по длине насадки
регенератора осуществляется при помощи
калиброванной колосниковой решетки в по-
довом канале. Регулирование распределения
воздуха по отопительным каналам, а также
•его дозирование предусматриваются с помо-
щью верхних н нижних регистров, установ-
ленных при выходе в горизонтальный ка-
нал и у основания отопительных каналов.
Горизонтальный канал имеет переменное се-
чение. Крайние вертикалы имеют расширен-
ные косые ходы, а также более широкие
верхние регистровые отверстия. Камера
снабжена одним отводом для отсоса газа.
Насадка регенераторов выполнена из бру-
скового кирпича размером 40 X 10 X 230 мм
или из фасонного решетчатого кирпича
•обычного типа.
Стены камеры выполнены из кирпича тол-
щиной 170 мм, что является дополнительной
отличительной особенностью этих печей от
коксовых. При такой толщине кирпича удач-
но решаются задачи перевязки и герметиза-
ции вертикальных швов, выходящих в каме-
ру, а также обеспечение устойчивой работы
простенка, подвергающегося большим нап-
ряжениям при коксовании пека и выдаче
кокса.
Коксовый газ по газопроводу, располо-
женному в тоннелях печей, подается одно-
временно в корнюры всех печей с коксовой
стороны, из которых газ распределяется по
обогревательным каналам.
Воздух из тоннелей через газовоздушные
клапаны и подовые каналы поступает в ре-
генераторы с коксовой стороны и через ко-
сые ходы вводится в те же обогревательные
каналы, в которые подводится и газ.
Продукты горения, образующиеся от сго-
рания коксового газа, поднимаются вверх и
через регистровые отверстия собираются в
общий горизонтальный канал, откуда опу-
скаются в обогревательные каналы другой
стороны и через косые ходы 'направляют-
ся в регенераторы. Из регенераторов ма-
шинной стороны через подовые каналы,
клапаны и боковые борова продукты горе-
ния уходят в дымовую трубу. При переме-
не направления потоков газ и воздух пода-
ются с машинной стороны, продукты го-
рения отводятся на коксовую сторону.
Печи рассчитаны на загрузку высокоплав-
кого пека с температурой размягчения
150° С, подогретого перед загрузкой не менее
чем до 320° С. Пек загружается в камеру
непрерывно в течение первых пяти часов.
Разовая загрузка колеблется от 14 до 16 т.
Уровень обогрева расположен на 700—
900 мм ниже свода. Для охлаждения под-
сводового пространства в период загрузки и
отгона летучих, а также для обезграфичива-
ния в камеру с одной и другой сторон вду-
вается пар или коксовый газ, предваритель-
но подогретый в газоподогревателях.
На рис. 1.6-12 представлена конструкция
печей Гипрококса для коксования пека с
обогревом только коксовым газом. Узкие
двойные регенераторы под каждой печью
заменены широкими. Подвод газа смещен от
оси простенка, что позволило выполнить ан-
керные колонны прямыми без гитарообраз-
ного уширения для размещения отопитель-
ной арматуры.
Схема обогрева этих печей почти анало-
гична описанной для печей с комбинирован
ным обогревом и отличается лишь наличием
одного воздушного косого хода вместо
двух в печах с комбинированным обогревом.
Конструкции печей для коксования пека
267
Верхний уровень обогрева располагается
на высоте 600—1000 мм от свода камеры и
выбирается в зависимости от полноты за-
грузки.
В пекококсовых печах применяют диффу-
зорные горелки вместо конфузорных. Ско-
рость .выхода воздуха в отопительные кана-
лы повышена в результате установки в вы-
ходных отверстиях из косых ходов более
утолщенных регистров («бананов»).
Конструкция печей системы Штилля
Печи имеют парный обогрев, нижний под-
вод отопительного газа и общие выносные
регенераторы (рис. 16-3).
Сооружают их группами по пять печей.
Размеры .печей: общая длина камеры
10 500 мм, ширина (средняя) 562 мм, пол-
ная высота 2000 мм, конусность 50 мм.
Полезная длина камеры 10 200 мм. Полез-
ный объем камеры 11,5 м3, объем загрузки
7 .и3.
Высота обогреваемой части вертикалов
1250 мм, необогреваемой верхней части
750 мм. Стены камеры массивные из кирпп-
На сооружение этих печей в результате
снижения суммарного размера регенератив-
ной и корнюрной зон н нового их конструк-
тивного оформления, требуется на 10—15%
меньше огнеупорной кладки. Наличие одно-
го широкого регенератора под каждой каме-
рон требует в два раза меньше газовоздуш-
ных клапанов. Намного упрощается арми-
рование кладки, отсутствует вспомогатель-
ный анке.раж для регенераторов, а основные
анкерные колонны на 1 м короче, чем в пре-
жней конструкции.
Основные размеры камер: длина 13 120 .и,и,
высота 3000 мм, ширина 450 мм. Полный
объем камеры в холодном состоянии 17 м3.
ча толщиной 170 мм с трапецеидальной фор-
мой паза и гребня.
Регенераторы .полчатого типа с зигзаго-
образными ходами для воздуха н продуктов
горения располагаются по сторонам печей
под обслуживающими площадками.
Двери пробковые с глиняным уплотнением
п заходом футеровки на глубину 150 мм.
Печи рассчитаны на обогрев газом с теп-
лотворностью 1500 ккал/м3 и выше.
Слабые места печей: постоянно нарушаю-
щаяся связь с выносными регенераторами
из-за роста кладки и конструкции подовых
каналов, .работающих на разноименных по-
токах.
268
Коксование пека
Рис 16-3. Печи Штиля для коксования пека:
поперечный разрез по батарее; б — продольный разрез по камерам
Печи системы Копперса
Печи (рис. 16-4) группируют в блоки по
пять печей в каждом.
Размеры печей: общая длина 11 800 мм,
высота камеры 3000 мм, средняя ширина
450 мм, конусность камер 70 мм.
Рис. 16-4. Продольный разрез по батарее пе-
чи Копперса для коксования i'o..
Печи рассчитаны на обогреве коксовым
газом, который подводится снизу. Обогрева-
тельный простенок состоит из системы пар-
ных каналов, регенераторы широкие. В пе-
чах используется рециркуляция продуктов
горения.
Стены камеры выполнены в три ступени
по толщине; первая ступень толщиной
150 мм, вторая 126 мм и третья 108 мм. Вы-
сота обогреваемой части 2100 мм. В пере-
крытии отопительных каналов, в зоне необо-
греваемой части, кроме растопочных, пре-
дусмотрены каналы для дополнительного
прогрева верха загрузки с соответствующи-
ми регистрами для отключения, а также над-
сводовые каналы размером 280 X 210 мм
для охлаждения подсводового пространства
камеры. Из других особенностей следует
отметить наличие ложных камер у каждого
из контрфорсов.
Для коксования в этих печах применя-
ется высокоплавкий пек с температурой
k размягчения 155° С. Температура загру-
жаемого пека 320° С. Загрузка печей про-
изводится непрерывно в течение первых
трех часов.
Компоновка пекококсовых печей
Пекококсовые установки строят обычно
непосредственно при смолоразгонных цехах
коксохимических заводов, чтобы загружать
печи нагретым пеком.
Коксовый цех пекококсовон установки
состоит из объектов, показанных на рис.
16-5.
Компоновка коксового цеха увязывается
с пекоподготовкоп, подводом газа на обог-
рев и конденсацией продуктов коксования.
Число печей в блоке обычно от 5 до 12,
чтобы при ремонтах печей (перекладках)
не снижать мощности батареи по выжигу
кокса больше чем на 25—33%.
Газосборнм1ки, кантовочный механизм и
газопроводы выполняются таким образом,
чтобы можно было перекладывать любую
из групп печен без нарушения условий
эксплуатации работающих печей.
Конструкции печей для коксования пека
269
Рнс. 16-5. Компоновка пскококсового цеха (с общим коллектором):
7-4- блоки пеней: 5— площадка с кантовочиым помещением; 6 — концевая площадка; 7 — тушиль
ный вагон; 8 — коксовыталкиватель; 9 — газосборник; 10 — мосты под газопроводы: 11 — паро-
перегреватель; 12 -- дымовая труба; 13 — борова; 14— тушильная башня; /5 -насосная.
16—отстойники; /7 — коксовая рампа; 18 —• коксосортчровка; 19 — печи для прокалки пекового
кокса
Конструкция обслуживающих площадок
предусматривает возможное их смещение
при росте кладки печей. Троллеи электро-
воза и коксовыталкивателя крепят на вы-
носных неподвижных колоннах. Троллеи
двересъемных маним закрепляют на контр-
форсах печей.
Дымовая труба, общая для всех печей,
мерников и пекоподготсвки, размещается
за путями коксовыталкивателя в непосред-
ственной близости от лекоподготовки. Вы-
сота дымовой трубы составляет примерно
60 м при верхнем выходпо,м диаметре 2 м.
Коксовая рампа обычно располагается в
непосредственной близости от тушильной
башни. Ее размеры зависят от количества
выдаваемых печей в час. Рампа длиной
13 м удовлетворяет условиям эксплуатации
при выдаче 1—2 печей в час с выдержкой
кокса на рампе в течение 40 мин.
В последних проектах в состав пекокок-
совых цехов включают прокаленные печи,
в которые предусматривают загрузку рас-
каленного кокса, прокалку его при темпе-
ратуре 1300° С и охлаждение инертными
газами после прокалки.
Прогрев загрузки по ширине и высоте
камеры коксования
На рис. 16-6 даны усредненные измене-
ния температуры в осевой плоскости за-
грузки в процессе коксования пека.
Нагрев загрузки в пекококсовых печах
происходит, как и в коксовых печах, в не-
стационарном температурном поле. Пек с
температурой 300—320° С загружается в
камеру, нагретую до более высокой темпе-
ратуры.
В начальный момент нагрев пека проис-
ходит как за счет транзитного теплового
потока из отопительного простенка, так и
за счет аккумулированного тепла степ.
На рис. 16-7 и 16-8 приведены изменения
средних значений по периоду коксования
коэффициентов температуре- и тепло-
проводности в процессе коксования
в зависимости от температуры в осе-
вой плоскости загрузки. Эти величины
резко меняются за период коксования по
мере подъема температур в осевой плос-
кости пскококсового пирога. Величины ко-
эффициента температуропроводности (а)
270
Коксование пека
и коэффициента теплопроводности (Л)
меняются по мере перехода пека в кокс.
При температурах в осевой плоскости
Рис. 16-6. Изменение средних температур по
высоте осевой плоскости камеры в течение
периода коксования;
/ — коксовая сторона, оборот печи 17 ч
•О мин. при средней температуре в отопи-
тельных камерах 1250° С; 2 — машинная сто-
рона, оборот печи 17 ч при средней темпера-
туре в обогревательных каналах 1190° С
На рис. 16-9 приведена кривая, пред-
ставляющая зависимость степени изменения
температуры в осевой плоскости пекокок-
сового пирога от критерия Фурье, получен-
ная решением уравнения теплопроводности
0 0,5 1,0 1.5 2,0 2,5 0,0 3,5
Критерий Фурье
Рис. 16-9. Зависимость между критерием
Фурье и градиентом повышения темпера-
туры в oct'Boft плоскости пирога:
— температура в осевой плоскосиг
пирога к концу коксования; /с—средняя
температура степ обогревательных кана-
лов; — температура пека при загрузке:
критерии Фурье F==—где а —коэф-
/С
фпциент температуропроводности; т — про-
должительность коксования; R — полови-
на ширины камеры
Рис. 16-7. Изменения средних коэффициентов
теплопроводности коксующейся массы по пе-
риоду коксования в зависимости от темпе-
ратуры в осевой плоскости камеры
при заданных условиях. Эта кривая под-
тверждается данными заводских испыта-
ний.
Пользуясь приведенными кривыми, мож-
но определить продолжительность коксо-
вания при заданных температурах, а так-
же температуры в обогревательных кана-
лах, обеспечивающие заданную готовность
Температура в обогревательных каналах, °C
Pite. 16 8. Изменение средних коэффициен-
тов температуропроводности коксующейся
массы по периоду коксования в зависимости
от температуры в осевой плоскости камеры
500° С и ниже, соответствующих пребыва-
нию пека еще ib жидком состоянии,
коэффициенты большие, в интервале тем-
ператур 500—550° С они резко понижаются
до минимума, а затем снова возрастают
по мере подъема температур до полной го-
товности кокса.
Рис. 16-10. Зависимость между температу-
рой в обогревательных каналах и продол-
жительностью коксования при различной
готовности кокса (температуры средние за
кантзвку):
/ — i к = 950° С, 2 — /с = 1000° С
кокса при различных периодах коксова-
ния. Эта зависимость для ширины камеры
450 мм и толщины стен 170 мм показана
на рис. 16-10,
Повышение температуры коксового пиро-
га па 50° С требует при одинаковых темпе-
ратурах в обогревательных каналах
удлинения периода коксования от 1,8
до 2,2 ч.
Практические температуры в обогрева-
тельных каналах при работе одной из ус-
тановок, приведенные в табл, 16-10, подг
верждают выведенную зависимость между
продолжительностью коксования и темпе-
ратурами в обогревательных каналах.
Влияние ширины камеры на продолжи-
тельность коксования и среднюю темпера-
Конструкции печей для коксования пека
27 f
Таблица 16-10
Температуры к обогревательных
каналах, приведенные, к 20-й секунде
после кантовки, °C
Период коксования ч Машинная сторона Коксовая сторона Средняя за кан гон- ку
16,0 1265 1290 1252
15,0 1275 1300 1262
14,0 1295 1320 1280
туру в обогревательных каналах показано
иа рис. 16-М и 16-12.
Влияние толщины стенки на температу-
ру в обогревательных каналах, выражен-
ное в °C на 1 .«л толщины, несколько мень-
Рпс. 16-11. Изменение периода кок-
<’? U: • 11:1 В _М.1 ВШ I'MUC г II О" ширины
камеры
ГК — температура готовности кокса;
Гг — средняя за кантовку темпера-
тура в обогревательных каналах; I—
tK = 1000й С, t<? - 1250° С; 2 —
/к = 1000= С, to - 1285° С
Ширина камеры.мм
Рис. 16-12. Влияние ширины камеры на тем-
пературу в обогревательных каналах при пе-
риоде коксования 16 ч и температуре в осе-
вой плоскости 1000° С
шее, чем для коксовых печей. Так, при
т = 14 ч, /к = 1000° С и ширине камеры
450 мм эта величина составляет 2,16° С
вместо 3° С в коксовых печа.х.
Толщина стен камеры и статическая
прочность простенков
В кладке пекококсовых печей возникаю г
большие термические напряжения, связан-
ные с ее нагревом и охлаждением при кок-
совании и загрузке при каждом обороте.
Если рассматривать отдельный средний про-
стенок, то эти напряжения возникают по-
очередно то с одной, то с другой его сто-
роны, выходящей в соседние камеры. Про-
стенок испытывает гидростатическое дав-
ление загруженного пека, а также давление
при выдаче кокса. Кладка должна быть-
хорошо перевязана по горизонтальным и
вертикальным швам, чтобы исключить ши-
можность прорывов пека и газа в отопи-
Рис. 16-13. Изменение температуры степ ка-
меры при коксовании пека в различных юч-
время коксования.ч
Рис. 16-14. Изменение средней температуры
стен но высоте камеры и периоду коксования
пекококсовых печей. Пунктирная кривая —
изменения температуры в коксовых исчах
тельную систему. Наконец, от кладки степ
ка.меры прп загрузке печей отнимается
большое количество аккумулированного ге-
пла на пропрев загрузки и дистилляцию
пека. У стен камеры продолжительное
время удерживается пониженная темпера
тура, в связи с этим охлаждение кирпича
происходит на большую глубину по направ-
лению к обогревательным каналам.
Изменение температуры стен со стороны
камеры в различных точках, наблюдаемо'
при коксовании пека, показано на рис. 16
13 и 16-14 (для сопоставления пр [сведены
изменения температуры стен при коксова-
нии угля).
При коксовании угля и пека охлаждение
и нагрев стен неодинаковы.
Средняя температура стен за первые 7 ч
при коксовании угля составляет 782° С, а
при коксовании пека — только 706° С.
2Т2
Коксование пека
Средние температуры по всему периоду
коксования более близкие и составляют
соответственно 876 и 855° С.
На работу стен камеры большое значе-
ние оказывает тепловой поток на протя-
жении периода коксования. С достаточ-
ной степенью приближения среднюю вели-
чину его можно определить ,по формуле
(ккал/л2 ч).
Q
3
где te — температура в отопительных кана-
лах (средняя за время кантов-
ки), °C;
tK — температура стен со стороны ка-
меры, °C:
Z — коэффициент теплопроводности
динасового кирпича, ккал/(м-ч-
град)-
б — толщина стенового кирпича, м.
При измерении температуры стен каме-
ры (см. рис. 16-13) средняя температура в
отопительных каналах поддерживается на
уровне 1250° С.
Среднечасовой поток при этих условиях
составляет
„ 1-5
Q — (1250 — 855) —.-- = 3484 ккал/(м2 -ч).
Эта величина теплового потока примерно
на 1000 ккал/ч меньше, чем в современных
угольных коксовых печах.
Через 4 ч от начала загрузки запас акку-
мулированного кладкой тепла уже полно-
стью отдан леку н в стенке камеры уста-
навливается почти линейное распределение
температур в направлении от холодной к
горячей стороне, характерное для стацио-
нарного потока. Последующий почти прямо-
линейный подъем температуры стен со сто-
роны камеры подтверждает правильность
такого предположения и позволяет опреде-
лить количество тепла, израсходованное на
нагрев пека в начальный период.
Тепловой поток в этот период складыва-
ется из двух слагаемых: тепла, переданного
из огневой системы, и тепла, отданного сте-
нами (снижение запаса тепла, аккумулиро-
ванного кладкой).
За первое слагаемое '.можно принять
среднечасовой теплопоток за период коксо-
вания. Теплопередача от факела горения к
стенке определяется уравнением
Qr = («л = «к) (Kip — К) = 3484 ккал/(м2 ч),
где ал и ак—коэффициенты теплопереда-
чи лучеиспусканием и конвек-
цией, ккал/(м2-ч-град)-,
/пр —практическая температура
горения, °C;
— температура стен камеры со
стороны обогревательных ка-
налов, °C.
Поскольку температура стен К- практи-
чески не изменяется в течение коксования,
то тепловой поток от пламени к стене оди-
наков со средним тепловым потоком в
стенке камеры. Снижение запаса тепла, ак-
кумулированного стенкой, определяется по
формуле
где /”р и — средние температуры клад-
ки в начале загрузки и
конце исследуемого перио-
да, °C;
с — теплоемкость динасового
кирпича, ккал/(кг град);
у—объемный вес кирпича,
кг/м3',
б — толщина стенки, м.
Средняя температура стен в начале за-
грузки
средняя температура стен на 4-м часу кок-
сования
К
724 •+ 1250
--------- = 987° С,
2
откуда
Q3 =
(1150 — 987) • 0,25 . 1800 -0,17 =
= 12 500
ккал,
или
12 500
------ = 3125
ккал/(м2 ч),
4
поток от стен к де-
коксования составит
Суммарный тепловой
ку в первые часы
3484 + 3125=6609 ккал/м2ч.
Это в 1,9 раза больше среднечасового по-
тока за период коксования. Аналогичные
расчеты для условий коксования угля пока-
зывают, что рредний тепловой поток за пер-
вые 4 ч от начала коксования отличается
от среднечасового за период коксования
всего в 1,35—1,4 раза, т- е. влияние уголь-
ной загрузки на охлаждение стен менее
значительно.
Для пековых печей, где средний тепловой
поток за период коксования намного мень-
ше, чем в коксовых печах, и температуры
в обогревательных каналах не могут лими-
тировать производительности печей, следу-
ет выбирать толщину стен камеры большую,
исходя из эмпирической зависимости
Qv
S„ =-----
Qn
’’п ,
------- Оу>
где
Qv—средний тепловой поток в каме-
коксовании угля (4450
пр.и периоде коксования
ру при
ккал/ч
15 ч);
Qn — то же, при коксовании пека;
Т|у —отношение теплопотоков при кок-
совании угля начального к сред-
нечасовому за период коксова-
ния (1,4);
т)п—то же, при коксовании пека (1,9);
бу — толщина стен камеры коксовых
печей (105 мм), мм.
Загрузка печей
273
При подстановке соответствующих вели-
чин
Вп
4430
1,9
-----• 105 = 170 мм.
1,4
3484
Это—средняя толщина стен камеры, В
связи с увеличением разовой загрузки пе-
чей и растянутостью заполнения камеры
пеком до 5 ч толщину стен камеры в ниж-
ней части на высоте до 800 мм необходимо
увеличить до 200—'220 мм, чтобы устранить
перегрев кокса и образование графита на
поду камеры.
При такой толщине стен аккумулирован-
ного тепла достаточно для передачи загру-
женному пеку без понижения температуры
со стороны обогревательного простенка.
Статическая прочность простенка опре-
деляется для элемента простенка, заклю-
ченного между осями двух смежных вер-
тикалов; этот элемент рассчитывается, как
монолитная балка, защемленная с двух
сторон или свободно лежащая на двух
опорах (аналогично расчету для угольных
коксовых печей). Для двутаврового сече-
ния элемента кладки определяются момен-
ты инерции и сопротивления, 'Вертикальные
нагрузки от собственного веса кладки и
оборудования.
Поскольку для кладки печей отсутствует
допускаемое напряжение и модуль упругос-
ти конструкции, то за допускаемое напря-
жение принимается величина, определенная
анало'ПгчнЫ'М расчетом для действующей
конструкции печей. В качестве примера мо-
жет служить расчет простенка
коксовых печей стандартной
4300 мм.
Сравнительные расчеты показывают сле-
дующие соотношения
кококсовых печей:
ТИ1ПОВЫХ
ВЫСОТЫ
для коксовых п пе-
Коксовые
печи для
Пекокок-
совые
печи
Момент инерции, см4 ....
Момент сопротивления, ед/3
Статическая нагрузка от ве-
са кладки, кг'см2 . .
Статическая нагрузка
оборудования, кг!см2\
постоянная ....
переменная ....
Напряжение от изгибающе-
го момента, кг см2 ....
Суммарное напряжение:
сжатие..................
расширение ..........
Напряжение в кладке
чей для принятой ширины простенка н кон-
струкции кладки почтя
чем в коксовых печах,
простенка для пековых
ет-ся, учитывая более
условия его работы, а
затруднения при выдаче кокса в результа-
те неорганизованного расположения трещин
в пироге и повышенного графитообразова
ни я.
В качестве материала для кладки пеко-
вых печей первоначально применяли ша-
мотный кирпич, затем повсеместное рас-
пространение получил динасовый кирпич.
30600
1 , 12-
32300
от
1 ,75
I ,07
0,3
0,3
2,21
0,06
2,43
±0, 00
4,41
0,46
пек О'Кокс овых пе-
в два раза меньше,
Снижать прочность
печей не рекоменду-
сложные тепловые
также возникающие
ЗАГРУЗКА ПЕЧЕЙ
В практике коксования пека широко рас-
пространены различные способы загрузки,
которые можно свести к двум основным
методам:
1) загрузка жидкого пека отдельными .не-
большими порциями через строго установ-
ленные интервалы времени;
2) непрерывная загрузка жидкого .пека в
течение 3—5 ч.
Выбор оптимального метода загрузки за-
висит от предварительной подготовки пе-
ка перед коксованием и температурного ре-
жима, поддерживаемого в печах. Предпоч-
тение отдают методу, при котором полу-
чается меньшее охлаждение и минималь-
ный рост кладки.
Порционная загрузка
Распространены две схемы конструктив-
ного оформления порционной .загрузки пе-
чей жидким, предварительно подогретым
пеком:
1) пек из вертикального сборника емко-
стью 40—50 л3 по самотечному коллектору
подводится к каждой печи. На отводе к
каждой лечи устанавливают игольчатый или
стопорный кран с газовым и паровым обо-
гревом. Коллектор изолируется от потерь
тепла во внешнюю среду и снабжается па-
ровой рубашкой для нагрева перегретым
паром с температурой 400—'450° С. Для оп-
ределения объема загружаемой порции
сборник пека снабжен поплавковым уст-
ройством и измерительной шкалой, а так-
же краном для регулирования спуска пека.
Одним коллектором обслуживают от 10
до 20 печей, а иногда и больше, в зависи-
мости от частоты загрузки и объема;
2) из сборника-хранилища жидкий пек
подается в кольцевой трубопровод поршне-
ны,м или центробежным насосом. За уров-
нем загрузки наблюдают в общем мернике.
При загрузке пека с температурой раз-
мягчения 140—150° С количество порций
может быть сведено до 5 с объемом 2—4 т
каждая.
Температуры в различных точках по вы-
соте осевой плоскости камеры коксования
при порционной загрузке (рис. 16-15) мно-
гократно повышаются в соответствии со
временем загрузки и отгазовывания.
При порционной загрузке наблюдается
неизбежное утяжеление хода коксового пи-
рога при выдаче из-за попадания пека в
усадочные швы ранее загруженных и окок-
сованных порций.
Непрерывная загрузка
Непрерывный метод загрузки пека наи-
более распространен и постепенно вытес-
няет все остальные методы. Непрерывность
состоит в том, что полная загрузка печи
пеком производится за один прием, одной
порцией, но подача этой порции растянута
во времени на 2,5—5,0 ч. Продолжитель-
18 Справочник коксохимика, т. П.
274
Коксование пека
ность загрузки печи определяется темпера-
турным режимам печей и количеством за-
гружаемого пека.
Для осуществления такого метода приме-
няют различные схемы конструктивного
оформления.
ке уровень пека постепенно пюниЖ1ается в
соответствии с заданной скоростью загруз-
км.
Уровень пека в мернике и скорость за-
грузки автоматически при помощи пневма-
тических уровнемеров фиксируются на диа-
Рис. 16-15. Изменение
рноду коксования при
температур с коксовой стороны в осевой плоскости камеры по пе-
порционной загрузке полувысокоплавкого пека (цифры — расстояния
от пода, м)
Схема Гипрококса с мерника-
м и. Пек из мерника на печи перекачивают
центробежными или плунжерными насоса-
ми. Мерники соединяются с группой печей
грамме противодавления. По этой диаграм-
ме аппаратчик следит за ходом загрузки и
при необходимости увеличивает нли умень-
шает ее скорость.
На кольцевом коллекторе, проходящем
по коксовой и машинной сторонам, против
Подвод пара
Сброс парив
о топку
каждой печи устанавливают отводы с про-
ходными игольчатыми вентилями.
Кольцевой коллектор снабжается паровой
рубашкой и изолируется быстросъемными
изоляционными плитами, заключенными в
металлический разъемный кожух. Паровой
нагрев коллектора необходим главным об-
(ПГ^------*
— Подача
возврат
Подача
Возврат
БлакЛ!
Рнс. 16-16. Схема кольцевых пекопроводов и мер-
ников на пекококсовых печах
отдельными кольцевыми трубопроводами,
имеющими прямую и возвратную ветви.
Пек непрерывно нагнетается в кольцо и,
если загрузка печей не производится, он
полностью возвращается в тот же мерник,
из которого был подан в кольцо (рис. 16-16).
При загрузке печи только половина или
третья часть пека поступает в печь, а
остаток возвращается в мерник. В мерни-
разом для обеспечения его первоначально-
го запуска, после запуска нагрев поддер-
живается постоянной циркуляцией горяче-
го пека.
Емкость мерника делают в 1,5—2 раза
большей, чем нужно для загрузки одной
печи. Набор пека в мерники производится
по самотечным линиям, идущим от сбор-
ника хранилища подготовлонного пека.
Загрузка печей
275
Схемы с общим коллектором.
По схеме Г.И'П|рококса пек подается непо-
средственно из сборника-хранилища высо-
котемпературного пека по одному общему
кольцевому коллектору на всю батарею
(рис. 16-17). На коллекторе предусматри-
вается развилка с установкой рабочего и ре-
зервного дырчатых фильтров-ловушек
крупного шлама.
Схема основывается на законах истечения
жидкости через отверстие при постоянном
давлен ии.
Коллектор рассчитывается на минималь-
ную потерю давления между первой и ло-
го завода пек подают через один тупи-
ковый коллектор, но с тем лишь отличием
от описанной выше схемы, что постоянство
давления перед кранами с калиброванны-
ми отверстиями создается устанавливаемы-
ми у коллектора напорными бачками емко-
стью до 100 л с поплавковыми затворами.
Один такой бачок обслуживает загрузку
3—4 печей .в разное время по периоду кок-
сования. По выходе из бачка устанавлива-
ется поплавковый сигнализатор схода пека
со шкалой, показывающей величину потока
(т/ч). При двусторонней загрузке печей по
описанной схеме требуется практически на
Рис. 16-17. Схема загрузки с одним коллектором
следней печью батареи, а отводы в каж-
дую печь калибруют, диафрагмируя выход-
ные сечения на загрузочных кранах. Каж-
дый кран снабжен тремя отверстиями — со-
ответственно графику изменения почасовой
загрузки.
Постоянное давление в коллекторе обес-
печивается самотечным возвратом избытка
пека в ту же емлость, из которой он был
подан на производство. Высота напорного
столба в конце коллектора составляет 2—
3 .и. Соответственно этому давлению н за-
данному количеству загружаемого пека по
часам рассчитывают выходные сечения
в кранах.
Преимущества такой схемы:
1) печи можно непрерывно загружать в
течение любого заданного времени, соот-
ветствующего оптимальным условиям кок-
сования; одновременно можно загружать
несколько печей;
2) на верху печей размещают только
один коллектор вместо нескольких;
3) исключение мерников с системой кол-
лекторов снижает тепловые потерн;
4) возможна автоматизация процесса за-
грузки с дистанционным переключением
кранов, с сигнализацией н управлением.
По схеме Запорожского коксохимическо-
18*
каждые две печи по напорному бачку, что
загромождает верх печей коммуникациями
и кранами ручного переключения, не под-
дающимися механизированному н автома-
тизированному управлению. Число печей
на одном полукольце зависит от диаметра
коллектора и его сопротивления.
Непрерывная загрузка проходит более
спокойно, чем периодическая, а охлаждение
стен камеры происходит более плавно, хо-
тя степень охлаждения в обоих случаях
почти 'Одинакова (рис. 16-18).
Наблюдения за дополнительным ростом
пекококсовых печей при 'непрерывном ме-
тоде и при загрузке отдельными порциями
(рис. 16-19) показали, что при порционной
загрузке рост печей по длине почти на 30%
больше, чем при непрерывном методе за-
грузки.
Опыт показывает, что простым увеличе-
нием времени загрузки с 3 до 5 ч можно
достичь того, что температура стен камеры
не упадет ниже 700° С .и при этом намного
можно повысить разовую загрузку и умень-
шить высоту подсводового пространства.
Однако при этом требуется выполнить сте-
ны камеры в две ступени по толщине —
200 и 170 мм, чтобы не образовался гра-
фит на поду печей.
276
Коксование пека
Рис. 16-18. Изменение температуры в осевой плоскости камеры за период коксования при
непрерывном методе загрузки (цифры расстояние от пода, м)
Рнс. 16-19. Удлинение печей при порцион-
ном н непрерывном методах загрузки:
1 - - непрерывная загрузка; 2 — порцион-
ная загрузка
АРМИРОВАНИЕ КЛАДКИ ПЕЧЕЙ
Армирование кладки пекококсювых печей
производится с усилием, не отличающимся
существенно от усилия армирования клад-
ки обычных коксовых печей.
Усилие армирования рассчитывается на
удержание головок печей иод некоторым
напряжением, превышающим усилие воз-
можного сдвипа клада» при выдаче коксо-
вого пирога, а также исключающим отход
брони от кладки головок при снятии две-
рей.
Усилие от выталкивания кокса
Усилие, вызывающее сдвиг кладки при
выталкивании готового кокса, можно при-
ближенно выразить уравнением
о I
Pc = fgi J dl + f2P2 + f2g2 [ dl,
i b
где gt — вес пирога на единицу длины
камеры, кг\
g2—вес штанги пресса па единицу
его длины, кг;
Р2 — вес пресса выталкивающей
штанги, кг;
fi и f2—соответствующие коэффициен-
ты трения.
Первое слагаемое непрерывно уменьша-
ется по мере выдачи кокса из печи, второе
остается постоянным с момента входа го-
ловки штанги на под и последнее слагае-
мое возрастает по мере закехда штанги в
печь.
В начальный момент выдачи Р” = figil,
т. е. усилие равно суммарному весу пирога,
умноженному на коэффициент трения;
штанга пресса при этом не опирается на
под. При коэффициенте трения кокса по
кирпичу, равному 0,75, .и весе пирога, рав-
ном 10500 кг, Р" = 8000 кг.
При срыве коксового пирога с места дол-
жна быть преодолена инерция покоя и бо-
лее прочная связь с графитом пода и стен
камеры, чем обычное трение. Поэтому воз-
никает необходимость ввести в расчет по-
правочный коэффициент. Обычно усилия
срыва учитываются коэффициентом k, рав-
ным 2,5 от веса коксового пирога, и, таким
образом, расчетное усилие, передаваемое
на кладку печен, в момент срыва коксово
го пирога составит 20 000—25 000 кг.
Нагрузки, возникающие при выдаче кокса
из пекококсовых печей, приведены на рис.
16-20 и 16-21. Максимальное начальное уси-
лие срыва коксового пирога определяется
по разности прямого .и обратного хода
штанги и составляет 17 000 кг, среднее из
трех измерений составляет около 12 000 кг.
Влияние графита на повышение усилия,
необходимого для выдачи кокса, сказыва-
ется не только в момент срыва, но и в про-
цессе хода пирога. Эти усилия гасятся в
кладке и на анкераж печей не влияют. Од-
нако они нередко являются причиной раз-
рушения (раздавливания) кладки отопи-
тельных простенков, особенно в области
горизонтального канала.
В крайнем положении с коксовой сторо-
ны, когда скользящая опора штанги до-
Армирование кладки печей
277
ст.итает своего крайнего положения, на
кладку головки печи передается усилие,
равное П'роивщадению веса пресса и полови-
ны штанги на коэффициент трения стали
по кирпичу. Вес штаиги и головки для пе-
ковых печей составляет примерно 14 000 кг,
усилие на башмак можно
принять равным 11 000 кг.
Коэффициент трения стали
по кирпичу 0,75. Тогда.
Р“ = 8250 кг.
Это усилие соответствует
измеренному на рис. 16-20 и
16-21 и воспринимается ан-
керными колоннами через
крайние кирпичи пода и ар-
мирующие брони.
Рис.
талкпвателя
Нагрузка от снятия
(отрыва} дверей
Для срыва двери на пе-
ковых печах требуются на-
много большие усилия, чем
в коксовых печах, из-за ос-
татков иескоксовавшегося
пека у футеровки и кирпи-
чедержателей. При горизон-
тальном отрыве усилия до-
стигают 8000—10 000 кг и
при вертикальном срыве
21000 кг. Через бронь они
передаются на анкерные ко-
лонны.
Чтобы не передавать эти
усилия на коксовые маши-
ны и анкераж, срыв дверей
производится механизмами
отвинчивания ригелей как
домкратом. При отвинчива-
нии ригель упирается во
внешнюю сторону крюка и
и дверь смещается, а уже затем приподни-
мается и отводится.
Для того чтобы усилия выдачи воспри-
нимались не только двумя соседними ко-
лоннами, а через них распространялись на
ряд анкерных колонн соседних печей, го-
ризонтальная обслуживающая площадка с
коксовой стороны выполняется жесткой, в
виде фермы, способной удерживать колон-
ны от дополнительного прогиба и рассредо-
точить воспринимаемую нагрузку на ряд
колонн.
При коксовании пека стены камер и под
подвержены большему износу, чем кладка
других зон, и это проявляется в их допол-
нительном удлинении по сравнению с дру-
гими зонами, поэтому армирование кладки
печей по высоте лучше производить диф-
ференцированно. Участок камеры, покры-
ваемый бронью, внизу должен армировать-
ся с усилием, превышающим возможное
усилие сдвига при выдаче кокса, т, е. не
менее 500 кг. Нагрузка на верхнюю кром-
ку брони может быть снижена до 3000 кг,
так как здесь действуют меньшие усилия
отрыва, и выбирается исходя из необходи-
мости поддержания головок под некоторым
напряжением, превышающим силу трения
коксового пирога вверху о стены камеры.
Хов штанги 6 печь, м
Рис. 16-20. Усилия при прямом и обратном ходе штанги коксовы-
талкивателя (со вторым максимумом повышения усилия на оси
батареи):
1 — прямой ход; 2 — обратный ход
120000
115000
*
*
I 10000
§
£ 5000
Хов штанги й печь, м
16 2!. Усилие при прямом и обратном ходе штанги коксовы-
(со вторым максимумом повышения усилия па ма
шиниой стороне):
1 — прямой ход; 2 — обратный ход
Для армирования корнюрной зоны и стен
регенераторов следует принимать такие же
нагрузки (4000—6000 кг), которые прини-
маются в коксовьих печах.
Суммарное усилие, с которым армируется
клади а пекок оке овы х п еч е й, ск лад ыв а е т с я
из 8000 кг давления на армирующую раму
и 6000 кг на стены регенераторов и корнюр-
ную зону, всего 14 000 кг. При выборе ан-
керных колонн следует учитывать некото-
рый запас на тяжелые условия работы
пекококсовых печей. На основ,ании опыта
проектирования и эксплуатации пекококсо-
вых печей можно считать, что анкерные ко-
лонны с моментом сопротивления 2200—
2500 см3 по сечению на уровне пода каме-
ры удовлетворяют этим условиям.
В процессе эксплуатации при увеличении
нагрузки на верхние пружины сверх
10 000 кг необходимо систематически от-
пускать анкерные болты, а пружины иа
участке стен регенераторов поджимать, со-
храняя прежнюю нагрузку.
278
Коксование пека
МАШИНЫ И ОБОРУДОВАНИЕ
ПЕКОКОКСОВЫХ ПЕЧЕЙ
Коксовыталкиватель
Коксовыталкиватель состоит из выталки-
вающей штанги с приводным мехализмом,
двересъемного устройства с двумя механиз-
мами отвинчивания и завинчивания ригель-
ных винтов, механизма захвата и подъема
дверей, механизма передвижения машины,
компрессорной станции и кабины управле-
ния. По сторонам двересъемного устройст-
ва расположены рабочие площадки и ме-
ханизмы для очистки дверей и рам от смо-
лы и графита.
Механизм передвижения машины распо-
ложен на нижней площадке с приводом на
два колеса из четырех. Для привода при-
меняется электродвигатель мощностью
60 кет, максимальная скорость передвиже-
ния 80—100 м/мин.
Пекококсовые установки сооружаются с
небольшим количеством печей в батарее,
поэтому нет необходимости в больших ско-
ростях передвижения машин.
Механизм выталкивающей штанги распо-
ложен иа верхней площадке и снабжен мо-
тором мощностью 60 кет, передаточное чис-
ло 3,25, скорость передвижения 30,2 м!мин.
Нормальную мощность привода выталкива-
ющей штанги для пекококсовых печей обыч-
но принято определять исходя из того, что
усилие выталкивания коксового пирога
должно быть несколько большим двукрат-
ного веса пирога (усилие, близкое к тому,
которое необходимо для первоначального
сдвига пирога). Реальные усилия, развива-
емые при выдаче пирога, показаны на
рис. 16-20 и 16-21; они несколько выше рас-
четной величины (особенно в тачальный
момент сдвига пирога) и зависят от накоп-
лений графита и уровня загрузки. При рас-
смотрении диаграммы усилий обращает вни-
мание замедленное понижение нагрузки по
мере выхода пирога из печи. Это отличает
процесс выдачи пирога из пекококсовых пе-
чей от аналогичного процесса на коксовых
печах.
Повышенные усилия при выдаче кокса
сверх нормальных расчетных, какими бы
они причинами не вызывались, обычно краг-
ковременны (первоначальный сдвиг пиро-
га, срез графита, бурение) и преодолевают-
ся допустимым трехкратным перегрузом
электродвигателя (коэффициент перегруза
2,9).
Электрическая защита, которая устанав-
ливается при нагрузке до 25 000 кг, огра-
ничивает максимальную силу тока при вы-
талкивании.
Выталкивающая штанга обычного короб-
чатого типа, как и на коксовых печах.
В верхней части головки пресса прибал-
чивается карман с клиновыми гнездами, в
которые вставляются специальные ножи для
механического удаления графита со свода
камеры. К этому способу удаления графита
прибегают только в том случае, когда не
находят другого, более безопасного.
Для пневматического удаления и выжи-
гания свежеобразованного графита со сво-
да и стен верхней части камеры коксовы-
талкиватели оборудуются компрессорами и
воздухосборниками сжатого воздуха (про-
изводительность компрессора 3 м?)мин и
давление до 7 ата, емкость воздухосборника
10 ж3). Воздух подается при прямом и об-
ратном ходе штанги. Подача сжатого воз-
духа вызывает обрушение, сдувание и вы-
жигание свежеобразовавшегося графита.
Для периодической продувки пода каме-
ры подводят сжатый воздух не только к
верху головки штанги, но и к нижней ее
части. На хвостовой части штанги в доступ-
ном месте устанавливают кран для пере-
ключения подачи воздуха в нижнюю пли
верхнюю часть головки. Под продувается
повторным вводом выталкивающей штанги
в пустую печь.
Двересъемное устройство коксовыталки-
вателя предназначается для 'выполнения
операций, связанных со снятием и установ-
кой дверей. При расчете устройства учиты-
вается, что коксуемый пек плотно заполня-
ет вое зазоры между дверью и рамой печи
и затвердевает в них без усадочных трещин
и разрывов, скрепляя дверь с рамой на-
столько сильно, что для срыва двери требу-
ются необычно большие усилия. Усилия сры-
ва увеличиваются от того, что двери при
коксовании пека на некоторых заводах еще
уплотняются смесью глины с углем и пек,
проникая в поры обмазки, дополнительно
связывает дверь с рамой.
Механизм передвижения штанги снабжа-
ется червячно-винтовым редуктором с мо-
тором 5 кет. Нормальная скорость передви-
жения 10,5 м1мин. Нормальное усилие для
отвода двери и установки ее составляет
4000—4500 кг при весе двери 2500 кг. В тех
случаях, когда дверь не сорвана, усилия для
срыва ее механизмом передвижения могут
превышать 20 000—22 000 кг.
Механизм подъема дверей снабжен чер-
вячно-винтовым редуктором и мотором
мощностью 2,7 кет. Скорость подъема зах-
ватов 0,47 м/мин. Нормальное расчетное
усилие подъема 5500 кг.
Механизмы отвинчивания ригельных вин-
тов состоят из червячного редуктора, элек-
тродвигателя и отвинчивающей головки-ло-
вителя. Механизмы рассчитаны исходя из
максимального крутящего 'момента на вы-
ходной головке 75 кгм при завинчивании и
100 кгм при отвинчивании ригельных вин-
тов. Эти усилия регулируются электричес-
кой схемой электродвигателя.
При работе электродвигателя с полной
нагрузкой в момент завинчивания ригелей,
когда устанавливается дверь, она может
быть прижата двумя винтами с усилием,
достигающим 20 000 кг.
Двересъемная машина
На пекококсовых печах широко распро-
странены двересъемные машины рычажно-
го типа с отдельной коксонаправляющей.
Машины и оборудование пекококсовых пеней
279
Механизм передвижения, обычно конструк-
ции с электродвигателем 12,5—16,0 кет, раз-
вивает максимальную скорость 80—
НО м/мин.
Двересъемная машина имеет рычажный
механизм с головкой для съема дверей, на
которой устанавливают механизмы для от-
винчивания ригельных винтов, захвата и
подъема дверей такого же типа, как на две-
ресъемном устройстве коксовыталкивателя.
Червячно-винтовой редуктор двересъемной
головки имет электродвигатель мощностью
6,0 кет и характеризуется скоростью пере-
мещения по винту 0,47 м/мин. Для удоб-
ства очистки двери вся двересъемная ры-
чажная головка поворачивается на 90° при
помощи приводного механизма с электро-
двигателем мощностью 1 кет.
Коксонаправляющая размещается на са-
мостоятельной тележке и соединяется с
двересъемной машиной эластичной сцепкой.
Механизм передвижения корзины коксона-
правляющей снабжен червячным редукто-
ром с электродвигателем мощностью
1,6 кет. Ход корзины 500 мм, скорость пе-
ремещения 6,6 м/мин.
Механизмы отвинчивания и завинчива-
ния ригельных винтов, чистки рам и две-
рей такие же, как и на коксовыталкивате-
ле.
Коксотушильный вагон
Для приема и тушения кокса требуется
тушильный вагон с длиной кузова 8—40 м,
однако во многих случаях для этой пели
применяется тушильный вагон типовых
коксовых печей.
Газоотводящая арматура
Для равномерной эвакуации газов из пе-
чи стояки и газосборник располагаются
вдоль оси батареи.
При коксовании пека интенсивное газовы-
деление происходит за относительно корот-
кий отрезок времени, поэтому проход-
ное отверстие стояка н всего тракта до
газосборника выполняется диаметром
450 мм.
Отвод газа из печи в газосборник сос-
тоит из отдельных звеньев:
1) нижняя литая чугунная горловина,
футерованная криппчом;
2) вертикальная труба;
3) перекидное чугунное колено, снаб-
женное отверстием для ввода воды и
пара.
Вода на орошение подается через улит-
кообразную форсунку, распыляется по все-
му сечению, охлаждая газ до 80—120° С.
Пар вводится в колено стояка через диф-
фузорную форсунку, и его струя, направ-
ляясь с большой скоростью по линии отсо-
са газа увлекает за собой газы и создает
в печи разрежение;
4) клапанная коробка с поворотной та-
релкой и гидравлическим уплотнением,
встроенная в корпус газосборника.
Вход газа в газосборник в пековых пе-
чах сверху. Такое выполнение ввода ис-
ключает всякую возможность забивки вход-
ного патрубка тяжелыми погонами смолы
и пека после их охлаждения водой. Пеко-
вая смола отличается от каменноугольной
гем, что она затвердевает уже при темпе-
ратуре 40° С.
Газосборник корытообразного сечения
Нижняя часть газосборника для лучшего
схода воды и смолы, а также очистки вы-
полняется закругленной.
Газосборники выполняются с уклоном в
сторону отвода и снизу изолируются, внут-
ри изоляции прокладываются трубы для
дополнительного прогрева паром.
Для лучшего сгона смолы и фусов над-
смольная вода подводится в низ газосбор-
ника и ее струя направляется по ходу во-
ды и газа.
Отвод газа из газосборника производит-
ся сверху отдельно от воды и смолы.
Учитывая неравномерное газовыделение
в период коксования, сечение газосборни-
ка для батареи из 25—30 печей принима-
ется равным 0,9—1,3 Л!2. Чтобы устойчиво
поддерживать постоянство давления в га-
зосборнпке у места установки автоматиче-
ского регулятора, газопровод имеет мест-
ный пережим с уменьшением диаметра с
600 до 350—450 мм.
Газоподводящая арматура
Чтобы избежать чрезмерных напряже-
ний и аварийных смещений, связанных с
ростом кладки пекококсовых печей в про-
цессе их работы, газоподводящую армату-
ру пекококсовых печей выполняют в виде
многоколенчатых соединений.
При расширении кладки арматура прово-
рачивается в звеньях без нарушений свя-
зи с газопроводом. Газопровод укладыва-
ется на опорах контрфорсов и не испыты-
вает бокового давления от движения клад-
ки.
Газовоздушные клапаны рассчитаны толь-
ко для подачи воздуха и отвода продуктов
горения. Нижняя часть печей в процессе
эксплуатации почти не удлиняется, поэто-
му в этом узле отсутствуют специфические
устройства, характерные для других зон
кладки.
Кантовочный механизм
Кантовочный механизм состоит из кан-
говочной и обезграфичивающей лебедок,
тросов и роликов, закольцованных вокруг
батареи, и предназначен для периодичес-
кого переключеняя (кантования) газовых
кранов, воздушных и дымовых клапанов.
Кантование происходит через каждые 20—
30 мин и продолжается 30—40 сек.
Управление кантовочной и обезграфичи-
вающей лебедками автоматизируется и
осуществляется от общего командоаппара-
га с часовым механизмом. Все устройства
по кантованию аналогичны коксовым пе-
чам.
280
Коксование пека
Арматура подачи газа в камеры печей для
охлаждения подсводового пространства
Эта арматура выполняется аналогично
газоподзодящей арматуре для обогрева
печей и состоит из газопровода и отводов
газа в каждую печь. На каждом отводе
имеется пробковый кран, диафрагма для
регулирования подачи газа и лючок, за-
кладываемый в кладку. При движении
кладки арматура проворачивается без на-
рушения соединения газопровода с печью.
Так же устроен и подвод пара в печи для
обезграфичивания.
Армирующие брони и рамы
Наружные стороны кладки отопительных
простенков печей с обеих сторон покрыва-
ют армирующими бронями. Броня равно-
мерно по всей высоте простенка рассредо-
тачивает внешнюю нагрузку (от анкерных
колонн) на кладку.
Броня имеет корытообразное сечение по
4
.......
Рис. 16-22. Схема уровнемера для пека:
/ — труба для подачи сжатого воздуха; 2 — ртутный диффе-
ренциальный манометр; 3 — показывающий или саморегистри-
рующий электрический прибор; 4 — сигнальные лампы
высоте камеры по форме кладки головки
простенка.
Для устранения перетоков газов и пека
между заплечиками кладки и бронью укла-
дывается асбестовый шнур по всему пери-
мету дверного проема печи.
Армирующие брони прижимаются к клад-
ке анкерными колоннами и не позволяют
образовавшимся трещинам и разрывам в
кладке головок свободно увеличиваться.
Армирующие рамы устанавливают допол-
нительно к броням, когда на пекококсовых
печах применяют двери с уплотнением
«железо по железу». Рама соединяет бро-
ни соседних простенков и скрепляется с
ними болтовыми креплениями.
Двери
Для пекококсовых печей применяют две-
ри двух типов: с уплотнением глиной и
«железо по железу».
Двери прижимаются к броне или раме
двумя ригельными болтами, которые па
дверях имеют несколько
больший ход, позволяющий
осуществлять не только
плотное запирание дверных
затворов, но и производить
срыв дверей без предвари-
тельного снятия глиняного
или другого уплотнения.
Футеровка дверей пробко-
образная из шамотного кир-
пича. Однако срок службы
футеровки не превышает
2—3 месяца.
Двери с уплотнением
«железо по железу» снаб-
жены уплотняющей рамкой
в виде ножа, позволяющей
при необходимости приме-
нять и глиняное уплотнение.
Рамка прижимается к кор-
пусу двери болтами. Приле-
гание уплотняющей рамки к
зеркалу армирующей рамы
также регулируется бол-
тами.
Пневматический
уровнемер и фильтр
Наиболее удобными ус-
тройствами для измерения
уровня пека в мерниках
оказались пневматические
уровнемеры (рис. 16-22).
В пек, поступающий на
загрузку печей, иногда по-
падают отдельные твердые
частицы, которые приво-
дят к закупорке калибро-
ванных измерительных от-
верстий кранов и нарушают
режим загрузки. Для очи-
стки пека иа линии его по-
дачи на печи устанавлива-
ют ситчатые фильтры с от-
Тушение кокса и его сортировка
281
Рис. 16-23. Ситчатый фильтр
для пека
верстпями в 3—4 раза меньшими, чем ка-
либруемые отверстия в игольчатых кранах
(рис. 16-23).
Фильтр может легко очищаться от на-
копления твердых частиц путем спуска не-
которого количества пека в ближайшую
печь непосредственно из корпуса фильтра.
Игольчатый кран
Практика показала, что установка проб-
ковых кранов на отводах пека от распре-
делительных коллекторов к печам услож-
няет эксплуатацию. Пек застывает в отво-
Рис. 16-21. Игольчатый край для загрузки
пека ь печи
дах и в самом кране. Чтобы открыть кран
перед загрузкой, необходимо в этом слу-
чае подвести газовый обогрев. Наилучшим
устройством для указанных условий ока-
зались игольчатые краны (рис. 16-24), поз-
воляющие отсекать подачу пека непосред-
ственно в самом коллекторе.
Крапы описанной конструкции, как пока-
зала практика, удовлетворяют условиям
эксплуатации.
ТУШЕНИЕ КОКСА
И ЕГО СОРТИРОВКА
Распространены три типа схем тушения
кокса:
1. Обычная схема тушения в тушильных
башнях с последующим дотушиванием на
коксовой рампе.
2. Тушение кокса под тушильной башней
с последующим укрытием вагона для испа-
рения оставшейся влаги за счет внутрен-
него тепла кокса.
3. Тушение кокса на рампе и последую-
щая сушка его дымовыми газами.
Первую схему широко применяют в-
СССР. По этой схеме кокс принимается в
тушильный вагон и тушится в тушильной
башне обычной конструкции таким обра-
зом, чтобы в ней сохранилось внутреннее
тепло, позволяющее в последующем на
рампе частично испарить оставшуюся вла-
гу. При надлежащей организации тушиль-
ного хозяйства этим способом достигается
содержание влаги в коксе не более 2—3%,
что соответствует стандарту на пековый
кокс.
Вторая и третья схемы тушения кокса
в СССР де применяются. Из-за малого объ-
ема разовой выдачи кокса из одной печи
(8,0—10 т) и соответственно малой длины
тушильного вагона, тушильные башни пе-
кококсовых печей выполняют длиной 10 м.
Тушение кокса длится 2—3 мин. Вода по-
дается в оросительную систему непосред-
ственно от насосов. Расход оборотной воды
на тушение составляет 2—3 м3/т кокса.
При тушении с водой уносится мелкий
коксик — шлам, поэтому в схеме предус-
матривается один отстойник и один сбор,
ник осветленной воды небольших разме-
ров (4X5X3 л).
Тушение производится технической во-
дой с содержанием твердого остатка не
более 1 г/л.
Рампу для кокса применяют обычной
конструкции с углом схода 27,5° и высти-
лают базальтовыми плитами.
Ширину конвейерной ленты, учитывая
повышенную крупность кокса, следует при-
нимать не менее 800—1000 мм с углом'
подъема не более 13—15°.
Длина рампы выбирается с таким рас-
четом, чтобы потушенный кокс выдержи-
вался на ней в течение 30—40 мин.
Пековый кокс разделяют на два класса-
электродный кокс — выше 10 мм и коксо-
вая мелочь — ниже 10 мм. Соответственна
282
Коксование пека
с этим коксосортировка оборудуется виб-
рационным грохотом и двумя погрузочны-
ми бункерами. Обычно емкость бункеров
45—50 т.
ЭКСПЛУАТАЦИЯ ПЕКОКОКСОВЫХ
ПЕЧЕЙ
Серийность и график выдачи печей
Для пекококсовых батарей с числом пе-
чей в блоке от 5 до 7 серийность 5—2
наилучшим образом отвечает условиям со-
хранности кладки. При обороте печей
17,5 ч соседние с загружаемой печи нахо-
дятся одна на 10 ч 30 мин, а другая на
7 ч от начала коксования.
Для пекококсовых установок с числом
печей в батарее до 20 необходимости в
циклической остановке нет, так как раз-
рывы между выдачами двух соседних пе
•чей превышают 45 мин.
Выдача кокса
Перед выдачей кокса отключают пар и
таз для охлаждения подсводового прост-
ранства, печь отключают от газосборника
и открывают стояк. После очистки горло,
вины стояка от отложений графита про-
изводится открытие (отвод) дверей с кок-
совой и машинной сторон. Отвод дверей
может производиться без предварительной
их очистки от уплотнения.
Для получения пекового кокса наиболее
высокого качества с содержанием золы не
выше 0,3% перед выдачей кокса армирую-
щие рамы и обслуживающие площадки
тщательно очищаются от остатков кокса
и пека. После этого осуществляется опера-
ция по освобождению коксового пирога
от связи его остатками нескоксовавшегося
пека с рамой, подом и головками стен ка-
меры. Пирог считается освобожденным,
если видны усадочные швы у стен камеры
и накаленный кокс на ее поду.
Сдувание графита со стен камеры про-
изводится как при прямом, так и при об-
ратном ходе штанги коксовыталкивателя.
Под печи очищают продувкой воздухом.
По окончании выдачи убирают площадку
•от просыпавшейся коксовой мелочи, закан-
чивают очистку дверей и рам, а затем
дверь устанавливают н уплотняют. Глина
наносится на привалочную поверхность две-
ри (в отведенном состоянии).
Для приготовления раствора использу-
ют только 20% свежей глины, остальное
составляют очищающие присадки, мелкий
кокс и угольная шихта.
Перед включением печи в газосборник
прекращают подачу воздуха в печь, закры-
вают стояк. В камеру подают коксовый
таз или пар для охлаждения подсводового
пространства.
Патрубки для загрузки пека опускают
в камеру, уплотняют н присоединяют к
соответствующим кранам кольцевого пеко-
провода.
Загрузка печей
Соблюдение необходимых правил загруз-
ки позволяет наиболее полно использовать
полезную емкость печей, создать оптималь-
ные условия для работы кладки.
При подготовке к загрузке очередной
печи требуется, чтобы в кольцевом пеко-
проводе, соединяющем соответствующую
группу печей с мерником или общим сбор
ником, циркулировал пек.
Контроль набора пека в схеме с мерни-
ками и его расхода на производство осу-
ществляется с помощью пневматических
уровнемеров по показаниям регистрирую-
щего прибора, а в схеме с общим коллек-
тором— по диафрагмам н времени подачи.
Загрузка печи начинается с момента от-
крытия игольчатого вентиля или диафраг-
мового крана и производится непрерывно в
течение 3—5 ч.
Регулирование подачи пека в схеме с
мерниками осуществляется игольчатыми
вентилями на вводе в каждую печь, а
контроль за почасовой подачей — по запи-
си понижения уровня пека в мернике.
Этот способ измерения при горизонтальном
расположении цилиндрических мерников,
снабженных к тому же сферическими дни-
щами, является сложным и требует от об-
служивающего персонала определенного
навыка.
В процессе загрузки необходимо непре-
рывно следить за работой насосов, каче-
ством и количеством загружаемого в печь
пека и за температурой его возврата из
кольца в мерник, чтобы не допустить за-
стывания пека на линии возврата.
Чтобы исключить возможность остановки
кольцевого пекопровода из-за выхода из
строя насоса, в работу включается второй
насос, находящийся постоянно в подготов-
ленном для работы состоянии. При нали-
чии перегретого до температуры 380—450° С
пара рекомендуется в случае появления
признаков, вызывающих закупорку кольце-
вого пекопровода, нагревать его паром
через паровые рубашки.
После окончания загрузки печи закрыва-
ются измерительный и игольчатый венти-
ли, связывающие печь с коллектором.
Подача пека в печь должна произво-
диться не менее чем в двух точках по дли-
не камеры поочередно.
При коксовании пека для повышения
выхода кокса от исходного сырья, а так-
же для снижения зольности кокса широ-
кое распространение получило использова-
ние для коксования пека окисленной пеко-
коксовой смолы и тяжелых дистиллятов,
образующихся при получении высокотем-
пературного пека.
При несоблюдении постоянства смеси
этих компонентов уровень заполнения кок-
совой камеры при одной и той же величи-
не загрузки может колебаться и вызывать
аварийные перегрузы или недогрузы, спо-
собствующие образованию графита на сте-
нах н своде камеры.
Эксплуатация пекококсовых печей
283
Для обеспечения нормальной работы не-
обходимо строгое соблюдение постоянного
состава исходной смеси, поступающей на
окисление, величины загрузки, температуры
размягчения и нагрева высокотемператур-
ного пека.
Удаление графита
На раскаленных п не покрытых пеком
стенах камеры еще в начале загрузки от
разложения парообразных летучих веществ
отлагаются большие количества сажеоб-
разного углерода. Этот налет затем про-
каливается и при повторных загрузках
упрочняет свою структуру, -препятствуя
выдаче кокса. Высокое подсводовое про-
странство способствует этим отложениям
е течение всего периода коксования.
Для устранения отложений графита,
кроме строгого контроля состава смеси и
качества загружаемого пека, применяют
различные методы обезграфичивания. В
камеру в течение всего периода коксования
вдувается коксовый пли пекоко-ксовый газ,
подогретый до температуры 80° С, и пере-
гретый пар. Количество подаваемых на ох-
лаждение подсводового пространства пара
и газа зависит от расположения уровня
обогрева -по отношению -к своду, полноты
загрузки и факела горения. Для расчетов
принимается расход пара 0,2 т/т пека, а
расход газа 100—150 м3/ч на печь.
При вводе в подсводовое пространство
пара только небольшая его часть вступает
во взаимодействие с графитом по реакции
С + Н2О = СО + Н2.
Учитывая высокую стоимость пара, же-
лательно охлаждение подсводового прост-
ранства вести очищенным пекококсовым
или коксовым газом. Практика показыва-
ет, что при подаче газа температуру в под-
сводовом пространстве в период загрузки
печи и в конце коксования можно поддер-
живать в пределах 700—800° С и ниже и,
тем самым, значительно уменьшить графи-
тообразование.
Обезграфичивание камер при выдаче кок-
са подачей сжатого воздуха на головку
штанги способствует сдуванию части све-
жеобразовавшегося графита, но не обеспе-
чивает полного устранения накоплений
этого графита.
Правильный выбор уровня обогрева в
печах и оптимальной величины загрузки
способствует минимальному накоплению
графита на стенах и своде камеры.
Отсос газа
В отличие от коксовых печей прогрев за-
грузки в пековых печах в первые часы про-
исходит почти одновременно по всей ши-
рине камеры. Пек относительно быстро
нагревается до температуры 475—520° С,
и из него отгоняется основная масса лег-
ких высококипящих потопов и тяжелых
газов. О неравномерном газовыделении
можно судить по изменению давлений в
камере за период коксования (рис. 16-25).
Рис. 16-25. Изменение давления в подсводовом
пространстве при охлаждении коксовым газом
(температура в отопительных каналах 1234—
1274” С):
---------- давление: ------------- загрузка:
- - — температура
Об изменении состава прямого газа за
период коксования можно судить по дан-
ным табл. 16-11.
Таблица 16-11
Изменение состава прямого газа, %
Компонен- ты газа, %: СО., 1,3 1,2 1,0 0,5 0,3 0,0 0,0 0,0 0,3 0,3 0,2 0,2 0,2 0,0
СО 4,1 3,9 0,9 0,9 0,9 0,9 0,6
н„ 68,3 73,0 88,7 87,7 89,1 93,1 91,4
сн. 22,3 20,7 8,0 9,8 9,0 5,3 5,6
о., 0,0 0,9 0,2 1,6 0,5 0,3 0,6
N, 2,8 0,0 1,9 2,9 2,2 0,0 1,6
Теплотвор- ность, ккал/м3 4006 3866 3009 3168 3128 2927 2864
Для того чтобы можно было судить о
количественном выделении газов в нача-
ле и конце коксования, приводим средний
состав газа за период коксования, %:
СО г сл; СО
0,36 0,37 0,69 3, 14
Нг СН4 n2 Q
80,57 12,3 3,55 3250
Неравномерность газовыделения в каж-
дой отдельной печи в течение периода кок-
сования при отгоне жидких продуктов до
20—25% от загружаемого пека приводит
к необходимости подачи для охлаждения
газа в стояк и газосборник утроенного (по
сравнению с угольными печами) количест-
ва воды, а именно 10—12 4t3 на 1 т коксу-
емого пека.
284
Коксование пека
Добавочное количество воды рекомен-
дуется подавать через дополнительные
форсунки на газосборнике, особенно у мес-
та поворота газов в прямой отвод.
Расход тепла на коксование
Тепло, которое необходимо передать на-
греваемому пеку, чтобы превратить его в
кокс, принято называть теплотой коксо-
вания или теплотой процесса.
При нагреве печи теряют тепло во внеш-
нюю среду лучеиспусканием и конвекцией.
Кроме того, часть тепла с нагретыми про-
дуктами горения уходит из отопительной
системы.
Расход тепла на коксование в производ-
ственных условиях определяют по количе-
ству израсходованного газа, его теплотвор-
ности и количеству скоксованного пека по
формуле
где V'—расход газа, м3/сутки;
Qn — средняя теплотворность, ккал/м3;
А — количество скоксованного пека,
кг/сутки.
Таким образом, расход тепла на коксо-
вание включает в себя не только теплоту
коксования, но и все виды потерь. По это-
му обобщающему показателю можно оце-
нивать совершенство той или иной конст-
рукции печей в способа коксования.
Для современных конструкций печей, кок-
сующих жидкий пек с температурой подо-
грева до 300° С, теплота коксования сос-
тавляет величину порядка 275 ккал/кг.
Суммарный расход тепла на установках
(табл. 16-12) колеблется от 440 до
548 ккал!кг. Соответственно теплотехниче-
ский к. п. д. изменяется от 0,5 до 0,63.
Таблица 16-12
Расход тепла на коксование
гаинсимостп от режима работы печей
Время оборо- та печей, ч Разовая за- грузка печи, m Температура в отопитель- ных каналах, °C Коэффициент избытка воз- духа а Расход тепла на коксова- ние, ккал!кг Температура готовности кокса, °C
19,94 14,14 1270 2,0 548 1100
17,82 13,23 1302 1,3 440 1050
17,40 12,09 1262 1,6 492 1080
Температурный и гидравлический
режимы
Готовность кокса при заданном периоде
коксования определяется уровнем темпе-
ратур в отопительных каналах по длине
простенка. При конусности камеры 50 мм
разность температур между контрольными
вертикалами (четвертый с каждой сторо-
ны) составляет 40—42° С. Эта разность оп-
ределена расчетным путем и соответствует
практическим условиям работы пекококсо-
вых печей.
Обычно кокс выдается из печи после
достижения в осевой плоскости коксового
пирога температуры 950—1050° С. По выхо-
ду летучих кокс из средней части печи мог
бы выдаваться и при более низких темпе-
ратурах. Однако некоторый перестой кокса
необходим для лучшего прогрева мест за-
грузки и головок печей, где наблюдается
отставание в прогреве.
В практической работе выбирают опти-
мальное соотношение между периодом
коксования и температурой в отопительных
каналах. Для печей, работающих в СССР,
эти соотношения представлены в табл.
16-13.
Таблица 16-13
Соотношение между периодом
коксования и температурой
в отопительных каналах
Разовая за- грузка печи, m Период кок- сования, ч Температура готовности кокса, °C Температура в ото- пительных контроль- ных вертикалах, °C
машинная сторона ^коксовая сторона
13 18 1000 1195 1235
13 16 1000 1232 1272
13 14 1000 1265 1305
При приведении температур к макси-
мальным после кантовки, аналогично то-
му, как это принято для коксовых печей,
необходимо к указанным величинам доба-
вить половину от падения температуры
за период кантовки. В пекококсовых печах
из-за меньшей тепловой нагрузки это па-
дение составляет 30—45° С в зависимости
от коэффициента избытка воздуха.
Поддержание заданных температур в
отопительных каналах в сочетании с перио-
дом коксования является одним из усло-
вий, обеспечивающих успешную работу пе-
чей и сохранность кладки.
Температурный режим поддерживается
автоматическ,ой подачей заданных количе-
ств газа и воздуха в отопительную систе-
му. Газопроводы, как и в угольных коксо-
вых печах, оборудованы автоматическими
регуляторами давления и расходомерами.
Подача воздуха в отдельные простенки
регулируется пластинками и дроссельными
задвижками на газовоздушных клапанах.
Общий гидравлический режим в отопи-
тельной системе поддерживается автома-
тическим регулированием тяги дымовой
трубы.
При установлении гидравлического режи-
ма лучше всего исходить из давления в
верху смотровых шахточек отопительных
каналов. Давление в этих шахточках на
Эксплуатация пекококсовых печей
285
восходящем потоке необходимо поддержи-
вать в пределах ±0,5 мм вод. ст.
На рис. 16-26 приведено распределение
давления в отопительной системе печей
для одной из установок. При общем не-
Рис, 16-26. Распределение дав-
ления в отопительной системе
пекококсовых печей:
-----нисходящий поток;
-— восходящий поток
большом сопротивлении, составляющем
3,5 мм вод. ст., наибольшая потеря давле-
ния, равная 2,1 мм вод. ст., имеет место в
горизонтальном канале.
^±7 .
Контроль и уход за кладкой печей
При эксплуатации пекококсовых печей
важное значение приобретает своевремен-
ное проведение на них профилактических
горячих ремонтов. Состояние кладки, оп-
ределяющее срок службы печей, лучше все-
го контролировать по дополнительному уд-
линению камер печей (ряс. 16-27). Удли-
нение, или рост, печей происходит от по-
явления в кладке трещин, мелких посечек,
разрывов и расхождений по материальным
швам. Суммарное ежемесячное удлинение
печей поэтому является показательным
как для оценки состояния кладки, так и
для характеристики эксплуатационного ре-
жима, применяемого на установке.
Контроль роста печей ведется по каж-
дой группе печей, путем измерения рассто-
яния от армирующей рамы или кладки до
натянутой струны на кронштейнах, закреп-
ленных на неподвижных контрфорсах (ана-
логично тому, как это делается на уголь-
ных коксовых печах при измерении стре-
лы прогиба анкерных колонн). Измерения
производятся в пяти точках: на уровне по-
кЬарталы
Рис. 16-27. Удлиненно камер печей при
эксплуатации:
/ — уровень верхних ригелей; 2 -- уро-
вень нижних ригелей, 3 — верх регене-
ратора
точки являются показательными для зон
печи, не подверженных дополнительно-
му росту при эксплуатации; верхние три
точки характеризуют эксплуатационный
рост печей.
Существенного уменьшения темпов роста
кладки и, следовательно, увеличения сроков
службы печей можно достичь, поддерживая
оптимальный температурный режим рабо-
ты печей и оптимальные условия их экс-
плуатации (режим загрузки и подготовки
пека).
Повышенный износ кладки печей наблю-
дается у головок печей и на поде камеры
в местах загрузки. Трещины и разрывы в
стенах и поде при правильном гидравличе-
ском режиме, поддерживаемом в камере,
как правило, хорошо прографичиваются и
не требуют профилактических ремонтов ч
уплотнений.
ЛИТЕРАТУРА
Агроскии А. А. Физические свойства углей.
Металлургнздат, 1961.
Аронов С. Г. Использование газовых углей
для коксования. Металлургнздат, 1949.
Беджер В. и М а к к е б В. Основные процес-
сы н аппараты химических производств. Госхим-
техиздат, 1933.
В ир о з у б И. В. н Кустов Б. И. Тепловой
режим коксовых печей. Металлургнздат, 1960.
Воскобойников В. Г. Сб. «Исследование
доменного процесса», Изд. АН СССР, 1957.
Готлиб А. Д. Доменный процесс. Гостехнздат
УССР, 1960.
Данилов В. И. и Зубко А. М., ДАН, 1952,
№ 3.
Ер кии Л. И. Кокс и химия, 1958, № 2.
3 у б к о А. М. и Спектор Е. 3., ДАН СССР,
1954, № 2.
Израэл нт Э. М. и Чермных М. С.,
Отопление коксовых печей. Металлургнздат, 1960.
Кайнарский И. С. Динас. Металлургнздат,
1961.
Караваев Н. М. и др. Машины и аппараты
коксохимического производства. Металлургнздат,
1955.
Касаточкин В. И. Известия АН СССР.
ОТН, 1953, № 10.
Китаев Б. И. и др. Теплообмен в шахтных
печах. Металлургнздат, 1957.
Колян др Л. Я. Улавливание и переработка
химических продуктов коксования. Металлургиз-
дат, 1962.
Koppers Н. Koppers Mitteilungen, 1930.
Кулншенко А. 3. и Медведев К. П.
Известия АН СССР, ОТН. 1955, № 8.
Куперман П. Н. Кокс и химия, 1960, № 7.
Лазовский И. М. иЛацкая М. П.,
Сборник ВУХИН «Подготовка л коксование уг-
лей». Металлургнздат, 1959.
Лгалов К. И. и др., Технология обогрева
коксовых печей. Металлургнздат, 1949.
Лгалов К. И. и др. Пуск коксовых печей.
Металлургнздат, 1954.
Литвиненко М. С. и Носалевич И. М.
Химические продукты коксования для производ-
ства полимерных материалов. Металлургнздат.
1962.
Мейксон Л. В. и др. Новые огнеупорные
материалы для кладки коксовых печей. Сообще-
ние Гипрококса, вып. XXV. Металлургнздат, 196L
Мотт Р. А., Уилер Р. В. Качество кокса.
Металлургнздат, 1949.
Непомнящий И. Л. Коксовые машины, нх
конструкции и расчет. Металлургнздат, 1963.
Обуховский Я. М. Составление угольных
шихт для коксования. Металлургнздат, 1957.
Онусайтис Б. А. Образование и структура
каменноугольного кокса. Изд. АН СССР, 1960.
Померанцев В. В. Сб. «Исследования про-
цессов горения натурального топлива». Энерго-
издат, 1948.
Сапожников Л. М. и Сперан-
ская Г. В. Известия АН СССР, ОТН, 1947,
№ 3, 325; Труды ИГИ АН СССР, т. 2, 1950, 3.
Получение сортованного металлургического ir
энергетического топлива методом непрерывного
коксования, Изд. ВИНИТИ, 1959.
Справочник огнеупоров. Металлургнздат, 1964.
Степаненко М. А., Брон Я. А. и Кула-
ков Н. К. Производство пекового кокса. Метал-
лургиздат, 1961.
Сысков К. И. Теория поведения кокса в до-
менном процессе. Изд. АН СССР, 1949.
Т а й ц Е. М. Свойства каменных углей и про-
цесс образования кокса. Металлургнздат, 1961.
Халабузарь Г. С. и Пейсахзон И. Б.„
Машины коксовых печей. Гостехиздат Украины,
1935.
Ханин И. М., Ю ш и н В. В. Материальный п
тепловой балансы коксовых печей. Металлург -
издат, 1948.
Ханин И. М. Изучение движения газов в
коксовых печах методом подобия. Металлургиз-
дат, 1957.
Шварц С. А. и Богоявленский К. А.
Труды УХИН. Металлургнздат, вып. 5, 1952.
Шварц Г. А. и М а й з л и н Б. С. Автомати-
зация и механизация в коксовых цехах. Метал-
луриздат, 1961.
ОГЛАВЛЕНИЕ
Глава 1. Процесс коксования................... ...........................
Особенности процесса высокотемпературного коксования камен-
ных углей ..................................................
Образование пластического слоя и его свойства...............
Структура кокса слоевого процесса ..........................
Факторы, определяющие крупность и степень трещиноватости
кокса ......................................................
Зависимость свойств кокса от условий подготовки и нагрева
шихты ......................................................
Влияние температурного режима коксования на выход и качест-
во химических продуктов коксования .........................
Материальный баланс коксования..............................
Недостатки слоевого процесса коксования ....................
Глава 2. Коксовые печи....................................................
Выбор размеров камер коксования и 'их влияние на производи-
тельность коксовых печей и качеств кокса ...................
Классификация коксовых печей................................
Печи Гипрококса с перекидными каналами ПК...................
Печн Гипрококса с перекидными каналами и двумя корнюрами
ПК-2К.......................................................
Печи Гипрококса ПК-2К со всеми широкими регенераторами
Печи Гипрококса ПВР с парными вертикалами и рециркуляцией
продуктов горения ..........................................
Печи Гипрококса ПВР большой емкости.........................
Печи Гипрококса ПВР со всеми широкими регенераторами
Печи Гипрококса с ннжним подводом коксового газа
Глава 3. Производительность, состав и компоновка коксового цеха . . .
Производительность коксового цеха и ее определение . . . .
Выбор числа печей в батарее.................................
Компоновка коксового цеха...................................
Глава 4. Конструкции кладки коксовых печей................................
Огнеупорные и термоизоляционные материалы для кладки коксо-
вых печей ..................................................
Типы соединений, размеры и веса огнеупорных изделий в кладке
коксовых печей..............................................
Материальные швы........................................ .
Температурные швы и швы скольжения..........................
Конструкции основных элементов и узлов кладки . . . .
Напряжения в кладке и расчет статической прочности простен-
ков коксовых печей .........................................
Глава 5, Оборудование коксовых печей......................................
Затворы угольных башен......................................
Пневматическое обрушение шихты в угольной башне
Скиповые подъемники ........................................
Весы для взвешивания шнхты в бункерах углезагрузочного вагона
Брони, рамы и двери коксовых печей..........................
Арматура для отопления печей коксовым газом.................
Клапаны для газа, воздуха и продуктов горения...............
Кантовочиый механизм........................................
Шиберы для регулирования тяги в боровах.....................
Арматура, закладываемая в кладку............................
Стояки для отвода газа из печей.............................
Газосборники коксовых печей ................................
Перекидной газопровод.......................................
3
3
4
5
6
б
10
11
14
15
15
17
18
31
36
37
40
53
54
57
57
58
61
65
65
70
73
73
75
89
93
93
96
97
100
103
107
109
109
НО
112
113
288
Оглавление
Глава 6. Газопроводы и технологические трубопроводы иа коксовых печах . 115
Газопроводы.................................................115
Трубопроводы аммиачной воды цикла газосборников . . . 120
Паропроводы.................................................122
Отвод конденсата............................................123
Т лава 7. Металлические конструкции коксовых печей........................124
Армирование кладки по длине батареи ....................... 124
Поперечное армирование кладки батареи ..................... 127
Площадки для обслуживания батареи...........................131
Концевые, промежуточные и межбатарейные площадки . . . 132
Станции для смены выталкивающих штанг коксовыталкивателя 133
Станции для смены планирных штанг . . 133
Глава 8. Машины и механизмы коксовых печей.......................... . . 135
Углезагрузочные вагоны......................................135
Двересъемные машины.........................................145
Коксовыталкиватели..........................................152
Коксотушильные вагоны..................................... 160
Электровозы.................................................161
Машины, обслуживающие обогрев печей.........................164
Г л а в а 9. Тушение кокса водой..........................................165
Глав а 10. Сухое тушение кокса.......................................... 173
Типы установок сухого тушения кокса.........................173
Процесс тушения кокса в установках бункерного типа . . . 175
Камера тушения кокса....................................... 179
Компоновка коксовых цехов с УСТК............................182
Оборудование................................................184
Качество кокса сухого тушения...............................187
Отходы кокса................................................188
Глава И. Сортировка и отгрузка кокса......................................189
Схема работы комплекса......................................189
Коксовая рампа..............................................191
Бункера для кокса...........................................197
Самотечный транспорт........................................198
Эксплуатация рампы, сортировки и бункеров кокса .... 198
Контроль качества товарного кокса...........................199
Г л а в а 12. Загрузка коксовых печей и выдача кокса......................203
Загрузка печей ............................................ 203
Выдача кокса из печей.......................................204
Глава 13. Температурный и гидравлический режимы коксовых печей . . . 208
Основные требования, предъявляемые к обогреву нормально ра-
ботающих коксовых печей, и условия их выполнения . . 208
Постоянные и переменные факторы регулирования обогрева кок-
совых печей............................................208
Регулирование обогрева при отоплении печей коксовым газом 209
Регулирование обогрева коксовых печей доменным газом . . 225
Глава 14. Контроль производства и техника безопасности .... . 230
Контроль производства ..................................... 230
Техника безопасности ...................................... 233
Схема контроля технологического режима коксовых печей . . 235
Глава 15. Кокс, его свойства и применение.................................238
Физико-механические свойства кокса..........................248
Методы испытания прочности кокса............................252
Характеристика товарного кокса .......................... 258
Глава 16. Коксование пека.................................................262
Процесс коксования пека и физико-механические свойства пеко-
вого кокса .......................................... 262
Материальный баланс процесса коксования пека................264
Конструкции печей для коксования пека ............. 265
Загрузка печей............................................ 273
Армирование кладки печей ...................................276
Машины и оборудование пекококсовых печей...........278
Тушение кокса и его сортировка..............................281
Эксплуатация пекококсовых печей ........................... 282
Литература................................................. 286