/
































































































































































































































































































































































Автор: Шетько С.В. Чуйков А.С. Игнатович Л.В.
Теги: проектирование и технология производства мебели технология древесины деревянные конструкции мебель мебельная промышленность
ISBN: 978-985-7253-74-6
Год: 2021




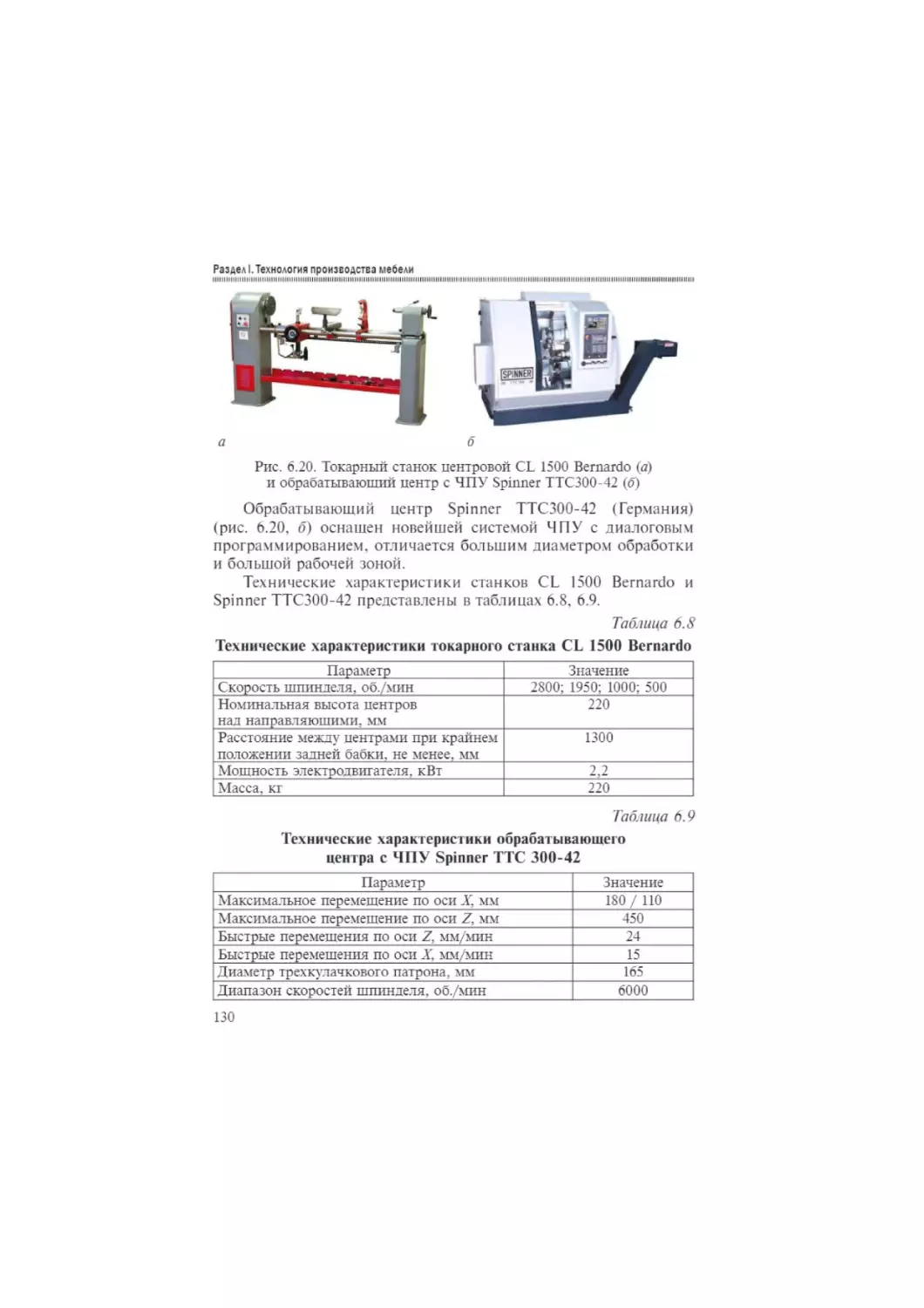
Текст
ТЕХНОЛОГИЯ
ПРОИЗВОДСТВА
МЕБЕЛИ
Допущено Министерством образования Республики Беларусь
в качестве учебного пособия для учащихся учреждений образования,
реализующих образовательные программы среднего специального
образования по специальностям «Технология деревообрабатывающих
производств», «Оборудование и технологии мебельного производства»
Центр
учебной нниеи
у средств обучений!
РИПО/
Минск
РИПО
2021
УДК 684,4(075.32)
ББК 37.134.1я723
T3S
Авторы:
проректор по научной работе УО «Белорусский государственный
технологический университет» кандидат технических наук, доцент
С. В. Шетько; заведующий кафедрой «Технология и дизайн изделий
из древесины» этого же учреждения образования кандидат технических
наук А. С. Чуйков; доцент этой же кафедры кандидат технических
наук, доцент Л. В. Игнатович; старший преподаватель этой
же кафедры кандидат технических наук С. С. Утгоф.
Рецензенты:
цикловая комиссия технических и художественных дисциплин
УО «Бобруйский государственный колледж имени А. Е. Ларина»
(Т. А. Валенчиц); профессор кафедры дизайна интерьера и оборудования
УО «Белорусская государственная академия искусств» кандидат
технических наук, доцент Л. Ю. Дубовская.
Все права на данное издание защищены. Воспроизведение всей книги или
любой ее части не может быть осуществлено без разрешения издательства.
Выпуск издания осуществлен при финансовой поддержке Министерства
образования Республики Беларусь.
Т38 Технология производства мебели : учеб, пособие / С. В. Шетько
[и др.], - Минск : РИПО, 2021. - 355 с. : ил.
ISBN 978-985-7253-74-6.
В учебном пособии описаны технологические режимы, оборудование
и организация технологических процессов раскроя плитных и листовых
материалов, обработки и изготовления мебельных заготовок из плитных
материалов и массивной древесины, мягких элементов мебели, сборки
мебели. Рассмотрены вопросы точности обработки деталей, контроля
качества готовой продукции и технологической подготовки производ-
ства. Изложены методики расчета годовой производственной программы
изделий, производительности оборудования и нормы расхода основных
и вспомогательных материалов. В приложении содержатся примерные
планы расстановки оборудования в отдельных цехах и на участках.
Предназначено для учащихся, получающих специальности «Техноло-
гия деревообрабатывающих производств», «Оборудование и технологии
мебельного производства».
УДК 684.4(075.32)
ББК 37.134.1я723
ISBN 978-985-7253-74-6 © Оформление. Республиканский институт
профессионального образования. 2021
ВВЕДЕНИЕ
llllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllll
Мебельная промышленность — одна из немногих отраслей
белорусской экономики, конкурирующая на равных с ведущи-
ми западными производителями мебели, такими как Италия,
Германия и Польша. Белорусская мебель сегодня поставляется в
50 стран. Объяснить ее популярность на мировом рынке можно
несколькими факторами:
— высокий профессионализм белорусских мебельщиков, ко-
торые имеют большой опыт работы над уникальными проекта-
ми. Проектирование мебели ведется с использованием новейших
компьютерных программ, что дает возможность быстрой моди-
фикации существующих моделей под влиянием рынка и требо-
ваний заказчиков;
— огромные запасы и разнообразие сырьевой базы, а также
натуральность и безопасность материалов. Этому способствуют
благоприятный климат и политика, направленная на сохранение
лесных массивов. Все применяемые в производстве материалы
проходят тестовые испытания в аккредитованных лабораториях;
— низкая по сравнению с конкурентами цена белорусской
мебели вследствие дешевизны собственного сырья, а также гиб-
кой системы скидок постоянным и оптовым покупателям;
— качество белорусской мебели, которое отвечает не только
европейским, но и мировым стандартам.
Между тем, основы мебельного производства в Беларуси были
заложены только в 20-х гг. XX в. (значительно позже, чем в Рос-
сии и странах Запада), а организованное производство мебели
началось в 1957 г., когда при Министерстве лесной и деревообра-
батывающей промышленности было создано проектно-конструк-
торское бюро «Минскпроектмебель» (с 1997 г. - ОАО «Минскпро-
ектмебель»). Кроме проектирования мебели, в ОАО «Минскпро-
3
Введение
iiiiiiniu mu iiniiin i пннинин нпнш i инп ннин нпши шншпн
ектмебель» осуществлялись разработки новых материалов, тех-
нологических процессов, нормативной базы мебельного про-
изводства, Огромный вклад в развитие мебельного производства
внес А.А, Барташевич (1937—2020), на протяжении многих лет
возглавлявший Ассоциацию деревообрабатывающих и мебель-
ных предприятий Республики Беларусь, создатель отечественной
научной школы по дизайну и конструированию мебели, автор
множества учебников, научных публикаций и изобретений.
С 1993 г, организующую роль в производственной и инно-
вационной деятельности в деревообработке выполняет Белорус-
ский производственно-торговый концерн лесной, деревообра-
батывающей и целлюлозно-бумажной промышленности (Бел
лесбумпром). Он объединяет крупные предприятия различных
форм собственности, которые выпускают широкий ассортимент
изделий из древесины и являются основными потребителями за-
готавливаемой древесины. Сектор производства мебели концерна
«Беллесбумпром» представлен 20 предприятиями концерна, ко-
торые консолидированно производят более 40 % от общего объ-
ема выпуска мебели в стране. Ассортимент мебели охватывает все
ее виды: от простой мебели малых форм из недорогих материалов
до высокохудожественных наборов и гарнитуров из натуральной
древесины с использованием точения и резьбы.
Сегодня все мебельные предприятия оснащены высокотех-
нологичным оборудованием с числовым программным управ-
лением (двух-, пяти координатные обрабатывающие центры для
изготовления сложных по форме изделий из древесины), авто-
матическими линиями оптимизации процесса раскроя с при-
менением люминесцентных датчиков, лазерной фокусировкой,
рентгеновскими сканерами, что позволяет при использовании
собственного сырья и наличии квалифицированных кадров соз-
давать комфортабельную бытовую и специальную мебель дизай-
нерского уровня.
Приоритетами для дальнейшего развития отрасли опреде-
лены:
— модернизация специализированных мебельных производств;
— стимулирование инвестиционной активности;
— повышение эффективности научно-исследовательских и
опытно-конструкторских работ по созданию новых моделей ме-
бельной продукции;
4
Введение
...........шннп ihiiiiii шншиин.шиши.............ши..
— сохранение и укрепление конкурентных позиций на тра-
диционных рынках и освоение новых направлений экспорта;
— подготовка высококвалифицированных кадров.
Специалист мебельного производства должен знать совре-
менные технологические процессы, оборудование и режимы его
эксплуатации, комплексные подходы к использованию материа-
лов, методы проектирования планов размещения основного тех-
нологического оборудования на базе современных технологий
и многое другое. Цель данного учебного пособия — обеспечить
необходимую основу для усвоения учебной дисциплины «Техно-
логия производства мебели», что позволит будущему специалисту
успешно решать производственные задачи.
5
РАЗДЕЛ I. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА МЕБЕЛИ
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII
ГЛАВА 1. СТРУКТУРА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Процесс изготовления изделий состоит из транспортиро-
вания, хранения и непосредственной обработки материалов,
контроля качества деталей и готовых изделий, ремонта и об-
служивания оборудования, обеспечения рабочих мест инстру-
ментом, электроэнергией, управления производством, сбыта
продукции и т. д.
1.1. Основные понятия
Производственный процесс представляет собой совокупность
всех взаимосвязанных действий, включая и сопутствующие,
по превращению исходных материалов в продукцию определен-
ного назначения и качества.
В зависимости от характера воздействия на создаваемый про-
дукт и цели производства весь производственный процесс под-
разделяют на основное производство, техническое, материальное
и общее обслуживание.
К основному производству относят процессы, связанные
с обработкой материала, т. е. непосредственно технологию.
Технология - это совокупность методов обработки сырья, ма-
териалов и полуфабрикатов, применяемых в процессе обработки
для получения готовой продукции.
Техническое обслуживание включает процессы по обеспече-
нию работы оборудования, содержанию зданий и др. Материаль-
ное обслуживание включает снабжение предприятия сырьем, ма-
териалами, их транспортирование и хранение. Общее обслужи-
6
Глава 1. Структура технологического процесса
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiDiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiHiiiiiiiiiiiiniii
вание производства — это управление предприятием, его охрана
и другие общезаводские функции.
Технологический процесс — это законченная часть основно-
го производства, в результате которого достигается изменение
формы, размеров и свойств материалов и происходит последова-
тельное соединение отдельных элементов в готовое изделие. Тех-
нологический процесс изготовления всего изделия представляет
собой совокупность технологических процессов изготовления
и сборки отдельных деталей. Каждая деталь имеет свой техноло-
гический процесс.
Стадии технологических процессов разделяются на операции.
Технологическая операция — это законченная часть техноло-
гического процесса, которую выполняют непрерывно на одном
рабочем месте при изготовлении одной и той же продукции.
Технологическая операция служит основной единицей для про-
изводственного планирования трудоемкости изготовления, рас-
ценок, себестоимости, контроля качества и других показателей.
Технологические операции могут быть проходными, пози-
ционными или позиционно-проходными. Проходными называ-
ются такие операции, при которых обрабатываемая деталь в про-
цессе обработки продвигается по станку, проходя его из конца
в конец. Такая обработка характерна для рейсмусовых и стро-
гальных станков, полуавтоматических и автоматических линий
обработки кромок по периметру и т. д. Она отличается наиболее
высокой производительностью, так как в большинстве случаев
заготовки проходят через станок только в одном направлении,
соответственно не требуются затраты времени на возврат загото-
вок из станка или на обратный ход инструмента. Сами заготовки
могут подаваться без разрывов, торец в торец, так что резание
может осуществляться непрерывно. Производительность еще бо-
лее увеличивается, если одновременно обрабатываются несколь-
ко заготовок или несколько сторон заготовки.
Позиционными операциями называются такие, при которых
обрабатываемая деталь закрепляется в станке, а инструмент в про-
цессе обработки получает необходимое движение. Примерами по-
зиционной обработки могут служить такие операции, как свер-
ление отверстий на одношпиндельных станках, шлифование
поверхностей на шлифовально-ленточных станках с подвижным
столом. При позиционной обработке операция в зависимости
от сложности может состоять из одной или нескольких установок.
7
Раздел I. Технология производства мебели
IIIIIIHI.ШИ.И11ШШ11ШШ11ШШ1Ш1ШШ1Ш11ШШ11ШШ11ШШ1Ш1Ш1Ш1Ш1П................
Позиционно-проходными операциями называются такие, при
которых деталь (сборочная единица) в процессе обработки пе-
редвигается по станку, затем останавливается для выполнения
операции и снова перемещается в конец станка, Такая обработ-
ка характерна для сверлильно-присадочных станков проходного
типа, станков для постановки мебельной фурнитуры, однопро-
летных прессов с автоматической загрузкой и разгрузкой,
В большинстве случаев технологическая операция состоит
из большего или меньшего числа рабочих приемов. Например,
фрезерование бруска с трех сторон может быть выполнено од-
ним рабочим на фуговальном станке или разными рабочими
на фуговальном и рейсмусовом или фрезерном станке. Сборку
изделия можно осуществлять на одном рабочем месте (учитывать
как одну операцию) или на нескольких.
Для осуществления технологического процесса необходи-
мо применение технологического оборудования — совокупности
орудий производства, называемых средствами технологического
оснащения.
Технологические операции состоят из технологических пере*
ходов. Технологическим переходом называют законченную часть
технологической операции, выполняемую с одними и теми же
средствами технологического оснащения. Вспомогательным пе-
реходом называют законченную часть технологической опера-
ции, состоящую из действий человека и (или) оборудования,
которые не сопровождаются изменением свойств предметов
труда, но необходимы для выполнения технологического пере-
хода. Установка — часть технологической операции, выполняе-
мая при неизменном закреплении обрабатываемой заготовки
или сборочной единицы.
Технологический процесс представляет собой последователь-
ную обработку деталей на нескольких рабочих местах, при этом
детали постепенно передвигаются к последующим станкам
и рабочим местам. Последовательное движение всей массы об-
рабатываемых деталей по станкам и рабочим местам называется
производственным потоком, а время, в течение которого сырье
и материалы находятся в производственном процессе до момента
получения из них готовых деталей, — производственным циклом.
Чем короче производственный цикл, тем меньше затраты про-
изводства, Продолжительность производственного цикла зави-
8
Глава 1. Структура технологического процесса
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIHIIIIIIIIIIHIIIIIIilllllllllllltllllllllllllllllllllllllllllllllllllllllllllDlllltllllllllllllllllllilllllllllllllllllllllllllllllllllllllHIIIIIIIIIIIIIIIIIIIIIIHII
сит от продолжительности отдельных технологических операций
и организации производственного потока.
1.2. Типы производств и принципы организации
производственного процесса
На основе учета объема выпуска продукции, номенклатуры
изделий, степени ее постоянства и характера загрузки рабочих
мест производства подразделяются на индивидуальные, се-
рийные и массовые.
При индивидуальном производстве изделия производятся в
единичных экземплярах или в небольшом количестве, при этом
повторный выпуск их не предусматривается. Это обусловливает
применение универсального оборудования. Операции использу-
ются укрупненные, разделение труда небольшое, с применением
значительного количества ручных работ.
Серийным производством является такое, при котором изде-
лия выпускают крупными партиями, и повторное их производ-
ство предусматривается заранее. В зависимости от размера пар-
тий выпускаемых изделий различают мелко-, средне- и крупно-
серийное производство. Наряду с универсальным используются
специализированное оборудование, автоматические линии, стан-
ки с программным управлением. Может применяться и техноло-
гическая специализация (выпуск только офисной мебели, мебели
только из сосны и т. п.). Серийное производство обусловливает
конвейеризацию, закрепление рабочих за конкретными рабочи-
ми местами, определенную дифференциацию операций.
При массовом производстве изделия выпускаются непрерыв-
но и в большом количестве. Например, выпускают постоянно
фанеру или плиты, окна, двери, спички и т. п. Это позволяет
применять специализированное оборудование, в том числе ав-
томатическое. использовать непрерывные поточные методы ра-
боты, осуществлять более узкую дифференциацию операций.
При массовом производстве достигается наиболее высокая про-
изводительность труда.
В зависимости от типа производств, технологии и других
факторов производственные процессы имеют свои особенности.
Вместе с тем организация производства на различных предпри-
ятиях основывается на единых принципах: пропорциональности,
прямоточности. параллельности, непрерывности, ритмичности,
специализации, концентрации, механизации и автоматизации.
9
Раздел I. Технология производства мебели
IIIIIIIIIIIIIIIIIIIIIIIIIIIII lllltlllllllllllllllllll I ПНИ IIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIИ HIIIIIIIIIIIIIIIIIIIIIIIIII llllllillllllllllllllllll IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII
Принцип пропорциональности означает равномерное развитие
всех участков, подразделений и цехов. Количество и производи-
тельность отдельных станков, линий, вспомогательного оборудо-
вания должны соответствовать объему основного производства.
Нарушение пропорциональности вызовет появление узких мест,
перегрузку одних участков и недогрузку других. Общая произво-
дительность будет определяться производительностью наиболее
слабых участков, а в целом эффективность производства будет
снижаться.
Принцип прямоточности обусловливает такую организацию
производственного потока, при которой движение обрабатываемого
материала происходит кратчайшим путем, без возвратных и петле-
образных движений, а межоперационное время выдержки материа-
ла минимальное. Следует добиваться, чтобы станки (или их груп-
пы) работали с одинаковой производительностью, тогда перемеще-
ние деталей может происходить непрерывно, а межоперационные
запасы будут минимальными. Такая организация производствен-
ного процесса обеспечивает наименьшую продолжительность про-
изводственного цикла и наибольшую производительность труда.
Высшей формой непрерывно-прямоточного производства яв-
ляется автоматическая линия, которая представляет собой по-
следовательно расположенную систему машин, связанных между
собой так, что обработка деталей и их передвижение осуществ-
ляются автоматически.
Существуют разные формы организации технологических
потоков (рис. 1.1).
Обработка может производиться прямоточно в станках про-
ходного типа. Позиционная обработка осуществляется непосред-
ственно на рабочих местах, устраиваемых при конвейере. В этом
случае заготовки снимают с конвейера, обрабатывают и снова
передают на конвейер. Обработка может вестись прямоточно
на конвейере, затем заготовки распределяют на два параллель-
ных конвейера, и после выполнения нескольких операций даль-
нейшую обработку опять ведут на одном конвейере. В зависи-
мости от соотношения размеров здания (длины и ширины) и его
конфигурации форма технологического потока может быть Г-об-
разной и П-образной. Прямоточность потока в таких случаях
не нарушается.
10
Глава 1. Структура технологического процесса
.......................................................................................................................111111111111111111II111111 Illi II111 III
Рис. 1.1. Формы организации технологических потоков:
а - прямоточная с проходной обработкой; б - то же. с позиционной;
в — Г-образная; г — Т-образная; д — У-образная; е — П-образная;
ж — разветвленная; 1 — загрузочное устройство; 2 — станок;
3 — межстаночное средство связи; 4 — разгрузочное устройство;
5 — агрегат позиционной обработки; 6, 9, 10 — устройство
для изменения направления перемещения; 7, 8 — кантователь
11
Раздел I. Технология производства мебели
llllllllllllllllllllllllllllllllllllllllllllllllllllllllllllHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIItlllllllll
Принцип параллельности характеризуется одновременным
выполнением отдельных операций, что позволяет сократить про-
изводственный цикл за счет параллельного осуществления раз-
личных операций (или изготовления различных деталей изде-
лия) на разных рабочих местах.
Принцип непрерывности заключается в том, что каждая сле-
дующая операция должна начинаться сразу после окончания
предыдущей, без перерыва во времени. С этим принципом тесно
связан принцип ритмичности.
Принцип ритмичности характеризуется выполнением каждой
операции за одинаковый период времени, выпуском в равные
отрезки времени одинакового количества изделий. Этот период
называется ритмом работы и определяется по формуле
R = — (мин),
п
где Т— время работы потока, мин; п — количество деталей, выпу-
щенных за время работы.
Принцип специализации означает сосредоточение производ-
ства однородной продукции на одном предприятии. Специали-
зация может быть предметной, подетальной и технологической.
При предметной специализации номенклатура выпускаемых изде-
лий сокращается до минимума. Подетальная специализация — это
производство отдельных деталей (например, щитов), технологиче-
ская — превращение отдельных технологических стадий или опе-
раций в самостоятельные производства, т. е. она представляет
собой одну из разновидностей подетальной. Например, базовые
предприятия специализируются на изготовлении мебельных дета-
лей, а сборочные — на сборке изделий из этих деталей.
Специализация производства обусловливает развитие коопе-
рирования, т. е. совместную деятельность предприятий по выпуску
одной и той же продукции, установление между ними длитель-
ной производственной связи, позволяет использовать высокопро-
изводительное специализированное оборудование, организовать
массовое или крупносерийное производство, способствует повы-
шению качества выпускаемой продукции и улучшению ее техни-
ко-экономических показателей.
Принцип концентрации производства означает увеличение
объема выпуска продукции на отдельных предприятиях и свя-
12
Глава 1. Структура технологического процесса
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiniiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiitimiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiniiiiiiiiiiiiiiii
зан с их укрупнением. Преимущества концентрации заключают-
ся в снижении удельных капитальных вложений, возможностях
использования высокопроизводительного оборудования и техно-
логии, внутризаводской специализации и др. Однако на круп-
ных предприятиях требуются большие единовременные затраты
для капитального ремонта, строительства, приобретения обору-
дования и т. п., удлиняются расстояния перевозки сырья, сро-
ки строительства, усложняется материальное снабжение. Поэто-
му наряду с концентрацией производства развиваются средние
и малые предприятия с различными формами собственности.
Концентрация и специализация производства могут создать
предпосылки для организации базовых цехов и предприятий
по изготовлению изделий с высокой степенью готовности. Это
способствует дальнейшему совершенствованию форм организа-
ции и обслуживания рабочих мест, а также более рационально-
му использованию материальных и трудовых ресурсов, в первую
очередь, на участках раскроя плитных материалов, изготовления
облицовок, облицовывания и повторной механической обработ-
ки щитовых элементов. Технология на таких производствах ха-
рактеризуется применением высокомеханизированных поточных
линий с автоматическим управлением, рациональными спосо-
бами и методами контроля, широкой механизацией транспорт-
но-складских работ.
По условиям труда и управления производственные процес-
сы могут быть:
— ручными (выполняются без применения машин, с помо-
щью простейших приспособлений или ручного инструмента);
— механизированными (выполняются с помощью машин
и механизмов, но с участием человека. Распределение функций
между человеком и машиной может происходить по-разному);
— автоматизированными (выполняются без непосредствен-
ного участия человека, роль которого сводится к управлению
и обслуживанию автоматической линии).
1.3. Принципы организации рабочего места
Рабочим местом называется зона (часть производственной
площади), оснащенная материально-техническими средствами
для совершения трудовой деятельности одного или нескольких
человек, совместно выполняющих одну операцию.
13
Раздел I. Технология производства мебели
IIIIIIHI.ШИ.1111ШШ11ШШ11ШШ1Ш1ШШ1Ш11ШШ11ШШ11ШШ1Ш1Ш1Ш11.ШНИ ПИШИ.111ШШ1ШШ11ШШ11Ш1ШШ1Ш11ШШ11ШШ1Ш1Ш1Ш1.
Постоянным называется рабочее место, на котором рабочий
находится непрерывно более 50 % времени, однако не менее 2 ч.
Пространство над рабочим местом высотой до 2 м — рабочая зона.
При проектировании рабочих мест учитывают показатели
технического и организационного уровня, условия труда и тре-
бования по охране труда, исполнения оборудования, различные
нормативы и т. д. Для обоснования решений используют расчет,
макетирование, хронометраж, моделирование.
Конструкция рабочего места и взаимное расположение его
элементов (положение предметов труда, органы управления,
средства связи, отображение информации, кресло и т. д.) должны
соответствовать антропометрическим, физиологическим, психо-
логическим требованиям, характеру и категории работы.
Рабочее место, его оборудование и оснащение должны
обеспечивать безопасность, охрану жизни и здоровья, работоспо-
собность, удобство чистки и технического обслуживания при со-
блюдении определенных требований.
Антропометрические требования к оборудованию учитыва-
ют рост работающего, пол, направления действия в пространстве.
На рабочем месте должно быть обеспечено выполнение тру-
довых операций в пределах досягаемости моторного поля (зона
движения рук рабочего). Выполнение операций «очень часто»
(более двух в минуту) и «часто» (менее двух в минуту) должно
происходить в зонах оптимальной и легкой досягаемости. Ор-
ганы управления, используемые реже пяти раз в смену, допуска-
ется располагать за пределами зоны. При проектировании рабо-
чих мест работу в положении сидя следует предпочитать работе
стоя или обеспечивать чередование положений. Организация
рабочего места должна предусматривать возможность изменения
рабочей позы.
Высота рабочей поверхности (превышение над полом) при-
нимается в зависимости от положения рабочего (стоит, сидит,
чередование), пола (мужчина, женщина, чередование) и роста че-
ловека. Для работы стоя принимается высота 0,63—0,93 м (в сред-
нем 0,8 м). Рекомендуемая высота сиденья стула — 0,4—0,43 м.
Выполнение работ сидя предусматривают при легкой рабо-
те, не требующей свободного перемещения работающего, а также
при работе средней тяжести в случаях, обусловленных особенно-
стями технологического процесса.
14
Глава 1. Структура технологического процесса
IIIIIШ1Ш1И1Ш11Ш111ШШПН Illi IIIIII1ШНП1Н11ПНШ ИН1 НИШИ IШ1111ШШ1111Ш1Ш11 1Ш11Ш11111Ш11111Ш11НШИ
Работу стоя предусматривают при физической работе средней
тяжести и тяжелой, а также при технологически обусловленной
величине рабочей зоны, превышающей ее параметры при работе
сидя, Для работы сидя и стоя возле оборудования должно быть
обеспечено пространство для ное
При проектировании рабочего места оператора выделяют
зоны зрительного наблюдения, В условиях автоматизации и ме-
ханизации производства повышается значение учета зон наблю-
дения.
Проектировщику необходимо обратить внимание на возмож-
ность контроля работы невидимых с рабочего места важных уз-
лов посредством зеркал, индикаторов, извещателей и телевизион-
ных установок мониторов. Желательно оснащение рабочих мест
средствами связи для вызова ремонтных служб и учета простоев.
Допускаемая интенсивность принятия решений оператором
составляет в среднем до 24 в минуту, при большей частоте воз-
растают количество ошибок и утомляемость. При особо интен-
сивном труде практикуется внутрибригадное чередование рабо-
чих мест в течение смены.
Для человека предпочтителен гибкий ритм работы с диффе-
ренциацией затрат штучного времени. Свободный ритм требует
организации гибких транспортных связей и межоперационных
запасов. Комбинированный ритм в некоторой мере сочетает
преимущества свободного и жесткого.
Условия освещения рабочих мест (освещенность поверхно-
стей, спектральный состав света и вид освещения) определяются
на основе нормативов по охране труда с учетом профессии и ка-
тегории зрительных работ.
Уровни и концентрации опасных и вредных производствен-
ных факторов, действующих на человека на рабочем месте, не дол-
жны превышать предельно допустимых значений. При необхо-
димости рабочее место оснащается вентиляцией, средствами за-
щиты, пожаротушения и спасения.
Следует стремиться к снижению уровня шума и вибрации
на рабочих местах за счет применения прогрессивного оборудо-
вания, звукозащитных кожухов, кабин, дистанционного управ-
ления, виброопор.
Рассмотрим ряд правил и нормативов по охране труда, ко-
торые должны быть учтены при проектировании рабочих мест.
15
Раздел I. Технология производства мебели
iiiiiiniu.ши..................................iiiiiiiiiiniiiiiiniiiiiiniuiiiniiiiiiniiiiiiniiiiiniiiiiinii.
В отношении массы груза, перемещаемого вручную, суще-
ствуют следующие ограничения:
— если масса груза превышает 60 кг, то переноска груза од-
ним грузчиком (рабочим) допускается на расстояние не более
60 м. При расстоянии свыше 60 м должны предоставляться при-
способления для перемещения груза;
— переноска и перемещение груза женщинами: при чередо-
вании с другими работами — 15 кг/чел., подъем на высоту более
1,5 м или перемещение в течение смены — 10 кг/чел., перемеще-
ние — 700 кг в смену;
— усилие перемещения тележек — 1150 Н.
Рабочее место не должно находиться в зоне проходов, проез-
дов, над и под технологическим оборудованием.
Необходимо исключать соприкосновение человека с материа-
лами. двигающимися со скоростью более 0,3 м/с. В зоне рабочих
мест должны быть ограничения скорости — не более 2—5 км/ч,
траверсной тележки — 1,2 м/с.
Размеры стоп и пакетов на подстопных местах принимаются
с учетом используемого средства транспорта с соответствующим
ограничением по высоте для соблюдений условий безопасности
производственного процесса. Допускается временное складиро-
вание предметов труда и отходов высотой не более 1,5 м в спе-
циально отведенном месте, оборудованном стеллажами, стой-
ками и емкостями с возможностью механизированного переме-
щения.
Должно быть исключено соприкосновение человека с мате-
риалами. нагретыми до температуры более 45 °C. Теплоизлуче-
ние материалов и оборудования не должно превышать 100 Вт/м2.
Пульт управления камерой окраски размешают на расстоя-
нии не менее 2,5 м от распылителей. Автоматические линии
должны иметь пульты выключения с любого рабочего места.
Рабочие места должны иметь устройство для удаления отхо-
дов и очистки.
Рабочие места у открытых бассейнов должны иметь перила
высотой I м или бортики высотой не менее 0,1 м. Вода в бас-
сейнах должна иметь температуру в пределах 40 °C. Рабочие
площадки на высоте более 1.3 м над уровнем пола должны
иметь перила, уклон лестниц не более 45—60° и ширину более
0.6—0,8 м.
16
Глава 1. Структура технологического процесса
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiHiiiiiiiiiiiiiiiiiiiiiMiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiii)iiiiiiiiiiiiiiiiiiiiiiiiiiiiii)iiiitimiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiniiiiiiiiiiiiiiiiii
При проектировании рабочих мест должны выполняться
следующие требования:
— рабочее место должно быть оснащено всем необходимым
для непрерывного обеспечения труда;
— размеры рабочего места должны быть достаточными
для обеспечения удобства и безопасности рабочего. На одного
работающего должно приходиться не менее 15 м3 пространства
и 4,5 м2 площади при соблюдении минимально допускаемых рас-
стояний от станка до станка, до стены, до подстопного места;
— взаимное расположение рабочих мест должно обеспечи-
вать безопасный доступ, удобные и безопасные действия с ма-
териалами и отходами, условия для технического обслуживания
и ремонта оборудования.
1.4. Стадии технологического процесса
Технологический процесс изготовления деталей, сборочных
единиц, изделий разделяется на ряд стадий, отличающихся друг
от друга характером обработки или различием цели, которая ста-
вится на данной стадии. Технологический процесс изготовления
мебельных изделий (сборочных единиц) состоит из нескольких
стадий, последовательность которых определяется спецификой
производства.
Основные материалы для производства мебели — это пилома-
териалы и заготовки, различные плиты, фанера, шпон, использо-
вание которых возможно только при влажности 8±2 %, Поэтому
сушка или досушка этих материалов перед запуском в обработку
является первой стадией технологического процесса.
Вторая стадия технологического процесса — раскрой пилома-
териалов, плитных, листовых и облицовочных материалов. Цель
этой стадии - получить черновые заготовки для последующего
изготовления из них деталей.
При раскрое древесных материалов на заготовки необходимо
добиваться наиболее рационального использования сырья, т. е.
получения наибольшего количества заготовок, отвечающих тре-
бованиям по качеству.
Последовательность первых стадий технологического про-
цесса (сушки и раскроя) может быть различной. Возможна снача-
ла сушка древесных материалов, а затем их раскрой, и наоборот,
сначала раскрой, а затем сушка заготовок. В практике находит
применение и тот и другой порядок.
17
Раздел I. Технология производства мебели
IIIIIIHI ШИ 1111ШШ11ШШ11ШШ1Ш1ШШ1Ш11ШШ11ШШ11ШШ1Ш1Ш1Ш11.ШНИ ПИШИ 111ШШ1ШШ11ШШ11Ш1ШШ1Ш11ШШ11ШШ1Ш1Ш1Ш1
Для получения черновых заготовок криволинейной формы
(без перерезания волокон) необходимо гнутье массивной древе-
сины, выполняемое после ее раскроя с предварительной пласти-
фикацией.
Первичная механическая обработка заготовок — это фуго-
вание, строгание и торцевание их в размер для придания пра-
вильной геометрической формы. Затем выполняются операции
окончательной обработки для получения деталей, заданных чер-
тежом, нарезание шипов, сверление, фрезерование и т. п, На этой
же стадии производится подготовка щитовых и облицовочных
материалов.
Описанная стадия первичной механической обработки ха-
рактерна только для деталей, изготовленных из массивной древе-
сины и плитных материалов, не склеиваемых и не облицовыва-
емых. Для составных деталей (клееных) или облицованных сбо-
рочных единиц (бруски, щитовые элементы) требуется стадия
склеивания и облицовывания, а затем окончательная повторная
механическая обработка.
На стадии вторичной механической обработки выполня-
ются операции обработки кромок по периметру (для щитовых
элементов), сверления, шлифования, сборки и обработки ра-
мок, коробок, а также полная механическая обработка склеен-
ных или облицованных брусковых деталей. Вместе с тем сборку
деталей в сборочные единицы (ящики, коробки, рамки) можно
выделить в отдельную стадию. В таком случае на этой стадии
выполняются операции сборки сборочных единиц из деталей,
предварительно обработанных на стадии первичной механиче-
ской обработки.
Процесс сборки изделий из деталей и сборочных единиц
включает в себя комплектование, монтаж сборочных единиц
и общую сборку каркаса мебели. Наиболее прогрессивным на-
правлением в современной технологии является отсутствие общей
сборки изделия на предприятии. В этом случае на стадии сборки
выполняются работы по комплектованию деталей и сборочных
единиц изделия, монтаж фурнитуры, контрольная сборка и упа-
ковка. Такая технология, а также конструкция изделий и опре-
деляет порядок стадии отделки. Если изделие сборно-разборной
конструкции, то отделка производится в сборочных единицах
и деталях. При неразборной конструкции изделия отделка яв-
18
Глава 1. Структура технологического процесса
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiniiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiimiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiinniiiiiHiiiiiiiii
ляется завершающей стадией технологического процесса про-
изводства.
1.5. Классификация и схемы расположения оборудования
Классификация оборудования. Технологическое оборудова-
ние для производства изделий из древесины классифицируют
по нескольким признакам.
Постепени механизации и автоматизации дерево-
обрабатывающее оборудование подразделяется:
• на полумеханизированное. при работе которого технологи-
ческие операции по управлению и перемещению осуществляют-
ся как человеком, так и механизмом автоматически;
• механизированное, в процессе работы которого операции
перемещения осуществляются механизмом, а управление — че-
ловеком;
• автоматы, в которых технологические операции и управле-
ние осуществляются без участия рабочего (он занимается лишь
настройкой оборудования), главные и вспомогательные операции
выполняются самой машиной и для повторения цикла не требу-
ется вмешательство рабочего;
• полуавтоматы, в которых некоторые технологические опе-
рации или часть управляющих воздействий осуществляются
вручную (загрузка заготовок, изменение режимов работы);
• станки с числовым программным управлением (ЧПУ),
процесс работы которых организован под управлением машины
по заранее заданной программе, учитывающей перемещение
и степень обработки детали изделия;
• автоматические линии, сочетающие несколько выпол-
няемых операций, синхронизированных между собой в одном
процессе, и объединенные общими средствами транспортиров-
ки, управления, загрузки и выгрузки обработанных заготовок;
• деревообрабатывающие центры, сочетающие в себе не-
сколько технологических операций, выполняемых под управ-
лением ЭВМ по заранее заданной программе обработки в раз-
личных плоскостях, т. е. за одну установку заготовки без пере-
настройки станка осуществляются различные технологические
операции ее обработки (раскрой, фрезерование, сверление,
облицовывание кромок и др.); другими словами, деревообра-
батывающие центры — это скомпонованные на одной станине
19
Раздел I. Технология производства мебели
IIIIIIIIIIIIIIIIIIIIIIIIIIIII lllltlllllllllllllllllll I ПНИ llllllllinillllllllllll IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIИ HIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII
агрегатные машины, выполняющие различные технологические
операции.
По производственным признакам деревообрабаты-
вающее оборудование может быть общего назначения (уни-
версальное), специализированное и специальное, которое при-
меняется только в данном производстве. Так, универсальные
станки, например фрезерные, применяют в различных дерево-
обрабатывающих производствах. На специализированных стан-
ках, например шипорезных, обрабатывают детали, размеры ко-
торых могут изменяться настройкой станка. На специальных
станках, например катушечных, обрабатывают только один тип
детали с неизменяющимися размерами (спички, карандаши,
музыкальные инструменты, спортивный инвентарь).
По технологическим признакам деревообрабатываю-
щее оборудование подразделяется на дереворежущие станки об-
щего и специального назначения, клеильно-сборочное, прессо-
вое, отделочное и сушильное оборудование.
Классификация деревообрабатывающих станков по кон-
структивным признакам представлена в таблице.
Группы деревообрабатывающих станков
по конструктивным признакам
Конструктивный признак Классификационные группы
Число одновременно обрабаты- ваемых деталей Одно-, двух-, трех-, много- предметные; одно-, двух-, трех-, много- поточные
Число одновременно обрабаты- ваемых сторон деталей Одно-, двух-, трех-, четырех- сторонние
Число позиций обработки Одно-, двух-, трех-, много- позиционные
Число шпинделей с главным рабочим органом Одно-, двух-, трех-, много- шпиндельные
Схема движения обрабатываемой детали С замкнутой или разомкнутой схемой движения; с прямолинейной или криво- линейной траекторией
Компоновка машины Вертикальная, горизонтальная, звездообразная, круговая
20
Глава 1. Структура технологического процесса
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiniiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiDiiiitimiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiimiiiiiiiiiiiiiiiiii
Окончание таблицы
Конструктивный признак Классификационные группы
Степень конструктивной преемственности Оригинальной конструкции, унифицированные, агрегатиро- ванные
Характер относительного пере- мещения детали или инструмента Цикловые с прерывистым пере- мещением детали или инстру- мента и проходные с непрерыв- ным перемещением детали
По способу управления выделяют три класса дерево-
обрабатывающих станков:
— с жесткой программой (не имеют специальных устройств
для управления работой в наладочных или в рабочих режимах.
Для перехода на обработку партии других деталей требуется дли-
тельная переналадка машины);
— программным управлением в наладочном режиме (обору-
дованы программными устройствами, позволяющими осуществ-
лять предварительную настройку машины на обработку новой
детали во время обработки предыдущей или кратковременной
остановки);
— программным управлением в рабочем режиме (необ-
ходимые условия обработки (положение, последовательность,
скорость и величина перемещения рабочих органов) обеспечи-
ваются программными устройствами в процессе непрерывной
работы).
Наиболее распространены машины с жесткой программой.
Широко применяются числовые системы программного управ-
ления (ЧПУ) для настройки и работы станков и деревообраба-
тывающих центров в рабочем режиме.
По числу потоков информации, циркулирующих в
станках, их можно разделить:
— на безрефлексные (работают по заранее заданной жесткой
программе независимо от протекания процесса; последовательно
выполняют операции без выбора вариантов и проверки исполне-
ния, не реагируя на среду, в которой протекает процесс, перера-
батывают один поток информации);
— рефлексные (работают в зависимости от значения или изме-
нения заранее выбранного параметра). Рефлексные машины с ра-
зомкнутой и замкнутой цепью воздействия перерабатывают два
21
Раздел I. Технология производства мебели
IIIIIIHI.ШИ.1111ШШ11ШШ11ШШ1Ш1ШШ1Ш11ШШ11ШШ11ШШ1Ш1Ш1Ш11.ШНИ ПИШИ.111ШШ1ШШ11ШШ11Ш1ШШ1Ш11ШШ11ШШ1Ш1Ш1Ш1.
потока информации с прямой и обратной связью. Рефлексные
устройства с замкнутой цепью воздействия называются систе-
мами автоматического регулирования (САР). Рефлексные само-
настраивающиеся (адаптивные) машины перерабатывают три
потока информации. Эти машины могут запоминать и обобщать
опыт работы. Программа управления машиной может изменять-
ся в зависимости от условий ее работы.
По степени автоматизации деревообрабатывающие ли-
нии делятся на поточные, автоматические, полуавтоматические.
По характеру потока, степени использования основного
оборудования и специализации поточные линии делятся:
— на постоянно-поточные, предназначенные для обработки
одной определенной детали с участием в работе всех механизмов
линии при неизменном составе операций;
— переменно-поточные, предназначенные для обработки од-
нородных деталей различных размеров. Данный процесс вклю-
чает разные операции. Эти линии более универсальны, чем по-
стоянно-поточные, но при переходе на обработку деталей другого
типа требуется их переналадка.
По виду связи станков линии бывают с жесткой, гибкой
и смешанной связью. При жесткой связи станки линии образуют
непрерывную цепь со сквозной передачей обрабатываемых дета-
лей с одной позиции на другую при одинаковом времени цикла
при обработке на каждом станке. При остановке одного из стан-
ков простаивает вся линия.
При гибкой связи станки или агрегаты линии связаны
друг с другом через магазинные накопительные устройства,
что обеспечивает независимость работы станков. При остановке
одного из агрегатов остальные продолжают работать. Надеж-
ность работы линии с гибкими связями между станками выше,
чем линии с жесткими связями.
Линии со смешанными связями агрегатов — гибко связан-
ные участки жестко сблокированных машин. Между участками
линий связь гибкая за счет накопителей, а внутри участков —
жесткая.
Похарактеру движения обрабатываемых загото-
вок линии делятся на четыре типа:
— проходные, на которых операции по обработке заготовок
осуществляются при непрерывном их движении со скоростью
22
Глава 1. Структура технологического процесса
IIIIIШ1Ш1И1Ш11Ш111ШШПН Illi IIIIII1ШНП1Н11ПНШ ИН1 НИШИ IШ1111ШШ1111Ш1Ш11 1Ш11Ш11111Ш11111Ш11НШИ
подачи через рабочие органы машины. При совмещении техно-
логических и транспортных операций и отсутствии межторцовых
разрывов производительность их близка к максимальной;
— циклопроходные, на которых операции производятся
с определенным циклом при непрерывном движении обраба-
тываемых заготовок со скоростью подачи;
— позиционные, когда обработка производится на позициях,
а движение изделий с одной позиции на другую осуществляется
после окончания обработки на каждой позиции;
— позиционно-проходные, на которых часть операций осу-
ществляется на позициях, а часть — в процессе непрерывного
движения.
Схемы расположения технологического оборудования на
участках деревообрабатывающих цехов. Исходными данными
для разработки плана цеха с расположением оборудования яв-
ляются:
— предварительные или базовые размеры и форма цеха
(в плане);
— вид и количество оборудования и рабочих мест;
— размеры внутрицеховых складов;
— размеры и формы (в плане) вспомогательных помещений;
— вид транспортного оборудования и способы транспорти-
рования предметов производства.
Оборудование необходимо располагать в соответствии с тех-
нологическим процессом, обеспечивая прямоточность производ-
ства с кратчайшими путями движения заготовок в процессе об-
работки без возвратных, перекрестных и петлеобразных движе-
ний;, создающих встречные потоки.
Различают цепной, групповой и смешанный способы расста-
новки оборудования. При цепном способе станки располагают
один за другим в соответствии с технологическим процессом.
При групповом способе оборудование располагают группами
(группа специального прессового оборудования, группа шлифо-
вальных станков), но также в последовательности технологичес-
кого процесса.
На рисунке 1.2 показаны схемы способов расстановки техно-
логического оборудования, на рисунке 1.3 — примеры привязки
технологического оборудования.
23
Раздел I. Технология производства мебели
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiitiiiiniiiiiiiiiiiiiiiiiiiiIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIliiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiniiiiiiiiiiiiiiiiiiiiiiii
|о о о|
|о о о|
|о о о|
в
Рис. 1.2. Способы расстановки оборудования:
а — цепной; б — групповой; в - смешанный
Рис. 1.3. Схемы привязки технологического оборудования:
1 — станок; 2 — подстопное место с заготовками;
3 - подстопное место с обработанными деталями’
0001
* Обозначения применены во всех схемах организации рабочих мест.
24
Глава 1. Структура технологического процесса
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiniiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiHiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiitimiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiniiiiiiiiiiiiiiiiii
Известно, что концентрация и специализация производ-
ства могут создать предпосылки для организации базовых цехов
и предприятий по изготовлению изделий с высокой степенью
готовности. Это способствует дальнейшему совершенствованию
форм организации и обслуживания рабочих мест, а также более
рациональному использованию материальных и трудовых ресур-
сов, в первую очередь на участках раскроя плитных материалов,
изготовления облицовок, облицовывания и повторной меха-
нической обработки шитовых элементов. Технология на таких
производствах характеризуется применением высокомеханизиро-
ванных поточных линий с автоматическим управлением, рацио-
нальными способами и методами контроля, широкой механи-
зацией транспортно-складских работ. На рисунке 1.4 показана
схема плана участка по раскрою плитных материалов, оснащен-
ного автоматической линией раскроя плит, а также средствами
механизации внутрицеховых транспортных операций.
Рис. 1.4. Планировка участка и рабочих мест
по раскрою плитных материалов:
1 — приводной роликовый конвейер (загрузочное устройство);
2 - захваты; 3, 4- накопительные роликовые конвейеры;
5 — траверсная тележка
25
Раздел I. Технология производства мебели
iNiiiiHiiiiiiiiiiiiiHiiiiiiiiaiiiiiiiNiiiiiiNiiiiiiiiiiiiHiiiiiiiiiiiiiiiNiiiiiiiiiiiniiiiiiiiiiiiiiiiHiiiiiiiuiiiMiiiiiiiMiiiiiiHiiiiiiiiHiiiiiimiitNiiiiiiiiiiiiimiimiiiiiiiiNiiiiiMiiiiiiii
Плиты на линию подаются автоматически посредством за-
грузочного устройства, состоящего из приводного роликового
конвейера и подъемной платформы (рис. 1.5), откуда стопа плит
направляется на форматный раскрой. По мере подачи плит в ста-
нок платформа поднимает стопу на толщину плиты.
2
Рис. 1.5. Загрузочное устройство станка
для раскроя плитных материалов:
а - общий вид; б — схема; 1 - роликовый конвейер; 2 — толкатель;
3 — базовая линейка; 4 - подъемная платформа; 5 - ролики
Раскраиваемая плита фиксируется захватами. Первый рез
обрезает кромку для выдержки параллельности-перпендикуляр-
ности, затем включают суппорт с продольной пилой, который
начинает двигаться вперед по направляющим поперечной бал-
ки. Пила выполняет продольный рез и возвращается в исходное
положение. Отрезанная полоса плиты подается для поперечного
раскроя. Станок функционирует на основе программного управ-
ления. Компьютер по составленной карте раскроя выполняет
дальнейшие резы. Распиленный материал поступает на накопи-
тельные роликовые конвейеры, затем при помощи траверсной те-
лежки — на дальнейшую обработку.
Пример планировки технологического участка в деревообра-
батывающем цехе представлен на рисунке 1.6.
26
Глава 2. Точность обработки
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiniiiii
Рис. 1.6. Планировка технологического участка
деревообрабатывающего цеха:
1 — торцовочный станок; 2 — пакет заготовок до обработки;
3 - четырехсторонний продольно-фрезерный станок;
4 — пакет заготовок после обработки
Вопросы для самоконтроля
1. Охарактеризуйте виды технологических операций.
2. На каких принципах основана организация производства на деревообра-
батывающем предприятии?
3. Какие нормативы по охране труда необходимо учитывать при проекти-
ровании рабочих мест?
4. Опишите стадии технологического процесса производства мебели.
5. Назовите классификационные признаки деревообрабатывающего обо-
рудования.
6. Какие существуют способы расстановки технологического оборудования?
ГЛАВА 2. ТОЧНОСТЬ ОБРАБОТКИ
Важными критериями качества изделий из древесины яв-
ляются соответствие размеров и формы деталей, обработанных
на оборудовании, аналогичным параметрам деталей, преду-
смотренным конструкторской документацией на изделие, а также
шероховатость поверхности изделия.
Точность или погрешность работы станка (линии) опреде-
ляется полем рассеяния значения размеров партии деталей (сбо-
27
Раздел I. Технология производства мебели
IIIIIIHI ШИ 1111ШШ11ШШ11ШШ1Ш1ШШ1Ш11ШШ11ШШ11ШШ1Ш1Ш1Ш11 ШНИ ПИШИ 111ШШ1ШШ11ШШ11Ш1ШШ1Ш11ШШ11ШШ1Ш1Ш1Ш1
рочных единиц), обработанных на станке при данном его состо-
янии и наладке.
Точность работы станка определяется возможным полем
рассеяния значения размеров (математическим ожиданием поля
рассеяния 6о). Она не зависит от точности (погрешности) налад-
ки станка, потому что величина 6о является лишь точной харак-
теристикой данного станка при принятых условиях обработки.
Указанное положение позволяет отдельно исследовать влияние
точности работы станка и его настройки на точность изделий,
деталей и сборочных единиц.
На точность работы станка оказывает влияние действие це-
лого ряда погрешностей. Все они подразделяются на две группы:
систематические и случайные.
Общая погрешность представляет собой алгебраическую
сумму всех переменных погрешностей:
Ао = Дс + ДСЛ’
где Лс — систематическая погрешность; Дсл - случайная погреш-
ность.
Систематическая погрешность — это погрешность, кото-
рая при одинаковых условиях принимает одно и то же значение
по модулю и знаку, т. е. остается постоянной в пределах обработ-
ки данной партии деталей или изменяется закономерно. При этом
одни изменения вносят одинаковую погрешность на все детали
данной партии (например, непараллельность направляющих),
другие — влияют на величину погрешности закономерно (напри-
мер, износ режущего инструмента). Поэтому систематические
погрешности разделяют на неизменные и переменные.
Неизменная систематическая погрешность — это погрешность,
которая принимает одинаковое значение по модулю и знаку (по-
грешности в основной кинематической схеме станка, неточности
основных элементов приспособлений, непараллельность направ-
ляющих, перекос стола, неправильная установка и др.).
Переменная систематическая погрешность — это погрешность
изготовления продукции, которая закономерно меняется по мо-
дулю и знаку (износ и затупление режущего инструмента, износ
приспособлений, температурные деформации элементов станка
и инструмента и др.).
Случайная погрешность — это погрешность, которая при оди-
наковых условиях принимает различные значения по модулю
28
Глава 2. Точность обработки
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiHiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiniiiiiiiii
и знаку. Случайные погрешности при изготовлении деталей мо-
гут вызываться нестабильностью величин допуска на обработку,
внутренними напряжениями в материале деталей и сборочных
единиц, неоднородностью качества технологических баз загото-
вок и деталей, ошибками базирования деталей и сборочных еди-
ниц, неоднородностью механических свойств древесины, ошиб-
ками измерений, нестабильностью режимов обработки и други-
ми причинами.
При суммировании погрешностей необходимо помнить сле-
дующее:
— систематическая погрешность складывается алгебраически;
— систематическая погрешность со случайной складывается
арифметически:
— случайная погрешность складывается по правилу квад-
ратного корня:
д = у/( дх V + (д2)~ + ... + (/?йди )*,
где Д — суммарная погрешность; ДР Д2,..., Дл- составляющие по-
грешности; /?р /?2, Rn — коэффициенты, зависящие от вида
кривых распределения составляющих погрешностей.
Если погрешности подчиняются одному и тому же закону
распределения, то Rr = R2 — R3 = ... = /?й = К, и суммарную
погрешность определяют по формуле
Д = К.^ДХ2 4- Д2~ +... + д„2.
В большинстве случаев погрешности носят случайный ха-
рактер. Распределение составляющих погрешностей подчиняется
закону Гаусса (К = 1), который математически можно выразить
формулой
где у — частота (особенность, вероятность) появления погрешно-
стей в зависимости от их величины; х — погрешность размера,
которая отсчитывается от центра группирования, т. е. от средне-
го размера; а - средняя квадратичная погрешность (характерис-
тика кривой).
29
Раздел I. Технология производства мебели
IIIIIIHI ШИ 1111ШШ11ШШ11ШШ1Ш1ШШ1Ш11ШШ11ШШ11ШШ1Ш1Ш1Ш11 ШНИ ПИШИ 111ШШ1ШШ11ШШ11Ш1ШШ1Ш11ШШ11ШШ1Ш1Ш1Ш1
Определение погрешностей проводят двумя методами: рас-
четно-аналитическим и статистическим.
По расчетно-аналитическому методу определяют отдельные
составляющие погрешности с учетом факторов, вызвавших их
появление. Потом эти погрешности составляют, руководствуясь
установленными правилами, и получают суммарную погрешность.
По статистическому методу проводят наблюдения и замеры
деталей при обработке партии, а после обработки и анализа полу-
ченного численного значения делают соответствующие выводы.
В производстве изделий из древесины в основном исполь-
зуют статистический метод изучения погрешностей обработки,
что обосновывается независимостью действия причин, которые
приводят к рассеиванию размеров.
Для определения точности работы деревообрабатывающего
станка образуют выборки. Выборка (выборочная совокупность) —
это часть генеральной совокупности объектов, отобранная
по определенной методике, обеспечивающей ее репрезентатив-
ность (представительность), т. е. возможность распространения
полученных результатов с достаточной достоверностью на всю
генеральную совокупность. Для определения точности работы
станка объем выборки берут равным от 10 до 50 деталей, по ко-
торым делают 30—150 измерений размеров и определяют совмест-
ное влияние случайных и систематических факторов.
Рассмотрим последовательность расчета точности работы де-
ревообрабатывающего станка на примере.
Пусть на данном станке обработаны 40 заготовок длиной
700 мм, шириной 100 мм и толщиной 30 мм. В качестве кон-
тролируемого размера принимаем толщину деталей. Проводим
120 измерений, точность замеров — до 0,01 мм.
Предельные размеры деталей в нашем случае: минималь-
ный — 29,80 мм, максимальный — 30,28 мм. Все полученные
размеры делим на 8 интервалов. Расчеты сводим в таблицу 2.1.
По данным таблицы 2.1 строятся теоретическая и практи-
ческая кривые распределения (рис. 2.1) или полигон распреде-
ления (сплошная линия). Для построения теоретической кривой
распределения погрешностей (кривой Гаусса) и определения точ-
ности работы станка, т. е. теоретически возможных максималь-
ных и минимальных размеров деталей, необходимо найти центр
группирования размеров и среднее квадратичное отклонение а.
30
Глава 2. Точность обработки
IIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII
Таблица 2.1
Распределение размеров деталей по интервалам
и расчет статистических характеристик
Номер интервала Границы интервала, мм Среднее значение размера в интервале X, мм Количество размеров в ингсриале (частота), т g * гм 1 X
1 29,80-29,86 29,83 4 119,32 0,2116
2 29,86-29,92 29,89 6 179,34 0,1734
3 29,92-29,98 29,95 8 239,60 0,0968
4 29,98-30,04 30,01 28 840,28 0,0700
5 30,04-30,10 30,07 31 932,17 0,0038
6 30,10-30,16 30,13 25 753,25 0,1225
7 30,16-30,22 30,19 12 362,28 0,2028
8 30,22-30,28 30,25 6 181,50 0,2166
Всего 120 3607,74 1,0975
Примечание, х - среднее значение размеров всей партии деталей,
которое вычисляется по формуле 1.
Рис. 2.1. Теоретическая и практическая кривые
распределения партии деталей
31
Раздел I. Технология производства мебели
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII1IIIIIIIIII ПНИ IIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII lllllilll IИ HIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII lllllllllllllllllllll IIIII
Центр группирования размеров вычисляем как средневзве-
шенную величину:
Z(xm)
у _ Л=1___________
Л N ’
z т
2=1
где ?V ~ количество измеренных деталей в выборке.
При подстановке численных значений получим
_ 3607,74 ,пл, . .
х = 120 "30-06 (ММ)‘
Величину интервала определим по формуле
У — Y*
р _ max min
п
где хтах и xmin — соответственно максимальный и минимальный
размеры деталей: п — принятое количество интервалов.
30.28-29.8
8
= 0,06 (мм).
Среднее квадратичное отклонение
/ —\2
Z (х, -х) пц
1=1____________
т-\
где х — среднее значение интервала; — частота повторов дета-
лей в /-м интервале.
Находим
1,0975 / ч
о = J • = 0,09^6 (мм).
Зная х и о, можно найти математическое ожидание рассеи-
вания размеров деталей. Согласно закону о нормальном распре-
делении оно равно х ± о. Тогда х^ = 30,06 + 0,287 = 30,347 (мм);
*min = 30,06 - 0,287 = 29,773 (мм).
Погрешность работы станка (рассеивание размеров)
А = 6о = 0,576 мм.
32
Глава 2. Точность обработки
IIIIIIIIIIIIIIIIIIIIIHIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII
Для построения теоретической кривой рассеивания размеров
на оси абсцисс откладываем значение х = 30,06 мм. Ординату,
соответствующую х (на горизонтальной оси графика восстанав-
ливаем перпендикуляр, на котором откладываем утах). утах най-
дем по формуле
0,4гп
=—•
о
В нашем примере
0,4 0.06120 ,п
Утах 0,0965
Другие ординаты можно найти в зависимости от долей о
по формуле
У1 '^тах’
где z ~ коэффициент, который зависит от значения о (табл. 2.2).
Таблица 2.2
Значения коэффициента z
Доля а z Доля а Z Доля а z
од 0,995 1Д 0,546 2,1 0,110
0,2 0,980 1,2 0,487 2,2 0,089
0,3 0,956 1,3 0,430 2,3 0,071
0,4 0,923 1,4 0,375 2,4 0,056
0,5 0,883 1,5 0,325 2,5 0,044
0,6 0,835 1,6 0,278 2,6 0,034
0,7 0,783 1,7 0,236 2,7 0,026
0,8 0,726 1,8 0,198 2,8 0,020
0,9 0,667 1,9 0,169 2,9 0,015
1,о 0,607 2,0 0,136 3,0 0,011
Для контролируемой детали принимаем 13-й квалитет точ-
ности.
Рекомендуемое поле допуска для размера 30 мм — jsl3. Теперь
найдем допустимое отклонение. Оно равно ±0,16 мм. значит, до-
пуск о = 0,32 мм. Тогда допустимые наибольшее и наименьшее
значения составят:
х п = х+ 0,16 = 30,06 + 0,16 = 30,22 (мм);
= х-0,16 = 30,06-0,16 = 29,90 (мм),
тшд у /
33
Раздел I. Технология производства мебели
IIIIIIIIII IIIIIIIIII II IIIIIII IIIIIIIIIIIIII1IIIIIIIIIIПНИ IMIIIIIIIIIIIIIIIIIIIIIllllllllllllllllllllllllllllllllllllll IИHIIIIIIIIIIIIIIHII llllllll lllllllllllllllllllllllllIIIIIII III lllllllllllllllltllll Hill
Разница между нахождением значений ординат для рассма-
триваемого примера приведена в таблице 2.3.
Таблица 2.3
Значения ординат в зависимости от о
Доля о Z У\ <Утах
0,5 0,883 = 0,883 • 30,1 = 26,58
1,0 0,607 у2 = 0,607 • 30,1 = 18,27
1,5 0,325 у3 = 0,325 30,1 = 9,78
2,0 0,136 у4 = 0,136 • 30,1 = 4,09
2,5 0,044 у5 = 0,044 • 30,1 = 1,32
3,0 0,011 у6 = 0,011 • 30,1 = 0,33
Оценку точности работы станка делаем на основе сравнения
значений о и бо. При 8 > бо станок обеспечивает необходимую
точность обработки деталей, при 8< бо — не обеспечивает. В на-
шем примере 8> бо.
Определим количество бракованных деталей. Для этого най-
дем ту часть плошади, которая ограничена нормальной кривой
и соответствует значению 8 ± 0,16 мм (на рисунке 2.2 она за-
штрихована).
х + За = 30,347
Рис. 2.2. Вероятность соблюдения заданного допуска
34
Глава 2. Точность обработки
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiniiiiiiiiiiiiiiiniiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiHiiiiiiiiiiiiiiiii
Левую часть площади относительно значения х найдем по
формуле
5Х =—= \e2°2dx.
oyJ2n $
Правую часть площади вычислим по формуле
I
оДл
-х2
| е2с' с/х.
о
Решение этих уравнений приблизительным методом дает:
XI X д
-^2 _ ^тахд * _
“ “ <2
О О
Конкретные значения площади 5 по величине z = х / а най-
дем по таблице 2.4.
Таблица 2.4
Значения S (%) в зависимости от величины z
т S Z 5 Z 5
0 0 0,8 28,810 1,6 44,520
од 3,980 0,9 31,590 1,7 45,540
0,2 7,930 1,0 34,130 1,8 46,410
0,3 11,790 1,1 36,430 1,9 47,130
0.4 15,540 1,2 39,490 2,0 47,720
0,5 19,150 1,3 40,320 2,1 48,210
0,6 22,570 1,4 41,920 2,2 48,610
0,7 25,800 1,5 43.320 2,3 48,930
Пользуясь таблицей 2.4, вычислим вероятность распределе-
ния качественных и бракованных деталей. В нашем примере
= 30,06 29,90 = 1,67; = 44,5 %;
0.0956 1
30,22-30,06 с ЛЛ . а
=----------— = 1,67; 5т = 44,5 %.
6.0956
35
Раздел I. Технология производства мебели
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIllllllIIIIIIIIIIIIIIHIIIIIIII11111111111111111111111111111lllllllllIИHIIIIIIIIIIIIIIHIIIIIIIIIIlllllllllllllllllllllllllIIIIIIIIII lllllllllllllllllllll Hill
Общий процент качественных деталей
+ S2 = 89 %.
Таким образом, 5,5 % деталей имеют завышенный размер,
и брак можно исправить; 5,5 % деталей имеют заниженный
размер, и их исправить уже нельзя.
Коэффициент точности работы станка находится как отно-
шение величины активного поля рассеивания размера детали
к допускаемому:
бо
Кт = —.
т о
Он должен быть меньше 1. В нашем случае
v 6 0,0956 17
т 0,32
Таким образом, исследуемый станок по точности работы
не соответствует требованиям, потому что дает поле рассеива-
ния размеров деталей бо = 0,374 мм при допускаемом значении
5 = 0,32 мм, или 11 % брака. Необходимо отрегулировать станок
и заменить изношенные детали.
Задание для самоконтроля
Проведите расчет точности деревообрабатывающего станка. Исходные
данные:
количество обработанных заготовок - 50:
размеры заготовок, мм: длина —100. ширина - 30, толщина - 25;
количество измерений -100.
В качестве контролируемого размера примите толщину деталей.
ГЛАВА 3. РАСКРОЙ ПИЛОМАТЕРИАЛОВ, ПЛИТНЫХ
ИЛИСТОВЫХ МАТЕРИАЛОВ
Раскрой материалов является второй стадией технологичес-
кого процесса изготовления мебели. Цель этой стадии — полу-
чить черновые заготовки для последующего изготовления из них
деталей. При раскрое древесных материалов на заготовки необхо-
димо добиваться наиболее рационального использования сырья.
36
Глава 3. Раскрой пиломатериалов, плитных и листовых материалов
IlllllllllllllllllllllllllllllllllllllllllllllllllllllllllillllllllllllllllllllllllllllllillllllllllllllllllllllllllllllUlllllllllinillllllllllllllllllllllllllllllllllillllllllllllllllllllllllllllllllllllllllllll
т. е. получения наибольшего количества заготовок, по качеству
отвечающих установленным требованиям.
3.1. Технологический процесс раскроя пиломатериалов
Методы и технологические схемы раскроя. Раскрой древесных
материалов на заготовки является первой стадией механической
обработки. Цель технологической операции раскроя — получение
заготовок необходимых размеров, из которых при дальнейшей
обработке будут получены детали.
Эффективность использования материала при раскрое мо-
жет оцениваться коэффициентом выхода заготовок (Кв). опре-
деляемым процентным отношением объема, площади, погонажа
или массы полученных заготовок И, к объему, площади, погона-
жу или массе раскроенного материала Vc:
Известны два метода раскроя пиломатериалов: индивиду-
альный и групповой. Выбор метода зависит от ряда факторов,
основными из которых являются качество поступающих пилома-
териалов и требования к качеству получаемых заготовок. В про-
изводстве изделий из древесины требования, предъявляемые
к качеству заготовок, достаточно высокие, поэтому приемлемым
является индивидуальный метод раскроя, при котором обработ-
ке предшествует оценка каждой доски с целью выявления безде-
фектных участков и определения схемы раскроя.
Максимальный выход требуемых заготовок может быть обес-
печен при разработке программ раскроя пиломатериалов с при-
менением компьютерных технологий.
Для повышения выхода заготовок из пиломатериалов следу-
ет предусматривать получение из одной доски нескольких типо-
размеров заготовок, причем в первую очередь необходимо полу-
чать заготовки больших размеров.
Применение группового метода раскроя, позволяющего мак-
симально механизировать и автоматизировать процесс, возмож-
но в случае использования высококачественных пиломатериалов
либо при низких требованиях к качеству заготовок.
Различают следующие способы раскроя досок на заготовки: по-
перечный, поперечно-продольный, продольно-поперечный, попе-
речно-продольно-поперечный.
37
Раздел I. Технология производства мебели
IIIIIIHI ШИ 1111ШШ11ШШ11ШШ1Ш1ШШ1Ш11ШШ11ШШ11ШШ1Ш1Ш1Ш11 ШНИ ПИШИ 111ШШ1ШШ11ШШ11Ш1ШШ1Ш11ШШ11ШШ1Ш1Ш1Ш1
Поперечный раскрой не характерен для мебельного про-
изводства, так как ширина заготовок не соответствует ширине
досок. Наиболее распространенным в настоящее время является
поперечно-продольный раскрой пиломатериалов на заготовки,
при котором вначале доска раскраивается на отрезки опреде-
ленной длины с вырезкой дефектных мест, а затем эти отрезки
раскраивают вдоль на требуемую ширину заготовок. Продоль-
но-поперечный раскрой, предусматривающий первоначально ра-
скрой пиломатериалов по ширине, а затем получение заготовок
определенной длины с одновременной вырезкой дефектов, по-
зволяет увеличить полезный выход заготовок на 3 % по срав-
нению с предыдущим способом. Поперечно-продольно-попереч-
ный раскрой эффективен при необходимости получения высоко-
качественных заготовок длиной до 700 мм.
Для увеличения полезного выхода заготовок при раскрое
можно предусмотреть предварительное фрезерование пласти
и разметку пиломатериалов. Введение этих операций позволяет
увеличить выход заготовок приблизительно на 6—9 %. Следова-
тельно, для увеличения выхода и повышения качества заготовок
целесообразно использовать следующие технологические схемы
раскроя пиломатериалов:
1) разметка доски —► поперечный раскрой —» продольный
раскрой;
2) разметка доски —> продольный раскрой —> поперечный
раскрой;
3) фрезерование пласти доски —> поперечный раскрой —>
разметка —* продольный раскрой;
4) фрезерование пласти доски —► продольный раскрой —>
разметка —> поперечный раскрой;
5) фрезерование пласти доски -> разметка —» поперечный
раскрой —* продольный раскрой;
6) фрезерование пласти доски —> разметка —> продольный
раскрой —> поперечный раскрой.
Для получения криволинейных заготовок рекомендуется
использовать 3-ю и 5-ю схемы.
Применение дополнительных при раскрое операций размет-
ки, склеивания и фрезерования удорожает стоимость заготовок,
но повышает полезный выход материала. Сопоставление эффек-
тивности повышения выхода заготовок и роста произвол ительно-
38
Глава 3. Раскрой пиломатериалов, плитных и листовых материалов
..............................nun ninmiiiiiii i niininiiiiiiiiiiiiiaiii ши
сти труда показывает, что повышение выхода заготовок более эф-
фективно. Применение операции склеивания при раскрое повы-
шает выход заготовок, в том числе и криволинейных, на 8—12 %.
Выбор конкретной модели станка для раскроя пиломате-
риалов зависит от его технологических возможностей, т. е, спо-
собности обрабатывать пиломатериалы и получать заготовки
определенных размеров при обеспечении требуемого качества
обработки и высокой производительности, Последнее играет су-
щественную роль в повышении эффективности последующих
после раскроя операций технологического процесса изготовле-
ния брусковых деталей - фрезерования, склеивания, шлифова-
ния. Качество поверхности древесины зависит от режимов пиле-
ния, которые определяются технической характеристикой станка
и применяемым инструментом.
Оборудование участков раскроя пиломатериалов. Раскрой пи-
ломатериалов на прямолинейные заготовки выполняют на круг-
лопильных станках общего назначения, криволинейные заго-
товки преимущественно получают на ленточнопильном обору-
довании. В специализированных раскройных цехах, кроме того,
применяются делительные ребровые станки, многопильные
и станки для заделки сучков.
Круглопильные станки для продольного раскроя пиломатериа-
лов применяются во всех деревообрабатывающих производствах
и характеризуются большим числом типов и широким диапазо-
ном технических показателей. В качестве режущего инструмен-
та в них используется круглая пила. Круглопильные прирезные
станки предназначены для получения из необрезных пилома-
териалов чистовых обрезных пиломатериалов прямоугольного
сечения. Это достигается за счет двусторонней параллельной
обрезки кромок, а также путем раскроя широких обрезных до-
сок на узкие. По числу пил, установленных на валу, различают
двух-, трех- и многопильные прирезные станки с механизиро-
ванной и ручной подачей. Подающий механизм может быть валь-
цово-конвейерного или вальцового типа. Лучшую прямолиней-
ность распиливания обеспечивает конвейерная подача.
Распиливание отрезков производят по направляющей линей-
ке и без нее. При раскрое необрезных досок первый рез делают
на глаз, а при последующих резах доску базируют по линейке.
При продольном раскрое необходимо, чтобы пила была хо-
рошо заточена и закреплена, а сверху закрыта предохранитель-
39
Раздел I. Технология производства мебели
lllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllillllllHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIilllllll
ным устройством, легко поднимающимся при проходе доски.
Под станком пила должна быть закрыта с обеих сторон щитками.
Для предотвращения выброса заготовок перед пилой устанавли-
вают противовыбрасываюшие когти. Направляющую линейку
устанавливают строго параллельно пильному диску.
Схемы организации рабочих мест у прирезных круглопиль-
ных станков типов ЦА-2А, ЦДК4-3, ЦДК5-4 показаны на ри-
сунке 3.1. Характеристики некоторых круглопильных станков
для продольного пиления приведены в таблице 3.1.
Рис. 3.1. Организация рабочего места у многопильного (а)
и однопильного (о) круглопильных станков
Таблица 3.1
Технические характеристики круглопильных
станков для продольного раскроя
Параметр ЦДК4-3 ЦДК5-3 ПМР- 4М Rai шапп КМ 310 ПМЭ- ЗБ
Размеры распили- ваемого материала, мм: ширина толшина длина 10-260 10-150 юоо— 5000 10-250 6-120 не менее 400 10-250 25-145 не менее 450 750 250 400 100
Количество пил, шт. 5 5 10 7 1
Диаметр пил, мм 315-450 315-400 250-400 650 500
Частота вращения пильного вала, мин”1 — — 2500 2850 2850
Наибольшее рассто- яние между крайни- ми пилами, мм 250 250 — 510 —
40
Глава 3. Раскрой пиломатериалов, плитных и листовых материалов
IIIIIIIIIIIIIIHIIIIIIIIIIIIinillllllllllllllllllllllllllillllllllllllillllllillllllllllllll)IIIIIIIIIIIIIIIIIIIIIIIIIIUII)llllllinillllllllllllllllllllllllllllllllllillllllllllllllllllllllllllllllllllHIIIIIIII
Окончание табл. 3.1
Параметр ПДК4-3 ЦДК5-3 ПМР- 4М Rainiann КМ 310 ПМЭ- ЗБ
Скорость подачи, м/мин 6; 12; 17; 34 10; 13.8; 20; 27,5 6-60 10-35 -
Общая установлен- ная мощность, кВт 39,4 32,2 60 17 3,0
Способ подачи кон- вейер кон- вейер кон- вейер ролик кон- вейер
Габариты, мм: длина ширина высота 2000 1800 1350 1925 1780 1625 2450 2520 1815 1750 1750 1500 5100 1800 1900
Масса, кг 2500 2150 4800 1850 780
Круглопильные станки для поперечного раскроя пиломатериа-
лов. Станки этой группы предназначены для распиливания по-
перек волокон (торцевания) досок и брусков на чистовые и чер-
новые заготовки определенной длины или удаления из них де-
фектных мест.
Принцип действия торцовочного станка заключается в де-
лении заготовки плоскостью, перпендикулярной ее волокнам.
В качестве инструмента в основном используется дисковая пила.
Так формируется торец деталей из древесины.
По конструктивному признаку торцовочные станки можно
разделить на два основных типа: с подвижным и неподвижным
суппортом.
В станках с подвижным суппортом, предназначенных для
точного и предварительного торцевания, подача суппорта осуще-
ствляется на неподвижную заготовку. Результирующая сил реза-
ния направлена так, что прижимает заготовку к столу и линейке,
поэтому, как правило, не требуется прижимных устройств. Раз-
личают станки с прямолинейным перемещением суппорта и пе-
ремещением по дуге окружности (шарнирно-маятниковые).
Менее распространены торцовочные станки, в которых элек-
тродвигатель с пилой закреплен на конце удлиненного суппорта.
Суппорт перемещается в роликоподшипниковых направляющих
станины с помощью гидроцилиндра. Преимуществом станков
с прямолинейным перемещением пилы является небольшой
41
Раздел I. Технология производства мебели
iiiiiiniu.ши...........................................iiiiiiiiiiniiiiiiniiiiiiniuiiiniiiiiiniiiiiiniiiiiniiiiiinii.
диаметр пилы (до 400—450 мм), который определяется только
толщиной распиливаемого материала и не зависит от его ши-
рины. В то же время требуется регулирование суппорта по высоте
при изменении диаметра пилы.
Станки с перемещением суппорта по дуге окружности мо-
гут быть с верхним (маятниковые) или с нижним (балансирные)
расположением пилы. В маятниковом станке пильный суппорт
смонтирован на рычаге с верхним шарниром. Пила надвигается
вручную или через пневмоцилиндр.
В станке балансирного типа пильный суппорт смонтиро-
ван на рычажной системе под столом. Рабочее движение осу-
ществляется снизу вверх гидроцилиндром через систему рыча-
гов. Над прорезью для выхода пилы в столе устанавливается
ограждение, работающее в автоматическом режиме с пильным
диском. При подъеме пилы ограждение опускается и закрыва-
ет прорезь. Такие станки обладают рядом преимуществ. Отсут-
ствие регулировки суппорта по высоте способствует встраива-
нию их в автоматические линии. Основной недостаток — боль-
шой по сравнению со станками с прямолинейным движением
суппорта диаметр пилы при одной и той же ширине распили-
ваемой заготовки.
Торцовочные станки были и остаются неотъемлемой частью
большинства типовых технологических процессов деревообра-
ботки. будь то производство обрезной доски, столярных изделий
или мебели. Развитие специальных направлений, таких как изго-
товление ерошенного бруса и мебельного щита, только ускорило
процесс модернизации этого класса оборудования. На рисун-
ке 3.2 представлена схема организации рабочего места раскроя
пиломатериалов со сканирующим устройством. На данном обо-
рудовании проводится вырезка дефектных мест, что позволяет
оптимизировать технологический процесс.
Схема организации рабочего места у торцовочного станка
показана на рисунке 3.3, Технические характеристики и режимы
пиления некоторых торцовочных круглопильных станков приве-
дены в таблице 3,2.
42
Глава 3. Раскрой пиломатериалов, плитных и листовых материалов
...................
Рис. 3.2. Организация рабочего места раскроя пиломатериалов
со сканирующим устройством:
1 — штабель пиломатериалов; 2 — конвейер-накопитель; 3 — подающий
стол; 4 — сканирующее устройство; 5 — торцовочный станок;
6 — сортировочные карманы
Рис. 3.3. Организация рабочего места у торцовочного станка:
1 — приемный роликовый стол; 2 — торцовочный станок;
3, 4- послеоперационный запас; 5 - ящик для обрезков;
6— основной рабочий; 7— тележка; 8— штабель пиломатериалов;
9 — вспомогательный рабочий; 10 — кронштейны
43
Раздел I. Технология производства мебели
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiitiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiii
Таблица 3.2
Технические характеристики станков
для поперечной распиловки пиломатериалов
Параметр Opticut С 90 CFS 200 А T210NC
Сечение обрабатываемых заготовок., макс., мм 360x135 220x100 250x140
Скорость подачи, м/мин 0-80 150 100-150
Точность обработки, мм ±0,5 +1 ±0,5
Частота вращения пилы, об./мин 3000 3300 3000
Мощность двигателя пилы, кВт 4 7 5
Габариты, мм: длина ширина высота 5150 1370 1720 3400 1400 1740 4150 1380 1740
Масса, кг 870 1200 950
Оборудование для раскроя пиломатериалов на заготовки криволи-
нейных деталей. Криволинейное распиливание производят на лен-
точнопильных станках по разметке или с помощью шаблона. В ка-
честве режущего инструмента в ленточнопильных станках использу-
ется бесконечная пильная лента. Ширина пильной ленты выбирается
в зависимости от минимального радиуса кривизны заготовки. Чем
меньше радиус кривизны заготовки, тем уже должна быть лента пилы.
На легких ленточнопильных станках подача осуществляется вручную.
Для распиливания под углом стат может быть наклонен до 45°.
Организация рабочего места у ленточнопильного станка по-
казана на рисунке 3.4. технические характеристики станков при-
ведены в таблице 3.3.
Рис. 3.4. Организация рабочего места у ленточнопильного станка
44
Глава 3. Раскрой пиломатериалов, плитных и листовых материалов
IIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIilllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllUII)IIIIIIIIMIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIillllllllllllllllllllllllllllllllllllllllllll
Таблица 3.3
Технические характеристики ленточнопильных
столярных станков
Параметр ЛС40-2 Nikmann BS-35 SE LST-6
Диаметр пильного шкива, мм 400 350 630
Ширина пильной ленты, мм 20 25 6-38
Наименьший радиус кривиз- ны, мм 150 200 —
Частота вращения шкивов, мин”1 1430 950 —
Наибольший угол наклона стола, град. 45 -15...-45 —
Габариты рабочей поверхно- сти стола, мм: длина ширина 550 525 650 700 850 600
Мощность электродвигателя, кВт 2,2 1,5 3,5
Наибольшие размеры рас- пиливаемого материала, мм: ширина толщина 360 250 380 320 —
Габаритные размеры, мм: длина ширина высота 925 875 1810 985 900 1925 1200 800 2100
Масса, кг 460 470 380
3.2. Технологический процесс раскроя плитных
древесных материалов
Способы раскроя. В производстве изделий из древесины ши-
роко используют плитные полуфабрикаты из древесных материа-
лов, изготавливаемые в соответствии с требованиями стандартов
на них. Получаемые предприятиями стандартные форматы этих
материалов раскраивают на заготовки нужных размеров. Про-
цесс раскроя плитных материалов проще, чем пиломатериалов,
поскольку нет ограничений по качеству, цвету, дефектам и т. п.
Основными ограничениями при раскрое плитных материалов
являются количество и размеры заготовок. Количество типо-
45
Раздел I. Технология производства мебели
iiiiiiniiiiiiiiiiiHiiiiiiimiiiiiMiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiNiiiiiiiimiiiiiiiiiiiiiiiiNiiiiuiiiiiiiiiiiimtMiiiiiiiiiiiiiiiiiiiiiiiiiiiNNiiiiimiimiuiiiMimiiMiiiiiBNiinii
размеров заготовок должно соответствовать их комплектности
на выпуск изделий, предусмотренных программой.
Раскрой плитных материалов организуют в зависимости
от назначения получаемых заготовок; его принято делить на три
способа: индивидуальный, комбинированный и смешанный (со-
вместный) (рис. 3.5).
Рис. 3.5. Схемы раскроя полноформатных плитных материалов:
а — индивидуальный; б — комбинированный;
в — смешанный (совместный)
При индивидуальном раскрое (сквозном — продольном и
поперечном) каждый формат полуфабриката (полноформатной
плиты) раскраивается на один типоразмер заготовок, или мате-
риалы одного вида раскраиваются на заготовки нескольких ви-
дов (нескольких типоразмеров), или материалы нескольких ви-
дов раскраиваются на заготовки одного вида. Индивидуальный
способ раскроя сопровождается большим количеством отходов
(полезный выход - около 88 %).
При комбинированном способе раскроя из одного форма-
та можно выкраивать по нескольку различных типоразмеров
заготовок или деталей с обязательным соблюдением комплект-
ности по выкраиваемым заготовкам в соответствии с объемом
производства. С точки зрения экономного расхода материалов,
комбинированный способ раскроя является более эффектив-
ным по сравнению с индивидуальным, но он более сложен, так
как при большом числе типоразмеров трудно обеспечить условие
комплектности в каждой карте раскроя.
При смешанном (совместном) раскрое возможно использо-
вание вариантов индивидуального и комбинированного раскроя
для различных случаев. Этот способ предусматривает различные
типоразмеры без учета комплектности по каждой карте раскроя,
но с максимальным выходом деталей и с минимальным повторе-
нием одинаковых деталей в разных картах раскроя. Совместный
раскрой является наиболее эффективным по сравнению с рас-
смотренными (полезный выход повышается до 94 °о).
46
Глава 3. Раскрой пиломатериалов, плитных и листовых материалов
111111111111111111111111111111Н1111111111111111111111111Н111Н11111111111111111111111111111)111111111111111111111111111111)1111111Ш1111111111111111111111111111111111111111111111111111111111111111111Ш111111111
Эффективность раскроя по рациональности использова-
ния материалов оценивается коэффициентом выхода заготовок.
Коэффициент выхода заготовок определяется как отношение
суммарной площади полученных заготовок к суммарной площа-
ди раскроенных плитных или листовых материалов:
к^.
Z(-U)
Г=1
где Sf - площадь /-й заготовки; nt — число полученных /-х заго-
товок; q — количество типоразмеров заготовок, полученных при
раскрое; 5Г— площадь r-го формата; Хт— количество раскроенных
листов этого формата; j — количество форматов, раскраиваемых
на заготовки.
В производстве мебели широко используются древесно-стру-
жечные и древесно-волокнистые плиты (ДСП и ДВП соответ-
ственно), плиты MDF, HDF, фанера, фанерные плиты и др. Ор-
ганизация рационального их раскроя является важной задачей
современного производства. Повышение коэффициента выхода
заготовок из ДСП на 1 % выражается экономией многих тысяч
кубометров плит. Эффективность в денежном выражении может
составить миллионы рублей.
Оборудование для раскроя плит. Технологические особенно-
сти, эффективность раскроя того или иного материала во многом
определяются видом и типом оборудования и организацией про-
цесса. По технологическим особенностям оборудование, приме-
няемое для раскроя плит, можно разделить на три группы.
К первой группе относятся станки, имеющие несколько суп-
портов продольного пиления и один — поперечного. Раскраи-
ваемый материал укладывают на стол-каретку. При движении
стола в прямом направлении суппорты продольного пиления
раскраивают материал на продольные полосы. На каретке имеют-
ся переставные упоры, воздействие которых на конечный выклю-
чатель вызывает автоматическую остановку каретки и привод
в движение поперечного суппорта пиления.
Ко второй группе относятся станки, имеющие также несколь-
ко суппортов продольного пиления и один поперечного, но стол
каретки состоит из двух частей. При продольном пилении обе
части стола составляют одно целое, а при обратном движении
47
Раздел I. Технология производства мебели
llllllllllllllllllllllllllllllllltllllllllllllllllllllllllllHIIIIIIinilllllllllllllllllllllllllllllllllllllllllllllllllllllHIIIIIIIIIIIIIDIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIItlllllllll
каждая часть движется отдельно до стопорной позиции, опреде-
ляющей положение поперечного реза. Таким образом достигается
совмещение поперечных резов отдельных полос. Затем пила разре-
зает поперек сразу обе заготовки. В качестве программоносителей
могут использоваться штекерные линейки и барабаны с передвиж-
ными упорами. Программирование цикла состоит в расстановке
штекеров в гнездах штекерной панели и размерной настройке упо-
ров. Основным недостатком рассмотренного станка является огра-
ничение возможностей участка продольного раскроя, поскольку
здесь можно получить заготовки только двух ширин. Для получе-
ния другой ширины необходимо перенастроить станок.
К третьей группе относятся однопильные форматно-рас-
кроечные станки, станки-автоматы с ЧПУ, характеризующиеся
значительно меньшим уровнем шума при работе. Уход за пи-
лой не представляет сложности, упрощается настройка станка,
обеспечивается высокая степень автоматизации и программное
управление. Станки компактны, удобны в эксплуатации, имеют
невысокую стоимость.
Рассмотрим форматные станки, получившие в настоящее
время наибольшее распространение.
На рисунке 3.6 представлен общий вид форматно-раскроеч-
ного станка Altendorf F-45.
Рис. 3.6. Общий вид форматно-раскроечного станка Altendorf F-45:
А - размер двух длин каретки + 510 мм; В — максимальная длина
(ширина) раскраиваемого материала (3500 мм) + максимальная
ширина отрезаемой полосы + 250 мм; С - вылет каретки (1615 мм);
D — ширина реза (1000 мм)
48
Глава 3. Раскрой пиломатериалов, плитных и листовых материалов
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII)IIIIIIIIIIIIIIIIIIIIIIIIIIUII)IIIIIIIIMIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIII
Вертикальные форматно-раскроечные станки заменяют обыч-
ные форматно-раскроечные там, где необходима экономия места.
При работе достаточно один раз установить панель на край с по-
мощью педали (в случае если она входит в поставку), которая по-
могает без особых усилий закрепить панель на упорах. Быстрый
и точный переход пильного узла из вертикального в горизонталь-
ное положение позволяет кроить панель в двух направлениях (вер-
тикальном и горизонтальном), не поворачивая ее. Другое важное
преимущество этого станка - безопасность (не панель движется
относительно режущего инструмента, как в традиционном кругло-
пильном станке, а пильный узел относительно панели).
Используя специальные пилы (форма зуба с отверстием),
можно добиться высококачественного реза, что позволяет сразу
после распила наклеивать кромку на панель. Станок может быть
оснащен подрезным узлом с реверсивными ножами или круглой
пилой. Ножи надрезают панель во избежание сколов и являются
более экономичными, чем круглая пила. Кроме того, подрезной
узел с круглой пилой увеличивает массу пильного узла и ухудша-
ет его маневренность и легкость в управлении, особенно при руч-
ном управлении (90 % вертикальных форматно-раскроечных
станков производится не с автоматическим, а с ручным управ-
лением). Опорные элементы станка выполнены из алюминиево-
го профиля с накладками из ПВХ для предотвращения царапин
на обрабатываемой панели.
Общий вид
на рисунке 3.7.
однопильного вертикального станка показан
2
Рис. 3.7. Однопильный вертикальный форматный станок:
1 - вертикальная сварная рама; 2 - каретка; 3 — суппорт с пилой
Раскраиваемую плиту укладывают на вертикальную сварную
раму, вдоль которой по верхней и нижней горизонтальным на-
49
Раздел I. Технология производства мебели
llllllllllllllllllllllllllllllllltllllllllllllllllllllllllll IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIKIIIIIillllHHIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIII
правляющим перемешается узкая каретка. На каретке смонти-
рована круглая вертикальная направляющая для суппорта с пи-
лой. Оператор за рукоятку на пильном суппорте перемешает его
на нужный размер, а затем производит вертикальный рез. В не-
которых станках имеется привод подачи пилы.
Заслуживают внимания современные автоматические фор-
матно-раскроечные круглопильные станки (центры) с верхней
прижимной балкой и пильной кареткой для раскроя облицо-
ванных и необлииованных плит из древесных материалов пакет-
ным методом с развитой системой компьютерного управления,
оптимизацией раскроя, самодиагностики и некоторых других
функций. Его отличают высокое качество распила, точность по-
зиционирования. надежность, мошное и в то же время простое
в использовании цифровое управление, широкие технологиче-
ские возможности.
На рисунке 3.8 показана схема участка раскроя плитных мате-
риалов на форматно-раскроечном станке Holzma НPL-380 с ЧПУ.
Рис. 3.8. Схема участка раскроя плитных материалов
на базе станка Holzma HPL-380:
1 — станок; 2 — приводной роликовый конвейер; 3 — секции
конвейера; 4 - механизм загрузки/выгрузки
50
Глава 3. Раскрой пиломатериалов, плитных и листовых материалов
................................................. uiiHiiiiiiiiiiiiiimi
Форматно-раскроечные станки данной группы включа-
ют расположенный на станине стол, под которым перемеща-
ется пильная каретка, движущаяся на призматических роли-
ках по монорельсовым направляющим. Сварная станина несет
упрочненные направляющие пильной каретки, что гарантирует
прямолинейность распила. Верхняя направляющая смонтирова-
на непосредственно возле пильного вала, что снижает вибрацию
пилы. Динамический привод пильной каретки осуществляется
посредством шестерни и зубчатой рейки, что делает возможными
высокие скорости перемещения. Перемещение каретки суппорта
пилы со скоростью до 100 м/мин обеспечивается сервомотором,
смонтированным непосредственно на самой каретке без помощи
датчика. Пильная каретка имеет основную и подрезную пилы,
выступающие над столом сквозь прорезь. Основная и подрезная
пилы приводятся во вращение от индивидуальных электродви-
гателей через клиноременные передачи и имеют независимые
устройства подъема и опускания с помощью линейных шари-
коподшипников, скользящих по круглым упрочненным сталь-
ным направляющим. Выступ основной пилы регулируется ав-
томатически — в зависимости от толщины разрезаемой пачки,
обеспечивая тем самым оптимальные условия резания. Быстрая
и безопасная замена пил осуществляется с помощью одного клю-
ча. Быстрое (до 60 м/мин) и точное позиционирование распи-
ливаемых плит производится массивным толкателем с помощью
сервомотора по технологии цифровой обработки. Точность пере-
мещения по отношению к линии распила обеспечивается преци-
зионным зубчато-реечным приводом.
Электронный декодер и двойное пружинное зубчатое коле-
со для автоматического выбора зазора производят считывание
размера позиционирования и передают его непосредственно
на зубчатую рейку толкателя. Устройство бокового выравнива-
ния автоматизировано и имеет систему цифрового управления
в зависимости от ширины выравниваемых панелей. Независимые
и самовыравнивающиеся захваты гарантируют сохранение поло-
жения плит при их позиционировании. Фиксацию распилива-
емого пакета во время всего цикла раскроя осуществляет мас-
сивная балка, приводимая в движение пневмоцилиндрами. Па-
раллельность ее перемещения обеспечивается зубчато-реечными
зацеплениями и торсионным валом.
51
Раздел I. Технология производства мебели
iNiiiiiiiiiiiiiiiiiiiHiiiiiiiiMiiiiiMiiiiiiitiiiiiiiiiiiiiiiiiiiiiiiiiiiimiiiiiiiiiimiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiimtttiiiiiNiiiiiiiiiiiiiiiimiiiiiiiiiiiiiiiiiiiiHiiMiiiiiiiiNiiiiiNiiiiiii
Выбор конкретного станка зависит от условий, в которых
он будет работать. Для раскроя плит можно применять одно-
пильные форматно-раскроечные станки (горизонтального и вер-
тикального исполнения), станки-автоматы с ЧПУ, например, ма-
рок Altendorf F45 SL; ORCA 1850, Selco WNA 600; Holzma HPP
380; Schelling FL-H 430, SCM Si 400 Class и др.
Схемы организации рабочих мест участков раскроя плит-
ных материалов на базе однопильного форматно-раскроечного
станка и форматно-раскроечного центра показаны на рисун-
ках 3.9, 3.10, технические характеристики станков приведены
в таблице 3.4.
Рис. 3.9. Организация рабочего места у однопильного
форматно-раскроечного станка:
1 — траверсная тележка; 2 — технологический запас
раскраиваемого материала; 3 — круглопильный станок;
4 — напольный роликовый конвейер; 5 — секции роликового
конвейера с обработанным материалом
52
Глава 3. Раскрой пиломатериалов, плитных и листовых материалов
...................
Рис. 3.10. Организация рабочего места у форматно-раскроечного
центра с задней подачей плит:
1 — электропогрузчик; 2 — загрузочный конвейер; 3 — форматно-
раскроечный обрабатывающий центр; 4 — стол для выгрузки материала;
5 — секции роликового конвейера с обработанным материалом
Таблица 3.4
Технические характеристики станков
для раскроя плитных материалов
Параметр Schelling FL-H 430 Holzma НРР 380 Selco WNA600 ORCA 1850 (верти- кальный) Altendorf F45 SL
Длина пропила, мм 4300 4300 5400 4300 2900
Оптимизация раскроя + + 4- — —
Скорость подачи, м/мин 120 150 120 — —
Диаметр пильного полотна, мм 480 380 430 250 300
Стол с воздушной полудикой 4- 4- 4- — —
53
Раздел I. Технология производства мебели
wiiiiiiNiiiiiiiiiiiiiiiiiiiiiaiiiiiMiiiiiiitiiiiiiiiiiiiHiiiiiiiiiiiiiiiNiiiiiiiiiimiiiiiiiiiiiiiiiiHiiiiiiiiiiiiiiiiiimtttiiiiiiiiiiiiiiiiiiiiiiimiitNiiiiiMiiiiiimiiiiiiiiiiiMiiiiMiiiiiiii
Окончание табл. 3.4
Параметр Schelling FL-H 430 Holz ma НРР 380 Selco WNA 600 ORCA 1850 (верти- кальный) Altendorf F45 SL
Мощность привода. кВт 20 21 24 7 5
Габариты, мм: длина 8050 7800 7116 4800 3100
ширина 9050 9000 8848 2100 2600
высота 2300 2170 2050 1500 1650
Производительность Псм (компл./см) форматно-раскроечных
станков зависит от технических возможностей оборудования,
наличия пристаночной механизации, сложности карт раскроя
и т. д. В общем случае производительность станка для раскроя
плитных материалов можно рассчитать по формуле
Пем (КОМПЛ./СМ),
где Т — время, за которое определяется производительность,
мин; Кд — коэффициент использования рабочего времени
(Кд= 0,85-0,93); 5^ — площадь раскраиваемой плиты, м2; п — ко-
личество плит, раскраиваемых одновременно: Е5КОМПЛ — суммар-
ная площадь заготовок, входящих в комплект, м2; гц — суммарное
время, затрачиваемое на подготовку пакета и его раскрой, мин,
рассчитывается по формуле
= 'i + t2(k - 1) + tk.
где - затраты времени для получения первого продольного
реза, мин; t2 ~ затраты для получения второго и последующих
резов, кроме последнего, мин; к — количество продольных резов
в карте раскроя, шт.; tk~ затраты времени для получения послед-
него реза, мин.
Количество одновременно раскраиваемых плит определяют
исходя из максимальной высоты пропила станка по формуле
Н / ч
И =— (шт.),
5
где Н — максимальная высота пропила станка, мм; 5 — толщина
раскраиваемых плит. мм.
54
Глава 3. Раскрой пиломатериалов, плитных и листовых материалов
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiHiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiimiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiHiiiiiiiii
3.3. Технологический процесс раскроя листовых
и рулонных материалов
В производстве мебели в качестве облицовочного применяют
листовой и рулонный материал на основе бумаг и полимеров,
а также строганый и лущеный шпон.
Оборудование для раскроя шнона. Шпон поступает на предпри-
ятия в пачках (кнолях). Подготовка облицовочного шпона обычно
заключается в разметке, подборе и раскрое на заготовки необхо-
димых размеров. Строганый шпон сортируют по назначению (фа-
садные, нелицевые, внутренние поверхности и т. п.). Пачку шпона
подбирают по породам древесины, размерам, качеству, цвету и тек-
стуре. При обработке лущеного шпона, идущего на изготовление
внутренних облицовок, пачки шпона не сортируют.
Пачки шпона хранятся на стеллажах. Их подбирают и раз-
мечают на рабочих столах, имеющих мерные линейки с метри-
ческим делением, разного рода шаблоны, опорные линейки. Раз-
мечают шпон маркировочными цветными мелками или каранда-
шами. Это дает возможность формировать облицовку с наиболее
красивым рисунком при минимальных отходах шпона. Для про-
стых рисунков наборов облицовок и при хорошем качестве шпо-
на в отдельных случаях пачки шпона не подбирают и не разме-
чают. Рабочий, производящий разметку, должен знать размеры
и назначение всех облицовок для деталей изделия.
Рабочее место разметки шпона может выглядеть, как показа-
но на рисунке 3.11.
Рис. 3.11. Организация рабочего места на участке разметки шпона:
1 — под стопные места; 2 — рабочие столы
Размеченные пачки укладывают на подстопные места. Далее ро-
ликовой тележкой шпон перемещается на участок раскроя (рис. 3.12).
55
Раздел I. Технология производства мебели
Рис. 3.12. Организация рабочего места на участке раскроя шпона:
1 - подстопные места; 2 — гильотинные ножницы
Пачки шпона раскраивают по намеченным линиям сначала
поперек, а затем вдоль направления волокон. При раскрое по-
лосы в пачке не должны смешаться. Перекос реза не допускается.
Отклонение от прямолинейности кромок должно быть не более
0,33 мм на 1000 мм длины, отклонение от перпендикулярности
кромок и пласти — не более 0.2 мм, шероховатость поверхности
кромок — 32 мкм. Раскраивают шпон на бумагорезательных ма-
шинах и гильотинных ножницах.
Для продольного и поперечного резания пакетов строганого
и душеного шпона на заготовки для последующего ребросклеива-
ния без фугования кромок применяются гильотинные ножницы
НГ18-1, НГ28-1, а также оборудование марки Kuper и т. п. Схема
раскроя шпона на гильотинных ножницах с прижимной балкой
показана на рисунке 3.13. Пачку шпона укладывают на столе,
зажимают прижимной балкой и обрезают ножом.
Рис. 3.13. Схема раскроя шпона на гильотинных ножницах:
1 - пачка шпона; 2 — стол; 3 — прижимная балка; 4 — нож
56
Глава 3. Раскрой пиломатериалов, плитных и листовых материалов
llllllllllllllllllllllllllllllllllllllllllllllllllllllllllilllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllUIIIIIIIIIIIMIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIillllllllllllllllllllllllllllllllllllllllllll
Листовой материал на основе пропитанных бумаг раскраива-
ют аналогично шпону из натуральных пород древесины.
Основные узлы гильотинных ножниц: станина, две травер-
сы — ножевая и прижимная, каретка с упорами, гидро- и элек-
трооборудование. Станина выполнена в виде сборной конструк-
ции и состоит из рабочего стола, направляющих стоек и передне-
го стола. Ножевая и прижимная траверсы представляют собой
сварную балку жесткой конструкции. В нижней части ножевой
траверсы имеется плоскость для крепления ножа. Привод ноже-
вой траверсы гидравлический. Упоры каретки выполнены от-
кидными. Настройка упоров на ширину обрезаемого материала
производится с помощью механизма отсчета.
Существенное достоинство станков типа Kuper EFS (рис. 3.14) -
прямолинейная и параллельная рубка шпона. Высокая точность
рубки обеспечивает в дальнейшем качественное склеивание шпо-
на любых сортов.
Рис. 3.14. Общий вид гильотинных ножниц Kuper EFS
Высокое качество рубки достигается благодаря поворотному
и мощному протягивающему движению ножа под углом 20°. Ши-
рокая прижимная пластина позволяет выравнивать перед рубкой
даже волнообразный шпон. Мощный кривошипный привод поз-
воляет рубить шпон поперек волокон.
Рассмотрим принцип работы гильотинных ножниц. Пакет
шпона помещается на рабочий стол до ограничительного упора.
Маркировочный лазерный луч показывает линию отреза. После
выбора ширины отреза рубка производится автоматически: рабо-
57
Раздел I. Технология производства мебели
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIlllllllllllllllllHIHIIIinilllllllllllllllllllllllllllllllllllllllKlllllillllHHIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIItlllllllll
чий стол перемешается в положение рубки, прижимная линейка
фиксирует пакет шпона и производится отрез. Отличительные
особенности станка — это позиционное устройство управления
параллельным упором, снабженное цифровым измерителем ши-
рины. цифровой клавиатурой и кнопками выбора различных ти-
пов операций, параллельный упор с высокоскоростным позицио-
нированием. точной регулировкой и цифровой системой измере-
ния параметров параллельности лицевой и отрезаемой кромки
шпона. В памяти устройства может сохраняться до 99 значений
ширины материала. Безопасность работы оператора обеспечи-
вается устройством инфракрасной зашиты зоны безопасности,
станок функционирует только при одновременном включении
двумя руками оператора.
При использовании дополнительного опционного блока, ла-
зерного сканирующего устройства оптимизации и поворотного
стола можно свести к минимуму количество отходов. При по-
явлении выбраковки дефекты шпона автоматически вырубаются
и отбрасываются на специальный конвейер поворотного стола.
Стол поднимается, и отходы падают вниз.
Схема раскроя шпона на гильотинных ножницах с одновре-
менной вырезкой дефектных мест показана на рисунке 3.15.
Рис. 3.15. Схема раскроя шпона со сканером дефектов:
1 — транспортная лента (конвейер); 2 — полоса шпона;
3 - сканирующее устройство; 4 - нож (гильотина); 5 - поворотный
стол; 6 — приемный конвейер с автоматическим
стопоукладчиком; 7 - прижимное устройство
58
Глава 3. Раскрой пиломатериалов, плитных и листовых материалов
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiHiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiuiDiiiiiiiniiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiimiiiiiiiiiiiiiiiiii
Технические характеристики оборудования для раскроя шпо-
на приведены в таблице 3.5.
Таблица 3.5
Технические характеристики станков для раскроя шнона
Параметр НГ-18-1 НГ-28 Кирег EFS 3200L Кирег EFS 2300L Кирег EFS 4500L
Размеры разрезаемого пакета шпона, мм: максимальная длина ширина: минимальная максимальная высота: при резке вдоль волокон при резке поперек волокон 1800 75 1000 90 30 2800 75 1000 90 30 3200 20 470 80 80 2300 20 500 80 80 4500 20 500 80 80
Максимальное рассто- яние между рабочими поверхностями стола и прижимной травер- сы, мм, не менее 180 180 720 720 720
Время двойного хода ножевой траверсы, с 2,5 2,5 1,5-2 1,5-2 1,5-2
Время прижима пакета шпона высотой 90 мм, реза и подъема при- жимной траверсы, с 5 5
Длина ножа, мм 2100 3100 3230 2350 4530
Установленная мощ- ность, кВт 8,1 10,4 7,7 7,7 7,7
Габариты (со столом и кареткой), мм: длина ширина высота 2570 3470 1650 2660 4465 1650 3700 1700 1700 4570 1700 1700 5540 1700 1700
Масса, кг 4400 5100 3000 3900 5000
На бумагорезательных машинах (например. БРП-4М) рас-
краивают шпон поперек волокон, пленки на основе пропитан-
ных бумаг, пленочные полимерные материалы. Технические ха-
рактеристики машины приведены в таблице 3.6.
59
Раздел I. Технология производства мебели
llllllllllllllllllllllllllllllllllllllllllllllllllllllllllllIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIII
Таблица 3.6
Технические характеристики бумагорезательной
машины БРП-4М
Параметр Значение
Максимальная длина реза, мм 1200
Максимальная высота разрезаемого пакета, мм 120
Время двойного хода ножа, с 2
Норма обслуживания, чел. 1
Установленная мощность, кВт 5,1
Габариты, мм:
длина 2520
ширина 2420
высота 1610
Масса, кг 2800
Оборудование для раскроя рулонною материал. Рулонный материал
для получения нужного формата необходимо раскраивать на станке,
имеющем устройство хая крепления рулона и подачи его к механизму
измерения длины отрезаемых листов и подвижному ножу.
Ротационное поперечно-резательное устройство (рис. 3.16, а)
имеет вал, на котором закреплен нож. Частота вращения вала
и скорость подачи материала определяют размер отрезаемых ли-
стов, которые укладывают в стопу поддувом воздуха из сопел.
Раскрой производится со скоростью подачи около 20 м/мин.
Рис. 3.16. Схемы поперечно-резательных устройств
рулонного материала:
а - ротационное устройство: 1 - вал; 2 - нож; 3 - отрезаемые листы;
4 — стопа; 5 — сопла; б — гильотинное резательное устройство:
1 - тянущие валики; 2 - прижим; 3 - пневматический привод;
4 — нож; 5 - отрезаемые листы; 6 — стопа; 7 — сопла; 8 - линейка
60
Глава 3. Раскрой пиломатериалов, плитных и листовых материалов
llllllllllllllllllllllllllllllllllllllllllllllllllllllllllillllllllllllillllllllllllllllllllllllllllllllllllllllllllllllllllHIIIIIIIMIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIillllllllllllllllllllllllllllllllllHIIIIIIII
Гильотинное резательное устройство (рис. 3.16. б) имеет пне-
вматический привод. Раскраиваемый материал с помошью ножа
и линейки подается с рулона тянущими валиками, которые свя-
заны с механизмом измерения длины отрезаемых листов и с пне-
вматическим приводом подвижного ножа. В момент работы по-
движного ножа материал фиксируется в зоне резания прижимом.
Отрезанные листы укладывают в стопу поддувом воздуха снизу,
из сопел.
Технические характеристики оборудования для раскроя ру-
лонного материалов представлены в таблице 3.7.
Таблица 3.7
Технические характеристики оборудования
для раскроя рулонного материала
Параметр V-SPR-600 ВагЬегап ТР-1 ВагЬегап TPA-R E-NM5
Максимальная длина рулона, мм 1870 1500 2000 1650
Максимальный диаметр рулона, мм 600 650 700 420
Минимальная ширина реза, мм 30 50 32 50
Максимальная толщина пленки, мм 1,5 1,2 1,5 1,5
Максимальная скорость, м/мин 60 15-50 15-80 60
Мощность, кВт 3 4 9 6
Габариты, мм: длина ширина высота 2100 1200 1200 1850 1210 1250 2370 1300 1400 1550 2020 1350
Масса, кг 250 500 1100 800
На современном высокопроизводительном оборудовании мож-
но одновременно раскраивать несколько полотен. Общий вид
оборудования показан на рисунке 3.17, схема организации рабо-
чего места у поперечно-резательной линии рулонного материа-
ла — на рисунке 3.18, технические характеристики приведены
в таблице 3.8.
61
Раздел I. Технология производства мебели
..........................
Рис. 3.17. Станок для продольного раскроя рулонного
материала Roto Casati 350 (а) и поперечно-резательная
линия рулонного материала FLS Josting (£)
Рис. 3.18. Схема организации рабочего места у поперечно-резательной
линии рулонного материала:
1 — вал с рулоном облицовочного материала; 2 — нож;
3 — стопа прирезанных в размер облицовок; 4 — конвейер
хтя раскроенного материала; 5 — подстопные места
Таблица 3.8
Технические характеристики поперечно-резательных
линий рулонного материала
Параметр Roto Casati 350 FLS Josting
Производительность, млн м2/год 10 26
Скорость, м/мин:
рабочая 30 36
максимальная 500 60
заправочная 7 7
62
Глава 3. Раскрой пиломатериалов, плитных и листовых материалов
IIIIIIIIIIIIIIHIIIIIIIIIIIIinillllllllllllllllllllllllllilllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllUIIHIIIIIIIMIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIilllllllllllllllllllllllllllllllllHIIIIIIIII
Окончание табл. 3.8
Параметр Roto Casati 350 FLS Josting
Количество одновременно раскраи- ваемых полотен 2 2
Максимальная ширина полотна, мм 400 1500
Максимальный диаметр рулона, мм 500 1700
Длина нарезаемых листов, мм: максимальная минимальная 3000 150 3660 800
Мощность, кВт 7 9
Габариты, мм: длина ширина высота 2150 1550 1580 1600 3050 1620
Масса, кг 800 1260
Станок для продольного раскроя рулонного материала имеет
в своем составе раскатывающее, ножевое устройство, устройство
бесштанговой намотки, сталкиватель, устройство опускания ру-
лонов, накопитель, пульт управления.
Рулоны облицовочного материала устанавливают на раска-
те. Облицовочный материал с разматываемых рулонов поступает
в непрерывно вращающийся тяговый пресс и далее непрерыв-
но подается в резательный станок. Механизм резания станка
имеет верхний и нижний комплект валов с дисковыми ножами,
масштабную линейку, эксцентриковый механизм. Устанавливают
и корректируют формат рулонного материала только при скоро-
сти не больше 15 м/мин. При заправке полотно пленки с рулона
обрезают с двух сторон, чтобы получить клин. Разматывая ру-
лон, полотно проводят к расправляющему валу, далее, продолжая
разматывать, проводят через систему валов и ножей. После это-
го станок включают на заправочную скорость и, проводя плот-
но по несущему валу, заправляют его на гильзы бесштанговой
намотки, предварительно зажатые в своих каретках. После того
как на несущих валах намотан рулон нужного диаметра, станок
останавливают. На несущий вал опускают приемные рычаги, ко-
торые нажимают на конечный выключатель.
На участках для централизованного изготовления пленок
на основе пропитанных бумаг применяется оборудование для рас-
63
Раздел I. Технология производства мебели
IIIIIIIIII hi тин и Hinn IIIHIIIIIIIII1IIIIIIIIII nun iiiiiiiiiniiiHiiiiiiii iiiiiiiiiiiiiiiiiiiiiiiiiiiii inulin i и Hiiiiiiiiiiiiiiiiii iiiiiiii iiiiiiiiiiiiiiiiniiiiiii iiiiiii и i iiiiiniiiiiiiiiiiiii uni
кроя пленок на форматные листы (линия ЛРШ-1) и для раскроя
рулонов пленки по ширине (станок С5-2802).
Производительность оборудования для раскроя листовых и
рулонных материалов Псм (компл./см.) рассчитывают по фор-
мулам:
7Км5дм/и_
04 ’ 'Л ’
где Т — время, за которое определяется производительность,
мин; Км — коэффициент использования машинного времени
(Км= 0,7); 5ХМ - площадь раскраиваемого листового (рулонно-
го) материала, м2; m — количество одновременно раскраиваемых
листов; - цикл обрезки одной стороны пакета рулонного (ли-
стового) материала, шпона = 0,5 мин); 53 — площадь заго-
товок рулонного (листового) материала, м2; Кд — коэффициент
использования рабочего времени; п — число полос шпона в паке-
те, определяемое по формуле п = Н / Иш. шт., где Н — высота па-
кета шпона, мм; — толщина шпона, мм; z ~ количество резов
по периметру шпона.
3.4. Оптимизация технологического процесса раскроя плитных
древесных материалов
Для организации рационального раскроя плитных, листовых
и рулонных материалов разрабатывают карты раскроя. Карты рас-
кроя представляют собой графическое представление расположе-
ния заготовок на стандартном формате раскраиваемого материала.
Для составления карт раскроя необходимо знать размеры
заготовок, форматы подлежащего раскрою материала, ширину
пропилов и возможности оборудования. Поступающие на пред-
приятие ДСП обычно имеют поврежденные кромки. Поэтому
при разработке карт раскроя необходимо предусмотреть предва-
рительную опиловку плит на 15-20 мм для получения базовой
поверхности по кромке. Если выкраивают заготовки с припу-
ском, предусматривающим их опиливание по периметру на даль-
нейших операциях, то такое опиливание кромок плит можно
исключить.
64
Глава 3. Раскрой пиломатериалов, плитных и листовых материалов
.......................................... uiiHiiiiiiiiiiiiiimi
При разработке карт раскроя необходимо учесть все особен-
ности поступающих материалов. В масштабе на формате рас-
краиваемого материала располагают все выкраиваемые из него
заготовки. Если раскраивают облицованный материал, лами-
нированные плиты, фанеру и подобные древесные материалы,
то при составлении карт раскроя необходимо располагать заго-
товки на формате с учетом направления волокон на облицовке.
В таком случае заготовки имеют определенность размера вдоль
и поперек волокон.
Оптимальный план раскроя — это совокупность различных
схем раскроя и интенсивность их применения с обеспечением
комплектности и минимума потерь на определенный период
работы предприятия. При составлении карт раскроя оставля-
ют только те варианты, которые обеспечивают выход заготовок
не менее установленного предела (для древесных плит — 92 %).
Процедура оптимизации процесса раскроя сложна и решает-
ся с помощью компьютерных технологий. В настоящее время
разработаны программы плана раскроя плитных, листовых и ру-
лонных материалов с одновременной оптимизацией (например,
T-Flex / Раскрой).
При использовании автоматизированных программ оптими-
зации раскроя учитываются технологические и конструктивные
факторы. К технологическим факторам относятся:
— размеры исходного материала и деталей мебели;
— величина припусков на дальнейшую форматную обработку;
— величина припуска на опиливание для создания базовых
кромок;
— количество типоразмеров заготовок, выпиливаемых из од-
ной плиты (листа) материала.
Размеры ДВП (в том числе ламинированных, с лакокра-
сочным покрытием), ДСП, фанеры и их предельные отклоне-
ния предусмотрены соответствующими стандартами, однако
для оптимального плана раскроя необходимо выбирать размеры
исходного материала, предпочтительные для данных деталей.
Эффективное использование материалов определяется крат-
ностью размеров заготовок, которая устанавливается в соответ-
ствии с конструкторской документацией на изделие. При раскрое
ДВП с печатным рисунком и фанеры необходимо соблюдение за-
данного направления рисунка или волокон в заготовках. Для де-
талей из ДСП припуски на дальнейшую обработку устанавливают
65
Раздел I. Технология производства мебели
IIIIIIHI.ШИ.1111ШШ11ШШ11ШШ1Ш1ШШ1Ш11ШШ11ШШ11ШШ1Ш1Ш1Ш11.ШНИ ПИШИ.111ШШ1ШШ11ШШ11Ш1ШШ1Ш11ШШ11ШШ1Ш1Ш1Ш1.
по длине и ширине* Размеры припусков зависят от вида раскраи-
ваемого материала. Для заготовок, которые в дальнейшем подле-
жат облицовыванию, устанавливаются припуски на опиливание
и фрезерование (в зависимости от оборудования). Детали мебе-
ли, используемые без облицовывания, например изготовленные
из ДВП или фанеры, выпиливаются без припусков на обработку.
Для получения заготовок (деталей) точных размеров и правиль-
ной геометрической формы (с учетом допускаемой стандартом
косоугольност и плит и листовых материалов) необходимо соз-
дание чистовых базовых кромок (величиной 12—15 мм), которых
в зависимости от типа станка может быть одна или две.
Величина пропила составляет 4—5 мм и зависит от тол-
щины пил.
К конструктивным факторам относятся:
— максимальные размеры обрабатываемого материала;
— количество пильных агрегатов у станка;
— размеры максимальной ширины полосы, отрезаемой про-
дольной пилой;
— минимальное расстояние между поперечными пилами;
— минимальное расстояние между продольными пилами;
— максимальная высота пропила;
— производительность оборудования;
— время на переналадку;
— режим работы.
Эти факторы определяют особенности оборудования для рас-
кроя и определяются его техническими характеристиками.
При наличии большого числа типоразмеров заготовок реше-
ние задачи с помощью автоматизированных программ оптими-
зации раскроя дает значительный эффект. Такие задачи решают
в три этапа:
1) ввод информации о потребных заготовках, получение по-
лос при различных вариантах сочетания с учетом возможных по-
воротов заготовок и применяемого оборудования;
2) решение задач линейного программирования с выявлением
базисного варианта допустимых решений уравнений по комплект-
ности, нахождение оптимального варианта;
3) печать выходной информации в форме оптимальных карт
раскроя.
Применение компьютерных технологий при разработке опти-
мальных карт раскроя позволяет повысить выход заготовок на 3 %
и сократить сроки разработки карт. Широкое использование от-
66
Глава 4. Технология производства синтетических облицовочных материалов
ши iiiiiii iiiiiiiiiiiiiiiiiiiiiin I iiiiiii i i inn и iiiiiiiiiiii и i nun i i i inn 11 in и и и iiiiii инш и iiiiiii niiiiiiiiniii iiiiii i и iiiiinn iiiiiiiiiiiiiiiinii iiiiiiiii iiiiiiiiiiniiiiiniiiii iiiiiii nun
раслевой системы шитовых элементов упрощает решение задач
по оптимизации раскроя и дает возможность довести полезный
выход заготовок до 95—96 %.
При разработке карт раскроя полезный выход должен быть
не менее: ДСП - 92 %, плит столярных - 85 %, твердых ДВП
с лакокрасочным покрытием — 88—90 %, фанеры — 85 %.
Вопросы для самоконтроля
1. Перечислите оптимальные технологические схемы раскроя пиломате-
риалов.
2. Охарактеризуйте типы торцовочных станков.
3. Опишите процесс раскроя пиломатериалов на криволинейные заготовки.
4. Проанализирппе достоинства и недостатки способов раскроя плитных
и листовых материалов.
5. Объясните принцип работы форматно-раскроечного центра.
6. Опишите организацию технологического процесса на участках разметки
и раскроя шпона.
7. Объясните устройство гильотинных ножниц.
Задание
Разработайте схему организации рабочего места у поперечно-резательной
линии рулонного материала. Используйте дополнительные источники ин-
формации.
ГЛАВА 4. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА СИНТЕТИЧЕСКИХ
ОБЛИЦОВОЧНЫХ МАТЕРИАЛОВ
Наиболее распространенный метод отделки плитных дре-
весных материалов — облицовывание пленочными материалами,
пропитанными синтетическими термореактивными смолами с
неполной либо полной степенью их отверждения, а также пле-
ночными материалами на основе термопластичных полимеров.
4.1. Технология производства синтетических облицовочных
материалов на основе пропитанных бумаг
Пропитанные синтетическими смолами бумаги широко при-
меняются в различных отраслях промышленности, но особенно
в мебельной промышленности и строительстве. Например, боль-
67
Раздел I. Технология производства мебели
IIIIIIHI.ШИ.1111ШШ11ШШ11ШШ1Ш1ШШ1Ш11ШШ11ШШ11ШШ1Ш1Ш1Ш11.ШНИ ПИШИ.111ШШ1ШШ11ШШ11Ш1ШШ1Ш11ШШ11ШШ1Ш1Ш1Ш1.
ши нет во изделий корпусной мебели облицовано декоративными
бумагами, пропитанными полиэфирными, акриловыми, карба-
мидно-формальдегидными и меламиновыми смолами.
Под декоративной отделочной полимерной пленкой на основе
бумаги понимают пропитанную искусственными смолами деко-
ративно пропечатанную или не пропечатанную бумагу. Она по-
крыта так называемым вторичным покрывным пленочным слоем
или лаком для защиты поверхности от механических или хими-
ческих нагрузок. Широкое применение декоративно-защитных
бумажных материалов обусловлено тем, что они обладают разно-
образной текстурой, имитирующей текстуру ценных пород дре-
весины и другие фактуры (достигается путем нанесения рисунка
на бумагу-основу с помощью ротационных машин глубокой пе-
чати), постоянством цвета и внешнего вида, что играет немало-
важную роль при изготовлении мебели.
К декоративным облицовочным бумагам предъявляются сле-
дующие требования:
— высокая впитывающая способность по отношению к рас-
творам и дисперсиям пропиточных смол;
— быстрая и равномерная пропитываемость при односто-
роннем смачивании;
— высокая пористость;
— прочность бумаги в сухом и влажном состояниях;
— равномерность структуры и жесткие допуски по массе 1 м2
и толщине;
— высокая кроющая способность — светопроницаемость по-
сле пропитки смолами, позволяющая при минимальной толщи-
не декоративного слоя полностью укрывать внутренний темный
слой;
— светостойкость окраски (не менее 6 баллов по 8-балльной
шкале);
— определенный уровень гладкости (10—40 с по Бекку);
— высокая чистота;
— широкий ассортимент по цвету;
— недопустимость разнооттеночности в бумаге одного вида
независимо от времени изготовления.
Использование бумаги-основы зависит:
— от технологического процесса, в котором она применяется
(высокое, низкое, среднее давление);
68
Глава 4. Технология производства синтетических облицовочных материалов
iiiiiiiiiiiiiiiiiiiiiiMiiiiiiiiiiiiiiiiiiiiiiiiiiimiiiiiiiMiiiiiiiiiiiiiiiiiiiMiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiimiNiiiiniMiiiiiiiuiiiiiiiiniiiiiiiiNiiiiiiiiiiiiiiiiiiiiiiiii
— основы (ДСП, ДВП, МДФ, фанера);
— вида связующих и степени их отверждения;
— требований к конечной продукции.
По функциональному назначению полимерные пленки на
основе бумаги делят на декоративные пленки (предназначены
для облицовывания лицевых, фасадных (видимых) поверхностей
деталей мебели с последующей отделкой лаками или без отдел-
ки) и пленки-подслой (для выравнивания поверхности плитных
материалов (ДСтП, OSB) или для облицовывания невидимых
поверхностей деталей мебели). Содержание пропиточной смо-
лы в декоративных пленках — 30—35 %, в пленках-подслое —
40—50 %. Пленка должна быть равномерно пропитана, не иметь
складок и не слипаться при складировании. Поверхность ее дол-
жна быть матовой, без глянцевых пятен и полос. Толщина может
быть 0,25 мм.
Декоративные пленки для производства мебели выпускают
на основе бумаг массой 40-200 г/м2. Такие пленки могут быть
различной толщины, жесткости, эластичности, их ассортимент
способен в большой степени учитывать особенности технологий
облицовывания и эксплуатационные требования, предъявляемые
к облицованным поверхностям. В зависимости от поликонденса-
ции пропиточных смол в процессе изготовления пленки разде-
ляются на два вида:
— с полной поликонденсацией смол, т. е. смола в пленке
на 65—92 % отверждена. Готовые пленки приклеиваются к ДСП
и ДВП при помощи карбамидоформальдегидных клеев или клеев
на основе ПВА:
— с частичной поликонденсацией смол, т. е. смола в плен-
ке отверждена всего на 35—50 %. Облицовывание ДСП такими
пленками осуществляется в многоэтажных и короткотактных го-
рячих прессах периодического и проходного типа при высоком
давлении и высокой температуре. За счет находящейся на по-
верхности пленки не полностью отвержденной смолы происхо-
дят приклеивание пленки к поверхности ДСП и ламинирование
лицевой поверхности.
Пленки с полной поликонденсацией смолы подразделяются
на листовые и рулонные.
Рулонные облицовочные материалы (пленки) на основе деко-
ративных бумаг, пропитанных композицией синтетических смол,
69
Раздел I. Технология производства мебели
IIIIIIHI ШИ 1111ШШ11ШШ11ШШ1Ш1ШШ1Ш11ШШ11ШШ11ШШ1Ш1Ш1Ш11 ШНИ ПИШИ 111ШШ1ШШ11ШШ11Ш1ШШ1Ш11ШШ11ШШ1Ш1Ш1Ш1
предназначены для облицовывания щитовых деталей в плоских
гидравлических прессах и каш провал ьно-прессовых установках.
Они бывают без лакового покрытия, с нанесенным на поверх-
ность грунтом и с лаковым покрытием (наиболее востребованы
на современном рынке мебельных материалов).
Пленки без лакового покрытия, изготовленные с использова-
нием специальных пропиточных модифицированных аминофор-
ма л ьдегидных смол, обладают высокой эластичностью и исполь-
зуются для облицовывания лицевых и внутренних поверхностей
под отделку нитроцеллюлозными либо нитроуретановыми лаками.
Рулонные облицовочные материалы на основе декоративных
бумаг, пропитанных композицией синтетических смол, с защит-
ным лаковым покрытием называются пленкамисфиниш-эффектом
(не требуют дальнейшей отделки). Такие материалы используют-
ся для облицовывания щитовых деталей, лицевых и внутренних
поверхностей всех видов мебели, а также для оклеивания про-
фильных погонажных изделий. За счет введения в пропиточный
состав большого количества акриловой дисперсии пленки имеют
высокую эластичность, позволяющую изготавливать профили со
сложным рельефом (радиус изгиба — до 1 мм).
Пленки с финиш-эффектом в зависимости от внешнего вида
подразделяются:
— на имеющие лаковое покрытие сплошное и гладкое,
с различной степенью блеска; используются для облицовывания
как внутренних, так и лицевых поверхностей всех видов мебели
(кроме кухонной и мебели для ванн), без последующей отделки;
— имеющие лаковое покрытие с механическим тисне-
нием (шагрень или рисунок древесных пор); используются
для облицовывания лицевых и внутренних поверхностей всех
видов мебели (кроме кухонной и мебели для ванн), без после-
дующей отделки;
— имеющие лаковое покрытие с порами, нанесенными хи-
мическим способом; используются для облицовывания лицевых
и внутренних поверхностей всех видов мебели (кроме кухонной
и мебели для ванн), без последующей отделки.
Поры на поверхности пленок, рассеивая отраженный свет,
позволяют вуалировать дефекты облицованных ими ДСП.
Поры наносят механическим путем или получают путем хи-
мических процессов (так называемые «реальные» поры).
70
Глава 4. Технология производства синтетических облицовочных материалов
............................................. uiiHiiiiiiiiiiiiiimi
Тиснение пор производится на каландре с обогревающим ва-
лом, который нагревают до 170—190 °C. Пленка, проходя по это-
му валу, нагревается и становится эластичной, После нагревания
пленку протягивают между двумя валами - стальным тисниль-
ным температурой 150—160 °C и эластичным контрвалом, ко-
торый при вращении прижимается к валу тиснения. Удельное
давление составляет 6-9 МПа. Тиснение пор рекомендуется про-
водить не позднее чем через 48 ч после пропитки.
Облицовывание с одновременным тиснением пор можно
осуществлять на линиях термокаширования или в плоских одно-
пролетных гидравлических прессах при температуре 140-160 °C
и удельном давлении 1,5 МПа. Расположение механических пор
не соответствует текстуре древесины, что в определенной степе-
ни снижает декоративный вид пленок.
Для получения пор химическим способом в процессе печати
на бумагу специальными красками наносится рисунок. При на-
несении на пропитанные и высушенные пленки специального
водоразбавляемого лака кислотного отверждения в местах с ри-
сунком происходит разбегание лака (т, е. лак не смачивает по-
верхность), тем самым создается эффект реальной древесины.
Нанесение пор химическим способом осуществляют путем вве-
дения ингибиторов в краски, которыми наносят рисунок пор,
или подбора специальных несмачивающихся красок и лака.
В первом случае при нанесении печатного рисунка на бумагу
в местах пор вводится ингибитор полимеризации лака, в резуль-
тате при лакировании пленки процесс отверждения лака в этих
местах замедляется, лак проникает в глубь бумаги, выявляя
текстуру. Преимущество этого метода - полная идентичность
текстуре натуральной древесины, чем достигается высокий де-
коративный эффект.
По второму способу после пропитки бумаги перед отвержде-
нием пропиточных смол их смывают с поверхностного слоя бу-
маги, чтобы обеспечить контакт лака (при отделке) с краской, ко-
торой нанесены поры древесины. Порообразование происходит
при нагревании до температуры 60—80 °C. При этой температуре
происходит максимальное смачивание пленки лаком (места пор
не смачиваются)* В результате на поверхности пленки образуется
несплошное лаковое покрытие, и выявляются «реальные» поры.
Тиснение, имитация структуры древесины или других мате-
риалов на поверхности бумаги достигается с помощью специаль-
71
Раздел I. Технология производства мебели
iiiiiiniu ши iiniiin 1 пннинин iiniini 1 инп ннин iiniini шншпн
ных пресс-прокладок, которые через специальный теплопровод-
ный демпферный материал крепятся к плитам пресса. Поэтому
достичь точного соответствия расположения текстуры, напеча-
танной на поверхности бумаги, и структуры тисненых пор прак-
тически невозможно.
Бумага-основа для декоративных полимерных пленок яв-
ляется высокотехнологичным продуктом. Она состоит из от-
борного волокна, наполнителей, пигментов и определенных хи-
мических добавок (например, смачивающих средств). Наряду
с этим в бумаге существуют различные виды пустот, капилляры,
поры и каналы. Эти пустоты могут занимать до 50 % объема
бумаги и отвечают за такие важные свойства, как впитывание
смолы и проницаемость. Для изготовления декоративной бума-
ги используются короткие и длинные волокна. Длина волокна
улучшает прочность на разрыв и сопротивление к разрастанию
трещин. Добавка волокон целлюлозы из соломы заметно увели-
чивает устойчивость к расслаиванию.
Бумага-основа для декоративных облицовочных материа-
лов изготавливается из сульфатной беленой хвойной целлюлозы
(от 20 до 40—50 %) и целлюлозы из древесины лиственных по-
род (50—80 %). В композицию вводят также наполнитель (диоксид
титана), коагулянты, полиэлектролиты, влагопрочные смолы,
пигментные красители (особенности технологии данного вида бу-
маги).
Существует несколько способов изготовления полимерной
декоративной пленки на основе бумаги.
Печатание декоративного рисунка. Печатание — это нанесе-
ние рисунка на поверхность древесины, бумаги или пленки от-
тиском непосредственно с печатной формы. Существуют станки
для имитации текстуры печатанием. Печатные станки состоят
из двух цилиндров — текстурного и печатного (рис. 4.1).
На поверхность текстурного цилиндра (металл или кожу)
фотохимическим способом или гравированием нанесен рисунок
текстуры ценной породы древесины или другой фактурный ри-
сунок. Поверхность печатного цилиндра может быть облицована
эластичным полиуретаном, а прижимного подающего валика —
резиной. Все устройства на станине станка приводятся в дей-
ствие электродвигателем. Краска из ванночки валиком наносится
на текстурный цилиндр. Остатки краски счищаются с поверхно-
72
Глава 4. Технология производства синтетических облицовочных материалов
........................................
сти цилиндра ракелем. Рисунок текстуры с текстурного цилин-
дра передается на печатный цилиндр, а с него — на поверхность
щита. Чтобы сохранить четкость текстуры, поверхность печатно-
го цилиндра также очищают ракелем или промывают при помо-
щи специального устройства.
Рис. 4.1. Схема печатного станка:
1 — деталь; 2 - подающий валик; 3 - ванна с печатной пастой;
4 — питающий валец; 5 — ракель для очистки текстурного
цилиндра; 6 - текстурный цилиндр; 7 — ракель для очистки
печатного цилиндра; 8 — печатный цилиндр
В зависимости от назначения печатные станки могут быть
с горизонтальным и вертикальным размещением цилиндров
для печатания текстуры. Станки можно установить в поточную
линию отделки с лаконаливными машинами, шлифовальными
и полировальными станками проходного типа.
Пропитка бумаги- основы растворами карбамидных, мела-
миновых, полиэфирных и других смол. Пропитка бумаг (или им-
прегнирование) осуществляется на специальных автоматических
пропиточных линиях. Пропиточные линии (линии импрегни-
рования) представляют собой сложные крупногабаритные агре-
гаты, состоящие из устройств размотки и подачи бумаги, одного
или нескольких пропиточных устройств, сушильных машин, от-
резных, укладочных, намоточных и других устройств. Пропиточ-
ные установки дороги, и позволить себе их приобретение сейчас
могут далеко не все предприятия.
Технологический процесс включает изготовление специаль-
ных сортов рулонных белых или фоновых (окрашенных) бумаг,
73
Раздел I. Технология производства мебели
iMiiiiHiiiiiiiimiiHiiiiiiiiaiiiiiiiNiiiiiiitiiiiiiiiiiiiiiiiiiiHiiiiiiiiNiiiiiiiiiimiiiiiiiiiHiiiiiNiiHiiiiiiiiiiiiiimtMiiiiiNiiiiiiiiiiiiiiiimiiiHiiiiiiiiiiiiiiuiiiMiiiiiiMiiiiiNiiiiiii
печатание (при необходимости) рисунка на бумаге, пропитку
и сушку бумажного полотна (до заданной степени поликонден-
сации смолы), резку полотна на листы или намотку в рулон.
Установки для пропитки, сушки и резки облицовочного ма-
териала могут быть вертикальными и горизонтальными. На вер-
тикальной установке (рис. 4.2, а) рулон бумаги / разматывается,
и полотно по направляющим валикам 2направляется на пропит-
ку в ванну 3. Затем оно сушится в вертикальной шахте 4, обогре-
ваемой калориферами 5. Полученная пленка конвейером 6 пода-
ется на резку ножом 7 на листы и укладку в стопу S на стол 9.
Однако принятая технология пропитки (полное окунание бума-
ги) затрудняет вытеснение воздуха из серединного слоя, а низкая
прочность бумаги во влажном состоянии не позволяет увеличить
высоту вертикальной шахты. Кроме того, отсутствие устройств
для снятия излишков смолы и отжима воздуха не позволяет по-
лучать стабильное качество пленки. Установки работают при ско-
рости подачи 0,5-1 м/мин и температуре в шахте 80—100 °C.
а б
Рис. 4.2. Схема вертикальной (а) и горизонтальной (о) установок
изготовления полимерных пленок на основе
пропитанных смолой бумаг
В горизонтальных установках (рис. 4.2, 6) высушиваемая
пленка поддерживается на воздушной подушке. Полотно бумаги
разматывается с рулона / и системой направляющих валиков 2
подается в ванну 3 с раствором. В ванне бумага вначале каса-
ется одной стороной пропиточного раствора. Она интенсивно
пропитывается, воздух при этом вытесняется на другую сторо-
ну. Затем бумагу полностью погружают в раствор, где она окон-
чательно пропитывается. Ракельные ножи 4 снимают излишки
смолы, а приводные валики 5 подают полотно в горизонтальную
74
Глава 4. Технология производства синтетических облицовочных материалов
........................................... uiiHiiiiiiiiiiiiiimi
сушильную камеру 6 с калориферами 7. В сушильной камере по-
лотно поддерживается потоками воздуха S во взвешенном состо-
янии. Тянущие валики 9 подают пленку из сушильной камеры,
роторный нож 10 режет ее на заданные л исты, которые укладыва-
ются в стопы // механизмом 12. Одна описанная установка за-
меняет десять установок вертикального типа. Скорость подачи
установки 5—10 м/мин, температура в зонах сушки 80—150 °C.
На основе горизонтальных установок с воздушной подушкой
создают централизованные участки по производству синтетиче-
ского шпона. В настоящее время начали применять установки
с намоткой пленки в рулоны (вместо резки на листы) и отделкой
ее поверхности.
Пропитка нанесением на бумагу порошков. Недостатками
пропитки растворами олигомеров являются так называемые «мо-
крые процессы», при которых требуется удаление большого коли-
чества паров растворителей и, если в качестве растворителя вме-
сто воды используются органические соединения, улавливание
или уничтожение этих соединений. В таких процессах требуется
значительная прочность бумаги во влажном состоянии, достиже-
ние которой, особенно для видов поверхностной бумаги, связано
с трудностями. Этим обусловлено стремление заменить пропитку
растворами (или эмульсиями) пропиткой путем нанесения высу-
шенных порошков олигомеров.
Обычно тонкодисперсные порошки получают сушкой рас-
творов в распылительных сушилках. Порошок наносится на по-
верхность бумаги, а затем подплавляется и впитывается в бумагу
в расплавленном состоянии, так что фактически идет процесс
пропитки расплавами.
Оценивая общую эффективность и перспективность пропит-
ки путем нанесения порошков по сравнению с мокрой пропит-
кой, можно сделать следующие выводы:
— небольшим предприятиям, получающим растворы олиго-
меров со стороны, переход на пропитку нанесением порошков
наиболее целесообразен в отношении и экономики и технологии,
так как затраты на транспортировку снизятся в два раза, сокра-
тятся требуемые производственные площади и отходы бумаги,
прекратится загрязнение атмосферы отходящими парами раство-
рителей;
— для крупных производств, синтезирующих большое коли-
чество олигомеров у себя и использующих их на месте, очень
75
Раздел I. Технология производства мебели
IIIIIIIIIIIIIIIIIIIIII IIIIIII llllilllllllllllllllllll I ПНИ IHIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII lllllllll IИ HIIIIIIIIIIIIIIHIII IIIIIII IIIIIIIIIIIIIIIIIIIIIIIII IIIIIII III lllllllllllllllllllll Hill
важны такие факторы, как суммарная стоимость сушки распыле-
нием и пропитки порошками по сравнению с мокрой пропит-
кой, стоимость оборудования и технологические затраты (пар,
электроэнергия, обслуживание). Также важно снижение отходов
бумаги, цена на которую непрерывно растет. При работе с поро-
шками сократятся обрывы, отходы при заправке и брак от нерав-
номерности бумаги.
По мере улучшения аппаратуры и технологии пропитки по-
рошками и накопления сравнительных показателей можно будет
сделать окончательный вывод об эффективности метода.
4.2. Технология производства синтетических облицовочных
материалов на основе полимеров
Полимерная пленка — материал, который производится
на базе полимеров. Она обладает эластичностью и почти не ме-
няет своих линейных размеров в любых климатических усло-
виях. Пленки на основе полимерных материалов применяются
для облицовывания всех видов мебельных изделий, но в основ-
ном — при изготовлении кухонной и детской мебели.
Полимерные пленки должны удовлетворять следующим тре-
бованиям:
— быть прочными, теплостойкими, эластичными, что поз-
воляет выполнять облицовку методом кэширования;
— обладать незначительной усадкой в продольном и попе-
речном направлениях во избежание возникновения внутренних
напряжений на границе пленка — клеевой шов;
— быть светостойкими, чтобы в процессе эксплуатации
не изменялся цвет мебели;
- морозостойкими, что обеспечит возможность транспорти-
рования облицованной мебели в зимних условиях.
Виды полимерных пленок. Существует множество видов син-
тетических облицовочных материалов на основе таких полиме-
ров. как поливинилхлорид (ПВХ / PVC), полиэтилентерефта-
лат (ПЭТ), акрилбутадиенстирол (АБС / ABS), полипропилен
(ПП / РР) и др.
В основном для облицовывания мебельных деталей исполь-
зуется пленка ПВХ, обладающая рядом преимуществ:
— устойчивость к воздействию солнечного света;
— высокая пластичность;
76
Глава 4. Технология производства синтетических облицовочных материалов
......................................... uiiHiiiiiiiiiiiiiimi
— влагостойкость;
— паро- и термостойкость;
— невосприимчивость к низким температурам;
— разнообразие фактур и цветовой гаммы;
— невысокая себестоимость;
— длительный срок эксплуатации.
Такие пленки производятся только из твердого ПВХ, не содер-
жащего испаряемых пластификаторов. Благодаря этому пленки
ПВХ обладают повышенной термической и химической стой-
костью, высокой стойкостью к царапинам, хорошей светостой-
костью, Кроме того, пленка ПВХ не подвергается старению и яв-
ляется высокоэкологичным материалом (все свойства пленки со-
ответствуют интернациональным нормам ASTM D 532, 638, 1204).
Пленки ПВХ гравируют под натуральное дерево и абстракт-
ные рисунки. Поверхность пленки может также подвергаться
дополнительной отделке: патинированию или повторному лаки-
рованию. Эти операции можно выполнить, предварительно про-
консультировавшись с производителями пленки и лакокрасоч-
ной продукции.
Для облицовывания мебельных деталей фасадов выпускается
пленка толщиной от 0,15 до 0,8 мм, шириной 1,40—1,60 м, в руло-
нах погонной длиной от 100 до 500 м.
Полиэтилентерефталатная пленка обладает высокими пока-
зателями по всем свойствам. Пленки ПЭТ находят все большее
применение в производстве мебели и являются хорошей альтер-
нативой пленкам ПВХ, так как почти не уступают им в уни-
версальности и простоте использования. Так, при производстве
высокоглянцевых фасадов в мембранно-вакуумных и вакуумных
прессах широко используются пленки ПВХ, но идеальную по-
верхность, неотличимую от поверхности, отделанной лакокра-
сочными эмалями, можно получить только при использовании
пленок ПЭТ для мембранно-вакуумного и вакуумного прессова-
ния, так как они благодаря своим свойствам могут выравнивать
и частично скрывать некоторые недостатки ДВП.
Пленка ПЭТ для облицовывания мебельных деталей фа-
садов выпускается толщиной от 1,0 до 3,0 мкм, шириной (мм):
(6—20)±0,5 с интервалом 2 мм; (свыше 20—50)±1,0 с интер-
валом 5 мм; (свыше 50—500)±2,0 с интервалом 10 мм; (свыше
500—1900)±5,0 с интервалом 100 мм; 1970±5,0 мм.
77
Раздел I. Технология производства мебели
IIIIIIHI ШИ 1111ШШ11ШШ11ШШ1Ш1ШШ1Ш11ШШ11ШШ11ШШ1Ш1Ш1Ш11.ШНИ ПИШИ 111ШШ1ШШ11ШШ11Ш1ШШ1Ш11ШШ11ШШ1Ш1Ш1Ш1
Акрилбутадиенстироловые пленки очень устойчивы к механи-
ческому воздействию. В мебельной промышленности их чаше
применяют при облицовывании кромок щитовых деталей. Кром-
ки АБС используются также при оформлении витрин, для соз-
дания интерьера в жилых помещениях. Это экологически безо-
пасный продукт, поэтому важное направление их применения —
изготовление мебели для учебных заведений, больниц, а также
детских. АБС очень легко утилизируется. АБС отлично сохраняет
свои свойства как при низких температурах, так и при высоких.
Большим плюсом является также низкий коэффициент «свобод-
ной усадки», более устойчивое покрытие. Высокоглянцевый эф-
фект достигается за счет особой структуры.
Полипропиленовая пленка — декоративно-отделочный, ударо-
прочный материал на основе полипропилена без пластифика-
торов. Пленка ПП неармированная, без подложки, несамоклея-
щаяся, без запаха, не содержит хлора, тяжелых металлов и фор-
мальдегида. Поверхность пленки может быть покрыта защитным
UV-слоем и обработана праймером.
Пленки ПП могут быть однослойные, одноцветные или с на-
несенной печатью (текстура древесины или фантазийные декоры),
с тиснением или без него. Применяются они для производства
межкомнатных дверей, облицовывания мебельных фасадов, а
также для производства профильного погонажа из ДСП и ДВП,
фанеры и плит МДФ.
Основные преимущества пленок ПП:
— высокая пластичность и устойчивость к деформациям;
— устойчивость к царапинам (твердость 80±4);
— светоустойчивость (степень 6—7 по голубой шкале,
по стандарту KS 1120);
— устойчивость к химическому воздействию (тест с исполь-
зованием сильных субстанций-растворителей — ацетон, МЕК
(мети л этил кетон) не вызывает серьезных разрушений);
— экологическая безопасность (не содержит диоксины, так
как для их производства используется полиолефиновая смола,
содержащая только углерод и водород, поэтому продуктами пол-
ного сгорания материала являются углекислый газ (СО2) и пары
воды (Н2О));
— противопожарная безопасность (пленка самогасящаяся).
Большой интерес представляет пленка алкорцелл — материал
на основе целлюлозы и полиолефина. Это монолитный материал,
он не расслаивается, выдерживает значительные ударные нагруз-
78
Глава 4. Технология производства синтетических облицовочных материалов
.............................................. uiiHiiiiiiiiiiiiiimi
ки, стоек к растрескиванию, обладает тепло- и светостойкостью,
благодаря относительно низкой твердости не ускоряет износ ин-
струмента при обработке облицованных деталей, непроницаем
для формальдегида, поэтому облицовка им ДСП, содержащих
свободный формальдегид, предотвращает его выделение. Кроме
того, алкорцелл обладает высокой водостойкостью, хорошо со-
противляется истирающим нагрузкам и царапанию, стоек к дей-
ствию химических веществ, лишь при действии на него сильных
растворителей происходят изменения в наружных лаковом и де-
коративном слоях. При сжигании пленки не образуются токсич-
ные и вызывающие коррозию газы.
Алкорцелл выпускается в широком ассортименте - от глад
коокрашенного до имитирующего различные породы и цвет дре-
весины, в том числе и с «реальными» порами.
Преимущество пленки алкорцелл по сравнению с пленками
ПВХ заключается в ее более высокой термостойкости. Пленка
алкорцелл становится пластичной при температуре 120 °C, тогда
как пленки ПВХ — при 50—60°C. В связи с этим алкорцелл мож-
но применять для облицовывания мебельных щитов на прессах.
Технология изготовления полимерных пленок. Мебельная
пленка изготавливается аналогично производству любого по-
лимерного изделия. Специально подобранная порошкообразная
смесь помещается в смеситель и соединяется с нужным кра-
сителем, затем нагревается и подается к экструдеру, в котором
и происходит изготовление пленки заданной толщины, ширины
и длины. Следующий этап — нанесение рисунка на внешнюю
поверхность пленки ПВХ. При этом оборотная сторона ленты
для кромки покрывается еше и специальным клеевым составом.
В дальнейшем при нагреве он создаст крепкие соединения с по-
верхностью детали мебели. Благодаря тому, что существует не-
сколько вариантов производства пленочной продукции из поли-
меров, получается многообразие ее видов.
Каландровый вариант изготовления пленочного полотна ба-
зируется на формовке этого полотна в отверстиях между вращаю-
щимися вальцами. Чтобы пленка была равной толщины и с глад-
кой наружной текстурой, необходимо пропускать полимерную
смесь через специальные щели.
Метод используется для выработки пленочной продукции
из композиций поливинилхлорида разной степени жесткости.
Исходные компоненты (поливинилхлоридная смола, АБС-плас-
79
Раздел I. Технология производства мебели
llllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllinilllllllllllllllllllllllllllllllllKIIIIIIIIIIHIIIIIIIIIIIIIIIDIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIII
тик и др.) загружают в смеситель и перемешивают до получения
однородной массы, которую пропускают через вальиы (рис. 4.3).
Полученный полуфабрикат в каландре превращается в пленку,
пленка охлаждается в устройстве и сматывается в рулон нама-
тывающим устройством.
Рис. 4.3. Схема изготовления полимерных облицовочных материалов
на основе полимеров:
1 — смеситель; 2 — вальцы; 3 - каландр; 4 — охлаждающее
устройство; 5 — рулон; 6 — наматывающее устройство
Процесс идет при температуре валов каландра до 150 °C. Тол-
щина пленки 0,2—0,6 мм. Рисунок на пленку наносят методом
печати. Пленки дублируют бумагой, тканями, фольгой, а также
выпускают с готовым клеевым слоем.
Экструзия — технология производства, суть которой состоит
в проталкивании расплавленной полимерной смеси через опре-
деленную щель в автомате. Метод применяется для изготовления
пленочного материала из ПНД либо ПВД. Существует несколько
видов экструдеров: многочервячный, дисковый, одночервячный,
поршневой. Экструдер для выработки выбирается в зависимости
от вида сырья.
Гранулы полимерного сырья засыпаются в экструдер, и при
выходе получается рукав, полотно, полурукав либо термоусадоч-
ный материал.
Во время технологического процесса производства пленочно-
го материала в виде рукава необходимо постоянное выдавлива-
ние расплавленной полимерной смеси сквозь кольцевую фильеру.
Следующим этапом идет раздувание до нужных размеров. По-
лимер поступает в экструзионный аппарат, потом в кольцевую
80
Глава 5. Первичная механическая обработка мебельных заготовок из массивной древесины
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiifimiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiniiiiiiiiiiiiiiiiiiiiiiiii
головку через специальный фильтр. Головки используются уг-
ловые и прямоточные. От головки экструдера зависит внешний
вид пленочного материала.
После раздува рукав подлежит охлаждению. Затем он дви-
жется к приемному устройству.
При производстве полотна расплавленная полимерная смесь
поступает через специальный фильтр в головку с плоской щелью,
далее в специальное устройство для охлаждения, тянущее устрой-
ство, обрезное устройство. Последнее звено в технологическом
процессе — намоточное устройство.
Вопросы для самоконтроля
1. Перечислите способы изготовления полимерной декоративной пленки
на основе бумаги.
2. Для чего используются пленки с финиш-эффектом?
3. Изложите требования, предъявляемые к декоративным облицовочным
бумагам.
4. Охарактеризуйте виды синтетических облицовочных материалов на ос-
нове полимеров.
5. Опишите технологический процесс изготовления полимерной пленки в
каландре.
ГЛАВА 5. ПЕРВИЧНАЯ МЕХАНИЧЕСКАЯ ОБРАБОТКА МЕБЕЛЬНЫХ
ЗАГОТОВОК ИЗ МАССИВНОЙ ДРЕВЕСИНЫ.
ПОДГОТОВКА ОБЛИЦОВОК
Первичная механическая обработка заготовок включает
в себя следующие операции: создание базовых поверхностей,
обработка в размер по толщине и ширине, торцевание, форми-
рование шипов и проушин, фрезерование, сверление отверстий,
выборка продолговатых гнезд и отверстий, точение, шлифование.
5.1. Технологические схемы
В производстве изделий из древесины существует ряд техно-
логических схем механической обработки брусковых заготовок.
Приведем наиболее характерные из них:
— создание базовых поверхностей на фуговальных стан-
ках —► обработка в размер на рейсмусовых станках —► торцева-
81
Раздел I. Технология производства мебели
IIIIIIHI.ШИ................................................
ние на станках для поперечного раскроя или концеравнителях —>
выборка продолговатых гнезд и отверстий на сверлил ьно-пазо-
вальных или цепно-долбежных станках —> шлифование;
— создание базовых поверхностей на фуговальных стан-
ках —> обработка в размер на рейсмусовых станках —> формиро-
вание шипов (проушин) и торцевание на шипорезных станках —>
шлифование;
— создание базовых поверхностей на фуговальных стан-
ках —> обработка в размер на рейсмусовых станках по толщи-
не —» фрезерование профиля на продольно-фрезерных станках —>
торцевание —> формирование шипов (проушин), или сверление
отверстий, или выборка продолговатых гнезд и отверстий —>
шлифование;
— создание базовых поверхностей на фуговальных стан-
ках —> обработка в размер (при необходимости с формированием
профиля) на четырехсторонних продольно-фрезерных станках —>
торцевание —> формирование шипов (проушин), или сверление
отверстий, или выборка продолговатых гнезд и отверстий —>
шлифование;
— обработка в размер на рейсмусовых станках —> фрезерова-
ние профиля на фрезерных станках —> торцевание —> формиро-
вание шипов (проушин), или сверление отверстий, или выборка
продолговатых гнезд и отверстий —> шлифование;
— обработка в размер на рейсмусовых станках —> торцева-
ние —> выборка продолговатых гнезд и отверстий —> сверление
отверстий —> шлифование;
— обработка в размер на рейсмусовых станках —» формиро-
вание шипов (проушин) и торцевание на шипорезных станках —>
сверление отверстий —> шлифование;
— обработка в размер (при необходимости с формированием
профиля) на четырехсторонних продольно-фрезерных станках —>
торцевание —► выборка продолговатых гнезд и отверстий —>
шлифование;
— обработка в размер на четырехсторонних продольно-фре-
зерных станках —> формирование шипов (проушин) и торцевание
на шипорезных станках —* сверление отверстий —> шлифование;
— создание базовых поверхностей —► обработка в размер —>
формирование шипов и проушин —> торцевание —> сверление
82
Глава 5. Первичная механическая обработка мебельных заготовок из массивной древесины
iiiiiiiiiiiiiiMiiiiiiMifiiiiiiiiiiiiiiiiiiiiiiiiniiiiiiiiiiiiiiiiiiiiiiiHiiiiintiiiiiiiiMiiiiiiiiiiiiiiuiiiiiiiiiiiiNiiiiiiiiiiiiiiiiiiiiimiiiiiiiiiiiiimiiiiiiiiiiiiiiiiiiiiiMiiiiiiiNiiiiiiiiiiiiiii
отверстий —> выборка продолговатых гнезд и отверстий на по-
точных, автоматических и полуавтоматических линиях.
Анализ приведенных технологических схем механической
обработки заготовок дан ниже.
5.2. Создание базовых поверхностей
Одним из основных условий современного производства
изделий из древесины является взаимозаменяемость деталей,
которая невозможна без высокой степени точности обработки.
Требуемая точность достигается лишь при наличии у заготовок
(деталей) базисных поверхностей, используемых для установки
на станке при обработке заготовок.
Изготовление детали заключается в последовательном уда-
лении с заготовки соответствующих слоев древесины механиче-
ским воздействием. В результате операций механической обра-
ботки образуются новые поверхности, ориентированные опреде-
ленным образом относительно друг друга.
Процесс ориентирования обрабатываемой заготовки при фор-
мировании новых поверхностей относительно определенных
установочных поверхностей станка называется базированием. По-
верхность, определяющую положение заготовки по трем точкам
опоры, называют установочной. Заготовки базируются относи-
тельно инструмента при помощи технологических баз по устано-
вочным поверхностям базирующих элементов станка.
Технологической базой называют совокупность поверхностей
или точек заготовки, по отношению к которым ориентируются
поверхности детали при обработке. Базирующими элементами
станка могут быть роликовые конвейеры, каретки, кулачки, па-
троны, столы, суппорты, направляющие линейки, упоры и т. п.
Установочными поверхностями базирующих элементов станков
являются поверхности для базирования заготовки, соприкасаю-
щиеся с ее технологической базой.
Надежность базирования заготовок при обработке опреде-
ляет точность их размеров. Возможны следующие характерные
случаи: базирование по одной стороне, а обработке подвергается
противоположная сторона; базирование и обработка одной и той
же стороны; базирование по одной стороне и обработка смежной
стороны: базирование по двум смежным сторонам, а обработ-
83
Раздел I. Технология производства мебели
IIIIIIHI ШИ 1111ШШ11ШШ11ШШ1Ш1ШШ1Ш11ШШ11ШШ11ШШ1Ш1Ш1Ш11 ШНИ ПИШИ 111ШШ1ШШ11ШШ11Ш1ШШ1Ш11ШШ11ШШ1Ш1Ш1Ш1
ка — другой смежной стороны; базирование по трем сторонам
с определенным фиксированным положением заготовки в про-
странстве относительно режущих инструментов.
При выборе базовой поверхности должны учитываться
приемы выполнения работы. Прижим заготовки лучше осуще-
ствлять на поверхности, противоположной опорной. Прижим
не должен деформировать заготовку, его необходимо располагать
как можно ближе к месту действия сил резания. Это обеспечи-
вает более высокую жесткость крепления заготовки, уменьшает
амплитуду вынужденных колебаний при возможной вибрации
заготовки.
Механическая обработка черновых заготовок является на-
чальной стадией, обеспечивающей получение взаимозаменяемых
чистовых заготовок. Обработку черновых заготовок начинают
с создания начальной установочной чистовой базы в виде реаль-
ной поверхности заготовки правильной геометрической формы.
В качестве чистовой базы может быть прямая плоскость или пра-
вильная цилиндрическая поверхность. У прямолинейных загото-
вок в качестве начальной чистовой базы обычно используют одну
из плоскостей, у заготовок криволинейной формы — плоские по-
верхности или криволинейные, если они соответствуют по форме
цилиндрической поверхности. При первичной обработке криво-
линейных поверхностей они формируются как часть цилиндри-
ческой поверхности определенного радиуса кривизны.
Обработка черновых заготовок обычно осуществляется фре-
зерованием на продольно-фрезерных станках, на которых с по-
мощью вращающихся ножевых (фрезерующих) головок и валов
создаются базовые (ровные и гладкие, а в дальнейшем направ-
ляющие) поверхности в размер и профиль поперечного сечения
(по толщине и ширине) с двух или четырех сторон. Повышен-
ные требования к точности формы предъявляются к деталям,
являющимся основными конструктивными элементами изделий.
К ним относятся ножки и царги столов, царги опорных скамеек,
стенки столярных ящиков и т. п. Механическую обработку заго-
товок при изготовлении аналогичных деталей начинают с созда-
ния базовой поверхности на фуговальном станке. Обязательным
условием качественного фугования заготовки является недопу-
стимость ее выпрямления во время прохождения под ножевым
84
Глава 5. Первичная механическая обработка мебельных заготовок из массивной древесины
.................................................... uiiHiiiiiiiiiiiiiimi
валом. В случае несоблюдения этого условия заготовка после
фугования принимает первоначальную форму. При этом обра-
ботанная поверхность может иметь недопустимое отклонение
от плоскостности. На фуговальном станке обрабатывают одну
пласть заготовки или одну пласть и одну кромку под заданным
углом (чаще всего 90°) или только одну-две кромки (при склеива-
нии делянок на кромку в щиты). При этом каждую поверхность
обрабатывают за несколько проходов. После создания одной (по
пласти) или двух (по пласти и кромке) базовых поверхностей за-
готовку обрабатывают в размер по толщине и ширине на рейсму-
совых или четырехсторонних продольно-фрезерных станках.
Выбор оборудования и последовательность выполнения опе-
раций на данном этапе в значительной степени определяются
требованиями, предъявляемыми к точности формы изготавли-
ваемой детали (величиной допуска плоскостности и прямоли-
нейности элементов). Начальной операцией может быть создание
базовой поверхности на одной или двух смежных сторонах за-
готовки на фуговальных станках. Как уже указывалось, состав
и последовательность выполнения технологических операций
механической обработки заготовок зависят от формы и разме-
ров изготавливаемых деталей и требований, предъявляемых к их
точности.
Технологическая операция создания базовых поверхностей
черновых заготовок вызвана необходимостью повышения точ-
ности изготовления деталей за счет создания у заготовки техно-
логической установочной базы. Черновые заготовки, получаемые
после раскроя досок, имеют значительные погрешности формы
и размеров. Эти погрешности обусловлены тем* что при раскрое
доски базируются по поверхностям, имеющим значительные от-
ступления от правильной формы из-за сбега, коробления и др.
Погрешности формы заготовок усиливаются процессом нерав-
номерной усушки. Для обеспечения точности при механиче-
ской обработке заготовок необходимо их надежное базирование
относительно режущего инструмента, которое обеспечивается
использованием чистовых баз. Количество чистовых баз у заго-
товок для получения из них деталей требуемой точности зависит
от их размеров и формы и методов механической обработки.
При фрезеровании черновых заготовок методом фугования
происходит изменение базирования с черновой базы на передней
85
Раздел I. Технология производства мебели
IIIIIIHI.ШИ.1111ШШ11ШШ11ШШ1Ш1ШШ1Ш11ШШ11ШШ11ШШ1Ш1Ш1Ш11.ШНИ ПИШИ.111ШШ1ШШ11ШШ11Ш1ШШ1Ш11ШШ11ШШ1Ш1Ш1Ш1.
части стола в начале прохода на чистовую - по задней плите сто-
ла до завершения прохода заготовки.
Наиболее распространены фуговальные станки с ручной по-
дачей. При ручной подаче операция фугования трудоемка, но по-
зволяет получить высокую точность обработки по плоскостности
и угловым параметрам. Высокая точность обработки заготовок
обеспечивается благодаря тому, что рабочий, выполняя операцию
фугования, учитывает особенности обрабатываемой заготовки,
регулируя прижим и скорость подачи в оптимальных пределах.
Вальцовая подача более проста, но усилие подачи заготов-
ки при этом зависит от усилия нормального давления вали-
ков, которое в свою очередь влияет на усилие трения заготовки
по столу. Использование вальцовых механизмов подачи возмож-
но при фуговании заготовок толщиной свыше 40 мм, обладаю-
щих жесткостью и упругостью, или применением особых при-
емов, исключающих деформацию заготовок и обеспечивающих
устойчивость и безотказность подачи односторонними вальца-
ми. К таким приемам относится распределение усилий подачи
по длине заготовки так, чтобы давление прижима заготовки
вальцами к столу в зоне чернового базирования было минималь-
ным, а в зоне чистового базирования — максимальным.
В зависимости от размеров ширины стола и обрабатываемых
заготовок фуговальные станки условно делятся на легкие с наи-
большей шириной фрезерования 250 мм, средние — до 400 мм,
тяжелые — 630 мм.
По числу режущих инструментов различают фуговальные
станки одно- и двусторонние. На односторонних (одношпиндель-
ных) станках типа СФЗ-З, СФ4-1, СФ61 фрезеруют за один проход
только нижнюю пласть заготовки, которая будет являться базо-
вой при дальнейшей ее обработке. На двусторонних (двухшпин-
дельных) станках типа С2ФЗ-3, С2Ф4-1 фрезеруют одновременно
две смежные поверхности заготовки (пласть и кромку).
По типу подачи обрабатываемых заготовок различают фуго-
вальные станки с ручной (СФЗ-З, СФ4-1, СФ6-1) и механической
(СФАЗ-1, СФА4-1) подачей. Механизированная подача произво-
дится пристроенным автоподатчиком или встроенным в станок
механизмом конвейерной подачи.
На рисунке 5.1 показан общий вид одностороннего фуго-
вального станка с ручной подачей.
86
Глава 5. Первичная механическая обработка мебельных заготовок из массивной древесины
...................
9
10
Рис. 5.1. Односторонний фуговальный станок СФ6-1:
1 — станина; 2 — задний стол; 3 — веерное ограждение ножевого вала;
4 — направляющая линейка; 5 — ножевой вал; 6 — фиксаторы
крепления направляющей линейки; 7— кронштейн; 8 — передний
стол; 9 — шкала, 10 — рукоятка настройки переднего стола по высоте
Станок имеет станину коробчатой формы, на которой смон-
тированы ножевой вал, передний и задний столы и направляю-
щая линейка. Ножевой вал имеет привод от электродвигателя
через клиноременную передачу. Он установлен на подмоторной
плите внутри станины станка. Для быстрой остановки ножевого
вала (после выключения станка) предусмотрен тормоз, действую-
щий от электромагнита. Для изменения толщины снимаемого
слоя древесины передний стол можно перемещать по высоте ру-
кояткой и регулировать его положение по шкале. Задний стол
предназначен для точного базирования обработанной поверх-
ности заготовки. Он может быть неподвижным или подвиж-
ным по высоте. Направляющая линейка с фиксаторами слу-
жит для бокового базирования обрабатываемой заготовки. Она
выполнена в виде узкой плиты и установлена на кронштейне. Ее
можно поворачивать под углом до 45° и перемещать по шири-
не стола станка. Ножевой вал станка имеет веерное ограждение,
которое открывается при проходе заготовки через ножевой вал
и автоматически закрывается после ее обработки.
87
Раздел I. Технология производства мебели
IIIIIIHI ШИ 1111ШШ11ШШ11ШШ1Ш1ШШ1Ш11ШШ11ШШ11ШШ1Ш1Ш1Ш11 ШНИ ПИШИ 111ШШ1ШШ11ШШ11Ш1ШШ1Ш11ШШ11ШШ1Ш1Ш1Ш1
При фуговании заготовку укладывают поверхностью, под-
лежащей фугованию, на переднюю плиту переднего горизон-
тального стола. При перемещении заготовки по столу станка
необходимо обеспечить ее устойчивость — постоянство бази-
рования. Покоробленные заготовки будут более устойчивы
на прямой плоскости стола, если они обращены к ней вогнутой,
а не выпуклой стороной. При ручной подаче правильность поло-
жения заготовки на передней плите проверяется покачиванием.
Если концы заготовки на столе легко покачиваются, ее следует
перевернуть и фуговать вогнутую сторону. Сохраняя устойчивое
положение, заготовку перемещают по передней плите к ножевому
валу. Когда часть заготовки будет обработана и перейдет на за-
днюю часть стола, необходимо изменить ее базирование: с черно-
вого необработанной поверхностью на чистовое по обработанной
поверхности.
Для формирования двух взаимно перпендикулярных по-
верхностей на смежных сторонах заготовки на некоторых стан-
ках устанавливается вертикальная ножевая головка диаметром
105 мм, которая приводится во вращение от электродвигателя
через ременную передачу. Горизонтальный ножевой вал и вер-
тикальная ножевая головка приводятся во вращение от отдель-
ных электродвигателей. Наибольшая толщина снимаемого слоя
при фуговании на станках общего назначения — до 6 мм, опти-
мальная толщина — 1,5—2,5 мм. Увеличение толщины снимаемо-
го слоя при фуговании свыше 3 мм ухудшает стружкообразова-
ние, приводит к сколам древесины, требует значительных усилий
подачи, вызывает вибрацию заготовки. Эти факторы оказывают
отрицательное влияние на качество обработки. Чтобы обработать
всю базируемую поверхность черновой заготовки при фуговании,
необходимо иногда произвести несколько проходов. С помощью
направляющей линейки на одностороннем фуговальном станке
можно произвести выравнивание двух смежных поверхностей за-
готовки под определенным углом друг к другу.
Качество поверхности древесины, обработанной на фуго-
вальных станках, зависит от ряда факторов, основными из ко-
торых являются скорость подачи, скорость резания, износ ин-
струмента, диаметр ножевого вала.
Схемы организации рабочих мест у фуговальных станков
представлены на рисунке 5.2, технические характеристики обо-
рудования — в таблице 5.1.
88
Глава 5. Первичная механическая обработка мебельных заготовок из массивной древесины
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiHiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiii)iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiii)iiiiiiiiiiiiiiiiiiiiimiiiiiiiiiiiiiiiiiiiiiiui
в
Рис. 5.2. Схемы организации рабочих мест у фуговальных станков:
а — у одностороннего ручной подачей СФ6-1; б — у одностороннего
с механической подачей СФК6; в — у двустороннего С2Ф4
Таблица 5.1
Технические характеристики фуговальных станков
Параметр ф-6 СФК-6 С2Ф4-1К С2Ф-4 GRIGGIO PF530 Stomana Dma 3L ССФ6-1 СФб-1
Размеры обраба- тываемого мате- риала, мм:
ширина наи- большая 630 630 400- 500 400 530 520 630 630
толщина наи- большая - 200 100 100 100 — —
хтина наи- меньшая 400 400 400 400 400 400 400 400
Количество ноже- вых валов, шт. 1 1 2 2 1 1 1 1
89
Раздел I. Технология производства мебели
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiitiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiinii
Окончание табл. 5.1
Параметр ф-6 СФК-6 С2Ф4-1К С2Ф-4 GRIGGIO PF 530 Stoma па Dma 3L ССФ6-1 СФ6-1
Диаметр ноже- вого вала, мм: горизонтального вертикального 118 125 125 100 125 100 4 116 120 115 125
Наибольшая толщина снима- емого слоя, мм 6 6 6 6-8 8 8 6 6
Скорость подачи, м/мин — — 6; 8; 12; 15 8; 12; 16; 24 — — — —
Общая установ- ленная мощность, кВт 5,5 7 4,5 4,3 4 5 5,5 3
Габариты, мм: длина ширина высота 2600 1370 1030 2565 1300 1300 2512 845 1400 2565 885 1290 2900 1300 1070 2950 750 1320 2600 1200 1200 2564 1230 1200
Масса, кг 995 1600 1100 900 660 820 1000 950
5.3. Обработка заготовок из древесины в размер по сечению
Назначение операции обработки в размер — придание заготовке
требуемых формы и размеров с определенной степенью точности и ка-
чества поверхности. Последнее особо важно, если после операции об-
работки в размер следует склеивание, облицовывание или отделка.
Заготовки, имеющие базовые поверхности, обрабатывают
на рейсмусовых станках для формирования размера по толщине
(ширине). Для этой цели применяются односторонние (двусто-
ронние) рейсмусовые станки, позволяющие получить высокое
качество обработки при наличии у заготовки базовой поверх-
ности, а также четырехсторонние продольно-фрезерные станки.
Рейсмусовые станки дают возможность получить заготовки
с параллельными противоположными плоскостями, но требуемый
угол между смежными сторонами не формируют, поэтому сечение
заготовки может получиться не прямоугольным, а в виде паралле-
лограмма. Кроме того, если заготовка имеет продольную покоро-
90
Глава 5. Первичная механическая обработка мебельных заготовок из массивной древесины
llllllllllllllllllltlHIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIilllllllllllllllllllllllllllllllllllllllllllllllllllllllllillllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllll
бленность, то в процессе обработки она выпрямится под нажимом
прижимных валиков, а затем вернется в исходное состояние.
При выборе оборудования следует учитывать, что точность
обработки двусторонних рейсмусовых станков в 1,5—2 раза ниже,
чем односторонних.
Высокая производительность обеспечивается при обработке
в размер при использовании четырехсторонних продольно-фре-
зерных станков, позволяющих не только одновременно обраба-
тывать четыре стороны, но и при необходимости формировать
профиль сечения заготовки. Сочетания высокой производитель-
ности и качества обработки можно достичь, если операции об-
работки в размер на четырехстороннем продольно-фрезерном
станке предшествует операция создания базы на фуговальном
станке. Для обеспечения требуемой шероховатости поверхности
древесины обработку заготовок следует вести при определенных
режимах (скорости подачи, резания и т. д.).
Для получения заготовок заданных размеров по толщине
и ширине применяют рейсмусовые станки. Рейсмусовые станки
могут быть односторонними с верхним расположением ножево-
го вала (СР4-1, СР6-9, СР8-2 и др.) (рис. 5.3) и двусторонними
с верхним и нижним расположением ножевых валов (С2Р8-6,
C2PI2-3). В производстве также могут использоваться станки
JWP-2510, JWP 209НН, Planermax 1300, DH 520 и др.
Рис. 5.3. Принципиальная схема одностороннего рейсмусового станка:
1 - заготовка; 2 — предохранительный эксцентрик; 3 - передний
подающий рифленый валик; 4, 6— колодки; 5 — ножевой вал;
7 - подающий гладкий валик; 8 — нижние валики; 9 - стол
91
Раздел I. Технология производства мебели
IIIIIIHI ШИ 1111ШШ11ШШ11ШШ1Ш1ШШ1Ш11ШШ11ШШ11ШШ1Ш1Ш1Ш11 ШНИ ПИШИ 111ШШ1ШШ11ШШ11Ш1ШШ1Ш11ШШ11ШШ1Ш1Ш1Ш1
Обработка заготовок в размер на одностороннем рейсмусо-
вом станке происходит следующим образом. Обрабатываемая
заготовка базируется на плоскости стола. Подаются заготовки
только верхними подающими валиками 5 и 7 Первый по ходу
подачи верхний валик 3 имеет рифленую поверхность для уве-
личения сцепления с заготовкой. Все остальные валики гладкие.
Для повышения качества обработки и предотвращения вибрации
при цилиндрическом фрезеровании в зоне резания заготовка
прижимается к столу колодками. Колодка 4 способствует образо-
ванию деформированной стружки и является стружколомателем.
Колодка 6устраняет вибрацию заготовки и является прижимной.
При прохождении заготовки между окружностью резания ноже-
вого вала и столом она будет иметь постоянную толщину h. неза-
висимую от ее начального, превосходящего эту величину разме-
ра. Предохранительные устройства 2 предотвращают возможный
выброс заготовки силой резания в том случае, если она не будет
прижата рифленым валиком 3. Нижние гладкие валики 5снижа-
ют трение заготовок при перемещении, они должны выступать
над поверхностью стола не более, чем упругая деформация заго-
товки от нажима, воспринимаемого при подаче валиками 3 и 7
Обычно упругая деформация заготовок при вальцовой подаче
равна 0,2 мм. Задний подпружиненный гладкий подающий валец
расположен на 0,5—1,0 мм ниже окружности резания. Защитный
щиток предохраняет поверхность заготовки между задним при-
жимом и вальцами от попадания стружки. Для уменьшения тре-
ния заготовки по столу нижние валики должны немного высту-
пать над столом. Величина выступа А, регулируемая рукояткой,
зависит от размера заготовки и породы древесины и составляет
0,1—2,0 мм.
Рейсмусовые станки применяют для обработки в размер
как брусков, так и щитов. Их выпускают с различной шириной
стола — от 300 до 1250 мм и выше по специальному назначению.
В зависимости от ширины стола рейсмусовые станки условно де-
лят на три типа: легкие при ширине стола до 600 мм, средние —
до 800 мм и тяжелые - свыше 800 мм. Для обработки щитов
обычно используют рейсмусовые станки тяжелого типа.
Качество работы, выполняемой на рейсмусовом станке, зави-
сит от правильности его наладки. На рейсмусовом станке нель-
92
Глава 5. Первичная механическая обработка мебельных заготовок из массивной древесины
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiDiiiiiiiiHiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiimiiiiiiiiiiiiiiiiiiiiiiiii
зя обрабатывать заготовки, длина которых меньше расстояния
между подающими вальцами. Для получения коротких деталей
нужно обрабатывать кратные по длине заготовки. Для предот-
вращения выброса заготовок из станка необходимо правильно
настраивать когтевую защиту. Передний рифленый подающий
валец не должен иметь трещин, выбитых ребер и изношенных
поверхностей. Одновременное фрезерование двух и более заго-
товок разной толщины допускается только при условии надеж-
ного прижатия подающими вальцами каждой из них. При обра-
ботке на рейсмусовом станке рамочных изделий их направляют
в станок с некоторым перекосом (по диагонали) во избежание
сколов древесины на поперечных брусках. На рейсмусовом стан-
ке работают двое рабочих: один укладывает заготовки ранее
обработанной (на фуговальном станке) поверхностью на стол
станка и направляет их вперед под верхний подающий валик,
заполняя ширину стола одновременно (параллельно) обраба-
тываемыми заготовками на 60—80 %, другой принимает выхо-
дящие из станка заготовки, проверяет их качество и укладывает
в стопу или в контейнер. Заготовки должны иметь требуемую
толщину (при необходимости и ширину), ровные и гладкие по-
верхности.
Схемы организации рабочих мест приведены на рисунке 5.4,
технические характеристики оборудования для обработки заго-
товок в размер на рейсмусовых станках — в таблице 5.2.
а б
Рис. 5.4. Схемы организации рабочих мест у рейсмусовых станков:
а — у одностороннего СРЗ; б - у двустороннего С2Р8
93
Раздел I. Технология производства мебели
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIllllilllllllilllllllllllIIIIIIIIII11111 Hilllllllilil IIIIIIIII III HillIIIIIIIIIHill 111 IIIIIIIHHIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIHIIIIIIIIIHIII lllllilil llllllltllllllllltlllllllll
Таблица 5.2
Технические характеристики рейсмусовых станков
Параметр JWP-2510 Planermax 1300 СР8-2 СР12-2 DH 520 JWP 209 НН
Размеры заготовок, мм: ширина толщина длина наименьшая 635 3-230 250 1300 5-300 280 800 250 450 1250 10-125 450 520 5-250 170 500 3-200 170
Наибольшая толщина снимаемого слоя, мм 6,5 9 8 5 6 4
Число ножей в ножевом валу, шт. 174 4 4 4 4 132
Диаметр ножевого вала, мм 76 125 140 160 100 81
Частота вращения ножевого вала, мин-1 5000 5000 4570 4100 5000 5000
Скорость подачи, м/мин 6; 8; 10 5-20 8; 16 5-30 1-10 7-10
Общая установлен- ная мощность, кВт 16 20 13 23,77 7,5 11
Габариты, мм: длина ширина высота 1320 915 1500 1860 1180 1350 1120 1480 1340 1350 2695 154 950 1000 1150 1560 1050 1050
Масса, кг 725 2000 1600 3300 600 400
Четырехсторонние продольно-фрезерные станки служат для
продольной обработки пиломатериалов и заготовок в размер
и профиль поперечного их сечения. Обработка производится
методами цилиндрического, конического и профильного фре-
зерования проходным способом при механической подаче обра-
батываемых пиломатериалов и заготовок. Станки этой группы
в зависимости от ширины фрезерования подразделяются на лег-
кие (калевочные) — для обработки профильных мебельных и сто-
лярных деталей шириной до 160 мм, средние — для обработки
столярных плоских и профильных деталей шириной до 250 мм
и тяжелые — для обработки погонажных изделий и пиломатериа-
лов шириной до 650 мм.
94
Глава 5. Первичная механическая обработка мебельных заготовок из массивной древесины
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiHiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiDiiiitimiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiniiiiiiiiiiiiiiiiii
За один проход обрабатываются все стороны заготовок. Стан-
ки разных моделей одного типа отличаются в основном по спо-
собности обрабатывать заготовки различных размеров.
В четырехсторонних станках, работающих по наиболее рас-
пространенной фуговально-рейсмусовой схеме (рис. 5.5), нижний
горизонтальный шпиндель создает базовую поверхность нижней
пласти заготовки, поэтому заготовка должна проходить над этим
шпинделем, не деформируясь. В некоторых станках и автома-
тических линиях для предотвращения деформации заготовки
применяют различные приспособления, например, для создания
промежуточной базы, замены подвижного базирования по плас-
ти жестким базированием по кромкам и др.
Рис. 5.5. Принципиальная схема четырехстороннего
продольно-фрезерного станка:
1 - верхний горизонтальный шпиндель; 2 - подпружиненные
ролики; 3 - подающие верхние вальцы; 4 - подающие нижние
вальцы; 5 - нижний горизонтальный шпиндель; 6 — нижняя
фрезерующая головка; 7- вертикальные шпиндели
При использовании промежуточной базы станок оборудован
дополнительной ножевой головкой, обрабатывающей заготов-
ку не по всей пласти, а фрезерующей два неглубоких (2-3 мм)
паза в кромках. По выработанной таким образом промежуточ-
ной базе заготовки осуществляется базирование по специальной
установочной поверхности станка при обработке всей пласти
нижней фрезерующей головкой. Далее базирование происходит,
как обычно, по всей нижней поверхности. При профильной обра-
ботке вертикальные шпиндели могут располагаться друг против
друга или последовательно. В средних и тяжелых станках имеют-
ся дополнительные горизонтальные и вертикальные шпиндели
95
Раздел I. Технология производства мебели
iiiiiiniu.ши..............................................iiiiiiiiiiniiiiiiniiiiiiniuiiiniiiiiiniiiiiiniiiiiniiiiiinii.
для получения профиля с любой стороны детали или раскроя ее
с помощью круглых пил на несколько деталей по ширине. Чис-
ло рабочих шпинделей зависит от характера рабочих операций
и может достигать восьми, десяти и более.
Для четырехсторонних станков, оснащенных большим чис-
лом шпинделей, прижимных и подающих устройств, важ-
но обеспечение быстрой переналадки и регулирования станка.
Механические индикаторы позволяют следить за точностью
настройки используемых инструментов. Усилие пневмоприжи-
ма подающих вальцов подбирается с учетом конкретных усло-
вий обработки. В современных станках все органы настройки
и управления вынесены на фронтальную сторону (сторону об-
служивания), все верхние ножевые головки и прижимные эле-
менты выполнены в одном блоке. В зависимости от толщины
изделия настройка блока по высоте производится одновременно
с помощью серводвигателя через червячные передачи и винтовые
пары. Для контроля положения блока применяются отсчетные
устройства, имеющие точность до 0,1 мм. Кроме того, осуществ-
ляется независимая точная настройка верхних ножевых головок.
Ширина обработки устанавливается также отсчетным устрой-
ством, учитывающим диаметр используемого инструмента. Ско-
рость подачи для легких и средних четырехсторонних станков
колеблется в диапазоне 5—45 м/мин, для тяжелых станков —
100—200 м/мин. Управление процессом обработки в последних
моделях четырехсторонних станков ведется через компьютер,
что гарантирует высокую точность обработки. Ручная загрузка
деталей в станок при скорости выше 30 м/мин невозможна, по-
этому четырехсторонние станки оснащают автоматическими за-
грузочными устройствами.
Для обработки заготовок в размер с четырех сторон можно
применять станки марок Hydromat 1000, Griggio G240, Beaver 523,
Powermat 1200, С25-5АБ, Unimat 500 (рис. 5.6), Holzmann VS 523,
SCM Super SetNT, Profl Set 60 и др.
Схема организации рабочего места приведена на рисунке 5.7,
технические характеристики оборудования для обработки заго-
товок в размер на четырехсторонних продольно-фрезерных стан-
ках — в таблице 5.3.
96
Глава 5. Первичная механическая обработка мебельных заготовок из массивной древесины
...................
Рис. 5.6. Общий вид четырехстороннего
продольно-фрезерного станка Unimat 500
Рис. 5.7. Организация рабочего места у четырехстороннего
продольно-фрезерного станка
Таблица 5.3
Технические характеристики четырехсторонних
продольно-фрезерных станков
Параметр Hydro mat 1000 GRIGGIO G240 Beaver 523 Powermat 1200 С25-5АБ Unimat 500 Holzmann VS 52 3
Размеры об- рабатываемого материала, мм: ширина толщина длина наи- меньшая 20-230 8-160 200 20-240 8-160 250 20-260 8-120 200 20-230 10-160 200 60-250 80-230 630 20-260 8-120 200 20-230 8-160 200
Число рабочих шпинделей, шт. 5-6 5—6 5 6 6 5-8 5
97
Раздел I. Технология производства мебели
INIIIIIIIIIIIIIIIIIIIIIIIIIIIIWIIIIIINIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIItllllllllllllllllllllllllllllllllllllllltMIIIIIHIIIIIIIIIIIIIIIIIIIIIUIIIIIIMIIIIIIIIIIIIIIIIIIIIIINIIIIIHIIIIIII
Окончание табл. 5.3
Параметр Hydromat 1000 GRIGG Ю G240 Beaver 523 Powe г m at 1200 С25-5АБ Uni mat 500 Holzmann VS 523
Частота вра- щения, мин-1 6000 6000 6000 6000; 8000 5000 6000 6000
Скорость по- дачи. м/мин 4—36 4-30 6-24 5-36 10; 14; 18 5-30 6-30
Общая уста- новленная мощность, кВт 59 39 39,6 52 71,1 30 41,6
Габариты, мм: длина ширина высота 4000 2000 1800 4500 1800 1700 3’45 1700 1600 3800 1800 1920 4500 1600 1870 4290 1980 1830 3740 1730 1675
Масса., кг 3900 2750 2700 3600 6500 2800 3800
5.4. Поперечный раскрой заготовок
Для точного расположения отверстий, гнезд и других кон-
структивных элементов по длине детали необходимо иметь
на торцах заготовок чистые базовые поверхности. Получить такие
поверхности при раскрое досок невозможно, поскольку исполь-
зуются черновые установочные базы и применяются грубые высо-
копроизводительные пилы. Обработка черновых заготовок цилин-
дрическим фрезерованием в размер по периметру не обеспечивает
взаимозаменяемости полученных заготовок по длине, плоскост-
ности и наклону торцовых поверхностей относительно оси. От-
клонения по наклону торцов относительно оси у обработанных
цилиндрическим фрезерованием заготовок могут составлять ±4°.
Данная технологическая операция выполняется на кругло-
пильных станках для поперечного раскроя, концеравнителях,
шипорезных станках и совмещается с операцией формирования
шипов и проушин.
Широкое распространение получили однопильные станки
с кареткой и ручной подачей, позволяющие торцевать и раскраи-
вать заготовки под любым углом по отношению к направлению
движения каретки. Для получения чистовых баз по торцам об-
работанные фрезерованием по периметру заготовки торцуют
под требуемым углом к оси на торцовочных станках.
98
Глава 5. Первичная механическая обработка мебельных заготовок из массивной древесины
iiiiiiiiiiiiiiMiiiiiNiiifiimiiiiiiiiiiiiiiiiiiiiNiiiiiiiiHiiiiiiiiiiiiiiiiiiintiiiiiiiMiniiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiniiiiiiiHiiiiiiiiiiiiiiiiiiiiiiiiiiiiMiimiiiiiiiiiiiiiiiiii
Заготовка базируется на станке своими обработанными поверх-
ностями по столу и направляющей линейке. Положением стола ка-
ретки и направляющей линейки относительно плоскости пильного
диска определяют направление реза и требуемый угол плоскости
торца к боковым граням заготовки. Первый конец заготовки тор-
цуют, устанавливая ее на каретке так, чтобы опиливался мини-
мальный припуск, обеспечивающий сплошной рез пилы по всему
сечению заготовки. Второй конец торцуют в размер, пользуясь упо-
ром, предварительно установленным от плоскости пильного диска
на расстоянии, равном заданному размеру. Заготовка в этом случае
окончательно базируется на каретке обработанными поверхностя-
ми и чистым торцом по упору. Узкие заготовки можно торцевать
по нескольку штук одновременно. Для надежного крепления заго-
товок в каретке используют прижимные устройства. При неболь-
ших размерах заготовок ограничиваются прижимом их рукой.
В двухпильных торцовочных станках подача осуществляется
двумя конвейерными цепями, причем заготовку торцуют сразу
с обоих концов двумя пильными дисками.
С большой производительностью (в 10—12 раз превышающей
производительность однопильных станков с кареткой) можно
распиливать заготовки на кратные размеры на многопильных
торцовочных станках, имеющих несколько конвейерных цепей
и пильных дисков, устанавливаемых на нужном расстоянии один
от другого. Средняя точность торцевания обработанных загото-
вок характеризуется отклонением по длине от ±0.5 до ±1 мм,
а по углу между торцовой и боковыми гранями — от ±30 до ±1°.
Схема организации рабочего места поперечного раскроя за-
готовок приведена на рисунке 5.8, технические характеристики
торцовочных станков — в таблице 5.4.
Рис. 5.8. Организация рабочего места у круглопильного
станка для поперечного раскроя с кареткой
99
Раздел I. Технология производства мебели
IIIIIIIIII1IIIIIIIIIIIIIIIIIIllllilllllllllllllllllllIIIIIIIllllllllllllllinillllllIIIIIIIIIIIIIIIIIIIIIIIIIIIIIlllllililIИHIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIlllllllllllllllllllllHill
Таблица 5.4
Технические характеристики торцовочных станков
Параметр DMDK35 ЦКБ40-3 ORCA 1850 (верти- кальный) ТСП2М ТЦ400 Opticut S50
Размеры материала, мм:
ширина от 300 400 до 1850 от 250 290 500
толщина от 100 150 до 60 от 75 100 100
хтина от 400 — до 4300 от 400 — —
Количество пил, шт. 1 1 2 1 1 1
Диаметр пил, мм 350 630 250; 70 350 400 500
Частота вращения пильного вала, мин-1 4500 1850 5000 3000 3000 3000
Скорость подачи, м/мин — — — 60
Общая установленная мощность, кВт 2 9,7 3 1,7 1,5 7,5
Габариты, мм:
длина 2100 ИЗО 4800 1200 1100 6200
ширина 1800 1120 2100 1400 900 2130
высота 850 1320 1500 850 600 1600
Масса, кг 160 900 600 300 120 2600
Концеравнительные станки (Ц2К12-1, Ц2К20-1, Ц2К12Ф-1,
Ц2К20Ф-1) используют для чистовой торцовки одновременно
двух концов заготовок. Такие станки имеют механическую по-
дачу заготовок при поперечном их перемещении со скоростью
подачи 5—16 м/мин. Станки Ц2К12Ф-1 и Ц2К20Ф-1 помимо
двух пил дополнительно оснащены двумя фрезерными головка-
ми, на которых можно выполнять форматную обработку щитов
в размер по длине и ширине с одновременным фрезерованием их
кромок.
Схема организации рабочего места у концеравнителя приве-
дена на рисунке 5.9, технические характеристики оборудования —
в таблице 5.5.
100
Глава 5. Первичная механическая обработка мебельных заготовок из массивной древесины
111111111111111111111111111111Н1111111111111111111111111Н1111111111111111111111111111111111)1111111111111111111111111111111111111111111111111111111111111111111111Ш111111111111111111111111111111111111111111111Н
Рис. 5.9. Организация рабочего места у концеравнителя
двухпильного И2К12
Таблица 5.5
Технические характеристики концеравнителей
Параметр П2К12 Ц2К20
Размеры обрабатываемого материала, мм: 250
длина 250-1250 250-2000
ширина 40-250 40-250
толщина 12-80 12-80
Число пил, шт. 2 2
Наибольший диаметр пил, мм 400 400
Частота вращения пильного вала, мин-1 3000 3000
Скорость подачи материала, м/мин 3; 7,5; 10; 15 3; 7,5; 10; 15
Мощность электродвигателя, кВт 8,5 8,5
Габариты, мм:
длина 2786 —
ширина 2290 —
высота 1365 —
Масса, кг 1815 3536
5.5. Подготовка облицовок
Подготовку шпона к облицовыванию начинают после опе-
рации разметки и раскроя пачек шпона. Шероховатость поверх-
ности кромок Rm — не выше 32 мкм (ГОСТ 7016—2013). Кроме
того, не допускаются зазоры между кромками делянок, сколы
на кромках, отшепы, мшистость и вырывы. Отклонения от пря-
молинейности кромок должны быть не более 0,33 мм на 1000 мм
101
Раздел I. Технология производства мебели
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIlllltlllllllllllllllllllI ПНИllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllIИHllllllllllllllllllIIIIIIIIlllllllllllllllllllllllllIIIIIIIIIIlllllllllllllllllllllHill
длины. Отклонения от перпендикулярности кромок к пласти —
не более 0,2 мм.
Делянки укладывают в пачки из одного кноля с соблюдением
последовательности рисунка и текстуры. На рабочем месте выпол-
няются сортирование и подбор заготовок (делянок) по текстуре
и цвету. Делянки подбирают с соблюдением текстурного рисунка
древесины в соответствии с утвержденным проектом на мебель-
ное изделие или набор изделий. Смежные делянки подбирают
в лист так, чтобы каждая была зеркальным отражением соседней.
Для этого их через одну переворачивают на 180° вдоль продольной
оси. При четном количестве делянок в листе ось симметрии должна
проходить по средней фуге, при нечетном — по средней делянке.
Подобранные делянки облицовок шпона помечают цветным
мелом и складывают в пачки. Далее делянки шпона соединяют
в облицовки (листы). Эта операция называется ребросклеиванием,
которое может быть продольным и поперечным. Операция ре-
бросклеивания выполняется на ребросклеиваюших станках. Ре-
бросклеивающие станки предназначены для соединения полос
строганого или душеного шпона и отрезков пленок на основе
пропитанных бумаг при формировании из них облицовок. При-
меняются они в мебельной и фанерной промышленности.
По направлению подачи соединяемых полос машины делят
на два класса: с продольной и поперечной подачей листов. В ма-
шинах первого класса соединяемые кромки шпона параллельны на-
правлению подачи, а в машинах второго класса - перпендикулярны.
Классификация ребросклеиваюших станков приведена на
рисунке 5.10.
Соединение полос шпона по ширине для изготовления
облицовки требуемого размера осуществляют клеевой лентой
на бумажной основе, клеем-расплавом, клеевой нитью, карбами-
доформальдегидным клеем (КФК). Для склеивания шпона клее-
вой лентой применяют ребросклеивающие станки марок РС6,
РС-7, клеем-расплавом - PC-5. Rukle, клеевой нитью — РС-9,
Кирег, РС-бМ, РС-7М, для склеивания КФК — Кирег. Станки
типа Кирег используются для ребросклеивания шпона из древе-
сины ценных пород. Клеевая нить, которая проходит через на-
греваемый нитеводитель и наносится зигзагом или волнистой
линией, обеспечивая плотный шов с высокой адгезией и проч-
ностью на разрыв. Наиболее распространено ребросклеивание
клеевой нитью методом «зигзаг».
102
Глава 5. Первичная механическая обработка мебельных заготовок из массивной древесины
..................
Рис. 5.10. Классификация ребросклеиваюших станков
Схемы ребросклеивания шпона различным клеевым мате-
риалом показаны на рисунке 5.11.
Рис. 5.11. Схемы ребросклеивания шпона:
а - гуммированной лентой; б - с клеевым слоем по кромке
на гладкую футу; в — со швом по пласти; г - с точечным швом;
д - термопластичной нитью
Гуммированная лента вручную наклеивается на пласти со-
единяемых полос вдоль кромки, что обеспечивает высокую проч-
ность соединения полос шпона, достаточную для того, чтобы
при формировании пакета для склеивания облицовка не разва-
103
Раздел I. Технология производства мебели
iiiiiiniu.ши..............................................iiiiiiiiiiniiiiiiniiiiiiniuiiiniiiiiiniiiiiiniiiiiniiiiiinii.
лилась. Однако этот способ соединения имеет существенный не-
достаток. Если при формировании пакета облицовку положить
на щит гуммированной лентой наружу, то в процессе последую-
щего прессования на детали от ленты образуется вмятина глуби-
ной до 0,1 мм. При последующей обработке детали гуммирован-
ную ленту и вмятину надо сошлифовать. Процесс шлифования
становится чрезвычайно трудоемким. Если при формировании
пакета облицовку положить лентой внутрь пакета, то понижа-
ется прочность клеевого соединения между облицовкой и осно-
вой. При эксплуатации таких деталей происходит отклеивание
облицовки от основы.
Для устранения указанного недостатка гуммированную
ленту перфорируют или используют комбинированную лен-
ту. Комбинированная лента предназначена для ребросклеива-
ния сырого и сухого шпона. Ее готовят путем последователь-
ной односторонней пропитки бумажной ленты сначала основ-
ным клеем, плавящимся при нагревании, а затем мездровым
клеем. Комбинированная лента наклеивается на шпон так же,
как и гуммированная. Затем состыкованная облицовка подается
в сушильную камеру, где одновременно с сушкой происходит
вторичное соединение полос шпона посредством расплавленно-
го основного слоя клея.
В последние годы в отечественной и зарубежной практике
для продольного ребросклейвания шпона широкое распростра-
нение получили станки, соединяющие полосы шпона термоплас-
тичной нитью. Термопластичную нить получают из нити стекло-
волокна, которую пропитывают клеем-расплавом и пропускают
через калибровочное отверстие диаметром 0,28—0,38 мм. Клеевая
нить поступает потребителю в бобинах, из бобины она подает-
ся в электрический нагреватель (рис. 5.12), температура которого
зависит от вида клея (расплав или полиамидная смола) и обо-
рудования. В нагревателе клей на нити плавится. Нитеводи-
тель, совершая возвратно-поступательные движения, укладывает
нить зигзагом на пласти соединяемых полос. Ролик 6 прижима-
ет расплавленную нить к полосам шпона. Для того чтобы нить
прилипала к полосам шпона, а не к ролику, ролик постоянно
смазывают пропитанной маслом губкой. Механизм подачи ма-
шины выполнен в виде двух наклонных дисков, расположенных
по обе стороны направляющей линейки.
104
Глава 5. Первичная механическая обработка мебельных заготовок из массивной древесины
...................
Рис. 5.12. Схема ребросклеивания шпона термопластичной
нитью методом «зигзаг»:
1 — бобина; 2 — электрический нагреватель; 3 - направляющая
линейка; 4 — наклонные диски; 5 — нитеводитель;
6 - прижимной ролик; 7 - губка; 8 — полосы шпона
Соединение полос получается прочным, эластичным и обеспе-
чивает плотное прилегание кромок шпона. Кроме того, такое со-
единение не вызывает затруднений при выполнении последующих
технологических операций по наклеиванию облицовок.
Технологические режимы ребросклеивания приведены в та-
блице 5.6.
Таблица 5.6
Технологические режимы ребросклеивания шпона
Вид клея Температура размягчения. °C Рабочая температура, °C Время открытой выдержки, с
Клеевая нить из стекловолокна, пропитанного полиамидной смолой 500-520 (для ребро- склеивающих станков, типа РС-9); 200-220 (хтя ребросклеиваюших станков типа Кирег, Rukle FSM и т. п.) 3-5
Клей-расплав 90-110 140-160 5-12
Модели ребросклеиваюших станков приведены на рисун-
ке 5.13, схема организации рабочего места на участке ребросклеи-
вания шпона — на рисунке 5.14, технические характеристики
станков — в таблице 5.7.
105
Раздел I. Технология производства мебели
IIIIIIIIII1IIIIIIIIIII IIIIIII llllilllllllllllllllllllIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIlllllililIИHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII IIIIIII III lllllllllllllllllllll Hill
в
Рис. 5.13. Реброскдеиваюшие станки с продольной (а, б)
и поперечной (в) подачей
Рис. 5.14. Организация рабочего места у ребросклеиваюшего станка
Таблица 5.7
Технические характеристики ребросклеиваюших станков
Параметр С продольной подачей шпона С поперечной подачей шпона
РС-9 Кирег Rukle FSM-28 Кирег DMF-1800
Средство соединения Клеевая Клеевая Клей термо- Клеевая
полос шпона нить нить реактивный нить
106
Глава 5. Первичная механическая обработка мебельных заготовок из массивной древесины
Hill IIIIIII IIIIIIIIIIIIIIIIIIIIIIIII IIIIIIIIllllllllllllllllllllllllllllllIllllllllllllllllllllllllllllllIIlllllllllllllllllllllI ИНН III lllllllll I Hill IIIIII11 Hill III IIIIIII IIIIIIIIIIIIIIIIIIIIIIII lllllllllllll
Окончание табл. 5.7
Параметр С продольной подачей шпона С поперечной подачей шпона
РС-9 Kuper Rukle FSM-28 Kuper DMF-1800
Наибольшая длина шпона, мм 300 — 2800 1800
Толщина шпона, мм 0,4-4,0 0,3-3,0 0,5-4,0 2-6
Вылет головки, мм 900 1150 — —
Скорость подачи, м/мин 14-40 ю-зо 3-12 1,5-10
Температура обогрева, °C 500 180320 200 200
Число катушек с нитью, шт. 1 1 — 5
Число ходов ните- водителя 130— 1400 150— 1500 — —
Мощность обогрева- телей, кВт — 0,25 15 7,5
Мощность электродви- гателей, кВт — 1,5 5,2 —
Габариты, мм: длина ширина высота 1835 650 1790 2300 760 1500 4700 3850 1700 10 000 5000 2750
Масса, кг 630 630 5100 4150
На ребросклеивающей линии Kuper DMF/H1800 склеива-
емые полосы подаются механизмом подачи-стяжки (рис. 5.15).
С бобин, установленных на станке, через нагревательную труб-
ку подается клеевая нить. Нить разогревается до температуры
500 °C на выходе из трубки, совершающей качательное движе-
ние. накладывается на полосы зигзагообразно и прикатывается
к ним прижимным роликом. При подаче следующей пары полос
материала одновременно с их склеиванием контактирующий ро-
лик приходит в соприкосновение с ранее склеенной заготовкой,
и за счет разности линейной скорости на отрывном ролике и ско-
рости подачи происходит отрыв заготовки от нити.
Стопы шпона, выгруженные на цепной конвейер, перегру-
жаются на подъемный стол, который поднимает стопу на нуж-
ную высоту (рис. 5.16). Рабочий подает листы шпона на конвейер
107
Раздел I. Технология производства мебели
llllllllllllllllllllllllllllllllllllllllllllllllllllllllllll HIHIIIinilllllllllllllllllllllllllllllllllllllllKIIIIIIIIIIHHIIIIIIIIIIIIIDIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIII
для выпрямления листа. Конвейер выравнивает листы относи-
тельно поперечной кромки шпона. Ножницы отрубают пере-
днюю и заднюю кромки шпона перпендикулярно осевой линии
с помощью оптического измерителя-фотоэлемента. Фотоэлемент
также фиксирует дефекты в шпоне и дает ножницам команду
на вырубку дефекта.
Рис. 5.15. Общий вид ребросклеивющей линии Кирег DMF/H1800
для поперечного склеивания шпона:
1, 6 — автоматический стопоукладчик; 2 — клеильные головки;
3 — бобины с клеевой нитью; 4 — привод; 5 — механизм
подачи-стяжки; 7—станина
Рис. 5.16. Организация рабочих мест у ребросклеивющей линии
Kuper DMF/H1800 для поперечного склеивания шпона:
1 — цепной конвейер; 2 — загрузочный конвейер; 3 — ножницы
для резки шпона; 4 - разгрузочный конвейер; 5 - ребросклеиваюший
станок; 6 — автоматический стопоукладчик; 7 - конвейер выгрузки
стопы; 8 — конвейер промежуточного склада; 9 - подъемная платформа
С помощью пневмосопла и управляющих эксцентриков от-
ходы шпона сдуваются вниз. Целые бесшовные листы переводят-
ся на двухэтажный конвейер, служащий промежуточным скла-
108
Глава 5. Первичная механическая обработка мебельных заготовок из массивной древесины
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiHiiHiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiimiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiniiiiiiiiiiiiiiiiiiiiiiiiii
дом и подаюший куски шпона на ребросклейку. На ребросклеи-
вающем станке листы шпона склеиваются в бесконечную ленту
шпона с помощью расплавленной нити. На обе поверхности
ленты шпона расплавляются четыре пары нити, краевые нити
меняют поверхность на другую после каждого шва. Из бесконеч-
ной ленты шпона ножницы рубят листы заданного размера, ко-
торые укладываются в стопы на требуемую высоту стопоуклад-
чиком. После заполнения стопы стопоукладчик опускается вниз,
и готовая стопа перемешается на рольганг выгрузки. После этого
на стопоукладчик ставится новый поддон, на который начина-
ет набираться новая стопа. Производительность для березового
шпона размером 1600x1600*1,5 мм составляет:
— 2000 п. м за 8 ч, т. е. 4,8 м3 при средней ширине кусков
450 мм; доля отходов от подаваемого объема шпона — 30 %, коэф-
фициент помех — 75 %.
— 2500 п. м за 8 ч, т. е. 6,0 м3 при средней ширине кусков
700 мм; доля отходов от подаваемого объема шпона — 25 %, коэф-
фициент помех — 75 %.
Ребросклеивание на линии возможно при кусках шпона ши-
риной не менее 150 мм.
Вопросы для самоконтроля
1. Перечислите технологические схемы механической обработки бруско-
вых заготовок.
2. Что называется базированием?
3. По каким признакхм различают фуговальные станки?
т. Поясните назначение операции обработки в размер.
5. Какие станки применяют для получения заготовок заданных размеров по
толщине и ширине?
6. Опишите процесс обработки заготовок в размер на одностороннем рейс-
мусовом станке.
7. По какой формуле рассчитывают производительность четырехсторонне-
го продольно-фрезерного станка?
8. На каких станках выполняется поперечный раскрой заготовок?
9. Объясните устройство однопильного станка с кареткой и ручной подачей.
10. Для чего используются концеравнительные станки?
11. Изложите классификацию ребросклеиваюших станков.
12. Опишите схему ребросклеивания шпона термопластичной нитью мето-
дом «зигзаг».
109
Раздел I. Технология производства мебели
IIIIIIIIIIIII IIIIIII II IIIIIII lllltlllllllllllllllllll I ПИП III lllllinillHIIIIIIII lllllllllllllllllllllllllllll lllllllll IИ HIIIIIIIIIIIIIIHIII IIIIIII lllllllllllllllllllllllll IIIIIII III lllllllllllllllltllll Hill
ГЛАВА 6. ВТОРИЧНАЯ МЕХАНИЧЕСКАЯ ОБРАБОТКА МЕБЕЛЬНЫХ
ЗАГОТОВОК ИЗ МАССИВНОЙ ДРЕВЕСИНЫ
Вторичной, или окончательной, механической обработкой
условно называют комплекс технологических операций по меха-
нической обработке заготовок. Необходимость такой обработки
вызвана тем. что при склеивании и облицовывании встречаются
сдвиги склеиваемых слоев, а чистовые заготовки нуждаются в об-
работке для получения взаимозаменяемых деталей, отвечающих
требованиям конструкторской документации по форме и качеству.
6.1. Состав и последовательность технологических операций
Вторичная механическая обработка состоит из двух стадий:
окончательная обработка заготовок, обеспечивающая форму, и под-
готовка поверхности к отделке, формирующей качество. На первой
стадии выполняются такие технологические операции, как форми-
рование шипов, фрезерование профилей, выборка гнезд и сверле-
ние отверстий. Требования к шероховатости поверхности готовой
детали обычно выше технических возможностей оборудования
и существующих методов первичной обработки цилиндрическим
фрезерованием при оптимальных режимах резания. Поэтому в ка-
честве завершающей вводится технологическая операция подготов-
ки поверхности готовых деталей и сборочных единиц к отделке.
Состав и последовательность технологических операций
по окончательной механической обработке:
- брусковых заготовок: фрезерование —► формирование ши-
пов и проушин, выборка пазов и продолговатых гнезд —► сверле-
ние отверстий —> подготовка поверхностей к отделке или: фор-
мирование шипов и проушин —► выборка пазов и продолговатых
гнезд —► фрезерование —► сверление отверстий —► подготовка по-
верхностей к отделке;
— щитовых заготовок: фрезерование —► сверление отвер-
стий —► подготовка поверхностей к отделке или: выборка пазов
и продолговатых гнезд —* фрезерование сверление отверстий —►
подготовка поверхностей к отделке.
6.2. Фрезерование
Назначение операции — формирование профиля прямо-
и криволинейных заготовок. Операция фрезерования универсаль-
на. так как позволяет получить любую форму детали (рис. 6.1).
НО
Глава 6. Вторичная механическая обработка мебельных заготовок из массивной древесины
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIillllllllllllllllllllllllllllllllllHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIItlllllllllllllllllllllllllllllllllinilllllllllllllllllllllllllllllllllllllllllllllll
Рис. 6.1. Виды профилей при обработке на фрезерных станках
По методу осуществления окончательной обработки загото-
вок различают фрезерование:
— прямолинейных поверхностей по линейке (сквозное, не-
сквозное);
— криволинейных поверхностей по кольцу и шаблону;
— поверхностей двойной кривизны;
— торцовое.
Схемы фрезерования прямолинейных (криволинейных) и
профильных поверхностей заготовок показаны на рисун-
ках 6.2—6.7.
Рис. 6.2. Схема фрезерования
прямолинейных и профильных
кромок (сквозное фрезерование):
1 — обрабатываемая заготовка;
2 — задняя направляющая линейка;
3 — скоба; 4 — фреза; 5 — передняя
направляющая линейка
Рис. 6.3. Схема фрезерования
профиля с нижним
расположением кольца
и шаблона: 1 — шаблон;
2 — обрабатываемая
заготовка; 3 — фреза;
4 — опорное кольцо
Рис. 6.4. Схема фрезерования
профиля с верхним
расположением кольца и шаблона:
1 — обрабатываемая заготовка;
2 — шаблон; 3 — фреза;
4 - опорное кольцо
111
Раздел I. Технология производства мебели
IIIIIIIIII IIIIIIIIII IIIIIIIII llllilllllllllllllllllllI ПНИI III IIII Hilllllllilll IIIlillll III HillIIHillIIHill 111 llllllIHIII1111111II11111II1111 Illi 1111111II11II111111111111111II11111111II111IIII1111 III 11111III
Рис. 6.5. Схема несквозного фрезерования прямолинейных кромок:
1 - обрабатываемая заготовка; 2 - задняя направляющая
линейка; 3 — фреза; 4 — передняя направляющая линейка;
5 - передний упор; 6 - задний упор
Рис. 6.6. Схема фрезерования криволинейных кромок
в двустороннем шаблоне:
1 — обрабатываемая заготовка; 2 — упор; 3 - шаблон;
4 — зажимное устройство; 5 — фреза; 6 — кольцо
Рис. 6.7. Схема фрезерования криволинейных профильных
кромок по кольцу и шаблону:
1 — шаблон; 2 — направляющая кромка шаблона; 3 — прижим;
4 - упор; 5 - обрабатываемая заготовка; 6- направляющая
линейка шаблона; 7 — фреза; 8 — упорное кольцо
112
Глава 6. Вторичная механическая обработка мебельных заготовок из массивной древесины
................................................ uiiHiiiiiiiiiiiiiimi
Несквозное фрезерование характеризуется тем, что профиль
фрезеруется не по всей длине заготовки, а только на какой-то
ее части. Операция выполняется на фрезерном станке по упо-
рам, устанавливаемым на линейке. Деталь пластью укладывают
на стол станка, одним концом он упирается в передний упор,
а другой ее конец надвигается на фрезу до тех пор, пока кромка
не коснется передней направляющей линейки. Далее деталь пе-
ремещается вдоль линейки до второго заднего упора, и ее конец,
ближайший к фрезе, отводится от линейки.
Криволинейные кромки незамкнутого и замкнутого конту-
ра получают фрезерованием по кольцу и шаблону. Для профиля
применяют профильную фрезу, криволинейность кромки зада-
ется формой шаблона. В соответствии с формой детали шаблон
может быть замкнутого (заготовка обрабатывается по всему пе-
риметру кромок) и незамкнутого контура (обрабатываются одна,
две, три кромки).
При фрезеровании одной криволинейной кромки с нижним
и верхним расположением кольца и шаблона заготовка устанавли-
вается на шаблоне, который базовой кромкой опирается на опор-
ное кольцо, расположенное соосно с фрезой. Шаблон вручную
перемещают навстречу вращению фрезы, одновременно поджи-
мая его к опорному кольцу. Фреза, обрабатывая кромки, копиру-
ет на заготовке криволинейную форму шаблона. Опорное кольцо
можно располагать снизу и сверху фрезы. Соответственно обра-
батываемая заготовка будет базироваться либо на шаблоне, либо
под шаблоном на столе станка. Верхнее расположение кольца де-
лает работу на фрезерном станке менее опасной — место резания
закрыто шаблоном. Заготовку при этом базируют непосредствен-
но по столу фрезерного станка. При правильной форме базовых
поверхностей заготовки можно получить более точное положение
профиля по ширине. Но при этом увеличивается амплитуда бие-
ния шпинделя, передаваемая через кольцо и шаблон к заготовке.
Для устранения передачи вибрации шпинделя целесообразно за-
креплять кольцо не на вращающемся шпинделе, а на специаль-
ной неподвижной втулке, которая прикреплена к столу фрезер-
ного станка соосно со шпинделем.
Вверху опорное кольцо располагают обычно при обработ-
ке щитов и рамок. Нижним расположением опорного кольца,
113
Раздел I. Технология производства мебели
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIinillinilllllllllllllllllllllllllllllllllllllllllllllHHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIItlllllllll
как правило, пользуются при обработке брусков. Для изготовле-
ния деталей сложных криволинейных форм используют копиро-
вально-фрезерные станки-автоматы.
Отдельную группу составляют фрезерные станки, в ко-
торых вращающаяся фреза обрабатывает заготовку со всех сто-
рон (объемное фрезерование), копируя заданную форму модели.
На них получают несимметричные изделия в продольном и по-
перечном направлениях. Станки могут быть одно- и многошпин-
дельные.
Торцовое фрезерование канавок, гнезд и сложных контуров
у заготовок выполняют на копировально-фрезерных станках
с верхним расположением шпинделя (рис. 6.8).
Рис. 6.8. Схема фрезерования деталей на торцовом
копировально - фрезерном станке:
1 — стол; 2 — деталь; 3 — фреза; 4 — шаблон; 5 — палец-копир
Обработка детали производится в специальном шаблоне с па-
зами на нижней стороне, соответствующими контуру, который
нужно обработать. В столе станка имеется выступающий над его
плоскостью палец-копир, который в процессе работы находится
в пазу шаблона. Передвижение шаблона по столу задается фор-
мой имеющегося у него паза.
Выбор типа оборудования зависит от вида фрезерных работ
(формы детали), а модели станка — от размерных характеристик
заготовки, желаемой производительности, схемы организации
технологического процесса.
Для фрезерования прямолинейных поверхностей используют
одношпидельные фрезерные станки с нижним расположением
шпинделя с ручной подачей ФЛ (легкие — с высотой обработки
114
Глава 6. Вторичная механическая обработка мебельных заготовок из массивной древесины
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIillllllllllllllllllllllllllllllilllllllllllllllllllllllllllllllllDIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII
до 80 мм) и ФЛ-1, ФС-1 (средние — до 100 мм). ФТ (тяжелые —
до 125 мм) и ФТ-1 и с механической подачей ФЛА, ФСА и ФСА-1,
ФТА и ФТА-1. Схема организации рабочего места у одношпин-
дельного фрезерного станка с нижним расположением шпинделя
ФС приведена на рисунке 6.9. технические характеристики неко-
торых станков — в таблице 6.1.
Рис. 6.9. Организация рабочего места у станка ФС
Таблица 6. /
Технические характеристики фрезерных станков
с нижним расположением шпинделя
Параметр ФЛ Т210 SF 220 ФА-4 ФЛА
Наибольшая толщи- на обрабатываемого материала, мм 80 125 (150) 150 (180) 100 (125) 80
Размеры стола, мм: длина ширина 800 780 1200 730 1000 720 1000 800 800 780
Диаметр шпиндель- ной насадки, мм 22 (27) 32 (40) 32 (40) 32 22 (27)
Наибольший диа- метр режущего инструмента, мм 140 140 220 160 140
Частота вращения шпинделя, мин"1 6000; 12 000 1500; 3000; 4000; 6000; 9000 4000; 8000 6000; 8000 6; 12
Скорость подачи, м/мин — — — 6-24 0-24
Общая установлен- ная мощность, кВт 2,3 4 4 5 3
115
Раздел I. Технология производства мебели
INIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIMIIIIIIItllllllllllllHIIIIIIMIIIIIIINIIIIIIIIillMIIIIIIIIIIIIIIINIIIIIIIIIIIIIIIIIIIIIIMillllllllHIIIIIillllllllllltNIIIIIINillllllllllllllllllllMlllinilllllll
Окончание табл. 6.1
Параметр ФЛ Т210 SF 220 ФА-4 ФЛА
Вертикальное перемещение шпинделя, мм 100 180 200 100 100
Габариты, мм:
длина 990 1200 1100 1050 1085
ширина 855 700 800 1300 1075
высота 1255 1120 1000 1400 1355
Масса, кг 710 430 430 750 850
Для формирования шипов и проушин используются одно-
шпиндельные фрезерные станки с нижним расположением суп-
порта с шипорезной кареткой ФЛШ. ФСШ. ФТШ и аналогич-
ные станки с механической подачей ФСШ-12 и ФТШ-12. Схема
организации рабочего места у одношпиндельного фрезерного
станка с нижним расположением шпинделя с кареткой ФСШ
приведена на рисунке 6.10, технические характеристики станков
этой группы — в таблицах 6.2, 6.3.
Рис. 6.10. Организация рабочего места у станка ФСШ
Таблица 6.2
Технические характеристики фрезерных станков
для формирования шипов, плоского и профильного
прямолинейного фрезерования
Параметр ФШ-4 ФЛШ Т 1000 S
Размеры обрабатываемого материала, мм: толщина наибольшая ширина наибольшая 100(125) 230 80 230 125(180) 250
116
Глава 6. Вторичная механическая обработка мебельных заготовок из массивной древесины
IIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIilllllllllllllllllllllllllllllllllllllllillllllllllllllllllllllllllllllllllllllllllll
Окончание табл. 6.2
Параметр ФШ-4 ФЛШ Т 1000 S
Размеры рабочей поверхности шипорезной каретки, мм: длина ширина 560 950 215 1000 1150 350
Размеры стола, мм: длина ширина 1000 800 1000 865 1000 500
Диаметр шпиндельной насадки, мм 32 22;32 32(40)
Наибольший диаметр режу- щего инструмента, мм: шипорезного диска фрезы 250 160 250 140 250 180
Частота вращения шпинделя, мин-1 4000; 6000; 8000 4000; 8000; 12 000 1500; 4000; 6000; 8000
Общая установленная мощ- ность, кВт 4,5 2,3 5,5
Вертикальное перемещение шпинделя, мм 100 100 150
Габариты, мм: длина ширина высота 1 740 1 380 1 340 1 520 1 500 1 295 1900 2000 1200
Масса, кг 780 820 525
Таблица 6.3
Технические характеристики фрезерных
станков с шипорезной кареткой
Параметр ФСШ-1А (К) ФСШ-2 Т 120 М-04 MF 30
Наибольшая толщина обра- батываемого материала, мм 100 100 100 130
Максимальный диаметр фрезы, мм 240 190 250 200
Размеры стола, мм: длина ширина 1000 800 800 530 800 530 900 750
117
Раздел I. Технология производства мебели
wiiiiiiiiiiiiiiiiiiiHiiiiiiimiiiiiiMiiiiiiitiiiiiiiiiiiiiiiiiiiiMiiiiiiiiNiiiiiiiimiiiiiiiiiiiiiiiimiiiiiiiiiiiMiiiimtttiiiiiNiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiimiiiMiiiiiiiiHiiiiiMiiiiiiii
Окончание табл. 6.3
Параметр ФСШ-1А (К) ФСШ-2 Т 120 М-04 MF 30
Частота вращения шпин- деля, мин-1 3000; 4500; 6000; 9000 6000; 8000 2000; 3000; 4000; 6000; 8000 3000; 6000; 9000
Общая установленная мощ- ность, кВт 5,3 3 4,5 5,5
Габариты, мм: длина ширина высота 1000 1110 1270 940 780 1120 1150 890 1120 1050 900 1100
Масса, кг 810 400 550 375
Для фрезерования криволинейных поверхностей использу-
ются одношпиндельные фрезерные станки с нижним располо-
жением шпинделя ФА-4, ФСК, ФСК-1, ФЛ, ФЛ-1, ФС-1, ФТ,
ФТ-1 (фрезерование производится при помощи кольца и шабло-
на), а также карусельные фрезерные станки с верхним располо-
жением шпинделя (одношпиндельные Ф1К и Ф1К-2, двухшпин-
дельные Ф2К-2). Карусельные станки широко распространены
в массовом производстве брусковых изделий.
Схема организации рабочего места у одношпиндельного фре-
зерного станка ФЛ приведена на рисунке 6.11. технические ха-
рактеристики оборудования — в таблице 6.4.
Рис. 6.11. Организация рабочего места у станка ФЛ
118
Глава 6. Вторичная механическая обработка мебельных заготовок из массивной древесины
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiniiiiiiiiiiiiiiii
Таблица 6.4
Технические характеристики фрезерных
станков карусельного типа
Параметр Ф1К MX 71160
Диаметр обрабатываемой заготовки, мм 300-1200 500-1800
Наибольшая высота фрезерования, мм 90 130
Диаметр фрезерования, мм 1000 2000
Частота вращения стола, мин-1 0,37-3,74 0,3-5
Число фрезерных головок, шт. 1 2
Диаметр фрезерных головок, мм 165 135
Наибольшее вертикальное переме- щение головок, мм 50 180
Частота вращения фрезерных головок, мин"1 6000 8500
Общая установленная мощность, кВт 5,6 15
Габариты, мм:
длина 1800 2610
ширина 2000 2170
высота 1750 1925
Масса, кг 2500 3900
Для торцового фрезерования используются фрезерные копи-
ровальные станки с верхним расположением шпинделя ВФК-1
и ВФК-2 и аналогичный станок с приводными съемными роли-
ками для перемещения шаблона ВФК-3. Обработка производится
с помощью копира и шаблона. Точность обработки на этих стан-
ках во многом определяется точностью изготовления шаблона.
Схема организации рабочего места у копировального станка
приведена на рисунке 6.12.
Рис. 6.12. Организация рабочего места у станка ВФК-2
Диапазон конструктивных решений фрезерных станков весьма
широк — от станков с ручной подачей до обрабатывающих центров
119
Раздел I. Технология производства мебели
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIII
с ЧПУ. Гибкие автоматизированные производства в мебельной от-
расли оснащаются оборудованием разных производителей, напри-
мер, Biesse, SCM (Италия). Week, Weinig. Gubisch (Германия). Raute
(Финляндия), КАМИ Станкоагрегат, Семил. Камея (РФ) и др.
Копировально-фрезерный станок с ЧПУ СХ4-2012 (КАМИ)
с пантографом (рис. 6.13) предназначен для изготовления деталей
с поднутрениями, деталей асимметричных форм, нанесения узо-
ров и художественной резьбы на асимметричные детали. Станки
такого типа могут одновременно обрабатывать четыре заготовки.
Рис. 6.13. Копировально-фрезерный станок с ЧПУ СХ4-2012 (КАМИ):
а — общий вид; б — узлы обработки
Кроме описанных, в производстве мебели широко применя-
ются фрезерные станки общего назначение (табл. 6.5).
Таблица 6.5
Технические характеристики фрезерных
станков общего назначения
Параметр ВЗ-428 СФУ-1 Ф130-02 Ф130-04
Наибольшая толщина материала, мм 100 100 130 130
Максимальный диаметр фрезы, мм 250 250 250 250
Наибольшее вертикальное перемещение шпинделя, мм 100 130 130 130
Размеры стола, мм: длина ширина 800 720 1000 830 1000 650 1000 685
120
Глава 6. Вторичная механическая обработка мебельных заготовок из массивной древесины
IIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIillllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllll
Окончание табл. 6.5
Параметр ВЗ-428 СФУ-1 Ф130-02 Ф130-04
Частота вращения шпин- 3000; 3000; 3750; 3750;
деля, мин"1 6000; 4500; 4500; 4500;
9000 6000; 7500; 7500;
9000 9000 9000
Общая установленная мощность, кВт 4 4,2 4,75 4,75
Ход шипорезной каретки, мм 450 950 1220 1220
Габариты, мм:
длина 1065 1000 1980 1980
ширина 940 950 1540 1575
высота 1375 1270 1500 1500
Масса, кг 370 700 610 630
6.3. Формирование шипов и проушин
Детали, имеющие шипы и проушины, в процессе сборки
формируют и обеспечивают точность изделия на основе сбороч-
ных баз. которыми являются элементы шипов. По этой причине
окончательную обработку заготовок для таких деталей целесо-
образно начинать с формирования шипов. Таким образом, созда-
ются новые установочные базисные поверхности, которые можно
использовать при выполнении всех последующих технологиче-
ских операций, включая сборку деталей в сборочные единицы.
Выбор оборудования для формирования шипов и проушин
зависит, в первую очередь, от вида шипового соединения (формы
шипа) — рамного, ящичного или зубчатого. Современные кон-
струкции шипорезных станков имеют наклоняющиеся рабочие
шпиндели, что позволяет производить формирование шипов,
расположенных под углом к пласти детали.
Шипорезные станки в зависимости от технологии форми-
руют по принципу агрегатирования. Они имеют агрегатные си-
ловые головки, закрепляемые на отдельных суппортах. Неко-
торые переходы технологической операции формирования шипов
и проушин осуществляются последовательно путем перемещения
заготовки с одной позиции к другой.
Точностью формирования шипов и проушин обеспечивает-
ся точность исполнения всех последующих операций по окон-
121
Раздел I. Технология производства мебели
llllllllllllllllllllllllllllllllllllllllllllllllllllllllllllHllllllinilllllllllllllllllllllllllllllllllllllllKIIIIIIIIIIHHIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIII
нательной механической обработке заготовок и определяется
окончательная точность детали. Большое влияние на точность
формирования шипов, кроме вида оборудования и точности его
настройки, оказывают условия базирования заготовок на ка-
ретке. Шипы и проушины на обоих концах заготовки должны
формироваться при использовании одной и той же опорной ба-
зисной поверхности заготовки. Средняя точность изготовления
рамных шипов зависит от номинального размера шипа по тол-
щине и используемого станка: предельные отклонения изменя-
ются от ±0.2 до ±0,6 мм, отклонения по углу между плоскостью
заплечиков шипа и кромкой бруска — ±2°.
При формировании рамного шипа выполняется ряд опера-
ций: торцовка бруска дисковой пилой (рис. 6.14. л), формирование
шечек и плечиков (рис. 6.14, б, в), вырезка проушин (рис. 6.14. г).
Рис. 6.14. Схема формирования прямоугольных рамных шипов:
а - торцовочная дисковая пила; б, в - горизонтальные
ножевые головки (шипорезная фреза); г — горизонтальная
прорезная (проушечная) пила
Рамные шипы в массовом производстве можно формировать,
например, на односторонних ШОЮ-4, ШО16-4 и двусторонних
шипорезных станках ШД10-8, ШД16-8, ШД10-10 (с дополни-
тельной пильной головкой), ШД-10П (с программным управле-
нием). Модель станка выбирают в соответствии с размерными
характеристиками шипа и заготовки. В мелкосерийном и инди-
видуальном производстве операцию можно выполнять на фре-
зерных станках с кареткой ФСШ, ФСШ-4 и т. п.
Схемы организации рабочих мест у одно- и двусторонних
шипорезных станков представлены на рисунке 6.15, технические
характеристики оборудования данной группы — в таблице 6.6.
122
Глава 6. Вторичная механическая обработка мебельных заготовок из массивной древесины
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIII
Рис. 6.15. Схемы организации рабочих мест у шипорезных станков:
а - у одностороннего рамного ШО16-4; б - у двустороннего рамного
Таблица 6.6
Технические характеристики шипорезных станков
для рамных шипов
Параметр ШО15Г-5 ШО16-4 ШД10-3 ШД15-3
Наибольшие размеры обрабатываемого материала, мм: ширина толщина 400 150 400 150 200 75 200 150
Размер получаемого шипа, мм: наибольшая длина наименьшая толщина 160 10 160 10 100 5 160 10
Наибольшее расстояние между обрезающими пилами, мм — — 2000 2800
Наименьшее расстояние между заплечиками шипов , мм — — 200 200
Наибольшая глубина проушины, мм 125 125 100 125
Ширина проушины, мм 8; 10; 12 8; 10; 12 8; 10; 12 8; 10; 12
Количество установлен- ных шпинделей, шт. 4 4 8 8
123
Раздел I. Технология производства мебели
IIIIIIIIII1IIIIIIIIIII IIIIIII llllilllllllllllllllllll I ПИП IIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII lllllllll IИ HIIIIIIIIIIIIIIIIIII IIIIIII lllllllllll IIIIIIIIIIIIII IIIIIII III lllllllllllllllltllll Hill
Окончание табл. 6.6
Параметр ШО15Г-5 ШО16-4 ШД10-3 ШД15-3
Количество пильных головок, шт. 1 1 2 2
Диаметр пилы, мм 400 400 360 400
Угол поворота в обе стороны, град. 15 15 15 15
Перемещение при гори- зонтальном расположе- нии шпинделей, мм: по горизонтали по вертикали 200 150 200 150 200 150 200 150
Количество проушеч- ных головок, шт. 1 1 2 2
Диаметр инструмента, мм 360 360 310 360
Угол поворота в обе стороны, град. 10 15 10 10
Перемещение при вертикальном располо- жении шпинделя, мм: по горизонтали по вертикали 200 150 200 150 200 150 200 150
Подающий орган Каретка Конвейер Конвейер Конвейер
Скорость подачи, м/мин 2-12 2,5-15 2,5-10 2,5-10
Расстояние между упо- рами на конвейере, мм — — 220 220
Количество электро- двигателей, шт. 5 6 10 10
Мощность электро- двигателей, кВт 12,6 14,8 22,9 24,7
Габариты, мм: длина высота ширина 2960 1560 1900 3170 1420 1800 3350 1525 2380 4150 1525 2380
Существуют модели двусторонних шипорезных станков,
предусматривающие возможность форматной обработки на них
щитовых деталей из ДСП, МДФ и клееных заготовок. В связи
с этим они оснащены дополнительными узлами и механизмами.
124
Глава 6. Вторичная механическая обработка мебельных заготовок из массивной древесины
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiHiiiiiiiiiiiiiiiiiiiiiiiiiiiiiniiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiDiiiitiiiHiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiimiiiiiiiiiiiiiiiiiiiiiiiii
В узел форматной обрезки добавляются подрезные пилы, которые
прорезают предварительный паз в месте выхода зубьев основной
пилы из материала, предотвращая появление сколов на плас-
ти заготовки. К основной пиле добавляются пильные диски,
измельчающие отрезанную кромку. Устанавливаются вертикаль-
ные и горизонтальные шпиндели с инструментом для прореза-
ния продольных пазов на кромке и пласти. ленточно-шлифо-
вальные и профильные абразивные диски для обработки кромок.
Для мебельных производств выпускаются шипорезные стан-
ки с электронными копирующими устройствами, что позволяет
обрабатывать криволинейные детали из массивной древесины
и плит. Станок оборудуется тремя копировальными группа-
ми. расположенными по направлению подачи. Каждая группа
оснащена двигателем постоянного тока, который устанавлива-
ется на суппорте, перемещаемом шаговым двигателем. Каждая
копировальная группа перемещается перпендикулярно направ-
лению движения подачи по линейным направляющим винтом
с шарикоподшипниками, гарантирующими точное копирование.
Такая схема позволяет реализовать возможности программного
управления. Станки имеют электронный контроль и систему са-
модиагностики.
Формирование прямых ящичных шипов осуществляется на
односторонних шипорезных станках, а также на фрезерных стан-
ках с нижним расположением шпинделя и кареткой. Точность
изготовления яшичных шипов зависит от состояния оборудова-
ния и инструмента; отклонения размеров изменяются в пределах
от ±0,2 до ±0,5 мм.
Схема организации рабочего места у одностороннего ящич-
ного станка ШПА-40 представлена на рисунке 6.16.
Рис. 6.16. Организация рабочего места у станка ШПА-40
125
Раздел I. Технология производства мебели
iiiiiiniu.ши...........................................iiiiiiiiiiniiiiiiniiiiiiniuiiiniiiiiiniiiiiiniiiiiniiiiiinii.
Для нарезания ящичных шипов «ласточкин хвост» применя-
ют многошпиндельный шипорезный станок ШЛХ-3. Режущим
инструментом в этом станке являются концевые фрезы в форме
усеченного конуса. Для формирования полупотайных шипов
«ласточкин хвост» используют специальные многошпиндельные
станки ШЛХА, оснащенные концевыми фрезами, имеющими
форму опрокинутого усеченного конуса. В таких станках шипы
формируются одновременно у обеих заготовок. Заготовки закре-
пляют на каретке станка под прямым углом друг к другу. Одна
заготовка, в которой формируются шипы, ставится вертикально,
а другая — горизонтально, со смещением в сторону на величину
шага, равного расстоянию между осями шпинделей. При надви-
гании каретки фрезы прорезают в вертикальной заготовке про-
ушины и, углубляясь далее, в горизонтальной заготовке также
формируют проушины на глубину, равную толщине вертикаль-
но расположенной заготовки. Поскольку концы гнезд в горизон-
тально расположенной заготовке получаются закругленными, не-
обходимо закруглить также и стенки шипов, формируемых в вер-
тикально расположенной заготовке. Для этого каретка на станке
ШЛХА при выходе фрез из вертикальной заготовки имеет слож-
ное перемещение в горизонтальной плоскости, обеспечивающее
закругление фрезами боковых стенок шипов со стороны, обра-
щенной к фрезам. Сложное движение обеспечивается соответ-
ствующим механизмом автоматически.
Производительность таких станков невелика. Для нормаль-
ной работы станков ШЛХА необходимо иметь комплекты высо-
коточных концевых фрез на всю ширину заготовки. При заточке
концевых фрез нарушается идентичность их размеров и формы,
что приводит к ухудшению качества шипового соединения. Ши-
повое соединение на полупотайной шип «ласточкин хвост» яв-
ляется нетехнологичным для современных условий производства
и применяется только в исключительных случаях.
Схема организации рабочего места у ящичного станка для за-
резки шипов «ласточкин хвост» ШЛХ-3 представлена на рисун-
ке 6.17.
Зубчатые шипы можно получать на фрезерных станках
с нижним расположением шпинделя и кареткой или ящичном
шипорезном станке, используя соответствующие фрезы и при-
способления.
126
Глава 6. Вторичная механическая обработка мебельных заготовок из массивной древесины
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIinilllllllllllllllllllllllllllllllllllllllllllllll
Рис. 6.17. Организация рабочего места у станка ШЛХ-3
Двусторонние шипорезные станки с системой аспирации
(рис. 6.18, а) имеют следующие особенности опционных блоков:
цифровой контроллер ширины обработки; плоскозвенная цепь
подачи; линейные направляющие, обеспечивающие точное по-
зиционирование по ширине. Форматирующая система основных
и подрезных пил обеспечивает решение проблем сколов при фор-
матировании (обрезке) облицованных панелей. Первый фрезер-
ный блок оборудован функцией подскока (опционально возмож-
но исполнение с поворотом блока в диапазоне до ±90°).
Рис. 6.18. Двусторонние шипорезные станки:
а — с системой аспирации; б — модели Star-Parquet
Станок автоматический шипорезный форматно-обрезной
двусторонний Star-Parquet (GM Machinery. Италия) (рис. 6.18, б)
предназначен для фрезерования шипов и проушин с обеих сторон
в рамочных и каркасных конструкциях из древесины, формати-
рования ДСП и мебельного щита в заданный размер, для обгон-
ки по периметру дверных полотен и оконных рам, изготовления
127
Раздел I. Технология производства мебели
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII
паркета и половой доски. В связи с широким применением кар-
касных и рамочных конструкций станок может использоваться
на деревообрабатывающих предприятиях, мебельном и столяр-
но-строительном производствах любой мощности. При исполь-
зовании в массовом производстве станок может быть встроен
в поточную линию.
Станок имеет восемь режущих суппортов, конвейер с бес-
ступенчатым регулированием скоростей подачи, верхние привод-
ные прижимные устройства. Первыми по ходу подачи материала
расположены две прирезные пилы, затем стоят две торцовочные
пилы для торцовки заготовки. Последними по ходу подачи ма-
териала расположены четыре вертикальных фрезерных суппор-
та. Заготовки перемешаются от суппорта к суппорту с помощью
конвейера. Особенностью станка является возможность фрезеро-
вания шипов и пазов в заготовках, предназначенных для наполь-
ного покрытия по системе «клик».
Схема организации рабочего места у двустороннего ящич-
ного станка для зарезки прямых шипов представлена на рисун-
ке 6.19. технические характеристики оборудования — в таблице 6.7.
Рис. 6.19. Организация рабочего места у двустороннего
ящичного станка для зарезки прямых шипов
Таблица 6.7
Технические характеристики двусторонних шипорезных станков
Параметр Homag LO 23 Celaschi TSA 600 А Gabbiani ТМА 64
Ширина рабочей поверхности, мм: максимальная минимальная 2600 190 3500 280 2600 200
Максимальная пропускная высота, мм 90 120 180
128
Глава 6. Вторичная механическая обработка мебельных заготовок из массивной древесины
IIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIilllllllllllllllllllllllllllllllilllllllillllllllllllllllllllllllllllllllllllllllllll
Окончание табл. 6.7
Параметр Homag LO 23 Celaschi TSA 600 А Gabbiani ТМА 64
Максимальная скорость подачи, м/мин 25 30 20
Количество подрезателей, шт. 1 2 2
Количество фрез с каждой стороны, шт. 3 4 4
Количество сверлильных агре- гатов, шт. - 2 -
Мощность. кВт 45 121 85
Габариты, мм: длина высота ширина 4060 3840 1970 5800 4320 2170 5500 4200 2050
Масса, кг 3600 9000 4650
6.4. Точение
Назначение операции — изготовление деталей, имеющих
форму тел вращения (цилиндрическую, коническую, шарообраз-
ную и др.). В зависимости от способа базирования детали токар-
ные станки классифицируют на три вида: центровые, лобовые
и бесцентровые.
В настоящее время выпускаются токарные станки-автоматы
с программным управлением и автоматической загрузкой и вы-
грузкой. Технические особенности таких станков: цельная жест-
кая литая чугунная станина; жесткие направляющие скольже-
ния для лучшего гашения вибраций; высокоскоростные сер-
воревольверные головки с 12 позициями (время смены 0,15 с);
приводной инструмент для всех позиций (опция); параллельное
точение с использованием двух револьверных головок; современ-
ные системы ЧПУ и приводы по осям; ось К встроенная в кон-
струкцию станины.
Станок токарный центровой CL 1500 Bernardo (Австрия)
(рис. 6.20, а) предназначен для обработки точением изделий
из древесины в центрах, в патроне или планшайбе при помо-
щи подручника или с использованием ручной подачи суппорта.
Станок оснащен копировальным устройством, которое позволяет
производить продольное и поперечное копирование.
129
Раздел I. Технология производства мебели
IIIIIIIIIIIIIIIIIIIIII IIIIIII llllilllllllllllllllllll I ПИП IIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII lllllllll IИ HIIIIIIIIIIIIIIIIIII IIIIIII IIIIIIIIIIIIIIIIIIIIIIIII IIIIIII III lllllllllllllllllllll Hill
Рис. 6.20. Токарный станок центровой CL 1500 Bernardo (а)
и обрабатывающий центр с ЧПУ Spinner ТТС300-42 (б)
Обрабатывающий центр Spinner ТТС300-42 (Германия)
(рис. 6.20, б) оснащен новейшей системой ЧПУ с диалоговым
программированием, отличается большим диаметром обработки
и большой рабочей зоной.
Технические характеристики станков CL 1500 Bernardo и
Spinner ТТСЗОО-42 представлены в таблицах 6.8. 6.9.
Таблица 6.8
Технические характеристики токарного станка CL 1500 Bernardo
Параметр Значение
Скорость шпинделя, об./мин 2800; 1950; 1000; 500
Номинальная высота центров над направляющими, мм 220
Расстояние между центрами при крайнем положении задней бабки, не менее, мм 1300
Мощность электродвигателя. кВт 2,2
Масса, кг 220
Таблица 6.9
Технические характеристики обрабатывающего
центра с ЧПУ Spinner ТТС 300-42
Параметр Значение
Максимальное перемещение по оси X мм 180 / НО
Максимальное перемещение по оси Z, мм 450
Быстрые перемещения по оси Z, мм/мин 24
Быстрые перемещения по оси X мм/мин 15
Диаметр трехкулачкового патрона, мм 165
Диапазон скоростей шпинделя, об./мин 6000
130
Глава 6. Вторичная механическая обработка мебельных заготовок из массивной древесины
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIII
Окончание табл. 6.9
Параметр Значение
Диаметр отверстия шпинделя, мм 42
Максимальный диаметр прутка, мм 40
Внутренний диаметр подшипника шпинделя, мм 80
Мощность электродвигателя шпинделя. кВт 6/10
Момент на шпинделе, Нм 55/80
Число инструментов резцедержателя, шт. 12
Тип резцедержателя VDI25
Система ЧПУ Siemens / Fanuc
Габариты, мм:
длина 2500
ширина 1900
высота 2000
Масса, кг -4600
На небольших мебельных предприятиях получили распро-
странение токарные станки с механической подачей суппорта,
предназначенные для профильной обработки (получение много-
гранников, винтовых поверхностей, канавок) на вращающихся
и неподвижных изделиях. На станках данной группы одновре-
менно обрабатывается только одна деталь.
Схемы организации рабочих мест у токарных станков пред-
ставлены на рисунке 6.21, технические характеристики оборудо-
вания - в таблице 6.10.
Рис. 6.21. Схемы организации рабочих мест у токарных станков:
а - у станка с ручной подачей; б — у автоматического;
в — у токарно-копировального с ЧПУ
131
Раздел I. Технология производства мебели
IIIIIIIIH1IIIIIIIII и Hinn iiiiiiiiiiiiiiiiiiiiiiii I nun miiiiiiniiiiniiiiiii IIIIIIIIIIIIIIIIIIIIIIIIHIII iiiiiiiii I и HiiiiiiiiiiiiiiiiH I iiiiiii IIIHIIIIIIIIIIIIIIIHIII iiiiiii и I iiiiiiniiiiiiiiiiiii inn
Таблица 6.10
Технические характеристики токарных станков
с механической подачей суппорта
Параметр ТП40-1 КТФ-7* ТС63-1
Наибольший диаметр изделия,
мм:
над станиной 400 180 630
над подручником 250 180 450
в выемке станины 700 180 900
на лобовом устройстве — — 2000
Расстояние между центрами, мм 1600 1200 1600
Частота вращения шпинделя, мин”1 250-2500 80-1400 100-2000
Число ступеней скоростей шпинделя, шт. 9 8 8
Высота оси центров, мм 1000 1200 1000
Мощность электродвигателя. кВт 1,7-2,4 3,12 3,6
Габариты, мм:
длина 2850 2100 3910
ширина 850 900 1270
высота 1500 1100 1400
Масса, кг 700 640 1670
* Станок с автоматической подачей и обработкой за два прохода
6.5. Сверление отверстий, выборка гнезд
Сверление отверстий. Оборудование, предназначенное для
сверления отверстий в брусковых и щитовых деталях, работает
по цикловой и циклопроходной схеме.
Для сверления отверстий используют одно- и многошпин-
дельные сверлильные станки, многошпиндельные комбиниро-
ванные сверлильные станки серийного производства, а также
специальное нетиповое сверлильное оборудование на базе агре-
гатных сверлильных головок.
Выбор оборудования зависит от количества отверстий в
заготовке, их расположения (в пласти, в кромке, в пласти и
в кромке одновременно), требуемой производительности станка
и размеров детали. В производстве брусковых деталей, количе-
ство круглых отверстий в которых обычно невелико, возможно
использование одношпиндельных станков. Для сверления отвер-
132
Глава 6. Вторичная механическая обработка мебельных заготовок из массивной древесины
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiDiiiiiiiiHiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiimiiiiiiiniiiiiiiiiiiiiiii
стий в шитовых элементах мебели целесообразно применять
многошпиндельные комбинированные станки.
Одношпиндельные сверлильные станки бывают вертикаль-
ного и горизонтального исполнения. Наибольшее распростране-
ние получили вертикальные станки с ручной или механизиро-
ванной подачей.
Многошпиндельные сверлильные станки условно можно раз-
делить на универсальные и присадочные. Универсальные много-
шпиндельные сверлильные станки применяются для высверлива-
ния отверстий различного диаметра и расположения. Они могут
быть вертикальными и горизонтальными. Присадочные станки
применяются для высверливания отверстий под круглые шканты
(шипы). Они могут быть вертикальными, горизонтальными
и вертикально-горизонтальными (рис. 6.22). Станки данного
типа служат для сверления отверстий в пласти и кромках щитов,
а также выборки гнезд в пласти шитов для крепления петель.
Длина обрабатываемых шитов не ограничена.
Рис. 6.22. Схема многошпиндельного горизонтально-вертикального
сверлильного станка Homag NBT 200/5:
1 — деталь; 2 — подъемный стол; 3 — вакуумный перекладчик;
4 - подающий конвейер; 5 - упор; 6 - боковой фронтальный
толкатель; 7— пневмоприжим
133
Раздел I. Технология производства мебели
IIIIIIIIHIII тин и iiiiiii IIIHIIIIIIIII1IIIIIIIIII nun miiiiiiniiiiniiiiiii IIIIIIIIIIIIIIIIIIIIIIIIHIII iiiiiiiii I и hiiiiiiiiiiiiiihii IIIIIHIIIIIIIIIIIIIIHIIIIIIIIII iiiiiii и IIIIIIIIIIIIIIIIHHII inn
Типовой технологический процесс сверления и присадки
отверстий на многошпиндельном сверлильно-присадочном станке
осуществляется по следующей схеме. Деталь из стопы, располо-
женной на подъемном столе питателя, вакуумным перекладчиком
передается на подающий конвейер. Базирование шита производит-
ся с помощью упоров, боковых фронтальных толкателей и верхних
пневмоприжимов. Отверстия сверлят в неподвижно закрепленной
детали путем подачи горизонтальных (с двух противоположных
торцов шита) и вертикальных (снизу) сверлильных головок. Обра-
ботанный щит подается конвейером к вакуумному перекладчику.
Технические характеристики многошпиндельных станков
представлены в таблице 6.11.
Таблица 6.11
Технические характеристики многошпиндельных станков
Параметр Forma 63Н (Kami) NB 65 (Homag) XBT 200/5 (Homag)
Количество суппортов (горизон- тальных и вертикальных), шт. 3 3 3
Межцентровое расстояние меж- ду сверлильными головками, мм 32 32 32
Количество сверлильных головок, шт. 17x2 — —
Наибольшая глубина сверления, мм 70 70 700
Частота вращения шпинделей, мин-1 2800 2800 3000
Давление в пневмосистеме, МПа 0,6 0,6 0,6
Установленная мощность, кВт 3x1,5 5,0 5,0
Габариты, мм: длина ширина высота 1900 1200 1300 2200 2750 1630 3970 2420 1750
Для получения небольших гнезд и отверстий (для деталей
мебели) рекомендуется использовать сверлильно-пазовальные
станки, обеспечивающие лучшее качество обработки: гори-
зонтальные двусторонние станки моделей СВПГ-2, СВПГ-2В.
СВПГ-3 (с наклонным столом) и вертикальные СВП-2, СВА-2М.
Схемы организации рабочих мест у станков этой группы показа-
ны на рисунке 6.23.
134
Глава 6. Вторичная механическая обработка мебельных заготовок из массивной древесины
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIII
Рис. 6.23. Схемы организации рабочих мест у станков:
а - у сверлильно-пазовального СВПА-2; б - у одношпиндельного
вертикально-сверлильного СВА; в - у сверлильного для высверливания
и заделки сучков СВСА-2; г - у сверлильного СГВП-1А
Для предприятий, работающих по индивидуальному за-
казу или выпускающих широкий ассортимент продукции, це-
лесообразно использовать станки с ручной подачей материала
или полуавтоматические (например, серии Boring). Для массо-
вого производства можно также совмещать оборудование с руч-
ной подачей, делая присадку на отдельных деталях. Технические
характеристики станков данной группы представлены в табли-
цах 6.12, 6.13.
Таблица 6.12
Технические характеристики многошпиндельных сверлильных
станков с ручной подачей материала
Параметр Boring 23 ТОР Boring 35
Максимальная глубина сверления, мм 55 85
Максимальные размеры заготовки, мм 3000x960 3000x1340
Частота оборотов шпинделя, мин-1 2800 2800
135
Раздел I. Технология производства мебели
IIIIIIIIHIIIIIIIIII и Hinn iiiiiiiiiiiiiiiiiiiiiiii I nun miiiiiiniiiiniiiiiii iiiiiiiniiiiiiiiiiiiiiiiiiii inulin I и HiiiiiiiiiiiiiiHii I iiiiiii iiiiuiiiii iiiiiiiiiiiiii iiiiiii и I iiiiiiiiiiiiiiiiiiiii uni
Окончание табл. 6.12
Параметр Boring 23 ТОР Boring 35
Количество шпинделей, шт. 23 35
Расстояние между центрами смежных шпинделей, мм 32 32
Расстояние между центрами первого и последнего шпинделей, мм 704 1088
Мощность электродвигателя сверлиль- ной головки, кВт 1,5 1,5
Габариты, мм:
длина 1290 1320
ширина 1050 1050
высота 1284 1284
Масса, кг 320 450
Таблица 6.13
Технические характеристики многошпиндельных
полуавтоматических сверлильных станков
Параметр Boring 323 SCM Multireel^ Plus
Максимальная глубина сверления горизонтальной группы, мм 70 90
Максимальная глубина сверления вертикальной группы, мм 65 80
Максимальные размеры заготовки, мм 3000-850-80 2700x1200x100
Частота вращения шпинделей, мин-1 2800 2800
Число шпинделей на группу, шт. 23 21
Расстояние между центрами первого и последнего шпинделей, мм 704 1000
Мощность электродвигателя сверлиль- ной головки, кВт 1,5x2 1,1
Габариты, мм:
длина 1740 2000
ширина 1000 1200
высота 1360 1300
Масса, кг 1100 800
На предприятиях малой и средней мощности в основном
используются многошпиндельные полуавтоматические сверлиль-
ные станки проходного типа с горизонтально-вертикальной свер-
лильной группой с пневмоузлом поворота по оси Z на 0—90°,
136
Глава 6. Вторичная механическая обработка мебельных заготовок из массивной древесины
itiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiii
имеющие возможность фиксации в любой позиции, например, се-
рии Boring и SCM Multitech 3 Plus, Paoloni F121 (рис. 6.24). Такие
станки оборудованы системой боковых упоров с линзами для точ-
ной установки размеров и двумя пневматическими прижимами
заготовок, не требующими предварительной настройки по высоте.
Рис. 6.24. Полуавтоматический сверлильно-присадочный станок
Paoloni F121 (Италия):
а - общий вид; б - упрошенная схема; 1 - горизонтальная
многошпиндельная сверлильная головка; 2 — вертикальные
сверлильные головки; 3 - опорные планки; 4 - пневматические
прижимы; 5 — станина
Вращение в многошпиндельной головке от электропри-
вода к каждому шпинделю передается посредством шестерен
(рис. 6.25), расположенных внутри корпуса головки. Головка мо-
жет комплектоваться и двумя двигателями, в зависимости от чис-
ла шпинделей.
Рис. 6.25. Многошпиндельная сверлильная головка:
1 - шестерня; 2 — шпиндель; 3 — сверло с левым направлением
вращения; 4 — сверло с правым направлением вращения; 5 — корпус
137
Раздел I. Технология производства мебели
llllllllllllllllllllllllllllllllllllllllllllllllllllllllllll llllllllinilllllllllllllllllllllllllllllllllllllllllllllllllllHHIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIII
На предприятиях серийного и массового производства
для сверления отверстий в кромках и пластях мебельных заго-
товок лучше применять высокопроизводительное оборудование
позиционно-проходного типа с автоматической подачей материа-
ла и различными многошпиндельными головками, например,
Weeke BST 505, BST 507 (рис. 6.26), Vitap Sigma 2Т. Оборудование
данного типа имеет конструкцию станины консольного типа,
оснащенную двумя вертикальными и одной горизонтальной мно-
гошпиндельными сверлильными группами. Подача детали в зону
обработки осуществляется пневматическим доводчиком. Систе-
ма прижимов и горизонтальный упор жестко закрепляют деталь,
что обеспечивает точность присадки отверстий. Электронные
цифровые датчики перемещения вертикальных сверлильных
суппортов с точностью отсчета размера 0,1 мм обеспечивают вы-
сокую точность устанавливаемых размеров при настройке по ши-
рине и соответственно высокую точность обработки, сокращение
времени переналадки и удобство обслуживания. Сверлильные
суппорты могут быстро и точно перенастраиваться по положе-
нию в зависимости от карты присадки, а также имеют функцию
поворота на 90° с пневмофиксацией. Благодаря количеству свер-
лильных суппортов и их быстрой перенастройке станки проход-
ного типа легко встраиваются в технологическую линию.
Рис. 6.26. Общий вид многошпиндельного автоматического
сверлильно-присадочного станка на базе модели BST Weeke
Отличительными особенностями таких станков являются
портальная базовая рама; перемещение по осям (Х~Y~Z) по пыле-
зашищенной компактной системе линейных направляющих;
цифровые асинхронные сервомоторы; шарико-винтовая пара
(в направлении осей Y и Z) и привод с зубчатой рейкой (в на-
138
Глава 6. Вторичная механическая обработка мебельных заготовок из массивной древесины
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiHiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiii)iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiimiiiiiiiiiiiiiiiiiiiiiiiii
правлении оси X): быстросменные сверлильные головки. Для по-
дачи, транспортировки и выгрузки заготовок предусмотрены по-
дающий, промежуточный и выгружающий конвейеры. В зоне
входа и выхода станка имеются защитные решетки.
У вертикальных обрабатывающих сверлильно-присадочных
центров имеются станина из усиленной стали, вертикальный ра-
бочий стол с транспортными роликами, обрабатывающий суп-
порт с вертикальной кареткой, на котором установлен горизон-
тальный сверлильный агрегат L-образного типа с восемью свер-
лильными шпинделями для ВНХ 500 и одиннадцатью сверлиль-
ными шпинделями для ВНТ 500 (рис. 6.27).
Рис. 6.27. Общий вид сверлильно-присадочного обрабатывающего
центра на базе модели Weeke ВНТ 500
Обработка заготовки производится с пяти сторон. Сверле-
ние одной заготовки за несколько тактов возможно как за счет
перемещения суппортов, так и за счет перемещения заготовки,
например, для горизонтального сверления в продольной кромке
или для сверления третьего ряда отверстий. Регулируемые по час-
тоте устройства транспортировки — автоматически позициони-
руемые. За счет простоты системы транспортировки появляет-
ся возможность установить дополнительное оборудование (перед
станком или после него). Обработка кратных заготовок, одина-
ковых по ширине, происходит за один цикл благодаря большой
зоне сверления. Центры оснащены программным обеспечением
woodWOP для управления и программирования задания.
Схемы организации рабочих мест у присадочных станков
представлены на рисунке 6.28, технические характеристики обо-
рудования — в таблицах 6.14, 6.15.
139
Раздел I. Технология производства мебели
iiiiiiiniiiiiiiiiii iiiiiiiii iiiitinniiiiiiiiiiiiii i ипп iiiiiiiimiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiniiiiiiiiiiiiiiiiiii iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiii
Рис. 6.28. Организация рабочего места на участке присадочных
станков Weeke Over Optimal BP 80 (д) и Biesse Spa (d);
1 - пульт управления; 2 - присадочный станок; 3 - обработанные
заготовки; 4 — роликовый конвейер; 5 - заготовки для присадки
140
Глава 6. Вторичная механическая обработка мебельных заготовок из массивной древесины
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiniiiiiiiiiiiiiiiiiiiiiiiii
Таблица 6.14
Технические характеристики многошпиндельных
автоматических сверлильно-присадочных станков
Параметр Weeke BST 505 Weeke BST 507 Vitap Sigma 2T
Размеры обрабатываемой заготов- ки, мм: длина ширина толщина 250-2500 100-1000 12-60 250-2500 100-1000 12-60 240-2500 70-700 8-80
Производительность, циклов/мин 20 20 18
Частота оборотов шпинделей, мин-1 3000 3000 2800
Количество горизонтальных свер- лильных суппортов с 21 шпиндель- ной головкой, шт. 2 — 2
Количество горизонтальных свер- лильных суппортов с 11 шпиндель- ными головками, шт. — 4 2
Максимальное количество нижних вертикальных сверлильных суппор- тов с 11 шпиндельными головками, шт. 4 5 5
Максимальное количество верхних вертикальных сверлильных суппор тов с 11 шпиндельными головками, шт. 2 2 2
Минимальное расстояние между осями суппортов, мм 128 128 110
Общая установленная мощность двигателей, кВт 34,6 40,6 24,5
Габариты, мм: длина ширина высота 5500 3710 2800 5500 3710 2800 5420 3750 2740
Масса, кг 8300 8500 6800
141
Раздел I. Технология производства мебели
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIllllilllllllllllllllllllIIIIIIIIIHIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIlllllililIИHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII1111111111111111111111 Hill
Таблица 6.15
Технические характеристики сверлильно-присадочных
обрабатывающих центров
Параметр ВНТ 500 Weeke ВНХ 050 ВНХ 055
Размеры обрабатываемой заготов- ки, мм: длина ширина толщина 3000 1360 100 200-2500 70-850 12-60 200-3050 70-850 12-60
Максимальная глубина сверления, мм 45 38 38
Скорость передвижения по осям X-Y-Z, м/мин 80/65/25 50/50/15 50/50/15
Число оборотов шпинделей, мин-1 1500-7500 60 60
Расстояние между сверлильными шпинделями, мм 32 2800 2800
Общая установленная мощность, кВт 33,5 11,5 11,5
Габариты, мм: длина ширина высота 6700 4160 2561 2920 1538 1895 2920 1538 1895
Масса, кг 13 600 1450 1450
Рис. 6.29. Общий
вид цепно -долбеж-
ного станка CVS 10
Выборка гнезд. Для выборки в изделиях
из древесины прямоугольных гнезд для шипо-
вых соединений и установки фурнитуры при-
меняют долбежные станки, в которых в каче-
стве режущего инструмента служат фрезерные
цепочки и гнездовые фрезы. В деревообработ-
ке используются одно- и многошпиндельные
цепно-долбежные станки ДНА-3, ДЦА-4,
ДЦЛ, CVS 10 (Италия) (рис. 6.29) и др.
Фрезерные цепочки устанавливают на цеп-
но-долбежных станках и агрегатных головках.
Цепное фрезерование выполняется зубьями
цепи, перемещающейся по дуговой траектории.
Каждый зуб срезает стружку циклоидальной
формы при радиальной подаче. Для получения
142
Глава 6. Вторичная механическая обработка мебельных заготовок из массивной древесины
ItlllllllllllllllllllHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIillllllllllllllllllllllllllllllllllllllllllllllllllllllllllilllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllll
паза большей длины добавляется боковая подача. Заготовку бази-
руют на столе станка по линейке и упору. В зависимости от тре-
буемого размера отверстия выбирают цепочку и линейку. После
установки линейки с цепочкой на суппорт регулируют рабочий ход
суппорта относительно стола с учетом нужной глубины отверстия
или гнезда. Прижимную линейку стола устанавливают так, чтобы
цепь располагалась на нужном расстоянии от боковых поверхно-
стей заготовки. С помощью боковых передвижных ограничителей
и упора регулируют величину перемещения стола, определяющего
длину изготавливаемого гнезда и его положения относительно тор-
ца заготовки.
По расположению долбежных (фрезерных) цепочек разли-
чают вертикальные и горизонтальные цепно-долбежные стан-
ки. Вертикальные станки применяют для фрезерования гнезд
на широких поверхностях щитовых и рамочных деталей, а также
на боковых поверхностях брусков, горизонтальные — преимуще-
ственно для выработки гнезд на узких гранях щитов и рамок.
В деревообрабатывающей промышленности наибольшее распро-
странение нашли цепно-долбежные вертикальные станки, на-
пример. ДЦА-3 (рис. б.30).
Рис. 6.30. Цепно-долбежный
станок ДЦА-3:
1 — педаль; 2 — станина;
3 - маховичок перемещения стола
в продольном направлении;
4 - кожух ограждения;
5 — электродвигатель привода
цепочки; 6 - суппорт с режущим
инструментом; 7— фиксатор
положения суппорта;
8 — суппорт стола
143
Раздел I. Технология производства мебели
IIIIIIIIII IIIIIIIIIIIIIIIIIIIllllilllllllllllllllllllI ПНИ IIIIIIIIIIIIIIIIIIIIIIIIllllllllllllllllllllllllllllllllllllllIHHllllllllllllllllll I IIIIIII lllllllllllllllllllllllllIIIIIIIIIIlllllllllllllllltllllHill
Станок работает в полуавтоматическом цикле, включается
педалью. Направление движения суппорта при достижении им
крайнего нижнего положения меняется автоматически. Подвиж-
ные упоры для настройки хода суппорта установлены на станине
с левой стороны от суппорта.
Изготавливаемые на цепно-долбежном станке гнезда имеют
закругленные углы дна. Чтобы обеспечить плотность соединения
шипа с таким гнездом по периметру, необходимо выбирать гнездо
с запасом в глубину не менее чем на величину радиуса концевого
ролика направляющей линейки плюс толщина фрезерной цепочки
по кромкам резания. Наименьшие размеры гнезд, изготавливаемых
с применением фрезерных цепей и направляющих линеек, ограни-
чены минимальными звеньями фрезерных цепей — 40><6 мм. Наи-
большие размеры гнезд, выбираемых за одну установку, по ши-
рине определяются шириной цепочки, а по длине — величиной
возможного перемещения стола станка (примерно 400 мм).
Схема организации рабочего места у цепно-долбежного стан-
ка представлена на рисунке 6.31, технические характеристики
оборудования — в таблице 6.12.
Рис. 6.31. Организация рабочего места
у цепно-долбежного станка ДЦА-3
Таблица 6.16
Технические характеристики ценно-долбежных станков
Параметр ДЦА-3 CVS 10
Размеры обрабатываемых изделий, мм:
- брусков:
ширина 160 150
толщина 200 340
- щитов:
ширина 900 900
толщина 75 80
144
Глава 6. Вторичная механическая обработка мебельных заготовок из массивной древесины
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiHiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiimiiiiiniiiiiiiiiiiiiiiiii
Окончание табл. 6.16
Параметр ДЦА-3 CVS 10
Размер гнезд (отверстий), мм: ширина длина наибольшая глубина 8-25 70 160 8-20 80 180
Частота вращения звездочки, мин"1 2900 2800
Скорость надвигания суппорта, мм/с: рабочий ход холостой ход 0.5-4 4,0 0,5-5 5,0
Наибольшее продольное перемещение стола, мм 250 350
Мощность электродвигателя, кВт: привод звездочки подачи 3,2 1,0 2 1,0
Габариты, мм: длина ширина высота 1400 935 1600 1890 1100 838
Масса, кг 650 400
6.6. Подготовка поверхности к отделке. Шлифование
Вторичная механическая обработка брусковых и щитовых за-
готовок, как правило, заканчивается технологическим процессом
шлифования. Для получения ровных и гладких поверхностей де-
талей и изделий из древесины и древесных материалов их шли-
фуют — обрабатывают шлифовальной шкуркой. Суть процесса
шлифования заключается в резании материала абразивными
зернами шлифовальной шкурки.
Шлифуют древесину в основном вдоль волокон. Поперечное
шлифование, особенно крупнозернистыми шкурками, дает рез-
кие царапины.
Качество шлифования поверхности зависит от давления при-
жима (табл. 6.17) и скорости шлифования, а также от плотности
древесного материала.
Скорость шлифования в среднем принимается равной 20—
30 м/с.
Для шлифования плоских поверхностей деталей и изделий
применяют станки одноленточные (узколенточные) с неподвиж-
ным столом, ручным перемещением стола и утюжка, механизи-
145
Раздел I. Технология производства мебели
llllllllllllllllllllllllllllllllllllllllllllllllllllllllllll llllllllinilllllllllllllllllllllllllllllllllllllllllllllllllllHHIIIIIIIIIIIIIHIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIII
рованным передвижением утюжка, вертикальным расположе-
нием шлифовальной ленты, а также двухленточные с протяжным
шлифовальным утюжком и конвейерной подачей. Для шлифова-
ния пластей шитов, рамок и деталей из тонколистовых материа-
лов, например фанеры, используют трехцилиндровые шлифо-
вальные станки. Для шлифования деталей и изделий неболь-
ших размеров (в том числе с криволинейными поверхностями)
используют комбинированные шлифовальные станки с дисками
и лепестковые. Шлифование криволинейных поверхностей дета-
лей можно производить на станках со свободной шлифовальной
лентой.
Таблица 6.17
Рекомендуемые величины давления
для основных схем шлифования
Схема шлифования Давление. кПа, для шлифования
чернового (зернистость шкурки 80-50) чистового (зернистость шкурки 25—10)
Лентой с непо- движным столом 1,5-4,0 1,0-2,5
Лентой с контакт- ным прижимом 5-20 2-5
Цилиндром 50-200 20-50
Диском 5-57 —
На рисунке 6.32 показаны схемы шлифования на некоторых
шлифовальных станках.
Трехцилиндровые шлифовальные станки с вальцовой или гу-
сеничной подачей предназначены для шлифования плоских по-
верхностей. однако в мебельном производстве они не получили
применения из-за сложности их эксплуатации.
Для шлифования плоских кромок щитовых и брусковых
заготовок применяют кромкошлифовальные станки с верти-
кальной лентой типа ШлНСВ. Станки с неподвижным столом
типа ШлНС-2 шлифуют посредством прижима детали к ленте,
которая движется по неподвижному столу. Широкое распро-
странение в мебельном производстве получили универсальные
кромкошлифовальные станки RBS-150 (Австрия), предназначен-
ные для комбинированного шлифования небольших столярных
146
Глава 6. Вторичная механическая обработка мебельных заготовок из массивной древесины
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiHiiHiiniiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiimiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiii
изделий и сложных деталей мебели. Отличительные особенно-
сти модели: шлифование горизонтальной бесконечной лентой
плоскостей и торцов деталей ограниченного размера с установкой
их на столе, а также криволинейных выпуклых поверхностей
и кромок изделий неограниченной длины на наклоняемом столе
под различными углами; увеличенные функциональные возмож-
ности станка за счет наклоняемого шлифовального узла; шлифо-
вание валом вогнутых поверхностей с упором на стол.
Рис. 6.32. Схемы шлифования на станках:
а — трехцилиндровом с вальцовой подачей; б — трехцилиндровом
с гусеничной подачей; в - узколенточном с ручным прижимом
утюжка; г — широколенточном с механической подачей заготовок;
д - широколенточном с механической подачей заготовок
и механическим прижимом утюжка; е — узколенточном
с вертикальным расположением ленты; ж - дисковом;
з — со свободной лентой; и, к — одноцилиндровых
Схема организации рабочего места у шлифовального станка
с неподвижным столом Ш л НС-2 представлена на рисунке 6.33,
технические характеристики кромкошлифовального станка
RBS-150 — в таблице 6.18.
147
Раздел I. Технология производства мебели
IIIIIIIIIIIIIIIIIIIIII IIIIIII llllilllllllllllllllllll I IIIIIIllllllllinillllllllllllIIIIIIIIIIIIIIIIIIIIIIIIIIIIIlllllililIИ HI 1111111II11111II1111 Illi 1111111II1111111111111111111II11111111II111IIII1111 III 11111III
Рис. 6.33. Организация рабочего места у станка П11НС-2
Таблица 6.18
Технические характеристики кромкошлифовального
станка RBS-150
Параметр Значения
Размеры основного стола., мм 195x118
Ширина шлифовальной ленты, мм 150
Длина шлифовальной ленты, мм 2000
Скорость вращения шлифовальной ленты, м/с 20
Угол наклона шлифовального узла, град. 0-45
Частота вращения вала, об./мин 2850
Мощность, кВт 1,1
Габариты, мм:
длина 1190
ширина 540
высота 1150
Масса, кг 110
Комбинированные шлифовальные станки (рис. 6.34) пред-
назначены для шлифования плоских поверхностей шитовых
деталей древесины и мебельных щитов, в том числе облицован-
ных шпоном и покрытым полиэфирным лаком. Шлифование
производится узкой шлифовальной лентой на подвижном сто-
ле с утюжком (торцов и плоскостей — вертикальным участком
ленты с наклоняемым столом, деталей с рельефными поверх-
ностями — эластичными или лепестковыми шлифовальными
головками).
Технические характеристики комбинированного станка
ШлПС-8М приведены в таблице 6.19.
148
Глава 6. Вторичная механическая обработка мебельных заготовок из массивной древесины
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIII
Рис. 6.34. Комбинированный шлифовальный станок
Таблица 6.19
Технические характеристики комбинированного
шлифовального станка ШлПС-8М
Параметр Значения
Размер обрабатываемых деталей, мм: длина ширина высота не ограничена 1000 300
Размер шлифовальной ленты, мм (6500-7300)х160
Размер утюжка, мм 160x300
Диаметр лепестковой шлифовальной головки, мм 250
Ширина лепестковой шлифовальной головки, мм 100
Диаметр вращающегося стола, мм 760
Скорость резания, м/с 20
Расход воздуха пылеотсоса, м3/ч 3000
Частота вращения электродвигателя, об./мин: шлифовальной ленты лепестковой головки 1500 1000
Мощность электродвигателей, кВт: шлифовальной ленты лепестковой головки 2,2 0,25
Габариты, мм: длина ширина высота 3500 1500 1500
Масса, кг 480
149
Раздел I. Технология производства мебели
llllllllllllllllllllllllllllllllltllllllllllllllllllllllllll llllllllinilllilllllllllllllllllllllllllllllllllllKIIIIIIIIIIHHIIIIIIIIIIIIIDIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIII
Для шлифования плоских шитовых деталей и полиэфирных
покрытий на пластях щитов применяют узколенточные станки
типа ШлПС-5 с ручным перемещением стола и утюжка и типа
ШлПС-7 с механизированным перемещением стола и ручным пе-
ремещением утюжка. Шлифовальную ленту бесконечной длины
шириной 160 мм надевают на шкивы и натягивают. Утюжок
во время работы станка перемещается вручную по штанге вдоль
стола.
Схема организации рабочего места у шлифовального станка
с подвижным столом ШлПС-5 представлена на рисунке 6.35.
Рис. 6.35. Организация рабочего места у станка ШлПС-5
Для шлифования плоских поверхностей применяются
также широколенточные (с шириной шлифовальной ленты бо-
лее 300 мм) шлифовальные станки (например, ШлКб, ШлК8,
2 ШлКА). Обработку щита выполняют сразу по всей его ширине.
Шлифовальную ленту надевают на два или три горизонтально
расположенных валика. Шлифовальная лента прижимается к де-
тали контактной прижимной балкой, давление которой можно
регулировать при помощи пневматического механизма. В станках
с контактными валиками шлифовальные ленты можно устанав-
ливать сверху и снизу и шлифовать обе пласти за один проход.
Для шлифования необходимо использовать как минимум два
станка со шлифовальными шкурками различной зернистости.
В производстве мебели эти станки не получили широкого при-
менения.
Технические характеристики узколенточных и широколен-
точных шлифовальных станков приведены в таблице 6.20.
150
Таблица 6.20 i
Технические характеристики узко- и широколенточных шлифовальных станков
Параметр Ш л НС-2 ШлПС- 2М ШлПС-4 ШлПС- 9 Ш л ПС- 10 ШлКб ШлК8 2ШлКб
Наибольшие размеры шли- фуемой детали, мм: длина ширина толщина 120 350 2000 850 400 2200 850 200 2000 75 1200 75 600 3-75 850 3-75 от 400 1100 3-75
Число шлифовальных лент, шт. 1 1 1 2 2 1 1 2
Ширина шлифовальных лент, мм 400 160 250 160 160 630 900 720 - 1150
Скорость шлифования, м/с 25 25 25 25 25 25 25 25
Перемещение стола по вы- соте, мм — — 190 — — 25 25 —
Поперечный ход стола, мм — 1120 — — — 20 20 20
Размеры рабочего стола, мм 1290x400 2000x800 2100x830 — — — — 35
Количество электродвига- телей, шт. 1 1 1 1 1 1 1 2
Мощность электродвигате- лей, кВт 3 3 8,2 28,25 28,25 9 11,5 37,25
Габариты, мм: длина ширина высота 1845 650 915 3438 1800 1240 3720 1800 1560 4450 1530 1510 3490 I960 1490 1615 1468 2175 1665 1718 2175 2560 2100 2160
Масса, кг 585 598 2000 3320 3060 2370 2920 4800
Глава 6. Вторичная механическая обработка мебельных заготовок из массивной древесины
Раздел I. Технология производства мебели
iNiiiiiiiiiiiiiiiiiiiiiiiiiiiimiiiiiiiNiiiinitiiiiiiiiiiiiHiiiiiiiiiiiiiiiNNiiiiiiiiiMiiiiiiiiiiiiiiiiHiiiiiiiiiiiiiiiiiimtttiiiiiNiiiiiiiiiiiiiiiimiiiiiiiiiiiiiiiiiiiimiiiiiiiiiiiMiiiiiMiiiiiii
Двухленточные шлифовальные станки с протяжным утюж-
ком и конвейерной подачей типа ШлПС-9, ШлПС-10 можно легко
встраивать в линию и за один проход осуществлять шлифование
одной стороны четырьмя шлифовальными лентами. На рисун-
ке 6.36 показана схема линии МШП-3, скомпонованной на базе
этих станков.
Рис. 6.36. Схема полуавтоматической линии шлифования
пластей шитов МШП-3:
1 — ленточный конвейер; 2 — шитовые детали; 3, 7— шлифовальные
станки; < 6- роликовые конвейеры; 5 - разворотчик; 8 - напольный
роликовый конвейер; 9 — стопа шитов
Технологический процесс шлифования проходит следующим
образом. Шитовые детали из штабеля подаются на ленточный
конвейер, где на первом станке 3 происходит шлифование плас-
ти. Затем шит разворачивается на разворотном конвейере 5 на 90°
и подается во второй станок 7, на котором шлифование произво-
дится в другом направлении — вдоль волокон. На линии мож-
но шлифовать шиты длиной 400—2000 и шириной 400-900 мм
при скорости подачи 6—24 м/мин. Скорость резания может со-
ставлять 6, 17 и 25 м/с.
Схема организации рабочего места у линии МШП-3 пред-
ставлена на рисунке 6.37.
Дисковые шлифовальные станки используют для зачистки
поверхностей, которые обычно не подлежат отделке. Скорость
шлифования на этих станках неравномерная, в центре диска она
равна нулю. Шлифование ведется поперек волокон.
На комбинированном диско-барабанном шлифовальном станке
ШлДБ-бМ станке осуществляется шлифование диском деталей
мебели, имеющих обрабатываемые плоскости и торцы под раз-
152
Глава 6. Вторичная механическая обработка мебельных заготовок из массивной древесины
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII
личными углами. Шлифование выпукло-вогнутых поверхностей
деталей осуществляется эластичной бобиной.
Рис. 6.37. Организация рабочего места у линии МШП-3
При точной обработке по толщине заготовок применяют
калибровально-шлифовальные станки, предназначенные для од-
новременного калибрования и шлифования с одной стороны
поверхностей из ДСП. массива и облицованных поверхностей,
а также для шлифования щитов рамочной конструкции. ДСП
с обкладкой из массива и профильных деталей. Варианты ком-
поновок калибровально-шлифовальных станков показаны на ри-
сунке 6.38.
а
Рис. 6.38. Схемы компоновок калибровально-шлифовальных станков:
а — с одним узлом поперечного шлифования и одним
комбинированным с утюжком; б — с одним узлом поперечного
шлифования и двумя комбинированными с утюжком
Широкое распространение в мебельном производстве полу-
чили широколенточные калибровально-шлифовальные станки
производства Австрии, в частности, станок Butfering SWT 124 RC
с двумя шлифовальными лентами, электронным утюжком (ши-
153
Раздел I. Технология производства мебели
IIIIIIIIIIIIIIIIIIIIII IIIIIII lllltlllllllllllllllllllIIIIIIII lllllllinillllllllllllllllllllllllllllllllllllllllllllllllllIИHIIIIIIIIIIIIIIHIIIIIIIIIIlllllllllllllllllllllllllIIIIIIIII1111111111111111111111 Hill
рина сегментов — 35 мм) с распознаванием заготовки. Отличи-
тельные особенности станков данного типа: стальной профи-
лированный калибровальный вал с компенсацией зернистости
для точного калибрования (D = 160 мм) с автоматической пода-
чей и скоростью абразивной ленты 18 м/с и обрезиненный про-
филированный контактный вал (рис. 6.39): сегментированный
шлифовальный башмачок с электронным управлением, ширина
сегментов 35 мм: не требующая ухода система CPS с програм-
мируемым управлением сегментов: устройство подачи заготовок,
устраняющее эффект проскальзывания за счет обрезиненного
вала с автоматическим центрированием транспортной ленты; ав-
томатический контроль толщины заготовок и устройство для ав-
томатического измерения толщины детали по всей рабочей ши-
рине на входе в станок; привод шлифовальной ленты с электрон-
ным неизнашиваюшимся тормозом; оптическое бесконтактное
управление шлифовальной лентой; пневматическое устройство
натяжения шлифовальной ленты с интегрированным устрой-
ством выравнивания кромок шлифовальной ленты; пульт управ-
ления с индикацией открытым текстом и 125 программируемы-
ми картами памяти для полностью автоматического управления
станком; удлинение стола на входе двумя обрезиненными ро-
ликами (дает дополнительные преимущества при работе с габа-
ритными заготовками); система точного распознавания контуров
заготовки на входе станка.
Рис. 6.39. Узлы обработки станка Butfering SWT 124 RC
Управление секционными прижимными утюжками произво-
дится с помощью электронного управления, что дает возмож-
ность шлифовать без прошлифовок кромки непрямоугольных
154
Глава 6. Вторичная механическая обработка мебельных заготовок из массивной древесины
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiHiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiDiiiiiimiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiimiiiiiiiiiiiiiiiiiiiiiiiii
шитов и подавать детали в любом месте по ширине конвейе-
ра для обеспечения равномерного износа шлифовальной ленты.
Секционный пневматический утюжок позволяет с помощью пе-
редней индикаторной планки (электронной или механической)
сканировать обрабатываемую заготовку, после чего прицельно
срабатывают нужные сектора (в зависимости от геометрической
формы заготовки) (рис. 6.40). Каждый сектор, приводимый в дви-
жение цилиндром, работающим по принципу разницы пневма-
тического давления, действует на заготовку плавно и эластично,
позволяя проводить однородную обработку поверхностей с ва-
риацией толщины, превышающей 2 мм. Кроме того, существу-
ет возможность регулировать интенсивность рабочего давления
на боковые участки относительно центрального, а также на пе-
редней и задней частях панели. Для обработки разнотолщин-
ных деталей до 2 мм или деталей, имеющих разнотолшинность
(профильность), станки оборудованы ощупывающими роликами
(секциями), которые подают команды на подъем или опускание
прижимных элементов (утюжка). Расстояние между роликами,
секциями утюжка может быть 12,5; 25; 50 мм.
Рис. 6.40. Схема прижима секционным утюжком
Большинство станков калибровально-шлифовального типа
оснащены калибрующим ножевым валом, в котором по спира-
ли установлены перетачиваемые пластины либо алмазные резцы,
и шлифующим комбинированным узлом (рис. 6.41).
Технические характеристики калибровально-шлифовальных
станков представлены в таблице 6.21.
155
Раздел I. Технология производства мебели
IIIIIIIIIIIII IIIIIII II IIIIIII llllilllllllllllllllllllIIIIIIIIIIlllllllllllinillllll11111111111111111111111111111lllllllllIHHllllllllllllllllllIIIIIIIIlllllllllllllllllllllllll IIIIIII III lllllllllllllllllllll Hill
Рис. 6.41. Калибрующий ножевой вал с установленными по спирали
перетачиваемыми пластинами (а) и схема обработки материала
на широколенточном калибровально-шлифовальном станке
с ножевым валом (б):
L — комбинированный шлифовальный узел с утюжком; R — калибро-
вальный узел со стальным или обрезиненным валом; М~ ножевой вал
Таблица 6.21
Технические характеристики
калибровально-шлифовальных станков
Параметр Classic 111 Buttering SWT 124 RC Optimal Buttering SWTI34 RCC Venus
Ширина деталей, мм, не более 1300 1100 1100 1300
Размер шлифо- вальной ленты, мм 1320*1900 1120x1900 1200x1900 1320x1900
Скорость подачи, м/мин 4-20 4-20 2,5-113 3-17
Мощность, кВт 22 15,0 7,5-15,0 20,0
Габариты, мм: длина ширина высота 1335 1750 2040 2150 1740 1770 1700 1640 2220
Масса, кг 1800 1800 2300 1900
Для финишного и промежуточного шлифования, полирова-
ния деталей с рельефной поверхностью (в том числе окрашен-
156
Глава 6. Вторичная механическая обработка мебельных заготовок из массивной древесины
iiiiiiiiiiiiiiiHiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiHiiiiiiiiiHiiiiiiiiiiiiiiiiiiiiiiuiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiii
ных), например дверей из массива древесины и облицованных
шпоном, дверей из МДФ для кухонных шкафов, ставен с жалюзи
и мелких деталей типа передних панелей выдвижных ящиков,
дверей шкафов, декоративных деревянных тарелок с рельефом,
объемных деталей мебели и т. п., применяются шлифоваль-
но-полировальные станки с лепестковыми дисками (щетками) —
Quick Disc. Осциллирующие Quick Disc выпускаются диаметром
250 мм, 300 мм и выше, различной зернистости (Р120 — крас-
ный, Р180 — зеленый, Р240 — желтый); кроме того, они модуль-
ные и могут быть смонтированы до любой ширины. Режущий
инструмент таких станков представляет собой диск, по перифе-
рии которого одним концом закреплены ленты или пучки абра-
зивных материалов (рис. 6.42), он вращается с частотой 300-
1200 мин-1. Диски вместе с прокладками набираются в бара-
бан нужной длины, скрепляются фланцами и устанавливаются
на станок. Барабаны помимо вращательного движения соверша-
ют колебания в плоскости обрабатываемой детали с амплитудой
120 мм каждые пол-оборота, т. е. 1200 раз в минуту. Бесступен-
чатая регулировка скорости вращения щеток и подачи заготовок
производится при помощи инверторов. Заготовки базируются
на ленточном конвейере станка вакуумными прижимами.
Рис. 6.42. Схема шлифования рельефной поверхности
деталей с помощью Quick Disc
Распространенный в мебельном производстве модульный
автоматический лепестковый шлифовальный станок модели
Quick WoodSystem DI 1300/3 (Дания) имеет независимо регулиру-
157
Раздел I. Технология производства мебели
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiniiiiiiiiiiii miiiiiiniiiHiiiiiiii IIIIIIIIIIIIIIIIIIIIIIIIHIII inulin I и HiiiiiniiiiiiiHii I iiiiiii IIIIIIIIIIIIIHIIIIIIIIII iiiiiii и IIIIIIIIIIIIIIIIHIIH uni
емые валы для шлифования деталей с рельефной поверхностью
(рис. 6.43). Станок оснашен двумя (тремя) горизонтальными
валами с индивидуально регулируемым углом наклона. Под-
вижные прижимные ролики перед и после каждого вала регу-
лируются вверх/вниз. Отдельные прижимные ролики остаются
параллельными даже с наклоненными валами. Конвейер автома-
тически регулируется вперед/назад и снабжен системой контроля
так. что щетки могут автоматически останавливаться. На станке
выполняют также деликатное снятие кромки с передней стороны
деталей с улучшенной обработкой углов перекрестных профилей.
Рис. 6.43. Лепестковый шлифовальный станок
модели Quick WoodSystem DI 1300/3
Технические характеристики шлифовальных станков с лепе-
стковыми дисками представлены в таблицах 6.22, 6.23.
Таблица 6.22
Технические характеристики шлифовальных станков
с лепестковыми дисками (щетками)
Параметр PRO 800 PRO 1100
Максимальные размеры обрабатывае- мых изделий, мм: ширина толщина длина 800 100 не ограничена 1100 100 не ограничена
Скорость подачи (бесступенчатая), м/мин 2-12 2-12
158
Глава 6. Вторичная механическая обработка мебельных заготовок из массивной древесины
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiniiii
Окончание табл. 6.22
Параметр PRO 800 PRO 1100
Количество шпинделей на шлифо- вальной головке, шт. 4 4
Длина вала шпинделя, мм 290 290
Диаметр инструмента, наибольший, мм 350 350
Частота вращения шлифовальной головки (бесступенчатая), об./мин 2-12 2-12
Частота вращения шпинделей (бесступенчатая), об./мин 0-750 0-750
Установленная мощность, кВт 14 14
Диаметр патрубка удаления отходов, мм 4x150 4x150
Расход воздуха системы удаления отходов, М'/Ч 2000 2000
Габаритные размеры, мм: длина ширина высота 2100 1600 2000 2800 2200 2200
Масса, кг 1800 2300
Таблица 6.23
Технические характеристики шлифовального станка
с лепестковыми дисками (щетками) Quick Wood System DI 1300/3
Параметр Значение
Ширина конвейера, мм 1300
Регулируемая скорость подачи, мотор, кВт 1,1
Высота обработки, мм о-юо
Угол изменения положения валов ±15’
Мощность мотора и вариатора, кВт 4
Электрическая регулировка высоты шпинделей, кВт 0,45
Аспирационный патрубок, мм 6 х 140
Требуемая производительность вытяжки, м3/ч 7900
Скорость вращения вала, об./мин 350-1150
Скорость подачи, м/мин 2-12
159
Раздел I. Технология производства мебели
IIIIIIIIIIIII IIIIIII II IIIIIII llllilllllllllllllllllllIПНИ llllllllllllllllllllilllllllllllllllllllllllllllllllllllllilll IИHIIIIIIIIIIIIIIHIIIIIIIIII lllllllllllllllllllllllllIIIIIII III lllllllllllllllllllll Hill
Вопросы для самоконтроля
1. Назовите состав и последовательность технологических операции по
окончательной механической обработке мебельных заготовок из массив-
ной древесины.
2. Какие виды фрезерования различают по методу осуществления оконча-
тельной обработки заготовок?
3. Охарактеризуйте несквозное фрезерование.
4. От чего зависит выбор оборудования для формирования шипов и про-
ушин?
5. Опишите типовой технологический процесс сверления и присадки от-
верстий на многошпиндельном сверлильно-присадочном станке.
6. Какие станки используют для выборки в изделиях из древесины прямо-
угольных гнезд для шиповых соединений и установки фурнитуры?
7. Какая операция является завершающей при вторичной механической об-
работке брусковых и шитовых заготовок? Поясните ее сущность, опишите
применяемое оборудование.
Задание
Составьте технологическую карту обработки детали из массивной древе-
сины. Используйте современное высокопроизводительное оборудование.
ГЛАВА 7. ИЗГОТОВЛЕНИЕ ГНУТЫХ ДЕТАЛЕЙ
ИЗ МАССИВНОЙ ДРЕВЕСИНЫ
Получение криволинейных заготовок гнутьем из массивной
древесины и гнутьем с одновременным склеиванием многослой-
ной древесины упрощает технологический процесс, сокращает
время обработки и увеличивает полезный выход деталей из сырья.
Перед гнутьем заготовки пластифицируют, после гнутья
для закрепления приданной формы их высушивают.
7.1. Пластификация древесины
Назначение пластификации — увеличение эластичности мас-
сивной древесины перед обработкой гнутьем и прессованием.
Существуют следующие методы пластификации: пропаривание,
проваривание, обработка аммиаком, прогрев в поле токов высо-
кой частоты (ТВЧ). пропитка различными растворами.
160
Глава 7. Изготовление гнутых деталей из массивной древесины
IIIIIIIIIIIIIIMIIIIIIMIIIIIIIIIIIIIIIIIIIIIIIIIIIIMIIIIIIIIIIIIIIIIIIIinilllllllllllllllMIIIIIINttlllllllliNIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIMlillllilllMIIIIIIMIIIIIIIIUIIIIIIIIIIIIIIIIIIIIIIII
Пропаривание имеет наибольшее распространение. Перед
пропариванием древесина должна быть доведена до влажности,
близкой к 25 %. В зависимости от начальной влажности это до-
стигается сушкой, увлажнением, кондиционированием.
Пропаривание ведется в пропарочных котлах, насыщенных
паром низкого давления, при температуре 102—105 °C. Оптималь-
ная конечная температура нагрева древесины на оси (в центре
детали) в момент гнутья — примерно 100 °C.
Время, необходимое для пропаривания, определяется по диа-
грамме (рис. 7.1) — на пересечении горизонтальной (температу-
ра в центре детали) и вертикальной (расстояние от поверхности
до центра бруска) линий. Диаграмма построена для древесины
любой породы с начальной влажностью 30 % и температурой
25°C при давлении в пропарочном котле 0.03-0,05 МПа. При на-
чальной влажности менее 25 % время пропаривания увеличива-
ется на 5 мин на каждый процент влажности ниже 25 %. Уклад-
ка заготовок в пропарочной камере на прокладках толщиной
10—12 мм в шахматном порядке с зазорами 6—8 мм сокращает
время и улучшает качество обработки.
Расстояние от поверхности
до центра бруска, мм
Рис. 7.1. Диаграмма для определения времени пропаривания древесины
161
Раздел I. Технология производства мебели
llllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllinilllllllllllllllllllllllllllllllllKIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIUIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIII
Пропарочные камеры представляют собой металлические
(эмалированные, луженые или с внутренней деревянной об-
муровкой) либо бетонные цилиндрические сосуды диаметром
0,25—0,4 м. имеющие длину, несколько большую длины пропа-
риваемых деталей. Батарею пропарочных камер располагают око-
ло гнутарного станка (рис. 7.2). При небольших партиях брусков
выгодно иметь камеры небольших диаметров (в этом случае
дверь камеры открывается реже, соответственно меньше наруше-
ний режима пропаривания).
Рис. 7.2. Продольный разрез батареи проварочных камер:
1 — выпускная труба; 2 — паровпускная труба;
3 - коллектор пара; 4 - обмуровка камеры;
5 — камера; 6 — крышка камеры
Пропаривание с впрыскиванием распыленной воды приме-
няют для заготовок, имеющих влажность ниже 25 %.
Проваривание древесины применяют только в тех случаях,
когда пропаривание по технологическим причинам затруднено.
Процесс имеет следующие недостатки: после обработки наблюда-
ется неравномерное распределение влажности по сечению заго-
товки; в наружные слои вводится свободная влага, что является
причиной разрывов древесины при гнутье; требуются последую-
щие большие расходы на сушку; сроки нагрева в воде больше,
чем при пропаривании.
Для проваривания применяют деревянные, бетонные и ме-
таллические луженые или эмалированные емкости. Вода в ванне
должна быть чистой. Проварочная емкость обычно обогревается
162
Глава 7. Изготовление гнутых деталей из массивной древесины
IIIIIШ1Ш1И1Ш11Ш111ШШПН Illi IIIIII1ШНП1Н11ПНШ ИН1 НИШИ IШ1111ШШ1111Ш1Ш11 1Ш11Ш11111Ш11111Ш11НШИ
паровым змеевиком, который укладывают на ее дне, Температура
воды 90—95 °C. Время проваривания в зависимости от размеров
и влажности деталей — 1—2,5 ч.
Обработка аммиаком, который вступает в реакцию с геми-
целлюлозами и лигнином, пластифицирует древесину, и ее мож-
но уплотнять при сравнительно невысоком давлении без тер-
мической обработки. Обработку аммиаком ведут при любой
влажности древесины. Бруски древесины помещают в емкость
с 20—25%-ным раствором аммиака и во время процесса поддер-
живают постоянный уровень его концентрации. Продолжитель-
ность процесса — до 6 сут.
Прогрев деталей в поле ТВЧ резко ускоряет процесс пласти-
фикации. Заготовки, влажность которых должна иметь колеба-
ния не более ±5 %, помещают в зону поля ТВЧ между электрода-
ми, подсоединенными к генератору ТВЧ. За 8—10 мин заготовки
нагреваются до 90—100 °C, после чего их выдерживают и подают
к гнутарному станку.
Пропитка древесины растворами повышает ее пластичность.
Этот эффект получают при использовании растворов дубиль-
ных веществ, фенолов и альдегидов концентрацией 0,1—1 %.
Применяют растворы солей: железных и алюминиевых квасцов,
хлористого магния, хлористого кальция и др. Однако эти соли
делают древесину менее прочной и более гигроскопичной. Зна-
чительное повышение пластичности дает пропитка древесины
40%-ным водным раствором мочевины в холодных ваннах, суш-
ка ее до воздушно-сухой влажности и гнутье при 100 °C. Этим
способом можно достигнуть малых радиусов гнутья, так как от-
ношение толщины й изгибаемого бруска к радиусу R его изгиба
(h/R = 1/6) обеспечивается даже при гнутье таких пород, как дуб
и бук. У обработанной древесины сохраняется прочность, уве-
личивается твердость, но снижаются водо- и температуростой-
кость, При 60—70 °C она начинает размягчаться и теряет за-
данную форму. Для повышения водостойкости и температуры
пластификации применяют пропитку щелочным раствором
мочевины и формальдегида. Рецептура пропитки, повышающей
водостойкость и температуру пластификации, приведена в таб-
лице 7.1.
163
Раздел I. Технология производства мебели
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiaiiiiiiiiiiiiiiiiiiiiiiiiiiIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIHI
Таблица 7.1
Рецептура пропитки древесины
Вещество Кол-во, масс. ч.
Мочевина 380
Формалин (37%-ный раствор) 344
Вода 231
Едкий натр 6
Бура 39
Итого 1000
Перед пропиткой в этот раствор вводят уксусную кислоту.
После пропитки древесину нагревают до 100 °C и подвергают
гнутью. Смола переходит в неплавкое н нерастворимое состоя-
ние. и древесина при нагреве до 150 °C не размягчается.
Пластификацию древесины лиственных пород при повыше-
нии предела прочности до 25-30 % проводят пропиткой 30%-ным
водным раствором дициандиамида. Пропитку ведут при 100 °C
со скоростью 3 ч на 1 мм толщины материала.
7.2. Способы гнутья брусков
Для изготовления гнутых деталей применяют в основном
древесину бука, дуба, ясеня, клена, березы, сосны, ели, пих-
ты, лиственницы. Заготовки для гнутья должны удовлетворять
специальным требованиям, соответствующим условиям гнутья
брусков древесины.
В заготовках для гнутья не допускается перерезание волокон
или наклон волокон более 10°. Наличие сучков, в том числе здо-
ровых. сросшихся с древесиной, ограничивается в зависимости
от технологии гнутья. Заготовки должны иметь точные размеры
и быть строгаными или иметь чистую поверхность после рас-
пиловки. Заготовки для гнутья с одновременным прессованием
в зависимости от величины прессования должны иметь допол-
нительный припуск на упрессовку. Максимальные значения
упрессовки (%): для твердых пород — 5-10. сосны и ели — 30—35,
пихты — 50, лиственницы — 20. березы — 25 от первоначальных
размеров заготовки. Влажность древесины перед тепловлагообра-
боткой должна быть близкой к 25 %.
Гнутье массивной древесины выполняют следующими спо-
собами: в станках с холодными формами; в станках с обогревом;
с одновременным прессованием.
164
Глава 7. Изготовление гнутых деталей из массивной древесины
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiniiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiii)iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiimiiiiiiiiiiiiiiiiiiiiiiiii
Гнутье без разрушения древесины можно производить при
определенном отношении толщины h изгибаемого бруска к радиу-
су R изгиба (табл. 7.2).
Таблица 7.2
Допустимые отношения h/R при гнутье брусков древесины
Вид древесины Отношение h/R, не более
Сухая нагретая 1/100
Влажная ненагретая (1/60)—(1/50)
Увлажненная нагретая без шины (1/20)—(1/30)
Пропаренная с шиной:
бук 1/2,5
дуб 1/4
береза 1/5,7
ель 1/10
сосна 1 11
Гнутье без применения шин можно производить только
при больших радиусах гнутья (при отношении h/R = 1/20). Спо-
соб используется редко, в основном для тонких реек. При этом
не допускается наличие сучков на выпуклой стороне деталей.
Как правило, при гнутье применяют стальные шины толщи-
ной 0,2-0,6 мм и шириной, равной ширине бруска. Шины проч-
но соединяют с заготовкой с помощью выступов, упирающихся
в торцы бруска. Условия гнутья улучшаются при использовании
гидравлического торцового упора, создающего осевое сжатие
с постоянным давлением 2,0—3,0 МПа для твердых лиственных
пород и около 0,8 МПа — для хвойных. Шины должны быть
хорошо натянуты и плотно прилегать к поверхности сгибаемого
бруска. Употребление заготовок с нестроганой кромкой со сто-
роны прилегания шины ведет к увеличению брака.
Для предотвращения отщепов и складок во время гнутья за-
готовку прижимают к шаблону. Прижимы выполняют в виде ба-
лок или роликов. Давление прижимом создается в месте изгиба
бруска и перемещается по мере его изгибания.
Гнутье нагретой древесины осуществляется в станках с хо-
лодными и с обогреваемыми формами.
Станок с холодными формами — гнутарный станок для гнутья
на замкнутый контур с навертыванием заготовки на вращаю-
щийся шаблон (рис. 7.3).
165
Раздел I. Технология производства мебели
...........................
Рис. 7.3. Гнутарный станок хтя гнутья на замкнутый контур:
1 — вал; 2 — прижимной ролик; 3 — шина; 4 — направляющая;
5— каретка; 6— брусок; 7 — шаблон; 8 — электродвигатель
Съемный шаблон с закрепленной на нем стальной шиной
приводится во вращение валом. В каретке, перемещаемой по на-
правляющим, закрепляются второй конец шины и конец изгиба-
емого бруска. Брусок проходит между шаблоном, шиной и при-
жимается роликом с силой 400—500 Н на 1 см ширины бруска.
Во время работы электродвигатель через редуктор поворачивает
вал со скоростью 50—Ь0° в секунду. После окончания процес-
са гнутья бруска по контуру его задний конец вместе с шиной
крепится к шаблону. Шаблон с изогнутым бруском и шиной
снимается со станка, а на вал надевается новый шаблон. Станок
применяют для изготовления царг и проножек замкнутого (реже
незамкнутого) контура.
На рисунке 7.4 показана схема организации рабочего места
у станка, работающего по этому принципу.
Рис. 7.4. Организация рабочего места у гнутарного станка:
1 — станок; 2, 5 - стеллажи с запасными шинами и шаблонами;
3 — пропарочные камеры; 4 — контейнер для заготовок;
6 - контейнер для согнутых деталей
166
Глава 7. Изготовление гнутых деталей из массивной древесины
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiniiiiiiiiiiiiiiiiiiiiiiiiiuiiiiiiiiiihiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiHiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiii
К такому же типу относится цепной гнутарный станок, схе-
ма которого показана на рисунке 7.5. Деталь с шиной огибает-
ся возле неподвижного шаблона при перемещении вверх цепями
концов изгибающих балок с упорами. Другие концы балок име-
ют ролики, передвигающиеся по рельсам. В середине заготовки
предварительно создается прижим колодкой. После окончания
гнутья форма заготовки фиксируется стяжкой. Станок применя-
ют для изготовления гнутых деталей незамкнутого контура: царг,
проножек и задних ножек стула.
Рис. 7.5. Схема цепного гнутарного станка:
1 — рельсы; 2 — ролики; 3 — шина; 4 — изгибающая балка; 5 — упоры;
6 - деталь; 7- шаблон; 8 - цепь; 9 - прижимная колодка; 10 - стяжка
Гнутарные станки с обогреваемыми формами могут быть двух
типов: с одно- и двухсторонним обогревом. Станки с обогревае-
мыми формами называют гнутарно-сушильными.
Станок с односторонним обогревом представляет собой ме-
таллический литой или сварной шаблон, который обогревается
насыщенным паром низкого давления (0,05-0.07 МПа). Заго-
товки с шиной прижимаются к шаблону колодками. В зажатом
состоянии заготовки выдерживают 1,5—3 ч для подсушки от
30%-ной до 12—15%-ной влажности. Такие станки обычно
используют для задних ножек стула.
Гнутарно-сушильные станки с двухсторонним обогре-
вом представляют собой многопролетные прессы с обогрева-
емыми плитами-шаблонами. Заготовки с натянутыми шинами
укладывают в промежутки между плитами пресса, зажимают
и подсушивают до влажности 12—15 %. При гнутье заготовок
167
Раздел I. Технология производства мебели
INIIIIIIIIIIIIIIIIIIIHIIIIIIIWIIIIIIINIIIIHIIIIIIIIIIIIIIIIIIIIIIUIIIIIIIIIIIIIIIIIIIIItllllllllllllllllHIIIIIIIIIIIIIIIIIIIIIIMIIIIIIIIIIIIIIIIIIIIIIIIIIIIWIIIIIWIIIIIIIIIIIIIIIIIIIIINIIIIIMIIIIIII
с большим радиусом изгиба начальную влажность пропаренных
заготовок принимают равной 12—15 %. Запрессовку производят
в течение 70—85 мин до достижения конечной влажности 10±2 %.
Это значительно сокращает затраты тепла на сушку.
Процесс гнутья заготовок с одновременным прессованием
(рис. 7.6) позволяет успешно изгибать детали даже из древесины
хвойных пород. Также возможно гнутье древесины с такими по-
роками, как сучки на наружной стороне бруска.
Рис. 7.6. Схема гнутья с одновременным прессованием:
1 — шаблон с насечкой; 2 — заготовка; 3 — прижимной ролик;
4 - шина
Заготовка (пропаренный брусок), имеющая толщину й, с ши-
ной наворачивается на шаблон, на который нанесена насечка
с наклоном в сторону заднего упора. Прессование заготовки про-
исходит одновременно с гнутьем в месте прижима ее роликом.
Толщина заготовки уменьшается до размера йР Величину упрес-
совки заготовки рассчитывают по формуле
й
Упрессовка для хвойных и лиственных пород рекомендуется
до 20—30 %, а твердых пород — 5-10 % от начального размера.
7.3. Сушка заготовок после гнутья
После гнутья в станках с холодными формами заготовки
вместе с шаблонами и шинами в зафиксированном изогнутом
168
Глава 7. Изготовление гнутых деталей из массивной древесины
iiiiiiiniiiiiMiiiiiMiiiimiiiiiiiiiiiiiiiiiiiiiMiiiiiiiiiiiiiiiiiiiiHiiiiiHiiiiiiiiiHiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiHiiiiiimiiiiinniiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiHii
состоянии укладывают на вагонетки в таком порядке, чтобы
при существующем способе циркуляции они равномерно омы-
вались агентом сушки, и закатывают в сушильные камеры
для стабилизации формы заготовок и доведения их до конечной
влажности, требуемой по технологическому процессу (6—8 %).
В станках с обогреваемыми формами для ускорения оборачи-
ваемости оборудования заготовки выдерживают только до влаж-
ности, при которой стабилизируется их форма (ниже 15 %). До-
сушивание до требуемой конечной влажности ведут в сушильных
камерах после распрессовки и укладки заготовок на вагонетку.
Высушивание заготовок до 25%-ной влажности перед процес-
сами пропаривания и гнутья экономически целесообразно, так
как при этом сокращается срок сушки гнутых заготовок в шабло-
нах, шинах и в станках с обогреваемыми формами. Коэффициент
использования полезного объема сушильных камер при сушке
изогнутых деталей в шаблонах в 5 раз ниже, чем при обычной
сушке, а процесс сушки идет медленнее. Срок выдержки в обо-
греваемых формах до 12—15%-ной влажности в этом случае воз-
растает от 1,5—3 до 8-10 ч, что также невыгодно.
Режимы сушки заготовок в шаблонах и шинах в свободном
состоянии следует подбирать с учетом работы существующих су-
шильных камер.
Технологическая выдержка деталей после сушки в цехе —
не менее 24 ч. Гнутые детали должны сохранять приданную им
форму. Отклонение от заданной стрелы прогиба не должно превы-
шать ±3 мм.
На поверхности деталей не должно быть трещин, отщепов
и поперечных складок.
Вопросы для самоконтроля
1. Поясните назначение пластификашш древесины.
2. Опишите методы пластификашш.
3. Какие существуют способы гнутья массивной древесины?
т. Как стабилизируют форму гнутых заготовок?
169
Раздел I. Технология производства мебели
IIIIIIIIIIIIIIIIIIIIII IIIIIII IIIIIIIIIIIIIIIIIIIIIIII I ПНИ IIHIIIIIIIIIIIIIIIIIIII11111111111111111111111111111 lllllilll III llllllllllllllllllll I IIIIIII IIIIIIIIIIIIIIIIIIIIIIIII IIIIIII IIIIIIIIIIIIIIIIIIIIIIII Hill
ГЛАВА 8. ИЗГОТОВЛЕНИЕ ГНУТОКЛЕЕНЫХ ДЕТАЛЕЙ
Гнутье с одновременным склеиванием цельной массивной
древесины применяется в основном для тонких (2—5 мм) планок.
Это позволяет получать клееные детали с небольшими радиу-
сами изгиба. Толщина Л отдельных слоев в пакете подбирается
по минимальному радиусу R изгиба (табл. 8.1).
Таблица 8.1
Допустимые отношения h/R при гнутье
и склеивании пакета из планок древесины
Вид древесины Отношение h/R, не более
Бук 1/46
Вяз 1/31
Береза 1/50-1/60
Ель 1/46-1/57
8.1. Изготовление гнутопропильных заготовок
При изготовлении гнутопропильных заготовок используют
массивную древесину, в которой в местах изгиба выполняют
пропилы. Чаше всего это заготовки для стульев, царги круглых
столов и другие детали. В пропилы вставляют полоски шпона,
предварительно промазанные клеем. Это необходимо для полу-
чения правильного радиуса изгиба и уменьшения разрывов воло-
кон на наружных слоях брусков.
Продольные пропилы делают в заготовках, у которых необ-
ходимо изогнуть концевые части. Чаше всего это заготовки
для стульев. Пропилы выполняют дисковыми мелкозубыми
или строгальными пилами толщиной до 2.5 мм. Длину пропила
берут больше длины изгибаемой части, ширину — на 0,1—0,2 мм
больше толщины вставок из шпона. Расстояние между пропилами,
т. е. толщину оставшихся планок, устанавливают в зависимости
от радиуса изгиба — в пределах 1,5—3,0 мм. Наружные планки
берут толщиной 1,5 мм. Использование шин позволяет иметь
радиусы гнутья до 10 мм.
Поперечные пропилы в заготовках (рис. 8.1) применяют
при изготовлении царг круглых столов.
Пропилы делают прямоугольные и клиновидные (рис. 8.2).
170
Глава 8. Изготовление гнутоклееных деталей
....................
Рис. 8.1. Заготовка для гнутья с поперечными пропилами
Рис. 8.2. Гнутопропильная деталь с прямоугольными
и клиновидными пропилами:
а — после пропиливания; б — после склеивания
Клиновидные пропилы после изгиба бывают почти незамет-
ны, но требуют инструмента со специальной подготовкой. Глуби-
ну hx пропила подбирают в зависимости от толщины h детали,
прочности конструкции наружного слоя заготовки и радиуса R
изгиба. Допустимое соотношение (h - hx) / R определяют опыт-
ным путем. Ширина г пропила и количество пропилов п взаимно
увязываются при расчете по формуле tn = 2лИх. Целесообразно
иметь большое число узких пропилов.
Подготовленную заготовку, начиная с середины, подверга-
ют обжиму по контуру; на внутреннюю часть наклеивают шпон
и выдерживают до схватывания клея.
8.2. Изготовление гнутоклееных заготовок из шпона
Процесс состоит из следующих основных операций: подготов-
ка материала, формирование пакета и прессование. Качество за-
готовок должно соответствовать требованиям ГОСТ 21178—2006.
Применяемые материалы и их подготовка. Основной мате-
риал для гнутоклееных заготовок — березовый шпон толщиной
171
Раздел I. Технология производства мебели
IIIIIIIIII1IIIIIIIIIIIIIIIIIIllllllllllllilllllllllllIIIIIIII IIIIIII IIIIIlllllilil IIIIIIIII III HUIIIIIIIIIIHill 111 IIIIIIlilllllllllllllllllllllIIIIIIIIlllllllllillllllllllllllllllllililIIIIIIIIIIIIIIIIIIIIIIIIIII
0,35—4,0 мм (ГОСТ 99—2016 «Шпон лушеный. Технические усло-
вия»). Требования к его качеству в зависимости от использования
в пакете приведены в таблице 8.2. Влажность шпона должна быть
б±2 %.
Таблица 8.2
Требования к качеству шпона
Слой заготовки Сорт шпона по ГОСТ 99-2016. не ниже
лицевых не лицевых Недоступных для обозрения под облицовку; непрозрачную отделку, обивку
Наружный I I II
Подслой II II II
Внутренний III III III
Для лицевого слоя можно применять шпон строганый тол-
щиной 0,4; 0,6; 0,8; 1,0 мм и декоративные материалы (пленки
на основе пропитанной бумаги, полимерные пленки и др.), пре-
дусмотренные техническими характеристиками и чертежами
на мебель. Параметры раскроя шпона для гнутоклееных загото-
вок на круглопильных станках приведены в таблице 8.3.
Таблица 8.3
Параметры раскроя шпона
Параметр Значение
Частота вращения пилы, мин-1, не менее 2850
Скорость резания, м/мин 45-55
Скорость подачи, м/мин: вдоль волокон поперек волокон 15 6
Толщина пакета шпона (высота пропила), мм, не более 130
С целью более полного использования материала узкий
шпон склеивают по ширине в непрерывную ленту и раскраивают
на полосы шириной 500 мм. Короткомерный шпон и полосы (из
узкого шпона) склеивают по длине на зубчатый шип в непрерыв-
ную ленту и раскраивают на заготовки. Заготовки используют
в основном для внутренних слоев.
В производстве гнутоклееных заготовок используют клеи
на основе синтетических смол (КФ-БЖ. КФ-МТ).
172
Глава 8. Изготовление гнутоклееных деталей
111111111111111111111111111111111111111111111111111111111Н1111111111111111111111111111111111)111111111111111111111111111111111111111М11111111111111111111111111111111111111111111111111111111111111111111Ш11111111
Формирование пакетов. На подготовленные листы шпона (на
одну из склеиваемых поверхностей) клеевыми вальцами с дози-
рующим устройством наносят клей (расход без учета потерь —
100—130 г/см2). Пакеты формируют на рабочих столах, оборудо-
ванных угольниками.
Направление волокон в облицовках из шпона определяет-
ся конструкцией изделия и зависит от усилий, воспринимае-
мых гнутоклееными деталями при эксплуатации. Виды профи-
лей заготовок (рис. 8.3) и их применяемость регламентированы
ГОСТ 21178—2006. У ножек и спинкодержателей направление
волокон может быть во всех слоях шпона продольным, у царг
(проножек) и стенок я ши ков отдельные слои могут быть с попе-
речным направлением волокон, а у изделий, имеющих большие
плоскости (лотки и сиденья) слои шпона должны иметь чередо-
вание направления волокон.
Рис. 8.3. Виды профилей гнутоклееных заготовок
Кратные заготовки или блоки склеивают обычно для узких
деталей — ножек, царг, спинкодержателей и полуяшиков.
При определении толщины пакета должна учитываться ве-
личина упрессовки. Она зависит от условий прессования. Для
березового шпона величину упрессовки можно определять по
формуле
У = 2 • 40'4М65(0,14/га - 8,9)(0,13И; + 7,36)( 16 - 0.345SJ х
х (13.1 - 2,355ш).
где Р — удельное давление на склеиваемую поверхность, МПа;
г — время склеивания, мин; 1^ — температура плит пресса, °C;
173
Раздел I. Технология производства мебели
lllllllllllIIIIIIIIIIIIllllllIIIIIIIIIIIIIIIIIIIIIIIII ИННlllllllllllllllllllllllllllllllIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIllllllllllllllllilllIIIIIIIIllllllllllllllllllllllillIIIIIIIIIIlllllllllllllllltllllHill
IVH — начальная влажность пакета с учетом начальной влажности
шпона и влаги, вносимой вместе с клеем, %; Sn — толшина склеи-
ваемого пакета, мм; 5Ш — средняя толшина шпона, мм.
При изготовлении гнутоклееных заготовок из шпона листвен-
ницы и сосны рекомендуются следующие допустимые радиусы
кривизны (табл. 8.4).
Таблица S.4
Радиусы кривизны для гну гоклееных заготовок из шнона
Толщина шпона, мм Количество листов шпона в пакете, шт. Радиус изгиба внутренний, мм (лиственница / сосна)
0,95 5 45/50
9 41/45
15 36/40
19 32/30
1,15 5 51/60
9 50 / 55
15 43/50
19 39/45
1,45 5 67/73
9 62/68
15 54/60
19 48/57
1,75 5 81/90
9 74/83
15 65/73
19 58/67
2,00 5 90 / 100
9 83/90
15 72/80
19 65/74
Прессование. Прессование гнутоклееных заготовок произво-
дят в пресс-формах с использованием следующих способов на-
грева: паровой, электроконтактный и в поле ТВЧ. Запрессовка
в необогреваемых пресс-формах нерациональна (в этом случае
требуются большое количество пресс-форм и большие производ-
ственные площади), поэтому используется редко. Режимные па-
раметры прессования гнутоклееных заготовок при использова-
нии указанных способов нагрева приведены в таблице 8.5.
174
Глава 8. Изготовление гнутоклееных деталей
Таблица 8.5
Режимы прессования гнутоклееных заготовок
Параметр Норма при способе нагрева
паровом электро- контактном в поле ТВЧ
Время от момента нанесения клея до загрузки пакетов в пресс, мин. не более 10 10 10
Время от начала загрузки первого пакета в пресс до установления полного дав- ления (при горячих рабочих поверхностях), мин. не более 1,5 1,5
Удельное давление прес- сования (в жестких пресс- формах), МПа, не менее 1,2 1,2 1,2
Температура рабочей по- верхности пресс-формы или нагревателя в момент загрузки пакета, °C 130-140 130-140
Температура клеевого слоя, °C — — 130-140
Время выдержки под дав- лением, без нагрева, мин 1 1 1
Пресс-формы с паровым обогревом представляют собой ме-
таллические пустотелые шаблоны, во внутреннюю полость ко-
торых подается пар (рис. 8.4, а).
*" ---
J вот Л
К I
Рис. 8.4. Пресс-формы для изготовления гнутоклееных заготовок:
а - с обогреваемыми шаблонами; б — с электроконтактным нагревом
175
Раздел I. Технология производства мебели
wiiiiiiiiiiiiiiiiiiiHiiiiiiiiiiiiiiiiHiiiiiiiiiiiiiiiiiiiiiHiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiHiiiiiNiiiiiiiiiiiiiiiiiimtttiiiiiiiiiiiiiiiitiiiiiimiitNiiiiiiiiiiiiiiimiiiiiiiiiiiMiiiiwiiiiiiii
Пресс-формы с электроконтактным нагревом (рис. 8.4. о)
обычно изготавливают из твердых пород древесины. На поверх-
ность шаблона (пуансона, матрицы) накладывают металлическую
ленту, через которую для нагрева прессуемой детали пропускают
ток. Удельная мощность нагревателя определяется в зависимости
от коэффициента конфигурации.
При склеивании тонких пачек (7—8 мм) можно применять
односторонний нагрев, при большей толщине целесообразен
двусторонний обогрев.
Устройство пресс-форм для обогрева в поле ТВЧ не имеет
принципиальных конструктивных отличий от шаблонов с элек-
трообогревом.
Склеивание гнутоклееных заготовок выполняют с целью по-
лучения заготовок более сложных форм. В зависимости от формы
деталей применяют различное оборудование: гнутарно-клеиль-
ные прессы с четырьмя прижимами (для стенок ящиков); с гиб-
кой лентой (для незамкнутых царг и проножек и т. п.); с тремя
прижимами (для царг и проножек замкнутого контура).
Заготовки по длине склеивают на зубчатый шип, а по тол-
щине — на гладкую фугу.
В зависимости от расположения шипов соединения делятся
на горизонтальные и вертикальные (рис. 8.5).
Рис. 8.5. Виды зубчатых клеевых соединений:
а — горизонтальное; б — вертикальное
Основные размеры зубчатых клеевых соединений должны
соответствовать нормам (табл. 8.6),
Таблица S.6
Размеры зубчатых клеевых соединений
Параметр Зубчатое соединение
горизонтальное вертикальное
Длина шипа L, мм 10 5
Шаг соединения г, мм 3,5 1,75
Затупление шипа Ь, мм 0,5 0,2
176
Глава 8. Изготовление гнутоклееных деталей
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII
Точность формирования шипов должна соответствовать
12—13 квалитетам по ГОСТ 6449.1—82.
При склеивании гнутоклееных заготовок на зубчатый шип
должны выдерживаться параметры, указанные в таблице 8.7.
Таблица 8.7
Технологические параметры клеев
Параметр Норма для клеев на основе смол
КФЖ (М) М 70 КФЖ (М) + (15-35%) ДФ-48/Зс
Вязкость клея, с: по ВЗ-1 по ВЗ-4 по кр\жке ВМС для дисперсии 60-80 60-120 20-60
Расход клея, г/м2 350 350 350
Продолжительность желати- низации: при 100 °C, с при 20 °C, ч 45-70 Не менее 10 0,5-20 -
Температура склеивания, °C 100-135 Не менее 18 100-135
Торцовое давление, МПа 7,5-10 7,5-10 7,5-10
Время выдержки под дав- лением, с, не менее 2 2 2
Время выдержки после склеивания, ч 12 12 12
Место склеивания гнутоклееных заготовок для получения
изделий сложной формы следует располагать на прямолинейном
участке в зоне, где изгибающие напряжения отсутствуют или ми-
нимальны.
При склеивании гнутоклееных заготовок по толщине (на
гладкую фугу) подготовленная к склеиванию поверхность должна
иметь шероховатость не более Rm = 100 мкм по ГОСТ 7016-2013
и не должна проходить по клеевому слою. Место склеивания
гнутоклееных заготовок на гладкую фугу располагают в местах
сопряжения деталей в конструкциях изделий.
Заготовки склеивают в ваннах при давлении 0,8—1.0 МПа.
Время выдержки после склеивания — не менее 24 ч в цехе.
177
Раздел I. Технология производства мебели
IIIIIIIIII lllllllltlIIIIIIIIIIIIIIIIIIIIIII1IIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIilllllllllllllllllllllllllllllllllllllililIИHIIIIIIIIIIIIIIHIIIIIIIIIIlllllllllllllllllllllllllIIIIIIIIIIlllllllllllllllllllllHill
Вопросы для самоконтроля
1. Для чего в заготовках делают пропилы?
2. Назовите основной материал для гнутоклееных заготовок.
3. С какой целью узкий шпон склеивают по ширине?
4. Опишите процесс формирования пакетов.
5. Какие способы нагрева применяют для прессования гнутоклееных заго-
товок? От чего зависит выбор способа?
6. С какой целью выполняют склеивание заготовок?
7. Какое оборудование применяют для склеивания деталей различной формы?
ГЛАВА 9. ОБЛИЦОВЫВАНИЕ
Облицовыванием называют оклеивание поверхностей заготовок
из дешевых материалов тонким слоем декоративных пленок или стро-
ганым шпоном ценных пород. Облицовывание широко используется
в производстве мебели для повышения эстетических качеств, проч-
ности. поверхностной стойкости и формоустойчивости изделий.
Процесс облицовывания состоит из следующих основных
операций: подготовка основы, подготовка облицовочных мате-
риалов (рассмотрена в главе 5) и наклеивание облицовки на ос-
нову. В качестве основы используют малоценные породы древе-
сины, ДСП и ДВП, гнутоклееные заготовки и изделия, склеенные
из измельченной древесины, в качестве облицовки — строганый
шпон, полимерные пленки, термореактивные пленки на основе
пропитанных бумаг, искусственные кожи, ткани, фольга и дру-
гие тонкие слои материалов, способных приклеиваться к поверх-
ности древесных материалов.
В зависимости от формы основы различают облицовывание
плоских прямолинейных и криволинейных деталей или загото-
вок. В зависимости от вида облицовываемой поверхности основы
можно выделить облицовывание пластей и кромок.
9.1. Облицовывание пластей щитовых заготовок
Плоские поверхности щитовых заготовок облицовывают
в различных прессах, оснащенных системой обогрева стола,
автоматикой для поддержания постоянного рабочего давления
и автоматическим таймером, контролирующим время выдержки.
Загрузка и разгрузка производятся при помощи транспортирую-
щих устройств или вручную.
178
Глава 9. Облицовывание
IIIIIIIIIIIIIIIIIIIIIHIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIillllllllllllllllllllllllllllllllll
Для облицовывания пластей на небольших производствах
достаточно широкое применение получили одно- и двухпро-
летные обогреваемые прессы. Загрузка таких прессов произво-
дится вручную непосредственно на плиту или с использованием
металлического листа (поддона), на который предварительно
укладываются детали.
Двухпролетный пресс имеет три обогреваемые плиты. В то
время когда одна пара плит сомкнута, из раскрытого проема
между двумя другими производятся выгрузка готовых деталей
и разгрузка новых прессуемых пакетов. Обогрев таких прессов
в зависимости от их исполнения и требуемой температуры осу-
ществляется водой, паром, термомаслом или с помощью электри-
чества. Основные изготовители оборудования: Joos, ОТТ. Burkle
(Германия), ItalPresse, OrmaMacchine (Италия).
Технический прогресс в мебельной промышленности особо
заметен на примере организации производственного процесса
облицовывания мебельных щитов. В практику прочно вошло
скоростное облицовывание на однопролетных автоматических
циклопроходных прессах. Это позволило механизировать и авто-
матизировать наиболее трудоемкие ручные операции.
На рисунке 9.1 показан план участка облицовывания щи-
тов на базе однопролетного пресса российского автоматического
комплекса (А КД А).
Рис. 9.1. Организация рабочих мест на участке облицовывания плоских
пластей щитовых заготовок на базе однопролетного автоматического пресса:
1 - загрузочное устройство; 2 — щеточный станок;
3 — клеенаносяший станок; 4 — мостик; 5 — подстопное место
с облицовкой; 6 — пресс; 7 - разгрузочный роликовый конвейер;
8 - ускоряющий конвейер; 9 - ленточный конвейер; 10 - дисковый
конвейер; 11 — шит (ДСП); 12 — подъемный стол
179
Раздел I. Технология производства мебели
IIIIIIHI ШИ 1111ШШ11ШШ11ШШ1Ш1ШШ1Ш11ШШ11ШШ11ШШ1Ш1Ш1Ш11 ШНИ ПИШИ 111ШШ1ШШ11ШШ11Ш1ШШ1Ш11ШШ11ШШ1Ш1Ш1Ш1
В состав линии облицовывания на базе однопролетного
пресса, как правило, входят: автоматический питатель, станок
щеточный для очистки от пыли, станок вальцовый клеенанося-
щий, промежуточный дисковый транспортер, ленточный тран-
спортер для набора прессуемых пакетов, короткотактный про-
ходной пресс, иногда — камера охлаждения и автоматический
укладчик.
Процесс облицовывания мебельных щитов осуществляется
в такой последовательности. Стопа щитов с приводного ролико-
вого конвейера поступает на траверсную тележку и при помощи
поворотного устройства подается к неприводной секции подъем-
ного стола и загрузочного устройства. Платформа подъемного
стола поднимается, и верхний шит стопы нажимает на конечный
выключатель; при поступлении разрешающего сигнала толка-
тели механизма загрузки подают верхний щит стопы в щеточ-
ный станок для удаления пыли с поверхности щита, после чего
возвращаются в исходное положение, а стол поднимается на со-
ответствующую толщине щита высоту.
После снятия пыли с поверхности щита он поступает в по-
дающие вальцы клеенаносящего станка с дозирующим устрой-
ством, Клей наносится верхним и нижним подающими валь-
цами, покрытыми толстым слоем резины, на обе пласти щита.
Далее щит дисковым конвейером перемещается на ленточный
конвейер, где облицовки перекладываются с мостика в форми-
руемый пакет; лента конвейера приводится в движение от пульта
управления.
По мере формирования пакетов оператор продвигает ленту
вперед; в зависимости от ширины облицовываемых щитов фор-
мируется определенное количество пакетов. Конвейер имеет воз-
вратно-поступательное движение. Возвращаясь назад, конвейер
равномерно укладывает щиты в пресс.
После смыкания плит пресса и выдержки заданного режима
происходит облицовывание, плиты размыкаются, и облицован-
ные щиты выгружаются из пресса при помощи переднего упора
загрузочного устройства на ускоряющий конвейер, перемещаю-
щий их к месту формирования стопы. Проходя через фотоэле-
мент, ускоряющий конвейер поднимается на толщину щита,
и следующий щит равномерно укладывается в штабель на раз-
грузочный роликовый конвейер с ограничительным экраном.
180
Глава 9. Облицовывание
111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111)111111111111111П1
Прерывистый подъем конвейера прекратится, как только шиты
сойдут с него. С разгрузочного конвейера шиты траверсной те-
лежкой по траверсному пути с системой напольных неприводных
роликовых конвейеров транспортируются к местам технологиче-
ской выдержки шитов.
Технические характеристики автоматических комплексов при-
ведены в таблице 9.1.
Таблица 9.1
Технические характеристики линий для облицовывания
пластей шитовых заготовок
Параметр АКДА-4938-1 АКДА-4940-1
Размеры облицовываемых деталей, мм: длина ширина толщина 350-2030 220-870 10-50 350-3930 220-870 10-50
Размеры плит пресса, мм: длина ширина 3300 1800 5200 1800
Расстояние между нагревательными плитами, мм 100 150
Температура плит пресса, °C 150 150
Общее время цикла, с 60-90 60-90
Мощность электродвигателей, кВт 32,35 32,5
Расчетная производительность, м2/ч 103,3 142
Номинальное усилие пресса, кН 6 300 10 000
Количество обслуживающего персонала, чел. 3 4
Габариты, мм: длина ширина 17 700 6000 24 000 4100
Масса, кг 41 700 62 500
Поверхности изделий облицовывают двумя способами: хо-
лодным и горячим. Холодным способом обычно наклеивают
термопластичные и непаропроводяшие облицовки. При этом
исключается влияние температурного фактора на качество
изделий, поэтому прессование осуществляют в холодных одно-
этажных прессах периодического действия (рис. 9.2, табл. 9.2).
181
Раздел I. Технология производства мебели
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIllllilllllllllllllllllllI ПНИllllllllllllllllllilllllllilllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllillllllllllllllllllllllllIIIIIIIIIIIIIIIIIIIIIIIIIII
Рис. 9.2. Общий вид прессового агрегата для облицовывания
щитовых заготовок холодным способом
Таблица 9.2
Технические характеристики прессовою оборудования
для холодного облицовывания заготовок
Параметр Огта Р25/4 Огта РЗО/З Joos Junior III Огта S/6
Размер подвижной плиты, мм 2500x1300 3000x1300 2500x1100 3000x1300
Количество цилинд- ров, шт. 4 3 4 6
Диаметр поршня, мм 65 65 50 55
Общее усилие, т 20 15 40 30
Ход поршня, мм 500 500 350 500
Общая мощность, кВт 1,5 1,5 2 1,5
Габариты, мм: длина ширина высота 3000 1500 2350 3500 1500 2350 3060 1400 1120 3550 1600 2100
Масса, кг 1100 1250 1400 1500
При горячем способе процесс склеивания ускоряется за счет
нагрева детали или клеевого шва. В горячих прессах (рис. 9.3,
табл. 9.3) облицовывание производится с коротким циклом
времени.
182
Глава 9. Облицовывание
Hill...II llllllllllllllllllltl IIII llllllll I lllllllllllllllllllllllllllll II tllllll IIIHIIIIIIIIIIIIIIII HI IIIIIIIIIIIHIIIHtll IIIIIIIIIIIIIIIIIIIHHHIIIIIIII.Ill.Illlllllllllllllllllllllllllllllllllll
Рис. 9.3. Схема линии облицовывании щитовых заготовок на базе
прессового оборудования Orma Macchine (Италия):
1 - вальцовый клеенаносяший станок; 2 - приводной
промежуточный дисковый конвейер; 3 — продольный загрузочный
конвейер для формирования пакета; 4 - пульт управления;
5 - горячий пресс; 6 — приводной разгрузочный конвейер
Таблица 9.3
Технические характеристики горячих прессов
для облицовывания шитовых заготовок
Параметр Italpresse SCF/6-S Оппа Npc 3500/S Burkle Joos Нр 120 Orma Npc 10/200 Simimpianti 4L 20.33.13
Размеры плит прес- са, мм 2500х 1300 3500х 1300 2500х 1300 ЗОООх 1300 3500х 1300 3500х 1300
Количе- ство эта- жей 2 1 1 1 1 1
Давление прессова- ния, МПа 2 1,4 1,8 2 4 2
Мощность, кВт 40 20 28 17,2 21 21
Габариты, мм: хтина ширина высота 4300 1800 2600 4150 1870 2050 3200 1780 2040 3480 1570 2240 4400 1650 2200 3900 1650 1950
Масса, кг 6000 4500 4000 4700 6500 4900
183
Раздел I. Технология производства мебели
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIllllilllllllllllllllllllIIIIIIIllllllllinillinillllllllllllllllllllllllllllllllllllllllililIИHllllllllllllllllllIIIIIIIIlllllllllllllllllllllllllIIIIIIIIII lllllllllllllllllllll Hill
9.2. Облицовывание профильных пластей щитовых заготовок
Для облицовывания профильных поверхностей разработана
и достаточно длительное время применяется технология вакуум-
но-мембранного прессования.
Типовой вакуумный пресс для элементов мебельных изделий
(рис. 9.4) включает следующие конструктивные узлы:
— вакуумный стол, на поверхность которого укладываются
мебельные заготовки (поверхность такого стола должна обладать
высокой жесткостью, поэтому она обшивается листовым метал-
лом или толстой жестью);
— вакуумный насос, который откачивает воздух из-под по-
верхности пленки для мебельных заготовок;
— прижимная рама, которая также изготавливается из проч-
ного металла (в функции такой рамы, оснащенной надежными
зажимными элементами, входит обеспечение герметичности воз-
душной полости под пленкой, которой покрывают мебельные за-
готовки);
— нагревательная установка, которая может быть выполнена
на основе рабочих элементов различного типа;
— крышка пресса, которая может быть откидного или на-
катного типа.
Рис. 9.4. Общий вид пресса для вакуумного облицовывания
Большая часть моделей вакуумных прессов дополнительно
оснащается одним или несколькими валами, устанавливаемыми
с торцевой стороны оборудования. Такие валы, которые делают
работу на вакуумном прессе более удобной и сокращают время
184
Глава 9. Облицовывание
ItlllllllllllllllllinillllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllilllllllllllllllHIIIIIIIIIIIIIilll
выполнения технологических операций, используются для уста-
новки рулонов с используемой для покрытия пленкой.
Многие современные модели вакуумных прессов для МДФ
и ДСП могут работать в автоматическом режиме, что обеспе-
чивают устанавливаемые на такое оборудование системы ЧП У.
Особенно актуальным использование вакуумных прессов с ЧПУ
является для предприятий, выпускающих мебель сериями, ког-
да на подобном оборудовании приходится выполнять покрытие
пленкой или шпоном множества однотипных деталей. В таких
случаях системы ЧПУ позволяют повысить производительность
оборудования и соответственно снизить себестоимость выпуска-
емой продукции.
На сегодняшний день выпускаются два типа прессов ва-
куумного типа:
- создающие давление не выше 0,95 кг/см2 (такие прессы
используются, когда на заготовку необходимо оказать макси-
мально щадящее воздействие);
— повышенного давления (способны обеспечить давление,
значение которого доходит до 8,5 кг/см2).
Оборудование первого типа применяется в тех случаях, когда
пленкой ПВХ или шпоном требуется покрыть изделия неслож-
ной конфигурации. Вакуумные прессы, способные создавать вы-
сокое давление, применяются для шпонирования или покрытия
пленкой ПВХ деталей сложной формы. Кроме того, такое обору-
дование часто используется как вакуумный формовщик, при по-
мощи которого из листового пластика изготавливают объемные
изделия различной конфигурации.
Наиболее распространены два вида компоновки вакуумных
прессов (рис. 9.5).
Рис. 9.5. Компоновка пресса с подвижной нагревательной
кареткой (а) и с выдвижным нагревательным столом (d)
185
Раздел I. Технология производства мебели
iiiiiiniu.ши.........................................iiiiiiiiiiniiiiiiniiiiiiniuiiiniiiiiiniiiiiiniiiiiniiiiiinii.
Оба типа устройств могут комплектоваться специальной
мембраной. Используется этот элемент вакуумного пресса как
при шпонировании элементов мебельных конструкций, так
и при их покрытии пленкой ПВХ. В первом случае мембрана
необходима для того, чтобы увеличить давление, оказываемое
на поверхность заготовки и покрывной материал в процессе их
соединения, Кроме того, при создании шпонированного слоя
на поверхности заготовки из МДФ или ДСП мембрана предот-
вращает сдвиг покрывного материала по отношению к поверх-
ности заготовки в процессе их соединения. При покрытии ме-
бельных заготовок слишком тонкими пленками ПВХ мембрана
защищает их от негативного воздействия высоких температур,
создаваемых в вакуумной камере.
Мембраны, которыми оснащаются вакуумные прессы, мо-
гут быть двух типов: каучуковые и изготовленные из сили-
кона. Более предпочтительным вариантом являются силико-
новые мембраны, так как они более износостойкие и позво-
ляют выполнять покрытие пленкой ПВХ деталей даже очень
небольшого размера.
Принцип работы мембранного пресса заключается в сле-
дующем. Подлежащую облицовыванию деталь с рельефной по-
верхностью после нанесения клея и укладки пленки помещают
на нижнюю неподвижную плиту пресса (рис. 9.6). Верхняя по-
движная часть представляет собой металлический короб, вну-
три которого вмонтирована камера из термостойкой резины,
наполненная высокотемпературным органическим теплоноси-
телем — маслообразной жидкостью, которая с помощью спе-
циальной терморегулирующей системы нагревается до заданной
температуры. При запрессовывании гибкая мембранная камера
равномерно распределяет давление на все участки облицовывае-
мой поверхности, обеспечивая прочное приклеивание облицов-
ки к основе.
Ведущие производители мембранно-вакуумных прессов —
Orma, Simimpianti (Италия), Vario Press (Китай), Friz, Burkle
и др. Общий вид мембранного пресса фирмы Orma показан
на рисунке 9.7.
186
Глава 9. Облицовывание
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiifiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiniiiiiiiiiiiiiiiiiiiiiiii
Рис. 9.6. Принципиальная схема мембранно-вакуумного пресса:
1 — стол; 2 — облицовочная пленка; 3 — облицовываемая леталь;
4 — уплотнитель; 5 - плунжер; 6 - верхняя плита пресса;
7 — излучатель; 8 — мембрана; 9 — нижняя плита
Рис. 9.7. Мембранный пресс Orma CVM2
Фирмой Friz разработана автоматизированная высокопро-
изводительная установка для нанесения покрытий в трех
плоскостях в проходном режиме с высокой степенью точности
технологического процесса. Устройство для нанесения клея было
интегрировано в станок. Инновационное решение данного стан-
ка позволяет обеспечивать его обслуживание одним человеком.
187
Раздел I. Технология производства мебели
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII..
Установка производит до 10 деталей в минуту. Благодаря комби-
нированной работе вакуума между мембраной и рабочим столом
и последующему нагреву возможно облицовывание любых по-
верхностей термопластичными пленками (ПВХ. АВС, полипро-
пиленовыми или трансфертными пленками с финиш-эффектом)
и различными видами шпона.
Схемы организации рабочих мест на участке облицовывания
профильных деталей изделий представлены на рисунках 9.8, 9.9,
технические характеристики прессов — в таблице 9.4.
Рис. 9.8. Организация рабочего места у вакуумно-мембранного
прессового оборудования с одним загрузочным столом:
1 — пакет черновых заготовок; 2 — щеточный станок; 3 — клеенаносяший
станок; 4 — стол для формирования пакета; 5 — пресс; 6 — пакет
облицованных заготовок; 7- пакет облицовок
Рис. 9.9. Организация рабочего места у вакуумно-мембранного
прессового оборудования с двумя загрузочными столами:
1 - пакет черновых заготовок; 2 - щеточный станок; 3 — клеенаносяший
станок; 4 — стол для формирования пакета; 5 — пресс; 6 — пакет
облицованных заготовок; 7 - пакет облицовок
188
Глава 9. Облицовывание
IIIIIIIIIIIIIIIIIIIIIHIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIilllllllHIIIIIIHIIIIIIIIIIIIIIIII
Таблица 9.4
Технические характеристики вакуумно-мембранных прессов
Параметр Огта Omnia 30 Variopress Basic 1000 Simimpianti Topform
Размеры плиты пресса, мм 2500x1300 2540x1250 1100x2100
Толщина обработки, мм 45 55 60
Высота рабочего проема, мм 450 150 300
Общее усилие, т 200 240 200
Давление, МПа 0,6 0,6 0,6
Количество цилиндров, шт. 10 —
Толщина пленочного об- лицовочного материала, мм 0,18-0,40 0,18-0,40 0,18-0,40
Толщина натурального шпона, мм 0,2-0,4 0,2-0,6 0,2-0,6
Установленная мощность, кВт 15 25 28
Габариты, мм: длина ширина высота 3250 1700 2300 6500 2200 2150 6300 2300 2270
Масса, кг 2800 6300 3000
9.3. Облицовывание кромок щитовых деталей
Облицовывание прямолинейных плоских кромок. Процесс
облицовывания прямолинейных плоских кромок осуществляется
двумя способами: на автоматических линиях и на односторон-
них станках позиционного и проходного типа.
Автоматические линии для форматной обработки и обли-
цовывания четырех кромок щитов включают агрегаты для фор-
матирования (обрезка в чистовой размер по длине и ширине
щита), агрегаты для формирования и подготовки облицовывае-
мой поверхности, а также агрегаты для облицовывания подготов-
ленных кромок щитовых деталей. Агрегаты встраивают в линию
и объединяют общим управляющим блоком (рис. 9.10).
Автоматические линии могут быть прямолинейной, Г-образ-
ной, П-образной компоновки, четырех- и двухсторонней обра-
ботки.
189
Раздел I. Технология производства мебели
IIIIIIIIII IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII ПНИ llllllllllllllllllllllllllllllllllllllllllllllllllllllllllllll 111111111111111111111111111111111111111111111111111111111111111111IIIIIIIIIIIIIIIHIIIIIIIII
Рис. 9.10. Общий вид автоматической кромкооблицовочной
линии на базе модели Homag KAL 5ХХ/6ХХ
Автоматические линии облицовывания прямолинейных пло-
ских кромок с четырех (двух) сторон щита состоят из следующих
агрегатов:
- пильный (для обрезки ширины в размер (с припуском));
— фрезерный (для чистовой обработки кромок; подготовки
и нанесения клея; подачи и прижима облицовочного материала);
— фасочный (для снятия свесов облицовочного материала
и образования фасок);
— шлифовальный (для шлифования кромок материала, обли-
цованного натуральным шпоном);
— отрезающий (для отсекания облицовочного материала);
— подачи (для перемещения детали);
— прижима (для прижима щитов к подающему конвейеру) и др.
Все автоматические линии облицовывания прямолинейных
плоских кромок оборудованы микропроцессором управления.
В качестве кромочного облицовочного материала применяет-
ся шпон натуральный (искусственный) полосовой и рулонный
и полимерный материал рулонный и полосовой. Клеевой мате-
риал — клей-расплав.
Технологическая схема двухсторонней обработки и обли-
цовывания прямолинейных кромок на автоматической линии
показана на рисунке 9.11.
Технологический процесс обработки и облицовывания пря-
молинейных кромок рассмотрим на примере четырехсторонней
автоматической линии.
Линия имеет прямолинейную компоновку и состоит из пи-
тателя, станка для обрезки кромок, станка для облицовывания
кромок, поворотного устройства, второго обрезного станка, вто-
190
Глава 9. Облицовывание
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiniiii
рого станка для облицовывания и укладчика. На линии после-
довательно выполняются операции по обработке продольных
кромок шита: обрезка, фрезерование, облицовывание, снятие
свесов по длине и толщине шита, снятие фасок и шлифование.
По окончании последней операции шит поворачивается на 90°,
и операции повторяются.
Рис. 9.11. Технологическая схема двухсторонней обработки
и облицовывания прямолинейных кромок:
1 — прорезка облицовки нижней пласти; 2 — форматная обрезка
(опиливание кромки); 3 — выборка четверти или паза (справа
по подаче, на первом станке линии); 4 — нанесение клея-расплава
на кромку шита; 5 - прикатывание полосы облицовочного материала
на кромку шита; 6 — снятие (опиливание) продольных свесов
(на первом станке не производится) пилами на суппорте сопровождения;
7— снятие (фрезерование) продольных свесов; 8- снятие
(фрезерование) фаски; 9 — шлифование кромки (при облицовывании
натуральным шпоном); 10 - копирующие ролики
Для автоматизированной загрузки шитов в начале ли-
нии установлен питатель. В состав питателя входит конвейер,
на который вилочным погрузчиком укладываются стопы шитов.
С конвейера стопа перекатывается на подъемный стол питателя,
находящийся в нижнем положении. Стол питателя поднимается
до тех пор, пока верхний шит не окажется на уровне загрузки
линии. Упор, приводимый в движение пневмоцилиндром, подает
шит в линию. При этом производится одновременное базирова-
191
Раздел I. Технология производства мебели
IIIIIIHI ШИ 1111ШШ11ШШ11ШШ1Ш1ШШ1Ш11ШШ11ШШ11ШШ1Ш1Ш1Ш11.ШНИ lllllilil 111ШШ1ШШ11ШШ11Ш1ШШ1Ш11ШШ11ШШ1Ш1Ш11Ш
ние по продольной кромке, причем направляющая линейка вхо-
дит между свесами шпона, которые не должны превышать 10 мм.
При базировании щит располагается продольными кромками па-
раллельно пилам обрезного станка. В результате снимается ми-
нимальный припуск с одной стороны щита.
Подача щита в первый обрезной станок осуществляется тол-
кателем. Когда щит окажется между цепным конвейером и при-
жимами обрезного станка, толкатель возвращается в исходное
положение. Когда щит поступает в станок, подъемный стол вы-
дает на уровень загрузки очередной щит. После обработки щита
на станке в питатель подается команда на выдачу очередного щита.
При этом между щитами, идущими по линии, обеспечивается за-
зор 500—700 мм. После выдачи последнего щита из стопы в линию
стол питателя опускается в нижнее положение, на него перека-
тывается следующая стопа щитов, и цикл подачи повторяется.
В станке для обрезки кромок щит лежит на двух цепных
конвейерах, прижатый к ним роликовыми прижимами. Во вре-
мя перемещения на конвейере щит последовательно проходит
через пильные и фрезерные головки, расположенные с двух сто-
рон станка. Для предотвращения скалывания шпона верхнюю
и нижнюю пласти щита обрабатывают различными пилами.
Первая пила, расположенная снизу, прорезает нижнюю пласть
щита на 2—3 мм; вторая (верхняя) пила прорезает верхнюю пласть
и заканчивает пропил по всей толщине щита так, что пропилы
от обеих пил совпадают.
Выбранные направления вращения пил, создавая попутное
резание снизу и встречное сверху, обеспечивают подпор воло-
кон шпона пластей к плите щита. За счет этого достигается ка-
чественная, без сколов, обработка кромок. Отрезаемые боковые
отходы измельчаются фрезой, установленной на одном шпинде-
ле с верхней пилой. Фрезерные головки, расположенные после
пильных, при необходимости могут выбирать четверти, пазы
или фасонную обработку кромок щита. С цепного конвейера
щиты переходят на промежуточный транспортер, по которому
передаются на конвейер станка для облицовывания кромок, где,
как и на обрезном, все операции обработки кромок выполняются
в процессе перемещения деталей конвейером.
Перед началом работ на станке клей-расплав, который загру-
жается в клеевой бачок в виде твердых гранул, нагревают до ра-
192
Глава 9. Облицовывание
...........шннп ihiiiiii шншиин.шиши.............ши..
бочего состояния (180-220 °C). Облицовочный материал поме-
щают в магазин,
В начале движения щита через станок вращающийся ролик
захватывает клей из клеевого бачка и наносит его на кромку. Затем
полоска облицовочного материала автоматически выдается из ма-
газина и прижимается к кромке щита (механизм подачи кромко-
облицовочного материала включает в себя приводной игольчатый
ролик, специальное устройство для работы со шпоном). Специаль-
ный прижим (ролики) выдерживает полоску под давлением в тече-
ние всего времени полимеризации клея. Эта операция, как и все
остальные, выполняется в процессе перемещения щита через ста-
нок, Пильные головки некоторое время перемещаются вместе
со шитом, опиливая свесы на кромках. После пильных головок
для снятия свесов по длине щит проходит мимо фрезерных го-
ловок, которые снимают свесы по толщине детали. Эта операция
производится цилиндрическими фрезами, оси которых располо-
жены в горизонтальной плоскости перпендикулярно направле-
нию подачи. Фрезерные головки жестко соединены с копирами,
один из которых постоянно прижимается к верхней пласти щита,
а другой — к нижней. Затем головки цилиндрических фрез снима-
ют вдоль ребра кромки фаски. Оси головок наклонены.
Угол фаски может меняться от 10° до 40°. Эти головки также
соединены с копирами, обеспечивающими формирование оди-
наковой фаски по всей длине кромки.
Каждую кромку шлифуют последовательно двумя шлифо-
вальными головками. Головки оснащаются шлифовальными
лентами разной зернистости, что обеспечивает получение задан-
ной шероховатости поверхностей. Направление вращения лент —
встречное к направлению подачи щита. Для повышения качества
обработки, т, е, шероховатости поверхности и равномерного из-
носа абразивного материала, шлифовальные ленты осциллируют
в вертикальной плоскости. Для предотвращения сошлифовыва-
ния кромок на углах щита утюжок, с помощью которого лента
прижимается к щиту, автоматически подводит ленту к обраба-
тываемой кромке в тот момент, когда передний торец щита до-
стигает середины утюжка, и отводит, когда с серединой утюжка
поравняется задний торец.
После шлифования кромок щит передается цепным конвейе-
ром станка для облицовывания кромок на конвейер поворотного
устройства. Операции повторяются.
193
Раздел I. Технология производства мебели
..........................................................................IIIIIIIIIIIIIIIIIIIIIIIIIIIIII
В состав автоматических линий облицовывания плоских
кромок входят: двусторонний станок для обработки в размер
и облицовывания кромок в продольном направлении, станция
для разворота заготовок, двусторонний станок для обработки
в размер и облицовывания поперечных кромок. Станки име-
ют закрытую рамную конструкцию повышенной жесткости,
что значительно повышает качество фрезерования. Все агрегаты,
устанавливаемые на оборудование, оснащаются инструментом,
который отводит стружку даже при незначительной скорости ас-
пирации.
Схемы организации рабочих мест на участке форматной об-
работки и облицовывания прямолинейных кромок на базе авто-
матических линий представлены на рисунках 9.12, 9.13, техни-
ческие характеристики некоторых кромкооблицовочных автома-
тических линий и станков проходного типа для одностороннего
облицовывания шитов — в таблице 9.5.
Рис. 9.12. Организация рабочих мест у линии МФКЗ:
1 - двусторонний станок для облицовывания продольных кромок;
2 — разворотная станция; 3 — двусторонний станок для обрезки в размер;
4 — двусторонний станок для облицовывания поперечных кромок
Рис. 9.13. Организация рабочих мест у линии форматной
обработки и облицовки Optimal KFL 525:
1 — питатель; 2 — разворотная станция; 3 — двусторонний станок для
обрезки в размер; 4 — двусторонний станок для облицовывания кромок
194
Глава 9. Облицовывание
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiii)iiiiiiiiiiiiniiii
Таблица 9.5
Технические характеристики автоматических линий и станков
проходного типа для одностороннего облицовывания щитов
Параметр МФК-3 KFL 525/526 IMA Combima R3 А+В
Размеры обрабатываемых шитов, мм: длина ширина толшина 150-2000 270-850 8-25 225-2500 200-1000 12-40 250-3300 220-1300 8-40 (60)
Условная расчетная часовая про- изводительность, кромки/ч 1284 1452 1540
Скорость подачи детали, м/мин 12-50 15-40 5-50
Толшина облицовочного материа- ла, мм 0,3-1,0 0,3-3 0,3-3
Габариты, мм: длина ширина высота 31 865 7200 2200 22 650 5700 2300 26 450 6150 2270
Кромкооблицовочные односторонние станки бывают с ручной
и с автоматической подачей заготовки для нанесения клея.
Станки с ручной подачей заготовки предназначены для нане-
сения рулонного кромочного материала на прямолинейные и кри-
волинейные детали длиной более 2600 мм. Обычно они осна-
щены пневмоножом для предварительной обрезки кромки. По-
дача кромочного материала в зону приклеивания осуществляется
автоматически из магазина с помощью приводного прижимного
ролика. Деталь устанавливается и фиксируется на рабочем сто-
ле вакуумными присосками. Оператор, двигая клеевой агрегат,
подвешенный на кран-балке, наклеивает на деталь кромочный
материал. При работе с маленькими деталями клеевой агрегат
фиксируется, и оператор передвигает деталь. В случае работы
с ABS- или ПВХ-пленкой толщиной более 1,5 мм устанавливает-
ся блок их конвективного нагрева.
Технические характеристики односторонних кромкооблицо-
вочных станков с ручной подачей представлены в таблице 9.6.
195
Раздел I. Технология производства мебели
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII
Таблица 9.6
Технические характеристики односторонних
кромкооблицовочных станков с ручной подачей
Параметр KTD 720 KTD 820
Толщина кромочного материала, мм 0,4-3 0,4-3
Толщина заготовки, мм 6—55 16-40
Скорость подачи, м/мин 4-9 0,7-4,2
Мощность электродвигателя, кВт 3 3
Габариты, мм: длина 1320 1430
ширина 860 1000
высота 910 3140
Масса, кг 300 540
Станки с автоматической подачей заготовки предназначены
для облицовывания прямолинейных кромок полосовым и рулон-
ным кромочным материалом с последующей обработкой кром-
ки за один проход. Станки этой группы делятся по количеству
выполняемых в автоматическом режиме операций:
— предварительная торцовка кромки, оклейка, чистовое фре-
зерование свесов кромки;
— предварительная торцовка кромки, оклейка, чистовая тор-
цовка переднего и заднего свесов, чистовое фрезерование свесов
кромки, полирование кромки;
— предварительная торцовка кромки, оклейка, чистовая тор-
цовка переднего и заднего свесов, чистовое фрезерование свесов
кромки, циклевание, полирование кромки.
Станки с автоматической подачей кромки могут оснащаться
узлом для предварительного фрезерования торцов детали заго-
товки, узлом закругления углов кромки и др.
Большинство позиционных кромкооблицовочных станков —
это полуавтоматические станки, предназначенные для облицовки
щитов различными материалами (шпоном, ПВХ и т. д.) в полосах
и в рулонах толщиной до 3 мм. Такие станки обеспечивают воз-
можность обработки как прямой, так и криволинейной кромки.
Почти все станки имеют следующие операционные блоки:
- блок изменения угла наклона рабочего стола (от 0° до 45°);
- блок изменения скорости подачи от 2 до 18 м/мин (с уста-
новленным податчиком);
196
Глава 9. Облицовывание
............шннп ihiiiiii шншиин.шиши.............ши..
— клеенаносящее устройство (термоплавлением) для кромок
высотой 10—60 мм;
— клеевой бачок (в комплекте с двумя стальными клеена-
носящими валиками со специально обработанной поверхностью
для нанесения клея на кромку щита или на облицовочный ма-
териал, с раздельно устанавливаемыми створками для дозировки
количества наносимого клея);
— автоматический магазин для полосового материала и ма-
териала в бобинах.
Для одностороннего облицовывания прямых кромок щито-
вых заготовок прямоугольной формы с применением клеев-
расплавов используются односторонние станки проходного
типа. Станки состоят из следующих агрегатов: подающий кон-
вейер; прижимная верхняя траверса; поддерживающее устрой-
ство; емкость для клея-расплава с клеенаносящим роликом;
опцион подачи облицовочного материала; опцион с прижимны-
ми роликами; опцион для снятия свесов облицовочного мате-
рила по длине и толщине; опцион для снятия фасок и смягче-
ния граней*
Принцип работы одностороннего облицовочного станка
проходного типа заключается в следующем. Детали при помощи
автоматического стопоукладчика перекладываются на конвейер
подачи станка, прижимая их облицовываемой кромкой к направ-
ляющей линейке. При дальнейшем перемещении щит прижима-
ется верхней прижимной траверсой. На кромку шита роликом
наносится клей-расплав, затем к кромке щита прижимными ро-
ликами прижимается облицовочный материал* Обработка щита
заканчивается снятием свесов облицовочного материала по тол-
щине и длине и смягчением граней.
Некоторые станки зарубежных фирм, например Brandt, могут
быть оснащены функцией фугования (фуговально-фрезерным
агрегатом), расположенным перед клеевой частью для предва-
рительного фрезерования и улучшения качества кромки плиты,
а также свободным местом для опций по желанию заказчика.
Основные конструктивные узлы одностороннего облицовоч-
ного станка проходного типа фирмы Brandt серии Optimal KDF
350 С показаны на рисунке 9*14, схема облицовки прямых кромок
щитовых заготовок прямоугольной формы — на рисунке 9.15.
197
Раздел I. Технология производства мебели
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIllllilllllllllllllllllllI ПНИllllllllllllllllllllilllllllllllllllllllllllllllllllllllllllllIИIII1111111II11111II1111 Illi 1111111II1111111111111111111II11111111II111IIII1111 III 11111III
Ж 3
Рис. 9.14. Основные конструктивные узлы станка Optimal KDF 350 С:
а — фуговально-фрезерный агрегат; б — позиционный магазин
для подачи рулонного кромочного материала; в — торцовочный агрегат
хтя точной обрезки всех выступающих свесов кромочного материала;
г — фрезы для снятия свесов кромочного материала сверху и снизу;
д — фрезерный агрегат хтя снятия фаски или радиуса; е — нож
хтя снятия фасок и скругления различных (максимально трех) профилей
фрезерованных кромок ПВХ; ж — устройство для дополнительной
финишной обработки (зачистки) клеевого шва от остатков клея
на кромках ПВХ сверху и снизу; з - полировальный агрегат
с осцилляцией хтя смягчения и полирования кромок сверху и снизу
198
Глава 9. Облицовывание
1111111 Illi 1111IIII1111111111 HI 111111IIII1111 111 1111IIIII1111IIIII111 HI 1111 111 111111111111111111111 Illi 111II III 11111111111Н111111 III 11111 Illi 111111111111111111111II1111IIIII11111111111II11111II111111 IIIIII 111 III
Рис. 9.15. Схема облицовки прямых кромок щитовых заготовок
прямоугольной формы на станке Optimal KDF 350 С
Запас клея в станке Optimal KDF 350 С находится под клеевым
роликом. Нанесение клея на деталь осуществляется с помощью
клеевого ролика, вращающегося в направлении или против на-
правления подачи и не требующего установки на толщину заго-
товки. Температура в клеевом бачке регулируется электронным
процессором. Снижение температуры в клеевом бачке при ос-
тановке работы станка осуществляется автоматически. Предва-
рительный прогрев кромки заготовки происходит при помощи
контактного нагревательного башмачка. Рулонный и полосовой
кромочный материал подается из автоматического магазина, ко-
торый включает устройство для резки рулона и тарелку для ру-
лонного кромочного материала диаметром 800 мм. Зона прижима
кромочного материала к кромке щита оснащена главным при-
жимным роликом с пневматическим приводом и дожимным ро-
ликом без привода. Пульт управления станком находится на входе
в станок.
Схема организации рабочего места на станке проходного
типа для облицовывания прямолинейных кромок представлена
на рисунке 9.16.
199
Раздел I. Технология производства мебели
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII ПНИ III IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIlllllllll1111II1111111II1111 III 1111IIII1111111II11II11111111II11111II11111111II111IIII1111 III 11111III
Рис. 9.16. Организация рабочего места на участке
облицовывания прямолинейных кромок
Станки для наклеивания рулонного и полосового кромочно-
го материала на кромки прямолинейных деталей с последующей
обработкой кромки в проходном режиме оснащаются узлом на-
несения клея-расплава на заготовку, пневматическим ножевым
торцовочным агрегатом для торцевания переднего и заднего све-
сов кромочного материала и фрезерным агрегатом для фрезеро-
вания свесов кромочного материала сверху и снизу либо узлом
нанесения клея-расплава на заготовку, торцовочным агрегатом
для торцевания переднего и заднего свесов кромочного материа-
ла, фрезерным агрегатом для фрезерования свесов кромочного
материала сверху и снизу и полировальным агрегатом (рис. 9.17,
9.18). Выпускаются также модели оборудования для профильного
фрезерования углов деталей с кромками «софтформинг» и «пост-
форминг», а также для фрезерования толстых профилированных
(скругленных, заоваленных) кромок ПВХ на прямоугольных за-
готовках с тремя или четырьмя облицованными кромками.
Тех н и ческие хара ктеристи к и кром кообл и цовоч н ых стан-
ков с последующей обработкой кромок представлены в табли-
цах 9.7—9.9.
Рис. 9.17. Станки для фрезерования облицованных кромок
на базе моделей Brandt FTK-130 (а) и FTF-200 (о)
200
Глава 9. Облицовывание
|||||||||||||||||||||||||||||||||1111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111)111111111111111111111111111111111111111111111111111111111111111111111111111111111111111н
Рис. 9.18. Кромкооблицовочные станки с последующей обработкой
кромок на базе моделей Ambition 1100 (л) и 1200 Brandt (о)
Таблица 9.7
Технические характеристики оборудования
для фрезерования кромок
Параметр FTK 130 FTF 200
Толшина кромочного материала, мм 0,4-3 0,4-3
Толшина заготовки , мм 16-55 12-40
Скорость подачи, м/мин Вручную —
Мощность электродвигателя, кВт 0,7 0,7
Габариты, мм:
длина 1320 850
ширина 860 650
высота 1500 1430
Масса, кг 280 170
Таблица 9.8
Технические характеристики кромкооблицовочных станков
с последующей обработкой кромок фирмы Brandt
Параметр Ambition 1100 Ambition 1200 Ambition 1440 Ambition 1880
Толшина кромочного мате- риала, мм 0,4-2 0,4-3 0,4-8 0,4-12
Толшина заготовки, мм 10-50 8-50 8-60 8-80
Минимальные размеры дета- лей, мм 300x70 300x70 300x70 300x70
Скорость подачи, м/мин 6 10 11 8-20
201
Раздел I. Технология производства мебели
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII
Окончание таб.1. 9.8
Параметр Ambition 1100 Ambition 1200 Ambition 1440 .Ambition 1880
Расстояние между деталями, мм 800 SOO 600 600
Суммарная мощность элек- тродвигателей. кВт 3,8 4,0 6,6 8,5
Габариты, мм:
длина 2300 3450 4270 6360
ширина 1700 1500 1500 1500
высота 1300 2180 2180 2180
Масса, кг 260 800 1850 3000
Таблица 9.9
Кромкооблицовочные станки фирмы Biesse
Параметр Lato 23S ERGHO 7
Толщина панели, мм — 10-45
Толщина наклеиваемого материала, мм: в рулоне в полосках 0,4-8,0 0,4-3.0 0,4-15,0
Минимальная длина панели, мм — 150
Минимальная толщина панели, мм — 50
Скорость подачи, м/мин 11 10 / 20
Облицовывание профильных кромок щитов. Оборудование для
облицовывания профильных кромок шитовых и профильных пого-
нажных деталей включает агрегаты для облицовывания и агрегаты
для формирования и подготовки облицовываемой поверхности, ко-
торые управляются общим блоком (пультом управления — ЧПУ).
Облицовывание профильных кромок выполняется двумя
способами: софтформинг и постформинг (рис. 9.19).
Рис. 9.19. Способы облицовывания профильных кромок:
а — софтформинг; б — постфорхшнг
202
Глава 9. Облицовывание
IIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIilllllllllllllllllllllllllllllllllllllllllllllllilllllllllllllllllllllllllllillllllllllllllllllllllllllllllllll
Софтформинг — это технология облицовывания профильных
кромок шитов (ДСП, МДФ и др.) с уже облицованными плас-
тями, при которой сначала фрезеруют профильную поверхность
кромки, а затем наклеивают на нее облицовочный кромочный
материал, удаляют свесы и облагораживают фаски.
Для облицовывания профильных кромок методом «софтфор-
минг» используется рулонный или полосовой материал, ПВХ. ABS
или кромочный шпон. Формы профиля варьируются от скошен-
ного и бочкообразного до S-образного и вкладного (рис. 9.20).
Рис. 9.20. Виды профилей «софтформинг»
Облицовывание профильных кромок по способу «софтфор-
минг» можно осуществлять на оборудовании фирм Homag,
Brandt, Stefany, SCM и др. При облицовывании кромок сложно-
го профиля на станках облицовку прижимают к кромке роли-
ковым блоком, в котором ролики копируют отдельные участки
профиля или имеют контрпрофиль кромки (ролики выставля-
ются под углами для прикатывания эластичного облицовочного
материала к кромке). Для каждого вида профиля ролики пере-
настраиваются или применяются отдельные блоки. Клей нано-
сится на кромку, подсушивается и активируется перед прикат-
кой кромочного материала инфракрасными нагревателями. Если
применяют кромочный материал с нанесенным ранее клеевым
слоем, перед прикаткой его активируют струей горячего воздуха,
для чего у станков предусмотрен набор агрегатных устройств.
Автоматические линии для односторонней обработки и
облицовывания профильных кромок по способу «софтформинг»,
например Homag KAL 310Е (рис. 9.21), оснащены фиксированным
базовым набором агрегатов для фрезерования, облицовывания,
снятия свесов облицовочного кромочного материала по длине
и толщине щита, шлифования кромок (облицованных шпоном).
203
Раздел I. Технология производства мебели
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII
Агрегат облицовывания снабжен сменным блоком с роликами,
устанавливаемыми для прикатки кромочного материала на про-
фильную поверхность кромки шита.
Рис. 9.21. Общий вид автоматической линии для односторонней
обработки и облицовывания профильных кромок
по способу «софтформинг» Homag KAL 310 Е
Организация технологического участка облицовывания про-
фильных кромок методом «софтформинг» приведена на рисун-
ке 9.22, технические характеристики оборудования - в табли-
це 9.10.
Рис. 9.22. Схема организация рабочих мест на участке
облицовывания профильных кромок методом «софтформинг»
Таблица 9.10
Технические характеристики линий для облицовывания
методом «софтформинг»
Параметр 1МА R75/760/F Homag 310/11/Е12 T-SF 151 IMA Combima Soli forming I/R75/760/F Homag Optimal KAL 310 E
Наибольшая толшина обрабатываемой заго- товки, мм 60 60 45 45 60
204
Глава 9. Облицовывание
....................................
Окончание табл. 9.10
Параметр IMA R75/760/F Homag 310/11/Е12 T-SF 151 IMA Combi ma Softforming I/R75/760/F Homag Optimal KAL 310 E
Толщина кромочного материала, мм 0,4-0,8 0,4-1,2 0,4-1,0 0,4-1,2 0,4-1,2
Скорость подачи, м/мин о-зо 0-24 2-8 0-30 12-24
Мощность, кВт 14 16 7 15 16
Габариты, мм:
длина 6400 6500 3200 6500 6530
ширина 960 1000 940 960 1050
высота 1600 1540 1600 1600 1600
Масса, кг 2500 2300 880 2450 2560
Постформинг - процесс формирования термопластичного
материала на основу заданной формы под высоким давлением.
На предварительно профилированную кромку шита с облицо-
ванной затем лицевой поверхностью с помощью разбрызги-
вающего пистолета наносится клей. Иными словами, сначала
облицовывается плоская поверхность детали (шита), а затем ос-
тавшимся свесом облицовочного материала оклеиваются про-
фильные поверхности кромки. По технологии «постформинг»
можно облицовывать плиты длиной 2800, 3050, 3660 мм, шири-
ной 300. 450, 600 мм и толщиной 16—30 мм и получать различные
профили (рис. 9.23).
Рис. 9.23. Виды профилей «постформинг»
205
Раздел I. Технология производства мебели
iiiiiiniu.ши.................................iiiiiiiiiiniiiiiiniiiiiiniuiiiniiiiiiniiiiiiniiiiiniiiiiinii.
Методом «постформинг» облицовывают столешницы и ра-
бочие поверхности кухонь, мебель для ванной, офисную мебель,
внутренние полки, прилавки магазинов, мебель для банков (стой-
ки), барные стойки, лабораторную мебель и т. п. Облицовочным
материалом могут быть пленки на основе бумаг, натурального
шпона, полимеров, формуемый бумажно-слоистый пластик (ла-
минат — многослойный пластик на основе бумаги, пропитанной
меламиновой смолой), Важным свойством облицовочного мате-
риала должна быть возможность последующего формирования
выпуклой или вогнутой формы нужного радиуса при нагревании
до 160-220 °C.
Технологический процесс облицовывания включает следую-
щие операции:
— фрезерование необходимого профиля на одной или двух
параллельных кромках щита (плиты);
— двухстороннее облицовывание щита;
— снятие свеса облицовочного материала оборотной (ниж-
ней) стороны;
— удаление (сдувание) пыли из зоны склеивания горячим
воздухом для одновременного нагрева склеиваемых поверхно-
стей;
— комбинированное нанесение клея на обе склеиваемые по-
верхности распылением или с помощью валика;
— подсушивание и активация клеевого слоя инфракрасны-
ми лампами с одновременным нагревом облицовочного материа-
ла с целью придания ему пластичности;
— изгибание свеса вокруг профильной кромки;
— обжим профиля;
— дополнительное фрезерование (снятие фаски или фрезе-
рование паза);
— нанесение влагозащитной полоски из расплава или пласт-
массового (силиконового) канатика (вдавливается в паз и расплав-
ляется).
Клеи для постформин га должны обладать особо высокой
первоначальной схватываемостью, чтобы противостоять напря-
жению материала и усилию по его разгибанию. Рекомендуемый
клей для постформинга — универсальный контактный по-
лихлоропреновый Protopren 299 EXTRA на основе растворите-
206
Глава 9. Облицовывание
lllllllllllllllllllilllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllilllllllllllllllHIIIIIIIIIIIIIIIII
ля. В условиях мебельного производства клей-расплав наносят
с помощью специальной распылительной головки, работающей
при температуре от +55 до +60 °C.
Для облицовывания методом «постформинг» используются
автоматические линии и станки проходного типа и позиционные
(полуавтоматические) станки.
Автоматические линии проходного типа (рис. 9.24) включают
узел нанесения клея, зону предварительного прогрева облицовоч-
ного материала, зону формирования постформинга с дополни-
тельными нагревателями. Благодаря автоматизации и непрерыв-
ности процесса постформирования производительность этих
линий достаточно высока. Но это дорогостоящее оборудование
настраивается на определенный профиль заготовки, а изменение
на другой профиль требует трудоемкого процесса и высококвали-
фицированных специалистов.
Рис. 9.24. Двухсторонняя автоматическая линия Homag VF Series
для облицовывания методом «постформинг»
Односторонний станок Homag VFL 310 (рис. 9.25, табл. 9.11)
предназначен для загибания и склеивания, а также последующей
обработки свесов облицовочных материалов шириной до ПО мм,
для L- и U-образных профилей. Приклеивание осуществляется
с использованием клея ПВА.
Рис. 9.25. Односторонний станок Homag VFL 310
207
Раздел I. Технология производства мебели
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIII
Таблица 9.11
Технические характеристики станка Homag VFL 310
Параметр Значение
Толщина заготовки, мм 16-45
Минимальная рабочая ширина, мм 150
Минимальная рабочая длина, мм 700
Максимальная высота удвоения, мм 25
Максимальная ширина удвоения, мм 35
Максимальная глубина U-образного профиля, мм 30
Максимальная глубина профиля снизу, мм 40
Максимальное выступание пластика, мм ПО
Толщина пластика, мм 0,4-0,8
Рабочая высота, мм 950
Скорость подачи в зависимости от профиля, м/мин 5-18
Подключение пневматики, бар 7-8
Позиционные (полуавтоматические) станки обладают высо-
кой производительностью и хорошим качеством постформирова-
ния, а также возможностью быстрого переналаживания на другой
профиль заготовки. Установка и снятие заготовки производится
вручную, а все операции постформинга, установка и поддержа-
ние температуры при работе происходят автоматически.
Технологический процесс постформирования на станках дан-
ного типа (в тактовом режиме) заключается в следующем. После
закрепления детали в станке производится формование материа-
ла лицевой поверхности по определенному профилю и приклеи-
вание его к детали с помощью плоской подвижной прижимной
шины с электрическим обогревом. Эта шина за счет контактного
тепла обеспечивает лицевому материалу необходимую темпера-
туру формования. Под постоянным давлением шина автоматиче-
ски огибает профиль кромки и приклеивает материал к детали.
Регулирование контактного нагрева и непрерывное согласование
формующей шины с контуром детали исключают перегрев и об-
разование трещин в лицевом материале.
Общий вид позиционного (полуавтоматического) станка
Turanlar T-PF 190 (Турция) для облицовывания методом «пост-
форминг» представлен на рисунке 9.26, организация рабочих
мест на участке облицовывания методом «постформинг» — на ри-
208
Глава 9. Облицовывание
lllililllllllllHIIIIIMIIIIIIIIIIIIIIIIIIIimiillNIIIIIIIimiilllllllllHIIIIINNIIIIIillllllllllllllilllllllilllllllllltllllllllllltllllllllNIIIIIIIMIIIIIIHIIIIIIIIIINIIIIIIINIIIIIimiNIIIIIIIIIIIII
сунке 9.27, технические характеристики оборудования — в табли-
цах 9.12, 9.13.
Рис. 9.26. Позиционный (полуавтоматический) станок
Turanlar T-PF 190 для облицовывания методом «постформинг»
Рис. 9.27. Организация рабочих мест на участке облицовывания
методом «постформинг»:
1 — штабель с заготовками; 2 — станок; 3 — штабель
с готовыми деталями
Таблица 9.12
Технические характеристики станка Braudt RF 10/31
для облицовывания кромок методом «постформинг»
Параметр Значение
Максимальные размеры детали, мм: рабочая длина высота профиля 3100 200
Давление воздуха, МПа 0,7
Установленная мощность, кВт 10
209
Раздел I. Технология производства мебели
WIIIIIINtlllllllllllllllllllMIIIIIIIMIIIIIIItllllllllllllllllllllWIIIIIIIIIIIIIIimilMIIIIIIIIIIIIIIIINilllUllilllMlllimtNIIIIINIIIIIIHIillllllllllltNIIIIIMIIIIIIIIIIIIMIIimilNIIIIMIIIIIIII
Окончание табл. 9.12
Параметр Значение
Габариты, мм:
длина 4200
ширина 1100
высота 1600
Масса, кг 2800
Таблица 9.13
Технические характеристики станков Turanlar T-PF 190
и T-PF 590 для облицовывания кромок методом «постформинг»
Параметр T-PF 190 T-PF 590
Размеры обрабатываемых щитов, мм: длина от 120 от 100
ширина от 120 от 100
толшина до 70 до 100
Мощность, кВт 5,5 9
Толщина кромочного материала, мм 0,25-1,0 0,25-1,2
Скорость подачи, м/мин 2-8 2-14
Габариты, мм: длина 3300 6500
ширина 940 920
высота 1600 1600
Масса, кг 815 2000
9.4. Облицовывание профильных погонажных деталей
методом окутывания
На крупных и средних мебельных предприятиях использу-
ют линии, работающие по принципу «окутывания» погонаж-
ных профильных деталей. Процесс заключается в оборачивании
и приклеивании облицовочного материала на большую часть
или всю поверхность детали. Такие детали (плинтусы, налич-
ники, элементы ящиков, мебельных раскладок, рамок и т. п.)
обрабатывают на проходных станках с расположением прика-
тывающих роликов со всех сторон профиля детали. Конструкция
данного оборудования включает в себя станину с приводными
подающими роликами, скорость вращения которых бесступен-
чато регулируется посредством вариатора: узел подачи облицо-
вочного материала из рулона или в виде полос, заранее наре-
210
Глава 9. Облицовывание
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiihiiiiiiiiiiiiiiiiiiiiiiiiihiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiidiiiiiiiiiiiiiiihiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiihiiiiiiiiiiiiiiiii
занных на длину заготовок; устройство для нанесения клея (на
пленку); прикатывающий валец; зону заворачивания и прижима
облицовочного материала в виде комплекта неприводных роли-
ков. положение каждого из которых настраивается соответствен-
но профилю детали, и других устройств. Так, на станке могут
быть установлены фрезерные суппорты для смягчения острых
углов профиля, агрегаты для подшлифовывания кромок профи-
ля из ДСП. щеточные агрегаты для удаления пыли, зона нагре-
ва деталей ИК-излучением. На задней стороне станины могут
быть установлены фрезы для снятия свесов, а также попереч-
ная пила или нож для разделения непрерывного полотна пленки
в разрывах между деталями.
Помимо состава входящих в них агрегатов, облицовочные
станки отличаются системой нанесения клея. Так, для нанесения
клея-расплава чаще всего используется клеевой ролик, опущен-
ный в ванну с расплавом (рис. 9.28. а). При большой ширине
облицовочного материала и высоких скоростях подачи важно
оснащение этого агрегата системой предварительного расплавле-
ния гранул клея и экструдером для перекачки расплава в расход-
ный бачок. В противном случае постоянно подсыпаемый в бачок
клей не будет достигать рабочей температуры, что приведет к су-
щественному снижению качества облицовывания и остановке
станка.
Рис. 9.28. Опционные блоки для нанесения:
а — клея-расплава; б — полиуретанового клея; в — клеев
на основе ПВА-дисперсии и клеев с растворителем
Расплавляемые полиуретановые клеи наносятся на оборот-
ную сторону облицовочного материала при помощи специально-
го устройства (рис. 9.28, б). Нагревают клей встроенные ТЭНы.
211
Раздел I. Технология производства мебели
iiiiiiniu.ши............................................iiiiiiiiiiniiiiiiniiiiiiniuiiiniiiiiiniiiiiiniiiiiniiiiiinii.
Для нанесения клеев на основе ПВА-дисперсии и клеев
с растворителем служит устройство (9.28, в), оснащенное ра-
келем для дозирования наносимого клея. Заостренный ра-
кель обеспечивает поверхности клеевого слоя гладкость,
что особенно важно при облицовывании тонкими пленками.
При использовании таких клеев необходимо удалить из клее-
вого слоя излишек воды или растворителя, С этой целью стан-
ки, разработанные более 20 лет назад, оснащались конвек-
тивным сушильным каналом, расположенным над станком,
что придавало ему характерный внешний вид. Современные
конструкции включают устройство контактного нагрева клея
для подсушки. Нагревательная плита относительно небольшой
длины (0,4—0,5 м) расположена вертикально, что обеспечивает
компактность конструкции.
После нанесения клея прикатывающий валец обеспечивает
контакт облицовочного материала с движущимся профилем, по-
сле чего неприводные прижимные ролики в зоне прижима после-
довательно производят обворачивание профиля облицовочным
материалом и его обжим. Настройка положения каждого ролика
производится вручную заранее - по профилю, устанавливаемому
в станок.
Увеличение ширины облицовочного материала и длины
зоны обжима позволяет облицовывать более сложные профи-
ли. Однако довольно часто при облицовывании сложных про-
филей, а также при большой длине зоны обжима клей-расплав,
нанесенный на облицовочный материал, начинает застывать
раньше времени. В таких случаях станок должен быть оснащен
фенами для вторичного разогрева клея на отдельных участках
облицовки.
Общий вид станка проходного типа для облицовывания
профильных погонажных деталей методом окутывания показан
на рисунке 9.29, расположение функциональных агрегатов обо-
рудования — на рисунке 9,30, схема организации рабочих мест
на участке облицовывания профильных погонажных деталей —
на рисунке 9.31. Технические характеристики наиболее широко
используемого оборудования представлены в таблице 9,14
212
Глава 9. Облицовывание
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||)ц||| IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIII
Рис. 9.29. Станок проходного типа для облицовывания
профильных погонажных деталей
Рис. 9.30. Функциональные агрегаты оборудования для облицовывания
профильных погонажных изделий методом окутывания:
1 - станина с набором подающих роликов; 2 - узел подачи облицовочного
материала (а — рулонного; б — полосового); 3 — устройство для нанесения
клея; 4 - прикатывающий валец; 5 - зона заворачивания и обжима
облицовочного материала; 6— щеточные агрегаты для удаления
пыли; 7 - зона нагрева заготовок; 8 — фрезерные суппорты
для снятия свесов облицовочного материала
ULJ
3 Ч
Рис. 9.31. Организация рабочих мест на участке облицовывания
профильного погонажа:
1 — пульт управления; 2 — станок; 3 — роликовый конвейер;
4 — заготовки; 5 — облицованные детали
213
Раздел I. Технология производства мебели
IIIIIIIIIIIII IIIIIII II IIIIIII llllllllllllilllllllllllIПНИ IIHIIIIIIIIIIIIIIIIIIIIllllllllllllllllllllllllllllllllllllll IИHIIIIIIIIIIIIIIHII llllllll lllllllllllllllllllllllllIIIIIII II1111111111111111111111 lllll
Таблица 9.14
Технические характеристики оборудования для облицовывания
профильных погонажных деталей
Параметр Berg 1 Friz Barberan
Щеточный станок
Максимальные размеры обрабатывае- мых деталей, мм:
ширина 1100 1200 1170
высота 200 300 300
Скорость подачи, м/мин 10-50 8-40 10-60
Установленная мощность, кВт 0,5 0,7 0,7
Количество шеток, шт. 3 3 3
Габариты, мм:
длина 800 850 800
высота 980 1000 1000
ширина 1260 1170 1150
Облицовочный станок
Максимальные размеры обрабатывае- мых деталей, мм:
ширина 280 300 300
высота 150 250 270
Максимальные размеры пленки, мм:
ширина 300 300 300
диаметр рулона 450 600 600
диаметр гильзы рулона 150 200 150
Скорость подачи, м/мин 10-50 8-40 10-60
Мощность, кВт 28 37 26
Габариты, мм:
длина 7150 5250 5800
высота 1250 850 1050
ширина 2250 2160 2200
9.5. Ламинирование
Ламинирование — это процесс облицовывания шитов полимер-
ными материалами на основе бумаг. Под воздействием высоких
температур смола в пленке плавится и растекается по поверхно-
сти бумаги и основы, выполняя роль зашитно-декоративного слоя
и клеевого одновременно и прочно соединяя основу с пленкой.
При ламинировании используются пленки с низкой степенью
отверждения. В ходе прессования происходит дальнейшая поли-
214
Глава 9. Облицовывание
IIIIIIIIIIIIIIIIIIIIIHIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIilllllllllllllllHIIIIIIIIIIIIIIIII
конденсация смолы с переходом ее в нерастворимое и неплавкое
состояние, образуется покрытие с пространственной структурой.
После окончательного отверждения смола превращается в тер-
мореактивный полимер, а получаемая плита представляет собой
композитный материал, по структуре напоминающий слоистый
пластик, только вместо крафт-бумаги использован жесткий суб-
страт, т. е. плита-основа.
Бумажно-смоляную пленку разрезают на форматы разме-
ром, как правило, 3540 1770 мм на станках гильотинного типа,
укладывают на транспортные поддоны, например по 300-350 ли-
стов, и выдерживают на складе при температуре 18—22 °C и влажно-
сти 55—65 % в течение двух-трех суток с целью выравнивания влаж-
ности. Срок хранения пленки — 3 месяца. Содержание смолы в бу-
мажно-смоляной пленке 130±2 %, в пленке-подслое — 90—100 %,
летучих веществ — 5—6 %. При содержании летучих веществ боль-
ше 6 % пленка склеивается во время хранения, на глянцевой по-
верхности плит после ламинирования появляются матовые пятна.
При содержании летучих веществ меньше 3,5 % смола не растека-
ется по поверхности пленки в процессе ламинирования, на поверх-
ности плит образуются матовые открытые поры.
В зависимости от назначения облицованной плиты ее по-
крытие может быть одно- или многослойным. Например, у на-
польных щитов поверх декоративной пленки обязательно должен
быть прочный защитный слой — оверлей. Во избежание коробле-
ния шита на его нелицевую пласть тоже наносится покрытие —
так называемый компенсирующий слой.
Различают два вида ламинирования: с охлаждением плит
в прессе и без охлаждения.
Ламинирование с охлаждением. Этапы технологического про-
цесса:
1) снятие пыли с поверхности щита;
2) формирование пакетов: транспортирующий поддон амор-
тизационная прокладка (25-30 листов спецбумаги, асбестовый
лист) —► латунный хромированный лист или листы из нержавею-
щей стали, которые смазывают антиалгезионными веществами
(анилиновая кислота) —* декоративная пленка плита (осно-
ва) —► повторение слоев (без поддона);
3) загрузка пакета в пресс с холодными плитами (температу-
ра 60 °C);
215
Раздел I. Технология производства мебели
lllllllllllllllllltllllllllllllllillllllllllllllllllllllllllIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII
4) подача давления (смыкание плит пресса);
5) увеличение температуры до 170 °C;
6) выдержка согласно технологическому режиму;
7) постепенное снижение давления со снижением темпера-
туры плит пресса;
8) размыкание плит пресса (температура плит 60 °C);
9) разгрузка пресса;
10) разбор пакета;
11) транспортировка на участок технологической выдержки.
Поверхность плит при данном способе ламинирования имеет
глянцевый или высокоглянцевый показатель.
Цикл облицовывания в многопролетном прессе (рис. 9.32)
длится несколько минут: в течение этого времени плиты пресса
охлаждаются, чтобы можно было выгрузить одни поддоны и за-
грузить другие.
Рис. 9.32. Схема участка ламинирования плит МДФ с охлаждением
на базе многопролетного пресса Bison-werke:
1, 4 — приемные роликовые конвейеры; 2 — подъемная платформа;
3 — толкатель; 5, 18 - транспортеры; 6, 20 — вакуумные укладчики;
7 — вакуумный перекладчик; 8 - транспортер с поддоном
и компенсатором, полированной прокладкой; 9, 12 — вакуумные
тележки; 10 - подъемная платформа; 11 - тележка; 13 - приводной
транспортер; 14 — многопролетный пресс; 75, 19 — поперечные
транспортеры; 16- разгрузочная этажерка; 17- загрузочная этажерка;
21 — обеспыливающее устройство (щеточный станок)
Стопа плит МДФ подается на приемные роликовые конвейеры.
По ним плиты поступают на подъемную платформу и при помо-
щи толкателя поштучно подаются к щеточному обеспыливающе-
216
Глава 9. Облицовывание
.............шннп ihiiiiii шншиин.шиши..................ши..
му устройству. Очищенные от пыли плиты направляются в зону
действия вакуумного перекладчика на транспортер 5, Присоски
вакуумного перекладчика захватывают плиту снизу и, поворачи-
ваясь на 180°, опускают ее на поддон с компенсатором (аморти-
зационную прокладку применяют для выравнивания давления
и температуры по площади плит), полированной металлической
прокладкой и листом декоративной облицовочной пленки, ъ е.
предварительный набор пакета производится автоматически.
Сформированный пакет перемещается по поперечному тран-
спортеру и поступает в загрузочную этажерку. После заполнения
всех этажей загрузочной этажерки происходит одновременная за-
грузка для ламинирования и разгрузка готовых ламинированных
плит из пресса. Готовые ламинированные плиты выгружаются
из пресса при помощи разгрузочной этажерки, из которой по од-
ной поступают на поперечный транспортер 15 и затем на тран-
спортер 13, подающий их к участку разбора пакетов, Вакуумная
тележка 12 одновременно снимает лист компенсатора и полиро-
ванную прокладку, перекладывает их или на вновь набранный
пакет, лежащий на транспортере 18, или на промежуточный стол.
Оставшаяся часть пакета транспортируется на позицию (тран-
спортер) 5, откуда вакуумная тележка 9 снимает готовую лами-
нированную плиту и перекладывает ее на подъемную платфор-
му (в зависимости от категории качества ламинированных плит)
и оттуда — на конвейер. На подъемной платформе формируют
пакеты высотой до 1 м. Транспортный поддон с компенсатором
и прокладкой поступает на исходную позицию для набора нового
пакета. Стопа готовых облицованных плит подается по ролико-
вому конвейеру к участку технологической выдержки, а затем —
к участку раскроя ламинированных плит.
При ламинировании пакет, состоящий из плиты ДСП (МДФ,
ХДФ) и пропитанной специальными смолами бумаги (пленки),
сжимается между стальными прокладками пресса при темпера-
туре от 180 °C до 210—230 °C и давлении от 2,7 до 5,0 МПа (вы-
сокие значения характерны для прессования ламинат-паркета).
Для компенсации и равномерного распределения давления меж-
ду пресс-листом и греющей плитой пресса необходимо исполь-
зовать компенсирующую прокладку (пресс-мат). Если не исполь-
зовать пресс-маты, обратная сторона стальной пресс-прокладки
будет прижиматься к поверхности греющей плиты, что достаточ-
но быстро приведет к искривлению и порче обеих конта кт и ру ra-
il?
Раздел I. Технология производства мебели
iNiiiiiiiiiiiiiiiiiiiiiiiiiiiiiaiiiiiiiMiiiniitiiiiiiiiiiiiiiiiiiiiMiiiiiiiiiiiiiiiiiiiiMiiiiiiiiiiiiiiiiNiiiiuiiiiiiiiiiiimtttiiiiiiNiiiiiiiitiiiiiimiiiHiiiiiiiiiiiiiiimiiiiiiiiiiiMiiiiiMiimi
ших поверхностей. Ранее для данной цели применялись асбо-
маты на основе асбеста. Однако асбомат обладал очень низкой
теплопроводностью, и продолжительность цикла ламинирования
была чрезвычайно высока, поэтому стали использовать различ-
ные тканые материалы с содержанием меди, теплопроводность
которой — одна из самых высоких. В конце 1990-х гг. компания
Marathon Belting (Англия) разработала новую концепцию ком-
пенсирующих пресс-матов на основе силикона.
Технические характеристики линии ламинирования на базе
многопролетного пресса Bison-werke представлены в таблице 9.15,
технические характеристики пресса — в таблице 9.16.
Таблица 9.15
Технические характеристики линии ламинирования
на базе пресса Bison-werke
Параметр Значение
Производительность установки (с двусторонней облицовкой), млн м2 2
Формат ламинируемых плит, мм 3500x1750
Установленная мощность, кВт 181,35
Занимаемая площадь (ориентировочно), м2 800*
Количество обслуживающего персонала, чел. 6
* Длина - 40 м, ширина - 20 м
Таблица 9.16
Технические характеристики пресса Bison-werke
Параметр Значение
Давление прессования, МПа 1,8-3,0
Температура плит, °C 160-190
Толщина прессуемого материала, мм 3,2-16
Производительность, пиклов/ч 5-6
Теплоноситель термомасло
Скорость загрузки, м/мин 12
Время размыкания плит, с 30
Скорость смыкания плит, мм/с 70-80
Межплитное пространство, мм 100
Скорость размыкания плит, мм/с 70
Скорость разгрузки, м/мин 10
218
Глава 9. Облицовывание
IIIIIIIIIIIIIIIIIIIIIHIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIinilllllllllllllllllllllllllllllllllllllllllllllllllllllilllllllllllllllHIIIIIIIIIIIIIIIII
Ламинирование без охлаждения. Технологический процесс
ламинирования плит без охлаждения на базе однопролетно-
го пресса включает следующие этапы: загрузка пресса, подъем
давления, прессование при постоянном давлении и температуре,
спуск давления и разгрузка.
Плиты пресса имеют постоянную температуру 160—170 °C.
Кроме того, в пакете не применяются амортизационные про-
кладки. поэтому температура покрытия быстро возрастает.
Вследствие этого расплавление, растекание и отверждение смолы
происходят быстрее, чем в многопролетных прессах. Охлаждение
покрытия происходит после разгрузки пресса. Так как при вы-
сокой температуре давление быстро снижается, внутренние на-
пряжения в покрытии не успевают релаксировать. Это приводит
к появлению микротрещин, создающих эффект матовости на по-
верхности ламината.
Для однопролетных прессов пакет формируется следующим
образом: полированная металлическая прокладка —► декоративная
пленка —► плита-основа (МДФ, ДСП) —► декоративная пленка.
В состав линии облицовывания на базе однопролетного
пресса (рис. 9.33), как правило, входят автоматический питатель,
станок щеточный для очистки от пыли, станок вальцовый клее-
наносяший, промежуточный дисковый транспортер, ленточный
транспортер для набора прессуемых пакетов, короткотактный
проходной пресс, иногда камера охлаждения и автоматический
укладчик.
Рис. 9.33. Линия ламинирования Burkle (Германия)
219
Раздел I. Технология производства мебели
llllllllllllllllllllllllllllllllltlllllllllllllllllllllllllllllllllllllllllilllllllllllllllllllllllllllllllllllllllllllllllHIIIIIIIIIIIIIIIDIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIII
Основным оборудованием линии является однопролетный
горизонтальный пресс (рис. 9.34). Хромированные прокладки
закрепляются в прессе стационарно (но их можно менять). Меж-
ду обогревательными плитами пресса и хромированными про-
кладками располагаются упругие прокладки, которые позволяют
равномерно распределять давление по периметру ламинируемой
плиты. Прокладки выполняются из материала, обладающего вы-
сокой теплопроводностью.
Рис. 9.34. Линия ламинирования в однопролетном
горизонтальном прессе:
1, 13, 16 - стопы плит; 2 — подъемный стол; 3 — толкатель;
4— щеточный станок; 5, 17— промежуточные транспортеры;
6 - цепной конвейер; 7, 15, 18 - вакуумные перекладчики;
8 — ленточный питательный конвейер; 9 — горизонтальный пресс;
10 - разгружающее устройство; 11 — участок поперечного раскроя
(круглопильный станок); 12 — устройство для снятия свесов;
14 - сортирующее устройство; 19 - кассетные тележки;
20 — бумагоукладывающая тележка; 21 — сборочная установка
Стопа плит 1 подается на подъемный стол, откуда плиты
по одной толкателем 3 перемещаются в щеточный станок для сня-
тия пыли и под вакуумный перекладчик 7. Рабочий из кассетных
тележек подает пленку на бумагоукладываюшую тележку, кото-
рая автоматически перемещает и укладывает необходимое коли-
чество листов пленки на сборочную установку, где производится
сборка пакетов.
Вакуумный перекладчик /поднимает плиту и укладывает ее
на пленку, уложенную на сборочный стол. Затем бумагоуклад-
чик кладет на плиту верхний лист (или несколько листов) плен-
220
Глава 9. Облицовывание
IIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIillllllllllllllllllllllllllllllllll
ки. Собранный пакет автоматическим загрузочным устройством
с прижимными планками подается в пресс, и одновременно раз-
гружающим устройством готовая ламинированная плита выгру-
жается из пресса. Затем плиты проходят обработку (по кромке)
на круглопильном обрезном станке и поперечный раскрой. Заго-
товки сортируются на сортирующем устройстве.
Автоматические и полуавтоматические линии ламинирова-
ния на базе однопролетных прессов имеют следующие достоин-
ства: высокая производительность, одинаковое качество отделки
обеих сторон плит вследствие равных температурных условий,
возможность ламинирования в несколько слоев пленок, высокая
надежность работы. Технические характеристики линии лами-
нирования на базе однопролетного пресса фирмы Wemhoener
представлены в таблице 9.17.
Таблица 9.17
Технические характеристики линии ламинирования
на базе пресса Wemhoener
Параметр Значение
Площадь плит пресса, м2 3,0x1,8
Ритм линии, с 40-90
Количество рабочих цилиндров, шт. В том числе диаметром, м: 0,125 0,030 10 8 2
Мощность пресса, т 2
Максимально допустимое удельное давление на плиту пресса, кПа 540
Скорость движения ленты для формирования щитов, м/с 0,33
Скорость движения стола загрузки, м/с 0,66
Время смыкания плит пресса, с 3
Время размыкания плит пресса, с 2
Скорость движения ленты стола выгрузки, м/с 1,0
Габариты, м: хтина ширина высота 16,0 2,5 1,8
Количество обслуживающего персонала, чел. 6
221
Раздел I. Технология производства мебели
IIIIIIIIII IIIIIIIIII II IIIIIII lllltlllllllilllllllllll I ПНИ IIIIIIIIIIIIIIIIIIIIIIII lllllllllllllllllllllllllllll lllllllll IH HIIIIIIIIIIIIIIHIII IIIIIII lllllllllllllllllllllllll IIIIIII III lllllllllllllllllllll Hill
Для тиснения поверхности с целью получения негладкой,
пористой структуры пресс оборудуется специальными поддона-
ми; предусмотрено приспособление для быстрой смены поддо-
нов. При формировании пакета листы облицовочного материа-
ла очень точно фиксируются на плите-основе электростатиче-
ским способом. Собранный трехслойный пакет автоматически
перемешается в пресс, который смыкается очень быстро, чтобы
время, которое он открыт, было минимальным. Рабочие тем-
пературы пресса 180—200 °C. При столь высокой температуре
смола в составе облицовочного материала плавится и отверж-
дается, а сам материал после прессования превращается в моно-
литный поверхностный слой плиты. Давление в горячем прес-
се 3,5-4,5 МПа при разнотолшинности облицовываемых плит
в пределах ±0,3 мм. Если же разброс по толщине не превышает
±0,2 мм, давление можно уменьшить до 2,5—3,5 МПа.
В современных однопролетных (короткотактных) прессах
используются стальные пресс-прокладки, позволяющие создать
на поверхности готового продукта оттиск достаточно сложных
структур (древесные поры, апельсиновая корка, или шагрень,
фантазийные узоры и пр.). Срок службы таких пресс-листов
варьирует от 500 тыс. до нескольких миллионов запрессовок.
Пресс-прокладки (пресс-листы) для ламинирования ДСП и про-
изводства ламинат-паркета обязательно хромируются.
На мебельных производствах Беларуси наиболее широ-
кое применение получили линии холодного ламинирования
АКДА 4138 (Нелидовский завод гидравлических прессов, Россия),
АКДА 4940 (Днепропетровский завод тяжелых прессов, Украи-
на), а также оборудование фирм Burkle, Wemhoner. Diffenbacher,
Siempelkamp, Zoos, ОТТ (Германия), Italpresse, Ormamacchine,
S1MI (Италия).
9.6. Кэширование
Трудности, связанные с производством изделий из натураль-
ных материалов (массив древесины, натуральный шпон), требую-
щим высококачественного исходного сырья, сложной технологии
(склеивание, облицовывание, шлифование, отделка), привели
к распространению синтетических облицовочных материалов
на основе полимеров или бумаг с напечатанной текстурой дре-
весины и пропитанных смолами. Детали, облицованные подоб-
222
Глава 9. Облицовывание
............шннп ihiiiiii шншиин.шиши.............ши..
ными пленками, как правило, не требуют дальнейшей отделки
(лакирования), а изделия визуально не отличаются по внешнему
виду от изготовленных с использованием настоящей древесины.
Процесс облицовывания полноформатных плит рулонным
пленочным материалом на основе бумаг и полимеров методом
накатывания называют котированием.
Различают следующие методы каширования: холодное, те-
плое, горячее и короткоконтактное (Quickstep, или контитакт).
Первые три способа заключаются в облицовывании способом
накатывания и прикатывания валами. Короткоконтактное — это
каширование методом накатывания облицовочного материала
и облицовывания в плоском прессе.
В общем случае технология каширования предусматривает
следующие операции: очистка кромок и пластей щита от пыли —>
нанесение клея на пласть щита —> удаление влаги из клеево-
го слоя —> разматывание пленки из рулона и накатывание ее
на пласть —> разделение (разрубание) непрерывного полотна
пленки в разрывах между деталями —> повторное прикатывание
пленки —> отверждение клеевого слоя.
Материалы, применяемые для каширования: полимерные
пленки на основе бумаг, полимерные пленки на основе полиме-
ров (ПВХ, полипропиленовые); клеевые материалы — карбами-
до-формальдегидные смолы (горячее каширование), ПВА (холод-
ное, теплое каширование), полиуретановые клеи-расплавы.
Каширование применяется как финиш-эффект без дальней-
шей отделки лакокрасочными материалами.
Холодное каширование. При холодном кашировании удале-
ние излишней влаги из клеевого слоя проводится при температу-
ре цеха, а отверждение клея после облицовывания (накатывания
пленки) — в стопе, в специальном холодном прессе или без прес-
са, с нагружением сверху для прижатия пленки на верхних де-
талях стопы. Время отверждения клея - от нескольких часов
до суток. Как правило, именно этим способом облицовывают
пленками ПВХ гладкие мебельные поверхности.
Линии холодного каширования применяют в производствах
с относительно небольшой производительностью при облицовы-
вании достаточно толстыми пленками (до 130 г/м3) с использо-
ванием относительно дорогих клеев на основе ПВА-дисперсий.
Возможность разбухания крупной стружки на поверхности ДСП
223
Раздел I. Технология производства мебели
llllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllinilllllllllllllllllllllllllllllllllllllllllllllllllllHHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIItlllllllll
из-за отсутствия удаления влаги из клеевого слоя делает более
предпочтительным облицовывание на таких линиях материалов
с анизотропной структурой — типа ДВП или МДФ.
Наиболее известными изготовителями оборудования для хо-
лодного каширования являются фирмы Burkle, Friz (рис. 9.35),
Orma, Simi, ВагЬегап.
Рис. 9.35. Линия холодного каширования Friz
Схема технологического процесса каширования холодным
способом показана на рисунке 9.36.
Рис. 9.36. Технологический процесс холодного каширования:
1 — подача плит (автоматический укладчик); 2 — очистка плит
от пыли (щеточный станок); 3 - нанесение клея (вальцовый станок);
4 — накатывание рулонного облицовочного материала на плиту;
5 - разделение облицовочного материала по межторцовому зазору;
6 — укладка плит в стопу (автоматический разгрузчик)
Теплое кэширование. Способ предусматривает промежуточ-
ный нагрев клеевого слоя для удаления из него влаги с целью
снижения времени последующего отверждения клея и снижения
разбухания верхнего слоя плиты из-за впитывания. Окончатель-
ное приклеивание также производится в стопах, но время выдер-
жки при этом снижается до нескольких часов.
224
Глава 9. Облицовывание
.................................
Линии теплого каширования за счет наличия зоны выпари-
вания влаги из клеевого слоя позволяют облицовывать и ДСП,
обеспечивая более высокое качество поверхности. Основные
изготовители — те же, что и линий холодного каширования.
Схема технологического процесса каширования теплым спо-
собом показана на рисунке 9.37.
Рис. 9.37. Технологический процесс теплого каширования:
1 - подача плит; 2 - очистка плит от пыли; 3 - подогрев плиты;
4 — нанесение клея; 5 — накатывание ленты на плиту;
6 - разделение облицовочного материала по межторцовому зазору;
7— укладка плит в стопу
Горячее каширование предусматривает практически те же
операции, что и теплое, но накатывание и прикатывание рулон-
ного облицовочного материала производятся горячими валами,
нагреваемыми до температуры 120-160 °C. В некоторых моде-
лях оборудования дополнительно используются нагреваемые
до 160-180 °C валы, устанавливаемые перед станком для нане-
сения клея, что позволяет вдавить в плиту воткнувшиеся мел-
кие частицы, не удаленные щеточным станком, «припаять» ча-
стично отслоившиеся стружки ДСП за счет расплавления лиг-
нина, выровнять температуру на поверхности и нагреть пласти
для ускорения выпаривания влаги.
После первичного нанесения клеевого материала и его час-
тичного высушивания сверху может наноситься слой отвердителя.
Тогда после накатывания и прикатывания пленки горячими вала-
ми сразу же достигается ее приклеивание. Такая технология поз-
воляет использовать клеи на основе карбамидных смол и обеспе-
чивает практически мгновенное склеивание, исключающее про-
межуточную выдержку деталей перед последующей обработкой.
Схема технологического процесса каширования горячим
способом показана на рисунке 9.38.
225
Раздел I. Технология производства мебели
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIllllilllllllllllllllllllIIIIIIIIIIIIIIIIIIIIIHIIIIIIII11111111111111111111111111111lllllililIИHIIIIIIIIIIIIIIHIIIIIIIIIIlllllllllllllllllllllllllIIIIIIIIIIlllllllllllllllllllllHill
Рис. 9.38. Технологический процесс горячего каширования:
1 — подача плит; 2 — очистка плит от пыли; 3 — нанесение клея;
4 — подсушивание клеевого слоя; 5 — нанесение отвердителя;
6 — накатывание ленты на плиту; 7 — разделение облицовочного
материала по межторцовому зазору; 8 — укладка плит в стопу
Линии горячего каширования на базе вальцовых или лен-
точных прессов обладают наибольшей производительностью (до
50 м/мин.), но требуют весьма тщательного соблюдения техно-
логических режимов: расхода клея и отвердителя, температуры
нанесения и отверждения клея, плотности и разной толщины
облицовываемых плит. Основные изготовители: фирмы Burkle
и Hymmen (рис. 9.39).
б
Рис. 9.39. Линии каширования горячим способом:
а - ВагЬегап RFU 2400; б - Friz FKP 100-13-1-DH-R
226
Глава 9. Облицовывание
111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111)1111111111111111Н
Технологические операции каширования на данных лини-
ях следующие: очистка плиты (очищающая щеточная вальцовая
секция) —> нанесение на пленку клеев на основе смол горячего
отверждения —► нанесение катализатора (отвердителя) на пли-
ту —> двухстороннее каширование. Линии снабжены двойной
секцией прижима пленки (двойной каландр), разглаживающим
роликом, отрезающими роликами, блокирующей системой тор-
можения. предохраняющей пленку от разматывания, электрон-
ной системой управления. Технические характеристики линий
горячего каширования представлены в таблице 9.18.
Таблица 9.18
Технические характеристики линий горячего каширования
Параметр Friz FKP 100-13-1-DH-R Barberan RFU 2400
Ширина заготовки, мм 170-1300 150-1300
Толщина заготовки, мм ю-юо 3-50
Длина заготовки, мм 800-3600 600-4000
Ширина облицовочного материа- ла, мм 1300 1300
Диаметр рулона, мм 600 500
Скорость подачи, мм 6-30 6-36
Общая потребляемая мощность, кВт 52 54
Габаритные размеры, мм: длина ширина высота 5000 1600 2300 5300 1640 2250
Масса, кг 3200 3700
Каширование методом Quickstep. Способ является разновид-
ностью горячего каширования и был предложен в начале 70-х гг.
XX в. фирмой Bison для облицовывания плит пленками с заранее
нанесенным слоем клея-расплава.
Схема технологического процесса каширования методом
QuickStep показана на рисунке 9.40.
Технологическая линия для облицовывания методом QuickStep
является комбинацией обычной линии холодного каширования,
разгонного ленточного транспортера и короткотактного однопро-
летного пресса, обеспечивающего выравнивание прессуемой по-
227
Раздел I. Технология производства мебели
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIllllilllllllllllllllllllI ПНИllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllIHHllllllllllllllllllIIIIIIIIlllllllllllllllllllllllllIIIIIIIIIIlllllllllllllllllllllHill
верхности и более равномерный нагрев. В обшем виде установка
(рис. 9.41) состоит из следующих компонентов: рольганг для подачи
заготовок, двухсторонний щеточный станок для очистки поверхно-
сти заготовок, зона нагрева, станок для нанесения клея на поверх-
ность заготовок (четырьмя приводными клеенаносящими валь-
цами), охлаждающий блок (для охлаждения дозирующих клеевых
вальцов), цепной конвейер с шипами противоскольжения, устрой-
ство размотки пленки (снизу и сверху), две плиты (снизу и сверху)
для подогрева пленки, узел каширования (для одновременного при-
катывания верхнего и нижнего полотна пленки на плоские плиты
посредством пары подогретых вальцов), встроенный ротационный
делительный нож для разрезания пленки, промежуточный ленточ-
ный конвейер (для транспортировки облицованных плит к паре
кашировальных каландров), кашировальные каландры (для прика-
тывания уже нанесенной декоративной бумаги), электромасляный
бойлер для нагрева термомасла (для обогрева обоих кашироваль-
ных вальцов), пульт управления с ПК.
Рис. 9.40. Технологический процесс каширования методом Quickstep:
1 — подача плит; 2 — очистка плит от пыли; 3 — нанесение клея;
4 - накатывание ленты на плиту; 5 - разделение облицовочного
материала по межторцовому зазору; 6 — прессование плит;
7 - укладка плит в стопд-
Рис. 9.41. Линия каширования методом Quickstep
228
Глава 9. Облицовывание
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIilllllHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIillllllllllllllllllllllllllllllilll
С помощью котировальных установок можно облицовывать
поверхность и кромку за один рабочий такт, кашировать про-
филированные поверхности (рис. 9.42). При оснащении плит
пресса специальными матрицами возможно тиснение структуры
поверхности на облицованной пласти, что практически исклю-
чено при использовании только вальцовых прессов. Однако про-
изводительность таких линий ниже и ограничивается скоростью
подачи проходного участка (кэширование) - 7-10 м/мин.
Рис. 9.42. Линия каширования профилированных плит
на основе систем FKP 100 и FKD 150:
а — профильные кромки; б — профильные пласти
Основные изготовители линий типа Quickstep - фирмы Friz,
Wemhoner, Diffenbacher, Burkle, Barberan, ItalPresse, Orma. Стои-
мость таких линий более высокая (в зависимости от рабочей ши-
рины, комплектации, размера плит короткотактного пресса).
Технические характеристики некоторых линий каширования
методом QuickStep представлены в таблице 9.19.
Таблица 9.19
Технические характеристики линий каширования
методом QuickStep
Параметр Friz fkf-400-2- 20WD-R Profi ВагЬегап RFU-E Torwegge PWR 100/30/12 E
Размеры заготовки, мм: ширина толщина лтина 300-1980 8-40 800-3000 180-1600 6-50 600-2500 220-1200 3-100 600-2500
229
Раздел I. Технология производства мебели
IIIIIIIIIIIII IIIIIII II IIIIIII llllilllllllllllllllllll I ПНИ IIIIIIIIIIIIIIIIIIIIIIII lllllllllllllllllllllllllllll lllllllll IИ HIIIIIIIIIIIIIIHII llllllll lllllllllllllllllllllllll IIIIIII III lllllllllllllllltllll Hill
Окончание табл. 9.19
Параметр Friz fkf-400-2- 20WD-R Profi Barberan RFU-E Torwegge PWR 100/30/12 E
Ширина облицовоч- ного материала, мм 320-2000 300-2000 320-2000
Диаметр рулона, мм 600 700 600
Скорость подачи, м/мин 8-40 6-40 12-30
Общая потребляемая мощность, кВт 278 285 300
Габариты, м:
длина 5400 5670 5600
ширина 1850 1920 1900
высота 2000 2140 2000
При кашировании по методу QuickStep в зависимости от
клеевой системы (рис. 9.43) можно использовать клеи на основе
ПВА-дисперсий, карбамидные, ускоренного отверждения и клеи-
расплавы.
а
б
Рис. 9.43. Клеевые системы:
а — FKF/300/WD для нанесения дисперсионных клеев; б — FKF/400/WU
для нанесения формальдегидных клеев на основе мочевины
При облицовывании материалами с нанесенным клеевым
составом в линию каширования встраивается опцион с прогре-
вом пленки для расплавления клея-расплава (рис. 9.44). таким
образом, пленке придается эластичность.
230
Глава 9. Облицовывание
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiniiiiiiiiiiiiiiiiiiiiiiii
Рис. 9.44. Схема прогрева пленки хтя расплавления клея-расплава
Поверхность и кромка могут обрабатываться также на ма-
леньких компактных установках. Такие установки работают с ма-
териалом покрытия с предварительно нанесенным клеем-распла-
вом, клей реактивируется в установке.
Вопросы для самоконтроля
1. Из каких основных операций состоит процесс облицовывания?
2. Изложите последовательность процесса облицовывания мебельных шитов.
3. Раскройте сущность технологии вакуумно-мембранного прессования.
4. Объясните принцип работы мембранного пресса.
5. Назовите способы облицовывания прямолинейных плоских кромок.
6. Перечислите агрегаты в составе автоматических линий облицовывания
прямолинейных плоских кромок с четырех сторон щита.
7. Какими способами выполняется облицовывание профильных кромок?
Поясните сущность каждого способа.
8. Какие операции включает технологический процесс облицовывания ме-
тодом «постформинг»? Какое оборудование используется?
9. В чем заключается принцип «окутывания» погонажных профильных деталей?
10. Укажите основное отличие станков для облицовывания профильного
погонажа.
И. Назовите этапы технологического процесса ламинирования с охлаждением.
12. Каким дополнительным оборудованием снабжается пресс хля получе-
ния тисненой поверхности?
13. Что называют кашированием? Какие общие операции предусматривает
технология каширования?
1л. Опишите методы каширования.
15. Перечислите технологические операции горячего каширования.
16. Назовите состав технологической .линия для облицовывания методом
QuickStep.
231
Раздел I. Технология производства мебели
IIIIIIIIII IIIIIIIIIIII IIIIIII IIIIIIIIIIIIII1IIIIIIIIIIIIIIII IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIlllllililIИHIIIIIIIIIIIIIIIIIIllllllllIIIIIIIIIIIIIIIIIIIIIIIII IIIIIII III lllllllllllllllllllll Hill
ГЛАВА 10. ВТОРИЧНАЯ МЕХАНИЧЕСКАЯ ОБРАБОТКА
ЩИТОВЫХ ЭЛЕМЕНТОВ МЕБЕЛИ
На стадии вторичной механической обработки щитовых де-
талей выполняются следующие операции: форматное опиливание
щитов в размер, облицовывание кромок, снятие свесов кромок
по ширине и толщине, смягчение ребер, сверление и присадка
отверстий в горизонтальной и вертикальной плоскостях, шлифо-
вание. Технология и оборудование для сверления, шлифования
и облицовывания были рассмотрены в главах 6 и 9 соответствен-
но. Остальные операции на современных мебельных производ-
ствах выполняются на многофункциональных обрабатывающих
центрах с ЧПУ или с электронным управлением. Оборудование
с ЧПУ предназначено для фрезерования профилей, сверления
в пласти и кромке, фрезерования по контуру, пропиливания па-
зов в щитовых деталях из деревянного массива, МДФ. ДСП и др.
Деревообрабатывающие центры с электронным управлением
могут применяться для полной комплексной обработки мебель-
ных деталей. В оборудование таких центров входят фрезерный
узел, сверлильно-присадочная группа, циркулярная группа, узел
облицовывания.
Компоновка обрабатывающих центров может быть консоль-
ной и портальной. Важным параметром, определяющим область
применения обрабатывающего центра и его технологические воз-
можности, является количество (от двух до пяти) одновременно
управляемых координат взаимного перемещения стола (детали)
и обрабатывающего агрегата (суппорта).
Обрабатывающие центры консольной компоновки широко
используются в мебельной промышленности шитовых деталей.
Многооперационные деревообрабатывающие центры кон-
сольной компоновки оснащены суппортом с набором инструмен-
тов, размешенным над столом с закрепленной на нем заготовкой
с возможностью многокоординатного перемещения обраба-
тывающего узла. Обрабатывающий центр в такой компоновке со-
стоит из следующих элементов: станина, набор поперечных балок
с системой закрепления детали на столе (вакуумной или механи-
ческой), консольная стойка, перемещающаяся по направляющим
по оси X каретка, которая перемешается по оси ^операционного
232
Глава 10. Вторичная механическая обработка щитовых элементов мебели
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIUIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIII
блока, оснащенного инструментом для различных видов обра-
ботки и осуществляющего движение по оси Z, пульт управления
(стойка ЧПУ), устройства безопасности и защитные ограждения.
При такой компоновке операционный блок передвигается по на-
правляющим, зафиксированным позади рабочего стола. Таким
образом, упрощаются загрузка заготовки и ее снятие со стола.
Наиболее широко распространенные деревообрабатываю-
щие центры консольной компоновки с ЧПУ показаны на рисун-
ках 10.1, 10.2.
Рис. 10.1. Деревообрабатывающий центр Weeke Optimal ВНС 550:
1 — рабочая головка с инструментом; 2 — рабочий стол;
3 - обрабатываемая деталь; 4 - универсальные
бесшланговые вакуумные опоры
Рис. 10.2. Пятиосный деревообрабатывающий центр
Weeke Optimal Venture/Vantage:
1 — рабочая головка с инструментом; 2 — обрабатываемая деталь;
3 — рабочий стол; 4 — универсальные бесшланговые вакуумные
опоры; 5 - управляющая система с программным обеспечением;
6 — подающее устройство режущих головок
233
Раздел I. Технология производства мебели
IIIIIIIIII llllllllil II IIIIIII IIIIIIIIIIIIII1IIIIIIIIII ПНИ IIHIIIIIIIIIIHIIIIIIII lllllllllllllllllllllllllllll lllllllll IИ HIIIIIIIIIIIIIHIIII IIIIIII lllllllllllllllllllllllll IIIIIII IIIIIIIIIIIIIIIIIIHIIII Hill
Продольное перемещение и позиционирование по оси X
консольной стойки происходят на линейных опорах качения
по упрочненным направляющим. В консольной части стойки
находится механизм перемещения каретки по оси Y.
На операционном блоке смонтированы рабочие головки с ин-
струментом различного назначения: цилиндрические и концевые
фрезы, сверла, дисковые пилы; на некоторых моделях обраба-
тывающих центров устанавливаются агрегаты для облицовыва-
ния кромок щитов. Часть инструмента находится в суппорте по-
стоянно, однако по необходимости в главный шпиндель станка
устанавливаются дополнительные агрегаты из инструменталь-
ного магазина. Замена инструмента инициируется управляю-
щей программой обработки либо командой с пульта управления
и проходит в течение 4-7 с. Система автоматической смены ин-
струмента состоит из магазина, служащего для создания запа-
са инструментов, достаточного для обработки партии заготовок,
и блока смены инструмента, передающего инструмент из магази-
на в шпиндель станка и обратно (рис. 10.3).
Рис. 10.3. Узел замены инструмента
На деревообрабатывающих центрах консольной компоновки
используется несколько основных типов магазинов. Тарельчатый
магазин (рис. 10.4) располагается обычно на самом суппорте. Ли-
нейный магазин располагается вдоль станины станка и иногда
имеет возможность перемещения за суппортом для сокращения
времени замены инструмента. В ряде обрабатывающих центров
используются магазины цепного типа, обеспечивающие установ-
ку максимального количества дополнительных агрегатов (11—18).
234
Глава 10. Вторичная механическая обработка щитовых элементов мебели
IlllllllllllllllllllllllllllinillllllllllllllllllllllllllilllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllUlllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllltlllllllllll
Рис. 10.4. Магазин тарельчатого типа
Варианты организации рабочего места на участке обраба-
тывающего центра представлены на рисунке 10.5. технические
характеристики некоторых обрабатывающих центров консольной
компоновки — в таблицах 10.1—10.4.
Рис. 10.5. Варианты организации рабочего места на участке
обрабатывающего центра:
1 - пульт управления станком; 2 — станок; 3 — подстопное место
с деталями; 4 — подстопное место с заготовками
Таблица 10.1
Технические характеристики деревообрабатывающего
центра с ЧПУ Weeke Optimal ВВС 550
Параметр Значение
Максимальное перемещение рабочего суппорта (операционного блока), мм, по осям: X 3060
Y 1080
Z 155
235
Раздел I. Технология производства мебели
IIIIIIIIIIIIIIIIIIIIII IIIIIII llllilllllllllllllllllll I ПИП IIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII lllllllll IИ HIIIIIIIIIIIIIIHHI IIIIIII IIIIIIIIIIIIIIIIIIIIIIIII IIIIIII III lllllllllllllllllllll Hill
Окончание табл. 10.1
Параметр Значение
Максимальная скорость позиционирования, м/мин, по осям: X Y Z 100 100 30
Мощность двигателя привода. кВт. по осям: X Y Z 1,8 0,85 1,3
Главный шпиндель: частота вращения, об./мин мощность. кВт 1000-24 000 7,5
Сверлильная группа: частота вращения, об./мин число шпинделей: вертикальных горизонтальных 4000 14 6
Дисковая пила: частота вращения, об./мин диаметр, мм мощность двигателя, кВт мощность вакуумного насоса, м3/мин производительность, м3/ч мощность двигателя, кВт частота вращения, об./мин максимальная толщина заготовки, мм скорость перемещения, м/мин, по осям: X Y Z 5000 120 1,7 от 100 100 2,4 1440 100 80 60 20
Общая потребляемая мощность, кВт 14-22
Масса, кг 4500
Сжатый воздух, бар 7
236
Глава 10. Вторичная механическая обработка щитовых элементов мебели
IlllllllllllllllllllllllllllllllllllllllllllllllllllllllllilllllllllllllllllllllllllllllllllllilllllllllllllllllllllllllUllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllilllllllllll
Таблица 10.2
Технические характеристики обрабатывающего
центра с ЧПУ фирмы Biesse
Параметр Rover 20 | Rover 22 | Rover 24
Зона обработки
Высота заготовки, мм 65 155 155
Перемещение по осям, мм: X Y Z 3194,5 1055 100 3436 1480 250 до 6635 1780 250
Скорость позиционирования по осям X/Y/Z. м/мин 75/45/15 100/100/30 100/100/30
Сверлильный узел
Сверлильные группы: вертикальные горизонтальные 10 6 14 8 14 6
Мощность двигателя сверлильного узла, кВт 1,7 3 3
Фрезерный узел
Скорость вращения, мин"1 24 000 24 000 24 000
Мощность двигателя, кВт 6,6 7,5 7,5
Диаметр хвостовика инструмента, мм 6-25 6-25 6-25
Горизонтальный фрезерный узел
Мощность, кВт — 3,7 3,7
Скорость вращения, мин"1 — 18 000 18 000
Однопильный узел (поворот 0~9(Р)
Мощность, кВт 1,7 3,7 3,7
Диаметр инструмента, мм 120 180 180
Двухпильный узел (поворот 0-9 СР)
Мощность, кВт — 3 3
Диаметр инструмента, мм — 160 160
Количество мест в инструментальном магазине 7 17 17
Максимальный диаметр инструмента, мм 120 160 160
Габариты, мм: длина ширина высота 4900 1700 2000 5100 2200 2400 до 8850 2380 2440
237
Раздел I. Технология производства мебели
IIIIIIIIIIIII IIIIIIIII IIIIIII IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIlllllililIИHIIIIIIIIIIIIIIHIIllllllll IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII lllllllllllllllltllll IIIII
Таблица 10.3
Технические характеристики обрабатывающего
центра Optimat BAZ 41
Параметр Значение
Производительность отсоса, м3/ч 7850
Расход сжатого воздуха, NL/ч 1 X 0315
Установленная мощность, кВт 31
Максимальные размеры заготовок, мм:
одиночная укладка 3000x1050
двойная укладка 2x12504050
Габариты, мм:
длина 5750
ширина 3750
высота 2400
Таблица 10.4
Технические характеристики пятиосных обрабатывающих
цен । ров Weeke
Параметр Venture 06 S Weeke Venture 06 М Weeke Vantage 24 M Vantage 24 L
Длина заготовки, мм 200-2500 200-3100 200-3100 200-3700
Ширина заготовки, мм 70-1250 70-1250 70-1550 70-1550
Толщина заготовки, мм 12-85 12-85 12-100 12-100
Скорость перемещения по осям X/Y/Z. м/мин 80/80/20 80/80/20 96/96/25 96/96/25
Число оборотов шпин- делей, мин-1 1500— 24 000 1500— 24 000 1500- 24 000 1500- 24 000
Общая установленная мощность, кВт 14,5 14,5 25,5 25,5
Габариты, мм: длина ширина высота 6230 4850 2700 6830 4850 2700 5330 3900 1770 6080 4080 1750
Масса, кг 5800 6200 4000 4800
Важным моментом, влияющим на качество обработки, яв-
ляется крепление обрабатываемых заготовок. Для этого при-
меняются столы гладкие или в виде набора поперечных балок,
оснащенных вакуумными присосками со свободным позицио-
238
Глава 10. Вторичная механическая обработка щитовых элементов мебели
llllllllllllllllllllllllllllinilllllllllllllllllllllllllHIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIII)IIIIIIIIIIIIIIIIIIIIIIIIIIUIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII
нированием. Рабочая поверхность присосок эластичная, чтобы
не повредить поверхность обрабатываемой детали. В центре при-
соски имеется выступающий подпружиненный палец. Обраба-
тываемая деталь своим весом утапливает пальцы, тем самым
открывая вакуумные каналы. Происходит закрепление детали
на рабочей позиции. Универсальные бесшланговые вакуумные
опоры легко перемешаются на нужный размер и фиксируются
пневматическими зажимами.
Все деревообрабатывающие центры имеют систему зашиты
оператора во время работы управляющей программы. Перед сто-
лом станка установлены фотодатчики. Если оператор входит
в зону действия датчиков, работа приводов останавливается.
Выйдя из зоны, оператор санкционирует продолжение выпол-
нения управляющей программы. Кроме фотодатчиков, для этой
цели используются также специальные чувствительные коврики.
На большинстве центров под станиной, на уровне ног операто-
ра. протянут шнур аварийной остановки. Прикасание к этому
шнуру приводит к немедленной остановке оборудования. Управ-
ление всеми взаимными перемещениями стола и суппорта, изме-
нением скорости подачи, скорости вращения инструмента, его
заменой из магазина и т. п. производится электронной системой
от встроенного компьютера. Пульт управления станком создан
таким образом, что может быть легко установлен в любом удоб-
ном для оператора месте.
Обрабатывающие центры портальной компоновки оснащены
подвижным столом (столами) и стационарным порталом, что рас-
ширяет их технологические возможности и увеличивает произво-
дительность. Такая компоновка является наиболее широко при-
меняемой и универсальной для различных типоразмеров устано-
вок. По направляющим станины перемешается портал (ось X),
по его направляющим может двигаться суппорт-каретка (ось К),
который несет режущую головку, имеющую возможность движе-
ния по вертикали (ось Z).
В пятикоординатных деревообрабатывающих центрах (рис. 10.6,
табл. 10.5) движение по оси Xотрабатывает стол, а все остальные —
инструментальная головка. Основные виды обработки: фрезерова-
ние. пиление, сверление. Агрегат может оснащаться карданными
рабочими головками с управляемыми осями В и С.
239
Раздел I. Технология производства мебели
IIIIIIIIIIIIIIIIIIIIII IIIIIII IIIIIIIIIIIIIIIIIIIIIIIII ПНИ IIIIIIII Hilllllllilll IIIНИИ III HillIIIIIIIIIHill 111IIIIIIIII HI 11111111111111II1111 Illi 1111111II1111111111111111111II11111111II111IIII1111 III 11111III
Рис. 10.6. Многооперационный обрабатывающий центр портальной
компоновки ECO Reichenbacher (а) и организация участка обработки
деталей (сборочных единиц) (d):
1 — пульт управления; 2 — деревообрабатывающий центр;
3 - мат с датчиками*
Таблица 10.5
Технические характеристики обрабатывающего центра
портальной компоновки ECO Reichenbacher
Параметр Значение
Фрезерные агрегаты
Мощность, кВт 10-20
Частота вращения, об./мин 1500-24 000
Сверлильные агрегаты
Количество шпинделей с шагом 32 мм, шт. 8/16/21
Мощность, кВт 2,2
Пильный агрегат
Мощность, кВт 5,7
Частота вращения, об./мин 3000-6000
Максимальный диаметр пилы, мм 300
Рабочий стол
Длина, мм 1600/2500
Ширина, мм 1600/2500/3500
Перемещения по осям
X, Y В соответствии с требу- емым размером изделий
Z 500—1000 мм
С 360°
* Если на мате стоит человек, станок не запустится.
240
Глава И. Изготовление щитов из массивной древесины
IIIIIIIIIIIIIIIIIIIIIHIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIillllllllllllllllllllllllllllllllllllllllllll
Окончание табл. 10.5
Параметр Значение
В/С +/180/360°
Количество мест в тарельчатом магазине 12 (24)
Количество мест в цепном магазине 24 (36)
Конструкция основных узлов обрабатывающих центров пор-
тальной компоновки аналогична той, что имеется в центрах
консольной компоновки. Перемещение головок осуществляется
от двигателя через зубчато-реечную передачу с регулируемым
натягом. Каждая головка имеет свой инструментальный мага-
зин. Два рабочих стола перемещаются по направляющим каче-
ния по оси X поперек движения головок. Крепление заготовок
на столах осуществляется с помощью вакуумной системы. Заго-
товки крепятся на подвижных столах. Центр может быть осна-
щен несколькими суппортами различного назначения (например,
с набором сверлильного, фрезерного и пильного инструмента
и кромкооблицовочной головкой на противоположной стороне)
и несколькими столами с независимым управлением.
Отсутствие консоли увеличивает жесткость головки и, следо-
вательно, повышает точность обработки и улучшает динамиче-
ские характеристики.
Вопросы для самоконтроля
1. Перечислите операции вторичной механической обработки щитовых
деталей.
2. Объясните принципиальное отличие консольной и портальной компо-
новки оборудования.
3. Какие узлы и агрегаты входят в состав деревообрабатывающих центров с
электронным управлением для полной комплексной обработки мебельных
деталей?
ГЛАВА 11. ИЗГОТОВЛЕНИЕ ЩИТОВ ИЗ МАССИВНОЙ ДРЕВЕСИНЫ
Массивный клееный шит получил широкое распространение
в мебельном производстве. Он сочетает в себе практически все
преимущества натуральной древесины и дополнительно облада-
ет такими характеристиками, как стабильность формы, устойчи-
241
Раздел I. Технология производства мебели
IIIIIIIIII IIIIIIIIII II IIIIIII lllltlllllllllllllllllll I ПНИ IIIIIIIIIIIIIIHIIIIIIII lllllllllllllllllllllllllllll lllllllll IH Hllllllllllllllllll I IIIIIII lllllllllllllllllllllllll IIIIIII III lllllllllllllllllllll Hill
вость к деформации, малый вес и легкость обработки в сравне-
нии с ДСП. высокое качество поверхности, сохранение текстуры.
Клееный шит производится двух видов: однослойный и мно-
гослойный. Однослойные шиты состоят из реек, брусков, ламелей
толщиной в основном 14-60 мм и шириной от 18 мм, склеенных
друг с другом в один слой в параллельном направлении воло-
кон на гладкую фугу. Многослойным называют трех- или пя-
тислойный шит с симметричной укладкой по слоям, склеенный
из нескольких однослойных щитов, представляющих наружные
и средние слои. Толщина многослойных шитов составляет от 12
до 60 мм, хотя могут быть изготовлены под заказ и щиты толщи-
ной 75 мм. Минимальные размеры лицевых ламелей многослой-
ных шитов составляют по толщине 3.5 мм и ширине - 60 мм.
11.1. Общая технология изготовления мебельных щитов
Технологический процесс изготовления шитов из массивной
древесины включает следующие основные операции.
1. Сушка обрезной доски (заготовки) для обеспечения влаж-
ности древесины 8±2 % и снятия внутренних напряжений. Про-
изводится в конвективных сушильных камерах.
2. Предварительная торцовка заготовок для устранения по-
коробленное™ и кривизны заготовок с целью уменьшения при-
пуска при дальнейшей обработке и обрезке торцев для удаления
трещин после сушки.
3. Продольный раскрой заготовки на бруски заданной ши-
рины.
4. Черновое фрезерование для вскрытия дефектов по пласти
и кромке и обеспечение базовых поверхностей для последующей
обработки. Это уменьшает количество ошибок при последую-
щей вырезке дефектов и увеличивает полезный выход материа-
ла. На некоторых предприятиях используется такая технология,
когда толстая доска простругивается по двум пластям и на том
же станке сразу же раскраивается вдоль блоком пил. Затем полу-
ченные отдельные бруски поворачиваются на 90° относительно
продольной оси, соединяются друг с другом уже простроганны-
ми кромками и склеиваются в щит. Такой метод позволяет лучше
использовать обрезные доски, полученные при раскрое бревна
из боковых, и обеспечивает определенную экономию материала
за счет уменьшения величины припусков на строгание.
242
Глава И. Изготовление щитов из массивной древесины
......................................... uiiHiiiiiiiiiiiiiimi
5, Оптимизация размеров по длине (поперечный раскрой
брусков на заданные длины) с одновременной вырезкой де-
фектных мест и последующей сортировкой отрезков по дли-
не, От этих операций в наибольшей степени зависят полезный
выход, сортность и качество готовой продукции,
6. Сращивание заготовок по длине, получение ламелей (на-
резание на торцах по кромке с подрезкой заплечиков зубчатых
шипов, нанесение клея на шипы и сращивание по длине ламелей
с торцовкой в размер).
7. Калибрование заготовок (продольное фрезерование с целью
снятия наплывов клея, ступенек между ламелями, получение
точных геометрических параметров и чистоты поверхности
в пределах 200 мкм на кромках для склеивания по ширине).
8. Нанесение клея на кромку ламелей для дальнейшего
склеивания по ширине в щит,
9. Склеивание щита. Набор склеиваемого щита — одна из
самых ответственных операций при его производстве. От опе-
ратора зависит правильность окончательного подбора отдельных
брусков по цвету (оттенку), наклону годичных слоев, расположе-
нию сучков и допустимых дефектов и т, д. Любые ошибки при-
водят к понижению сорта выпускаемой продукции и существен-
ным убыткам предприятия.
10. Выдержка (кондиционирование) склеенного щита перед
его дальнейшей обработкой, В течение определенного време-
ни щит остывает, выравнивается влажность составляющих его
брусков и частично исчезают появившиеся в щите внутренние
напряжения, что снижает вероятность его коробления.
11, Калибрование щита с удалением остатков клея, достиже-
ние необходимого размера по толщине и шлифование поверхно-
сти щита для получения заданной чистоты. Калибрование необ-
ходимо проводить только на специализированном оборудовании.
12. Форматная обрезка щита (раскрой щита в чистовой
размер с исключением образования сколов материала).
Вне зависимости от объема производства для получения
изделий необходимого качества и обеспечения наибольшего по-
лезного выхода материала выполнение всех этих операций яв-
ляется необходимым условием. Может меняться только последо-
вательность их выполнения, а некоторые операции внутри техно-
логического процесса могут по-разному совмещаться.
243
Раздел I. Технология производства мебели
IIIIIIIIII IIIIIIIIII II IIIIIII llllilllllllllllllllllllIIIIIII llllllllllllllinillllllllllllllllllllllllllllllllllllllllilllIHHllllllllllllllllllIIIIIIIIlllllllllllllllllllllllllIIIIIIIIIIlllllllllllllllllllllHill
11.2. Режимы склеивания. Применяемые клеи
Режимы склеивания. Режим — это система требований к ус-
ловиям проведения определенных работ, созданная на основе
научных и практических разработок. Режим склеивания должен
содержать требования к состоянию воздуха в цехе, к склеиваемым
деталям, рекомендации по выбору и подготовке клеев, способы
и нормы нанесения клея, способы подвода тепла, наложения
и нормы давления, рекомендации по видам выдержек, указания
по применяемому оборудованию, способы и нормы контроля.
Состояние воздуха в производственном помещении опре-
деляется необходимостью обеспечения стабильности производ-
ственной влажности обрабатываемых деталей и узлов из древе-
сины и требованиями по охране труда и промышленной санита-
рии. В столярно-мебельном производстве в режимах склеивания
предусмотрено, что температура воздуха в помещении должна
быть не менее 18 °C. а относительная влажность — не выше 65 %.
Состояние воздуха постоянно контролируется психрометра-
ми, установленными в цехах, и регулируется системой отопления
и вентиляции или специальными установками для кондициони-
рования.
Требования к склеиваемым деталям (влажность, шерохова-
тость поверхности), исходным материалам для приготовления
клея и клеевым растворам (рецептура, вязкость) указываются
в каждом режиме.
Выбор клеев для проведения какого-либо режима всег-
да имеет ограничения. При этом в режиме могут быть указаны
один или несколько видов клеев. Выбирают обычно тот клей,
который наиболее удовлетворяет требованиям производства.
В режиме также дают рекомендации по составу и приготовлению
клеев. Предъявляемые к клеям основные требования могут быть
выделены в две группы: технологические, позволяющие успешно
применять клеи в реальных условиях производства, и эксплуа-
тационные, обеспечивающие требуемое качество изделий в со-
ответствии с их назначением в условиях эксплуатации.
Технологические требования к клею определяются техноло-
гическими режимами склеивания. В технологических характе-
ристиках клеев на основе КФ обычно указываются ограничение
по массовой доле сухого остатка, вязкость клея, время желатини-
зации, концентрация водородных ионов, массовая доля токсич-
244
Глава И. Изготовление щитов из массивной древесины
.............................nun ninmiiiiiii i niininiiiiiiiiiiiiiaiii ши
ных веществ, предел прочности при определенных условиях об-
работки образцов, расход компонентов, температура и продолжи-
тельность склеивания.
В технологических характеристиках клеев на основе ПВА
указываются расход клея, выдержка между нанесением клея
и приложением давления — открытая выдержка, необходимая
для удаления из клеевого слоя излишней влаги (не более 5 мин),
выдержка под давлением, выдержка после распрессовки (не ме-
нее 2 ч), С течением времени клеевой шов практически не сни-
жает своей прочности.
Способ нанесения клея определяется видом склеиваемых
деталей и объемом производства. При значительных объемах
применяют механизированное нанесение клея. Оно повыша-
ет производительность и улучшает равномерность нанесения.
Для каждого режима склеивания разрабатывают свои нормы
расхода клея, которые должны обеспечить образование клеевого
шва необходимой толщины. Это позволит получить требуемую
прочность склеивания.
Существует два способа склеивания: горячий и холодный.
Склеивание холодным способом требует длительных выдержек
для схватывания клея и выравнивания влажности, что дает низ-
кую производительность оборудования и требует больших про-
изводственных площадей. Несмотря на то что при холодном
склеивании в клеевом шве возникает меньше напряжений, его
применяют в исключительных случаях.
Нагрев клеевого шва ускоряет процесс склеивания. Подвод
тепла должен быть равномерным ко всем точкам склеиваемых
поверхностей. Аккумулирование тепла в части древесины, приле-
гающей к клеевому шву, происходит при нагревании склеиваемой
поверхности детали контактными нагревателями (электрически-
ми или паровыми) с постоянной температурой поверхности. На-
гревают одну из двух склеиваемых деталей, другую намазывают
клеем. При наклеивании тонкой облицовки применяют сквозной
нагрев. Его производят контактными нагревателями во время
прессования. Подогрев в поле ТВЧ осуществляют после сжатия
склеиваемых поверхностей. Для получения прочного клеевого
шва следует настраивать генератор на такую мощность, при ко-
торой минимальное время склеивания составляет 30—40 с.
После нанесения клея предусмотрены выдержки: открытая —
для удаления из открытого клеевого слоя излишней влаги до на-
245
Раздел I. Технология производства мебели
iiiiiiniu.ши.........................................iiiiiiiiiiniiiiiiniiiiiiniuiiiniiiiiiniiiiiiniiiiiniiiiiinii.
ложен и я облицовочного материала; закрытая — для смачивания
клеевым раствором склеиваемых поверхностей после наложения
облицовок (до прессования), Выдержка деталей и узлов — не ме-
нее важная часть технологического процесса склеивания. Детали
и узлы, поступающие на склеивание, должны пройти выдержку
для того, чтобы их влажность и температура пришли в соответ-
ствие с условиями склеивания.
Прессование должно обеспечить плотное сжатие склеивае-
мых поверхностей. Под давлением поверхности, имеющие неко-
торые неровности, лучше соприкасаются, клей хорошо проникает
в поры древесины, и равномерно по всей поверхности подводится
тепло. Сжатие должно произойти до схватывания клея. Величи-
на давления при прессовании должна обеспечивать нужную тол-
щину клеевого слоя и зависит от характеристики применяемого
клея и склеиваемых материалов. Одно из главных требований
при прессовании - равномерность давления по всей склеиваемой
поверхности.
В современном производстве применяют механизированное
прессование в электромеханических, пневматических, гидрав-
лических прессах и ваймах. Выбор способа и оборудования
для прессования зависит от вида работ и свойств склеиваемых
деталей и материалов.
После достижения клеевыми швами технологической проч-
ности изделие может быть извлечено из пресса, но до выполне-
ния операций механической обработки необходима выдержка (не
менее 2 ч) для достижения клеевым слоем достаточной прочно-
сти, охлаждения, равномерного распределения влаги в материа-
ле, стабилизации формы. Выдерживают детали обычно в стопах.
Продолжительность выдержки зависит от вида и времени прес-
сования, температуры воздуха цеха.
Контрольные операции, предусматриваемые режимами склеи-
вания, разнообразны. Контролируют такие параметры, как тем-
пература и влажность воздуха помещения, вязкость клея, рас-
ход клея, время выдержек, температура нагревателей, давление,
прочность склеивания, внешний вид изделий и др. Нормативы
проверяемых параметров указаны конкретно в каждом режиме.
Большинство параметров контролируют при помощи приборов:
термометров, вискозиметров, часов, манометров; внешний вид —
визуальной проверкой. Прочность склеивания проверяют в лабо-
ратории по образцам.
246
Глава И. Изготовление щитов из массивной древесины
lllllllllllllllllllinillllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllillllllllllllllllHIIIIIIIIIIIIIIIIIIIIIIIIII
Применяемые клеи. Вид клея, используемого в производстве
шитов из массивной древесины, определяется условиями экс-
плуатации изделия. По европейским стандартам классификация
клеев по группам водостойкости в зависимости от их основы
приведена в EN 204 (D1-D4) или EN 12765 (Cl—С4). Принад-
лежность к той или иной группе водостойкости определяется
по показателю прочности клеевых соединений при скалывании
вдоль волокон после выдержки образцов в воде при температуре
20±2 °C в течение 24 ч или при 100 °C в течение 3 ч. Условия
выдержки образцов зависят от основы клея.
По данным производителей клеевых материалов, около
90—95 % клееных щитовых заготовок изготавливают с примене-
нием ПВА-клеев различной водостойкости. На ряде мебельных
предприятий используются карбамидо- (КФ) и меламинофор-
мальдегидные (МФ) клеи, полиуретановые и ЭПИ-материалы
(ЭПИ-система представляет собой полимер-изоцианатную эмуль-
сию, получаемую смешиванием двух компонентов: адгезива
и отвердителя).
При выборе ПВА-клея в первую очередь обращают внимание
на его вязкость, период открытой выдержки и продолжитель-
ность прессования. С учетом этих параметров подбирается си-
стема клеенанесения.
Немецкий концерн Follmann производит ПВА-клеи марок
Folco-lit D3 W91 (D3) повышенной термостойкости, Folco-lit D2
EX (D2), однокомпонентный Folco-lit D4 W91 (D4) повышенной
термостойкости.
Компания Forbo выпускает ПВА-клеи с водостойкостью от D1
до D4. Увеличить водостойкость многих клеев от D1/D2/D3 до D4
можно с помощью отвердителя, соответствующего той или иной
марке. Востребованный продукт компании — ПВА-дисперсия
марки swift®tak 4314 класса водостойкости D3. При введении
в нее изоцианатного отвердителя класс водостойкости ПВА-дис-
персии повысится до D4. Применяется этот клеевой материал
для различных видов сращивания (шипового, плоскостного), его
вязкость около 10 000 МПа с, открытое время выдержки пример-
но 5—6 мин. ПВА-дисперсия swift®tak 2000 (D3) характеризуется
вязкостью около 20 000 МПа с и открытым временем выдержки
до 6 мин. Для производства мебельного щита востребован про-
дукт с солевым отверждением марки swift®tak 4230 (группа во-
247
Раздел I. Технология производства мебели
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII1IIIIIIIIIIIIIIII ..llllllllllllllllllllllllllllll
достойкости D4), который не окрашивает древесину дуба и хвой-
ных пород. Для склеивания в прессах с ТВЧ-обогревом больше
всего подходит swift®tak 4510 (D3, с изоцианатным отвердите-
лем — D4).
Компания AkzoNobel (Швеция) предлагает ПВА-материалы
марок 3342 (D2), 3326 (D2), 3339 (D3), однокомпонентный 3346 (D4).
Компания Klebchemie рекомендует клеи на основе ПВА: од-
нокомпонентный Kleiberit 300.0 D3, Kleiberit 303.0 D3 и D4 (с до-
бавлением отвердителя).
Достоинства КФ-клеев: довольно низкая стоимость, быстрое
отверждение при температуре 90—100 °C. эластичность клеево-
го шва, возможность использования для склеивания древесины
различных пород и последующее покрытие клееного щита ла-
ками УФ-отверждения. Главный недостаток КФ-клеев — их
двухкомпонентность. Для склеивания приходится готовить смесь,
учитывая период ее жизнеспособности. Компания AkzoNobel
предлагает КФ-клеи марок Cascorit 1224 (поставляется в жидком
виде, его не нужно разбавлять водой, в отличие от большин-
ства КФ-клеев, поставляемых в виде порошка). Выбор отверди-
теля (2545 и 2581) для материала зависит от технологии, которая
используется на предприятии.
Клеи на основе полиуретана способны склеивать все породы
древесины в прессах любого типа. Полиуретановые материалы
используют при изготовлении шитов или изделий из них. которые
могут эксплуатироваться в атмосферных условиях или при перемен-
ных влажности и температуре (в банях, саунах, ванных комнатах).
Клеи на основе меламиноформальдегидных смол и ЭПИ-сис-
тем востребованы в производстве деталей строительных кон-
струкций. например ступеней и тетив лестниц, клеевые соедине-
ния которых должны обладать повышенной прочностью и вла-
гостойкостью.
11.3. Сращивание заготовок по длине
Сращивание пиломатериалов по длине выполняется при по-
мощи зубчатых соединений. Прочность зубчатых соединений
прежде всего зависит от их параметров и точности изготовления.
Технологический процесс срашивания древесины по длине
включает в себя следующие основные операции:
1) фрезерование зубчатых шипов;
2) нанесение клея;
248
Глава И. Изготовление щитов из массивной древесины
iiiiiiiiiiiiiiitiiiiiiniiiiiiiiiiiiiiiiiiiiiiiiiiiiiNiiiiiiiiiiiuiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiHiuiiiiiiiiiiiiiiiiiiini
3) запрессовка соединений;
4) склеивание в непрерывную ленту;
5) раскрой ленты на заготовки нужной длины.
По способу фрезерования зубчатые шипы можно выпол-
нять вертикальными, горизонтальными и диагональными.
Вертикальный шип нарезается на вертикально расположен-
ных ламелях. Зубчатый профиль виден на поверхности шита.
При производстве мебельного шита, как правило, применяется
соединение на горизонтальный шип. На поверхности шита виден
ступенчатый стык, на узкой стороне — зубчатый профиль. Ламе-
ли горизонтально подаются в непрерывно работающую линию
сращивания. Подача в продольном направлении прессуемых сра-
щенных на мини-шип коротких заготовок производится в основ-
ном произвольно, расположение годичных колец не учитывает-
ся. При формировании вертикальных зубчатых шипов их коли-
чество определяется толщиной заготовок, а при формировании
горизонтальных шипов — шириной.
Шипы можно выполнять с заплечиками и без них (рис. 11.1).
в
Рис. 11.1. Варианты зарезки шипов:
а — без заплечиков; б — с верхними и с нижними заплечиками,
расположенными на одной линии; в - с заплечиками,
сдвинутыми относительно друг друга
Сращивание зубчатых соединений выполняется на торцовых
прессах циклического или непрерывного действия с передачей
усилия прессования на торцы заготовки или через фрикционные
устройства. При выборе оборудования для склеивания следует
учитывать характер склеиваемого материала. Если пиломатериал
имеет большую ширину и толщину, применение фрикционных
торцовых прессов может привести к образованию продольных
249
Раздел I. Технология производства мебели
IIIIIIHI ШИ 1111ШШ11ШШ11ШШ1Ш1ШШ1Ш11ШШ11ШШ11ШШ1Ш1Ш1Ш11.ШНИ lllllilll 111ШШ1ШШ11ШШ11Ш1ШШ1Ш11ШШ11ШШ1Ш1Ш11Ш
трещин при склеивании пиломатериалов, имеющих поперечное
коробление.
Торцовый пресс должен развивать усилие, достаточное для
получения требуемого удельного торцового давления, которое
прежде всего зависит от геометрических параметров зубчатых
соединений.
Важным требованием к режиму изготовления зубчатых со-
единений является поддержание заданного цикла прессования.
Основной контролируемый параметр технологического режима
сращивания по длине - это давление, величина которого зависит
прежде всего от длины шипа. Заданное давление прессования
должно автоматически поддерживаться в течение не менее чем
3 с — до схватывания клея или его полного отверждения. Факти-
ческое время склеивания зависит от вязкости применяемого клея
и должно уточняться специальными испытаниями.
Качество нанесения клея на детали определяет появление
трещин клеевого шва (непроклеев) и прочность склеивания. Пе-
рерасход клея приносит существенные убытки, а выступившие
на пласти шита и отвержденные излишки клея негативно дей-
ствуют на дереворежущий инструмент при обработке клееной
детали. Поэтому важно постоянно следить за качеством исполь-
зуемого клеевого состава и его расходом.
Отверждение клея в зубчатых соединениях производит-
ся при температуре склеивания, которая должна быть не менее
+16 °C, Время выдержки при этой температуре для достижения
соединением технологической прочности должно быть не менее
12 ч для термореактивных клеев и не менее 3 ч для дисперсион-
ных клеев. Окончательное отвердевание клея протекает при ука-
занной температуре в течение трех суток. В этот период входит
время обработки изделий, их технологических перемещений
и хранения на буферных площадках и отапливаемых складах.
Если в условиях производства не могут быть выполнены
указанные температурные требования, в цехе может быть преду-
смотрена камера нагрева, в которой должна поддерживаться тем-
пература в пределах 30—50 °C. Время выдержки пакета заготовок
с зубчатыми соединениями в такой камере должно быть не менее
6 ч при условии, что заготовки уложены на прокладках через два
слоя. Выдержка после камеры не требуется.
Для сращивания пиломатериалов должно применяться толь-
ко специальное оборудование, спроектированное в соответствии
250
Глава И. Изготовление щитов из массивной древесины
||||||||||1111Ш11111М111111111111111111111111111М111111И111111111111П11111М111111Ш1111111111Н1111111Ш11111тш111111111111111111И11111ИМ1111ПМ1М11111111Ш1111Ш11111Ш1111111111111111
с утвержденными правилами и требованиями, имеющее средства
контроля и поддержания заданных режимов формирования по-
верхностей склеивания, нанесения клея, прессования и прогрева.
Существует большое разнообразие схем и конструкций обо-
рудования для сращивания по длине. Рассмотрим технологичес-
кий процесс сращивания заготовок подлине на примере автома-
тической линии с двусторонним шипорезным станком (рис. 11.2).
Рис. 11.2. Функциональная схема работы автоматической линии
для склеивания заготовок по длине:
1 — заготовки; 2 — клеенаносяший валик; 3 - фреза;
4- обрабатывающая пила; 5, 6, 10- конвейеры; 7- пневмоцилиндр;
8 — пильный суппорт; 9 — приводные вальцы
Заготовки укладываются на подающий конвейер 6 шипорез-
ного станка, который переносит их по стрелке А на конвейерный
стол 5 подвижной каретки. Конвейер стола включается и, пере-
мещая заготовки по стрелке Б. выравнивает по опустившемуся
упору торцы заготовок. Каретка шипорезного станка движется
по стрелке В, и заготовки последовательно обрабатываются пи-
лой и фрезой; клеенаносяшим валиком наносится клей. Затем
конвейер 5 выключается и, перемещая заготовки, выравнивает их
концы. Каретка движется по стрелке Г, и происходит нарезание
шипов на противоположных сторонах заготовок. При остановке
каретки в исходном положении конвейеры 5, 6 выключаются,
и обработанные заготовки по стрелке Д выгружаются на кон-
251
Раздел I. Технология производства мебели
llllllllllllllllllllllllllllllllllllllllllllllllllllllllllll HllllllllllllinilllllllllllllllllllllllllllllllllllllllllllllHHIIIIIIIIIIIIIDIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIII
вейер 10 и автоматически с помощью приводных вадьнов одна
за одной подаются в торцовый пресс до неподвижного упора;
происходит подпрессовка. Включается пильный суппорт и тор-
цует полосу на заданный размер. Пневмоцилиндр создает усилие
прессования, верхняя плита пресса предотвращает выгибание.
Склеенная ламель выталкивается на приемный стол.
Ширина рабочего стола на каретке шипорезного агрегата
определяет возможное количество заготовок, обрабатываемых
за один цикл. В большинстве установок ширина рабочего стола
равна 400 мм.
Линия ProfiJoin GreCon Ultra (рис. 11.3) предназначена для
обработки торцов брусков, нарезания на них зубчатых шипов
и продольного сращивания на зубчато-клеевое соединение ко-
роткомерных брусков из древесины с торцовкой готовых загото-
вок в размер. Линия состоит из загрузочного конвейера, двух ши-
порезных станков, передающего и загрузочного транспортеров,
двухпозиционного пресса сращивания по длине.
Рис. 11.3. Линия сращивания древесины
по длине ProfiJoin GreCon Ultra
Механизмы и узлы линии, оснащенные системой автомати-
ки, последовательно осуществляют следующие операции:
— набор пакета заготовок на одной из двух рабочих зон за-
грузочного конвейера (вручную);
— загрузка пакета заготовок на стол первого шипорезного
станка с базированием по торцу;
— торцовка пакета заготовок;
— нарезание шипа на первом торце пакета заготовок;
— передача пакета заготовок на второй шипорезный станок
с базированием по второму торцу;
— торцовка пакета заготовок;
— нарезание шипа на втором торце пакета заготовок;
252
Глава И. Изготовление щитов из массивной древесины
— нанесение клея на шипы пакета заготовок;
— передача пакета заготовок на транспортер;
— поворот каждой заготовки на пласть и перемещение в зону
набора плети пресса сращивания по длине;
— набор плети в первой зоне пресса сращивания по длине;
— перемещение в зону прессования;
— прессование плети в прессе сращивания по длине;
— разгрузка пресса сращивания по длине.
Общий цикл работы линии составляет 15 с. Конструктивные
особенности линии (рис. 11.4) обеспечивают высокую точность
и качество обработки, удобство обслуживания и высокую про-
изводительность.
в
г
Рис. 11.4. Конструктивные особенности линии GreCon Ultra:
а - узел фиксации пакета заготовок в шипорезном станке;
б — шипорезный узел с автоматическим поворотным столом;
в — базирование заготовок относительно торцовочного и фрезерного
узлов; г — узел перемещения каретки шипорезного станка
Увеличенная ширина загрузочного стола транспортера и ра-
бочего стола каретки шипорезных станков до 800 мм позволяет
253
Раздел I. Технология производства мебели
wiiiiiiiiiiiiiiiiiiiiiiiiiiiiiNiiiiiiMiiiiiiiiitiiiiiiiiiiMiiiiiHiiiiiiimiiiiiiiiiiiiaiiiiiiiiiiiiiiimiiiiiiiiiiiiiiiiiiiiiMiiiiiiiiiiiiiiiiiiiiitimiiiHiiiiiiMiiiiiiiiiiMiiiiiiiiMiiiiiMiiiiiii
обрабатывать больший пакет заготовок и увеличивает произво-
дительность линии.
Перемещение каретки шипорезного станка осуществляется
с помощью гидроцилиндра по усиленным линейным высоко-
точным направляющим. Конструкция каретки обеспечивает от-
сутствие дополнительных изгибающих моментов, действующих
на направляющие, что способствует долговечности их эксплуата-
ции. Обеспечивается высокая точность обработки мини-шипов,
что повышает качество сращенных плетей.
Нанесение клея на поверхность мини-шипов осуществляется
с помощью гребенки с подачей клея из герметичного резервуа-
ра под давлением. Рациональное дозирование клея обеспечива-
ет прочность и надежность клеевого соединения и экономичное
расходование клеевого материала. Дополнительная промывка
узла нанесения клея не требуется, что обеспечивает удобство об-
служивания линии.
Ограждения на шипорезной каретке способствуют надежной
защите режущего инструмента и не допускают попадания стру-
жки в рабочую зону, что обеспечивает высокую безопасность ра-
боты линии.
Боковой пневматический прижим ламелей при подаче в пресс
сращивания (рис. 11.5) осуществляет более точное формирование
плети по ширине и снижение припуска на дальнейшую обработку.
Рис. 11.5. Торцовый пресс для сращивания заготовок по длине:
1 — участок предварительной прессовки заготовок; 2 — участок
заполнения пресса; 3 — пила для торцовки в размер заданной плети;
4 — подвижная пила для деления готовой плети по длине;
5 - гидравлический агрегат
Схема организации рабочего места на участке сращивания
заготовок по длине показана на рисунке 11.6, технические харак-
теристики оборудования представлены в таблице 11.1.
254
Глава И. Изготовление щитов из массивной древесины
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIII
Рис. 11.6. Организация рабочего места на участке сращивания
древесины по длине на базе линии ProfiJoin фирмы GreCon:
1 — гидравлическая тележка; 2 — шипорезный узел; 3 — клеенаносяший
узел; 4 — пилы; 5 - пресс для склеивания по длине; 6 — поперечный
цепной конвейер; 7 — подстопное место для склеенных по длине
ламелей; 8 — постопные места заготовок до обработки
Таблица 11.1
Технические характеристики оборудования
для срашивания заготовок но длине
Параметр GreCon Ultima SK Machinery 610-B LSP-1000 ProfiJoint GreCon Economik 4/VH 180-6-2 Ledinek
Максимальные раз- меры заготовки, мм: длина ширина высота 7500 150 75 6200 150 75 6000 150 75 7000 150 50 3500 120 75
Максимальное усилие прессования. кН 80 75 65 105 70
Максимальная ширина пакета, мм 500 500 500 400 400
Размеры рабочего стола, мм 780x820 750x800 760x800 600x450 760x800
Скорость подачи за- готовки в пресс, м/мин 1,5-60 3-50 0-32 1,5-40 3-50
Посадочный диаметр фрезерного шпинделя, мм 50 40 50 50 50
255
Раздел I. Технология производства мебели
IIIIIIIIII1IIIIIIIIIII IIIIIII llllilllllllllllllllllll I ПНИ IIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII lllllllll IИ HIIIIIIIIIIIIIIHIII IIIIIII IIIIIIIIIIIIIIIIIIIIIIIII IIIIIII III lllllllllllllllltllll Hill
Окончание табл. 11.1
Параметр GreCon Ultima SK Machinery 610-B LSP-1000 Proft Joi nt GreCon Economi k 4/VH 180-6-2 Led i nek
Количество пил на ле- вом / правом шипорезе, шт. 2/3 2/3 2/3 2/3 2/3
Мощность двигателя фрезы шипорезного станка, кВт 9 9 И 7 7
Мощность двигателя основного торцовочно- го узла шипорезного станка, кВт 2,2 3,5 4 2 2
Мощность двигателя подрезного торцо- вочного узла левого / правого шипореза, кВт 0.75x2 / 0,75 0,75x2 / 0,75 0,75x2 / 0,75 0,75x2 / 0,75 0,75x2 / 0,75
Суммарная мощность левого / правого ши- порезного станка, кВт 14,4/ 14,7 15,9/ 16,5 17,9/ 18,2 11,9 I 12 11,9/12
Мощность двигателя гидростанции пресса, кВт 4 4 4 3 3
11.4. Склеивание по толщине
Склеиванием по толщине получают в основном клееный
брус, который широко используется в мебельном производстве
для изготовления ножек столов, стульев и т. д.
Одним из этапов производства клееного бруса является
склеивание ламелей. Используются доски с относительной влаж-
ностью 10—12 %.
Высушенные ламели фрезеруются на заданный размер по се-
чению с точными геометрическими размерами и высокой чи-
стотой поверхности (до 200 мкм) и сортируются по прочности
(DIN 4074-S10). после чего подаются на участок оптимизации,
где маркируются и направляются на считывающую станцию
линии оптимизации для сортировки и отбраковки. При необхо-
256
Глава И. Изготовление щитов из массивной древесины
.......................................... uiiHiiiiiiiiiiiiiimi
ди мости доски сортируются по эстетическим критериям. Далее
на торцах различных по длине отрезков ламелей фрезеруется зуб-
чатый профиль, и они под давлением склеиваются друг с другом
до необходимой длины. Теоретически можно получать ламели
бесконечной длины.
Сращивание заготовок производится на зубчатый шип дли-
ной до 11 мм. При склеивании применяют клеи группы стойко-
сти D4.
Предел прочности на изгиб зубчатого соединения должен
быть не менее 26,0 МПа, прочность клеевого соединения на
скалывание древесины вдоль волокон — не менее 4,0 МПа, пре-
дельные отклонения от прямолинейности брусковых заготовок —
1,0 мм на 1 м длины. Зазор в клеевом соединении между ламеля-
ми не допускается.
Склеивание ламелей в клееный брус производится на гидрав-
лическом прессе с клеенаносящей установкой.
Между нанесением клея и прессованием должно пройти вре-
мя, достаточное для проникновения клея в поры древесины. Вре-
мя открытой выдержки в зависимости от вида клея — 5—10 мин.
После нанесения клея ламели собираются в пакеты (заго-
товку бруса необходимого сечения) и прессуются. Контактирую-
щие с клеем поверхности прессов должны быть полированными,
желательно изготовленными из нержавеющей стали. Это суще-
ственно облегчает уход за прессом и экономит время. Для той
же цели удобно применять кремнийорганические масла и другие
средства, препятствующие налипанию клея на рабочие поверх-
ности пресса.
Усилия при прессовании выбираются с учетом рекомендаций
производителей клея, уточненных опытным путем для конкрет-
но используемой древесины, геометрии соединения и т. д.
Давление прессования должно стабильно поддерживаться
в течение всего времени прессования, определенного режимом.
Величина удельного давления прессования должна составлять
не менее 0,6 МПа для хвойных и мягколиственных пород дре-
весины и не менее 1,0 МПа — для твердых лиственных. Необ-
ходимо иметь в виду, что избыточное сжатие может ухудшить
качество соединения, поскольку приведет к полному выжима-
нию клеевого слоя и к смятию контактных поверхностей. Все
рекомендации по выбору удельных давлений приблизительные
257
Раздел I. Технология производства мебели
нни ши.ши................................iiiiniiiiiiiiuiiii.iiiiiiiiiiniiiiiiiiiiiiiiiiiiiiiiniiiiiiiiiiiiiiiiiiiiiiiiiiiiinii.
и обязательно должны уточняться экспериментально при отра-
ботке технологии.
Время выдержки под нагрузкой для самозакл и кивающих со-
единений (склеивание по длине на микрошип) составляет не ме-
нее 2 с и должно быть достаточным для перераспределения клея
в стыке и выжимания его избытков. При склеивании по пласти
выдержка должна быть достаточной для первоначального укре-
пления клеевого соединения. Необходимое для этого время реко-
мендуется производителями клеев и существенно зависит от тем-
пературы прессования.
Предварительное прогревание заготовок путем контактного
или СВЧ-нагрева изделий в горячем прессе позволяет в несколь-
ко раз уменьшить время прессования, хотя и существенно увели-
чивает технологические расходы.
Для ускорения процесса отвердевания клея в клеевых
швах в основном применяют периферийный (контактный или
конвективный) нагрев и диэлектрический нагрев в поле ТВЧ,
При периферийном нагреве глубина отвердевания клеевого шва
определяется временем достижения соединением технологиче-
ской прочности и зависит от конструкции изделия и технологии
последующей обработки. Время нагрева определяется опытным
путем для каждого конкретного случая. При этом необходимо
иметь в виду, что при склеивании поливинилацетатными клеями
температура нагревательных плит не должна превышать 60 °C.
Склеенные детали аккуратно укладываются на ровную по-
верхность и лежат до последующей механической обработки
не менее суток. Высокое качество (в том числе водостойкость)
соединения приобретают только через несколько суток, поэтому
контроль качества стыка проводится не ранее чем через неделю
после склеивания.
После отверждения клея готовый клееный брус строгается
и фрезеруется (профилируется). При склеивании пиломатериалов
по сечению необходимо обеспечить высокое качество обработки
поверхностей склеивания. Максимальная длина волны от фре-
зерных ножей не должна превышать 2 мм, а глубина — 0,005 мм.
Нарушение технологии при изготовлении и применение не-
качественного клея может привести к расслоению клееного бру-
са, его деформации, потере теплоизоляционных, экологических
и эстетических качеств.
253
Глава И. Изготовление щитов из массивной древесины
В качестве оборудования для склеивания ламелей применя-
ют веерные ваймы и прессы.
Вайма — это разновидность простейшего пресса. Для прес-
сования в ваймах используются пневматические или гидравли-
ческие цилиндры. Выбирая тип ваймы, нужно знать размеры за-
готовок, которые будут склеиваться. При склеивании заготовок
толщиной до 50 мм используют пневматическую вайму, если тол-
щина заготовок более 50 мм - гидравлическую (рис. 11.7). Заго-
товки для склеивания с нанесенным на пласть клеем собираются
в рамочных конструкциях, расположенных по радиусу к общему
валу. Когда клееная конструкция собрана и запрессована, вал
поворачивается на один шаг, склеенная по толщине конструкция
удаляется, а на ее место набирается следующая.
Рис. 11.7. Гидравлическая вайма
На крупных производствах используют прессовое оборудова-
ние блочного типа (рис. 11.8). Основными узлами такого пресса
являются станина, узел склейки, узел электрического контро-
ля и гидравлический узел. Сварная конструкция пресса состоит
из толстостенных профильных труб. Нижняя опорная поверх-
ность выполнена из фрезерованных стальных плит, опирающихся
на балку из профильной трубы и косынок. Пульт управления по-
зволяет вводить в работу одновременно и последовательно левую
половину пресса, правую половину пресса, фронтальные прижим-
ные блоки. Каждый вертикальный гидроцилиндр и фронталь-
ный прижим оснащены краном для запирания. Усилие сжатия
может регулироваться на всех блоках прессования одновременно
259
Раздел I. Технология производства мебели
IIIIIIIIII IIIIIIIIII II IIIIIII llllilllllllllllllllllllIIIIIII lllllllllllllllillllllllllllllllllllllllllllllllllllllllllilllIHHIIIIIIIIIIIIIIHIIIIIIIIIIlllllllllllllllllllllllllIIIIIII III lllllllllllllllllllll Hill
или на каждом в отдельности. Выбранное давление фиксируется
по показаниям манометра посредством гидрозамков. Для компен-
сации осадки пакета на левую и правую группы вертикальных
гидроцилиндров установлены гидроаккумуляторы.
Рис. 11.8. Блочный пресс для склеивания бруса и шитов
Узел склейки состоит из двух рабочих зон с независимым
управлением, которое позволяет одновременно изготавливать
как брус, так и шит; давление ко всем гидравлическим цилин-
драм рабочих зон подается одинаково, обеспечивая высокую эф-
фективность склейки изделий.
Автоматический гидравлический пресс для склеивания за-
готовок по толщине (рис. 11.9) работает следующим образом. За-
готовка с предварительно нанесенным клеем доходит до датчи-
ка заполнения, устанавливаемого в соответствии с необходимой
длиной получаемой продукции, после чего происходит сраба-
тывание устройства поштучной выдачи с пневмоприводом. За-
готовка поворачивается на ребро и устанавливается на направ-
ляющие загрузочной платформы с одновременной предваритель-
ной подпрессовкой к предыдущей заготовке. Момент заполнения
загрузочной платформы определяется датчиками, после чего
происходит автоматический подъем платформы в вертикальное
положение для запуска цикла прессования. При необходимости
цикл заполнения может быть остановлен оператором до момента
полного заполнения платформы.
По окончании цикла прессования происходит опускание
платформы в разгрузочное положение, после чего полученная
продукция вручную скатывается по неприводным роликам, ин-
260
Глава И. Изготовление щитов из массивной древесины
llllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllinilllllllllllllllllllllllllllllllllllllllllllillllllllllllllllllllllllllllllllllllllllllll
тегрированным во фронтальные прижимные блоки загрузоч-
но-разгрузочной платформы.
Рис. 11.9. Гидравлический пресс для бруса с устройством
автоматизированной загрузки:
1 — подающий роликовый (приводной) конвейер с устройством
автоматической поштучной подачи заготовок на загрузочную
платформ}' пресса; 2 — загрузочно-разгрузочная платформа
с гидроприводом подъема-опускания и устройством предварительной
запрессовки; 3 — система управления на основе ЧПУ
Все параметры рабочего цикла задаются оператором с пульта
управления, оснащенного сенсорным дисплеем. Контроллер по-
зволяет сохранить до пяти программ с различными параметрами
рабочего цикла (время подъема / опускания платформы, давле-
ние вертикальных и фронтальных цилиндров и др.). Благодаря
возможности перемещения гидроцилиндров вверх-вниз происхо-
дит регулировка ширины прессования, что позволяет склеивать
брус разных размеров.
Загрузочно-разгрузочная платформа состоит из фронтальных
поворотных прижимных блоков. Каждый фронтальный прижим-
ной блок оснащен прижимной балкой с двумя гидроцилиндра-
ми. служащей для выравнивания и прижима пакета заготовок.
Условие быстрой загрузки обеспечивает автоматическая си-
стема загрузки / разгрузки пресса (рис. 11.10). Захваты загрузоч-
ного устройства, принимая ламели с транспортера после нанесе-
ния на них клея, автоматически перемещаются вниз с заданным
циклом, определяемым толщиной ламели. Набрав таким образом
пакет, равный высоте заполнения пресса, приемная платформа
примет вертикальное положение и сомкнется с прессом.
261
Раздел I. Технология производства мебели
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIllllilllllllllllllllllllIIIIIIIIIIIIIIIIIIIIIHIIIIIIII11111111111111111111111111111lllllililIHHIIIIIIIIIIIIIIIIHIIIIIIIIlllllllllllllllllllllllllIIIIIIIIIIlllllllllllllllllllllHill
Рис. 11.10. Автоматическая система загрузки / разгрузки
клеильного пресса:
1 — захваты; 2 — приемная платформа; 3 — пресс; 4 — ламели;
5 - транспортер; 6 — пакет; 7 — загрузочное устройство
Следующий этап прессования — выровнять собранный па-
кет по боковым кромкам и одновременно убрать стрелу проги-
ба ламелей. Следует отметить, что распространенные пневмати-
ческие боковые прижимы неэффективны при ширине ламелей
более 120 мм. В случае их применения необходимо увеличить
припуск на последующее профилирование бруса. Рациональное
решение — система гидравлических боковых прижимов высокого
давления (Ртах= 95 кН).
Выгрузка готового бруса облегчается благодаря опусканию
приемной платформы в горизонтальное положение после завер-
шения цикла прессования, которое составляет 7—10 мин.
Клеенаносяшие станки для производства клееного бруса
и щита бывают постоянной циркуляции и смесевого нанесения.
В станках первой группы при прохождении ламелей клей нано-
сится непрерывной завесой. Расход выставляется заранее, остатки
неиспользованного и пролитого мимо доски клея попадают в бак,
откуда при помощи насоса снова отправляются в работу. Клей
и отвердитель могут наноситься раздельно (в этом случае потерь
клеевых компонентов практически нет), либо станок может быть
укомплектован смесителями. При работе смесителей необходима
периодическая промывка оборудования, при которой возникают
потери неиспользованной клеевой массы - около 1,5 кг.
Станки смесевого нанесения оборудованы статическим мик-
сером (спираль определенной длины и диаметра с разнонаправ-
262
Глава И. Изготовление щитов из массивной древесины
IIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIillllllllllllllllllllllllllllllllllllllllllll
ленными витками), через который под высоким давлением про-
качиваются ингредиенты клеевой смеси, что обеспечивает их
смешение, после чего клеевая масса попадает в трубку. Подача
клея начинается, как только под трубкой появляется ламель,
и прекращается после ее прохождения, обеспечивая максималь-
ную экономию материала.
Организация рабочих мест на участке склеивания загото-
вок по толщине представлена на рисунках 11.11, 11.12, техниче-
ские характеристики оборудования для склеивания — в табли-
цах 11.2-11.4.
Рис. 11.11. Организация рабочих мест на участке склеивания
заготовок по толщине с использованием ваймы:
1 — пакет заготовок; 2 — клеенаносящий станок;
3 — вайма; 4 — пакет склеенных заготовок
4
шшншд
ттнш
Рис. 11.12. Организация рабочих мест на участке склеивания заготовок
по толщине с использованием автоматического пресса:
1 — конвейер; 2 — клеенаносяший станок; 3 — сборочный
конвейер; 4 — поперечный конвейер; 5 - пресс
263
Раздел I. Технология производства мебели
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIllllllltllllllllllllllllI ПНИI IIIIIII Hilllllllllll IIIlillll III HillIIHillIIHill 111 llllllIHHIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIHIIIIIIIIIHIII lllllllll IIIIIIIIIIIIIIIIIIIIIIIIIII
Таблица 11.2
Технические характеристики клеенаносящих станков
Параметр Osama SIR-250 Osama S2R-400 Миор плюс КВ-14 Rautek МН-6213В Griggio GR-1400
Рабочая ширина, мм 250 1600 500 1300 1400
Рабочая высота (тол- щина заготовок), мм 220 100 60 0-80 0-120
Количество нанося- щих роликов, шт. 1 2 1 2 4
Диаметр наносящих роликов, мм 150 185 — 200 160
Скорость подачи, м/мин 28 18 15;30 16 20
Установленная мощ- ность, кВт 0,2 0,5 2,1 0,7 0,9
Габариты, мм:
длина 1500 780 2200 900 2200
ширина 700 1100 800 1900 900
высота 1300 1350 1500 1360 1600
Масса, кг 100 220 1570 450 400
Таблица 11.3
Технические характеристики прессового оборудования
Параметр ПВС-9 Stromab SL1-3000 GrigGio GST 3000
Размеры заготовок, мм: толщина ширина длина 25-50 25-150 800-9000 150 1300 3000 150 1300 3000
Количество гидроцилиндров прес- сования, шт. 18 6 6
Количество операторов, обслуживаю- щих пресс, чел. 2 1 1
Усилие цилиндра, кг 12 2500 2500
Габариты, мм: длина ширина высота 12 300 1600 2400 3400 2700 2950 3500 1200 2300
Масса, кг 4800 1800 450
264
Глава И. Изготовление щитов из массивной древесины
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiimiiiiiiiiiiiiiiiiiiiiiiiii
Таблица 11.4
Технические характеристики автоматических линий
для склеивания древесных материалов но толщине
Параметр STR 200x6000 ПВС-915 ИУ-16 Rautek МН-1925 Stromab STH/ORM
Размеры изготав- ливаемых ШИТОВ, мм: длина ширина толщина до 6000 до 1200 до 100 800-12 000 350-930 25-150 до 1800 до 700 до 32 до 2500 до 1020 до 80 до 2500 до 1800 до 120
Количество рабо- чих зон 1 2 1 6 1
Количество вер- тикальных гидро- цилиндров, шт. 12 20 6 24 4
Удельное давле- ние прижима, кг/см2 17 12 12 15 15
Габариты, мм: длина ширина высота 8000 1300 2500 И 100 1370 2450 2500 4000 2450 4070 3320 3300 2900 1000 2250
Масса, кг 3400 7000 850 2300 400
11.5. Склеивание по ширине
Для склеивания мебельного щита по ширине используют,
как правило, пиломатериалы, склеенные по длине на зубчатый
шип. Соединение делянок осуществляют различными способами
(рис. 11.13).
а б в
где
Рис. 11.13. Соединение делянок:
а — на гладкую фугу; б — в четверть; в — на фасонный фалец;
г-на «ласточкин хвост»; д - на шпунт и гребень; е — на шпонку
265
Раздел I. Технология производства мебели
IIIIIIIIIIIII lllllilll IIIIIII lllltlllllllllllllllllllIIIIIIIHIIIIIIIIIIIIHIIIIIIIIllllllllllllllllllllllllllllllllllilllIИHIIIIIIIIIIIIIIHIIIIIIIIIIlllllllllllllllllllllllllIIIIIIIIIIlllllllllllllllltllll Hill
При склеивании шитов большое значение имеет ширина
делянок. Для уменьшения коробления шитов ширина делянок
должна быть не более 60—80 мм. Шероховатость поверхностей
для склеивания должна быть в пределах 30-250 мкм, влажность —
8—12 %. Величина коробления зависит также от направления го-
дичных колец в делянках щита (они должны быть расположены
в разных направлениях).
Для склеивания по ширине обычно используют клеи ПВА
для получения D3/D4 степени нагрузки (клееные деревянные
конструкции могут работать при повышенной влажности). Склеи-
вание может производиться холодным (ПВА; ПВА + отверди-
тель) и горячим (КФ-клеи — время прессования 3 мин. в ТВЧ —
20-30 с) способами.
Склеивание шитовых деталей из брусков на гладкую фугу
производят в веерных ваймах, вертикальных электропневматиче-
ских (электрогидравлических) прессах (рис. 11.14), горизонталь-
ных прессах циклопроходного действия.
Рис. 11.14. Вертикальный электропневматический
(электрогидравлический) пресс:
1 — пресс; 2 — горизонтальные цилиндры; 3 — верхние прижимные
цилиндры; 4 — прижимные балки; 5 — заготовки; 6 — нижние упоры
На заготовки при помощи клеевого вальца наносится клей,
и заготовки одна за другой укладываются в пресс. На сварной
раме пресса смонтированы верхние прижимные цилиндры (от
трех до шести штук). Внизу имеются базовые перемещаемые
на размер деталей нижние упоры. Когда все заготовки уложены
на цилиндры, срабатывают горизонтальные цилиндры, прижи-
мающие к склеиваемому шиту две балки, которые предотвра-
266
Глава И. Изготовление щитов из массивной древесины
Hill I ИННIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII HUIIIllllllllllllll 11IIIIII11 Hill 11II Hill II llllll llllll IIIllllllllllllllllllllllllllllIIIIIIIIIIIIIllllllllllllilllllllilllllllIIIIIIIIIIIIIIIIIIIIIIIIlllllllllllll
шают выпучивание шита, затем подается давление и начинается
прессование.
На автоматической высокопроизводительной линии цикло-
проходного действия промазанные клеем заготовки / (рейки
или бруски — ламели) конвейером 2 доставляются на подаюшее
устройство (рис. 11.15). Во время движения на них клеевым валь-
цом 5 наносится клей, и ламели формируются в пакет требуе-
мой ширины. Загрузочное устройство 3 сталкивает рейки с на-
несенным клеем в пресс 4. Пакет автоматически передвигается
на прессование.
Рис. 11.15. Пресс циклопроходного действия
для изготовления шитов ProfiPress
Пружинные упоры на выходной стороне пресса обеспечи-
вают противодавление во время продвижения пакета в пресс —
рейки плотно прижаты друг к другу (рис. 11.16). Выпучивание
шита предотвращается плитой пресса. Ровное горизонтальное
положение реек сохраняется благодаря верхним прижимам.
Прижимная плита пресса перемешается вертикально снизу в ра-
бочее положение и оказывает давление на склеиваемые кромки
ламелей, так что усилие прижима направлено горизонтально.
Процесс происходит с разогревом, за продолжительностью ко-
торого, как и за регулируемым усилием прессования, следит
автоматика. Одновременно на входе формируется новый пакет
заготовок. По истечении заданного времени отверждения клея
прижимная плита вновь опускается, а очередной пакет подается
на склеивание.
267
Раздел I. Технология производства мебели
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIllllilllllllllllllllllllIIIIIIII III IIII Hilllllllilil IIIIIIIII III HillIIHillIIHill 111 IIIIIIIH HI1111IIIII11111II1111 Illi1111111II1111111111111111111II11111111II111IIII1111 III 11111III
Рис. 11.16. Схема прижима ламелей в зоне склеивания
Давление склеивания создается прижимной плитой пресса
с передней стороны, а с задней склеиваемые щиты удерживают-
ся группой раздельных пружинных упоров. Благодаря такой кон-
струкции усилие прессования распределяется вдоль склеиваемых
кромок абсолютно равномерно, независимо от толщины реек и ка-
чественных характеристик клея. Даже если подавать рейки в виде
бесконечного полотна, все клеевые швы остаются параллельными,
что обусловливает точную прирезку клееного изделия на выходе
из пресса. При этом возможно склеивание реек разной ширины.
Рабочая платформа с цепным приводом (рис. 11.17) передвига-
ется на всю длину прессования; выгрузка и загрузка происходят ав-
томатически и очень быстро, что способствует повышению произво-
дительности и гибкости при изготовлении щитов разных размеров.
Рис. 11.17. Схема рабочей платформы
Узел точной дозировки клея (рис. 11.18) позволяет не только
экономить клей, но и сократить время на разогрев и очистку
пресса (важно при больших объемах производства).
При изменении толщины заготовок верхняя платформа ста-
нины и прижимная плита пресса автоматически подстраивают-
ся под новый размер. Для этого в станине предусмотрены на-
правляющие пальцы, а в прижимной плите — соответствующие
выемки (рис. 11.19).
268
Глава И. Изготовление щитов из массивной древесины
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIII
Рис. 11.18. Схема нанесения
клеевого материала
Предварительная подпрессовка собранных в шит заготовок
обеспечивается прижимными балками (рис. 11.20), так что клей
уже на этом этапе проникает в древесину и окончательное прес-
сование происходит быстрее.
Короткие шиты изготавливаются сразу по несколько штук
с использованием упоров (рис. 11.21), позиционировать которые
можно вручную или механизированно.
Рис. 11.21. Схема
Рис. 11.20. Схема
предварительной подпрессовки
собранных в шит заготовок
формирования мебельных шитов
На данном прессе можно склеивать заготовки из древесины
твердых и мягких пород шириной от 30 до 150 мм, толщиной
от 11 до 60 мм и длиной от 300 до 5500 мм. При использовании
ТВЧ-склеивания мощность генератора выбирается в диапазоне
15—120 кВт. При склеивании в поле ТВЧ необходимо использо-
вать клеевые материалы, специально разработанные для этого
вида нагрева. Обработка после склеивания в поле ТВЧ может
269
Раздел I. Технология производства мебели
IIIIIIIIII1IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIllllllIIIIIIIIIIIIIIHIIIIIIIIllllllllllllllllllllllllllllllllllllllIИHllllllllllllllllll llllllll lllllllllllllllllllllllllIIIIIIIIIIlllllllllllllllllllllHill
выполняться не ранее чем через 30 мин после извлечения изде-
лия из пресса.
Организация рабочих мест на участке склеивания заготовок
по ширине представлена на рисунке 11.22, технические характе-
ристики используемого оборудования — в таблице 11.5.
Рис. 11.22. Организация рабочих мест на участке склеивания
древесины по ширине на базе линии Dimter:
1 - загрузочное устройство; 2 — четырехсторонний продольно-
фрезерный станок; 3 — сортировочно-передаюшее устройство;
4 - клеенаносяшее устройство; 5 - участок формирования шитов;
6- участок горячего прессования; 7- пила для прирезки шитов
по ширине; 8 — передающее устройство; 9 — пила для прирезки
по длине; 10 — передача на штабелированние или шлифование
Таблице 11.5
Технические характеристики прессового оборудования
Параметр Griggio LS/ECO 25/13 Dimter DFU/F 2500. Steton PLS Orma LS 25/13 ItalPresse TL-E
Поверхность прессования, мм 3000x1300 2500x700 3500x1300 2500x1300 3000x1300
Общее фрон- тальное дав- ление, МПа 2,0 2,5 2,5 2,5 2,0
270
Глава И. Изготовление щитов из массивной древесины
IIIIIIIIIIIIIIIIIIIIIHIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII
Окончание табл. 11.5
Параметр Griggio LS/ECO 25/13 Di niter DFU/F 2500. Steton PLS Orma LS 25/13 ItalPresse TL-E
Боковое дав- ление, МПа 0,6 0,8 1,2 1,0 0,8
Теплоноситель Термомасло
Мощность, кВт 70 63 42 58 56
Габариты, мм:
длина 3700 3300 4100 4120 4150
ширина 2350 2130 2200 1910 1820
высота 1700 1640 1720 1830 1950
Масса, кг 4200 4500 4400 4520 4450
Вопросы для самоконтроля
1. Какие основные операции включает технологический процесс изготов-
ления шитов из массивной древесины?
2. С какой целью выполняется оптимизация размеров заготовок?
3. Опишите режимы склеивания и применяемые клеи.
ч. Перечислите основные технологические операции сращивания древеси-
ны по длине.
5. Назовите варианты зарезки шипов.
6. Как выполняется сращивание зубчатых соединений?
7. Опишите последовательность операций, которые осуществляются на ав-
томатической линии срашивания древесины по длине, и конструктивные
особенности линии.
8. Какое оборудование используют хая изготовления клееного бруса?
9. Назовите отличительные особенности гидравлического пресса для бруса
с устройством автоматизированной загрузки.
10. Какими способами можно производить склеивание заготовок из древе-
сины по ширине?
И. На каком оборудовании производят склеивание щитовых деталей из
брусков на гладкую футу?
271
Раздел I. Технология производства мебели
IIIIIIIIII IIIIIIIIIIIIIIIIIIIllllilllllllllllllllllllIIIIIIII IIIIIII Hill II IIIIIII III НИИ III Hill II Ilf IIII Hill 111 IIIIII11ИII1111IIIII1111 III 1111IIII1111111II11H111111111111111II11111111II111IIII1111 III 11111III
ГЛАВА 12. СБОРКА КОРПУСНОЙ МЕБЕЛИ
Мебель состоит из отдельных деталей и сборочных единиц,
соединяемых между собой. Процесс последовательного соедине-
ния частей мебели в единое целое называют сборкой, а работы,
выполняемые в процессе сборки, — сборочными.
По конструктивным признакам выделяют сборку рамок, ко-
робок и корпусов. Рамочные конструкции собирают нескольки-
ми способами: при открытых сквозных шипах — движением си-
ловых органов в двух взаимно перпендикулярных направлениях;
при соединении с потемком или на круглый вставной шип - пе-
ремещением в одном направлении; при смешанных видах ши-
пов - последовательным перемещением силовых упоров в двух
направлениях; при угловом шиповом соединении на ус — сжа-
тием по диагонали (рис. 12.1, а).
Рис. 12.1. Схемы сборки рамочных и ящичных конструкций (а)
и корпусов изделий (б):
1 — при открытых сквозных шипах; 2 - при шипах с потемком
и круглых вставных шипах; 3 - при смешанных видах шипов;
4 — при усовых шиповых соединениях; 5 — соединение впритык
П-образными скобами; 6 - соединение впритык волнистыми
скрепками; 7 — при шипах «ласточкин хвост» и прямых ящичных
шипах; 8 - с вертикальными проходными стенками;
9 - с горизонтальными проходными стенками; 10 — со смешанными
видами стенок; И - с усовым сопряжением стенок
272
Глава 12. Сборка корпусной мебели
............................пн iiiiii ihiiiiii niiininiin i ihiiiiii нппнпип i niiiiitiiiniitiii..
Если рамки в дальнейшем облицовываются листовым мате-
риалом, угловые соединения собирают впритык и крепят П-об-
разными скобами или волнистыми скрепками.
Кроме плоских рамок, собирают объемные рамочные изде-
лия — табуреты, стулья. Их окончательная сборка аналогична
сборке корпусов.
Коробки или ящики собирают из деталей, соединяемых меж-
ду собой широкими сторонами на прямой ящичный шип, шип
«ласточкин хвост» и круглые вставные шипы.
Корпуса изделий собирают из шитов и рамок (рис, 12.1, б).
Взаимное расположение стенок корпусов может быть вертикаль-
ным, горизонтальным и смешанным. Соединение стенок на ус
используют в корпусах малых размеров. При сборке корпусов си-
ловые упоры перемещаются горизонтально и (или) вертикально,
а также по диагоналям.
Рамки и коробки (ящики) имеют неразъемные соединения.
Корпуса собирают на неразъемных и разъемных соединениях. Не-
разъемные соединения применяют в небольших изделиях, разъем-
ные — в изделиях значительных габаритных размеров при постав-
ке в разобранном виде. В разъемных соединениях используют
шканты (для фиксации положения), различного вида стяжки (для
жесткого соединения) и петли (для подвижного соединения).
Перед сборкой детали проверяют калибрами. Сборку ведут
по разработанным технологическим режимам. При механизиро-
ванной сборке используют шаблоны и механизированный ручной
инструмент (ручные шуруповерты) для установки и крепления
фурнитуры в заранее выбранных гнездах. Автоматизированный
монтаж производится на специализированных станках.
Конструкция сборочных станков зависит от конструкции со-
бираемых узлов и изделий. Станки обеспечивают плоскостную
(для рамок) и объемную (для коробок, ящиков, корпусов) сборку.
Для сборки крупногабаритных изделий применяют поворотные
сборочные механизмы.
Удельный вес сборочных операций в общих затратах времени
в мебельном производстве составляет 25—50 %. Сборка узлов со-
провождается склеиванием, а для склеивания нужна выдержка,
что затрудняет механизацию и автоматизацию процесса.
В массовом производстве сборка осуществляется на конвейе-
рах (рис. 12.2), что повышает производительность на 60—120 %
по сравнению с ручной.
273
Раздел I. Технология производства мебели
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIllllilllllllllllllllllllIIIIIIIllllllllllllllllllllllllllllllllllllllllllllllllllllllllllililIHHIIIIIIIIIIIIIIIIHIIIIIIIIlllllllllllllllllllllllllIIIIIIIIIIlllllllllllllllllllllHill
1 2 4 8 10
oo
ИВ
3 5 7 9 11
Рис. 12.2. Схема конвейера для сборки шкафов
Технологический процесс сборки можно разделить на три
стадии: предварительную, общую и окончательную. Для пред-
варительной сборки детали поступают с промежуточного скла-
да. На рабочих местах /—11 около пластинчатого конвейера 18
на щиты крепят лицевую и крепежную фурнитуру (замки, за-
щелки, задвижки, петли, стяжки), собирают узлы (соединяют
боковую стенку с дверью, крепят полозки, планки подполочные,
планки притвора).
Общая сборка проводится в сборочных станках из деталей
и узлов, поступающих с предварительной сборки: собирается
каркас изделия, крепятся зеркало и задняя стенка (рабочие ме-
ста 12. /5).
Окончательная сборка проходит на напольном конвейере 17
и включает крепление ручек, установку заглушек и колпачков,
штанг, стекол, проверку работы фурнитуры, комплектование
изделий полками, ящиками, освежение поверхности (рабочие
места /4, /5, 16).
Сборка корпусной мебели производится при помощи руч-
ных, механических или пневматических винтовых вайм и спе-
циальных приспособлений, а также ручным способом.
Сборочные ваймы должны иметь плавный ход и достаточное
давление для плотной посадки всех шиповых, шкантовых и шпо-
ночных соединений. Обычно их оборудуют устройством для на-
дежной фиксации и направления деталей, чтобы не возникало
перекосов и пережимов.
В вайме сначала собирают корпус шкафа в вертикальном по-
ложении, затем ее поворачивают в горизонтальное положение,
что обеспечивает удобные условия для установки задних стенок
изделия. Повернув корпус изделия в вайме на 180°, навешивают
и подгоняют двери, устанавливают ящики и полки.
274
Глава 12. Сборка корпусной мебели
llllllllllllllllllllllllllllinilllllllllllllllllllllllllHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII
Вертикальные гидравлические пресс-ваймы RPG (рис. 12.3)
производства немецкой компании Barth Maschinenbau широко
используются при сборке столярных щитов, мебельных фасадов
и корпусной мебели.
Рис. 12.3. Вайма Barth RPG L для сборки корпусной мебели
Легкость небольшого смещения сжимающего узла обеспе-
чивают направляющие шариковые подшипники. При этом со-
блюдается по крайней мере 50-миллиметровая точность распо-
ложения узлов модульной сетки. Наличие трех различных видов
сжатия и гибкое сочетание ручной и электрической гидравлики
существенно оптимизируют работу оператора.
Конструкция ваймы включает четыре подвижные стойки
для установки цилиндров и контропор для склеивания, четыре
верхних гидроцилиндра с ручным управлением на каждом пор-
шне, четыре контропоры, два боковых вертикальных прижима
с двумя ручными механическими цилиндрами. Несущая рама
изготовлена из толстостенного полого стального профиля и защи-
щена порошковым покрытием, прессы оцинкованы. Нажимные
элементы и необходимые аксессуары можно размешать на раме
на любой высоте, что особенно важно при наличии эксцентри-
ситетов. Гидроцилиндр бокового нажима обеспечивает усилие
давления до 2000 кг. Длина нажимного хода составляет 100 мм.
Насосная система — двухступенчатая: вначале с помощью ручной
гидравлики осуществляется быстрая подготовка к сжатию, по-
сле этого система распознает, как именно она должна сработать
в такте сжатия. Таким образом, экономится время и обеспечива-
ется плавность наращивания давления.
275
Раздел I. Технология производства мебели
llllllllllllllllllllllllllllllllltllllllllllllllllllllllllll IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIHIIIIIIIII
Для ускорения процесса склеивания ваймы оборудуются
электроподогревом (рис. 12.4).
Рис. 12.4. Пресс SCM, оборудованный подогревом
Электромеханический пресс с ручной загрузкой и выгрузкой
(рис. 12.5) позволяет собирать любые мебельные корпуса с высо-
кой точностью. Производительность такого пресса — до 30 комп-
лектов мебели в день.
Рис. 12.5. Электромеханический пресс с ручной загрузкой и выгрузкой
Для сборки сложной корпусной мебели используют пресс
Cabteq S-250 (рис. 12.6). Преимущества такого пресса: припрес-
совка по всей поверхности, система прессования с выравнива-
нием по допуску, простое управление с помощью переключателя,
компактное исполнение, дополнительные варианты оснащения
для эргономичного рабочего процесса.
276
Глава 12. Сборка корпусной мебели
......................................................................
Рис. 12.6. Пресс для сборки корпусной мебели Cabteq S-250
Готовые изделия отправляют на склад для упаковки. Упаков-
ка должна обеспечивать сохранность изделия при складирова-
нии и транспортировании. Хранить изделия следует в условиях,
при которых они не теряют качеств, предусмотренных техниче-
скими описаниями. На близкие расстояния транспортировать
изделия следует в собранном виде, а при дальних перевозках
целесообразно перевозить изделия, особенно корпусную мебель,
после предварительной сборки. Общую и окончательную сборку
рационально организовывать на местах потребления.
Вопросы для самоконтроля
1. Какими способами собирают рамочные конструкции?
2. Из чего собирают корпуса мебельных изделий?
3. Какие операции включает окончательная сборка мебели на конвейере?
4. Какое оборудование применяется для сборки мебели?
277
РАЗДЕЛ II. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
МЯГКОЙ МЕБЕЛИ
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII
ГЛАВА 13. ВИДЫ И СТРОЕНИЕ МЯГКОЙ МЕБЕЛИ
Мягкая мебель делится на каркасную и корпусную. Для изго-
товления мебели каркасной конструкции используют цельную
и фанерованную древесину хвойных пород и твердолиствен-
ные породы. В сопряжениях применяют сквозные и несквозные
шипы. Формы каркасных конструкций разнообразны.
Мебель корпусной конструкции по форме напоминает ящик.
Деревянные элементы соединяют прямым шипом и в «ласточ-
кин хвост». Корпуса изготовляют из пиломатериалов хвойных
и лиственных пород, из столярных плит и др.
Для изготовления деталей мягкой мебели, кроме традицион-
ных древесных материалов, применяются материалы, форми-
рующие мягкость изделия: пружины (различной конструкции),
пружинные блоки (зависимые и независимые); пенополиуретан
и пенорезина различного вида и класса жесткости; настилочные,
обойные, покровные и облицовочные ткани; нитки, шнуры,
шпагаты и прочие обойные материалы.
К категории мягкой относят мебель для сидения и лежания.
Различают следующие предметы такой мебели:
• кровать — изделие с матрацем, с одной или двумя спин-
ками; бывает одинарная, двойная и детская; характерной осо-
бенностью кровати является наличие матрацев (пружинных или
беспружинных);
• матрац - съемный элемент кровати, обеспечивающий
за счет своих упругих свойств равномерное распределение кон-
278
Глава 13. Виды и строение мягкой мебели
........................................ uiiHiiiiiiiiiiiiiimi
та кт ной нагрузки между поверхностью ложа и телом человека;
бывает с жестким каркасом или без него;
• диван — комбинированное изделие со спинкой; подразде-
ляется на виды:
— диван-кровать — диван, трансформируемый в кровать;
— кушетка — без спинки, иногда с мягким изголовьем;
— тахта — широкая кушетка с продольной спинкой или
без нее;
• кресло — комфортабельное изделие со спинкой, подлокот-
никами или без них; подразделяется на виды:
— кресло рабочее (стул рабочий) — изделие с подлокотника-
ми, с высотой сиденья, равной высоте сиденья стула;
— кресло для отдыха — изделие с подлокотниками или без
них, высота сиденья которого меньше высоты сиденья стула;
— кресло-кровать — изделие для отдыха, которое в трансфор-
мированном положении может быть использовано для лежания;
• стул — изделие со спинкой, подлокотниками или без них,
с высотой сиденья, функционально удобной при соотношении
его с высотой стола (обеденного, письменного);
• табурет — изделие для сидения без спинки и подлокотников;
• банкетка — изделие без спинки, с обитой поверхностью
для сидения.
Диваны изготовляют следующих размеров (мм): высота си-
денья от пола — 350—460; глубина сиденья до спинки — 540—650;
высота спинки от пола - 560—1150; длина сиденья (расстояние
между валиками и подлокотниками) в диванах для сидения —
не менее 1300, в диванах для лежания — не менее 1800.
Для удобства перевозок диваны делают разборными, со
съемными сиденьями, со вставной спинкой на ножках-шипах, со
съемными валиками-локотниками на вставных шипах или от-
кидывающимися на петлях.
Нижнюю часть дивана в основном изготовляют на ножках
высотой 140—170 мм. Диваны без ножек делают с коробкой, в ко-
торой можно хранить постельное белье. Сиденья диванов могут
быть цельными или из отдельных накладных подушек.
Подлокотники у диванов бывают жесткие несъемные и мяг-
кие съемные в виде мягких валиков на пружинах. Разновид-
ностью диванов являются тахты и оттоманки. Тахты могут быть
с тремя съемными подушками и мягкими съемными валиками
или без подушек и валиков.
279
Раздел II. Технология производства мягкой мебели
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIII
Конструкция типового дивана показана на рисунке.
Конструкция дивана:
1 - слои синтепона, микрофлизелина и ватина; 2 — пенополиуретановый
слой; 3 — мебельная ткань; 4 — подлокотники из натурального
дерева; 5 - ортопедические прокладки из пенополиуретана;
6 - пружинный блок; 7 — слои войлока; 8 — ДВП; 9 - каркас
из древесины; 10 — панель из фанеры
Диваны обивают разнообразной мебельной тканью, нату-
ральной и искусственной кожей. Коробку дивана и подлокотни-
ки обивают тканью или фанеруют строганой фанерой ценных
пород. Фанерованные поверхности коробки дивана полируют
или лакируют. Коробки диванов без ножек обивают тканью и об-
кладывают с трех сторон плинтусом. Передний борт дивана де-
лают мягким или жестким.
Стулья делают полумягкими и мягкими, различных разме-
ров (табл. 13.1). Полумягкие сиденья и спинки стульев обивают
обивочным материалом вподворот под фасонные гвозди. Слой
набивочного материала имеет толщину от 20 до 40 мм. Полу-
мягкие сиденья могут быть глухими и съемными, а полумягкие
спинки — только глухими.
Таблица 13.1
Размеры стульев
Показатель Стулья
полумягкие мягкие
Высота сиденья от пола, мм 400-460 350-460
Высота спинки от пола, мм Не менее 800 860-1150
280
Глава 13. Виды и строение мягкой мебели
IIIIIIIIIIIIIIIIIIIIIHIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIillllllllllllllllllllllllllliilllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllll
Окончание табл. 13.1
Показатель Стулья
полумягкие мягкие
Ширина сиденья, мм 400-460 Не менее 460
Глубина сиденья, мм 380-430 540-650
Угол наклона спинки, град. 10-14 10-14
Стулья мягкие изготовляют с мягкими пружинными си-
деньями или другими эластичными конструкциями ТОЛЩИНОЙ
30—50 мм. покрытыми набивочным материалом, обитыми тка-
нями или кожей, а также с жесткими, полумягкими и мягкими
спинками. Стулья мягкие имеют глухую обивку или съемные
сиденья и спинки.
Для сидения используют также табуреты полумягкие
и мягкие. Размеры табуретов: длина — 400-450 мм, ширина —
360—450 мм, высота — 380—480 мм.
Кресла отличаются от стульев размерами (табл. 13.2). формой
и наличием подлокотников. Подлокотники у полумягких кресел
могут быть жесткими и полумягкими, а у мягких кресел жестки-
ми. полумягкими и мягкими. Мягкие сиденья кресел изготовля-
ют с жесткими или мягкими передними бортами.
Таблица 13.2
Основные размеры кресел
Показатель Кресла
полумягкие мягкие
Высота сиденья от пола, мм 440-460 350-400
Высота спинки от пола, мм, не менее 800 860-1150
Ширина сиденья спереди (между подлокотниками), мм 460-520 500-600
Глубина сиденья (до задних ножек или спинки), мм 400-460 540-650
Угол наклона спинки, град. 10-15 —
Высота подлокотников от сиденья, мм 230-250 —
Матрацы для кроватей бывают пружинные или беспружин-
ные. одинарные (односпальные), полуторные, двойные и детские
(табл. 13.3). Матрацы пружинные на деревянной раме изготов-
ляют с жесткими бортами, на металлической раме — с мягки-
281
Раздел II. Технология производства мягкой мебели
IIIIIIIIIHI । Hinn и । IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIII
ми бортами. Пружины устанавливают на проволочной сетке
или на мебельных ремнях.
Таблица 13.3
Примерные размеры пружинных матрацев
Размер, мм Пружинные матрацы
одинар- ные полу- торные двой- ные для детей
до 2 лет до 5 лет до 9 лет
Ширина 710 890 1200 550 600 700
Длина 1S50 1 850 1S50 1150 1350 1500
Высота 200-250 200-250 200-250 — — —
Матрацы пружинные для кроватей и мягкие пружинные сиде-
нья для диванов часто делают коробкой с деревянными брусками-
подпружинниками на шипах. На бруски устанавливают пружины.
Матрацы беспружинные представляют собой специально
скроенные мешки, сшитые из двух полотнищ и боков, напол-
ненные набивочным материалом. В качестве обивочного мате-
риала используют хлопчатобумажные и льняные ткани. Матрац
простегивают шпагатом с кнопками, а бока и углы прошивают
с двух сторон.
Технологический процесс изготовления деталей каркаса мяг-
кой мебели включает те же операции, что и для корпусной мебе-
ли: раскрой пиломатериалов и плитных материалов (ДСП. ДВП,
фанеры) в размер, раскрой листовых материалов (шпон и поли-
мерный материал), механическая обработка заготовок (форми-
рование сечения, фрезерование, сверление, склеивание, шлифо-
вание и т. д.), облицовывание, тонирование и лакирование дета-
лей. сборка оснований и каркасов для дальнейшей их передачи
в обойно-сборочный цех. Кроме того, предусмотрены дополни-
тельные операции: изготовление пружин, пружинных блоков; рас-
крой настилочных (рулонных, блочных и пластовых), покровных
и облицовочных материалов; пошив чехлов, декоративная про-
шивка настилов; обойно-сборочные работы; упаковка изделий.
При необходимости складирования мебели ее хранение дол-
жно выполняться с учетом допустимого температурного диа-
пазона. Стандартные показатели температуры для хранения —
от +2 °C, если другое не указано производителем. Рекомендуемая
влажность помещения для хранения — 40—70 %.
282
Глава 14. Изготовление мебельных пружинных блоков
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiHiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiniiiiiiiiiiiiiiii
В процессе хранения не рекомендуется резко менять усло-
вия: следует избегать частых и внезапных перемен температуры,
изменений влажности. Это приводит к трещинам и искривлению
материалов.
Желательно хранить мебель в чехлах из плотного материала,
который защитит материалы от грязи, пыли, попадания влаги.
Располагать мебель лучше всего по центру как можно дальше
от холодных стен, сырых поверхностей. Рекомендуется защитить
пространство и мебель от интенсивных прямых солнечных лучей.
Каждые полгода необходимо проверять крепежи мебели,
фиксирующие элементы. При необходимости их смазывают спе-
циальными составами, заменяют при наличии поломок.
Вопросы для самоконтроля
1. Изложите классификацию мягкой мебели.
2. Какие операции предусмотрены технологическим процессом изготовле-
ния мягкой мебели?
3- Опишите стандартную конструкцию дивана.
4. Как следует хранить мягкую мебель?
ГЛАВА 14. ИЗГОТОВЛЕНИЕ МЕБЕЛЬНЫХ ПРУЖИННЫХ БЛОКОВ
Рис. 14.1. Схема
пружины
биконусной
конструкции
Для изготовления мягких элементов мебели применяют пру-
жины различной формы: конусные, цилиндрические, бочкообраз-
ные и непрерывного плетения. Процесс изготовления пружин со-
стоит из навивания спирали, завязывания узла концевого кольца
и термической обработки пружин.
Благодаря пружинному блоку мягкость и
упругость конструкции остаются неизменными
в течение всего эксплуатационного срока.
Пружинные блоки подразделяют на зави-
симые и независимые.
Зависимые пружинные блоки состоят из свя-
занных между собой пружин биконусной кон-
струкции (радиус витка снизу до середины по-
следовательно уменьшается, от середины до вер-
ха — увеличивается) (рис. 14.1).
Мягкая мебель, в основе которой лежат за-
висимые пружинные блоки, имеет недостаточно
283
Раздел II. Технология производства мягкой мебели
IIIIIIIIIIIII IIIIIII III IIIIII llilllllllllllllllllllll I ИНН III III IIIHIIIIIIIIIIIIIIIIIIIII lllllllllllllllllilli III ИНН IH HI1111111II1111 III 1111IIII1111111II111111111111II11111II11111111II111IIII1111 III 11111III
хорошие ортопедические свойства. Матрасы с зависимыми пру-
жинными блоками создают так называемый эффект «волны».
Пружины связаны между собой (рис. 14.2). и при надавливании
на одну проминаются и находящиеся рядом пружины. Таким об-
разом. мягкая мебель, где использован зависимый пружинный
блок, не способна точно повторить контуры тела человека.
Рис. 14.2. Зависимый пружинный блок
Основные виды зависимых пружинных блоков — Bonnell
(классический) и LFK (усовершенствованный). Bonnell состоит
из 5-витковых пружин, изготовленных из специальной проволоки
диаметром от 1,4 до 2,2 мм и связанных между собой спиралью.
Спираль фиксируется «замками» на первом и последнем витке,
что исключает самопроизвольное выкручивание. Таким образом,
все пружины блока образуют единую систему, в которой каждая
отдельная пружина передает нагрузку остальным. В результа-
те блоки Bonnell легко противостоят статическим и динамиче-
ским нагрузкам и обладают высокой пружинистостью. Матрасы,
в основе которых лежат пружины Bonnell, бесшумны за счет от-
сутствия трения между пружинами. Количество пружин в них
варьируется в пределах от 100 до 180 шт. на 1 м2.
Блок LFK состоит из пружин с эллипсовидным витком. Ко-
личество пружин в нем значительно больше, чем в традиционном
блоке Bonnell. Отличается повышенной эластичностью благодаря
специальному петельному соединению пружин.
Технологический процесс изготовления зависимых пружин-
ных блоков состоит из двух этапов: навивка пружин и соедине-
ние пружин спиральной лентой. В результате получается неокан-
тованный пружинный блок.
Исходный материал для изготовления пружин — проволока
из высокоуглеродистой стали диаметром от 1,3 до 2,2 мм. Про-
284
Глава 14. Изготовление мебельных пружинных блоков
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIItllllllllllllllllllllllllllllllllllllllllllllllllllllllllHIillllllllllllllllllllllll
волока поступает в блок навивки пружин, где она предваритель-
но выпрямляется, а затем закручивается в спираль определен-
ного диаметра, образуя заготовку для будущей пружины. Далее
для придания необходимой прочности заготовка обжигается.
При обжиге с поверхности пружины также удаляется масло, ко-
торое могло остаться на ней после закручивания.
Для изготовления биконусных пружин применяются автома-
тические агрегатные станки, имеющие размоточное устройство.
Такие станки выполняют все операции по изготовлению пружин,
включая рихтовку проволоки, навивку пружины, электроконтакт-
ный низкотемпературный отпуск и пакетирование готовых пру-
жин на лотке станка.
Соединение пружин осуществляется на пружиносшивочных
машинах. На мебельных предприятиях средней производитель-
ности получил широкое распространение станок Umit Makina
BD-40 (-30) (Турция) для автоматической сборки пружин в зави-
симый пружинный блок (рис. 14.3, табл. 14.1). Управление стан-
ком и контроль процесса работы происходят с помощью про-
грамматора. Станок оснащен двумя проволочными станциями
для соединения пружин. Соединение двух рядов пружин контро-
лируется двумя механическими концевиками. После соединения
двух рядов пружин с помощью спиральной проволоки проволока
обрубается, а ее концы загибаются. Станок оснашен приемным
столом для готовой продукции, что позволяет сократить время
на вспомогательные операции.
Рис. 14.3. Станок Umit Makina BD-40 для сборки пружинных
блоков (а) и организация рабочего места у станка (о)
285
Раздел II. Технология производства мягкой мебели
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIII
Таблица 14.1
Технические характеристики станков
Unlit Makina для сборки пружинных блоков
Параметр BD-30 BD-40
Производительность, шт./см* до 26 000
Максимальная ширина пружинного блока, мм 2000
Высота пружины, мм 80-170
Диаметр соединительной проволоки, мм 1,3 1,3-1,4
Диаметр проволоки пружины, мм 1,9-2,2 1,9-2,4
68-72
Диаметр опорного витка пружины, мм 73-80 80-92
Мощность основного привода, кВт 1,1
* Смена -8ч
Независимые пружинные блоки. В независимых пружин-
ных блоках каждая пружина находится в собственном тканевом
футляре (рис. 14.4). Сам блок собирается из лент из нетканого
полотна. Пружинный диван с независимым блоком реагирует
на нагрузки локально, нагрузка распределяется точечно, повторяя
контуры тела человека. Конструкция независимых пружинных
блоков предоставляет возможность не только варьировать жест-
кость сиденья, но и создавать сложные многозональные системы.
Рис. 14.4. Независимый пружинный блок
Основные виды независимых пружинных блоков:
TFK (карманного типа); на 1 м2 приходится 256 шестивит-
ковых пружин диаметром 60 мм;
Hourglass («песочные часы»); основан на пружинах, разделен-
ных на три зоны, которые выполняют определенные функции:
286
Глава 14. Изготовлен ив мебельных пружинных блоков
llllinillllinillllinilllllHIIIIIinillllinilllinillllinillllinillllinilllllHIIIinilllllllllllllinilllllHIIIIIinillllinilllllHIIIIIinilllinillllilllllllllHIIIinillllllinilllllHIIIIIIHIIIIIIIIII
широкое основание обеспечивает поддержку, средняя зона ак-
тивного сужения — упругость, верхняя широкая зона - мягкость;
Multipocket; количество пружин на 1 м2 может достигать
1200 шт. Чем больше пружин, тем меньше их диаметр, соответ-
ственно тем выше точечная эластичность и ортопедические свой-
ства матраса.
Производство блока независимых пружин состоит из сле-
дующих этапов: изготовление металлической части пружины
(навивка); упаковка пружин; склейка пружин в блок.
Навивка пружин производится так же, как и для зависимых
пружинных блоков. После навивки пружина готова к запаковке
(запайке) в чехол.
При выполнении операции запаковки пружина сжимается
и запаивается в упаковочный материал с помощью ультразвука.
Перед запайкой пружина проходит нормализацию при высокой
температуре, в результате которой кристаллическая решетка ста-
ли частично восстанавливается после деформации, что значи-
тельно уменьшает усадку пружины при ее дальнейшем исполь-
зовании.
Упаковочная лента изготовляется из нетканых эластичных
материалов — спанбонда плотностью от 60 до 80 г/м2 или более
мягкого файбертека (для Multipocket), Затем ленту с пружинами
на специальном оборудовании склеивают клеем-расплавом. По-
сле этого готовая запакованная пружина покидает зону упаковки
для соединения в независимый блок заданной длины.
Этот процесс выполняется несколькими механизмами, ко-
торые осуществляют подачу клея, нанесение, распределение
и фиксацию лент пружинных блоков, облицовку и др. Для того
чтобы исключить колебания внутри блока, пружины плотно
прилегают друг к другу.
Высокоскоростной станок марки LR-PS-HF (Китай) для изго-
товления независимых пружинных блоков различного диаметра,
высоты и формы (рис. 14.5) автоматически завершает намотку,
термообработку, транспортировку и формование пружин за один
рабочий цикл. Кроме того, имеется опция изменения высоты
пружины до упаковки в спанбонд, что значительно расширяет
область применения данного станка.
287
Раздел II. Технология производства мягкой мебели
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||)||||||||||||||||||111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111п
Рис. 14.5. Станок LR-PS-HF для изготовления независимых
пружинных блоков (а) и организация рабочего места у станка (б):
1 — хранение и подача проволоки; 2 — нарезка проволоки и навивка
пружин; 3 — упаковка пружин в ленту из спанбонда
Линия LR-PSA-135P (рис. 14.6) для производства независимых
пружинных блоков работает в автоматическом режиме по следую-
щей схеме: на вход линии подается проволока, а на выходе полу-
чают готовый упакованный блок. При необходимости одна сек-
ция пружинных блоков будет производиться в течение 4—5 мин.
Линия включает в себя системы передач, контроля, резки пру-
жин. механизм укладки пружин, двухканальные системы склеи-
вания. Система передач, контроля и резки независимых пружин
имеет автоматическую функцию проверки качества каждой пру-
жины. а также производит подсчет пружин и их резку.
Рис. 14.6. Линия LR-PSA-135P для изготовления независимых
пружинных блоков (а) и организация рабочего места у линии (о):
1 — хранение и подача проволоки; 2 — нарезка проволоки и навивка
пружин; 3 - упаковка пружин в ленту из спанбонда; 4 - подача
ленты с пружинами на линию; 5 - нарезка ленты в размер;
6 - склеивание лент с пружинами в блоки
288
Глава 15. Изготовление мягких элементов мебели
IIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIH
Технические характеристики оборудования для изготовления
независимых пружинных блоков представлены в таблице 14.2.
Таблица 14.2
Технические характеристики стайка и линии
для изготовления независимых пружинных блоков
Параметр LR-PS-HF LR-PSA-135P
Тип пружины Бочкообразная / цилиндрическая
Диаметр пружины, мм 40-80 40-80
Высота пружины, мм 50-200 100-200
Диаметр проволоки, мм 1,5-2,0 1,5-2,2
Плотность ткани, г/м2 50-100 50-100
Максимальный диаметр рулона ткани, мм 600 600
Установленная мощность, кВт 4,8 —
Давление воздуха в системе, МПа 0,8 —
Производительность, шт./см — 90-100 (1800x2000 мм)
Масса, кг 2260 —
Вопросы для самоконтроля
1. В чем принципиальное различие зависимых и независимых пружинных
блоков?
2. Назовите основные виды зависимых и независимых пружинных блоков.
3. Что служит исходным материалом для изготовления пружин?
т. Как осуществляется соединение пружин?
5. Опишите процесс изготовления блока независимых пружин.
ГЛАВА 15. ИЗГОТОВЛЕНИЕ МЯГКИХ ЭЛЕМЕНТОВ МЕБЕЛИ
К мягким элементам мебели относятся:
— части конструкций диванов, кресел, пуфов, стульев и та-
буретов;
— подушки сидений и спинок;
— подлокотники;
— подголовники;
— валики.
289
Раздел II. Технология производства мягкой мебели
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiifiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiii
Все элементы мягкой мебели состоят из наполнителя, обив-
ки и чехла.
Наполнители. Мягкие элементы конструируют с таким рас-
четом, чтобы вес тела человека как можно равномернее распреде-
лялся по поверхности элемента и при этом не возникало нежела-
тельного давления на отдельные участки тела.
Существует два варианта наполнителя: с пружинным блоком
и без пружин.
В первом случае пружины «укутываются» несколькими сло-
ями материалов: кокосовой койрой, конским волосом, пенополи-
уретаном и пр. (рис. 15.1). Различная плотность таких материалов
позволяет создавать более жесткие или, наоборот, мягкие подуш-
ки для сиденья и спинки диванов или кресел.
Рис. 15.1. Схема формирования сиденья на пружинном блоке
с применением поролона:
1 - рамка сиденья; 2 — пружинный блок; 3 — облицовочная ткань;
4 — покровная ткань; 5 — слой ваты; 6 — поролон; 7 — капканы
для осадки пружинного блока по высоте
При использовании беспружинных наполнителей в роли ос-
новы выступает блок литого пенополиуретана. В дорогой мягкой
мебели применяют натуральный латекс, получаемый из сока ка-
учукового дерева, или гевеи. При вспенивании в его структуре
образуются миллионы ячеек, которые отвечают за гигроскопич-
ность и воздухообмен.
В качестве наполнителя могут быть также использованы по-
листироловые шарики (напоминают по внешнему виду раскро-
шенный пенопласт).
290
Глава 15. Изготовление мягких элементов мебели
.......................................... uiiHiiiiiiiiiiiiiimi
Обивка мягкой мебели бывает съемной и стационарной.
Съемную обивку можно поменять. Она всегда имеет застежки —
видимые (как правило, декоративные) или малозаметные (липуч-
ки, крючки, потайная молния).
Тип обивки чаще всего зависит от материала, из которого
она изготовлена. Обивка из текстиля (гобелена, флока, шелка,
шенилла) бывает и съемной, и стационарной. Кожа чаще всего
используется для стационарной обивки.
При обивке все части мягкой мебели перетягиваются незави-
симо друг от друга и полностью. Своя обивка имеется у каждой
подушки спинки и сиденья, у подлокотников и у каркаса.
Чехол. В отличие от обивки чехол на мягкую мебель всег-
да бывает общим. Его надевают не на отдельные части дивана
или кресла, а на модель целиком. Не бывает диванов без обивки,
но с чехлом, тогда как диванов без чехла, но с обивкой — доволь-
но много. Чехлы на мягкой мебели можно менять.
Основной задачей раскройного цеха является разрезание ма-
териалов на детали и комплектование кроя из основной ткани,
подкладки и приклада для обеспечения работой обойно-сбороч-
ного цеха. Раскройное производство является одним из важней-
ших участков, предопределяющих качество будущего готового
изделия. Механизация технологических операций раскройного
производства позволит получить устойчивое высокое качество
продукции и снизить потери ткани.
На предприятии раскройное производство выделяют в само-
стоятельный цех, в котором выполняют следующие работы (при
условии, что зарисовки изготовляют в подготовительном цехе):
— приемка материалов из цеха подготовки;
— приемка зарисовок, трафаретов и контрольных лекал
из экспериментального цеха;
— предварительное разрезание кусков основной ткани на по-
лотна заданной длины (мерные полотна) в соответствии с расчетом;
— настилание основного материала, подкладки и приклада
по предварительному расчету, измерение остатков материала;
— контроль качества настила, подмелка нечетких контуров
деталей;
— учет результатов настилания;
— клеймение деталей на верхнем полотне настила;
— раскрой деталей изделия;
291
Раздел II. Технология производства мягкой мебели
IIIIIIHI ШИ 1111ШШ11ШШ11ШШ1Ш1ШШ1Ш11ШШ11ШШ11ШШ1Ш1Ш1Ш11 ШНИ lllllllll 111ШШ1ШШ11ШШ11Ш1ШШ1Ш11ШШ11ШШ1Ш1Ш11Ш
— зарисовка и раскрой полотен из материала с текстильны-
ми дефектами;
— сборка и комплектование пачек деталей кроя из основной
ткани, подкладки и приклада;
— нумерация деталей кроя;
— выписывание сопроводительного документа (маршрутно-
го листа) на крой, печатание талонов, товарных ярлыков и кон-
трольных лент;
— отправление в кладовую готовых пачек кроя для хранения
перед подачей их в обойно-сборочный цех.
На разных предприятиях в зависимости от имеющегося обо-
рудования, размещения производств и других местных условий
некоторые виды работ могут быть изменены.
Раскрой тканей и кожи. Наибольшее распространение в про-
изводстве мягкой мебели получило универсальное оборудование:
передвижные раскройные машины, стационарные ленточные
машины и ножницы. К специальным инструментам для резания
относят вырубочные прессы, катки, валики и др.
Механические универсальные инструменты позволяют вы-
резать детали различной конфигурации, не меняя режущего ин-
струмента и не переналаживая машину. Но они требуют ручно-
го труда для перемещения раскройной машины или материала,
выполняют последовательное вырезание по контуру и не позво-
ляют автоматизировать процесс выкраивания деталей.
Перед раскроем срезают стороны настила по границам ткани
в целях сохранения кромки. Срез должен быть вертикальным.
Настил ткани разрезают на такие части, которыми легко
можно было бы оперировать при окончательном вырезании дета-
лей на ленточных раскройных машинах.
Одновременно с раскроем настилов на части вырезают окон-
чательно наиболее крупные детали изделия, имеющие простые
контуры.
Все остальные детали выкраивают на ленточных раскройных
машинах.
Ленточные машины наиболее производительны и обеспе-
чивают высокое качество кроя. Однако раскрой тканей одними
ленточными машинами без применения передвижных раскрой-
ных машин невозможен, так как ленточные машины установ-
лены в цехе стационарно.
292
Глава 15. Изготовление мягких элементов мебели
Части настилов транспортируют к ленточным раскройным
машинам разными средствами, но с одним обязательным усло-
вием: слои ткани при этом не должны быть смещены.
Для обеспечения безопасной работы на ленточных машинах,
а также для увеличения точности вырезания деталей применя-
ют вспомогательные лекала, окантованные металлической лен-
той. Лекало накладывают на деталь, точно совмещая края лекала
с меловой линией, прижимают лекало к ткани и вырезают деталь.
Надсечки на вырезанных деталях выполняют также на ленточ-
ной машине, соблюдая одинаковую их глубину (0,5 см) во всех
слоях пачки деталей.
При вырезании деталей кроя без наложения лекал лента дол-
жна проходить посередине меловой линии контура детали.
В современном производстве мягкой мебели широко распро-
странены автоматизированные настилочно-раскройные комплек-
сы (АНРК), например, фирм Investronika (Испания) и Bulmerwerk
(Германия). Такой комплекс включает в себя автоматизирован-
ную раскройную установку, настилочную машину, систему ав-
томатизированного проектирования раскладки лекал (рис. 15.2,
табл. 15.1).
а б
Рис. 15.2. АНРК Investronika (а) и организация
рабочего места у комплекса (d)
Таблица 15.1
Технические характеристики раскройного комплекса Investronika
Параметр Значение
Максимальная высота настила в свободном состоянии, мм 170
Длина настила, м до 27
293
Раздел II. Технология производства мягкой мебели
Окончание табл. 15.1
Параметр Значение
Ширина настилаемого материала, м 1,6; 2.0
Масса рулона материала, кг до 100
Максимальная скорость раскроя, м/с 0,5
Потребляемая мощность, кВт 34
Автоматизированный раскройный комплекс обеспечивает
экономию материала, повышает производительность труда, сокра-
щает время разработки модели, повышает качество изделий,
улучшает условия труда.
Лазерные раскройные станки с ЧПУ позволяют вручную
размещать заготовки из ткани нужной плошали (в соответствии
с размерами рабочего отсека станка) или автоматически про-
тягивать рулонные заготовки. При «падении» лазерного луча
поверхность ткани в зоне обработки нагревается и мгновенно
испаряется — так быстро, что тепло не успевает распространиться
на соседние слои материала. Таким образом, ткань прожигает-
ся насквозь и «отрезается» лучом по контуру движения головки
излучателя. При этом качество обработки мало зависит от вида
материала.
Лазерный раскройный комплекс модели S-1325 (рис. 15.3,
табл. 15.2) имеет автоматическую подачу ткани и автоматическое
резание. Сдвоенная головка увеличивает скорость обработки ма-
териала. Опциональное устройство автоматической подачи мате-
риала делает процесс раскроя ткани непрерывным.
Рис. 15.3. Автоматический раскройный комплекс S-1325 (а)
и организация рабочего места у комплекса (о)
294
Глава 15. Изготовление мягких элементов мебели
llllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllillllllllllllllllllllllHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII
Таблица 15.2
Технические характеристики раскройного комплекса S-1325
Параметр Значение
Мощность лазера, Вт 60/80/100
Рабочее поле, мм 1300x2500
Скорость гравировки, мм/мин 0-60 000
Скорость резки, мм/мин 0-45 000
Точность позиционирования, мм ±0,01
Габариты, мм:
длина 4000
ширина 2280
высота 150
Масса, кг 1000
Раскрой поролона. Станки для резки поролона и вспененных
материалов — незаменимое оснащение производства матрасов.
Главная задача такого вида оборудования — нарезание плоских
листовых изделий заданной толщины из поролоновых или других
блоков. Отличаются эти станки между собой такими параметрами,
как размеры обрабатываемого материала, диаметр рабочего стола,
толщина резки листов (эта величина называется шагом), длина
пилы, скорость поворота рабочего стола, мощность и габариты.
Станок BSL фирмы Baumer (рис. 15.4) предназначен для на-
резания плоских листовых изделий заданной толщины из пря-
моугольных блоков поролона. Резка поролона осуществляется
в автоматическом режиме согласно установленным параметрам
и может контролироваться одним оператором.
Рис. 15.4. Станок для автоматического раскроя поролона
BSL Baumer (а) и организация рабочего места у станка (о)
295
Раздел II. Технология производства мягкой мебели
IIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHII
Для резки поролона и других плоских листовых материа-
лов можно использовать также ленточную раскройную машину
Rexel R1150 (рис. 15.5) — высокопроизводительное оборудование,
обеспечивающее высокую точность раскроя поролона или синте-
пона толщиной до 500 мм.
Рис. 15.5. Раскройная машина Rexel R1150 (а)
и организация рабочего места у машины (d)
Технические характеристики раскройного оборудования при-
ведены в таблице 15.3.
Таблица 15.3
Технические характеристики станков
для автоматического раскроя поролона
Параметр BSL Baumer Rexel R1150
Размеры нарезаемого листа поролона, мм: ширина длина 1650 2000 2000 1600
Высота поролонового блока, мм 1200 520
Скорость резания, м/мин 0-25 0-18
Длина режущего ножа, мм 8500, 9480 5240
Толщина срезаемого слоя поролона, мм 2,5-200 —
Общая мощность, кВт 8,14 2,2
Габариты, мм: длина ширина высота 4560 6000 2400 2700 2100 2100
Масса, кг 2000 -
296
Глава 15. Изготовление мягких элементов мебели
IIIIIIIIIIIIIIIIIIIIIHIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII
Контроль качества кроя. Выкроенные детали проверяют сра-
зу после их вырезания. Эту операцию можно выполнять вручную
с помощью контролеров-подрезчиков: рабочие накладывают на со-
ответствующее лекало поочередно верхнюю, нижнюю и среднюю
детали из пачки и проверяют, нет ли обужения, укорочения или пе-
рекоса в выкроенной детали. При обнаружении неточностей пачку
аккуратно складывают и ликвидируют на ленточной машине от-
меченные неточности. О всех обнаруженных дефектах кроя следует
сообщать мастеру и технологу раскройного цеха, чтобы предупре-
дить дальнейшие подобные нарушения технологии производства.
Современное оборудование для контроля качества кроя —
мерильно-браковочные машины (рис. 15.6. табл. 15.4). Проверка
качества производится с помощью лампы-экрана, которая про-
свечивает передвигающуюся ткань для обнаружения ошибок пе-
реплетения, механических повреждений и загрязнений. Кроме
проверки качества раскроя, такие машины снабжены опцией пе-
ремотки и перемерки материала.
Рис. 15.6. Мерильно-браковочная машина PP-1S (а)
и организация рабочего места у машины (d)
Таблица 15.4
Технические характеристики мерильно-браковочной машины PP-1S
Параметр Значение
Максимальная ширина перематываемого материала, мм 1850
Максимальный диаметр перематываемого материала, мм 500
Размер экрана, мм 2000*500
Скорость перематывания, м/мин 0-50
297
Раздел II. Технология производства мягкой мебели
................................................IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIMIIIIIIIIIIIIIIIIIIIMIIIIIIIIMIIIIIHIIIIIIIIIIIIIIIIIIIIIWIIIIIIIIIIIIIIIUIIHIIIIIIIIMIIIIIMIIIIII
Окончание табл. 15.4
Параметр Значение
Общая мощность, кВт 0,25-0,37
Габариты, мм 2600x850x1400
Пачки кроя проверенных и уточненных деталей передают
для комплектования по моделям, размерам. Детали скомплекто-
ванного кроя нумеруют, маркируют.
В раскройном цехе оформляют документ на крой — маршрут-
ный лист. который заполняют на основании оформленной карты
расчета материала. В нем записывают все данные, характеризу-
ющие пачку кроя, а также сообщают все выходные данные гото-
вого изделия.
Швейное оборудование. В производстве мягких элементов ме-
бели важную роль играют прослойки мягких материалов и чехлы.
Производство этих частей осуществляется на специальных швей-
ных промышленных машинах - стегальных (рис. 15.7, табл. 15.5)
и окантовочных (для обработки краев). Основная задача таких
машин — раскрой, пошив и окантовка слоев материалов, которые
используются для наполнения самой продукции и чехлов на нее.
Машины работают в автоматическом режиме и самостоятельно мо-
гут менять высоту и угол наклона швейной головки в зависимости
от высоты и наклона сшиваемого пласта. Управление и регулирова-
ние работы также осуществляются в автоматическом режиме.
в
Рис. 15.7. Многоигольные стегальные машины MST-94-LS (л),
MST-2500 (d) и организация рабочего места у машины (в)
298
Глава 16. Сборка мягкой мебели
IIIIIIIIIIIIIIIIIIIIIHIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIlllllllllllllllillllllllllllllllllllllllllllllllllllllllllllilll
Таблица 15.5
Технические характеристики многоигольных стегальных машин
Параметр MST-94-LS MST-2500
Максимальная ширина ткани, мм 2450 2450
Минимальная глубина стежки, мм 25 80
Производительность, м/ч 20-110 80-230
Частота вращения вала, об./мин 450—550 600-1200
Длина стежка, мм 2-6 —
Мощность, кВт 3,5 7,0
Габариты, мм:
длина 4100 5100
ширина 1050 1500
высота 1750 2000
Масса, кг 2300 4500
Вопросы для самоконтроля
1. Охарактеризуйте мягкие элементы мебели.
2. Какие работы выполняют в раскройном цехе?
3. Какое оборудование используется для изготовления мягких элементов
мебели?
т. Опишите общую технологию раскроя тканей.
5. Как производится проверка качества кроя?
ГЛАВА 16. СБОРКА МЯГКОЙ МЕБЕЛИ
Технологический процесс сборки мягкой мебели — это сово-
купность последовательно выполняемых операций с использова-
нием необходимых материалов и полуфабрикатов, инструментов,
механизмов и станков. На участке (в цехе) сборки осуществляет-
ся заключительный цикл работ: обивка мягких элементов изде-
лий и узлов, сборка облицованных тканью узлов и установка ме-
ханизмов трансформации, сборка изделий и упаковка, отправка
на склад готовой продукции.
Цех оснащается специальным оборудованием, например,
поточной линией изготовления диванов и кроватей с односто-
299
Раздел II. Технология производства мягкой мебели
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||11111)111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111П11
ронними мягкими элементами. Такая линия представляет собой
набор столов и роликовых конвейеров:
— стол рабочий для сборки деревянного основания (рамы)
с настилом пружинным блоком, крепления термоволокна;
— стол рабочий приводной для укладки мешковины, бортов
(поперечек), настила (поролона), а также для надевания и предва-
рительного крепления чехла из облицовочной ткани;
— роликовый конвейер для передачи заготовки на прижим-
ную вайму;
— вайма прижимная для окончательного крепления к заго-
товке чехла из облицовочной ткани;
— роликовый конвейер для накапливания и передачи заго-
товок на стол для сборки диванов и кроватей;
— стол для сборки диванов и кроватей с горизонтальным
прижимом;
— роликовый конвейер, на который подаются готовые изделия.
Схема расположения оборудования на поточно-механизиро-
ванной линии изготовления двусторонних мягких элементов по-
казана на рисунке 16.1.
Рис. 16.1. Схема расположения оборудования на поточно-механизированной
линии изготовления двусторонних мягких элементов:
1 — неприводной роликовый конвейер; 2 — рабочие столы
для формирования настила на пружинном блоке; 3 — подставки
под мягкие элементы; 4 — станок для надевания чехлов на мягкие
элементы; 5 - подстопное место для облицовочных и упаковочных
чехлов; 6— подстопное место для упакованных изделий; 7- рабочий
стол для запайки упаковочных чехлов; S — станок для постановки
пуговиц; 9 — клеенаносяшие устройства; 10 — подстопные места
для пружинных блоков, кроя и настилочных материалов
300
Глава 16. Сборка мягкой мебели
IIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII
На рабочем столе 2 при помощи устройства для нанесения
клея склеивают между собой две пластины из губчатой резины
и приклеивают ватин. По неприводному роликовому конвейеру
мягкий элемент передают на станок для надевания чехлов и за-
шивают свободную сторону чехла. На станке 8 на мягкий эле-
мент устанавливают пуговицы. На рабочем месте 7 мягкие эле-
менты упаковывают.
Технологический процесс сборки мягкой мебели включа-
ет в себя следующие основные стадии: сборка диванов-крова-
тей — установка механизмов трансформации, элементов кре-
пления и боковин; сборка кресел-кроватей — подготовка узлов
к сборке, установка откидных ножек, монтаж кресла-кровати;
сборка кресел - крепление рамки спинки к рамке сиденья и об-
щая сборка кресла с установкой заглушин.
Организация рабочих мест на участке сборки диванов-кроватей
производительностью 60 000 шт. в год показана на рисунке 16.2.
Рис. 16.2. Организация рабочих мест на участке сборки
диванов-кроватей:
1 — конвейер для мягкого элемента; 2 — тумбочка для инструмента
и документации: 3 - стол рабочий для установки механизма
трансформации; 4 — яшики для шурупов; 5 - яшик для механизма
трансформации; 6 - подстопное место для боковин; 7 - яшики
для болтов, гаек, шайб; 8~ рабочий стол для сборки дивана-кровати
с боковинами; 9 — рабочее место для контролера; 10 — подстопное
место для дивана-кровати; 11 — шиток для размещения
пневмоинструмента; 12 - подстопное место для коробок
Мягкие элементы поступают с конвейера изготовления мяг-
кого элемента, боковины и коробки доставляются на подстоп-
301
Раздел II. Технология производства мягкой мебели
ные места 6 и 12. На рабочем столе 3 на коробку и мягкие эле-
менты устанавливается механизм трансформации, на столе 8 —
боковины. На роликовом столе 9 собранное изделие проверяют
и укладывают на подстопное место 10. Рабочие столы имеют ем-
кости для хранения инструмента и метизов.
Для сохранения товарного вида продукции от загрязнения
и повреждений, а также для уменьшения объема перевозимой
продукции на фабриках по производству матрасов используют
специальные упаковочные машины. Основная их задача заклю-
чается в герметичности и прочности упаковки матраса в вакуум-
ный пленочный мешок. Процесс заключается в следующем: обра-
зен. который поступает на стол агрегата, пакуется в ПВХ-пленку
и сжимается внутри нее за счет вакуумирования. Все операции
полностью автоматизированы. Такой вид упаковки не только пре-
дохраняет изделия от внешних загрязнений, но и предотвращает
поступление влаги внутрь них; пружины, расположенные внутри
матраса, не смещаются относительно вертикальной оси, а защит-
ный слой ПВХ помогает сохранить все свойства при транспорти-
ровке и хранении продукции на складе.
Станок для вакуумной упаковки матрасов в полиэтиленовую
пленку (рис. 16.3, табл. 16.1) используется на крупных и средних
предприятиях для уменьшения толщины матраса, что особенно
актуально при транспортировке и хранении готовой продукции.
Рабочий стол с обернутым в полиэтиленовый мешок матрасом
автоматически подается в рабочую зону станка. Далее посред-
ством опускания плиты и создания вакуума в полиэтиленовом
мешке происходит уменьшение толщины матраса, после чего ме-
шок запаивается термоножом.
Рис. 16.3. Станок для вакуумной упаковки матрасов VUM 2020
302
Глава 16. Сборка мягкой мебели
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII..
Таблица /6.1
Технические характеристики станка для вакуумной
упаковки матрасов VUM 2020
Параметр Значение
Производительность, рядов/мин 9
Максимальный размер матраса, мм 2200x2100
Мощность гидронасоса, кВт 4
Мощность вакуумного насоса, кВт 2,2
Мощность термоножа, кВт 2,2
Установленная мощность, кВт 8,4
Рабочее давление. МПа 4
Габариты, мм:
длина 5700
ширина 3500
высота 2100
Масса, кг 3500
В ПВХ-пленку упаковывается и другая мягкая мебель. Осуще-
ствляется этот процесс на автоматизированных линиях (рис. 16.4).
Рис. 16.4. Схема линии упаковывания мебели в полимерную
растягивающуюся пленку:
7 — поддон с деталями или изделиями; 2 — загрузочное устройство;
3 - приводной роликовый конвейер; 4 - рулон с полиэтиленовой
пленкой-прокладкой; 5 — поворотный стол; 6 — рулон с полимерной
растягивающейся пленкой; 7 - разгрузочное устройство
В технологический процесс входят следующие операции:
подача поддона с пакетами деталей или изделий мебели с за-
грузочного устройства на приводной роликовый конвейер; уста-
новка амортизационных элементов (уголков, угловых профилей)
по углам и кромкам пакета (вручную); маркировка пакетов дета-
лей и изделий мебели (вручную); подача (механическая) поддона
303
Раздел II. Технология производства мягкой мебели
lllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllinnilillllllllllllllllllllllllllllllllllllllllllllllllllllllllllllillllllllllllllllllllllllllllllllllllHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII
с пакетами деталей и изделий по роликовому конвейеру на пово-
ротный стол; закрепление захватами поддона с пакетами деталей
и изделий мебели; укладывание полиэтиленовой прокладки 4
на горизонтальную поверхность пакетов; обертывание пакета
на поддоне растягивающейся пленкой 6, обрезка пленки; подача
поддона на разгрузочный роликовый конвейер; сталкивание под-
дона с помощью механического привода 7.
Упаковывание мягкой мебели в собранном виде произво-
дится также в гофрокартон. На конвейер укладывают заготовку
из гофрокартона и на нее с помощью загрузочного устройства
устанавливают упаковываемое изделие (рис. 16.5). Далее изде-
лие подают к поворотному роликовому столу, рядом с которым
находится разматывающее устройство с рулоном бумаги. Конец
рулона закрепляют ручным механизированным инструментом
на задней стенке изделия. При повороте стола изделие обвора-
чивается бумагой и второй ее конец закрепляется. На оберну-
тое изделие устанавливают и закрепляют амортизационные эле-
менты (уголки, угловые профили). Далее заготовка с изделием
по конвейеру линии поступает на рабочее место для закрытия
упаковки. Клапаны заготовки загибают вручную. Стыковочные
места проклеивают клеевой лентой на станке с помощью спе-
циального приспособления для смачивания клеевой ленты (на-
клеивание. отсекание и прикатывание). Все операции осуществ-
ляются при движении изделия по конвейеру.
Рис. 16.5. Схема механизированной линии упаковывания
мебели в гофрокартон:
1 - загрузочное устройство; 2 — конвейер; 3 — станок для проклеивания
клеевой лентой; 4 — обвязочный станок; 5 — поворотный роликовый
стол; 6 - сталкивающее устройство; 7 - роликовый конвейер
Упакованное изделие поступает на обвязочный станок. Лен-
та из размотчика автоматически подается в направлении станка.
304
Глава 16. Сборка мягкой мебели
Упаковка, находящаяся в станке с прикрепленными под лентой
амортизаторами, обвязывается с необходимым усилием; лента от-
резается. и ее концы соединяются с помощью замка или сварки.
Маркировочные знаки наносят специальными маркировочными
устройствами. Сталкивающее устройство перекладывает изделие
с линии на роликовый конвейер.
Вопросы для самоконтроля
1. Какое оборудование входит в состав поточной линии изготовления дива-
нов и кроватей с односторонними мягкими элементами?
2. Перечислите основные стадии технологического процесса сборки мяг-
кой мебели.
3. Опишите процесс упаковки матрасов в вакуумный пленочный мешок.
ч. Какие операции предусмотрены технологическим процессом тпаковыва-
ния мебели в полимерную растягивающуюся пленку?
305
РАЗДЕЛ III. КАЧЕСТВО МЕБЕЛИ
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII
ГЛАВА 17. ВИДЫ КОНТРОЛЯ КАЧЕСТВА. ТЕХНИЧЕСКИЙ КОНТРОЛЬ
Качество изделия определяется комплексом потребитель-
ских и технических требований, которые предъявляются к нему
на протяжении всего периода эксплуатации. Требования регла-
ментируются стандартами, а нерегламентируемые требования
(к конструкции, форме, художественному решению, приме-
няемым материалам, видам отделки и т. п.) должны соответ-
ствовать утвержденным техническим описаниям на изделия.
Потребительские требования обусловливаются теми свойствами
продукции, которые проявляются при взаимодействии человека
с вещью (это функциональные, эргономические, эстетические,
гигиенические показатели, качество применяемых материалов).
К техническим требованиям относят надежность, долговечность,
устойчивость, прочность, стойкость, жесткость, мягкость (на-
пример. изделий мягкой мебели).
Под контролем качества продукции понимают определение
соответствия количественных и качественных свойств продук-
ции предписанным.
Объектами проводимого на предприятиях технического кон-
троля являются процессы и продукция. Технический контроль
качества мебели обеспечивает соответствие технологических
процессов и выпускаемой продукции установленным техниче-
ским требованиям. На стадии процесса производства изделия
технический контроль охватывает весь технологический про-
цесс и может быть входным, операционным, учитывать качество
готовой продукции, ее транспортировку и хранение. Контроль
качества мебели может проводиться с целью регулирования про-
306
Глава 17. Виды контроля качества. Технический контроль
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiniiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiimiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiii
цесса, а также приемки продукции при ее полной или частичной
проверке разрушающими и неразрушаюшими методами. Кон-
троль самих параметров оценивается по количественному, каче-
ственному и альтернативному (разделение продукции на годную
и бракованную) признакам при помощи контрольно-измеритель-
ных приборов, визуально или органолептически.
По технической оснащенности различают ручной, механи-
зированный и автоматизированный контроль, а в зависимости
от места осуществления — входной, операционный и приемоч-
ный. На стадии процесса производства изделия технический
контроль охватывает весь технологический процесс и может быть
входным и операционным. Качество готовой продукции опреде-
ляется приемочным контролем.
Входной контроль — это контроль качества поступающих
на склады предприятия сырья и материалов. Он производится
в соответствии с требованиями стандартов, технических условий
и по сопроводительным документам, удостоверяющим комплект-
ность и качество поступившего сырья и материалов. При дли-
тельном хранении их на складе должен проводиться периодичес-
кий контроль, цель которого - предотвратить порчу материалов.
Древесные материалы контролируются на соответствие сорту,
размерам, а также на влажность, прочность, покоробленность;
клеевые — на внешний вид, сухой остаток, вязкость, клеящую
способность; облицовочные материалы на основе пропитанных
бумаг — на осмоление, содержание летучих веществ, зольность,
эластичность, гладкость, капиллярную впитываемость; лакокра-
сочные материалы — на внешний вид. вязкость, сухой остаток,
содержание летучих веществ, жизнеспособность; в материалах
для мягкой мебели контролируются размеры, внешний вид. же-
сткость, упругость, остаточная деформация и др.
При операционном контроле проверяется соблюдение техноло-
гической дисциплины на всех стадиях технологического процес-
са (температура и влажность воздуха в помещениях, параметры
режимов склеивания, отделки, механической обработки, качество
шлифования, сборки и т. д.). В процессе операционного контроля
применяются методы испытаний, регламентированные стандарта-
ми. Результаты контроля используют для воздействия на ход тех-
нологического процесса с целью приведения его в норму.
Приемочный контроль производят с целью определения со-
ответствия качества готовой продукции предписанным требова-
307
Раздел III. Качество мебели
imiini.ши.....................................................
ниям и принятия решения о ее пригодности к поставке потре-
бителю и к пользованию, При этом контроле качество продук-
ции оценивают по количественным и качественным показателям
в соответствии с нормативной документацией. В целях содей-
ствия выпуску, импорту и реализации безопасных товаров, работ
и услуг, повышению конкурентоспособности продукции на меж-
дународном рынке проводится ее сертификация.
Результат оценки контроля может иметь активный или пас-
сивный характер. В первом случае принимается решение по улуч-
шению качества изделия, во втором — только фиксируется брак.
Статистический контроль качества мебели получил широ-
кое распространение. Он основывается на методах математиче-
ской статистики и используется для принятия решения: учесть
или отклонить партию изделий. Статистический контроль ка-
чества мебели практически всегда позволяет правильно выявить
причины появления брака, поэтому применяется на операциях
входного контроля материалов, сырья, фурнитуры, метизов, раз-
личных комплектующих, при операционном контроле и контро-
ле готовой продукции.
При выявлении дефектов проводят статистическое регулиро-
вание технологического процесса. Оно осуществляется непосред-
ственным исполнителем или контролером ОТ К, который зано-
сит результаты проверки в контрольные карты.
Метрологический контроль является одной из важных со-
ставляющих контроля качества мебели, позволяющей точно
и объективно оценить измерительную информацию, выражен-
ную в общепринятых единицах при допустимой погрешности
измерений. Метрологический контроль характеризуется досто-
верностью, трудоемкостью и стоимостью. Его проводят при по-
мощи предельных калибров, шаблонов и специальной аппара-
туры, которые должны обеспечивать достоверность измерений
заготовок, материалов, сборочных единиц и инструментов. Точ-
ность измерительных инструментов, в свою очередь, определяет-
ся нормативными документами и проверяется Государственной
метрологической службой.
Под метрологическим обеспечением подготовки производства
понимают комплекс мероприятий по обеспечению достоверно-
сти измерений характеристик изготовляемых изделий, материа-
лов и сырья, параметров технологических процессов, оборудова-
ния и инструмента,
308
Глава 17. Виды контроля качества. Технический контроль
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiHiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiimiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiniii
Организационной основой метрологического обеспечения
является метрологическая служба предприятия. В ее обязан-
ности входит участие в выборе и назначение методов и средств
измерения на всех этапах технологического процесса, а также
создание условий для постоянной готовности средств измерений,
применяемых на предприятии.
Главной целью метрологического обеспечения технологиче-
ского процесса механической обработки является создание за-
данной точности изготовления деталей или изделия. При этом
под точностью понимают степень соответствия натуральных
размеров детали тем размерам, какие заданы конструкторской
документацией (чертежом).
Точность обработки поверхностей в известной степени за-
висит от того, насколько точно измерены отклонения, которые
возникают в процессе обработки. К таким отклонениям можно
отнести, например, отклонения от правильной цилиндрической
формы (бочкообразность, изогнутость, конусность и др.). В свою
очередь, обеспечение точности изготовления отдельных деталей
в последующем гарантирует точность сборки узлов и, таким об-
разом, надежность и долговечность изделия.
Под измерением понимают опыт, в результате которого полу-
чают количественную характеристику свойств объекта, явлений
или процессов. Отклонение результата измерения от натурально-
го значения называют погрешностью измерения. Результаты изме-
рения признаются точными (достоверными), когда отклонение
измерения не превышает установленной величины погрешности
измерения. Погрешность измерения является итогом несовер-
шенства метода измерения, средств измерения и неточности от-
счета показаний.
В карте технического контроля указывается последователь-
ность выполнения контрольных операций с указанием приемов
их выполнения, которые обеспечивают точность и производитель-
ность контроля. Средства оснащения процесса технического кон-
троля обработанных деталей выбирают с учетом типа производ-
ства, вида деталей, программы выпуска, характера процесса обра-
ботки, точности измерения, трудоемкости и затрат на контроль.
При выборе средств контроля используют конструкторскую
документацию на изделие, каталоги средств контроля, стандарты
и др. К применению допускаются средства контроля, признан-
ные годными по результатам метрологического надзора. Приме-
309
Раздел III. Качество мебели
lllllllllllllllllllllllllllllllllfllllllllllllllllllllllllllllllllllllllllillllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII
няемые средства измерения и контроля линейно-угловых разме-
ров функционально подразделяются на три группы:
— меры, воспроизводящие заданные размеры длин и углов;
— калибры, воспроизводящие границы размеров;
— универсальные средства измерения действительных раз-
меров.
Наиболее распространенными в промышленности мера-
ми являются плоскопараллельные концевые меры длины, имею-
щие форму плиток с наименьшей возможной шероховатостью,
что предоставляет возможность при помощи соприкосновения
плиток одна с другой собирать из них блоки нужных размеров.
Номинальные размеры концевых мер длины имеют градацию,
которая позволяет складывать блоки номинальными размерами
через 0,0005 мм. Концевые меры длины используются для на-
стройки средств измерения приборов, градуировки и тарировки
шкал приборов, проверки приборов, а также точной настройки
станков на размер.
Калибры применяются в основном в массовом и серийном
производстве и предназначены для контроля наибольшего и наи-
меньшего предельных размеров детали, поэтому их называют
предельными. Калибры, используемые для контроля валов,
называются скобами, а гладких отверстий - пробками (рис. 17.1).
С помощью калибров нельзя определить цифровое значение про-
веряемой величины, можно только выявить достоинство детали,
т. е. соответствие натуральных значений параметров данным.
Рис. 17.1. Калибры для контроля валов, гладких отверстий:
а - скоба; б — пробка; в — резьбовая пробка
310
Глава 17. Виды контроля качества. Технический контроль
...................... nun..........ninmiiiiiii i niininiiiiiiiiiiiiiaiii ши
Проходная сторона калибра должна соприкасаться с контро-
лируемой поверхностью, она обозначается буквами ПР, Вторая
сторона предельных калибров, которая не должна граничить
с поверхностью проверяемой детали, называется непроходной
и обозначается буквами НЕ.
Калибры-скобы чаще всего изготавливают односторонни-
ми двух предельным и, т. е. с проходной и не проходной губками,
расположенными с одной стороны калибра. Такая конструкция
позволяет сократить время, затрачиваемое на контроль. Кали-
бры-пробки состоят из ручек и вставок (или насадок), которые
являются их рабочими элементами. Непроходная вставка значи-
тельно короче проходной. Ручки изготавливают отдельно от ра-
бочих элементов, что позволяет использовать их многократно
после износа вставок (насадок).
Скобы могут быть регулируемыми. Такую скобу можно на-
страивать с помощью концевых мер на нужный размер в случае
перехода от контроля одного изделия к другому или для компен-
саций износа. Настройка вставок на размер регулируется с помо-
щью установочных винтов.
В массовом и серийном производстве для контроля длин, вы-
сот выпуклых и вогнутых поверхностей и поверхностей со слож-
ным профилем используют шаблоны. Для определения профиля
и шага резьбы применяют резьбовые шаблоны, комплектуемые
в наборы.
Для контроля резьбовых поверхностей применяют соответ-
ствующие им калибры. Внутренние резьбы контролируются
с помощью резьбовых пробок, а наружные — резьбовых колец.
В качестве материала калибров используют инструменталь-
ную углеродистую или легированную сталь.
Универсальные измерительные средства применяются чаще
всего при единичном и мелкосерийном производстве. В качестве
универсальных измерительных средств натуральных размеров
наибольшее распространение получили механические приборы
и инструменты. В зависимости от устройства элементов измери-
тельной цепи они имеют следующие разновидности:
— простейшие инструменты;
— штангенинструменты и нониусные угломеры:
— микрометрические инструменты.
Основной принцип выбора средств измерения размеров за-
ключается в том, что точность измерительного средства долж-
311
Раздел III. Качество мебели
llllllllllllllllllllllllllllllllltlllllllllllllllllllllllllllllllllllllllllllllllllllllllllllHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIItlll IIIIIIIIIIIIIIIIIIIIIIIIIII
на быть достаточно высокой в сравнении с заданной точностью
выполнения измерительного параметра детали, а трудоемкость
и стоимость измерений должны быть как можно более низкими,
что обеспечивает наиболее высокую производительность труда
и экономичность.
При выборе измерительного средства необходимо учитывать:
— вид измеряемого линейного размера детали (внутренний
или внешний);
— диапазон измерения измерительного средства;
— предельное отклонение измерения, указанное в таблице.
Граничные погрешности измерения линейных размеров
универсальными измерительными средствами
Границы размеров, мм Граничные погрешности измерений, мм
микро- метром гладким нутромером индика- торным штангенциркулем*
с отсчетом по нониусу 0,1 мм с отсчетом по нониусу 0,05 мм
До 50 0,010 0,005 <U5 0,20 0.10 0,15
50-120 0,015 0,010 0,20 0,25 0,10 0,20
120-250 0,025 0,010 0.20 0,30 0.10 0,30
250-400 0,040 0,020 0,25 0,30 —
400-500 0,050 0,030 0,25 0,30 —
500-1000 0,070 — 0.30 0,35 —
1000-2000 0,080 — 0.40 0,45 —
* В числителе показана граничная погрешность измерения внешних линейных
размеров, в знаменателе - внутренних
Простейшими измерительными инструментами являются
металлическая линейка и рулетка. Предельные отклонения изме-
рения размеров посредством металлической линейки и рулет-
ки составляют: 0,50 мм — для размеров до 1000 мм; 0,75 мм —
для размеров от 1000 до 2000 мм.
312
Глава 17. Виды контроля качества. Технический контроль
llllllllllllllllllllllllllllllllllllllllllllllllllllllllllillllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII
К штангенинструментам относятся штангенциркуль, штан-
генглубиномер, штангенрейсмус, штангензубомер, нониусный
угломер.
Штангенциркуль предназначен для измерения внешних
и внутренних диаметров, глубин отверстий и для разметки и со-
стоит из штанги прямоугольного сечения с неподвижными губ-
ками (рис. 17.2). Рамка с подвижными губками перемешается
по штанге. Выдвижная ножка (глубиномер) соединена с рамкой
стопорным винтом и плоской пружиной, которая размещена
между роликом и гранью штанги и обеспечивает плотный при-
жим рамки к штанге. На штанге нанесена шкала с миллиме-
тровыми делениями, а на скосе рамки — дополнительная шкала S
(нониус), предназначенная для отсчета долей миллиметра. Про-
стейший нониус имеет 10 делений. Наименьший размер, который
может быть отсчитан с помощью нониуса, называется величи-
ной отсчета по нониусу и является основной характеристикой
штангенинструментов. Обычно величина отсчета показывается
на рамке штангенциркуля.
Рис. 17.2. Штангенциркуль (а) и пример отсчета по нониусу (о):
7, 2 — неподвижные губки; 3, 9 — подвижные губки; 4 — стопорный
винт; 5- рамка; 6~ штанга; 7- глубиномер; 8- нониус
Штангенциркули выпускаются с величиной отсчета по нони-
усу 0,1; 0,05; 0,02 мм и с допустимыми погрешностями показателей
соответственно ±0,1; ±0,05; ±0,02. Пределы измерений штанген-
циркулей следующие: 0—125; 0-150; 0-200 мм; до 3000 мм.
313
Раздел III. Качество мебели
lllllllllllllllllllllllllllllllllfllllllllllllllllllllllllllllllllllllllllilllllllllllllllllllllllllllllllillllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII
Цифровые штангенциркули, например Digital caliper, имеют
многовариантное исполнение. Внешне штангенциркуль Digital
caliper не отличается от обычного, за исключением того,
что он имеет цифровой индикатор, на котором высвечивается
значение измеряемого размера в момент измерения. Также на кор-
пусе индикатора расположены кнопки On/Off, Zero, Inch/mm.
Точность измерения составляет 0.01 мм, скорость измерения при-
близительно равна 1,5 м/с. Измерения можно проводить при тем-
пературе от 0 до 40 °C.
Штан ген глуби номер служит для измерения глубины отвер-
стий в деталях, высоты деталей, расстояний до бортиков или
выступов. Он состоит из штанги со шкалой, рамки, основания
(траверсы), нониуса, стопорного винта и микрометрической
подачи (движок, гайка, винт и стопор) (рис. 17.3). Измеритель-
ными поверхностями являются торцовая поверхность штанги
и плоскость основания.
Рис. 17.3. Штангенглубиномер (а) и пример отсчета по нониусу (£):
7 — штанга со шкалой; 2 — движок; 3 - гайка; 4 — винт; 5 — рамка;
6 — основа (траверса); 7 - нониус; 8 — стопорный винт; 9 — стопор
Штангенрейсмус предназначен для разметки и измерения
высоты изделий. Он состоит из основания со штангой, рамки,
нониуса, стопорного винта, микрометрической подачи, пере-
менных ножек с острием для разметки и ножки для измерения
высоты (рис. 17.4). Отсчет по шкале дает значение расстояния
от нижней плоскости ножки до нижней плоскости основания
штангенрейсмуса.
К микрометрическим инструментам, которые основаны на
винтовой паре «микрометрический винт — микрогайка», отно-
сятся микрометры (гладкий, листовой, трубный, резьбовой, зубо-
314
Глава 17. Виды контроля качества. Технический контроль
iiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiii)iiiiiimiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiniiiiiiii
мерный), нутромер и глубиномер. Наиболее широко использу-
емым инструментом является гладкий микрометр, предназначен-
ный для измерения диаметров и толщины изделий с точностью
до 0,01 мм (рис. 17.5). Микрометр состоит из скобы, во втулке
которой вращается однозаходный микрометрический винт. Ми-
крометрическая гайка имеет шаг резьбы 0.5 мм, поэтому за один
ее оборот винт перемещается на 0.5 мм. На поверхности втулки
нанесены деления с шагом 0,5 мм. Окружность гильзы, соединен-
ной с винтом, разделена на 50 частей, поэтому поворот ее на одно
деление соответствует осевому перемещению винта на 0,01 мм.
Рис. 17.4. Штангенрейсмус:
1 — штанга; 2 — рамка; 3 — стопорный винт; 4 — микрометрическая
подача; 5— винт; 6— нониус; 7 — переменные ножки;
8 — ножка для измерения высоты
мм
Рис. 17.5. Гладкий микрометр:
1 — скоба; 2 — винт; 3 — микрометрическая гайка; 4 — микрометрический
винт; 5- гильза; 6 — трешотка; 7~ втулка
315
Раздел III. Качество мебели
lllllllllllllllllllllllllllllllllfllllllllllllllllllllllllllllllllllllllllillllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII
Микрометры выпускают с границей измерений 0—25, 25—50,
50—75 мм и т. д. Установку микрометра в исходное положение
с верхней границей измерений свыше 25 мм выполняют при по-
мощи установочной меры, которая прилагается к микрометру.
Для этой цели используют также концевые меры длины.
К зубчатым и рычажно-зубчатым приборам и микрометри-
ческим инструментам относятся индикаторы часового типа, ин-
дикаторные скобы, индикаторные нутромеры и др. Эти приборы
предназначены для относительных измерений наружных разме-
ров. отклонений формы и расположения поверхности.
Вопросы для самоконтроля
1. Охарактерпзпгге виды контроля качества.
2. Опишите средства измерения, применяемые в ходе технического контро-
ля мебели.
3. Что необходимо учитывать при выборе измерительного средства?
ГЛАВА 18. КОНТРОЛЬ КАЧЕСТВА ГОТОВОЙ ПРОДУКЦИИ
Изделия мебели предъявляют к приемке партиями. Пар-
тия — количество изделий, наборов или гарнитуров одного наи-
менования, оформленных одним документом. Размер партии со-
гласовывают изготовитель и потребитель.
Мебель подвергают испытаниям:
— приемо-сдаточным при освоении новых изделий;
— квалификационным;
— периодическим (раз в три года);
- типовым (если в конструкцию изделия или технологию
его изготовления вносится изменение, влияющее на прочность);
— сертификационным.
Квалификационным и периодическим испытаниям подвер-
гают изделия, прошедшие приемо-сдаточные испытания. Серти-
фикационные испытания допускается совмещать с квалифика-
ционными и периодическими.
При приемо-сдаточных испытаниях корпусной мебели и столов
определяют:
- внешний вид, качество сборки, трансформацию изделий,
качество стеклоизделий и зеркал каждого изделия. При получе-
316
Глава 18. Контроль качества готовой продукции
........................................................iiiiiiniiiiiiHiiiiiiiiiiiiiimi
нии неудовлетворительного результата хотя бы по одному пока-
зателю изделие бракуют и далее не проверяют;
— покоробленность деталей в готовых изделиях; ее проверя-
ют на 5 % изделий от партии, но не менее чем на двух и не более
чем на пяти изделиях;
— шероховатость поверхности, не имеющей защитно-де-
коративных покрытий, комплектность и возможность сборки
без дополнительной подготовки деталей изделий сборно-разбор-
ной мебели, габаритные размеры, а также выполнение требова-
ний к фурнитуре; все это проверяют на 3 % изделий от партии (но
не менее чем на двух и не более чем на десяти изделиях или набо-
рах), выбранных методом случайного отбора. Если хотя бы одно
изделие не соответствует требованиям, проводят повторную про-
верку удвоенного количества изделий из той же партии по тем
показателям, по которым были получены неудовлетворительные
результаты. Если и при повторной проверке хотя бы одно изделие
не соответствует требованиям стандарта, бракуют всю партию.
Для проведения квалификационных, периодических и сер-
тификационных испытаний изделий корпусной мебели и столов
методом случайного отбора выбирают: из партии до 400 изде-
лий - один образец, из партии свыше 400 изделий — два образца
каждого вида изделия.
В корпусной мебели и столах испытывают один ящик (по-
луящик) каждого размера и конструкции из числа образцов этих
изделий, отобранных для испытаний. Испытывают также одну
дверь каждого размера и конструкции из числа отобранных об-
разцов изделий (наборов). Допускается испытывать одну дверь
с вертикальной осью вращения из имеющихся в изделии (набо-
ре), если разность размеров по высоте дверей не более 200 мм.
При приемо-сдаточных испытаниях мебели для сидения и лежа-
ния определяют:
— внешний вид, трансформацию изделий и качество сборки
на каждом изделии. При неудовлетворительных результатах даже
по одному показателю изделие бракуют и далее не проверяют;
— шероховатость поверхности, не имеющей защитно-де-
коративных покрытий, комплектность и возможность сборки
без дополнительной подгонки изделий, поставляемых в разбор-
ном виде, габаритные размеры; их проверяют на 3 % изделий
от партии (но не менее 2 шт.), выбранных методом случайного
317
Раздел III. Качество мебели
iiiiiiniu.mu...................................iiiiiiiiiiniiiiiiniiiiiiniuiiiniiiiiiniiiiiiniiiiiniiiiiinii.
отбора, При несоответствии хотя бы одного изделия требова-
ниям проводят повторную проверку удвоенного числа изделий
из той же партии (проверяют показатели, которые не соответ-
ствовали требованиям стандарта). Если при повторной провер-
ке хотя бы одно изделие не соответствует требованиям, бракуют
всю партию.
Для испытаний мягкой мебели из партии выбирают образцы
методом случайного отбора.
При получении неудовлетворительных результатов квали-
фикационных испытаний всех видов мебели приемку изделий
на предприятии прекращают до устранения причин дефек-
тов и получения удовлетворительных результатов испытаний.
При неудовлетворительных результатах периодических испы-
таний изделия мебели представляют на повторные испытания,
а в случае неудовлетворительных результатов повторных испыта-
ний приемку изделий прекращают до устранения причин дефек-
тов и получения удовлетворительных результатов.
По результатам определения уровней летучих химических ве-
ществ, выделяющихся при эксплуатации мебели в воздух жилых
помещений, органами санитарно-эпидемиологического надзора
должны быть оформлены гигиенические заключения на изделия
(наборы, гарнитуры).
Протоколы испытаний изделий мебели представляют орга-
низации-потребителю по ее требованию.
При проверке мебели на соответствие требованиям приме-
няют различные методы контроля. Размеры изделий и деталей
проверяют универсальными измерительными инструментами.
В изделиях мебели, поставляемых в разобранном виде, проверя-
ют размеры деталей и/или элементов. Функциональные и габа-
ритные размеры измеряют с погрешностью ±1,0 мм, остальные —
с погрешностью ±0,1 мм.
Применяемые материалы, комплектность изделий мебели,
требования к основаниям и формированию мягких элементов
проверяют по технической документации, а возможность сборки
без дополнительной подгонки мебели, поставляемой в разобран-
ном виде, — контрольной сборкой.
Внешний вид, наличие защитного и защитно-декоративного
покрытия поверхности, соответствие требованиям к фурнитуре,
трансформации изделий, стеклоизделиям и зеркалам контрол и-
318
Глава 18. Контроль качества готовой продукции
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIilllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllUIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII
руют визуально, осмотром без применения приборов. Размеры
стеклоизделий проверяют универсальными измерительными ин-
струментами.
Шероховатость поверхности определяют на деталях пло-
щадью до 0,5 м2 - по результатам пяти измерений; площадью
свыше 0,5 м2 — десяти измерений. Ее можно также определять
методом сравнения с образцом-эталоном.
Все виды испытаний выполняют по стандартным методикам.
Вопросы для самоконтроля
1. Каким испытаниям подвергают готовую мебельную продукцию?
2. Какие параметры проверяют при приемо-сдаточных испытаниях корпус-
ной мебели и столов?
3. Какие параметры проверяют при приемо-сдаточных испытаниях мягкой
мебели?
4. Каким способом проверяют наличие защитного и защитно-декоративно-
го покрытия поверхности мебели?
319
РАЗДЕЛ IV. ПОДГОТОВКА ПРОИЗВОДСТВА
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII
ГЛАВА 19. ВИДЫ ПОДГОТОВКИ ПРОИЗВОДСТВА
Под организацией производства понимается комплекс меро-
приятий, направленных на оптимальное сочетание процессов
труда с элементами производства в технологическом процессе
при повышении эффективности, т. е. достижение максимальной
производительности при минимальных затратах труда и ресур-
сов. Из этого следует, что организация производства в масштабе
промышленного предприятия подразумевает следующие направ-
ления деятельности:
— выбор и обоснование производственной структуры пред-
приятия (т. е. определение состава, производительности, специа-
лизации цехов, размеров и состава производственных участков,
линий и рабочих мест);
— установление потребности в сырье, материалах, полуфа-
брикатах, комплектующих изделиях, запасах, их оборот;
— обоснование движения предметов труда, ассортимента
и порядка выпуска продукции, размеров партий изготовляемых
изделий, размеров и состава незавершенного производства.
Таким образом, организация производства включает в себя
рациональное взаимодействие всех составляющих элементов
производственного процесса. Неотъемлемая составная часть ор-
ганизации производства — организация труда, определяющая
способ соединения индивидуальных рабочих сил в комбиниро-
ванную рабочую силу.
Подготовка производства — это комплекс мероприятий,
обеспечивающих готовность предприятий к производству новых
видов изделий на высоком технологичном уровне.
320
Глава 19. Виды подготовки производства
.......................................... uiiHiiiiiiiiiiiiiimi
Подготовка производства включает конструкторскую, тех-
нологическую и организационно-экономическую подготовку
и материально-техническое снабжение. Иногда организацион-
но-экономическую подготовку объединяют с материально-тех-
ническим снабжением в раздел организационно-технической
подготовки.
Конструкторская подготовка выполняется в полном соответ-
ствии с Единым порядком разработки и постановки продукции
на производство, который регламентирован стандартами. Комп-
лекс этих стандартов устанавливает единую последовательность
и состав работ по организации выпуска продукции. Основное
направление конструкторской подготовки производства состоит
в разработке рабочей конструкторской документации на изделие
по техническому заданию в полном соответствии с Единой сис-
темой конструкторской документации (ЕСКД).
Организационно-техническая подготовка включает материаль-
но-техническое обеспечение всего производства.
Технологическая подготовка производства начинается с ана-
лиза конструкторской документации на выпускаемое изделие
и включает ряд работ, результатом которых является создание
условий для выпуска продукции высокого качества при мини-
мальных сырьевых и трудовых затратах. К задачам технологиче-
ской подготовки производства можно отнести:
— отработку конструкции изделий на технологичность;
— разработку технологической оснастки, нестандартного
оборудования (приспособлений, режущего инструмента);
— разработку технологических процессов, выбор оборудова-
ния и расчет его потребного количества;
— расчет потребного количества материалов;
— разработку технологических планировок цехов (участков);
— выполнение необходимых расчетов (производственной
мощности, длительности производственных циклов, производ-
ственных и вспомогательных площадей и т. п.).
Основной целью технологической подготовки производства
мебели является разработка оптимальных технологических про-
цессов изготовления изделий из древесины (т. е. выбор опти-
мальных вариантов технологического процесса, обеспечивающих
наибольшую производительность с наименьшим расходом сырья
и материалов).
321
Раздел IV. Подготовка производства
IIIIIIHI.ШИ.1111ШШ11ШШ11ШШ1Ш1ШШ1Ш11ШШ11ШШ11ШШ1Ш1Ш1Ш11.ШНИ lllllilll.111ШШ1ШШ11ШШ11Ш1ШШ1Ш11ШШ11ШШ1Ш1Ш11Ш.
В настоящее время вопросы технологической подготовки
производства решаются автоматизированными системами управ-
ления предприятия.
К работам по технологической подготовке производства,
кроме комплексной разработки технологического процесса изго-
товления изделий по всем стадиям процесса производства, отно-
сятся мероприятия, имеющие непосредственное отношение к ор-
ганизации производственного процесса:
— проектирование и изготовление специального инструмен-
та, приспособлений и другой оснастки, необходимой для изго-
товления и контроля качества изделий;
— использование специального (нестандартного) оборудова-
ния и средств механизации и автоматизации основных процессов
производства, средств транспорта;
— разработка типовых и перспективных технологических
процессов;
— разработка технически обоснованных норм затрат тру-
довых и сырьевых ресурсов.
Формы организации производственных процессов непосред-
ственно влияют на сам производственный процесс. Поэтому
составление технологических процессов не должно сводиться
только к разработке способа и средств выполнения отдельных
операций или их комплекса, но и учитывать форму организации
производственного процесса, наиболее эффективного для дан-
ной детали, изделия.
Выбор и расчет оборудования — одна из наиболее сложных
задач проектирования технологического процесса. К основным
факторам, определяющим выбор оборудования, следует отнести:
— форму, размеры и требуемое количество изготовляемых де-
талей (форма деталей определяет тип оборудования, а размеры и ка-
чество обработки — модель станка и применяемый инструмент);
— тип производства (единичное, серийное (крупно- и мел-
косерийное), массовое).
По степени специализации (универсальности) различают обо-
рудование универсальное, специализированное и специальное.
Универсальное оборудование выполняет разную по харак-
теру работу на деталях различных размеров. Примером может
служить фрезерный станок с ручной подачей, который позво-
ляет вести плоское и профильное фрезерование прямолинейных
и криволинейных заготовок.
322
Глава 19. Виды подготовки производства
............................................ uiiHiiiiiiiiiiiiiimi
Специализированное оборудование выполняет определенные
виды работ на деталях различных размеров. К нему относят мно-
гопильные круглопильные станки, шипорезные, продольно-фре-
зерные станки, прессовое оборудование и т. д.
Специальное оборудование предназначено для выполнения
определенного вида работ на деталях конкретной формы и разме-
ров (например, фрезерно-карусельный станок для обработки
в размер задней ножки стула, прессы для изготовления гнуто-
клееных заготовок).
При выборе оборудования необходимо учитывать возмож-
ность полной механизации и автоматизации технологических
процессов, снижение затрат ручного труда при загрузке, выгру-
зке и транспортировании предмета производства. Выбор стан-
ка с ручной подачей может быть оправдан при незначительной
загрузке дорогостоящего автоматизированного оборудования
аналогичного назначения. Необходимо также учитывать возмож-
ность максимального использования оборудования, повышение
коэффициента сменности его работы, надежность в эксплуата-
ции, стоимость оборудования, его монтажа и эксплуатации.
Одним из основных факторов, влияющих как на выбор обо-
рудования, так и на его размещение на участке (в цехе), являет-
ся тип производства. Специализация рабочего места в массовом
производстве состоит в закреплении за ним одной операции (на
линии — нескольких последовательных операций) технологичес-
кого процесса. В серийном производстве на рабочем месте в оп-
ределенной последовательности выполняют одну или несколько
операций технологического процесса изготовления группы изде-
лий. В индивидуальном производстве на рабочем месте выпол-
няют операции, которые могут быть осуществлены на данном
оборудовании для изделий, выпускаемых предприятием.
Разработка технологической планировки участка, цеха, ра-
бочих мест является одной из основных задач при проектиро-
вании. Для ее выполнения используются масштабное вычерчи-
вание, макетирование — плоскостное (с помощью темплетов)
и объемное (для сложных объектов), моделирование. Исходны-
ми данными для разработки плана цеха с расположением обо-
рудования являются:
— предварительные или базовые размеры и форма цеха
(в плане);
323
Раздел IV. Подготовка производства
IIIIIIHI ШИ 1111ШШ11ШШ11ШШ1Ш1ШШ1Ш11ШШ11ШШ11ШШ1Ш1Ш1Ш11.ШНИ lllllilil 111ШШ1ШШ11ШШ11Ш1ШШ1Ш11ШШ11ШШ1Ш1Ш11Ш
— вид и количество оборудования и рабочих мест;
— размеры внутрицеховых складов;
— размеры и формы (в плане) вспомогательных помещений:
— вид транспортного оборудования и способы транспорти-
рования предметов производства.
Оборудование необходимо располагать в соответствии с тех-
нологическим процессом, обеспечивая прямоточность производ-
ства с кратчайшими путями движения заготовок в процессе обра-
ботки без возвратных, перекрестных и петлеобразных движений,
создающих встречные потоки. При этом необходимо учитывать:
— объемно-планировочные и конструктивные условия;
— требования противопожарной безопасности;
— размерные характеристики сырья, материалов, продук-
ции, отходов и положение их в процессе обработки, перемещения
и складирования:
— габариты и тип оборудования (проходное, позиционное),
условия его обслуживания и ремонта;
— конструктивное исполнение оборудования (левое, правое);
— ориентацию станков для минимизации перемещения
предметов труда на рабочем месте;
— установленные нормы площади для размещения станков
с учетом зон обслуживания (в производстве изделий из древе-
сины) и типовых проектов организации рабочих мест (разрабо-
таны по подотраслям);
— рациональную организацию рабочих мест и потребность
в естественном освещении;
— способ размещения оборудования (линейное, осесмещен-
ное, одно- и двухрядное и др.);
— комплектность оборудования (наличие отдельных пультов
управления, электрошкафов, преобразователей);
— требования к минимальной ширине проходов, проездов,
количеству выходов, минимальным расстояниям между станком
и смежными объектами;
— необходимость размещения подстопных мест, складов
и межоперационных накопителей, способы их организации
и размеры;
— уменьшение протяженности путей и количества тран-
спортных средств;
— необходимость создания или учет высотных отметок,
обеспечивающих пересыпку, сброс груза, развязку конвейеров;
324
Глава 19. Виды подготовки производства
........................................ uiiHiiiiiiiiiiiiiimi
— вид и характеристику транспортных средств (размещение
в пространстве, размеры, возможность подъездов, радиус пово-
рота и ъ д,);
Оборудование с повышенным уровнем шума необходимо
размещать в специальных помещениях, звукоизолирующих ко-
жухах или устанавливать кабины на рабочих местах операторов.
Пульты управления должны быть расположены в безопасных
местах, удобных для наблюдения за обслуживаемым и смежным
оборудованием.
При невозможности организации проходов в цехе на уровне
пола должны быть предусмотрены переходные мостики, откид-
ные секции.
Размещение оборудования на проектируемом участке должно
быть согласовано со смежными участками и цехами.
При решении вопроса об установке оборудования необходи-
мо определить способы его монтажа (на полу, индивидуальном
фундаменте, усиленном перекрытии) и крепления.
Сведения о вариантности исполнения оборудования указыва-
ются производителем в руководствах по эксплуатации и катало-
гах. Взаимное расположение, компоновка оборудования и рабо-
чих мест должны обеспечивать безопасный доступ на рабочее
место, удобные и безопасные действия с материалами, полуфа-
брикатами и отходами, техническое обслуживание и ремонт.
Нормативной документацией регламентированы следующие ми-
нимальные расстояния (м):
— от станка или выступающей конструкции (колонны, стой-
ки) до тыльной стороны станка — 0,7;
— от стены до станка со стороны рабочей зоны — 1,5;
— между тыльными сторонами станков — 1,0;
— между станками со стороны рабочих зон — 3,0;
— между тыльной стороной станка и станком со стороны
рабочей зоны - 1,5;
— между станками, установленными в поточную линию, —
длина заготовки +1,0;
— между складочными местами - 1,0.
Для определения места последующего монтажа оборудова-
ния на технологической планировке должна быть выполнена его
размерная привязка. Она заключается в назначении расстояний
между конкретными элементами смежных устройств или строи-
тельных конструкций. Привязка указывается с точностью до 1 мм.
325
Раздел IV. Подготовка производства
iiiiiiniu.ши....................................iiiiiiiiiiniiiiiiniiiiiiniuiiiniiiiiiniiiiiiniiiiiniiiiiinii.
План и организация рабочего места должны обеспечивать
необходимые удобства и безопасность работы. На рабочем месте
необходимо:
— размещать слева от рабочего все то, что берут левой рукой,
и справа — правой;
— размещать предметы на таком уровне, чтобы не накло-
няться, не вытягиваться;
— сводить по возможности рабочие движения к движениям
предплечья, кисти и пальцев рук.
В цехе (на участке) необходимо предусмотреть главный и вто-
ростепенные проходы (проезды). Главный проход, идущий вдоль
цеха, предназначен для движения людей и транспортирования
предметов производства; его ширина должна быть не менее 2 м
при одностороннем движении и не менее 3 м — при двусторон-
нем. В больших цехах через каждые 50 м длины необходимо пре-
дусматривать поперечные проезды шириной 3—4 м. Положение
каждого рабочего места по отношению к главному проходу дол-
жно предусматривать свободный подъезд к подстопным местам
и оборудованию.
На плане цеха (участка) указывают внутрицеховые склады,
места технологических выдержек и вспомогательные отделения.
Площадь внутрицеховых складов зависит от организации про-
изводства и мощности цеха, а площадь мест для технологических
выдержек определяется режимами обработки и производитель-
ностью оборудования.
План цеха выполняют в масштабе 1:100 или 1:200. На плане
должны быть изображены все элементы рабочего места: оборудо-
вание, рабочие, верстаки и рабочие столы, подстопные места, ме-
ста технологических выдержек, транспортные устройства и т, д.
Оборудование изображается в соответствии с общепринятым
обозначением сплошной основной линией.
Проходы (проезды) изображаются штрихпунктирной линией,
туннели и ямы — штриховой, внутрицеховые склады, подстопные
места, места для технологических выдержек — тонкой сплошной
линией в виде прямоугольника с диагоналями.
В цехах механической обработки древесины и древесных
материалов предусматривают инструментальную мастерскую,
а в цехах склеивания, облицовывания — клееприготовительное
отделение. Площадь вспомогательных отделений цеха определя-
326
Глава 20. Разработка технологического процесса производства мебели
iiiiiiiiiiiiiiMiiiiiMiiiiMiiiiiiiiiiiiiiiiiiiiiiMiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiMiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiitiiiiiiHiiiiimiiiiiiiiiiiiiiiiiiiiNiiiiiiiiiiiiiiiiiiiiiiiii
ют по нормативам в зависимости от мощности цеха и количества
технологического оборудования.
Завышенные размеры цеха увеличивают строительные и экс-
плуатационные расходы и затраты на транспортирование пред-
метов производства.
Примеры планов отдельных цехов и участков мебельного
производства приведены в приложении.
Вопросы для самоконтроля
1. Назовите виды подготовки производства.
2. Изложите задачи технологической подготовки производства.
3. Какие факторы определяют выбор оборудования?
4. Перечислите исходные данные для разработки плана цеха с расположе-
нием оборудования.
5. Что необходимо обеспечить на каждом рабочем месте?
ГЛАВА 20. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ПРОИЗВОДСТВА МЕБЕЛИ
Исходным документом для разработки технологического
процесса изготовления изделия из древесины является рабочая
конструкторская документация на изделие, его техническое опи-
сание и карта технологического процесса.
20.1. Карта технологического процесса
Разработку технологии изготовления изделия мебели и сто-
лярно-строительных изделий начинают с составления карт тех-
нологического процесса. Карты технологического процесса
на деревообрабатывающих предприятиях разрабатываются по
соответствующим формам, отдельно на каждую деталь и сбо-
рочную единицу. Для однотипных деталей и сборочных единиц
разрабатываются общие (типовые) карты.
Карта технологического процесса содержит наименование
детали (сборочной единицы, сборочного узла), наименование
материала, размеры детали в чистоте, размеры заготовок до и по-
сле обработки, а также наименования технологических опера-
ций в последовательности их выполнения. Применяемое обору-
327
Раздел IV. Подготовка производства
iiiiiiniu.ши......................................iiiiiiiiiiniiiiiiniiiiiiniuiiiniiiiiiniiiiiiniiiiiniiiiiinii.
дование, инструменты и приспособления, режимы выполнения
операций, методы и средства контроля качества, квалификацию
рабочих, норму времени и расценку указывают по каждой техно-
логической операции, Кроме того, в картах делают ссылки на ти-
повые технологические процессы изготовления изделий.
Основными данными для разработки карты технологическо-
го процесса являются:
— техническое описание изделия, его чертежи и специфи-
кации;
— типовые технологические процессы и режимы изготовления;
— данные предприятия и технические данные оборудования.
При разработке карты технологического процесса изготов-
ления изделия максимально учитываются следующие факторы:
форма детали; вид применяемого материала; размеры детали; не-
обходимая точность изготовления изделия; требуемое качество
поверхности детали; производственная программа выпуска изде-
лий; количество деталей, изготавливаемых в единицу времени;
имеющееся оборудование; производственные площади; тран-
спортные средства; типовые технологические процессы и режимы
на детали; техническая характеристика оборудования, режущего
инструмента и оснастки; справочные материалы по инновацион-
ным технологиям, новым материалам и др.
Наиболее существенными факторами, определяющими со-
став и последовательность выполнения операций и выбор типа
оборудования, являются форма детали и вид материала, из ко-
торого они изготовляются. Размеры детали оказывают влияние
на выбор марки станка внутри выбранного типа оборудования.
Требуемое качество обрабатываемых поверхностей детали обеспе-
чивается в основном выбором режимов обработки. На выбор спо-
соба и средств обработки оказывают влияние форма детали, вид
применяемого материала, размеры детали, необходимая точность
изготовления, требуемое качество поверхности и производствен-
ная программа выпуска изделий.
Производственная программа или количество изделий, изго-
тавливаемых в единицу времени, непосредственно влияет на выбор
производственного оборудования, В зависимости от выполняе-
мой операции, применяемых материалов и конструкции изделия,
которое необходимо изготовить, используется технологическое
оборудование с различной степенью механизации и автомати-
323
Глава 20. Разработка технологического процесса производства мебели
11111111111111Н11111111111111111111111111111111111111111Н1111111111111111111111111111111111)111111111111111111111111111111)111111111111111111111111111111111111111111111111111111111111111111111111111111Ш11111111
зании. При большом выпуске изделий следует применять высо-
копроизводительное специализированное оборудование — авто-
матические и полуавтоматические линии, агрегатные станки,
автоматы. При малом выпуске указанное оборудование не будет
иметь достаточной загрузки, и применение его экономически не-
целесообразно. В этом случае следует применять универсальное
оборудование, которое можно использовать для выполнения не-
скольких операций.
Необходимо учитывать, что при проектировании техноло-
гического процесса изготовления изделий следует применять
современное отечественное и импортное оборудование, а также
прогрессивные технологические процессы.
20.2. Методика расчета производительности и потребного
количества оборудования
Расчет производительности оборудования. Структура формул
для расчета производительности оборудования зависит от вида
обработки: проходной или позиционной (цикличной).
Проходная обработка заготовок выполняется при непрерыв-
ном движении заготовки относительно инструмента, как это
имеет место на прирезных круглопильных, рейсмусовых, четырех-
сторонних продольно-фрезерных, концеравнителях, рамных ши-
порезных, кромкооблицовочных станках, т. е. на станках с меха-
нической (автоматической) подачей.
Формула для расчета производительности такого оборудова-
ния в обшем виде имеет вид:
п - ти ’’w
(компл./см),
где Т— время, за которое определяется производительность, мин;
U— скорость подачи заготовок, м/мин; ц — коэффициент исполь-
зования фонда времени; m - количество одновременно обраба-
тываемых заготовок, шт.: I — размер заготовок в направлении их
подачи, м.
Коэффициент использования фонда времени находят по фор-
муле
где Кд — коэффициент использования рабочего времени; Км —
коэффициент использования машинного времени.
329
Раздел IV. Подготовка производства
iiiiiiiiiiiiiiiiiitiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiihiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiitiiiiinii
т
К =-------------------------.
где Гсм - продолжительность смены, мин; 7\ — регламентирован-
ные перерывы, мин; Т2 — нерегламентированные перерывы, мин;
t +t
р вспои
где гр — продолжительность непосредственной работы на станке,
мин; гвспом — продолжительность вспомогательного времени, мин.
Позиционная обработка выполняется при неподвижной за-
готовке относительно базы при надвигании на нее рабочих ор-
ганов. По принципу позиционной обработки работают дерево-
обрабатывающие центры, полуавтоматические линии на базе
многоэтажных и одноэтажных прессов для облицовывания плас-
тей щитов (циклопроходное оборудование), линии склеивания
заготовок по длине, ширине, толщине.
Для расчета производительности оборудования, работающе-
го по принципу позиционной обработки, используется формула
7К
Псм =—- (компл./см),
где гц - продолжительность цикла работы оборудования, мин.
При расчете производительности оборудования необходи-
мо учитывать режимы выполнения технологических операций.
В зависимости от этих режимов следует рассчитывать числовые
значения соответствующих параметров, входящих в формулы
для расчета производительности (скорость подачи, время цикла
и т. п.).
Приведем формулы для расчета производительности оборудо-
вания на основных участках мебельного производства при выпол-
нении соответствующих технологических операций в штуках за-
готовок деталей или щитовых сборочных единиц в час.
Участок поперечного раскроя пиломатериалов. Произво-
дительность торцовочного (однопильного) станка с участком
разметки
330
Глава 20. Разработка технологического процесса производства мебели
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIilllllllllll
где п — количество заготовок, получаемых из одной доски, шт.;
Кд = 0,85—0,93; zp — время разметки дефектных мест, мин; с —
количество заготовок в комплекте, шт.; т — количество резов,
приходящихся на одну доску, шт.
Производительность для участка оптимизации раскроя пи-
ломатериалов по длине устанавливается эмпирическим путем
и составляет:
— для оборудования с одним разметочным столом — 4—
6 компл./см;
— оборудования с двумя разметочными столами — 10-
12 компл./см.
Производительность однопильного торцовочного станка без
разметочного стола
_ 7я/К3
см Чст ’
где f — количество одновременно торцуемых заготовок; К
= 0,85—0.93); tp — время одного реза, мин.
Количество резов без учета вырезки дефектных мест
т = ял + 1,
где ял — кратность заготовок по длине.
/
‘заг
Значение лд округляют до ближайшего меньшего целого зна-
чения.
Количество заготовок, получаемых из одной доски, опреде-
ляют по формуле
Л = ЛдЛш.
Участок продольного раскроя пиломатериалов. Продольный
раскрой пиломатериалов осуществляется на однопильных или
многопильных прирезных станках, производительность которых
может быть определена по формуле
П к к
где п — количество деталей, получаемых из одной заготовки, шт.;
Кд = 0,8—0,93; Км = 0.9; / — длина обрабатываемой заготовки, м;
331
Раздел IV. Подготовка производства
iiiiiiiiiiiiiiiiiitiiiiiiiiiiiitiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiinii
т — количество проходов через станок, шт.; z — количество заго-
товок в комплекте, шт.
Участок первичной механической обработки заготовок. Про-
изводительность фуговального станка
где U = 6-8 м/мин для станков с ручной подачей, U = 15—
20 м/мин для станков с механической подачей; п — кратность
деталей, получаемых из одной заготовки, шт.; Кл = 0,85-0,9;
Км = 0,8~0,9; /у — длина /-й обрабатываемой заготовки, м; ~
количество заготовок в комплекте, шт.; т — количество проходов
через станок, шт.; т = 1—3.
Производительность рейсмусового станка
ncu =2HLk,kv,
где п — количество деталей, получаемых из одной заготовки (од-
новременно обрабатываемых), шт.; Кл = 0,8—0,9; Км = 0,8—0,9;
/ — длина обрабатываемой заготовки, м.
Производительность четырехстороннего продольно-фрезер-
ного станка
п = ™
см ж- /-
где Кд = 0,8-0,9; Км = 0,8-0,9; Кск — коэффициент скольжения;
Кск = 0,95.
Участок раскроя плитных материалов. В общем случае про-
изводительность станка для
рассчитать по формуле
раскроя плитных материалов можно
Псм
t х$
где Кд = 0,85—0,93; 5ПЛ — площадь раскраиваемой плиты, м2;
п — количество плит, раскраиваемых одновременно; £5 п —
суммарная площадь заготовок, входящих в комплект, м , tu —
суммарное время, затрачиваемое на подготовку пакета и его
раскрой, мин.
332
Глава 20. Разработка технологического процесса производства мебели
1111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111)111111111111111111111111111111111111111111111111111111111111111111111111111111Ш1111Н11
Гц = *1 + - 1) + tk.
где — затраты времени для получения первого продольного реза,
мин; t2 — затраты для получения второго и последующих резов. кро-
ме последнего, мин; к — количество продольных резов в карте рас-
кроя. шт.; tk — затраты времени для получения последнего реза, мин.
Количество одновременно раскраиваемых плит определяют
исходя из максимальной высоты пропила станка по формуле
п =— (шт.),
5
где Н — максимальная высота пропила станка, мм; 5 — толщина
раскраиваемых плит, мм.
Участок раскроя листовых и рулонных материалов. Произво-
дительность оборудования для раскроя листовых и рулонных ма-
териалов рассчитывают по формулам:
— для раскроя рулонных (листовых полимерных) материалов:
п
“ 'А ’
— для раскроя листовых (шпона) материалов:
m 7К п
П =—
где Км= 0,7; 5ЛМ - площадь раскраиваемого листового (рулонного)
материала, м2; т — количество одновременно раскраиваемых ли-
стов; ги - цикл обрезки одной стороны пакета рулонного, листового
материала, шпона; tu = 0,5 мин; 53 — площадь заготовок рулонного
(листового) материала, м2; < — количество резов по периметру шпо-
на; п — число полос шпона в пакете, определяемое по формуле
Н / х
п = — (шт.),
где Н — высота пакета шпона, мм; hm — толщина шпона, мм.
Участок подготовки шпона к облицовыванию. Производитель-
ность ребросклеивающего станка
п/кмкд
333
Раздел IV. Подготовка производства
iiiiiiiiiiiiiiiiiitiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiihiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiinii
где U = 14—30 м/мин; Км = 0,77; Кд = 0,8; L — длина облицов-
ки, м; пп — число полос шпона в облицовке, шт. (рассчитывают
исходя из ширины одной полосы, равной 150 мм).
Участок облицовывания пластей щитовых заготовок. Про-
изводительность пресса для облицовывания пластей щитовых
деталей
п _
см t S ’
*п компл
где Кд= 0.75—0,85; — плошадь плит пресса, м2; п — количество
рабочих промежутков в прессе; Гц — время цикла, мин; 5К0МПЛ —
площадь комплекта, м2.
Продолжительность цикла работы автоматической линии
облицовывания пластей щитовых деталей на основе автомати-
ческого комплекса (циклопроходного пресса) может обусловли-
ваться длительностью цикла работы пресса Гд пресса или продо-
лжительностью сборки комплекта пакета для загрузки в пресс
гц пак. Продолжительность цикла работы линии принимается рав-
ной большей величине. Продолжительность цикла работы пресса
зависит от свойств клея, вида и толщины облицовочного материа-
ла. Для облицовывания, как правило, применяют быстроотверде-
ваюший клей на основе карбамидоформальдегидной смолы.
При облИЦОВЫВаНИИ СИНТеТИЧеСКИМ ШПОНОМ tu пресса =
= 1,0 мин, при облицовывании натуральным шпоном толщиной
0,6-0,8 мм Гц пресса= ЬЗ мин, при облицовывании натуральным
ШПОНОМ ТОЛЩИНОЙ 0,81 — 1,15 ММ гп пресса = U5 мин.
Продолжительность цикла сборки комплекта пакетов для за-
грузки зависит от размеров пакета и количества их рядов по ши-
рине сборочного ленточного конвейера.
Когда укладывают по ширине ленточного конвейера длин-
ные пакеты в один ряд, пакет одновременно собирают два чело-
века, и штучное время гшт= 3-4 с.
После определения продолжительности циклов работы прес-
са и сборки пакетов сравнивают полученные результаты. При
пресса > Ти. пак ЛЛЯ Р^СЧСТЭ ПрОИЗВОДИТСЛЬНОСТИ ЛИНИИ ПрИНИМЗ-
ЮТ = Гн. пресса; ПРИ 'ц. пак > 'ц. пресса ЛЛЯ РЗСЧСТЗ ПрИНИМЭЮТ Гд =
•ц. пак*
Участок облицовывания кромок щитовых заготовок. Произво-
дительность линии для механической обработки и облицовыва-
ния кромок
334
Глава 20. Разработка технологического процесса производства мебели
ти
псм = |^кдкм,
где 4 - суммарная длина заготовки, м; Кд =0,8—0,9; Км = 0,4-0,45.
Участок вторичной механической обработки заготовок. Про-
изводительность универсальных фрезерных станков с ручной по-
дачей
псм= —Клк
где U= 5-8 м/мин; Км= 0,6-0,8; Кд = 0,9-0,93; L — длина обра-
батываемых поверхностей заготовки, м.
Производительность фрезерно-копировальных станков
где Кд= 0,85-0,93; tu — время цикла фрезерования, мин.
Производительность рамного одностороннего шипорезного
станка
см
TUn
sz
где U = 6—12 м/мин; п — количество одновременно обрабатыва-
емых заготовок (в зависимости от технических характеристик
станка); Км= 0,5—0,6; Кд= 0,9—0,93; 5 — ход каретки (перемеще-
ние стола) согласно технической характеристике станка; z ~ чис-
ло обрабатываемых концов заготовки; z = 1:2.
Производительность рамного двухстороннего шипорезного
станка
псм=^кдкм,
‘’о
где U = 8—12 м/мин; п — количество одновременно обрабатыва-
емых заготовок (в зависимости от технических характеристик
станка); Км = 0,5-0.6; Кд = 0,75-0.80; 5О — расстояние (шаг)
между упорами цепей механизма подачи (конвейера) станка, м
(устанавливается в соответствии с паспортными данными станка
и режимами обработки и может соответствовать 0,25 м).
335
Раздел IV. Подготовка производства
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIhlllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllHIIIIIIIIIIIIIIIIIIIIIIIIIIIIItlllllllll
Производительность ящичного двухстороннего шипорезного
станка
где п — количество одновременно обрабатываемых заготовок
в пачке, шт.; Кд = 0,75—0,80; Гп — цикл обработки пачки загото-
вок, мин (устанавливается в соответствии с паспортными дан-
ными станка и режимами обработки и может быть в пределах
0,1-0.25 мин).
Производительность сверлильно-пазовальных станков опре-
деляют по следующим формулам:
• для одношпиндельных:
— с ручной подачей (СВП-2):
— с механической подачей (СВПА-2):
7КДКМ
см- ’
где Км = 0,5—0,6; Кд = 0,7—0,85; z — количество фрезеруемых па-
зов (отверстий) в заготовке; Гп— время для фрезерования одного
паза (Гп = 20—50 с), определяемое по формуле
f 60HI
и ЮООС/06/’
где Н — глубина паза, мм; / — длина паза, мм; Uo~ скорость осе-
вой подачи, м/мин; (/о = 0,5-1,0 м/мин; d — ширина паза, мм;
• для многошпиндельных (СГВП-1А, Rover, Weeke и т. п.):
где Кд = 0,7-0,85; гп — время обработки (сверления) деталей, мин
(устанавливается в соответствии с паспортными данными станка
и режимами обработки и может быть в пределах 0,1—0,2 мин); z~
количество обрабатываемых деталей в комплекте, шт.
Производительность долбежного станка с фрезерными це-
почками
336
Глава 20. Разработка технологического процесса производства мебели
....................
П
где КЛ= 0.4—0,6; Км= 0.8—0.9; z~ количество фрезеруемых пазов
в заготовке; tu~ время для долбления одного паза (Гп = 20—50 с),
определяемое по формуле
г = 60///
п " lOOOi/y
где Н — глубина паза, мм; / — длина паза, мм; 5 — ширина паза,
мм (6, 8, 10, 12, 16, 20, 25 мм); Uo — скорость осевой подачи,
м/мин; Uo= 0.5—4.8 м/мин; Uo= 30—35 мм/с.
Производительность токарного станка
П = —
тпт
где п — количество одновременно обрабатываемых заготовок
в пачке, шт.; Кд= 0,75—0.80; гп — цикл обработки заготовки, мин;
т — число деталей в комплекте, шт.
Производительность шлифовальных станков определяют по
следующим формулам:
— при шлифовании брусковых, щитовых заготовок с руч-
ным перемещением прижимного элемента (утюжка) с подвиж-
ным столом:
п = T-Ucn
см TLBpaz
где U — скорость перемещения утюжка, м/мин; U = 3-6 м/мин;
с — ширина утюжка (по технической характеристике станка), м;
п — количество одновременно шлифуемых заготовок (определяет-
ся в зависимости от ширины закладки и ширины заготовки), шт.;
L — длина шлифуемых заготовок, м; В — ширина закладки (по
технической характеристике станка), м; р — коэффициент пере-
крытия ходов, равный 1,5; а — необходимое количество номеров
шкурок для получения требуемого качества шлифования (а =
= I; 2; 3); z~ количество шлифуемых сторон заготовки, шт.;
— при шлифовании щитовых заготовок на шлифовальных
станках проходного типа, узколенчатых, широколенчатых, кали-
бровально-шлифовальных:
337
Раздел IV. Подготовка производства
iiiiiiiiiiiiiiiiiitiiiiiiiiiiiitiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiihiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiitiiiiinii
Псм=-^£-КаКм,
z Lmn а
где U — скорость подачи, м/мин; f — количество одновремен-
но шлифуемых деталей (по технической характеристике стан-
ка), шт.; L — длина шлифуемых деталей, м; т — количество про-
ходов через станок, шт.; п — количество шлифуемых сторон, шт.;
Кд-0,8-0,9; Км= 0,90-0,95.
Участок изготовления мебельного щита. За производитель-
ность участка сращивания заготовок по длине принимается про-
изводительность менее производительного узла (шипорезного
или торцового пресса). Производительность шипорезного узла
У/ т J м
‘комп.1
Пси
где п — количество заготовок в одной закладке, шт.; /ср — средняя
длина сращиваемых заготовок, м; В — ширина закладки, м;
^компл — суммарная длина ламелей, входящих в комплект, м;
т — количество проходов через станок, шт.; Кл = 0,8—0,9;
Км = 0,75—0,85.
Количество заготовок в одной закладке можно определить
по формуле:
— для горизонтального шипа:
В
п = —;
b
— для вертикального шипа:
В
п = —
5
где b и 5 — ширина и толщина сращиваемых заготовок соответ-
ственно, м.
Полученные величины округляют до ближайшего меньшего
значения.
Производительность пресса
У / л
— 'комтп
338
Глава 20. Разработка технологического процесса производства мебели
lllllllllllllimillllNilllllillllllillllllllllllllllMIIIIIIIIIIIIIIIIIIIIHIIIIINNIIIIIINIIIIIIIIIIIIMIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIINItlllllllllllllllHHIIIIIIIIMIIIIIIINIIIIIIIIIIIIIIIIIIIIIIIII
где N — число тактов работы пресса в минуту; L — рабочая длина
пресса, м; Кл = 0,7-0,85.
Производительность прессов и вайм для склеивания древесины
по толщине
п :
1lCM t w *
где п — количество одновременно запрессовываемых деталей,
шт.: Кд= 0,7—0,85; Гп — время цикла, мин; z~ количество деталей
в комплекте, шт.;
= 'в.д + 'в.о(МИН)’
где 4. д — продолжительность выдержки под давлением, мин;
4. о — продолжительность открытой выдержки и вспомогатель-
ных операций, мин (ZB. 0= 5—15 мин).
Производительность прессов и вайм для склеивания древесины
по ширине
где Кл = 0,7—0,85.
Расчет производительности многооперационных центров
с ЧПУ. Производительность многооперационных центров с ЧПУ
определяют по формуле
где Кд = 0,7—0,85.
Если операций несколько, необходимо подсчитать норму
времени на каждую операцию:
Н/=77- (мин)-
* *см
Затем высчитывается общая норма времени:
Но = Н, + Н2 + ... + Н„.
Общая производительность многооперационных обрабаты-
вающих центров
339
Раздел IV. Подготовка производства
lllllllllllllllllltllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllHIIIIIIIIIIIIIIIIIIIIIIIIIIIIinilllllllllllllllllllllllllllllllllllllll
Участок изготовления пружинных блоков. Общую произво-
дительность оборудования участка изготовления зависимых пру-
жинных блоков можно определить по формуле
П т ГсмЯКд
см tBz/n
где п — количество одновременно обрабатываемых заготовок
проволоки для изготовления пружин, шт.; Кд = 0,85—0,93; гц —
время цикла обработки, мин; z ~ количество пружин (блоков)
в комплекте, шт.; т - количество пружин, приходящихся на один
блок, шт.
Производительность участка изготовления независимых пру-
жинных блоков
где Кд = 0,85—0,93.
Раскройно-пошивочный участок. Производительность раскрой-
ного комплекса
п .
с“
где п — количество одновременно обрабатываемых заготовок
(слоев ткани), шт.; Кд = 0,85—0,93; /ц — время цикла раскроя
ткани (настилочного материала), мин; т — количество деталей
в комплекте, шт.
Производительность станка для резки поролона BSL Baumer
ТК.КцЛ
U
где Кр= 0,8; Км= 0,9; п — количество одновременно обрабатыва-
емых деталей, шт.; — время цикла резки, мин.
Участок сборки мягкой мебели. Расчет основных параметров
конвейера:
— величина такта
/? = --Кд (мин, с),
(2 '
340
Глава 20. Разработка технологического процесса производства мебели
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIilllllllllll
где Кд — коэффициент использования конвейера; Q - количество
изделий, вырабатываемых на конвейере в смену, шт.;
— цикл изготовления изделия
Ти = Rn (мин),
где п — количество операций на конвейере;
— величина такта периодического (пульсирующего) кон-
вейера
R = г 4- гр
где г - продолжительность операции (равна времени, которое
конвейер стоит неподвижно и изделие, находящееся на нем, об-
рабатывается), с; г, — продолжительность перемещения конвейе-
ра, с;
где /р м — длина рабочего места, м; v — скорость движения кон-
вейера. м/с;
1р. м ~ + 4’
где /изд — длина изделия, м; /0 - расстояние между изделиями;
/0 = 0,3—0,5 м;
— длина рабочего конвейера
LK = 1р. м (" + «1) (м),
где п — количество рабочих мест по одной стороне конвейера, шт.;
пх — дополнительные места, шт.; пх = 2—3;
— технологическая скорость конвейера
Расчет потребного количества оборудования для выполнения
запроектированных технологических операций по изготовлению
изделия производят отдельно для каждого наименования обору-
дования на годовую программу выпуска изделий.
Сменная производительность оборудования при выполнении
соответствующих технологических операций рассчитывается по
приведенным выше формулам.
Норма времени на выполнение технологической операции
отдельно для каждого типоразмера детали (сборочной единицы)
341
Раздел IV. Подготовка производства
lllllllllllllllllltllllllllllllllllllllllllllllllllllllllllllllllllllinilllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllll
или каждой операции в случае расчета производительности мно-
гооперационного оборудования
Нво = 2k = _L (МИН),
вр п п '
1*см 1
где Гсм= 480 мин; Псм - сменная производительность оборудова-
ния (шт., компл., м2, п. м).
Общая норма времени по каждой отдельной технологической
операции
Но = Нх + Н2 + ... + Нл,
где Нр Н2, ..., Нл — нормы времени на отдельных узлах оборудо-
вания, мин.
Тогда производительность многооперационного оборудования
Годовая программа выпуска изделий рассчитывается по про-
изводительности основной единицы оборудования:
0ГОД ^ГОД. эф^см^д,
где 2ГОД — годовая программа выпуска изделий, тыс. шт.; Ггол .не-
эффективный годовой фонд времени, ч; Псм - сменная произво-
дительность расчетного оборудования, изд./ч; Кд — коэффициент
на неучтенные простои оборудования; для простых станков (тор-
цовочных, ленточных, фуговальных, фрезерных и т. д.) Кд= 0,97;
для станков средней сложности (прирезных, рейсмусовых, шипо-
резных односторонних, широколенточных) Кл = 0,95; для слож-
ных станков (четырехсторонних продольно-фрезерных, двухсто-
ронних шипорезных, станков-автоматов, автоматических и полу-
автоматических линий) Кд= 0,93.
Эффективный годовой фонд времени
Гте.эф=^-(В + П + Р)]с/(ч),
где N - число дней в году; В. П, Р — соответственно количество
выходных, праздничных и ремонтных дней в году; Р принима-
ется в зависимости от ремонтной сложности оборудования (для
станков с ручной подачей Р = 2; для станков с механической
подачей Р = 5; для автоматов и линий Р = 10); с — количество
рабочих смен (зависит от режима работы предприятия); t— коли-
чество часов в рабочей смене, ч.
342
Глава 20. Разработка технологического процесса производства мебели
111111111111111111111111111111111111111111111111111111111Н1111111111111111111111111111111111)111111111111111111111111111111)111111111111111111111111111111111111111111111111111111111111111111111111111111Ш11111111
Полученное значение годовой программы округляют до ты-
сячи в большую сторону.
Потребное количество станко-часов на годовую программу
выпуска изделий
где Псм — сменная производительность оборудования в комплек-
тах однотипных деталей изделия, компл./см.
Потребное количество оборудования данной марки на годо-
вую программу выпуска деталей (сборочных единиц)
Т
и,
1 год. эф
где 7р — расчетный годовой фонд времени, ч.
Принятое количество единиц оборудования получают округ-
лением расчетного значения до целого числа. При округлении
следует иметь в виду, что если расчетное количество единиц обо-
рудования окажется меньшим или равным 1.1, то принимает-
ся один станок или одна линия. В этом случае предполагается,
что принятая в проекте перегрузка оборудования на практике
будет компенсирована за счет совершенствования организацион-
но-технических условий работы. Если расчетное количество еди-
ниц оборудования окажется больше, чем 1,1, принимается два
станка или две линии.
Процент загрузки оборудования
р.=—^
где ппр — принятое количество оборудования, шт.
При выборе значения ппр необходимо учитывать допускае-
мую перегрузку оборудования до 10 % (Р3 = ПО %), которая будет
компенсироваться за счет повышения производительности труда.
Годовая программа выпуска изделий задается руководителем
проекта либо рассчитывается по производительности основной
единицы оборудования.
Основной единицей следует считать наиболее сложное и до-
рогостоящее оборудование (многооперационные обрабатываю-
343
Раздел IV. Подготовка производства
lllllllllllllllllltlllllllllllltlllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllinillllllllllllllllllllllllllllltlllllllll
шие центры с числовым программным обеспечением, автомати-
ческие линии и т. п.) из всего комплекта оборудования, принятого
в проекте, например: автоматическая линия для облицовыва-
ния пластей шитов (автоматический комплекс оборудования);
шлифовально-калибровальный станок с ЧПУ; форматно-раскро-
ечные центры с ЧПУ; многошпиндельные сверлильно-присадоч-
ные циклопроходные станки; линии для форматной обработки
и облицовывания кромок щитовых деталей; центры для обработ-
ки деталей окон и т. п.
При расчете потребного количества оборудования рекомен-
дуется сначала рассчитать потребность только основного тех-
нологического оборудования (наиболее дорогостоящего). Если
окажется, что данное оборудование будет иметь низкий процент
загрузки (менее 60 %), необходимо произвести соответствующую
корректировку годовой программы; затем производят расчет ос-
тального оборудования.
Вопросы для самоконтроля
1. Что содержит карта технологического процесса?
2. Перечислите основные данные для разработки карты технологического
процесса.
3. Укажите, какие факторы следует учитывать при разработке карты тех-
нологического процесса изготовления изделия.
д Какой вид имеет общая формула для расчета производительности обо-
рудования?
344
ЛИТЕРАТУРА
llllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllll
Амалицкий, В.В. Деревообрабатывающие станки и инструменты :
учеб. / В.В. Амалицкий. М. : ИРПО. 2002.
Барташевич, А.А. Конструирование мебели : учеб. / А.А. Барта-
шевич, С.П. Трофимов. Минск : Современная школа. 2006.
Барташевич, А.А. Технология изделий из древесины : учеб, по-
собие / А.А. Барташевич, J1.B. Игнатович, С.В. Шетько. Минск :
БГТУ, 2015.
Игнатович Л.В. Технология производства мебели и столяр-
но-строительных изделий : учеб.-метод. пособие / Л.В. Игнато-
вич, С.В. Шетько. Минск : БГТУ, 2017.
Трофимов, С.П. Проектирование деревообрабатывающих пред-
приятий : учеб, пособие / СП. Трофимов. Минск : БГТУ. 2005.
345
£ ПРИЛОЖЕНИЕ
llllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllll
План цеха изготовления клееного щита:
/ - разобщитель сушильных пакетов с устройством поштучной выдачи пиломатериалов (£ = 3,0 м);
2- продольно-фрезерный станок; За - сканер дефектов; 36 - линия оптимизации; 4 - линия
сращивания подлине (длина готовой ламели 5 м); 5- продольно-фрезерный станок для ламелей;
6 - пресс ТВЧ для склеивания ламелей по ширине (£лам — 5,0 м); 7- пресс ТВЧ для склеивания ламелей
по ширине (£шм = 2,5 м); 8- вертикальный форматно-обрезной станок; 9- горизонтальный
форматно-обрезной станок; 10 двусторонний калибровально-шлифовальный станок
Участок изготовления полуфабрикатов декоративной прошивки:
/ - промежуточный склад сырья; 2- подсобный стол; 3- полуавтомат для декоративной
прошивки настилов; 4- промежуточный склад готовой продукции; 5 - траверсы для запаса;
6- швейная машина; 7- рабочий стол для разметки отверстий под блочки; 8- станок для
установки блочков в бортовой ленте; 9 - автомат для декоративной прошивки бортовой ленты
Приложение
Приложение
Участок раскроя тканей и настилочных материалов:
/ - браковочная машина; 2 — траверсная тележка; 3 - промежуточный склад сырья;
4— настилочный агрегат; 5— промежуточный склад готовой продукции;
6- автоматическая линия раскроя настилочных материалов
Участок оптимизации сращивания заготовок подлине:
/ - линия оптимизации торцовки заготовок; 2- линия сращивания;
3 — торцовка заготовок; 4 - калибрование заготовок
Приложение
Приложение
.............................................................
350
Технологическая планировка мебельного цеха:
а - первый этаж; б - второй этаж; / - паллеты; 2 — электропогрузчик; 3— форматно-раскроечный
центр; 4- пресс для облицовывания пластей щитовых деталей; 5 — форматно-раскроечный станок; |
6- кромкооблицовочный станок; 7~ гильотинные ножницы; 8- ребросклеивающий станок;
9- рабочее место; 10- ручная тележка; // - деревообрабатывающий центре ЧПУ; /2- шлифовально- |
калибровальный станок; 13- кромкошлифовальный станок; 14- шлифовальный станок; /5- траверсная |
тележка; 16 — четырехсторонний продольно-фрезерный станок; 17— торцовочный станок;
18 — фрезерный станок; /9- копировально-фрезерный станок; 20- пиломатериалы
Приложение
Приложение
Участок сращивания заготовок:
/ - поперечный транспортер; 2 — разборка штабеля с наклоном; 3 -удаление кромки; 4- система
контроля; 5— измерение влажности; 6— торцовочная пила; 7 ~ транспортерная лента; 8 — роликовый |
транспортер; 9- загрузочный магазин; 10- фрезерный станок; //-транспортер; 12- клеенаносящий |
узел; 13 — тактовый пресс и подающий агрегат; 14— обрезная пила; /5— измеритель
длины; 16— система укладки пакетов; 17 - поперечный транспортер
ОГЛАВЛЕНИЕ
llllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllll
ВВЕДЕНИЕ.............................................................3
РАЗДЕЛ I. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА МЕБЕЛИ.............................6
Глава 1. Структура технологического процесса ........................6
1.1. Основные понятия................................................6
1.2. Типы производств и принципы организации
производственного процесса...........................................9
1.3. Принципы организации рабочего места............................13
1.4. Стадии технологического процесса...............................17
1.5. Классификация и схемы расположения оборудования................19
Глава 2. Точность обработки ........................................27
Глава 3. Раскрой пиломатериалов, плитных
и листовых материалов...............................................36
3.1. Технологический процесс раскроя пиломатериалов ................37
3.2. Технологический процесс раскроя плитных
древесных материалов.................................................45
3.3. Технологический процесс раскроя листовых
и рулонных материалов................................................55
3.4. Оптимизация технологического процесса раскроя плитных
древесных материалов.................................................64
Глава 4. Технология производства синтетических
облицовочных материалов.............................................67
4.1. Технология производства синтетических облицовочных
материалов на основе пропитанных бумаг..............................67
4.2. Технология производства синтетических облицовочных
материалов на основе полимеров......................................76
Глава 5. Первичная механическая обработка мебельных
заготовок из массивной древесины. Подготовка облицовок..............81
5.1. Технологические схемы..........................................81
5.2. Создание базовых поверхностей..................................83
5.3. Обработка заготовок из древесины в размер по сечению...........90
5.4. Поперечный раскрой заготовок...................................98
5.5. Подготовка облицовок..........................................101
353
Оглавление
iiiiiiniu.mu...............................iiiiiiiiiiniiiiiiniiiiiiniuiiiniiiiiiniiiiiiniiiiiniiiiiinii.
Глава 6, Вторичная механическая обработка мебельных
заготовок из массивной древесины................................НО
6.1. Состав и последовательность технологических операций.......НО
6.2. Фрезерование...............................................НО
6.3. Формирование шипов и проушин..............................121
6.4. Точение...................................................129
6.5. Сверление отверстий, выборка гнезд........................132
6.6. Подготовка поверхности к отделке. Шлифование..............145
Глава 7. Изготовление гнутых деталей
из массивной древесины.........................................160
7.1, Пластификация древесины...................................160
7,2. Способы гнутья брусков ...................................164
7,3, Сушка заготовок после гнутья..............................168
Глава 8. Изготовление гнутоклееных деталей.....................170
8.1. Изготовление гнутопропильных заготовок....................170
8.2. Изготовление гнутоклееных заготовок из шпона..............171
Глава 9. Облицовывание.........................................178
9,1, Облицовывание пластей щитовых заготовок...................178
9.2. Облицовывание профильных пластей шитовых заготовок........184
9.3. Облицовывание кромок щитовых деталей......................189
9.4. Облицовывание профильных погонажных деталей
методом окутывания.............................................210
9.5. Ламинирование ............................................214
9.6, Каширование ..............................................222
Глава 10. Вторичная механическая обработка
щитовых элементов мебели.......................................232
Глава 11. Изготовление шитов из массивной древесины............241
11.1. Общая технология изготовления мебельных щитов............242
11.2. Режимы склеивания. Применяемые клеи......................244
11.3. Сращивание заготовок по длине............................248
11.4. Склеивание по толщине....................................256
11.5. Склеивание по ширине.....................................265
Глава 12. Сборка корпусной мебели..............................272
РАЗДЕЛ II. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
МЯГКОЙ МЕБЕЛИ..................................................278
Глава 13. Вилы и строение мягкой мебели........................278
Глава 14. Изготовление мебельных пружинных блоков..............283
Глава 15. Изготовление мягких элементов мебели.................289
Глава 16. Сборка мягкой мебели.................................299
РАЗДЕЛ III. КАЧЕСТВО МЕБЕЛИ....................................306
Глава 17. Виды контроля качества. Технический контроль.........306
Глава 18. Контроль качества готовой продукции..................316
354
Оглавление
...............................................................................
РАЗДЕЛ IV ПОДГОТОВКА ПРОИЗВОДСТВА.....................320
Глава 19. Виды подготовки производства................320
Глава 20. Разработка технологического процесса
производства мебели..................................327
20. Е Карта технологического процесса................327
20.2. Методика расчета производительности и потребного
количества оборудования..............................329
ЛИТЕРАТУРА...........................................345
ПРИЛОЖЕНИЕ...........................................346
355