/





















































































































































Автор: Рагозин А.С.
Теги: жилища энергетика газовая динамика газоснабжение издательство недра природный газ
Год: 1974




Текст
БИБЛИОТЕКА
МАСТЕРА ГАЗОВОГО ХОЗЯЙСТВА
БЫТОВАЯ ГАЗОВАЯ 1
АППАРАТУРА, I
ЭКСПЛУАТАЦИЯ I
И РЕМОНТ JF
к -
БИБЛИОТЕКА МАСТЕРА ГАЗОВОГО ХОЗЯЙСТВА
Л. С. РАГОЗИН
БЫТОВАЯ ГАЗОВАЯ
АППАРАТУРА,
ЭКСПЛУАТАЦИЯ
И РЕМОНТ
Издание 2, переработанное и оополненное
Издательство «НЕДРА»
Ленинградское отделение
Ленинград • 1974
ОТ ИЗДАТЕЛЬСТВА
С каждым годом увеличивается доля газа в топливном балансе
Советского Союза, все больше промышленных, коммунально-
бытовых и бытовых потребителей переводится на газ. Постоянно
растет число людей, занятых обслуживанием газифицированных
объектов.
Важнейшим условием эффективного и безопасного использо-
вания газового топлива является подготовка квалифицированных
работников по монтажу, пуску, наладке, эксплуатации и ремонту
в газовом хозяйстве. С этой целью Ленинградское отделение
издательства «Недра» с 1963 г. начало издавать серию «Библи-
отека мастера газового хозяйства».
Книги «Библиотеки» в основном предназначены для подго-
товки и повышения квалификации кадров массовых профессии —
операторов, кочегаров, машинистов, слесарей и др. Отдельные
выпуски рассчитаны на инженерно-технический персонал газовых
хозяйств и предприятий, а также мастеров и рабочих высокой
квалификации.
«Библиотека» состоит из серии книг, посвященных газоснабже-
нию и использованию газа. В частности, излагаются следующие
вопросы: горючие газы и их свойства, основы газовой техники,
городские системы распределения газа, газорегуляторные пункты
и установки, контрольно-измерительные приборы в газовом хозяй-
стве, использование сжиженных газов, конструкции и работа
газовых горелок различных типов, газоснабжение жилых, ком-
мунально-бытовых зданий и промышленных предприятий, сжи-
гание газа в котлах и промышленных печах, автоматика регули-
рования и безопасности котельных, использование газа в различ-
ных отраслях народного хозяйства.
В течение 1963—1973 гг. выпущено в свет 42 книги. Учитывая,
что спрос па «Библиотеку» растет, издательство с 1965 г. начало
переиздание отдельных выпусков. Наряду с этим продолжается
издание новых книг.
Ваши замечания и отзывы по уже вышедшим книгам, а также
пожелания по выпуску новых просим направлять по адресу:
193171, Ленинград, С-171, Фарфоровская ул., д. 12, Ленинградское
отделение издательства «Недра».
Издательство учтет все пожелания и предложения и организует
выпуск книг на интересующие Вас темы.
В магазинах местных книготоргов по публикуемым ежегодно
Темпланам издательства можно получить информацию о готовя-
щихся к изданию книгах «Библиотеки».
Для приобретения книг «Библиотеки» надо до выхода их в свет
направить заказ в магазины местных книготоргов или в магазин
«Недра» Ленкниги по адресу: 199178, Ленинград, В-178, Сред-
ний пр., д. 61. По выходе из печати книги будут высланы почтой
наложенным платежом.
ВВЕДЕНИЕ
В мировом балансе использования энергетических ресурсов
все более значительное место занимает газовое топливо. Природ-
ный газ широко применяют во всех отраслях народного хозяйства,
что дает стране миллиарды рублей экономии. В Москве, Ленин-
граде, Киеве и других крупных городах газ играет доминиру-
ющую роль. В Москве, например, более 70% всего используемого
топлива составляет газ, что позволяет улучшить бытовые условия
и оздоровить воздушный бассейн столицы. Важную роль газовое
топливо играет в улучшении быта трудящихся. Уже сегодня
более 100 млн. человек в Советском Союзе пользуются в своих
квартирах природным и сжиженным газом.
Первое практическое применение горючие (коксовые) газы
получили в России еще в первой половине XIX в. Газ использо-
вали для освещения улиц, а затем и квартир. Уже в 1835 г. в Пе-
тербурге было основано «Общество освещения газом» и построен
первый в России газовый завод, работавший на привозном камен-
ном угле. В 1865 г. был построен газовый завод в Москве. После-
дующее строительство газовых заводов в ряде городов России,
в Прибалтике, на Украине обеспечило возможность довольно
широко использовать газ для освещения улиц в крупных городах
страны. Появилось газовое освещение в ряде казенных учрежде-
ний и общественных зданий, затем и в квартирах горожан за-
жглись «калильные» газовые лампы. Но уже в первые годы нашего
века газовое освещение было постепенно вытеспено сперва керо-
синовым, а затем и электрическим.
Коксогазовые компании в поисках возможности сбыта выра-
батываемого газа н использования проложенных в городах газо-
вых магистралей начали применять газ в качестве топлива для
обогрева помещений (камины) и для приготовления пищи. В 1915 г.
в квартирах москвичей работало около 3000 кухонных газовых
плит, а в столичном Петрограде их было установлено уже более
10 000, проложено и действовало примерно 500 км уличных и до-
мовых газопроводов, заводы вырабатывали до 80 000 м3 коксового
газа в сутки.
В годы гражданской войны в связп с нехваткой угля выработка
искусственного горючего газа практически была прекращена
5
я газификация городов была временно приостановлена. В Ленин-
граде начались поиски путей использования местного топлива —
горючих сланцев, запасы которых имелись в западной части
области. По данным геологической разведки они составляли не-
сколько миллиардов тонн. К 1930 г. уже широко проводились
работы по организации промышленного использования сланцев,
в частности и для получения горючего газа. К 1935 г. был восста-
новлен Ленинградский коксогазовый завод. К 1941 г. в Ленин-
граде было газифицировано около 25 тысяч квартир на базе
использования искусственных газов. Неменьшими темпами раз-
вивалось и газовое хозяйство Москвы. Начались работы по гази-
фикации ряда городов Украины и Донбасса.
Одновременно с этим в нашей стране было положено начало
использованию для бытовых нужд природного газа из чисто газо-
вых месторождений и применению в качестве топлива попутных
(нефтяных) газов. В 1943 г. был построен и введен в эксплуатацию
первый крупный газопровод Бугуруслан — Куйбышев (200 км),
а затем и газопровод Саратов — Москва (850 км). В послевоенные
годы строительство магистральных газопроводов для транспорта
природного газа развернулось широким фронтом. К 1959 г. в до-
бавление к построенному в послевоенные годы газопроводу Кох-
тла-Ярве — Ленинград, транспортировавшему сланцевый газ,
вступил в строй газопровод Серпухов — Ленинград, подающий
природный газ Ленинграду из Ставропольского края. Сеть мощных
газопроводов природного газа покрыла всю страну, доставляя
его в самые дальние районы. В настоящее время общая протяжен-
ность газопроводов в нашей стране превышает уже 70 000 км.
Газифицировано около 27 млн. квартир, в том числе на природном
газе 12,6 млн. квартир, па сжиженном газе — 14,2 млн. Для
бытовых нужд населения в 1971 г. израсходовано около 27 млрд, м3
природного газа и до 2160 тыс. т сжиженного.
Соответственно этим масштабам развивалась и отечественная
промышленность бытовой газовой аппаратуры, и в первую оче-
редь газовых плит. До Великой Отечественной войны производство
газовой аппаратуры в пашей стране было крайне ограниченно.
Газовые плиты имелись только в нескольких городах, получавших
искусственный газ для быта. С 1945 г. начался промышленный
выпуск отечественной газовой аппаратуры. Газовые плиты первым
в это время начал выпускать Московский завод (ныне завод до-
машних холодильников). Почти одновременно был организован
выпуск газовых плит и в Ленинграде на специально созданных
заводах треста Ленгазаппаратура. Производство газовых плит
вступило и в Москве и в Ленинграде в промышленную фазу.
После 1950 г. было организовано производство газовых плит
и в ряде других экономических районов страны. Заводы, выпу-
скавшие газовые плиты, появились в ряде областей РСФСР и во
многих республиках Советского Союза.
Рост производства газовых илит в нашей стране характери-
зуется следующими цифрами: 1945 г. — пе более 1—2 тыс. в год,
1965 г. (год организации в системе Министерства газовой про-
мышленности СССР специальной отрасли газовой аппаратуры) —
1200 тыс. в год, а в 1972 г. — 3 млн. шт.
Бытовые газовые приборы — газовые кухонные плиты, про-
точные и емкостные водонагреватели, комбинированные отопи-
тельно-варочные аппараты, газовые камины, холодильники,
газовое оборудование дл*я полевых станов и другая (специального
назначения) аппаратура — становятся постепенно неотъемлемой
частью благоустройства жилищ трудящихся в нашей стране.
Намеченное по плану развитие газовой промышленности в бли-
жайшие годы создаст надежную базу для все более широкого
использования газового топлива для бытовых нужд.
Особенности газа при использовании его как бытового то-
плива требуют создания полностью безопасной аппаратуры и обес-
печения ее надежной, безотказной работы на протяжении всей
возможно более долголетней службы. Кроме того, бытовые газовые
приборы призваны еще и украшать жилище, хорошо сочетаться
с окружающей их мебелью, оборудованием кухонь и ванных ком-
нат, что требует тщательности их отделки, повседневного за ними
ухода и бережного обращения. Все это может быть обеспечено
лишь объединенными усилиями конструкторов и изготовителей
аппаратуры, монтажников, эксплуатационного персонала и всех
лиц, пользующихся газовыми приборами в быту.
Недостаточно создать и изготовить хорошую модель газового
прибора, необходимо еще его правильно смонтировать на месте
использования и обеспечить постоянный надзор за его работой,
профилактический уход и своевременное устранение неисправ-
ностей. Только при этих условиях бытовые газовые приборы
смогут надежно и безопасно служить человеку, улучшая условия
его быта.
При использовании для бытовых целей сжиженных углеводо-
родных газов — пропана и бутана — газовые приборы требуют
специальной запорной и регулирующей арматуры. Она должна
обеспечивать подачу к приборам газа, хранящегося в баллонах
под относительно высоким давлением, понижая его до требуемой
величины. Выпускаемая в нашей стране запорная и регули-
рующая арматура, а также и баллоны для транспортировки
и хранения газа непосредственно связаны с повседневной
эксплуатацией газовой аппаратуры и тоже требуют квалифици-
рованного надзора за своей работой, профилактического ухода
и ремонта.
Задача данной книги — наиболее широкое ознакомление ра-
ботников эксплуатационных служб газовых хозяйств, проекти-
ровщиков, строителей и монтажников с находящейся в эксплуата-
ции, а также вновь выпускаемой газовой аппаратурой и арматурой
для бытовых нужд, с ее техническими характеристиками и осо-
бенностями, присущими отдельным приборам, а также с наиболее
7
часто встречающимися неисправностями в процессе эксплуатации
и способами их устранения.
Настоящая книга не претендует па полный охват всех вопро-
сов, связанных с эксплуатацией имеющейся в стране бытовой
газовой аппаратуры. В книге не рассмотрены вопросы, каса-
ющиеся монтажа внутренних газопроводов, вентиляции помеще-
ний, и другие, косвенно относящиеся к газовой аппаратуре, т. е.
вопросы, хорошо освещенные в имеющейся литературе. Рас-
сматривается только то, что непосредственно связано с самими
бытовыми газовыми приборами, конструкцией и работой в рамках
сведений, необходимых для их правильной и полноценной экс-
плуатации и ремонта.
4
ГЛАВА I
ГОРЮЧИЕ ГАЗЫ
Газоснабжение городов и населенных пунктов СССР, обеспе-
чение газовым топливом бытовых нужд населения ооновано па
использовании нескольких видов горючих газов. Они могут быть
подразделены по своему происхождению на две основные группы:
искусственные и природные. Природные газы разделяют на полу-
чаемые непосредственно с газовых месторождений п получаемые
в качестве попутного продукта при разработке газонефтяных
и нефтяных месторождений. 11 природные и попутные газы транс-
портируют и хранят в газообразном состоянии. Природные горю-
чие газы, используемые в качестве топлива для бытовых нужд,
входят в группу углеводородных газов. К углеводородным газам
относится также несколько обособленная группа «сжиженных
газов» (пропан-бутан), получаемых в основном как побочный
продукт переработки попутных нефтяных газов. Их храпят
и транспортируют при относительно высоких давлениях
(до 16 кгс/см2) в сжиженном состоянии. Сжиженные газы нашли
широкое применение в коммунально-бытовом газоснабжении.
Каждая из вышеперечисленных групп горючих газов имеет свои осо-
бенности, определяющие их ценность как массового вида топлива.
Искусственные газы — это основной или побочный продукт
термической переработки в основном твердого топлива. К числу
их относятся коксовый и сланцевый газы. Они отличаются срав-
нительно невысокой теплотой сгорания и наличием в их составе
токсических примесей (в основном окиси углерода). Первое свой-
ство определяет относительно малую экономическую эффектив-
ность и, как следствие, нецелесообразность их транспортирования
па большие расстояния. Наличие токсических примесей снижает
безопасность использования газа в быту. Использование искус-
ственных газов для коммунальпо-бытовых нужд почти прекра-
щено и сохраняется только в некоторых районах.
ПРиРОДНЫЙ ГАЗ
Природный газ представляет собой, как и все другие горючие
газы, смесь различных горючих и негорючих газообразных соста-
вляющих, в которой преобладает метан СН4 (от 70 до 98% в
9
зависимости от месторождения). Кроме метапа в состав природных
газов входят и оолее тяжелые углеводороды — гомологи метапа
(этан, пропап, бутан). Содержание азота N2 и углекислого газа
СО, мало. Водород Н2 и окись углерода СО в составе природных
газов практически отсутствуют. Состав природных газов отдель-
ных месторождений приведен в табл. 1.
Таблица 1
Состав природных газов, об. %
Месторождение сн. с,н. с.н. С«Н । о с.н,, со, N,+ ред- кие газы
Северо-Ставропольское 98,8 0,4 0,2 0,1 0,1 0,4
Расшиватское . . . 98,5 0,5 0,1 0,1 — 0,2 0,6
Малгобекское . . . 98,6 0,5 0,4 0,2 0,1 0,1 0,1
Березовское .... 95,1 и 0,3 0,1 3,0 —
К а рада гс кое .... 93,4 2,2 1,4 1,1 1,2 — 0,2
Дашавское 98,3 0,3 0,1 0,2 — — 1,0
Шебеливское .... 93,0 4,5 0,8 0,6 0,5 0,1 0,5
Михайловское .... 97,3 0,3 0,1 0,1 — 0,2 2,0
Га зли 94—98 1?3 0,5-1,0 0,1 — 0,1 0-3,5
Из таблицы видно, что добываемые па основных месторожде-
ниях СССР природные газы представляют собой почти чистый
метан с небольшими (обычно не больше 5%) добавками более
тяжелых углеводородов. Этот газ как товарное топливо для быто-
вых газовых приборов не требует какой-либо переработки и может
быть непосредственно с места добычи передан к месту потребления.
Природные газы большинства отечественных месторождений пол-
ностью соответствуют условиям ГОСТ 5542—50 и являются
в настоящее время основным видом горючего газа для бытовых
целей. Отсутствие окиси углерода выгодно отличает природный
газ от искусственных. Этим помимо экономических соображений
и диктуется предпочтительность использования природного газа
для бытового газоснабжения.
Содержание вредных примесей в газах, используемых для бы-
товых целей, — отрицательный фактор. В связи с этим состав
газа, идущего па коммунально-бытовые нужды, регламентирует
ГОСТ 5542-50:
Допустимые отклонения от номинальной низшей теплоты
сгорания, %, не более ............................. ±10
Содержание, г/100 м3, не более:
сероводород ........................................
аммиак .......................................... 2
смола и пыль.................................. 0,1
нафталин
зимой ....................................... 5
летом ....................................... Ю
цианистые соединения в пересчете па HCN ... 5
Содержание кислорода, об. %, не более . 1
10
Влагонасыщенность газа при выходе из источника газа
в городскую и поселковую газовую сеть — не более
максимального насыщения газа при температуре, X:
зимой ............................................... 20
летом ....................................... 35
Примечание. Запах должен ощущаться при содержа»
нии в воздухе 1% природного газа.
Для природного газа показатели по содержанию аммиака,
нафталина, смол и цианистых соединении не определяют.
ПОПУТНЫЕ ГАЗЫ
Состав попутных газов характеризуется увеличенным содер-
жанием тяжелых углеводородов с соответственным уменьшением
в них долл метана. Их состав зависит от характера месторождения
(природы нефти) и от способа отделения газа от нефти. Применение
ступенчатой системы сепарации обеспечивает получение попутного
газа, близкого ио составу к природному. Предельные содержания
углеводородных газов и других составляющих для попутного
газа приведены в табл. 2.
Таблица 2
Средний состав попутных газов, об. %
Месторождение СН4 с,н» с.н. (мН.. С»н, t со. н. N.+ репкис газы
Ромашкпнское . . . 40,0 19,5 18,0 7,5 4,9 0,1 10,0
Туймази некое . . . 32,0 14,0 12,0 7,5 6,5 0,7 0,8 26,5
Шкаповское .... 40,0 15,0 17,0 6,9 4,0 0,1 — 17,0
Покровское .... 31,0 15,0 18,0 10,0 4.0 1,0 0,1 20,9
Бугурусланское . . 70,9 10,0 7,6 8,3 — 0,3 1,9 1,0
Кызылкумское . . . 94,0 2,3 1,3 0,9 1,3 0,1 — 0,1
Кала 97,1 2,5 — 0,4 —
В бытовых целях попутные газы с высоким содержанием тяже-
лых углеводородных газов (пропана, бутана) сжигают редко.
В настоящее время отделение последних как самостоятельного
товарного топлива широко практикуется на газобензиновых
заводах, транспортирующих попутный газ потребителю только
после сепарации.
СЖИЖЕННЫЕ ГАЗЫ
Сжиженные газы, используемые в качестве топлива, в основном
являются продуктом переработки попутного нефтяного газа на
газобензпновых заводах. Другие источники получения товарного
сжиженного газа для коммунально-бытовых целей используют
редко. В процессе получения из попутных нефтяных газов (в основ-
ном «жирных», содержащих более 150 г/м3 тяжелых углеводородов)
11
сначала сырого (нестабильного) бензина, а затем и выработки
стабильного газового бензина осуществляется последовательное
отделение пропана и бутана. Эти углеводородные сжиженные
газы являются самостоятельной товарной продукцией газобен-
зпповых заводов. Их транспортируют (по продуктопроводам
и в цистернах) па кустовые базы для дальнейшей доставки к по-
требителю в сосудах меныпей емкости, например в баллопах.
Использование сжиженных газов для коммунально-бытовых нужд
экономически оправдано для районов, удаленных от магистраль-
ных газопроводов. Их потребление за последние годы неуклонно
растет. В настоящее время производят около 2,5 млн. т/год сжи-
женных газов. Значительную часть этого количества расходуют
на коммунально-бытовые нужды.
Сжиженные газы характеризуются особыми качествами, обес-
печивающими их определенные эксплуатационные преимущества.
При нормальных условиях они находятся в газообразном состо-
янии. а при некотором повышении давления переходят в жидкое.
При снижении давления жидкая фаза испаряется, вновь переходит
в газообразное состояние, поступает в газопровод прибора и сжи-
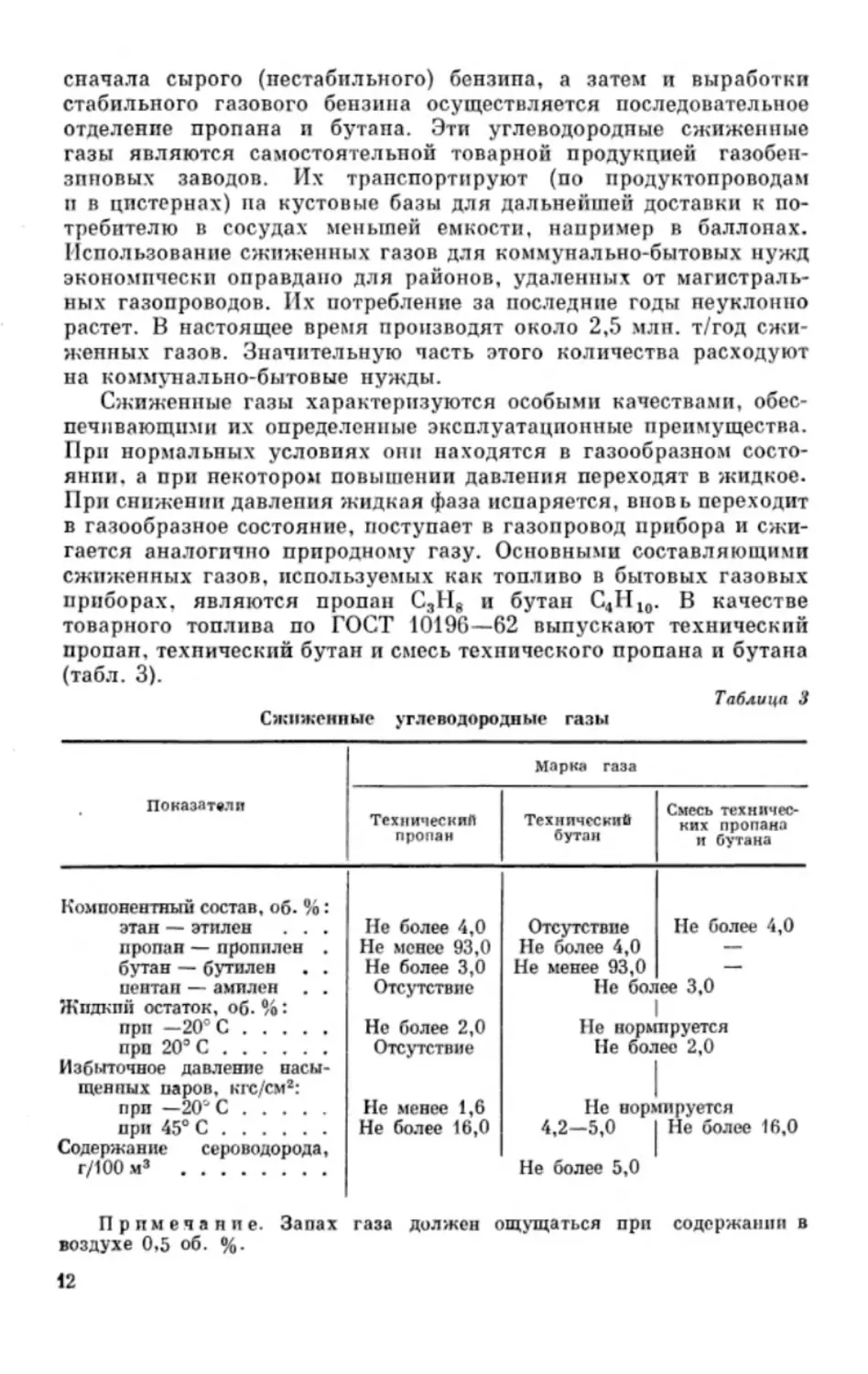
гается аналогично природному газу. Основными составляющими
сжиженных газов, используемых как топливо в бытовых газовых
приборах, являются пропан С3Н8 и бутан С4Н1о. В качестве
товарного топлива по ГОСТ 1019G—62 выпускают технический
пропап. технический бутан и смесь технического пропана и бутана
(табл. 3).
Таблица 3
Сжиженные углеводородные газы
Показатели • Марка газа
Технический пропан Технический бутан Смесь техничес- ких пропана и бутана
Компонентный состав, об. %:
этан — этилен . . . Не более 4,0 Отсутствие Не более 4,0
пропан — пропплен . Не менее 93,0 Не более 4,0
бутан — бутилен . . Не более 3,0 Не менее 93,0 —
пентан — амилен . . Отсутствие Не более 3,0
Жидкий остаток, об. %: при —20° С Не более 2,0 1 Не нормируется
прп 20э С Отсутствие Не более 2,0
Избыточное давление насы- щенных паров, кгс/см2: прп —20" С
Не менее 1,6 Не нормируется
при 45° С Не более 16,0 4,2-5,0 Не более 16,0
Содержание сероводорода, Не более 5,0
г/100 м3
Примечание. Запах газа должен ощущаться при содержании в
воздухе 0,5 об. %.
12
Из перечислстгпых марок сжиженных газов наиболее распро-
страненной является технический пропан, который можно исполь-
зовать для бытового газоснабжения в условиях естественного
испарения £ с применением методов искусственного испарения.
Диапазон наружных температур при этом лежит в пределах
от —35 до 45° С. Технический пропан можно широко использовать
в любых климатических условиях с размещением расходных
емкостей вне отапливаемого помещения. Используют пропан
и с применением подземных хранилищ. Испаряемый газ на всем
протяжении расходования емкости практически сохраняет одно-
родность состава, что очень важно для стабильной работы газовой
аппаратуры. Технический бутан используется для бытовых газо-
вых приборов аналогично пропану, но требует для естественного
испарения более высоких температур окружающей среды. По-
этому баллонное газоснабжение на базе бутана возможно только
с установкой баллонов в отапливаемом помещении.
Смеси пропана и бутана не регламентированы ГОСТ по про-
центному содержанию основных составляющих. Однако именно
это содержание и определяет способ их использования, поскольку
количество бутана определяет нижние температурные пределы
испаряемости. На практике используют смеси с содержанием
бутана до 30%. Такие смеси можно размещать в расходных емко-
стях вне помещений в летний период. При содержании бутана
выше указанного предела расходную емкость с жидкой фазой
нужно хранить в отапливаемом помещении.
Недостатком пропан-бутановых смесей является то обсто-
ятельство, что естественное испарение происходит пофракционно.
Сперва испаряется более легкая фракция — пропан, а к концу
расходования газа в приборы поступает в основном бутан. Это
в значительной мере сказывается на показателях работы газовых
приборов и к концу использования содержимого емкости может
привести к неполноте сжигания газа.
ЭКСПЛУАТАЦИОННЫЕ ПОКАЗАТЕЛИ ГОРЮЧИХ ГАЗОВ
Применяемые для бытовых целей горючие газы (в дальнейшем
рассмотрены только природный и сжиженные газы как основные
виды газов, практически используемые в системе газоснабжения
городов и населенных пунктов) имеют определенные характери-
стики, важные и для конструирования, и для эксплуатации быто-
вой газовой аппаратуры. К числу таких основных характеристик
горючих газов относят теплоту сгорания, температуру воспламе-
нения и предел воспламеняемости, скорость распространения
пламени, количество воздуха, необходимого для горения, плот-
ность, токсичность и др.
Теплота сгорания. Под теплотой сгорания горючего газа
подразумевают количество тепла, выделяемое при полном сжи-
гании единицы объема этого газа, зависящее в основном от его
химического состава. Величину теплоты сгорания газа относят
к 1 м3 при нормальных физических условиях * и выражают в кило-
калориях на кубический метр (ккал/м3).
Используемые для бытового газоснабжения горючие газы
всегда содержат в себе влагу. Поэтому при технических расчетах
пересчитывают объем влажных газов на объем сухих. Объем сухого
газа при нормальных условиях
I/ _ 17 Рб Ч~ Рг Рпяр
с 273-Н ’ 760
где V — объем влажного газа, замеренный счетчиком, м3; t —
температура газа на выходе из счетчика, °C; рб — барометриче-
ское давление в помещении, мм рт. ст.; рг — избыточное давление
газа па выходе из счетчика, мм рт. ст.; рпар — парциальное давле-
ние (упругость) насыщенных водяных паров в газе прп темпе-
ратуре I, мм рт. ст.
Иногда при практических измерениях объемы газа приводят
к нормальным техническим условиям, т. е. к температуре 20° С
и давлению 760 мм рт. ст.
Различают высшую Q* и низшую теплоту сгорания. Прп
определении высшей теплоты сгорания учитывают тепло конден-
сации водяных паров, образуемых прп сжигании газа. В низшую
теплоту сгорания не включают тепло водяных паров, так как
последние практически не конденсируются и уносятся с продук-
тами сгорания. Отклонения по величине низшей теплоты сгорания
обуславливаются стандартом па газы для коммунально-бытового
потребления (ГОСТ 5542—50):
О Gic\ Us —h) 600(72
Vr Vxk v2k ’
где Gx — масса воды, кг, прошедшей через калориметр за время
сжигания м3, газа; Cj — теплоемкость воды (принимается
равной 1), ккал/(кг-°C);— средняя температура воды, выходя-
щей из калориметра, °C; tx — то же, поступающей в калориметр,
°C; 600 — теплота конденсации водяных паров, ккал/кг; G2 —
масса конденсата, кг, собранного за время сжигания У2, м3, газа;
к — коэффициент, приводящий замеренный объем газа к объему
сухого газа при нормальных условиях.
Теплоту сгорания ио приведенной формуле определяют мето-
дом поглощения водой тепла, выделяемого при непрерывном
сжигании газа, с использованием калориметра типа К Л П-1 или
автоматического газового калориметра. Иногда теплоту сгорания
определяют расчетным путем по химическому составу газа.
Значение этого показателя горючего газа чрезвычайно велико
для определения расчетных расходов газа прп конструировании
♦ Под нормальными физическими условиями подразумевают темпера-
туру 0° С и давление 760 мм рт. ст.
14
бытовых газовых приборов и при их эксплуатации. В связи
с этим колебания низшей теплоты сгорания сетевого газа
ГОСТ 5542—50 установлены в пределах ±10% от принятого
для данного газового хозяйства номинального значения. Практи-
чески для применяемых в городах и населенных пунктах СССР
горючих газов номинальная теплота сгорания составляет в сред-
нем, ккал/м3: природный газ 8000— 9000, попутный газ 9500—
10 500, пропан (технический) 21 000—22 000, бутан (техниче-
ски й) 28 000—29 000, смеси пропап-бутана 23 000— 25 000. Зна-
чения высшей и низшей теплоты сгорания основных углеводород-
ных газов, ккал/м3:
Метан СН4
Этан С2Нв
Пропан СзЩ
Бутан С4Н10
Пентан С5Н1?
9 495—8 555
16 607-15 266
23 687—21 795
30 704-28 338
37 723—34 890
Технический бутан, обладающий наибольшей теплотой сгора-
ния из всех рассмотренных выше горючих газов, самостоятельно
до сего времени в большинстве бытовых газовых приборов не
применяли. Это определялось тем, что выпускаемая на сегодня
бытовая газовая аппаратура и используемые в ней инжекционные
горелки не рассчитаны на сжигание газа с такой высокой теплотой
сгорания. Только отдельные горелочные устройства (например,
некоторые горизонтальные конфорочные горелки, установленные
на газовых плитах с открытым столом) могли обеспечить его сжи-
гание с требуемой полнотой при заданных номинальных тепловых
нагрузках. Кроме того, наиболее распространенные условия
хранения сжиженного газа на месте потребления (размещение
емкостей вне помещения) не обеспечивают полного испарения
жидкой фазы бутана ввиду недостаточно высокой температуры
окружающей среды. Не было организовано и раздельное хранение
бутана с созданием специальных облегченных емкостей, рассчи-
танных на меньшие рабочие давления, что повысило бы эффектив-
ность его применения в быту. Таким образом, технический бутап
еще не стал равноправным горючим газом для бытовых целей,
но его более широкое использование в этих целях — вопрос уже
сегодняшнего дня.
Пока применяют в практике бытового газоснабжения пропан-
бутановые смеси. Например, в баллонных газовых установках
в теплое время года используют смесь с теплотой сгорания
25 000 ккал/м3. Ее же можно успешно использовать круглый год
в установках с 27-литровыми баллонами, хранимыми в помещении,
или в одпобаллонных установках с 50-литровым баллоном. Пре-
дельно допустимая теплота сгорания таких смесей, обеспечива-
ющая сжигание газа в существующих конструкциях бытовых
приборов с требуемой полнотой, не должна превышать, однако,
15
24 000—25 (ХМ) ккал/м3. При дальнейшем увеличении теплоты
сгорания требуемая ГОСТ полнота сжигания в бытовой газовой
аппаратуре большинства существующих отечественных конструк-
ций без специальной перепаладки не обеспечивается.
Теплота сгорания горючих газов определяет величину расхода
топлива в единицу времени для обеспечения заданной тепловой
нагрузки бытового прибора. Этот показатель основной при выборе
диаметров проходных сечений сопел — органов, определяющих
величину расхода газа при заданном давлении. Чем выше теплота
сгорания газа, тем меньше требуемый диаметр соплового отвер-
стия и тем меньшим расходом газа обеспечивается заданный
тепловой эффект. Теплота сгорания газов является важным пока-
зателем, определяющим и конструкцию горелок газовых при-
боров, и технико-экономические показатели газификации, по-
скольку с изменением теплоты сгорания меняются и удельные
затраты на единицу получаемого тепла.
Температура воспламенения и пределы воспламеняемости. Сжи-
гание газа — процесс окисления его за счет участия кислорода
воздуха. Эта химическая реакция соединения с кислородом в при-
менении к углеводородным газам может быть выражена
общим уравнением:
СтНя + (т +7") О2 = тСО2+-“ Н2О.
Процесс сжигания сопровождается интенсивным выделением
тепла и, как следствие, повышением температуры газовоздушной
смеси и продуктов сгорания, что способствует дальнейшему раз-
витию реакции окисления. При достижении определенной темпе-
ратуры — температуры самовоспламенения — дальнейший процесс
горения идет без добавления тепла извне. Температура само-
воспламенения является переменной величиной, зависящей от
вида газа, содержания его в газовоздушной смеси, степени сме-
шения последней, условий сжигания и давления, под которым
находится смесь. Примерные температуры воспламенения отдель-
ных углеводородных газов в воздухе при атмосферном давле-
нии, °C:
Метав ........................650
Этан..........................510
Пропан .......................500
Бутан ........................429
Мгновенное доведение газовоздушной смеси до температуры
воспламенения осуществляется поджиганием потока холодной
смеси на выходе его из горел ;п. Существует понятие пределов
воспламенения. Нижний предел воспламенения для холодной
газовоздушной смеси определяется таким минимальным количе-
ством газа в пей, при котором обеспечивается горение без притока
тепла извне — самопроизвольное горение. Верхний предел опре-
16
деляется таким содержанием горючего газа в газовоздушнои
смеси, выше которого она становится негорючей без наличия
источника воспламенения. Существование таких пределов объяс-
няется тепловыми потерями при горении. При разбавлении горю-
чей смеси воздухом или насыщении газом уменьшаются скорости
распространения пламени и увеличиваются тепловые потери,
в результате чего смесь перестает гореть при отсутствии источника
воспламенения.
Ниже приведены для основных углеводородных газов пределы
содержания газа в газовоздушной смеси, соответствующие ниж-
нему (числитель) и верхнему (знаменатель) пределам воспламене-
ния, %:
Метан ................. 5,0/15,0
Этан................... 3,0/12,5
Пропан ................. 2,0/9,5
Бутан .................. 1,7/8,5
Количество воздуха, необходимого для горения. Ранее было
сказано, что для сжигания любого горючего газа обязательно
присутствие определенного количества кислорода. Следовательно,
для обеспечения полного сжигания газа необходимо создать
оптимальные условия доступа атмосферного воздуха в качестве
источника кислорода и, что очень важно, хорошо перемешать газ
с этим воздухом. В бытовых газовых приборах источником кисло-
рода является именно атмосферный воздух, подаваемый к горе-
лочным устройствам в определенных пропорциях. При расчетах
принимают, что воздух состоит из 21 об.% кислорода и 79 об. %
азота.
Количество кислорода, необходимого для полного сжигания
газа, различно для отдельных видов газа и зависит от их составов.
Теоретическое минимальное количество воздуха, требуемого для
полного сжигания газа, может быть определено расчетным путем
по теплоте сгорания данного вида газа. Известно, что на каждые
1000 ккал выделяемого тепла требуется примерно 1,13 м3 воздуха.
Практически для сжигания природного газа с Qn = 8500 ккал/м3
на объем газа требуется 9,5 объемов воздуха. Для сжиженных
газов количество необходимого воздуха резко возрастает и для
пропана составляет уже 23,8 м3 воздуха на 1 м3 газа. Для компен-
сации неравномерного смешения газовоздушной смеси и возмож-
ного в связи с этим химического недожога сжигание газа ведут
не при теоретически необходимом количестве воздуха, а при
некотором его избытке.
Эти условия обеспечиваются в бытовых газовых приборах
путем применения инжецнонпых горелочных устройств для сжи-
гания природных и сжиженных газов. Инжекционные горелки
способны осуществить как создание газовоздушных смесей с необ-
ходимой пропорцией газа и воздуха, так и надлежащее их смеше-
ние. Коэффициент избытка первичного воздуха, инжектируемого
на входе в горелку, равен обычно 0,6—0,7; недостающий воздух
поступает к пламенам из окружающей атмосферы в виде вто-
ричного.
Скорость распространения пламени является существенным
показателем для обеспечения стабильного сжигания газа в горе-
лочных устройствах. Нормальной скоростью распространения
пламени называют такую, с которой пламя перемещается в холод-
ной газовоздушной смеси по нормали к ее поверхности. При опре-
делении этого показателя статическим методом путем сжигания
газовоздушной смеси в прозрачной трубке замеренную линейную
скорость перемещения пламени вдоль трубки называют равно-
мерной скоростью распространения пламени. При этом оговари-
вают диаметр трубки, влияющий на величину скорости. Для
углеводородных газов значения этих скоростей приведены
в табл. 4.
Таблица 4
Максимальные скорости распространения пламени
Газ Максимальная скорость распространения пламени, м/сек Содержание газа в газовоздушной смеси, соответству- ющей максимальной скорости, об. %
Нормальная Равномерная (диаметр трубки 25,4 мм)
Метан 0,34 0,67 9,8
Этан 0,40 0,85 6,3
Пропан 0,39 0,82 4,6
Бутан 0,38 0,82 3,6
Скорость распространения пламени определяется в основном
составом газов. Влияют на пее и побочные факторы, такие как
соотношение газа и воздуха, температура газовоздушной смеси
на выходе из горелки и др. Скорость распространения пламени
учитывают при расчете газогорелочных устройств, при эксплу-
атации которых возможны нарушения устойчивого горения —
проскок пламени или отрыв его от поверхности горелки. Для
предотвращения этого необходимо обеспечить правильное соотно-
шение между скоростью выхода газовоздушной смеси из распре-
делителя горелки и скоростью распространения пламени. Прак-
тически скорость выхода газовоздушной смеси регулируют давле-
нием газа па входе в прибор, подбором площади проходных сече-
ний огневых отверстий горелок, глубиной, формой и состоянием
поверхности каналов этих отверстий, а также и регулированием
состава газовоздушной смеси на тех инжекционных горелках,
где предусмотрено регулирование первичного (инжектируемого
струей выходящего из сопла газа) воздуха.
Температура сгорания газов и продукты сгорания. Теорети-
ческая температура сгорания газа (жаропроизводительность) —
18
это температура продуктов их полного сжигания при коэффи-
циенте избытка воздуха а = 1 и при температуре газовоздушной
смеси 0° С. Калориметрическая температура сгорания газов опре-
деляется при действцтельпых значениях коэффициента а, тем-
пературы газа и воздуха. Жаронроизводительность основных
углеводородных газов в воздухе, °C:
Метан ..................... 2040
Этан .......................2100
Пропан......................2110
Бутан ..................... 2120
Жаронроизводительность пе является только функцией те-
плоты сгорания газа, а зависит и от состава и теплоемкости про-
дуктов сгорания. Величина температуры сгорания газа важна
для решения определенных технологических задач, где она может
быть определяющим фактором. На сжигание газа в бытовых газо-
вых приборах жаронроизводительность не влияет. Температура
пламен бытовых горелок составляет примерно 1000—1100° С.
Продуктами полного сгорания газа, как это видно из общего
уравнения горения углеводородных газов, приведенного ранее,
являются углекислота и водяные пары. Кроме того, в них при-
сутствуют непрореагировавшие азот и кислород, которые были
в воздухе, пошедшем на горение. Возможно наличие и окиси
углерода (результат химического недожога). Объем продуктов
сгорания при а = 1 подсчитывают как сумму объемов входящих
в них компонентов. Максимальное содержание углекислоты в от-
ходящих газах, %: при сжигании метана — 11,8; пропана — 13,8;
бутана — 14,0. Определение объемов продуктов сгорания необ-
ходимо при расчете вентиляционных и дымовых каналов или
газоотводящих устройств самих газовых приборов.
Токсичность. Используемые в бытовом газоснабжении угле-
водородные газы, как правило, пе содержат токсичных компонен-
тов (таких, как окись углерода). Поэтому опи только могут вы-
звать удушье при больших концентрациях за счет уменьшения
в атмосфере помещения количества кислорода. Окись углерода
может появиться в продуктах гореппя из-за неполного сгорания.
♦ ♦ *
Все вышеприведенные основные показатели, или характери-
стики, горючих углеводородных газов имеют большое значение
для конструирования бытовой газовой аппаратуры. Опп подробно
рассмотрены и изложены в ряде специальных книг и справочников.
Приведенные в настоящей книге краткие сведения необходимы
для всех, кто имеет дело с монтажом, наладкой и эксплуатацией
газовых приборов па месте их использования. Это нужно для
того, чтобы обеспечить правильную эксплуатацию приборов
19
и регулирования их при изменении параметров используемого
газа.
Отечественная промышленность выпускает, за отдельными
исключениями, аппаратуру, универсальную в отношении сжига-
емого газа. Прп переходе с одной группы газов на другую необ-
ходима в основном смена сопел, т. е. органов, определяющих
расход газа в единицу времени при номинальном давлении. Однако
изменение группы влечет за собой и изменения (например, объ-
емов воздуха в газовоздушной смеси), которые необходимо
учитывать при настройке любого аппарата на сжигание газа
с определенными характеристиками.
ГЛАВА П
СЖИГАНИЕ ГАЗА В БЫТОВЫХ ГАЗОВЫХ ПРИБОРАХ
Использование горючих газов в качестве топлива в бытовых
приборах предъявляет к их конструкции ряд определенных требо-
ваний. Основными из этих требований являются обеспечение
транспортирования горючего газа, поступающего из газопро-
вода или из емкости, через все необходимые для данного при-
бора устройства без утечки в окружающую атмосферу (герме-
тичность) и создание условий для полного сжигания газа с ма-
ксимальным полезным использованием полученного при этом
тепла.
ГЕРМЕТИЧНОСТЬ ПРИБОРОВ
Все устройства и коммуникации газовых приборов, связанные
с прохождением через них потока газа или газовоздушпой смеси,
должны быть герметичны. Попадание несгоревшего газа в атмо-
сферу помещений недопустимо из-за специфических особенностей
горючих газов. Хотя основные виды горючих газов, используемых
в СССР, — природный газ (метан) и сжиженные газы (пропан-
бутан) — сами по себе и нетоксичны, их наличие в атмосфере
помещений ухудшает санитарное состояние последних. При ис-
пользовании для сжигания в бытовых приборах искусственных
газов (коксового или сланцевого) или добавлении этих газов
к природному, что еще имеет место в отдельных газовых хозяй-
ствах, санитарное состояние помещений прп наличии утечек газа
в приборах ухудшается еще и потому, что в составе искусственных
газов присутствует токсичная составляющая — окись углерода
(СО). Кроме того, утечки любого газа в атмосферу помещений
опасны из-за возможности воспламенения его вне горелочных
устройств прибора или взрыва (при определенных концентра-
циях).
Многолетняя практика газоснабжения жилых зданий показы-
вает, что случаи воспламенения газа вне прибора из-за утечек
в самих газовых приборах крайне редки. Это объясняется отно-
сительно малыми давлениями газа, поступающего в прибор,
и незначительными его концентрациями в атмосфере помещения
при наличии утечки. Чаще аварийные случаи в быту имеют место
21
при утечках в газовых баллонах пли запорной арматуре, где
за счет высокого давления газа наличие утечки приводит к посту-
плению в помещение довольно значительного количества газа
в короткий промежуток времени. Тем не менее герметичность
самих газовых приборов остается обязательным и важнейшим
показателем. Поэтому ГОСТ 10798—70, 5507—55, 8561—57
предусмотрено обеспечение надлежащей герметичности газовых
приборов, определяемой пределом допустимой утечки. Этот пре-
дел характеризуется падением давления в испытуемом объеме
не более 10 мм вод. ст. за 5 мин при испытании воздухом с исход-
ным давлением 500 мм вод. ст. (пли 4 мм вод. ст. за 1 мин при
давлении 1000 мм вод. ст.).
Показатель герметичности приборов, имеющий большое зна-
чение для правильной и безопасной их работы, к сожалению,
не привлекает к себе достаточного внимания в процессе самой
эксплуатации. Герметичность, как правило, проверяют при изго-
товлении аппаратуры на заводе. Это оговорено ГОСТ. Проверка
в этом случае осуществляется приборами и регистрирует наличие
утечек по падению давления в испытуемой полости. Наличие
надлежащей плотности соединений при проверке установленных
приборов обычно контролируется менее точно. Однако проверка
аппаратов в эксплуатации и анализ данных аварийных служб
газовых хозяйств показывают, что герметичность приборов за-
частую нарушается и во время их монтажа, и в процессе экс-
плуатации. Причинами этого могут являться и старение уплотня-
ющих материалов, и ослабление затяжки соединений, и просто
небрежное отношение к прибору прп выполнении монтажных
работ и прп эксплуатации.
Поэтому па всех этапах службы газового прибора от создания
до завершения эксплуатации вопрос герметичности должен быть
предметом постоянного внимания. Поиск наиболее надежных
конструктивных и технологических приемов соединений на газо-
вых трактах приборов (для конструкторов), обеспечение надеж-
ного технологического постоянства узлов и соединений внутри-
приборных газопроводов (для изготовителей), бнимательное
и аккуратное выполнение монтажа приборов (для монтажников),
систематический квалифицированный контроль за герметичностью
(для эксплуатационников) — вот необходимые условия безопасной
работы газового прибора.
УСЛОВИЯ СЖИГАНИЯ ГАЗА
Основная функция каждого бытового газового прибора —
сжигание горючего газа и передача образовавшегося при этом
тепла теплоприемнику, соответствующему данному виду прибора.
В газовых плитах таким теплопрпемнпком является устанавли-
ваемая над конфорочными горелками посуда или выпекаемое
в духовом шкафу изделие, в водонагревателях — находящаяся
22
в емкости или проточная вода; в отопительных приборах тепло
сжигаемого газа предназначено для нагрева окружающей воздуш-
ной среды и т. п. При этом сжигание газа подчинено определенным
требованиям.
Каждый газовый прибор (или горелочное устройство) рассчитан
на определенное количество тепла, выделяемого в единицу вре-
мени при сжигании газа. Этот расчетный показатель называют
тепловой нагрузкой прибора (горелочного устройства). В ряде
случаев предусматривают также и определенную величину полезно
передаваемого по заданному назначению тепла — теплопроизво-
дительность прибора (горелки), которая характеризуется показа-
телем, задаваемым при конструировании прибора, — коэффи-
циентом полезного действия (к. п. д.). К. п. д. определяют как
отношение полезно используемого тепла к общему количеству
тепла, полученному при сжигании газа в приборе (горелке) п вы-
ражают в процентах. К. п. д. характеризует эффективность ис-
пользования топлива в данном приборе пли эффективность работы
отдельного горелочного устройства.
Конструкция любого газового прибора должна обеспечивать
еще и возможно большую полноту сжигания, определяющую
санитарно-гигиенические качества аппарата. Полноту сжигания
газа характеризуют содержанием окиси углерода в продуктах
его сгорания. В связи с тем, что питание газового прибора горю-
чим газом в практических условиях эксплуатации связано с изме-
нениями в определенных пределах теплоты сгорания поступа-
ющего газа и его давления, газовая аппаратура должна — что
очень важно — обеспечивать стабильность картины горения газа
и полноты сжигания его в этих переменных условиях.
Таким образом, основными показателями бытового газового
прибора или отдельного горелочного устройства, связанными
непосредственно с процессом сжигания газа, являются тепловая
нагрузка, к. п. д., полнота сжигания и стабильность горения
газа.
Тепловая нагрузка Дг. Для бытового газового прибора или его
отдельных горелочных устройств тепловую нагрузку выбирают
в зависимости от их назначения и задают ее как основное требо-
вание при конструировании. До сего времени тепловую нагрузку
для основных видов газовой аппаратуры ГОСТ регламентирует
не всегда, она является показателем, определяемым конструктором
и изготовителем данного прибора. Принятую тепловую нагрузку
вносят в паспорт изделия как основной показатель. Практика
производства бытовой газовой аппаратуры и ее типизация (в тех
случаях, когда она проведена) выработали обычно применяемые
поминальные тепловые нагрузки для бытовых газовых приборов
(табл. 5).
В ГОСТ 10798—70 тепловые нагрузки регламентированы для
всех горелок. Тепловые нагрузки бытовых газовых приборов
пли отдельных горелочных устройств зависят от теплоты сгорания
23
Таблица 5
Номинальные тепловые нагрузки бытовых газовых приборов
Горелочное устройство, аппарат
Номинальная
тепловая нагрузка,
ккал/ч
Конфорочные горелки газовых плит....................
То же, повышенной производительности ...............
То же, уменьшенной производительности ..............
Духовой шкаф 4-конфорочной плиты ...................
То же, 2-конфорочной плиты .........................
Водонагреватель проточный для ванных комнат . . . .
То же, кухонный ....................................
То же, коммунальный.................................
Водонагреватель емкостный ЛГВ-80 ...................
То же, АГВ-120......................................
1500-1700
2300-2500
600-800
3200-4000
2400-3000
18 000
8 000
25 000
6 000
12 000
газа и его расхода в единицу времени. Расход газа, в свою оче-
редь, при постоянном диаметре сопел зависит от величины давле-
ния газа перед прибором. В связи с этим для получения жела-
емой тепловой нагрузки для каждого горючего газа выбирают
такой размер отверстий сопла, который обеспечит в пределах
допустимых отклонений давлений газа заданные величины тепло-
вой нагрузки. Тепловая нагрузка, ккал/ч или ккал/мин,
* =
где Vn — количество газа (приведенное к нормальным условиям),
сжигаемого за единицу времени, м’/ч или м3/мин; QH — низшая
теплота сгорания газа, ккал/м3.
Тепловую нагрузку горелок можно регулировать в процессе
работы при помощи изменения расхода газа (поворотом рукоятки
крана или автоматически). Тепловая нагрузка на работающей
аппаратуре может меняться и самопроизвольно при изменении
давления или теплоты сгорания газа. Давление газа перед при-
бором часто меняется в связи с тем, что величина одновременного
потребления газа приборами, подключенными к данному участку
газопровода, в разные часы суток заметно колеблется. Изменение
теплоты сгорания при сетевом снабжении природным газом без
применения добавок газа иного состава не должно иметь места.
Это возможно при использовании смесей сжиженного газа, по-
скольку газ в емкости (баллоне) испаряется пофракционно: сна-
чала более легкая фракция — пропан, затем более тяжелая —
бутан.
В связи с возможностью изменений параметров газа конструк-
ции горелок должны быть рассчитаны па определенный диапазон
качественного сжигания газа при самопроизвольных изменениях
тепловой нагрузки. Поэтому при испытаниях газогорелочных
устройств предусматривают определенные пределы возможных
колебаний тепловой нагрузки, которые получают изменением
давления газа перед прибором, при стабильной теплоте сгораппя
(±5% от номинальной, паспортной). В ГОСТ 10798—70 для газо-
вых плит, например, указано, что горелки в отрегулированном
состоянии должны обеспечивать устойчивое горение без проскоков
и отрыва пламени при изменении давления природного и искус-
ственного газов 0,5—1,4, сжиженного —0,66—1,2 от номиналь-
ного. В этих же пределах давлений газа должна обеспечиваться
требуемая полнота сжигания газа. Соответствие прибора этпм
условиям практически обеспечивает его нормальную работу в необ-
ходимом диапазоне эксплуатационных тепловых нагрузок. Работа
любого прибора прп тепловых нагрузках, выходящих за указан-
ные выше пределы (например, использование сжиженного газа
для прибора с соплами, рассчитанными на природный газ), не-
допустима и по санитарным соображениям, и для сохранности
прибора.
Теплопропзводительность Q. Тепловая производительность
аппарата или отдельного горелочного устройства представляет
собой количество тепла, переданного непосредственно теплоприем-
нику (количество полезно израсходованного тепла) в единицу
времени. Иными словами, это общее количество тепла, получен-
ного от сжигания газа в горелочном устройстве в единицу вре-
мени, за вычетом непроизводительных потерь. Этот показатель
для бытовых приборов не является определяющим и не регламен-
тируется обычно ГОСТ и ГУ. Теплопроизводптельность, ккал/ч,
<2„Ол = ^П/Ю0,
где N — тепловая нагрузка, кнал/ч; т] — к. п. д.
Теплопропзводительность зависит от конструкции аппарата,
заложенного в нем способа передачи тепла теплоприемиику.
Понятие «непроизводительные тепловые потери» условно и при-
суще каждому типу аппарата. Так, тепловые потери в окружа-
ющую среду являются непроизводительными для газовых плит,
требующих концентрации максимума производимого тепла на
приготовляемой пище или нагреваемой воде. Те же потери для
отопительного аппарата являются полезно производимым теплом,
и их надо учитывать как его теплопроизводительность. Потери
тепла в окружающую среду у ванных проточных водонагревате-
лей, не являющиеся вообще бесполезными, в величину его тепло-
производительности не входят и рассматриваются все же как
непроизводительный расход.
К полностью непроизводительным потерям для бытового при-
бора относятся унос тепла с отходящими газами в дымоход и не-
полное использование теплоты сгорания газа за счет химического
недожога. Следует оговориться, что первое не совсем точно, так
как продукты сгорания в приборах, работающих с их отводом,
должны иметь определенную минимальную температуру (огова-
риваемую ГОСТ) для обеспечения необходимой тяги и исключения
возможной конденсации водяных паров в дымоходе.
25
Коэффициент полезного действия ц. Этот показатель характе-
ризует эффективность использования газового топлива но пряному
назначению. Для большинства приборов он регламентирован
ГОСТ и ТУ как обязательный. К. п. д. определяют как отношение
теплопроизводительности к тепловой нагрузке прибора или горе-
лочного устройства и выражают в процентах. Для водонагрева-
телей к. п. д. определяют для прибора в целом. Для газовых плит
к. п. д. определяют и задают для отдельной конфорочной горелки
и пе учитывают для горелок духового шкафа, характеризуемых
другими показателями. К. п. д. для конфорочных горелок
газовых плит обычного типа должен быть не меньше 55%
(ГОСТ 10798—70), для плит с закрытым столом и устройством
для отвода продуктов сгорания в дымоход — 40%; для проточных
водонагревателей — 80%. К. п. д. для газовых плит и водонагре-
вателей определяют путем нагрева определенных количеств воды.
При определении к. п. д. горелок плиты кастрюлю с нагрева-
емой водой устанавливают над проверяемой горелкой. По
ГОСТ 10798—70:
л --------------------------100,
где Gu — масса кастрюли, крышки, мешалки, кг; см — тепло-
емкость металла посуды, ккал/(кг• аС); Gn — масса воды в ка-
стрюле, кг; — начальная температура воды в кастрюле, °C;
Vc — объем сухого газа при нормальных условиях, израсходо-
ванный горелкой на нагрев воды от температуры tt до t2 и вы-
численный по формуле, м3; /2 — конечная температура воды
в кастрюле, °C; — низшая теплота сгорания газа, ккал/м3.
Объем сухого газа Vc должен исчисляться по формуле
_У 273 Рб Рг — Рпар
с 273-Н * 760
где V — объем влажного газа по счетчику, м3; t — температура
газа на выходе из счетчика, °C; р6 — барометрическое давление
в помещении лаборатории, мм рт. ст.; рг — избыточное давление
на выходе из счетчика, мм рт. ст.; /?пар — парциальное давление
водяных паров в газе на выходе из счетчика, мм рт. ст.
Для определения к. п. д. проточных водонагревателей реги-
стрируют количество тепла, полученного протекающей через аппа-
рат водой за единицу времени при номинальной тепловой нагрузке
аппарата и установившемся режиме нагрева воды с перепадом
температур AZ холодной и нагретой воды, равным 40—45° С.
1)= c;f‘(<A~tl)--ioo.
У П. Сун. с
где Go — масса нагретой воды, кг; св — теплоемкость воды,
ккал/(кг«°С); Z2 — температура нагретой воды на выходе иа
26
аппарата, °C; tx — температура воды на входе в аппарат, °C;
Vn с — расход сухого газа, приведенный к нормальным усло-
виям, м3; с — низшая теплота сгорания сухого газа, ккал/м3.
К. п. д. для отопительных аппаратов и аппаратов специального
назначения определяют другими методами (например, путем
замера потерь тепла) и задают в ТУ на данный прибор.
Полнота сжигания газа. Основной санитарно-гигиенический
показатель любого газового бытового прибора имеет особое зна-
чение как фактор безопасной работы, связанный со здоровьем
пользующегося газовой аппаратурой населения. Полнота сжига-
ния газа определяет и чисто экономический показатель — к. п. д.
аппарата, поскольку химический недожог увеличивает непроиз-
водительные потери при сжигании газового топлива.
Полноту сжигания газа принято определять по содержанию
в отходящих газах токсической составляющей — окиси углерода
СО. В Советском Союзе этот показатель строго определен дей-
ствующими ГОСТ и ТУ на бытовые газовые приборы и не должен
превышать 0,02% (по ГОСТ 10798—70) для газовых плит и 0,05%
для проточных газовых водонагревателей, работающих с отводом
продуктов сгорания в дымоход.
Несколько иной подход к оценке санитарно-гигиенических
качеств газовых приборов в зарубежных стандартах и нормах.
Например, разрешается для горелок газовых плит содержание
СО в отходящих газах до 0,1%, а при использовании специальных
испытательных смесей газов — даже до 0,2%. Эти же нормы
заложены в ряде других зарубежных стандартов. Некоторое
увеличение разрешенного содержания СО в продуктах сгорания
для горелок бытовых приборов в зарубежной практике вызывается
прямой связью этого показателя с к. п. д. горелок, показателя
обуславливающего затраты потребителя на стоимость газа при
эксплуатации прибора. Минимальный к. п. д. горелок в зарубеж-
ных нормах 58—60%. Для обеспечения такого к. п. д. необхо-
димо приближение тенлоприемника к огневой поверхности горелки,
что неизбежно связано с понижением полноты сжигания газа.
Методиками зарубежных стандартов рекомендуется для кон-
трольного определения содержания СО в отходящих газах при-
менять специальные испытательные смеси с добавкой к основному
горючему газу небольшого количества азота (N2) или водорода
(Н2) с целью изменения характеристик горючего газа и прибли-
жения их к крайним возможным характеристикам газа, исполь-
зуемого при эксплуатации. Такой метод испытаний принят и в ре-
комендациях СЭВ. При переработке отечественных стандартов
эта методика будет, по-видимому, введена в них для типовых
испытаний бытовой аппаратуры, проводимых в лабораторных
условиях.
Во всех случаях содержание СО в отходящих газах при про-
верке бытовых газовых приборов определяют в специальных
лабораторных условиях, подробно оговоренных в стандартах,
27
так как только при этих условиях можно получить сравнимые
результаты. Максимальное содержание СО в отходящих газах,
определяемое типовыми лабораторными испытаниями, должно
гарантировать допустимый санитарный уровень для газифициро-
ванных жилых помещений, при котором возможное предельное
содержание СО в атмосфере помещений при надлежащих усло-
виях, оговоренных СНиП, не грозит здоровью людей. Макси-
мально допустимая величина химического недожога по данным
последних исследований кроме ограничения содержания в отхо-
дящих газах окиси углерода ограничивает содержание других
вредных компонентов, также влияющих на здоровье людей.
Наиболее широко используемые газовые приборы — газовые
плиты всех типоразмеров и проточные водонагреватели малой
производительности (с тепловой нагрузкой до 8000 ккал/ч) рабо-
тают с выбросом продуктов сгорания непосредственно в атмо-
сферу кухни. Для проточных водонагревателей большой произ-
водительности, емкостных водонагревателей, отопительных и дру-
гих приборов предусмотрен отвод продуктов сгорания в дымоход,
но все же не исключено попадание продуктов сгорания в помеще-
ние, например при изменении условий тяги в дымоходах. Авто-
матическое отключение подачи в прибор газа в случае уменьшения
тяги ниже допустимых пределов до настоящего времени в суще-
ствующих промышленных конструкциях газовой аппаратуры не
предусмотрено. Поэтому конструирование газовых приборов и их
горелочных устройств, технологическое постоянство исполнения
при изготовлении, наблюдение и уход за приборами во время
эксплуатации должны всегда быть направлены на максимальное
обеспечение полноты сжигания газа. В следующих главах будут
более подробно рассмотрены для каждого типа прибора причины,
определяющие ухудшение полноты сжигания.
Как правило, во всех отечественных бытовых приборах при-
меняют горелочные устройства инжекционного типа низкого
давления (до 500 мм вод. ст.). Принцип работы таких горелок
основан на том, что определенная часть воздуха, необходимого
для полного сжигания газа, именуемая «первичным воздухом»,
инжектируется энергией струи газа, выходящего из сопла го-
релки. Образовавшаяся газовоздушная смесь выводится через
огневые отверстия горелки для сжигания. При горении этой
газовоздушной смеси остальная часть воздуха, необходимого для
полного сжигания газа (вторичный воздух), поступает из окру-
жающей атмосферы непосредственно к факелам горящего пламени
за счет диффузии и инжектирования струями газовоздушной
смеси. Под полным сжиганием газа условно принимают такое
сжигание, при котором содержание окиси углерода в отходящих
газах не превышает нормы, предусмотренной для данного при-
бора.
Существует и другой способ сжигания газа — диффузионный,
который не предусматривает инжектирования первичного воздуха.
28
В этом случае весь необходимый для полного сжигания газа воздух
поступает непосредственно к пламенам горелки. Процесс смеше-
ния и горения происходит параллельно. Это приводит к значи-
тельному удлинению и повышенному свечению факелов пламени,
так как для обеспечения сгорания всех частиц струе газа в про-
цессе смешения с воздухом (диффузии) необходимо пройти значи-
тельный путь. В связи с этим диффузионное сжигание газа в быто-
вых приборах возможно только при использовании в качестве
топлива искусственных газов с низкой теплотой сгорания, требу-
ющих для полного сжигания 1 м3 газа примерно 3—4 м3 воздуха.
Для полного сжигания газа с высокой теплотой сгорания необхо-
димо значительно больше воздуха. Так, для природного газа
(метана) на 1 м3 газа требуется 9,5 м3 воздуха, для сжиженных
углеводородных газов эта величина достигает 23 м3 и более. По-
этому в Советском Союзе, где искусственные газы в быту почти
не используются, диффузионные горелки в настоящее время
промышленность не выпускает.
При инжекционном сжигании газа количество первичного
воздуха зависит от конструкции горелочного устройства, его
аэродинамических свойств. Количество первичного воздуха, вы-
раженное в процентах к теоретически необходимому для горения
количеству воздуха, называют коэффициентом инжекции первич-
ного воздуха. Практически для существующих инжекционных
горелок в газовых плитах эта величина не превышает 60%. В го-
релках проточных водонагревателей она колеблется от 50 до 70%.
Такое количество первичного воздуха при достаточно полном его
смешении с газом создает условия для устойчивой работы горелок.
При этом обеспечивается и возможность регулирования работы
горелки от минимально необходимой тепловой нагрузки до пре-
дельной нагрузки без потери устойчивости горения. Чрезмерное
повышение в горелках низкого давления их инжекционной спо-
собности (коэффициента инжекции первичного воздуха) для быто-
вых приборов нецелесообразно, так как это снижает стабильность
их работы. Целесообразнее обеспечить оптимальные условия
доступа к пламени вторичного воздуха.
Таким образом, полнота сжигания газа в инжекционных
горелках низкого давления зависит от обеспечения ими требуемых
аэродинамических свойств — оптимального соотношения первич-
ного и вторичного воздуха с общим коэффициентом избытка
воздуха а, превышающим единицу. Аэродинамические свойства
горелок являются функцией конструкции как постоянных, так
и регулируемых размеров их элементов. Все они, начиная с сопла
п кончая огневыми отверстиями распределителей, должны под-
чиняться задаче обеспечения инжектирования первичного воздуха
в необходимых пределах. Это особенно важно в связи со значи-
тельной разницей физических объемов воздуха при использовании
различных газов. Канал выходного отверстия сопла должен
иметь диаметр, соответствующий виду газа, определенную длину,
29
гладкость поверхности, соответствующую форму разделки входа
и выхода, чтобы обеспечить минимальную потерю исходного
давления. Диффузор горелки * и его конфузорная часть также
должны иметь гладкие поверхности, определенные внутренние
диаметры раструбов и цилиндрической части и общую протяжен-
ность с целью обеспечения максимально полного смешения газа
и воздуха.
Большое значение для аэродинамических свойств горелочного
устройства имеет и ее распределительная часть (для горелок газо-
вых плит — огневая насадка, образуемая или в корпусе или
в крышке горелки). Помимо своей основной функции (разделения
газовоздушного потока при выходе из горелки на отдельные мел-
кие струи, формирующие факела пламен) распределитель газовой
горелки должен обеспечить оптимальные возможности подвода
к факелам вторичного воздуха. От этого в значительной мере
будет зависеть полнота сжигания газа. Огневые отверстия должны
быть размещены так, чтобы пламена имели наибольшую поверх-
ность контакта с окружающим воздухом и чтобы этот воздух имел
свободный доступ к основанию пламени, его ядру. Этим наряду
с инжекцией первичного воздуха достигается минимальная длина
пламен п, следовательно, полнота сжигания газа в условиях
приближенного теплоприемника (посуды и др.). Кроме того,
распределитель горелки должен обеспечивать и беглость распро-
странения пламени по огневой поверхности. Малый шаг огневых
отверстий невыгоден для подвода вторичного воздуха, а чрезмерно
большой нарушает беглость воспламенения. Небезразличны
л проходные сечения (по размеру и форме) огневых отверстий,
так как их суммарное проходное сечение должно обеспечить мини-
мальное сопротивление выходу газовоздушной смеси, т. е. быть
наибольшим, а проходное сечение каждого отверстия должно
исключить возможность неустойчивого горения (обратный про-
скок пламени), т. е. быть наименьшим. В этих условиях правиль-
ный выбор размеров отверстий и их взаимного расположения
приобретает большое значение и определяет качество горелки.
Для устранения этих видимых противоречий в последнее
время на горелках с ограниченной огневой поверхностью (напри-
мер, на горелках газовых плит) используют двухрядное пламя.
В этом случае узкая кольцевая полоска пламени (на горелках
круглой формы), образуемая сплошной щелью, размещена пли
под фронтом основных пламен или над ним и обеспечивает беглость
воспламенения при относительно большом шаге основных огневых
отверстий. Этим же путем может повышаться и к. п. д. горелок
газовых плит, так как при двухрядном пламени на круглой го-
релке можно уменьшить диаметр огневой насадки и приблизить
источник тепла к центру посуды.
Степень инжекции первичного воздуха на горелках большин-
ства бытовых газовых приборов регулируют регулятором воз-
духа — передвижным дисковым или цилиндрическим шибером,
2MJ
расположенным на входе в смесительную часть горелки. При
повороте (или перемещении) шибера изменяется количество
воздуха, подводимого к инжектирующей струе газа, выходящего
из сопла. Изменение положения шибера сказывается на внешнем
виде факелов (картине горения), что может наблюдаться визу-
ально. Нормальная картина горения характеризуется:
1) коротким факелом пламени;
2) наличием ярко выраженного ядра пламени зеленовато-
синего цвета при общем голубоватом цвете всего видимого факела;
3) отсутствием желтых языков, сопровождаемых выделением
копоти;
4) однородностью факелов по высоте;
5) отсутствием дрожащих факелов или отрыва их от горелки.
Необходимость регулирования степени инжекции первичного
воздуха на горелочных устройствах в процессе эксплуатации
практически вызывается периодическими изменениями параметров
поступающего газа — его теплоты сгорания и давления — за счет
неравномерности потребления газа в течение суток. Регулирова-
ние необходимо также и для возможности перенастройки аппарата
с одного вида газа на другой за счет замены только сопел (это
предусмотрено во всех отечественных конструкциях плит). Однако
в условиях газоснабжения, обеспечивающего колебание теплоты
сгорания газа в пределах требований ГОСТ 5542—50 (не более
±10%), и при наличии на приборе горелок, рассчитанных па
сжигание определенного газа, или специальных универсальных
горелок регулятор первичного воздуха не всегда необходим.
На ряде образцов зарубежных плит, специализированных по
сжигаемому газу или имеющих универсальные горелки, такого
регулятора нет. Вместо этого выдержано определенное расстояние
от сопла до смесителя для каждого вида газа (постоянное или
регул ируемое).
Применение горелочных устройств без регулятора первичного
воздуха на старых моделях отечественных плит не практиковалось
из-за пеобеспечения в системе газоснабжения достаточной ста-
бильности параметров сжигаемых газов. Однако применяемая
система регулирования первичного воздуха шибером на входе
в смеситель горелки в существующих отечественных конструкциях
неудобна, особенно во время работы плиты. Практически к регу-
лированию первичного воздуха при эксплуатации плиты при-
бегают редко именно по причине неудобства доступа к шиберу,
в частности па распространенных в настоящее время плитах с за-
крытым столом. В результате зачастую газовые плиты эксплуати-
руются в худших санитарно-гигиенических условиях, чем те,
которые обеспечиваются возможностями горелочного устройства.
Па отдельных моделях зарубежных плит (югославские плиты
типа «Весна», японские плиты фирмы «Националы»), снабженных
регуляторами первичного воздуха, управление шибером вынесено
на панель управления. Это, безусловно, облегчает регулирование,
31
и такие конструкции регуляторов могут найти применение в новых
отечественных моделях. В существующих же условиях регулиро-
вание первичного воздуха для обеспечения наилучшего эффекта
работы данного горелочного устройства должно быть предметом
инструктажа лиц, пользующихся газовыми плитами, и входить
в обязанности персонала эксплуатационных служб.
С введением с 1972 г. нового ГОСТ на газовые плиты, регла-
ментирующего пределы теплоты сгорания газа, и с применением
новых конструкций варочных горелок на отечественных плитах
последних моделей в ближайшее время вероятен отказ от принципа
регулирования первичного воздуха на горелках плит, без наруше-
ния их универсальности по сжигаемому газу. Практика проверки
плит последних моделей показывает, что удовлетворительная
работа их горелок обеспечивается при полностью открытом ши-
бере, поэтому он становится рудиментарным органом. При кон-
струировании отечественных газовых плит это обстоятельство
нужно учитывать. На горелочных устройствах проточных водо-
нагревателей унифицированного ряда (ВПГ), имеющих много-
сопловой подвод газа к двум параллельным смесителям, это уже
учтено, и регулирование первичного воздуха в этих конструкциях
не применяется.
Значительно влияет на полноту сжигания газа расстояние
от огневых отверстий до теплоприемника. При чрезмерном сокра-
щении его внутренний конус пламени соприкасается с относи-
тельно холодной поверхностью теплоприемника, что приводит
к химическому недожогу, т. е. ухудшению полноты сжигания
газа. Значительное удаление теплоприемника от огневых отвер-
стий невыгодно экономически, так как это приводит к снижению
к. и. д. горелок, а при наличии камеры сжигания (например,
в водонагревателях) также к увеличению размеров аппаратов.
Поэтому при конструировании газовых приборов выбирают опти-
мальное расстояние от огневых отверстий горелок до теплоприем-
ника. Например, для большинства газовых плит старых моделей
таким оптимальным расстоянием была величина 30±2 мм. Для
отечественных варочных горелок современных унифицированных
плит это расстояние рекомендовано 23±2 мм. При расстояниях
в пределах от 18 до 27 мм практически обеспечиваются обусловлен-
ные ГОСТ 10798—70 содержание СО в отходящих газах (до 0,02%)
и к. п. д. (не ниже 55%). В настоящее время на заводах отрасли
внедряются варочные горелки плит с горизонтальным смесителем,
на которых с помощью специальной резьбовой насадки можно
регулировать расстояние от огневой поверхности горелки до дна
посуды.
СТАБИЛЬНОСТЬ РАБОТЫ ГАЗОГОРЕЛОЧНЫХ УСТРОЙСТВ
Газовые горелки в бытовых приборах для обеспечения потре-
бительских качеств аппаратов и вышеперечисленных регламенти-
рованных требований к ним должны обладать способностью
32
устойчивой работы в переменных условиях. Естественно, что
к горелочным устройствам предъявляют требования стабильности
работы только в известных пределах. Нельзя требовать от при-
бора работы на различных видах горючих газов без соответству-
ющей перенастройки. Изменения рабочих давлений газа допу-
стимы также только в определенных пределах. Однако инжек-
ционная горелка низкого давления должна обеспечивать
стабильную устойчивую работу прибора в пределах тех изменений
параметров газа, которые обычно возникают при нормальном
газоснабжении. Это значит, что горелки, отрегулированные на
определенный вид горючего газа, должны гарантировать устой-
чивую работу в пределах колебаний теплоты сгорания, хими-
ческого состава и плотности газа, применяемого в данном хозяй-
стве.
Горелки должны сохранять стабильность работы и прп
колебаниях давлений, вызванных неравномерностью потребления
газа в течение суток. Устойчивость должна сохраняться и прп
изменениях тепловой нагрузки, диктуемых технологией при-
готовления пищи или требуемой степенью нагрева воды. В связи
с этим проверка работы аппаратов предусматривает цикл испыта-
ний. осуществляемых в широком диапазоне тепловых нагрузок.
ГОСТ 10798—70 регламентирует для этих испытаний нижние
и верхние пределы тепловых нагрузок.
Под устойчивой работой горелочного устройства понимают
такое сжигание газа, при котором длина факелов равномерна,
горение протекает без отрыва и проскока пламени. Отрыв пламени
характеризуется горением факелов на некотором расстоянии
от огневых отверстий, переменным приближением и удалением
их относительно поверхности горелки и зачастую полным загаса-
нием факелов. Это явление происходит в случаях, когда скорость
истечения газовоздушной смеси из огневых отверстий превышает
скорость распространения пламени этой смеси. Обратное отрыву
пламени явление — проскок пламени, или перемещение его на-
встречу газовому потоку, — характеризуется горением газо-
воздушной смеси внутри горелки, в ее смесительной части, и со-
провождается характерным шумом. Зачастую при этом горение
прекращается вовсе. Это явление происходит в тех случаях, когда
скорость истечения газовоздушной смеси меньше скорости рас-
пространения пламени.
Отрыв п проскок пламени в равной мере недопустимы. При
отрыве пламени и его загасании в помещение поступает несгорев-
ший газ, что может привести к образованию взрывоопасных или
токсичных смесей. При частичном отрыве, без загасанпя, т. е.
при горении взвешенных факелов, не обеспечивается полнота
сжигания из-за химического недожога, увеличивается содержание
СО в отходящих газах. При проскоке пламени последствия ана-
логичны. Кроме того, горение пламени внутри горелки может
привести к деформации и разрушению последней.
2 А. С. Рагозин
33
Пределы возможного отрыва или проскока пламени поддаются
расчетному определению, поскольку они зависят от величины
тепловой нагрузки, размеров огневых отверстий, содержания
первичного воздуха в газовоздушной смеси и температуры по-
верхности огневых отверстий. Поэтому при конструировании
инжекционных горелочных устройств низкого давления выбирают
определенные проходные сечения огневых отверстий. Практически
определены так называемые «критические сечения» огневых отвер-
стий. При диаметре огневых отверстий менее 2,5 мм или ширине
огневых щелей 1—1,1 мм и отсутствии перегрева их поверхности
явление проскока в нормальных условиях практически исклю-
чается. Кроме того, горелочные устройства большинства бытовых
газовых приборов (как это было указано выше) снабжены регуля-
тором первичного воздуха, позволяющим устанавливать требу-
емую степень инжекции (т. е. состав газовоздушной смеси). Кра-
пом газового прибора регулируют тепловую нагрузку.
Еще один показатель работы горелочных устройств — беглость
распространения пламени. Стандарты требуют, чтобы при под-
несении горящей спички к одному из огневых отверстий пламя
мгновенно распространялось по всей огневой поверхности го-
релки. Зависит это от расстояний между огневыми отверстиями.
При конструировании горелок расстояние выбирают так, чтобы
обеспечить беглость воспламенения и не ухудшить при излишнем
сближении осей отверстий условий доступа вторичного воздуха
к факелам.
Общими для всех бытовых газовых приборов являются требо-
вания к их эстетике и товарному виду. Почти все образцы отече-
ственных газовых приборов ранее выпускавшихся моделей не
в полной мере отвечали этим требованиям и значительно уступали
аналогичным приборам зарубежных фирм. Объясняется это тем,
что относительно молодая в нашей стране отрасль бытового газо-
приборостроения, до недавнего времени административно раз-
• розненная, должна была как можно быстрее обеспечить страну
дешевой газовой аппаратурой. При этом бытовая газовая аппа-
ратура (кроме портативной) не поступала в торговую сеть, как
другие товары народного потребления, а устанавливалась бес-
платно в качестве оборудования жилых домов, входящего в сто-
имость строительства. В настоящее время возросшие требования
потребителя к эстетике бытовых приборов привели к необходи-
мости пересмотра конструкции, в частности, газовых плит в сто-
рону улучшения их внешнего вида и эргономических качеств.
Вся бытовая газовая аппаратура подчинена требованиям
ГОСТ. Газовые бытовые плиты выпускали по ГОСТ 10798—64,
а с 1972 г. по ГОСТ 10798—70. Для проточных газовых водонагре-
вателей действует ГОСТ 5507—55 (технические условия) и ГОСТ
8561—57 (методы испытаний). Емкостные водонагреватели под-
чинены ГОСТ 11032—69, печные горелки — ГОСТ 16569—71.
Баллоны для сжиженных газов выпускаются в соответствии
<?4
с ГОСТ 15860—70. Баллонная арматура охвачена техническими
условиями, зарегистрированными в Госстандарте СССР: вентили
угловые ТУ-51383—70, клапаны — ТУ-51385—70; регуляторы
давления типа РДГ—ТУ-51386—70 и типа «Балтика» —
ТУ-51384—70. Отопительные и отопительно-варочные аппараты
выпускаются по временным техническим условиям.
Кроме Государственных стандартов выпуск газовой аппара-
туры и арматуры должен согласоваться с «Правилами безопас-
ности...» Госгортехнадзора и соответствующими разделами стро-
ительных норм и правил (СНиП) Госстроя СССР.
Эксплуатируемые в СССР бытовые газовые приборы по харак-
теру использования делят на две группы: приборы, работающие
с выбросом продуктов сгорания в помещение, и приборы с отводом
продуктов сгорания в дымоход. К первой группе относятся все
существующие газовые плиты и проточные газовые водонагрева-
тели с тепловой нагрузкой до 8000 ккал/ч, ко второй группе —
проточные газовые водонагреватели с тепловой нагрузкой
более 8000 ккал/ч, все емкостные водонагреватели и некоторые
другие приборы.
ГЛАВА III
ГАЗОВЫЕ ПЛИТЫ
Простейший из бытовых газовых приборов — газовая плита.
Этот несложный газовый аппарат удовлетворяет в достаточно ком-
фортных условиях самую насущную бытовую потребность —
приготовление пищи. Именно поэтому первыми приборами для
газификации быта в нашей стране да и в других странах были
кухонные газовые плиты.
Основной особенностью газификации быта в СССР является
система бесплатного снабжения населения газовой аппаратурой.
Газовые плиты и проточные газовые водонагреватели устанавли-
вали с самого начала газификации и продолжают устанавливать
как элемент комплекта жилищного строительства и включают
его в смету без отдельной оплаты их стоимости абонентами. Эта
система распространена как на новое строительство, так и на
газификацию старого жилого фонда, где стоимость аппаратуры
оплачивает городское жилищное управление. Продажа газовой
аппаратуры в магазинах для нужд индивидуальной газификации,
в основном частных домов в сельских районах и дачных местно-
стях. в нашей стране чрезвычайно ограничена и не превышает 1%
от всей устанавливаемой аппаратуры.
Заданные народнохозяйственным планом темпы газификации
требовали в кратчайшие сроки обеспечить новое жилищное стро-
ительство относительно дешевой газовой аппаратурой и снабдить
ею население. Все это диктовало и требования к конструкциям
газовой аппаратуры. Газовые плиты первых послевоенных вы-
пусков были представлены образцами простейшей конструкции,
требовавшей минимальных затрат и по трудоемкости, и по мате-
риалам. Прп этом на второй план были временно отодвинуты
вопросы эстетического оформления и внешнего вида плит и их
эксплуатационной комфортности. Это было оправдано тем, что
страна в короткий срок смогла получить необходимое количество
дешевых газовых плит, обеспечивавших санитарно-технический
минимум и необходимые эксплуатационные качества. Например,
стоимость четырехконфорочной плиты к 1960 г. составляла лишь
21 руб.
Выпускавшиеся до 1968 г. в нашей стране газовые плиты имели
принципиально одинаковую простейшую конструкцию, не пред-
36
усматривавшую какой-либо автоматизации. Однако в зависимости
От места изготовления они отличались рядом конструктивных
особенностей, исключавших взаимозаменяемость узлов и деталей,
что приводило к многообразию конструкций запасных частей.
Это обстоятельство в значительной мере затрудняло работу экс-
плуатационных служб, имевших зачастую в своем хозяйстве
разнотипные плиты, усложняло и удорожало газификацию быта
в стране. С 1967 г. в системе Главгазмехзаводы началась плано-
мерная унификация газовых плит, продолжающаяся и в насто-
ящее время. Введение унифицированных моделей плит одновре-
менно сопровождается и улучшением их конструкций и внешнего
оформления, установкой на отдельных моделях автоматических
устройств и устройств, повышающих безопасность. Все типо-
размеры выпускаемых в стране газовых плит были приведены
в соответствие с требованиями действовавшего стандарта с вве-
дением необходимых при этом конструктивных изменений. Про-
ектирование и производство новых типовых моделей плит под-
чинялись уже требованиям нового ГОСТ 10798—70, предусматри-
вавшего дальнейшее повышение как технических требований
к плитам, так и методов их проверки.
В 1968 г. вновь разрабатываемые модели вышли за пределы
конструкторских бюро и началось их промышленное освоение.
Приступили к производству новых «львовских» моделей четырех-
и двухконфорочных плит Львовский, Брестский, Дружковскпй
и Криворожский заводы газовой аппаратуры (ЗГА). Начали
выпуск двухконфорочных плит конструкции ГипроНИИГаза
Волгоградский и Саратовский ЗГА. На ряде ЗГА — Ленинград-
ском, Бакинском, Краснодарском и др. — с 1968 г. начат выпуск
унифицированных типовых плит. С 1970 г. повсеместно прекращен
выпуск плит старых моделей. Таким образом, в настоящее время
в нашей стране в эксплуатации находятся одновременно газовые
плиты выпусков 1945—1968 гг. более чем двадцати модификаций,
унифицированные плиты трех новых моделей и некоторое коли-
чество импортных плит производства Польши, Румынии и Юго-
славии.
Выпускавшиеся до сего времени бытовые газовые плиты яв-
ляются приборами узкого применения и предназначены только
для приготовления пищи — варки, жарения, выпечки. Плиты
могут быть использованы и для нагрева воды для хозяйственных
нужд в крупной посуде, устанавливаемой на специальные кон-
форки с ребрами увеличенной высоты. Газовые плиты всех моделей
не теплоемки и для нагрева помещения не пригодны. В настоящее
время разрабатывают и осваивают конструкции комбинированных
отопительно-варочных приборов, где чисто варочная часть —
конфорочные горелки (иногда и духовой шкаф) — сочетается
с отопительным элементом — камином с горелкой инфракрасного
излучения или калорифером для нагрева воды, поступающей
затем в систему водяного отопления. Обычные напольные бытовые
37
Рис. 1. Основные размеры газовых плит: а — по старому ГОСТ 10798—6*4;
б — по новому ГОСТ 10798—70.
Размер, мм
Расстояние между центрами го-
релок А, не менее .........
Ширина стола с боковыми пол-
ками В,. не более..........
То же. без полок Bt, не менее
Высота от пола до уровня сто-
ла Н......................
То же, до оси газопровода Ht
Длина стола, не более.....
Духовой шкаф:
ширина Ъ ..........
высота h ...........
глубина I ..........
объем, дм*. не менее . . . .
Плиты ПО ГОСТ 10798-64 Плиты ПО ГОСТ 10798-70
ПГ4/1-1 ПГ4/1-2 ПГЗ/1-Б ПГ2/1-1 ПГ2/ 1-2 Четырех конфо- рочная Трехконфороч- ная Двух конфороч- ная
900
520
770±5
600
360
310 225
490
235
850
520
770±5
39 м
360
310 225
340 325
235
400, 450, 500. 520.
650. 800. 850. 900
850±5
770±5
600 ±5 I 450 I 450
газовые плиты прямого назначения выпускают с четырьмя, тремя
и двумя конфорочными горелками и одним духовым шкафом.
Некоторое время изготовляли двухкоифорочные напольные плиты
без духового шкафа. В 1965 г. и последующие годы на нескольких
ЗГА (Львовский, Казанский, Семипалатинский) начат выпуск
трехконфорочных плит со специальным шкафом для размещения
баллона с пропан-бутаном. Кроме того, широко распространены
и двухконфорочные настольные плитки, как правило, работающие
па сжиженном газе (могут использоваться и для сетевого природ-
ного газа). К отдельному классу принадлежат портативные турист-
ские плитки на две или одну горелку, не предназначенные для
использования в помещении и работающие также на сжиженном
газе от входящего в комплект плиты баллона малой емкости.
Бытовые газовые плиты всех классов хотя и являются простей-
шими газовыми приборами, все же за счет специфических особен-
ностей газового топлива и ввиду многообразия находящихся
в эксплуатации конструкций требуют определенной квалификации
обслуживающего персонала и элементарных знаний для лиц,
ими пользующихся. Без этого невозможна длительная падежная
эксплуатация газовых плит и сохранение их исходных эксплуата-
ционных качеств. Кроме того, неквалифицированное обращение
с газовой плитой может сказаться на ухудшении гигиенических
условий в помещении и понизить безопасность использования
газа в бытовых условиях.
Отечественные бытовые газовые плиты всех классов предста-
вляют собой бескаркасную сборку штампованных элементов,
образующих корпус с размещенными на нем основными рабочими
элементами — газопроводом, кранами и горелочными устрой-
ствами. Основные размеры плит регламентированы ГОСТ (рис. 1).
ОСНОВНЫЕ ЧАСТИ ПЛИТ
Корпус. Его собирают из штампованных стальных деталей
соединяемых винтовыми креплениями или сваркой. Корпус яв
ляется несущей конструкцией и одновременно выполняет функции
внешнего оформления плиты. Снаружи корпус покрывают за-
щитно декоративным слоем керамической эмали. Применяемые
в отечественном производстве керамические эмалевые покрытия
отличаются высокой прочностью, устойчивостью к воздействиям
окружающей среды (не теряют декоративности при длительной
эксплуатации), термически и химически устойчивы в пределах,
определяемых бытовыми условиями, легко очищаются от различ-
ных загрязнений. При условии бережного отношения (периоди-
ческой промывке и протирке эмалированной поверхности без
применения кислот и щелочей, защите от ударов) эмалевые покры-
тия газовых плит могут служить, сохраняя опрятный внешний
вид, практически весь нормальный срок эксплуатации плиты —
не менее 20 лет.
39
Для защитно-декоративных двухслойных покрытий в насто-
ящее время используют борные грунтовые эмали и титановые
эмали типа Т-1 (Т-2), обладающие высокой степенью глушения
и коэффициентом диффузного отражения около 80%, обеспечива-
ющим белизну покрытия. Эмали,•применяемые для покрытий
стальных поверхностей, представляют собой заглушенные стекла
сложного химического состава, белые или окрашенные. Основное
назначение эмалевого покрытия — защита металла от коррозии —
сочетается с возможностью выполнить с его помощью и декора-
тивную отделку изделий. Эмалирование используют и для нанесе-
ния покрытий па чугунные изделия, например на литые чугунные
конфорки газовых плит.
Важным качеством эмали, особенно для газовой аппаратуры,
является ее высокая термостойкость —способность противостоять
значительным температурным перепадам. Относительно тонкий
слой эмали (до 0,2 мм) выдерживает температурный перепад
до 300е С без нарушения состояния поверхности. Высокая упру-
гость эмалей обеспечивает сохранность покрытия в условиях
различия величины термического расширения металла и эмали.
Эмалевые покрытия обладают высокой твердостью и прочностью
на истирание. Все указанные физические свойства эмалевых
покрытий обеспечивают их долговечность.
Эмали изготовляют на самих заводах, выпускающих газовую
аппаратуру. Основным компонентом любых эмалей, как и стекла,
является кремнезем (SiO2). Для понижения температуры плавле-
ния в шихту эмали вводят окись натрия (Na2O) или окись калия
(К 2О) и борный ангидрид (В2О3), влияющий также и на коэффи-
циент линейного расширения эмалей. Для улучшения сцепления
с металлом в грунтовые эмали вводят окись никеля (Ni2О) и окись
кобальта (СоО), а для глушения и окрашивания в белый цвет
покровных эмалей — двуокись титана (TiO2). Рецептуры шихты
для варки эмалей разнообразны и зависят как от назначения
эмали, так и от материалов, содержащих требуемые компоненты.
Требующие декоративного покрытия внешние лицевые детали
плиты при эмалировании проходят двойной цикл обработки.
Сначала па специально подготовленную поверхность штампован-
ных деталей из листовой стали наносится первый слой — грунто-
вый. Грунтовая эмаль выполняет роль промежуточного слоя
и обеспечивает надежное сцепление с подслоем — покрываемой
поверхностью штампованного изделия. Для обеспечения большей
прочности сцепления грунта с металлом после обычной подготовки
штампованных деталей под эмалирование — обезжиривания,
травления и промывки — применяют еще дополнительную обра-
ботку в растворе сернокислого никеля. За счет вводимых сцепля-
ющих окислов грунтовые эмали окрашены в темные тона синего,
зеленого или почти черного цвета и поэтому не пригодны в каче-
стве внешнего декоративного покрытия для предметов домашнего
обихода. В связи с этим поверх грунтового слоя наносят второй,
40
декоративный, слой из белой титановой эмали, обеспечивающей
и надежное сцепление с грунтом, и требуемый внешний вид изде-
лия. Общая толщина слоя эмалевого покрытия составляет 0,12—
0,2 мм. Все детали газовой плиты, не требующие декоративного
оформления, но нуждающиеся в защите от коррозии, покрывают
только грунтовой эмалью (задние и нижние поверхности плиты)
или грунтом с добавкой покровной эмали (детали духового шкафа,
внутренняя сторона дверки и др.).
Керамические эмали представляют собой первоначально
стекловидный гранулированный продукт — фритту. Ее обра-
батывают с водой и добавкой глины в специальных шаровых
мельницах и доводят до определенной тонины помола и конси-
стенции сметанообразной массы. В таком состоянии эмаль, имену-
емую шликером, после соответствующих добавок, регулирующих
плотность и консистенцию, наносят на эмалируемое изделие либо
окуная деталь в ванпу (грунтовое покрытие), либо распылением
по поверхности детали при помощи аэрографов (пульверизато-
ров) — для получения наружного, декоративного, слоя.
Качественное покрытие керамической эмалью возможно при
соблюдении определенных условий. Эмалированию успешно под-
вергается только малоуглеродистая холоднокатаная сталь кон-
струкционных марок. Покрытие горячекатаной листовой стали
хотя и возможно, но неизбежно сопровождается появлением ряда
внешних пороков декоративной поверхности. Часть этих пороков,
проявляющихся во времени (например, так называемая рыбья
чешуя), может привести к полному разрушению покрытия. По-
этому в массовом производстве для деталей газовой аппаратуры,
требующих декоративного эмалирования, горячекатаную сталь
не применяют
Приготовление эмалей — сложный производственный процесс,
требующий строжайшего контроля как всех исходных материалов,
так и режимов технологического процесса. После нанесения на
поверхность деталей и последующей сушки при 120—140° С эмаль
обжигают в электрических или газовых печах при 850—920° С.
В связи с этим восстановление нарушенного эмалевого покрытия
на газовых приборах в условиях ремонтных служб газовых хо-
зяйств неосуществимо и не практикуется из-за сложности техно-
логического процесса и большого количества необходимого обору-
дования. Даже в заводских условиях, где местное исправление
дефектов эмалевого покрытия принципиально возможно, оно
также практикуется редко, особенно для приборов, бывших
в эксплуатации. Стоимость такого восстановления высока, а по
внешнему виду оно заметно уступает первичному эмалированию.
Поэтому при наличии дефектов в эмалевом покрытии детали газо-
вых плит приходится заменять новыми. Замена же любой детали
корпуса плиты требует ее разборки и в условиях эксплуатации
достаточно сложна. В практике отечественных газовых хозяйств
отдельные детали корпуса плиты с дефектами эмали не заменяют.
f
При значительном ухудшении внешнего вида плиту заменяют
целиком. Отдельные же дефекты эмалевого слоя (местные сколы
в результате небрежного монтажа или пользования плитой)
сохраняются и портят внешний вид бытового прибора. Необхо-
димо весьма бережно относиться к прибору, учитывая относитель-
ную хрупкость стекловидного эмалевого покрытия, на всех этапах:
при изготовлении, транспортировке, монтаже, профилактических
ремонтах и при использовании по прямому назначению. Практи-
куемая иногда «подмазка» дефектных мест на установленных
плитах различными красками — масляной, эмалевой и другими,
как правило, выигрыша во внешнем виде плиты не дает.
I Несущую способность корпуса обеспечивают соответствующим
подбором толщины листовой стали, идущей на изготовление от-
дельных деталей, профилированием этих деталей для придания
им большей жесткости и тщательностью выполнения сборочных
операций с соответствующей степенью затяжки крепежа — винтов
или болтов. Проверка жесткости конструкций газовых плит и их
способности выдерживать определенные нагрузки без деформации
требованиями ГОСТ 10798—64 не предусматривалась. На отдель-
ных плитах, где применяли листовую сталь меньших, чем следует,
толщин или пе обеспечивали жесткость креплений корпуса, наблю-
дались прогибы деталей или коробления, трудно поддающиеся
исправлению без нарушения эмалевого покрытия.
Новым ГОСТ 10798—70 предусмотрена проверка прочности
и жесткости конструкции плиты путем накладывания на стол
плиты груза определенной массы (из расчета 25 кг на каждую
верхнюю горелку) и замера остаточных деформаций. Кроме того,
предусмотрена проверка смещения деталей относительно друг
друга приложением горизонтальной силы (50 кгс) к верхней
кромке передней стенки плиты. Эти испытания предусмотрены
для всех типоразмеров напольных плит. Допустимые деформации
строго оговорены.
Введение типовых испытаний, проверяющих прочность и же-
сткость конструкций плит, не может не сказаться и на исходном
качестве сборочных соединений. Если сварные соединения не
вызывают сомнений в отношении прочности, то соединения с при-
менением резьбовых деталей — крепежа — требуют к себе опре-
деленного внимания. Во всех отечественных конструкциях плит
каркасные детали корпуса (боковые, передние, задние, стенки
и дно корпуса) крепят при помощи болтов с гайками. Такие соеди-
нения требуют в процессе сборки максимальной затяжки. В про-
цессе транспортировки и монтажа они ослабевают. Особенно это
относится к креплению накладных деталей (ножек, сточных
листов и др.). Поэтому при монтаже плит и приемке их в эксплу-
атацию обязательны проверка затяжки доступных извне болтовых
соединений и их довинчивание.
В настоящее время на ряде заводов начато освоение соединений
частей корпуса с помощью самонарезающих винтов, с подклад-
42
ними деталями или без них (рис. 2). Такое крепление широко при-
меняют и в зарубежной практике. При изготовлении духовых
шкафов все шире применяют электросварку (точечную или шов-
ную). В новых типовых моделях плит (частично и в старых) пред-
усмотрены цельносварные духовые шкафы, надежно обеспечива-
ющие прочность изделия.
Газопровод. Это наиболее ответственная часть бытовых газо-
вых плит. Под газопроводом подразумевают газовые коммуника-
ции от присоединительной части коллектора до огневых отверстий
горелочного устройства, включая все ответвления трубопроводов
на отдельные горелки или элементы автоматики, сами элементы
Рис. 2. Виды соединений листовых штампованных деталей:
а — болтовое, б — самоиарезающим винтом.
1 — винт; X — гайка; 3 — под к ла дна н шайба.
автоматики (если они предусмотрены), краны, сопла и, наконец,
собственно горелки. Все эта совокупность деталей и узлов должна
быть подчинена одной главной задаче — транспортированию газа
в пределах прибора без каких-либо утечек. Собственно трубопро-
воды на газовых плитах выполняют из стальных труб диаметром
*/2 * (для коллектора плиты) и 10—14 мм (для горелочных патруб-
ков и газопровода духового шкафа). Трубы диаметром 1// поста-
вляют по ГОСТ 3262—62, диаметром 10 и 14 мм (электросвар-
ные) — по ГОСТ 10705—63. Прп изготовлении газовых плит
трубопроводы защищают от коррозии путем гальванического
цинкования, окрашивания специальным лаком или эмалирования
наружной поверхности (плиты Ленинградского ЗГА). Соединения
отдельных отрезков труб между собой, с кранами и с горелочными
устройствами на всех отечественных конструкциях плит приняты
резьбовые, либо с муфтами и контргайками, либо с прямым взаим-
ным свинчиванием (для соединений с кранами) и контргайкой.
Безусловный недостаток таких соединений — относительная слож-
ность их надежной герметизации. Требуется очень точное испол-
нение резьб, уплотнение резьбового соединения пропитанной
паклей, надлежащая затяжка контргайки и тщательная проверка
собранного узла па герметичность. При всем этом все же возможны
случаи утечек газа, возникающие за счет ослабления соединения
при монтаже или высыхании уплотняющего материала. В связи
43
с
j —
Рис. 3. Соединение крана
трубой коллектора.
J — труба; а — контргайка;
прокладка.
менеиием уплотнения
с этим при вводе плиты в эксплуатацию и при каждом профилакти-
ческом осмотре необходима проверка герметичности н, по мере
надобности, доуплотнение мест утечек. Особого внимания требует
соединение кранов с коллекторами. Существующая практика
нарезания неполной (с уменьшенным средним диаметром) резьбы
на трубе коллектора недопустима. Это приводит к срезанию резьбы
на соске латунного крана прп его ввертывании и нарушению
герметичности при возможном смещении оси крана относительно
оси коллектора. Кроме того, при снятии крана при ремонте не-
возможно повторное ввертывание только что снятого крана, име-
ющего уже нарушенную резьбу.
В случаях ремонта таких плит
можно заменить снятый кран новьщ,
имеющим уплотняющее облужива-
ние резьбы оловом. При доведении
параметров газовых плит до требо-
ваний ГОСТ 10798-64 (в 1968 г.)
этот недостаток устранен, и на всех
типоразмерах плит краны на кол-
лекторах устанавливают па полной
резьбе. На ряде ЗГА практикуют бо-
лее совершенную герметизацию этого
соединения. На трубе коллектора по
верхней образующей, на линии осей
кранов, подштамповывают плоскую
площадку. На сосок крана навора-
чивают контргайку. После вверты-
вания крана в коллектор (с при-
итанным волокном) контргайку затя-
гивают до полного прилегания к поверхности площадки (рис. 3).
Радикальный способ улучшения герметизации всех соединений
газопровода, применяемый широко и зарубежными фирмами, —
переход па торцевое уплотнение. При этом на любом соединении
один конец трубы (или соединяемой с ней детали) имеет обычную
крупную наружную резьбу, а другой, присоединяемый, конец —
развальцовку с надетой предварительно накидной гайкой. Гер-
метичность уплотнения обеспечивают применением плоской коль-
цевой прокладки из паронита или другого уплотняющего мате-
риала. Хорошие результаты можно получить, если придать
соединяемым деталям конусообразную форму, в частности для
соединений труб с краном или горелочным устройством. При этом
на торце присоединяемой детали снимают фаску, а трубку раз-
вальцовывают с заданным углом конуса (рис. 4). В этом случае
дополнительная прокладка под накидную гайку не требуется.
Нанлучшие результаты такое соединение дает при использовании
для газопровода алюминиевых труб.
При всех этих условиях любое соединение на линии газопро-
вода, транспортирующего газ под определенным давлением, может
44
явиться потенциальным источником утечки и требует профилакти-
ческого надзора в течение всего срока эксплуатации плиты.
Поэтому разумно стремиться к максимальному сокращению числа
соединений на газопроводе.
В настоящее время заводы, изготовляющие унифицированные
плиты, начали выпускать новый тип горелок, имеющих развитый
по длине горизонтальный смеситель. В этих условиях газ внутри
Рве. 4. Соединение элементов
газопроводов: а — с прокладкой,
б — с конусной разделкой.
1 — труба; накидная гайка; J—про-
кладка; 4 — кран.
плиты транспортируется только
в пределах коллектора. Далее,
до огневых отверстий горелок сто-
ла, через смеситель транспорти-
руется уже газовоздушная смесь,
имеющая до 60% воздуха и мини-
мальное давление. Этим путем
может быть сокращено до 60%
соединений, опасных в отношении
утечки газа, и существенно по-
вышена общая герметичность аппа-
рата.
Краны. Наиболее ответствен-
ный узел в газовой плите — проб-
ковый кран. На всех моделях
отечественных плит независимо от
типа и размера устанавливают
только пробковые краны. Применя-
емые отдельными зарубежными
фирмами мембранные краны из-за
большой сложности и меньшей на-
дежности в нашем производстве
применения не нашли. Обычный
пробковый газовый кран выпу-
скают в трех основных вариантах (рис. 5). Корпус 2 крана имеет
внутреннюю или наружную резьбу 1 для присоединения к трубо-
проводам горелок и боковой сосок 3 с резьбой для присоединения
к коллекторной трубе. Внутренняя часть корпуса обработана
на конус с соотношением 1 : 7. Плиты старых моделей различных
заводов до приведения их к требованиям ГОСТ 10798—64 имели
и другие углы конусов. До настоящего времени краны с углом
конуса 1 : 6 выпускал Запорожский завод эмалированной посуды
и с углом 1:10 Ужгородский ЗГА. Выбор конуса с углом 1 : 7
продиктован оптимальными условиями для свободного вращения
пробки в корпусе. Пробка крана 4 имеет или хвостовик, или
отверстие в верхней части для посадки втулки или стержня 7.
На втулку насаживают пластмассовую рукоятку, служащую
для поворота крана. Между втулкой (стержнем) и пробкой крапа
помещена пружина 6, обеспечивающая возможность поступатель-
ного движения втулки перед поворотом крана на открытие. Это
предусмотрено для предотвращения случайного открытия крана.
45
I
I
Рис. 5. Пробковые краны газовых плит: а — тип А («московский» с внутрен-
ней резьбой); б — тип Б («московский» с наружной резьбой); о — тип В
(«ленинградский»); > — тип Г (унифицированный); д — тип Д фланцевый.
I — нарезной сосок присоединения к газопроводам; s — корпус;-4,— боковой сосок при-
соединения к трубе коллектора. 4— пробка; 3— стопорный вият, в—пружина; 7 —
стержень; I — фланец
Завод-изготовитель Размеры, мм
D d, d. <1.
ТИП 7 Московский завод домашних холодильников Ужгородский ЗГА Тбилисский ЗГА . Оражоникидлрвский ЗГА Московский завод домашняя хололил1.нпков (малогабаритный кран) Казанский ЗГА - Тин D Волгоградский ЗГА Дзержинский завод химического машиност|го' евин «Лысьвенский металлургический завод .... Омский ЭТА Горьковский завод ............... — Тип в Львовский ЗГА Фрунзенский, электротехнического сборулова- НИЯ Днепропетровский ЗГА Дружковский ЗГА Бакинский ЗГА Ашхабадский ЗГА Ленинградский ЗГА Брестский ЗГА Ташкентский ЗГА Ферганский ЗГА Тип Г Унифицированный гни I 5.5 6,0 5,5 5.» 5,5 5.5 4+0А 5.5 5.5 5,5 5.5 6.0 6.0 5,5 5,0 6,0 4,6 4,2 5,0 5.0 4.0 4.5 5,5 1 М12Х1 М10Х1 MiOxl M12xl Тр. М12Х1 М14Х1.5 М10Х1 Тр. >/«' М10Х1 М10Х1 Тр. /»* М10Х1 М10Х1 М 14X1.5 М 14X1,5 Тр. •/«' MI4X1.5 M14XI.5 М14Х1.5 М14Х1.5 М14Х1.5 Тр. •/,- Тр. •/.’ М12Х1 М4 М4 М4 N4 М XX 0.7 М4 М4 Л14 М5 М5 М3 М3 М3 М5 М3 М5 М4 М4 М4Х0.Т 8-045 8-3.03 8-в,03 9-о.г 8.0 8-0,8 8.0 8,0 Я-0,3 8.0 а-0,05 -0,15 о —0.05 -0,15 9-0,2 «•8-0,4 9-0.05 ’-0,15 «•9-0,3 „-О2 9-0.05 “-0,015 о-0,05 0.15 8.0
При моч аки о. Размер d одинаков зля всех кранов всех типов и равен М10Х1.
47
Пробка крана полая и имеет боковое отверстие для прохода газа
к горелке. При открытом положении крапа отверстие в пробке
совпадает с отверстием в соске корпуса. Частичный вывод этих
отверстии из совмещенного положения уменьшает расход газа
и обеспечивает регулирование величины пламени на горелке для
получения требуемого «экономического» режима. Полный вывод
отверстий пробки и корпуса из совмещенного положения прекра-
щает доступ газа к горелке. Эти крайние положения пробки —
открытое и закрытое — для кранов типа Л и Б определяются
при повороте рукоятки длиной профрезерованного в корпусе паза,
по которому движется стопорный винт, ввернутый в корпус
пробки. Прп этом положение «закрыт» дополнительно фиксируется
лункой паза, в которую заходит винт под действием пружины.
Крайние положения на крапах типа В фиксируются также сто-
порным винтом, ввернутым в отверстие корпуса. Нижний конец
винта движется при повороте ручки по фасонному вырезу литой
втулки. Из закрытого положения и в этом случае кран выводится
только при нажатии на рукоятку с последующим ее поворотом.
Для плит нового образца принят кран типа Г (см. рис. 5) —
несколько измененный кран типа Б.
Зарубежные фирмы широко применяют многопозиционные
краны. Их вводят и в конструкции отечественных типовых плит.
При этом такой крап, установленный перед горелкой духового
шкафа, служит одновременно и терморегулятором, фиксируя
промежуточные положения по специальной шкале. Каждое поло-
жение соответствует определенной тепловой нагрузке горелки,
которая достигается за счет прохода определенного количества
газа через каждое из отверстий разного диаметра, размещенных
по кольцу в пробке крана. В кранах конфорочных горелок обычно
определено только одно промежуточное положение «экономи-
ческого» режима горения. Однако такие краны-терморегуляторы
недостаточно совершенны. Отверстия малых сечений на пробке
забиваются уплотняющей смазкой, в связи с этим необходимо
часто разбирать кран для прочистки. Кроме того, регулирование
тепловой нагрузки не по тепловому эффекту, а по расходу газа
из-за изменений давления газа перед прибором пли теплоты сго-
рания весьма относительно и может быть использовано только для
ориентировочного определения режимов приготовления пищи.
Во избежание засорения или забивания смазкой относительно
небольших отверстий в пробке ряд зарубежных фирм применяет
для конфорочных горелок краны с байпасным каналом малого
диаметра в корпусе пробки и одним общпм отверстием большого
диаметра на самой пробке. Для регулирования температур в духо-
вом шкафу устанавливают специальные терморегуляторы, работа-
ющие в зависимости от истинной температуры в шкафу, отклю-
чающие газ при повышении заданной температуры и включающие
его прп переходе температуры за установленный нижний предел.
Такие терморегуляторы для духовых шкафов устанавливают
48
на вновь осваиваемых отечественных плитах повышенного
класса.
Корпуса и пробки кранов изготовляют из устойчивого к кор-
розии материала (латунь ЛС-59-1) методом горячей объемной
безоблойной штамповки. Этот способ применяют на большинстве
отечественных заводов как наиболее производительный и обеспе-
чивающий высокую надежность герметичности кранов. Отдельные
заводы (Волгоградский, Тбилисский ЗГА и некоторые зарубеж-
ные) применяли для изготовления кранов метод литья под давле-
нием. Этот способ менее предпочтителен, так как литое изделие
может иметь скрытые поры и обладать меньшей плотностью ме-
талла, что снижает потенциальную герметичность узла. Втулки
кранов (стержни) изготовляют литьем под давлением из вторичного
алюминия (для кранов типа В) или из стали (для кранов типа А
и Б). Ручки крепят или винтом, ввертываемым в торцевое отвер-
стие на втулке или стержне (для обоих типов), или пружинной
посадкой на разрезном стальном стержне. Пружинную посадку
выполняют иногда и на сплошной (неразрезной) втулке, устана-
вливая плоскую пружину в литой пластмассовой рукоятке.
Различным для сопоставляемых вариантов крана является
способ присоединения к газопроводам горелок. На кранах типа А
и В это соединение выполняют путем ввертывания нарезного
конца трубки или корпуса сопла непосредственно в корпус крана,
имеющего внутреннюю резьбу, с поджатием контргайкой. Краны
типа Б, имеющие на корпусе наружную резьбу на торцевом соске,
соединяют с нарезанным концом трубы (или корпусом сопла для
передних горелок) при помощи специальной муфты. При сопоста-
влении кранов типа А, Б и В следует отметить бесспорное преиму-
щество кранов типа А и Б в способе фиксации пробки. Движение
стопорного винта по пазу в корпусе ничем не затруднено. На кране
типа В стопорный винт способен отвинчиваться в эксплуатации.
Необходимо тщательно соблюдать размеры ненарезаемого хвосто-
вика, так как при его большой длине и нагреве крана в работа-
ющей плите возможно заедание между винтом и втулкой, при-
водящее иногда к невозможности закрытия нагретого крапа и по-
ломке рукоятки. Недостатком крана типа Б кроме несколько
большей трудоемкости изготовления является понижение проч-
ности на переходе корпуса к нарезному торцевому соску. В этом
месте, особенно при литом исполнении крана, в эксплуатации
наблюдаются случаи облома соска. Кроме того, для присоединения
к газопроводам необходимы муфты с резьбой на обоих концах,
что увеличивает количество резьбовых соединений в плите и по-
тенциально снижает герметичность газопровода в целом.
Наиболее ответственным элементом крана с точки зрения его
герметичности, а также плавности и легкости поворота пробки
является конусная пара: внешний конус на пробке и внутренний
конус на корпусе. Для герметичности крана в закрытом положе-
нии в пределах требований ГОСТ 10798—70 (падение давления
49
на 10 мм вод. ст. в течение 5 мин при исходном давле-
нии 500 мм вод. ст.) очень важна технология изготовления. При
надлежащем способе изготовления краны в эксплуатации в при-
сутствии уплотняющей смазки не теряют герметичности в течение
года п более. Главное условие плотности конусной пары —полная
геометрическая идентичность спариваемых конусов. Достигают
этого за счет применения после предварительной проточки одно-
временной механической обработки обоих конусов за одну уста-
новку на станке, имеющем два шпинделя, смещенных от оси станка
под заданным углом. Станки такого типа выпускает Одесский
завод расточных станков, и их уже довольно широко применяют
на заводах газовой аппаратуры. Для обработки используют при
этом твердосплавные или алмазные резцы. В результате обеспечи-
вается одинаковый заданный угол на спариваемых копусах и чи-
стота поверхности по классу . На лучших отечественных заводах
практикуют проверку чистоты обработки изделий по эталону
на специальном оптическом стенде.
Еще довольно широко практикуемая на заводах раздельная
обработка элементов конусной пары на универсальных станках
с применением специального инструмента (пушечных сверл
и фрезы) или обработка пробки и расточка корпуса резцом по
копиру дают значительно худший результат. Получаемая при
этом «бочковатость», или вогнутая поверхность, конусов не обес-
печивает их полного взаимного прилегания и не исправляется
полностью при последующей притирке. Такие краны, естественно,
требуют для поддержания герметичности и большего количества
смазки, и более частого смазывания, а иногда и дополнительной
притирки при ремонте. Притирка поверхностей конусной пары,
применяемая на всех заводах газовой аппаратуры, нужна тем
меньше, чем полнее обеспечены заданные геометрические размеры
при токарной обработке. Па хорошо обработанном кране притирка
нужна только для подготовки поверхности под равномерное
распределение смазки и требует очень короткого времени.
Притирку выполняют обычно на многошпиндельных вер-
тикальных пли горизонтальных станках с применением притироч-
ной пасты. В состав пасты входит абразивный материал — корун-
довый, карборундовый порошок, толченое стекло или другой их
заменитель. Наилучшие результаты дает паста состава, вес. ч.:
глицерин — 50, карборунд (270—320) — 60. После притирки на
поверхности конусов сохраняются мелкие частицы абразива,
которые перед смазкой и сборкой крапа следует полностью уда-
лить. Наличие твердых частиц притирочного материала неиз-
бежно приводит в процессе эксплуатации плиты к образованию
на пробке или на корпусе кольцевых пли спиральных рисок,
резко ухудшающих герметичность крана. Поэтому после первич-
ной притирки на заводе или дополнительной притирки крана
во время ремонта необходима тщательная промывка. В заводских
условиях ее выполняют либо под струями горячей воды, либо
50
на ультразвуковой промывочной установке. Последний способ
дает наилучшие результаты. Дальнейшее усовершенствование
способов токарной обработки и применяемого инструмента должно
привести в ближайшем будущем к полному исключению операции
притирки, что, безусловно, повысит качество газовых кранов.
Практически это уже применяют.
Существенна и операция нанесения уплотняющей смазки.
Для более равномерного распределения смазки по спариваемым
поверхностям конусной пары эту операцию механизируют с дози-
рованием количества наносимой смазки.
Для кранов газовых приборов должны применяться специаль-
ные пластичные смазки. Эти смазки помимо антифрикционных
качеств, обеспечивающих свободное проворачивание крана в тече-
ние длительного срока службы и периодического нагрева до 100—
120° С, в этих же условиях должны обеспечить и плотность соеди-
нения, т. е. не допускать утечки газа. Нужно учитывать также
постоянное воздействие на смазку углеводородных газов, особенно
группы пропан-бутан.
Поэтому для первичной или профилактической смазки нельзя
применять материал случайного происхождения, т. е. пригото-
вленный непромышленным способом и без должного контроля
компонентов. Такая практика, к сожалению, еще достаточно
распространена. На сегодня не определена еще рецептура единой
смазки для кранов газовых приборов, обеспечивающей все выше-
приведенные требования.
Сейчас ведется разработка такой единой специальной смазки,
которая могла бы служить не менее 3 лет без возобновления.
Во всех случаях подбор первичной (заводской) смазки с возможно
большим сроком службы важен потому, что в условиях эксплу-
атации надлежащее выполнение операции пересмазки крана всегда
более затруднительно и трудоемко, чем при изготовлении
на заводе. ГОСТ не оговаривает рецептуру и характеристику
смазок, обусловливая только косвенный показатель — темпера-
туру каплепадения.
Практически наилучшие результаты дают смазка НК-50,
ГОСТ 5573—G7, а также смазки следующих составов, %:
Смазка СК-1
Цилиндровое масло №2................................. 69
Стеарин технический ................................ 13
Алюмостеариновое мыло................................ 2
Графит высокодисперсный (С-1) 16
Едкий литий (для полной нейтрализации стеарина)
Смазка 1-13С, ГОСТ 1631—61 (завод им. Шаумяна, Ленинград)
Окисленное дизельное парафиновое масло ............ 11
Технические жирные кислоты (выделенные из грознен-
ского окисленного парафина) ....................... 18,5
Окись кальция ................................. 0,7
Едкий натрий....................................... 2,8
Масло машинное СУ ................................ 20,0
Масло веретенное АУ ................................ 47,0
51
Все эти смазки стойки в условиях воздействия углеводородных
газов и имеют температуру каплепадепия выше 120° С.
Обязательное условие качественного изготовления кранов —
многократная проверка на герметичность в процессе производства.
Плотность кранов после прптирки проверяют погружением в воду
спа репных элементов, зажатых в специальных клещах. В кран
подают воздух под давлением не менее 0,5 кгс/см2 и визуально
проверяют, отсутствуют ли пузырьки выходящего воздуха. После
сборки с коллектором краны проверяют па стенде под давлением
500 мм вод. ст. с регистрацией величины падения давления в тече-
Рис. 6. Горелка для искусственных газов.
1 — сопло; 2 — смеситель (диффузор); 3 — корпус; 4 — крышка (огне-
вая насадка); <5 — кронштейн сопла.
ние 5 мин. Третья проверка герметичности кранов вместе со всем
газопроводом (также при давлении воздуха 500 мм вод. ст.) пред-
усмотрена на сборочном конвейере, после окончательной сборки
плиты. Такие проверки па ряде заводов автоматизированы.
Горелочные устройства. В период создания плит для работы
на искусственных газах не придавали решающего значения под-
готовке газовоздушной смеси и инжектированию первичного
воздуха. Поэтому горелки не имели шиберных устройств для
регулирования подачи воздуха, и распределители (крышки) с раз-
мещенными по периметру сверлеными отверстиями обеспечивали
удовлетворительное сжигание газа в основном за счет вторичного
воздуха. Для регулирования газовоздушной смеси в небольших
пределах, в частности на плитах Ленинградского ЗГА, была
предусмотрена возможность перемещения корпуса горелки по оси
диффузора для изменения расстояния от сопла до входа в диффузор
(рпс. 6). В последующих конструкциях горелок, создававшихся
уже с учетом универсальности (возможности сжигания природ-
ного и сжиженного газов), были введены шиберные устройства
для регулирования доступа первичного воздуха и усложнена
распределительная часть горелки для обеспечения оптимальных
52
условий подвода к пламенам вторичного воздуха без нарушения
требуемой беглости пламени. Начиная с 50-х годов наиболее
широкое распространение получили горизонтальные конфорочные
горелки конструкции инженера С. И. Сладкова (рис. 7), разрабо-
танной на базе старой «сущевской» горелки. Эти горелки снабжены
торцевым шибером 1 для регулирования подачи первичного
воздуха, имеют сильно развитый раструб 3 конфузора (входной
части смесителя горелки) и вставной распределитель 4 с централь-
ным каналом для обеспечения двустороннего подвода вторичного
Рис. 7. Горелка конструкции С. П. Сладкова.
1 — подвижная часть шибера: 2 — неподвижная часть шибера; з — кон-
фузор смесителя; 4 — распределитель (огневая насадка); 5 — корпус сме-
сителя.
воздуха к пламенам. Огневые отверстия на этих горелках обра-
зуются радиальными каналами, размещенными на нижней стороне
раструба вставного распределителя.
Корпуса горелок этого типа и их распределители изготовляли
долгое время литьем из чугуна, что снижало качественные пока-
затели горелок из-за неровной поверхности газового тракта.
С 60-х годов сначала распределитель, а затем и вся горелка на
большинстве заводов стали изготовляться из алюминия литьем
под давлением на литейных машинах. Это снизило вес горелок,
улучшило их внешний вид и повысило качество работы. Недоста-
ток горелок — торцевое размещение шибера, требующее для
поворота его снятия горелки с плиты. Посадка конфузорной части
с шибером непосредственно на сопло и почти свободная опора
корпуса на траверсе плиты облегчают съем горелок, но резко
ухудшают обеспечение соосности сопла и диффузора и сказыва-
ются на показателях полноты сжигания газа. Необеспеченпе
53
надлежащей степени обжатия неподвижной части шибера и затяжки
(па штампе) подвижной заслонки приводит или к самопроизволь-
ному смещению последней, или к невозможности ее поворота, что
затрудняет отладку работы горелок в процессе эксплуатации
плиты, а в ряде случаев требует исправления. Горелки, разрабо-
танные инженером С. II. Сладковым, в настоящее время устано-
влены на подавляющем большинстве старых моделей отечествен-
ных плит. Они надежно обеспечивали все требования
ГОСТ 10798—64. При правильной установке этих горелок (соос-
ность сопла и диффузора) содержание СО в продуктах сгорания
не превышает 0,01—0,03%, к. п. д. горелок прп этом составляет
57-60%.
Рис. 8. Горелка «ленинградская».
Исследованиями Ленгппроинжпроекта установлено, что го-
релки с двусторонним (центральным и периферийным) подводом
вторичного воздуха обеспечивают значительное (в 1,5—2 раза)
снижение содержания окислов азота в продуктах сгорания, что
с гигиенической точки зрения чрезвычайно важно. Эффект дости-
гается за счет некоторого снижения температур в зоне сгорания
газа, и это не сказывается на к. п. д. горелки. Этот фактор должен
быть учтен при проектировании новых горелочных устройств.
Второй разновидностью конфорочных горелок, также получив-
шей распространение на ряде заводов, являются горелки Ленин-
градского ЗГА (рис. 8). Они имеют цилиндрический шибер 4
первичного воздуха, размещенный на корпусе 5 сопла 6, и не
имеют выраженной конфузорной части па диффузоре 3, жестко
закрепленном винтом в корпусе сопла. Распределитель горелок
этого типа на плитах ранних выпусков представлял собой съемную
крышку со сверлеными огневыми отверстиями, размещенными
по кольцу. Плиты поздних выпусков (после 1959 г.) снабжены
горелками, на которых огневые отверстия размещены на корпусе 2
и перекрыты стальной штампованной крышкой 7. Соосность
сопла и диффузора, за счет жесткого крепления горелки в корпусе
сопла, на этих горелках обеспечивается надежнее, чем в горелках
конструкции С. П. Сладкова.
54
Рис. 9. Вертикальная
горелка.
I — крышка; 2 — огневая
насадка; 3— смеситель; 4 —
шибер; 3 — ниппель (сопло);
в — корпус сопла.
Горелки Ленинградского ЗГА с самого начала выпускали
целиком литыми из алюминиевых сплавов с запрессовкой диффу-
зора в корпус. Литье под давлением обеспечивало гладкость
газового тракта и способствовало повышению инжекции. Сопла
для плит, работающих на природном и сжиженном газе, делали
в виде сменных латунных ниппелей. Ниппель ввертывали в кор-
пус, являющийся одновременно и опорой горелки. Сменные пип
пели из латуни обеспечивали длительную
сохранность размера калиброванного от-
верстия и облегчали перевод плиты с
одного вида газа на другой. В настоящее
время сменные латунные ниппели вве-
дены па всех плитах старых моделей и
предусмотрены на новых типовых моделях.
С введением типовых моделей появи-
лась новая конструкция горелок — вер-
тикальная, впервые освоенная Днепро-
петровским ЗГА в 1966 г. (рис. 9). У этих
горелок сопло 5, диффузор 3 и крышка
1 размещены по одной вертикальной оси.
Газопровод от горизонтального направ-
ления к вертикальному переходит в кор-
пусе сопла б, закрепляемом на продоль-
ной или поперечной траверсе. Шибер
регулировки первичного воздуха 4 раз-
мещен на этом же корпусе. Съем горел-
ки, вставляемой в цилиндрическую вы-
точку корпуса сопла, осуществляется
кверху через круглое отверстие в столе.
Введение вертикальной горелки поз-
волило применить более современную
конструкцию подгорелочного листа, полностью закрывающего
зону газопровода и имеющего только небольшие круглые
отверстия под каждую горелку. Такой стол исключает загряз-
нение пищей подгорелочного пространства и удобен для
мытья и очистки. Вертикальные конфорочные горелки имеют
распределители, сходные с таковыми в горелках ленинградского
типа. Огневые отверстия прямоугольной формы образуются в верх-
ней части корпуса горелки сочетанием радиально расположенных
каналов и перекрывающей выпуклой стальной крышки 7.
Основные конфорочные горелки для всех типоразмеров плит
по ГОСТ 10798—70 предусматривают номинальную тепловую
нагрузку 1500—1700 ккал/ч. Практически все отечественные газо-
вые плиты, выпущенные до настоящего времени (за исключением
небольшого количества плит Саратовского ЗГА), снабжены, кон-
форочными горелками с номинальной тепловой нагрузкой
1600± 100 ккал/ч, хотя старый ГОСТ 10798—64 допускал для че-
тырехконфорочных плит установку одной горелки с повышенной
тепловой нагрузкой (2300—2500 ккал/ч). ГОСТ 10798—70 пред-
усмотрен выпуск газовых плит повышенного класса» снабженных
одной горелкой с тепловой нагрузкой 2400±100 ккал/ч и одной
экономичной горелкой с тепловой нагрузкой 600 ±50 ккал/ч. Кроме
того, в СССР эксплуатируют некоторое количество зарубежных
плит (Польши, Румынии, Югославии), имеющих горелки с по-
вышенной и пониженной тепловой нагрузкой. Такие горелки
принципиально повторяют конструкцию основных горелок с нор-
мальной производительностью, но отличаются размерами смеси-
Рис. 10. Вертикальная горелка с верхним
пилотным пламенем.
1 — отбуртованная крышка; з — огневая насадка.
теля огневой насадки, габаритными размерами и требуют соответ-
ствующего диаметра соплового отверстия. Горелки повышенной
производительности экономят время до закипания или для на-
грева воды в большой емкости. Горелки пониженной производи-
тельности удобпы для медленного доваривания пищи и при поль-
зовании посудой малой емкости.
Перед введением в 1972 г. ГОСТ 10798—70, повысившего
требования к полпоте сжигания газа в горелках газовых плит
до предела, равного 0,02% содержания СО в отходящих газах,
остро стоял вопрос о пеобеспечении существовавшими на то время
горелками этого показателя. Требовалось создать принципиально
новую конструкцию горелок. В результате проведенных разрабо-
ток и исследований появились горелки с верхним пилотным пла-
менем (рис. 10). Для обеспечения взаимозаменяемости новые
горелки имеют габаритные и посадочные размеры, идентичные
таковым вертикальных горелок старого образца. Новым явилось
только введение верхнего кольцевого пламени и увеличение шага
и формы огневых отверстий.
Принцип работы такой горелки основан на том, что прп сохра-
нении коэффициента инжекции первичного воздуха практически
56
без изменения (—60%) оптимизируется подвод к пламенам вто
рнчпого воздуха, что уменьшает длину факелов и снижает содер-
жание окиси углерода в отходящи-х газах прп обеспечении задан-
ного ГОСТ к. п. д. горелки.
Улучшение условий подвода вторичного воздуха достигается
увеличением расстояния между огневыми отверстиями и их вер-
тикальным удлинением и уменьшением ширины. Неизбежное
при увеличении шага факелов ухудшение беглости их воспламе-
нения компенсируется сжи-
ганием небольшой порции
выходящей из огневых от-
верстий газовоздушпой сме-
си в кольцевой полости,
образуемой под отбуртовкоп
крышки горелки (верхнее
пламя). Кроме того, наличие
верхнего кольцевого (пилот-
Рис. 11. Горелка с горизонтальным смесителем, регулируемая.
1 — отбуртовапная крышка; я—огибая насадка; з —резьбовая насадка:
4 — контргайка; 5 — труба смесителя: в — мундштук-смеситель: 7 — кор-
пус сопла; 6 — ниппель.
ного) пламени стабилизирует работу горелки, практически
исключая на всех режимах возможность отрыва пламени. Воз-
растает и ветроустойчивость горелки. Горелки с верхним пилот-
ным пламенем обеспечивают полноту сжигания газа в пределах
до 0,01% содержания СО в отходящих газах. С января 1972 г.
такие горелки устанавливают на всех напольных плитах унифи-
цированной модели и на ряде настольных плит.
Следующим шагом в совершенствовании горелок плит явилось
упомянутое выше создание развитых по длине смесителей. Такая
горелка (рис. 11) имеет смеситель, изготовленный из трубы
и огневую насадку, полностью повторяющую конструкцию выше-
описанной вертикальной горелки с пилотным пламенем. Допол-
нительно введена трубчатая резьбовая насадка с контргайкой,
позволяющая регулировать высоту огневой насадки. Эти горелки
57
Рис. 12. Нип-
пель.
1—шестигранник;
2 — сопловое от-
верстие; 3 —резь-
ба М5 X 0.8.
обеспечивают ту же полноту сжигания газа и те же эксплуата-
ционные показатели, как вертикальная горелка с пилотным пла-
менем. Горелки введены на унифицированных плитах с 1973 г.
Регулирование первичного воздуха в определенных пределах
осуществляется в этих горелках путем осевого перемещения спе-
циального мундштука-диффузора, вставляемого во входной части
трубы смесптеля телескопически. В перспективе возможно и пол-
ное исключение регулятора первичного воздуха. На всех горелках
с верхним пилотным пламенем чрезвычайно важно строгое соблю-
дение величины отбуртовки крышки 1 (в преде-
лах 1,4—0,2 мм), изготовленной из листовой стали
толщиной 1,2 мм (но менее). Несоблюдение этих
условий может существенно ухудшить санитар-
ные и эксплуатационные показатели горелки.
Газовые горелки унифицированных плит всех
типов универсальны по сжигаемому газу и обе-
спечивают работу аппарата как на природном,
так и на сжиженном и искусственных газах.
При этом необходимо только, чтобы установка
сопла горелки соответствовала данному виду
газа. Во всех последних моделях плит устанав-
ливают сменные сопла, представляющие собой
латунный ниппель с наружной резьбой для
ввертывания в корпус сопла (рис. 12).
Сопло является органом, определяющпм основ
ные теплотехнические показатели горелочного
устройства, поскольку оно регламентирует рас-
ход газа в единицу времени, а следовательно,
и тепловую нагрузку горелки. Одновременно
сопло формирует и направляет струю газа, выхо-
дящую в смеситель горелки и инжектирующую
первичный воздух.
Проходное сечение сопел выполняют с опреде-
ленной точностью, в размерах, необходимых для
получения заданной номинальной тепловой пагрузки. Диаметр
калибрующего отверстия сопла выбирают для каждой данной
конструкции плиты с учетом заложенных в ней потерь давле-
ния газа (протяженность, сечение газопроводов, наличие авто-
матических устройств и др.). Принятые для унифицированных
плит размеры сопловых отверстий приведены в табл. 6.
Длину канала калибрующего отверстия сопла выбирают соот-
ветственно его диаметру (/ = 1; l,5d). Играет роль и форма вход-
ного канала. Из-за необходимости получения точных размеров
сопла и соосности его канала оси смесителя сопла (ниппели)
изготовляют на специальных автоматах с 100%-ным контролем
этих параметров. Совершенно недопустимо в условиях монтажа
или в установленной плите, как это иногда практикуется, пере-
сверливать сопловые отверстия с помощью ручного инструмента.
Это приводит к нарушению заложенных при изготовлении пара-
метров плиты и может сказаться на ряде ее показателей. В слу-
чаях необходимости перенастройки плит с одного вида газа на
другой в условиях монтажа или эксплуатации нужно полностью
заменить старые сопла на новые заводского изготовления.
Таблица 6
сопловых отверстий,
мм
Газ
Тепловая
нагрузка, ккал/ч
природный
при 130 мм
вод. ст.
сжиженный
при 300 мм
вод. ст.
Горелка стола
600 ± 50
1600 ± 100
2400 ± 100
Горелка духового
шкафа
2800 ± 150
3000 ± 150
0,75
1,26
1,62
1,6
1,75
0,48
0,78
1,1
Примечание.
3 классу точности.
Допуск на диаметр дается по
Перспективны применяемые зарубежными фирмами (Франция,
Италия и др.) конфорочные горелки, не имеющие регулирования
инжекции первичного воздуха (рис. 13). Расстояние от сопла
до входа в диффузор в этом случае сохраняется постоянным для
данного вида газа, обеспечивая необходимую инжекцию. По-
видимому, специализация выпуска плит по видам горючего газа
должна прийти на смену унифицированным приборам, обеспечив
более полное использование возможностей пламенных горелок
и повышение качества сжигания в них газа. Возможность перевода
плит с одного вида газа на другой при этом должна быть сохранена.
Особого типа горелки применяют в плитах с отводом продуктов
сгорания в дымоход (рис. 14). Распределитель горелки имеет
огневые отверстия весьма малого диаметра (до 2 мм), расположен-
ные кольцеобразно на конической поверхности крышки горелки
в несколько рядов. Промышленного распространения плиты этого
класса пока не получили.
Все эксплуатируемые в нашей стране плиты работают с вы-
бросом продуктов сжигания газа в атмосферу помещений. Задача
отвода продуктов сгорания от горелок газовых плит в дымоходы
зданий сохраняет свою актуальность как вопрос дальнейшего
улучшения санитарного состояния жилых помещений. Разрабо-
танные варианты плит с отводом продуктов сгорания (ЛНИИ АКХ
им. Панфилова, Ленгипроинжпроект) при проверке в эксплуата-
ции показали хорошие результаты, но из-за недостаточной
59
Рис. 13. Универсальная
горелка с нпжнпм пи-
лотным пламенем.
1 — огневая насадка, г —
кольцевая шель; 3—съемный
корпус: 4 —кронштейн сме-
сителя; J — смеситель; f> —
ниппель; 7 — корпус сопла.
Рис. 14. Горелка для плит с отводом продуктов сгорания.
I — огневая насадка; i — корпус смесителя; J — смеситель;
4 — шибер; 3 — сопло.
60
технологичности конструкции промышленного освоения не полу*
чили. Кроме того, для плит с отводом продуктов сгорания в ды-
моход необходимо наличие тяги во все времена года, что не всегда
можно обеспечить. Не нашли пока широкого применения и прак-
тикуемые за рубежом другие способы оздоровления атмосферы
кухонь, например вытяжные фильтрующие экраны, устанавли-
ваемые над газовыми плитами. Комплексно этот вопрос в на-
стоящее время разрабатывается ГСКТБ Газоаппарат.
Горелочные устройства духовых шкафов работают в условиях,
отличающихся от условий работы конфорочных горелок, при
довольно значительных объемах камеры дожигания, образуемой
полостью духовки. В связи с этим полнота сжигания газа горелок
духового шкафа, как правило, выше, чем у конфорочных. Не
учитывают как прямой показатель и к. п. д. этих горелок. Горелки
духового шкафа должны обеспечивать заданную поминальную
тепловую нагрузку, беглость распространения пламени, отсут-
ствие проскоков пламени к соплам, срыва пламени или само-
произвольного его загасания и равномерность высоты факелов
по всей длине горелки. Размещение этих горелок в шкафу должно
обеспечивать равномерный его обогрев по всему объему и удобное
зажигав ие.
Горелки духовых шкафов отечественных газовых плит весьма
различны по конструкции. Наиболее распространен вариант
с параллельным размещением двух трубчатых горелок, имеющих
круглые или щелевые огневые отверстия. Существуют также го-
релки из П-образно согнутой трубки с круглыми (сверлеными
или проколотыми) огневыми отверстиями. Имеются горелки за-
мкнутого контура, также трубчатые или штампованные из листо-
вой стали. На двухконфорочпых плитах ранних выпусков при-
меняли Т-образные трубчатые горелки. Применяют также и оди-
нарные центрально расположенные трубчатые горелки
с двусторонним пламенем. Эти горелки устанавливают в трех-
горелочных плитах.
Во всех случаях горелки духовых шкафов отечественных плит
обеспечивают заданные ГОСТ условия — создание в духовом
шкафу температур в пределах до 300—350° С и доведение до 285° С
в течение не более 25 мин с момента зажигания. Зажигают горелки
духового шкафа в подавляющем большинстве плит через откидной
лючок в дне духовки, под которым расположены горелки. В по-
следние годы у новых моделей львовских плит, у трехконфорочных
плит со встроенным баллоном и у типовых моделей плит ГСКТБ
Газоаппарат были введены трубчатые запальники, укрепленные
на горелке и выведенные на поверхность дна духового шкафа.
Эти запальники требуют сохранения в эксплуатации заданного
при изготовлении угла наклона, так как при его изменении в по-
лость духового шкафа может попасть несгоревшип газ.
С 1972 г. в плитах унифицированных моделей взамен пере-
численных вариантов устанавливают дисковые горелки (рис. 15).
61
Такие горелки собирают из двух штампованных отбуртованных
дисков. В отбуртовке нижнего диска имеются огневые отверстия
прямоугольной формы, а отбуртовка верхнего диска служит для
создания пилотного пламени, аналогично вышеописанным горел-
кам стола.
Смеситель горелки выполнен из трубы 1/2" и имеет вставной
мундштук для регулирования первичного воздуха и крепления
горелки на корпусе сопла. Запальные трубки отсутствуют. За-
жигание осуществляется через откидной лючок. Дисковые горелки
полностью унифицированы. Одна и та же горелка служит для
Рис. 15. Дисковая горелка духового шкафа с верхним пилотным
пламенем.
1 — огневая насадка; 2 — отбуртованная крышка. J — кронштейн; 4 — труба
смесителя; 5 — мундштук-смеситель.
духовок четырех-, трех- и двухконфорочных плит. При необхо-
димости изменения тепловой нагрузки заменяется только сопло.
Помимо унификации дисковые горелки имеют и другие пре-
имущества: лучшее распределение тепла по объему духового
шкафа, повышающее качество выпечки; исключение возможности
неполного воспламенения по всей огневой поверхности при зажи-
гании за счет наличия пилотного пламени; улучшение технологи-
ческих возможностей при изготовлении. Трубчатые горелки ста-
рых образцов всех конфигураций изготовляли либо из трубы
(20 X 1, ГОСТ 10705—63), либо из листовой стали путем за-
вал ьцовки двух штампованных половин. Прокалывание или свер-
ление огневых отверстий в массовом производстве технологически
не обеспечивало постоянства их шага, формы и отсутствия заусен-
цев внутри горелки. Не исключались и пропуски отверстий при
поломке инструмента. В варианте дисковых горелок огневые
отверстия образуются вырубкой по периметру диска до отбур-
товки, что исключает перечисленные недостатки.
Как правило, горелочные устройства духовых шкафов имеют
кольцевой шибер для регулировки подсоса первичного воздуха,
размещенный либо на трубке горелки, либо на корпусе сопла.
62
В ряде конструкций эти шибера расположены вне плиты, за задней
ее стенкой, что затрудняет их регулирование на установленной
в кухне плите. Наблюдают за работой горелок через специальные
смотровые щели или (в ранних конструкциях) через зеркальный
отражатель. Отсутствие в некоторых конструкциях выпускаемых
плит возможности наблюдения за работой горелок духового шкафа
является безусловным дефектом. Защитного покрытия горелки
духового шкафа обычно не имеют.
В некоторых образцах зарубежных плит применено, как и на
верхних горелках, стабилизирующее пламя, улучшающее беглость
распространения основного пламени при увеличенном шаге огне-
вых отверстий. Для этого по нижней образующей трубчатой го-
релки размещают ряд мелких отверстий, экранированных наклад-
ным щитком. Такие конструкции в отечественном производстве
применения не нашли.
Духовой шкаф. Конструкция духового шкафа плиты тесно
связана с конструкцией и размещением в нем горелок. Будучи
нетеплоемкими, духовки должны обеспечивать технологические
кулинарные нужды только за счет циркуляции внутри шкафа
тепловых потоков, восходящих от пламени горелок и выходящих
в помещение кухни через выводные отверстия. Иными словами,
поддержание теплового режима в духовке является функцией
только непрерывной подачи тепла от горелок в процессе их работы
при минимальном аккумулировании этого тепла металлом самой
плиты. Духовые шкафы конструируют таким образом, чтобы
обеспечить оптимальные условия циркулирования нагретого воз-
духа и продуктов сгорания газа в пределах самой духовки и на-
правление их основной части к выпекаемому или обжариваемому
изделию с последующей эвакуацией за пределы плиты. Обеспе-
чивается это установкой по бокам духового шкафа подвесных
стенок, через прорези которых и в зазорах между ними и боковыми
стенками духовки циркулируют тепловые потоки, омывающие
выпекаемое изделие.
Для большей концентрации тепла внутри духовки применяют
(в частности, на новых типовых моделях плит) специальную
теплоизоляцию из стекловаты или другого нетеплопроводного
материала, предохраняющую одновременно и наружные поверх-
ности плиты от нагрева выше разрешенного предела. Действующий
ГОСТ строго оговаривает эти пределы, не превышающие 120э С
для задней стенки и дверки духового шкафа и значительно мень-
шие для других внешних деталей. У плит старых моделей, не
имеющих специальной теплоизоляции, защита от перегрева на-
ружных поверхностей обеспечивается зазорами между элементами
духового шкафа и облицовочными поверхностями при создании
условий для прохождения через эти зазоры охлаждающего воздуха
окружающей атмосферы. В отдельных наиболее нагреваемых
участках между духовкой и наружными стенками иногда уста-
навливают стальные экранирующие пластины. Над верхней частью
63
духового шкафа устанавливают отводной патрубок, по которому
горячие газы из духовки выходят наружу через специальное окно
в задней стенке плиты. Доступ воздуха, необходимого для работы
горелок духового шкафа, обеспечивается рядом отверстий в дне
или в нижней части задней стенки плиты.
На плитах старых моделей ленинградского образца духовой
шкаф как отдельная конструкция не существует вовсе. Полость
духового шкафа оформлена рядом отдельных вставных деталей
(отражатель, подвески, дно духовки). В конструкциях плит мо-
сковского типа и в новых типовых моделях плит духовой шкаф
оформлен уже как отдельный сборочный (иногда цельносварной)
узел с пятью стенками.
С передней стороны духовой шкаф защищен откидной дверкой,
имеющей пружинное устройство (или противовесы) для возвраще-
ния в закрытое положение и упоры для обеспечения ее горизон-
тальности в открытом виде. Дверки духовых шкафов новых кон-
струкций плит снабжены смотровыми стеклами, что кроме улуч-
шения декоративного оформления плиты создает удобство
пользования духовым шкафом, особенно при наличии в нем
электроосвещения (в отечественных конструкциях пока не
применяется). Все внутренние детали духовых шкафов по-
крывают защитным слоем керамической эмали, обычно темных
тонов.
Основным назначением духового шкафа является выпечка
мучных изделий. В связи с этим стандартом для оценки эксплуата-
ционных качеств духовых шкафов предусмотрено объективное
определение качества выпечки плоского и трапецеидального
изделий из теста специальной рецептуры. Основным показателем
при этом является разница в колере выпеченного изделия в пре-
делах одной поверхности и между двумя противоположными —
низом и верхом. При проведении типовых и периодических испы-
таний по ГОСТ 10798—70 оценку этого показателя производят
с помощью специального прибора — фотометра, определяющего
коэффициент диффузного отражения проверяемой поверхности
в сопоставлении с эталоном. При этом разница в колере противо-
положных поверхностей выше 30% не допускается. Контроли-
руется и время выпечки.
Духовой шкаф используют и для жарения, для чего в комплект
плиты вводится съемный противень и жарение производится за счет
тепла основной горелки. Для плит высшего класса предусмотрена
еще и специальная горелка для обжаривания (горелки «Грилл»)
сверху. Горелка размещается в верхней части духового шкафа
и использует обычно эффект инфракрасного излучения, что по-
вышает качество обжаривания мяса или дичи. Под горелкой
«Грилл» в плитах высшего класса размещается вертел с ручным
или механическим приводом.
Нижнее пространство под духовым шкафом на унифицпроваи-
> ных плитах используется как полезный объем. Эта полость занята
64
шкафом для хранения кухонного инвентаря п закрыта откидной
крышкой или заполнена выдвижным ящиком.
Стол плиты. Верхнюю, варочную, часть плиты оформляют
столом с конфорками. В старых моделях плит стол изготовляли
как накладную деталь (зачастую накладываемую без крепления),
штампованную из листовой стали толщиной 2 мм и покрытую
эмалью темного цвета. Покрытие столов белой эмалью на всех
типоразмерах плит введено с 1968 г. На столе, имеющем круглые
(или прямоугольные) отверстия над каждой горелкой, устанавли-
вают конфорки, литые из чугуна или штамнованные из листовой
стали. В соответствии с ГОСТ 10798—64 четырехконфорочные
плиты укомплектовывали запасной конфоркой с высокими ребрами
для крупной посуды. На двухконфорочных плитах Ленинград-
ского ЗГА устанавливали цельноштампованный стол со встроен-
ной конфоркой. На четырехкопфорочных плитах ленинградской
модели к столу добавляли боковые съемные полки и откидную
крышку (щиток), устанавливаемую на задней части стола. Между
столом и духовым шкафом имеются выдвижной поддон и над ним
задний и боковые сточные листы.
С введением новых унифицированных плит и применением
вертикальных конфорочных горелок появились новые конструк-
ции стола, служащего одновременно и подгорелочным листом.
Такой стол перекрывает всю верхнюю часть плиты и имеет лишь
отверстия для установки горелок. Эти отверстия снабжены коль-
цевыми буртиками для предотвращения попадания воды или
остатков пищи в зону газопроводов. Стол имеет шарнирное устрой-
ство для откидывания в случае ремонта или регулировки работы
горелок. Сверху на стол устанавливают литую, сварную или
штампованную решетку, состоящую иногда из двух половин,
на которую устанавливают посуду с приготовляемой пищей.
С задней стороны стола устанавливают щиток пли откидную
крышку для защиты стены помещения от попадания брызг пищи.
На последних моделях плит и в ряде зарубежных образцов
получили широкое распространение конфорочные решетки, изго-
товленные из пруткового материала — стали рядового проката
с эмалевым или гальваническим покрытием пли нержавеющей
стали. Такие решетки различных конфигураций гнутого и сва-
ренного прутка удобны для очистки, легки по весу и создают
выгодные условия для доступа воздуха к горелкам стола. При
изготовлении эти решетки требуют тщательного контроля
плоскостности несущей поверхности и недопущения каких-либо
короблений.
Термоуказатель. Все трех- и четырехконфорочные плиты на-
чиная с 60-х годов снабжают термоуказателем. Первые газовые
плиты выпускали с ртутными термометрами, применение которых
позднее было запрещено из-за потенциальной опасности появления
ртутных паров при повреждении термометра. На смену им пришли
термоуказатели с биметаллической пластиной. Первые образцы
3 а. С. Рагозин
65
имели в качестве чувствительного элемента плоскую биметалли-
ческую пластину, связанную с указателем, движущимся по раз-
резу градуированной шкалы. Эти указатели не обеспечивали
требуемой стандартом точности показаний и заменены впослед-
ствии другим, устанавливаемым с 1965 г. на всех конструкциях
плит старых моделей. Здесь чувствительным элементом является
цилиндрическая спираль из биметаллической пластины (биметалл
ТБ-54). За счет разницы линейных расширений двух металлов
при нагреве спираль раскручивается, приводя во вращение жестко
прикрепленную к одному из ее концов ось с насаженной стрелкой
указателя. Цена деления шкалы 10° С. Эти термоуказатели,
разработанные Московским заводом домашних холодильников,
в настоящее время изготовляются централизованно.
На смену этим термоуказателям для унифицированных плит
класса I «а» разработан термоуказатель настекольный. Термоука-
затель старого образца, устанавливавшийся в верхней части
проема духовки, за дверкой, уменьшал полезный объем шкафа.
При установке указателя на стекле этот недостаток устраняется.
Проводимая в газоприборостроении линия максимальной уни-
фикации газовых приборов и уменьшения ее разнотипности сопро-
вождается также совершенствованием и унификацией технологи-
ческих процессов. Это имеет большое значение, поскольку уровень
теплотехнических, эксплуатационных, санитарно-гигиенических
показателей любого газового прибора, и в частности газовых плит,
зависит не только от конструкции, но п от способов изготовления.
Существенным фактором является и стоимость аппаратуры для
жилстроительства.
За прошедшие годы общая технологическая структура произ-
водства газовых плит на отечественных заводах в определенной
мере стабилизировалась. Она может быть представлена следу-
ющими цифрами (% к общей трудоемкости) для газовых плит
любого типоразмера:
Сборочные работы................30
Эмалирование ...................27
Механическая обработка..........20
Штамповка.......................15
Литье ........................... 5
Гальванические покрытия .... 3
Абсолютная величина трудоемкости при изготовлении плит
старых моделей к 1969 г. значительно колебалась на различных
заводах (от 3,6 до 11,8 нормо-часов). Это указывало на заметную
разницу в технологии и организации производства. Отпускная
цена колебалась от 28 р. 30 к. до 31 р. 20 к. Переход к выпуску
плит унифицированных моделей сначала значительно увеличил
трудоемкость и себестоимость. Начальная трудоемкость изгото-
вления одной четырехконфорочной плиты в 1970 г. составляла
10 нормо-часов.
С6
Для конкретной модели четырехконфорочной унифицирован-
ной плиты конструкции ГСКТБ Газоаппарат, в настоящее время
выпускаемой большинством специализированных заводов, общая
трудоемкость слагается (по данным 1972 г.) следующим образом:
Нормо-час %
Сборочные работы.......................... 2,15 27
«Эмалирование (с изготовлением фритты) .... 1,28 15
Штамповка (холодная и горячая)............ 1,22 14
Механическая обработка.................... 1,55 18
Литье (алюминии).......................... 0,2 2
Прочие работы (включая упаковку) ........... 2,02 24
Итого. . . М2 100
Структура затрат на производство газовых плит характери-
зуется следующими цифрами (% к общим затратам производства):
Сырье и материалы..............45
Покупные изделия ..............15
Заработная плата . ............12
Накладные расходы .............25
Прочие расходы ................ 3
Суммарные затраты на производство четырехгорелочиой плиты
класса I «а» в 1969 г. по головному заводу составляли 43,5 руб.,
а оптовая отпускная цена этих плит была установлена в размере
50 руб. 11а 1973 г. отпускная цена снижена до 44 руб.
Дальнейшее снижение трудоемкости может базироваться на
развитии механизации и автоматизации производства, что одно-
временно скажется и на качестве продукции. По сборочным рабо-
там — это совершенствование сборочных конвейеров и внедрение
высокопроизводительных приспособлений; по эмалированию —
сокращение цикла призводства за счет введения однослойного
нанесения эмали; по механической обработке — дальнейшее
внедрение агрегатных и специальных станков. Прогнозируемое
снижение трудоемкости может составить к 1980 г. — 40—50%
к достигнутой на 1973 г.
Однако аналогичного снижения себестоимости ожидать нет
оснований, поскольку главными ее составляющими для газовых
плит являются материалы и покупные изделия. Для вновь осва-
иваемых плит высшего класса удельный вес затрат па покупные
изделия возрастет и себестоимость плит повысится. Дальнейшее
повышение качества газовых плит, особенно в части декоративной
отделки и степени автоматизации, также увеличит затраты при
производстве газовых плит.
67
НОМЕНКЛАТУРА И КРАТКОЕ ОПИСАНИЕ
СУЩЕСТВУЮЩИХ КОНСТРУКЦИИ
Как уже упоминалось, в настоящее время в эксплуатации
находятся газовые плиты, изготовляемые одновременно различ-
ными заводами и имеющие свои конструктивные особенности.
Заводы газовой аппаратуры, созданные ранее, не объединенные
общим техническим руководством и административно разрознен-
ные, при организации производства практически создавали соб-
ственные конструкции газовых плит, в значительной мере подчи-
ненные технологическим возможностям данного завода. При этом,
однако, в основном использовались для заимствования уже про-
мышленно освоенные к тому времени модели. В связи с этим
находящееся в эксплуатации многообразие газовых плит старых
моделей все же может быть сведено к двум основным группам.
Первая группа — это плиты четырех- и двухкопфорочные,
изготовляемые рядом заводов по образцу плит московского завода
Газоаппарат (ныне завод домашних холодильников). Ко второй
группе относятся плиты, изготовляемые различными заводами
по образцу завода Газоаппарат № 4 (ныне Ленинградский завод
газовой аппаратуры Мипгазпрома СССР). Эти две группы газовых
плит имеют принципиальные различия в конструкции основных
узлов — главным образом горелочных устройств, крапов и си-
стемы распределения тепловых потоков в духовом шкафу. На всех
плитах, выпускаемых по образцу московских, с 1958 г. устанавли-
вают горелки конструкции С. П. Сладкова (см. рис. 7), на плитах
ленинградского образца устанавливают горизонтальные горелки
с цилиндрическим шибером и распределитель без центрального
подвода вторичного воздуха (см. рис. 8).
Крапы плит московского образца имеют наружную или вну-
треннюю резьбу для присоединения к газопроводу горелок и сто-
порный винт, движущийся по пазу в корпусе крана
(см. рис. 5, а, б). На плитах, выпускаемых по образцу ленинград-
ских, краны имеют на присоединении к газопроводам горелок
внутреннюю резьбу и стопорный винт, установленный в корпусе
(см. рис. 5, в). Отличны и отдельные размеры деталей крапа.
В духовых шкафах плит московского образца тепловые потоки
из полости духовки направляются через отверстия в верхней ее
части в зазоры между внутренними и наружными боковыми стен-
ками корпуса плиты, выходя в помещение кухни через ряд отвер-
стий в средней части наружных стенок (рис. 16, а). В ленинград-
ских плитах, выпускавшихся до 1968 г., продукты сгорания из
духового шкафа попадали в полость между отражателем и про-
межуточным листом и далее выводились через окно в задней стенке
плиты (рис. 16, б). При этом часть дымовых газов попадала в под-
горелочное пространство, ухудшая работу конфорочных горелок.
Начиная с 1968 г. в плитах этой модели продукты сгорания из
духового шкафа выводятся через отверстия в отражателе по спе-
68
циальпому отводному патрубку в щель задней стенки, не попадая
в зону расположения конфорочных горелок. Эго изменение,
введенное с целью снижения температур наружных поверхностей
и на плитах московских моделей, так же как проводившаяся
в это же время унификация горелок и кранов, практически
исключило вышеупомянутые основные различия между двумя груп-
пами плит старых моделей, сохранив, однако, индивидуальные
особенности конструкций плит, присущие каждому заводу-изгото-
вителю. Эти особенности, в основном технологического порядка,
не носят принципиального характера и связаны лишь с необходи-
мостью их учета при проведении профилактических ремонтов.
Рис. 16. Схема тепловых потоков в духовых шка-
фах: а — плита московского образца; б — плита
ленинградского образца.
Как правило, конструкция любой плиты подробно описана в ин-
струкции к паспорту изделия.
В табл. 7 приведена номенклатура практически всех газовых
плит отечественного производства, находящихся в эксплуатации
в газовых хозяйствах СССР на 1973 г. Часть из перечисленных
моделей уже снята заводами с производства. Ряд заводов прекра-
тил выпуск устаревших моделей плит и приступил к выпуску
унифицированных плит и плит вновь осваиваемых улучшенных
конструкций начиная с 1970 г. Однако эксплуатация плит старых
моделей будет продолжаться еще многие годы, требуя к себе
внимания персонала эксплуатационных служб горгазов.
Газовые плиты индекса ПГ4/1 представляют собой ранние
модели послевоенных четырехкопфорочных плит наиболее упро-
щенного внешнего вида. Большинство из них имеют духовой шкаф
объемом от 30 до 40 л, высоко поднятый над полом на четырех
ножках. Головными моделями плит этого класса являются плиты
ПБ-4 и Г14/1 Московского завода домашних холодильников
и плиты ПГ4/1-М Ленинградского ЗГА.
Плита ПБ-4. Выпускалась в Москве до 1958 г., но сохрани-
лась с некоторыми конструктивными изменениями на ряде заводов
до настоящего времени. Ее приняли к производству как исходный
образец заводы Омский, Лысьвенский, Ферганский и др. Плита
69
. Таблица 7
Номенклатура газовых плит отечественного производства,
находящихся в эксплуатации в газовых хозяйствах СССР
Заводской индекс Завод-изготовитель Год начала выпуска Год оконча- ния выпуска Примечание
Четырех ПБ-4 П4-1 П4/1 ПГ4/1 ПГ4/1 ПГ4/1 •Терек» ПГ4/1 ПГ4 кл. I «б» ПГ4/1 конфорочные плиты старых модел Московский, домашних холо- дильников (бывший Газоап- парат) То же Омский ЗГА Ферганский ЗГА Лысьвенский металлургиче- ский Тульский комбайновый Орджоникидзевскпй ЗГА Горьковский завод Ташкентский ЗГА Волгоградский ЗГА 16Й (1 I 1947 1958 1958 1960 1960 1947 1960 1967 1957 ’рулпа) 1958 1972 1970 1970 1970 1970 1972 1968 Модернизиро- вана в 1972 г.
Четырехконфорочные плиты старых моделей (2 группа)
ПГ4/1 Ленинградский ЗГА (бывший 1947 1970 Модернизиро-
ВАТ-62 Днепр ВМ ПГ4/1 ПГ4/1 ПГ4/1 Львов-4 Брест-3 ПГ4/1 ПГ4 кл. I «а», мо- дель ГСКТБ Газоаппарат Ленгазоапларат № 4) Тбилисский ЗГА Днепропетровский ЗГА Днепропетровский ЗГА Криворожский ЗГА Бакинский ЗГА Львовский ЗГА Брестский ЗГА Запорожский, эмалированной посуды Четырех конфорочные унифициро! Ленинградский ЗГА Бакинский ЗГА Орджоникидзевский ЗГА Тбилисский ЗГА Ферганский ЗГА Днепропетровский ЗГА Ужгородский ЗГА Московский, домашних холо- дильников Батумский машиностроитель- ный Воронежский машинострои- тельный 1964 1965 1965 1965 1964 1958 1964 1963 занные 1970 1970 1971 1971 1971 1971 1971 ‘ 1973 1973 1973 1970 1970 1968 1968 1970 1967 1967 1973 влиты вана в 1958 г. ПГ4/1-М
ПГ4 кл. I «а», мо- Львовский ЗГА 1967 1970 (Львов-30)
дель «Львов- ская» Брестский ЗГА Дружковский ЗГА Криворожский ЗГА 1967 1969 1969 1970 (Львов-30)
70
Продолжение табл. 7
Заводской индекс Завод-изготовитель Год начала выпуска Год оконча- ния выпуска Примечание
Трехко! ПГЗ-1/Б 1форочные унифицированные с е Львовский ЗГА Казанский ЗГА Семипалатинский ЗГА Целиноградский ЗГА Фрунзенский, электротехниче- ского оборудования (строен 1963 1965 1968 1970 1968 и им ба 1966 ллоном (Львов-28)
Двухконфорочные плиты старых моделей (1 группа)
ПГ2-2Д Московский, домашних холо- 1950 1957
дильников
ПБ-2 Саратовский Газприбор 1950 1957
П2/1-2 Ферганский ЗГА 1964 1970
П2/1 Ташкентский ЗГА 1960 1970
ПГ2/1-2 Саратовский ЗГА 1960 1968
ПГ2/1-1 Волгоградский ЗГА 1958 1968
П-2/1 Орджонпкидзевскпй ЗГА 1958 1967
ПБ-2 Омский ЗГА 1959 1970
П2/1 Челябинский лнтейно-штампо- 1960 1968
вочный
П2/1 Тульский комбайновый 1957 1971
ПГ2/1 Горьковский завод 1957 1971
11Г2/1-2 Краснодарский ЗГА 1957 1969
П-2/1 Московский, домашних холо- 1958 1970
дильников
Двухконфорочные плиты старых моделей (2 группа)
ПГ2/1-М Ленинградский ЗГА 1948 1969
ПГ2/1 Ужгородский ЗГА 1957 1970
Львов-15 Львовский ЗГА 1958 1965
ПГ2/1 Ашхабадский ЗГА 1964 1970
П2/1-2 Бакинский ЗГА 1964 1968
Двухконфорочные унифицированные плиты
ПГ2 кл. I «а», мо- дель ГСКТБ Краснодарский ЗГ/\ Ашхабадский ЗГА 1969 1970
Газоаппарат ПГ2 кл. I «а» мо- дель Гипро- п лига з Омский ЗГА Волгоградский ЗГА Саратовский ЗГА 1970 1968 1968
ПГ2 кл. I «а», Львовский ЗГА 1967 (Львов-29)
Львовская мо- дель Брестский ЗГА 1967 (Львов-29)
Двухконфорочные настольные плиты
ПГ-2Н Саратовски!! эксперименталь- 1965
• ный ЗГА
Волгоградский машинострои- 1966
тельный
71
Продолжение табл. 7
Заводской индекс Завод-изготовптель Год начала вы пуска Год оконча- ния выпуска Примечание
Тбилисский ЗГА Фрунзенский, электротехниче- ского оборудования Алма-Атинский машинострои- тельный Горьковский завод Тульских! комбайновый Дружковский ЗГА Краснолучский машинострои- тельный Первомайский машинострои- тельный Подольский машиностроитель- ный 1968 1967 1967 1966 1966 1967 1967 1967 1967
Двухкопфорочные туристские плиты
ПГ-2П Ленинградский листопрокатно- 1967 штамповочный Омский ЗГА 1967 Одноконфорочные туристские плиты
Львов-24 ПГ1-БТ П-2 Львовский ЗГА 1957 1968 Казанский ЗГА 1968 Челябинский лптейно-штам- 1965 ПОБОЧНЫЙ
ПГ1-П Ленинградский листопрокатно- 1965 1967 штамповочный
Примечания. 1. Группы плит, условно обозначенные позаимст-
вованному образцу: 1 группа — московские плиты ПБ-4 и 114/1; 2 группа —
ленинградская ПГ4-1. 2. ЗГА —завод газовой аппаратуры.
представляет собой собранный па винтовых креплениях корпус
пз штампованных деталей, устанавливаемый на четырех высоких
накладных ножках. Корпус покрыт чугунным литым столом
с четырьмя отверстиями под конфорки с крышками и двумя чугун-
ными боковыми полками. Горелки чугунные со сплошным распре-
делителем на 24 огневых отверстия. В более поздних выпусках
установлены горелки конструкции С. II. Сладкова, чугунные столы
заменены на штампованные со свесами вместо полок. Духовой
шкаф как самостоятельный сборочный узел не существует и наби-
рается из отдельных деталей — дна, подвесок, верхнего листа
(отражателя). Емкость духовки 40 л. Под духовкой установлены
две поворотные трубчатые горелки с рядом сверленых огневых
отверстий и одним отверстием для подсоса первичного воздуха,
снабженным шибером. Газопровод духовки введен с задней сто-
72
роны. В верхней части духового шкафа установлен ртутный
термометр, позднее замененный биметаллическим термоуказате-
лем. Дверка духовки имеет на оси поворота спиральную пружину.
Доступ воздуха к горелкам духового шкафа обеспечивается двумя
отверстиями в дне плиты. Продукты сгорания, проходя под дном
духового шкафа, через щели в боковых подвесках поступают
в полость шкафа. Выходя через ее верхнюю стенку, продукты
сгорания вновь омывают полость шкафа снаружи и эвакуируются
через ряд отверстий в боковых степках. По данным эксплуатации
недостатки этих плит — необеспечение полноты сжигания газа
па конфорочных горелках, ненадежная работа поворотного меха-
низма горелок духового шкафа, невозможность смены духового
шкафа. Последний, не имея защитного покрытия, ограничивал
срок службы плиты. До 1969 г. сохранили производство газовых
плит типа ПБ-4 с некоторыми конструктивными изменениями
Омский и Ферганский заводы газовой аппаратуры (рис. 17).
Стол плиты штампованный, по образцу плиты П4/1. В духовом
шкафу установлен биметаллический термоуказатель. Горелки
горизонтальные, алюминиевые. Горелки духового шкафа трубча-
тые, неповоротные. На столе плиты установлен задний щиток.
Внутренние поверхности покрыты темной эмалью, все внешние
поверхности — белой. Плиты приведены в соответствие требова-
ниям ГОСТ 10798-64.
Плита П4/1. С 1958 г. в Москве начат выпуск плиты улучшен-
ной конструкции — П4/1, принятой затем в производство также
Орджоникидзевским, Волгоградским, Горьковским заводами
и кратковременно Ростовским. Эта плита внешне имеет вид тум-
бочки на четырех невысоких ножках (рис. 18). За счет увеличения
высоты духовой шкаф имеет емкость уже 52 л. Корпус плиты
накрыт закрепленным на винтах стальным штампованным столом
со свесами взамен боковых полок. Стол покрыт черной эмалью.
Конфорочные горелки конструкции С. П. Сладкова. Конфорки
в виде чугунных блоков, каждый на две горелки. Горелка духового
шкафа П-образная трубчатая неповоротная, с зажиганием через
лючок в дне духовки. Внутренние поверхности духовки эмалиро-
ваны. Принципиальная схема тепловых потоков духового шкафа
такая же, как в ПБ-4. Из плит старых моделей П4/1 (группа 2)
является наиболее совершенной как но внешнему виду, так и по
эксплуатационным показателям.
Плита ПГ4/1. Выпускалась на ленинградских заводах Лепгаз-
аппаратура в послевоенные годы и явилась прототипом газовых
четырехконфорочных плит, выпускавшихся до 1970 г. Тбилисским
и Днепропетровским заводами газовой аппаратуры и Запорож-
ским заводом эмалированной посуды. До 1968 г. плиту ПГ4/1
выпускали также Криворожский, Дружковский, Бакинский за-
воды. До 1967 г. эта же модель сохранялась на производстве
Львовского и Брестского заводов. В 1959 г. плита ПГ4/1 получила
индекс «М» (после некоторой модернизации). Плита (ПГ4/1-М)
73
представляет собой каркас, поднятый на четырех высоких ножках
(рис. 19). Духовой шкаф имеет емкость 35 л (наименьший из всех
существующих), его собирают из вставных деталей (отражатель,
Рис. 17. Газовая плита типа ПБ-4.
Технические данные
Номинальная тсн. овал нагрузка, ккал/ч:
каждой конфорочной горелки................... 1500—1700
обеих горелок духового шкафа........... 3200
Время нагрева духового шкафа до 285" С, мин 25
Размеры рабочего стола, мм.................... 620X730
Высота плиты от пола до стола, мм ............ 810 (850)
Размеры проема дверки духового шкафа, мм:
ширина.................................... 360
высота................................« 230
Длина (глубина) духового шкафа, мм............ 730 (750)
Резьба на присоединяющем конце трубы газопро-
вода ........................................Труб.
кл. 3
Масса плиты, кг. ............................. 53
подвески, дно), т. е. он не представляет отдельного сборочного
узла. Стол плиты штампованный из 2-миллиметровой стали с че-
тырьмя штампованными или литыми конфорками. Имеются две
съемные боковые полки, доводящие ширину стола до 930 мм,
74
п верхняя откидная крышка. До 1959 г. на плитах ПГ4/1-М уста-
навливали горизонтальные литые конфорочные горелки из алю-
миниевого сплава. Распределитель (крышку) горелки выполняли
также литым, с 24 круглыми огневыми отверстиями. Горелки
Рис. 18. Газовая плита типа П4/1 (разрез).
1 — поддон верхний; 2 — стол плиты; л — труба газопровода к духовому шкафу; 4 —
вкладыш; 5 — распределительный щиток; в — ручка крана конфорочной горелки:
7 — ручка крана духового шкафа; 8 — нижний поддон: 9 — смотровая щель; 10 — за-
слонка; 11 — дверка духового шкафа; 12 — ручка дверки духового шкафа; 18 — го-
релка духового шкафа; 14 — нижний лист; 15 — направляющая; 16 — духовой шкаф;
17 — труба коллектора; 18 — конфорочная горелка.
Технические данные
Номинальная тепловая нагрузка, ккал/ч:
каждой конфорочной горелки...................
горелки духового шкафа................
Время нагрева пухового шкафа до 285° С, мин
Размеры рабочего стола, мм..................
Высота плиты от пола до стола, мм...........
Размеры проема дверки духового шкафа, мм:
ширина.......................................
высота................................
Длина (глубина) духового шкафа, мм..........
Высота от пола до оси трубы газопровода, мм . .
Резьба на присоединяющем конце трубы газопро-
вода ........................................
Масса плиты, кг...............................
1500-1700
3600-3800
25
730X620
850
340
310
490
750
Труб. */Л
кл. 3
62
не имели шибера регулировки первичного воздуха и ограниченно
регулировались осевым передвижением. Сопла горелок — литые
из алюминия, до 1952 г. игольчатые с регулируемым насадком.
Позднее сопла изготовляли в виде сменного ниппеля, ввертыва-
емого в корпус регулятора. Последний имел цилиндрический
75
Рис. 19. Газовая плита типа 11Г4/1-М.
Технические данные
Номинальная тепловая нагрузка, ккал/ч:
каждой конфорочной горелки.................... 1500- 1700
горелок духового шкафа................. 3200
Время нагрева духового шкафа до 285 °C, мин 25
Размеры рабочего стола, мм:
без полок...................................... 550X500
с полками............................... 920X500
Высота плиты от пола до стола, мм................. 850
Размеры проема дверки духового шкафа, мм:
ширина................................... 330
высота...................................... 205
Длина (глубина) духового шкафа, мм ............... 490
Диаметр конфорки, мм............................. 213
Высота от пола до оси трубы газопровода, мм 770±5
Резьба на присоединяющем конце трубы газопро-
вода ..........................................Труб. ‘/1 ,
кл. 3
Масса плиты, кг.............................. 46
76
шибер для регулировки подсоса первичного воздуха. С 1959 г.
ввиду частых случаев оплавления алюминиевые распределители
(крышки) горелок были заменены стальной плоской или тарель-
чатой крышкой. Горелки этого типа обеспечивают относительно
высокий к. п. д. (60—62%) при содержании СО в продуктах горе-
ния не выше 0,03%. Тарельчатая крышка создает наилучшие
условия для иезаливаемости горелки.
Духовые шкафы плит ПГ4/1-М были оборудованы двумя труб-
чатыми горелками с поперечными фрезерованными щелями и ши-
берами, установленными на литых корпусах регуляторов. До
1959 г. горелки имели поворотный механизм, при переходе на
природный газ он стал лишним и поэтому в модернизированной
плите устранен. В передней стенке плиты имеются две прорези
для наблюдения за работой горелок духового шкафа. Зажигание
их раздельное, через лючок в дне духовки. Над духовкой устано-
влен термобиметаллический указатель (в ранних выпусках —
ртутный термометр). Схема движения тепловых потоков в духовке
отлична от схемы в плитах ПБ-4 и П4/1, она характерна отводом
продуктов сгорания через заднюю стенку. Краны горелок плиты
крепятся в коллекторе газопровода па неполной метрической
резьбе или с уплотнением за счет лужения резьбы на соске крана.
Корпус крана имеет внутреннюю резьбу, в которую ввертывается
патрубок газопровода или корпус регулятора горелки. Краны
снабжены литыми алюминиевыми втулками, посаженными (с пру-
жиной) на хвостовик пробки. Стопорный винт ввертывается
в корпус крана и за счет фасонных вырезов на втулке фиксирует
положения пробки (см. рис. 5, в). Дверка духового шкафа закре-
плена на оси с пружиной, которая в вертикальном положении
плотно прижимает дверку к передней стенке, а в открытом на-
дежно фиксирует ее в горизонтальном положении.
Эксплуатационными недостатками плит являются малый объем
духового шкафа, возможность самоотвертывапия стопорного винта
или заедание крана при закрытии его в разогретом состоянии,
оплавление крышек горелок, изготовляющихся литьем под давле-
нием из алюминия. Причины, вызывавшие некачественную вы-
печку, а также некоторый перегрев наружных поверхностей
в плитах более ранних выпусков, устранены впоследствии под-
бором оптимальных расстояний между горелками и изоляцией
подгорелочного пространства конфорочных горелок за счет введе-
ния отводного патрубка в верхней части духовки для вывода
продуктов сгорания через заднюю стенку, снабженную дополни-
тельным экраном.
В плитах ПГ4/1-М, изготовляемых в Ленинграде, трубки
газопровода защищали эмалевым покрытием, что исключило их
преждевременную коррозию и улучшило внешний вид плиты.
Внешние детали покрыты белой эмалью. Достоинства плит
этой модели — относительно высокие санитарно-гигиенические
свойства, минимальная трудоемкость изготовления за счет
77
технологичности конструкции. Компактность конструкции и от-
сутствие чугунных деталей (при снабжении штампованными
конфорками) значительно снизили и общую массу плиты.
Рис. 20. Трехконфорочяая газовая плита с встро-
енным баллоном ПГЗ/1-Б.
Технические донные
Номинальная тепловая нагрузка, ккал/ч:
каждой конфорочной горелки..................... 1500- 1700
горелок духового шкафа................. 3000
Время нагрева духового шкафа до 285е С, мин 25
Размеры рабочего стола плиты, мм............. 375x790
Высота плиты от пола до стола, мм......... . 850
Размеры 'проема дверки духового шкафа, мм:
ширина.................................. 330
высота........................................ 273
Длина (глубина) духового шкафа, мм. 300
Проем дверки сушильного шкафа, мм ...... 330X202
Общая масса плиты, кг.............................. 63,3
Масса баллона без газа, кг .................. 14.8
Емкость баллона, л .... * ................... 27
Плита ПГЗ/1-Б. Трехконфорочная плита со встроенным балло-
ном для сжиженного газа (рис. 20) является относительно новой
моделью и начата производством на Львовском ЗГА с 1963 г.
78
Выпускается с 1965 г. Казанским, Семипалатинским, Целино-
градским ЗГА и Фрунзенским заводом электротехнического обо-
рудования. Промышленный выпуск плит этого типа расширил воз-
можности газификации жилых зданий на базе сжиженных газов,
позволяя осуществлять ее без установки дополнительного обору-
дования и проведения каких-либо монтажных работ.
В комплект плиты входят собственно плита, баллон для сжи-
женного газа емкостью 27 л с запорно-редуцирующим клапаном
КБ-1, регулятор давления «Балтика» и присоединительный ре-
зино-тканевый шланг. Для варки пищи плита снабжена тремя
горелками с поминальной тепловой нагрузкой 1500—1700 ккал/ч
каждая, которые рассчитаны на сжигание пропана и пропан-
бутановых смесей при давлении 300 мм вод. ст. Горелки горизон-
тальные с двусторонним подводом вторичного воздуха. Над горел-
ками установлены три конфорки: две с низкими ребрами и одна
с высокими (для посуды с широким дном).
Плита имеет духовой шкаф с двумя неповоротнымп трубчатыми
инжекционными горелками, размещенными под съемным дном
духового шкафа. Шкаф снабжен противнем, жаровней и решеткой.
Дверца духового шкафа имеет смотровое окно из термостойкого
стекла, позволяющее вести наблюдение за процессом жарения
или выпечки, не открывая дверку шкафа. Ниже размещен сушиль-
ный шкаф, получающий тепло от духового шкафа в период его
работы. Сушильный шкаф оборудован подвесками, па которые
можно установить жаровню, противень или решетку духового
шкафа и использовать каждую из них в качестве полочки для
сушки.
Слева от духового и сушильного шкафов расположен шкаф
для размещения баллона со сжиженным газом. Дверка баллон-
ного шкафа снабжена запорным устройством. Для вентиляции
баллонного шкафа задняя стенка и дно плиты имеют ряд отверстий.
В целях предохранения баллона от перегрева промежуточная
стенка между духовым и баллонным шкафами покрыта асбестовым
картоном.
Для предохранения стены помещения от загрязнения к столу
плиты прикреплен щиток. Подача газа к конфорочным горелкам
и горелкам духового шкафа осуществляется пробковыми крапами,
рукоятки которых выведены на лицевую сторону распределитель-
ного щитка. Крапы выполнены по типу московских (см. рис. 5, а).
Коллектор для подвода газа к горелкам плиты соединяется с регу-
лятором давления газа при помощи резино-тканевого рукава,
закрепленного в местах соединений хомутами.
Трехконфорочные плиты изготовляют по единому чертежу
и поэтому практпческп одинаково на всех заводах-изготовителях.
На Казанском заводе введено уплотнение резьбы кранов в место
соединения с коллектором при помощи контргайки, что повышает
герметичность плит. Плиты ПГЗ/1-Б полностью соответствуют
требованиям ГОСТ 10798—70.
79
Плиты ПГ2/1-2. Двухкопфорочные плиты количественно были
наиболее распространены. Старые модели этих плит, освоенные
производством одновременно с четырехконфорочными, могут быть
также разделены на две основные группы. Первая группа (плиты
московского образца) — модель ПБ-2 и улучшенная П-2/1; вторая
группа — плпты, изготовляемые по образцу Ленинградского
ЗГА.
Кроме того, по моделям этих же заводов выпускали некоторое
время двухконфорочные плиты без духового шкафа на ножках
и с полками: ПГ-2А — московская и ПГ-2 — ленинградская.
С 1968 г. в эксплуатации появились унифицированные двухконфо-
рочные плиты.
Двухконфорочные плиты типа ПБ-2 (11Г-2Д) Московского
завода домашних холодильников (рис. 21) послужили прототипом
для плит, выпускаемых Ташкентским, Ферганским, Омским,
Краснодарским ЗГА, Тульским комбайновым заводом и др. Эта
плита по всем основным узлам повторяет плиту ПБ-4. Духовой
шкаф имеет емкость 28 л, в нем установлены две поворотные
трубчатые горелки. В последних выпусках этих плит установлены
конфорочные горелки конструкции С. П. Сладкова. Стол штампо-
ванный, без боковых полок, с конфорочным литым блоком и с зад-
ним щитком.
Двухконфорочная плита П-2/1, освоенная в 1958 г. Московским
заводом, заимствована и выпускалась Волгоградским, Саратов-
ским, Орджоникидзевским ЗГА, Горьковским заводом и Че-
лябинским литейно-штамповочным заводом. Плпта П-2/1 (рис. 22)
принципиально повторяет плиту 11-4/1, имеет духовой шкаф
емкостью 37 л. Стол плиты штампованный, со свесами и встав-
ным чугунным конфорочным блоком. Конфорочные горелки го-
ризонтальные. Горелка духового шкафа П-образная трубчатая
неповоротная.
Челябинский литейпо-штамповочный завод выпускает эту же
плиту с теми же основными данными, но конструктивно изменен-
ную — на приставных ножках увеличенной длины, с вертикаль-
ными конфорочными горелками и П-образной горелкой духового
шкафа, имеющей запальную трубку.
Плиты двухконфорочпые ПГ2/1-2, освоенные в Ленинграде
в 1948 г., выпускались до 1970 г. Ашхабадским и Ужгородским
заводами газовой аппаратуры, ранее выпускались также Бакин-
ским, Брестским и Львовским («Львов-15») заводами.
Плита ПГ2/1-2 (рис. 23) в значительной мере повторяет кон-
струкцию плит ПГ4/1-М и во многом с ней унифицирована. По
сравнению с другими моделями двухкопфорочных плит ПГ2/1-2
имеет самый малый духовой шкаф — емкостью 17 л. Две горелки
духового шкафа трубчатые неповоротные, с щелевыми огневымп
отверстиями. В ранних выпусках применяли одну Н-образную
горелку, также со щелями. Зажигание горелок раздельное, через
лючок в дне духовки. Стол плиты цельноштампованный вместе
80
Рис. 21. Дьухконфорочная плита типа ПБ-2(ПГ-2Д).
Технические данные
Номинальная тепловая нагрузка, ккал/ч:
каждой конфорочной горелки..................
горелок духового шкафа................
Время нагрева духового шкафа до 285’С, мин
Размеры рабочего стола, мм...................
Высота плиты от пола до стола, мм ..........
Размеры проема дверки духового шкафа, мм:
ширина......................................
высота ...............................
Длина (глубина) духового шкафа, мм ..........
Резьба на присоединяющем конце трубы газопро-
вода .......................................
Масса плиты, кг..............................
1500-1700
2400
25
560x375
808 (850)
360
260
296
Труб. •/,*,
кл. з
ЗГ.,3
81
с конфорочными ребрами. Последние выпуски плиты укомплекто-
ваны термоуказателем.
Унифицированные плиты. Унификация бытовых газовых плит
(1966 г.) была необходима для создания одной или нескольких
Рис. 22. Газовая плита типа П-2/1.
Технические данные
Поминальная тепловая нагрузка, ккал/ч:
каждой конфорочной горелки................... 1500—1700
горелок духового шкафа.................... 3200
Время нагрева духового шкафа до 285° С, мин 25
Размеры рабочего стола, мм...................... 730x450
Высота плиты от пола до столя, мм ........... BSO
Высота от пола до оси трубы газопровода, мм 750
Размеры проема дверки духового шкафа, мм; .
ширина................................... 340
высота..................................... 310
Длина (глубина) духового шкафа, мм*.............. 350
Резьба на присоединяющем конце трубы газо-
провода ....................................Труб.
кл. 3
Масса плиты, кг.............................. 45
типовых моделей плит и организации их производства взамен уста-
ревших разнотипных моделей плит. Кроме необходимости созда-
ния современных, эстетически и утилитарно улучшенных образцов
газовых плит, отвечающих требованиям сегодняшнего дня
82
Рис. 23. Газовая плита типа ПГ2/1-2.
Технические данные
Номинальная тепловая нагрузка, ккал/ч:
каждой конфорочной горелки................... 1500—1700
горелок духового шкафа.................... 2400
Время нагрева духового шкафа до 285е С. мин 25
Размеры рабочего стола, мм..................... 520x320
Высота плиты от пола до стола, мм............ 850
Высота от пола до оси трубы газопровода, мм . . 770±5
Размеры проема дверки духового шкафа, мм:
ширина.................................... 330
высота..................................... 210
Длина (глубина) духового шкафа, мм .............. 240
Диаметр конфорок, мм............................ 213
Резьба на присоединяющем конце трубы газопро-
вода ..........................................Труб. */•*»
кл. 3
Масса плиты, кг.............................. 28,5
83
и дающих возможность стандартизировать запасные части, стави-
лась и задача создания типовых технологических процессов на
старых и вновь строящихся заводах для удешевления в дальней-
нем стоимости аппаратуры и повышения ее качества, надежности
и долговечности.
Унификация на первом этапе свелась к созданию трех моделей
четырех- и двухконфорочных напольных плит. Основной кон-
Рис. 24. Унифицированная газовая плита
ПГ4, кл. I «а» ГСКТБ Газоанпарат.
струкцией унифицирован-
ных плит являются плиты
ПГ4, кл. 1 «а» и ПГ2, кл.
1 «а» ГОСТ 10798-70.
Четырех конфорочные пли-
ты (рис. 24) этого образ-
ца начали выпускаться
в 1970 г. на Ленинград-
ском, Бакинском ЗГА —
четырехконфорочные, на
Краснодарском и Ашха-
бадском ЗГА — двухкон-
форочпые. В последующем
начат выпуск этих плит
еще на ряде заводов.
Четырех кон фо роч н ые
плиты внешне оформлены
в виде тумбы с дверками
духовки и сушильного
шкафа (рис. 25). В дверку
духовки вмонтировано смо-
тровое стекло. Духовой
шкаф цельносварной, ем-
кость 50 л, защищен
теплоизоляционным слоем
шлаковаты. Конфорочные
горелки 15 — вертикаль-
ные. Стол 12 — штампован-
ный, закрытый, откидной.
Конфорочные решетки 13
сварные из стального прутка, покрыты эмалью. Краны унифици-
рованные, с разрезной втулкой и наружной резьбой на присоеди-
нении к газопроводам горелок. Термоуказатель биметаллический,
встроенный за дверкой 7 (на рис. 25 вместо термоуказателя пока-
зан временно устанавливавшийся мпогопозиционный крап). Ру-
коятки кранов — пластмассовые цветные, с посадкой на разрезную
втулку без крепления винтом. На переднем (распределительном)
щитке 11 размещены указатели 10 к кранам. Духовой шкаф с труб-
чатой горелкой 17 замкнутого контура, спиральной или дисковой
(с 1972 г.), снабжен противнем 5, листом 4 и решеткой 3. Под
дном духовки размещен сушильный шкаф 1.
84
Рис. 25. Унифицированная плита ПГ4, кл. I «а» (разрез).
1 — сушильный шкаф; 2 — запальник; j — решетка; 4 — лист; з — противень; 6 —
газопровод духового шкафа; 7 — дверка духового шкафа; 6 — ручка крана духового
шкафа; 9 — ручка крана конфорочной горелки; 10 — указатель горелки; 11 — рас-
пределительный щиток; 12 — стол плиты; 13 — конфорочный блок; 14 — щиток;/Л —
вертикальная конфорочная горелка; 16 — газопровод конфорочной горелки; 17 —
горелка духового шкафа; 13 — дно духовки; 19 — дно плиты.
Технические данные
ПГ4/1 ПГ2/1
Размеры проема дверки духового шкафа, мм:
ширина......................................... 330
высота.................................... 273
Длина (глубина) духового шкафа, мм .......... 500 325
расстояние между центрами двух соседних кон-
форочных горелок, мм............................. 240
Резьба на присоединяющем конце трубы газопро-
вода .........................................Труб.
кл. 3
Масса плиты, кг.............................. 47 31
85
Рис. 26. Плита ПГ2/1-1, кл. I «а» унифицированной модели
ГипроНИИГаза.
Технические данные
Высота плиты от пола до стола, мм................ 850
Размеры рабочего стола, мм....................... 500x83 5
Размеры проема дверки духового шкафа, мм:
ширина....................................... 390
высота........................................ 2W
Длина (глубина) духового шкафа, мм .................. 300
Масса плиты, кг...................................... 35
86
Унифицированные плиты имеют санитарно-гигиенические по-
казатели в соответствии с ГОСТ 10798—70. К. п. д. конфорочных
горелок 56—57%. Двухконфорочпые плпты этой конструкции
аналогичны четырехконфорочным и имеют около 60% унифици-
рованных деталей.
Вторая промышленно освоенная модель унифицированных
двух конфорочных плит — плита конструкции ГипроНИИГаза.
Ее выпуск начат серийным
производством с 1968 г. на
Волгоградском и Саратов-
ском ЗГ/\.
Унифицированную плиту
ПГ2/1-1 (рис. 26) выпус-
кают в соответствии с ГОСТ
10798—70. Плита имеет ду-
ховой шкаф емкостью 30 л
и выдвижной сушильный
шкаф. Вертикальные конфо-
рочные горелки укреплены
на кронштейне сопла и имеют
цилиндрический шибер для
регулирования первичного
воздуха. Стол плиты штам-
пованный, с двумя отверс-
тиями под горелки, снабжен
литой чугунной или алюми-
ниевой конфорочной рамой.
Духовой шкаф цельносвар-
ной, снабжен неповоротной
трубчатой П-образпой горел-
кой с зажиганием через
отверстие в передней стенке,
без запальной трубки. Про-
дукты сгорания выходят через щель в задней стейке духовки.
Корпус плиты установлен па четырех штампованных ножках
высотой 280 мм. В последних выпусках этой плиты несущими
являются боковые стенки, а не ножки. Выдвижной сушильный
ящик заменен шкафом с откидной дверкой.
Третья унифицированная модель плиты — «львовского семей-
ства» (четырех- и двухконфорочные плиты). Плита «Львов-30»
(рис. 27) имеет штампованный стол с литыми чугунными (или алю-
миниевыми) конфорками и задним щитком. Горелки литые из
алюминиевого сплава, конструкции С. П. Сладкова. Духовой
шкаф с двумя трубчатыми горелками и запальной трубкой, вы-
веденной па уровень дна духовки. Емкость духового шкафа 45 л.
Дверка духового шкафа имеет смотровое жаростойкое стекло. Под
духовкой находится сушильный шкаф, не имеющий отдельной го-
релки и нагреваемый во время работы духового шкафа. Наружные
87
Рис. 28. Газовая плита «Львов-29».
Технические данные
«Львов-30» «Львов-29»
Номинальная тепловая нагрузка,
ккал/ч:
каждой конфорочной горел-
ки ......................
горелок духового шкафа . .
Количество конфорочных горелок
Время нагрева духового шкафа до
285 е С, мин...................
Размеры рабочего стола, мм:
без полок ...............
с полками ...............
Высота плиты от пола до стола, мм
Высота от пола до оси трубы газо-
провода, мм....................
1600 dz 100
3300 3000
4 2
25
500x585 500X385
500X820
786
705
88
поверхности плиты не нагреваются выше допустимого предела,
так как выход продуктов сгорания организован через заднюю
стенку, имеющую дополнительный экран. Кроме того, плита
имеет вентиляционные зазоры между духовым шкафом и боковыми
стенками. Духовка снабжена биметаллическим термоуказателем,
циферблат которого установлен за смотровым стеклом дверки.
Плита «Львов-29» (рис. 28) полностью унифицирована с плитой
«Львов-30». Объем духового шкафа 32 л.
ПЛИТЫ ЗАРУБЕЖНЫХ ФИРМ
Газификация быта за границей основывается на использовании
искусственных, сжиженных и в меныпей мере природного газов.
Изготовление газовых плит осуществляется на специализирован-
ных заводах крупных фирм, имеющих уже значительный опыт
их производства.
Большинство продаваемых населению плит относится к выс-
шему классу (по принятой в СССР классификации) и оснащено
различными устройствами автоматизации и приспособлениями для
повышения эксплуатационных качеств и комфортности. Газовые
плиты отличаются высоким качеством декоративного оформления.
Общие принципы, закладываемые в конструкции таких плит,
следующие:
— каркасный метод сборки. В качестве каркаса служат или
специальная скелетная конструкция из уголка, или коробки
легкого типа (из листовой стали), или же сварная сборка духового
шкафа с передней и задней стенками. Используется и сочетание
этих двух приемов;
— варочные горелки стола плиты, как правило, различны
и по тепловым нагрузкам, и даже по элементам конструкции.
Огневые насадки в большинстве своем имеют в крышке круглые
огневые отверстия п обеспечивают двухрядное пламя за счет
кольцевой щели под крышкой (так называемое пилотное пламя),
с высотой щели 0,8—1,5 мм. Питание кольцевого пламени газо-
воздушной смесью осуществляется через байпасные каналы в теле
корпуса горелки или через лабиринт в месте посадки крышки;
— краны трехпозиционные, со средним положением «малого
пламени». Это положение обычно регулируемое. Конечные поло-
жения крана жестко фиксированы;
— духовые шкафы снабжены двумя горелками — основной,
подовой для выпечки и верхней, опрокинутой горелкой «Грилл»
для обжаривания на вертеле или противне. Эта горелка, метал-
лическая или керамическая, работает по принципу инфракрасного
излучения, что особенно рекламируется с точки зрения качества
обжаривания мясных продуктов;
— автоматизация представлена защитными устройствами —
электромагнитного типа клапанами-отсекателями; терморегули-
рованием духового шкафа; электророзжигом горелок — спирали
накаливания пли искровое устройство;
89
— управление клапанами-отсекателями, так же как и термо-
регулирование духового шкафа и электророзжиг, выведено па
лицевую панель и сблокировано с газовыми пробковыми кранами.
Устанавливаются таймеры и системы программного управления;
— использование гибких трубок из цветного металла (медные
л алюминиевые сплавы) для горелок вертикального типа. Этим
обеспечивается успешное применение накидных гаек и достижение
полной герметичности газопроводов;
— духовые шкафы имеют теплоизоляцию из минеральной ваты
и лишены вставных подвесок. Установка выдвижной оснастки
осуществляется на пуклеванных полках, идущих вдоль стенок
шкафа;
— высокое качество и нарядность декоративного оформления
с использованием белых керамических эмалей, хромированных
поверхностей п художественной отделки деталей.
Многое из перечисленного нашло уже применение в новых
отечественных плитах высшего класса.
В СССР зарубежные плиты высшего класса не эксплуати-
руются. По импортным поставкам закупаются и находятся в экс-
плуатации в газовых хозяйствах городов напольные плиты запад-
ных стран, входящих в СЭВ. Это газовые плиты (в основном четы-
рехконфорочные) заводов Полыни, Венгрии, Румынии, Юго-
славии. Плиты относятся к I классу и соответствуют требованиям
ГОСТ 10798—70, что при закупках контролируется испытаниями
во Всесоюзном испытательном центре Миягазпрома.
Наибольшее распространение в СССР получили четырех-
и трехконфорочные плиты Вроцлавского, Радомского, Вронков-
ского заводов ПНР. В эксплуатации в СССР находится уже около
1,5 млн. этих плит. В течение ряда лет поставок эти заводы не-
сколько изменили конструкции плит, внося коррективы, обеспе-
чивающие требования ГОСТ 10798—64, а затем и ГОСТ 10798—70
и повышающие эксплуатационные показатели плит.
Ранние выпуски польских плит представляет, например,
плита ПГ4/1-1 СКГ-97. Четырехконфорочная плита ПГ4/1-1
состоит из рабочего стола и корпуса. Стол и корпус стальные
штампованные, сборные. Рабочий стол, одновременно являющийся
и подгорелочным листом, снабжен чугунной конфорочной рамой
и четырьмя горелками. Для установки посуды большого диа-
метра дополнительно имеется конфорка с высокими ребрами.
Корпус плиты состоит из четырех стенок, соединенных между
собой угольниками, служащими ножками. Внутри корпуса вмон-
тирован духовой шкаф с горелкой в его нижней части. Ниже
духового шкафа расположен ящик для хранения оснащения газо-
вой плиты или сушильный шкаф. В верхней части корпуса нахо-
дится распределительный щиток с ручками газовых кранов.
На задней наружной стенке плиты имеется дымоход для отходящих
из духового шкафа дымовых газов. Дымоход и стенки духового
шкафа теплоизолированы листовым асбестом. В дверке духового
90
шкафа имеется смотровое окно. Духовой шкаф имеет электри-
ческое освещение с выводом выключателя на распределительный
щиток плиты. Источник тока — сухой элемент напряжением
3,5 в. Указателя температуры нет. Духовой шкаф оснащен эма-
лированной жаровней, противнем для выпечки и штампованной
эмалированной решеткой. Все наружные поверхности плиты,
кроме задней стенки и дна корпуса, покрыты белой эмалью. Зад-
няя степка, дно, а также все внутренние поверхности плиты по-
крыты темной эмалью.
Плиты оснащены конфорочными горелками вертикального
типа. Горелки состоят из вертикального корпуса, изготовленного
из алюминиевого сплава, литой чугунной съемной крышки и сопла.
Конфорочные горелки имеют тепловую нагрузку 1500—
1700 ккал/ч каждая. Горелка духового шкафа рассчитана на тепло-
вую нагрузку 3000 ккал/ч. Она имеет трубчатую конструкцию
П-образной формы. Газ поступает в центральную часть.
Технические данные плиты ПГ4/1-1
Размеры рабочего стола, мм ......................510 X 530
Высота плиты от пола до стола, мм................... 827
Высота от пола до оси трубы газопровода, мм ... 775
Расстояние между центрами двух соседних конфороч-
ных горелок, мм................................... 250
Размеры проема дверки духового шкафа, мм:
ширина........................................ 360
высота........................................ 310
Длина (глубина) духового шкафа, мм ................. 490
Резьба на присоединяющем конце газопровода .... Труб. 1/1*
Масса плиты, кг ................................... 62,5
Последние выпуски плит ПНР представляет четырехкопфороч-
ная плита Радомского завода выпуска 1973 г. (Вера 303). Плита
переработана согласно требованиям ГОСТ 10798—70 (рис. 29).
Четырехконфорочная газовая плита типа ПГ4 кл. I, «а» пред-
назначена для приготовления пищи при использовании как при-
родного, так и сжиженного газов.
Плита состоит из рабочего стола и корпуса. Стол и корпус
плиты стальные, штампованные, сборные. Стол плиты закрытого
типа, имеет четыре выштампованпых отверстия 0 36 мм под
горелки стола и углубления для сбора пролитой пищи. На столе
плиты установлена чугунная эмалированная конфорочная рама.
В столе плиты имеются четыре горелки вертикального типа.
Кронштейн сопла и смеситель выполнены литьем из алюминиевого
сплава (одной деталью). Огневая насадка выполнена штамповкой
из жаропрочного алюминия. Между смесителем и огневой насад-
кой-распределителем имеется кольцевой зазор, обеспечивающий
наличие под основным пламенем пилотного кольцевого пламени.
Кронштейны горелок установлены па четыре штампованные из
листовой стали траверсы (две верхние и две нижние). Траверсы,
91
а также коллектор с кранами крепятся к штампованному каркасу
из оцинкованной листовой стали.
Духовой шкаф цельносварной из листовой стали, покрыт
силикатной эмалью темного цвета. Он оснащен противнем для
выпечки, эмалированным противнем для жарения, штампованной
эмалированной решеткой. Противень и решетка передвигаются
по выштампованным на
Рис. 29. Газовая плита Вера 303, г. Радом
* (ПНР).
шкафа расположен сушильный шкаф,
боковых стенках направ-
ляющим полкам. Дно ду-
хового шкафа имеет от-
верстие для зажигания
горелки и наблюдения за
горением. Под дном духо-
вого шкафа устанавли-
вается стальная трубчатая
горелка О-образной фор-
мы. В центр задней части
горелки приварен патру-
бок-смеситель, имеющий
на противоположном кон-
це штампованное сварное
устройство, состоящее из
запальной трубки и регу-
лятора первичного возду-
ха. Регулирование подачи
первичного воздуха в го-
релку осуществляется за
счет перемещения внутри
смесителя специальной
алюминиевой трубки. По-
ложение трубки в смеси-
теле фиксируется стопор-
ным винтом. Духовой шкаф
имеет осветительное уст-
ройство, работающее от
сухого элемента постоян-
ного тока. Ниже духового
в котором имеется выдвиж-
ной ящик. Стенки духового и сушильного шкафов общие. К задней
и передней стенкам духового шкафа крепятся боковые стенки
плиты, экран, а также каркас крепления стола п коллектора.
Югославские плиты представлены в СССР двумя фирмами:
«Свобода» и «Горенье».
На рис. 30 представлена плита «Алла» фирмы «Свобода»,
отличающаяся технологичностью конструкции. Плита собрана
на цельносварном каркасе из уголка (штампованного из листовой
стали) путем навески и установки на него остальных элементов.
Конструкция сборного духового шкафа жесткая, исключающая
92
коробления при нагреве. Краны усложненной конструкции
со встроенным регулируемым соплом. Горелки стола латунные
с круглыми огневыми отверстиями и верхним пилотным пламенем.
Плиты фирмы «Горенье» Р-316 «Люкс» (рис. 31) имеют два
шкафа. Емкость духового шкафа 57 л. Он имеет теплоизоляцию
из шлаковаты, защищенную алюминиевой фольгой. В нем уста-
новлены две горелки: нижняя
для выпечки, с тепловой на-
грузкой 4000 ккал/ч, верх-
няя (горелка инфракрасного
излучения) — для жарения
с тепловой нагрузкой
2500 ккал/ч. Духовой шкаф
снабжен терморегулятором.
Конфорочные горелки у этой
плиты — универсального ти-
па, без регулирования пер-
вичного воздуха, с различной
тепловой нагрузкой. Две из
них рассчитаны па поминаль-
ную тепловую нагрузку
1500—1700 ккал/ч и две — на
2200—2400 ккал/ч. Газовые
крапы снабжены каналом
экономичного горения. Все
соединения газопровода вы-
полнены при .помощи накид-
ных гаек с торцевым уплотне-
нием, что обеспечивает высо-
кую герметичность.
Плиты тон же фирмы мо-
дели РП-317 «Весна» (рис. 32)
повторяют в основном кон-
струкцию плиты Р-316. На
Рис. 30. Газовая плита «Алла» фирмы
«Свобода» (СФРЮ).
плитах отсутствует жароч-
ная горелка. Конфорочные горелки вертикальные, размещены
на штампованном блоке Вентури, заменяющем обычные газо-
проводы из стальных труб. Подсос первичного воздуха регули-
руется шиберами па входной части блока Вентури. Горелка
духового шкафа штампованная, с общей огневой щелью по пери-
метру (рис. 33). На распределительном щитке встроена штеп-
сельная розетка для подключения кухонных электроприборов.
Конфорочная решетка выполнена из стального прутка с декора-
тивным хромированием.
Трехконфорочная плита «Карпаты-1» производства завода
в г. Сату-Маре (Румыния) состоит из стальных штампованных
рабочего стола и корпуса. Рабочий стол плиты, являющийся
одновременно и подгорелочным листом, снабжен чугунной
93
Рис. 31. Газовая плита Р-316 фирмы
«Горенье» (СФРЮ).
Технические дымные
Размеры рабочего стола. мм........................ 505x400
Высота плиты от пола до стола, мм.................. 850
Размеры проема дверки духового шкафа, мм:
ширина ...................................... 400
высота........................................ 300
Длина (глубина) духового шкафа, мм ................. 470
Масса плиты, кг...................................... 62
конфорочной решеткой блока на три горелки. Корпус плпты имеет
двойные стенки, соединенные между собой винтами. Внутри кор-
пуса вмонтирован духовой шкаф с горелкой, расположенной
в его нижней центральной части. Стенки духового шкафа тепло-
изолированы шлаковатой.
Ниже духового шкафа нахо-
дится дополнительный шкаф
для хранения оснастки плиты.
На лицевой панели верхней
части корпуса находится рас-
пределительный щиток с руч-
ками газовых крапов. Работу
горелки духового шкафа
можно контролировать, от-
крыв дверцу нижнего шкафа,
в среднюю часть которой
вмонтировано темное отража-
ющее стекло. Указателя тем-
пературы или терморегуля-
тора нет.
Духовой шкаф оснащен
эмалированным противнем,
жаровней, штампованной эма-
лированной решеткой. В зад-
ней части плиты между столом
и верхом духового шкафа
имеется проем 520 X 150 мм,
обеспечивающий приток пер-
вичного воздуха к конфороч-
ным горелкам. Плита имеет
откидную крышку. Стол
плиты шарнирно прикреплен
к корпусу, что позволяет при
необходимости ставить его в
вертикальное положение. На-
ружные поверхности плиты,
кроме задней стенки, покрыты
белой эмалью, задняя стенка
плиты, рабочий стол, вну-
тренняя часть откидной кры-
Рис. 32. Газовая
фмр-
плита «Веспа»
мы «Горенье» (СФРЮ).
шки, а также все внутренние поверхности плиты — эмалью тем-
ного цвета.
Конфорочные горелки — вертикального типа. Огневая на-
садка и корпус чугунные. Две передние горелки с паспортной
тепловой нагрузкой 1200± 10 ккал/ч. Задняя горелка с понижен-
ной тепловой нагрузкой (800± 10 ккал/ч), имеет меньшие размеры
как корпуса горелки, так и огневой насадки. Горелка духового
шкафа, рассчитанная на тепловую нагрузку 2300 ккал/ч, труб-
95
чатой конструкции. Для подсоса первичного воздуха в корпусе
горелки у сопла имеются четыре отверстия, перекрытые шибером.
Как в конфорочных горелках, так и в горелке духового шкафа
регулировочный шибер фиксируется винтом, и регулировка им
в процессе горения невозможна.
Румынские плиты представлены еще моделями 6-421 (1970 г.)
и Г-422ЕР (1972 г.). Обе плиты класса ПГ4 кл. I «а».
Плита Г-422ЕР (рис. 34) состоит из штампованного рабочего
стола и корпуса. Стол плиты снабжен чугунной конфорочной
рамой на четыре конфорочные горелки. Внутри корпуса плиты
вмонтированы духовой и сушильный шкафы, выполненные как
Рис. 33. Горелка духовито шкафа со сплошной огневой щелью по периметру.
одно целое. Духовой шкаф отделяется от сушильного металли-
ческим листом. Стенки духового шкафа теплоизолированы шлако-
ватой. Духовой шкаф оснащен противнем для выпечки, эмалиро-
ванным противнем для жаренья и решеткой. Наружные поверх-
ности плиты, кроме задней стенки, а также стол плиты покрыты
белой эмалью. Внутренние поверхности духового шкафа покрыты
эмалью темного цвета. Задняя стенка плпты частично покрыта
темной эмалью, частично краской.
Конфорочные горелки вертикального типа (600, 1200 и две
по 1700 ккал/ч) состоят из корпуса и огневой насадки. Корпус
л насадка чугунные, литые. Корпус горелки своей нижней частью
садится в кронштейн сопла. Первичный воздух к конфорочным
горелкам поступает через 2 отверстия 0 50 мм, расположенные
в верхней части задней стенки плиты.
Горелка духового шкафа сборная, изготовлена из чугуна.
Она имеет 76 огневых отверстий и 4 щели. Для подсоса первичного
воздуха у сопла имеется 2 отверстия (30 X 18 мм) и шибер.
Продукты сгорания из духового шкафа выходят через щель раз-
мером 130 X 15 мм. расположенную в верхней части задней стенки
шкафа. Па стекле дверки духового шкафа размещен термоука-
затель.
96
Настольные и туристские плиты. Двух конфорочные настоль-
ные плиты (таганы) ПГ-2Н до сего времени не унифицированы,
и заводы выпускают их по собственным чертежам. Однако среди
более чем десяти моделей доминируют таганы, изготовляемые
по образцу Саратовского экспериментального ЗГА (рис. 35).
Таганы этого образца выпускают также Тульский комбайновый
завод, Вологодский, Подольский
и Первомайский машинострои-
тельные заводы, Горьковский за-
вод «Теплообменник», Дружков-
ский и Тбилисский ЗГА и др.
Таган представляет собой
цэльноштампованный каркас с от-
верстиями под две горизон-
тальные горелки конструкции
С. П. Сладкова. На столе мон-
тируют либо литой конфорочный
блок, либо две отдельные кон-
форки. На коллекторной трубе
установлено два крана москов-
ского образца. Таган имеет шлан-
говое присоединение для работы
на сжиженном газе и иногда пере-
ходник для присоединения к газо-
проводу сетевого газа (Саратов-
ский завод). Тепловая нагрузка
конфорочных горелок обычная —
1500—1700 ккал/ч. Таганы с от-
крытым столом (Тбилисский завод)
снабжены выдвижным грязевым
листом. Наружные поверхности
таганов покрыты белой эмалью.
Несколько отличны таганы
Рис. 34. Газовая плита Г-422ЕР
(Румыния).
Фрунзенского завода электротех-
нического оборудования (рис. 36).
Они снабжены угловыми горизоп-
тальными литыми горелками с цилиндрическим шибером регу-
лировки первичного воздуха. Корпус тагана литой. Таганы
Вологодского машиностроительного завода имеют горизонтальные
горелки также с цилиндрическим шибером, а таганы Первомай-
ского завода снабжены литыми горелками с постоянным рассто-
янием от сопла до диффузора (без регулирования первичного
воздуха). Горелки рассчитаны на сжигание только сжиженного
газа. Все двухконфорочные настольные плиты типа ПГ-2Н уком-
плектованы регулятором давления «Балтика».
Одно- и двухконфорочные туристские плиты выполнены в виде
портативного чемодана со встроенным баллоном малой емкости.
Вертикальную компоновку с баллоном, расположенным под
4 А С. Рогозин
97
Рис. 35. Двухконфорочная настольная плита Саратовского эксперименталь-
ного ЗГА.
Рис. 36. Двухконфорочная настольная плита Фрунзенского завода электро-
технического оборудования.
98
Рис. 37. Туристская плита Львовского ЗГЛ (модель
1969 г.).
Рис. 38. Туристская илита-чемодан.
горелкой, имеют одпокопфорочные плиты ПГ1-БТ Казанского
завода газовой аппаратуры. Модель львовской туристской плиты,
выпускаемая взамен снятой с производства в 1968 г. модели
«Львов-25» (рис. 37), заменяется моделью ПГ2-Т, выполненной
в виде чемодана, и комплектуется регулятором «Балтика».
Двух конфорочные туристские плиты Ленинградского листо-
прокатно-штамповочного завода и Омского ЗГА выполнены в виде
двустворчатого чемодана, являющегося корпусом для двух горелок
(рис. 38). Плиты последних выпусков комплектуются 5-литровым
баллоном.
Основным недостатком всех ранее выпускавшихся туристских
плит различных заводов было отсутствие органа регулирования
давления газа, так как в них был использован крап одноступенча-
того редуцирования. Тепловая нагрузка в этих плитах являлась
переменной величиной, изменяющейся по мере расходования газа
в баллоне, и они пригодны для работы только вне помещения
Теперь все плиты укомплектованы регулятором «Балтика».
НОВЫЕ ОБРАЗЦЫ ПЛИТ
Первая ступень унификации газовых плит, выполненная
к 1972 г., не завершает этого процесса. Дальнейшая унификация
предусматривает создание ряда типоразмеров плит на базе единой
модели. С точки зрения повышения технологичности изделий
и возможности дальнейшего снижения трудоемкости и стоимости
головным конструкторским бюро отрасли (ГСКТБ Газоанпарат)
выбран «каркасный» тип плиты. Термин «каркасный» принят
условно, так как отдельного каркаса эта конструкция не предусма-
тривает. В качестве такового должна служить цельносварная
сборка ряда штампованных деталей, например задней стенки,
передней стенки и духового шкафа. На базе такой конструкции
предусмотрено создание двух-, трех-, четырех- и пятпконфороч-
ных плит.
Все основные элементы плит (краны, горелки, элементы обли-
цовки) полностью унифицируются. Допускается различие в ком-
поновке, отделке, тепловой нагрузке горелок в зависимости от
назначения плиты. В настоящее время закопчена разработка
трех-, четырех- и пятиконфорочных напольных плит.
Принят к производству (на Львовском ЗГА) образец трех-
конфорочной плиты «Марина». Эта плита (рис. 39) имеет габарит-
ные размеры двухконфорочной, но снабжена тремя горелками
стола — 2 горелки с тепловой нагрузкой 1500—1600 ккал/ч и одна,
задняя, с нагрузкой 600 ккал/ч. Горелка духового шкафа — ди-
сковая унифицированная. Термоуказатель духового шкафа на-
стекольный. Нижний шкаф выполнен в виде выдвижного ящика.
Предусмотрена откидная крышка стола.
Принята к производству (Волгоградский ЗГА) пятигорелочная
плита каркасного типа со встроенным баллоном (рис. 40). Такая
100
Рис. 39. Каркасная трехконфорочнан
плита «Марина*.
Рис. 40. Каркасная нятнконфорочная плита
си встроенным иаллином.
плита предназначается в основном для установки в сельской
местности в одно-двухэтажпых домах, в квартирах, запятых
большими семьями.
Плита имеет 4 горелки с тепловой нагрузкой 1500—1600 ккал/ч
п одну центральную горелку — с 2400 ккал/ч. Над горелками
установлена общая прутковая решетка. Предусмотрены откидная
крышка или задний щиток. В духовом шкафу установлена диско-
вая горелка и настекольный термоуказатель. Компоновка плиты
Рис. 41. Унифицированная
плита высшего класса —
ПГ4, кл. В «б» ГСКТБ
Газоаппарат.
Рис. 42. Каркасная четырехкон-
форочная плита повышенного
класса с пьезорозжигом.
осупхествлена за счет сочетания корпуса унифицированной каркас-
ной четырехкопфорочной плиты и баллонного шкафа. Четырех-
конфорочная плита каркасного типа обеспечивает габаритные
размеры ГОСТ 10798—70, имеет 4 горелки стола нормальной
производительности и дисковую горелку духового шкафа. Плиту
будут выпускать на Дружковском и Криворожском ЗГА.
Плита высшего класса ПГ4, кл. В «б» разработана па базе
) унифицированной плиты ГСКТБ Газоаппарат (рис. 41). Из четы-
рех горелок одна имеет тепловую нагрузку 2400, одна 600 и две
1500—1600 ккал/ч. Плита оснащена рядом устройств автоматики
102
регулирования: автоматическое устройство электророзжига всех
горелок, электромагнитные клапан-отсекатели, отключающие го-
релку при загасании пламени, терморегулятор духового шкафа,
подсветка духового шкафа; верхняя жарочная горелка и вертел
в духовке с электромеханическим приводом. Серийный выпуск
таких плит начат на Ленинградском ЗГА.
В целях создания более широкого ассортимента плит и воз-
можности выбора потребителем требуемой степени автоматизации
предусматривается выпуск семи промежуточных вариантов плит —
так называемых плит повышенного класса. Имеется в виду уста-
новка на плитах не всего вышеперечисленного набора средств
автоматики, а отдельных его сочетаний. На рис. 42 представлена
одна из модификаций плиты повышенного класса, имеющая пьезо-
элементы для электророзжига всех горелок и клапан-отсекатель
для горелки духового шкафа.
АВТОМАТИЧЕСКИЕ УСТРОЙСТВА
ДЛЯ БЫТОВЫХ ГАЗОВЫХ ПЛИТ
Как уже выше указано, на плитах высшего класса и модифи-
кациях плит повышенного класса вводится ряд устройств, авто-
матизирующих технологию приготовления пищи или повыша-
ющих эксплуатационные показатели прибора.
В принятых к производству конструкциях предусмотрены
автоматический розжиг горелок, освещение духовых шкафов,
электроприборы для вертела, система отключения горелок прп
прекращении поступления газа и случайном погасании, регулиро-
вание температуры духовых шкафов. Для реализации этих функ-
ций разработаны и приняты к производству различные специаль-
ные устройства.
На плитах высшего класса Ленинградского ЗГА и Воронеж-
ского машиностроительного завода первые три функции совме-
щены в одной схеме (рис. 43). Эта схема предусматривает электро-
питание переменным током напряжением 220 в через разделитель-
ный трансформатор. Через переключатели В1 и В2 обеспечивается
питание электролампы подсветки, электромотора вертела (Д224,
3 об/мин) и электроискрового зажигания горелок. На плитах
Ленинградского ЗГА разрядники включаются нажатием отдель-
ной кнопки, без участия крана.
Для автоматизации розжига, в частности на настольных плитах
Дружковского и Брестского ЗГА и на некоторых унифицирован-
ных плитах повышенного класса, применяется система пьезо-
зажигания. Принцип пьезозажигапия построен на использовании
пьезоэффекта — эффекта генерирования высоковольтных импуль-
сов малой длительности. На рис. 44 показано пьезокерамическое
устройство, применяемое для газовых плит.
В общем корпусе 8 размещены два пьезоэлемента 1 с изолиру-
ющей обоймой и высоковольтным выводом 2, размещенным
103
о
Рис. 43. Электросхеыа плиты высшего класса.
в трубке 4 и изоляторе 3. В этом же корпусе установлен боек 6
с пружиной 7, взводимой при повороте ручки крана с помощью
штока Я. При каждом повороте крана боек ударяет по торцу 5
пьезоэлемепта, вызывая импульсы тока напряжением около 10—
13 кв. Этот импульс достаточен для получения искрового разряда
в разряднике, установленном у зоны пламени горелки. Наилучший
эффект дает использование пьезозажигания на горелках с верхним
пилотным пламенем, где за счет наличия кольцевой зоны горючего
газа безразлично ориентирование огневых отверстий горелки
по оси искрообразования. Этот же способ используется и для
переносных зажигалок газовых плит (например, типа «пистолет»).
Рис. 44. Схема устройства пьезорозжига.
Так называемая автоматика безопасности представляет собой
систему термопар, устанавливаемых у зоны пламени горелок
датчика и связанных с электромагнитным клапаном, встроенным
в кран горелки. На рис. 45 показан кран горелки, совмещенный
с электромагнитным клапаном и термопарой. На рис. 46 показан
такой же кран-клапан, но рассчитанный на работу с двумя дат-
чиками от двух горелок духового шкафа — основной и жарочной.
Спай термопары, устанавливаемой у горелки, возбуждает при
нагреве тер.мо-э. д. с., передаваемую электромагниту 2, который
связан штоком с подпружиненным клапаном, перекрывающим
вход в газовый кран. Клапан при зажигании открывается осевым
нажатием на рукоятку крана через шток 6. Далее в процессе
работы горелки клапан удерживается в открытом состоянии
электромагнитом. При охлаждении спая термопары и снижении
величины э. д. с. в случае загасапия горелки пружина возвращает
клапан в закрытое положение.
Термопара ТХК (хромель-копель) при нагреве до 400—500° С
обеспечивает э. д. с. до 15 мв (рис. 47).
105
Регулирование температуры духового шкафа обеспечивает
дилатометрический терморегулятор ТДД (рис. 48). Трубчатый
стержень 7 дилатометра, введенного в зону духового шкафа,
за счет линейного расширения прп нагреве толкает подвижной
клин 2 и через шарик 3 передает усилие толкателю 4. Последний
перемещает подпружиненный клапан 5, регулируя расход газа
на горелку. Терморегулятор встроен в газопровод горелки и на-
Рис. 45. Край-клапан с термопарой.
страивается па заданный режим рукояткой, выведенной на лице-
вой щиток плиты. Терморегулирование обеспечивается в диапазоне
150—300° С по шкале, имеющей 8 положений (через 20 С).
Вышеописанные системы автоматики действуют раздельно и не-
зависимо друг от друга.
Разработаны и системы комплексной автоматизации, например
оригинальная система АРК-БП-1, предложенная институтом Мос-
газпроект (рис. 49). Эта автоматика обеспечивает следующие
функции:
— автоматический розжиг горелок спиралью накаливания,
— автоматическое отключение горелок при загасании запаль-
ника пли прекращении подачи газа, или загасании основной
горелки,
106
— повторный автоматический розжиг после случайного загаса-
ния пламени основной горелки (задувание или заливание ее).
Функции безопасности не связаны с электропитанием и могут
использоваться при зажигании горелок спичкой.
Рис. 46. Кран-клапан, сдвоенный для двух горелок духового шкафа.
1 — стержень крана: 2 — якорь электромагнита; з — крышка; 4 — прокладка; 5 —
корпус; в — шток; 7 — пробка крана; 8 — уплотнение; 9 — тарелка; 10 — пружина;
и — фланец крана; 12 — нипт.
Рис. 47. Термопара (двойная) ТХК.
J, 7 — трубки; 2, 8 — изоляторы; 3, 6 — проводники; 4, S - термоэлементы; 9 —
корпус: ю — втулка; 11 — шайба.
Система АРК показала при испытаниях положительные резуль-
таты. Сейчас ведется ее технологическая доработка для встраива-
ния в унифицированные плпты с учетом возможности связывания
источника питания спирали накаливания с осветительной лампой
и электромотором привода вертела.
W7
Элементами плиты, улучшающими ее эксплуатационные воз-
можности, являются жарочные горелки инфракрасного излучения
и вращающиеся вертелы. Примененные на отечественных плитах
высшего и повышенного классов горелкп представляют собой
Рис. 48. Дилатометрический
терморегулятор духового
шкафа.
Рис. <49. Схема АРК для газовой плиты.
инжекционную горелку с тепловой нагрузкой 2500 ккал/ч и сет-
чатым или гофрированным металлическим излучателем, в зоне
которого осуществляется дожигание газа. Вертел снабжен ком-
плектом съемных стержней-шампуров. Он свободно вставляется
в духовой шкаф и имеет ручной или механический привод.
1(£
МОНТАЖ И ЭКСПЛУАТАЦИЯ ПЛИТ
Бытовые газовые плиты как приборы, предназначенные для
приготовления пищи, размещают в кухнях. При газификации
жилого дома в процессе его строительства газовые плиты устана-
вливают по проекту, предусматривающему соблюдение требований
Правил безопасности Госгортехнадзора как в отношении размеров
помещений кухонь, так и в отношении их вентиляции. При гази-
фикации старого жилого фонда, где при строительстве газифика-
ция не предусматривалась, газовые плиты устанавливают по
специальному проекту, согласованному с местным управлением
газового хозяйства, при обязательном соблюдении Правил без-
опасности. Специфика газового топлива диктует необходимость
иметь определенные минимальные объемы кухонь, изоляцию их
от других жилых помещений и хотя бы элементарные вентиля-
ционные устройства (окно с форточкой, вентиляционный канал
и др.). Требуется обеспечить и удобное для эксплуатации и обслу-
живания размещение плиты в кухне с учетом возможного нагрева
смежных поверхностей: пола, стен и предметов кухонного ин-
терьера. Все эти условия, обеспечивающие безопасную эксплуата-
цию плиты, оговорены в Правилах безопасности. Любое отклоне-
ние от них и возможные исключения должны быть согласованы
с местными органами Госгортехнадзора.
Монтаж газовых плит, поступающих с завода в отрегулирован-
ном виде, должен подчиняться также и требованиям заводской
инструкции, прилагаемой к паспорту плиты. Перед монтажом
должна быть проверена комплектность, сохранность узлов и деко-
ративной отделки плиты, а также соответствие ее горелочных
устройств используемому газу. В процессе монтажа недопустимо
какое-либо нарушение ее герметичности за счет небрежной транс-
портировки, чрезмерных натягов монтажных соединений, раз-
борки и снятия несъемных частей. Установка должна обеспечивать
строгую горизонтальность стола плиты. Перед сдачей в эксплуата-
цию необходимы проверка герметичности всех соединений газо-
провода и устранение всех обнаруженных неплотностей. В случае
выполнения монтажа более чем через два месяца после выпуска
плиты с завода необходимо удалить консервациоппую смазку
на пробковых кранах, протереть и пересмазать их, при этом только
рекомендованными специальными смазками (ГС-1, 1-13С, ПК-50).
После подключения плиты к действующему газопроводу (пли
к баллону) следует при помощи шиберов отрегулировать работу
всех горелок (получить нормальную картину горения) при кон-
кретных условиях газоснабжения. Необходимо проверить также
и свободное открытие и закрытие кранов (без заедания) в разогре-
том состоянии, а также и отсутствие утечек газа, по возможности
с помощью индикатора. Только после таких проверок и отладки
газовая плита может быть сдана в эксплуатацию.
109
При пользовании плитой нужно соблюдать следующие основные правила »
1) не открывать кранов на плите, не подготовив зажженную спичку;
2) не оставлять горящие горелки без надзора. При загасании пламени
выключать кран на погасшей горелке. Чаще всего загасание может проис-
ходить прп «экономичном» горении;
3) зажигая горелки духового шкафа, раздельно или при помощи запаль-
ной трубки, убедиться, что газ горит по всей длине горелок;
4) при проскоке пламени внутрь горелки немедленно выключить ее и за-
жечь заново, задержав горящую спичку у огневых отверстий горелки до ста-
билизации пламени. Еслп это ие удается, то несколько уменьшить поворо-
том шибера доступ первичного воздуха;
5) прп непоступлении газа к горелке закрыть кран, снять горелку
и прочистить (заостренной спичкой) отверстие сопла;
6) при отсутствии пламени у отдельных огневых отверстий снять рас-
пределитель горелки и прочистить огневые отверстия;
7) не ставить на нормальные конфорки посуду, значительно превы-
шающую их по диаметру. Использовать для этого специальную конфорку
с высокими ребрами;
8) перед началом выпечки прогреть духовой шкаф в течение 20—25 мин
до 250° С, выпекать при частично закрытом кране при 150—200° С, жарить
при полной тепловой нагрузке (полностью открытый кран);
9) не использовать плиту как прибор для отопления помещения;
10) содержать плиту в опрятном виде. Горелки промывать в горячей
мыльной воде или слабом содовом растворе. .Эмалированные поверхности
протирать мягкой влажной тряпкой;
11) не вносить в плпту без помощи слесаря-газовщика какие-либо
исправления или изменения.
Никаких регулировок в плите, за исключением поворота
подвижного торцевого пли цилиндрического шибера на горелках
при коптящем пламени (недостаток воздуха) или проскоке и от-
рыве (избыток воздуха), потребителю делать не требуется. Для
устранения любых неисправностей следует вызывать слесаря-
газовщика. Для эксплуатации плит, оборудованных автоматикой
(терморегуляторы, электрозажигание, клапаны-отсекатели и др.),
требующей более сложного управления, следует изучить спе-
циально прилагаемую заводом-изготовителем инструкцию.
РЕМОНТ ПЛИТ
Бытовые газовые плиты — приборы относительно долговечные.
Срок службы их обычно превышает 20 лет. В конструкции плиты
уязвимыми с точки зрения износа органами являются только
краны и некоторые детали горелочных устройств. Все детали
корпуса плиты, защищенные антикоррозионным (эмалевым) по-
крытием, практически в течение всего срока службы не требуют
ремонтного вмешательства. В случаях коробления или поврежде-
ния за счет перегревов при эксплуатации отдельные штампованные
детали, в частности детали духового шкафа, обычно заменяют.
Показателем необходимости полной замены плиты служит либо
ее моральная устарелость и возможность при этом установки более
современной плиты, либо общее ухудшение ее состояния: коррозия
не защищенных эмалью внутренних частей и крепежных деталей,
значительная степень повреждения внешней отделки — сколы
НО
Таблица 8
Данные по отказам бытовых газовых плит
Коли- Доля отка
Дефект чсство зов к числу Доля
отказов эксплуати- дефектов.
за год русмых плит, % %
Самсютвинчиванпе стопорного винта на кра-
пах 493 0,06895 32,20
Поломка втулки крана 249 0,03468 16,20
Смещение пробки крана 205 0,02767 13,35
Тугой поворот пробки кранов 184 0,02573 12,00
Поломка шпонки на пробке крана .... Неплотность резьбовых соединении газопро- 69 0,00965 4,50
водящих трубок горелок 90 0,01259 5,88
Поломка ручки крана 62 0,00867 4,05
Неправильная картина горения газа . . . 94 0,01262 6,12
Засорение ниппелей горелок Утечка газа через игольчатый клапан регу- 12 0,00168 0,78
лятора духового шкафа 16 0,00224 1,03
Увеличенный диаметр ниппеля горелки . . 9 0,00126 0,59
Поломка хвостовика пробки крана .... 3 0,00042 0,19
Заедание стопорного винта крана .... 8 0,00115 0,52
Недовернут кран (утечка) 3 0,00042 0,19
Выпадение горелки духового шкафа . . . И 0,00154 0,72
Засорение крана плиты 5 0,00070 0,32
Погашение пламени водой Проскок пламени в горелку из-за понижен- 9 0,00126 0,59
кого давления 1 0,00014 0,07
Зажатие втулки крана распределительным
щитком 10 0,00140 0,70
эмали, сильное загрязнение, не поддающееся очистке, прогораппе
элементов духового шкафа. Подобные дефекты, обычно возника-
ющие постепенно за время срока службы плиты и своевременно
не устраняемые, в конечном счете приводят к необходимости
замены плиты. Срок службы плиты целиком зависит от тщатель-
ности ухода в процессе эксплуатации. Текущего ремонта в основ-
ном требуют рабочие элементы плиты — детали и узлы газопро-
вода. Срок их безотказной работы зависит от постановки профи-
лактического надзора в газовом хозяйстве. Постоянного внимания
и ремонтного вмешательства требуют главным образом крапы
плиты, горелочные устройства и соединения газопровода. Об этом
свидетельствуют материалы статистических исследований экс-
плуатации газовой аппаратуры, проводившихся в ряде городских
газовых хозяйств. Статистическое исследование работы газовых
плит в газовом хозяйстве Ленинграда (1968 г.) показало, что
подавляющее большинство отказов, зарегистрированных эксплу-
атационными службами как по аварийным вызовам и по заявкам
абонентов, так и прп профилактических осмотрах, относится
к дефектам работы кранов. В табл. 8 приведены сводные данные ава-
рийной службы горгаза за один год по вызовам, связанным с утеч-
ками газа (в эксплуатации было 715 000 плит). Прп оассмотренип
Ш
этих данных следует иметь в виду, что аварийные вызовы
обычно имеют место только при очевидных утечках, связанных
или с запахом газа, или с воспламенением его в местах утечек.
Таким образом, в данной сводке учтены только наиболее заметные
дефекты, обнаруживаемые самим абонентом. Однако и эти данные
позволяют судить о наименее надежных узлах конструкций плит.
Как видно из таблицы, наибольшее число отказов (32,2%) дает
самоотвппчиванпе стопорного винта. Причиной этого является
неудовлетворительная конструкция стопора. Стопорный винт
при многократных возвратно-поступательных движениях втулки
крана может постепенно вывертываться, иногда до полного выхода
из резьбы, а втулка выпадает под действием пружины. С конструк-
цией стопора крапа связан также и другой, часто повторяющийся
дефект — заедание крана в разогретом состоянии. Между вверну-
тым в неподвижную часть крана стопорным винтом и поверх-
ностью вращаемой втулки должен сохраняться определенный
зазор. При недостаточно точном изготовлении винта по длине
ненарезаемой части этот зазор (при нагреве крана) выбирается
полностью и винт стопорит движение втулки. Литая алюминиевая
втулка, не имеющая достаточного запаса прочности, работает
в этих условиях с большой нагрузкой и ломается.
Все перечисленные дефекты прямо связаны с несовершенством
конструкции крана типа В (см. рис. 5). В конструкции унифици-
рованного крана типа Г эти недостатки учтены, и поэтому исклю-
чаются самоотвинчивание, заедание стопорного винта, поломка
втулки, замененной стальным стержнем, поломка хвостовика
пробки, смятие шпонки.
Однако в эксплуатации находится еще большое количество
плите кранами типа В, что должно учитываться при их профилак-
тике п ремонте. При профилактических осмотрах необходимо
проверять положение стопорного винта и в случае его излишней
длины спиливать торец или подкладывать под головку шайбу.
Стопорные винты в конструкциях кранов А, Б и Г требуется
только завертывать до упора. Ни заклинивание, ни самоотверты-
вание в этом случае места не имеет.
При профилактической проверке плиты герметичность кранов
должна проверяться обязательно. В условиях установленной
плиты проверка герметичности может производиться зажиганием
пламени у сопла (чем проверяется утечка в кране «через себя»);
пламепем или обмыливанием проверяется утечка со стороны
ручки крана. При обнаружении утечки в кране необходима его
допритирка с последующей пересмазкой. После снятия ручки
и щитка извлекают пробку либо захватом хвостовика (тип В),
либо зацепом за поперечную прорезь в пробке (типы А, Б, Г).
Пробку промывают, корпус внутри тщательно очищают от остат-
ков смазочного шлама. Производят взаимную притирку конусной
пары п затем наносят слой новой смазки. Кран собирают и вновь
проверяют 1срметнчнос7ь.
112
Следует иметь в виду, что пересмазка крапа в эксплуатации
допустима только при наличии утечки. Излишняя пересмазка,
как правило, вредна, так как условия ее выполнения на действу-
ющей плите не обеспечивают достаточных удобств и, следова-
тельно, удовлетворительной пересмазкп. Практически качественно
изготовленный и надлежаще смазанный кран не дает утечек в те-
чение 4—5 лет и более. Применение качественной смазки обеспе-
чивает это условие и при длительных нагревах крана. Причиной
разгерметизации чаще всего является присутствие в смазке твер-
дых частиц за счет ее загрязнения или остатков абразива после
притирки конусных поверхностей. Вызываемые этим надиры —
кольцевые или спиральные риски — приводят к появлению уте-
чек. Поэтому важны тщательная промывка крана после примене-
ния абразивных материалов, правильное приготовление смазки
и защита ее от загрязнений в процессе хранения, транспортировки
и использования.
Смазка для пробковых крапов должна соответствовать требо-
ваниям, указанным в табл. 9. Для определения внешнего вида
смазку наносят шпателем на предметное стекло слоем 1—2 мм
и рассматривают в проходящем свете невооруженным глазом.
Для определения водостойкости смазку в количестве 2 г кипятят
в 100 г дистиллированной воды в течение 1 ч. Помутнение воды,
определяемое визуально, не допускается. При обнаружении серь-
езного износа поверхности пробки предпочтительнее не прибегать
к местной перепритирке и комплект крапа заменить запасным кра-
ном заводского изготовления. При утечках в резьбовом соединении
Таблица 9
Характеристика смазки
Показатели Нормы и характеристика Методы испытаний
Внешний вид Однородный, масляни- стый, мазеобразный продукт темного цвета
Пенетрацпя при 4-25° С, градус (угловой) в пределах От 265 до 285 ГОСТ 5346-50
Температура капл впадения, СС Не менее 150 ГОСТ 6793—53
Содержание воды Отсутствует ГОСТ 2477—65 или ГОСТ 1548-42
Содержание механических при- месей Отсутствуют ГОС1 6479—53
Испытание на коррозию латун- ных пластинок из латуни мар- ки ЛС59 1 ГОСТ 17711-72 Выдерживают ГОСТ 5757-67
Содержание водорастворимых кислот и щелочей Водостойкость Отсутствуют Удовлетворительная ГОСТ 6307-60
П р и м е ч а и п е. Содержание .механических примесей определяется до
введения графита в смазку.
113
крана с коллекторной трубой (определяют обмыл иванием), а также
в других резьбовых соединениях газопровода необходима под-
мотка резьбы пропитанным волокном. При наличии торцевых
соединений накидную гайку отвертывают и заменяют прокладку.
Характер ремонтов бытовых газовых плит, проводимых слеса-
рями ремонтных служб, можно проиллюстрировать данными
того же статистического обследования, проведенного в Ленинграде
(табл. 10). Ремонтные работы требуют наличия определенного
количества запасных частей. Нужны запасные части и для воз-
мещения деталей, утрачиваемых в процессе монтажа и транс-
портировок аппаратуры до места ее установки. Это — следствие
недостаточно четкой организации строительно-монтажных работ,
невыполнения положения об обязательности доставки аппаратуры
па место установки в состоянии заводской поставки, т. е. в упа-
кованном виде.
Учет расходуемых запасных частей в ряде газовых хозяйств
не унифицирован и получение точных статистических данных
зачастую затруднено. Тем не менее можно дать некоторые исход-
ные данные для определения расчетной потребности в запчастях,
обеспечивающих ремонт плпт, находящихся в эксплуатации.
В табл. 11 приведены данпые фактического расхода запчастей
Таблица 10
Данные по ремонтам газовых плит, выполненным
эксплуатационными службами межрайонных контор Ленгаза за год
Вил работ Количество ремонтов Доля от количества обслужива- емых плит
Профилактика Регулировка конфорочных горелок ....... 5757 1,460
Регулировка горелок духового шкафа 3655 0,920
Установка ниппелей 1605 0,407
Прочистка ниппелей 1787 0,453
Смазка кранов плиты 8583 2,180
Ремонт Установка стопорного винта 4844 1,220
Установка втулки 1441 0,365
Установка пружины 2407 0,610
Замена: изношенной втулки 4647 1,175
всего крана 2517 0,637
конфорочных горелок 711 0,180
крышек горелок 3777 0,955
конфорок 56 0,014
горелок духового шкафа 899 0,228
кронштейна горелки 739 0,187
сопла горелки духового шкафа 61 0,015
пружины в дверце духового шкафа . . . 1 /39 0,440
ручки дверцы духового шкафа 425 0,107
дна духового шкафа 451 0,114
ручек кранов 2568 0,650
114
за 1971 г. по газовому хозяйству г. Ленинграда, где преждевре-
менная замена плит из-за износа не практикуется и средний срок
их службы превышает 20 лет. Приведены также данные проекта
норматива на изготовление основных запчастей на заводах. Эти
данные требуют еще дополнительного уточнения, но могут слу-
жить ориентиром.
Таблица 11
Данные по фактическому расходу основных запасных частей
для газовых плит (за 1971 г. на 900 тыс. установленных плит)
и данные проекта норматива по изготовлению запчастей
на заводах-изготовителях
Запасная часть Годовой расход Процент к числу установлен- Gых плит Процент по проекту норматива
Кран в сборе 2 047 0,22 2,2
Втулка крана (типа В) 53 000 6,0 —
Винт стопорный 8 350 1,0 4,5
Пружина крана 82 150 9,0 8,4
Ручка крана 50 750 5,5 4,2
Горелка конфорочная 11 080 1,3 3,9
Крышка горелки 19 925 2,4 3,8
Корпус сопла 8 920 1,0 0,9
Сопло (ниппель) 28 950 3,5 2,8
Подвески духового шкафа 4 812 0,5 0,5
Противень 1 800 0,2 0,5
Жаровня Решетка 570 0,5
Дно духовки 1 200 0,13 0,37
Дно корпуса 680 0,07 0,1
Термоуказатель 76 0,001 0,19
Горелка духовки 263 0,025 0,26
Винты крепежные 30 000 3,0 13,0
Пружины разные 9 600 1,1 1,0
Примечание. Фактический расход относится в основном к плитам
старой модели Ленинградского ЗГ?\; норматив усредненный, разработан
ГппроН ИИ Газом.
Для бытовых газовых плит средний или капитальный ремонт
в условиях завода или мастерских не практикуется. Весь необхо-
димый ремонт с помощью запчастей осуществляется на месте
установки плиты. Ремонтные нужды могут быть полностью обес-
печены существующей в газовых хозяйствах страны системой
профилактического обслуживания и текущего ремонта. Таким
образом, эксплуатационный уход за плитами сводится к про-
филактическим осмотрам и устранению дефектов, либо обнаружен-
ных при осмотре, либо выявленных по заявкам абонентов.
Работа слесарей (ремонтников) газовых служб до 1970 г.
регламентировалась республиканскими Правилами технической
эксплуатации и техники безопасности в газовом хозяйстве. Про-
филактический надзор за состоянием газовых плит по этим Пра-
вилам включал следующее:
113
Содержание работы
Разборка и смазка всех кранов
Снятие горелок и прочистка форсунок (сопел)
Проверка плотности соединении
Проверка плотности закрытия дверки духо-
вого шкафа
Регулировка всех горелок плтСгы
Смена мелких деталей (ручек, кранов, пру-
жин дверок духового шкафа, сопел, регу-
ляторов воздуха, ручек духовки, крышек
горелок и др.)
Периодичность
По мере надобности, но не
реже одного раза в 3 месяца
То же
При каждом посещении по
графику
То же
По мере надобности
То же
С 1970 г. в газовых хозяйствах РСФСР и других республик
введена практика систематических комплексных профилактиче-
ских ревизии газифицированных домов. Такие ревизии выпол-
няются ремонтными бригадами с периодичностью 1 раз в год
с полной проверкой и ремонтом всего установленного газового
оборудования. Наряду с этим сохраняется и система ремонтного
обслуживания по заявкам абонентов и аварийной службы.
Заявки абонентов по газовым плитам зачастую связаны кроме
утечек газа еще и с необеспеченном технологических условий
приготовления пищи. В частности, это относится к выпечке мучных
изделий. Как правило, такие заявки вызваны недостаточным
инструктажем абонентов. Выпечка в духовках отечественных плит
всех конструкций обеспечивается при соблюдении правил, изло-
женных в паспортах плит: прогреть духовой шкаф при полностью
открытом кране в течение 20 мин, установить противень на средней
(иногда верхней) полке и, уменьшив пламя горелки, выпекать
в течение 20—25 мин прп температуре 180—190° С. Прп проверке
духового шкафа следует проверить крепление горелки, проходи-
мость сопла и горение факелов во всех огневых отверстиях.
Для выполнения слесарем всего комплекса профилактики
и ремонта необходим определенный набор инструмента. В рес-
публиканских правилах предусмотрен следующий набор: клещи
для газовых труб, универсальные типа Бако; ключ гаечный раз-
движной типа Бако, 2-й размер, длиной 250 мм; плоскогубцы
комбинированные длиной 200 мм; отвертка большая длиной
300 мм, шириной рабочей части 8—10 мм; отвертка малая длиной
150—170 мм, шириной 5—6 мм; молоток слесарный массой 200—
300 г; ключи гаечные стальные с закаленными головками 9 X И
и 12 X 14; напильник плоский тупоносый полуличной, длиной
200—250 мм; зубило длиной 100—150 мм; резиновый шланг диа-
метром 10 мм, длиной около 10 м; стальная щетка для чистки
поверхностей; волосяной ерш; карманное зеркальце; баночка
со смазкой для краников плиты; тавотница; льняная прядь, сурик,
свинцовые белила; пузырек с мыльной водой и кисточкой; иголка
для прочистки отверстий горелок и ниппелей; флакон с шеллаком
и кисть.
иг.
ГЛАВА IV
БЫТОВЫЕ ГАЗОВЫЕ ВОДОНАГРЕВАТЕЛИ
Газовые водонагреватели предназначены для обеспечения горя-
чей водой самых разнообразных бытовых нужд. В сочетании с газо-
выми плитами водонагреватели создают определенный комфорт
в быту, обеспечивая постоянное наличие горячей воды для мытья
посуды, стирки, для мытья в ванне и водяного отопления. Воз-
можность получения горячей воды практически без затраты на это
времени обеспечила широкую применяемость газовых водонагрева-
телей, в частности в условиях отсутствия централизованного
горячего водоснабжения в жилых домах. Применяемые в быту
газовые водонагреватели делят па две основные группы — проточ-
ные и емкостные.
ПРОТОЧНЫЕ ВОДОНАГРЕВАТЕЛИ
Этот тип водонагревателя используют в основном в газифици-
рованных жилых домах, оборудованных водопроводом п отопи-
тельной системой, но не имеющих центрального горячего водо-
снабжения. Проточные водонагреватели обеспечивают почти мгно-
венный нагрев воды, непрерывно поступающей из водопровода,
и расходование ее в течение любого периода, необходимого для
тех пли иных бытовых нужд. Таким образом, проточные водо-
нагреватели являются приборами периодического действия, не
создающими запаса горячей воды, но обеспечивающими ее полу-
чение при любой потребности. В связи с этим проточные водо-
нагреватели малогабаритны и удобны для установки непосред-
ственно в местах использования горячей воды в ванных комнатах
и кухнях. Современные проточные водонагреватели обеспечивают
многоточечный водоразбор, при котором один водонагреватель
подает горячую воду для ванны, умывальника и для посудомойки
прп разновременном их использовании.
Применение в быту проточных газовых водонагревателей
началось еще в конце прошлого века. Первый патент па проточный
газовый водонагреватель, работавший на искусственном газе
и не имевший автоматического управления, был выдан в Англии
в 1882 г. Уже в 1888 г. там же появился водопагреватель с автома-
тическим блок-краном, обусловившим зависимость поступления
117
газа к горелке от наличия протока воды. С того времени системы
автоматики проточных водонагревателей постоянно совершен-
ствовались, но принцип работы аппарата оставался в основном
неизменным. Этот принцип сводится к тому, что тепло сжигаемого
на горелке газа передается через определенную систему холодной
проточной воде, проходящей непрерывным потоком через аппарат.
При этом системы водяная и газовая зависимы друг от друга
и связаны автоматически.
Рациональная система передачи тепла сжигаемого газа про-
точной воде была разработана в 1902 г. проф. Юнкерсом и послу-
жила основой для конструирования проточных водонагревателей
моделей «Юнкере», «Аскотт» и других, получивших в последующие
годы широкое распространение в основном в странах Европы.
Промышленное изготовление проточных газовых водонагревателей
в СССР практически началось в 1946—1947 гг. Прототипом оте-
чественных проточных водонагревателей типа КГИ и ВВК явились
водонагреватели модели «Юнкере».
Первые образцы отечественных водонагревателей были рас-
считаны на сжигание искусственных газов и снабжались диффу-
зионными горелками. С переводом систем бытового газоснабжения
на естественные газы (1955—1957 гг.) появились конструкции
инжекционных горелок и промышленность стала выпускать аппа-
раты типа КГИ-56 и Л-1. Модель КГИ-56 была разработана на
Московском заводе «Искра» и принята затем к производству
Волгоградским, Бакинским, Тбилисским, Днепропетровским
и другими заводами газовой аппаратуры. Модель Л-1 разработана
и выпускалась Ленинградским ЗГА. Львовский завод предложил
и начал выпускать собственную модель ГВА.
С 1964 г. Ленинградский завод начал промышленный выпуск
принципиально новой модели — «бестопочного» водонагревателя
Л-3. Эта модель в настоящее время служит базой для типового
ряда унифицированных водонагревателей (ВПГ), должного заме-
нить устаревшие модели КГП и ГВА и обеспечить наряду с боль-
шей экономичностью изготовления также и повышение степени
автоматизации и безопасности.
Все применяемые в настоящее время в СССР модели принад-
лежат к классу водонагревателей высокого давления (диапазон
давления воды от 0,5 до 6,0 кгс/см2) и рассчитаны па тепловую
нагрузку от 18 до 20 тыс. ккал/ч с выдачей до 6 л/мин воды, нагре-
той на 50° С. Такие водонагреватели предназначены в основном
для использования в ванных комнатах с одновременной подачей
горячей воды и для кухонных нужд. Специальные кухонные
водонагреватели производительностью до 2,5 л/мин и тепловой
нагрузкой до 10 тыс. ккал/ч, получившие достаточно широкое
распространение в странах Европы, в СССР в настоящее время
не производятся. Исключением явился кратковременный выпуск
в 1962—1963 гг. в Ленинграде партии водонагревателей Л-2.
Типовой ряд унифицированных водонагревателей также пред-
118
усматривает возможность выпуска кухонных водонагревателей
(модель ВГП-8) с тепловой нагрузкой 8 тыс. ккал/ч.
В связи с принципиальным подобием всех выпускаемых в СССР
моделей проточных водонагревателей особенности отдельных
узлов аппарата можно оппсать
по схеме, приведенной на
рис. 50. Водонагреватель со-
стоит пз общего корпуса (ко-
жуха) Z, газовой горелки 3,
огневой камеры 4, охлаждаю-
щего змеевика 5, калорифера
.9, системы отвода продуктов
сгорания, состоящей из колпа-
ков 7, 8 и предохранителя от
обратной тяги 6, блок-крана 2
и запальника 10.
Горелка и запальник. В пер-
вых отечественных моделях во-
донагревателей устанавливали
горелки диффузионного типа,
имевшие общий трубчатый кол-
лектор и отходящие от пего
огневые трубки с рядом свер-
леных отверстий. В связи с
тем, что такие горелки в на-
стоящее время практически не
применяют (за исключением не-
которых городов, где еще
используют искусственный газ),
описание их не приведено.
К горелкам современных
проточных водонагревателей
предъявляют определенные тре-
бования. Эти горелки должны
обеспечивать:
— заданную номинальную
тепловую нагрузку (8000,18000
и 25 000 ккал/ч по типовому
ряду);
— возможно более коротко-
пламенное сжигание газа за счет
Рис. 50. Схема проточного водона-
гревателя.
достаточно высокого коэффициента инжекции и правильной ор-
ганизации подвода вторичного воздуха к факелам пламени
горелки;
— мгновенное распространение пламени по поверхности рас-
пределителя без хлопка и выброса пламени за пределы кожуха;
— стабильную работу пламени без проскока или отрыва, в диапа-
зоне давлений газа и тепловых нагрузок, предусмотренных ГОСТ;
119
— полноту сжигания газа на номинальной и предельных тепло-
вых нагрузках, при которых содержание СО в отходящих газах
не должно превышать 0,05 об. %.
В модели Л-3 (так же, как и в модели Л-1) использована ин-
жекционная горелка (рис. 51), обеспечивающая для природного
газа инжекцию первичного воздуха, равную 5,5—6,5 м3 воздуха
на 1 м3 газа, и оптимальные условия для доступа вторичного
воздуха. Горелка состоит из тройника / с двумя соплами 6‘, каждое
Рис. 51. Инжекционная газовая горелка проточного
водонагревателя Л-3.
из которых имеет три отверстия, двух диффузоров 3, соединенных
в одну смесительную камеру 4, и распределителя 5. Распредели-
тель, отливаемый из алюминиевого сплава СИЛ-2, имеет 12 (в по-
следней модели Л-3 — 13) трубок с щелевыми отверстиями, раз-
мещенными вдоль оси трубки в два ряда. Щели образуются за счет
вырезов в стальных штампованных пластинах 2, имеющих тол-
щину 3 мм и вставляемых в верхнюю часть литой трубки. Особое
значение для стабильной работы горелки имеет точность исполне-
ния щелевых отверстий, выдерживаемых в пределах 1,2±0,05 мм
(по ширине). Стальная поверхность распределителя обеспечивает
необходимую термостойкость горелки в условиях высокой тепло-
вой напряженности в надгорелочном пространстве. Высокая
инжекционная способность горелки и хорошее смешение газа
с первичным воздухом обеспечиваются развитой поверхностью
трех газовых струй, выходящих из каждой сопловой шайбы.
Дополнительных устройств для регулировки количества инжек-
тируемого воздуха горелка не имеет. Диаметр сопловых отверстий
120
меняется в зависимости от вида сжигаемого газа. Горелки обеспе-
чивают работу аппарата как на природном, так и па сжиженном
газах.
В аппаратах моделей КГИ применяют инжекционные горелки
несколько иной конструкции (рис. 52). Газ через сопло 3 поступает
Рис. 52. Инжекционная газовая горелка водонагревателя КГИ-56.
в трубу переменного сечения 7, служащую смесителем. На входе
первичного воздуха установлен шибер 4, позволяющий регулиро-
вать его количество. В верхней части смесителя укреплены
поперечные трубки 2 с рядом сверленых огневых отверстии.
Эти горелки имеют невысокий коэффициент инжекции, равный
2,0—2,5, при котором высота пламени относительно велика.
Горелки не обеспечивают требуемой полноты сжигания сжижен-
ных газов и поэтому неуниверсальны ио роду топлива. Примерно
такими же показателями обладают и горелки аппаратов ГВА
(рис. 53), также непригодные для сжигания сжиженного газа.
В конструкции этих горелок применен общий коллектор 3
121
с многосопловым подводом газа к ряду отходящих от пего горизон -
тальных распределительных трубок 2 со сверлеными огневыми от-
верстиями. Первичный воздух инжектируется через отверстия над
входной частью каждой трубки. Каждая трубка имеет шибер 4
для регулирования первичного воздуха.
Горелки всех типов проточных водонагревателей снабжены
запальником, связанным с автоматическим устройством безопас-
ности, обеспечивающим поступление газа к основной горелке
Рис. 53. Инжекционная газовая горелка водонагревателя ГВА.
/ — сопло; 2 — распределительная трубкя; з — коллектор; 4 — шибер.
только при работе запальника. Пламя запальника выводится
в зону распределительных трубок основной горелки и воспламе-
няет выходящую из ее огневых отверстий газовоздушную смесь,
одновременно нагревая и датчик предохранительного устройства.
Предохранительные устройства, исключающие возможность
поступления 'газа к горелке при отсутствии запального пламени
и при случайно открытом газовом кране, обязательны для проточ-
ных водонагревателей и применяются на других газовых прибо-
рах, например газовых плитах. Современные виды предохрани-
тельных устройств, связанных с наличием пламени запальника,
являются устройствами термостатического контроля с примепе-
122
Рис. 54. Схема биметаллического тер-
моклапана.
1 — клапан; 2 — шток; з — уплотнение;
4 — биметаллическая пластина; з—запальник.
пнем либо биметаллической пластины, связанной с термоклапаном,
либо термопары с электромагнитным клапаном. На рис. 54 изобра-
жена схема защитного устройства, пспользующего биметалли-
ческую пластину 4. Пламя запальника 5 нагревает сгиб пластины,
она сжимается и опускает подвешенный к ней на штоке 2 клапан 1.
При прекращении нагрева пластина разжимается, шток подни-
мается и клапан перекрывает доступ газа к основной горелке. При-
меняемый для запального предохранительного устройства биметалл
(сочетание никелевой и уг-
леродистой сталей) должен
иметь определенный коэффи-
циент теплового расширения
в рабочем интервале темпе-
ратур нагрева. Прп негоря-
щем запальнике и непере-
крытом его кране газ через
запальник будет поступать
в полость огневой камеры и
может попадать в помеще-
ние. Однако это не представ-
ляет опасности, поскольку
помещение, где разрешается
установка аппарата, должно
иметь определенную мини-
мальную кубатуру и обеспе-
чивать но менее чем трех-
кратный часовой обмен воз-
духа. При этих условиях
количество газа, выходящего
через запальник (для при-
родного газа не более 30—35 л/ч), создаст концентрацию газа
в помещении, не превышающую 0,02%.
Долговечность биметаллических пластин при надлежащем
качестве биметалла обычно превышает 30 000 циклов нагрева
и охлаждения и обеспечивает 8—10 лет службы. Применение
термопар для управления электромагнитным клапаном в отече-
ственных проточных водонагревателях пока только проекти-
руется.
Теплообменник — главная часть любого проточного водонагре-
вателя. Он обеспечивает передачу тепла сжигаемого газа проточ-
ной холодной воде. Конструктивно теплообменник состоит из
камеры сжигания газа (огневой камеры или топки) и размещенного
в верхней ее части калорифера. На наружной стороне топки
размещены змеевики, подводящие холодную воду к трубкам
калорифера. Это предохраняет стенки топки от перегрева. В опре-
деленной степени змеевики участвуют и в теплообмене, поскольку
поступающая в калорифер вода, проходя через змеевики, отбирает
тепло от разогретых стенок огневой камеры.
123
В ранних конструкциях аппаратов типа КГ для увеличения
участия змеевиков в теплообмене и повышения к. и. д. применяли
двухзаходные змеевпки: один для подачи холодной воды к кало-
риферу, другой для подачи нагретой воды к водоразборному
крану. Позднее двухзаходные змеевпки были исключены, а в по-
следних конструкциях («Л-3, ВПГ) змеевик сведен лишь к одному
обороту трубы вокруг укороченной огневой камеры. Это оказалось
оправданным, поскольку основное количество тепла может быть
передано воде через калорифер. Доля же передаваемого воде
тепла через змеевики н в ранних конструкциях не превышала
8—10%. Во всех случаях змеевик должен по всей длине припа-
иваться к стенке огневой камеры.
В проточных газовых водонагревателях тепло может пере-
даваться как за счет конвекции, так и за счет излучения. Могут
быть использованы оба способа одновременно. Но в большинстве
современных водонагревателей тепло передается за счет конвекции
через сплошные металлические стенки, находящиеся в контакте
с пленкой воды п с пленкой отходящих газов. Тепло проходит
через систему водяная пленка — металл — газовая пленка за счет
теплопроводности.
Для обеспечения равномерности теплообмена калорифер со-
стоит из двух секций. В нижней части, где проходящие газы имеют
наивысшую температуру, число пластинок меньше, чем в верхней
части, через которую проходят продукты сгорания, уже отдавшие
часть тепла в нижней секции. Проходные сечения газоводов
в обеих секциях рассчитаны таким образом, чтобы сохрани гь
постоянной скорость проходящих газов. Сравнительно высокая
скорость движения горячих газов обеспечивается конической
формой огневой камеры и относительно малыми проходными
сечениями газоводов. В этой конструкции пластинки нижней
секции изготовляют пз более толстой листовой меди, поскольку
условия работы этих пластин, с точки зрения возможности их
разрушения, более жесткие.
На рис. 55 сопоставлены условия и результаты работы различ-
ных калориферов. В средней частп таблицы условно изображены
оптимальные (теоретические) режимы работы калориферов. Кри-
вые нагрева пластин калорифера и количество переданного тепла
почти соответствуют оптимальным. Температурный градиент пла-
стин рассчитывают так, чтобы максимальный их нагрев был
значительно ниже температуры плавления применяемого припоя.
Для увеличения срока службы теплообменника необходимо, чтобы
температура наружных поверхностей трубок водоводов исключала
возможность конденсации паров воды из отходящих газов. Хотя
практически можно считать, что в аппаратах с секционным
пластинчатым калорифером конденсация паров отсутствует, все же
полностью устранить это явление не удается. В начальный момент
работы прибора, особенно на входе холодной воды в калорифер,
почти всегда наблюдается образование небольших капель кон-
124
денсата. Этот конденсат, однако, довольно быстро испаряется
и уносится в дымоход с отходящими газами.
В связи с наличием перечисленных преимуществ во всех ранних
конструкциях отечественных проточных водонагревателей при-
меняли систему двухсекционных калориферов. Исключением яв-
ляются модель Л-З и аппараты ряда ВИГ. Здесь применен одно-
секционный пластинчатый калорифер. При обеспечении требуемой
Конструктивное выполнение кало-
рифера.
А
Рис. 55. Схематическое сопоставление условий работы посекционного
(Л) и двухсекционного (Б) калориферов.
степени теплопередачи (к. п. д. аппарата 84—86%) и требуемой
температуры отходящих газов (по ГОСТ 5507—55 не ниже 180° С)
такой калорифер, безусловно, несколько уступает секционным
в долговечности. Это, однако, компенсируется значительным его
удешевлением. Кроме того, возможно изготовление калорифера
(этого же габарита) из монолитной ребристой трубы. За счет
более надежной передачи тепла, не ухудшаемой паяными соедине-
ниями, неизбежно присущими пластинчатым калориферам,
исключается возможность перегревов и увеличивается долговеч-
ность калорифера при одновременном повышении к. п. д. аппа-
рата.
При конструировании и эксплуатации теплообменников необ-
ходимо учитывать и влияние факторов, ухудшающих их работу
125
и ускоряющих износ. Одним из таких факторов является отложе-
ние накипи на внутренних стенках водяных труб. Наличие накипи
неизбежно приводит к уменьшению коэффициента теплопередачи
и. следовательно, к снижению к. п. д. аппарата. Степень умень-
шения теплопередачи из-за накипи зависит не столько от толщины
образовавшегося слоя, сколько от его характера, в свою очередь
зависящего от химического состава воды. Хотя образование на-
кипи в водонагревателях, имеющих температуру нагрева воды,
редко превышающую 70—75° С, происходит сравнительно слабо,
а небольшая пленка образующейся накипи не может существенно
влиять на степень теплообмена, все же следует всячески избегать
этого явления, как фактора, снижающего эффективность работы
аппарата. Кроме того, накипь способствует перегреву пластин.
Поэтому наиболее простой способ борьбы с образованием на-
кипи — всемерное повышение скорости протекания воды. В этом
отношении особенно ценны пластинчатые и ребристые калориферы,
так как в них могут быть применены трубки сравнительно малого
сечения, обеспечивающие достаточные скорости протока воды без
снижения эффективности теплопередачи.
Существенную роль в долговечности теплообменника играют
также окисление его поверхностей и коррозия. Прямое окисление
металлов, примененных для изготовления теплообменников газо-
вых водонагревателей, может быть предотвращено ограничением
нагрева стенок огневой камеры и элементов калорифера до тем-
пературы, выше которой уже начинается интенсивное окисление.
В ранних конструкциях современных водонагревателей применя-
лась припайка пластинок калорифера к водяным трубкам при
помощи легкоплавких оловянных припоев. Этот метод удовлет-
ворял в случае строгого регламентирования параметров газа
и режимов эксплуатации, что практически выдержать весьма
затруднительно. Во многих случаях в процессе эксплуатации
обнаруживается местное оплавление припоя, уменьшающее эффек-
тивность теплопередачи и приводящее к перегреву элементов
калорифера. Температура на поверхности пластинок в этих местах
быстро возрастает выше температуры плавления олова и припоев,
что влечет за собой интенсивное их окисление и разрушение.
В наггоящее время пластинки приваривают к трубкам при помощи
медно-фосфористых припоев с температурой плавления около
860° С, что гарантирует эффективность теплопередачи и пред-
отвращает местные перегревы.
Коррозия элементов теплообменника в проточных водонагре-
вателях может иногда иметь место за счет образования солей
при воздействии на металлические поверхности серной или азотной
кислоты. При наличии в горючем газе сероводорода или серо-
углерода в отходящих газах может присутствовать сернистый
газ SO2, который при высоких температурах частично окисляется
до серного ангидрида SO3, образуя при соединении с парами
воды, находящимися в продуктах сгорания, серную кислоту.
126
Наличие в дымовых газах окислов азота может привести к обра-
зованию азотной кислоты. В связи с потенциальной возможностью
появления на поверхности теплообменника этих кислот, вызы-
вающих коррозию, применяется лужение калориферов оловом,
заменяемое в последнее время горячим покрытием фосфористой
медью. При условии надлежащего эксплуатационного ухода
и строгого соблюдения заданных режимов газоснабжения эксплу-
атационная стойкость теплообменника должна быть достаточно
большой и долговечность его должна равняться примерно 8—
10 годам. Однако, поскольку условия эксплуатации все же не-
равномерны и непостоянны, фактический срок службы тепло-
обменников составляет 4—5 лет.
Блок кран в большинстве моделей существующих водонагрева-
телей представляет собой узел автоматического регулирования
прохождения газа к основной горелке в зависимости от наличия
протока воды. Необходимость такой блокировки очевидна и вы-
звана опасностью перегрева и разрушения элементов теплообмен-
ника при прекращении протока воды.
Ранее при использовании водонагревателей для одноточечного
водоразбора управление потоком воды размещалось на его входе
в аппарат. В этом случае блокирование воды и газа осуществля-
лось упрощенно, поскольку давление воды, поступающей в водя-
ную полость блок-крана, относительно стабильно и открытие
газового клапана происходит непосредственно в результате за-
полнения водяной камеры при открытии впускного крана. Водо-
нагреватели КГ с блок-кранамп этого типа выпускались заводом
«Искра» (Москва) до 1956 г.
Более сложной конструкции блок-крана потребовали водо-
нагреватели с многоточечным водоразбором. В этом случае упра-
вление водяным потоком перемещается на выход воды, постоянно
заполняющей аппарат. При этом имеют место перепады давлений
воды внутри аппарата в зависимости от степени водоразбора,
в связи с чем управление открытием газового клапана осуще-
ствляется за счет разницы в давлениях воды в подмембранной
и надмембранной полостях водяной камеры. На рис. 56 изобра-
жена принципиальная схема блок-крана для аппарата с много-
точечным водоразбором, принятая в отечественных аппаратах
типа Л-1 и Л-3. В водяной камере, состоящей пз корпуса 7
и крышки 5, размещена чашечная мембрана 5, зажатая в их
разъеме. Через тарелку 6 мембрана связана с водяным штоком 7.
В крышке камеры шток уплотнен фторопластовым сальником /7
и затянут штуцером 10. На входе в водяную камеру установлен
фильтр 12 и регулирующий винт 13.
При закрытых кранах водоразбора давление в верхней и ниж-
ней частях камеры выравнено и мембрана занимает нижнее поло-
жение. При открытии любого из кранов вода, истекающая через
трубку Вентури 2, инжектирует воду из верхней части камеры
через канал, в котором размещен шариковый замедлитель 4.
127
Рис. 5G. Схема блок-крана водонагревателя с мно-
готочечным водоразбором.
Мембрана за счет падения давления в верхней камере подни-
мается и через тарелку 6 толкает кверху водяной шток, который
в свою очередь воздействует па самостоятельный шток 9 газового
узла, открывающий газовый клапан 8. Клапан открывается плавно
за счет действия шарикового замедлителя. Газ поступает через
смеситель основной горелки к соплам. В полость газового узла
газ подается через пробковый кран, который должен быть пред-
варительно открыт. При прекращении водоразбора мембрана
опускается и газовый клапан под воздействием конусной пружины
отсекает доступ газа к основной горелке.
Система мембранного привода штока газового клапана в на-
стоящее время является единственно применяемым автоматиче-
ским устройством для блокировки системы вода — газ в проточных
водонагревателях, как отечественных, так и зарубежных. Это
объясняется тем, что для многоточечных водонагревателей, упра-
вляемых па расстоянии, при разборе воды в разных точках усилия,
требуемые для открытия клапана, должны быть обеспечены только
энергией истекаемой воды. Это условие наилучшим образом
обеспечивается именно подвижной резиновой мембраной, не соз-
дающей заметного дополнительного сопротивления при относи-
тельно небольшой разнице в давлениях воды па входе и выходе
из блок-крана.
Органом, обеспечивающим переток воды из надмембранной
полости в выводную трубку и снижение в этой полости давления,
в ряде аппаратов зарубежных стран и в ленинградских моделях
водонагревателей Л-1 и Л-3 является трубка Вентури (рис. 57).
Вода перетекает в трубку Вентури через отверстия в шейке этой
трубки. Проток воды, подаваемой в змеевик теплообменника
в момент водоразбора, инжектирует переток воды из верхней
камеры через специальную перепускную трубку, снабженную
на входе шариковым клапаном замедления. Подвижный шарик
частично перекрывает перепускной канал, за счет чего переток
замедляется и газовый клапан открывается постепенно. Этому же
замедлению зажигания основной горелки способствует и конструк-
ция сахмого газового клапана, изготовленного таким образом, что
в первой фазе его открытия газ проходит через небольшой коль-
цевой зазор между цилиндрическим пояском клапана и каналом
седла, а затем при полном открытии клапана используется все
проходное сечение. В ряде конструкций водонагревателей переток
из верхней камеры осуществляется и без применения трубки
Вентури — с использованием различных дроссельных устройств.
Однако дросселирование с целью организации перепада давлений
и перетока воды из верхней камеры создает дополнительные
сопротивления и увеличивает общие потери давления водяного
потока. Трубки же Вентури, применяемые для этих целей, хотя и
не являются классическими, обеспечивающими коэффициент исте-
чения, близкий к единице, создают, однако, наименьшие потери
давлений воды прп равных условиях по сравнению с редуктором.
5 А. С. Рагозин
129
Применение трубки Вентури позволяет устанавливать воз-
вратную пружину на газовом клапане с усилием сжатия около
4 кгс при подъеме клапана на 15 мм. Это обеспечивает надежное
перекрытие подачи газа при прекращении водоразбора. Газовую
и водяную части блок-крана монтируют обычно по одной оси
с примыканием стороны низкого давления водяной камеры непо-
средственно к газовой части. При этом обеспечивается компакт-
Рис. 57. Трубка Вентури (установка в водяном узле аппа-
рата Л-3).
/ — трубка Вентури; 2— заглушка: з —регулировочный винт; 4 —крыш-
ка водяного узла; 5 — замедлитель перетока; 6 — мембрана; 1 — кор-
пус водяного узла.
пость узла и возможность применения толкающего штока с па-
дежным разделением водяной и газовой частей блок-крана, что
облегчает их демонтаж. Вертикальная компоновка узла блок-
крана по одной оси нашла применение в отечественных водо-
нагревателях КГИ и Л. Принята она и для типовых моделей.
Собственно газовая часть блок-крана кроме газового клапана
снабжена еще и газовым краном, открывающим доступ газа в си-
стему аппарата. Обычно применяются пробковые краны с углом
конуса 1 : 7. Привод газового крана сблокирован с краном запаль-
ника и обеспечивает очередность их открытия. Кроме того, па
ряде водонагревателей ранних выпусков предусматривалось встра-
ивание в блок-кран еще и регулятора давления — органа, ста-
130
билизировавшего заданное давление перед аппаратом при его
изменениях в сети. В связи с упорядочением эксплуатационных
режимов газоснабжения сетевым газом и наличием баллонных
регуляторов давления при использовании сжиженных газов регу-
лятор давления в последних моделях водонагревателей отсут-
ствует.
Вышеописанные конструкции блок-крапов, осуществляющих
только простейшую функцию автоматического управления —
блокирование протоков воды и газа, — до сего времени удовлет-
воряли эксплуатационные требования к водонагревателям, но
не обеспечивали их достаточной долговечности. Современные
требования к проточным водонагревателям вызвали необходимость
в расширении автоматических функций блок-крана. Потребова-
лось регулировать температуру выдаваемой воды (что обычно
осуществлялось приданным к водонагревателю краном-смесите-
лем) в основном для предотвращения перегрева воды при повы-
шенных тепловых нагрузках. Понадобилось также блокировать
доступ газа к горелке в зависимости от состояния тяги. Последнее
диктуется стремлением повысить безопасность аппарата в усло-
виях возможного прекращения или опрокидывания тяги по при-
чинам, не зависящим от работы самого аппарата. В связи с этим
в последнее время разработаны различные системы комплексной
автоматизации всех этих функций. Наибольший интерес пред-
ставляет система «Бакир» автоматического контроля и регулиро-
вания работы проточного водонагревателя, предложенная Мос-
газпроектом. Система «Бакир» представляет собой автоматическое
устройство, выполненное на пассивных элементах непосредствен-
ного действия ппевмо-гидроавтоматики, использующих энергию
самого газа без ее преобразования и имеющих рабочий ход в пре-
делах до 0,2 мм. Система скомпонована в один блок, основой
которого является клапан-отсекатель, заменяющий крап и газовый
клапан обычного блок-крана. Клапан-отсекатель прекращает или
открывает доступ газа к основной и запальной горелкам в соот-
ветствии с импульсами, поступающими от датчиков типа «сопло —
заслонка». Таким образом, в системе имеется только один упра-
вляющий орган — клапан-отсекатель, реагирующий на сигналы
ряда датчиков, соединенных с ним импульсными линиями (медные
трубки). Преимуществами этой системы являются отсутствие
быстроизнашивающихся механических приводов, таких как ры-
чаги. шарниры, и самоконтроль срабатывания. «Бакир» может
контролировать:
— наличие протока воды;
— наличие пламени запальника;
— наличие требуемой тяги;
— перегрев воды выше установленного предела.
Прп одном пли нескольких перечисленных нарушениях клапан-
отсекатель автоматически прекращает доступ газа к горелкам. Не-
достатком предложенной системы является значительная сложность
131
первоначальной ее наладки, трудность обнаружения мест
отказа при несрабатывании системы. При дальнейшей доработке
технологичности блока автоматики весьма вероятно его исполь-
зование для проточных водонагревателей типового ряда.
Отвод продуктов сгорания. Важным элементом любого проточ-
ного водонагревателя является система отвода продуктов сгорания
в дымоход. Она обязательна для всех аппаратов с тепловой нагруз-
кой свыше 8000 ккал/ч и не применяется только для кухонных
водонагревателей малой производительности, в настоящее время
в СССР не выпускаемых.
Проточные газовые водонагреватели обеспечивают полное сжи-
гание газа без организации специальной тяги. Объем воздуха,
необходимый для полного сжигания газа, сохраняется постоян-
ным и пе зависит от изменений в тяге над аппаратом. Последняя
необходима только для эвакуации продуктов сгорания в дымоход.
Для этого проточный водонагреватель должен отвечать определен-
ным требованиям:
— достаточная тяга должна существовать в самой камере сжи-
гания и обеспечивать наличие воздуха, необходимого для полного
сжигания;
— в случае чрезмерно высокого разрежения в дымоходе из-
лишний воздух не должен проходить через камеру сжигания;
— в случае временного прекращения тяги ничто пе должно
препятствовать удалению продуктов сгорания из камеры сжигания;
— в случае обратной тяги поступающий сверху воздух не
должен попадать в камеру сжигания.
Для обеспечения этих условий в узел отвода продуктов сгора-
ния водонагревателя встраивают прерыватель тяги и отражатель
па случай обратной тяги или статического равновесия (отсутствие
тяги). В современных проточных водонагревателях применяется
система двойного колпака с установкой на потоке отходящих
газов специального отражателя 6 (см. рис. 51). Зазор между
двумя колпаками служит для подсоса внешнего воздуха, не про-
ходящего через камеру сжигания, в случае увеличения тяги
в дымоходе. Отражатель препятствует изменениям в степени раз-
режения в огневой камере при возникновении статического равно-
весия или обратной тяги.
Все выпускаемые в СССР проточные водонагреватели под-
чинены требованиям ГОСТ 5507—55 (технические условия)
и ГОСТ 8561—57 (методы испытания). Основные требования
ГОСТ 5507—55 сводятся к следующему:
— аппараты должны обеспечивать паспортную производитель-
ность в пределах расчетных давлений газа при наименьшем зна-
чении его низшей теплоты сгорания;
— содержание окиси углерода СО в отходящих газах при
работе аппарата с предельной нагрузкой не должно превышать
0,05 об.%, считая на сухие дымовые газы при теоретическом
расходе воздуха;
132
— к. п. д. аппаратов при номинальной нагрузке должен быть
не ниже 80%;
— постоянная температура выходящей пз аппарата воды
должна устанавливаться через 1—2 мин;
— аппараты должны иметь устройство для отвода продуктов
сгорания в дымоход, в которое должны входить прерыватель тяги
и предохранитель от обратной тяги, обеспечивающие нормальную
работу аппарата вне зависимости от режима работы дымохода;
— температура отходящих газов перед тягопрерывателем не
должна быть ниже 180* С при работе на поминальной нагрузке.
Номинальные тепловые нагрузки для отдельных типоразмеров
проточных водонагревателей ГОСТ пе регламентирует, они заданы
проектом типового ряда или паспортом аппарата.
НОМЕНКЛАТУРА I! КРАТКОЕ ОПИСАНИЕ
СУЩЕСТВУЮЩИХ МОДЕЛЕЙ
Находящиеся в эксплуатации в городах СССР проточные
газовые водонагреватели, а также заводы, их изготавливающие,
приведены в табл. 12.
Таблица 12
Типы водонагревателей
Водонагреватель Завод-изготовитель Индекс аппарата Начало кыпускь Прекраще- ние выпуска
Полуавтоматический, ван- ный, с местным водораз- бором «Искра» (Москва) КГ 1948 1959
Автоматический, ванный, «Искра» (Москва) КГИ-56 1957
с многоточечным водо- разбором Ленгазоаппарат ВВК-5, ВВК-3 1948 1959
Волгоградский ЗГА КГИ-56-ВМ 1958 1972
Горьковский завод КГ-56 1958 —
Ташкентский ЗГА ГВА-1 1962 1968
Тбилисский ЗГА ВАТ-62 1962 1968
Бакинский ЗГА КГИ-56 1963 —-
Днепропетровский ЗГА «Днепр-4М» 1964 —
Львовский ЗГ/\ ГВА-1 1957 1965
То же ГВА-3 1966 1972
Ленинградский ЗГА Л-1 1959 1964
То же Л-3 1964 1971
» Л-2 1963 1964
» ВПГ-18 1971 —
Ль вовек nil ЗГА ВИГ-18 1973 —•
Волгоградский ЗГА ВПГ-18 1973 •—•
Днепропетровский ЗГА ВПГ-18 1974 —
133
Водонагреватель КГ, являясь аппаратом полуавтоматическим,
не обеспечивавшим многоточечного водоразбора и рассчитанным
в первые годы выпуска на сжигание искусственного газа, был
заменен в 1959 г. более современной моделью КГИ-56. В насто-
ящее время в эксплуатации водонагревателей КГ почти нет.
Аппарат КГ к концу выпуска имел инжекционную горелку СБ-2
с десятью соплами и распределительными трубками, отходящими
от общего коллектора. На каждой из трубок устанавливался
шибер первичного воздуха. Теплообменник — с двухрядным кало-
рифером и двухзаходным змеевиком. Кожух аппарата закрывал
только теплообменник, оставляя открытой зону горелки и блок-
крана. Блок-кран имел водяную камеру одностороннего напол-
нения и управлялся краном на входе воды в аппарат и регулятором
расхода воды. К аппарату придавались сливная трубка и же-
сткий душ.
Водонагреватели ВВК-5 и ВВК-3 являлись автоматическими
аппаратами с многоточечным водоразбором. Система теплообмена
этих аппаратов аналогична аппаратам КГ. Водонагреватели снаб-
жались теплообменником с развитой огневой камерой, двухрядным
калорифером и двухзаходным змеевиком. Блок-кран выполнялся
из литой бронзы. Перепад давления воды в надмембранной и под-
мембранной полостях водяного узла осуществлялся за счет нали-
чия дросселя, являющегося одновременно и регулятором темпе-
ратуры воды. Аппараты ВВК-5 выпускались для работы на искус-
ственном (сланцевом) газе и имели трубчатую диффузионную
горелку. Последующая модель (ВВК-3) уже имела инжекционную
горелку довольно сложной конструкции. Газ, подаваемый через
трубчатый коллектор, выходя через отверстия в распределитель-
ных трубках, инжектировал первичный воздух через специальные
гребешки-насадки над распределительными трубками, выполнен-
ными из листовой красной меди. Эта конструкция не обеспечивала
надежной соосности огневых отверстий с насадками, и последние
быстро выходили из строя за счет прогорания. Аппараты были
снабжены дополнительно регулятором давления газа и замедли-
телем зажигания, размещенным на газовом тракте. Аппараты
облицовывались неразъемным кожухом.
Водонагреватель КГИ-56 (рис. 58) представляет собой усовер-
шенствованную модель аппарата КГ, которую начали выпускать
па заводе «Искра» в 1957 г. Аппарат рассчитан на сжигание при-
родного газа и имеет тепловую нагрузку 20—21 тыс. ккал/ч.
Теплообменник аппарата имеет развитую огневую камеру, выпол-
ненную из листовой меди (из двух частей), и одпозаходпый змее-
вик. В верхней части теплообменника расположен двухрядный
калорифер из медных пластин толщиной 0,6 и 0,8 мм. Блок-кран,
выполненный из литой бронзы, предусматривает многоточечный
водоразбор и имеет водяной узел с двумя полостями — над-
мембранной и подмембраппой. Управление работой аппарата
автоматическое. Включение и выключение газовой горелки
184
Рис. 58. Проточный газовый водонагреватель КГИ-56.
Технические данные
Номинальная тепловая нагрузка, ккал/мин . . .
К. п. д„ % ............. . . ...............
Теплота сгорания газа, ккал/м1 ..............
Давление газа, мм вод. ст....................
Й явление воды, кгс/см* .....................
рисоединительные размеры труб, дюймы:
холодная вода .............................
горячая вода...........................
газ....................................
Габаритные размеры.
высота.......................................
ширина.................................
глубина ...............................
Масса, кг....................................
330-350
80
8800-9500
130
0,5-6
'/«
1-*/4
950
425
255
23-25
135
воп регулируется потоком
Рис. 59. Проточный газовый водо-
нагреватель ГВА-3.
1 — горелка; 2 — запальник; з — газо-
провод; 4 — ручка крана; 5 — газовой
кран; б — водяной узел; 7 — змеевик;
8 — огневая камера; 9 — верхний колпак.
осуществляются как газовым краном, так и краном водоразбора
из любой точки его установки.
В аппаратах КГИ-56 ввод холодной воды и выход горячей
выполнены в самом блок-крапе через два подсоединяемых к нему
патрубка. На вводе холодной воды установлен фильтр и имеется
регулятор расхода воды. В этой системе надмембранная и под-
мембранная полости водяной камеры автономны. Давление в пер-
вой воды, давление во второй
является функцией давления
воды в водопроводе. Аппарат
К ГН-56 снабжен инжекционной
горелкой (см. рис. 53). Газовый
кран установлен вертикально;
управляют им с помощью двух
рукояток, выведенных в про-
резь наружной облицовки.
Поворот одной рукоятки откры-
вает доступ газа к запальнику,
а другой — к основной горелке.
Аппарат снабжен краном-сме-
сителем.
Аналогичные характеристи-
ки и конструкцию имеют также
аппараты КГ-56 Горьковского
завода, КГИ-56-ВМ Волгоград-
ского завода, КГИ-56 Бакинс-
кого завода и ВАТ-62 Тбилис-
ского завода. Днепропетров-
ский ЗГА выпускает модель
«Днепр-4М», имеющую несколь-
ко мепьшпе габаритные размеры
(соответственно 825, 365 и
е блок-крап и теплообменник,
как и КГИ-56, а горелку — типа КГ.
Водонагреватель ГВА-3 (рис. 59) имеет теплообменник с двух-
заходпым змеевиком и горелочное устройство типа КГ с много-
сопловым коллектором и отходящими трубками распределителя.
Блок-кран автоматического действия, литой из алюминия, ском-
понован горизонтально, отчего размер аппарата по высоте умень-
шился. До 1967 г. выпускалась модель ГВА-1, несколько отличная
по конструкции горелки от ГВА-3.
Водонагреватели Л-1 и Л-3. На смену аппаратам ВВК с 1959 г.
Ленинградским ЗГА был начат выпуск аппаратов Л-1. Эти водо-
нагреватели значительно отличались от предшествующих почти
по всем элементам своей конструкции. Водонагреватель Л-1
(рис. 60) компонуется в разъемном кожухе 14. Теплообменник
снабжен двухсекционным калорифером 5 и однозаходпым змееви-
ком 6. Блок-кран выполняют литьем под давлением из алюминия
230 мм). Модель имеет такие >
136
и компонуют вертикально. Газовый клапан работает от водяного
узла с двумя полостями. В отличие от КГИ-56 обе полости раз-
мещены па потоке холодной воды до входа в змеевик. На потоке
воды размещена и трубка Вентури.
Вывод горячей воды — через само-
стоятельный патрубок 16 у минуя
блок-кран, прямо к водоразбору.
Трехпозиционный газовый кран 11
при этом расположен горизонтально
и управляется одной ручкой, по-
следовательно включающей газ на
запальник 9 и на основную горелку
10. Горелка нового типа универсаль-
ная, инжекционная с двумя диф-
фузорами, обеспечивающая сжигание
как природного, так и сжиженного
газа. Распределители горелки литые
из силумина, снабжены двенадцатью
овальными трубками с поперечными
фрезерованными щелями (огневыми
отверстиями). Поверхность огневой
камеры и змеевиков покрыта защит-
ным лаком на основе госсиполовой
смолы. Калориферы облуживалпсь
оловянным припоем (ПОС). Сварка
медных трубок теплообменника вы-
полнялась твердым припоем (МФ-2).
Аппарат Л-1 выпускался на тепло-
вую нагрузку 20 000 ккал/ч и обес-
печивал нагрев 5,4 л/мин до 50° С.
К. п. д. аппарата 80—83%.
С 1964 г. Ленинградский ЗГА
приступил к выпуску более совре-
менной модели — Л-3 (рис. 61). В от-
личие от предшествовавшей модели
аппарат Л-3 имеет резко сокращен-
ную по объему огневую камеру
(топку), охлаждаемую одним витком
змеевика. Калорифер односекцион-
ный, из одного ряда пластин из крас-
ной меди. Система блок-крапа сох-
ранена без изменения. Распредели-
Рис. 60. Проточный газовый
водонагреватель Л-1.
7 — отражатель; 2, 3 — колпа кп
для отвода продуктов сгорания;
4 — отводная трубка; 5 — калори-
фер; 6 — змеевик; 7 — огневая
камера; s — биметаллическая пла-
стина. 9 — запальник; 10 — горел-
ка; 11 — ручка газового краМа;
12 — корпус газового узла ; 13—кор-
пус водяного узла; 14 — кожух;
15 — заглушка; 16 — трубка го-
рячей воды; 17 — газопровод.
тель горелки выполняется из силумина литьем под давлением,
но в верхней его части устанавливаются фасонные стальные пла-
стины, образующие огневые отверстия (см. рис. 51). Этим достиг-
нуто увеличение термостойкости распределителя в условиях
повышенной теплонапряженностп топки и обеспечена возможность
уменьшения размеров последней без ущерба для эксплуатационных
137
Рис. 61. Проточный газовый водонагреватель Л-3.
Технические данные
Тепловая нагрузка, ккал/мин.................... 285
Теплопроизводительпость, ккал/мин......... 230
К. п. д., % ................................ Не менее 80
Расход воды при нагреве до 50 °C. л/мин . . 4,8
Давление воды перед аппаратом, кге/см*:
для включения аппарата...................... Не ниже 0,35
для нормальной работы аппарата ... 1.5
допустимое без нарушения прочности
аппарата.......................... Не выше 6,0
Габаритные размеры, мм:
высота......................................... 788
ширина................................. 430
глубина................................ 257
Масса аппарата (без водоразборной и смеси-
тельной арматуры), кг....................... 17,8
138
качеств аппарата. Поэтому аппарат Л-3 имеет значительно
меньшую высоту, чем любой другой аппарат этого типоразмера,
меньшую массу и требует меньшего расхода дефицитной меди
на изготовление теплообменника. Аппарат Л-3 явился базой для
разработки типового ряда водонагревателей, в котором сохранена
для всех типоразмеров принятая в нем «беспоточная» система
теплообмена.
Представителем унифицированного ряда является проточный
водонагреватель ВПГ-18. Эта модель отличается от модели Л-3
горелкой, имеющей 13 трубок, увеличенным расстоянием от рас-
пределителя горелки до теплоприемника (160 мм); конструкцией
сборной, прямоугольной облицовки. Начала выпускаться в 1971 г.
(Ленинградский, Волгоградский и Львовский ЗГА) и служит
базой для остальных моделей ряда (ВПГ-8 и ВПГ-25) и для про-
ектируемого водонагревателя повышенного класса. Последний
предусматривает введение стальной штампованной горелки, авто-
матики блокировки тяги и автоматики регулирования темпера-
туры воды.
Отбор горячей воды от любого проточного водонагревателя
для ванны или бытовых нужд обычно осуществляется или через
смеситель горячей и холодной воды, или через специальное водо-
разборное устройство с душевой розеткой, выпускаемое Ленин-
градским ЗГА для аппаратов моделей Л-3 и ВПГ. Это устройство
предусматривает только переключение потока выдаваемой воды
на душ или на кран. Температура воды в нем регулируется только
за счет степени открытия газового крана аппарата, без добавления
холодной воды.
МОНТАЖ, ЭКСПЛУАТАЦИЯ И РЕМОНТ
Монтаж водонагревателей должен быть подчинен «Правилам
безопасности в газовом хозяйстве» Госгортехнадзора и соответ-
ствующим разделам СНиП. Эти документы регламентируют требо-
вания к помещению, в котором устанавливают водонагреватели,
к месту монтажа, к вентиляции и воздухообмену. При выполнении
монтажа необходима правильная подгонка монтируемых газо-
и водопроводящих линий строго по размерам выводных патрубков
аппаратов без каких-либо натягов в момент присоединения. Даже
незначительные натяги и перекосы этих патрубков, жестко свя-
занных с блок-краном и теплообменником водонагревателя, могут
привести к их смещению и вызвать разладку работы аппарата.
Несоосное положение поверхности распределителя горелки и огне-
вой камеры неизбежно ухудшает картину горения и может при-
вести к прожогам стенок огневой камеры. Установка аппарата
по высоте, связанная с удобством водоразбора, должна учитывать
необходимость создания максимально возможной высоты вер-
тикальной части газоотводной трубы, присоединяемой к дымоходу.
Этим создаются необходимые условия для обеспечения тяги.
139
В период монтажа калорифер должен быть защищен от какого-
либо засорения. До включения аппарата необходимо проверить
герметичность всех его водяных и газовых трактов. В случае
обнаружения неплотностей в соединениях затянуть их пли заме-
нить прокладку (в накидных гайках). Проверяется также и нали-
чие свободного поворота рукояток или ручки газового крана.
Кроме того, нельзя допустить каких-либо повреждений защитно-
декоративного эмалевого покрытия облицовочных частей аппа-
рата.
В процессе эксплуатации особое внимание должно уделяться
состоянию тяги в дымоходе, что проверяется поднесением горящей
сппчкп к нижней кромке верхнего колпака аппарата. Следует
постоянно следить за пламенем запальника. Пламя должно омы-
вать сгиб биметаллической пластины и иметь достаточную длину
для воспламенения газа на основной горелке. При коротком
пламени па горизонтальных запальниках возможен «хлопок»
при зажигании основной горелки. После окончания пользования
водонагревателем (кроме коротких перерывов) запальник следует
отключать. При зажигании горелки следует проверить отсутствие
шума, свидетельствующего о горении внутри распределителя,
что может привести к его деформации или оплавлению. При нали-
чии такого шума основную горелку следует немедленно отклю-
чить поворотом ручки газового крана и зажигание повторить.
Специфические приемы, требующиеся при пуске в работу отдель-
ных типов водонагревателей, изложены в прилагаемых к каждому
аппарату инструкциях.
В отличие от газовых плит проточные газовые водонагреватели
в течение срока своей службы требуют не только текущего ре-
монта, выполняемого слесарями-ремонтниками на месте установки
аппарата, по и капитальных ремонтов, выполнение которых
требует уже демонтажа аппарата и отправки на ремонтный завод
или в ремонтные мастерские.
Система профилактического обслуживания сохраняется такой
же, как для плит, и подчинена графикам и республиканским
положениям как по срокам, так и по объему производимой работы.
Ремонты водонагревателей выполняют также по требованиям
аварийной службы и по вызовам абонентов. Основная часть тре-
буемых в этих случаях ремонтных работ выполняется на месте,
без полного демонтажа аппарата. Капитальному ремонту под-
вергают обычно аппараты, не поддающиеся ремонту на месте их
установки. Для этой цели их демонтируют и заменяют новыми.
Необходимость отправки аппарата па капитальный ремонт опре-
деляет слесарь-газовщик при очередном профилактическом
осмотре или вызове абонентом.
Подавляющая часть ремонтов вызвана отказами водяного узла
и теплообменника. Если отказ в работе водяного узла испра-
вляется, как правило, в порядке текущего ремонта за счет смены
мембраны, фильтра или других деталей, то неисправность тепло-
140
обменника, в частности прогорание его элементов, требует уже
капитального ремонта в заводских условиях. Поэтому в ряде
крупных газовых хозяйств имеются специальные ремонтные
мастерские и даже ремонтные заводы. Это, безусловно, целесо-
образно, поскольку теплообменник выполняется из красной меди
и стоимость его составляет около 40% от стоимости всего аппарата.
Ремонт неисправности теплообменника (распайка змеевиков, про-
горание отдельных пластин калорифера или стенок обечайки
и т. д.) возможен за счет его частичного восстановления с сохра-
нением годных элементов. Одновременно с ремонтом теплообмен-
ника выполняют и ремонт всех остальных узлов аппарата с изго-
товлением необходимых запасных частей в случае невозможности
их поставки заводом-изготовителем.
Заводская себестоимость капитального ремонта водонагрева-
теля в среднем (по опыту Ленинградского газоремоптного завода)
не превышает 14 р. 50 к., себестоимость ремонта только тепло-
обменника (с разборкой и сборкой аппарата) — около 11 руб.
Если принять, что ежегодно капитальному ремонту подвергается
около 12% находящихся в эксплуатации аппаратов, то удельные
затраты па капитальный ремонт, принимая их даже по стоимости
ремонта аппарата в целом, составят примерно 1 р. 50 к. на один
находящийся в эксплуатации аппарат. Суммарные годовые удель-
ные затраты на текущий и капитальный ремонт проточных водо-
нагревателей составляют примерно 4 руб.
Долговечность проточных газовых водонагревателей в усло-
виях своевремеппого выполнения надлежащих текущих и капи-
тальных ремонтов и постоянного профилактического надзора 10—
12 лет. Эта величина установлена на основании наблюдений за
работой водонагревателей ранних выпусков (моделей КГ и ВВК)
и должна быть уточнена опытом использования моделей КГИ-56,
Л-1 и Л-3, эксплуатируемых сравнительно недавно. Имеющийся
опыт эксплуатации аппаратов Л-1 в Ленинграде показывает, что
их фактическая долговечность 8—10 лет. Некоторое снижение
долговечности по сравнению с моделью ВВК объясняется, по-
видимому, увеличением количества эксплуатируемых аппаратов
и снижением при этом интенсивности профилактики. Кроме того,
применение алюминиевых сплавов для блок-кранов взамен бронзы
также снизило долговечность аппаратов, хотя п сказалось положи-
тельно на снижении их исходной стоимости.
Срок службы наиболее изнашиваемых элементов водонагрева-
телей значительно меньший, и они требуют в процессе эксплуата-
ции прибора периодической замены. Так, резиновые мембраны
водяных узлов необходимо заменять один раз в 1,5—2 года, тепло-
обменник требует полной замены или капитального ремонта через
4—5 лет, а водяные узлы, изготовленные из алюминиевых сплавов,
при использовании воды повышенной щелочности—через 3—4 года.
Для примерного определения количества необходимых па
каждый год основных запасных частей могут быть использованы
141
Таблица J3
Примерный годовой запас основных запасных частей
Узел или деталь
Необходимое
количество
на 100 000
аппаратов в год
Доля от числа
эксплуатируемых
аппаратов. %
Теплообменник в сборе .................
Биметаллическая пластина термоклапана . .
Мембрана резиновая...................; .
Штоки водяного и газового узлов . . . .
Жесткий диск водяного штока............
Фильтры водяные и газовые..............
Запальники ............................
Распределители горелок ................
Сопла горелок ........................
Пластмассовые ручки ...................
Шланги душевые.........................
8 500
1 000
23 000
10 000
5 000
3 000
2 500
2 000
10 000
6 000
3 000
8,5
1,0
23,0
10,0
5,0
3,0
2,5
2,0
10,0
6,0
3,0
укрупненные данные, приведенные в табл. 13 (аппараты Л-1
и Л-3, сводные данные по Ленинграду). Приведенные цифры отра-
жают только расход готовых запасных узлов и деталей без учета
восстановленных в процессе текущих или капитальных ремонтов.
Эти данные, естественно, не могут быть прямо использованы для
расчета необходимых запасных частей в газовых хозяйствах,
эксплуатирующих аппараты КГИ и ГВА, и должны быть скоррек-
тированы па особенности конструкций каждого аппарата и стати-
стический опыт данного газового хозяйства.
Централизованный капитальный ремонт проточных водонагре-
вателей экономически оправдан только при надлежащей его орга-
низации и наличии специальной технической документации,
регламентирующей проведение всех этапов ремонта. Так, отбор
водонагревателей, подлежащих демонтажу и отправке па капи-
тальный ремонт, должен быть подчинен специальной инструкции
для слесарей-ремоптников, осуществляющих такой отбор при
профилактических осмотрах. Инструкция должна включать пере-
чень дефектов, оправдывающих отправку аппарата на капиталь-
ный ремонт п невозможность его восстановления текущим ремон-
том. Зачастую даже полная непригодность теплообменника
не является поводом для капитального ремонта — он может быть
заменен новым без демонтажа аппарата в целом. Для этого в рас-
поряжении эксплуатационных контор должен быть обменный
фонд теплообменников. При демонтаже в целом водонагреватель
должен заменяться годным, для чего также необходим обменный
фонд. Поступление дефектного аппарата па ремонтный завод
или в ремонтную мастерскую должно сопровождаться составле-
нием подробной дефектной ведомости, определяющей прохождение
аппарата по этапам ремонта. При установлении необходимости
ремонта теплообменника последний демонтируется из аппарата,
142
проходит промывку и очистку от нагара, сажи, накипи и поступает
па распайку. При этом все дефектные части удаляются и произ-
водится замена их новыми с последующей сборкой и испытаниями
на герметичность. Практикуемая иногда замена двухрядного
калорифера на однорядный вне зависимости от толщины исполь-
зуемых при этом пластин рекомендована быть не может, так как
такое изменение в системе теплообмена неизбежно скажется на рас-
четных параметрах аппарата. При пересборке калорифера обяза-
тельна припайка углов верхнего ряда пластин к обечайке по всему
ее периметру. Все пайки должны выполняться твердым припоем
(медно-фосфористый, МФ-1). Ремонт всех узлов и деталей блок-
крана, горелочных устройств, деталей облицовки должен быть
подчинен разработанному для этого технологическому процессу
(технологическим картам) и специальным техническим условиям.
При профилактических текущих ремонтах водонагревателей
по мере необходимости выполняют очистку и промывку кало-
рифера. Промывку производят в горячей содовой воде, при этом
калорифер очищают при помощи щетки. Одновременно удаляют
накипь с внутренних поверхностей трубок путем промывки их
слабым раствором соляной или уксусной кислоты. Возможные
неисправности работы проточных водонагревателей и способы
их устранения прп текущих ремонтах сведены в табл. 14.
Поскольку основной моделью водонагревателя, остающейся
в производстве п эксплуатации на ближайшее будущее, является
ВПГ-18(Л-3), следует более подробно рассмотреть основные случаи
ремонта и порядок его выполнения.
Таблица 14
Неисправности проточных водонагревателей и
способы пх устранения
Характер неисправности Причины Способы устранения
Не зажигается основная Недостаточно давление Увеличить расход воды
горелка воды Прорвалась мембрана Пламя запальника не нагревает биметалли- ческую пластину Перезатянуты сальнико- вые уплотнения што- ков, штоки подверг- лись коррозии регулировочным вин- том (аппараты КГИ-56> пли краном на стояке перед аипаратом (Л-1, Л-3, ВПГ) Заменить мембрану с раз- боркой водяного узла Отрегулировать положе- ния запальника, про- верить крепление и це- лость самой пластины Отрегулировать степень затяжки уплотнения поворотом резьбового штуцера п очисткой штоков
143
Продолжение табл. 14
Характер неисправности
Причины
Способы устранения
Не зажигается основная
горелка
Недостаточен нагрев вы-
даваемой воды
Засорился водяной
фильтр
Забилось отверстие труб-
ки Вентури (аппараты
Л-1, Л-3, ВПГ)
Осела накипь и загряз-
нились внутренние по-
лости водяного узла
пли частично он раз-
рушился
Упало давление в газо-
проводе (в часы «пик»)
Загрязнились газовый
фильтр или сопла
Пламя основной горел-
ки коптпт
Основная горелка при
прекращении протока
воды и при открытом
газовом кране не по-
гасает
Неполное открытие в ре-
зультате коррозии или
загрязнения элементов
клапана безопасности
или термобиметаллп-
ческого клапана
Велико давление воды
и ее расход
Забито смазкой отвер-
стие в корпусе или
пробке крана
Повысилось давление га-
за или изменилась его
теплота сгорания
Недостаток первичного
воздуха (аппараты
КГИ) или недостаточ-
ность тяги
Чрезмерно затянуты
уплотнения газового
штока, коррозия пру-
жины, засорился и не-
герметпчен клапан без-
опасности
Перезатянуто уплотне-
ние штока водяного
узла, отсутствует пере-
ток воды из надмем-
бранной полости
Промыть или заменить
фильтр
Вывернуть трубки Вен-
тури, прочистить от-
верстие
Заменить водяной узел
Временно не использо-
вать аппарат
Отсоединить газовый ввод
и заменить фильтр,
прочистить (деревян-
ной шпилькой) сопло-
вые отверстия горелки
Разобрать и прочистить
газовый узел и трой-
ник горелки (аппара-
ты Л-1, Л-3, ВПГ)
Уменьшить расход воды
регулятором или кра-
ном
Разобрать кран, прочис-
тить отверстия, про-
мыть и пересмазать
газовый кран
Временно не использо-
вать аппарат
Отрегулировать шибе-
ром подачу первично-
го воздуха, проверить
чистоту калорифера
Проверить и очистить
узел клапана безопас-
ности
Разобрать и проверить
водяной узел, очис-
тить отверстие трубки
Вентури в проверить
работу шарика замед-
лителя зажигания (ап-
параты Л-1, Л-3, ВПГ)
144
Продолже.ние табл. 14
Характер неисправности
Причины
Способы устранения
Горение основной горел-
ки при отсутствии пла-
мени запальника
Не закрывается термо-
биметаллический кла-
пан, пламенем основ-
ной горелки переж-
жена биметаллическая
пластина
Незагорание запальни-
ка. Хлопок прп зажи-
гании основной горел-
ки
Тугое проворачивание
газового крана (аппа-
раты Л-1, Л-3, ВИГ)
Засорился ниппель за-
пальника пли сопла;
низка тепловая нагруз-
ка горелки из-за пони-
жения давления газа
в сети
Укороченное пламя за-
пальника (на аппара-
тах Л-1, Л-3, ВПГ)
Высохла смазка, загряз-
нилась фасонная пла-
стина фланца
Течь в соединениях во-
дяных трубопроводов
или в контрольном от-
верстии газового узла
Недозатянуты соедине-
ния, высохли или раз-
рушились прокладки
накидных соединений
Высохла пли разруши-
лась набивка сальни-
ка водяного штока
Утечки газа в узле трой-
ника горелки
То же, в газовом кране
То же, в соединениях
газового узла
Отсутствие тяги в дымо-
ходе или обратная тя-
га
Вытекла набивка в труб-
ке штока термоклапа-
на (Л-1, Л-3, ВПГ)
Высохла смазка
Ослабла затяжка или
разрушилась проклад-
ка
Изменилось атмосфер-
ное давление
Завален пли засорен ды-
моход
Недостаточен воздухо-
обмен в помещении
Разобрать п отремонти-
ровать тройник горел-
ки (аппараты Л-1, Л-3,
ВПГ); отремонтиро-
вать узел термокла-
пана (КГИ, ГВА); от-
регулировать положе-
ние пластины
Прочистить (деревянной
шпилькой) ниппель
Отрегулировать пламя
запальника поворотом
регулировочной иглы
Разобрать, промыть и
пересмазать газовый
кран, проверить и очи-
стить пружину, зачи-
стить поверхность фа-
сонной пластины флан-
ца
Подтянуть накидные со-
единения или разо-
брать их и заменить
прокладки
Набить сальники или за-
тянуть штуцер штока
Заменить фторопласто-
вую уплотняющую
втулку (Л-1. Л-3.ВПГ)
Снять тройник горелки
и перенабить трубку
штока
Пересмазать кран
Дозатянуть или заме-
нить прокладку
Временно не использо-
вать аппарат
Проверить и очистить
дымоход
Увеличить воздухооб-
мен (форточка, жалю-
зи и др.)
6 А. С. Рагозин
145
Незажпгание основной горелки. Причинами этого могут слу-
жить: а) несрабатывание при достаточном напоре в водонагрева-
теле мембраны водяного узла (разрыв, растяжение ее или заедание
штока ее). Водяной узел снять с аппарата, отпустив три стопорных
винта па соединении с газовым узлом и освободив накидные гайки
на соединениях подводящей и отводной трубок. Разобрав узел,
заменить мембрану, одновременно проверяя ход штока и затяжку
сальниковой муфты. Внутреннюю полость промыть, прочистить
отверстия трубки Вентури. Сборку производить в обратном по-
рядке с промывкой или заменой водяного фильтра и проверкой
проходимости водяной трубки и протока через калорифер;
б) неисправность узла термоклапана — неисправна или разо-
гнута биметаллическая пластина; пламя запальника минует сгиб
пластины. Снять переднюю стенку облицовки. Леьким нажатием
отвертки проверить подвижность биметаллической пластины
и в случае ее неисправности заменить. Правильно установить
запальник (подгибом трубки). Пламя должно омывать нижнюю
часть пластины у сгиба. Длину пламени запальника регулировать
иглой на торце, прочистить сопло запальника и наконечник;
в) зажигание основной горелки с хлопком. Это происходит
за счет недостаточной длины пламени запальника (должно дости-
гать зоны первого ряда огневых отверстий горелки) или за счет
заедания шарика замедлителя зажигания (при включении аппа-
рата открытием крана водоразбора). В первом случае легко подо-
гнуть трубку запальника вперед и отрегулировать длину его
пламени иглой; во втором случае проверить подвижность шарика
замедлителя путем снятия заглушки на водяном узле и проворачи-
вания установочного винта, с последующим его возвратом в исход-
ное положение.
Пламя основной горелки не гаснет — при отключении ее водо-
разбором. Причинами могут служить: а) незакрывание клапана
безопасности за счет заедания его штока или неисправного уплот-
нения. Спять распределитель горелки, отпустив гайку на штоке
биметаллического клапана, сиять тройник горелки, разъединив
болтовое соединение на фланце, и открыть доступ к клапану.
Проверить подвижность штока и заменить резиновое уплотнение,
если оно износилось. Прп необходимости перезатяжки уплотнения
штока спять весь узел газового крапа, освободив накидное соеди-
нение с газопроводом, и отрегулировать затяжку уплотняющего
сальника или заменить его;
б) утечки газа в блоке кран — горелка могут иметь место че-
рез газовый кран, через накидное соединение с газопроводом, через
фланец соединений с тройником, через крышку тройника, через
Соединения корпусов сопел. В последних четырех случаях заме-
нить уплотняющие паронитовые прокладки запасными, не допу-
ская их кустарной замены. В случае утечки в крапе снять фланец,
втулку с пружиной и произвести промывку, перепритирку и пере-
смазку крана.
146
Длинное, неравномерное, местами коптящее пламя вызывается
увеличением тепловой нагрузки (несоответствие диаметров сопло-
вых отверстий) и смещением смесителя горелки относительно
огневой камеры. Проверить диаметры сопловых отверстий в при
несоответствии их заменить корпуса сопел на запасные, пе допу-
ская их местной кустарной переделки (зачеканка или запайка
с пересверливапием). Одновременно проверить и при необходи-
мости исправить положение распределителя. Зазоры между крыш-
ками распределителя и стенками огневой камеры должны быть
по всему периметру равномерными.
Все перечисленные выше действия должны выполняться только
специалистом — слесарем-газовщиком, за исключением регули-
рования расхода воды и газа кранами и регуляторами, доступными
без разборки аппарата. Эти регулировки выполняют сами або-
ненты в соответствии с заводской инструкцией, прилагаемой
к паспорту аппарата.
ЕМКОСТНЫЕ ВОДОНАГРЕВАТЕЛИ
Особое место в ряду водонагревателей занимают емкостные
аппараты. Их применяют для отопления и горячего водоснабже-
ния в зданиях, не имеющих центрального отопления, в основном
в сельской местности и дачных
поселках. Промышленно выпу-
скаются в настоящее время аппа-
раты АГВ-80 и АГВ-120. Аппа-
рат АГВ-80 начал выпускаться
на ремонтно-механическом заво-
де Мосжилуправления и позд-
нее принят к производству
Ростовским ЗГА. Водонагрева-
тель АГВ-80 (рис. 62) предусма-
тривает создание запаса горя-
чей воды в объеме 80 л и мо-
жет обеспечить водяным отоп-
лением помещение площадью
до 60 м2. Водонагреватель снаб-
жен автоматикой регулирова-
ния и автоматикой безопасности
Рис. 62. Схема емкостного газового
водонагревателя АГВ-80.
1 — тягопрерыватель; 2 — муфта термо-
метра; з — стабилизатор; 4 — фильтр;
5 — магнитный клапан; б — терморегуля-
тор; 7 — газовый кран; 8 — запальник;
9 — термопара; 10 — смеситель; 11 — го-
релка; 12 — штуцер холодной воды; 13 —
бак; 14 — термоизоляция; 13 — кожух;
16 — выход горячей воды; 17 — предох-
ранительный клапан.
147
и состоит из оцинкованного сварного бака 75, заключенного в ко-
жух 75, топочного пространства с размещенной в нем горелкой 77,
стабилизатора 5, помещенного в жаровой трубе в середине бака,
тягопрерывателя и газоотводящего устройства 7 и узлов автома-
тики. Последние включают терморегулятор 5, магнитный газовый
клапан 5, запальник 5, термопару 5. В верхней части бака уста-
новлен предохранительный клапан 17.
Автоматика безопасности представлена электромагнитным кла-
паном 5 и термопарой типа ТХК (хромель-копель) 9. Якорь элек-
тромагнита жестко связан с системой клапанов, перекрывающих
доступ газа к основной горелке и запальнику. Терморегулятор 6
дилатометрического типа с инварным стержнем автоматически
регулирует температуру воды. Латунная трубка терморегулятора
вводится внутрь бака и, меняя за счет линейного расширения
длину, через закрепленный па резьбе инварный стержень воздей-
ствует на клапан, перекрывающий доступ газа к основной горелке.
Горелка чугунная, литая, кольцеобразная, с огневыми отвер-
стиями, расположенными по кольцу и радиальным трубкам
сверху. Пламя вертикальное.
С 1972 г. Ростовский ЗГА перешел на выпуск более простой
конструкции горелки — дисковой, штампованной из двух поло-
вин, с периферийным размещением прямоугольных огневых отвер-
стий и верхним пилотным пламенем, образующимся в полости
отбуртовки верхней части диска. С 1973 г. в аппарат вводится
дополнительный элемент автоматики — блокировка горения с тя-
гой (блок контроля тяги). При нарушении тяги биметаллическая
пластина, размещенная под тягопрерывателем, нагревается и, сжи-
маясь, открывает выход в атмосферу газа, поступающего на за-
пальник. Пламя запальника гаснет, термопара остывает, и маг-
нитный клапан перекрывает доступ газа на основную и запальную
горелку. Клапан-отсекатель связан с электромагнитным клапаном.
ЭКСПЛУАТАЦИЯ И РЕМОНТ
Правила монтажа, эксплуатационного надзора и ремонта
водонагревателей АГВ-80 изложены в «Инструкции по монтажу
и эксплуатации квартирной отопительной системы...», утвер-
жденной Главгазом МКХ РСФСР от 11 апреля 1958 г.
Основные правила эксплуатации АГВ-80 сводятся к следу-
ющему.
1. При пуске водонагревателя в работу необходимо: а) убе-
диться, что водонагреватель заполнен водой. Для этого открыть
любой из водоразборных кранов горячей воды. Если вода вытекает
под напором, то водонагреватель заполнен; б) открыть газовый
кран на газопроводе; в) открыть топочную дверцу и левой рукой
поднести зажженную спичку к запальнику; г) нажать кнопку
магнитного газового клапана до отказа и одновременно зажечь
запальник. Кнопку нужно держать нажатой 1 мин, не ослабляя
нажима на нее; д) по истечении 1 мин отпустить кнопку магнит-
148
ного газового клапана и медленно открыть крап газовой горелки.
Если горелка не загорится, а запальник погаснет, повторное
зажигание можно производить не ранее чем через 2 мин, и только
после вентиляции топки; е) немедленно после пуска водонагрева-
теля проверить наличие тяги в дымоходе. При нормальной тяге
пламя спички, поднесенной к колпаку тягопрерывателя, будет
втягиваться под колпак. Если отсутствует тяга и пламя выби-
вается из топки, пользоваться водонагревателем нельзя.
2. При нагреве воды до требуемой температуры автоматически
прекращается подача газа, и горелка гаснет. Когда температура
воды в нагревателе упадет (в результате отбора воды и пополнения
холодной водой или теплопотерь при отоплении), терморегулятор
возобновляет подачу газа в горелку и она загорается от пламени
запальника.
3. Для выключения водонагревателя необходимо закрыть газо-
вые краны на аппарате и газопроводе.
4. Па летнее время систему отопления заполняют водой, а перед
началом отопительного сезона тщательно промывают путем двух-
трехкратного заполнения и спуска воды.
Необходимо один раз в неделю проверять заполнение системы
отопления водой. Для проверки следует приоткрывать вентиль
на водопроводе перед АГВ-80 и следить за появлением воды из
сигнальной трубы. Как только вода покажется из сигнальной
трубы, вентиль надо плотно закрыть и держать его закрытым
до следующей проверки. При отсутствии сигнальной трубы от
бака-расширителя кран горячей воды должен быть открыт.
При работе АГВ-80 на горячее водоснабжение необходимо
крап разбора горячей воды держать всегда полностью открытым,
а водопроводный вентиль, питающий водонагреватель, закрывать,
как только бак будет наполнен и горячая вода начнет вытекать
из крана разбора. Для забора нагретой воды необходимо слегка
открыть водопроводный вентиль так, чтобы горячая вода вылилась
без напора. Когда забор горячей воды окончен, водопроводный
вентиль надо закрыть. Температура воды, выдаваемой аппаратом
для горячего водоснабжения, должна быть не более 70° С.
В табл. 15 перечислены основные пепсправпости, могущие
возникнуть в процессе эксплуатации.
Таблица j$
Возможные неисправности в водонагревателе АГВ-80,
их причины и способы устранения
Характер неисправности Причины Способы устранения
Пламя запальника гаснет Окисление припоя в местах контакта магнитного клапа- на с термопарой Отвернуть ключом накидную гайку магнитного клапана, зачистить наждачным полот- ном контактные шайбы и на- вернуть накидную гайку
119
Продолжение табл. 15
Характер
неисправности
Причины
Способы устранения
Загрязнение полюсов
сердечника п пло-
скостей якоря
Пламя запальника
коптит или не заго-
рается
Порвалась мембрана
предохранительно-
го клапана
Термопара не выраба-
тывает э. д. с., сго-
рел конец термо-
пары
Засорено отверстие
запальника
В баке создано гидра-
влическое давление
более 6 кгс/см2 пли
температура выше
100-105° С
Отвернуть четыре винта, спять
колпачок пусковой кнопки
и якорь, протереть замшей
пли мягким сукном плоско-
сти якоря и сердечника элек-
тромагнита без повреждения
полированной поверхности.
Собрать узел и установить
его па место
Заменить термопару
Вода не нагревается
до нужной темпе-
ратуры
Пламя горелки и за-
пальника гаснет
На конце термопары
отложилась сажа
Появление шума или
отрыва пламени от
газовой горелки
Пламя горелки коп-
тит
Нарушена настройка
терморегулятора
Сердечник не притя-
гивает якорь маг-
нитного клапана
Неполное сгорание
газовом смеси, не-
достаточное коли-
чество первичного
воздуха
Избыток первичного
воздуха
Недостаток первично-
го воздуха
Пластинкой толщиной 0,3 мм
прочистить прорезь запаль-
ника
Вывернуть корпус предохрани-
тельного клапана, заменить
мембрану и ввернуть корпус.
Предохранительная мембра-
на должна быть зажата меж-
ду двумя прокладками в кор-
пусе
Отвернуть стопорный винт, со-
единяющий ручку-указатель
со стержнем, и отвести ее
в крайнее положение, снова
закрепить ручку-укааатель
винтом и отвести в крайнее
верхнее положение. Если не
достигнута нужная темпера-
тура с одного поворота, не-
обходимо это повторить не-
сколько раз
Отвернуть ключом накидную
гайку магнитного клапана,
зачистить наждачным полот-
ном контактные шайбы и
навернуть накидную гайку
Острым предметом очистить са-
жу. проверить и прочистить
отверстие диаметром 6 мм
в стопке запальника. Пово-
ротом шибера на смесителе
уменьшить поступление воз-
духа
Поворотом шибера уменьшить
подачу воздуха
Поворотом шибера увеличить
подачу воздуха
15U
ОТОПИТЕЛЬНЫЕ АППАРАТЫ
В зарубежной бытовой газовой аппаратуре широко предста-
влены газовые отопители (камины) конвективного, излучатель-
ного или комбинированного действия. Отечественное газоприборо-
строепие имеет пока весьма ограниченное количество моделей
подобной аппаратуры: газовый камин «Амра» Сухумского ЗГА,
Рис. 63. Газовый камни ♦Амра».
отопительно-варочный аппарат «Бухара» Ферганского ЗГА (оба
аппарата используют в основном эффект инфракрасного излуче-
ния), отопитель 2203 ПО Ростовского ЗГА. Проходят эксплуата-
ционную проверку конвективные отопители типа «Гамат» произ-
водства ГДР.
Газовый камин «Амра» (рис. 63) представляет собой горелку
инфракрасного излучения типа ГИИВ-1, вмонтированную в корпус,
штампованный из стального листа. Управление осуществляется
151
газовым крапом, размещенным на боковой панели. Камин
снабжен автоматическим устройством — магнитным клапаном,
обеспечивающим отключение газа при отсутствии пламени. Пер-
вичный воздух к горелке поступает через отверстие в дне корпуса.
Продукты сгорания через коллектор и патрубок в верхней части
камина выводятся в дымоход. Плотность излучения находится
в пределах не ниже 0,25 ккал/(см2• мин) на расстоянии 1,5 м
от горелки. Работает он на сжиженном газе от баллона емкостью
27 л.
Рис. 64. Отопительный аппарат 2203 ПО.
Отопительно-варочный аппарат «Бухара» состоит из корпуса
на металлических ножках. Условно аппарат можно разделить
на две части: отопительную и варочную. Отопительная часть
включает в себя газовый инфракрасный излучатель ВИГ-1, два
отражателя, зонт для улавливания продуктов сгорания газа
и теплообменник с патрубком для подключения к дымоходу.
Варочная часть состоит из стола с двумя чугунными решетками
и двух варочных горелок вертикального типа.
Отопительная часть аппарата снабжена автоматикой безопас-
ности, состоящей из электромагнитного клапана МК2-12-00 и тер-
мопары, предусматривающей отключение отопительной горелки
при снижении давления газа и при прекращении его подачи.
Рукоятки кранов управления горелками расположены па лицевом
щитке стола. Инфракрасный излучатель ВИГ-1 размещен в нише
корпуса, на задней его стенке. Передняя и боковые стенки аппа-
рата закрыты декоративными решетками. Теплообменник состоит
из двух последовательно соединенных между собой штампованных
152
сварных секций плоской коробчатой конструкции. Теплообмен-
ник придан для использования тепла отходящих газов и конвек-
тивной передачи его помещению.
Отопительный аппарат 2203 ПО (рис. 64) предназначен для
местного водяного отопления помещений площадью до 75 м1.
Аппарат выполнен в виде прямоугольной тумбы, с эмалированной
облицовкой. В нем установлены секционный теплообменник из
пяти штампованных секций и газовая горелка с тепловой нагруз-
кой 10 000 ккал/ч. Аппарат снабжен автоматикой, включающей
электромагнитный клапан с термопарой, терморегулятором-дила-
тометром и датчиком тяги, аналогичным описанным выше для
АГВ-80.
Отопитель «Гамат» фирмы «Унион» (ГДР) представляет собой
декоративно отделанный решетчатой облицовкой камин, наполь-
ный или настенный, конвективно обогревающий помещение.
Тепловая нагрузка трубчатой инжекционной горелки 4000 ккал/ч.
Горелка заключена в герметический штампованный кожух, нагре-
ваемые стенки которого передают тепло отапливаемому помеще-
нию. Отходящие газы выводятся трубой во внешнюю атмосферу.
Отсюда же осуществляется через внутренний патрубок забор
свежего воздуха. Аппарат имеет автоматическую блокировку
пламени запальника и терморегулятор с датчиком температуры
помещения, обеспечивающий постоянно заданную его темпера-
туру. Камин работает как па природном, так и на сжиженном газе.
В первом случае ему придается специальный регулятор давления
газа.
ГЛАВА V
БАЛЛОНЫ ДЛЯ БЫТОВОГО ГАЗОСНАБЖЕНИЯ,
ЗАПОРНАЯ И РЕГУЛИРУЮЩАЯ АРМАТУРА К НИМ
Использование сжиженных газов для бытового газоснабжения,
получающее все большее распространение в нашей стране, осо-
бенно в сельских районах и районах, удаленных от магистральных
газопроводов, предусматривает эксплуатацию большого количе-
ства относительно малых емкостей для хранения, транспортировки
и расходования газа — газовых баллонов. Примерно в равных
с баллонами количествах используется при этом и специальная
запорная и регулирующая арматура — запорные вентили, за-
порно-редуцирующие клапаны и регуляторы давления. Эксплуата-
ция и ремонт этого оборудования представляют определенные
трудности, вызываемые в основном многообразием типоразмеров
п конструкций как баллонов, так и арматуры.
В настоящее время в СССР выпускаются и эксплуатируются
газовые баллоны девяти типоразмеров, запорные вентили — трех,
клапаны — двух, регуляторы давления — шести моделей. Кроме
того, арматура одной и той же модели или типоразмера, изгото-
вляемая разными предприятиями, имеет еще и свои особенности,
привнесенные предприятием-изготовителем. Все это затрудняет
организацию системы эксплуатации, вызывает трудности па всех
этапах цепи газоснабжения от кустовой базы до потребителя
и увеличивает эксплуатационные затраты на газификацию быта.
С 1972 г. выпуск баллонов регламентируется ГОСТ 15860—70,
а арматура подчинена специальным техническим условиям:
для угловых вентилей — ТУ 51-383—70, для клапанов —
ТУ 51-385—70, для регуляторов типа РДГ — ТУ 51-386—70,
для регуляторов типа «Балтика» — ТУ 51-384—70. Эти норма-
тивные документы обеспечивают определенное единообразие пара-
метров вновь выпускаемых баллонов и арматуры и ограничивают
их размерные различия.
В эксплуатации, однако, еще длительное время сохраняются
и баллоны и арматура, выпускавшиеся по технической документа-
ции заводов-изготовителей. Ниже приведены описания и характе-
ристики используемых в настоящее время конструкций и их
эксплуатационные особенности, а также сведения о вновь раз-
работанных и начавших выпускаться образцах.
L54
ГАЗОВЫЕ БАЛЛОНЫ
Газовые баллоны являются переносными сосудами, предназна-
ченными для хранения, транспортировки и расходования сжижен-
ных газов, и оборотной тарой в заключительном звене цепи
газоснабжения кустовая база — пункт обмена баллонов —
потребитель. К баллонам относят сосуды емкостью до 100 л
(практически до 80 л). Баллоны рассчитаны на рабочее давление
до 16 кгс/см2. Размеры газовых баллонов зависят от их назначе-
ния. Баллоны малой емкости (1—2,5 л) используют в основном
как встроенные элементы портативных газовых приборов —
туристских газовых плит. Баллоны средней емкости (5—12 л)
предназначены для снабжения в основном сезонных потребителей
через торговую сеть, ими снабжают настольную аппаратуру:
газовые таганы, специальные осветительные устройства, газовые
примусы и т. д. Наиболее широко распространены баллоны ем-
костью 27 и 50 (55) л, являющиеся основной базой стационарных
газобаллонных установок для газификации квартир в сельской
местности, в городах и поселках городского типа. В относительно
небольших количествах для этих же целей используют ранее
выпускавшиеся баллоны емкостью 40 и 80 л. Баллоны емкостью
27 л и выше используют и в автомобильном транспорте, а также
для передвижных и стационарных установок с использованием
горелок инфракрасного излучения.
Баллоны для пропан-бутана в СССР изготавливали по техни-
ческим условиям Мосгазпроекта. В настоящее время действует
ГОСТ 15860—70. В соответствии с ним все баллоны наиболее
распространенных типоразмеров емкостью от 27 до 80 л должны
состоять (рис. 65) стальной сварной обечайки 5, днищ 2 и 5,
горловины 6’, опорного башмака 1 и воротника 7 или колпака 9.
Баллоны малой емкости 2,5—5 л следует изготовлять из двух
цельпоштампованных днищ, соединенных кольцевым электро-
сварным швом. Цилиндрической обечайки эти баллоны не имеют.
В табл. 16 приведены основные размеры баллонов по ГОСТ
15860—70. Эти размеры не противоречат ранее принятым для
баллонов, изготовлявшихся по техническим условиям Мосгаз-
нроекта, и согласуются с основными размерами баллонов, при-
нятыми в зарубежной практике.
В настоящее время заводы массового производства выпускают
баллоны емкостью 5, 27 и 50 л. Баллоны емкостью 12 и 80 л,
выпущенные в относительно малых количествах, в настоящее
время не изготовляют. Нестандартные баллоны емкостью 1—2,5 л
выпускают как часть комплекта туристских плит.
В соответствии с условиями работы баллона (давление
до 16 кгс/см2) к стали, из которой их изготовляют, предъявляются
определенные требования. ГОСТ предусматривает изготовление
обечаек баллонов из листовой мартеновской стали (напрпмер,
ВСтЗ ГОСТ 380—71 или БСтЗ) толщиной 3 мм. Изготовляемые
155
из этой же стали штампованные донышки проходят еще
и термообработку — отжиг — для снятия штамповочных напря-
жений. Предъявляются определенные требования к состоянию
поверхности листовой стали и регламентируется допуск по тол-
щине (ГОСТ 3680—57). Сварные соединения элементов баллонов
выполняют дуговой электросваркой по «Правилам устройства
и безопасной эксплуатации сосудов, работающих под давлением»
(утверждены Госгортехнадзором СССР 17 декабря 1956 г.).
Рис. 65. Баллоны для сжиженных газов (ГОСТ 15860—70) емкостью 2,5—
5 (а), 12-27 (б) и 50-80 л (в).
1 — башмак; 2 — днище нижнее; 3 — обечайка; 4 — подкладное кольцо; 5 — днище
верхнее; 6 — горловина; 7 — воротник; в — паспортная таблица; 9 — колпак.
Сварные соединения баллонов с точки зрения прочности и герме-
тичности — наиболее ответственные элементы технологического
процесса изготовления баллонов.
В последнее время на всех отечественных заводах, изготовля-
ющих баллоны для сжиженных газов, принята автоматическая
дуговая сварка под слоем флюса с применением подкладных
пластин и колец, зачастую выполняемая на агрегатах одновремен-
ной сварки нескольких швов. Плотность сварных швов (отсутствие
внутренних дефектов — пор, раковин, шлаковых включений)
и прочность их в процессе производства многократно проверяют
рентгеноскопическим анализом отдельных участков шва, гидра-
влическим испытанием готового баллона при давлении 25 кгс/см2
и пневматическим испытанием при давлении 16 кгс/см2. Эти испы-
тания проводят на производственном потоке для 100% баллонов.
156
Таблица 16
Основные характеристики баллонов
Емкость баллона, л , Масса сжиженного газа, кг, не более Основные размеры, мм Масса баллона, кг
D * D. О, D* н W,
2,5 1,0 200 — 225 136 2,8
5,0 2,0 222 2 200 155 160 285 197 4,0
12,0 5,0 — — — — 470 384 6,0
27,0 ‘ 11,4 — — 270 222 230 575 474 14,5
50,0 21,2 299 3 — — — 960 830 22,0
80,0 34,0 — — 299 — — 14 001 275 31,5
Примечание. Масса
колпака и защитных колец.
баллона указана без запорного устройства,
Кроме того, выборочно проводят проверку баллонов па разруше-
ние. При этом разрыв баллона при давлениях ниже 48 кгс/см2
считается браковочным признаком.
В зарубежной практике производства баллонов с целью умень-
шения длины сварных соединений и повышения прочности баллона
в целом широко применяется способ глубокой вытяжки днищ
с одним кольцевым сварным швом для всех баллонов емкостью
до 80 л. В отечественном производстве такой способ еще не при-
меняют и все баллоны емкостью 27—80 л имеют два кольцевых
шва и один продольный на обечайке.
Подчинена определенным условиям и менее ответственная
сварка на баллоне — приварка опорного башмака и воротника.
При этом необходимо обеспечить соосность башмака и обечайки
в пределах, заданных ГОСТ (допускается перекос башмака и во-
ротника относительно оси баллона не более 3°). Соосность эле-
ментов баллона имеет большое значение для складирования
(особенно многоярусного) и для автоматизации налива баллонов
газом.
Для предохранения от коррозии баллопы с наружной стороны
покрывают слоем грунта и слоем краски отличительного красного
цвета. Кроме того, трафаретом наносят надпись «Пропан». Защита
от коррозии, главного разрушающего фактора в процессе службы
баллона, имеет большое значение. В связи с этим необходимо
тщательно просушивать внутреннюю полость баллона после
каждых гидравлических испытаний и периодически очищать,
а также перекрашивать наружную поверхность. Чрезвычайно
важными показателями каждого баллона являются его факти-
ческая масса и фактическая емкость, поскольку по ним контро-
лируют наполнение баллона газом. В связи с этим каждый баллон
при выпуске его с завода (и при очередной ревизии) должен быть
снабжен табличкой (или трафаретом) с указанием массы и емкости.
157
Массу указывают фактическую, без запорного устройства, колпака
и защитных колец, ввиду нестандартности этих элементов но
массе.
ЭКСПЛУАТАЦИЯ II РЕМОНТ
Наполнение (налив) баллонов сжиженным газом осуще-
ствляется на газораспределительных станциях (ГРС), кустовых
базах или на промежуточных газонаполнительных станциях
(ГНС). При наливе газа контролируют степень заполнения балло-
нов и фиксируют количество отпускаемого газа. Заполняют бал-
лоны на специальных стендах. При этом оператор проверяет
массу налитого газа, что очень важно, поскольку емкость должна
быть заполнена не более чем на 85% своего геометрического объ-
ема. Массовое количество газа, соответствующее 85% объема
баллона любой емкости, определяют по плотности наливаемого
газа. При взвешивании учитывают исходную массу баллона
(по фактическому весу, указанному на баллоне, или контроль-
ному взвешиванию) с поправкой на массу установленного вентиля
или клапана. Суммарную массу определяют с точностью до 100 г.
При наполнении контролируют герметичность баллона и арма-
туры путем обмыливания, и ответственность за утечки газа несет
организация, ведающая наливом. Па крупных кустовых базах
применяют и автоматизированное наполнение баллонов на много-
местных стендах с контролем количества наливаемого газа по
массе или объему. Наполненные баллоны транспортируют по-
требителю в основном автотранспортом в специально оборудован-
ных машинах. Баллоны емкостью 50 л и выше сопровождает
слесарь-газовщик, отключающий использованные и подключа-
ющий наполненные баллоны у абонентов. Замену баллонов ем-
костью 27 л и менее выполняет сам абонент путем снятия и уста-
новки головки регулятора давления РДСГ. На месте использова-
ния баллоны размещают по «Правилам безопасности в газовом
хозяйстве» Госгортехнадзора. Технический надзор за эксплуата-
цией газобаллонных установок осуществляют работники местных
эксплуатационных служб газового хозяйства.
Баллоны ремонтируют централпзованно в специальных ма-
стерских при газонаполнительных отделениях ГРС или кустовых
баз сжиженного газа. Масштабы таких ремонтов уже сейчас
достаточно велики, если учесть, что в эксплуатации находится
почти 8 млн. баллонов емкостью 50 и 27 л и значительное коли-
чество баллонов малой емкости.
Правила Госгортехнадзора обязывают проводить полное тех-
ническое переосвидетельствование баллона каждые 5 лет. Пере-
окраска баллонов практически необходима через 2—3 года. Теку-
щий ремонт баллонов — рихтовка и подварка воротников и баш-
маков, проверка и очистка резьб и другие операции — необходим
еще чаще и охватывает ежегодно 5—8% эксплуатируемых бал-
лонов. Все это вместе взятое составляет весьма значительный
158
объем ежегодных ремонтных работ и требует соответственной их
организации. Техническое освидетельствование баллона вклю-
чает слив остатков жидкой фазы, снятие арматуры, пропарку
внутренней полости, внешнюю и внутреннюю очистку баллонов,
их окраску, ввертывание вентиля, полный цикл гидравлических
и пневматических испытаний с просушкой и сборку. Одновременно
выполняется и необходимый ремонт, включающий слесарные
и сварочные работы.
В широкой практике работы ГРС и кустовых баз большинство
этих операций выполнялось со значительным применением руч-
ного труда, с частичным использованием средств малой механиза-
ции, без специального оборудования и требовало довольно боль-
ших трудовых затрат прп недостаточно высоком качестве ремонта.
Такая организация ремонта баллонов уже не может удовлетворять
нынешние потребности. На крупных кустовых базах создаются
ремонтные мастерские полупромышленного типа, использующие
специальное оборудование. Опыт некоторых кустовых баз пока-
зывает, что производительность таких мастерских-заводов должна
обеспечивать полный цикл освидетельствования и ремонта не
менее чем 150 тыс. баллонов в год. В этом случае имеется в виду
создание централизованных ремонтных заводов, обслуживающих
несколько кустовых баз. Такие ремонтные предприятия должны
оснащаться механизированными и автоматическими линиями
п транспортными конвейерами. Технологические схемы органи-
зации высокомеханизированного освидетельствования и ремонта
разработаны и практически опробованы, в частности, для 27-ли-
тровых баллонов. Опыт показывает, что себестоимость полного
цикла ревизии и ремонта не превысит 2 руб. на баллон прп произ-
водительности одного рабочего в пределах до 3500 баллонов в год.
ЗАПОРНАЯ И РЕГУЛИРУЮЩАЯ АРМАТУ РА
Неотъемлемой частью находящегося в эксплуатации газового
баллона является запорная и регулирующая арматура. Запорные
устройства, обеспечивающие закрытие и открытие баллона прп
наливе и расходовании газа, обычно используют в сочетании
с устройством, регулирующим давление газа перед прибором.
Снижение избыточного давления (редуцирование) должно обеспе-
чиваться в диапазоне от предельного рабочего давления в баллоне
(16 кгс/см2) до заданного номинального давления перед прибором
(0,03 кгс/см2) со строго ограниченными отклонениями. Подача газа
к прибору под определенным давлением обусловливает тепловую
нагрузку последнего и нормальные эксплуатационные условия
работы. Поэтому от регулирующей арматуры (регуляторов давле-
ния) требуется помимо обеспечения герметичности баллонной
установки еще и надежное редуцирование давления, обеспечива-
ющее его заданную конечную величину.
159
Таблица 1
Модели и типоразмеры баллонной арматуры,
имеющейся в эксплуатации газовых хозяйств
Группа арматуры Модель ИЛЛ типоразмер Изготовитель Заводской индекс
Вентиль бал- лонный запор- ный, угловой, мембранный ВБ-1 Г родненское учебно-производ- ственное предприятие Гомельское учебно-производ- ственное предприятие Швенченеляйский чугунолитей- ный Жда новс кп й ме х а и ическ и й Подъемно-транспортного обору- дования (Комсомольск-на- Амуре) Ленинградский литейно-штампо- вочный М-351 » ВБ-1 » 18-00
ВБ-2 Дружковскпй ЗГА Львовский ЗГА Самаркандский механический № 1 Кокандскпп ЗГА Дрогобычский ЗГА Керченский металлургический им. Войкова Резекнеский, доильных устано- вок Новогрудский ЗГА Дубоссарский механический (ВБ-9402) » ВБ-2 ВБ-50-9401 ВБ-2 602-00 ВБ-9401 ВБК-29
Самозапорный клапан КБ-1 Тартуский приборостроитель- ный Львовский механический Ростовский ЗГА Новогрудский ЗГА «Респиратор» (Орехово-Зуево) Гомельское предприятие обще- ства глухонемых Арсеньевский арматурный Новогрудский ЗГА КБ-1 КБ-3 КБ-1 » » » КБ-3
Регулятор давления РДГ-6 Дрогобычский ЗГА Кибартайскпй, торгового обору- дования Гомельское учебно-производ- ственное предприятие Рижский опытный Гидрометпри- бор Алма-Атинский завод низко- вольтной аппаратуры Симферопольская фабрика кул ьтбыттова ров Новогрудский ЗГА РДГ-бм » » » В-81-81 РДГ-6 •
160
Продолжение табл. 17
Группа арматуры Модель пли типоразмер Изготовитель Заводской индекс
Регулятор давления РДГ-7 РДГ-7А Львовский ЗГА Дубоссарский механический Ровенский, высоковольтной ап- паратуры РДГ-7 РДГ-7А РДГ-7
РДГ-8 Токмакский дпзелестроитель- ный им. Кирова Газоаппарат (Саратов) РДГ-8 »
РДК-00 Кулебякский инструментальный Ташкентский ЗГА РДК-00 »
РГБ-1 Киевский ремонтно-механпче- * ский РГБ-1
РДСГ «Балтика» Тартуский приборостроитель- ный Повогрудский ЗГА Ростовский ЗГА Гродненское предприятие газо- запорной арматуры » » » »
Запорная арматура (вентили), не осуществляя функций реду-
цирования, должна обеспечивать передачу газа из баллона к при-
бору (регулятору давления) без каких-либо потерь газа в окру-
жающую среду, т. е. быть герметичной.
Существует разновидность запорной баллонной арматуры —
запорно-редуцирующая. К этой группе принадлежат самозапор-
ные клапаны КБ-1 и КБ-3. Назначение клапанов, кроме запорных
функций, еще и первая ступень редуцирования (до 0,8—
1,2 кгс/см2). Самозапорные клапаны используют в сочетании
с регулятором давления типа РДСГ. Существуют также и запорно-
редуцирующие вентили (крапы) игольчатого типа, используемые
в комплекте некоторых моделей туристских плиток. Они не обес-
печивают требуемой степени редуцирования и в связи с этим
в настоящее время сняты с производства и заменены системой КБ-1
«Балтика». Па туристских плитках Ленинградского листопрокат-
но-штамповочного завода такая замена выполнена в 1968 г.,
на плитках «Львов-25» Львовского ЗГА — в 1969 г.
Выпускаемая в СССР баллонная арматура может быть сведена
в три группы (табл. 17).
Помимо отличий в конструкциях, размерах и используемом
материале, присущих даже одной модели в зависимости от завода-
изготовителя. эта арматура имеет еще и разные технические
161
характеристики. Такие различия сказываются и на применимости
данной модели, и на удобствах ее использования. В табл. 18
приведены технические характеристики баллонной арматуры.
Таблица 18
Параметры основных моделей запорной и регулирующей
баллонной арматуры
Модель Пропускная способность (для техни- ческого пропана) Интервал изменений выходного давления, мм вод. ст. Габаритные размеры. мм Средняя масса, кг
Вентиль ВБ-1 Вентиль ВБ-2 Клапан КБ-1 Регулятор РДГ-6 . . . Регулятор РДГ-7 . . . Регулятор РДГ-8 . . . Регулятор РДК-00 . . Регулятор РДСГ «Бал- тика» 590 кг/ч 545 кг/ч 102 кг/ч 0,9 м3/ч 0,9 м3/ч 1,5 м3/ч 1,5 м3/ч 1,0 м3/ч 150-400 200-350 200—360 160-500 270-300 140 X 62 X 60 98 X 70 X 60 86 X 42 X 36 150 X 95 X 65 • 148 X 94 X 65 170 X 98 X 60 225 X 205 X 115 100 X 92 X 82 0,675 0,460 0,380 0,680 0,500 0,750 0,320
* Максимальные размеры.
Вентили угловые. Баллонный вентиль ВБ-1 (рис. 66) при-
надлежит к типу так называемых угловых мембранных запорных
вентилей, используемых для установки на баллонах емкостью 50 л
и выше. Рассчитан па рабочее давление 16 кгс/см2. Имеет относи-
тельно большую массу (620—770 г). Состоит из корпуса, прижим-
ной гайки, шпинделя с маховичком, клапана и уплотняющей
мембраны. Корпус 1 вентиля изготовляют из стальной поковки
или штамповки. Он имеет две присоединительные резьбы. Конус-
ная резьба в нижней части корпуса обеспечивает крепление вен-
тиля в горловине баллона. Резьба на боковом приливе (цилиндри-
ческая левая) служит для присоединения регулятора давления
газа или патрубка к нему и используется также для крепления
наполнительного устройства. При транспортировании и хранении
баллона па эту резьбу навинчивают заглушку 10 с прокладкой 11,
предохраняющую резьбу от повреждений и служащую средством
дополнительной герметизации баллона. Во внутренней полости
корпуса размещен основной рабочий орган вентиля — клапан 2.
Возвратно-поступательное движение клапана осуществляется
резьбовым шпинделем 6 с маховичком 3. Маховичок крепится
на квадрате шпинделя гайкой 4 с шайбой 5. Шпиндель вверты-
вается в прижимную гайку 7, расположенную в верхней части
корпуса. При вращении маховичка по часовой стрелке шпиндель
прижимает клапан с укрепленной в нижней его части вставкой 12
из эбонита к седлу, и проход газу закрыт. При обратном вращении
162
маховичка шпиндель поднимается, клапан 2 отжимается пружи-
ной Р, и газ поступает из баллона. Герметизация резьбовых соеди-
нений шпинделя и прижимной гайки при открытом клапане дости-
гается при помощи мембраны 8 и уплотняющих кольцевых про-
кладок. Мембрана и прокладки зажимаются между корпусом
и прижимной гайкой, полностью перекрывая внутреннюю полость
корпуса. Мембраны изготов-
Рис. 66. Вентиль баллонный
ВБ-1.
Рпс. 67. Вентиль баллонный
Б В-0000.
/ — корпус; г — клапан; 3—прижим-
ная гайка; 4 — шпиндель; 5 — махо-
вичок; б — гайка; 7 — шайба; 8 —
головка шпинделя; 9 — мембрана;
10 — пружина; // — заглушка; /«—про-
кладка.
или нержавеющей стали.
Шпиндель при открытии и
закрытии вентиля движется
в пределе упругих деформа-
ций мембраны. Выветривание
шпинделя ограничено головкой
в нижней его части с упором в буртик прижимной гайки. Все
детали вентиля БВ-1, кроме мембраны и прокладок, изготовляют
из стали без какой-либо антикоррозионной защиты.
Вентиль БВ-0000 (рис. 67) аналогичен по своему устройству
и принципу действия вентилю ВБ-1. Масса 800 г, размер под
ключ 32 мм. Снабжен штампованным маховичком и прижимной
гайкой с внутренней резьбой.
Вентиль ВБ-1-18-00 изготовляет Ленинградский литейно-штам-
повочный завод. Принципиально аналогичен другим вентилям
модели ВБ-1. В отличие от них он имеет прижимную гайку с вну-
тренней резьбой, навертываемую на корпус. Снабжен пластмассовым
163
маховичком. Уплотняющая мембрана однослойная, из стали, без
прокладки. Масса вентиля 620 г. Размер под ключ 33 мм.
Вентиль баллонный типа ВБ-2 (рис. 68) имеет то же назначе-
ние, что и вентиль ВБ-1, и также рассчитан на рабочее давление
до 16 кгс/см2. Является модификацией вентиля ВБ-1 и отличается
от прототипа меньшими размерами по высоте (98 мм) и меныпей
массой (435—490 г). Вентиль ВБ-2 имеет корпус 8, изготовленный
Рис. 68. Вентиль баллонный ВБ-2.
I, 3 — прокладки; г—заглушка; 4 —при-
жимная гайка; <5 — шпиндель; б — ма-
ховичок; 7 — разрезная шайба; s —кор-
пус; 9 — мембрана с прокладкой; 10 —
головка шпинделя (шарик); 11 —пружина;
12 — клапан; 13 — эбонитовое кольцо.
Рис. 69. Вентиль баллонный
ВУЦЖ6-16.
1 — корпус; 2 — уплотнитель эолотника|
J — гайка; 4 — мембрана; 5 — ограничи-
тельная шайба; б — маховичок; 7—шпин-
дель; 9 — прижимная гайка; 9—золотник;
10 — заглушка; 11 — прокладка.
из стальной поковки (Ст. 35), с двумя присоединительными шту-
церами — внизу и сбоку. Закрытие и открытие вентиля осуще-
ствляется шпинделем 5 с закрепленным в верхней его части махо-
вичком 6. На нижнем конце шпинделя крепится шарик 10, пере-
дающий усилие через мембрану 9 па головку клапана 12. В отличие
от вентиля ВБ-1 герметизация в закрытом состоянии достигается
прижатием конусного торца клапана 12 к специальному эбони-
товому кольцу 13, укрепленному в нижней части полости корпуса.
Уплотняющая мембрана 9, герметизирующая внутреннюю полость
клапана при открытом вентиле, штампуется из листовой фосфо-
ристой бронзы (ОФ-6) и вместе с прокладкой зажимается между
корпусом и прижимной гайкой 4. Над мембраной, под шариком
шпинделя, размещен предохранитель мембраны, штампуемый
из листовой стали с последующей закалкой. Вывертыванию шпин-
164
деля препятствует разрезная шайба 7 (кольцо из пружинной
проволоки), размещенная в выточке шпинделя.
Вентиль баллонный бессальниковый В У Ц/К6-16 (рис. 69)
является запорным устройством, устанавливается на баллонах
емкостью 50—80 л. Рассчитан на рабочее давление 16 кгс/см2.
Корпус вентиля 7 стальной горячештампованный, соединяется
с гайкой 8, имеющей резьбу под шпиндель 7. Маховичок 6 кре-
пится на квадратном выступе шпинделя при помощи гайки с шай
бой. Второй конец шпинделя имеет
гнездо для головки золотника 9.
С золотником с помощью шайбы 5
и гайки 3 соединена мембрана 4, вы-
полненная из масло-бепзостойкой рези-
ны. Назначение мембраны — обеспе-
чить высоту хода клапана (золотника)
и герметичность от проникновения
газа через резьбу шпинделя при от-
крытом вентиле. Ограничительная
шайба 5 предохраняет резиновую мемб-
рану от истирания, обеспечивая посту-
пательное движение золотппка вместе
с мембраной при вращении шпинделя.
Уплотнитель золотника 2 выполнен из
масло-бепзостойкой резины, что обеспе-
чивает плотность закрытия вентиля
при относительно малых усилиях.
Запорно-редуцирующий клапан КБ~1
(рис. 70) является более совершенным
запорпым устройством, чем все виды
угловых баллонных вентилей. На кор-
пусе 1 — штуцере, имеющем в нижней
части стандартную присоединительную Рис. 70. Запорно-педуци-
коническую резьбу и в верхней части рующий клапан КБ-1,
шестигранник под ключ 36 мм, крепится
на резьбе головка 4, являющаяся основной рабочей частью клапана.
Опа имеет седло клапана, через отверстие которого проходит
шпиндель 6, снабженный клапаном 3 с уплотнителем из резины.
Верхняя часть штока шпинделя служит для автоматического
открытия клапана прп насадке регулятора давления. Возврат
шпинделя и перекрытие прохода газа достигаются усилием пру-
жины 2, опирающейся па фигурную штампованную чашку 5.
Чашку крепят пазами на выступах во внутренней полости головки.
На внешней стороне головки укрепляют уплотняющее кольцо
из резины и протачивают канавку под шариковый замок регуля-
тора давлеппя.
Преимуществом клапана КБ-1 является самозапорность —
автоматическое перекрытие выхода газа при снятии регулятора
давления или после наполнения. Кроме того, самозапорный
165
клапан КБ-1 при работе в комплекте с регулятором давления осуще-
ствляет еще и первую ступень редуцирования, снижая давление
паровой фазы до 0,8—1,2 кгс/см2. Все основные детали клапана
КБ-1 выполняют из цветных металлов.
В настоящее время этот клапан широко используют как един-
ственное запорное устройство для баллонов емкостью 27 л, а также
портативных баллонов 5 и 12 л. Клапан может быть использован
для баллонов емкостью 50 л и выше, обычно снабжаемых угло-
выми вентилями. Недостаток клапана КБ-1 — малая величина
условного прохода, лимитирующая скорость наполнения баллона.
Норма времени на наполнение почти в 3 раза больше, чем для
баллонов с угловым вентилем. Преимуществом клапана КБ-1
является возможность автоматизации операций налива и слива
баллонов, поскольку конструкция рампы упрощена и не требуется
ручное открытие и закрытие. Присоединять регулятор давления
к клапану КБ-1 может сам потребитель без участия слесаря-
газовщика (на головке клапана имеется специальный паз для
шарикового замка).
Регуляторы давления газа. Баллонные регуляторы относятся
к группе регуляторов прямого действия типа «после себя», обеспе-
чивающих выходное давление за счет энергии самого газа. Ста-
бильных регуляторов, строго обеспечивающих заданное выходное
давление при любом входном давлении и переменном расходе,
практически не существует. При изменениях давления в баллоне
в пределах от 16,0 до 0,7 кгс/см2 имеющиеся регуляторы спо-
собны обеспечивать выходное давление в диапазоне от 360 до
200 мм вод. ст. Регулирование обеспечивается за счет давления
самого расходуемого газа в подмембранной полости и перемещения
клапана, связанного шарнирно с мембраной (диафрагмой). Регу-
ляторы давления, применяемые совместно с угловыми вентилями,
имеют одну ступень редуцирования, а регуляторы типа РДСГ
в паре с клапаном типа КБ — две ступени.
Регулятор РДГ-6 (рис. 71) является одной из первых по вре-
мени выпуска моделей отечественных регуляторов и наиболее
распространен в эксплуатации. Он предназначен для регулирова-
ния давлений паров сжиженного газа со снижением исходного
давления в баллоне (максимально — 16 кгс/см2) до требуемого
давления перед прибором (150—400 мм вод. ст.). Среднее выходное
давление (при входном давлении 4 кгс/см2) — 200 мм вод. ст.
Регулятор предназначен для обеспечения работы бытовых газовых
приборов. Крепят его непосредственно на вентиле баллона. Газ
от регулятора к прибору поступает по гибкому шлангу, укреплен-
ному на выходном штуцере регулятора. Производительность регу-
лятора — 0,7 м3/ч.
В литом (или штампованном) корпусе 12 регулятора укреплены
на резьбе два штуцера — входной /, имеющий накидную гайку 5,
•удерживаемую буртиком, и выходной штуцер 14 под резиновый
шланг. Оба штуцера снабжены кольцевыми прокладками 7 и 13.
166
Клапан 9 регулятора рычагом 10, входящим в шток 11, соединен
с диафрагмой 6, па которую сверху давит пружина 2, регулиру-
емая резьбовой пробкой 3, закрытой защитным колпачком 4.
Резьбовая пробка ввертывается в крышку 5, которая па винтах
крепится к корпусу. Собственно клапан представляет собой рези-
новую цилиндрическую пробку, впрессованную в торцевую часть
рычага 10, седлом клапана является внутренний конец выходного
штуцера 7. Степень закрытия клапана зависит от положе-
ния мембраны (диафрагмы), шарнирно связанной с рычагом.
Рис. 71. Регулятор давления РДГ-6.
Положение мембраны изменяется соответственно давлению газа
в подмембранной полости. Сброс избыточного давления в конструк-
ции регулятора РДГ-6 не предусмотрен.
Регулятор РДГ-7 принципиально повторяет конструкцию
РДГ-6. Корпус и крышка этого регулятора отливаются из алюми-
ниевого сплава. В связи с этим регулятор имеет значительно
меньшую массу (320 г) и лучший товарный вид. Выпускается
РДГ-7 Львовским ЗГА.
Регулятор давления РДК-00 (рис. 72) предназначен для регу-
лирования паровой фазы сжиженного газа в двухбаллонных
шкафных установках вне помещения и рассчитан на рабочее
давление до 16 кгс/см2. Регулятор РДК-00 также относится к регу-
ляторам прямого действия, которые поддерживают постоянство
конечного давления энергией самого газа, используя давление его
на мембрану для перемещения клапана. Регулятор поддерживает
заданное конечное давление в пределах 200—350 мм вод. ст. при
давлении па входе 0,7—16 кгс/см2.
Газ из баллона поступает через фильтр 10 под клапан 9 с уплот-
нением из бензо-масло-морозостойкой резины. Рычажный меха-
низм 8 мембраны 2 шарнирно соединен с клапаном. Мембрана
167
сверху уравновешивается регулировочной пружиной 4, а снизу
давлением газа, поступающего под мембрану. Поступательное
движение мембраны заставляет через рычажный механизм пере-
мещаться клапан, тем самым изменяя величину зазора между
клапаном и его седлом, что в конечном счете позволяет редуциро-
вать давление газа. Чем больше пружина поджата регулировочной
гайкой б, тем больше конечное давление. Для сброса излишков
конечного давления газа в узел мембраны вмонтирован сбросной
предохранительный клапан 7 с пружиной 3. Регулятор РДК-00
снабжен обвязкой для подсоединения одновременно к двум бал-
лонам. Корпус регулятора литой, состоит из двух половин.
Верхняя половина 7 закрывается крышкой 5, которую крепят
винтом, имеющим гнездо для установки пломбы. '
Регулятор давления типа РГБ-1 (рис. 73) предназначен для
регулирования давления паров сжиженного газа в газобаллонных
установках бытового типа. Рассчитан на входное давление 0,5—
16 кгс/см2. Обеспечивает выходное давление 300 ±30 мм вод. ст.
Через штуцер 4 газ высокого давления подается в пространство
168
между диафрагмой 8 и корпусом 6. Пружиной 10 регулятор на-
страивают на выходное давление, равное 300 мм вод. ст. Пружину
сжимают, вращая ввертыги 11 специальным ключом. В тот момент,
когда давление в нижней полости достигло заданного, диафрагма
поднимается, перемещая рычаг в горизонтальное положение.
Резиновый клапан, установленный в рычаге, перекрывает сопло-
вое отверстие штуцера 4, и подача газа прекращается. При расходе
газа диафрагма опускается, опуская рычаг и открывая доступ
газу. Корпус и крышка регулятора штампованные из листовой
Рис. 73. Регулятор давления РГБ-1.
1 — накидная гайка; 2 — уплотняющая прокладка; J — входной канал; 4 — входной
штуцер; S — прокладка; б — корпус; 7 — тарелка диафрагмы; 8 — диафрагма; 9 —
за вальцовка крышки. 10 — пружина; 11 — ввертыш.
стали с завальцовкой по разъему. Тарелку диафрагмы со штоком 7
изготовляют из пластмассы. Выходной штуцер в нижней части
корпуса завальцован. Входной штуцер ввертывается в резьбу
стального кольца, также завальцованного в корпусе. Регуляторы
РГБ-1 изготовляет Киевский ремонтно-механический завод.
Универсальный регулятор РДГ-8 (рис. 74), разработанный
ГипроППИГазом и освоенный производством относительно не-
давно, по своим эксплуатационным данным несколько превосходит
другие регуляторы группы прямого действия. Его пропускная
способность, наивысшая для такого вида регуляторов, — 1,5 м3/ч,
а диапазон выходных давлений лежит в пределах 200—
360 мм вод. ст. с номинальным давлением 300 мм вод. ст. Регуля-
тор может быть использован как для однобаллонпых, так и для
двухбаллонных установок. Имеет на выходном штуцере и трубную
резьбу '/г", и сосковый ниппель под шланг. Для использования
169
в двухбаллонной установке регулятор снабжен тройником и труб-
ками. На входном штуцере имеется накидная гайка для при-
соединения к угловому вентилю. Относительно малая масса регу-
лятора (400 г) обусловлена тем, что корпус изготовлен литьем
из алюминиевого сплава (А5), а крышки — из прессованного
волокнита.
Во внутренней полости регулятора имеется мембрана 13,
которая сверху уравновешивается регулировочной пружиной 9.
Мембрана 13 шарнирно связана рычажным механизмом с клана-
Рис. 74. Регулятор РДГ-8.
1 — прокладка; i — входной штуцер; з — канал входного штуцера; 4 — пиит; 5 — кла-
пан; б — колпачок; 7 — регулировочная шайба; 8 — крышка; 9 — пружина; 10 — вы-
ходной штуцер; 11 — уплотнение; 13 — корпус; 13 — мембрана; 14 — тарелка; 15 —
рычаг.
ном 5. В торце клапана заделан резиновый уплотнитель, пере-
крывающий седло клапана. Газ из баллона через вентиль проходит
во входной штуцер 2, редуцируется до заданного давления и из
подмембранного пространства попадает в выходной штуцер 10.
Регулятор настраивается на величину заданного выходного давле-
ния путем изменения величины предварительного сжатия пру-
жины 9 с помощью регулировочной шайбы 7. Клапан движется
по прямой линии при помощи вилки рычага 75, шарнирно соеди-
ненного со штоком тарелки 14 мембраны. Рычажный механизм
и рабочая поверхность мембраны обеспечивают относительную
стабильность заданного выходного давления.
Регулятор РДСГ «Балтика» (рис. 75), разработанный СКВ
Газприборавтоматика, начат производством на ряде заводов
с 1964 г. Этот регулятор является значительно более совершенным
регулирующим устройством, чем его предшественники. Он рас-
считан как регулирующая арматура в основном для баллонов
емкостью 27 л, а затем его стали применять и для баллонов малой
170
емкости. Важным преимуществом этого регулятора является
возможность смены использованного баллона путем перестановки
регулятора на новый баллон самим потребителем, без участия
слесаря-газовщика. Регулятор РДСГ, или головка «Балтика»,,
является составной частью запорно-редуцирующей системы кла-
Рис. 75. Регулятор давления РДСГ «Балтика*.
пан КБ-1 (или КБ-3) — регулятор давления, обеспечивающей
двойное редуцирование давления в диапазоне 16—0,03 кгс/см2.
Головка регулятора давления «Балтика» содержит часть элемен-
тов первой ступени редуцирования, сочетающихся с клапаном
КБ-1, и целиком вторую ступень редуцирования. Поэтому исполь-
зование этой регулирующей головки возможно только в сочетании
с самозапорным клапаном типа КБ.
Головка регулятора давления представляет собой литой из
алюминиевого сплава корпус 23, соединенный завальцованным
кольцом 19 с литой же крышкой 17. В нижней части корпуса
размещены элементы первой ступени редуцирования — малая
171
мембрана 3, шток 20 с тарелкой 22, гайка, чашка 7 и пружина .9.
Мембрана зажимается между кольцевым уступом штока и тарелкой
при помощи гайки и поджимается по наружному диаметру к вы-
точке в корпусе чашкой 7. Чашка в свою очередь поджимается
разрезным кольцом 21. В верхней части штока имеется торцевая
пластинка с фасонным вырезом, в который входит шток 11. В разъ-
еме между корпусом 23 и крышкой 17 размещена большая мемб-
рана 18, регулирующая вторую ступень редуцирования. В под-
мембранной полости размещено седло перепускного клапана 4,
перекрываемое колпачком 6 с резиновым уплотнением. Нод кол-
пачком устанавливается пружина 5, тут же размещен на крон-
штейне шарнирный рычаг 8. Большая мембрана 18 зажата между
припаянным к плоскому штоку 11 диском и тарелкой 16, на кото-
рую опираются пружины 10 и 14. Первая пружина сверху упи-
рается в шайбу с прорезями, надетую на шток 13, а вторая —
непосредственно в крышку. На плоском штоке, выходящем за
пределы крышки, в прорези на оси 12 крепится перекидная руко-
ятка 15. Для приведения системы в рабочее положение^следует наса-
дить головку РДСГ на клапан КБ, подняв пластмассовое кольцо 1
и опустив его с усилием до упора (для защелкивания шарикового
замка 24 усилием пружины 2). Поворотом рукоятки 15 шток 11
опускается, давит на шток клапана КБ и открывает доступ газу
из баллона в зону первого редуцирования. Отсюда газ через
внутренний канал в корпусе поступает в полость под большую
мембрану, имеющую вывод через штуцер и шланг к газовому
прибору. Шарнирно связанный с мембраной рычаг обеспечивает
прижатие или отжатие колпачка к седлу клапана 4 в зависимости
от давления в подмембранной полости.
♦ * *
Длительная эксплуатация всей вышеперечисленной баллонной
арматуры с достаточной определенностью выявила как достоин-
ства, так и отдельные ее недостатки. Общие недостатки имеющейся
арматуры — отсутствие взаимозаменяемости и потребность
в большом количестве разнообразных запасных частей для ре-
монта. Отдельные виды арматуры имеют и другие конструктивные
недостатки. Так, угловые вентили мембранного типа требуют
частого ремонта из-за ненадежности самих мембран. Колебатель-
ные движения мембран, как из медных сплавов, так и стальных,
»приводят к быстрому их разрушению за счет усталости матери-
алов. Срок службы таких мембран не превышает на вентиле
ВБ-1 60—70 дней. Мембрана в этом случае требует замены 6 раз
в году. Для вентилей ВБ-2 срок службы мембран несколько
больший: примерно 2 раза в год.
Зарубежный опыт указывает на преимущественную надежность
кольцевых уплотнений из бензостойкой резины, примененных
взамен мембраны во вновь осваиваемой конструкции вентиля
172
ВБК-6-16 (рис. 76). Неравноценны по долговечности п удобству
ремонта и уплотнители запорного клапана вентилей. Уплотнитель
клапана в вентиле ВБ-1 за счет смещения контактирующих по-
верхностей при повторных закрытиях требует во времени все
больших усилий при завертыва-
нии. Смена уплотнителя требует
высверливания или выжигания
изношенного уплотнения и за-
вал ьцовки нового.
Уплотняющее устройство кла-
пана вентиля ВБ-2 требует для
герметизации очень точного соблю-
дения размеров (параллельность
торцов) эбонитового кольца. В вен-
тиле ВБ-2 ненадежно стопорение
шпинделя, допускающее случаи
полного вывертывания последнего
из прижимной гайки. Неравноцен-
ны по прочности и удобству экс-
плуатации и маховички, выпол-
няемые из различных материа-
лов. Клапан КБ-1, являясь в це-
лом более совершенным запорным
устройством, чем вентили всех-
типов, имеет существенный недо-
статок — малый диаметр условного
прохода, что увеличивает время,
необходимое для наполнения
баллона. Однако условия для
автоматизации процесса напол-
нения клапаны типа КБ обеспе-
чивают в большей степени, чем
любые угловые вентили.
Рис. 76. Угловой вентиль
ВБК-6-16.
1 — корпус; 2 — шток с уплотняю-
щими кольцами; 3 —прижимная гай-
ка; 4 — шпиндель; 5 — махбвичок;
в — стопорная шайба; 7 — гайка;
8 — заглушка.
ЭКСПЛУАТАЦИЯ И РЕМОНТ АРМАТУРЫ
Ряд определенных эксплуатационных недостатков присущ
всем имеющимся типам одноступенчатых регуляторов, и главный
из них — непостоянство величины заданного выходного давления.
Проведенными в 1967—1968 гг. ГипроНИИГазом исследованиями
установлено, что выходные давления регуляторов РДГ-6, РДГ-7
и РДК-00 практически колеблются в пределах, значительно пре-
вышающих установленные нормы (200—360 мм вод. ст.). Кроме
того, одноступенчатые регуляторы давления не универсальны.
Так, регуляторы типа РДГ-6, РДГ-7 предусматривают работу
однобаллонной установки. Регулятор РДК-00 рассчитан на двух-
баллонные шкафные установки. Универсальность предусмотрена
только в регуляторе РДГ-8.
173
ГипроНИИГазом совместно с СК Б Газприборавтоматика про-
ведена работа по анализу данных эксплуатации всей баллонной
арматуры и на этой базе предложен проект типажа. Он предусма-
тривает сохранение лишь четырех моделей, практически охваты-
вающих все эксплуатационные требования к арматуре. Так,
предлагаемый для унификации вентиль ВБК-6-16 (см. рис. 76),
сохраняя все присоединительные размеры угловых вентилей без
изменения, предусматривает введение резинового кольцевого
уплотнения подвижных элементов вентиля с некоторым измене-
нием шпинделя и клапана. Срок службы этих уплотнений в 15—
20 раз выше, чем у мембран.
Рис. 77. Регулятор давления РДСГВ ГСКТБ Газоаппарат.
Сохранена конструкция клапана КБ-1, имеющая еще и моди-
фикацию КБ-3, отличающуюся тем, что латунный корпус клапана
неразъемный и отливается как одно целое. Сборка внутренних
деталей производится со стороны нижнего торца клапана. Этот
клапан имеет и большую пропускную способность. В качестве
унифицированного варианта регуляторов давления типа РДГ
принят разработанный ГСКТБ Газоаппарат регулятор РДСГВ
(рис. 77). Он отличается малыми габаритными размерами и кон-
струкцией трехшарнпрпого двустороннего рычага, обеспечива-
ющего плавное и полное закрытие клапана. Максимальный его
расход 1,5 м3/ч. Регулятор соответствует требованиям
ТУ-51-886-70. В качестве унифицированной модели быстросъем-
ных регуляторов давления сохраняется регулятор «Балтика».
Введение унифицированных типоразмеров арматуры пресле-
дует одновременно и цели увеличения ее надежности и долговеч-
ности. Существующая арматура имеет, как правило, долговеч-
ность, значительно меньшую, чем баллоны. Пониженный срок
службы арматуры вызывается как ее конструктивными недостат-
ками, так и неудачным выбором материала отдельных элементов.
Так, срок безотказной службы углового вентиля в основном
174
определяется состоянием мембраны. Разрушение мембраны вслед-
ствие усталости металла после определенного числа колебаний
и истирания ее поверхности при соприкосновении со шпинделем
приводит к разгерметизации вентиля и необходимости ре-
монта.
По данным эксплуатации установлено, что мембрана клапана
КБ-1 выдерживает около 250—300 циклов. При сродней необхо-
димости в 4—5 циклах в сутки это требует ремонта 1 раз в 2—
3 месяца. Для вентиля ВБ-2 межремонтный срок несколько
больше — примерно 1 раз в 6—8 месяцев. Требуют периодической
замены резиновые или эбонитовые уплотнения клапанов. Необхо-
димость ремонта одноступенчатых регуляторов давления опре-
деляется в основном разрегулированием рычажного механизма
и как следствие необеспечением выходного давления. Исследова-
ниями ГипроНИИГаза и по статистическим сведениям от газовых
хозяйств установлены средние фактические сроки службы бал-
лонной арматуры (табл. 19).
Таблица 19
Средние сроки службы запорно-регулирующсн арматуры,
стоимость и трудоемкость ремонта
Арматура Срок службы до списания, годы Трудоемкость ремонта, нормо-час Стоимость ремонта, руб.
ВБ-1 4,4 0,33 0,34
ВБ-2 3,9 0,31 0,27
КБ-1 2,9 0,37 0,27
РДК-00 4,9 1,20 0,48
РДГ-6 4,3 0,60 0,44
РДГ-8 1,4 1,00 0,36
РДСГ 1,9 — —
Наиболее частыми и характерными неисправностями арматуры,
вызывающими утечки газа и необходимость ремонта, являются
следующие:
Угловые вентили
— остаточные деформации пли разрушение мембраны, вызывающие
утечки газа у шпинделя вентиля;
— износ уплотнителя клапана, вызывающий утечки газа в выходной
штуцер;
— коррозия на пружинах и клапанах с заеданием клапана в закрытом
состоянии;
— поломка маховичков шпинделя или их проворачивание вокруг квад-
рата шпинделя;
— вывертывание шпинделя из соединительной гайки.
Самозапорные клапаны
— износ или разрушение уплотнителя клапана.
175
Одноступенчатые регуляторы давления
— неплотное закрытие клапана из-за перекосоп и несоосности с седлом;
— изменение размеров уплотнителя (разбухание) пли его разрушение;
— отказы в работе рычажного механизма из-за коррозии или обмерза-
ния при низких температурах;
— пережатие пружин и отсутствие регулировки.
Регуляторы типа РДСГ
— прорыв большой мембраны в месте соединения со штоком, вызыва-
ющий утечки газа из подмембранной полости;
— заедание и выпадение шариков замка, вызывающие неплотность
посадки головки на клапан.
Неисправности арматуры, обнаруживаемые при ее эксплуата-
ции, как правило, устраняются силами ремонтных мастерских
ГРС и кустовых баз по мере их выявления при наполнении бал-
лонов или в процессе эксплуатационного надзора. Для ведения
этих работ не требуется специального оборудования, и ремонтные
мастерские обычно располагают лишь универсальными токарными
и сверлильными станками и слесарными инструментами. При
надлежащем обеспечении запасными частями или их налаженном
местном изготовлении возможно весьма длительное использование
корпусных деталей арматуры со своевременной заменой или
исправлением быстроизпашивающихся элементов, число которых
в арматуре невелико. Методы исправления дефектов арматуры
в отдельных газовых хозяйствах разнообразны и практически
мало регламентированы. Для увеличения срока службы мембран
в угловых вентилях применяется, например, замена их фасонной
мембраной из легированной стали с кольцевым желобком или
установка сдвоенных мембран. Уплотнения клапанов при замене
выполняются иногда путем заливки гнезда клапана баббитом.
При разбухании уплотнения практикуется его подрезка. Пере-
косы эбонитовых кольцевых уплотнений устраняются подрезкой
торцов и т. д. Однако в основном ремонт арматуры должен осу-
ществляться за счет полной замены изношенных деталей новыми
с обязательной проверкой герметичности после ремонта.
Безусловно, целесообразна организация централизованных ре-
монтных мастерских, выполняющих ремонты одновременно с ре-
монтом баллонов по строго установленным технологическим
процессам. Это особенно важно для возможности своевременного
ремонта или замены дефектных регуляторов давления, находя-
щихся зачастую у потребителя (например, регуляторы РДСГ
«Балтика») и лишенных систематического надзора эксплуатацион-
ных служб газовых хозяйств.
ОГЛАВЛЕНИЕ
От издательства
Введение ................................................... 5
Глава I. Горючие газы .................................... “
Природный газ...................................
Попутные газы ..................................... И
Сжиженные газы ............................. —
Эксплуатационные показатели горючих газов......... 13
Глава II. Сжигание газа в бытовых газовых приборах....... 21
Герметичность приборов................................ —
Условия сжигания газа................................ 22
Стабильность работы газогорелочпых устройств .... 32
Глава Ill. Газовые плиты........................................ 36
Основные части плит................................. 39
Номенклатура и краткое описание существующих конст-
рукций ........................................ 68
Плиты зарубежных фирм ............. 89
Новые образцы плит.................................. 100
Автоматические устройства для бытовых газовых плит 103
Монтаж и эксплуатация плит.......................... 109
Ремонт плит ........................................ 110
Глава IV. Бытовые газовые водонагреватели...................... 117
Проточные водонагреватели ............................ —
Номенклатура и краткое описание существующих
моделей ....................................... 133
Монтаж, эксплуатация и ремонт....................... 139
Емкостные водонагреватели .......................... 147
Эксплуатация и ремонт............................... 148
Отопительные аппараты............................... 151
Глава V. Баллоны для бытового газоснабжения, запорная н регу-
лирующая арматура к ним........................................ 154
Газовые баллоны .................................... 155
Эксплуатация и ремонт............................... 158
Запорная и регулирующая арматура.................... 159
Эксплуатация и ремонт арматуры...................... 173
УДК 643.334.004
Рагозин А. С. Бытовая газовая аппаратура, эксплуатация
и ремонт. Изд. 2-е, перераб- и доп. Л., «Недра», 1974. 176 с.
(Библиотека мастера газового хозяйства).
В книге дается подробное описание всей находящейся
в эксплуатации в СССР отечественной и зарубежной газовой
аппаратуры. Изложены принципы и особенности сжигания
газа в бытовых приборах. Дано краткое описание применяемых
при их изготовлении технологических процессов. Рассказано
об эволюции отечественного газоприборостроения и дано опи-
сание вновь осваиваемой !Громып1ленностью аппаратуры. Рассмот-
рены вопросы эксплуатации отдельных видов газовой аппара-
туры и применения их в быту, в частности для отопительных
целей. Описаны виды возможных неисправностей в работе
бытовых приборов, способы их устранения и организации ре-
монта.
Во втором издании особое внимание обращено на новые
виды унифицированной аппаратуры и новые тенденции в орга-
низации эксплуатационного обслуживания; помещены требова-
ния новых ГОСТ.
Книга рассчитана на инженерно-технических работников,
связанных с изготовлением и эксплуатацией бытовой газовой
аппаратуры.
Таблиц 19, иллюстрации 77.
Редакционная коллегия:
С. А. Курюкин, И. Р. Лаперъе, В. М. Лохматое,
М. А. Нечаев, А. И. Плотникова, В. Н. Рощина,
Н. Л. Стаскевич, С. Н. Шепелев, Р. И. Эстеркин
32004—344
043(01)—74
250-74
© Издательство «Недра», 1974
Андрей Сергеевич Рагозин
БЫТОВАЯ ГАЗОВАЯ АППАРАТУРА,
ЭКСПЛУАТАЦИЯ И РЕМОНТ
Издание второе, переработанное и дополненное
Редактор издательства 3. Г. Сегаль
Технический редактор И. П. Старостина
Корректор Р. С. Янбекова
Сдано в набор 23/XI 1973 г. Подписано к печати 15/IV 1974 г. М-25637.
Формат бумаги 60 X 90l/ie- Бумага № 2. Печ. л. 11. Уч.-изд. л. 11.61.
Тираж 61 000 экз. Заказ № 786/268. Цена 59 коп.
Издательство «Недра», Ленинградское отделение. 193171,
Ленинград, С-171, ул. Фарфоровская, 12.
Ленинградская типография № 6 Союзполиграфпрома при Государственном
комитете Совета Министров СССР по делам издательств, полиграфии
и книжной торговли. 196006, Ленинград, Московский проспект, 91.
59 кои
НЕДР Л