/
















































Теги: токарное дело
Год: 1975
Похожие




Текст
2 0 2 5
19 7 5
I
1 1 3 1
ф
УЧЕБНОМГЛЯДНЫХ
ВЫБОР
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ТОКАРНОЙ ОБРАБОТКИ
/Диафильм предназначен для изучения учащимися профтехучилищ
тем программы, связанных с разработкой технологических процессов.
В диафильме рассматриваются:
основные элементы технологического процесса: операции, установки,
переходы, на базе которых составляется технологический маршрут обра
ботки;
основные этапы разработки технологического процесса на примере де-
тали „Втулка с фланцем";
различные варианты последовательности обработки, в зависимости от
величины партии, за одну, две, три и четыре операции, на примере де-
тали ,,Вал“;
некоторые пути сокращения времени обработки за счет применения
многоинструментных наладок и специальных приспособлений.
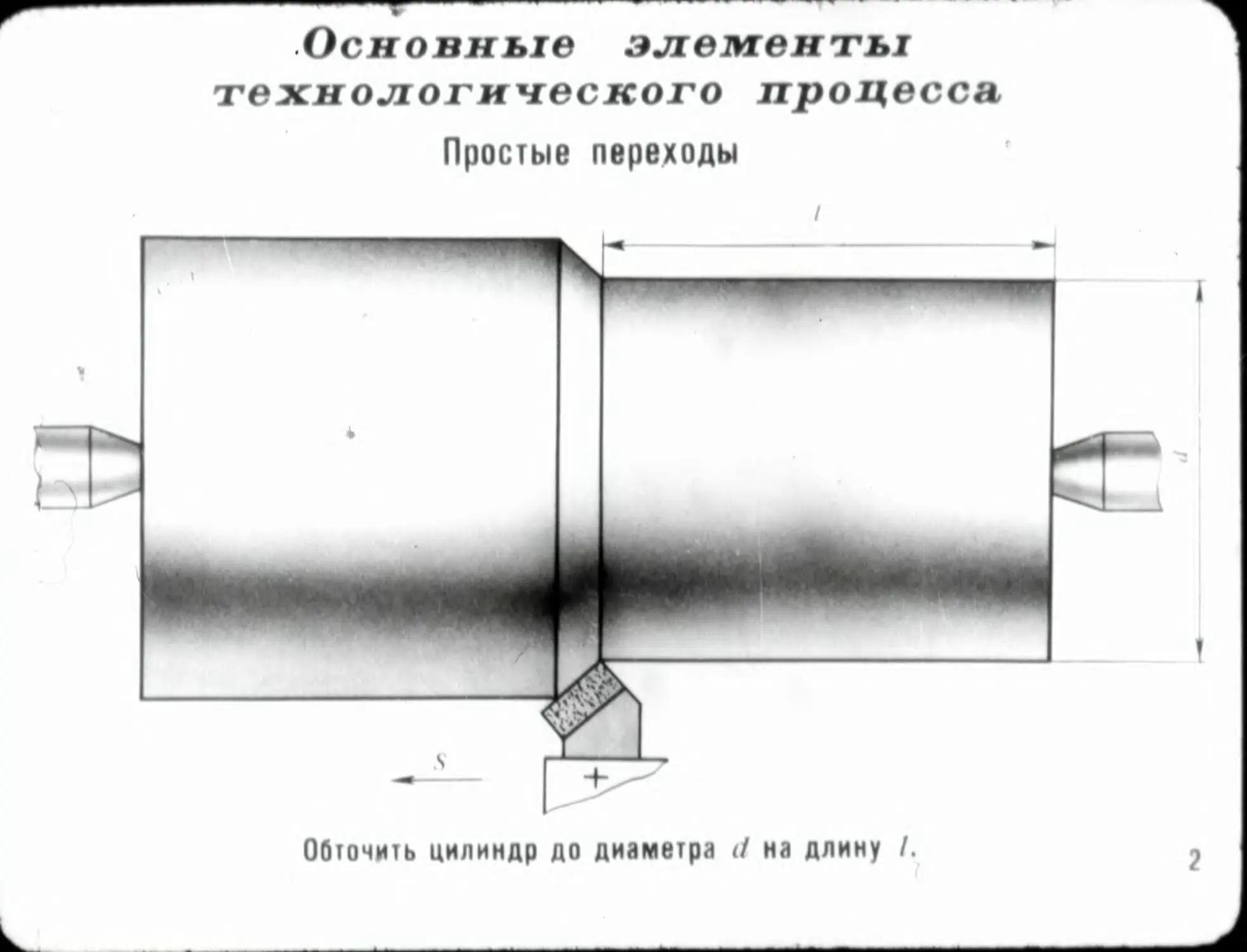
Основные элементы
технологического процесса,
Простые переходы
Расточить отверстие до диаметра d на длину /.
Сложный переход
Обточить цилиндр до диаметра </, на длину /,, одновременно свер
лить отверстие диаметром d на длину /.
Обработка втулки за одну операцию на одном токарном станке
Установок—две, переходов—пять, проходов—не менее пяти.
Такой вариант обработки применяется в единичном и мелкосерийном
производстве. 6
Обработка втулки за две операции на двух станках
Операций —по одной на станке, установок—по одной в каждой опера
ции, переходов—по два в каждой операции, проходов —не менее одного
в каждом переходе.
Такой вариант обработки применяется при достаточно больших партиях.
Составление
технологического
процесса, обработки
втулки
с фланцем
При изучении чертежа детали необхо
димо обратить внимание на форму де
тали, точность размеров, точность вза-
имного расположения поверхностей, чис
тоту поверхности.
При изучении заготовки не-
обходимо обратить внимание
на род заготовки, размеры,
чистоту поверхностей, состоя
ние установочных поверхно
стей (черновых баз).
Выбор установочных баз
последующую базу принимают по
верхность заготовки, которая может слу
жить базой при обработке как можно
большего числа поверхностей.
За первичную базу—поверхность за
готовки, которая позволит подготовить
базу для следующей установки.
За первичную—ступень заготовки 0 60.
Изучение технологических возможностей станка
До разработки технологического процесса необходимо:
обратить внимание на
биение шпинделя;
проверить состояние лимбов продольной и
тив внимание на цену деления и точность показаний
точность фиксации
резцедержателя,
и их состояние,
От выбора и состояния технологической оснастки зависит производи
вечность труда и точность обрабатываемой детали.
Выбор инструмента
Построение первой операции
В первую операцию входят переходы по подготовке последующей базы-
обтачивание торца и цилиндрической поверхности 08ОШ4.
19
Построение второй операции
И55Ш4
При назначении второй и последующих операций необходимо решить,
обеспечена ли надежная база, можно ли пользоваться лимбом и упорами. ?q
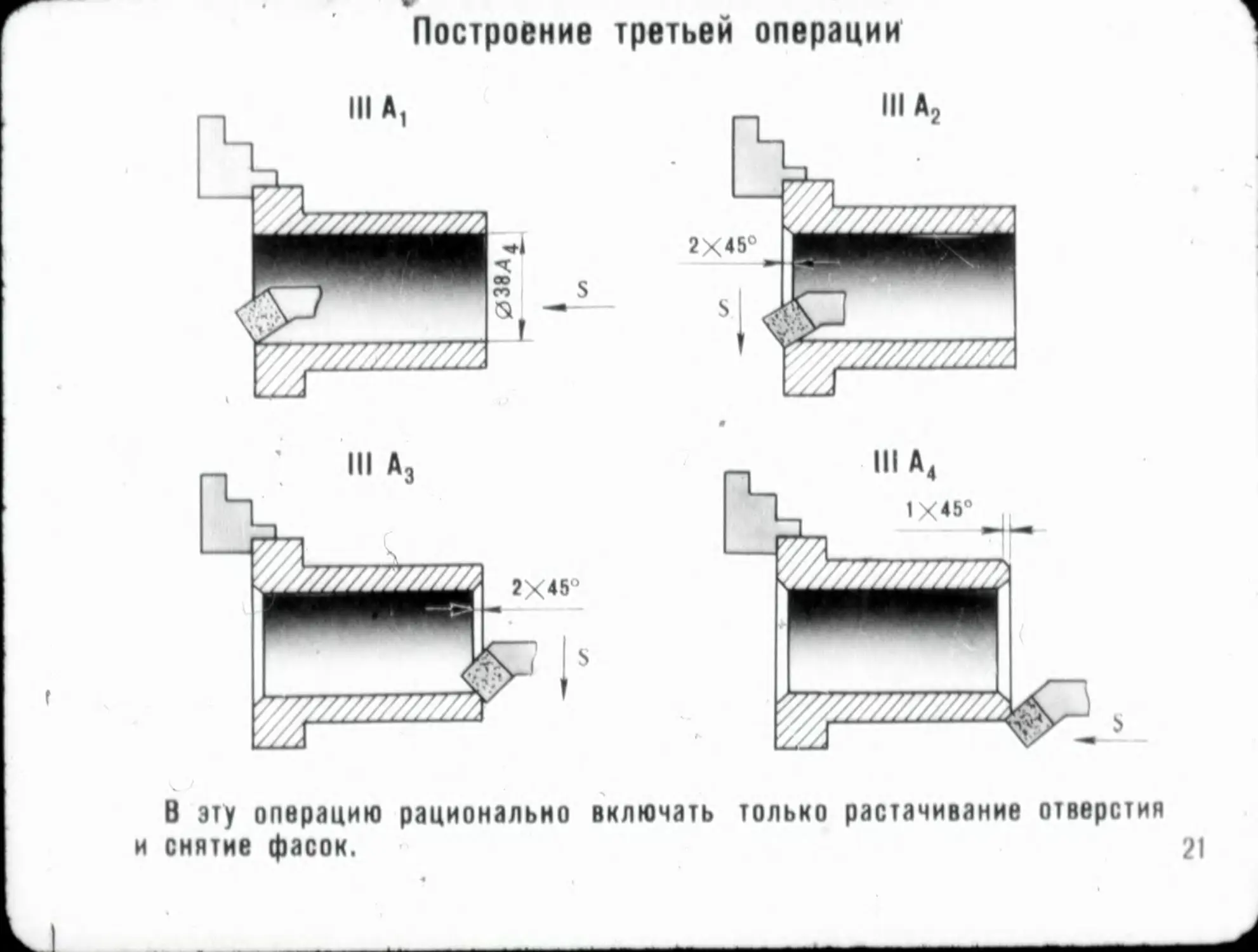
Построение третьей операции
Построение четвертой операции
Четвертая операция включает обтачивание второго торца и обработку
уступа о55Ш4 с одновременным снятием фаски.
Применение многоинструментной наладки при обработке
Составление технологического
процесса обработки штыря
Выбор технологического маршрута обработки зависит от количества
деталей в партии.
Схема обработки штыря за одну операцию
В единичном, мелкосерийном производстве обработка штыря выпол
няется без применения специальных приспособлений и инструментов.
/. Установка А
Установить и закрепить заготовку.
1 ПЕРЕХОД
2 ПЕРЕХОД
начисто.
3 ПЕРЕХОД
Обточить цилиндр ®12 мм
на длину 47 мм начисто.
4 ПЕРЕХОД
Обточить фаску 2 45°.
5 ПЕРЕХОД
Выточить канавку шириной 3 мм
начисто.
8 ПЕРЕХОД
Отрезать заготовку от прутка
на длину 61 мм
’ //.Установка Б
другим концом.
Обточить торец головки.
Основное время на обработку детали 3,8 мин.
Вспомогательное время на операцию 5,4 мин.
Подготовительно-заключительное время 16 мин.
Схема обработки штыря за две операции
Такой вариант обработки применяется при достаточно больших партиях.
Операция /.
Установка А
Установить по упору и закрепить заготовку.
1 ПЕРЕХОД
Обточить торец а24 начисто.
2 ПЕРЕХОД
Обточить цилиндр 020 мм
на длину 68 мм начисто.
3 ПЕРЕХОД
4 ПЕРЕХОД
Обточить цилиндр 012 мм
на длину 47 мм начисто
и обточить фаску 2X45°.
5 ПЕРЕХОД
30
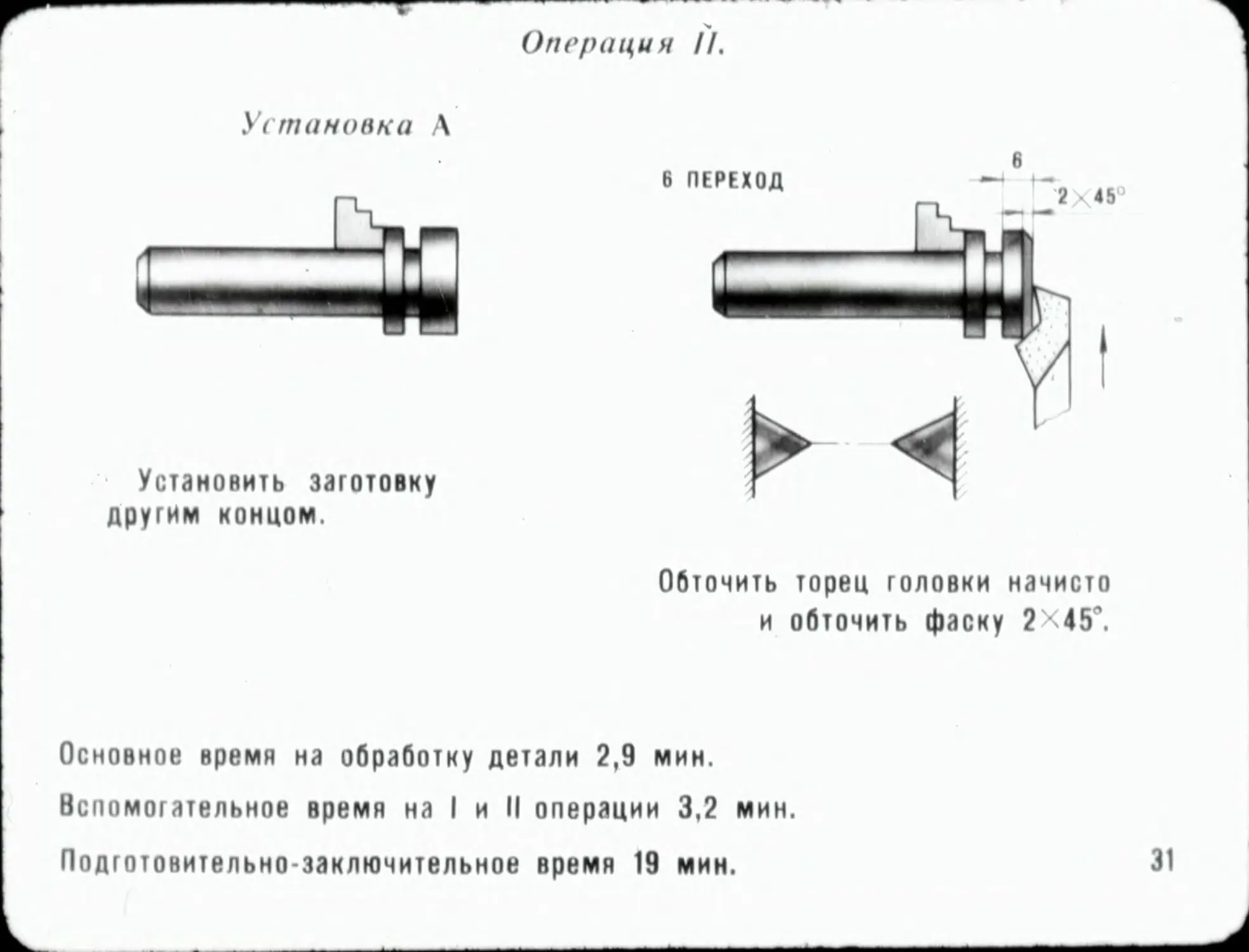
Операция
Установить заготовку
другим концом.
Обточить торец головки начисто
и обточить фаску 2X45’.
Основное время на обработку детали 2,9 мин.
Вспомогательное время на I и II операции 3,2 мин.
Подготовительно-заключительное время 19 мин. 31
Схема обработки штыря за четыре операции
Такой вариант обработки применяется при больших партиях.
Операция /.
Установка А
Установить пруток до упора
в пневмопатроне и закрепить.
1 ПЕРЕХОД
Отрезать заготовку длиной 62 мм.
Установка А
Установить заготовку
в пневмопатроне и закрепить.
Обточить цилиндр 020 мм
на длину 15 мм начисто.
Установить заготовку в пневмопатроне
и закрепить.
2 ПЕРЕХОД
Обточить торец
в размер 61 мм
начисто.
на длину 47 мм начисто
и обточить фаску 2X45*
Установка I
Выточить канавку шириной 3 мм.
обточить торец начист-о
и обточить фаску 2X45*.
Установить заготовку
в пневмопатроне и закрепить.
Основное время на обработку детали 2,2 мин.
Вспомогательное время на I, II, III и IV операции 2,4 мин.
Подготовительно-заключительное время 26 мин.
Приспособления, сокращающие
вспомогательное время
и повышающие точность обработки
Самозажимной поводковый патрон
Откидной упор,
установленный в пиноль задней бабки
Четырехпозиционный поперечный упор
Применение
многоинструментальной обработки
и специальных инструментов
для сокращения основного
и вспомогательного времени
“’’-Л Одновременное обтачивание двух поверхностей
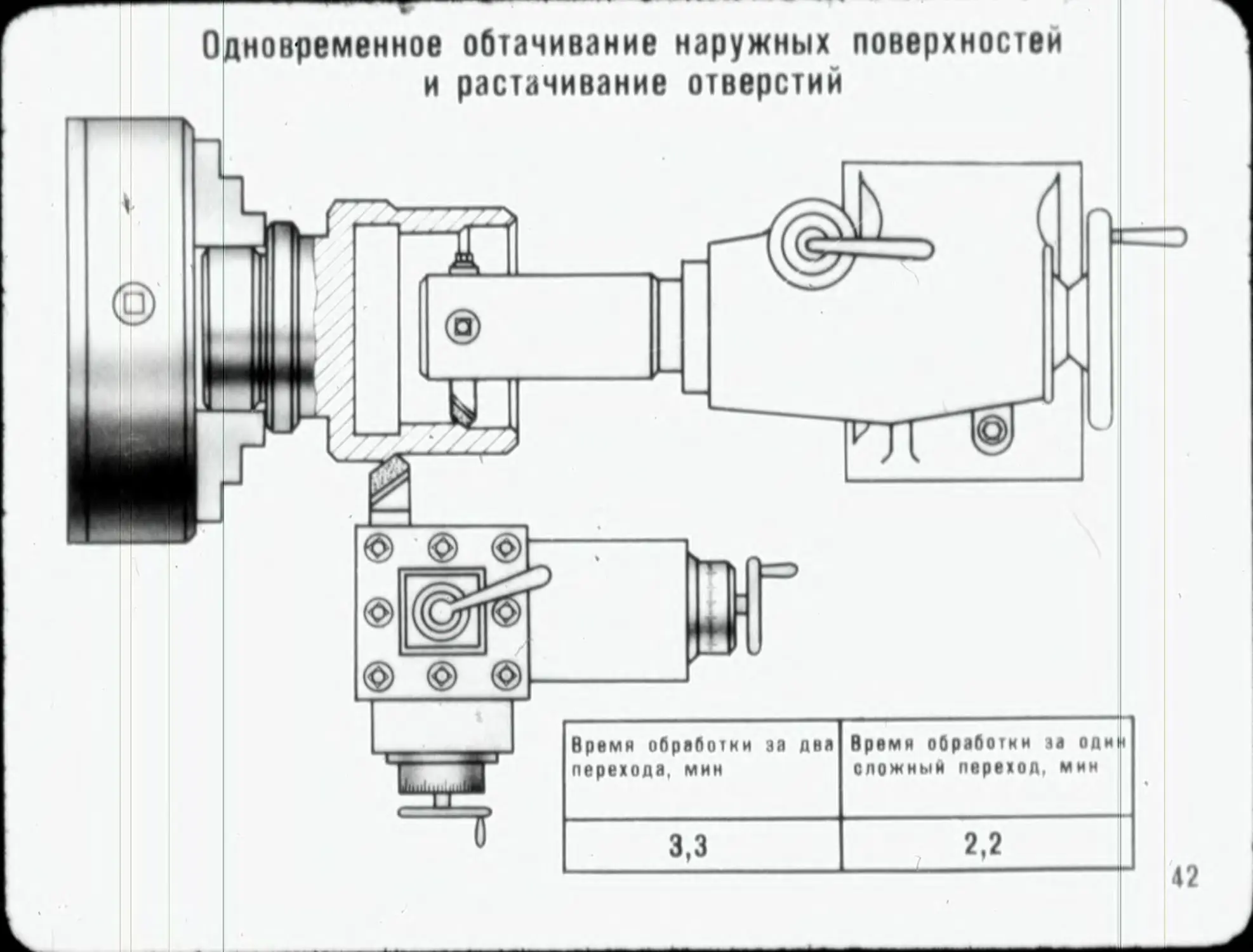
Одновременное обтачивание наружных поверхностей
и растачивание отверстий
Одновременная обработка торца и отрезание заготовки
Обтачивание ступенчатых поверхностей резцами,
установленными в специальной державке
Обработка ступенчатого вала двумя резцами
Применение резца специальной заточки
Конец диафильма
Автор И. А. Мовшович
Консультант В. Ф. Вистов
Художник С. Г. Стенькин
Редактор И. Н. Ванина
М 60597
Издано Фабрикой экранныз учебно-нагладныз пособив
Всесоюзного треста производственны» предприятий
Государственного комитета Совета Министров СССР по профтезобразоваиию
ЛЕНИНГРАД. 188085
ул. Зои Космодемьниокои, 2В
1874
49