

































































































































Автор: Тиимирязев В.А.
Теги: общее машиностроение технология машиностроения машиноведение издательство высшая школа учебное пособие для студентов машиностроительное производство технологическое проектирование
ISBN: 5-06-004277-4
Год: 2004




РАСЧЕТ ---------
ПРИПУСКОВ
И МЕЖПЕРЕХОДНЫХ
РАЗМЕРОВ
В МАШИНОСТРОЕНИИ
Я.М.Радкевич В.А.Тимирязев
А.Г.Схиртладзе М.С.Островский
РАСЧЕТ
ПРИПУСКОВ
И МЕЖПЕРЕХОДНЫХ
РАЗМЕРОВ
В МАШИНОСТРОЕНИИ
Под редакцией
лауреата Ленинской премии,
доктора технических наук,
профессора В. А. Тимирязева
Рекомендовано
Министерством образования
Российской Федерации
в качестве учебного пособия для студентов
высших учебных заведений,
обучающихся по направлению
подготовки бакалавров и магистров
«Технология,оборудование
и автоматизация машиностроительных
производств» и направлению подготовки
дипломированных специалистов
«Конструкторско - технологическое
обеспечение машиностроительных
производств»
МОСКВА
«ВЫСШАЯ ШКОЛА»
2004
УДК 621
ББК 34.41
Р15
Авторы:
Я. М. Радкевич, В. А. Тимирязев, А. Г. Схиртладзе, М. С. Островский
Рецензенты: кафедра «Технология машиностроения и сертификации в нефтя-
ной и газовой промышленности» Российского государственного университета нефти
и газа им. И. М. Губкина (зам. зав. кафедрой д-р техн, наук, проф. О. А. Новиков},
генеральный директор АО «Метромаш» канд. техн, наук А. М. Жуков
Расчет припусков и межпереходных размеров в маши-
Р 15 построении: Учеб, пособ. для машиностроит. спец.- вузов/
Я.М. Радкевич, В.А. Тимирязев, А.Г. Схиртладзе, М.С. Ост-
ровский; под ред. В.А. Тимирязева.— М.: Высш, шк., 2004.—
272 с.: ил.
ISBN 5-06-004277-4
Содержатся сведения, необходимые технологу-машиностроителю при
проектировании и расчете технологических процессов механической обработ-
ки деталей; приведены данные по точности различных методов получения
заготовок; рассмотрены методы выбора и расчета припусков на механическую
обработку.
Для студентов машиностроительных специальностей вузов. Может быть
полезно инженерам-технологам заводов и проектно-конструкторских органи-
заций.
УДК 621
ББК 34.41
Учебное издание
Радкевич Яков Михайлович, Тама зев Владимир Анатольевич,
Схиртладзе Александр Георгиевич, Островский Михаил Сергеевич
РАСЧЕТ ПРИПУСКОВ И МЕЖПЕРЕХОДНЫХ
РАЗМЕРОВ В МАШИНОСТРОЕНИИ
Редактор В. А. Козлов. Художник АЛ. Лукьяненко
Технический редактор Л. А. Овчинникова. Компьютерная верстка Н. С. Михайлова.
Оператор В. Н. Новоселова. Корректор И.Г. Милютина
Лицензия ИД № 06236 от 09.11.01.
Изд. № ОТМ-70. Сдано в набор 05.06.03. Подл, в печать 26.05. 04. Формат 60 Х881/16-
Бум. офсетная. Гарнитура «Таймс». Печать офсетная. Объем 16,66 усл. печ. л. 17,64 усл. кр.-отт
Тираж 3000 экз. Зак. № 4026.
ФГУП «Издательство «Высшая школа», 127994, Москва, ГСП-4, Неглинная ул., д. 29/14,
Тел.: (095) 200-04-56. http://www.v-shkola.ru E-mail: info@v-shkola.ru
Отдел реализации'. (095) 200-59-39, факс: (095) 200-03-01
E-mail: sales@v-shkola.ru
Отпечатано на ФГУП ордена «Знак Почета»
Смоленская областная типография им. В.И. Смирнова.
214000, г. Смоленск, пр-т им. Ю. Гагарина, 2.
ISBN 5-06-004277-4 © ФГУП «Издательство «Высшая школа», 2004
Оригинал-макет данного издания является собственностью издательства «Вы-
сшая школа», и его репродуцирование (воспроизведение) любым способом без
согласия издательства запрещается.
ПРЕДИСЛОВИЕ
Разработка технологических процессов изготовления различных
деталей машин предусматривает расчет припусков и межпереход-
ных размеров для выполняемых технологических переходов. Пра-
вильный расчет припусков и межпереходных размеров является
одним из центральных факторов, определяющих гарантированное
достижение требуемой точности изготавливаемой детали на основе
последовательного уточнения заготовки на каждой из проходимых
технологических систем.
Назначение обоснованных минимально-достаточных припусков
позволяет существенно сократить затраты на материал заготовки,
уменьшить расходы на режущий инструмент и потребляемую элек-
троэнергию, что в итоге приводит к значительному повышению
эффективности использования дорогостоящего станочного обору-
дования.
В представленной книге изложена современная методология рас-
чета припусков и межпереходных размеров при изготовлении раз-
личных деталей машин — корпусов, валов, шестерен, рычагов, хо-
довых винтов, шлицевых валов, деталей с направляющими и др.
В книге подробно изложен как расчетно-аналитический метод опре-
деления припусков, межпереходных размеров и размеров заготовок,
так и опытно-статистический метод установления припусков при
различных методах получения заготовок. На многочисленных конк-
ретных примерах показаны особенности определения припусков для
различного класса изготавливаемых деталей.
Книга содержит обширный нормативно-справочный материал,
включая данные из новых стандартов по различным видам загото-
вок — отливкам, поковкам, штамповкам, сортовому прокату.
Книга является учебным пособием для студентов машиностро-
ительных специальностей вузов при изучении дисциплин «Основы
технологии машиностроения», «Технология машиностроения»,
«Технология в ГАП», «Заготовки машиностроительного производ-
ства».
Книга представляет интерес также для широкого круга инженер-
но-технических работников заводов и проектных организаций, зани-
мающихся разработкой новых технологических процессов и произ-
водством изделий машиностроения.
Авторы
1. РАСЧЕТ ПРИПУСКОВ
НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
Определение припусков на обработку тесно связано с установле-
нием предельных, промежуточных и исходных размеров заготовки,
которые необходимы для конструирования приспособлений, специ-
альных режущих и мерительных инструментов, штампов, пресс-
форм, моделей, стержневых ящиков, настройки металлорежущих
станков и другого технологического оборудования, для обоснован-
ного определения режимов резания и норм времени на выполнение
операций механической обработки.
1.1. Методы определения припусков
В настоящее время в машиностроении широко применяется
опытно-статистический метод установления припусков на обработ-
ку. При этом методе общие и промежуточные припуски берут из
таблиц, которые составлены на основе обобщения производствен-
ных данных, полученных на передовых заводах. Недостатком этого
метода является то, что припуски назначают без учета конкретных
условий построения технологических процессов. Так, общие припус-
ки назначают без учета маршрута обработки данной поверхности,
а промежуточные — без учета схемы установки заготовки и погре-
шностей, полученных на предшествующей обработке. В связи
с этим припуски, назначаемые по опытно-статистическому методу,
во многих случаях, как правило, завышены, так как они ориен-
тированы на условия обработки, при которых припуск должен быть
наибольшим во избежание возможного брака изготавливаемой де-
тали.
Метод расчета припусков, лишенный указанных недостатков,
был разработан проф. В. М. Кованым. Этот метод известен как
расчетно-аналитический метод определения припусков. В соответст-
вии с этим методом промежуточный припуск должен быть таким,
чтобы при его снятии устранялись погрешности обработки и дефек-
ты поверхностного слоя, полученные на предшествующем техноло-
гическом переходе, а также погрешность установки обрабатыва-
емой заготовки, возникающая на выполняемом переходе. Этот
4
метод базируется на учете выполнения конкретных условий прини-
маемого технологического процесса. Он позволяет выявить воз-
можности экономии материала и снижения трудоемкости механи-
ческой обработки.
Достижение требуемой точности детали осуществляется пу-
тем последовательной механообработки заготовки на различных
станках. В результате прохождения заготовки через каждую тех-
нологическую систему происходит уточнение по одному или не-
скольким параметрам точности детали. Уточнение, получаемое на
соответствующей технологической операции или переходе, харак-
теризует коэффициент уточнения е,-[13], который определяют по
формуле
Ei=T^ITh (1.1)
где — допуск на размер или на любой другой рассматрива-
емый параметр точности детали, полученный на предшествующей
технологической операции; Tt — допуск на размер, полученный на
выполняемой технологической операции.
Прохождение заготовки через несколько технологических си-
стем, на каждой из которых обеспечивается определенное уточнение
Е], е2, ..., £*, позволяет получить общее уточнение
eo=fk П-2)
/-1
где к — количество технологических систем, проходимых заго-
товкой.
Отношение допуска на размер заготовки Т3 к допуску на соответ-
ствующий размер детали Тд определяет требуемое уточнение е„,
которое необходимо обеспечить в результате выполнения операций
технологического процесса
(1.3)
Таким образом, задача разработки технологического процесса
изготовления детали заключается в определении необходимых по
уточнению технологических операций и подборе соответствующего
оборудования еь е2, ..., £*, прохождение которого обеспечивает до-
стижение требуемой точности
£о>£то- (1.4)
5
1.2. Факторы, влияющие на величину припуска
Величина назначаемого припуска зависит от размера поврежден-
ного поверхностного слоя, т. е. от толщины корки для литых
заготовок, от глубины обезуглероженного слоя — для проката, от
величины поверхностных неровностей — раковин, трещин и т. п.,
а также от неизбежных технологических погрешностей, возника-
ющих при обработке заготовки — отклонений геометрической точ-
ности станка, погрешности установки заготовки и др.
Таким образом результирующие погрешности определяются как
совокупность погрешностей заготовки и погрешностей, возникаю-
щих при выполнении отдельных технологических операций.
Для компенсации этих погрешностей предусматривается при-
пуск, величина которого позволяет обеспечить требуемое качество
данной детали при обработке на последующих операциях.
Технологические погрешности определяют отклонения разме-
ров, отклонения геометрической формы, поверхностные микроне-
ровности, глубину дефектного поверхностного слоя, а также от-
клонения взаимосвязанных поверхностей.
Отклонения геометрической формы — овальность, огранка, ко-
нусность, выпуклость, изогнутость и другие должны находиться
в пределах поля допуска на размер, который ограничивает предель-
ные погрешности геометрической формы.
На каждой технологической операции достигается определен-
ная шероховатость поверхности, поэтому микронеровности при
расчете припусков учитывают посредством величины неровностей
профиля Rz.
Глубина дефектного поверхностного слоя h зависит от способа
изготовления заготовок. Дефектным слоем считается слой металла,
у которого структура, химический состав и механические свойства
отличаются от аналогичных параметров основного материала. На-
пример, в отливках из серого чугуна дефектный поверхностный
слой представляет собой перлитную корку, которую удаляют при
зачистке заготовки абразивным инструментом, что обеспечивает
сохранение стойкости лезвийного инструмента на операциях после-
дующей механической обработки.
Поверхностный слой проката характеризуется обезуглерожен-
ной зоной, снижающей предел прочности металла. Удаление этого
слоя повышает прочностные свойства обрабатываемой заготовки.
Наряду с этим при обработке заготовок из проката в поверхност-
ном слое имеет место наклеп. При обработке целесообразно уда-
лять зону резко выраженной деформации, т. е. верхнюю часть
наклепанного слоя, в которой обычно наблюдаются изменения
структуры металла.
6
Отклонения взаимосвязанных поверхностей Д — отклонения от
параллельности, отклонения от перпендикулярности поверхностей
или осей, а также эксцентриситет отверстий, смещение осей и дру-
гие — также необходимо учитывать при расчете припуска. Эти
отклонения определяют дополнительные погрешности на размерах
обрабатываемых поверхностей, поэтому их учитывают отдельными
составляющими.
Наряду с перечисленными отклонениями в процессе обработки
возникают погрешности установки е, которые также должны быть
компенсированы соответствующим увеличением припуска.
Таким образом, наименьший межоперационный припуск на об-
работку Zmin, при котором формируется наименьший предельный
размер заготовки по наружным поверхностям или наибольший
предельный размер заготовки по внутренним поверхностям, должен
учитывать все эти факторы.
1.3. Минимальный припуск Z/min
В соответствии с изложенным минимальный операционный
(межпереходный) припуск на обработку поверхности можно опреде-
лить как сумму [13]
Zfmin=Rz р_ 1)4-i + П,-_1 + Ф;-1+У,-, (1.5)
где Rz(,_]), й,_1 — соответственно высота микронеровностей поверх-
ности и глубина дефектного слоя, полученные на предшествующей
(i— 1) операции (переходе); П,_ь Ф,-_1 — соответственно погрешно-
сти расположения (поворота) и геометрической формы поверхно-
сти, полученные на предшествующей операции (переходе); У,- —
погрешность установки заготовки на выполняемой операции.
Составляющие П,-_1 и Ф,_] в справочниках для расчета могут
быть регламентированы одной величиной Д,- как суммарные
отклонения расположения поверхности, а погрешность установки
У,- представлена как векторная величина е,-. С учетом этого мини-
мальный припуск Zimin при последовательной обработке противопо-
ложных поверхностей (односторонний припуск) определяется по
формуле
^imin — Rz (i- 1) + К-1 + 1 + Ei> (1-6)
при параллельной обработке противоположных поверхностей
(двухсторонний припуск)
2Zimin=2(T?Z(I-_1)-hhl_I + Д,-_1-4-е,); (1.7)
7
при обработке наружных и внутренних поверхностей вращения
(двухсторонний припуск)
2Zimin=2 (2?z(l_,)+й,-_,)+2 (Д?_, + Е?)05, (1.8)
где Rz — высота неровностей поверхности; h — глубина дефект-
ного слоя; А — суммарные отклонения расположения поверхности;
е — погрешность установки заготовки.
В формулах (1.5) — (1.8) индекс i относится к выполняемому
переходу, a i— 1 — к предшествующему переходу.
Качество поверхности заготовки определяется высотой неров-
ностей профиля Rz и глубиной дефектного слоя й, полученных на
предшествующем переходе.
Численные значения высоты неровностей профиля Rz и глубины
дефектного слоя h зависят от свойств обрабатываемого матери-
ала, методов и режимов обработки заготовок (см. разд. 2.2. «Обес-
печение качества поверхностного слоя»), В литературе для харак-
теристики шероховатости поверхности часто используют среднее
арифметическое отклонение неровностей профиля — Ra. Отметим,
что между значениями Ra и Rz существуют следующие соотноше-
ния (табл. 1.1).
Таблица 1.1. Соотношения между параметрами шероховатости Ra и Rz
Пределы изменения Ra, мкм Rz Пределы изменения Rzt мкм Ra
80< Ra <2,5 4Ra 320 < Яд <10 0,25Яг
2,5</ta<0,010 5Ra 10<Яд<0,05 0,20Яг
Величина суммарных отклонений расположения поверхности
включает погрешности геометрической формы и относительно рас-
положения поверхностей (отклонения от параллельности и перпен-
дикулярности, соосности, симметричности, пересечения осей) и за-
висит от вида заготовки (прокат, литье, штамповка), способов
крепления заготовки (консольное, в центрах и т. п.) и др.
Рекомендации по определению значения величины суммарных
отклонений приведены в разд. 2.3. «Определение пространственных
геометрических отклонений обрабатываемых поверхностей».
Погрешность установки заготовки на выполняемом переходе
характеризуется величиной смещения обрабатываемой поверхности
в направлении получаемого размера.
Рекомендации по определению погрешности установки приведе-
ны в разд. 2.4. и 2.5.
Номинальный припуск Z, на обработку поверхностей определяют
путем выявления и расчета размерной цепи, замыкающим звеном
8
которой является припуск Z,-, а составляющими звеньями являются
Z/min и предельные отклонения размеров на данном и предшест-
вующем переходах. Таким образом, в общем случае номинальный
припуск Z,- на обработку поверхности составляет:
для наружных
Z<—Zjmn 4- ei'i-i 4~ cSi9
2Z,=2Zimin + eiDf-i + esDi,
для внутренних
Z, = Zimin + ESf-1 + Eli',
IZi^lZ^+ESDi^ + EIDi,
(1.9)
(1.10)
(1.11)
(1.12)
где ei,_b est, esDh ESt-i, EIh ESDi-t и EID,— предельные
отклонения размеров соответственно на предшествующем и выпол-
няемом переходах.
Номинальный припуск на последнем i=k и на первом i=l
переходах соответственно составляет:
Zt—Zjtmin 4- 14“ еЛд,
(1-13)
Zj=ZImin 4- ei3 4- esi.
(1.14)
1.4. Максимальный припуск Zim
Максимальный припуск- ZimaK на обработку определяют по
формуле
Zimax = Z,min 4" ТГО(_ 1 + ITD,',
2Zimax=2Zinun + ITDi~ (+ ITDt,
(1.15)
(1.16)
где ITDi-i и ITDi — допуски на получаемый размер соответственно
на предшествующем и выполняемом переходах.
Расчетные формулы для определения припусков на обработку
могут трансформироваться в зависимости от применяемого метода
обработки. Ниже приводятся расчетные формулы для определения
величины припуска для некоторых видов обработки:
последовательная обработка противоположных или отдельно
расположенных поверхностей
Zimin — 7?Z(i-l)4- + Ле(_! 4- £,;
(1-17)
9
параллельная обработка противоположных поверхностей
2Zimin=2 (Rz(i-1)+hi_ i + Ax,_, + £,); (1.18)
обработка наружных или внутренних поверхностей вращения
2Zimin=2 (ТЦ,..»+й._,)+2 (Д£_, + Ei2)0,5; (1.19)
обтачивание цилиндрической поверхности заготовки, установ-
ленной в центрах; бесцентровое шлифование
2Z,min=2(J?Z((_1)+й,_,+Aj,_,); (1-20)
развертывание плавающей разверткой, протягивание отверстий
2Z.^=2 (Rz^+(1.21)
суперфиниш, полирование и раскатка (обкатка)
2Zjmjn=21?Z(f_1); (1.22)
обработка лезвийным или абразивным инструментом без выдер-
живания размера (как чисто) по обрабатываемой поверхности
Z^Rz^+ht-i + G^ITi-i, (1.23)
шлифование после термообработки (химико-термической, закал-
ки токами высокой частоты с целью сохранения полученного слоя):
при наличии погрешности е,
Zjmin 1)4" Axj-j + Ej, (1.24)
2Zimin = 2 (Rz(t-1)+Ae(_,+£,); (1.25)
при отсутствии погрешности E,
Z,miD=l?Z(1_1)+Aiy-j, (1-26)
2Z,min=2(2?z(i_I)+AI(_I). (1.27)
Необходимо отметить, что величина припуска не должна быть
меньше той глубины резания, при которой работа нормально
заточенной режущей кромки инструмента становится неустойчи-
вой. Для резца минимальная толщина срезаемого слоя составляет
«20 мкм.
10
1.5. Определение общих припусков ZomiB и Ztoax
Общий припуск на обработку одной поверхности определяют по
формулам
к к-1
Zomin = Zimin + £ Tt=Z3min — Лдшм; (1.28)
1 = 1 1 = 1
к к-1
Zomajc = £ Zimai + X т, + Т3 + Та—Азтл—Лдщп, (1.29)
1=1 1=1
где Tt — допуски на межоперационные размеры от первой 1=1 до
последней i=k— 1 операции; Т3, Та — допуск на заготовку и на
деталь, соответственно; Лзтм, ЛзтЬ, Лдта„ Лдт1п — наибольшие и на-
именьшие предельные размеры заготовки и детали.
Общий номинальный припуск определяют по формуле
Zo=fz„ (1.30)
i-1
где к — количество переходов (операций), выполняемых при об-
работке данной поверхности.
1.6. Определение межоперационных размеров
Расчет межоперационных размеров производят в порядке, об-
ратном ходу технологического процесса: от размера готовой детали
к размеру заготовки.
Межоперационный номинальный размер при обработке поверх-
ностей:
наружных плоских
Zi-l— Ai+Zfy
наружных поверхностей вращения
] = dj+2Z,-;
внутренних поверхностей вращения
Д_1=Д-2^;
(1.31)
(1.32)
(1.33)
здесь At, dh Di — номинальные размеры на f-м переходе; Л,_15 dt_x,
— номинальные размеры на предшествующем переходе; Z,- —
номинальный припуск на i-м переходе.
11
Номинальный операционный размер на последней операции i—k
равен требуемому размеру детали
Ак=Аа, (1.34)
и соответственно равны допуски и предельные отклонения
7)t —7"д, dk £1д, ^^к— ^д-
При последовательной односторонней обработке наружных по-
верхностей номинальные межоперационные размеры А, рассчитыва-
ют путем прибавления к размеру детали Ад соответствующих номи-
нальных припусков Zs для каждой операции
Ак Ая,
Ак-1=АД+ Zk,
A^2=Aa+Zk+Zk-t, (1-35)
А^Ад+Х Z,
l+l
Номинальный размер заготовки в результате составит
А3=Ад+^г,
i=l
(1.36)
Номинальные межоперационные размеры и размеры заготовки
можно определить также, используя значения минимальных припу-
сков Zimin и допусков Ti на операциях.
Так, межоперационный размер на предпоследней операции
i=k— 1 составляет
Ак—1 Ад Ч- Zk А д Ч- Zkn^ Ч- eik_ i Ч-
(1-37)
Межоперационный размер на любой из выполняемых промежу-
точных операций i=j можно рассчитать по формуле
к к
Aj Ад+ Zjmjn Ч~ У2 T'j-f-еХд,
j+i j+i
(1-38)
где eij — нижнее предельное отклонение операционного размера на
рассматриваемой операции; Zimin и Tt — соответственно минималь-
12
ные припуски и допуски на межоперационные размеры для всех
последующих операций от j до к.
В свою очередь, номинальный размер заготовки определяют по
формуле
к к-1
Лу=Лд+ Zimin + Tf+ eij+ esm
i=l i=l
(1.39)
где eij — нижаее предельное отклонение размера заготовки.
При обработке наружных поверхностей вращения минимальный
размер на предшествующем переходе (4ща(»-1)) определяется по
формуле
1) — ^4max*l_2ZI-rnin, (1’40)
максимальный размер на предшествующем переходе (dm..P_i))
^4iM(i-l) = ^4iin(i-l) + Z7c?i_i. (1-41)
При обработке внутренних поверхностей вращения максималь-
ный размер (Лта^ (,-_!)) определяется по формуле
= —(1-42)
минимальный размер (^(.-ц)
-Drain (i-1) = 1) ~ ITDi-|. (1.43)
Здесь ITD^, ITdi^i — допуски на получаемый размер. Они опре-
деляются с учетом среднеэкономического квалитета точности, обес-
печиваемого применяемым методом обработки (для основных ви-
дов обработки эти допуски приведены в табл. 2.1 — 2.4).
Правильность выполненных расчетов можно проверить по
формулам
И1т„—Zftnin=/7'l_i+ZTi; (1-44)
2Zimax - 2Zimin=ITD^ + ITDi, (1.45)
Zomax ~ -Zemin — IT3 + ГТ'„J (1.46)
2Zomax—2Zomin=ITD3+ITDa, (1.47)
где IT,, ITD3, 1Та и ITDn — допуски на размер соответственно
заготовки (см. соответствующий вид заготовок) и готовой де-
тали.
13
При расчете припусков для деталей, заготовками которых явля-
ется прокат, полученные размеры заготовки округляют до ближай-
шего размера по сортаменту проката. В связи с этим припуски на
первую операцию могут быть несколько увеличены.
1.7. Порядок расчета припусков на обработку
и операционных (межпереходных) размеров
Расчету припусков на механическую обработку предшествуют
два определяющих этапа разработки технологического процесса,
результаты которых непосредственно влияют на расчет припусков
и межоперационных размеров.
Этап I — выбор метода получения заготовки.
Этап II — определение необходимых технологических операций
(переходов), обеспечивающих достижение требуемой точности при
обработке рассматриваемой поверхности.
Выбор метода получения заготовки выполняют с учетом про-
граммы выпуска, марки материала, габаритных размеров и геомет-
рии изделия. Зная метод получения заготовки, можно по справоч-
ным данным определить квалитет, предельные отклонения ES3,
(&s3), EI3, (а3) и допуск 1Т3 на рассматриваемый размер заготовки.
Справочные данные по точности заготовок, полученных литьем,
ковкой, штамповкой и прокатом, приведены соответственно в гл.
3 — 7. При этом номинальный размер заготовки А3 первоначаль-
но, до расчета можно принять с определенным приближением,
исходя из размера детали Ал.
Зная допуск на размер заготовки Т3 и соответствующий допуск
на размер детали Тв, по формуле (1.3) определяется общее уточне-
ние ето, которое необходимо получить при выбранных технологичес-
ких операциях.
Выбор необходимых технологических операций (переходов) на-
чинают с последней операции, обеспечивающей достижение конеч-
ной точности детали. Далее идут к началу технологического процес-
са, последовательно переходя от отделочной — финишной обработ-
ки к чистовой, предварительной и черновой обработке. Так, на
диаметре вала получить точность по 7 квалитету (ITDl) возможно
путем чистового шлифования. Это означает, что требуемый размер
детали Da получаем путем шлифования на последней операции за
номером к
где Dk — операционный размер на последней операции.
14
Отклонения операционного размера на последней операции рав-
ны предельным отклонениям детали
esDk=esDn, eiDk=eiDa.
Выполнение чистового шлифования возможно при условии
выполнения предварительного шлифования на операции (к—Г),
которое согласно табл. 2.1 обеспечивает точность по ITD9, а пре-
дельные отклонения межоперационного размера составляют
esDk_i, eiDk-г.
Операции предварительного шлифования должна предшество-
вать операция (к — 2) — чистовое течение вала, на котором согласно
табл. 2.1 достигается точность ITD10 и предельные отклонения
межоперационного размера esDk_2, eiDk-i-
В свою очередь, перед чистовым точением необходимо выпол-
нить операцию (к—3) — чернового точения, которая обеспечивает
точность 777)13 и соответствующие предельные отклонения меж-
операционного размера esDk.3, eiDk~3.
Операцию чернового точения можно выполнять непосредст-
венно на заготовке вала D3, полученной, например, из горяче-
катанного прутка.
Правильность выбора состава технологических операций необ-
ходимо оценить путем проверки общего уточнения ед, которое
должно быть больше или равно требуемому уточнению е?о
i=k
£o=Y[ei=Eifik-i...et>EIo. (1-48)
i=i
В данном примере, при числе операций 7=4, имеем 60=6463626^
£то"
Если оказывается, что со<ето, то необходимо ввести дополни-
тельные операции (переходы), увеличив тем самим общее уточнение
е0 до требуемого значения ето.
После определения необходимого количества операций i=k,
выполняют расчет минимальных припусков Z^m и межоперацион-
ных размеров df.
Минимальные припуски для соответствующих операций рассчи-
тывают по формулам (1.5) — (1.8):
Zjtmfn, ^(к— l)min, ^(к—2)min, Z^_. з)тт, min?
а для нашего примера
Z4min, Z3min, ^-2min? Zimin*
15
После этого по формулам (1.49) — (1.52) определяют номиналь-
ный припуск Z, на операциях
2ZA=2ZAaia + esDa+eiD3; (1-49)
2Z3=2Z3m;n + esD3 +eiDi', (1.50)
2Z2=2Z2min+ey£2 + eiD1; (1-51)
2Zi=2Zimin + e&Di + ei2)3. ' (1.52)
D3=Da+2ZA,
D2=D3 + 2Z3=Da+2Z4+2Z3;
D\=I)3+2Z2=Da + 2Z4 + 2Z3+2Zjj
Операционные размеры определяют путем последовательного
прибавления к размеру детали Da номинальных припусков для
соответствующих операций:
для последней операции i—k=4 Dk=DA=D^
для операции i=3
для операции 1=2
для операции i = 1
для заготовки D3=Dx + 2ZX = Da+2Z4+2Z3 + 2Z2+2Zt.
Рассчитанные операционные (межпереходные) размеры и раз-
меры заготовки могут быть округлены в соответствии с принятым
рядом размеров.
Максимальные припуски на операциях Z,m„ определяют по
формулам 1.15, 1.16.
Для наглядности результаты расчета целесообразно представить
в виде табл. 1.2, в которой приводятся элементы припуска для
каждой операции, а также рассчитанные припуски и межоперацион-
ные размеры.
Таблица 1.2. Элементы припуска, предельные отклонения и допуски
Технологический маршрут Элементы припуска Расчетный припуск Размеры, допуски и предельные отклонения на детали, на операциях и на заготовке
Rz h Д е ^гшп Zmax Zf 4 ES (а).
Заготовка-штам- повка
...
...
Шлифование чи- стовое
2. ОПРЕДЕЛЕНИЕ СОСТАВЛЯЮЩИХ
ДЛЯ РАСЧЕТА ПРИПУСКА
2.1. Достигаемые параметры точности
механической обработки на станках
Для расчета припусков и межпереходных размеров необходимо
знать составляющие приведенных выше формул. В табл. 2.1 — 2.4
приведены данные по точности, получаемой при использовании
различных методов механической обработки заготовок.
аблица 2.1. Точность поверхности при обработке наружных
цилиндрических поверхностей
Обработка Ква- ли- тет Технологические допуски (мкм) на размер при номинальных диаметрах поверхности, мм
Св. 3 до 6 Св. 6 ДО 10 Св. 10 ДО 18 Св. 18 ДО 30 Св. 30 ДО 50 Св. 50 ДО 80 Св. 80 ДО 120 Св. 120 ДО 180 Св. 180 ДО 250 Св. 250 до 315 Св. 315 ДО 400 Св. 400 до 500
Обтачивание: черновое 14 — — — — 620 740 870 1000 1150 1300 1400 1550
13 180 220 270 330 390 460 540 630 720 810 890 970
12 120 150 180 210 250 300 350 400 460 520 570 630
получистовое 13 180 220 270 330 390 460 540 630 720 810 890 970
однократное 12 120 150 180 210 250 300 350 400 460 520 570 630
11 75 90 ПО 130 160 190 220 250 290 320 360 400
чистовое 10 48 58 70 84 100 120 140 160 185 210 230 250
9 30 36 43 52 62 74 87 100 115 130 140 155
8 18 22 27 33 39 46 57 63 72 81 89 97
тонкое 9 30 36 43 52 62 74 87 100 115 130 140 155
8 18 22 27 33 39 46 57 63 72 81 89 97
7 12 15 18 21 25 30 35 40 46 52 57 63
6 8 9 И 13 16 19 22 25 29 32 36 40
2 - 4026
17
Продолжение табл. 2.1
Обработка Ква- ли- тет Технологические допуски (мкм) на размер при номинальных диаметрах поверхности, мм
Св. 3 до 6 Св. 6 до 10 Св. 10 ДО 18 Св. 18 до 30 Св. 30 до 50 Св. 50 до 80 Св. 80 ДО 120 Св. 120 до 180 Св. 180 ДО 250 Св. 250 ДО 315 Св. 315 ДО 400 Св. 400 До 500
Шлифование: предваритель- ное 9 30 36 43 52 62 74 87 100 115 130 140 155
8 18 22 27 33 39 46 57 63 72 81 89 97
чистовое 7 12 15 18 21 25 30 35 40 46 52 57 63
6 8 9 11 13 16 19 22 25 29 32 36 40
тонкое 6 8 9 11 13 16 19 22 25 29 32 36 40
5 5 6 8 9 11 13 15 18 20 23 25 27
Притирка, су- перфиниширо- вание 5 4 5 4 6 4 8 5 9 6 11 7 13 8 15 10 18 12 20 14 23 16 25 18 27 20
Обкатывание, алмазное выг- лаживание 10 48 58 70 84 100 120 140 160 185 210 230 250
9 30 36 43 52 62 74 87 100 115 130 140 155
8 18 22 27 33 39 46 57 63 72 81 89 97
7 12 15 18 21 25 30 35 40 46 52 57 63
6 8 9 11 13 16 19 22 25 29 32 36 40
5 5 6 8 9 11 13 15 18 20 23 25 27
Примечание. Данные таблицы относятся к стальным деталям. Для деталей из чугуна или
цветных сплавов предельные отклонения по точности можно принимать на один квалитет выше.
Таблица 2.2. Достигаемая точность линейных размеров
при различных методах обработки
Обработка Ква- ли- тет Технологические допуски (мкм) на размер обработки до базовой поверхности, мм
До 80 Св. 80 ДО 180 Св. 180 до 260 Св. 260 ДО 500 До 80 Св. 80 до 180 Св. 180 до 260 Св. 260 до 500 До 80 Св. 80 до 180 Св. 180 ДО 260 Св. 260 до 500
Размеры (длина х ширина) обрабатываемой плоскости, мм
До 160x160 Св. 160 х 160 до 400 x 400 Св. 400 x 400 до 1000 х 1000
Фрезерование и стро- гание: черновое 12 12 10 8 120 60 160 80 185 90 250 120 200 120 260 160 300 185 380 250 400 200 530 260 600 300 760 380
18
Продолжение табл. 2.2
Обработка Ква- ли- тет Технологические допуски (мкм) на размер обработки до базовой поверхности, мм
До 80 Св. 80 до 180 Св. 180 до 260 Св. 260 до 500 До 80 Св. 80 До 180 Св. 180 ДО 260 Св. 260 ДО 500 До 80 Св. 80 до 180 Св. 180 до 260 Св. 260 до 500
Размеры (длина X ширина) обрабатываемой плоскости, мм
До 160x160 Св. 160х 160 до 400 x 400 Св. 400 x 400 до 1000 х 1000
чистовое 11 10 8 7 60 25 80 40 90 47 120 62 120 60 160 80 185 90 250 120 200 120 260 160 300 185 385 250
Фрезерование и стро- гание тонкое^ 8 7 6 25 20 40 27 47 30 62 40 25 20 40 27 47 30 62 40 60 25 20 80 40 27 90 47 30 120 62 40
Торцевое точение и подрезка черновое 14 12 11 400 200 530 260 600 300 760 380 400 530 600 760 740 100 0 115 0 1550
Торцовое точение и подрезка'. чистовое или од- нократное 12 11 10 8 120 60 160 80 185 90 250 120 200 120 260 160 300 185 380 250 400 200 530 260 600 300 760 380
тонкое 10 8 7 25 40 47 62 60 25 80 40 90 47 120 62 120 60 160 80 185 9 250 120
Протягивание одно- кратное 10 8 7 60 25 80 40 90 47 120 62 120 60 25 160 80 40 185 90 47 250 120 62 120 60 160 80 185 9 250 120
Шлифование: предварительное 10 8 7 120 60 25 160 80 40 185 90 47 250 120 62 120 60 25 160 80 40 185 90 47 250 120 62 120 60 25 160 80 40 185 90 47 250 120 62
чистовое или од- нократное 8 7 6 60 25 20 80 40 27 90 47 30 120 62 40 60 25 20 80 40 27 90 47 30 120 62 40 60 25 20 80 40 27 90 47 30 120 62 40
тонкое 7 6 5 25 20 13 40 27 18 47 30 20 62 40 25 25 20 13 40 27 18 47 30 20 62 40 25 25 20 13 40 27 18 47 30 20 62 40 25
Притирка, тонкое шабрение 5 13 18 20 25 13 18 20 25 13 18 20 25
Примечание. Данные таблицы относятся х стальным деталям. Для деталей из чугуна или
цветных сплавов предельные отклонения по точности можно принимать на один квалитет выше.
Табличные данные относятся к случаю обработки деталей жесткой конструкции при базировании
по чисто обработанной поверхности и при использовании ее в качестве измерительной поверх-
ности. Если эти поверхности не совпадают, то табличные значения технологических допусков
необходимо увеличить на величину погрешности установки.
2* 19
Таблица 2.3. Достигаемая точность диаметральных размерен
при обработке отверстий
Технологические допуски (мкм) на размер прн
номинальных диаметрах поверхности, мм
Обработка ли- тет Св. 3 ДО 6 Св. 6 ДО 10 Св. 10 До 18 Св. 18 ДО 30 Св. 30 до 50 Св. 50 до 80 Св. 80 ДО 120 Св. 120 ДО 180 Св. 180 до 250 Св. 250 до 315 Св. 315 ДО 400 Св. 400 ДО 500
Сверление и рассвер- 13 — — 270 — — — — — — — — —
ливание 12 — — 180 330 390 460
11 75 90 110 210 250 300 —- — — — — —
10 48 58 70 130 160 190 — — — — — —
9 30 36 43 84 52 100 62 120 74 —
Зенкерование: 13 — — 270 — — — 540 — — — — —
черновое 12 — — 180 330 210 390 250 460 300 350 — —
однократное лито- 13 — — 270 — — — 540 — —. — — —
го или прошитого от- 12 — — 180 330 390 460 350 —
верстая И 75 90 ПО 210 250 300 220
10 48 58 70 130 84 160 100 190 120 140 — — — — —
Зенкерование:
чистовое после 9 —- — 43 52 62 74 87 —. — — — —
чернового или свер- ления 8 —- — 27 33 39 46 57 —
Развертывание: ПО 290
нормальное 11 — — — — — 220 — — — —
10 75 48 90 58 70 130 84 160 100 190 120 140 250 160 185 320 210 360 230 —
точное 9 — — 43 52 62 74 87 —
8 30 36 27 33 39 46 57 100 115 130 140 —
7 18 12 22 15 18 21 25 30 35 63 40 72 46 81 52 89 57 —
тонкое 6 8 9 11 13 16 19 22 25 29 32 36 —
5 5 6 8 9 11 13 15 18 20 23 25 —
Протягивание:
черновое литого 11 — — — — 160 190 220 250 — — — —
или прошитого от- верстия 10 — — — — 100 120 140 160 — — — —
чистовое после 9 — — 43 52 62 74 87 100 — — — —
чернового или после 8 — — 27 33 39 46 57 63 — — —
сверления 7 — — 18 21 25 30 35 40 — — — —
Растачивание:
черновое 13 180 220 270 330 390 460 540 630 720 810 890 970
12 120 150 180 210 250 300 350 400 460 520 570 630
11 75 90 ПО 130 160 190 220 250 290 320 360 400
Растачивание:
чистовое 10 48 58 70 84 100 120 140 160 185 210 230 250
9 30 36 43 52 62 74 87 100 115 130 140 155
8 18 22 27 33 39 46 57 63 72 81 89 97
20
Продолжение табл. 23
Технологические допуски (мкм) на размер при
номинальных диаметрах поверхности, мм
Обработка Си Св. Св. Св. Св. Св. Св. Св. Св. Св. Св. Св.
тег 3 6 10 18 30 50 80 120 180 250 315 400
до до ДО до до до ДО ДО ДО ДО до ДО
б 10 18 30 50 80 120 180 250 315 400 500
тонкое 7 12 15 18 21 25 30 35 40 46 52 57 63
6 8 9 11 13 16 19 22 25 29 32 36 40
5 5 6 8 9 И 13 15 18 20 23 25 27
Шлифование'.
предварительное 9 43 52 62 74 87 100 115 130 140 155
8 27 33 39 46 57 63 72 81 89 97
чистовое 7 18 21 25 30 35 40 46 52 57 63
6 И 13 16 19 22 25 29 32 36 40
тонкое 5 5 6 8 9 11 13 15 18 20 23 25 27
Притирка, хонинго- 5 5 6 8 9 11 13 15 18 20 23 25 27
вание 4 4 4 5 6 7 8 10 12 14 16 18 20
Раскатывание, калиб- 10 58 70 84 100 120 140 160 185 210 230 250
роеание, алмазное выг- 9 36 43 54 62 74 87 100 115 130 140 155
лаживание 8 1L 22 27 33 39 46 57 63 72 81 89 97
7 15 18 21 25 30 35 40 46 52 57 63
6 8 9 И 13 16 19 22 25 29 32 36 40
5 5 6 8 9 11 13 15 18 20 23 25 27
Примечание. Данные таблицы относятся к стальным деталям. Для деталей из чугуна или
цветных сплавов предельные отклонения по точности можно принимать на один квалитет выше.
Точность обработки отверстий мерным инструментом определяются точностью изготовления
инструмента.
Таблица 2.4. Значения допусков для размеров до 500 мм
Интервал размеров, мм Квалитет
4 5 6 8 9 10 12 13 14 15 Г 16
Допуск IT, мкм
ДоЗ 3 4 6 10 14 25 40 60 100 140 250 400 600
Св. 3 до 6 4 5 8 12 18 30 48 75 120 180 300 480 750
Св. 6 до 10 4 6 9 15 22 36 58 90 150 220 360 580 900
Св. 10 до 18 5 8 11 18 27 43 70 НО 180 270 430 700 1100
Св. 18 до 30 6 9 13 21 33 52 84 130 210 330 520 840 1300
Св. 30 до 50 7 И 16 25 39 62 100 160 250 390 620 1000 1600
Св. 50 до 80 8 13 19 30 46 74 120 190 300 460 740 1200 1900
Св. 80 до 120 10 15 22 35 54 87 140 220 350 540 870 1400 2200
Сз. 120 до 180 12 18 25 40 63 100 160 250 400 630 1000 1600 2500
Св. 180 до 250 14 20 29 46 72 115 185 290 460 720 1150 1850 2900
Св. 250 до 315 16 23 32 52 81 130 210 320 520 810 1300 2100 3200
Св. 315 до 400 18 25 36 57 89 140 230 360 570 890 1400 2300 3600
Св. 400 до 500 20 27 40 63 97 155 250 400 630 970 1550 2500 4000
21
2.2. Обеспечение качества поверхностного слоя
Приводимые ниже данные (табл. 2.5 — 2.13) по качеству поверх-
ностного слоя относятся как к поверхностям заготовок, полученных
различными методами, так и к обработанным поверхностям дета-
лей на различных станках [1, 3, 4, 9].
Таблица 2.5. Качество поверхности (мкм) сортового проката
Диаметр проката, мм Точность проката
Высокая Повышенная Обычная
Rz h Rz h Rz h
До 30 63 50 80 100 125 150
Св. 30 до 80 100 75 125 150 160 250
Св. 80 до 180 125 100 160 200 200 300
Сз. 180 до 250 200 200 250 300 320 400
Таблица 2.6. Качество поверхности (мкм) поперечно-винтового проката
Диаметр проката, мм Rz при точности проката Дефектный слой, мкм
Повышенной Нормальной Л
До 10 63 100 100
Св. 10 до 18 100 200 180
Сз. 18 до 30 160 320 300
Св. 30 до 50 320 500 500
Св. 50 до 80 500 800 800
Св. 80 до 120 800 1250 1200
Св. 120 до 180 1250 1600 2000
Таблица 2.7. Точность и качество поверхности после отрезки сортового проката
Способ отрезки Квалитет Rz+h, мюа
На ножницах 17 300
Приводными ножовками, дисковыми фре- зами на фрезерных станках 14 200
Отрезными резцами на токарных станках Отрубка на прессах 13 200
22
Таблица 2.8. Точность и качество поверхности заготовок из проката
после механической обработки
Способ обработки Переход Квалитет | Rz, мкм | h, мкм
Обработка наружных поверхностей
Обтачивание резцами про- ката повышенной и обыч- ной точности Обдирка Черновое Чистовое и однократ- ное Тонкое 14 12 10 — 11 7 — 9 125 63 32 — 20 6,3 — 3,2 120 60 30
Шлифование в центрах проката обычной точности Бесцентровое шлифова- ние проката повышенной и высокой точности Черновое Чистовое и однократ- ное Тонкое 8—9 7 — 8 5—6 10 6,3 3,2—0,8 20 12 6—2
Обработка торцовых поверхностей
Подрезание резцами на токарных станках Шлифование на кругло- и торцешлифовальных стан- ках Черновое Однократное Чистовое | 12 11 6 50 32 5—10 50 30
Таблица 2.9. Качество поверхности поковок (Rz+h, мкм),
изготовляемых ковкой
Наибольший размер поковки, мм Пресс Молот Подкладные штампы
Точность
повышенная нормальная нормальная нормальная
От 50 до 180 800 1000 1000 750
Св. 180 до 500 1000 1500 1500 1250
Св. 500 до 1250 1500 2000 2000 1500
Св. 1250 до 3150 2000 2500 2500 —
Св. 3150 до 6300 2500 2000 2000 —
Св. 6300 до 10000 — 3500 3500 —
Таблица 2.10. Качество поверхности поковок, изготовляемых штамповкой
Масса поковки, кг Rz, мкм h, мкм
До 0,25 80 150
Св. 0,25 до 4 160 200
Сз. 4 до 25 200 250
23
Продолжение табл. 2.10
Масса поковки, кг Rz, мкм h, мкм
Св. 25 до 40 250 300
Св. 40 до 100 320 350
Св. 100 до 200 400 400
Таблица 2.11. Точность и качество поверхности поковок после
механической обработки, получаемых ковкой на прессах, молотах и
в подкладных штампах
Способ обработки Переход Квалитет Rz, мкм h, мкм
Точение резцами, фре- Обдирочное 17 1250 350
зерование Черновое 15—16 250 240
Получистовое 12—14 125 120
Чистовое 10—11 40 40
Тонкое 6—7 5 5
Шлифование Обдирочное 14—15 20 20
Черновое 10 15 15
Чистовое 6—7 5 5
Тонкое 5—6 2.5 5
Таблица 2.12. Точность и качество поверхности штампованных поковок
после механической обработки
Способ обработки Квалитет Rz, мкм h, мкм
Валы ступенчатые. Обтачивание наружных поверхностей
Обдирочное 11 — 12 32 30
Черновое 12 50 50
Чистовое 11 25 25
Тонкое 7—9 5 5
Подрезание торцовых поверхностей
Черновое 12 50 50
Чистовое 11 32 30
Фрезерование
Однократное 14 100 100
Диски. Обтачивание наружных поверхностей
Однократное 10—12 32 30
Черновое 14 100 100
Получистовое 12 50 50
Чистовое 10 — 11 25 25
24
Продолжение табл. 2.12
Способ обработки | Квалитет | Rz, мкм А, мкм
Подрезание торцовых поверхностей
Черновое 12 32 50
Чистовое 10—11 25 25
Рычаги. Фрезерование
Однократное 10—12 32 30
Черновое 14 100 100
Получистовое 12 50 50
Чистовое 11 10 15
Протягивание
Однократное 10 5 10
Обтачивание стержня
Черновое 12 50 50
Чистовое 11 25 25
Шлифование валов, дисков, рычагов
Однократное 7—9 5 10
Черновое 8—9 10 20
Чистовое 6—7 5 15
Тонкое 5—6 2,5 5
Таблица 2.13. Точность качество поверхности после механической
обработки отливок
Обработка Квалитет Rz, мкм h, мкм
Отливка
Обдирка 17—16 320 320
Черновая 15—14 240 240
Получистовая 14—12 100 100
Чистовая 11—10 20 20
Литье в кокиль и центробежное литье
Однократная 11 25 25
Черновая 12 80 50
Чистовая 10 20 20
Тонкая 7—9 5 5
25
Продолжение табл. 2.13
Обработка Квалитет R1, мкм А, мкм
Литье в оболочковые формы
Однократная 10 — 11 25 25
Черновая 11 80 80
Чистовая 10 20 20
Тонкая 7—9 5 5
Литье по выплавляемым моделям
Однократная 10 15 20
Тонкая 7—9 2,5 5
Шлифование отливок. получаемых различными способами
Однократная 7 5 10
Черновая 8—9 10 20
Чистовая 6—8 5 15
Тонкая 5—6 0,63 —
2.3. Определение пространственных геометрических
отклонений обрабатываемых поверхностей
Для определения величины пространственных отклонений при
использовании различных видов заготовок и схем базирования
можно воспользоваться следующими рекомендациями (табл. 2.14).
Наличие термообработки в процессе изготовления детали вно-
сит дополнительные пространственные отклонения, которые могут
быть подсчитаны по формуле
Дтсрм=0,001л*£/(0,1</+0,3), (2.1)
где пк — коэффициент, зависящий от вида термической обработки.
При объемной закалке пк= 1, при закалке ТВЧ л*=0,5.
Пространственные отклонения, полученные в результате тер-
мической обработки, складываются с пространственными отклоне-
ниями, оставшимися после выполнения предшествующего перехода.
Остаточные пространственные отклонения после механической
обработки определяют расчетом или по приближенной формуле
ДОСТ=ХУД,_1, (2.2)
где Д,_1 — пространственные отклонения, полученные на предшест-
вующем переходе; Ку — коэффициент уточнения (см. табл. 2.27)
26
Таблица 2.14. Формирование пространственных отклонений при
базировании различных деталей
Тип детали и метод базирования Эскиз Расчетные формулы
1. Литые заготовки
°Р
Корпусные детали,
по отверстиям с парал-
лельными осями пер-
пендикулярной к ним
плоскости
Дсм = /га
Дхор=ДжД
То же, по плоско-
сти, противополож-
ной обрабатываемой
Тела вращения в
самоцентрирующих
патронах по наруж-
ному диаметру с при-
жимом к торцовой
поверхности
л±6
Д кор
Л=Ло=Дж.О
Лсм = /га
Лв=Дж-В
Д—Джор
2. Штампованные заготовки
Валы ступенчатые,
рычаги и т. п. с бази-
рованием по крайней
ступени (поверхно-
сти)
То же при обработ-
ке в центрах
д=7д^ор+^
а=л/а^р+Д«+А*
Лжор=ЛхА
1^0,5L
27
Продолжение табл. 2.14
Тип детали и метод
базирования
Детали типа дисков
с прошиваемым цент-
ральным отверстием
(шестерни, диски и
т. п.) с установкой по
наружному диаметру
и торцу
Эскиз
Расчетные
формулы
То же, при обра-
ботке торцовых по-
верхностей
Д —Дхор
Дхор=Дх-^ ~ & х 2R
3. Заготовки из сортового проката
При консольном
закреплении в само-
центрирующих пат-
ронах
Дхор = ДхД
При обработке в
центрах
д=7д.%р+д£
Дхор=ДхД
/<0,5£
4. Зацентровка заготовок
При установке в са-
моцентрирующих за-
жимных устройствах
Дц=0^5(/П)2+1)2
28
Продолжение табл. 2.14
Тип детали и метод
базирования
При установке на
призмах с односто-
ронним прижимом
Расчетные
формулы
An=(ZW2/2+O^52)0,5
при а=90°
, .0,5
Т>ц = (/ТО2/3 + 0,252)
при а = 120°
5. Сверление отверстий
Детали всех типов,
при обработке отвер-
стий в неподвижной
детали
Д=((Д^2 + С02)0’5
Значения величин, входящих в расчетные формулы (см. табл.
2.14), для различных видов заготовок приведены в табл. 2.15 —
2.22.
Таблица 2.15. Кривизна профиля сортового проката (мкм на 1 мм)
Характеристика проката, ММ Длина проката
До 120 Св. 120 до 180 Св. 180 до 315 Св. 315 до 400 Св. 400 до 500
Без правки при точно- сти проката: обычной 0,5 1.0 1,5 2,0 2,5
повышенной 0,2 0,4 0,6 0,8 1,0
высокой 0,1 0,2 0,3 0,4 0,5
Таблица 2.16. Кривизна профиля сортового проката (мкм на 1 мм)
Характеристика проката, ММ Длина проката
До 30 Св. 30 до 50 Св. 50 до 80 Св. 80 до 120 Св. 120 до 180
Без правки после закал- ки в печах ТВЧ 2,00 1,30 0,90 0,6 0,50
1,00 0,60 0,30 о,3 0,15
После правки на прес- сах 0,13 0,12 0,11 0,1 0,08
29
Таблица 2.17. Отклонение от соосности (мм) элементов,штампуемых в разных
половинах штампа, для поковок типа валов различной точности
Масса поковки, кг Штамповка на молотах Штамповка на пресах
Повышенная точность Нормаль- ная точность Повышенная точность Нормаль- ная точность
До 0,25 0,30 0,4 0,20 0,3
Св. 0,25 до 0,63 0,35 0,5 0,25 0,4
Св. 0,63 до 1,60 0,40 0,6 0,30 0,5
Св. 1,60 до 2,50 0,45 0,8 0,35 0,6
Св. 2,50 до 4,00 0,50 1,0 0,40 0,7
Св. 4,00 до 6,30 0,63 1,1 0,45 0,8
Св. 6,30 до 10 0,70 1,2 0,50 0,9
Св. 10 до 16 0,80 1,3 0,60 1,0
Св. 16 до 25 0,90 1,4 0,70 1,1
Св. 25 до 40 1,00 1,6 0,80 1,2
Св. 40 до 63 1,20 1,8 — —
Св. 63 до 100 1,40 2,2 — —
Св. 100 до 125 1,60 2,4 — —
Св. 125 до 160 1,80 2,7 — —
Св. 160 до 200 2,20 3,2 — —
Таб лица 2.18. Кривизна Дк (мкм на 1 мм) для поковок
Масса поковки, кг Штамповка на молотах Штамповка на прессах
Повышенная ТОЧНОСТЬ Нормаль- ная ТОЧНОСТЬ Повышенная точность Нормаль- ная точность
До 0,25 0,30 0,4 0,20 0,3
Св. 0,25 до 0,63 0,35 0,5 0,25 0,4
Св. 0,63 до 1,60 0,40 0,6 0,30 0,5
Св. 1,60 до 2,50 0,45 0,8 0,35 0,6
Св. 2,50 до 4,00 0,50 1,0 0,40 0,7
Св. 4,00 до 6,30 0,63 1,1 0,45 0,8
Св. 6,30 до 10 0,70 U 0,50 0,9
Св. 10 до 16 0,80 1,3 0,60 1,0
Св. 16 до 25 0,90 1,4 0,70 1,1
Св. 25 до 40 1,00 1,6 0,80 1,2
Св. 40 до 63 1,20 1,8 — —
Св. 63 до 100 1,40 2,2 — —
Св. 100 до 125 1,60 2,4 — —
Св. 125 до 160 1,80 2,7 — —
Св. 160 до 200 2,20 — —
30
Таблица 2.19. Кривизна Дк (мкм на 1 мм) для поковок
Вид обработки Диаметр или размер
До 120 Св. 120 до 180 Св. 180 до 250 Св. 250 до 315 Св. 315 до 500
Ковка 3 2 1 0,8 0,6
Механическая обработка
Обдирочная 1.5 1 0,5 0,4 0,3
Черновая 0,7 0,5 0,3 0,2 0,1
Получи стоная 0,05 0,04 0,03 0,02 0,01
После термообработ- ки (закалка и правка) 0,10 0,08 0,06 0,04 0,02
Таблица 2.20. Кривизна Дк (мкм иа 1 мм) поковок типа валов
Диаметр поковки После термообработки После штамповки После правки на прессах
В печах твч
До 25 2,5 0,25 4 0,20
Св. 25 до 50 1,5 0,75 3 0,15
Св. 50 до 80 1,5 0,75 2 0,12
Св. 80 до 120 1,0 0,5 1,8 0,10
Св. 120 до 180 1,0 0,5 1,6 0,08
Св. 180 до 260 — — 1,4 0,06
Св. 260 до 360 — — 1,2 —
Св. 360 до 500 — — 1,0 —
Таблица 2.21. Отклонение от концентричности и коробление высадки поковок типа
дисков и рычагов, получаемых на прессах различной точности
Толщина (высота) или ширина поковок, мм Отклонение от концентрич- ности отверстий £>э1с, мм Коробление 1>1ор, мм
Повышенная точность Нормальная точность Повышенная точность Нормальная точность
До 50 0,5 0,8 0,5 0,5
Св. 50 до 120 0,63 1,4 0,5 0,5
Св. 120 до 180 0,80 2,0 0,5 0,7
Св. 180 до 260 1,00 2,8 0,6 0,9
Св. 260 до 360 1,50 3,2 0,7 1,0
Св. 360 до 500 2,50 3,6 0,8 1,1
31
Таблица 2.22. Кривизна Ак (мкм иа 1 мм) стержне после фланца
на горизонталыю-ковочной машине
Длина стержня L, мм Диаметр стержня d, мм
До 18 Св. 18 до 30 Св. 30 до 50 Св. 50 до 80 Св. 80 до 120
До 120 6 8 12 16 20
Св. 120 до 180 4 6 8 12 16
Св. 180 до 500 2 4 4 6 6
Св. 500 до 1000 1 2 3 3 3
В табл. 2.23 — 2.26 приведены отклонения геометрической точ-
ности заготовок: смещение осей, отклонения от перпендикулярно-
сти, кривизна поковок, коробление отливок.
Таблица 2.23. Смещение Дс (мм) оси фланца относительно стержня при высадке
его на горизонтально-ковочной машине
Высота фланца 77, мм Диаметр фланца, мм
До 50 Св. 50 до 120 Св. 120 до 260
До 18 0,25 0,25 0,50
Св. 18 до 50 0,25 0,50 0,50
Св. 50 до 120 0,50 0,50 0,75
Св. 120 до 180 0,50 0,75 0,75
Таблица 2.24. Отклонение от перпендикулярности Дк (мкм иа 1 мм радиуса) торца
фланца к оси поковки
Масса поковки, кг При штамповке Масса поковки, кг При штамповке
на прессе на ГКМ на прессе на ГКМ
До 0,25 0,2 о,3 Св. 4 до 10 0,5 0,9
Св. 0,25 до 1,6 0,3 0,5 Св. 10 до 25 0,6 1,1
Св. 1,6 до 4 0,4 0,7 Св. 25 до 40 0,7 1,2
Таб лица 2.25. Кривизна поковки Дк (мкм иа 1 мм длины) после ковки иа ВРКМ
Диаметр поковки, мм Дк Диаметр поковки, мм Дк
До 60 2 Св. 60 1
Таблица 2.26. Удельное коробление отливок
Детали Дх (мкм на 1 мм Длины) Детали Дх (мкм на 1 мм длины)
Корпусные 0,7 — 1,0 Плиты 2 — 3
Примечание. Величина смещения отливок по плоскости разъема определяется по ГОСТ
26645 — 85. Базирование заготовки по черному отверстию следует использовать только на
первой операции.
32
В результате механической обработки полученные на заготовках
пространственные отклонения уменьшаются. В табл. 2.27 приведе-
ны коэффициенты уточнения Ку, которые позволяют рассчитать
остаточные значения пространственных отклонений заготовок по-
сле выполнения предусмотренных технологических переходов.
Таблица 2.27. Коэффициент уточнения для отливок, поковок,
штампованных заготовок в сортового проката
Технологический переход
Однократное и черновое точение штампованных заготовок, заготовок из горячекатаного проката, предварительное шлифо- вание проката 0,06
Получистовая обработка заготовок из проката, штампован- ных заготовок, рассверливание отверстий, смещение оси отвер- стия после черновой обработки 0,05
Чистовое точение заготовок из сортового проката обыкновен- ного качества, штампованных заготовок, после первого тех- нологического перехода обработки литых заготовок, после чи- стового шлифования проката 0,04
Двукратное обтачивание калиброванного проката или дву- кратное шлифование заготовок после токарной обработки 0,02
Получистовая обработка (зенкерование и черновое развер- тывание отверстий) 0,005
Чистовая обработка — развертывание отверстий 0,002
При обработке торцовых поверхностей штампованных загото-
вок с центральным отверстием остаточную величину пространст-
венного отклонения (коробления) можно определить [9]:
после черновой обработки
Дост= 1,2 [0,06A„,p+0,15 (J? - г)],
после получистовой обработки
Ло„= 1,1 [0,003^+0,1 (R - г)],
после чистовой обработки
Лост=0,003Дкор+0,1 (R—г),
где Лиг — радиусы наружной поверхности и отверстия (см. табл.
2.14).
3 - 4026
33
2.4. Определение погрешности установки и закрепления
заготовок на станках
2.4.1. ПОГРЕШНОСТИ УСТАНОВКИ ЗАГОТОВОК
Процесс установки при обработке заготовок включает базирова-
ние и закрепление. При базировании заготовке придают определен-
ное положение, неизменность которого в процессе обработки обес-
печивается за счет сил закрепления. В результате наличия геомет-
рических отклонений базовых поверхностей заготовок, погрешно-
сти изготовления и износа опорных элементов приспособления,
нестабильности усилия закрепления возникают пространственные
отклонения заготовок. Погрешность обработки, которая формиру-
ется вследствие указанных причин, называют погрешностью уста-
новки Еу.
Погрешность установки заготовки в приспособлениях £у в общем
случае следует вычислять с учетом погрешностей базирования
Ее и закрепления е, заготовок, а также с учетом точности изготовле-
ния и износа опорных элементов приспособлений е^. Погрешность
установки определяют как предельное поле рассеяния положения
рассматриваемой поверхности в направлении получаемого размера.
Так как указанные выше погрешности являются случайными вели-
чинами, то наиболее вероятное значение погрешности установки
можно определить по формуле
еу=(Еб4-£э2 + ф°’5- (2.3)
При укрупненных расчетах точности обработки погрешность
Еу можно определить по данным табл. 2.28 — 2.31.
В процессе установки заготовок с использованием выверки по
разметочным рискам или непосредственно по поверхностям загото-
вок возникает погрешность установки £уВ из-за неточности выверки.
Погрешность Еу, может включать и погрешность закрепления.
В табл. 2.32 и 2.33 эта погрешность дана как одна величина.
Таблица 2.28. Погрешность установки заготовок в патронах и на оправках
без выверки
Тип патрона или оправки Квалитет базы заготовки Погрешности установки (мкм) для направления
радиаль- ного осевого
Цанговые оправки при диаметре установочной поверхности, мм: до 50 св. 50 до 200 7—9 10 — 35 20 — 60 20 50
34
Продолжение табл. 2.28
Тип патрона или оправки Квалитет базы заготовки Погрешности установки (мкм) для направления
радиаль- ного осевого
Трехкулачковые патроны с неза- каленными кулачками или разрез- ными втулками при диаметре до 120 мм При зазоре до закрепления погрешность 0,02 — 0,10 мм 10 — 30 10—120
Двухкулачковые патроны при диаметре детали 200 мм: с винтами с рейками 11 — 13 100 — 200 20 — 60 50 — 100 15 — 40
Цилиндрические оправки с гай- ками (установка на оправку с зазо- ром) 8 — 11 В пределах допуска зазора 10
Конусные оправки при отвер- стии длиной менее l,5rf 7 30 Определяется размерами деталей и оправок
Патроны и оправки с упруги- ми втулками и гидропластмассой при 1: до 0,05</ св. 3,0rf 7 — 9 3 — 10 10 — 20
Патроны и оправки с пластин- чатыми (тарельчатыми) пружина- ми 7 — 11 10 — 20 —
Патроны и оправки с упругими втулками и роликами, опирающи- мися на тела, имеющие форму ги- перболоида вращения 7 — 8 3 — 8 ——
Мембранные патроны патроны и оправки с упругими элементами гофрированного типа 7—9 5 — 7 3 — 5 2 — 5 —
Примечание. Применение пневматических и гидравлических силовых узлов позволяет
уменьшить погрешность установки на 20—40%. Обработку с использованием необработанных
кулачков и втулок применяют при партии деталей не более 80—120 шт.
3*
35
Таблица 2.29. Погрешность установки заготовок (мкм) и радиальном
и осевом направлениях при различных диаметральных размерах заготовок
Вид образца- заготовки Направление смещения заготовки Диаметр базы, мм
Св. 6 ДО 10 Св. 10 до 18 Св. 18 ДО 30 Св. 30 до 50 Св. 50 ДО 80 Св. 80 до 120 Св. 120 ДО 180 Св. 180 ДО 260 Св. 260 ДО 500
Установка в цанговом патроне
Шлифованная Радиальное 15 — 15 — 20 — 25 — 30 — — — — —
контрольная на расстоянии 20 40 45 50 75
оправка, устано- от торца, мм 25 50 75 — 100 150— —
вленная в новом патроне 100 200
Прутки калиб- Радиальное 50 60 70 90 100 120 — — —
рованные Осевое 30 40 50 60 70 80 — — —
Установка в трехкулачковом самоцентрирующемся патроне
Прутки горя-
чекатанные:
повышенной Радиальное 100 120 150 200 300 450 650 — —
точности Осевое 70 80 100 130 200 300 420 — —
обычной точ- Радиальное — 200 220 280 400 500 800 — —
ности Осевое — 130 150 190 250 350 520 — —
Единичная за-
готовка:
с шлифован- Радиальное 20 20 20 20 30 30 40 40 50
ной базой Осевое 10 10 10 10 15 15 25 25 30
с чисто об- Радиальное 50 50 50 50 80 80 100 100 120
работанной ба- зой Осевое 30 30 30 30 50 50 80 80 100
Отливка по вы- Радиальное 100 100 100 100 150 150 200 200 250
плавляемой моде- ли или в оболоч- ковую форму Осевое 50 50 50 50 80 80 100 100 120
Предваритель- Радиальное 200 200 200 200 300 300 400 400 500
но обработанная поверхность; литье в постоян- ную форму; за- готовка штампо- ванная на КШП Осевое 80 80 80 80 100 100 120 120 150
Примечание. При установке в цанговых патронах единичных заготовок вместо прутковых
погрешность установки в осевом направлении увеличивается на 10 — 30 мкм. При неподвижной
цанге смещение в осевом направлении минимально (5 — 20 мкм). Поджатием деталей при
закреплении в патронах погрешность установки можно уменьшить на 20 —30%. В патронах
с пневматическими и гидравлическими силовыми узлами погрешность установки уменьшается на
20 — 40% по сравнению с указанными в таблице.
36
Таблица 2.30. Погрешность (мкм) установка заготовок на постоянные опоры
Вид поверхности Наибольший размер заготовки по нормали ж обработанной поверхности, мм
Постоянные опоры Пластины опорные
б— 10 10— 18 18 — 30 30— 50 50— 80 80— 120 6— 10 10— 18 18— 30 30— 50 50— 80 80 — 120
Установка в приспособлении с винтовыми или с эксцентриковыми зажимами
Шлинованная 60 70 80 90 100 ПО 20 30 40 50 60 70
Чисто обрабо- танная, получен- ная литьем под давлением 70 80 90 100 по 120 30 40 50 60 70 80
Предваритель- но обработанная, полученная литьем по выплавляемым моделям или в обо- лочковые формы 80 90 100 НО 120 130 40 50 60 70 80 90
Полученная лить- ем: в постоянную форму; в песчаную форму машинной формовки; по ме- таллическим мо- делям Штампованная, горячекатаная 90 100 100 ПО 125 120 150 130 175 140 200 55 90 60 100 70 ПО 80 120 90 135 100 150
Установка в приспособлении с пневматическим приводом
Шлифованная 35 40 50 55 60 70 15 20 25 30 40 50
Чисто обрабо- танная, получен- ная литьем под давлением 55 60 65 70 80 100 25 30 35 40 50 60
Предваритель- но обработанная; литье по выплав- ляемым моделям или в оболочко- вые формы 65 70 75 80 90 НО 35 40 50 55 60 70
37
Продолжение табл. 2.30
Вид поверхности Наибольший размер заготовки по нормали к обработанной поверхности, мм
Постоянные опоры Пластины опорные
6— 10 10— 18 18 — 30 30— 50 50— 80 80— 120 fi- lO lo- ts 18— 30 30— 50 50— 80 80— 120
Полученная лить- ем: в постоянную форму; в песчаную форму машинной формовки; по ме- таллическим мо- делям Штампованная, горячекатаная 70 80 90 90 100 100 120 110 140 120 160 50 70 55 80 60 90 65 100 70 110 80 120
Таблица 2.31. Погрешность установки заготовок размером до 60 мм в тисках
Тиски Метод установки Смещение заготовок, мкм
Винтовые На подкладке в свободном со- стоянии 100 — 200
Винтовые На подкладке с постукиванием при зажиме 50 — 80
Эксцентриковые С подкладкой Без подкладки 40 — 100 30 — 50
Примечание. При соблюдении постоянства силы зажима погрешность снижается на
30 — 40%.
Таблица 2.32. Погрешность (мкм) установки заготовок на станках с выверкой
по 1Л> дркой поверхности
Способ установки Метод выверки Погрешность установки
На центрах и регулируе- мых крестовинах С двух концов в верти- кальной и горизонтальной плоскостях и на биение 0,50-1,00 Мелких 0,02-0,04
В четырехкулачковом па- троне и неподвижном люне- те В четырехкулачковом па- троне и неподвижном люне- те Со стороны патрона по высоте и на биение С двух концов в двух плос- костях и на биение 1,00-1,50 Средних 0,03-0,06
В четырехкулачковом па- троне На угольнике, по размет- ке По наружному или внут- реннему диаметру и торцу По диаметру и торцу 2,00-3,00 Крупных 0,05-0,08
Примечание. Погрешности, указанные в числителе, относятся к выверке иглой по необ-
работанной (большие значения) или грубо обработанной (меньшие значения) поверхности.
В знаменателе приведены погрешности выверки с помощью индикатора по поверхности, об-
работанной чистовым точением.
38
Таблица 2.33. Погрешность (мм) установки заготовок на столе станка
с выверкой по плоской поверхности
Метод выверки Наибольший размер поверхности, м
До 1 Св. 1 до 3 Св. 3 до 6 Св. 6
По разметке иглой 0,5 1 2 3
По предварительно обрабо- танной поверхности индикато- ром 0,15 0,2 0,4 0,6
По чисто обработанной по- верхности индикатором 0,05 0,08 0,10 0,15
Для определения погрешностей базирования при обработке
в приспособлениях можно воспользоваться также следующими ре-
комендациями (табл. 2.34 [1—5, 8, 9]).
Таблица 2.34. Погрешность базирования заготовок,
устанавливаемых в прнспосо л ния
Базирование
Схема установи
По центровым отвер-
стиям на жесткий перед-
ний центр
Погрешность
базирования а
для размера
edi =0; ®л2=0;
«а=0; «4 = Дд;
£с = ^д
На плавающий перед-
ний центр
601=0; «л2=0;
еа=0; sj=O;
«с=0
По внешней поверхно-
сти в зажимной цанге по
упору
бд=0; «£=0
39
Продолжение тпабл. 2.34
Базирование Схема уставовхи Погрешность базирования с для размера
В самоцентрирующем патроне с упором ”1—□ ев=0; £</=0-; ев=0; £4=0; (при параллельном подре- зании торцов)
9hu
3
J а
ь
В самоцентрирующих призмах КХХХХХХХХХ EJ=O
&
ЧХХХХХХХЧ 1
То же е ie-rTDPi £m=0
7 Е
V J
По отверстию: на жесткой оправке с посадкой с зазором Он — &nin + ITB + ГГА eD2 — £n;n + ITB+ITA e^S^ + ITB+ITA При установке оправки на плавающий передний центр, в гильзу или пат- рон по упору £«=0; £4=0
ЙгГ 1J1
уч_ Act
гм
а ь
На разжимной оправке: на жесткой оправке с натягом Q fl rd ь £щ =0; £д2=0; £*=0; £а=0; £4=/Т>1; При установке оправки на жесткий передний центр 'а = Лц, £4=0
2^4. -Q
Q t
////у
а
40
Продолжение табл. 2.34
Базирование Схема установхи Погрешность базирования г для размера
По двум отверстиям на пальцах: при обработке верхней поверхности ел1=5'тш4-/^+-П^ e^fS^+ITB+FTA) * х (26 + 1)//
С
/1 1 х *
Пале1 I
В призме при обработке отверстий по кондуктору a 'i — «4+ / Кондукторная втулка е/=Z7D/(2 sin а/2)
С // — <Д- D*
На плоской поверхности при обработке отверстия по кондуктору Кондукторная втулка й - t W//////X H=ITDI2
r/zzzzzZI
В призме при обработке плоскости или паза Е к: V -- н с eh=ITD(l/sin a/2-Y)/2 En^fTD(\/^na/2 + \)/2 e*=rTD/(2 sin a/2)
а
'77777/77^777/ '
В призме при обработке плоскости или паза ь Ej=O
'777/777/777 6 W/777/777/Л
41
Продолжение табл. 2.34
Базирование Схема установки Погрешность базирования е для размера
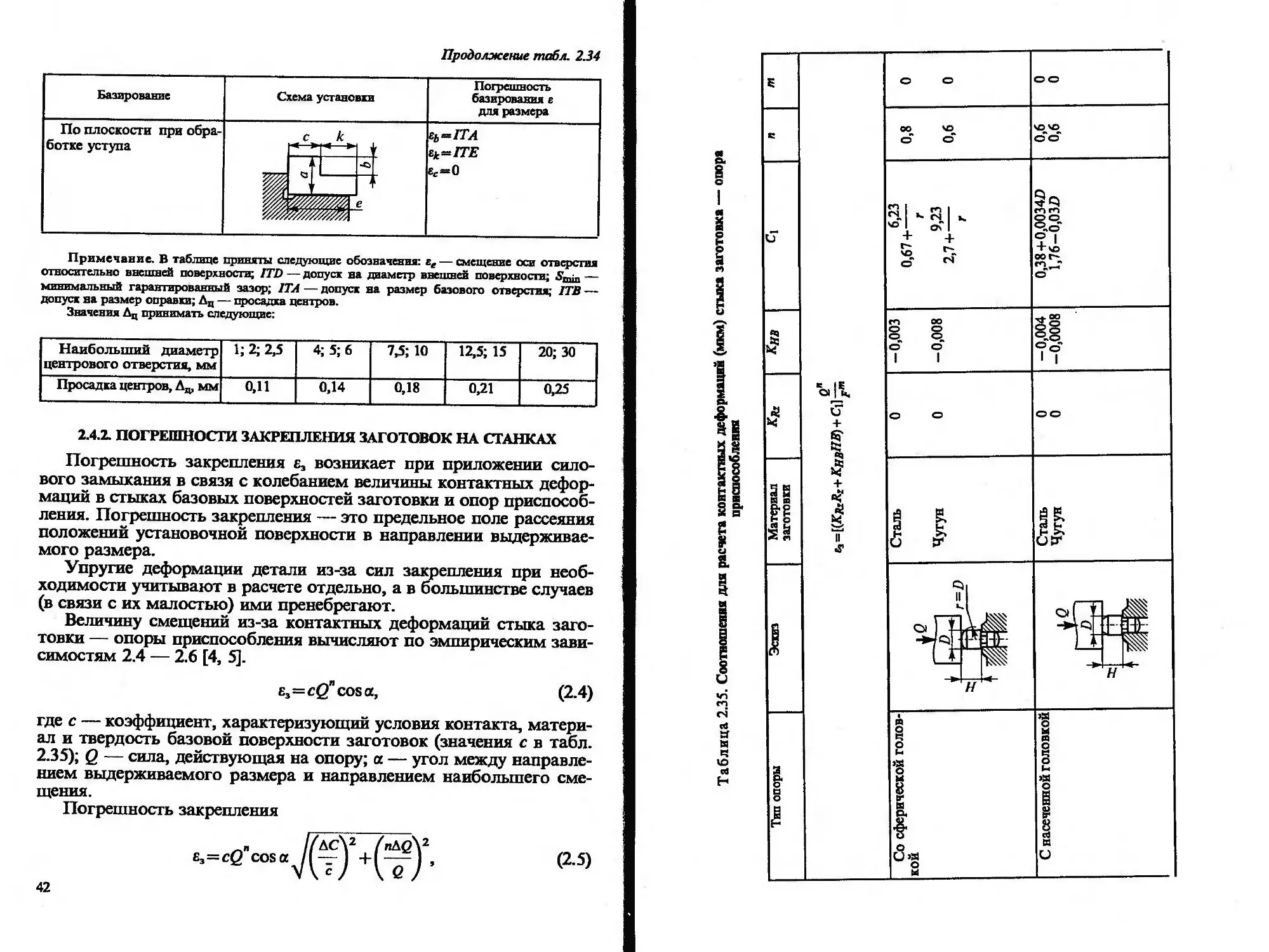
По плоскости при обра- « С> < еЬ = ГГА
ботке уступа
е£=0
Примечание. В таблице приняты следующие обозначения: ее — смещение оси отверстия
относительно внешней поверхности; ITD — допуск на диаметр внешней поверхности; 5mjp —
минимальный гарантированный зазор; ITA — допуск на размер базового отверстия; ITB —
допуск на размер оправки; Дц — просадка центров.
Значения Дц принимать следующие:
Наибольший диаметр центрового отверстия, мм 1; 2; 2,5 4; 5; 6 7,5; 10 12,5; 15 20; 30
Просадка центров, Аф мм 0,11 0,14 0,18 0,21 0,25
2.4.2. ПОГРЕШНОСТИ ЗАКРЕПЛЕНИЯ ЗАГОТОВОК НА СТАНКАХ
Погрешность закрепления е3 возникает при приложении сило-
вого замыкания в связи с колебанием величины контактных дефор-
маций в стыках базовых поверхностей заготовки и опор приспособ-
ления. Погрешность закрепления — это предельное поле рассеяния
положений установочной поверхности в направлении выдерживае-
мого размера.
Упругие деформации детали из-за сил закрепления при необ-
ходимости учитывают в расчете отдельно, а в большинстве случаев
(в связи с их малостью) ими пренебрегают.
Величину смещений из-за контактных деформаций стыка заго-
товки — опоры приспособления вычисляют по эмпирическим зави-
симостям 2.4 — 2.6 [4, 5].
E3=c(/cosa,
(2.4)
где с — коэффициент, характеризующий условия контакта, матери-
ал и твердость базовой поверхности заготовок (значения с в табл.
2.35); Q — сила, действующая на опору; а — угол между направле-
нием выдерживаемого размера и направлением наибольшего сме-
щения.
Погрешность закрепления
£3—cQ” cos а
(2-5)
42
Таблица 2.35. Соотношении для расчета контактных деформаций (мкм) стыка заготовка — опора
Е о о оо
QO х© о о \О \D 0*0*
и 6,23 0,67+— г 9,23 2,7+ г 0,38+0,00345 1.76 — 0 01П
1 е" 8,=[(КЛгЛг+ЛГялНЯ) + С1] — -0,003 -0,008 -0,004 -П.000Я *
° ° оо
Материал заготовки Сталь чугун
1 Г=Р <
”-1 и
С)П
LU W
_£Г ZF
“L * н *
' н "
Тип опоры Со сферической голов- кой С насеченной головкой
Продолжение табл. 2.35
Е г- o' SO О 1
so г*
о о о
к,
3. Ч о оо | Ч +
и о + SO
+ SO ОО о
o' о
О
so
§ s too vn
* о о
1 1 в
•= 1 к
ОН 7ч
<5 3 SQ Г" 1 wn о
+ °. О. О' о
а о о + о
а
Q5
£ Кн т
+ «е + О?
h si таль угун 1
и и 3"
II
>1 м Н к. Н
Эскиз 1— W * н * 1 t АД о
II
>33 о м га ЭНН И ГЧ S
поры О § douo °
о >а 3 о
§ § а
н о 1 асп S 8
ч
о я
II
Обозначения: НВ — твердость материала заготовки,* Q — сила, действующая по нормали я опоре, кгс; F—площадь контакта опоры
с заготовкой, cmj; I — длина образующей, по которой происходит контакт, см; Az — шероховатость поверхности заготовки, мкм; Р — состав-
ляющая усилия резания, для направления которой определяют смещение.
44
где Que — средние значения параметров; tsQ и Де — предельное
рассеивание значении Q и с.
Учитывая при расчетах только колебания значения твердости
&НВ и шероховатости &Rz, базовой поверхности заготовок, по-
лучим
Ac=y/(KHBpHBp~l^HB)2+(KRz^)2. (2.6)
Коэффициенты Кнв и KRz и показатель степени определяют по
данным табл. 2.35, как коэффициенты при соответствующих вели-
чинах.
2.5. Расчет погрешности установки аналитическими
методами теории баз
В тех случаях, когда укрупненные методы расчета не позволяют
достоверно оценить погрешность установки, целесообразно исполь-
зовать аналитические методы теории баз. Согласно теории баз
погрешность установки соу в общем случае представляет собой
отклонение положения координатной системы XYZ технологичес-
ких баз устанавливаемой заготовки относительно системы коор-
динат xyz исполнительных поверхностей приспособления. Она опре-
деляется вектором
фу— (fly> &yi Суг Ру’ У у)’ (2-7)
где ау, Ьу, су — параметры смещения в направлении соответству-
ющих координатных осей х, у, z; Лу, РУ, уу — параметры последова-
тельного поворота относительно осей х, у, z.
Отклонение обрабатываемой поверхности заготовки от требу-
емого положения в направлении размера, получаемого от соответ-
ствующей технологической базы, проявляется как приведенная по-
грешность установки [15]. Она зависит как от составляющих век-
тора Юу, так и от положения этой поверхности относительно тех-
нологических баз заготовки.
Рассмотрим формирование погрешности установки от различ-
ных технологических баз для трех основных схем базирования,
представленных на рис. 2.1.
Каждой схеме базирования соответствует определенный комп-
лекс технологических баз, состоящий из трех базирующих поверх-
ностей:
базирование по трем плоскостям (рис. 2.1, а) включает устано-
вочную, направляющую и опорную базы;
базирование по плоскости и двум отверстиям (рис. 2.1, б) вклю-
чает установочную, двойную опорную и опорную базы;
45
Рис. 2.1. Три основные схе-
мы базирования деталей:
а — по трем плоскостям; б — с
использованием двойной опор-
ной базы; в — с использованием
двойной направляющей базы
базирование по главному отвер-
стию на конусах (рис. 2.1, в) включает
двойную направляющую и две опор-
ные базы.
Так как каждой из базирующих по-
верхностей соответствует определен-
ная координатная плоскость, то меж-
переходные размеры, получаемые от
соответствующих баз и формируемые
при этом погрешности установки име-
ют направления соответствующих ко-
ординатных осей. На рис. 2.1, а показа-
на схема формирования погрешности
ех, еу, от каждой из трех базирующих
поверхностей при базировании в коор-
динатный угол.
Для различных схем базирования
погрешность установки, формируемая
от каждой из трех технологических баз
в направлении получаемых размеров,
можно рассчитать по общей матрич-
ной формуле, которая при базирова-
нии по трем плоскостям имеет вид:
ЕхВ)
4“п)
4°п)
б<ми)
+
о
Z
У
Z у
О х
х О
2^
у(»«п)
(2-8)
где х, у, z — наибольшие координаты
краевых точек рассматриваемых по-
верхностей.
Индексы (2.8) обозначают базы,
на которых формируются соответст-
вующие параметры погрешности установки: (уст) — установочная;
(нал) — направляющая; (оп) — опорная.
Согласно (2.8) при базировании по трем плоскостям (см. рис. 2.1,
а) погрешность установки, формируемая в направлении технологи-
ческих баз, составляет:
в направлении установочной базы
ег=^+ty^y+
(2-9)
в направлении направляющей базы
46
£>=fe<BaD)+2jrci)z+y^n)x;
(2.Ю)
в направлении опорной базы
zx=^+^z+y^y, (2.11)
где е^ст), 2бст) — составляющие вектора погрешности установки
(лу, формируемые на установочной базе; ^нав), yj,“n) — составляющие
вектора (оу, формируемые на направляющей базе; а*°п) — параметр
смещения, формируемый на опорной базе.
При базировании заготовки по конструктивно оформленным
опорным элементам параметр смещения формируемый на
установочной базе, составляет
с<Г>=0,5Л, (2.12)
где h — погрешность геометрической формы поверхности устано-
вочной базы.
В свою очередь, погрешность формы h составляет 30% от допус-
ка на наибольший линейный размер, ограничиваемый этой поверх-
ностью.
В результате имем
Л=0,3/Г (2.13)
и
е£ст)=0,15ГГ. (2.14)
Параметры относительного поворота 2^С1), формируемые по
установочной базе, соответственно составляют:
2^=^ (215)
(2.16)
где Ly и Lx — расстояния между опорными элементами установоч-
ной базы в направлении осей Y и X.
С учетом (2.13) имеем
(2.17)
Ly
. , 0,0151т
0^=-------. (2.18)
47
Величина смещения 6<наи), формируемая на направляющей базе,
зависит от погрешности геометрической формы h направляющей
базы, от допуска на перпендикулярность 1ТУ направляющей базы
относительно установочной. С учетом вероятностного характера
проявления этих отклонений имеем:
6<н“’=0,5х/й2+(1Гд)2, (2.19)
где z — расстояние от установочной базы до опорных элементов
направляющей базы.
Представив погрешность геометрической формы Л как часть
допуска IT на размер, ограничиваемый поверхностью направля-
ющей базы (2.19) получим:
= 0,5 ^/Ь,09772 4- (77>)2. (2.20)
Параметр поворота у<“0), формируемый на направляющей базе,
составляет:
(2-21)
bJu
где L — расстояние между опорными элементами направляющей
базы.
С учетом (2.13) получим
Ь ~ L -
Параметр смещения а(уП\ формируемый на опорной базе, зави-
сит от геометрической формы Л и погрешности поворота поверх-
ности опорной базы относительно установочной /Д и направля-
ющей ITV баз:
<п)=0,5 y/h 2 + (7ДД)2 + (7ДД)2, (2.23)
где Ly, Д — расстояния от опорной точки до установочной и нап-
равляющей баз.
С учетом (2.13) между погрешностью формы h и допуском IT на
размер, ограничиваемый данной поверхностью, имеем:
<в)=0,5 х/0,09^2+(7ДД;2+ (IT^)2. (2.24)
48
При базировании заготовки по плоскости и двум базовым отвер-
стиям (см. рис. 2.1, б) погрешность установки е„ Еу, ez в направлении
получаемых размеров от каждой из трех технологических баз рас-
считывают по формуле:
о
£<Д-оп)
р(д.оп)
г(уст)
^ст)>
у<ОП)
(2-25)
z у
О х
х О
где составляющие имеют индексы соответствующих баз: (уст) —
установочная; (д.оп) — двойная опорная; (оп) — опорная.
Составляющие вектора погрешности установки соу, формируе-
мые на установочной базе с^п), определяют по (2.14),
(2.17) и (2.18).
Погрешность установки Ег в направлении размера, получаемого
от установочной базы, рассчитывают по (2.9).
Составляющие вектора погрешности установки а^оп), ^яов\ роль
которой выполняет цилиндрический палец, определяют по фор-
муле:
o,=6,=0,25(A5i-Agl),
(2.26)
где Адр А", — предельные отклонения диаметра базового отверстия
и пальца.
Параметр поворота /оп), формируемый на опорной базе, роль
которой выполняет срезанный (ромбический) палец, определяют по
формуле:
/°“’=1[(Д^АЕ,) + (Д£-ЛпЛ (2.27)
где Адз, А", — предельные отклонения диаметральных размеров
второго базового отверстия и ромбического пальца; L — расстоя-
ние между базовыми отверстиями.
Таким образом согласно (2.25) и с учетом (2.26) погрешность
установки 4аоп\ ^доп) в направлении получаемых размеров по осям
X и Y от двойной опорной базы составляют:
£(д.оп)_д, 25(A^-A")+^z+y<OB)y, (2.28)
jUon) = 0 25 (д* _ Д")++у<оп)х. (2.29)
4 - 4026
49
При базировании заготовки по двум главным отверстиям на
конусах или на оправке с использованием двойной направляющей
базы (см. рис. 2.1, в) е„ еу, £г в направлении получаемых размеров от
технологических баз определяют по формуле:
4°П)
£*ДЛ)
а<оп)
2<оп)
(2.30)
О z у
z 0 х
у х О
где индексы, определяющие базы, на которых формируются соот-
ветствующие погрешности обозначают: (д.н) — двойная направля-
ющая база, (оп) — опорная база.
Параметры смещения с^л), формируемые по двойной
направляющей базе, можно рассчитать по формуле:
feUH)=^) = o,5ZT„ (2.31)
где 1Тт — допуск круглости отверстий, используемых в качестве
технологических баз.
Параметры поворота //д н), у(д н), формируемые по двойной напра-
вляющей базе, составляют:
$«)=у(у)=^с, (2.32)
где 1ТС — допуск соосности двух базовых отверстий относительно
общей оси; L — расстояние между базовыми отверстиями.
Параметр смещения'а*оп), формируемой на опорной базе, состав-
ляет:
а<°п)=0,5 ^/Л2+(7ВД2, (2.33)
где h — погрешность геометрической формы опорной базы; 1Т\, —
дспусх. перпендикулярности опорной поверхности относительно
оси отверстия; L — расстояние от центра отверстия до опорной
точки.
Параметр поворота 2<оп), возникающий на другой опорной базе,
составляет:
2<оп)=
0,5Л
L '
(2-34)
где h — погрешность геометрической формы базирующей поверх-
ности; L — расстояние от центра отверстия до опорной точки.
50
Отклонения центра обрабатываемого отверстия е„ е„ обус-
ловленные погрешностью установки заготовки, можно рассчитать
по формуле:
(2.35)
где ау, Ьу, Су, 0У, уу — линейные и угловые параметры вектора
погрешности установки, формируемые на различных технологичес-
ких базах; х, у, z — координаты положения центра отверстия.
Составляющие Оу, Ьу, ..., уу определяют по приведенным выше
формулам с учетом вида базирующей поверхности, на которой они
формируются.
4*
3. ЗАГОТОВКИ. ОТЛИВКИ ИЗ МЕТАЛЛА
И СПЛАВОВ. ПАРАМЕТРЫ ТОЧНОСТИ И
ПРИПУСКИ
3.1. Допуски размеров, массы и припуски
на механическую обработку
Основные понятия и определения
ГОСТ 26645 — 85 распространяется на отливки из черных
и цветных металлов и сплавов и устанавливает допуски размеров,
формы, расположения и неровностей поверхности, допуски массы
и припуски на обработку.
В качестве номинального размера отливки принимается номи-
нальный размер детали для необрабатываемых поверхностей и сум-
ма среднего размера детали и общего припуска на обработку — для
обрабатываемых поверхностей. При определении номинальных раз-
меров отливок учитывают технологические напуски.
Технологический напуск — местное или неравномерное увеличе-
ние тела отливки по сравнению с чертежом литой детали с нор-
мативными припусками на обработки, вызванное особенностями
литейной технологии. К технологическим напускам относятся по-
полнения, обеспечивающие направленную кристаллизацию отлив-
ки; пополнения, сглаживающие местные углубления и выступы;
пополнения и стяжки, компенсирующие искажение конфигурации
отливки под влиянием напряжений, возникающих при охлаждении;
непроливаемые отверстия; усадочные ребра; формовочные уклоны.
Номинальная масса отливки принимается равной массе отливки
с номинальными размерами.
Технологические напуски устанавливает изготовитель и указыва-
ют в чертежах отливки или детали с указанием размера отливки.
Нормы точности устанавливают на отливку в целом, ее отдель-
ные поверхности и размеры.
Точность отливки в целом характеризуется классом размерной
точности отливки, степенью коробления, степенью точности повер-
хностей, классом точности массы. При этом к обязательному при-
менению подлежат классы размерной точности и точности массы
отливки. Другие показатели точности отливок, а также специфичес-
52
кие требования к точности литых деталей в зависимости от их
назначения и условий эксплуатации, регламентируются в отрас-
левой нормативно-технической документации.
На отдельные размеры и поверхности отливок допускается уста-
навливать более жесткие нормы точности, чем в целом на отливку.
Допуски линейных размеров отливок, изменяемых и неизменя-
емых обработкой, должны соответствовать указанным в табл. 3.5.
Для наклонных, конических и фасонных поверхностей, заданных
координатами от одной базы или поверхности, допускается устана-
вливать допуски на номинальное значение наибольшего из раз-
меров.
Допуски размеров, установленные в табл. 3.5, не учитывают
допуски формы и расположения поверхностей отливок.
Допуски угловых размеров в пересчете на линейные не должны
превышать значений, установленных в табл. 3.5, для линейных
размеров соответствующих классов точности.
Допуски формы и расположения поверхностей отливок (откло-
нения от прямолинейности, плоскостности, параллельности, пер-
пендикулярности, заданного профиля) в диаметральном выражении
должны соответствовать указанным в табл. 3.6.
Допуски формы и расположения, приведенные в табл. 3.6, не
учитывают формовочные уклоны.
Допуски круглости, соосности, симметричности, пересечения
осей, позиционные допуски в диаметральном выражении не должны
превышать допусков на размеры, установленных в табл. 3.5.
Допуск смещения отливки по плоскости разъема в диаметраль-
ном выражении устанавливают по табл. 3.5 на уровне класса раз-
мерной точности отливки по номинальному размеру наиболее тон-
кой из стенок отливки, выходящих на разъем или пересекающих его.
Допуск смещения, вызванный перекосом стержня, устанавлива-
ют в диаметральном выражении по табл. 3.5 на 1, 2 класса точнее
класса размерной точности отливки, по номинальному размеру
наиболее тонкой из стенок отливки, формируемых с участием
стержня.
Степень коробления отливки определяет допуски формы и рас-
положения элементов отливки. Определение степени коробления
в зависимости от геометрии элемента отливки и особенности тех-
нологии литья приведены в табл. 3.9.
Общие допуски элементов отливок, учитывающие совместное
влияние допуска размера от поверхности до базы и допусков формы
и расположения поверхности, приведены в табл. 3.13.
Допуски неровностей поверхностей отливок должны соответ-
ствовать указанным в табл. 3.15.
Для обрабатываемых поверхностей отливок установлено сим-
метричное расположение полей допусков, для необрабатываемых
53
поверхностей допускается симметричное и несимметричное (частич-
но или полностью) расположение полей допусков размеров, формы
и расположения.
Установлено симметричное расположение полей допусков неро-
вностей поверхностей отливок.
Допуски массы отливок должны соответствовать указанным
в табл. 3.7. Установлено симметричное расположение поля допуска
массы относительно номинальной массы.
Припуски на обработку (на сторону) назначают дифференциро-
ванно на каждую обрабатываемую поверхность отливки.
Общий припуск назначают в соответствии с табл. 3.14 для
устранения погрешностей размеров, формы и расположения, неров-
ностей и дефектов обрабатываемой поверхности, формирующихся
при изготовлении отливки и последовательных переходах ее об-
работки, в целях повышения точности обрабатываемого элемента
отливки.
Общие припуски назначают по полным значениям общих до-
пусков во всех случаях, кроме:
1) припусков на поверхности вращения и противоположные по-
верхности, используемые в качестве взаимных баз при их обра-
ботке. Общие припуски (в этом случае) назначают по половин-
ным значениям общих допусков отливки на соответствующие диа-
метры или расстояния между противоположными поверхностями
отливки;
2) индивидуальной обработки отливок с установкой обрабаты-
ваемой поверхности относительно номинальной поверхности. При-
пуски (в этом случае) назначают по половинным значениям допуска
формы и расположения обрабатываемой поверхности при односто-
ронних отклонениях формы и расположения поверхности относи-
тельно номинальной и полному допуску формы и расположе-
ния при двусторонних отклонениях формы и расположения обра-
батываемой поверхности относительно номинальной поверхности
отливки.
Общий допуск при назначении припуска определяют на размеры
от обрабатываемой поверхности до базы обработки, при этом
допуски размеров отливки, изменяемых обработкой, определяют по
номинальным размерам детали.
Значения общего припуска для каждого интервала общих до-
пусков, расположенные в табл. 3.14 и соответствующие черновой,
получистовой, чистовой и тонкой обработке, выбирают в зависимо-
сти от соотношений между требуемой точностью обработанной
поверхности детали и исходной точностью поверхности отливки,
приведенных в табл. 3.10 для погрешностей размеров и в табл.
3.11 — для погрешностей формы и расположения поверхностей де-
тали и отливки; окончательно принимают значение припуска, соот-
ветствующее более точной обработке.
54
В табл. 3.14 приведены общие припуски для отливок, обра-
батываемых при среднем уровне точности обработки.
В зависимости от технического уровня технологии механооб-
работки следует назначать увеличенные или уменьшенные значения
припусков согласно табл. 3.12.
Для отливок мелкосерийного и единичного производства до-
пускается назначать увеличенные значения припусков, соответст-
вующие интервалам общих допусков, соответственно на одну и две
строки ниже интервала действительного допуска (см. табл. 3.14).
Значения припусков, приведенных в табл. 3.14, являются пре-
дельными для установленных норм точности отливки. Допускается,
по согласованию потребителя и изготовителя, назначать уменьшен-
ные значения припусков.
При назначении на отдельные поверхности отливки увеличенных
значений припусков следует уточнить соответствующие нормы точ-
ности обрабатываемой поверхности, степень точности поверхности,
класс точности размера от базы или степень коробления поверх-
ности.
В отдельных специальных случаях технологического процесса
обработки отливок (многостадийной обработки с промежуточной
термообработкой или промежуточной сборкой заготовок) допуска-
ется назначать увеличенные общие припуски по сравнению с приве-
денными в табл. 3.14.
В технических требованиях чертежа отливки или детали с нане-
сенными размерами отливки должны быть указаны нормы точ-
ности отливки. Их приводят в следующем порядке: класс размерной
точности, степень коробления, степень точности поверхностей,
класс точности массы и допуск смещения отливки.
Пример условного обозначения точности отливки 8-го
класса размерной точности, 5-й степени коробления, 4-й степени
точности поверхностей, 7-го класса точности массы с допуском
смещения 0,8 мм
Точность отливки 8 — 5 — 4 — 7 См 0,8 ГОСТ 26645 — 85.
Ненормируемые показатели точности отливок заменяют нуля-
ми, а обозначение смещения опускают
Точность отливки 8 — 0 — 0 — 7 ГОСТ 26645 — 85.
В технических требованиях чертежей литой детали допускается
указывать сокращенную номенклатуру норм точности отливки, при
этом указание классов размерной точности массы отливки является
обязательным
Точность отливки 8 — 0 — 0 — 7 ГОСТ 26645 — 85.
55
Рис. 3.1. Литая заготовка
В технических требованиях чертежа
отливки или детали с нанесенными раз-
мерами отливки должны быть указаны
в порядке значения номинальных масс де-
тали, припусков на обработку, технологи-
ческих напусков и массы отливки.
Пример обозначения номинальных
масс: для детали — 20,35 кг, для припу-
сков на обработку — 3,15 кг, для техно-
логических напусков — 1,35 кг, для от-
ливки — 24,85 кг
Масса 20,35 — 3,15 — 1,35 — 24,66 ГОСТ 26645 — 85.
Для необрабатываемых отливок или при отсутствии технологи-
ческих напусков соответствующие величины обозначают «0»
Масса 20,35 — 0 — 1,35 — 20,70 ГОСТ 26645 — 85
или
Масса 20,35 — 0 — 0 — 20,35 ГОСТ 26645 — 85.
В технических требованиях чертежа литой детали указывают
только массу детали.
Несимметричное расположение поля допуска отливки обознача-
ют путем простановки предельных отклонений непосредственно
у размера, при симметричном расположении поля допуска — пре-
дельные отклонения у размера не указывать.
При требованиях к точности отдельных размеров отливки, от-
личающихся от обозначенных общей надписью, указывают их пре-
дельные отклонения.
При требованиях к точности формы и расположения отдельных
поверхностей отливки, отличающихся от обозначенных общей над-
писью, допуски формы и расположения этих поверхностей указыва-
ют в соответствии с ГОСТ 2.308 — 79.
Припуски обозначают в чертежах в соответствии с ГОСТ
3.1125 — 88. Припуски на обработку и технологические напуски
обозначают на чертежах раздельно.
Примеры определения основных параметров литой заготовки,
приведенной на рис. 3.1, по ГОСТ 26645 — 85 приведены ниже.
56
3.2. Определение степени точности поверхности
отливок
Для определения степени точности поверхности отливок необ-
ходимо иметь следующие исходные данные: 1) технологический
процесс литья; 2) тип сплава; 3) наибольший габаритный раз-
мер отливки; 4) тип производства; 5) группа сложности отливки.
Технологический процесс — литье в песчано-глинистые сырые
формы из смесей с влажностью от 2,8 до 3,5% и прочностью от 120
до 160 кПа со средним уровнем уплотнения до твердости не ниже 80
единиц.
Тип сплава — сталь.
Наибольший габаритный размер отливки — 400 мм.
Тип производства — серийное, механизированное.
Группа сложности отливки — средняя.
В соответствии с исходными данными по табл. 3.1 находим, что
ожидаемая степень точности поверхностей отливки находится
в пределах 13 — 19.
С учетом примечаний к табл. 3.1 принимаем 16 степенью точ-
ности поверхности отливки ((13 +19)/2= 16).
3.3. Определение класса точности массы отливки
Исходными данными для определения класса точности массы
отливок являются: 1) технологический процесс литья; 2) тип сплава;
3) наибольший габаритный размер отливки; 4) тип производства;
5) группа сложности отливки.
Технологический процесс — литье в песчано-глинистые сырые
формы из смесей с влажностью от 2,8 до 3,5% и прочностью от 120
до 160 кПа со средним уровнем уплотнения до твердости не ниже 80
единиц.
Тип сплава — сталь.
Наибольший габаритный размер отливки — 400 мм.
Тип производства — серийное.
Группа сложности отливки — средняя.
В соответствии с исходными данными по табл. 3.2 находим, что
ожидаемый класс точности массы отливки изменяется в пределах
9т — 16.
С учетом примечаний к табл. 3.2 принимаем 12 класс точности
массы отливки (9т — 9 — 10 — Нт — 11 — 12 — 13т — 13 —
14 — 15 — 16, среднее значение — 12).
57
3.4. Определение класса размерной точности отливки
Для определения класса размерной точности отливок необходи-
мо иметь следующие данные: 1) технологический процесс литья;
2) тип сплава; 3) наибольший габаритный размер отливки; 4) тип
производства; 5) группа сложности отливки.
Технологический процесс — литье в песчано-глинистые сырые
формы из смесей с влажностью от 2,8 до 3,5% и прочностью от 120
до 160 кПа со средним уровнем уплотнения до твердости не ниже 80
единиц.
Тип сплава — сталь.
Наибольший габаритный размер отливки — 400 мм.
Тип производства — серийное.
Группа сложности отливки — средняя.
В соответствии с исходными данными по табл. 3.3 находим, что
ожидаемый класс размерной точности отливки изменяется в пре-
делах 9 — 13.
С учетом примечаний к табл. 3.3 принимаем 11 класс размерной
точности отливки (9 — 10 — 11т — 11 — 12 — 13т — 13, среднее
значение — 11).
3.5. Определение ряда припуска на обработку
отливки
Ряд припуска на обработку отливок определяется с учетом сле-
дующих исходных данных: 1) степень точности поверхности;
2) материал отливки; 3) тип производства.
Степень точности поверхности отливки — 16.
Материал — сталь.
Тип производства — серийное.
По табл. 3.4 при этих исходных данных ряд припусков на
обработку изменяется в интервале 7 — 10.
С учетом примечаний к табл. 3.4 принимаем 9 ряд припуска.
3.6. Определение допуска размера отливки
При определении допуска на размер отливки необходимо учиты-
вать следующие данные: 1) размер отливки; 2) класс точности
(размерной) отливки; 3) требования к форме и расположению по-
верхностей.
58
По табл. 3.5 для размера отливки 400 мм, 11 классе точности
(размерной) допуск на размер отливки равен 6,4 мм (условие 1).
При выборе допуска необходимо учитывать следующие усло-
вия:
1) допуски размеров элементов отливки, образованных двумя
полуформами или полуформой и стержнем, устанавливают соот-
ветствующими классу размерной точности отливки; 2) допуски
размеров, образованных одной частью литейной формы или одним
стержнем, устанавливают на 1, 2 класса точнее; 3) допуски раз-
меров, образованных тремя и более частями литейной формы,
несколькими стержнями или подвижными элементами формы,
а также допуски толщины стенок, образованных двумя и более
частями формы или формой и стержнем, устанавливают на
1, 2 класса грубее.
Для обрабатываемых поверхностей отливок установлено сим-
метричное расположение полей допусков, для необрабатываемых
допускается симметричное и несимметричное расположение полей
допусков размеров.
3.7. Определение допуска массы отливок
Для определения допуска массы отливок по ГОСТ 26645 — 85
необходимо знать: 1) номинальную массу отливки, кг; 2) класс
точности массы отливки.
Номинальная масса отливки — 50,3 кг.
Класс точности массы отливки — 12.
Допуск массы в соответствии с табл. 3.7 равен 16% от номиналь-
ной массы.
ГОСТ 26645 — 85 предусматривает симметричное расположение
поля допуска массы относительно номинальной массы.
3.8. Определение общего припуска на сторону
Общий припуск на сторону определяется с учетом следующих
данных: 1) допуск размера детали от базы до обрабатываемой
поверхности; 2) вид окончательной обработки; 3) метод установки
отливки при обработке; 4) общий допуск элемента поверхности;
5) уровень точности обработки; 6) ряд припуска; 7) тип производст-
ва; 8) тип обрабатываемой поверхности; 9) соотношение между
требуемой точностью обработанной поверхности детали и исход-
ной точностью поверхности отливки.
59
Допуск размера детали — 0,63 мм. При обработке тел вращения
базой является ось детали. Следовательно, допуск размера от базы
до обрабатываемой поверхности равен 0,63/2=0,315 мм.
Вид окончательной обработки определяется в зависимости от
соотношения между допусками размера детали и отливок и от базы
обработки до обрабатываемой поверхности и допуска размера от-
ливки.
Соотношение ITJIT^ 0,315/6,4 = 0,049 (допуск на размер отлив-
ки 6,4 мм).
По табл. 3.10 при допуске размера отливки свыше 5,0 мм
и соотношения допусков до 0,049 вид окончательной механической
обработки — чистовая.
Заготовка на станке устанавливается без выверки при односто-
ронних отклонениях формы и расположения обрабатываемой по-
верхности относительно номинальной. В этом случае припуск на-
значают с учетом полного значения допуска формы и расположения
обрабатываемой поверхности относительно номинальной. При ин-
дивидуальной обработке отливок, когда установка осуществляется
с выверкой по обрабатываемой поверхности, припуски назначают
с учетом половинных значений допуска формы и расположения
обрабатываемой поверхности.
Общий допуск элемента поверхности определяется на размер от
обрабатываемой поверхности до базы обработки, при этом допуски
размеров отливки, изменяемых обработкой, определяют по номи-
нальным размерам детали. Так как отклонения формы и располо-
жения поверхностей не регламентируются, то общий допуск равен
допуску на размер детали.
Уровень точности обработки. Обработка детали ведется на стан-
ке нормальной точности с ручным управлением. В соответствии
с табл. 3.12 уровень точности обработки — пониженный.
При пониженном уровне точности обработки значения припуска
следует принимать на 1 строку ниже интервала действительного
допуска (см. примечание 2 к табл. 3.12).
Тип производства — серийное. Для отливок мелкосерийного
и единичного производства допускается назначать увеличенные зна-
чения припусков, соответствующие интервалам общих допусков,
расположенным в табл. 3.14 соответственно на 1 и 2 строки ниже
интервала действительного допуска.
Тип обрабатываемой поверхности — поверхность вращения.
(Примечание. Общий припуск на поверхность вращения и проти-
воположные поверхности, используемые в качестве взаимных баз
при их обработке, назначают по половинным значениям общих
допусков отливки на соответствующие диаметры или расстояния
между противоположными поверхностями отливки.)
60
С учетом примечания, половинный допуск равен 6,4/2 = 3,2 мм.
По табл. 3.14 для допуска 3,2 мм чистовой обработки для 9-го
ряда припуска общий припуск равен 4,6 мм. С учетом уровня
точности обработки припуск должен назначаться на 1 строку ниже
интервала действительного допуска, т. е. в диапазоне свыше 3,2 до
3,6 мм, т. е. общий припуск на сторону составит 5,2 мм — это
суммарный припуск на все переходы обработки: черновой, получи-
стовой и чистовой. В соответствии с табл. 3.14 составляющими для
каждого вида обработки будут:
черновая — 3,3 мм;
получистовая (включая 1) — 4,5 мм или (4,5 — 3,3)= 1,2 мм
(только на получистовую обработку);
чистовая (включая 1 и 2) — 5,2 мм или (5,2 — 4,5)=0,7 мм
(только на чистовую обработку).
3.9. Определение шероховатости поверхности
отливки
Для определения шероховатости поверхности необходимо опре-
делить степень точности поверхности отливки.
По табл. 3.8 шероховатость поверхности для 16 степени точ-
ности поверхности составляет Ла=63 мкм.
В формулы для расчета припусков входит величина Rz (высота
неровностей профиля). Для перевода Ra в Rz воспользуемся дан-
ными табл. 1.1. При изменении Ra в диапазоне 80<Ла<2,5
Rz=4Ra, т. е. Rz=4'63 = 252 мкм.
3.10. Определение допуска смещения отливки
по плоскости разъема
Допуск смещения отливки в плоскости разъема в диаметраль-
ном выражении устанавливают по табл. 3.5 на уровне класса раз-
мерной точности отливки по номинальному размеру наиболее тон-
кой из стенок отливки, выходящим на разъем или пересекаю-
щих его.
Для определения смещения необходимо определить класс раз-
мерной точности, порядок определения которого приведен в приме-
ре 3.4.
Дополнительно необходимо определить номинальный размер
наиболее тонкой из стенок отливки, выходящих на разъем или
пересекающих его. В нашем случае он равен (330 — 300)/2= 15 мм.
По табл. 3.5 для размера 15 мм и 11 классе размерной точности
допуск на смещение равен 2,8 мм.
61
Таблица 3.1. Степени точности поверхностей отливки
Технологический процесс литья Наибольший габаритный размер отливки, мм Тип сплава
Цветные легкие не- термооб- рабатыва- емые сплавы Нетермо- обрабаты- ваемые черные и цветные сплавы и термооб- рабатыва- емые цветные легкие сплавы Термооб- рабатыва- емые чу- гунные я цветные тугоплав- кие сплавы Термооб- рабатыва- емые стальные сплавы
Степень точности поверхности
Литье под давлением До 100 2—6 3—7 4—8 5—9
в металлические формы Св. 100 до 250 3—7 4—8 5—9 6—10
Св. 250 до 630 4—8 5—9 6—10 7—11
Литье в керамические До 100 3—8 4—9 5—10 6—11
формы, литье по выхи- Св. 100 до 250 4—9 5—10 6—11 7—12
гаемым и выплавляе- мым моделям Св. 250 до 630 5—10 6—11 7—12 8—13
Литье под низким дав- До 100 4—9 5—10 7—11 7—12
лением и в кокиль без Св. 100 до 250 5—10 6—11 7—12 8 — 13
песчаных стержней, цен- тробежное литье в ме- таллические формы Св. 250 до 630 6—11 7—12 8—13 9—14
Литье в оболочковые До 100 6—12 7—13 8—14 9—15
формы из термореактив- ных смесей Св. 100 до 250 7—13 8—14 9—15 10—16
Литье в облицованный кокиль, литье в вакуум- но-пленочные песчаные формы Св. 250 до 630 8—14 9—15 10—16 11 — 17
Литье в песчано-гли- До 100 7—14 8—15 9—16 10—17
нистые сырые формы из Св. 100 до 250 8—15 9—16 10—17 11 — 18
низковлажных (до 2,8%) высокопрочных (более 160 кПа или 1,6 кг/см3) смесей, с высоким и од- нородным уплотнением до твердости не ниже 90 единиц Литье по газифициро- ванным моделям в пес- чаные формы Литье в песчаные отверж- денные, сухие или подсу- шенные формы, окрашен- ные покрытиями на вод- ной основе, нанесенными пульверизацией или оку- нанием Св. 250 до 630 9—16 10—17 11 — 18 12—19
62
Продолжение табл. 3.1
Технологический процесс литья Наибольший габаритный размер отливки, мм Тип сплава
Цветные легкие не- рабатыва- емые сплавы Нетермо- обрабаты- ваемые черные и цветные сплавы и термооб- рабатыва- емые цветные легкие сплавы Термооб- рабатыва- емые чу- гунные и цветные тугоплав- кие сплавы Термооб- рабатыва- емые стальные сплавы
Степень точности поверхности
Литье в кокиль с пес- чаными стержнями Св. 630 до 1600 Св. 1600 до 4000 10—17 11 — 18 11 — 18 12—19 12—19 13—19 13—19 14—20
Литье в песчано-гли- нистые сырые формы из смесей с влажностью от 2,8 до 3,5% и прочно- стью от 120 до 160 кПа (от 1,2 до 1,6 кг/см2), со средним уровнем уплот- нения до твердости не ниже 80 единиц До 100 8—15 9—16 10—17 11 — 18
Литье в песчаные от- вержденные, сухие или подсушенные формы, окрашенные покрытия- ми на водной основе, на- несенными кистью или самовысыхаюшими по- крытиями, нанесенными пульверизацией или оку- нанием Св. 100 до 250 Св. 250 до 630 Св. 630 до 1600 Св. 1600 до 4000 Св. 4000'до 10000 9—16 10—17 11 — 18 12—19 13—19 10 — 17 11—18 12—19 13—19 14—20 11 — 18 12—19 13 — 19 14—20 15—20 12—19 13—19 14—20 15—20 16—21
Литье в песчано-гли- нистые сырые формы из смесей с влажностью от 3,5 до 4,5% и прочно- стью от 60 до 120 кПа (от 0,6 до 1,2 кг/см2), с уровнем уплотнения до твердости не ниже 70 единиц Литье в песчаные от- вержденные сухие или подсушенные формы До 100 Св. 100 до 250 Св. 250 до 630 Св. 630 до 1600 Св. 1600 до 4000 Св. 4000 до 10000 9—16 10—17 11—18 12—19 13—19 14—20 10—17 10—17 12—19 13 — 19 14—20 15—20 11—18 11—18 13—19 14—20 15—20 16—21 12—19 12—19 14—20 15—20 16—21 17—21
63
Продолжение табл. 3.1
Технологический процесс литья Наибольший габаритный размер ОТЛИВКИ, мм Тип сплава
Цветные легкие не- термооб- рабатыва- емые сплавы Нетермо- обрабаты- ваемые черные и цветные сплавы и термооб- рабатыва- емые цветные легкие сплавы Термооб- рабатыва- емые чу- гунные и цветные тугоплав- кие сплавы Термооб- рабатыва- емые стальные сплавы
Степень точности поверхности
Литье в песчано-гли- До 100 10—17 11—18 12—19 13 — 19
нистые сырые формы из Св. 100 до 250 11 — 18 12—19 13—19 14—20
высоковлажных (более Св. 250 до 630 12—19 13 — 19 14—20 15—20
4,5%) низкопрочных (до Св. 630 до 1600 13—19 14—20 15—20 16—21
60 кПа или 0,6 кг/см2) Св. 1600 до 4000 15—20 15—20 16—21 17—21
смесей с низким уровнем Св. 4000 до 10000 14—20 16—21 17—21 18—22
уплотнения до твердости 70 единиц Литье в песчаные от- верждаемые, сухие или подсушенные неокрашен- ные формы Литье в формы из жид- ких самотвердеющих сме- сей Св. 10000 16—21 17—21 18—22 19—22
Примечание. В таблице указаны диапазоны степеней точности поверхности отливок,
обеспечиваемых различными технологическими процессами литья. Меньшие из значений от-
носятся к простым отливкам и условиям массового автоматизированного производства, боль-
шие — ж сложным отливкам единичного и мелкосерийного производства, средние — к отливкам
средней сложности и условиям механизированного серийного производства.
Таблица 3.2. Классы точности массы отливок
Тип сплава
Технологический процесс литья Номинальная масса отливки, кг Цветные легкие нс- термо об- рабаты- ваемые сплавы Нетермо- обраоаты- ваемые черные и цветные сплавы и термооб- рабатыва- емые цветные легкие сплавы Термооб- рабатыва- емые чу- гунные и цветные тугоплав- кие сплавы Термо- обраба- тываемые стальные сплавы
Класс точности массы отливки
Литье под давлением в металлические формы и по выжигаемым мо- делям с применением малотерморасширяю- щихся огнеупорных ма- териалов (плавленого кварца, корунда и т. п.) До 1,0 Св. 1,0 до 10 Св. 10 до 100 1—7 2—8 Зт—9г 2—8 Зт—9г 3—9 Зт—9г 3—9 4—10 3—9 4—10 5т—Пт
Литье по выжигае- мым моделям с приме- нением кварцевых ог- неупорных материалов До 1,0 Св. 1,0 до 10 Св. 10 до 100 2—9г Зт—9 3 — 10 Зт—9 3—10 4—Пт 3—10 4—Пт 5т—11 4—Пт 5т—11 5—12
Литье по выплавляе- мым моделям с приме- нением кварцевых ог- неупорных материалов До 1,0 Св. 1,0 до 10 Св. 10 до 100 Зт—9 3 — 10 4—Пт 3—10 4—Пт 5т—11 4—Пт 5т—11 5 — 12 5т—11 5—12 6—13т
Литье под низким давлением и в кокиль без песчаных стержней До 1,0 Св. 1,0 до 10 Св. 10 до 100 Св. 100 до 1000 Св. 1000 до 10000 3 — 10 4—11т 5т—11 5—12 6—13т 4—Пт 5т—11 5—12 6—13т 7т—13 5т—11 5 — 12 6—13т 7т—13 7—14 5—12 6 —13т 7т—13 7—14 8 — 15
Литье в песчано-гли- нистые сырые формы из низковлажных (до 2,8%) высокопрочных (более 160 кПа или 1,6 кг/см2) смесей, с высо- ким н однородным уп- лотнением до твердо- сти не ниже 90 единиц До 1,0 Св. 1,0 до 10 Св. 10 до 100 Св. 100 до 1000 Св. 1000 до 10000 Св. 10000 до 100000 4—11 5т—12 5—13т 6 — 13 7т—14 7—15 5т—12 5—13т 6—13 7т—14 7—15 8 — 15 5—13т 6—13 7т—14 7—15 8 — 15 9г —16 6—13 7т—14 7—15 8—15 9г—16 9—16
5 - 4026
65
Продолжение табл. 3.2
Технологический процесс литья Номинальная масса отливки, кг Тип сплава
Цветные легкие не- термооб- рабаты- ваемые сплавы Нетермо- обрабаты- ваемые черные и цветные сплавы и термооб- рабатыва- емые цветные легкие сплавы Термооб- рабатыва- емые чу- гунные и цветные тугоплав- кие сплавы Термо- обраба- тываемые стальные сплавы
Класс точности массы отливки
Литье по газифици- рованным моделям в песчаные формы Литье в формы, от- вержденные в контакте с холодной оснасткой Литье под низким давлением в кокиль с песчаными стержнями Литье в облицован- ный кокиль До 1,0 Св. 1,0 до 10 Св. 10 до 100 Св. 100 до 1000 Св. 1000 до 10000 Св. 10000 до 100000 4—11 5т—12 5—13т 6—13 7т—14 7 — 15 5т—12 5 —13т 6—13 7т—14 7—15 8 — 15 5—13т 6—13 7т—14 7 — 15 8 — 15 9т—16 6—13 7т—14 7—15 8—15 9т—16 9—16
Литье в песчано-гли- нистые сырые формы из смесей с влажно- стью от 2,8 до 3,5% и прочностью от 120 до 160 кПа (от 1,6 до 1,6 кг/см2), со средним уровнем уплотнения до твердости не ниже 80 единиц Литье центробежное (внутренние поверхно- сти) До 1,0 Св. 1,0 до 10 Св. 10 до 100 Св. 100 до 1000 Св. 1000 до 10000 Св. 10000 до 100000 8 — 15 9—16 10—17 11 — 18 12—19 13—19 9—16 10—17 11 — 18 12—19 13 — 19 14—20 10—17 11 — 18 12—19 13 — 19 14—20 15—20 11 — 18 12—19 13 — 19 14—20 15—20 16—21
Литье в формы, от- верждаемые в контакте с горячей оснасткой Литье в оболочковые формы Литье в вакуумно-пле- ночные песчаные формы До 1,0 Св. 1,0 до 10 Св. 10 до 100 Св. 100 до 1000 Св. 1000 до 10000 Св. 10000 до 100000 8—15 9—16 10 — 17 11—18 12—19 13—19 9—16 10—17 11 — 18 12—19 13—19 14—20 10—17 11 — 18 12—19 13 — 19 14—20 15—20 11—18 12—19 13 — 19 14—20 15—20 16—21
66
Продолжение табл. 3.2
Технологический процесс литья Номинальная масса отливки, кг Тип сплава
Цветные легкие не- термооб- рабаты- ваемые сплавы Нетермо- обрабатьь ваемые черные и цветные сплавы и термооб- рабатыва- емые цветные легкие сплавы Термооб- рабатыва- емые чу- гунные и цветные тугоплав- кие сплавы Термо- обраба- тываемые стальные сплавы
Класс точности массы отливки
Литье в песчано-гли- нистые сырые формы из смесей с влажно- стью от 3,5 до 4,5% н прочностью от 60 до 120 кПа (от 0,6 до 1,2 кг/см2), с уровнем уп- лотнения до твердости не ниже 70 единиц Литье в оболочковые формы из термореак- тивных смесей До 1,0 Св. 1,0 до 10 Св. 10 до 100 Св. 100 до 1000 Св. 1000 до 10000 Св. 10000 до 100000 5—13т 6—13 7т—14 7—15 8—15 9т—16 6—13 7т—14 7 — 15 8 — 15 9г—16 9—16 7т—14 7—15 8—15 9т —16 9—16 10—16 7—15 8—15 9г—16 9—16 10—16 Пт—16
Литье в формы, от- верждаемые вне контак- та с оснасткой без теп- ловой сушки Литье в песчано-гли- нистые подсушенные и сухие формы Литье в формы из жидких самотвердею- щих смесей До 1,0 Св. 1,0 до 10 Св. 10 до 100 Св. 100 до 1000 Св. 1000 до 10000 Св. 10000 до 100000 5—13т 6—13 7т—14 7—15 8 — 15 9г—16 6—13 7т—14 7 — 15 8—15 9г—16 9—16 7т—14 7—15 8—15 9т—16 9—16 10—16 7—15 8—15 9г—16 9—16 10 — 16 Пт—16
Литье в песчано-гли- нистые сырые формы из высоковлажных (бо- лее 4,5%) низкопроч- ных (до 60 кПа или 0,6 кг/см2) смесей с низким уровнем уплотнения до твердости не ниже 70 единиц До 1.о Св. 1,0 до 10 Св. 10 до 100 Св. 100 до 1000 Св. 1000 до 10000 Св. 10000 до 100000 Св. 100000 6—13 7т—14 7—15 8—15 9т—16 9—16 10—16 7т—14 7—15 8—15 9г—16 9—16 10—16 11т—16 7—15 8 — 15 9т—16 9—16 10 — 16 Нт—16 11 — 16 8—15 9г—16 9—16 10—16 Пт—16 11—16 12—16
Примечание. В таблице указаны диапазоны классов точности массы отливок, обеспечива-
емых различными технологическими процессами литья. Меньшие их значения относятся к про-
стым компактным отливкам и условиям массового автоматизированного производства, боль-
шие — к сложным крупногабаритным отливкам единичного и мелкосерийного производства,
средние — к отливкам средней сложности и условиям механизированного серийного производ-
ства
5* 67
Таблица 3.3. Классы размерной точности отливок
Тип сплава
Технологический процесс литья Наибольший габаритный размер отливки, мм Цветные легкие нетермо- обраба- тываемые сплавы Нетермо- обраба- тываемые черные и цветные сплавы и термо- обраба- тываемые цветные легкие сплавы Термо- обраба- тываемые чугунные и цветные туго- плавкие сплавы Термо- обраба- тываемые стальные сплавы
Класс размерной точности отливки
Литье под давлением в металлические фор- мы и по выжигаемым моделям с применением малотерморасширяю- щихся огнеупорных ма- териалов (плавленого кварца, корунда и т. п.) До 100 Св. 100 до 250 Св. 250 до 630 Зт—6 3—7т 4—7 3—7т 4—7 5т—8 4—7 5т—8 5—9т 5т—8 5—9г 6—9
Литье по выжигае- мым моделям с приме- нением кварцевых ог- неупорных материалов До 100 Св. 100 до 250 Св. 250 до 630 3—7 4—8 5т—9т 4—8 5т—9т 5—9 5т—9г 5—9 6—10 5—9 6—10 7т—11т
Литье по выплавляе- мым моделям с приме- нением кварцевых ог- неупорных материалов До 100 Св. 100 до 250 Св. 250 до 630 4—8 5т—9т 5—9 5т—9т 5—9 6—10 5—9 6—10 7т—Пт 6—10 7т—Пт 7—11
Литье под низким давлением и в кокиль без песчаных стержней До 100 Св. 100 до 250 Св. 250 до 630 Св. 630 до 1600 Св. 1600 до 4000 5г—9т 5—9 6—10 7т—Нт 7—11 5—9 6—10 7т—Нт 7—11 8 — 12 6—10 7т—Пт 7—11 8 — 12 9т—13т 7т—Пт 7—11 8 — 12 9г—13т 9 — 13
Литье в песчано-гли- нистые сырые формы из низковлажных (до 2,8%) высокопрочных (более 160 кПа или 1,6 кг/см2) смесей, с высо- ким и однородным уп- лотнением до твердо- сти не ниже 90 единиц Литье по газифици- рованным моделям в песчаные формы До 100 Св. 100 до 250 Св. 250 до 630 Св. 630 до 1600 Св. 1600 до 4000 Св. 4000 до 10000 5—10 6—11т 7т—11 7—12 8—13т 9г—13 6—Пт 7т—11 7—12 8 —13т 9т —13 9—13 7т—11 7 — 12 8—13т 9г—13 9—13 10—14 7—12 8—13т 9г —13 9—13 10—14 Пт—14
68
Продолжение табл. 3.3
Технологический процесс литья Наибольший габаритный размер отливки, мм Тип сплава
Цветные легкие нетермо- обраба- тываемые сплавы Нетермо- обраба- тываемыс черные и цветные сплавы и термо- обраба- тываемые цветные легкие сплавы Термо- обраба- тываемые чугунные и цветные туго- плавкие сплавы Термо- обраба- тываемые стальные сплавы
Класс размерной точности отливки
Литье в формы, от- До 100 5—10 6—Нт 7т—11 7—12
вержденные в контакте Св. 100 до 250 6—Пт 7т—И 7—12 8—13т
с холодной оснасткой Св. 250 до 630 7т—11 7—12 8 —13т 9т—13
Литье под низким Св. 630 до 1600 7—12 8 —13т 9т—13 9—13
давлением в кокиль Св. 1600 до 4000 8 —13т 9т —13 9—13 10—14
с песчаными стержня- ми Литье в облицован- ный кокиль Св. 4000 до 10000 9т—13 9—13 10—14 Нт—14
Литье в песчано-гли- До 100 6—11т 7т—11 7—12 8—13т
нистые сырые формы Св. 100 до 250 7т—11 7—12 8—13т 9т—13
из смесей с влажно- стью от 2,8 до 3,5% и прочностью от 120 до 160 кПа (от 1,2 до 1,6 Св. 250 до 630 7—12 8—13т 9т—13 9—13
кг/см2), со средним Св. 630 до 1600 8 —13т 9т—13 9—13 10—14
уровнем уплотнения до Св. 1600 до 4000 9т —13 9—13 10—14 Пт—14
твердости не ниже 80 единиц Литье центробежное (внутренние поверхно- сти) Литье в формы, от- верждаемые в контакте с горячей оснасткой Литье в вакуумно- пленочные песчаные формы Св. 4000 до 10000 9—13 10—14 Пт—14 11 — 15
69
Продолжение табл. 3.3
Технологический процесс литья Наибольший габаритный размер отливки, мм Тип сплава
Цветные легкие нетермо- обраба- тываемые сплавы Нетермо- обраба- тываемые черные и цветные сплавы и термо- обраба- тываемые цветные легкие сплавы Термо- обраба- тываемые чугунные и цветные туго- плавкие плавкие сплавы Термо- обраба- тываемые стальные сплавы
Класс размерной точности отливки
Литье в песчано-гли- До 100 7т—11 7—12 8 —13т 9т—13
нистые сырые формы из Св. 100 до 250 7—12 8 —13т 9т—13 9—13
смесей с влажностью Св. 250 до 630 8—13т 9г—13 9—13 10—14
от 3,5 до 4,5% и проч- Св. 630 до 1600 9г—13 9 — 13 10 — 14 Нт—14
ностью от 60 до 120 Св. 1600 до 4000 9—13 10—14 Нт—14 11 — 15
кПа (от 0,6 до 1,2 кг/см2), с уровнем уп- лотнения до твердости не ниже 70 единиц Литье в оболочковые формы из термореак- тивных смесей Литье в формы, от- верждаемые вне контак- та с оснасткой без теп- ловой сушки Литье в формы из жидких самотвердею- щих смесей Литье в песчано-гли- нистые подсушенные и сухие формы Св. 4000 до 10000 10 — 14 Пт—14 11 — 15 12—15
Литье в песчано-гли- До 100 7—12 8—13т 9г —13 9—13
нистые сырые формы Св. 100 до 250 8—13т 9г—13 9—13 10—14
из высоковлажных (бо- Св. 250 до 630 9т—13 9—13 10 — 14 Нт—14
лее 4,5%) низкопроч- Св. 630 до 1600 9—13 10—14 Нт—14 11 — 15
вых (до 60 кПа или 0,6 Св. 1600 до 4000 10—14 Пт—14 11 — 15 12—15
кг/см2) смесей с низким Св. 4000 до 10000 Пт—14 11 — 15 12—15 13т—16
уровнем уплотнения до твердости 70 единиц Св. 10000 11 — 15 12—15 13т—16 13—16
Примечания. 1. В таблице указаны диапазоны размерной точности отливок, обеспечива-
емых различными технологическими процессами литья. Меньшие их значеня относятся к про-
стым отливкам и условиям массового автоматизированного производства, большие — к слож-
ным отливкам единичного и мелкосерийного производства, средние — к отливкам средней
70
сложности и условиям механизированного серийного производства. 2. К цветным легкоплавким
сплавам отнесены сплавы с температурой плавления ниже 700 “С, к цветным тугоплавким —
сплавы с температурой плавления выше 700 °C. 3. К легкм отнесены сплавы с плотностью до 3,0
г/см3, к тяжелым — сплавы с плотностью свыше 3,0 г/см3.
Таблица 3.4. Ряды припусков на обработку отливок
Степень ТОЧНОСТИ поверхности Ряды припусков Степень ТОЧНОСТИ поверхности Ряды припусков
1—2 1—2 15 6 — 9
3 — 4 1—3 16 7 — 10
5 — 6 1 —4 17 8 — 11
7 — 8 2 — 5 18 9 — 12
9 — 10 3 — 6 19 10—13
11 — 12 4 — 7 20 11 — 17
13 — 14 5 — 8 21 12—15
22 13 — 16
Примечания. 1. Меньшие значения рядов припусков из диапазона их значений следует
принимать для гермообрабатываемых отливок из цветных легкоплавких сплавов, большие
значения — для отливок из ковкого чугуна, средние — для отливок из серого и высокопрочного
чугуна, термообрабатываемых отливок — из стальных и цветных тугоплавких сплавов. 2. Для
верхних при заливке поверхностей отливок единичного и мелкосерийного производства, изготов-
ляемых в разовых формах, допускается принимать увеличенные на 1 — 3 единицы'звачения ряда
припуска.
Таблица 3.5. Допуски размеров отливок
Интервал номинальных размеров, мм Допуски размеров отливок, мм, не более, для классов
1 2 Зт 3 4 5т 5 6
До 4 0,06 0,08 0,10 0,12 0,16 0,20 0,24 0,32
Св. 4 до 6 0,07 0,09 0,11 0,14 0,18 0,22 0,28 0,36
Св. 6 до 10 0,08 0,10 0,12 0,16 0,20 0,24 0,32 0,40
Св. 10 до 16 0,09 0,11 0,14 0,18 0,22 0,28 0,36 0,44
Св. 16 до 25 0,10 0,10 0,16 0,20 0,24 0,32 0,40 0,50
Св. 25 до 40 0,11 0,12 0,18 0,22 0,28 0,36 0,44 0,56
Св. 40 до 63 0,12 0,14 0,20 0,24 0,32 0,40 0,50 0,64
Св. 63 до 100 0,14 0,16 0,22 0,28 0,36 0,44 0,56 0,70
Св. 100 до 160 0,16 0,18 0,24 0,32 0,40 0,50 0,64 0,80
Св. 160 до 250 — 0,20 0,28 0,36 0,44 0,56 0,70 0,90
Св. 250 до 400 — — 0,32 0,40 0,50 0,64 0,80 1,00
Св. 400 до 630 — — — — 0,56 0,70 0,90 1,10
Св. 630 до 1000 — — — — — 0,80 1,00 1,20
71
Продолжение табл. 3.5
Интервал । номинальных размеров, мм Допуски размеров отливок, мм, не более, для классов
1 2 Зт 3 4 5т 5 6
Св. 1000 до 1600 — — — — — — — 1,40
Св. 1600 до 2500 —
Св. 2500 до 4000 —
Св. 4000 до 6300 —
Св. 6300 до 10000 — — — — — — — —
Св. 10000 — — — — — — — —
Интервал номинальных размеров, мм Допуски размеров отливок, мм, не более, для классов
7т 7 8 9т 9 10 Нт
До 4 0,40 0,50 0,64 0,80 1,0 1,2 1,6
Св. 4 до 6 0,44 0,56 0,70 0,90 1,1 1,4 1,8
Св. 6 до 10 0,50 0,64 0,80 1,00 1,2 1,6 2,0
Св. 10 до 16 0,56 0,70 0,90 1,10 1,4 1,8 2,2
Св. 16 до 25 0,64 0,80 1,00 1,20 1,6 2,0 2,4
Св. 25 до 40 0,70 0,90 1,10 1,40 1,8 2,2 2,8
Св. 40 до 63 0,80 1,00 1,20 1,60 2,0 2,4 3,2
Св. 63 до 100 0,90 1,10 1,40 1,80 2,2 2,8 3,6
Св. 100 до 160 1,00 1,20 1,60 2,00 2,4 3,2 4,0
Св. 160 до 250 1,10 1,40 1,80 2,20 2,8 3,6 4,4
Св. 250 до 400 1,20 1,60 2,00 2,40 3.2 4,0 5,0
Св. 400 до 630 1,40 1,80 2,20 2,80 3,6 4,4 5,6
Св. 630 до 1000 1,60 2,00 2,40 3,20 4,0 5,0 6,4
Св. 1000 до 1600 1,80 2,20 2,80 3,60 4,4 5,6 7,0
Св. 1600 до 2500 2,00 2,40 3,20 4,00 5,0 6,4 8,0
Св. 2500 до 4000 — 3,20 3,60 4,40 5,6 7,0 9,0
Св. 4000 до 6300 — — — 5,00 6,4 8,0 10,0
Св. 6300 до 10000 — — — — 8,0 10,0 12,0
Св. 10000 — — — — — 12,0 16,0
72
Продолжение табл. 3.5
Интервал номинальных размеров, мм Допуски размеров отливок, мм, не более, для классов
11 12 13т 13 14 15 16
До 4 2,0 — — — — — —
Св. 4 до 6 2,2 2,8 — — — — —
Св. 6 до 10 2,4 3,2 4,0 5,0 — — —
Св. 10 до 16 2,8 3,6 4,4 5,6 7 — —
Св. 16 до 25 3,2 4,0 5,0 6,4 8 10 12
Св. 25 до 40 3,6 4,4 5,6 7,0 9 11 14
Св. 40 до 63 4,0 5,0 6,4 8,0 10 12 16
Св. 63 до 100 4,4 5,6 7,0 9,0 11 14 18
Св. 100 до 160 5,0 6,4 8,0 10,0 12 16 20
Св. 160 до 250 5,6 7,0 9,0 11,0 14 18 22
Св. 250 до 400 6,4 8,0 10,0 12,0 16 20 24
Св. 400 до 630 7,0 9,0 11,0 14,0 18 22 28
Св. 630 до 1000 8,0 10,0 12,0 16,0 20 24 32
Св. 1000 до 1600 9,0 11,0 14,0 18,0 22 28 36
Св. 1600 до 2500 10,0 12,0 16,0 20,0 24 32 40
Св. 2500 до 4000 11,0 14,0 18,0 22,0 28 36 44
Св. 4000 до 6300 12,0 16,0 20,0 24,0 32 40 50
Св. 6300 до 10000 16,0 20,0 24,0 32,0 40 50 64
Св. 10000 20 24 32 40 50 64 80
Таблица 3.6. Допуски формы и расположения элементов отливки
Номинальный размер нормируемого участка отливки, мм Допуск формы и расположения элементов отливки, мм, не более, для степеней коробления отливки
1 2 3 4 5 6 7 8 9 10 11
— — До 125 0,12 0,16 0,20 0,24 0,32 0,40 0,50 0,64 0,80 1,00 1,20
Св. 125 ДО 160 0,16 0,20 0,24 0,32 0,40 0,50 0,64 0,80 1,00 1,20 1,60
» 160 » 200 0,20 0,24 0,32 0,40 0,50 0,64 0,80 1,00 1,20 1,60 2,00
» 200 » 250 0,24 0,32 0,40 0,50 0,64 0,80 1,00 1,20 1,60 2,00 2,40
» 250 » 315 0,32 0,40 0,50 0,64 0,80 1,00 1,20 1,60 2,00 2,40 3,20
» 315 » 400 0,40 0,50 0,64 0,80 1,00 1,20 1,60 2,00 2,40 3,20 4,00
» 400 » 500 0,50 0,64 0,80 1,00 1,20 1,60 2,00 2,40 3,20 4,00 5,00
» 500 » 630 0,64 0,80 1,00 1,20 1,60 2,00 2,40 3,20 4,00 5,00 6,40
» 630 » 800 0,80 1,00 1,20 1,60 2,00 2,40 3,20 4,00 5,00 6,40 8,00
73
Продолжение табл. 3.6
Номинальный размер нормируемого участка отливки, мм Допуск формы и расположения элементов отливки, мм, не более, для степеней коробления отливки
1 2 3 4 5 б 7 8 9 10 11
» 800 » 1000 1,00 1,20 1,60 2,00 2,40 3,20 4,00 5,00 6,40 8,00 10,0
» 1000 » 1200 1,20 1,60 2,00 2,40 3,20 4,00 5,00 6,40 8,00 10,0 12,0
» 1200 » 1600 1,60 2,00 2,40 3,20 4,00 5,00 6,40 8,00 10,0 12,0 16,0
» 1600 » 2000 2,00 2,40 3,20 4,00 5,00 6,40 8,00 10,0 12,0 16,0 20,0
» 2000 » 2500 2,40 3,20 4,00 5,00 6,40 8,00 10,0 12,0 16,0 20,0 24,0
» 2500 » 3150 3,20 4,00 5,00 6,40 8,00 10,0 12,0 16,0 20,0 24,0 32,0
» 3150 » 4000 4,00 5,00 6,40 8,00 10,0 12,0 16,0 20,0 24,0 32,0 40,0
» 4000 » 5000 5,00 6,40 8,00 10,0 12,0 16,0 20,0 24,0 32,0 40,0 50,0
» 5000 » 6300 6,40 8,00 10,0 12,0 16,0 20,0 24,0 32,0 40,0 50,0 64,0
» 6300 » 8000 8,00 10,0 12,0 16,0 20,0 24,0 32,0 40,0 50,0 64,0 80,0
» 8000 » 10000 10,0 12,0 16,0 20,0 24,0 32,0 40,0 50,0 64,0 80,0 —
» 10000 — — 12,0 16,0 20,0 24,0 32,0 40,0 50,0 64,0 80,0 — —
Примечание. За номинальный размер нормируемого участка при определении допусков,
формы и расположения следует принимать наибольший из размеров нормируемого участка
элемента отливки, для которого регламентируются отклонения формы и расположения поверх-
ности.
Таблица 3.7. Допуски массы отливки
Номинальная масса отливки, кг Допуск массы отливки, %, не более, для классов точности массы отливки
1 2 Зт 3 4 5т 5 б 7т 7 8
— До 0,1 1,6 2,0 2,4 3,2 4,0 5,0 6,4 8,0 10,0 12,0 16,0
Св. 0,1 до 0,4 1,2 1,6 2,0 2,4 3,2 4,0 5,0 6,4 8,0 10,0 12,0
»0,4 »1,0 1,0 1,2 1,6 2,0 2,4 3,2 4,0 5,0 6,4 8,0 10,0
»1,0 »4,0 — 1,0 1,2 1,6 2,0 2,4 3,2 4,0 5,0 6,4 8,0
»4,0 »10,0 — — 1,0 1,2 1,6 2,0 2,4 3,2 4,0 5,0 6,4
»10,0 »40,0 — — — 1,0 1,2 1,6 2,0 2,4 3,2 4,0 5,0
»40,0 »100,0 — — — — 1,0 1,2 1,6 2,0 2,4 3,2 4,0
»100,0 » 400,0 — — — — — 1,0 1,2 1,6 2,0 2,4 3,2
»400,0 »1000 — — — — — — 1,0 1,2 1,6 2,0 2,4
»1000 »4000 — — — — •— — — 1,0 1,2 1,6 2,0
»4000 »10000 — 1,0 1,2 1,6
»10000 » 40000 — 1,0 1,2
>>40000 »100000 — 1,0
74
Продолжение табл. 3.7
Номинальная Допуск массы отливки, %, не более, для классов точности массы отливки
масса отливки, кг 9т 9 10 11т 11 12 13т 13 14 15 16
— До 0,1 20,0 24,0 32,0 —
Св. 0,1 ДО 0,4 16,0 20,0 24,0 32,0 —
»0,4 »1,0 12,0 16,0 20,0 24,0 32,0 — — — — — —
»1,0 »4,0 10,0 12,0 16,0 20,0 24,0 32,0 — — — — —
»4,0 »10,0 8,0 10,0 12,0 16,0 20,0 24,0 32,0 — — — —
»10,0 »40,0 6,4 8,0 10,0 12,0 16,0 20,0 24,0 32,0 — — —
>>40,0 »100,0 5,0 6,4 8,0 10,0 12,0 16,0 20,0 24,0 32,0 — —
»100,0 » 400,0 4,0 5,0 6,4 8,0 10,0 12,0 16,0 20,0 24,0 32,0 —
» 400,0 »1000 3,2 4,0 5,0 6,4 8,0 10,0 12,0 16,0 20,0 24,0 32,0
»1000 »4000 2,4 3,2 4,0 5,0 6,4 8,0 10,0 12,0 16,0 20,0 24,0
»4000 >>10000 2,0 2,4 3,2 4,0 5,0 6,4 8,0 10,0 12,0 16,0 20,0
>>10000 » 40 000 1,6 2,0 2,4 3,2 4,0 5,0 6,4 8,0 10,0 12,0 16,0
>>40000 »100000 1,2 1,6 2,0 2,4 3,2 4,0 5,0 6,4 8,0 10,0 12,0
»100000 — 1,0 1,2 1,6 2,0 2,4 3,2 4,0 5,0 6,4 8,0 10,0
Таблица 3.8. Соответствие между шероховатостью и степенями точности
поверхностей отливок
Шероховатость поверхности Значения шероховатости для степеней точности поверхности отливки
1 2 3 4 5 6 7 8 9 10 11
Ra, мкм, не бо- лее 2,0 2,5 3,2 4,0 5,0 6,3 8,0 10,0 12,5 16,0 20,0
Rz, мкм, не бо- лее —
Шероховатость поверхности Значения шероховатости для степеней точности поверхности отливки
12 13 14 15 16 17 18 19 20 21 22
Ra, мкм, не бо- лее 25,0 32,0 40,0 50,0 63,0 80,0 100 — — — —
Rz, мкм, не бо- лее — — — — — — — 500 630 800 1000
75
Таблица 3.9. Определение степени коробления элементов отливки
Отношение наименьшего размера элемента отливки к наибольшему (толщины или высоты к длине элемента отливки) Степень коробления элемента отливки
Многократные формы Разовые формы
Нетермо- обрабаты- ваемые ОТЛИВКИ Термообра- ботанные отливки после правки Нетермо- обрабаты- ваемые отливки Термообра- ботанные отливки после правки
Св. 0,200 1 — 4 2 — 5 3—6 4 — 7
Св. 0,100 до 0,200 2 — 5 3 — 6 4 — 7 5 — 8
Св. 0,050 до 0,100 3 — 6 4 — 7 5 — 8 6 — 9
Св. 0,025 до 0,050 4 — 7 5 — 8 6 — 9 7—10
До 0,025 5 — 8 6 — 9 7 — 10 8 — 11
Примечания. 1. Меньшие значения из диапазонов степеней коробления относятся к про-
стым отливкам из легких тщетных сплавов; большие значения —- к сложным отливкам из черных
сплавов. 2. Степень коробления отливки, указываемую на чертеже, следует принимать по ее
элементу с наибольшей степенью коробления.
Таблица 3.10. Соотношение между допусками размера детали и отливки
Допуск размера отливки, мм Соотношение между допусками размера детали и отливки ст базы обработки до обрабатываемой поверхности Вид окончательной механической обработки
До 0,5 Св. 0,40 Св. 0,15 до 0,40 Св. 0,10 до 0,15 До 0,10 Черновая Получистовая Чистовая Тонкая
Св. 0,5 до 1,0 Св. 0,30 Св. 0,10 до 0,30 Св. 0,05 до 0,10 До 0,05 Черновая Получистовая Чистовая Тонкая
Св. 1,0 до 2,0 Св. 0,20 Св. 0,10 до 0,20 Св. 0,05 до 0,10 До 0,05 Черновая Получистовая Чистовая Тонкая
Св. 2,0 до 5,0 Св. 0,15 Св. 0,05 до 0,15 Св. 0,02 до 0,05 До 0,02 Черновая Получистовая Чистовая Тонкая
Св. 5,0 Св. 0,10 Св. 0,05 до 0,10 Св. 0,02 до 0,05 До 0,02 Черновая Получистовая Чистовая Тонкая
76
Таблица 3.11. Соотношение между допусками формы н расположения
обрабатываемой поверхности детали и обрабатываемой поверхности отливки
Допуск размера отливки Соотношение между допусками формы и расположения обработанной поверхности детали и обрабатываемой поверхности отливки Вид окончательной механической обработки
До 0,5 Св. 0,40 Св. 0,15 до 0,40 Св. 0,10 до 0,15 До 0,10 Черновая Получистовая Чистовая Тонкая
Св. 0,5 до 1,0 Св. 0,30 Св. 0,10 до 0,30 Св. 0,05 до 0,10 До 0,05 Черновая Получистовая Чистовая Тонкая
Св. 1,0 до 2,0 Св. 0,20 Св. 0,10 до 0,20 Св. 0,05 до 0,10 До 0,05 Черновая Получистовая Чистовая Тонкая
Св. 2,0 до 5,0 Св. 0,15 Св. 0,05 до 0,15 Св. 0,02 до 0,05 До 0,02 Черновая Получистовая Чистовая Тонкая
Св. 5,0 Св. 0,10 Св. 0,05 до 0,10 Св. 0,02 до 0,05 До 0,02 Черновая Получистовая Чистовая Тонкая
Примечания. 1. При неуказанных допусках формы и расположения обрабатываемой
поверхности отливки их суммарное значение принимают равным 25% допуска размера от базы
до обрабатываемой поверхности отливки. 2. При неуказанных допусках формы и расположения
обработанной поверхности детали их суммарное значение принимают равным 50% допуска
размера от базы до обрабатываемой поверхности детали.
Таблица 3.12. Уровень точности обработки, достигаемый в зависимости
от технического уровня технологии механообработки
Характеристика металлообрабатывающего оборудования Уровень точности обработки при степени точности станков
Нормальной Высокой
Автоматизированное оборудова- ние, оснащенное устройствами для стабилизации и управления точно- стью обработки — Высокая
Автоматизированное оборудование (агрегатные станки с ЧПУ, автомати- ческие линии из агрегатных станков с ЧПУ и гибких производственных модулей и т. п.) Средняя Повышенная
Неавтоматизированное оборудова- ние (станки с ручным управлением) Пониженная Средняя
Примечания. 1. К нормальной степени точности станков следует относить станки нор-
мальной точности. 2. К высокой точности станков следует относить станки повышенной,
высокой, особо высокой точности. 3. Значения припусков следует применять при среднем уровне
77
Продолжение табл. 3.13
точности обработки. При повышенном или высоком уровне точности обработки следует приме-
нять значения припусков, соответствующие интервалам общих допусков соответственно на одну
или две строки выше интервалов действительного допуска, при пониженном уровне точности —
на одну строку ниже интервала действительного допуска.
Таблица 3.13. Общие допуски элементов отливок, мм
Допуск размера от поверхности до базы Допуск формы и расположения поверхности Общи! допуск эле- мента отлив- ки, не более Допуск размера от поверхности до базы Допуск формы и расположения поверхности Общий допуск элемен- та от- ливки, не более
До 0,01 До 0,01 Св. 0,01 до 0,02 0,02 0,03 Св. 0,06 до 0,08 До 0,02 Св. 0,02 до 0,03 Св. 0,03 до 0,04 Св. 0,04 до 0,05 Св. 0,05 до 0,06 Св. 0,06 до 0,08 Св. 0,08 до 0,10 Св. 0,10 до 0,12 0,08 0,09 0,10 0,11 0,14 0,16 0,18 0,22
Св. 0,01 до 0,02 До 0,01 Св. 0,01 до 0,02 Св. 0,02 до 0,03 Св. 0,03 до 0,04 0,02 0,03 0,04 0,05 Св. 0,08 до 0,10 .э 0,02 Св. 0,02 до 0,04 Св, 0,04 до 0,06 Св. 0,06 до 0,08 Св. 0,08 до 0,10 Св. 0,10 до 0,12 Св. 0,12 до 0,16 Св. 0,16 до 0,20 0,10 0,11 0,12 0,14 0,16 0,18 0,22 0,28
Св. 0,02 до 0,03 До 0,01 Св. 0,01 до 0,02 Св. 0,02 до 0,03 Св. 0,03 до 0,04 Св. 0,04 до 0,05 Св. 0,05 до 0,06 0,03 0,04 0,05 0,06 0,07 0,08 Св. 0,10 до 0,12 До 0,02 Св. 0,02 до 0,06 Св. 0,06 до 0,08 Св. 0,08 до 0,10 Св. 0,10 до 0,12 Св. 0,12 до 0,16 Св. 0,16 до 0,20 Св. 0,20 до 0,24 0,12 0,14 0,16 0,18 0,20 0,24 0,28 0,32
Св. 0,03 до 0,04 До 0,01 Св. 0,01 до 0,03 Св. 0,03 до 0,04 Св. 0,04 до 0,05 Св. 0,05 до 0,06 Св. 0,06 до 0,08 0,04 0,05 0,06 0,07 0,08 0,11 Св. 0,12 до 0,16 До 0,03 Св. 0,03 до 0,06 Св. 0,06 до 0,10 Св. 0,10 до 0,12 Св. 0,12 до 0,16 Св. 0,16 до 0,20 Св. 0,20 до 0,24 Св. 0,24 до 0,32 0,16 0,18 0,20 0,22 0,28 0,32 0,36 0,44
Св. 0,04 до 0,05 До 0,01 Св. 0,01 до 0,03 Св. 0,03 до 0,04 Св. 0,04 до 0,05 Св. 0,05 до 0,06 Св. 0,06 до 0,08 Св. 0,08 до 0,10 0,05 0,06 0,07 0,08 0,09 0,11 0,14 Св. 0,16 до 0,20 До 0,03 Св. 0,03 до 0,08 Св. 0,08 до 0,12 Св. 0,12до 0,16 Св. 0,16 до 0,20 Св. 0,20 до 0,24 Св. 0,24 до 0,32 Св. 0,32 до 0,40 0,20 0,22 0,24 0,28 0,32 0,36 0,44 0,56
Допуск размера от поверхности до базы Допуск формы и расположения поверхности Эбщий допуск эле- мента отлив- ки, не более Допуск размера от поверхности до базы Допуск формы и расположения поверхности Общий допуск элемен- та от- ливки, ie более
Св. 0,05 до 0,06 До 0,02 Св. 0,02 до 0,03 Св. 0,03 до 0,04 Св. 0,04 до 0,05 Св. 0,05 до 0,06 Св. 0,06 до 0,08 Св. 0,08 до 0,10 Св. 0,10 до 0,12 0,06 0,07 0,08 0,09 0,10 0,12 0,14 0,16 Св. 0,20 до 0,24 До 0,06 Св. 0,06 до 0,12 Св. 0,12 до 0,16 Св. 0,16 до 0,20 Св. 0,20 до 0,24 Св. 0,24 до 0,32 Св. 0,32 до 0,40 Св. 0,40 до 0,48 0,24 0,28 0,32 0,36 0,40 0,50 0,56 0,64
Св. 0,24 до 0,32 До 0,06 Св. 0,06 до 0,12 Св. 0,12 до 0,20 Св. 0,20 до 0,24 Св. 0,24 до 0,32 Св. 0,32 до 0,40 Св. 0,40 до 0,50 Св. 0,50 до 0,64 0,32 0,36 0,40 0,44 0,50 0,56 0,70 0,90 Св. 1,00 до 1,20 До 0,32 Св. 0,32 до 0,64 Св. 0,64 до 0,80 Св. 0,80 до 1,00 Св. 1,00 до 1,20 Св. 1,20 до 1,60 Св. 1,60 до 2,00 Св. 2,00 до 2,40 1,20 1,40 1,60 1,80 2,00 2,40 2,80 3,20
Св. 0,32 до 0,40 До 0,08 Св. 0,08 до 0,16 Св. 0,16 до 0,24 Св. 0,24 до 0,32 Св. 0,32 до 0,40 Св. 0,40 до 0,50 Св. 0,50 до 0,64 Св. 0,64 до 0,80 0,40 0,44 0,50 0,56 0,64 0,70 0,90 1,10 Св. 1,20 до 1,60 До 0,40 Св. 0,40 до 0,80 Св. 0,80 до 1,00 Св. 1,00 до 1,20 Св. 1,20 до 1,60 Св. 1,60 до 2,00 Св. 2,00 до 2,40 Св. 2,40 до 3,20 1,60 1,80 2,00 2,20 2,40 2,80 3,60 4,40
Св. 0,40 до 0,50 До 0,12 Св. 0,12 до 0,24 Св. 0,24 до 0,32 Св. 0,32 до 0,40 Св. 0,40 до 0,50 Св. 0,50 до 0,64 Св. 0,64 до 0,80 Св. 0,80 до 1,00 0,50 0,56 0,64 0,70 0,80 0,90 1,10 1,40 Св. 1,60 до 2,00 До 0,40 Св. 0,40 до 0,80 Св. 0,80 до 1,20 Св. 1,20 до 1,60 Св. 1,60 до 2,00 Св. 2,00 до 2,40 Св. 2,40 до 3,20 Св. 3,20 до 4,00 2,00 2,20 2,40 2,80 3,20 3,60 4,40 5,00
Св. 0,50 до 0,64 До 0,12 Св. 0,12 до 0,24 Св. 0,24 до 0,40 Св. 0,40 до 0,50 Св. 0,50 до 0,64 Св. 0,64 до 0,80 Св. 0,80 до 1,00 Св. 1,00 до 1,20 Св. 1,20 до 1,28 0,64 0,70 0,80 0,90 1,00 1,20 1,40 1,60 1,80 Св. 2,00 до 2,40 До 0,64 Св. 0,64 до 1,20 Св. 1,20 до 1,60 Св. 1,60 до 2,00 Св. 2,00 до 2,40 Св. 2,40 до 3,20 Св. 3,20 до 4,00 Св. 4,00 до 4,80 2,40 2,80 3,20 3,60 4,00 4,40 5,60 6,40
78
79
Продолжение табл. 3.13
Допусх размера от поверхности до базы Допусх формы и расположения поверхности Общий допусх эле- мента отлив- ки, не более Допуск размера от поверхности до базы Допуск формы и расположения поверхности Обттуий допуск элемен- та от- ливки, не более
Св. 0,64 до 0,80 До 0,20 Св. 0,20 до 0,40 Св. 0,40 до 0,50 Св. 0,50 до 0,64 Св. 0,64 до 0,80 Св. 0,80 до 1,00 Си. 1,00 до 1,20 Св. 1,20 до 1,60 0,80 0,90 1,00 1,10 1,20 1,40 1,80 2,20 Си. 2,40 до 3,20 До 0,80 Св. 0,80 до 1,60 Св. 1,60 до 2,00 Св. 2,00 до 2,40 Св. 2,40 до 3,20 Св. 3,20 до 4,00 Св. 4,00 до 5,00 Св. 5,00 до 6,40 3,20 3,60 4,00 4,40 5,00 5,60 7,00 9,00
Св. 0,80 до 1,00 До 0,24 Св. 0,24 до 0,40 Св. 0,40 до 0,64 Св. 0,64 до 0,80 Св. 0,80 до 1,00 Св. 1,00 до 1,20 Св. 1,20 до 1,60 Св. 1,60 до 2,00 1,00 1,10 1,20 1,40 1,60 1,80 2,20 2,80 Св. 3,20 до 4,00 До 1,00 Св. 1,00 до 1,60 Св. 1,60 до 2,40 Св. 2,40 до 3,20 Св. 3,20 до 4,00 Св. 4,00 до 5,00 Св. 5,00 до 6,40 Св. 6,40 до 8,00 4,00 4,40 5,00 5,60 6,40 7,00 9,00 11,00
Св. 4,00 до 5,00 До 1.20 Св. 1,20 до 2,40 Св. 2,40 до 3,20 Св. 3,20 до 4,00 Св. 4,00 до 5,00 Св. 5,00 до 6,40 Св. 6,40 до 8,00 Св. 8,00 до 10,00 5,00 5,60 6,40 7,00 8,00 9,00 11,00 14,00 Св. 16,00 до 20,00 До 5,00 Св. 5,00 до 8,00 Св. 8,00 до 12,00 Св. 12,00 до 16,00 Св. 16,00 до 20,00 Св. 20,00 до 24,00 Св. 24,00 до 32,00 Св. 32,00 до 40,00 20,00 22,00 24,00 28,00 32,00 36,00 44,00 56,00
Св. 5,00 до 6,40 До 1.20 Св. 1,20 до 2,40 Св. 2,40 до 4,00 Св. 4,00 до 5,00 Св. 5,00 до 6,40 Св. 6,40 до 8,00 Св. 8,00 до 10,00 Св. 10,00 до 12,00 Св. 12,00 до 16,00 6,40 7,00 8,00 9,00 10,00 12,00 14,00 16,00' 18,00 Св. 20,00 до 24,00 До 6,40 Св. 6,40 до 12,00 Св. 12,00 до 16,00 Св. 16,00 до 20,00 Св. 20,00 до 24,00 Св. 24,00 до 32,00 Св. 32,00 до 40,00 Св. 40,00 др 48,00 24,00 28,00 32,00 36,00 40,00 44,00 56,00 64,00
80
Продолжение табл. 3.13
Допуск размера от поверхности до базы Допуск формы и расположения поверхности Общий допуск эле- мента отлив- ки, не более Допусх размера от поверхности до базы Допуск формы и расположения поверхности Общий допуск элемен- та от- ливки, не более
Св. 6,40 до 8,00 До 2,00 Св. 2,00 до 4,00 Св. 4,00 до 5,00 Св. 5,00 до 6,40 Св. 6,40 до 8,00 Св. 8,00 до 10,00 Св. 10,00 до 12,00 Св. 12,00 до 16,00 8,00 9,00 10,00 11,00 12,00 14,00 18,00 22,00 Св. 24,00 до 32,00 До 8,00 Св. 8,00 до 16,00 Св. 16,00 до 20,00 Св. 20,00 до 24,00 Св. 24,00 до 32,00 Св. 32,00 до 40,00 Св. 40,00 до 50,00 Св. 50,00 до 64,00 32,00 36,00 40,00 44,00 50,00 56,00 70,00 90,00
Св. 8,00 до 10,00 До 2,40 Св. 2,40 до 4,00 Св. 4,00 до 6,40 Св. 6,40 до 8,00 Св. 8,00 до 10,00 Св. 10,00 до 12,00 Св. 12,00 до 16,00 Св. 16,00 до 20,00 10,00 11,00 12,00 14,00 16,00 18,00 22,00 28,00 Св. 32,00 до 40,00 До 10,00 Св. 10,00 до 16,00 Св. 16,00 до 24,00 Св. 24,00 до 32,00 Св. 32,00 до 40,00 Св. 40,00 до 50,00 Св. 50,00 до 64,00 Св. 64,00 до 80,00 40,00 44,00 50,00 56,00 64,00 70,00 90,00 110,00
Св. 10,00 до 12,00 До 3,20 Св. 3,20 до 6,40 Св. 6,40 до 8,00 Св. 8,00 до 10,00 Св. 10,00 до 12,00 Св. 12,00 до 16,00 Св. 16,00 до 20,00 Св. 20,00 до 24,00 12,00 14,00 16,00 18,00 20,00 24,00 28,00 32,00 Св. 40,00 до 50,00 До 12,00 Св. 12,00 до 24,00 Св. 24,00 до 32,00 Св. 32,00 до 40,00 Св. 40,00 до 50,00 Св. 50,00 до 64,00 Св. 64,00 до 80,00 Св. 80,00 до 100,00 50,00 56,00 64,00 70,00 80,00 90,00 110,00 140,00
Св. 12,00 до 16,00 До 4,00 Св. 4,00 до 8,00 Св. 8,00 до 10,00 Св. 10,00 до 12,00 Св. 12,00 до 16,00 Св. 16,00 до 20,00 Св. 20,00 до 24,00 Св. 24,00 до 32,00 16,00 18,00 20,00 22,00 24,00 28,00 36,00 44,00 Св. 50,00 до 64,00 До 12,00 Св. 12,00 до 24,00 Св. 24,00 до 40,00 Св. 40,00 до 50,00 Св. 50,00 до 64,00 Св. 64,00 до 80,00 Св. 80,00 до 100,00 Св. 100,00 до 120,00 64,00 70,00 80,00 90,00 100,00 120,00 140,00 160,00
6-4026
81
Таблица 3.14. Общий припуск на сторону
Общий допуск элемента поверхности, мм Вид окончательной механической обработки Общий припуск на сторону, мм, не более, для ряда припуска отливки
1 2 3 4 5 б 7 8 9
До 0,10 Черновая 0,2 0,3 0,4 0,5 0,6 0,7 0,9 — —
Чистовая 0,2 0,3 0,4 0,5 0,6 0,7 0,9 — —
Тонкая 0,2 од 0,4 0,5 0,6 0,7 1,0 — —
Св. 0,10 до
0,11 Черновая 0,2 0,3 0,4 0,5 0,6 0,7 0,9 — —
Получистовая 0,2 0,3 0,4 0,5 0,6 0,7 0,9 — —
Чистовая 0,2 0,3 0,4 0,5 0,6 0,7 1,0 — —
Тонкая 0,3 0,4 0,4 0,6 0,6 0,8 0,9 — —
Св. 0,11 до
0,12 Черновая 0,2 0,3 0,4 од 0,6 0,7 0,9 1,1 —
Получистовая 0,2 0,3 0,4 0,5 0,7 0,7 0,9 1,3 —
Чистовая 0,3 0,3 0,5 0,5 0,7 0,8 1,0 1,3 —
Тонкая 0,3 0,4 0,5 0,6 0,7 0,8 1,0 1,3 —
Св. 0,12 до
0,14 Черновая 0,2 0,3 0,4 0,5 0,6 0,7 0,9 1,1 —
Получистовая 0,3 о,3 0,5 0,5 0,7 0,8 1,0 1,3 —
Чистовая 0,3 0,4 0,5 0,6 0,7 0,8 1,0 13 —
Тонкая 0,3 0,4 0,5 0,6 0,7 0,8 1,0 1,3 —
Св. 0,14 до
0,16 Черновая 0,2 0,3 0,4 0,5 0,6 0,7 0,9 1,1 1,3
Получистовая 0,3 0,4 0,5 0,6 0,7 0,8 1,0 1,3 1,4
Чистовая 0,3 0,4 0,5 0,6 0,7 0,8 1,0 1,3 1,5
Тонкая 0,3 0,4 0,5 0,6 0,7 0,8 1,0 1,3 1,5
Св. 0,16 до
0,18 Черновая 0,2 0,3 0,4 0,5 0,6 0,7 0,9 1,2 1,4
Получистовая 0,3 0,4 0,5 0,6 0,7 0,8 1,0 1,3 1,5
Чистовая 0,3 0,4 0,5 0,6 0,7 0,8 1,0 1,3 1,5
Тонкая 0,3 0,5 0,5 0,7 0,8 0,9 1,1 1,4 1,6
Св. 0,18 до
0,20 Черновая 0,2 0,3 0,4 0,5 0,6 0,7 1,0 1,2 1,4
Получистовая 0,3 0,4 0,5 0,6 0,7 0,8 1,0 1,3 1,5
Чистовая 0,3 0,5 0,5 0,7 0,8 0,9 1,1 1,4 1,6
Тонкая 0,3 0,5 0,6 0,7 0,8 0,9 1,1 1,4 1,6
82
Продолжение табл. 3.14
Общий допуск элемента по- верхности, мм Вад окончательной механической обработки Общий припуск на сторону, мм, не более, для ряда припуска отливки
10 11 12 13 14 15 16 17 18
Св. 0,12 до 0,14 Черновая Получистовая Чистовая Тонкая —
Св. 0,14 до 0,16 Черновая Получистовая Чистовая Тонкая —
Св. 0,16 до 0,18 Черновая Получистовая Чистовая Тонкая —
Св. 0,18 до 0,20 Черновая Получистовая Чистовая Тонкая 1,8 1.9 2,1 2,1 —
Общий допуск элемента по- верхности, мм Вад окончательной механической обработки Общий припуск на сторону, мм, не более, для ряда припуска отливки
1 2 3 4 5 6 7 8 9
Св. 0,20 до 0,22 Черновая 0,3 0,4 0,4 0,6 0,6 0,8 0,9 1,1 1,4
Получистовая 0,3 0,4 0,5 0,6 0,7 0,8 1,1 1,4 1,6
Чистовая 0,4 0,5 0,6 0,7 0,8 0,9 1,1 1,4 1,6
Тонкая 0,4 0,5 0,6 0,7 0,8 0,9 1,1 1,4 1,6
Св. 0,22 до Черновая 0,3 0,4 0,5 0,6 0,7 0,8 1,0 1,1 1,4
0,24 Получистовая 0,4 0,4 0,6 0,6 0,8 0,8 1,1 1,4 1,6
Чистовая 0,4 0,5 0,6 0,7 0,8 0,9 1,1 1,4 1,6
Тонкая 0,4 0,5 0,6 0,7 0,8 0,9 1,2 1,5 1,7
Св. 0,24 до 0,28 Черновая 0,3 0,4 0,5 0,6 0,7 0,8 1,0 1,2 1,4
Получистовая 0,4 0,5 0,6 0,7 0,8 0,9 1,1 1,4 1,6
Чистовая 0,5 0,5 0,7 0,8 0,9 1,0 1,2 1,5 1,7
Тонкая 0,5 0,6 0,7 0,8 0,9 1,0 1,2 1,5 1,7
6*
83
Продолжение табл. 3.14
Продолжение табл. 3.14
Общий допуск элемента по- верхности, мм Вид окончательной механической обработки Общий припуск на сторону, мм, не более, для ряда припуска отливки
1 2 3 4 5 б 7 8 9
Св. 0,28 до
0,32 Черновая 0,3 0,4 0,5 0,6 0,7 0,8 1,0 1,2 1,4
Получистовая 0,4 0,5 0,6 0,7 0,8 0,9 1,2 1,5 1,7
Чистовая 0,5 0,6 0,7 0,8 0,9 1,0 1,2 1,5 1,7
Тонкая 0,5 0,7 0,8 0,9 1,0 1,1 1,3 1,6 1,8
Св. 0,32 до
0,36 Черновая 0,3 0,5 0,5 0,7 0,8 0,9 1,1 1,3 1,5
Получистовая 0,5 0,6 0,7 0,8 0,9 1,0 1,2 1,5 1,7
Чистовая 0,5 0,7 0,8 0,9 1,0 1,1 1,3 1,6 1,8
Тонкая 0,6 0,7 0,8 0,9 1,0 1,1 1,3 1,6 1,8
Св. 0,36 до
0,40 Черновая 0,4 0,5 0,6 0,7 0,8 0,9 1,1 1,3 1,5
Получистовая 0,5 0,6 0,7 0,8 0,9 1,0 1,2 1,5 1,7
Чистовая 0,6 0,7 0,8 0,9 1,0 1,1 1,3 1,6 1,8
Тонкая 0,6 0,8 0,8 0,9 1,1 1,1 1,4 1,6 1,9
Св. 0,40 до
0,44 Черновая 0,4 0,5 0,6 0,7 0,8 0,9 1,1 1,3 1,5
Получистовая 0,6 0,7 0,8 0,9 1,0 1,1 1,3 1,6 1,8
Чистовая 0,6 0,7 0,9 1,0 1,1 1,2 1,4 1,7 1,9
Тонкая 0,7 0,8 0,9 1,0 1,1 1,2 1,4 1,7 1,9
Общий допуск элемента по- верхности, мм Вид окончательной механической обработки Общий припуск на сторону, мм, не более, для ряда припуска отливки
10 11 12 13 14 15 16 17 18
Св. 0,28 до 0,32 Черновая 1,8 2,2 2,7 3,3 — — — — —
Получистовая 2,1 2,4 3,1 3,6 —> — — — —
Чистовая 2,2 2,6 3,1 3,6 - — — — —
Тонкая 2,3 2,7 3,4 3,9 — — — — —
Св. 0,32 до 0,36 Черновая 1,9 2,3 2,7 3,3 — — — — —
Получистовая 2,1 2,5 3,1 3,6 — — — — —
Чистовая 2,3 2,7 3,3 3,8 — — — — —
Тонкая 2,3 2,7 3,4 3,9 — 4 — — —
Св. 0,36 до 0,40 Черновая 1,9 2,3 2,8 3,3 4,3 — — — —
Получистовая 2,1 2,5 3,2 3,7 4,8 — — — —
Чистовая 2,3 2,7 3,3 3,8 5,0 — — — —
Тонкая 2,4 2,8 3,4 4,0 5,1 — — — —
Св. 0,40 до 0,44 Черновая 1,9 2,3 2,8 3,4 4,3 — — — —
Получистовая 2,2 2,6 3,1 3,6 4,8 — — — —
Чистовая 2,4 2,7 3,4 3,9 5,0 — — — —
Тонкая 2,4 2,8 3,4 4,0 5,1 — — — —
Общий допуск элемента поверхности, мм Вид окончательной механической обработки Общий припуск на сторону, мм, не более, для ряда припуска отливки
10 11 12 13 14 15 16 17 18
Св. 0,20 до 0,22 Черновая 1,8
Получистовая 2,0 —
Чистовая 2,1 —
Тонкая 2,1 —
Св. 0,22 до 0,24 Черновая 1,8 2,2 2,6 — — — — —
Получистовая 1,9 2,4 3,0 — — — — — —
Чистовая 2,1 2,5 3,1 — — — — — —
Тонкая 2,1 2,5 3,3 — — — — — —
Св. 0,24 до 0,28 Черновая 1,8 2,2 2,7 — — -— — . — —
Получистовая 2,0 2,4 3,0 — — — — — —
Чистовая 2,1 2,5 3,2 — — -— — .—_ —
Тонкая 2,2 2,6 3,3 — — — — — —
Общий допуск элемента поверхности, мм Вид окончательной механической обработки Общий припуск на сторону, мм, не более, для ряда припуска отливки
1 2 3 4 5 б 7 8 9
Св. 0,44 до
0,50 Черновая 0,5 0,5 0,7 0,8 0,9 1,0 1,2 1,4 1,6
Получистовая 0,6 0,7 0,8 0,9 1,0 1,1 1,3 1,6 1,8
Чистовая 0,7 0,8 0,9 1,0 1,1 1,2 1,4 1,7 1.9
Тонкая 0,8 0,9 1,0 1,1 U 1,3 1,5 1,8 2,0
Св. 0,50 до
0,56 Черновая 0,5 0,6 0,7 0,8 0,9 1,1 1,2 1,4 1.6
Получистовая 0,7 0,8 0,9 1,0 1,1 1,2 1,4 1,7 1,9
Чистовая 0,8 0,9 1,0 1,1 1,2 1,3 1,5 1,8 2,0
Тонкая 0,9 1,0 1,1 1,2 1.3 1,4 1,6 1,9 2,1
Св. 0,56 до
0,64 Черновая 0,5 0,7 0,8 0,9 1,0 1,1 1,3 1,5 1,7
Получистовая 0,8 0,9 1,0 1,1 1,2 1,3 1,5 1,8 2,0
Чистовая 0,9 1,0 1,1 1,2 1,3 1,4 1,6 1,9 2,1
Тонкая 1,0 1,1 1,2 1,3 1,4 1,5 1,7 2,0 2,2
84
85
Продолжение табл. 3.14
Общий допуск элемента по- верхности, мм Вид окончательной механической обработки Общий припуск на сторону, мм, не более, для ряда припуска отливки
1 2 3 4 5 б 7 8 9
Св. 0,64 до
0,70 Черновая о.б 0,7 0,8 0,9 1,0 1,1 1,4 1,5 1,7
Получистовая 0,8 0,9 1,1 1,2 1,3 1,4 1,6 1,9 2,1
Чистовая 0,9 1,1 1,1 1,3 1,4 1,4 1,6 1,9 2,2
Тонкая 1,1 1,1 1,3 1,4 1,4 1,6 1,8 2,1 2,3
Св. 0,70 до
0,80 Черновая 0;6 0,8 0,8 0,9 1,1 1,1 1.4 1,6 1,8
Получистовая 0,9 1,1 1,2 1,3 1,4 1,5 1,7 2,0 2,1
Чистовая 1.1 1,2 1,3 1,4 1,5 1,6 1,8 2,1 2,3
Тонкая 1,2 1,3 1,4 1,5 1,6 1,7 1,9 2,2 2,4
Св. 0,80 до
0,90 Черновая 0,7 0,8 0,9 1,0 1,1 1,2 1,4 1,6 1,8
Получистовая 1,1 1,2 1,3 1,4 1,5 1,6 1,8 2,1 2,3
Чистовая 1,2 1,3 1,4 1,5 1,6 1,7 1.9 2,2 2,4
Тонкая 1,4 1,4 1,6 1,6 1,8 1,9 2,1 2,4 2,6
Св. 0,90 до
1,00 Черновая 0,8 0,9 1,0 1,1 1,2 1,3 1,5 1,7 1,9
Получистовая 1,2 1,3 1,4 1,5 1,6 1,7 1.9 2,1 2,4
Чистовая 1,3 1,4 1,5 1,6 1,7 1,8 2,0 2,3 2,5
Тонкая 1,5 1,6 1,7 1,8 1,9 2,0 2,2 2,5 2,7
Общий допуск элемента поверхности, мм Вид окончательной механической обработки Общий припуск на сторону, мм, не более, для ряда припуска отливки
10 11 12 13 14 15 16 17 18
Св. 0,44 до 0,50 Черновая 2,0 2,4 2,8 3,4 4,4 5,3 — — —
Получистовая 2,2 2,6 3,3 3,8 4,8 5,8 — — —
Чистовая 2,4 2,8 3,5 3,9 5,2 6,2 — — —
Тонкая 2,5 2,9 3,6 4,1 5,3 6,3 — — —
Св. 0,50 до 0,56 Черновая 2,0 2,4 2,9 3,4 4,4 5,5 — — —
Получистовая 2,3 2,7 3,3 3,8 4,9 5,8 — — —
Чистовая 2,5 2,9 3,4 4,0 5,1 6,1 — — —
Тонкая 2,6 3,0 3,6 4,3 5,5 6,3 — — —
Св. 0,56 до 0,64 Черновая 2,1 2,4 2,9 3,5 4,4 5,5 6,5 — —
Получистовая 2,4 2,8 3,4 3,9 5,0 6,0 7,1 — —
Чистовая 2,6 3,0 3,6 4,1 5,3 6,3 7,3 — —
Тонкая 2,7 3,1 3,8 4,3 5,4 6,5 7,5 — —
86
Продолжение табл. 3.14
Общий допуск элемента по- верхности, мм Вид окончательной механической обработки Общий припуск на сторону, мм, не более, для ряда припуска отливки
10 11 12 13 14 15 16 17 18
Св. 0,64 до 0,70 Черновая Получистовая Чистовая Тонкая 2,1 2,4 2,6 2,8 2,5 2,8 3,1 3,1 3,0 3,5 3,6 3,9 3,4 3,9 4,1 4,4 4,5 5,0 5,3 5,6 5,4 6,0 6,3 6,5 6,5 7,1 7,5 7,8 8,5 9,3 9,8 9,8
Св. 0,70 до 0,80 Черновая Получистовая Чистовая Тонкая 2,2 2,5 2,8 2,9 2,6 2,9 3,1 3,4 3,1 3,6 3,8 4,0 3,6 4,0 4,3 4,5 4,6 5,2 5,4 5,8 5,6 6,2 6,5 6,7 6,5 7,3 7,5 7,8 8,5 9,3 9,8 10,0
Св. 0,80 до 0,90 Черновая Получистовая Чистовая Тонкая 2,2 2,7 2,9 3,1 2,6 3,1 3,4 3,4 3,2 3,7 3,9 4,1 3,7 4,1 4,4 4,6 4,6 5,3 5,6 5,8 5,6 6,3 6,7 6,9 6,7 7,3 7,8 8,0 8,5 9,5 9,8 10,5 10,5 11,5 12,0 12,5
Св. 0,90 до 1,00 Черновая Получистовая Чистовая Тонкая 2,3 2,7 3,0 3,1 2,7 3,2 3,5 3,6 3,1 3,8 4,0 4,3 3,6 4,3 4,5 4,8 4,8 5,3 5,8 6,0 5,6 6,3 6,7 6,9 6,7 7,5 7,8 8,0 8,8 9,5 10,0 10,5 10,5 11,5 12,0 12,5
Общий допуск элемента поверхности, мм Вид окончательной механической обработки Общий припуск на сторону, мм, не более, для ряда припуска отливки
1 2 3 4 5 6 7 8 9
Св. 1,00 до 1,10 Черновая Получистовая Чистовая Тонкая 0,8 1,1 1,4 1,6 0,9 1,3 1,4 1,7 1,1 1,4 1,6 1,8 1,2 1,4 1,6 1,9 1,3 1,6 1,8 2,0 1,4 1,6 1,9 2,1 1,6 1,9 2,1 2,3 1,8 23 2,4 2,5 2,0 2,4 2,6 2,7
Св. 1,10 до 1,20 Черновая Получистовая Чистовая Тонкая 0,9 1,3 1,5 1,7 1,0 1,4 1,6 1,8 1,1 1,5 1,7 1,9 1,2 1,6 1,8 2,0 1,3 1,7 1,9 2,1 1,4 1,8 2,0 2,1 1,6 2,0 2,2 2,4 1,8 2,3 2,5 2,7 2,0 2,5 2,7 2,8
Св. 1,20 до 1,40 Черновая Получистовая Чистовая Тонкая 1,1 1,5 1,8 1,9 1,2 1,6 1,9 2,0 1,3 1,7 1,9 2,1 1,4 1,8 2,1 2,2 1,5 1,9 23 2,3 1,6 2,0 2,3 2,4 1,8 23 2,5 2,6 2,0 2,5 2,8 2,9 2,1 2,7 3,0 3,2
87
Продолжение табл. 3.14
Общий допуск элемента по- верхности, мм Вид окончательной механической обработки Общий припуск на сторону, мм, не более, для ряда припуска отливки
1 2 3 4 5 б 7 8 9
Св. 1,40 до
1,60 Черновая 1,2 1,3 1,4 1,5 1,6 1,7 1,9 2,1 2,3
Получистовая 1,7 1,8 1,9 2,0 2,1 2,2 2,4 2,7 2,9
Чистовая 1,9 2,1 2,2 2,3 2,4 2,5 2,6 3,0 3,1
Тонкая 2,2 2,3 2,4 2,5 2,6 2,7 2,9 3,1 3,4
Св. 1,60 до
1,80 Черновая 1,2 1,3 1,4 1,5 1,6 1,7 2,0 2,1 23
Получистовая 1,8 1,9 2,0 2,1 2,2 2,3 2,6 2,8 3,0
Чистовая 2,1 2,2 2,3 2,4 2,5 2,6 3,0 3,1 3,3
Тонкая 2,3 2,4 2,5 2,6 2,7 2,8 3,3 3,4 3,6
Св. 1,80 до
2,00 Черновая 1,3 1,4 1,5 1,6 1,7 1,8 2,0 22 2,4
Получистовая 1,9 2,1 2,2 2,3 2,4 2,5 2,6 2,8 3,1
Чистовая 2,3 2,4 2,5 2,6 2,7 2,8 3,0 3,3 3,6
Тонкая 2,6 2,7 2,8 2,9 3,0 3,1 3,3 3,6 3,8
Св. 2,00 до
2,20 Черновая 1,5 1,6 1,7 1,8 1,9 2,0 2,2 2,4 2,6
Получистовая 2,1 2,3 2,4 2,4 2,5 2,7 2,8 3,2 3,4
Чистовая 2,5 2,6 2,7 2,8 2,9 3,0 3,3 3,6 3,8
Тонкая 2,9 3,0 3,1 3,1 3,3 3,4 3,6 3,9 4,1
Общий допуск элемента поверхности, мм Вид окончательной механической обработки Общий припуск на сторону, мм, не более, для ряда припуска отливки
10 11 12 13 14 15 16 17 18
Св. 1,00 до 1,10 Черновая Получистовая Чистовая Тонкая 2,4 2,8 3,1 3,3 2,7 3,1 3,4 3,7 3,3 3,8 4,1 4,4 3,8 4,3 4,6 4,9 4,8 5,3 5,8 6,0 5,8 6,3 6,7 7,1 6,7 7,5 7,8 8,3 8,8 9,5 10,0 10,5 10,5 11,5 12,5 12,5
Св. 1,10 до 1,20 Черновая Получистовая Чистовая Тонкая 2,4 2,9 3,1 3,4 2,8 3,4 3,6 3,8 3,4 3,9 4,3 4,4 3,8 4,4 4,8 4,9 4,8 5,4 5,8 6,2 5,8 6,5 6,9 7,1 6,9 7,5 8,0 8,3 8,8 9,8 10,0 10,5 11,0 12,0 12,5 12,5
Св. 1,20 др 1,40 Черновая Получистовая Чистовая Тонкая 2,5 3,1 3,4 3,7 2,9 3,4 3,9 4,0 3,5 4,1 4,5 4,8 3,9 4,6 5,0 5,1 4,9 5,6 6,1 6,5 6,0 6,7 7,1 7,5 6,9 7,8 8,3 8,5 9,0 9,8 10,5 п,о 11,0 12,0 12,5 13,0
88
Продолжение табл. 3.14
Общий допуск элемента по- верхности, мм Вид окончательной механической обработки . й припуск на сторону, мм, не более, для рада припуска отливки
10 11 12 13 14 15 16 17 18
Св. 1,40 до
1,60 Черновая 2,7 3,1 3,6 4,0 5,0 6,0 7,1 9,0 11,0
Получистовая 3,3 3,6 4,3 4,8 5,8 6,9 8,0 10,0 12,0
Чистовая 3,6 4,1 4,6 5,1 6,3 7,3 8,5 10,5 13,0
Тонкая 3,9 4,3 5,0 5,4 6,7 7,8 8,8 11,0 13,5
Св. 1,60 до
1,80 Черновая 2,7 3,2 3,7 4,1 5,2 6,2 7,1 9,0 11,0
Получистовая 3,5 3,8 4,4 4,9 6,0 7,1 8,0 10,0 12,5
Чистовая 3,8 4,3 4,8 5,3 6,5 7,5 8,5 н.о 13,0
Тонкая 4,0 4,4 5,2 5,6 6,9 7,8 9,0 н,о 13,5
Св. 1,80 до
2,00 Черновая 2,8 3,3 3,8 4,3 5,1 6,1 7,3 9,3 11,0
Получистовая 3,6 4,0 4,6 5,0 6,1 7,1 8,3 10,5 12,5
Чистовая 4,0 4,4 5,0 5,4 6,7 7,8 8,8 11,0 13,0
Тонкая 4,3 4,8 5,5 5,8 7,1 8,0 9,3 11,5 13,5
Св. 2,00 до
2,20 Черновая 3,0 3,4 3,9 4,4 5,5 6,3 7,3 9,5 11,5
Получистовая 3,8 4,1 4,8 5,3 6,3 7,3 8,5 10,5 12,5
Чистовая 4,3 4,6 5,1 5,8 6,9 8,0 9,0 н,о 13,5
Тонкая 4,6 5,0 5,6 6,1 7,3 8,3 9,5 12,0 14,0
Общий допуск Вид окончательеной механической обработки Общий припуск на сторону, мм, не более, для рада припуска отливки
элемента поверхности, мм
1 2 3 4 5 6 7 8 9
Св. 2,20 2,40 до Черновая 1,6 1,7 1,8 1,9 2,0 2,1 2,3 2,5 2,7
Получистовая 2,4 2,5 2,6 2,6 2,8 2,9 3,1 3,4 3,6
Чистовая 2,7 2,8 2,9 3,1 3,2 3,3 3,5 3,8 3,9
Тонкая 3,1 3,1 з,з 3,4 3,4 3,6 3,8 4,1 4,3
Св. 2,40 2,80 до Черновая 1,8 1,9 1,9 2,1 2,2 2,3 2,5 2,6 2,9
Получистовая 2,6 2,7 2,8 2,9 3,0 3,1 3,3 3,6 3,8
Чистовая 3,0 3,2 3,3 3,4 3,5 3,6 3,8 4,0 4,3
Тонкая 3,5 3,6 3,7 3,8 3,8 3,9 4,1 4,4 4,6
Св. 2,80 3,20 до Черновая 1,9 2,1 2,2 2,3 2,4 2,5 2,6 2,9 3,1
Получистовая 3,0 3,1 3,1 3,3 3,4 3,4 3,6 4,0 4,1
Чистовая 3,4 3,6 3,6 3,8 3,9 4,0 4,1 4,5 4,6
Тонкая 3,8 3,9 4,0 4,1 4,3 4,3 4,5 4,8 5,0
89
Продолжение табл. 3.14
Общий допуск элемента по- верхности, мм Вид окончательной механической обработки Общий припуск на сторону, мм, не более, для ряда припуска отливки
1 2 3 4 5 6 7 8 9
Св. 3,20 до 3,60 Черновая Получистовая Чистовая Тонкая 2,2 3,3 3,9 4,3 2,3 3,4 4,0 4,4 2,4 3,4 4,1 4,4 2,5 3,6 4,3 4,5 2,6 3,6 4,3 4,6 2,7 3,8 4,4 4,8 2,9 4,0 4,6 4,9 3,1 4,3 4,9 5,3 3,3 4,5 5,2 5,5
Св. 3,60 до 4,00 Черновая Получистовая Чистовая Тонкая 2,4 3,6 4,3 4,8 2,5 3,8 4,4 4,9 2,6 3,9 4,4 5,0 2,7 4,0 4,5 5,2 2,8 4,1 4,6 5,3 2,9 4,3 4,8 5,3 3,2 4,4 4,9 5,4 3,4 4,8 5,3 5,8 3,6 4,9 5,5 6,0
Св. 4,00 до 4,40 Черновая Получистовая Чистовая Тонкая 2,5 3,8 4,5 4,9 2,6 3,9 4,6 5,0 2,7 4,0 4,8 5,2 2,8 4,1 4,8 5,3 2,9 4,3 4,9 5,3 3,0 4,3 5,0 5,5 з,з 4,5 5,1 5,6 3,5 4,8 5,4 6,0 3,7 5,0 5,8 6,2
Св. 4,40 до 5,00 Черновая Получистовая Чистовая Тонкая 2,9 4,3 5,0 5,6 3,0 4,4 5,1 5,8 3,1 4,4 5,3 5,8 3,1 4,5 5,3 6,0 3,3 4,6 5,4 6,0 3,4 4,8 5,6 6,2 3,6 4,9 5,8 6,3 3,8 5,3 6,0 6,7 4,0 5,5 6,3 6,9
Общий допуск элемента поверхности, мм Вид окончательной механической обработки Общий припуск на сторону, мм, не более, для ряда припуска отливки
10 11 12 13 14 15 16 17 18
Св. 2,20 до
2,40 Черновая 3,1 3,4 4,0 4,5 5,4 6,5 7,5 9,5 11,5
Получистовая 4,0 4,4 5,0 5,4 6,5 7,5 8,8 11,0 13,0
Чистовая 4,4 4,9 5,5 6,0 7,1 8,3 9,3 11,5 13,5
Тонкая 4,8 5,1 5,8 6,3 7,5 8,5 9,8 12,0 14,0
Св. 2,40 до
2,80 Черновая з,з 3,6 4,1 4,6 5,6 6,7 7,8 9,8 11,5
Получистовая 4,3 4,6 5,1 5,6 6,7 7,8 9,0 11,0 13,0
Чистовая 4,8 5,2 5,8 6,1 7,5 8,5 9,5 11,5 14,0
Тонкая 5,2 5,4 6,1 6,7 8,0 9,0 10,0 12,5 14,5
Св. 2,80 до
3,20 Черновая 3,4 3,9 4,4 4,9 5,8 6,9 7,8 9,8 12,0
Получистовая 4,6 5,0 5,6 6,0 7,1 8,3 9,3 П.5 13,5
Чистовая 5,1 5,6 6,1 6,7 7,8 8,8 9,8 12,0 14,5
Тонкая 5,4 5,8 6,5 7,1 8,3 9,3 10,5 12,5 15,0
90
Продолжение табл. 3.14
Общий допуск элемента по- верхности, мм Вид окончательной механической обработки Общий припуск на сторону, мм, не более, для ряда припуска отливки
10 11 12 13 14 15 16 17 18
Св. 3,20 до
3,60 Черновая 3,6 4,1 4,6 5,2 6,2 7,1 8,0 10,0 12,0
Получистовая 4,9 5,3 5,8 6,3 7,5 8,5 9,5 11,5 14,0
Чистовая 5,6 6,0 6,5 7,1 8,3 9,3 10,5 12,5 15,0
Тонкая 6,0 6,3 7,1 7,5 8,8 9,8 11,0 13,0 15,5
Св. 3,60 до
4,00 Черновая 3,9 4,3 4,8 5,3 6,3 7,3 8,3 10,5 12,5
Получистовая 5,3 5,6 6,3 6,7 8,0 9,0 9,8 12,0 14,0
Чистовая 6.0 6,3 6,9 7,5 8,8 9,8 10,5 13,0 15,0
Тонкая 6,5 6,9 7,5 8,0 9,3 10,5 11,5 13,5 15,5
Св. 4,00 до
4,40 Черновая 4,0 4,4 4,9 5,5 6,5 7,5 8,5 10,5 12,5
Получистовая 5,5 5,8 6,3 6,9 8,0 9,0 10,0 12,0 14,5
Чистовая 6,1 6,7 7,3 7,8 9,0 9,8 11,0 13,0 15,5
Тонкая 6,7 7,1 7,8 8,3 9,5 10,5 Н.5 14,0 16,0
Св. 4,40 до
5,00 Черновая 4,4 4,8 5,3 5,8 6,7 7,8 8,8 11,0 13,0
Получистовая 5,8 6,3 6,9 7,3 8,5 9,5 10,5 12,5 14,5
Чистовая 6,7 7,1 7,8 8,3 9,5 10,5 11,5 14,0 16,0
Тонкая 7,3 7,8 8,5 9,0 10,0 11,0 12,0 14,5 16,5
Общий допуск элемента поверхности, мм Ввд окончательной механической обработки Общий припуск на сторону, мм, не более, для ряда припуска отливки
1 2 3 4 5 6 7 8 9
Св. 5,00 до
5,60 Черновая — 3,3 3,4 3,4 3,6 3,6 3,9 4,1 4,3
Получистовая — 4,9 5,0 5,2 5,1 5,3 5,4 5,8 6,0
Чистовая — 5,8 5,8 6,0 6,0 6,2 63 6,7 6,9
Тонкая — 6,3 6.5 6,5 6,7 6,7 6,9 7,3 7,5
Св. 5,60 до
6,40 Черновая — 3,8 3,9 4,0 4,1 4,3 4,4 4,6 4,8
Получистовая — 5,1 53 5,3 5,4 5,6 5,8 6,0 6,3
Чистовая — 6,1 6,3 6,3 6,5 6,5 6,7 7,1 73
Тонкая — 6,9 7,1 7,1 7,3 73 7,5 7,8 8,0
Св. 6,40 до
7,00 Черновая — — 4,3 4,3 4,4 4,5 4,8 4,9 5,2
Получистовая — — 5,8 6,0 6,0 6,2 6,3 6,7 6,9
Чистовая — — 6,9 7,1 7,1 73 7,5 7,8 8,0
Тонкая — — 7,8 7,8 7,8 8,0 8,3 8,5 8,8
91
Продолжение табл. 3.14
Общий допуск элемента по- верхности, мм Вид окончательной механической обработки Общий припуск на сторону, мм, не более, । для ряда припуска отливки
1 2 3 4 5 6 7 8 9
Св. 7,00 до 8,00 Черновая Получистовая Чистовая Тонкая — — 4,8 6,5 8,0 8,5 4,8 6,5 8,0 8,8 4,9 6,7 9,0 8,8 5,0 6,7 8,3 8,8 5,1 6,9 8,5 9,0 5,5 7,3 8,8 93 5,6 7,5 9,0 9,5
Св. 8,00 до 9,00 Черновая Получистовая Чистовая Тонкая — — — 5,3 7,3 9,0 9,8 5,4 7,5 9,0 9,8 5,6 7,5 9,3 9,8 5,8 7,8 9,3 10,0 6,0 8,0 9,8 10,5 6,1 8,3 9,8 10,5
Св. 9,00 до 10,00 Черновая Получистовая Чистовая Тонкая — — 6,0 8,3 9,8 11,0 6,0 8,3 9,8 11,0 6,2 8,5 9,8 11,0 6,3 8,5 10,0 11,5 6,5 9,0 10,5 11,5 6,7 9,0 10,5 12,0
Св. 10,00 до 11,00 Черновая Получистовая Чистовая Тонкая — — 6,5 8,5 10,0 11,0 6,5 8,8 10,0 П.5 6,7 8,8 10,5 11,5 6,9 9,3 10,5 12,0 7,1 9,3 11,0 12,0
Общий допуск элемента поверхности, мм Вид окончательной механической обработки Общий припуск на сторону, мм, не более, для ряда припуска отливки
10 11 12 13 14 15 16 17 18
Св. 5,00 ДО
5,60 Черновая 4,8 5,2 5,6 6,2 7,1 8,0 9,0 11,0 13,0
Получистовая 6,3 6,7 73 8,0 9,0 9,8 11,0 13,0 15,5
Чистовая 7,3 7,8 83 8,8 10,0 11,0 12,0 14,5 16,5
Тонкая 8,0 8,3 9,0 9,5 11,0 12,0 13,0 15,0 17,5
Св. 5,60 до
6,40 Черновая 5,1 5,6 6,2 6,5 7,5 8,5 9,5 11,5 13,5
Получистовая 6,7 7,1 7,8 8,3 9,3 10,5 11,5 13,5 15,5
Чистовая 7,8 83 8,8 9,3 10,5 11,5 12,5 15,0 17,0
Тонкая 83 9,0 9,8 10,0 11,5 12,5 13,5 16,0 18,0
Св. 6,40 до
7,00 Черновая 5,4 6,0 6,5 6,9 8,0 9,0 9,8 12,0 14,0
Получистовая 7,3 7,5 8,3 8,8 9,8 11,0 12,0 14,0 16,0
Чистовая 8,5 8,8 9,5 9,8 11,0 12,0 13,0 15,5 17,5
Тонкая 9,3 9,5 10,5 11,0 12,0 13,0 14,0 16,5 18,5
92
Продолжение табл. 3.14
Общий допуск элемента по- верхности, мм Вид окончательной механической обработки Общий припуск на сторону, мм, не более, для ряда припуска отливки
10 11 12 13 14 15 16 17 18
Св. 7,00 до 8,00 Черновая б.о 6,5 6,9 7,5 8,5 9,5 10,5 12,5 14,5
Получистовая 7,8 8,3 8,8 9,3 10,5 11,5 12,5 14,5 17,0
Чистовая 9.5 9,8 ЮЛ 11,0 12,0 13,0 14,0 16,5 18,5
Тонкая 10,0 10,5 11,0 11,5 13,0 14,0 15,0 17,5 19,5
Св. 8,00 до 9,00 Черновая 6,5 6,9 7,5 8,0 9,0 9,8 11,0 13,0 15,0
Получистовая 8,8 9,0 9,8 10,0 11,0 12,0 13,5 15,5 17,5
Чистовая 10,5 10,5 11,5 12,0 13,0 14,0 15,0 17,5 19,5
Тонкая н.о 11,5 12,5 13,0 14,0 15,0 16,0 18,5 20,5
Св. 9,00 до 10,00 Черновая 7,1 7,5 8,0 8,5 9,5 10,5 11,5 13,5 15,5
Получистовая 9,5 9,8 10,5 11,0 12,0 13,0 14,0 16,5 18,5
Чистовая и.о 11,5 12,0 12,5 14,0 15,0 16,0 18,0 20,5
Тонкая 12,5 12,5 13,5 14,0 15,0 16,0 17,0 19,5 22,5
Св. 10,00 до 11,00 Черновая 7,5 8,0 8,5 9,0 9,8 11,0 12,0 14,0 16,0
Получистовая 9,8 10,0 10,5 11,0 12,5 13,5 14,5 16,5 18,5
Чистовая 11,5 12,0 12,5 13,0 14,0 15,0 16,0 18,5 20,5
Тонкая 12,5 13,0 13,5 14,0 15,5 16,5 17,5 19,5 22,0
Общий допуск элемента поверхности, мм Вид окончательной механической обработки Общий припуск на сторону, мм, не более, для ряда припуска отливки
1 2 3 4 5 6 7 8 9
Св. 11,00 до 12,00 Черновая — — — — 7,1 7,3 7,5 7,5 7,8
Получистовая — — — — 9,3 9,5 9,5 9,8 10,0
Чистовая — — — — н.о 11,0 11,5 11,5 12,0
Тонкая — — — — 12,5 12,5 13,0 13,0 13,5
Св. 12,00 до 14,00 Черновая — — — — 8,5 8,5 8,8 9,0
Получистовая — — — — — 11,0 11.5 11,5 12,0
Чистовая — — — — — 12,5 13,0 13,0 13,5
Тонкая — — — — — 14,5 14,5 15,0 15,0
Св. 14,00 до 16,00 Черновая — — — — 9,5 9,5 9,8 10,0
Получистовая — — — — — 12,0 12,5 12,5 13,0
Чистовая — — — — — 15,0 15,0 15,5 15,5
Тонкая — — — — — 16,5 17,0 17,0 17,5
93
Продолжение табл. 3.14
Общий допуск элемента по- верхности, мм Вид окончательной механической обработки Общий припуск на сторону, мм, не более, для ряда припуска отливки
1 2 3 4 5 6 7 8 9
Св. 16,00 18,00 до Черновая — — — — — — 10,5 11,0 11,0
Получистовая — — — — — — 13,5 14,0 14,0
Чистовая — — — — — — 15,5 16,0 16,0
Тонкая — — — — — — 18,0 18,0 18,5
Св. 18,00 20,00 до Черновая — — 11,5 11,5 12,0
Получистовая — — — — — — 14,5 15,0 15,0
Чистовая — — — — — — 17,5 17,5 18,0
Тонкая — — — — — — 19,5 20,0 20,0
Св. 20,00 22,00 до Черновая 13,0 13,5
Получистовая — 16,5 16,5
Чистовая — 19,5 19,5
Тонкая — 21,0 22,0
Св. 22,00 24,00 до Черновая — 14,0 14,5
Получистовая — 17,5 18,0
Чистовая — — — — — — — 21,0 21,0
Тонкая — 23,5 24,0
Общий допуск элемента поверхности, мм Вид окончательной механической обработки Общий припуск на сторону, мм, не более, для ряда припуска отливки
10 11 12 13 14 15 16 17 18
Св. 11,00 до 12,00 Черновая 8,3 8,5 9,0 9,5 10,5 П.5 12,5 14,5 16,5
Получистовая 10,5 11,0 И,5 12,0 13,0 14,0 15,0 17,5 19,5
Чистовая 12,5 12,5 13,5 14,0 15,0 16,0 17,0 19,5 21,0
Тонкая 14,0 14,5 15,0 15,5 16,5 17,5 19,0 21,0 23,5
Св. 12,00 до 14,00 Черновая 9,5 9,8 10,5 п.о 12,0 13,0 14,0 16,0 18,0
Получистовая 12,0 12,5 13,0 13,5 15,0 16,0 17,0 19,0 21,0
Чистовая 14,0 14,5 15,0 15,5 16,5 17,5 18,5 21,0 23,0
Тонкая 15,5 16,0 16,5 17,0 18,5 19,5 20,5 23,0 25,0
Св. 14,00 до 16,00 Черновая 10,5 11,0 11,5 12,0 13,0 14,0 15,0 17,0 19,0
Получистовая 13,5 13,5 14,5 15,0 16,0 17,0 18,0 20,0 22,0
Чистовая 16,0 16,5 17,0 17,5 19,0 20,0 21,0 23.,0 25,0
Тонкая 18,0 18,0 19,0 19,5 20,5 22,0 22,5 25,0 27,0
94
Продолжение табл. 3.14
Общий допуск элемента по- верхности, мм Вид окончательное механическое обработки Общий припуск на сторону, мм, не более, для ряда припуска отливки
10 11 12 13 14 15 16 17 18
Св. 16,00 18,00 ДО Черновая 11,5 12,0 12,5 13,0 14,0 15,0 16,0 18,0 20,0
Получистовая 14,5 15,0 15,5 16,0 17,0 18,0 19,0 21,0 23,5
Чистовая 16,5 17,0 17,5 18,0 19,5 20,5 21,0 23,5 26,0
Тонкая 19,0 19,5 20,0 20,5 22,0 22,5 24,0 26,0 28,0
Св. 18,00 20,00 ДО Черновая 12,5 12,5 13,0 13,5 14,5 15,5 16,5 18,5 20,5
Получистовая 15,5 16,0 16,5 17,0 18,0 19,0 20,0 22,5 24,0
Чистовая 18,5 18,5 19,5 20,0 21,0 22,0 23,0 25,0 28,0
Тонкая 20,5 21,0 22,0 22,0 23,5 24,0 25,0 28,0 30,0
Св. 20,00 22,00 ДО Черновая 13,5 14,0 14,5 15,0 16,0 17,0 18,0 20,0 22,0
Получистовая 17,0 17,5 18,0 18,5 19,5 20,5 22,0 24,0 26,0
Чистовая 20,0 20,5 21,0 21,0 22,5 23,5 25,0 27,0 29,0
Тонкая 22,0 22,5 23,5 24,0 25,0 26,0 27,0 29,0 31,5
Св. 22,00 24,00 ДО Черновая 15,0 15,0 15,5 16,0 17,0 18,0 19,0 21,0 23,0
Получистовая 18,0 18,5 19,0 19,5 21,0 22,0 23,0 25,0 27,0
Чистовая 22,0 22,0 22,5 23,0 24,0 25,0 26,5 29,0 30,5
Тонкая 24,0 25,0 25,0 26,0 27,0 28,0 29,0 31,5 33,5
Общий допуск элемента поверхности, мм Вид окончательной механической обработки Общий припуск на сторону, мм, не более, для ряда припуска отливки
10 11 12 13 14 15 16 17 18
Св. 24,00 28,00 ДО Черновая 17,0 17,5 18,0 18,5 19,5 20,5 21,0 23,5 25,0
Получистовая 21,0 21,0 22,0 22,5 23,5 25,0 26,0 28,0 30,0
Чистовая 24,0 24,0 25,0 25,0 26,5 28,0 29,0 30,5 33,5
Тонкая 26,5 27,0 28,0 28,0 29,0 30,5 31,5 33,5 35,5
Св. 28,00 32,00 ДО Черновая 19,0 19,5 20,0 20,5 22,0 22,5 23,5 26,0 28,0
Получистовая 23,5 24,0 25,0 25,0 26,5 27,0 28,0 30,5 32,5
Чистовая 26,5 27,0 28,0 28,0 29,0 30,5 31,5 33,5 35,5
Тонкая 30,5 30,5 31,5 32,5 33,5 34,5 35,5 37,5 40,0
Св. 32,00 36,00 до Черновая 21,0 22,5 22,5 23,0 24,0 25,0 26,0 28,0 30,0
Получистовая 26,5 27,0 27,0 28,0 29,0 30,0 31,5 33,5 35,5
Чистовая 30,5 30,5 31,5 31,5 33,5 34,5 35,5 37,5 40,0
Тонкая 33,5 34,5 34,5 35,5 36,5 37,5 39,0 41,0 42,5
95
Продолжение табл. 3.14
Общий допусх элемента по- верхности, мм Вид окончательной механической обработки Общий припуск на сторону, мм, не более, для ряда припуска отливки
10 11 12 13 14 15 16 17 18
Св. 36,00 до 40,00 Черновая Получистовая Чистовая Тонкая 23,5 29,0 32,5 37,5 24,0 30,0 33,5 37,5 25,0 30,5 34,5 39,0 26,0 31,5 35,5 40,0 25,0 30,0 34,5 37,5 27,0 32,5 36,5 41,0 28,0 33,5 37,5 42,5 30,0 35,5 40,0 42,5 32,5 37,5 42,5 47,5
Св. 40,00 до 44,00 Черновая Получистовая Чистовая Тонкая — 26,0 32,5 36,5 39,0 26,5 33,5 37,5 40,0 27,0 34,5 37,5 40,0 28,0 35,5 39,0 41,0 29,0 36,5 40,0 42,5 30,0 37,5 41,0 44,0 32,5 39,0 44,0 46,0 34,5 41,0 46,0 47,5
Св. 44,00 до 50,00 Черновая Получистовая Чистовая Тонкая — 30,0 36,5 41,0 44,0 30,0 37,5 42,5 44,0 30,5 37,5 42,5 45,0 31,5 39,0 44,0 46,0 32,5 40,0 45,0 47,5 33,5 41,0 46,0 47,5 35,5 42,5 47,5 50,0 37,5 45,0 50,0 53,0
Св. 50,00 до 56,00 Черновая Получистовая Чистовая Тонкая — — 33,5 42,5 47,5 50,0 33,5 42,5 47,5 50,0 34,5 44,0 49,0 51,5 35,5 44,0 50,0 53,5 36,5 45,0 50,0 53,0 39,0 47,5 53,0 56,0 41,0 50,0 54,5 58,0
Св. 56,00 до 64,00 Черновая Получистовая Чистовая Тонкая — 39,0 46,0 50,0 53,0 39,0 46,0 50,0 53,0 40,0 47,5 51,5 54,5 41,0 47,5 53,0 54,5 42,5 49,0 53,0 56,0 44,0 51,5 56,0 58,0 46,0 53,0 58,0 60,0
Св. 64,00 до 70,00 Черновая Получистовая Чистовая Тонкая — — — 42,5 50,0 56,0 58,0 42,5 51,5 56,0 60,0 44,0 51,5 58,0 60,0 45,0 53,0 58,0 61,5 47,5 56,0 61,5 65,0 49,0 58,0 63,0 67,0
Св. 70,00 до 80,00 Черновая Получистовая Чистовая Тонкая — .— — 47,5 56,0 61,5 65,0 47,5 56,0 63,0 67,0 49,0 58,0 65,0 69,0 50,0 58,0 65,0 69,0 51,5 61,5 67,0 71,0 54,5 63,0 69,0 73,0
Таблица 3.15. Допуск неровностей поверхностей отливки, мм, не более,
для степеней точности поверхностей отливки
Степень точности поверхности отливки Допуск неровностей поверхности отливки Степень точности поверхности отливки Допуск неровностей поверхности отливки
1 0,05 12 0,64
2 0,06 13 0,80
3 0,08 14 1,00
96
Продолжение табл. 3.15
Степень точности поверхности отливки Допуск неровностей поверхности отливки Степень точности поверхности отливки Допуск неровностей поверхности отливки
4 0,10 15 1,20
5 0,12 16 1,60
6 0,16 17 2,00
7 0,20 18 2,40
8 0,24 19 3,20
9 0,32 20 4,00
10 0,40 21 5,00
11 0,50 22 6,40
В табл. 3.16 приведены значения минимального литейного при-
пуска на обработку поверхности отливки, назначаемого для устра-
нения неровностей и дефектов литейной поверхности.
Таблица 3.16. Значения минимального литейного припуска
Рад припуска Минимальный литейный припуск на сторону, мм, не более Рад припуска Минимальный литейный припуск на сторону, мм, не более
1 0,1 10 1,6
2 0,2 12 2,0
3 0,3 13 2,5
4 0,4 14 3,0
5 0,5 15 4,0
6 о,6 16 5,6
7 0,8 17 6,0
8 1,0 18 8,0
9 1,2 19 10,0
7 - 4026
4. ПАРАМЕТРЫ ТОЧНОСТИ И ПРИПУСКИ
НА СТАЛЬНЫЕ ШТАМПОВАННЫЕ ЗАГОТОВКИ
4.1. Термины и определения конструктивных и
технологических параметров поковок
Поковка стальная штампованная — изделие, изготовленное го-
рячей объемной штамповкой в соответствии с техническими требо-
ваниями.
Форма поковки — пространственная фигура, определенная номи-
нальными линейными и угловыми размерами.
Масса поковки — весовой параметр поковки, определяемый ис-
ходя из ее формы и плотности стали.
Номинальный линейный размер поковки — геометрический пара-
метр, измеряемый в единицах длины и определяемый исходя из
номинального линейного размера детали, установленного припуска
(рис. 4.1) и кузнечного напуска.
Номинальный угловой размер поковки — геометрический пара-
метр, измеряемый в угловых единицах и определяемый исходя из
номинального углового размера детали.
Действительный размер поковки — фактический размер, полу-
ченный измерением с допустимой погрешностью.
Предельные размеры поковки — два предельно допускаемых раз-
мера, между которыми должен находиться или быть одним из них
действительный или номинальный размер.
Допускаемое отклонение размера поковки — алгебраическая ве-
личина между предельным и соответствующим номинальным раз-
мерами.
Допуск (поле допуска) размера поковки — абсолютная величина
разности между наибольшим и наименьшим предельными раз-
мерами.
Межосевое расстояние Ах — размер отрезка прямой, соединя-
ющей два центра и не пересекающей наружный контур поковки (см.
рис. 4.6).
Радиус закругления внутреннего угла (J?B) — радиус закругления
в сечении вогнутого участка поверхности поковки (см. рис. 4.6).
Радиус закругления наружного угла (Лн) — радиус закругления
в сечении выпуклого участка поверхности поковки (см. рис. 4.6).
98
Отклонение от концентричности (См) —
расстояние от центра глухого или проби-
того отверстия до заданных координат
центра этого отверстия по чертежу поков-
ки (см. рис. 4.9).
Отклонение от соосности (е) — угло-
вое отклонение оси отверстия от оси по-
ковки (см. рис. 4.9), измеряемое в еди-
ницах длины.
Остаточный облой (г) — выступ, остав-
шийся на поковке после обрезки облоя
или пробивки отверстия (см. рис. 4.8).
Срезанная кромка (ф) — кромка по-
ковки, образовавшаяся при обрезке облоя
или пробивке отверстия (см. рис. 4.8).
Заусенец (к) — выступ, образовавший-
ся на поверхности поковки в непредусмат-
риваемых для размещения облоя местах
сочленения частей штампа (зазорах), а так-
же при обрезке облоя и пробивке отвер-
стия и измеряемый по высоте (рис. 4.2).
Изогнутость (р„) — отклонение осе-
вой линии поковки от номинального по-
ложения в направлении наибольшей дли-
ны или ширины поковки (рис. 4.3, а).
Отклонение от плоскостности — отклонение от плоскости, оце-
ниваемое наибольшим расстоянием от точек действительной поверх-
ности до прилегающей плоскости (рис. 4.3, а).
Допуск плоскостности (Ра) — наибольшее допускаемое значение
отклонения от плоскостности (рис. 4.3, а).
Отклонение от прямолинейности — отклонение от прямолиней-
ности в плоскости, оцениваемое величиной наибольшего расстояния
от точек действительного профиля до прилегающей прямой (рис.
4.3, б).
Рис. 4.1. Схема расположе-
ния номинальных и пре-
дельных размеров детали,
заготовки и устанавливае-
мых допусков:
1 — деталь, 2 — размер дета-
ли, 3 — номинальный размер
поковки, 4 — наименьший пре-
дельный размер поковки, 5 —
наибольший предельный раз-
мер поковки, 6 — величина
припуска, 7 — допуск (поле до-
пуска), 8 — положительная ве-
личина допускаемого отклоне-
ния, 9—отрицательная вели-
чина допускаемого отклонения
Рис. 4.2. Схемы расположения облоя К на заготовках-штамповках:
а — при безоблойной штамповке, б -— при штамповке в штампах с разъемными матрицами,
в — при обрезке облоя и пробивке отверстия
7*
99
Рис. 4.3. Схемы возможной изогнутости и отклонений от плоскостности на заготов-
ках-поковках
Допуск прямолинейности (Рб) — наибольшее допускаемое значе-
ние отклонения от прямолинейности (рис. 4.3, б).
Радиальное биение — разность наибольшего и наименьшего рас-
стояний от профиля сечения поковки до его оси.
Допуск радиального биения — наибольшее допускаемое значение
радиального биения.
4.2. Конструктивные характеристики поковки
ГОСТ 7505 — 93 распространяется на стальные штампованные
; поковки массой не более 250 кг и (или) с габаритным линей-
ным размером не более 2500 мм, изготовленные горячей объемной
штамповкой.
Стандарт устанавливает наибольшие величины допуска разме-
ров, отклонений формы, припусков, кузнечных напусков и наимень-
шие радиусы закругления наружных углов.
Допуски, припуски и кузнечные напуски устанавливаются в зави-
симости от конструктивных характеристик поковки, шероховатости
I обработанной поверхности детали, величины размеров и массы
I ПОКОВКИ.
К конструктивным характеристикам поковки отнесены: класс
точности поковки, группа стали, степень сложности, конфигурация
поверхности разъема штампа.
Стандарт устанавливает пять классов точности: Tl, Т2, ТЗ, Т4
и Т5, три группы сталей Ml, М2 и М3, четыре степени сложности
Cl, С2, СЗ и С4, три вида конфигурации поверхности разъема
штампа — плоская (П), симметрично изогнутая (Ис), несимметрич-
но изогнутая (Ин).
Класс точности поковки зависит от используемого оборудо-
вания и технологического процесса и может быть определен по
табл. 4.1.
Стали с массовой долей углерода до 0,35% включительно и сум-
марной массовой долей легирующих элементов до 2% (включитель-
но) отнесены к первой группе Ml. Ко второй группе (М2) отнесены
стали с массовой долей углерода свыше 0,35 до 0,65% включитель-
юо
но или суммарной массовой долей легирующих элементов свыше
2,0 до 5% включительно. Стали с массовой долей углерода свыше
0,65% или суммарной массовой долей легирующих элементов свы-
ше 5,0% отнесены к третьей группе М3.
Таблица 4.1. Получаемый класс точности нековок при использовании
различного оборудования и технологических процессов
Основное деформирующее оборудова- ние, технологические процессы Класс точности
Т1 Т2 тз Т4 Т5
Кривошипные горячештампо- вочные прессы: открытая (облойная) штам- повка закрытая штамповка выдавливание + + + + + +
Горизонтально-ковочные маши- ны + +
Прессы винтовые, гидравличес- кие + +
Горячештамповочные автоматы + +
Штамповочные молоты + +
Калибровка объемная (горячая и холодная) + +
Прецизионная штамповка +
Примечания. 1. Прецизионная штамповка — способ штамповки, обеспечивающий устанав-
ливаемую точность и шероховатость одной или нескольких функциональных поверхностей
поковки, которые не подвергаются окончательной обработке. 2. При пламенном нагреве до-
пускается снижение точности для каждого Т2 — Т4 на один класс. 3. При холодной или горячей
плоскостной калибровке точность принимается на один класс выше.
В качестве критерия для классификации поковок по степеням
сложности используется отношение массы (объема) Ga поковки
к массе (объему) геометрической фигуры, в которую вписывается
форма поковки. В качестве такой геометрической фигуры стандарт
рекомендует использовать шар, параллелепипед, цилиндр с перпен-
дикулярными к его оси торцами или прямую правильную призму
(рис. 4.4). Причем выбирается та из фигур, объем которой наимень-
ший. Соотношения между степенями сложности и отношением
Gn/Сф приведены в табл. 4.2.
Отметим, что при определении размеров описывающей поковку
геометрической фигуры допускается исходить из увеличения в 1,05
раза габаритных линейных размеров детали, определяющих поло-
жение ее обработанных поверхностей.
101
Таблица 4.2. Соотношения между степенью сложности поковки в
отношением масс
Степень сложности
Свыше Включительно
С1 0,63 —
С2 0,32 0,63
СЗ 0,16 0,32
С4 — 0,16
Степень сложности С4 устанавливается для поковок с тонкими
элементами, например, в виде диска, фланца, кольца (рис. 4.5),
в том числе с пробиваемыми перемычками, а также для поковок
t t t
с тонким стержневым элементом, если отношения —, ---- не
D L D-d
превышают 0,20 мм и t не более 25 мм (где D — наибольший
размер тонкого элемента, t — толщина тонкого элемента, L — дли-
на тонкого элемента, d — диаметр элемента поковки, толщина
которого превышает величину t).
Степень сложности поковок, получаемых на горизонтально-ко-
вочных машинах, допускается определять в зависимости от числа
переходов: С1 — не более чем при двух переходах; С2 — при трех
переходах; СЗ — при четырех переходах; С4 — более чем при четы-
рех переходах или при изготовлении на двух ковочных машинах.
В качестве показателя, учитывающего в обобщенном виде сумму
конструктивных характеристик (класс точности, группу стали, сте-
пень сложности, конфигурацию поверхности разъема) и массу по-
ковки, принят исходный индекс.
Рис. 4.4. Использование геометрических фигур для классификации поковок по
степени сложности
102
Рис. 4.5. Геометрические элементы
поковки, определяющие ее степень
сложности
Исходный индекс принимает значения в диапазоне 1—23. Чис-
ленную величину исходного индекса (ИН) можно определить по
формуле:
HH=NI + (MS- 1)+(ST- 1)+2(КТ — 1), (4.1)
где NI — номер интервала, в который попадает масса поковки
(принимается по табл. 4.3); MS — группа стали (MS = 1 для группы
стали Ml, MS=2 для группы М2 и MS = 3 для группы М3 соответ-
ственно); ST —степень сложности поковки (ST = 1 для Cl, ST=2
для С2, ST=3 для СЗ и ST=4 для С4); КТ — класс точности (КТ = 1
для Т1, КТ=2 для Т2, КТ = 3 для ТЗ и КТ =4 для Т4).
Таблица 4.3. Связь между массой поковки и номером интервала
Масса поховхи, хг Номер интервала, NI Масса поховхи, хг Номер интервала, NI
Свыше Включительно Свыше Включительно
— До 0,5 1 5,6 10,0 6
0,5 1,0 2 10,0 20,0 7
1,0 1,8 3 20,0 50,0 8
1,8 3,2 4 50,0 125,0 9
3,2 5,6 5 125,0 250,0 10
Класс точности, группа стали, степень сложности и исходный
индекс должны быть указаны на чертеже поковки.
Расчетная масса поковки определяется как масса подвергаемых
деформации поковки (поковок) или ее частей. В массу поковки не
входят масса облоя и перемычки пробитого отверстия.
При высадке поковок на горизонтально-ковочных машинах или
местной штамповке на молотах и прессах масса поковки включает
массу части стержня, зажатого штампами.
юз
Расчетная масса поковки определяется исходя из ее номиналь-
ных размеров.
Ориентировочную величину расчетной массы поковки (Gn) до-
пускается определять по формуле:
Gn=MD Кр,
(4.2)
где Gn — расчетная масса поковки, кг; MD — масса детали, кг;
Кр — расчетный коэффициент, устанавливаемый в соответствии
с табл. 4.4.
Таблица 4.4. Значения расчетных коэффициентов
для определения расчетной массы поковки
Груп- па Характеристика детали Типовые детали Лр
1 1.1 12 Удлиненной формы С прямой осью С изогнутой осью Валы, оси, цапфы, шатуны Рычаги, сошки рулевого упра- вления 1.3 — 1,6 1,1 — 1,4
2 2.1 2.2 2.3 Круглая и многогранная в плане Круглые Квадратные, многогран- ные, прямоугольниые С отростками Шестерни, ступицы, фланцы Фланцы, ступицы, гайки Крестовины, вилки 1,5 — 1,8 1,3 — 1,7 1,4 —1,6
3 Комбинированная (сочета- ющая элементы групп 1 и 2-й конфигураци) Кулаки поворотные, коленча- тые валы 1,3 — 1,8
4 С большим объемом необра- батываемых поверхностей Балки передних осей, рычаги переключения коробок передач, буксирные крюки 1,1 —1,3
5 С отверстиями, углубления- ми, поднутрениями, не оформ- ленными в поковке при штам- повке Полые валы, фланцы, блоки шестерен 1,8 — 2,2
4.3. Припуски на механическую обработку
Припуск на механическую обработку включает основной, а так-
же дополнительные припуски, учитывающие отклонения формы
поковки. Величины припусков назначаются на одну сторону номи-
нального размера поковки.
4.3.1. ОСНОВНЫЕ ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
Основные припуски на механическую обработку поковок в зави-
симости от исходного индекса, линейных размеров и шероховато-
сти поверхности устанавливаются по табл. 4.5.
104
Таблица 4.5. Основные припуски иа механическую обработку
(на сторону), мм
Ис- ход- ный ин- декс, ин Толщина детали, мм
До 25 25 — 40 40 — 63 63 — 100
Длина, ширина, диаметр, глубина и высота, мм
До 40 40 — 100 100 — 160 160 — 250
Шероховатость поверхности, мхм
100— 2,5 10— 1,6 1,25 100— 2,5 10— 1,6 1,25 100— 12,5 10— 1,6 1,25 100— 12,5 10— 1,6 1,25
1 0,4 0,6 0,7 0,4 0,6 0,7 0,5 0,6 0,7 0,6 0,8 0,9
2 0,4 0,6 0,7 0,5 0,6 0,7 0,6 0,8 0,9 0,6 0,8 0,9
3 0,5 0,6 0,7 0,6 0,8 0,9 0,6 0,8 0,9 0,7 0,9 1,0
4 0,6 0,8 0,9 0,6 0,8 0,9 0,7 0,9 1,0 0,8 1,0 1,1
5 0,6 0,8 0,9 0,7 0,9 1,0 0,8 1,0 1,1 0,9 1,1 1,2
6 0,7 0,9 1,0 0,8 1,0 1,1 0,9 1,1 1,2 1,0 1,3 1,4
7 0,8 1,0 1,1 0,9 1,1 1,2 1,0 1,3 1,4 1,1 1,4 1,5
8 0,9 1,1 1,2 1,0 1,3 1,4 1,1 1,4 1,5 1,2 1,5 1,6
9 1,0 1,3 1,4 1,1 1,4 1,5 1,2 1,5 1,6 1,3 1,6 1,8
10 1,1 1,4 1,5 1,2 1,5 1,6 1,3 1,6 1,8 1,4 1,7 1,9
11 1,2 1,5 1,6 1,2 1,6 1,8 1,4 1,7 1,9 1,5 1,8 2,0
12 1,3 1,6 1,8 1,4 1,7 1,9 1,5 1,8 2,0 1,7 2,0 2,2
13 1,4 1,7 1,9 1,5 1,8 2,0 1,7 2,0 2,2 1,9 2,3 2,5
14 1,5 1,8 2,0 1,7 2,0 2,2 1,9 2,3 2,5 2,0 2,5 2,7
15 1,7 2,0 2,2 1,9 2,3 2,5 2,0 2,5 2,7 2,2 2,7 3,0
16 1,9 2,3 2,5 2,0 2,5 2,7 2,2 2,7 3,0 2,4 3,0 3,3
17 2,0 2,5 2,7 2,2 2,7 3,0 2,4 3,0 3,3 2,6 3,2 3,5
18 2,2 2,7 3,0 2,4 3,0 3,3 2,6 3,2 3,5 2,8 3,5 3,8
19 2,4 3,0 3,3 2,6 3,2 3,5 2,8 3,5 3,8 3,0 3,8 4,1
20 2,6 3,2 3,5 2,8 3,5 3,8 3,0 3,8 4,1 3,4 4,3 4,7
21 2,8 3,5 3,8 3,0 3,8 4,1 3,4 4,3 4,7 3,7 4,7 5,1
22 3,0 3,8 4,1 3,4 4,3 4,7 3,7 4,7 5,1 4,1 5,1 5,6
23 3,4 4,3 4,7 3,7 1,7 5,1 4,1 5,1 5,6 4,5 5,7 6,2
105
Продолжение табл. 4.5
Ис- ход- ный ин- декс ИН Толщина детали, мм
100—160 | 160—250 Св. 250
Длина, ширина, диаметр, глубина и высота детали, мм
250—400 400—630 630—1000 1000—1600 1600—2500
Шероховатость поверхности, мхм
100— 12,5 lo- be 1.25 100— 12,5 10 — 1,6 1,25 100— 12,5 10 — 1.6 1.25 100— 12,5 10 — 1,6 1.25 100— 12,5 10 — 1.6 1,25
1 0,6 0,8 0,9 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0
2 0,7 0,9 1,0 0,8 1,0 1,1 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0
3 0,8 1,0 1,1 0,9 1,1 1,2 1,0 1,3 1,4 0,0 0,0 0,0 0,0 0,0 0,0
4 0,9 1,1 1,2 1,0 1,3 1,4 1,1 1,4 1,5 0,0 0,0 0,0 0,0 0,0 0,0
5 1,0 1,3 1,4 1,1 1,4 1,5 1,2 1,5 1,6 1,3 1,6 1,8 0,0 0,0 0,0
6 1,1 1,4 1,5 1,2 1,5 1,6 1,3 1,6 1,8 1,4 1,7 1,9 1,5 1,8 2,0
7 1,2 1,5 1,6 1,3 1,6 1,8 1,4 1,7 1,9 1,5 1,8 2,0 1,7 2,0 2,2
8 1,3 1,6 1,8 1,4 1,7 1,9 1,5 1,8 2,0 1,7 2,0 2Д 1,9 2,3 2,5
9 1,4 1,7 1,9 1,5 1,8 2,0 1,7 2,0 2,2 1,9 2,3 2,5 2,0 2,5 2,7
10 1,5 1,8 2,0 1,7 2,0 2,2 1,9 2,3 2,5 2,0 2,5 2,7 2,2 2,7 3,0
11 1,7 2,0 2,0 1,9 2,3 2,5 2,0 2,5 2,7 2,2 2,7 3,0 2,4 3,0 3,3
12 1,9 2,3 2,5 2,0 2,5 2,7 2,2 2,7 3,0 2,4 3,0 3,3 2,6 3,2 3,5
13 2,0 2,5 2,7 2,2 2,7 3,0 2,4 3,0 3,3 2,6 3,2 3,5 2,8 3,5 3,8
14 2,2 2,7 3,0 2,4 3,0 3,3 2,6 3,2 3,5 2,8 3,5 3,8 3,0 3,8 4,1
15 2,4 3,0 3,3 2,6 3,2 3,5 2,8 3,5 3,8 3,0 3,8 4,1 3,4 4,3 4,7
16 2,6 3,2 3,5 2,8 3,5 3,8 3,0 3,8 4,1 3,4 4,3 4,7 3,7 4,7 5,1
17 2,8 3,5 3,8 3,0 3,8 4,1 3,4 4,3 4,7 3,7 4,7 5,1 4,1 5,1 5,6
18 3,0 3,8 4,1 3,4 4,3 4,7 3,7 4,7 5,1 4,1 5,1 5,6 4,5 5,7 6,2
19 3,4 4,3 4,7 3,7 4,7 5,1 4,1 5,1 5,6 4,5 5,7 6,2 4,9 6,2 6,8
20 3,7 4,7 5,1 4,1 5,1 5,6 4,5 5,7 6,2 4,9 6,2 6,8 5,4 6,8 7,5
21 4,1 5,1 5,6 4,5 5,7 6,2 4,9 6,2 6,8 5,4 6,8 7,5 5,8 7,4 8,1
22 4,5 5.7 6,2 4,9 6,2 6,8 5,4 6,8 7,5 5,8 7,4 8,1 6,2 7,2 8,7
23 4,9 6,2 6,8 5,4 6,8 7,5 5,8 7,4 8,1 6,2 7,9 8,7 7,1 9,1 10,0
106
Таблица 4.6. Припуски иа толщину поковки
Площадь поверхности, подвергаемой калибровке, см1 Припуск, ММ Поле допуска при К*, мм
Свыше До До 0,5 Свыше 0,5
2,5 0,25 0,32 0,26
2,5 6,3 0,30 0,36 0,32
6,3 10,0 0,36 0,40 0,36
10,0 16,0 0,40 0,44 0,40
16,0 25,0 0,50 0,50 0,44
25,0 40,0 0,60 0,60 0,50
40,0 80,0 0,80 0,80 0,60
Примечания. 1. К* —отношение толщины (расстояние между калиброванными плоско-
стями) к ширине поковки, подвергаемой калибровке, или ее элемента. 2. При одновременной
калибровке нескольких плоскостей поковки площадь поверхности, подвергаемой калибровке,
определяется как их сумма, а допуски и допускаемые отклонения устанавливаются ва все
калиброванные элементы по наименьшей величине К. 3. При горячей калибровке припуски
и допуски на толщину поковок могут быть увеличены до 1,5 раз. 4. Отклонения от параллель-
ности, плоскостности и прямолинейности калиброванных плоскостей допускаются в пределах
допуска размера после калибровки.
При выборе основных припусков по табл. 4.5 необходимо учиты-
вать (рис. 4.6): толщину (Т, t) — высотный размер геометрического
элемента поковки, получаемого в обеих частях штампа; длину (L, I),
ширину (В, Ь), диаметр (D, d), высоту и глубину (Н, h) — размеры
элементов поковки, получаемых в одной части штампа.
Припуски на толщину поковки, подвергаемой холодной или
горячей калибровке, определяются по табл. 4.6.
Рис. 4.6. Геометрические параметры поковки, учитываемые при назначении при-
пусков на обработку:
— межосевое расстояние
107
4.3.2. ДОПОЛНИТЕЛЬНЫЕ ПРИПУСКИ НА МЕХАНИЧЕСКУЮ
ОБРАБОТКУ
Дополнительные припуски учитывают смещение поковки, изо-
гнутость, отклонения от плоскостности и прямолинейности, меж-
центрового и межосевого расстояний, угловых размеров и опреде-
ляются исходя из формы поковки и технологии ее изготовления.
Смещение т по поверхности разъема штампов (рис. 4.7) устанав-
ливается по табл. 4.7 в зависимости от класса точности поковки Т,
формы разъема штампа и массы поковки.
Таблица 4.7. Смещение по поверхности разъема штампоя
Масса поковки, кг Припуски для классов точности, мм
Плоская поверхность разъема (П)
Т1 Т2 ТЗ Т4 Т5
Симметрично изогнутая поверхность разъема (HJ
Т1 Т2 ТЗ Т4 Т5
Несимметрично изогнутая поверхность разъема (Ин)
Свыше До Т1 Т2 ТЗ Т4 Т5
— 0,5 0,1 0,1 0,1 0,1 0,2 0,2 0,3 0,3
0,5 1,0 0,1 0,1 0,1 0,2 0,2 0,3 0,3 0,3
1,0 1,8 0,1 0,1 ОД ОД 0,3 0,3 0,3 0,4
1,8 3,2 0,1 0,2 0,2 о,з 0,3 0,3 0,4 0,5
3,2 5,6 0,2 0,2 0,3 о,з 0,3 0,4 0,5 0,6
5,6 10,0 0,2 0,3 0,3 0,3 0,4 0,5 0,6 0,7
10,0 20,0 0,3 0,3 0,3 0,4 0,5 0,6 0,7 0,9
20,0 50,0 0,3 0,3 0,4 0,5 0,6 0,7 0,9 1,2
50,0 125,0 0,3 0,4 0,5 0,6 0,7 0,9 1,2 1,6
125,0 250,0 0,4 0,5 0,6 0,7 0,9 1,2 1,6 2,0
Рис. 4.7. Схемы возможных смещений (а, 6) поверхностей поковки в плоскости
разъема штампа
108
Таблица 4.8. Припуски иа поковки
Наибольший размер заготовки, мм Припуски для классов точности, мм
Св. До Т1 Т2 ТЗ Т4 Т5
— 100 0,1 0,2 0,2 0,3 0,4
100 160 0,2 0,2 0,3 0,4 0,5
160 250 0,2 0,3 0,4 0,5 0,6
250 400 0,3 0,4 0,5 0,6 0,8
400 630 0,4 0,5 0,6 0,8 1,0
630 1000 0,5 0,6 0,8 1,0 1,2
1000 1600 0,6 0,8 1,0 1,2 1,6
1600 2500 0,8 1,0 1,2 1,6 2,0
Изогнутость и отклонения от плоскостности и прямолиней-
ности зависят от класса точности и наибольшего размера поковки
(табл. 4.8).
Величина дополнительного припуска, учитывающего отклоне-
ния угловых размеров, устанавливается по согласованию между
изготовителем и потребителем. Стандарт разрешает округлять ли-
нейные размеры поковки с точностью до 0,5 мм. При назначении
величины припуска на поверхность, положение которой определяет-
ся двумя и более размерами поковки, устанавливается наибольшее
значение припуска для данной поверхности. Минимальная величина
радиусов закруглений наружных углов поковок в зависимости от
глубины полости ручья штампа устанавливается по табл. 4.9.
Таблица 4.9. Значения минимальных радиусов закругления поковок
Масса поковки, кг Минимальная величина радиусов закруглений, мм, при глубине полости ручья штампа, мм
Свыше До До ю 10—25 25—50 Св. 50
— 1,0 1,0 1,6 2,0 3
1,0 6,3 1,6 2,0 2,5 3,6
6,3 16,0 2,0 2,5 3,0 4
16,0 40,0 2,5 3,0 4,0 5
40,0 100,0 3,0 4,0 5,0 7
100,0 250,0 4,0 5,0 6,0 8
При изготовлении поковок по классу точности Т5 с применением
пламенного нагрева заготовок допускается увеличение припуска для
поковок с массой: до 3,2 кг — до 0,5 мм; св. 3,2 до 10,0 кг — 0,8 мм
и св. 10,0 кг — 1,0 мм.
Допускаемые отклонения размеров приведены в табл. 4.10.
109
Таблица 4.10. Допуски и допускаемые отклонения
линейных размеров поковки, мм
Ис- ход- иый ин- декс (ИН) Наибольшая толтдина поковки
До 40 40—63 | 63 — 100 | 100—160
__ Длина, ширина, диаметр, глубина и высота поковки (
До 40 40—100 | 100—160 160 —250
Предельные отклонения (верхнее+, нижнее—)
+ — + — + — + —
1 0,2 0,1 0,3 0,1 о,3 0,2 0,4 0,2
2 0,3 0,1 0,3 0,2 0,4 0,2 0,5 0,2
3 0,3 0,2 0,4 0,2 0,5 0,2 0,5 0,3
4 0,4 0,2 0,5 0,2 0,5 0,3 0,6 0,3
5 0,5 0,2 0,5 0,3 0,6 0,3 0,7 0,3
6 0,5 0,3 0,6 0,3 0,7 0,3 0,8 0,4
7 0,6 0,3 0,7 0,3 0,8 0,4 0,9 0,5
8 0,7 0,3 0,8 0,4 0,9 0,5 1,1 0,5
9 0,8 0,4 0,9 0,5 1,1 0,5 1,3 0,7
10 0,9 0,5 1,1 0,5 1,3 0,7 1,4 0,8
11 1,1 0,5 1,3 0,7 1,4 0,8 1,6 0,9
12 1,3 0,7 1,4 0,8 1,6 0,9 1,8 1,0
13 1,4 0,8 1,6 0,9 1,8 1,0 2,1 1,1
14 1,6 0,9 1,8 1,0 2,1 1,1 2,4 1,2
15 1,8 1,0 2,1 1,1 2,4 1,2 2,7 1,3
16 2,1 1,1 2,4 1,2 2,7 1,3 3,0 1,5
17 2,4 1,2 2,7 1,3 3,0 1,5 3,3 1,7
18 2,7 1,3 3,0 1,5 3,3 1,7 3,7 1,9
19 3,0 1,5 3,3 1,7 3,7 1,9 4,2 2,1
20 3,3 1,7 3,7 1,0 4,2 2,1 4,7 2,4
21 3,7 1,9 4,2 2,1 4,7 2,4 5,3 2,7
22 4,2 2,1 4,7 2,4 5,3 2,7 6,0 3,0
23 4,7 2,4 5,3 2,7 6,0 3,0 6,7 3,3
ПО
Продолжение табл. 4.10
Ис ход- ный ин- декс, ин Наибольшая толщина поковки
160 —250 Св. 250
Длина, ширина, диаметр, глубина и высота поковки
250 —400 I 400 —630 630—1000 1000—1600 | 1600—2500
Предельные отклонения (верхнее-!-, нижнее—)
+ — + — + — + — + — i
1 0,5 0,2 — — — 1 — — — — —
2 0,5 0,3 0,6 0,3 — — — — — —
3 0,6 0,3 0,7 0,3 0,8 0,4 — — — —
4 0,7 0,3 0,8 0,4 0,9 0,5 — 1 —- — —
5 0,8 0,4 0,9 0,5 1,1 0,5 1,3 0,7 — —
6 0,9 0,5 1,1 0,5 1,3 0,7 1,4 0,8 1,6 0,9
7 1,1 0,5 1,3 0,7 1,4 0,8 1,6 0,9 1,8 1,0
8 1,3 0,7 1,4 0,8 1,6 0,9 1,8 1,0 2,1 1,1
9 1,4 0,8 1,6 0,9 1,8 1,0 2,1 1,1 2,4 1,2
10 1,6 0,9 1,8 1,0 2,1 1,1 2,4 1,2 2,7 1,3
11 1,8 1,0 2,1 1,1 2,4 1,2 2,7 1,3 3,0 1,5
12 2,1 1,1 2,4 1,2 2,7 1,3 3,0 1,6 3,3 1,7
13 2,4 1,2 2,7 1,3 3,0 1,5 3,3 1,7 3,7 1,9
14 2,7 1,3 3,0 1,5 3,3 1,7 3,7 1,9 4,2 2,1
15 3,0 1,5 3,3 1.7 3,7 1,9 4,2 2,1 4,7 2,4
16 3,3 1,7 3,7 1,9 4,2 2,1 4,7 2,4 5,3 2,7
17 3,7 1,9 4,2 2,1 4,7 2,4 5,3 2,7 6,0 3,0
18 4,2 2,1 4,7 2,4 5,3 2,7 6,0 3,0 6,7 3,3
19 4,7 2,4 5,3 2,7 6,0 3,0 6,7 3,3 7,4 3,6
20 5,3 2,7 6,0 3,0 6,7 3,3 7,4 3,6 8,0 4,0
21 6,.О 3,0 6,7 3,3 7,4 3,6 8,0 4,0 8,6 4,4
22 6,7 3,3 7,4 3,6 8,0 4,0 8,6 4,4 9,2 4,8
23 7,4 3,6 8,0 4,0 8,6 4,4 9,2 4,8 10,0 6,0
4.4. Допускаемые отклонения размеров поковки
Допускаемые отклонения линейных размеров поковок назнача-
ются в зависимости от исходного индекса и размеров поковки по
табл. 4.10.
111
Допускаемые отклонения внутренних размеров поковок устанав-
ливаются с обратными знаками.
Допускаемые отклонения размеров толщины, учитывающие не-
доштамповку, устанавливаются по наибольшей толщине поковки
и распространяются на все размеры ее толщины.
Допускаемые отклонения толщины поковки, подвергаемой хо-
лодной или горячей калибровке, устанавливаются по табл. 4.6.
Таблица 4.11. Допускаемая величина смещения
по поверхности разъема штампа
Допускаемая величина смещения по
поверхности разъема штампа, мм
Плоская поверхность разъема (П)
Масса поковки, КГ Т1 Т2 ТЗ Т4 Т5
Симметрично изогнутая (Ис)
Т1 Т2 ТЗ Т4 Т5
Несимметрично изогнутая (Ид)
Свыше До Т1 Т2 ТЗ Т4 Т5
— 0,5 0,1 0,2 0,2 о,з 0,4 0,5 0,6
0,5 1,0 0,2 0,2 о,з 0,4 0,5 0,6 0,7
1,0 1,8 0,2 0,3 0,4 0,5 0,6 0,7 0,8
1,8 3,2 0,3 0,4 0,5 0,6 0,7 0,8 1,0
3,2 5,6 0,4 0,5 0,6 0,7 0,8 1,0 1,2
5,6 10,0 0,5 0,6 0,7 0,8 1.0 1,2 1,4
10,0 20,0 0,6 0,7 0,8 1,0 1,2 1,4 1,8
20,0 50,0 0,7 0,8 1,0 1,2 1,4 1,8 2,5
50,0 125,0 0,8 1,0 1,2 1,4 1,8 2,5 3,2
125,0 250,0 1,0 1,2 1,4 1,8 2,5 3,2 4,0
Допускаемая величина смещения по поверхности разъема штам-
па определяется в зависимости от массы поковки, конфигурации
поверхности разъема штампа и класса точности и не должна превы-
шать значений, приведенных в табл. 4.11.
Допускаемая величина остаточного облоя (рис. 4.8) определяет-
ся в зависимости от массы поковки, конфигурации поверхности
разъема штампа и класса точности и назначается по табл. 4.12.
Рис. 4.8. Образование остаточного облоя (а) и срезанной кромки при смещении (б)
112
Таблица 4.12. Допускаемая величина остаточного облоя
Масса ПОКОВКИ, кг Допускаемая величина остаточного облоя, мм
Плоская поверхность разъема штампа (П)
Т1 Т2 ТЗ Т4 Т5
Симметрично изогнутая (Ис)
Т1 Т2 ТЗ Т4 Т5
Несимметрично изогнутая (И„)
Свыше До Т1 Т2 ТЗ Т4 Т5
— 0,5 0,2 о.з 0,4 0,5 0,6 0,7 0,8 0,9
0.5 1,0 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
1,0 1,8 0,4 0,5 0,6 0,7 0,8 0,9 1,0 1,2
1,8 3,2 0,5 0,6 0,7 0,8 0,9 1,0 1,2 1,4
3,2 5,6 0,6 0,7 0,8 0,9 1,0 1,2 1,4 1,6
5,6 10,0 0,7 0,8 0,9 1,0 1,2 1,4 1,6 1,8
10,0 20,0 0,8 0,9 1,0 1,2 1,4 1,6 1,8 2,2
20,0 50,0 0,9 1,0 1,2 1,4 1,6 1,8 2,2 2,8
50,0 125,0 1,0 1,2 1,4 1,6 1,8 2,2 2,8 3,5
125,0 250,0 1,2 1,4 1,6 1,8 2,2 2,8 3,5 4,0
В местах перехода для радиусов до 10 мм допускается назначать
удвоенную величину остаточного облоя.
Допускаемая величина высоты заусенца на поковке по контуру
обрезки облоя не должна превышать: 2 мм — для поковок массой
до 1,0 кг включительно; 3 мм — для поковок массой свыше 1,0 кг
до 5,6 кг включительно; 5 мм — для поковок массой свыше 5,6 кг
до 50,0 кг включительно; 6 мм — для поковок массой свыше 50,0 кг,
а при пробивке отверстия эта величина может быть увеличена в 1,3
раза.
Допускаемые наибольшие отклонения от концентричности про-
битого в поковке отверстия (рис. 4.9) не должны превышать значе-
ний, приведенных в табл. 4.13.
Рис. 4.9. Отклонение от концентричности отверстия поковки
8 — 4026
113
Таблица 4.13. Допускаемые отклонения от концентричности
пробитых отверстий
Наибольший размер поковки, мм Допускаемые наибольшие отклонения от концетричности пробитого отверстия для классов точности, мм
Свыше До Т1 Т2 ТЗ Т4 Т5
— 100 0,4 0,5 0,6 0,8 1,0
100 160 0,5 0,6 0,8 1,0 1,5
160 250 0,6 0,8 1,0 1,5 2,0
250 400 0,8 1,0 1,5 2,0 2,5
400 630 1,0 1,5 2,0 2,5 3,0
630 1000 1,5 2,0 2,5 3,0 4,0
Приведенные допускаемые отклонения от концентричности от-
верстий соответствуют началу пробивки (со стороны входа пуан-
сона в поковку). В конце пробивки (со стороны выхода пуансона)
эти отклонения могут быть увеличены на 25%.
Допускаемые отклонения по изогнутости, от плоскостности и от
прямолинейности для плоских поверхностей определяются по табл.
4.14. В данных величинах не учитываются перепады по высоте,
толщине или ширине поковок.
Таблица 4.14. Допускаемые отклонения от плоскостности, прямолинейности
и изогнутости поверхностей заготовок
Наибольший размер поковки, мм Допускаемые отклонения по изогнутости для классов точности, мм
Свыше До Т1 Т2 ТЗ Т4 Т5
— 100 0,3 0,4 0,5 0,6 0,8
100 160 0,4 0,5 0,6 0,8 1,0
160 250 0,5 0,6 0,8 1,0 1,2
250 400 0,6 0,8 1,0 1,2 1,6
400 630 0,8 1,0 1,2 1,6 2,0
630 1000 1,0 1,2 1,6 2,0 2,5
1000 1600 1,2 1,6 2,0 2,5 3,2
1600 2500 1,6 2,0 2,5 3,2 4,0
114
Длинномерные поковки с размерами свыше 1000 мм подвергают
правке перед механической обработкой.
Допуск радиального биения цилиндрических поверхностей не
должен превышать удвоенной величины, приведенной в табл. 4.14
(назначается по согласованию между изготовителем и потребите-
лем).
Допускаемые отклонения межосевого расстояния (Л0 в поковках
(см. рис. 4.6) не должны превышать значений, указанных в табл.
4.15.
Таблица 4.15. Допускаемые отклонения от межосевого расстояния
с учетом отклонений по изогнутости
Межцентровое расстояние, мм Допускаемые отклонения по изогнутости для классов точности, мм
Свыше До Т1 Т2 ТЗ Т4 Т5
— 60 +0,10 ±0,15 ±0,20 ±0,25 ±0,30
60 100 ±0,15 ±0,20 ±0,25 ±0,30 ±0,50
100 160 ±0,20 ±0,25 ±0,30 ±0,50 ±0,80
160 250 ±0,25 ±0,30 ±0,50 ±0,80 ±1,20
250 400 ±0,30 ±0,50 ±0,80 ±1,20 ±1,60
400 630 ±0,50 ±0,80 ±1,20 ±1,60 ±2,00
630 1000 ±0,80 ±1,20 ±1,60 ±2,00 ±3,00
1000 1600 ±1,20 ±1,60 ±2,00 ±3,00 ±4,50
1600 2500 ±1,60 ±2,00 ±3,00 ±4,50 ±7,00
Допускаемые отклонения угловых (а) размеров элементов по-
ковки регламентируются табл. 4.16.
Допускаемые отклонения угловых размеров для поковки, скру-
чивание или гибка элементов которой производится на отдельном
оборудовании, увеличиваются на 50%.
На поковке допускается след в виде впадины или выступа,
образующийся от выталкивателя или от зажимных элементов
штампа.
Глубина впадины должна быть не более 0,5 величины фактичес-
кого припуска. Высота выступа допускается до 3,0 мм на обрабаты-
ваемой поверхности, а на необрабатываемой поверхности должна
быть согласована между изготовителем и потребителем.
8*
115
Таблица 4.16. Допускаемые угловые отклонения
элементов поковки
1 11 «\
Длина элемента (£.), мм Допускаемые отклонения угловых элементов поковки для классов точности
Свыше До Т1 Т2 тз Т4 Т5
— 25 ±0°45* ±1°00" ±1“30' ±2°00" +2°30"
25 60 ±0“30' ±045" ±1”00" ±1°30" ±2°00"
60 100 +о‘,15" ±0°30’ ±0°45’ ±1°00" ±1°30"
100 160 drO^lO" +0°15" ±0°30" ±0°45" ±1°00"
160 — +0°05" ±0-10' +0°15" ±0°30" ±0°45'
Допуск радиусов закруглений внутренних и наружных углов
поковок устанавливается по табл. 4.17.
Таблица 4.17. Допуски иа радиусы
закругления углов поковок
Радиус закругления, мм Допуск (мм) радиусов закруглений для классов точности
Свыше До Т1 Т2 ТЗ Т4 Т5
— 4 0,5 0,5 0,5 1,0 2,0
4 6 0,5 0,5 1,0 2,0 3,0
6 10 1,0 1,0 2,0 3,0 5,0
10 16 1,0 2,0 3,0 5,0 8,0
16 25 2,0 3,0 5,0 8,0 12,0
25 40 3,0 5,0 8,0 12,0 20,0
40 60 5,0 8,0 12,0 20,0 30,0
60 100 8,0 12,0 20,0 30,0 50,0
Допускаемые отклонения штампованных уклонов на поковках
устанавливаются в пределах + 0,25 их номинальной величины.
Отметим, что допускаемые отклонения формы и расположения
поверхностей являются самостоятельными и не зависят от допусков
и допускаемых отклонений размеров поковки.
116
4.5. Кузнечные напуски
Кузнечные напуски могут быть образованы на поковке штам-
повочными уклонами, радиусами закругления внутренних углов,
непробиваемой перемычкой в отверстиях и невыполнимыми в
штамповочных операциях поднутрениями и полостями.
Штамповочные уклоны не должны превышать значений, устано-
вленных в табл. 4.18.
Таблица 4.18. Величины штамповочных уклонов
Оборудование Штамповочные уклоны, град
на наружной поверхности на внутренней поверхности
Штамповочные молоты, прессы без вытал- кивателей 7 10
Прессы с выталкивателями, горизонталь- но-ковочные машины 5 7
Горячештамповочные автоматы 1 2
На поверхностях отверстий в поковках, изготовленных на гори-
зонтально-ковочных машинах, штамповочный уклон не должен
превышать 3°.
У изготовленных на штамповочных молотах и прессах без вы-
талкивателей поковок, имеющих элементы в виде ребра, выступа,
реборды с отношением их высоты к ширине более 2,5, допускается
штамповочный уклон до 10° на внешней поверхности и до 12° на
внутренней поверхности.
Величина радиуса закругления внутренних углов устанавливает-
ся по согласованию между изготовителем и потребителем.
Впадины и углубления в поковке, когда их оси параллельны
направлению движения одной из подвижных частей штампа,
а диаметр или наименьший поперечный размер не менее 30 мм,
выполняют глубиной до 0,8 их диаметра или наименьшего попе-
речного размера — при изготовлении на молотах и прессах и до
трех диаметров — при изготовлении на горизонтально-ковочных
машинах.
В поковке выполняют сквозные отверстия при двухстороннем
углублении, если при ее изготовлении их оси параллельны направле-
нию движения одной из подвижных частей штампа, диаметр сквоз-
ного отверстия не менее 30 мм, а толщина поковки в месте пробив-
ки — не более диаметра пробиваемого отверстия.
117
4.6. Примеры расчета (назначения) припусков
и допускаемых отклонений на размеры поковок
Пример 1. Штамповочное оборудование — кривошипный горячештамповочный
пресс.
Нагрев заготовок — индукционный.
1. Исходные данные по детали (см. рис. 4.10).
Материал детали — сталь 45ХН2МФА: 0,42 — 0,50% С; 0,17 — 0,37% Si; 0,5 —
0,8% Мп; 0,8 — 1,1% Ст; 1,3 — 1,8% Ni; 0,2 — 0,3% Мо; 0,10 — 0,18% V.
1.1. Масса детали — 1,83 кг.
2. Исходные данные для расчета.
2.1. Масса поковки (расчетная) — 3,3 кг (NI=5):
расчетный коэффициент Кр (табл. 4.4) — 1,8;
1,83’1,8=3,3 кг.
2.2. Класс точности — ТЗ (см. табл. 4.1) (КТ=3).
23. Группа стали — М2 (см. п. 4.2) (MS=2). Средняя массовая доля углеро-
да в стали 45ХН2МФА — 0,46% С, а суммарная массовая доля легирующих элемен-
тов — 3,81% (0,27%) Si; 0,65% Мп; 0,95% Сг; 1,55 Ni; 0,25% Мо; 0,14 V).
2.4. Степень сложности — С1 (см. п. 4.2) (ST = 1).
Размеры описывающей поковку фигуры (цилиндр), мм:
диаметр — 134,2 (127,8 1,05);
высота — 41 (39 ’ 1,05), где 1,05 — коэффициент.
Масса описывающей фигуры (расчетная) — 4,550 кг,
Оа/Оф=3,3/4,550 =0,72.
2.5. Конфигурация поверхности разъема штампа П (плоская).
2.6. Исходный индекс — 10.
HH=NI + (MS- 1)+(ST- 1)+2(КТ-1)=5+(2-1)+(1-1)+2(3-1)=10.
3. Припуски и кузнечные напуски.
3.1. Основные припуски на размеры (см. табл. 4.5)
Рис. 4.10. Зубчатое колесо, получаемое из заготовки-поковки
118
Наименование размера Величина размера, мм Шероховатость поверхности, мкм Припуск, мм
Диаметр 127,8 6,3 1,6
» 36 6,3 1,4
Толщина 39 1,6 1,5
» 28 6,3 1,5
3.2. Дополнительные припуски, учитывающие:
смещение по поверхности штампа — 0,3 мм (см. табл. 4.7);
отклонение от плоскостности — 0,3 мм (см. табл. 4.8).
3.3. Штамповочный уклон:
на наружной поверхности — не более 5° (см. табл. 4.18);
на внутренней поверхности — не более 7° (см. табл. 4.18).
4. Размеры поковки и их допускаемые отклонения (см. рис. 4.11).
4.1. Размеры поковки, мм:
диаметр 127,8+(1,6+0,3)'2=131,6;
диаметр 36—(1,4+0,3)'2=32,б;
толщина 39+(1,5 + 0,3)’2=42,6;
толщина 28 + (1,5+0,3)'2=31,5.
4.2. Радиус закругления наружных углов — 2,0 мм (минимальный) принима-
ется 3,0 мм (см. табл. 4.9).
4.3. Допускаемые отклонения размеров (см. табл. 4.10), мм:
диаметр — 131,611’2; диаметр — 32,6 1g’?; толщина — 42,6 1J’?; толщина —
31,61g’?.
' 4.4. Допускаемая величина высоты заусенца — 3,0 мм (для массы поковки
свыше 1,0 до 5,6 кг включительно).
4.5. Допускаемое отклонение от плоскостности — 1,0 мм (см. табл. 4.14).
4.6. Допускаемое отклонение от концентричности пробитого отверстия от-
носительно внешнего контура — 1,0 мм (см. табл. 4.13).
4.7. Допускаемая величина смещения по поверхности разъема штампа —
0,6 мм (см. табл. 4.11).
086,5
086,5
0132,5+'^
Рис. 4.11. Заготовка зубчатого колеса, получаемая штамповкой
119
4.8. Допускаемая величина остаточного облоя — 0,8 мм (см. табл. 4.12).
Пример 2. Деталь — звездочка привода (рис. 4.12).
Штамповочное оборудование — кривошипный горячештамповочный пресс.
Нагрев заготовок — индукционный.
1. Исходные данные по детали.
Материал детали — сталь 35: 0,32 — 0,40% С; 0,17 — 0,37% Si; 0,5 — 0,8% Мп;
не более 0,25% Ст.
1.1. Масса детали — 2,05 кг.
2. Исходные данные для расчета.
2.1. Масса поковки (расчетная) — 3,28 кг (NI=5):
расчетный коэффициент Кр (см. табл. 4.4) — 1,6;
2,05 1,6 = 3,28 кг.
2.2. Класс точности — Т4 (см. табл. 4.1) (КТ=4).
2.3. Группа стали — Ml (см. п. 4.2) (MS=1). Средняя массовая доля углеро-
да в стали — 35 — 0,36% С.
2.4. Степень сложности — С4 (ST=4).
Отношение толщины полотна к диаметральному размеру:
7/(143,2- 42)=0,07
2.5. Конфигурация поверхности разъема штампа — П (плоская).
2.6. Исходый индекс — 14.
HH=NI+(MS- 1)+(ST- 1)+2(КТ-1)=5+(1-1)+(4-1)+2(4-1)=14.
3. Припуски и кузнечные напуски
3.1. Основные припуски на размеры (см. табл. 4.5)
Наименование размера Величина размера, мм Шероховатость поверхности, мкм Припуск, мм
Диаметр 179,25 12,5 2,0
» 42 0,8 2,2
Толщина 38 12,5 1,7
» 8,8 12,5 1,5
3.2. Дополнительные припуски, учитывающие:
смещение по поверхности штампа — 0,3 мм (см. табл. 4.7);
отклонение от плоскостности — 0,3 мм (см. табл. 4.8).
Рис. 4.12. Деталь типа звездочки
120
3.3. Штамповочный уклон:
на наружной поверхности -— не более 5° (см. табл. 4.8);
4. Размеры поковки и их допускаемые отклонения (рис. 4.13).
4.1. Размеры поковки, мм:
диаметр 179,25+(2,0 +0,5 +0,3)-2=185;
диаметр 42 + (2,2+0,5+0,3) 2=48;
толщина 38 + (1,7+0,5) 2=42,4;
толщина 8,8+(1,5+0,5)‘2=12,8.
4.2. Радиус закругления наружных углов — 2,0 мм (минимальный) принима-
ется 3,0 мм (см. табл. 4.9).
4.3. Допускаемые отклонения размеров (см. табл. 4.10), мм:
диаметр — lestj’*; диаметр — 481}’®; толщина — 42,4+J'®; толщина — 12,8tJ^.
4.4. Допускаемая величина высоты заусенца — 3,0 мм (для массы поковки
свыше 1,0 до 5,6 кг включительно).
4.5. Допускаемое отклонение от плоскостности и прямолинейности —-
0,9 мм (см. табл. 4.14).
4.6. Допускаемая величина смещения по поверхности разъема штампа —
0,7 мм (см. табл. 4.11).
4.7. Допускаемая величина остаточного облоя — 1,0 мм (см. табл. 4.12).
Пример 3. Деталь — первичный вал (рис. 4.14).
Штамповочное оборудование — горизонтально-ковочная машина.
Количество переходов — 4.
Нагрев заготовок — пламенный.
1. Исходные данные по детали.
Материал детали — сталь 15ХГН2ТА: 0,13 — 0,18% С; 0,17 — 0,37% Si; 0,7 —
1,0% Мп; 1,4 — 1,8% Ni; 0,03 — 0,09% Ti.
1.1. Масса детали — 6,6 кг.
Масса деформируемой и зажимаемой частей — 5,2 кг.
2. Исходные данные для расчета.
2.1. Масса поковки (расчетная) — 7,8 кг (NI=6):
расчетный коэффициент Кр (см. табл. 4.4) — 1,5;
5,2 1,5=7,8 кг.
2.2. Класс точности — Т5 (см. табл. 4.1) (КТ=5).
2.3. Группа стали — М2 (см. п. 4.1) (MS=2). Средняя массовая доля углеро-
да в стали 0,15% С; суммарная массовая доля легирующих элементов — 3,73%).
2.4. Степень сложности — СЗ (ST = 3).
2.5. Конфигурация поверхности разъема штампа — П (плоская).
2.6. Исходный индекс — 17.
Рис. 4.13. Заготовка — штамповка для детали типа звездочка
121
HH=NI + (MS—1)+(ST—1)+2(КТ—1)=6+(2—1)+(3 —1)+2(5—1) = 17.
3. Припуски и кузнечные напуски.
3.1. Основные припуски на размеры (см. табл. 4.5)
Наименование размера Величина размера, мм Шероховатость поверхности, мкм Припуск, мм
Диаметр 126 6,3 3,0
» 86 6,3 2,7
» 60 1,6 2,7
» 45 12,5 2,2
Толщина 52 6,3 3,0
» 52 0,8 3,3
» 50 6,3 3,0
» 50 12,5 2,4
Глубина 40 6,3 3,0
» 40 12,5 2,0
3.2. Дополнительные припуски, учитывающие:
смещение по поверхности штампа — 0,4 мм (см. табл. 4.7);
отклонение от плоскостности и прямолинейности (см. табл. 4.8): стержня —
0,8 мм; фланца — 0,5 мм.
3.3. Штамповочный уклон:
на внутренней поверхности — не более 7° (см. табл. 4.17).
4. Размеры поковки и их допускаемые отклонения (см. рис. 4.15).
4.1. Размеры поковки, мм:
диаметр 126+(3,0+0,4+0,5)’2=133,8;
диаметр 86—(2,7+0,4+0,5)’2=78,8;
диаметр 60+(2,7 +0,4+0,5)’2= 67,2;
диаметр 45+(2,2+0,8)'2=51;
Рис. 4.14. Деталь первичный вал
122
Рис. 4.15. Заготовка-штамповка для детали первичный вал
глубина 40+(3,0— 2,0 4-0,5)=41,5;
толщина 52+(3,0+3,3+0,5+0,4)=59,2;
толщина 50+(3,0+ 2,4+0,5 +0,4) =56,3.
4.3. Радиус закругления наружных углов — 4,0 мм (см. табл. 4.9).
4.4. Допускаемые отклонения размеров (см. табл. 4.10), мм:
диаметр — 134t’;°; диаметр — 78,5^^ диаметр — 671диаметр — 521,$;
глубина — 41,5 толщина — 591^; толщина —
4.5. Допускаемая величина высоты заусенца в плоскости разъема матриц —
2,4 мм (у поковок, изготавливаемых на горизонтально-ковочных машинах, допусти-
мая высота заусенца в плоскости разъема матриц не должна превышать удвоенной
величины остаточного облоя по табл. 4.12).
4.6. Допуск длины стержня 6,0 мм (для поковок 5-го класса точности).
4.7. Допускаемые отклонения (см. табл. 4.14):
от плоскостности и прямолинейности — 1,0 мм;
от изогнутости — 1,6 мм.
4.8. Допускаемая величина смещения по поверхности разъема штампа —
1,0 мм (см. табл. 4.11).
4.9. Отклонение от соосности диаметра 78,5 — 0,4 мм (допускаемое отклоне-
ние от соосности непробитых отверстий (наметок) в поковках принимается не более
1,0% глубины отверстия (наметки)).
5. ПРИМЕРЫ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ
ТОЧНОСТИ И ПРИПУСКОВ ПОКОВОК
ИЗ УГЛЕРОДИСТОЙ И ЛЕГИРОВАННОЙ СТАЛИ,
ПОЛУЧАЕМЫХ КОВКОЙ НА ПРЕССАХ
И МОЛОТАХ
Припуски и допуски на поковки из углеродистой и легированной
стали, изготовляемые ковкой на прессах, регламентируются ГОСТ
7062 — 79, который распространяется на поковки общего назначе-
ния массой до 100 т (см. табл. 5.1) с суммарным содержанием
легирующих компонентов до 10% (кроме углерода).
Схема расположения припусков и допусков на наружный размер
детали приведена на рис. 5.1, где Но — обдирочный размер заготов-
ки или номинальный размер детали; — наименьший размер
поковки (/7тт=Яо + ^пш>); Н — номинальный (расчетный) размер по-
ковки (Н=Н0+8)-, — наибольший размер поковки (77т,х -
=77+A/2=J/o+^mm+A); <5min—наименьший припуск на размер
Но (<5imn=2/min—770); <5— номинальный припуск на размер Но (6=
=Н— /70=<5niin+А/2); А — поле допуска (A = //nMI~77mio); А/2 —
предельное отклонение от номинального размера поковки (А/2=
Рис. 5.1. Схема расположе-
ния припусков и допусков
на наружный размер дета-
ли, получаемой из поковки
На поковки из слитков массой менее 6 т из сталей марок Ст 5,
Ст 6, 30, 35, 40, 45, 50, ЗОГ, 50Г, 15ХМ, 5ХНМ, 5ХГМ, 5ХНВ
табличные значения припусков уменьшаются на 10%. При этом
отклонения +А/2 остаются без измене-
ний.
При обработке деталей с одной сто-
роны припуск принимается равным по-
ловине табличного значения. Верхнее отк-
лонение при этом сохраняют без измене-
ния, а нижнее принимают с коэффициен-
том 0,5.
Допускается расчетные номинальные
размеры поковок округлять до чисел, окан-
чивающихся на 5 или 0. Номинальные
размеры округляют в меньшую сторону,
124
если они оканчиваются на 1, 2, 6 и 7,
и в большую, если они оканчиваются
на 3, 4, 8 и 9.
Выбор величины допусков, припу-
сков и напусков проводят в зависимо-
сти от типа поковок и соотношения их
размеров.
Пример 1. Выбрать припуски и предельные
отклонения для гладких поковок круглого сече- Рис. 5.2. Заготовка-поковка
ния. Поковка I группы точности. круглого сечения
Решение. По табл. 5.2 для поковок I группы
точности находим, что при длине детали L=
= 1350 мм, диаметре детали 300 мм припуск £=16 мм, а предельные отклонения
+Д/2 = ±3. Определим длину заготовки L=1350+3’ 16 = 1398 мм. Допуск на длину
заготовки равен 3’(+3)=+9. Окончательно на чертеже (рис. 5.2) проставляют
размер 1398+9.
На диаметр 300 мм припуск равен 16 мм, а предельные отклонения равны +3 мм
(см. табл. 5.2). С учетом этого /)=300+16 =316 мм. На чертеже (рис. 5.2) проставля-
ем размер 316+3.
Пример 2. Назначить припуски на размеры детали, приведенной на рис. 5.3.
Поковка II группы точности.
Решение. По табл. 5.1 определяем тип поковки. Исходя из соотношения раз-
меров детали (Яо=200 мм, В=200 мм, £=500 мм) поковка может быть отнесена
к поковкам гладким прямоугольного сечения (£> 1,5-НЬ и Н^В). Припуски и допус-
ки на поковку должны назначаться по табл. 5.3. По табл. 5.3 для поковок II группы
точности находим, что при длине детали £=500 мм, В=200 мм припуск <5=15 мм,
а предельные отклонения + Д/2=+2. Определим длину заготовки £=500+3’15 =
= 545 мм. Допуск на длину заготовки равен 3 (+2)=+6. Окончательно на чертеже
(рис. 5.2) проставляют размер: 545 + 6.
На размер В=200 мм припуск равен 15 мм, а предельные отклонения равны
+2 мм (см. табл. 5.3). С учетом этого 5=200+15 =215 мм. На чертеже (рис. 5.3)
проставляем размер 215+2; Н0=215+2 мм.
Поковка круглого (квадратного) сечения с уступами и выемками
приведена на рис. 5.4.
Припуски и предельные отклонения на валы с уступами и выем-
ками определяются следующим образом:
1. По табл. 5.2 и 5.3 выбирают основные припуски 6 и предель-
ные отклонения ±Л/2 на диаметры, исходя из полной длины вала
и диаметра рассматриваемого сечения;
Рис. 5.3. Заготовка-поковка прямоугольного сечения
125
2. Припуски и предельные отклонения на общую длину и раз-
меры от единой базы до выступов и уступов выбирают в соответ-
ствии с рис. 5.4.
За базу выбирают торец выступа наибольшего диаметра.
Отклонения +Д/2 на общую длину и размеры до выступов
и уступов у поковок I группы точности увеличиваются в два раза по
сравнению с рассчитанными по рис. 5.4.
3. Дополнительный припуск для поковок I и II групп точ-
ности выбирают по табл. 5.4 на диаметры всех сечений, кроме
основного, в зависимости от разности диаметров основного и
рассматриваемого сечения детали.
Основное сечение определяется следующим образом:
для валов с одним уступом основным сечением считают сечение,
произведение AL которого имеет максимальное значение;
для валов с двумя уступами основным считают сечение, имею-
щее максимальный диаметр при условии (см.
табл. 5.1). В противном случае основным считают сечение, имеющее
средний диаметр D2;
для валов с выемкой основным считают сечение, имеющее мак-
симальный диаметр Db при условии D, (/2+/з)> Л2/2- В противном
случае основным считают сечение, имеющее минимальный диаметр
D2 — диаметр выемки.
1,55
- А
---Q
0,756]
(Л+1,55])±1,5Д]/2
(/2+/з+0,755з—0,755 ])Дз± 1,5 Д1/2
*(/2+/з+/4+1,554-0,7550±1,5Д]/2
VI
В
VI
В
4,55л
0,755з
0,755] 0,7553
(/2-0,755]-0,755з)
а<15°
+1
а<15о+Л
(£+1,555+1,554)+1,5(Д5/2+Д4/2)
Рис. 5.4. Заготовка-поковка с несколькими уступами
126
Для валов, имеющих более двух уступов или сочетание уступов
и выемок (см. рис. 5.4), основным считают сечение, имеющее мак-
симальный диаметр.
Отклонения ± А/2 на длину выемки не выбирают.
Пример 3. Выбрать припуски и отклонения на поковку с уступами (рис. 5.5).
(Тонкими линиями указаны размеры детали, а номинальные размеры приведены
в скобках.)
Решение. Деталь имеет больше двух уступов, следовательно за основное при-
нимаем сечение, имеющее наибольший диаметр (D=350 мм).
Основные припуски и допуски на диаметр определяем по табл. 5.2 (для поковок
II группы точности), а дополнительные — по табл. 5.4.
На диаметр 350 мм (£>i) основной припуск и допуск 22+8 мм, дополнительный
припуск не выбирают (5) =22, Д1/2= ±8). Номинальное значение размера в заготовке
350 +22 =372 мм.
На диаметр 210 мм (£>2) основной припуск и допуск 18+7 мм, дополнительный
припуск для разности основного и рассматриваемого сечений (350— 210 = 140 мм) по
табл. 5.4 равен 5 мм (52 = 18, Дг/2= +7). Номинальное значение размера в заготовке
210+18 =228 мм.
На диаметр 300 мм (D3) основной припуск и допуск 20+7 мм, дополнительный
припуск для разности основного и рассматриваемого сечений (350—300 = 50 мм) по
табл. 5.4 равен 2 мм (й3=20, Д3/2= +7). Номинальное значение размера в заготовке
300+20=320 мм.
На диаметр 225 мм (D4) основной припуск и допуск 18+7 мм, дополнительный
припуск для разности основного и рассматриваемого сечений (350— 225 = 125 мм) по
табл. 5.4 равен 5 мм (54 = 18, Д4/2= +7). Номинальное значение размера в заготовке
225 +18 =243 мм.
На диаметр 175 мм (_О5) основной припуск и допуск 15 + 6 мм, дополнительный
припуск для разности основного и рассматриваемого сечений (350—175 = 175 мм) по
табл 5.4 равен 7 мм (53=15, Д3/2= +6). Номинальное значение размера в заготовке
175+15 = 190 мм.
Припуски и допуски по длине поковки определяют в соответствии с рис. 5.4.
На длину 300 мм припуск равен 1,551 = 1,5’22= 33 мм, а допуск равен +1,5Д3/2=
= + 1,5’8= + 12 мм. Номинальное значение размера в заготовке 300+33=333 мм.
На длину 500 мм припуск равен (—0,7551—0,7552)=—0,75’22—0,75’18 =
= — 30 мм, допуск не назначается. Номинальное значение размера в заготовке равно
500— 30 = 470 мм.
Рис. 5.5. Выбор припусков и отклонений на размеры заготовки-поковки
с уступами
127
Рис. 5.6. Выполнение буртов и фланцев на заготовках-поковках
На длину 700 мм припуск равен (0,755з—0,755i)=0,75'20 —0,75’22= —1,5 мм,
а допуск равен ±1,5Д1/2= ±1,5’8= ±12 мм. Номинальное значение размера в заго-
товке 700—1,5=698,5~698 мм.
На длину 1050 мм припуск равен (0,75^—0,7551)=0,75’18—0,75’22=— 3 мм,
а допуск ±1,5Д1/2=±1,5'8= ±12 мм. Номинальное значение размера в заготовке
1050— 3=1047 мм.
На длину 1650 мм припуск (1,553—0,755])=1,5’15 —0,75’22 = 6 мм, а допуск
равен ±1,5(Д1/2±Д3/2)=±1,5(8±6)=±21 мм. Номинальное значение размера в за-
готовке равно 1650± 6=1656 мм.
Бурты и фланцы на поковках должны быть выполнены в соответствии с рис. 5.6
и табл. 5.5.
В табл. 5.1 — 5.8 приведены сведения о поковках.
Таблица 5.1. Основные виды поковок и
соотношения их размеров
128
Продолжение табл. 5.1
Тип 1 поковки Эскиз поковки Сотношение размеров Номер таблиц припусков и допусков
Круглого сече- ния с буртом с> сП XI /1 <0,ЗЛ1 Л1,2> 12 мм 5,2, 5,4, 5,5
Круглого сече- ния с выемкой 1 . дДУ. Л>12 мм 5,2, 5,4, 5,5
ЙЯ нА
Круглого сече- ния с фланцем 4= ем Qi < /2< i- «д ?! <О,ЗХ>1 Л>12 мм 5,2, 5,4, 5,5
Квадратного се- чения с уступами е =ч Во J |/i Во=Нй Bi=Hr 5,3, 5,4, 5,5
Цилиндры ' /^1 нн ✓ '•'*3 L ) О,52Э<Д)<1, 2D 5,6
Диски г L Pl Ho<O,5D 5,6
1= D
Муфты н Й w L D O,5DHHo^D d<0,5D 5,6, 5,7
9 - 4026
129
Продолжение табл. 5.1
Тип поковки Эскиз поковки Сотношенис размеров Номер таблиц припусков и допусков
Диски с отвер- стиями ь !< >1 Я(/^ D Ho<O,5D d<0,5D 5,6, 5,7
Бруски и пла- СТИНЫ Яо L L^1,5B £<2,5Я0 5,8
Бруски и пла- стины с отверсти- ями -<- t ZZZJ - HoHBUL L^1,5B £<2,5Я0 5,8
Цилиндры с от- верстаями L>1,2D d^0,5D 5,9, 5,10
4 й
уууууууууу. *
L
Кольца раска- танные ’h Яо<1,20 </>0,5P 5,11
D
Примечание. Для типов поковок, не предусмотренных ГОСТ 7602—79 (ках по размерам,
так и по конфигурации), допуски, припуски и напуски выбирают по согласованию с потреби-
телем.
Таблица 5.2. Припуски и предельные отклонения для гладких поковок
а<15°
(Д+8)±Д/2
Поковки I группы точности
Длина детали L, ММ Диаметр детали D, мм
До 140 Св. 140 до 160 Св. 160 до 180 Св. 180 до 200 Св. 200 до 224 Св. 224 до 250 Св. 250 до 280
Припуски 6 и предельные отклонения ±А/2
До 1000 9 + 1 9 + 2 10±2 11+2 11+2 12+2 —
Св. 1000 до 1250 9+2 10+2 11+2 11+2 12+2 13 + 2 —
Св. 1250 до 1600 10 + 2 11±2 11+2 12+2 13+2 13±2 —
Св. 1600 до 2000 11+2 11+2 12±2 13+2 14+2 14+2 —
Св. 2000 до 2500 11+2 12+2 13+2 13+2 14±2 16±3 —
Поковки II группы точности
До 1000 11 ±4 12+5 13±5 14+5 15+6 16+6 17+6
Св. 1000 до 1250 12+5 13 + 5 14+5 15±6 19+6 17+6 18+7
Св. 1250 до 1600 13±5 14+5 15±6 16+6 17+6 18+7 19+7
Св. 1600 до 2000 14+5 15 + 6 16+6 17±7 18+7 19+7 20±7
Св. 2000 до 2500 15+6 16+6 17+6 18+7 19+7 20+7 21+7
9'
131
Продолжение табл. 5.2
Поковки I группы точности
Длине детали L, мм Диаметр детали D, мм
Св. 280 ДО 315 Св. 315 до 355 Св. 355 до 400 Св. 400 до 450 Св. 450 до 500 Св. 500 до 560 Св. 560 до 630
Припусти 6 и предельные отклонения ±А/2
До 1000 13+2 14±2 16±3 17 + 3 17 + 3 17 + 3 18 + 3
Св. 1000 до 1250 14+2 16+3 17 + 3 17 + 3 17±3 18 + 3 18+3
Св. 1250 до 1600 16±3 17±3 17 + 3 17±3 18+3 18+3 20±4
Св. 1600 до 2000 17±3 17+3 17+3 18±3 18+3 20+4 20±4
Св. 2000 до 2500 17±3 17±3 18+3 18±3 20 + 4 20+4 21 ±4
Поковки II группы точности
До 1000 18±7 19±7 20±7 21 ±7 22±8 22+8 23±8
Св. 1000 до 1250 19±7 20 + 7 21 ±7 22±8 22+8 23+8 24±9
Св. 1250 до 1600 20±7 21+7 22±8 22±8 23±8 24±9 25±9
Св. 1600 до 2000 21 ±7 22+8 22±8 23±8 24±9 25+9 26+10
Св. 2000 до 2500 22±8 22±8 23±8 24±9 25 ±9 26+10 27 ±10
Таблица 5.3. Припуска и предельные отклонения для гладких поковок
квадратного и прямоугольного сечений (мм) по ГОСТ 7062—79
а<15° <-ч i » л <1 "Ч
.. . . .«е ‘ Нм
+,, 1 ’с О
L м> в Q-*-
(£+35)+ ЗД/2 (Я +5)±д/2 (5+5 )±Д/2
*) г |< —►]
L, ММ Размер сечения В, Hq
До 140 Св. 140 до 160 Св. 160 до 180 Св. 180 до 200 Св. 200 до 224 Св. 224 до 250 Св. 250 до 280
Размер сечения В, Но
Св. 280 до 315 Св. 315 до 355 Св. 355 до 400 Св. 400 до 450 Св. 450 до 500 Св. 500 до 560 Св. 560 до 630
Припуски 6, 5] и предельные отклонения + Д/2
Поковки I группы точности
До 1000 13 + 2 13±2 14±2 15+2 15+2 16±2 17±2
Св. 1000 до 1250 13 + 2 14±2 15+2 15+2 16 + 2 17 + 2 17 + 2
Св. 1250 до 1600 14 + 2 15±2 15±2 16±2 17+2 17±2 19±3
Св. 1600 до 2000 15 + 2 15±2 16±2 17±2 17+2 19±3 20+3
Св. 2000 до 2500 15±2 16±2 17±2 17±2 19+3 20 + 3 21+3
Припуски <5, <51 и предельные отклонения +Д/2
Поковки I группы точности
До 1000 17+2 19±3 20+3 21 ±3 21 ±3 22+3 23+3
Св. 1000 до 1250 19+3 20±3 21 ±3 21 ±3 22+3 23+3 24+4
Св. 1250 до 1600 20±3 21 ±3 21+3 22+3 23+3 24±4 25 + 4
Св. 1600 до 2000 21+3 21 ±3 22+3 23±3 24+4 25±4 25+4
Св. 2000 до 2500 21+3 22±3 23+3 24±4 25+4 25±4 26 ±4
133
Продолжение табл. 5.3
Lt мм Размер сечения В, Но
До 140 Св. 140 до 160 Св. 160 до 180 Св. 180 до 200 Св. 200 до 224 Св. 224 до 250 Св. 250 до 280
Размер сечения В, Но
Св. 280 до 315 Св. 315 до 355 Св. 355 до 400 Св. 400 до 450 Св. 450 до 500 Св. 500 до 560 Св. 560 до 630
Припуски 6, и предельные отклонения +Д/2
Поковки II группы точности
До 1000 15+4 16+5 17±5 18 + 5 19 + 6 20±6 21+6
Св. 1000 до 1250 16 + 5 17+5 18 + 5 19+6 20 + 6 21+6 22±7
Св. 1250 до 1600 17 + 5 18+5 19±6 20+6 21+6 22+7 23+7
Св. 1600 до 2000 18±5 19+6 20±6 21+6 22+7 23+7 24+7
Св. 2000 до 2500 19 + 6 20+6 21 ±6 22+7 23+7 24±7 25+8
Поковки II группы точности
До 1000 22+7 23+7 24±7 25+8 26+8 27±8 28+8
Св. 1000 до 1250 23 + 7 24+7 25 + 8 26+8 27+8 28+8 29±9
Св. 1250 до 1600 24+7 25+8 26±8 27 + 8 28 + 8 29+9 30+9
Св. 1600 до 2000 25 + 8 26+8 27±8 28±8 29+9 30 ±9 31 + 10
Св. 2000 до 2500 26 + 8 27+8 28±8 29+8 30+9 31+10 32+10
Таблица 5.4. Значения дополнительных припусков
на поковках
Разность диаметров (размеров) сечений, мм До 56 Св. 56 до 80 Св. 80 до 112 Св. 112 до 140 Св. 140 до 180 Св. 180 до 224 Св. 224 до 250 Св. 250 до 280 Св. 280 до 315
Дополнитель- ный припуск на диаметр (раз- мер), мм 2 3 4 5 7 8 9 10 12
134
Продолжение табл. 5.4
Разность диаметров (размеров) сечений, мм Св. 315 до 355 Св. 355 до 400 Св. 400 до 425 Св. 425 до 450 Св. 450 до 475 Св 475 до 500 Св. 500 до 530 Св. 530 до 560 Св. 560 до 600
Дополнитель- ный припуск на диаметр (раз- мер), мм 13 14 15 16 17 18 19 20 22
Таблица 5.5. Минимальная длина бурта иа поковках
Диаметр D2, примыкающий к бурту, мм Диаметр Dj или размер Н бурта, мм
Св. 100 до 200 Св. 200 до 300 Св. 300 до 400 Св. 400 ДО 500 Св. 500 до 600 Св. 600 ДО 700 Св. 700 до 800 Св. 800 ДО 900 Св. 900 ДО 1000 Св. 1000 ДО 1100 Св. 1100 до 1200 Св. 1200 ДО 1300 Св. 1300 ДО 1400
Минимальная поковочная длина бурта 1. мм
До 100 30 60 100 — — — — — — -— — — —
Св. 100 до 200 20 50 80 по 140 180 200 240 — — — — —
Св. 200 до 300 — 30 60 100 120 160 190 220 260 290 320 360 —
Св. 300 до 400 — — 40 70 100 140 170 200 240 270 300 340 380
Св. 400 до 500 — — — 60 90 120 150 180 220 250 280 320 350
Св. 500 до 600 — — — — 70 100 130 160 200 230 260 300 320
Св. 600 до 700 — 80 ПО 140 180 210 240 280 300
Св. 700 до 800 — — — — — — 100 130 160 200 220 260 280
Св. 800 до 900 — ПО 140 170 200 230 260
Примечания. 1. Если длина бурта, определенная с учетом припусков, будет меньше
значений, полученных по табл. 5.4, то она увеличивается до размеров, определенных табл. 5.4.
2. Минимальная поковочная длина фланцев долива быть на 50% больше, чем минимальная
длина буртов, определенная по табл. 5.4. 3. Разницу в припуске между значениями, определен-
ными по табл. 5.4 и с учетом припуска, прибавляют у фланцев со стороны уступа, а у буртов со
стороны уступа большего диаметра. 4. В случае, если прибавление разницы в припуске со
стороны уступа большего диаметра приводит к невозможности выполнения уступа или выемки,
то со стороны уступа большего диаметра прибавляется только та часть разницы в припуске,
которая не препятствует образованию выемки или уступа. 5. При увеличении длины фланца или
бурта согласно примечанию 1 значение отрицательного отклонения на этой длине может быть
соответственно увеличено.
135
Таблица 5.6. Припуски я предельные отклонения для
гладких поковок типа муфты
b (d-5)±65/2
(е/-5)±65/2 (^+^)±Д/2
Длина детали, мм Св. 200 ДО 224 Св. 224 до 250 Св. 250 ДО 280 Св. 280 до 315 Св. 315 до 355 Св. 355 ДО 400 Св. 400 ДО 450 Св. 450 до 500 Св. 500 ДО 560
Припуски 3 и предельные отклонения +Д/2
Поковки I группы точности
От 125 до 160 11+2 11+2 11 + 2 12+2 13 + 2 14+2 14+2 15 + 2 15 + 2
Св. 160 до 200 11+2 11+2 12+2 13+2 14+2 14+2 15±2 15±2 16±2
Св. 200 до 250 11+2 12+2 13±2 14+2 14+2 15+2 15+2 16+2 16+2
Св. 250 до 315 12+2 13+2 14±2 14+2 15+2 15+2 16+2 16±2 18+3
Св. 315 до 400 13+2 14+2 14+2 15+2 15+2 16+2 16+3 18+3 18+3
Св. 400 до 500 — — 15+2 15+2 16+2 16+2 18+3 18 + 3 19+3
Св. 500 до 630 — — — — 16+2 18+3 18+3 19 + 3 19±3
Св. 630 до 800 — — — — — — 19 + 3 20±3 20 + 3
Св. 800 до 1000 — — — — — — — — 22±3
Поковки II группы точности
От 125 до 160 14+5 15 + 6 16+7 17 + 7 18 + 7 19+7 20±8 21 ±8 22±9
Св. 160 до 200 15±6 16+7 17+7 18+7 19+7 20±8 21 ±8 22+9 23+9
Св. 200 до 250 16+7 17±7 18+7 19+7 20+8 21±8 22+9 23±9 24±10
Св. 250 до 315 17±7 18 + 7 19+7 20+8 21 + 8 22+9 23+9 24+10 25 ±10
Св. 315 до 400 18+7 19 + 7 20+8 21 + 8 22+9 23+9 24+10 25 + 10 26± 11
Св. 400 до 500 — — 21 + 8 22+9 23+9 24+10 25 + 10 26 + 11 27±11
Св. 500 до 630 — — — — 24+10 25 + 10 26 + 11 27 + 11 28 + 11
Св. 630 до 800 — — — — — — 27+11 28± 11 29±12
Св. 800 до 1000 — 30±12
Примечания. 1. Данные табл. 5.5 распространяются на детали, у которых О,57>^ЯоС1,О1>
и d<0,5D. 2. Припуск 6 и предельные отклонения ±Д/2 на высоту Hq принимают равными
136
припуску и предельным отклонениям на диаметр D. 3. Предельные диаметры прошиваемых
отверстий вычисляют по формулам: максимальный диаметр прошиваемого отверстия
^,,—0.37(0—200)+ 80. где D — ррамстр заготовки перед прошивкой; минимальный диаметр
прошиваемого отверстия 4^=0,208 (Н—200)+75, где Н— высота заготовки перед прошивкой.
4. Припуск й] на отверстие в поковках I и II групп точности принимается одинаковым и определя-
ется по табл. 5.6 как разность между диаметром отверстия и прошивня.
Таблица 5.7. Диаметры прошивок для получения отверстий
в поковках
Диаметр отверстия, мм Св. ПО до 120 Св. 120 до 131 Св. 131 ДО 142 Св. 142 до 158 Св. 158 ДО 184 Св. 184 до 210 Св. 210 До 236 Св. 236 ДО 262 Св. 262 ДО 288 Св. 288 до 314 Св. 314 до 340
Диаметр прошивня, мм 80 90 100 110 125 150 175 200 225 250 275
Диаметр отверстия, мм Св. 340 ДО 366 Св. 366 ДО 392 Св. 392 ДО 418 Св. 418 ДО 444 Св. 444 ДО 470 Св. 470 ДО 522 Св. 522 До 575 Св. 575 ДО 680 Св. 680 ДО 800 Св. 800 до 900 Св. 900 до 1000
Диаметр прошивня, мм 300 325 350 375 400 425 450 500 600 700 800
Таблица 5.8. Припуски и предельные отклонения размеров
для плоских поковок типа бруски с отверстием
(£+5)+д/2
Яо
(7/0+6)±Д/2
L, мм Св. 200 ДО 224 Св. 224 ДО 250 Св. 250 до 280 Св. 280 ДО 315 Св. 315 ДО 355 Св. 355 ДО 400 Св. 400 ДО 450 Св. 450 ДО 500 Св. 500 до 560
Припуски 6 и предельные отклонения +Д/2
Поковки I группы точности
От 125 до 160 11 ±2 12+2 12+2 13 + 2 14+2 14+2 15 + 2 15+2 16+2
Св. 400 до 500 — 15+2 15 + 2 16+2 16+2 18+3 18+3 19+3 20 + 3
Св. 500 до 630 — — 16+2 16+2 18+3 18+3 19+3 20+3 20+3
Св. 630 до 800 — — — 18+3 18+3 19±3 20+3 20+3 22+4
Св. 800 до 1000 — — — •— 19+3 20+3 20+3 22+4 22+4
137
Продолжение табл. 5.8
L. ММ Св. 200 до 224 Св. 224 ДО 250 Св. 250 ДО 280 Св. 280 до 315 Св. 315 ДО 355 Св. 355 до 400 Св. 400 ДО 450 Св. 450 до 500 Св. 500 до 560
Припуски 5 и предельные отклонения ±Д/2
Поковки II группы точности
От 125 до 160 15±6 16±6 17±7 18±7 19±7 20±8 21 ±8 22±9 23±9
Св. 160 до 200 16±6 17±7 18±7 19±7 20±8 21 ±8 22±9 23±9 24±10
Св. 200 до 250 17±7 18±7 19±8 20±8 21 ±8 22±9 23 ±9 24±10 25±10
Св. 250 до 315 18±7 19±7 20±8 21 ±8 22±9 23±9 24±10 25 ±10 26±11
Св. 315 до 400 19±7 20±8 21 ±8 22±9 23±9 24 ±10 25 ±10 26±11 27± 11
Св. 400 до 500 — 21 ±8 22±9 23 ±9 24±10 25 ±10 26±11 27±11 28±11
Св. 500 до 630 — — 24 ±10 24±10 25 ±10 26±11 27±11 28±11 29±12
Св. 630 до 800 — — — 25±10 26±11 27±11 28±11 29±12 30±12
Св. 800 — — — — 27 ± 11 28 ± 11 29±11 30±12 31±13
Примечания. 1. Данные табл. 5.5 распространяются на детали, у которых L^1,5B,
L<2,5Ho- 2. За размер Но принимают наименьший размер, а размер /. — наибольший размер
детали. 3. Припуски и отклонения на размер Но принимают равными припуску и отклонению
на размер большей стороны сечения. 4. Предельные диаметры прошиваемых отверстий опреде-
ляются по формулам: максимальный диаметр прошиваемого отверстия 4мх=0,37 (В—200)+80,
где В — размер меньшей стороны сечения; минимальный диаметр прошиваемого отверстия
4nin=0t208(H—200)+75, где Н — высота заготовки перед прошивкой. 5. Припуск 62 отвер-
стие в поковках I и П групп точности принимается одинаковым и определяется по табл. 5.6 как
разность между диаметром отверстия и прошивня. 6. Допуск на прошиваемое отверстие прини-
мается равным 0,6 от припуска, определенного по примечанию 5.
Припуски и предельные отклонения для поковок типа муфты
и диски сплошные и с отверстиями выбирают в соответствии с рис.
5.7 и табл. 5.6.
Допуск на прошиваемое отверстие принимается равным 0,6 от
припуска, определенного по примечанию 4 (табл. 5.8).
Рис. 5.7. Припуски и предельные отклонения на поковки типа муфты, диски с отвер-
стием и без него
138
Припуски и предельные отклонения для поковок типа брусков
и пластин сплошных и с отверстиями выбираются в соответствии
с табл. 5.8.
Пример 4. Выбор припусков и отклонений для поковок II группы точности
приведен на рис. 5.7.
Припуски и предельные отклонения на наружные размеры выбраны по табл. 5.8.
Максимальный диаметр прошиваемого отверстия
=0,37 (В-200)+80 =0,37 (781 -200) +80 = 295 мм;
минимальный диаметр прошиваемого отверстия
4пш=0,208 (Я—200)+75=0,208 (538 -200)=145 мм.
Следовательно, отверстие 250 мм прошить можно.
По табл. 5.7 определяем, что прошивень должен иметь диаметр 200 мм, припуск
на отверстие 50 мм и допуск ±15 мм.
Припуски и предельные отклонения для поковок типа цилиндров с отверстиями
с постоянным и переменным по длине сечением выбираются по табл. 5.9.
Пример 5. Выбор припусков и предельных отклонений для поковки II группы
точности приведен на рис. 5.8.
По табл. 5.9 выбирают припуск и предельное отклонение на наружный диаметр
51 ±21. По табл. 5.10 определяется, что при диаметре отверстия 1000 мм оправка
должна иметь диаметр у бурта 850 мм. В соответствии с примечаниями 3 и 4 (табл.
5.9) отклонение, уменьшающее диаметр отверстия 5000 x 0,01=50 мм, а увеличива-
ющее 21 х 0,7 = 15 мм; припуск на длину 51 х 6=306 мм, а предельное отклонение
21 х 6 = 126 мм (при L/D=3,33, 27 = 1500 мм, л=6).
Припуски и предельные отклонения для поковок типа раскатанных колец выби-
раются по табл. 5.11.
53061126
(5000)
Рис. 5.8. Выбор припусков для поковки II группы точности
Таблица 5.9. Припуски и предельные отклонения диаметральных размеров
для цилиндрн ских поковок с отверстиями (мм)
Бахрома
Размер сеченая В, Hq
До 400 Св. 400 ДО 450 Св. 450 до 500 Св. 500 до 560 Св. 560 ДО 630 Св. 630 до 710 Св. 710 до 800
Размер сечения В, Нд
Св. Св. Св. Св. Св. Св. Св.
800 900 1000 1120 1250 1320 1400
до ДО до ДО до ДО до
1 3 1000 1120 1250 1320 1400 1500
Припуска 6, и предельные откло> t + Д/2
Поковки I группы точности
До 1000 23 ±4 23±4 23±4 24±4 25±4 25+4 27 ±4
Св. 1000 до 1250 23 ±4 23±4 24±4 25 ±4 25±5 27+5 27±5
Св. 1250 до 1600 23 ±4 24±4 25±4 25±5 27±5 27±5 28 ±5
Св. 1600 до 2000 24±4 25±4 25±5 27 + 5 27±5 28±5 28±5
Св. 2000 до 2500 25 ±4 25±5 27±5 27±5 28 ±5 29±5 29±5
До 1000 27 ±5 — — — — — —
Св. 1000 до 1250 28 ±5 29+5 29±5 — — — —
Св. 1250 до 1600 28 ±5 29+5 29±5 30±5 32±6 32±6 —
Св. 1600 до 2000 29±5 29±5 30+5 32±6 32±6 33±6 33±6
Св. 2000 до 2500 29±5 30±5 32±6 32±6 33±6 33 ±6 34±6
140
Продолжение табл. 5.9
L, мм Размер сечения В, Но
До 400 Св. 400 ДО 450 Св. 450 до 500 Св. 500 до 560 Св. 560 до 630 Св. 630 ДО 710 Св. 710 до 800
Размер сечения В, Но
Св. 800 ДО 900 Св. 900 ДО 1000 Св. 1000 ДО 1120 Св. 1120 ДО 1250 Св. 1250 до 1320 Св. 1320 ДО 1400 Св. 1400 до 1500
Припуски 6, 6i и предельные отклоиепя ±ДД
Поковки II группы точности
До 1000 30±11 31 ±11 32 ±13 33 ±13 34±13 35±14 36±14
Св. 1000 до 1250 31±11 32±13 33±13 34±13 35 ±14 36 ±14 37±15
Св. 1250 до 1600 32±13 33 ±13 34±13 35±14 36±14 37±15 38± 15
Св. 1600 до 2000 33 + 13 34±13 35 ±14 36±14 37±15 38 ±15 39±16
Св. 2000 до 2500 34±13 35 ±14 36±14 37±15 38±15 39±16 40±16
До 1000 37±15 — — — — — —
Св. 1000 до 1250 38± 15 39±16 40±16 — — — —
Св. 1250 до 1600 39±16 40±16 41 ±17 42±17 43 ±17 44±18 —
Св. 1600 до 2000 40±16 41 ±17 42±17 43 ±17 44±18 45±18 46±19
Св. 2000 до 2500 41 ±17 42±17 43 ±17 44±18 45±18 46 ±19 47±19
Примечания. 1. Данные таблицы распространяются на детали, у которых L>l,2D
и </>0,5.0. 2. Припуск 6 на внутренний диаметр d определяется по табл. 5.8 независимо от группы
точности как разность между диаметрами отверстия и оправки у бурта. При диаметре отверстия
в детали до 230 мм и длине поковки свыше 2000 мм, а также при диаметре отверстия в детали
до 280 мм и длине поковки свыше 3000 мм отверстие в поковке разрешается не делать.
3. Отклонение на диаметр внутреннего отверстия, уменьшающее его размер, принимают равным
L\K, где К= 1:100 — конусность оправки; — длина поковки. Отклонение, увеличивающее
размер внутреннего отверстия, принимают равным 0,7 отклонения на наружный диаметр.
4. Припуск на длину детали принимают равным nd (d — величина припуска на максимальный
диаметр детали, п— коэффициент увеличения припуска), если отношение L/D^ 1,4, а D<
<1000 мм и вытяжка после осадки заготовки не более двукратной л=4. В остальных случаях
л принимают 6.
141
Таблица 5.10. Нормативны диаметра оправок в зависимости от диаметров
отверстий детален
Диаметр отверстия, мм Св. 180 до 230 Св. 230 ДО 280 Св. 280 до 330 Св. 330 ДО 380 Св. 380 до 430 Св. 430 ДО 490 Св. 490 ДО 550
Диаметр оправки, м 160 200 250 300 350 400 450
Диаметр отверстия, мм Св. 550 ДО 610 Св. 610 ДО 670 Св. 670 до 730 Св. 730 до 790 Св. 790 до 850 Св. 850 ДО 950 Св. 950 ДО 1050
Диаметр оправки, мм 500 550 600 650 700 750 850
Таблица 5.11. Припуски и предельные отклонения размеров
для поковок типа раскатных колец (мм)
Длина детали, мм Диаметр детали, D
До 500 Св. 500 до 560 Св. 560 до 630 Св. 630 ДО 710 Св. 710 ДО 800 Св. 800 до 900 Св. 900 ДО 1000 Св. 1000 до 1060 Св. 1060 ДО 1120
Припуски 5 и предельные отклонения ±Д/2
Поковки I группы точности
До 200 21 ±7 22±7 23±7 24±7 25+7 25+7 26±7 27±7 28 ±8
Св. 200 до 236 22±7 23±7 24+7 25 ±7 25±7 26±7 27±7 27±7 29±8
Св. 236 до 280 23±7 24±7 25±7 25+7 26±7 27±7 27±7 28±7 29±8
Св. 280 до 335 24±7 25±7 25+7 26±7 27+7 27±7 28±7 28±7 30±8
Св. 335 до 400 25±7 25±7 26±7 27±7 27 ±7 28±7 28 ±7 29±7 32±9
Св. 400 до 475 25 ±7 26±7 27 ±7 27±7 28±7 28±7 29+7 31 ±8 33±9
Св. 475 до 560 26 ±7 27±7 27±7 28 ±7 28+7 29+7 31 ±8 31+8 34±9
Св. 560 до 670 27 ±7 27±7 28±7 28±7 29±7 31±8 31 ±8 33 ±8 35±9
142
Продолжение табл. 5.11
Длина детали, мм Диаметр детали, D
До 500 Св. 500 до 560 Св. 560 ДО 630 Св. 630 ДО 710 Св. 710 ДО 800 Св. 800 ДО 900 Св. 900 ДО 1000 Св. 1000 до 1060 Св. 1060 ДО 1120
Припуски 6 и предельные отклонения ±Л/2
Св. 670 до 750 — 28 ±7 28±7 29±7 31±8 32±8 33±8 34±8 35±9
Св. 750 до 900 — — — 31±8 32±8 33±8 34±8 35 ±8 37±9
Св. 900 — — — — 33±8 34±8 36±8 36±8 38±9
Поковки II группы точности
От 125 до 160 24±9 25 ±9 26±9 27±10 28 ±10 29±11 30±11 31 ±11 32±12
Св. 160 до 200 25±9 26 ±9 27 ±10 28 ±10 29±11 30±11 31±11 32±12 33 ±12
Св. 200 до 250 27±9 27±10 28±10 29±11 30±11 31 ±11 32±12 33±12 34±13
Св. 250 до 315 28 ±10 28±10 29±11 30±11 31 ±11 32±12 33±12 34±13 35 ±13
Св. 315 до 400 29±10 29±11 30±11 31±11 32±12 33 ±12 34±13 35±13 37±13
Св. 400 до 500 30±11 30±11 31 ±11 31 ±11 32±12 34±13 35±13 36±13 38 ±14
Св. 500 до 630 31±11 31 ±11 32±12 33 ±12 34±13 35±13 36±13 37±14 39±14
Св. 630 до 800 — 32±12 33 ±12 34±13 35±13 36±13 37±14 39 ±14 41 ±15
Св. 800 — 33 ±12 34±13 35±13 36±13 38 ±14 40±15 41 ±15 42±16
Св. 750 до 900 — — — 37 ±14 38±14 40±15 42±16 43 ±16 44±16
Св. 900 — — — — 40±15 42±16 44±1б 45±17 46±17
Поковки, изготовляемые ковкой на молотах
Припуски на механическую обработку поковок общего назначе-
ния из прокатной стали или начерно обработанного слитка произ-
водят по ГОСТ 7829 для ковки на молотах (табл. 5.12 — 5.14).
Таблица 5.12. Припуски и предельные отклонения для гладких поковок
круглого, квадратного и прямоугольного сечений (мм)
D
(П+6)+Д/2
и*------►
а<10°
(В+8)±Д/2 ~ /£+2,58)+2,5Д/2
Длина детали, мм Диаметр детали D или размер сечения В, В
Pf> 50 Св. 50 ДО 70 Св. 70 до 90 Св. 90 до 120 Св. 120 ДО 160 Св. 160 ДО 200 Св. 200 до 250 Св. 250 ДО 300 Св. 300 до 360
До 250 5+2 6±2 7 ±2 8±3 9±3 — — — —
Св. 250 до 500 6±2 7±2 8 ±2 9±3 10±3 11±3 12±3 13 ±4 14±4
Св. 500 до 800 7±2 8±2 9±3 10±3 11±3 12±3 13 ±4 14±4 15±4
Св. 800 до 1200 8±2 9±2 10±3 11±3 12±3 13±4 14±4 15±4 16±4
Св. 1200 до 1700 — 10±5 11±3 12±4 13±4 14±4 15±4 16±5 17±5
Св. 1700 до 2300 — 11±3 12+3 13±4 14±4 15±4 16±5 17±5 18±5
Св. 2300 до 3000 — — 13±4 14±4 15±4 16±5 17±5 18±5 19±5
Св. 3000 до 4000 — — — 15±5 16±5 17±5 18±5 19±5 20±6
Св. 4000 до 5000 — — — 16±5 17±5 18±5 19±5 20±6 21+6
Св. 5000 до 6000 — — — — 18±5 19±5 20 ±6 21 ±6 22±6
Примечание. Данные таблицы распространяются на детали с соотношением размеров
L>1,5Z) для круглого сечения; L>1,5B и Н<В<1,5Н для квадратного и прямоугольного
сечений. В случае обработки деталей шероховатостью 6,3 мкм и ниже допускается увеличение
припусков, но не более чем 1 мм на сторону. Припуски для прямоугольного сечения детали
назначаются в зависимости от наибольшего сечения.
144
Таблица 5.13. Припуски и предельные отклонения для поковок типа дисков,
цилиндров, втулок, брусков, кубиков, пластин сплошных, пластин с отверстиями (мм)
Диа- метр детали или размер сечения LtB Диаметр детали D или размер сечения В, Н
детали, на кото- рые на- значают- ся при- пуски До 50 Св. 50 до 65 Св. 65 ДО 80 Св. 80 до 100 Св. 100 до 125 Св. 125 ДО 150 Св. 150 до 180 Св. 180 до 215 Св. 215 до 250 Св. 250 до 300 Св. 300 ДО 360
Припуски (4; d\-,difa предельные отклонения (±А/2; ±Д1/2; ±Аг/2)
До 50 н 6±2 6±2 7±2 —
До 50 D,L,B 6±2 6±2 7±2 —
До 50 d —
До 50 Н 6±2 7±2 8±2 9±2 9±2 — — — — — —
Св. 50 до 80 D -, L; В 6±2 7+2 8 ±2 9±3 10±3 — — — — — —
Св. 50 до 80 d
Св. 50 до 80 Н 7±2 8±2 8±2 9±2 10±3 п±з 12±3 — — — —
Св. 80 до 110 1>,ЦВ 8±2 8±2 9±2 10±2 10±2 11+3 12+4 — — — —
Св. 80 до ПО d 14±2 15±2 15±3 16±2 16±3 17±3 18±4 — — — —
Св. 80 до ПО Н 7 ±2 8±2 8±2 9±2 10±3 11±3 12±3 13±4 14±5 — —
Св. 110 до 150 Н 18±4 19±4 19±4 20±5 20±5 21 ±5 21±5 22±6 23±7 24±7 25±7
Св. ПО до 150 D -, L; В 9±2 9±2 10±2 11+3 11 ±3 12±4 13±4 14+5 14±5 — —
10 — 4026
145
Продолжение табл. 5.13
Диа- метр детали или размер сечения L, В Размеры детали, на кото- рые на- значают- ся при- пуски Диаметр детали D или размер сечения В, Н
До 50 Св. 50 ДО 65 Св. 65 ДО 80 Св. 80 до 100 Св. 100 до 125 Св. 125 До 150 Св. 150 ДО 180 Св. 180 до 215 Св. 215 до 250 Св. 250 ДО 300 Св. 300 до 360
Припуски (4; df, di) и предельные отклонения (± Д/2; ±Д,/2; ±^2)
Св. 110 до 150 d 15+2 16+2 16±2 17+3 17±3 18+4 19±4 20±5 20±5 — —
Св. 150 до 200 н 7±2 8±2 8±2 9±2 10±3 11 ±3 12±3 13±4 14±5 15±5 —
Св. 150 до 200 D; L; В 10±3 10±3 11±3 12±4 12±4 13±4 13±4 14±5 14±5 15±5
Св. 150 до 200 d 16±3 17±3 17±3 18±4 18±4 19±4 19±4 2О±5 21 ±5 22±5 —
Св. 200 до 250 Н 8±3 9±3 9±3 10±3 11 ±4 12+4 13±4 14±5 15±5 16±5 17±5
Св. 200 до 250 D -, L-, В 11 ±3 11 ±3 12±3 13±4 13±4 14±4 14+4 15±5 16±6 17±б 18 ±6
Св. 200 до 250 d 17±3 18±3 18±3 19±4 19±4 20 ±4 20 ±4 21 ±5 22±6 23±6 24±6
Св. 250 до 300 Н 9±3 10±3 10±3 11±3 12±4 13±4 14±4 15±5 16±6 17±6 18±6
Св. 250 до 300 О;ЦВ 12±4 12±4 13±4 14±5 14±5 15±5 15±5 16±6 17±7 18±7 19±7
Св. 250 до 300 Н 9±3 10±3 10±3 11±3 12±4 13±4 14±4 15±5 16±6 17±6 18±б
Св. 300 до 360 D-.ЦВ 13±4 13±4 14±4 15±5 15+5 16±5 16±5 17±6 18±7 19±7 20 ±7
Св. 300 до 360 d 19±4 20±4 20 ±4 21 ±5 21±5 22±5 22±5 23±6 24±7 25±7 26 ±7
Св. 300 до 360 Н 10±3 11 ±4 11 ±4 12±4 13±5 14±5 15±5 16±6 17±7 18±7 19±7
Св. 360 до 420 D; L; В 14±5 14±5 15±5 16±6 16±6 17±6 17±6 18±7 19±8 20±8 21 ±8
Св. 360 до 420 d 20±5 21+5 21 ±5 22±6 22±6 23±6 23±6 24±7 25±8 26±8 27±8
Св. 420 до 485 Н 10+3 11 ±4 11+4 12±4 13±5 14±5 15±5 16±6 17±7 18±7 19±7
Св. 420 до 485 D; L; В 15±5 15±5 16±5 17±6 17±6 18±6 18±6 19±7 20±8 21 ±8 22±8
Св. 420 до 485 d 22±5 22+5 22±5 23±6 23±6 24+6 24 ±6 25±7 26±8 27±8 28±8
146
Продолжение табл. 5.13
Диа- метр детали или размер сечения L,B Размеры детали, на кото- рые на- значают- ся при- пуски Диаметр детали D или размер сечения В, Н
До 50 Св. 50 ДО 65 Св. 65 до 80 Св. 80 до 100 Св. 100 ДО 125 Св. 125 ДО 150 Св. 150 до 180 Св. 180 ДО 215 Св. 215 до 250 Св. 250 до 300 Св. 300 до 360
Припусти (4‘ d\; d2) и предельные отклонения (± АД; +Д1/2; +Д2/2)
Св. 485 до 550 н — 12±4 12±4 13±4 14±5 15±5 16±5 17±6 18±7 19±7 20±7
Св. 485 до 550 — 16+6 17±6 18±7 18±7 19±7 19±7 20±8 21 ±9 22±9 23±9
Св. 485 до 550 d 23±6 23 ±6 24 ±7 24±7 25±7 25±7 26±8 27±9 28 ±9 29+9
Св. 550 до 620 И — 13±5 13+5 14±5 15±5 16±6 17±6 18±7 19±8 20±8 21±8
Св. 550 до 620 D; L; В — 17±6 18±6 19±7 19±7 20±7 20±7 21±8 22+9 23±9 24+9
Св. 550 до 620 d 24±6 24±6 25±7 25±7 26±7 26±7 27±8 28±9 29±9 30±9
Св. 620 до 700 Н — 14±6 14±6 15±6 16+7 17±7 18±7 19+8 20+9 — —
Св. 620 до 700 D; L; В — 18±7 19±7 20 ±8 20±8 21 ±8 21 ±8 22±9 23±10 —
Св. 620 до 700 d 25 ±7 25±7 26±8 26±8 27+8 27±8 28±9 29±10 — —
Примечание. Данные таблицы распространяются на детали с соотношением размеров
H^O.SD—для дисков; 0,5D<H^l,5D — для цилиндров; Н^В и B^L<l,5B — для брусков,
кубиков, пластин; Н<0,5.0, d<0,5O — для дисков с отверстием; 0,50<Я< 1,50, d<0,50 — для
втулок; НСЛ, Ж £<1,50, </<0,52?— для брусков и пластин с отверстием. Разрешается не
прошивать отверстие диаметром <40 мм и при отношении высоты поковки к диаметру
прошиваемого отверстия Iljd^ > 3. В отверстии поковки сверх припуска допускается уклон 1:20.
Припуски и предельные отклонения для прямоугольного селения детали назначают в зависимо-
сти ст наибольшего размера сечения.
10’
Таблица 5.14. Припуски, основные и дополнительные предельные отклонения
для поковок типа втулок с уступами, сплошных и с отверстиями,
изготовленных в подкладных кольцах (мм)
Н
(Н+Ь)+Ь/2
Дна- метр детали 2>1 ИЛИ 1>2 Размеры детали, на которые назна- чаются при- пуски Высота детали H
До 50 Св. 50 до 65 Св. 65 до 80 Св. 80 ДО 100 Св. 100 ДО 125 Св. 125 ДО 150 Св. 150 ДО 180 Св. 180 ДО 215 Св. 215 до 250 Св. 250 до 300 Св. 300 до 360
Припуски (d; dt; d2; d2) и предельные отклонения (±Д/2; ±Д1/2; ±Дз/2; ±Дз/2)
До 50 Н; Л 7±2 7±2 8 ±2 9±2 —
До 50 D1 7±2 7±2 8±2 9 ±2 —
До 50 d2 5-? 6-! 7-1 7tJ — — — — — —
До 50 d —
Св. 50 до 80 №,h 7±2 7±2 8+2 9+2 —
Св. 50 до 80 Di 7±2 8 ±2 8±2 9±2 —
Св. 50 до 80 d2 6*? 7-J 7*? — — — —
Св. 50 до 80 d 13±2 14±2 14±2 15±2 — — — — — — —
Св. 80 до ПО №, h 7±2 8±2 9 ±2 10±3 10±3 11+3 — — — — —
148
Продолжение табл. 5.14
Два- метр детали ИЛИ D2 Размеры детали, на которые назна- чаются при- пуски Высота деталж Н
До 50 Св. 50 ДО 65 Св. 65 до 80 Св. 80 до 100 Св. 100 ДО 125 Св. 125 до 150 Св. 150 ДО 180 Св. 180 до 215 Св. 215 ДО 250 Св. 250 ДО 300 Св. 300 ДО 360
Припуски (4 4: 4г; 4) и предельные отклонения (±Д/2; ±Д1/2; ±Д2/2; ±Д3/2)
Св. 80 до 110 А 8±2 9±2 9±2 10±3 10±3 11±3 — — — — —
Св. 80 до ПО D1 6±2 7±3 7±3 8±4 8±4 9±4 9±4 10±4 10±4 — —
Св. 80 до ПО d 14±2 15±2 15±2 16±2 16±2 17±3 — — — — —
Св. 110 до 150 H,h 7±2 8±2 9±2 10±3 10±3 11 ±3 12±3 13±4 — — —
Два- метр детали 2>1 или Л 2 Размеры детали, на которые назна- чаются при- пуски Высота деталж H
До 50 Св. 50 до 65 Св. 65 до 80 Св. 80 до 100 Св. 100 ДО 125 Св. 125 ДО 150 Св. 150 ДО 180 Св. 180 ДО 215 Св. 215 ДО 250 Св. 250 ДО 300 Св. 300 ДО 360
Припуски (d; dt; d2; d3) и предельные отклонения (±Z>/2; ±D,/2; ±Дг/2; ±D3/2)
Св. 110 до 150 А 9±2 10±2 10±3 11+3 11 ±3 12±3 13±4 13+4 — — —
Св. ПО до 150 d2 7^ 8*; + 7 QO 9-t 9-5 lot* lot* UtS п« 12tJ 13t$
Св. 110 до 150 d 7±2 8±2 8±2 9 ±2 10±3 п±з 12±3 13±4 14±5 15±5 —
Св. 150 до 200 Н; h 8±2 8±2 9±3 10±3 п±з 12±3 13±3 14±4 15±4 — —
Св. 150 до 200 Di 10±3 П±3 11±3 12±3 12±3 13±4 13±4 14±4 15±4 — —
Св. 150 до 200 O2 8~ в:: 9-5 10*5 12t5 12tJ 13tJ 14t$
Св. 150 до 200 d 16±3 17±3 17±3 18±4 18 ±4 19±4 19±4 20±5 20±5 — —
Св. 250 до 300 H;h 9±2 10±3 11±3 12±3 13±4 14±4 15±4 16+4 17±5 18±6 19±6
149
Продолжение табл. 5.14
Два- метр детали Di или п2 Размеры детали, на которые назна- чаются при- пуски Высота детали 11
До 50 Св. 50 ДО 65 Св. 65 до 80 Св. 80 ДО 100 Св. 100 ДО 125 Св. 125 до 150 Св. 150 ДО 180 Св. 180 до 215 Св. 215 ДО 250 Св. 250 до 300 Св. 300 ДО 360
Припуски (d; di; d2, dj) и предельные отклонения (±Д/2; +Д1/2; ±Az/2; ±Д3/2)
Св. 250 до 300 Di 12±4 13±4 13±4 14±5 14±5 15 + 5 15±5 16±6 17±7 18±7 19±7
Св. 250 до 300 d2 9*5 9-5 ioi* nij 12*5 121* 13*5 13^5 14^5 1415
Св. 250 до 300 d 18±4 19±4 19±4 20±5 20±5 21 ±5 21 ±5 22±6 23±7 24±7 25 ±7
Св. 300 до 360 Н; h — 10±3 11 ±3 12±4 13±4 14±4 15±4 16±5 17±6 18±6 19±6
Св. 300 до 360 Di — 13±4 14±4 15+5 15±5 16±5 16±5 17±6 18±7 19±7 20±7
Св. 300 до 360 d2 — Uta 12« 1315 1415 1415 15tf 15t‘ 1615 1615
Св. 300 до 360 d — 20 ±4 20±4 21+5 21 ±5 22±5 22±5 23±5 24±7 25±7 26±7
Св. 360 до 420 H;h — 11±3 12±3 13±4 14±4 15±4 1б±5 17±5 18±6 19±6 20±7
Св. 360 до 420 Z>1 — 14±5 15±5 16±6 16±6 17±6 17 ± 6 18±7 19±8 20±8 21 ±8
Св. 360 до 420 d — 21 ±5 21 ±5 22±6 22±6 23±6 23±6 24±7 25±8 26±8 27±8
Св. 420 до 485 H,h — — 12±3 13+4 14±4 15+4 16+5 17±6 18±6 19±7 20±7
Св. 420 до 485 Di — — 16±5 17±6 17±6 18±6 18±6 19±7 20±8 21 ±8 22±8
Св. 420 до 485 d — — 22+5 23±6 23±6 24±6 24±6 25±7 26±8 27±8 28±8
Св. 485 до 550 H;h — — 13±4 13±4 14±4 15±5 16±6 17±6 18±7 19±7 20 ±7
Св. 485 до 550 Di — — 17±6 18±7 18±7 19±7 19+7 20±8 21+9 22±9 23±9
Св. 485 до 550 d — — 23±6 24±7 24±7 25±7 25+7 26 ±8 ?7±9 28±9 ^9±9
6. ЗАГОТОВКИ ИЗ ПРОКАТА.
СОРТАМЕНТ ПРОКАТА И ПРЕДЕЛЬНЫЕ
ОТКЛОНЕНИЯ РАЗМЕРОВ
Горячекатаный и холоднотянутый прокат различного профиля
широко используется в качестве заготовок для изготовления раз-
личных деталей как в условиях единичного, так и в условиях серий-
ного производства. В табл. 6.1 — 6.8 приводятся данные по раз-
мерам и точности сортового проката.
Таблица 6.1. Предельные отклонения по диаметру сортового круглого
проката из стали, мм
Диаметр прохата, мм Точность проката
Высокая Повышенная Обычная
ег ei ег ei ег ei
5; 5,5; 6; 6,5; 7 — 9 4-0,1 -0,2 4-0,2 -0,5 +0,3 -0,5
10 — 19 4-0,1 -0,3 +0,2 -0,5 +0,3 -0,5
20 — 25 4-0,2 -0,3 +0,2 -0,5 +0,4 -0,5
26—48 4-0,2 -0,5 +0,2 -0,7 +0,4 -0,7
50; 52 — 58 4-0,2 -0,8 +0,2 -1.0 +0,4 -1.0
60; 62; 63; 65; 67; 68 4-0,3 -0,9 +0,3 -1.1 +0,5 -1.1
70; 72; 75; 78; 80; 82; 85; 90; 95 4-0,3 -1.1 +0,3 -1,3 +0,5 -1.3
100; 105; 110; 115 — — +0,4 -1.7 +0,6 -1.7
120; 125; 130; 135 — — +0,6 -2,0 +0,8 -2,0
140; 150; 160; 170; 180; 190; 200 — — — — +0,9 -2,5
210; 220; 230; 240; 250 — — — — + 1.2 -3,0
151
Таблица 6.2. Предельные отклонения горячекатаной квадратной стали, мм
Сторона квадрата Предельные отклонения при точности прокатки Сторона квадрата Предельные отклонения при точности прокатки
высо- кой повы- шенной обыч- ной высо- кой повы- шенной обыч- ной
5 — 9 +о,1 -0,2 +0,2 -0,5 + 0,3 -0,5 60, 63, 65, 70, 75 +0,3 -0,9 +0,3 -1,1 +0,5 -1,1
10—19 +0,1 -0,3 +0,1 -0,5 +0,3 -0,5 80, 85, 90, 93,95 +0,3 -1,1 +0,3 -1,3 +0,5 -1,3
20 — 25 +0,2 -о,з +0,2 -0,5 +0,4 -0,5 100—115(5) — +0,4 -1,7 +0,6 -1,7
26 — 40 +0,2 -0,5 +0,2 -0,7 +0,4 -0,7 120—150(5) — +0,6 -2,0 +0,8 -2,0
41, 42, 45, 46, 48 +0,2 -0,5 +0,2 -0,7 + 0,4 -0,7 160—200 (10) — — +0,9 -2,5
50, 52, 55, 58 +0,2 -0,8 +0,2 -1,0 +0,4 -1,0 — — — —
Таблица 6.3. Предельные отклонения горячекатаной шестигранной стали, мм
Диаметр вписанного круга Допускаемые отклонения по размеру а Сторона квадрата Допускаемые отклонения по размеру а
при обычной точности прокатки при повышенной точности прокатки при обычной точности прокатки при повышенной точности прокатки
8, 9 +0,3 -0,5 +0,1 -0,3 50, 53, 56 +0,4 -1,0 +0,2 -0,6
10 — 19 +0,3 -0,5 +0,2 -0,3 60, 63, 65, 70, 75 +0,5 -1,1 +0,3 -0,9
20, 21, 22, 24, 25 +0,4 -0,5 +0,2 -0,4 80 — 95 (5) +0,5 -1,3 +0,4 -1,2
26 — 28, 30 — 32 (2) +0,4 -0,7 +0,2 -0,6 100 +0,6 -1,7 +0,5 -1,5
36 — 42 (2), 45,48 +0,4 -0,7 +0,2 -0,6
152
Таблица 6.4. Полоса стальная горячекатаная
ПТириня полосы, мм Предельные отклонения (мм) при точности Толщина полосы, мм Предельные отклонения (мм) по толщине полосы, при точности
повышенной нормальной повышенной нормальной
+ — + — + — + —
От 11 до 60 0,3 0,9 0,5 1>о От 4 до 6 0,2 0,3 0,2 0,5
63, 65 0,3 1,1 0,5 1,3 Св. 6 до 16 0,2 0,4 0,2 0,5
70, 75 0,3 1,3 0,5 1,4 Св. 16 до 25 0,2 0,6 0,2 0,8
80, 85 0,5 1,4 0,7 1,6 Св. 25 до 32 0,2 0,7 0,2 1,2
90,95 0,6 1,8 0,9 1,8 36,40 0,2 1,0 0,2 1,6
100, 105 0,7 2,0 1,0 2,0 45,50 0,2 1,5 0,3 2,0
110 0,8 2,2 1,0 2,2 Св. 50 до 60 0,2 1,8 0,3 2,4
120, 125 0,9 2,4 1,1 2,4
От 130 до 150 1.0 2,5 1Д 2,8
Св. 150 до 180 1Д 2,8 1,4 з,2
Св. 180 до 200 1,4 3,2 1,7 4,0
Таблица 6.5. Сортамент стальных бесшовных горячекатаных труб
Наружный диаметр, мм Толщина стенки, мм
25; 28; 32; 38 2,5; 2,8; 3; 3,5; 4; 4,5; 5; 5,5; 6; (6,5); 7; (7,5); 8
42; 45; 50 2,5; 2,8; 3; 3,5; 4; 4,5; 5; 5,5; 6; (6,5); 7; (7,5); 8; 8,5; 9; (11,5); 10
54 3; 3,5; 4; 4,5; 5; 5,5; 6; (6,5); 7; (7,5); 8; 8,5; 9; (11,5); 10; 11
57 3; 3,5; 4; 4,5; 5; 5,5; 6; (6,5); 7; (7,5); 8; 8,5; 9; (11,5); 11, 11; 12; (13)
60; 63,5 3; 3,5; 4; 4,5; 5; 5,5; 6; (6,5); 7; (7,5); 8; 8,5; 9; (11,5); 11,11; 12; (13); 14
68; 70 3; 3,5; 4; 4,5; 5; 5,5; 6; (6,5); 7; (7,5); 8; 8,5; 9; (11,5); 11,11; 12; (13); 14; (15); 16
73; 76 3; 3,5; 4; 4,5; 5; 5,5; 6; (6,5); 7; (7,5); 8; 8,5; 9; (11,5); 11,11; 12; (13); 14; (15); 16; (17); 18; (19)
83 3,5; 4; 4,5; 5; 5,5; 6; (6,5); 7; (7,5); 8; 8,5; 9; (11,5); 11,11; 12; (13); 14; (15); 16; (17); 18; (19)
89; 95; 102 3,5; 4; 4,5; 5; 5,5; 6; (6,5); 7; (7,5); 8; 8,5; 9; (11,5); 11,11; 12; (13); 14; (15); 16; (17); 18; (19); 20; 22; (24)
153
Продолжение табл. 6.5
Наружный диаметр, мм Толщина стенки, мм
108; 114; 121 4; 4,5; 5; 5,5; 6; (6,5); 7; (7,5); 8; 8,5; 9; (11,5); 11,11; 12; (13); 14; (15); 16; (17); 18; (19); 20; 22; (24); 25; (26); 28
127 4; 4,5; 5; 5,5; 6; (6,5); 7; (7,5); 8; 8,5; 9; (11,5); 11,11; 12; (13); 14; (15); 16; (17); 18; (19); 20; 22; (24); 25; (26); 28; 30; 32
133 4; 4,5; 5; 5,5; 6; (6,5); 7; (7,5); 8; 8,5; 9; (11,5); 11,11; 12; (13); 14; (15); 16; (17); 18; (19); 20; 22; (24); 25; (26); 28; 30; 32
140; 146; 152; 159 4,5; 5; 5,5; 6; (6,5); 7; (7,5); 8; 8,5; 9; (11,5); 11,11; 12; (13); 14; (15); 16; (17); 18; (19); 20; 22; (24); 25; (26); 28; 30; 32; (34); (35); 36
168; 180; 194 5; 5,5; 6; (6,5); 7; (7,5); 8; 8,5; 9; (11,5); 11,11; 12; (13); 14; (15); 16; (17); 18; (19); 20; 22; (24); 25; (26); 28; 30; 32; (34); (35); 36; (38); 40; (42); 45
203; 219 6; (6,5); 7; (7,5); 8; 8,5; 9; (11,5); 11,11; 12; (13); 14; (15); 16; (17); 18; (19); 20; 22; (24); 25; (26); 28; 30; 32; (34); (35); 36; (38); 40; (42); 45; (48); 50
Примечание. Размеры труб, взятые в скобки, применять не рекомендуется
Таблица 6.6. Сортамент на трубы стальные бесшовные холоднотянутые
и холоднокатаные
Наружный диаметр, мм Толщина стенки, мм
1,0; 1,6; 2,0 0,10; 0,16; (0,2); 0,25
2,5; 3,0 0,10; 0,16; (0,2); 0,25; 0,3; 0,4
4 (0,2); 0,25; 0,3; 0,4; 0,5; 0,6; 0,8; 1,0; 1,2
5 (0,2); 0,25; 0,3; 0,4; 0,5; 0,6; 0,8; 1,0; 1,2; 1,4; (1,5); 1,6
6 (0,2); 0,25; 0,3; 0,4; 0,5; 0,6; 0,8; 1,0; 1,2; 1,4; (1,5); 1,6; 1,8; 2,0
7; 8 ОД 0,25; 0,3; 0,4; 0,5; 0,6; 0,8; 1,0; 1,2; 1,4; (1,5); 1,6; 1,8; 2,0; 2,2; 2,5
9 ОД 0,25; 0,3; 0,4; 0,5; 0,6; 0,8; 1,0; 1,2; 1,4; (1,5); 1,6; 1,8; 2,0; 2,2; 2,5; 2,8
10; 11 ОД 0,25; 0,3; 0,4; 0,5; 0,6; 0,8; 1,0; 1Д 1,4; (1,5); 1,6; 1,8; 2,0; 2Д 2,5; 2,8; 3,0; ЗД 3,5
12; 13; 14 ОД 0,25; 0,3; 0,4; 0,5; 0,6; 0,8; 1,0; 1,2; 1,4; (1,5); 1,6; 1,8; 2,0; 2,2; 2,5; 2,8; 3,0; ЗД 3,5; 4,0
(15); 16; (17); 18 ОД 0,25; 0,3; 0,4; 0,6; 0,8; 1,0; 1Д 1,4; (1,5); 1,6; 1,8; 2,0; 2,2; 2,5; 2,8; 3,0; 3 Д 3,5; 4,0; 4,5; 5,0
19; 20 ОД 0,25; 0,3; 0,4; 0,5; 0,6; 0,8; 1,0; 1,2; 1,4; (1,5); 1,6; 1,8; 2,0; 2Д 2,5; 2,8; 3,0; 3,2; 3,5; 4,0; 4,5; 5,0
154
Продолжение табл. 6.6
Наружный диаметр, мм Толщина стенки, мм
(21); 22; (23) 0,4; 0,5; 0,6; 0,8; 1,0; 1,2; 1,4; (1,5); 1,6; 1,8; 2,0; 2,2; 2,5; 2,8; 3,0; 3,2; 3,5; 4,0; 4,5; 5,0; 5,5; 6,0
(24); 25; (26); (27); 28 0,4; 0,5; 0,6; 0,8; 1,0; 1,2; 1,4; (1,5); 1,6; 1,8; 2,0; 2,2; 2,5; 2,8; 3,0; 3,2; 3,5; 4,0; 4,5; 5,0; 5,5; 6,0; 6,5; 7,0
30; 32; 34; (35); 36 0,4; 0,5; 0,6; 0,8; 1,0; 1,2; 1,4; (1,5); 1,6; 1,8; 2,0; 2,2; 2,5; 2,8; 3,0; 3,2; 3,5; 4,0; 4,5; 5,0; 5,5; 6,0; 6,5; 7,0; 7,5; 8,0
38; 40 0,4; 0,5; 0,6; 0,8; 1,0; 1,2; 1,4; (1,5); 1,6; 1,8; 2,0; 2,2; 2,5; 2,8; 3,0; 3,2; 3,5; 4,0; 4,5; 5,0; 5,5; 6,0; 6,5; 7,0; 7,5; 8,0; 8,5; 11,0
42 1,0; 1,2; 1,4; (1,5); 1,6; 1,8; 2,0; 2,2; 2,5; 2,8; 3,0; 3,2; 3,5; 4,0; 4,5; 5,0; 5,5; 6,0; 6,5; 7,0; 7,5; 8,0; 8,5; 11,0
45; 48 1,0; 1,2; 1,4; (1,5); 1,6; 1,8; 2,0; 2,2; 2,5; 2,8; 3,0; 3,2; 3,5; 4,0; 4,5; 5,0; 5,5; 6,0; 6,5; 7,0; 7,5; 8,0; 8,5; 11,0; 11,5; 10
50; (51); 53; (54); 56; (57); 60; 63; 65; (68); 70; (73); 75; (76) 1,0; 1Д 1,4; (1,5); 1,6; 1,8; 2,0; 2,2; 2,5; 2,8; 3,0; ЗД 3,5; 4,0; 4,5; 5,0; 5,5; 6,0; 6,5; 7,0; 7,5; 8,0; 8,5; 11,0; 11,5; 10; 11; 12
80; (83); 85; (89); 90; 95; 100; (108); 110 1,4; (1,5); 1,6; 1,8; 2,0; 2,2; 2,5; 2,8; 3,0; ЗД 3,5; 4,0; 4,5; 5,0; 5,5; 6,0; 6,5; 7,0; 7,5; 8,0; 8,5; 11,0; 11,5; 10; 11; 12
120 (1,5); 1,6; 1,8; 2,0; 2Д 2,5; 2,8; 3,0; ЗД 3,5; 4,0; 4,5; 5,0; 5,5; 6,0; 6,5; 7,0; 7,5; 8,0; 8,5; 11,0; 11,5; 10; 11; 12
125 1,8; 2,0; 2Д 2,5; 2,8; 3,0; 3,2; 3,5; 4,0; 4,5; 5,0; 5,5; 6,0; 6,5; 7,0; 7,5; 8,0; 8,5; 11,0; 11,5; 10; 11; 12
130 2,5; 2,8; 3,0; 3,2; 3,5; 4,0; 4,5; 5,0; 5,5; 6,0; 6,5; 7,0; 7,5; 8,0; 8,5; 11,0; 11,5; 10; 11; 12
140; 150 3,0; ЗД 3,5; 4,0; 4,5; 5,0; 5,5; 6,0; 6,5; 7,0; 7,5; 8,0; 8,5; 11,0; 11,5; 10; И; 12
160, 170, 180 3,5; 4,0; 4,5; 5,0; 5,5; 6,0; 6,5; 7,0; 7,5; 8,0; 8,5; 11,0; 11,5; 10; 11; 12
190, 200 4,0; 4,5; 5,0; 5,5; 6,0; 6,5; 7,0; 7,5; 8,0; 8,5; 11,0; 11,5; 10; 11
Таблица 6.7. Допускаемые отклонения на размеры стальных бесшовных
горячекатаных труб
Размеры труб Точность изготовления — обычная
По наружному диаметру
труб с трехвалкового стана (DK/S^ 12) Для прочих труб: при диаметре до 50 мм включительно при диаметре свыше 50 до 219 мм при диаметре свыше 219 мм ±0,5% ±0,5 мм ±1% ±1,25%
155
Продолжение табл. 6.7
Размеры труб Точность изготовления — обычная
По толщине стенки
Для труб с трехвалкового стана Для прочих труб: при толщине стенки до 15 мм включительно при толщине стенки свыше 15 мм ±0,5% 12,5% — 15,0% ±12,5%
Таблица 6.8. Допускаемые отклонения на размеры стальных бесшовных
холоднотянутых и холоднокатаных труб
Размеры труб Точность изготовления — обычная
По наружному диаметру
При диаметре: св. 4 до 10 мм св. 10 до 30 мм св. 30 до 50 мм св. 50 мм ±0,15 мм ±0,30 мм ±0,40 мм ±0,80%
По толщине стенки
до 1 мм св. 1 до 5 мм св. 5 мм ±0,12 мм ±10% ±8%
7. РЕКОМЕНДУЕМЫЕ ПРИПУСКИ
НА ОПЕРАЦИЯХ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
7.1. Припуски на токарную обработку валов
(наружные поверхности вращения)
и на отделку валов шлифованием
В табл. 7.1 — 7.34 приведены значения рекомендуемых припу-
сков при обработке типовых поверхностей деталей машин на раз-
личных технологических операциях с использованием различных
заготовок. В табл. 7.29, 7.30 приведены значения припусков, реко-
мендуемых для выполнения термообработки, старения и цемен-
тации.
Таблица 7.1. Припуски иа технологические переходы по обработке налои
при различных заготовках
Номи- нальный диаметр, мм Способ обработки поверхности Припуск на диаметр при длине вала, мм
До 120 Св. 120 До 260 Св. 260 ДО 500 Св. 500 ДО 800 Св. 800 ДО 1250 Св. 1250 до 2000
Точение проката повышенной прочности
До 30 Черновое и однократ- ное 1,2 1.1 1,7 — — — —
Чистовое 0,25 0,25 0,30 — — — —
Тонкое 0,12 0,12 0,15 — — — —
Св. 30 Черновое и однократ- ное 1,2 1,1 1,5 1,4 2,2 — — —
до 50 Чистовое 0,30 0,25 0,30 0,25 0,35 — — —
Тонкое 0,15 0,12 0,16 0,13 0,20 — — —
157
Продолжение табл. 7.1
Номи- нальный диаметр, мм Способ обработки поверхности Припуск на диаметр при длине вала, мм
До 120 Св. 120 до 260 Св. 260 до 500 Св. 500 до 800 Св. 800 до 1250 Св. 1250 до 2000
Св. 50 до 80 Черновое и однократ- ное 1,5 1,1 1,7 1,5 2,3 2,1 3,1 — —
Чистовое 0,25 0,20 0,30 0,25 0,30 0,30 0,40 — —
Тонкое 0,14 0,12 0,15 0,13 0,17 0,16 0,23 — —
Св. 80 до 120 Черновое и однократ- ное 1,6 1,2 1,7 1,3 2,0 1,7 2,5 2,3 3,3 —
Чистовое 0,25 0,25 0,30 0,25 0,30 0,30 0,30 0,30 0,35 —
Тонкое 0,14 0,13 0,15 0,13 0,16 0,15 0,17 0,17 0,20 —
Точение проката обычной точности
До 30 Черновое и однократ- ное 1,3 1,1 1,7 — — — —
Получистовое 0,45 0,45 0,5 0 — — — —
Св. 50 до 80 Тонкое 0,13 0,12 0,14 0,13 0,18 0,16 0,20 — —
Св. 80 до 120 Черновое и однократ- ное 1,8 1,2 1,9 1,5 2,1 1,7 2,6 2,3 3,4 —
Получистовое 0,50 0,45 0,50 0,50 0,50 0,55 —
Чистовое 0,25 0,25 0,45 0,25 0,50 0,30 0,50 0,30 0,35 —
Тонкое 0,15 0,12 0,25 0,15 0,13 0,25 0,16 0,14 0,30 0,18 0,17 0,20 —
Св. 120 до 180 Черновое и однократ- ное 2,0 1,3 2,1 1,4 2,3 1,8 2,7 2,3 3,5 3,2 4,8
Получистовое 0,50 0,45 0,50 0,45 0,50 0,50 0,50 0,50 0,60 0,55 0,65
Чистовое 0,30 0,25 0,30 0,25 0,30 0,25 0,30 0,30 0,35 0,30 0,40
Тонкое 0,16 0,13 0,16 0,13 0,17 0,15 0,18 0,17 0,21 ОДО 0,27
158
Продолжение табл 7.1
Номи- нальный диаметр, мм Способ обработки поверхности Припуск ва диаметр три длине вала, мм
До 120 Св. 120 до 260 Св. 260 до 500 Св. 500 до 800 Св. 800 до 1250 Св. 1250 до 2000
До 30 Чистовое 0,25 0,20 0,25 — — — —
Тонкое 0,13 0,12 0,15 -— — — —
Св. 30 до 50 Черновое и однократ- ное 1,3 1,1 1,6 1,4 2,2 — — —
Получистовое 0,45 0,45 0,45 0,45 0,50 — — —
Чистовое 0,25 0,20 0,25 0,25 0,30 — -— —
Тонкое 0,13 0,12 0,14 0,13 0,16 —- -— —
Св. 50 до 80 Черновое и однократ- ное 1,5 1,1 1,7 1,5 23 2,1 3,1 — —
Получистовое 0,45 0,45 0,50 0,45 0,50 0,50 0,55 — —
Чистовое 0,25 ОДО 0,30 0,25 0,30 0,30 0,35 — —
Св. 180 до 260 Черновое и однократ- ное 2,3 1,4 2,4 1,5 2,6 1,8 2,9 2,4 3,6 3,2 5,0 4,6
Получистовое 0,50 0,45 0,50 0,45 0,50 0,50 0,55 0,50 0,60 0,55 0,65 0,65
Чистовое 0,30 0,25 0,30 0,25 0,30 0,25 0,30 0,30 0,35 0,35 0,40 0,40
Тонкое 0,17 0,13 0,17 0,14 0,18 0,15 0,19 0,17 0,22 0,20 0,27 0,26
Точение штампованных заготовок
До 18 Черновое и однократ- ное 1,5 1,4 1,9 — — — —
Чистовое 0,25 0,25 0,30 — -— — —
Тонкое 0,14 0,14 0,15 — — — —
159
Продолжение табл. 7.1
Номи- нальный диаметр, мм Способ обработки поверхности Припуск на диаметр при длине вала, мм
До 120 Св. 120 до 260 Св. 260 до 500 Св. 500 до 800 Св. 800 до 1250 Св. 1250 до 2000
Св. 18 до 30 Черновое и однократ- ное 1,6 1,5 2,0 1,8 2,3 — — —
Чистовое 0,25 0,25 0,30 0,25 0,30 — — —
Тонкое 0,14 0,14 0,15 0,14 0,16 — — —
Св. 30 до 50 Черновое и однократ- ное 1,8 1,7 2,3 2,0 3,0 2,7 3,5 — —
Чистовое 0,30 0,25 0,30 0,30 0,30 0,30 0,35 — —
Тонкое 0,15 0,15 0,16 0,15 0,19 0,17 0,21 — —
Св. 50 до 80 Черновое и однократ- ное 2Д 2,0 2,9 2,6 3,4 2,9 4Д 3,6 5,0 — 1.
Чистовое 0,30 030 0,30 0,30 0,35, 0,30 0,40 0,35 0,45 —
Тонкое 0,16 0,16 0,18 0,17 0,20 0,18 0,22. ОДО 0,26 —
Св. 80 до 120 Черновое и однократ- 2,6 3,3 4,3 5,2 6,3 8,2
ное 2,3 3,0 3,8 4,5 5,2 —
Чистовое 0,30 0,30 0,30 0,30 0,40 0,35 0,45 0,40 0,50 0,45 0,60
Тонкое 0,17 0,17 0,19 0,18 0,23 0,21 0,26 0Д4 0,30 0,26 0,38
Св. 120 до 180 Черновое и однократ- ное 3,2 2,8 4,6 4,2 5,0 4,5 6,2 5,6 7,5 6,7 —
Чистовое 0,35 0,30 0,40 0,30 0,45 0,40 0,50 0,45 0,60 0,35 —
Тонкое 0,20 0,20 0,24 0,22 0,25 0,23 0,30 0,27 0,35 0,32 —
160
Продолжение табл. 7.1
Номи- нальный диаметр, мм Способ обработки поверхности Припуск на диаметр при длине вала, мм
До 120 Св. 120 до 260 Св. 260 ДО 500 Св. 500 ДО 800 Св. 800 до 1250 Св. 1250 до 2000
Шлифование заготовок
до 30 Предварительное пос- ле термообработки 0,3 0,60 — — — —
Предварительное пос- ле чистового точения 0,1 0,1 — — — —
Чистовое после пред- варительного шлифова- ния 0,06 0,06 — — —- —
Св. 30 до 50 Предварительное пос- ле термообработки 0,25 0,50 0,85 — — —
Предварительное пос- ле чистового точения 0,10 0,10 0,10 — — —
Чистовое после пред- варительного шлифова- ния 0,06 0,06 0,06 — — —
Св. 50 до 80 Предварительное пос- ле термообработки 0,25 0,40 0,75 1,20 — —
Предварительное пос- ле чистового точения 0,10 0,10 0,10 0,10 — —
Чистовое после пред- варительного шлифова- ния 0,06 0,06 0,06 0,06 — —
Св. 80 до 120 Предварительное пос- ле термообработки 0,20 0,35 0,65 1,00 1,55 —
Предварительное пос- ле чистового точения 0,10 0,10 0,10 0,10 0,10 —
Чистовое после пред- варительного шлифова- ния 0,06 0,06 0,06 0,06 0,06 -—
Св. 120 до 180 Предварительное пос- ле термообработки 0,17 0,30 0,55 0,85 1,30 2,10
Предварительное пос- ле чистового точения 0,10 0,10 0,10 0,10 0,10 0,10
Чистовое после пред- варительного шлифова- ния 0,06 0,06 0,06 0,06 0,06 0,06
Примечания. 1. Припуски при точении в числителе указаны при установке заготовки
в центрах, в знаменателе — в патроне. 2. Если величина припуска при шлифовании не может
быть снята за один проход, то 70% его удаляют на первом и 30% на втором проходах.
3. Величины припусков на обработку конических поверхностей принимать те же, что и на
обработку цилиндрических, устанавливая их по наибольшему диаметру.
11 - 4026
161
Таблица 7.2. Операционные припуски иа бесцентровое шлифование валов
после чистового обтачивания (мм)
Диаметр вала, мм Операционные припуски при длине вала
До 100 Св. 100 до 250 Св. 250 до 500 Св. 500 до 1000
Шлифование сырых валов
Св. 6 до 10 0,25 0,30 — —
Св. 10 до 18 0,30 0,35 — —
Св. 18 до 30 0,35 0,40 0,45 —
Св. 30 до 50 0,40 0,45 0,50 0,55
Св. 50 до 80 0,45 0,50 0,55 0,60
Св. 80 до 120 0,50 0,55 0,60 0,65
Св. 120 до 180 0,55 0,60 0,65 0,70
Шлифование закаленных валов
Св. 6 до 10 0,30 0,35 — — i
Св. 10 до 18 0,35 0,40 — —
Св. 18 до 30 0,40 0,45 0,50 —
Св. 30 до 50 0,45 0,50 0,55 0,60
Св. 50 до 80 0,50 0,55 0,60 0,65
Св. 80 до 120 0,55 0,60 0,65 0,70
Св. 120 до 180 0,60 0,65 0,70 0,75
Таблица 7.3. Припуски иа тонкое (алмазное) растачивание отверстий (мм)
Диаметр обрабатываемого отверстия, мм Обрабатываемый материал
Легкие сплавы Бабит Бронза и чугун Сталь
До 30 0,2/0,1 0,3/0,1 0,2/0,1 0,2/0,1
Св. 30 до 50 0,3/0,1 0,4/0,1 0,3/0,1 0,2/0,1
Св. 50 до 80 0,4/0,1 0,5/0,1 0,3/0,1 0,2/0,1
Св. 80 до 120 0,4/0,1 0,5/0,1 0,3/0,1 0,3/0,1
Св. 120 до 180 0,5/0,1 0,6/0,2 0,4/0,1 0,3/0,1
Св. 180 до 250 0,5/0,1 0,6/0,2 0,4/0,1 0,3/0,1
Св. 250 до 360 0,5/0,1 0,6/0,2 0,4/0,1 0,3/0,1
Св. 360 до 400 0,5/0,1 0,6/0,2 0,5/0,1 0,4/0,1
Св. 400 до 500 0,5/0,1 0,6/0,2 0,5/0,1 0,4/0,1
Примечание. В числителе приведены припуски иа предварительную обработку, в знамена-
теле — на окончательную. В случае применения одного растачивания припуск определяется как
сумма припусков на предварительное и окончательное растачивание.
162
7.2. Припуски на механическую обработку отверстий
Таблица 7.4. Припуск иа шлифование отверстий (на диаметр) (мм)
Диаметр отверстия, мм Длина отверстия, мм
До 50 Св. 50 до 100 Св. 100 до 200 Св. 200 до 300 Св. 300 до 500
До 10 0,2 — — — —
Св. 10 до 18 0,2/0,3 0,3/0,4 — — —
Св. 18 до 30 0,2/0,3 0,3/0,4 0,4/0,4 — —
Св. 30 до 50 0,3/0,4 0,3/0,4 0,4/0,4 0,4/0,5 —
Св. 50 до 80 0,3/0,4 0,4/0,5 0,5/0,5 0,4/0,5 —
Св. 80 до 120 0,5/0,5 0,4/0,5 0,5/0,6 0,6/0,6 0,6/0,7
Св. 120 до 180 0,6/0,6 0,6/0,6 0,6/0,6 0,6/0,6 0,6/0,7
Св. 180 до 260 0,6/0,7 0,6/0,7 0,7/0,7 0,7/0,7 0,8/0,8
Св. 260 до 360 0,6/0,7 0,7/0,8 0,7/0,8 0,8/0,8 0,8/0,9
Св. 360 до 500 0,8/0,8 0,8/0,8 0,8/0,8 0,9/0,9 0,9/0,9
В числителе приведены припуски на детали без термообработки, в знаменателе — после термообработки
Финишное шлифование отверстий в закаленных деталях
До ю 0,04 — — — —
Св. 10 до 18 0,05 0,06 — — —
Св. 18 до 30 0,05 0,06 0,06 — —
Св. 30 до 50 0,06 0,06 0,06 0,08 —
Св. 50 до 80 0,06 0,06 0,08 0,08 —
Св. 80 до 120 0,08 0,08 0,10 0,10 0,12
Св. 120 до 180 0,10 0,10 0,10 0,10 0,12
Св. 180 до 260 0,12 0,12 0,12 0,12 0,14
Св. 260 до 360 0,12 0,14 0,14 0,14 0,16
Св. 360 до 500 0,14 0,14 0,14 0,16 0,18
Таблица 7.5. Припуск иа хонингование отверстий (мм)
Диаметр отверстия, мм После тонкого растачивания После чистового развертывания После внутреннего шлифования
До 50 0,09/0,06 0,09/0,07 0,08/0,05
Св. 50 до 80 0,10/0,07 0,10/0,08 0,09/0,05
Св. 80 до 120 0,11/0,08 0,11/0,09 0,10/0,06
Св. 120 до 180 0,12/0,09 0,12/— 0,11/0,07
Св. 180 до 250 0,12/0,09 — 0,12/0,08
Примечание. В числителел приведены припуски для чугуна, в знаменателе — для стали.
163
11
Таблица 7.6. Припуск на хонингование отверстий в зависимости от исходной
погрешности формы н шероховатости поверхности
Отклонение формы, мкм Исходная шерохова- гость поверх- ности, мкм Переход После хонингования
Исходное Допу- скаемое Припуск иа диаметр, мкм Отклонение формы, мхм Шероховатость поверхности Ra, мкм
100—150 4 — 5 Лг = 40-20 Первый Второй Третий 150—200 20 — 30 12—15 15 — 20 6 — 10 4 — 5 2,5—0,63 0,63—0,16 0,32 — 0,08
50 — 90 3—4 Лг = 40 —20 Первый Второй Третий 80 — 120 15 — 25 8 — 12 10 — 18 5—9 3 — 4 2,5—0,63 0,63—0,16 0,32 — 0,08
25 — 40 2 — 3 Лг = 20 Ra = = 2,5-1,25 Первый Второй Третий 50 — 70 12 — 15 6 — 12 8 — 12 4 — 6 2 — 3 1,25 — 0,32 0,63 — 0,16 0,32 — 0,08
12 — 15 2 — 3 Ra = = 2,5-0,63 Первый Второй 20 — 35 10 — 12 5—9 2 — 3 1,25 — 0,16 0,32 — 0,08
6—12 1—2 Ra = = 2,5-0,63 Первый Второй 15 — 20 4 — 6 2 — 4 1 —2 0,63 — 0,16 0,32 — 0,08
Таблица 7.7. Припуск на притирку отверстий
Диаметр отверстия, мм Припуск на диаметр, мм
До 50 0,010
Св. 50 до 80 0,015
Св. 80 до 120 0,020
Таблица 7.8. Припуск на шабрение отверстия
Диаметр отверстия, мм Припуск на диаметр (мм) при длине отверстия, мм
До 100 Св. 100 до 200 Св. 200 до 300
До 80 0,05 0,08 0,12
Св. 80 до 180 0,10 0,15 0,25
Св. 180 до 360 0,15 0,25 0,35
164
Таблица 7.9. Припуск на обработку отверстия протягиванием
Номинальный диаметр отверстия, мм Припуск (мм) иа диаметр для отверстий, подготовленных с точностью
До 11 квалитета Грубее 11 квалитета
До 18 0.5 0,7
Св. 18 до 30 0.6 0,8
Св. 30 до 50 0,8 1.0
Св. 50 до 80 1,0 1,2
Св. 80 до 120 1,2 1,5
Св. 120 до 180 1.5 1,8
Примечание. Припуски даны на обработку отверстий длиной /<34.
Таблица 7.10. Припуск (мм) на обработку отверстий на агрегатных станках
Вид и условия обработки Припуск для диаметра отверстия
До 18 Св. 18 до 30 Св. 30 до 50 Св. 50 до 120 Св. 120
Зенкерование: черновое (по отверстию, полу- ченному в заготовке) — 1,8—4,0 1.8—4,5 2,5—6,0 3 — 10
получистовое 0,5 0,5 0,7 1,0 1,2
Развертывание: предварительное с переуста- новкой детали в другую пози- цию после предыдущей обра- ботки 0,2 0,20 0,25 0,30 0,30
без переустановки 0,15 0,20 0,20 0,25 0,25
окончательное 0,08 0,10 0,10 0,12 0,12
с направлением инструмента по тем же втулкам, что и пред- варительная обработка «пла- вающей» разверткой 0,08 0,10 0,10 0,12 0,12
Растачивание: черновое — 1,5—4,0 1,5—4,0 2,0—6.0 2,5—10,0
получистовое — 0,8 1,2 1,8 2,0
чистовое: с переустановкой детали в дру- гую позицию после предвари- тельной обработки — 0,3 0,4 0,4 0,5
с переустановкой детали в дру- гую позицию после предвари- тельной обработки и с допол- нительным боковым поджи- мом к фиксаторам в опреде- ленном направлении 0,2 0,2 0,2 0,25
165
Продолжение табл. 7.10
Вид и условия обработки Припуск для диаметра отверстия
До 18 Св. 18 до 30 Св. 30 ДО 50 Св. 50 до 120 Св. 120
без переустановки после пред- варительной обработки (полу- чистовой и чистовой, резцы расположены на одной борш- танге) _ 0,1 0,1 0,12 0,125
Примечания. 1. При развертывании после сверления припуски принимать как для пред-
варительного развертывания. 2. При двукратном полутастовом растачивании отверстий припус-
ки на второе получистовое растачивание принимать как для чистового растачивания. 3. При
растачивании отверстия за два рабочих хода без переустановки детали (два резца на оправке,
первый резец червовой) припуск на чистовой проход обработки принимать как для чистового
растачивания.
Таблица 7.11. Припуск иа обработку отверстий в сплошном материале по 7-му
И 8-му квалитетам (мм)
Диаметры отверстий, мм Сверление Чистовое растачивание Зенкере- ванне Предвари- тельное разверты- вание
Номинал Допуск
по 1П по Hi Первое сверло Второе сверло Номи- нал Допуск по ЯП
3 +0,01 +0,014 2,9 — — — — —
4 3,9
5 +0,012 +0,018 4,8 — — — — —
6 5,8
7 6,8 —
8 +0,015 +0,022 7,8 — — — — 7,96
9 8,8 8,96
10 9,8 9,96
11 10 10,79 10,95
12 11 12,79 12,95
13 12 12,79 12,95
14 +0,018 +0,027 13 — — — 13,79 13,95
15 14 14,79 14,95
16 15 15,79 15,95
18 +0,018 +0,027 17 17,79 17,94
20 18 — 19,8 19,75 19,94
22 20 — 12,8 21,75 21,94
24 22 — 23,8 23,75 23,94
25 +0,021 +0,033 23 — 24,8 +0,13 24,75 24,94
26 24 —— 25,8 25,75 25,94
28 26 — 27,8 27,75 27,94
30 15 28 29,8 29,75 29,94
166
Продолжение табл. 7.11
Диаметры отверстий, мм Сверление Чистовое растачивание Зенкере- вание Предвари- тельное разверты- вание
Номинал Допуск
по 7/7 no НЗ Первое сверло Второе сверло Номи- нал Допуск по ЯП
32 15 30 31,7 31,71 31,93
34 15 32 33,7 33,71 33,93
35 20 33 34,7 34,71 34,93
36 +0,025 +0,039 20 34 35,7 +0,016 35,71 35,93
37 20 35 36,7 36,71 36,93
38 20 36 37,7 37,71 37,93
40 25 38 39,7 39,71 39,93
42 25 40 41,7 41,81 41,93
45 25 43 44,7 44,71 44,93
47 + 0,025 +0,039 25 45 46,7 +0,16 46,71 46,93
48 25 46 47,7 47,71 47,93
50 25 48 49,7 49,71 49,93
Примечание. При сверлении отверстий в чугуне применять одно сверло для диаметров 30
и 32 мм (для отверстия 030 применять сверло 028, Для отверстия 032 — сверло 030). Выбор
перехода «растачивание» или «зенкерование» определяется технологическим процессом. Для
обработки отверстий диаметром свыше 30 мм вместо разверток можно применять расточные
оправки типа «микробор». Диаметр чистовой развертки выбирают в соответствии с номиналь-
ным диаметром отверстия с допусками по Н7 или Я8.
Таблица 7.12. Припуск на обработку прошитых или полученных литьем отверстий
по 7-му н 8-му квалитетам (мм)
Диаметр отверстия, мм Черновое растачивание Чистовое растачивание Разверты- вание, тонкое рас- тачивание (первое)
Номинал Допуск
Я7 Я8 Первое Второе Номинал Допуск ЯП
30 +0,021 +0,033 — 28 29,8 +0,13 29,93
32 — 30 31,7 31,93
34 — 32 33,7 33,93
35 — 33 34,7 34,93
36 — 34 35,7 35,93
37 — 35 36,7 36,93
38 +0,025 +0,039 — 36 37,7 +0,16 37,93
40 — 38 39,7 39,93
42 — 40 41,7 41,93
45 — 43 44,7 44,93
47 — 45 46,7 46,93
48 — 46 47,7 47,93
50 45 48 49,7 49,93
52 47 50 51,5 51,92
55 50 53 54,5 54,92
167
Продолжение табл. 7.12
Диаметр отверстия, мм Черновое Чистовое Разверти-
Допуск растачивание растачивание вание,
Номинал /77 т Первое Второе Номинал Допуск тачивание
ЯН (первое)
58 53 56 57,5 57,92
60 55 58 59,5 59,92
62 57 60 61,5 61,92
63 58 61 62,5 62,92
65 +0,03 +0,046 60 63 64,5 + 0,19 64,92
68 63 66 67,5 67,9
70 65 68 69,5 69,9
72 67 70 71,5 71,9
75 70 73 74,5 74,9
78 73 76 77,5 77,9
80 75 78 79,5 79,9
85 80 83 84,3 84,55
90 85 88 89,3 89,55
95 +0,035 +0,054 90 93 94,3 +0,022 94,85
100 95 98 99,3 99,85
105 100 103 104,3 104,8
ПО + 0,035 +0,054 105 108 109,3 +0,22 109,8
115 110 113 114,3 114,8
120 115 118 119,3 119,8
125 120 123 124,3 124,8
130 125 128 129,3 129,8
135 130 133 134,3 134,8
140 135 138 139,3 139,8
145 140 143 144,3 144,8
150 145 148 149,3 149,8
155 +0,04 +0,063 150 153 154,3 +0,25 154,8
160 155 158 159,3 159,8
165 160 163 164,3 164,8
170 165 168 169,3 169,8
175 170 173 174,3 174,8
180 175 178 179,3 179,8
190 185 188 189,3 189,8
195 +0,046 +0,072 190 193 194,3 +0,29 194,8
200 194 197 199,3 199,8
Примечание. Окончательное развертывание и тонкое растачивание отверстий выполняют
по номинальным диаметрам отверстий с допусками по /77 или НА.
168
Таблица 7.13. Припуск на обработку отверстий в сплошном материале
по 9-му и 11-му квалитетам (мм)
Диаметр отверстия, мм Обработка отверстий с допусками по Я9 Сверле- ние Зен- керо- вание Развер- тыва- ние
Но- ми- нал Допуск Сверление Чистовое растачивание Зен- керо- вание Развер- ты ва- ние
ПО 779 ПО /711 пер- вое вто- рое Номи- нал До- пуск по ЯН пер- вое вто- рое
3 4- + 2,9 3779 2,9 — — зяп
0,025 0,06
4 3,9 4/79 3,9 4Я11
5 + + 4,8 — — — — 5779 4,9 — — 5Я11
0,03 0,075
6 5,8 6779 5,9 6Я11
7 6,8 7/79 6,8 7Я11
8 + 0,036 + 0,09 7,8 — — — — 8/79 7,8 — — 8Я11
9 8,8 9/79 8,8 9Я11
10 9,8 10/79 9,8 10Я11
11 10 10,9 117/9 10,8 — 11Я11
12 11 12,9 12/79 12,8 — 12Я11
13 12 12,9 13/79 12,7 137/11 —
14 + 0,043 + 0,11 13 — — — 13,9 14/79 12,7 — 14/711 —
15 14 14,9 15Я9 13,7 15/711 —
16 15 15,9 16Я9 14,3 16/711 —
18 17 17,9 18/79 16,3 18/711 —
20 18 — 19,8 19,88 207/9 17,5 — 20/711
22 20 — 21,8 21,88 227/9 19,5 — 22/711
24 22 — 23,8 23,88 247/9 21,5 — 24/711
25 + + 23 -— 24,8 + 24,88 257/9 22,5 — 257711 —
0,052 0,13 0,13
26 24 — 25,8 25,88 26/79 2,5 — 26/711 —
28 26 — 27,8 27,88 28/79 25,5 — 28 ЯП
30 15 28 29,8 29,88 30/79 20 27,5 30/711
32 15 30 31,7 31,85 32/79 20 29 32/711
34 15 32 33,7 33,85 34/79 20 31 34/711
35 + + 20 33 34,7 + 34,85 35/79 20 32 35/711 —
0,062 0,16 0,16
36 20 34 35,7 35,85 367/9 20 33 36/711
37 20 35 36,7 36,85 377/9 20 34 37/711
38 20 36 37,7 37,85 38Я9 20 35 38/711
169
Продолжение табл. 7.13
Диаметр отверстия, мм Обработка отверстий с допусками по Н9 Сверле- ние Зен- кере- вание Развер- тыва- ние
Но- ми- нал Допуск Сверление Чистовое растачивание Зен- керо- вание Развер- тыва- ние
ПО Н9 по ЯП пер- вое вто- рое Номи- нал До- пуск по ЯП пер- вое вто- рое
40 42 45 47 48 50 + 0,062 + 0,16 25 25 25 25 25 25 38 40 43 45 46 48 39,7 41,7 44,7 46,7 47,7 49,7 + 0,16 39,85 41,85 44,85 46,85 47,85 49,85 407/9 42Я9 45779 47779 48/79 50Я9 25 25 25 25 25 25 38 40 43 45 46 48 40 ЯП 42Я11 457711 47ЯП 48 ЯП 50/711 —
Примечание. При сверлении отверстий в чугуне применять одно сверло для диаметров 30
и 32 мм (для отверстия 030 применять сверло 028, для отверстия 032 — сверло 030). Выбор
перехода «растачивание» или «зенкерование» определяется технологическим процессом. Для
обработки отверстий диаметром свыше 30 мм вместо разверток можно применять расточные
оправки типа «микробор».
Таблица 7.14. Припуск на обработку прошитых или полученных литьем отверстий
по 9-му и 11-му квалигетам (мм)
Диаметр отверстий, мм Обработка отверстий с допуском по 779 Зенкерование ИЛИ растачивание по ЯП
Номи- нал Допуск Черновое растачи- вание Чистовое раста- чивание Развертывание, тонкое растачивание
779 ЯП пер- вое вто- рое Номи- нал Допуск по ЯН пер- вое вто- рое пер- вое вто- рое
30 0,052 0,13 — 28 29,8 0,13 29,93 30779 28 30/711
32 — 30 31,7 31,93 32/79 30 32/711
34 — 32 33,7 33,93 347/9 32 347/11
35 — 33 34,7 34,93 357/9 32 357/11
36 — 34 35,7 35,93 367/9 34 36/711
37 — 35 36,7 36,93 377/9 34 37/711
38 0,062 0,16 — 36 37,7 0,16 37,93 387/9 36 38/711
40 — 38 39,7 39,93 40НЭ 38 40ЯП
42 — 40 41,7 41,93 42Я9 40 42/711
45 — 43 44,7 44,93 45779 42 457/11
47 — 45 46,7 46,93 47/79 43 47 ЯН
48 — 46 47,7 47,93 48/79 46 48 ЯП
50 45 48 49,7 49,93 50/79 48 50/711
52 47 50 51,5 51,92 52/79 50 52Я11
55 50 53 54,5 54,92 55/79 52 55Я11
58 53 56 57,5 57,92 58/79 55 58Я11
60 55 58 59,5 59,92 60/79 58 60Я11
62 57 60 61,5 61,92 62/79 60 62Я11
63 58 61 62,5 62,92 63/79 60 63Я11
65 0,074 0,19 60 63 64,5 0,19 64,92 65/79 62 65/711
170
Продолжение табл. 7.14
Диаметр отверстий, мм Обработка отверстий с допуском по 779 Зенкерование или растачивание по ЯП
Номи- нал Допусх Черновое растачи- вание Чистовое раста- чивание Развертывание, тонкое растачивание
779 ЯП пер- вое вто- рое Номи- нал Допусх по ЯП пер- вое вто- рое пер- вое вто- рое
68 63 66 67,5 67,9 68779 65 68/711
70 65 68 69,5 69,9 70/79 68 70/711
72 67 70 71,5 71,9 72/79 70 72/711
75 70 73 74,5 74,9 75/79 72 75/711
78 73 76 77,5 77,9 78/79 75 78/711
80 75 78 79,5 79,9 80/79 78 80/711
85 80 83 84,3 84,85 85/79 82 85/711
90 85 88 89,3 89,85 90779 88 90/711
95 90 93 94,3 94,85 95/79 92 95/711
100 0,087 0,22 95 98 99,3 0,22 99,85 100/79 98 100Я11
105 100 103 104,3 104,8 105779 102 105/711
ПО 105 108 109,3 109,8 110/79 107 110/711
115 ПО 113 114,3 114,8 115/79 112 115/711
120 115 118 119,3 119,8 120/79 117 120/711
125 120 123 124,3 124,8 125/79 122 125/711
130 125 128 129,3 129,8 130/79 127 130/711
135 130 133 134,3 134,8 135/79 132 135/711
140 135 138 139,3 139,8 140/79 137 140/711
145 140 143 144,3 144,8 145/79 142 145/711
150 0,1 0,25 145 148 149,3 0,25 149,8 250/79 147 250/711
155 150 153 154,3 154,8 155/79 152 155/711
160 155 158 159,3 159,8 160/79 157 160/711
165 160 163 164,3 164,8 165/79 162 165/711
170 165 168 169,3 169,8 170/79 167 170Я11
175 170 173 174,3 174,8 175/79 172 175/711
180 175 178 179,3 179,8 180/79 177 180/711
190 185 188 189,3 189,9 190/79 187 190/711
195 0,115 0,29 190 193 194,3 0,29 194,8 195/79 192 195/711
200 194 197 199,3 199,8 200/79 197 200ЯП
Примечание. При обработке сквозных отверстий по Я9 диаметром свыше 80 мм рекомен-
дуется применять двухрезцовые оправки для совмещения первого и второго чернового рас-
тачиваний.
171
Таблица 7.15. Размеры протягиваемых шлицевых отверстий
с прямобочным профилем (мм)
г-число
Z-число
Центрирование по наружному
диаметру
Центрирование по внутреннему
диаметру
Номинальный размер шлицевого отверстия, мм zxdxjD Диаметр отверстия до протягивания 4), мм Номинальный размер шлицевого отверстия, мм zxdxb Диаметр отверстия до протягивания dg, мм
Центриро- вание по наружному диаметру Цен 1риро- вание по внутреннему диаметру Центриро- вание по наружному диаметру Центриро- вание по внутреннему диаметру
Раз- мер До- пуск по Я12 Раз- мер До- пуск по ЯН Раз- мер До- пуск по Я12 Раз- мер До- пуск по ЯП
6 х 16x20 6x18x22 15,4 17,4 0,18 0,18 15,4 17,4 0,11 0,11 8 х 42 х 46 8x42x48 41,4 0,25 41,1 0,16
6x21x25 20,65 0,21 20,2 0,13
6x23x26 6x23x28 22,65 0,21 23,2 0,13 8x46x50 8x46x54 45,4 0,25 45,2 0,16
6x26x30 6x26x32 25,4 0,21 25,2 0,13 8x52x58 8x52x60 51,4 0,3 51 0,19
6x28x32 6 х 28 х 34 27,4 0,21 27,2 0,13 8x56x62 8x56x65 55,4 0,3 55 0,19
8 х 32 х 36 8x32x38 31,4 0,25 31,1 0,16 8 х 62 х 68 8x62x72 61,4 0,3 61 0,19
8x36x40 8x36x42 35,4 0,25 35,1 0,16 10x72x78 10x72x82 10 х 82 х 88 71,4 71,4 81,4 0,3 0,3 0,35 71 71 81 0,19 0,19 0,22
Таблица 7.16. Припуск точный (ПТ) в припуск точный увеличенный (ПТУ)
иа обработку отверстий (под шлицы) (мм)
Номи- нальный диаметр отвер- стия, мм Диаметр отверстия с припуском, мм Допуск после предвари- тельной обработки по 1П Номи- нальный диаметр отвер- стия, мм Диаметр отверстия с припуском, мм Допуск после предвари- тельной обработки по Я7
точным точным увеличен- ным точным точным увеличен- ным
10 9,76 9,65 0,015 22 21,72 21,55 0,021
11 10,76 10,65 0,018 24 23,72 23,55 0,021
12 12,76 12,65 0,018 25 24,72 24,55 0,021
13 12,76 12,65 0,018 26 25,72 25,55 0,021
172
Продолжение табл. 7.16
Номи- нальный диаметр отвер- стия, мм Диаметр отверстия с припуском, мм Допуск после предвари- тельной обработки по 1П Номи- нальный диаметр отвер- стия, мм Диаметр отверстия с припуском, мм Допуск после предвари- тельной обработки по 1П
точным ТОЧНЫМ увеличен- ным точным точным увеличен- ным
14 13,76 13,65 0,018 27 26,72 26,55 0,021
15 14,76 14,65 0,018 28 27,72 27,55 0,021
16 15,76 15,65 0,018 30 29,72 29,55 0,021
17 16,76 16,65 0,018 34 33,66 33,5 0,025
18 17,76 17,65 0,018 35 34,66 34,5 0,025
19 18,72 18,55 0,021 36 35,66 35,5 0,025
20 19,72 19,55 0,021 38 37,66 37,5 0,025
21 20,72 20,55 0,021 40 39,66 39,5 0,025
42 41,66 41,5 0,025 63 62,6 62,4 0,03
45 44,66 44,5 0,025 65 64,6 64,4 0,03
48 47,66 47,5 0,025 70 69,6 69,4 0,03
50 49,66 49,5 0,025 75 74,6 74,4 0,03
52 51,6 51,4 0,03 80 79,6 79,4 0,03
55 54,6 54,4 0,03 85 84,54 84,25 0,035
58 57,6 57,4 0,03 90 89,54 89,25 0,035
60 59,6 59,4 0,03 — — — —
Примечание. Припуск точный увеличенный применяют для тонкостенных втулок и других
деталей, значительно деформирующихся при термической обработке. Таблица составлена на
основании государственных стандартов на протяжки (ГОСТ 20364-74, ГОСТ 20365-74).
Таблица 7.17. Припуск на чистовую обработку шлицев (мм)
d
Номинальный диаметр вала, мм Длина шлицев, мм
До 100 Св. 100 до 200 Св. 200 до 350 Св. 350 до 500
Припуск 2а на толщину шлица и на диаметр
10 — 18 0,4 — 0,6 0,1 — 0,2 0,5 — 0,7 0,2 — 0,3 — —
18—30 0,5 — 0,7 0,1 — 0,2 0,6 — 0,8 0,2 — 0,3 0,7 — 0,9 0,2 — 0,4 —
173
Продолжение табл. 7.17
Номинальный диаметр вала, мм Длина шлицев, мм
До 100 Св. 100 до 200 Св. 200 до 350 Св. 350 до 500
Припуск 2а на толщину шлица и на диаметр
30 — 50 0,6 — 0,8 0,2 — 0,3 0,7 — 0,9 0,2 — 0,4 0,8 — 1,0 0,3 — 0,5 —
Св. 50 0,7 — 0,9 0,2 — 0,4 0,7 — 1,0 0,3 — 0,5 0,9 — 1,2 0,3—0,5 1,2 — 1,5 0,4 — 0,6
Примечание. В числителе приведены припуски на чистовое фрезерование, в знаменателе —
на шлифование.
7.3. Припуски на механическую обработку плоскостей
Таблица 7.18. Припуск на черновое фрезерование (строгание) плоскостей
заготовок из полосовой стали (мм)
Номинальная толщина, мм Припуск а на толщину детали при длине, мм
До 120 Св. 120 до 260 Св. 260 до 500 Св. 500 до 800
Св. 5 до 25 1,5 1,8 — —
Св. 25 до 35 1,7 1,9 — —
Св. 35 до 40 1,9 2,2 2,7 —
Св. 40 до 50 2,3 2,6 2,9 —
Св. 50 до 60 2,6 3,0 3,4 4,1
Примечание. Величины припусков даны на одну сторону.
Таблица 7.19. Припуск на черновое фрезерование (строгание) плоскостей
заготовок из широкополосовой стали (мм)
Номинальная толщина, мм Припуск а иа толщину детали при длине, мм
До 120 Св. 120 до 260 Св. 260 до 500 Св. 500 до 800
Св. 5 до 20 1,3 1,6 — —
Св. 20 до 30 1,5 1,8 2,1 —
Св. 30 до 50 1,8 1,9 2,4 2,8
Св. 50 до 60 1,9 2,0 2,6 3,1
Примечание. Величины припусков даны на одну сторону. При ширине обрабатываемой
поверхности свыше 200 мм допускается увеличение припуска на 10 — 20%.
174
Таблица 7.20. Припуск иа черновое фрезерование (строгание) плоскостей
заготовок из стали квадратного сечения (мм)
Номинальная толщина, мм Припуск а на толщину детали при длине, мм
До 120 Св. 120 до 260 Св. 260 до 500 Св. 500 до 800 Св. 800 до 1250
Св. 5 до 25 1,3 1,4 — — —
Св. 25 до 40 1,6 1,7 1,8 — —
Св. 40 до 60 1,9 2,0 2,1 2,5 —
Св. 60 до 75 2,2 2,3 2,4 2,8 —
Св. 75 до 95 2,4 2,5 2,6 3,0 3,3
Св. 95 до ПО 2,9 3,0 3,1 3,5 3,8
Св. 110 до 150 3,4 3,5 3,7 4,0 4,3
Св. 150 до 200 4,0 4,3 4,4 4,7 5,0
Примечание. Припуски даны на одну сторону. Кривизна проката после правки должна
быть не более 1 мм на мм длины.
Таблица 7.21. Припуск на обработку плоскостей (мм)
Дли- на пло- ско- сти, мм Пре- делы при- пуска Под чистовое фрезерование после чернового Под чистовое строгание после чернового Под чистовое шлифование после чистового фрезерования или чистового строгания
Чугунных и стальных плоскостей Стальных закаленных плоскостей Чугунных и Стальных стальных закаленных плоскостей плоскостей
Ширина плоскости, мм
До 100 Св. 100 до 200 Св. 200 До 100 Св. 100 ДО 200 Св. 200 До 100 Св. 100 ДО 200 Св. 200 До 100 Св. 100 ДО 200 Св. 200
До 100 min max 0,75 0,90 — — 0,60 0,70 — — 0,20 0,27 — — 0,23 0,30 — —
Св. 100 ДО 250 min max 0,80 1,00 0,90 1,20 — 0,60 0,80 0,70 0,90 — 0,20 0,30 0,25 0,40 — 0,25 0,35 0,30 0,45 —
Св. 250 до 500 min max 0,90 1,20 1,00 1,30 1,00 1,40 0,70 1,00 0,75 1,00 0,80 1,00 0,25 0,40 025 0,45 0,30 0,50 0,30 0,45 0,35 0,50 0,40 0,60
Св. 500 min max 1,00 1,40 1,10 1,50 1,Ю 1,50 0,80 1,10 0,90 1,20 1,00 1,20 0,30 0,50 0,30 0,50 0,35 0,55 0,35 0,55 0,40 0,50 0,45 0,65
175
Таблица 7.22. Припуск иа плоское шлифование для деталей
7-го — 9-го квалитетов точности (мм)
Длина изде- лия, мм Заготовка Толщина 6 и ширина Н, мм
До 20 Св. 20 до 50
Я до 100 Я= 100 - 250 Н= 200 - 500 Я до 100 Н— 100- 250 Я= 200-500 я= 500-800
Припуск на сторону и нижнее отклонение на размер (верхнее отклонение равно нулю)
До 100 Сырая Каленая 0,35 — 0,2 0,5 — 0,2 — — 0,35 — 0,2 0,5 — 0,2 — — —
Св. 100 ДО 250 Сырая Каленая 0,4 — 0,2 0,6 — 0,2 0,50 — 0,2 0,70— 0,2 — 0,35 — 0,2 0,5 — 0,2 0,40 — 0,2 0,60 — 0,2 — —
Св. 250 до 500 Сырая Каленая 0,50 — 0,2 0,70 — 0,2 0,60 — 0,2 0,80 — 0,2 0,70 — 0,2 0,90 — 0,2 0,40 — 0,2 0,60 — 0,2 0,50 — 0,2 0,70 — 0,2 0,60 — 0,2 0,80 — 0,2 0,70 — 0,3 0,90 — 0,3
Св. 500 до 1000 Сырая Каленая 0,60 — 0,2 0,80 — 0,2 0,70 — 0,2 0,90 — 0,2 0,80 — 0,2 1,00 — 0,2 0,50- 0,2 0,70 — 0,2 0,60 — 0,2 0,80 — 0,2 0,70 — 0,2 0,90 — 0,2 0,80 — 0,3 1,00 — 0,3
Примечание. На детали с минусовыми допусками, имеющие 11 — 14 квалитет точности,
шероховатость 1,6 — 0,80 мкм и повышенную точность по плоскостности, перпендикулярности
и параллельности, припуск под шлифование необходимо назначать менее основного значения,
выбранного по таблице: для деталей 11-го квалитета точности — на 15%, а для деталей
12 — 14-го квалитетов точности — на 30%.
Таблица 7.23. Припуск на шабрение плоскостей (мм)
Длина обрабатываемой поверхности, мм Припуск по ширине обрабатываемой поверхности, мм
До 100 Св. 100 до 300 Св. 300
До 300 0,15 0,15 0,20
Св. 300 до 1000 0,20 0,20 0,25
Св. 1000 0,25 0,25 0,30
Таблица 7.24. Припуск под доводку в притирку при обработке
плоскостей (мм)
Длина плоскости, мм Пределы припуска Ширина плоскости, мм
До 25 Св. 25 до 75 Св. 75 до 120
До 25 шах min 0,007 0,005 0,100 0,007 0,014 0,010
Св. 25 до 75 max min 0,100 0,007 0,016 0,010 0,020 0,016
176
Продолжение табл. 7.24
Длина плоскости, мм Пределы припуска Ширина плоскости, мм
До 25 Св. 25 до 75 Св. 75 до 120
Св. 75 до 150 max min 0,014 0,010 0,020 0,016 0,024 0,020
Св. 150 до 250 max min 0,018 0,014 0,024 0,020 0,030 0,024
Таблица 7.25. Припуски ва обработку пазов (мм)
а/2 Ь .а/2
Размеры паза Припуск а ва ширину В Отклонения ва ширину В
Глубина Л, мм Ширина В, мм Чистовое фрезерование после чернового Шлифование термически обработанных и необработан- ных после чистового фрезерования Черновое фрезерование, 12-й квалитет Чистовое фрезерование, 11-й квалитет
До От 3 до 6 1.5 0,5 +0,16 +0,08
60 Св. 6 до 10 2,0 0,7 +0,20 +0,10
Св. 10 до 18 3,0 1,0 +0,24 +0,12
Св. 18 до 30 3,0 1,0 +0,28 +0,14
Св. 30 до 50 3,0 1,0 +0,34 +0,17
Св. 50 до 80 4,0 1,0 + 0,40 +0,20
Св. 80 до 120 4,0 1,0 + 0,46 + 0,23
Таблица 7.26. Припуск на черновую обработку торцов (мм)
Диаметр обрабаты- ваемой детали, мм При- пуск, мм Диаметр обрабаты- ваемой детали, мм При- пуск Диаметр обрабаты- ваемой детали, мм При- пуск Диаметр обрабаты- ваемой детали, мм При- пуск
До 20 1,0 Св. 30 до 45 1,5 Св. 75 до 125 2,0 Св. 150 2,5
Св. 20 до 30 1,5 Св. 45 до 75 1,5 Св. 125 до 150 2,0
12-4026
177
Таблица 7.27. Ширина реза заготовок из пруткового в профильного проката, мм
Диаметр заготовки, мм Разрезание
механической ножовкой ДИСКОВОЙ пилой дисковой фрезой резцом
До 30 2,0 — 3,о 3,0
Св. 30 до 50 2,0 6,0 4,0 4,0
Св. 50 до 80 2,0 6,0 — 5,0 — 8,0
Св. 80 до 120 2,0 8,0 — 10,0
Св. 120 до 180 2,0 8,0 — —
Св. 180 до 250 2,0 8,0 — —
Примечание. Припуск при последующей обработке торцовых поверхностей следует пре-
дусматривать по табл. 7.28. При расчете длины заготовки, обрабатываемой в центрах, и необ-
ходимости удаления в дальнейшем центровых отверстий следует к длине заготовки дополнитель-
но прибавить длину, равную 2,2 глубины одного центрового отверстия.
Таблица 7.28. Припуск на чистовую подрезку и шлифование торцов (мм)
Диаметр обрабатываемой детали d, мм Припуск а и предельные отклонения длины / при длине детали L, мм
До 30 Св. 30 ДО 50 Св. 50 до 120 Св. 120 до 260 Св. 260 до 500 Св. 500
Черновое подрезание торцов
Св. 6 до 18 1,2±0,25 1,3 ±0,30 1,4 ±0,40 1,6 ±0,60 — —
Св. 18 до 30 1,2±0,25 1,3 ±0,30 1,5 ±0,40 1,7 ±0,60 2,1 + 0,70 2,3 ±0,80
Св. 30 до 50 1,3±0,25 1,4±0,30 1,6 ±0,40 1,8 ±0,60 2,2±0,70 2,4 ±0,80
Св. 50 до 80 1,5 ±0,25 1,6 ±0,30 1,8 ±0,40 2,2 ±0,60 2,4±0,70 2,6 ±0,80
Св. 80 до 120 1,6 ±0,25 1,8 ±0,30 1,9 ±0,40 2,3 ±0,60 2,6 ±0,70 2,8 ±0,80
178
Продолжение табл. 7.28
Диаметр обрабатываемой детали d, мм Припуск а и предельные отклонения длины Z при длине детали L, мм
До 30 Св. 30 ДО 50 Св. 50 до 120 Св. 120 до 260 Св. 260 до 500 Св. 500
Черновое подрезание торцов
Св. 120 до 180 1,8 ±0,25 1,9±0,30 2,0 ±0,40 2,4 ±0,60 2,7 ±0,70 3,0±0,80
Св. 180 до 200 2,0 ±0,25 2,1 ±0,30 2,3 ±0,40 2,5 ±0,60 3,О±О,7О 3,2±0,80
Чистовое подрезание торцов
Св. 6 до 18 0.6-0,28 0,6-0.34 0,8-0,4 0,9_о.б — —
Св. 18 до 30 0.6—0,28 0.7-0,34 0,9-0,4 1,0-0,6 1.2-0,76 1,5-0.9
Св. 30 до 50 0.7-0,28 0,8-0,34 0,9-0.4 1,1 -0,6 1,3-0,76 1,6-0,9
Св. 50 до 80 0,8—0,28 О,8_о,з4 1,0-0.4 1,2-0,6 1,4-0.76 1.6-0.9
Св. 80 до 120 0.8-0,28 О,9_о.з4 1,1-0,4 1,3-о.б 1.5-0,76 1,7-0.9
Св. 120 до 180 0,9-0,28 1.0-0,34 1,2-0,4 1,4-о,б 1,6-0.76 1,8-0,9
Св. 180 до 200 1.0-0,28 1.1-0,34 1,3-0,4 1,5-о^ 1.7-0,76 1«9-0,9
Шлифование
Св. 6 до 18 0,3-0,14 0,3-0.17 0,3-0,23 О,4_о,зо — —
Св. 18 до 30 0,3-0.14 0,3-0,17 0,4-0.23 О,4_о,зо 0.5-0,38 0,6-0,45
Св. 30 до 50 0.3-0,14 0,3-0,17 0,4-0,23 0,4-0,30 0,5-0,38 0,6-0,45
Св. 50 до 80 0.3-0,14 0,4-0.17 0,4-0,23 0.5-0,30 0,5-0,38 0,6-0,45
Св. 80 до 120 0,3-0.14 0,4-0.17 0,4-0,23 О,5_о,зо 0.6-0,38 0,6-0.45
Св. 120 до 180 0,4-0.14 0,4-о.п 0,5-0.23 О,5_о,зо 0.6-0,38 0,7-0.45
Св. 180 до 200 0.5-0,14 0.5-0,17 0,5-0,23 0,6-0,30 0.7-0,38 0,8-0,45
Примечание. Припуски на черновое подрезание торцов пр; едены для случаев, когда
заготовки отрезают механическими ножовками, дисковыми пилами и фрезами на фрезерных,
фрезерно-отрезных станках и отрезными резцами. Величины припусков даны на сторону. При
обработке валов с уступами брать на каждый уступ отдельно, исхода из его диаметра и общей
длины вала. Предельные отклонения и шероховатость поверхности приняты: под черновое
подрезание по 7П4/2, /Л3/2; под чистовое подрезание — по hl 2, hl3 и Ят 40 мкм; под
шлифование — по hl 1 и Ят 20 мкм.
Предельные отклонения установлены на измеряемый размер.
12*
179
Таблица 7.29. Припуск под термообработку (закалка с отпуском,
нормализация с отпуском, снятие напряжений) (мм)
L
- Поковочный контур
- Обдирочный контур
- Чистовой контур
Длина L, мм Диаметр, мм Припуск на торец
От 100 До 200 От 200 ДО 300 От 300 ДО 400 От 400 ДО 500 От 500 ДО 600 От 600 ДО 800 От 800 ДО 1000 От 1000 ДО 1600 От 1600 ДО 2000 От 2000 ДО 2500
Припуск а
До 1000 8 8 6 4 4 — — — — — 5
Св. 1000 ДО 2000 12 10 10 8 6 6 — — — — 5
Св. 2000 ДО 3000 15 12 10 10 10 8 6 — — — 8
Примечание. Значения таблицы действительны для деталей с твердостью до /П?=320,
(В] +Z>2+—+Dri)ln — среднее значение диаметра, п — число уступов вала. Под старение при-
пуск назначается с учетом коэффициента 0,5.
7.4. Припуски на обработку зубчатых колес и червяков
Таблица 7.30. Припуск для снятия цементационного слоя
Глубина цементационного слоя, мм Припуск ва сторону, мм
От 0,4 до 0,6 1,0
Св. 0,6 до 0,8 1,3
Св. 0,8 до 1,1 1,5
Св. 1,1 до 1,4 2,0
Св. 1,4 до 1,8 2,5
180
Таблица 7.31. Припуск иа чистовую обработку зуба цилиндрических
зубчатых колес (мм)
Модуль Диаметр колеса, мм
<100 100 — 200 200 — 500
На чистовое зубофрезерование и зубодолбление
3 — 5 5 — 10 0,6 — 0,9 0,8 — 1,0 0,8 — 1,0 1.0 — 1,2 1.0 — 1,2 1.1 — 1.6
Под шевингование
ДоЗ 3 — 5 5 — 7 7 — 10 0,06 — 0,10 0,08 — 0,12 0,10 — 0,14 0,12 — 0,16 0,08 — 0,12 0,10 — 0,15 0,12 — 0,16 0,15 — 0,18 0,10 — 0,15 0,12 — 0,18 0,15 — 0,18 0,18 — 0,10
Под шлифование
ДоЗ 3 — 5 5 — 10 0,15 — 0,20 0,18—0,25 0,25 — 0,40 0,15 — 0,25 0,18—0,30 0,30 — 0,50 0,18 — 0,30 0,20 — 0,35 0,35 — 0,60
Допуск на припуск, мкм
Последующая обработка До 50 50 — 100 100 — 200 200 — 500
Чистовое нарезание Шевингование Шлифование 150 40 65 180 50 80 220 60 100 260 70 120
Примечание. При зубофрезеровании, зубодолблении и шевинговании прямозубых колес
припуск допускается уменьшать на 10 — 15%, а для колес с углом наклона зубьев более
15“ — увеличивать на 10 — 15% относительно приведенных значений.
Таблица 7.32. Припуск иа чистовую обработку зубчатых колес (мм)
Модуль Припуск || Модуль Припуск
Спирально-зубчатые и гипоидные зубчатые колеса
1,25 —1,75 2 — 2,75 3 — 4,5 5 — 7 0,5 0,6 0,8 1.0 8 — 11 12 — 19 20 — 30 1,2 1.6 2,0
181
Продолжение табл. 7.32
Модуль Припуск || Модуль Припуск
Конические зубчатые колеса
3 4 5 6 7 0,50 0,57 0,65 0,72 0,80 8 9 10 И 12 0,87 0,93 1,00 1,07 1,50
Таблица 7.33. Припуск иа чистовую обработку червяков (мм)
Модуль Припуск 2а ва толщину витка
На чистовое нарезание после предварительного фрезерования На шлифование закаленных червяков
До 2 0,7 — 0,8 0,2 — 0,3
Св. 2 до 3 1,0 — 1,2 0,3 —0,4
Св. 3 до 5 1,2—1,4 0,4 — 0,5
Св. 5 до 7 1,4 — 1,6 0,5 — 0,6
Св. 7 до 10 1,6 — 1,8 0,6 — 0,7
Св. 10 до 12 1,8 — 2,0 0,7 — 0,8
Таблица 7.34. Припуск на чистовое фрезерование и
шлифование плоскостей (мм)
Длина, мм Метод обра- ботки Ширина, мм
До 100 Св. 100 до 250
Припуск а на сторону и предельные отклонения при толщине, мм
До 20 Св. 20 ДО 50 Св. 50 до 100 Св. 100 До 20 Св. 20 ДО 50 Св. 50 до 100 Св. 100
До 100 Фрезе- рование Шлифо- вание 0,80-028 035-0,14 ОДО-044 0,35-0,17 0,80-0,48 030-одз ? ? LL — — — —
Св. 100 до 250 Фрезе- рование Шлифо- вание 1,00_(Ц8 0,40-0,14 1,00-034 035-0,17 1,00-0,48 0,35-одз § § I 1 3- § 1,20-оз8 0,50—од4 1,20-044 0.40-0Д7 1,10-0.46 о,35-озэ 1,10-сзз 035-0,26
182
Продолжение тс£л 734
Длина, мм Метод обра- ботки Ширина, мм
До 100 Св. 100 до 250
Припуск а на сторону и предельные отклонения при толщине, мм
До 20 Св. 20 до 50 Св. 50 до 100 Св. 100 До 20 Св. 20 до 50 Св. 50 до 100 Св. 100
Св. 250 до 500 Фрезе- рование Шлифо- вание 1Д)-Ц28 0,50_ од 1.20-034 О,4О_о,17 1,10-048 0,35-0.23 1,10—053 0,30-036 1,50-028 0.55_о,14 1,5О_оз1 0.50-о.п l,40_q,46 О,4О_озз 1,40—03 0.35-0,26
Св. 500 до 1000 Фрезе- рование Шлифо- вание 0,60-о.м 1,50-034 0Д0-0,17 1.40-0.48 0,40-0.23 WO н- 8 ё । । § § 2.00-0J8 0,60-0.14 1,90_оз4 0,55-0,17 1.80-0,46 Q5O-O33 5 § 1 1 Я 3 ~ О'
Св. 1000 до 1500 Фрезе- рование Шлифо- вание 0,65_o.i4 1,8О_оз4 0,55-0.17 1.70-0,48 0,45-0.23 5 § к я о 0,70_о,14 2>30_оз4 0,60-0,17 2^О-о.4б 0,55-0,23 ft 8
Длина, мм Метод обработки Ширина, мм
Св. 250 до 500 Св. 500 до 800
Припуск а ва сторону и предельные отклонения при толщине, мм
До 20 Св. 20 до 50 Св. 50 до 100 Св. 100 До 20 Св. 20 ДО 50 Св. 50 до 100 Св. 100
До 100 Фрезе- рование Шлифо- вание — — — — — — — —
Св. 100 до 250 Фрезе- рование Шлифо- вание — — — — — — — —
Св. 250 до 500 Фрезе- рование Шлифо- вание 2Д)_ц28 O,6O_o.i4 2,40-034 0,55-0.17 230-Q46 О,5О_о.2з 230-оя 0,40-0^6 2,5О_оз4 0.65-0,14 2,40-038 0,60-0,14 2,4О_оз8 0>50_oj4
Св. 500 до 1000 Фрезе- рование Шлифо- вание 0,7D_qi4 2Д1-034 0.65-017 2,40 _Q46 0,60_q23 2,40-03 Q50-026 2,7О_оз4 0,70-0.14 2,6О_оз8 0,65_о,14 2,6О_оз8 0,60_о.14
Св. 1000 до 1500 Фрезе- рование Шлифо- вание 0,75-0.14 2,7О_оз4 0,70-од7 2,60_о.4б О,65_озз § § 1 1 8 я гГ о — 2,90_оз4 0.75-0.14 2,80-038 О,7О_о.14 2,80-озв О,65_о.14
Примечание. Припуски даны на одну сторону. Припуски на шлифование закаленных
деталей определяют, умножая табличные значения на коэффициент 1,2. Предельные отклонения
толщины детали и параметры шероховатости поверхности приняты: под чистовое фрезерование
по Л12, Л13 и Rz 40 мкм; под шлифование по Л11 и Rz 20 мкм.
183
7.5. Примеры определения операционных
припусков
Пример 1. Определить операционные размеры вала (рис. 7.1) из горячекатаной
стали обычной точности по ГОСТ 2590 — 71.
Исходные данные для расчета: диаметры шейки по чертежу 85А8, длина детали
450 мм. Заготовка — прокат обычной точности по ГОСТ 2590 — 71. Диаметры
шейки после предварительного шлифования после термообработки 85Л8 (по чер-
тежу).
Для заготовок из проката диаметр заготовки определяют по наибольшему
диаметру ступени. В нашем случае это размер 85Л8.
Решение. 1. Обработку поверхности с размером 85Л8 ведут по следующему
технологическому процессу: черновое точение (обеспечивает 12 квалитет, табл. 2.1),
чистовое точение (обеспечивает 10 квалитет, табл. 2.1), термическая обработка,
предварительное (однократное) шлифование (8 квалитет, табл. 2.1).
2. Припуск на предварительное шлифование. По табл. 7.1 в разделе «Шлифова-
ние заготовок» для диаметра 85 мм, длины вала 450 мм находим припуск, равный
0,65 мм (предварительное шлифование после термообработки), допускаемое откло-
нение по Л10 (чистовое точение обеспечивает 10 квалитет). Тогда диаметр шейки вала
будет: (85+0,6)Л10=85,6Л10.
Диаметр шейки после чистового точения должен быть равным 85,6А10.
3. Припуск на чистовое точение. По табл. 7.1 в разделе «Точение проката
обычной точности» для диаметра 85,6 мм (свыше 80 до 120), длине детали свыше 260
до 500 мм находим припуск, равный 0,3 мм, допускаемое отклонение по Л12 (черно-
вое точение обеспечивает 12 квалитет). Тогда диаметр шейки вала будет:
(85,6+0,3)Л12=85,9Л12.
Диаметр шейки вала после чернового точения должен быть равным 85.9Л12.
4. Припуск на черновое точение. По табл. 7.1 в разделе «Точение проката
обычной точности» находим припуск, равный 2,1 мм. Допускаемое отклонение на
прокат принимаем по табл. 6.1. Для диаметра проката, изменяющегося в пределах
70 — 95 мм предельные отклонения соответственно равны es= +0,5 мм, «=—1,3 мм
(прокат обычной точности). Тогда диаметр заготовки вала будет: 85,9+2,1=88 мм.
По табл. 6.1 принимаем ближайший стандартный размер проката, равный 90 мм.
Таким образом, диаметр заготовки будет равен 90+°’’ мм, а припуск на черновое
точение увеличится до 2,1 +(90—88)=4,1 мм.
Пример 2. Определить припуски на обработку торцовых поверхностей детали,
показанной на рис. 7.2.
Ре шение. 1. Обработка ведется по следующему технологическому процессу:
отрезание резцом, чистовое подрезание двух торцов, шлифование.
2. Длина детали после шлифования двух торцов 70Л8 — по чертежу.
3. Припуск на шлифование двух торцов. По табл. 7.28 в разделе «Шлифование»
находим припуск: на левый торец — при диаметре 40 мм и длине детали 70 мм —
0,4 мм; на правый торец — при диаметре 25 мм и длине 70 мм — 0,4 мм
(см. примечание к табл. 7.28). Нижнее отклонение на длину равно —0,4 мм
(табл. 7.28, после чистового подрезания). Тог-
да длина детали будет равна (70+0,4+0,4) =
=7О,8_о_4 мм.
Длина детали после чистового подрезания двух
торцов 70,8-о,4 мм.
4. Припуск на чистовое подрезание торцов.
По табл. 7.28 в разделе «Чистовое подрезание»
находим припуск: на левый торец — 0,8 мм, на
правый торец — 0,8 мм. Тогда длина детали будет
равна (70,8 +0,9 +0,9)=72,6 мм. Черновое подре-
зание обеспечивает отклонение длины в пределах
+0,4 мм.
184
Длина детали после чернового подрезания торцов
72,6 ±0,4 мм.
5. Припуск на черновое подрезание торцов. Длина
детали после отрезания заготовки: по табл. 7.28 для
чернового подрезания находим припуск, равный на ле-
вый торец — 1,6 мм; на правый торец — 1,5 мм. Тогда
длина детали будет равна (72,6+ 1,6+ 1,5)=75,7 мм.
6. Длина заготовки с учетом ширины реза,
равной 4,0 мм (см. табл. 7.27), будет равна 75,7+4=
=79,7 ±0,4 мм.
Пример 3. Определить припуск на внутреннее (од-
нократное) шлифование незакаленной втулки, показан-
ной на рис. 7.3.
Решение. Припуск (на диаметр) при обработке отверстий под шлифование
устанавливают по табл. 7.4. При .0=200 мм и Л =350 мм он составляет 0,80 мм.
Пример 4. Определить припуск на хонингование отверстия стальной втулки
с исходными данными по рис. 7.4 (перед хонингованием выполнялась операция —
тонкое растачивание).
Решение. По табл. 7.5 припуск под хонингование отверстия составляет 0,07 мм.
Рис. 7.4. Втулка
с точным отверстием
_________________________________:_________________________________________
Рис. 7.3. Втулка
Пример 5. Определить операционные размеры для обработки с двух сторон
плоской заготовки из полосовой стали нормальной точности по ГОСТ 103 — 76
с исходными данными, приведенными на рис. 7.5.
Решение. Обработку ведут по следующему технологическому процессу: черно-
вое фрезерование, чистовое фрезерование, шлифование.
Определяем припуск и толщину детали под шлифование. По табл. 7.34 в графе
«Шлифование» при ширине свыше 100 до 250 мм, длине свыше 250 до 500 мм
и толщине свыше 20 до 50 мм находим припуск, равный 0,5 мм, предельное
отклонение — 0,17 (Л11). Тогда толщина детали будет (50+0,5’2)Л11 =51Л11(_од7).
Определяем припуск и толщину детали под чистовое фрезерование (после черно-
вого). По табл. 7.34 в графе «Чистовое фрезерование» находим припуск, равный
1,5 мм, предельное отклонение —0,34 (Л12). Тогда толщина детали будет (51 +
+2- 1,5)Л12=54Л12(_0,34).
Определяем припуск и толщину заготовки под
черновое фрезерование. По табл. 7.18 находим при-
пуск, равный 2,9 мм. Предельные отклонения для
полосы нормальной точности (по табл. 6.4) соответ-
ственно равны: es= +0,3 мм и ei= —2,4 мм. Тогда
толщина заготовки будет (54+2'2,9)=59,8 мм. По
ГОСТ 103 — 76 выбираем полосу толщиной 60 мм
(табл. 6.4). На чертеже размер заготовки запишем
в виде 6012’4-
Рис. 7.5. Заготовка из
полосовой стали
8. РАСЧЕТЫ ПРИПУСКОВ И МЕЖПЕРЕХОДНЫХ
РАЗМЕРОВ ПРИ ИЗГОТОВЛЕНИИ ДЕТАЛЕЙ
МАШИН АНАЛИТИЧЕСКИМ МЕТОДОМ
8.1. Расчет припусков и межпереходных размеров
при изготовлении вала из сортового проката
Рассчитать припуск на обработку поверхности 06ОЙ7 (рис. 8.1,
поверхность 2).
Заготовка — горячекатаный прокат обычной точности.
Материал — сталь 45.
Масса детали 10,8 кг.
Технические требования: 1. HRC,41...45; 2. Неуказанная шерохо-
ватость поверхностей Ла =12,5 мкм.
Решение. 1. Требуемые технологические переходы определяют
путем расчета коэффициентов уточнения.
В результате механической обработки требуется получить точ-
ность диаметрального размера вала Лд=60Л7, предельные отклоне-
ния с5д=0; eiR= —0,03 и допуск ITn=esa—eiR=0 — (—0,03) = 0,03 мм.
В качестве заготовки выбран сортовой круглый прокат обычной
точности (табл. 6.1), для которого в диапазоне диаметров D,=
= 60—68 мм предельные отклонения и допуск диаметрального раз-
мера составляют
es,=0,5; ец= — 1,1 и допуск 7Га = ех3—е4=0,5—( —1,1) = 1,6 мм.
Таким образом в результате механической обработки следует
получить требуемое уточнение
Необходимую конечную точность размера детали Рд=60Л7
и шероховатость поверхности Лг=6,3 мкм достигают чистовым
шлифованием (табл. 2.8), которому должно предшествовать пред-
варительное шлифование.
186
Рис. 8.1. Вал, получаемый из проката
На предварительном шлифовании достигают точность размера
по 77В и шероховатость поверхности Rz=10 мкм (табл. 2.8).
Для диапазона размеров D = 50 — 80 мм по табл. 2.1 находим
допуск на операцию предварительного шлифования 7",=0,046 и
устанавливаем предельные отклонения еу,=0; «4= —0,046 мм.
Таким образом уточнение, получаемое в результате чистового
шлифования, составляет
Т3
0,046
0,03
1,53.
а
Предварительному шлифованию предшествует термообработ-
ка — объемная закалка, которая обеспечивает требуемую твер-
дость поверхности HRC, 41...45. На термообработку заготовка
поступает после чистового точения, в результате которого достига-
ют точность диаметрального размера 7710 и шероховатость по-
верхности Rz20 (табл. 2.8). Согласно табл. 2.1 определяем допуск на
операционный размер чистового точения 7^=0,12 мм и устанавли-
ваем предельные отклонения es3=0; ei3= —0,12 мм.
Таким образом предварительное шлифование обеспечивает
уточнение
Гг °’12 О 41
£, = — = —----= 2,61.
Т3 0,046
Операции чистового точения предшествует черновое точение, на
котором согласно табл. 2.8 достигают точность диаметрального
размера по 7712 и шероховатость поверхности Rz63. Из табл. 2.1
определяем для дипазона 7)=50 — 80 мм допуск на операционный
размер чернового точения 7'1 = 0;3.
Следовательно, уточнение на операции чистового точения со-
ставляет
187
е2=—= —= 2,5.
Тг 0,12
Черновое точение выполняют непосредственно по заготовке,
т. е. по горячекатаному прутку, а получаемое при этом уточнение
составляет
Тъ 1,6
£!=—=—= 5,33.
Т, 0,3
Тогда общее уточнение, получаемое в результате выполнения
выбранных переходов еь=е^е^ = 15,3'2,61 • 2,5 • 5,33 = 53,3, равно
требуемому уточнению еь=£гО, что гарантирует достижение требу-
емой точности детали.
Таким образом технологический маршрут обработки включает:
05 Токарная черновая (Rz=63; 12 квалитет, табл. 2.8)
10 Токарная чистовая (Az=20; 10 квалитет, табл. 2.8)
15 Термическая обработка HRC341...45.
20 Шлифование предварительное (Rz = 10; 8 квалитет, табл. 2.8)
25 Шлифование чистовое (Az=6,3; 7 квалитет, табл. 2.8).
2. Базирование детали при обработке поверхности 060/70.
Черновая обработка вала осуществляется на токарном станке
в две установки.
При черновой обработке поверхностей 1 и 2 деталь зажимается
в трехкулачковом самоцентрирующем пневматическом патроне по
поверхности 3 и поджимается задним центром.
При чистовой обработке поверхностей 1 и 2 установка детали
осуществляется по центровым гнездам.
Предварительное и чистовое шлифование производится на круг-
лошлифовальном станке.
Установка детали осуществляется по центровым гнездам.
3. Пространственные отклонения.
При выполнении первой операции, т. е. чернового точения,
пространственные отклонения будут равны пространственным от-
клонениям заготовки:
Согласно табл. 2.14 Дзаг=yjА,ор+Ap, AIOp=AKl, !<0,5L (L — длина
детали по чертежу, L= 150 мм), Лц=0,25 (ITD2+1)0,5 (ITD — допуск
на размер поверхности, по которой осуществляется базирование
при зацентровке).
Для зацентровки используется поверхность 2, диаметр которой
больше 60 мм на величину припуска. По табл. 6.1 определяем
188
предельные отклонения на этот размер для проката обычной точ-
ности. Эти отклонения соответственно равны: еу=+0,5 мм, ei=
= —1,1 мм.
Тогда ITD=es— ez=O,5— (—1,1)= 1,6 мм.
Погрешность зацентровки An=0,25(ZTD2+l)°’5 = 0,25(l,62+l)o’5=
= 0,471 мм.
Для определения величины коробления воспользуемся данными
табл. 2.15.
Кривизна профиля сортового проката обычной точности без
правки для диаметра до 120 мм равна 0,5 мкм/мм. Тогда Дхор=Дж/=
= 0,5 -150 = 75 мкм=0,075 мм (Z=0,5Z=0,5-300= 150).
Подставляя полученные данные в формулу для определения
пространственных отклонений заготовки, получим
Дзаг=х/^ор+Дц = х/о,О752 + 0,4712 = 0,477 мм=477 мкм.
При выполнении чистового точения пространственные отклоне-
ния будут равны пространственным отклонениям, оставшимся по-
сле чернового точения. Величину этих отклонений (Дчсрн) можно
определить по формуле
Дчсря =
где Ку — коэффициент уточнения (табл. 2.27).
Для чернового точения Ку=0,06. Тогда Дчерн=/ГуДзаг=0,06 • 0,477 =
= 0,028 мм=28 мкм.
После чистового точения, согласно маршруту механической об-
работки, производится термообработка. Величину пространствен-
ных отклонений, вносимых термообработкой, определим по форму-
ле (2.1): Лж=1 (объемная закалка), d =60 мм (обрабатываемый
размер):
Дтерм=0,001лО7(0, W+ 0,3)=
=0,001 1 300/(0,1 60+ 0,3)=0,047 мм.
Деталь, поступающая на предварительное шлифование, имеет
пространственные отклонения, которые складываются из простран-
ственных отклонений, оставшихся после чистового точения и про-
странственных отклонений, внесенных термообработкой, т. е.
Дя=(Д^+А^)°’5.
Пространственные отклонения, оставшиеся после чистового то-
чения, определяются по формуле
189
^=*^.=0,04-0,028 =0,001 мм,
/Cy=0,04 (табл. 2.27).
С учетом этого
Д=(ДвдСТ+Д?ерм)°’5=(0,0012+0,0472)о‘5=0,047 мм.
Деталь, поступающая на чистовое шлифование, имеет простран-
ственные отклонения, которые остались после предварительного
шлифования. Величина этих отклонений определяется с учетом
коэффициента уточнения по формуле ДЧ=^УДЯ. Коэффициент уточ-
нения Ку=0,03 (табл. 2.27). Тогда
Д,=ед=0,03-0,047=0,001 мм.
4. Погрешности установки на выполняемом переходе.
При черновом точении деталь закрепляется в трехкулачковом
самоцентрирующем пневматическом патроне и поджимается зад-
ним центром. Погрешность базирования в трехкулачковом патро-
не равна нулю. Погрешность установки (е() определяется по фор-
муле
е,=(е62+е32)0-5,
где Ej — погрешность закрепления.
Погрешность закрепления складывается из двух составляющих:
радиальной (е^жд) и осевой (еос). Ее наиболее вероятное значение
можно определить по формуле
ез=(^.д+Е2)0'5.
По табл. 2.29 находим, что £рад=400 мкм=0,4 мм, а Ете =
= 250 мкм=0,25 мм (пруток горячекатаный обычной точности при
закреплении по диаметру больше 50 мм). С учетом этого
£i = (4Д+е^°’5=(0,42+0,252)о,5=0,471 мм.
При чистовой токарной обработке и шлифовании заготовка ба-
зируется в центрах. Погрешность установки при этом может со-
ставить £=0,25Td, т. е. 1/4 часть от допуска на диаметр вала.
В результате имеем:
для чистового точения £2=0,25’0,3=0,075;
для предварительного шлифования е3=0,25 0,12 = 0,03.
Для чистового шлифования е4=0, так как чистовое и предвари-
тельное шлифование выполняют с одной установки.
190
Смещение оси заготовки учтено пространственными отклоне-
ниями.
5. Минимальные промежуточные припуски.
5.1. Минимальный припуск на чистовое шлифование определим
по формуле (1.8)
2Z4min = 2 (fe3 +Л3)+2 (Дз2+£42)0’5-
Здесь Rz3 — высота микронеровностей, полученная на предшест-
вующем переходе (предварительном шлифовании). По табл. 2.8
находим, что Rz3= 10 мкм=0,01 мм, Л3=20 мкм=0,02 мм.
Пространственные отклонения Д3=Д4=0,01 мкм. Погрешность
установки е4=0. Тогда
2Z4min = 2(0,01+0,02)4-2 0,01 =0,08 мм=80 мкм.
5.2. Минимальный припуск на предварительное шлифование
определяется по формуле
2Z3min=2 (Rz2+Л2)+2 (А2 + б2)0,5.
Здесь Rz3 — высота микронеровностей, полученная на предшест-
вующем переходе (чистовом точении). По табл. 2.8 находим, что
Лг2=20 мкм=0,02 мм, Л3 = ЗО мкм=0,03 мм (для 10 квалитета).
Пространственные отклонения Д2 = ДП=0,273 мм. Погрешность
базирования еэ=0,03. Тогда
2Z3m;n = 2(0,02+0,03) + 2(0,472 + 0,032)°-5=0,312 мм=312 мкм.
5.3. Минимальный припуск на чистовое точение определяется по
формуле
=2 (Лг, + Л,)+2 (А?+е?)°<
Здесь Rz\ — высота микронеровностей, полученная на предшест-
вующем переходе (черновом точении). По табл. 2.8 находим, что
Azi = 63 мкм=0,063 мм, Л3=60 мкм=0,06 мм.
Пространственные отклонения Д] = Дчсрн=0,028 мм. Погреш-
ность базирования е2 = 0,075. Тогда
2Z2mjn=2(0,063+0,06) + 2(0,0282 + 0,0752)°’5=0,406 мм=406 мкм.
5.4. Минимальный припуск на черновое точение определяется по
формуле
191
2Zlmin=2 {Rz,+й3)+2 (Д32 + б2)05.
Здесь Rz, — величина микронеровностей, полученная на пред-
шествующем переходе (высота микронеровностей заготовки). По
табл. 2.5 находим, что
Лг3 = 160 мкм=0,16 мм, й3=250 мкм=0,25 мм.
Пространственные отклонения Д3 = 0,477 мм. Погрешность базиро-
вания £1 = 0,471 мм. Тогда
2Zlmin=2(0,16+0,25)4-2(0,4772+0,4712)°’5=2,16 мм=2160 мкм.
6. Максимальные промежуточные припуски.
Максимальный припуск определяется по формуле
2Zimax=2Ziinin+Z7Z)i_1 +ITDh
где ITD^\ — поле допуска на размер обрабатываемой поверхности,
обеспечиваемый на предшествующем переходе; ITD, — поле допус-
ка на размер обрабатываемой поверхности, обеспечиваемый на
выполняемом переходе.
6.1. Максимальный промежуточный припуск на чистовое шпи-
фование определяется по формуле
ZZ^jqjj=2Z.4min+ITD,+ITDA.
После чистового шлифования должны быть выполнены требова-
ния чертежа. На чертеже проставлен размер 60/г7(°ооз), т. е. поле
допуска ГТВА=0—(—0,03)=0,03 мм. Поле допуска ITD, — это поле
допуска на размер 60, обеспечиваемое после предварительного шли-
фования. В нашем случае предварительное шлифование обеспечива-
ет 8 квалитет. По табл. 2.1 находим, что /77)3=46 мкм=0,046 мм
(интервал св. 50 до 80 мм).
Подставляя в формулу найденные значения, получим
2Z4m„=2Z4min + ГГБ,+ ITD4=0,08 + 0,046+0,03=0,156 мм.
6.2. Максимальный промежуточный припуск на предварительное
шлифование определяется по формуле
2Z3max=2Z3min+ITD, + ITD,.
Здесь ITD2 — это поле допуска на размер 60, обеспечиваемое
после чистового точения. В нашем случае чистовое точение обес-
192
печивает 10 квалитет. По табл. 2.1 находим, что ITD2= 120 мкм=
= 0,120 мм (интервал св. 50 до 80 мм).
Подставляя в формулу найденные значения, получим
2Z3max=2^чт;п+TZD2+ ITD^=0,312 + 0,120 +0,046 = 0,478 мм.
6.3. Максимальный промежуточный припуск на чистовое точе-
ние определяется по формуле
2^2тях = 2Zi-m + ITD\ + ITD2-
Здесь ITDX — это поле допуска на размер 60, обеспечиваемое
после чернового точения. В нашем случае черновое точение обес-
печивает 13 квалитет. По табл. 2.1 находим, что ITDX = 300 мкм=
= 0,300 мм (интервал св. 50 до 80 мм).
Подставляя в формулу найденные значения, получим
2Z7rnilT=22Г?т;п+ITDy + Z77?2= 0,406+0,300 + 0,120=0,826 мм.
6.4. Максимальный промежуточный припуск на черновое точе-
ние определяется по формуле
2-Zimax = 2Zlmin + ITD-i + ITD\.
Здесь ITD3 — это поле допуска на размер заготовки. По табл.
6.1 находим предельные отклонения на размер заготовки. Точность
проката обычной точности характеризуется следующими значе-
ниями предельных отклонений: ел=+0,5 мм, ст = — 1,1 мм (для
размеров 60...68 мм). Поле допуска ITD-> = es—ei=0,5—(—1,1) =
= 1,6 мм.
Подставляя в формулу найденные значения, получим
2Z,ni„=2Zim;n+ITDi,+ITD\=2,16 +1,6+0,3=4,06 мм.
7. Номинальные межпереходные припуски.
Номинальные межпереходные припуски составляют:
для чистового шлифования
2Z«=2Zjmin + esa+eij=0,08 + 0 + 0,046 = 0,126 мм;
для предварительного шлифования
2Z%=2^3m~tn + £?5з+ez’2 = 0,312 + 0 + 0,12=0,432 мм;
для чистового точения
2Z2=2Z7min + es2+eii=0,406+0+0,3=0,706 мм;
13 — 4026 193
для чернового точения
2Zi=2ZImin+esI+ei3=2,16+0 + l,l = 3,26 мм.
8. Операционные размеры.
Операционные (межпереходные) размеры определяют согласно
формуле 1.32
на последней операции чистового шлифования
—Dr=60_о,оз;
на операции предварительного шлифования
Z)3=Dn+2Z4 = 60+0,126=60,126 мм.
Округляем D3=60,13 _0,04б
на операции чистового точения
D2=D3+2Z3=60,126 + 0,432=60,558 мм.
Округляем 6О,56_о,12
на операции чернового точения
D3=D2+2Z2=6Q,558 + 0,706 = 61,264 мм.
Округляем Dj=61,26-0 5.
В результате размер заготовки
PJ=Z)I + 2Zi = 61,264 + 3,26 = 64,524 мм.
Округляем размер заготовки до ближайшего большего целого
значения (табл. 6.1), которое предусмотрено сортаментом круглого
проката
Z)3=65t?:5
и получаем окончательно диаметральный размер.
8.2. Расчет припусков и межпереходных размеров
при изготовлении вала из заготовки,
полученной штамповкой
Рассчитать припуск на обработку поверхности 080/7 (рис. 8.2,
поверхность 2).
Заготовка изготовлена методом горячей объемной штамповки
на горизонтально-ковочной машине (ГКМ) в два перехода.
Нагрев заготовки — пламенный.
194
Рис. 8.2. Вал, получаемый из объемной штамповки
Материал детали — сталь 45 (0,42—0,5%С; 0,17—0,37%Si;
0,50 — 0,80%Мп; не более 0,25%Сг).
Масса детали 10,8 кг.
HRC341...45.
Неуказанная шероховатость поверхностей 7?а=12,5 мкм.
Масса поковки (расчетная)= 10,8 • Кр= 10,8 • 1,3 = 14,04 кг (NI = 7,
табл. 4.3):
(расчетный коэффициент КР=1,3 (табл. 4.4)).
Класс точности — Т4 (табл. 4.1) (КТ=4).
Группа стали М2 (см. п. 4.1) (MS=2). Средняя массовая доля
углерода в стали (0,45 + 0,50) • 2=0,46%С; суммарная массовая доля
легирующих элементов — 1,17%).
Степень сложности — Cl (ST = 1).
Описываемая фигура — цилиндр. Диаметр 80’1,05 = 85,17 мм=
= 8,517 см; высота — 300’ 1,05=314 мм=31,5 см.
Масса описываемой фигуры 3,14 (8,517/2)231,5 7,85/1000 =
= 14,081 кг.
Gn/Сф = 14,04/14,87=0,997.
Конфигурация поверхности разъема штампа — П (плоская).
Исходный индекс ИН= 14.
(ИН=NI + (MS -1)+(ST -1)+2(КТ -1)=
=7 + (2 -1) + (1 -1)+2(4 -1) = 14).
1. Требуемые технологические переходы определяют путем рас-
чета коэффициентов уточнения.
В результате механической обработки требуется получить точ-
ность диаметрального размера готовой детали 7)д=80/7, предель-
ные отклонения esa=— 0,03; ein=— 0,06 и допуск ITa—esa—eia=
= -0,03-(-0,06)=0,03 мм.
13*
195
Для выбранной заготовки — горячая объемная штамповка на
ГКМ, при исходном индексе ИН = 14, наибольшем диаметре (тол-
щине поковки) в диапазоне 63 — 120 мм по табл. 4.10 находим
предельные отклонения на размер заготовки. Эти отклонения соот-
ветственно равны: es=+2,l мм, «= — 1,1 мм. Тогда
T\=es—«‘=2,1 —(—1,1) = 3,2 мм.
Таким образом в результате механической обработки следует
получить требуемое уточнение
Т3 3,2
£то=—=-----
та 0,03
106,7.
Требуемую конечную точность размера детали Ид=80/7 и шеро-
ховатость поверхности J?a=0,8 мкм (Rz=5Ra=4 мкм, табл. 2.1)
достигают чистовым шлифованием (табл. 2.12), которому должно
предшествовать предварительное шлифование.
На предварительном шлифовании достигают точность размера
по IT8 и шероховатость поверхности j?z=10 мкм (табл. 2.12).
Для диапазона размеров Л=80 — 120 мм находим по табл. 2.1
допуск на операцию предварительного шлифования Т3=0,057 и на-
значаем предельные отклонения «3=0; «3= —0,057 мм.
Таким образом чистовое шлифование обеспечивает уточнение
Тъ 0,057
е4=—=------
Та 0,03
1,9.
Предварительному шлифованию предшествует термообработ-
ка — объемная закалка, которая обеспечивает требуемую твер-
дость поверхности HRC:J41...45. На термообработку заготовка по-
ступает после чистового точения, в результате которого достигают
точность диаметрального размера Z711 и шероховатость поверх-
ности Rz25 (табл. 2.12). Согласно табл. 2.1 определяем допуск на
операционный размер чистового точения Т2=0,22 мм и устанавли-
ваем предельные отклонения ej2=0; «2= —0,22 мм.
Таким образом предварительное шлифование обеспечивает уто-
чнение
Т2 0,22
Т3 0,057
3,9.
Чистовому точению предшествует операция чернового точения, на
которой согласно табл. 2.12 достигают точность диаметрального
размера по ZT12 и шероховатость поверхности Z?z50. По табл. 2.1
196
для диапазона диаметров D = 80 — 120 мм находим допуск на чер-
новое точение 7i = 0,35 и назначаем предельные отклонения ^ = 0;
eit = — 0,35 мм.
Следовательно чистовое точение позволяет получить уточнение
Т1 0,35
е2
1,6,
Т2 0,22
а черновое точение, которое может выполняться непосредственно
по заготовке, обеспечивает уточнение
74 2,2
£,=-=—= 6,3.
Ti 0,35
Тогда общее уточнение, получаемое в результате выполнения
выбранных переходов, Ео=е1е2£зЕ4=74,6. Равенство общего £о и тре-
буемого Его уточнений (ео~ето) свидетельствует, что выбранные опе-
рации обеспечивают требуемую точность детали.
Таким образом, технологический маршрут обработки включает
операции:
02 Токарная черновая (J?z=50; 12 квалитет, табл. 2.12)
10 Токарная чистовая (J?z=25; 11 квалитет, табл. 2.12)
15 Термическая обработка HRC341...45.
20 Шлифование предварительное (Rz= 10; 8 квалитет, табл. 2.12)
25 Шлифование чистовое (Rz=5; 7 квалитет, табл. 2.12)
2. Базирование детали при обработке поверхности
Черновая обработка вала осуществляется на токарном станке
в две установки.
При черновой обработке поверхностей 1 и 2 деталь зажимается
в трехкулачковом самоцентрирующем пневматическом патроне по
поверхности 3 и поджимается задним центром.
При чистовой обработке поверхностей 1 и 2 установка детали
осуществляется по центровым гнездам, передний центр плавающий.
Предварительное и чистовое шлифование производится на круг-
лошлифовальном станке.
Установка детали осуществляется по центровым гнездам на
жесткие центра.
3. Пространственные отклонения.
При выполнении первой операции, т. е. чернового точения,
пространственные отклонения будут равны пространственным от-
клонениям заготовки:
Д1----Дэдг.
197
Согласно табл. 2.14 для штампованных заготовок при обработке
ступенчатых валов Д=-</Д^, + Д^+Д2, Лц=0,25(7ТО2 + 1)°\ где
ITD — допуск на размер поверхности, по которой осуществляется
базирование при зацентровке.
Для зацентровки используется поверхность 2, диаметр которой
больше 80 мм на величину припуска.
По табл. 4.10 для исходного индекса ИН=14, размера поковки
(толщина поковки) 63 — 100 мм эти отклонения соответственно
равны: es= +2,1 мм, ei= —1,1 мм. Тогда ITD=es—ei=2,l —(—1,1)=
= 3,2 мм.
Погрешность зацентровки Дц=0,25(7Т£>2+1)°,5=0,25(3,22+1)°'5=
= 0,838 мм.
Для определения величины коробления воспользуемся данными
табл. 4.8. Изогнутость Д* при наибольшем размере поковки 300 мм,
классе точности Т4 равна 0,6 мм.
Величину смещения по поверхности разъема штампа определим
по табл. 4.7. При массе поковки 10,8 кг, классе точности Т4, плоской
поверхности разъема 2^=0,4 мм.
Подставляя полученные данные в формулу для определения
пространственных отклонений заготовки, получим:
Д=\/Дч>+Д™ + Лц = V+ 0,42 + 0,8382 = 1,105 мм=1105 мкм.
При выполнении чистового точения пространственные отклоне-
ния будут равны пространственным отклонениям, оставшимся по-
сле чернового точения. Величину этих отклонений (A4qni) можно
определить по формуле
где Ку — коэффициент уточнения (табл. 2.27).
Для чернового точения А,=0,06. Тогда Д.1.РН=КУДЗЛГ=0,06 ’ 1,105 =
=0,067 мм = 67 мкм.
После чистового точения, согласно маршруту механической об-
работки, производится термообработка. Величину пространствен-
ных отклонений, вносимых термообработкой, определим по фор-
муле (2.1): и*=1 (объемная закалка), t/=80 мм (обрабатываемый
размер):
ДТерМ=0,001и*£/(0,1 J+ 0,3) =
= 0,001 • 1 • 300/(0,Г 80+0,3) = 0,036 мм.
Деталь, поступающая на предварительное шлифование, имеет
пространственные отклонения, которые складываются из прост-
198
ранственных отклонений, оставшихся после чистового точения
и пространственных отклонений, внесенных термообработкой,
т. е.
Дп=(Л^+Д^м)0,5-
Пространственные отклонения, оставшиеся после чистового то-
чения, определяются по формуле
Аши=^уАчерв = 0,04 • 0,067 = 0,002 мм,
=0,04 (см. табл. 2.27).
С учетом этого
А=(Ai„+А^рм)0,5=(0,0022 + 0,0362)°5=0,036 мм.
Деталь, поступающая на чистовое шлифование, имеет простран-
ственные отклонения, которые остались после предварительного
шлифования. Величина этих отклонений определяется с учетом
коэффициента уточнения по формуле ЛЧ=ХУДП. Коэффициент уточ-
нения Ку=0,03 (см. табл. 2.27). Тогда
А,= ХУАЦ = 0,03 0,036 = 0,001 мм.
4. Погрешности установки на выполняемом переходе.
При черновом точении деталь закрепляется в трехкулачковом
самоцентрирующем пневматическом патроне и поджимается зад-
ним центром. Можно принять, что погрешность базирования в
трехкулачковом самоцентрирующем патроне равна нулю.
Погрешность установки (е,) определяется по формуле
где Ез — погрешность закрепления.
Погрешность закрепления складывается из двух составляю-
щих: радиальной (вряд) и осевой (£тс) и может быть определена по
формуле
л 2 2
(£рад “Ь ^ос) *
По табл. 2.29 находим, что £^=300 мкм=0,3 мм, а £ос=
= 100 мкм=0,1 мм (заготовка — штамповка, закрепление по диа-
метру больше 80 мм). Тогда
EJ = (^+4)0-5 = (0,32 + 0,12)°’5=0,316 мм.
199
С учетом примечания к табл. 2.29 полученную погрешность необ-
ходимо уменьшить на 20 — 40%. Тогда £1 = 0,316/1,3 = 0,234 мм=
= 234 мкм.
При чистовой токарной обработке и шлифовании, когда за-
готовка устанавливается по центровым гнездам, погрешность
установки может составить е=0,2577), т. е. 1/4 часть от допуска
на диаметр вала. В результате имеем: при чистовом точении
в2 = 0,25 0,35 = 0,0875; при предварительном шлифовании е,=
=0,25 0,22=0,055. При чистовом шлифовании £4=0, так как чи-
стовое и предварительное шлифование выполняют с одной уста-
новки. Смещение оси заготовки учтено пространственными откло-
нениями.
5. Минимальные припуски на операциях.
5.1. Минимальный припуск на чистовое шлифование определим
по формуле 1.3.
2Z4min=2 (Rz3+й3)+2 (Д 33 + £42)0’5.
Здесь Rz3 — высота микронеровностей, полученная на предшест-
вующем переходе (предварительном шлифовании). По табл. 2.12
находим, что Rz3— 10 мкм=0,01 мм, й3 = 20 мкм = 0,02 мм (шлифо-
вание черновое валов, дисков, рычагов).
Пространственные отклонения Л3=Д4=0,001 мкм. Погрешность
установки £4 = 0.
Тогда
2Z4min=2 (0,01 + 0,02)+2 • 0,001 = 0,062 мм=62 мкм.
5.2. Минимальный припуск на предварительное шлифование
определяется по формуле
2Z3nin = 2 (Rz2+h2) + 2 (Д 2 + сз2)0,5-
Здесь Rz2 — высота микронеровностей, полученная на предшест-
вующем переходе (чистовом точении). По табл. 2.12 находим, что
Rz2=25 мкм=0,025 мм, й2=25 мкм=0,025 мм (чистовое точение —
11 квалитет, валы ступенчатые, обтачивание наружных поверхно-
стей).
Пространственные отклонения Д2 = ДП=0,273 мм. Погрешность
установки е3 = 0,055. Тогда
2Z3min = 2 (0,025 + 0,025)+2 (0.0362 + О,О552)0,5=
=0,231 мм=231 мкм.
200
5.3. Минимальный припуск на чистовое точение определяется по
формуле
=2 (Лг,+Л,)+2 (А?+£22)0’5.
Здесь Rzv — высота микронеровностей, полученная на предшест-
вующем переходе (черновом точении). По табл. 2.12 находим, что
Rzi — 50 мкм = 0,050 мм,
hi = 50 мкм = 0,050 мм.
Пространственные отклонения А1=Ачерн=0,055 мм. Погрешность
установки £2 = 0,0875. Тогда
2г^=2 (0,050+0,050)+2 (0,062 + 0,08752)°’5=
=0,412 мм=412 мкм.
5.4. Минимальный припуск на черновое точение определяется по
формуле
2ZImin=2 CRz3+йз)+2 (Аз2 + е?)05.
Здесь Rz3 — высота микронеровностей, полученная на предшест-
вующем переходе (высота микронеровностей заготовки). По табл.
2.10 находим, что при массе заготовки в диапазоне 4 — 25 кг
Л?3=200 мкм = 0,2 мм, й3 = 250 мкм = 0,250 мм.
Пространственные отклонения А3 = 1,105 мм. Погрешность уста-
новки £1 = 0,234 мм. Тогда
2ZImin=2 (0,2 + 0,250) + 2 (1,1052 + О,2342)0,5 =
= 3,198 мм=3198 мкм.
6. Максимальные промежуточные припуски.
Максимальный припуск определяется по формуле
2Zimax=2Zimin + ITDi-i + ITDh
где ITDi i — поле допуска на размер обрабатываемой поверхности,
обеспечиваемый на предшествующем переходе; ITDt — поле допус-
ка на размер обрабатываемой поверхности, обеспечиваемый на
выполняемом переходе.
6.1. Максимальный промежуточный припуск на чистовое шли-
фование определяется по формуле
201
2Z4max—2Z4min + ITD3 + ITD^.
После чистового шлифования должны быть выполнены требова-
ния чертежа. На чертеже проставлен размер 80/7 (Zo$), т. е. поле
допуска ITD« = — 0,03 — (—0,06)=0,03 мм. Поле допуска ITD3 — это
поле допуска на размер 80, обеспечиваемое после предварительного
шлифования. В нашем случае предварительное шлифование обес-
печивает 8 квалитет. По табл. 2.1 находим, что ITD3=51 мкм=
= 0,057 мм (интервал св. 80 до 120 мм).
Подставляя в формулу найденные значения, получим
2Z4max=2Z4min + ITD3+ITD*=0,062 + 0,057+0,03 = 0,149 мм.
6.2. Максимальный промежуточный припуск на предварительное
шлифование определяется по формуле
2Z3max—2Z3min + ITD2+ITD3.
Здесь ITD2 — поле допуска на размер 80, обеспечиваемое после
чистового точения. В нашем случае чистовое точение обеспечивает
11 квалитет. По табл. 2.1 находим, что /77)2 = 220 мкм=0,220 мм
(интервал св. 80 до 120 мм, получистовое точение — 11 квалитет).
Подставляя в формулу найденные значения, получим
2Z3mM=2Z3min+ITD2+ITD3=0,231 + 0,220 + 0,057 = 0,508 мм.
6.3. Максимальный промежуточный припуск на чистовое точе-
ние определяется по формуле
2Z2max=2Z2mjn + ITD\ + ITD2.
Здесь ITDX — поле допуска на размер 80, обеспечиваемое после
чернового точения. В нашем случае черновое точение обеспечивает
12 квалитет. По табл. 2.1 находим, что /77)1 = 350 мкм=0,350 мм
(интервал св. 80 до 120 мм).
Подставляя в формулу найденные значения, получим
2Z^ = 2Z^n+/77)!+ГТВ2 = 0,412 + 0,350 + 0,220=0,982 мм.
6.4. Максимальный промежуточный припуск на черновое точе-
ние определяется по формуле
2ZlmM=2Zlmin + ITD3 + ITDX.
Здесь ITD3 — поле допуска на размер заготовки (/77)3 = 3,2 мм).
202
Подставляя в формулу найденные значения, получим
2Z)mai=2Z)min + ITD3+ITDX = 3,198 + 3,2+0,350=6,74 мм.
7. Номинальные межпереходные припуски.
Номинальные межпереходные припуски составляют:
для чистового шлифования
2Z4=2Z4miQ + esa+ei3=0,062 - 0,03 + 0,057=0,089 мм;
для предварительного шлифования
2Z3=2Z3mjn 4- cs34-~ 0,2314-0+0,22=0,451 мм;
для чистового точения
2Z?—2Z^n 4- as24- eij=0,412 4-04- 0,35 — 0,762 мм;
для чернового точения
2Z] =2Zlmin4- esj 4" ei3 — 3,198 4-0 4" 1,1 =4,298 мм.
8. Операционные размеры.
Операционные (межпереходые) размеры определяют согласно
формуле (1.32) на последней операции чистового шлифования
Р4=2)д=803;$;
на операции предварительного шлифования
D3 = Da 4- 2Z4=80+0,089 = 80,089 мм.
Округляем D3=80,1 _o,os7
на операции чистового точения
D2=D3 4- 2Z3=80,089 4- 0,451 = 80,54 мм.
Принимаем 80,54_о.22
на операции чернового точения
DX=D2+ZZ2=80,54 4- 0,762=81,302 мм.
Округляем = 81,3 _0>35-
В результате размер заготовки
D3=A4-2Zj=81,3024-4,298 = 85,6 мм.
203
Получаем окончательно размер заготовки по поверхности
Рд=80/
Z>3 = 85,6t£}.
8.3. Выявление технологических размерных связей
при расчете припусков
Во многих случаях получаемые на детали размеры определяются
точностью выполнения не одной, а нескольких технологических
операций. Для определения точности такого размера необходимо
выявить соответствующую технологическую цепь, в которой рас-
сматриваемый размер является замыкающим звеном. Этот фактор
необходимо учитывать также и при расчете припусков на по-
верхности, которые ограничивают такие размеры. Рассмотрим
пример обработки корпусной детали, представленной на рис. 8.3,
а, б.
Размеры заготовки 31 и З3 получают путем прибавления к раз-
мерам детали Д\ и Д3 припусков Zi и Z2, рассчитываемых соответ-
ственно для плоскости основания, обрабатываемой на первой опе-
рации, и для верхней плоскости, обрабатываемой на второй опера-
ции (рис. 8.3, г)
зх=дх+гъ (8.1)
З^Д^7л+7.г. (8.2)
Номинальные значения припусков Zi и Z2 составляют
Z^Z^+A^+A^ (8.3)
Z2=Z2min + Адз+Адзд. (8.4)
Межоперационный размер ДзП, полученный на первой операции,
образуется как замыкающее звено цепи предшествующих размеров,
в том числе и размеров заготовки. На рис. 8.3, мс представлена
технологическая размерная цепь, замыкающим звеном которой яв-
ляется размер ДзП
Дзп=Д1~31+Зз. (8.5)
Предельные отклонения размера ДзП, соответственно состав-
ляют
204
Рис. 8.3. Технологические размерные связи, формируемые при изготовлении
корпусной детали
верхнее
нижнее
Ддзп= Ад,+ДД ~
^ДзП— Ад, + ^3, ~ &3,-
(8.6)
(8-7)
Подставив Лдз1Т в выражение 8.4, окончательно получим номи-
нальный припуск Z2 для верхней плоскости корпуса
22=272п1ш-1-Лд3+(Лд1+Л^—ДД). (8.8)
Размер заготовки 32, определяющий расстояние от оси отверстия
до плоскости основания корпуса, найдем по формуле
з2=д2+гь (8.9)
где Д2 — соответствующий номинальный размер детали; 7\ — об-
щий номинальный припуск на обработку плоскости основания.
При расчете припуска в главном отверстии также необходимо
учитывать отклонения межоперационного размера Дщ, определя-
ющего положение оси черного отверстия относительно технологи-
ческой базы (рис. 8.3, е) и отклонения размера Д2. Неравномерность
припуска в отверстии определяют как смещение оси получаемого
чистого отверстия относительно оси черного отверстия.
205
На рис. 8.3, з представлена схема размерной цепи Лд, опре-
деляющей это смещение для рассматриваемой корпусной детали
А^32-3Х+ДХ-Д2. (8.10)
В результате расчета размерной цепи Лд в номиналах необ-
ходимо получить совмещение осей чистого и черного отверстий, что
означает
Лд=0.
Однако возможные предельные отклонения при этом составят
ДЗд=(ДД+Д*)-(Л?,+Д£), (8.11)
Д?д=(Д?з + Д^)-(ДД + Д^). (8.12)
Неравномерность припуска проявляется в виде эксцентриситета
как при верхнем Л*д, так и при нижнем Д"д отклонениях. Она
приводит к уменьшению рассчитанного минимального припуска на
первом переходе
Zjnin ^min ^А^-
Для учета влияния смещения ДЛд и исключения возможного
брака необходимо ввести дополнительную составляющую в
первого перехода, увеличив его на наибольшую абсолютную вели-
чину (АЛд) одного из приведенных отклонении
Z^,=ZIroin-A^, (8.13)
где
Д^=[Л^ при [Д^[Д?д]
или
Д“х=[Д"д] при [ДЗд]<[Д?д].
Смещение оси чистого отверстия относительно черного имеет
место как в вертикальном Лд, так и горизонтальном направле-
ниях. Поэтому в общем случае предусматривают также выявление
и расчет размерной цепи Б&, определяющей смещение осей отвер-
стий в горизонтальной плоскости (рис. 8.3, е). Вначале следует
аналогично (8.10) выполнить расчет цепи Б& в номиналах, обеспечив
равенство Б&=0, а затем по формулам 8.14 и 8.15 рассчитать
возможные предельные отклонения
206
Е* Ч (814)
<-1 *-*+i
<=EAg- ”f Ч (815)
i-1 t.*+l
где A*, A", A|, A" — соответственно предельные отклонения увели-
чивающих и уменьшающих звеньев. Выбирают наибольшее по аб-
солютной величине предельное отклонение (А^д)™*
A^=[AiJ при [А?Д]>[А?Д],
A^=[A?J при [AJJ<[A?J
и рассчитывают суммарное наибольшее возможное смещение оси
чистого отверстия относительно черного
Л^=х/|Д“Г12 + |Л^12- (8.16)
Полученное результирующее смещение А““ вносят как допол-
нительную составляющую в Zlmin первого перехода по обработке
главного отверстия
Z^=^Z^ + ^)2. (8.17)
Таким образом, как показывают приведенные примеры, расчет
припусков и межпереходных размеров предусматривает в общем
случае выявление технологических размерных связей, определяю-
щих формирование точности размеров, получаемых на соответст-
вующих технологических переходах.
8.4. Расчет припусков и межпереходных размеров
на плоские поверхности и отверстия
при изготовлении корпусной детали
Рассчитать припуски и межпереходные размеры при изготовле-
нии корпусной детали (рис. 8.3, в, г). Заготовкой для корпуса
является отливка, точность которой составляет 8-6-10-9 (ГОСТ
26645 — 85).
Отливка из серого чугуна СЧ15, получаемая литьем в песчано-
глинистые формы.
По табл. 3.4 для 10-й степени точности поверхности принимаем
ряд припусков 5. Из табл. 3.5 для 8-го класса размерной точности
207
отливки и соответствующих номинальных размеров находим до-
пуски на размеры отливки
Размеры (мм) 30 4-И0 200+Z0 300 +z0
Допуски (мм) 1,1 1,8 2
По табл. 3.15 для поверхности 10-й степени точности находим
допуск на неровность поверхности отливки 0,4 мм.
По табл. 3.6 для отливок 6-й степени коробления с учетом
номинальных размеров находим допуски формы и расположения
элементов отливки: для верхней плоскости и плоскости основа-
ния — 1,2 мм; для отверстия — 0,8 мм; для полок — 0,4 мм.
Из табл. 3.13 на основе полученных допусков на размеры, на
форму и расположение поверхностей находим общие допуски и на-
значаем предельные отклонения
Размеры (мм) 30 +Z0 200 + Z0 300+ Z0
Общие допуски (мм) 1,4 2,2 2,4
Предельные отклонения (мм) ±0,7 ±1,1 ±1,2
Обработку корпуса выполняют на многоцелевых станках за две
установки. На первой операции (рис. 8.3, а) обрабатывают основа-
ние и боковую поверхность. При этом получают Д = 30 ±0,25
и ^ = 150 ±0,3.
8.4.1. РАСЧЕТ ПРИПУСКА НА ПЛОСКОСТЬ ОСНОВАНИЯ КОРПУСА
В результате обработки основания необходимо обеспечить ше-
роховатость поверхности по Да=3,2 мкм и выдержать размер
полки 30 ±0,25. Требуемую точность размера 7Тя=[0,25—(—0,25)] =
= 0,5 мм и шероховатости поверхности можно обеспечить путем
чистового фрезерования торцевой фрезой 1Т2—ГГа (см. табл. 2.13).
Чистовой обработке должно предшествовать черновое фрезерова-
ние, которое позволяет обеспечить точность размера /'Л=0,6 мм
в пределах ±0,3. Таким образом требуемое уточнение на данном
переходе составляет:
Ет„-
1Т3
1Та
1,4
0,5
= 2,8.
Уточнение при чистовом фрезеровании
208
/Г2_0,6
Уточнение при черновом фрезеровании
/Т3
£1 —
/т2
1,4
0,6
2,33.
В результате имеем
Eq = Е1Е2>Ег0.
Расчет наименьшего припуска на первом и втором переходах
выполняем согласно (1.6).
Из табл. 2.13 находим составляющие для Z2njin:
Rz= 0,24 мкм, й=0,24 мм (черновая обработка отливок).
Погрешность формы и расположения А принимаем как полови-
ну допуска на межпереходный размер ГГ2=0,6 мм
А=0,57Т2=0,5 0,6=0,3 мм.
Погрешность установки е=0, так как чистовое и черновое фрезе-
рование выполняется с одной установки без перезакрепления заго-
товки.
В результате имеем
Z^-0,24+0,24+0,3-0,78 мм.
Находим составляющие минимального припуска Zlmin для пер-
вого перехода.
Суммарное значение высоты микронеровностей Rz и дефектов
поверхностного слоя h определяем по табл. 3.16, как минимальный
литейный припуск, предусмотренный по ГОСТ 26645 — 85 для
устранения неровностей и дефектов литой поверхности. Для 5-го
ряда припусков имеем:
(_Rz+A)=0,5 мм.
Погрешность формы и расположения поверхности были най-
дены из табл. 3.6
А=0,4 мм.
Погрешность установки е^, формируемая в направлении устано-
вочной базы, рассчитывается по формуле (2.9). Параметр смещения
С£сг) получаем по формуле (2.12)
14 - 4026 209
=Q,5h=0,5 • 0,4=0,2 мм.
Параметры поворота находим согласно (2.15), (2.16) с учетом
Lx=250 мм, 7^=300 мм:
0,4 0,1 0,4 0,1
Ад ‘ , Рд — —,
4300 300 4-250 250
В результате согласно (2.9) погрешность установки e=ez со-
ставит:
ez=0,2+— 300+—250 = 0,4 мм.
300 250
Таким образом, минимальный припуск
Zlmin = 0,5+0,4+0,4= 1,3 мм.
Значения максимальных припусков находим согласно (1.15),
с учетом ZT3=1,4; 7Ti = 0,6; 1Г2=ГГа=0,5:
ZlmxI = 1,3 + 0,6 +1,4 = 3,3 мм;
Zjmax~0,78 + 0,5 + 0,6= 1,88 мм.
Номинальные припуски находим согласно (1.9) с учетом приня-
тых выше предельных отклонений размеров заготовки + 0,7, детали
±0,25, первого перехода ±0,3:
Zjh=0,7+0,25+ 0,3 = 1,25 «1,3 мм.
Z)H = 1,3 + 0,3 + 0,7=2,3 мм.
В результате общий припуск Zo на обработку плоскости основа-
ния составляет:
Zo=Z1h+Z2h=2,3+ 1,3 = 3,6 мм.
Окончательно межпереходный размер Ai и размер заготовки А3
рассчитываем согласно (1.35), (1.36):
Лд=30±0,25;
Л1=30+1,3=31,3±0,3;
А3=30 +1,3+2,3 = 33,6 я 34 ± 0,7.
На второй операции заготовка базируется в координатный угол
по плоскости основания и боковой поверхности (рис. 8.3, г), кото-
210
рые были получены на первой операции. В начале выполняют
обработку верхней плоскости, а затем обработку главного отвер-
стия. При этом получают размеры Д3 = ЗОО±О,15; Д2=200 + 0,1;
Б2= 150 + 0,1 и отверстие 50277.
К.4.2. РАСЧЕТ ПРИПУСКОВ И МЕЖПЕРЕХОДНЫХ РАЗМЕРОВ
ПРИ ОБРАБОТКЕ ВЕРХНЕЙ ПЛОСКОСТИ
В результате обработки верхней плоскости необходимо обес-
печить шероховатость поверхности 2?а=3,2 мкм и выдержать
размер по высоте корпуса 300 ±0,15 мм. Для выявления необ-
ходимого количества переходов и расчета припусков следует оце-
нить получаемую точность межпереходного размера Дзп, который
определяет высоту заготовки после выполнения 1-й операции. Раз-
мер Дзп представляют как замыкающее звено и выявляют тех-
нологическую размерную цепь (8.5), которая его определяет (рис.
8.3, ле). Предельные отклонения размера Дзп находят согласно (8.6),
(8.7). Подставив в (8.6), (8.7) известные значения отклонений, по-
лучим:
Д£зп = 0,3 +1,2 - (-0,7)=2,2 мм,
Д«ц = -0,3 + (-1,2)-0,7=2,2 мм.
Таким образом, допуск на рассматриваемый межпереходный
размер составит
^^L+AL=2>2~(-2’2)==4’4 ™
Находим требуемое уточнение при обработке верхней плоскости
корпуса
„ 4,4
Ег =——= — = 14,66.
° /Тдз 0,3
Окончательную точность размера ГГДз=0,3 по высоте корпуса
можно обеспечить путем чистового фрезерования торцевой фрезой.
Однако чистовому фрезерованию должно предшествовать полу-
чистовое и черновое фрезерование, на которых согласно табл. 2.13
и табл. 2.4 достигают точность /7^=0,6 (+0,3) и П\ = 1,3 (+0,65).
Уточнения на этих переходах соответственно составят:
/Г2 0,6
14*
211
П\
IT2
1,3
0,6
2,17;
/Тз_4,4
ZTi~l,3
3,38,
а общее уточнение будет равно
Eq—E1E2E3 — 3,38'2,17'2 14,66.
Расчет минимального припуска для чистового, получистового
и чернового фрезерования выполняем по формуле (1.6). Из табл.
2.13 находим составляющие
Z3min — Rz= 100 мкм; Л =100 мкм,
Z?„,n, — Rz=240 мкм; Л = 240 мкм.
Погрешность формы и расположения при фрезеровании:
чистовом Л=0,577’2=0,5-0,6=0,3 мм;
получистовом Л=0,577’1 = 0,5-1,3 = 0,65 мм,
где 1Т2 и 77\ — допуски на межпереходные размеры.
При выполнении всех переходов фрезерования с одной установ-
ки принимаем, что на втором и третьем переходах е=0. В резуль-
тате получим:
Z3min = 0,1 +0,1 + 0,3 = 0,5 мм;
Z2min = 0,24 + 0,24 + 0,65= 1,13 мм.
Находим составляющие для Zlmin. Из табл. 3.16 для 5-го ряда
припусков суммарное значение Rz и h литой поверхности (Rz+h) =
= 0,5 мм.
Погрешность формы и расположения принимаем равной 0,5 от
допуска на размер Дза
Л = 0,577’Дзп= 0,5 • 4,4 = 2,2 мм.
Погрешность установки формируемая в направлении размера,
получаемого от установочной базы, рассчитывается по формуле
(2.9). Параметр смещения получаем согласно (2.14)
212
С^С1) = 0,157Т3=0,15 0,3 = 0,045 мм,
где 1Т3 — допуск на размер по высоте заготовки.
Параметры поворота согласно (2.17), (2.18) при £7=300 мм
и £х=250 мм и ГГ3=4,4 мм
. 0,075’4,4 0,33 п(. 0,075’4,4 0,33
у 300 3OO’Fy 250 25о"
В результате погрешность установки составит
о,зз о,зз
£,=0,045+— 250+— 300 = 0,701 мм.
300 250
Минимальный припуск 21^ = 0,5 + 0,4+2,2+0,701 = 3,801 мм.
Максимальные припуски на каждом из переходов определяем по
формуле (1.15):
2^=3,801 + 1,3+4,4=9,5 мм;
Z,m„= 1,13 + 0,6+1,3 = 3,03 мм;
Z3miX=0,5+0,3+0,6 = 1,4 мм.
Номинальные припуски рассчитываем согласно (1.9):
Z3 = Z3min + Ад+А2Г=0,5+0,15 + 0,3=0,85 мм;
Z2=Z2mn + Af+Af=l,13 + 0,3 + 0,65 = 2,08 мм;
21 = ZItain + Af+А?= 3,8 + 0,65 + 2,2 = 6,65 мм.
Окончательно межпереходные размеры рассчитываем по фор-
муле (1.35):
А3=Лд=300 + 0,15 мм;
А2 = 300+0,85=300,85. Округляем до 301 ±0,3 мм;
Л1 = 300+ 0,85+2,08 = 302,93. Округляем до 303±0,65 мм;
Ai = 300 + 0,85 + 2,08 + 6,65 = 309,58. Округляем до 310±2,2 мм.
Общий припуск Zo на обработку верхней плоскости корпуса
составит
Zo=Zt + Z2+Z3 = 0,85 + 2,08 + 6,65 = 9,58 « 9,6 мм.
213
Таким образом размер заготовки З3 по высоте корпуса, опреде-
ляемый согласно (8.2), составит
3,=300 + 3,6+9,6=313,2»313±1,2 мм.
Размер заготовки 32, определяющий расстояние от оси пролито-
го отверстия до плоскости основания, находим по формуле (8.1)
32—200+3,6=203,6 мм
и округляем до 204±1,1 мм.
8.43. РАСЧЕТ ПРИПУСКОВ И МЕЖПЕРЕХОДНЫХ РАЗМЕРОВ
ПРИ ОБРАБОТКЕ ОТВЕРСТИЯ 5ОЯ7
Обработку отверстия выполняют на многоцелевом станке за
одну установку. В результате обработки необходимо обеспечить
точность 50+°’025 (1Та=0,025 мм) и шероховатость поверхности Ra=
= 0,32 мкм. По табл. 3.5 для 8-го класса размерной точности
находим допуск 1Т3= 1,2 мм на диаметр пролитого отверстия
отливки и назначаем предельные отклонения отверстия ±0,6 мм.
Таким образом в результате обработки необходимо обеспечить
требуемое уточнение по диаметру отверстия
1Т3 ио
Еу0———------— 48.
° ГГа 0,025
Окончательную точность отверстия можно обеспечить путем
точного развертывания (см. табл. 2.13), которому должна предше-
ствовать чистовая расточка с точностью 7Т3=0,05 мм. В свою
очередь, до этого должны быть выполнены переходы: черновая
расточка ГГ2 = 0,16 м и зенкерование ZTi = 0,3 мм (см. табл. 2.3).
При данном сочетании технологических переходов уточняют:
1Т3 0,05 ГТ2 0,16
Сд—— —------— 2, Сч ———-----— 3.2,
1ТД 0,025 ГТ3 0,05
Щ 0,3
е2
1,88, 61=^=^=4,
1Т2 0,16 П\ 0,3
что обеспечивает достижение требуемой точности отверстия
Eq — Е1£2£з£4^ £г0 — 48.
214
Минимальные припуски для каждого из выбранных переходов
рассчитывают по формуле (1.6). При этом значения Rz и h берут из
табл. 2.13, а погрешность геометрической формы отверстия (от-
клонения от круглости и цилиндричности) находят как половину
допуска на диаметральный размер соответствующего технологичес-
кого перехода. Так как обработку выполняют с одной установки, то
для второго, третьего и четвертого переходов значение е=0:
Z4min=2 (0,02+0,02+0,5 • 0,04) = 0,12 мм;
Z3min = 2(0,l+0,l + 0,50,16) = 0,56 мм;
2 (0,24+0,24+0,5 0,3) = 1,26 мм.
Особенность расчета имеет место при определении наименьшего
припуска Zimm на первом переходе (зенкерование отверстия). По
табл. 3.16 находим для 5-го ряда припусков суммарное значение
(Л?+й)=0,5 мм, как минимальный литейный припуск. Допуск
формы и расположения Д берем из табл. 3.6 для отливки со степе-
нью коробления 5 и длине нормируемого участка 250 мм, т. е.
Д = 0,64 мм.
Погрешность установки в данном случае проявляется как смеще-
ние центра обрабатываемого отверстия заготовки в двух коорди-
натных направлениях е, и е,, которые можно определить из выраже-
ния (2.35):
ez = С +р ^Х+ У;
еу=+ у <™'Х+ ty^Z.
Составляющие С^, /7^, были определены ранее при
расчете погрешности установки для случая обработки верхней пло-
скости.
Зная координаты отверстия .¥=250 мм, У=150 мм, получим
о зз о 33
=0,045+— 250+— 150=0,54 мм.
250 300
Параметр смещения £^“п) определяют по формуле (2.19), в кото-
рую подставляют допуск ГГ=Ъ,6 мм на размер 150 мм (+0,3),
полученный на первой операции (см. рис. 8.3, в), а также отклонение
от перпендикулярности Ду=0,577735. В результате имеем:
Ь^ = 0,5
, /о,5 0,6 \2
0,09 0,62+ -—-35) =0,35 мм.
\ 35 /
215
Параметр поворота согласно (2.22) составит
, . 0,031Т 0,03 0,6 0,018
м (нал) _ ____•_ =
У L 250 250 ’
В результате £,, рассчитываемое по (2.10), составит
0,018 0,33
£,=0,354-----2504----300=0,58 мм.
У 250 300
Результирующее отклонение центра отверстия, обусловленное
погрешностью установки заготовки, составит
£= 4- е2 = ->/0,542 4- 0,582 = 0,79 мм.
Таким образом, наименьший припуск Zimi„ на первом переходе
зенкерования отверстия составит
2Zlmin=2 (0,5 4- Vo,6424-O,792)=3,03 мм.
При расчете минимального припуска на первом переходе об-
работки отверстия Zimin необходимо введение дополнительной
составляющей Д£“ (см. формулу 8.16), которая учитывает возмож-
ное смещение оси отверстия заготовки относительно требуемого
положения оси отверстия детали. Для этого необходимо выявить
две технологические размерные цепи ЛА и Б& (см. рис. 8.3, е, з)
и найти предельные отклонения составляющих звеньев (8.11, 8.12,
8.14, 8.15):
ДЗд=(1,14-0,3)-(-0,7-0,15)=2,25;
ДДд=(-1,1-0,3)-(0,74-0,15)=-2,25;
Д£д=ДД - ДД=0,3 - ( - 0,1)=0,4;
ДДд = ДД - ДД = - 0,3 - 0,1 = - 0,4.
В результате согласно (8.16) получим
Д£“=у/2,252 4- 0,4 2 = 2,28 мм.
Окончательно минимальный припуск на первом переходе со-
ставит
2ZU=2 VzLnHA^)2=2 x/3,0324-2,282 = 5,45 мм.
216
Максимальные припуски на переходах согласно формуле (1.8)
составят:
2Z4max=0,12 + 0,025 + 0,05 — 0,195 мм;
2Z3mix=0,56 + 0,05 + 0,16 = 0,77 мм;
2Z?m,T= 1,26+0,16+0,3= 1,72 мм;
2ZJU.=5,45 + 0,3 +1,2=6,95 мм.
Номинальные припуски находят по формуле (1.12) с учетом
принятых предельных отклонений на межпереходных размерах
Л4=1)д=5О+0'025; 2?з+0-05; Я/0-16; Я1+0,э; Я^0,6,
они соответственно равны
2Z4=0,12 + 0,025+0 = 0,145 мм;
2Z3=0,56+0,05 + 0=0,61 мм;
2Z2= 1,26+0,16+0 = 1,42 мм;
2Zf = 5,45+0,3 + 0,6=6,35 мм.
Межпереходные размеры согласно (1.35) составят:
Б4=ЯД=5О+0,025;
D3=Da-2Z4=50-0,145 = 49,85+°'“ мм;
D2=Da - 2Z4 - 2Z3=50 - 0,145 - 0,61 = 49,25+0Д6 мм;
А=Da - 2Z, - 2Z3 - 2Z2=50 - 0,145 - 0,61 -1,42=47,83 +°3 мм;
Л=A, - 2Z4 - 2Z3 - 2Z2 = 50 - 0,145 - 0,61 -1,42 - 6,35 =
=4,147» 41,5 ±0,6 мм.
Общий припуск на обработку отверстия будет равен
2Zo=2Z4+2Z3+2Z2+2Z* = 0,145+ 0,61 +1,42 + 6,35 = 8,5 мм.
9. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ, ПРИПУСКИ
И МЕЖПЕРЕХОДНЫЕ РАЗМЕРЫ ПРИ
ИЗГОТОВЛЕНИИ ТИПОВЫХ ДЕТАЛЕЙ МАШИН
9.1. Технология обработки штока
Таблица 9.1
Номер операции Содержание Примечание Оборудование Инструмент
005 Заготовительная Согласование —
010 Термообработка Согласование —
015 Входной контроль Контрольный стол Штангенциркуль ШЦ-П- 0,1-250
020 Фрезерно-центральная. Фрезеровать торцы и цент- ровать заготовку МР-71 Торцевая фреза. Центро- вочное сверло. Штангенцир- куль ШЦ-П-0,1-250. Калибр
025 Токарная предварительная. Обработать внутренние по- верхности и канавку Многорезцо- вый полуавто- мат 1А730 Центра — жесткий, вра- щающийся, поводок. Резцы: проходной, прорезной, кана- вочный. Штангенциркуль ШЦ-П-0,1-250, глубиномер, калибр-скоба. Калибр для контроля паза
030 Токарная предварительная. Обработать внешние поверх- ности и канавку Многорезцо- вый полуавто- мат 1А730 Центра — жесткий, вра- щающийся, поводок. Резцы: проходной, прорезной, кана- вочный. Штангенциркуль ШЦ-П-0,1-250, глубиномер, калибр-скоба. Калибр для контроля паза
035 Фрезерная. Фрезеровать шестигранник Вертикально- фрезерный ста- нок 6Н13СН2 Специальное приспособле- ние. Концевая фреза
040 Слесарная. Зачистить за- усенцы Верстак Напильник, шабер, осе- лок. Контрольный образец
218
241-285, масса 4,1 кг
Продолжение табл. 9.1
Номер операции Содержание Примечание Оборудование Инструмент
045 Токарная чистовая. Обра- ботать внутренние поверх- ности и канавки Многорезцо- вый полуавто- мат 1А73О Центра — жесткий, вра- щающийся, поводок. Резцы: проходной, прорезной, кана- вочный. Штангенциркуль ШЦ-П-0,1-250, глубиномер, радиусомер, калибр-скоба. Калибр для контроля паза
050 Токарная чистовая. Обра- ботать внешние поверхности и канавки Многорезцо- вый полуавто- мат 1А730 Центра — жесткий, вра- щающийся поводок. Резцы: проходной, прорезной, кана- вочный. Штангенциркуль ШЦ-П-0,1-250, глубиномер, радиусомер, калибр-скоба. Калибр для контроля паза
055 Круглошлифовальная пред- варительная. Шлифовать по- верхнсть «В» Круглошлн- фовальный ста- нок ЗМ150 Центра жесткие, поводок. Абразивный круг ПП500х х60x305 Э5 40 СТЗ 5к. Микрометр 25-50
060 Круглошлифовальная чи- стовая. Шлифовать поверх- ность «В» Круглошли- фовальный ста- нок ЗМ150 Центра жесткие, поводок. Абразивный круг ПП500х хбОх 305 Э5 40 СТЗ 5к. Ин- дикаторный нутромер
065 Контроль за операциями 045-060 Контрольный стол Штангенциркуль ШЦ-11- 0,1-250, глубиномер, радиу- сомер, калибр-скобы. Ка- либр для контроля паза. Ин- дикаторный нутромер
070 Хромирование Согласование
075 Термообработка Согласование
080 Контроль за операциями 070, 075 Контрольный стол Микрометр
085 Круглошлифовальная пред- варительная. Обработка по- верхности «В» Круглошлн- фовальный ста- нок ЗМ150 Центра жесткие, поводок. Абразивный круг ПП500х х 60 x 305 Э16 СТ2 5к. Ин- дикаторный нутромер
090 Круглошлифовальная окон- чательная. Обработка повер- хности «В» Круглошли- фовальный ста- нок ЗМ150 Центра жесткие, поводок. Абразивный круг ПП500х х 60 x 305 Э16 СТ2 5к. Ин- дикаторный нутромер. Мер- ные пластины
095 Круглошлифовальная. Шли- фовать фаски 18 Круглошли- фовальный ста- нок ЗМ150 Центра жесткие, поводок. Абразивный круг 5ТП500Х х 15 x 305 Э16 СТ2 5к. Спе- циальный калибр
220
Продолжение табл. 9.1
Номер операции Содержание Примечание Оборудование Инструмент
100 Круглошлифовальная. Шли- фовать канавки и торцы Круглошли- фовальный ста- нок ЗМ150 Абразивный круг 1ТП500х х 15 x 305 Э16 СТ2 5к. Ка- либр-скоба, радиусомер, глу- биномер
105 Резьбошлифовальная. На- резать резьбу М30 х 2-6g Резьбошлифо- вальный станок 5П821 Абразивный круг 2П500 х х 20 x 305 Э16-С2-5К. Центр жесткий, поводок. Резьбовой калибр
110 Полировальная. Полиро- вать поверхности «В» Токарно-вин- торезный ста- нок 16К20 Центра: жесткий, вращаю- щийся. Войлочный круг, по- лировальная паста ГОИ, ин- дикаторный нутромер, кон- цевые меры длины
115 Слесарная. Притупить ост- рые кромки Верстак Оселок, шкурка. Надфиль, напильник. Контрольный об- разец
120 Промывка Моечная ма- шина Поддон
125 Контрольная. Контроль окончательный Контрольный стол —
Таблица 9.2
Номер операции Наименование и содержание операции
005 Заготовительная
ОС ‘ к + 1 - - 1 • Ку50 Xх№ детали
О Q -г г
437±0,5
1. Отрезать от прутка 050^ g заготовку L— заготовительного цеха 437^(|5 по технологии
2. На торце заготовки маркировать марку материала и номер детали по эскизу
010 Термообработка
1. Произвести термообработку заготовки. Нормализовать по техноло- гии термического цеха
2. Сделать отметку за выполнение операци в кументе на заготовку сопроводительном до-
221
Продолжение табл. 9.2
Номер операции Наименование и содержание операции
015 Входной контроль заготовки
1. Проверить заготовку внешним осмотром и наличие сопроводитель- ных документов
2. Проверить наличие отметки на термообработку
3. Сделать отметку за выполнение операции в сопроводительных до- кументах
020 Фрезерно-центровальная (То = 0,38, 7^ = 0,76, 7'ш = 5,6, 7'шт=1,2)
1. Установить, закрепить, снять деталь (Тв=0,56)
2. Фрезеровать торцы 1 и 2 (L=65,0, Г=1,5, 1 = 1, 5=0,36, л = 600, У= 150,7, 7(|=0,3, 7'в=0,1)
3. Зацентровать деталь с двух сторон. Центровочное сверло Р18, (L=8,5, t=l,5, i = l, 5=0,12, л=850, У=8, 7о=О,О8, Гв=0,1)
025 Токарная предварительная (То = 1,05, 7^ = 1,25, 7^ = 6,24, 7^=2,42)
1. Установить, закрепить, снять деталь (Г,=1,2)
2. Точить поверхности 4 и 5. Проходной резец ВК60М (L=306, t =4,75,
i=l, 5=0,52, л=620, У=78,8, То=О,95, Гв = 0,05)
3. Точить поверхность б, 7, 8. Подрезной и канавочный резец Т30К4
(£=5, t=3, 1=1, 5=0,08, л = 620, V =52,6, Го = О,1)
222
Продолжение табл. 9.2
Номер
операции
Наименование и содержание операции
030
Токарная предварительная (То=0,41, 7),= 1,25, 7^ = 6,24, 7'11ГТ = 1,74)
1. Установить, закрепить, снять деталь (7^=1,2)
2. Проточить поверхности 9 и 10. Проходной резец ВК60М (£=98,0,
Г=2,6,1=1, 5=0,52, «=620, У= 78,85, 7'0=0,31, ?;=0,05)
3. Точить поверхности 11, 12, 13, 14. Подрезной и канавочный резец
Т30К6 (£=5, »=7, 1=1, 5=0,08, «=620, У=59,4, 7о=О,1)
Фрезерная (То =1,46, 7^ = 5,6, 7'ш = 8,2, Тшт=7,41)
]. Установить, закрепить, снять деталь (7^=2,4) 2. Фрезеровать шестигранник 15. Концевая фреза Р18 (£=38, *=2,3, 1=6, 5=0,24, «=650, У=77,9, 7'0=1,46, 7'в=3,2)
040 Слесарная 1. Снять заусенцы, острые кромки притупить фаской 0,1—0,3x45° (7о=1,5, 7'в=2,0)
223
Продолжение табл. 9.2
Номер
операций
045
Наименование и содержание операции
Токарная чистовая (7о=2,85, 7В=1,25, Тш=6,24, 71Ш=4,3)
1. Установить, закрепить, снять деталь (7^ = 1,2)
2. Проточить поверхности 4 и 5. Проходной резец Т15К6 (L=302,
1=0,17, i=l, 5=0,22, я=700, У=88,3, Г0=1,95, 7в=0,05)
3. Точить поверхности 7, 8, 16,17, 18, 19. Подрезной и канавочный резец
Т15К6 (£=5, /=3,6, 1=1, 5=0,08, л=700, У =86,82, 7о=О,О9)
050
Токарная чистовая (То =0,71, 7В=1,25, 7^=6,24, 7^=2,06)
224
Продолжение табл. 9.2
Номер операции Наименование и содержание операции
1. Установить, закрепить, снять деталь (7',= 1,2)
2. Точить поверхность 9. Проходной резец Т15К6 (£=95, 1=0,17, 1=1, 5=0,22, и=700, У=87,9, То=О,62, Тв=0,05)
3. Точить поверхности 11, 12, 13, 20. Подрезной и канавочный резец Т15К6 (£=5,1=8,1 = 1, 5=0,08, л=700, И=65,9, 7о=О,О9)
055 Круглошлифовальная предварительная (То=7,5, Тв = 3,6, 7’ш = 5,64, 7^=11,65)
I V/ 3
и — —L !L 5 о
1. Установить, закрепить, с нять деталь (Тв= 1,2)
2. Шлифовать поверхность 4. Абразивный круг 1Ш500 х 60 х 305 Э5-40- СТ2-5к (£=300, 1=0,08,1=1, 5=0,4, и =100, У =12,56, Г0=7,5, 7;=2,4)
060 Круглошлифовальная чистовая (То=4,62, 7’в=3,6, Тт= 5,64, 7^=8,63)
1 — а
и — 039,91-0,01 '
1. Установить, закрепить, с аять деталь (Тв= 1,2)
2. Шлифовать поверхность 4. Абразивный круг ПП500 х 60 х 305 Э5-40- СТ2-5к (£=300, 1=0,045, i = l, 5=0,65, л=260, У =32,6, 7о=4,62, 7'в=2,4)
065 Контрольная за операциями 045 — 060. Контрольный стол
1. Проверить деталь согласно эскизам к операциям 045 — 060
2. Сделать отметки в сопроводительных документах на деталь за выпол- нение операции
3. Деталь уложить в тару
15 - 4026
225
Продолжение табл. 9.2
Номер операции Наименование и содержание операции
070 Гальш шическая (хромирование)
— 41 — h —- , «к 1 ‘ X 04О,26-о,| размер после покрытия
— 039,91-0,01 размер до покры
1. Про ческого I извести хромирование поверхности «В» по технологии гальвани- iexa
075 Термо обработка
1. Про извести термообработку детали по технологии термического цеха
2. Сде кументе дать отметку за выполнение операции в сопроводительном до- за деталь
080 Контр эльная за операциями 070, 075. Контрольный стол
1. Про ных доку верить деталь внешним осмотром и на наличие сопроводитель- ментов
2. Замс рить диаметр «В» после хромирования (см. эскиз к операции 070)
3. Про операцш верить отметку в сопроводительных документах за выполнение 070, 075
085 Круглс г'шт=и.< шлифовальная предварительная (То=7,5, Тв=3,6, Тцз=5,64, 55)
(Г“ 1 — )
-1 04O.O8-o.o62
1. Уста новить, закрепить, снять деталь (Тв = 1,2)
2. Шлг СТ2-5к (1 [фовать поверхность 4. Абразивный круг ПП500 х 60 x 305 Э16- L=300, Г=0,09, 1=1, 5=0,65, л=100, К= 12,58, То=О,46, Тв=2,4)
226
Продолжение табл. 9.2
Номер Наименование и содержание операции
операции
090 Кгуглошлифовальная чистовая (То =0,75, ^=2,4, 7^=5,64, Т'пгг=3,31)
1. Установить, закрепить, снять деталь (Т’в= 1,2)
095
2. Шлифовать поверхность 4. Абразивный круг ПП500х 60 x 305 Э16-
СТ2-5к (7.=300, 1=0,04, 1=1, <9=0,4, «=200, У=25,12, То =0,75, Тв=2,4)
Круглошлифовальная. Шлифовать фаску (Tq=0,12, Тв=0,65, Т'|п=5,64,
Гшт=0,81)
I. Установить, закрепить, снять деталь (Т'в=1,2)
2. Шлифовать фаску 18. Абразивный круг 5ТП500х 15 x 305 Э16-С2-5к
(£=0,5, »=0,5, /=1, 5=0,4, л=200, У=25,12, 7o=O,12, Tt=0,65)
15*
227
Продолжение табл. 9.2
Номер
оперят щи
100
Наименование и со держание операции
Круглошлифовальная (То=0,24, Тв = 1,85, Тш=5,64, 7^=2,2)
105
1. Установить, закрепить, снять деталь (7,=1,2)
2. Шлифовать канавку 19 и торец 8. Абразивный круг 1ТП500х 15 х 305
Э16-С2-5к (£=5, f=0,2, i=l, S=0,4, л=200, И=24,8, То=О,24, Г,=0,65)
Резьбошлифовальная (То=0,24, 7в = 3,0, Т’т=5,64, 7ШТ=3,4)
1. Установить, закрепить, снять деталь (7), = 1,2)
2. Нарезать резьбу 5. Абразивный круг 2П500 х 20 x 305 Э16-С2-5к
(£=180,1=1, 5=0,4, л=26, Р=2,4, 7'0=0,24, Тв = 1,8)
228
Продолжение табл. 9.2
Номер операции Наименование и содержание операции
по Полировальная (То—3,6, Тв=3,6, Tm=4,62, Тшт=7,56)
1 П —— 0,63/ h
* - р * О е О тТ Q азмер д ЛЯ н- правок
1. Установить, закрепить, снять деталь (Тв= 1,2)
2. Полировать поверхность 4. Полировальная паста ГОИ, фетр, войлок (л=450, V= 56,52, То=2,4, Тв=3,6)
115 Слесарная (То=3,9, Тв=2,4, Тт=5,6, Тшг=6,6)
1. Острые кромки притупить фаской 0,1 — 0,3 х 45° (То=2,4, Тв= 1,2)
2. Заправить первую и последнюю нитки резьбы M30x2-6g (То=1,5, Г, = 1,2)
120 Моечная (То=4,5, Тв = 1,76, Tm=7,24, Тшг=6,6)
1. Промыть деталь в содо-хромпиковом растворе по инструкции глав- ного металлурга (То=3,0, Тв=0,56)
2. Просушить деталь сухим чистым сжатым воздухом и уложить в тару (То=1,5, Т,= 1,2)
125 Контрольная
Контролируемые параметры Наименование средств технического контроля
1 17 Штангенциркуль ШЦ-П-0,1-450
2 1, 4, 8, 14, 16, 30, 31 Штангенциркуль ШЦ-П-0,1-450
3 2, 20, 23, 28 Калибр-скобы
4 19,27 Калибр
5 3 Специальный калибр
6 6, 21, 24, 26, 29 Радиусомер 0,1 — 5,0
7 11, 15,22,25 Специальный калибр
8 5 Индикаторный нутромер 0 — 50
229
Продолжение табл. 9.2
Номер оперяции Наименование и содержание операции
Контролируемые параметры Наименование средств технического контроля
9 7 Калибр резьбовой
10 9, 10, 13, 18 Глубиномер 0-350
11 12 Угломер
12 6,26 Контрольный образец
Примечания. 1. Острые кромки должны быть притуплены фаской 0,1—0,3x45°.
2. • — размер и шероховатость поверхности после покрытия. 3. Покрытие поверхности «В»
й'т>50/п-20А+ 10%КП2. Допускается хромовое покрытие из хромкадмиевого или хромцинхового
электролитов толщиной 0,35 мкм. Обеспечивается технологически.
9.2. Технология обработки винта
Таблица 9.3
Вид заготовки - прокат. Материал - сталь 45
Наименование,
содержание операции
Токарная
Точить шейку под ре-
зьбу M12-6g до 010,
83 — 0,09 под накаты-
вание точить шейки 09
и фаски окончательно,
отрезать деталь, выдер-
живая размер 62,5
Схема базирования
Ставок,
оборудование,
оснастка
Автомат то-
карный 1Е140П.
Групповая на-
ладка, цанговый
патрон
230
Продолжение табл. 93
Операция Наименование, содержание операции Схема базирования Станок, оборудо[С, оснастка
010 Токарная
Подрезать второй то- рец, выдерживая размер 62, точить шейку 020 на длине 12, сверлить отверстие 012 под ше- -чл г Токарный If 02П. Цанговый пат- рон
стигранних, выдержи- вая размер 8
015 Протяжная
Протянуть шестигран- ник, выдерживая размер Ю+од окончательно 1 7?. Пресс гидрав- лический. Приспособле- ние
020 Резьбонакатная
Накатать резьбу М12-6g, выдерживая размер 22 Резьбонакатной А9518. Нож
030 Моечная
Промыть деталь Машина моеч- ная
035 Навесить бирку с обозначением детали на тару
040 Контрольная
Технический контроль Плита
050 Термическая обработка
055 Нанесение антикоррозионного покрытия
ггм
Неуказанные предельные отклонения размеров: валов Л14, отверстий Я14, остальных +-*
2
231
9.3. Технология изготовления оси
Заготовка - прокат. Материал - сталь 45.
Таблица 9.4
Операция Наименование, содержание операции Схема базирования Станок, оборудование, оснастка
005 Токарная
Подрезать н центро- вать торец, точить шей- ку под накатывание резь- бы M20-8g, точить шей- ки 02О7тб С°;“35) и 025 е8(=Д07з) под шлифова- ние, точить шейку 035, канавки Ь = 3 и Ь=6, фаски, отрезать деталь, выдерживая размер 81 И , а*. Токарный ав- томат 2Б240-6К. Наладка
010 Токарная
Подрезать второй то- рец, выдерживая раз- мер 8,3 _ Од, точить фас- ку и центровать торец Токарный 16Т02П. Цанговый пат- рон
— Л-
232
Продолжение табл. 9.4
Операция Наименование, содержание операции Схема базирования Станок, оборудование, оснастка
015 Горизонтально-фрезерная
Фрезеровать две лыс- ки, выдерживая размер ЗО_од8 окончательно азэ© Г оризоиталь- но-фрезерный 6Р80Ш. Приспо- собление, наладка
020 Зачистить заусенцы Вибрационная машина ВМПВ- 100
025 Резьбонарезная
Накатать резьбу M20-8g окончательно Резьбонакатный А9158. Нож
-
030 Термическая
035 Круглошлифовальная
Шлифовать поверх- ность 020 J.s6(tg® окончательно Круглошлифо- вальный ЗУ10В. Центры, хому- тик
А
040 Круглошлифовальная
• Шлифовать поверх- ность 025 e8C;0$j) с подшлифовкой торца 035/025е8, выдержи- вая размер 2ОЯ9(+0,052) окончательно Круглошлифо- вальный ЗУ10В. Центры, хомутик
—
045 Моечная
Промыть деталь Моечная ма- шина
050 Навесить бирку с обозначением детали на тару
055 Контрольная Плита
060 Нанесение покрытия
/714
Неуказанные предельные отклонения размеров: валов Л14, отверстий Я14, остальных ±——
233
9.4. Технология изготовления валика
Вид заготовки - прокат. Материал - сталь 45
Таблица 9.5
Операция Наименование, содержание операци Схема базирования Ставок, оборудование, оснасгха
005 Токарная
Подрезать и центро- вать торец, точить шейку под резьбу М16 х ],5-8g, точить шейку 020 's6 (t°;o6s) п°Д шлифо- вание,' 026/20/^6(1^) под шлифование, про- точить канавки 6=3, точить фаски, отрезать деталь, выдерживая размер 88 & Токарный ав- томат 1Б240-6К. Наладка, цан- говый патрон
010 Токарная
Подрезать второй то- рец, выдерживая раз- мер 12,8_0>1, точить фаску и центровать то- рец Токарный 16Т02П. Цанговый пат- рон
—
234
Пролдолжение табл. 9.5
Операция Наименование, содержание операци Схема базирования Станок, оборудование, оснастка
015 Резьбонакатная
Накатать резьбу M16xl,5-8g € 1 Резьбонакатный А9158. Нож
020 Шпоночно-фрезерная
Фрезеровать шпоноч- ный паз Ь—5, выдержи- вая размер 14 окончате- льно А-А
/1
025 Виброабразивная
Зачистить заусенцы Вибрационная машина ВМГГВ- 100
030 Круглошлифовальная
Шлифовать шейку 20 js6 (1) 1 с подшлифов- кой торца 026/02ОД6, выдерживая размер 30 Д'" Круглошлифо- вальный ЗУ10В. Центры, хомутик
L—_
035 Круглошлифовальная
Шлифовать шейку 2Q/j6(1°'“j) с подшли- фовкой ' торца 026/ l02Ojs6, выдерживая раз- мер 13 g|— Круглошлифо- вальный ЗУ 10В. Центры, хомутик
040 Моечная
Промыть деталь Моечная ма- шина
050 Навесить бирку с обозначением детали на тару
055 Контрольная Плита
060 Нанесение покрытия
7714
Неуказанные предельные отклонения размеров: валов Л14, отверстий 7714, остальных +-.
2
235
9.5. Технология изготовления стопора
Заготовка - прокат.
Материал - сталь 45
Операция
Наименование,
содержание операции
Схема базирования
Таблица 9.6
Станок,
оборудование,
оснастка
005
Токарная
010
Точить шейки 020
^7(-о;оо?) под шлифова-
ние, шейку 025, канавку
6=2, фаску, отрезать де-
таль, выдерживая размер
55.5____________________
Токарная
Токарный автомат
1Е140П.
Групповая наладка,
цанговый патрон
015
Вертикально-фрезерная
Фрезеровать две лыс-
020
Виброабразивная
Подрезать второй то-
рец, выдерживая размер
55, точить фаску
ки, выдерживая размер
16
Вертикально-фре-
зерный 6Т10.
Приспособление,
наладка
Токарный 16Т02П.
Цанговый патрон
Зачистить заусенцы
Вибрационная ма-
шина ВМПВ-100
236
Продолжение табл. 9.6
Операция Наименование, содержание операции Схема базирования Станок, оборудование, оснастка
025 Вертикально-сверлильная
Сверлить отверстие 014 окончательно Вертикально-свер- лильный 2Н125-1, ко- ндуктор
— - аНЛ 4
030 Виброабразивная
Притупить острые кромки Вибрационная ма- шина ВМПВ-100
035 Бесцентрово-шлифовальная
Шлифовать шейку 15 jsl окончательно Бесцентрово-шлифо- вальный ЗМ182
1 -
040 Моечная
Промыть деталь Моечная машина
050 Навесить бирку с обо- значением детали на тару
055 Контрольная Плита
060 Нанесение покрытия
ГПА
Неуказанные предельные отклонения размеров: валов Л14, отверстий /И4. остальных +-.
2
9.6. Технология изготовления вала
Заготовка - прокат. Материал - сталь 45
Таблица 9.7
Операция
Наименование,
содержание операции
Схема базирования
Станок,
оборудование,
оснастка
005
010
Термическая
Фрезерно-центровальная
Фрезеровать торцы
в размер 519±0,2 и цен-
тровать с двух сторон
одновременно
015
Токарная
Точить шейки 80 уб
до 085; 090 Л6 до 095
и фаски
Токарный
16К20ФЗ. Вра-
щающийся центр,
поводковый пат-
рон
238
Продолжение табл. 9.7
Операция Наименование. содержание операции Схема базирования Станок, оборудование, <застка
020 Токарная
Точить шейки 085 кб до 090, 090 Л6 до 095 и фаски. Точить шейки 080 кб до 090, 0105 /7 до 0105,5 Л4, фаски, про- точить канавку Л=5 — —...— Токарный 16К20ФЗ. Вра- щающийся центр, поводковый пат- рон
025 Токарная
Точить шейки 085 g6 до 080,5 А14; 090 Л6 до 090,5 Л14, фаски, ка- навки Ь—5 — — Токарный 16К20ФЗ. Вра- щающийся центр, поводковый пат- рон
030 Шпоночно-фрезерная
Фрезеровать шпоноч- ный паз 6 Б-Б Б -*1 Шпоночно-фре- зерный 6930. Са- моцентрирующие- ся тиски
л i
-ft. к
Б^
035 Радиально-сверлильная
Обработать два резь- бовых отверстия М10 на глубину 10. Повер- нуть на 90° Радиальносвер- лильный LA554, приспособление для сверления
-ft-
040 Шлицефрезерная
Фрезеровать шесть шлицев в размер 20 js до 87,8 в-в Г-В Шлицефрезер- ный горизонталь- ный полуавтомат 5А352ПФ2. Цент- ры, поводок
239
Продолжение табл. 9.7
Операция Наименование, содержание операции Схема базирования Станок, оборудование, оснастка
045 Шлицефрезерная
Фрезеровать шесть шлицев в размер 20 Js до 67,8 А-А G А Шлицефрезер- ный горизонталь- ный полуавтомат 5А352ПФ2. Цен- тры, поводок
НрН— —
*А
050 Слесарная
Зачистить заусенцы Механизирован- ный верстак
055 Круглошлифовальная
Шлифовать шейку 80 ?6, 90 Л7,105 /7, торец Д >пГГ-- 1 Круглошлифо- вальный ЗМ153ДФ2. Цен- тры, поводок
060 Круглошлифовальная
Шлифовать шейку 80 £6 и 90 А7 Г“=| Круглошлифо- вальный ЗМ153ДФ2. Цен- тры, поводок
ТЕН Р
065 Моечная
Промыть деталь Моечная ма- глина
070 Навесить бирку с обозначением детали на тару
075 Контрольная Плита
080 Нанесение покрытия
/714
Неуказанные предельные отклонения размеров: валов Л14, отверстий /714, остальных +-.
2
9.7. Технология изготовления фланца
Таблица 9.8
О- 8 8^ ±45° 5S ,061 kA I Ъ?45° , , 'о\ \'-4
12,5/. 0,8/ /5
'ШШ.
Л 050 <3 062^7 /120° хН*/1 2о£з, А /!И i •11 °° ) 1
I 10 1 09 30° Vv i Зотв./,
22 ж Заготовка - отливка '6,3 . Материал - чугун СЧ-20
Операция Наименование, содержание операции Схема базирования Станок, оборудование, оснастка
005 Токарная
Подрезать торец 62 /±7/054 и 096/62у±7 окон- чательно, точить поверх- ность 62 /±7 под шлифо- вание, проточить канавку 6 = 3 и фаски Токарный патрон- ный полуавтомат КТ 141, трехкулачко- вый пневматический патрон
010 Токарная
Подрезать торец 096 и точить поверхность 096 (технологическая) Токарный патрон- ный полуавтомат КТ141, трехкулачко- вый пневматический патрон
16 - 4026
241
Продолжение табл. 9.8
Операция Наименование, содержание операции Схема базирования Станок, оборудование, оснастка
015 Сверлильная с ЧПУ
Сверлить и зенковать че- тыре отверстия 09/014, фрезеровать две лыски в размер 86 Многоцелевой сверлильно-фре- зерный 21105Н7Ф4. Наладка УС- ПОЛ
О Т / Ж х wi
_ J —
/ 1 i .. . .1.
i т - '
020 Слесарная
Притупить острые кромки Верстак меха- низированный
025 Шлифовальная
Шлифовать поверх- ность 62 js7 с подшли- фовкой торца 90 jsl окончательно > X Универсально- шлифовальный ЗУ131ВМ. Трехкулачко- вый патрон
030 Моечная
Промыть деталь Моечная ма- шина
040 Контрольная Плита
045 Нанесение покрытия
ГП4
Неуказанные предельные отклонения размеров: валов Л14, отверстий ZZ14, остальных +-.
2
242
9.8. Технология изготовления стакана
Таблица 9.9
Операция Наименование, содержание операции Схема базирования Ставок, оборудование, оснастка
005 Токарная
Подрезать торец 130 дгб/90 Н"! и А (с образо- ванием канавок), точить поверхность 130 js6, расточить отверстие 085 и 90 Я7 с подрезкой внут- реннего торца 90 1П!0И > > 1 2 Токарный пат- ронный полуавто- мат КТ141, трех- кулачковый пнев- матический пат- рон
010 Токарная
Подрезать торец 0190 и 0144/0116, обточить поверхность 0190 и ко- ническую поверхность 0144x45° > > Токарный пат- ронный полуавто- мат КТ141, трех- кулачковый пнев- матический пат- рон
16*
243
Продолжение табл. 9.9
Операция Наименование, содержание операции Схема базирования Станоя, оборудование, оснастка
015 Термическая
020 Токарная
Подрезать торец 130 js6/90 Н7 окончате- льно, точить поверх- ность 130 js6 с подрез- кой торца А под шли- фование, фаски, канав- ки окончательно. Расто- чить отверстие 90 Н1 с подрезкой внутренне- го торца 90 7/7/085 и отверстие 085 под тонкое растачивание, канавки 3x096 окон- чательно, притупить ост- рые кромки Токарный пат- ронный полуавто- мат КТ141, трех- кулачковый пяев- МЯТРТЧССКИИ ПЯ.Т-
kJ г 4%
> рои
025 Токарная
Подрезать торец 0144/0116, точить по- верхность 0190, конус- ную поверхность 0144x45° окончатель- но. Расточить отвер- стие 90 т с подрезкой внутреннего торца 90 7/7/085 под тонкое рас- тачивание выточки 0116 и канавки 3 х 096 > > i Токарный пат- ронный полуавто- мат КТ141, трех - кулачковый пнев- матический пат- рон
030 Сверлильная с ЧП У
Сверлить пять отвер- стий 011, два отвер- стия 010,2 под резьбу Ml 2, зенковать пять от- 1- Многоцелевой сверлильно-фре- зерный ГФ2171. Наладка УС- ПО
—"Т
верстий 011/017, фас- ки 2 х 24, нарезать резь- бу Ml2. Фрезеровать лыски в размер 170 LjL I
г д
244
Продолжение табл. 9.9
Операция Наименование, содержание операции Схема базирования Станок, оборудование, оснастка
035 Слесарная
Опиливать острые кромки Верстак меха- низированный
040 Алмазно-расточная
Расточить два отвер- стия 90 Н1 с подрезкой торцов Б и В, отверстия 085 до 085 Н9 (техно- логически) Алмазно-рас точный (специаль- ный). Установоч- ное приспособле- ние
045 Шлифовальная
Шлифовать поверх- ность 130 js6 с подшли- фовкой торца 4 ж Круглошлифо- вальный полуав- томат ЗУ131ВМ. Специальная оправка
050 Моечная
Промыть деталь Моечная ма- шина
055 Контрольная Плита
060 Нанесение покрытия
ГП4
Неуказанные предельные отклонения размеров: валов Л14, отверстий //14, остальных +-.
2
9.9. Технология изготовления зубчатого колеса
со шлицевым отверстием
Заготовка - штамповка. Материал - сталь 25ХГТ.
Нитроцементировать на глубину 0,3-0,5 мм
до твердости HRC356-60
Таблица 9.10
Операция Наименование, содержание операции Схема базирования Станок, оборудование, оснастка
005 Токарная с ЧПУ
Подрезать торцы 115 Л11/062/32 Я7 предвари- тельно. Обточить наруж- ную поверхность 062 предварительно. Обрабо- тать отверстие 32 Н1 до 030. Обточить и расто- чить фаски > Токарный с ЧПУ КТ141, трехкулач- ковый патрон
246
Продолжение табл. 9.10
Операция Наименование, содержание операции Схема базирования Станок, оборудование, >свастк
010 Токарная с ЧПУ
Подрезать торец 115Л11/32777 предвари- тельно. Обточить наруж- ную поверхность 0190 и 0144/0116, обточить поверхность 115Л11 пред- варительно. Обточить и расточить фаски, вы- точку 042 I 4^ Токарный с ЧПУ КТ 141, трех- кулачковый пат- рон
015 Протяжная
Протянуть восьми- шлицевое отверстие 32777x387711x6770 под шлифование в d-и Протяжной 7512. Жесткая оправка
020 Токарная с ЧПУ
Подрезать торец 115Л11/062 окончате- льно, торцы 062/32777 и 115Л11/32777 под шли- фование. Обточить на- ружную поверхность 062 окончательно и поверх- ность 115Л11 под шли- фование. Проточить паз В= 107711 под шлифо- вание. Обточить фаски > Токарный пат- ронный полуав- томат КТ 141, спе- циальная оправка
025 Контрольная
030 Зубофрезерная
Фрезеровать 44 зуба (ш=2/5) под шлифова- ние (по две детали) 1 Зубофрезерный 53А20В. Приспособле- ние
247
Продолжение табл. 9.10
Операция Наименование, содержание операции Схема базирования Станок, оборудование, оснастка
035 Зубозакругляющая
Закруглить 44 зуба (щ=2/5) окончательно А-А Зубозакругло- вочный полуавто- мат 5Е580. При- способление
г*~ Л о
Hi
040 Зубозачистная
Зачистить заусенцы на торцах зубьев Одношпиндель- ный полуавтомат для снятия фасок 5Б525. Трехкулач- ковый патрон
045 Протяжная
Калибровать восьми- шлицевое отверстие Пресс ЛС6НА. Подставка
Eg <к ш
050 Термическая
055 Круглошлифовальная
Шлифовать наруж- ную поверхность 115Л11 и торец 15Л11/32Я7 окон- чательно г> Круглошлифо- вальный ЗТ161Д
V V S
248
Продолжение табл. 9.10
Операция Наименование, содержание операции Схема базирования Станок, оборудование, оснастка
060 Внутришлифовальная
Шлифовать отверстие 327/7 и торец 062/32/77 окончательно > Внутришлифо- вальный ЗА227АФ2. При- способление
065 Круглошлифовальная
Шлифовать паз В= = 10/711 окончательно Круглошлифо- вальный ЗУ131ВМ
070 Зубошлифовальная
Шлифовать 44 зуба окончательно Зубошлифоваль- ный 5В833. Оправка
075 Моечная
Промыть деталь Моечная ма- шина
080 Контрольная Плита
085 Нанесение покрытия
ГПА
Неуказанные предельные отклонения размеров: валов Л14, отверстий //14, остальных +-.
2
249
9.10. Технология изготовления червячного колеса
из биметалла
48x32x38
ГОСТ 1139-80
Заготовка - отливка. Материал - бронза А9ЖЗФ, сталь 45
Таблица 9.11
Операция Наименование, содержание операции Схема базирования Ставок, оборудование, оснастка
005 Токарная с ЧПУ
Подрезать торцы 045/32Н7, 076/045 предварительно. Обто- чить наружные поверх- ности 076 и 069 окон- чательно. Сверлить от- верстие 32 Н1 предвари- тельно. Расточить и об- точить фаски <1 г д Токарный по- луавтомат с ЧПУ КТ 141, трехкулач- ковый патрон
010 Токарная с ЧПУ
Подрезать торцы 05О/32Я7 и 076/050 предварительно. Обто- чить наружную поверх- ность 076 окончатель- но. Расточить и обто- чить фаски я =S Токарный по- луавтомат с ЧПУ КТ141, трехкулач- ковый патрон
250
Продолжение табл. 9.11
Операция Наименование, содержание операции Схема базирования Ставок, оборудование, оснастка
015 Вертикально-фрезерная
Фрезеровать четыре паза 6 = 8 на глубину 2 окончательно > 1 М? Протяжной 7512. Жесткая оправка
020 Виброабразивная
Зачистить заусенцы Вибробункер
025 Литейная
Залить бронзой
030 Очистка
Обрубить и очистить отливку
035 Токарная с ЧПУ
Подрезать торцы и об- точить наружный 098-0,5 предварительно. Расто- чить отверстие 32Н1 под протягивание. Обточить фаску на 098_о,5 Токарный пат- ронный полуав- томат КТ141. Трехкулачковый патрон
040 Г оризонтально-протяжная
Протянуть восьми- шлицевое отверстие 032 х 38 х 8 окончате- льно Горизонтально- протяжной 7512. Жесткая опора
251
Продолжение табл. 9.11
Операция Наименование, содержание операции Схема базирования Станок, оборудование, оснастка
045 Токарная с ЧПУ
Подрезать торцы 045/32777, 050/32777 предварительно, тор- цы 098_О15/045 и 098_О5/05О оконча- тельно. Обточить наруж- ную поверхность 098_о>5 предварительно и на- ружную поверхность 050 окончательно. Расточить и обточить фаски 0- Токарный пат- ронный полуав- томат КТ141, спе- циальная оправ- ка. Токарно-винто- резный с ЧПУ 16К20ФЗ. Цент- ровая оправка
050 Токарная с ЧПУ
Обточить наружную поверхность 098~o,s и радиус окончательно Т окарно-винто- резный с ЧПУ 16К20ФЗ. Центро- вая оправка
055 Контрольная
060 Зубофрезерная
Фрезеровать 29 зу- бьев (т=3) под шевин- гование > 0- Зубофрезер- ный 53А20В. Приспособле- ние
л 1 л 1
। _М_ 1
065 Слесарная
Зачистить заусенцы Верстак
070 Зубошевинговальная
Шевинговать 29 зубьев (т=3) окончательно. Зачистить заусенцы на торцах зубьев 5 о- Шевинговаль- ный станок 5Б702В. Приспо- собление
л -Л
-W.
252
Продолжение табл. 9.11
Операция Наименование, содержание операции Схема базирования Станок, оборудование, оснастка
075 Моечная
Промыть деталь Моечная ма- шина
080 Контрольная Плита
9.11. Технология изготовления планки
Таблица 9.12
Операция Наименование, содержание операции Станок, оборудование Оснастка
005 Вертикально-фрезерная
Фрезеровать две широкие поверхности в размер 24,3 под шлифование и две по- верхности в размер 82 окон- чательно Вертикально-фрезер- ный станок 6Т12 Гидротиски. Двухпо- зиционная наладка
253
Продолжение табл. 9.12
Операция Наименование, содержание операции Станок, оборудование Оснастка
010 Г оризонтально-фрезерная
Фрезеровать два торца в раз- мер 176 Г оризонтально-фре- зерный 6Т82Г Универсально-нала- дочное приспособле- ние с гидравлическим зажимом
015 Зачистка
Зачистить заусенцы после фрезерования Машина для снятия заусенцев
020 Плоскошлифовальная
Шлифовать две широкие поверхности в размер 24 окончательно Плоскошлифоваль- ный 2П722ДВ Магнитная плита
025 Зачистка
Зачистить заусенцы после фрезерования Машина для снятия заусенцев
030 Сверлильная с ЧПУ
Фрезеровать два платика в размер 20 х 40 х 2 оконча- тельно. Сверлить, расточить и развернуть одно отверстие 065, 071, 070 НЭ оконча- тельно, фрезеровать паз В= =30 и Л=8±0,5 окончатель- но, сверлить и зенковать од- но отверстие 022, 045 окон- чательно Расточно-сверлиль- но-фрезерный с ЧПУ и инструментальным магазином 2254ВМФ4 Наладка УСПО двух- позиционная
035 Вертикально-сверлильная
Сердить одно отверстие 012 Вертикально-свер- лильный 2Н125-1 Кондуктор
040 Зачистка
Зачистить заусенцы после фрезерования Машина для снятия заусенцев
045 Моечная
Промыть деталь Моечная машина
050 Контрольная Плита
055 Химическое оксидирова- ние
060 Нанесение антикоррозион- ного покрытия
254
9.12. Технология изготовления зубчатой рейки
Таблица 9.13
Операция Наименование, содержание операции Ставок, оборудование Оснастка
005 Вертикально-фрезерная
Фрезеровать две широкие поверхности в размер 24,3 под шлифование и две по- верхности в размер 82 окон- чательно Вертикально-фрезер- ный станок 6Т12 Гидротиски. Двух- позиционная наладка
010 Г оризонтально-фрезерная
Фрезеровать две плоско- сти в размеры 25 и 44 пред- варительно Вертикально-фрезер- ный 6Т12 Специализирован- ное двухпозиционное приспособление с гид- равлическим зажимом
015 Горизонтально-фрезерная
Фрезеровать два торца предварительно Горизонтально-фре- зерный 6Т82Г Универсально-нала- дочное приспособле- ние
020 Термическая
025 Поперечно-строгальная
Строгать плоскость 40x612 в размер 26 и плоскость 22 х 612 в размер 43 под шли- фование Поперечно-строгаль- ный 3710Д Специализирован- ное двухпозициоиное приспособление. Смен- ная наладка
255
Продолжение табл. 9.12
Операция Наименование, содержание операции Ставок, оборудование Оснастка
030 Поперечно-строгальная
Строгать вторую плос- кость 40 х 612 в размер 22,8 и плоскость зубьев в размер 41 под шлифование То же
035 Г оризонтально-фрезерная
Фрезеровать два торца в размер 612 окончательно Г оризонтально-фре- зерный 6Т82Г Универсально-нала- дочное приспособле- ние. Сменная наладка
040 Зачистка
Зачистить заусенцы после фрезерования Машина для снятия заусенцев
045 Вертикаьно-сверлильная
Сверлить н зенковать три отверстия 09,8 поД штифты и сверлить и зенковать три отверстия 011/018 Вертикально-свер- лильный ЧПУ 2Р135Ф2-1 Наладка УСПО
050 Термическая
055 Плоскошлифовальная
Шлифовать плоскость 40x612 в размер 22,6-од предварительно Плоскошлифоваль- ный ЗП722ДВ Магнитная плита
060 Плоскошлифовальная
Шлифовать вторую плос- кость 40x612 в размер 22,4_oj (комплектно со сты- куемой деталью) предвари- тельно Плоскошлифоваль- ный ЗП722ДВ Магнитная плита
065 Плоскошлифовальная
Шлифовать плоскость 22x612 в размер 40,8 -од предварительно Плоскошлифоваль- ный ЗП722ДВ Магнитная плита
070 Плоскошлифовальная
Шлифовать вторую плос- кость 22x612 в размер 40,5-од предварительно Плоскошлифоваль- ный ЗП722ДВ Магнитная плита
075 Зачистка
Зачистить заусенцы после фрезерования Машина для снятия заусенцев
256
Продолжение табл. 9.13
Операция Наименование, содержание операции Ставок, оборудование Оснастка
080 Зубодолбежная
Долбить зубья (т = 2,5) предварительно Зубодолбежный ЕЗ-9В Специализирован- ное приспособление
085 Зачистка
Зачистить заусенцы после фрезерования Машина для снятия заусенцев
090 Термическая — старение в масле 24 ч
095 Плоскошлифовальная
Шлифовать боковую плос- кость 40x612 в размер 22,2 окончательно Плоскошлифоваль- ный прецизионный ЗЕ711АФ1 Магнитная плита
100 Плоскошлифовальная
Шлифовать вторую боко- вую плоскость окончательно комплектно со стыкуемой деталью Плоскошлифоваль- ный прецизионный ЗЕ711АФ1 Магнитная плита
105 Плоскошлифовальная
Шлифовать плоскость, про- тивоположную зубьям, в раз- мер 40,2_о,о1 окончательно Плоскошлифоваль- ный прецизионный ЗЕ711АФ1 Приспособление
110 Плоскошлифовальная
Шлифовать плоскость со стороны зубьев в размер 40 окончательно комплектно со стыкуемой деталью Плоско шлифоваль- ный прецизионный ЗЕ711АФ1 Магнитная плита
115 Слесарная
Опилить острые кромки Машина для снятия заусенцев
120 Зубодолбежная
Долбить зубья (т=2,5) окончательно Зубодолбежный ЕЗ-9В Приспособление
125 Слесарная
Зачистить зуесенцы после зубодолбления Машина для снятия заусенцев
130 Моечная
Промыть деталь
135 Контрольная
140 Антикоррозионная обра- ботка
17-4026
257
9.13. Технология изготовления рычага
Таблица 9.14
One- рация Наименование, содержание операции Схема базирования Станок, оборудование, оснастка
005 Плоскошлифовальная
Шлифовать две плоскости В в размер 34,5 предварительно Плоскошли- фовальный с круглым вы- движным сто- лом и верти- кальным шпи- нделем повы- шенной точно- сти ЗЕ756Ф2. Магнитный стол
258
Продолжение табл. 9.14
Опе-
рация
010
Наименование,
содержание
операции
Сверлильная с ЧПУ
Схема базирования
Ставок,
оборудование,
оснастка
Обработать
отверстие 065
Я7 до 064,5 и
отверстие 0134
#14 до 013 Н9
(технологичес-
ки)
Вертикальный
расточно-свер-
лильно-фрезер-
ный с ЧПУ и
инструменталь-
ным магазином
2256ВМФ2. На-
ладка УСПО
015 Фрезерная с ЧПУ
Фрезеровать
контур детали
окончательно,
паз Я=14+0>2
окончательно.
Сверлить отве-
рстие 05 под
выход круга
Вертикальный
консольный фре-
зерный с ЧПУ
и инструмен-
тальным мага-
зином ГФ2171.
Наладка УСПО
020 Фрезерная
Слесарная
Зачистить за-
усенцы
Фрезеровать
уступ по разме-
рам 15 и 12 под
шлифование
Горизонталь-
ный консоль-
но-фрезерный
6Т82Г. Приспо-
собление
Машина для
снятия заусен-
цев
17*
259
Продолжение табл. 9.14
Опе-
рация
030
Наименование,
содержание
операции
Вертикально-сверлильная
Схема базирования
Станок,
оборудование,
оснастка
035
040
045
050
Сверлить и на-
резать резьбу
М8-777 в трех
отверстиях окон-
чательно
Вертикальный
сверлильный с
ЧПУ 2Р135Ф2-1.
Наладка УСПО
Радиально-сверлильная
Сверлить от-
верстие 06, рас-
сверлить отвер-
стие 012, зен-
ковать фаску
окончательно
Термическая
Радиально-свер-
лильный 2К52-1.
Кондуктор
Плоскошлифовальная
Шлифовать
две плоскости в
размер 341^2
окончательно ’
ШГ ИЛ
Плоскошли-
фовальный с го-
ризонтальным
шпинделем
и прямоуголь-
ным столом
ЗЕ711ВФ2. Маг-
нитная плита
Координатно-расточная
Расточить от-
верстие 065 Я7
окончательно
Координат-
но-расточный
2431 С. Нор-
мальный кре-
пеж
260
Продолжение табл. 9.14
Опе- рация Наименование, содержание операции Схема базирования Ставок, оборудование, оснастка
055 Плоскошлифовальная
Шлифовать уступ 15 х 12 предварительно Плоскошли- фовальный с го- ризонтальным шпинделем и крестовым сто- лом ЗЕ711ВФ2. Приспособле- ние
060 Плоскошлифовальная
Шлифовать уступ 15 х 12 окончательно Зубофрезер- ный 53А20В. Приспособле- ние
065 Полировальная
070 Моечная
Промыть де- таль Моечная ма- глина
075 Контрольная Плита
080 Нанесение ан- тикоррозионно- го покрытия
9.14. Технология изготовления кронштейна
Таблица 9.15
Операция
Наименование,
содержание операции
Схема базирования
Станок,
оборудо ние,
оснастка
Сверлильная с ЧПУ
В первой Позиции фре-
зеровать плоскость при-
легания в размеры Ю
и 28 окончательно. Свер-
лить четыре отверстия
011. Сверлить и развер-
нуть два отверстия 08 до
0ИГ1 технологически.
Во второй позиции фре-
зеровать уступ в размеры
40 и 73 (R40) окончатель-
но. Зенковать два отвер-
стия 011 до 020 окон-
чательно.
В третьей позиции рас-
точить отверстие 055Я7,
выточку 070 с пропилов-
кой торца 055Н7/07О
окончательно
Расточно-сверлиль-
но-фрезерный с ЧПУ
и инструментальным
магазином 2254ВМФ4.
Наладка УСПО трех-
позиционная
262
Продолжение табл. 9.15
Операция Наименование, содержание операции Схема базирования Станок, оборудование, оснастка
010 Вертикально-сверлильная
Зенковать фаску 1 х 45° в отверстии 055777 Вертикально-свер- лильный 2Н135-1. Под- ставка
О <
И-—1—
015 Горизонтально-протяжная
Протянуть паз 6—8/79 окончательно Горизонгально-про- тяжной 7512. Приспособление
020 Зачистка
Притупить острые кромки Машина для снятия заусенцев
025 Моечная
Промыть деталь Моечная машина
030 Контрольная Плита
035 Нанесение антикорро- зионного покрытия
9.15. Технология изготовления колодки гидравлики
Заготовка-прокат 28x75x77.
Материал - сталь45.
Неуказанные предельные
отклонения:
валов Л14,
отверстий Н14,
остальных ± ^14
Таблица 9.16
Операция Наименование, содержание операции Станок, оборудование Оснастка
005 Отрезная
Отрезать заготовку Отрезной круглопиль- ный автомат 8Г662 Тиски
010 Маркирование
015 Вертикально-фрезерная
Фрезеровать две поверх- ности в размер 22 оконча- тельно Вертикально-фрезер- ный консольный 6Р12 Гидротиски, налад- ка двухпозиционная
020 Слесарная
Зачистить заусенцы Машина для снятия за- усенцев
025 Вертикально-фрезерная
Фрезеровать четыре по- верхности в размер 67 х 70 окончательно Вертикалньо-фрезерный консольный 6Р12 Гидротиски
264
Продолжение табл. 9.16
Операция Наименование, содержание операции Станож, оборудование Оснастха
030 Слесарная
Зачистить заусенцы Машина для снятия за- усенцев
035 Сверлильная с ЧПУ
Обработать четыре от- верстия 08/М14 х l,5-7Zf; четыре отверстия 08/14Н9; 08/21,4+0,4 и фрезеровать четыре паза 2?=18 окон- чательно Многоцелевой сверли- льно-фрезерный с кресто- вым столом 21105Н7Ф4 Кондуктор
040 Слесарная
Зачистить заусенцы пос- ле фрезерования Машина для снятия за- усенцев
045 Моечная
Промыть деталь Моечная машина
050 Контрольная Плита
055 Консервация
I
9.16. Технология изготовления корпуса гидравлики •
Заготовка - отливка 85x120x140. Материал - чугун СЧ-20.
Неуказанные предельные отклонения:
I
I
валов Л12, отверстий Я14, остальных!
Таблица 9.17
Операция Наименование, содержание операции Ставок, оборудование Оснастка
005 Литье
010 Обрубка отливки
015 Маркирование
020 Вертикально-фрезерная
Фрезеровать поверхно- сти в размер 75±0,5; 110± +0,5; 130+0,6 Вертикально-фрезер- ный консольный 6Р13 Гидротиски, под- кладки
025 Слесарная
Притупить острые кромки Машина для снятия за- усенцев
Продолжение табл. 9.17
Операция Наименование, содержание операции Станок, оборудование Оснастка
030 Сверлильная с ЧПУ
Обработать два отвер- стия 017/011 до 017/ 10111П технологически; два отверстия 023/K3/4' и отверстие 010,7X1/4’ окончательно Многоцелевой сверли- льно-фрезерный горизон- тальный с крестовым пе- ремещением шпиндель- ной бабки 21004Н7Ф4, столом 21105Н7Ф4
035 Сверлильная с ЧПУ
Обработать два отвер- стия М12 х 1,25-67/; четы- ре отверстия М8-7Я; два отверстия 010,7 XI/4"; одно отверстие 028/025/ /М20х 1,5-бЯ; 018Я9/012 окончательно Многоцелевой сверли- льно-фрезерный горизон- тальный с крестовым пе- ремещением шпиндельной бабки 21004Н7Ф4, столом 21105Н7Ф4
040 Токарная с ЧПУ
Расточить отверстие 032Я7; выточку, 05ОН12, 054 окончательно. Прото- чить внутренние канавки 6x045; 20(94—74)х052 и 20(58— 38) х 052 окон- чательно. Нарезать резь- бу М42 х 1,5—6Н оконча- тельно, расточить фаски Токарный патронный полуавтомат с ЧПУ КТ141 Наладочное приспо- собление
045 Моечная
Промыть деталь Моечная машина
050 Контрольная Плита
055 Консервация
9.17. Технология изготовления кулачка
Заготовка - прокат 0290x75. Материал -сталь45.
Неуказанные предельные отклонения:
/Г14
валов А12, отверстий Н\4, остальных! —
Таблица 9.18
Операция Наименование, содержание операции Станок, оборудование Оснастка
005 Отрезная
Отрезать заготовку в размер 75 Отрезной 8Б66 Тиски призматичес- кие
010 Слесарная
Зачистить заусенцы Машина для снятия за- усенцев
015 Токарная с ЧПУ
Подрезать торец окон- чательно, обточить 0210 окончательно, обработать отверстие 045/77 окон- чательно, расточить вы- точку 0165 окончатель- но, подрезать торец бо- бышки 085 окончатель- но. Проточить канавку, расточить фаски Токарный патронный полуавтомат с ЧПУ 1П756ДФЗ Патрон трехкулач- ковый
268
Продолжение табл. 9.18
Операция Наименование, содержание операции Станок, оборудование Оснастка
020 Токарная с ЧПУ
Подрезать торец в раз- мер 65 окончательно; об- точить 085 окончатель- но; подрезать торец 0290 окончательно; рас- точить и обточить фаски Токарный патронный полуавтомат С ЧПУ 1П756ДФЗ Патрон трехкулач- ковый
025 Протяжная
Протянуть шпоночный паз окончательно Протяжной горизон- тальный полуавтомат для внутреннего протягивания 7523 Направляющая втулка
030 Фрезерная с ЧПУ
Фрезеровать наружный контур окончательно; об- работать отверстие 020777 окончательно; фрезеро- вать сектор на 0210 окон- чательно Фрезерный консольный вертикальный с ЧПУ ГФ2171 Двухместная на- ладка
035 Слесарная
Зачистить заусенцы Машина для снятия за- усенцев
040 Моечная
Промыть деталь Моечная машина
045 Контрольная Плита
050 Консервация
СПИСОК ЛИТЕРАТУРЫ
1. Справочник технолога-машиностроителя. В 2-х т. Т. 1/Под ред. А. Г. Косило-
вой и Р. К. Мещерякова.— М.: Машиностроение, 1985.— 656 с.
2. Справочник технолога-машиностроителя. В 2-х т. Т. 1/Под ред. А. Г. Косило-
вой н Р. К. Мещерякова.— М.: Машиностроение, 1972.— 694 с.
3. Балабанов А. Н. Краткий справочник технолога-машиностроителя.— М: Из-
дательство стандартов, 1992.— 464 с.
4. Косилова А. Г., Мещеряков Р. К., Калинин М. А. Точность обработки, заготов-
ки и припуски в машиностроении. Справочник технолога.— М.: Машиностроение,
1976.— 288 с.
5. Маракулин И. В., Бунец А. П., Кбринюк В. Г. Краткий справочник технолога
тяжелого машиностроения.— М.: Машиностроение, 1987.— 464 с.
6. Обработка металлов резанием. Справочник технолога/А. А. Панов, В. В.
Аникин, Н. Г. Бойм и др.— М.: Машиностроение, 1988.— 736 с.
7. Обработка металлов резанием. Справочник технолога/Г. А. Монахов, В. Ф.
Жданович, Э. М. Радинский и др.— М.: Машиностроение, 1974.— 600 с.
8. Краткий справочник технолога механического цеха/В. Е. Антонюк, А И.
Рубинчик, Л. А. Грек и др.— Минск: Изд. Беларусь, 1968.— 424 с.
9. Курсовое проектирование по технологии машиностроения/А. Ф. Горбацевич,
В. Н. Чеботарев, В. А. Шкред и др.— Минск: Изд. Вышэйшая школа, 1975.— 288 с.
10. ГОСТ 26645—85. Отливки из металлов и сплавов. Допуски размеров, массы
и припуски на механическую обработку. М.: Издательство стандартов, 1994.— 55 с.
11. ГОСТ 7062—79. Поковки из углеродистой стали, изготовляемые ковкой на
прессах. Припуски и допуски. М.: Издательство стандартов, 1986.— 58 с.
12. ГОСТ 7505—74. Поковки стальные штампованные. Допуски, припуски и куз-
нечные напуски. М.: Издательство стандартов, 1975.— 29 с.
13. Балакшин Б. С. Основы технологии машиностроения. М.: Машиностроение,
1969,— 559 с.
14. Коганов И. А., Каплан Д. С. Основы базирования. Учеб, пособие. Тул. гос.
техн. ун-т. Тула, 1993.— 128 с.
15. Проектирование технологии. Учебник для студентов машиностроительных
специальностей ВУЗов/И. М. Баранчукова, А. А Гусев, Ю. Б. Крамаренко и др.; Под
общ. ред. Ю. М. Соломенцева.— М.: Машиностроение, 1990.— 416 с.
ОГЛАВЛЕНИЕ
Предисловие .......................................................... 3
1. Расчет припусков на механическую обработку........................ 4
1.1. Методы определения припусков................................... 4
1.2. Факторы, влияющие на величину припуска......................... 6
1.3. Минимальный припуск Z1Tn;n .................................... 7
1.4. Максимальный припуск Zfmax..................................... 9
1.5. Определение общих припусков Zolnin и Z0Bm......................11
1.6. Определение межоперационных размеров...........................11
1.7. Порядок расчета припусков на обработку и операционных (межпереход-
ных) размеров ......................................................14
2. Определение составляющих для расчета припуска.....................17
2.1. Достигаемые параметры точности механической обработки на станках 17
2.2. Обеспечение качества поверхностного слоя.......................22
2.3. Определение пространственных геометрических отклонений обрабаты-
ваемых поверхностей.................................................26
2.4. Определение погрешности установки и закрепления заготовок на станках 34
2.4.1. Погрешности установки заготовок...........................34
2.4.2. Погрешности закрепления заготовок на станках..............42
2.5. Расчет погрешности установки аналитическими методами теории баз 45
3. Заготовки. Отливки из металла и сплавов. Параметры точности и припуски 52
3.1. Допуски размеров, массы и припуски на механическую обработку . . 52
3.2. Определение степени точности поверхности отливок...............57
3.3. Определение класса точности массы отливки......................57
3.4. Определение класса размерной точности отливки..................58
3.5. Определение ряда припуска на обработку отливки.................58
3.6. Определение допуска размера отливки............................58
3.7. Определение допуска массы отливок..............................59
3.8. Определение общего припуска на сторону.........................59
3.9. Определение шероховатости поверхности отливки..................61
3.10. Определение допуска смещения отливки по плоскости разъема ... 61
4. Параметры точности и припуски на стальные штампованные заготовки . . 98
4.1. Термины и определения конструктивных и технологических параметров
поковок.............................................................98
4.2. Конструктивные характеристики поковки.........................100
4.3. Припуски на механическую обработку............................104
4.3.1. Основные припуски на механическую обработку..............104
4.3.2. Дополнительные припуски на механическую обработку . . . 108
4.4. Допускаемые отклонения размеров поковки.......................111
4.5. Кузнечные напуски.............................................117
4.6. Примеры расчета (назначения) припусков и допускаемых отклонений на
размеры поковок ...................................................118
271
5. Примеры определения параметров точности и припусков поковок из углеродис-
той и легированной стали, получаемых ковкой на прессах в молотах . . . 124
6. Заготовки из проката. Сортамент проката и предельные отклонения размеров 151
7. Рекомендуемые припуски иа операциях механической обработки.......157
7.1. Припуски на токарную обработку валов (наружные поверхности враще-
ния) и на отделку валов шлифованием................................157
7.2. Припуски на механическую обработку отверстий..................163
7.3. Припуски на механическую обработку плоскостей.................174
7.4. Припуски на обработку зубчатых колес и червяков...............180
7.5. Примеры определения операционных припусков....................184
8. Расчеты припусков и межпереходных размеров при изготовлении детален ма-
шин аналитическим методом............................................186
8.1. Расчет припусков и межпереходных размеров при изготовлении вала из
сортового проката ................................................ 186
8.2. Расчет припусков и межпереходных размеров при изготовлении вала из
заготовки, полученной штамповкой...................................194
8.3. Выявление технологических размерных связей при расчете припусков 204
8.4. Расчет припусков и межпереходных размеров на плоские поверхности и
отверстия при изготовлении корпусной детали........................207
8.4.1. Расчет припуска на плоскость основания корпуса..........208
8.4.2. Расчет припусков и межпереходных размеров при обработке верх-
ней плоскости ............................................211
8.4.3. Расчет припусков и межпереходных размеров при обработке
отверстия 50Я7..................................................214
9. Технологические процессы, припуски н межпереходные размеры при изготов-
лении типовых деталей машин..............................................218
9.1. Технология обработки штока.....................................218
9.2. Технология обработки винта.....................................230
9.3. Технология изготовления оси....................................232
9.4. Технология изготовления валика...................................234
9.5. Технология изготовления стопора..................................236
9.6. Технология изготовления вала.....................................238
9.7. Технология изготовления фланца...................................241
9.8. Технология изготовления стакана..................................243
9.9. Технология изготовления зубчатого колеса со шлицевым отверстием . 246
9.10. Технология изготовления червячного колеса из биметалла .... 250
9.11. Технология изготовления планки...................................253
9.12. Технология изготовления зубчатой рейки......................... 255
9.13. Технология изготовления рычага...................................258
9.14. Технология изготовления кронштейна...............................262
9.15. Технология изготовления колодки гидравлики.......................264
9.16. Технология изготовления корпуса гидравлики.......................266
9.17. Технология изготовления кулачка..................................268
Список литературы
270