/














































































































































































































































































































































































































































































Текст
ЮИ. Кузнецов АР Маслов АНБаиков
Оснастка
станков сЧПУ справочник
ЮИ. Кузнецов АР Маслов А.Н. Байков
Оснастка для станков сЧПУ
справочник
2-е издание, переработанное и дополненное
Москва
• Машиностроение*
1990
ББК 34.630.2-5-04я2
К89
УДК 1621.9.06 : 681.513.2 + 658.52.011.56.012.3] (035)
Рецензент А Г. Матвеев
Кузнецов Ю. И., Маслов А. Р.» Байков А. Н.
К89 Оснастка для станков с ЧПУ: Справочник. —2-е изд., перераб. и доп. —М.: Машиностроение, 1990. —512 л.: ил.
ISBN 5-217-01114-9
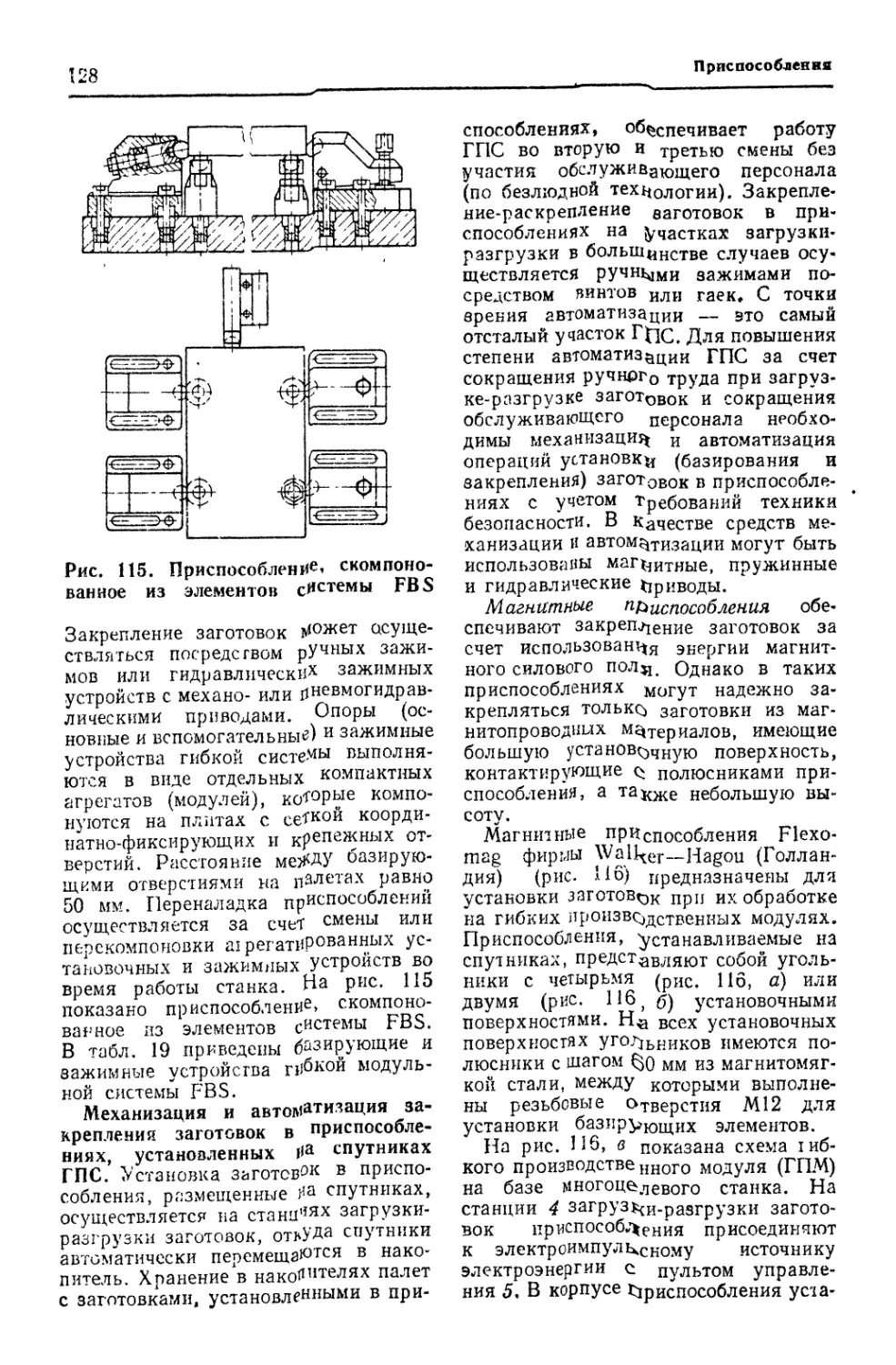
Приведены сведения о прогрессивной технологической оснастке: станочных приспособлениях, режущем и вспомогательном инструменте, устройствах для контроля, настройки и автоматической смены инструментов для станков с ЧПУ и гибких производственны® систем (ГПС). Описаны конструкции переналаживаемой и модульной оснастки, указаны характеристики и области рационального их применения, рассмотрены способы совмещения времени смены заготовок с временем работы станка, показаны посадочные и присоединительные места станков.
Второе издание (1-е изд. 1983 г.) переработано и дополнено новыми материалами по оснастке для современных станков с ЧПУ, ГПС и РТК. *
Для инженеров-технологов и конструкторов машиностроительных предприятий; может быть полезен студентам втузов.
2705030000-064
К 038 (01)—90 64—90
ББК 34.630.2-5-04я2
ISBN 5-217-01114-9
© Издательство «Машиностроение», 1983
© Ю. И. Кузнецов, А. Р. Маслов, А. Н. Байков, с изменениями, 1990
ОГЛАВЛЕНИЕ
Глава 1. Приспособления. . . 4
Требования, предъявляемые к приспособлениям .... 4
Классификация систем приспособлений ................. 5
Приспособления к станкам токарной группы.............. 8
Приспособления к станкам фрезерно-сверлильно-расточной группы.................. 44
Приводы приспособлений 75
Средства совмещения смены заготовок с работой станка 77
Приспособления для гибких производственных систем (ГПС)................... 90
Глава 2. Режущий инструмент 152
Резцы................... 156
Фрезы................... 195
Сверла.................. 221
Зенкеры и зенковки. . . . 237
Развертки................. 245
Метчики................. 250
Расточный инструмент . . . 254
Глава 3. Вспомогательный инструмент ...................... 281
Классификация вспомогательного инструмента и его основные элементы .... 281
Вспомогательный инструмент для станков с ЧПУ токарной группы ...... 284
Вспомогательный инструмент для станков сверлильно-расточной и фрезерной групп . ‘.................. 318
Расчет точности и жесткости вспомогательного инструмента ............... ' . 387
Глава 4. Устройства для автоматической смены и контроля инструмента 394
Устройства АСИ для станков токарной группы . . . 394
Устройства АСИ для фре-зерно-сверлильно-расточ-ных (многоцелевых) станков 409
Устройства АСИ для шлифовальных станков.......... 448
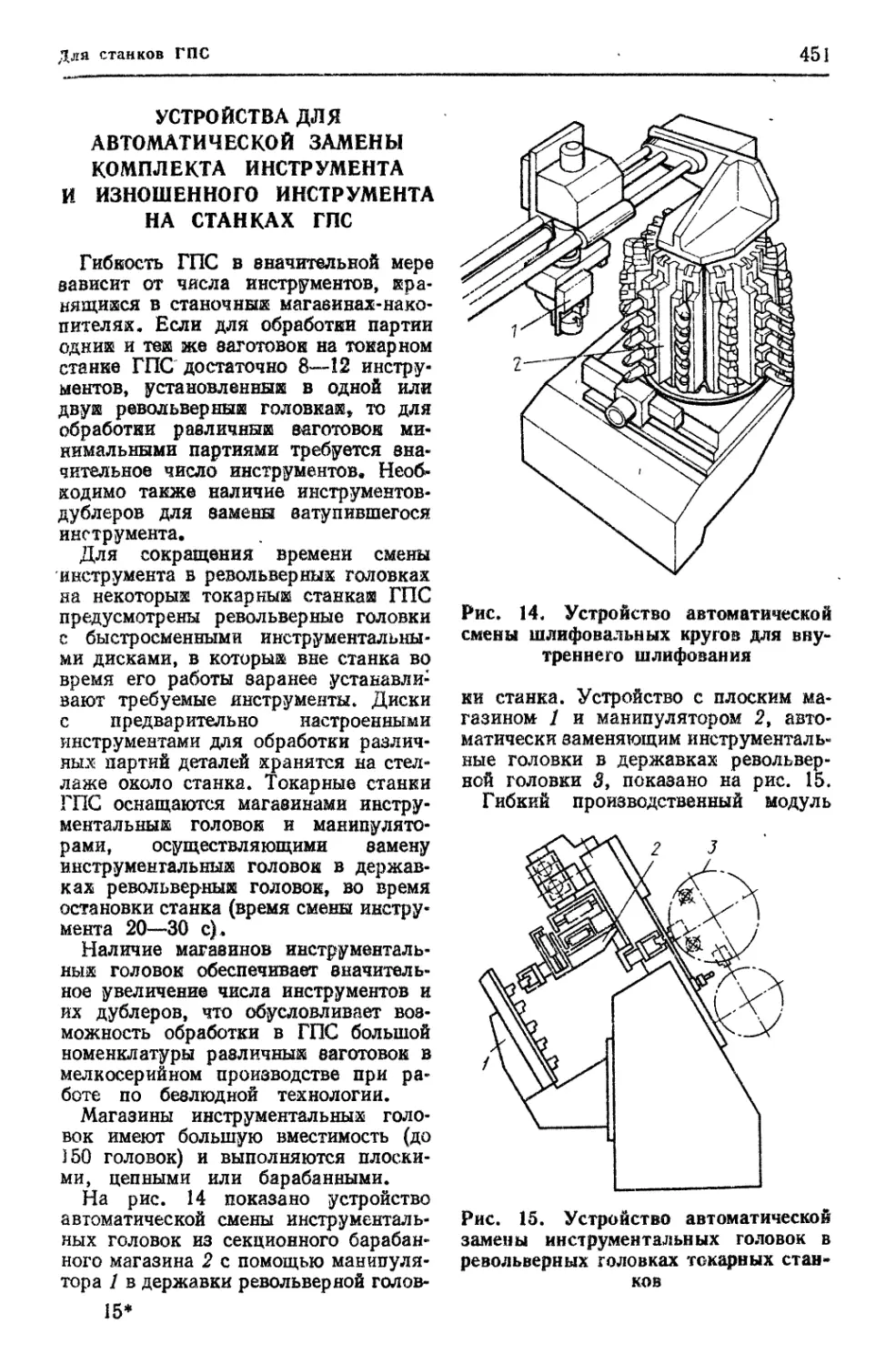
Устройства для автоматической замены комплекта инструмента и изношенного инструмента на станках ГПС 451 Приспособления для контроля износа и поломки инструмента ................. 465
Приспособления для контроля размеров деталей. . 471
Глава 5. Устройства для размерной настройки инструмента .................... 477
Устройства для предварительной настройки инструмента вне станка......... 477
Устройства для автоматизированной настройки инструмента на станках......... 484
Приложение. Посадочные и присоединительные места станков .......................... 488
Список литературы........... 504
Перечень ГОСТов............... 506
Предметный указатель .... 507
Глава 1 ПРИСПОСОБЛЕНИЯ
ТРЕБОВАНИЯ» ПРЕДЪЯВЛЯЕМЫЕ К ПРИСПОСОБЛЕНИЯМ
К приспособлениям для станков с ЧПУ предъявляется ряд специфических требований, обусловленных особенностью этих станков, несоблюдение которых значительно снижает эффективность применения станков с ЧПУ.
Приспособления должны иметь по--вишенную размерную точность. Погрешности базирования и закрепления, возникающие при установке заготовок в приспособлениях, должны быть сведены к минимуму. Для возможности использования полной мощности станка на черновых операциях приспособления должны иметь повышенную жесткость. В то же время конструкция приспособления должна обеспечить получен ие высокой точности на чистовых операциях.
Относительное перемещение заготовки и инструмента на станках с ЧПУ осуществляется в системе заранее заданных координат. Следовательно, заготовки должны иметь полное базирование в приспособлениях, и
X.TDQEQ определенное положение отно^ С ИТР ДЬНО_начала КООрЛИНЯТ СТЯНКЯ
Для обеспечения автоматической ориентации опор относительно начала координат станка приспособления должны иметь полное базирование на станке, обеспечивающее строго определенное их положение относительно нулевой точки станка.
Станки с ЧПУ обеспечивают возможность обработки до четырех-пяти поверхностей с одной установки заготовки. Для этой цели приспособления должны обеспечивать возможность под
хода инатрумента ко всем обрабатываемым поверхностям.
Наиболее существенное сокращение времени простоев станков с ЧПУ достигается путем уменьшения времени зажима-разжима заготовок. Возможность обработки на станках с ЧПУ максимального числа поверхностей заготовки с одной ее установки резко увеличивает цикл обработки заготовки на одном станке, что обусловливает возможность смены заготовки вне рабочей зоны станка или вне станка во время обработки на станке другой заготовки. Следовательно, приспособления ДОЛЖНЫ обегречивятк-Апямаж-
.сменц garOTQpQI^ боты СТЯНКЯ,
Станки с ЧПУ в отличие от станков-автоматов обладают высокой гибкостью, так как переналадка их заключается лишь в смене программоносителя. _ Наибольшая часть подготовительно-заключительного времени затрачивается не на переналадку станка, а на смену или переналадку оснастки — приспособлений и инструмента. Поэтому для сокращения простоя станков приспособления должны обеспечивать возможность их быстрой переналадки или смены. На станках с ЧПУ наиболее эффективно применять системы переналаживаемых приспособлений, обеспечивающих возможность обработки широкой номенклатуры заготовок благодаря перекомпоновке, смене или регулированию установочных и зажимных элементов. Приспособления, применяемые в серийном производстве при обработке малогабаритных деталей, должны быть многоместными, так как при этом возможна обработка отверстий во всех заготовках последовательно одним и тем же инструментом. Производительность обработки увели
Классификация систем приспособлений
5
чивается за счет сокращения времени, затрачиваемого на смену инструмента. Кроме того, многоместные приспособления обеспечивают возможность смены заготовок во время работы станка и многостаночное обслуживание.
КЛАССИФИКАЦИЯ СИСТЕМ ПРИСПОСОБЛЕНИЙ
По степени специализации приспособления, применяемые на станках сЧПУ, подразделяются на следующие системы.
Система универсально-безналадоч-вых приспособлений (УБП). Конструкция УБП представляет собой законченный механизм долговременного действия с постоянными регулируемыми (несъемными) элементами для установки различных заготовок, предназначенный для многократного использования. УБП целесообразно применять на станках с ЧПУ в мелкосерийном производстве.
Система универсально-наладочных приспособлений (УНП) обеспечивает установку заготовок с помощью специальных наладок. УНП состоят из универсального базового агрегата и сменных наладок. Базовая часть приспособления — постоянная часть приспособления для установки наладок в процессе компоновки конструкций приспособлений — представляет собой законченный механизм долговременного действия, предназначенный для многократного использования в компоновках. Под сменной наладкой понимается элементарная сборочная единица, т. е. самостоятельная часть компоновки, обеспечивающая установку конкретной заготовки на базовом приспособлении. При смене объекта производства базовая часть, а также универсальные элементы и узлы сменных наладок, которыми комплектуются УНП, используются многократно. Проектированию и изготовлению подлежат лишь специальные наладки, являющиеся наиболее простой и недорогой частью приспособлений УНП целесообразно применять на станках с ЧПУ в мелкосерийном производстве, особенно при использовании групповых методов обработки.
Система специализированных наладочных приспособлений (СНП) обеспечивает базирование и закрепление типовых по конфигурации заготовок различных размеров. Компоновка СНП состоит из базового агрегата и сменных наладок. Базовый агрегат, многократно используемый в компоновках, предназначен для установки сменных наладок. В системе СНП многоместные приспособления обеспечивают возможность смены заготовок вне рабочей зоны станка. Эффективной областью применения СНП на станках с ЧПУ является серийное производство.
Система универсально-сборных приспособлений (УСП). Компоновки УСП собираются из стандартных элементов с высокой степенью точности. Фиксация элементов и узлов осуществляется системой шпонка — паз. Как специальные приспособления кратковременного применения УСП состоят из деталей и узлов многократного применения с пазами 8, 12 и 16 мм. Высокая точность элементов УСП обеспечивает сборку приспособлений без последующей механической доработки. После использования компоновок их разбирают на составные части, многократно используемые в различных сочетаниях в новых компоновках. Элементы УСП постоянно находятся в обращении в течение 18—20 лет. Такая система не требует конструирования и изготовления приспособлений. Цикл оснащения станка приспособлением системы УСП состоит из сборки, компоновки и ее установки, на что затрачивается в среднем 3—4 ч.
Система универсально-сборных механизированных приспособлений для станков с ЧПУ (УСПМ-ЧПУ) является развитием системы УСП. Компоновки специальных приспособлений системы УСПМ-ЧПУ предназначены для установки заготовок на станках с ЧПУ фрезерной и сверлильной групп в условиях единичного и мелкосерийного производства. Основой комплектов УСПМ-ЧПУ являются гидравлические блоки, представляющие собой базовые плиты УСП с сеткой пазов и встроенными гидроцилиндрами, а также плиты без встроенных цилиндров. В последнем случае для механи
6
П риспособлен ия
зации зажимов применяют различные гидроцилиндры.
Система сборно-разборных приспособлений (СРП-ЧП У). Компоновки СРП собираются из стандартных деталей и сборочных единиц, фиксируемых относительно друг друга системой палец—отверстие. Для этой цели в базовых деталях имеются сетки точных координатно-фиксирующих отверстий. Детали и сборочные единицы компоновок СРП крепятся посредством Т-образных пазов с размерами, соответствующими пазам на столах станков. В компоновках СРП в отличие от УСП число сборочных единиц преобладает над деталями. Приспособления переналаживаются посредством перекомпоновки, регулирования положения базирующихся и зажимных элементов или замены сменных наладок.
Система неразборных специальных приспособлений (НСП). Приспособления этой системы не являются переналаживаемыми. Детали нельзя повторно использовать в других компоновках. Конструкции приспособлений такой системы предназначены для одной определенной деталеоперации. На станках с ЧПУ приспособления такой системы целесообразно применять лишь как исключение в том случае, если нельзя применить ни одну из переналаживаемых систем. Конструкция такого приспособления должна быть максимально упрощена.
Для определения целесообразности использования сравниваемых систем приспособлений пользуются формулой (^шт 1 ^шт 2) (Q Ст) N > — Р i>
где /шт! и /шт штучное время, затрачиваемое на выполнение операций сравниваемых вариантов, мин; q — себестоимость 1 станко-мин при выполнении данной операции, руб.; Ст — тарифная ставка станочника, руб/мин; Pi и Р2 — годовые затраты на применение приспособлений различных систем, руб.; 7V — годовая программа выпуска деталей, шт.
Годовые затраты на применение приспособлений различных систем определяются при условии непрерывной эксплуатации приспособлений до полного физического износа с учетом возможных текущих ремонтов. При таком
условии годовые затраты являются величиной постоянной.
Годовые затраты на универсальное безналадочное приспособление (УБП)
РУБП = СувпДЛд. уБп + Аэ. уБп),
где СуБП — себестоимость (при приобретении — цена) УБП, руб.; Ад убп — коэффициент амортизации УБП.
Ад. УБП = 1/*э,
где tQ — срок эксплуатации УБП. На основе опыта их эксплуатации принимают Т = 64-8 лет; Аэ уБП — коэффициент затрат на эксплуатацию УБП (ремонт приспособления, уход за ним и его хранение), Аэ уБП = 0,2.
УБП применяют для широкой номенклатуры деталей. В расчете на одну Z-ю деталеоперацию РуБП составит:
п _ СуБп (Ад. уБп + Аэ, убп) у *убп---------------------------
где txi — штучно-калькуляционное время на г-ю деталеоперацию, мин;
m
2 — годовой фонд времени на
z=i
загрузку приспособления, мин; Ni — годовой объем выпуска ьй детали, шт.; m — число наименований деталей, обрабатываемых в данном приспособлении в течение года; i — число наименований деталей, изменяемое от i ~ 1 до т.
Принимая приближенно штучнокалькуляционное время обработки всех деталей одинаковым, определим среднегодовые затраты на одну деталеоперацию:
^УБП (ср. г) =
£убп (Ад. убп + Аэ. убп) Як
где Пк — число операций, оснащаемых одним УБП, шт.
Классификация систем приспособлений
7
Годовые затраты на базовую часть УНП и СНП в расчете на одну детале-операцию, руб/год:
ЛунП (СНП) =
__ Св 0 + ЛП. б) Ма. б + Аэ. б)
где Сб — себестоимость (при приобретении — цена) базовой части приспособления; /7Н — число сменных наладок, устанавливаемых на базовой ча-ста, шт.; Ап. б. Ад. б. Аэ.б — коэффициенты, учитывающие затраты соответственно на проектирование, амортизацию и эксплуатацию базовой части приспособления.
Исходя из пятилетнего срока службы универсальной части приспособления, коэффициенты принимают равными: Лп. б “ 0,3; Лд. б = 0,2; Аэ. б — 0,2. При изготовлении базовой части по чертежам ГОСТов Ап. б = 0.
Годовые затраты на специальные сменные наладки, руб/год:
Анал = Спал (1 + Ап. н) (Лд. н +"
+ Аэ. н) + СуПу,
где Снал — средняя себестоимость изготовления одной сменной наладки; Лп. н, А а. н, Аэ. н — коэффициенты, учитывающие затраты соответственно на проектирование, амортизацию и эксплуатацию наладок; Ап. н == 0,5; Лд. н == 0,5 (учитывая, что срок списания наладок два года, Лэ. н = 0,2); Су — стоимость установки сменной наладки на базовой части; Пу — число установок одной наладки в год (число запусков партий одинаковых заготовок).
При применении наладок из комплекта универсальных установочных и зажимных элементов их себестоимость входит в себестоимость базовой части. В этом случае Сн — 0.
Годовые затраты на УНП и СНП:
^УНП (СНП) = (1 + Лп. б) X
X (Лд, Б 4- Лэ. б) + Лнал*
Годовые затраты на сборно-разборные приспособления (СРП):
РсРП = Серп. Б (Аа. СРП. Б +
+ Лэ. срп. б) + Сн (1 + Лп. н) X
х (Лд. н + Лэ. н) — Ссб,
где Серп, б — себестоимость (при приобретении — цена) стандартных узлов и элементов, из которых компонуется данное СРП; Лд. срп. б , Аэ. срп. б — коэффициенты, учитывающие затраты соответственно на амортизацию и эксплуатацию узлов и элементов, из которых компонуется СРП; Сн — средняя себестоимость изготовления специальных элементов наладки; Ссб — себестоимость сборки приспособления; Лп. н, Лд, н, Лэ. н — коэффициенты, учитывающие затраты соответственно на проектирование, амортизацию и эксплуатацию специальных элементов.
Поскольку смена изделий на производстве происходит каждые два года, а срок эксплуатации СРП с учетом износа направляющих и фиксирующих элементов — шесть лет, допускается в среднем трехкратная перекомпоновка сборно-разборных приспособлений. Тогда Лд. срп. б =1/6=0,17;
Лэ. спр. б = 0,2.
Годовые затраты Русп на сборку и эксплуатацию одной компоновки УСП при условии многократной повторной сборки этой компоновки в течение года можно подсчитать по формуле
Русп = Tit+ B*q~
Здесь ТИк — число неповторяющихся компоновок УСП, собираемых в течение года, включая одновременно требующиеся дублеры; q — повторяемость (кратность) одной и той же компоновки в течение года; q — F : п (F — число запускаемых в течение года партий деталей одного наименования; п — средний размер партии, шт.); Вг и В2 — расходы, зависящие от конкретных условий производства;
— учитывает амортизационные отчисления за комплект деталей УСП, годовые затраты на специальные де
8
Приспособления
тали, погашение затрат на выбывшие элементы УСП:
#1 == СуспЛд. усп,
где Сусп — Цена комплекта детали УСП; Ад. УСП— коэффициент, учитывающий затраты на амортизацию для комплекта деталей УСП. Исходя из десятилетнего срока службы комплекта УСП принимается равным 0,1; В2 — учитывает средние затраты на однократную сборку одной компоновки УСП с косвенными расходами:
В2 = 5т/СБ (1 + О.ОШсб), где ST — заработная плата слесаря-сборщика компоновок за один час, руб.; /СБ — время сборки компоновки и отладки ее на рабочем месте; #СБ — косвенные расходы, относящиеся к группе сборщиков УСП, руб.
Годовые затраты на неразборные специальные приспособления (НСП)
^нсп = СНсп (Ад. нсп + Аэ. нсп), где Снсп — себестоимость специального приспособления, руб.;
Снсп = Си. нсп (1 + Ап. нсп);
Си. нсп — себестоимость изготовления приспособления по имеющимся чертежам, руб.; Ап. нсп—коэффициент затрат на проектирование специального приспособления (отношение расходов на проектирование и отладку приспособления к себестоимости изготовления), Ап. нсп=0,4; Ад. нсп— коэффициент амортизации специального приспособления. Исходя из нормативных сроков списания оснастки (два года) Ад. нсп — 0,5; Аэ.нсп — коэффициент эксплуатации специального приспособления (отношение суммы годовых эксплуатационных расходов по ремонту, уходу и хранению к себестоимости приспособления), Аэ. нсп — = 0,15—0,3. Принимаем Аэ нсп “ = 0,2.
ПРИСПОСОБЛЕНИЯ К СТАНКАМ ТОКАРНОЙ ГРУППЫ
Приспособления для установки деталей типа фланцев, втулок, стаканов. Для установки деталей типа втулок, фланцев, стаканов, коротких валиков
наиболее широкое применение находят самоцентрирующие трехкулачковые патроны.
Патроны для станков токарной группы должны обеспечивать: 1) сокращение времени, затрачиваемого на смену (установку и съем) заготовок, на переналадку или замену кулачков при переустановке заготовок или смене объекта обработки, на смену патронов, а также на переналадку станка с патронных на центровые работы; 2) соосность оси заготовки относительно оси шпинделя станка в процессе обработки, что предъявляет к патронам требование стабильной точности центрирования заготовок, а также жесткости узлов патронов; 3) силу зажима, гарантирующую в процессе обработки неизменное положение заготовки, достигнутое при базировании, т. е. препятствовать повороту и смещению заготовки под действием моментов и сил резания; 4) снижение или даже исключение влияния центробежных сил на силу зажима заготовок кулачками; 5) достаточный размер центрального отверстия для возможности обработки в одном и том же патроне как штучных, так и прутковых заготовок; 6) возможность установки в одном патроне заготовок различной конфигурации.
Сокращение времени, затрачиваемого на растачивание незакаленных кулачков после их установки в патроне на станках с ЧПУ, может быть достигнуто за счет растачивания кулачков автоматически по заданной программе.
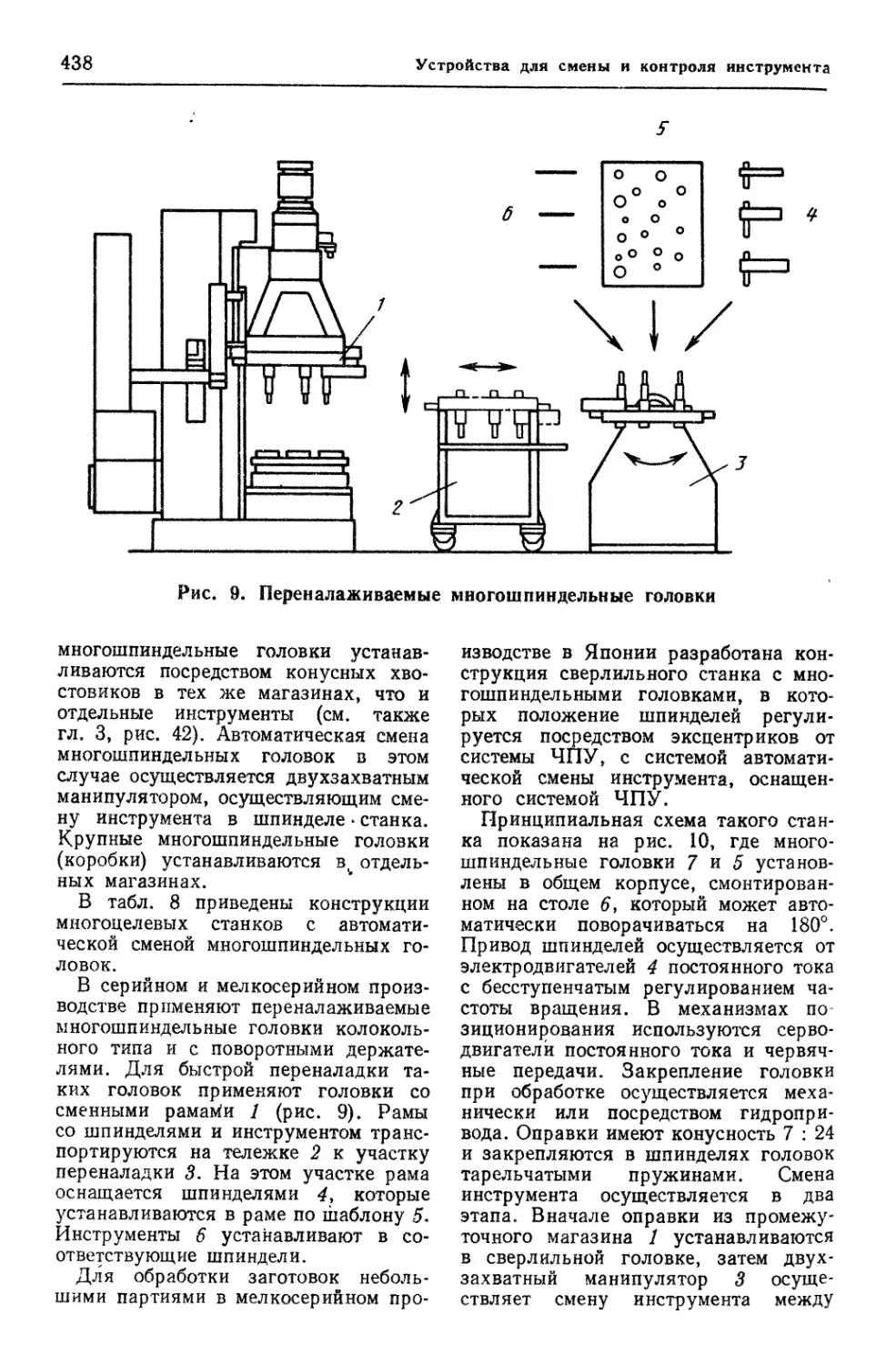
Для исключения растачивания незакаленных кулачков применяют незакаленные накладные кулачки, точно фиксируемые в основных кулачках в пазах типа «ласточкин хвост», что обеспечивает быструю их замену. Кулачки растачиваются на требуемый диаметр в специальном приспособлении вне станка. При этом необходимо иметь значительное число комплектов незакаленных кулачков для различных диаметров. На рис. 1, а показан патрон фирмы Forkardt мод. KLNC с установкой комплекта незакаленных кулачков / (рис. 1,6), заранее расточенных на требуемый диаметр. Сменные кулачки фиксируются отверстиями
К токарным станкам
9
Рис. 1. Патрон фирмы Forkardt
по штырям 2 основных кулачков 3 и закрепляются планками 4 посредством двух винтов 5. Стабильность позиционирования кулачков 0,02 мм. Однако такие кулачки применяют для зажима заготовок только одного диаметра.
Современные станки с ЧПУ имеют высокие частоты вращения шпинделя. Однако с увеличением частоты вращения патронов увеличивается действие на их кулачки центробежных сил, снижающих силы зажима заготовки.
Динамическая сила зажима заготовки определяется по формуле (в Н): Сдин “ Qct “F Fc (знак минус относится к заготовке, зажимаемой по наружной поверхности, знак плюс — по внутренней поверхности), где QCT — статическая сила зажима заготовки; Fc— центробежная сила, Н.
г о 2
F с = /п/?(02 — ------ =
g
= 0,102(72? (“)2, у Ov /
где т — масса кулачков, кг; R — радиус от оси вращения патрона до центра тяжести кулачка, м; со — угловая скорость, рад/с; G — вес кулачков, Н; g — ускорение свободного
падения, м/с2; п — частота вращения шпинделя, с~х, или
MRn? __ GRn2 ?с“ 100 1000 ’
тогда п 1,2Я/М MRn2 Удин "" fd± * 1000 ’ где 1,2 — коэффициент, учитывающий влияние радиальной и осевой составляющих силы резания; К — коэффициент надежности (К — 2,04-2,5); Pz — главная составляющая силы резания; d — диаметр обрабатываемой поверхности; dx — диаметр заготовки в месте зажима ее кулачками; f — коэффициент трения.
Уменьшение влияния центробежных сил на силу зажима достигается снижением массы кулачков. Центробежную силу компенсируют встраиванием в корпус патронов противовесов, соединенных рычагом с кулачками. Однако при этом необходимо, чтобы высота патронов не была значительно увеличена.
Патрон токарный самоцентриру-ющий клиновой мод. ПКВ-250Ф8.95 конструкции ЭНИМСа (рис. 2/ предназначен для центрирования и закреп -ления заготовок на токарных станках при больших частотах вращения шпинделя. Патрон имеет компенсацию цен-
w
Приспособлен ия
Рис. 2. Патрон токарный самоцентри-рующий клиновой
тробежных сил кулачков. Расположение грузов-компенсаторов /, соединенных рычагом 3 с основными кулачками 4, в специальных углублениях корпуса 2 обеспечивает высокую жесткость патрона, что обусловливает повышение точности обработки. Техни-
ческая характеристика приведена ниже.
Наружный диаметр, мм 250
Диаметр зажимаемых заго-
товок, мм................15—240
Высота корпуса с фланцем, мм.................... 132
Частота- вращения, с“х, не более .................... 4000
Сила зажима, Н........... 6000
Масса, кг.................. 40,2
Изготовитель — Барановичский завод станкопринадлежностей.
В клинореечных патронах противовесы могут быть выполнены в виде подпружиненных рычагов 1 (рис. 3). Под действием центробежных сил рычаг поворачивается относительно точки Д, передавая силу рейке*2, компенсируя центробежную силу, действующую на кулачки 3 и 4.
Для обеспечения возможности установки в патронах как цилиндрических заготовок, так и заготовок другой формы, применяют четырехкулачковые
Рис. 3. Патрон с противовесами в виде рычагов
патроны, используемые как двух- и трехкулачковые. Переналадка таких патронов с двух- на трех кулачковые и наоборот занимает всего несколько минут.
На рис. 4 показан универсальный патрон 1 конструкции Уралмаша. Патрон может быть использован как трехкулачковый самоцентрирующий и как двухкулачковый. Переналадка патрона осуществляется без снятия патрона со станка. В патроне с двухкулачковой наладкой на верхнем кулачке установлен сменный кулачок 2 с прижимом 3, а на нижнем кулачке патрона — сменный кулачок 6. Кулачки 5 не используются. В пазу патрона установлен регулируемый упор 4, Для установки шестигранной заготовки используют сменные кулачки 7.
Рис. 4. Двух-, трехкулачковый патрон
' К токарным станкам
11
На рис. 5 показан патрон с быстрой переналадкой положения кулачков. Кулачки 9 патрона зацепляются со спиральным диском 8, в котором выполнен зубчатый венец 7 внутреннего зацепления, являющийся наружным колесом планетарной передачи. Центральная шестерня 10 передачи установлена на шлицевой втулке 12, шлицы которой контактируют с пальцами ползуна 11, Винтовые шлицевые пазы ползуна взаимодействуют с пальцами кольца 5, закрепленного на корпусе патрона. На водиле 5 планетарной передачи установлены сателлиты 6 и колесо самотормозящейся червячной передачи. Выступы на торцах червяка 4 входят в отверстия втулок 13, Для переналадки кулачков на требуемый диаметр ключом вращают втулку 13, которая посредством червяка 4 и колеса 1 поворачивает водило 5, При этом сателлиты, обкатываясь по неподвижной шестерне 10, вращают спиральный диск, перемещая радиально кулачки на требуемый диаметр. Закрепление заготовки осуществляется посредством механизированного (пневмо-, гидро- или электро-) привода, закрепленного на заднем конце шпинделя станка. Привод перемещает тягу 5 и ползун 11 влево. При этом пальцы кольца 3, входящие в винтовые пазы ползуна, поворачивают последний, в результате чего центральная шестерня 10 вращает сателлиты, поворачивая зубчатое колесо 7 и спиральный диск 8, перемещающий кулачки, закрепляющие заготовку. При этом вследствие самоторможения червяка водило остается неподвижным.
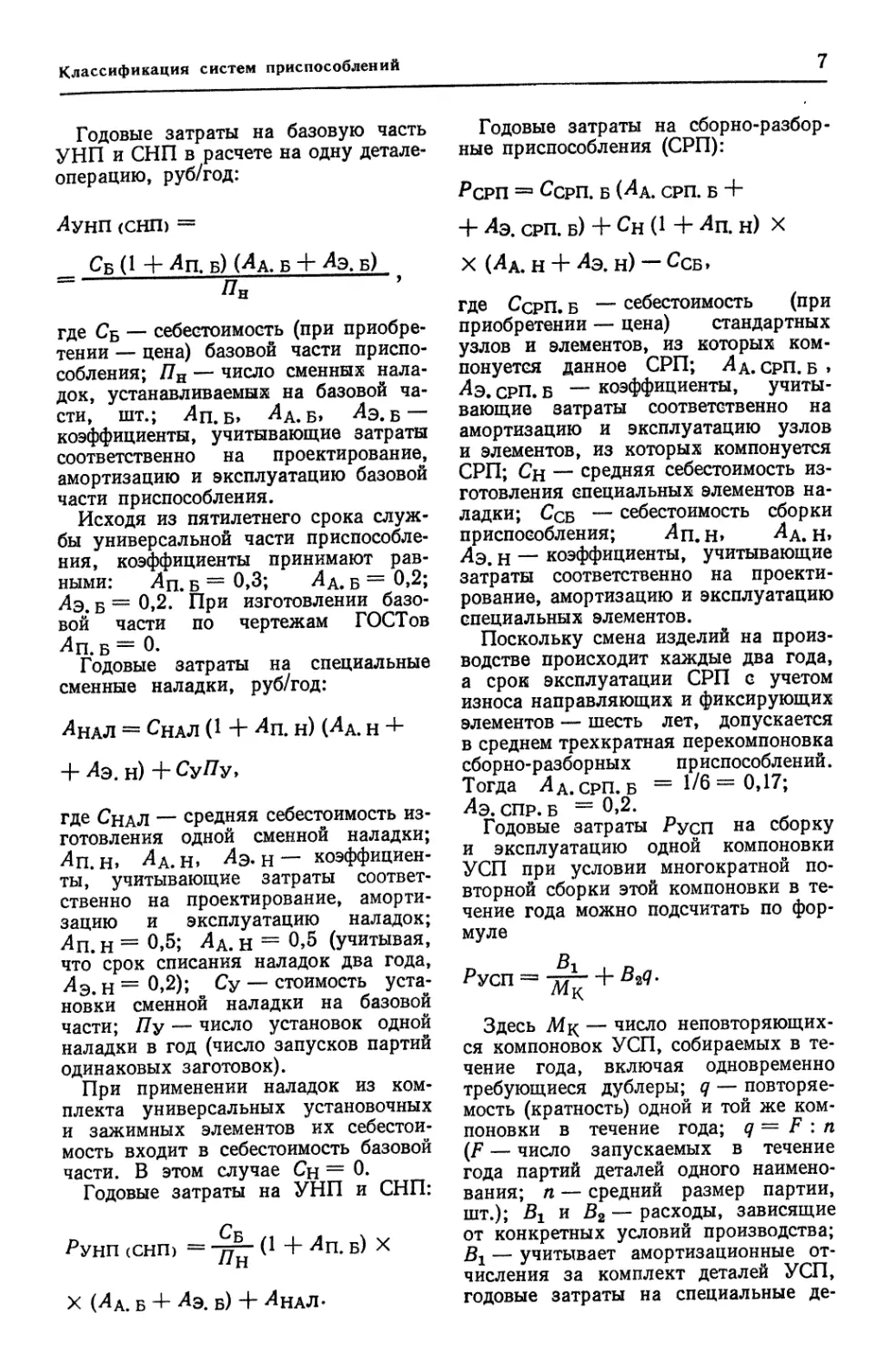
Патроны самоцентрирующие клиновые быстропереналаживаемые конструкции ЭНИМСа (рис. 6) предназначены для центрирования и закрепления заготовок на токарных и токарноревольверных станках в условиях серийного производства. Патрон состоит из корпуса 4, двух кулачков (незакаленного 1 и основного 2), крышки 3, штифта 7, эксцентрикового устройства 8, с помощью которого осуществляется закрепление зажимных кулачков прижимом 6 после их переустановки, и штока 5, Зажим и разжим заготовки в патроне производятся от механизи-
5 6 7 д 9
А-А
Рис. 5. Патрон с быстрой переналадкой положения кулачков
рованного привода, установленного на заднем конце шпинделя станка. Применение эксцентрикового устройства позволило в 30 раз сократить время на переустановку кулачков. После переустановки каждого кулачка 1 на требуемый диаметр кулачки растачиваются. Отсутствие винтов для крепления кулачков позволяет располагать зажимные поверхности ближе к переднему торцу корпуса, что уменьшает вылет заготовки, повышает жесткость ее крепления. Изготовитель — Барановичский завод станкопринад-лежностей. Основные данные патронов приведены в табл. 1.
Патрон быстропереналаживаемый клиновой фирмы Forkardt мод. 3KTNC (рис. 7). Для быстрой переналадки кулачков 3 клиновая втулка 1 перемещается посредством пневмо-, гидро-ил и электромеханического привода, закрепленного на заднем конце шпинделя, в крайнее левое положение. При этом клиновые пазы втулки выходят из контакта с клиновыми поверх-
12
Приспособления
Рис. 6. Патрон быстропереналаживаемый
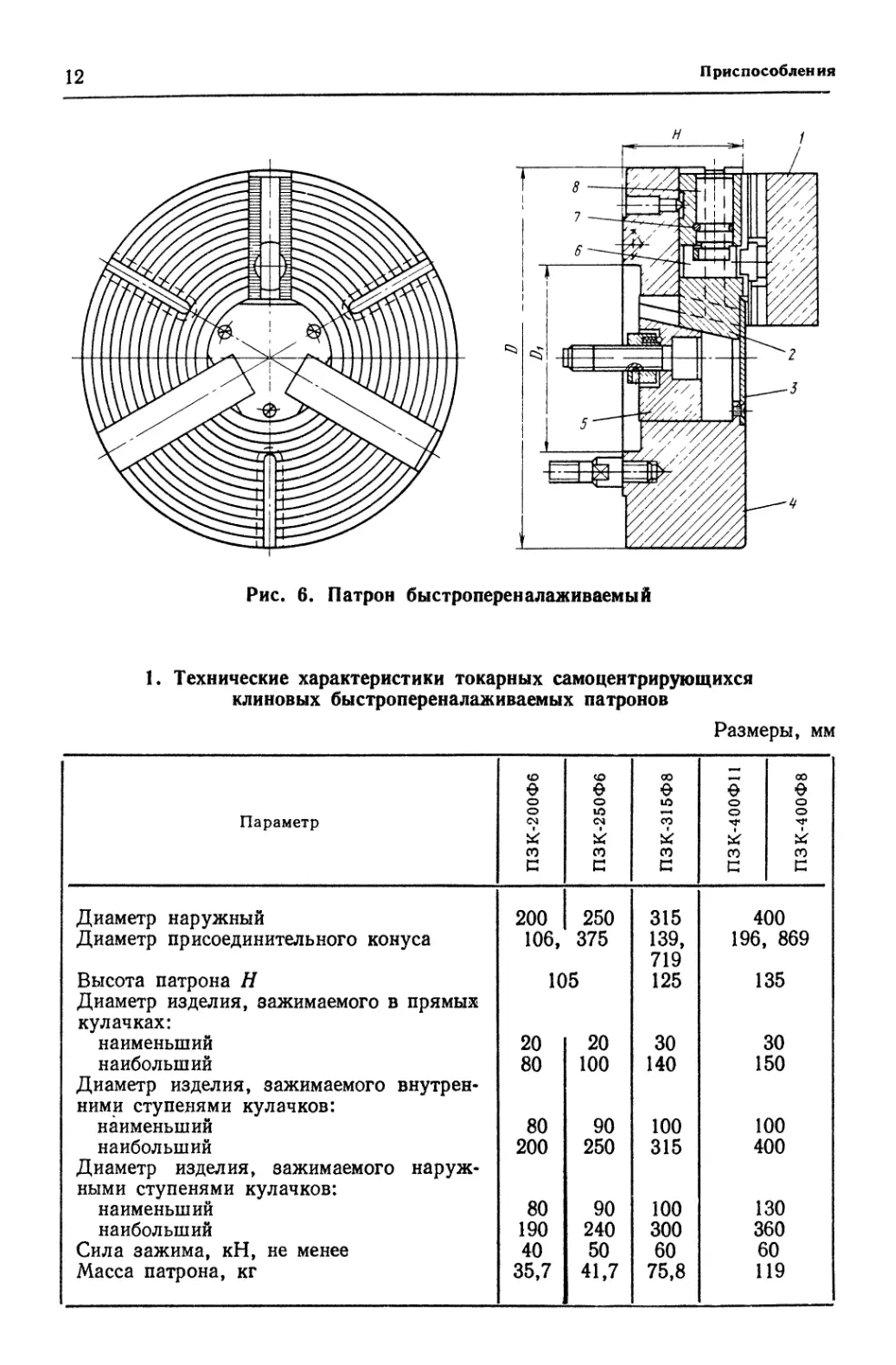
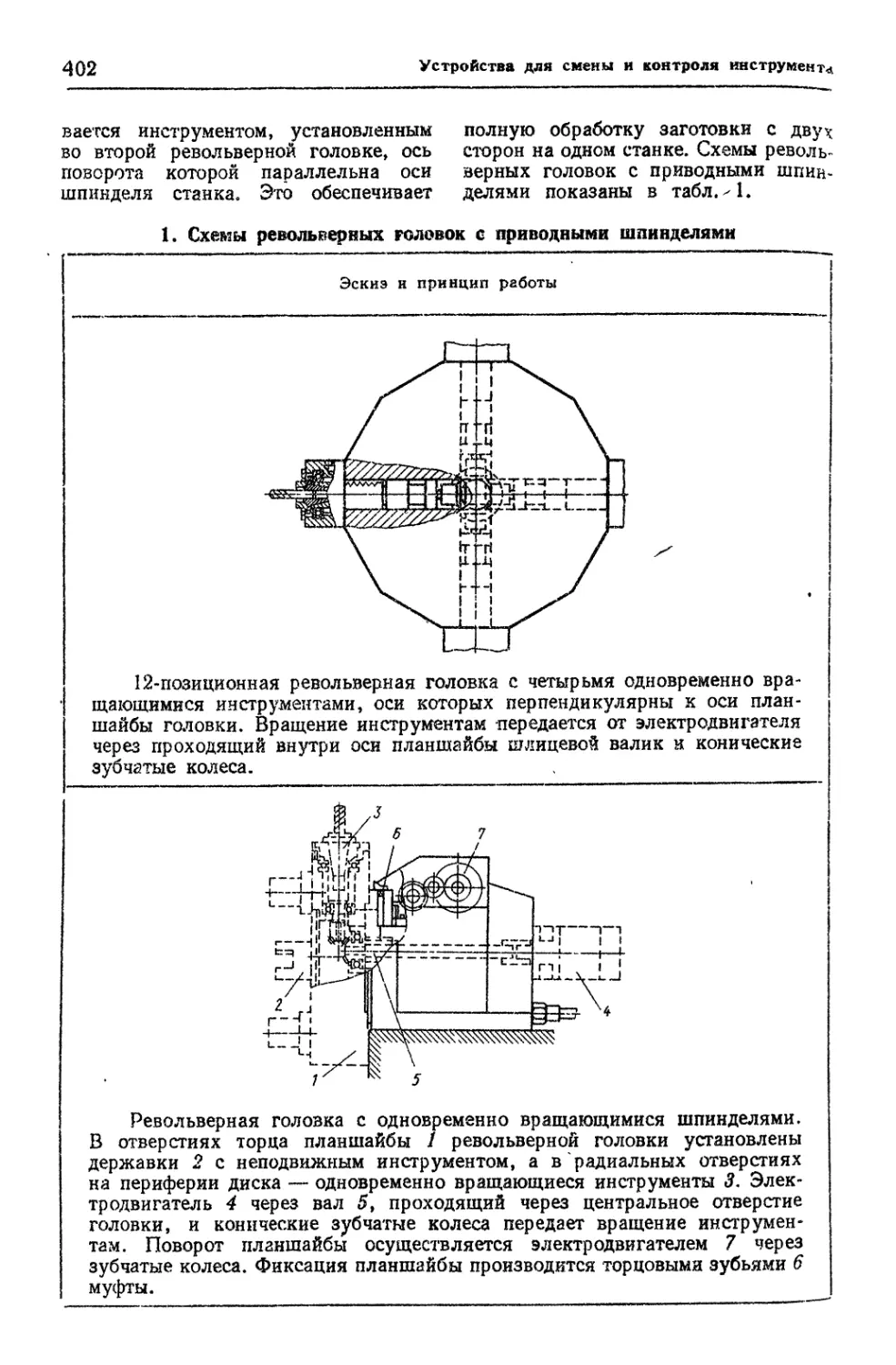
1. Технические характеристики токарных самоцентрирующихся клиновых быстропереналаживаемых патронов
Размеры, мм
Параметр ПЗК-200Ф6 ПЗК-250Ф6 ПЗК-315Ф8 ПЗК-400Ф11 ПЗК-400Ф8
Диаметр наружный Диаметр присоединительного конуса Высота патрона Н Диаметр изделия, зажимаемого в прямых кулачках: наименьший наибольший Диаметр изделия, зажимаемого внутренними ступенями кулачков: наименьший наибольший Диаметр изделия, зажимаемого наруж- ными ступенями кулачков: наименьший наибольший Сила зажима, кН, не менее Масса патрона, кг 200 106, 1С 20 80 80 200 80 190 40 35,7 250 375 15 20 100 90 250 90 240 50 41,7 315 139, 719 125 30 140 100 315 100 300 60 75,8 400 196, 869 135 30 150 100 400 130 360 60 119
К токарным станкам
13
ностями валиков 2. Нажатием на кнопку 4 выводят подпружиненный фиксатор 5 из пазов валиков 2, в результате чего последние вместе с кулачками 3 легко вынимаются из отверстия и пазов корпуса патрона. Замена кулачков или их переустановка относительно зубцов валиков на требуемый диаметр осуществляется вне станка, после чего кулачки, зубья которых находятся в зацеплении с зубьями валиков, вместе с валиками быстро устанавливают в отверстия и пазы корпуса патрона. Фиксатор 5 предохраняет кулачки от выпадения. Затем втулка 1 посредством привода перемещается вправо, и клиновые скосы втулки входят в контакт с клиновыми поверхностями валиков 2. Для быстрой установки кулачков на требуемый диаметр на валиках нанесены риски с цифровыми обозначениями диаметров.
Патрон быстропереналаживаемый клинореечный mor. KNCS фирмы Schnei-der+Weisshaupt (SMW, ФРГ) (рис. 8). Быстрая переналадка кулачков патронов осуществляется поворотом ключа валиков 2 с эксцентрично расположенными пальцами, которые перемещают рейки 3, и их косые зубья выходят из зацепления с зубьями оснований кулачков 1. Вследствие этого кулачки можно быстро вынуть из пазов корпуса патрона для переустановки или замены комплекта кулачков. Подпружиненные штыри 6 предназначены для возврата реек 4 в положение, при котором зубья кулачков 1 войдут в зацепление с зубьями реек. Закрепление обрабатываемых заготовок осуществляется устанавливаемым на заднем конце шпинделя пневмо-или гидроприводом, соединенным тягой со втулкой 5 патрона, клиновые выступы которой контактируют с клиновыми пазами реек 4. Максимальные частоты вращения шпинделя станка при применении таких патронов диаметром 140—630 мм соответственно 6300—1700 мин"1.
Патрон быстропереналаживаемый клиновой Duro NC фирмы Rohm (рис. 9). Для быстрой смены кулачков необходимо вставить ключ в отверстие пальца 6 и повернуть его. При этом штифт 7, который входит в паз диска 8, поворачивает последний в положение,
Рис. 7. Патрон быстропереналаживаемый мод. 3KTNC
при котором пазы диска, установленные в корпусе /, располагаются под плунжерами 2 с торцовыми зубьями, зацепляющимися с зубьями кулачков 4, Плунжеры 2 перемещаются в пазы диска и зубья плунжеров выходят из зацепления с зубьями кулачков, в результате чего они свободно вынимаются из пазов корпуса патрона. Фиксатор 3 предохраняет кулачки от их выпадения во время замены. После переустановки или замены кулачков поворачивают ключом палец 6 и скосы пазов диска 8 перемещают плунжеры 2 вправо, вводя их зубья в зацепление с зубьями кулачков. Для смены кулачков требуется 30 с. Закрепление обрабатываемых изделий в таких па-
14
Приспособлен и я
тронах осуществляется механизированным пневмо- или гидроприводом, шток поршня которого соединен с клиновой втулкой 5.
Для автоматического поджима торца заготовки в кулачке 1 патрона (рис. 10) установлен подпружиненный плун-
Рис. 9. Патрон быстропереналаживае-мый клиновой
жер 2. При установке заготовки 3 последняя захватывается плунжерами 2. При закреплении заготовки кулачки 1 перемещаются к центру патрона. Плунжеры, сжимая пружины, перемещаются вместе с заготовкой к торцу А. После полного сжатия пружин кулачки 1 закрепляют заготовку по наружной цилиндрической поверхности. При этом торец заготовки плотно прижимается к торцу А кулачка.
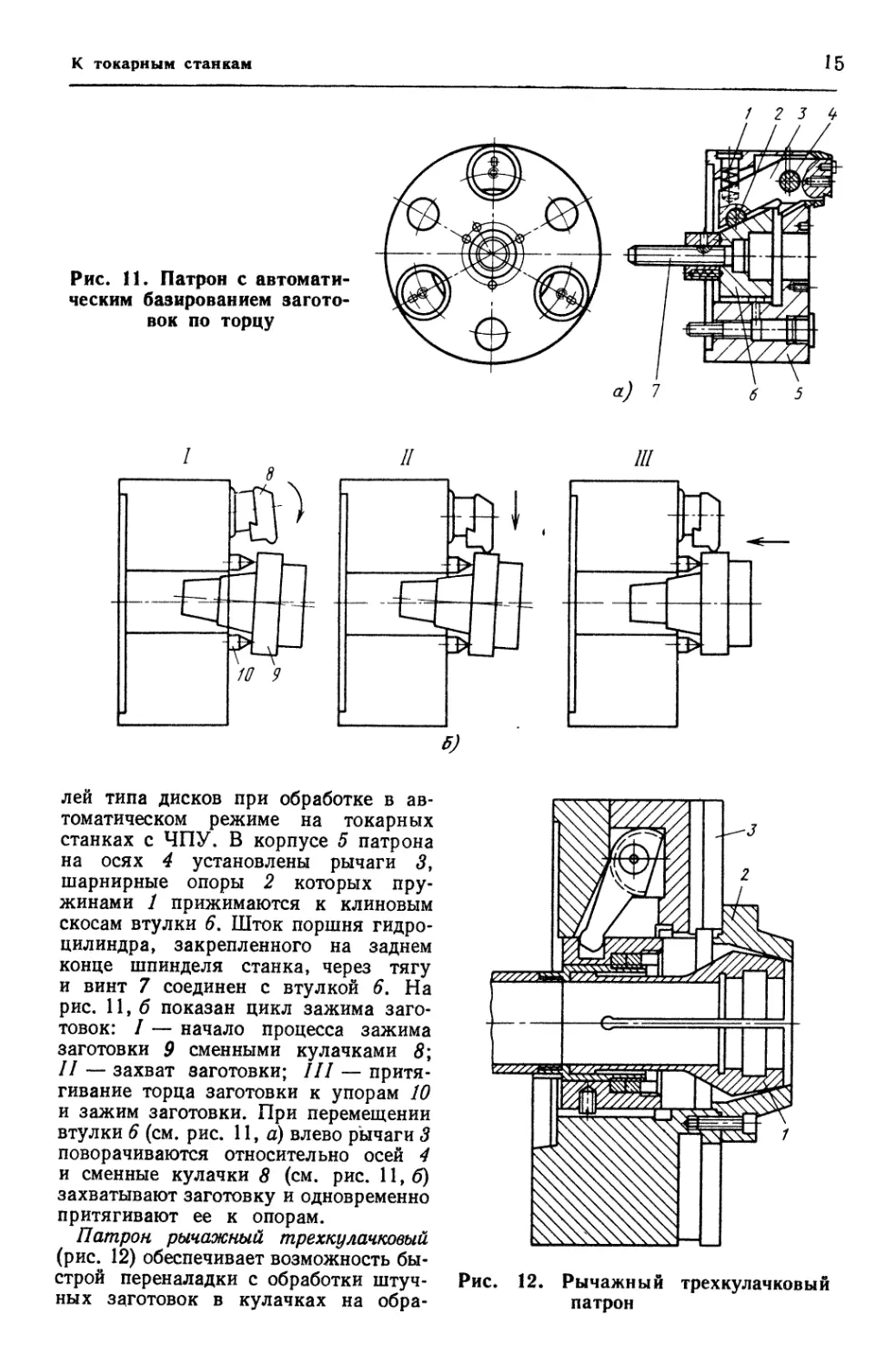
Патрон самоцентрирующий трехкулачковый клинорычажный с автоматическим базированием заготовок по торцу мод. 3LVP фирмы Forkardt (рис. 11, а) предназначен для центрирования и закрепления заготовок дета-
Рис. 10. Автоматический поджим торца заготовки
К токарным станкам
15
Рис. 11. Патрон с автоматическим базированием заготовок по торцу
/ г j 4
5)
лей типа дисков при обработке в автоматическом режиме на токарных станках с ЧПУ. В корпусе 5 патрона на осях 4 установлены рычаги 5, шарнирные опоры 2 которых пружинами 1 прижимаются к клиновым скосам втулки 6. Шток поршня гидроцилиндра, закрепленного на заднем конце шпинделя станка, через тягу и винт 7 соединен с втулкой 6, На рис. 11,6 показан цикл зажима заготовок: / — начало процесса зажима заготовки 9 сменными кулачками 8; II — захват заготовки; /// — притягивание торца заготовки к упорам 10 и зажим заготовки. При перемещении втулки 6 (см. рис. 11, а) влево рычаги 3 поворачиваются относительно осей 4 и сменные кулачки 8 (см. рис. 11,6) захватывают заготовку и одновременно притягивают ее к опорам.
Патрон рычажный трехкулачковый (рис. 12) обеспечивает возможность быстрой переналадки с обработки штучных заготовок в кулачках на обра-
Рис. 12. Рычажный трехкулачковый патрон
16
Приспособления
0)
Рис» 13. Патроны, установленные в двухпозиционной поворотной головке
ботку изделий из прутка, устанавливаемых в цанге. Для этой цели накладные кулачки снимаются с основных кулачков 3, в отверстие патрона устанавливается цанга 1 и к торцу патрона прикрепляется конусная втулка 2.
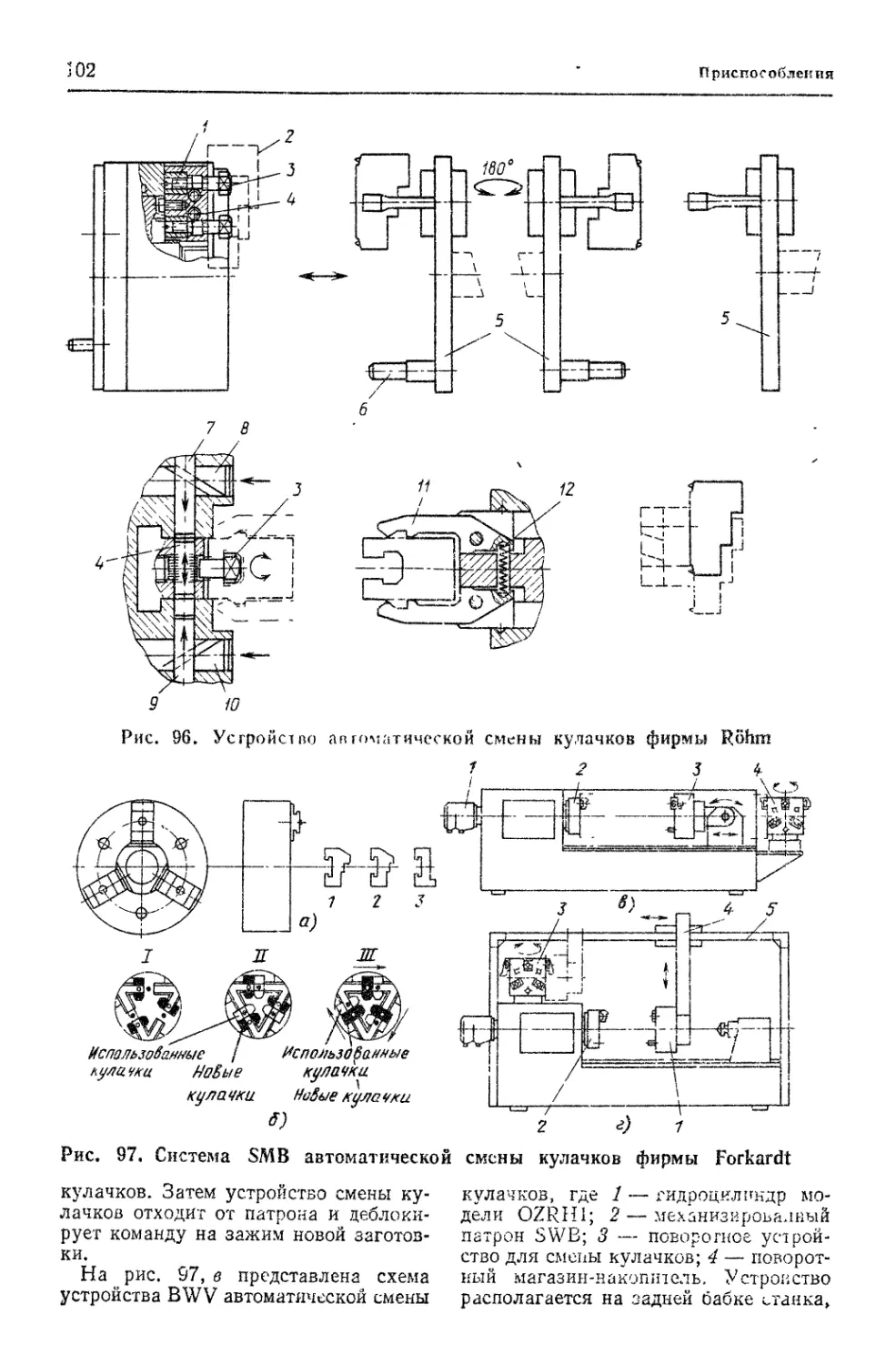
Для совмещения смены заготовок с работой станка два патрона устанавливают в двухпозиционной поворотной головке (рис. 13, а и б). Во время обработки заготовки, установленной в патроне 2, в патроне 1 производится смена заготовки. Для удобства установки заготовки вертикально применяют головку с наклонной осью поворота (см. рис. 13, б). Не перекрываемое работой станка вре-
7 2
Рис. 14. Трехкулачковый поводковый патрон
мя смены заготовки затрачивается лишь на поворот головки на 180°.
Приспособления для установки валов. При обработке на токарных станках с ЧПУ заготовок деталей типа валов заготовки устанавливают в центрах. Передача крутящего момента заготовкам осуществляется поводковыми патронами. К таким патронам предъявляется ряд требований. Они должны обеспечивать: 1) передачу максимального крутящего момента при черновой обработке; 2) возможность обработки заготовки с одной установки и на высоких частотах вращения шпинделя; 3) возможность базирования заготовки по торцу; 4) возможность быстрой переналадки с центровой на патронную обработку.
Трехкулачковый поводковый патрон с плавающим центром мод. НУ.2516.100 (конструкция Московского станкостроительного завода им. Серго Орджоникидзе) (рис. 14) предназначен для установки заготовок в центрах и передачи крутящего момента заготовке. Патрон состоит из корпуса 1 с тремя двуплечими рычагами 2 и плавающим центром 5. Он обеспечивает возможность закрепления заготовок, имеющих значительные погрешности формы поверхности.
К токарным станкам
17
Патрон позволяет повысить точность обработки за счет равномерного распределения усилия зажима между кулачками 3, что уменьшает радиальное биение и кривизну обработанных деталей относительно базовых поверхностей — центровых гнезд. Наличие упора 4 обеспечивает базирование заготовки по торцу. Техническая характеристика патрона приведена ниже.
Диаметр, мм ...............400
Высота, мм . ...............225
Масса, кг.................... 130
Патроны токарные быстроперена-лаживаемые универсальные (рис. 15) предназначены для центрирования и закрепления заготовок в кулачках либо в центрах, что достигается заменой сменной вставки 1 (табл. 2).
Патрон комбинированный мод. ПЗКП-315Ф8.95 (конструкции ЭНИМ-Са) (рис. 16) обеспечивает быструю
замену кулачков и их быструю переналадку с зажима заготовки при ее установке в центрах на зажим зато
Рис. 15. Патрон быстропереналажи-ваемый универсальный
2. Технические характеристики токарных быстропереналаживаемых универсальных патронов
Размеры, мм
Параметр ПЗК-У-250Ф6.93 ПЗК-У-315Ф8.93 i 1 ПЗК-У-315Ф8.95 ПЗК-У-400Ф8.93 ПЗ К-У-400Ф8.95
Наружный диаметр 250 315 315 400 400
Высота патрона 120 150 150 150 165
Диаметр зажимаемой заготовки в прямых кулачках 20—100 30—140 30—140 30—150 30—150
Диаметр зажимаемой заготовки внутренними ступенями кулачков 90—250 100—315 100—315 140—400 140—400
Диаметр зажимаемой заготовки наружными ступенями кулачков 90—240 100—300 100—300 130—360 130—360
Диаметр заготовки при обработке в центрах 20—100 30—120 30—120 30—120 30—120
Примечание. Разработчик — ЭНИМС. Изготовитель — Барановичский завод станкопринадлежностей.
18
Приспособлени я
Рис. 16. Патрон комбинированный мод. ПЗКП-315Ф8.95
товки при ее установке в кулачках (за счет смены втулки с плавающим центром на втулку с отверстием). При этом благодаря наличию отверстия патрон обеспечивает возможность обработки как штучных, так и прутковых заготовок. Зажим и разжим заготовок в патронах осуществляются от гидравлических, пневматических или электромеханических приводов, устанавливаемых на заднем конце шпинделя станка. Для компенсации влияния центробежных сил на силу зажима при высокой частоте вращения шпинделя в конструкции патрона предусмотрено наличие контргруза 1, соединенного рычагом 2 с основным кулачком 3.
Патроны Барановичского завода станкопринадлежностей оснащаются одним комплектом закаленных многоступенчатых сменных универсальных
кулачков и комплектом мягких (сырых) кулачков с «мышиным зубом» для крепления их к основным кулачкам. Универсальные закаленные кулачки обеспечивают зажим заготовок, диапазон размеров которых предусмотрен технической характеристикой патронов. Однако конфигурация кулачков и длина зажимных губок ограничивают номенклатуру обрабатываемых заготовок. Поэтому помимо универсальных кулачков рекомендуется иметь кулачки с длиной зажимных губок 4, 6, 10, 16, 25 мм с разными профилями зажимных зубьев. Кулачки с профилем зажимной части, выполненной по типу I (рис. 17), с площадью контакта 1 мм2 предназначены для зажима заготовки с облоем и с большими уклонами, характерными для отливок и поковок. Кулачки с профилем зажимной части по типу //с площадью
К токарным станкам
19
контакта на каждый зуб 3,1—4,6 мм2 предназначены для зажима заготовок после черновой и полу чистовой обработки, а по типу III — после чистовых операций, поскольку они не оставляют следов на обработанной поверхности. Кулачки могут быть выполнены цельными и сборными. Цельные кулачки выполняются как для патронных работ для зажима по наружной и внутренней поверхностям заготовки, так и для центровых работ. Сборные кулачки выполняют только по типам II и III для патронных работ для зажима по наружной поверхности. Вставки к сборным кулачкам выполняются закаленными и незакаленными (сырыми). С целью обеспечения большей точности обработки (радиальное биение 0,015—0,04 мкм) применяют мягкие вставки, которые растачивают в патроне непосредственно перед обра боткой данной партии заготовок. При этом кулачки необходимо зажимать специальным эталонным кольцом. Диаметр расточки должен быть равен диаметру зажимаемой обработанной шейки заготовки. Все закаленные цельные кулачки и вставки для наружного зажима шлифуются под максимальный
для данного диапазона диаметр зажима, а кулачки для зажима по внутренней поверхности — под минимальный диаметр зажима.
Патроны ПЗКП-250Ф6.95 оснащаются одним центром, а патрон
ПЗ КП-315Ф8.95 — тремя различными центрами для установки в них заготовок с разными центровыми отверстиями. Плавающий центр в патроне подпружинен пакетом тарельчатых пружин, сжимаемых при утапливании центра под действием усилия заднего вращающегося центра, установленного в панели задней бабки. Величина усилий тарельчатых пружин в пенаре и поджима пиноли задней бабки к центру влияет на точность обработки. Высокая точность обработки обеспечивается при таком соотношении усилий поджима пиноли задней бабки и тарельчатых пружин, при котором гарантируется стабильность положения заготовки в радиальном направлении во время ее обработки. Усилия тарельчатых пружин после контакта торца заготовки и опорной поверхности фланца патрона должны быть не менее 5,5—6,0 кН. Усилие поджима пиноли задней бабки на плавающий
Рис. 17. Типы кулачков:
/ —• для зажима поковок, штамповок, отливок; II — для зажима черновых и получи-стовых поверхностей; III — для зажима чистовых поверхностей
20
Приспособлен и я
Рис. 18. Эксцентричный поворотный патрон:
Ц— позиция обработки 0; б — позиция обработки I; в — позиция обработки 2
Центр должно превышать усилие тарельчатых пружин после контакта заготовки с опорной поверхностью фланца патрона не менее чем на 7,5—8,0 кН.
Эксцентричный поворотный пагНрон предназначен для центрирования и закрепления заготовок деталей коленчатых валов, периодического их поворота при обработке щек. Патрон (рис. 18) имеет три рабочих положения, смещенных одно относительно Другого на 120°. Поворот валов осуществляется против часовой стрелки; с помощью программирования дополнительных функций патрон автоматически устанавливается в три рабочих положения 1—3,
Патрон поводковый мод. УГО 124.000000.000 (рис. 19) предназначен Для зажима заготовок типа валов. В отверстие конусного хвостовика 4 установлены плавающий центр 9 и пружина 2, расположенная между
резьбовыми втулками 1 и 5. В задний торец центра установлена штанга 3. Корпус 11 патрона имеет проточку под диск 10, в котором закреплены через 120° три пальца 6. На диске установлены также три пальца 7, на которых закрепляются сменные эксцентриковые кулачки 8 с зубчатыми поверхностями и поворотный кожух 12, Диск 10, поворачиваясь, увлекает за собой кулачки, которые пазами охватывают неподвижные пальцы 6 и, перемещаясь вместе с диском, поворачиваются относительно пальцев 7, в результате чего кулачки равномерно захватывают заготовку, передавая ей крутящий момент. Раскрытие кулачков осуществляется поворотом кожуха против часовой стрелки и фиксируется подпружиненным фиксатором 13, С патроном поставляются три комплекта сменных кулачков, на торцах которых маркируется диапазон диаметров заготовок. Техниче-
Рис. 19 . Патрон поводковый
К токарным станкам
21
Зид А
Рис. 20.
Патрон поводковый с эксцентриковыми кулачками
ская характеристика приведена ниже (размеры в мм).
Наружный диаметр .... 252
Диапазон диаметров заготовок, зажимаемых комплектом сменных кулачков . . 17—76
Диаметр: присоединительного конуса ................... 106,
375 расположения крепежных отверстий......... 133,4
крепежных болтов ... М12
Габариты патрона: длина с плавающим центром .................... 97
высота от торца шпинделя до торца кожуха . . 30
Разработчик — НПО «Литстанко-проект» (Вильнюс).
Изготовитель — Хмельницкий инструментальный завод.
Поводковый патрон с эксцентриковыми кулачками показан на рис. 20. Заготовка базируется по центровым отверстиям подпружиненным центром 2 патрона и доводится торцом до торца корпуса 4 патрона вращающимся центром задней бабки станка. При дальнейшем перемещении пиноли корпус 4 перемещается в осевом направлении, сжимая пружину 5. При этом винтовой паз корпуса 4 взаимо
действует с концом винта 7, установленным в корпусе б, в результате чего корпус 4 поворачивается по часовой стрелке. В корпусе 4 выполнен кольцевой паз 3, в котором установлены сухари 10 с закрепленными на них осями 1. При повороте корпуса 4 установленные на осях 1 кулачки 8 с зубчатыми колесами, зацепляющимися с зубчатыми секторами 9, выполненными на неподвижном корпусе 6, поворачиваются против часовой стрелки до соприкосновения с заготовкой с усилием натяга, создаваемым пружинами 12, закрепленными на штифтах 11 и 13 в корпусе 4 и сухарях 10. При дальнейшем повороте корпуса 4 до упора в корпус 6 сухари 10 перемещаются в кольцевом пазу корпуса 4, растягивая пружины 12. При этом корпус 4 с кулачками 3, заготовка и защитный кожух перемещаются в осевом направлении. Два комплекта сменных кулачков обеспечивают возможность обработки валов диаметром 8— 40 мм.
Инерционный патрон с эксцентриковыми кулачками конструкции НИ-ИПТмаш (г. Краматорск) (рис. 21) предназначен для передачи крутящего момента заготовкам типа валов, устанавливаемых в центрах. Эксцентриковые кулачки 3 зафиксированы на осях 7 посредством штифтов и закреплены через шайбы 8 винтами 9. Оси
22
Приспособлени я
Рис. 21. Инерционный патрон
запрессованы в корпус 5 и закреплены винтами. Рычаги 1 установлены на осях между корпусом и диском 6. К рычагам винтами 2 крепятся грузы. В рычагах по окружности выполнены пять отверстий под штифт 14, запрессованный в кулачок, что обеспечивает возможность установки кулачков в различных угловых положениях при наладке кулачков на различные диаметры. Патроны двух типоразмеров позволяют обрабатывать заготовки диаметром 8—100 мм. К штырям 12, установленным на рычаге и в корпусе, прикреплены пружины 13, которые разводят кулачки в исходное положение по окончании обработки заготовки. На корпусе закреплен переходный фланец 4 с отверстием, соответствующим наружному посадочному раз
меру шпинделя станка. Патрон закреплен на шпинделе станка шпильками 10 и гайками 11. После включения станка под действием центробежной силы грузы расходятся и кулачки касаются заготовки. Под действием силы резания кулачки закрепляют заготовку.
Патроны поводковые штырьковые и зубчатые. Такие патроны позволяют производить обработку заготовок за один установ. Заготовка устанавливается в центрах: переднем плавающем 2 и заднем вращающемся 4. Крутящий момент передается заготовке штырьками или зубьями. Заготовка 3 поджимается передним торцом к штырькам 8 патрона 1 гидроцилиндром 7 посредством заднего центра 4, установленного в пиноли 5 задней бабки 6 (рис. 22). Благодаря самоустанавли-
Рис. 22. Заготовка, установленная в штырьковом поводковом патроне и вращающемся заднем центре
К токарным станкам
23
Рис. 23. Патрон поводковый торцовый
ванию штырьков или зубьев по торцу заготовки они вдавливаются в заготовку на одинаковую глубину независимо от неперпендикулярности торца заготовки ее оси.
Надежность и долговечность штырьковых патронов определяются материалом штырьков и подшипниками вращающегося центра, устанавливаемого в пиноли задней бабки, так как при поджиме заготовки к штырькам для их врезания в торец заготовки возникает значительная осевая нагрузка на подшипники вращающегося центра. Материал штырьков должен иметь повышенную твердость и одновременно быть достаточно вязким. Врезание штырьков в торец заготовки на глубину 0,2 мм обеспечивается соответствующим их затачиванием. Наименьший наружный диаметр заготовки примерно равен наружному диаметру окружности приводных штырьков. Наибольший диаметр заготовки может быть в два-три раза больше диаметра окружности, по которой расположены штырьки приводного диаметра. Однако для интенсификации режимов резания приводной диаметр должен выбираться по возможности большим по отношению к обрабатываемому диаметру заготовки.
Патроны поводковые штырьковые, их конструкции, характеристики и принцип работы приведены в табл. 3.
Патроны поводковые торцовые (рис. 23) предназначены для базирования и закрепления заготовок типа
валов на станках с ЧПУ, имеющих указатель осевого поджима заготовок пинолью задней бабки станка. Технические характеристики приведены в табл. 4.
Центры вращающиеся станочные с конусами Морзе 2 и 3 нормальной серии (рис. 24) предназначены для крепления и центрирования деталей при обработке на металлорежущих станках. Класс точности Н.
Центр состоит из корпуса /, шпинделя 2, установленного в головке корпуса на трех подшипниках: двух радиальных (6 и 9), воспринимающих радиальные нагрузки, и одного упорного шарикоподшипника 8, воспринимающего осевые нагрузки.
Поджим подшипников производится гайкой 3, в полости которой установлено войлочное кольцо 4, предохраняющее подшипники от загрязнений и удерживающих смазочный материал. Гайка фиксируется стопорным винтом 5.
Смазывание подшипников осуществляется через резьбовое отверстие, закрываемое винтом 7. Технические характеристики приведены в табл. 5. Центры вращающиеся станочные с конусами Морзе 4 и 5 нормальной серии (рис. 25) предназначены для крепления и центрирования деталей при обработке на металлорежущих станках. Класс точности Н.
Центр состоит из корпуса /, шпин-целя 2, установленного в корпусе дентра на трех подшипниках: двух
24
П риспособлен ия
3. Конструкции поводковых штырьковых патронов
Эскиз, характеристика и принцип работы
А
Патрон поводковый штырьковый конструкции ЭНИМСа состоит из хвостовика 11 и корпуса 4. В отверстии корпуса установлен плавающий центр /, подпружиненный пружиной 6. Шпонка 3 передает крутящий момент поводкам 2. При поджиме заготовки вращающимся центром задней бабки в ее торец вдавливаются поводки 2. Последние через толкатели 5 и плунжеры 7 опираются на гидропласт 8, что обеспечивает равномерное вдавливание штырьков в торец заготовки даже при его неперпендикулярности относительно оси центров. Плунжер 9 с винтом 10 закрывает осевое отверстие после заполнения его гидропластом.
К токарным станкам
25
Продолжение табл. 3
Эскиз, характеристика и принцип работы
Переналаживаемый поводковый патрон конструкции Одесского завода прецизионных станков. В корпусе патрона установлен центр /, подпружиненный пружиной 6. В отверстиях корпуса 4 установлены четыре втулки 5, опирающиеся на гидропласт 5 (во втулках выполнены планки 2 с поводками). Переналадка патрона осуществляется перемещением планок 2 относительно втулок 3 к центру или от центра патрона. Положение планок фиксируется шайбами 7 посредством винтов 8.
26
Приспособления
Продолжение табл. 3
Эскиз, характеристика и принцип работа
Переналаживаемый штырьковый поводковый патрон конструкции НИИПТМАШ (г. Краматорск) предназначен для установки заготовок типа валов диаметром 80—240 мм. Патрон устанавливают на шпинделе станка посредством фланца 4 и закрепляют шпильками 1 и гайками 2. Заостренные штырьки 9 могут переустанавливаться в корпусе 8 по различным окружностям в зависимости от диаметра заготовок. Сменные крышки 10, закрепляемые на корпусе 8, имеют соответствующие овальные отверстия, входящие в лыски штырьков, для предотвращения их от проворота. Корпус 8 соединен с переходником 7. Штырьки опираются сферическими концами на сферическую пяту 6, установленную на подпятнике 5, что обеспечивает самоустановку штырьков по торцу заготовки. Вылет плавающего центра 11 и регулировка силы пружины осуществляется вращением стакана 3 за предусмотренные для этой цели лыски. При установке заготовки в центрах вращающийся центр задней бабки поджимает заготовку в осевом направлении и штырьки врезаются в торец заготовки на одинаковую глубину независимо от неперпенди-куляркости торца заготовки относительно ее оси.
К токарным станкам
27
4. Технические характеристики поводковых торцовых патронов
Параметр ИЛУЕ7162-4004.000 ИЛУ Е7162-4006.000
Диаметр закрепляемых заготовок, мм Диаметр присоединительного конуса, мм Максимальное усилие поджима центром задней бабки станка, кН Максимальная частота вращения шпинделя станка, мин-1 Радиальное биение поверхности конуса 60° относительно поверхности присоединительного конуса, мм Масса патрона, кг 40—60 60—80 106,375 12 3500 0,012 9,2 | 13,2
Примечание. Разработчик — Межотраслевой головной конструкторско-технологический институт технологической оснастки (г. Харьков). Изготовитель — Барановичский завод станкопринадлежностей.
радиальных — переднего 6, находящегося в головке корпуса, и заднего 9, установленного в хвостовике корпуса, — которые воспринимают радиальные нагрузки, и одного упорного шарикоподшипника 5, воспринимающего осевые нагрузки.
Поджим подшипников производится гайкой <?, в полости которой устано
влено войлочное кольцо 4, предохраняющее подшипники от загрязнений и удерживающее смазочный материал. Гайка фиксируется стопорным винтом 5. Задний подшипник закрывается заглушкой 10, ввернутой в резьбовое отверстие хвостовика корпуса.
Смазывание подшипников осуществ. ляется через резьбовое отверстие в кор.
Рис. 24. Центры вращающиеся с конусами Морзе 2 и 3
28
П риспособлен ия
5. Технические характеристики центров вращающихся станочных с конусами Морзе 2 и 3
Центр Конус Морзе D L d 1 Максимальная частота вращения центрового валика, мин”1 Радиальное биение, мкм Масса, кг
конуса центрового ва- лика конца хвостовика
мм
ХМИЗ 7032-4002 ХМИЗ 7032-4003 2 3 50 60 157 180 22 25 24 26 84 93 2000 12 30 0,74 1,32
Примечание. Разработчик и изготовитель — Хмельницкий инструментальный завод.
пусе, закрываемое винтом 7. Технические характеристики центров вращающихся с конусами Морзе 4 и 5 нормальной серии приведены в табл. 6.
Центры вращающиеся станочные с конусами Морзе 4 и 5 усиленной серии предназначены для установки деталей типа валов при их обработке на станках токарной группы (рис. 26).
Центр состоит из корпуса 7, центрового валика 2, трех подшипников, на которых установлен шпиндель: двух радиальных — переднего 6, находящегося в головке корпуса, и зад
него 9, установленного в хвостовике корпуса, — которые воспринимают радиальные нагрузки, и одного упорного шарикоподшипника 8, воспринимающего осевые нагрузки.
Поджим подшипника 6 производится гайкой 5, в которой установлено лабиринтное кольцо 4, предохраняющее подшипники от загрязнений и удерживающее смазочный материал. Гайка фиксируется стопорным винтом 5. Задний подшипник закрывается заглушкой 10, ввернутой в резьбовое отверстие хвостовика корпуса.
2 3 4 5 6 7 8
Рис. 25. Центры вращающиеся с конусами Морзе 4 и 5
К токарным станкам
29
в. Технические характеристики центров вращающихся с конусами Морзе 4 и 5 нормальной серии
D L d I h
Центр
Максимальная частота вращения центрового валика, мин~х
Радиальное биение, мкм
мм
4
5
5
7032-4014
ХМИЗ 7032-4005
7032-4015
65
73
73
185
220
220
25
32
32
30
34
34
80,5
90,5
90,5
2000
12
30
2,26
2,56
2,56
Примечание. Разработчик и изготовитель центров
ХМИЗ 7032-4005 — Хмельницкий инструментальный завод. Разработчик и изготовитель центров 7032-4014 и 7032-4015 — Саранский инструментальный завод.
Смазывание подшипников осуществляется через резьбовое отверстие в корпусе, закрываемое винтом 7.
Технические характеристики центров вращающихся с конусами Морзе 4 и 5 усиленной серии приведены в табл. 7.
Центры вращающиеся станочные с конусом Морзе 6 усиленной серии предназначены для крепления и центри
рования деталей при обработке на металлорежущих станках. Класс точности Н (рис. 27).
Центр состоит из корпуса /, шпинделя 2, установленного в корпусе на трех подшипниках: переднего конического роликоподшипника 6, находящегося в головке корпуса, заднего игольчатого подшипника со штампованным наружным кольцом Р, которые
Рис. 26. Центры вращающиеся с конусами Морзе 4 и 5 усиленной серии
30
П риспособлен и я
7. Технические характеристики центров вращающихся с конусами Морзе 4 и 5 усиленной серии
Центр
7032-4114
7032-4115
1500
Максимальная частота вращения центрового валика, мин~х
Радиальное биение, мкм
*
СО о £
16 40
2,20
3,56
Примечание. Разработчик и изготовитель — Саранский инструментальный завод.
воспринимают радиальные нагрузки, и упорного шарикоподшипника 8, воспринимающего осевые нагрузки.
Поджим и регулирование радиального зазора подшипника производятся гайкой 5, которая фиксируется стопорным винтом 4, В полости гайки устанавливается сальник 5, предохраняющий подшипник от загрязнения и препятствующий утечке смазочного материала. Задний подшипник закрывается заглушкой 10, ввернутой в резьбовое отверстие хвостовика корпуса.
Смазывание подшипников осуществляется через резьбовое отверстие в корпусе, закрываемое винтом 7.
Техническая характеристика центра вращающегося с конусом Морзе 6 приведена в табл. 8.
Удлиненный вращающийся центр (рис. 28) конструкции ГПТИ Древ-станкопром. Передняя часть центра 1 выполнена удлиненной с конусом под центровое отверстие и промежуточным конусом, что обеспечивает возможность максимально близкого подвода инструмента к центру (минимальный диаметр обрабатываемой детали 6 мм). Наличие конического роликового подшипника 2, радиально-упорного 3 и игольчатого 4 обеспечивает значительные радиальные и осевые нагрузки.
Рис. 27. Центры вращающиеся с конусом Морзе 6 усиленной серии
К токарным станкам
31
8. Технические характеристики центров вращающихся с конусом Морзе 6
Центр D L d 1 Л Максимальная частота вращения центрового валика, мин”1 Радиальное биение, мкм Масса, кг
конуса центрового ва- лика конца хвостовика
мм
ХМИЗ 7032-4006 125 333 55 56 152 1500 16 40 П,1
Примечание. Разработчик — НПО «Литстанкопроект» (г. Вильнюс). Изготовитель — Хмельницкий инструментальный завод.
Технические характеристики приведены в табл. 9.
Центры станочные вращающиеся высокооборотные конструкции МГКТИ-техоснастка предназначены для установки валов в центрах. По сравнению с конструкциями, выпускаемыми серийно, повышена технологичность корпуса и крышек, применены новые высокооборотные подшипники, жидкостная система смазки подшипника, что обеспечивает увеличение частоты вращения в 1,4 раза, допускаемой осевой силы в 1,8 раза, уменьшение биения рабочей части центра в 3 раза. Техническая характеристика центра приведена в табл. 10.
Центр вращающийся с указателем осевой силы мод. РКВ7032-4035 (рис. 29) предназначен для базирования и зажима заготовок деталей типа валов, устанавливаемых в штырьковых поводковых патронах на станках с ЧПУ. Наибольшая осевая нагрузка 15 000 Н. Наибольшая предельная нагрузка при 1000 мин*"1 4500 Н. Наибольшая частота вращения 2500 мин-1. Изготовитель — Хмельницкий инструментальный завод.
На рис. 30 показан комбинированный штырьково-кулачковый патрон мод. 3ALZ фирмы Forkardt с автоматически убирающимися кулачками. Патрон предназначен для центрирования
155
60
Рис. 28. Удлиненный вращающийся центр
32
Приспособления
9. Технические характеристики удлиненных вращающихся центров
Центр * Конус Морзе d D L Нагрузка при 1000 мин-1, Н, не более
мм
Д7106-4001 4 30 75 258 4000
Д7106-4002 5 40 90 285 4500
* Частота вращения 2500 мин"1.
10. Техническая характеристика центров вращающихся
Параметр Конус Морзе
№ 4 № 5
Максимально допустимые нагрузки, Н: радиальная 640 1300
осевая 1000 1520
Максимальная частота вращения, 6000 5000
мин"1 Радиальное биение, мм Срок службы, ч 0,0 2С 05 Ю
и передачи крутящего момента заготовкам деталей типа валов при обработке с большими режимами резания с одной установки. Конструкция патрона представляет собой сочетание клинорычажного кулачкового и штырькового поводкового патронов. В корпусе 7 патрона установлены три ры
чага 2 со сменными кулачками 4, При перемещении влево поршня гидроцилиндра, установленного на заднем конце шпинделя станка, тяга через винт 9 перемещает втулку 8 и плавающую втулку 1 с клиновыми пазами. При этом рычаги 2, поворачиваясь относительно осей 3, закрепляют уста-
Рис. 29. Центр вращающийся с указателем осевой силы
К токарным станкам
33
новленную в центрах заготовку. Для отвода кулачков заготовка раскрепляется, и при дальнейшем перемещении втулки 8 влево ее буртик отводит рычаги назад внутрь корпуса патрона. Заготовка валов (отливки, поковки, прокат) устанавливается в цетпрах: переднем плавающем 5 и вращающемся центре пиноли задней бабки. Зато-товка под действием осевой силы пиноли поджимается к штырькам 6, которые вдавливаются в торец заготовки. Одновременно плавающие кулачки 4 с острыми кромками закрепляют заготовку по наружной поверхности. В конце обработки без остановки станка кулачки 4 раскрепляют заготовку и отводят назад. При этом крутящий момент передается заготовке штырьками б. Обработку продолжают с меньшими режимами везания. При этом направление подачи может осуществляться к задней бабке, так как кулачки оставляют свободное пространство для инструмента. При обработке длинных деталей при отведенных кулачках можно также вначале обработать конец заготовки, затем зажать ее гладкими сырыми кулачками и обработать все остальные поверхности.
Для поджима валов задним вращающимся центром при применении торцовых поводковых патронов (зубчатых или штырьковых) применяют встроенный в пиноль гидроцилиндр (рис. 31, а). На рис. 31,6 показана гидросхема пиноли задней бабки с установленным в ней вр ащающимся" центр ом. Масло нагнетается насосом через обратный клапан 8, золотник 7, редукционный клапан 6, обратный клана}! 5 и трубопровод 1 в поршневую полость гидроцилиндра 5. При этом пиноль перемещается влево, прижимая врашаюшимся центром торец загс гонки к зубцам или штырькам ториевого поводковою патрона. Масло из штоковой полости цилиндра по трубопроводу 2 через золотник 7 и обратный ктапан 9 сливается в бак. Реле давления 4 предназначено для отключения главною электродвигателя станка при падении давления в гидросистеме.
Гидравлическая насадка на пиноль задней бабки токарного станка с ЧПУ конструкции НИИПТмаш показана на
2 Кузнецов Ю. И. и др.
Рис. 30. Комбинированный штырьково-поводковый патрон
рис. 32. В корпусе 3 насадки расположен поршень 2 с конусным отверстием для установки вращающегося центра. Насадка устанавливается отверстием на пиноль задней бабки и закрепляется винтами 5, Масло от источника давления подается через штуцер 4 под поршень 2. Крышка 1 ограничивает перемещение поршня.
Для повышения жесткости длинных валов при их обработке на токарных станках с ЧПУ применяют самоцен-трирующие неподвижные и подвижные люнеты, позволяющие интенсифицировать режимы резания, а следовательно, повысить производительность обработки заготовок за счет сокращения основного времени. На рис. 33 показан люнет фирмы SMW. Люнет состоит из корпуса с пневмо- или гидроцилиндром 5. При подаче масла или сжатого воздуха в поршневую полость цилиндра плунжер 4 с роликом перемещается вправо к заготовке. При этом ролики, установленные на левых концах рычагов 2, скользят по копиру 1, установленному на плунжере 4, поворачивая рычаги 2 относительно осей 3. Таким образом, ролики, установленные на игольчатых подшипниках на плунжере 4 и рычагах 2, перемещаются к центру заготовок. Стабильность центрирования от 0,005 до 0,01 мм. Люнеты обеспечивают большой диапазон центрирования заготовок (от 3,2—40 мм до 60—265 мм). Люнеты могут быть использованы в качестве основных опор при об-
34
Приспособления
S)
работке конца валика и отверстия (рис. 34, а), а также в качестве вспомогательных опор при обработке длинных нежестких валиков (рис. 34, б). Они устанавливаются по обработанной наружной поверхности заготовок.
На рис. 35, а показана гидравлическая схема люнета. Масло из бака 10 нагнетается насосом с электродвигателем 7 через обратный клапан 9, золотник 4, муфту 2 в гидроцилиндр люнета 1. Редукционный клапан 5
предназначен для регулирования давления в гидросистеме и предохранения насоса от перегрузки. Реле давления 3 отключает главный электродвигатель
станка при падении давления в системе. Аккумулятор 6 поддерживает кратковременное давление в системе при выходе из строя насоса. Фильтр 8 предназначен для фильтрования масла. На рис. 35, б показана пневматическая схема люнета. Сжатый воздух
Рис. 32. Гидравлическая насадка на пиноль задней бабки
К токарным станкам
35
Рис. 34. Примеры применения люнетов
через пневмоаппаратуру 11 (фильтр-влагоотделитель, редукционный клапан и маслораспылитель) поступает в золотник 4 и далее через гибкий шланг в пневмоцилиндр люнета 1. Реле давления 3 отключает электродвигатель станка при аварийном падении давления воздуха.
Поворотные приспособления для многосторонней обработки заготовок. Для эффективной обработки заготовок с пересекающимися осями типа крестовин, деталей арматуры, корпусов малых размеров и деталей, требующих обработки с двух сторон, на токарных станках с ЧПУ необходима многосторонняя обработка заготовок за один установ. Для этого применяют поворотные патроны, оснащенные автоматическим поворотным устройством, обеспечивающим без останова станка ввод в зону обработки поверхностей, расположенных с противоположных сторон детали и под углом 90° друг к другу. Благодаря повторяемости формы и размеров поверхностей обра-
2*
Рис. 35. Гидро- и пневмосхемы люнетов
36
Приспособления
Рис. 36. Поворотный патрон фирмы Forkardt
батываемых деталей, расположенных с разных сторон, многократно используются инструменты наладки, позволяющие обрабатывать детали с нескольких сторон без смены инструментов.
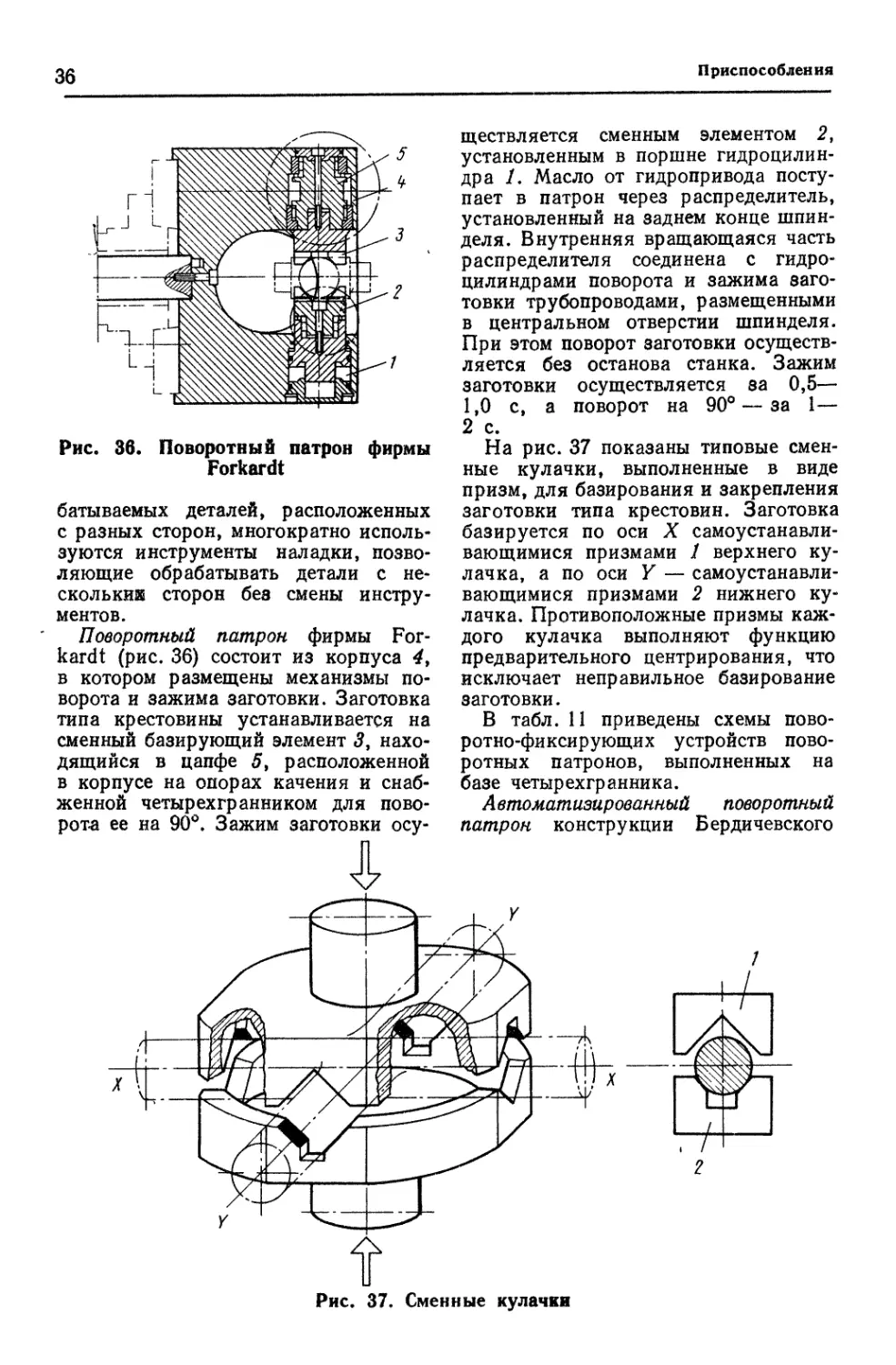
Поворотный патрон фирмы Forkardt (рис. 36) состоит из корпуса 4t в котором размещены механизмы поворота и зажима заготовки. Заготовка типа крестовины устанавливается на сменный базирующий элемент 3, находящийся в цапфе 5, расположенной в корпусе на опорах качения и снабженной четырехгранником для поворота ее на 90°. Зажим заготовки осу-
ществляется сменным элементом 2, установленным в поршне гидроцилиндра 1, Масло от гидропривода поступает в патрон через распределитель, установленный на заднем конце шпинделя. Внутренняя вращающаяся часть распределителя соединена с гидроцилиндрами поворота и зажима заготовки трубопроводами, размещенными в центральном отверстии шпинделя. При этом поворот заготовки осуществляется без останова станка. Зажим заготовки осуществляется за 0,5— 1,0 с, а поворот на 90° — за 1— 2 с.
На рис. 37 показаны типовые сменные кулачки, выполненные в виде призм, для базирования и закрепления заготовки типа крестовин. Заготовка базируется по оси X самоустанавли-вающимися призмами / верхнего кулачка, а по оси Y — самоустанавли-вающимися призмами 2 нижнего кулачка. Противоположные призмы каждого кулачка выполняют функцию предварительного центрирования, что исключает неправильное базирование заготовки.
В табл. 11 приведены схемы пово-ротно-фиксирующих устройств поворотных патронов, выполненных на базе четырехгранника.
Автоматизированный поворотный патрон конструкции Бердичевского
Рис. 37. Сменные кулачки
К токарным станкам
37
11. Схемы поворотно-фиксирующих устройств поворотных патронов, выполненных на б&зе многогранника
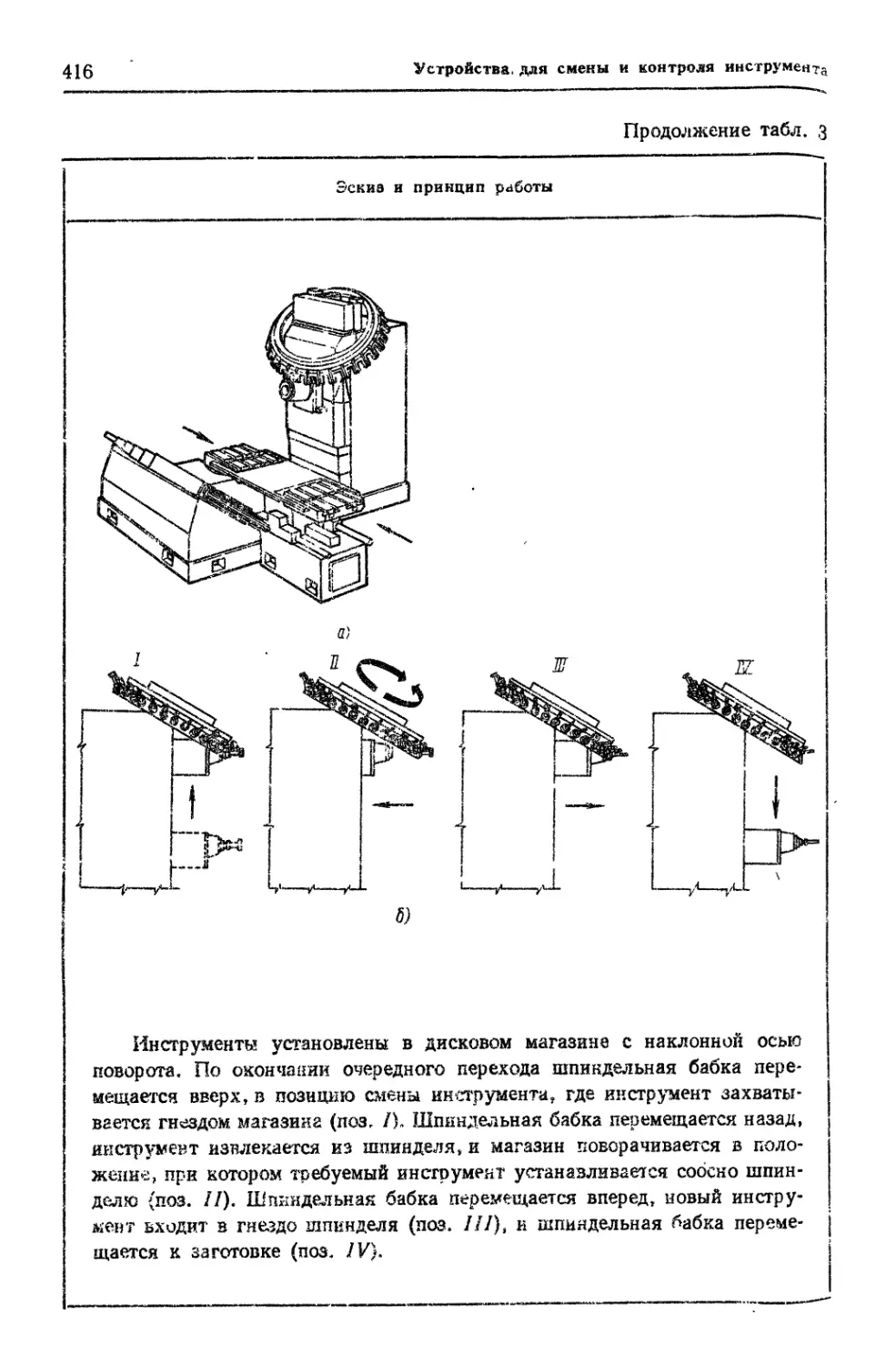
Эскиз и принцип работы
Поворотный механизм патрона фирмы Forkardt состоит из четырехгранника 3 и гидроцилиндров, установленных в корпусе патрона. На грани четырехгранника поочередно воздействуют штоки 1 и 2 гидроцилиндров, выполненные в виде клиньев, поворачивая его на 45° по часовой стрелке. При повороте четырехгранника шток 1 перемещается вниз, а шток 2 — вверх. При повороте и фиксации четырехгранника направление перемещения штоков меняется.
В конце хода шток 2 заклинивается и четырехгранник 39 несущий заготовку, фиксируется.
Поворотный механизм состоит из четырехгранника 2, толкателя 4 и зубчатого механизма, одна шестерня которого установлена соосно цапфе с четырехгранником. а другая — соосно зубчатой муфте /. Толкатель 4 фиксирует цапфу за четырехгранник в рабочем положении /, Для поворота цапфы толкатель отводится от четырехгранника за счет взаимодействия зуба 3 с муфтой 1 и поворачивает через шестерню цапфу на угол 45° (положение //). Затем поршень возвращает толкатель 4 в исходное положение, и он доворачи-вает цапфу в том же направлении на оставшийся до 90° угол и фиксирует ее в угловом положении за следующую грань четырехгранника 2,
38
П риспособления
Продолжение табл. 11
Эскиз и принцип работы
В поворотном устройстве первоначальный поворот цапфы 2 на 45° осуществляется рычажным механизмом. Рычаг 3 механизма соединен с толкателем 1 и рычагом 4, контактирующим плоскостью Т с гранями четырехгранной цапфы 2, При отводе толкателя 1 от четырехгранника рычаг 4, поворачиваясь относительно неподвижной оси, контактируя с гранью четырехгранника, поворачивает последний на 45°. Затем толкатель /, перемещаясь в исходное положение, поворачивает четырехгранник на угол 90° и заклинивает цапфу в корпусе патрона.
В поворотном устройстве для поворота и фиксации цапфы 4 используется один толкатель 5, шарнирно установленный на рычаг I штока цилиндра. Толкатель, снабженный подпружиненным упором 2, контактирует со стенками паза зажимного кулачка 3 и гранями четырехгранника цапфы. Цапфа 4 фиксируется за одну из граней четырехгранника толкателем 5 (положение /). Для поворота четырехгранника толкатель вначале отводится (положение II) от четырехгранника, при этом цапфа 4 удерживается подпружиненным фиксатором. Затем фиксатор возвращается в положение /, упирается скосом в следующую грань четырехгранника, поворачивает цапфу на 90° и фиксирует ее, заклинивая в корпусе кулачка 3.
К токарным станкам
39
Продолжение табл. 11
Эскиз и принцип работы
В поворотном устройстве для поворота цапфы 2 вместо толкателей используется двуплечий рычаг 3. установленный в корпусе патрона. Рычаг имеет две рабочие площадки, контактирующие с гранями четырехгранника цапфы 2. Поворот цапфы на 90 или 120° осуществляется за два полуцикла. В пер-
вом полуцикле плунжер 4, перемещаясь вправо, поворачивает рычаг 3 по часовой стрелке, который, контактируя площадкой Tj с гранью четырехгранника, поворачивает цапфу на 45 или 60° в зависимости от числа граней (три или четыре) многогранника. Во втором полуцикле плунжер 1 перемещается вправо, поворачивая рычаг 3 против часовой стрелки, который, контактируя площадкой Т2 с ребром многогранника, поворачивает цапфу 2 в том же направлении, что и в первом полуцикле, еще на 45 или 60° и фиксирует ее за следующую
грань многогранника
Поворотно-фиксирующий механизм, построенный по принципу встречнопопутного поворота четырехгранника. Кулачок 4, в котором-размещен механизм, установлен в Т-образном пазу корпуса 3 поворотного патрона. В нем смонтированы поворотная цапфа, несущая базирующие элементы для установки детали, снабженная четырехгранником 5, и толкатели 6 и 7, кинематически связанные между собой шестерней 2. Ведущий толкатель 6 соединен шипом 1 с приводом поворота. На схеме а показано положение цапфы с обрабатываемой заготовкой, при котором толкатель 6 своим скосом от привода через шип 1 поджат к одной из граней четырехгранника 5 и заклинен в корпусе кулачка 4. Поворот детали (четырехгранника) на 90° осуществляется за два полуцикла. При выполнении первого полуцикла (схема б) толкатель 6 перемещается влево и освобождает четырехгранник 5, а толкатель 7, перемещаясь с помощью реечно-зубчатой передачи вправо и воздействуя скосом на ребро четырехгранника 5, поворачивает последний на участке /—// навстречу своему движению на угол При выполнении второго полуцикла (схема в) толкатель 6 возвращается в первоначальное положение, перемещаясь вправо, доворачивает четырехгранник на участке III—IV попутно своему движению на угол ф2 = 90°—ф1 и фиксирует его за следующую грань, как показано на схеме а.
40
Приспособления
Рис. 38. Автоматизированный поворотный патрон конструкции Бердичевского завода «Комсомолец»
станкозавода «Комсомолец» (рис. 38). В корпус патрона встроены механизм 7 зажима, механизм 8 поворота и масло-распределитель 3 с коллекторами. Через коллектор 4 масло подводится механизму зажима, а через коллектор 2 — к механизму поворота. Каждый коллектор соединен с двумя каналами, которые проходят через распределительный валик 1 и соединяются с трубопроводами 5, размешенными в отверстии шпинделя, и затем продолжаются в корпусе б, обеспечивая подвод масла к соответствующим полостям гидроцилиндров. Техническая характеристика патрона приведена ниже.
Диаметр патрона, мм .... 200 Вылет корпуса патрона от торца шпинделя, мм ...... 200 Наибольший радиус поворота заготовки, мм . ............ 80
Точность поворота, угл. мин ±5
Наибольший ход зажимной пиноли, мм.................... 12
Сила зажима обрабатываемой заготовки при давлении масла 2,5 МПа, кН................. 15
Масса, кг................... 30
Устройства поворота вращающихся деталей с применением промежуточной обоймы, внутри которой закрепляется обрабатываемая заготовка. Обойма представляет собой автоном
ное зажимное устройство, снабженное двумя цапфами, расположенными соосно в ее диаметральной плоскости и смонтированными в корпусе патрона. При этом одна из цапф имеет привод для поворота обоймы на 180°. В другой диаметральной плоскости, перпендикулярной к данной, расположены оси устройств, фиксирующих обойму в процессе обработки детали. В корпусе 4 устройства (рис. 39, а) на цапфах 9 и 10 смонтирована поворотная обойма 5, в которой размещен механизм зажима детали, содержащий два ряда радиально-подвижных зажимных кулачков 6, на каждый из которых через 7-образный замковый наклонный паз воздействует поршень-толкатель 7. При этом рабочие поверхности толкателей выполнены самотормозя-щими с углом наклона 7°, что обеспечивает независимую установку кулачков в радиальном направлении и позволяет базировать деталь, устанавливаемую загрузочным устройством, по наружной и внутренней поверхностям.
При базировании по наружной поверхности заготовка 1 подается в зону закрепления сцентрированной с помощью схвата загрузчика по наружной, как правило, обработанной поверхности, ио которой и осуществляется ее зажим При базировании по внутренней поверхности заготовка цен
К токарным станкам
41
трируется загрузчиком по отверстию, а по наружной поверхности, чаще всего необработанной, производится ее плавающий зажим. Для поворота обоймы с деталью фиксатор 8 посредством гидроцилиндра выводится из гнезда обоймы. Затем гидроцилиндр 3 с помощью реечно-зубчатой пары 2 поворачивает обойму 5 на 180°. и фиксатор 8 вводится в гнездо, расположенное на ее противоположной стороне.
Устройство обладает достаточно широкими технологическими возможностями, обеспечивает надежное базирование и закрепление нежестких деталей. Основные его недостатки — сложность изготовления плунжерного зажима, размещенного в обойме, обеспечение его высокой точности и герметичности.
На рис. 39, б показано поворотное устройство. В корпусе 7 патрона размещена поворотная обойма представляющая собой сдвоенный трехкулачковый самоцентрирующий патрон, соединенный с корпусом с помощью двух диаметрально расположенных в нем стаканов 6. В одном из них установлена вал-шестерня 5, периодически связываемая с приводом зажима детали. Обойма 8 выполнена из двух полых частей 4 и 3, в которых соосно патрону размещены зубчатые колеса 2 и 7, имеющие с противоположных зубчатым венцам сторон торцовые самотормозящие спирали с постоянным шагом и различным направлением. В зацеплении со спиралями в радиальных пазах размещены пары ползунов 11 с кулачками 12, Между колесами 2 и 7 соосно им расположено колесо 13, зацепленное плоским наружным венцом с валом-шестерней 5, В окнах ступицы на осях 10 расположены две или несколько шестерен 14, зацепленных с колесами 7 и 2. Таким образом, колесо 13, шестерни 14 и колеса 1 и 2 образуют дифференциал, выходом которого являются колеса 2 и 7, связанные через спирали с кулачками 12, В корпусе 7 размещены один или два фиксатора 75, также имеющие механический (винтовой) привод. При зажиме обрабатываемой заготовки 9 фиксатор 75 находится в гнезде обоймы и препятствует ее вращению. Крутя-
Рис. 39. Схемы устройства поворота деталей с применением промежуточной обоймы
щий момент с вала-шестерни 5 передается колесу 13 и далее через шестерни 14 на колеса 2 и 1 спирали, перемещающие ползуны И с кулачками 12 к центру, обеспечивая благодаря дифференциалу синхронный зажим заготовки 9 левой и правой группами кулачков. Поворот обоймы с заготовкой осуществляется на угол, близкий к 180°, а фиксатор 15 индексирует его в требуемом положении с необходимой точностью. Такое устройство обеспечивает более высокую надежность, хотя и является достаточно сложным. Его основные недостатки — останов шпинделя и фиксация его в угловом положении при повороте заготовки, практически невозможная автоматизация управления поворотохм на станках с ЧПУ, когда требуется многократно поворачивать деталь за один цикл ее обработки.
Приводы патронов. На токарных станках с ЧПУ применяют механизированные приводы патронов: пневматические, гидравлические и электромеханические, к которым предъявляется ряд требований.
Механизированные приводы патронов должны обеспечивать: минималь-
42
П риспособлен ия
Рис. 40. Воздухоподводящая муфта
ное время зажима-разжима заготовки; регулирование силы зажима для возможности на одних и тех же станках с ЧПУ производить черновую и чистовую обработку; достаточную силу зажима для передачи требуемого крутящего момента; привод, устанавливаемый на заднем конце шпинделя станка, должен иметь (по возможности) достаточное сквозное отверстие для обработки прутковых заготовок; поддержание давления воздуха или масла даже в случае аварийного падения давления в сети.
Воздухоподводящая муфта конструкции НПО «Литстанкопроект» (рис. 40) с предохранительным устройством для подвода воздуха к вращающимся пневмоцилиндрам, обеспечивает надежное закрепление заготовок в патроне токарных станков с ЧПУ в случае аварийного прекращения подачи сжатого воздуха в пневмоцилиндр. Муфта состоит из неподвижной и вращающейся частей. В неподвижном корпусе 1 Установлена подпружиненная текстолитовая втулка 2 с уплотнительным Кольцом 3. Неподвижный корпус установлен на подшипниках 4 в корпусе 5 вращающейся части муфты, имеющей фланцы 6 и 10, седла 7, клапаны 8, Поршень 9 и трубку 11. Сжатый воздух подводится к муфте через один из Штуцеров, устанавливаемых в отверстие а или б. Уплотнение осуществляется только в одной плоскости — Контакта втулки 2 и фланца 6. Предо
хранительные клапаны установлены между плоскостью трения (с уплотнением) и пневмоцилиндром, что уменьшает утечку воздуха. Под действием пружины и давления сжатого воздуха создается постоянный контакт втулки 2 с фланцем 6. Муфта встраивается в серийно выпускаемые пневмоцилиндры моделей П-ЦВ-250 и П-ЦВС-250.
Гидроцилиндр вращающийся мод. Г29-32 конструкции ЭНИМСа показан на рис. 41. Разработано три типоразмера гидроцилиндров с наибольшей силой нд штоке 50, 90 и НО кН при давлении масла 5 МПа, ходом поршня 40, 45 и 50 мм, диаметром поршня 40, 45 и 50 мм. Наибольшая частота вращения шпинделя составляет 3000, 2500 и 2000 мин~х.
Принцип действия гидроцилиндра следующий: в цилиндре 10 с крышкой 11 (см. рис. 41, а) подвижно установлен двухступенчатый шток 12, соединенный с поршнем 9 через тарельчатые пружины 8. Ступень 6 большого диаметра расположена между цилиндром 10 и корпусом 4 маслоподводящей муфты, имеющей сквозное радиальное отверстие 18. В отверстии установлены гидрозамки, состоящие из обратных клапанов 14 и 17 и поршней 13. В два осевых отверстия 5 корпуса входят скалки 7. Масло поступает в маслоподводящую муфту через штуцера 1, предотвращающие вращение корпуса 4. Корпус жестко соединен со скобой 23, воздействующей
К токарным станкам
43
Рис. 41. Гидроцилиндр вращающийся мод. Г29-32
44
Приспособлен ня
на конечные выключатели 22 и 24. Полости 19 и 20 гидрозамков соединены каналами, выполненными в штоке, с канавками 3 и 2 маслоподводящей муфты. При помощи крышки 11 цилиндр устанавливается на заднем конце шпинделя станка, а шток соединен посредством тяги, проходящей в шпинделе станка, с зажимным механизмом кулачков патрона. Для зажима заготовки в патроне масло поступает в канавку 3 и далее в полость 19 гидрозамка и полость 21. Под давлением масла верхний поршень 13 открывает обратный клапан 14. Из полости 19 через клапан 17 и полость 16 масло поступает в правую полость цилиндра, в результате чего поршень 9 со штоком перемещается влево, передвигая кулачки к центру патрона. При этом масло из левой полости цилиндра через полость 15, клапан 14, полость 20 и канавку 2 сливается в бак. После контакта кулачков патрона с заготовкой давление в гидросистеме возрастает и поршень 9 смещается относительно штока влево, сжимая левые тарельчатые пружины 8. При этом клапан усилия зажима (см. рис. 41, б) подает в систему управления сигнал на включение станка. При зажиме заготовки поршень на 4™5 мм не доходит до крайнего положения. Поршень достигнет крайнего положения в том случае, если деталь не зажата или отсутствует. При этом давление в гидросистеме увеличится и в систему управления будет подан ложный сигнал на включение станка. Для предотвращения этого предусмотрен включатель 24. Если заготовка не будет зажата с требуемым усилием (в результате низкого давления, заклинивания поршня и т. д.), то выключатель 22 не даст команды на включение станка. При аварийном падении давления в процессе обработки заготовки обратные клапаны 14 и 17 прижимаются пружинами к седлам, запирая камеры цилиндра, а левые пружины 8, выполняющие функции аккумулятора, смещают поршень относительно штока вправо, компенсируя утечку масла и поддерживая давление до остановки шпинделя станка (в течение всего времени его аварийного торможения). При боль
ших частотах вращения шпинделя центробежная сила прижимает обратные клапаны к седлам.
На рис. 41, б показана схема подключения гидроцилиндра к гидроприводу. Масло из напорной линии гидросистемы подводится в правую полость цилиндра 6 через обратный клапан, дроссель /, регулирующий время зажима, распределитель 2, клапан 3 усилия зажима с электроконтроллером (типа ЭПГ-57-72) и крановый распределитель 4 (типа НБГ-71-32), а из левой полости сливается в бак через распределитель 2. Клапан усилия зажима типа ПГ-57-72 конструкции ЭНИМСа предназначен для поддержания в зажимных устройствах станков постоянного давления. Клапан с электроконтроллером ЭПГ-57-72 обеспечивает подачу электрических сигналов в систему управления при достижении настроечной величины давления и при падении давления ниже настроенного. Соответствие усилия зажима требуемому контролируется электроконтактным устройством клапана 3. В электрической схеме станка необходимо предусматривать блокировку 5, предотвращающую вращение при неработающем гидроприводе, во избежание заклинивания маслоподводящей муфты. Габаритные и присоединительные размеры клапанов ЭПГ-57-72 показаны на рис. 41, в.
ПРИСПОСОБЛЕНИЯ К СТАНКАМ ФРЕЗЕРНО-СВЕРЛ ИЛ ЬНО-РАСТОЧНОЙ ГРУППЫ
Базирование заготовок в приспособлениях. При базировании заготовок типа тел вращения в качестве двойных опорных или двойных направляющих базовых поверхностей принимаются наружные или внутренние цилиндрические поверхности, а также поверхности центровых гнезд.
При полном базировании заготовок по трем плоскостям в «координатный угол» базирование заготовок может осуществляться по установочной базовой поверхности (плоскости) и двум плоскостям (направляющей и опорной базовым поверхностям заготовки). Схе
К фрезерно-сверлильно-расточным станкам
45
ма базирования заготовок по трем плоскостям является наиболее простой и надежной, обеспечивающей высокую точность их базирования. Недостатком является невозможность в ряде случаев обработки заготовки с четырехпяти сторон с одной установки. В этих случаях применяют менее точную схему базирования по плоскости и двум отверстиям. Установочной базой является чисто обработанная плоскость; отверстия обработаны с точностью не ниже 7-го квалитета. Базовыми элементами приспособления являются планки и штыри (цилиндрический и ромбический). При базировании заготовки по плоскости и двум отверстиям неизбежно возникают погрешности базирования в результате неточности выполнения технологических отверстий заготовки, неточности изготовления базирующих пальцев и необходимости наличия гарантированного диаметрального зазора в соединениях палец— отверстие. Следовательно, такую схему базирования целесообразно применять лишь в случаях затруднения базирования по трем плоскостям, невозможности обработки поверхностей заготовки с одной установки при базировании по этой схеме или отсутствии высоких требований точности.
Базирование приспособлений на столах станков и палетах. Полное базирование приспособлений на столе станка без дополнительной выверки значительно сокращает подготовительно-заключительное время, связанное со сменой приспособлений, так как исключает выверку приспособлений на столе станка, а также упрощает разработку управляющих программ. Для полного базирования приспособлений у них должны быть предусмотрены базирующие элементы, соответствующие посадочным местам станков, обеспечивающие точное базирование приспособлений на столах станков.
При наличии на столе станка продольных и поперечного пазов приспособление базируется установочными шпонками или штырями пр продольному и поперечному пазам (рис. 42, а). При наличии на столе станка продольных пазов и центрального отверстия приспособление базируется по центральному отверстию и продольному
пазу двумя штырями (рис. 42, б). Если на столе станка имеются только продольные пазы, приспособление базируется по пазу посредством двух шпонок. При этом будет неполное базирование, поскольку приспособление лишено лишь пяти степеней свободы. В этом случае приспособление 1 можно базировать по двум плоскостям в координатный угол с помощью точно изготовленного и выверенного угольника 2, устанавливаемого и закрепляемого в продольных пазах стола станка (рис. 42, в). В случае базирования приспособлений только по продольному пазу установка инструмента в исходную точку обработки может осуществляться по щупу и установу, закрепленному на корпусе приспособления (рис. 42, г). Ориентация приспособления относительно нулевой точки может осуществляться по установочному штырю или отверстию, что, конечно, увеличивает подготовительнозаключительное время. При установке приспособления на палете /, к торцам которой прикреплены поперечная 3 и продольная 4 планки с Т-образными пазами (рис. 42, е) приспособление 2 базирует по планке 4 и шпонке 5, устанавливаемой на планку. Базирование приспособления 2 на палете по Т-образному пазу посредством шпонок и в продольном направлении посредством мерной планки 3, упирающейся в торцовую планку 4, показано на рис. 42, ж. Базирование приспособления 2 на палете 1 с сеткой коор-динатно-фиксирующих отверстий посредством трех штырей 5, установленных в отверстиях плиты, показано на рис. 42, з. Приспособление 2, которое базируют на палете 1 с сеткой отверстий посредством мерных планок, упирающихся в торцовые планки 3 и 4, показано на рис. 42, м. Базирование приспособления 2 на палете 1 с Т-образными пазами и отверстиями посредством штыря 3 в отверстии плиты и двух штырей 5, установленных в торцовой планке 4, показано на рис. 42, к.
Универсально-безналадочные приспособления. Тиски пневматические поворотные с переустанавливаемой опорной губкой показаны на рис. 43. Тиски состоят из основания 11 и поворотного корпуса 10 со встроенным
46
П риспособлек ия
Рис. 43. Тиски пневматические с переустанавливаемой губкой
К фрезерно-сверлильно-расточным станкам
47
пневмоцилиндром р. При повороте рукоятки 6 распределительного крана в положение зажима сжатый воздух поступает в штоковую полость пневмоцилиндра, в результате чего поршень 7 со штоком 8 опускается вниз, поворачивая по часовой стрелке рычаг 1. Рычаг перемещает подвижную губку 2 вправо, прижимая обрабатываемую заготовку к неподвижной губке 3.
Быстрая переналадка подвижной губки осуществляется поворотом последней посредством рукоятки 5 против часовой стрелки, при этом выступ планки 4 выходит из паза корпуса тисков. После этого губку перемещают в требуемое положение до тех пор, пока выступ планки 4 не войдет в соответствующий паз корпуса. Техническая характеристика приведена ниже.
Размер обрабатываемой заготовки, мм............' . 20—240
Ход зажимной губки, мм, не более................. 20
Размер губок, мм .... 250X 105
Диаметр пневмоцилиндра, мм.................. 260
Усилие зажима (при давлении воздуха 0,4 МПа), Н 25 000
Универсально» наладочные приспособления . У ниверсально-наладочные тиски с пружинно-гидравлическим при
водом показаны на рис. 44 (табл. 12). Обрабатываемые заготовки устанавливаются в сменных наладках. Тиски (рис. 44, а) состоят из корпуса с неподвижной губкой 3. В расточку корпуса установлен поршень L Пакет тарельчатых пружин 2 через буртик втулки 6 и упорный подшипник 7 перемещает влево посредством винта 5 подвижную губку 4, зажимающую заготовку. При раскреплении заготовки в гидроцилиндр поступает масло от источника давления. Под действием давления масла поршень 1 перемещается вправо, сжимая пакет тарельчатых пружин 2. При этом винт 5 перемещает губку 4 вправо, раскрепляя заготовку. Источником давления масла является пневмогидравлический усилитель 9, создающий давление масла 5—6 МПа при давлении воздуха 0,4—0,5 МПа. Тиски могут работать также от любой гидравлической станции. На верхней и боковых поверхностях подвижной и неподвижной губок выполнена сетка Т-образных и шпоночных пазов, предназначенных для установки и закрепления сменных наладок как специальных, так и компонуемых из элементов УСП. Для этой цели сетка пазов выполнена размером 8, 12 или 16 мм в зависимости от типоразмера диска. Для базирования заготовок по длине применяется упор 8 (рис. 44, б), закрепленный на боковой поверхности
12. Технические характеристики универсально-наладочных тисков
Т иски Ширина губок Ход губок А L в Н Сила Рабочее давле-
мм <3 d zrk xi jvi a 9 кН ние, МПа
7202-0003 125 125 423 125 НО 25
7202-0008 160 200 540 160 125 30
7202-0013 200 250 631 200 155 40 5-6
7202-0018 ' 250 320 735 250 180 60
7202-0021 320 400 830 320 200 80
Примечание. Изготовитель — Барановичский завод станкопри-надлежностей.
48
П риспособлен и я
б)
Рис. 44. Универсально-наладочные тиски
тисков. Для установки заготовок цилиндрической формы используются наладки-призмы 10 (рис. 44, в). Для поджима заготовок вниз к направляющим корпуса применяются клиновые губки 11 (рис. 44, г). Для установки заготовок под углом наклона плоскости 15, 30, 45 и 60° используются угловые наладки-кулачки 12 и 13 (рис. 44, д).
Система универсально-наладочных гидравлических приспособлений мод.
Д7206-4001 конструкции ГПТИ Древ-станкопрома (г. Псков) состоит из базовой части и сменных наладок — комплекта базирующих и зажимных элементов для установки заготовок на фрезерных станках с ЧПУ (рис. 45). Базовой частью является стол со встроенными гидрицил индрам и двустороннего действия, что обеспечивает возможность их использования в зажимных устройствах как тянущих, так и толкающих. Не учасхнугощие
К фдедерн0~свер„,кльно~расти<1ным станкам
49
Рис. 4b. Система универсально-наладочных приспособлений Д7206-4001
в работе цилиндры выключаются поворотом штока на 9(Л Стол базируется по пазу стола станка посредством двух шпонок и закрепляется четырьмя винтами. На верхней поверхности плиты выполнена сетка пазов, предназначенная для установки и закрепления сменных базирующих элементов и зажимных устройств в процессе компоновки универсально-наладочных приспособлений.
Система универсально-наладочных приспособлений для фрезерных работ мод. Д7206-4006 конструкции ГПТИ Древстанкопрома (рис. 46) состоит из базовой части и сменных наладок,
предназначенных для установки заготовок при обработке на фрезерном станке мод. 6Р1ЭРФЗ и др. Базовая часть приспособления представляет собой плиту 1 с встроенными цилиндрами: вертикальными 2 и горизонтальными 3, в штоки которых ввинчиваются шпильки или болты зажимных элементов для закрепления заготовок сверху или сбоку. Не участвующие в работе цилиндры выключаются поворотом штоков на 90°. Плита устанавливается по отверстию и пазу стола посредством штырей 4 и 5 и закрепляется четырьмя болтами. На верхней поверхности стола выполнена
50
Приспособлен ия
Рис. 46. Система универсально-наладочных приспособлений Д7206-4006
сетка Т-образных пазов и координатно-фиксирующих отверстий для базирования и закрепления базирующих и зажимных элементов, которыми комплектуется приспособление. Неиспользованные отверстия закрываются резьбовыми пробками. Источником давления масла является гидроаккумуля-торная установка или пневмогидравлический преобразователь давления. Техническая характеристика приведена ниже.
Площадь установочной поверхности приспособ-
ления, мм ............ 680X440
Диаметр координатно-фиксирующих отверстий, мм.............. 14Я7
Расстояние между осями отверстий, мм......... 80±0,015
Ширина Т-образных пазов, мм............... 14/78
Расстояние между осями пазов, мм.......... 80±0,1
Наибольшие размеры обрабатываемых заготовок, мм............... 680X440
Гидроцилиндры горизонтальные: диаметр поршня, мм 40
ход поршня, мм . . . 15
давление масла, МПа 10
толкающее усилие на штоке, Н............ 10 680
диаметр резьбы в штоке..................... М12
число цилиндров . . 8
Гидроцилиндры вертикальные:
диаметр поршня, мм 60
ход поршня, мм . . . 10
давление масла, МПа 10
толкающее усилие на
штоке, Н............ 18 780
диаметр резьбы в штоке М20 число цилиндров . . 10
Габаритные размеры ( приспособления, мм . . 885Х584Х
Х125
Система универсально-наладочных приспособлений конструкции ГПТИ Древстанкопрома. Приспособления состоят из базовой части и сменных наладок, компонуемых из комплекта универсальных базирующих и зажимных элементов для одно- или многоместной установки заготовок деталей типа планок, крышек, фланцев и т. п. при обработке на сверлильных станках с ЧПУ. Базовая часть состоит из стола и базовой плиты.
Стол Д7306-4003 (рис. 47) состоит из корпуса 2 и встроенных в него гидроцилиндров 1, В свободные отверстия штоков ввинчиваются пробки, предохраняющие резьбу от грязи и стружки. Не участвующие в работе гидроцилиндры выключаются поворотом поршня на 90°. Верхняя плоскость плиты имеет отверстия для выхода штоков гидроцилиндров и два штыря 3 и 4 для установки базовой плиты. Техническая характеристика приспособлений приведена ниже.
Габаритные размеры, мм 680Х400Х
Х80
Число гидроцилиндров 8
Ход поршня, мм . . . 10
Тянущее усилие на штоке (при давлении масла
5 МПа), Н............ 7000
Расход масла на один цилиндр, см3 .......... 20
Крепежное отверстие в штоке ............... М16
Базовая плита мод. Д7306-4002 (рис. 48, а) применяется в качестве переходного элемента компоновок универсально-наладочных приспособлений. На плите выполнена сетка пазов и координатно-фиксирующих отверстий (КФО) для базирования и закреп-
К фрезерно-сверлильчо-расточным Здравка»
51
Рис. 47. Стол Д730в-4003
ления сменных наладок, компонуемых из универсальных базирующих и зажимных элементов. Плита базируется на столе Д7306-4003 по плоскости и двум отверстиям и закрепляется четырьмя болтами. Началом отсчета координат является точка Б. При наличии двух базовых плит съем и установку сменных наладок можно производить вне станка во время его работы. Техническая характеристика приведена ниже.
Диаметр КФО, мм . . 16/77
Расстояние между КФО, мм.................... 50±0,015
Габаритные размеры, мм 680X400X32
На рис. 48, б показан пример компоновки приспособления для установки фланцев, а на рис. 48, в показан пример компоновки приспособления для установки планок при обработке в них отверстий.
Система универсально-наладочных приспособлений мод. Д7306-4005 конструкции ГПТИ Древстанкопрома
(рис. 49). Приспособление состоит из базовой части и сменных наладок — комплекта универсальных базирующих и зажимных элементов, предназначенных ДЛЯ . _г'г')ЬОК
деталей типа фланцев, шестерен, звездочек, планок, плоскостных деталей и т. п. при обработке на сверлильном станке с ЧПУ мод. 2Р135Ф2. Базовая часть приспособления состоит из стола 1 и базовой плиты 2. В стол встроен гидроцилиндр 3 тянущего типа. Стол устанавливается по пазам стола станка посредством шпонок 5 и закрепляется четырьмя болтами. Верхняя плита 2 q сеткой пазов и координатно-фикси-рующих отверстий для установки зажимных и базирующих элементов устанавливается на столе 1 по плоскости и двум отверстиям диаметром 20 мм на пальцы 6 ч 7 корпуса и закрепляется четырьмя быстросъемными гайками 8. Координатно-фиксирующие отверстия имеют буквенно-цифровые обозначения. Нагнетание масла в гидроцилиндры осуществляется от гидро-
A-A
6)
Рис. 48
К фрезерно-сверлильно-расточным станкам
53
в)
Рис. 48. Базовая плита Д7306-4002 и примеры компоновок
аккумуляторной установки или пневмогидравлического усилителя. Гидросистема приспособлений соединяется с источником давления масла полу-муфтами 4. В резьбовые отверстия штоков поршней гидроцилиндров ввинчиваются крепежные элементы. Неиспользуемые отверстия штоков закрываются пробками. Не участвующие в работе цилиндры выключаются поворотом штока на 90°. Для установки заготовки сложной конфигурации применяют специальные элементы. При наличии двух верхних плит на одной из них во время работы станка можно вне станка компоновать наладку для установки следующей партии заготовок. По окончании обработки партии заготовок со стола 1 снимают плиту 2 с наладкой и устанавливают вторую плиту с новой наладкой. Техническая характеристика приспособлений приведена ниже.
Размеры базовой поверх-
ности плиты, мм ... 560X400
Диаметр КФО, мм . . 16Я7
Расстояние между ося-
ми КФО................ 50±0,015
Число КФО................. 78
Число гидроцилиндров 10
Ход поршня, мм ... 10
Диаметр гидроцилиндра, мм ....... 60
Резьба штоков .... М16
Тянущее усилие на штоке, Н (при давлении масла 5 МПа). ...... 11 000
Расход масла на один цилиндр, см3 ............... 20
Габаритные размеры, мм 680Х400Х X 114
Система универсально-наладочных приспособлений фирмы Rohm (рис. 50) состоит из базовой части — двустороннего универсального угольника 7 и сменных наладок: трех- или четырех-
Рис. 49. Система универсально-наладочных приспособлений Д7306-4005
54
Приспособления
Рис. 50. Система универсально-наладочных приспособлений фирмы Rohm
К фрезерно-сверлилыио-расточным станкам
55
кулачковых патронов 1 с переходными фланцами 2; двухкулачковых патронов 3 и тисков 5 с фиксатором 4 и крепежных элементов 6. Патроны и тиски устанавливают на каждой из установочных поверхностей угольника. Во время обработки заготовки, установленной в одном из патронов или тисков, во втором осуществляется смена заготовки. В качестве дополнительных наладок применяют патроны и оправки с механизированным приводом: 8 — зажимной цилиндр; 9 — патрон; 10 — цилиндр с полым штоком; 11 — патрон с отверстием; 12 — зажимной цилиндр; 13 — разжимная оправка.
Специализированные наладочные приспособления. Система специализированных наладочных приспособлений СНП-ЧПУ, разработанная МГКТИ «Техоснастка». Приспособления этой системы предназначены для установки заготовок родственных по конфигурации деталей различных типоразмеров на станках с ЧПУ сверлильной и фрезерной групп.
Комплект СНП-ЧПУ состоит из различных базовых сборочных единиц, каждая из которых предназначена для установки заготовок деталей определенной формы. Установка заготовок различных типоразмеров осуществляется благодаря переналадке приспособления путем замены сменных наладок или регулирования установочных и зажимных элементов. Время переналадки не более 30 мин.
Основой приспособлений является плита или угольник с сеткой координатно-фикс ирующих и 'крепежных отверстий, предназначенных для базирования и' закрепления устройств, обеспечивающих стабильность положения заготовок при их обработке. Эти • устройства подразделяются на базирующие и зажимные. В качестве базирующих устройств применяют упоры, призмы, губки тисков, кулачки патронов и др., в качестве зажимных устройств — губки, кулачки, прихваты и другие элементы, связанные со штоком приставного гидроцилиндра. Сменные наладки для установки конкретных заготовок фиксируются по точным пазам или отверстиям, выполненным на базовых поверхностях при
способлений. Точность обработки за-готовок, установленных в СНП-ЧПУ, не ниже 12-го квалитета. Техническая характеристика приспособлений приведена ниже.
Диаметр базовых отверстий, мм................... 12Я6
Диаметр крепежных элементов ..................... М16
Ход поршня, мм........... 12
Усилие на ни оке гидроцилиндра (при давлении масла 10 МПа), Н, при диаметре поршня
63 мм.................. 19,600
80 мм.................. 34 300
Изготовитель — ПТО «Союзтехоснастка».
Универсально-сборные приспособления. Система механизированных универсально-сборных приспособлений (УСПМ-ЧПУ) выпускается двух видов: с крепежным болтом и соединительным пазом размерами 12 и 16 мм (УСПМ-12-ЧПУ и УСПМ-16-ЧПУ).
Элементы средств механизации обеспечивают полную взаимособираемость со стандартными деталями и сборочными единицами УСП соответствую- , щего размера. С помощью переходных ступенчатых шпонок и шпилек в одной компоновке можно применять средства механизации с разными пазами.
Детали и сборочные единицы УСПМ с пазами 12 и 16 мм применяют для сборки механизированных приспособлений, предназначенных для установки заготовок на станках с ЧПУ фрезерной и сверлильной групп в условиях мелкосерийного и серийного производства.
При обработке на станке идентичных по способу закрепления заготовок, когда за станком закреплен# определенная номенклатура деталей, из средств механизации и элементов УСП собирается групповое приспособление. При необходимости к нему изготовляют дополнительные элементы. При переналадке приспособление со станка не снимается. Таким образом обеспечивается специализированное рабочее место для обработки определенных групп деталей. Для обработки новой группы деталей приспособление заменяется.
56
Приспособления
В условиях частой смены обрабатываемых на данном станке деталей для каждой деталеоперации собирается компоновка, которая передается на станок либо с приводом, либо без него — в случае, когда привод постоянно закреплен и установлен на станке.
Механизированные УСП с пазами 12 мм рекомендуется применять для обработки деталей габаритами до 400X X 400X260 мм при усилии, необходимом для закрепления заготовок, не более 30 кН. Для обработки заготовок больших габаритов и в случаях, когда требуется увеличение зажимных усилий, необходимо применять расширенный механизированный комплект УСП с пазами 16 мм. По конструктивным данным и назначению детали и сборочные единицы комплектов средств механизации делятся на шесть основных групп: базовые детали, гидравлические цилиндры, опорные прижимные и установочные элементы, гидропривод и арматура
Базовые детали и сборочные единицы (блоки гидравлические, губки — подвижная и неподвижная, прямоугольные плиты) предназначены для создания базовых оснований собираемых приспособлений.
Гидроцилиндры обеспечивают передачу силы зажима на прижимные элементы.
Опорные элементы (опоры прямоугольные, планки, корпуса, подкладки, опоры регулируемые) предназначены для установки и закрепления гидроцилиндров в собираемых приспособлениях в необходимом положении и для базирования обрабатываемых заготовок.
Прижимные детали и сборочные единицы обеспечивают зажим обрабатываемых заготовок в приспособлениях. К этой*'группе относятся прижимы гидравлические, прихваты самоуста-навливающиеся, ступенчатые и вильчатые, прижимы клиновые и эксцентриковые.
Установочные детали и сборочные единицы (упоры регулируемые, угольники, установ. переходные шпонки, вкладыши) служат для базирования заготовок, а также для взаимной фиксации элементов приспособления.
Гидропривод и арматура обеспечи
вают рабочее давление в гидравлических устройствах собранных приспособлений. К этой группе относятся: пневмогидропреобразователь, гидроусилитель, резинометаллические рукава, штуцера, коллектор.
В качестве привода механизированных УСП может быть использован любой источник давления, обеспечивающий одновременную подачу масла не менее 500 см3 под давлением 10 МПа.
С деталями и сборочными единицами механизированных УСП в качестве гидропривода поставляются индивидуальные (для обслуживания одного станка) пневмогидропреобразователи, которые преобразуют низкое давление воздуха в высокое давление масла. Техническая характеристика
УСПМ-12-ЧПУ приведена ниже.
Основные параметры деталей и сборочных единиц: ширина пазов, мм . . . 12
расстояние между пазами, мм ................. 30; 60
диаметр пазовых болтов, мм................ 12
Число деталей и сборочных единиц в комплекте ... 331
Число наименований элементов .............. ... 39
Номинальное рабочее давление в гидравлических зажимных устройствах, МПа 10 Сила зажима на пгоках гидроцилиндров (в зависимости от типоразмера), Н . . 12 600—
38 500
Рабочий ход штоков гид-
равлических устройств, мм 8; 12
Среднее число сборок, собираемых из комплекта: одновременно ................ 14
в течение года ..... 1000
Среднее время сборки одного приспособления, ч . . . 2
Точность обработки в приспособлениях, квалитет , . 6—8
Срок службы комплекта (при условии замены уплотнительных колец в гидравлических устройствах), год 10—12 Максимальные габариты обрабатываемой детали, мм 400Х
Х400Х Х260
К фрезерно-сверлильно-расточным станкам
57
Примеры применения УСПМ-ЧПУ. Примеры приспособлений показаны на рис. 51—54. Основные данные УСПМ-16 приведены ниже.
Основные параметры деталей и сборочных единиц: ширина пазов, мм ... 16
расстояние между пазами, мм 30; 60
диаметр пазовых болтов, мм 16
Число деталей и сборочных единиц в комплекте . . . 298
Число наименований элементов ............. . . 31
Номинальное рабочее давление в гидравлических зажимных устройствах, МПа 10 Сила зажима на штоках гидроцилиндров (в зависимости от типоразмера), кН ... 14,65— 56,0
58
Приспособления
Рабочий ход штоков гидравлических устройств, мм . . 8; 12
Среднее число сборок, собираемых из комплекта:
одновременно ...........
в течение года..........
Среднее время сборки одного приспособления, ч . . .
10
750
Точность обработки в приспособлениях , квалитет . . 6—8
Срок службы комплекта (при условии замены уплотнительных колец в гидравлических устройствах), год Максимальные габариты обрабатываемой детали, мм
Рис. 53. Приспособление, собранное из двух гидро-блоков, для обработки по
контуру деталей типа ос-
10—12
1000Х
Х600Х Х400
нования
К фрезерно-сверлильно-расточным станкам
59
Комплект элементов УСПМ-ЧПУ приведен в каталоге 31.112. 40—83 «Система стандартов технологической оснастки. Детали, сборочные единицы и средства механизации универсальносборных приспособлений к металлорежущим станкам».
Сборно-разборные приспособления. Система СРП-ЧПУ конструкции МГКТИ «Техоснастка» предназначена для установки различных по конфигурации заготовок при механической обработке на фрезерных и сверлильных станках с ЧПУ в серийном производстве. Детали и сборочные единицы системы СРП-ЧПУ представляют собой набор элементов, из которых можно компоновать различные специальные приспособления. Переналадка приспособлений обеспечивается перекомпоновкой, регулированием или сменой специальных наладок. Комплект состоит из элементов (деталей и сборочных единиц), предназначенных для агрегатирования разнообразных сборно-разборных приспособлений, используемых при обработке заготовок на станках с ЧПУ.
В комплект СРП-ЧПУ входят сборочные единицы и детали, которые в соответствии с назначением образуют три группы: базовые сборочные единицы, прижимы, установочно-опорные элементы и крепежные детали. В группу базовых включены прямоугольные и круглые плиты, угольники, делительные стойки, тисочные губки, регулируемые призмы, т. е. наиболее крупные элементы, которые служат основанием сборно-разборного приспособления. К группе прижимов относятся прижимы с ручным и гидравлическим приводами, боковые зажимы. В группу установочно-опорных элементов и крепежных деталей входят боковые опоры различных видов, подводимые опоры, крепежные детали (прихваты, болты, шпильки, гайки и др.).
Комплект элементов СРП-ЧПУ обеспечивает механизированное закрепление заготовок. Для этого служат входящие в состав комплекта прямоугольные и круглые плиты с встроенным гидравлическим приводом и гидравлические прижимы.
Возможны следующие варианты применения базовых плит или угольников-
плита устанавливается постоянно на стол станка и используется как его стационарная принадлежность;
на плите или угольнике компонуется специальное приспособление долговременного применения, при этом допускается дополнительная сборка деталей и сборочных единиц;
плита или угольник с наладками снимаются со стола; на столе станка могут быть установлены одновременно две плиты, и станок может работать в «маятниковом» режиме; при этом обеспечивается смена заготовки в одном из приспособлений вне рабочей зоны станка во время обработки заготовки, установленной в другом приспособлении;
базовая плита со скомпонованным на ней приспособлением снимается со стола станка для смены заготовки вне станка во время обработки заготовки в приспособлении-дублере.
Гидрофицированные зажимные элементы работают при давлении масла 10 МПа. В качестве элементов базирования системы СРП-ЧПУ принята сетка координатных отверстий, выполненных по 7-му квалитету. Жесткость базовых плит СРП-ЧПУ примерно в 2 раза выше жесткости базовых плит УСП, что объясняется отсутствием поперечных Т-образных пазов и выборок с нижней стороны плиты.
Приспособления на станке имеют полное базирование относительно системы координат станка. Для этой цели на столе станка с ЧПУ приспособления фиксируют по центральному отверстию посредством пальца, а по центральному калиброванному пазу — шпонками и крепят прихватами, болтами, гайками. Элементы сборно-разборного приспособления соединяются между собой с помощью болтов, шпилек, винтов, гаек и фиксируются относительно друг друга системой палец — отверстие (в отличие от УСП, где фиксация элементов осуществляется системой шпонка — паз). Техническая характеристика приспособления приведена ниже.
Число деталей и сборочных единиц, входящих в комплект............... 1050
60
Приспособлен ня
Срок службы основных деталей и сборочных единиц, лет ............. 12—15
Габариты базовой плиты, мм:
наибольшие.......... 900Х360Х
Х90 наименьшие.......... 600 X 240Х
Х60
Ширина крепежного пава, мм..................14; 18
Шаг между крепежными павами, мм............ 60zfc0,6
Диаметр координатно-фиксирующего отверстия, мм.............. 12/77;
16Я7
Точность обработки ко-ор дин атн о-фи ксир у ющи х отверстий, квалитет . . 7
Шаг между координатао-фиксирующими отверстиями, мм............60±0,015;
80±0,015
Точность расположения координатйо-фиксирую-щих отверстий, квалитет 6—7
Диаметр основного крепежного болта .... М12; М16 Сила прижима, кН: наименьшая............ 18
наибольшая.......... 22
Рабочее давление в гидравлических прижимных блоках и гидроцилиндрах базовых плит, МПа 10
Усилив, обеспечиваемое гидравлическим прижимом (при давлении масла
10 МПа), Н: наименьшее.............. 12 800
наибольшее......... 50 000
Усилие, обеспечиваемое гидроцилиндром базовой плиты (при давлении масла 10 МПа), Н:
для прямоугольной плиты
тянущее ............. 25 000
толкающее .... 30 000
для круглой плиты
тянущее ............. 25 000
толкающее .... 30 000
Гидравлическая жид-
кость ..................
Чистота гидравлической жидкости, не ниже. . . Температура окружающей среды, °C.........
Время сборки одного приспособления средней сложности, ч . . . . . Среднее число приспособлений, собираемых из комплекта одновременно ................
Среднее число сменных наладок, монтируемых на одной базовой сборочной единице ..........
Максимальная масса заготовки, обрабатываемой с помощью приспособле-' ния, скомпонованного на одной базовой плите, кг ...............
Максимальные габариты заготовки, обрабатываемой с помощью приспособления, скомпонованного на одной базовой плите, мм.........
Точность обработки заготовок, квалитет . . .
Масло гидравлическое ВНИИ НП-403; масло турбинное
13-й класс
10—40
0,5
17
10
3000
900Х 360Х Х600
7—10
Примеры применения сбор но-разборных приспособлений приведены на рис. 55—58.
Система сбор но-разбор них приспособлений для многоцелевых станков — обрабатывающих центров (СРП-22ЧПУ), разработанная МГКТИ «Техоснастка». Комплект СРП-22ЧПУ предназначен для станков с рабочей площадью поворотного стола от 800X Х800 мм до 1250Х 1250 мм. Комплект включает базовые сборочные единицы, установочные сборочные единицы, прижимные сборочные единицы.
К базовым сборочным единицам относятся квадратные плиты с Т-образ-ными крепежными пазами а и сеткой б координатно-фиксирующих отверстий
к фрезерно-сверлильно-расточным станкам
61
Рис. 55. Сборно-разборное приспособление для установки заготовок деталей типа корпуса при сверлении и фрезеровании;
1 — плияа; 2 — прижим; 3, 5 — пальцы базирующие; 4 — планка, 6 — заготовка
(рис. 59, а), предназначенных для фиксации сменных наладок. Для предохранения отверстий от грязи и стружки они закрыты подпружиненными пробками. При сборке приспособлений пробки могут утапливаться и фиксироваться в этих положениях замковыми устройствами. Центральное отверстие диаметром 90 мм предназначено для фиксации плиты относительно центрального отверстия сТола станка. На нижней поверхности плиты имеются два отверстия для фиксации по центральному пазу стола станка посредством шпонок. Для крепления плиты к столу станка выполнены два П-об-разных паза в. К боковым плоскостям могут быть прикреплены опорные план
ки шириной 125 мм с Т-образными пазами. Координатно-фиксирующие отверстия имеют буквенно-цифровую индикацию. На рис. 59, б—г показаны схемы установки заготовок (б — одной заготовки; в — двух заготовок; г — четырех заготовок).
К базовым сборочным единицам относится также секционный угольник. Секция угольника (рис. 60, а) представляет собой куб, на двух взаимно перпендикулярных поверхностях которого выполнены Т-образные пазы а и сетки координатно-фиксирующих отверстий б. Глухие отверстия в предназначены для установки вставок с шифрами отверстий. На нижнем основании угольника имеются два отверстия для
62
П рнсдоссвбленг ня
Рис. 56. Сборно-разборное приспособление для установки заготовок деталей типа корпуса при растачивании отверстий:
1 — плита; 2, 3 — прижимы; 4, 5 — планки; 6, 7 — пальца базирующие; 8 — заготовка
фиксации угольника на плите или столе станка, а в центре основания выполнено отверстие для фиксации угольника по центральному пазу стола. Схемы вариантов сборки угольников показаны на рис. 60, бив. Д.ля установки заготовок на пяти плоскостях угольника предусмотрена верхняя плита с Т-образными пазами и сеткой ко-ординатно-фиксирующих отверстий.
Установочные сборочные единицы включают универсальные регулируе
мые опоры, регулируемые подводимые опоры, винтовые подпорки, опорные планки, домкраты, регулируемые распорки, одно-, двух- и трехпазовые опорные планки. Конструкция их аналогична конструкции деталей из комплекта СРП-ЧПУ.
Прижимные сборочные единицы включают гидравлические секционные прижимы, отводимые прихваты, вилкообразные и поворотные прихваты, прихваты, клиновые прижимы. По кон-
63
К фрезерно-сверлильно-расточным станкам
Рис. 57. Сборно-разборное приспособление для установки заготовок деталей типа фланца при фрезеровании:
1 — плита; 2 ~~ спецналадка; 3 — прихват; 4, 6, 10 — пальцы базирующие; 5 ~ болт крепежный; 7 — втулка; 8 — гайка; 9 --- шпилька; И — втулка; 12 — специальный палец; 13 — заготовка
струкции они аналогичны прижимным секции угольника . . . 400Х
сборочным единицам из комплекта Х400Х
СРП-ЧПУ. Основные данные комплек- X 100
та СРП-22ЧПУ приведены ниже. Максимальные размеры рабочей поверхности сборного
Число входящих в ком- угольника (высотах шири-
плект деталей и сборочных на), мм.................. 800X800
единиц.................. 840 Ширина крепежного па-
Число компоновок приспо- за, мм................... 22
соблений, собираемых из Шаг мея<ду крепежными па-
комплекта одновременно 6 зами, мм............................100±0,6
Габаритные размеры, мм: Точность обработки крепеж-
базовой плиты......... 1000Х ного паза, квалитет ... 12
X 1000Х Диаметр координатно-
X 100 фиксирующих отверстий, мм 20
64
Приспособления
Рис. 58« Сборно-разборное приспособление для установки заготовок деталей типа кронштейна при сверлении отверстий:
1 — плита: 2 — прижим; 3 — спецналадка; 4 — палец базирующий; 5 — призма нерегулируемая; 6 — опора; 7 — гайка круглая; 8 — шайба; 9, 10 — пальцы базирующие, /2 — планка, 12 — призма регулируемая; 13 — заготовка
S'
в
а)
Рис. 59. Квадратная плита и схемы установки корпусных деталей
К фрезерно-сяерлильно-рас точным станкам
65
Точность обработки коорди-натно-фиксирующих отверстий, квалитет.......... 7
Шаг между координатно-фиксирующими отверстиями, мм.............. ч . 100
Точность расположения координата о-фи кси р ующих отверстий, квалитет . . . 6—7
Сила прижима, обеспечиваемая гидравлическим прижимом (при давлении масла 10 /МПа), И.......... 50 000
Время сборки одной компоновки средней сложности, ч Г—2 Изготовитель--МГКТБ ITTG «Союз-
техоснастка»
Система универсально-сборной и переналаживаемой оснастки (УСПО). Такая система разработана МГКТИ «Техоснастка». Основой комплекса являются детали и сборочные единицы различных конструкций, имеющие конкретное функциональное назначение, из которых методом агрегатирования можно компоновать без пригонки приспособления для выполнения любых операций. В отличие от системы УСП вместо шпоночного соединения элементов приняты беззазорные способы (штифтовой или шариковый) базирования элементов. Зазоры в соединении выбираю'ся в результате разжима разрезных втулок или сжатия разрезных
шариков. При штифтовом способе два элемента, имеющих глухие цилиндрические отверстия, фиксируются на два сборных штифта (рис. 61). Каждый штифт состоит из пальца 1 с двумя коническими поверхностями, двух разрезных втулок 2 и двух эластичных шайб. При сборке соединения под действием силы, создаваемой болтом или шпилькой, опора 3 прижимается к плите 4. При этом донышки отверстий давят через шайбы на втулки, которые, перемещаясь по пальцу, увеличиваются в диаметре, выбирая зазор Д, и создают натяг в соединении. Вследствие отсутствия Т-образных пазов, ослабляющих конструкции, высота базовых конструкций уменьшена. Повышение жесткости элементов за счет отсутствия пазов, ликвидации зазоров и увеличения диаметров крепежных болтов позволяет увеличить скорость резания в 1,7 раза по сравнению с УСП.
Комплекс УСПО подразделяется на две серии (3-ю и 4-ю), отличающиеся друг от друга диаметрами крепежных элементов, а также габаритными и установочными размерами. Сетка расположения установочных отверстий диаметрами 10 и 12 мм и резьбовых отверстий Ml6 и М20 в сериях имеет соответственно шаг 30 и 40 мм. Расстояние между установочными и резтбоьыми отверстиями равно половине шага: 15 и 20 мм. Расстояния между осями
Рис. 60, Секционный угольник и схемы сборки угольников
3 К уз и с-доз 10. И. и др.
66
Приспособления
Рис. 61. Беззазорный штифтовой способ соединения элементов
любой пары установочных отверстий выполняются с допуском ±0,02 мм, а между осями любой пары резьбовых отверстий с допуском ±0,2 мм. К группе базовых немеханизированных деталей комплекса относятся элементы, используемые в компоновках приспособлений в качестве их оснований.
По функциональному назначению элементы комплекса УСПО подразделяются на следующие группы: базовые, корпусные, установочные, направляющие, зажимные, крепежные, средства механизации зажима заготовок, разные. Техническая характеристика наборов УСПО приведена в табл. 13.
К группе корпусных деталей относятся элементы комплекса, предназначенные для создания корпусов приспособлений. К этой группе относятся опоры квадратного и прямоугольного сечения, проставки, установочные угольники, соединительные планки, опоры различных форм с отверстиями и т. д. Все корпусные детали почти на всех своих плоскостях имеют установочные и крепежные отверстия, расположенные в соответствии со схемой, характерной для каждой серии элементов. Основой построения конструкций всех элементов группы корпусных деталей является модуль, т. е. квадрат со сторонами в зависимости от серии. Для серий 10 и 12 сторона квадрата соответственно равна 45 и 60 мм. Четыре отверстия расположены в углах квадратов диаметром соответственно 18 и 22 мм с межцентровым расстоянием 30 и 40 мм и центральным отверстием.
Установочные детали используют в компоновках приспособлений в качестве баз для установки обрабатываемых
заготовок: колпачковых опор, дисков, пальцев, упоров, штырей и т. д. Конструкции элементов этой группы аналогичны конструкциям таких же элементов системы УСП.
Направляющие детали. К ним относятся шпонки, штифты, втулки, валики, колонки и другие детали, используемые при компоновке приспособлений для взаимной ориентации относительно друг друга, а также ориентации инструмента относительно базовых элементов приспособлений.
Зажимные детали. К ним относятся прихваты различных конструкций, прижимы, зажимы, планки, качалки, быстросъемные шайбы и другие элементы, предназначенные для закрепления обрабатываемых заготовок.
Крепежные детали. К ним относятся шпильки, винты, болты, гайки и другие, предназначенные для сборки резьбовых соединений.
Немеханизированные сборочные единицы включают сборочные единицы, которые не разбираются на отдельные детали при разборке приспособлений: поворотные головки, наклонные кронштейны, тисочные кулачки, центровые бабки, подвижные призмы и др.
Базовые механизированные сборочные единицы предназначены для сборки механизированных приспособлений для станков с ЧПУ в условиях мелкосерийного и серийного производства. К ним относятся базовые агрегаты, например самоцентрирующие агрегаты тисочного типа, а также базовые механизированные сборочные единицы, предназначенные для сборки агрегатов4 например тисочные подвижные губки с боковым прижимом или с двумя боковыми прижимами. Гидроплита предназначена для сборки компоновок механизированных приспособлений для обработки разнообразных групп деталей. На верхней плоскости плиты выполнена сетка координатно-фиксирую-щих и резьбовых отверстий, предназначенных для установки и закрепления сменных наладок или установочных и зажимных единиц комплекта УСПО. В центре плиты выполнено отверстие, к которому привязана сетка координат-но-фиксирующих отверстий. В корпус плиты встроены гидроцилиндры. По конструкции и назначению гидроплиты
33- Техническая характеристика наборов механизированной универсально-сборной переналаживаемой оснастки
Параметр Модель оснащенного станка
21004П7Ф4 ! 21104Н7Ф4 i ! ИР500ПМФ4 1 1 1. 2206ВМ1Ф4 ИР800МФ4 Модуль ИР500ПМФ4 Модуль ИР800ПМ1Ф4
Серия набора 3 3 4 4 4 4 4
Число типоразмеров элементов 117 120 152 154 153 170 179
Число элементов 1110 1116 1330 2101 1410 3983 2979
в том числе базовых 2 2 2 3 2 20 15
Габаритные размеры базовых плит, мм 400X400X30 630X400X30 500X500X45 800X630X45 800X630X45 500X500X45 800X800X45
Диаметр основного крепежа, мм Диаметр фиксирующих отверстий, мм М16 М16 М20 М20 М20 М20 М20
102/7 102/7 127/7 12Я7 122/7 122/7 12Я7
Расстояние между смежными резьбовыми или смежными фиксирующими отверстиями, мм 30 30 40 40 40 40 40
Число приспособлений, собираемых одновременно Рабочее давление в гидросистеме, МПа Усилие на штоке гидроцилиндра, кН - Время сборки приспособлений, ч 2 2 2 3 20 До 83 2,5—3 2 20 15
К фрезерно-сверлильно-расточным станкам
68
Приспособления
Рис. 62. Этементы средств механизации
УСПО близки к гидроплитам системы СРП. Отличием является отсутствие Т-образных пазов, функцию которых выполняет сетка резьбовых отверстий.
К средствам механизации относятся: пневмогидравлические 'преобразователи давления (рис. 62. с); гидпобчоки (рис. 62, б); приставные гидроблоки с одним или двумя цилиндрами (рис. 62, <?); гаммы гидроцилиндров одностороннего и двустороннего действия (рис. 62, г); гидроприхваты различных видов (рис. 62, б); стойки гидроцилиндров (рис. 62, с).
Отличие средств механизации УСПО от средств механизации УСПМ-ЧПУ в том, что все гидравлические устройства рассчитаны на рабочее давление 20 Ml la вместо 10 МПа, а вместо Т- н П образ
ных пазов гидро блоков нанесена сетка базирующих и крепеж гых ошерстий. Па рис. 63 показа.-ы примеры компоновок приспособлений из элементов УСГ1О. двухместное приспособление УС1Ю-20АМ 01 для вертикальной установки крышек (рис. 63 а); деьятимест-ное приспособление УСГЮ-12С-02 для установки фланцев (рис. 93. б); пяти-местное приию'т/Пснис УС1Ю-12С-03 для ус а .овки кронштейнов (рис. 63, в).
Поворотные приспособления с ЧП У. Для возможности обработки заготовок с четырех сторон с одной ускповки на фрезерных и сверлильных «‘танкал с горизонта 1ьным шпииикм применяют поворотные столы с ЦПУ, а на станках с вертикальным шпинделем -- поворотные стойки с ЧП У.
К ^»резсрно-сзерлчльчо-рэ.сточяым станкам
69
Двух опорные поворотные стойки обеспечивают возможность обработки крупногабаритных заготовок с четырех сторон, поверхностей многогранных загоювок, з также радиальных отверстий, 1 расположенных под различными углами в цилиндрических заготовках. Такие стойки могут быть использованы в качестве многоместных приспособлений, на четырех сторонах которых устанавливают по нескольку м ало г аб ар ит ных з агот овок.
Многоцелевые станки в большинстве случаев оснащаются поворотными столами с ЧПУ, встроенными в станки, чти на станках с горизонтальным шпин-целем обеспечивает возможность обработки заготовки с четырех сторон с од-чой установи Можно использовать и-^оротную стойку, устанавливаемую на поворотном столе станка (рис. 64, а). Многоцелевые станки комплектуются также поворотными сюлами с двумя осями поворота. На рис. 64. б показана почопогная стойка фирмы Whalli (Швейцария) с осью поворота, выпол
ненной под углом 45°. Стойка устанавливается на поворотном столе. На рис. 65, а показан поворотный стол с двумя осями поворота многоцелевого станка с горизонтальным шпинделем фирмы Honsberg (ФРГ), а на рис. 65, б — двухповоротный стол фирмы Dec' kel (ФРГ).
Рязанским филиалом НПО «Оргстан-кинпром» разработана стойка мод. РС7302-6101 с приводом от исполнительных органов станков с ЧПУ — вертикально-фрезерного мод. 6Р13РФЗ и вертикально-сверлильного мод. 2Р135Ф2. Приспособление 1 закрепляется на столе станка 2 (рис. 66, а), На вертикальной стойке 5 крепится упор 4, который ограничивает перемещение штока 3. Заготовку устанавливают в приспособлении (см. рис. 66, б). Стол перемещается по программе до совмещения осей штока и упора. При поперечном движении стела (по стрелке А) шток, дойдя до упора, начинает перемещаться. В начальный момент перемещения штока 3 освобождается дели-
70
Приспособления
Рис. 64. Поворотные стойки, установленные на поворотных столах
тельный диск 7 (рис. 66, б). Сухарь 12, контактирующий с контурным пазом ыюка 3, обеспечивает отвод муфты с обоймой от делительного диска. При дальнейшехМ перемещении штока перемещается рейка 9, которая входит в за
цепление с зубчатым колесом 16, закрепленным на валу 14. При вращении вала собачки, закрепленные на обойме, поворачивает храповое колесо, выполненное как одно целое с зубчатым колесом 18, находящимся в зацеплении с зубчатым колесом шпинделя 11. После того как шпиндель повернется на требуемый угол, делительный диск предварительно фиксируется подпружиненным шариком 10. По программе стол стачка с приспособлением перемещается для обработки следующей поверхности заготовки. При этом шток 3 под действием пружин 8 и 17 перемещается в исходное положение. Муфта с обоймой посредством копир-ного паза и сух ап я 12 под действием пружин перемещается в исходное положение. Пружины 2 вводят шарики фиксаторов 13 в отверстия делительного диска, фиксируя положение шпинделя. Винт 15 предназначен для регулирования предварительного хода штока. Для устранения зазора между отверстием делительного диска и фиксатора эксцентричную втулку 6 поворачивают и стопорят. Шаг угла поворота шпинделя — 15°, наибольший угол поворота шпинделя за один ход штока — 180°.
Поворотное приспособление конструкции Минского ПО по выпуску автоматических линий им. 60-летия Великого Октября (рис. 67) предназначено для фрезерования винтовых, спиральных, радиусных и других пазов концевой фрезой ь цилиндрических
Рис. 65. Поворотные столы с двумя осями поворота
К фрезерно-сверлильно-расточным станкам
71
Рис. 66. Поворотное при* способление
мод. РС7302-6101
а)
Б-Б
5)
72
Приспособлен ня
Рис» 67. Поворотное приспособление Минского ПО по выпуску автоматических линий
заготовках на вертикально фрезерных или горизонтально фрезерных станках с 411У. Приспособление состоит нз кронштейна Д ьа котором установлен шаговый двигатель 2, связанный сле-циг.чьяой электрической схемой с системой ЧПУ, и гидроусилителя мо-йюкта J, соединенного кинематически иогредпыэм редуктора 4 с обрабатываемой заготовкой 5, которую устанавливают в трех?улачковом патроне приспособления 6 и поджимают центром задней бабки 7. Наибольшие размеры заготовки следую две. диаметр 240 мм. длина 1С00 мм.
Приспособление для обработки заготовок с четырех-пяти ст эрой. На ибо.-
Рис. 08. Заготовка с ллятик^ми
лее технологичными при обработке заготовок корпусных деталей с четырехпяти сторон в приспособлениях, устанавливаемых на поворотных столах _станка, являются заготовки, имеющие платики, позволяющие закреплять заготовки прихватами, не мешающими подходу инструмента ко всем обрабатываемым поверхностям (рис 68). При отсутствии таких платиков в заготовках выполняются технологические отверстия для базирования и закрепления заготовок снизу (рис. 69). В этих случаях применяют ракже ложные пла-тикц, базируемые. и закрепляемые на нижней поверхности заготовки (рис. 70).
На рис. 71, а показана схема приспособления фирмы Wadkin (Англия) для обработки заготовки с четырех сторон с последовательным закреплением-раскреплением (перехватом) заготовки для прохода режущего инструмента, что обеспечивает возможность полной обработки заготовки по контуру по заданной программе на-фрезерных станках с ЧПУ. Заготовка закрепляете i гидравлическими зажимными устройствами с автоматическим поворотом прихватов (рис. 71, б). Каждый из прихватов соединен с золотником, управляемым от системы ЧПУ. Пр * подходе режущего инструмента к очередному прихвагу последний автомати-
К фргзерно-сверлильно-расточным станкам
73
Рис. 69. Заготовка с технологическими отверстиями (£, В—расстояние между крепежными отверстиями; С — рассто* яние между базовыми отверстиями)
чески по команде ЧПУ раскрепляет заготовку и поворачивается на 90% обеспечивая проход режущего инструмента. При этом заготовка временно
остается закрепленной остальными прихватами. После прохода инструмента прихват вновь поворачивается в рабочее положение и вновь закрепляет заготовку. При приближении инструмента к следующим прихватам они поочередно поворачиваются, обеспечивая «перехват» заготовки (ее последовательное перезакреаление в разных точках) и непрерывную обработку по контуру. Для полной инструментальной доступности при обработке заготовок на многоцелевом станке мод. 6620МФ4 ЭНИМС разработал конструкцию устройства для базирования и закрепления заготовок корпусных деталей (рис. 72).. Заготовки базируются по плоскости и двум отверстиям. На столе 4 станка выполнены калиброванные отверстия для базирования заготовок Д а на базовой поверхяос”и за-готовки — два ступенчатых отверстия с калиброванной и резьбовой частью. Расстояния между отверстиями стола и заготовки одинаковы. В отверстия заготовки ввернуты втулки 2 с внутренней резьбой, головки которых частично входят в отверстия заготовки. Выступающие части головок втулок входят в калиброванные отверстия стола, базируя заготовку. Закрепление Зслсчовки / осуществляется к ля*
Рис. 70. Заготовит с ложными платинами:
1 —- заготовка; 2 — прокладка; 3 — винты; 4 — подкладная плита; 5 — ложный платин; 6 — винт £|гксиру.ощ4й
74
П риспособлен ня
а)
Рис* 72 < Устройство для базирования и закрепления заютовки я а продольно* фрезерном станке с ЧП У
ном 11, взаимодействующим с головкой болта 12, ввинченного во втулки и зафиксированного контргайкой 3, Клин соединен с зубчатой рейкой 10, зацепляющейся с валиком-шестерней 6, установленной во втулке 5, расположенной в отверстии стола. Штифт 9
фиксирует валик-шестерню в осевом направлении. При вращении валика-шестерни 6 торцовым ключом 8, вставляемым в гнездо 7, рейка 10 перемещает клин 11, который, взаимодействуя с головкой болта 12, прижимает заготовку к столу станка. Базирующие и
Приводы приспособлений
75
зажимные элементы, размещенные в отверстиях и пазу стола, не препятствуют подходу инструмента ко всем обрабатываемым поверхностям,
ПРИВОДЫ ПРИСПОСОБЛЕНИЙ
Гидравлические приводы. В качестве источников давления масла гидравлических цилиндров станочных приспособлений применяют электрогидравличе-ские установки с аккумулятором, пневмогидравлические преобразовате-ли давления и механогидравлические (ручные) насосы.
Электрогидравлические установки применяют в качестве групповых источников давления для обслуживания группы станков.
Гидроаккумуляторная установка (рис. 73) применяется в качестве источника давления масла в гидроцилиндрах приспособлений. Она состоит из алюминиевого бака /, гидропанели, насоса 2, соединенного упругой муфтой с электродвигателем, сливного 4 и заливного 3 фильтров. На передней стенке бака имеются маслоуказатель и сливная пробка. Установка комплектуется контрольно-регулирующей гидро- и электроаппаратурой, предохранительным клапаном 5, манометром 5, золотником 7, обратным клапаном 6, аккумулятором 9, реле давления 10. Техническая характеристика установки приведена ниже.
Емкость гидробака, дм? 40 Давление нагнетания (номинальное), МПа . . 6,3; 10,0;
12,5; 20,0 Номинальная производительность, л/мин . . 3; 5; 6;
8: 10; 12;
16; 18 Изготовитель — Грязинский завод гидрооборудоьания (г. Грязи, Липецкая обл.)
Пневмогидравлические преобразователи давления применяют в качестве источников давления масла цилиндров гидравлических приспособлений, поочередно устанавливаемых на одном станке.
Пневмогидравлический преобразователь И.157 конструкции МГКТИ «Техо-uiac/ка» (рис. 74) состоит из корпуса 19
Рис« 73« Гидроаккумуляторная установка
камеры низкого давления 2, камеры высокого давления <?, манометра 4, распределительного крана 5, выхлопного фильтра 6. Подача масла в гидроцилиндры приспособления осуществляется через штуцер 7. Обратный ход производится подачей воздуха в камеру 8 через штуцер 9.
Управление работой пневмогидравлического преобразователя осуществляется распределительным краном 5, Тремя положениями рукоятки крана производится соответственно предварительный // и окончательный III зажим деталей и ее отжим /. Техническая характеристика приведена ниже.
Рабочее давление воздуха, МПа ......... 0,4
Давление масла, МПа: при предварительном зажиме ............... 0,4
при окончательном зажиме ......... 8
Объем масла, см3: в камере низкого давления ............... 1420
в камере высокого давления .......... 50
Габаритные размеры, мм 500Х
X 400Х Х400 Изготовитель — ПТО «Союзтехоснастка», поставляется с комплектом УСПМ-ЧПУ.
76
Приспособления
Пневмогидравлический преобразователь давления конструкции НПО «Лит-станкопроект» (рис. 75) обеспечивает отключение главного электродвигателя станка при аварийном падении давления масла в гидросистеме приспособления. Как видно на схеме преобразователя, сжатый воздух из пневмосети через пневмопанель 3 подводится к трехпозипионному крановому аппарату 5, к верхней полости клапанного пневмоаппарата 6 и к нижней полости клапанного пневмоаппарата 2. Реле давления 4 настраивают так, чтобы оно срабатывало при падении рабочего давления воздуха на 0,03—0,06 МПа. При повороте рукоятки кранового аппарата 5 в положение «Разжим» (показано на схеме) сжатый воздух поступает в штоковую полость Б пневмоцилиндра 7. яневмогидропреобразователь и нерабочую полость гидроцилиндров приспособления. При этом поршень пневмоцилиндра 7 перемещается вверх л масло из гидроцилиндров приспособ
ления под действием давления сжатою воздуха на поршни цилиндров вытесняется через полость В гидроцилиндра преобразователя в пневмогидровытеснитель 1. При переключении рукоятки кранового пневмоаппарата 5 в положение «Предварительный зажим» сжатый воздух поступает в полость пневмогидропреобразователя и в верхнюю полость пневмогидровытеснителя 1,
Под действием давления сжатого воздуха масло из пневмогидровытеснителя поступает через полость В в гидроцилиндры приспособления, при этом зажимные элементы быстро подводятся к заготовке и предварительно закрепляют ее. При переключении кранового пневмоаппарата в положение '«Окончательный зажим» сжатый воздух поступает через клапанный пневмоаппарат 6 в поршневую полость А пневмоцилиндра преобразователя и в верхнюю полость пневмогидровытеснителя 1, а штоковая полость Б соединяется с окружающей средойв Под лей-
, 77
г
• Совмещение смены заготовок с работой станка
Рис. 75. Пневмогидравлический преобразователь давления конструкции НПО
«Литстанкопроект»
1 ствием давления сжатого воздуха поршень пневмогидропреобразователя перемещается вниз. После того как шток поршня перекроет отверстие, соединяющее полость В гидроцилиндра преобразователя с вытеснителем У, давление масла в замкнутой' гидросистеме прй-
1 способления повышается До максимального рабочего и заготовка закрепляет-; ся окончательно. При аварийном падении давления масла в замкнутой гидро-. системе (в результате износа обратного клапана 5, цовреДсдения гидравличе-ских трубопроводов или большой утеч-ки масла в местах присоединений тру-? бопроводов и Т. д.) поршень преобразо-
, вателя под действием давления масла , будет опускаться. Не доходя до край-, J него нижнего положения на 7—1Q мм, поршень Нажмет на клапан пневмоап-парата 2, в 'результате чего напорная магистраль сжатого воздуха соединит-ся с окружающей средой, что приведет I к падению давления сжатого воздуха, ,j’ 'и реле'давления отключит электродви-Й гатель станка. При этом клапанный Пневмоаппарат перекрывает выход воз-iV духа из полости А, в результате чего
поршень продолжает перемещение вниз, поддерживая давление гидроси-, стемы до полной остановки станка,
СРЕДСТВА СОВМЕЩЕНИЯ СМЕНЫ ЗАГОТОВОК С РАБОТОЙ СТАНКА
При обработке заготовок на станкам с программным управлением наиболее эффективным средством сокращения вспомогательного времени, ватр ачивае-мого на транспортирование, установку, закрепление, раскрепление и съём заготовок при цикле обработки, превышающем время, затрачиваемое наэти приемы, является смена заготовок вне’ рабочей зоны станка или вне станка, При этом время’# в течение ‘ которого производится смена заготовок, частично или даже почти полностью может перекрываться временем работы станка. Таким образом, время простоя дорогостоящих станкЬв с ЧПУ (в особенности многооперационных), затрачиваемое на смену заготовок, будет сведено к минимуму. В этом случае резко Сокращается также подготовительно-заключительное время на смену Приспособлений для обработки новой партии заготовок, поскольку время смены приспособлений и установки > в них первой заготовки следующей партии также совмещается с временем работы станка.
Смена заготовок вне рабочей зоны станка. Для совмещения времени ра-, боты станка с временем смены заготовки применяют устанавливаемые на станке дйаг приспособления-дублера или при двух позиционной обработке Два разных приспособления, в одном из которых обрабатывается одна сторона заготовки, а во втором — противоположная^ Во время обработки заготовки в одном из приспособлений во втором в,эТо же время осуществляется смена заготовки. По требованиям техники безопасности рабочая зона станка должна быть закрыта ограждениями (щитками). Способы смены заготовок вне рабочей 'зоны стайка приведены в табл. 14;
Смена заготовки вне ставка. Для смены заготовок вне станка применяются устройства, имеющие Два вспомогательных ' разгрузочнд-загрузочйых стола, установленных вне , станка, на
78
П рнспособлен ий
Эскиз и принцип работы
14. Способы смены заготовок вне рабочей зоны станка
На поворотных столах станка устанавливаются два приспособления. Обработка ведется по маятниковому методу. Смена заготовок производится поочередно в одном из приспособлений. Непрерываемое работой станка время смены заготовок затрачивается на быстрое перемещение стола станка из одной позиции в другую.
Станок имеет два независимых рабочих стола. Смена заготовки осуществляется поочередно в приспособлении, установленном на одном из столов.
Станок имеет двухпозиционный поворотный стол с независимыми перемещениями каждой половины, на которых установлены рабочие поворотные столы. Смена заготовки осуществляется поочередно в приспособлении, установленном на одном из столов. Непрерываемое работой станка время смены заготовки затрачивается на поворот стола на 180°.
Совмещение смены заготовок с работой станка
79
Эскиз и принцип работы
Продолжение табл. 14
Двухпозиционный поворотный стол, установленный на столе фрезерного станка. Ось поворотного стола 1 с двумя приспособлениями 2 после поворота на 180° для смены заготовки фиксируется гидроцилиндром 5 и прижимается к плите 5, установленной на столе станка 6} гидроприхватом 4Л
Неподвижный в продольном и поперечном направлении стол станка имеет два поворотных стола. Колонна станка имеет продольное, а шпиндельная бабка — поперечное перемещение. Два приспособления устанавливаются на столах станков. Смена заготовки осуществляется поочередно на одном из столов во время работы станка.
80
П рис пособлеы ия
Рас* 78< Устройство автоматической смены палет
которых поочередно во время работы станка осуществляется смена заготовок в приспособлениях.
По окончании обработки подкладная плита-поддон (палета) с приспособлением с обработанной заготовкой со стола станка вручную (на воздушной подушке) либо автоматически сдвигается на направляющие одного из вспомогательных столов. После этого вторая подкладная плита со вторым приспособлением, в котором установлена заготовка, подлежащая обработке, сдвигается с направляющих второго вспомогательного стола на наир авляюш.ие стола станка, где фиксируется и закрепляется. Неперекрывае-мое работой станка время (время просто?’ станка), затрачиваемое на смену заготовки, составляет 15—40 с. Устройства для смены заготовок (табл. 15)
в большинстве , случаев выполняются в виде автономных агрегатов, устанавливаемых на отдельных фундаментах.
Применение таких устройств обеспечивает также резкое сокращение простоя станка для смены приспособлений при переходе к обработке партии заготовок, так как смена приспособлений осуществляется во время работы стг.нка.
Автоматическая смена палет на мно* гои елевых станках. Устройство автоматической смены палет многоцелевого станка показано на рис, 76. На поворотном столе станка и расположенном слева от него вспомогательном столе 1 в позиции А находятся палеты 4 и 5 с планками 2 и 3 (см. рис. 76, а). Справа от стола станка находится второй вспомогательный стол — позиция В. В процессе обработки заготовки, находящей-
Совмещение смейы заготовок г работой станка
81
15. Устройства для автоматической смены загоювок
Эскиз и наименование
Устройство с двумя вспомогательными столами, установленными справа и слева от стола станка для челночного способа обработки*
Устройство с двумя вспомогательными столами, установленными спереди стола станка.
Устройство с двухпозиционным вспомогательным столом, установленным спереди стола станка. Вспомогательный стол имеет автономный''привод продольного перемещения. Применяется для станков, столы которых не имеют продольных перемещений.
82
Приспособления
Продолжение табл. 15
Эскиз и наименование
Устройство с двумя вспомогательными столами, расположенными спереди и сбоку стола станка.
Устройство Т-образного типа с вспомогательными столами и поворотной платформой.
Устройство с двумя вспомогательными столами, расположенными по бокам стола станка.
Совмещение смены заготовок с работой стан&а
83
Продолжение табл* 15
Эскиз и наименование
Устройство с двухпозиционным вспомогательным поворотным столом» установленным сбоку стола станка» Стол имеет автономный привод поворота стола.
• "г
^1Г0|)Н1р
Устройство с дьухпозиционным вспомогательным поворотным столом, установленным спереди стола станка. Стол имеет автономный привод поворота стола.
ся на палете 5, установленной на сл)« ле 10 станка, вторая зшотовка находится на палете 4, установленной в позиции А ожидания обработки. По окончании обработки заголовки лате'!а 5 автоматически переметается в позицию Г < а палета 4 — с позиции А на стол станка (см. рис 76, б). Для перемещения палет с позиций А и Б на стол станка на вспомогательных смолах имеются поддерживающие 13 и направляющие ролики. Транспортирующие органом служит гидрсцилиндр 6\ шток 12 которого связан с касеткой У. На концах кареаки имеются захваты 7
и 14, которые могут входить в зацепление с замками 8 и 15 палет. Для этого каретка поворачивается относительно горизонтальной оси посредством не показанного на рисунке механизма. Отвод захватов от палет необходим для поворота палеты, находящейся в рабочей позиции. Стол 10 станка установлен на жесткой станине 11, Стол не имеет линейных перемещений, которые выполняет стойка станка со шпиндельной бабкой. При этом вспомогательные столы — накопители палет должны находиться с двух сторон станка.
84
Приспособления
Рис. 77, Устройство автора > ичепюй смены палет многоцелевого панка ИР500/ИФ4
На рис. 77 показало устройство авто-матическсй смены налег многоценного станка ИР500 4Ф4. Устройство вы полнено в виде двухпозпционного вспомогательного с гол а 7, установленного рядом со станком на основании I, базируемом по упорам 2 В выемке стола размешены навстречу друг Другу одинаковые гидроцилиндры 10 и 13, па концах которых имеются Т образные захваты 14 и 6, предназначенные для сцепления со спутникам 1L При установке спутника на стол (перемещение по стрелке Б) он своим фигурным вырезом 12 входит в зацепление о заvтагами 14 штока гпдрпцилиндра, столе палета базируется своп ни нижними направляющими на ролик 9 и
ценгрируе‘'оя но боковым сторонам ролика 8. Э?с исходное положение палеты в позиции ожидания. Если шток гидро* цилиндра 10 начнет перемещаться, вместе с ним покатится по роликам палета. Па рисунке показано выдвину положение птк,; вюр^но гид* зоциляндр? 13. За-гват в переместится но направляющей шгэн>"е и заставит палету прокалилля по ротикам 9 ч 8 » направлении егрелки 4 на поворот-ный стол станка. На поворо гном столе налета автоматически опустится на фиксаторы. Благодаря этому захват О штока гицроцилинлра 13 расщепляется с палетой. Но окончании обработки заготовки с гол станка переместится к устройству для смены палет и остановится в положении, когда фигурный паз палеты окажется под захватом Б< Гидроцилипдр стела станка поднимает палету над фиксаторами, и происходит сцепление налеты с захватом 6 За"ем масло под давлением поступает в штоковую полость гидроцилиндра/13, шток которого сместился в крайнее положение, увлекая за собой палету с заготовкой ‘После згою спутник меняется местами с уже обработанной загоюв кой, а спутник—с заготовкой, подлежащей обработке. Для этого стол поворачивается на стойк« /5 зубчатым колесом 3, сцепленным ? рейкой 4, Рейку перемещают гкдршшлиндры 5 и )6, Посие поворота его/.? на 180е палета 11 с заготовкой уеганавливаелся гидро-цилиндром 10 на поворотный стол станка Поцпод масла к гчдропчлинд-рам 10 и 12 осупщ’ств ляеггя пенс? вертикальные каналы, имеюшщпся в стойке, И муфту (не показана).
На рис. /8, а и б показана схема устройства автоматической смены палет. Стол I станка снабжен направляющими дл"т установки палеты 5, перемещаемой в рабочую зону с вспомогательного стола 2, направляющи0 которого являются продолжением направляющих рабочего сто,та. Устройство пере-мешения палеты оснащено редуктором с двхмя синхронно вращающимися зубчатыми колесами. Колесо 0 спегышчо с ройкой 11, установленной на ползуне 1/], а колесо 8 --- о рейкой 7. расположенной в нпжвей чаем* тталс‘/ы, На копне ползун^ Havounv-a захват 6' для сцепления с пальгей. вы полненной
Совмещение смены заготовок с работой станка
85
Рис. 78, Схема устройства
автоматической смены палет
а виде выступа, внутри которого расположен управляемый гидроцилиндром фиксатор. Последний взаимодействует с гнездом в палете, расположенным между шторками 3 и 4, которые поочередно сцепляются с выступами ползуна. Перед установкой палеты на стол станка палета устанавливается на вспомогательном столе. Ползун находится в крайнем, дальнем от стола станка положении. Зубчатая рейка спутника сцеплена с зубчатым колесом редуктора. Фиксатор захвата «утоплен». Шторка 3 находится в нижнем положении, а шторка 4 — в верхнем. Палета получает движение от зубчатого колеса и с помощью шторки 3 перемещает за собой ползун. По сигналу путевого выключателя фиксатор входит в гнездо палеты, после чего рейка палеты выходит из зацепления с шестерней 8, а рейка 11 ползуна сцепляется с шестерней 9 и движение палеты продолжается с помощью ползуна. В конце движения шторка 3 поднимается, освобождая обратный путь для ползуна, фиксатор захвата выходит из своего гнезда в палете, шторка 4 опускается.
На рис. 79 показаны устройства фиксации и зажима палет на столе станка. Палета 1 (рис. 79, а) базируется по плоскости и двум отверстиям на поверхность Б и два цилиндрических пальца 2. Две зажимные планки 3 входят в Т-образные пазы палеты при подаче спутника на стол станка. Поршень 6 гидроиилиндров 5, перемещаясь под действием тарельчатых пружин, выдвигает рычагами 7 фиксаторы 2, которые входят в отверстия палеты 1. Зажим палеты осуществляется двумя планками 3 посредством пружин, установленных в четырех гидроцилин
драх 4. Для разжима и фиксации палеты масло поступает в гидроцилиндры 4 и 5. Базирование палеты 1 (рис. 79, б) по двум боковым плоскостям (в координатный угол) осуществляется планками 2 и 3. Устройство автоматической смены палет подает палету на базовую поверхность Б. Затем рабочая полость гидроцилиндра 4 сообщается со сливом, и поршень, перемещаясь под действием тарельчатых пружин, обеспечивает с помощью байонетного устройства и зубчато-реечной передачи выдвижение и разворот эксцентрикового пальца 5, который прижимает палету к базовым поверхностям упоров 2 и 3. Зажим и разжим палеты выполняются так же, как и в предыдущей конструкции. На рис. 79, в показана схема базирования и закрепления палеты на столе многоцелевого станка. Палета 2 базируется по двум отверстиям штырями 1 с гидроприводом и закрепляется скосами четырех выдвинутых плунжеров 3 с гидроприводом.
На многоцелевых станках применяют устройства автоматической смены палет, обеспечивающие стряхивание стружки. Устройство представляет собой установленный перед станком. поворотный загрузочно-разгрузочный стол с горизонтальной осью, на котором установлены две палеты. По окончании обработки заготовок в многоместном приспособлении палета автоматически смещается на верхнюю поверхность вспомогательного стола. Затем стол автоматически поворачивается. При этом стружка с приспособления ссыпается в бункер стола. По окончании поворота стола на 180° вторая палета с заготовками, подлежащими обработке, автоматически перемещается на стол станка. В процессе обработки
86
Приспособления
Рис« 79« Устройство фиксации
и зажима палет на столе станка
заготовки стол поворачивается на 180° и рабочий вынимает обработанные заготовки из приспособления. Затем стол поворачивается и рабочий сдувает оставшуюся стружку сжатым воздухом. После этого стол переходит в горизонтальное положение и рабочий устанавливает в приспособление новые заготовки. Затем стол поворачивается на 180° для приема палеты со стола станка.
Для обработки заготовок небольших габаритов используются многоцелевые станки с вертикальным столом, что обеспечивает увеличение рабочей зоны, более легкий доступ к инструменту и заготовке, улучшение отвода стружки.
На рис. 80 показан многоцелевой станок с вертикальным столом. Цикл смены' палет следующий: I — стол 1 установлен горизонтально, в одной из позиций производится смена заготовки; II — стол поворачивается в вертикальное положение; III — палета 2 с обработанной заготовкой смешается на свободную позицию стола 1; IV — стол станка перемещается вниз; V — палета 2 с новой заготовкой перемещается на стол станка; VI — стол / поворачивается в горизонтальное положение для смены заготовки.
Для обработки заготовок с пяти сторон на многоцелевом станке мод. MA35FP фирмы Tsugami Corporation
Совмещение смены заготовок с работой станка
(Япония) стол выполнен с двумя осями поворота. Поворотно-делительный стол диаметром 400 мм установлен на угольнике. планшайба которого имеет горизонтальную ось поворота. Предусмотрено устройство установки планшайбы и стола на требуемый угол по команде ЧПУ.
Для механизации закрепления заготовок, установленных на палетах многоцелевого станка ИР500ПМФ4 применяют пневматические зажимные устройства (рис. 81). Смена заготовки осуществляется на позиции загрузки-разгрузки двухпозициинного поворотного стола станка. Сжатый воздух от сети подводится к блоку подготовки воздуха, а затем по трубке 7 поступает в двусторонний клапан 6, питатель 8> трубки 9, питатель 2 и в приемник 1 зажимного устройства 3. Приемные отверстия клапана 6 (с уплотнительными манжетами 13 и подпружиненными клапанами 14) попеременно стыкуются с питателями 8, расположенными на траверсе 4 поворотного загрузочного устройства. При их стыковке выступ 10 питателя утапливает клапан 14, открывая доступ сжатому воздуху к трубкам 9 и питателю 2.
Питатели 2 установлены симметрично относительно продольной оси траверсы 4, несущей палеты 5, и параллельно направлению перемещения палет с рабочей позиции на поворотное загрузочное устройство. В позиции загрузки питатели 2 входят в отверстия приемников Л Для уплотнения питателей в отверстиях установлены манжеты /2, защищенные от попадания стружки разрезной диафрагмой 11,
Зажимные устройства, установленные на палетах, снабжены самотормо-вящимся механизмом зажима. После закрепления детали в зажимном устройстве траверса поворачивается на 1809» В начальный момент ее поворота питатель 8 выходит из клапана 6, а клапан 14 под действием пружины перекрывает подачу воздуха. В конце поворота траверсы второй питатель 8 входит в клапан 6 с противоположной стороны, открывая подачу воздуха ко второму зажимному устройству, пришедшему на позицию загрузки-разгрузки. Поворотом крана на зажимном устройстве (вручную или с помощью робота) деталь освобождается и снимается, после чего устанавливается и закрепляется следующая. При этом само-
Рис. 80. Устройство автоматической смены палет многоцелевого станка с вертикальным столом
88
Приспособления
Рис. 81. Пневматическое зажимное устройство приспособлений
тормозящийся механизм зажимного устройства заклинивается. В дальнейшем к нему будет подведен воздух в момент снятия с палеты обработанной детали»
Для облегчения труда рабочих при закреплении заготовок вручную посредством гайки и ключа на палетах многоцелевых станков применяют механизированные гидро- и электромеханические гайковерты.
На рис. 82 показана кинематическая схема приспособления конструкции проектно-технологического института «Оргкузмаш» (Ростов-на-Дону), установленного на палете, с автоматическим закреплением заготовок посредством механического ключа, устанав
ливаемого в шпиндель многоцелевого станка ИР500ПМФ4. В позиции загрузки-разгрузки заготовка 3 (рис. 82, а) устанавливается промышленным роботом в приспособление Д находящееся на палете 2. После перемещения палеты на стол станка посредством устройства автоматической смены палет из магазина в шпиндель станка манипулятором устанавливается механический ключ (рис. 82, б). Последний состоит из оправки 5 с конусным хвостовиком. На оправке надета предохранительная кулачковая муфта, состоящая из ведущей полумуфты 2, установленной на шлицах оправки, и ведомой полумуфты 1 с шестигранным
Совмещение смены заготовок с работой станка
89
отверстием. Ведущая муфта поджата к ведомой пружиной <?, усилие которой регулируется гайкой 4. После установки ключа в гнездо шпинделя шпинделю по программе задается требуемое число оборотов. Ключ 1 (рис. 82, в) автоматически подводится к шестиграннику винта 16. При вращении винта гайка 7, шарнирно закрепленная в коромысле 8, перемещается поступательно и через шарнирно закрепленные планки 6 и 9 перемещает две пары реек 15 и 13. Рейки 3 поворачивают зубчатые колеса 12, которые перемещают рейки 11 с прикватами 10. Последние досылают заготовку к упорам приспособления, базируя ес по направляющей и опорной базам. Рейки 15 через зубчатые колеса 5, рейки 4 и рычаги 3 перемещают два Г-обрззных прихвата 2, которые благодаря байонетному механизму поворачиваются на 45° и закрепляют заготовку сверху. Для последовательности действия прихва-
тов 10 и 2 рейки 15 подпружинены пружинами 14, Это обеспечивает закрепление заготовок Г-образными прихватами 2 лишь после того, как заготовка будет поджата к упорам прихватами 10. Однако применение ключа, устанавливаемого в шпиндель станка в качестве привода зажимных устройств приспособлений, установленных на палете, возможно лишь в специальных приспособлениях сложной конструкции и, следовательно, целесообразно лишь при обработке заготовок большими партиями в крупносерийном производстве. При этом одинаковые заготовки хранятся в накопителе и устанавливаются промышленным роботом в приспособление. находящееся в позиции зат рузки-разгрузки двухпозиционного приставочного накопителя. В отличие от закрепления заготовок во время работы стзяка посредством магнитныхв пружинных и гидравлических зажимных устройств вне станка при приме
Рис. 32. Приспособление с автоматическим закреплением заготовки
90
П риспособлен и-1
нении ключа, установленного в шпиндель станка, зажим-разжим заготовки осуществляется на станке, когда последний не работает, что обусловливает увеличение вспомогательного времени, а следовательно, и времени цикла обработки заготовки,
ПРИСПОСОБЛЕНИЯ ДЛЯ ГИБКИХ
ПРОИЗВОДСТВЕННЫХ СИСТЕМ
Особенности приспособлений гибких производственных систем (ГПС) и требования, предъявляемые к ним. Под ГПС (согласно ГОСТ 26228—85) понимается совокупность в разных сочетаниях оборудования с ЧПУ, гибких производственных модулей и систем обеспечения их функционирования в автоматическом режиме, обладающая свойством автоматизированной переналадки при производстве изделий произвольной номенклатуры.
Согласно ГОСТ 26962—86 ГПС по признаку комплексности изготовления изделий подразделяются на следующие типы:
операционные, осуществляющие операции технологического процесса изготовления изделий (деталей, сборочных единиц);
для производства деталей, т. е. изготовляющие детали до технологическому процессу;
для производства комплектов, т. е. производящие комплекты деталей, входящих в сборочную единицу.
Операционные ГПС и ГПС для производства деталей целесообразно применять при обработке заготовок большими партиями (в серийном и крупносерийном производстве). При этом приспособления переналаживаются не чаще одного раза в смену (или в несколько смен) в перерывах между сменами. Поэтому в таких ГПС целесообразно применять быстроперсналаживаемыс вручную приспособления, описанные ниже.
В настоящее время в условиях единичного и мелкосерийного производства изготовляется примерно 80% изделий маши построения. В этом случае наиболее эффективны будут ГПС для производства комплектов. При этом заготовки обрабатываются минимальными партиями (ВПЛО”~ до поштучной
обработки), что обеспечивает помимо повышения производительности обработки и коэффициента использования станков комплектную подачу деталей на сборку, резкое сокращение времени изготовления изделий, сокращение складских запасов частично и полностью обработанных деталей, а следовательно, и резкое сокращение численности самих складов, поскольку в этом случае возникает необходимость лишь в транзитных складах. Однако при этом потребуется частая переналадка приспособлений. Переналадка приспособлений вручную обусловливает значительные простои дорогостоящих стан-ков ГПС и частое присутствие рабочего у станка. Очевидно, для обработки комплектов для автоматической переналадки ГПС не г другой альтернативы, чем применение приспособлений автоматически переналаживаемых или заменяемых по команде ЧПУ ЭВМ, аналогична автоматической переналадке основного и вспомогательного оборудования ГПС. Применение таких приспособлений обеспечивает автоматическую переналадку ГПС, резко сокращая простои дорогостоящего оборудования, особенно при поштучной обработке заготовок, и, следовательно, снижая себестоимость выпускаемой продукции. Повышение степени автомата зации ГПС стирает грани между негибким оборудованием высокой производительности — автоматическими линиями — и оборудованием наивысшей гибкости и наименьшей производитель-нос'ти универсальным оборудованием.
Автоматически переналаживаемые патроны к токарным станкам ГПС. Для повышения степени автоматизации и гибкости ГПС к патронам для токарных станков ГПС предъявляются следующие основные требования:
наличие зазора между заготовкой и кулачками патрона в 2—3 раза превышает погрешность позиционирования захвата робота;
автоматический зажим-разжим заготовки в патроне;
надежное закрепление заготовки в патроне даже в случае аварийного падения дгвчения рабочей среды;
плотный контакт торца заготовки с опорами патрона.
Приспособления для ГПС
91
Для повышения гибкости ГПС приспособления для токарных станков должны обеспечивать:
автоматическую по программе переналадку или смену кулачков при переходе на обработку новой партии заготовок;
автоматическую переналадку станка с патронных на центровые работы.
На токарных станках ГПС обрабатывают заготовки деталей — тел вращения. Поскольку базовые поверхности заготовок (наружные цилиндрические поверхности) будут одинаковы для всех деталей, устанавливаемых в патронах, то для производства комплектов наиболее целесообразно применять автоматически переналаживаемые патроны. При этом стоимость применения патронов, включая стоимость устройств смены кулачков, будет меньше, чем стоимость использования автоматически заменяемых патронов, учитывая их большое количество, необходимое для обработки заготовок по безлюдной технологии.
Применяют следующие виды автоматических переналаживаемых патронов: с автоматическим регулированием положения кулачков, с автоматической переустановкой кулачков на требуемый диаметр; с автоматической последовательной сменой кулачков и с автоматической сменой комплекта кулачков. Патроны с автоматическим регулированием положения кулачков и автоматической переустановкой кулачков предназначены лишь дли черновой обработки заготовок с двух сторон на одном станке. Чистовая обработка с установкой заготовки в сырых кулачках осуществляется на втором станке ГПС.
Патроны с автоматическим регулированием положения кулачков обеспечивают автоматическую переналадку патронов по команде ЧПУ ЭВМ при смене объекта обработки. Такие патроны могут быть выполнены клинореечными, клинореечными с двумя рейками и рычажными с винтовыми механизмами.
На рис. 83 показан клинореечный патрон с программным управлением фирмы Forkardt. Положение кулачков по диаметру регулируется по команде ЧПУ. На боковых поверхностях оснований 4 кулачков нарезаны косые зубья,
Рис. 83. Патрон клинореечный с программным управлением
зацепляющиеся с зубьями реек 3, подвижно установленных в корпусе патрона, соединенных фланцем 2 с тягой 1 механизированного привода. На противоположной боковой поверхности основания 4 кулачков выполнены продольные пазы, в которые входят ограничительные штифты. Обрабатываемая заготовка 8 центрируется и зажимается кулачками 7 при перемещении тяги 1 привода. При этом клиновые рейки 3 движутся влево, перемещая основания кулачков 4 с кулачками 7 в радиальном направлении к центр}7 патрона* При раскреплении заготовки тяга 1 переходит в крайнее правое положение. При этом рейки также перемещаются в крайнее правое положение. Поскольку зубья клиновых реек 3 частично срезаны, рейки в этом положении выходят из зацепления с зубьями оснований кулачков. При включении станка по команде ЧПУ на средних оборотах шпинделя основания 4 с кулачками 7 перемещаются под действием центробежных сил к периферии патрона до упора в ограничительные штифты 6. Затем станок автоматически переключается на малые обороты. Ролик 5 по команде ЧПУ передвигается к центру патрона и перемещает кулачки к центру на требуемое расстояние, в результате чего кулачки автома-
92
Приспособим ИЯ
Рис. 84. Патрон с автоматическим перепозиционированием кулачков
тически настраиваются на требуемый диаметр.
На рис. 84 показан клинореечный патрон с двумя рейками с автоматическим перепозиционированием кулачков мод. 3KGHVNC фирмы Forkardt. Патрон по команде системы ЧПУ автоматически настраивается на зажим заготовки соответствующего диаметра» В корпусе 1 патрона установлены три косозубые рейки 3 с небольшим углом
наклона зубьев, предназначенные для перемещения кулачков 4 на 7—8 мм при закреплении-раскреплении заготовок кулачками 5, и три косозубые рейки 6 с углом наклона 45°, предназначенные для перемещения кулачков на 10—18 мм при перепозиционировании кулачков. Сдвоенный поршневой цилиндр мод. ASK перемещает втулки 7 и 2 при зажиме-разжиме загспсвки и втулку 8 при перепозиционировании
Приспособления длй ГПС
93
кулачков. При . автоматическом пози • цИонировании кулачкой 5 их зубья автоматически расцепляются с зубьями реек 3 и зацепляются с зубьями реек 6, На рис. 84, б и в показан'паТрон с зажатой и разжатой заготовкой.
На рис. 85 показан патрон с автоматическим регулированием положения кулачков фирмы New Britain (США). Усилие зажима основным 4 и накладным 5 кулачками передаётся от гидро-, цилиндра, закрепленного на заднем конусе шпинделя стайка через тягу /, рычаги 2 и осйовайия кулачков 3, Последние опираются на подпятники , регулировочных Винтов 4, ' которые ввинчены й основные кулачки 5. Регулирование положения кулачков осуществляется валом 7 через комическое колесо 6-,. Поворот вала 7 обусловливает перемещение основных кулачков к центру или от центра патрона. Кулачки 9 установлены на вставках 8*
Патроны о автоматической переустановкой кулачков обеспечивают по-. Следов ательную переустановку кулачков манипулятором по команде ЧПУ^ в требуемое положение. На рис. 86 показан патрон фирмы SMW (ФРГ). Для, переналадки кулачков шпиндель станка индексируется в трех положениях, I при которых шток поршня цилиндра 1 '.будет расположен соосно одному из трех отверстий патрона 2. При перемещении штока вниз он выводит зубья
Рис. 85. Патрон с автоматическим регулированием положения кулачков
косозубой рейки из зацепления с ко? сыми зубьями кулачка 3t после чего захват 4, установленный в одной из позиций револьверной голор ки станка, перемещается к торцу патрона; .входит в торцовое отверстие кулачка затем перемещает его в радиальном ’ направлении на заданную величину.' После установки кулдчка в требуемое положение поршень цилиндра / перемещается вверх и зубья рейки входят
Рис. 86. Патрон фирмы SMW
94
Я ряспособлек ия
Рис. 87. Патрон Duro-NCE
в зацепление с зубьями кулачка 3. Затем шпиндель с патроном поворачивается на !20° для регулирования положения следующего кулачка.
На рис. 87 показан патрон Duro-NCE фирмы Rohm. В корпусе 9 патрона установлена втулка с тремя клиновыми пазами, контактирующими с клиновыми поверхностями- плунжеров 2, в пазах которых установлены сухари 5 с зубцами, зацепляющимися с зубцами кулачков 6, установленных в Т-образных пазах крышки 8. При перемещении втулки 1 посредством пневмо- или гидроцилиндра, закрепленного на заднем конце шпинделя станка, влево плунжеры 2, а вместе с ними сухари 5 и кулачки 6 перемещаются к центру ггщ трона, закрепляя заготовку. П{ и перемещении втулки 1 вправо кулачки С перемещаются с-т центра патрона, pic-
крепла заготовку. Для изменения положения кулачков или их смены нажимают поочередно на скалки 4 с двусторонним клином, иоторые, нажимая на концы винтов 3, отводят сухари 5 влево, и их зубья расцепляются с зубьями кулачков б, в результате чего кулачки MOiyr свободно перемешаться в Т образных пазах корпуса. После переустановки или смены кулачков скалка 4 иод действием пружин 7 перемещается вверх, .ухари 5 переме щаютш вправо и их зубцы входят в зацеплен из с зубцами кулачков 6.
На ргс. 88 показана схем? автоматической переустановки кулачков патрона фирмы Rohm. На позиции / для раскрепления кулачка плунжер 1 автоматического устройства нажимает на левый плунжер патрона, раскрепляя кулачок; на женщин // захват автоматического устройства вынимает кулачок и переставляет его в требуемое положение; на позиции /11 плунжер 2 автоматического устройства нажимает на правый плунжер патрона, закрепляя кулачок, затем патрон автоматически поворачивается на 120° для переналадки следующего кулачка.
Патроны с автоматической последовательной сменой кулачков обеспечивают смену закаленных (твердых) или сырых (мягких) кулачков манипулятором из магазина-накопителя кулачков линейных, дисковых, кольцевых или барабанных.
Устройство поочередной автоматической смены кулачков фирмы Mazak (Япония) состоит из барабанного магазина шиег г.'местью 15 комплектов кулачке г, чстановл’шного в нише, выполненной на '^рце . вредней бабки станка над патроном, При смена кулачкоь
Рис. 88. Схема автоматической .р-реусгановии кулачков пагроча фиг.мы Rohm
Приспособления для ГПС
95
магазин выдвигается из ниши и поворачивается в позицию, при которой свободное гнездо магазина устанавливается над кулачком патрона. Манипулятор последовательно устанавливает кулачки из патрона в магазин. Для съема кулачка из патрона последний поворачивается последовательно на 120°. После этого барабан поворачивается в положение, при котором требуемые кулачки устанавливаются против основного кулачка патрона, и манипулятор последовательно устанавливает новые кулачки в патрон, который поворачивается соответственно на 120°. После смены комплекта кулачков магазин убирается в нишу. На рис. 89 показан цикл автоматической смены кулачков.
Патроны с автоматической сменой комплекта кулачков обеспечивают одновременную смену трех кулачков, хранящихся в кассете, подводимой манипулятором к патрону. На рис. 90 показан патрон фирмы SMW с устройством HEKS-AWK автоматической смены комплекта кулачков. Основные кулачки 1 (рис. 90, а) патрона зацепляются посредством зубцов с рейками 2, взаимодействующими с косыми выступами втулки 3 привода. В отверстии основного кулачка 1 (рис. 90, 6) установлен подпружиненный штырь 2. На кулачке выполнена ступенчатая цилиндрическая бобышка, состоящая из головки 3 и цилиндрической базовой поверхности 4 прилегания кулачков. Сменный кулачок 5 (рис. 90, а) имеет сверху отверстие, входящее в подпружиненный штырь при установке сменного кулачка на основной, а снизу — ступенчатую расточку; его нижняя часть 6 контактирует с цилиндрической базовой поверхностью 4 бобышки, а верхняя 7 — с головкой 3. На рис. 90, в показана кассета мод. RPL для трех сменных кулачков, которые фиксируются пальцами 1 и подпружиненными плунжерами 2. Сменные сборные (составные) кулачки состоят из основных и накладных кулачков разных типов: сырых; закаленных с рифлениями; закаленных с рифлениями и торцовой опорой.
На рис. 91 представлен цикл автоматической установки комплекта кулачков в патрон: / — кассета переме-
0 ®
Рис. 89. Цикл последовательной смены кулачков патрона фирмы Mazak
96
П риспособления
щается промышленным роботом к патрону; II — кассета подходит к торцу патрона, утапливая подпружиненные штыри У; III — кулачки 3 патрона перемещаются к центру до тех пор, пока штыри / я 2 не будут соосны; IV — кассета перемещается от патоена, штыри 1 входят в отверстия сменных кулачков 4,
На рис. 92. а показан патрон мод. AWKS фирмы SMW с устройством ав-
томатической смены комплекта кулачков. В пазах корпуса 12 патрона размещены три кулачка 7, косые зубья которых взаимодействуют с косыми зубьями реек 9. При перемещении втулки 10 с косыми выступами посредством закрепленного на заднем конце шпинделя станка пневмо или гидроцилиндра рейки перемещаются и их косые зубья передвигают кулачки 7 к центру или ст центра патрона, зажимая или разжимая заготовку. Для автоматической установки сменных кулачков на кулачки 7 фиксаторы 8 отводятся внутрь кулачков. Два пневматических цилиндра 2 одностороннего действия типа AWKS-PZF установлены на передней бабке станка. Для отвода фиксаторов по команде УЧПУ сжатый воздух поступает в цилиндры 2 и поршни 3 перемещаются вправо, передвигая кольцо 1 с соединенными с ним скалками 4, Последние перемещают скалки 5 вправо и через рычагц 6 отводят фиксаторы 8 внутрь кулачков. Вывод фиксаторов наружу осуществляется при перемещении кольца 1 под действием пружин пневмоцилиндров 2 и пружин 13.
Fla рис. 92, б показана кассета для автоматической смены кулачков типа AWKS-RPLA. В кассете 14 выполнены три гнезда для установки комплекта кулачков, которые фиксируются в гнездах тремя подпружиненными штырьками 15. Три отверстия в терце кассеты предназначены для ввода шты-пей 11 патрона при фиксации: кассеты относительно патрона во время смены кулачков.
Рис. 90. Патрон фирчы SMW с устройством HFKS-AWK
Приспособления ели ГПС
97
Рис. 9Ъ Цикл последовательной смены кулачков
На рис. 93 показан цикл последовательности смены кулачков: I — подвод промышленным роботом кассеты 5 с кулачками 4 к патрону 2 и отвод фиксатора 3; II — фиксация кассеты соосно патрону и установка кулачков 4 на кулачках /; III — перемещение кулачков 1 к центру патрона, ввод и зацепление бобышек кулачков 1 в расточку сменных кулачков; IV — ввод фиксаторов 3 в отверстия сменных кулачков для фиксирования последних в радиальном направлении и отвод кассеты от\ патрона промышленным роботом. Для смены комплекта кулачков робот подводит пустую кассету к патрону, кассета забирает отработавшие кулачки. Затем робот устанавливает кассету в магазин и захватывает кассету с требуемым комплектом кулачков и подводит ее к патрону. Кассеты хранятся в пристаночных накопителях заготовок (тактовых столах). В кассетах выполнены хвостовики, благодаря чему для захвата кассеты используются те же захватные устройства робота, что и для загрузки-разгрузки заготовок и деталей.
На рис. 94, а показан патрон мод. KHW фирмы Berg (ФРГ) с кассетой для автоматической смены комплекта кулачков. Кассета (рис. 94, б) с кулачками транспортируется к патрону промышленным роботом, используемым для загрузки-разгрузки заготовок в патрон и инструмента в револьвер*
4 Кузнецов Ю< И» в др.
кую головку. Робот захватывает кассету за хвостовик и перемещает ее к патрону, центрируя кассету по отверстию патрона диаметром D. Наружные и внутренние поверхности Т-образных направляющих на торцах основных кулачков 3 выполнены концен-трично оси патрона. В сменных кулачках выполнены соответственно Т-образные кольцевые пазы, диаметр которых соответствует диаметру пазов основных кулачков. Перед установкой кулачков срезанные пальцы 4 фиксаторов (см. рис. 94, а) вводятся внутрь патрона посредством фланца 2, соединенного с тягой гидродилиндра. Затем патрон автоматически поворачивается и Т-образные пазы сменных кулачков надеваются на Т-образные выступы основных кулачков. Фланец 2 перемещается вправо, а пружины 5 перемещают кольцо /, которор выдвигает фиксаторы 4 в отверстия кулачков (рис. 94, б). Для извлечения кулачков из патрона к нему подводятся пустые кассеты, в которые автоматически устанавливаются кулачки патрона.
На рис. 95 показано устройство автоматической смены кулачков фирмы Rohm На рис. 95, а представлена схема закрепления и раскрепления сменного кулачка. Сменный кулачок I соединен винтом с зажимным элементом 8, который притягивает его к зубчатому торцу основного кулачка 2 посредством элемента 5, Для раскрепления кулачка
98
Приспособления
Рис. 92. Патрон AWKS фирмы SMW с устройством автоматической смены комплекта кулачков
нажимают на плунжер 3 или 4, в результате чего элемент 5 перемещается (на чертеже—вверх), освобождая зажимной элемент кулачка. При этом плунжеры 6 и 7 выходят наружу, подавая сигнал для переналадки или замены кулачков. После автоматической замены или переналадки кулачка нажимают на плунжер 6 или 7, в ре-
Рис. 93. Цикл последовательности смены кулачков
зультате чего элемент 5 перемещается вниз, прижимая сменный кулачок к торцу основного кулачка. На рис. 95, б показан цикл последовательности автоматической смены комплекта кулачков. На позиции / двухпозиционный манипулятор перемещается к патрону и тремя плунжерами (на схеме не показаны) нажимает на три плунжера 3 патрона (см. рис. 95, а), в результате чего кулачки раскрепляются; одновременно три захвата манипулятора входят в отверстия кулачков У, захватывая их. На позиции II манипулятор отводится от патрона, поворачивается на 180° и перемещается к патрону; плунжеры манипулятора нажимают на плунжеры 3 (см. рис. 95, а) патрона, одновременно кулачки 2 устанавливаются в патрон и автоматически закрепляются в нем. На позиции III манипулятор отводится от патрона, в кулачки которо-
Приспособления для ГПС
99
Рис» 94. Патрон с автоматической сменой комплекта кулачков фирмы Berg
го робот устанавливает новую saro-товку.
На рис. 96 показано устройство автоматической смены комплекта кулачков фирмы Rohm. В корпусе патрона установлены основные кулачки /. Кассета 5 с тремя сменными кулачками 1 перемещается манипулятором соосно к патрону. При этом болты 3 основных кулачков находятся в положении, показанном на верхнем рисунке. При подходе кассеты к торцу патрона кулачки 2 устанавливаются по зубцам основных кулачков. После этого автоматическое устройство нажимает на плунжер ы-
4*
рейки 10 с косыми зубьями, в результате чего плунжеры-рейки 9 перемещают рейки 4, которые поворачивают болты 3. Болты 3 затягивают кулачки 2, после чего манипулятор отводит кассету от патрона. При смене кулачков манипулятор перемещает кассету к патрону. Штыри 6 нажимают на плунжеры 8, которые, перемещая плунжеры 7 и кольцевые рейки 4, поворачивают болты 3. Захваты 11 с пружинами 12 захватывают кулачки, после этого манипулятор отводит кассету от патрона, кассета поворачивается на 180Q и вновь подводится к патрону, уста
100
Приспособления
навливая кулачки 2, Точность позиционирования кулачков ±0,01 мм. Время смены комплекта кулачков 1—2 мин.
Система SMB автоматической смены кулачков фирмы Forkardt показана на рис. 97. Автоматическая смена кулачков осуществляется посредством устройства BWV, управляемого от УЧПУ токарного станка. Сменные кулачки 7, 2, 3 (ряс. 97, а) и другие устанавливаются на Т-образные направляющие основных кулачков и фиксируются по отверстиям подпружиненными пальцами.
При обработке заготовок минимальными партиями необходимо автоматически заменять: для зажима за окончательно обработанную поверхность закаленные кулачки — мягкими (сырыми), заранее расточенными на определенный диаметр; мягкие кулачки — закаленными при переходе на обработку заготовки другого размера; наружные кулачки — внутренними. При установке на патрон сменные кулачки смещаются на направляющие основных кулачков патрона, а при съеме — смещаются с направляющих основных кулачков на направляющие устройства для автоматической смены кулачков. В корпусе патрона имеются три отвер
стия для позиционирующих пальцев. Ведущие пальцы, установленные на рейках, сцепленных с центральной приводной шестерней, предназначены для передвижения трех отработавших кулачков патрона на направляющие устройства и вдвигания новых кулачков с направляющих устройств на направляющие основных кулачков патрона.
Цикл последующей смены кулачков осуществляется следующим образом:
I — устройство смены кулачков с новыми кулачками (рис. 97, б) перемещается к патрону вдоль его оси, при этом три позиционирующих пальца входят в соответствующие отверстия патрона, что обеспечивает точное взаимное расположение патрона и устройства;
II — фиксаторные пальцы основных кулачков патрона автоматически освобождают сменные кулачки. Патрон и устройство смены кулачков находятся в зацеплении, отработавшие кулачки фиксируются в устройстве ведущими пальцами. Затем зацепляющаяся с приводной шестерней рейка, соединенная со штоком поршня гидроцилиндра, поворачивает шестерню, перемещающую рейки с приводными пальцами, кото
Рис. 95. Устройство автоматической смены кулачков фирмы Rohm
Кулачок раскреплен
Приспособления для ГПС
101
рые сдвигают отработавшие кулачки на направляющие устройства, а новые кулачки с направляющих на основные кулачки патрона;
III — после смены кулачков происходит автоматический контроль посадки фиксаторных пальцев основных кулачков патрона в отверстия новых
Рис. 95
;02
Приспособления
автоматической смены кулачков фирмы Rohm
Рис.
96.
Ус ГрОЙС! во
ж
Рис. 97. Система SMB автоматической
Использованные кулачки
Новые кулички б)
Использованные кулички Новые кулачки
смены кулачков фирмы Forkardt
кулачков. Затем устройство смены кулачков отходит от патрона и деблокирует команду на зажим новой заготовки.
На рис. 97, в представлена схема устройства BWV автоматической смены
кулачков, где 1 — гидроцилиндр модели OZRH1; 2— механизированный патрон SWB; 3 — поворотное устройство для смены кулачков; 4 — поворотный магазин-накопшель. Устройство располагается на задней бабке станка,
Приспособления для ГПС
103
управляемой УЧПУ токарного станка. Полная автоматическая смена кулачков (подход устройства с задней бабкой к патрону, смена кулачков и отвод) занимает всего несколько секунд. Поворотный магазин-накопитель сменных кулачков может быть установлен позади станка на кронштейне. Во время работы станка устройство 3 поворачивается на 180° для установки отработавших кулачков в свободные гнезда магазина. После этого магазин поворачивается, и требуемые для обработки новой партии заготовок кулачки автоматически устанавливаются в устройство смены кулачков (в зависимости от конструкции магазина кулачков в нем могут находиться пять и более комплектов). В случае обработки валов, устанавливаемых в центрах (рис. 97, а), накопитель 3 устанавливают сверху передней бабки станка, а устройство автоматической смены кулачков 1 в патроне 2 устанавливают на манипуляторе 4, перемещающемся по порталу 5.
Автоматически заменяемые патроны и приспособления к токарным станкам ГПС. Автоматическая смена патронов обеспечивает высокую повторяемую точность центрирования в пределах 0,01 мм за счет предварительного растачивания сырых кулачков. Однако стоимость таких патронов более высокая, чем стоимость автоматической смены кулачков. На рис. 98 показан цикл последовательности смены промышленным роботом патрона типа САМ фирмы Garnet Precision (Франция): I — перед установкой патрона 4 на укороченный конус шпинделя станка патрон позиционируется роботом перед шпинделем соосно его оси, после чего две полые трубы 1 и 2, смонтированные внутри шпинделя, с приводом от вращающегося гидроцилиндра, установленного на заднем конце шпинделя, подаются вперед и входят в отверстия патрона; II — трубы 1 и 2 поворачиваются на 60°. При этом их выступы входят в прорези байонетных замков патрона; III — обе трубы перемещаются назад, притягивая патрон к торцу шпинделя. Датчик 3 контролирует положение торца патрона. Фирма Sandvik Tobler применяет сменные патроны, которые устанавливаются на шпинделе станка посредством торцовых зубьев
Рис. 98. Цикл последовательности смены патрона фирмы Garnet Precision
типа Hirth, выполненных на торце патрона и шпинделя. Закрепление-раскрепление патрона и автоматический зажим-разжим заготовки осуществляются двумя гидроцилиндрами. Сменные патроны хранятся в четырехмест* ном поворотном магазине. Смена патронов осуществляется промышленным роботом.
Автоматически заменяемый патрон фирмы Rohm показан на рис. 99. На шпинделе станка постоянно установлена гидравлическая головка 1 с коротким конусом для базирования сменных патронов 3, имеющая шесть плунжеров 2 со скосами, перемещающихся в радиальном направлении посредством шести гидроцилиндров. Плунжеры вхо* дят в кольцевую канавку 4 сменного патрона, притягивая последний к конусу гидравлической головки. Закрепление сменного патрона осуществляется байонетным замком 5, выполненным в виде поворотного штыря с четырьмя выступами, входящими во впадины патрона. Поворот штыря осуществляется гидроцилиндром с поворотным
104
Приспособления
Рис. 99. Схема автоматически заменяемого патрона фирмы Rohm
поршнем. Для съема патрона предусмотрены гидравлические выталкиватели 6.
Фирма Sandvik Tobler (Франция) выпускает автоматически заменяемые патроны, постоянная часть которых закрепляется на шпинделе станка. Сменные патроны хранятся в поворотном четырехместном накопителе. На торце постоянной части выполнены зубья, зацепляющиеся с торцовыми зубьями на торце патрона. Закрепление патрона к постоянной части и передача силы зажима кулачками патрона осуществляются от гидроцилиндра двойного действия. Смена патронов выполняется роботом портального типа. В автоматически заменяемых патронах заготовки устанавливаются и закрепляются вручную на позиции загрузки-разгрузки. Патроны устанавливаются роботом на шпиндель станка. Патроны с заготовками хранятся в накопителях, откуда с помощью системы идентификации заготовок возможен вызов любого из патронов по команде ЭВМ.
Автоматически сменяемый патрон (А. с. 179664, ЧССР) показан на рис. 100. Патрон 5 закреплен на палете 6. В патрон вне станка на позиции загрузки-разгрузки устанавливают и закрепляют заготовку 4. В палете 6 выполнено центральное отверстие с конической поверхностью. В отверстии шпинделя 7 станка установлена втулка 2, в радиальных отверстиях кото
Рис. 100. Автоматически сменяемый патрон
рой расположены шарики 3. В осевом отверстии втулки 2 подвижно установлен плунжер 5. Осевое перемещение втулки 2 и плунжера 8 осуществляется двумя независимыми гидроцилиндрами (не показаны), установленными на заднем конце шпинделя станка. При установке палеты на шпиндель станка втулка 2 и плунжер 8 находятся в выдвинутом положении. При этом шарики 3 западают внутрь отверстия втулки 2. Палета устанавливается на шпиндель манипулятором и фиксируется в кольцевой канавке шпинделя кольцевым выступом /. Затем плунжер 8 перемешается гидроцилиндром влево. При этом конусная часть его головки выталкивает наружу шарики 3. После этого втулка 2 перемещается гидроцилипдром влево и шарики прижимают палету 6 к торцу шпинделя 7.
Для установки крупногабаритных нежестких деталей используются приспособления, в которых заготовки закрепляются по торцу. Такие приспособления устанавливают на палетах, которые закрепляются на« шпинделе станка. На рис. .101, а показана конструктивная схема приспособления для закрепления нежестких деталей типа фланца фирмы Heid (Австрия). На шпинделе 8 станка постоянно установлено приспособление 3 для базирования и закрепления палет. Приспособление базируется по конусу шпинделя
Приспособления для ГПС
105
Рис. 101. Приспособление-спутник для установки нежестких деталей и схема его смены
станка и закрепляется к фланцу шпинделя винтами 5. Палета 9 предварительно устанавливается отверстием на штырь 6 приспособления 3 и зацепляется плоскими торцовыми зубьями 10
с зубьями 7 приспособления. Закрепление палеты осуществляется Г-образ-ными прихватами 4 с автоматическим поворотом, усилие зажима которым передается пакетом тарельчатых пру
106
Приспособления
жин 2. Раскрепление палет и поворот прихватов в исходное положение осуществляется посредством гидроцилиндров 1. Заготовка 12 устанавливается на сменную наладку 11 и закрепляется прихватами 13. Сменная наладка центрируется пояском на палете 9 и закрепляется винтами. Заготовки устанавливаются в t приспособление, размещенное на палете па участке 1 загрузки-разгрузки палет (рис. 101, б) и закрепляются вручную Г-образными прихватами. Палеты с заготовками транспортируются тележкой 2 в накопитель 3, откуда роботом устанавливаются на станок 4 и со станка — в накопитель*
Приспособления для обработки ва-лов. На токарных станках ГПС заготовки валов устанавливаются автоматически промышленным роботом в передний центр штырькового поводкового патрона и задний вращающийся центр, установленный в пиноли задней бабки. Небольшой диапазон диаметров заготовок, устанавливаемых в штырьковом поводковом патроне, требует автоматической их замены при обработке заготовок малыми партиями.
На рис. 102, а показана установка штырькового поводкового патрона с цилиндрическим хвостовиком 1 фирмы Sandvik Kosta в кулачках 2 самоцен-трирующего трехкулачкового патрона UNC-250 фирмы Forkardt. Патроны могут храниться в инструментальных магазинах станка и заменяться в патроне манипулятором устройства смены инструмента. При этом обеспечивается быстрая автоматическая переналадка станка с патронных на центровые работы.
Фирма ТоЫет (Франция) разработала рычажное устройство (рис. 102, б) для автоматического закрепления штырьковых поводковых патронов на токарных станках ГПС. Конструкция устройства аналогична конструкциям устройств для автоматического закрепления инструментов в шпинделе многоцелевого станка.
5)
Рис. 102. Штырьковые поводковые патроны, автоматически устанавливаемые на станке
Приспособления для ГПС
107
Рис» 103, Центры роботизированных комплексов
В роботизированных комплексах ГПС для установки валов в центры поводкового патрона и вращающихся центров пинолей задних бабок промышленными роботами применяют повод-когые патроны с плавающим центром и упором. При этом обеспечивается минимальное продольное перемещение заготовок. Jia рис. 103. а показан такой центр конструкции НИИПТмаш (город
Краматорск). В отверстии поршня 4 установлен центр 5, упирающийся под действием пружин 2 и 3 в сменную шайбу 6, базирующую заготовку по торцу. В смеНлЧых шайбах отверстия под центр выполнены о различными диаметрами, обеспечивающими наличие различного вылета центра, что обеспечивает минимальное продольное перемещение заготовки, зажатой
108
Приспособлениs
охватом робота. Стакан 7, ввинченный в корпус, обеспечивает возможность регулирования силы пружин 2 и 3, Контакт шайбы 6 с торцом корпуса по сферической поверхности обеспечивает ее самоустановку по торцу заготовки. Для этого сменная шайба прикрепляется к корпусу винтом 7 с зазором.
Регулируемый центр конструкции НИИПТмаш показан на рис. 108, б. Корпус 6 устанавливают в шпинделе станка. Вылет центра 7 регулируют механизмом, кнопка 2 которого с пружиной 4 подвижно установлена в гайке 3» На торце кнопки имеются рифления и шлиц под отвертку. Пробка 1 с рифлениями закреплена в корпусе винтом. Упор гайки взаимодействует с торцом центра. Для регулирования вылета центра нажимают на кнопку, расцепляя ее рифления с рифлениями пробки, и поворачивают кнопку вместе с гайкой, поскольку штифт кнопки взаимодействует с пазом гайки. После установки требуемого вылета центра кнопку отпускают, и она под действием пружины перемещается и фиксируется рифлениями. Пружина 5 обеспечивает контакт центра и гайки.
Для контроля положения валов после установки их промышленным роботом в центрах НИИПТмашем разработана система контрольных упоров (рис. 103, в). Упоры 7, 8 и 10 устанавливают по линейке 4, закрепленной посредством хомутика и болта 13 на пиноли 5 задней бабки. Направляющая 14, закрепленная на кожухе 15, обеспечивает жесткость линейки 4. На корпусе 12 задней бабки установлены конечные выключатели 6, 9 и 11, Если передний 1 и задний 3 центры вошли в центровые гнезда заготовки валика 2 (положение острия центра I—/), упор 8 включает конечный выключатель 9, а конечный выключатель 6 остается выключенным. При этом промышленный робот получает сигнал на освобождение заготовки схватом и отвод захватного устройства. Если задний центр не вошел в центровые гнезда заготовки при неправильной установке заготовки промышленным роботом, то конец заднего центра упрется в торец заготовки и займет положение II—II, При этом упор 8 не дойдет до кнопки выключателя 9 и выключатели 6 и 9 останутся
выключенными. В этом случае выдается сигнал на выключение станка. Если заготовка установлена промышленным роботом с перекосом, то задний центр пиноли не встретит центрового гнезда и пиноль переместится вперед, а острие центра займет положение III—III и упор 7 включит выключатель 6, Поскольку упор 8 шире остальных, конечный выключатель 9 останется включенным. Одновременное включение выключателей 6 и 9 свидетельствует о неправильной установке заготовки. При этом подается сигнал на отключение станка.
Приспособления-спутники (палеты) для многоцелевых станков с ГПС и устройства их автоматической замены из магазинов-накопителей. В ГПС на базе многоцелевых станков для обработки заготовок корпусных и плоскостных деталей широкое применение получили приспособления, устанавливаемые на спутниках-палетах. В ГПС для обработки комплектов требуются различные приспособления с различными базирующими установочными элементами. Стационарные приспособления, имеющие базирующие элементы, предназначенные для установки одной определенной заготовки, здесь будут неприемлемы. Очевидно, что в этом случае необходимо применять палеты, базовые поверхности которых будут одинаковы. На станке при этом будут постоянные базирующие элементы. Разные заготовки будут установлены в различные приспособления, которые устанавливаются или компонуются на палетах. Палеты с установленными в приспособлениях заготовками хранятся в накопителях и автоматически перемещаются в любой последовательности на стол станка и обратно в накопитель. При этом обеспечивается обработка заготовок во вторую и третью смены по безлюдной технологии. Установка и закрепление заготовок в приспособления осуществляются на станциях загрузки-разгрузки приспособлений и не влияют на производительность ГПС. При этом на палетах могут быть установлены как несколько одинаковых, так и все различные приспособления для подачи на станок заготовок минимальными партиями или поштучно. В табл. 16 приведены схемы магазинов (приста-
Приспособления для ГПС
109
16. Магазины палет гибких производственных модулей
Эскиз и принцип работы
Прямоугольный магазин. Палеты перемещаются по направляющим из магазина на стол станка только в условиях жесткой последовательности, что снижает гибкость таких магазинов. Преимущество по сравнению с круглыми накопителями — малые размеры производственной площади, занимаемой магазином»
Круглый поворотный магазин. Палеты 2 из поворотного магазина 1 поступают на вспомогательный поворотный стол 3 станка в любой последовательности и затем со стола 3 на стол станка 4. Палеты с заготовками устанавливаются на станции 5, откуда они автоматически перемещаются в магазин.
по
П риспособлеи ия
Продолжение табл. 16
Эскиз н принцип работы
Овальный магазин. Палеты 1 перемещаются по направляющим магазина 2, откуда они в любой последовательности поступают на стол станка» Такие магазины могут обслуживать два станка.
Неподвижный полукольцевой магазин палет. Палеты 1 с заготовкой в любой последовательности перемещаются на поворотной платформе 2 из магазина 5. Затем платформа поворачивается и палета устанавливается на стол станка. По окончании обработки заготовки палета перемещается со стола станка на платформу, которая затем поворачивается и устанавливает палеты в свободное гнездо магазина.
Приспособления для ГПС
ш
Продолжение табл. 16
Эскиз и принцип работы
Неподвижный полукольцевой магазин палет для тяжелых заготовок. Палета перемешается на свободную позицию двухпозиционной поворотной платформы, которая затем поворачивается в позицию ожидания смены палет. По окончании обработки заготовки палета перемещается на свободную позицию платформы, которая затем поворачивается на 120°, и палета с-заготовкой, подлежащей обработке, смещается на стол станка. В процессе обработки заготовки платформа устанавливает палеты с обработанной заготовкой в свободную позицию магазина, а затем забирает палету с очередной заготовкой и поворачивается в позицию ожидания смены палет. Такой магазин -может обслуживать одновременно два станка, установленных под углом 90\
112
Приспособления
Продолжение табл. 16
Эскиз и принцип работа
Неподвижный прямолинейный магазин палет тяжелых заготовок» Заготовка с палетой из магазина автоматически перемещается на свободную позицию двухпозиционной рельсовой тележки-манипуляюра, откуда она автоматически перемещается на стол станка» Палета с обработанной заготовкой предварительно перемещается на свободную позицию тележки и затем в свободное гнездо магазина. Такие магазины могут обслуживать несколько станков.
Присюгособления для ГПС ИЗ
Продолжение табл. 16
Эе кив и принцип работы
Двухрядный неподвижный линейный* магазин с поворотной тележкой* манипулятором. Магазин обслуживает два станка.
114
Приспособления
Продолжение табл. 16
Эскиз и принцип работы
Вертикальный цепной магазин многоцелевого станка ГПМ с горизонтальным шпинделем 7 и поворотным столом с горизонтальной осью поворота. Вертикальное положение небольших заготовок обеспечивает хороший сход стружки в процессе обработки. Вертикальное расположение магазина сокращает производственную площадь. Однако для удобства загрузки-разгрузки заготовок в горизонтальном положении необходимо наличие кантователя палет. Заготовки устанавливаются на палету в позиции /. Затем кантователь (не показан) поворачивает палету с заготовкой в позицию 2, откуда она смещается в магазин 6, Палеты 3 и 5 одновременно смещаются на манипулятор 4, который, поворачиваясь на 180°, меняет их местами. Затем палета 3 смещается на стол станка, а палета 5 в магазин 6.
Вертикальный цепной магазин палет без кантователя. Палеты с заготовками устанавливаются в магазин в горизонтальном положении. По окончании обработки заготовки палета с заготовкой смещается на вертикальную позицию магазина, после чего цепной магазин поворачивается, перемещая требуемую палету в позицию ожидания установки на стол станка.
Приспособления для ГПО
115
Продолжение табл. 16
Эскиз и принцип работы
Смена палет в двухпозиционных приставочных накопителях посредством двухпозиционной тележки-манипулятора с индуктивным управлением (робокары). Палеты с заготовками, подлежащими обработке, устанавливаются на тележку на участке накопителя палет, а палеты с обработанной заготовкой снимаются с тележки и устанавливаются в ячейки накопителя.
ночных накопителей) палет гибких производственных модулей.
На установочных поверхностях спутников выполняют пазы или отверстия для базирования и закрепления приспособлений или компоновки на спутниках установочных и зажимных элементов приспособлений. На рис. 104 показаны варианты установочных поверхностей плит-спутников. Плиты с пазами (рис. 104, а) обеспечивают бесступенчатое регулирование положения установочных и зажимных элементов. Однако пазы уменьшают жесткость плит. Для сохранения достаточной жесткости их выполняют значительно большей толщины, чем плиты без пазов. Плиты с сеткой резьбовых отверстий (рис. 104, б) имеют повышенную
а) д) б)
Рис. 104. Варианты установочных поверхностей плит-спутников
116
Приспособления
Рис. 105. Спутник в виде четырехстороннего угольника
жесткость. Их недостатком является необходимость надежной защиты от стружки и грязи. Наличие в плите пазов и сетки координатно-фиксирующих отверстий (рис. 104, в) обеспечивает точное расположение установочных элементов. Установочные элементы и важимные устройства закрепляются посредством Т-образных пазов, требующих увеличения толщины плиты. Плиты с сеткой чередующихся резьбовых и гладких отверстий (рис. 104, г) имеют высокую жесткость, точную фиксацию установочных элементов, однако требуют надежной защиты отверстий от стружки. Плиты со ступенчатыми от-' верстиями, верхняя часть которых выполнена цилиндрической, а нижняя — резьбовой (рис. 104, д), имеют высокую жесткость, точную фиксацию установочных элементов приспособлений, однако требуют надежной защиты отверстий от стружки. Плиты с резьбовыми отверстиями и закаленными (рис. 104, е) втулками обеспечивают точную установку базирующих элементов приспособлений и высокую долговечность плит.
Для установки заготовок плоскостных деталей небольших габаритов на многоцелевых станках ГПС в качестве спутников применяют четырехсторонние угольники. На боковых и верхних гранях угольника заготовки 2 закрепляются вперекладку для обработки их на одном станке со всех сторон (рис. 105). Автоматическая смена таких палет осуществляется промышленным роботом с плоскими схватами. Для установки палеты 1 схваты 6 промышленного робота захватывают палету за выступы 5. Палеты устанавливают на стол станка в приспособление, базируя их по штырям 4. Автоматическое закрепление палет осуществляется зажимным устройством 5 с гидроприводом.
Конструкции приспособлений, устанавливаемых на спутниках. В ГПС для базирования и закрепления заготовок корпусных и плоскостных деталей в условиях мелкосерийного и серийного производства применяют модульные (агрегатированные) приспособления, компонуемые из готовых элементов (модулей). Такие приспособления устанавливают на плиты-спутники. Уста
Приспособления для ГПС
117
новочные и зажимные элементы приспособлений могут компоноваться непосредственно на плитах-спутниках. Перекомпоновка приспособлений, смена или регулирование установочных и зажимных элементов обеспечивает установку в модульных приспособлениях широкой номенклатуры заготовок. Для сокращения цикла обработки деталей в ГПС приспособления, устанавливаемые или компонуемые на спутниках, должны обеспечивать возможность обработки максимального числа поверхностей с одной установки заготовки, т, е. минимальное число переустановок заготовок в различных приспособлениях. Для повышения степени автоматизации приспособления должны обеспечивать: автоматизацию закрепления-раскрепления заготовок; надежный зажим заготовки даже в случае аварийного падения давления рабочей среды; автоматический подвод-отвод или поворот прихватов; плотный контакт заготовки с базирующими элементами приспособлений.
Комплект системы КСС-1 (комплект столов-спутников) универсально-наладочных приспособлений (рис. 106, а) состоит из унифицированных узлов: базовых плит 1 и устанавливаемых на них угольников 2 с точно расположенной сеткой координатно-фиксирующих отверстий (с шагом 50 ± 0,015 мм), верхняя часть которых выполнена цилиндрической (диаметром 25Я7), а нижняя — резьбовой (М20). Отверстия предназначены для установки и закрепления сменных наладок — базирующих и зажимных элементов комплекта.
Различные компоновки угольников на базовой плите (рис. 106, б) обеспечивают возможность сборки широкой номенклатуры приспособлений, в том числе многоместных. Приспособления могут быть установлены как на столе станка, так и на спутниках. В карте наладки указывается рабочее положение заготовки, а также места установки базирующих и крепежных элементов в соответствии с буквенно-цифровой индикацией отверстий плиты или угольника. Карта наладки передается на участок компоновки приспособлений, где компонуются приспособления.
После обработки партии заготовок приспособление передается на участок сборки-разборки. Применение системы КСС-1 обеспечивает: возможность разработки программы технологического процесса обработки для широкой номенклатуры заготовок; сокращение времени и расходов на проектирование и изготовление приспособлений; повышение производительности труда рабочих при компоновке приспособлений; использование рабочих более низкой квалификации вследствие упрощения компоновки; высокую точность базирования заготовок и их ориентацию относительно начала координат станка (нулевой точки). Разработка программы технологического процесса с использованием технических данных комплекта КСС-1 и чертежа детали сокращает время технологической подготовки производства. Недостатком системы является ручное закрепление заготовок посредством ₽аек и ключа.
Комплект элементов системы универсально-наладочных приспособлений «Система-500» конструкции Ивановского СПО предназначен для компоновки приспособлений, необходимых для установки заготовок корпусных деталей при обработке на ГПС на базе многоцелевых станков мод. ИР500МФ4 и ИР800МФ4 в условиях единичного и мелкосерийного производства. Приспособления устанавливают на спутники. Комплект элементов «Система-500» (рис. 107, а) состоит из базовых деталей: плиты 1 (300Х300Х Х500 мм), четырехсторонних призм 2 (460X500X600 мм) и 3 (300Х300Х Х500 мм) и установочных и зажимных элементов 4. На установочных поверхностях базовых деталей выполнена сетка ступенчатых (гладких и резьбовых) координатно-фиксирующих отверстий (КФО) для базирования и закрепления установочных и зажимных элементов. Отверстия имеют буквенно-цифровые обозначения, обеспечивающие быструю компоновку установочных и зажимных элементов на базовых деталях. Наличие на базовых деталях сетки координатно-фиксирующих отверстий и фиксирующих элементов обеспечивает точное базирование заготовки относительно нулевой
118
Приспособлений
точки отсчета программы (начало координат). Комплект установочно-зажимных элементов содержит: опору 4; удлинители 5 и 6; кольца 7; прихваты пальцы Р; корпусы 10, 15; винты 11; шпильки 12, 17, 20; гайки 13, 14, 22; клинья 16; хомуты 18; болты 21} шайбы 23, 24; штифты 25.
Комплект '«Система-500» обеспечивает возможность установки заготовок широкой номенклатуры деталей благодаря возможности перекомпоновки приспособлений за счет смены или регулирования установочных и зажимных элементов.
На рис, 107, б показан комплект элементов приспособлений «Система-320» для многоцелевых станков мод. ИР320МФ4: 1 — угольники двусторонние; 2 — плиты с трехкулачковым патроном; 3 — опоры; 4 — упоры? 5 — удлинители; 6 — кольца; 7 — прихваты; 8 — регулируемые упоры; 9 — стойки; 10, 18, 25 — винты; 11, 16, 19 — шпильки; 12, 13 — гайки; 14 — корпусы; 15 — клинья; 17 — хомуты; 20 — болты; 21, 22 -— гайки; 23 — шайбы; 24 штифты»
Универсально-сборные приспособления, устанавливаемые на плитах-спутниках, широко применяют на мно-
гоцелевых станках ГПС. В компоновках УСП точность приспособлений зависит от погрешностей, возникающих при их сборке, в результате суммирования погрешностей изготовления деталей, входящих в компоновки: линейных, угловых, погрешностей взаимного расположения поверхностей (отклонений от перпендикулярности и параллельности и т. д.). Кроме того, при сборке компоновок из элементов УСП возникают погрешности в результате контактной деформации стыка и деформации элементов. Требования к высокой точности изготовления элементов УСП объясняются тем, что точность компоновок УСП определяется суммой допусков слагаемых элементов. Кроме того, жесткость компоновок в значительной мере зависит от качества сопрягаемых поверхностей, Недостатками УСП являются ограниченная жесткость и сравнительно большая масса УСП, ограниченные размеры обрабатываемых заготовок, плохая инструментальная доступность при многосторонней обработке на многоцелевых станках, трудоемкость сборка приспособлений при их повторном использовании, ограничение режимов резания.
Рис. 106. Система приспособлений спутников КСС-1
Приспособления для ГПС
119
Система универсально-сборной переналаживаемой механизированной (бесшланговой) оснастки (УСПО) конструкции МГКТИ «Техоснастка» предназначена для компоновки устанавливаемых на спутниках приспособлений. Основой комплекса бес-шланговых УСПО являются гидрофи-цированные плиты (рис. 108) с сеткой глухих фиксирующих и резьбовых крепежных отверстий, а также резьбовых отверстий, соединенных с каналами, выполненными в плите. В последние могут быть ввинчены горизонтальные и вертикальные гидроцилинд
ры. Цилиндры могут быть установлены также посредством переходников. Неиспользуемые отверстия закрываются пробками с уплотнительными резиновыми кольцами. Компоновки приспособлений, собранные на гидрофициро-ванной плите, не имеют трубопроводов, что обеспечивает инструментальную доступность и облегчает уборку стружки. В комплект входят также установочные элементы (планки и прижимы) и крепежные элементы (гайки, болты и шпильки и различные прихваты). В системе предусмотрено применение беззазорного соединения де-
япп 1650
Рис. 106
Рис. 107. Комплекты элементов «Система~500» и <'Система-300»
Приспособления для ГПС
121
Рис. 108. Комплекс УСПО-С
талей посредством глухих отверстий и разжимных втулок с конусными пальцами. Основные данные комплектов бесшланговых УСПО приведены в табл. 17.
Примеры компоновок приспособлений системы УСПО для установки корпусных деталей показаны на рис. 109: приспособление с вертикальными цилиндрами (рис. 109, а); приспособление с горизонтальными цилиндрами (рис. 109, б); приспособление с вертикальными цилиндрами и переходни
ками (рис. 109, в). Заготовка 5 базируется по плоскости и двум отверстиям. Устанавливается заготовка на опоры 7 и два пальца 9. Закрепляется заготовка прихватами 4, усилие зажима которым передается от гидроцилиндров 3, установленных на гидрофици-рованной плите 1 посредством переходников 2. Масло поступает в каналы плиты через клапан 8. Аккумулятор 10 предназначен для компенсации утечки масла. Давление контролируется манометром 6,
122
Приспособ ления
17. Основные данные комплектов механизированной бесшланговой УСПО
Параметр Размер стола оснащаемого станка, мм
320X320 630X400 800X500 500X500
Серия набора 3 4
Обозначение набора УСПО.ООО ’ I УСПО.ООО I УСПО.ООО УСПО.ООО
Число одновременно собираемых приспособлений 12—01—10 j 12—01—11 15 [ 12—01—12 16—01—41 20
Размер базовой плиты, мм Диаметр координатно-фиксирующих отверстий, мм z Шаг между осями координатно-фиксирующих отверстий, мм Диаметр крепежных элементов Рабочее давление в гидросистеме, МПа Максимальное усилие на штоке гидроцилиндра, кН Время сборки приспособления, ч 320X320 ; 1 630X400 10/77 30±0,01 М16 и М12 20 60 1,5—3 1 800X500 500Х 500 12/Z7 40±0,01 М20 и М16 80
Примечания: 1. В наборах серии 3 применен крепеж на базовых плитах М16, на наладочных элементах — М12.
2. В наборах серии 4 применен крепеж на базовых плитах iM20, на наладочных элементах — Ml 6.
Система универсально-сборной переналаживаемой оснастки УСПО-V конструкции МГКТИ «Техоснастка» предназначена для сборки различных приспособлений для станков фрезерно-сверлильно-расточной группы, работающих в составе ГПС в условиях единичного и мелкосерийного производств. Система состоит из комплекта деталей и сборочных единиц: установочных, зажимных и других, из которых на базовой плите собираются приспособления для базирования и закрепления различных заготовок. После обработки партии заготовок приспособления разбираются, составляющие его элементы используются для других приспособлений.
Выполнение базирующих поверхностей деталей в виде отверстий, соединенных пазами V-образной формы, и осуществление взаимной ориентации деталей блоками цилиндрических шпонок обеспечивает беззазорное легкоразъемное соединение деталей, а также позволяет достигнуть высокой стабильности, жесткости и точности положения баз в приспособлениях, обеспечивающих возможность обработки заготовок на максимальных режимах резания. Основные данные комплектов УСПО-V приведены в табл. 18.
Модульная система приспособлений фирмы Bluco (ФРГ) (рис. НО) предназначена для установки заготовок при их обработке в ГПС на базе
Приспособления для ГПС
123
Рис» 109* Примеры компоновок приспособлений системы УСПО-С
18» Основные данные комплектов УСПО-V
Параметр Модель
УСПО-У2 УСПО-УЗ УСПО-У4
Размеры базовых плит, мм: максимальные 240X240 360X360 800X800
минимальные 120Х 120 400X400
Диаметр основных крепежных эле- М10 1 М16 М20
ментов Максимальная сила одного крепеж- 39,2 68,7 121,5
ного элемента, кН Стабильность положения установочных баз, мм Точность обработки заготовок, ква-литет Степень точности расположения поверхности 0,017 7 6
124
Приспособления
Продолжение табл. 18
Параметр Модель
УСПО-У2 УСПО-УЗ УСПО-У4
Максимальные габариты обрабатываемых заготовок, мм Шаг пазов, мм Число одновременно собираемых из комплекта приспособлений Время сборки одного приспособления, ч Срок службы основных деталей, год 240Х 240Х Х120 30 30 700Х400Х Х200 4 35 1-4 10 1 630Х630Х 1 Х130 1 8
многоцелевых станков. Базовым элементом комплекта является плита с сеткой координатно-фиксирующих и резьбовых отверстий. Система отличается высокой степенью гибкости, обеспечивает точное базирование заготовок и надежное их закрепление. Комплект системы имеет ограниченное число элементов, обеспечивающих возможность компоновки различных приспособлений для установки заготовок
деталей широкой номенклатуры. В комплект (см. рис. НО) входят: базовые плиты, угольники, планки с сеткой точно расположенных (до 0,01 мм) координатно-фиксирующих отверстий, установочные, опорные и зажимные элементы. Для обеспечения высокой точности межцентрового расстояния базовых отверстий в плиты и другие элементы установлены стальные закаленные втулки. Соединение эле-
Рис. ПО. Модульная система ВШсо
Приспособления для ГПС
125
Рис. 111. Гибкая модульная система Bluco Technik
ментов приспособлений посредством сочленения палец—отверстие обеспечивает высокую точность и жесткость компоновок. Для установки заготовок различных типоразмеров применяются четыре системы приспособлений: 310— с сеткой базирующих отверстий диаметром 10776 и резьбовых отверстий М10сшагом 30 мм для обработки деталей приборостроения из цветных металлов; 412 — с сеткой базирующих отверстий диаметром 12/76 и резьбовых отверстий с шагом 40 мм для обработки заготовок длиной или диаметром 200—600 мм; 516 — с сеткой базирующих отверстий диаметром 16/76 и резьбовых Отверстий Ml 6 с шагом 50 мм для обработки заготовок размером 1500Х 1000 мм; 824 — с сеткой базирующих отверстий диаметром 24776 и резьбовых отверстий М24 с шагом 80 мм для обработки заготовок размером 2400Х1600 мм. Элементы системы соединяются винтами. Закалка и шлифование базирующих и зажимных элементов уменьшают их износ и увеличивают долговечность. В качестве нулевой точки приспособления может быть принято любое фиксирующее отверстие базовой плиты или уста нов.
Гибкая модульная система Bluco Technik (рис. Ill) предназначена для многоцелевых станков ГПС. Базовыми элементами системы являются:
а — плиты, б — двусторонние, угольники; в — четырехсторонние угольники. Базовые элементы с сеткой координатно-фиксирующих отверстий устанавливаются на плитах-спутниках.. Спутники с приспособлениями транспортируются на станок и снимаются со станка промышленным роботом. Для захвата приспособлений промышленным роботом спутники наряду со средствами базирования на столе станка должны иметь унифицированные места захвата, выполненные в виде специальных рым-болтов, оснащенных хвостовиком инструментов, что обеспечивает захват приспособлений и инструментов одним и тем же захватом робота. Вертикальная установка заготовок на угольниках обеспечивает хороший сход стружки и СОЖ при обработке. При наличии чертежа приспособления и таблицы установочных и зажимных элементов приспособлений приспособление средней сложности может быть скомпоновано за 8— 12 мин. При необходимости обработки заготовок за два установа на угольнике компонуют два различных приспособления. В системе предусмотрено 25 двусторонних и 10 четырехсторонних угольников, являющихся базовыми элементами 90 приспособлений.
Для быстрой компоновки спутников компоновочный чертеж и таблица высвечиваются на дисплее. Для разра-
126
Приаиспособления
ботки компоновочного чертежа и таблицы используется система автоматизированного проектирования (САПР). Характеристика элементов приспособлений и данные о заготовке вводятся в запоминающее устройство ЭВМ. Графическое изображение выводится на дисплей с проверкой закрепления заготовки и свободного подхода инструмента к обрабатываемым поверхностям. Окончательно принятая компоновка воспроизводится посредством графопостроителя для повторных использований. На автоматическое конструирование приспособлений требуется 1—2 ч. На рис. 112 показан чертеж автоматически спроектированного приспособления в четырех проекциях со спецификацией, в которой указываются шифры сменных деталей, их наименование и число: регулируемые прихваты Н-98 — 1, Н-27 — 2; накладная двусторонняя планка — 3; подвижная накладная планка — 4; накладная планка — 5. На базовой плите имеется буквенно-цифровое обо
значение отверстий, с пом«тощью которого наладчик устанав^ливает необходимые элементы в тр»«ебуемые отверстия. Перед компоновмкой приспособления по чертежу рабоочий извлекает необходимые элементты из накопителей. Время сборки пприспособле-ний средней сложности Ш5—20 мин. При автоматической комп юновке элементов УСП, требуемых для компоновки данного приспособлпенйя, нужные элементы автоматический отбираются из накопителя (склаеда) элементов и доставляются в коомплекте на участок сборки УСП.
Гибкая система переналлаживаемых приспособлений FBS (Flexible Besti-men Spannen) фирмы Nied fiecker (ФРГ) предназначена для установки заготовок при обработке на многоцелевых станках ГПС в мелкосери-тйном и серийном производстве. Осно «вой системы является наличие самоу останавливающихся шаровых опорных и зажимных элементов SAFF, обеспечй звающих закрепление заготовок без реформации.
Приспособления для ГПС
127
Рис. 113. Установка заготовок с традиционными и самоустанавливающимися элементами
Самоустанавливающиеся сферические элементы имеют плоскую срезанную поверхность, посредством которой они контактируют с заготовкой. На рис. 113 показаны схемы установки (базирования и закрепления) заготовок в приспособлениях с традиционными элементами (рис. 113, а) с самоустанавливающимися шаровыми элементами (рис. 113, б). При установке заготовки в традиционном приспособлении с жесткими базирующими элементами и плоскими прихватами заготовки с исходной погрешностью формы (криволинейной базовой поверхности заготовки) при закреплении деформируются, а после обработки при возвращении заготовок в исходное положение возникает погрешность обработки X. При установке заготовки, имеющей исходную погрешность фор-
мы, в приспособлении с шаровыми опорами обеспечивается ее закрепление без деформации, в результате чего после раскрепления заготовки погрешность обработки отсутствует, что позволяет использовать при установке заготовки черновые базы без предварительной их обработки. При установке заготовок по трем плоскостям (в координатный угол) используют три постоянные шаровые опоры /, образующие установочную базу приспособления, две 2 и одну 3 шаровые опоры (рис. 114), образующие соответственно направляющую и опорную базы приспособления. Заготовки закрепляются прихватами с шаровыми опорами или — при наличии отверстия в заготовках — болтами со сферическими головками, при этом между болтом и отверстием в сферической опоре имеется зазор.
Рис. 114. Установка заготовки по трем плоскостям
128
Приспособления
Рис. 115. Приспособлен#6» скомпонованное из элементов системы FBS
Закрепление заготовок ^ожет осуществляться посредством ручных зажимов или гидравлических зажимных устройств с механо- или пневмогидравлическими приводами. Опоры (основные и вспомогательные) и зажимные устройства гибкой системы выполняются в виде отдельных компактных агрегатов (модулей), ко^рые компонуются на плитах с сеткой координатно-фиксирующих и крепежных отверстий. Расстояние ме^ДУ базирующими отверстиями на полетах равно 50 мм. Переналадка приспособлений осуществляется за счет смены или перекомпоновки а!регатированных установочных и зажимных устройств во время работы станка. На рис. 115 показано приспособлений скомпонованное из элементов системы FBS. В табл. 19 приведены базирующие и зажимные устройства гибкой модульной системы FBS.
Механизация и автоматизация закрепления заготовок в приспособлениях, установленных Иа спутниках ГПС. > становка заготовок в приспособления, размещенные спутниках, осуществляется на станы1*51* загрузки-разгрузки заготовок, откУДа спутники автоматически перемещаются в накопитель. Хранение в накопителях палет с заготовками, установленными в при
способлениях, обеспечивает работу ГПС во вторую и третью смены без участия обслуживаЮщего персонала (по безлюдной технологии). Закрепление-раскрепление заготовок в приспособлениях на Участках загрузки-разгрузки в болыПйНСТве случаев осуществляется ручными зажимами посредством винтов или гаек» С точки зрения автоматизации — это самый отсталый участок Идс. Для повышения степени автоматизации ГПС за счет сокращения ручнрг0 труда при загрузке-разгрузке заготовок и сокращения обслуживающего персонала необходимы механизации и автоматизация операций установку (базирования и закрепления) заготовок в приспособлениях с учетом Требований техники безопасности. В Качестве средств механизации и автоматизации могут быть использованы магнитные, пружинные и гидравлические Приводы.
Магнитные. приспособления обеспечивают закрепление заготовок за счет использован^ энергии магнитного силового пол я. Однако в таких приспособлениях могут надежно закрепляться только заготовки из магнитопроводных материалов, имеющие большую установочную поверхность, контактирующие q полюсниками приспособления, а та^же небольшую высоту.
Магнитные приспособления Flexo-mag фирмы Walter—Hagou (Голландия) (рис. 116) предназначены для установки заготовок при их обработке на гибких производственных модулях. Приспособления, устанавливаемые на спутниках, представляют собой угольники с четырьмя (рис. 116, а) или двумя (рис. 116 з б) установочными поверхностями. всех установочных поверхностях угольников имеются по-люсники с тагом ^0 мм из магнитомягкой стали, между которыми выполнены резьбовые Отверстия Ml2 для установки базирующих элементов.
На рис. П6, в показана схема тиб-кого производственного модуля (ГПМ) на базе многоцелевого станка. На станции 4 загруз^и_ра3грузки заготовок приспособления присоединяют к электроимпулысному источнику электроэнергии с пультом управления 5, В корпусе Приспособления уста-
Приспособления для ГПС
129
19. Базирующие и зажимные элементы гибкой модульной системы FBS
Эскиз и наименование
Сферическая постоянная опора и прихват с шаровой опорой
5 хузесцов Ю. И. г др.
130
Приспособления
Продолжение табл. 19
Эскиз и наименование
Сферическая подвижная опора со штырем
Сферическая постоянная опора и закрепление заготовки через отверстия болтом со сферической головкой
Самоустанавливаю-цаяся сферическая вспомогательная опора с механической фиксацией
Приспособления для ГПС
131
Продолжение табл. 19
Эскиз и наименование
Самоустанавливающаяся сферическая вспомогательная опора с гидравлической фиксацией
Подводимая сферическая вспомогательная опора с механической фиксацией
Подводимая сферическая вспомогательная опора с механической фиксацией и закреплением заготовки болтом со сферическим наконечником, установленным в рычаге
5*
132
Приспособлен
Рис, 116. Магнитные приспособления фирмы Walker Hagou
Приспособления для ГПС
133
новлены катушки с сердечниками из постоянных магнитов. Заготовку устанавливают на угольник, затем оператор нажимает на кнопку пульта управления и через катушки проходят импульсы намагничивающего тока небольшой силы (при этом загорается мигающая оранжевая лампочка). Заготовка притягивается к установочной поверхности плиты с небольшой силой, что обеспечивает легкое перемещение заготовки вручную до контакта с базирующими элементами. После этого оператор нажимает на вторую кнопку и через катушки в течение одной секунды пропускаются импульсы намагничивающего тока (сила тока 60 А, напряжение 60 В). При этом загорается зеленая сигнальная лампочка. Заготовка намагничивается вместе с системой, что обеспечивает максимальную силу притяжения заготовки к по-люсникам угольника. Короткое время намагничивания системы обусловливает малое потребление электроэнергии и отсутствие нагрева приспособления, что исключает наличие температурной деформации приспособления и заготовки. После этого приспособление отсоединяется от источника энергии и спутник перемещается в накопитель 5. Заготовка удерживается в приспособлении постоянными магнитами. Поскольку магнитный поток проникает в заготовку на глубину не более 20 мм, отсутствует намагничивание стружки и инструментов. По команде ЧПУ ЭВМ спутник из накопителя 3 автоматически перемещается на вспомогательный стол 2, а затем на стол многоцелевого станка /. По окончании обработки заготовки спутник автоматически смещается в накопитель и далее на станцию загрузки-разгрузки. Для раскрепления заготовки на станции загрузки-разгрузки приспособление присоединяют к источнику электроэнергии и через катушки пропускают импульсы размагничивающего тока, в результате чего вся система вместе с заготовкой размагничивается. При загрузке-разгрузке заготовки в приспособление промышленным роботом может быть реализовано автоматическое закрепление-раскрепление заготовки. На рис. 117, а и б показаны магнитные приспособления
Рис. 117. Магнитные приспособления фирмы Technomagnetica
Technomagnetica Quar System фирмы Technomagnetica U. К. Ltd., предназначенные для установки заготовок при их обработке на ГПМ на базе многоцелевого станка. Приспособления, устанавливаемые на спутниках, выполнены в виде четырехстороннего угольника 400 Х400 мм ‘с пятью установочными поверхностями.
Пружинные зажимные устройства обеспечивают зажим заготовок пакетом тарельчатых пружин. Разжим заготовки осуществляется посредством гидропривода. При этом гидропривод присоединяется к гидроцилиндрам приспособления только при зажиме-разжиме заготовок на станции загрузки-разгрузки приспособлений. В процес-
134
Приспособления
Рис. 118. Приспособления с гидравлическими зажимными устройствами
се обработки заготовок и транспортирования палеты из накопителя к станку заготовка будет зажата пакетом тарельчатых пружин. Пружинные устройства имеют ряд недостатков, из-за которых они не нашли применения для закрепления заготовок на спутниках ГПС. К таким недостаткам относятся: нестабильность силы зажима заготовки при колебаниях допуска на высоту заготовки в месте зажима, что имеет место при закреплении литых заготовок (при этом сила зажима может уменьшаться до 40—50%); значительное увеличение высоты гидро-цилиндров из-за необходимости размещения пакета тарельчатых пружин, что ухудшает доступность инструментов к обрабатываемым поверхностям.
Гидравлические приводы зажимных устройств приспособлений обеспечивают создание больших сил зажима при небольших габаритах цилиндров, что увеличивает инструментальную до
ступность при обработке заготовок. Однако при применении гидравлических зажимных устройств для возможности перемещения спутника со станции загрузки-разгрузки в накопитель и из накопителя на стол станка, а также поворота спутника на столе станка для обработки заготовки с четырех сторон необходимо отсоединять гидросистему зажимных устройств от источника давления масла посредством быстроразъемной муфты на станции загрузки-разгрузки. На рис. 118, а показано применение гидравлических зажимных устройств на спутниках ГПМ фирмы Deckel (ФРГ). Для компенсации возможной утечки масла после отсоединения источника давления применяют пружинные аккумуляторы. Фирма Hilma (ФРГ) применяет скомпонованные (рис. 118, б) или установленные на спутниках приспособления с 'гидравлическими зажимными устройствами. На спутнике установлена
Приспособления для ГПС
135
колодка с полумуфтой и штуцерами для присоединения трубопроводов гидроцилиндров. К полумуфте на станции загрузки-разгрузки спутников При-соединяется полумуфта стационарной групповой гидростанции. ПоСЛе зажима заготовки полумуфты Рассоединяются. Для механизации Укрепления заготовок на спутниках МГКТИ «Техоснастка» (г. Харьков) разработаны устанавливаемые на спутниках гидрофицированные базовые плиты с быстросъемными цилиндра^ (без шлангов).
В плите 2 выполнены продольный канал 4 и несколько рядов поперечных каналов 5 (рис. 119) д?,я подачи масла в гидроцилиндры. Качал 4 соединен с полу муфтой /, присоединяемой к полумуфте источника давления масла при зажиме-разжиме заготовки. На установочной поверхности плиты выполнены отверстия, пересекающиеся с каналами. В отверстия плиты посредством патрубка ввинчивают гиц-роцилиндры 6 и 7 зажимных устройств. Неиспользуемые отверстия закрываются пробками 3 с уплотнительными резиновыми кольцами. Мас,ю от источника давления подается в каналы плиты с помощью быстро^зьемной муфты. Для установки дилеров на различной высоте применяю? переходники 5, соединяющие отверстие базовой плиты с гидроцилиндром.
Спутник с автономным гидроприводом (рис, 120) (заявка 2555454, Фран
ция) предназначен для закрепления заготовок при обработке и перемещении между технологическим оборудованием ГПС. В корпусе 1 спутника тлеется масляный резервуар 2, из которого масло электронасосом 3 нагнетается по трубопроводам 4 и подается к зажимным устройствам приспособлений. Для питания электронасоса 3 используются аккумуляторные батареи 6. Управление работой зажимных устройств осуществляется электронным блоком 5. Манометр 7 предназначен для контроля давления масла.
Рис. 120. Спутник с автономным гидроприводом
136
Приспособления
Рис. 121, Гидроцилиндр констпузшии Уралмаша
Для исключения аварийной ситуации при падении давления масла в гидросистеме приспособления при отключенном источнике давления масла применяют блокировку, обеспечивающую подачу опера гору видео-или звукового сигнала. Однако наличие аккум}лягора или подача сигнала не обеспечивает над еж-.ость зажима заготовок при отсоединенном источнике давления из-за возможности у точки масла через обратный клапан соединительной муфты, через уплок-ение поршня или пробок, закрывающих отверстия в гидроплите приспособления, а также из-за возможной разрядки батарей электронасоса < г. е. не обеспечивается требование техники безопасности — надежно;; закрепление заготовки даже в случае неожиданного падения давления масла. Надежность закреп тения заготовок гидравлическими зажимными устройствами, приспособлений, установлен гых на спутниках, может быть обеспечена юлько при наличии самотормозящихся механизмов зажимных устройств. В этим случае при отсоединенном источнике давления масла сил а зажима заголовок сохраняется б чего заря самоторможению ме "щизмов зажимных устройств.
Для механизации закрепления заготовок на спутниках ГПС пр пленяют гидр? 'Л’'чсгкие приводы зажимных устрой) тв с самотормозящимзся вин-тзлыми механизмами, в котовых шток г./рщяя фичс_груется ггйкоп. Гидро
цилиндр с самотормозящимся поршнем Свердловского завода тяжелого машиностроения (Уралмаш) показан на рис. 121. В штуцер <3 ввинчена полумуфта быстроразъемного соединения. При присоединении полумуфты к источнику давления масла поршень 1 гидроцилиндра 5 перемещается вверх, передавая усилие зажима зажимному элементу, закрепляющему заготовку. Затем гайкой 4 фиксируется положение поршня 1 и источник давления масла отключают, Для раскрепления заготовки гидроцилиядр присоединяю! к источнику давления масла и отвинчивают гайку. Поршень перемещается в исходное положение иод действием возвратной пружины 2. Затягивание гайки ключом требует значительного усилия, Для облегчения ручного то уда при затягивании гайки применяют показанные на рис. 121, а и б толкаю щий (рис. 122, а) и тянущий (рис. 122, б) гидроцилиндры конструкции НПО «Оргстанккнпром» [А. с. 621924 (СССР)], которые в качестве механизированных зажимных устройств применяют на приспособлениях, установленных на спутниках. Такие гидро-цилиндры присоединены к источнику давления масла (элсктрогкдравличе-скому насосу или пневмогидравлическому преобразователю давления) только во время зажима-разжима заготовки. При подаче масла от источника давления посредством быстроразъемной гидромуфты (с автоматическим запором масла) через штуцер 10 в поршневую полость гидропилиндра / поршень 2 перемещается, осуществляя через пакет тарельчатых пружин J, крышку 3 и опору 9 или тяг} 4
v зажимных элементов и зажим заголовки. В этом случае пакет тарельчатых пружин 5 сжимается, а система крепежных элементов испытывает упругие деформации. Шток поршня фиксируется вручную гайкой 6. Наличие само тормозящего механизма винт — гайка обеспечивает возможность отключения источника давления масла. Для разжима заголовки в гидроцилиндр поступает масло под давлением, шток поршня освобождается от фиксации гайкой 6. За>гем, источник давления отключают и под действием возвратной пружины 7, опирающейся
Приспособления для ГПС
137
Рис. 122. Гидроцилиндры
с самотормозящимся звеном
на фланцы 8, поршень со штоком воз* вращается в исходное положение. Для исключения ручного труда при использовании гидравлических зажимных устройств применяют автоматизированные самотормозящиеся устройства. Т'*хое устройство фирмы Enerpag (Швейцария) локазанона рис, 123, а. Г-образный прихват / с автоматизированным поворотом закрепляет заго-
товку под действием давления масла на поршень 4, .Автоматический поворот прихвата осуществляется за счет того, что штифт б. установленный в поршне 5, взаимодействует с винтовой канавкой штыря 7. После зажима заготовки масло поступает под пор” шень 3. При э~ом цилиндрическая часть прихвата фиксируется сам ото р-мозящейся цангой На рис. 123, б
Ряс. 123. Гидроцилиндры с автоматическим самоторможением
прихвата
138
П рис пособлен ии
• Рис. 124. Гидроцилиндр с автоматизм-* рованн ым самоторможением поршня
показана гидравлическая схема приспособления с двумя Г-образными прихватами. Однако такие устройства могут применяться лишь при небольших силах резания, поскольку прихват удерживается от раскрепления силой трения между лепестками цанги и цилиндрической частью прихвата.
Гидроцилиндр с автоматизированным самоторможением поршня показан на рис. 124. В цилиндре 1 установлен поршень 2 с цангой. В корпусе 3 выполнена коническая расточка, клин 4 изготовлен с плунжером в верхней части и поршнем в нижней. При подаче масла от источника давления в полость А гидроцилиндра поршень 2 перемещается вниз и зажимной элемент закрепляет заготовку. Через отверстие в поршне 2 масло поступает в полость Б, клин перемещается вниз и прижимает цангу к конической расточке корпуса 3. После отсоединения гидроцилиндра от источника давления масла посредством быстроразъемной муфты самотормозящийся клин 4 остается в заданном положении. При этом сила на поршне 2 сохраня
ется, и закрепленная в приспособлении на спутнике заготовка автоматически перемещается со станции загрузки-разгрузки в накопитель и далее на стол станка. После обработки заготовки и возвращения спутника на загрузочную позицию для раскрепления заготовки присоединяют гидроцилиндр к источнику давления и масло подается в полость В гидроцилиндра, клин 4 перемещается вверх, освобождая поршень 2.
Фирма Enerpag для закрепления заготовок на палетах применяет гид-роцилиндры, отключаемые от источника давления по достижении требуемого усилия зажима. Аккумулятор поддерживает давление при наличии утечки. В случае падения силы зажима на 10% электродвигатель станка отключается, что достигается наличием датчиков давления, контролирующих силу зажима. Датчик передает сигнал приемнику в инфракрасном излучении, который отключает электродвигатель станка, что предотвращает аварийную ситуацию.
За рубежом разработаны опытные конструкции приспособлений для установки заготовок сложной формы при их обработке на станках ГПС. Закрепление заготовок в таких приспособлениях осуществляется рабочей средой, легко переходящей из жидкой среды в твердую. В таких приспособлениях имеется емкость, заполненная рабочей средой, меняющей фазу при определенных условиях. Заготовка погружается в рабочую среду, находящуюся в жидкой фазе, затем рабочая среда затвердевает и закрепляет заготовку. По окончании обработки твердая фаза преобразуется в жидкую и заготовка извлекается из емкости. При закреплении заготовки рабочая среда плотно облегает заготовку, равномерно сжимая ее, в отличие от сосредоточенной нагрузки, вызывающей деформирование заготовки при закреплении ее прихватами. Для точной ориентации заготовки необходимо применять контрольно' измерительную систему, например оптическую. Рабочая среда должна обеспечивать многократное повторение превращений из одной фазы в другую без каких-либо изменений ее харак
Приспособления для ГПС
139
теристик. Объем рабочей среды должен изменяться минимально. Стоимость эксплуатации приспособлений определяется в основном затратами энергии на выполнение фазовых превращений рабочей среды. Приспособления могут быть двух видов: с фактическим изменением рабочей среды и псевдофа-зовым изменением среды* Фазовое изменение рабочей среды жестко фиксирует заготовку при воздействии на среду силового поля. Изменение фазы рабочей среды может быть достигнуто путем изменения температуры. В качестве рабочей среды могут быть использованы, например, сплавы висмута с низкой температурой плавления. При использовании электрического тока для фазового изменения рабочей среды в качестве последней используют полимерные материалы, например полиакрилонитрил. Электростатические силы действуют на интермолекулярную структуру полимера. В приспособлениях с псевдофазовым изменением рабочей среды используют свойства материала, состоящего из особо мелких дискретных частиц, образовывать пористую массу, через которую пропускают строго дозированную порцию воздуха. При подаче воздуха рабочая среда уподобляется жидкости, в которую устанавливают заготовку. При прекращении подачи воздуха частицы среды уплотняются под воздействием силы тяжести и образуют компактную массу, закрепляющую заготовку. По окончании обработки заготовки в камеру приспособления вновь подают воздух для преобразования рабочей среды в жидкую фазу для раскрепления и снятия заготовки. Поскольку при этом процесс зажима-разжима не сопровождается фазовыми превращениями и термодинамическими явлениями, такие превращения рабочей среды названы псевдофазовыми.
Бесспутниковые автоматически переналаживаемые приспособления. Широкое применение в ГПС в мелкосерийном и серийном производстве для обработки заготовок минимальными партиями находят приспособления-спутники, устанавливаемые в магазинах-накопителях, откуда они автоматически подаются на стол станка. Однако применение спутников не является
оптимальным решением установки заготовок на многоцелевых станках ГПС. Стоимость магазинов-накопителей составляет 20—35% стоимости многоцелевых станков. Стоимость палеты — несколько тысяч рублей, причем палеты невзаимозаменяемы на нескольких станках. Следовательно, стоимость комплекта палет, необходимых для безлюдной обработки во вторую и третью смены, сопоставима со стоимостью станка. Приспособления-спутники имеют следующие недостатки:
малая инструментальная доступность, так как базирующие и установочные элементы препятствуют доступу инструмента ко всем обрабатываемым поверхностям, что обусловливает при обработке заготовок с шести сторон необходимость двух-трех переустановок заготовок в приспособлениях-спутниках двух-трех типов и обработку заготовок за два-три цикла. При применении спутников обработка нижней установочной поверхности заготовки может быть осуществлена лишь при переустановке заготовки вне автоматизированного участка. Следовательно, использование спутников не обеспечивает высокой гибкости ГПС из-за невозможности свободного изменения последовательности обработки заготовок;
обработка установочной поверхности вне ГПС на универсальных станках связана с дополнительными затратами на станки и обслуживающий персонал;
для полной обработки заготовок за две-три установки необходима перекомпоновка приспособлений. При обработке заготовок в мелкосерийном производстве, а также при последовательной обработке различных заготовок минимальными партиями с целью комплектной подачи деталей на сборку необходимо наличие большого числа компоновок приспособлений. Поскольку перекомпоновка базирующих и зажимных элементов на плитах-спутниках требует значительных затрат времени, необходимо наличие соответствующего числа рабочих, занятых сборкой-разборкой приспособлений, а также наличие большого числа слесарно-сборочных мест, в особенности при работе персонала только
140
Приспособления
в одну смену при трехсменной работе ГПС;
в большинстве случаев для закрепления заготовок в приспособлениях-спутниках применяются ручные зажимы, что обусловливает значительные затраты времени и необходимость наличия рабочих, занятых загрузкой приспособления при работе обслуживающего персонала в одну смену.
Таким образом, применение приспособлений, устанавливаемых на спутниках, обусловливает необходимость наличия значительного числа спутников, а также рабочих, занятых компоновкой приспособлений, загрузкой-разгрузкой заготовок и деталей, наличия универсальных станков и об-х служивающих их рабочих, слесарносборочных мест и мест загрузки-разгрузки заготовок и деталей, что требует значительных капитальных и текущих затрат,
Бесспутниковые (свободно позиционируемые) приспособления (автоматически переналаживаемые приспособления с ЧПУ), переналадка установочных и зажимных элементов которых (т. е. регулирование их положения по трем осям координат при смене объекта обработки) осуществляется без участия человека, в любой последовательности, по заданной программе, в которую вводятся данные о типе и положении заготовки. Такие приспособления являются стационарными. Все рабочие движения при применении таких приспособлений осуществляются только инструментом. Стационарные приспособления могут иметь поворотный стол, обеспечивающий возможность обработки нескольких поверхностей заготовки с одного установа.
При применении систем автоматически переналаживаемых приспособлений заготовка транспортируется без приспособлений-спутников от одного станка к другому, на которых она устанавливается в различных положениях. На каждом станке заготовки базируются и закрепляются автоматически. Положение основных (базирующих) и вспомогательных опор и точки приложения сил зажима для базирования и закрепления отдельных ваготовои в определенном положении
программируют и вводят в память системы управления. При этом позиционирование базовых элементов должно быть обеспечено с высокой точностью, в то время как для позиционирования зажимных элементов высокая точность не требуется. Полная инструментальная доступность ко всем обрабатываемым на данном станке поверхностям осуществляется за счет того, что на каждой позиции обработки на одном станке или на различных станках базирование и закрепление заготовки осуществляются различно, что дбеспечивает наличие свободной стороны для обработки. Таким образом, на ГПС осуществляется комплексная обработка заготовки до готовой детали, «Свободное позиционированием обеспечивает возможность установки различных заготовок.
Автоматически переналаживаемые приспособления в противоположность приспособлениям-спутникам обладают большей универсальностью и скоростью переналадки, которая осуществляется за несколько секунд. Время, затрачиваемое на переналадку приспособлений, может перекрываться временем смены заготовки.
В Институте металлорежущих станков при Штутгартском университете (ФРГ) разработано несколько систем бесспутниковых приспособлений, схемы которых приведены на рис. 125. На рис. 125, а показана система приспособлений с двойными салазками. Четыре базирующих или зажимных элемента 1 установлены на салазках 2, которые могут перемещаться в продольном направлении относительно четырех направляющих, три из которых установлены на салазках 5, подвижных в поперечном направлении. Все базирующие и зажимные элементы имеют независимые вертикальные перемещения. Позиционирование базирующих и зажимных элементов осуществляется в широком диапазоне (ограничения накладывают лишь на размеры салазок). Система приспособлений показана на рис. 125, б. Зажимные элементы смонтированы на каретках, подвижно установленных в четырех расположенных под углом 90° радиальных пазах головки. Радиальные перемещения элементов 2 и 3 в пазах
Приспособления для ГПС
141
А-А
Рис. 125. Схемы бесспутниковых приспособлений
головки 1 и ее поворот осуществляются автоматически от шаговых двигателей по заданной программе и обеспечивают наличие большого числа позиций базирования и зажима. Перемещение элементов по высоте осуществляется гидроцилиндрами. Если для закрепления заготовок различной высоты хода поршней цилиндров недостаточно, то револьверная головка опускается. Система с двойными (планетарными) револьверными головками (рис. 125, в) обеспечивает большой диапазон позиций опор или зажимных элементов /, закрепляемых в револьверных головках 2. Револьверные головки установлены в корпусе головки 5. В табл. 20 приведены примеры приспособлений с двойной револьверной головкой.
На рис. 126, а, б показана схема универсального автоматически переналаживаемого приспособления с ЧПУ для установки корпусных деталей по плоскостям и двум отверстиям, в котором базирующие элементы 5 .установлены на вспомогательных револьверных головках, встроенных в основную головку б, являющуюся делительно-поворотным столом, а вспомогательные опоры 4 и зажимные элементы 3 расположены на салазках 1 й 2, вертикально перемещающихся
по прямолинейным направляющим 8, 11 и Р, 12 приспособления, которые, в свою очередь, могут перемещаться прямолинейно в горизонтальной плоскости относительно суппортов 7 и 10. Вспомогательные опоры 4 могут перемещаться посредством гидроцилиндров горизонтально независимо от зажимных элементов 3 в соответствии с конфигурацией заготовки. В таких приспособлениях достигается высокая жесткость закрепления заготовки, а также обеспечивается свободный доступ инструмента к обрабатываемым поверхностям, расположенным с одной стороны. Зажимные элементы и вспомогательные опоры могут быть отведены на значительные расстояния, благодаря чему заготовка может поворачиваться вместе с базирующими элементами, не нарушая базйрования заготовки для обработки ее с четырех сторон. Конструкция приспособления позволяет осуществлять автоматическую загрузку заготовок сверху или со стороны зоны обработки. Зажим заготовки может производиться сверху или через имеющиеся в заготовке окна (рис/ 126, в, а). При этом сторона заготовки, обращенная к инструменту, остается свободной для обработки. На рис. 126, б приспособление показано в изометрии. При установке
142
Приспособления
В) . г)
Рис« 126. Универсальное автоматически переналаживаемое приспособление
корпусной детали на палете для обработки на станке доступны только две стороны заготовки — передняя и задняя, т. е. для обработки заготовки со всех сторон ее необходимо еще 2 раза устанавливать в специальных приспособлениях, компонуемых из модульных элементов на палетах. При применении автоматически переналаживаемого приспособления последовательно можно обработать четыре стороны, а для обработки еще двух сторон приспособление автоматически
переналаживается. Применение автоматически переналаживаемых приспособлений изменяет также конструкцию станков и структуру участка или комплекса. Отсутствие спутников требует наличия транспортной системы и загрузочных устройств, обеспечивающих их высокую гибкость для возможности манипулирования заготовками с широким диапазоном форм и размеров. Для уменьшения затрат целесообразно конструктивное объединение устройств транспортирования
Приспособления для ГПС
143
20. Примеры приспособлений с двойной револьверной головкой
Эскиз и принцип работы
Двойная револьверная зажимная головка с четырьмя независимыми револьверными головками 1 (вспомогательными), установленными в основной револьверной головке 2
144
Приспособления
Продолжение табл.- 20
Эскиз и принцип работы
Схема компоновки автоматически переналаживаемого приспособления с двойными револь верными головками. Приспособление 7 устанавливается перед станком 4. Двойная револьверная головка 3 с базирующими элементами 6 выполняет функции делительно-поворотного стола. В траверсе портала 2 установлена двойная револьверная головка 1 с зажимными элементами 5. При такой компоновке возможна обработка заготовки с четырех сторон с одного уста нова, для чего стол автоматически поворачивается на 90°. Причем основная головка с зажимными элементами поворачивается синхронно с поворотным столом. Приводами вращения основной и вспомогательной головок являются отдельные шаговые двигатели. Установленный в опорах качения прецизионный червяк зацепляется с червячным колесохМ поворота основной револьверной головки. Прецизионный червяк зацепляется с червячным колесом поворота дополнительной револьверной головки. Для перемещения базирующих элементов по высоте применяются электромеханические приводы с шаговыми двигателями и шариковыми винтовыми передачами, а для перемещения зажимных элементов используются гидроприводы с аккумуляторами (не показаны). Наличие в гидросистехмах реле давления обеспечивает отключение электродвигателей станка при аварийном падении давления масла. Для обеспечения универсальности зажихмные элементы имеют ход до 400 мм и возможность регулирования давления масла для изменения силы зажима.
Приспособления Дйя ЕПО
145
Продолжение табл» 20
Эскиз в принцип работы
Схема компоновки приспособления с двойными револьверными головками. В корпусе 4 установлены головка 2 с базирующими опорами, головка 3 с вспомогательными опорами и головка 1 с гидравлическими зажимными элементами. Заготовки базирую!ся по плоскости и отверстиям. Вспомогательные опоры лишь воспринимают усилия резания. Для поворота заготовки вспомогательные опоры автоматически отводятся и после поворота вновь подводятся.
146
Приспособления
Продолжение табл. 20
Эскиз и принцип работы
Приспособление с двойной револьверной головкой для установки заготовки 3 при обработке на многоцелевом станке 1 в приспособлении 2 с тремя двойными револьверными головками. Габариты приспособления почти равнозначны габаритам станка. Револьверная головка приспособления выполняет функцию делительного стола станка, неподвижного по осям X, Y и Z. Все три агрегата (приспособление 2, агрегатные головки 4) объединены в единую конструкцию, что возможно при объединении не только приспособления с агрегатными головками, но и приспособлений с многоцелевыми станками или измерительными машинами ГПС. Перемещение по этим осям выполняют агрегатные головки, так как нецелесообразно перемещать приспособления большой массы.
Станок, состоящий из приспособления 1 с тремя револьверными головками и двух агрегатных головок 2, одна из которых имеет перемещение по оси Y, а вторая — по осям X и Z. Приспособление 1 и агрегатные головки 2 объединены в одну конструкцию.
Приспособления для ГПС
147
Продолжение табл. 20
Эскиз и принцип работы
Станок, состоящий из приспособлений 1 с тремя револьверными головками и двух агрегатных головок, одна из которых имеет перемещение по осям X и К, а вторая — по осям Y и Z
и загрузки-разгрузки заготовок, сочетающих функции транспортирования, манипулирования и накопления заготовок.
Для обеспечения высокой гибкости загрузочных устройств целесообразно использование переналадки системы позиционирования стандартных элементов с помощью ЭВМ (аналогично переналаживаемым приспособлениям с ЧПУ). На рис. 127 показан фрагмент гибкого автоматизированного участка, состоящего из многоцелевого станка автоматически переналаживаемого приспособления 2 и подвесного транспортного устройства с двумя промышленными роботами 3. Во многих случаях применение переналаживаемых приспособлений экономически целесообразнее применения спутников, так как при этом необходимо было бы наличие двух-трех приспособлений для возможности обработки заготовок с шести сторон, а также большое число
спутников и увеличение трудозатрат по сборке приспособлений, установке и съему заготовок.
Рис. 127. Фрагмент гибкого автоматизированного участка
148
Приспособления
6
0)
Рис. 128
Приспособления для ГПС
149
На рис. 128 показаны схемы гибких автоматизированных бесспутниковых станочных систем (участков): ГПС, состоящая из двух фрезерных станков с ЧПУ и двух многоцелевых станков с ЧПУ с быстрым обменом заготовок между станком и накопителем за счет наличия двух роботов (рис. 128, а); ГПС с двухрядным расположением оборудования (рис. 128, б и е).
С целью снижения стоимости приспособления (чем больше степень универсальности приспособления, тем выше их стоимость) могут быть использованы специализированные приспособления для определенных групп деталей. При отработке деталей на технологичность возможно увеличение числа деталей в одной группе* На рис. 129, а показано специализированное автоматически переналаживаемое приспособление с ЧПУ с тремя программируемыми перемещениями опор, предназначенное для базирования и закрепления заготовок симметричных корпусных деталей с платинами. Заготовка устанавливается плоскостью на три основные опоры/ 3* 7 и 10 и зажимается Г-образными поворотными прихватами 8. Опора 11 является вспомогательной. Опоры 3 и 10 с Г-образными прихватами уста
новлены на неподвижной траверсе, причем опора 3 неподвижна, а опора 10 может перемещаться в продольном направлении в требуемое положение по команде ЧПУ. Опоры 7 и 11 установлены в каретке 6, которая может перемещаться в поперечном направлении, а опора 11 с кареткой 5 — в продольном направлении относительно каретки 6 по заданной программе. Перемещения опор и каретки осуществляются из отдельных приводов, состоящих из электродвигателей 1 и 2 и шариковых винтовых пар 9 и 4. На рис. 129, б и в показаны примеры применения приспособления для обработки заготовок корпусных деталей* При отработке на технологичность к деталям добавлены технологические платики.
На рис. 130 показано автоматически переналаживаемое приспособление со сменными базирующими наладками. Сменные наладки 1 с базирующими элементами установлены в восьмиместном поворотном барабанном магазине 2, поворачивающемся в требуемую позицию по команде УЧПУ. Такое приспособление целесообразно использовать в серийном производстве при обработке заготовок достаточно болы шими партиями.
Рис. 128. Схемы гибких автоматизированных участковЗ
а --<1 фрезерный станок с ЧПУ; 2 — многоцелевой станок с ЧПУ; 3 — накопитель
заготовок; 4 — подвесной робот; 5 — накопитель готовых деталей; 6 — автоматически переналаживаемое (свободно позиционируемое) приспособление с двойными револьверными головками;
б /— дополнительный накопитель инструментов и многошпиндельных головок; 2, 4 —* многоцелевой станок; 3 — центральный склад инструмента; 5 — ъклац заготовок и деталей; 6 — подвесной промышленный робот (один или два); 7 — многошпиндельный сверлильный станок; 8 — автоматически переналаживаемое приспособление с двойными ре< вольверными головками; 9 — силовая фрезерная головка с ПУ;
<? — 1 — накопитель заготовок и деталей; 2 — многошпиндельный сверлильный станок;
3 — универсальное автоматически переналаживаемое приспособление с перемещением элементов по прямолинейным направляющим; 4 — многоцелевой станок; 5 — многоцелевой станок с дополнительным накопителем инструментов и головок; 6 —* фрезерный станок с ЧПУ; 7 —« подвесной промышленный робот
б)
Приспособления для ГПО
151
Рис. 129. Специализированное бесспутниковое приспособление и примеры его применения
Глава 2
РЕЖУЩИЙ ИНСТРУМЕНТ
Режущий инструмент является со-ставной частые комплексной авт ома-газированной системы станка с ЧПУ. Тщательному выбору и подготовке инструмента для станков с ЧПУ и ГПС должно уделяться особое внимание, Это связано с высокой стоимостью этого оборудования и необходимостью достижения максимальной производительности и более высокой точности обработки. Для обеспечения автоматического цикла работы этих станков требуется более высок ая степень надежности работы инструмента.
"Режущий инструмент длг станков с ЧПУ должен удовлетворять следуют дим требованиям: обеспечению высоких и стабильных режущих характеристик;* удовлетворительному формированию и отводу стружки: обеспечению заданных условий по точ.^ ности обработки,- универсальности применения для типовых обрабатываемых поверхностей различных деталей на разных моделях станков; быстросмен-ности— при переналадке на другую обрабатываемую деталь или замене зату и и ь щегося инструмента ‘ ‘
Применение сборного инструмента ио сменными многогранными пласти-^нами (СМИ) позволяет повысить эксплуатационные качества инструмента, обеспечивает значительную экономию дефицитных режущих материалов. Вместе с тем создаются благоприятные условия для широкого применения более износи- а теплостойких режущих материалов.
Сборный инструмент с СМП нашел широкие применение, выпуск его постоянно увеличиваемся как по объему, гак и по номенклатуре. Удельный вес такого Идчструмента сегодня составляет 35-—40% общего объема выпуска режущего инструмента.
Поиск путей снижения себестоимости изготовления инструмента и повышения гибкости инструментального производства привел к унификации конструкций за счет широкого применения резцовых вставок, кассет и головок, в которых устанавливаются СМП. Взаимозаменяемость вставок, кассет и головок для различных типов режущих инструментов позволяет создавать гх гаммы по видам и размерам и объединять большие группы инструмента в так называемые системы, В совокупности с набором удлинителей, стандартных и специальных хвостовиков такие системы являются удобным средством удовлетворения потребное гей в специализированном инструменте и сведения до минимума доли индивидуальных заказов. При этом на разработку конструкций и изготовление инструмента требуется меньше затрат.
Для составления различных типов инструмента используется определенное число сменных элементов, которые после сборки представляют собой взаимосвязанный механизм, обладающий достаточными результирующими жесткостью и точностью. Такой метод позволяет создавать комбинированный инструмент с наименьшими затратами.
Режущий инструмент в условиях гибкого производства должен переналаживаться применительно к изменению номенклатуры обрабатываемых деталей путем перекомпоновки унифицированных взаимозаменяемых узлов.
Задача обеспечения надежности режущих инструментов решается созданием новых инструментатьных материалов с повышенными износе- и теплостойкостью, прочностью И твердостью.
В качестве материалов для изготовления лезвийного инструмента для
Режущий инструмент
153
станков с ЧПУ используют: твердые сплавы, керахмику, сверхтвердые синтетические материалы и быстрорежущие стали.
Твердые сплавы подразделяют на четыре группы: вольфрамовые, тита-ноьольфрамовые, титанстантзловоль-фрамовые и безвольфрамовые. Они различаются по химическому составу, физике’Механическим и эксплуатационным свойствам.
По классификации ISO твердые сплавы независимо от химического состава
подразделяются в зависимости от их пригодности для обработки определенных материалов нп три группы. Каждая группа обозначается буквой и цветом (синим, желтым или красным)
и разделена на подгруппы, характери-
зующие конкретное назначение твердых сплавов: Р (синий) — сплавы для обработки углеродистой и легированной стали; Л4 (желтый) -- промежуточная, или универсальная, — сплавы для обработки ковкого чугуна, легированных сталей, склонных к наклепу и адгезии, а также стали повышенной обрабатываемости; К (красный) — сплавы для обработки серсто и отбеленного чугунов, цветных металлов, закаленной стали, пластмасс и дре-
вес khbl ___________
Цельюсок ращения номенклатурах и повышения универсальности применения твердых сплавов усовершенствование их состава и свойств проводится ва счет дополнительного их легирования карбидами титана, тантала, нио. бия, гафния, повышающими тепло-и износостойкость сплавов. Летиро-ланке твердых сплавоь рутением повышает их стойкость к ударным нагрузкам и улучшает вязкость Применение этих сплавов при торцовом Фоезерованин позволяет повысить с гой-кость инструмента в 3 раза даже без износостойких покрытий / Ос новн'ым и а пр овышешГя
работоспособности твердых сплавов яв-ляс-тся нанесение на них износостойких дккрытищ повышающих стой -
ко-аь инструмента по срахюлигд с гск> ытым инструментом, применяемым в г\ же об эстях, в 3--4 раза.
В качестве покрытий применяют ?; гшнощюм Карбид т пганз толщиной.
J>—G .Фшюсйм’ый газофазным ме-
то дом (CVD), и нитрид титана, наносимый плазменно-вакуумным методом (PVD) на установках типа «Ьулат».
Керамические пластины для режущих инструментов изготовляют прессованием и спеканием из составных элементов. Белая или оксидная керамика состоит из 99% оксида алюминия (Д12О3) и не содержит связующего материала, Высокая твердость основы и ее тугоплавкость предопределяют хорошие режущие свойства керамики, однако изгибная прочность оксидной керамики находится на низком уровне (250—350 Н/мм2). Прочность керамики увеличивают добавлением карбидов металлов, в частности карбида тирана (так называемая лер« ная керамика). При этом прочьюсть" "и ь из гиТГ1 у&ёй ич ив ается до 700— 750 Н/мм2.
В настоящее время используются оба вида керамического режущего материала. Наиболее широко применяют' марки оксидно карбидной керамики В-3 v ВОК-60 по РХТ 25003—81 и ВО-13 по ТУ 48-19-411—87. Основная область применения этих марок — чистовое и получпетовог точение закаленных с га чей и серых чугунов. Возможна обработке, конструкционных, легированных и быстрорежущие сталей. При обработке сталей скорость реззчия 200—250 м/мин, чу, г у и ов — 150-250 м'м и я.
Непере гачиваемые пластины из режущей керамики обычно работаю^ с отрицательными передними углами { —Ье) и углами наклон? режчцег кшемчи Геометрическая форма
должна обеспечивать наибольшую прочность пластины, поэтому рекомендуются квадратные и ромбические пластины.
Главной отличительной особенна. С'Г'Ю сшл етическпх пг»ликристалличе-ских сверхтвердых материал ;в (С ГЛ!) является сочетание высок,т~ твердости и теплостойкости (СТА!
4 реза лпевосходл: по микртъгадости твердые сп.г л гы). ГПичмо да жнежлего роста скорости , резпия поязитась ВОЗМОУ’Л- СТЬ О‘ OH и-. Л'ЛЬНОЙ щ ?вий-ней о(?щбот/ч деталей ю захштетн s с аъЛ и 'В'сплаЯ’Щ г-за-жл ПЛИ»" МП'ШИЬ Щ,-, дгЛГ во л;о/ конг.^ы рации г; ре рва р нт ел х но'; .щ
154
Режущий инструмент
нательной обработки на- одном оборудовании.
Рекомендуются следующие области применения композита разных марок: композиты 01 и 02 — тонкое и чистовое точение без удара деталей из закаленных сталей твердостью HRC 55—70, чугунов любой твердости и твердых сплавов типов ВК15, ВК20 и ВК25 с подачей до 0,15 мм/об и глубиной резания 0,05—0,5 мм (максимально допустимые глубины резания могут достичь 1—1,5 мм);
композит 05 и его модификации — чистовое и получистовое точение без удара из закаленных сталей средней твердости HRC 40—60 и чугунов твердостью до НВ 300 с подачей до 0^30 мм/об и глубиной резания 0,2— 2,0 мм;
композиты 10 и 09 — тонкое, чистовое я получистовое точение с ударом и без удара деталей из закаленных сталей твердостью не выше HRC 60, чугунов любой твердости и твердых сплавов типа ВК15, ВК20 и ВК25 с подачей до 0,20 мм/об и глубиной резания 0,05—1,5 мм.
Основной объективной предпосылкой для эффективного применения инструмента из СТМ в автоматизированных процессах на станках с ЧПУ, многоцелевых станках, спецстанках, автоматических линиях, гибких производственных модулях и системах является возможность реализации оптимальных для СТМ въГсоких высоких скоростей. Резкое увеличение скорости резания при прочих равных условиях обеспечивает соответствующее увеличение минутной подачи инструмента, т. е. производительности процесса, а также уменьшение силы резания, наклепа и шероховатости обработанной поверхности, т. е. увеличение точности и качества обработки. Установлено, кроме того, что при увеличении скорости резания (в определенных пределах) возрастает надежность работы инструмента из СТМ. j)TO важное _ обстоятельство при использовании автоматизированного оборудования. ~~
iSbici рореж^щие стали по ГОСТ 19265—73 применяю^ для изготовления режущего инструмента, в котором другие материалы не нашли
еще применения (спиральные сверла, фасонные резцы, зенкеры, развертки, метчики и т. п.).
Спиральные сверла, круглые плашки, ручные метчики, фасонные фрезы изготовляют в основном из сталей нормальной производительности типа Р6М5 и Р2М8, часть инструмента изготовляют только из быстрорежущей стали повышенной производительности типа ' Р6М5К (содержание кобальта 5—10%). Это концевые фрезы, зенкеры, зенковки и спиральные сверла для Труднообрабатываемых материалов.
За последние два-три года расширилось применение покрытий инструмента из быстрорежущей стали нитридом титана в целях повышения стойкости. f J
Рекомендуется следующая номенклатура быстрорежущего инструмента с покрытием: сверла спиральные с цилиндрическим хвостовиком диаметром 2—16 мм, сверла спиральные с коническим хвостовиком диаметром до 1-6 мм и длиной до 220 мм, концевые фрезы (в том числе «кукурузные», торцово-цилиндрические насадные), конические зенковки, метчики всех видов.
Отработаны следующие рекомендации по эксплуатации инструмента с покрытием:
наибольшему износу должна подвергаться та поверхность инструмента, которая не перетачивается после затупления;
ленточка износа по задней поверхности должна быть значительно меньшей, чем рекомендуется обычно как ; критерий затупления; ,
даже инструмент с остро заточен- i ными зубьями следует перетачивать | только по одной поверхности, в основном по передней так, чтобы на задней поверхности покрытие осталось;
поскольку различие в стойкости покрытого и непокрытого инструментов возрастает с повышением скорости резания, следует работать на более ^высоких СПбрб^тях резания^ для повышения производительности труда и увеличения суммарного числа деталей, обработанных одним инструментом.
В сборном режущем инструменте от правильного выбора способа крепления пластин в значительной степени за-
Режущий инструмент
155
висят его надежность, долговечность I и стойкость. J
Крепление должно обеспечивать:**##5"" нежность (не допускать микроайеще-ний пластины в процессе резания); плотный контакт опорной поверхности пластины с опорной поверхностью паза в державочной части; тоиноофь -пози-ционировяния.. и взаимозамрпСТРМПРТ2и-режущих кромок при повороте и смене плаW'Hk “стабильность геометрии, дробление, завивание и надежный /тгвод стружки; минимальное время для смены лезвий, и, кроме того, оно должно быть компактным и технологичным.
Конструкции крепления зависят от конструкций самих СМП, а также от вида инструмента, величины и направления нагрузки на пластину в процессе резания, от условий размещения элементов крепления и других факторов.
К СМП предъявляются высокие требования по точности для стабиль-^ нрсЙГ^насТроеЧного размера до^вер-^ шины режущей кромки при ее замене по мере износа. Поскольку~в процессе эксплуатации СМП не подвергаются заточке, они должны иметь геометрию режущего клина, близкую к оптималь-’ НОЙ. При о^брабЗт^^в^31Шх^матерпалов инструменты с СМП должны гарантировать стабильное дробление или завивание стружки и ее отвод, иначе процесс резания будет невозможен. Кроме того, пластины должны обладать высокими прочностью и износостойкостью, а также компактно и жестко закрепляться в державочной части.
Пластины без заднего угла получили название негативных, так как при установке в пазу державки имел место отрицательный передний угол, равный углу наклона опорной поверхности паза. Пластины с задними углами можно устанавливать в корпусе с положительным передним углом. Такие пластины получили название позитивных. '. '
Коэффициент использования твердого сплава в негативных пластинах <в 2 раза выше, чем в позитивных, так как первые после износа всех^режу-Щих кромок с одной стороны могут быть перевернуты, при этом их опорная поверхность становится передней поверхностью.
I Недостаток этих пластин заключа-| ется в том, что при обработке с отрицательными передними углами возникают большие силы резания, вызывающие при определенных условиях вибрацию и приводящие к выкрашиванию и поломке пластин.
Наибольшее распространение в последнее время получают СМП с центральным отверстием и способы их крепления на резцах и фрезах с использованием этого центрального отверстия. СМП без отверстия с плоскими опорной и передней поверхностями в основном используются лишь для резцов с положительными пепел- _ -•ними углями
В семействе СМП с центральным отверстием широко применяют пластины с тороидальной формой отверстия. Такие пластины имеют задний угол 7°, устанавливаются на корпусах резцов с нулевым углом врезки, обеспе- > чйвая тем самым главный и вспомогательный задние углы 7° и угол наклона режущей кромки, равный нулю. По сравнению со стандартными резцами, оснащенными негативными СМП, имеющими цилиндрическое отверстие, новые резцы обеспечивают более легкое резание. Коническое отверстие в пластине позволяет применить наиболее простой способ крепления СМП на резце — с помощью винта, имеющего коническую головку. Такой винт подтягивает СМП к базовым сторонам гнезда в корпусе и ко дну этого гнезда. Крепление отличается не только простотой, но и компактностью, что позволяет создавать резцы с сечениями державок 10X10 мм.
Совершенствование методов точного прессования дает возможность изготовлять пластины с большими_по- . ложительными передними углами (од-но- и двусторонними) с установкой в державках, предназначенных для , негативных пластик При этом сох-раняется положительный передний угол, благодаря чему снижаются (до 30%) силы резания, затрачиваемая мощность станка, нагрузка на пластину и обрабатываемую деталь, уменьшается опасность появления вибраций.
-Пластины такого типа называют негативно-позитивными, имея в виду то,г что они устанавливаются в державке
J 56
Режущий инструмент
Рис. 1. Типы механического крепления СМП по ISO;
а прижимом сверху (тип С); б штифтом и прижимом сверху (тип Л1); в — штифтом (тип Р); г ~ винтом, вставленным в коническое отверстие (тип S)
подобно негативным пластинам, но сохраняют при этом положительный передний угол в процессе резания.
Стандартами ISO предусмотрено четыре типа механического крепления перечисленных СМП (рис. 1).
Режущие пластины из минералокерамики (ГОСТ 25003—81) имеют, как правило, тпехгранную квадратную, ромбическую и круглую формут плоскую переднюю поверхность, а также упрочняющую отрицательную фаску на передней поверхности шириной приблизительно 0,2 мм с передним углом —20°.
РЕЗЦЫ
В настоящее время на станках с ЧПУ токарной группы, выпускаемых промышленностью, можно выполнять самые разнообразные операции. Комплект резцов для этих станков должен обеспечивать обработку поверхностей, наиболее часто встречающихся в машиностроении, и поэтому включает (рис. 2):
1 и 8 — резцы проходные с квадратной пластиной с ф — 45° для патронной обработки деталей типа фланцев, обеспечивают наружное обтачивание, проточку торцов, проточку выточек, снятие фасок;
2 — резцы контурные с ромбическими пластинами с ф= 95°, позволяют обтачи-вать^детали по цилиндру, протачивать
Рис. 2. Схем**1 обработки основных типовых поверз£ностей токарными резцами
обратный коЯУС с углом спада до 30q, обрабатывать радиусные и переходные поверхности 11 протачивать торцы движением от центра детали к наружному диаметру;
3 и 11 — резцы контурные с квадратными или трехгРанными пластинами с ф == 60 и 75°, позволяют обрабатывать полусферические поверхности и конусы с угЛ°м спада до 57°;
4 — резцы резьбовые со специальными пластинами, закрепляемыми с помощью прихвата сверху, позволяют нарезать резьбы с шагом 1,5— 6 мм. Угол профиля обеспечивается формой пластины;
5 — резцы резьбовые для нарезания внутренних резьб. Позволяют нарезать резьбы с шагом до 1,5 мм. Точность профилН резьбы обеспечивается заточкой пластин;
6 — расточное резцы с ромбическими пластинами с <р г~ 95с для растачивания сквозных отверстий и проточки выточек;
7 — резцы расточные с ф === 93^ позволяют растачивать отверстия диаметром от 25
р __ резцы для протачивания наружных канавок с перетачиваемыми пластинами, которое закрепляются с помощью прихватов. Разработаны резцы для протачивания внутренних прямых и наружных угловых канавок. Аналогичные конструкции могут быть применены дЛ# обработки канавок под стопорные кольца; радиусные канавки и т. п.;
10 и 13 — резцы контурные с пластиной трехгранной правильной формы
резцы
157
g <р = 95Q, позволяют протачивать цилиндрические, конические и фасонные поверхности;
12 — резьбовые резцы для нарезания наружных резьб с шагом до 1,5 мм. режущая пластина закрепляется на державке с помощью прихвата. Профиль вершины резца обеспечивается затачиванием пластины под углом, рав-ньш^дц^у^лрофилярез ьбы.
Резцы сю сменныШг^ного^^тгтэтт пластинами из твердых сплавов и реХ жущей керамики. Во ВНИИинстру-мент разработана слетела токарных, резцов, предназначенных для выполнения различных операций на станках с ЧПУ. В резцах применяют СМП из твердого сплава (с износостойким покрытием и без него) и из керамики.
В разработанной системе резцы по назначению для точенияv растачивания. нарезания резьб, канавок и отрезания. У
В системе резцов предусмотр^гй: падежные методы закрепления СМП, обеспечивающих хорошее дробление и отвод стружки, высокую1 точность позиционирования СМП и их быстро-сменность; возможность использования потребителем всей гаммы форм и размеров СМП; новые конструкции СМП, обеспечивающие эффективное дробление стружки; сокращение числа применяемых методов крепления СМП и унификация крепежных деталей и присоединительных элементов; соответствие точностных параметров резцов, габарита и формы державок требованиям отечественных и международных стандартов, а конструкций резцов — лучшим мировым аналогам; возможность применения специальных крепежных деталей (повышенной точности и надежности); изготовление державок и крепежных деталей из легированных сталей; технологичность изготовления резцов.
В подсистемах резцов для точения и растачивания за базовые приняты четыре конструкторских решения (см. рис. 1). Обозначение резцов соответствует ГОСТ 26476—85.
СМП без отверстия закрепляют по типу С (рис. 3). При таком методе закрепления СМП базируют в закрытом гнезде державки / по двум базо-
рис. 3. Крепление пластины прихватом винтом с разнонаправленной резьбой
(тип С)
^ым поверхностям и сверху прижигают к опорной поверхности прихватом 2. Быстрый съем СМП обеспечивается дифференциальным винтом 5. упорную твердосплавную пластину 4 закрепляют винтом 5 на державке резца или разрезной пружинящей ^тулкой.
Тип крепления имеет следующие исполнения: Cf — для режущих пластин задним углом, С3 — без заднего угла.
J На передней поверхности СМП с задним углом выполнены стружколомаю-канавки для дробления и отвода ^ливной стружки. При использовании £^МП без заднего угла применяют накладные стружколомы, которые закрепляют с помощью прихвата и дифференциального винта.
Резцы исполнений Сх и С3 с опорной ^ластиной широко применяют при мочении и растачивании; резцы без упорной пластины — при растачивании ^алых отверстий и точении (сечение державки резца 12X12—16X16 мм).
В резцах исполнения С3 могут использоваться СМП из твердого сплава режущей керамики (последние в настоящее время выпускаются без отверстий).
Резцы исполнения Cf имеют положительные углы, что обеспечивает небольшую силу резания. Поэтому рх рекомендуется применять для обработки нежестких деталей. Эти резцы ^огут также применяться с накладными стр уж коломами
158
Режущий инструмент
I 3
Рис. 4. Крепление пластины с отверстием L-образным рычагом (тип Р)
Для наружного точения и растачивания в резцах с закреплением по типу С используют квадратные, трехгранные и ромбические пластины.
Резцы исполнений Cj и С3 и их обозначения приведены в табл. 1—3,
СМП с отверстием закрепляют по типам Р и Л4-—с центральным цилиндрическим отверстием, а по типу 3 — с фасонным (тороидным) отверстием (по ТУ 48-19-307—80 и ISO 6987).
При креплении по типу Р наиболее рациональной является конструкция*
Рис. 5. Крепление пластины с фасон-* ным отверстием винтом (тип S)
в которой пластины закрепляют с помощью L-образного рычага (рис. 4), она соответствует лучшим мировым образцам и унифицирована с конструкциями резцов, выпускаемых отечественной промышленностью. СМП базируется в закрытом гнезде державки а рычаг 2, приводимый в действие винтом J, подтягивает ее к двум боковым стенкам гнезда и прижимает к опоре. Опорную пластину 4 закрепляют разрезной втулкой 5. Конструкция узла крепления обеспечивает возможность быстрого и точного поворота или смены СМП и надежного ее закрепления. Она позволяет применять всю гамму новых прогрессивных отечественных и зарубежных пластин, а также СМП со сложной формой передней поверхности, обеспечивающей хорошее дробление стружки в широком диапазоне подач и глубин резания.
Исполнения резцов ’ типа Р и их обозначения приведены в табл. 4—10.
При креплении по типу S конусная головка винта 2 крепит СМП непосредственно к опорной поверхности державки 1 (рис. 5).
Преимуществом этой конструкции резцов являются компактность узла крепления, хороший отвод стружки с открытой передней поверхности, высокая надежность и быстрая смена пластин. Основная область их применения — растачивание отверстий диаметром 10—30 мм на легких и средних станках с ЧПУ.
Основные размеры державок в таких резцах 8X8; 10X10; 12X12 и 16Х 16 мм.
Исполнения резцов типа S и их обозначения приведены в табл. 11—16.
Для выполнения одним резцом предварительных и окончательных операций выпускают резцы с модернизированным клиновым креплением (тип М) СМП клином-прихватом (рис. 6, табл. 17). Клин 3 с помощью винта 4 прижимает СМП не только к штифту б, на который она крепится центральным отверстием, но и к опорной пластине 2. При таком закреплении СМП остается открытой вспомогательная режущая кромка.
При откреплении СМП клин приподнимается над державкой 1 с помощью пружины 5„
резцы
159
1. Резец токарный с ф — 75°, с креплением прихватом режущих пластин из твердого сплава с задними углами (ГОСТ 26611—85)
Размеры, мм
Обозначение резца Сечение розна hyb 2 ю
правого левого
CSBPR1616H09-H1 2020К09-Н1 2020К12-Н1 2020К12-НЗ 2525М12-Н1 2525М12-НЗ 3225Р12-Н1 3225P12-H3 3225P15-H3 3232P15-H3 3232P19-H3 4040P15-H3 4040Р19-НЗ CSBPL1616H09-H1 2020К09-Н1 2020К12-Н1 2020К12-НЗ 2525М12-Н1 2525М12-НЗ 3225Р12-Н1 3225P12-H3 3225P15-H3 3232P15-H3 3232P19-H3 4040Р15-НЗ 4040Р19-НЗ i 16X16 __16 9,5 106 13
20X20 20 125 17
12,7 15.9 19,0 15,9 19,0
25X25 25 150 22
32Х 25 32 170
32Х 32 27
40X40 1 1 1 40 200 53
Примечания: 1. Режущие пластины по ГОСТ 19050—60. 2. Изготовитель — Черни! озский инструментальный завод.
360
Режущий инструмент
2. Резец расточной с ф = 75°, с креплением режущих пластин из керамики с задними углами (ТУ 2-035-861—82)
Размеры, мм
Обозначение резце ад 43 S ГО см о 1 6 О.
правого левого
К.01.5036.000-00 -02 -04 -06 -08 -10 К.01.5036.000-01 -03 -05 -07 -09 41 32 30 12,7 250 170 300 200 350 250 22 40
40 37 27 ' 50
50 47 35 63
Примечания: 1. Режущие пластины по ГОСТ 25003—81. 2. Изготовитель — Харьковский инструментальный завод.
р*?да
161
3. Резць* токарные е ф — 95°, с креплением прихватом ведущих пластин из керамики и твердого сплава без задних углов (ГОСТ 2661185)
Размеры, мм
| Обозначение Р^ца Сечение резца hXb (/63) (я8/) ’ч <0 о +
правого левого
CCLNR2020K12-H3 2020К12-Н4 2525М12-НЗ 255М12-Н4 3225Р12-НЗ 32Г15Р12-Н* 3?25Р!6-НЗ 3225Р16-Н'! 3232Р12-НЗ 3232Р12-Н-4 i 3232Р16-НЗ i 3232Р16-Н-4 ! 4040R12-H3 i 4040R12-H4 •I040R16-H3 4C4GR16-H4 CCLNL2020K12-НЗ 2020К12-Н4 2525М12-НЗ 2525М12-Н4 3225P12-H3 3225Р12-Н4 3225P16-H3 3225Р16-Н4 3232Р 12-НЗ 3232Р12-Н4 3232F16-H3 3252Р16-Н4 4C40R 12-НЗ 4040R12-H4 **040RI6-H3 4040R15-H4 20X20 20 12,9 16,1 125 25
25X25 25 150 32
32X25 32 170 200
32X32 12,9 16,2 12,9 16,1 40 50
40X40 40
П р f ме ч и я: 1. Режущие пластины: из твердого сплава — по ГОСТ лЭ056-—&0; из керамики — по ГОСТ 25003—8L
у. Изготовивши ~~ Харьковский инструментальный завод, Черниговский инструментальный завод.
Кузнецов К>» 11 ДР*
162
Режущий инструмент
4. Резцы проходные с ф = 90°, с трехгранной пластиной из твердого сплава (ТУ 2-035-892—82)
Размеры, мм
Обозначение резца Сечение резца kxb (£13) (д4) Л / (+0,5)
правого левого
PTGNR2020K16 PTGNL2020K16 20Х 20 20 16,5 125 25
2525М22 2525М22 25X25 25 22,0 150
3225Р22 3225Р22 32X25 32 170 32
3232Р27 3232Р27 32X32 27,5 40
4032R27 4032R27 40X32
4040R27 4040R27 40X40 40 200 35
Примечания: 1. Режущие пластины по ГОСТ 19046—80.
2. Изготовитель — Храпуновский инструментальный завод (г. Храпуны, Моск. обл.).
L_____________________________________:______________________________________________
резцы
163
5, Резцы проходные с <р — 60°, с трехгранной пластиной из твердого сплава (ТУ 2-035-892—82)
Размеры, мм
Обозначение резца Сечение резца hXb (М3) ft. Os14) I G сэ +
правого левого
PTTNR2020K16 2525М22 3225Р22 3232Р27 4032R27 4040R27 PTTNL2020K16 2525М22 3225Р22 3232Р27 4032R27 4040R27 20X20 25X25 32X25 32X32 40X32 40X40 20 16,5 125 17
25 22,0 150 22
32 170
27,5 27
40 200
35
Примечания: 1. Режущие пластины по ГОСТ 19046—80ч 2. Изготовитель — Храпуновский инструментальный завод.
6*
Режущий инструмент
164
Ррчпы плохохДные с ф = 95°, с ромбической пластиной (е = 80°) твердого сплава (ТУ 2-035-892—82)
Размеры, мм
Обозначен ие рез^а Сечение резца ЙХЬ (/113) й, Оз14) 1 к (И6) f ( + 0,5)
. правого левого
х 20X20 20 12,9 125 25
PCLNR2020K12 2525М12 2525М16 3225Р12 3225Р16 3232Р16 3232Р19 4032R19 4040R19 pCLML2020K12 2525М12 2525М16 3225Р12 3225Р16 3232Р16 3232Р19 4032R19 4040R19
25X25 25 150 32
16,1 12,9
32X25 32 170
16,1 19,3 У
32X32 40
40X32 40X40 40 200
50
Ппим ечания- !• Режущие пластины по ГОСТ 19059—80.
9 Ичготлвитрли — Оршанский инструментальный завод; Харьковский инструментальный завоЛ Черниговский инструментальный завод.
165
резЦ*3
7. Резцы токарные проходи= 75°, с квадратной пластиной из твердого с^вса ^ТУ 2-035-892—82)
Размеры, мм
Обозначение резца Сечение резца ft. I ' h IQ о
правого левого hXb (hl3) Os14) (£16) +
PSRNR2020K12 PSRNL2020^12 20X20 20 12,70 125 25
2525М12 2525Д||2 25X25 25 150
2525М15 2525Д|j g 15,90 32
3225Р12 3225£» |2 32X25 12,70
3225Р15 3225p>jg 32 15,90 170
3232Р15 3232£15 у' 32X32
3232Р19 3232P|g 40
4032R19 4032^ jg 40X32 19,05
4040R19 4040I^i9 40X40 40 200 50
Примечания: 1. Рвущие пластины по ГОСТ 19052—80.
2. Изготовитель — Харько/^g инструментальный завод.
166
Режущий инструмент
8. Резец контурный с <р = 93°, с ромбической пластиной (е = 55°) из твердого сплава (ТУ 2-035-892—82)
Размеры, мм
Обозначение резца Сечение резца hxb (613) W4) 1 h (416) (9*0+) I
правого левого
PDINR2020K15 2525М15 3225Р15 3232Р15 4032Р15 4040Р15 PDINL2020K15 2525М15 3225Р15 3232Р15 4032Р15 4040Р15 20X20 25X25 20 25 15,5 125 150 25
32
32X25 32X32 32 170
40
40X32 40X40 40 200
50
Примечания: 1. Режущие пластины по ГОСТ 24256—80.
2. Изготовитель — Оршанский инструментальный завод.
9. Резец расточной с ф = 75°, с квадратной пластиной из твердого сплава (ТУ 2-035-892—82)
Размеры, мм
Обозначение резца d (g7) h I h (k 16) f (- 0,25) ^min
правого левого
К.01.4991.000-00 -02 К.01.4991.000-01 -03 32 30 12,7 250 ' 170 22 40
Рсзць*
187
Продолжение табл. 9
Обозначение резца d (g7) в 1 h (fe!6) | (£3'0*4/ ^rr.in
правого левого
К.ОП4991.000-04 ~06 -08 -10 -12 -14 К.01.4991.000-05 -07 -09 -11 ЛЗ -15 40 37 12,7 15,9 300 200 300 200 350 250 27 50
50 47 35 63
Примечания: 1. Режущие пластины по ГОСТ 19052—80.
2. Изготовитель — Харьковский инструментальный завод.
Резцы токарные проходные с ф ™ 45°, с квадратной пластиной из твердого сплава (ТУ 2-035-892—82)
Размерч. мм
Резец в в L а
правый левый
К.01.4979.000-00 К.01.4979.000-01 20 20 20 25 24,5 125
-02 -03 ю 1 04 i 25 25 32 30,05 150 8,3
-04 -05 32 32 37,5 ! 1 1 ! !
-06 -07 32 40 39,0 j
-08 -09 40 40 47^ | ( 200 12,5
! -10 -П ~40~ 50
ч Примечания: 1. Режущие пластины по ГОСТ 19051—80 и ГОСТ 19052—80.
2. Изготовители — Харьковский инструментальный завод и Черни-ин стр ументал ьный завод.
Режущий1 инструмент
__________________J
168
11. Резец проходной с <р — 95°, с ромбической пластиной (е == 80°) из твердого сплава (ТУ 2-035-1040—86)
Размеры, мм
Обозначение резца Сечение резца hxb (&13I а, (414) 1 h (kiG) Н+0,5)
правого левого
SCLCR88D06 SCLCL88D06 8X8 8 6,4 60 10
10I0E06 I010E06 10Х 10 10 70 12
1212F09 1212F09 12Х 12 12 9,7 80 16
1616Н09 I616H09 16X16 100 20
1616Н12 1616Н12 16 12,9
2020К12 2020К12 20X20 20 125 25
Примечания: 1. Режущие пластины ТУ 19-4206-96—83.
2. Изготовитель — Харьковский инструментальный завод.
I
рсзцш
169
12. Резец проходной с — 45Q, с квадратной пластиной из твердого сплава (ТУ 2-035-1040—86)
Размеры, мм
1 Обозначение резца Сечения резца hxb (IM) Л (4й) 1 h (klQ) f (+0,5)
правого левого
SSSCR88D06 SSSCL88D06 8X8 8 6,3 60 10
5О1ОЕО6 1010Е06 10X10 10 70 12
I212F09 1212F09 12X12 12 9,5 80 16
1616Н09 I616H09 / 16X16 100 20
16
1616Н12 1616Н12 12,7
2020X12 2020К12 20X20 20 125 25
Примечания: I. Режущие пластины по ТУ 19-4206-95—83.
2. Изготовитель — Черниговский инструментальный завод.
!
170
Режущий инструмент
13. Резец расточной с ф = 90°, с трехгранной пластиной из твердого сплава (ТУ 2-035-1040—86)
Размеры , мм
Обозначение резца d (g7) ! (£16) J! (-» 0,25)
правого левого
К.01.4980.000-00 -02 - -04 -06 -08 -10 -12 -14 К.01.4980.000-01 -03 -05 -07 -09 -11 -13 -15 12 П 11,0 125 80 150 100 9 16
16 15 11 20
20 18 । 180 125 13 25
25 23 16,5 200 150 17 32
Примечания: I. Режущие пластины по ТУ 19-4206’95—83.
2. Изгиговитель — Храпуновский инструментальный завод.
14. Резец расточной с ф = 75% с квадратной пластиной из твердого сплава (ТУ 2-035-1040-86)
, Размеры, мм
Обозначение резца d (gD й 1 It (fei6) f 0,25)
правого левого
К.01.4981.000-00 •02 К.01.4981.000-01 -03 16 15 9,5 ’ 150 100 И 20
Резцы
171
Продолжение табл. 14
Обозначение резца d (g7) а 1 li (£16) 1 (— 0,25) ^min
правого левого
К.01.4981.000-04 -06 -08 -10 К.01.4981.000-05 -07 -09 -11 20 18 9,5 180 125 13 25
25 23 200 150 17 32
Примечаниям L Режущие пластины по ТУ 19-4206-95—83.
2. Изготовитель —• Черниговский инструментальный завод.
15. Резец расточной с ф = 95а, с ромбической пластиной (8== 80°) из твердого сплава (ТУ 2-035-1040—86)
Размеры, мм
Обозначение резца d (£7) h I h (£16) (— 0,25) ^min
правого левого
К.01.4982.000-00 -02 -04 -06 -08 -10 К.01.4982.000-01 -03 -05 -07 -09 -11 16 15 9,7 150 100 11 20
20 18 180 125 13 25
25 23 200 150 17 32
Примечания: 1. Режущие пластины по ТУ 19-4206-96—83. 2. Изготовитель — Харьковский инструментальный завод.
172
Режущий инструмент
Рис. 6. Крепление пластин с отверстием клином-прихватом (тип Л)
В резцах для обработки канавок и резьб с шагом до 3 мм (рис. 7) применяют режущие пластины, которые перетачиваются из заготовок-пластин формы 3905 (ГОСТ 2209—82*). Режущая пластина 2 устанавливается в угловом пазу корпуса /. Прихват 7 с помощью винта 6 прижимает режущую пластину к базирующим поверхностям корпуса. Регулирование вылета режущей пластины осуществляется винтом 3, который торцом головки упирается в режущую пластину. Винт 3 фиксируется в отрегулированном положении стопорным винтом 4 через капроновую прокладку 5.
Исполнения канавочных и резьбовых резцов (для резьб с шагом менее 1,5 мм) приведены в табл. 18—25.
Для нарезания резьб с шагом 1,5—. 6 мм разработаны резцы с механическим креплением ромбических непере-тачиваемых СМП (е = 59°30') (рис. 8).
Ромбические пластины имеют центральную поперечную V-образную канавку, в которую входит вершина (носик) прихвата. При закреплении винтом 3 прихват 2 подтягивает СМП к боковым базовым поверхностям глухого гнезда державки / и надежно прижимает к опоре. Размеры резцов приведены в табл. 26—27.
Московский комбинат твердых сплавов им. С. П. Соловьева выпускает неперетачиваемые отрезные и кана-вочные СМП (по ТУ 48-19-307—80). Их закрепляют прихватом 2 в отрезных резцах /, обеспечивающих ширину реза 3—6 мм при глубине паза до 40—60 мм (рис. 9). Исполнение отрезного резца приведено в табл. 28.
Среди отрезных, прорезных и других подобных резцов можно отметить конструкцию резцов фирмы Iscar (Израиль). Отрезные резцы этой фирмы предназначены для отрезки заготовок из различных материалов диаметром D 250 мм, прорезные резцы —
Рис. 7. Резец для нарезания внутренней резьбы
резня
173
16. Резец расточной с ф — 93°, с ромбической пластиной (е= 55°) из твердого сплава (ТУ 2-035-1040—86)
Размеры, мм
Обозначение резца d (g7) h I h (£16) f 0,25) ^min
правого левого
К.01.4983.000-00 -02 -04 -06 К.01.4983.000-01 -03 -05 -07 20 18 11,6 180 125 200 150 13 25
25 23 17 32
Примечания: 1. Режущие пластины по ТУ 19-4206-95—83. 2. Изготовитель — Харьковский инструментальный завод.
17. Резец проходной, подрезной с трехгранной пластиной (8 = 80°) из твердого сплава, с ф = 95° (ТУ 2-035-892—-82)
Размеры, мм
Обозначение резца Сечение резца hxb (Л13) ftl W4) I h Щ6) (s‘o+) I
правого левого
MWLNR1616H06 2016K06 MWLNL1616H06 2016К06 16X16 20X16 16 6,5 100 20
20 125
174
Режущий инструмент
Продолжение табл, 17
Обозначение резца Сечение резца UXb (613) 6$ (4“) 1 h (616) U5 4-
правого левого
MWLNR2020K06 2020К08 2520М08 2525М08 2525М10 3225Р08 3225Р10 3232Р10 3232Р12 4032R12 4032R10 4040R12 5040S12 MWLNL2020K06 2020К08 2520М08 2525М08 2525М10 3225Р08 3225Р10 3232Р10 3232Р12 4032R12 4032R10 4040R12 5040S12 20X20 20 6,5 8,7 10,8 8,7 10,8 12,8 10,8 125 25
25X20 25 150
25X25 32
32X25 32 170
32X32 40
40X32 40 200
40X40 50X40 12,8 50
50 250
Примечания: 1. Режущие пластины по ГОСТ 19048—80.
2. Изготовитель — Киржачский инструментальный завод (г, Киржач).
18. Резцы токарные для обработки наружных канавок под стопорные кольца (по ОСТ 2И10*’?—84)
Размеры, мм
Обозначение резца Сечение резца ftXb 61 1 1
правого левого
035-2126-1175 -1177 035-2126-1176 -1178 16X16 16 20 100 70
Резцы
175
„Продолжение табл. 18
Обозначение резца Сечение резца hXb 1 1
правого левог'о
035-2126-1179 -1181 “1183 -1185 d 187 4189 4191 -1193 о СО сп ю ьо OJ it । I 1 jL ‘ ОСО сооо СО СЮ 00 00 ООО ОФк ко 20X20 20 25 125 80
25X25
25 32 150 100
32X32
32 40 170 125
40X40
40 50 200 150
Примечания: I- Заготовки режущих плаетк ГОС Г 25416—82. лн 2, Изготовитель — Винницкий инструментальны^ по завод.
19. Резцы токарные для обработки наружных зар^ яяня»п« (по ОСТ 2И10-7-84) хзьбовых канавок
Размеры, мм
Обозначение резца Сечение резца hXb 1 i
правого * левого
035-2126-1801 -1803 -1805 -1807 -1809 -1811 035-2126-1802 -1804 -1806 -1808 - -1810 -1812 16X16 ~~ \
1S 20 100 70
20X20
20 25 125 80
25X25
25 32 150 100
176
Режущий инструмент
Продолжение табл. 19
Обозначение резца Сечение резца ЬХЬ J 1
правого левого
035-2126-1813 -1815 -1817 -1819 035-2126-1814 , -2816 -1818 •1820 32X32 j 1 | 32 1 40 170 125
40X40 40 50 200 150
Примечания: L Заготовки режущих пластин по ГОСТ 25416—82.
2. Изготовитель — Винницкий инструментальный завод.
20. Резцы токарные для обработки наружных угловых канавок (по ОСТ 2И10-7—84)
Размеры, mn
Обозначение резца Сечение резца | ЙХ о f $
правого левого
035-2126-1827 -1829 035-2126-1828 -1830 16Х 16 16 20 100 _ 70
-1831 -1833 -1832 -1834 20X20 20 25 125 80
-1835 -1837 -1836 -1838 25X25 25 32 150 100_
< -1839 -1841 -1840 -1842 32X32 32 40 178 125
-1843 -1845 -1844 -1846 40X40 40 50 । I 200 ' 1 150
Примечания:!. Заготовки режущих пластин по Г JCT 25416- -82. ।
2. Изготовитель — Винницкий инструментальный завод. j
геицы
177
21. Резцы токарные для обработки внутренних канавок под стопорные кольца (по QCT 2И10-8—84)
Размеры, мм
Обозначение резца d 1 8 т
правого левого
035-2128 0541 -0543 -0545 -0547 -0549 -0551 035-2128 0542 -0544 -0546 -0548 -0550 -0552 20 125 180 13 23
25 140 200 17 29,5
32 160 280 22 38
Примечания: Г Заготовки режущих пластин по ГОСТ 25416—82, 2. Изготовитель — Тбилисский инструментальный завод.
22. Резцы токарные для обработки внутренних зарезьбовых канавок (по ОСТ 2И10-8—84)
Размеры, мм
| Обозначение резца d I i i I 1 1 m
» ' " L_ правого левого
j 035-2128-0525 1 -0527 035-2128-0526 -0528 20 125, 180 13 23
178
Режущий инструмент
Продолжение табл. 22
Обозначение резца d 1 1 т
правого левого
035-2128-0529 -0531 035-2128-0530 -0532 25 140 200 17 29,5
•0533 -0535 -0534 -0536 32 160 280 22 38
Примечания:!. Заготовки режущих пластин по ГОСТ 25416—62.
2. Изготовитель — Тбилисский инструментальный завод.
23. Резцы токарные для обработки внутренних угловых канавок (по ОСТ 2Ш0-8—84)
Размеры, мм
Обозначение резца d 1 t т
правого левого
035-2128-0557 -0559 -0561 -0563 035-2128-0558 -0560 -0562 -0564 25 140 200 17 29,5
32 160 280 22 38
Примечания:!. Заготовки режущих пластин по ГОСТ 25416—82.
2. Изготовитель — Тбилисский инструментальный завод.
Резцы
179
24. Резцы токарные резьбовые с механическим креплением твердосплавных пластин для нарезания наружной резьбы (по ОСТ 2И10-9—84)
Размеры» мм
Обозначение резца Сечение резца ихь i й. 1 1
правого левого
035-2159-0535 035-2159-0536 16X16 16 20 100
-0537 -0538 70
-0539 -0541 -0540 -0542 20X20 20 25 125 80
-0543 -0545 >0544 -0546 25X25 25 32 ‘50 | 100
-0547 -0549 -0548 -0550 32X32 32 40 170 125
-0551 -0553 -0552 -0554 40X40 40 50 200 150
Примечания:!. Заготовки режущих пластин по ГОСТ 25416—82.
2. Изготовитель — Тбилисский инструментальный завод.
180
Режущий инструмент
25. Резцы токарные резьбовые с механическим креплением твердосплавных пластин для нарезания внутренней резьбы (по ОСТ 2И10-9—84)
Размеры, мм
Обозначение резца d 1 1 т
правого левого
035-2159-0559 -0561 035-2159-0560 -0562 20, 125 180 13 23
-0563 -0565 -0564 -0566 25 140 200 17 29,5
-0567 -0569 -0568 -0570 32 160 280 22 38
Примечания: 1. Заготовки режущих пластин по ГОСТ 25416—82.
2. Изготовитель — Тбилисский инструментальный завод.
26. Резец резьбовой с ромбической пластиной из твердого сплава для нарезания наружной метрической резьбы (конструкция ВНИИ инструмента)
Размеры, мм
Обозначение резца Шаг нарезаемой резьбы Сечение резца hXb (Л13) (н*/) 'ч f (+0.5)
правого левого
к.01.4942.000-00 -02 К.01.4942.000-01 -03 1,5—2,5 20X20 20 125 20 25
25X20 25 J150
резцы
181
Продолжение табл. 26
Обозначение резца Шаг нарезаемой резьбы Сечение резца hXb (Л13) м (9*04*) /
правого левого
К.01.4942.000-04 -06 -08 -10 -12 -14 К.01.4942.000-05 -07 -09 -11 -13 -15 3,0—4,5 5,0—6,0 1,5—2,5 3,0—4,5 25X20 25 150 20 26
25X25 25
32X20 32 170 20 25 26
5,0—6,0 32X25 25 31
40X25 40 200
Примечания: 1. Режущие пластины по ТУ 48-19-307—-80.
2. Изготовитель — Харьковский инструментальный завод.
27. Резец резьбовой с ромбической пластиной из твердого сплава для нарезания внутренней метрической резьбы
(конструкция ВНИИинструмента)
Размеры, мм
Обозначение резца 03 О s S 3 <и<о U ОТ иО ОТ СО 00 а <у о Я Q.Q. с Е Q •е (Z?) Р (9 И) Ч f (- 0,25) (1‘0+М
правого левого
К.01.4957.000-00 -02 -04 -06 К.01.4957.000-01 -03 -05 -07 1,5-2,0 40 23 25 150 200 170 250 22 б
3,0—4,0 50 30 32 27 6
Примечания: 1. Режущие 2. Изготовитель — Харьковский пластины по ТУ 48- 19-307-ин стр ументальный завод. -80.
182
Режущий инструмент
28. Резец отрезной с креплением прихватом пластин из твердого сплава (конструкция ВНИИинструмента)
Размеры, мм
Обозначение резца b (613) & (613) W4) h (*1б)
правого левого
К.01.5001.000-00 -02 «04 К.01.5001.000-01 -03 -05, 16 20 25 20 25 32 20 25 32 125 150 170
Примечания: 1. Режущие пластины по ТУ 48-19-307—80. 2. Изготовители — Запорожский инструментальный 'завод, Черниговский инструментальный завод.
для прорезания кольцевых канавок со стороны торца заготовки глубиной до 24 мм. Галтельные резцы служат для прорезки галтелей с наружной и внутренней сторон заготовки, фасоч« ные — для обработки фасок под углом 45° к оси заголовки.
Рис. 8. Крепление прихватом ромбических неперетачиваемых пластин из твердого сплава для резьбовых резцов
Специальные резцы упомянутой формы состоят из двух деталей: корпуса и режущей твердосплавной пластины (рдс. 10, а). Рабочая часть головки корпуса выполнена пластинчатой и снабжена клиновидным гнездом под режущую пластину. Хвостовая часть корпуса может быть стержневой (с прямоугольным профилем), плас-
Рис. 9. Крепление прихватом неперетачиваемых пластин из твердого сплава для отрезных резцов
резцы
183
тинчатой, цилиндрической (о лыс-ками) и ступенчатой (Г-образной в се* чении, перпендикулярном к оси) для фасочных резцов. Резцы с пластинчатым корпусом, как правило, снабжены двумя клиновидными гнездами под режущую пластину на обоих его концах*
Режущие пластины шириной Ъ от 2 мм выполнены клиновыми и имеют одну режущую кромку.
Верхняя и нижняя опорные поверхности режущих пластин — V образные, вогнутые, с углом при вершине 0 (рис. 10, 6). Эти поверхности и соответствующие (V-образные) выпуклые оперные поверхности гнезда корпуса ориентируют режущие пластины по центру гнезда и обеспечивают постоянство этого положения во время работы.
Выполнение опорных поверхностей режущих пластин вогнутыми обеспечивает следующие преимущества: стабильность работы резца, повышение стойкости корпуса, снижение опасности додмятия и прогиба резца.
Передняя поверхность режущих пластин отрезных резцов (см. рис. 10, 6) имеет специальную геометрию: по краям она выше, чем в средней части, а вдоль режущей кромки прорезана фаска с положительным или отрицательным передним углом (в зависимости от обрабатываемого материала). Фаска повышает прочность режущей части пластин при тяжелых условиях резания, например при прерывистом резании, отрезке очень прочных материалов н при работе на нежестком оборудовании. Такая геометрия передней поверхности, кроме того, дает возможность получить стружку уже, чем ширина реза, и обеспечивает компактность спирали. Узкая компактная -тружка не повреждает обработанные терцовые поверхности, легко удаляется из прорезаемого паза и позволяет обеспечивать безопасную работу оператора.
Пластины для отрезных резцов изготовляют трех видов: с режущими кромками, расположенными парал? Дельно оси заготовки (см. рис. 10, б) и пол утлом к этой оси — пластины правде и левые (см. рис. 10, в, а).
£ис« 10. Отрезные и галтелыше резцы фирмы Iscart
J <«=» корпус; 2 режущая пластина
Правые и левые режущие пластины применяют в тех случаях, когда в центре торца отрезанных заготовок нежелательно оставлять несрезаяными цилиндрические заусенцы. Угол в плане правых и левых режущих пластин задается равным 82—87Q в зависимости от допускаемой осевой силы резания и величины прогиба резца. Ширина режущей части в пластине отрезных резцов и соответственно ширина реза 2,2—9,6 мм.
Пластины прорезных резцов в большинстве случаев имеют режущую кромку в плоскости, перпендикулярной к оси заготовки, и переднюю поверхность, аналогичную передней поверхности режущих пластин отрезных резцов, Одна из вспомогательных задних (боковых) поверхностей этих пластин выполнена со скосом в нижней части кольцевого паза заготовки, чтобы исключить контакт этой поверхности с боковой поверхностью. С этой же целью одна или обе боковые поверхности рабочей части головки прорезных резцов выполнены дуговыми. Ширина режущей части пластины 4,0— 9,6 мм.
Режущие пластины галтельных резцов снабжены дуговым режущим лезвием, обычна имеющим радиус 1,5—
184
Режущий инструмент
Рис. Не Резьбовой резец, оснащенный композитом 02
4,0 мм (еж рис. 10, Лезвия пластин фасочных резцов расположены под углом 45° к оси заготовки и изготовляются в правом и левом исполнениях (см. рцс. -’0, в)»
Пластины устанавливают в гнездах
корпуса вручную и закрепляют за счет эффекта самозаклинивания. Раз-жим производится эксцентриковым ключом. Один корпус резца рассчитан примерно на 400 смен режущих пла-
стин.
Резцы, оснащенные сверхтвердыми иагеоналами иГЧЯЯгове витотШПбШэа! Режущи# оснащенный
СТМ, выпускается инструментальными заводами в достаточно широкой но-
менклатуре.
Сборные резцы изготовляют двух типов: I) заготовка композита крепится в переходной вставке (табл. 29), которая, в свою очередь, устанавливается в корпусе резца (табл. 30); 2) композит, изготовленный в виде многогранной или круглой монолитной пластины, механически крепится в корпусе резца (табл. 31 и 32).
Токарные резьбовые резпы, оснащенные композитом 02, предназначены для нарезания метрической резьбы с шагом до 3 мм на закаленных стальных деталях твердостью HRC3 50—55 взамен резъбошлифованшк Точность получаемой резьбы, а также стойкость этих резцов зависят от характеристик и технического состояния станка, поэтому резьботочение рекомендуется вести на жестких виброустойчивых токарно-винторезных станках повышенной, высокой и особо высокой точности. Производительность резьбо-точепия в 10—12 раз выше по сравнению с резьбошлифованием; исключение прижогов, структурных изменений в поверхностном слое обеспечивает заметное повышение эксплуатационных показателей деталей.
Резьбовой резец (рис. 11) состоит из напайного двухслойного или цельного режущего элемента 1 с рабочим слоем из композита 02, закрепленного в корпусе 2, из термообработанной инструментальной стали. Геометрические параметры резца: передний угол 8—10°; критерий затупления резца— износ по задней поверхности 0,25-=* 0,30 мм; селение резьбовых резцов ВХЯ == 16X16; 20X20; 25X25; 32X32 мм. Применение резцов с неразъемным креплением композитов 01 и 10 рекомендуется преимущественно в тех случаях, когда использование конструкции с механическим креплением сменных круглых и многогранных неперетачиваемых пластин невозможно.
•Базой для расширения номенклатуры и увеличения объемов производства резцов, оснащенных композитом, является гамма СМП из композита разных марок. В табл. 33 представлены размеры выпускаемых пластин.
Для чистовой и пол у чистовой обработки отверстий в корпусных деталях из чугунов и цветных сплавов на основе меди, а также из закаленных сталей прежде всего в условиях автоматизированного производства на станках с ЧПУ предназначены расточные резцы (резцовые вставки) с механическим креплением пластин ромбической формы из СТМ на основе нитрида бора марок композита 05 и 10Д (табл. 34).
При растачивании отверстий этими резцами борштанга из отверстия после рабочего хода должна выводиться только при отсутствии касания резцом обработанной поверхности. Если это невозможно, то выводить ее следует на подаче и частоте вращения рабочего хода (качество и точность обработки возрастают).
Конструкция вставок предусматривает применение ромбических пластин точности G ; CNGN 05 03 08 (d 5=5 = 5,56 мм, s = 3,18 мм, t ™ 0,8 мм) из композита 05 и CNGN 03 ТЗ 08 (d ~ 3,97 мм; s = 3,97; г — 0,8 мм) из композита 10Д. По желанию заказчика радиус г при вершине пластины может быть уменьшен до 0,4 или 0,2 мм.
резци
185
29. Вставки перетачиваемые к токарным резцам с неразъемно закрепленными поликристаллами коипозита 01 или 10 (по ТУ 2-035-811—81)
30. Резцы токарные сборные подрезные с механическим креплением перетачиваемой цилиндрической вставки с режущим элементом из композита 01 или 10 с углом х -- 93°
(по ТУ 2-035-811—81)
Реь^д Резец-вставка I н 1 3 L • x°
мм
РЭО93—00 РЭО80—00 13086—00 РЭО133--00 16 j 16 20 I 20 j 25 * 25 I i 1U0 ' 12? | 93 150 ’ | 3 1
РЭО135-00
Примечание. Изготовитель — Ленинградский завод пер сиговой металлургии.
186
Режущий инструмент
31. Резцы токарные сборные проходные с механическим креплением пластин ромбической формы из композитов 05 и 10Д
с углом х = 95° (по ТУ 2-035-811—81)
Резец
CCL/BNR/L2020K
CCL/BNR/L2525M
CCL/BNR/L3225P
CCL/DNR/L3232P
20
25
32
32
20
25
25
125
150 95
ПО
170
о
Примечание. Изготовители: с пластинами из композита 05 — Ленинградский завод порошковой металлургии; с пластинами из композита 10Д — Храпун овский инструментальный завод.
32. Резцы токарные сборные расточные с механическим креплением пластин ромбической формы из композитов 05 и 10Д
с углом х — 95° (по ТУ 2-035-811—81)
Размеры, мм
Резец D L Н । i ^раст min |
S20RCCLNR/L 20 200 18 9 25
S25SCCLNR/L 25 250 23 11,5 32
S32TCCLNR/L 32 300 30 15 40
Примечание. Изготовители: с пластинами из композита 05 — Ленинградский завод порошковой металлургии, с пластинами из композита 10Д — Ленинградский завод порошковой металлургии и Храпунов-ский инструментальный завод.
Реэдя
187
33. Цельные и двухслойные режущие пластины из СТМ для оснащения токарных и расточных резцов
Эскиз пластины d 5 1 г а0
мм
3,6 3,18 или 2,38
4—JZ.—L —
d X. 1 s ocf""
S 5,56 6,35 9,52 12,7 3,97 или 3,18 0
7,0 5,0
d i X j / г а.^г —- $ 5,56 6,35 9,52 3,97 или 3,18 0,2: 0,4; 0,8; 1,2 0Л 0,8; 1,2; 1,6 0,8; 1,2; 1,6 0; 7
т а м
k— PL Z~T - 3,97 3,18 или 2,38 0,2; 0,4 0; 7
4,76 5,56 6,35 3,97 или 3,18 0,2; 0,4; 0,8; 1,2 0,4; 0,8; 1,2; 1,6 0,4; 0,8; 1,2; 1,6
_$J
188
Режущий инструмент
34. Вставки резцовые с механическим креплением пластин ромбической формы из композита 05 с углами
Ф = 45 и 60° (По ТУ 2-035-811—81)
Вставка ь h 1 bi ht ф°
мм
ВИ 54.736.00.000-02 10 10 50 6,5 5 45 55
-05 10 10 50 5 5 60 40
-07 12 12 63 7 6 45 55
-09 12 12 63 5 6 60 40
-11 16 16 80 9 8 45 55
-13 16 16 80 8 8 60 40
-15 20 20 100 10 Ю 60 40
Примечание. Изготовитель — Ленинградский завод порошковой металлургии.
Рис. 12. Схема конструкции расточного резца
Конструкция резца (рис. 12) отличается тем, что, с целью повышения компактности ось крепежного винта переведена из вертикальной плоскости в горизонтальную. Режущая пластина 3 из композита крепится в державке 9 с помощью прихвата 4, который имеет цилиндрическую направляющую часть 2, расположенную в отверстии 1 державки. На этой направляющей части выполнено коническое отверстие 5t с которым взаимодействует кони-
резцы
189
35. Резцы расточные державочные быстрорежущие (ГОСТ 10044—73)
Размеры, мм
Упорные для прямого крепления, Для косого крепления под углом 60°, тип 2 тип 4
Резец н в L Резец Н в L
2142-0552 6 6 25 2142-0604 8 8 25
-0578 8 8 25 -0608 8 8 40
-0562 10 10 50 -0612 10 10
-0566 12 12 -0618 12 12 50
-0570 16 16 63 -0624 16 16 80
Примечание. Изготовитель — Оршанский инструментальный завод.
ческая поверхность 6 крепежного винта 7, расположенного в резьбовом отверстии 8 державки 9. При завинчивании винта 7 последний, взаимодействуя с конической поверхностью 6 отверстия, перемещает цилиндрическую направляющую прихвата 4 вниз вдоль оси отверстия 1 державки 9 До жесткого поджима пластины 3 прихватом. С целью исключения смещения пластины при зажиме коническая поверхность 6 выполнена таким образом, что ее образующая пересекает ось отверстия /.
Резцы расточные державочные. Для крепления в расточных оправках и патронах разработаны и применяются Державочные расточные резцы и ^ставки. Резцы с державкой квадрат-
ного сечения изготовляются быстрорежущими (табл. 35) и с пластинами из твердого сплава (табл. 36, 37) с различными углами в плане и обеспечивают обработку сквозных и глухих отверстий диаметром от 17 мм, а также снятие фасок и подрезку торцов 1 небольшой ширины. Для обработки точных отверстий диаметром от 3 мм и более применяют цельные твердосплавные резцы с цилиндрическим хвостовиком (табл. 38, 39) и с припаянными пластинами из твердого сплава (табл. 40). Державочные резцы с механическим креплением СМП трехгранной формы с фасонным отверстием с креплением винтом (табл. 41) применяют взамен напайных резцов.
190
Режущий инструмент
36. Резцы расточные державочные с пластинами из твердого сплава (ГОСТ 9797—84)
Размеры, мм
Для косого креш -Ф тения под углом 60? с Ф ~ 60°, тип 6
Z । J -.1
0
у 1
Резец £7 в Б
2142-0591 -0592 -0593 -0594 -0595 -0596 16 16 63
80
20 20
100
25 25
125
Упорные для прямого крепления, левые, тип 2
t
«Е L
77 L В I
1 Резец ] 1 £7 в
2142-0101 -0)21 -0102 -0103 -0122 -0104 -0105 € 6 25 i 25 32 40 32 40 50
8 8
10 10
рези®1
191
Продолжение табл. 36
Резец н в ь
2142-0106 -0107 -0108 , 12 12 40 50 63
-0109 -ОНО 16 16 63 80
-0112 -0123 20 20 80 100
-0114 -0115 25 25 100 125
-0124 -0116 32 32 125 140
-0125 -0119 40 40 160 180
Примечание, Изготовитель — Оршанский инструментальный завод.
37. Резцы расточные державочные для косого крепления с пластинами из твердого сплава (ГОСТ 9795—73)
Размеры, мм
Для косого крепленая под углом 60°, тип 4
Для косого крепления под углом 45°, тип 3
Н в
левый
”142-016! 2142-0162 8 8
-0163 -0165 -0164 -0166 8 8
-0167 -0168 10 1
016Э •0171 -0170 -0172 i 10
Резец
правый левый я в
2142-0001 -0003 -0005 -0007 -0009 2142-0057 -0058 -0059 -0061 -0062 6 6
8 8
192
Режущий инструмепх
Продолжение табл. 37
Для косого крепления 1 под углом 60е, тип 4 t Для косого крепления под углом 45°, тип 3
Резец В В Л j 1 Резец В в Л
правый левый правый левый
2142-0173 -0175 -0177 -0443 -0445 -0447 -0451 -0431 -0453 -0455 -0457 -0459 -0461 2142-0174 -0176 -0178 -0444 -0446 -0448 -0452 -0060 -0454 -0456 -0458 -0060 -0462 12 12 40 50 63 63 80 ( 80 ! 100 100 125 140 160 180 200 | 2142-0011 | -0013 1 -0015 ! -9017 -0019 -0021 -0023 1 -0025 1 * 2142-0012 •0014 -0016 -0018 -0020 -0022 -0024 -0026 10 12 10 12 32 40 50 40 50 63 63 I 80
16 16
20 20
16 16
25 25
32 32
40 40
Примечание, Изготовитель — Оршанский инструментальный за-йод.
38. Резцы расточные для глухих отверстий к координатно-расточным станкам цельные, из твердого сплава со стальным хвостовиком (ГОСТ 18063—72, исполнение 2)
Размеры» мм
pesh6*
193
39. Резцы расточные для сквозных отверстий к координатно-расточным станкам цельные, из твердого сплава со стальным хвостовиком (ГОСТ 18062—72)
Размеры, мм
^рас® min
Резец
Тип
2145-0011
-0012
-0013
-0014
-0015
-0016
-0017
-0018
-0019
-0020
-0021
-0022
3
—--------- 6
4
5
--------— 10
6
40
50
40
50
45
60
45
65
45
65
50
70
10
20
10
20
15
30
15
35
15
35
20
40
D Ь 8
7 ------~ 12
8
Примечание. Изготовитель — Киржачский инструментальный завод.
40. Резцы расточные с твердосплавными пластинами с цилиндрическим хвостовиком для координатно-расточных станков (по ГОСТ 25987—83)
Размеры, мм
Дгя обработки сквозных отверстий, тип 1 .. 1 ап 1 Резец d L 1 т | QpscT mln |
2145-0631 -0633 -0635 -0637 -0639 -0643 -0645 -0647 -0649 -0653 10 4,5 6,0 63 80 25 40 0,8 1,0 6
12 7,0 80 ПО 32 63 1,5 10
EL JH ш 4 /л —t—_J J 16 9,0 100 125 50 80 2,0 14
20 16,0 но 180 63 125 4,0 18
25 20,0 125 210 80 160 5,0 25
Кузнецов,Ю. И, и др»
194
Режущий инструмент
Для обрабст тип 2 ки глухи :х отверстий, ( (юЮ
г
Примечание. Изготовитель вод.
Продолжение табл. 4Q
Резец d dt Ь 1 т / uiui
2145-0632 -0634 -0636 -0638 -0642 -0644 -0646 -0648 -0652 -0654 i 10 4,5 6,0 63 80 25 40 0,5 6 10
12 7,0 80 ПО 32 63
16 9,0 100 125 50 80 1,о 14
20 12,0 НО 180 63 125 2,0 18
25 16,0 125 210 80 160 25
ь — Оршанский инструментальный за-
41. Резцы расточные державочные с механическим креплением твердосплавных пластин (конструкция ВНИИинструмента)
Резец ъ й 1 т rnO о
мм V Ф1
К2.1026.000-00 12 12 63 10 7,5 45 55
-01 16 16 80 14 8,0 60 40
-02 20 20 100 18 10,0 60 40
Примечание. Изготовитель — Московский опытный инструментальный завод.
фрезьз
195
ФРЕЗЫ
Фрезы предназначены для условий чернового фрезерования. Они позволяют производить обработку деталей з большими подачами при максимальной ширине фрезерования.
Пластины, имеющие задние углы на /срезанных фасках, установлены в кор-/пусе фрезы со следующей геометрией: I главный угол в плане ср — 75е; ради-I альный угол у □ = —10е и осевой Ьо= 12°.
\ Фрезы торцовые с четырехгранными пластинами с двойной отрицательной .__Геометрией (табл. 43, рис. 13). Фреза
состоит из Корпуса 7, в пазах которого расположены опоры 2 с режущими
Для оснащения станков с ЧПУ разработаны фрезы быстрорежущие и оснащенные СМП из твердых сплавов и из СТМ на основе нитрида бора.
Во фрезах, оснащенных СМП, для выполнения повышенных требований к торцовому и радиальному биению режущих кромок зубьев широко используют регулирование их положения в" осевом направлении, что необходимо при работе с большими подачами. __—1—
«><*чт£рсзБГторцовые с трехгранными пластинами с задними углами (табл. 42).
42. Фрезы торцовые с трехгранными пластинами с задними углами (ТУ 2-035-910—83)
1 — корпус; 2 — базовые опоры; 3 — пластины
Размеры, мм
Фреза D d D± Dt dt b t Число зубьев 2
01.2.0234.000-00 100 32 106 65 45 14,4 8 6
-01 125 40 130 90 56 16,4 9 8
-02 160 164 120 10
-03 200 50 202 160 70 18,4 10 12
Примечание. Изготовители — Московский инструментальный завод «фрезер» и Сестрорецкий инструментальный завод.
196
Режущий инструмент
43. Фрезы торцовые с четырехгранными пластинами с двойной отрицательной геометрией (ТУ 2-035-874—82)
Размеры, мм
Фреза D d Dt Di d. b t Число зубьев z
01.2.0200.000-00 100 32 106 65 45 14,4 8 6
-01 125 40 130 90 56 16,4 9 8
-02 -03 160 200 50 163 202 120 160 70 18,4 10 10 12
Примечание. Изготовители — Томский инструментальный завод, Сестрорецкий инструментальный завод, Чаренцаванское инструментальное объединение, Московский инструментальный завод «Фрезер» им. М. И. Калинина.
пластинами без задних углов 3 и клинья 4 и 5 для их крепления. Со стороны передней поверхности пласти-
Рис. 13. Конструкция универсальных торцовых фрез с механическим креплением СМП
ны опираются на лыски бочкообразных штифтов 6, установленных в отверстиях корпуса.
Конструкция предусматривает регулирование положения опор под режущие пластины за счет их перемещения вдоль паза корпуса, выполненного сквозным. Отрегулированные опоры и установленные на их базовые поверхности режущие пластины закрепляются клиньями. Клинья затягиваются свободно расположенными в их отверстиях винтами, которые имеют резьбовые шайбы, обжатые до пластической деформации резьбы по трем плоскостям под углом 120°, что обеспечивает возможность обратного пере-
Фрезы
197
44. Фрезы торцовые с четырехгранными пластинами с двойной положительной геометрией (ТУ 2-035-874—82)
1 — корпус; 2 — базовые опоры; 3 — пластина
Размеры, мм
Фреза D d d2 Ъ t H Число зубьев 2
04.2.059.000-00 100 32 104 60 45 14,4 8 50 6
-01 125 40 128 72 56 16,4 9 8
-02 160 161 90 eq 10
-03 200 50 200 120 90 18,4 10 DO 12
Примечание. Изготовители — Сестрорецкий инструментальный завод, Московский инструментальный завод «Фрезер» им. М. И. Калинина.
мещения клиньев при раскреплении. Это позволяет компенсировать допускаемую неточность изготовления резьбовых отверстий в корпусе и обеспечивает полный контакт плоскостей опорных поверхностей клиньев и боковых поверхностей пазов.
Фрезы с механическим креплением пластин без задних углов являются наиболее экономичными с точки зрения расхода твердого сплава (восемь Режущих кромок). Биение вершин Режущих кромок относительно опорного торца фрезы — не более 0,06 мм.
Фрезы торцовые с четырехгранными пластинами с двойной положительной геометрией (табл. 44). Фрезы этого типа изготовляют с главным углом в плане (р = 75° диаметром 100— 500 мм двух исполнений по числу зубьев: г == 0,06£>ф и г = 0,1Иф. Использование пластин с задними углами а = 11° дает возможность обеспечить положительные передние углы 2° и задний а = 9° (ур = 0°; ус — 7°).
Биение вершин режущих кромок относительно опорного торца фрезы не более 0,06 мм.
198
Режущий инструмент
45. Применяемость композитов для фрезерования
Обрабатываемый материал Вид обработки Марка композита
Стали углеродистые и легированные в состоянии поставки, HRC 10—30 Стали закаленные, HRC 35—55 Стали закаленные, HRC 55—70 Чугуны серые и высокопрочные, НВ 150—350 Чугуны отбеленные и закаленные, НВ == == 400—800 (HRC 45—70) Тонкая, t 0,2 мм Чистовая и получистовая, i = 0.5-4-2,0 мм Тонкая, i 0,2 мм Чистовая и получистовая, t= 0,54-1.5 мм Тонкая, t 0,2 мм Чистовая и получистовая, -0,54-1,0 мм Тонкая, t — 0,2 мм Чистовая и получистовая, t = 0,54-2,0 мм Обработка по корке, i = 3~6 мм Тонкая, i 0,2 мм Чистовая и получистовая, по корке, / = 0,54-2,0 мм Композиты 01, 10, 10Д Композиты 01, 10Д, 01 Композиты 01, 10, 10Д Композиты 10, 10Д, 01 Композиты 01, 10, 10Д Композиты 10, 10Д, 01 Композиты 01, 05, 10, ЮД Композиты 05, 10, ЮД, 01 Композит 05 Композиты 01, 05, 10, ЮД Композиты 05, Ю, ЮД
В настоящее время разработана и выпускается большая номенклатура торцовых фрез с механически закрепляемыми режущими пластинами из СТМ. Основной областью Применения фрез из СТМ на основе нитрида бора является чистойая и получистовая обработка серых, высокопрочных, закаленных и легированных чугунов, закаленных сталей высокой твердости (HRC3 55—70), а также сталей в состоянии поставки. При фрезеровании чугунов скорости резания на порядок выше, чем при использовании твердосплавных фрез.
Эффективность инструмента из СТМ наиболее полно проявляется при эксплуатации на оптимальных режимах резания, обеспечиваемых на станках с ЧПУ, многоцелевых станках и ГПС. Производительность процесса резания возрастает в 1,5—3 раза по сравнению с твердосплавным инструментом.
Марка композита выбирается в зависимости от обрабатываемого материала и вида обработки (табл. 45). Поликристаллы композита 01 имеют наибольшие твердость, тепло- и изно-
состойкость и размеры (D X Я <4 X X 4 мм). Поэтому основная область применения фрез со вставными перетачиваемыми ножами или с круглыми пластинами из композита 01 — тонкое и чистовое фрезерование сталей к чугунов преимущественно высокой твердости, с максимальной глубиной резания 0,8—1,0 мм (рабочие значения 0,1—0,5 мм). Поликристаллы композита 10 второй группы и круглые двухслойные пластины из композита 10Д по размерам примерно в 1,5 раза превышают пластины, из композита 01 и допускают работу с глубиной резания до 1,5—2,0 мм.
Поликристаллы композита 05 имеют самые большие размеры (до D X Я = _____________________ ———-------- ( Область применения фрез с механическим креплением круглых пластин и композита 05: тонкое, чистовое, полу; чистовое фрезерование чугунов любой ^твердости, в том числе по литейной [корке, с глубиной резания 0,05 , 16,0 мм._____________/
К Рекомендуются следующие конструкт пии фрез: /
Фреза
199
торцовые сборные фрезы диаметром 80—200 мм со вставными перетачиваемыми ножами, оснащенными поликристаллами из композитов 01 и 10 (табл. 46), с регулируемым торцовым биением в пределах до 0,005 мм. Для снижения шероховатости обработанной поверхности при работе на повышенных подачах вершина ножей оформляется большим радиусом (около 30— 50 мм). Область применения — обработка открытых и закрытых (типа направляющих «ласточкин хвост») поверхностей на станках с ЧПУ и многоцелевых станках взамен предварительного и окончательного шлифования (частично взамен шабрения). Глубина резания не более 0,5 мм при продольных подачах до 5—10 м/мин (большой радиус при вершине ножей — необходимый конструктивный элемент, обеспечивающий возможность нормальной работы на высоких подачах). Шероховатость обработанной поверхности Ra ~ 0,24-2,0 мкм;
торцовые сборные фрезы диаметром 100—400 мм с механическим креплением высокоточных по диаметру непе-ретачиваемых пластин круглой формы из композитов 01, 05 и 10Д (табл. 47), с регулируемым торцовым биением режущих кромок до 0,01 мм. Область применения — чистовая обработка твердосплавных фрез и абразивных кругов (при шлифовании). Глубина резания — не более 1,5 мм, продольная подача — не более 2,0 м/мин, шероховатость обработанной поверхности Ra = 0,44-2,5 мкм;
торцовые сборные нерегулируемые фрезы диаметром 100—400 мм с механическим креплением прецизионных пластин круглой формы из композитов 05 и 10Д (табл. 48). Сравнительно небольшое торцовое биение (0,02— 0,04 мм) достигается высокой точностью изготовления соответствующих конструктивных элементов и использованием прецизионных пластин. Область применения — чисювая и пред-
46. Фрезы торцовые насадные регулируемые со вставными перетачиваемыми ножами, оснащенными композитом 01 или 10 (по ТУ 2-035-918—81)
Размеры, мм
200
Режущий инструмент
47. Фрезы торцовые насадные диаметром 100—400 мм регулируемые с механическим креплением круглых неперетачиваемых пластин высокой точности из композитов 01, 05, 10Д (по ТУ 2-035-757—80) .
Размеры, мм
Фреза D d (Н7) Число вубьев г Н
В И54.586.00.000-00 100 32 8
-01 125 10
-02 160 14 63
-03 200 16
-04 250 20
-05 315 60 24
-06 400 30 60
Примечание. Изготовитель — Московский инструментальный завод «Фрезер» им. М. И. Калинина.
варительная обработка сталей и чугунов, в том числе по литейной корке. Глубина резания однорядными фрезами — до 3 мм, ступенчатыми — до 6 мм. Продольные подачи — не более 0,1 мм/зуб. Шероховатость обработанной поверхности серого чугуна Ra = = 1,04-6,0 мкм.
Фрезы кассетной конструкции с пластинами из композитов 10Д и 05
(рис. 14) обеспечивают резкое повышение производительности фрезерования чугунов и достижение подачи 2000— 3000 мм/мин. Крепление пластин аналогично показанному на рис. 12.
Фреза состоит (рис. 15, табл. 49) из корпуса 1 и кассет с режущими пластинами 8. Кассеты крепятся в пазах корпуса винтами 2 и включают державку б, прихват 9, крепежный винт 7,
Фрезы
201
48. Фрезы торцовые насадные диаметром 100—400 мм нерегулируемые с механическим креплением круглых неперетачиваемых прецизионных пластин из композита 05 или 10Д
(по ТУ 2-035-757—80)
Размеры, мм
Фреза Ф d(H7) Число вубьев г Я
ВИ54.576.00.000-00 80 32 6 34
-01 100 8
-02 125 40 10 ' 32
-03 160 12
-04 200 60 14 34
Примечание. Изготовитель — Московский инструментальный завод «Фрезер» им. М. И. Калинина.
сухарь 4 и регулировочный винт 3 с ограничительной шайбой 5. Конструкция фрезы предусматривает осевое регулирование кассет. Предварительное осевое регулирование осуществляется винтами 3 при легком поджа-
Рис. 14. Торцовая регулируемая кассетная фреза;
1 — корпус; 2 — сухарь; 3 — державка кассеты; 4 — винт регулировочный; 5 —• ви нт крепежный; 6 винт; 7 — пластина режущая; 8 <=- прихват
202
Режущий инструмент
/7-Д Исполнение 1
---- ----------------------- д
Рис. 15. Конструкция торцовых регулируемых кассетных фрез с механическим креплением пластин из СТМ
Фрезы
203
49. Кассетные регулируемые фрезы (см. рис. 15)
Размеры, мм
Исполнение D Di d dx н 1 h di da b a i Число зубьев 0
BOM. пред. ОТКЛ.
1 125 130 75 40 56 16,4 +0,11 9 66 10
160 165 50 68 —- 14 18,4 +0,13 10 14
200 205 92 92 18
160 165 40 88 63 66,7 16,4 +0,11 9 14
200 205 18
2 250 255 160 130 155 24
315 320 230 220 30
400 405 300 101,6 18 40
500 505 260 60 400 80 177,8 22 25,7 H12 14 220 50
630 635 530 60
800 805 700 — 80
тии кассет винтами 2; точность предварительной настройки торцового биения должна быть около 0,02 мм. Окончательное осевое регулирование осуществляется при полное 1ью затянутых винтах 2 только в направлении перемещения кассет от опорного торца. Дотягивать винты 2 после окончательного регулирования не допускается. Окончательное осевое регулирование позволяет получить торцовое биение режущих кромок 0,002—0,005 мм. Затраты времени на такую точную настройку горнового биения составляют не более 1 мин в расчете на каждый зуб Фрезы. Высокой квалификации оператора при этом не требуется.
Радиальное биение режущих кромок 0,06—0,12 мм (в зависимости от диаметра фрезы) обеспечивается точностью наполнения соответствующих размеров Корпусов фрез и кассет, а также использованием прецизионных режущих Пластин. Фрезы с1 пластинами квадратней и шестигранной формы с зачистными кромками предназначены для чис-^°пой обработки (глубина резания до
1 мм), а с круглыми пластинами — в основном для получистового и предварительного фрезерования. Двухступенчатые фрезы обеспечивают обработку чугунов и цветных сплавов на основе меди с глубиной резания до 4—6 мм, а сталей — до 3—4 мм.
Кассетный принцип позволяет собирать фрезы разного назначения, используя один и тот же корпус. При установке в корпус ступенчатой фрезы дополнительных кассет с зачистными квадратными пластинами обеспечивается чистовая обработка. Зачистные кромки квадратных пластин могут иметь специальную радиусную форму. Конструкцию отличает гибкость, что принципиально важно в условиях автоматизированных процессов.
Присоединительные поверхности торцовых фрез с механическим креплением СМП регламентированы ГОСТ 26595—85 (табл. 50 и 51). Фрезы изготовляют следующих исполнений: А и В — закрепляемые на оправках; С — закрепляемые на оправках и на концах шпинделей.
204
Режущий инструмент
50. Присоединительные поверхности торцовых фрез с механическим креплением СМП, закрепляемых на оправках (ГОСТ 26595—85)
Размеры, мм
Фрезы концевые быстрорежущие с цилиндрическим и коническим хвостовиками предназначены для обработки чугуна, стали и других материалов. Фрезу с коническим хвостовиком (табл. 52) изготовляют диаметром 14— 40 мм, а с цилиндрическим хвостовиком (табл. 53) — диаметром 10—40 мм. По сравнению со стандартными данные фрезы характеризуются повышенной надежностью в работе и отличаются более точным изготовлением и креплением.
При выполнении отдельных операций фрезерования на станках с ЧПУ возникает необходимость настройки фрез на размер в осевом направлении
на станке или вне станка. В этом случае наиболее целесообразно применение фрез с цилиндрическим хвостовиком, которые закрепляются в цанговых патронах с механизмом осевого регулирования.
Фрезы с цилиндрическим хвостовиком изготовляют в двух исполнениях (см. табл. 52). На фрезах исполнения 2 предусмотрен поводок, предотвращающий проворот фрезы в процессе работы. Геометрические параметры этих фрез приведены в табл. 54.
Фрезы концевые, оснащенные винтовыми пластинами из твердого сплава, предназначены для обработки изделий из чугуна и стали на станках с ЧПУ.
Фрезы
205
51. Присоединительные поверхности торцовых фрез с механическим креплением СМП исполнения С, закрепляемых на оправках
и на концах шпинделей (ГОСТ 26595—85)
206
Режущий инструмен!
52. Фрезы концевые с коническим хвостовиком быстрорежущие (ОСТ 2И62-2-—75, тип 2)
Размеры, мм
Фреза D Ь Й к Число зубьев г Конуо Морзе
035-2223-0101 14 115 22 51
-0102 16 120 36 56 л 2
-0103 18 120 36 56 4
-0104 20 145 44 64 о
-0105 25 150 50 69 о
-0106 32 180 55 99 £»
-0107 40 190 65 109 О 4
-0108 50 195 70 114
Примечание. Изготовители — Запорожский инструментальный завод им. П. Л. Войкова и Белгородский завод фрез.
53. Фрезы концевые с цилиндрическим хвостовиком быстрорежущие (ОСТ 2И62-2—75, тип 1) •
Размеры, мм
1 Фреза Ис-пол не' ние D d d± Ь 1 к Число зубьев Z
035-2220-0101 10 10 60 20
-0102 1 12 12 — 70 25 ои 4
-0103 14 14 80 32 40
Фрезы
207
Продолжение табл. 53
Фреза Исполнение D d di L I h Число зубьев 9
035-2220-0104 -0105 1 16 18 16 18 90 40 40 4
-0106 20 20 100 45
-0107 20 20 19 120 45
-0108 -0109 2 25 32 25 32 24 31 175 50 55 95 6
-ОНО 40 50 40 39 65 70
Примечание* Изготовитель — Запорожский инструментальный завод.
54. Элементы конструкции и геометрические параметры фрез (ОСТ 2И62-2—75) диаметром 25—40 мм с цилиндрическим хвостовиком
Размеры, мм
D d I ft t h к R fli
25 9 2,9 й n 5,2 1,5 1,5 1,2 2 1,8
32 12 5,0 6,5 2,0 2,0 1,5 3 2,0
40 17 7,5 6,0 8,0 4
Примечание. Геометрические параметры фрез с цилиндрическим хвостовиком диаметром 10—20 мм по ГОСТ 17025 71; фрез с коническим хвостовиком по ГОСТ 17026—71.
208
Режущий инструмент
55. Фрезы с цилиндрическим хвостовиком, оснащенные пластинами из твердого сплава (ТУ 2-035-812—81)
Размеры, мм
Фреза D d 2 ^настр Число зубьев Z
01.3.0036.000-00 20 20 33 166
-01 25 25 tin 184 4
-02 32 32 □и 189 •
-03 -04 40 50 40 58 54 195 6
Примечание. Изготовитель — Храпуновский инструментальный завод.
56. Фрезы концевые с коническим хвостовиком, оснащенные пластинами из твердого сплава (ТУ 2-035-812—81)
Мну с Морзе
Размеры, мм
Фреза d L 1 V а) о* о о MX 1 Число i Зубьев г !
035-2223-1141 20 158 33 3 л
-1142 25 189 50 4
-1143 32
-1144 40 58
-1145 50 216 54 5 6
Примечание. Изготовитель — Храпуновский инструментальный завод.
Фрезы
209
Фрезы изготовляют диаметром 20—• 50 мм.
В качестве режущей ч^сти фрез используют винтовые пластины из твердого сплав о марок Т5К10, Т14К8, Т15К6, ВК6, ВК8 (ГОСТ 3882-74). Форма и размеры винтовых пласти-аок по ГОСТ 2209—82.
Как правило, фрезы изготовляют только праворежущими; леворежущими по согласованию с потребителем.
Для праворежущих фрез установлены следующие углы резания: передний угол в нормальном сечении к главной режущей кромке у = —5°; задний угол в нормальном сечении к главной режущей кромке у = 18°; угол подточки зубьев на торце о — —5°.
Фрезы изготавливают с цилиндрическим (табл. 55) и коническим хвостовиком (табл. 56).
Фрезы концевые по ОСТ 2И41-5—84 е механическим креплением трехгравн
вых твердосплавных пластин (табл. 57)? в том числе с износостойким покрытием, предназначены для черновой и чистовой обработки деталей из конструкционных сталей и чугуна. Фрезы для чистовой обработки имеют радиальное и торцовое биения в пределах 0,05 мм; для черновой — 0,07 мм. Предельно допустимая глубина резания составляет 2/3 длины режущей кромки. В качестве режущей части фрез используют пластины из твердого сплава по ГОСТ 3882-74.
Фрезы концевые твердосплавные (ГОСТ 18372—73*) предназначены для работы по труднообрабатываемым материалам. Фрезы изготавливают двух типов: цельные (табл. 58) и со стальным цилиндрическим хвостовиком (табл. 59). В зависимости or условий применяют фрезы нормальной и повышенной точности. При заказе фрез повышенной точности после обозначения перед маркой твердого сплава
57. Фрезы концевые с механическим креплением твердосплавных пластин (ОСТ 2И41-5—84)
Ммр Морзе
ч">реза D ! L 1 ’р СО0' Число зубьев г
ММ
035-2224-0001 20 116 30 -6 3
-0002 25 124 38 —4 2
-0003 32 —3
1 -0004 40 t Г’?’ 48 5 3
; -0005 50 и 4
Примечая и е. Изготовитель — Белгородский завод фрез.
210
Режущий инструмент
58. Фрезы концевые твердосплавные цельные с цилиндрическим хвостовиком (ГОСТ 18372—73, тип 1)
Размеры, мм
Фреза D Ь 1 d Число зубьев z
праворежущая леворежущая
2220-0171 -0173 -0179 -0181 -0187 -0189 -0197 -0199 -0201 -0209 -0211 -0213 -0221 -0223 -0225 -0233 -0235 -0237 -0245 -0247 -0249 2220-0172 -0174 -0182 -0184 -0192 -0194 -0204 -0206 -0208 -0218 -0222 -0224 -0234 -0236 -0238 -0248 -0252 -0254 -0264 -0266 -0268 3 28 8 3,0 3
4
4 32 10 4,0 3
4
5 36 12 5,0 3
4
6 40 16 6,0 3
4
7 7,0 5
3
4
5
8 45 20 8,0 3
4
5
9 9,0 3
4
5
10 50 10,0 3
4
5
Примечания: 1. Материал фрез — твердые сплавы марок ВК6М, ВК8, ВК10М по ГОСТ 3882—74.
2. Изготовитель — Сестрорецкий инструментальный завод им. С. И. Воскова.
Фрезы
211
59. Фрезы концевые твердосплавные со стальным цилиндрическим хвостовиком (ГОСТ 18372—73, тип 2)
Размеры, мм
Фреза D L В d Число зуЬьев 'г
право-режущая леворежущая
2220-0275 -2777 -0279 -0287 -0289 -0291 -0299 -0301 -0303 -0311 -0313 -0315 -0323 -0325 -0327 -0335 -0337 -0339 -0359 -0361 -0363 2220-0302 -0304 -0306 -0316 -0318 -0322 -0332 -0334 -0336 -0346 -0348 -0352 -0362 -0364 -0366 -0376 -0378 -0382 -0406 -0408 -0412 5 58 24 5,0 3
4
5
6 80 30 6,0 3
4
5
7 7,0 3
4
5
8 88 38 8,0 3
4
5
9 9,0' 3
4
5
10 95 45 10,0
4
5
12 103 53 12,0 3
4
5
Примечания: 1. Материал фрез — твердые сплавы марок ВК6М, ВК8, ВКЮМ по ГОСТ 3882—72. 2. Изготовитель — Сестрорецкий инструментальный завод им. С. И. Воскова.
212
Режущий инструмент
60. Фрезы концевые с коническим хвостовиком, оснащенные винтовыми твердосплавными пластинами (ГОСТ 20537—75)
Размеры, мм
Фреза D ь 1 h Конус Морзе Число зубьев z
2223-0501 12,5 115 11 51 2 2
-0502 16,0 120 13 56 3
-0503 20,0 135 12 54 3
-0504 -0505 25,0 32,0 5 160 20 19 57,5 4 4
-0506 -0507 40,0 50,0 190 24 60,5 5 6
Примечания: 1, Геометрические параметры фрез по ГОСТ 20536—75.
2. Изготовитель — Храпуновский инструментальный завод.
61. Фрезы концевые удлиненные с коническим хвостовиком, оснащенные винтовыми твердосплавными пластинами (ГОСТ 20538—75)
Размеры, мм
Фреза D L 1 Zi Конус Морзе Число | зубьев z
2223-0551 -0552 -0553 -0554 -0555 20,0 145 21 64 3 4
25,0 32,0 170 34 67,5 4
40,0 50,0 205 41 38 75,5 5 6
Примечания; 1. Геометрические параметры фрез по ГОСТ 20536—75.
2. Изготовитель — Храпуновский инструментальный завод.
Фрезы
213
указывается буква Т. Радиальное и торцовое биение фрез повышенной точности составляет 0,02 мм; фрез нормальной точности — 0,03 мм.
Фрезы концевые с коническим хво стовиком, оснащенные винтовыми пла* стинами из твердого сплава (ГОСТ 20537—75 и ГОСТ 20538—75) предназначены дл$ обработки стали, чугуна и бронзы, а также труднообрабатываемых сталей и сплавов. Рекомендуются фрезы диаметром 12,5— 50 мм. Фрезы изготовляются двух типов: нормальной длины (табл. 60) и удлиненные (табл. 61). Выполняются с пластинами из твердых сплавов групп В К и ТК.
Фрезы с напаянными твердосплав" ными пластинами для обработки Т-образных пазов (ГОСТ 10673—75) (табл. 62) предназначены для обработки пазов по ГОСТ 1574—71. В качестве режущей части фрез используют
твердосплавные пластины марки ВК8 по ГОСТ 3882—74.
Фрезы концевые, оснащенные винтовыми твердосплавными пластинами для обработки деталей из высокопрочных сталей и титановых сплавов (ГОСТ 24637—81) (табл. 63). Материал режущей части фрез — твердый сплав марок Т15К6, Т5К10, ВК6-М, ВК8, ВКЮ-ОМ: ТТ10К8-Б, ТТ20К9 по ГОСТ 3882—74. Фрезы изготавливают праворежущими с правой винтовой ка* навкой и леворежущими с левой винтовой канавкой для диаметра более 40 мм. Допуск торцового и радиального биения не должен превышать 0,03 мм. Для обработки титановых сплавов передний угол у — 0, а для обработки теплоустойчивых хромистых и высокопрочных сталей равен —5°»
Фрезы дисковые трехсторонние (ГОСТ 3755—78) изготовляют с прямыми зубьями диаметром от 50 до
62« Фрезы с напаянными твердосплавными пластинами для обработки Т-образных пазов (ГОСТ 10673—75)
Размеры, мм
Фреза Номинальный размер паза D в В 1 Число зубьев 2 Конус Морзе
2252-0003 12 21 9 98 34 2
-0004 14 25 11 103 39
-0005 -0006 18 32 14 18 ПО 46 57 6
22 40 138 3
-0007 28 50 22 173 70,5
-0008 36 60 28 188 85,5 4
-0009 42 72 35 229 99,5 8
-ООН 48 85 40 240 110,5 5
-0012 54 95 44 251 121,5
Примечания: 1. Режущая часть оснащена твердосплавными пластинами ВК8 по ГОСТ 3882—74.
2. Изготовитель — Винницкий инструментальный завод.
214
Режущий инструмент
63. Фрезы концевые, оснащенные винтовыми твердосплавными пластинами, для обработки деталей из высокопрочных сплавов и титановых сплавов (ГОСТ 24637—81)
03*45° Конус Морзе
Фреза D ь 1 Конус Число зубьев 2
мм Морзе U) "
2223-5642 -5643 16 122 135 23 36
-5645 -5646 20 136 157 37 58 3 30
2223-5652 -5654 25 162 199 37 74 4 4 36
-5657 -5658 32 208 227 53 72 » 40
-5663 215 60
-5665 40 259 104 5 6 34
-5668 -5671 215 259 60 104
-5673 •-5675 -5676 50 215 237 259 60 82 104 4 40
Примечание. Допускается изготавливать фрезы диаметром 32, 40 мм с конусом Морзе 4.
125 мм. Фрезы общего назначения (табл. ^64) отличаются от шпоночных формой уголков режущих кромок и допуском на ширину фрезы. Поле допуска на ширину фрез общего назначения £11. Фрезы имеют износостойкое покрытие.
Фрезы шпоночные цельные твердосплавные с вышлифованным профилем из унифицированных заготовок (ТУ 2-035-782—80) (табл. 65) предназначены для обработки деталей из чугунов и труднообрабатываемых материалов. Допуск радиального биения
режущих кромок зубьев относительно поверхности хвостовика 0,02 мм. Материал фрез — твердый сплав марок ВК8 и ВК6М по ГОСТ 3882—74.
Фрезы шпоночные цельные твердосплавные (по ГОСТ 16463—80) (табл. 66) с цилиндрическим хвостовиком предназначены для обработки шпоночных пазов как в материалах общего назначения, так и в труднообрабатываемых материалах. Изготовляют из твердого сплава марок В Кб, ВК6М, ВКЮМ, Т5КЮ и Т15К6 по ГОСТ 3882—74, в том числе с износо-
Фрезы
215
84. Фрезы быстрорежущие дисковые трехсторонние общего назначения (ГОСТ 3755—78)
Размеры, мм
Фреза DUs) в d (Я7) Число зубьев г
2240-0351 4
-0201 5
-0202 6
-0357 50 7 16 14
-0361 8
-0363 9
-0365 10
-0367 14
-0371 5
-0203 6
-0275 7
-0204 -0381 63 8 9 22 16
-0205 10
-0206 12
-0387 14
-0391 16
-0393 5
-0395 6
-0397 7
-0207 80 8 27 18
-0403 о
-0208 10
-0209 12
-0210 14
Фреза ° Us) В d (Н7) Число зубьев Z
2240-0413 16
-0415 80 18 27 18
-0417 20
-0421 6
-0423 7
-0425 8
-0427 9
-0211 10
-0212 -0213 100 1'2 14 20
-0214 16
-0443 18
-0445 20
-0447 22
-0451 25 32
-0453 8
-0455 9
-0457 10
-0461 12
-0463 14
-0465 125 16 22
-0467 18
-0471 20
-0473 22
-0475 25
-0477 28 -
Примечание. Изготовители — Винницкий инструментальный завод и Ташкентский инструментальный завод.
216
Режущий инструмент
65. Фрезы шпоночные цельные твердосплавные с вышлифованным профилем из унифицированных заготовок (ТУ 2-035-782—80)
Размеры, мм
Примечание. Изготовитель — Сестрорецкий инструментальный завод им. С. И. Воскова.
66. Фрезы шпоночные цельные твердосплавные (ГОСТ 16463—80)
Размеры, мм
Фреза d th I L
2234-0201 2 3 4 25
- -0501 4
5
f - -0202 3 3 30
-0502 4
1 -0203 4 4 7
L 32
-0204 5 8 8
-0205 6 6 10
-0503 -0504 7 7 8 10 35
-0206 -0207 -0208 8 10 12 8 10 12 11 13 16 40 45 50
Примечание. Изготовитель — Сестрорецкий инструментальный завод им. С. И. Воскова.
Фрезы
217
67* Фрезы концевые с цилиндрическим хвостовиком (по ГОСТ 17025—71*)
Размеры, мм
Фрезы d th L I Число зубьев z
с цилиндрической ленточкой заточенные наостро с нормальным зубом с крупным зубом
2220-0001 -0003 2220-0031 -0033 ео 4 40 • 43 8 И
-0005 -0007 -0035 -0037 5 6 5 6 47 57 13
-0429 -0039 7 8 60 16 4 3
-0009 -0040 8 63 19
-0433 -0041 9 10 69
-ООН -0042 10 72 22
-0435 -0043 11 79
-0013 -0044 12 12 83 26 4
-0015 -0046 14 5
-0017 -0048 16 16 92 32
-0019 -0050 18
-0021 -0208 -0052 -0211 20 22 20 104 38 6
-0217 -0226 -0219 -0228 25 28 25 121 45
^Примечание. Изготовители — Сестрорецкий инструментальный завод им. С. И. Воскова, Запорожский инструментальный завод, Ташкентский инструментальный завод.
218
Режущий инструмент
68. Фрезы концевые с коническим хвостовиком (ГОСТ 17026—71*)
Минус Морзе
Размеры, мм
Фрезы d L 1 Ко-нус Морзе Число зубьев z
с цилиндрической ленточкой заточенные наостро с нормальным зубом с крупным зубом
2223-0112 2223-0114 10 92 00
-0121 -0123 11 1
-0129 -0132 1 О УО
-0165 -0167 111 26 2 4
>0292 -0294 14 96 1
-0001 -0041 111
-0003 -0043 16 117 32 2 3
-0005 -0045 18
-0296 -0298 20 123
-0007 -0047 140 3
-0138 -0141 22 123 38 2
-0009 -0048 140 5
-ООП -0050 25 147 3
-0305 -0307 оо 45
-0013 -0052 170 4
, -0147 -0149 32 155 53 3
-0015 -0054 178 4
-0156 -0158 155 ,3
-0017 -0057 36 178 53
-0019 -0059 л л 188 4
-0309 -0312 4U 221 5 6 4
63
-0021 -0061 188 4
45
-0023 -0062 221 5
-0025 -0065 кл 200 4
-0027 -0066 ои 233 75 5
Фрезы
I
219
Продолжение табл. 68
Фрезы d L 1 Конус Морзе Число зубьев z
с цилиндрической ленточкой заточенные наостро с нормальным зубом с крупным зубом
2223-0785 2223-0069 56 200 75 4
-0787 -0070 233 5 8 5
-0791 -0071 63 248 90 г
Примечание. Изготовители —Сестрорецкий инструментальный завод им. С. И. Воскова, завод «Фрезера им. М. И. Калинина, Йошкар-Олинский инструментальный завод, Запорожский инструментальный завод, Белгородский завод фрез.
стойкими однослойным и многослойным покрытиями. Допуск радиального биения режущих кромок относительно оси поверхности хвостовика не должен превышать 0,02 мм, допуск торцового биения — 0,03 мм.
Фрезы концевые с цилиндрическим хвостовиком (ГОСТ 17025—71*) (табл. 67) изготавливают из быстрорежущей стали • по ГОСТ 19265—73 двух типов: с нормальным и крупным зубом. Фреза каждого типа выполняется двух исполнений — с цилиндрической ленточкой и заточенные без ленточки. Фрезы с цилиндрической ленточкой должны иметь допуск радиального биения режущих зубьев 0,02—0,04 мм, а заточенные наостро— 0,03—0,06 мм. Допуск торцового биения режущих кромок для фрез нормальной точности диаметром до 16 мм составляет 0,03 мм. свыше 16 мм — 0,04 мм. Фпезы м«;гут поставляться с износостойким покрытием из нитрида титана, нанесенным плазменновакуумным методом в соответствии с ТУ 035-834—81.
Фрезы конпевые с коническим хвостовиком (ГОСТ 17026—71*) (табл. 68) выполняют двух типов: с нормальным и крупным зубом, заточенным наостро или с цилиндрической ленточкой. Требования к точности см. фрезы по ГОСТ 17025—71*. Фрезы изготавливают из быстрорежущей стали по ГОСТ 19265—73, в том числе с износостойким покрытием из нитрида титана, нанесенным плазменно-вакуум-
ным методом в соответствии с ТУ 2-035-834—81.
Фрезы дисковые с механическим креплением многогранных пластин из твердого сплава (ОСТ 2И41-7—84) (табл. 69) предназначены для фрезерования пазов и уступов в чугунных и стальных деталях. Фрезы изготавливают с износостойким покрытием с креплением режущих пластин штифтом через отверстие (Тип 1) или с креплением их клином (тип 2). Допуск радиального биения главных режущих кромок относительно оси посадочного отверстия для двух смежных зубьев не более 0,06 мм. Допуск торцового биения не более 0,07 мм. Рекомендуемая подача 0,15—0,4 мм/зуб.
На рис. 16 представлена конструкция дисковой фрезы фирмы Sandvik Coromant (Швеция) с механическим креплением трехгранных пластин с зад-
Рис. 16. Дисковая фреза фирмы Sandvik Coromant
220
Режущий инструмент
69* Фрезы дисковые с механическим креплением многогранных пластин из твердого сплава (ОСТ 2И41-7—84)
Размеры, мм
Фреза D в d d± Число зубьев Z
Тип 1 035-2241-0001 -0002 -0003 -0004 -0005 -0006 -0007 -0008 -0009 -0010 -ООП -0012 -0013 -0014 -0015 -0016 -0017 -0018 -0019 100 14 18 27 40 8
125 16 40 50
160 14 22 28 50 75 12 8
200 16 20 25 32 60 14 12 10 8 18 16 12 , 24
250 14 18 22 28 16
315 20 25 ' 32 20 16 14
Тип 2 035-2241-0026 -0027 -0028 -0029 -0030 -0031 100 12 14 18 12 14 18 27 50 6
8
Сверла
221
Продолжение табл. 69
Число
Фреза D в d зубьев
г
Тип 2 14
035-2241-0032
-0033 16 8
-0034 125 20 32 60
-0035 14
-0036 16 10
-0037 20
-0038 12
-0039 14 10
-0040 18
-0041 160 22 40 75
-0042 12
-0043 14 1 о
-0044 18
-0045 22
-0046 14
-0047 -0048 200 16 22 50 90 14
-0049 25
-0050 14
-0051 -0052 250 18 22 18
-0053 28 50
-0054 16 90
-0055 -0056 315 20 25 20
-0057 28
Примечая и е. Изготовитель - - Белгородский завод фрез.
ними углами. Пластина 2 базируется в V-образном пазу вставки 3, которая закрепляется в корпусе 1 винтом 4. Пластина закрепляется клином 6 и винтом 5. Наличие сменных вставок обеспечивает технологическую возможность выполнения базирующих поверхностей, а также повышает срок службы корпуса фрезы. Угол наклона пластин Разнонаправленный, что способствует Устранению вибраций.
СВЕРЛА
На станках с ЧПУ применяют различные типы сверл в зависимости от Диаметров, конфигурации и точности
обрабатываемых отверстий, а также других конкретных условий их эксплуатации.
Сверла спиральные с цилиндрическим хвостовиком диаметром 5—20 мм (табл. 70) предназначены для предварительного центрования отверстий. Конструктивные отличия этих сверл от стандартных точного исполнения (ГОСТ 4010—70) состоят в том, что здесь уменьшена длина их рабочей части, снижены допуски на симметричность сердцевины и осевое биение сверл.
Хвостовики сверл не имеют обратной конусности. Угол при вершине 2ф = 90°. Схема заточки сверл приведена в табл. 71. Указанные измене-
222
Режущий инструмент
70. Сверла спиральные с цилиндрическим хвостовиком для зацентровки под сверление (по ОСТ 2Й20-5—80)
Размеры, мм
к Сверло d (Л8) ь /о
— Ч- 035-2317-0101 -0102 -0103 -0104 5,0 10,0 16,0 20,0 55 75 100 120 15 30 48 60
' X Lp [тг L J
Примечания: 1. Схему заточки см. в табл. 71. 2. Изготовитель — Оршанский инструментальный завод.
71. Геометрические параметры режущих элементов сверл для зацентровки (ОСТ 2И20-5—80)
> Размеры, мм
ния в конструкции позволяют, увеличить точность центрования по сравнению со стандартными сверлами.
Сверла спиральные с цилиндрическим хвостовиком диаметром 3—20 мм (ОСТ 2И20-1—80) (табл. 72) предназначены для обработки конструкционных материалов. Сверла обеспечивают точность обработки отверстий по 11— 13-му квалитету.
Основные размеры сверл приняты по ГОСТ 10902—77. По сравнению со стандартными сверлами здесь уменьшены допуски на симметричность сердцевины сверла, осевое биение режущих кромок, радиальное биение по ленточкам. Хвостовики сверл не имеют обратной конусности. Геометрические параметры режущих элементов сверл приведены в табл. 73. Указанные измене-
Сверла
223
72. Сверла спиральные с цилиндрическим хвостовиком
(по ОСТ 2И20-1—80)
с 55°; 2(р = 118°
Сверло d L Iq (0°
мм
035-2300-1201 -1202 -1203 -1204 -1205 -1206 -1207 -1208 -1209 -1210 -1211 -1212 -1213 -1214 -1215 -1216 -1217 -1218 -1219 -1220 -1221 -1222 -1223 -1224 -1225 -1226 -1227 -1228 -1229 * -1230 —— 3,00 3,10 3,15 3,20 3,30 3,35 3,40 3,50 3,60 3,70 3,80 3,90 4,00 4,10 4,20 4,25 4,30 4,40 4,50 4,60 4,70 4,80 4,90 5,00 5,10 5,20 5,30 5,40 5,50 5,60 60 32 24
65 36 25
70 40 25 26
75 42
80 45
85 52
85 52
95 60
Продолжение табл. 72
Сверло d L А) (О9
мы.
035-2300-1231 -1232 -1233 -1234 -1235 -1236 -1237 -1238 -1239 -1240 -1241 -1242 -1243 -1244 -1245 -1246 -1247 -1248 -1249 -1250 -1251 -1252 -1253 -1254 -1255 -1256 -1257 -1258 -1259 -1260 -1261 -1262 -1263 -1264 -1265 -1266 -1267 -1268 -1269 -1270 -1271 -1272 -1273 -1274 6г70 5.80 5,90 6,00 6,10 6,20 6,30 6,40 6,50 6,60 6,70 6,80 6,90 7,00 7,10 7,20 7,30 7,50 7,60 7,70 7,80 7,90 8,00 8,10 8,20 8,30 8,40 8,50 8,60 8,70 8,80 8,90 9,00 9,10 9.20 9,30 9,40 9,50 9,60 9,70 9,80 9,90 10,00 10,10 95 60 26
100 65 27 28 29 30 28
ПО 70
115 75
125 80
135 90 29
224
Режущий инструмон
Продолжение табл. 72
Сверло d Ь /о
мм
035-2300-1275 -1276 -1277 -1278 -1279 -1280 -1281 -1282 -1283 -1284 -1285 -1286 -1287 -1288 -1289 -1290 -1291 -1292 -1293 -1294 -1295 -1296 -1297 -1298 -1299 -1300 -1301 -1302 -1303 -1304 -1305 -1306 -1307 -1308 -13U9 -1310 -1311 -1312 -1313 -1314 -1315 -1316 10,20 10,30 10,40 10,50 10,60 10,70 10,80 10,90 11,00 11,10 11,20 11,30 11,40 11,50 11,70 11,80 11,90 12,00 12,10 12,20 12,30 12,40 12,50 12,60 12,70 12,80 13,00 13,10 13,20 13,30 13,50 13,70 13,80 14,00 14,25 14,50 14,75 15,00 15,25 15,40 15,50 15,75 135 90 28
145 95 29 28 29 29,5 29 29,5 29 28,5 29
150 100
160 НО
170 115
180 120
Продолжение табл. 72
Сверло i d £ /о ©°
I мм
035-2300-1317 16,00 180 120 30
-1318 16,25
-1319 16,50 185 зо,.;
125
-1320 16,75
-1321 17,00
-1322 17,25 30
-1323 17,40
-1324 17,50
-1325 17,75
-1326 18,00 200 135 о 1
-1327 18,25 о j
-1328 18,50
-1329 18,75
-1330 19,00
-1331 19,25 30
-1332 19,40
-1333 19,50 205 140
-1334 19,75
-1335 20,00
П р и м е ч а ния: 1. Гео
метрические параметры режущих элементов по табл. 73.
2. Изготовители — Сестрорецкий инструментальный завод им. С. И. Воскова; завод «Фрезер»; Вильнюсский завод сверл; Фрунзенский завод сверл.
ния в конструкции позволяют увели* чить точность обработки и повысить стойкость сверл по сравнению со стандартными.
Сверла спиральные с коническим хвостовиком диаметром 6—30 мм (<^С1 2И20-2-—80) (табл. 74) предназначены для обработки конструкционных материалов. Этими сверлами можно обрабатывать отверстия без предвари тыльного центрования.
Основные размеры сверл даны по ГОСТ 10903—77. По сравнению со
225
Сверл*
73. Геометрические параметры режущих сверл
Эскиз Тип заточки d, мм а® 2 п
По двум ПЛОСКОСТЯМ 3—18 18—30 12 11 40 —"
ей Mb — По винтовым поверхностям 3—18 13—30 12 И — 0,02
74. Сверла спиральные с коническим хвостовиком (по ОСТ 2И20-2—80) с 2q>= 118° и ф = 55°
Сверло d L к 1 Конус Морзе ©я
мм 1
035-2301-1001 -1002 -1003 -1004 -1005 -1006 -1007 6,00 6,20 6,50 6,80 7,00 7,20 7,50 140 60 78 1 26
145 65 83 27
150 70 88
8 Кузнецов Ю. И. и др.
226
Режущий инструМе1п
Продолжение табл. 74
Сверло d Ь 1 Конус Морзе ©О
мы
035-2301-1008 -1009 -1010 -1011 -1012 -1013 -1014 -1015 -1016 -1017 -1018 -1019 -1020 -1021 -1022 -1023 -1024 -1025 -1026 -1027 -1028 -1029 -1030 -1031 -1032 -1033 -1034 -1035 -1036 -1037 -1038 -1040 -1041 -1042 -1043 -1044 -1045 -1046 7,80 8,00 8,20 8,50 8,80 9,00 9,20 9,50 9,80 10,00 10,20 10,50 10,80 11,00 11,20 11,50 11,80 12,00 12,20 12,50 12,80 13,00 13,20 13,50 13,80 14,00 14,25 14,50 14,75 15,00 15,25 15,50 15,75 16,00 16,25 16,50 16,75 17,00 155 75 93 1 27
28 ~
29
160 80 98
30
28
170 90 108 29
28
175 95 113
180 100 118
29
29,5
190 НО 128 29
29,5
29
215 115 140 2
28,5
220 120 145
29
225 125 150 30
30,5
31
227
Стерла
Продолжение табл. 74
Сверло d Ь 1 Конус Морзе ©9
мм
035-2301-1047 -1048 -1049 -1050 -1051 -1052 -1053 -1054 -1055 -1056 -1057 -1058 -1060 -1061 -1062 -1063 -1064 -1065 -1066 -1067 -1068 -1069 -1070 -1071 -1072 -1073 -1074 -1075 -1076 -1077 -1078 -1079 -1080 -1081 -1082 -1083 -1084 -1085 -1086 -1087 -1088 -1089 -1090 17,25 17,40 17,50 17,75 18,00 18,25 18,50 18,75 19,00 19,25 19,40 19,50 20,00 20,25 20,50 20,75 20,90 21,00 21,25 21,50 22,00 22,25 22,50 22,75 23,00 23,25 23,50 23,75 23,90 24,00 24,25 24,50 24,75 25,00 25,25 25,50 25,75 26,00 26,25 26,50 26,75 27,00 27,25 230 130 155 2 31
235 135 160
30
240 140 165
245 145 170
31
30
250 150 175
255 155 180 31
3
275 155 181
280 160 186
285 165 191
290 170 194
8*
228
Режущий инструмент
Продолжение табл. 74
Сверло d Ь h 1 Конус Морзе О?
мм
035-2301-1091 -1092 -1093 -1094 -1095 -1096 -1097 -1098 -1099 -1100 27,50 27,75 28,00 28,25 28,50 28,75 29,00 29,25 29,50 30,00 290 170 194 3 31
Примечания: 1. Геометрические параметры режущих элементов см. в табл. 73.
2. Изготовители —'Сестрорецкий инструментальный завод им. С. И. Воскова, завод «Фрезер», Вильнюсский завод сверл, Фрунзенский завод сверл.
стандартными сверлами точного исполнения здесь уменьшены допуски на симметричность сердцевины, радиальное и осевое биение. Конусы Морзе — по АТ7 ГОСТ 2848—75.
Эти изменения в конструкции сверл позволяют повысить их стойкость и точность обработки отверстий.
Для обработки легких сплавов применяют сверла по ГОСТ 19543—74 — ГОСТ 19548—74. Труднообрабатывае-
Рис, 17. Спиральное сверло для обработки алюминиевых сплавов
мне Материалы .рекомендуется обрабатывать сверлами по ГОСТ 20694—75-ГОСТ 20698—75.
ВНИИинструментом совместно с Фрунзенским заводом сверл создана и освоена в производстве гамма спиральных быстрорежущих сверл в диапазоне диаметров 2—20 мм с цилиндрическим и коническим хвостовиками для обработки алюминиевых сплавов. Разработаны конструкции сверл (рис. 17) четырех серий в зависимости от длины режущей части, что обеспечивает возможность оптимального процесса сверления отверстий различной глубины.
Профиль сверл, очерченный простыми кривыми, обеспечивает достаточную (до 70%) площадь проходного сечения стружечных канавок для транспортирования длинной стружки большого объема, образующейся при обработке алюминиевых сплавов, и одновременного обильного подвода СОЖ к вершине сверла. В то же время утолщенная (k < 0,2d) сердцевина сверла придает конструкции прочность и жесткость. Ширина ленточки f = 0,04-? 0,05d, что уменьшает температурную нагрузку, налипание обрабатываемого
Сверла
229
металла и крутящий момент. К другим конструктивным особенностям таких сверл относятся: увеличенный до 140° угол при вершине ф, который применяется при любой из рекомендуемых форм заточки (двухплоскостной, двухплоскостной с плоской подточкой и нормальной с плоской подточкой); задний угол увеличен до 18—20°; угол подъема винтовой линии © = 40° обеспечивает эффективное удаление стружки от вершины сверла и повышает его крутильную жесткость; применение износостойкого покрытия нитридом титана уменьшает налипание стружки на рабочих поверхностях и повышает стойкость сверла.
Общие рекомендации по применению спиральных быстрорежущих сверл (режимы резания и формы заточки вершины сверла в зависимости от обрабатываемого материала, вида СОЖ и т. д.) приведены в ТУ 2-035-1061—86.
Во ВНИИинструмент разработана конструкция Нового спирального сверла диаметром 10—20 мм с двумя на-пайными твердосплавными пластинами и каналами для подвода СОЖ (рис. 18), обеспечивающая повышение производительности обработки и стойкости сверл при использовании их на станках с ЧПУ в 2 раза и более по сравнению с традиционным способом обработки отверстий.
Сверла предназначены для обработки отверстий глубиной не более трех Диаметров«без предварительного центрования в деталях из различных материалов, в том числе из материалов с повышенной твердостью, при вертикальном и горизонтальном способах сверления за проход.
Сверло (см. рис. 18) оснащено двумя напайными твердосплавными пластинами и имеет подвод СОЖ в зону резания. Особенностями конструкции но-в°го спирального сверла являются: применение в режущей части двух ‘твердосплавных пластин 3 с центральной симметрией; использование так Называемой радиусной формы заточки в зоне перехода поперечной кромки " режущую 4; наличие в корпусе ЙУтренних каналов 1 для подвода в зону резания; хвостовик имеет цилиндрическую форму с лыской 2.
Рис. 18. Спиральное сверло с напайны*» ми твердосплавными пластинами и каналами для подвода СОЖ в зону резания
Сверло имеет следующие геометрические параметры: передний угол 18° (постоянный вдоль всех режущих кромок); передний угол на поперечной кромке равен нулю (постоянный в зоне этой кромки); угол наклона режущих кромок 8°.
Крепление инструмента осуществляется винтом за специальную лыску на хвостовике. Материал корпуса — инструментальная сталь марки 9ХС твердостью HRC9 50—56.
Сверла можно эффективно использовать на различных станках с ЧПУ, со специальными патронами для подвода СОЖ в зону резания.
В качестве СОЖ применяются 10%-ные эмульсии типа ЭТ-2, «Аквол-6», «Укринол-1», возможно применение масляных СОЖ» Расход СОЖ составляет 5—15 л/мин, давление 0,2— 0,5 МПа.
Режимы резания: скорость для стали 40—60 м/мин, для чугуна 60— 80 м/мин, подача для стали 0,16— 0,25 мм/об, для чугуна 0,4—0,6 мм/об.
Точность обрабатываемых отверстий: предельное отклонение диаметра по 9—11-му квалитету;
допуск круглости по 8—10-му квалитету;
шероховатость поверхности Ra = = 1,5—2,0 мкм.
Такие результаты обработки отверстий соответствуют операции предварительного развертывания.
Фирмой Sandvik Coromant (Швеция) разработана конструкция цельнотвердосплавных трехперых сверл-зенкеров, которые обеспечивают лучшее центрирование в отверстии. Инструмент выполняет функции сверла и зенкера и способен внедряться в сплошной металл, а также работать на больших подачах и обрабатывать отверстия с большей точностью, чем спи-
230
Режущий инструмент
75* Сверла спиральные ступенчатые с цилиндрическим хвостовиком для обработки отверстий под винты с цилиндрической головкой (тип 1, исполнение 1 по ОСТ И20-6—84)
Размеры, мм
Сверло Класс точности Отверстие под винт с резьбой d D ь г Zi
2310-0382 -0412 -0383 -0413 -0384 -0414 -0385 -0415 -0386 -0416 А В М5 5,8 10 105 18 56
А В Мб 7,0 11 115 20 63
А В М8 9,0 15 ‘ 120 25 70
А в М10 11,0 18 145 28 80
А В М12 14,0 20 150 32 90
Примечание, Изготовитель — Оршанский инструментальный завод.
ральное сверло. Диаметры сверл-зенкеров 3—13 мм, угол при вершине 150°. Точность позиционирования отверстия для плоской гладкой поверхности ±0,01 мм, т. е. находится в пределах точности позиционирования станка с ЧПУ.
При использовании инструмента на станках с ЧПУ отпадает необходимость в центрировании или надсверлении. Сверло-зенкер работает при скоростях резания в 4—5 раз более высоких, чем скорости спиральных сверл из стали Р6М5К5 при одинаковых значениях подач.
Ступенчатые сверла для станков с ЧПУ предназначены для обработки за один проход наиболее широко встречающихся в станкостроении типо-
размеров опорных поверхностей под крепежные детали и крепежные резьбовые отверстия:
отверстие с фаской для последующего нарезания резьбы;
отверстие с конической зенковкой под винты и Потайной и полупотайной головками;
отверстие с цилиндрической зенковкой под винты с цилиндрической головкой и цилиндрической головкой и шестигранным углублением «под ключ»»
Обработка указанных типов отверстий характеризуется, как правило, позиционными отклонениями отверстий в деталях, не превышающими ±(0,1-~ 0,2) мм. Детали с такими отверстиями в основном изготовляют из углеродистых, легированных и кон‘
Сверла
231
аукционных сталей средней прочности и серых чугунов. Ступенчатые сверла предназначены для обработки деталей из этих материалов и обеспечивают высокую производительность и минимальную себестоимость обработки йа станках с ЧПУ. Сверла поставляются также с износостойким покрытием нитридом титана, нанесенным методом КИБ.
Ступенчатые сверла изготовляются двух основных типов: тип 1 — сверла для обработки отверстий с цилиндрической зенковкой под винты с цилиндри-
ческой головкой, а также с цилиндрической головкой и шестигранным углублением «под ключ»;
тип 2 — сверла для обработки отверстий с одновременным формированием фаски в отверстии под последующее нарезание резьбы.
Каждый тип имеет два исполнения по форме хвостовика и два класса точности: А — повышенной точности и В — нормальной точности.
Сверла ступенчатые с цилиндрическим хвостовиком (табл. 75 и 76). Сверла имеют две ступени и хвостовик
76. Сверла спиральные ступенчатые с цилиндрическим хвостовиком для обработки отверстий под резьбу с одновременным формированием фаски (тип 2, исполнение 1 по ОСТ 2И20-7—84)
Размеры, мм
Сверло Класс точности Отверстия под резьбу Шаг резьбы d D L 1 /1
2310-0870 -0400 -0371 -0401 -0372 -0402 -0373 0403 -0374 -0404 -0375 -0405 А В Мб 1,0 5 8 85 16 40
А В М8 1,25 6,8 11 95 20 50
А В мю 1,5 8,5 13 115 25 65
А В М12 1,75 10,2 15 120 28 70
А В М14 2,0 12 18 142 32 80
А В М16 2,0 14 20 150 36 90
Примечание. Изготовитель — Оршанский инструментальный 83. ВОД.
232
Режущий инструмент
77. Сверла спиральные ступенчатые с коническим хвостовиком для обработки отверстий под винты с цилиндрической головкой (тип 1, исполнение 2 по ОСТ 2И20.6—84)
Размеры, мм
Сверло Класс точности Отверстие под винт с резьбой d D Д 1 h Конус Морзе
2310-0387 -0417 -0388 -0418 -0389 -0419 -0390 -0420 -0391 -0421 -0392 -0422 -0393 -0423 А В М5 5,8 10 140 18 56 1
А В Мб 7,0 • и 145 20 63
А В М8 9,0 15 170 25 70 2
А В М10 11,0 18' 180 28 80
А В М12 14,0 20 190 32 90 3
А В М14 16,0 24 230 36 108
А В М16 18,0 26 240 42 115
Примечание, Изготовитель — Оршанский инструментальный завод.
с поводком. Длина рабочей части сверл соответствует ГОСТ 4010—77.
Технические требования к сверлам соответствуют требованиям на сверла спиральные классов точности А1 и А по ГОСТ 2034—80.
Сверла ступенчатые с коническим хвостовиком (табл. 77 и 78). Длина рабочей части сверл соответствует ГОСТ 4010—77. Технические требования к сверлам соответствуют требованиям к спиральным сверлам классов точности А1 и А по ГОСТ 2034—80.
Для мелкосерийного производства разработаны сборные ступенчатые сверла (рис. 19), обеспечивающие регулирование длины меньшей ступени в широких пределах. На рабочей части стандартного сверла 3 винтом 1 закрепляется специальная насадка 2.
Сверла с насадками применяют для обработки деталей из чугуна, так как более пластичные материалы забивают винтовые канавки сливной стружкой.
Для обработки труднодоступных поверхностей разрабатывают специаль-
Сверла
233
Рис. 19. Сверло с насадкой фирмы Guhring
ные инструменты. Чтобы снять заусенцы со стороны детали, противоположной торцу шпинделя, применяют ин-
Рис. 20. Инструмент для снятия заусен* цев Burr-Ban
струмент типа Burr-Ban фирмы Madison (США), принцип работы которого показан на рис. 20.
784 Сверла спиральные ступенчатые с коническим хвостовиком для обработки отверстий под резьбу с одновременным формированием фаски (тип 2, исполнение 2 по ОСТ 2И20-7—84)
120°
Размеры, мм
Сверло Класс точности Отверстие под резьбу Шаг резьбы d D ь 1 А Конус Морзе
2310-0376 -0406 А В Мб 1,0 5 ,8 120 16 40
-0377 -0407 А В М8 1,25 6,8 11 130 20 50 1
-0378 -0408 А В М10 1,5 8,5 13 145 25 65
-0379 -0409 А В М12 1,75 10,2 15 170 28 70
-0380 -0410 А В М14 2,0 12,0 18 180 32 80 2
-0381 -0411 А В М16 2,0 14,0 20 190 36 90
Примечание. Изготовитель — Оршанский инструментальный завод.
234
Режущий инструмент
Рис, 21. Сверло с механическим креплением многогранных твердосплавных пластин§
I— корпус сверла; 2*» пластина; винт
Для сверления отверстий в сплошною материале разработаны сверла, которые оснащаются треугольными или четырехугольными СМП. Возможен случай, когда из двух поворотных пластин одна будет треугольной, а другая —• четырехугольной. СМП всегда располагают таким образом, чтобы одна режущая кромка (внутренняя) доходила до оси сверла, а вторая (наружная) — до периферии. При этом режущие кромки должны перекрывать одна другую. Сверла изготовляют стандартных диаметров от 18 до 80 мм. Наружная режущая кромка может быть использована также для дополнительного обтачивания наружных поверхностей и растачивания отверстий.
Сверла с СМП обычно используют для горизонтального сверления отверстий глубиной, равной 2,5 диаметрам сверла, а при вертикальном сверлении — до 1,5 диаметров. По сравнению с быстрорежущими спиральными сверлами сверла, оснащенные СМП, обеспечивают увеличение скорости резания не менее чем в 5—10 раз (до 300 м/мин) при снижении подачи в 2— 3 раза, а из-за отсутствия перемычки усилия подачи уменьшаются на 60%.
Особенностью эксплуатации сверл с поворотными пластинами является необходимость подвода охлаждающей жидкости через внутренние каналы под давлением 0,15 МПа. Для вращающегося инструмента должны быть предусмотрены специальные устройства для подвода СОЖ (см. гл. 3, табл. 6, 46 и 48).
Во ВНИИинструмент разработана гамма сверл, оснащенных СМП. Сверло представляет собой корпус с двумя стружечными канавками, в пазах которых специальными винтами закреплены сменные многогранные пластины (рис. 21, табл. 79).
Сверла выполняют с цилиндрическим хвостовиком или с конусом Морзе (как специальные). В корпусе имеются два отверстия для внутреннего подвода СОЖ.
Для сверл применяют разработанные во ВНИИинструмент и выпускаемые Московским комбинатом твердых сплавов СМП по ТУ 48-19-307—80 шестигранной формы с углом при вершине 80° (ломаный трехгранник) с диаметром вписанной окружности 12,7; 9,52; 7,94 мм из твердого сплава марок МС121, МС2210, МС1460.
Твердосплавные пластины имеют размеры по высоте, диаметру вписанной окружности, величине радиуса при вершине с предельными отклонениями, соответствующими классу допуска G по ГОСТ 19042—80. Особенностями таких пластин являются тороидальная форма центрального отверстия, задний угол 7° на вершинах и стружколомающая канавка, образованная углублениями в виде части сферы на передней поверхности пластины, равномерно расположенными вдоль режущей кромки.
Наряду со стандартными и специальными спиральными сверлами, инструментами одностороннего резания, сверлами с СМП, кольцевыми сверлами
Сверла
235
79. Сверла с механическим креплением многогранных пластин для коротких отверстий (ОСТ 2И20-9—84)
L
Размеры, мм
Сверло D ь £ h d
правое левое
035-2302-0001 -0003 -0005 -0007 -0009 -ООН -0013 -0015 -0017 -0019 -0021 -0023 -0025 -0027 -0029 -0031 -0033 -0035 035-2302-0002 -0004 >0006 -0008 -0010 -0012 -0014 -0016 -0018 -0020 -0022 -0024 -0026 -0028 -0030 -0032 -0034 -0036 25 140 75 45 25 35
28
30 160 80 55 32 45
32
34 165 90
36
38 40 42 44 46 48 200 105 70 40 55
110
50 52 54 210 120
63
56 58 60 220 130
Примечание. Изготовители — Сестрорецкий инструментальный завод им. С. И. Воскова и Томский завод режущих инструментов.
-——________________________________________-— ---------------
Рациональным и эффективным является применение сборных перовых рр^*кУЩий элемент выпускается по 25526—82 «Пластины сменные
режущие из быстрорежущей стали для сборных перовых сверл». Предусмотрена возможность нанесения износостойкого покрытия нитрида титана на установках типа «Булат» (табл, 80).
236
Режущий инструмент
80* Сменная режущая пластина из быстрорежущей стали, в том числе с износостойким покрытием TIN, для сборных перовых сверл (по ГОСТ 25526—82)
Размеры, мм
D (68) в (Ь7) Bi (Н7) Ь 1 d
25; 25,5; 26; 26,5; 27; 27,5; 28; 28,5; 29; 29,5; 30; 31 6 20 35,0 10 7
32; 33; 34; 35; 36; 37; 38; 39 7 24 40,5 12 8
40; 41; 42; 43; 44; 45; 46; 47; 48; 49; 50 8 32 50,0 17 10
51; 52; 53; 54; 55; 56; 57; 58; 59; 60; 61; 62; 63 10 44 58,5 21 12
65; 68; 70; 72; 75; 78; 80 11 52 68,5 22 14
82; 85; 88; 90; 92; 95; 98; 100; 102 14 70 83,5 29 18
105; 108; НО; 112; 115; 118; 120; 122; 125; 128; 130 18 90 99,0 32 22
Примечание, Изготовитель — Оршанский инструментальный завод.
Зенкер^ш зеаков|
237
Пласти|а Же4 две части: режущую и креп еж Ло. Ажущая часть образована пересечением передней поверхности стружколомающей канавки с задней поверхностью. На режущих кромках выполнены стружкоразделительные канавки. Крепежная часть состоит из отверстия и паза с выступами. j
Державк/а имеет три основных элемента: узел* крепления режущего элемента, Kopi бус и хвостовик. Узел крепления унифицирован: в диапазоне диаметров 25—«430 мм имеется семь типоразмеров, кцЬторЫе позволяют закреплять соответствующий диапазон диаметров пластин.
Конструкции перовых сверл стандартизованы: ТУ\ 2-035-741—81 —* сверла с хвостови ’ком КОНУС Морзе; ТУ 2-035-964—84 — хверла с цилиндрическим регулируем ^м хвостовиком; ТУ 2-035-741—81 _ ^сборные перовые
сверла. (
\
ЗЕНКЕРЫ И 1
В качестве типовых ковок, предназначены с ЧПУ, рекомендуя/ конструкции. *
Зенкеры диа* лг (ОСТ 2И22-1—Г /рр том
носостойким в'
ЕНКОВКИ
зенкеров и зен-для станков следующие
Цх |тся
» передних и задних ^ущих зубьев. Диа-(ческих хвостовиков мальному ряду. Эле-!ии и геометрические ,сров выполняют по ГОСТ 12489—71.
10—20 мм числе с из--... /Срытием, с цилиндри-
ческим хвостеj021'Bhkom (табл. 81); выполняются с повь Пшенными требованиями к биешпд цил>99 Хйндрических ленточек и шероховатости^ 1 ~ ...””
поверхностей ре? Метры цилиндр и приведены к нор^ менты конструюР papa метр# к 3ct I риложению к
Зенкеры цельные диаметром 10— 40 мм (ТУ 2-035-926—83) (табл. 82) с коническим хвостовиком из быстрорежущей стали, в том числе с износостойким покрытием, предназначенные для предварительной (зенкер № 1) и окончательной обработки отверстий по Я11 (зенкер Ns 2) в деталях из чугуна и стали.
Зенкеры цельные насадные диаметром 32—80 мм (ГОСТ 12489—71*) из быстрорежущей стали (табл. 83), в том числе с износостойким покрытием, предназначенные для предварительной (зенкер № 1) и окончательной обработки отверстий по ЯП (зенкер Ns 2) в деталях из чугуна и стали.
Зенкеры, оснащенные пластинами из твердого сплава, с коническим хвен стовиком (ГОСТ 3231—71, тип 1) (табл. 84) и насадные (ГОСТ 3231—71, тип 2) (табл. 85). Выполняются с на-пайными пластинами из твердого сплава марок В Кб, ВК8, ВК8В, ВК6М, Т5КЮ, Т15К6, Т14К8 по
ГОСТ 3882—74. Остальные технические требования по ГОСТ 12509—75.
Конструкция двухзубых зенкеров, оснащенных СМП (рис. 22), состоит из хвостовика 7, пластинчатого корпуса 2, винта 3, крепящего корпус в хвостовике, режущих многогранных неперетачиваемых пластин 4 и винтов 5 для их закрепления в корпусе. Две режущие пластины размещены диаметрально противоположно в закрытых гнездах корпуса и закрепляются специальным винтом через центральное отверстие, т. е. так же, как в сверлах с СМП. Главный угол в плане на зенкерах с пластинами трехгранной формы <р = 90°, а у зенкеров с четырехгранными пластинами ф = = 88°. Такие зенкеры рекомендуются
Рис. 22. Двухзубый зенкер, оснащенный СМП
238
[ежущнй инструмент
81. Зенкеры цельные быстрорежущие с числом зубьев 2 е 3, о цилиндрическим хвостовиком (ОСТ 2И22-1—80, тип 1)
Размеры, мм
Зенкеры d di 1 ' д ) St h
для сквозных отверстий для глухих отверстий
035-2320-0501 035-2323-0501 10 133 87
-0503 -0503 11 12 ’ 142 94 40
-0505 -0505 12 . 151 101 45
-0506 -0506 13
-0507 -0507 14 v* 108
16 160 t'
-0508 -0508 15 169 J 114
-0509 -0509 16 17’?8 120
. -0510 -0511 -0510 17 ио CT) »—* V- 125 130
-0511 18 20
-0512 200 135
-0512 -0513 19
-0513 205 140
20
Примечания: 1. Зенкер № 1 рекомендуется под черновые развертки; зенкер № 2 — для окончательной обработки отверстий с полем допуска по ЯН.
2. Изготовители — Оршанский и Сестрорецкий им. С. И» Воскова инструментальные заводы, —-----------------------------------------;---------------------------I
Зенкеры и зенковки
239
82« Зенкеры цельные быстрорежущие с числом зубьев z = 39 с коническим хвостовиком (ТУ 2-035-926—-83)
Размеры, мм
Зенкер d ь к к Конус Морзе
для сквозных отверстий для глухих отверстий
035-2320-0001 035-2323-0001 10 168 87 106
-0002 -0002 11 175 94 113
-0003 -0004 -0003 -0004 12 13 182 101 120 1
-0005 -0005 14 189 108 127
-0006 -0006 15 212 114 137
-ООН -ООН 16 218 120 143
-0012 -0012 17 223 125 148
-0013 -0013 18 228 130 153
-0014 -0014 19 233 135 158 2
-0015 -0015 20 238 140 163
-0016 -0016 21 243 145 168
-0017 -0017 22 248 150 173
-0021 . -0021 24 281 160 187
-0022 -0023 -0022 -0023 25 26 286 165 192
-0024 -0025 -0024 -0025 27 28 291 170 197 3
-0026 -0026 30 296 175 202
-0027 -0027 32 334 185 216,5
-0125 -0125 34 339 190 221,5
-0129 -0129 36 344 195 226,5 4
-0133 -0135 -0133 -0135 38 40 349 200 231,5
Примечания; 1. Зенкер «№ 1 рекомендуется под черновые развертки; зенкер № 2 — для окончательной обработки отверстий с допуском по ЯП.
2. Изготовители — Оршанский и Сестрорецкий им. С. И. Воскова инструментальные заводы. __________________________________________
240
Режущий инструмент
83, Зенкеры цельные быстрорежущие насадные а числом зубьев £ = 4 (ГОСТ 12489—71, тип 2)
Размеры, мм
Вейкер D для рядов ь d Зенкер D для рядов ь d
1 2 3 1 2 3
2320-2071 -2072 -2073 -2074 -2075 -2076 -2077 -2078 -2079 -2080 -2081 -2082 -2083 32 — — 30 13 2320-2084 -2085 -2086 -2087 -2088 -2089 -2090 -2091 -2092 -2093 -2094 -2095 55 — — 42 22
— 34 —
— —— 58 48 27
— — 35 34 16 60 — —
36 — —
— — 62
— — 37
63 - —
—— 38 —.
—— 65 ——
40 — —— 38 19
— 42 — —* 68
45 — — 70 —- —
— — 47 — — 72 52 32
— 48 —. — 75 —
50 — — 42 22 — — 78
— 52 — 80 — —
Примечания. 1. Зенкеры по первому ряду диаметров являются предпочтительными для применения.
2. Зенкеры по третьему ряду диаметров предназначены для обработки посадочных отверстий под шариковые и роликовые подшипники, изготовляемые по ГОСТ 3478—79.
3. Изготовитель — Сестрорецкий инструментальный завод им. С. И. Воскова.
241
Зенкеры и зенковки
84, Зенкеры, оснащенные пластинами из тверwo сплава тип 1) с числом зубьев /=3, о коническим мостовиком (ГОСТ 3231 71, тип 1)
Зенкер D ь 1 h Конус Морзе
2320-0031 1 А. 180 85 105
-2371 14: 205 110 130
-0033 1С 185 90 НО
-2373 10 215 120 140 2
-0035 1 Я 190 95 115
-2375 10 220 125 145
-2378 ОА 218 100 124
-2379 248 130 154
-0046 222 105 128 о
-2383 Z4 258 140 164 о
-0047 25 228 ПО 134
-2385 268 150 174
Иону С Морзе
Размеры, мм
/1
Зенкер
2320-0051
-2387
-0053
-2389
-0054
-2393
-2398
-2399
-2402
-2403
-2408
-2409
28
32
36
40
45
50
262
302
268
312
272
322
282
332
292
342
305
355
120
160
125
170
130
180
140
190
150
200
160
210
144,5
184,5
148,5
194,5
154,5
204,5
164,5
214,5
174,5
224,5
181,5
241,5
4
Примечание. Изготовитель - Сестрорецкий инструментальный завод им. С. И. Воскова. ___________________________——
85. Зенкеры, оснащенные пластинами изтвердого сплава, насадные (ГОСТ 3231—71, ’ ) Размеры, мм
Зенкер D | 1 L 1 1 d
"* 2320-2066 32 40 13
-2041 -2043 -2044 -2045 -2046 34 36 38 40 42 45 16
-2048 45 50 19
-2051 .9053 50 55 55 22
-2056 -2061 -2065 60 70 60 27
80 65 32
" ПриМечание- Изготовители — Сестрорецкий инструментальный завод им. С. И. Воскова и Оршанский ин-гтрументальный завод.
242
Режущий инструмент
Рис. 23. Сборные зенкеры фирмы Hertels 1 ~ зажимной элемент-подкладка; 2 — профильная пластина; 3 — штифт; 4 — винт; 5 профиль обрабатываемого отверстия для черновой обработки. Изготовитель — Сестрорецкий инструментальный завод им. С. И. Воскова выпускает зенкеры с СМП в диапазоне диаметров 40—120 мм по заказам.
Фирма Hertel (ФРГ) изготовляет составной инструмент типа ступенчатых зенкеров, который формируется из стандартных частей относительно простой формы и включает инструмент для профильного зенкерования, для цекования и для многолезвийного зенкерования.
Элемент крепления, изготовленный из закаленной быстрорежущей стали, служит подкладкой для режущей пластины, которая скошенной прилегающей поверхностью надежно крепится в гнезде, опорной поверхностью при этом является одна из поверхностей элемента крепления (рис. 23). Сопряжение между элементами крепления и режущей пластиной осуществляется через цилиндрический штифт, запрессованный - в элемент крепления.
Эта конструкция используется преимущественно при обработке серого чугуна и конструкционной стали, а при соответствующей заточке режущего инструмента она может быть применена при обработке деталей из алюминия и латуни. Для легких сплавов рекомендуется использовать зенкеры по ГОСТ 21579—76—ГОСТ 21587—76; для труднообрабатываемых материалов — зенкеры по ГОСТ 21540—76—ГОСТ 21545—76.
Зенковки конические
(ГОСТ 14953—80Е) (табл. 86) предназначены для обработки центровых отверстий по ГОСТ 14034—74, снятия фасок в точных отверстиях и обработки поверхностей под крепежные детали. Рекомендуются конические зенковки с коническим хвостовиком, с углом при вершине 60, 90 и 120°.
Зенковки цилиндрические (ОСТ 2И22-2—80), в том числе с износостойким покрытием, с цилиндрическим (табл. 87) и коническим (табл. 88) хвостовиком; предназначены для обработки опорных поверхностей под крепежные детали по ГОСТ 12876—67. Рекомендуемые размеры соответствуют стандарту СЭВ 701—77. Конусы Морзе — по степени точности АТ7 ГОСТ 2848—75.
Обработка опорных поверхностей отверстий со стороны, противоположной торцу шпинделя, может быть выполнена зенкерами фирмы Erix (Швеция) (рис. 24, а), которые состоят из двух частей: поворотной лопасти 1 с режущей пластиной и корпуса 2, Для зенкерования необходимо ввести зенкер в отверстие, когда поворотная лопасть закрыта (с подачей около 0,5 мм/об). После того как лопасть окажется за пределами стенки детали, включается вращение шпинделя с рабочей частотой и происходит раскрытие лопасти под воздействием центробежной силы. Подача снижается до 0,05-
Рис. 24. Зенкер фирмы Erix
Зев кера в зенковки
243
86g Зенковки конические быстрорежущие с коническим хвостовиком (ГОСТ 14953—80)
Зенкер Тип D Ь $ к Конус Морзе
мм
2353-0121 16,0 3,2 97 24 35 1
-0122 20,0 4,0 120 28 45
-0123 8 60 25,0 7,0 125 33 50 2
-0124 31,5 9,0 132 40 57
-0125 40,0 12,5 160 45 66
-0126 50,0 16,0 165 50 71 3
-0127 63,0 20,0 200 58 106
-0133 16,0 3,2 93 20 31 1
-0134 20,0 4,0 116 24 41
-0135 25,0 7,0 121 29 46 2
-0136 10 90 31,5 9,0 124 32 49
-0137 40,0 12,5 150 35 56
-0138 50,0 16,0 153 38 59 3
-0139 63,0 20,0 185 43 91
-0142 16,0 3,2 93 20 31 1
-0143 20,0 4,0 116 24 40
-0144 25,0 7,0 121 29 46 2
-0145 11 120 31,5 9,0 124 32 49
-0146 40,0 12,5 150 35 56
-0147 50,0 16,0 153 38 59 3
-0148 63,0 20,0 185 43 91
Примечание, Изготовитель — Винницкий инструментальный завод.
244
Режущий инструмент
87. Зенковки цилиндрические быстрорежущие с цилиндрическим хвостовиком для обработки опорных поверхностей
под крепежные детали (ОСТ 2И22-2—80, тип 1)
Размеры, мм
88. Зенковки цилиндрические быстрорежущие с коническим хвостовиком для обработки опорных поверхностей под крепежные детали (ОСТ 2И22-2—80, тип 2)
Размеры, мм
Зенковка d di под цапфу (по ГОСТ 15601— 70) L Л Конус Морзе
035-2350-0104 -0106 -0108 -0111 -0112 -0113 -0115 -0118 -0119 -0124 -0120 -0121 -0123 15 17. 18 20 22 24 26 30 32 33 34 36 40 6 140 22 25 57 65 2
150 30 75
10
180 35 86 3
190 40 96
4
Примечания: 1. Крепление цапфы винтами по ГОСТ 1477—75. 2. Изготовитель — Оршанский инструментальный завод.
Развертки
245
Рис. 25. Зенковка, оснащенная режущими элементами из СТМ
0,15 мм/об в зависимости от диаметра зенкер ования.
После обработки лопасть необходимо отвести от обработанной поверхности. Направление вращения шпинделя изменяют на противоположное и включают обратную подачу около 0,5 мм/об. При касании обработанной поверхности лопасть закрывается, после чего зенкер может быть извлечен из отверстия на ускоренной подаче.
Зенкерование отверстий под заклеп* ки и головки .винтов в труднообрабатываемых материалах и в закаленных сталях рекомендуется осуществлять зенковками, оснащенными режущими элементами из СТМ на основе нитрида . бора.
Зенковка, разработанная во ВНИИ-Инструменте (рис. 25), состоит из Корпуса 4, в пазах которого находятся специальные перетачиваемые пластины 2 пятигранной формы из СТМ. Пластины через демпфирующие прокладки 3 из отожженной меди опираются на торцовую поверхность полого винта —хвостовика 6\ в радиальном направлении пластины контактируют с цилиндрической поверхностью направляющего штыря /.
Вылет пластин регулируется завинчиванием полого хвостовика в корпус Н фиксируется контргайкой 5. Крепление осуществляется внутренним тор
цом направляющего штыря и с помощью шайбы 7 одной из гаек 5; вторая служит для законтривания первой.
РАЗВЕРТКИ
Для станков с ЧПУ рекомендуется применять быстрорежущие развертки, изготовленные в соответствии с ГОСТ 1672—80 и твердосплавные, доведенные по ГОСТ 11175—80.
Развертки быстрорежущие диаметром 3—50 мм по ГОСТ 1672—80 делятся на три типа: гип 1 — с цилиндрическим хвостовиком (табл. 89); тип 2 — с коническим хвостовиком (табл. 90); тип 3 — насадные (табл. 91).
Геометрические параметры быстрорежущих разверток приведены в табл. 92.
Развертки, оснащенные твердым сплавом, диаметром 10—50 мм по ГОСТ 11175—80 делятся на два типа: тип 1 — с коническим хвостовиком (табл. 93); тип 2 — насадные (табл. 94). Геометрические параметры твердосплавных разверток приведены в табл. 95.
Для обработки легких сплавов рекомендуются развертки по ГОСТ 19267-73—ГОСТ 19272—73 и по ГОСТ 20388—74 — I ОСТ 20394—74. Жаропрочные сплавы рекомендуется обрабатывать развертками по ГОСТ 21525—76 и ГОСТ 21528—76.
246
Режущий инструмент
89. Развертки машинные быстрорежущие с цилиндрическим хвостовиком (ГОСТ 1672—80, тип 1)
Размеры, мм
Развертка D d Ь 1 h
Ф = 5? Ф = 15?
2363-0044 2363-0043 3,0 3,0 61 15 —-
-0032 -0031 3,2 3,2
-0048 -0047 3,5 3,5 70 16
-0052 -0051 4,0 4,0 75 19 32
-0056 -0055 4,5 4,5 80 21 33
-0060 -0059 5,0 5,0 86 23 34
-0062 -0061 5,5 5,5
93 26 36
-0064 •0062 6,0 6,0
-0068 -0067 7,0 7,0 109 31 40
-0072 *0071 8,0 8,0 117 33 42
-0094 -0093 9,0 9,0 125 36 44
Примечания: 1. Геометрические параметры см. в табл. 92, 2. Классы точности разверток по ГОСТ 1672—80.
3. Изготовитель — Винницкий инструментальный завод.
Газвертки
247
90. Развертки машинные цельные быстрорежущие с коническим хвостовиком (ГОСТ 1672—80, тип 2)
Размеры, мм
Развертка с ф = 15?
Конус
Морзе
2363-0189
-3426
-3429
-3433
-3436
-3449
-3456
-3463
-3466
-3473
-3479
-3486
10
11
12
13
14
16
18
20
22
168 38
175 41
182 44 120
32
189
210
219
228
237
268
277
317
47
52
56
60
64
68
71
77
127 135
144
153
162 174
185 225
Примечания: 1. Геометрические параметры см. в табл. 92.
2. Классы точности разверток по ГОСТ 1672—80.
3. Изготовитель — Винницкий инструментальный завод.
91, Развертки машинные цельные быстрорежущие насадные (ГОСТ 1672—80, тип 3)
Размеры, мм
<3 1-30 Развертка с ф = 15° D d Ь 1
me; 2363-0240 -0249 -0470 25 28 30 13 45 32
-0473 32 16 50 36
1 [ L ' -0482 -0491 - 36 40 19 56 40
-0497 -0706 45 50 22 63 45
Примечания: 1. Геометрические параметры см. в табл. 92.
2. Классы точности разверток по ГОСТ 1672—80.
3. Изготовитель — Сестрорецкий инструментальный завод.
248
Режущий инструмент
92. Геометрические параметры быстрорежущих разверток
D /з для ф 0 h 1 == 0,05 аз (±2°)
5° | 15°
мм
3-4 Св. 4 до 6 в 6 в 8 в 8 » 17 в 17 в 24 » 24 » 30 в 30 в 34 в 34 в 40 в 40 в 45 в 45 в 50 2,0 1,0 —> 0,25-0,45 0,4—0,6 0,5-0,7 0,8-1,2 1,0—1,4 1,2—1,6 1,3—1,8 1,5—2,0 1,6-2,1 1,8-2,4 0,10 15
0,15 12
4,5 2,5 1,0 0,20 10
1,5
0,30
6,5 3,5 2,0
0,35
93. Развертки машинные с коническим хвостовиком, оснащенные пластинами из твердого сплава (ГОСТ 11175—80, тип 1)
Размеры, мм
Развертки D L 1 к Конус Морзе Число зубьев 1
Ф = 5° Ф = 15°
2363-2072 -2077 2363-2073 -2078 10,0 11,0 140 16 78 1 4
249
Продолжение табл. 93
Развертки D Ь 1 к Конус Морзе Число зубьев 2
ф == 5* ф = 15?
' 2363-2082 2363-2083 12,0 150 1 А 88 л
-2086 -2087 14,0 160 10 98 1 4
-2090 -2091 16,0 170 95
-2094 -2095 18,0 180 105 2
-2098 -2099 20,0 190 18 115
-2152 -2153 22,0 200 125 6
-2156 -2157 25,0 220 126
-2162 -2166 -2163 -2167 28,0 32,0 240 22 146 3
Примечания: 1. Применяются для обработки отверстий с полями допусков G6, Я6, Js6, #6, G7, Н7, Js7, К7, М7, N7, £7, E8, F8, H8, D9, £9, £9, /79, /710, ЯП.
2. Развертки изготовляются с <р == 5° для обработки хрупких материалов, с (р = 15° — вязких материалов.
3. Изготовитель — Сестрорецкий инструментальный завод им. С. И. Воскова.
94. Развертки машинные, насадные, оснащенные пластинами из твердого сплава (ГОСТ Ш75—80, тип 2)
Размеры, мм
У
L
<7 зо
Развертка D d L 1 Число зубьев
ф = 5° Ф == 15°
2363-2112 2363-2113 32 16 40 6
-2119 -2125 -2120 -2126 36 40 19 45 32 8
-2129 -2135 -2130 2136 45 50 22 50 55 10
Примечания: 1. Применяются для обработки отверстий с полями допусков G6, /76, Js6, Л6, С7, /77, Js7, Л7, М7, ЛГ7, Р7, £8, £8, Я8, D9.
2. Развертки с ф = 5° изготовляются для обработки хрупких материалов, с ф — 15° — вязких материалов.
3. Изготовитель — Сестрорецкий инструментальный завод им. С. И. Воскова.
250
Режущий инструмент
95. Геометрические параметры разверток, оснащенных пластинами из твердого сплава (ГОСТ Ш75—80)
Размеры, мм
d Развертки 1 с f а1
ф = 5° Ф = 15° (±2°)
0-15 Св. 15 до 30 » 30 » 32 » 34 » 40 » 40 » 50 С коническим хвостовиком 4,5 2,5 1 0,15—0,25 15 25
10
20
Насадные 6,5 3,5 2 0,20—0,40
МЕТЧИКИ
Для станков с ЧПУ рекомендуется применять метчики по ОСТ 2И52-1—74 «Метчики машинные» (табл. 96). Мет-"чики имеют^ТТгедующие особенности: метчики диаметром до 16 мм изготовляются цельными;
метчики для нарезания резьбы в сталях средней и высокой прочности имеют комбинированную заборную часть, исключающую сколы режущих зубьев;
регламентирован параметр шероховатости центровых отверстий и предусмотрено наличие предохранительной фаски;
ужесточены требования в отношении биения режущих кромок и резьбовых элементов;
внутренний диаметр метчиков ограничен нижним и верхним отклонениями;
величина затылования резьбы по профилю задана из расчета получения оптимальных задних боковых углов;
передние углы метчиков возникают в зависимости от обрабатываемых материалов.
Значения передних углов в зависимости от обрабатываемых материалов приведены ниже.
Чугун, бронза, высокопрочные стали, хрупкие латуни..................... 0—3°
Стали средней твердости, латуни, медь...........3° 00'—6° 30'
Вязкая и мягкая сталь, вязкие латуни, медь . . 9—12°
Легкие сплавы .... 20—25°
Для обработки различных сплавов рекомендуется также применять метчики по ГОСТ 17927—72-ГОСТ 17933—72.
Метчики
251
96. Метчики машинные быстрорежущие с метрической резьбой
Размеры, мм
Метчик Номинальный диаметр резьбы d Шаг резьбы 1 h ф9
крупный мелкий
035-2620-0501 -0502 -0503 -0504 -0505 -0506 -0507 - -0508 -0509 -0510 -0511 -0512 -0513 -0514 -0515 -0Ы6 -0517 -0518 -0519 -0520 -0521 -0522 -0523 -0524 -0525 -0526 -0527 -0528 -0529 -0530 8 1,25 — 70 20 7,5 3,8 2,5 6,0 3,0 2,0 4,5 2,2 1,5 9,0 4,5 3,0 7,5 3,8 2,5 6,0 3,0 2,0 4,5 2,2 1,5 10,5 5,2 3,5 9,0 4,5 3,0 7,5 3,8 2,5 8 6,5 13 19 6,5 13 19 7 13,5 20 6,5 13 19 6,5 13 19 6,5 13 19 7 13,5 20 6,5 13 19 6,5 13 19 6,5 13 19
— 1,00
— 0,75 65 18
1,5 — 80 25 10
ю — 1,25 75 20
— 1,00
— 0,75 70 18
1,75 — 90 28
12 — 1,50 9
— 1,25 85
252
Режущий инструмент
Продолжение табл. 96
Метчии Номинальный диаметр резьбы d Шаг резьбы д 1 к <к ф9
крупный мелкий
035-2620-0531 -0532 -0533 -0534 -0535 -0536 -0537 -0538 -0539 -0540 -0541 -0542 -0543 -0544 -0545 -0546 -0547 -0548 -0549 -0550 -0551 -0552 -0553 -0554 -0555 -0556 -0557 -0558 -0559 -0560 -0561' -0562 -0563 -0564 -0565 -0566 -0567 -0568 -0569 12 — 1,00 80 25 6,0 3,0 2,0 12,0 6,0 4,0 9,0 5,5 3,0 7,5 3,8 2,5 6,0 3,0 2,0 12,0 6,0 4,0 9,0 4,5 3,0 6,0 3,0 2,0 9 6,5 13 19 6 12 18 6,5 13 19 6,5 13 19 6,5 13 19 6 12 6,5 13 19 6,5 13 19 6 12 18 6 12 .18 6,5 13 19 6,5 13 19 6 12 18
2,0 95 30
14 — 1,50 П,2
— 1,25 90 25
— 1,00 85
16 2,00 — 100 30 12,5
— 1,50
— 1,0 90 28
18 2,5 — ПО 36 15,0 7,5 5,0 12,0 6,0 4,0 9,0 4,5 3,5 6,0 3,0 2,0 15,0 7,5 5,0 14
— 2,0
— 1,5 105 30
—- 1,0 95 28
20 2,5 — ПО 36
Метчики
253
Продолжение табл. 96
Метчик Номинальный диаметр резьбы d Шаг резьбы L 1 h di. <р°
крупный мелкий
035-2620-0570 -0571 -0572 -0573 -0574 -0575 -0576 -0577 -0578 -0579 -0580 -0581 -0582 -0583 -0584 -0585 -0586 -0587 -0588 -0589 -0590 -0591 -0592 -0593 -0594 -0595 -0596 -0597 -0598 -0599 -0600 -0601 -0602 -0603 -0604 -0605 -0606 -0607 -0608 20 — 2,0 110 36 12,0 6,0 4,0 9,0 4,5 3,0 6,0 3,0 2,0 15,0 7,5 5,0 12,0 6,0 4,0 9,0 4,5 3,0 6,0 3,0 2,0 18,0 9,0 ' 6,0 12,0 6,0 4,0 9,0 4,5 3,0 6,0 3,0 2,0 18,0 9,0 6,0 12,0 6,0 4,0 14 6 12 18 6,5 13 19 6,5 13 19 6 12 18 6 12 18 6,5 13 19 6,5 13 19 6 12 18 6 12 18 6,5 13 19 6,5 13 19 6 12 18 6 12 18
— 1,5 105 30
— 1,0 100 28
16
22 2,5 — 120 40
— 2,0
— 1,50 115 36
— 1,00 ПО 28
24 3,0 — 130 45 18
— 2,0 120 36
— 1,5
— 1,0 115 32
27 3,0 — 135 45 20
-— 2,0 125 40
254
Режущий инструмент
Продолжение табл. 96
Метчик Номинальный диаметр резьбы d Шаг резьбы ь 1 h ф9
крупный мелкий
035-2620-0609 -0610 -0611 -0612 -0613 -0614 27 -— 1,5 125 40 9,0 4,5 3,0 6,0 3,0 2,0 20 6,5 13 19 6,5 13 19
—- 1,0 120 32
Примечания: I. Рекомендуются метчики о полями допусков по Н1 и Н2, 2. Предназначены для нарезания метрической резьбы по СТ СЭВ 182—75. 3. Изготовители — Владивостокский инструментальный завод, завод «Фрезер», Львовское инструментальное производственное объединение, Оршанский инструментальный завод.
РАСТОЧНЫЙ ИНСТРУМЕНТ
Предварительная обработка отверстий диаметром 22—180 мм осуществляется однорезцовыми оправками с конусом 7 : 24 (табл. 97) и цилиндрическим регулируемым хвостовиком (табл. 98) или двухрезцовыми насадными головками со вставными ножами с напайными пластинами из твердого сплава (табл. 99). Двухрезцовые головки предназначены также для подрезки торцов деталей.
Двухрезцовые головки по ОСТ 2И23-2—84 (табл. 100) снабжены цилиндрическим регулируемым хвостовиком диаметром 48 мм, на котором головки (см. табл. 99) закрепляются двумя радиальными винтами (тип 1) или торцовыми винтами (тип 2).
Головки расточные двухзубые регулируемые с механическим креплением многогранных твердосплавных пластин (ОСТ 2И23-1—83), в том числе и пластин с износостойким покрытием, предназначены для предварительной обработки отверстий диаметром 80—250 мм в деталях из чугуна (табл, 101),
Чистовая обработка отверстий в корпусных деталях осуществляется оправками с микрометрическим регулированием положения режущих кромок (табл. 102).
Для точной подачи режущих кромок на координатно-расточных станках с ЧПУ применяют конструкции расточных оправок, в которых резец перемещается с помощью эксцентрика (рис. 26). Корпус 1 имеет конусный хвостовик для крепления в шпинделе станка и эксцентричную расточку, в которую входит оправка 2. На оправке закреплено червячное колесо 3# которое приводится в движение червяком 4, На корпусе установлена обойма 5, а на оправке — диск 6.
Подналадку резца производят в следующем порядке. Устанавливают предварительный вылет резца. Затем освобождают винт 7, благодаря чему можно повернуть оправку с диском на необходимый угол (до 90°). Так как оправка вращается вокруг оси, не совпадающей с осью корпуса (эксцентриситет 0,25 мм), то вершина резца будет смещаться в радиальном направлении от центра станочного шпинделя#
расточный инструмент
255
97, Оправки расточные для получистового растачивания (ТУ 2-035-775—80, исполнение II)
Размеры, мм
Оправка о конусом 7 8 24 ^раст d 1 а
40 50
191421044 191421054 55-70 40 160 253/287 12
191421144 191421154 250 343/377
191421045 191421055 70—90 50 160 263/287 16
191421145 191421155 315 408/442
191421046 191421056 90-110 63 200 293/327 493/527 20
191421146 191421156 400
191421047 191421057 110—140 80 160 253/287 25
191421147 191421157 360 393/477
191421048 191421058 160 253/287
191421148 — 140—180 100 220 313/- 32
— 191421158 250 —/377
Примечания: 1. Резцы по ГОСТ 9795—73 (см. табл. 36 и 37).
2. Разработчик — ВНИИинструмент. -
3. Изготовитель — Оршанский инструментальный завод.
* В числителе указаны значения для оправок с конусом 40, в знаменателе — с конусом 50.
256
Режущий инструмент
98* Оправки регулируемые для получистового растачивания (ТУ 2-035-775—80, исполнение I)
Размеры, мм
Оправка d ^раст 1 ь а
191421331 22—35 20 100—135 204 8
191421332 36 35—45 25
191421333 45-55 32 130-165 234 10
191421334 55-70 40 12
191421441 22—35 20 100—145 225 8
191421442 35—45 25
191421443 48 45—55 32 130—175 256 10
191421444 55—70 40 12
191421445 70—90 50 160—205 286 16
Примечания: 1. Резцы по ГОСТ 9795—73 — см. табл. 36 й 37.
2. Хвостовики — см. табл. 25, гл. 3.
3. Гайки регулировочные — см. табл. 26, гл. 3.
4. Разработчик — ВНИИинструмент.
5. Изготовитель — Оршанский инструментальный завод.
Расточный. инструмент
257
99. Головки расточные двухрезцовые насадные (ГОСТ 23022—78)
Размеры, мм
Закрепляемые на справке двумя Закрепляемые на оправке
радиальными винтами (тип !) торцовым винтом (тиг 2)
d
Головка d {Н7} D L £*раст Головка d <Н7) D L •^раст
2009-0001 22 36 63 40--53 2009-0004 32 75 30—-100
-0002 -0003 32 40 45 56 80 50—-65 63—85 -0005 40 , 50 90 1 95—110
Примечания: 1. Выполняются сборными со сменными резцами спаянными пластинами из твердых сплавов групп ВК и ГК.
2. Изготовитель — Оршанский инструментальный завод.
100. Головки двухрезцовые для расточки и иодрееки торцов (ОСТ 2И28-2—84)
Г оловка Тип ^раст L ‘ * i : 1 ! j
Тип 1 Тип 2
035-2339-0021 035-2339-0022 1 ! 1 40—53 | 245 * I 120—-160
-0023 -0024 | 1 50—65 । s 295 160—206
9 Кувнецов Ю. И. и др.
258
Режущий инструмент
Продолжение табл. 100
Головка Тип ^раст L 1
тип 1 тип 2
035-2339-0025 -0027 •0029 035-2339-0026 -0028 -0030 1 63—85 80—100 95—110 290 160—200
2
Примечания: 1. Хвостовики — см. табл. 25, гл. 3.
2. Гайки регулировочные — см. табл. 26, гл. 3.
3. Резцы выполняются с пластинами из твердых сплавов групп В К и ТК.
4. Разработчик — ВНИИинструменг. Изготовитель — Оршанский инструментальный завод.
101 • Головки расточные двухзубые (ОСТ 2И23-1—83)
Размеры, мм
Головка Конус 7 : 24 ^раст L 1
ф = 90° ф =•- 75°
181352010 181352020 40 80—120 253 160
181352110 181352120 343 250
181352011 181352021 80—120 287 160
181352111 181352121 377 250
181352012 181352022 120—180 287 160
181352112 181352122 50 377 250
181352013 181352023 180-250 252 125
181352014 181352024 327 200
181352015 181352025 250—350 252 125
Примечания: 1. Точность регулирования на размеры обработки 0,1 мм.
2. Разработчик — ВНИИинструмент.
3. Изготовитель — Оршанский инструментальный завод.
Расточный инструмент
259
102. Оправки б микрорегулировкой резца для чистового растачивания (ТУ 2-035-774—80)
Оправка с конусом 7 : 24 ^раст d 1 L * а Диапазон микрометрической регулировки
40 50
191421244 191421344 191421254 191421354 45-65 40 160 250 253/286 323/377 10 3
191421245 191421345 191421255 191421355 60—80 50 160 300 253/286 393/427 12
191421246 191421346 191421256 191421356 75—95 63 160 350 353/286 443/477 5
191421247 191421347 191421257 191421357 90-125 80 160 350 253/286 • 443/477 16 7
,191421248 191421258 191421358 120—150 100 160 250 —/286 343/377 20 11
— 191421259 150—180 125 200 —/329 25 15
* В числителе указаны значения для менателе — с конусом 50. оправок с конусом 40, з зна-
Примечания: 1. РЬзцы ГОСТ 9795—73 (см. табл. 36 и 37). 2. Цена одного деления шкалы лимб-гайки 0,01 мм на радиус. 3. Разработчик — ВНИИинструмент. 4. Изготовитель — Оршанский инструментальный завод.
в котором закреплена расточная оправка.
По достижении необходимого смешения резца, определяемого по шкале На цилиндрической поверхности обойди, винт зажимают. Расточные оправки с эксцентриковой подачей резца используются при подналадке положения резца с целью компенсации его размерного износа.
В корпусных деталях требуется обрабатывать торцовые кольцевые площадки вокруг основных отверстий на
9*
внутренних сторонах стенок. В автоматическом цикле обработка таких поверхностей осуществляется патронами с радиальным перемещением резца (рис. 27). Механизм работает следующим образом. Корпус патрона 11 имеет хвостовик, который закрепляется в шпинделе станка. Резец /, вращающийся вместе с патроном и шпинделем станка, вводится в отверстие обрабатываемой детали. При движении патрона вдоль оси упор 3 соприкасается со стенкой обрабатываемой
260
Режущий инструмент
Рис. 26. Резцедержатель с точной подачей *
детали, смещая стакан 8 вместе с цилиндром 13, который при этом поворачивается на подшипниках 9 за счет перемещения штифта 14, укрепленного в корпусе, по винтовым пазам цилиндра, В торце цилиндра эксцентрично установлен штырь 15. При вращении цилиндра относительно стакана происходит радиальное перемещение ползушки 6 с укрепленными на ней
оправкой 2 с резцами. Упор связан через шарикоподшипник 4 с гайкой 5, которая навинчена на гильзу 7. При обратном движении патрона пружина 12 отжимает стакан от корпуса и резцы выводятся в исходное положение. Перемещением гайки 5 по резьбе гильзы выдерживается необходимое расстояние кольцевой проточки от торца обрабатываемой детали-
расточный инструмент
261
Другая гайка 10 является регулируемым упором,'определяющим глубину обрабатываемой поверхности.
В расточном инструменте с целью повышения его универсальности и упрощения конструкции используют принцип разработки модульных систем для разнотипных станков.
Инструмент, собираемый из унифицированных модулей, должен гибко переналаживаться применительно к изменению номенклатуры обрабатываемых деталей путем сравнительно простой перекомпоновки.
Традиционный цельный инструмент заменяется комплектом унифицированных модулей, предназначенных для обработки партии деталей и допускающих частичную или полную разработку инструмента для последующей сборки в другом сочетании.
Для составления различных типов инструмента используется определенное число модулей, которые образуют взаимосвязанный механизм, обладающий достаточной результирующей жесткостью и точностью. Такой инструмент сохраняет расчетные размеры в требуемых допусках, хотя и имеет меньшую жесткость по сравнению с жесткостью цельного инструмента. Однако динамическая устойчивость составных инструментов обычно выше аналогичного параметра цельных инструментов с теми же размерами, особенно на черновых режимах. Необходимость в удлиненном инструменте всегда возникает на практике при обработке ступенчатых отверстий в корпусных деталях.
Составной инструмент позволяет в этом случае варьировать величины
длин и диаметров обработки в соответствии с конкретной задачей, так как включает следующие элементы: расточные головки, удлинители; переходники, предназначенные для перехода с большего на меньший диаметр оправки; хвостовики-державки, устанавливаемые в шпинделях станка.
Инструмент составляется различными способами: рабочую часть инструмента можно крепить непосредственно на хвостовике; через промежуточные элементы (при установке меньшего по размерам инструмента) или через удлинитель (при обработке отверстий во второй или третьей стенке корпусной детали).
Основной и наиболее важной проблемой в создании модульного инструмента является разработка соединительного элемента, который должен обеспечивать не только взаимное соединение отдельных частей инструмента, но и достаточные жесткость и повторяемость размеров инструмента.
При проектировании систем модульного расточного инструмента для станков с ЧПУ используют соединение, в котором базирующими поверхностями являются цилиндрические (длиной приблизительно в один диаметр) и торцовые поверхности с торцовым биением около 0,001 мм. Соосно с цилиндрической поверхностью располагается резьбовая часть с крупным шагом (табл. 103). Сборка модулей осуществляется ввинчиванием одной их части в другую до затяжки по торцовой поверхности. Такая конструкция соединения является одной из наиболее простых и технологичных. Параметры резьбового соединения мо-
Рис. 27. Патрон с радиальным перемещением резца
262
Режущий инструмент
103. Резьбовое соединение модулей
дулей обеспечивают высокую радиальную жесткость собранных инструментов»
Точность цилиндрических направляющих поясков соответствует 5-му квалитету, а отверстий, сопрягаемых с ними с гарантированным зазором, — 6-му. Резьба имеет гарантированный зазор. Все модули, за исключением расточных юловок, изготовляют из цементированных сталей с закалкой до твердости HRC* 52—58 (за исключением резьбы) и шлифуются до получения параметра шероховатости цилиндрических и торцовых поверхностей Ra 0,2 мкм. При этом обеспечивается концентричность цилиндрических поверхностей в пределах нескольких микрометров.
Фирмой Bakner (Италия) разработана наиболее развитая система модульного инструмента на базе упомянутого соединения (рис. 28). В си
стему, носящую название Modular, входят: хвостовики-державки 1 различных исполнений для крепления инструмента на многоцелевых станках я ГПМ с разными конструкциями шпинделей и манипуляторов; переходники 2 для установки планок 6 двузубых расточных головок для обработки отверстий большого диаметра; универсальные переходники 3 и удлинители 4’, переходники 5 для регулируемого в радиальном направлении крепления расточных однозубых головок 9—11\ планки для установки головок 10.
Непосредственно в хвостовики или через переходники я чинители с помощью резьбового соединения могут устанавливаться: расточные головки 7 и 8 с микрометрическим регулированием; расточные патроны 12\ цанговые патроны с разрезными цангами патроны для концевых фрез Clarkson 1$
Расточный инструмент
263
Рис. 23. Система модульного инструмента Modular
и Weldon 15; модульные оправки 16 Для насадных фрез со сменными цапфами 17; оправки для насадных фрез торцовых 18 и дисковых 19 с продольной шпонкой.
Удлинители имеют одинаковый диа-*етр с передней частью державки и ^огут быть короткими или длинными. Длины коротких переходных элементов изменяются по основному ряду R10 с° знаменателем геометрической профессии 1,25 (25, 31, 40, 50, 63, 80,
100, 125 мм), в то время как длины длинных переходных элементов изменяются по геометрическому ряду R20 со знаменателем геометрической прогрессии 1,25 (36, 45, 56, 71, 90, 112, 140 мм).
Переходники являются промежуточными элементами, которые могут изменять диаметр хвостовика резцедер-жавки от большего к меньшему. Короткие переходники имеют длину L -= — 1,55D, размеры длинных переход
264
Режущнй
ников составляют 2.25D. Длина вьы ступающей голоьки переходника изменяется в соответствии с числовыми значениями рада R20 (25. 32, 40, 50, 63, 80 мм)/
Переходники 2? головки образуют взаимосвязанный механизм. В переходнике имеется винт, который зажимает голтвку в требуемом положении. Как и у других промежуточных элс* ментов, соотношение его длины и диаметра составляет 1,25, а длина изменяется по геометрическому раду R10.
Корпус головок изготовляется из стали и служит для крепления трех-или четырехгранных поворотных режущих пластин. В месте соединения переходника и головок имеется призматическая направляющая типа «ласточкин хвост». Внутри головки находится укрепленный в отверстии ми-крсметрнческий вант, служащий для ее передвижения. Призматическая направляющая головки перемещается по соответствующей направляющей переходника, когда микрометрический винт поворачивается в резьбовой втулке, которая шпилькой, проходящей через направляющие держатели, связана с головкой. Точность регулирования по лимбу микрометрического винта 0,05 мм.
Головки 9 и 10 с трех гр энными поворотными режущими пластинами имеют главный угол в плане 90° с тем, чтобы толщина стружки была равна подача на оборот. Это приводит к спи-женкю радиальной составляющей силы резания. Однако вершины трехгранных поворотных режущих пластин ломаются быстрее, чем вершины четырехгранных поворотных режущих пластин, и, кроме того, у них иа'одну режущую кромку меньше, что экономически менее выгодно. Трехгравные поворотные пластины применяют, если нужно выполнить перпендикулярные торпы или если есть опасность фсруировгния при обработке тонких пенок. Такие головки в системе Modular служат для обработки отверстий диаметром от 8 до 142 мм.
Головки 10 четырехгранными поворотными режущими пластинами имеют главный угол з плане 75°. Радиальная составляющая силы резания в этом
случае больше, чем при обработке с главным углом в плане 90°, а толщина стружки меньше. Четырехгранное поворотные режущие пластины имеют большую износостойкость по вершинам. Их применяют при сквозной обработке отверстий в деталях с достаточной толщиной стенок. Головки с четырехгранными пластинами позволяют обрабатывать отверстия диаметром 16 —142 мм.
Головки 11 с регулируемой резцовой вставкой для окончательной обработки также имеют призматическую направляющую а микрометрический винт, а также квадратное отверстие, которое наклонено к оси симметрии головки под углом 53° 8/ Внутри этого отверстия (после допуска Н7) размещается хвостовик вставки, па которой механически укреплена трехгранная поворотная режущая пластина. В хвостовике вставки имеется микромелический винт, связанный с резцовым блоком. Вставка после регулирования фиксируется боковыми ви нтами.
Головку 11 можно регулировать двумя способами: перемещением ее относительно держателя по направляющим типа «ласточкин хвост» и смещением резцовой вставки относительно головки. Эти головки имеют увеличенный диапазон диаметров растачивания (от 8 мм для головки диаметром 16 мм и до 42 мм для головки диаметром 30 мм), так как микрометрический винт вставки имеет маленький шаг. Регулирование по лимбу обеспечивается с точностью до 0,01 мм
Однсэубые головки 10 могут быть использованы для создания двузубых расточных головок. Для этой цели используют модули 2 и 6 с размерами^ приведеньями ниже.
D, мм .... 180—220 220—260 L, мм . . „ . 160 200
D, мм .... 260-300 300-340
L. мм .... 240 280
Планка имеет такие же направляющие, что и переходник, к ним прикрепляются головки 10 с диаметром корпуса 80 мм и диапазоном р ас гачи-ьания 100—142 мм. Гастройка Двузубой головки может быть произведена с точностью до 0,05 мм.
расточный инструмент
265
Для окончательного растачивания отверстий с точностью по 6-му квали-тету s систем у Modular включены головки с микрометрической подачей пезцов. Головка 7 оснащается цельными резцами из быстрорежущей стали и напайными твердым сплавом, имеющими цилиндрические хвостовики диаметром 4 й 8 мм. Головка позголяет обрабатывать отверстия диаметром 0.5—-20 мм. Диаметр головки 7—40 мм, длина 30 мм. Точность регулирования положения вершины резца по конусу шкалы 0,001 мм-
Головки В оснащаются специально разработанными резцовыми вставками с хвостовиком круглого сечения, с трех травными и ромбическими непере-тачиваемыми пластинами из твердого сплава, закрепляемыми винтами, Головки с наружным диаметром от 16 до 80 мм обеспечивают обработку диаметров от 19,2 до М2 мм. Точность регулирования по нониусу шкалы 0.002 мм.
На основании изучения отечес1? венного и зарубежного опыта во ВНИИ-инсгрумеята разработана система расточного сборного модульного инструмента для диаметров растачивания 40-460 мм.
Державки (табл. 104) или непосредственно, или через переходники (тзбл. 105), удлинители (табл. 106) соединяются с дву- и однозубыми головками (табл. 107, 108 и 109).
Двузубые головки предназначены для предварительного (чернового) рас тапивания отверстий диаметром 40— 160 мм с точностью по 14-му квэли-тету,
Головка состоит из корпуса, который имеет хвостовик с базирующим узлом для подсоединения к державке., переходнику или удлинителю. С другой стороны (на торце) корпус имеет угловой паз, в котором располагаются Два зуба. Закрепление зубьев осуществляется двумя винтами. При этом за счет пружинящих свойств корпуса происходят сжатие лепестков, образованных угловым пазом, и затяжка •'Убьев.
Зубья головок оснащены сменными твердосплавными пластинами трехгранной формы по ТУ 19-4206-95—83. Пластина имеет задние углы 7° и
централ ь ное отверстие тс рообрззной формы. Закрепление пластины осуществляется винтом с конической го ловкой, который проходит через фасонное отверстие. Винт ввинчивается в винтовое отверстие корпуса зубз, которое имеет незначительное смещение в сторону боковых базовых поверхностей» Винт конической поверхностью головки взаимодействуя с фасонной поверхностью отверстия пластины» за крелляет ее, прижимая одновременно к боковым базовым поверхностям и нижней опорной поверхности.
Однозубые головки предназначены для получистового растачивания отверстый диаметром 40—250 мм с точностью по 9—11-му квалятету.
Головка состоит из хвостовика, который имеет базирующий узел, аналогичный двузубым. С другой стороны корпус хвостовика имеет паз типа «ласточкин хвост'». В паз устанавливается корпус резцедержавки с закрепленной шейной твердосплавной пластиной. На головках используются плоские пластины трехгранной формы с задними углами по ГОСТ 19045—80. Пластаны устанавливаются в закрытом пазу резце державки и закрепляются прихватом.
Корпус снабжен микрометрическим винтом с лимбом. По винту переме-щается ползушка, которая служит упором. Вращая микрометрический винт, ползушка упирается в штафт, смещает корпус резцедержавки и обеспечивает точность обработки отвсг -стая. После настройки на размер реэ-цедержавка закрепляется двумя винтами, расположенными на корпусе хвостовика, сжатием лепестка паза типа «ласточкин хвост».
Взамен перечисленных выше конструкций ВНИИинстаумента начиная с 1989 г. Оршанский инструментальный завод выпускает модульные оправки по ТУ 2-0354120—37 и расточные головки по ТУ 2-035-1117 -87 (одно-зубые), по ТУ 2-035-1118—87 (двузубые) и по ТУ 2-035-1119 --87 (с микрометрической регулпрг вкой).
Для комплектации ГПС во ВНИИ инструмент создан ряд конструкций специальной инструментальной оснастки для обработки корпусных деталей, в частности, расточная оправка
266
Режущий инструмен
104. Державка с конусом 7 : 24 (конструкция ВНИИинструмент)
Размеры, мм
Державка <3 л X V о tn >> О g X ф о О в* х D d (Я61 (7Н) L 1 к 4 h
К2.982.001-00 40 25 М24 118,4 26 42,5 50 35
-01 40 50 30 М27 138,4 29 47,5 55 45
-02 63 40 М36 178,4 42 67 77 85
-03 40 25 М24 26 42,5 50
-04 50 30 М27 151,8 29 47,5 55 35
-05 50 63 40 М36 42 67 77
-06 80 50 М48 191,8 44 73,5 86 65
Примечание. Изготовитель — Оршанский инструментальный завод.
105. Переходник (конструкция ВНИИинструмента)
" Размеры, мм
Обозначение размера K2.982.003-00 K2.982.003-01 K2.982.003-02 о CG о о 00 co ГМ X
D 40 50 63 80
Di 32 40 50 63
d(g§) 25 30 40 50
di(6d) M24 M27 M36 M48
d2 (Я6) 18 25 30 40
d3 (7H) M16 M24 M27 M36
*L 72 105 125 130
I 30 60_
h 18 25 ; | 28
10 _
12 16 18 20
h 18 26 29 42
38 50 55 77
& 27 36 41 55 i
Примечание. Изготовитель — Оршанский инструментальный завод >
Расточный инструмент
267
106. Удлинитель (конструкция ВНИИинструмент)
Размеры» мм
Обозначение размера K2.982.002-00 K2 982.002-01 ! K2.982.002-02 , K2.982.002-03 K2.982.002-04 K2.982.002.-05 K2.982.002-06 K2.982.002-07 K2.982.002-08 K2.982 002-09
D 3i 2 40 50 63 80
d (£5) 18 , 25 30 40 к >0
di (6$ M16 M24 M27 M36 M48
4 (Я6) 18 25 30 40 50
d3 (7Н) M16 M24 M27 M36 M48
L 90 120 102 132 105 135 155 185 160 90
1 60 90 60 90 60 90 90 120 90 120
1< 14 18 25 28
h 5
1* 12 16 18 20 2 •2
k 18 26 29 42 4 4
36 50 55 77 S 16
H 27 36 41 55 70
Примечание. Изготовитель — Оршанский инструментальный завод.
268
Режущий инструмент
107. Головки двузубые расточные модульные (конструкция ВНИИинструмента)
Размеры, мм
^раст d di l A
4 1 ‘1 z s 40—50 48—60 58-75 72—100 97—130 128—160 32 40 50 M16 M24 M27 95 117 135 11,0
63 80 M36 M48 165 185 205 16,0
108. Головки однозубые расточные модульные
(конструкция ВНИИинструмента)
Размеры, мм
Расточный инструмент
269
10Ф. Головка расточная модульная с микрометрической регулировкой (конструкции ВНИИинструмента)
Размеры, мм
Головка ^раст D L - d (g5) (6d) а
К2.963.1000-00 45—65 40 112 ' 70 25 24 10
-01 60—80 50 125 80 30 27 12
-02 75—95 63 165 100 40 М36
-03 90—125 80 63 16
-04 -05 120—150 150—180 100 80 195 125 50 М48 20
Примечание. Изготовитель — Оршанский инструментальный завод.
для чернового и получистового растачивания отверстий диаметром 190— 260 мм (рис. 29). Особенностью ее конструкции является относительно большой диапазон регулирования диаметра раскачивания.
Оправка представляет собой сборную конструкцию, состоящую из хвостовика 1 двух типоразмеров, различающихся между собой по длине, корпуса 2 также двух типоразмеров, резцедержателей 3 и резцовых вставок 4. Диапазон растачивания изменяется за счет возможности перемещения резцедержателей по корпусу (диа-метР расточки увеличивается от 190 До 230 мм), а также в результате возможности установки корпуса другого типоразмера, вследствие чего диапазон
растачивания регулируется от 230 до 260 мм. Для регулирования и Настройки резцедержателей применяют винты 5, для точности настройки в резцо-
Рис. 29. Расточная оправка для чернового и получистового растачивания отверстий диаметром 190—260 мм
270
Режущий инструмент
Рис. 30. Расточная оправка для чистового растачивания отверстий
вых вставках предусмотрены регулировочные винты, упирающиеся в регулируемые упоры 6. Резцедержатели перемещаются по корпусу за счет имеющихся на них пазов и закрепляются винтами.
Оправка предназначена для работы по чугуну, стали и алюминиевым сплавам, так как оснащена резцовыми вставками с различной геометрией, а резцовые пластины изготовлены из твердых сплавов разных марок. С целью повышения производительности труда оправка выполнена двузубой.
На той же базе с тем же диапазоном регулирования созданы расточные оправки для чистового растачивания отверстий (рис. 30). Конструкция чистовой оправки аналогична конструкции получистовой оправки, но имеет одну резцовую вставку б, установленную ,в головку с микрометрическим регулированием. Кроме того, резцедержатель 5 с микробором крепится непосредственно к хвостовику 1. Достаточно широкий диапазон регулирования диаметра, как и на получистовой оправке, достигается перемещением резцедержателя по хвостовику регулировочным винтом 4 и закреплением резцедержателя четырьмя винтами 2.
Точная настройка на размер осуществляется гайкой 3 микробора. Хвостовик оправки изготовляется двух типоразмеров с различием по длине. Резцовые вставки 6 прямоугольного сечения крепятся в головке микробора с помощью двух крепежных винтов 7.
Оправка может оснащаться резцовыми вставками для работы по стали, чугуну и алюминиевым сплавам, а также вставками с разными углами ф. Эти виды оправок внедрены на ГПС обработки корпусов коробок гидромеханических передач машин на Балаковском заводе самоходных и землеройных машин.
Таким образом, создана специальная универсальная конструкция оправки, позволяющая в широких пределах изменять диаметр растачивания, а также длину инструмента.
Оправка расточная комбинированная (рис. 31) для одновременного получистового растачивания цилиндрического и конического отверстий предназначена для обработки гнезд под шпиндели, где требуется соосность конического и цилиндрического отверстий в пределах 0,005—0,001 мм и высокая точность обработки.
Оправка состоит из корпуса 1 и резцовой вставки 2, закрепленной на торце клином 3 режущего элемента 4, настраиваемого на размер с помощью компенсатора 5,
Подобная комбинированная оправка создана и для чистового растачивания (рис. 32). При этом используется микробор, и калибрование конического отверстия выполняется за проход. Такое решение позволяет повысить точность взаимного расположения обрабатываемых отверстий, а также увеличить производительность обработки.
В условиях серийного производства на ГПС обработка отверстий с точностью по 6—7-му квалитету может явиться одной из самых длительных операций, так как оператор вынужден контролировать размеры отверстия и корректировать возможные отклонения режущих кромок расточного инструмента вручную с помощью традиционных приспособлений.
На погрешность размера влияют различные факторы: погрешность в положении режущей кромки после установки оправки; неточность изготовления узлов ГПМ; жесткость обрабатываемой детали; качество материала детали; тепловые деформации; износ режущей кромки.
Эти погрешности можно автоматически компенсировать путем введения
Расточный инструмент
271
в' конструкцию расточной оправки механизма подналадки, обеспечивающего перемещение режущей кромки по данным автоматического измерительного устройства. Основным требованием к таким расточным оправкам является выдерживание размера гладкого отверстия в поле допуска в течение одной-двух смен за счет нескольких перемещений режущей кромки в сумме на 0,2—0,5 мм с точностью 0,001 — 0.0025 мм при каждом перемещении.
Для уменьшения числа инструмен-юв при обработке отверстий с малым отношением длины к диаметру на
Рис. 31. Расточная комбинированная оправка для получистового растачивания цилиндрического и конического отверстий за проход
ГПМ необходимо применение управляемых по программе переналаживаемых расточных головок с ЧПУ. Наличие управляемого перемещения в плоскости торца шпинделя ГПС обеспечивает: точное растачивание гладких отверстий разного диаметра; обработку ступенчатых отверстий, отверстий со сложным профилем продольного сечения; точное обтачивание наружных поверхностей разных диаметров на корпусной детали; нарезание резьбы резцом.
Требования к расточным головкам с ЧПУ:
растачивание отверстий в широком диапазоне диаметров;
точное и стабильное позиционирование вершины резца на требуемый диаметральный размер; компенсация размерного износа вершины резца;
устойчивое резание при получисто-вом и чистовом растачивании во веем диапазоне обработки;
Рис. 32. Расточная комбинированная оправка для чистового растачивания цилиндрического и конического отверстий за проход:
1 — микрометрическое устройство; — режущий элемент
272
Режущий инструмент
Рис. 33. Расточная оправка с автоматической подналадкой фирмы De Vlieg
дисбаланс, возникающий при радиальном перемещении резца, должен находиться в пределах, позволяющих вести производительную обработку;
головка должна автоматически сменяться в шпинделе станка, легко и надежно стыковаться со станком,
В последнее время созданы расточные устройства для работы на ГПС без вмешательства оператора как при подналадке резцов в пределах одного размера, так и при переналадке на различные размеры обработки.
На рис. 33 показано конструктивное решение оправки Autobore, применяемой для компенсации износа (головки с механическим регулированием), разработанной фирмой De Vlieg (США). При срабатывании ползуна 5 (ход 3—5 мм) фиксатор 8 через шестерню дифференциального ходового винта 1 вызывает его поворот на определенный угол. Вследствие этого гайки 3 и 7 перемещаются относительно друг друга на незначительное расстояние в осевом направлении. Гайка 7 опирается через установленный винт 6 на пластину 5 гибкого шарнира. Корпус 1 инструмента, пластины 2 и 5, инсгрументоноситель 4 без зазора (посредством рифлений) соединены между собой. Указанные детали образуют параллелограмм, который при осевом перемещении резьбовой гайки 7 вызывает за счет* деформирования пластин 2 и 5 параллельное смещение
инструментоносителя 49 который перемещается за счет этого параллельно оси в сторону увеличения диаметиа обрабатываемого отверстия. Каждый ход ползуна 9 вызывает параллельное смещение оси инструментоносителя на 0,0025 мм, что соответствует изменению диаметра на 0,005 мм. Привод ползу-на 9 можно осуществлять вручную или автоматически.
Для осуществления автоматической коррекций положения режущих кромок в шпиндель станка автоматически устанавливается электронный измерительный щуп, который измеряет отверстие,:. Размер отверстия сообщается в систему управления станком, которая до заданному алгоритму рассчитывает требуемое число ходов ползуна 9.
Посредством пневматического устройства на ползун 9 подается заданное число управляющих импульсов для перемещения инструментоносителя 4.
На рис. 34 показана схема подналадки расточной оправки с микрометрическим регулированием резца, пред-ложенная фирмой Valenite (США).
После установки оправки 2 в шпинделе 1 станка, первого прохода и измерения обработанного отверстия к оправке 2 подводится специальная головка 7. Щуп 8, установленный в головке 7, служит для определения реального положения оси оправка а щуп 6 фиксирует положение режущей кромки резца 4. При отклонении ре"
Расточный инструмент
273
Рис. 34. Схема подналадки расточной оправки фирмы Valenite
жущей кромки от требуемого положения ключ 5 вращает регулировочную гайку 3, в результате чего резец 4 выдвигается на необходимую величину коррекции.
Фирмой Samsomatic (ФРГ) р аз раб о-тана конструкция расточной оправки 1 с подналадкой положения резца Фис, 35) за счет деформирования специальной ка*меры, несущей собствен
но инструмент 4; в качестве рабочего тела используется масло. Управляющее давление создается сжатым воздухом с давлением около 0,4 МПа (сжатый воздух с таким давлением имеется на многих предприятиях, и его можно достаточно точно регулировать). Далее в систему включен пневмогидравлический преобразователь давления, который обеспечивает
274
Режущий инструмент
Рис. 35. Расточная оправка с подналадкой фирмы Samsomatic
давление масла от 0 до 18 1МПа. Гидравлическая система замкнута и не нуждается в подпитывающем устройстве. Рабочий цилиндр 2 расположен в корпусе 3, снабженном шестью специальными отверстиями, которые соединяются прорезями. За счет этого корпус разделен на жесткую и подвижную части. Под воздействием силы, передаваемой рабочим цилиндром 2, подвижная часть корпуса 3 перемещается в плоскости регулирования относительно шпинделя. При этом соединительные элементы корпуса действуют как пластинчатые шарниры упругого параллелограмма, деформируясь в пределах упругости. По окончании операции установочное давление уменьшается до нуля, параллелограмм разгружается и режущая кромка инструмента отводится от обработанной поверхности, что предотвращает появление рисок при отводе инструмента.
Система Samsomatic обеспечивает точность установки инструмента и воспроизведения его положения в пределах 1 мкм. Корпус 3 выдерживает до К)7 циклов регулирования без снижения точности. Оправки нескольких типоразмеров позволяют обрабатывать отверстия диаметром 50—300 мм с величиной подналадки 0,05—0,4 мм. Конструкция обладает необходимой жесткостью и сбалансированностью, что дает возможность вести обработку с частотой вращения до 83 с"1.
Фирмой Bakuer (Италия) разработана система расточных оправок с подналадкой режущего инструмента по данным измерений. Оправка Bakuer Flex Bore (BFB) построена по модульному принципу; в качестве сменных переходников, регулируемых головок с микрометрической регулировкой и резцов используются элементы, аналогичные тем, что применяются в системе расточного инструмента Modular той же фирмы (см. рис. 28 гл. 2).
Схема оправки BFB приведена на рис. 36. Оправка устанавливаегся в шпинделе 2 с помощью конуса /. На корпусе оправки имеется кольцо 16 с рифлениями для отсчета числа оборотов шпинделя с помощью бесконтактного датчика 7. На оправке расположено коническое колесо 5. во впадины зуба которого может входить палец 6 стопорного устройства. Стопорное устройство работает от пневмоцилиндра двойного действия, который управляется двухпозиционным трехходовым прямым клапаном с приводом от элек-тромагнита (на рисунке не показан). Команда на электромагнит поступает от системы ЧПУ станка. Давление воздуха должно быть в пределах 0,4— 0,5 МПа, с тем чтобы толкающее усилие не превышало 160 Н.
Поршень 5 имеет площадь поверхности прямого усилия 3,14 см2, 3 обратного — 2,3 см2. Поршень сиао-жен регулировочной гайкой, необ ходимой для установки пальца 6 12-
асточный инструмент
275
Рис. 36. Расточная оправка BFB фирмы Bakuer
276
Режущий инструмент
ПО. Величина коррекции диаметра отверстия, обрабатываемого оправками BFB
Размеры, мм
D ^раст Приращение ^раст на один оборот шпинделя
max min
16 18,7 24,8 0,001
20 24,5 31,0 0,001
25 30,5 39,0 0,0016
32 38,5 49,5 0,002
40 49,0 62,0 0,002
50 £1,0 77,0 0,003
63 76,0 97,5 0,003
80 96,5 123,0 0,004
ким образом, чтобы он, входя во впадину колеса 8, находился там с зазором 0,05—0,15 мм.
Пневмоцилиндр с поршнем 5 и бесконтактный индуктивный датчик 7 располагаются в общем корпусе 4, устанавливаемом на шпиндельной бабке 3.
Подналадка положения 13 осуществляется после измерения обработанного отверстия. По команде устройства ЧПУ палец 6 входит во впадину колеса 8. Отсчет числа оборотов шпинделя, необходимого для выдвижения резца на величину коррекции размера, осуществляется при частоте вращения шпинделя 4 с”1. При этом обеспечиваются параметры, приведенные в табл. НО.
Вращение шпинделя 2 через двухступенчатую дифференциальную передачу с остановленным колесом 8 кинематически преобразуется во вращение стержня 9, который через передачу 10 вращает обойму 11, на которой нарезана внутренняя резьба. При вращении обоймы 11 сухарь 12 с наружной резьбой перемещается вдоль оси и своим выступом выдвигает резец 13.
Для исключения зазоров резец 13 прижимается к сухарю 12 подпружиненным упором 17. Механизм перемещения резца закрывается крышкой 14.
При необходимости замены резца или перемещения на несколько мил
лиметров следует ослабить винты в переходнике 15, с тем чтобы стержень 9 вышел из зацепления с выходным валом дифференциальной передачи. Для замены резца следует повернуть обойму 11 до полного вдвигания резца внутрь головки, после чего возможно его извлечение. При значительном изменении размера обработки обойму 11 вращают до необходимого выдвижения резца, пользуясь градуированной шкалой с ценой деления 0,02 мм.
Наиболее распространенным типом расточных головок с переналадкой на различные размеры обработки являются головки, в которых перемещение радиального суппорта с установленным в нем инструментом осуществляется при вращении шпинделя с закрепленной в нем расточной головкой при затормаживании кольца, расположенного на корпусе головки и кинематически связанного с приводом подачи радиального суппорта.
Конструкцию такой головки легко использовать на ГПМ при автоматизации затормаживания кольца и смены головки в шпинделе.
Фирмой D’Andrea (Италия) разработаны головки с радиальной подачей для автоматической смены на ГПМ. Корпус 1 (рис. 37) снабжен кронштейном 2, на котором расположена кинематическая связь червяка с полумуфтой 3; полумуфта 4 соединена со следующим приводом 5, установленным на шпиндельной бабке. На корпусе выполнен палец 6, а на шпиндельной бабке расположен соответствующий ему ловитель 7. При установке головки в шпиндель корпус фиксируется относительно шпиндельной бабки пальцем 6 и ловителем 7, одновременно полумуфты 3 и 4 стыкуют следящий привод 5 с кинематической цепью радиальной подачи вершины резца.
Конструкция головки фирмы D’Andrea (Италия) представлена на рис. 38. Она имеет неподвижный (относительно шпиндельной бабки) корпус 1 и подвижную часть, установленную в шпинделе станка, которая вращается в подшипниках качения 2 и 16, расположенных в корпусе. На подвижной части установлена каретка 5 с червячной рейкой 3,
Расточный инструмент
277
зацепляющейся с червяком 4, на оси которого находится коническая шестерня 6, Последняя связана с вращающимся шпинделем через замкнутую дифференциальную передачу, в которой конические шестерни 7 и 11 имеют возможность вращения относительно ведомого вала 15 с установленным на нем центральным колесом 13. Ось сателлита 12 неподвижна относительно корпуса /, а ось сателлита 8 установлена в червячном колесе 10, зацепляющемся с червяком 9. Применение планетарной передачи обе-
Рис. 37. Автоматическая смена расточной головки на ГПМ
Рис. 38. Расточная головка фирмы D’Andrea
278
Режущий инструмент
спечивает радиальное перемещение каретки 5 при вращении шпинделя 14 с точностью до 0,005 мм. Такая конструкция позволяет растачивать гладкие отверстия, подрезать торцы и прорезать канавки. Однако на первом пробном проходе требуется вмешательство оператора для коррекции положения переставляемых упоров.
Фирмой Olivetti (Италия) разработана расточная головка Varibore, в которую встроен специальный малогабаритный шаговый двигатель, управляемый от автономного электронного устройства, состыкованного с ЧПУ станка. После автоматической установки головки в шпиндель происходит подключение шагового двигателя к системе управления. Устройство головки показано на рис. 39. В неподвижном корпусе 5 на подшипниках установлен подвижный корпус 3 головки, в котором расположен шаговый электродвигатель 6. На его валу закреплен винт 2, кинематически связанный с рейкой 19, которая жестко соединена с радиальным суппортом /, несущим режущий инструмент. Суппорт 1 установлен в направляющих подвижного корпуса 3. Внутри суппорта для выбора зазоров в кинематической цепи предусмотрены пружины 20. Шаговый двигатель проводами 18 соединен с кольцами 4,
в контакте с которыми находятся щетки 17, расположенные в изолированном корпусе 16, установленном в корпусе 5. К корпусу 5 прикреплен кронштейн 21, внутри которого расположен полый подпружиненный фиксатор 14 с закрепленной в нем вилкой 13 штепсельного разъема, проводами 15 соединенной с щетками 17. Фиксатор 14 удерживается от проворота пальцем 22.
К подвижному корпусу 3 головки прикреплен хвостовик 7 с ловителем 23. На шпиндельной бабке 10 установлен корпус 11 с «ответной» частью 12 штепсельного разъема, соединенный проводами 9 с системой питания и системой ЧПУ станка.
При установке головки в шпиндель 8 фиксатор 14 в корпус И, где происходит соединение частей 13 и 12 штепсельного разъема. Одновременно фиксатор 14 смещается относительно кронштейна 21, а палец 22 выводится из ловителя 23; после этого часть расточной головки с подвижным корпусом 3 и радиальным суппортом / расфиксируется относительно неподвижного корпуса 5 и получает возможность вращения при движении ийтинделя 8. При подаче напряжения от системы ЧПУ через штепсельный разъем, контактные кольца 4 и шет'
279
Расточный инструмент
.ки 17 шаговый двигатель 6 чер кинематическую цепь обеспечивает п ремещение радиального суппорта в с ответствии с заданной траекторие движения резца м
Подобная головка под названа CNC Flex Head разработана ФИРМ^ Bakuer (Италия) (рис, 40).
CNC Flex Head обеспечивает °бРа& ку расточной оправкой отверстии ди метром до 190 мм, а при ислользо» нии дополнительных направляют» типа «ласточкин хвост» — ДО Повторяемость положения 0,005 мм. Диапазон подач (г'' 600 мм/мин, максимальная вращения 25 с~х, масса головки 17 К ♦ Особенность такой головки — возмо# ность ее комплектации индивидуал ' ной системой типа CNC, котор»» управляет перемещением радиальног суппорта по координате [/. Это поза0' ляет применять головку на станка без ЧПУ, а на станках с трехкоорД» натным ЧПУ выполнять с ее помощь^ нарезание резьбы резцом. й
Фирма D’Andrea разработали ДЛ ГПМ гибкую систему расточных поворотных головок U-Flex Systen (рис. 41) с дополнительной координа той автоматического поступатеЛьног перемещения или поворота инструмсИ' та с управлением от системы ЧПУ.
На ГПМ устанавливается электро Двигатель 2 постоянного тока с %
иечными микровыключателями и датчиком 2, а также дополнительный высокочастотный электропривод <?. Станок комплектуется четырьмя типами головок. Головка 6 (U-Center), обеспечиваю-
Рис. 40. Расточная головка CNC Flex Head фирмы Bakuer
Рнс. 41. Система расточных и
£30
Режущий инструмент
шая автоматическое перемещение каретки инструмента по заданной программе, устанавливается конусным хвостовиком в отверстие шпинделя 5 станка, передающего вращение инструменту. Вал привода перемещения каретки присоединяется к валу 3 электродвигателя. Головка 6 (11-Center) обеспечивает обработку отверстий з диапазоне диаметров d до 100 мм. Головка 7 (U-Tilt) обеспечивает одновременно автоматически управляемое вращение по двум осям: С — поворот золовки посредством хвостовика, устанавливаемого э отверстие шпинделя 5, и U — вращение инструмента, осуществляемое посредством высокочастотногоэлек-тропривсда 4. При одновременном управлении по двум осям инструмент поворачивается посредством электродвигателя 2, обеспечивая необходимое угловое позиционирование.
Голова 8 (U-Right 1) обеспечивает программир^ емый поворот револьверной головки с одним инструментом до 360°: вращение инструмента осуществляется шпинделем станка. Головка 9 (U-Righr 3) отличается от головки 8 наличием трех различных инструментов.
Головки хранятся в инструментальных магазинах многоцелевых станков вместе е отдельными инструментами и устанавливаются в шпиндель станка манипулятором.
Применение головок системы U-FJex System обеспечивает: повышение степени гибкости станка при переходе на обработку новой партии заготовок благодаря сокращению требуемого числа новых инструментов; достижение оптимальной частоты вращения при обработке отверстий из-за наличия автоматически устанавливаемых про тивовессв-балансиров на головке U-Center; возможность обработки сложных поверхностей (нарезание конических резьб и винтовых канавок, сверление отверстий под любым углом к поверхности стола станка); уменьшение числа инструмента, устанавливаемого в магазине станка; сокращение простоев стан к? для смены инструмента; повышение концентрации операций на одно?! станке, что повышает точность обработки и сокоащает потери времени на переустановки к про’ слеживание заготовок; упрощение про-граммирования и обслуживания станка»
Глава 3
ВСПОМОГАТЕЛЬНЫЙ ИНСТРУМЕНТ
Эффективность работы станков е ЧПУ» повышение их произвсдитель • чести в значительной мере зависят от технического уровня веломогат^ьного инструмента, обеспечивающего возможность сокращения всех составляющих шту чно-кал ькуляциоиного гремена.
Сокращение основного времени, достигаемое яитенсифлкацией режимов резаная, может быть обеспечено в результате повышения жесткости всномо-гагелыюго инструмента, увеличения силы закрепления режущего инструмента» особенно оснащенного твердо» сплавными неперетачиваемыми пластинами и изготовленными из сверхтвердых материалов, а также за счет применения конструкций патронов» исключающих влияние центробежных сил на точность обработки*
Уменьшение времена» затрачиваемого на базирование и закрепление заготовок, может быть обеспечено за счет применения вспомогательного инструмента, обеспечивающего расширение технологических возможностей станка (сменных угловых головок, токарных гиловок для вращающихся инструментов и т. п.).
Сокращение времени на смену ин-струмепта может быть достигнуто за счет быстросменности вспомогательного инструмента» предварительно настроен' ного вне станка, сокращения числа сьщп счет применения мнсгошпие-ДГЛЬНЫХ ГОЛ СВОК.
Сокращение основного и вспомога» тель.того времени работы станка может быть достигнуто концентрацией пере-*чцов при применения многошпии-Дельных головок.
Уменьшение подготовите л ьно-заклю-4ятелокого времени оказывает суше-'-ьекяое влияние на сокращение зре-&К.нк простоя станка с ЧПУ, особенно
в мелкосерийном производстве. По-скольку переналадка станка заключаемся лишь в смене программоносителя, сокращение подготовительнг-аа-оючительного времени обусловливается главным образом сокращением в Рамени замены инструмента я приспособлений. Сокращение времени замены вспомогательного инструмента в сборе с режущим достигается их предварительной настройкой вне станка и установкой в револьверных головках или инструментальных магазинах, а тзкже быстрой сменой револьверных голозок или автоматической сменой магазинов с установленным заранее вне станка необходимым вспомогательным инсгру-ментом п сборе с режущим инструментом.
Можно сформулировать следующие требования к вспомогательному ин~ струыекту для станков с ЧПУ.
I. Крепление режущего иястг^еч-та с требуемыми точностью, жесткостью я Биброуетойчнвгсгыо.
2. Регулирований (при необходимости) положения режущих кромок >г~ ноентелько координат технологической системы станков с ЧПУ.
3. Расширение технологических возможностей станков 2 ЧПУ.
4. Концентрация технологических переходов.
5. Удобство в эксплуатации (быстро-сменность, простота сборки, на л дай и др.).
6. Технологичность изготовлений
КЛАССИФИКАЦИЯ ВСПОМОГАТЕЛЬНОГО ИНСТРУМЕНТА И ЕГО ОСНОВНЫЕ ЭЛЕМЕНТЫ
Классификация вспомог а ге л ьяого инсг>ущеита а еии^вететвиз с сгс £ч2^начелне.« для различных гг*^Ц
282
Вспомогательный инструмент
станков с ЧПУ и степенью их автоматизации приведены на рис. 1.
Конструкция вспомогательного инструмента для станков с ЧПУ определяется его основными элементами: присоединительными поверхностями для установки его на станке и для установки режущего инструмента. Устройства, осуществляющие автоматическую смену инструмента и его крепление на станке, определяют конструкцию хвостовика, который должен быть одинаковым для всего инструмента к данному станку. Для получения заданных размеров деталей без пробных проходов в соответствии с программой необходимо введение в конструкцию вспомогательного инструмента устройств, обеспечивающих регулирование положения режущей кромки. Эти обстоятельства привели к появлению разнообразных переходников (адаптеров), у которых хвостовик сконструирован для конкретного станка, а передняя зажимная часть — для режущего инструмента со стандартными присоединительными поверхностями (призматическими, цилиндрическими и коническими).
Переходники образуют комплект вспомогательного инструмента, состоящий из резцедержателей, патронов, оправок различных конструкций, предназначенных для крепления режущего инструмента. Комплект в сочетании с прибором предварительной настройки должен обеспечивать наладку инструмента для работы на станке с ЧПУ.
Для выполнения своей функции вспомогательный инструмент имеет присоединительные поверхности, которые должны соответствовать ' существующим способам крепления и смены инструмента на станках и обеспечивать крепление всех видов режущего инструмента.
Типаж присоединительных поверхностей вспомогательного инструмента, необходимых для крепления режущего инструмента только на одном многоцелевом станке, превышает несколько сотен типоразмеров. Поэтому при креплении концевого режущего инструмента отдают предпочтение взаимозаменяемым универсальным конструкциям типа переходных патронов и втулок, устанавливаемых в шпинделе станка.
Применяют переходные цельные и раз^ резные сменные втулки (цанги), в которых непосредственно закрепляется режущий инструмент.
Дальнейшая унификация типов вспомогательного инструмента осуществляется путем использования принципа агрегатирования и взаимозаменяемости агрегатов между моделями'и видами станков с ЧПУ.
Быстрое развитие станков с ЧПУ требует преимущественного выбора вспомогательного инструмента таких конструкций, освоение серийного производства которых связано с наименьшими трудностями. В связи с этим предпочтение отдают конструкциям, разделенным на рациональное число составных частей по принципу агрегатирования.
При выборе вспомогательного инструмента предпочтение следует отда-вать конструкциям с элементами, регламентированными стандартами, что обеспечивает преемственность конструкций и снижение себестоимости производства инструмента. Применение таких конструкций позволяет увеличить объем выпуска однотипной продукции и расширить использование более совершенных технологических процессов и форм организации инструментального производства, что также приводит к снижению себестоимости вспомогательного инструмента. Критериями выбора оптимальных конструкций вспомогательного инструмента при их разработке являются универсальность, жесткость, точность, переналаживаемость и другие, которые определяют исходя из основного критерия — эффективности эксплуатации станков с ЧПУ (рис. 2).
При выборе материала для вспомогательного инструмента исходят из следующих требований к его присоединительным поверхностям: параметр шероховатости Ra — 0,2—0,8 мкм, твердость HRCq 52—58. Такие требования обусловлены многократным нагружением соединений вследствие частой смены инструментальных блоков, которая вызывает изнашивание поверхностей и снижение точности установки инструмента. Для изготовления корпусных деталей вспомогательного инструмента рекомендуется применять
Рис. 1. Классификация вспомогательного инструмента для станков с ЧПУ
Классификация
284
Вспомогательный инструмент
Рис. 2. Критерии выбора оптимальный конструкций вспомогательного инструмента для станков с ЧПУ
сталь 18ХГТ с цементацией на глубину h — 14-1,2 мм и последующей закалкой; для изготовления зажимных цанг — сталь 60С2А с закалкой до HRCq 48—52, для поводков и сухарей передачи крутящих моментов — сталь 40Х с закалкой до HRC9 44—50.
ВСПОМОГАТЕЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ СТАНКОВ С ЧПУ ТОКАРНОЙ ГРУППЫ Вспомогательный инструмент токарных станков должен обеспечивать крепление резцов, сверл (с коническим и цилиндрическим хвостовиками), зенкеров, разверток, метчиков и плашек и удовлетворять следующим основным требованиям: быть достаточно жестким; иметь высокую точность и стабильность базирования и крепления режущего инструмента; позволять выполнять все технологические операции, предусмотренные технической характеристикой станка; легко и быстро устанавливаться и сниматься; иметь межразмерную унификацию; обеспечивать настройку инструмента вне станка.
Наиболее широкое распространение получили станки с револьверными головками, позволяющими крепить ре
жущий инструмент с помощью вспомогательного инструмента, или с непосредственной установкой резцов. Способы установки вспомогательного инструмента в револьверной головке различны. Широко применяется центрирование по конусу или цилиндрическому хвостовику с креплением вин' тами за фланец, прижимными винтами в лыску хвостовика, зажимными сухарями за цилиндрический хвостовик и рифленым клином за рифления по лыске цилиндрического хвостовика. Эти способы крепления вспомогательного инструмента получили распространение на патронно-центровых станках, имеющих шести- и восьмигранные револьверные головки. На одной грани головки может быть закреплено не-сколькр резцедержателей с режущим инструментом для наружной и внутренней обработки.
Базирование осуществляется по направляющим в виде призм, сфер или типа «ласточкина хвоста», а также креплением эксцентриком или прижимными планками, используют базирование по призмам с креплением прихватами. Реже, выполняется базирование вспомогательного инструмент по зубчатому венцу с креплением эксцентриком или винтами, базирована
Для станков с ЧПУ токарной группы
285
по шпонке или штифтам с креплением винтами, а также базирование по крутому конусу с креплением эксцентриком. Применяется и непосредственное крепление режущего инструмента в револьверных головках.
Базирование и крепление с помощью цилиндрического хвостовика (рис. 3, а—в) обеспечивает надежное центрирование инструмента. Этот способ широко используется на станкостроительных заводах, изготовляющих и эксплуатирующих универсальные револьверные станки, токарные полуавтоматы и автоматы. Конструкция цилиндрического хвостовика у вспомогательного инструмента для станков с ЧПУ по сравнению с обычными станками несколько видоизменена: введена плоская лыска, на которой в ряде случаев выполняют рифления (рис. 3, г). Базирование резцедержателя проводится по цилиндру хвостовика и штифту, обеспечивающему точную угловую установку инструмента, который крепится в револьверной головке с помощью сухаря или клина, также имеющего рифления, но смещенные относительно рифления хвостовика. В результате вспомогательный инструмент прижимается к револьверной головке станка с усилием в несколько килоньютонов. Жесткость такого соединения превышает жесткость соединения без рифлений в 3 раза.
В станках с ЧПУ используется также комбинированная установка вспомогательного инструмента (рис. 3, д) на призматические направляющие (две призмы или призма и плоскость) в сочетании с цилиндрическим хвостовиком.
Резцедержатели с установкой на призматические поверхности (рис. 3, е) применяют на станках с четырехпозиционными револьверными голов-ками, предназначенными для центро-вых и патронно-центровых работ. Такой способ позволяет с помощью нескольких сухарей устанавливать на одной грани револьверной головки независимо друг от друга несколько Резцедержателей. В продольном направлении резцедержатели фиксируется сухарем, который входит в специальный паз. Через этот сухарь
смазочно-охлаждающую жидкость подводят к инструменту.
На центровых токарных станках с ЧПУ широко применяют револьверные головки (рис. 3, ж) с непосредственным креплением режущего инструмента. Реже используют четырехгранные резцедержатели (рис. 3, ц), конструкции которых аналогичны применяемым на универсальных станках с ручным управлением.
На ряде токарных станков вспомогательный инструмент базируют по зубчатому венцу револьверной головки (рис. 3, я). Резцедержатели имеют зубчатый венец с зубьями внутреннего зацепления, прижимы которых осуществляются эксцентриком. Такой способ крепления обеспечивает необходимую жесткость, позволяет располагать резцедержатели под любым углом относительно друг друга. Недостаток способа — относительная сложность нарезания,зубьев, особенно на резцедержателях. Несколько реже применяют способы установки, показанные на рис. 3, л—н.
Наличие разных способов крепления вспомогательного инструмента на участках токарных станков с ЧПУ усложняет работу инструментально-раздаточных кладовых.
Поэтому с целью взаимозаменяемости вспомогательного инструмента принято единое исполнение присоединительных поверхностей вспомогательного инструмента и револьверных головок станков.
Вспомогательный инструмент с цилиндрическим хвостовиком. На цилиндрические присоединительные поверхности инструмента и станков разработан ГОСТ 24900—81 «Хвостовики державок цилиндрические для то кар-,ных станков с программным управлением. Основные размеры».
Ниже приведены основные и присоединительные размеры резцедержателей с цилиндрическими хвостовиками, револьверных головок и регулировочных колец (табл. 1 и 2).
Типовой резцедержатель с цилиндрическим хвостовиком и с перпендикулярным открытым пазом под резцы различных типов приведен на рис. 4/ Для установки резца на высоте це/ тров служит подкладка 2. Креплена
286
Вспомогательный инструмент
Рис, 3. Способы крепления инструмента на токарных станках с ЧПУ
станков с ЧПУ токарной группы
287
для
1. Хвостовики державок цилиндрические для токарных станков с программным управлением (ГОСТ 24900—81)
Размеры, мм
h । J 1 d ** 1 dx (Л6) di (Я8) di hx (±0,05) V2 не менее й3.з
16 16 30 14 68 27 28,0 35,0
20 20 25 40 63 36 32,5 35,0 42.5
25 50 16 98 45 50,0
32 32 60 80 123 5 >5 42,5 55,0 62,5 80,0
40 40 20 158 ' 7 '2
ь R (±0,02) ь *’ Л , -’0,25 0,35 Za /4. не более /9ЛЗ
16 25 70 55 30 48 2 50
20 25 32 85 6? 3 60
37 100 78 3 6 56 75
288
Вспомогательный инструмент
Продолжение табл. 1
& R (±0,02) ь •» 4 , —0,25 0,35 1* 14, не более 1
32 । 48 125 94 44 56 90
40 65 160 124 60 80 4 НО
*1 $2 ♦3 Допускается применение отверстий с d -Допускается увеличение размера h% до Размеры для справок. = 28, : £6 и 48 мм.
2. Регулировочные кольца
Размеры, мм
80
50
60
30
40
di (Я7)
d, (Н7) dA а h * (N О ь
14 68 83 М8 23 28 28,0 32,5 25 32 18
16 98 123 М10 36 42 35,0 42,5 37 48 22
20 158 М12 52 55,0 65 25
* Допускаемся увеличение размера h до
Рис. 4. Резцедержатель с цилиндрическим хвостовиком и перпендикулярны*» открытым пазом
для г тан ков с ЧПУ токарной группы
289
Рис. 5. Набор вспомогательного инструмента с цилиндрическим хвостовиком для станков с ЧПУ токарной группы
резца осуществляется с помощью винтов и прижимной планки 3. Подача смазочно-охлаждающей жидкости в зону резания осуществляется через канал в корпусе 7, образованный пересекающимися отверстиями и заканчивающийся шариком 4, позволяющим регулировать направление подачи сож.
Для облегчения настройки положения вершин резцов на заданные координаты под углом 45° друг к другу размещены два регулировочных вин-га 5.
В настоящее время широко используется набор унифицированного вспомогательного инструмента с цилиндрическим хвостовиком для токарных станков с ЧПУ, который предназначен Для станков, моделей 16К20Т1ФЗ, КТ141П, Ш732РФЗ, 1П733ФЗ, 174РФЗ я других моделей (рис. 5). Резцедержатели 1—6 (табл. 3) позволяют применять резцы с размерами сечения Державок 16X16—40X40 мм. Для обработки наружных поверхностей можно использовать резцедержатели /, 4—6. Резцедержатели 2 и 3 могут быть использованы при обработке внутренних поверхностей, выточек, расточек и др.
Контурное наружное точение рекомендуется производить инструментом,
закрепленным в резцедержателе 5 с открытым пазом. Резцедержатель 4 с перпендикулярным открытым пазом предназначен для закрепления отрезных резцов. Резцедержатели имеют левое и правое исполнения (кроме 4) и применяются в зависимости от расположения револьверной головки и направления вращения шпинделя (правое или левое).
Вр всех рассмотренных резцедержателях СОЖ подводится от револьверной головки к вершине резца. Вместе с тем у этих резцедержателей отсутствуют какие-либо выступающие элементы (винты или трубки), на которые может навиваться стружка.
Переходная втулка 10 (см. рис. 5, табл. 4) позволяет закреплять режущий инструмент или переходные элементы круглого сечения диаметром 16—40 мм.
Для крепления режущего инструмента с конусом Морзе рекомендуется применять переходные жесткие втулки 9 (см. рис. 5, табл. 5), Растачивание отвер.стий в деталях может производиться либо резцами, закрепленными во втулках 7 (см. рис. 5, табл. 6), либо с помощью расточных оправок 8 (см. рис. 5, табл. 7) диаметром 25—60 мм и глубиной расточки 75—250 мм.
10 Кузнецов Ю. И. и др.
290
Вспомогательный инструмент
С перпендикулярным открытым пазом
191711002 191711001 30 16 16 40 70 95 35
191711004 191711003 40 20 20 50 85 113 42,5
191711006 191711005 50 25 25 60 100 138 50
191711008 191711007 60 32 32 70 125 164 62,5
191711010 191711009 40 40 40 80 160 204 80
С параллельным открытым пазом
191711042
191711044
191711041 130 161161 54 I 80
191711043 40 20 20 64 100
16
20
55 I 109 [ 40
63 127 5°
Д-*
станков с ЧПУ токарной группы
291
Продолжение табл. 3
Исполнение резцедержателя
bt
*>2
ь*
L I
191711046
191711048
191711050
191711045
191711047
191711049
50 25 25
60 32 32
80 40 40
74
94
124
118
150
184
С осевым открытым пазом
Исполнение Д
(остальное-см иск
191711081
191711084
191711086
191711088
191711090
191711081 30 16 16 70
191711083 40 20 20 100
191711085 50 25 25 120
191711087 60 32 32 135
191711089 80 40 40 140
75
95
120
152 60
188 80
248 100
125
163
198
229
264
С перпендикулярным открытым пазом для отрезных резцов
10*
292
Вспомогательный инструмент
Продолжение табл. 3
Исполнение резцедержателя
1 I 11
Несимметрцчный с перпендикулярным открытым пазом
191711122 191711121 30 16 16 45 95
191711124 , 191711123 40 20 20 50 115
191711126 191711125 50 25 25 55 120
191711128 191711127 60 32 32 55 145
191711130 191711129 80 40 40 75 190
100 ИЗ 133 149 199
60
70
80
90
НО
С параллельным открытым пазом удлиненный
191711162
191711164
191711161 30 16 16
191711163 40 20 20
70
90
70
85
125 35
153 47
Для станков с ЧПУ токарной группы
293
Продолжение табл. 3
; Исполнение ! резцедержателя f d а ь bi bt ь> L 1
I I п
191711166 191711165 50 25 25 100 100 178 57
191711168 191711167 60 32 32 120 125 — 214 67
191711170 191711169 80 40 40 160 160 287 87
Примечание. Изготовители — Николаевский опытный завод технологической оснастки и Калининский завод штампов им. 1 Мая (по заказам).
4. Втулки переходные разжимные
Размеры, мм
Втулка d di
191852001 30 8
191852002 10
191852003 12
191852004 40 12
191852005 16
191852006 50 16
191852007 20
191852008 СП 20
191852009 25
191852010 25
191852011 80 32
ds b
35 58 3
45 67 4
55 83
65 99 5
85 129
Взамен перечисленных выше резцедержателей и втулок начиная с 1989 г. осваиваются резцедержатели по ТУ 2-035-1110—87. Изготовители — Николаевский опытный завод технологической оснастки и Калининский завод штампов им. 1 Мая для станков Иод. 16А20ФЗ, 17А20ФЗ и др.
Вспомогательный инструмент с ба-з^рующей призмой. На призматические присоединительные поверхности инструмента и станков разработан ОСТ ~*'6-1—78. Ниже приведены основ-и присоединительные размера резцедержателей с базирующей
призмой револьверных головок (табл. 8).
Вид резцедержателя с базирующей призмой и с открытым пазом под резцы показан на рис. 6. Принципы закрепления инструмента, подвода н подачи СОЖ, регулирования положения резцов приняты такими же, как и для резцедержателей с цилиндрическим хвостовиком (позиции см. рис. 4), Отличительной особенностью резцедержателей с базирующей призмой является то, что в них можно устанавливать как правые, так и левые резцы. Резцедержатели обеспечивают
294
Вспомогательный ипструменг
5. Втулки переходные в конусом Морзе
Размеры, мм
Втулка d dt L 1 Конус Морзе
191831201 191831202 191831203 191831204 191831205 191831206 191831208 191831210 191831212 191831214 191831217 191831219 191831221 191831223 191831225 191831227 191831230 30 — 6,4 10,5 6,4 10,5 13 106 — 1 2 1 2 3
40 106 127 159
50 10,5 130 180 130 180 130 150 200 150 200 150 150 250 2
33 50
—~ 13 —- 3
40 50
•— 17 — 4
60 13 3
40 50
— 17 —. 4
50 50
5
80 60 — 50 75
6
П п имеч^ й е* Изготовитель — Хмельницкий инструментальный завод.
Для станков с ЧПУ токарной группы
295
в. Втулки нереяодвы® (ею ТУ 2-024-5540—81)
Размеры, мм
Втулка d
191746001 19174^,002 30 40
191746003 191746005 50
Ж746006 191746008 191746009 60
191746010 191746012 J91746013 1 1 80
di bi L
16 35 90
20 45 J08
25 32 55 133
25
32 40 65 159
25
32 40 85 209
Примечание. Изготовитель — Николаевский опытный завод технологической оснастки (по заказам).
to Оифаики
Оправка d di / L
191421602 25 100 173
191421604 30 32 75 148
191421606 100 174
191421608 40 125 198
191421610 32 100 181
191421612 150 231
191421614 40 40 125 206
191451616 175 256
191421618 50 175 256
191421620 32 100 200
191421622 40 125 225
191421524 50 175 275 '
>91421626 50 125 225 i
191421630 230 330
191421632 40 175 291
191421634 50 125 241
191421638 60 230 346
191421640 60 175 291
191421642 250 366
194421644 40 140 289
191421648 80 50 230 479
191421652 60 250 399
296
Вспомогательный инструмент
8, Хвостовике державок с базирующей призмой для токарных станков с ЧПУ (ОСТ 2У18-1—78)
Размеры, мм
ft d • Ъ (- 0,1) не более &8 й4 йв h (- 0.2) ь (&5) f 1, не менее
не более
16 25 56 52 32 39 20 13 5 16 3 65
20 30 72 68 42 53 25 16 20 85
25 50 90 85 50 71 30 17 5 8 100
32 40 60 115 140 НО 135 65 80 95 115 45 60 19 23 6 25 108 118
« ! Допускается применение отверстий диаметром d = 28, 36 и 48 мм.
крепление резцов с сечением державок 16X16—40X40 мм.
В настоящее время в промышленности применяют набор вспомогательного инструмента с базирующей призмой (рис. 7) для станков с ЧПУ моделей 1А734ФЗ, 1А751ФЗ, СМ710ФЗ, 16КЗОФЗ и других моделей.
Резцедержатель / (см. рис. 7, табл. 9) с открытым и закрытым параллельными пазами отличается высокой жесткостью и позволяет полностью использовать мощность станка на черновых режимах. В нем может быть закреплен режущий инструмент с размерами сечения державок 16X16—40X40 мм.
Рис. 8. Резцедержатель с базирующей призмой и открытым пазом
Для станков с ЧПУ токарной группы
297
Рис. 7. Набор вспомогательного инструмента с базирующей призмой для станков с ЧПУ токарной группы
Жесткость резцедержателя можно по* высить, если его паз сделать закрытым.
Этот резцедержатель является двусторонним и может быть использован при любом положении револьверной головки и вращении шпинделя. С обеих сторон резцедержателя смазочно-охлаждающая жидкость подводится на режущую кромку установленного в нем резца. Для предварительной настройки инструмента вне станков имеются регулировочные винты.
Резцедержатель 2 (см. рис. 7, табл. 9) с открытым перпендикулярным пазом имеет два исполнения — правое и левое. Он отличается высокой жесткостью, ’по позволяет увеличить вылет режущего инструмента.
Наибольшей универсальностью обладают трехсторонние резцедержатели 4 (см. рис. 7, табл. 10), которые нашли широкое применение в промышленности. Вместе с тем жесткость таких резцедержателей меньше жесткости резцедержателей с открытым пазом и тем более с закрытым. Держатели 5 (рм. рис. 7, табл. 11) предназначены Для крепления инструмента с цилиндрическим хвостовиком диаметром 30—60 мм. Держатели 6 (см. рис. 7, табл. 12) имеют два исполнения для крепления инструмента с цилиндрическим хвостовиком следующих диаметров: 30, 40, 50, 60 мм, а также 36 и 48 мм и шпонкой.
Распределитель охлаждающей жид-Кости з (см. рИС> 7, табл. 13) предназначен для подвода СОЖ в зону Ржания.
Станки с ЧПУ моделей 16К20ФЗ, 16К20Т1 и их модификации оснащены револьверными головками для непосредственной установки резцов. В головке (рис. 8) с размерами D = 290 мм, В = 55 мм могут устанавливаться одновременно до шести резцовых вставок для центровых работ или до трех инструментальных блоков для инструмента, служащего для обработки внутренних поверхностей при выполнении патронных работ. В блоках закрепляют переходные втулки.с расточным или осевым резцом.
Для закрепления инструмента на станке мод. 16КЗОФЗ и его модификациях применяются прямые и угловые, правые и левые односторонние блоки, трехсторонние блоки и блоки для крепления расточных оправок.
Прямые блоки, правый
. 16К30Ф302.43.000 (рис. 9) и левый 16К30Ф302.42.000 (рис. 10), имеют размеры, мм: В — 54; L = 205; Н = = 137.
Угловые блоки, левый 16К30Ф302.4А.000 (рис. 11) и правый 16К30Ф302.45.000 (рис. 12), имеют размеры, мм: Н — 137; L — 210 и В — 80. Габаритные размеры трехстороннего блока 16К30Ф302.46.000 (рис. 13), мм: 137; L — НО и
В - НО.
Расточной блок 16К30Ф302.47.000 (рис. 14) имеет размеры, мм: И =- 196; L — 201; В — 140 и d = 70. Указанные блоки изготовляются Калининским заводом штампов им. 1 Мая по ТУ 2-024-4586—76.
Вспомогательный инструмент
298
9. Реацедержа--^" ® Заведующей призмой
Размеры, мм
L.II^J.111 LB И--1 J b В L
Исполнение j резцедержателя j
I ° 11
пазом
С открытым продольным
191811001 10 56 16 36 105
191811002 20 72 20 48 110
191811003 20 90 25 55 100
191811004 3$ 115 32 60 115
191811005 40 140 40 65 130
С открыть^ пеРпен^икУляРным пазом
191811021
191811023
191811025
191811027
191811029
191811022
191811024
191811026
191811028
191811030
16 06 2ё Э2
4О
56
72
90
115
140
16
20
25
32
40
50
63
73
85
НО
95
135
140
185
210
Для станков с ЧПУ токарной группы
299
10. Резцедержатели трехсторонние
Размеры, мм
гтх । Резце- h hi b в £
! 1 1 П i I 1—I--U-U г- -Ч ♦ держатель
\ ' 11 / 7 I J 191811061 16 56 16 60 85
1 ! j IJzxJ—1 * 191811062 20 72 20 85 90
i z J i 191811063 25 90 25 100 110
191811064 32 115 32 100 120
1 ’ 191811065 40 140 40 115 145
1L Держатели со смещенным отверстием, перпендикулярным к базовой поверхности
Размеры, мм
1 L 1. । i i i Держатель d hi в I L
If-7-- 7\ т В J 191811051 191811052 191811053 191811054 191811055 30 40 50 60 56 72 90 115 140 56 65 90 95 125 20 25 35 45 140 159 185 215 235
' f 1 1 j 1 1 S JI / U-J-UX"
12. Держатели с отверстием, перпендикулярным к базовой поверхности
Размеры, мм
Держатель Исполнение d bl В L I
Испс/, . j •некие I T—fS 191813001 191813002 191813003 191813004 191813005 191821001 191821002 191821003 191821004 191821005 I 30 40 50 60 56 72 90 115 140 56 72 90 115 140 95 115 125 150 190 68 85 34 42,5
1 - f
100 718 50
J, J t -Г-^-ч Я F _4__J 'спогь.ечие П
i [Зт7 1 II 35 115 100
48 125 120 60
300
у/О мо га тельный инстру^, ВСЯ ;-----------------
13. Распределители охлаждающей
хости
Распределитель /
191819001 56
191819003 72
191819005 90
191819007 >15
191819009 >40
Размеры,
в L
55 35
65 40
80
95 60
120
8. Револьверная головка для
ц установки резцов непосредствен н/ J
Ри
с*^ 9. Прямой правый блок
п * (рямой левый бло^ Рис. Ц)
Для станков с ЧПУ токарной группы
301
Рис— 13. Трехсторонний блок
Рис. 12. Угловой правый блок
Вспомогательный инструмент для многоцелевых станков. Лнализ техно
логических процессов обработки деталей типа тел вращения показал, что на токарных станках достаточно острой является проблема быстрого перехода к осуществлению операций сверления отверстий, расположенных не по оси вращения детали, фрезерования лы-с°к, шпоночных пазов и т. п. Указан-
ная проблема решается путем создания и применения многоцелевых товарных станкрв. Дополнительные Функции токарного станка обеспечиваются за счет оснащения шпинделя станка приводом его углового позиционирования и приводом вращения инструмента.
К инструментальной системе токар-Ых Многоцелевых станков предъявлялся следующие требования: высокая чность фиксации инструмента (0,5—
Рейс. 14. Расточной блок
1,0 мкм>;х высокая жесткость фиксации корпуса инструментодержателя; наличие врающающегося инструмента, обес-печивагснещего обработку элементов детали в рзадиальном и осевом направлениях.
Для многоцелевых токарных станков с ЧПУ станкостроительных заводов «Красньзяй пролетарий» и Бердичевского завода «Комсомолец» ВНИИ-, инструмент разработал комплект специального вспомогательного инструмента. £3 состав комплекта входят: блоки д*ля закрепления резцов для наружной токарной обработки; блоки для закрепления расточных резцов и сверл, cz цилиндрическим хвостовиком для обработки отверстий, соосных со шпинделем; прямые и угловые головки для вращающегося инструмента, в том числе с цанговым патроном для^ закрепления сверл и фрез с цилгриндрическими хвостовиками (табл. 14S- и 15), с конусом Морзе для закрепленная инструмента с коническим зсеэостовиком (табл. 16 и 17), с метчии^овым патроном для нарезания резьбы (лтабл. 18 и 19).
БлокеГ- и головки имеют одинаковые цилиндрические хвостовики с рифлениями дао ГОСТ 24900—81. Закрепле-
302
Вспомогательный инструмент
14. Головки со сменными зажимными цангами для крепления сверл и концевых фрез с цилиндрическими хвостовиками, прямые
Размеры, мм
d di L l bx ь2
30 3—12 193 138 68 68
50 5—20 237 159 96 96
60 5—20 271 177 НО ПО
15. Головки со сменными зажимными цангами для крепления сверл и концевых фрез с цилиндрическими хвостовиками, угловые
Размеры, мм
16. Головки с внутренним конусом Морзе, прямые
Размеры, мм
d ь8 L 1 Конус Морзе
30 68 68 159 104 1
50 16 96 192 114 3
60 НО 110 230 136 4
Для станков с ЧПУ токарной группы
303
17. Головки с внутренним конусом Морзе, угловые
Размеры, мм
d 6а L 1 Конус Морзе
30 65 68 120 37 1
50 85 96 163 43 3
60 100 ПО 194 54 4
18. Головки с предохранительными и компенсирующими устройствами для нарезания резьбы метчиками, прямые
Размеры, мм
Z 1 62 с d dx 61 ба L 1
30 50 60 60 М3—MIO M6—M16 Мб—M16 М16—М27 68 96 110 ПО 68 96 110 НО 190 234 270 270 135 156 176 176
it
L
19. Головки с предохранительными и компенсирующими устройствами для нарезания резьбы метчиками, угловые
Размеры, мм
d dt 61 ба L 1
30 М3—М10 65 68 120 68
50 М6--М16 85 96 163 85
60 М6-М16 100 ПО 194 103
60 М16-М27 100 ПО 194 103
304
Вспомогательный нвстру мевт
Рис» 15. Резцовый блок с продольным пазом
ние вспомогательного инструмента на станке осуществляется рифленым клином, который 1<РИЖИМ'*СТ хвостовик
2 /
Рис» 16. Блок с центральным цилиндр»? ческим отверстием ’
к базовой поверхности посадочного отверстия и одновременно подтягивает опорную торцовую поверхность вспомогательного инструмента к торцовой поверхности головки станка. Для об-легчения установки блоков и головок на конце хвостовика имеется заходная фаска, выполненная под углом 15е на длине 5 мм.
В корпусе 1 резцового блока с продольным пазом (рис. 15) через планку 2 двумя винтами 3 закрепляются резцы для наружной токарной обработки (сечение резца 25X25, длина 100 хм). От выпадания из паза планка удерживается винтом 4. Пружина 5 обеспечивает плавное перемещение планки при закреплении. Подвод СОЖ в зону резания осуществляется через систему внутренних отверстий. Направление струи жидкости регулируется поворотом шарика б, который фиксируется винтом 7.
Для закрепления расточного инструмента и сверл с СМП разработаны блоки с центральным цилиндрическим отверстием диаметром 32 мм и переходными втулками’диаметрами 32/25 и 32/20 (рис 16).
В комплект блока входят две сменные втулки 3 (см. рис. 16) и винты 2, которые обеспечивают надежное крепление сверл с СхМП и расточных резцов с хвостовиком любого из указанных диаметров.
При креплении расточных резцов СОЖ подается по каналам корпуса 1 через отверстия в капроновых шарах 4 Направление струи СОЖ регулируемся в зависимости от направления кр^м ки резца с помощью шаров 4 влево или вправо. В этом случае отверстие дня подвода СОЖ в корпусе для сверла с СМП закрыто корпусом резца.
В случае крепления шары поворачивают на 90°, перекрывая в корпусе отверстие, и СОЖ подается по каналам через отверстие в корпусе блока в° внутренний канал сверла.
Прямые головки для вращающегося инструмента (с цанговым патроном, с конусом Морзе и резьбонарезная! отличаются только конфигурацией шпинделя, поэтому особенности Ил конструкций рассмотрены на пример-головки с цанговым патроном {рис. 1 J-В головке могут закрепляться реж)
Для станков с ЧПУ токарной группы
305
Прямая вращающаяся головка с цанговым
Рис. 17.
патроном
щке инструменты с диаметром хвосто> вика до 20 мм. Головка состоит из корпуса 2 и шпинделя /, установленного в • подшипниках 3—5, натяг которых обеспечивается пружинящей гайкой 8. Уплотнение подшипника 3 со стороны рабочей зоны осуществляется манжетой 9, расположенной в крышке 10. Регулирование осевого положения муфты 7, через которую передается крутящий момент, производится с помощью гайки 6. Для закрепления режущих инструментов с Цилиндрическим хвостовиком (фрез, сверл) используются унифицированные элементы: гайка 13, цанга 12 и Регулировочный винт 11. СОЖ подается в зону резания с помощью сопла 14.
Угловые головки для вращающихся Инструментов так же, как и прямые, От‘'Шчаются только шпинделем. Угло-головка с цанговым патроном Представлена на рис. 18. В корпусе 1 Размещена коническая передача (пе
редаточное отношение 1), состоящая из ведущего вала-шестерни 2 и ведомой шестерни 3, закрепленной на г.алу-шгинделе 4 гайками 5. Вал-шеоерлЯ устанавливается в корпусе в подшипниках 6--8, натяг которых обеспечивается пружинящей гайкой 9, а шпиндель — в подшипниках 10. 11, toгоры е стягиваемся гайкой 12. От внешних воздействий шпиндельный уз? л защищен крышками 13—15, причем в крышке 15 размещена уплотнительная манжета 16. Регулирование осевого положения муфты 17, передающей крутящий момент, подача СОЖ в зону резания и закрепление режущего инструмента осуществляются так же, как и у прямой головки.
Все рассмотренные выше вращающиеся головки предназначены для работы с частотой вращения до 2500 мин"1; максимальный крутящий момент 50 Н м.
Инструментальная оснастка для станков с автоматической сменой ин-
306
Вспомогательный инструмент
Рис. 18. Угловая вращающаяся головка с цанговым патроном
струмента. Система автоматической смены режущего инструмента на токарных ГПМ решает две задачи: замену инструмента при его затуплении и введение в работу недостающих видов инструмента для обработки деталей очень сложной конфигурации.
Для автоматической замены инструмента могут быть использованы прин: ципиально различающиеся способы (рис. 19): использование незанятых позиций револьверной головки для установки дублеров лимитирующих инструментов; замена револьверных головок; замена режущих пластин; замена режущего инструмента совместно с вспомогательным; замена инструментальных головок.
Использование незанятых позиций револьверной головки для установки инструментов-дублеров для лимитирующих переходов является простейшим способом автоматической замены затупленного инструмента. Такое решение возможно при условии, когда для обработки требуются не все рабочие позиции револьверной головки, что
имеет место только при изготовлении относительно простых по конфигурации деталей.
Замена револьверных головок достаточно трудоемка. Большие сложности возникают при транспортировании, закреплении и хранении крупногабаритных элементов. Кроме того, установленные в одной головке инструменты могут в значительной мере различаться по стойкости, что вызывает недоиспользование ресурса инструмента. Поэтому указанный способ практически не находит применения.
В настоящее время в большинстве инструментов, применяемых на станках с ЧПУ, используются многогранные механически закрепленные твердосплавные режущие пластины. Ре; жущая пластина представляет собой малогабаритный и легкий элемент, замена которого вручную производится достаточно быстро и легко. Однако при автоматической замене режущих пластин возникают трудности из-за разнообразия форм пластин, сложности базирования форм пластин, а также
Для станков с ЧПУ токарной группы
307
сложности надежного их закрепления при малых габаритах.
Фирмой Sandvik Coromant создан механизм автоматической замены па-раллелограммных пластин для резцов, предназначенных для контурной обработки. Однако промышленного распространения этот механизм не получил из-за громоздкости, сложности наладки и частых отказов.
В мировой практике промышленное освоение автоматической замены затупленного инструмента на токарных ГПМ началось сравнительно недавно и в основном только для чисто токарного инструмента. При этом используются как замена режущего инструмента совместно с блоками, в которых он закрепляется, так и замена инструментальных головок.
Как показывает практика, для реализации автоматической замены инструмента в состав токарного ГПМ необходимо включение следующих подсистем:
режущих и сменных элементов для токарной обработки;
режущих и сменных элементов для сверлильно-фрезерной обработки;
закрепления сменных элементов в револьверной головке;.
захватов, перегружателей и инструментальных магазинов;
автоматического измерения положения режущего инструмента;
автоматического измерения размеров обрабатываемых деталей;
управления процессом резания (сигнализация о коллизиях, поломке и износе инструмента);
ЧПУ для управления заменой инструмента, автоматическими измерениями, для сбора и анализа информации об износе инструмента и учета длительности работы каждого инструмента.
Внедрение автоматической замены инструмента затрагивает почти все основные элементы токарного модуля, такие, как револьверная головка станка, робот, накопители инструмента и система ЧПУ. Необходим специальный привод для закрепления сменных элементов и отдельный привод для вращения инструментов при сверлильнофрезерной обработке.
Непосредственно к инструментальной оснастке относятся только первые четыре подсистемы.
Для замены режущего инструмента совместно со вспомогательным используют вспомогательный инструмент со
308
Вспомогательный
инструМен.
Рис. 20. Компоновка рабочего пространства обрабатывающего центра фирмы
Voest-Alpine ,
стандартными посадочными поверхностями, который устанавливается непосредственно в револьверную головку или в специальный шпиндель.
В инструментальной системе фирмы Traub (ФРГ) используются традиционные решения как для точения, так и для сверлильно-фрезерных переходов. Для закрепления токарного инструмента в револьверной головке применяют блоки с цилиндрическим хвостовиком и рифлениями (см. табл. 1, 3—7), а для закрепления сверлильного и фрезерного инструмента — специальные вращающиеся головки с такими же хвостовиками (см. табл. 14— 19). Инструмент заменяется совместно с головкой или блоком, в котором он закреплен. Для захвата блоков и головок при их замене и транспортировании используются привертные элементы толщиной, кратной шагу рифлений.
Все блоки и головки могут быть установлены в любую из 12 позиций револьверной головки, ось которой расположена под углом 85° к оси шпинделя станка. Максимальный вылет инструмента относительно оси револьверной головки составляет 385 мм, максимальный вылет инструмента из цангового патрона угловой вращающейся головки — 40 мм.
Автоматическая смена инструмента
осуществляется портальным загрузочным роботом, который для этого оснащен простым дополнительным устройством и имеет возможность перемещения по пяти осям. В устройство встроен малогабаритный винтоверт, с помощью которого перемещается клин, зажимающий цилиндрические рифленые хвостовики вспомогательного инструмента в револьверной головке. Для облегчения установки роботом вспомогательного инструмента посадочные отверстия револьверной головки имеют специальную форму, благодаря чему клин поджимает хвостовик инструмента только к двум площадкам. Инструментальный магазин цепного типа на ~0 позиций расположен между станком и магазином заготовок.
В блоках и головках закрепляется стандартный режущий инструмент, который может быть использован на любом другом станке (универсальном или с ЧПУ).
Преимущества системы: возможность применения стандартного инструмента; использование унифицированных блоков; технологичность базовых поверхностей заменяемых элементов; надежность закрепления режущего инструмента; возможность установки блока вращающейся головки в любом гнезде револьверной головки; автоматическая переналадка для обработки другой детали.
Недостатки системы: большая масса заменяемых элементов (блока — 3,5 кг; головки — 8—10 кг); малая вместимость инструментальных магазинов (20—40 шт.); сложность конструкций вращающихся головок; ограниченные возможности сверлильно-фрезерной обработки вследствие малых диаметров подшипников во вращающихся головках.
Токарные обрабатывающие центры моделей ВНЦ 500 с и ВНЦ 700 с фирмы Voest-Alpine имеют две шестипозиционные револьверные головки для токарной обработки (наружной и внутренней) и унифицированную фрезерную шпиндельную головку, которая может автоматически поворачиваться дчя обработки в плоскости X—Z иЛИ X—У, а также перемещаться в вертикальном направлении (вдоль оси Y) на 160 мм (рис. 20).
Для станков с ЧПУ токарной группы
309
В револьверные головки устанавливаются блоки с цилиндрическим хвос-'’оьиком и рифлениями (см. табл. 1,3—7) с закрепленным в них стандартным режущим инструментом.
Автоматическая замена токарного инструмента из вынесенного магазина производится крестово-портальным роботом, предназначенным одновременно и для загрузки заготовок. Робот имеет сменные захваты и пневматический привод захватов для инструмента.
* Режущий инструмент для сверлильно-фрезерной обработки закрепляется в шпинделе с помощью стандартных оправок (с конусом 40 конусностью 7 : 21), которые обычно используются дл я сверлильно-фр езер но-p неточных многоцелевых станков. Привод мощностью 5,4 кВт обеспечивает частоту вращения 12—3000 мин~х. В станок встроен магазин на 15 позиций для вращающегося инструмента. Автоматическая смена вращающегося инструмента производится двухзахватным грейфером.
Компоновка токарного многоцелевое станка с отдельным фрезерным пегоротным шпинделем позволяет в значительной мере расширить технологические возможности станка и упростить его инструментальную оснастку.
Система инструментальной оснастки, примененная фирмой Voest-Alpine на токарных многоцелевых станках, не содержит сложных инструментальных голоьок для вращающегося инструмента, и область выполняемых с ее похмогцью сверлильно-фрезерных операций значительно шире.
К недостаткам системы следует отнес i и наличие двух инструментальных магазинов — для сверлильно-фрезерного и токарного инструмента.
Характерная особенность систем инструментальной оснасгки с автомати-неской сменой инструментальных го-ловок заключается в том, чго сменный Рвущий элемент представляет собой К;:г- бы только рабочую часть обычного Р‘;'ца, а хвостовая (крепежная) часть Условно может быть отнесена к вспо-
(а тел ь но м у ин стр у менту. Такие
режущие элементы меньше °^Н'ных резцов, но больше сменных У’Щ'огдяпных пластин, что позволяет ’иваы на смежных режущих эле-
Рис. 21. Технические особенности системы BTS
ментах базовые поверхности, обеспечивающие стабильное и надежное их закрепление.
В данных системах используется специальный режущий и вспомогательный инструмент, который, как правило, более сложен в изготовлении по сравнению со стандартным, применяемым в системах, описанных выше.
Системы с автоматической сменой инструментальных головок наиболее рациональны для токарной обработки. Для вращающегося инструмента приходится применять дополнительный сложный вспомогательный инструмент, устанавливаемый в отдельных позициях револьверной головки. Замена вращающегося стандартного режущего инструмента производится совместно с переходниками, имеющими те же базовые поверхности, что и инструментальные головки.
Резцовая головка системы BTS фирмы Sandvik Coromant представляет собой как бы У, часть обычного резца с двумя нарами взаимно перпендикулярных базовых поверхностей /, 2 и <5, 4, между которыми расположен паз 7 Q-образной формы (рис. 21).
При затягивании цилиндрического шгока 3 боковые базовые поверхности
310
Вспомогательный ииструкеа-
Головки распружинивают и надежно поджимают головку к четырем плоскостям (7, 2, 4 и 5) державки. Снизу головка опирается на упор 8. Две V-образяые канавки 6 на боковых поверхностях головки служат для ее закрепления при автоматической замене инструмента. При смене одной и той же инструментальной головки погрешность установки ±2 мкм по радиусу и ±5 мкм по длине и высоте. При замене различных инструментальных головок с одной и той же режущей пластиной погрешность увеличивается до ±т0,15 мм.
В суммарную погрешность, обусловленную заменой инструментальных головок, добавляются погрешности сменных твердосплавных пластин.
Разработаны три типоразмера инструментальной системы ВТ 25, ВТ 32 и ВТ 40 для токарной обработки соответственно для сечений инструмента 25X25 мм, 32X32 мм и 40X40 мм. Каждый типоразмер системы включает резцовые головки с механическим креплением около 30 типов неперегачи-ваемых многогранных твердосплавных пластин для наружной обработки, в том числе для нарезания резьб и протачивания канавок,
В системе ВТ 32 десять типов резцовых головок выполняются с двумя и более размерами режущих пластин, кроме того, в систему дополнительно входят шесть типов резцовых головок с механическим креплением пластин кз режущей керамики.
Для внутренней обработки предусмотрены расточные резцовые головки 19 типов я системе ВТ 25 и 12 типов — в системе ВТ 32 диаметром 20, 25 и 32 мм, а также укороченные расточные головки 10 типов, закрепленные на блоках-борштанга?; диаметром 32 и 40 мм (соответственно для систем ВТ 25 и ВТ 32).
Для системы ВТ 40 используются только укороченные расточные головки се?ди типов, закрепляемые на блоках -борштангах диаметром 50 мм. Кроме того, для растачивания применяются виброгасящие борштанги диаметром 20 и 25 мм для ВТ 25, диаметром 25 и 32 мм для ВТ 32; диаметром 32, 40 мм для ВТ 40 с шестью типами расточных головок,
предназначенных только для этих борштанг.
Для автоматического закрепления резцовых головок для наружной и внутренней обработки предусмотрено по одному типу блоков правого и левого исполнений; для внутренней обработки предназначена блок-борштанга правого и левого исполнений.
В револьверной головке со стандартными посадочными отверстиями цилиндрической формы для установки блоков BTS необходимо выполнять резьбовые отверстия под крепежные винты.
Закрепление резцовых головок в блоке осуществляется за счет усилия разжима пакета тарельчатых пружин 2 (рис. 22), которые базируются на втулке 4. При высвобождении резцовой головки серьги 5 поворачиваются относительно неподвижной оси 7. Вместе с серьгами поворачивается ось 6, перемещающая тягу 5, которая зажимает резцовую головку. Поскольку плечо рычага, на которое передается усилие пружин, в 2 раза длиннее, чем плечо, воздействующее на тягу, то сила зажима вдвое больше усилия пружин. Для раскрепления резцовых головок при их замене гидроцилиндр специальною механизма воздействует на шайбу 3 и шток /.
Блоки для закрепления резцовых головок для наружной и внутренней обработки отличаются только положением упора 9, что обусловлено различной высотой расположения режущей вершины относительно базовых поверхностей корпуса обточных и расточных резцовых головок,
Для базирования вращающегося инструмента фирма использует двухступенчатую цилиндрическую поверхность, сохранив форму Й-образного паза под тягу и V-образные канавки под захваты (рис. 23). Для системы типоразмера ВТ 32 диаметр посадочного цилиндра составляет 40 мм. диаметр опорного фланца — 60 мм. На фланце выполняются два отверстия диаметром 6 мм для передачи крутящего момента. С целью использования для вращающегося и невращающегося инструмента одних и тех же захватов для автоматической смены на посаде4'’ ном цилиндре сняты лыски.
Для станков с ЧПУ токарной группы
311
Цилиндрическая посадочная поверхность сменных элементов вызывает необходимость увеличения хода тяги при зажиме до 21,5 мм, что трудно обеспечить тарельчатыми пружинами. Поэтому зажим осуществляется винтовой парой. Сила тяги составляет 30 кН. Подвод СОЖ производится через два отверстия на опорном торце сменного элемента.
Вращающиеся головки устанавливаются и закрепляются винтами в револьверной головке со стандартными посадочными отверстиями под инструментальные блоки. Вылет прямой головки от торца револьверного диска составляет 130 мм, угловой головки — 135 мм, вылет угловой головки в радиальном направлении — 100 мм. Вращающийся и невращающийся инструмент устанавливается в одних инструментальных магазинах.
Преимущества инструментальной системы BTS:
малые габариты и масса автоматически заменяемых элементов (масса резцовой головку 0,7 кг);
большая вместимость инструментальных магазинов (60—240 шт.);
достаточная технологичность базовых поверхностей сменных элехментов;
ЖЩЖЩ Фб0+0,1
Рис. 23. Базирование вращающегося инструмента в системе BTS
312
Вспомогательный инструмент
Рис. 24. Технические особен^ °*" стемы WWCS
хорошая очистка базмовых ийрхио-стей на заменяемых эиаемени’1
осуществление смезезы эдоянтов, установленных на торлже и пйФ^Р8®1 револьверной головки, при >же11йй захватов в одном направлен^
Недостатки инструментал^ сИ’ стемы:
применение специальных ужовых головок;
ограниченность вылета рьяного инструмента;
необходимость привязки бл^ Для резцовых головок и вращжихся головок к определенным «даням револьверной головки;
невозможность автоматичен^ пе‘ реналадки станка для обрабо^ ДРУ' гой детали.
Система инструментальной участки WKS аналогична системе ВТбУ Р63' новых головок 5 в этой систем в качестве базовых поверхностей используются плоскости /, 2 и 3 (<• 24). Закрепление происходит при смещении Г-рбразной тяги 49 которв* ПРИ этом контактирует с голодов по наклонной плоскости 3 и по^кмает ее к опорным поверхностям блока.
Система разработана для сечения резцовых головок 25x25 мм.
Основой системы FTS фирмы Hertel (ФРГ) является самоцентрирующее торцовое зубчатое зацепление типа муфты Хирта со специальной цангой (рис. 25). Оно обеспечивает плотное соединение между резцовой головкой и унифицированным зажимным блоком. Этим достигается высокая точность фиксации и повторяемости (±0,002 мкм в раздельном и осевом направлениях). Зажимная цанга, состоящая из металлических лепестков с резиновыми прокладками, может достаточно широко раскрываться в радиальном направлении, что облегчает установку резцовых головок.
Для автоматического закрепления резцовых головок и переходников на торце и периферии револьверной головки разработаны два типа блоков.
В блоке для закрепления инструмента на торце револьверной головки (рис. 26) на передней части 1 корпуса нанесен зубчатый венец полумуфты Хирта. Зажимная цанга 2 перемещается тягой 3, которая имеет участок квадратного сечения 4 перед резьбой, нарезанной на конце тяги. В задней части 8 корпуса блока выполнено квадратное отверстие под тягу. При вращении гайки 6, которая от осевого смещения предохраняется втулкой 7, происходят зажим и разжим цанги. Упорные игольчатые подшипники 5 уменьшают трение при вращении гайки 6.
На корпусе блока зубчатая полумуфта Хирта расположена симметрично, поэтому в одном блоке могут быть закреплены нормальные и переверну*
Рис. 25. Техни<ские особен ноет и системы FTS -
Для станков с ЧПУ токарной группы
313
Рис. 26. Блок для закрепления резцовых головок системы FTS на торце револьверной головки
тые, правые и левые резцовые головки. Система имеет три типоразмера для различных нагрузохс. Резцовые головки с диаметром 40 мм пригодны для сил резания до 12 кН, с диаметром 63 мм — до 25 кН, с диаметром 80 мм — до 50 кН.
Для охлаждения режущей кромки предусмотрены внутренние каналы для подвода СОД, а также независимые каналы для воздуха или воды, которые служат для очистки торцовых зубьев муфты. В зависимости от степени загрязнения очистка зубьев муфты производится либо постоянно, либо только при смене инструмента.
На цилиндрической поверхности резцовых головок нанесены V-образ-ные канавки под захваты для автоматической смены инстоумента.
Вращающиеся готовки устанавливаются в диске револьверной головки и закрепляются винтами. Основные характеристики головок приведены в табл. 20.
Преимущества системы FTS фирмы Hertel: небольшие габариты и масса автоматически заменяемых элементов (масса резцовой головки 1,3 кг); большая вместимость инструментальных магазинов; унифицированный блок для закрепления обточных и расточных резцовых головок; одинаковые базовые поверхности для резцовых головок и переходников для вращающегося инструмента.
Недостатки системы: сложные базовые поверхности; ограниченная длина расточных резцовых головок; увеличенные вылеты режущей вершины резцовых головок относительно оси; жесткое закрепление вращающихся головок и блоков на определенных позициях револьверной головки; невозможность автоматической переналадки для обработки других деталей: трудность очистки базовых поверхностей от мелкой стружки; необходимость в специальном материале для прокладок между лепестками зажимной цанги;
20. Основные характеристики вращающихся головок системы FTS
Вид ГОЛОВКИ ’ Типоразмео Вылет, мм Мощность, кВт Частота вращения, МИН“1
осевой радиальный на входе на выходе
Прямая Угловая FTS 40 75 , 65 45 4 6000 6000 6000 3000
Прямая Угловая FTS 63 120 90 60 8 5000 5000 5000 2500
314
Вспомогательный инструмент
Рис, 27. Блок для закрепления резцовых головок системы KV
осуществление смены резцовых головок, расположенных по торцу и периферии револьверной головки, движением захватов в двух взаимно перпендикулярных направлениях; сложность автоматического закрепления сменных элементов во вращающихся головках.
В системе KV инструментальной оснастки фирмы Kennametal (США) базовой поверхностью резцовых головок является укороченный конус 7 : 24 (рис. 27). Внутри конуса 12 выполнена полость 11 с конической поверхностью 8. Стержень 10 с шариками 4 входит в полость И. При смещении назад тяги 6 шарики 4, упираясь в коническую поверхность, затягивает конус 7 : 24 и подвижную в осевом направлении втулку 3 &Q тех пор, пока фланец 1 резцовой головки не достигнет поверхности 2. При смещении втулки 3 сжимается резиновое кольцо Р, которое при обратном ходе тяги 6 возвращает втулку 3 в первоначальное положение. Контакт по конической поверхности и по торцу одновременно обеспечивает высокую жесткость закрепления резцовых головок. Базовые поверхности защищены от попадания стружки.
Система имеет четыре исполнения с четырьмя размерами конуса 7 : 24. Основные размеры конусов, допустимые значения сил резания и вылетов инструмента приведены в табл. 21.
При повторных установках одной и той же резцовой головки обеспечивается погрешность ±0,003 мм в осевом и ±0,005 мм в радиальном направлениях, при смене различных головок
точность установки составляет ±0,38 мм.
Блок для закрепления резцовых головок (см. рис. 27) устанавливается в диске револьверной головки и крепится винтами. Зажим резцовой головки осуществляется пакетом тарельчатых пружин 5, которые через крышку 7, установленную на тяге 6, перемещают последнюю. Для раскрепления головок необходимо приложить усилие к крышке 7 и сжать тарельчатые пружины, что, как правило, выполняется гидроцилиндром.
Базой для захватов при автоматической замене инструмента служат фланцы с V-образной канавкой с углом 60°, унифицированные с фланцами, применяемыми на сверлильно-фрезерных станках с ЧПУ. Поэтому возможно применение унифицированных со сверлильно-фрезерными станками захватов и инструментальных магазинов.
Для осуществления сверлильных и фрезерных операций на токарных ГПМ разработаны вращающиеся головки — прямая и угловая с цилиндрическими хвостовиками диаметром 50 мм, закрепленные в револьверной головке. Осевой вылет прямой головки составляет 140 мм, угловой — 95 мм, радиальный вылет угловой головки — 15 мм.
Достоинства системы KV: унификация с инструментальными системами для сверлильно-фрезерных станков с ЧПУ; унифицированный блок Для закрепления инструмента для наруж* ной и внутренней обработки; одинаковые базовые поверхности для резцовых
Для станков с ЧПУ токарпой группы
315
21. Основные характеристики системы KV
Типоразмер системы Основные размеры, мм Соответствующие сечения резцов, мм £ 3 ж я с «3 Ч 85 О Ход тяги, мм Сила тяги, Н Обтачк-ванче Растачнвание
D 1 f допустимая сила Рг-а-ния, Н максимальный вылет, ! МЫ 1 1 допустимая ! ' сила резания, И Л <У ч Ч « 3 5$ si Я и 3 S S а
KV-30 31,75 50 27 20Х 20 25X25 10000 2,0 5900 15000 40 7000 140
KV-40 44,45 65 38 25X25 32X25 32X32 11000 2,5 6500 20000 60 9000 150
KV-45 57,15 70 48 32X25 32X32 40X32 20 500 3,0 13 700 30000 65 12 000 200
KV-50 69,85 75 57 40X32 40X40 28000 3,5 17500 50000 70 20000 240
головок и переходников, крепящих вращающийся инструмент; защищенность базовых поверхностей от стружки.
Недостатки системы: технологические трудности обработки конусов необходимой точности, относительно большие по сравнению с другими инструментальными системами габариты и масса резцовых головок и соответственно меньшая вместимость магазинов; невозможность автоматической переналадки на обработку дру гой детали.
В системе инструментальной оснастки Multiflex (МТХ) фирмы Widia Krupp (ФРГ) базирование резцовых головок осуществляется по цилиндрической поверхности и торцу.
Резцовая головка 1 (рис. 28) цилиндрической формы имеет соосное с корпусом посадочное отверстие 2. Пальцы 3 при перемещении тяги 6 по стрелке F упираются в коническую поверхность канавки 5 и поджимают головку к базовому торцу. Для фиксирования резцовой головки служит торцовая шпонка 4. Цилиндрическая базовая поверх
ность блока имеет переднюю часть меньшего диаметра для облегчения установки резцовых головок.
Резцовые головки в системах МТХ имеют симметричную форму, режущая кромка расположена на оси симметрии
Рис. 28. Технические особенности системы МТХ
316
Вспомогательный инструмент
22. Основные параметры системы Multiflex
Параметр Типоразмер J
2540 4063
Диаметр, мм: наружный посадочный Допустимая нагрузка. кН Вылет режущей кромки, мм: осевой радиальный Точность, мм: в осевом направлении в радиальном направлении Сила зажима, кН Ход, мм: резцовой головки при замене тяги Диаметр отверстий для охлаждения, мм Масса, кг 40 25 12 50, 27 0,003 0,006 18 18 2,5 4 0,3—0,6 63 40 24 70 43 0,004 J 0,008 | 25 1 26 3,5 6 0,7—1,5
Рис, 29. Блоки системы МТХ
для головок, предназначенных как для наружной, так и для внутренней обработки. Поэтому для их закрепления возможно использование унифицированного блока.
На наружной цилиндрической поверхности головок нанесены V-образ-ные канавки с углом 60° под захваты для автоматической замены головок. Резцовые головки имеют внутренний подвод СОЖ, совмещенный с системой закрепления.
Разработаны два типоразмера си-стемы Multi!lex-2540 и -4063 (табл. 22).
В систему входят прямые блоки (рис. 29, а) для закрепления иь-eipv-мента для внутренней обработки и угловые блоки (рис. 29, б) для наружной обработки.
Прямые и угловые блоки выполнены с цилиндрическим хвостовиком (сУ-табл. I) для установки в обыч^ыд револьверных головках с посадочный > диаметрами 40, 50 и 60 мм. Пр*М!^' блоки одного посадочного диаме.д имеют две длины, а угловые - J ‘ разных смещения от оси ХБ0' вика.
317
для станков с ЧПУ токарной группы
Рис. 30. Технические особеннее™ системы Widaflex
Для автоматической замены инструмента в системе МТХ используются два типа захватов, которые позволяют менять инструмент, перемещаясь параллельно или перпендикулярно к его оси. Под действием гидравлического Привода губки захватов перемещаются параллельно друг другу.
Небольшие габариты резцовых головок позволяют размещать их в магазинах с шагом 70—80 мм; вместимость Магазинов — до 120 шт. Могут использоваться магазины палетного, барабанного, карусельного и дискового типов.
Преимущества системы: небольшие габариты и масса заменяемых элементов; большая вместимость магазинов; технологичность базовых поверхностей; простота очистки базовых поверхностей от стружки; унификация резцовых головок для внутренней и наружной обработки.
Недостатки системы: отсутствие подсистемы для вращающегося инструмента; замена резцовых головок для внутренней и наружной обработки производится движением захватов в Двух взаимно перпендикулярных направлениях; малая вероятность зажима Нсеми пальцами одновременно.
От типа применяемой инструментальной системы практически не зависит Длительность цикла обработки, так как Но всех системах инструментальные Магазины находятся вне рабочей зоны танка, а скорость перемещения ма-«пулятора во всех системах примерно одинакова.
Наиболее перспективны системы, которые позволяют использовать для товарных ГПМ инструмент, унифицированный с другими типами станков с ЧПУ. Такую систему инструмента П0Д названием Widaflex разработала ф^рма Krupp-Widia (ФРГ).
3 качестве базовой поверхности элементов этой системы выбран конус конусностью 1 : 5. Резцовая головка 2 (р^с. 30) имеет канавку 3 для захвата грейфером устройства автоматической с^ены инструмента. После размещения конуса 1 резцовой головки 2 в коническом отверстии блока 9 по программе включается вращение гай-' ни 7, в результате чего происходит ввинчивапие резьбового конца тяги 6. Т^га б, перемещаясь, своими скосами вЫталкивает из обоймы 5 шарики Р, которые входят в наклонные отвер-ст^я конуса /. Конус 1 перемещается в коническом отверстии блока 8 до за1дыкания по торцу 4 с силой 2,5 кН. g результате затяжки конуса 1 обеспечивается передача крутящего момента 16 Н-м.
fia рис. 31 дана общая схема си-стемы Widaflex, включающая базовые державки (блоки) с цилиндрическими хвостовиками для токарных станков и с конусами 7 : 24 для станков свер-лидьно-расточной и фрезерной групп. В базовых державках напрямую или через удлинители могут быть закреплены резцовые головки в номенкла-Туре, аналогичной номенклатуре системы МТХ этой же фирмы, или ра*
318
Вспомогательный инструме(|1 '
Рис. 31. Система инструмента Widaflex
сточные головки, оправки и патроны для обработки вращающимся инструментом. Концевые фрезы и сверла с СМП выполняются непосредственно с базовыми конусами конусностью 1 : 5. По данным фирмы, использование универсальной системы позволяет сократить число применяемого инструмента на ГПС на 25%.
ВСПОМОГАТЕЛЬНЫЙ
ИНСТРУМЕНТ ДЛЯ СТАНКОВ СВЕРЛ И Л ЬНО-Р АСТО МНОЙ
И ФРЕЗЕРНОЙ ГРУПП
Конструкция вспомогательного инструмента для станков с ЧПУ определяется его основными элементами — присоединительными поверхностями для крепления на станке и крепления режущего инструмента. Устройства, осуществляющие автоматическую сме
ну инструмента и его крепление на станках, определяют конструкцию хво-стовика. Основные требования к хвостовику: надежность и точность крепления; экономичность изготовления хвостовика; простота конструкции и изготовления соответствующих узлов станков с ЧПУ; масштаб и номенклатура выпускаемых станков и инструмента.
С учетом рекомендаций ISO и СТ СЭВ 1858—79 разработан ГОСТ 25827—83, регламентирующий основные размеры хвостовиков инструмента конусностью 7 : 24 для станков с ЧПУ (табл. 23). Хвостовик применяется на станках как с автоматической, так и с ручной сменой инструмента.
На станках с ЧПУ используются также другие конструкции крепления инструмента. В шпинделях автоматически сменяемых многошпиндельных коробок (табл. 24) закрепляется ин-
Для сверлильно-расточных и фрезерных станков
319
23. Хвостовики инструмента конусностью 7 : 24 (ГОСТ 25827—83)
Размеры, мм
Обозначение размера Пред. откл. Конус 7 : 24 Обозначение размера Пред, откл. Конус 7 : 24
40 60 40 50
D ±0,15 63 100 h — 10 16
Di —. 44,45 69,85 —0,3 18,5 30
h!2 58 94 ^8 — 8 11
Л8 69,34 107,61 Ь Я12 16,1 25,7
— 55 85 t — 22,5 35,3
H7 17 25 ±0,1 6,6 9,2
^2 J5 5 6 е ±0,12 10 12
H7 М16 М24 V — 0,06 0,10
L ЛИ 93,4 126,8
Примечания: 1. Размеры £>4 и Zx определяют свободное пространство для захвата инструмента манипулятором.
2. Допуск ±0,1 размера ах относится к номинальному размеру Dx.
3. Рекомендуемая точность изготовления угла конуса 7:24 — ДТ4 (ГОСТ 19860—74).
4. Остальные неуказанные размеры по ГОСТ 24644—81.
Вспомогательный инструмент
320
пл ___под цилиндрические хвостовики
24. Концы шпивде о;равоГ(ГОСТ 13876-87) регулируемых вту * ' '
|-r|W|4 I
f,640°
Размеры, мм
' т . < Посадочный диаметр d (H7)
Обозначение размера Пред. откл.
28 36 48
<h g6 40 50 67
^2 — 28,6 36,6 48,6
du 8 10 12
QH M10XI M12X 1,25 M 12X1,25
d. —— 39 49 66
1 He менее 100 128 152
4 He менее 85 106 129
4 — 80 101 123
h — 10 12 14
h — 23 28 40
4 ±0,1 38 ' 45 57
4 — 53 62 74
b P9 6 8 10
d+t ±0,1 29,7 37,7 50,1
r
Для сверлильно-расточных и фрезерных станков
25. Хвостовики цилиндрические для регулируемых втулок я оправок (ГОСТ 26540—85)
Размеры, и
Обозначение размера Пред. откл. Vll Диаметр хвостовика d (ft6)
28 36 48 \
dj — Тг 28X2 Тг 36X3 ТГ 48X3
L — 95 118 144
1 — 42 50 65
к — 77 90 ИЗ
— 7 8 10
b Р9/Л9 6 8 10
h —0,35 29,5 37,5 49,9
’“*Г 2,8 4,0 4,7
Примечания: I. Допускается изготовлять цилиндрически® хвостовики с резьбой диаметром di по всей длине L. 2. Резьба трапецеидальная по ГОСТ 24737—81. Допуск» на резьбу по ГОСТ 9562—81.
Кузнецов Ю- И. я др.
322
Вспомогательный инструмент
26. Гайки стопорные (ГОСТ 26540—85)
Размеры, мм
Исполнение 2
Исполнение /
d D в
Тг 28X2 39,6 12
Ту 36X3 49,6
Ту 38X3 66,6 14
Примечание. Резьба трапецеидальная по ГОСТ 24737—81. Допуски на резьбу по ГОСТ 9562—81.
струмент с цилиндрическими хвостовиками для регулируемых втулок и оправок по ГОСТ 26540—85 (табл. 25). Регулирование вылета инструмента осуществляется с помощью стопорных гаек (табл. 26). Значительная часть режущего инструмента (см. гл. 2) закрепляется за конусы Морзе (табл. 27) с помощью переходных втулок с соответствующими присоединительными поверхностями (табл. 28).
Системы вспомогательного инструмента. В настоящее время широко применяются системы унифицированного вспомогательного инструмента, которые можно охарактеризовать как наборы вспомогательного и специального режущего инструмента, обеспечивающие закрепление всего стандартного режущего инструмента с качеством, необходимым для полной реализации технологических возможностей различных станков с ЧПУ.
Системы вспомогательного инструмента предназначены для компоновки специальных функциональных единиц инструментальных блоков (комбинаций режущего и вспомогательного инструмента), каждый из которых служит для выполнения конкретного технологического перехода.
К системе вспомогательного инструмента предъявляют следующие требования: минимальность номенклатуры и стоимости инструмента; точность, жесткость и виброустойчивость крепления режущего инструмента с учетом интенсивных режимов работы; обеспечение в необходимых случаях регулирования положения режущих кромок инструмента относительно координат системы СПИД; удобство обслуживания, быстросменность и технологичность изготовления.
Для комплектации станков с ЧПУ, серийно выпускаемых станкостроительными заводами, разработана система вспомогательного инструмента, регламентированная РТМ 2П10-2—84. На рис, 32 приведена схема компоновки элементов этой системы в инструментальные блоки.
В систему включены оправки для насадных фрез /, 2 (см. рис. 32, табл. 29, 30 и 31), предназначенные для крепления торцовых, трехсторонних, цилиндрических и других фрез с торцовыми или продольными шпонками. Цанговые патроны 5, 4, 16 (см. рис. 32, табл. 32, 33 и 34) являются средством крепления инструмента с цилиндра ческим хвостовиком: стандартных
для сверлильно-расточных и фрезерных станков
323
27. Конусы инструментальные Морзе наружные (ГОСТ 25557—82)
С резьМым отверстием
Размеры, мм
Обозначение размера Обозначение конуса
1 j 1 2 1 3 1 4 | 5
Конусность
1 : 20,047 « = 0,04988 1 6 20,020 = 0,04996 1 : 19,922 = == 0,05020 1 . 19,254 = 1 : 19,002 = « 0,05194 = 0,05263
D а 12,065 3,5 17,780 23,825 31,267 | 44,399
5 6,5
И*
324
Вспомогательный инструмент
Продолжение табл. 27
Обозначение размера Обозначение конуса
1 2 1 3 | 1 4 5
Конусность
1 : 20,047 = == 0,04988 1 : 20,020 = = 0,04995 1 : 19,922 = « 0,05020 1 : 19,254 = = 0,05194 1 : 19,002 = = 0,05263
£>Г d* d4 (max) It (max) (max) (max) Z4 (max) b c e (max) I (min) R (max) «1 t (max) 12,2 9,4 Мб 9 8,7 9 53,5 57 62 65,5 5,2 8,5 13,5 16 5 1,2 18 14,6 М10 14 13,5 14 64 69 75 80 6,3 10 16 24 6 1,6 24,1 19,8 М12 19,1 18,5 19 81 86 94 99 7,9 13 20 28 7 2 7 31,6 25,9 М16 25,2 24,5 25 102,5 109 117,5 124 11,9 16 24 32 8 2,5 9 44,7 37,6 М20 36,5 35,7 35,7 129,5 136 149,5 156 15,9 19 29 40 10 3 10
5
Примечания: 1. Неуказанные размеры конусов с резьбовым отверстием по ГОСТ 14034—74.
2. Предельные отклонения размеров конусов по ГОСТ 2848—75.
сверл; зенкеров; разверток; фрез диаметром 3—20 мм и специальных фрез диаметром 20—50 мм (см. гл. 2 табл. 55). Нерегулируемые переходные втулки 7, 8 (см. рис. 32, табл. 35 и 36) предназначены для инструмента с конусом Морзе от 2—5.
Системой предусмотрена номенклатура расточных оправок для чистовой и черновой обработок. Включены конструкции оправок 9 (см. гл. 2, табл. 112) для чистовой обработки отверстий диаметром 50—180 мм, изготовляемые с наклонными гнездами под резцовые расточные вставки с микрометрическим регулированием. В однолезвийных оправках 8 (см. гл. 2, табл. 107) для
чернового растачивания отверстий диаметром 50—180 мм предусмотрено использование стандартных расточных державочных резцов.
В качестве адаптера в системе используются переходные державки (табл. 37) с наружным конусом 7 : 24, состоящие из корпуса с внутренним цилиндрическим отверстием и винтов для фиксации положения закрепляемого хвостовика. В державках закрепляются переходные цилиндрические втулки 10 (см. рис. 32, табл. 38 и 39), оправки для насадных зенкеров и разверток 12 (см. рис. 32, табл. 40), патроны для метчиков 13 (см. рис. 32, табл. 41), расточные оправки 14 (см.
Для сверлильно-расточных и фрезерных станков
325
28. Конусы инструментальные Морзе внутренние (ГОСТ 25557—82)
Для кол асов с цапкой
Для конусов с резьбовый ^ерстиен
Размеры, мм
Обозначение размера Обоэначевие конуса
1 2 3 4 б
D ) 12,065 17,780 23,825 31,267 44,399
dg 9,7 14,9 20,2 26,5 38,2
dg 7 11,5 14 18 23
1ъ (min) 56 52 67 62 84 18 107 98 135 125
ё 5,2 6,3 7,9 11,9 15,9
h 19 22 27 32 38
Примечание. Предельные отклонения размеров конусов по ГОСТ 2848—75.
Вспомогательный ннструме)
326
Л „ 4та для комплектации станков
гис. 32. Система вспомогател^ного йпстрЯ с 40
рис. 32, а также гл. 2, табл. 108) и расточные патроны 15 (см. p^Ge 32' табл. 42).
Цанги зажимные к цанговым датро-нам (см. табл. 32, 33 и 34) при^еден^ в табл. 43, поводки к оправка^ для торцовых фрез (см. табл. 2^) — а табл. 44.
Патроны (рис. 33) предназначен^ для нарезания резьбы метчик^ми сквозных и глухих отверстиях.
В корпусе 1 размещено устройство осевой компенсации, состоящее из муфты 2, шариков 3, пружин 4t и 5.
Корпус /, муфта 2 и хвостовик 6 с гайкой 13 крепятся с помощью пальца 7. Шарики 3 служат для передачи крутящего момента и направляющими качения осевого перемещение муфты в корпусе. Для предохранение шариков от выпадания на корпус / установлена обойма 9, зафиксирован-ная с помощью кольца 8,
На конце муфты 2 имеется зам;ковое устройство для сменного метчик^Одер-
а 14 (рис. 34 и табл. 45), состоя• зЛ замка /9, шариков 11 и пру-ж^ный метч и кодержатель состоит ^рпуса 1 и предохранительного из jcrsa, которое включает сепара-У^л сухарь 3, шарики 4, упругий то? Цетановый элемент 5 и резьбовую П°2 С помощью винта 10 пробка пЛуется от самоотвинчивания s Ф^ле работы. Пробкой регули-ПО крутящий момент, при котором рЛвает предохранительное уст-сЛ метчикодержателя. В кор’ p^j смонтировано замковое устрой-nf8 ля крепления метчиков, состоя-00° 'замка 7, шариков 8 и пружин 9-nif^bi b служат для передачи крУ' момента от патрона к сепара' т^ j метчикодержателя.
то?Ня компенсация «растяжения* ^ется в патроне тогда» когда разрезаемой метчиком резьбы больно рабочая подача станка. В этоМ Диетчик вместе с метчикодержа-erf*
Для сверлильно-расточных и фрезерных станков
327
29, Оправки для насадных торцовых фрез к станкам с ЧПУ (ГОСТ 26538—85)
Размеры» мм
Оправка / Конус 7 : 24 4(Ь6) i /1 D
6222—0111 6222—0112 6222—0113 6222—0114 6222—0115 6222—0116 6222—0117 6222—0118 6222—0119 6222-0121 6222-0128 6222-0129 6222—0131 6222—0132 * 6222—0133 6222—0134 6222—0135 6222-0136 6222—0137 6222—0138 6222-0139 6222—0141 40 16 27 31 38 108 38 138 36 136 36 136 34 35 43 108 43 143 41 141 41 141 39 51 151 44,45
22 30
27 32
32 36
40 40
50 16 44 27
50 69,85
22 30
27 32
32 36
40 40
50 44
Примечание. Изготовитель — Кулябский опытный завод технологической оснастки (г. Куляб, Таджикская ССР).
328
Вспомогательный инструмент
30. Оправки для васадвых торцовых фрез, центрируемых по отверстию к станкам с ЧПУ (ГОСТ 26541—85)
Размеры, мм
Оправка Конув 7 : 24 d(&6) D не более А 1», не более f Dt
6222—0091 6222—0092 6222—0097 6222—0098 6222—0099 6222—0101 6222—0102 6222—0103 6222—0104 6222—0105 6222—0106 6222—0107 40 40 90 40 25 70 170 70 170 70 170 70 170 70 170 70 170 66,7 44,45
50 69,85
105 80,0
60 130 48 32 101,6
155 120,6
225 177,8
Примечание. Изготовитель — Кулябский опытный завод тех нологической оснастки.
Для сверлильно-расточных и фрезерных станков
329
31. Оправки для насадных фрез с продольной шпонкой (ТУ 2-035-990—85)
Размеры, мм
Оправка - Конус 7 : 24 Диаметр d посадочной цапфы D L 1 к
191432071 191432073 191432075 191432077 191432079 191432081 191432083 191432085 191432087 191432089 191432091 40 , 16 22 27 32 40 16 22 27 32 40 50 63 158,4 168,4 35 30 40
188,4 60
50 100 191,8 201,8 35 30 40
221,8 60
Примечание. Изготовитель — Кулябский опытный завод технологической оснастки.
32. Патроны цанговые с диапазоном зажима 20—40 мм (ТУ 2-035-980—85)
Размеры, мм
j U. 1- Й1 Л ^7 2^ L- А Патрон Конус 7 : 24 d D L 1
191132040 191132050 40 50 20—40 100 221 231 127,6 104,2
Примечания: 1. Поставляются за отдельную плату и входят в комплект поставки цанги диаметром 25, 32, 40 мм.
2. Цанги с обозначением с 191132050.002 по 191132050.002—03 см. в табл. 43.
3. Разработчик — ВНИИинструмент.
4. Изготовитель — Новосибирский инструментальный завод.
330
Вспомогательный и нструмент
33. Патроны цанговые с диапазоном зажима 5—25 мм (ТУ 2-035-986-85)
Размеры, мм
Примечания: 1. В комплект поставки входит патрон в сборе с цангами диаметром 5, 6, 10, 12, 16 и 20 мм.
2. Цанги с зажимом в диапазоне 5—25 мм поставляются за отдельную плату и входят в комплект поставки.
3. Цанги с обозначением с 191113050.001 по 191113050.001—31 см. в табл. 43.
4. Разработчик — ВНИИинструмент.
5. Изготовители — Новосибирский инструментальный завод и Рижский опытный завод технологической оснастки.
34. Патроны с цилиндрическим хвостовиком цанговые с диапазоном зажима 3—12 мм (ТУ 2-035-795—80)
Размеры, мм
Примечания: 1. Цанги с зажимом 3, 4, 5, 6, 8, 10 и 12 мм входят в комплект поставки (см. табл. 43).
2. Разработчик — ВНИИинструмент.
3. Изготовитель — Рижский опытный завод технологической оснастки.
Для сверлильно-расточных и фрезерных станков
331
35. Втулки переходные для инструмента с конусом Морзе с лапкой (ТУ 2-035-978—85)
Размеры, мм
Втулка Кону© 7 : 24
191831062 191831063 191831064 40
191831072 191831073 191831074 50
2
3
4
2
3
4
D 1 L
50 50 143,4
80 173,4
55 45 171,8
63 60 186,8
5
&
Примечание. Изготовитель — Калининский завод штампов им. 1 Мая.
36. Втулки переходные для инструмента с конусом Морзе с резьбовым отверстием (ТУ 2-035-978—85)
Размеры, мм
Конус <\7 М Моузе ГН v I рч V Z Ч Втулка Конус 7 : 24 Конус Морзе D 1 L
191831042 191831043 191831044 191831052 191831053 191831054 191831055 40 2 3 44 50 143,4
т ' i £ L. :
4 50 90 183,4
50 2 45 171,8
3 4 5 50 60 63 45 65 105 171,8 191,8 231,8
Примечание. Изготовитель — Калининский завод штампов им. ! Мая.
332
вспомогательный инструмент
37. Державки для регулируемых патронов, втулок и оправок (ТУ 2-035-763—80)
Размеры, мм
Державка Конус 7 : 24 d (Я6) D L 1 ь (СИ)
191112031 191112041 191112051 191112053 40 28 50 168,4 75 6
36 63 213,4 120 8
50 201,8 75
48 80 246,8 120 10
Примечание: Изготовитель — Кулябский опытный завод технологической оснастки.
38. Втулки регулируемые короткие с внутренним конусом Морзе (ТУ 2-035-768—80)
Размеры, мм
- Втулка d D (g5) L / Конус Морзе
! конус Морзе
гЖ'1 IIL? 1) 191836021 Tf 28X2 39,6 28 95 13-38 1
191836022 2
L - Ь* L 191836031 1
191836032 Tf 36X3 49,6 36 118 14—49 2
191836033 3
191836044 Tf 48X3 66,6 48 144 18—63 4
Примечания: 1. Хвостовики — см. табл. 25.
2. Стопорные гайки — см. табл. 26.
3. Изготовитель — Ворошиловградское инструментальное производственное объединение.
Для сверлильно-расточных и фрезерных станков
333
39. Втулки регулируемые длинные с внутренним конусом Морзе (ТУ 2-035-768—80) Размеры, мм
Конус Мсрзе Втулка d di L I Конус Морзе
191836221 191836222 191836321 191836322 191836421 191836422 191836521 191836522 191836231 191836232 1 QiOQAQQQ 28 25 120 37—62 1 2
145 62—87 1 2
170 87—112 1 2
195 112—137 1 2
148 44—79 1 2
==ё
ЕЁ Z н 3 1 Е 1У1ооОлОо 191836333 191836332 191836333 191836431 191836432 191836433 191836531 191836532 191836533 191836242 191836343 191836444 36 32 178 74—109 о 1 2 3
208 104—139 1 2 3
238 134—169 1 2 3
48 44 184 58—103 2 3 4
Примечания: 1. Хвостовики — см. табл. 25. 2. Стопорные гайки — см. табл. 26. 3. Изготовитель — Ворошиловградское инструментальное производственное объединение.
334
Вспомогательный инструмент
40. Оправки регулируемые для насадных зенкеров и разверток (ОСТ 2П14-3—82)
Размеры, мм
Оправка di d L I h
191411131 13 235 43 90—120
191411132 320 176—206
191411133 235 90—120
191411134 16 320 4o 176—206
191411135 19 36 245 л о 94—124
191411136 330 4o 182—212
191411137 255 53 98—128
191411138 22 345 190—220
191411139 27 265 58 104—134
191411140 355 196—226
1914Ш55 32 295 63 107—147
191411156 400 210—250
191411157 305 68 109—149
191411158 40 48 415 220—260
191411159 315 120—160
191411160 50 425 68 230—270
Примечания: 1. Хвостовики — см. табл. 25.
2. Стопорные гайки — см. табл. 26.
3. Изготовитель — Кулябский опытный завод технологической оснастки.
Для сверлильно-расточных и фрезерных станков
335
41. Патроны регулируемые резьбонарезные (ТУ 2-035-975—85) (см. рис. 33)
Размеры, мм
Патрон d D L 1 и dt d*
191221029А 28 250 167-192 155 3,15—10,0 М3—М10
191221129А 191221030А 36 65 270 187—212 166—196 175 152 6,3—12,5 M6-M16
191221130А 90 320 216—246 202 14,0—20,0 M18—M27
191221141А 48 100 380 250—295 236 20,0—28,0 M30—M42
Примечания: 1. Хвостовики — см. табл. 25.
2. Стопорные гайки — см. табл. 26.
3. Изготовитель —- Краснодарский завод слесарно-монтажного инструмента.
42. Патроны регулируемые расточные
Размеры, мм
Патрон d с? сз Ci. Q di L
191151008 191151009 28 36 5—45 10—20 82—117 164 186
Примечания: 1. Хвостовики — см. табл. 25.
2. Стопорные гайки — см. табл. 26.
3. Изготовитель — Оршанский инструментальный завод.
336
Вспомогательный инструмент
43. Цанги аажшвые к цанговым патронам
Размеры, мм
Цанга D d Цанга D d
191113025.005-00 3,0 191113050.002-21 14,0
-01 4,0 -23 15,0
-03 5,0 -25 16,0
-05 20 6,0
-27 40 17,0
-09 8,0
-29 18,0
-13 10,0.
-17 12,0 -31 19,0
191113050.002-03 5,0 -33 20,0
-05 6,0 -34 25,0
-07 7,0 191132050.002-00 20,0
-09 8,0 -01 59 25,0
-11 40 9,0 -02 32,0
-13 10,0 -03 40,0
-15 11,0
-17 12,0
-19 13,0
Примечание. Изготовители — Рижский опытный завод технологической оснастки и Новосибирский инструментальный завод.
Для сверлильно-расточныж и фрзвервях етяинков
337
телем 14 и муфтой 2 выдвигается из корпуса /, скользея по шарикам 3 (см. рис. 33).
При выводе метчгика из резьбового отверстия пружина 4 (см. рис. 33) осуществляет возврат муфты 2 в исходное положение. При осевом пере-
мещении шарики 3 перекатываются по пазам корпуса /.
Осевая компенсация «сжатия» реализуется в патроне тогда, когда прекращается перемещение (осевое и вращательное) метчика (например, заедание метчика по резьбе, упор в дно отверстия), а рабочая подача и вращение патрона продолжаются. В этом случае метчик вместе с метччкодержа-телем 14 и муфтой 2 вдвигаются внутрь корпуса /, скользя по шарикам 3 (см. рис. 33), а шарики 4 (см. рис. 34) под воздействием кромки отверстия б утопают в нем, разъединяют сепаратор 2 и корпус /, тем самым предохраняя метчик от поломки.
Для станков с ЧПУ с ручной сменой инструмента ряд зарубежных фирм разрабатывает быстродействующие патроны для уменьшения простоев оборудования за счет сокращения времени на подготовку инструмента к работе.
Быстродействующие переходные патроны на станках с ЧПУ применяются для закрепления и раскрепления ре-
338
Вспомогательный инструмент
44. Поводки к оправкам для торцовых фрез (ГОСТ 26538—85)
Размеры, мм
d (АП)
I (- 0,2)
16
22
27
32
40
50
32 20,0
40 23,2
48 24,6
58 28,0
70 30,0
90 34,0
8
10
12
14
16
18
Примечание. Изготовитель — Кулябский опытный завод технологической оснастки.
45. Метчикодержатели (ТУ 2-035-975—84) (см. рис. 34)
Метчикодержатель D d dt L а Диаметр режущей части метчика
191221029А/010 3,15 2,5 М3
020 4,0 3,15 М4
030 27 19 5,0 46 4,0 М5
040 6,3 5,0 Мб
050 8,0 6,3 М8
060 10,0 8,0 М10
191221030А/010 6,3 60 5,0 Мб
' 020 8,0 61 6,3 М8
030 34 25 10,0 63 8,0 ML0
040 9,0 62 7,1 М12
050 11,2 64 9,0 М14
060. 12,5 66 10,0 М16
191221130А/010 14,0 11,2 М18
020 М20
030 52 38 16,0 100 12,5 М22
040 18,0 14,0 М24
050 20,0 16,0 М27
для сверлильно-расточных и фрезерных станков
339
Продолжение табл. 45
Метч и ко держа те ль D d di L а Диаметр режущей части метчика
191221141А/010 20,0 16,0 МЗО
020 68 48 22,4 125 18,0 мзз
030 25,0 20,0 М36
040 28,0 22,4 М42
Примечание. Изготовитель — Краснодарский завод слесарномонтажного инструмента.
жущего инструмента без смены инструментального блока в шпинделе станка, при замене изношенного инструмента или при последовательной обработке различными инструментами.
Быстродействие вспомогательного инструмента также необходимо для облегчения труда наладчиков при подготовке инструмента. В этом случае быстродействующие переходные патроны становятся основой унификации всех элементов инструментальных систем.
В таких патронах быстросменно крепятся разнообразные вспомогательные инструменты, имеющие одинаковые по конструкции хвостовики и предназначенные для крепления режущего инструмента, в то время как сами переходные патроны имеют различные хвостовики, позволяющие установить их в гнездах шпинделей различных конструкций, например с конусами Морзе, с конусностью 7 : 24, с углом конуса 10° и другими присоединительными поверхностями различных типоразмеров.
На рис. 35 приведена классификация инструментальных систем для станков с ЧПУ с ручной сменой инструмента По видам переходных быстродействующих патронов и хвостовиков вспомогательных инструментов, закрепляе-Мы* в этих патронах.
На сверлильных станках с ЧПУ с ручной сменой инструмента, а также ®а станках с револьверной головкой Находят широкое применение инстру-снтальные системы типа приведенной а Рис. 36. В качестве базового эле-ейта применяются патроны с шари
ковым захватом, в котором крепятся вставки со специальными хвостовиками.
На рис. 37 приведена конструкция быстросменного патрона с шариковым захватом с повышенными эксплуатационными качествами. В стандартных шариковых быстросменных патронах крепление инструмента обеспечивается только в осевом направлении, а в радиальном образуются значительные зазоры, из-за которых невозможно сверлить отверстия без кондукторов. В приведенном патроне указанный недостаток устранен. Быстросменные вставки 5 с коническим хвостовиком закрепляются в корпусе 1 патрона с помощью двух рядов шариков. При этом шарики 3 заходят в специальные овальные углубления хвостовика и передают крутящий момент, а шарики 4, взаимодействуя с кольцевой проточкой, точно расположенной относительно базы конуса хвостовика, осуществляют натяг в коническом соединении и соответственно крепление вставки в осевом направлении без зазора в радиальном направлении. Шарики запираются в рабочем положении подпружиненной муфтой 2, которая свободно вращается относительно корпуса, что позволяет заменять вставки с режущим инструментом без остановки шпинделя станка. Для предохранения рабочего от травм на вставки надевается защитное кольцо 6.
На рис. 38 представлена система быстросменного инструмента Variant фирмы Sandvik Coromant. Быстродействующие зажимные приспособления состоят из корпуса с хвостовиком
Рис. 35. Классификация инструментальных систем для станков с ЧПУ с ручной сменой инструмента
340 Вспомогательный
Ддя сверлильно-расточных и фрезерных станков
341
Рис. 36. Инструментальная быстросменная система ад сверлильных станков с ЧПУ:
/ — шпиндель станка; 2 — быстродействующий патрон с шаговым захватом; 3 — сверлильный патрон; 4 — цанговый патрон; 5 — вставка с внушениями конусами Морзе; d -- плавающий патрон для разверток, 7 — вставка с внутр^ним цилиндрическим отверстием; 8 — регулируемая цилиндрическая втулка; 9 — рфон для метчиков; 10 — быстросменная вставка
Для постоянного крепления на данном станке и различного сменного вспомогательного инструмента для крепления фрез, сверл, расточных оправок, метчиков и т. п. Большие точные торцовые поверхности корпуса и сменного вспомогательного инструмента соединяют между собой накидной гайкой е точностью по биению до 0,005 мм. Крутящий момент передается четырьмя Шпонками.
Для использования вспомогательного инструмента с малыми конусами Конусностью 7 : 24 на станках с большими конусами 'применяются быстро-
действующие ц-троны с накидной гайкой (рис. 39), В корпусе 1 патрона с наружным кдусом 50 и внутренним
Рис. 37. Быс]^сменный патрон с ша-рикщым захватом
342
Вспомогательный инструмент
Рис. 38. Система быстросменного инструмента станков с ЧПУ с ручной сменой инструмента:
/ __ концы шпинделей станков; 2 — хвостовики переходных патронов; 3 — зажимная часть переходных патронов; 4 — универсальная оправка для насадных фрез; 5 — оправка для торцовых фрез; 6 ~~ оправка со сверлильным патроном; 7 — цанговый патрон; 8 — втулка с внутренним конусом Морзе; 9 — державка для регулируемых втулок и оправок; 10 — втулка для концевых фрез и расточных оправок; И — оправка для насадных расточных оправок; 12 — резьбонарезной патрон; 13 ~ быстросменная вставка для крепления метчиков; 14 — насадная расточная оправка: 15 —расточная оправка с цилиндрическим хвостовиком; 16 — переходная регулируемая в гулка; 17 — цанга
Рис. 39» Быстродействующий патрон с накидной гайкой
Для сверлильно-расточных и фрезерных станков
343
конусом 40 установлены шпонки 2. На корпус навинчивается гайка 4 с отверстием, в котором имеются выступы 5. Вставки 5, имеющие присоединительные размеры, аналогичные размерам хвостовиков инструмента, приведенным в табл. 23, размещаются в корпусе и закрепляются в нем гайкой, которая внутренней торцовой поверхностью нажимает на фланец вставки. Гайка может поворачиваться только на 90° из положения, в котором вставка размещается в корпусе, в положение полного закрепления вставки. Винт 3 ограничивает поворот гайки.
Вспомогательный, инструмент для подвода СОЖ в зону обработки через инструмент. На станках с ЧПУ, предназначенных для обработки корпусных деталей, среди операций механической обработки доля сверления составляет 40—60%.
Производительность при сверлении может быть повышена за счет увеличения скорости или подачи. Скорость сверления определяется материалом режущей части инструмента, его износостойкостью. Величина подачи регламентируется у малых сверл осевой жесткостью, у остальных сверл — возможностью стружкоотвода.
В условиях интенсивной эксплуатации станков с ЧПУ с ограниченным вмешательством оператора повышение производительности вызывает увеличение числа поломок сверл. Применение сверл, оснащенных твердыми сплавами и выполненных с увеличенным сечением канавок, не в полной мере вешает проблему надежности сверле-
ния, особенно при вертикальном расположении сверла.
Повышение надежности сверления на станках с ЧПУ возможно путем создания системы подвода СОЖ к режущим кромкам сверл. Основой системы являются специальные патроны, конструкция которых позволяет осуществлять их автоматическую смену, автоматическую стыковку с системой подачи СОЖ станка, хранение в инструментальном магазине и подвод СОЖ к режущим кромкам вращающегося инструмента.
Патрон устроен следующим образом (рис. 40, табл. 46). Хвостовик 1 с конусом конусностью 7 : 24 имеет в передней части цилиндрическое отверстие диаметром d, в котором винтами 12 может закрепляться сверло с цилиндрическим хвостовиком. На хвостовике патрона запорным кольцом 11 закрепляется корпус 5, в котором размещены подшипники Р, защищенные шайбами <5 и 10. прокладки — кольца 6 и 7 — и упор 2 в сборе с устройством, обеспечивающим его подпружиненный ход.
После закрепления хвостовика 1 в шпинделе станка упор 2 входит в позиционирующий блок станка (см. эскиз к табл. 47) и соединяется с каналом подвода СОЖ- СОЖ под давлением 0,3 МПа поступает в отверстие упора 2 и открывает шариковый клапан, ’состоящий из пружины 3 и шарика 4. Через отверстие в упоре 2 и отверстие в корпусе 5 СОЖ подводится к полости корпуса и в отверстие в хвостовике /, откуда поступает
46. Патроны для подвода СОЖ в зону резания инструмента с цилиндрическим хвостовиком (рис. 40)
Размеры, мм
Патрон Конус 7 : 24 А (±0,01) 3 d (S7) L 1
191112141 40 65 135 25 230 136,6
191112154 50 85 160 40 310 183,2
Примечание. Изготовитель —Оршанский инструментальный аавод.
344
Вспомогательный инструмент
I
L
Рис. 40. Патрон для сверл с внутренним подводом СОЖ
47. Блоки позиционирующие для подвода СОЖ
Размеры, мм
А
Конус 7 : 24 А (±0,02) d9 Di (min) т Cl
40 65 93 170 16 5
50 85 133 200 19 2
Для сверлильно-расточных и фрезерных станков
345
48. Патроны для подвода СОЖ в зону резания инструмента с конусом Морзе
Размеры, мм
Патрон Конус 7 : 24 А (±0,01) D L 1 Конус Морзе
191831363 40 65 90 188,4 95 3
191831374 50 85 145 246,8 120 4
в хвостовик сверла и затем по каналам в корпусе сверла — к режущим кромкам.
После включения вращения шпинделя хвостовик 1 вращается совместно с ним, а корпус 5, остановленный упором 2t остается в постоянном положе*’ нии относительно бабки станка. Для повышения надежности патрона введены подшипники качения Р. Их защита от попадания СОЖ обеспечивается прокладками из тефлона 6.
Для сверл с коническим хвостовиком разрабатываются патроны с соответствующей присоединительной поверхностью (табл. 48). Для использования инструмента с различными конусами Морзе применяются переходные втулки (табл. 49).
Патроны для подвода СОЖ применяются при растачивании в системах Модульного инструмента. Расточные головки модульной конструкции (см. Гл* 2, табл. 105—109) выполняются с внутренними каналами для подвода СОЖ н вворачиваются в специальные Лержавки, имеющие присоединительные поверхности с размерами по
табл. 113 (см. гл. 2). Державка (рис. 41) включает корпус 1 с хвостовиком с конусом 7 : 24, кожух 3t позиционирующее кольцо 2, уплотнение 5, подшипники 4, позиционирующий штифт 7, пружину б, позиционирующую втулку 8 и штифт Р.
Уплотнение 5, изготовляемое из тефлона, имеет специальную форму, что обеспечивает частоту вращения патрона до 60 с”*3.
При установке патрона в шпиндель необходима его ориентация по положению шпонок. При этом позиционирующий штифт 7 упирается в позиционирующий блок (на рис. 41 не показан), пружина 6 сжимается и позиционирующая втулка 8 в сборе со штифтом 9 выходит из зацепления с позиционирующим кольцом 2. В результате корпус 1 получает возможность вращения вместе со шпинделем. Специальный вырез в позиционирующем штифте 7 соединяется с отверстием в кожухе 3, и СОЖ через цилиндрическую выточку попадает в посадочное отверстие корпуса 1, предназначенное для крепления расточных модулей.
346
Вспомогательный инструмен
49. Втулки переходные в внутреннии и наружным конусами Морзе для патронов для подвода СОЖ
Размеры! мм
Втулка Конус Морзе D я #1 1
наруж. внутр.
191831431 3 1 23,825 12,065 16 8
191831432 2 17,780 18 20 20
191831441 1 12,065 16 14 6,5
191831442 4 2 31,267 17,780 18 20
191831443 3 23,825 25 20 25
Примечание. Остальные размеры см. в табл. 27.
Рис. 41. Патрон для подвода СОЖ к расточному инструменту
Го окончании растачивания шпиндель должен остановиться в определенном угловом положении с тем, чтобы захват манипулятора мог войти в канавку мостовика патрона. Пружина 6 выталкивает позиционирующий штифт 7, и в результате кожух 3 оказывается в строго ориентированном положении.
Аналогичные патроны разрабатываются для крепления специальных концевых фрез, имеющих внутренние каналы для прохода СОЖ (табл. 50).
Многошпиндельные, угловые и ускорительные головки. Сокращение основного и вспомогательного времени работы станка может быть достигнуто концентрацией переходов сверления и резьбонарезания при применении многошпиндельных головок.
Автоматически сменяемые много-шиндельные головки (табл. 51) имеют,
Для сверлильно-расточных и фрезерных станков
347
50« Фрезы концевые с ф = 75° с внутренним подводом СОЖ, оснащенные неперетачиваемыми квадратными пластинами нз твердого сплава
Размеры, мм
D d L Чиело зубьев 2
32 50 2
40 61 3
50 66
63 74
80 84 4
как правило, два, три или четыре шпинделя. Вращение этих шпинделей осуществляется с той жЬ частотой, что и вращение шпинделя с сохранением направления вращения. В двух-
шпиндельной головке (рис. 42) центральная шестерня 7, размещенная на хвостовике 15, через блоки колес 13 и 12 передает крутящий момент от шпинделя станка на шестерни 9,
Рис. 42. Двухшпиндельная регулируемая головка
348
Вспомогательный инструмент
51. Головки многошпиндельные регулируемые
Размеры, мм
Число шпинделей d D L * I Диаметр закрепляемого инструмента
min max
13,5 73,5 95 262/295,4 168,6 1—5
2 16 90 115 280/313,4 186,6 1—7
21 103 135 319,6/353 226,2 1—10
27 129 166 346,6/380 253,2 2—13
20,5 80,5 102 262/295,4 168,6 1—5
24,5 98,5 124 280/313,4 186,6 1—7
3 31 113 144 319,6/353 226,2 1-10
39 144 180 346,6/380 253,2 2—13
32 92 115 262/295,4 168,6 1-5
38 112 140 280/313,4 186,6 1-7
4 47 129 160 319,6/353 226,2 1-10
59 161 200 346,6/380 253,2 2—13
Примечания: 1. Максимальная частота вращения инструмента — 4000 мин"1.
2. Частота вращения шпинделей головки равна частоте вращения шпинделя станка.
* В числителе указаны значения для головок с конусом 40, в знаменателе — с конусом 50.
Для сверлильно-расточных и фрезерных станков
349
52. Блоки позиционирующие для останова невращающихся деталей головок
Размеры, мм
размещенные на шпинделях 6 головки. Шпиндели 6 размещены в/корпусах 5 с эксцентриситетом е относительно осей 2 и 10, расположенных в корпусе 4 головки с межосевым расстоянием, равным 68 мм. При вращении корпусов 5 вокруг осей 10 расстояние между шпинделями 6 головки изменяется от dtnin До ^тах* Регулирование осевого зазора кодес 13 и 12 выполняется подгонкой компенсатора 11. Ориентация плоскости осей шпинделей относительно детали выполняется путем регулирования положения корпуса 4 относительно шпоночных пазов хвостовика 15. Для этого корпус 4, вращающийся относительно хвостовика на подшипниках 14, фиксируется относительно станка в позиционирующем блоке (табл. 52) в требуемом положении. Специальный упор (на рис. 42 не показан) имеет возможность перемещаться по корпусу 4 вокруг оси хвостовика 15, меняя угловое положение. Режущий инструмент с цилиндрическим хвостовиком диаметром до 13 мм закрепляется в цангах 8 с помощью гаек 7 с точностью по биению не более 0,04 мм на длине 50 мм от торца цанги.
Для сокращения времени, затрачиваемого на базирование и закрепление заготовок, применяются сменные угло-, вые головки, в которых ось шпинделя головки расположена относительно оси
шпинделя станка под углом 90° (табл. 53) или под другим необходимым углом а. На рис. 43 представлена
Рис. 43. Угловая головка с углом а -
45 J
350 Вспомогательный инструМент
53. Головки угловые для фрезерования и сверления под углом 90® к оси шпинделя станка
Размеры, мм
Конус 7 8 24' Диаметр закрепляемого инструмента D L /1 /8 Ze h a
40 4—16 100 317,4 224 35 54 50 40 70
6—20 125 344,4 .251 40 72 82 38 100
4—16 100 359,8 224 35 54 50 40 70
50 6—20 10—32 125 140 377,8 412,8 251 286 40 74 82 82 102 38 43 100 112
Примечания: 1. Максимальная частота вращения 3000 мин"1.
2. Максимальный передаваемый крутящий момент 60 Н-м.
для сверлильно-расточных и фрезерных станков
351
Рис, 44. Регулируемая угловая фрезерная головка (а) с насадками для крепления насадного инструмента (6F), для крепления концевого инструмента (в), многошпиндельная насадка (г)
конструкция головки с углом а = 45°. На хвостовике 1 размещена коническая шестерня 6, которая находится б зацеплении с шестерней 10, закрепленной с проставкой 9 на шпинделе 8 с конусом Морзе. Закрепление инструмента в шпинделе 8 осуществляется путем вращения гайки 11 и осевого перемещения болта 12. Узел шпинделя 8 фиксируется в корпусе головки 5 крышкой 7. Необходимая жесткость головки достигается применением радиально-упорных подшипников, размещенных в стакане 4 и закрытых крышкой 3. Регулирование положения оси шпинделя 8 относительно шпоночных пазов хвостовика 1 осуществляется поворотом кольца 16 с размещенным в нем упором 14, который предназначен для соединения с позиционирующим блоком (см. Табл. 52). Во время входа хвосто-Ьика / в коническое отверстие шпин-Аоля станка ползун 15 после контакта с позиционирующим блоком перемелется по упору 14, сжимая пру-*ЙНУ 13. При этом поводок 17, размещенный в кольце 2, выходит из занесения с ползуном 15; корпус 5 танавливается в заданном положе
нии, а хвостовик 1, вращаясь, пере» дает крутящий момент на шпиндель 8. По окончании работы шпиндель станка останавливается в определенном угловом положении. Пружина 13 выталкивает ползун 15, и в результате корпус 5 оказывается в необходимом исходном положении.
Достижение произвольного положения оси инструмента относительно оси шпинделя достигается с помощью регулируемых угловых головок (рис. 44, а). Они выполняются с двумя разъемами, каждый из которых обеспечивает поворот соединяемых частей относительно друг друга на 360°. В результате может быть обработана любая точка в пределах полусферы. Угловые головки трех типоразмеров обеспечивают передачу момента 15; 30 и 60 Н-м соответственно. Фланцевый разъем позволяет установить комплект сменных элементов для крепления торцовых фрез и инструмента с укороченным внутренним конусом Морзе (рис. 44, б). На этот же фланец устанавливается цанговый патрон для крепления концевых фрез, сверл и другого инструмента с цилиндрическим хвостовиком диаметром 10—
352
Вспомогательный
инструмент
Рис. 45. Схема планетарной передачи 32 мм (рис. 44, в); можно также устанавливать многопшиндельные головки для сверления (рис. 44, г).
Ускорительные голоЙки (мультипликаторы) предназначены для обработки на станках с ЧПУ конструкционных сталей и чугунов нормальной обрабатываемости концевым твердосплавным и быстрорежущим инструментом диаметром до 12 мм (сверла, центровки, зенкеры, концевые и шпоночные фрезы и т. п.) со скоростями резания, имеющими оптимальные значения. Необходимость в таких головках предопределяется тем, что станки для обработки корпусных деталей имеют ограниченную частоту вращения шпинделя, недостаточную для достижения необходимой скорости резания.
Головки должны обеспечивать возможность автоматической смены инструмента, установки концевого режущего инструмента диаметром до 12 мм в цанговом патроне диаметром менее 32 мм, а также максимальный вылет головки от торца шпинделя не более 150 мм без учета режущего инструмента. Головки должны удовлетворять также следующим требованиям: максимальная частота вращения режущего инструмента — не менее 130 с”3; коэффициент мультипликации — 4—5; радиальное усилие — не более 1000 Н; осевое усилие — не более 1000 Н; жесткость — не менее 100 Н/мкм; уровень шума не выше 50 дБ; периодичность смазывания — не чаще 1 раза в год; крутящий момент на режущем инстоументе — не более 4 Нм.
Перечисленным требованиям наиболее полно отвечают мультипликаторы с использованием зубчатых пла
нетарных передач. Может быть применена простая планетарная передала, имеющая одну степень подвижности (рис. 45). В такой передаче оси сателлитов 2 закреплены нэ вращающемся звене — водиле 4. Сателлиты вращаются каждый относительно своей оси и вместе с водилом относительно центральной оси, находясь одновременно в зацеплении с солнечным колесом 1 и корончатым колесом 3 Такая передача имеет большие нагрузочные способности и КПД, чем зубчатые передачи тех же габаритов 6 неподвижными осями колес. Отношение угловых скоростей может достигать — 7.
Пример конструкции ускорительной головки приведен на рис. 46. Кор-
Рис. 46. Ускорительная головки
для сверлильно-расточных к фрезерных станков
353
54. Головки ускорительные для мелкоразмерного инструмента
Размеры, мм
Головка с конусом 7 : 24 D d L • 1 Коэффициент ускорения
40 50
191113010 191113012 191113011 191113013 92 4—16 2—10 253,4/286,8 293,4/326,8 160 200 4 7
* В числителе указаны значения для головок с конусом 40, в знаменателе — с конусом 50.
пус 1 выполняет роль водила, в кото-ром ва осям 9 закреплены сателлиты 7. Корпус 1 неподвижно соединен с хвостовиком 3 с конусом 7 : 24, устанавливаемым в шпиндель станка. Сателлиты 7 находятся в зацеплении с корончатым колесом 5, которое может быть остановлено путем соединения с позиционирующим блоком (см. табл. 52). Через солнечное колесо 2 вращение передается на выходной вал 5, который движется с частотой, в пять раз большей частоты вращения шпинделя. На открытом конце выходного вала размещен цанговый патрон с цангой 10, которая с помощью гайки 11 зажимает цилиндрический хвостовик инструмента 12. На другом конце выходного вала 5 с помощью шайбы 4 закреплен маховик б, пред-
Кузнецов Ю. И. и др.
назначенный для повышения равномерности вращения инструмента.
Ускорительные головки подобного типа могут быть использованы для обработки мелкоразмерным инструментом на станках, предназначенных для изготовления крупногабаритных деталей и имеющих максимальную частоту вращения до 60 с~1. Увеличение скорости резания до оптимальных значений позволяет значительно повысить надежность работы инструмента. Размеры ускорительных головок приведены в табл. 54.
Инструментальная оснастка для станков, работающих с ограниченным вмешательством оператора. Работа ГПМ без вмешательства оператора требует автоматизации операций, которые традиционно выполнялись им.
354
Вспомогательный
инструМеа,
Рис. 47. Устройство для отсоса стружки
К таким операциям относятся следующие: удаление стружки с инструмента и детали; регулирование направления подачи и количества СОЖ; установка и регулирование режущего инструмента для обработки торцов отверстий, расположенных внутри замкнутого пространства заготовки. Автоматизация указанных операций осуществляется путем создания специальных конструкций вспомогательного инструмента.
Для работы без вмешательства оператора необходимо автоматизировать вспомогательные операции при нарезании резьбы: удаление стружки из просверленных отверстий и подачу специального масла на метчик. После сверления глухого отверстия оставшуюся в нем стружку удаляют с помощью специального устройства отсоса стружки (рис. 47), которое подключается к индустриальному пылесосу через специальный разъем 2. Подвод сменного наконечника 6 к детали осуществляется при подаче 4— 6 м/мин. После упора в деталь наконечника 6 колено 7 перемещается относительно хвостовика 1 и через трубу 5
перемещает плунжер 4 разъема 2 д0 срабатывания конечного выключате. ля 5, который подает команду на пре-кращение подачи устройства отсоса к детали.
Дозатор для подачи масла (рис. 48) пригоден как для станков с вертикальным, так и с горизонтальным расположением оси шпинделя. Дозатор позволяет вводить масло в отверстие или в другие зоны, которые требуют смазывания, а также в тех случаях, когда СОЖ, находящаяся в системе подачи СОЖ станка, не пригодна для этих целей. Объем дозатора составляет 400, 600 и 800 см9, доза масла может регулироваться от 0 до 2 см8.
Дозатор (см. рис. 48, а) имеет хвостовик 1 для установки в шпинделе станка, который соединяется с емкостью 2. Емкость 2 снабжена перепускным клапаном 3 с запЬрной иглой 4, который функционирует как в вертикальном (см. рис. 48, б), так
7й ф 77й
а)
Рис. 48. Дозатор для подачи масла
р*ито«ны,к
и
с^нкоя
355
Рис. 49. Зенковка обратная автоматическая
и г г >рпзонтзльном положении (см. рис <, в), однако в последнем случае ньо-'-.о-щма ориентация дозатора по угг/ /решения шпинделя. Из камеры 8 ма.г - поступает в наконечник 5« в находится плунжер 6 с та-
ри^ >ым клапаном 7. При наличии мае-г. в камере 8 дозатор со скоростью 4—6 хАлш прижимается к детали до упо>’ форсункой 10, При этом плунжер г- перемещается в наконечнике 5, давление в камере 8. Под эгр^- лзвлеяяе>л срабатьша«п шариковый. клапан 7, и пориия масла выбрита в зону предстоящей обра-бс<ки„ Сменные привертные форсунки ;/} сбеслепивают различную форму вгр>‘:ц-а для достижения наилучшего эфр»и?? смазки.
Пс/'ле впрыска дозатор отводится от д-талн з плунжер 6 под действием -Ч'У^ъы р возвращается в исходное ^^cvtH4et функционируя при этом КеП' поршей? насоса. В камере 8 wtch разрежеяче, клапан 4 от-и камера заполняется ма-*’ Кэл'лестно магла определяется Ве*‘ тиной хода плунжера 5. При ходе 13 мм обеспечимте0 подача 2 см8 масла.
рабогкг торцов отверстий, рас--ь^ны) внутри замкнутого про-гза заготовки, осуществляется 4'*-''**’вескими обратными зенков-* ?еь ковка (рис. 4D) включает 'Л к которому прикреплен н - '7 В корпусе закреплен ип/й хвостовик 3, в котором на
оси 14 размещен поворотный резец 13. На хвостовик 3 по шпонке 4 надета сменная обойма /, которая с помощью гайки 5 присоединяется к ползуну 6, имеющему возможность во взаимодействии с пружиной 7 перемещаться по цилиндрической посадке Hl!f7 вдоль оси зенковки. На ползуне 6 расположена втулка 8, на которой равномерно размещены шесть шипов 9. Шипы 9 входят в пазы фланца 12, имеющего на торце двенадцать зубьев, между которыми расположены впадины в виде полуцилиндров с радиусом, равным радиусу шипов. Против зубьев фланца 12 расположены со смещением 15Q зубья венца 10.
В рабочем положении режущая кромка резца 13 расположена перпендикулярно к оси зенковки и удерживается в этом положении пружиной 2. По окончании подрезки торца зенковку перемещают в направлении обрабатываемой детали. После того как гайка 5 упрется в деталь, ползун 6, сжимая пружину 7., перемещает шипы 9 до их выхода из пазов фланца 12.
Зубья венца 10 направляют шипы 9 во впадины фланца 12, и все подвижные части зенковки фиксируются в крайнем, ближнем к корпусу 11 положения. При этом обойма 1 поворачивает (сжима# пружину 2) резец 13 вокруг оси 14 и удерживает его в пазу хвостовика 3. В таком положении зенковка мажет быть извлечена из отверстия обрабатываемой детали.
356
Вспомогательный инструмент
Рис. 50. Патрон Autolock фирмы Clarkson
Для подрезки следующего торца зенковку вводят в отверстие с упором в деталь до тек пор, пока шипы 9 не перейдут из впадин в пазы фланца 12. Обойма 1 переместится в крайнее, дальнее от корпуса 11 положение, и резец 13 под действием пружины 2 выдвинется в окно обоймы.
Размеры зенковки и сменных хвостовиков приведены в табл. 55 и 56.
Вспомогательный инструмент для зарубежных станков. Станки производства зарубежных фирм оснащаются вспомогательным инструментом, который входит в поставляемые комплекты принадлежностей.
В машиностроении применяется специальный инструмент к станкам с ЧПУ с хвостовиками - конструкции фирмы Olivetti (Италия) (табл. 57), по стандарту MAS 403—1969 (Япония) (табл. 58) и стандарту ISO 7388/1 (табл. 59). Вспомогательный инструмент для станков производства зарубежных фирм приведен в табл. 60—73.
Для крепления концевых фрез на зарубежных станках с ЧПУ применяют патроны фирмы Clarkson «Autolock» (рис. 50, см. табл. 60 и 63). Концевые фрезы 3 с наружной резьбой на хвостовике ввинчиваются в цангу 4, которая установлена в гайке 5. Перед работой фрезу ввинчивают в цангу до упорного центра 2, а затем зажимают
1 14 Z
гайкой, которую ввертывают в кор. пус /. Если в процессе фрезерования сила резания поворачивает фрезы по стрелке, то фреза, ввинчиваясь в цангу, заставляет последнюю выдвинуться вперед и еще сильнее зажать фрезу.
Резьбонарезной патрон (рис. 51) закрепляют в базисном инструменто-держателе и регулируют вылет с помощью гайки /. Передняя часть хвостовика 14 имеет три продольные канавки, в которых перекатываются шарики 3. Подвижный в осевом направлении стакан 2 патрона имеет три канавки, через которые шарики передают крутящий момент. Стакан постоянно поджат пружиной 11. В его торце запрессованы два штифта 4, которые через сухарь 12 и поводок 5 передают вращение корпусу 9 плавающей части патрона. Поводок соединяется с корпусом 9 с помощью правой резьбы.
В поперечном направлении перемещение подвижной части осуществляется по плоскостям А, а необходимый зазор регулируется гайкой 6. Самоцентрирование корпуса обеспечивают два подпружиненных шарика 13.
Крепление быстросменных вставок 10 (см. табл. 66 и 67) осуществляется с помощью шарика 7, входящего в канавку на хвостовике вставки после отвода втулки 8.
Патроны фирмы Tap-Matic (США) (рис. 52) предназначены для нарезания резьбы метчиками в сквозных и глухих отверстиях.
Патрон состоит из корпуса 4, сменного хвостовика 7, предохранительной шариковой муфты 5, выдвижного мет-чикодержателя 5, цангового патрона 2 для метчиков. Крутящий момент регулируется гайкой 6. Метчикодержатель возвращается в исходное положение
/У 12 Л 6 2 9 10
Рис. 51. Резьбонарезной быстродействующий патрон Bilz
для сверлильно-расточных и фрезерных станков
357
55. Зенковки обратные автоматические
Размеры, мм
Зенковка с конусом 7 : 24 Di D9 L • V
40 50
191421801 191421803 191421805 191421807 191421809 191421811 * В 41 менателе — 191421802 191421804 191421806 191421808 191421810 191421812 гслителе указ - с конусом 5 60 73 аны значе 0. 90 112 НИЯ ДЛЯ 8< 278.4/276,8 298,4/296,8 318,4/316,8 293,4/296,8 313,4/316,8 333,4/336,8 энковок с кону< 185/150 205/170 225/190 200/170 220/190 240/210 сом 40, в 35 45 55 35 45 55 зна-
55. Сменные хвостовики зенковок обратных автоматических (см. табл. 55)
Размеры, мм
D d di L А h b h
18—32 20—36 _ 23—40 16—18 18—20 20—22,5 32 263 40 95 10 5
6
8
358
Вспомогательный инструмент
Продолжение табл. 56
D d dl L 11 b a
26—45 29—52 32—50 51—58 56—63 56—73 61—75 76—80 76—90 81—95 96—100 86—100 101—112 22,5—26 26—29 32 268 274 46 100 106 12 8
15 10
29—36
284 116
32—36 36—40 40 310
12
40—45 313 49 119 18 15
323 129
45—50
50—56 330 340 332 342 51 136 146 138 148 20
56—62 53 22
57. Хвостовик инструмента к станкам фирмы Olivetti (Италия)
Размеры, мм
и и о <0 s в (- 0,5) £ 5 § О i! о i! о HH не менее из , СО ~ а а + +^ £ о О о ++.
к Q Q ч •4* •4*
К станкам Auctor
для сверлильно-расточных и фрезерных станков
359
Продолжение табл. 57
i us © менее Ю CO.-*
0 to © •a f © +J © •H [±C <u a ©© -H- o© ++
О Q <a Q •a <! •Л* •G
К станкам Multiauctor
40 | 44,45 | 103 | 95 | 14 |
I 67
| 1,6 | 41 | — | 15 [ 16
Horizon
50 | 69,85 | 105 | 95 | 32 | M24 | 86,8 | 3,2 | 30 | — | 24,7 | 25,7
360
Вспомогательный инструмент
58. Хвостовики инструмента к станкам производства фирм Японии
Размеры, мм
Конус 7 : 24 U5 о о х Q (8Я) Р а#) хр L (±0,2) О 44 •«ч (ГОТ)8; /з (± 0,4) *3 со о t 43
40 50 44,45 69,85 63 100 53 85 17 25 М16 М24 65,4 101,8 25 35 10 15 16,6 23,2 2 3 8 И 16,1 25,7
59. Хвостовики инструмента с конусностью 7 : 24 для автоматической смены по стандарту ISO 7388/1
Размеры, мм
Обозначение размера Пред. откл. 40 45 50
а ±0,1 3,2
ъ ни 16,1 19,3 25,7
4 44,45 57,15 69,85
для
с вер ли л ано-расточных и фрезерных станков
361
Продолжение табл. 59
Обозначение размера Пред. откл. 40 45 50
d2 M16 M20 M24
d8 H7 17 21 25
di max 19 23,4 28
4 ±0,05 72,3 91,35 107,25
d$ —0,1 63,55 82,55 97,50
df —0,5 56,25 75,25 91,25
d9 max 50 63 80
fi ±0,1 11,1
min 35
fn —0,1 19,1
h -0,3 68,4 82,7 101,75
+0,5 8,2 10 11,5
/g min 32 40 47
h min 42,5 52,5 61,5
h —0,3 18,5 24 30
h —0,4 22,8 29,1 35,8
h —0,4 25 31,3 37,7
Г1 —0,5 1,2 2 2,5
Г2 —0,5 1 1,2 1,5
t — 0,12 0,12 0,2
60. Вспомогательный инструмент к станкам мод. Auctor и Multiauctor
Размеры, мм
Инструмент D d L 1
32 16 63 17
40 22 67 19
48 27 70 21
58 32 72 24
Оправки для торцовых фрез с поперечной шпонкой 70 40 74 27
362
Вспомогательный инструмент
Продолжение табл. 60
Инструмент D d L l
/ Ц фрез с продоль- 28 36 43 48 16 22 27 32 67 30 40 37 60 75
д' Ту”
Оправки для насадных ной шпонкой
D d L
я । \ 22 25 28 35 6 6,3 , 8 10 72
ши41
W; а 77
Патрон для концевых фрез, тип Weldon (размеры хвостовиков фрез см. табл. 61, присоединительные размеры зажимной части патрона см. табл. 62) 42 12 12,5 80
48 52 16 20 82 84
D d L dt
/ 1 \ 43 6—16 86 3—20
д'. Патрон цанговый, тип см. табл. 63) Clarkson (цанги
для сверли ль но-расточных и фрезерных станков
363
Продолжение табл. 60
Инструмент D d L
1 12,5 20 0,5—5 1—9,5 72
Патрон цанговый, см. табл. 64) тип Erickson (цанги
45 6—19 80
[ п 50 55 63 4—16 6-20 8—25 / 76
т Патрон цанговый, тип Bakner Р (цанги см. табл. 65) 80
- D d ' L Размер резьбы
. j L min max
Патрон резьбонарезной кк для крепления метчь к 67) тип Bilz (встав-ikob см. табл. 66 27 36 57 78 13 19 31 48 98 108 139 164 110 120 151 176 Ml—M10 M5—Ml 2 M10—M20 M16—M33
364
Вспомогательный инструмент
Продолжение табл. 60
Инструмент d L Q Диапазон растачивания
[ Pi 20 133 223 143 243 153 163 163 283 176 316 6 22—35
/ * 1 25 8 35—45
1 1 г
г
32 10 45-55
40 12 55—70
Оправки расточные с углом наклона окна под резец 53° 50 16 70—90
D d L
J 1 __ / min max
1,, 1 r.J Ди Р/тлГГ 4 5 8 150 220 300 68 84 104 109 123 133
Ртах """ Патрон расточной
/!а D L Конус . Морзе
56 / 42,6 1 2
конус \ Морзе Втулка универсальная для инструмента с коническим хвостовиком 57,6 94,6 3 4
D d L
/г- 44 56 28 36 51 111
£ Г'
п 1 ъ держатель (мо-спомогательным >л. 38—42)
р Базисный инструы жег быть применен инструментом — см U [енто; со в [. таб
для сверл и льно-расточных и фрезерных станков
365
61. Размеры цилиндрических хвостовиков фрез с лыской (по стандарту ISO 3338/11—77)
Тип I Тип Л
^7 ^7
Размеры, мм
Тип (Л6) /i (± 1) /в (± 0,5) h (4*0»Об) Ц (4-1) h (- 0,4)
6 (6,3) 38 18 4,2 4,8
8 5,5 6,6
I 10 40 20 7 — 8,4
12 (12,5) 45 22,5 8 10,4
16 48 24 10 14,2
20 50 25 11 18,2
•25 56 32 12 17 23
32 60 36 1 Л 1 о 30
II 40 70 40 1У 38
50 80 45 47,8
63 90 50 18 23 60,8
62. Размеры патронов для концевых фрез типа Weldon (по стандарту ISO 3338/1—77)
Тип К (остальное см Тип!)
Размеры, мм
Тип dt (Н5) dt d. </4, не менее U5 О о •н UO О 41 to еГ 4J **
I 6 (6,3) 8 25 28 Мб М8 8 10 18 35 — — 1,0 1,3
$|g6, * •' ВСЙЗ^
Продолкйнжтабл» 82
Тип da <G, ве мевее S о $ , ,,5 3 ‘ 4? (9*0 Т) *1 ’ о! -н •мй1 h !
1 10 12 (12,5) 35 42 МЮ М12 12 14 20 39 44 1,5 1,6
16 20 48 52 М14 М16 16 18 22,5 25 47 49 <!* ' » и
25 65 Ml 8X2 20 54 24 25 zj,
32 . 72 М20Х2 22 58 28 2,2
И 40 80 4БНр 68 30 Л9
50 63 90 103 i r ' - М24Х2 1 ' ! 26 78 88 35 30 35 40 2,5 j
, Размеры, мм
63. Цанга для патронов типа Clarkson j ' '
Г" 1 ” D D» L
Г Z i в 6 10 12 16 25 32 6—20ХГ ю—гох!* 12—20X1*’ 16—20Х Г 25—20X1* 32—20Х Г 30 . &
50 55
Ди а метр ‘ рабочей части фрез®
6,5—10
10,5—14
15—20
21—45
32—50
64. Цанга для патронов типа Erickson
Размеры, мм
Днапааои ааясима D L
, < - к 1 в II комплектом цанр ОДНОЙ цангой
ff Я Til * ч 1 Д> \ ' 0,5—6,0 1—9,5 6—19,0 12,5^-25,0 0,5 9,5 13,5 26,5 37,0 25 30 41,^ 51,0
для
сверлильно-расточных и фрезерных
станков
367
65. Цанги для патронов типа Вакбег Р
Размеры, мм
, -—-— Диапазон зажима D L
комплектом цанг одной цангой
2—6 3—10 4—16 6—20 8—25 10—32 0,5 И 16 26 30 36 45 23 35 48 54 50 67
66. Вставки быстросменные к резьбонарезным патронам типа Bilz
L
Размеры, мм
Вставка D Di d Размер нарезаемой резьбы L h h
WE 0 13 22 2,24 2,5 3,15 4,0 6,3 7,1 Ml М2 М3 М4 М5—М8 М9—М10 23,5 7 15
WE 1 19 30 6 7,1 9,0 М5—М8 М9—М10 М12 25,5 17
WE 2 31 48 7,1 9,0 11,2 12,5 14,0 16 М10 М12 М14 М17 М18 М20 40 11 30
368
Вспомогательный инструмент
Продолжение табл. 66
Вставка D £>i d Размер нарезаемой резьбы L А /»
WE 3 48 70 12,5 14,0 16 18 20 22,4 М16 М18 М20 М22—М24 М27 МЗО МЗЗ 61,5 14 44
67. Вставки быстросменные предохранительные к резьбонарезным патронам типа Bilz
Размеры, мм
Вставка D Di d Размер нарезаемой резьбы L А /•
WES 1 19 34 6,0 7,1 . 9,0 М5—М8 М9—М10 М12 46,5 21 15
WES2 31 50 7,1 9,0 11,2 12,5 14 16 М10 М12 М14 М16 М18 М20 66 34 30
WES3 48 68 12,5 14 16 18 20 22,4 М16 М18 М20 М22—М24 М27 МЗО МЗЗ 99,5 45 44 —~—-
Для сверлильйо-расточйых и фрезерных станков
369
68. Вспомогательный инструмент к станкам Horizon ________________________________________________Размеры, мм
Инструмент D d L I
X- 40 48 58 70 90 22 27 32 40 50 60 19 21 24 27 30
d_ F Оправки для то{ ной шпонкой
)Ц 64 66 69
г* ггт ЗВ ых фрез с попереч-
Г 28 36 43 48 55 70 16 22 27 32 40 60 96 30 40 20 60 75 60 90 60
£ Оправки для нас ной шпонкой фрез с продоль-
i Л N»' ЫХ
D d L
L, в Патрон для конц 1. Размеры хвс табл. 61 2. Присоедините, ной части патро] vi/ 42 12 12,5 16 20 25 31,5 40 50 74
р/ГЛ евых фрез, тип Weldon, ютовиков фрез см. льные размеры зажимка см. табл. 62 48 52 65 72 80 90 76 78 97 100 НО 117
370
Вспомогательный инструмент
Продолжение табл. 68
ИНС! румент D d dt L
Патрон цанговый, см. табл. 63 г\ -к' тип Elarkson. Цанги 75 75 6—16 25—32 3—20 21—50 103
L L D d L
Патрон цанговый см. табл. 64 ь г £ тип 1 Erickson. Цанги 20 45 68 1—9,5 6—19 12,5—25 103
2 I Патрон цанговый 1. Цанги см. табл 2. Величина осег 15 мм 1 А*/ тип I :. 65 юго Закйег Р. регулирования 20 32 50 55 63 72 2—6 3—10 4—16 6—20 8—25 10—32 103
„ля сверляльно’рагточаык к фрезерных станков
371
Продолжение табл. 68
п чстр уме нт D d L Размер резьбы
mln max
а. ) Патрон резьбонарезной, тип 31 lz. Вставки для крепления метчиков ем. табл. 66 и 67 36 57 78 95 с i 19 31 18 50 126 150 172 182 138 162 184 194 M5—Ml 2 M10—M20 Ml 6—МЗЗ M24—M48
г-к /л ! i ' Ж<Т Л •’ ^1 Ч/ Оправки расточные с углом на клена одна под резец 56е d L <7 Диапазон растачИ’ вания
32 143 253 153 273 273 313 203 373 233 433 10 45—55
40 12 55—70
50 S3 16 70—90
16 90—110
80 20 110—140
гг\ D d L
-Ж' Патрон расточной _ 1 min max
4 5 8 - 150 220 30G 68 84 104 128 142 152
372
Вспомогательный инструмент
Продолжение табл. 68
Инструмент D L Конус Морзе
/Й 25 35,2 1
Дг-г 32 2
41Л 40 56,2 3
тхг 60 83,2 4
Втулка универсальная для инструмента 78 111,2 5
с коническим хвостовиком
Л D d L
45 28 * 53,2
-
65 36 93,2
Базисный инструментодержатель (мо-^ 80 48 111,2
жет быть применен со вспомогательным
инструментом по табл. 38—42)
Оправки расточные сборные типа Kaiser. Размеры присоединительных поверхностей см. табл. 69
D Di L 41 Обозначение соединения А
20—26 19 88,5 80 СК1
25—33 24 102,5 100 СК2
32—42 31 128 130 СКЗ
41—54 39 151 СК4
53—70 50 141 160 СК5
68—100 64 127 СК6
Головки расточные к сборным оправкам типа Kaiser. Размеры присоединительных поверхностей см. табл. 69
^раст Di 24 d di
20—26 19,5 25 11 Мб
25—33 24,5 30 14 М8
32—42 31,5 35 18 М10
41—54 39,5 40 22 М12
53—70 50,5 50 28 М16
68—100 64,3 60 36 М20
в
4
5
6
8
10
12
Для сверлильно-расточных и фрезерных станков
373
69. Размеры присоединительных поверхностей расточных оправок и головок Kaiser
Размеры, мм
Обозначение СО 5 4з 43 ее •S3 (±0,05) 43 со 43 4* (+0,2) о + 4 •о о -н 4
СК1 и 11,5 18 19 М4 11 3,5 14 5 13 6,5 12,28
СК2 14 14,5 22,5 24 М5 14 4,5 17,5 6,5 16 8,5 15,78
скз 18 18,5 29,5 31 Мб 18 5,5 22 8 20 10,5 20,28
СК4 22 22,5 37,5 39 М8 22 7 26 10 24 13,15 24,07
СК5 28 28,5 48 50 М10 28 9 32 13 30 17 31,07
СК6 36 36,5 62 64 М12 36 11 42 16 40 21 40,57
70. Вспомогательный инструмент к станкам
производства японских фирм
Размеры, мм
Инструмент
Оправки для торцовых фре.в с поперечной шпонкой
Конус 7 : 24 D d dt L I b
16 34 20 М8 60 120 14 8
40 22 42 28 М10 60 120 16 10
27 50 33 М12 45 75 18 12
32 60 40 М16 45 75 20 14
50 16 34 20 М8 75 120 14 8
22 42 28 М10 75 120 16 10
374
Вспомогательный инструмент
Продолжение табл. 70
Инструмент Конус 7 : 24 D d dx dt L l b
27 50 33 М12 60 105 18 12
50 32 60 40 М16 45 75 20 14
40 70 50 М20 45 75 23 16
50 90 65 М24 60 26 18
Втулки переходные для инструмента с коническим хвостовиком
Конус 7 : 24 D d L w Конус Морзе
12,065 25 45 5,6 1
40 17,780 32 120 60 120 6,6 2
23,825 40 75 135 8,4 3
31,267 50 95 165 12,4 41
12,065 25 45 120 5,6
17,780 32 45 135 180 6,6 2
50 23,825 40 45 150 180 8,4 3
31,267 50 75 180 12,4 4
—-——
375
Для сверлильно-расточных и фрезерных станков
Инструмент
Патроны цанговые для инструмента с цилиндрическим хвостовиком
Продолжение табл. 70
40
50
р d L
4,8"“8,8 25 25 90
8,8-13,5 31 30 105
13,5—19,1 41 45 120
8,8—13»5 35 31 105
13,б--19,! 45 41 120
19,1-25,4 53 135
I
d
Рраст
<4
К
29-41
40
38—50
4 g—бб
62-90
Оправки расточные с микрометрическим регулированием вылета резца
82— 1Ю
12,7—к 14,5-19’5 19-22,5
22—
11,5 13 12,5 13,5 105
17,5 18 129
19 21 135
24,5
27
68
18
33
36
41
54
67
46
60
150
180
150
210
150
210
150
210
150
210
150
83
98
116
146
113
173
113
173
113
173
123
183
25
28
40
50
60
70
85
100—140
50
12,7—1б 11,5 12,5
14,5—19,5 13 13,5
19-22,5 17,5 18
22-29,5 19 21
29—41_ 24,5 27
120
65
60
20
25
135
150
85
35
100
45
376
Вспомогательный инструмент
Продолжение табл. 70
Инструмент h о •• Рраст d dt L I h
50 38—50 33 36 165 225 165 225 115 55
48—65 41 — —
46 205 65
62—90 54 60 240 330 240 315 240 315 185 280 190 272 197 274 75
82—110 67 75 —г 90
100—140 85 90 90
130—170 160—200 114 144 100 210 — 70 80
ж? 25—38 30—42 38—52 42—56 20 24 30 34 22 26 33 37 135 165 180 210 108 138 153 183 8 10
. /
d'i 4 Д| I 40 50—65 40 44 180 225 180 240 180 240 180 153 198 153 213 153 213 13
62—90 50 56 16
72—110 60 63 19
4 аст ч"4> 90—125 75
Оправки расточные для предварительной обработки 50 25-38 30—42 38-52 42—56 20 24 30 34 22 26 33 37 135 165 170 210 180 240 195 270 195 285 210 300 95 125 140 170 140 200 155 230 155 245 170 260 8 10 13 16 19
50—65 40 44
62—90 50 56
72—110 60 66
90—125 75 80
для сверлильно-расточных и фрезерных станков
377
Инструмент
Головки расточные для предварительной обработки
Патроны для крепления фрез
универсальный патрон Multi-Lock.
Цанги см. табл. 71
Продолжение табл. 70
Конус 7 : 24 ^равт d L I
40 32—45 43—55 53—70 70—100 30 41 51 66 180 145
210 175
50 32—45 30 210 300 210 300 240 330 240 330 165 180 165 180 195 285 195 285
43—55 41
53—70 51
70—100 66
Конус 7 : 24 D d L I
40 42 16 130,4 165,4 149,4 170,4 65 100 75 105
70 32
50 42 16 181,8 201,8 185,8 216,8 197,8 216,8 80 120 84 135 96 135
70 32
94 42
40 53 22 140,4 155,4 185,4 155,4 170,4 185,4 206,8 221,8 236,8 266,8 206,8 211,8 236,8 266,8 75 90 120 90 105 120 105 120 135 165 105 110 135 165
69 32
50 88 42
378
Вспомогательный иН<;Трумен'’?
Инструмент
Продолжение
50
58
60
73
92
М2—М8
М3—М12
М4—М16
М12—М24
М18—М38
185,4
195,4
215,4
225,4
255,4
120
130
150
160
190
50
58
Патроны резьбонарезные типа Nikken. 73
Метчикодержатели см. табл. 72 92
13
19
25
30
45
М2—М8
М3—М12
М4—М16
М12—М24
Ml 8—М38
231,8 130
236,3 135
243,3 142
251,3 150
Примечание. Хвостовики с конусностью 7 : 24 см. табл.
58.
71. Цанги к фрезерным патронам Multi-Lock
Размеры, мм
Типоразмер цанги D L
1 р=гп 11 1 , 1 1 I , ‘а | 1 ! "ЬфД 22 6 8 10 12 16 22 70
- «=^ 32 6 8 10 12 16 20 25 32 75
42 12 16 20 25 32 42 82 92
для сверлильно-расточных и фрезерных станков
379
72. Метчякодержатели к резьбонарезным патронам типа Nikken
Размеры, мм
Метчико-держа-тель D а di d9 L 1 W
ZK 8 23 13 2,5 3,15 4,0 5,0 6,3 М2 М3 М4 М5 Мб 36 42,5 43,5 44,5 45,5 18 24,5 25,5 26,5 27,5 2,0 2,5 3,15 4,0 5,0
ZK 12 38 19 3,15 4,0 5,0 6,3 8,0 10,0 9,0 М3 М4 М5 Мб М8 М10 М12 53,5 54,5 55,5 59 60 62 61 26,5 27,5 28,5 32 33 35 34 2,5 3,15 4,0 5,0 6,3 8,0 7,1
ZK 16 48 25 4,0 5,0 6,3 8,0 10,0 9,0 11,2 12,5 М4 М5 Мб М8 мю М12 М14 М16 62,5 63,5 66 68 69 70 77 78 ‘ 26,5 27,5 30 32 33 34 41 42 3,15 4,0 5,0 6,3 8,0 7,1 . 9,0 10,0
9,0 11,2 12,5 М12 М14 М16 81 86 87 36 41 42 7,1 9,0 10,0
ZK 24 56 30 14,0 М18 М20 92 47 11,2
16,0 18,0 М22 М24 94 96 49 51 12,5 14,0
14,0 М18 М20 ИЗ 47 11,2
2К 38 78 45 16 18 М22 М24 115 117 49 51 12,5 14
20 М27 МЗО 120 54 16
L. / 22,4 25 МЗЗ М36 122 124 56 58 18 20
380
Вспомогательный инструмент
73. Вспомогательный инструмент с хвостовиками для автоматической смены по стандарту ИСО 7388/1
Инструмент
О 7:24
Оправки для торцовых фрез с поперечной шпонкой
Конус 7 : 24 D d L Lt Lt Lt
40 32 40 16 22 55 17 19 27 31 123,4
48 58 27 32 60 21 24 33 38 128,4
32 40 16 22 55 17 19 27 31 137,4
45 48 58 70 27 32 40 60 21 24 27 33 38 41 142,7
40 48 22 27 55 19 21 31 33 156,75
50 58 70 90 32 40 50 60 24 27 30 38 41 46 161,75
Патроны цанговые типа Вакйег. Цанги см. табл. 65
Конус 7 : 24 D d L Li L» Диапазон зажима комплектом цанг
40 2£ 7,3 65 38—85 133,4 2—6
26 10,9 42—85 3—10
50 18,9 75 59—62 143,4 4—16
55 22,5 68-94 6—20
45 21 7,3 75 38—95 157,7 2—6
26 10,9 42—95 3-10
50 18,9 59—102 4—16
55 22,5 68—106 6-20 8—25
63 28,5
50 £1 7,3 85 38—95 186,75 2-6 jpio
26 10,9 42—95
55 22,5 68—111 6—20 -8—25
63 28,5 68—101
75 33,6 75—111
тля сверлильно-расточных и фрезерных станков
381
Инструмент
Патрон для концевых фрез, тип Weldon (размеры хвостовиков фрез см. табл. 61, присоединительные размеры зажимной части патрона табл. 62)
^ззисный инструментодержатель (может быть применен со вспомогательным инструментом — см. табл. 38—42)
Продолжение табл. 73
Конус 7 : 24 D d L м
25 6
28 8
35 10 40 108,4
40 42 12
48 16
52 20 60 128,4
65 25 65 133,4
28 35 8 10 40 122,7
42 12
45 48 16 45 127,7
52 20
,65 72 25 32 70 152,7
35 10
42 48 12 16 50 151,75
50 52 20
65 72 25 32 75 176,75
80 40 85 186,75
ЛЛ 45 28 50 118,4
65 36 115 183,4
Л К 45 29 60 142,7
ЧО 65 36 90 172,7
45 65 28 36 75 176,75
50
80 48 105 206,75
382
Лсгм'мо .j re ль *44 Я Mrfrrpyver
ИисФрумяк’-
П с здогг^е тие табл,
mi
M3-JMм>
из л 213,4
7М8 И51
~... _,5[ 7| 5 I57J i2 3'1(6'13 S !37,;
’8rU 14o|,K iO б!оё!163Г"' 15
ф35 19 75!
247,7
'ре&ге
Г)Э£ЪбГ
М3 -Л г
МН-At
Патроны резьбонарезное тип 3ilz (вставки для креплен.нч метчиков см. табл. 66 и 67)
8
10
15
186,} у 20675
44.,75
.W-m: ’ мм--мп М22—v. b’
Втулки для инструмента с конпческиу хвостовиком с лапкой ,
'Л.5
35
25 4С 108,4 1
Й2 i i 45 ! Н3,4 1 Л
1 4» ! - 65 i U3.4 ।
L':S._ Н . 163^ ! 4
25 45 127,7 ? :
32 ес 13V ’ 2
40 13М7 ч.»
60 162,7 I 4
гчС< 40 ! 151,75 ! L | 2 0
50 ~тё| ' 1Н7 75 1 S 206,75 j 4
7Н :05 Я-
—; v 1 к
i у I м. ’ I
1657
292,7
Mb. [ <•
м2 :
382
ftcnoMO’i <1тель»ый мнструмен v
ИнсФрумек^
j
I о ..
40
Патроны резьбонарезные тип Bilz (вставки для крепления метчиков см. I табл. 6G и 67) j
О 7.?Ц
Конус
Втулки для инструмента с коническим хвостовиком с лапкой ,
Втулки для концевых фрез» с коническим хвостовиком
Продолжение табл, 73
с о
35110 75! 7 52;3!h05’15 :>J 48 145(25 !<
35 19 ’о2;з1 |78,.-1Я Ио;,.
jOHjoCM 165;^
з4 7
Ь0р2р(р(';?^ !78-4< 140',>г Нбй;1есг'-
751 7
50
V'
j нарезав
| мой резьбы
5 1454 I МЗ--М12
.а s П3,4 213,4 Mtf—AlWi М!4—МЗЗ!
5 157,7 ' мз--м;2*
8 187/7 М8---М24;
i9 222,7 М14--МЗЗ/
151 | 247,7 М22—М 48,
5 186,75
М8-~-МИ!
MJ4--M33'
М22-М^;
40
45
50
Кг нус
7 с 24
10! 241,75
15j 261,75
- L z„ i 1 Кор ус Mr .a
l_
25 40 108,4 | 1
! 32 i j 45 ; 11 и , 4 1 2
<0 ! 65 i 13o,4 i 3
|_6C_i : 95J ; /63,1 I 4
1 25 45 127 7 / 1
32 | | 50 132j ; 2
40 1 i ”5 137.7 V»
60 | 1 85 : : ?62,7 I 4
32 - 1 — —
40 50 151,75 ‘
50 76 ’187 7? 4
. £8 IQL 206,75 j 5
78
L_ F Конус Мс/’зг
i 83 165,7 M16 A
120 202,7 M20
76 | 187,75 ! MIC 4
105 j 206,75 M20
384
Вспомогательный инструмент
Рис. 52. Резьбонарезной патрон Тар-Matic
Рис. 53. Резинометаллическая цанга
после нарезания резьбы и выхода метчика 1 из нарезанного отверстия с помощью пружины 8.
Нарезание резьбы происходит путем самозатягивания метчика благодаря выдвижению метчикодержателя.
Метчик 1 закрепляется в резинометаллических цангах конструкции Jacobs (США). Цанга (рис. 53) представляет собой резиновую отливку /, армированную стальными зажимными пластинами 2. Число пластин три и более. Благодаря специальной технологии и особому составу синтетической резины целостность соединения пластин и отливки не нарушается под действием нагрузки и СОЖ. Для большей прочности в пластинах предусмотрены отверстия, через которые образуются перемычки, соединяющие резиновый корпус 1 в единое целое.
Основная область применения ре-винометаллических цанг — центрирование инструмента за цилиндрическую поверхность в широком диапазоне размеров. Цанги (см. рис. 53) с размерами D X L = 12X10; 16X12,5 и 30X 16 мм зажимают инструмент диа
метром dt соответственно равным 1,8— 2,8; 2,8—7 и 7—13 мм.
Сверлильные самозажимные бесклю-чевые патроны (рис. 54) широко применяются в оснащении зарубежных станков с ЧПУ. Зажим инструмента осуществляется с помощью гайки 3. соединенной по резьбе с втулкой 5, которая штифтом 4 передает вращение обойме 2. В пазах обоймы расположены кулачки /, которые своими выступами входят в Т-образные пазы головки 7 с левой резьбой. Вращение обоймы по часовой стрелке приводит к вывинчиванию резьбы головки из корпуса б, что обеспечивает выдвижение кулачков и зажим хвостовика инструмента.
Для крепления разверток с коническим хвостовиком на многооперационных станках в ГДР фирмой Schmal-calda разработан «плавающий» патрон (рис. 55). В корпусе 1 с конусом 7: 24 установлена цилиндрическая втулка 2 с внутренним конусом Морзе. Крутящий момент на втулку передается через штифт 5 и качающийся
Рис. 54. Сверлильный бесключевой патрон
для сверлильно-расточных и фрезерных станков
385
рис. 55. Патрон для разверток фирмы Schrnalcalda
сухарь Осевое перемещение втулки ограничено запорным резьбовым кольцом 4. «Плавание» втулки осуществляется за счет деформации четырех колец 6 из резины, установленных попарно на концах втулки.
Расточные головки фирмы Kaiser (Швейцария) (рис. 56, см, также табл. 68 и 69) отличаются от ряда из* вестных конструкций тем, что вершина резца 5 перемещается строго в радиальном направлении. Это значительно упрощает настройку инструмента на осевые размеры. В корпусе 9 головки в цилиндрическом отверстии по посадке Я5/^4 перемещается резцедержатель /, в котором винтом 2 закрепляется резец 5а При вращении лимб-гай ки 8 микрометрического винта 7 устанавливается необходимый вылет резца, после чего резцедержатель фиксируемся винтом 3 и прокладкой 4. Через ниппель 6 цилиндрическое соединение регулярно смазывается маслом.
Широкое распространение получают двугзубые регулируемые расточные головки. Фирмой Schrnalcalda (ГДР) разработана гамма расточных инструментов , включающих шесть типоразмеров двухзубых головок для обра» ботки отверстий в диапазоне 25— 203 мм. Все шесть головок (рис. 57) имеют унифицированную конструкцию и снабжены неперетачиваемыми пластинами из твердых сплавов, предназначенными для обработки серых чугунов, сталей, стальных отливок, и алюминиевых сплавов.
В корпусе 1 головки с конусом • 24 в пазу с рифлениями разме-Щены правый и левый ножи. Нож 8 через сухарь 4 по резьбе соединен с регулировочным винтом 2, который СТЯЖНЫМ винтом 6 и торцовыми ШПОН-
13 Кузнецов Ю. И. и др.
Рис. 56. Расточная головка фирмы Kaiser
ками соединен с резьбовой втулкой 3. Винт 2 и втулка 3 имеют разнонаправленные резьбы, которые через сухари 4 и 5 приводят в движение ножи 7 и 8. Первоначальное положение режущих кромок ножей относительно оси симметрии регулируется винтом Я
Рис. 57. Двухзубая расточная регулируемая головка
386
Вспомогательный инструмент
Рис. 58. Элементы системы сборного вспомогательного инструмента Vari» lock
После установки ножей на размер обработки они зажимаются в корпусе путем стягивания упругих боковин паза винтом 10, Точность регулирования положения ножей определяется по шкале с ценой деления 0,1 мм.
Все головки имеют угол в плане, равный 90°, что дает следующие преимущества: более высокую точность положения отверстия, так как предварительно обработанное отверстие оказывает незначительное влияние; уменьшение вибраций при обработке предварительно отлитых отверстий со смещением оси; возможность обработки ступенчатых отверстий.
Фирмой Sandvik Coromant (Швеция) разработана система сборного вспомогательного инструмента Vari lock. Система включает (рис. 58) хвостовики с конусами 7 :24 и сменные части (цанговые патроны, оправки для насадных фрез, переходные втулки с конусами Морзе, расточные оправки и т. п.). Для придания гибкости в системе предусмотрены сменные удлинители и переходники. Сменные части могут переставляться с одного типоразмера хвостовика на другой, что является преимуществом системы.
Хвостовики 1 (рис. 59) и сменные части 3 соединяются по цилиндрической посадке с помощью стяжного болта 2. Цилиндрический выступ имеет сложную ступенчатую поверхность (см. также рис. 23), что обеспечивает и быстросменность, и высокую точность центрирования. Крутящий момент передается шпонкой 4, которая входит в шпоночный паз на торце хвостовика.
Рис. 59. Соединение элементов системы Vari lock
Для слежения за движением отдельных инструментов при ‘ его транспортировании со склада на станок п об» ратно необходима надежная система идентификации, которая обеспечивает получение информации о месте установки каждого инструмента в данный момент времени и ресурсе его стойкости. Такая система способствует уменьшению числа сбоев и лучшему использованию ресурса режущей части инструмента.
Разработаны системы кодирования инструментов с помощью специальных носителей информации.
Этот носитель информации предста» вляет собой цилиндрическую вставку 1 диаметром 12 мм и высотой 8 мм (рис. 60), которая может нести 128 бит информации. На ней можно записать: номер инструмента; величину коррекция; данные по стойкости; информацию п технологических параметрах; номеэа станка и шпинделя; данные об обрабатываемой детали. При возврате инструмента через определенное время для его подготовки к дальнейшей работе программируются причины его замены — износ, поломка и нормальный возврат. При использовании системы кодирования можно анализировать, на каком станке, при обработке какой детали, при каком числе оборотов и какой подаче сломался
расчет точности и жесткости
387
инструмента
А
инструмент. Малые размеры носителя информации позволяют встроить его в любой инструмент. На рис. 60 показано возможное место для встройки вставки в корпус 3 вспомогательного инструмента.
Для использования такой системы информации и кодирования необхо-дима специальная ячейка, позволяющая записывать и считывать информацию. При этом данная система имеет преимущество в том, что один и тот же инструмент можно многократно использовать в разных условиях. Система включает в себя модуль-носитель Илфорд а.» ши, записып ающе-считыв аю-щу о головку 2 (см. рис. 60) и устройство управления. С помощью головки 2 бесконтактным способом данные передают в управляющее устройство, в ко-они преобразуются с помощью специального кода для коммуникации с системой управления станком. Используя идентификацию инструмента, магазин можно загружать в любом порядке.
РАСЧЕТ ТОЧНОСТИ И ЖЕСТКОСТИ ВСПОМОГАТЕЛЬНОГО ИНСТРУМЕНТА
Важнейшим требованием к вспомогательному инструменту для станков с ЧПУ является обеспечение достаточной результирующей точности и Жесткости.
В связи с тем что вспомогательный инструмент является элементом си-13*
стемы СПИД, существуют связи точности и жесткости вспомогательного инструмента с качеством обработки деталей.
Ниже приведены допустимые биения (в мм) кромок режущего инструмента и оправок расточного инструмента после их установки на станке.
Сверла:
с цилиндрическим хвосто-
виком диаметром 6—18 мм 0,056 с коническим хвостовиком диаметром 18—30 мм 0,071 Зенкеры и развертки диа-
метром:
до 50 мм ............... 0.062
до 120 мм . ............ 0,081
Расточные оправки:
для получистовой обработки отверстий диаметром 22—180 мм (биение оправки) . ............. 0,030
для чистовой обработки отверстий (биение оправ-
ки) диаметром:
25—80 мм.............. 0,005
80—180 мм ..... 0,010
Упругие деформации технологической системы СПИД, возникающие в процессе обработки отверстий, также оказывают существенное влияние на точность их размеров, формы и взаимного расположения.
Допустимая податливость (мкм/Н) вспомогательного инструмента в зависимости от закрепляемого инструмента приведена ниже.
Патроны и втулка для сверл диаметром:
6—18 мм ....... 6,292
18—30 мм ........... 0,186
Расточные оправки для -по-лучистовой обработки отверстий диаметром:
20—80 мм............ 0,153
80—180 мм ...... 0,110
Расточные оправки для чистовой обработки отверстий диаметоом:
40—80 мм............ 0,115
80—180 мм............0,073
Данные о предельно допустимых точности и жесткости служат критериями оценки качества конструкций
388
Вспомогательный инструмент
74. Характеристики распределения производственного допуска при обработке присоединительных поверхностей вспомогательного инструмента
Способ получения поверхности Вид поверхности *1
Наружное шлифование в центрах Конус Морзе Конус: 7 : 24 1 : 5 Цилиндрическая 1,17 1,51 1,37 1,09
Внутреннее шлифование Конус Морзе Конус: 7: 24 1 : 5 Ци л ин дри ческая >.17 1.17 1,21 1,09
Бесцентровое шлифование Конус Морзе 1,03
вспомогательного инструмента при определении технических требований к его элементам.
Биение режущей части инструмента в системе координат станка рассматривается как замыкающее звено в сложной размерной цепи, образованной отклонениями линейных и угловых размеров* элементов системы СПИД. Решение уравнения этой цепи теоретико-вероятностным методом позволяет учесть законы распределения отклонений размеров вспомогательного и режущего инструмента при их изготовлении и случайный характер составляющих погрешностей, таких, как смещения и перекосы осей при сборке компоновок режущего и вспомогательного инструмента.
Угловые ошибки составляющих звеньев (перекосы осей) и векторные ошибки (параллельное смещение осей) суммируются путем приведения перекосов осей к векторному виду в плоскости замыкающего звена (биения режущей части) через передаточные отношения:
1 -ж Г*
(1)
где е2 — половина допустимой величины биения замыкающего звена; К2 — коэффициент относительного рассеяния замыкающего звена; &i — величина биения t-ro звена; Лг- — передаточное отношение; Ki — коэффициент относительного рассеяния i-ro звена; п — число звеньев в цепи.
Характеристика замыкающего звена:
iz 1 . 0,55
^=1+“7Г--------х
2 ei
X
кМ-уЗИ). (2)
Для каждого звена необходимо определять характеристики распределения Ki\ кля деталей, обрабатываемых шлифованием и контролируемых с помощью универсальных средств измерения, значения коэффициентов Kt приведены в табл. 74. Зависимости точности центрирования конусов от величины погрешности их изготовления приведены в табл. 75.
Значения перекоса е оси инструмента на вылете 100 мм для цилиндру ческих соединений диаметром
расчет точности и жесткости
389
50 мм с боковым зажимом винтами 0 завйсимости от погрешности изготовления приведены ниже.
Квалитет точности
(СТ СЭВ 144—75) IT4 IT5 IT6 е, мм ..............1,0 1,6 3,2
Квалитет точности
(СТ СЭВ 144—75) IT7 IT8 IT9 е, мм'............ 4,3 6,0 12,0
Пример 1. Расчет биения 2е оправки, закрепленной в цанговом патроне (рис. 61).
Биение конического отверстия шпинделя станка с ЧПУ класса точности Н у торца составляет 0,008 мм, на вылете 300 мм — 0,010 мм, т. е. допустимый перекос равен' 0,001 мм на длине 300 мм.
Погрешность изготовления конических поверхностей с конусностью 7:24 принимаем по АТ7 (ГОСТ 19880—74), что соответствует максимальной разности углов внутреннего и наружного конусов 16" и значению перекоса в коническом соединении 0,0025 мм на вылете 100 мм (см. табл. 75).
Максимальное биение конического отверстия корпуса цангового патрона относительно оси конуса хвостовика не более 0,010 мм. Погрешность изготовления конических поверхностей цанги и корпуса цангового патрона с конусностью 1 : 5 принимаем по степени точности АТ7. Максимальное биение цилиндрического отверстия цанги относительно наружного конуса цанги не более 0,010 мм.
Рис. 61. Цанговый патрон для крепления концевых фрез
В табл. 76 приведены данные для расчета точности крепления инструмента в цанговом патроне.
По формуле (2) и данным табл. 76 определяем значение = 1,04. В качестве скалярной величины принимаем биение конического отверстия корпуса цангового патрона. Биение оправки находим по формуле (1):
2е — х
1,04 Х
XУ(1 • 1,14• 5)2 + (1 • 0,63• 1,1 )2 4- ’"
(4-1.1,17)2 +(2,5-1,51 X
“1,4)2 + (6-1,37.0,6)2 + ”
+ (5-1,09.1)2 = 22,4 мкм.
75. Значения биения 2е инструмента на вылете 100 мм в зависимости от степени точности конусов, мкм
Конус Степень точности конусов ,
АТЗ АТ4 АТ5 АТ6 АТ7 АТ8 АТ9 АТ10
7 : 24 1 1,2 1,3 2,6 5,0 12,0 — —
1 : 20 (конус Морзе) — — 9,5 10,5 15,0 18,0 20,0 24,5
1:5 ’ — — 8,0 9,0 10,0 12,0 13,0 17,0
390
Вспомогательный инструмент
76. Данные для расчета величины биения инструмента, закрепленного в цанговом патроне
Биение Ошибка ei А{
Шпинделя от перекоса оси Угловая 1 мкм 300 мм 1,1 0,63
Конического отверстия шпинделя Векторная 4 мкм 1,17 1
Корпуса цангового патрона от перекоса при установке конуса с конусностью 7 : 24 Угловая 2,5 мкм 100 мм 1,51 1,4
Оси конического отверстия в корпусе цангового патрона относительно оси конического хвостовика с конусностью 7 : 24 Векторная 5 мкм 1,14 1
Оси цанги от перекоса при установке в корпусе конусностью 1 : 5 Угловая 0,6 мкм 100 мм 1,37 0,6
Оси цилиндрического отверстия в цанге относительно оси наружной конической поверхности цанги Векторная 5 мкм 1,09 1
Величина биения 2е цангового патрона составляет 0,022 мм на вылете 50 мм от торца патрона.
Вспомогательный инструмент как элемент системы СПИД испытывает деформацию двух видов: тела деталей (изгиб, скручивание) и поверхности слоев этих деталей, которыми они контактируют в местах соединения. Деформациям первого вида противостоит объемная жесткость, а второго — контактная жесткость. Это два принципиально разных вида жесткости, методы определения которых совершенно различны.
Объемная жесткость (податливость) определяется исходя из действия составляющих сил резания, геометрических размеров и свойств материалов, из которых изготовлен вспомогательный инструмент.
Контактная жесткость (податливость) в стыках также определяет деформации в местах приложения сил резания.
Величина контактных деформаций зависит от многих факторов: величины и вида нагружения, величины и распределения давлений, величин зазоров, точности обработки и размеров сопрягаемых поверхностей. Наклон в стыках деталей вспомогательного инструмента вызывает существенные перемещения в точке приложения силы, в ряде случаев соизмеримые и даже большие, чем прогиб самих режущих инструментов на свободной длине. Упругое контактное перемещение вспомогательного инструмента и закрепленного в нем режущего инструмента под действием силы приложенной на некотором удалении ' г конца стыка,
У - + 0/, . (3)
где б0 — смещение на краю стыка в результате контактной податливости, мм; 6 — угол поворота в стыке, мкм/мм.
391
расчет точности и жесткости
При хорошем качестве изготовления присоединительных поверхностей вспомогательного инструмента величиной 60 в формуле (3) можно пренебречь и рассчитывать перемещения только по углу поворота. Данные о податливости различных соединений (углах поворота, отнесенных к нагружающему моменту М — Р1) приведены в табл. 77—80.
Пример 2. Расчет перемещения креп
ления оправки с регулированием вылета (см. рис. 48). Перемещение инструментального блока определяем как суммарное перемещение режущей кромки в точке приложения нагружающей силы Р с учетом контактной
податливости в соединениях инструмента. Перемещение бв может быть определено по формуле
-т
й / п \2
.но-» Л. 5 Ч м \i=i /
(4)
где Р —- нагружающая сила (например, сила резания), Н; Ц — длина /-го элемента вспомогательного инструмента, мм; Ji — осевой момент сечения i-го элемента, мм4 (Ji = = 0,05гХ4 — здесь di — диаметр /-го сечения, мм); п — число элементов; Е — модуль продольной упругости (Е ~ = 2,1’10а ГПа); в^/Л4 — податливость /-го соединения, (кН-м)~Л.
Для компоновки, приведенной на рис. 62,
Л +
в~’ 3£/, *" 3£Л
+ Р-^^ + 1^ + Р^-Ц,
где -----податливость в конусе с ко-
нусностью 7 : 24 (см. табл. 77), 6
(кН-м)~\ ------податливость в ци-
М
линдрическом соединении (см. табл. 78), (кН' м)~х.
Принимаем, что точность изготовления конусов с конусностью 7 : 24 соответствует степени Л 77, а зазор в цилиндрическом соединении соот-
77. Податливость fy/M в конусах 7 : 24, (кН-м)~х
Конус конусностью 7 : 24 Степень точности конусов
АТ5 АТ6 АТ7 АТ8
40 0,00121 0,00133 0,00142 0,00191
50 0,00020 0,00027 0,00035 —
78. Податливость 02/М в цилиндрических соединениях с боковым зажимом винтами, (кН*м)'~1
Диаметр соединения, мм Зазор в соединении, мм 9, в направлении силы затяжки винтов Ь2 перпендикулярно к силе затяжки винтов
36 0,014 0,037 0,0032 0,0041 0,0060 0,0079
48 0,014 . 0,026 0,048 0,0010 0,0012 0,0016 0,0014 0,0032 0,0062
392
Вспомогательный инструмент
79. Податливость в3/Л4Г в конусах Морзе, (кН-м)-1
Конус Морзе Исполнение Степень точности конуса
АТ7 АТ8 АТ9
1 С лапкой 0,2012 0,2097 0,2110
2 С резьбой С лапкой 0,0433 0,0477 0,0436 0,0476 0,0462 0,0499
3 С резьбой С лапкой 0,0118 0,0124 0,0124 0,0141 0,0136 0,0157
4 С резьбой С лапкой 0,0034 0,0046 0,0038 0,0052 0,0046 0,0055
5 С резьбой — 0,00080 —
6 С резьбой — 0,00027 —
80. Податливость в цанговом зажиме, (кН-м)”1
Диаметр закрепляемых хвостовиков, мм Диаметр хвостовика, мм для стыка цанга— корпус патрона && jym стыка хвостовик инструмента—цанга— корпус патрона
20—40 40 20 0,0010 0,0026 0,0029
3—25 20 16 12 10 6 0,0019 0,0038 0,0040 0,0047 0,0056 0,0103
Рис. 62. Сборная оправка
Расчет точности и жесткости
393
ветствует посадке #7/g6, что составляет не более 0,041 мм. Подставляем данные в выражение (4) при Р — 1 кН, 4 = 106 мм, — 155 мм, D =
= 69,85 мм, d = 48 мм, = 40 мм:
я Ь26°8
°в“~ 3* 2,1 • 10б-0,05-69,85*
, 1-1558
3-2,ЫОМ,05-40* 'Н
4-0,00035-IO"»-1-260*+
4-0,0015-10"8-1.165» =
= 0,0234 + 0,0462 + 0,0237 4-
4-0,0360 = 0,1293 мм.
Относительное перемещение 6В/Р — = 0,129 мкм/кН. Сравнение полученного результата с данными о допустимом перемещении показывает, что этот вариант крепления удовлетворяет требованиям к креплению расточных оправок для получистовой обработки. При креплении расточных оправок для чистовой обработки необходимо повысить точность присоединительных поверхностей конусов с конусностью 7 : 24 до ЛТ4, цилиндрических соединений — до посадки Другим
способом уменьшения перемещения является существенное уменьшение вылета 4, однако это приводит к сужению области применения оправок.
Глава 4
УСТРОЙСТВА ДЛЯ АВТОМАТИЧЕСКОЙ СМЕНЫ И КОНТРОЛЯ ИНСТРУМЕНТА
УСТРОЙСТВА АСИ ДЛЯ СТАНКОВ ТОКАРНОЙ ГРУППЫ
Применение устройств автоматической смены инструмента (АСИ) является одним из основных средств сокращения времени простоев станков с ЧПУ.
Револьверные головки. На станках с ЧПУ токарной группы наиболее широко применяются многопозиционные револьверные головки, число инструментов в которых позволяет осуществить полную токарную обработку заготовок. Около 70% заготовок могут быть обработаны всего восемью инструментами, а при наличии 13 инструментов — можно обработать более 95% заготовок. Револьверные головки применяются четырех-, шести-, восьмипозиционные и с большим числом позиций.
Наиболее широко применяются восьми позиционные или сдвоенные четырехпозиционные револьверные головки. При оснащении токарных станков двумя независимо программируемыми головками в обработке заготовок одновременно принимают участие два инструмента. Однако восьмипозиционные головки более универсальны, так как при применении сдвоенных четырехпозиционных головок использование инструмента для обработки внутренних поверхностей затруднено, поскольку этому мешает одна из головок.
Револьверные головки применяются с вертикальной, горизонтальной и наклонной (корончатые) осями вращения; инструменты устанавливаются в той последовательности, в какой они используются согласно технологическому процессу. Смена инструмента осуществляется поворотом и фикса
цией головки или линейным ее перемещением (в случаях, когда в одной позиции установлено несколько инструментов).
Инструментальный магазин — револьверная головка является рабочим органом станка, воспринимающим силы резания, следовательно, к нему предъявляются требования высокой прочности, жесткости и точности позиционирования. Инструменты для обработки внутренних и наружных поверхностей не должны мешать друг другу. Время смены инструмента должно быть минимальным. Замена инструмента должна осуществляться удобно и легко, для чего к нему необходимо обеспечить свободный доступ.
На рис. 1 показаны схемы различ'-ных вариантов и сочетаний револьверных головок, применяемых на токарных станках с ЧПУ. В четырехпозиционных револьверных головках с осью, перпендикулярной к оси шпинделя (рис. 1, а), на каждой грани головки может быть установлено несколько инструментов. При этом можно вести обработку сразу несколькими инструментами.
Револьверные головки с осью, перпендикулярной к оси шпинделя станка (рис. 1, б), применяются двух-, шести-, восьми-, 10- и 12-позицион-ные. В 12-позиционной голойке могут быть установлены шесть инструментов для обработки наружных поверхностей и шесть для внутренних.
Револьверные головки с осью, параллельной оси шпинделя (рис. 1, в)> восьми- и 12-позиционные обеспечивают максимальную точность установки инструмента. Такие головки применяются в основном на патронноцентровых станках.
для токарных станков
395
Рис. 1. Схемы револьверных головок токарных станков
Шестипозиционные корончатые револьверные головки показаны на рис. 1, г. Две головки четырех-, пятнили шестипозиционные с осью вращения, перпендикулярной к оси шпинделя, установленные на одной каретке, показаны на рис. 1, д, две головки с осью, параллельной этой оси, установленные на одной каретке, — на рис. i,e.
Две головки (четырех- или шестипозиционные) с осью, перпендикулярной к оси шпинделя, с независимым поперечным перемещением (рис. 1, ж) обеспечивают одновременную обработку заготовки двумя инструментами.
Две головки на общей каретке, одна из которых (с восемью и большим числом позиций) с осью, параллельной оси шпинделя, предназначена в основном для обработки наружных поверхностей, а вторая четырех- или шестипозиционная с осью, перпенди
кулярной к оси шпинделя, — для внутренних поверхностей, показаны на рис. 1, з, две головки на одной каретке, одна из которых (корончатая), а вторая с осью, перпендикулярной к оси шпинделя, — на рис. 1, и.
На рис. 1, к показаны две головки с независимым перемещением, одна из которых с осью, параллельной оси шпинделя, и вторая — с осью, перпендикулярной к этой оси, предназначены для обработки внутренних «поверхностей.
Восьмипозиционная револьверная головка с осью, параллельной оси шпинделя (рис. 1, д), имеет пазы для установки четырех резцов для наружной обработки, а на торце посредством цилиндрических державок закрепляют инструмент для внутренней обработки — расточные резцы и осевой инструмент.
На рис. 1, м показана восьмипозиционная головка с осью, параллельной
396
Устройства для смены и контроля инструмента
Рис. 2. Станок с устройством АСИ с цепным магазином
оси шпинделя станка. На торце диска (фланца) головки закрепляют резцедержатели резцов, а на боковой поверхности — резцедержатели для осевого инструмента или борштанг. Восьмипозиционная револьверная головка, на торце диска которой посредством державок со стандартным цилиндрическим хвостовиком крепятся резцы и осевые инструменты для обработки наружных и внутренних поверхностей, показана на рис. 1, н. Двухрядная восьмипозиционная головка с осью, перпендикулярной к оси шпинделя, показана на рис. 1, о. В переднем ряду устанавливаются восемь резцов для обработки наружных поверхностей, а в заднем — восемь инструментов для обработки внутренних поверхностей резцов и осевые инструменты.
Пятипозиционная револьверная головка с осью, перпендикулярной к оси шпинделя станка (рис. 1, л), выполнена двухрядной по высоте (двухэтажной). В каждой позиции можно устанавливать по два расположенных друг над другом инструмента или две группы инструментов.
В последнее время отмечается тенденция к увеличению числа инстру
ментов для обработки одной детали, причиной чего являются усложнение обрабатываемых деталей и требование выполнения обработки заготовок с одной установки с целью сокращения цикла обработки. Для этой цели число позиций револьверных головок увеличивают до 15.
В последнее время на токарных станках с ЧПУ применяются агрегати-рованные револьверные головки, представляющие собой полностью законченные узлы, устанавливаемые на каретке или суппорте станка.
Устройства АСИ с инструментальным магазином и манипуляторами. Токарные станки с ЧПУ могут также быть оснащены устройствами АСИ, состоящими из магазинов-накопителей инструмента и манипуляторов, которые автоматически заменяют инструмент в резцедержателе. Применение таких устройств АСИ имеет следующие преимущества перед револьверными головками: исключается возможность сталкивания инструментов, что значительно упрощает программирование и составление карт наладки; наличие большего числа инструментов в магазине позволяет обработать максимальное число поверхностей с одной установки; обеспечивается возможность замены инструментов в магазине во время работы станка, что сводит к минимуму подготовительно-заключительное время на смену комплекта инструментов, поскольку смена инструментов в магазине осуществляется во время работы станка. На токарных станках применяются магазины дисковые, барабанные, цепные и линейные.
На рис. 2 показан станок фирмы Max Muller (ФРГ), оснащенный устройством АСИ, состоящим из цепного магазина вместимостью 13 инструментальных блоков, установленного на каретке суппорта, и двухпозиционной резцовой головки. Во время обработки заготовки одним из инструментов, устанавливаемых в одной из позиций головки, во второй позиции осуществляется смена инструмента из магазина манипулятором. По окончании обработки инструмент заменяют поворотом револьверной головки.
397
Для токарных станков
Устройство АСИ токарного станка фирмы Oerlicon (Швейцария) состоит из магазина и транспортно-инструментального автооператора. Магазин дискового типа с горизонтальной осью с 12 инструментальными блоками установлен с задней стороны станйны станка.
На рис. 3 показан цикл автоматической смены инструмента. Транспор-
Рис. 3. Цикл автоматической смены инструмента
тирование отработавшего инструмента к магазину и очередного инструмента от магазина к каретке суппорта станка осуществляется манипулятором. Во время обработки заготовки инструментом, находящимся в державке 6, установленной на каретке суппорта 4, магазин 1 по команде ЧПУ поворачивается в положение, при котором требуемый очередной инстру
398
Устройства для смены и контроля инструмента
мент с державкой 5 устанавливается в позицию выдачи инструмента, находящегося в зоне действия манипулятора 2 (поз. Z). Манипулятор 2 перемещает державку 5 по направляющей 3 в крайнее положение (поз. II). Каретка суппорта 4 с державкой 6 перемещается вверх в позицию смены инструмента (поз. III). Манипулятор перемещает державку 6 в промежуточную позицию, а державка 5 перемещается с манипулятора 2 на каретку суппорта 4 (поз. IV). Затем суппорт
опускается вниз, и инструмент, установленный в державке 5, вступает в работу. Манипулятор транспортирует державку 6 к инструментальному магазину и смещает ее в свободное гнездо магазина (поз. V). После этого магазин поворачивается в позицию выдачи очередного инструмента и цикл повторяется.
Устройство АСИ патронного токарного станка «Перун» (Болгария) модели СЕ 062.11 (рис. 4, а) состоит из 12-позиционного магазина 2 бара
Для токарных станков
399
банного типа и транспортно-инструментального манипулятора Л перемещающегося в продольном и поперечном направлениях посредством гидропривода, осуществляя следящее движение по двум осям. Магазин 2, установленный на конце станины, обеспечивает удобство обслуживания при смене затупившегося инструмента рли смене комплекта инструмента, необходимого для обработки очередной партии заготовки.
На рис. 4, б показан патронноцентровой станок с ЧПУ модели СЕ 062.21 с устройством АСИ. Манипулятор осуществляет следущее движение по продольной оси. На рис. 4, в показан цикл автоматической смены инструмента. По окончании очередного перехода инструментальный блок по команде ЧПУ на смену инструмента автоматически раскрепляется, после чего однозахватное устройство 2 манипулятора, двухпозиционная каретка 3 которого находится в положении приема отработавшего инструмента, поворачивается, при этом палец серьги захватного устройства, входящий в сквозной паз хвостовика державки инструментального блока 5, перемещает последний с направляющих державки суппорта 1 на направляющие каретки 3 манипулятора
(поз. /). Каретка 3 перемещается на направляющей 4 манипулятора вниз, суппорт 1 — вверх, после чего рычаг 2 захватного устройства поворачивается, смещая инструментальный блок 6 на направляющие державки суппорта (поз. //). Каретка 3 перемещается вверх, рычаг 2 поворачивается, а суппорт перемещается вниз, и инструментальный блок 6 вступает в работу (поз. Ш). Манипулятор движется вдоль оси станка к магазину 6 (поз. /V), рычаг 2 поворачивается, . смещая блок 6 с направляющих каретки 3 в гнездо магазина 7, после чего последний поворачивается в позицию выдачи очередного инструмента (поз. V). Рычаг 2 передвигает блок 8 на направляющие» каретки (поз. VI). Манипулятор перемещается к суппорту (поз. VII), каретка 3 переходит в позицию приема инструмента. Рычаг 2 поворачивается в положение, при котором палец серьги 9 заходит в паз хвостовика инструментального блока 6 (поз. VIII). Направление перемещения инструментального блока и манипулятора позволяет осуществить смену инструмента во время продольного позиционирования суппорта. f
Револьверные головки с приводными шпинделями. Свыше 40% деталей ма-
в)
Рис. 4. Устройство АСИ с барабанным магазином:
а — токарного патронного станка; б — токарно-центророго станка; в цикл смены инструмента
400
Устройства для смены н контроля инструмента
Рис. 5. Примеры обработки на станках с револьверной головкой с приводными шпинделями
шин являются телами вращения, обрабатываемыми точением, причем 70— 75% видов деталей требуют и других видов обработки, к которым относятся: сверление, резьбонарезание метчиком, фрезерование боковых поверхностей и канавок (рис. 5). Для сокращения цикла обработки заготовок целесообразно полностью обрабатывать заготовки на одном станке, что исключает время на переустановку заготовки со станка на станок. Для этого в конструкциях револьверных головок предусматривается установка помимо неподвижных также и вращающихся инструментов (см. гл. 3, табл. 14—19 и рис. 17 и 18). При этом токарные
станки являются многоцелевыми. Для привода инструмента в основном используют отдельный электродвигатель, хотя возможно применение кинематической связи с главным приводом. Вращающийся инструмент и его привод размещаются в револьверной головке. При этом необходимо обеспечить дискретное позиционирование или угловое перемещение (поворот) шпинделя станка от УЧПУ. Для обработки отверстий (под болты во фланцах), шлицев, пазов, многогранного фрезерования достаточно дискретного позиционирования шпинделя (аналогично использованию делительных головок).
Для токарных станков
401
Рис. 6. Продольная и поперечная револьверная головки с вращающимися шпинделями токарного станка
При изготовлении криволинейных пазов и поверхностей кулачков, а также для растачивания отверстий с точным угловым расположением требуется привод шпинделя, управляемый от УЧПУ и обеспечивающий программируемое угловое перемещение шпинделя, частоту и направление вращения. Для этого используется следящий привод с обратной связью по угловому положению шпинделя. При обработке одного паза или отверстия для фиксации шпинделя можно ограничиться специальным устройством. При фрезеровании и нарезании резьбы гребенкой, при точении многогранников или фрезеровании винтовых канавок применяется синхронизают вращения инструмента и заготовки. Привод может вращать только один инструмент, находящийся в рабочей позиции, а- при разветвленном приводе — инструменты, находящиеся во всех позициях, предназначенных для вращающегося инструмента (рис. 6, а).
Привод для одного инструмента с отключающейся муфтой имеет высокий КПД, но усложняет конструкцию. При одновременном вращении
всех инструментов КПД привода уменьшается. Возникает опасность травмирования рабочего стружкой, попавшей на вращающиеся инструменты. В зависимости от типоразмера револьверной головки вращающийся инструмент может быть установлен в любой позиции или в строго определенной последовательности позиций, например в каждой второй или третьей. Вращение может передаваться ^ерез хвостовик инструмента или минуя его, если из-за уменьшения толщины стенки хвостовика уменьшается жесткость. При размещении инструментов на периферии планшайбы револьверной головки с осью поворота планшайбы, перпендикулярной к оси шпинделя станка, привод инструмента может быть использован для вращения вспомогательного патрона, установленного в револьверной головке (рис. 6, б). При отрезке от прутка частично обработанная заготовка захватывается и зажимается во вспомогательном патроне /, вращающемся синхронно со шпинделем станка, что обеспечивается механической связью патрона со шпинделем станка. После отрезки заготовки ее конец обрабаты
402
Устройства для смены и контроля инструмент*
вается инструментом, установленным во второй револьверной головке, ось поворота которой параллельна оси шпинделя станка. Это обеспечивает
полную обработку заготовки с двух сторон на одном станке. Схемы револьверных головок с приводными шпинделями показаны в табл,И.
1. Схемы револьверных головок с приводными шпинделями
Эскиз и принцип работы
12-позиционная револьверная головка с четырьмя одновременно вращающимися инструментами, оси которых перпендикулярны к оси планшайбы головки. Вращение инструментам -передается от электродвигателя через проходящий внутри оси планшайбы шлицевой валик и конические зубчатые колеса.
Револьверная головка с одновременно вращающимися шпинделями. В отверстиях торца планшайбы 1 револьверной головки установлены державки 2 с неподвижным инструментом, а в радиальных отверстиях на периферии диска — одновременно вращающиеся инструменты 3, Электродвигатель 4 через вал 5, проходящий через центральное отверстие головки, и конические зубчатые колеса передает вращение инструментам. Поворот планшайбы осуществляется электродвигателем 7 через зубчатые колеса. Фиксация планшайбы производится торцовыми зубьями 6 муфты.
для токарных станков
403
Продолжение табл. 1
Эскиз и приюдип работы
12-позиционная револьверная головка 8 с шестью вращающимися инструментами /, оси которых параллельны оси шпинделя 7 станка. Вращающийся инструмент, установленный в планшайбе 2 в рабочей позиции, соединяется посредством подвижной муфты «?, через ременную передачу 4 и двухступенчатый редуктор 5 с асинхронным серводвигателем 6.
12-позиционная револьверная головка с шестью вращающимися инструментами, оси которых параллельны оси планшайбы головки. Вращение передается только инструменту, находящемуся в рабочей позиции. В отверстиях планшайбы может быть установлена угловая фрезерная головка.
404
Устройства для смены и контроля инструмента
Продолжение табл. 1
Эскиз и принцип работы
6-позиционная револьверная головка с вращающимися инструментами, оси которых параллельны оси планшайбы. Вращение инструменту 5, находящемуся в рабочей позиции, передается от электродвигателя 1 через зубчатую ременную передачу 2 и полумуфты 3 и 4.
5
12-позиционная револьверная головка с вращающимися инструментами, оси которых перпендикулярны к оси планшайбы. Вращение инструменту 5, находящемуся в рабочей позиции, передается от электродвигателя 1 через вал 2 и полумуфты 3 и 4.
Для токарных станков
405
Продолжение табл. 1
Эскиз и принцип работы
Револьверная головка 4 с вращающимися инструментами, оси которых параллельны оси планшайбы 9. Вращение инструментам 6, находящимся в рабочей позиции, передается от электродвигателя 3 через ременную передачу 2, центральный вал /, зубчатые колеса 8 и 7 и зубчатое колесо 5 с полумуфтой.
Две револьверные головки установлены на поворотной стойке, индексируемой через 90°, что обеспечивает установку головки в трех рабочих положениях. В одной из головок установлены неподвижные инструменты для токарной обработки наружных и внутренних цилиндрических поверхностей, а в другой — вращающиеся инструменты. Вращается только инструмент, находящийся в рабочей позиции.
406
Устройства для смены и контроля инструмента
Продолжение табл. 1
Эскиз и принцип работы
Двухпозиционная ’ револьверная головка для неподвижного и вращающегося инструмента. Позиция: / — обтачивание торца заготовки; II— обтачивание наружной поверхности торца; III — фрезерование паза на торце; IV — фрезерование паза на наружной поверхности.
Револьверная головка с одновременно вращающимися инструментами. оси которых параллельны или перпендикулярны оси планшайбы. Вращение инструментам передается от электродвигателя через ременную передачу, центральный вал и конические зубчатые колеса.
для токарных станков
407
Продолжение табл. 1
Эскиз и принцип работы
Четырехпозиционная револьверная (резцовая) головка с вертикальной осью поворота с вращающимся шпинделем, перпендикулярным к оси головки. Вращение инструменту передается от электродвигателя через конические зубчатые колеса.
12-позиционная револьверная головка с приводом вращающихся шпинделей, установленным на корпусе головки. Вращение инструменту, находящемуся в рабочей позиции, передается от электродвигателя через ременную передачу валику с полумуфтой, установленному в откидном кронштейне 1. Для поворота диска головки кронштейн 1 поворачивается на 90° посредством пневмоцилиндра и реечно-зубчатой передачи. При этом полумуфта 2 кронштейна отсоединена от полумуфты инструментальной оправки. После поворота головки кронштейн поворачивается в рабочее положение и полумуфта кронштейна присоединяется к следующему инструменту.
408
Устройства для смены и контроля инструмента
Продолжение табл. 1
Эскиз и принцип работы
12-позиционная револьверная головка с модульными державками и вращением Инструмента, находящегося в рабочей позиции. Электродвигатель, установленный на торце корпуса головки, передает через ременную передачу вращение центральному валику и далее, через цилиндрические зубчатые передачи — четырем валикам с полумуфтами. В отверстия диска головки устанавливают модульные державки с вращающимися инструментами, оси которых параллельны или перпендикулярны оси диска головки. Вращение инструменту, установленному перпендикулярно, передается через полумуфту и коническую зубчатую передачу державки, а инструментам, установленным параллельно оси диска го ловки, — через полумуфту и цилиндрическую зубчатую передачу державки. Модульные державки имеют различные передаточные системы зубчатых колес.
Для фрезерно-£зерлильно-расточных станков
409
УСТРОЙСТВА АСИ
ДЛЯ ФРЕЗЕРНО-СВЕРЛИЛЬНО» РАСТОЧНЫХ (МНОГОЦЕЛЕВЫХ)
СТАНКОВ
Смена инструмента вручную на многоцелевых станках обусловливает значительные простои этих дорогостоящих станков. Автоматическая смена инструмента осуществляется за 5— 10 с против 25—40 с при смене вручную. Поскольку частота смен инструмента составляет примерно 20—25 раз в час, применение устройства АСИ ня таких станках значительно повышает производительность обработки за счет повышения степени автоматизация станков, а также исключает возможные ошибки при смене инструмента.
В общем случае устройства АСИ многоцелевых станков состоят из следующих компонентов: инструментальных магазинов, являющихся накопителями инструмента (блоков режущего и вспомогательного инструмента для инструментальных шпинделей); инструментальных манипуляторов, предназначенных для смены инструмента в шпинделе станка; промежуточных транспортных манипуляторов, предназначенных для передачи инструмента от магазина к инструментальным манипуляторам или к промежуточным позициям — накопителям инструмента в позиции его смены.
Основные требований, предъявляемые к инструментальным магазинам, ЭДедующие: достаточная вместимость; высокая точность позиционирования инструмента в рабочем органе станка; легкость и удобство загрузки магазинов и хороший доступ к ним; минимальное время, затрачиваемое на смену инструмента; высокая надежность; наименьшее число координат при еме-не инструмента.
Вместимость инструментальных магазинов весьма различна (ст 6 до •60 шт. и более). Йаименыпую вместимости имеют револьверные головки. а наибольшую — барабанные и Цепные магазины. Конструктивные исполнения устройств АСИ зависят от типов станков, рабочей зоны рас
положения шпинделя и необходимого числа и типа инструментов.
Применяются три типа устройств АСИ: для смены шпиндельного узла; для смены инструмента в шпинделе станка и комбинированные.
Устройства для смены шпиндельного узла подразделяются на устройства с револьверными головками и с дисковыми магазинами. В револьверных головках инструменты устанавливаются в требуемой последовательности обработки заготовки. Автоматическая смена инструмента осуществляется расфиксацией, поворотом и фиксацией револьверной головки. Инструменты, как правило, закрепляются в гнездах магазина и не меняются в течение всего времени обработки партии заготовок. Магазин является рабочим органом станка, воспринимающим силы резания.
При применении револьверных головок необходимость наличия инструментальных и транспортных манипуляторов, а также промежуточных накопителей отсутствует. Преимуществом таких устройств АСИ являются простота конструкции, минимальное время, необходимое для смены инструментов (I—3 с), отсутствие автоматической смены инструмента в шпинделе станка. Недостатки: небольшое число инструментов; ограниченность рабочей зоны (поскольку иодача инструмента осуществляется перемещением револьверной головки): невысокая жесткость инструментальных шпинделей.
По положениям осей револьверных головок эти устройства подразделяются па головки с горизонтальной и вертикальной осями вращения. Наиболее широкое применение получили револьверные головки с горизонтальной осью вращения (на многоцелевых станках с вертикальным шпинделем). Револьверные головки устанавливаются на вертикально перемещающейся каретке, в крайнем верхнем положении которой осуществляется поворот головки при смене инструмента. Магазины шпиндельных гильз, являющиеся накош.телями инструментальных шпинделей, предназначены только для хранения инструмента и нс являются рабочими органами станка. Та
410
Устройства для смены и контроля инструмента
кие магазины применяются с горизонтальной, вертикальной или наклонной осью поворота. Шпиндели поочередно присоединяются к приводу, обеспечивающему вращение и подачу шпинделя. При смене инструмента шпиндель отсоединяется от привода. Магазин поворачивается в положение, при котором очередной шпиндель устанавливается соосно со шпинделем привода и присоединяется к последнему.
Преимуществом устройств АСИ с магазином шпиндельных гильз перед устройствами с револьверными инструментальными шпиндельными головками является увеличение числа инструментов, большая жесткость шпинделя, меньшие ограничения зоны обработки, поскольку подача инструментов осуществляется перемещением гильзы шпинделя.
По сравнению с устройствами АСИ со сменой инструмента в шпинделе станка, АСИ с магазином Шпиндельных гильз имеют меньшую жесткость шпинделя из-за необходимости увеличения вылета инструмента, меньшую вместимость магазинов, необходимость при смене инструмента отвода заготовки на значительное расстояние от шпинделя. На инструмент, находящийся в магазине, возможно попадание стружки и пыли. В табл. 2 приведены схемы автоматической смены шпиндельных узлов.
Устройства для смены инструмента в шпинделе станка состоят из магазинов накопителей инструмента и устройств различных конструкций для автоматической его установки из магазина в шпиндель станка и обратно. *
На небольших и средних многоцелевых станках применяются наиболее простые конструкции устройств АСИ, в которых смена инструмента осуществляется относительным перемещением магазина и шпинделя станка, без манипулятора. Применение таких устройств исключает наличие сложного узла — манипулятора, работающего в сложном цикле, требующего многих блокировок и точных фиксаций. Это повышает надежность работы (что особенно важно при работе по безлюдной технологии), но несколько увеличивает время смены
инструмента, так как время поиска требуемого инструмента в этом случае не может быть совмещено со временем работы станка. В табл. 3 приведены устройства АСИ в шпинделе станка без манипулятора.
Устройства для смены инструмента в шпинделе станка с манипулятором могут быть полуавтоматическими и автоматическими. Полуавтоматические устройства состоят из магазинов-накопителей инструмента и манипулятора для автоматической установки инструмента в шпиндель станка и обратно. Установка инструмента из магазина в манипулятор и разгрузка инструмента осуществляются рабочим во время работы станка, что обеспечивает возможность многостаночного обслуживания. В автоматических устройствах манипулятор автоматически забирает инструмент из магазина-накопителя или транспортного манипулятора и помещает инструмент в шпиндель станка.
Магазины устройств АСИ с манипулятором подразделяются на дисковые, барабанные и цепные. Дисковые магазины применяются с горизонтальной, вертикальной и наклонной осями вращения. В магазинах с горизонтальной осью вращения инструменты устанавливают горизонтально. В магазинах с вертикальной осью вращения инструменты могут быть установлены вертикально, горизонтально или под углом (корончатые). В магазинах с наклонной осью поворота инструменты устанавливают параллельно оси поворота иля под углом (корончатке).
Барабанные магазины выполняются многоярусными (в виде этажерок) с вертикальной осью вращения с горизонтально установленными инструментами.
Цепные магазины выполняются вертикальными, горизонтальными или наклонными различной конфигурации.
Наибольшей вместимостью обладают барабанные и цепные магазины.
Магазины-накопители инструментов могут быть установлены на стойке (колонне) станка, сверху или сбоку, вне станка или на шпиндельной бабке. Расположение магазина на шпиндельной бабке не требует дополнительных перемещений манипулятора, шпин-
Для фрезерно-сверлильно-расточных станков
41!
Эскиз и принцип работы
2. Устройства автоматической смены шпиндельных узлов
Шпиндельные узлы установлены в револьверной головке. Смена инструмента осуществляется поворотом револьверной головки.
л
Шпиндельные узлы установлены в вертикальном дисковом магазине
1 в последовательности, обусловленной технологическИлМ процессом. Шпиндельная бабка перемещается к магазину, очередной шпиндель присоединяется к приводу и производится следующий переход (поз. /). По окончании перехода бабка перемещается назад, шпиндель отсоединяется от привода и магазин поворачивается в положение, при котором очередной инструмент устанавливается соосно бабке (поз. 11).
L _________________________________________________________________________
412
Устройства для смены и контроля инструмента
Продолжение табл. 2
Эскиз и принцип работы
Шпиндельные узлы установлены горизонтально в горизонтальном магазине. По окончании очередного перехода шпиндельная бабка перемещается назад (поз. /), оставляя шпиндель в свободном гнезде магазина 2. Магазин поднимается и поворачивается в положение, при котором очередной шпиндель устанавливается в положение (<?) ожидания смены. Магазин перемещается вниз, и шпиндель устанавливается соосно бабке (4). Бабка перемещается вперед, и шпиндель присоединяется к приводу (5). Бабка со шпинделем перемещается к заготовке (6).
Шпиндельные узлы установлены вертикально в горизонтальном дисковом магазине. Очередной шпиндель присоединяется к шпиндельной бабке. По окончании очередного перехода шпиндельная бабка перемещается вверх, шпиндель отсоединяется от бабки, магазин поворачивается, устанавливая очередной инструмент соосно оси шпиндельной бабки.
Для фрезерно-сверлильно-расточных станков
413
Эскиз и принцип работы
3. Устройства автоматической смены инструмента в шпинделе станка без манипулятора
Инструменты установлены горизонтально в дисковом магазине 1, По окончании очередного перехода шпиндельная бабка 2 перемещается к магазину (поз. /). Магазин перемещается вниз (поз. 2), захватывает инструмент, установленный в шпиндельной бабке, и вынимает его (поз. <?). Магазин поворачивается в положение, при котором требуемый инструмент установится соосно шпинделю бабки (поз. 4). Магазин перемещается и устанавливает в шпиндельную бабку новый инструмент (поз. 5). Магазин перемещается вверх (поз. 6), после чего шпиндельная бабка перемещается к заготовке (поз. 7). Время смены инструмента 5 с. Время между переходами 10 с.
414
Устройства для смены и контроля инструмента
Продолжение табл. 3
Эскиз и принцип работы
Инструменты установлены в горизонтальном магазине 3. По окончаний1 очередного перехода шпиндель 2 с фиксатором / перемещается в верхнее положение через паз магазина (поз. /). При дальнейшем перемещении шпинделя оправка с инструментом отсоединяется от него и удерживается в этом положении фиксатором (поз. //). Магазин поворачивается в положение, при котором требуемый инструмент устанавливается | соосно со шпинделем (поз. ///). При опускании шпинделя конус оправки входит в гнездо шпинделя и автоматически закрепляется. Затем шпиндель с новым инструментом и фиксатором проходит через паз магазина к заготовке (поз. IV).
фрезерно-сверлильно-расточных станков
415
Продолжение табл. 3
Эскиз и принцип работы
Инструменты установлены в дисковом магазине 7 с наклонной осью поворота. Шпиндель 2 станка перемещается вниз и захватывает инструмент из магазина. По окончании очередного переход^ шпиндель перемещается вверх, оставляя инструмент в магазине. Последний поворачивается, и очередной инструмент устанавливается соосно шпинделю.
Инструменты установлены в магазине с наклонной осью поворота. По окончании очередного перехода шпиндельная бабка 1 перемещается вверх (поз. I), Шпиндель 2 продолжает перемещаться вверх, а оправка 3 с инструментом остается в магазине 4 (поз. //). Шпиндельная бабка перемещается вверх, а магазин 4 поворачивается в положение ///, при котором очередной инструмент устанавливается соосно оси шпинделя. Шпиндельная бабка перемещается вниз, и оправка инструмента входит в гнездо шпинделя (поз. IV).
416
Устройства, для смены и контроля инструмент^
Продолжение табл, з
Инструменты установлены в дисковом магазине с наклонной осью поворота. По окончании очередного перехода шпиндельная бабка перемещается вверх, в позицию смены инструмента, где инструмент захватывается гнездом магазина (поз. /)„ Шпиндельная бабка перемещается назад, инструмент извлекается из шпинделя, и магазин поворачивается в положение, при котором требуемый инструмент устанавливается соосно шпинделю (поз. II), Шпиндельная бабка перемещается вперед, новый инструмент входит в гнездо шпинделя (поз. III), и шпиндельная бабка перемещается к заготовке (поз. IV),
фрезерно»С1ерлильно-расточных станков
417
Продолжение табл. 3
Эскиз и принцип работы
Инструменты установлены в вертикальном дисковом магазине 1 над шнииделыой бабкой 2. Для смены инструмента магазин опускается и требуемый инструмент устанавливается соосно шпинделю станка. Шпиндельная бабкз перемещается вперед, захватывая инструмент, и магазин поднимается. По окончании очередного переход:5 магазин опускается и его свободное гнездо захватывает отработавший инструмент, шпиндельная бабка отвдится назад, оставляя инструмент в магазине, магазин поднимается и i сворачивается в позицию, при которой требуемый инструмент будет находиться против шпинделя. Затем магазин перемещается вниз.
Инст|уменгя установлены 2 вертикальном дисковом магазине сбоку шпинделыой бабки. По окончании очередного перехода магазин 1 перемешается к шпинделю 2 и его свободное гнездо захватывает инструмент, установленный в шпинделе. Шпиндель переминается назац, и инструмент остается I магазине. Магазин поворачивается, устанавливай очередной инструмент соосно шпинделю. Шпиндель перемещается вперед, и инструмент ycrai«вливается в гнездо шпинделя. Магазин отходи" от шпинделя.
14 Куэн# °* Ю. И. и др.
418
Устройства для смены и контроля инструмента
Продолжение табл. 3
Эскиз и принцип работы
Инструмент хранится в поворотном двухпозиционном магазине стеллажного типа, установленном на столе сганка Смена инструмента' осуществляется относительным перемещением шпинделя и стола станка, По окончании обработки заготовки шпиндель устанавливает отработавший инструмент в свободное гнездо магазина, затем забирает из магазина требуемый инструмент.
Для фрезерно-сверлильно-расточных станков
419
Продолжение табл. 3
Эскиз и принцип работы
Инструменты установлены вертикально в неподвижном плоском магазине 1. По окончании очередного перехода шпиндель 2 перемещается вверх, шпиндельная бабка перемещается к магазину, устанавливая инструмент в свободное гнездо. Затем шпиндель перемещается вверх, оставляя инструмент в магазине, а шпиндельная бабка перемещается к требуемому инструменту. После этого шпиндель перемещается вниз и инструмент входит в ею гнездо, а шпиндельная бабка перемещается к заготовке.
14
420
Устройства для смены и контроля инструмента
дельной бабки или магазина для обеспечения необходимого взаимного положения магазина и шпинделя при смене инструмента. Смена инструмента осуществляется при любом положении шпинделя. Однако в связи с большой массой магазина имеют место значительные потери времени на вспомогательные ходы шпиндельной бабки. Масса магазина и инструментов будет оказывать влияние на точность обработки заготовок, так как силы инерции, возникающие в момент пуска и торможения магазина при поиске инструмента, воздействуют на систему СПИД станка и микрогеометрию обрабатываемой поверхности. Кроме того, степень заполнения магазина инструментами и его различная масса обусловливают различные нагрузки на бабку станка, что приводит к смещению оси шпинделя, а также влияет на стабильность позиционирования.
При установке магазина вне шпиндельной бабки смена инструмента осуществляется при перемещении шпиндельной бабки по окончании очередного перехода в позиции смены инструмента, что увеличивает время между переходами, а также снижает точность обработки на величину повторяемой точности позиционирования шпиндельной бабки. В последнее время появились конструкции станков с магазинами, установленными на колонне станка, обеспечивающие смену инструмента при любом положении шпинделя. Это достигается синхронным перемещением (отслеживанием) манипулятора со шпиндельной бабкой.
В табл. 4 показаны устройства автоматической смены инструментов посредством манипулятора.
И н стр у м ен та л ьны е м ан ипу л я то ры, предназначенные для смены инструмента в шпинделе станка, по числу захватов подразделяются на одно-, двух- и многозахватные. Наиболее широкое применение получили двухзахватные манипуляторы.
В табл. 5 приведены конструктивные схемы автооператоров и циклы смены инструмента.
Агрегатированные устройства АСИ. С целью увеличения эффективности устройства АСИ, повышения их надежности и снижения стоимости при
меняют устройства АСИ, выполненные в виде законченных унифицированных автономных узлов (модулей), которые не зависят от компоновки конкретного станка и могут поставляться как самостоятельные узлы к различным моделям станков с ЧПУ. Они могут устанавливаться на станине или колонне станка или на отдельном фундаменте. Применение таких устройств позволяет максимально унифицировать конструкции многоинструментальных станков с ЧПУ.
Установка магазинов агрегатирован-ных автономных устройств АСИ вне станка на отдельном фундаменте обеспечивает большую вместимость магазина, удобство его обслуживания и исключает, благодаря отсутствию связи со станком, влияние переменного веса комплекта инструмента и вибрации при перемещении магазина для поиска инструмента во время работы станка, а также влияние тепла на точность обработки. Значительное расстояние магазина от рабочей зоны станка обеспечивает предохранение инструментов от попадания стружки, эмульсии, чугунной' пыли и т. д.
В табл. 6 приведены агрегатированные устройства АСИ.
Комбинированные устройства АСИ. Такие устройства обеспечивают смену шпиндельного узла и инструмента в шпиндельном узле. В их состав входят: револьверная головка, поворот которой на 180° обеспечивает смену всего шпиндельного узла; установленный на инструментальной бабке магазин с манипулятором, предназначенным для смены инструмента в одном из шпинделей револьверной головки во время обработки заготовки инструментом, установленным, в другом шпинделе. Смена инструмента осуществляется в любом его положении относительно стола станка.
Конструктивные схемы комбинированных устройств АСИ приведены в табл. 7.
Многошпиндельные головки. Применение сменных многошпиндельных головок на многоцелевых станках обеспечивает сокращение основного времени за счет концентрации переходов. При этом сочетаются преимущества высокопроизводительной многошпин-
Для фрезерно-сверлильно-расточных станков
421
Эскиз и принцип работы
4. Устройство АСИ с манипуляторами
Устройство АСИ с дисковым магазином, установленным на стойке станка, и двухзахватным манипулятором. Смена инструмента осуществляется в крайнем верхнем положении шпиндельной бабки.
Устройство АСИ с корончатым магазином, установленным на станке, и двухзахватным поворотным манипулятором. хВ позиции смены инструмента находящийся в магазине инструмент поворачивается в горизонтальное положение.
422
Устройства для смены и контроля инструмента
Продолжение табл. 4
Эскиз и принцип работы
Устройство АСИ g дисковым магазином Л установленным сбоку стойки. Для смены инструмента манипулятор 2 устанавливает инструмент в позицию смены. Манипулятор 8 производит смену инструмента в шпинделе станка.
Устройство АСИ с цепным горизонтальным магазином, установленным сбоку стойки, и двухзахватным манипулятором. Смена инструмента осуществляется при перемещении шпиндельной бабки в позицию смены инструмента.
для фрезерно-сверлильно-расточных станков
423
Продолжение табл. 4
Эскиз и принцип работы
Устройство АСИ с вертикальным цепным магазином /, расположенным сбоку стойки» и двухзахватпым поворотным манипулятором 5. Для смены инструмента требуемый инструмент 2 перемещается в позицию смены инструмента. Смена инструмента осуществляется в определенном положении шпиндельной бабки.
Устройство ACPI с вертикальным ценным магазином, установленным сбоку стойки, и двухзахватным манипулятором J, подвижно установленным на подвижной траверсе 4. Манипулятор перемещается по траверсе 4 к магазину 5 и забирает очередной инструмент, после чего перемещается к шпинделю станка. Траверса, перемещаясь по направляющей /, отслеживает положение шпиндельной бабки 2, обеспечивая смену инструмента при любом положении шпиндельной бабки.
424
Устройства для смены и контроля инструмент,;
Продолжение табл» 4
Эские и принцип работы
Устройство АСИ с вертикальным цепным магазином /, установленным на отдельной стойке около станка, и двухзахватным манипулятором 2, каретка которого подвижно установлена на направляющих» Для смены инструмента в любом положении шпиндельной бабки 3 каретка перемещается по направляющим, отслеживая перемещение бабки.
Устройство Лей с дисковым магазином 7, установленным на отдельной стойке около колонны станка, и двухзахватным манипулятором 2, каретка которого перемещается по направляющей для обеспечения смены инструмента при любом положении шпиндельной бабки 3.
фрезер во-хверля льна-расточных станков
425
5. Циклы шхледовательиости смены инструмента
Эскиз и описание циклов (/— VIII)
Однозахватный манипулятор с поворотом относительно оси, перпендикулярной к оси шпинделя. Пи окончании очередного перехода рычаг манипулятора поворачивается к шпинделю I, захватное устройство извлекает отработавший инструмент (//), манипулятор поворачивается в направлении магазина (///) и устанавливает инструмент в его гнездо (7V). Манипулятор поворачивается в обратном направлении па 90°, после чего магазин поворачивается, устанавливая очередной инструмент в разгрузочную позицию, манипулятор поворачивается к магазину (V) и извлекает инструмент из его гнезда (V/), затем поворачивается в направлении шпинделя (VII) и устанавливает новый инструмент в гнездо шпинделя (VIII) Врег^я замены инструмента 5,5 с.
426
Устройства для смены и контроля инструмента
Продолжение табл. 5
Эскиз и описание циклов (/— V111)
Двухзахватный поворотный манипулятор, В позиции смены инструмента манипулятор поворачивается на 90°, захватывая инструмент 1 в магазине и инструмент 2 в шпинделе станка (7), затем перемешается вперед, вынимая инструменты из гнезд магазина и шпинделя (77). Манипулятор поворачивается на 180°, меняя инструменты местами (777), затем перемещается назад (IV), устанавливая инструменты в гнезда магазина и шпинделя (У)- После этого манипулятор поворачивается на 90° в исходное положение. Такгя конструкция манипулятора обеспечивает простой цикл работы. Недостаток конструкции — небольшое число инструмента, установленного в магазине, поскольку при небольшом расстоянии между инструментами при повороте манипулятор будет задевать за соседний инструмент.
для фрезерно-сверлильно-расточных станков
427
Продолжение табл. 5
Эскиз и описание циклов (7— VIII)
Двухзахватный манипулятор 2 во время работы станка перемещается к магазину /, захватывает требуемый инструмент и, перемещаясь вперед, вынимает инструмент из магазина. По окончании очередного перехода манипулятор перемещается к шпиндельной бабке 5, захватывает отработавший инструмент и извлекает его из шпинделя. После этого манипулятор поворачивается на 180° и меняет инструменты местами, затем перемещается вверх к магазину для установки отработавшего инструмента в свободное гнездо магазина.
428
Устройства для смены и контроля инструмента
Продолжение табл. 5
Эскиз и описание циклов (Z— VIII)
Двухзахватный манипулятор во время работы станка захватывает очередной инструмент и извлекает его из установленного на боковой поверхности станка цепного магазина 1 (Z). По окончании очередного перехода манипулятор 2 перемещается по направляющим 3 к шпиндельной бабке и захватывает отработавший инструмент в шпинделе станка (//), извлекает его оттуда (Z/Z), затем поворачивается на 180°, меняя инструменты местами (IV). Манипулятор вставляет новый инструмент в шпиндель станка (7), перемещается к магазину и устанавливает в него отработавший инструмент (VI). Время смены инструмента 10 с. Время между переходами 20—30 с.
для фрезерно-сверлильно-расточных станков
429
Продолжение табл. 5
Эскиз и описание циклов (J— VIJJ)
Двухзахватный манипулятор 2 с наклонной осью поворота захватывает отработавший инструмент в шпинделе станка и требуемый инструмент в дисковом магазине /, установленном на боковой поверхности шпиндельной бабки 3, и перемещается вниз, вынимая инструмент из шпинделя и магазина (/). Манипулятор поворачивается на 180°, меняя инструменты местами (//), затем перемещается вверх, устанавливая инструменты в шпиндель станка и гнездо магазина (III).
поворота. Во время
манипулятор
с
4t
двумя осями установленный на боковой поверх-
Двухзахватный
работы станка дисковый магазин
ности стойки станка, поворачивается в положение выдачи очередного инструмента. При этом двухзахйатный манипулятор 3 расположен вертикально. По окончании очередного перехода шпиндельная бабка перемещается в позицию смены инструмента и корпус 7 манипулятора поворачивается относительно оси 2 на 90°, одновременно державка 5 магазина поворачивается на 90° (/). Манипулятор 2 поворачивается на 90° относительно оси 6, захватывая инструмент в шпинделе 1 станка и в магазине, после чего манипулятор выдвигается вперед и захваты 8 и 9 вынимают инструменты из гнезд шпинделя и магазина, затем манипулятор поворачивается на 180°, меняя инструменты местами, и устанавливает их в шпиндель и магазин (II). После этого манипулятор поворачивается в исходное положение.
430
Устройства для смены и контроля инструмента
Продолжение табл. 5
Эскиз и описание циклов (7— VIII)
Многозахватный манипулятор с 15 захватами. На гильзе 3 шпинделя станка расположены по окружности 15 кронштейнов, на которых посредством системы рычагов установлены захваты По окончании очередного перехода пневмоцилиндр 2 перемещает свободный захват к шпинделю станка (/). Гильза 3 с помощью пневмоцилиндра 1 опускается, и захват вынимает инструмент из шпинделя (ZZ). Пневмоцилиндр 2 перемещает захват с отработавшим инструментом в положение хранения инструмента (///). Пневмоцилиндр 4 перемещает захват к шпинделю станка (/V). Гильза 3 перемещается вверх под действием пружины 5, и захват устанавливает новый инструмент в шпиндель станка {V). Время смены инструмента 1—2 с.
для фрезерно-сверлильно-расточных станков
431
6. Агрегатированные устройства АСИ
Эскиз и принцип работы
I
Автономный инструментальный модуль фирмы Kelch (ФРГ) состоит из барабанного магазина 1 с вертикальной осью поворота и двухзахватного манипулятора 2. Модуль может быть установлен на колонне или около многоцелевых станков. В верхней части модуля расположены гидроаппаратура и электронная аппаратура, управляющая циклом работы устройства. Питание гидроаппаратуры осуществляется от гидростанции станка. Для установки в магазин требуемых инструментов предусмотрена легко доступная позиция загрузки инструмента. Магазин закрывается кожухом, открывающимся автоматически при смене инструмента. Модуль может устанавливаться как в вертикальном, так и в горизонтальном положении. В процессе обработки заготовки двухпозиционный манипулятор 2 захватывает очередной инструмент, извлекает его из магазина и перемещается к шпиндельной бабке (поз. /), поз. II — по окончании очередного перехода шпиндельная бабка 3 станка перемещается вверх в позицию смены инструмента. Манипулятор захватывает отработавший инструмент, извлекает его из шпинделя станка и поворачивается на 180°, меняя инструменты местами (поз. II). Манипулятор перемещается вверх, устанавливая новый инструмент в шпиндель станка (поз. III). Шпиндельная бабка с вращающимся инструментом перемещается к заготовке, манипулятор перемещается к магазину и устанавливает в него отработавший инструмент (поз. IV). Время смены инструмента 5 с.
432
Устройства для смены и контроля инструмента
Продолжение табл, о
Эскиз и принцип работы
Устройство АСИ фирмы Kelch состоит из магазина и манипулятора. Установка устройства АСИ вне станка на отдельном фундаменте обеспечивает удобство обслуживания магазина и исключает влияние перемещения центра масс комплекта инструмента, вибрации и тепла на точность обработки. Значительное расстояние инструментального магазина от рабочей зоны станка обеспечивает предохранение инструментов от попадания стружки, эмульсин, чугунной пыли и т. д.
для фрезерно-сверляльно-расгочаых «зтаяков
433
Продолжение гзбл, 6
Эскиз я принцип, работы
Автономное устройство АСИ производствен я иго объединения ТХО «ЗМЛЬ (Болгария), которым могут быть оснащены различные много* целевые станки с горизонтальным шпинделем. Состоит из магазина / вместимостью 50 инструментов я двухзахватного манипулятора 2, установленных на одном основании 3, Гнезда магазина расположены по винтовой линии. Для подвода требуемого инструмента в позицию его захвата манипулятором магазин поворачивается относительно вертикальной оси и одновременно поднимается или опускается. Манипулятор имеет следующие перемещения: горизонтальное перемещение рук; осевое горизонтальное перемещение; поворот головки рук относительно горизонтальной оси; поворот манипулятора на 90° относительно вертикальной оси or магазина к шпинделю и обратно, что обеспечивает свободный доступ к шпинделю станка. Все перемещения манипулятора осуществляются посредством гидропривода. Смена инструмента в шпинделе станка осуществляется в то время, когда шпиндельная бабка находится в положении смены инструмента. Время смены инструмента 8 с.
434
Устройства для смены и контроля инструмента
Продолжение табл. 6
Эскиз и принцип работы
Агрегатированное устройство АСИ состоит из плоского инструментального магазина 1 и промышленного робота 2, осуществляющего смену инструмента в шпинделе станка.
Рис. 7. Мною шпиндельные i олешки
Рис. 8. Двухшпиндельная головка, установленная в шпинделе станка
дельной обработки, свойственной станкам автоматических линий, с гибкостью многоцелевых станков с ЧПУ. Однако, поскольку такие головки предназначены для обработки лишь одной определенной заготовки, их экономически целесообразно применять лишь в условиях крупносерийного и серийного производства при обработке больших партий заготовок.
Ивановским станкостроительным производственным объединением для многоцелевых станков мод.
ИР320ПМФ4, ИР500МФ4 и ИР800МФ4 разработаны конструкции многошпиндельных головок, показанных на рис. 7. Для «блок-центра» ИР800ПМФ4 разработана многошпиндельная коробка, показанная на рис. 8. Небольшие
для фрезерно-сверлильяо-расточных станков
435
7. Схемы комбинированных устройств АСИ
Эскиз и принцип работы
Устройство АСИ многоцелевого станка с горизонтальным шпинделем. На шпиндельной бабке 4 установлен дисковый магазин 3 и манипулятор 2. Во время обработки заготовки инструментом двухшпиндельной револьверной головки 1 во втором шпинделе манипулятор осуществляет смену инструмента.
Устройство АСИ многоцелевого станка с горизонтальным шпинделем. Шпиндельная бабка перемещается по колонне станка. На шпиндельной бабке установлены двухшпиндельная револьверная головка и дисковый инструментальный магазин с манипулятором.
436
Устройства для смены и контроля инструмента
Продолжение табл. 7
Эскиз и принцип работы
Устройство АСИ многоцелевого станка с горизонтальным шпинделем. На шпиндельной бабке установлены четырехшпиндельная револьверная головка и инструментальный магазин. Во время обработки заготовки горизонтальным шпинделем в шпинделе, находящемся в вертикальном положении, осуществляется смена инструмента. В двух остальных более жестких шпинделях установлены постоянно (на период обработки данной заготовки) инструменты для тяжелых работ — фрезы и зенкеры.
Устройство АСИ многоцелевого станка с вертикальным шпинделем. На шпиндельной бабке 4 установлены дисковый магазин 2 и двухзахватный манипулятор 3, меняющий инструмент в одной из позиций револьверной головки 1.
для фрезерно-сверлильно-расточных станков
437
Продолжение табл. 7
Эскиз и принцип работы
Устройство АСИ многоцелевого станка с вертикальным шпинделем. На шпиндельной бабке,/, перемещающейся по колонне станка, установлены шестишпиндельная револьверная головка 3 и цепной магазин 2 с манипулятором. Во время обработки заготовки инструментом, установленным в одном из шпинделей, в противоположном шпинделе осуществляется смена инструмента. В четырех остальных шпинделях установлены постоянно фрезы и зенкеры.
Устройство АСИ многоцелевого станка с вертикальным шпинделем. На шпиндельной бабке установлены четырехшпиндельная головка и инструментальный магазин с манипулятором.
438
Устройства для смены и контроля инструмента
многошпиндельные головки устанавливаются посредством конусных хвостовиков в тех же магазинах, что и отдельные инструменты (см. также гл. 3, рис. 42). Автоматическая смена многошпиндельных головок в этом случае осуществляется двухзахватным манипулятором, осуществляющим смену инструмента в шпинделе • станка. Крупные многошпиндельные головки (коробки) устанавливаются в% отдельных магазинах.
В табл. 8 приведены конструкции многоцелевых станков с автоматической сменой многошпиндельных головок.
В серийном и мелкосерийном производстве применяют переналаживаемые многошпиндельные головки колокольного типа и с поворотными держателями. Для быстрой переналадки таких головок применяют головки со сменными рамами 1 (рис. 9). Рамы со шпинделями и инструментом транспортируются на тележке 2 к участку переналадки 3. На этом участке рама оснащается шпинделями 4, которые устанавливаются в раме по шаблону 5. Инструменты 6 устанавливают в соответствующие шпиндели.
Для обработки заготовок небольшими партиями в мелкосерийном про
изводстве в Японии разработана конструкция сверлильного станка с многошпиндельными головками, в которых положение шпинделей регулируется посредствОхМ эксцентриков от системы ЧПУ, с системой автоматической смены инструмента, оснащенного системой ЧПУ.
Принципиальная схема такого станка показана на рис. 10, где многошпиндельные головки 7 и 5 установлены в общем корпусе, смонтированном на столе 6, который может автоматически поворачиваться на 180°. Привод шпинделей осуществляется от электродвигателей 4 постоянного тока с бесступенчатым регулированием частоты вращения. В механизмах по акционирования используются серводвигатели постоянного тока и червячные передачи. Закрепление головки при обработке осуществляется механически или посредством гидропривода. Оправки имеют конусность 7 : 24 и закрепляются в шпинделях головок тарельчатыми пружинами. Смена инструмента осуществляется в два этапа. Вначале оправки из промежуточного магазина 1 устанавливаются в сверлильной головке, затем двухзахватный манипулятор 3 осуществляет смену инструмента между
для фрезерно-сверлильно-расточных станков
439
8. Многоцелевые станки с автоматической сменой многошпиндельных головок
Эскиз и принцип работы
Многоцелевой станок фирмы Heller (ФРГ) модели BE А оснащен двумя инструментальными магазинами: цепным 1 для отдельных инструментов и барабанным 12-местным 2 для многошпиндельных головок 3. Смена головок, установленных на шпиндельной бабке, осуществляется из магазина манипулятором.
Многоцелевой станок оснащен восьмипозиционной револьверной головкой с горизонтальной осью поворота и магазином отдельных инструментов. Семь позиций револьверной головки предназначены для установки многошпиндельных головок, а одна—для головки, в которую устанавливаются отдельные инструменты, с автоматической сменой их из магазина посредством двух захвати ого манипулятора. Время смены головки 12—15 с.
Устройства иля смены и контроля инструмента
Продолжение табл, 8
Эскиз и принцип работы
.Многошпиндельный многоцелевой станок фирмы RhemsUht (ФРГ; оснащен устройством для автоматической смены многошпиндельчых головок, состоящим из двух магазинов барабгшного типа с горизонтальной осью вращения, вместимостью по четыре готовки каждый, и манипулятора.
Шпиндельная бабка станка по окончании обработки заготовки перемещается по направляющим назад в позицию смены головки, в этой позиции направляющие шпиндельной бабки устанавливаются в одной плоскости с направляющими магазина. Затем головка автоматически Смещается на направляющие1 свободной позиции левого или правого магазина, а очередная головка противоположного магазина, находящаяся в это время в позиции ожидания смены головки, смещается на направляющие шпиндельной бабки, фиксируется и закрепляется. Время смены головок 8 с.
длй фрезер^о-сверлильао-расточмыя станков
441
Продолжение табл. 8
Многошпииделъный многоцелевой станок фирмы Kearney and Trecker, Marwin (KTM) e двумя магазина ми барабанного типа вместимостью ио шесть ^ногошпнвдельиых головок. Магазины установлены справа и слег>а пт стенка. Головки из магазинов перемещаются на шпиндельную бабку манипуляторами.
442
Устройства для смены и контроля инструмента
Продолжение табл. 8
Эскиз и принцип работы
Многошпиндельный многоцелевой станок фирмы Cincinnati Milacron (США) оснащен устройством автоматической смены агрегатных специализированных шпиндельных головок как одно-, так и многоинструментальных различного назначения: сверлильных, фрезерных и расточных. Устройство для автоматической смены шпиндельных головок состоит из многоярусного магазина барабанного типа вместимостью свыше 64 головок, установленного за пределами станка, транспортного устройства, состоящего из вертикального манипулятора с возвратно-поступательным перемещением и горизонтального конвейера, верхняя ветвь которого предназначена для перемещения шпиндельных головок из магазина к двухпозиционному манипулятору в позицию ожидания смены инструмента, а нижняя — для перемещения отработавших головок к магазину. По команде ЧПУ на смену инструмента отработавшая головка раскрепляется и перемешается на свободную позицию манипулятора, за^ем очередная головка подается к шпиндельной бабке, где фиксируется и соединяется сс шпинделем станка посредством зубчатой муфты.
для фрезерно-сверлильно-расточных станков
443
Продолжение табл. 8
(ФРГ) с автоматической сменой многошпиндельных головок. Многошпиндельные головки установлены на двух суппортах, расположенных с правой и левой сторон стола станка; обеспечивают одновременную обработку заготовки с двух сторон. Два устройства для автоматической смены многошпиндельных головок состоят из магазинов П-образной формы вместимостью по шесть головок каждый и транспортирующих устройств. В период обработки заготовки головкой 1 головка 2 перемещается горизонтально в позицию ожидания смены головки. После окончания обработки головка 1 перемещается с суппорта станка вправо — в свободную позицию магазина, а на ее место устанавливается головка 2, которая затем фиксируется и закрепляется. В период обработки заготовки головка 3 смещается в позицию ожидания смены заготовки, а на ее место по вертикальным направляющим опускается головка 4. Головка 6 поднимается в верхний ярус магазина на место головки 5, а на место головки 6 перемещается гбловка 1. Цикл работы станка следующий: перемещение отработавшей головки с суппорта в свободную позицию магазина; перемещение следующей головки на суппорт; индексирование и закрепление; быстрая подача суппорта к заготовке; обработка заготовки; раскрепление головки; перемещение в свободную позицию магазина. Для смены объекта обработки (новой партии изделий) в магазин устанавливают необходимые многошпиндельные головки в период обработки последней заготовки предыдущей партии.
444
Устройства для смены и контроля инструмента
Продолжение табл. 8
Эскиз и принцип работы
Многошпиндельный многоцелевой станок фирмы Taktomaten (ФРГ) с автоматической сменой многошпиндельных головок. В магазине 5 установлены многошпиндельные головки /. По окончании обработки заготовки одной из головок она автоматически отсоединяется от привода, после чего магазин поворачивается и перемещает требуемую головку в рабочее положение, где она автоматически фиксируется и соединяется посредством муфты с приводом 2, установленным на суппорте 3 станка. Затем по команде ЧПУ включаются приводы вращения инструментов и подачи суппорта <?, перемещающегося по станине 4.
для фрезерно-сверли льно-расточных станков
445
Продолжение табл. 8
Эскиз и принцип работы
Вертикальный многошпиндельный станок мод. 2175МФ2 со сменными многошпиндельными головками Стерлитамакского станкозавода имени В. И. Ленина конструкции Одесского СКВ специальных станков. Магазин многошпиндельных головок выполнен в виде разомкнутой неподвижной круглой направляющей, по которой перемещаются шесть многошпиндельных головок. Часть направляющей закреплена на торце шпиндельной бабки. При верхнем исходном положении бабки направляющая образует замкнутый круг. По нему перемещаются многошпиндельные головки, каждая из которых последовательно проходит под шпиндельной бабкой.
446
Устройства для смены и контроля инструмента
Продолжение табл. 8
Эскиз и принцип работы
Многошпиндельный станок фирмы Honsberg (ФРГ) с автоматической сменой многошпиндельных головок. В магазине /, установленном сзади станка, хранятся шесть прямоугольных многошпиндельных головок 2. Смена головок на станке осуществляется поворотным манипулятором 3. Время между переходами при смене головок 18 с.
для фрезерно-сверлильно-расточных станков
447
Продолжение табл. 8
Эскиз и принцип работы
Система Orbiter станков со сменными многошпиндельными головками фирмы Hu Пег Hille (ФРГ). На суппорте станка установлен поворотный корпус с четырьмя гнездами для установки многошпиндельных головок, автоматически заменяемых из магазина. Позиции: / — станок с одноместным магазином: II — с трехместным магазином; III — с дополнительным поворотным восьмиместным магазином; IV — с десятиместным цепным
магазином.
448
Устройства для смены и контрол» инструмента
Рис. 10. Станок с автоматической переналадкой мяогошпиндельных головок
основным 2 ч промежуточным 1 инстру-ментальными магазинами. Смена инструмента в адной из сверлильных головок производится во время работы другой головки.
УСТРОЙСТВА АСИ
ДЛЯ ШЛИФОВАЛЬНЫХ СТАНКОВ
Автоматизация смены шлифовальных кругов обеспечивает возможность автоматической обработки различных профильных поверхностей одной заготовки или нескольких заготовок с различными характеристиками на пло-скошлифовальячх станках, превращая их в шлифовальные многоцелевые станки. На рис. 11 показан про-до я ъ но-шл ифова явный мог оцс девой еда чок фирмы Waldrich Coburg (ФРГ).
Устройство автоматической смены шлифовальных кругов состоит из плоского магазина У, в котором установлены пядь кругов 750х 130 мм. Съем отработавшего круга с инструментального шпинделя станка, установка и закрепление требуемого круга из iki-
газина осуществляются манипулятором 2. При этом отпадает необходимость ручного труда и, следовательно, присутствия рабочего у станка, значительно сокращается время обработки заготовки*
На рис* 12 похаван круглошлифовальный станок с ЧПУ фпрмн Shaudt (ФРГ), оснащенный устройством для автоматической смены шлифовальных кругов, а также устройства ии автоматической смены в шпинделе для внутреннего шлифования, хвостового шлифовального инструмента и манипулятора* Устройство автоматической смены кругов обеспечивает значительное сокращение времени, затрачиваемого на трудоемкую операцию — смену шлифовального круга. Устройство состоит из двухместного накопителя кругов, установленного на тележке 4, к поворотного манипулятора ,3 с осью поворота, расположенной под углом 45'J к осп шпинделя станка. Шлифовальный круг устанавливается иа короткий конус шпинделя и закрепляется специальной системой зажимов. Для
15 Кузнецов Ю- И. и ДР-
Рис. 11. Станок с автоматической сменой шлифовальных кругов
Для шлифовальных станков 449
450
Устройства для смены и контроля инструмента
Рис. 12. Станок с автоматической сменой шлифовальных кругов и хвостовых кругов для внутреннего шлифования
сдаены шлифовального круга шлифовальная бабка перемещается в крайнее правое положение и подводится к манипулятору. Устройство для авто-
Рис. 13. Револьверная головка с шлифовальными шпинделями
матическЪй смены хвостового инструмента для внутреннего шлифования состоит из барабанного магазина 1 вместимостью 24 инструмента и манипулятора 5. Для смены инструмента шлифовальная бабка перемещается в крайнее левое положение и подводится к манипулятору.
Двухзахватный манипулятор снимает круг 2 со шпинделя станка и после поворота на 180° вокруг наклонной под углом 45° оси устанавливает на шпиндельную бабку станка новый круг, а круг, снятый со шпинделя, укладывается горизонтально в гнезда тележки. На внутришлифовальных станках применяют двух-, трех- и четырехпозиционные револьверные головки со шлифовальными шпинделями или магазины-накопители шлифовальных шпинделей, автоматически заменяемых в шпинделе станка. Револьверная головка с четырьмя 'вращающимися шпинделями внутр ишлифо-вального станка с ЧПУ фирмы Tripet (Швейцария) показана н$ рис. 13.
Для станков Г ПС
451
УСТРОЙСТВА ДЛЯ АВТОМАТИЧЕСКОЙ ЗАМЕНЫ КОМПЛЕКТА ИНСТРУМЕНТА И ИЗНОШЕННОГО ИНСТРУМЕНТА НА СТАНКАХ ГПС
Гибкость ГПС в значительной мере зависит от числа инструментов, «ранящиеся в станочные магазинах-накопителях. Если для обработки партии одних и тех же заготовок на токарном станке ГПС достаточно 8—12 инструментов, установленные в одной или двух револьверные головках* то для обработки различные заготовок минимальными партиями требуется значительное число инструментов. Необходимо также наличие инструментов-дублеров для замены затупившегося инструмента.
Для сокращения времени смены инструмента в револьверных головках на некоторых токарных станках ГПС предусмотрены револьверные головки с быстросменными инструментальными дисками, в которых вне станка во время его работы заранее устанавливают требуемые инструменты. Диски с предварительно настроенными инструментами для обработки различных партий деталей хранятся на стеллаже около станка. Токарные станки ГПС оснащаются магазинами инструментальных головок и манипуляторами, осуществляющими замену инструментальных головок в державках револьверных головок, во время остановки станка (время смены инструмента 20—30 с).
Наличие магазинов инструментальных головок обеспечивает значительное увеличение числа инструментов и их дублеров, что обусловливает возможность обработки в ГПС большой номенклатуры различных заготовок в мелкосерийном производстве при работе по безлюдной технологии.
Магазины инструментальных головок имеют большую вместимость (до 150 головок) и выполняются плоскими, цепными или барабанными.
На рис. 14 показано устройство автоматической смены инструментальных головок из секционного барабанного магазина 2 с помощью манипулятора 1 в державки револьверной голов-
15*
Рис. 14. Устройство автоматической смены шлифовальных кругов для внутреннего шлифования
ки станка. Устройство с плоским магазином 1 и манипулятором 2, автоматически заменяющим инструментальные головки в державках револьверной головки 3, показано на рис. 15.
Гибкий производственный модуль
Рис. 15. Устройство автоматической замены инструментальных головок в револьверных головках токарных станков
452
Устройства для смены и контроля инструмента
Рис. 16. Гибкий производственный модуль завода «Красный пролетарий» с устройством замены инструментальных вставок
Рис, 17. ГПМ фирмы Нес с устройством замены инструментальных вставок
Для станков Г ПС
453
(ГПМ) завода «Красный пролетарий» (рис. 16) состоит из токарного станка, промышленного робота, тактового стола для установки заготовок и горизонтального барабанного магазина инструментальных головок. Головки по команде ЧПУ заменяются в державках револьверной головки станка промышленным роботом.
ГПМ фирмы Нес (Франция) показан на рис. 17. Замена инструментальных головок в револьверных головках 4 осуществляется промышленным роботом 1 с двумя захватами 2 из вертикального барабанного магазина 3.
Вместимость инструментальных магазинов многоцелевых станков в большинстве случаев недостаточна не только для обработки различных заготовок, но и для обработки одной заготовки по безлюдной технологии, поскольку в этом случае необходимо наличие в магазине инструментов-дублеров для автоматической замены изношенного и поломанного инструмента. Потребности в инструменте не удовлетворяются даже на станках с магазинами большой вместимости, в том числе с цепными магазинами вертикальной компоновки. Увеличение числа инструментов в магазине позволяет расширить номенклатуру деталей, которые можно обработать комплектом инструмента, находящегося в магазине многоцелевых станков. Увеличение числа инструментов, дающих возможность обработки различных заготовок минимальными партиями по безлюдной технологии, обеспечивается различными способами, приведенными в табл. 9.
ГПМ модели System Quatrex 500 фирмы Wanderer (ФРГ) для обработки заготовок повторяющимися партиями (рис. 18) состоит из многоцелевого станка 1 с устройством автоматической смены инструмента, оснащенным четырехпозиционной револьверной головкой 2, в которой установлены сверлильные, фрезерные и расточные головки, а также головка для работы отдельными инструментами, заменяемыми манипулятором из горизонтального цепного магазина 3, установленного над револьверной головкой. Станок имеет также двухпозиционное
поворотное устройство 11 автоматической смены палет.
Для возможности обработки различных заготовок по безлюдной технологии станок оснащен 12-местным овальным магазином 12 вместимостью 12 палет с устройством автоматической загрузки-разгрузки палет 13. Для увеличения числа инструмента станок оснащен дополнительным магазином 6 отдельных инструментов 5 и магазином 7 многошпиндельных головок 3. Смена головок в револьверной головке и отдельных инструментов в основном магазине осуществляется посредством перемещающегося по направляющей 9 манипулятора с двумя захватами 10 и двумя захватами 4, предназначенными для головок и отдельных инструментов соответственно.
На рис. 19 показан ГПМ, состоящий из многоцелевого станка с дисковым инструментальным магазином 1 и дополнительного магазина 3. Манипулятор 2, перемещающийся по рельсам вдоль магазина, осуществляет смену инструмента в магазине /. На рис. 20 показана ГПС фирмы Okuma (Япония). Многоцелевые станки оснащены магазинами 1 инструмента. Смена инструмента в магазинах 1 осуществляется ив магазина 2, установленного на автоматической тележке 3.
В ГПМ фирмы Hillier Hille магазин 1 инструментальных кассет 2 расположен вне многоцелевого станка мод. nb-hl 50 (рис. 21), транспортный манипулятор 4 захватывает требуемый инструмент и перемещает его в позицию ожидания смены инструмента 5, где инструмент поворачивается на 90° из вертикального положения в 'горизонтальное. При смене инструмента двухзахватный манипулятор 6 заменяет инструмент, находящийся в шпинделе станка и в позиции ожидания транспортного манипулятора. Для смены кассет к станку подъезжает автоматическая тележка 3 (робокар). Подставку с кассетой 2, в которой находится отработавший инструмент, извлекают из магазина и устанавливают на тележку 3, которая увозит кассету и взамен ее привозит новую.
454
Устройства для смены и контроля инструмента
9. Средства автоматической замены комплекта инструмента и изношенного инструмента
Эскиз и принцип работы
Три цепных магазина 1—3, установленных на станке. Смена инструмента осуществляется из позиции ожидания 4 манипулятором 5, Поворотное гнездо позиции ожидания расположено на шпиндельной бабке. Смена инструмента осуществляется при любом положении шпиндельной бабки. В позицию ожидания инструмент из магазинов доставляется манипулятором 6, отслеживающим перемещение шпиндельной бабки.
Два дисковых магазина 1, установленных на станке. Смена ин стр у -мента осуществляется манипулятором 2.
Для станков ГПС
455
Продолжение табл. 9
Эскиз и принцип работы
Два дисковых магазина, установленных на станке. Смена инструмента осуществляется относительными перемещениями шпиндельной бабки и магазинов. Инструменты, установленные в магазине /, предназначены для обработки одной детали, а установленные в магазине 2 — для обработки сопряженной детали.
456
Устройства для смены и контроля инструмента
Продолжение табл. 9
Эскиз и принцип'работы
Дополнительный цепной магазин, установленный на станке. Замена инструмента в основном цепном магазине 3 осуществляется манипулятором 2 из дополнительного магазина 1,
Двойной дисковый магазин, установленный на станяе. Смена инструмента в шпинделе станка из позиции ожидания 2 осуществляется манипулятором 3. В позицию ожидания инструмент доставляется из магазинов 4 и 5 манипулятором /.
Для станков ГПС
457
Продолжение табл. 9
Эскиз и принцип работы
Дополнительный магазин Л установленный на станке. Магазин / установлен соосно основному двухрядному магазину 5, наружное неподвижное кольцо которого имеет выкружку. Манипулятор 2 подает инструмент в позицию ожидания 4 смены инструмента кай из основного, так и из дополнительного магазина. ,
г з
Дополнительный магазин, установленный на станке. Замена инструмента в основном дисковом магазине 1 из дополнительного плоского магазина 2 осуществляется манипулятором 3, перемещающимся в продольном и поперечном направлениях.
4-58
Устройства для смены и контроля инструмента
Продолжение табл. 9
дОп<)Лыительный магазин, установленный около станка. Замена инсгрумеН’га в цепном магазине 3 станка из дискового дополнительного маг^ЗИН0 /* осуществляется манипулятором 2.
^Чшнительный дисковый магазин, установленный около станка. ЗаМ^ Л инструмента в дисковом магазине 1 станка из дискового магазин3 осуществляется манипулятором 2.
для станков ГПС
459
Продолжение табл. 9
Эскиз и принцип работы
Два дополнительных поворотных цепных магазина / и 5 установлены около станка 3. Замена инструмента в магазине 2 станка осуществляется ия дополнительного магазина 1 манипулятором 4. При этом во втором дополнительном магазине 5 осуществляется замена инструментов, после чего происходит смена позиций магазинов 1 и 5 путем поворота стойки 6 на 180°.
460
Устройства длл смены и контроля инструмента
Продолжение табл. 9
Эскиз и принцип работы
Дополнительный магазин, установленный около станка. Замена инструмента в основном магазине из дополнительного цепного магазина осуществляется двухзахватным манипулятором.
Автоматическая смена магазинов из двухместного накопителя. Накопитель магазинов установлен на двухпозиционной поворотной стойке. По окончании обработки заготовки манипулятор смещает магазин со станка и устанавливает в свободную позицию поворотной стойки, стойка поворачивается, и манипулятор перемещает новый магазин на станок.
Автоматическая смена магазинов из двухместного накопителя. Накопитель магазинов установлен около станка. В двухместном накопителе 1 находится цепной магазин 2. По окончании обработки заготовки цепной магазин 4 автоматически перемещается со станка 3 в свободную позицию накопителя, после чего магазин 2 перемещается на станок.
Для станков ГПС
461
Продолжение табл. 9
Эскиз и принцип работы
Автоматическая смена магазинов из четырех позиционного накопителя. По окончании обработки заготовки магазин 3 автоматически устанавливается в накопитель 2. Последний поворачивается в требуемое положение, и новый магазин автоматически устанавливается на станок. В позиции 1 осуществляется замена инструментов в магазине.
Автоматическая смена магазинов из четырехпозиционного накопителя. По окончании обработки заготовки магазин 2 автоматически перемешается в свободную позицию накопителя 1. Последний поворачивается в требуемое положение, и новый магазин автоматически устанавливается на станок. В магазине 3 установлены редко используемые инструменты.
462
Устройства для смены и контроля инструмента
Продолжение табл. 9
Эскиз и принцип работы
Магазин с кассетами инструментов, установленный на станке. В дисковом магазине хранятся кассеты с тремя инструментами. Доставка кассет с новым инструментом осуществляется из дискового магазина, установленного на автоматической тележке. Отработавшие кассеты в магазине заменяются автоматически.
Магазин с кассетами инструментов, установленный на станке. В цепном магазине 2 хранятся кассеты з тремя инструментами в каждой. Во время обработки заготовки требуемая кассета подаегся из магазина в позицию 3 ожидания смены инструмента. По окончании очередного перехода манипулятор 4 меняет инструмент в шпинделе станка. В позиции 1 отработавшая кассета автоматически выдвигается из магазина для замены.
Для станков ГПС
463
Продолжение табл. 9
Эскиз и принцип работы
Автоматическая замена инструмента в магазинах промышленным роботом. Робот заменяет инструменты в магазине станка из магазинов, установленных на автоматической тележке.
Автоматическая замена инструментов в магазине станка. На автоматической тележке установлены магазин инструмента и промышленный робот. Для замены инструмента тележка по команде ЧПУ перемещается к станку и робот заменяет инструмент в магазине станка.
464
Устройства для смены и контроля инструмента
Рис. 18. ГПМ фирмы Wanderer
Приспособления для контроля инструмента
465
Рис. 19. ГПМ с дополнительным магазином и перемещающимся по рельсам манипулятором
Рис. 20. Гибкий производственный участок фирмы Окшпа
Рис. 21. ГПМ фирмы НШ1ег НП1е
ПРИСПОСОБЛЕНИЯ ДЛЯ КОНТРОЛЯ ИЗНОСА И ПОЛОМКИ ИНСТРУМЕНТА При автоматической обработке заготовок на станках с ЧПУ важно осуществлять автоматический контроль состояния (износа и поломки) режущего инструмента и его замену инструментом-дублером. Эффективная работа ГПС, в особенности при работе по безлюдной технологии, возможна лишь при наличии системы автоматического контроля состояния и наличия
режущего инструмента и его автоматической замены, обеспечивающих высококачественную обработку деталей.
Контроль состояния режущего инструмента может быть осуществлен различными способами, основанными на использовании прямого и косвенного методов измерения. При прямом методе измеряется непосредственно величина износа режущей кромки инструмента, а при косвенном — параметр, более легко поддающийся измерению и связанный с износом определенной корреляционной зави-
466
Устройства для смены и контроля инструмента
Рис. 22. Автоматическое определение износа инструмента
симостью. Возможен контроль состояния режущего инструмента как непосредственно в процессе резания, так и после его окончания. Измерение может производиться посредством механических, акустических, пневматических, индуктивных и других устройств. Методы измерения могут быть контактными и бесконтактными.
Наиболее простым способом определения износа инструмента является контроль каждого инструмента по его стойкости (времени его работы). Период стойкости инструмента (срок службы) определяется на основании статистических данных или на основе данных завода-изготовителя инструмента. Данные стойкости каждого инструмента (данные о допустимой длине траектории режущей кромки), зависящие от условий его применения, вводятся в память УЧПУ. В процессе обработки заготовок ведется непрерывный счет фактического времени работы каждого инструмента.
Износ инструмента контролируется путем фиксации и накопления в памяти УЧПУ суммарного времени работы инструмента в зависимости от вида обрабатываемого материала. Перед началом обработки УЧПУ автоматически определяет оставшееся время работы каждого инструмента путем вычитания из запрограммированного времени стойкости инструмента времени применения инструмента на предыдущих операциях и длительности цикла обработки на данной операции. Когда сумма времени работы какого-либо инструмента будет равна запрограммированной, УЧПУ подает сигнал на замену инструмента. Недостатком такого способа является необходимость надежного определения периода стойкости инструмента, что достаточно сложно. Поэтому предельный период стойкости инструмента следует назначать так, чтобы, с одной стороны, исключить полный износ, а с другой — не допустить замены инструмента до истечения периода фактической его стойкости. Определение износа инструмента посредством контроля инструмента по стойкости целесообразно применять для обдирочных операций, для которых характерны большие колебания припусков на обработку и, следовательно, заданных и действительных сил резания.
Контактный способ прямого метода определения износа инструмента осуществляется непосредственно автоматическим измерением износа. Для этого режущая кромка инструмента автоматически подводится к измерительному щупу (рис. 22, а), который выдает данные об износе в систему УЧПУ, где они сравниваются с запрограммированными. Наряду с износом инструмента при этом определяется и геометрия режущей кромки: наличие нароста на режущей кромке (рис. 22, в) или скола режущей кромки (рис. 22, 6). В зависимости от знака разности между фактическим и заданным значениями можно судить о сколе или об образовании нароста.
Косвенный метод контроля состояния инструмента может осуществляться автоматическим измерением обрабатываемой заготовки щупом, установленным в одном из гнезд револь
Приспособления для контроля инструмента
467
верной головки станка или в гнезде магазина, откуда он автоматически устанавливается в шпиндель станка. Датчик измерительной системы измеряет в основном только те отклонения, которые зависят от износа инструмента. При достижении запрограммированной суммы коррекций даетсй команда на замену инструмента.
Контроль состояния инструмента в процессе резания является одним из основных факторов, обеспечивающих высококачественную обработку заготовок на станках с ЧПУ, особенно на станках ГПС прй работе по безлюдной технологии. Одним из наиболее простых устройств для контроля косвенным методом в процессе резания, основанный на измерении потребляемой мощности, является датчик, реагирующий на мощность, затрачиваемую на резание. Принцип работы таких датчиков основан на регистрации мощности, потребляемой приводными электродвигателями станка.
При обработке эталонной детали заточенным инструментом при заданных режимах резания регистрируют мощность электродвигателя. Эти данные заносятся в память УЧПУ. Если в процессе последующей работы фактическая мощность будет превышать зарегистрированную на данном переходе, то станок отключится и выдаст сигнал на замену инструмента. Так как сила тока электродвигателя пропорциональна крутящему моменту на шпинделе, то, регистрируя на дискретном измерительном устройстве от О до 100% номинального значения крутящего момента двигателя, учитывают фактическую нагрузку и сопоставляют ее с расчетной. Однако при обработке заготовок с небольшой глубиной резания этот метод не применим, так как определяемая только главной (тангенциальной) силой резания потребляемая мощность зачастую очень мала по сравнению с мощностью, затрачиваемой на преодоление сил трения и инерции.
Широкое распространение получил косвенный метод контроля состояния инструмента по силе резания и крутящему моменту на шпинделе, поскольку износ или поломка инструмента отражается на увеличении силы резания
и потребляемого электроприводом тока. Для измерения сил и моментов резания применяются следующие чувствительные датчики:
динамометрический тензодатчик, в котором зависящее от нагрузки сжатие кольцевого элемента обусловливает изменение сопротивления наклеенных тензодатчиков;
пьезоэлектрический динамометрический датчик, в котором деформация пьезоэлектрических кристаллов обусловливает образование электрического, заряда, преобразуемого посредством усилителя в пропорциональное электрическое напряжение;
магнитоупругий динанометрический датчик (датчик сопротивления), в котором от нагрузки кольцевого элемента зависят магнитные характеристики материала и индуктивность катушки;
магнитоупругий динамометрический датчик (датчик напряжения), в котором под действием нагрузки изменяется электрическая связь между первичной и вторичной обмотками;
магнитоупругий датчик крутящего момента с четырьмя магнитоупругими динамометрическими датчиками, встроенными в неподвижную часть револьверной головки таким образом, что они выдают сигнал, зависящий от силы резания.
Наиболее широкое применение получили системы непрерывного контроля, построенные на базе силоизмерительных подшипников — динамометрических тензодатчиков, встроенных в подшипники, позволяющих измерять силы, действующие на опору шпинделя, либо силы подачи, которые можно оценивать по силе тока при приводе постоянного тока. Под влиянием осевой составляющей силы резания, которая передается от инструмента на опору шпинделя станка, упругий элемент, оснащенный тензодатчиками, деформируется. Преимуществом такой системы являются высокие чувствительность и разрешающая способность, обеспечивающие надежный контроль инструмента даже малого диаметра или измерение небольших осевых составляющих силы резания.
На рис. 23, а показана схема тензометрического устройства для контроля осевой силы, возникающей в передней
Устройства для смены и контроля инструмента
468
Рис. 23. Тензометрические устройства с
чувствительным элементом
опоре инструментального шпинделя /. Посадочное место под упорные подшипники 2 выполнено как единое целое с деформируемым корпусом 3, воспринимающим осевую силу резания. Корпус приварен к наружному кольцу. Тензодатчики расположены на наружной поверхности деформируемого корпуса. Конструкция обеспечивает гер-’ метичность устройства и защиту датчиков от попадания смазочного материала и влаги, а также от механических повреждений.
На рис. 23, б показано тензометрическое устройство с чувствительным элементом 1 датчика 2, установленного между подшипником 3 винта 4 привода подачи. Чувствительный элемент состоит из двух концентричных колец, которые образуют прецизионный корпус для подшипников. Внутреннее кольцо имеет форму упругого элемента, несущего тензометрические датчики. Датчики защищены опорной гильзой 6. Для изоляции соединительного кабеля 5 используется керамика.
Инструментальный монитор позволяет выявить величину износа инструмента, его поломку, а также наличие инструмента при обработке. Принцип работы прибора контроля состояния инструмента основан на изменении параметров, характеризующих процесс резания. Входные параметры регистрируются путем установки датчиков
или преобразования других электрических сигналов. Система контроля работает, ориентируясь на три граничных значения осевой силы. Первая соответствует границе износа, вторая — границе поломки, третья — границе нормальной работы.
Контроль поломок инструмента игра-
Рис. 24. Варианты измерения силы резания в процессе обработки
Рис. 25. Устройства для контроля состояния
инструмента на токарном станке
Приспособлений для контроля инструмента
470
Устройства для смены и контроля инструмента
обработке. При поломке инструмента наступает быстрое увеличение силы подачи, система немедленно реагирует на этот процесс и формирует команду системы управления станком, которая выключает подачу и подает звуковой сигнал обслуживающему персоналу.
На рис. 24 показаны варианты изменения контролирующей силы резания в процессе резания (рис. 24, а — выявление износа инструмента). Возрастание сил резания свидетельствует об износе инструмента. Если износ превышает заданный уровеньмонитор дает сигнал о замене инструмента (рис. 24, б — выявление поломки инструмента). Если сила резания внезапно превысит уровень 7/, монитор фиксирует поломку инструмента и
станок останавливается (рис. 24, в — выявление наличия инструмента). Сила резания отсутствует и не превышает уровень III.
На рис. 25 показаны устройства для непрерывного одновременного контроля состояния инструмента в процессе обработки по величинам составляющих сил резания по осям X и Z при обработке заготовок на токарном станке. Тензометрические датчики 1 смонтированы между подшипниками ходовых винтов продольного и поперечного суппортов.
На рис. 26 показаны устройства для контроля состояния инструмента на многоцелевом станке. Тензометрические датчики I установлены между подшипникамиv шпинделя и винтами
Рис. 26. Устройства для контроля состояния инструмента на многоцелевом станка
Приспособления для контроля размеров деталей
471
продольной, поперечной и вертикальной подач. При измерении износа инструмента с помощью оптического датчика (на рис. 26 не показан) последний перемещается вдоль режущей кромки резца посредством электродвигателя. Величина смещения фиксируется датчиком положения, питающимся от источника света.
При оптоэлектронном методе полученное в видеокамере изображение контролируемого инструмента преобразуется в цифровую форму, которая сравнивается с данными, вызываемыми из запоминающего устройства и соответствующими заранее введенному в память изображению контролируемого инструмента.
В настоящее время изучается вопрос использования для измерения износа инструмента и его состояния датчиков радиоактивного излучения. Инструмент облучается нейтронами или заряженными частицами и в процессе резания небольшие облученные частицы материала инструмента отходят вместе со стружкой. Стружка помещается в поток масла, проходящий через измерительную головку, где измеряется уровень ее радиоактивности. Однако такой метод возможен только при полном исключении человека из технологического процесса.
ПРИСПОСОБЛЕНИЯ ДЛЯ КОНТРОЛЯ РАЗМЕРОВ ДЕТАЛЕЙ
Повышение точности обработки деталей на станках с ЧПУ может быть достигнуто при применении автоматических измерительных устройств для контроля размеров и формы деталей. В этом случае в автоматическом цикле может осуществляться измерение обрабатываемой детали методом ее непосредственного ощупывания, после чего автоматически рассчитывается величина коррекции и через систему управления проводится необходимая коррекция инструмента. Вместо одного из инструментов в шпиндель или револьверную головку станка вставляется резцедержатель с измерительным щупом, что позволяет после переключения из рабочей в измерительную позицию подавать управляющий сигнал в систему ЧПУ. Измерительный щуп при
измерительном цикле подводится к запрограммированному месту детали, измеряет ее истинный размер, после чего система управления сравнивает его с заданным значением. Как только отклонение размера достигнет границы поля допуска, принимается решение о необходимости коррекции.
На токарных станках для автоматического измерения диаметральных размеров применяются автоматические измерительные устройства, которые могут находиться вне зоны обработки или в рабочей зоне станка. В первом случае они устанавливаются взамен инструментального блока, а во втором — измерение происходит параллельно с работой инструмента. При этом измерительные устройства могут быть установлены на суппорте станка. По величине составляющих суммарного отклонения можно оценить отклонение фактического размера детали от заданного в программе и ввести коррекцию на это отклонение.
Измерительное устройство БВ-4195 конструкции ВНИИизмерения состоит из двух измерительных блоков (для контроля наружных и внутренних диаметров и длины), токоподводящего разъема и отчетно-командного устройства. Измерительные блоки размещаются в инструментальном магазине токарного, станка и по команде ЧПУ подаются на суппорт станка. Датчик измерительного блока встроен в корпус, конфигурация которого аналогична конфигурации корпуса инструментального блока.
Устройство БВ-4211 состоит из двух приборов: для измерения наружных и внутренних диаметров детали. Результат измерения в виде абсолютного размера фиксируется устройством цифровой индикации и может быть введен в систему управления станком. Особенностью измерительного устройства является возможность последовательных с инструментом действий без съема инструментального блока с суппорта. Устройство устанавливается на продольной каретке станка между инструментальным блоком и шпиндельной бабкой.
На токарных станках с ЧПУ применяются также встраиваемые в револьверные головки измерительные дат-
472
Устройства для смены и контроля инструмента
Рис. 27. Схема расположения ^прибора в рабочей зоне токарного станка
чики, обеспечивающие контроль размеров в процессе обработки. Сравнение заданных и фактических величин (сигнал рассогласования) является базой для автоматической корректировки положения инструмента, осуществляемой УЧ ПУ станка.
Измерения могут являться не только средством, обусловливающим возможность установить степень соответствия размеров обработанной детали размерам чертежа, но и средством управления точностью обработки. Это может быть достигнуто созданием устройств активного контроля размеров деталей с обратной связью, контролирующих точность обработки в широком диапазоне размеров и вносящих соответствующие корректировки.
Применение активного контроля повышает степень автоматизации станков с ЧПУ, что особенно необходимо в гибких технологических системах при обработке заготовок по безлюдной технологии (при отсутствии обслуживающего персонала во вторую и третью смены).
Бесконтактные методы непрерывного измерения заготовки в процессе обработки без остановки станка, активный контроль деталей являются наиболее перспективными, базируются на использовании оптико-электронных датчиков вместо механических щупов. При этом обеспечивается контроль
размеров и формы деталей, а также их сортировка.
Оптико-электронные измерительные устройства реагируют на интенсивность излучения света. Полупроводниковые фотодетекторы генерируют световые сигналы, сканирующиеся электронным измерительным устройством. Электрический сигнал генерируется пропорционально интенсивности падающего светового потока. Устройство измерения состоит из строчечной камеры, источника света, системы измерения перемещений, микроЭВМ. О источника света через оптическую систему световой поток проектируется на сгро-ку диодов, воздействуя на каждый отдельный фотодиод. Интенсивность освещения пропорциональна входному напряжению.
На рис. 27 показана схема расположения прибора в рабочей зоне токар ного станка. Строчечная камера 2 установлена в гнезде револьверной головки 1 токарного станка, револьверную головку перемещают посредством поперечного 6 и продольного 7 суппортов в направлении осей X и Z. Источник света 5 освещает обрабатываемую заготовку 4. Затененная заготовкой зона 3 проектируется на чувствительный элемент 8 камеры. Число неосвещенных фотодиодов А позволяет определить радиус R детали. Перед обработкой контролируются размеры
Приспособления для контроля размеров деталей
473
зажатой заготовки и определяется фактический припуск. При продольном перемещении суппорта тень от заготовки попадает на камеру, что обеспечивает контроль размеров заготовки. По результатам измерения припуска производится контроль программы.
В последние годы ведутся работы по использованию лазерной техники для измерения обрабатываемых деталей. Принцип измерения состоит в следующем. Луч лазера, совмещенный с осью, проходящей через центр фотоэлемента, сфокусирован в общей точке пересечения; линза концентрирует на фотодетекторе луч, отраженный от детали. Фотоэлемент определяет положение фокальной точки в трех положениях: перед поверхностью детали, за этой поверхностью или непосредст-ственно на поверхности. С помощью передачи винт—гайка головка перемещается таким образом, чтобы фокальная точка совместилась с поверхностью обрабатываемой заготовки. Оптический прибор активного контроля для станков с ЧПУ, выполненный на основе лазера, обеспечивает контроль геометрических параметров детали непосредственно в процессе обработки. Данные измерения фактических размеров детали используются для управления положением инструмента с помощью обратной связи. При этом возможно скорректировать ряд погрешностей обработки. Принцип измерения основан на особенности деталей — их незеркальной поверхности. В приборе использован модулированный лазерный источник малой мощности, функционирующий на основе гелий-неоновой смеси.
На многоцелевых станках наибольшее распространение получил метод измерения деталей посредством индикаторов контакта (датчиков касания) — щуповых измерительных головок, шариковые наконечники которых перемещаются в заданную точку, и считывания координат измерительной системы станка. Наконечник может легко перемещаться под действием силы, действующей в любом направлении. Обработка данных результатов измерения осуществляется ЭВМ. Разрешающая способность измерительных головок — 0,001 мм. Такие трехкоординатные головки (триггерные щупы) аналогичны
датчикам, применяемым в трехкоординатных измерительных машинах. Контроль детали на станке осуществляется трехкоординатной щуповой головкой, сигнальная система которой связана с системой измерения перемещения. Наличие в системе ЭВМ позволяет обработать результаты измерений с учетом систематических погрешностей станка.
Трехкоординатная щуповая головка состоит из измерительного шарикового щупа, измерительной головки и системы передачи сигнала. Сигнальная система щуповой головки связана с системой измерения перемещений. Подналадка станка и корректировка программы осуществляются в ходе обработки по результатам измерения первой детали. В щуповых головках индуктивного типа беспроволочная передача сигнала от измерительного устройства к щупу передается индуктивно. В качестве сигнала, соответствующего измеряемому размеру, используют частоту, изменяющуюся от 11 до 5 кГц.
В хвостовой части головки размещена батарея или аккумулятор для привода осциллятора, который включается автоматически при вводе щуповой головки в шпиндель станка. Головка содержит аналоговую индуктивную измерительную систему и устройство, бесконтактно передающее сигнал, соответствующий измеренной величине, в преобразователь, состоящий из приемника, микропроцессора для переработки входных данных, печатного устройства для регистрации отклонений и. устройства вывода информации для передачи коррекции в систему ЧПУ. Беспроволочная передача сигнала от измерительного устройства к станку осуществляется индуктивно при возможном зазоре в пределах 0,5—1,5 мм. При оптической передаче сигнала в щуповых головках используется инфракрасное излучения. Результаты измерений могут быть переданы также с помощью радиоволн, в приемник сигнала.
На многоцелевых станках для выполнения измерений необходимо предусматривать в управляющих программах выделение специальных измерительных циклов. Измерения могут производиться по каждой из коор-
474
Устройства для смены и контроля инструмента
Рис. 28. Схемы контроля деталей щуповой головкой:
а - установка головки в нулевое положение; б - контроль »ет»Ра„лД^ь«0<^.и лСТОр°Н„Ы заготовки перемещению стола станка и корректировка в процессе обработки, а -^кон троль припуска на обработку; а — контроль глубины обработки, д — контроль межосе вого расстояния; е — контроль размеров детали
Измерит задание
Изображение
Измерит, задание
Изображение
Расстояние в координатном направлении
Плоскость
Пространствен, расстояние (длина)
Центр круга
Диаметр круга
Точка сечения
Прямая пересечения
Прямая
Пруглость
Плоскостность
Параллель ность
(/гол
Перпендикулярность
Точки пространства
Учитывание шарикового наконечника
-П/2
Рис. 29. Схемы измерения элементов деталей щуповой головкой прибора «Инспектор»
Приспособления для контроля размеров деталей
476 Устройства для смены и контроля инструмента
динат. Щуповая измерительная головка на этих станках хранится в инструментальном магазине и автоматически подается манипулятором в шпиндель станка. Щуповые головки проверяют положение заготовки перед обработкой и между отдельными проходами. По команде ЧПУ измерительный наконечник головки приводится в соприкосновение с поверхностью детали перемещением узла станка вдоль одной из координатных осей. В момент соприкосно
вения шарового наконечника головка выдает импульс (сигнал), по которому УЧПУ фиксирует координатный размер в измерительной системе станка.
На рис. 28 показаны схемы контроля деталей щуповой головкой на многоцелевых станках с ЧПУ, на рис. 29 — схемы автоматических циклов для контроля деталей посредством щуповой головки прибора «Инспектор» фирмы Fritz Werner (Зап. Берлин).
Глава 5
УСТРОЙСТВА ДЛЯ РАЗМЕРНОЙ НАСТРОЙКИ ИНСТРУМЕНТА
УСТРОЙСТВА для ПРЕДВАРИТЕЛЬНОЙ НАСТРОЙКИ ИНСТРУМЕНТА ВНЕ СТАНКА
Поскольку станки с ЧПУ требуют применения инструментов определенных размеров при заданном положении относительно системы координат станка, предварительная настройка всех инструментов на заданные размеры вне станка играет решающую роль для повышения эффективности станков с ЧПУ.
Предварительная настройка инструмента вне станка обеспечивает значительное сокращение его простоев благодаря совмещению подготовительно-заключительного времени, затрачиваемого на переналадку станка, и вспомогательного времени, затрачиваемого на замену и поднастройку инструмента, с временем работы станка. Предварительная настройка инструмента проводится независимо от конкретной программы. Для этого регламентируются координатные размеры вершин режущей кромки инструмента. Приборы для предварительной настройки инструмента к станкам с ЧПУ по сравнению со специальными приспособлениями для настройки инструментов на агрегатных станках и станках-автоматах должны обладать большей универсальностью и гибкостью, т. е. возможностью быстрой переналадки для настройки различных инструментов.
Станки с программным управлением являются высокоточными автоматизированными станками. Основной предпосылкой, обеспечивающей достижимую точность обработки на этих станках, является точность предварительной настройки инструмента. Следовательно, приборы для предварительной настройки инструмента должны обеспе
чивать высокую точность настройки инструментов на размер по одной или нескольким координатам. С этой целью базирующие элементы приспособлений должны строго соответствовать базирующим элементам станков, предназначенным для установки вспомогательного инструмента.
Прибор для размерной настройки инструмента мод. 2010. (конструкция ВНИЙизмерения и Челябинского инструментального завода, рис. 1). Прибор предназначен для предварительной установки в двух горизонтальных координатах как резцов в инструментальных блоках станков токарной группы, так и вращающегося инструмента в оправках и на борштангах станков сверлильной и расточной группы. Прибор состоит из ступенчатой станины /, на плоскости нижней ступени которой имеются Т-образные пазы для установки переходников-адаптеров (имитирующих базирующие поверхности станков токарной группы для установки инструментальных блоков), или шпиндельной бабки 2 для установки борштанг. На верхней поверхности станины находятся нижняя 3 и верхняя 4 каретки, перемещающиеся соответственно в продольном и поперечном направлениях. На верхней каретке установлено визирное устройство 5, выполненное в виде проекционного микроскопа. На поворотном экране 6 проектора имеется штриховое перекрестие.
Для установки инструментальных блоков на поверхности прибора устанавливают сменные переходники-адаптеры. Установка адаптера по двум координатам относительно нулевых точек системы отсчета производится по контрольному шаблону, имитирующему две грани резца с определенными размерами относительно базовых по-
478
Устройства для размерной настройки инструмента
Рис. 1. Прибор для размерной настройки инструмента мод. 2010
верхностей шаблона. Каретки с проектором устанавливают на координаты, соответствующие размерам контрольного шаблона. Адаптер с шаблоном устанавливается и закрепляется на станине прибора таким образом, чтобы грани шаблона совпали с перекрестием проектора. Затем калибр снимается с адаптера, и проектор настраивается на размер инструмента согласно координатам, указанным в карте наладки. Предварительная установка проектора на заданные координаты осуществляется перемещением каретки по оптическим шкалам 7 и 8 стеклянных линеек и отсчетным микроскопам 9 и 10. Точная установка проектора осуществляется микрометрическими винтами 11. После установки проектора на заданные координаты положение кареток фиксируется стопорными винтами 12.
Настройка инструмента на заданные размеры координат осуществляется перемещением резца винтами настройки в положение, при котором его режущие кромки будут совпадать с перекрестием проектора, после чего резец закрепляется. .Точность настройки инструмента по каждой координате 0,005 мм. Проверка положения режущей кромки инструмента по вертикали осуществляется индикатором часового типа, установленным на отдельной стойке. При необходимости установки резца на
требуемый угол перекрестия предварительно устанавливаются по угломерной головке. Техническая характеристика прибора приведена ниже.
Увеличение проектора, крат 30 Линейное поле зрения объектива проектора, мм 6,5
Рабочий участок экрана проектора, мм............ 200
Расстояние от базовой плоскости основания до режущей кромки инструмента, мм .................. 200±2
Расстояние от режущей кромки инструмента до оправы объектива проектора, мм .................. 80±2
Рабочее перемещение кареток, мм: продольное .............. 300 х
поперечное............. 200
Предел допустимой погрешности установки координат, мм: поперечной................. 0,015
продольной .............. 0,015
Цена деления и шаг дискретности, мм................. 0,001
Габаритные размеры, мм 700X
Х970Х Х960
Изготовитель Челябинский инструментальный завод.
Настройка инструмента вне станка
479
Прибор для размерной настройки инструмента мод 2010ПН-50 (прибор с проектором) предназначен для предварительной настройки инструмента вне станка к станкам с ЧПУ токарной группы. Допускаемая погрешность установки продольной и поперечной координат — 0,015 мм. Цена деления шкалы системы отсчета и шаг дискретности — 0,001 мм. Изготовитель — Челябинский инструментальный завод.
Прибор для размерной настройки инструмента мод. 2011 (конструкция ВНИИизмерения и Челябинского инструментального завода) предназначен для размерной настройки резцов к станкам токарной группы. Для контроля положения режущих кромок инструмента применяется окулярный микроскоп с тридцати кратным увеличением. Проверка положения режущих инструментов по вертикали осуществляется индикатором, установленным на отдельной стойке. Прибор снабжен сменными державками для установки инструментальных блоков или борштанг, идентичных устройствам для базирования их на станке. Настройка инструмента осуществляется совмещением изображения режущей кромки инструмента в окуляре микроскопа с его координатной сеткой. Установка микроскопа производится по концевым мерам длины и индикатора. Каретки, несущие на себе микроскоп, перемещаются в прямоугольных направляющих от ходовых винтов. Техническая характеристика прибора приведена ниже.
Исполнение ..............Горизон-
тальное
Перемещение каретки, мм: продольное............... 300
поперечное ............ 150
Расстояние от базовой плоскости до режущего инструмента, мм................ 100
Цена деления микроскопа установки координат, мм 0,01
Цена деления шкалы индикатора, мм............... 0,01
Точность установки инструмента по каждой координате, мм ................... 0,01
Увеличение визирного устройства, крат ........... 30
Тип отсчетного устройства МО
Тип индикатора............. ИЧ
Линейное поле зрения, мм 7
Расстояние от кромки инструмента до оправы объектива, мм................. 60
Габаритные размеры, мм 740Х
Х620Х Х480
Изготовитель — Челябинский инструментальный завод.
На рис. 2 показан вид в окуляре микроскопа при наведении визира на кромку резцов различных типов.
Прибор для размерной настройки инструмента мод. 2011ПН-50 предназначен для предварительной настройки инструмента вне станка на станках с ЧПУ токарной группы. Погрешности установки координат: поперечной — 0,025 мм, продольной — 0,035 мм. Цена деления шкалы системы отсчета 0,01 мм. Изготовитель — Челябинский инструментальный завод.
Прибор для размерной настройки инструмента мод. 2012 (конструкция ВНИИизмерения и Челябинского инструментального завода) предназначен для предварительной настройки режущего инструмента в инструментальных блоках карусельных станков с ЧПУ по заданным размерам в двух горизонтальных плоскостях. Установка заданных координат производится по металлическим штриховым мерам и отсчетным микроскопам МО и МО-В с визированием режущей кромки инструмента по визирному микроскопу М12. Установка положения режущей кромки по вертикали осуществляется по индикатору часового типа. Техническая характеристика прибора приведена ниже.
Рабочее перемещение ка-'ретки, мм:
продольное................. 600
поперечное................. 350
Цена деления отсчетных устройств, мм . ............. 0,01
Увеличение визирного микроскопа, крат .... 30
Линейное поле зрения визирного микроскопа в плоскости предмета, мм . . . 7
Расстояние от режущей кромки инструмента до
480
Устройства для размерной настройки инструмента
оправы объектива микроскопа, мм.................. 60±2
Расстояние от базовой плоскости основания прибора до режущей кромки инструмента, мм..............210±2
Габаритные размеры, мм 1000Х
Х915Х Х600
Изготовитель — Челябинский инструментальный завод.
Прибор для размерной настройки инструмента мод. 2012М предназначен для предварительной настройки инструмента вне станка к карусельным станкам с ЧПУ. Допустимая погрешность установки координат: продольной — 0,07 мм, поперечной — 0,5 мм. Дискретность отсчета 0,01 мм. Изготовитель — Челябинский инструментальный завод.
Прибор для размерной настройки инструмента мод. 2026 (конструкция ВНИИизмерения и Челябинского инструментального завода) предназначен для предварительной настройки режущего инструмента и инструментальных блоков для станков с ЧПУ токарной группы. Установка продольных и поперечных координат производится по преобразователю ДЛП и устройству цифровой индикации, визирование режущей кромки инструмента — по про-
ектору. Каретка перемещается на шариковых направляющих. Для точной установки координат каретки имеют микроподачи. Техническая характеристика прибора приведена ниже.
Рабочее перемещение кареток, мм: поперечное............... 200
продольное............. 300
Увеличение проектора, крат 30 Цена деления и шаг дискретности, мм............. 0,001 1
Предел допустимой погрешности установки координат, мм: поперечной............... 0,020
продольной ............ 0,025
Линейное поле зрения проектора в плоскости предмета, мм................. 6,5
Расстояние от режущей кромки инструмента до оправы объектива проектора, мм................. 80±2
Расстояние от базовой плоскости основания до режущей кромки инструмента, мм................ 200±2
Габаритные размеры, мм 1230Х
Х970Х.
Х1500 Изготовитель — Челябинский инструментальный завод.
Рис. 2. Вид в окуляре микроскопа при наведении визира на кромку резцов различных типов
Настройка инструмента вне станка
481
Прибор для размерной настройки инструмента мод. ПНИ-1 (конструкция Челябинского инструментального завода) предназначен для размерной настройки режущего инструмента к станкам с ЧПУ сверлильной» расточной и фрезерной групп. Прибор оснащен измерительными датчиками линей; ных перемещений модели ПИЛ П1-А2, устройством цифровой индикации 5147/1 и проектором модели ПН50 для настройки режущей кромки по радиусу и вылету. Каретка, несущая инструмент, перемещается в вертикальном направлении, а каретка с проектором — в горизонтальном. Прибор позволяет настраивать инструмент на заданные координаты по индикатору. Техническая характеристика прибора приведена ниже.
Размеры настраиваемого инструмента, мм:
по диаметру............. О—300
по вылету............... 70—400
Цена деления отсчетных устройств (дискретность), мм 0,001
Увеличение проектора, крат 50
Поле зрения проектора, мм 2,5
Диаметр экрана проектора, мм ................... 160
Габаритные размеры, мм 980X Х150Х
Х1630
Изготовитель — Челябинский инструментальный завод.
Прибор для размерной настройки инструмента мод. 2015 (рис. 3) (конструкция ВНИИизмерения и Челябинского инструментального завода). Оптический прибор мод. БВ-2015 с окулярным методом визирования предназначен для станков сверлильной, расточной и фрезерной групп. Установка координат на приборе мод. БВ-2015 производится по шкалам и отсчетным микроскопам. Фиксация положения режущей кромки инструмента производится по визирному микроскопу. Прибор позволяет также устанавливать диаметральную координату по индикатору. Устройство имеет три исполнения с отсчетными микроскопами и с отсчетными навесными устройствами. Состоит из литого основания 7, в котором размещены шпиндель 4 и механизм грубого 11 и точного 12 пере-
16 Кузнецов Ю. И. и др.
Рис. 3. Прибор для размерной настройки инструмента мод. 2015
мещений вертикальной каретки. Фиксатор 3 исключает поворот шпинделя 4 во время затяжки инструмента маховиком 2. На верхней плоскости основания крепится стойка 9 с вертикальной 10 и горизонтальной 8 каретками. Вертикальная каретка перемещается по прямоугольным направляющим посредством ходового винта с шагом 4 мм. На вертикальной каретке находятся также прямоугольные направляющие, по которым перемещается горизонтальная каретка. Горизонтальная каретка предназначена для проверки и установки размера по диаметру. На горизонтальной каретке закреплено визирное устройство с микроскопом М-125, предназначенное для фиксации положения настраиваемого инструмента на заданный размер как по диаметру, так и по вылету. Шкала горизонтального размера визирующего устройства также закреплена на горизонтальной каретке и снабжена индикатором 1-МИГ. Перемещение горизонтальной каретки осуществляется маховиком 14 посредством ходового винта с шагом 2 мм.
В качестве отсчетных устройств применены микроскопы: МОС-21 — для горизонтального отсчета; МО-В — для вертикального отсчета. Техническая ха-
482
Устройства для размерной настройки инструмента
Рис. 4. Общий вид отсчетного устройства микроскопа МО-13 для установки точного размера по вылету инструмента (лимб микроскопа установлен на нулевую отметку):
а — лимб микроскопа; б — линия на подвижной шкале микроскопа; в — линия на неподвижной шкале
рактеристика прибора приведена ниже.
Диаметр настраиваемого инструмента, мм.......... 0—300
Вылет настраиваемого инструмента, мм............. 70—400
Увеличение визирного микроскопа, крат............ 30
Линейное поле зрения микроскопа, мм.............. 7,0
Рабочее расстояние микроскопа, мм................ 60
Установка координат микроскопами:
по диаметру..............МОС-21
по вылету.............. МО-В
Цена деления индикаторами ...................... 0,001
Цена деления отсчетного устройства, мм:
по диаметру.............. 0,001
по вылету................ 0,01
Габаритные размеры, мм 740Х
Х440Х
Х530
Изготовитель — Челябинский инстру ментальный завод.
Настройка прибора осуществляется следующим образом. Маховиком грубого перемещения 11 перемещают вертикальную каретку до отметки 100, ориентируясь по шкале линейки 13.
Рис. 5. Шкала линейки горизонтального отсчета микроскопа МОС-21
Устанавливают лимб микроскопа 6, поворачивая его против риски-указателя с отметкой «0». Линия, находящаяся на подвижной шкале микроскопа, должна при этом занять положение между двумя параллельными линиями, видимыми в окуляр микроскопа (рис. 4). Маховиком 14 (см. рис. 3) перемещают горизонтальную каретку в положение, когда отметка с цифрой 0 шкалы 0—10 микроскопа 7 модели МОС-21 совместится с цифрой 0 шкалы линейки горизонтального отсчета (рис. 5). Поворачивая лимб микроскопа МОС-21, устанавливают подвижную шкалу микроскопа отметкой 0 против риски указателя. Отметки с цифрами от 0 до 10 шкалы 0—10 микроскопа МОС-21 должны находиться в промежутке между двумя дуговыми концентричными линиями, видимыми в окуляр микроскопа.
Действительный размер вылета инструмента считывают со шкалы линейки 13 и с лимба микроскопа МО-В. Установка прибора на заданный размер по диаметру включает два режима: установка прибора на заданный размер по диаметру; определение диаметра инструмента.
Маховиком и микроподачей горизонтальная каретка устанавливается на требуемый размер по диаметру с помощью отсчетного устройства.
Настройка инструмента вне станка
483
Для определения диаметра инструмента предварительно перемещают вертикальную каретку на размер вылета инструмента, вставляют оправку с инструментом в шпиндель, ослабляют фиксатор. Поворачивая шпиндель, с помощью микроскопа М-12 добиваются наиболее резкого изображения режущей кромки инструмента. Вращая маховик перемещения горизонтальной каретки, добиваются совпадения вертикальной линии 2 (рис. 6), нанесенной на шкале микроскопа М-12, с линией режущей кромки инструмента. Вращая лимб микроскопа, подстраивают прибор. Полученный размер читают по микроскопу МОС-21. Это радиус инструмента. Для получения диаметра инструмента полученный размер удваивают.
Прежде чем настраивать прибор на заданные координаты, необходимо обратить внимание на то, что при вращении маховика грубого перемещения вертикальной каретки по часовой стрелке отсчет размера идет в сторону увеличения. При вращении маховика грубого перемещения вертикальной каретки против часовой стрелки отсчет размера идет в сторону уменьшения. При вращении маховика точного перемещения вертикальной каретки на себя отсчетный размер увеличивается, при вращении от себя — уменьшается.
Установка прибора на заданные координаты по вылету включает два режима: установка прибора на заданный размер по вылету; измерение действительного вылета инструмента.
Установка прибора на заданный размер по вылету осуществляется следующим образом. Маховиком грубого перемещения 11 (см. рис. 3) устанавливают предварительный размер, пользуясь шкалой линейки 13, Затем с помощью маховика точного перемещения 12 точно устанавливают требуемый размер, пользуясь отсчетным устройством.
Измерение действительного вылета инструмента осуществляют следующим образом. Маховиком грубого перемещения 11 перемещают вертикальную каретку на размер, приблизительно равный размеру вылета исследуемого инструмента. Вертикальная каретка в этом случае не мешает вставлять оправку с инструментом в шпиндель. После
16*
Рис. 6. Шкала микроскопа МОС
1 — горизонтальная линия в окуляре микроскопа; 2 — вертикальная линия в окуляре микроскопа; 3 — положение режущей кромки инструмента при настройке прибора на вылет инструмента; 4 — положение режущей кромки инструмента при измерении диаметров инструмента
этого ослабляют фиксатор 3. Пользуясь микроскопом М-12 визирного устройства 5 и поворачивая шпиндель 4У добиваются такого положения инструмента, когда изображение режущей кромки инструмента, видимое в окуляр микроскопа, будет наиболее четким, а края режущей кромки будут видны наиболее резко. В этом положении наиболее резкого изображения фиксатором стопорят шпиндель. Маховиком 2 зажимают инструмент, а маховиком 12 точного перемещения вертикальной каретки добиваются совмещения горизонтальной линии 1 (см. рис. 6), видимой в окуляр микроскопа М-12, с линией режущей кромки инструмента. Поворачивая лимб микроскопа М-13 из положения «О» по часовой стрелке, добиваются положения, когда перемещающиеся две горизонтальные и параллельные линии заключат в пространство между собой горизонтальную линию, находящуюся на шкале микроскопа.
Прибор для размерной настройки инструмента мод. БВ 2027 (конструкции ВНИИизмерения) предназначен для предварительной размерной настройки режущего инструмента для
484
Устройства для размерной настройки инструмента
станков в ЧПУ сверлильной, расточной и фрезерной групп, а также к многоцелевым станкам. Установка координат производится по преобразователям ПИЛ П1-А2 и устройству цифровой индикации, фиксации положения режущей кромки инструмента — по визирному микроскопу М-12. Для более точной установки диаметральной координаты прибор комплектуется индикатором многооборотным типа 1 МИГ. Каретки перемещаются по прямоугольным направляющим. Техническая характеристика прибора приведена ниже.
Размеры настраиваемого инструмента, мм:
по диаметру............ О—300
по вылету.............. 124—400
Шаг дискретности, мм . . . 0,001
Цена деления индикатора
1 МИГ, мм ................ 0,001
Увеличение микроскопа
М-12, крат............... 30
Рабочее расстояние микроскопа М-12, мм .......... 60
Погрешность установки координат, мм:
по диаметру............. 0,015
по вылету............... 0,030
Габаритные размеры, мм 1450Х
Х500Х
Х1530
Изготовитель — Челябинский инструментальный завод.
Прибор для размерной настройки инструмента мод. 2027 предназначен для предварительной настройки инструмента вне станка к станкам с ЧПУ расточной, сверлильной, фрезерной групп, а также к многоцелевым станкам. Допустимая погрешность установки координат: по вылету — 0,030мм, по радиусу — 0,015 мм. Дискретность отсчета: по вылету и радиусу — 0,001 мм.
Прибор для размерной настройки инструмента вне станка к станкам с ЧПУ расточной, сверлильной, фрезерной групп, к многоцелевым станкам с выходом на ЧПУ планируется к серийному изготовлению Челябинским инструментальным заводом в 1990 г.
УСТРОЙСТВА ДЛЯ АВТОМАТИЗИРОВАННОЙ НАСТРОЙКИ ИНСТРУМЕНТА НА СТАНКАХ
При настройке инструмента вне станка не обеспечивается высокая точность обработки заготовок вследствие наличия ряда погрешностей: настройки инструмента вне станка; установки инструмента; износа инструмента; геометрических погрешностей станка, а также погрешностей, вызванных тепловыми деформациями, деформациями системы станок — приспособление — инструмент — заготовка.
При автоматизированной настройке режущего инструмента непосредственно на станке полученные в результате измерения отклонения размеров инструмента от допустимых значений передаются в систему ЧПУ с целью определения требуемой коррекции положения инструмента. При этом отсутствует необходимость точной предварительной настройки инструмента на приборах, поскольку предварительная настройка необходима лишь в пределах нескольких миллиметров.
Настройка инструмента на токарных стайках. Для автоматического измерения инструмента на токарных станках применяют измерительные щупы-датчики касания (с дискретным сигналом). Датчики могут быть установлены на корпус передней бабки станка (рис. 7, а), выполнены выдвижными, перемещаемыми в рабочую позицию на точных направлениях (рис. 7, б и в), либо откидными, установленными на откидном рычаге (рис. 7, г).
После поворота револьверной головки перед началом обработки режущая кромка каждого резца по программе подводится к щупу датчика, для автоматического измерения в зоне обработки. Щуп посредством кабеля через интерфейс соединен с УЧПУ станка. В момент касания режущей кромки инструмента с щупом возникает электрический сигнал, воспринимаемый УЧПУ. Перед началом работы станка измерительный щуп калибруется в автоматическом цикле посредством эталонного инструмента для определения действительного расстояния между точ-
Настройка инструмента на станке
485
Рис. 7. Схемы установки датчиков касания на токарных станках
кой отсчета станка и щупом. При настройке инструмента щуп прямоугольной формы фиксирует фактическое положение режущей кромки инструмента, которое сопоставляется в УЧПУ с заданным в программе, после чего рассчитывается необходимая коррекция позиционирования режущей кромки инструмента. Повторное измерение инструмента позволяет вносить коррекцию его положения.
Для автоматической настройки инструмента на токарных станках может быть использован метод АТС (Automatic Toll Calculation) — метод автоматического расчета установочных размеров инструмента. При применении этого метода инструменты в револьверной головке токарного станка могут быть установлены произвольно.
С помощью электронного маховика инструменты револьверной головки по
следовательно устанавливаются под перекрестием расположенной в зоне работы инструментов оптической системы, которая находится в заданной точке координатной системы станка (рис. 8). Координаты перекрестия оптической системы в качестве параметра станка хранятся в памяти системы управления, что позволяет автоматически рассчитывать установочные размеры инструментов. Эти размеры передаются в систему управления для коррекции программы при определении траектории режущих кромок. Этот метод обеспечивает точность позиционирования 0,02 мм по диаметру.
Настройка инструмента на многоцелевых станках. Для автоматической настройки инструмента на многоцелевых станках измерительное устройство устанавливают на столе станка вне рабочей зоны. Перед началом обработки
486
Устройства для размерной настройки инструмента
Рис. 8. Схема автоматической настройки инструмента на токарных станках с ЧПУ
стол станка и шпиндельная бабка по программе выводятся в положение, при котором соответствующий режущий инструмент доводится до касания с щупом датчика измерительного устройства,
выдающим сигнал, указывающий положение вершины режущей кромки относительно начала отсчета. Разность между фактическим положением режущей кромки и заданным положением определяет величину необходимой коррекции. Оценка полученной информации с помощью микропроцессора обеспечивает формирование корректирующего сигнала. Схема контроля положения режущей кромки сверла показана на рис. 9. а.
На рис. 9, б показана схема измерения длины сверла 1 посредством щупа 2 пневматической головки 5, на рис. 9, в — схема измерения длины и вылета режущей кромки расточного резца / посредством щупов 3 и 2 пневматических головок 4. Щупы под давлением сжатого воздуха выдвинуты. При контактировании инструмента с щупом головки создаются два точно повторяемых электрических сигнала, соответствующих допуску ±1 мкм.
На рис. 10 показана схема автоматизации размерной настройки вершины резца на станке мод. 2А622МФ2. На шпиндельной бабке 6 станка установлены привод 5 оправки 3 расточного
У
Рис. 9. Схемы установки датчиков касания на многоцелевых станках
Настройка инструмента на станке
487
Рис. 10. Схема автоматизации размерной настройки инструмента на станке мод. 2А622МФ2
устройства 4 и привод 7 зажима оправки 5, а на столе 1 станка закреплен датчик 2. После установки расточного устройства в шпиндель 8 с соответствующей угловой ориентацией и подвода стола 1 в позицию контроля положения вершины резца шпиндельная бабка позиционируется таким образом, чтобы ось шпинделя находилась от точки срабатывания датчика 2 на расстоянии, равном половине требуемого диаметра растачиваемого отверстия. Приводы 5 и 7 обеспечивают разжим оправки 3 и ее радиальное перемещение. Вершина резца взаимодействует с датчиком 2, оправка 3 зажимается. Шпиндельная бабка и стол отводятся в позицию для обработки, приводы 5 и 7 отводятся приводом 9 из зоны резания и производится растачивание оправкой 3.
На рис. 11 показано устройство контроля радиального положения вершины резца конструкции ЭНИМСа. Расточная головка 7 из магазина 6 станка 5 посредством устройства 8 автоматической смены инструмента устанавливается в шпиндель 4 таким образом, что вершина резца ориентируется в радиальном суппорте 2 в направлении от-
Рис. 11. Устройство автоматического контроля радиального положения вершины резца
счетного устройства /. Ползун 5, смонтированный на шпиндельной бабке, выдвигает отсчетное устройство 1 на величину, соответствующую вылету вершины резца расточной головки. Отсчетное устройство 1 может перемещаться под действием силы от движения вершины резца.
После указанной ориентации расточной головки отсчетное устройство 1 смещается до касания вершины резца, радиальный суппорт перемещается из одного предварительно установленного положения в другое, при этом под действием силы подачи перемещается и отсчетное устройство 1 до срабатывания смонтированного в нем датчика (например, фотоэлектронного), дающего команду на останов радиального суппорта в положении, соответствующем начальному диаметру в диапазоне работы расточного устройства. Затем отсчетное устройство 1 отводится из зоны обработки и производится растачивание. При необходимости перехода на другой растачиваемый диаметр не требуется выдвижения отсчетного устройства — точность позиционирования вершины резца обеспечивается приводом перемещения радиального суппорта, стыкуемого с расточным устройством при установке последнего в шпиндель.
ПРИЛОЖЕНИЕ
ПОСАДОЧНЫЕ И ПРИСОЕДИНИТЕЛЬНЫЕ МЕСТА СТАНКОВ
Посадочные и присоединительные места станков показаны на рис. 1—32.
Присоединительные размеры револьверных головок приведены в табл. 1,2.
Рис. 1. Шпиндель (а) и револьверная головка (б) токарного одношпиндельного патронною полуавтомата 1П416ФЗ
О6 9°Х ОЬШ
Рис. 2. Габаритные размеры рабочего пространства (а), шпиндель (б) и револьверная головка (в) токарного револьверного полуавтомата 1П426ФЗ
Посадочные и присоединительные места станков
489
Рис* 3. Планшайба (а), гнездо револьверной головки (б) токарно-карусельных одностоечных станков 1512Ф2, 1512ФЗ, 1516Ф2 и 1516ФЗ
Рис. 4. Шпиндель (а), револьверная головка (б) и резцедержатель (в) токарного станка 16Б16ФЗ
Рис. 5. Шпиндель (а) и револьверная головка (б) токарного полуавтомата РТ755ФЗ
490
Посадочные и присоединительные места станков
Ход 250мм
Реи. 6. Габаритные размеры рабочего пространства токарного станка 16К20ФЗ: а — при центровых работах; б — при патронных работах
Рис. 7. Шпиндель (а) и габаритные размеры (б) рабочего пространства токарновинторезного станка 16КЗОФЗЗЗ
Рис. 8. Габаритные размеры рабочего пространства токарного станка 16Б16Т1
Посадочные и присоединительные места станков
491
Рис. 9. Шпиндель (а), резцедержатель (б) и установка патрона (в) токарного патронного полуавтомата КТ141
1. Присоединительные размеры отверстий револьверных головок (по ГОСТ 24900—81)
Размеры, мм
492
Посадочные и присоединительные места станков
Рис. 10. Габаритные размеры рабочего пространства (а), шпиндель (б) и револьверная головка (в) токарного патронного полуавтомата 1П756ДФ398
2. Присоединительные размеры револьверных головок или переходных плит (по ОСТ 2У16-1—88)
Размеры, мм
hi h3 h*, не более Л b (Н6)
56 32 20 21 12 5,5 16
72 42 25 28 14 20
90 50 30 37 16 6,5
110 65 45 49 18 25
140 80 60 59 22
Посадочные и присоединительные места станков
493
<0
Рис. 11. Габаритные размеры рабочего пространства (а) и резцедержатель (б) токарного двухшпиндельного патронного фронтального станка с ЧПУ МР135
494
Посадочные и присоединительные места станков
Рис. 12. Шпиндель (а) и установка резцедержателей ((Г) токарного патронноцентрового двухсуппортного полуавтомата ЕМ500ДФЗ
Посадочные и присоединительные места станков
495
Рис. 13. Револьверная головка (а), габаритные размеры рабочего пространства и шпиндель (б) токарного патронного полуавтомата 1П732РФЗ
496
Посадочше и присоединительные места станков
Рис* 14. Шпиндель (а) и револьверная головка токарно-револьверного пруткового станка 1Е365ПФ30
Рис. 15. Шпиндель (а), резцедержатель (0) и установка патрона (а) токарно-револьверного станка 1В340Ф30
Рис. 18. Шпиндель (а), палета (0) и габаритные размеры рабочего пространства (в) многооперационного станка 2202ВМФ4
Посадочные и присоединительные места станков
497
конус метрический ВО Торец планшаййь/
Рис. 17. Шпиндель горизонтально-расточного станка с неподвижной передней стойкой 2636ГФ1
Рис. 18. Шпиндель горизонтального расточного станка 2637ГФ2
z-500
------ 1ZQ
Рис. 19. Полета (а), габаритные размеры рабочего пространства (д') многооперационного станка ИР500ИФ4 (посадочный конец шпинделя см. рис. 23, а)
Рис. 20. Стол (а) и шпиндель (б) вертикально-фрезерных консольных станков 6Р13ФЗ-37, 6Т13ФЗ-1, 6Т13Ф20
1900 max
Рис. 21. Габаритные размеры рабочего пространства (а) и шпиндель (б) про-дольно-фрезерно-расточного двухстоечного станка 2206ВМФ4
SOOiO.Z
Посадочные и присоединительные места станков
499
Рис. 22. Шпиндель (а), стол (б) и габаритные размеры рабочего пространства (в) многооперационного станка 2206ВМФ4
Рис. 23. Шпиндель (а), стол (б) и габаритные размеры рабочего пространства (в) многооперационного станка ИР800М84
А-А
Рис. 24. Шпиндель (а), стол (б) и габаритные размеры рабочего пространства (в) многооперационного станка 2252ВМФ4
500
Посадочные и присоединительные места станков
Рис. 25. Шпиндель (а), стол ((f) и габаритные размеры рабочего пространства (в) многооперационного станка 2254ВМФ4
Рис. 26. Шпиндель (а) и стол ((f) многооперационного станка 2256ВМФ4
Рис. 27. Шпиндель (а) и размеры паза стола ((f) многооперационного горизонтального станка 2204ВМФ2
Посадочные и присоединительные места станков
501
Рис. 28. Габаритные размеры рабочего пространства (а), шпиндель (б), размеры стола (в) и паза стола (г) многооперационного вертикально-сверлильно-фрезерного с автоматической сменой заготовки станка 21104Н7Ф4
Рис. 29. Шпиндель (а), размеры стола (б) и паза стола (в) многооперационного вертикального с автоматической сменой заготовки станка 2254ВМ184
502
Посадочные и присоединительные места станков
а)
Рис. 30. Габаритные размеры рабочего пространства (а) и расточной шпиндель (б) расточных станков 2А622Ф2 и 2А622Ф2-1
Рис. 31. Габаритные размеры рабочего пространства станка «Модуль* ИР320ПМФ
Посадочные а прибоеддов г^ьные места станков
503
Конус метрическеи 120
276 282+2>°
458^
\4,ГК
_____
24А3
0,5*У
МплыйЙйми^ Положение 2 ои риски калибра от торца КонусностьЬяТ шпинделя после окончательной обработки конуса
S)
Рис. 82. Габаритные размеры рабочего пространства (а) и конец выдвижного
шпинделя (б) фрезерно-расточного станка НС-66АФ4
СПИСОК ЛИТЕРАТУРЫ
1. БесС°льЧев А. М., Покасюк В. Н. Гибкие производственные системы на базе обрабатывающих центров. М.: НИИМаш. 1984. 88 с.
2. БроН Л- С., Земляной В. В.Переналаживаемые автоматические линии. М.: НИИМаш. 1982. 32 с.
3. Вас0льев В* И. Организация, управление и экономика гибкого интегрированного производства в машиностроении. Машиностроение, 1986. 312 с.
4. Головки расточные однозубые и двузубые Для станков с ЧПУ типа «обрабатывающий центр». Методические рекомендации//Б. А. Смирнов, Г. В. Матнеев. М.: ВНИИТЭМР, 1987. 16 с.
5. Голубева М. В., Емельянов В. Я. Автоматические измерительные устройства для контроля размерной точности деталей нН токарных станках с ЧПУ. М.: ЭНИМС, 1978. 32 с.
6. Грачев Л. Н., Сахаров М. Г., Антипов Б. И. Автоматизированное управление точностью обработки на токарных станках с ЧПУ. М.: НИИМаш, 1982. 48 с-
7. Каталог деталей и сборочных единиц сборно-разборных приспособлений для обработки заготовок на станках с ЧПУ. М.: НИИМаш, 1978. 62 с.
8. Катаев Ю. X., Потапов В. А., Пуринь Я- Современные гибкие производственные системы и их компоненты. ВНИИТЭМР, 1984. 48 с.
9. Колка и- Кувшинский В. В. Многооперационные станки. М.: Машиностроение, 1983. 136 с.
10. Конструкции и эксплуатация резцов, оснащенных синтетическими сверхтвердыми материалами на оенове нитрида бора. Методические рекоменда-ции/Г. В. Боровский, С. У. Молодык и др. М.: ВНИИТЭМР, 1987. 70 с.
11. Конструкция и эксплуатация торцовых Фрез из сверхтвердых мате
риалов на основе нитрида бора: Методические рекомендации/Г. В. Боровский, Б. А. Мартынов и др. М.: изд. НИИМаш, 1984. 67 с.
12. Кочкин В. И., Штерин В. Б., Дикарев Н. М. Перспективы развития расточных устройств для обработки точных деталей на многоцелевых станках в условиях ГПС (обзорная информация). М.: ВНИИТЭМР, 1986. Сер. 10. Вып. 3. 64 с.
13. Кузнецов Ю. И. Оснастка гибких производственных систем для обработки тел вращения корпусных и плоскостных деталей в условиях мелкосерийного производства. М.: ВНИИТЭМР, 1986. 60 с.
14. Кузнецов Ю. И., Сафраган Р. Э., Гончаренко Б. А. Станочные приспособления металлорежущих станков с ЧПУ. Киев: Техшка, 1984. 156 с.
15. Кузнецов Ю. И. Состояние и тенденции развития оснастки для оборудования ГПС мелкосерийного производства. М.: ВНИИТЭМР, 1985. 72 с.
16. Кузнецов Ю. И. Технологическая оснастка станков с ЧПУ и промышленных роботов. М.: Машиностроение, 1987. 112 с.
17. Кузнецов Ю. И. Технологическая оснастка к станкам с программным управлением. М.: Машиностроение, 1976. 224 с.
18. Кузнецов Ю. И. Устройства для автоматической смены инструментов и заготовок на станках с ЧПУ. М.: НИИМаш, 1983. 72 с.
19. Лихициер Г. М., Кочеров-ский Е. В. Вспомогательный инструмент для многоцелевых токарных станков с ЧПУ//С6. трудов ВНИИинстру-мента. 1987. 12—16 с.
20. Маслов А. Р. Современные тенденции в конструировании специального режущего и вспомогательного инструмента для автоматизированных производств. М.: ВНИИТЭМР, 1985. 48 с.
Список литературы
505
21. Материалы симпозиума «Гибкая автоматизация сверления и фрезерования. Экономическое применение в автомобильной промышленности». М.: НИИТавтопром, 1983. 160 с.
22. Материалы симпозиума и выставки продукции фирмы Nikken (Япония), 19—23 мая 1986 г. М.: ЭНИМС, 52 с.
23. Музыкант Я. А., Семенченко Д. И., Локтев А. Д. Система токарных резцов с механическим креплением пластин//Станки и инструмент. 1986. № 3. 21—23 с.
24. Номенклатурная ведомость ГПМ и других составляющих компонентов ГПС, осваиваемых производством на 1986—1990 гг. М.: ВНИИТЭМР, 1986. 34 с.
25. Палей С. М., Васильев С. В. Контроль состояния режущего инструмента на станках с ЧПУ. М.: НИИ-Маш, 1983. 52 с.
26. Переналаживаемая технологическая оснастка/Под ред. Д. И. Полякова. М.: Машиностроение, 1988. 256 с.
27. Применение и конструктивные особенности токарных многоцелевых станков/Ельчанин Ю. М., Итин А. М. и др. М.: ВНИИТЭМР, 1987. 48 с.
28. Применение механизированных универсально-сборных приспособлений на станках с ЧПУ: РТМ 2П 27-2-79. М.: НИИМаш, 1980. 38 с.
29. Применение резцов с пластинами из керамики: Методические рекомен-дации/Я. А. Музыкант, А. В. Шахова. Мл ВНИИинструмент 1982, 12 с.
30. Пухов А. С. Автоматизация многосторонней обработки вращающихся деталей. М.: ВНИИТЭМР, 1986. 64 с.
31. Сборно-разборные приспособления для обработки заготовок на станках с ЧПУ: Рекомендации по применению. М.: НИИМаш, 1978. 56 с.
32. Сборные перовые сверла. Конструирование, технология изготовления, эксплуатация: Методические ре-комендации//А. В. Дворецкий. М.: ВНИИТЭМР, 1987. 71 с.
33. Средства контроля, управления и измерения линейных и угловых размеров в машиностроении: Каталог. М.: ВНИИТЭМР, 1985. с. 304.
34. Типаж металлорежущего инструмента на 1986—1990 гг. М.: ВНИИ-инструмент; ВНИИТЭМР, 1985. 374 с.
35. Универсально-сборная и переналаживаемая оснастка/ А. И. Жабин, Г. П. Холод, В. А. Здор и др. Киев: Техшка, 1982. 262 с.
36. Фрезы торцовые регулируемые кассетной конструкции с механическим креплением режущих пластин из синтетических сверхтвердых материалов на основе нитрида бора для автоматических линий и специальных станков: Методические рекомендации//Г. В. Боровский, С. И. Беляев и др. М.: ВНИИТЭМР, 1987. 44 с.
37. Шарин Ю. С. Обработка деталей на станках с ЧПУ. М.: Машиностроение, 1983. 117 с.
38. Шарин Ю. С. Технологическое обеспечение на станках с ЧПУ. М.: Машиностроение, 1986. 174 с.
ПЕРЕЧЕНЬ ГОСТОВ
В справочнике использованы ГОСТы, действующие и утвержденные на 14 апреля 1990 г.
гост Страница ГОСТ Страница
1477—84 244 19059—80 164
1574—75 213 19265—73 154, 219
1672—80 245—247 19267—73— 245
2034—80 232 19272—73 228
2209—82 172 19543—74—
2848—75 228, 242, 19547—74 319
324, 325 19860—74
3231—71 237, 241 19880—74 389
3478—79 240 20388—74— 245
3755—78 213, 215 20392—74 212
3882—74 210, 211, 20536—75
213, 214, 237 20537—75 212
40Ю—77 177 20538—75 212
9562—81 321 20694—75— 228
9795—84 9797—85 191, 255, 256, 259 190 20698—75 21525—76— 245
Ю044—73 189 21528—76 242
10673—75 213 21540—76
10902—77 222 21545—76 242
10903—77 224 21579—76 242
И175—80 245, 248—250 21587—76 242
12489—71 237, 240 23022—78 257
12509—75 237 24256—80 166
12876—67 242 24637—81 213,214
13876—87 14034—74 14953—80 320 242, 324 242, 243 24644—81 24737—81 24900—81 319 321, 322 285, 287, 301
16463—80 17025—71 17927—72— 17933—72 18062—72 214, 216 207, 217, 219 250 193 25003—81 25416—82 25526—82 25557—82 25827—83 156, 160, 161 175—180 235, 236 323, 325 318, 319
18063—72 192 25987—83 193
18372—73 210, 211 26228—85 90
19042—80 19045—80 234 265 27476—85 26538—85 157 212, 327, 338
19046—80 162, 163 26540—85 321, 322
19048—80 174 26541—85 328
19050—80 159 26595—85 203—205
19051—80 19052—80 167 165, 167 26611—85 159, 161
19056—80 161 26962—86 90
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Б
Бабка задняя 33, 34
Базирование вращающегося инструмента 310, 311
— заготовок в приспособления» 44, 45
— приспособлений 45, 46
Блок 310—314
— прямой 297, 300
— расточный 297, 301
— резцовый 304
— с центральным цилиндрическим отверстием 304
— трехсторонний 297, 301
— угловой 297, 301
Блоки позиционирующие 343, 344, 349
В
Величина коррекции 276
Вставки быстросменные 356, 367, 368
— быстросменные предохранительные 356, 368
— перетачиваемые 185
— резцовые 188
Втулки переходные 289, 294, 295, 324,
331, 345, 346
— разжимные 298, 293
Втулки регулируемые длинные 324, 333
— короткие 324, 332
Г
Гайки стопорные 322
Гибкий автоматизированный участок 147—149
Гибкие производственные модули 451— 453
— Магазины палет 109—115 — с дополнительным магазином и манипулятором 453, 465
Гибкий производственный участок 453, 465
Гидроцилиндр вращающийся 42—44
Гидроцилиндры с автоматическим самоторможением 137, 138 — с самотормозящимся звеном 137
Головка двухшпиндельная 347, 349, 434
— прямая 304, 305
— расточная 276—279, 385, 386
— револьверная 297, 300, 450
— угловая 305, 306, 349—352
Головки — Автоматическая смена 276, 277
— двухрезцовые 254, 257, 258
— многошпиндельные 346—353, 420, 434, 438—448
— расточные 254, 257, 258, 268, 269
— револьверные 394—396, 399—408
— с конусом Морзе 301—303
— со сменными зажимными цангами 301, 302
— с предохранительными устройствами 301, 303
— угловые 349, 350
— ускорительные 352, 353
д
Державки для регулируемых патронов, втулок, оправок 324, 332 — с конусом 265, 266
Держатели 297, 299
Детали зажимные 66
— крепежные 66, 68
— направляющие 66
Дозатор для подачи масла 354, 355
3
Зенкеры 237, 238 — с коническим хвостовиком 237, 241, 242 — цельные 237, 239, 240
Зенковки — конические 242, 243
— обратные автоматические 355—357
— оснащенные режущими элементами из СТМ 245
— цилиндрические 242, 244, 245
И
Износ инструмента 466
Инструмент вспомогательный 289, 296, 297 — Биение 388, 389.
— для зарубежных станков 356, 358— 387
— для многоцелевых станков 301—305
— для подвода СОЖ 343—346
— Классификация для станков с ЧПУ 289
— Критерии выбора конструкций 282, 284
— с базирующей призмой 293, 296— 301
— с хвостовиками для автоматической смены 356, 380—383
— с цилиндрическим хвостовиком 285—293
К
Классификация инструментальных си-
стем 339, 340
Кодирование инструмента 386, 387
Кольца регулировочные 285, 288
Компоновка рабочего пространства 308
Концы шпинделей 318, 320
Конусы инструментальные 322—325
Крепление механическое 156
508
Предметный указатель
— пластин 157, 158, 172, 182 Кулачки сменные 36
Л
Люнет 33—35—Гидро- и пневмосхемы 35
— Примеры применения 35
М
Метчикодержатель 326, 337—339
— к резьбонарезным патронам 356, 379 Метчики машинные 251—254
Механизация и автоматизация закрепления заготовок 128, 133—139 Муфта 42
Н
Насадка гидравлическая 33, 34 Настройка инструмента на многоцелевых станках 485—487 — на токарных станках 484, 485
О
Обработка поверхностей токарными резцами — Схемы 156
Оправка расточная 272—275, 289, 295 — для чернового и получистового растачивания 254, 255, 265, 269, 270 — для чистового растачивания 270 — комбинированная 270, 271 — с автоматической подналадкой 272 Оправки для насадных фрез 322, 327— 329
— регулируемые 254, 256, 259, 324 334
— Оснастка инструментальная 305— 318, 353—357
П
Патрон 356 — автоматизированный поворотный 36, 40 — быстродействующий 341, 342 — быстропереналаживаемый 11—14 — быстросменный 339, 341 — для подвода СОЖ 343—346 — для разверток 384, 385 — инерционный 21, 22 — комбинированный 31, 33 — поводковый 20—27 — поворотный 36—39 — резьбонарезной 356 — рычажный 15, 16
— самоцентрирующий 9—11, 14, 15 — сверлильный 384
— с радиальным перемещением резца 259—261
— трехкулачковый поводковый 16, 17
— цанговый 389
— эксцентричный поворотный 20 Патроны автоматически переналаживаемые 90—103
— регулируемые 324, 326, 335, 337
— с цилиндрическим хвостовиком 322, 330
— токарные 11, 12, 17, 322, 329, 330
— цанговые 322, 329, 330
— штырьковые поводковые 106
Патроны и приспособления автоматически заменяемые 103—106
Переходник 265, 266
Пластина сменная 236
— цельная 187
Плита базовая 50—53
— квадратная 64
— с бесшланговыми цилиндрами 135
Поводки к оправкам 326, 338
Податливость 391, 392
Преобразователи давления 75—77 Прибор для размерной настройки инструмента 477—484
Приводы гидравлические 75—77, 134— 139
— патронов 41—44
Применяемость композитов для фрезерования 198
Примеры обработки на станках с ре-
вольверной головкой 400
Приспособления автоматически переналаживаемые 139—151
— для обработки валов 106—108
— для обработки заготовок 72—75
— устанавливаемые на спутниках 116—128
— магнитные 128, 132, 133
— поворотные 35, 36, 68—72
— Предъявляемые требования 4, 5, 90
— с автоматическим закреплением заготовок 89
— сборно-разборные 59—64
— с гидравлическими зажимными устройствами 134
— с двойной револьверной головкой 143—147
— специализированные 55, 150, 151
— универсально-безналадочные 45—47
— универсально-наладочные 47—54
— универсально-сборные 55—58, 118
— универсальные автоматически переналаживаемые 142
Приспособления-спутники 105, 108, 115, 116
Р
Развертки быстрорежущие 245—248
Предметный указатель
509
— оснащенные твердым сплавом 245, 248—250
Размеры патронов 356, 365, 366
— присоединительных поверхностей v оправок 356, 373—378
— цилиндрических хвостовиков фрез 356, 365
Распределители охлаждающей жидкости 297, 300
Резцедержатели с базирующей призмой 293, 296—298 — с точной подачей 254, 260 — с цилиндрическим хвостовиком 285, 288—293 — трехсторонние 297, 299
Резец для нарезания внутренней резьбы 177
— контурный 166
— оснащенный сверхтвердыми материалами 184—189
— отрезной 182, 183
— проходной 162—164, 168, 169, 173, 174
— расточный 160, 166, 167, 170, 171, 173, 188, 192—194
— расточный державочный 189—194 — резьбовой 180, 181, 184
— со сменными пластинами 157—184
Резец токарный сборный 185, 186
— резьбовой 179, 180
— для обработки внутренних канавок 177, 178
— для обработки наружных канавок 174—176
— проходной 165, 167
— с креплением прихватом режущих пластин 159, 161
Сверла с механическим креплением пластин 235
Сверла спиральные с коническим хвостовиком 224, 225—231 — с цилиндрическим хвостовиком 221—225 — геометрические параметры 222
Сверла ступенчатые с коническим хвостовиком 232—237 — с цилиндрическим хвостовиком 230—232
Сила резания — Варианты соединения 468, 470
Система оснастки 65—68, 119, 121—124 — Основные характеристики 314—316 — расточных и поворотных головок 279, 280
— Технические особенности 309, 310, 312, 315, 317
Система инструмента 317, 318 — быстросменного 339, 341, 342
— вспомогательного 322, 324, 326— 343
— модульного 262, 263, 264
Система приспособлений модульная 122, 124, 125
— неразборных специальных 6—8 — сборно-разборных 6, 60—65
— специализированных наладочных 5
— универсально-безналадочных 5
— универсально-наладочных 5,48—54
— универсально-сборочных 5, 6
Смена заготовок 77—80
— палет 80—90
Соединение модулей 261, 262
— элементов системы 386
Способы автоматической замены инструмента 306, 307 — крепления инструмента 285, 286 — соединения элементов 66
Спутник с автономным гидроприводом 135
Средства автоматической замены инструмента 453—463
Станок с автоматической переналадкой многошпиндельных головок 438—448 — с автоматической сменой шлифовальных кругов 448—450 — с устройством АСИ 396
Схемы автоматической настройки инструмента 485—487
— измерения элементов деталей 475, 476
— комбинированных устройств АСИ 420, 435—437
— контроля деталей 474, 476
— планетарной передачи 352
— расположения прибора в рабочей зоне станка 472
— револьверных головок 394—396, 402—408
— установки датчиков касания 484— 486
У
Угольник секционный 65
Удлинитель 265, 267
Установка гидроаккумуляторная 75 — заготовок 127
Устройства автоматической замены инструментальных головок 451 — автоматического контроля положения вершины резца 487 — автоматической смены инструмента 413—419 — автоматической смены шлифовальных кругов 451
— для автоматической смены заготовок 80—85, 87
510
Предметный указате ль
— для контроля состояния инструмента 469—471
— для смены инструмента 410, 413— 420, 421—430
— для смены шпиндельного узла 409— 412
— для отсоса стружки 354
— поворота деталей 40, 41
— приспособлений зажимные пневматические 88
— пружинные зажимные 133, 134
— тензометрические 467, 468
— фиксации и зажима палет 85, 86
Устройства АСИ агрегатированные 420, 431—434
— комбинированные 420, 435—437
— с барабанным магазином 398, 399
— с инструментальным магазином манипуляторами 396—399
— с манипуляторами 421—430
Ф
Фрезы кассетные регулируемые 202, 203
— с напаянными твердосплавными пластинами 213
— шпоночные 214, 216, 219
Фрезы дисковые с механическим креплением пластин 219—221
— трехсторонние 213—215
Фрезы концевые быстрорежущие 204, 206, 207
— оснащенные винтовыми твердосплавными пластинами 204, 208, 209, 213, 214 — с внутренним подводом СОЖ 346, 347
— с коническим хвостовиком 212, 213, 218, 219
— с механическим креплением твердосплавных пластин 209
— с цилиндрическим хвостовиком 217, 219
— твердосплавные 209—211
Фрезы торцовые насадные 199—201 — Присоединительные поверхности 204, 205
— регулируемые кассетные 201, 202 — с трехгранными пластинами 195 — с четырехгранными пластинами 195—205
— универсальные с механическим креплением 196
Хвостовики инструмента 318, 319, 356, 358—361 — сменные зенковок 356—358 — цилиндрические 321, 322
Хвостовики державок с базирующей призмой 293, 296 — цилиндрические 285, 287, 288
Ц
Цанги для патронов 356, 366, 367 — зажимные 326, 336
— к фрезерным патронам 356, 378 — резинометаллические 384
Центр вращающийся с указателем осевой силы 31—35 — удлиненный 30—32
Центры вращающиеся станочные 23, 27—31
Центры роботизированных комплексов 107
Цикл автоматической смены инструмента 397, 398 — последовательности смены инструмента 420, 425—430
Ш
Шкала микроскопа 482, 483
Э
Элементы — базирующие и зажимные 129—131
— системы сборного вспомогательного инструмента 386
— средств механизации 68
СПРАВОЧНОЕ ИЗДАНИЕ
КУЗНЕЦОВ Юрий Иннокентьевич, МАСЛОВ Андрей Руффович, БАЙКОВ Александр Николаевич
ОСНАСТКА ДЛЯ СТАНКОВ С ЧПУ
Редактор Т. Н. Леденева
Переплет художника Е, С. Васильева Художественный редактор С. Н. Голубев Технический редактор О. В. Куперман Корректоры О. Ю. Садыкова и Л. Я. Шабатов а
ИБ № 6079
Сдано в набор 12.01.90. Подписано в печать 27.06.90. Т-07172.
Формат бОХЭО1/^- Бумага офсетная № 2.
Гарнитура литературная. Печать офсетная.
Усл. печ. л. 32,00. Усл. кр.-отт. 32,00. Уч.-изд. л. 34,10.
Тираж 41700 экз. Заказ 19. Цена 2 руб.
Ордена Трудового Красного Знамени издательство «Машиностроение» 107076, Москва, Стромынский пер., 4
Типография № 6 ордена Трудового Красного Знамени издательства «Машиностроение»
при Государственном комитете СССР по печати.
193144, Ленинград, ул. Моисеенко, 10.