/









































































































































































































































































































































































Автор: Коновалов А.А. Шарихин В.В. Ентус Н.Р. Скороход А.А.
Теги: химическая технология химическая промышленность нефть нефтяная промышленность
ISBN: 5-8017-0068-4
Год: 2000




Текст
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
САМАРСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕ1
В. В. Шарихин, Н.Р. Ентус
А.А. Коновалов, А.А. Скороход
ТРУБЧАТЫЕ
ПЕЧИ
НЕФТЕГАЗОПЕРЕРАБОТКИ
И НЕФТЕХИМИИ
Допущено Учебно-методическим объединением вузов России
по нефтегазовому образованию
в качестве учебного пособия для студентов нефтегазового профиля,
обучающихся по направлению подготовки дипломированного специалиста 6f
” Оборудование и агрегаты нефтегазового производства
(специальность 171700 Оборудование нефтегазопереработки)”
МОСКВА 2000
УДК 66.054
Рецензенты*
Акционерное общество открытого типа "Оргэнергонефть” (Са-
марский филиал);
Григорян Л.Г. - доктор технических наук, профессор института
нефтегазовых и химических технологий при Самарском государ-
ственном техническом университете.
Шарихин В.В., \Ентус Н.Р.\, Коновалов А.А., Скороход А.А. Труб-
чатые печи нефтегазопереработки и нефтехимии: Учебное пособие. -
Москва; Изд-во ’’Сенсоры. Модули. Системы”, 2000. - 392 с.: ил.
ISBN 5-8017-0068-4
В книге описаны конструкции современных трубчатых печей, их
основные элементы, обобщен передовой опыт по эксплуатации и
ремонту, рассмотрены вопросы по обследованию печных агрегатов
с использованием современных приборов, предлагаются пути повы-
шения эффективности работы печей.
Приводится методика технологического расчета трубчатых пе-
чей с примерами расчета типовых конструкций.
Книга является учебным пособием для студентов, обучающихся
по направлению ’’Оборудование и агрегаты нефтегазового произ-
водства”, а также может служить практическим материалом для ин-
женерно-технических работников нефтеперерабатывающих и неф-
техимических заводов.
УДК 66.054
ISBN 5-8017-0068-4
© Изд-во "СМС”, 2000
© Москва, 2000
© В.В. Шарихин, Н.Р. Ентус,
А.А. Коновалов, А.А. Скороход, 2000
ПРЕДИСЛОВИЕ
Трубчатые печи являются основными нагревательными аппаратами
для большинства технологических установок нефтеперерабатывающих
и нефтехимических заводов.
Современная тенденция совершенствования различных трубчатых
печей характеризуется созданием компактных агрегатов большой еди-
ничной мощности целевого назначения для осуществления технологичес-
кого процесса. Эти агрегаты отличаются высокой эффективностью ис-
пользования тепла сжигаемого топлива, надежностью эксплуатации. Они
оснащены средствами автоматического контроля и управления режимом
работы.
Для достижения высоких технико-экономических показателей работы
трубчатых печей первостепенное значение имеет рёшение проблем опти-
мизации режима их работы, обеспечения эксплуатационной надежности и
долговечности, организации и качественного выполнения ремонта.
Вышедшая в 1987 г. книга ’’Трубчатые печи в нефтеперерабатываю-
щей и нефтехимической промышленности” (авторы: Ентус Н.Р., Шари-
хин В.В.) была адресована специалистам по переработке нефти и газа.
На многих предприятиях она стала справочным пособием по вопросам
конструирования и эксплуатации печей. Ее использовали также студен-
ты вузов и техникумов соответствующего профиля в учебной работе.
В настоящем издании "Трубчатые печи нефтегазопереработки и неф-
техимии" в основном сохранена структура предшествующей книги, од-
нако некоторые разделы переработаны с учетом нового опыта по проек-
тированию и эксплуатации. Книга дополнена новой главой по техноло-
гическому расчету трубчатых печей с примерами проектного и повероч-
ного расчета. Описаны конструкции и приведены основные эксплуата-
ционные характеристики трубчатых печей и комплектующего оборудо-
вания, рассмотрены вопросы оптимизации рабочих режимов, повыше-
ния эффективности эксплуатации, надежности и долговечности работы
оборудования, представлены материалы по обследованию печных агре-
гатов с использованием современных отечественных и зарубежных при-
боров.
3
В связи с тем, что в последние годы в трубчатых печах широко вне-
дряются новые акустические системы сжигания газообразного топлива с
принципиально новыми горелками типа АГГ, достаточно подробно опи-
сываются их конструкции, даются технические и эксплуатационные ха-
рактеристики, приводятся примеры использования в промышленности.
Книга может служить учебным пособием для студентов-механиков по
специальности ’’Оборудование нефтегазопереработки”, для студентов-
технологов по специальностям "Химическая технология топлива и угле-
родных материалов” и ’’Химическая технология органических веществ",
а также будет полезна широкому кругу инженерно-технических работни-
ков, занимающихся разработкой и эксплуатацией печного оборудования.
Авторы считают своим долгом выразить благодарность рецензентам
- сотрудникам ОАО "Оргэнергонефть" и директору института "Нефтега-
зовых и химических технологий" Самарского государственного техни-
ческого университета профессору Л.Г. Григоряну за ценные советы, кри-
тические замечания и предоставленные материалы.
Авторы будут весьма признательны всем читателям за отзывы и заме-
чания об учебном пособии.
4
Глава 1
КЛАССИФИКАЦИЯ И КОНСТРУКЦИЯ
ТРУБЧАТЫХ ПЕЧЕЙ
НЕФТЕПЕРЕРАБОТКИ И НЕФТЕХИМИИ
Предприятия нефтеперерабатывающей и нефтехимической промыш-
ленности оснащены различными трубчатыми печами, предназначенны-
ми для огневого нагрева, испарения и перегрева жидких и газообразных
сред, а также для проведения высокотемпературных термотехнологичес-
ких и химических процессов. Трубчатые печи различаются по технологи-
ческим, теплотехническим, конструктивным и другим признакам.
Одним из основных классификационных признаков промышленных
трубчатых печей является их целевая принадлежность - использование в
условиях определенной технологической установки. Так, большая груп-
па печей, применяемых в качестве нагревателей сырья, характеризуется
высокой производительностью и умеренными температурами нагрева
(300-500 °C) углеводородных сред (установки АТ, АВТ, по вторичной
перегонке бензина, ГФУ). Другая группа печей многих нефтехимических
производств одновременно с нагревом и перегревом сырья используется
в качестве реакторов. Их рабочие условия отличаются параметрами вы-
сокотемпературного процесса деструкции углеводородного сырья и не-
высокой массовой скоростью (установки пиролиза, конверсии углеводо-
родных газов и др.).
Выбор типа печи, конструктивные решения по отдельным узлам, ма-
териальное оформление, определение системы сжигания топлива, осна-
щения приборами контроля и автоматического управления, а также дру-
гие вопросы прорабатываются еще на стадии проектирования печей с уче-
том свойств углеводородных сред и рабочих условий эксплуатации.
Большинство применяемых трубчатых печей радиантно-конвекцион-
ные. Они состоят из радиационной камеры, где сжигается топливо, и теп-
ло к трубчатым сырьевым змеевикам передается в основном излучением
от пламени и раскаленных поверхностей огнеупорной футеровки, и кон-
векционной камеры, куда поступают продукты сгорания топлива из ка-
меры радиации. В камере конвекции тепло к сырью передается в основ-
ном конвекцией и частично излучением трехатомных компонентов ды-
мовых газов.
5
Нагреваемое углеводородное сырье проходит последовательно сна-
чала по змеевикам камеры конвекции, а затем направляется в змеевики
камеры радиации. При таком противоточном движении сырья и продук-
тов сгорания топлива наиболее полно используется тепло, полученное
при его сжигании.
Радиантно-конвекционные печи отличаются одна от другой следую-
щими признаками:
♦ формой - коробчатые ширококамерные и коробчатые узкокамер-
ные, цилиндрические, кольцевые, секционные, многокамерные;
♦ расположением змеевиков - горизонтальные, вертикальные;
♦ топливной системой и способом сжигания - для жидкого либо га-
зообразного топлива, либо комбинированного жидкого и газообразно-
го топлива; факельное горение, беспламенное сжигание и др.;
♦ конструктивными решениями - по отводу дымовых газов из печи;
числом камер радиации и конвекции; длиной и геометрией трубчатых
змеевиков, видом огнеупорной обмуровки и т.п.
В настоящее время утвердилась тенденция сооружения трубчатых пе-
чей большой единичной мощности, обладающих рядом преимуществ и
высокими технико-экономическими показателями по сравнению с печа-
ми малой производительности: значительно уменьшаются капиталовло-
жения на сооружение и эксплуатацию; крупные печи компактны, зани-
мают намного меньше производственных площадей; сокращается необ-
ходимое число дополнительного оборудования и трубопроводов; суще-
ственно снижаются удельные затраты дорогих металлов высоколегиро-
ванных, жаропрочных сталей и сплавов, огнеупоров, тепловой изоляции;
значительно сокращаются сроки строительства печей, так как их соору-
жают из крупных блоков с использованием индустриальных методов, пре-
дусматривающих широкое применение средств механизации монтажных
работ; более оперативно и четко осуществляется эксплуатация печей, чему
способствует наличие современной системы автоматического контроля
и регулирования технологического режима их работы; создаются более
благоприятные возможности для поддержания оптимальных режимов
работы печи и всей установки и получения максимальных выходов целе-
вых продуктов при минимальных энергетических затратах; сокращается
обслуживающий персонал.
Перечисленные преимущества намного увеличивают экономическую
эффективность применения трубчатых печей большой единичной мощ-
ности.
6
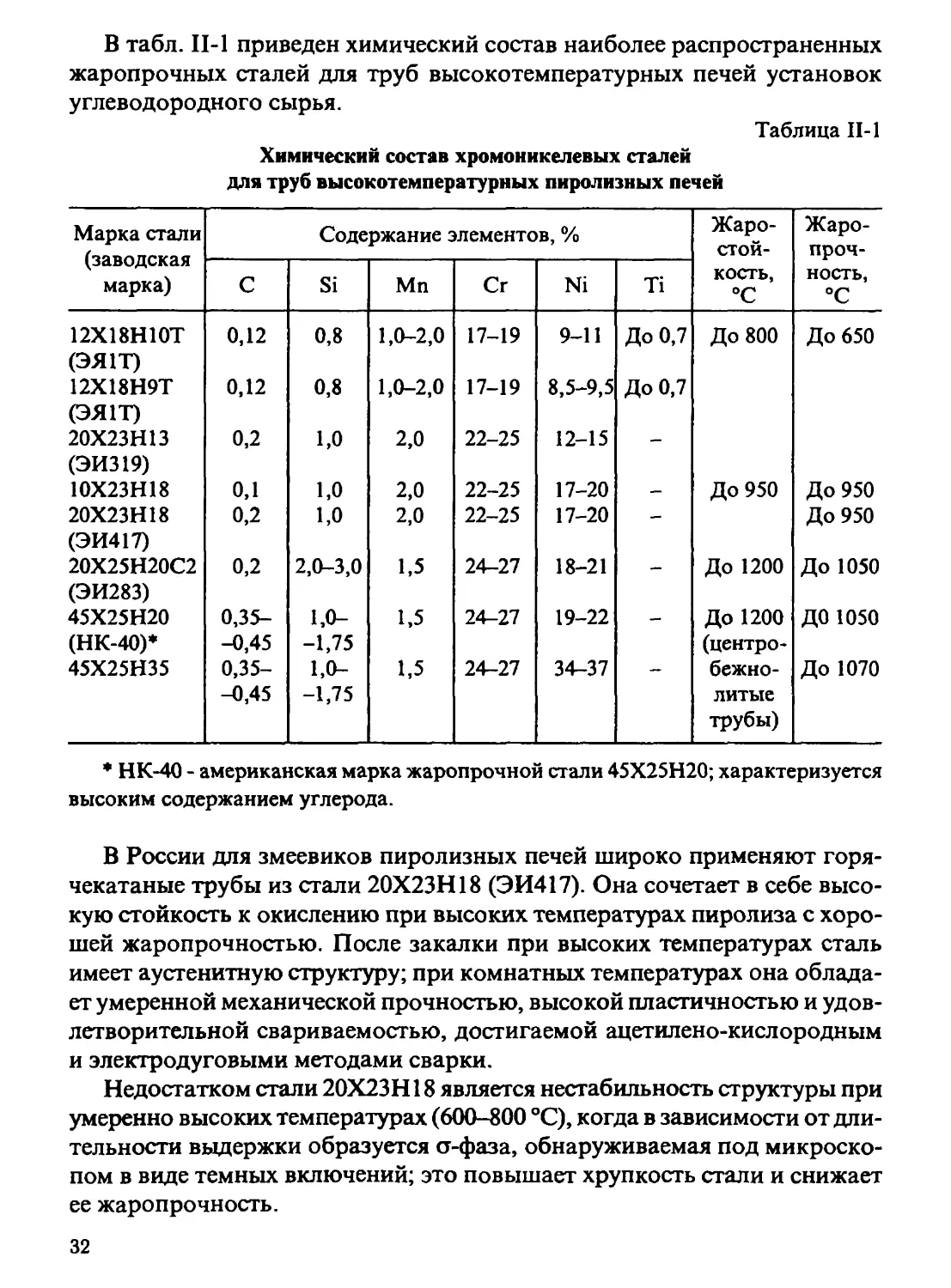
1. Печи для нагрева, испарения и перегрева
углеводородного сырья
На установках АВТ сооружены вы-
сокопроизводительные печи конструк-
ции ВНИПИнефть вертикальнофакель-
ного типа теплопроизводительностью
21-42 МВт. Сырьевые змеевики в ради-
антной камере расположены горизон-
тально. Топливная система укомплек-
тована комбинированными горизон-
тальными горелками для сжигания ма-
зута и топливного газа. Горелки разме-
щены в поду топки в шахматном поряд-
ке. При горении топлива образуется
стена вертикальных факелов, излучаю-
щих тепло сырьевым змеевикам, распо-
ложенным на кронштейнах у стен топ-
ки из огнеупорной кладки (рис. 1-1).
Дымовые газы отводятся вверх в каме-
ру конвекции.
В печах типа ГС (I) ВНИИнефтема-
ша (рис. 1-2) сырьевые двух- или четы-
рехтрубчатые змеевики также располо-
жены горизонтально, а газомазутные
горелки смонтированы в шахматном
порядке в поде радиантной камеры.
Печи ГС обслуживают с одной стороны.
Рис. 1-1. Вертикально-факельная
печь конструкции ВНИПИнефть:
1 - камера радиации; 2 - конвекция;
3 - горелки; 4 - футеровка; 5 - змееви-
ки
Характеристика трубчатых печей типа ГС (I):
Тепл ©производительность, МВт................ 14,7-57,6
Средняя теплонапряженность радиантных труб,
кВт/м2........................................... 40,6
Поверхность нагрева, м2:
радиантная (труба 152x8 мм).............. 265-1050
конвективная (труба 108x6 мм)............. 450-1785
Рабочая длина радиантных труб, м................. 6-24
В печах типа ГН горелки размещены с двух сторон под углом 45°. Фа-
кел, образованный при горении топлива, настилается с двух сторон на
огнеупорную стенку (расположенную в центре печи), от которой тепло
7
W2
A-A
Puc. 1-2. Трубчатая печь ГС (вариант I): 1-7 - смотровые и выхлопные окна соответственно; 2 - футеровка; 3 - змеевики; 4 -
каркас; 5 - люк-лаз; 6 - горелки; 8 - газосборник
излучается к настенным экранам одностороннего облучения. Настиль-
ная стена делит камеру радиации на две камеры с независимым темпера-
турным режимом. Камера конвекции находится над камерой радиации
(рис. 1-3).
Характеристика трубчатых печей типа ГН:
Теплопроизводительность, МВт................. 7,4-23,7
Средняя теплонапряженность радиантных труб,
кВт/м2....................................... 35
Поверхность нагрева, м2:
радиантная (труба 152x8 мм)................... 150-475
конвективная (труба 108x6 мм)............. 252-732
Рабочая длина радиантных труб, м................. 6-24
Футеровка печей типа ГН может быть двух вариантов: легкий огне-
упорный вермикулитокерамзитобетон на глиноземистом цементе (объем-
ная масса 950 кг/м3) и шамотный кирпич.
Каркас печей изготовлен из металлических рам. Для наблюдения за
состоянием змеевиков в радиантных камерах и для розжига горелок име-
ются смотровые окна. На торцевых и боковых стенах печей расположе-
ны выхлопные окна. Эти печи рекомендуется применять при нагреве сы-
рья до 500 °C, используя в качестве топлива газ и мазут в различных со-
отношениях.
На установках гидроочистки, платформинга, деасфальтизации и дру-
гих нашли применение цилиндрические печи типа ЦС (рис. 1-4). В этих
печах предусмотрено факельное сжигание жидкого и газообразного топ-
лива в комбинированных горелках, расположенных в поду печи. Высота
факела в среднем составляет 2/3 высоты трубчатого змеевика, располо-
женного вертикально. Цилиндрическая камера радиации установлена
на столбчатом фундаменте высотой более 2 м для обслуживания горе-
лок, создающих свободный вертикальный факел.
Характеристика трубчатых печей типа ЦС:
Теплопроизводительность, МВт................. 3,9-17,2
Средняя теплонапряженность радиантных труб,
кВт/м2............................................ 35
Поверхность нагрева, м2:
радиантная (труба 152x8 мм)..................... 80-345
конвективная (труба 108x6 мм)............. 106-566
Рабочая длина радиантных труб, м................. 3-15
На высокопроизводительных установках АВТ-6 дополнительным со-
оружением печи типа ЦД производительность по сырью увеличена в
9
Продукт
Мазут к
горелкам.
Пар к
горелкам
Рис. ЬЗ. Трубчатая печь ГН (вариант II): 1 - газосборник; 2 - змеевик; 3 - настильная стена; 4 - футеровка; 5 - каркас; 6 -
горелки
Рис. 1-4. Трубчатая печь ЦС
радиантно-конвекционного типа:
1 - камера конвекции; 2 - люк-лаз;
3 - футеровка; 4 - корпус; 5 - ради-
антный змеевик; 6 - горелка;
7- смотровое окно
1,5 раза. Печь ЦД представля-
ет собой конструкцию цилин-
дрического типа, внутри кото-
рой расположен рассекатель-
распределитель в виде пирами-
ды с вогнутыми гранями (рис.
1-5). Грани представляют собой
настильные стены для факелов
горелок, установленных в поду
печи; стены выкладываются из
прямого шамотного кирпича
марки ША и ШБ, верхний ярус
- из шамотного легковеса
ШЛБ-1,0 или ШЛБ-1,3. В клад-
ку заделываются металличес-
кие анкеры из проволоки, рас-
положенные по вертикальным
стержням каркаса-рассекателя.
Рассекатель-распределитель
создает несколько зон теплооб-
мена в камере радиации, что
позволяет регулировать тепло-
напряженность поверхности
трубчатого змеевика по его
длине. Металлический каркас
рассекателя-распределителя
футерован шамотным кирпи-
чом. Внутренняя полость его
разбита на отдельные воздухо-
воды, при этом расход возду-
ха, проходящего по ним, мож-
но регулировать шиберами. В
кладке граней рассекателя на
11
Рис. 1-5. Цилиндрическая трубчатая
печь типа ЦД с центральным рассекате-
лем-распределителем: 1 - змеевик; 2 - кор-
пус; 3 - воздуховод; 4 - рассекатель-рас-
пределитель; 5 - горелка
двух ярусах по высоте граней сделаны каналы прямоугольного сечения
для подвода вторичного воздуха из воздуховодов к настильному факелу
каждой грани.
Трубчатые змеевики камеры радиации бывают настенными и подвес-
ными. Подвесные змеевики подвешиваются тягами к конусному переход-
нику корпуса печи. Основным экраном камеры радиации являются на-
стенные змеевики. Печь снабжена камерой конвекции либо шахтного
типа с горизонтально расположенными трубчатыми змеевиками, либо
кольцевого типа с вертикально размещенными змеевиками.
12
Змеевики камеры конвекции обслуживаются через проемы в каркасе,
которые закрываются съемными крышками. Отличительная особенность
конструкции цилиндрических печей - более равномерное распределение
тепловых потоков по длине трубчатых змеевиков, что позволяет повы-
сить среднедопускаемое теплонапряжение поверхности радиантных труб
на 20-30% и уменьшить возможность отложения кокса на внутренней
поверхности труб.
Характеристика трубчатых печей типа ЦД:
Теплопроизводительность, МВт................ 22,0-36,5
Средняя теплонапряженность радиантных труб,
кВт/м2........................................... 40,6
Поверхность нагрева, м2:
радиантная (труба 152x8 мм)................... 380-630
конвективная (труба 108x6 мм)............. 380-812
Рабочая длина радиантных труб, м................. 9-18
Печи типа Р (рис. 1-6) - многокамерные. Их применяют для нагрева
газосырьевой смеси в процессах каталитического риформинга и гидро-
очистки. Такая печь состоит из камеры конвекции и нескольких камер
радиации. Трубчатые змеевики в камерах расположены вертикально и
Рис. 1-6. Многокамерная трубчатая печь типа Р: 1 - смотровое окно; 2 - камера
конвекции; 3 - змеевики; 4 - канал топочных газов; 5 - окно для отвода продуктов сго-
рания топлива; 6 - камера радиации
13
могут быть двух- и многопоточными. Соседние камеры радиации разде-
лены боковыми экранами из двухрядных змеевиков. В некоторых случа-
ях между трубами соседних экранов могут быть установлены огнеупор-
ные разделительные стены. Во фронтальных стенах камер смонтированы
комбинированные горелки типа ФГМ, факелы от которых направлены
горизонтально к противоположным стенам, где имеется канал для отво-
да продуктов сгорания топлива в камеру конвекции. Последняя разделе-
на промежуточными стенами на три хода для более эффективного удале-
ния продуктов сгорания топлива. Змеевики камеры конвекции выполне-
ны из гладких и оребренных труб (или ошипованных труб). Конструкция
каркаса и футеровки многокамерных печей такая же, как и в вертикаль-
ных секционных печах. Каркас состоит из отдельных рам, футеровка - из
огнеупорного кирпича или сборных панелей легкого огнеупорного пер-
литобетона.
При среднедопускаемом теплонапряжении радиантных труб 40 кВт/м2
тепловая мощность печей достигает 46 МВт.
С целью снижения стоимости изготовления узлов трубчатых печей и
сокращения сроков их строительства Уфимским филиалом ВНИИнефте-
маш существенно улучшена технологичность конструкций печей: разра-
ботаны принципиальные схемы, обеспечивающие удачную компоновку
печей, простоту конструктивных решений и деталей при минимальном
числе их наименований и максимальной унификации для печей всех ти-
поразмеров. Проведено рациональное ограничение различий размеров,
предельных отклонений, резьб, марок и сортаментов материалов. Значи-
тельно сокращено число сборочных единиц. Принятая крупнопанельная
конструкция футеровки из легковесного жаростойкого бетона позволи-
ла намного уменьшить трудоемкость обмуровочных работ.
Для узкокамерных печей с зонным регулированием теплоотдачи в ка-
честве футеровки применен бетон всего лишь одной марки, что дало воз-
можность существенно упростить ремонтные работы. Дефектные места
такой футеровки ремонтируют простым нанесением раствора бетона.
Цельносварные трубчатые змеевики, размещенные в топке, обладают
повышенной надежностью в эксплуатации. Это позволяет уменьшить
подсосы воздуха в топку и увеличить КПД печи.
Для облегчения замены труб в камере радиации змеевики уложены на
трубные решетки открытого типа. Дефектные трубы удаляются через
люки-лазы, расположенные у пода топки. В печах новых конструкций
обеспечен свободный доступ к калачам змеевиков камеры конвекции.
Здесь трубы можно заменять без съема торцевой панели и отсоединения
сырьевых трубопроводов, так как между калачами и боковыми стенами
камеры конвекции оставлены проемы шириной более 300 мм.
14
Ленгипрогазом разработаны конструкции многокамерных печей с вер-
тикальными трубчатыми змеевиками (рис. 1-7) для установок катали-
тического риформинга, гидроочистки и ароматизации. Вертикальное
размещение труб позволяет экономить дорогостоящий жаропрочный
материал для трубных подвесок. Равномерный обогрев печных труб по
всей длине обеспечивают рассредоточенные по фронту и высоте комби-
нированные газомазутные горелки типа ФГМ-4.
Рис. 1~7. Многокамерная печь для установки каталитического риформинга конст-
рукции Ленгипрогаза: I - вход продукта; II - выход продукта; III - отвод топочных
газов; 1 - сводовые уплотнения конвекционной камеры; 2 - верхние уплотнения;
3 - продуктовый змеевик; 4 - площадки для обслуживания горелок; 5 - горелки; 6 - кар-
кас; 7 - шпренгельная балка; 8 - футеровка; 9 - гляделка
Трубчатая печь имеет только одну конвекционную камеру. Сторона
печи, обращенная к реакторам установки, глухая, что дает возможность
размещать аппараты на небольшом расстоянии от печи. Трансферные
15
линии трубопроводов от печи к аппаратам получаются короткими. Ком-
пенсация тепловых удлинений прямых коротких участков трансферных
линий достигается гибкостью труб. Внутренние стены радиантных камер
для повышения устойчивости выполнены в виде двух стен, обращенных
выпуклостями одна к другой. Свод футеруется огнеупорным кирпичом
Использование жаропрочного бетона в печи взамен кирпича позволяет
сократить сроки строительно-монтажных работ и уменьшить затраты
металла. Общая экономия стоимости строительства таких печей дости-
гает 30%.
В случае четырехкамерной печи каталитического риформинга и гид-
роочистки топочные газы отводятся в общий канал, представляющий
собой узкую длинную шахту, где для механической прочности и прида-
ния потокам параллельности движения сделаны перемычки по всей вы-
соте канала. Из дымового канала продукты сгорания топлива поступа-
ют в конвекционную камеру, разделенную на три хода промежуточными
стенами, которые соединены между собой кирпичными перемычками.
Трубчатый змеевик камеры конвекции - двухпоточный, печные трубы
размещены в коридорном порядке для удобства очистки от отложений.
Из камеры конвекции топочные газы через стояк, футерованный шамот-
ным кирпичом, попадают в боров, а затем поступают в воздухоподогре-
ватель для нагрева воздуха. Охлажденные до 225 °C топочные газы из
воздухоподогревателя отсасываются дымососом в дымовую трубу. На-
гретый в воздухоподогревателе воздух подводится к горелкам и приме-
няется для распыления топлива. Во избежание конденсации серной кис-
лоты из топочных газов воздух перед поступлением в воздухоподогрева-
тель предварительно подогревается до 70-80 °C, что обеспечивается ре-
циркуляцией части горячего воздуха, отводимого по байпасной линии
специальным дутьевым вентилятором в камеру смешения с холодным
воздухом. В морозные дни и период растопки печи холодный атмосфер-
ный воздух направляется непосредственно к горелкам, минуя воздухопо-
догреватель. В этом случае в качестве резервного используется паровое
распыление жидкого топлива. Мазут, применяемый в качестве топлива,
для лучшего распыления подогревается до 110°С.
Змеевики четырехкамерных печей собраны из четырехтрубных секций
и отдельных U-образных шпилек, соединенных между собой фланцевы-
ми двойниками. Трубы выполнены из стали 15Х5М-У. Диаметры труб
для змеевиков блоков гидроочистки и риформинга составляют соответ-
ственно 219x9 и 219x17 мм.
Чтобы предотвратить разрушение печи от взрыва, в радиантной ка-
мере установлены предохранительные клапаны: пять на своде и два на
16
фронтальной стене. Конструкция печи компактная. Печь имеет высокий
КПД, достигающий 83%. Опыт работы четырехкамерных печей показал
надежность их в эксплуатации.
На установках АВТ, термокрекинга, каталитического крекинга, в мас-
ляном производстве и других производствах продолжают эксплуатиро-
ваться морально устаревшие конструкции печей шатрового типа. Их
широкому распространению способствовали простота устройства, лег-
кость обслуживания и удобство проведения ремонтных работ. Тепловая
мощность двухскатных печей от 7-8 до 45-60 МВт.
Однако конструкция двухскатных двухкамерных печей имеет суще-
ственные недостатки. Габаритные размеры печей очень велики. Так, ти-
повая печь тепловой мощностью 18 МВт имеет размеры 20x15x8 м. На
сооружение ее требуется 218 т металла и 180 м3 огнеупорного кирпича.
Большие размеры печи обусловлены сравнительно низкими теплотехни-
ческими показателями: теплонапряженность топки 60-95 кВт/м3, тепло-
напряженность радиантных труб не выше 35 кВт/м2. Одностороннее об-
лучение длинными факелами создает неравномерность нагрева труб
по окружности и длине трубчатого змеевика. При форсировании режима
горения возможны случаи прогара труб. КПД печей невысок (0,6-0,7).
Из-за высоких удельных затрат металла и огнеупоров и низкой эффек-
тивности эксплуатации строительство двухскатных печей прекращено:
взамен их сооружаются более экономичные трубчатые печи.
2. Печи для высокотемпературных процессов
деструктивных превращений углеводородного сырья
Для высокотемпературных термохимических превращений углеводо-
родного сырья на установках пиролиза, конверсии, получения аммиака,
синтеза газа и других установках используются трубчатые печи, отлича-
ющиеся конструктивно от печей нефтепереработки, что обусловлено осо-
бенностями протекающих в них процессов. Одна из основных особенно-
стей - необходимость иметь такой объем реакционной зоны трубчатого
змеевика, в котором при достижении рабочих условий (температуры, дав-
ления) исходное сырье может разлагаться до требуемой глубины за уста-
новленный промежуток времени. Этот отрезок времени - время контак-
та, или время пребывания сырья в зоне реакции - определяется условия-
ми процесса.
Такие печи выполняют многопоточными. Часть труб каждого змее-
вика (отдельного потока) размещают в конвекционной камере, а часть
труб - в радиантной. При нормальной работе печи сырье подвергается
17
нагреву и испарению в конвекционной камере, а его разложение проис-
ходит в реакционной камере. Поверхность нагрева всех труб змеевика,
расположенных в радиантной камере печи, должна быть достаточной для
перегрева смеси паров нефтепродуктов и водяного пара разбавления (при
пиролизе), поступающих из конвекционной камеры, до температуры ре-
акции сырья и возмещения эндотермического эффекта реакции.
Требуемое количество тепла необходимо передать на ограниченном по
длине участке реакционной зоны змеевика при максимальном коэффици-
енте теплоотдачи от стенки трубы к потоку сырья. Основные способы по-
вышения коэффициента теплоотдачи в данных условиях следующие: уве-
личение скорости паров сырья (до значений, при которых еще не проис-
ходит интенсивного износа труб частицами кокса и не повышается дав-
ление в реакционной зоне); уменьшение диаметра труб (для труб малого
диаметра он значительно выше, так как отношение поверхности нагрева
к площади сечения потока сырья на любом отрезке длины больше).
Для поддержания примерно постоянной (высокой) скорости паров сы-
рья при их изменяющемся объеме (вследствие образования продуктов
конверсии и изменения температуры) в некоторых печах применяют труб-
чатые змеевики с переменным по длине диаметром труб. Для передачи
необходимого количества тепла в установленное время, измеряемое до-
лями секунды, кроме внутреннего коэффициента теплоотдачи большое
значение имеет температура стенок печных труб, изготовленных из жа-
ропрочных сталей и сплавов.
Тенденция строительства агрегатов большой единичной мощности
ярко проявилась в сооружении трубчатых печей, используемых в каче-
стве химических реакторов. Так, на современных пиролизных установках
мощностью 300-450 тыс. т/год имеются печи производительностью
16-25 и даже 45 тыс. т/год этилена, что во много раз превышает мощ-
ность прежних печей.
Новые пиролизные печи отличаются от прежних тем, что в них осуще-
ствлен принцип короткого времени контакта реагирующего сырья на оп-
ределенном участке высокотемпературной зоны трубчатого змеевика
(принцип SRT); в течение указанного времени завершаются желаемые пер-
вичные реакции расщепления углеводородов. При температуре сырья
800-860 °C температура стенки трубы ограничена температурой 1050 °C.
Для повышения коэффициента теплоотдачи от стенки трубы к сырью
до 750-1180 Вт/(м2-К) необходимы высокие скорости движения паров (до
~300 м/с). Кроме того, коэффициент теплоотдачи от стенки трубы к сы-
рьевому потоку возрастает с уменьшением диаметра труб реакционного
змеевика печи. Так как для любого участка змеевика отношение поверх-
18
ности трубы к ее объему увеличивается с уменьшением диаметра, при
использовании змеевиков из труб малого диаметра создаются более бла-
гоприятные условия для проведения процесса пиролиза. Этим можно
объяснить появление новых пиролизных печей, в которых смонтирова-
ны многопоточные змеевики из труб малого диаметра. Для равномерно-
го распределения тепла по поверхности труб в таких печах принимаются
следующие конструктивные решения:
♦ трубчатые змеевики изготовляют главным образом однорядного
типа и размещают в камерах так, чтобы обеспечить равномерное двусто-
роннее облучение по всей длине труб;
♦ для выравнивания тепловых потоков в топках увеличивают разме-
ры трубного пространства, а также используют большое число горелок,
которые устанавливают в топке печи на излучающих стенах;
♦ работа системы сжигания топлива в топках печей управляется ав-
томатически приборами, регулирующими интенсивность горения в зави-
симости от расхода сырья, уровня температуры на выходе из змеевиков и
др.;
♦ для предотвращения локальных перегревов труб устанавливают до-
полнительные приборы контроля температуры стенки.
Печи с вертикальными змеевиками. На нефтехимических установках
наиболее часто применяют печи вертикального типа с вертикально рас-
положенными змеевиками, сооружаемые фирмами "Луммус", "Фостер
Уиллер", "Келлог" и др.
Вертикальная трубная система печи имеет много преимуществ:
♦ возможны простые конструктивные решения при создании прак-
тически любого числа сырьевых потоков. Потоки, направленные в от-
дельные трубчатые змеевики, могут пройти по змеевикам одинаковой кон-
фигурации и находиться в одинаковых рабочих условиях;
♦ узлы трубных опор, работающие только на растяжение (изгибаю-
щие напряжения отсутствуют), размещены вдали от горелок, в зонах низ-
ких температур. Для их изготовления применяют недорогие материалы,
что значительно снижает затраты на сооружение и эксплуатацию печей;
♦ вертикально подвешенные змеевики свободно расширяются и сжи-
маются с изменением температуры в печи, поэтому в отличие от печей с
горизонтальными трубчатыми змеевиками здесь не наблюдаются прогиб
труб между опорами и трение в опорах;
♦ основной поток тепла радиации воспринимается, в первую очередь,
трубчатыми змеевиками, поэтому слой огнеупорной футеровки не дол-
жен иметь большую толщину. Кроме того, вследствие пониженных тем-
ператур футеровки и тепловой изоляции стенки уменьшаются тепловые
19
потери, они составляют не более 2% от общего количества тепла, полу-
ченного от сжигания топлива, в то время как в других печах они достига-
ют 5%;
♦ печью аккумулируется сравнительно небольшое количество тепла,
что позволяет легко производить зонное регулирование и быстро устанав-
ливать оптимальный технологический режим при максимальном выходе
целевых продуктов. Малая тепловая инерционность дает возможность
оперативно останавливать печь в случае аварии или перед ремонтом.
Благоприятные температурные условия эксплуатации огнеупорной
футеровки и изоляции способствуют сохранности материальной части
конструкции и герметичности корпуса печи, поэтому не возникает до-
полнительных подсосов воздуха. Это обеспечивает эффективное сжига-
ние топлива с расчетным коэффициентом избытка воздуха и высокую
температуру в камере радиации.
Характерной особенностью рассматриваемых печей является возмож-
ность реализации упомянутого принципа SRT, причем для проходящей
эндотермической реакции пиролиза углеводородного сырья необходи-
мое количество тепла от сжигаемого топлива подводится равномерно всей
поверхностью труб, и змеевик может продолжительно эксплуатировать-
ся с высокой теплонапряженностью. Жесткие рабочие условия процесса
предопределили основные требования к конструкции такой печи:
♦ обеспечение выравнивания теплонапряжения и температуры наруж-
ной поверхности змеевика по его окружности и длине;
♦ увеличение отношения теплопередающей поверхности к объему ре-
акционной зоны; возможное гибкое регулирование температурного про-
филя по длине змеевика.
Такие печи отличаются высокими теплотехническими характеристи-
ками, надежным и экономичным материальным оформлением, компакт-
ной и совершенной конструкцией, высокой эффективностью работы.
Типовой печной агрегат производства этилена ЭП-300 (рис. 1-8) про-
изводительностью 20 т/ч по сырью (бензин, этан) состоит из двух само-
стоятельных печей с отдельными камерами радиации и конвекции. Каж-
дая печь имеет свою систему утилизации тепла пирогаза и дымовых га-
зов, состоящую из экономайзера (водоподогревателя), отдельного бара-
бана пара, двух закалочно-испарительных аппаратов и одной общей ды-
мовой трубы.
Внутри радиантных камер смонтированы вертикально расположен-
ные четырехпоточные пирозмеевики, облучаемые с двух сторон настен-
ными инжекционными горелками, сжигающими газообразное топливо
беспламенным способом. Конструкции бензиновых и этановых печей
20
аналогичны. Общая высота печи с
дымовой трубой составляет 65 м. Изнут-
ри дымовая труба футерована торкрет-
бетоном. В верхней части дымовой тру-
бы установлен маятниковый гаситель
колебаний. Для повышения устойчиво-
сти формы на металлическую дымовую
трубу снаружи приваривают спираль-
ные ребра жесткости. Газоходы изнут-
ри защищены огнеупорной футеровкой.
В них смонтированы два дымовых ши-
бера (по одному на каждую камеру) для
управления тягой в топке.
Каркас печи изготовлен из углероди-
стой стали. Кладка топки печи выпол-
нена из огнеупорного кирпича. По вы-
соте печи смонтированы три люка-лаза
для проведения ремонтных работ и гля-
делки для наблюдения за состоянием
пирозмеевиков, обмуровки и функцио-
нированием газовых горелок. В верхней
боковой панели камеры печи имеются
Рис. 1-8. Вертикальная пиролиз-
ная печь производства этилена
ЭП-300:1 - четырехпоточный реакци-
онный змеевик; 2 - камера радиации;
3 - камера конвекции; 4 - футеровка;
5 - горелки; 6 - дымовая труба
взрывные окна.
В конвекционной камере печи разме-
щены трубчатые змеевики, которые слу-
жат для испарения, нагрева и перегрева
углеводородного сырья, а также для
нагрева питательной воды. Условно
конвекционную камеру можно разде-
лить на три зоны: верхнюю, среднюю и нижнюю. В верхней зоне конвек-
ции расположен четырехпоточный продуктовый змеевик. Он изготовлен
из трех оребренных труб диаметром 102x6 мм из стали 15Х5М. Общая
поверхность теплообмена всех оребренных труб 214,7 м2. В средней зоне
смонтирован змеевик, сваренный из 44 труб диаметром 76x9 мм из стали
20. Он предназначен для нагрева питательной воды. Общая поверхность
теплообмена 828 м2. В нижней зоне размещен четырехпоточный змеевик,
в котором нагревается сырье пиролиза и куда вводится пар разбавления.
Каждый змеевик сварен из труб диаметром 102x6 мм (8 шт.) из стали
12Х18Н10Т. Общая поверхность теплообмена 25,9 м2.
21
В радиационной камере печи смонтированы четыре секции пирозмее-
виков для пиролиза сырья. В каждой секции по восемь вертикально рас-
положенных печных труб диаметром 125x9,5 мм. Трубы размещены в один
ряд и обогреваются с двух сторон. Первые по ходу сырья трубы пирозме-
евика изготовлены из стали 20Х25Н20С2 (максимально допустимая тем-
пература стенки 1050 °C), а последние три трубы изготовлены из стали
45Х25Н35С (максимально допустимая температура стенки 1070 °C).
Тепловая нагрузка камер печи: конвекционной 29,0 ГДж/ч, радиант-
ной 33,5 ГДж/ч. Общая поверхность нагрева змеевиков: конвекционных -
1381 м2, радиантных -117 м2.
В печах установки ЭП-300 пирозмеевики сварены из центробежноли-
тых труб постоянного диаметра. Потоки пирогаза из двух соседних сек-
ций пирозмеевиков объединяются в один и вместе с таким же потоком
пирогаза других двух соседних секций направляются в отдельный зака-
лочно-испарительный аппарат (ЗИА).
Выход целевых продуктов пиролиза из нефтяного сырья зависит от
конструкции пирозмеевиков, группового состава сырья и установленных
рабочих параметров процесса: конечной температуры пирогаза на выхо-
де из печи; давления углеводородного сырья и времени его пребывания в
зоне реакции. Следует заметить, что конечная температура пирогаза яв-
ляется одним из показателей глубины разложения сырья. Разложение
сырья зависит также от температурного профиля, установленного в печи
по длине пирозмеевика. Управляя температурой нагрева сырья в пиро-
змеевике, можно в некоторых пределах варьировать состав получаемых
продуктов пиролиза.
Для увеличения долговечности эксплуатации элементов печи реали-
зованы следующие конструктивные особенности: стенки калачей из ста-
тического литья толще стенок труб для компенсации большего эрозион-
ного износа; трубная система змеевиков свободно удлиняется, для этого
на верхних калачах пирозмеевиков имеются проушины, чтобы подвеши-
вать секции в верхней части металлоконструкций печи на штангах и пру-
жинных опорах, а в нижней части калачи имеют штыри, проходящие че-
рез глухие направляющие втулки, смонтированные в поде печи, причем
некоторые из направляющих втулок используются для гильз термопар.
Секции змеевиков в камере конвекции расположены горизонтально
на опорных решетках. Вся нагрузка от змеевиков и обмуровки восприни-
мается каркасом печи, который представляет собой стальную раму со
связями жесткости. Рама состоит из вертикальных двутавровых стоек,
соединенных боковыми связями. Башмаки стоек закреплены на железо-
бетонных опорных столбиках. Это обеспечивает свободный доступ для
обслуживания и размещения элементов вспомогательных узлов печи.
22
Стальная несущая конструкция снабжена балками для грузоподъем-
ных механизмов, которые используются при ремонтах. Стены печи име-
ют сплошную герметичную обшивку из листовой стали толщиной 5 мм.
Тепловая изоляция выполнена из легковесных блочных материалов, ко-
торые при помощи захватов из хромоникелевой стали крепятся за стер-
жень, приваренный к наружной обшивке (кожуху печи).
Более совершенный способ пиролиза углеводородного сырья осуществ-
лен в печах SRT-II этиленового производства ЭП-450. В этих печах реали-
зована схема четырехпоточных комбинированных трубчатых вертикаль-
ных змеевиков из труб переменного диаметра (85x8,114x9 и 159x9,5 мм) в
печах пиролиза бензина и одного диаметра (138x6,6,138x9,9 мм) в печах
пиролиза этана. Все змеевики выполнены из центробежнолитых труб
(сталь 20Х25Н20С и 45Х25Н35С). В конвекционной зоне печи смонтиро-
ваны оребренные змеевики из стали 15Х5М и 12Х18Н9Т.
Каждая секция камеры радиации сварена таким образом, что на вхо-
де четыре потока сырья направляются в трубы малого диаметра 85x8 мм,
затем пара труб объединена в одну диамет-
ром 114x9 мм и, наконец, эти трубы объе-
динены в одну трубу большого диаметра
159x9,6 мм (рис. 1-9). Выходные трубы двух
смежных секций объединены в одну об-
щую трансферную трубу, по которой пи-
рогаз направляется в закалочно-испари-
тельный аппарат.
Такая геометрия пирозмеевика позво-
ляет на входной его части иметь высокое
отношение теплопередающей поверхности
к внутреннему объему, что способствует
интенсификации нагрева сырья и характе-
ризуется крутым температурным профи-
лем, позволяющим повысить выход этиле-
на. В трубах большого диаметра с относи-
тельно небольшим гидравлическим сопротивлением более эффективно
происходит расщепление сырья. Кроме того, применение труб большого
Рис. 1-9. Схема трубчатого
змеевика пиролизной печи типа
SRT-II
диаметра в печи приводит к тому, что, несмотря на появление отложения
кокса внутри труб, в течение всего пробега печи селективность процесса
пиролиза снижается незначительно.
Печь пиролиза бензина ЭП-450 эксплуатируется со следующими по-
казателями: производительность по сырью 22 т/ч, тепловая нагрузка ра-
диантной зоны 16,2 МВт, конвекционной зоны 19,5 МВт, температура
23
сырья на входе 125 °C, на выходе 835 °C, давление в пирозмеевике на
входе 0,6 МПа, на выходе 0,21 МПа.
Во ВНИПИнефть разработана печь с вертикальными змеевиками (рис.
1-10), предназначенная для высокотемпературного пиролиза этана на ус-
тановках Э-200 при сокращенном времени контакта (0,4 с) и повышен-
ной температуре (840-860 °C). В печи установлены центробежнолитые тру-
Рис. 1-10. Печь высокотемпературного пиролиза конструкции ВНИПИнефть:
1 - конвекционная камера; 2 - газоход; 3 - змеевик-реактор; 4 - радиантная камера;
5 - горелка чашеобразная; 6 - стена из подвесных легковесных шамотных изделий;
7 - каркас; 8 - металлический кожух и тепловая изоляция; 9 - закалочно-испарительные
аппараты и паросборники
24
бы из жаропрочной стали 45Х25Н20 диаметром 102 мм. Для уменьшения
размеров печи трубчатые змеевики отдельных потоков размещены в ка-
мере радиации в виде двурядного экрана двустороннего облучения. Шаг
труб каждого ряда увеличен до 500 мм, поэтому коэффициент неравно-
мерности обогрева равен 0,72-0,74. При этом максимальная температура
стенки труб в зоне наибольших превращений не превышает 980°С. Про-
изводительность печи по перерабатываемому сырью составляет 14-16 т/
ч. В зависимости от состава исходного сырья количество добавляемого
водяного пара может колебаться в пределах 50-70% (масс.) на сырье.
В печи предусмотрено восемь потоков. Змеевик каждого потока со-
стоит из девяти труб высотой по 8 м, соединенных полукалачами. Креп-
ление трубчатых змеевиков осуществляется при помощи специальных
подвесок из стали 40Х24Н12СЛ. Подвески проходят через потолочное
перекрытие и закрепляются на пружинной опоре вне топочного простран-
ства. В нижней части к полукалачам змеевика приварены направляющие
опоры, которые проходят во втулки, смонтированные в поде топки.
Трубчатые змеевики из жаропрочной стали 45Х25Н20С могут продол-
жительно эксплуатироваться при 990-1000 °C. Быстрое снижение темпе-
ратуры газов пиролиза на выходе из печи ("закалка*') происходит в ре-
зультате поверхностного теплообмена в закалочно-испарительном аппа-
рате, где вырабатывается пар давлением 13 МПа. Это позволяет создать
энергетическую схему производства этилена с использованием перегре-
того пара.
25
Глава II
ЭЛЕМЕНТЫ КОНСТРУКЦИЙ ПЕЧЕЙ
Конструктивно трубчатая печь состоит из следующих основных дета-
лей и узлов: трубчатых змеевиков, огнеупорной футеровки и тепловой
изоляции, фундамента и металлического каркаса, системы топливных
трубопроводов и арматуры, оборудования для сжигания топлива, дымо-
ходов и дымовой трубы, гарнитуры (трубных подвесок, опорных узлов,
решеток, кронштейнов, подвесок для огнеупорных кирпичей или жаро-
прочных блоков, предохранительных дверок с гляделками и др.), а также
вспомогательных устройств для обслуживания (площадок, лестниц, сис-
тем трубопроводов сжатого воздуха, пароснабжения и паротушения).
1. Трубчатые змеевики конвекционной и радиантной камер
Трубчатый змеевик является наиболее ответственной частью печи. Его
собирают из дорогостоящих горячекатаных бесшовных печных труб и
печных двойников (ретурбендов) или калачей. Для печей установок пи-
ролиза, конверсии углеводородного сырья и других установок использу-
ются безретурбендные сварные трубчатые змеевики, которые более на-
дежны и герметичны. Их целиком размещают в камерах радиации и кон-
векции печи, что позволяет лучше герметизировать топку и ликвидиро-
вать подсосы воздуха из окружающей среды.
На установках АТ, АВТ, ВТ, где тепловой режим эксплуатации печей
стабильный и температура нагрева сырья сравнительно невысока, с уче-
том коррозионных свойств нефти применяют печные трубы из углероди-
стых сталей Сталь 10 и Сталь 20, либо из низколегированных сталей ма-
рок 15Х5М и 15Х5ВФ. Такие трубы обладают достаточной теплоустой-
чивостью и не подвергаются интенсивной коррозии. Однако на установ-
ках термического и каталитического крекинга и других установках, где
протекают процессы, характеризующиеся более высокими температура-
ми нагрева и наличием коррозионных агентов, срок службы печных труб
из низколегированных сталей мал (1-3 года). Особенно быстро выходят
из строя участки трубчатого змеевика радиантной секции, где отклады-
ваются кокс и различные осадки, а также образуется большое количе-
26
ство сероводорода. Для таких печей ВНИИнефтемашем рекомендованы
стали 12Х8ВФ и Х9М. По теплоустойчивости при температурах 550-600°С
сталь 12Х8ВФ не уступает известным маркам сталей 15Х5М и 15Х5ВФ, а
по коррозионной стойкости в горячих сероводородных средах превосхо-
дит их в 2-3 раза.
Для процессов риформинга, гидроочистки и подобных им высокотем-
пературных процессов, в которых сырье нагревается до 600 °C, применя-
ют печные трубы из сталей 12Х18Н9Т и 12Х18Н10, либо безникелевую
сталь 1Х12В2МФ (ЭИ756). Последняя обладает более высокими проч-
ностными свойствами, достаточной пластичностью и ударной вязкостью.
Использование печных труб из стали 1Х12В2МФ вместо труб из ста-
ли 15Х5М позволяет увеличить срок службы змеевиков и сократить про-
стой печей при ремонтах. Трубы из сталей 15Х5М, 15Х5ВФ и 12Х8ВФ
поставляются в отожженном состоянии (конец трубы имеет твердость не
выше НВ 170 для развальцовки ее в ретурбенде при сборке змеевика).
Если эти трубы подвергнуть термообработке - улучшению (стали
15Х5МУ, 15Х5ВФУ, 12Х8ВФУ), то прочность металла повышается на
20-30%. В результате возрастает срок их службы.
Исследованиями ВНИИнефтемаша показано, что для установок ка-
талитического риформинга целесообразно применять печные трубы из
стали 12Х18Н10ТС, которая отличается от стали 12Х18Н10 несколько
повышенным минимальным соотношением титана и углерода в состоя-
нии стабилизирующего отжига. Сталь 12Х18Н10ТС менее склонна к меж-
кристаллитной коррозии при высоких температурах процессов катали-
тического риформинга и гидроочистки. Для конвекционной секции пе-
чей этих установок используются печные трубы из стали 12Х8ВФ.
Перспективна в качестве материала для печных труб сталь Х9М. На-
личие в ней 9% хрома и до 1% молибдена обеспечивает высокую жаро-
прочность, которая на 20-25% выше, чем стали 15Х5М при равной плас-
тичности.
Для радиантных секций печи на установках гидрогенизационного обес-
серивания дизельного топлива наиболее стойкими против общей корро-
зии являются трубы из стали 12Х18Н10. При необходимости экономии
никельсодержащих сталей можно использовать трубы из сталей 12Х8ВФ,
Х9М и 1Х12В2МФ. Следует иметь в виду, что применение этих сталей
может неблагоприятно сказаться на производительности и эффективнос-
ти работы установки, так как были случаи заноса продуктов коррозии
металла труб на катализатор, что снижало его активность. Практика под-
твердила, что змеевики из стали 15Х5М работают на установках гидро-
генизационного обессеривания более шести лет, при этом скорость кор-
27
розии достигает 0,8 мм/год. Однако при такой скорости коррозии обра-
зуется значительное количество продуктов, снижающих активность ка-
тализатора, и требуется более частая его регенерация. Целесообразность
применения дорогой и дефицитной стали 12X18Н ЮТ или более дешевых
сталей (12Х8ВФ и Х9М) можно определить технико-экономическим ана-
лизом.
Алитирование хромистых сталей позволяет значительно расширить
область их применения при повышенных температурах в агрессивных
средах, содержащих сероводород. Коррозионная стойкость алитирован-
ных 3%-ных хромистых сталей в чистом сероводороде при 500-550 °C выше
коррозионной стойкости стали 12Х18Н10Т. Для изготовления трубчатых
змеевиков печей, а также для коммуникационных трубопроводов и пуч-
ков трубчатых теплообменников в США и некоторых других странах на
установках гидроочистки нефтепродуктов используют в промышленном
или опытном масштабе алитированные трубы из стали 15Х5М взамен
труб из дорогой стали типа 18-8. Опыт подтверждает целесообразность
такой замены материала.
Наиболее уязвимы для коррозионного разрушения в этих условиях
сварные швы. Поэтому при конструировании печных змеевиков стремятся
к уменьшению числа сварных соединений, выполняемых после алитиро-
вания. Основную сварку змеевиков обычно проводят до алитирования, а
монтажные швы выполняют аустенитными электродами из стали типа
18-8.
В связи с проектированием и строительством укрупненных установок
увеличиваются сортамент печных труб и выпуск труб длиной до 18 м,
диаметром 102-325 мм и толщиной стенок 8-22 мм. Применение труб
большой длины позволит уменьшить число соединительных элементов
змеевиков, снизить гидравлические потери в печах и потери тепла в ок-
ружающую среду.
Для осуществления высокотемпературных процессов в радиантных
секциях печей пиролиза и конверсии углеводородного сырья используют
трубчатые змеевики из аустенитных жаропрочных сталей 12Х18Н10Т,
20Х23Н13 (ЭИ319), 10Х23Н18,20Х23Н18 (ЭИ417) и 45Х25Н20. Характе-
ристики жаропрочности стали 20Х23Н18, наиболее часто применяемой
ддя изготовления печных труб на установках пиролиза, допускают про-
ведение процессов расщепления углеводородного сырья при 750-815°С и
температуре стенки трубы 950 °C. Постоянное совершенствование тех-
нологии пиролиза, разработка конструкций печей большой единичной
мощности с коротким временем контакта реагирующего сырья - от 0,3-
0,5 с (в печах SRT-1) до 0,1-0,2 с (в печах SRT-II), когда теплонапряжен-
28
ность радиантных труб достигает 70-87 кВт/м2, а температура их стенок
1050 °C, потребовало создания новых марок жаропрочных сталей:
45Х25Н20, 20Х25Н20С2, Х35Н25, Х30Н30 и т. д. Печные трубы из таких
сталей изготавливают наиболее прогрессивным методом центробежного
литья.
Работоспособность сталей при высоких температурах определяется
комплексом их свойств (жаропрочность и жаростойкость). Жаропроч-
ность характеризует способность материала сопротивляться воздействию
нагрузки при высоких температурах, а жаростойкость - стойкость про-
тив химического воздействия окружающей среды, в результате которого
значительно изменяются механические свойства материала.
Жаропрочность стали зависит от большого числа факторов. Основ-
ными из них являются ползучесть (крипп), длительная прочность и плас-
тичность. Большое влияние на жаропрочность оказывают структурное
состояние стали, степень ее устойчивости при высокой температуре во
времени.
Ползучесть рассматривается как непрерывная и очень медленная пла-
стическая деформация, начинающаяся при высоких температурах под
действием постоянно приложенных напряжений. Между скоростями пла-
стической деформации и напряжениями существуют закономерности,
исследование которых позволяет более точно рассчитывать конструкции,
эксплуатируемые при высоких температурах. Материал может надежно
работать в условиях ползучести под напряжением при соответствующих
высоких температурах, если скорости ползучести не превышают некото-
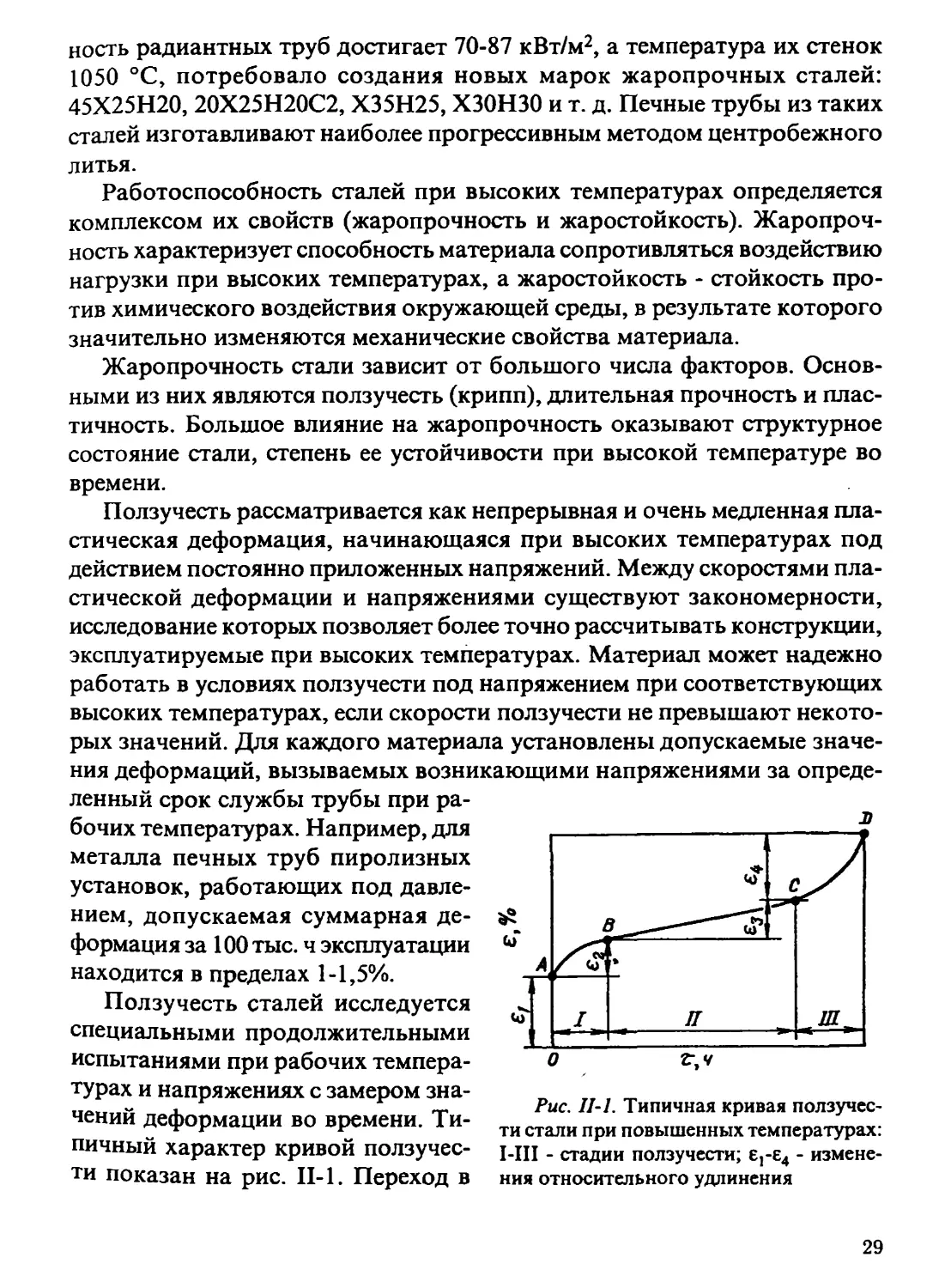
рых значений. Для каждого материала установлены допускаемые значе-
ния деформаций, вызываемых возникающими напряжениями за опреде-
ленный срок службы трубы при ра-
бочих температурах. Например, для
металла печных труб пиролизных
установок, работающих под давле-
нием, допускаемая суммарная де-
формация за 100 тыс. ч эксплуатации
находится в пределах 1-1,5%.
Ползучесть сталей исследуется
специальными продолжительными
испытаниями при рабочих темпера-
турах и напряжениях с замером зна-
чений деформации во времени. Ти-
пичный характер кривой ползучес-
ти показан на рис. II-1. Переход в
Рис. II-1. Типичная кривая ползучес-
ти стали при повышенных температурах:
I-III - стадии ползучести; Ej-Ед - измене-
ния относительного удлинения
29
стадию III ползучести (участок CD) наступает вследствие изменений в
структуре металла и свидетельствует о возможном его разрушении.
Нарушение сплошности металла происходит сначала на ограничен-
ных участках вследствие неоднородности свойств и затем, накапливаясь
во все большем объеме, приводит поликристаллическое тело к разруше-
нию. Промежуток времени до разрушения является характеристикой, оп-
ределяющей сопротивление материала действию приложенных нагрузок
при соответствующих температурах.
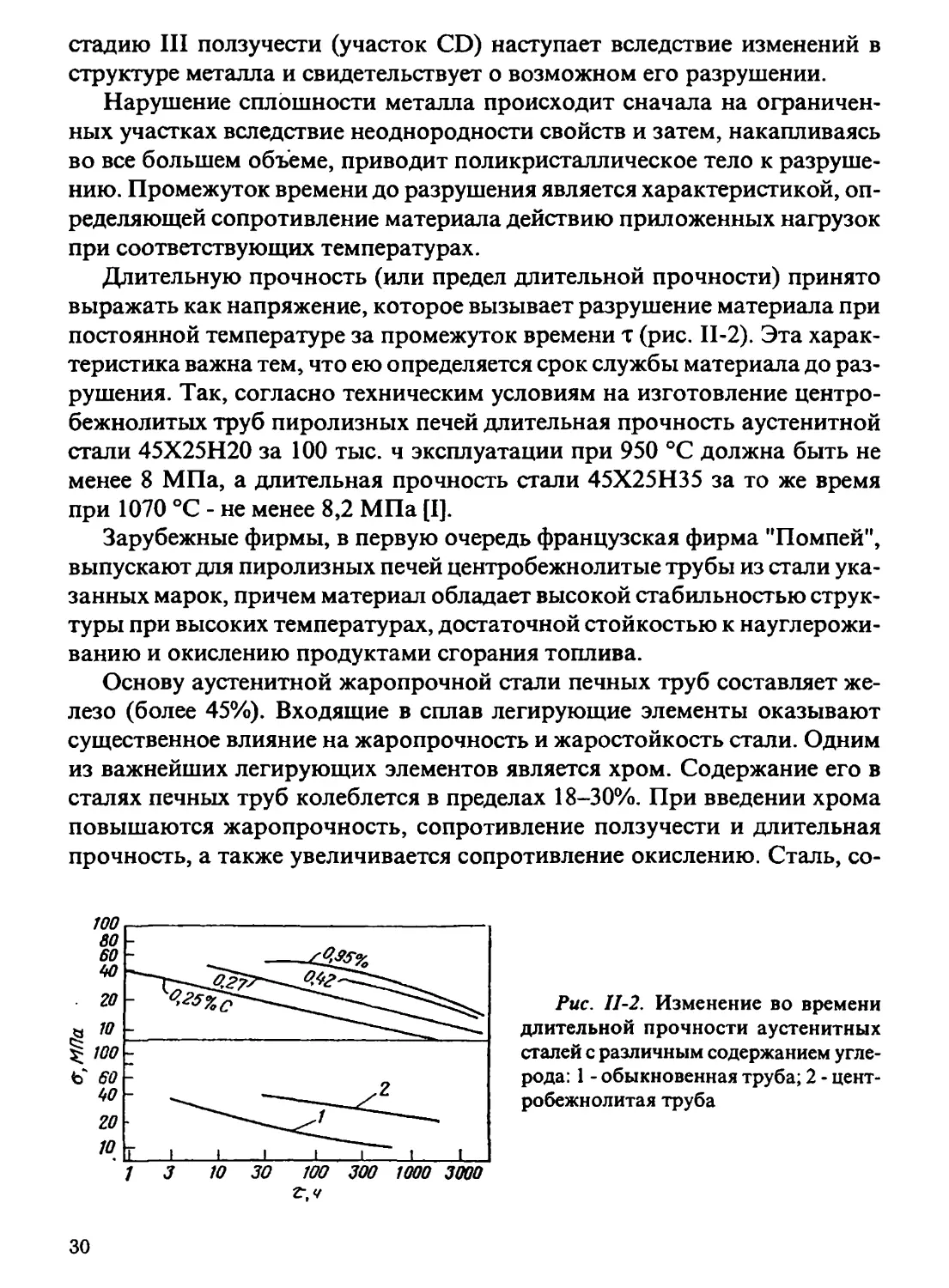
Длительную прочность (или предел длительной прочности) принято
выражать как напряжение, которое вызывает разрушение материала при
постоянной температуре за промежуток времени т (рис. П-2). Эта харак-
теристика важна тем, что ею определяется срок службы материала до раз-
рушения. Так, согласно техническим условиям на изготовление центро-
бежнолитых труб пиролизных печей длительная прочность аустенитной
стали 45Х25Н20 за 100 тыс. ч эксплуатации при 950 °C должна быть не
менее 8 МПа, а длительная прочность стали 45Х25Н35 за то же время
при 1070 °C - не менее 8,2 МПа [I].
Зарубежные фирмы, в первую очередь французская фирма ’’Помпей”,
выпускают для пиролизных печей центробежнолитые трубы из стали ука-
занных марок, причем материал обладает высокой стабильностью струк-
туры при высоких температурах, достаточной стойкостью к науглерожи-
ванию и окислению продуктами сгорания топлива.
Основу аустенитной жаропрочной стали печных труб составляет же-
лезо (более 45%). Входящие в сплав легирующие элементы оказывают
существенное влияние на жаропрочность и жаростойкость стали. Одним
из важнейших легирующих элементов является хром. Содержание его в
сталях печных труб колеблется в пределах 18-30%. При введении хрома
повышаются жаропрочность, сопротивление ползучести и длительная
прочность, а также увеличивается сопротивление окислению. Сталь, со-
Рис. П-2. Изменение во времени
длительной прочности аустенитных
сталей с различным содержанием угле-
рода: 1 - обыкновенная труба; 2 - цент-
робежнолитая труба
30
держащая хром, на диаграмме состояния системы Fe-Cr может характе-
ризоваться замкнутой областью (петлей) у-твердых растворов, обладаю-
щих устойчивой структурой материала.
Легирование сталей никелем приводит к расширению области у-твер-
дых растворов и значительному снижению температуры нежелательного
превращения у—>а при охлаждении. Сталь, содержащая более 20% нике-
ля, даже при медленном охлаждении до комнатных температур, сохраня-
ет кристаллическую решетку у-раствора. Такие стали называются аусте-
нитными. Более плотно упакованная решетка у-раствора (при сопостав-
лении с объемноцентрированной решеткой a-твердого раствора) способ-
ствует замедлению процессов диффузии, вследствие чего сталь становит-
ся более жаропрочной. Марганец, как и никель, способствует расшире-
нию у-области, образуя стали с аустенитной структурой. Однако как аус-
тенитообразующий элемент он действует менее эффективно, чем никель.
Введение углерода в хромоникелевые стали способствует стабилиза-
ции и сохранению структуры аустенита в отношении нежелательного
превращения у—»а, что улучшает механические свойства стали при ком-
натной и высоких температурах.
Присадка кремния в аустенитные стали типа 25-20 повышает их со-
противление окислению при высоких температурах до 1150 °C и корро-
зии в атмосфере продуктов сгорания топлива с повышенным содержани-
ем серы и сернистых соединений. В восстановительных средах пиролиза
углеводородного сырья эта сталь более устойчива к науглероживанию
по сравнению с обычными хромоникелевыми аустенитными сталями.
Однако присадка кремния увеличивает склонность стали к образованию
в структуре о-фазы. Чем выше содержание кремния в стали типа 25-20,
тем быстрее и в большем количестве выделяется о-фаза, особенно при дли-
тельном нагреве в интервале умеренно высоких температур. Эта фаза -
очень твердая, хрупкая и немагнитная. Она представляет собой интерме-
таллическое соединение железа с хромом типа Fe-Cr и образуется из твер-
дого раствора по схеме: у—>а—>о-фаза либо непосредственно у—»о-фаза.
Выделение о-фазы сопровождается большими объемными изменени-
ями в структуре стали и вызывает значительные внутренние напряжения.
Это является причиной исключительно высокой хрупкости стали, содер-
жащей большие количества о-фазы. Такая сталь имеет пониженные пла-
стичность и ударную вязкость. Поэтому горячая обработка давлением
стали с высоким содержанием кремния затруднительна. Следует отме-
тить, что дополнительный перегрев стали типа 25-20 до температуры ра-
створения о-фазы позволяет устранить хрупкость металла. При высоких
температурах жаропрочность стали 25-20 с кремнием такая же, как и ста-
ли аналогичного состава без кремния.
31
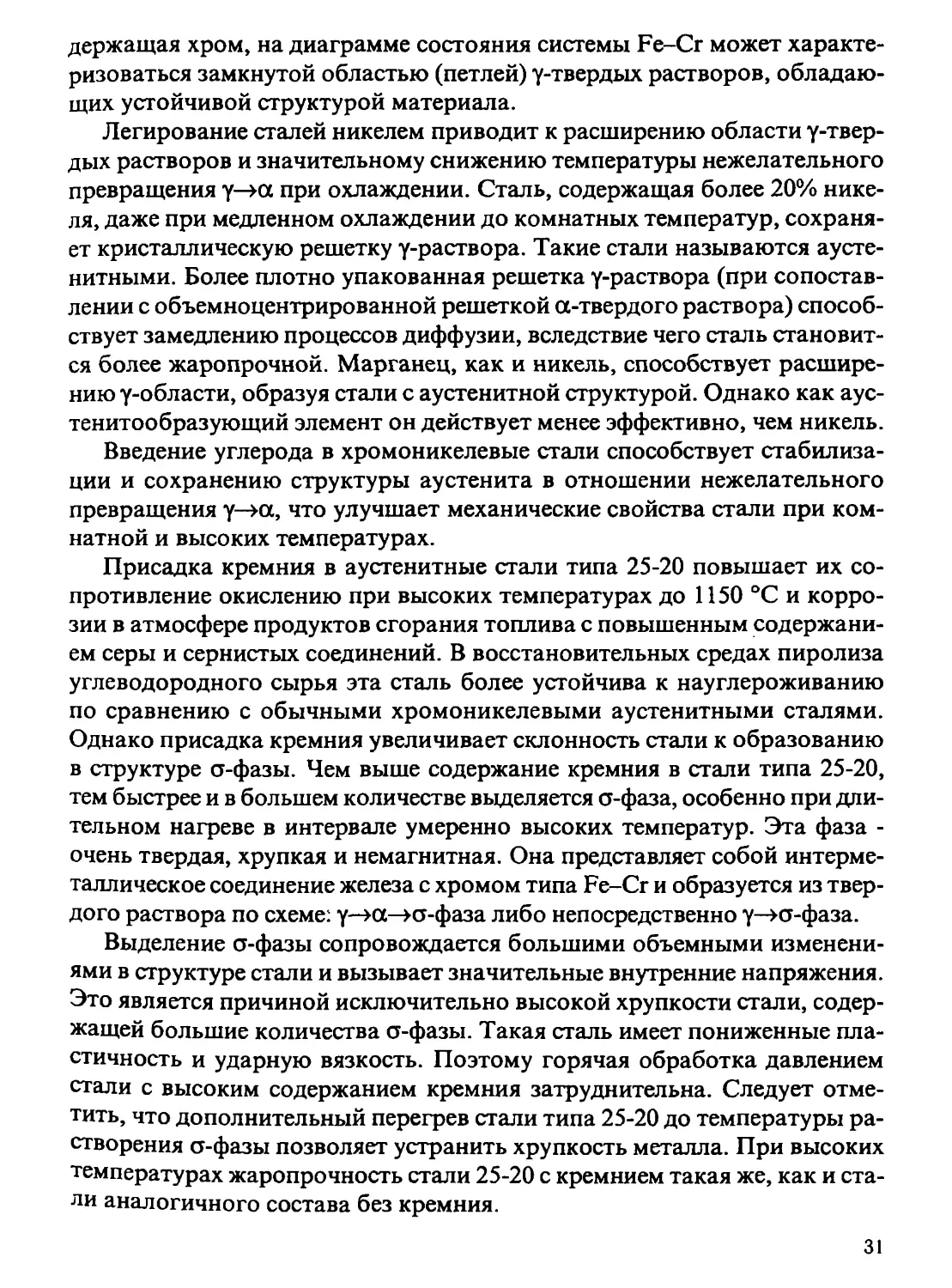
В табл. II-1 приведен химический состав наиболее распространенных
жаропрочных сталей для труб высокотемпературных печей установок
углеводородного сырья.
Таблица II-1
Химический состав хромоникелевых сталей
для труб высокотемпературных пиролизных печей
Марка стали (заводская марка) Содержание элементов, % Жаро- стой- кость, °C Жаро- проч- ность, °C
С Si Мп Сг Ni Ti
12Х18Н10Т (ЭЯ1Т) 12Х18Н9Т (ЭЯ1Т) 20Х23Н13 (ЭИ319) 0,12 0,12 0,2 0,8 0,8 1,0 1,0-2,0 1,0-2,0 2,0 17-19 17-19 22-25 9-11 8,5-9,5 12-15 До 0,7 До 0,7 До 800 До 650
10Х23Н18 0,1 1,0 2,0 22-25 17-20 — До 950 До 950
20Х23Н18 (ЭИ417) 0,2 1,0 2,0 22-25 17-20 — До 950
20Х25Н20С2 (ЭИ283) 0,2 2,0-3,0 1,5 24-27 18-21 — До 1200 До 1050
45Х25Н20 (НК-40)* 0,35- -0,45 1,о- -1,75 1,5 24-27 19-22 — До 1200 (центро- ДО 1050
45Х25Н35 0,35- -0,45 1,0- -1,75 1,5 24-27 34-37 —— бежно- литые трубы) До 1070
* НК-40 - американская марка жаропрочной стали 45Х25Н20; характеризуется
высоким содержанием углерода.
В России для змеевиков пиролизных печей широко применяют горя-
чекатаные трубы из стали 20Х23Н18 (ЭИ417). Она сочетает в себе высо-
кую стойкость к окислению при высоких температурах пиролиза с хоро-
шей жаропрочностью. После закалки при высоких температурах сталь
имеет аустенитную структуру; при комнатных температурах она облада-
ет умеренной механической прочностью, высокой пластичностью и удов-
летворительной свариваемостью, достигаемой ацетилено-кислородным
и электродуговыми методами сварки.
Недостатком стали 20Х23Н18 является нестабильность структуры при
умеренно высоких температурах (600-800 °C), когда в зависимости от дли-
тельности выдержки образуется a-фаза, обнаруживаемая под микроско-
пом в виде темных включений; это повышает хрупкость стали и снижает
ее жаропрочность.
32
Вследствие низкой длительной прочности сталь 20Х23Н18 использу-
ют преимущественно в ненагруженном состоянии либо при напряжении
10-20 МПа; при этом допускаемые деформации составляют не более
0,2-0,3% на весь срок службы. Если сталь 20Х23Н18 нагрета выше 800 °C,
п-фаза не выпадает. Поэтому считают, что змеевики с приварными двой-
никами должны размещаться в камере радиации печи, что позволяет за-
медлить отложение кокса на более холодных поверхностях концов труб.
Для конвекционной зоны печи применяют трубы из сталей 12Х18Н10Т
и 15Х5М. Использование легированных сталей обусловлено необходи-
мостью выжигания кокса при высоких температурах.
Создание печей большой единичной мощности и ужесточение техно-
логических режимов процессов стало возможным в результате разработ-
ки новых материалов, в частности, для изготовления центробежнолитых
печных труб. Такие трубы превосходят аналогичные по химическому со-
ставу материала горячекатанные трубы и характеризуются высокими тех-
нико-экономическими показателями. Центробежнолитые трубы из жа-
ропрочных материалов изготовляют по сокращенному (по времени и опе-
рациям) производственному циклу, что позволяет экономить металл, элек-
троэнергию, трудовые затраты.
С учетом важности применения центробежнолитых труб в сооружае-
мых в России и проектируемых крупных трубчатых печах рассмотрим
кратко процесс их изготовления. Этот процесс включает три операции:
расплавление металла в индукционной печи; получение трубных загото-
вок методом центробежного литья; сварку труб стандартной длины из
отдельных заготовок и их последующую механическую обработку.
Качество труб полностью зависит от соблюдения установленных тех-
нологических режимов при выполнении всех перечисленных операций.
Заготовки труб отливают в металлических изложницах, имеющих гори-
зонтальную ось вращения. Изложницы футеруют слоем мелкозернисто-
го кварцевого песка толщиной 1-2 мм. Размер получаемой трубной заго-
товки зависит от количества заливаемого в изложницу расплавленного
металла, что требует точного его дозирования. Обычно на изготовление
одной заготовки печной трубы требуется 100-130 кг стали. Расход метал-
ла складывается из массы трубной заготовки и припуска на ее механичес-
кую обработку.
Структура стали формируется в зависимости от многих факторов:
химического состава, температуры заливаемого расплавленного метал-
ла, скорости заливки его в изложницу, скорости вращения изложницы,
интенсивности охлаждения ее наружной поверхности. Структура стали
центробежнолитой трубы - лучистая (столбчатая) или состоит из двух зон:
33
наружной - лучистой и внутренней - равноосной. Однако чаще всего струк-
тура стали имеет вид вытянутых дендритов (лучей), направленных в сто-
рону теплоотвода при интенсивном остывании стали, т. е. наружной по-
верхности. Разветвленность дендритов тем больше, чем выше скорость
вращения изложницы. Окружная скорость трубной заготовки изменяет-
ся в пределах 5-10 м/с. Дендритный характер структуры и химическая
неоднородность (ликвация) наблюдаются только по радиальному направ-
лению заготовки.
При большой скорости вращения изложницы для некоторых сталей
характерна обратная ликвация, т. е. перемещение и концентрация легких
компонентов (углерода, серы, кремния) по периферии заготовки, в то
время как основные легирующие элементы стали - хром и никель - ликви-
руют слабо.
Явление ликвации - полезное свойство центробежного литья, посколь-
ку представляется возможность довольно легко удалять пористый слой
поверхности трубной заготовки механической обработкой. В слое скап-
ливаются частицы песка и ликват, обогащенный вредными примесями
сульфидных и оксидных включений, выделившихся из расплава. Проточ-
кой удаляется слой толщиной 2-3 мм с внутренней стороны заготовки и
толщиной до 1 мм - с наружной. Чистовая обработка наружной поверх-
ности облегчает проведение ревизии трубы, а гладкая ее внутренняя по-
верхность значительно усиливает сопротивление металла науглерожива-
нию. Согласно ГОСТу 2789-73, шероховатость механически обработан-
ной трубы по внутренней поверхности не должна превышать 3,2-6,3 мкм,
а по наружной - не более 0,8 мм.
Печные трубы стандартной длины (обычно 10-12 м) сваривают из труб-
ных заготовок длиной до 4 м (в зависимости от условий изготовления и
сварки).
Процесс сварки труб из центробежнолитых трубных заготовок отли-
чается рядом особенностей вследствие специфических свойств аустенит-
ных хромоникелевых сталей. Аустенитная сталь типа НК-40 характери-
зуется электрическим сопротивлением, примерно в 5 раз большим, чем
обычных углеродистых сталей, и низкой теплопроводностью металла, что
определяет выбор методов и режимов сварки. Химический состав хромо-
никелевых сталей также оказывает влияние на происходящие металлур-
гические процессы сварки. Высокое содержание хрома в сплаве делает
его взаимодействие с кислородом и рядом оксидов (МпО и SiO2) доста-
точно активным, что вызывает интенсивные марганцево-кремневосста-
новительные процессы, сопровождающиеся окислением значительных
количеств хрома. Другие элементы, входящие в жаропрочный сплав
34
(Fe, Ni, Mn, Si, S, P, N и др.), при сварке могут образовывать различные
эвтектики, карбиды, нитриды, интерметаллиды. Образование в металле
новых фаз вызывает появление структурных напряжений, особенно ме-
таллов центробежнолитых трубных заготовок с характерной анизотроп-
ной дендритной структурой. Наконец, при сварке в результате воздей-
ствия высоких температур происходит укрупнение зерен в структуре ме-
талла и его разупрочнение при комнатной температуре, что ухудшает
эксплуатационные свойства труб.
Таким образом, при сварке аустенитных сталей следует учитывать
склонность металла сварных швов и околошовных зон трубных загото-
вок к увеличению хрупкости и появлению горячих трещин, а также к де-
формациям и другим дефектам.
В зарубежной практике трубные заготовки сваривают следующими
методами: автоматической сваркой вольфрамовым электродом в среде
инертного газа; полуавтоматической сваркой в среде инертного газа; руч-
ной дуговой сваркой плавящимся электродом со специальной обмазкой.
При сварке любым из перечисленных методов наплавляемая сталь
сварного шва, как правило, отличается от стали трубных заготовок. Тре-
буемая технологическая прочность сварных швов достигается использо-
ванием сварочной проволоки и покрытий, содержащих определенные
композиции легирующих элементов, что позволяет получать при сварке
одно- или двухфазные микроструктуры сварных швов, которые облада-
ют повышенной пластичностью. Так, образованию двухфазной микро-
структуры (например, аустенитно-ферритной) способствуют ферритооб-
разующие легирующие примеси: хром, кремний, ниобий, вольфрам, мо-
либден и др. Однофазная, чисто аустенитная структура может быть по-
лучена при помощи легирующих примесей аустенизаторов (никеля, угле-
рода, азота, бора).
Чтобы обеспечить высокую трещиноустойчивость швов, необходимо
применять сварочную проволоку повышенной чистоты по отношению к
вредным примесям. Для сварки сталей типа 45Х25Н20 в США применя-
ют электроды типа 25-20 Nb (С < 0,12%, Nb=10xC%) и 25-20 Мо
(Мо= 2-2,5%) с покрытиями известного типа.
Центробежнолитые трубы сваривают из трубных заготовок вольфра-
мовым электродом в среде инертного газа при помощи сварочного авто-
мата. После механической обработки кромок трубные заготовки стыку-
ются на роликовых транспортерах; затем при постепенном их вращении
между вольфрамовым электродом и заготовкой возбуждается дуга. Сва-
рочная проволока подается к месту сварки автоматически. Подача про-
волоки, сила тока и напряжение, а также скорость вращения заготовки
35
программируются. В процессе сварки осуществляется автоматический
контроль соосности стыковки заготовок, напряжения и силы тока. Ос-
новной (корневой) валик и последующие валики накладываются непре-
рывно (дуга не прерывается), что предотвращает возникновение микро-
трещин.
Для контроля качества сварки труб используют флюоресцирующие
красители и последующее просвечивание гамма-лучами от радиоактив-
ного источника (иридий -192). Источник гамма-лучей помещают в тру-
бу, а шов снаружи обертывают специальной пленкой. Отдельные трубы
подвергают опрессовке под большим давлением.
Центробежнолитые трубы из жаропрочных сталей обладают высоки-
ми эксплуатационными качествами, и дефекты, возникающие при их из-
готовлении, встречаются редко. Характерными дефектами труб являют-
ся следующие: вкрапления футеровочного песка в отливках трубных за-
готовок на глубину 2-3 мм; заливы до 8-10 мм у наружной поверхности;
плены, пористость и шлаковые включения на глубину до 8 мм и рыхлоты
до 5 мм у внутренней поверхности. После расточки внутренней и обра-
ботки наружной поверхностей на глубину до 10 мм трубные заготовки
получаются качественными.
Недостатки производства печных труб методом центробежного ли-
тья - трудность изготовления труб большой длины (трубные заготовки
имеют длину до 4 м); невозможность получения труб диаметром менее
трех дюймов и толщиной стенки менее 1/4 дюйма; необходимость свари-
вания отдельных заготовок для изготовления труб стандартной длины;
сложность технологии сварки заготовок труб из аустенитной стали с ден-
дритной структурой, обладающей анизотропными физическими свойства-
ми; опасность увеличения хрупкости металла; появление микротрещин в
сварных швах и в зоне термического влияния основного металла трубы,
что снижает надежность их в эксплуатации.
В настоящее время разработан процесс производства жаропрочных
труб, изготовляемых методом горячего прессования, называемый про-
цессом "продолжающегося пограничного осаждения зерна". Такой обра-
ботке подвергают трубы наружным диаметром 50-250 мм, толщиной сте-
нок до 25 мм и длиной до 15 м. По химическому составу металл прессо-
ванных труб мало отличается от металла печных труб центробежной от-
ливки типа НК-40.
До создания такого процесса прессованные трубы имели недостаточ-
ную прочность на разрыв, оказывали низкое сопротивление ползучести
и имели малую длительную прочность. Попытки увеличить прочность
добавлением в сплав легирующих элементов оказывались безуспешны-
36
ми: прочность возрастала незначительно, но вместе с тем существенно
усложнялась термообработка. Микроструктура материала прессованных
труб, подвергнутых термообработке, приблизилась в некоторой степени
к микроструктуре сплава НК-40. Если прежде крупные карбиды стали
прессованной трубы были рассеяны по границам зерен и внутри них, то
после обработки новым методом формируется сплошная решетчатая
система карбидов вследствие предпочтительного осаждения их по грани-
цам зерен.
Сравнивая характеристики прессованных труб с характеристиками
труб центробежного литья, японские специалисты отмечают следующие
значительные преимущества первых:
♦ наружная поверхность прессованных труб более гладкая и ровная
и не требует механической обработки, а внутренняя поверхность не име-
ет отложений примесей и пор, что характерно для труб центробежной
отливки;
♦ жаропрочность сталей труб примерно одинаковая, а пластичность
и особенно жаростойкость металла прессованных труб более высокие.
Этому способствуют технология изготовления и термообработки стали,
а также получение более гладкой внутренней поверхности без пор, что
увеличивает устойчивость к науглероживанию;
♦ сварка змеевиков из прессованных труб значительно упрощается:
трубы выпускаются необходимой длины (без дополнительных сварных
соединений) и требуемого малого диаметра. Не вызывает затруднений
процесс изготовления фитингов методом горячего прессования и после-
дующая обработка новым методом. После этого структура металла ста-
новится подобной структуре труб с аналогичными физическими и проч-
ностными характеристиками, что способствует получению надежных
сварных соединений;
♦ большая длина прессованных труб позволяет при проектирова-
нии и изготовлении змеевиков принимать конструктивные решения, ис-
ключающие сварные соединения в зонах наиболее высоких температур в
печах;
♦ толщина стенок прессованных труб меньше, что улучшает тепло-
передачу и повышает КПД печей.
Трубы, изготовленные методом горячего прессования из сплава ”Ин-
колой-802” для двух змеевиков высокотемпературной печи типа SRT кон-
струкции фирмы "Луммус" (США), применены на этиленовой установке
нефтехимического завода в Техасе [1, 2]. Эти трубы примерно в 2-6 раз
более долговечны по сравнению с центробежнолитыми трубами из стали
типа НК-40 в аналогичных рабочих условиях (высокая температура, оди-
37
наковые теплонапряженности поверхностей нагрева, воздействие агрес-
сивной среды) при одинаковых напряжениях от действия различных сил.
После четырех лет эксплуатации на этом заводе в семи из девяти печей
была произведена полная замена труб печных змеевиков трубами из спла-
ва "Инколой-802".
На другом нефтехимическом заводе срок службы труб из стали НК-40
составлял всего 18 месяцев. После замены 100 труб трубами из сплава
"Инколой-802" продолжительность их работы значительно увеличилась.
Межремонтный пробег установок (до очередной очистки от кокса) воз-
рос до 63 сут вместо прежних 20 сут, когда эксплуатировались трубы из
стали НК-40. Кроме того, простой печи при выжиге кокса сократился
с 3-х сут до 18 ч.
Сравнительные опытные и промышленные испытания образцов ме-
талла центробежнолитых труб марок 45Х25Н20 (НК-40), 45Х25Н35 и
прессованных труб из сплава "Инколой-802" на науглероживание и дли-
тельную прочность показали, что "Инколой-802" по сопротивлению на-
углероживанию превосходит сталь НК-40 и не уступает сплавам 45Х25Н35
и Х30Н35 (рис. П-З).
Химический состав металла центробежнолитых и прессованных труб
приведен в табл. II-1. Полученные данные свидетельствуют о том, что
"Инколой-802" и сталь НК-40 мало различаются по длительной прочнос-
ти, но по длительной пластичности сплав "Инколой-802" имеет значи-
тельно более высокие характеристики, что обеспечивает значительно
длительный эксплуатационный срок службы труб (более 3 лет) в печах
углеводородного сырья. В аналогичных рабочих условиях трубы из ста-
t/c
Рис. П-З. Науглероживание
материалов в среде, состоящей
из 2% СН4 и 98% Н2, за 100 ч:
1 - сталь Х25Н20 (НК-40);
2 - Х25Н35; 3 - Х25Н35 ("Инко-
лой-802")
ли НК-40 служат около 1,5 лет. Более вы-
сокие физико-химические свойства сплава
"Инколой-802" позволяют удалять кокс из
печных труб методом паровоздушного вы-
жига ускоренным способом за 24 ч, в то вре-
мя как в печах, оборудованных трубчаты-
ми змеевиками из стали НК-40, выжиг кок-
са продолжается 36-42 ч.
Важным преимуществом изготовления
прессованных труб является то, что они не
требуют механической обработки внутрен-
ней поверхности, а наличие оксидной плен-
ки придает им повышенную сопротивляе-
мость науглероживанию и способствует
увеличению рабочего пробега печей пиро-
лиза.
38
Промышленной статистикой эксплуатации печей пиролиза 15 устано-
вок США и Европы подтверждено преимущество печных труб из сплава
"Инколой-802", срок службы которых в 2,5 раза превысил ресурс работы
труб из стали НК-40. При этом отмечено, что трубы из сплава "Инколой-
802" легко свариваются традиционным способом электросварки с при-
садкой 65% никеля ("Инколой-625").
Несмотря на известные экономические и технологические достоинства
применения оребренных труб в конвекционных секциях печей для увели-
чения конвективного теплообмена, использование их началось сравни-
тельно недавно. Промышленные масштабы производства оребренных
труб сдерживались трудностями механизированной приварки ребер или
шипов к наружной поверхности труб с созданием монолитного изделия.
Однако эти затруднения были преодолены. Разработан и реализован спо-
соб оребрения труб токами высокой частоты (450 Гц), который позволя-
ет надежно приваривать сплошные ребра при минимальном местном (под
ребром) нагреве участка трубы на глубину 0,1 мм. Этот способ сварки
исключает возможность появления таких дефектов, как непровар, локаль-
ное растрескивание и коррозия под ребром. В настоящее время применя-
ют оребренные и ошипованные трубы специальной конструкции, выпус-
каемые целевым назначением для печей.
Оребренные трубы наиболее целесообразно размещать в конвекцион-
ной камере. Расположение их зависит от установленного направления
движения потока топочных газов. Так, при движении газов параллельно
трубам используются трубы с продольными ребрами, а при поперечном
движении газов - трубы с поперечным оребрением и сплошными спираль-
ными ребрами. Ошипованные трубы (с высотой шипа 12,5 мм) можно
применять при сжигании топлива, дающего большое количество золы.
Они могут размещаться в любом положении: горизонтальном и верти-
кальном, причем очистка их от зольных отложений легко производится
периодической обдувкой во время ремонта.
Использование труб с развитой наружной поверхностью в конвекци-
онных секциях позволяет намного увеличить теплопередачу и повысить
экономичность эксплуатации печи лишь тогда, когда поверхность труб
не загрязнена. Ограниченное применение оребренных и ошипованных
труб в печах объяснялось следующим. До недавнего времени проекти-
ровщики считали, что с ростом загрязнения наружной поверхности труб
не только снижается интенсивность теплообмена, но и увеличивается аэро-
динамическое сопротивление потоку уходящих топочных газов, т. е. ухуд-
шается тяга, а следовательно, процесс сжигания топлива, и т. д. Однако
промышленная практика использования оребренных труб опровергла эти
39
опасения. Оказалось, что для одинаковой тепловой нагрузки требуемое
количество труб с ребрами или шипами может быть в несколько раз мень-
ше, чем при использовании гладких труб. С уменьшением же количества
труб, а значит, и рядов снижается число мест, где могут откладываться
зола, сажа и другие загрязнения. Более того, при уменьшении числа ря-
дов в конвекционных секциях может увеличиться скорость потока уходя-
щих продуктов сгорания топлива, что повышает коэффициент теплоот-
дачи к трубам и снижает количество отложений.
Постоянный рост производства и расширение ассортимента выпуска-
емых труб с развитой поверхностью теплообмена позволяет разрабаты-
вать рациональные конструкции конвекционных секций печей, что обес-
печивает высокую экономичность их эксплуатации.
Новые стали и сплавы для печных труб. В основу разработки новых
сталей и сплавов для печных труб высокотемпературных печей заложена
сопротивляемость материала науглероживанию, которая зависит от со-
отношения никеля к хрому в марке сплава и наличия легирующих эле-
ментов: ниобия, вольфрама, алюминия, титана, кремния и редкоземель-
ных металлов.
ВНИИнефтемаш совместно с заводом Ижтяжбуммаш и ПО "Бугуль-
манефтемаш" разработали и освоили производство центробежнолитых
труб из стали типа НК-40 с повышенным содержанием кремния
(45Х25Н20С2).
Изучение кинетики насыщения сталей углеродом, определение его
количества в слое и металлографические исследования показывают, что
сталь 45Х25Н20С, которая до настоящего времени используется для печ-
ных труб, оказывает минимальное сопротивление науглероживанию, а
увеличение содержания кремния в этой стали до 2% резко повышает со-
противление науглероживанию (сталь марки 45Х25Н20С2). Так, после
1000 ч насыщения при 1060 °C на образцах из стали 45Х25Н20С глубина
науглероженного слоя составила 2-3 мм при концентрации углерода в
слое до 5%, а из образцов стали 45Х25Н20С2 только 1,0-1,5 мм и 1,2%
соответственно.
Науглероживания образцов сплава Х20Н35С2 с ниобием и алюмини-
ем вообще не произошло.
Увеличение содержания никеля с 20 до 35% в стали типа НК-40 обес-
печивает повышение сопротивления науглероживанию. Значительное
снижение процесса науглероживания наблюдается при вводе в сплавы
алюминия. Считают, что сплав 35Х20Н35С с добавкой 5% алюминия ста-
новится абсолютно стойким к науглероживанию. Когда в сплав Х20Н35С2
ввели ниобий и алюминий, он по стойкости к науглероживанию в 5 раз
превзошел сплав 45Х25Н20С (НК-40) и в 2 раза сплав 45Х25Н20С2.
40
Отечественные центробежнолитые трубы из стали 45Х25Н20С2 вы-
пускают заводы Ижтяжбуммаш и ПО "Бугульманефтемаш" по ТУ 26-02-
793-77, ТУ 26-02-792-77.
Двойники (ретурбенды) служат для соединения печных труб в непре-
рывный змеевик. Конструкция применяемых двойников должна обеспе-
чивать прочное и герметичное соединение печных труб, допускать срав-
нительно легкое вскрытие их для очистки от кокса и отложений. Гидрав-
лические сопротивления в двойниках должны быть небольшими, а сами
они - устойчивыми к коррозии. Двойники применяют при температуре
до 550 °C и давлении до 10 МПа.
В зависимости от рабочих условий (давления и температуры) печные
двойники выпускают трех ступеней на условные давления 2,5; 6,5 и
10 МПа. Корпуса и пробки двойников для некоррозионных сред с темпе-
ратурой до 450 °C изготовляют из стали 25Л, а нажимные болты и тра-
версы для сред с температурой до 425 °C - из сталей 30Х и 40ХН. В случае
коррозионных сред и сред с более высокой температурой используют ле-
гированные стали 15Х5М-Л и 12Х8В-Л (иногда 12Х5Т-Л и 12Х8Т-Л) для
всех деталей, за исключением нажимных болтов, которые выполняют из
стали 30ХМА.
Двойники могут быть двухтрубными, четырехтрубными, угловыми.
Все они обеспечивают сборку печных труб в змеевик с шагом /=(1,7-2) dH,
где dH - наружный диаметр трубы.
2. Огнеупорная обмуровка и тепловая изоляция
Огнеупорная футеровка печи предназначена для защиты каркаса от
воздействия высоких температур продуктов сгорания топлива и эффек-
тивного использования тепла в камерах печи. Футеровка и тепловая изо-
ляция снижают потери тепла в окружающую среду. Во многих печах фу-
теровку выполняют из фасонных шамотных кирпичей с огнеупорностью:
1730 °C - класс А, 1670 °C - класс Б и 1580 °C - класс В.
Большое разнообразие огнеупорных кирпичей (до 80 типоразмеров)
очень усложняет сборку обмуровки. Поэтому в современных печах все
чаще применяют блочные обмуровки из жаростойкого бетона и железо-
бетона. Для печей с металлическим каркасом применяют блоки массой
500 кг и более, монтируемые с использованием кранов, и мелкие блоки
массой 50 кг, которые укладывают вручную.
На одном из нефтеперерабатывающих заводов имеется удачный опыт
монтажа двух бескаркасных крупных печей. Они сооружены из крупно-
габаритных блоков (массой по 5000 кг), изготовленных из жаростойкого
бетона и железобетона. Стены печей самонесущей конструкции имеют
41
разную толщину в зависимости от высоты. При высоте наружных стен
до 5 м толщина бетонных блоков составляет 400 мм. Толщина футеровки
определяется расчетом с соблюдением условия, чтобы на внешней повер-
хности ее температура была ниже 100 °C. Свод, стены и под печи выпол-
нены из двух самостоятельных слоев: внутреннего футеровочного из жа-
ропрочных блоков и наружного теплоизоляционного из кирпичной клад-
ки, легкой тепловой изоляции или засыпки. Для термоизоляционного слоя
может быть применен жаростойкий бетон с легковесным диатомным за-
полнителем, а также асбозурит, вулканит, асбоцемент и т. д.
Применение сборного железобетона позволяет снизить затраты ме-
талла и трудоемкость выполняемых операций; становится возможным
широкое внедрение индустриальных методов строительно-монтажных
работ, а следовательно значительно сократить сроки и стоимость соору-
жения печей. Экономия в стоимости строительства печей из сборного
железобетона достигает 30%.
В мировой практике строительства трубчатых печей четко наметилась
тенденция перехода от тяжелой кирпичной огнеупорной обмуровки к
облегченным жароупорным и теплоизоляционным блокам. Конструктив-
но блок комбинируется из сборных теплоизоляционных плит, защищае-
мых с огневой стороны слоем жаростойкого бетона. Значительное умень-
шение массы обмуровки способствует распространению новых конструк-
ций печей с облегченным каркасом.
Огнеупорная обмуровка должна удовлетворять следующим требованиям:
♦ обеспечивать длительную работоспособность печей в течение 6-8 лет;
♦ создавать условия высокой теплоотдачи в радиантных секциях печи,
с тем чтобы уменьшить теплопотери в окружающую среду, обеспечивать
нормальные санитарно-гигиенические условия работы обслуживающего
персонала;
♦ исключать присосы воздуха в топку, камеру конвекции, газоходы
и боров печи;
♦ обладать достаточной термостойкостью и прочностью, чтобы вы-
держивать значительные колебания температуры в топке;
♦ иметь минимальную массу и хорошую ремонтоспособность, обес-
печивающую минимальные затраты на ремонт;
♦ стоимость материалов и их монтаж должны быть экономически
оправданны.
ВНИПИтеплопроектом разработаны составы, методы приготовления
и укладки различных марок легкого жаростойкого бетона, используемо-
го для футеровки печей облегченных конструкций в нефтеперерабатыва-
ющей и нефтехимической промышленности. Применение этой футеров-
42
ки допускается в отсутствие агрессивной среды и истирающих частиц в
топочных газах при температуре в топке печи не более 1200 °C.
Вследствие невысокой механической прочности легкий жаростойкий
бетон используют в качестве самонесущей конструкции, не воспринима-
ющей дополнительных нагрузок. В печах могут быть применены одно-
слойные и многослойные панели. Толщина слоя футеровки одной пане-
ли не превышает 250 мм. Размеры и форма панели определяются конст-
рукцией печи, расположением в ней горелок и с учетом способов транс-
портирования, производства монтажных и ремонтных работ. Для усиле-
ния крупные панели имеют металлическое основание. Возможны вари-
анты футеровки печи нанесением легкого жаростойкого бетона на ее ме-
таллический кожух.
Предельные размеры железобетонных панелей: без жесткой армату-
ры 1,0x1,0 м, с каркасом из уголков 1,5x2,0 м, с металлическим основани-
ем не более 2,5-3,0 м.
При возведении футеровки для уменьшения величины раскрытия уса-
дочных трещин предусматриваются усадочные швы шириной 3 мм и глу-
биной 20 мм; расстояние между швами 600-800 мм. Чтобы предотвра-
тить выпадение раствора из швов панелей, предложены различные кон-
структивные решения: сужение шва в сторону более нагретой поверхнос-
ти либо устройство пазов в торцевой части панели (рис. П-4). Ширина
шва между панелями 20-40 мм.
Элементы технологического оборудования, проходящие через футе-
ровку (штуцера, патрубки), крепят к кожуху печи или к металлическому
основанию панели.
Для соединения отдельных слоев многослойных панелей применяют
керамические и металлические анкеры, которые крепят к основанию па-
нелей. Анкеры размещают с шагом не более 350-500 мм и приваривают к
металлическому основанию электросваркой.
Сборка жаростойкой футеровки
печи из панелей должна выполнять-
ся так, чтобы все нагрузки, включая
нагрузку от массы панелей и темпе-
ратурных усилий, воспринимались
металлоконструкцией каркаса и ко-
жуха. Для уменьшения величины
Рис. П-4. Стыки панелей из лег-
кого жаростойкого бетона: 1 - пане-
ли; 2 - кожух; 3 - легкий жаростойкий
бетон; 4 - изоляция
раскрытия трещин на более нагретой
поверхности панелей последние ар-
мируют металлическими сетками из
проволоки диаметром 3-4 мм, шагом
43
100x100 мм или 150x150 мм, которые защищают слоем бетона 20-30 мм.
Панели с сеткой при монтаже устанавливают на двухслойные консольные
пояса из жаростойкого бетона, которые являются несущими элементами
футеровки, передающими усилия от веса панелей на кожух агрегата.
Таблица П-2
Технические показатели легкого жаростойкого бетона для футеровки печей
Бетон * Макси- мальная темпера- тура при- менения, °C Кажущаяся плотность бетона в вы- сушенном состоянии, кг/м3 Коэффициент теп- лопроводности, Вт/(м-К)
вид марка при 20 °C при 600 °C
Вермикул итобетон:
на глиноземистом цементе 25 1200 800 0,15 0,20
на жидком стекле 75 800 650 0,11 0,22
Вермикулитокерамзитобетон на портландцементе с тонко- молотым шамотом 35 1000 800 0,15 0,27
Газобетон на жидком стекле Керамзитобетон: 20 1200 600 0,11 *
на жидком стекле с нефели- новым шламом 25 1100 750 0,14 0,22
с тонкомолотым шамотом 50 800 800 0,15 0,33
на портландцементе с тонкомолотым шамотом Перлитобетон: 50 1100 800 0,15 0,27
на глиноземистом цементе 50 1000 800 0,14 0,26
на портландцементе с тон- комолотым шамотом* 50 500 800 0,15 0,27
Перлитошамотный бетон на глиноземистом цементе 75 1200 1200 0,23 0,34
* В конструкциях, где исключена возможность выкрашивания кусков бетона
при нагреве, допускается максимальная температура до 700 °C.
Для изготовления двухслойных опорных поясов применяют арматуру
из жаростойкой стали. Внутренний, более нагретый слой опорных по-
ясов выполняют из легкого жаростойкого бетона, а наружный слой - из
тяжелого жаростойкого бетона.
Технические показатели легкого жаростойкого бетона для футеровки
печей на нефтеперерабатывающих и нефтехимических предприятиях при-
ведены в табл. П-2. Для широкого внедрения представляются перспек-
тивными футеровки из волокнистых огнеупорных материалов.
44
ВНИПИтеплопроектом разработаны плиты из волокнистых огнеупор-
ных материалов типа ШВП-350 толщиной 100 мм, применяемые в каче-
стве рабочего слоя футеровки свода и торцевых стен для работы при тем-
пературе до 1150 °C и скорости движения дымовых газов порядка 5 м/с.
Промежуточный, компенсационный слой выполняют из высокоглинозе-
мистого войлока по ТУ 14-8-266-78 с толщиной 60 мм, и, наконец, изоля-
ционный слой - из полужестких минераловатных плит с объемной мас-
сой 100-125 кг/м3 и толщиной 40 мм.
Таблица П-З
Основные технические характеристики огнеупорных волокнистых материалов
Материал Максимальная температура применения, °C Объемная масса, кГ/м3 Коэффициент теплопро- водности при средней температуре, °C, Вт/(м-К) Нормативный материал
100 500 800 1000 1200
Алюмохромосиликатное стекло 1300 100 0,06 0,15 0,29 0,46 0,78 ТУ 14-603-9-74
Алюмохромосиликатный рулонный материал 1300 150 0,06 0,15 0,29 0,46 0,78 ТУ 14-203-9-74
Алюмохромосиликатные волокнистые теплоизоля- ционные плиты 1300 300 0,16 0,17 0,24 0,34 0,45 ТУ 14-203-9-74
Высокоглиноземистое волокно ВГВ-80 1150 80 0,06 0,15 0,29 0,46 0,75 ТУ 14-8-107-74
Высокоглиноземистый рулонный материал ВГР-150 1150 150 0,16 0,15 0,29 0,46 0,78 ТУ 14-8-107-74
Высокоглиноземистое волокно ВГВ-200 * 200 0,06 0,16 0,26 0,44 0,75 ТУ 14-8-107-74
Войлок теплоизоляцион- ный из высокоглиноземи- стого волокна ВТВ1-ВТВ4 1150 200 0,06 0,16 0,26 0,44 ТУ 14-203-9-74
Плиты теплоизоляцион- ные на основе высокогли- ноземистого волокна МКРВ-350 1150 350 0,16 0,17 0,24 0,34 * ТУ 14-8-150-75
Высокоглиноземистые волокнистые теплоизоля- ционные плиты ШВП 1200 300 0,13 0,14 0,16 0,20 0,33
Шнуры теплоизоляцион- ные из высокоглиноземи- стого волокна 1150 200 0,07 0,18 0,28 0,42 - ТУ 36-1695-73
Теплоизоляционная огне- упорная торкрет-масса 1000 400 0,14 0,18 0,25 0,25 -
45
Футеровку крепят к металлическим элементам каркаса печи штырями
и шайбами, изготовленными из стали 12Х18Н9Т. Во избежание ванадие-
вой коррозии при использовании жидкого топлива штыри футеровки
заделывают ватой, пропитанной раствором огнеупорного порошка в
жидком стекле (табл. II-3).
Использование футеровки из волокнистых огнеупорных материалов
вместо шамотных изделий позволяет сократить трудозатраты и срок про-
стоя печей на ремонте. При применении этих материалов возрастает гер-
метичность печи и сокращаются потери тепла.
3. Фундаменты и металлические каркасы
Фундаменты печей. Фундамент проектируют с усилением под несущи-
ми стойками каркаса печи и сооружают из монолитного или сборного
железобетона. Площадь опорной плиты рассчитывают с учетом норма-
тивного допускаемого напряжения сжатия бетона. Правильность распо-
ложения фундамента и его осей, а также высотных опорных отметок рег-
ламентирована нормами предельных отклонений от проектных размеров:
отклонение осей фундамента и размещения отверстий для фундаментных
болтов ±10 мм; минимальный зазор для подливки между опорной пли-
той рамы и опорными плоскостями фундамента 25-30 мм. Для защиты
бетона от разрушения грунтовыми водами предусматривают при возве-
дении фундаментов дренажные приспособления и гидроизоляцию. Фун-
даменты конструктивно изолируют от воздействия высоких температур
устройством каналов для циркуляции воздуха, так как цемент бетона при
300-400 °C теряет кристаллическую воду, поэтому его прочность снижа-
ется.
Каркасы печей. Каркас является основным несущим узлом, восприни-
мающим нагрузки от веса огнеупорной обмуровки, трубчатых змееви-
ков, гарнитуры, системы для сжигания топлива. Во многих типах печей
на каркасе монтируют дымовые трубы и вспомогательные устройства.
Каркас представляет собой сборную конструкцию из отдельных рам или
ферм, изготовленных из углеродистого стального проката.
Конфигурация каркаса соответствует форме трубчатой печи. Опор-
ные стойки каждой фермы или рамы при помощи шарнирных узлов и
плит крепятся к фундаменту анкерными болтами. Узлы рам крупных пе-
чей с большими пролетами ферм имеют шарнирные соединения для ком-
пенсации линейного удлинения балок, возникающего при нагреве. В ма-
лых печах шарнирные узлы рам отсутствуют, а удлинения балок компен-
сируются их упругой деформацией. Фермы каркаса соединены между со-
46
бой горизонтальными балками и прогонами для кровли. По нижнему
поясу балок закреплены трубные подвески для продуктовых змеевиков,
подвески и кронштейны для обмуровочных кирпичей.
4. Система топливных трубопроводов и арматура
Эта система включает оборудование для подготовки, хранения и по-
дачи топлива к горелкам. Для нормальной работы печей необходимо
топливо стабильного состава, без балласта (золы, загрязнений механи-
ческими примесями и влаги).
Мазут, крекинг-остаток и другое жидкое топливо подается к печам
технологических установок по двум схемам: местного или централизо-
ванного топливоснабжения.
При местном топливоснабжении на каждой технологической установке
монтируют мерные топливные бачки, рассчитанные на 8-10-часовую по-
требность шуровки печей. Мерные бачки снаружи имеют тепловую изо-
ляцию, а внутри - паровые змеевики для поддержания высокой темпера-
туры жидкого топлива. Для регулирования температуры в топливном бач-
ке можно использовать возврат до 40% подогретого жидкого топлива по
циркуляционному трубопроводу. Чтобы уменьшить отложения в мерном
бачке, возвращаемое жидкое топливо подводят в его нижнюю часть. Топ-
ливо закачивается в бачки из центральных или цеховых резервуаров, где
оно отстаивается от влаги и механических примесей. Воду периодически
спускают, а осевшую на дно резервуара грязь по мере накапливания уда-
ляют. Систематическая чистка топливных резервуаров необходима для
того, чтобы предотвратить засорение горелок и трубопроводов осадка-
ми. Для лучшего отстаивания топлива резервуары оборудуют паровым
обогревом.
Недостатки местного топливоснабжения: наличие значительного числа
мелких топливных мерников на установках, занимающих большую пло-
щадь (с учетом противопожарных нормативных разрывов), трудности их
эксплуатации, увеличение опасности пожара. Достоинством местного
топливоснабжения можно считать наличие некоторого запаса топлива
на случай временного прекращения подачи его на технологическую уста-
новку и возможность более простым способом учитывать расход топли-
ва на каждой установке. Все старые установки имеют местное топливо-
снабжение.
При централизованном топливоснабжении жидкое топливо хранят и
подготавливают для подачи к печам в резервуарах топливного парка
предприятия. По главным циркуляционным трубопроводам, имеющим
47
надежную тепловую изоляцию и паровой обогрев, подогретое топливо
закачивается непосредственно к печам. Централизованное топливоснаб-
жение позволяет снизить капитальные эксплуатационные затраты. Оно
применяется на всех вновь сооружаемых заводах.
Перед фронтом горелок печей монтируют топливные распределитель-
ные коллекторы, в которых насосами поддерживается постоянное давле-
ние. В коллекторах не должно быть застойных зон, где могли бы ско-
питься осадки, для этого предусматривают циркуляцию части жидкого
топлива из коллектора на прием топливного насоса. При так называе-
мой тупиковой схеме обвязки горелок возможно частое засорение их за-
стывшими нефтепродуктами. Заданное давление топлива в системе под-
держивается регулятором давления. Когда жидкое топливо содержит
много механических примесей, его очищают в пластинчатых или сетча-
тых фильтрах. Высоковязкое жидкое топливо перекачивают и хранят при
высоких температурах. Если нет уверенности в отсутствии воды в емкос-
тях, топливо во избежание его бурного вспенивания должно закачивать-
ся в резервуары при температурах не выше 90-95 °C.
Газ подают в горелки печи чаще всего по централизованной схеме.
Давление газа регулируется и уравнивается в газорегулирующих пунк-
тах. Сухой газ с технологических установок перед подачей в общезавод-
скую газовую сеть освобождается от конденсата, влаги и сернистых со-
единений.
Распределительный коллектор топливного газа, располагаемый по
фронту горелок, подключается к газовой магистрали через регулятор
расхода газа, терморегулятор, которыми автоматически поддерживает-
ся установленный тепловой режим работы печи.
Системы газопроводов трубчатых печей выполняют простыми, компак-
тными, удобными, безопасными и экономичными в эксплуатации. Основ-
ные размеры газопроводов определяют на основании гидравлического
расчета. При определении диаметров газопроводов на печах можно при-
ближенно задаваться следующими значениями скоростей газа: 10—12 м/с
в распределительных газопроводах и 5-7 м/с в отводах к горелкам.
Бесперебойная и надежная подача газа с постоянными параметрами
от распределительных газопроводов к горелочным устройствам печей
обеспечивается оборудованием подготовки топливных газов.
Практика использования природных и производственных газов в ка-
честве топлива печей показывает, что их состав и рабочие параметры
предопределяют стабильность и надежность эксплуатации горелок. При-
родные газы, которыми снабжаются предприятия, содержат компонен-
ты балласта (азот, диоксид углерода), снижающие теплоту сгорания. Влага
48
и сероводород природного газа вызывают коррозию газопроводов и обо-
рудования. Для доведения до требуемых кондиций природный газ очи-
щают и сушат. Первичную обработку газа проводят на промыслах в се-
параторах. В них газ освобождают от механических примесей и взвешен-
ной влаги. При осушке газа удаляют также диоксид углерода, используя
смесь моноэтаноламина и воды.
Перспективной представляется технологическая схема очистки при-
родного газа с использованием вихревой трубы, в которой реализован
вихревой эффект Ранка - Хилша (рис. И-5). Природный газ под давлени-
ем 0,8-1,2 МПа и выше охлаждается в межтрубном пространстве тепло-
обменника отходящим потоком очищенного газа. Здесь же конденсиру-
ются тяжелые углеводороды. Затем через сепаратор с тангенциальным
входом газ поступает в вихревую трубу, где его давление снижается в 2-5
раз. Примерно 50-80% газа (очищенный поток) проходит сепаратор и
поступает в трубное пространство теплообменника. Горячий поток газа
с высоким содержанием примесей выходит из трубы под несколько боль-
шим давлением. В межтрубном пространстве теплообменника и в сепа-
раторе накапливается конденсат, который периодически сливают в ем-
кость. Конденсат, выделяющийся до вихревой трубы, обогащен более
тяжелыми углеводородами, а конденсат после вихревой трубы содержит
относительно большее количество легколетучих компонентов. Степень
очистки природного газа зависит от температурного режима.
В вихревой трубе происходит не только конденсация, но и абсорбция
углеводородов конденсатом, поэтому результаты очистки значительно
более высокие, чем при простой конденсации. Средняя концентрация уг-
леводородов фракции С5 в очищенном газе в 2,5-3 раза ниже, чем в ис-
Рис. П-5. Вихревая труба: 1 - односопельный диффузор; 2 - диафрагма; 3,4- трубы
соответственно горячего и холодного потоков
49
ходном, а содержание С6-С8 снижается от 0,2-0,6 до 0,02-0,03% при тем-
пературе минус 50 °C. Постепенно блок очистки газа может забиться гид-
ратами и его требуется подогревать до 50-100 °C, либо вводить неболь-
шое количество метанола. Основными преимуществами указанного спо-
соба очистки газа являются простота аппаратурного оформления, а так-
же небольшие капитальные и эксплуатационные затраты. Кроме того,
при конденсации углеводородов происходит очистка природного газа
также и от сернистых соединений, хорошо растворимых в газовом кон-
денсате, в частности от меркаптана. Способ очистки может быть приме-
нен лишь в тех случаях, когда имеется возможность снижения давления
очищаемого газа в 2-3 раза.
На промышленных предприятиях природный газ иногда подвергают
доочистке перед подачей в топливную сеть. Для освобождения топлив-
ного газа от конденсата в Казанском ПО "Оргсинтез" вблизи блока пе-
чей смонтированы газосепаратор (диаметром 700 мм, высотой 3,5 м) и
теплообменник с паровым обогревом. После освобождения топливного
газа от конденсата его подогревают до 100 °C. Используемая в качестве
топлива метановая фракция установок ЭП-300 сначала охлаждается до
40 °C и поступает в сепаратор для отделения влаги, а затем в теплообмен-
нике нагревается водяным паром до 100 °C и направляется р топливную
сеть блока печей.
Для равномерного снабжения топливным газом горелок каждый го-
ризонтальный ряд топки оборудован отдельным газовым коллектором.
Отводы газопровода к газовым горелкам приваривают к верхней обра-
зующей трубы коллектора во избежание скопления в них конденсата газа.
Выравнивание давления газа в коллекторе достигается закольцеванием
последнего. Коллекторы всех рядов панельных горелок соединены с под-
водящим газопроводом через отдельные стояки, на входе в которые раз-
мещены манометры и запорная арматура. Такая подводка газа позволя-
ет позонно регулировать расход газа и создавать требуемый тепловой
режим работы печи.
На многих предприятиях в качестве топлива используют заводские
газы - побочные продукты технологических установок. Ресурсы заводс-
ких газов зависят от глубины переработки углеводородного сырья. В
производствах, процессы которых протекают под давлением водорода
(риформинг, гидроочистка, изомеризация), образуются газы, не содер-
жащие непредельных углеводородов, и их применение для сжигания в
печах не вызывает затруднений. В то же время, состав побочных газов
термических и некоторых каталитических процессов характеризуется за-
метным содержанием непредельных углеводородов. Их концентрация
50
зависит, главным образом, от жесткости режима и в определенной степе-
ни от состава сырья и применяемых катализаторов. Входящая в состав
заводских газов "жирная” часть (изобутан, этилены) является ценным
исходным сырьем для получения высокооктанового бензина, а "сухая"
часть (водород, метан и этан+этилен) применяется в качестве технологи-
ческого топлива. Заводские топливные газы, особенно с установок пиро-
лиза бензина, необходимо подвергать очистке от непредельных углево-
дородов (фракций С4, С5 и диеновых соединений). Указанные непредель-
ные углеводороды легко полимеризуются и сополимеризуются с продук-
тами сероводородной коррозии и образуют плотные отложения в арма-
туре трубопроводов, в узлах газовых горелок и в капиллярах КИП. Это
нарушает работу горелок или совсем выводит их из строя.
Каждая горелка снабжена комплектом запорной арматуры - вентиля-
ми или кранами.
Вентили в основном применяют для изменения расхода газообразно-
го топлива. Их устанавливают вблизи горелок. Для точного регулирова-
ния расхода газообразного топлива, не содержащего балластные приме-
си и газовый конденсат, используют вентили игольчатого типа с подачей
газа под иглу.
Для жидкого топлива либо газообразного с балластными примесями
более целесообразно применять краны, имеющие большее живое сечение
для прохода топлива. Однако недостатками конструкции кранов явля-
ются отсутствие возможности тонкого регулирования расхода топлива и
трудность управления ими, особенно в зимнее время.
5. Горелки
Конструкция газовой горелки для трубчатых печей должна отвечать
следующим требованиям:
♦ обеспечивать стабильное равномерное распределение тепловой
энергии по зонам печи и заданный температурный профиль по длине труб-
чатого змеевика;
♦ обеспечивать полное сжигание газообразного топлива любого со-
става;
♦ горение должно быть устойчивым во всем диапазоне изменения рас-
хода газа, т.е. происходить без отрыва пламени от выходной части го-
релки или проскока его в смеситель;
♦ иметь большую единичную теплопроизводительность, позволяю-
щую размещать в топке ограниченное число горелок;
51
♦ отличаться простотой изготовления, сборки, монтажа в печь и воз-
можностью ремонта без останова печи;
♦ обеспечивать эффективный и экономичный расход топлива, рабо-
тать с минимальным избытком воздуха (а= 1,05+1,1);
♦ быть конструктивно несложной и удобной для технического об-
служивания;
♦ обеспечивать безопасность эксплуатации и ремонта, а также сохра-
нение чистоты окружающей среды, предотвращать загрязнение ее вред-
ными выбросами с дымовыми газами;
♦ работать без значительного шумового давления с соблюдением ус-
тановленных санитарных норм;
♦ обладать возможностью включения в систему автоматического уп-
равления тепловым процессом печи.
Применяемые на нефтехимических заводах форсунки* не полностью
удовлетворяют перечисленным требованиям. Получившие ранее широ-
кое распространение паровые комбинированные форсунки типа ГНФ,
хотя и надежны в работе, поскольку имеют большие отверстия для выхо-
да парожидкостной смеси, но малоэкономичны.
На распыление жидкого топлива расходуется значительное количе-
ство пара, который, являясь балластом, снижает температуру факела,
приводит к потере тепла с уходящими топочными газами, усиливает кор-
розию деталей печи, особенно при использовании жидкого топлива, со-
держащего сернистые соединения. Работа форсунок сопровождается силь-
ным шумом, что ухудшает условия труда обслуживающего персонала.
Комбинированные горелки типа ГП (табл. П-4) служат для сжигания
газообразного или жидкого топлива, допускают применение обоих ви-
дов топлива. Для распыла жидкого топлива служит водяной пар. Горел-
ки (рис. П-6) состоят из трех основных узлов: жидкостного, газового и
воздушного. Газовый узел представляет собой торообразный коллектор
с рассредоточенными по окружности отверстиями большего и меньшего
размеров - диаметром 10 и 4 мм. Г азопровод соединен с коллектором резь-
бовым соединением. Жидкостный узел состоит из двух частей: узла пода-
чи жидкого топлива с регулирующим вентилем и узла ввода пара для
распыления. Жидкостный узел расположен по оси горелки и на выходе
его имеется распыливающее сопло. Воздушный узел состоит из двух час-
тей: корпуса с окнами, перекрываемыми регистром, через который про-
ходит атмосферный воздух, и патрубка с фланцем для подачи воздуха от
вентилятора.
* Раньше устройства для сжигания жидкого топлива назывались форсунками.
52
Таблица П-4
Техническая характеристика комбинированных горелок типа ГП
Характеристика Горелка
ГП-1 ГП-2
Тепловая мощность, МВт Производительность: 1,97 2,4
при работе на жидком топливе (ёнр=39,6 МДж), кг/ч 180 216
при работе на газе (бнр=34,2 МДж), м3/ч Давление перед горелкой: 210 250
мазута и пара, МПа 0,47 0,38
газа, кПа 510 150
Давление в камере сгорания, Па Температура перед горелкой, °C: 30 30
мазута 120 120
газа До 250 До 250
Удельный расход пара на распыление топлива, кг пара/кг топлива Коэффициент избытка воздуха при работе: 0,17 0,2
на мазуте 1,1 1,1
на газе Диапазон рабочего регулирования по расходу: 1,07 1,08
газа, м3/ч 52-208 52-250
мазута, кг/ч 44-180 45-216
Коэффициент рабочего регулирования 4,1 4,8
Длина факела, м 5,5 5,5
Общий уровень звукового давления, дБ 83 83
Масса, кг 73 73
Горелка работает следующим образом. На жидком топливе - по на-
ружной трубе вводится мазут, а водяной пар подается по внутренней, их
расход регулируют запорной арматурой. Подогретая парожидкостная
эмульсия направляется к соплу. Затем мелкодисперсная паромазутная
эмульсия, образованная внутри узла, направляется двумя потоками к
завихрителю горелки: один (внешний) направляется через отверстие рас-
пределителя, а другой (внутренний) - через рефлектор. Из горелки эмуль-
сия распыляется в воздушные потоки, инжектируемые через воздушный
узел. Образование топливовоздушной смеси и ее воспламенение начина-
ется в амбразуре камеры сгорания.
53
Рис. П-6. Горелка типа ГП: 1 - газовый коллектор; 2 - корпус; 3 - регистр; 4 - воз-
душный завихритель; 5 - воздуховод; 6 - форсунка; 7 - шибер; 8 - сектор; 9 - газоподво-
дящая труба
На газообразном топливе горелка работает следующим образом. Топ-
ливный газ через отверстия газового коллектора распределяется в цент-
ральный закрученный и периферийный прямоточный воздушные пото-
ки, инжектируемые в горелку через воздуховод и окна корпуса. Газовоз-
душная смесь воспламеняется и сгорает в амбразуре. Расход атмосфер-
ного воздуха регулируют шибером и регистром. Конструкцией горелки
предусмотрена возможность подачи в нее воздуха от вентилятора через
воздуховод. Необходимость подачи воздуха в горелку может быть вы-
звана двумя причинами: недостаточным разрежением в топке, при кото-
ром не обеспечивается подсос необходимого количества воздуха, и ис-
пользованием подогретого воздуха для сжигания топлива.
Комбинированные горелки типа ГВ (табл. П-5) отличаются от горелок
типа ГП наличием диффузора (рис. П-7). Жидкостная часть работает сле-
дующим образом. Парожидкостная смесь поступает в горелку и через
диффузор выходит наружу, где подхватывается воздухом от вентилято-
ра, закрученным в лопатках завихрителя, затем направляется в амбразу-
ру и воспламеняется. Наряду с первичным воздухом для тонкого регули-
рования процесса горения при помощи регистра в топку инжектируется
вторичный атмосферный воздух через окна в корпусе горелки.
Горелка типа ГУ-5 скомпонована из трех узлов: жидкостного, газово-
го и воздушного (рис. П-8). Газовый узел представляет собой две коакси-
ально расположенные трубы, отглушенные в конце, в межтрубные про-
странства которых подается газ. В амбразуру топки газ поступает через
два ряда отверстий диаметром 14 и 10 мм.
54
Таблица П-5
Техническая характеристика комбинированных горелок типа ГВ
Характеристика Горелка
ГВ-1 ГВ-2
Тепловая мощность, МВт 2,2 3,5
Производительность: при работе на жидком топливе 200 320
(SHp=39,6 МДж), кг/ч при работе на газе (2Н =34,2 МДж), м3/ч 235 330
Расход воздуха от вентилятора 1228 2230
(при работе на мазуте), м3/ч Давление перед горелкой, кПа: мазута 580 2110
газа 580 330
воздуха при работе: на газе 390 400
на мазуте 550 465
Температура перед горелкой, °C: мазута 120 120
газа и воздуха До 250 До 250
Коэффициент избытка воздуха при работе: на мазуте 1,1 1,05
на газе 1,05 1,03
Диапазон рабочего регулирования по расходу: газа, м3/ч 58-233 90-368
мазута, кг/ч 95-200 146-320
Коэффициент рабочего регулирования при работе: на газе 4 4,1
на мазуте 2,1 2,2
Длина факела, м 5 5
Общий уровень звукового давления, дБ 80 80
Масса, кг 73 73
Жидкостный узел состоит из деталей, аналогичных деталям горелок
типов ГП и ГВ, но имеет колпачок, формирующий факел. Дефлектор с
завихрителем обеспечивают тонкое распыление жидкого топлива при
минимальных затратах подаваемого водяного пара. Воздушный узел го-
релки приспособлен для приема воздуха от вентилятора; он состоит из
сваренных вместе корпуса и воздуховода, являющихся основой всей го-
релки. В воздуховоде расположен завихритель, закручивающий воздуш-
ный поток.
55
Мазутг.
Лар
Воздух
Рис, 11'7. Горелка типа ГВ: 1 - диффузор; 2 - газовый коллектор; 3 - корпус
горелки; 4 - регистр; 5 - завихритель; 6 - воздуховод; 7 - форсунка; 8 - сектор;
9 - шибер; 10 - газоподводящая труба
Рис. П-8. Горелка ГУ-5 парового распиливания, дутьевая: 1 - эмульсионно-вихре-
вая ультразвуковая форсунка; 2 - воздуховод; 3 - газовая пилотная горелка; 4 - воздуш-
ный завихритель; 5 - шибер; 6 - газовая часть горелки
56
Жидкостный узел горелки работает следующим образом. Мазут и во-
дяной пар, поступающие в него раздельными потоками, смешиваются
внутри ствола и образуют эмульсию. Одна часть эмульсии направляется
в вихревую камеру завихрителя через эпициклоидные каналы, а другая
часть поступает туда же через каналы дефлектора. Центральный поток
эмульсии отклоняется к стенке вихревой камеры, где встречается с други-
ми потоками эмульсии. На выходе из горелки эмульсия топлива смеши-
вается с воздухом от вентилятора, воспламеняется в амбразуре и сгорает
в виде факела.
Неотъемлемой частью горелки является пилотная горелка, устанав-
ливаемая в амбразуре; она служит для розжига мазутной и газовой го-
релки. Сама пилотная горелка (газовая), зажигаемая переносным запаль-
ником, должна работать и после розжига основной горелки. Она стаби-
лизирует процесс горения и улучшает характеристики факела мазутной и
газовой горелок.
Техническая характеристика горелки типа ГУ-5:
Тепловая мощность (номинальная), МВт................... 5,8
Производительность (номинальная) при работе:
на мазуте (бн =41,7 МДж), кг/ч..................... 500
на газе (бнр=35,4 МДж), м3/ч....................... 600
Удельный расход пара на распыление мазута,
соответствующий нормальной тепловой мощности,
кг пара/кг мазута...................................... 0,2
Коэффициент избытка воздуха при номинальной
тепловой мощности при работе:
на мазуте............................................. 1,1
на газе.............................................. 1,05
Давление перед горелкой при номинальной мощности, кПа:
мазута................................................ 530
пара.................................................. 540
газа.................................................. 70
холодного воздуха от вентилятора...................... 0,5
Температура перед горелкой, °C:
мазута................................................ 120
газа............................................... До 200
воздуха от вентилятора................................ 250
Общий уровень звукового давления, дБ................... 85
Масса, кг.............................................. 92
Форсунки механического распыления - работают по принципу истече-
ния топлива под высоким давлением (1-1,5 МПа) через малые отверстия
и значительно экономичнее паровых форсунок. Они бесшумно действу-
ют, требуют незначительного расхода энергии на распыление, при их
57
работе не возникают потери тепла, связанные с применением пара. Од-
нако в эксплуатации форсунки механического распыления недостаточно
надежны. Малые выходные отверстия при плохой фильтрации или повы-
шенной вязкости топлива быстро забиваются отложениями, поэтому их
приходится постоянно очищать. Из-за сложности промышленной эксп-
луатации механические форсунки на нефтеперерабатывающих заводах не
применяются.
Взамен комбинированных форсунок ГНФ-3 и ГНФ-1М ВНИИнефте-
машем созданы комбинированные газомазутные факельные горелки
ФГМ-95ВП, ФГМ-120 и ФГМ-120М. Они имеют высокие технико-эконо-
мические показатели работы, так как для распыления топлива можно ис-
пользовать подогретый в воздухоподогревателях воздух невысокого дав-
ления - до 0,3 МПа. Горелки предназначены для сжигания жидкого или
газообразного топлива и могут работать на обоих видах топлива одно-
временно.
Горелка ФГМ-95ВП включает три основных узла: газовый, жидко-
стный и воздушный. В газовый узел входят газоподводящая трубка с дре-
нажным вентилем и газовый коллектор, представляющий собой полое
кольцо с двумя рядами отверстий для выхода газа, из них 16 отверстий
диаметром по 4 мм и 8 отверстий диаметром по 8 мм. Жидкостный узел
состоит из паромазутной головки, внутренней и наружной труб. На вы-
ходную часть внутренней трубы навинчивается сопло, а на наружную-
диффузор. Паромазутная головка снабжена двумя вентилями. Один вен-
тиль, установленный вдоль оси труб, служит для регулирования подачи
водяного пара во внутреннюю трубу, второй - смонтированный перпен-
дикулярно, предназначен для изменения расхода жидкого топлива, кото-
рое поступает в межтрубное пространство и распыливается в диффузоре.
Водяной пар по пути своего движения вдоль трубы подогревает жидкое
топливо и на выходе из сопла в результате большой скорости струи уси-
ливает распыление топлива. Предусмотрена возможность продувки топ-
ливного межтрубного пространства и сопла струей водяного пара без
разборки горелки.
Воздушный узел горелки состоит из корпуса, куда поступает атмос-
ферный воздух, завихрителя, заслонки, шибера, корпуса и разделитель-
ной заслонки для потока воздуха, нагнетаемого вентилятором. Этот воз-
дух, пройдя мимо открытого шибера, частично завихряется. Завихритель-
ная заслонка образует два потока воздуха - первичный и вторичный.
Первичный воздух, поступающий через завихритель, подхватывает и
закручивает струю жидкого топлива, выходящую из диффузора. Вторич-
ный воздух направляется в топку, минуя завихритель, через отверстия в
58
корпусе. Количество первичного и вторичного воздуха регулируют зас-
лонкой, которую передвигают по трубе, открывая или перекрывая от-
верстия в корпусе. Подачу атмосферного воздуха регулируют изменени-
ем положения наружного лобового шибера и двух боковых дверц. Длина
факела горелки ФГМ-95ВП при работе с неподогретым воздухом состав-
ляет 4 м, а с подогретым - 3 м.
Горелка может действовать при распылении жидкого топлива паром
без подачи воздуха вентилятором. Тогда воздуховод отсоединяется, а
атмосферный воздух поступает через воздушные регистры и патрубок
корпуса горелки, если разрежение в топке печи не ниже 50 Па. Длина
факела при этом равна 5,5 м, а удельный расход пара 0,4 кг/кг топлива. В
случае парового распыла топлива горелка может работать и при подаче
воздуха вентилятором. Производительность горелки можно значитель-
но повысить, если воздух подогреть и тем самым интенсифицировать
процесс горения. При распылении топлива паром предусмотрена возмож-
ность уменьшения факела, для этого применяют специальный насадок
(колпачок), который навинчивают на диффузор.
Горелка может действовать на газе без подачи воздуха вентилятором
(воздуховод отсоединен) при подсосе атмосферного воздуха через регис-
тры горелки и открытый патрубок корпуса. Длина факела составляет
5,5 м, а теплопроизводительность равна 1,16 МВт.
Горелка устойчиво работает на смеси жидкого и газообразного топ-
лив (в любых соотношениях).
Конструкции горелок ФГМ-120 и ФГМ-120М (рис. П-9) подобны кон-
струкции горелки ФГМ-95ВП. Отличие состоит лишь в устройстве от-
дельных деталей и их размерах. Так, газ выходит из газового коллектора
не из отверстий, а из трубок, выполненных из жаропрочной стали; общее
выходное сечение составляет 1800 мм2. Горелка ФГМ-120М по сравне-
нию с горелкой ФГМ-120 имеет более простой завихритель и постоян-
ный насадок, который навернут на конец диффузора для получения бо-
лее короткого факела. Эта горелка лучше приспособлена для работы в
вертикальном положении (может действовать и в горизонтальном) при
распылении паром жидкого топлива без использования воздуха, нагне-
таемого вентилятором.
Горелки типа ФГМ работают бесшумно и в отличие от форсунок ГНФ
с паровым распылением дают более короткое пламя.
Горелка инжекционная комбинированная ГИК-2 (рис. И-10) предназ-
начена для сжигания газообразного и жидкого топлива (раздельно или
одновременно в любом соотношении). Она состоит из трех кольцевых
камер: газовой, паровой и жидкого топлива. Каждая камера имеет 12 со-
59
Рис. П-9. Комбинированная газомазутная горелка ФГМ-120: 1 - газовый коллек-
тор; 2 - шибер; 3 - завихритель; 4 - диффузор; 5 - сопло; 6 - корпус; 7 - наружная труба;
8 - паромазутная головка; 9 - внутренняя труба; 10 - газовая трубка; 11 - шибер регист-
ра; 12 - ручка шибера
пел, которые равномерно рассредоточены по периметру цилиндрическо-
го канала, образованного камерами горелки.
В газовую часть горелки входят кольцевая камера и газоподводящий
патрубок. Расположение и устройство газовых сопел горелки обеспечи-
вают равномерное истечение струй топливного газа в цилиндрический
(воздушный) канал горелки вдоль его оси. Паровая часть горелки - коль-
цевая камера с патрубком для подвода водяного пара к прямоугольным
соплам (паровым щелям). Жидкостная часть горелки состоит из кольце-
вой камеры с соплами, представляющими собой круглые отверстия в ее
стенке. Жидкое топливо поступает в камеру через патрубок.
Рис. П-10. Комбинированная инжекцион-
ная горелка ГИК-2: 1 - стакан; 2 - корпус;
3 - кольцо; 4 - наконечник; 5 - стакан; 6 - фла-
нец; 7,8 - штуцера; 9 - накидная гайка; 10 - га-
зоподводящая труба; 11 - сопло; 12 - кольцо
60
На газообразном топливе горелка работает следующим образом: газ
поступает сначала в кольцевой канал, затем равномерно распределяется
по газовым соплам и отдельными струями входит в цилиндрический ка-
нал горелки. Струя газа, двигаясь с большой скоростью вблизи стенки
канала, инжектирует необходимое для горения количество атмосферно-
го воздуха и хорошо с ним перемешивается, что обеспечивает хорошее
сгорание топлива.
На жидком топливе горелка действует с паровым распылом. Топливо
подается в цилиндрический канал в радиальном направлении через круг-
лые отверстия. Одновременно в этот канал через щелевидные сопла па-
ровой камеры поступает водяной пар. Двигаясь в перпендикулярном на-
правлении к струям жидкого топлива и соударяясь с ними, пар произво-
дит тонкое распыление жидкости и образует парожидкостную эмульсию.
Последняя, двигаясь с большой скоростью вблизи стенки канала, инжек-
тирует необходимое для сгорания топлива количество атмосферного воз-
духа. При эффективном смешении его и эмульсии достигается хорошее
горение факела.
Комбинированные плоскофакелъные горелки парового распыления ФП-2
можно устанавливать в горизонтальном, вертикальном и наклонном по-
ложениях (рис. II-11). Распыление жидкого топлива возможно паром и
сжатым воздухом. Горелка состоит из трех основных узлов: паромазут-
ного, газового и воздушного.
Паромазутный узел включает: ствол, наружную трубу, распыливаю-
щую головку с щелевым насадком, топливную трубу, кронштейн и шар-
нир. Газовый узел состоит из газоподводящей трубы, газового коллекто-
ра, десяти газовых и двух запальных сопел. Воздушный узел представля-
ет собой корпус со стаканом и гильзой, кроме того, к нему относится
шибер. Ствол горелки - подвижный, он может вращаться вокруг своей
оси и оси шарнира, а также перемещаться вдоль оси вместе с наружной
трубой. Это позволяет изменять расположение факела в топке и укры-
вать щелевой насадок в корпусе горелки во избежание его обгорания при
работе на газе. Чтобы горелка была подвижной, обвязка ее трубопрово-
дами имеет три шарнирных соединения с накидными гайками. Горелка
разжигается через запальный люк в шибере. Люк закрывается заслонкой
с окном для наблюдения за факелом. Атмосферный воздух, инжектируе-
мый паромазутной или газовой струёй, подается на горение через окна
корпуса горелки. Количество его регулируется перемещением шибера.
Жидкое топливо поступает в паромазутную головку, а затем в топ-
ливную трубу. Одновременно во внутреннюю камеру головки подается
водяной пар, который, проходя через сопло, инжектирует жидкое топли-
61
во, смешивается с ним в стволе, образуя горючую эмульсию. Она направ-
ляется к щелевому насадку и в виде плоской струи выходит в амбразуру и
далее в топку. Предусмотрена возможность подачи водяного пара непос-
редственно в топливную часть головки для ее очистки.
Рис. П-11. Комбинированная газомазутная плоскофакельная горелка парового рас-
пыления ФП-2:1 - газовый коллектор; 2 - запасное сопло; 3 - газовое сопло; 4 - щелевой
насадок; 5 - распыливающая головка; 6 - корпус; 7 - шибер; 8 - заслонка; 9 - стекло;
10 - шарнир; 11 - наружная труба; 12 - ствол; 13 - кронштейн; 14 - накидная гайка;
15 - паромазутная головка; 16 - топливная труба; 17 - штуцер
62
При использовании очень вязкого мазута пар направляют сразу в ма-
зутную трубку, что улучшает работу горелки, поскольку достигаются
дополнительный нагрев и дробление потока мазута.
Для печей беспламенного горения и печей с зональной подачей возду-
ха создана горелка ФГЩУ (рис. II-12), которая может работать на жид-
ком, газообразном или на обоих видах топлива одновременно. Для рас-
пыления жидкого топлива применяют водяной пар или сжатый воздух.
Жидкостная часть горелки имеет щелевую головку, угловой смеситель,
паровое сопло, наружную и внутреннюю трубы, укрепляемые в парожид-
костной головке. Газовая часть состоит из коллектора с 12 отверстиями
диаметром по 5 мм.
Рис. П-12. Горелка ФГЩУ для печей беспламенного сжигания топлива и с зональ-
ной подачей воздуха: 1 - мазутная форсунка; 2 - газовый коллектор; 3 - корпус регистра
При использовании горелок ФГЩУ в качестве резервных в печах бес-
пламенного горения их монтируют под блоками панельных горелок, для
этого на поду печи выкладывают специальные амбразуры из шамотного
кирпича. Работа горелки ФГЩУ отличается от работы описанных выше
тем, что щелевой насадок создает плоское, веерообразное пламя. Его раз-
меры определяются геометрическими размерами головки (шириной щели
и углом раскрытия). Длина факела достигает 2,2 м. Жидкое топливо пе-
ред сжиганием нужно фильтровать. Сетка фильтра должна иметь 32 от-
верстия на 1 см2. Удельная поверхность фильтрации составляет 3-5 см2 на
1 кг топлива.
63
Настолько движущиеся продукты сгорания топлива создают эжекти-
рующее действие, и через панельные горелки подсасывается вторичный
воздух, что улучшает процесс горения. Техническая характеристика ком-
бинированных газомазутных факельных горелок ВНИИнефтемаша при-
ведена в табл. П-6.
Таблица П-6
Техническая характеристика
комбинированных газомазутных факельных горелок
Показатели ФГМ- 95ВП ФГМ-120; ФГМ- 120М ГИК-2 ФП-2 ФГЩУ
Теплопроизводительность, МВт Расход топлива: 1,16 2,32 1,39 0,93-1,75 1,4
жидкого, кг/ч 100 120-200 70-170 80-150 70-120
газообразного, м3/ч 100 До 160 До 200 95-180 80-145*
Пределы регулирования теп л ©производительности от номинальной, % Давление перед горелкой, МПа: ±30 ±25 ±40
мазута 0,2-0,8 0,2-0,8 0,01-0,05 0,15-0,3 0,15-0,30
газа 0,001-0,01 0,001-0,01 0,03-0,2 До 0,06 0,04-0,15
воздуха 0,002-0,003 0,002-0,003 - -
пара Температура перед горелкой, °C: 0,3-1 0,3-1 0,2-0,6 0,3-0,6 -
мазута 80-120 80-120 80-120 80-120 80-120
газа и воздуха 250 До 250 До 200 - До 250
Удельный расход пара (при работе без подачи воздуха вентилятором), кг/кг топлива Габаритные размеры, мм: 0,45 0,45 0,5 0,75 0,4-0,6
длина 555 610 375 550 1160
ширина 495 470 290 380 540
высота 470 405 220 420 370
Масса, кг 49 74,6 21 27 41,7
* При давлении 0,03-0,07 МПа расход крекинг-газа 50-90 м3/ч; при давлении
0,025-0,06 МПа расход скрубберного пропан-бутанового топлива 30-55 м3/ч.
В старых конструкциях трубчатых печей при больших объемах топоч-
ных камер топливо сжигалось в длинном факеле, которому свойственно
хаотическое распределение тепла, что приводит к местным перегревам
трубчатого змеевика. Поэтому пришедшим им на смену узкокамерным
печам понадобилась иная система сжигания топлива. С целью выравни-
вания теплонапряженности поверхности трубчатого змеевика во
ВНИИнефтемаше разработаны панельные горелки беспламенного сжига-
ния топлива типа ГБПш.
64
По проекту в печах пиролиза углеводородного сырья для управления
тепловым режимом по зонам в излучающие стены должно быть установ-
лено большое число панельных горелок, главным образом небольшой
производительности. В каталог горелок включены шесть типоразмеров с
тепловой мощностью 52,5-326 кВт. Они предназначены для сжигания газа,
не содержащего углеводородного конденсата, сернистых соединений и
механических примесей.
Панельная горелка (рис. II-13) выполнена из штампованного (либо
сварного) прямоугольного короба из углеродистой стали толщиной 4 мм,
размерами 500x500 и 605x605 мм с трубками (ниппелями) из СтЮ (испол-
нение I) для работы в среде дымовых газов при температуре не выше 950°С
и ниппелями из жаропрочной стали 20Х23Н18 (исполнение II) для рабо-
ты в среде более высоких температур. На ниппели насаживаются керами-
ческие призмы, изготовленные из 70% шамота класса А и 30% глины ША,
выдерживающие температуры до 1700 °C. Керамические туннели состав-
ляют блок панельной горелки, монтируемый заподлицо с огнеупорной
кладкой стен топки печи толщиной 230 мм.
Горелка имеет распределительную камеру, образованную двойным
дном короба, в центральной части задней стенки которого приварен фла-
нец для крепления инжекционного смесителя. Внутри него помещено га-
зовое сопло, которое соединено с газопроводом. Диаметр отверстия со-
пла определяют из расчета в зависимости от количества и состава пода-
ваемого топливного газа. На входе в инжектор установлен регулятор (зас-
лонка) поступления атмосферного воздуха. Для соединения панельных
горелок между собой боковые стенки камеры удлинены на 35 мм.
Рис. 11-13. Панельная горел-
ка типа ГБПш: 1 - короб; 2 - сме-
ситель; 3 - сопло; 4 - прокладка;
5 - маховик; 6 - отвод; 7 - огне-
упорная керамика; 8 - изоляция;
9 - болт; 10 - стальная проклад-
ка; 11 - изоляция диатомитовая;
12 - асбестовая прокладка
65
Топливный газ, поступающий в горелку через сопло, проходит в сме-
ситель со скоростью 200-400 м/с и за счет кинетической энергии потока
инжектирует необходимый для горения атмосферный воздух. Из смеси-
теля газовоздушная смесь поступает в распределительную камеру и отту-
да по ниппелям направляется в керамические туннели. Здесь смесь нагре-
вается до температуры воспламенения и сгорает.
* Раскаленные керамические туннели обращены торцами в топку печи
и равномерно излучают тепловую энергию на поверхность трубчатого
змеевика. В зависимости от производительности горелки на 1 м2 излуча-
ющей поверхности приходится от 400 до 1250 туннелей. При нормальной
работе горелок горение газовоздушной смеси заканчивается в пределах
туннеля. При этом обеспечиваются высокий температурный уровень пе-
редачи тепла из зоны горения стенкам туннеля и аккумуляция тепла ог-
неупорной керамикой горелки.
В печах пиролиза излучающие стенки топки, собранные из несколь-
ких рядов панельных горелок (120-240 шт.), находятся на расстоянии
900-1200 мм от трубного экрана.
Управление тепловым режимом печи осуществляется регулирующим
клапаном, который смонтирован на коллекторе газопровода. Изменяя
расход топливного газа на группу панельных горелок, устанавливают их.
необходимую теплопроизводительность. Индивидуальная настройка па-
нельной горелки для сжигания газа определенного состава с требуемым
количеством атмосферного воздуха производится только при пускона-
ладочных работах, так как для дальнейшей эксплуатации инжекторное
устройство горелки автоматически сохраняет практически постоянным
соотношение газа и воздуха.
Температура излучающей поверхности керамических туннелей дости-
гает 1000-1200 °C, однако наружная поверхность горелки при нормаль-
ной ее работе должна нагреваться незначительно (50-90 °C), так как она
охлаждается газовоздушной смесью, поступающей из инжектора. Техни-
ческая характеристика газовых панельных горелок ВНИИнефтемаша типа
ГБПш приведена в табл. П-7. На рис. П-14 представлена зависимость
диаметра отверстия газового сопла от теоретически необходимого коли-
чества воздуха, расходуемого при сжигании 1 м3 газа.
Радиационная чашеобразная горелка ИГ МЛ. Украины в отличие от па-
нельных горелок типа ГБПш позволяет при сжигании топлива концент-
рировать лучистый поток тепловой энергии и направлять его на опреде-
ленные участки пирозмеевика, что необходимо при зонном регулирова-
нии процесса пиролиза углеводородного сырья.
66
Таблица П-7
Техническая характеристика
панельных горелок беспламенного сжигания топлива ВНИИнефтемаша
Типоразмер горелки Теплопроизводи- тельность, кВт Число трубок Диаметр и тол- щина трубки, мм Масса (без ке- рамики), кг
ГБПш-45 52,5 100 6x1 26,9
ГБПш-85 98,6 100 8x1,4 27,7
ГБПш-120 139,2 144 8x1,2 35,5
ГБПш-140 162,4 100 10x1,4 28,7
ГБПш-200 232,0 144 10x1,2 36,4
ГБПш-280 326,0 196 10x1,2 38,5
Примечание. Давление газа 1-250 кПа.
Горелка состоит из металлического каркаса-корпуса, к которому при-
соединен инжектор с соплом для прохода топливного газа, и заслонки,
регулирующей подвод атмосферного воздуха. В металлический корпус
монтируется огнеупорная керамическая
чаша, центральное отверстие которой пе-
рекрывается распределительным колпач-
ком, направляющим газовоздушную
смесь на поверхность горелочного камня.
Горение смеси происходит на поверхнос-
ти керамической чаши, без образования
факела (режим беспламенного сжигания
топлива) с коэффициентом избытка воз-
духа а= 1,06.
Поддержание заданного соотношения
топливного газа и воздуха достигается
разовой настройкой зазора между заслон-
кой и входным отверстием инжектора при
пусконаладочных работах. В дальнейшем
при эксплуатации горелки установленное
соотношение газа и воздуха сохраняется
Рис. П-14. Зависимость диаметра сопла па-
нельных горелок типа ГБПш от теоретического
количества воздуха, необходимого для сжигания
1 м3 газа
67
автоматически. Регулированием зазора между распределительным кол-
пачком и выходной частью горелки устанавливают требуемые скорость
и равномерность распределения газовоздушной смеси на горелочной по-
верхности чашеобразной панели. При оптимальной настройке горелки
скорость подачи газовоздушной смеси и скорость горения остаются по-
стоянными. В результате исключаются случаи проскока пламени в сме-
сительную часть горелки, а также отрыв пламени от нее. Непременным
условием нормальной работы горелки является постоянство состава топ-
ливного газа, а также его расхода.
В чашеобразной горелке в отличие от горелки типа ГПБш отсутству-
ет распределительная камера газовоздушной смеси, куда может попасть
корень факела и вызвать хлопки (локальные взрывы газовоздушной сме-
си). Радиационные горелки располагают на боковых стенках топочной
камеры в коридорном или шахматном порядке.
Институтом газа АН Украины разработаны и внедрены в промыш-
ленность новые радиационные газовые горелки с двойным подсосом воздуха
(рис. II-15) [4]. Горелка состоит из огнеупорной керамической панели и
металлического короба, на котором смонтированы следующие детали:
газовое сопло с комплектующим регулятором подвода первичного воз-
духа, инжектор, смесительная камера, распределительное устройство для
равномерного направления газовоздушной смеси на огнеупорную панель.
Вторичный атмосферный воздух подсасывается через угловые отвер-
стия короба горелки и поступает в кольцевой зазор, образованный меж-
ду смесительной камерой и центральным отверстием керамической пане-
ли. Равномерность поступления газовоздушной смеси на горелочный ка-
мень обеспечивается насадком, передний конец которого выведен за пре-
делы керамической панели.
Рис. П-15. Радиационная го-
релка с двойным подсосом возду-
ха ИГ АН Украины: 1 - инжектор;
2 - газовое сопло; 3 - регулирую-
щий диск; 4 - выходной цилинд-
рический насадок; 5 - отражатель;
б - горелочный камень; 7 - кожух
68
При включении горелки в эксплуатацию струей топливного газа, вы-
ходящего из сопла, создается разрежение в инжекторе и подсасывается
первичный атмосферный воздух. Количество инжектируемого воздуха
можно изменять вращением регулятора. Из инжектора газ и воздух по-
ступают в смеситель, где обеспечивается интенсивное перемешивание и
образуется однородная газовоздушная смесь. Энергией движения газо-
воздушной смеси подсасывается дополнительный вторичный атмосфер-
ный воздух, который проходит через отверстия короба в полость двой-
ного днища горелки и затем в кольцевой зазор между выходным насад-
ком инжектора и амбразурой в горелочном камне. В результате интен-
сивного горения газовоздушной смеси на поверхности огнеупорной па-
нели последняя раскаляется и излучает тепловую энергию на трубчатый
змеевик печи.
В трубчатых печах радиационные горелки с двойным подсосом воз-
духа располагают либо по амбразурной схеме, либо заподлицо с огне-
упорной стенкой топки печи. По первому варианту размещения горелок
одну амбразуру формируют четыре огнеупорные плиты, в центре кото-
рых устанавливается радиационная горелка, при этом плоскость ее горе-
лочного камня углублена на 170 мм по отношению к общей огнеупорной
футеровке. Такое расположение горелки создает интенсивный направлен-
ный поток излучения, удобный для зонного регулирования температур-
ного профиля, необходимого по рабочим условиям процесса пиролиза
углеводородного сырья. По второму варианту горелку монтируют запод-
лицо с огнеупорной кладкой. При этом по периметру короба оставляют
щели определенной ширины и глубины (в зависимости от теплопроизво-
дительности горелки). При движении дымовых газов над такой щелью
образуется местное разрежение, и раскаленные дымовые газы прижима-
ются к огнеупорной стенке, что усиливает ее разогрев.
Важнейшими достоинствами конструкции радиационной горелки с
двойным подсосом воздуха являются: высокая эффективность сжигания
газа, равномерность распределения тепла по зонам печи, повышенная (по
сравнению со старой моделью горелки) надежность и долговечность экс-
плуатации (так как детали горелки охлаждаются газовоздушной смесью),
отсутствие вредных выбросов в атмосферу и др. Разработано шесть ти-
поразмеров радиационных горелок.
Куйбышевским политехническим институтом и Куйбышевским заво-
дом синтетического спирта разработаны и внедрены акустические газо-
вые горелки (АГГ) для печей пиролиза углеводородного сырья и высоко-
температурных трубчатых печей нефтетехнологических процессов [5].
69
Конструкция АГГ разработана на принципиально новой теоретичес-
кой основе с применением акустического резонатора, создающего мощ-
ный вихревой эффект смешения топливного газа с атмосферным возду-
хом. Сочетание вращательного и поступательного движений газовоздуш-
ной смеси приводит к появлению зоны осевых обратных токов, росту
центробежных сил, интенсивному перемешиванию компонентов и про-
порциональному распределению газа в объеме окислителя. На выходе из
горелки вихревым движением смеси создаются большой угол раскрытия
зоны горения и настил пламени на излучающую стенку огнеупорной клад-
ки топки с малой осевой дальнобойностью, а наличие зоны разрежения
по оси закрученного потока способствует возникновению встречного
высокотемпературного потока дымовых газов из топки, который стаби-
лизирует фронт настенного горения (иначе называемого "настильное
сжигание топлива").
Горелка типа АГГ (рис. II-16) состоит из корпуса, в котором установ-
лен резонатор смешения топливного газа с первичным атмосферным воз-
духом. Он представляет собой камеру с двумя перегородками, выполнен-
ными в виде двухзаходной спирали, близкой по профилю спирали Архи-
меда. Выходной канал резонатора соединен с торовой деталью корпуса
горелки, которая имеет распределительный воротник для плавного и рав-
номерного распределения вращающейся газовоздушной смеси на огне-
упорную стенку топки. Горелка снабжена устройством для регулирова-
ния количества эжектируемого атмосферного воздуха. Устройство состоит
из скобы, штока и регулирующего диска.
Акустическую горелку монтируют в цилиндрическую амбразуру бо-
ковой стенки топки печи. Для работы АГГ необходима вертикальная глад-
кая стенка, сооруженная из огнеупорных стандартных шамотных кирпи-
чей. Внутрь амбразуры устанавливают металлическую втулку, которая
является камерой для эжекции вторичного воздуха и служит для переме-
5
щения горелки в горизонтальном на-
правлении вглубь топки на требуемое
Рис. П-16. Акустическая газовая горелка
типа АГГ КПТИ-КЗСС: 1 - регулирующий
диск; 2 - корпус; 3 -шток; 4 - стойка; 5 - резо-
натор; 6 - нажимная втулка; 7, 13 - гайки;
8 - болт; 9 - втулка направляющая; 10 - тра-
верса; 11 - сальниковая набивка; 12 - газовый
отвод; 14 - рукоятка
70
расстояние. При помощи трех опорных ребер горелку устанавливают
строго соосно амбразурной втулке. В свою очередь амбразурная втулка
должна быть перпендикулярно расположенной к стенке топки.
Горелка работает следующим образом: природный (или производ-
ственный) топливный газ поступает в горелку по газопроводу и попадает
в спиральные каналы акустического резонатора, где поток газа приобре-
тает вихреобразное движение, поэтому по оси горелки (у входа в корпус
горелки и выхода из него) создается значительное разрежение и происхо-
дит эжекция, с одной стороны, атмосферного воздуха, с другой - дымо-
вых газов из топки печи. Засасываемые потоки воздуха и газов интенсив-
но перемешиваются и однородной смесью направляются в топку печи.
Соотношение топливного газа и воздуха можно изменять при помощи
регулирующего диска, расположенного у выходной части горелки. При
вращении рукоятки шток перемещается вдоль оси, а вместе с ним и диск,
перекрывающий проходное сечение между корпусом и диском, вследствие
этого ограничивается подсос дымовых газов и устанавливается оптималь-
ное поступление атмосферного воздуха в камеру - 0,15-0,2 от теоретичес-
ки необходимого. Избыток воздуха в газовоздушной смеси за горелкой
достигает 1,05-1,08. Интенсивность смешения компонентов намного уси-
ливается, так как возникает акустический эффект. На выходе из горелки
однородная газовоздушная смесь под воздействием центробежных сил
поворачивается на 180°, воспламеняется, равномерно настилается на глад-
кую огнеупорную стенку топки и интенсивно сгорает. Равномерно рас-
каленная огнеупорная стенка стабильно излучает тепловой поток на по-
верхность пирозмеевиков.
Для организации нормальной эксплуатации горелки на топливном газе
определенного состава необходимо правильно определить место распо-
ложения горелки в амбразуре и зафиксировать положение регулирующе-
го диска. Эти операции выполняют в период пусконаладочных работ для
получения оптимального соотношения воздуха и топливного газа. Такое
же соотношение сохраняется автоматически при дальнейшей эксплуата-
ции горелки. При этом обеспечивается устойчивое и полное сгорание
топливного газа любого состава без отрыва пламени и обратных проско-
ков огня в горелку во всем диапазоне ее рабочей характеристики по теп-
ловой мощности и давлению используемого газа.
Техническая характеристика газовых горелок АГГ-1 - АГГ-IV приве-
дена в табл. П-8.
Акустические горелки обладают важными преимуществами:
♦ высокая теплопроизводительность горелки сочетается с равномер-
ным сжиганием газообразного топлива любого состава;
71
Таблица П-8
Техническая характеристика
акустических газовых горелок конструкции КПТИ-КЗСС
Характеристика АПЧ АГГ-П АГГ-Ш АГГ-IV
Тепловая мощность, кВт До 2970 464-1392 185-557 92-278
Расход топливного газа (С"р=33600 кДж/м3), м3/ч 100-320 50-150 20-60 10-30
Давление топливного газа, кПа 50-300 50-300 50-300 50-300
Коэффициент избытка воздуха 1,03-1,05 1,08 1,05 1,05
Коэффициент рабочего регулирования горелки по тепловой мощности 3,2 3,0 3,0 3,0
Масса горелки, кг 6,0 4,2 3,5 2,8
♦ простота конструкции и небольшая масса существенно облегчают
ее изготовление, монтаж, обслуживание и ремонт;
♦ в результате применения в печах значительно меньшего числа го-
релок существенно упрощается система обвязки газопроводами и сокра-
щается расход арматуры;
♦ для огнеупорной кладки топки не требуются дефицитные огнеупор-
ные керамические панели; взамен их используются стандартные универ-
сальные огнеупорные кирпичи серийного производства;
♦ при проведении капитального ремонта печей снижаются трудоем-
кость и объемы строительно-монтажных работ, меньше расходуется ма-
териалов и снижается потребность в трудовых ресурсах, сокращаются
простои печей в ремонте;
♦ ремонт горелки может производиться без останова печи;
♦ равномерное излучение тепловой энергии в топке печи способствует
улучшению рабочего режима пиролиза, увеличению межремонтного про-
бега печей, сокращению расхода печных труб;
♦ в результате вихревого смешения топливного газа с атмосферным
воздухом в горелках образуется однородная газовоздушная смесь, сго-
рающая с малым избытком воздуха, что позволяет рационально исполь-
зовать топливо и снизить его расход. На некоторых пиролизных печах
экономия топливного газа составила 15%;
♦ горелки пригодны для подключения к автоматической системе уп-
равления тепловым процессом работы печи;
♦ большой ресурс работы горелок (30 000 ч).
Почти все горелки зарубежных фирм для печей пиролиза инжекцион-
ного типа имеют сходство с отечественными.
72
Горелки фирмы "Дюрадиант", кото-
рыми оснащены пиролизные печи
фирм "Луммус", "Селас" и другие
(рис. II-17), состоят из инжектора с со-
плом камеры смешения, регулирующе-
го диска, металлического корпуса, в
который установлена огнеупорная ке-
рамическая чашеобразная панель пара-
болической формы, и неподвижного
колпачка из стали 20Х23Н18, при по-
Рис. П-17. Чашеобразная горелка
"Дюрадиант”: 1 - сопло; 2 - смеситель;
3 - распределитель-завихритель; 4 - ке-
рамическая чаша; 5 - изоляция
мощи которого горючая смесь направ-
ляется на сжигание в пределах чаши.
Горелка работает следующим обра-
зом: топливный газ, выходящий из со-
пла инжектора, подсасывает атмосфер-
ный воздух, и происходит смешение компонентов. Газовоздушная смесь
проходит через завихритель и, вращаясь, поступает на огнеупорную ча-
шеобразную панель, где сгорает. Чаша раскаляется до температуры 1200°С
и излучает концентрированный тепловой поток тепла на локальный уча-
сток трубчатого змеевика печи.
Опыт эксплуатации горелок фирмы "Дюрадиант” показал, что кон-
центрация лучистого теплового потока на отдельных участках пирозме-
евика при определенных условиях пиролиза способствует быстрому рос-
ту коксовых отложений внутри труб и чрезмерному перегреву металла.
Однако, размещая горелки в топке на небольшом расстоянии от пиро-
змеевика, можно безынерционно управлять тепловым режимом процес-
са пиролиза, изменяя расход топливного газа.
При работе на природном газе номинальное давление перед горелкой
составляет 180 кПа. Тепловая мощность горелки 290 кВт, предел регули-
рования теплопроизводительности горелки 50-100% от номинала.
Горелки фирмы 'Джон Зинк" (США) применяют на этиленовой уста-
новке ЭП-450 в пиролизных печах для сжигания метана или метано-во-
дородной фракции, выделяемой из газов пиролиза. Горелки расположе-
ны в боковых стенках топки в шахматном порядке на расстоянии 550 мм
и более одна от другой. Горелка (рис. И-18) состоит из плоского огне-
упорного блока размером 450x450 мм, на котором имеются заверяю-
щее устройство, инжектор, смеситель и металлический распределитель-
ный наконечник с продольными прорезями для прохода горючей смеси,
изготовленный из жаропрочной стали (марку фирма не публикует).
73
Рис. П-18. Горелка фирмы ’’Джон
Зинк”: 1 - инжектор; 2 - смеситель;
3 - керамическая панель с завихрите-
лем; 4 - газовый наконечник
Для зажигания газовоздушной сме-
си каждые три горелки, имеют один
лючок. Фирмой поставляются горел-
ки тепловой мощностью 116-348 кВт,
которые работают при давлении топ-
ливного газа 20-300 кПа. Тепловая
мощность горелки изменяется при за-
мене инжектора и газового наконечни-
ка. По проекту ЭП-450 в топке печи
размещено 170 горелок, работающих
с номинальным давлением топливно-
го газа 150 кПа. Температура газа в
горелках 30-45°С. Расстояние между
блоками горелок можно варьировать
в зависимости от ширины топочной камеры и расстояния от излучаю-
щих тепло стенок топки до воспринимающих это тепло трубчатых змее-
виков.
Для печей пиролиза установок ЭП-300 и ЭП-450 применяют три раз-
мера горелок: PMS-2 - тепловой мощностью 116 кВт, PMS-3 - 261 кВт,
PMS-4 - 348 кВт.
В отличие от чашеобразных горелок фирмы "Дюрадиант" горелки
фирмы "Джон Зинк" более равномерно излучают тепловой поток на труб-
чатый змеевик, что создает более благоприятные условия для эксплуата-
ции печей пиролиза углеводородного сырья.
Газовые горелки типа К-926 печей пиролиза установок ЭП-300 фирмы
"Хепос" (Чехия) [6]. Каждая печь установки ЭП-300 имеет две самостоя-
тельно работающие камеры с отдельной системой для сжигания топли-
ва. На боковых стенках топки смонтированы 112 чашеобразных горелок
(семь рядов по 8 шт. на каждую стенку).
Горелка (рис. П-19) состоит из металлического литого инжектора, снаб-
женного заслонкой, регулирующей подвод атмосферного воздуха, съем-
ного (сменного) сопла для ввода определенного количества газообраз-
ного топлива и литого тройника, служащего для присоединения газопро-
вода, установки сопла и болта, являющегося заглушкой и предназначен-
ного для замены или очистки сопла в случае его забивки отложениями.
Инжектор фланцем присоединен к головной детали - наконечнику,
через отверстия которого газовоздушная смесь распределяется на повер-
хность огнеупорной чаши. Наконечник также при помощи фланцевого
соединения установлен концентрично в отверстие огнеупорной керами-
ческой чаши. При этом остается коаксиальный зазор для прохода вто-
74
Рис. П-19. Инжекционная чашеобразная горелка типа К-926 (Чехия) пиролизной
печи ЭП-300: 1 - смеситель; 2 - воздушный регистр; 3 - сопло; 4 - втулка; 5, 6 - болты;
7 - фиксатор; 8 - головка распределительная; 9 -газовая трубка; 10 - газовоздушный
распределитель
ричного атмосферного воздуха. Для розжига горелки в керамической
чаше имеется отверстие диаметром 32 мм. Снаружи отверстие закрыва-
ется поворотной крышкой, оснащенной рукояткой. Горелка устанавли-
вается в стенке топки с использованием закладных болтов.
Техническая характеристика горелки К-926:
Тепловая мощность, кВт........................ 232
Расход топливного газа (£7нр=35700 кДж/м3), м3/ч ... 23
Давление газа перед горелками, кПа............ 200-400
Температура предварительного нагрева газа, °C. 90-100
Коэффициент избытка воздуха...................... 1,35
Масса горелки, кг............................. 40
Конструкция горелки позволяет ее ремонтировать без останова печи;
наличие двух потоков инжектируемого атмосферного воздуха (первич-
ного и вторичного) улучшает процесс горения газа. Горелка имеет срав-
нительно небольшую массу.
75
Конструктивными недостатками горелки можно считать наличие от-
верстий для прохода горючей смеси вместо регулирующего колпачка
(либо диска), которым оснащены почти все инжекционные газовые го-
релки. Поэтому невозможно регулировать распределение смеси по чаше-
образной панели и, кроме того, появляются дополнительные гидравли-
ческие сопротивления при проходе газовоздушной смеси в топку. По этим
причинам управление горением топлива затруднительно. Горелка рабо-
тает с большим избытком воздуха, что приводит к перерасходу топлива.
Опыт эксплуатации горелки показал, что локальная концентрация лучи-
стой энергии, создаваемая чашеобразной панелью, приводит к прежде-
временному выходу из строя пирозмеевика печи.
ВНИИнефтемашем разработаны и прошли испытания новые инжек-
ционные горелки для трубчатых печей: горелка щелевая ГБЩ -200/3 и
веерная настильная газовая горелка типа ГВН.
Горелка беспламенная щелевая ГБЩ-200/3 предназначена для сжига-
ния природного газа в трубчатых печах специальной конструкции, в ко-
торых диаметр труб продуктового змеевика 102 и 108 мм, а шаг между
ними равен 200 мм. Горелки монтируют в боковых стенах топки на рас-
стоянии 120-140 мм от труб продуктового змеевика. При этом каждая
щель горелки (рис. П-20) расположена в плоскости, лежащей на линии
половинного расстояния шага труб противостоящего змеевика. При та-
кой компоновке плоская струя (пламя) раскаленных продуктов от горел-
ки устанавливается между трубами змеевика и не оказывает прямого воз-
действия на трубы, что исключает местные перегревы.
Конструктивно горелки типа ГБЩ в значительной мере подобны го-
релкам типа ГБПш. На базе инжектора и короба горелки ГБПш в новой
горелке выполнены три распределительных щелевых канала шириной
5 мм. На каждую выходную часть щели установлена трубка из жаропроч-
ной стали диаметром 60x2 мм с про-
з 1
резями на двух диаметрально про-
тивоположных стенках. Трубка од-
ной стороной со щелью 3-4 мм ус-
тановлена соосно на выходную
Рис. П-20. Горелка беспламенная ще-
левая ВНИИнефтемаша: 1 - короб; 2 - ин-
жектор; 3 - огнеупорная изоляция
76
щель короба, а другая сторона - со щелью 16-20 мм - образует выходные
кратеры горелочной части. Три такие трубки предназначены для стаби-
лизации процесса сжигания топлива и формирования потока продуктов
сгорания и придания такому потоку направленного движения.
Возникающие рециркуляционные потоки продуктов сгорания топли-
ва вблизи труб продуктового трубчатого змеевика увеличивают коэффи-
циент равномерности нагрева труб по диаметру с 0,55 (при односторон-
нем облучении) до 0,85. Этот фактор позволяет увеличить среднее тепло-
вое напряжение змеевика на 35%. В процессе горения газовоздушной смеси
трубки горелки раскаляются до температуры 1150°С и интенсифицируют
сжигание топлива с малым избытком воздуха (а= 1,02-1,08). Эта особен-
ность позволяет использовать горелку при создании печных агрегатов
большой единичной мощности. Для тепловой защиты короба горелки,
взамен применяемых традиционных огнеупорных керамических плит,
установлены легковесные волокнисто-прессованные огнестойкие плиты
каолинового состава, что дало возможность значительно снизить общую
массу горелки и упростить ее монтаж.
Техническая характеристика горелки ГБЩ-200/3*.
Тепловая мощность номинальная, кВт............. 197,2
Расход газа (бнр=35700 кДж/м3), м3/ч........... 10-20
Коэффициент рабочего регулирования
по тепловой мощности.............................. 2
Давление газа перед горелкой, кПа................. 250
Коэффициент избытка воздуха номинальный...... 1,05
Масса, кг......................................... 32
Горелки типа ГВН (рис. П-21) предназначены для работы в трубчатых
печах с использованием различных горючих газов: природного, заводс-
кого и газовых смесей с содержанием водорода 40% (об.).
По принципу смесеобразования горелка является инжекционной, с
неполным предварительным смешением и подводом вторичного воздуха
к корню факела. Коэффициент избытка атмосферного воздуха первич-
Рис. П-21. Горелка веерная
ВНИИнефтемаша: 1 - инжектор;
2 - смеситель; 3 -распределительная
головка; 4 - регулирующий диск
вторичного воздуха; 5 - фланцевое
соединение; 6 - сопло; 7 - регули-
рующий диск первичного воздуха
77
ной горючей смеси 0,7-0,75 обеспечивает устойчивый режим горения без
проскока пламени в инжектор. Вторичный воздух (0,3-0,35 от теорети-
чески необходимого) подсасывается по тракту вторичного воздуха в ре-
зультате разрежения в топке печи и инжекционного эффекта настилаю-
щегося на огнеупорную стену факела.
В горелке предусмотрено раздельное регулирование подачи первич-
ного и вторичного воздуха. Первичная газовоздушная смесь поступает
через секторную конусную головку с многорядно размещенными сопла-
ми. Конусность головки составляет 12-15°, она обеспечивает настил фа-
кела на стену топки, площадь изотермической зоны которой достигает
1,8 м2. Высокая равномерность температуры зоны настила факела (от-
клонения не более 50 °C) обусловлена дифференцированным распределе-
нием сопел по секторному насадку.
Горелки типа ГВН имеют большую тепл ©производительность и мо-
гут заменить газовые горелки типа ГБПш, надежно работающие только
на природном газе. Разработаны два типоразмера горелок типа ГВН но-
минальной тепловой мощностью 406 и 812 кВт.
Техническая характеристика горелки ГВН-350:
Номинальная тепловая мощность, кВт............... 406
Пределы устойчивой работы горелки, кВт...... 290-487
Давление газа перед горелкой, кПа............. 60-200
Уровень шума, дБ................................. 80
Масса, кг....................................... 31,9
б. Дымовые трубы и дымоходы
Дымовые трубы обеспечивают подвод воздуха в печь и удаление то-
почных газов естественной либо искусственной тягой. Естественная тяга
создается одними только дымовыми трубами, а искусственная - дымосо-
сами (вентиляторами), которые смонтированы дополнительно к имею-
щимся дымовым трубам, когда разрежение, создаваемое одними только
дымовыми трубами, недостаточно для преодоления всех сопротивлений
на пути движения потока уходящих топочных газов, например, при уста-
новке воздухоподогревателей.
Движущая сила при естественной тяге зависит от высоты дымовой
трубы, определяемой расчетом; при этом учитываются: температура ок-
ружающего воздуха и уходящих топочных газов, а также потери напора
на преодоление сопротивлений на пути движения газов. Металлические
дымовые трубы печей при высоте 40 м создают в борове разрежение
2,7 кПа.
78
В последнее время дымовые трубы сооружают из кирпича или железо-
бетона и их высоту увеличивают для того, чтобы ослабить воздействие
на окружающую среду отходящих газов и пыли, выбрасываемых в ат-
мосферу. Поэтому при расчетах высоты дымовых труб руководствуются
санитарными нормами допустимых концентраций вредных газов и пыли
в воздухе рабочей зоны производственных помещений.
Дымовые трубы, изготовленные из металла, облицовывают изнутри
футеровкой из торкрет-бетона. Торкретированные футеровки обладают
высокой механической прочностью и низкой газо- и водонепроницаемо-
стью. Дымовые трубы работают в неблагоприятных технологических
условиях (в агрессивных средах отходящих дымовых газов, при высоких
температурах). Они подвержены интенсивному коррозионному разруше-
нию серной кислотой в случае использования жидкого топлива, содер-
жащего сернистые соединения; кроме того, на внутреннюю поверхность
футеровки дымовой трубы оказывают эрозионное воздействие твердые
частицы, содержащиеся в дымовых газах.
Основные свойства футеровки из жаропрочных бетонов зависят от
состава применяемых материалов и определяются классом бетона - по
предельно допустимой температуре применения, маркой - по прочности
на сжатие и остаточной прочностью на сжатие после нагрева, объемной
массой, температурной усадкой, коэффициентом теплопроводности и др.
Толщину футеровки определяют теплотехническим расчетом, напри-
мер, для цилиндрических конструкций она равна
л О — РФ) (Дс —• Дф) - / \
«♦*=—-----------------(П4)
где 5ф, 8С - толщина футеровки и стенки корпуса, м; Хф - коэффициент тепло-
проводности жаростойкого бетона футеровки, Вт/(м«К); Хс - коэффициент тепло-
проводности стали, Вт/(м-К); аф, ас - коэффициенты линейного расширения футе-
ровки и стали, соответственно, 1 /°C; ае - коэффициент теплоотдачи от поверхнос-
ти к воздуху, Вт/(м2«К); цф - коэффициент Пуассона футеровки.
Футеровка состоит из теплоизоляционного и армированного слоев.
Армирование многослойных торкрет-бетонных футеровок осуществля-
ется панцирным слоем. В состав торкрет-бетонов в качестве вяжущего
вещества включают высокоглиноземный цемент марки не ниже 500.
Объемная масса бетона составляет 2500-2600 кг/м3, максимальная темпе-
ратура применения 1450 °C. В качестве армирующих элементов исполь-
зуют сетку из Ст 3 с размером ячеек 70x70; толщина проволоки 2,5-3 мм.
Защита дымоходов аналогична защите дымовых труб.
79
1. Гарнитура
Гарнитуру печей изготовляют из серого чугуна. Ее элементы: предо-
хранительные окна - служат для ослабления силы взрыва при аварии, а
также для того, чтобы обслуживающий персонал мог попасть в топоч-
ную камеру на случай ревизии и ремонта; гляделки - для наблюдения за
работой горелок и за состоянием трубчатого змеевика и футеровки; ши-
бер - для регулирования тяги в печи. При пожаре шибером прикрывают
боров, что резко снижает тягу и интенсивность горения, предотвращая
попадание пламени в дымовую трубу.
Решетки и подвески являются опорными деталями трубчатого змее-
вика печи. Для печей трубные решетки изготавливают трех типов: кон-
цевые решетки радиантных секций, концевые решетки конвекционных
секций и опорные решетки в средней части камеры конвекции.
Большинство трубных решеток камеры конвекции выполняют из чу-
гунного литья Сч 21-40. Решетки потолочного экрана радиантной сек-
ции, а также верхние детали решетки конвекционной секции изготавли-
вают из литых сталей 20Х23Н13 (ЭИ319) и Х25Н12-Л (ЭИ316), которые
жаростойки до 1050 °C. В печах пиролизных установок, где литые опор-
ные элементы эксплуатируются при 1100-1150°С и соприкасаются с то-
почной средой, содержащей сернистые соединения, водяные пары и дру-
гие агрессивные агенты, применяют сталь 20Х25Н20С2-Л.
В радиантных камерах печей имеется по несколько рядов трубных
подвесок, служащих для предохранения радиантных труб от провисания.
По конструкции их подразделяют на глухие, или закрытые, и открытые.
Недостатком применения глухих подвесок является необходимость вы-
резки труб в случае смены дефектной подвески.
По сравнению с печными трубами подвески находятся в более тяже-
лых рабочих условиях, так как они не охлаждаются потоками нефтепро-
дуктов и нагреваются иногда до температуры 1100°С. В топочных газах
часто содержатся большие количества сернистого газа, водяных паров,
оксида углерода, водорода и других агрессивных агентов, вызывающих
коррозию металла подвесок. Так, ударная вязкость стали 20Х23Н13, из
которой сделаны подвески, эксплуатировавшиеся в печах АВТ, в течение
полугода снизилась более чем втрое.
Исходя из условий работы подвесок, к их литью предъявляют следую-
щие основные требования: подвески не должны иметь раковин, коробле-
ний, острых углов и резких переходов от одного сечения к другому. От-
верстия боковых креплений и отверстия труб должны тщательно зачи-
щаться от литейного шлака и быть скруглены.
80
Вместо дефицитной стали 20Х23Н13 для трубных подвесок можно
применять сталь 40Х24Н7СЛ с пониженным содержанием никеля. Про-
мышленные испытания подвесок из стали 40Х24Н7СЛ в печах ряда неф-
теперерабатывающих заводов показали удовлетворительные результаты.
В высокотемпературных трубчатых печах вертикальные змеевики ра-
диационных камер свободно подвешиваются за проушины калачей при
помощи штанг и пружинных подвесок и могут удлиняться на 150-200 мм;
Подвески помещают вне камер сгорания топлива, поэтому они не под-
вергаются воздействию агрессивных сред и высокому нагреву.
При нагреве и охлаждении змеевики расширяются и сжимаются не-
одинаково. Входные участки расширяются меньше, чем выходные. По-
этому пружинные подвески предназначены для восприятия части нагру-
зок, возникающих от расширения и сжатия и уменьшения внутренних на-
пряжений в металле труб. Кроме того, для снижения напряжений у опор-
ных деталей пода и свода печи предусматривают зазоры, которые обес-
печивают горизонтальное перемещение нижних направляющих и верх-
них опорных штанг. Это предотвращает их защемление и продольный
изгиб труб змеевиков. С течением времени, вследствие явлений ползучес-
ти (так называемого криппа) металла, змеевики постепенно удлиняются
и оседают, поэтому при эксплуатации печей необходимо периодически
изменять натяжение пружин. Степень их натяжения определяют по стре-
лочному указателю.
Подвески и кронштейны для огнеупорных кирпичей находятся вне
зоны интенсивного нагрева, поэтому их изготовляют из чугуна Сч 21-40.
В печах установок каталитического риформинга опорные элементы вер-
тикального трубчатого змеевика выполняют из жаростойкой стали
20Х23Н13, а подвески для шамотного кирпича - из жаропрочной листо-
вой стали.
8. Котлы-утилизаторы, парогенераторы, воздухонагреватели,
закалочно-испарительные аппараты
Котлы-утилизаторы предназначены для использования тепла дымо-
вых газов трубчатых печей.
В реализованных в промышленности схемах печных комплексов кот-
лы-утилизаторы работают на уходящих дымовых газах с температурой
на входе 400-500 °C для получения пара низких параметров (1,4 МПа).
Конструктивно они представляют собой либо самостоятельные аппара-
ты, либо встроенные в печь. Более стабильная работа котлов достигает-
ся при автономном монтаже одного аппарата на группу печей.
81
Отличительной особенностью котлов-утилизаторов, как оборудова-
ния для генерации пара, является необходимость обеспечения пропуска
большого количества греющих дымовых газов на единицу вырабатывае-
мого водяного пара (£УД JG). Это отношение является прямой функцией
начальной на входе в аппарат температуры дымовых газов и их расхо-
дом. Вследствие сравнительно невысокой температуры дымовых газов
для генерирования пара их удельный расход в котлах-утилизаторах на-
много выше (в 8-10 раз), чем в обычных топочных котлах. Повышенный
удельный расход греющих газов на единицу вырабатываемого пара пре-
допределяет конструктивные особенности котлов-утилизаторов. Они
имеют большие габариты, высокую металлоемкость. На преодоление
дополнительного газодинамического сопротивления и создание требуе-
мого разрежения в топке печи (на тягу) затрачивается 10-15% эквивален-
тной электрической мощности котла-утилизатора.
Эксплуатация котлов-утилизаторов вызывает определенные трудно-
сти. Для их работы необходима сооответствующая подготовка питатель-
ной воды, так как с повышением ее жесткости аппарат быстрее выходит
из строя. Глубокую очистку питательной воды производят в схемах ами-
нирования. Даже при достаточной водоподготовке на внутренней повер-
хности труб котлов откладываются соли, поэтому требуется периодичес-
кая их промывка. Кроме того, для нормальной работы котла-утилизато-
ра необходимо систематически продувать систему.
Важной проблемой обеспечения долговечности эксплуатации котлов-
утилизаторов является борьба с сернокислотной коррозией. Исходя из
этого, рационально использовать их при более высоких температурах,
чем воздухоподогреватели, применение которых ограничено температу-
рой топочных газов 450-500 °C, поскольку, работая в области высоких
температур, котлы более надежны в эксплуатации и имеют большой ре-
сурс работоспособности. Получаемый из котлов-утилизаторов водяной
пар по параметрам пригоден для применения в технологических схемах
установок в качестве греющего агента и для привода паровых турбин
турбокомпрессоров.
Углубление отбора тепла дымовых газов котлами-утилизаторами до-
стигается комплектацией их экономайзерами (аппараты предваритель-
ного нагрева питательной воды) и при получении пара давлением выше
1,0 МПа - деаэраторами (устройства для удаления воздуха из системы),
сконструированными так, чтобы холодные элементы этих аппаратов не
соприкасались непосредственно с дымовыми газами. В отдельных случа-
ях воду предварительно нагревают паром, подача которого автомати-
чески регулируется в зависимости от температуры дымовых газов на вы-
82
ходе. Физическое тепло дымовых газов технологических печей устано-
вок АВТ утилизируется котлами типа КУ-125 с выработкой перегретого
пара производственных параметров (давлением до 1,2 МПа, температу-
рой 366°С). Поверхности нагрева котла КУ-125 выполнены из бесшов-
ных труб диаметром 32x3 мм. Агрегат состоит из водяного экономайзе-
ра, питательной части котла и пароперегревателя (рис. П-22). Компонов-
ка поверхностей нагрева П-образная. В первом восходящем газоходе по
направлению движения топочных газов расположены: первая секция ис-
парения воды, пароперегреватель, вторая испарительная секция и вто-
рой пакет третьей испарительной секции. Во втором опускном газоходе
сверху вниз размещены: один пакет третьей испарительной секции и два
пакета экономайзера.
Испарительная часть котла представляет собой схему многократной
циркуляции с тремя параллельно включенными секциями. Циркуляция
осуществляется специальными циркуляционными насосами, приспособ-
ленными для перекачивания перегретой котловой воды. Из барабана кот-
ловая вода поступает в циркуляционный насос и им подается в шламо-
уловитель. На напорном трубопроводе в шламоуловителе установлена
Рис. П-22. Схема обвязки котла-утилизатора КУ-125:1 - химически очищенная вода;
II - питательная вода; III - конденсат; IV - пар; V - пар вторичного вскипания;
VI - непрерывная продувка; VII - нефтепродукт; VIII - вода; 1, 2, 8, 4, 5, 6, 7 - теплооб-
менные аппараты; 8 - сепаратор непрерывной продувки; 9 - барботер; 10 - деаэратор;
11 - барабан котла; 12 - шламоуловитель; 13 - первая испарительная секция; 14 - паро-
перегреватель; 15 - вторая испарительная секция; 16 - третья испарительная секция;
17-водяной экономайзер; 18 - насос Н-1; 19 - циркуляционный насос Н-3; 20 - циркуля-
ционный насос Н-2
83
диафрагма расходомера циркулирующей котловой воды. Из шламоуло-
вителя вода по шести трубам поступает в три испарительные секции кот-
ла. На каждой такой трубе установлены диафрагма для периодического
замера расхода воды и дроссельная шайба, служащая для распределения
воды между секциями.
Из выходных камер испарительных секций пароводяная смесь посту-
пает в барабан. Имеется специальный утилизационный контур, в кото-
ром с помощью насоса циркулирует вода. Нагреваясь в теплообменни-
ках за счет горячих потоков нефтепродуктов, утилизационная вода затем
отдает свое тепло химически очищенной воде в теплообменнике перед
атмосферным деаэратором барботажного типа и далее в теплообменных
аппаратах питательной воде перед экономайзером. Часть тепла химичес-
ки очищенная вода снимает в теплообменнике с конденсата непрерыв-
ной продувки. Конденсат сбрасывается в барботер [7].
Работоспособность котлов-утилизаторов зависит от конструкции,
материального оформления и схемы монтажа. Котлы змеевикового типа
с многократной циркуляцией воды и пароводяной смеси, отличающиеся
малыми габаритными размерами и металлоемкостью, целесообразно
применять для использования тепла дымовых газов с температурой 500°С,
если их количество превышает 40 тыс. м3/ч. Надежность работы и ресурс
долговечности котлов определяются в основном коррозионной стойкос-
тью выбранных материалов. Наибольшему коррозионному разрушению
подвержены "холодные” элементы конструкции особенно в местах креп-
ления труб к трубным доскам. С увеличением содержания серы в топливе
точка росы дымовых газов повышается и может достигать 160-170 °C. В
условиях сернокислотной коррозии длительное время могут работать
только теплообменные поверхности из специальных материалов: нержа-
веющей стали, биметалла, стекла, тефлона, обычных чугунов и стали с
антикоррозионным покрытием.
За рубежом имеются котлы производительностью по пару 100 т/ч при
давлении 9,4 МПа и температуре 510 °C. Тепловоспринимающие поверх-
ности котлов смонтированы из биметаллических труб, в которых внут-
ренний слой изготовлен из нержавеющей стали, а наружный - из ореб-
ренного алюминия.
Производство пара в котлах-утилизаторах зависит от производитель-
ности и режима работы печных блоков, поэтому потребители тепловой
энергии должны быть приспособлены к графику переменных нагрузок,
что создает определенные трудности в рациональном использовании пара
котлов.
84
Воздухоподогреватели. В целях экономии топлива трубчатые печи
укомплектовывают воздухоподогревателями для подогрева воздуха, ко-
торый используют для сжигания топлива. При подаче нагретого воздуха
к горелкам процесс горения топлива интенсифицируется, увеличивается
температура топочных газов и возрастает передача тепла к трубчатым
змеевикам излучением. Подогрев воздуха выгоден еще и потому, что по-
зволяет сжигать топливо с минимальным избытком воздуха и уменьшить
образование диоксида серы из топлива, содержащего сернистые соеди-
нения. При небольшом коэффициенте избытка воздуха (а= 1,05-1,07) толь-
ко 3% диоксида серы переходит в триоксид, в то время как при а=1,2
происходит окисление до 20% диоксида серы. Чтобы уменьшить корро-
зию оборудования, содержание кислорода в продуктах сгорания не дол-
жно превышать 0,5-1,5% [8].
По сравнению с котлами-утилизаторами воздухоподогреватели обла-
дают преимуществами: более простой конструкцией, они менее сложны
и более безопасны в эксплуатации. Однако и для их применения требу-
ются значительные капитальные вложения, которые обусловлены необ-
ходимостью иметь большую теплообменную поверхность и использовать
для изготовления аппаратов коррозионностойкие дорогостоящие мате-
риалы. Кроме того, применение в печном агрегате воздухоподогревате-
ля приводит к снижению конечной температуры уходящих из печи то-
почных газов, росту аэродинамического сопротивления в дымовом трак-
те, а также уменьшению тяги в печи. Для ее повышения необходимо либо
устанавливать достаточно мощные дымососы, либо сооружать более вы-
сокую дымовую трубу, футерованную кислотостойкими материалами.
Воздухоподогреватель нормально эксплуатируется, если температура
поверхности нагрева выше точки росы уходящих дымовых газов на
10-15°С. В этом случае удается избежать конденсации влаги на охлаж-
денных элементах конструкции ап-
парата и образования диоксида
серы. Температура точки росы за-
висит от содержания серы в котель-
ном топливе и сероводорода в про-
изводственном газе (рис. П-23).
При содержании в котельном топ-
ливе 1% серы температура точки
Рис. П-23. Зависимость температуры
начала конденсации дымовых газов от со-
держания серы в котельном топливе (1) и
сероводорода в топливном газе (2)
Ataz7.%S,tf£%H2S
85
росы топочных газов повышается до 130 °C; с увеличением содержания
серы на один процент эта температура возрастает приблизительно
на 4 °C. При сжигании башкирских мазутов (4% серы) температура точки
росы составляет 148-152 °C. Для мазутов, которые содержат сернистые
соединения, указанную температуру можно снизить, если на сжигание по-
давать небольшой избыток воздуха. Уменьшение подачи воздуха с 1,47
до 1,07 сопровождается понижением температуры точки росы топочных
газов с 145 до 126 °C.
Несовершенство конструкции горелок печей и котлов для сжигания
топлива и недостаточная герметичность топок не позволяют пока рабо-
тать при малых избытках воздуха. Поэтому считают, что температура
трубок воздухоподогревателей должна быть выше температуры точки
росы агрессивных дымовых газов, т.е. не ниже 130 °C. Для этого приме-
няют предварительный или промежуточный подогрев холодного возду-
ха или специальные схемы компоновок поверхности нагрева. Имеются
аппараты, конструктивно оформленные так, что поверхность теплооб-
мена со стороны дымовых газов значительно больше, чем со стороны
атмосферного воздуха, поэтому секции воздухоподогревателей компо-
нуют из труб с разным коэффициентом оребрения, увеличивающимся к
холодному концу (к месту входа холодного воздуха), и таким образом
температура стенки труб приближается к температуре дымовых газов.
По такому принципу сконструированы воздухоподогреватели Башорг-
энергонефти из чугунных ребристых и ребристо-зубчатых труб с хоро-
шими эксплуатационными показателями.
На предприятиях в блоке с печами эксплуатируются воздухоподогре-
ватели следующих типов:
♦ трубчатые рекуперативные (ВТР) конструкции Гипронефтемаша
(ВНИИнефтемаша), работающие с циркуляцией части нагретого воздуха;
♦ стальные трубчатые конструкции Гипронефтезаводов (ВНИПИнеф-
ти) с предварительным подогревом атмосферного воздуха в калорифе-
рах горячей водой или отработанным паром;
♦ комбинированные из чугунных ребристых и ребристо-зубчатых
труб конструкции Башоргэнергонефти.
Воздухоподогреватель типа ВТР (рис. П-24) включает в себя две вер-
тикальные трубчатые секции, размещаемые на общей раме. Трубки сек-
ций изготовлены из углеродистой стали, имеют размер 51x1,5 мм и длину
5 м. Сверху на каждой секции смонтирован переточный короб, верхняя
крышка которого состоит из шести частей, легко открывающихся при
чистке труб.
86
Рис. П-24. Воздухоподогреватель ВТР конструкции Гипронефтемаша: 1 - трубча-
тые секции; 2 - смесительная камера; 3 - штуцер; 4 - труба с соплами
Поскольку воздухоподогреватель является двухсекционным, условия
работы трубок улучшаются. При нагреве исключаются коробление тру-
бок и высокие температурные напряжения в местах соединения их с труб-
ной решеткой; кроме того, обеспечивается правильное соотношение меж-
ду скоростями топочных газов и воздуха при относительно небольшой
длине трубок. К секциям обеих сторон присоединены раструбы. На вход-
87
ном раструбе, внутри которого имеются распределительные элементы,
крепится смесительная камера.
Топочные газы подводятся в нижнюю часть секции, по вертикально
расположенным трубкам поступают в короб, затем движутся во вторую
секцию и направляются в дымоходы. Холодный воздух воздуходувкой
нагнетается сначала в смесительную камеру, где смешивается с горячим
воздухом рециркуляции, нагреваясь до 80 °C, а затем по распределитель-
ным элементам раструба равномерно проходит в межтрубное простран-
ство секций. Нагретый топочными газами воздух выходит через раструб
на противоположной стороне в воздуховод, поступает в коллектор и да-
лее к горелкам. Часть горячего воздуха (до 40%) через патрубок по бай-
пасному воздуховоду направляется воздуходувкой на рециркуляцию.
Количество подаваемого рециркулята в зависимости от температуры
окружающего воздуха должно изменяться так, чтобы температура сте-
нок воздухоподогревателя была не ниже 130 °C. Это достигается автома-
тическим регулированием через поворотную заслонку, снабженную ис-
полнительным механизмом, электрическая схема которого соединена с
термопарой, установленной на поверхности трубок воздухоподогревате-
ля. При температуре атмосферного воздуха ниже -15 °C часть подавае-
мого дутьевым вентилятором холодного воздуха должна направляться в
печь, минуя воздухоподогреватель, по резервной байпасной воздушной
линии, где имеется заслонка, открываемая при необходимости вручную.
Той же линией следует пользоваться при растопке печи для быстрого
разогрева трубки воздухоподогревателя.
С воздухоподогревателем комплектуется автоматическое приспособ-
ление, позволяющее периодически обдувать трубки снизу и сверху сжа-
тым воздухом для очистки от отложений. Приспособление состоит из двух
воздухоподводящих труб, двух труб-маточников с соплами, которые рас-
положены горизонтально по плоскости торцов трубок, и механизмов
передвижения с электродвигателями, обеспечивающими возвратно-посту-
пательное перемещение узла обдувки. В верхнюю трубу вместо воздуха
можно подавать также щелочную воду для промывки трубок от осадка,
который может образоваться из топочных газов.
При конструировании воздухоподогревателя ВТР исходили из усло-
вий: скорость топочных газов 10 м/с; скорость воздуха 5 м/с; температура
топочных газов 400 °C (на входе) и 200 °C (на выходе); температура на
выходе из воздухоподогревателя 215 °C; температура окружающего воз-
духа 15 °C; расчетный коэффициент теплопередачи 23,2 Вт/(м2*К); коли-
чество рециркулируемого воздуха 40% от объема воздуха, проходящего
через воздухоподогреватель.
88
Потери напора в воздухоподо-
гревателе ВТР составляют: по га-
зовому тракту 1,2 кПа, по воздуш-
ному - 0,8 кПа, по линии рецирку-
ляции 0,5 кПа. Расчеты показыва-
ют, что эти потери значительно
меньше, чем в воздухоподогрева-
телях других конструкций при той
же мощности. Наличие больших
местных сопротивлений приводит
к необходимости включать в схе-
мы обслуживания воздухоподог-
ревателей дутьевые воздуходувки
и дымососы.
Рис. П-25. Воздухоподогреватель конст-
рукции Башоргэнергонефти: расположение
секций 1-4 по направлению движения топоч-
ных газов
Принципиально иное решение, связанное с подогревом воздуха топоч-
ными газами, предложено в воздухоподогревателе конструкции Башорг-
энергонефти (рис. П-25). Секции аппарата собраны из чугунных труб двух
типов: ребристых (оребрение только с внешней стороны) и ребристо-зуб-
чатых (с внешней стороны оребрение, с внутренней - зубцы). Секции из
чугунных труб компонуются так, чтобы теплообменная поверхность со
стороны топочных газов была в несколько раз больше, чем со стороны
холодного воздуха. Это позволяет иметь повышенную температуру стен-
ки со стороны топочных газов (выше точки росы) и избегать конденса-
ции серной кислоты.
Воздухоподогреватель - двухходовой аппарат по топочным газам и
четырехходовой по воздуху. Топочные газы входят снизу в часть аппара-
та, состоящую из секций 3 и 4 ребристо-зубчатых труб, поднимаются по
межтрубному пространству и затем опускаются по секциям 7 и 2 эконо-
майзерных труб. Воздух, двигаясь противотоком к газам, входит сначала
в нижнюю секцию этих труб, потом переходит в вышележащую секцию
'и далее поступает последовательно в верхнюю и нижнюю секции из реб-
ристо-зубчатых труб.
При пуске и остановке печи, а также в случае аварий предусмотрен
перепуск топочных газов, минуя воздухоподогреватель, по специально-
му воздуховоду, перекрываемому при нормальной работе шибером.
На рис. П-26 показаны ребристая и ребристо-зубчатая трубы, из кото-
рых собраны секции воздухоподогревателя Башоргэнергонефти. Масса
одной ребристой трубы составляет 68 кг, общая масса первых двух сек-
ций, состоящих из 390 труб, достигает 26,8 т; масса ребристо-зубчатой
трубы равна 180 кг, масса двух секций из таких труб составляет 31,7 т.
89
Рис. П~26. Ребристая
(а) и ребристо-зубчатая (б)
трубы
Общая масса одного комплекта воздухоподогревателя достигает
58,5 т. Для типовой установки термокрекинга необходимы три комплек-
та воздухоподогревателей общей массой 175 т.
Опытные образцы воздухоподогревателя конструкции Башоргэнер-
гонефти испытывались на одном из НПЗ. Результаты испытаний подтвер-
дили ранее выполненные расчеты и показали достаточную надежность
аппаратов в эксплуатации. Однако широкое применение их на нефтепе-
рерабатывающих заводах сдерживается вследствие значительных габа-
ритных размеров и большой массы конструкции, трудностей очистки от
отложений, больших аэродинамических потерь напора, сложности и тру-
доемкости ремонта. Характеристика основных типов воздухоподогрева-
телей приведена в табл. П-9 [9].
Таблица П-9
Характеристика основных типов воздухоподогревателей
Воздухоподогреватель Поверхность нагрева, м2 Аэродинамическое сопротивление, Па
по воздушному тракту по газовому тракту
ВТР-12 670 7-12 9-14
ВТР-16 840 7-12 9-14
ВТР-20 1070 9-14 12-17
ВТР-24 1260 9-14 12-17
Секционные воздухо- Г 780 5-7 6-8
подогреватели J 1150 7-12 8-13
1560 7-12 8-13
5500 10-15 12-17
ВПЧР-7 894 25-32 28-36
ВПЧР-10 1359 25-32 28-36
ВПЧР-20 2718 28-34 30—40
БОЭН 1818 8-12 15-20
Достаточной надежностью эксплуатации обладает воздухоподогрева-
тель фирмы "Дека" (рис. П-27), позволяющий охлаждать дымовые газы
до 110-120 °C. В первой по ходу дымовых газов секции установлены чу-
гунные трубы четырехугольной формы с оребрением наружной и внут-
ренней поверхностей. Во второй секции установлены чугунные трубы
90
только с наружным оребрением.
Низкотемпературная секция аппара-
та состоит из боросиликатных стек-
лянных труб, отличающихся малым
коэффициентом термического рас-
ширения и стойкостью к резким из-
менениям температуры. Трубы опи-
раются на чугунные решетки. Гнез-
да решетки, куда вставлены трубы,
уплотнены тефлоновыми манжета-
ми. В свою очередь, чугунные решет-
ки защищены листовым тефлоном в
зоне, имеющей температуру, близ-
кую к температуре точки росы дымо-
вых газов. В период эксплуатации
воздухоподогревателя трубы перио-
дически промывают водой, темпера-
тура которой отличается приблизи-
тельно на 100 °C от рабочей темпе-
Рис. П-27. Воздухоподогреватель
фирмы "Дека” с чугунными и стеклянны-
ми трубами: I - вход холодного воздуха;
II - выход нагретого воздуха; III, IV - вход
и выход дымовых газов; 1 - чугунные тру-
бы; 2 - трубы с наружным оребрением;
3 - стеклянные трубы
ратуры материала труб.
По данным фирмы, срок службы аппарата 10-20 лет [10].
Для повышения температуры стенки трубы воздух предварительно
подогревают в калориферах горячей водой или паром низкого давления.
Это дает возможность снизить температуру уходящих дымовых газов до
170-180 °C без конденсации влаги, что позволяет иметь высокий тепло-
вой КПД печи (-90%). Следует заметить, что применение калориферов
не всегда экономически оправданно, так как требуется вводить теплоно-
ситель со стороны, отчего степень утилизации тепла дымовых газов сни-
жается. Воздух можно подогревать технологическими потоками продук-
тов, если их тепло не предназначено для других целей. В частности, для
подачи в трубчатые печи можно использовать воздух, нагретый до тем-
пературы 80-100 °C в аппаратах воздушного охлаждения (типа АВО). Та-
кое решение позволяет предотвратить (или значительно уменьшить) кор-
розию основных элементов конструкции воздухоподогревателей и снизить
энергозатраты на 2%. Для этого необходимо объединить АВО с печами в
один блок, что возможно только на стадии проектирования установки.
Разработка и внедрение агрегатов, являющихся одновременно холо-
дильниками технологических потоков и подогревателями воздуха для
печей, дает возможность снизить капитальные затраты, сделать установ-
ку более компактной и сократить расход энергоресурсов. Тенденция к
91
увеличению единичных мощностей трубчатых печей делает неэкономич-
ным применение трубчатых воздухоподогревателей, теплообменная по-
верхность которых возрастает до огромных размеров. Более перспектив-
ными представляются применяемые в промышленности регенеративные
воздухоподогреватели с вращающимся ротором, перемещающейся лен-
той и движущимся теплоносителем.
Регенеративный вращающийся воздухоподогреватель типа РВВ имеет
существенные преимущества по сравнению с трубчатыми воздухоподог-
ревателями: масса 1 м2 поверхности нагрева РВВ в 2-3 раза меньше, чем
стального трубчатого аппарата. Они более компактны, так как листы в
РВВ не используются для разделения теплоносителей, и им можно придать
различные профили с очень малыми проходными сечениями между ними.
В итоге поверхность 1 м2 насадки составляет 200-250 м2. Невелики со-
противления движению газа и воздуха, а также расход электроэнергии
на привод. Все детали и узлы легкодоступны для осмотра и ремонта.
Преимуществом РВВ является также то, что минимальная температу-
ра его насадки всегда выше, чем в рекуперативных подогревателях при
тех же эксплуатационных и температурных условиях работы печи. Это
объясняется большей длительностью контакта дымовых газов с насад-
кой РВВ, чем с атмосферным воздухом, так как газовая зона ротора боль-
ше воздушной; кроме того, листы насадки попеременно омываются с обе-
их сторон газом или воздухом и, следовательно, в отличие от рекупера-
торов всегда осуществляется симметричный теплообмен в любом месте
листа насадки. Поэтому в РВВ быстрее нагреваются металлические эле-
менты выше точки росы уходящих газов, и они меньше подвержены кор-
розии. Применение в конструкции РВВ неметаллических коррозионно-
стойких материалов не приводит к ухудшению теплообмена и не вызыва-
ет затруднений в организации обдувки и промывки теплообменных по-
верхностей.
Существенным недостатком аппарата является неизбежная утечка воз-
духа через радиальные и круговые уплотнения зазоров (до 20%) и смеше-
ние его с дымовыми газами. В зарубежной практике РВВ используются
для подогрева воздуха при сжигании газообразного, жидкого и твердого
топлив.
Созданы два типа РВВ: вертикальный и горизонтальный. Основным
элементом аппарата является ротор с частотой вращения 1,5-3,0 об/мин
(рис. И-28). Ротор разделен радиальными и аксиальными перегородками
на ячейки, которые заполнены насадкой - стальными профильными лис-
тами толщиной 0,5-0,8 мм. Дымовые газы с температурой 250-500 °C про-
ходят через большое сечение крышек кожуха, омывают находящуюся в
92
этой части ротора насадку и нагревают ее. При
вращении ротора насадка попадает на сторо-
ну меньшего сечения, куда противотоком по
отношению к направлению движения дымо-
вых газов поступает атмосферный воздух, ко-
торый нагревается аккумулированным теплом
металлической насадки.
Поскольку поверхность нагрева на входе
холодного воздуха имеет температуру ниже
точки росы дымовых газов от сжигания неко-
торых видов жидкого топлива, эта часть по-
верхности нагрева подвержена интенсивной
коррозии и загрязнениям.
Вращающийся регенеративный воздухопо- Рис' Схема регенера
тивного роторного воздухо
догреватель загружен насадкой - стальными подогревателя: I - воздух;
профильными листами толщиной 0,5-0,8 мм; ц - дымовые газы; Ш - горя-
1 м3 насадки имеет теплообменную поверх- чий воздух
ность 200-250 м2 (рис. П-29). Дымовые газы с
температурой 250-500 °C проходят через большое сечение крышек кожу-
ха, омывают находящуюся в этой части ротора насадку и нагревают ее.
При повороте ротора насадка попадает на сторону меньшего сечения,
где омывается атмосферным воздухом и нагревает его теплом, аккумули-
рованным металлом. Разность тем-
ператур газов, входящих в РВВ,
и горячего воздуха составляет
25-40 °C. Дымовые газы охлажда-
ются до 140-160 °C.
Для увеличения срока службы
холодная часть поверхности нагре-
ва изготовлена из более толстых
листов (1,0-1,2 мм), чем горячая
(0,5-0,8 мм). Холодную часть аппа-
рата для повышения коррозионной
стойкости можно заполнить насад-
кой из стеклокерамики и покрыть
эмалью. Ресурс работоспособности
холодной насадки можно увеличить
предварительным подогревом воз-
духа до 50-60 °C. Теплотехническим
обследованием действующего РВВ
Рис. П-29. Регенеративный воздухо-
подогреватель фирмы Кавасаки (Япо-
ния): 1 - ротор; 2 - кожух ротора; 3 - двер-
цы для удаления корзинок; 4 - уплотне-
ние рабочего колеса; 5 - корзинка на хо-
лодном конце
93
Рис. П-30. Воздухоподогреватель с промежуточ-
ным теплоносителем: I - воздух; II - дымовые газы;
III - промежуточный теплоноситель; IV, V - вход и
выход продукта; 1 - змеевик нагрева теплоносите-
ля; 2 - циркуляционный насос; 3 - теплообменник;
4 - воздуходувка; 5 - расширительная емкость
в печном комплексе установки ортопарак-
силола установлено повышение коэффици-
ента использования тепла на 10% [11].
Воздухоподогреватели с промежуточ-
ным теплоносителем также отличаются компактностью, хотя и состоят
из двух аппаратов. В среде дымовых газов размещен змеевик нагрева теп-
лоносителя, а в отдельном корпусе - аппарат для нагрева воздуха горя-
чим теплоносителем. Подогреватели такого типа рекомендуется устанав-
ливать на реконструированных печах.
В воздухоподогревателе "Фаллон" теплоноситель нагревается в обособ-
ленном аппарате на тракте дымовых газов (рис. П-30), а воздух - в аппа-
рате, монтируемом на нулевой отметке. В подогревателе "Йконотери" ка-
меры дымовых газов и воздуха расположены рядом, и органический теп-
лоноситель циркулирует по трубам, попеременно проходя зоны нагрева
и охлаждения.
Во ВНИИнефтемаше, ВНИПИэнергопроме, ИГАН Украины и дру-
гих организациях разрабатываются конструкции трубчатых печей и воз-
духоподогревателей, работающих по принципу термосифонов (тепловых
труб). Они обладают рядом преимуществ. Передача тепла осуществляет-
ся в результате кипения теплоносителя (например, воды) в секциях, кон-
тактирующих с дымовыми газами, и его конденсации в секциях, омывае-
мых воздухом [12].
При этом сопротивление газового и воздушного трактов возрастает
незначительно и нет необходимости в применении мощных вентилято-
ров и дымососов. Важным достоинством такого воздухоподогревателя
является то, что температура стенки тепловой трубы (при квалифициро-
ванном выборе конструктивных характеристик и заполнении тепловой
трубки теплоносителем) во время работы поддерживается значительно
выше точки росы, что создает условия для надежной эксплуатации аппа-
рата в коррозионной среде. В отличие от воздухоподогревателей обыч-
ных конструкций, где сквозная коррозия труб приводит к перетоку части
94
воздуха в дымовые газы, разрушение стенки тепловой трубы мало отра-
жается на работоспособности аппарата. При этом незначительно умень-
шается поверхность теплопередачи.
Во вторичном контуре, кроме подогрева воздуха, подаваемого в тех-
нологические печи, можно подогревать воду для горячего водоснабже-
ния, а при необходимости - генерировать пар. Один из первых воздухопо-
догревателей на тепловых трубах смонтирован на установке Л-35-11/600
Новополоцкого НПЗ.
В экономическом отношении все рассмотренные воздухоподогрева-
тели почти равноценны. В настоящее время для печей большой единич-
ной мощности, по-видимому, наиболее рационально применять возду-
хоподогреватели регенеративного вращающегося типа с предваритель-
ным подогревом воздуха. На основе проведенного обследования печи,
оснащенной таким агрегатом, сделан вывод, что годовой эффект от его
использования в 1,5 раза выше по сравнению с трубчатыми рекуперато-
рами.
Оптимизация систем утилизации тепла дымовых газов и определение
области применения теплоиспользующей аппаратуры различных типов
требует дальнейшей проработки, так как стоимость ее составляет от 15
до 30% от стоимости сооружения печи [13, 14].
Закалочно-испарительные аппараты (ЗИЛ) включают в печные комп-
лексы этиленовых установок для охлаждения пирогаза за минимально
короткое время во избежание вторичных реакций конденсации и поли-
меризации. Оптимальное время пребыва-
ния пирогаза в ЗИА приведено на рис.
П-31 и составляет 0,01-0,02 с. Другое, не
менее важное назначение ЗИА, - генериро-
вать пар давлением до 13,0 МПа, предназ-
наченный для привода паровых турбин
турбокомпрессоров. В зависимости от сы-
рья пиролиза (этан, бензин, газойль) на ус-
тановке вырабатывается 1,2-1,7 т пара/т
сырья.
Использование тепла пирогаза в ЗИА
сопряжено с рядом сложностей. Кроме не-
обходимости быстро охлаждать продукты
пиролиза, температура стенки труб долж-
на быть выше температуры конденсации.
Расчетная температура пирогаза на выхо-
де из ЗИА приведена в табл. II-10.
Время пребывания вЗИА^мс
Рис. П-31. Зависимость тем-
пературы пирогаза от продолжи-
тельности пребывания его в зака-
лочно-испарительном аппарате:
1 - время реакции 0,01 с; 2, 3 - то
же, 0,023 с; 4 - то же, 0,04 с
95
Таблица П-10
Рабочие параметры ЗИА [15] при давлении пара 7-12,5 МПа
Сырье Режим пиролиза Температура на выходе из ЗИА, °C
в начале пробега в конце пробега
Бензин легкий Любой 360 450
Бензин широкого Мягкий 360 450
фракционного состава Жесткий 380 520
Газойль Любой 500-550 650
Падение давления пирогаза в ЗИА не должно превышать десятых до-
лей атмосферы (обычно 0,025-0,03 МПа), так как с повышением давле-
ния избирательность процесса пиролиза снижается. Массовая скорость
пирогаза и тепловой поток принимаются достаточно высокими для со-
здания оптимальных условий теплопередачи, лимитируемой со стороны
продукта. Однако с повышением массовой скорости возрастает сопро-
тивление ЗИА; кроме того, повышение массовой скорости приводит к
увеличению коэффициента теплопередачи, и на входном участке в ЗИА
Длина труб в ЗИА^/о
Рис. П-32. График распределения
температур и теплового потока по
длине ЗИА: 1 - температура трубы;
2 - температура пирогаза; 3 - тепло-
вой поток
теплопередача превышает средние зна-
чения в 2-3 раза. Стабилизация тепло-
вого потока происходит на участке
2,0-2,5 d. При тепловом потоке поряд-
ка 950 кВт/м2 пузырьковое кипение
воды, при котором наиболее эффек-
тивно охлаждается поверхность нагре-
ва, переходит в пленочное. Поэтому
тепловой поток на входе в трубы ог-
раничивают до 47-50 кВт/м2. График
распределения температур и теплово-
го потока по длине ЗИА представлен
на рис. П-32.
С учетом всех особенностей рабо-
ты ЗИА рекомендуются следующие
массовые скорости пирогаза в труб-
ном пространстве в зависимости от пи-
ролизуемого сырья, кг/(м2-с) [15]:
Этан........ 50-55
Бензин...... 55-60
Газойль..... 65-70
96
Наиболее быстрое охлаждение пирогаза происходит по длине ЗИА,
равной 20% от общей длины, что примерно соответствует 1,0-1,2 м. Тем-
пература стенки трубы и трубной решетки на входе в аппарат превышает
500 °C. Поэтому возникают дополнительные требования к качеству пи-
тательной воды и ее массовой скорости.
Конструкции закалочно-испарительных аппаратов по способу пере-
дачи тепла от пирогаза к испаряющейся воде подразделяются на тепло-
обменные трубчатые аппараты и агрегаты, в которых передача тепла осу-
ществляется через промежуточный теплоноситель.
Из известных конструкций наиболее применимы прямоточные кожу-
хотрубные ЗИА, которые выполняют вертикальными (наклонными) и
редко горизонтальными, одноходовыми по пирогазу и многоходовыми
по воде. Вертикальные ЗИА типа "Борзиг" (рис. П-ЗЗ) обычно работают
с восходящим потоком пирогаза.
Основную сложность конструктивного оформления аппарата пред-
ставляет узел трубной решетки, расположенной у входа пирогаза. Ох-
лаждение трубной решетки осуществляется циркулирующей водой.
Кожухотрубный ЗИА печных комплексов этиленовых установок
ЭП-300 имеет три трубные решетки. Толщина верхней и промежуточной
решеток 170 мм, а нижней 15 мм. Для придания нижней решетке доста-
точной жесткости ее усиливают со стороны воды ребрами и снабжают
анкерными связями (112 шт. шпилек диаметром 22 мм для передачи на-
грузки от давления воды и температурных напряжений на корпус аппа-
рата). Сравнительно более тонкая нижняя трубная решетка с деталями
усиления обеспечивает лучший отвод тепла от поступающего пирогаза,
позволяет поддерживать более низкую рабочую температуру металла и
тем самым снизить термические и ме-
ханические напряжения.
Вода, циркулирующая в системе,
вводится во внутреннюю часть корпу-
са через штуцера, расположенные в
нижней части ЗИА, и кольцевую ру-
башку, нижняя часть которой близко
подходит к решетке. Нижний конус
ным бетоном.
Геометрическая форма входного
конуса имеет большое значение, что
объясняется значительной разностью
площадей проходного сечения: транс-
корпуса ЗИА футерован жаропроч
Рис. П-ЗЗ. Закалочно-испаритель-
ный аппарат типа “Борзиг"
97
ферной линии из печи и комплекта труб ЗИА при высокой скорости
(200-400 м/с) поступающего пирогаза. Наилучшим в эксплуатации ока-
зался конус с плавным переходом трансферной линии в трубу Вентури.
Кинетическая энергия потока в плавно расширяющемся конусе превра-
щается в энергию давления, так что равномерное газораспределение по
трубной решетке дополняется снижением аэродинамического сопротив-
ления [16].
Вертикальные ЗИА компактны, занимают малую площадь, но имеют
высоту до 15 м.
Доступ к узлам горизонтальных ЗИА более удобен, но занимаемая ими
площадь примерно на 40% больше, чем вертикальных ЗИА [15,16]. В них
обычно применен нижний выход пирогаза из пирозмеевика, что удлиня-
ет трансферную линию.
Рис. П-34. Закалочно-испарительный ап-
парат типа "Шмидше Хейсдампф”: I, II - пи-
рогаз; III - котловая вода; IV - пароводяная
смесь в барабан; 1 - входная камера;
2 - коллектор овальный; 3 - теплообменная
труба; 4 - выходная камера; 5 - коллектор вы-
хода пароводяной смеси; 6 - коллектор пита-
ющей воды; 7 - испарительный элемент
Рис. П-35. Закалочно-ис-
парительный аппарат фир-
мы ’’Америкен Шак”: 1 - ввод
пирогаза; 2 - опускные тру-
бы; 3 - коллектор выхода пи-
рогаза; 4 - подвод питатель-
ной воды; 5 - барабан; 6 - от-
вод пара
98
Фирма "Шмидше Хейсдампф" применяет ЗИА типа “Шмидт", состоя-
щий из параллельно работающих элементов теплообменника типа "тру-
ба в трубе" (рис. П-34). По внутренней трубе проходит пирогаз, а по коль-
цевому пространству - охлаждающая вода. Малая толщина слоя воды
способствует повышению теплоотдачи от стенок труб к воде. В верхней
и нижней частях аппарата расположены эллиптические коллекторы для
подвода и отвода пароводяной смеси.
По лицензии фирмы "Фердинанд Лантьес" (ФРГ) фирма "Америкен
Шак" выпускает ЗИА, показанный на рис. П-35. Межочистные пробеги
аппаратов достигают года. Аппарат со-
стоит из барабана и полусферической
трубной решетки, выполненных как одно
целое. Такая конструкция решетки позво-
ляет свести до минимума толщину стенки
и уменьшить неравномерность темпера-
турных перепадов, создающих дополни-
тельные напряжения.
Оригинальная конструкция ЗИА раз-
работана японской фирмой "Мицубиси"
(рис. П-36). ЗИА обеспечивает перепад
давлений в пределах 0,02-0,04 МПа при
расходе пирогаза 4—19 т/ч. Аппарат состо-
ит из вертикального корпуса с сепарато-
ром для осушки пара и трубчатых элемен-
тов. Трубки, по которым проходит пиро-
газ, в нижней части охлаждаются водой,
движущейся в кольцевом зазоре, образо-
ванном спиральными патрубками, смон-
тированными в кольцевых коллекторах
овальной формы. Такая конструкция по-
зволяет снизить температурные напряже-
ния в концевых участках трубок.
I
Рис. П-36. Закалочно-испа-
рительный аппарат фирмы ’’Ми-
цубиси”: I - пирогаз; II - пита-
тельная вода; III - пар; 1 - паро-
сборник; 2 - коллектор охлаж-
денного пирогаза; 3 - корпус;
4 - опора; 5 - охлаждающая тру-
ба; 6-опускная труба
99
Глава III
ЭКСПЛУАТАЦИЯ ПЕЧЕЙ
1. Основные показатели работы печей
Работу трубчатых печей нефтеперерабатывающих установок харак-
теризуют следующие основные показатели: производительность, тепло-
вая мощность, коэффициент полезного действия, теплонапряженность
поверхности нагрева, гидравлические потери напора в трубчатом змее-
вике. Для печей нефтехимических установок, кроме перечисленных, важ-
ным показателем является возможность проведения реакций разложения
сырья в жестких условиях: при высоких температурах, а также в опреде-
ленном объеме реакционной зоны змеевика за короткое время контакта
сырья в зоне реакции.
Производительность печи обычно измеряется количеством сырья, про-
ходящего через нее в единицу времени, или количеством продукта,
получаемого за определенный период. Например, производительность
современной печи атмосферной переработки нефти 8000 т/сут, произво-
дительность пиролизной печи по этилену 16-25 тыс. т/год и т.п. Однако
производительность печи недостаточно полно характеризует ее, так как
в зависимости от количества переданного тепла размеры печи могут зна-
чительно отличаться при неизменной производительности.
Тепловая мощность, или полезная тепловая нагрузка (иногда теплопро-
изводительность) более точно и полно характеризует работу печи. Она
выражает количество тепла, воспринимаемого сырьем в печи в единицу
времени (в МВт). Одна из важных особенностей трубчатых печей состо-
ит в том, что их тепловая нагрузка не имеет точных ограничений, как у
другого оборудования, например насосов, компрессоров колонн и т. д.
При увеличении расхода топлива и интенсификации процесса его сжи-
гания теплопроизводительность печи может значительно возрасти и пре-
высить допускаемую тепловую нагрузку. Это, в свою очередь, может при-
вести не только к снижению КПД печи, но и к существенному износу ее
основных узлов (трубчатого змеевика, подвесок, обмуровки и др.) и со-
кращению межремонтного периода работы. Теплопроизводительность
печей современных установок намного увеличилась: построены печи теп-
ловой мощностью до 87 МВт.
100
Коэффициент полезного действия печей показывает, насколько эффек-
тивно используется тепло, полученное при сжигании топлива. При пол-
ном сгорании топлива КПД зависит, главным образом, от коэффициен-
та избытка воздуха, температуры уходящих топочных газов, а также от
состояния тепловой изоляции печи. Снижение коэффициента избытка
воздуха, максимальная утилизация тепла отходящих топочных газов спо-
собствуют повышению КПД печи. Значения КПД печей находятся в пре-
делах 0,6-0,83.
Теплонапряженность поверхности нагрева характеризует, насколько
эффективно используется трубчатый змеевик печи для нагрева сырья.
Теплонапряженность определяется количеством тепла, передаваемого
через 1 м2 поверхности змеевика за 1 ч. Допускаемое значение теплонап-
ряженности нагрева принимают с учетом жаропрочности и жаростойко-
сти стали печных труб, скорости движения потока сырья, его состава и
свойств, чтобы при работе печи не происходили нежелательные реакции
из-за перегрева сырья и не образовывались отложения солей и кокса на
стенках труб.
Низкая теплопроводность кокса является причиной быстрого повы-
шения температуры стенки труб в местах его отложений, что уменьшает
прочность металла труб, увеличивает агрессивность сред, воздействую-
щих на сталь, и приводит к резкому сокращению срока службы печных
труб. Поэтому для сырья, содержащего смолистые соединения, а также
при малых скоростях движения потоков теплонапряженность устанавли-
вают невысокой. Далее, чем выше температура нагрева сырья, а значит,
и стенок труб (при неизменных скоростях потока), тем ниже допускаемая
теплонапряженность поверхности нагрева.
Жесткие рабочие условия в печах риформинга, ароматизации, пиро-
лиза и других печах высокотемпературных процессов требуют примене-
ния для печных труб дорогих высоколегированных аустенитных сталей,
специальной обработки поверхности и высоких скоростей движения сы-
рья в целях интенсификации теплопередачи. Средние значения допускае-
мой теплонапряженности во многом зависят от равномерного распреде-
ления тепловой нагрузки по всей поверхности труб, что достигается оп-
тимальной компоновкой трубчатого змеевика, удачным его размещени-
ем в топке, совершенствованием конструкции горелок и методов сжига-
ния топлива. Допускаемые теплонапряженности поверхностей нагрева ра-
диантных трубчатых змеевиков печей приведены ниже, кВт/м2:
101
Нагревательные печи
Нагрев без испарения........................... 46-58
Нагрев и испарение нефти:
до 340 °C................................... 31^47
до 425 °C.................................. 27-35
Вакуумная перегонка мазута..................... 24-31
Замедленное коксование....................... 23-35
Каталитический крекинг....................... 29-58
Каталитическое дегидрирование бутана........... 29-35
Отгон фильтрата установок депарафинизации.... 20-23
Нагрев раствора остаточных масел............... 17-20
Реакционно-нагревательные печи
Глубокий крекинг дистиллятного сырья......... 29-47
Легкий крекинг тяжелого и остаточного сырья.. 24-41
Легкое разложение мазута..................... 29-47
Реакционные печи термокрекинга................. 14-23
Пиролиз газов и бензиновых фракций в печах:
старых конструкций.......................... 25-30
градиентного типа........................ 35-50
ультраселективного крекинга.............. 78-81
Нагрев сырья в печах:
каталитического риформинга.................. 29-35
гидроочистки............................. 23-29
установок ароматизации................... 21 -24
При равномерном распределении тепла по всей длине и окружности
печных труб, что наблюдается в печах с двусторонним облучением, до-
пускаемая теплонапряженность поверхности нагрева может быть увели-
чена на 50% от значений, приведенных выше.
Гидравлические потери напора в трубчатом змеевике печи зависят от
скорости движения сырья. Низкая скорость может привести к нежела-
тельным реакциям разложения с образованием слоя кокса в трубах и их
прогоранию. При чрезмерно высокой скорости движения сырья увели-
чиваются потери напора и, следовательно, возрастает необходимое дав-
ление на выходе из нагнетательной линии насоса, при помощи которого
сырье загружается в печь. Давление на входе в печь складывается из по-
терь напора в змеевике, трубопроводах, соединяющих печь с аппарата-
ми, и давления в аппарате, куда подается сырье из печи. В тех случаях,
когда в печи происходит разложение сырья, давление, установленное в
трубчатом змеевике, влияет на состав получаемых продуктов.
Гидравлические потери напора зависят от скорости движения потока,
его вязкости, длины печных труб, их диаметра, чистоты внутренней по-
102
верхности, местных сопротивлений в двойниках или калачах. С увеличе-
нием скорости движения сырья возрастает коэффициент теплопередачи,
снижается температура стенок труб и, как следствие, удлиняется пробег
печи без чистки змеевика. При больших скоростях потока для одной и
той же производительности печи диаметры труб могут быть меньшими,
а компактное их размещение в камерах позволяет иметь малогабарит-
ную конструкцию. Однако эти возможности весьма ограничены. Анали-
зируя несколько преобразованную универсальную формулу Дарси-Вейс-
баха для расчета потерь напора, можно убедиться, насколько быстро воз-
растает гидравлическое сопротивление с уменьшением диаметра печных
труб и увеличением скорости потока
ДР = , (III-1)
где ДР - потери напора; Л - коэффициент гидравлического сопротивления;
L3 - эквивалентная длина змеевика; G - производительность печи; <7ВН - внутренний
диаметр труб; р - плотность потока.
Из формулы видно, что при неизменных производительности печи и
других параметрах с уменьшением внутреннего диаметра труб вдвое по-
тери напора в них увеличиваются примерно в 32 раза. Соответственно
возрастают затраты энергии на преодоление этого сопротивления. По-
этому диаметры печных труб выбирают такими, чтобы линейные скоро-
сти жидких нефтепродуктов не превышали 1-3 м/с.
Для уменьшения гидравлических потерь напора более рационально
применять трубчатые змеевики, составленные из длинных прямолиней-
ных участков с меньшим числом двойников. При использовании вместо
них калачей и изготовлении цельносварных змеевиков потери напора
также снижаются.
Большое значение при определении потерь напора в змеевиках имеет
фазовое состояние сырья. В нагревательных печах, где испарение или раз-
ложение сырья незначительно, изменение скорости движения его по дли-
не змеевика невелико - всего 10-20% от начального; в печах же, где про-
исходит испарение или разложение сырья, скорость движения потока рез-
ко возрастает и может быть в десятки раз больше скорости сырья на вхо-
де в печь. Это явление связано с образованием большого количества па-
ров и продуктов разложения сырья. С увеличением скорости соответствен-
но возрастают потери напора.
103
2. Расчет эксплуатационных и теплотехнических показателей печей
Исходными данными для расчета эксплуатационных и теплотехничес-
ких показателей служат:
♦ регламент технологического процесса;
♦ физико-химические характеристики сырья;
♦ рабочие параметры: производительность по сырью, начальная и
конечная температуры, давление на входе и выходе (для термохимичес-
ких процессов - подача пара разбавителя, время пребывания сырья в зоне
реакции и т. д.);
♦ вид и характеристика топлива (газообразное, жидкое);
♦ особые условия и требования - сейсмичность, допустимые нормы
вредных выбросов и шума, требования к материалам и т. д.
Полезная тепловая мощность печи. Тепло, полезно используемое в печи,
включает в себя тепло для нагрева и химического превращения продук-
та, а также тепло испарения воды и перегрева водяного пара. Полезная
тепловая мощность определяется по формуле
бпол = епрод+бпар = ^прод 0 ’ е2 - if (1 -ej -
- '1П е1 + Р?х] + Dnap О?" * 'Г + гв + - '?)>
(Ш-2)
где £>прод - расход нагреваемого продукта, кг/ч; i{*, /2Ж - начальная и конечная
энтальпия жидкого продукта, кДж/кг; /jn, i2n - начальная и конечная энтальпия
газов или паров продукта, кДж/кг; е2 - начальное и конечное газосодержание
(доля отгона); р - доля превращения сырья; qK - теплота реакции, кДж/кг;
Рпар -расход воды (водяного пара), кг/ч; /]ВП, /2ВП - начальная и конечная энтальпия
водяного пара, кДж/кг; /|В, /2В - начальная и конечная энтальпия воды, кДж/кг;
гв- теплота парообразования, кДж/кг.
Диаметр труб змеевика и число потоков. Начальная скорость сырья
выбирается предварительно в соответствии с рекомендуемыми скоростя-
ми потока, м/с [17]:
Жидкости.................................
0,5-3,0
в том числе вязкие жидкости............
До 2,0
Газы:
при низком давлении...................... 8-15
при среднем и большом давлении........ 3-10
Насыщенный водяной пар...................... 20-30
Перегретый водяной пар...................... 30-50
104
Ориентировочное суммарное проходное сечение труб змеевика опре-
деляется по формуле
SF=Z>npo/3600P(onp, (Ш-3)
где р - начальная плотность продукта, кг/м3; шпр- выбранная скорость продук-
та, м/с.
Диаметр труб принимают по стандартным размерам выпускаемых
промышленностью труб, а число потоков сырья уточняют, руководству-
ясь данными табл. Ш-1.
Таблица Ш-1
Стандартные диаметры печных труб
Диаметр трубы, мм Суммарная площадь сечения трубы, м2
одной двух четырех шести восьми
76x9 0,00264 0,00528 0,01056 0,01584 0,02112
76x5 0,00326 0,00652 0,01304 0,01956 0,02608
89x8 0,00418 0,00836 0,01672 0,02508 0,03344
102x8 0,00665 0,01330 0,02660 0,03990 0,05320
114x8 0,00752 0,01504 0,03008 0,04312 0,06016
127x8 0,00968 0,01936 0,03872 0,05808 0,07744
152x12 0,0128 0,0256 0,0512 0,0764 0,1024
152x8 0,0145 0,0290 0,0580 0,0880 0,1160
159x10 0,0152 0,0304 0,0608 0,0912 0,1216
Затем уточняют начальную скорость сырья:
^прод
® 3600рл-0,785<Рвв ’ ( ПI -4)
где п - число потоков; - внутренний диаметр трубы, м.
Температура продуктов сгорания, покидающих печь:
'ух^'пр + М (Ш-5)
где г’ - температура продукта на входе в печь, °C; Д/ = 80 -100°С - для ореб-
ренных и ошипованных труб; Д/ = 150 °C - для гладких труб.
При естественной тяге температура продуктов сгорания перед дымо-
вой трубой не должна быть ниже 250 °C.
Среднее допускаемое теплонапряжение поверхности нагрева радиант-
ных труб колеблется от 17 до 50 кВт/м2 (см. выше). Для конвекционных
труб средняя тепловая напряженность составляет 10-25 кВт/м2.
105
Коэффициент полезного действия печи определяется по формуле:
n = e„o7eP. (ш-6)
где Q - тепло, вносимое топливом, кДж;
или по графикам (рис. Ill-1) для печей беспламенного, объемно-на-
стильного, настильного и вертикально-факельного сжигания топлива в
зависимости от температуры продуктов сгорания t , покидающих печь.
7
0,575
0,634
0,685
0,742
0,790
0,848
0,575
0,834
0,685
0,742
0,790
0,848
0,457
0,576
0,569
-0,623
-0,677
-0,732
„0,780
0,615
0,667
0,714
0,765
0,815
0,860
200 400 6001*,°C
Рис. Ш-1. Номограммы для выбора теплотехнических показателей трубчатых
печей: а - объемно-настильного пламени; б - настильного сжигания топлива с диффе-
ренциальным подводом воздуха; в - вертикально-факельного сжигания топлива;
г - беспламенного горения; 1 - q - 11,5 кВт/м2; 2 - q = 23 кВт/м2; 3 - q - 34,5 кВт/м2;
4 - qp = 46 кВт/м2; 5 - qp = 57,5 кВт/м2
Теплота сгорания топлива. Обычно пользуются низшей теплотой сго-
рания топлива, так как дымовые газы не охлаждаются до температуры
конденсации водяных паров. Низшая теплота сгорания любого топлива
в зависимости от элементного состава определяется по формуле Менде-
леева, кДж/кг:
106
бр" = 339Ср + 1030Яр - 109 (Ор - Sp) - 251Кр> (Ш-7)
где С , Н , О , Sp и W- содержание соответственно углерода, водорода, кисло-
рода, серы и влаги, % масс.
Поверхность нагрева радиантного змеевика рассчитывается по фор-
муле:
Wp = e„o.,np/9p. (Ш-8)
где £?пол ‘ полезная тепловая мощность печи, кДж; q - среднее допускаемое
теплонапряжение поверхности нагрева радиантного змеевика, кВт/м2; т] - коэф-
фициент, характеризующий количество тепла, полученного змеевиком в камере
радиации печи (определяется по графикам рис. Ill-1 в зависимости от средней тем-
пературы ZH наружной стенки труб радиантного змеевика).
Температура продуктов сгорания на выходе из камеры радиации на-
ходится по рис. III-1.
Расход топлива определяют по формуле
в = е„ол / (ери п)
(Ш-9)
3. Пуск, наладка нормального режима работы
и остановка трубчатых печей
Пуск печи и вывод ее на режимные параметры эксплуатации склады-
вается из двух основных этапов: подготовка печи к пуску и сам пуск в
установленной последовательности операций.
В объем подготовительных работ перед пуском после сооружения печи
(либо реконструкции, капитального ремонта) включают также работу
приемочной комиссии, определяющей соответствие и качество выполня-
емых строительно-монтажных работ технической документации, нали-
чие эксплуатационных инструкций по рабочим местам, по технике безо-
пасности и противопожарным мероприятиям, рабочих режимных листов
и др.; проверку готовности всех служб и систем снабжения: электроэнер-
гией, водой, паром, сжатым воздухом, азотом; проверку исправности
приборов КИПиА, средств связи и сигнализации, блокировок аварий-
ной защиты, средств пожаротушения и т. п.
Целью подготовительных работ к пуску является проверка полной
готовности печного агрегата и комплекта оборудования, чтобы исклю-
чить необоснованные остановки и аварийные ситуации и обеспечить бе-
зопасность работы обслуживающего персонала.
Режим работы печей определяется технологическим процессом уста-
новки. Различие в характере разнообразных процессов переработки уг-
107
леводородного сырья позволяет рассматривать лишь общие вопросы
пуска, эксплуатации и остановки трубчатых печей. В целом продолжи-
тельность межремонтного пробега всех печей зависит от следующих ус-
ловий: производительности, качества и постоянства состава сырья, стро-
гого соблюдения рабочих параметров процесса (давления, температуры)
в каждой зоне печи. Кроме того, важную роль играет также состояние
материальной части печи: степень износа змеевиков, сырьевых и топлив-
ных насосов, горелок, обмуровки, приборов контроля и регулирования
режима эксплуатации и др.
Оптимальный режим работы печи обеспечивает продолжительную и
стабильную номинальную производительность установки, максимальный
выход целевых продуктов при минимальном расходе топлива и энерге-
тических ресурсов, что возможно при установлении устойчивого и рав-
номерного теплонапряжения змеевика в каждой зоне печи согласно тех-
нологической карте.
Пуск печей. Трубчатая печь считается готовой к эксплуатации, если
полностью завершены все строительные и монтажные работы, проведе-
ны испытания трубопроводов и змеевиков на прочность и герметичность
опрессовкой пробным давлением и просушена кладка. Перед пуском печи
необходимо убедиться в отсутствии каких-либо предметов, оставшихся
после ремонта в камере сгорания и дымоходах-боровах, а также на об-
служивающих площадках, переходах и лестницах.
Обычный пуск печей после профилактического ремонта производят в
следующей последовательности:
♦ проверяют исправность и готовность всего оборудования и прибо-
ров. После открытия запорной арматуры убеждаются в правильности на-
правлений движения потоков по трубопроводам и змеевикам печи и про-
хода по ним сырья. С помощью приборов выявляют соответствие началь-
ных рабочих параметров технологической карте по сырью, топливу, пару
и воздуху;
♦ проверяют работоспособность дымососа; осматривают электродви-
гатели и пусковое устройство, проверяют наличие надежного заземле-
ния. Пуск дымососа осуществляется при закрытых задвижках на всасы-
вающей и нагнетательной линиях. Проверяют токовую нагрузку, произ-
водительность и напор;
♦ замеряют разрежение в топке печи и устанавливают в открытое по-
ложение шибер дымохода;
♦ включают загрузочные сырьевые насосы, и в течение 1-2 ч холод-
ное сырье циркулирует через печь в аппараты установки.
108
Для разогрева жидкого топлива налаживают циркуляцию его через
систему обогрева и распределительный коллектор:
♦ подготавливают подачу водяного пара в горелки для распыления
жидкого топлива. Из парового коллектора горелок спускают конденсат,
оставляя вентиль слегка открытым;
♦ перед зажиганием жидкостных горелок все люки и лазы плотно зак-
рывают и топку тщательно продувают водяным паром до появления его
из дымовой трубы в течение не менее 15 мин (для многокамерных печей -
20 мин). Далее открывают регистры горелок для прохода воздуха, кото-
рый вначале должен поступать в большем количестве, чем при обычной
шуровке. Освободив паровой коллектор от скопившегося конденсата, пар
давлением до 0,3 МПа подают на продувку горелок. Последние зажига-
ют запальником или переносным факелом, представляющим собой тол-
стую проволоку, на конец которой намотана пакля, смоченная жидким
топливом (но не бензином). Запальник или горящий факел вводят в печь
через люки горелок к месту выхода пара из сопла. Не прекращая подачи
воздуха и пара, резко открывают кран подачи жидкого топлива для дос-
тижения хорошего распыления и воспламенения. Если топливо не вос-
пламенилось, необходимо закрыть топливный кран, не допуская боль-
шого разлива топлива, и, спустя несколько минут, повторить зажигание.
Газовые горелки, если это необходимо, чаще всего включают позднее,
когда печь достаточно раскалится. Тогда, убедившись в том, что венти-
ли горелок перекрыты, открывают главный запорный вентиль газопро-
вода. Затем, обеспечив поступление воздуха к горелкам, поочередно под-
водят запальник и постепенно открывают вентили подачи газа, в резуль-
тате чего происходит его воспламенение. Очередность зажигания горе-
лок должна обеспечивать равномерный обогрев трубчатого змеевика.
Зажигать горелки от пламени соседних горелок недопустимо. Для повы-
шения теплопроизводительности сначала увеличивают подачу газа, за-
тем воздуха, для снижения - наоборот: сначала уменьшают подачу возду-
ха, а потом газа.
Обычно горелки зажигают в следующем порядке: сначала одну, рас-
положенную в средней части топки, далее по порядку по обе стороны от
нее. Пока топка холодная, перед горящими горелками должен находить-
ся запальник или факел для поджигания горючей смеси, поскольку го-
релки могут погаснуть по различным причинам. Когда горелочная амб-
разура раскалится, запальник можно убрать. Число одновременно горя-
щих горелок и интенсивность их шуровки зависят от скорости повыше-
ния температуры нагрева сырья, что предусматривается режимной кар-
той и инструкциями.
109
В случае попадания в горелки конденсата из газа необходимо немед-
ленно перекрыть газовые вентили и освободить газопровод от конденса-
та. Рабочий, зажигающий горелки, должен соблюдать большую осторож-
ность и находиться в таком месте, чтобы быть вне опасности при случай-
ном взрыве горючей смеси в печи.
Наладка нормального режима работы нагревательных печей. Оптималь-
ный режим работы печи достигается постепенно. Скорость повышения
температуры сырья не должна превышать 60-100 °С/ч. О режиме эксплу-
атации судят по следующим показателям: часовой производительности
по сырью, давлению и температуре сырья на выходе из печи.
Технологическим регламентом установки предусмотрены контроль и
регулирование дополнительных рабочих параметров печи: давления и
температуры сырья на входе, температуры сырья в отдельных секциях
(или змеевиках) и на выходе из печи, температуры топочных газов, поки-
дающих камеру радиации (над перевальными стенами), а также темпера-
туры и расхода топлива, пара, воздуха, величины тяги в различных точ-
ках печи. Периодически проверяют температуру излучающих стен, топ-
ки, стенки труб, полноту сгорания топлива.
Анализ отклонений значений отдельных рабочих параметров от уста-
новленных по технологической карте позволяет определять причины на-
рушений режима эксплуатации печи и принимать соответствующие меры.
Так, увеличение температуры топочных газов над перевальными стена-
ми (при незаметном изменении других параметров) свидетельствует о
начале закоксования трубчатого змеевика; об образовании больших от-
ложений кокса в нем можно судить по повышению давления на входе в
печь и т. д.
Температурный режим печи должен быть стабильным. Резкие его ко-
лебания вследствие остановки печных насосов, попадания в систему воды
и большого количества конденсата из газа через горелки в топку и т. п.
вызывают нарушение герметичности двойников, могут служить причи-
ной образования различных отложений в змеевике и даже привести к
прогару печных труб. Поэтому в период наладки режима эксплуатации
печи особое внимание должно уделяться работе горелок.
Оптимизация режима эксплуатации высокотемпературных печей. В
качестве примера оптимизации рабочего режима высокотемпературных
печей рассматривается управление работой печи установки ЭП-300, по-
лучившей наибольшее распространение в нефтехимической отрасли.
При выводе на рабочий режим и при дальнейшей эксплуатации печи
пиролиза необходимо:
♦ обеспечить контроль установленных рабочих параметров и каче-
ства сырья, топливного газа, питательной и котловой воды, насыщенно-
ио
го пара в системе генерации пара и др. Своевременно отбирать пробы
(сырья, продуктов пиролиза, воды, пара и др.) для анализа. В случае зна-
чительного изменения качества сырья (при откачке из других резервуа-
ров промпарка) необходимо получить анализ состава бензина и произве-
сти корректировку режима пиролиза;
♦ внимательно следить за работой оборудования, КИП, систем ав-
томатики, сигнализации и блокировок, своевременно принимать меры
по устранению неполадок в управлении;
♦ при неисправности какой-либо системы автоматического регули-
рования - перейти на ручное управление.
В работу должны быть включены все горелки с примерно одинаковой
нагрузкой по зонам топки. Разогрев излучающей стенки радиантной ка-
меры должен создавать равномерный температурный профиль (перепад
температуры излучающей стенки 30-60 °C). Неисправные горелки необ-
ходимо немедленно ремонтировать, чтобы не нарушать теплового режи-
ма работы печи. В конце рабочего пробега печи из-за отложений кокса
внутри пирозмеевиков могут появиться места локального перегрева труб.
В этих случаях необходимо уменьшить интенсивность горения топлива
соответствующих горелок. При коксоотложении температура стенки пос-
ледних труб секций пирозмеевиков повышается и достигает предельного
значения. В случае необходимости продолжения пробега печи уменьша-
ют расход топливного газа на горелки и снижают производительность
по сырью.
В период работы печи необходимо при помощи пирометра контроли-
ровать равномерность нагрева труб пирозмеевиков. Предельная темпе-
ратура стенки трубы из стали 20Х25Н20С2 - 1050 °C, из стали 40Х25Н35С
- 1070 °C, а для трубных подвесок 1200 °C.
Режим работы газовых горелок зависит от величины тяги. Разреже-
ние в радиантной камере, как правило, уменьшается от пода к своду.
Поэтому для полного сгорания топлива, используя шибер дымохода и
регуляторы эжекции горелок, устанавливают необходимое разрежение в
печи и расход атмосферного воздуха на горение:
♦ при неполном сгорании топлива (недостаточный расход воздуха)
образуется рыхлое пламя с языками желтого цвета;
♦ при избыточной тяге и большом расходе воздуха возможен отрыв
пламени от горелок и затухание горения;
♦ при оптимальной работе горелок происходит "беспламенное" сго-
рание топлива (ярко-соломенный цвет на горелочном камне и незначи-
тельные "языки" синего цвета на наконечнике).
Один раз в смену необходимо продувать закалочно-испарительный
аппарат (ЗИА), после этого нужно отобрать пробу котловой воды на ана-
111
лиз. Температура продуктов пиролиза после ЗИА не должна увеличивать-
ся более, чем на 5 °С/сут. Если рост температуры пирогаза после ЗИА
выше, производится снижение температуры пирогаза вплоть до 800 °C,
до прекращения повышения температуры после ЗИА.
С целью предотвращения быстрого отложения кокса в пирозмееви-
ках и в ЗИА не следует допускать резких колебаний температуры, а так-
же изменений расхода сырья и пара-разбавления.
В период рабочего пробега контролируют состояние футеровки печи,
подвесок, змеевиков и других элементов конструкции.
Работа горелок и режим горения. Наиболее распространенные инжек-
ционные газовые горелки имеют периферийную подачу газа. Выходя из
жиклеров кольцевого коллектора с большой скоростью, газ инжектиру-
ет воздух и смешивается с ним. Для нормального горения газа требуется
определенное количество воздуха и хорошее их смешение. Перемешива-
ние газа и воздуха происходит в амбразуре и заканчивается в топке. В
результате образуется газовоздушная смесь, которая, сгорая, создает длин-
ное светящееся пламя. Инжекционные горелки могут работать с боль-
шим или меньшим избытком воздуха. Поэтому перекрывая их регистры,
можно либо увеличивать, либо уменьшать длину факела, которая зави-
сит от скорости истечения газа: с возрастанием ее длина факела умень-
шается. О количественном соотношении газа и воздуха в смеси можно
судить по цвету факела. При неполном сгорании газа из-за недостатка
воздуха пламя темнеет, приобретает фиолетовый оттенок в средней час-
ти и светящийся желтый или красный цвет на конце. При избытке возду-
ха в смеси длина факела уменьшается, пламя становится полупрозрач-
ным и отрывается от горелки, причем горение сопровождается сильным
шумом. Нормальное соотношение газа и воздуха в смеси дает при сгора-
нии светло-соломенный цвет пламени, прозрачные раскаленные топоч-
ные газы и стабильную форму факела.
Сжигание топливного газа с большим содержанием водорода, напри-
мер, водородсодержащего газа с установок каталитического риформин-
га, имеет свои особенности. Взрывоопасная смесь водорода с воздухом
образуется, если содержание последнего составляет 15%, в то время как
для углеводородов такая смесь образуется при содержании воздуха 40%.
Скорость горения водорода в 2-5 раз выше скорости горения углеводо-
родных газов. Поэтому скорость подачи водородовоздушной смеси в
камеру сгорания должна быть минимум в 2 раза большей, чем для этих
газов. Горелки, с помощью которых газ смешивается в камере сгорания,
создают нестабильное пламя вследствие недостаточной турбулизации
потока воздуха и водородсодержащего газа, поскольку количество ин-
112
жектируемого воздуха недостаточно. Стабильное горение водородсодер-
жащего газа достигается при интенсивном турбулентном перемешивании
его с достаточным количеством воздуха.
Процесс горения жидкого топлива проходит следующие стадии: сме-
шение капель топлива с воздухом, подогрев и испарение, термическое
расщепление капель, образование газовой фазы, ее воспламенение и сго-
рание. Горение можно ускорить, повышая температуру .и давление сме-
си и турбулизируя ее. Мелкое распыление частиц топлива и равномерное
их распределение в воздушном потоке приводят к увеличению активной
поверхности реакции, облегчают нагрев и испарение частиц и способ-
ствуют быстрому и полному горению. Наиболее благоприятно процесс
смешения и разложения топлива протекает в случае подвода всего возду-
ха для горения к основанию факела. Необходимо, чтобы сгорание топ-
лива заканчивалось в топочной камере без залетания факела в конвекци-
онную секцию. Дымление при сгорании должно быть минимальным. Чрез-
мерно ослепительное пламя свидетельствует о повышении избытка возду-
ха. Искрение пламени указывает на содержание в жидком топливе твер-
дых частиц, темно-красные продольные полосы - на его плохое распыле-
ние, а общее потемнение и краснота пламени - на недостаток воздуха.
Длина факелов всех горелок должна быть одинаковой и отрегулиро-
вана так, чтобы верхняя часть факелов не достигала поверхности экра-
нов. Длинные и широко рассеянные факелы жидкостных горелок, касаю-
щиеся поверхности печных труб, создают большие местные перегревы,
что приводит к пережогу металла и образованию окалины, а при нали-
чии отложений внутри труб могут возникнуть отдулины, деформация и
даже прогары. При низкой температуре поверхности труб рассеянные
длинные факелы вызывают сажеобразование и снижение теплопередачи.
Длина факела зависит от скорости подачи воздушно-топливной сме-
си, тонкости ее распыления, качества и быстроты перемешивания топли-
ва с воздухом. Поэтому длину факела изменяют не только регулировкой
подачи топлива, но и перекрытием воздушных регистров. Укорочение
длины факела достигается увеличением скоростей воздушных струй в
регистре и утонением распыла топлива. Все количество воздуха, необхо-
димое для сгорания топлива, должно подводиться через регистры горе-
лок. Подсос воздуха через неплотности двойниковых коробов, обмуров-
ки и газового тракта отрицательно влияет на работу печи, так как приво-
дит к понижению температуры топочных газов и уменьшению КПД.
При наладке режима горения топлива возможны попеременные зату-
хание и воспламенение факела. Такие пульсации его горения могут объяс-
няться разнообразными причинами: подводом в инжекционные горелки
из
слишком большого количества топлива или пара; сильным обводнением
топлива, когда в горелки попадают крупные капли воды и при их испаре-
нии временно прерывается подача топлива; чрезмерным перегревом жид-
кого топлива, при котором испарение более легких фракций и образова-
ние паров мешают прохождению топлива; недостаточным нагревом топ-
лива, если оно представляет собой смесь тяжелых и легких углеводород-
ных компонентов. В панельных горелках пульсации горения могут обус-
ловливаться акустическими явлениями. Общее одновременное изменение
режима горения газовых горелок иногда происходит в результате коле-
баний давления газа в газовых магистралях.
За температурой топочных газов, особенно над перевальной стенкой,
должен быть постоянный контроль. Наблюдая за показаниями потенци-
ометра, следует регулировать шуровку горелок так, чтобы разброс точек
показаний температуры газов над перевалами был минимален и не пре-
вышал допускаемых значений.
Оптимальный режим работы печи при выводе ее на нормальную эксп-
луатацию должен устанавливаться путем сопоставления следующих по-
казателей: часовой производительности собственно печи и отдельных
змеевиков, температуры и давления сырья на входе в каждый змеевик и
выходе из него, температуры и расхода топлива и пара, температуры и
состава топочных газов, величины тяги. Несложными расчетами можно
вычислить теплонапряженности топки и поверхностей нагрева, коэффи-
циенты теплопередачи, количества тепла, передаваемого сырью, его по-
тери и, наконец, КПД печи.
Об экономичности сжигания топлива судят по коэффициенту избыт-
ка воздуха. Для его нахождения отбирают пробы топочных газов. Места
отбора проб рассредоточивают по всему газовому тракту (около горе-
лок, в нескольких местах топки,в конвекционной шахте, в борове). Ана-
лиз проб производят аппаратами Орса. Для более совершенного контро-
ля горения топлива используют электрические газоанализаторы, авто-
матически определяющие состав топочных газов и дающие показания про-
центного содержания (по объему) в них СО2 и отдельно СО + Н2. Чем
больше концентрация СО2 и меньше содержание СО + Н2 в газах, тем с
меньшим избытком воздуха сжигается топливо и тем лучше и полнее оно
сгорает. Наличие некоторого количества несгоревших СО + Н2 объясня-
ется недостатком воздуха в топливе. Итак, наиболее рационально топли-
во будет сжигаться при максимальном содержании СО2 и полном отсут-
ствии СО+Н2 в дымовых газах.
О полноте сгорания топлива можно судить по цвету дыма, выходяще-
го из дымовой трубы. Как известно, при полном сгорании газов образу-
ются водяные пары и диоксид углерода, не имеющие цвета. Бесцветен и
114
азот воздуха, который не участвует в горении. Следовательно, при пол-
ном сгорании газа дыма из трубы не видно, а в холодное время года мо-
жет наблюдаться лишь водяной пар. При сгорании жидкого топлива дым
имеет сероватый оттенок. В случае недостатка воздуха сгорание топлива
становится неполным и из трубы виден черный дым. Однако возникнове-
ние темного дыма объясняется и другими причинами: применением ма-
лонагретого топлива большой вязкости; снижением давления распыли-
вающего пара, чрезмерно большой подачей мазута или недостаточным
подводом воздуха, попаданием в горелки высоковязких осадков. Кроме
того, густой черный дым появляется при прогаре печных труб.
Хорошего горения топлива можно добиться, правильно выбирая го-
релки, систематически ухаживая за ними и контролируя их работу. Боль-
шую роль играют также постоянство состава топлива и его рабочих па-
раметров, сохранение оптимальной тяги. Величина тяги, т. е. разрежение
в различных точках печи, должна определяться наряду с составом топоч-
ных газов. В процессе эксплуатации печи тяга может изменяться вслед-
ствие: изменения положения регистров у горелок, появления неплотнос-
тей в кладке печи, ретурбендных коробках и газовом тракте, в результате
образования отложений на трубах в конвекционной секции и борове, из-
менения атмосферных условий. Так, при понижении давления атмосфе-
ры, сопровождающемся ухудшением погоды, тяга также ухудшается. При
более высоком атмосферном давлении в хорошую погоду тяга улучшает-
ся. Зимой, в морозное время, тяга бывает значительно лучше, чем в жар-
кий летний сезон; это объясняется уменьшением разности температур
между атмосферным воздухом и топочными газами. Естественная тяга
нарушается при сильном ветре. Чем выше дымовая труба, тем меньше
влияет ветер на тягу. Известны случаи, когда в боров поступала и испа-
рялась вода, что значительно уменьшало тягу.
Помимо наблюдения за процессом горения необходимо систематичес-
ки осматривать трубчатый змеевик. При осмотре проверяют наличие или
отсутствие деформаций и провисания печных труб, характерных пятен,
указывающих на появление отдулин вследствие больших отложений внут-
ри труб; обрывов трубных и кирпичных подвесок, деформаций и разру-
шений в огнеупорной кладке топки и перевальных стенках.
Аварийный останов печей. При внезапном выходе из строя печных труб,
неожиданном прекращении подачи сырья, возникновении загораний и
других нарушениях в работе печи производят ее аварийную остановку.
Характер и последовательность операций по остановке печи зависят от
сложившейся обстановки, но всегда требуют быстрых мер, поскольку
время на эти операции ограничено.
115
Опасность прекращения подачи сырья в печь состоит в том, что из-за
перегрева остатки его в трубчатом змеевике образуют значительные от-
ложения кокса, что может оказаться причиной выхода труб из строя.
Поэтому в данном случае нужно потушить горелки и перевести печь на
горячую циркуляцию.
Решение о необходимости останова печи и способе его проведения при
образовании отдулин на трубах принимается в зависимости от их разме-
ров. Возникновение крупных отдулин с утечками сырья требует безус-
ловно быстрой остановки печи. Если утечки сырья незначительны, то
снижают давление на входе в печь, останавливают ее по обычной схеме с
продувкой змеевика паром. Направление продувки паром обусловлено
местом расположения поврежденной трубы: если вблизи выхода из печи
- продувку ведут против хода сырья, если у входа в печь - по ходу сырья.
В случае прогорания или разрушения печных труб печь немедленно
останавливают, для чего полностью прекращают подачу сырья и топли-
ва, а также гасят все горелки. Трубчатый змеевик освобождают от сырья
продувкой паром. При пожарах в печи, кроме перечисленных операций,
для предотвращения распространения пламени включают подачу пара
во все линии паротушения, в топку, ретурбендные коробки, боров и ды-
мовую трубу.
На вакуумных установках прогары печных труб обнаружить намного
сложнее. Через поврежденные трубы в вакуумную колонну могут засасы-
ваться топочные газы, что изменяет разрежение в аппарате. Поэтому, если
при внезапных остановках печи вакуум в колонне значительно падает,
необходимы тщательная ревизия и опрессовка змеевиков.
После остановки печь отключают от аппаратов и насосов перекрыти-
ем запорной арматуры и установкой заглушек.
Нормальный останов печи производят постепенно, одновременно по-
нижают температуру и давление в аппаратах, связанных с печью. Темпе-
ратуру удобнее снижать при работе горелок на жидком топливе. Умень-
шая его подачу и отключая отдельные горелки, добиваются снижения
температуры выхода горячего сырья из печи на 60-80 °С/ч.
После того как температура топочных газов на перевалах уменьшит-
ся до 350-400 °C, топливные насосы останавливают и гасят все горелки,
но продолжают прокачивать сырье по змеевикам, пока его температура
на выходе не достигнет 250 °C. Затем перекрывают задвижку на входе
сырья в печь, выключают насосы и сразу открывают задвижку на спуск-
ном трубопроводе. Когда давление сырья в змеевике станет ниже давле-
ния водяного пара, начинают его пропарку, которую продолжают не-
сколько часов.
116
Для высокотемпературных пиролизных печей останов отличается от
приведенного выше и может быть трех видов - кратковременным, нор-
мальным (для ремонта) и для выжига кокса и чистки ЗИА.
Кратковременный останов обычно проводят при временном сниже-
ний нагрузки по сырью и уменьшении потребления пирогаза. В этом слу-
чае необходимо в течение 20-30 мин прекратить подачу бензина. По мере
снижения подачи бензина увеличить ввод пара разбавления до 2800 кг/ч
на поток и снизить температуру продуктов на выходе из печи до
750-760°С в течение 2 ч, снижая интенсивность сжигания топлива. В этом
состоянии печь находится в горячем резерве.
При нормальном останове печи уменьшают загрузку сырья в течение
30-40 мин, затем снижают температуру газа на выходе из радиантных
змеевиков до 800-810 °C. Одновременно с разгрузкой печи по сырью и
снижением температуры увеличивают ввод пара разбавления, доводят его
постепенно до 2800 кг/ч и поддерживают температуру 750-760 °C. В пе-
риод снижения температуры горелки отключают в шахматном порядке,
начиная с верхних ярусов. Затем часть пара разбавления (300-400 кг/ч на
поток) направляют в верхний змеевик конвекции.
При останове печи для выжига кокса выполняют следующие подгото-
вительные операции: постепенно сокращают подачу бензина и вводят пар
разбавления до 2500 кг/ч на поток, при этом температура на выходе из
печи должна быть 830 °C; выдерживают печь в таком режиме работы на
паре разбавления 3-4 ч с целью удаления оставшихся углеводородов в
трансферной линии пирогаза и обработки отложений кокса.
Дальнейшие операции по выжигу кокса из пирозмеевиков осуществ-
ляют по методике, изложенной в разделе по ремонту печей.
4. Эффективность использования газообразного и жидкого топлива
Основными характеристиками при выборе вида топлива являются его
теплота сгорания, жаропроизводительность - максимальная температу-
ра горения, содержание балласта и вредных примесей в топливе, удоб-
ство сжигания и расход энергии на подготовку топлива к применению.
Эффективность сжигания топлива в теплотехнических процессах мож-
но оценить по выражению
Пэ = (G - г2) / (Ш-10)
где fj и t2 - начальная и конечная температура процесса.
Поскольку начальная температура в топке в значительной степени
определяется жаропроизводительностью сжигаемого топлива, а конеч-
117
ная - температурой уходящих топочных газов, естественно, что для про-
ведения высокотемпературных технологических процессов (особенно при
высокой температуре уходящих газов) рационально использовать топ-
ливо с высокой жаропроизводительностью. Это дает возможность ин-
тенсифицировать работу печей, поскольку обеспечивается большая раз-
ность температур горящего топлива и нагреваемого углеводородного
сырья. В свою очередь, интенсификация работы печей, вызывая повыше-
ние производительности установок, приводит также к уменьшению удель-
ного расхода топлива вследствие сокращения продолжительности про-
цесса сжигания и снижения потерь тепла в окружающую среду.
Применение топлива с малым содержанием золы и серы не только
улучшает условия эксплуатации материальной части печей и устраняет
загрязнение воздушного бассейна, но и увеличивает КПД использования
топлива, так как уменьшается количество отложений и повышается теп-
лонапряженность поверхностей нагрева.
Газообразное топливо, сжигаемое в горелках, в зависимости от спосо-
ба получения существенно отличается составом, теплотой сгорания и тем-
пературой горения. Природный газ, получаемый часто попутно с
нефтью и называемый в ряде случаев "жирным" газом, кроме метана, со-
держит значительные количества более тяжелых углеводородов (пропа-
на, бутана, бензина, лигроина и т. д.). "Сухие" или "тощие" газы, добыва-
емые из чисто газовых месторождений без признаков нефти, обладают
постоянным составом, характеризующимся большим содержанием мета-
на (75-98%). Количество сернистых соединений в них колеблется от О
до 1%, а иногда и до 5%. Теплота сгорания "сухого" газа обычно состав-
ляет 25-36 МДж/м3, "жирный" газ имеет более высокую теплоту сгора-
ния: 39-59 МДж/м3.
Использование в трубчатых печах природного газа одного месторож-
дения целесообразно, поскольку обеспечиваются постоянство состава и
рабочие параметры, что делает возможным иметь стабильную топлив-
ную систему с комплексным применением приборов автоматического
управления технологическим режимом. Однако в практике работы пред-
приятий могут поставляться природные газы от различных месторожде-
ний, различающиеся по составу. Обобщенную оценку качества горючего
газа дают по соотношению Н/С. При теоретически достаточном количе-
стве воздуха чем выше Н/С, тем пламя будет более прозрачным (так как
водород сгорает быстро, образуя прозрачное, с лиловым оттенком пла-
мя, а углерод сгорает медленно ярко-желтым пламенем). Желтый цвет
пламени - результат горения газообразного топлива определенной моле-
кулярной массы. Так, пламя при сжигании бутана имеет более ярко вы-
118
раженный желтый цвет, чем при горении метана. Ярко-желтым пламе-
нем горит этилен. Считают, что если отношение Н/С превышает 0,2, то
топливо горит удовлетворительно, а при Н/С, близком к 0,1, очень труд-
но обеспечить нормальное сжигание топлива.
Метан, составляющий основу природных, нефтепромысловых и мно-
гих нефтезаводских горючих газов, имеет особо важное значение. Метан
сгорает в воздухе с образованием 10,52 м3 продуктов сгорания при нор-
мальных условиях на 1 м3 сгоревшего газа. Нормальная скорость рас-
пространения пламени метана в сопоставимых условиях в 6-7 раз ниже
скорости распространения пламени водорода [18]. Низкая скорость рас-
пространения пламени метановоздушных смесей препятствует проник-
новению зоны горения в смесительную камеру горелок (проскок пламе-
ни) и облегчает применение их в горелках предварительного смешения
при работе на подогретом воздухе.
Для достижения полноты сгорания метана необходимо: обеспечить
хорошее смешение газа с воздухом; сжигать газ с коэффициентом избыт-
ка воздуха а= 1,05-1,15, что соответствует содержанию в продуктах сго-
рания топлива 1-3% кислорода; поддерживать в зоне горения высокую
температуру. Несоблюдение этих условий приводит к значительным по-
терям тепла вследствие химической неполноты сгорания. Следует отме-
тить, что содержание в продуктах сгорания природного газа 1% метана
обусловливает потери тепла вследствие химической неполноты сгорания
около 12% (при а=1,2).
При постоянном составе газа, можно эффективно управлять процес-
сом сжигания топлива и устанавливать стабильный тепловой режим печи,
чему способствует надежная работа комплексных систем автоматическо-
го регулирования.
Г азы с наибольшей теплотой сгорания образуются при нагреве нефтя-
ного сырья и в результате различных деструктивных технологических
процессов. В зависимости от процесса переработки углеводородного сы-
рья состав этих газов изменяется. Так, газ установок прямой перегонки
нефти содержит 7-10% пропана и 13-30% бутана, газ установок термо-
крекинга богат метаном, этаном и этиленом, газ установок каталитичес-
кого крекинга - бутаном, изобутиленом и пропиленом. Многие из пере-
численных газов служат ценным сырьем для химической промышленнос-
ти. Для нефтезаводских газов, полученных из сернистого сырья, харак-
терно значительное содержание сернистых соединений и, в частности, се-
роводорода. Присутствие его в нефтяном газе крайне нежелательно, так
как он вызывает интенсивную коррозию и очень токсичен. Поэтому на
многих заводах газы подвергают мокрой очистке растворами этанола-
минов, фенолятов, соды и др.
119
Теплота сгорания газов не является характеристикой, по которой мож-
но подобрать оптимальный вид топлива. Иногда бывает, что при работе
на газах с невысокой теплотой сгорания, например, на природном газе,
проще и экономичнее поддерживать более высокие температуры в печах,
чем при работе на газе с более высокой теплотой сгорания. Максималь-
ная температура горения газа, как видно из формулы, зависит не только
от его теплоты сгорания, но и от количества образующихся топочных
газов и их теплоемкости, т. е.
'max = 'о + йр"' (III-11)
где tQ - приведенная температура (если для горелок не применяется подогретый
воздух, она равна температуре окружающего воздуха); Q н - низшая теплота сгора-
ния; G и с - количество продуктов сгорания (на единицу топлива) и их теплоемкость.
В соответствии с этим оксид углерода, имеющий теплоту сгорания
12,7 МДж/м3, обладает более высокой температурой горения, чем метан
с теплотой сгорания 35,7 МДж/м3. Теплоты и максимальные температу-
ры сгорания газов приведены в табл. V-2.
Жидкое топливо. Основными видами жидкого топлива для трубчатых
печей являются мазут и тяжелые остатки, получаемые в процессе перера-
ботки нефти. Повышению эффективности использования жидкого топ-
лива способствует следующее:
♦ обеспечение полноты сгорания топлива и устранение саже - обра-
зования, что, в свою очередь, способствует сохранению чистоты окружа-
ющей среды;
♦ снижение коэффициента избытка воздуха при сжигании топлива
поддержанием оптимальной вязкости последнего;
♦ применение горелок совершенных конструкций;
♦ оснащение печей автоматическими системами контроля процесса
горения;
♦ снижение температуры уходящих газов в воздухоподогревателях и
котлах-утилизаторах.
Пути оптимального применения жидкого топлива определяются его
составом и свойствами, зависящими от состава исходной нефти, глубины
ее переработки и характера технологического процесса на нефтеперера-
батывающем заводе. В нефтяные остатки и мазут переходит большая часть
нефтяной смолы, содержащейся в сырой нефти.
Расход топлива зависит от его качества, совершенства способов сжи-
гания и рационального использования полученного тепла. Качество жид-
кого топлива обусловливается его элементным составом, теплотой сжи-
гания и физико-химическими свойствами. Жидкое топливо, применяемое
для горелок печей, состоит из горючей массы и балласта (золы и влаги).
120
Зольность топлива особенно высока, когда на сжигание направляют-
ся тяжелые остатки от технологических установок, где перерабатывают-
ся плохо обессоленные и обезвоженные нефти, либо когда в них добавля-
ют так называемую "ловушечную нефть". В процессе горения составные
части золы образуют отложения, которые, оседая на трубчатом змееви-
ке, ухудшают теплопередачу, а соединения ванадия и SO3 вызывают вы-
сокотемпературную коррозию. Исследования показали, что зола сернис-
тых нефтей Урало-Волжских месторождений характеризуется высоким
содержанием ванадия (до 50%). Если температура металла в печи превы-
шает 600-650 °C, то при сжигании тяжелого топлива, содержащего вана-
дий, за короткое время разрушаются как ферритные, так и аустенитные
стали труб и трубных подвесок.
Соединения ванадия выступают в роли катализатора, способствую-
щего образованию SO3 из сернистых топлив, что в присутствии влаги при-
водит к интенсивной низкотемпературной коррозии деталей печи.
Влага, содержащаяся в жидком топливе, снижает его теплоту сгора-
ния и усиливает коррозионную способность находящихся в нем сернис-
тых соединений. Каждый процент влаги вызывает понижение теплоты
сгорания мазута примерно на 0,42 МДж/кг. В крекинг-остатках техноло-
гических установок практически не содержится воды. Она попадает в
топливо при перекачке, хранении и разогреве его острым паром.
Наличие влаги в тонкодисперсном состоянии увеличивает вязкость
топлива и ухудшает процесс его распыливания. Если вода содержится в
топливе в виде скоплений, при прохождении ее через горелку неминуемо
прерывается поступление мазута, и процесс горения на время прекраща-
ется. Если же при этом вода еще и обращается в пар внутри горелки, то
перерыв становится продолжительным, поскольку для прохождения боль-
шого объема пара нужно довольно значительное время. Однако исследо-
ваниями установлено, что в присутствии небольших капелек воды разме-
ром 0,8-3 мм горение улучшается; превращение воды в пар сопровожда-
ется разрывом и дроблением капель мазута, что благоприятствует горе-
нию. Существует также мнение, что при мелкодисперсном распределе-
нии воды в мазуте уменьшается закоксование горелок и что она оказыва-
ет каталитическое влияние на процесс догорания сажевых частиц.
Итак, наличие небольшого количества влаги, находящейся в мазуте
или другом тяжелом топливе в мелкодисперсном состоянии, способству-
ет процессу горения, хотя теплота сгорания топлива снижается. Нормаль-
ное содержание влаги в мазуте 0,3-1,5% (по ГОСТ 10585-99).
В состав горючей массы входят сера и ее соединения. При сжигании
жидких топлив вся сера оказывается в газообразных продуктах сгора-
121
ния. Образование соединений SO3 с влагой способствует получению
H2SO4, конденсация которой вызывает усиленную коррозию деталей пе-
чей при низкой температуре.
Вязкость жидких топлив является одним из важнейших свойств в прак-
тике их использования. Для достижения хорошей текучести, необходи-
мой при перекачке топлива по трубопроводу, и хорошего распыления в
горелках нужно, чтобы вязкость топлива была невысокой. Для большин-
ства тяжелых жйдкйх топлив, сжигаемых в печах нефтезаводов, это обес-
печивается подогревом. При недогреве жидкого топлива ухудшаются
условия его транспортировки и сжигания; перегрев топлива может выз-
вать интенсивное парообразование и вспенивание, что приводит к пуль-
сации факела и может быть причиной пожара.
Эффективное применение топлива предполагает сочетание рациональ-
ного метода сжигания того или иного вида топлива с максимальным ис-
пользованием полученного тепла. КПД печей во многом определяется
потерями тепла с уходящими топочными газами и химическим недожо-
гом. Потери тепла с газами зависят от их температуры, коэффициента
избытка воздуха в топке и присосов холодного воздуха по газовому трак-
ту. Потери тепла от химического недожога наблюдаются при наличии в
уходящих газах несгоревшего в топке метана, водорода и оксида углеро-
да. Основная причина химического недожога топлива - недостаточное
количество воздуха, подаваемого в горелки.
Эксплуатационный персонал, управляя процессом горения, может в
значительной мере регулировать коэффициент избытка воздуха, а следо-
вательно, и потери тепла с газами и от недожога. Наиболее экономичен
процесс горения, при котором избыток воздуха в топке минимален, но
достаточен для того, чтобы потери тепла от химического недожога от-
сутствовали. Обычно это соответствует следующему оптимальному из-
бытку воздуха: для жидкого топлива а=1, 2-1,4, для газа а=1, 05-1, 1.
Большую часть эксплуатационных расходов по техническому обслу-
живанию печей составляют расходы на топливо. Поэтому сжигание его с
оптимальным избытком воздуха позволяет значительно повысить коэф-
фициент полезного действия, являющийся основной характеристикой
экономичности работы печей. Ниже приведены действительные КПД
трубчатых печей для ряда значений избытка воздуха, отнесенные к тео-
ретическому КПД при нулевом избытке воздуха:
Избыток воздуха, % 0 10 20 30 40 50 75 100 150
Отношение КПД 1,00 0,96 0,93 0,91 0,90 0,89 0,85 0,81 0,75
122
Из этих данных видно, как снижается экономичность использования
топлива с возрастанием избытка воздуха.
Увеличение избытка воздуха часто объясняется негерметичностью
конструкции печи. Холодный воздух обычно проникает в печь через щели
в двойниковых коробах, гляделки, взрывные окна и другие неплотности
корпуса и обмуровки топки вследствие разрежения, создаваемого тягой.
При этом снижается температура газов в топке, ухудшается теплообмен,
расходуется дополнительное количество топлива. Постоянный контроль
количества проникшего в печь воздуха отсутствует, поэтому непроизво-
дительный расход топлива очень велик. По некоторым данным [19], при
устранении неплотностей в топке необходимое количество топлива сни-
жается на 5%. Для сравнения напомним, что в результате эксплуатации
сложной и металлоемкой системы воздухоподогревателей достигается
экономия топлива 10-12%.
Подогрев воздуха и генерация пара теплом дымовых газов. Эффектив-
ность использования тепла топочных газов можно повысить, применяя
работоспособные конструкции котлов-утилизаторов для производства
пара и воздухоподогреватели для нагрева воздуха, подводимого к горел-
кам печи.
Котлы-утилизаторы змеевикового типа с многократной циркуляцией
воды и пароводяной смеси, отличающиеся малыми габаритными размера-
ми и металлоемкостью, целесообразно применять для утилизации тепла
газов с температурой 500°С, если их количество превышает 40 тыс. м3/ч [9].
Вырабатываемый котлами пар давлением 1,2 МПа можно использовать
для технологических нужд установки.
Для утилизации тепла топочных газов, которые на выходе из печи
имеют температуру ниже 500 °C, рекомендуется применять воздухопо-
догреватели.
Одним из способов повышения КПД печи и уменьшения расхода топ-
лива является предварительный подогрев воздуха в воздухоподогревате-
лях и подача его в горелки для сжигания топ-
лива. Нагретый воздух повышает температуру
горения топлива за счет интенсивного и более
Рис. Ш-2. Экономия топлива при предваритель-
ном подогреве воздуха (/т г - температура топочных
газов, tB - температура воздуха): 1 - гт г = 750°С,
/в = 500°С; 2 - /т г = 750°С, tB = 350 °C; 3 - tT r = 650°С;
tB = 350°С; 4 - rT r = 650°С; /в = 250°С; 5 - tTr = 550°С;
= 250 °C
О 10 20 30 40 50 60
Избыток воздуха,%
123
полного его сжигания, причем реакция горения может проходить с более
низким коэффициентом избытка воздуха, что в конечном итоге снижает
расход топлива.
Из рис. Ш-2 можно определить экономию топлива, достигнутую при
подогреве воздуха (при данных температуре и избытке его) по сравне-
нию с расходом топлива без подогрева воздуха.
5. Эксплуатация воздухоподогревателей
Аппараты типа ВТ-2 на установках АВТ могут удовлетворительно
работать при сжигании в печах малосернистого топлива (до 0,5% S), ког-
да температура точки росы топочных газов не превышает 90 °C. Однако
она поднимается до 125-130°С при использовании высокосернистого топ-
лива, что приводит к интенсивной конденсации серной кислоты и корро-
зии охлажденных участков теплообменной поверхности. Недостаточный
нагрев участков воздухоподогревателя возможен, например, при прохо-
де через аппарат только части газов (меньше расчетного количества);
большая же часть их из-за неплотного закрытия шибера обводного кана-
ла уходит в дымовую трубу, минуя воздухоподогреватель. То же наблю-
дается при завышенной производительности вентиляторов, подающих
холодный воздух на обогрев.
Для поддержания высокой температуры стенок воздухоподогревате-
ля конструкцией предусмотрен возврат части горячего воздуха на вход
аппарата для смешения со свежим холодным воздухом. Доля рециркули-
рующего горячего воздуха по отношению к расходу горячего воздуха на
горение, т.е. коэффициент рециркуляции К должна устанавливаться в
зависимости не только от температуры окружающего атмосферного воз-
духа /х в и горячего воздуха tr в, но и от требуемой температуры теплого
воздуха на входе в воздухоподогреватель гт в:
= (III-12)
ч\в *т.в
Температура ZrB определяется из теплового баланса потоков тепла,
отнимаемого у топочных газов нагреваемым воздухом. При обследова-
нии условий эксплуатации печей на нефтеперерабатывающих заводах, где
температура газов на входе в воздухоподогреватель достигает примерно
500 °C, а на выходе 300 °C, установлено, что воздух прогревается до
230-270 °C. При этом для обеспечения температуры стенок трубок возду-
хоподогревателя 130-135 °C достаточно на входе в аппарат иметь теплый
воздух с температурой tT в= 40-45°С.
124
В интервале температур от +20 до -15 °C коэффициент рециркуляции
в среднем составляет К = 0,1-0,3- Другими словами, в среднем количе-
ство рециркулята должно быть 10-30%, при этом расход электроэнергии
на привод вентилятора, подающего горячий воздух, увеличивается на
35-40%. Расход электроэнергии можно снизить, уменьшив подачу атмос-
ферного воздуха (на 20-40%), причем этот холодный воздух можно на-
править в печь, минуя воздухоподогреватель. К этому следует прибегать
в зимнее время года при понижении температуры окружающего воздуха
до-15 °C.
Воздухоподогреватели печей установок АВТ нормально работают при
сжигании сернистого топлива, обеспечивая высокий подогрев воздуха.
КПД печей повышается с 64 до 72% (при а= 1,4—1,6). Экономия топлива в
пересчете на мазут для печей теплопроизводительностью 18,6 МВт со-
ставляет 220 кг/ч [20].
Экономичность подогрева сырья, направляемого в печь. Снижение рас-
хода топлива в печах может быть достигнуто при использовании систе-
мы регенерации тепла в теплообменных аппаратах предварительного
подогрева сырья отходящими с установки горячими потоками нефтепро-
дуктов. Целесообразность применения соответствующего числа таких
аппаратов должна обосновываться технико-экономическими расчетами,
при этом следует учитывать:
1) с повышением температуры сырья, достигаемым предварительным
подогревом теплом регенерации в теплообменниках, расход топлива в
печи уменьшается, так как для нагрева сырья до заданной технологичес-
кой картой температуры в печь потребуется подвести меньше тепла. Од-
нако при повышении температуры сырья, поступающего в печь, для эф-
фективного теплообмена в конвекционной секции уходящие топочные
газы должны иметь более высокую температуру. Если "хвостовые" по-
верхности теплообмена (например, воздухоподогреватели и котлы-ути-
лизаторы) отсутствуют, то потери тепла с топочными газами возрастут,
КПД печи снизится и эффективность регенерации уменьшится прибли-
зительно до 75%. Экономически оправданная степень регенерации тепла
зависит от стоимости топлива; чем она выше, тем целесообразнее более
высокая степень регенерации тепла;
2) для повышения степени регенерации тепла необходимо увеличить
поверхность теплообменных аппаратов, которая возрастает не пропор-
ционально количеству регенерируемого тепла, а в геометрической про-
грессии. Это объясняется тем, что при более полной регенерации тепла
резко снижается разность температур потоков, т.е. уменьшается средний
125
температурный напор. В данном случае вследствие увеличения вязкости
охлаждаемого потока часто уменьшается коэффициент теплопередачи;
3) стоимость 1 м2 поверхности теплообменного аппарата в 7-9 раз мень-
ше стоимости 1 м2 поверхности нагрева печи. Поэтому при средней тепло-
напряженности поверхности трубчатого змеевика 17-20 кВт/м2 установка
дополнительного теплообменника будет экономически оправданна, если
теплонапряженность поверхности нагрева составит 2,0-2,8 кВт/м2;
4) использование тепла жидких потоков оправдывается, если темпе-
ратура и количество каждого потока достаточно велики, т.е. имеется боль-
шой запас тепла, обеспечивающий экономически оправданный темпера-
турный напор в теплообменном аппарате;
5) с увеличением степени регенерации тепла потоками нефтепродук-
тов уменьшаются необходимая поверхность холодильников и расход ох-
лаждающей воды. Кроме того, нужно учитывать эксплуатационную на-
дежность теплообменных аппаратов. По сравнению с печами они быст-
рее выходят из строя вследствие коррозионного износа и забиваются от-
ложениями. Прекращение работы теплообменников часто затрудняет
эксплуатацию печей, так как для поддержания заданного температурно-
го режима и нагрева сырья шуровка печей усиливается, что не всегда учи-
тывается при расчетах их нормальной теплопроизводительности.
6. Контроль теплового режима печей и управление им
Экономичность работы трубчатых печей во многом зависит от пра-
вильной организации управления тепловым режимом. Поддержание за-
данных рабочих параметров эксплуатации печи с использованием систе-
мы автоматического контроля и регулирования позволяет получать це-
левые продукты с максимальными выходами, повышать их качество, ра-
ционально расходовать топливо, пар, сжатый воздух, электроэнергию,
сохранять материальную часть печи, увеличивать межремонтные пробе-
ги установок.
Схемами контроля и регулирования режима работы трубчатых печей
предусматривается поддержание определенных параметров в заданных
пределах в соответствии с требованиями технологического процесса и
безопасной эксплуатации производства. При разработке таких схем обыч-
но учитывают необходимость:
а) поддержания постоянства заданного расхода сырья, пропускаемо-
го через змеевик, для этого на сырьевом трубопроводе размещают регу-
лятор расхода (одноконтурная схема с использованием регуляторов сис-
темы "Старт");
126
б) контроля и регулирования температуры нагреваемого сырья на
выходе из печи;
в) поддержания постоянства заданного давления топлива перед ком-
бинированными горелками, а также пара или воздуха для распыливания
жидкого топлива; для этого применяют автоматические системы стаби-
лизации давления; для поддержания постоянного давления, контролиру-
емого манометрами, исполнительные механизмы регуляторов устанав-
ливают на линии сброса избытка топлива из напорной линии к горелкам
в приемную линию к насосам;
г) контроля температуры топочных газов в топке, над перевалом, на
выходе из камеры конвекции и далее по газовому тракту; для этого приме-
няют термопары группы ХА с выводами на самопишущий прибор КСП-4;
д) периодического контроля тяги и отбора проб для анализа продук-
тов сгорания топлива; для этого служат переносные приборы теплотех-
нического контроля.
Регулирование температуры сырья на выходе из печи. Основным и наи-
более важным параметром, подлежащим регулированию, является тем-
пература сырья на выходе из печи. При постоянном расходе и посто-
янной температуре сырья на входе температура его на выходе зависит от
количества тепла, переданного трубчатому змеевику. Для большинства
печей это регулирование - автоматическое и осуществляется изменением
количества топлива, подаваемого к горелкам.
В печах с большой поглощающей теплоповерхностью и имеющих фу-
теровку малой теплоемкости изменение подводимого количества топ-
лива достаточно быстро отражается на температуре сырья на выходе из
печи. Наоборот, в печах с мало развитой теплообменной поверхностью
и футерованных материалами, которые обладают высокой теплоемкос-
тью, изменение температуры сырья на выходе из печи значительно запаз-
дывает при регулировании подачи топлива на сжигание в топке вслед-
ствие большой инерционности системы.
Кроме того, затруднения в регулировании температуры сырья на вы-
ходе из печи возникают при колебаниях расхода и температуры сырья на
входе в печь, при непостоянстве его состава, а также при изменении фак-
торов, влияющих на режим сжигания топлива (давление в системе, рас-
ход и температура топлива, рабочие параметры распыливающих аген-
тов - пара и воздуха и т. п.).
Из-за непостоянства состава и количества подаваемого к печам топ-
ливного газа на многих предприятиях температура сырья на выходе из
печи регулируется изменением подачи к комбинированным горелкам
жидкого топлива. Однако в зимнее время возникают затруднения в эксп-
127
Рис. Ш-З. Схема пропорционально-
интегрального регулирования темпера-
туры сырья на выходе из трубчатой
печи: I - топочные газы; II - сырье из
печи; III - продувка на факел; IV - жид-
кое топливо; V - газообразное топли-
во; VI - сырье в печь; 1 - прибор для
контроля температуры; 2,5 - вторичные
приборы с регулирующими устройства-
ми; 3 - ручное контактное устройство;
4 - байпасная панель дистанционного
управления; 6 - преобразователь изме-
рительной разности давления; 7 - диаф-
рагма; 8 - регулирующий клапан;
9 - термопары для измерения темпера-
туры продуктов сгорания над перева-
лами печи; 10 - термопара для измере-
ния температуры нагреваемого сырья
луатации регулирующих клапанов, установленных на линиях жидкого
топлива; поэтому на некоторых установках переключаются на регулиро-
вание подачи газообразного топлива.
На рис. Ш-З приведена разработанная институтом ВНИПИнефть схе-
ма регулирования температуры сырья на выводе из печи при помощи элек-
тронного самопишущего прибора КСП-3 с пневматическим регулятором
ПР.327.М [21]. Изменение температуры сырья вызывает соответствую-
щее изменение термоэлектродвижущей силы термопары; эта ЭДС преоб-
разуется измерительным устройством потенциометра в перемещение по-
казывающего и регистрирующего механизмов прибора. Указанное пере-
мещение через систему рычагов передается регулирующему устройству в
качестве сигнала (текущее значение регулируемого параметра). Для из-
менения заданного значения регулируемого параметра вручную на по-
тенциометре перемещают задатчик, который также системой рычажного
механизма передает сигнал-задание регулирующему устройству.
По этой же схеме предусмотрено дистанционное управление пневма-
тическим исполнительным механизмом. Указанная схема регулирования
получила наибольшее распространение на наших заводах, поскольку она
сравнительно проста и удобна в эксплуатации, так как измерительное и
регулирующее устройства, а также задатчик размещены в общем корпу-
се. Схема достаточно надежна и включает приборы невысокой стоимос-
ти, однако для нее характерна большая инерционность работы.
Со значительно меньшим запаздыванием осуществляется каскадно-
связанное регулирование (КСР) температуры сырья на выходе из печи,
схема которого показана на рис. Ш-4. Регулирование производится по
128
Рис. Ш-4. Схема каскадно-связан-
ного регулирования температуры сы-
рья на выходе из трубчатой печи (I-VI
- то же, что на рис. Ш-З): 1 - прибор
для контроля температуры; 2 - преоб-
разователи; 3, 4, 10 - вторичные при-
боры с регулирующими устройствами,
пневматические; 5 - преобразователь
измерительной разности давления;
6 - диафрагма; 7 - ручное контактное
устройство; 8 - термопары для изме-
рения температуры продуктов сгора-
ния над перевалами печи; 9 - термопа-
ры для измерения температуры топоч-
ных газов и нагреваемого сырья;
11 - регулирующий клапан
температуре топочных газов над перевальными стенками. В схеме при-
меняется вспомогательный регулятор, который состоит из термопары 9,
преобразователя ЭПП-63, вторичного показывающего прибора ПВ. 10.1Э
и регулирующего блока ПР.3.31. Термопарами 5, расположенными над
перевалами, измеряется температура топочных газов, и с помощью кор-
ректирующего воздействия термопары 9, установленной на выходе сы-
рья из печи, подается результирующий сигнал исполнительному меха-
низму (регулирующему клапану) на линии подачи топлива.
Использование вспомогательного регулятора в схеме регулирования
по температуре топочных газов дает определенные преимущества: лик-
видируются многие возмущающие схему показатели, резко снижается
инерционность, предотвращается опасный перегрев печных труб и под-
весок радиантного экрана. В печах, где на защитных трубках термопар
происходит отложение кокса, регулирование по схеме на рис. Ш-З вооб-
ще малоэффективно. Более удачна схема на рис. Ш-4, так как количество
тепла, передаваемого радиантным трубам, и температура над перевала-
ми (измеряемая термопарами, находящимися вблизи труб) зависят, глав-
ным образом, от режима горения и количества сжигаемого топлива.
Температура топочных газов в процессе регулирования изменяется.
Поэтому задачей главного регулятора является изменение (корректиров-
ка) задания вспомогательному регулятору, установка его на такое значе-
ние, при котором температура сырья на выходе из печи будет соответ-
ствовать заданному значению.
На схеме главный регулятор состоит из термопары 9, измеряющей тем-
пературу сырья, и электронного самопишущего потенциометра КСП-3 с
129
пневматическим регулирующим устройством. От регулятора сигнал ре-
гулирующего воздействия через трехходовый кран-переключатель посту-
пает в камеру задания регулирующего блока ПР. 3.31, устанавливая та-
кую температуру топочных газов над перевалами, при которой обеспе-
чивается заданная температура сырья на выходе из печи.
Наличие в схеме крана-переключателя существенно облегчает пуск и
наладку системы каскадно-связанного регулирования. С его помощью
вспомогательный регулятор может включаться вначале по одноконтур-
ной схеме (на работу от ручного задатчика), а затем на работу по схеме
КСР.
Указанные схемы управления процессом сжигания топлива предусмат-
ривают стабилизацию лишь отдельных параметров работы печей. Со-
зданные позднее системы автоматического регулирования (САР) пред-
ставляют собой многосвязные системы, которые позволяют регулировать
весь комплекс параметров теплового режима печей, работающих на жид-
ком топливе [22]. Схема на рис. Ш-5 а состоит из узлов каскадного регу-
Рис. Ш-5. Системы автоматического регулирования процесса горения в трубчатой
печи (количество жидкого топлива регулируется при переменном расходе): а - каскад-
ное регулирование температуры сырья; 1,4- диафрагмы; 2 - датчик давления; 3 - дат-
чик разрежения; 5-7 - термопары; 8 - регулирующий клапан; б - управление расходами
пара и топлива; 1,4- диафрагмы; 2 - датчик давления; 3, 9, 10 - датчики разрежения;
5-7 - термопары; 8 - датчик газоанализатора; 11 - регулирующий клапан
130
лирования температуры сырья на выходе из печи (6 и 7), регулирования
расхода водяного пара в определенном соотношении с расходом мазута
(7 и 4), регулирования разности давлений мазута и пара с коррекцией по
вязкости мазута (2, 3 и 5).
Одновременно с каскадной САР температуры сырья на выходе из печи
действует система регулирования расхода пара, подаваемого к горелкам
для распыления жидкого топлива. Расход пара регулируется следящей
системой, которая, "прослеживая" изменение расхода мазута, изменяет
расход пара так, чтобы строго сохранялось заданное соотношение меж-
ду расходами мазута и пара. Автоматически регулируется и поддержи-
вается разность давлений пара и мазута, что необходимо для нормально-
го распыления топлива. Для предотвращения засорения горелок при уве-
личении вязкости мазута предусмотрена коррекция по вязкости.
Вследствие сложности измерения вязкости мазута в системе измеряет-
ся его температура, от которой зависит вязкость. Коэффициент коррек-
ции фиксируется в блоке соотношения. Давление в паропроводе по суще-
ству "подслеживает" изменение давления мазута, которое, в свою очередь,
изменяется при колебании его температуры. Постоянная величина, опре-
деляющая разность между давлениями мазута и пара, устанавливается
на суммирующем блоке. Описанная САР была реализована на стандарт-
ных приборах и прошла промышленные испытания на действующей печи
одного из нефтеперерабатывающих заводов. Отклонение от заданного
значения температуры сырья на выходе из печи составляло 2,5 °C, что
значительно ниже допускаемого по технологическому регламенту. При
этом усредненная суточная экономия топлива составила 15 т, экономия
пара 7,5 т.
На рис. Ш-5 б показана схема САР процесса горения в трубчатой печи,
отличающаяся тем, что здесь соотношение между расходами жидкого
топлива и пара изменяется автоматически в зависимости от содержания
кислорода в уходящих топочных газах (8). По конструктивным сообра-
жениям точка для анализа разов выбрана в борове печи. В двух точках
(вблизи горелок и в борове) проверяется разрежение (9 и 10), чтобы кон-
тролировать расход первичного воздуха на горение. Анализ газов на со-
держание кислорода производится газоанализатором. Для введения в САР
сигнала от газоанализатора его вторичный прибор снабжен пневмопри-
ставкой.
На рис. Ш-6 показана схема САР количества жидкого топлива при
его постоянном расходе. В этом случае задание регулятору расхода топ-
лива корректируется регулятором температуры. Эта система обеспечи-
вает более качественное по сравнению с рассмотренными САР управле-
131
Рис. III-6. Система автоматического ре-
гулирования процесса горения в трубчатой
печи (количество жидкого топлива регули-
руется при постоянном расходе): 1,2- тер-
мопары; 3, 4 - диафрагмы; 5-6 - датчики
давления; 7 - датчики газоанализатора
ние температурным режимом печи
при применении часто засоряющихся
горелок. Работоспособность данной
САР подтверждена промышленными
испытаниями.
Управление тепловым режимом печи изменением подачи мазута к го-
релкам требует его подогрева и поддержания установленной температу-
ры, чтобы вязкость топлива была постоянной. Для этого топливная цир-
куляционная система имеет большой объем (обычно равный трех- и че-
тырехкратному количеству топлива от количества его, сжигаемого в го-
релках в течение 1 ч), а все трубопроводы и распределительный коллек-
тор снабжены системой обогрева и тепловой изоляцией.
Измерение расхода топлива. Измерение расхода мазута, как и других
вязких жидких топлив диафрагмами затруднено вследствие сравнитель-
но малых расходов и низких значений числа Рейнольдса, которыми ха-
рактеризуется движение топлива по трубопроводам. При малых значе-
ниях Re (порядка 200-500) постоянство коэффициентов расхода сохраня-
ется лишь при использовании суживающих устройств нестандартной
формы: диафрагм сдвоенных и с двойным скосом, сопел комбинирован-
ных и с профилем "четверть круга" или "полукруг" и др.
Для измерения расхода мазута G можно успешно применять диафраг-
му с двойным скосом (рис. Ш-7), для которой модуль суживающего уст-
ройства т =0,12, а внутренний диаметр трубопровода dm можно рассчи-
тать по формуле:
0,354Gmax
Re=
(III-13)
где (7mav, р и v - соответственно максимальный расход, плотность и кинемати-
ческая вязкость мазута.
132
Подставляя в формулу (III-13) различные значения dm, находим число
Re при максимальном расходе мазута (7тах и его минимальный расход
Gmin при Re = 60. Для выбранного dm число Re (при <7min оно равно 20-
25% (7тах) должно быть не менее 60 (при ди=0,12). В соответствии с dBH
рассчитывают диаметр диафрагмы, определяя его из зависимости
^вн
ут
(III-14)
где da - диаметр расточки диафрагмы.
Диафрагмы с двойным скосом требуют тщательного изготовления и
индивидуальной градуировки, поскольку влияние их геометрических раз-
меров и чистоты обработки поверхности на точность измерения расхода
топлива изучено еще недостаточно. Конструктивные размеры диафрагм
с двойным скосом для измерения расхода мазута с Re=60-1000 показаны
на рис. Ш-7.
Для расходомера мазута могут применяться приборы пневматической
системы СТАРТ, датчик - дифференциальный манометр ДМ-ПЗ, вторич-
ные приборы - ПВ4-23 (при контроле) и ПВ10.1Э (при автоматическом
управлении). При постоянной температуре мазута погрешность расхо-
домера не превышает ±2-3%.
Управление разрежением печи. Для экономного сжигания топлива в
печах с естественной или искусственной тягой следует периодически про-
верять и при необходимости регулировать разрежение не только в топке
печи, но и по газовому тракту. Обычно работа в трубчатых печах осуще-
ствляется в начальный пусковой период при полностью открытых шибе-
рах в дымоходах. Если впоследствии не отрегулировать открытие шибе-
ра, то из-за большого разрежения эксплуатация горелок будет с боль-
шим избытком воздуха и приведет к снижению КПД. Даже однотипные,
равные по тепловой мощности трубчатые печи технологических устано-
вок очень часто эксплуатируются в неодинаковых ра-
бочих режимах, что связано с различными колебания-
ми установленной производительности по сырью и его
качеству. В каждом случае необходимо управлять ра-
ботой горелок и контролировать величину тяги в печи,
чтобы установить оптимальный тепловой режим про-
цесса и рациональный расход топлива.
Рис. Ш-7. Конструктивные размеры диафрагмы с двойным
скосом для измерения расхода мазута
133
Если постоянное наблюдение за составом дымовых газов и тягой до-
полнить автоматическим, дистанционно-действующим пневматическим
управлением шибером дымовой трубы, то можно снизить содержание
кислорода в дымовых газах до 3-4%. Регулирующее устройство шибера
должно иметь ограничители, препятствующие полному его закрытию, и
в то же время, чтобы сохранялась возможность открывать его в отсут-
ствие воздуха КИП.
Куйбышевским СК НПО "Нефтехимавтоматика" разработана схема
автоматического управления шибером дымовой трубы, позволяющая
поддерживать разрежение в топке на заданном уровне при помощи ста-
билизирующей АСР. Суммирующее устройство предназначено для кор-
ректировки выходного сигнала регулятора с целью устранения механи-
ческих люфтов исполнительного механизма [23].
Величина корректировочного коэффициента определяется опытным
путем при настройке АСР.
В многокамерных вертикальных печах с естественной тягой поддер-
жание разрежения в каждой камере на заданном уровне осуществляется
при помощи подобной стабилизирующей системы АСР. Кроме комплек-
та приборов для однокамерной печи, в схемы для многокамерных печей
введены еще устройства, компенсирующие погрешности геометрическо-
го неподобия сечений дымоходов смежных камер, дополнительно кор-
ректирующие выходные сигналы регуляторов.
Автоматические системы регулирования разрежения оснащают газо-
стабилизирующими приборами типа ГСП. В качестве исполнительного
механизма можно использовать поршневой пневмопривод ПСП-1, сты-
ковка которого с шибером дымовой трубы осуществляется специальным
соединительным устройством, разработанным НПО ’'Нефтехимавтома-
тика".
Внедрение АСР на трубчатых печах установки ЛК-6У Мозырского
НПЗ позволило сократить расход топлива на 4,1% и уменьшить расход
водяного пара.
7. Автоматическое управление параметрами работы печей пиролиза
Типовая схема системы контроля и регулирования режима работы
трубчатой пиролизной печи для переработки бензина и этана приведена
на рис. Ш-8. По входным потокам пиролизной печи 1 (сырье и пар) сис-
тема обеспечивает стабилизацию расходов с использованием традици-
онных регуляторов, содержащих датчики расхода 4, 7, регуляторы 5, 8 и
регулирующие клапаны 6, 9. При этом заданное соотношение расходов
134
Рис. Ш-8. Типовая схема конт-
роля и регулирования режима ра-
боты пиролизной печи: I - сырье;
II - пирогаз; III - пар; IV - топлив-
ный газ
9 7
пара и сырья устанавливается задатчиками регуляторов 5 и 8. По выход-
ному потоку пиролизной печи (пирогазу) обеспечивается стабилизация
температурного режима изменением подачи топлива в печь 16,17,18.
Работа пиролизной печи контролируется по параметрам давления
паросырьевой смеси на входе 10,11 и температуре перевала 12. Датчика-
ми температуры, установленными на пирозмеевиках конвекционной 2 и
радиантной 3 секций печи 13, а также в средней части пирозмеевика ра-
диантной секции 14, измеряют температурный профиль печи. Показания
температуры сырья в пирозмеевиках фиксируются многоточечным по-
тенциометром 75.
Перепад давления на закалочно-испарительном аппарате (ЗИА) 19,
измеряемый датчиками 20, 21 и регистрируемый на вторичном приборе
22, служит для определения степени закоксованности технологической
системы (пирозмеевик - ЗИА) и момента переключения пиролизной печи
на выжиг кокса. Для той же цели вместо датчиков давления могут ис-
пользоваться термопары [24].
Одним из основных параметров пиролизной печи, по которому ведет-
ся оперативное управление режимом, является содержание этилена,
пропилена и бутадиеновой фракции в пирогазе; контроль осуществляет-
ся автоматическим хроматографом на потоке 23,24. Однако применение
автоматических хроматографов на промышленных пиролизных пе-
чах осложнено вследствие высокой температуры пирогаза на выходе
(700-850°С) и интенсивного загрязнения пробоотборного устройства ча-
стицами кокса, смолистыми веществами и парами воды.
Чтобы повысить надежность и продолжительность работы пробоот-
борных систем пирогаза, целесообразно пирогаз подвергнуть предвари-
тельной закалке и понизить температуру до 20-30 °C, что предотвращает
протекание вторичных реакций.
135
Традиционные системы регулирования обеспечивают достаточно эф-
фективную стабилизацию режима пиролизной печи, однако не исключа-
ют ряд неконтролируемых, но изменяющихся во времени параметров
процесса, таких, как качество сырья, изменение времени контакта сырья
при уменьшении внутреннего диаметра пирозмеевика, вызванных отло-
жением кокса, и др. Все это приводит к перераспределению процентного
содержания компонентов в пирогазе, что затрудняет оперативное управ-
ление установкой в целом.
В значительной мере уменьшить и даже исключить возможные коле-
бания качества пирогаза позволяют более сложные локальные системы
регулирования, содержащие элементы оптимизации, а также автомати-
зированные системы управления.
На рис. Ш-9 приведена принципиальная схема системы автоматичес-
кого регулирования величины реакционной зоны пиролизной печи изме-
нением расхода воды на входе в пирозмеевик конвекционной секции.
Система работает следующим образом.
От датчика расхода сырья 2 через функциональный блок 7 и аперио-
дическое звено 5, состоящее из последовательно включенных дросселя и
емкости (на схеме не показаны), задание подается на регулятор величины
реакционной зоны. Последний воздействует на регулирующий клапан 4,
установленный на линии подачи воды на входе в пирозмеевик пиролиз-
ной печи 1.
Контур, образованный датчиком расхода 5, сумматором 9, регулято-
ром 10 и регулирующим клапаном 6, служит для поддержания заданного
соотношения пара и сырья. Сумматор 9 выполняет операцию сложения
сигналов от датчиков расхода пара 5 и воды 3. Апериодическое звено
обеспечивает плавное изменение задания регулятору величины реакци-
онной зоны, что предотвращает растрескивание труб печи при резком
изменении перепада температур. Данная система позволяет увеличить
производительность пиролиз-
ной печи по сырью.
Рис. Ш-9. Принципиальная схе-
ма системы автоматического регу-
лирования величины реакционной
зоны: I - сырье; II - вода; III - пар;
IV - пирогаз; V - топливный газ
136
Рис. Ш-10. Принципи-
альная схема системы экст-
ремального регулирования
температуры пирогаза на
выходе из пиролизной печи:
I - сырье; II - пар; III - пиро-
газ; IV - топливный газ
Одним из основных параметров, от которого зависит качество полу-
чаемого пирогаза, является температура паросырьевой смеси в пирозме-
евике радиантной секции печи (точка, находящаяся на расстоянии 10-20%
длины от конца пирозмеевика). В связи с техническими трудностями из-
мерения температуры в точке наиболее интенсивной реакции в системах
регулирования обычно используется параметр температуры на выходе
печи, т. е. получаемого пирогаза. Информация о температуре пирогаза
используется в большинстве систем локальной оптимизации режима пи-
ролизной печи.
На рис. III-10 приведена принципиальная схема системы эксперимен-
тального регулирования температуры пирогаза на выходе однопоточной
печи, перерабатывающей пропан-бутановую смесь. Оптимизация темпе-
ратуры ведется по критерию максимального выхода этилена (процент-
ного содержания этилена в пирогазе).
Система экспериментального регулирования включает контуры: ста-
билизации расхода сырья 2, 3,6 в пиролизную печь 1, регулирования со-
отношения пар - сырье 4, 5, 7, стабилизации температуры пирогаза 10,
12,13 и экстремального регулирования 8, 9,11. Блок измерения качества
пирогаза состоит из хроматографа с пневматической приставкой памяти
ППХ-3 на три ключевых компонента. Блок экспериментального поиска
(БЭЦ) включает экстремальный регулятор АРС-2-ОИ, вторичный при-
бор, блок суммирования, а также электропневматический клапан ЭПКД.
В блок стабилизации температуры входят электропневмопреобразователь
для термопары и вторичный прибор с регулятором.
Когда блок экстремального регулирования выключен, первые три
контура системы обеспечивают под держание заданного температурного
режима изменением расхода топливного газа, а также стабилизацию рас-
ходов потоков сырья и пара, т.е. традиционное регулирование режима
пиролизной печи. При включении блока (вторичный прибор переводит-
ся в положение "Автомат") пневматический сигнал, пропорциональный
содержанию этилена или пропилена (в % масс, или % об.), либо сигнал
137
комбинации двух этих параметров, поступает через вторичный прибор
БЭП в экстремальный регулятор.
Для увеличения производительности трубчатых печей с радиантной
секцией применяют системы автоматического регулирования величины
реакционной зоны в зависимости от температуры пирогаза на выходе
печи. При ступенчатом регулировании, основанном на отключении ря-
дов горелок, наблюдаются достаточно частые колебания температурно-
го режима печи, что ведет к увеличению закоксованности внутренних
поверхностей пирозмеевиков. Значительное уменьшение колебаний тем-
пературного режима печи может быть достигнуто при регулировании
величины реакционной зоны изменением числа работающих рядов горе-
лок в зависимости от расхода и качества сырья.
На рис. Ill-11 приведена принципиальная схема системы регулирова-
ния, учитывающая возможные колебания расхода сырья в пиролизную
печь. Для изменения величины реакционной зоны служат отсекающие
клапаны 6, 7 и 8, установленные на линиях подачи топлива в отдельные
ряды горелок 2, управляемые от пневматического вычислительного уст-
ройства 18. Сигнал управления от последнего к клапанам подается через
узлы 12,13 и 14, содержащие фильтры и дроссели.
При максимальном расходе сырья, измеряемом датчиком 9, клапаны
6, 7 и 8 открыты; все ряды горелок работают. Сигнал Р от датчика расхо-
да сырья повышает значения пределов срабатывания элементов сравне-
ния 75,16 и 17, задаваемых величинами Рр Р2 и Р3 (из условия Р1>Р2>Р3).
При уменьшении нагрузки пи-
ролизной печи 1 последовательно
срабатывают элементы сравнения
17, 16, 15; при условии P2<P<Pt
срабатывает элемент 77 и закры-
вается клапан 8; при Р3<Р<Р2 -
Рис. Ш-11. Принципиальная схе-
ма системы регулирования величины
реакционной зоны по температуре
пирогаза: I - пирогаз; II - топливный
газ; III - сырье
ш
138
Рис. Ш-12. Принципиальная схема системы регу-
лирования величины реакционной зоны по температу-
ре смеси пирозмеевика радиантной секции: I - пирогаз;
II - топливо; III - сырье; IV - пар
элемент 16 и клапан 7; при Р<Р3 - элемент 15 и
клапан 6. При увеличении нагрузки элементы
срабатывают в обратном порядке. Верхний
порог срабатывания элементов сравнения ус-
танавливается давлением Р4, нижний - давле-
нием Р5, Р6, Р7 соответственно для каждого эле-
мента.
Плавное регулирование расхода топлива в
горелке пиролизной печи обеспечивается ре-
гулятором температуры 4 и регулирующим
клапаном 5 на общем коллекторе по темпера-
туре пирогаза на выходе печи, измеряемой термопарой 3. Регулятор рас-
хода 11 и регулирующий клапан 10 обеспечивают стабилизацию расхода
сырья в пиролизную печь.
Более сложное функциональное построение имеет система зонного
регулирования, представленная на рис. III-12. Первый контур системы
[25], образованный датчиком температуры пирогаза 4, регулятором рас-
хода топлива 5 и регулирующим клапаном 6, осуществляет стабилиза-
цию температуры продуктов пиролиза на выходе из печи 1 изменением
расхода топлива в верхние ряды горелок.
Второй контур, состоящий из датчика температуры реакционной сме-
си 2, регулятора 9 и регулирующего клапана 77, выполняет стабилиза-
цию температуры реакционной смеси на входе в радиантную секцию из-
менением расхода пара.
Третий контур, включающий датчики температуры реакционной сме-
си 2 и стенки реактора 3, сумматор 10, регулятор расхода топлива 7 и
регулирующий клапан 8, поддерживает перепад температур между пото-
ками и стенкой реактора на заданном значении изменением расхода топ-
лива в нижние ряды горелок печи.
Четвертый контур, образованный датчиком расхода пара 19, регуля-
тором 16 и регулирующим клапаном 18 обеспечивает стабилизацию об-
щего расхода пара в конвекционную зону печи.
Для улучшения работы контуров регулирования температур (первые
три контура) введена корректирующая связь с использованием блока
139
предварения 77 и сумматора 72, образующих дифференциальное звено, а
также сумматора 13. Сигнал, поступающий от сумматора 13 через функ-
циональный блок 14 и сумматор 75, обеспечивает коррекцию общего рас-
хода пара по температурному режиму печи.
Для наиболее распространенных конструкций трубчатых пиролизных
печей разработаны системы регулирования [26], основанные на комплек-
сном (характерном) параметре процесса - жесткости крекинга (или функ-
ции жесткости), вычисляемой по выражению:
ц = t т0’06, (III-15)
где ц - величина жесткости процесса; t - температура пирогаза на выходе печи,
°C; т - время пребывания сырья в реакционной зоне, с.
Во всех системах в качестве критерия оптимизации принят минимум
удельных затрат сырья при условии выполнения заданной планом выра-
ботки этилена.
140
Глава IV
ТЕХНОЛОГИЧЕСКИЙ РАСЧЕТ
ТРУБЧАТЫХ ПЕЧЕЙ
Расчет трубчатых печей включает следующие этапы: расчет процесса
горения топлива; определение поверхности нагрева радиантных труб и
основных размеров камеры радиации (топки); определение конвектив-
ной поверхности, числа конвекционных труб и размеров камеры конвек-
ции; гидравлический расчет змеевика печи и определение давления на
входе в него; определение потери напора в газовом тракте с выбором ос-
новных размеров (диаметр и высота) дымовой трубы.
В современных трубчатых печах основную роль играет передача теп-
ла излучением, поэтому камера радиации является важнейшей частью
печи. Существует несколько методов расчета теплопередачи в топках пе-
чей. Сопоставление этих методов показало, что лучшие результаты дает
аналитический метод профессора Н.И. Белоконя, который и был реко-
мендован в дальнейшем для расчета.
При сжигании топлива, как было отмечено ранее, образуется факел,
представляющий собой струю газов со взвешенными в ней раскаленны-
ми частицами аморфного углерода, образующимися в процессе горения.
Факел и продукты горения, имеющие высокую температуру, являются
первичным источником тепла в радиантной камере. Процесс теплоотда-
чи трубам (экрану) и кладке печи складывается из передачи тепла радиа-
цией и свободной конвекцией. При этом основную роль играет теплоот-
дача радиацией, а доля конвекции сравнительно невелика.
Методика, предложенная Н.И. Белоконем, основана на совместном
решении уравнений теплового баланса и теплопередачи в топке печи.
Тепловой баланс топки в соответствии с законом сохранения энергии
может быть определен следующим уравнением:
Оголн. ~ ^р + кДж/ч, (IV-1)
где Qnojm - тепло, внесенное в топку при сжигании топлива, кДж/ч; Qp - теп-
ло, переданное радиантным трубам излучением и свободной конвекцией, кДж/ч;
QK - тепло, уносимое продуктами горения в камеру конвекции, кДж/ч.
141
Таким образом:
в Q" Лт = Ср + в G„ c Cpm (Т„ - Т„), (IV-2)
где В - расход сжигаемого топлива, кг/ч; (2П - низшая теплота сгорания топли-
г
ва, кДж/кг; Т]т - коэффициент полезного действия топки, рекомендуется прини-
мать равным 0,95^-0,98; Gnc • количество продуктов сгорания, образующихся при
сжигании 1 кг топлива, кг/кг; Ср - средняя теплоемкость продуктов сгорания в
пределах температур tn и t0, кДж/(кг«К) ;
То - приведенная температура исходной системы, может быть принята рав-
ной температуре окружающего воздуха, К.
Под приведенной температурой системы подразумевается температура,
которую имела бы смесь топлива, воздуха, водяного пара (в случае использова-
ния жидкого топлива), газов рециркуляции после смешения этих потоков в топке
печи до выделения теплоты сгорания топлива; Т - температура продуктов сгора-
ния (дымовых газов) на выходе из топки, К.
В начале расчета эта температура принимается в зависимости от назначения
печи, а последующим расчетом камеры радиации проверяется правильность при-
нятой величины.
Рекомендуются следующие значения t :
для нагрева нефти, мазута 700-850°С;
для нагрева нефти печей каталитического и термического крекинга 800-900°С;
для печей отгона растворителя 700-800°С;
для печей пиролиза до 1000°С.
Как было сказано выше, теплопередача в топке должна учитывать теп-
лоотдачу экрану (радиантным трубам) излучением и конвекцией:
ер = ерл + ерк кдж/ч. (iv-з)
Передача тепла излучением Q
определяется уравнением Стефана-
Больцмана, для решения которого необходимо знать температуры излу-
чающих и поглощающих источников. В связи со сложностью определе-
ния средней эффективной температуры продуктов горения, Н.И. Бело-
конь ввел понятие эквивалентной абсолютно черной поверхности Н ,
излучение которой при температуре газов на выходе из топки Т равно
всему прямому и отраженному излучению, или общее количество тепла,
142
передаваемого эквивалентной абсолютно черной поверхности при Т ,
равно теплу, которое поглощает действительная поверхность экрана при
фактических условиях в топке:
^рл
кДж/ч,
(IV-4)
где С - постоянная излучения абсолютно черного тела,
=5,67 Вт/м2-#4;
" средняя температура наружной поверхности радиантных труб, К;
Н - эквивалентная абсолютно черная поверхность, м2.
Эту поверхность можно определить по уравнению:
ПОЛИ _ Р ' ,
-----=--------м2,
Я. Q*
(IV-5)
где <ls - теплонапряженность эквивалентной абсолютно черной поверхности,
кДж/(м2-ч), находится в зависимости от принятой температуры продуктов сгора-
ния на выходе из топки Т , максимальной расчетной температуры горения Т’тях
и температуры наружной поверхности радиантных труб Т .
Конвективная составляющая определяется по уравнению:
(7—.. — tt 7L ) КЛж/ч
^рк к pv п ст'
(IV-6)
где а - коэффициент теплоотдачи свободной конвекцией от продуктов его-
К.
рания (дымовых газов) к радиантным трубам,
ак = - Т„ Вт/(М2.К);
(IV-7)
- поверхность нагрева радиантных труб, м2.
Таким образом, методика Н.И. Белоконя предполагает решение урав-
нения:
143
(IV-8)
1. Схемы расчетов трубчатых печей
При расчете трубчатых печей могут стоять различные задачи:
1. Определить габаритные размеры, число труб в камерах радиации и
конвекции; выполнить гидравлический расчет; расчет газового сопротив-
ления и выбрать дымосос, рассчитать дымовую трубу.
Для этой схемы должны быть заданы:
- производительность печи по сырью;
- начальная и конечная температуры сырья и доля отгона сырья на
выходе из печи;
- количество водяного пара, его характеристика и конечная темпера-
тура при необходимости его перегрева в камере конвекции;
- вид сжигаемого топлива, его элементарный состав.
2. Определить тепловую мощность печи по ее фактическим размерам.
Этот расчет актуален при анализе работоспособности всех элементов печи,
в частности, при увеличении расхода сырья, при переводе системы сжи-
гания на новый вид топлива и т.д.
Для этого расчета должны быть заданы:
- габаритные размеры топки и камеры конвекции;
- диаметры и длина продуктового змеевика в обеих камерах;
- начальная и конечная температуры сырья и его доля отгона на выхо-
де из печи;
- давление, температура перегрева и расход пара;
- вид топлива и его элементарный состав.
2. Расчет процесса горения
В трубчатых печах может использоваться как жидкое, так и газооб-
разное топливо. При этом необходимо учитывать некоторое отличие в
расчете процесса горения в зависимости от вида топлива.
Топливо жидкое. В этом случае должны быть заданы плотность топ-
лива и его элементарный состав.
Содержание водорода в топливе может быть найдено по эмпиричес-
кой формуле:
144
77=26-0,0150’* % мае., (IV-9)
X «к
где р’* - относительная плотность топлива при 15°С;
Ж
р'5 = р20 + 5/3, (IV-10)
Ж
р20 - относительная плотность топлива при температуре 20°С; Д - средняя тем-
пературная поправка плотности на 1°С [27].
Содержание углерода в топливе может быть определено следующим
образом:
С= 100- (77+ 5+ О) % мае., (IV-11)
где H,S,O - содержание в топливе водорода, серы и кислорода, % мае.
Низшая теплота сгорания QZ жидкого топлива может быть определе-
г
на по эмпирической формуле:
б" =51916-0,879-10’3(р’5)2 -211,277 кДж/кг. (IV-12)
Если топливо является сложной смесью различных веществ, для кото-
рой известен только элементарный состав, теплота сгорания рассчиты-
вается по формуле:
С" = 339С+ 103077+ 109(5- О) - 25W кДж/кг, (IV-13)
Jr
где W - содержание влаги в топливе, % мае.
Теоретическое количество воздуха, необходимое для сжигания 1 кг
топлива:
Lo = 0,115С+0,34577 + 0,043(5-О) кг/кг. (IV-14)
Теоретически необходимый объем воздуха при нормальных условиях
(О°С и 760 мм рт.ст):
Ко =0,089С +0,26777 +0,033(5-О) м3/кг. (IV-15)
Для обеспечения полноты сгорания топлива на практике в топку по-
дается некоторый избыток воздуха. Этот коэффициент для жидкого топ-
лива принимается равным а = 1,24-1,4.
145
Действительный расход воздуха:
L=a L кг/кг;
(IV-16)
V=a VQ м3/кг.
(IV-17)
Количество продуктов сгорания (дымовых газов), образующихся при
сжигании 1 кг жидкого топлива может быть определено по формуле:
G = \ + aL+W, кг/кг,
п.с. о ф
(IV-18)
где - расход форсуночного пара, подаваемого на распиливание топлива,
кг/кг,
ИЛ = 0,3 - 0,6 кг/кг.
(р
Состав продуктов сгорания в расчете на 1 кг топлива (при известном
элементарном составе) при полном его сгорании определяется по урав-
нениям (кг/кг):
т = 0,03667 • С
си2
т „ = 0,09Я+0,01ИЧ W,;
О (р
mN = -а-0,768+ 0,01^;
т =£о(а-1)-О,232;
2
т = 0,025.
Общее количество продуктов сгорания:
(IV-19)
(IV-20)
(IV-21)
(IV-22)
(IV-23)
Gn.C=mCO, +mH^0+mN, +то, +mSO
2 2 2 2 2
кг/кг.
(IV-24)
Если расчет сделан правильно, то G , найденные по формулам
Л С •
(IV-18) и (IV-24), должны совпасть.
Объемное количество продуктов сгорания (м3/ кг топлива) при нор-
мальных условиях:
тсо2 22>4
Мсо
м3/кг;
(IV-25)
146
м3/кг;
(IV-26)
(IV-27)
mQ -22,4
V =—------------м3/кг;
°2 м„2
mN -22,4
К, =—-----------м3/кг
(IV-28)
(IV-29)
где М , М , М , М , М - мольная масса соответствующих ком-
СС,2 н2° 2 2
понентов.
Суммарный объем продуктов сгорания:
^П.С. ~^СО O+^SO + + м3/кг. (IV-30)
X» X* Хг Хг х»
Плотность продуктов сгорания при нормальных условиях:
р0 = £_!£_ кг/м3. (IV-31)
' п.с.
Для продуктов сгорания жидкого топлива плотность ориентировоч-
но находится в пределах 1,29-*-1,31 кг/м3.
Газообразное топливо. Теплота сгорания газообразного топлива мо-
жет быть рассчитана по правилу аддитивности:
п
бр = Е бр • кДж/м3, (IV-32)
i = 1 '
где Ср - теплота сгорания компонентов топлива, кДж/м3; yt - мольная доля
компонентов топлива.
147
Значения теплоты сгорания наиболее распространенных компонен-
тов топлива приведены в табл. IV-1.
Таблица IV-1
Низшая теплота сгорания компонентов топлива
Компонент ~QH МДж/кг МДж/м3 Компонент Qp МДж/кг МДж/м3
Я2 120,10 10,80 45,84 86,06
H.S & 16,59 25,14 С3Н8 46,42 91,32
со2 10,12 12,65 С4Н8 45,38 113,50
сн4 50,08 35,84 П-С4Н10 45,79 118,73
48,30 56,10 i-C4HI0 45,96 109,30
47,55 63,80 п-С5Н12 45,42 146,10
с2н4 47,23 59,10 i-C5H12 45,06 в 141,00
Элементарный состав газообразного топлива может быть вычислен
из следующих уравнений (% мае.):
п
М;
12,01
Мт
(IV-33)
148
где nc ,ПН ,ns ,ПО
i i i i
W=14£
И "лг
I
- соответственно число атомов углерода, водоро-
да, серы, кислорода и азота в молекулах отдельных компонентов, входящих в со-
став газообразного топлива; у. и у. - содержание соответствующих компонентов
газообразного топлива (% мае. и % объемн. или % мольн.); М( - молекулярная
масса компонентов топлива; Мт - средняя молекулярная масса топливного газа.
Средняя молекулярная масса топлива:
Мт " S М‘' У' (IV-34)
Теоретическое количество воздуха, необходимое для сжигания 1 кг
топлива:
= 0,115С + 0,345/7 + 0,043(5 - О) кг/кг. (IV-35)
Действительный расход воздуха:
L= а кг/кг. (IV-36)
Тот же расход воздуха (м3) при нормальных физических условиях:
К=—м3/кг, (IV-37)
где Pq - плотность воздуха при нормальных физических условиях;
Ро= 1,293 кг/м3.
Количество дымовых газов, образующихся при сгорании 1 кг топли-
ва (кг/кг):
т = 0,03667 С; (IV-38)
2
m = 0,09 Н + 0,01 W', (IV-39)
я2о
тм = 0,025; (IV-40)
149
mN = 0,768^ • a + 0,0Ш2 = 0,768 • L+ 0,01#2;
(IV-41)
mo = 0,0232(a -1), (IV-42)
где С, Я, N, O, S и W - содержание различных элементов и влаги в топливе
(% мае.).
Общее количество продуктов сгорания в кг/кг:
Gn. с. = тсо, + тн, о + тда, +mo,+mr/- (Iv’43)
2 2 2 2 2
или G = l + a-L. (IV-44)
г I* V* • V
Объемный состав продуктов сгорания на 1 кг топлива при нормаль-
ных условиях (м3/кг):
(IV-45)
тн о тн о'
У — 2 _ 2
^2® Р М
1 ИН2О н2°
'"да, 22-4
____2 _ 2________
^so ^SO
2 2
(IV-46)
(IV-47)
(IV-48)
(IV-49)
150
Суммарный объем продуктов сгорания:
Vn.c. V«> + ^но + ^so + + *лг , м3/кг. (IV-50)
2 2 2 2 2 '
Объем дымовых газов при любой температуре и давлении, отличном
от нормального:
(IV-51)
где Ро и То - нормальные физические условия; давление Ро - 1 атм; температура
То= 273 К; Р и Т - рабочие условия; Р - давление в атм.; Т - температура, К.
Плотность дымовых газов при нормальных физических условиях:
(IV-52)
3 . Расчет радиантной камеры
В общем случае тепло, выделяющееся в печи при сгорании топлива,
тратится на нагрев сырья, частичное или полное его испарение и на ком-
пенсацию эндотермического эффекта реакции, если в трубах печи проис-
ходит химическое превращение сырья.
Если в камере конвекции с целью утилизации тепла дымовых газов
устанавливается пароперегреватель, то в полезную тепловую нагрузку
печи включается тепло, идущее на нагрев и перегрев водяного пара.
Следовательно, полезная тепловая мощность печи определяется по
формуле:
0-полезн.
нагр.
исп.
QpeaKij.
+ Q„*n кДж/ч.
^'Пер. в.П.
(IV-53)
Для печи, в которой осуществляются нагрев и частичное испарение
сырья, полезная тепловая нагрузка, или, как ее чаще называют, полезная
тепловая мощность печи, определяется по формуле:
^полезн. с t ' ' t
вых вых
кДж/ч,
(IV-54)
где G - производительность печи по сырью, кг/ч; е - доля отгона сырья на
выходе из печи; in лж л - соответственно энтальпии пара и жидкости на
t * t ’ t
вых вых вх
выходе из печи и энтальпии жидкости (сырья) на входе в печь, кДж/кг (табл. IV-2).
151
Таблица IV-2
Энтальпия нефтяных жидкостей, кДж/кг
т,к
273
283
293
303
313
323
333
343
353
363
373
383
393
403
413
423
433
443
453
463
473
483
493
503
513
523
Относительная плотность при 288 К
0,65
0,00
21,14
42,66
64,67
87,09
109,90
133,14
156,80
180,91
205,36
230,32
255,66
281,40
307,60
334,23
358,81
388,70
416,59
444,85
473,57
502,71
523,27
562,25
592,85
623,25
654,82
0,70
0,00
20,39
41,16
62,34
83,90
105,93
128,28
151,10
174,30
197,95
221,94
246,35
271,18
296,43
322,05
348,09
374,55
401,43
428,69
456,36
484,41
512,84
541,73
571,00
600,76
630,83
0,75
0,00
19,68
39,77
60,21
81,06
102,33
123,97
145,99
168,52
191,21
214,41
237,98
261,97
286,38
311,12
336,28
361,87
387,82
414,12
440,87
467,96
495,44
523,32
551,70
580,37
609,43
0,80
0,00
19,05
38,48
58,28
78,50
99,06
119,99
141,35
163,12
185,14
207,58
230,48
253,64
277,29
301,24
325,61
350,35
375,51
401,01
426,89
453,14
479,70
506,70
534,19
561,95
589,92
0,85
0,00
18,51
37,35
56,56
76,16
96,09
116,44
137,12
158,18
179,57
201,43
233,53
246,06
269,00
292,28
315,89
339,88
364,29
389,00
414,16
439,61
465,38
491,59
518,24
545,21
572,50
0,90
0,00
17,96
36,30
54,93
74,02
93,41
113,17
133,27
153,78
174,59
195,69
217,25
239,15
261,42
284,03
307,02
330,34
353,99
378,03
402,44
427,26
452,32
477,77
503,67
529,80
556,55
0,95
0,00
17,50
35,30
53,51
72,01
90,81
110,11
129,67
149,68
169,94
190,50
211,43
232,74
254,43
276,45
298,81
321,50
344,57
367,98
391,72
415,79
440,18
464,96
490,19
515,65
541,52
1,00
0,00
17,04
34,42
52,15
70,20
88,61
107,34
126,42
145,84
165,59
185,69
206,95
226,89
248,01
269,44
291,25
313,35
335,84
358,65
381,80
405,28
429,05
453,21
477,78
502,62
527,80
152
Окончание табл. IV-2
Относительная плотность при 288 К
Л 9 0,65 0,70 0,75 0,80 0,85 0,90 0,95 1,00
533 638,95 618,64 600,18 583,35 567,69 553,32
543 668,80 647,57 628,23 610,60 594,65 579,18
553 699,03 676,84 656,66 638,19 621,11 605,38
563 729,68 706,52 785,46 666,20 648,33 631,91
573 760,74 736,58 714,60 693,67 675,92 658,79
583 792,14 766,98 744,12 723,23 703,80 686,01
593 824,00 797,84 774,06 752,33 732,15 713,61
603 856,20 828,99 804,24 781,63 760,70 741,50
613 888,86 860,51 834,85 810,15 789,71 769,74
623 921,93 892,50 865,87 841,46 818,98 798,27
633 955,01 924,82 897,23 872,03 848,66 827,18
643 988,92 957,52 928,97 902,88 878,64 856,43
653 1023,25 990,64 961,08 934,08 909,00 886,02
663 1058,00 1024,05 993,53 965,64 939,73 915,95
673 1092,76 1057,92 1026,39 997,55 970,79 946,22
683 1127,92 1093,55 1059,51 1029,66 1002,19 976,83
693 1163,64 1127,25 1093,01 1063,07 1033,55 1007,76
703 1199,77 1162,26 1126,96 1096,10 1065,62 1034,04
713 1236,28 1197,63 1161,25 1129,43 1098,07 1070,65
723 1273,21 1233,39 1195,92 1163,18 1130,86 1102,64
733 1310,51 1269,52 1210,96 1197,26 1163,97 1134,92
743 1348,19 1306,07 1266,34 1231,67 1199,94 1167,57
753 1386,25 1342,96 1302,14 1266,47 1231,30 1198,30
763 1424,77 1380,22 1338,27 1301,63 1265,46 1233,89
773 1463,62 1417,86 1374,78 1337,14 1300,00 1267,55
783 1502,89 1455,92 1411,66 1372,98 1334,84 1301,55
793 1542,54 1494,31 1448,88 1409,19 1370,09 1335,88
803 1582,57 1533,08 1494,02 1445,79 1405,63 1370,55
153
Таблица IV-3
Энтальпия нефтяных паров, кДж/кг
Т,К
Относительная плотность при 288 К
323
333
343
353
363
373
383
393
403
413
423
433
443
453
463
473
483
493
503
513
523
533
543
553
563
573
0,65
476,00
493,33
511,13
529,34
547,89
566,85
586,24
606,00
626,14
646,65
667,59
688,90
710,58
732,73
755,15
778,12
801,40
825,09
849,17
873,62
898,44
923,69
949,36
975,36
1001,76
1028,61
0,70
464,23
481,36
498,86
516,78
535,07
553,79
572,84
592,35
612,15
632,37
653,02
674,03
695,43
717,20
739,35
761,91
784,86
808,18
831,88
855,95
880,44
905,31
930,52
956,22
982,22
1008,64
0,75
452,47
469,34
486,59
504,22
522,26
540,64
559,44
578,57
598,13
618,06
638,36
659,04
680,10
701,54
723,35
745,58
768,15
791,14
814,46
838,20
862,31
886,81
911,63
936,88
962,50
988,50
0,80
440,70
457,32
474,28
491,66
509,49
527,54
546,00
564,88
584,14
603,74
623,75
644,10
664,86
685,92
707,44
729,30
751,53
774,18
797,13
820,53
844,27
868,34
892,84
917,70
942,95
968,53
0,85
428,85
445,22
461,80
478,97
496,56
514,14
532,56
550,98
570,03
589,33
609,01
629,07
649,50
670,27
691,41
712,93
734,83
757,10
779,62
802,69
826,06
850,21
873,91
896,44
923,19
948,39
0,90
417,26
433,33
449,66
466,41
483,99
501,16
519,16
537,59
556,01
575,27
594,53
614,20
634,30
654,81
675,62
696,81
718,41
740,35
762,50
785,15
808,14
831,50
855,20
879,27
903,72
928,51
0,95
405,49
421,32
437,52
453,85
471,02
488,18
505,77
523,77
542,19
560,61
579,87
599,13
618,81
639,32
659,84
680,35
701,71
723,06
744,83
767,44
790,05
813,08
836,10
860,01
884,04
908,45
1,00
393,77
409,34
424,96
441,71
458,04
475,20
492,37
510,79
527,96
546,38
565,22
584,48
603,74
623,42
643,93
664,45
684,96
706,73
726,83
749,86
772,05
794,66
817,68
840,71
864,57
888,44
154
Окончание табл. IV-3
Т,К
Относительная плотность при 288 К
583
593
603
613
623
633
643
653
663
673
683
693
703
713
723
733
743
753
763
773
783
793
803
813
823
0,65
1055,78
1084,05
1111,39
1139,77
1168,54
1197,72
1227,28
1257,21
1287,57
1318,30
1349,41
1381,77
1412,84
1445,16
1477,86
1510,93
1544,39
1578,26
1612,55
1647,21
1682,26
1717,68
1753,52
1782,11
1826,37
0,70
1035,44
1063,24
1092,29
1118,17
1146,51
1175,24
1204,38
1233,85
1263,74
1294,01
1324,70
1356,56
1387,17
1418,99
1451,19
1483,80
1516,79
1550,10
1583,91
1618,03
1652,57
1687,45
1722,78
1753,85
1794,50
0,75
1014,88
1041,68
1068,81
1096,31
1124,24
1152,50
1181,18
1210,24
1239,67
1269,48
1299,67
1331,03
1461,17
1392,49
1424,22
1456,30
1488,74
1521,61
1554,85
1588,47
1622,43
1656,80
1691,55
1722,49
1762,22
0,80
994,53
1021,49
1047,62
1074,71
1102,22
1130,06
1158,28
1186,87
1215,89
1245,24
1274,96
1305,36
1335,55
1366,36
1397,60
1429,20
1461,19
1493,51
1526,26
1559,37
1592,83
1626,66
1660,90
1695,49
1730,44
0,85
973,97
1000,52
1026,39
1052,90
1079,94
1107,37
1135,17
1163,30
1191,86
1220,75
1250,01
1280,37
1309,63
1339,98
1370,72
1401,82
1433,31
1465,13
1496,91
1529,94
1567,45
1595,71
1629,88
1663,92
1698,33
0,90
953,67
979,80
1005,12
1031,08
1057,96
1084,97
1112,31
1140,02
1168,08
1196,50
1225,31
1255,20
1283,97
1313,86
1344,05
1372,89
1405,68
1436,99
1468,69
1500,76
1533,16
1565,95
1599,11
1632,60
1666,47
0,95
933,20
958,06
983,77
1009,61
1035,81
1062,36
1089,24
1116,49
1144,13
1172,97
1200,40
1229,79
1258,13
1287,53
1317,29
1345,60
1377,37
1408,69
1439,84
1471,41
1503,27
1535,55
1568,12
1592,74
1637,79
1,00
912,72
938,26
962,54
987,67
1014,88
1039,83
1066,29
1093,09
1120,22
1147,77
1175,61
1204,54
1232,35
1261,27
1290,54
1318,51
1350,12
1380,43
1411,12
1442,14
1473,50
1505,00
1537,27
1569,71
1602,46
155
Энтальпию продуктов сгорания можно определить на основе прави-
ла аддитивности:
/ кДж/кг
(IV-55)
или
h (тСО ' ^со + тн О ‘ Ср Н О + mN Ср N +
2 2 2 2 2 2
+ mo-CPo,+mSO-CPSo'> t- '«ж'кг > (IV-56)
2 2 2 z
где Ср ,Ср п,Ср >Ср ,Ср - средняя удельная теплоемкость при
еи2 Н2и Z и2 2
постоянном давлении соответствующих газов в пределах температур от 0° до t,
кДж/(кг«К).
На рис. IV-1 и в табл. IV-4 приведены данные по теплоемкостям от-
дельных компонентов продуктов горения топлива.
Таблица IV-4
Средняя удельная теплоемкость газов, Ср, кДж/(кг*К)
г, °C о2 *2 СО СО, Воздух
0 0,9148 1,0392 1,0396 0,8148 1,8594 1,0036
100 0,9232 1,0404 1,0417 0,8658 1,8728 1,0061
200 0,9353 1,0434 1,0463 0,9102 1,8937 1,0115
300 0,9500 1,0488 1,0538 0,9487 1,9292 1,0191
400 0,9651 1,0567 1,0634 0,9877 1,9477 1,0283
500 0,9793 1,0660 1,0748 1,0128 1,9778 1,0387
600 0,9927 1,0760 1,0861 1,0396 2,0092 1,0496
700 1,0048 1,0869 1,0978 1,0639 2,0419 1,0605
800 1,0157 1,0974 1,1091 1,0852 2,0754 1,0710
156
Температура.
Рис. IV-1. График для определения средних теплоемкостей газов
Коэффициент полезного действия печи определяется по формуле:
=1 - Чтт - Чух , (IV-57)
где Чпогп - потери тепла в окружающую среду, в долях от Q2. должны состав-
г
лять 0,05-5-0,07; Я уХ - потери тепла с уходящими из печи дымовыми газами, тем-
пература которых t принимается на (100-5-150) °C выше температуры сырья на
входе в печь,
‘"Ц • СРсог + тнго СР,,о + • СР™ + тк СР» + %, • Ср0 )‘ух
2 22 2 2 2 2 2 2
п =-------------------------------------------------------------- •
УХ
(IV-58)
Часовой расход топлива:
О
В = ^лезн. кг/ч (IV-59)
'п
157
Для дальнейшего расчета радиантной камеры рекомендуется следую-
щий алгоритм:
1. Принять температуру дымовых газов, покидающих топку, в соот-
ветствии с назначением печи, tn, °C
^=^ + 273 К.
И и
(IV-60)
2. Определить максимальную расчетную температуру горения:
(IV-61)
где Ср - средняя теплоемкость продуктов сгорания 1 кг топлива при t,
кДж/(кг»К).
в1,.с:{*т=тсо, -СРсо, +mHO CPHn+mso, Ср^ + Cpo^
2 2 2 2 2 2 2 2 2 2
(IV-62)
3. Вычислить количество теплоты, воспринимаемое сырьем в радиан-
тных трубах:
9
Qp = «2"r?T - <п ) кДж/ч, (IV-63)
где I - энтальпия продуктов сгорания при температуре дымовых газов, по-
*п
кидающих топку, кДж/кг.
4. Подсчитать количество теплоты, передаваемое сырью в камере кон-
векции:
- Ополезн. ~ @р кДж/ч. (IV-64)
5. Определить эквивалентную абсолютно черную поверхность по фор-
муле IV-5:
Q ВО&т
н ^полн=_Р__ М2
qs qs
Для нахождения теплонапряженности абсолютно черной поверх-
ности qs необходимо располагать температурами Тп, и Тст и вос-
пользоваться зависимостями, представленными на рис. IV-2.
158
Рис. IV-2. График
для определения пара-
метра Qs \ а - 200°С;
б - 400°С; в - 600°С
Вт/пг
159
6. Температуру стенки экрана Тст определить, используя уравнение:
QK = GC^ кДж/ч, (IV-65)
к вх
где 1Ж - энтальпия сырья, покидающего трубы камеры конвекции, кДж/кг.
К
По найденному значению энтальпии сырья 1Ж определяют темпера-
К
туру сырья Тк (табл. IV-2).
7. Температуру .наружной поверхности труб Тст рассчитывают по
уравнению:
Тст = + Д К, (IV-66)
где Твых - температура сырья на выходе из печи, К; Д - превышение температу-
ры труб за счет загрязнений, Д = 20-5-120.
8. Задаются степенью экранирования кладки Т. В современных пе-
чах степень экранирования находится в пределах 0,3-5-0,5.
9. Определяют эквивалентную лучевоспринимающую поверхность,
используя график (рис. IV-3):
“2- (IV-67)
В связи с тем, что трубы по периметру неравномерно обогреваются
дымовыми газами и не полностью воспринимают тепло в топке, в расче-
те вводится понятие эквивалентной лучевоспринимающей поверхности
Нл, под которой понимают поверхность, воспринимающую столько же
тепла, сколько и фактическая поверхность экрана.
10. Определяют размер заэкранированной плоской поверхности, заме-
няющей трубы, используя график Хоттеля (рис. IV-4):
Н=1~ м2, (IV-68)
А
где К - фактор формы, показывающий, какая доля тепла поглощается факти-
ческими трубами от того количества, которое в тех же условиях поглощала бы
полностью заэкранированная поверхность.
160
Рис. IV-3. График для определения
величины н/нл
Рис. IV-4. График Хоттеля для оп-
ределения фактора формы К
Как следует из рис. IV-4, фактор формы зависит от расстояния между
осями труб, их диаметра и от числа рядов.
11. Принимая длину трубы / и вычисляя ту ее часть 1полезн, которая
непосредственно омывается дымовыми газами, определяют ширину эк-
рана
1полет. = 1тр - 0,5 м; (IV-69)
h = —— м. (IV-70)
полезн.
12. Принимают конструкцию печи и рассчитывают число труб в ради-
антной камере:
h-d ,
—+ 1, (IV-71)
где d - наружный диаметр трубы, м; t - расстояние между осями труб (шаг);
t = (1,5+2Х
13. Поверхность радиантных труб:
Нр = nd • 1пояезн • пр м2 (IV-72)
161
14. С учетом из фактических размеров радиантной камеры определя-
ется общая поверхность кладки:
(IV-73)
где F.m - площадь всех стен, м2; Fn - площадь пода и свода, м2.
С* • 9 9
15. Определяется действительная величина экранированной кладки
(после принятия количества труб и размещения их в камере радиации) Н.
^.Подсчитывается уточненная эквивалентная лучевоспринимающая
поверхность:
Нл = К • Н м2. (IV-74)
17. Вычисляется степень экранирования кладки:
(IV-75)
Если расчетная величина Т не соответствует ранее принятой, то за-
давшись новым значением ЧИ, расчет повторяют.
18. Вычисляется коэффициент теплоотдачи свободной конвекцией от
продуктов сгорания к радиантным трубам ак по формуле IV-7 или по
графику (рис. IV-5).
о гоо чоо ооо ооо woo
'С
Рис. IV-5. График для опреде-
ления коэффициента теплоотда-
чи свободной конвекцией
162
19. Определяют температурную поправку теплопередачи в топке:
ахНр(Т^ - Т„,) - CsHslfm 10-8
В@п.с." ^Pm +
(IV-76)
где ДТ - температурная поправка характеризует превышение предельной теп-
лопередачи конвекцией над обратным излучением экрана (АТ > 0) или наоборот
(ДТ < 0).
20. Вычисляют аргумент излучения х по формуле:
IOHSCS
BGn£Cpm + aKHp{ 1000 J
(IV-77)
21. Пользуясь графиком (рис. IV-6), по значению аргумента излучения
находят характеристику излучения /35.
22. Определяют температуру продуктов сгорания на выходе из топки
по уравнению:
Т„ = PS(T^ - Л.Т) к.
(IV-78)
Рис. IV-6. Кривые зависимости характеристики излучения /?s
от аргумента излучения х
163
Если полученная расчетом температура дымовых газов, покидающих
топку, значительно отличается от ранее принятой, то следует произвести
перерасчет.
23. Определить коэффициент прямой отдачи д, представляющий со-
бой отношение количества тепла, воспринимаемого радиантными тру-
бами, к количеству тепла, выделенному при сжигании топлива:
(IV-79)
24. Уточнить количество теплоты, полученное радиантными трубами:
Qp = Д -ве^т кДж/ч- (IV-80)
25. Рассчитать тепловую напряженность радиантных труб:
Чр = %- кДж/(м2.ч). (IV-81)
"р
Если полученная величина теплонапряженности находится в допусти-
мых пределах (см. гл. III), то результаты расчета приемлемы.
4. Расчет камеры конвекции
Передача тепла в камере конвекции осуществляется в основном кон-
векцией и незначительно радиацией от раскаленных дымовых газов.
Целью расчета конвекционной секции печи является определение по-
верхности нагрева труб, которая рассчитывается из основного уравне-
ния теплопередачи:
(IV-82)
где QK - количество тепла, передаваемое сырью в конвекционных трубах,
кДж/ч; К - коэффициент теплопередачи, кДж/(ч-м2>К); Дг - средний температур-
ный напор.
При проектировании выбор размеров и конструкции камеры конвек-
ции должен обеспечить передачу заданного количества теплоты при ми-
нимальной площади поверхности нагрева.
Теплоотдача в камере конвекции зависит от скорости движения тепло-
обменивающихся сред, их температуры, а также от компоновки пучка труб.
164
Так, при расположении труб в шахматном порядке теплоотдача выше,
чем при коридорном, т.к. при этом возрастает скорость движения дымо-
вых газов. Коэффициент теплопередачи конвекцией обратно пропорци-
онален диаметру труб, поэтому в конвекции целесообразно устанавли-
вать трубы меньшего диаметра, чем в камере радиации. Коэффициент
теплопередачи возрастает при уменьшении шага между трубами. Более
эффективным в камере конвекции является поперечное обтекание труб
дымовыми газами.
Поверхность труб в камере конвекции зависит от принятого значения
температуры отходящих дымовых газов. Так, с понижением температу-
ры дымовых газов снижается средняя разность температур и возрастают
размеры поверхности нагрева. Однако повышение температуры отходя-
щих дымовых газов приводит к снижению коэффициента полезного дей-
ствия печи. Оптимальной считается температура дымовых газов на
150<-200°С выше температуры поступающего сырья.
Рекомендуется следующий алгоритм расчета:
1. Тепловая нагрузка камеры конвекции QK определяется по формуле
(IV-64).
2. Температура сырья на выходе из труб конвекции рассчитывается
по формуле (IV-65).
3. Величина среднего температурного напора определяется с учетом
того, что в камере конвекции сырье в трубах и дымовые газы движутся
противотоком (индекс противоточности равен единице):
дымовые газы
п к
сырье
Ы =t -t
м ух ex
£d6- At
°с, (IV-83)
2,31g
Л*
где tn и t - температуры дымовых газов, покидающих топку, и на выходе из
печи, °C; tax - температура сырья на входе в печь, °C.
4. Температура наружной поверхности трубы; принимается на
А = (20-И00)°С больше средней температуры сырья, т.е.
^ст
*вх *к
2
(IV-84)
+ А
165
5. Определяют коэффициент теплопередачи:
К = 1,1 (ак + ал) Вт/(м2-К), (IV-85)
где 1,1 - коэффициент, учитывающий передачу тепла радиацией от клад-
ки; ак и ал - коэффициенты теплоотдачи соответственно конвекцией (вынужден-
ной) и излучением от дымовых газов к конвекционным трубам, Вт/(м2-К).
6. Коэффициент теплоотдачи излучением по формуле Нельсона:
ал = 0,0256^ - 2,33 Вт/(м2-К), (IV-86)
где t - средняя температура дымовых газов, °C,
. ~ *ух
tcp =-----— °C . (IV-87)
2,31g—
lyx
7. Подсчитывают массовую скорость движения дымовых газов:
U = кг/(м2-с), (IV-88)
где G„ секундный расход дымовых газов, кг/с;/- живое сечение камеры кон-
векции, м2.
Для определения живого сечения камеры конвекции задаются рассто-
янием между осями труб по горизонтали и числом труб в одном горизон-
тальном ряду:
f = (ак - «1 dH) • /лолезн. м2, (IV-89)
где ак - ширина камеры конвекции,
ак = (и, -1)5, + 0,05 + d„ м2, (IV-90)
п1 - число труб в одном горизонтальном ряду; S, - расстояние между осями
труб,
= (1,7 +• 2,0)dH м,
dH - наружный диаметр трубы, м.
8. Определяют коэффициент теплоотдачи конвекцией от газов к тру-
бам, расположенным в шахматном порядке:
166
и0,6
аг=О,35Е—4 Вт/(м2.К), (IV-91)
где Е - коэффициент, зависящий от средней
температуры дымовых газов, определяется по
графику IV-7.
9. Определяют необходимую площадь
поверхности нагрева конвекционных труб:
Рис. IV-7. График для определе-
ния коэффициента Е при шах-
матном расположении труб
(IV-92)
10. Число труб в конвекционной каме-
ре рассчитывают по формуле:
(IV-93)
11. Определяют теплонапряженность конвекционных труб:
кДж/м2.
(IV-94)
Эта величина должна находиться в допустимых пределах в зависи-
мости от температурного режима технологической печи.
5. Гидравлический расчет змеевика печи
Потеря напора в змеевике печи связана непосредственно со скорос-
тью движения продукта в трубах печи. Эта скорость имеет большое зна-
чение, поскольку с увеличением ее возрастает коэффициент теплопереда-
чи к продукту, уменьшается время пребывания последнего в трубах, и,
следовательно, уменьшается опасность коксообразования и разложения.
В связи с этим гидравлический расчет змеевика является важным звеном
в расчете трубчатой печи и в конечном итоге определяет выбор диаметра
труб и числа потоков.
При расчете потери напора в змеевике трубчатой печи могут быть слу-
чаи, когда продукт подвергается:
а) только нагреву и на всем протяжении змеевика остается в жидкой
фазе;
б) нагреву и частичному или полному испарению;
в) нагреву, испарению и химическому превращению.
167
Потери напора в змеевике трубчатой печи
при нагреве без изменения агрегатного состояния
Если на всем протяжении змеевика продукт в процессе нагрева нахо-
дится в жидкой или парообразной фазе, потери напора рассчитываются
по формуле Дарси-Вейсбаха:
D а “2
ДР =Л — Н/м2
н d 2р п,м ’
(IV-95)
где Л - коэффициент гидравлических сопротивлений, зависящий в общем слу-
чае от величины критерия Рейнольдса и относительной шероховатости труб;
1Э - эквивалентная длина труб одного потока, м; d - внутренний диаметр труб, м;
и - массовая скорость, кг/(м2-с).
Коэффициент гидравлического сопротивления X, если Re >105, опре-
деляется по табл. IV-5.
Таблица IV-5
d, мм 63 76 89 101 127 152
X 0,035 0,034 0,033 0,032 0,031 0,030
Эквивалентная длина змеевика:
13 =п/тр + (и-1) (30...100)J,
(IV-96)
где п - число труб.
Эквивалентная длина соединительных частей труб принимается в за-
висимости от конструкции:
а) двойник (ретурбенд) с резким поворотом и значительным внутрен-
ним сужением потока lOOeZ;
б) двойник с плавным поворотом потока 30<7.
Массовая скорость сырья:
3600? ’
(IV-97)
где Gc - часовая производительность печи по сырью, кг/ч; s - площадь сечения
труб, м2.
168
Потери напора в змеевике трубчатой печи
при нагреве продукта с изменением его агрегатного состояния
Для гидравлического расчета таких печей применяется метод Б.Д.
Бакланова. Падение давления в змеевике трубчатой печи для участка на-
грева tex - 1ии участка испарения tu- 1вых рассчитывают отдельно. Задача
сводится к определению давления в начале участка испарения и опреде-
лению его длины.
Метод Бакланова основан на допущении, что тепловые нагрузки
распределяются по змеевику равномерно. Если начало участка испаре-
ния совпадает с началом рассчитываемого участка и е = 0, то расчетное
уравнение Бакланова для определения давления Ри на участке испарения
имеет вид:
Р* + АиРк + Bl* Н/м2, (IV-98)
где Рк - давление в конце рассчитываемого участка испарения (в данном случае
на выходе из печи, которое, как правило, известно), Н/м2; А и В - параметры,
0,83ЛС2
Рж^
= '^Рж
^иРп
(IV-99)
(IV-100)
где Л - коэффициент гидравлических сопротивлений; G - секундный расход сы-
рья для одного потока, кг/с; d - внутренний диаметр трубы, м; е - доля отгона на
рассматриваемом участке; рп - средняя плотность паров; кг/м3.
Приближенно плотность паров можно определять по данным Сорки-
на. Для печей, нагревающих нефть и полумазут, — = 3500; для печей,
Рп
нагревающих мазут, — - 2000;
Рп
рж - плотность жидкости при средней температуре участка испарения
7 ^вых Qf-y
ср ~
(IV-101)
1и - расчетная длина участка испарения, м.
169
Если предположить, что распределение тепловых нагрузок поверхно-
сти нагрева равномерно, то расчетная длина участка испарения опреде-
ляется следующим соотношением:
•П+ЛС _ *ж
^вых I
1и= —---------Ч”,
•П+ЛС ;Ж
'вых t
к
(IV-102)
• п+лс
где it - теплосодержание на выходе из печи,
•п+ж
1вых
= ei?
'вых
+ (1-еХГ ,
v 7 'вых
(IV-103)
it - теплосодержание сырья при температуре начала испарения, кДж/кг;
- теплосодержание сырья при температуре сырья на входе в радиантные тру-
бы, кДж/кг; /э - расчетная эквивалентная длина секции, в пределах которой нахо-
дится участок испарения, для одного потока,
/э =л'/1р + (л'-1)(30...100)</ м,
(IV-104)
где пр - число труб в камере радиации, приходящееся на один поток сырья;
d - внутренний диаметр труб радиации, м.
Расчет потери напора по методу Бакланова необходимо проводить
следующим образом:
1. Задаться давлением в начале участка испарения и определить соот-
ветствующую этому давлению температуру начала однократного испа-
рения tu. С этой целью рекомендуется построить для заданного сырья кри-
вую зависимости температур начала однократного испарения от давле-
ния, пользуясь уравнением:
/>„ = £ Н/м2, (IV-105)
где Ри - давление насыщенных паров сырья при температуре начала кипения,
Н/м2; Xj - мольные концентрации отдельных компонентов нагреваемого продукта.
Сырье делится на несколько узких фракций, свойства которых услов-
но приравниваются к соответствующим индивидуальным углеводородам.
Для построения кривой - “давление насыщенных паров - температура
начала однократного испарения” следует задаться тремя произвольно
выбранными температурами, в пределах которых предполагается полу-
170
чить температуру начала однократного испарения, и определить соот-
ветствующее им давление Ри.
2. Определить теплосодержание сырья при выбранной температуре
начала испарения /.ж (табл. IV-2).
•и
3. Определить длину участка испарения 1и.
4. Определить давление в начале участка испарения по формуле Бак-
ланова.
Если ранее принятое давление не совпало с рассчитанным, надо сде-
лать пересчет, задавшись новым значением Ри.
Потерю напора на участке нагрева следует рассчитывать по формуле
Дарси-Вейсбаха. Участок нагрева состоит из оставшихся труб камеры
радиации и труб камеры конвекции.
Общие потери напора (Н/м2) в трубчатом змеевике в случае измене-
ния агрегатного состояния нагреваемого продукта выражаются в следу-
ющем виде:
ДР = ЬРи + *РН + Ы>ст, (IV-106)
где ДРИ - потери напора на участке испарения, Н/м2;
= Ри-Рк Н/м*,
(IV-107)
ДРН - потери напора на участке нагрева, Н/м2;
ЬРст - статическое давление столба жидкости в печи, Н/м2,
Н/м ,
(IV-108)
где h - высота печи до потолочного экрана, м;
g - ускорение свободного падения, м/с2.
Потери напора в змеевике трубчатой печи
при нагреве продукта с изменением его агрегатного состояния
и последующим перегревом образующихся паров
При нагреве сырья возможны случаи, когда в змеевике печи происхо-
дит не только нагрев и испарение сырья, но и перегрев образующихся
паров. В таких условиях работают, например, печи установок каталити-
ческого крекинга при легком сырье. В этом случае весь змеевик разбива-
ется на три участка: участок нагрева, где температура потока возрастает
171
от tex до tu; участок испарения, где присутствует жидкость и пар, и темпе-
ратура меняется от tu до tn; участок перегрева, где в трубах нагревается
только паровая фаза и ее температура меняется от tn до tebix.
Потерю напора подобных печей надо рассчитывать отдельно для каж-
дого участка, начиная с участка перегрева.
Строится график зависимости давления насыщенных паров данного
сырья Рп <ут температуры. В соответствии с законом Рауля-Дальтона дав-
ление насыщенных паров многокомпонентной смеси может быть опреде-
лено по уравнению:
Н/м ,
п
(IV-109)
где х, и Р( - соответственно мольные концентрации компонентов в исходном
сырье и давление их насыщенных паров при данной температуре.
Обычно указанный график можно построить, задавшись тремя про-
извольно выбранными температурами, в пределах которых ожидается по-
лучить значение tn.
Принимается давление в начале участка перегрева и по графику опре-
деляется соответствующая ему температура tn.
Определяются теплосодержание паров при температуре /л, средняя ско-
рость <ол, средняя плотность рл, потеря напора на участке перегрева, дав-
ление в начале участка перегрева Рл:
Рп = Рк + АР„ Н/м2. (IV-110)
Потеря напора на участке перегрева рассчитывается по формуле Дар-
си-Вейсбаха:
АР„ = АНАЛ (IV-111)
а 2
где X - коэффициент гидравлического сопротивления; /л - длина участка пере-
грева, м; <ол - средняя скорость паров на участке перегрева, м/с; рп - средняя плот-
ность паров на участке перегрева, кг/м3.
Если рассчитанное давление Рп не совпало с ранее принятым, то про-
изводится пересчет.
Длина участка перегрева определяется также, как и для участка испа-
рения, но при этом учитывается, что тепловые нагрузки распределяются
по змеевику равномерно:
172
м.
(IV-112)
Средняя скорость паров соя определяется как среднее арифметичес-
кое между скоростью паров в начале участка перегрева (о'п и скоростью
паров в конце участка перегрева , т.е. на выходе из печи:
п
м/с.
(IV-113)
Средняя плотность паров рп находится как среднее арифметическое
между плотностью в начале участка перегрева (температура tn и давле-
ние Рп) и плотностью в конце участка перегрева (температура tgblx и дав-
ление Рк).
Потеря давления в данных печах на участках нагрева и испарения рас-
считывается по приведенным выше формулам.
6. Газовое сопротивление и тяга
Для нормальной работы трубчатых печей необходимо обеспечить пе-
реток образующихся продуктов сгорания из топочной камеры в конвек-
ционную и их отвод в атмосферу.
Движение дымовых газов через печь может быть осуществлено путем
либо естественной, либо искусственной тяги. Естественная тяга обеспе-
чивается дымовой трубой, искусственная - дымососами, отсасывающи-
ми дымовые газы из радиантной камеры и подающими их через боров в
дымовую трубу.
Сопротивление на пути движения дымовых газов складывается из сле-
дующих составляющих:
1) разрежения в камере радиации;
2) сопротивления камеры конвекции;
3) сопротивления газоходов;
4) сопротивления воздухоподогревателя, если он присутствует в схеме;
5) сопротивление дымовой трубы.
Сопротивление камеры конвекции зависит от скорости газов, компо-
новки труб и числа рядов труб:
173
&РК ДР+ &Рст Па,
(IV-114)
где ДР - потеря напора газов при обтекании пучка конвекционных труб, рас-
положенных в шахматном порядке; ЬРст - статистический напор газов в случае их
нисходящего движения в камере конвекции,
ДР=[СР-(л/ + 1)1-9,81 Па,
(IV-115)
где К - сопротивление одного ряда труб, определяемое по номограмме
(рис. IV-8) в зависимости от скорости газа (о и его температуры; п' - число рядов
труб по ходу газа
(о, м/сек
55-э
А
«I
25—-
zz7-j
/<Ч
ю -4
/5-1
/4-=
11 -=
W —i
9 4
8 -j
i -i
«а
5 J
к
~100
¥80
70
60
50
\чо
¥35
¥30
?25
¥20
45
200
-300
¥10
8
¥0,7
¥0,6
¥0,5
¥0,35
¥0,3
¥0,25
¥0,2
в
0.15
Л?
¥0,08
¥0,07
¥0,06
¥0,05
^-О.ОА
-иоо
-500
»
в
I»
•
¥600
►
¥700
»
г800
в
в
¥900
в
в
¥1000
¥иоо
4200
-
ч -
*
Рис. IV-8. Номограмма для определения коэффициента К в уравнении (IV-115)
174
(oLq + V)B .
6У = —У -— м/с,
/р-3600
(IV-116)
где/- живое сечение камеры конвекции, м2,
f (ак ~ * I полезн. М ,
ак - ширина камеры конвекции, м,
ак = t • (п -1) + d + 0,05 м;
Z - шаг труб, м; п - число труб в одном ряду; С - коэффициент, зависящий от
шага труб, их диаметра и температуры,
<Ps2 '<Pd <Pcm- (IV-117)
При шаге, равном (l,5-*-2)tZ, величины = 1 и <р$2 ~ 1, тогда
С ~ <Pd ’Фет’
Эти поправочные коэффициенты находятся по графикам (рис. IV-9).
Поправочный коэффициент
Рис. IV-9. Графики для определения поправочных коэффициентов
Ф</и Фс« в уравнении (IV-117)
При коридорном расположении труб сопротивление определяется по
уравнению:
ДР=£л^рПа, (IV-118)
где £ - усредненный коэффициент сопротивления одного ряда труб.
175
При нисходящем движении дымовых газов необходимо учитывать ста-
тический напор по формуле:
^Рст (Рвозд. Рд£.)" S ’ Па,
(IV-119)
где h - высота камеры конвекции, м; рвоэЛ, рдг - плотности соответственно воз-
духа и дымовых газов.
Сопротивление газоходов с равномерным сечением вычисляется по
формуле:
а о у I (о2
Ьрг = Л-^--^-Р Па, (IV-120)
где / - длина газохода, м; d} - эквивалентный диаметр газохода, определяемый
из соотношения,
^ = ~М, (IV-121)
f - живое сечение газохода, м2; П - смоченный периметр, м; Л - коэффициент
трения определяется в зависимости от величины критерия Рейнольдса.
При Re < 100000
0,316
Ле0’25 *
При Re > 100000
, _ 0,857
(Ig/te)2’4 ’
(IV-122)
(IV-123)
В тех случаях, когда сечение газохода меняется и когда на пути движе-
ния газа встречаются местные сопротивления (шиберы, повороты, рас-
ширение, сужение и т.д.), необходимо отдельно рассчитать потери напо-
ра от местных сопротивлений по формуле:
л fi)2
= S ; Р Па, (IV-124)
1=1 2
п
где X ^М£.: - сумма коэффициентов соответствующих местных сопротивлений.
1=1
Сопротивление газоходов зависит практически от скорости газов; ее
рекомендуют принимать до 5-6 м/с, а для печей большой производитель-
ности - не выше 10 м/с.
176
Сопротивление дымовой трубы определяется по уравнению Дарси-
Вейсбаха как для канала.
Высота дымовой трубы рассчитывается по формуле:
~7 \ м,
(IV-125)
где У, ДР - сумма всех сопротивлений на пути дымовых газов, Па.
Скорость газов в дымовой трубе допускается до 7-8 м/с, но не должна
быть меньше 4 м/с во избежание задувания воздуха в дымовую трубу.
ПРИМЕРЫ
Пример 1.
Рассчитать печь для нагрева мазута.
Производительность печи по мазуту Gc =78500 кг/ч; температура сы-
рья на входе tex =310 °C, на выходе из печи teblx = 420 °C; доля отгона
е = 0,3; давление на выходе из печи Рвых =0,145 кг/см2.
В печи предусмотрен пароперегреватель. Количество водяного пара,
подаваемого на перегрев, 2668,6 кг/ч.
Начальная температура пара твд. =133 °C, конечная твых = 450 °C. Дав-
ление пара 3 кг/см2.
Топливо газообразное следующего состава: Н2 - 2,8%; СН4 - 33,2%;
С2Н6 - 47,6%; С3Н8 - 7,3%; С4Н10 - 8,0%; N2 - 1,1% (% объем).
Расчет процесса горения
1. Теплоту сгорания топлива определяем по формуле (IV-32):
2" = 10,80 • 0,028 + 35,84.0,332 + 63,8 • 0,476 + 91,32.0,073 +
9 9 9 9 9 9 9 9
+ 118,73 • 0,08 = 58,74 МДж/м3 = 58740 кДж/м3 = 47371 кДж/кг.
2. Среднюю молекулярную массу топлива вычисляем по следующей
формуле (IV-34):
Мт = 2 • 0,028 + 16 • 0,332 + 30 • 0,476 + 44 • 0,073 + 58 • 0,08 +
+ 28.0,011 =27,808.
3. Плотность топливного газа:
кг/ м3.
177
4. Элементарный состав газообразного топлива (% мае.) подсчитыва-
ется по формуле (IV-33):
(1 • 33,2+ 2 • 47,6+3 • 7,3+4 • 8,0)=78,73;
27,808
1,0
27,808
(2 • 2,8 + 4 • 33,2 + 6 • 47,6+8 • 7,3+10 • 8,0) = 20,22;
ЛГ=
14,0
27,808
(2 1,1)=1,1;
C+H+N = 78,73 + 20,22 + 1,1 = 100.
5. Теоретическое количество воздуха, необходимого для сжигания
1 кг топлива:
Lo = 0,115С + 0,345Н + 0,043 (S - О) = 0,115.78,73 + 0,345.20,22 =
= 16,03 кг/кг.
6. Фактический расход воздуха (IV-36):
L = 16,03.1,15 = 18,43 кг/кг,
где 1,15- принятый коэффициент избытка воздуха.
7. Массовый состав дымовых газов (кг/кг):
тСО1 = 0,03667 • С=0,03667 • 78,73=2,887;
т^о = 0,097/= 0,09 • 20,22=1,82;
-1) =0,232-16,03(1,15-1) = 0,558;
mN2 =0,16SLo-a +0,0Ш2 = 0,768-16,03-1,15+0,01-1,1 = 14,17.
8. Общее количество продуктов сгорания подсчитываем по формуле
(IV-43):
Gn c = 2,887 + 1,82 + 0,558 + 14,17 = 19,43 кг/кг
или
Gn c = 1 + aL0 = 1 + 16,03 • 1,15 = 19,43 кг/кг.
9. Объемный состав продуктов сгорания, м3/кг:
IZ _ тС(>2 ' 22,4 _ 2,887 • 22,4 .
yCCh —
Л/СО2 44
178
r _ тн20 • 22>4 _ 1,82 • 22,4
Н}?-
МН1о 18
_тЪ • 22,4 _0,558• 22,4
32
, _mN2 *22,4_ид7.22,4
^^/2
28
= 11,34.
10. Суммарный объем дымовых газов (IV-50):
Упс = 1,47 + 2,26 + 0,391 + 11,34 = 15,46 м3/кг.
11. Плотность дымовых газов при нормальных условиях:
Gnc 19,43 . , з
Рпс =——-— = 1,26 кг/м .
" 15,46
п.с.
Расчет радиантной камеры
1. Полезная тепловая мощность печи, в которой нагревается сырье -
мазут и перегревается водяной пар.
ei — । 1 л 1 (1 Л,ж li гл -пп \ _
полезн. -0с+ Опп ~ &с [е%ых + (1 вКвых l‘ex J + ^ХТвых 1*вх / “
= 78500(0,3 • 1295,36+0,7 • 1033,55- 723,23)+2668,6(3381 - 2730)=
= 30525745+1737255=32263000 кДж/ч.
2. Потери теплоты с уходящими из печи дымовыми газами, темпера-
тура которых принимается t - 400°С = 673 К (IV-56):
(2,887 • 0,9877 +1,82 • 1,9477+0,558 • 0,9651 +14,17 • 1,0567)400 _
q vx------------------------------------------------------0,185.
у 47371
4.
3. Принимаем потери теплоты в окружающую среду в долях от 2р
q„.m ~ 0>08.
* пот, 7
Коэффициент полезного действия печи (IV-57):
Т| = 1 -0,08-0,185 = 0,735.
Часовой расход топлива:
32263000 ,
----------= 926,6 кг/ч.
47371-0,735
олезн. _
179
6. Принимаем температуру дымовых газов, покидающих топку,
tn = 700°С = 973 К и определяем среднюю теплоемкость продуктов сгора-
ния при этой температуре (IV-62):
с • Срт = 2,887 • 1,0639 + 1,82 • 2,0419 + 0,558 • 1,0048 +
+ 14,17 • 1,0869 = 22,75 кДж/(кг-К).
7. Максимальная температура горения (IV-61):
max
= 293+
47371-0,95
22,75
=2271К.
8. Количество теплоты, воспринятое мазутом в радиантных трубах
(IV-63):
Qp = 926,6 (47371 • 0,95 - 15925) = 26943165 кДж/ч.
9. Количество теплоты, передаваемое мазуту в камере конвекции:
QK = Qc - Qp = 30525745 - 26943165 = 3582580 кДж/ч.
10. Определяем температуру мазута, покидающего камеру конвекции:
• ЛС = .ж + &= 72з 23 + 3582580 = 765,87 кДж/кг.
,к >вх G. 78500
Этой энтальпии сырья соответствует температура tK - 598К = 325°С.
11. Температура наружной поверхности труб (IV-66):
= 598+693+27 = 673к=о с
ап 2
12. Для - 2271К, Тп = 973 К и Tcm - 673К по рис. IV-2 находим
qs = 238830 кДж/(м2-ч).
13. Эквивалентная абсолютно черная поверхность (IV-5):
926,6-47371-0,95
238830
= 174,6
м2.
14. Задаемся степенью экранирования V = 0,45 и по рис. IV-3 находим
=0,775
180
м2.
15. Эквивалентная лучевоспринимающая поверхность:
174,6
л 5 ’ Нл 0,775
16. Заэкранированная плоская поверхность (IV-68), при этом фактор
формы К = 0,9 (рис. IV-4):
— = 250,3 м2
0,9
17. Полезная длина радиантной трубы:
7„_ = Ln - 0,5 = 12,0 - 0,5 = 11,5 м.
полезн. тр 7 ’
18. Ширина заэкранированной кладки:
^полезн.
250,3 О1_
-----= 21,7 м.
19. Число труб в радиантной камере:
21,7-0,152
2 • 0,152
2700
и = ------
р 2d
где 2d - шаг между трубами.
Рис. IV-10. Схема двухкамерной печи
4600
181
20. Полная поверхность радиантных труб:
Нр = = 3,14 - 0,152 • 11,5 - 72 = 395,2 м* *.
21. Конструируем печь и определяем общую поверхность кладки.
На поде каждой камеры радиации размещаем 16 труб, на своде - 20.
Общая поверхность кладки:
2} Г=[2,7 • 11,5+3,37 • 11,5+4,9 • 11,5+6,0 • 11,5+4,9 • 3,76- 2]2 +
+ 1,7-11,5 = 484,6 м2.
22. Уточняем плоскую поверхность, заменяющую трубы, исходя из фак-
тических размеров печи:
Н = (4,56 + 5,77) -11,5-2 = 237,6 м2.
23. Уточняем эффективную лучевоспринимающую поверхность:
Нл = Н - К = 237,6 • 0,9 = 213,8 м2.
24. Определяем степень экранирования кладки:
Ч> = ^_ = 21М = 0,44.
£ F 484,6
Полученный результат соответствует ранее принятому, поэтому пере-
счет не требуется.
25. Коэффициент теплоотдачи свободной конвекцией от дымовых га-
зов (IV-7):
ак= 2,14/973-673=8,74 Вт/(м2-К).
26. Определяем температурную поправку (IV-76):
8,74 • 395,2(2271 - 673) - 5,68 • 174,6 • 6734 • 10-8
22,75+8,74 -395,2
3,6
= 378,2К.
27. Вычисляем аргумент излучения (IV-77):
10-174,6-5,76 <2271-378^
• 22,75 + 8,74 • 395,2 1000 '
3,6
182
28. По графику рис. IV-6 находим (Js = 0,518.
29. Уточненная температура дымовых газов, покидающих топку
(IV-78):
Тп = 0,518 (2271 - 378) = 980К = 707°С.
Полученная температура дымовых газов, покидающих топку, близка
к принятой, перерасчет не требуется.
30. Вычисляем коэффициент прямой отдачи:
= гтах = 2271-980 =
7^-То 2271-293
31 .Уточненное количество тепла, воспринятое радиантными трубами
(IV-80):
Qp = 0,65.926,6 • 47371.0,95 = 27107525 кДж/ч.
32. Теплонапряженность радиантных труб (IV-81):
_ 27107525 _ 63592 о кДж/ч • м2 = 19,1 кВт/м2.
*р 395,2
Полученное значение соответствует теплонапряженностям радиант-
ных труб для нагревательных печей.
Расчет камеры конвекции
1. Тепловая нагрузка камеры конвекции (см. п. 9 расчета камеры ра-
диации):
QK = 3582580 кДж/ч.
2. Температура сырья на выходе из труб конвекции (см. п. 10 расчета
камеры радиации):
tK - 598К = 325°С.
3. Температура дымовых газов после пароперегревателя с учетом теп-
ловых потерь, составляющих 2,7%:
О 17Т7955
)г = Ёдг - - — = 15925 -1279,0 - =12771 кДж/кг,
пп гп п ’ по/; г
где Я пот. = Ср • 0,027 = 47371 • 0,027 = 1279 кДж/кг.
183
Найденная энтальпия дымовых газов соответствует
= 570°С = 843 К.
4. Величина среднего температурного напора (IV-83):
Дгб = 570 - 325 = 245° С
д/ =400-310 = 90° С
310
570 дымовые газы > доо
325 < СЬ1Р^--------
х 245 - 90 , сс0
Дт._ =-------= 155и
р »245
2,31g------
90
5. Задаемся расстоянием между осями труб S7 = 172 мм, числом труб в
горизонтальном ряду п - 6, диаметром труб dK - 102x6 мм.
Для этих параметров ширина камеры конвекции составит:
ак = S7 (п - 1) + d + 0,05 = 0,172 (6 - 1) + 0,102 + 0,05 = 1,012 м.
6. Величина живого сечения камеры конвекции:
/, = (ак - nd) • = (1,012 - 6 • 0,102)11,5 = 4,6 м2.
Секундный расход дымовых газов:
п.с.
= 1MT92W = кг/с
3600 3600
8.
Массовая скорость движения дымовых газов:
— = = 1,08 (к г/м 2-с).
к ^,6
Средняя температура дымовых газов:
ЭТО - 400 = 485о с
Р 2,31g57°
400
10. Величина коэффициента теплоотдачи конвекцией от дымовых га-
зов к трубам (для шахматного расположения труб) (IV-91):
ак = 0,35 • 21,5 1,08= 19,7 Вт / (м2 • К),
0,1020,4
где Е = 21,5 находим по рис. IV-7 для t = 485 °C.
184
11. Определяем коэффициент теплоотдачи излучением (IV-86):
ал = 0,025 • 485 - 2,33 = 9,8 Вт/(м2-К).
12. Коэффициент теплопередачи (IV-85):
К= 1,1 (19,7 + 9,8) = 32,45 Вт/(м2-К).
13. Необходимая поверхность нагрева конвекционных труб:
я 0^= 3582580 =198 м2
32,45-155-3,6
14. Число труб в конвекционной камере:
198
И = к _ _
К ^полезн. ” 3,14 0,102-11,6 "
принимаем 54 трубы.
15. Теплонапряженность конвекционных труб:
qK = = 1 кДж/(м-2ч) = 5,03 кВт/м2,
что укладывается в нормы теплонапряженностей конвекционных труб
для нагревательных печей.
Расчет пароперегревателя
1. Тепло, передаваемое водяному пару:
Qnn = 1737255 кДж/ч,
(см. п. 1 расчета радиантной камеры).
2. Температура дымовых газов на входе в пароперегреватель
tn - 700°С; температура дымовых газов после пароперегревателя
^пп = 570°С (см. п. 3 расчета камеры конвекции).
3. Величина среднего температурного напора:
700 дьп^овые газы> 570 д = 700 - 450 = 250° С
вод. пар 133 =570-133 = 437° С
д = 437 + 250 = о с
р 2
450 «
185
4. Принимаем коэффициент теплопередачи:
К= 15 ккал/(м2-ч-°С) = 62,85 кДж/(м2-ч-К).
5. Определяем поверхность пароперегревателя:
Fm= 0™-= 1737255 =80,5 м2.
т КМср 62,85-343,5
6. Подсчитаем количество труб пароперегревателя (принимаем диа-
метр труб d = 46x2,5 мм):
80,5
«ш, =-----=------------—-------- = 48,5
^полезн. 3,14-0,046-11,5
принимаем в пароперегревателе 48 труб.
Гидравлический расчет змеевика печи
1. Предварительно задаемся давлением в начале участка испарения,
Ри = 0,39 кг/см2. Этому давлению соответствует температура tu = 380°С.
2. Энтальпия сырья (мазута) при температуре 380°С (табл. IV-2):
= 934 кДж / кг.
Эквивалентная длина радиантного змеевика (для одного потока):
г г
— - Аир + (— -1)-50J = 36-12 + (36-1)-50-0,136 = 670 м.
4.
Расчетная длина участка испарения (IV-102):
1112-934
= iiiz 67() =
“ 1112-766
где
Лл+лс = 0,3 • 1295,36 + 0,7 • 1033,55 =1112 кДж / кг.
*вых
Секундный расход сырья для одного потока:
Gc 78500 1ЛО .
G =---£—=---------= 10,9 кг/с.
2-3600 2-3600 •
Средняя температура сырья на участке испарения (IV-101):
= 38О + 42О = 4ООос
ср 2
186
7. Определяем расчетные параметры А и В:
0,083 • Л • G2 = 0,083 0,03 10,92
рж45 900-0,1365
А-е-рж 7,07 0,03-900-2000 11fV7r
------= —— = 11076,
lu рт 344,7
где Л = 0,03 (табл. IV-5); — = 2000.
Рп
8. Давление в начале участка испарения (IV-98):
Ри = 71,422 • 108 + 7,07 • 344,7 • 1,42 • 104 +11076 • 344,72 = 3945077а =
= 0,4 кг/см2.
Полученное значение достаточно близко к принятому, поэтому пере-
счета не производим.
ДРМ = ри - рвых = 3945°- 14224,5 = 25226 Па.
9. Длина участка нагрева камеры радиации:
/р =/э-/= 670 - 344,7 = 325 м.
10. Средняя температура участка нагрева:
иагр
ср
+ ^вых _ 325 + 420 _
2 2
11. Средняя скорость сырья в радиантных трубах:
G Ю,9 АО /
(о о =------------- =-----------------г- = 0,8 м / с.
р рж • 0,785 • d1 930 • 0,785 • 0,1362
12. Потеря напора в радиантных трубах:
/Р 'VJS ло2
Д?р D = А — • — Рж = 0,03 —— • 930 = 21335 Па.
нагр d 2 0,136 2
13. Средняя температура сырья в конвекционных трубах:
коне
ср
325+310
2
= 318° С.
187
14. Средняя скорость сырья в конвекционных трубах:
G= 10,9
рж • 0,785 • d2 900 • 0785 • 0,092
м/с.
15. Потеря напора в конвекционных трубах:
1К т2 441 Iо2
ДР* = — Рж = 0.03 — • 900 = 238801,5 Па,
нагр d 2 ж 0.09 2
где /* - длина участка нагрева камеры конвекции,
-1 50d = 27 12 + 26-50 0,09 = 441M.
/1
16. Потери напора на подъем жидкости в печи:
APcm = pgh = 900 • 9,81 • 4,5 = 39730,5 Па.
17. Давление сырья на входе в печь:
14224,5 + 25226 +
+ 21335 +238801,5 + 39730,5 = 339317,5 Па.
Газовое сопротивление и тяга
1. Для выбранной конструкции печи разряжение в топке принимаем
39 Па.
2. Объем продуктов горения, поступающих в боров (принимаем коэф-
фициент избытка воздуха в борове аб = 1,2):
= ^Д + 1) = 926Ж2Л6ДО + 1) = м,
3600 • р'„£. 3600 ол
где РП£. Рпх.
273
673
3. Принимаем линейную скорость газов со = 8 м/с.
4. Сечение газохода:
гсек 10,42
(о 8
188
принимаем размеры борова: ах b = 1,1x1,2.
>. Средняя температура дымовых газов в камере конвекции:
= = /и/ -г ими = 554ос= г27К
ср 2 2
6. Линейная скорость газов в свободном сечении камеры конвекции
(IV-116):
р = рпсТ° = 1,26— = 0,416 кг/м3;
псТср ’ 827 ’
19,43-926,6 .
to =--------—’— = 2,6 м / с.
3600-4,6-0,416
7. По номограмме рис. IV-8 для <о = 2,6 м/с и t = 554°С находим К =
0,065.
По рис. IV-9 определяем <prf - 0,96; фст = 1,04.
По этим данным рассчитываем потерю напора газов (IV-115), учиты-
вая, что число рядов труб по ходу газа // = 9:
8. Статический напор газа:
ДР m = h (р.ма - pnc)g = 3,37 (1,2 - 0,416) 9,81 = 26 Па.
9. Сопротивление камеры конвекции (IV-114):
ДРГ = 6,37 + 26,0 = 32,4 Па.
Л
10. Эквивалентный диаметр газохода:
_ lab _2-1,1-1,2
q _ — — ijl э м.
11. Критерий Рейнольдса:
* dj ' Рж _ 8 * 1 >1 ‘ 127778
Д ~ 3,6 ю-5 ~
12. Коэффициент гидравлического сопротивления:
0,316 _ 0,316
V127778 ’
189
13. Сопротивление газохода (IV-120):
1 с q2
АР, = 0,017 —— —- • 0,5 = 0,72 Па
г 1,15 9,81
14. Принимаем следующие потери напора, Па:
в дымовой трубе ............... 20
в шибере....................... 70
на поворотах ................... 5
15. Общая потеря напора по газовому тракту*:
АР = 39 + 32,4 +0,72 + 70 + 5 + 20 = 167 Па
16. Высота дымовой трубы (IV-125):
__ 167 _Л_
Я =---------------г = 30,9 м,
9,81(1,15-0,6)
принимаем максимальную температуру воздуха 35°С, а температуру
газов на выходе из дымовой трубы 300°С.
273
0^ = 1,293--^ = 1,15 кг/м3;
3Uo
573
Принимаем высоту дымовой трубы Н = 42 м.
Пример 2. Поверочный расчет радиантной камеры трубчатой печи
Рассчитать одну камеру радиации шестикамерной печи установки
риформинга.
Размеры камеры: длина - 4,7 м; ширина - 3,25 м; высота -10,0 м. Трубы
размещены вертикально. В соответствии с проектом диаметр труб 219x11
мм с длиной обогреваемой части 9,5 м; количество труб - 20 шт.
В камере требуется нагреть сырье от температуры 455 до 525°С.
Топливо-мазут следующего состава:
С = 84%; Н = 12%; S = 3%; О = 1% (% мае.).
Воздух на сжигание подается с температурой 100°С.
* В расчете не учитывается потеря давления дымовых газов в пароперегревателе.
190
Рис. IV-11. Схема радиантной камеры
многокамерной печи
Расчет процесса горения
1. Низшая теплота сгорания топлива:
2" = 339 С+1030Я+109(5- О) - 25W=
= 339 • 84 +1030 • 12 +109(3 -1) = 41054
кДж/кг.
2. Теоретическое количество воздуха,
необходимое для сжигания 1 кг топлива:
Дымовые газы
3250 фоРсУнка
Lq = 0,115С+ 0,345Я+ 0,043(5- О) = 0,115 - 84 +
+ 0,345 12 + 0,043(3-1) = 13,886 кг/кг.
3. Теоретически необходимый объем воздуха при нормальных усло-
виях:
Ко = 0,089С+ 0,26777+ 0,033(5- О) = 0,089 • 84+
+ 0,267 • 12 + 0,033(3 -1) = 10,746 м3 / кг.
4. Действительный расход воздуха (IV-16, IV-17):
£=1,3-13,886=18,05 кг/кг
Г= 1,3 10,746= 13,97 м3 / кг.
Сравнительно большой избыток воздуха объясняется необходимос-
тью иметь значительный объем дымовых газов для котла-утилизатора.
5. Состав продуктов сгорания:
/Мерг = 0,03667 • С = 0,03667 • 84 = 3,08 кг / кг;
тЯ2О = 0,09Я+ 0,01ИЧ = 0,09 • 12 + 0,4 = 1,48 кг / кг;
mN1 =Lq(X-0,768 = 13,886-1,3-0,768= 13,86 кг/кг;
= Io (а -1) • 0,232 = 13,886(1,3 -1) • 0,232 = 0,966 кг / кг;
mso2 ~ 0,025 = 0,02 • 3 = 0,06 кг / кг.
191
6. Общее количество продуктов сгорания (IV-24):
(7ЛГ= 3,08 +1,48 +13,86+0,966 +0,06 = 19,446 ~ 19,45 кг/кг
или
GnjC =l + aZo + WJ =1 + 1,3 13886 + 0,4 = 19,45 кг/кг.
7. Объемное количество продуктов сгорания при нормальных усло-
виях:
г _ тСО2 • 22,4 _ 3 Q8.22,4 _
СО1 ~ МСО1 44
г = тър ‘22’4 = 1,48 • 22,4 =
~ М^о 18
Г _ ms°l '22,4 _ 0’06 • 22>4 _
501 ~ 64
, = mN2 • 22,4 = 13,86-22,4 = ,
"1 2~ МК2 ~ 28
, = • 22,4 = 0,966-22,4 =
°2 “ 32
м3 / кг,
м3 / кг,
м3 / кг,
м3 /кг.
8. Суммарный объем продуктов сгорания (IV-30):
Vnc = 1,568 + 1,842 + 0,021 +11,09 + 0,676 = 15,197 м3 / кг.
9. Плотность продуктов сгорания при нормальных условиях:
Ро -
Gn
19,45 _
15,197 “
кг/м3.
1. Проверка температуры дымовых газов,
покидающих камеру радиации
Задаемся температурой tn = 790°С.
1. Определение максимальной температуры горения:
где для tn = 790 °C
192
Gn c: Cpm= 3,08-1,0852+1,48-2,0754+13,86-1,0974 + 0,966-1,0157 +
+ 0,06-1,0852 = 22,7 кДж /кг-К
= Оюзд. _ 18,05 -1,0061-100 = 87о с _ 360А-
0 GncCpm 20,775
для температуры воздуха te = 100 °C
Сп.с: Cpw= 20,775 кДж/(кг-К);
принимаем г|т = 0,95
max
= 360 +
41054-0,95
22,7
= 2071Л?.
2. Определение температурной поправки:
АТ=
ак^р(^пах ~ ^ст) ~ GsHsT^m -10 8
BGn сСрт+ttK Up
где Тст - температура наружной поверхности трубы, принимаем Тет = 803 К,
ак = 2,14/7; _ Тст = 2,1^/1063-803 = 8,43 Вт/(м2-К);
Яр = ndln = 3,14-0,219 • 9,5-20 = 130,6 м2;
Hs - определяется из отношения Н^НЛ, которое находится по графику (см. рис.
IV-3) в зависимости от степени экранирования у,
Ял = К • Я = 0,87.78 = 67,9 м2;
Я = 9,5 • 4,1 • 2 = 78 м2,
где 4,1 м - расстояние между осями крайних труб;
К = 0,87;
JLl..
5Х
£ F = (4,7 + 3,25) • 10 - 2 + 4,7 • 3,25-2 = 189,6 м2;
67,9 л _
w =-------= 0,36;
189,6
193
Нз/Нл = 0,78;
Hs = 0,78 • 67,9 = 52,96 ~ 53 м* 2;
расход топлива:
гДе Qnom. = Hs 4 s = 53 • 377100 = 19986300 кДж/ч;
qs определяется по графику рис. IV-2 для tn =790°С, tmax =1798°С и
t„ = 530°С, qs = 377100 кДж/(м2-ч),
19986300
41054 0,95+1861,3
= 489 кг/ч;
8,43-130,6(2071-803)-5,67 -53 • 8034 -10-8
“ 489
— • 22,7 + 8,43 • 130,6
3,6
3. Определение характеристики излучения
Ps определяется по рис. IV-6 в зависимости от величины аргумента
излучения X:
WHsCs ( 3
Ва^С^ + а^нД. 1000 )
10-53-5,67
Г2071-35А3
489
— • 22,7 + 8,43 • 130,6 k
3,6
1000
= 6,06;
До = 0,527.
* О
Температура Тп подсчитывается по IV-77:
Т„ = 0,527(2071 - 35) = 1073ЛГ = 800° С,
что незначительно отличается от ранее принятой температуры Тп, по-
этому перерасчет не производим.
194
II. Проверка теплонапряженности поверхности радиантных труб
<Ь
кДж/(м2-ч),
где Qp = кДж/ч,
Д =
2071-1063,
2071-360 ’ ’
Qp = 0,59 • 489 -41054 • 0,95 = 11252264 кДж/ч,
11252264 ОГ1_О_
Qp----1306— ”86158,2 кДж/(ч-м2) = 23,9 кВт/м2,
что соответствует теплонапряженности поверхности труб для нагре-
вательных печей.
III. Проверка теплонапряженности топочного пространства
Qv = кДж/(ч-м3),
’т
где Vr - объем топки,
Ит =4,7-3,25-10= 152,75 м3.
qv = I9986300 = 13о84з 2 кДж/(ч-м3) = 3635 кВт/м3,
152,75
что является вполне приемлемым значением для рассматриваемой ра-
диантной камеры.
195
Глава V
ОБСЛЕДОВАНИЕ РАБОТЫ ТРУБЧАТЫХ ПЕЧЕЙ
1. Теплотехнические обследования работы трубчатых печей
Повышению уровня технического обслуживания печей способствуют
имеющиеся на крупных нефтеперерабатывающих и нефтехимических
предприятиях лаборатории теплотехнического контроля. Задачами та-
ких лабораторий являются: обследование работы печей, нахождение оп-
тимальных режимов их эксплуатации на базе анализа результатов обсле-
дования, составление плана мероприятий по улучшению работы печей и
содействие их реализации. В конечном итоге деятельность группы направ-
лена на решение вопроса об экономии топлива, пара, электроэнергии, о
снижении износа и об удлинении цикла эксплуатации, т. е. на повышение
экономической эффективности работы печей.
Для обследования печи составляют программу и методику проведе-
ния испытаний, по которой определяют следующие показатели:
♦ производительность печи по сырью, его состав и характеристику
(доля отгона, плотность, условная вязкость, ИТК-кривые);
♦ температуру и давление сырья на входе в печь и радиантную каме-
ру, а также на выходе из печи; для многопоточных печей отдельно по
каждому потоку;
♦ расход топлива, его температуру, давление перед горелками, со-
став, плотность и вязкость;
♦ расход, давление и температуру пара и воздуха на распыливание
топлива;
♦ состав топочных газов и их температуру на перевале, за камерой
конвекции, в борове (если установлен воздухоподогреватель, то за ним),
а также на уровне горелок вблизи амбразур;
♦ разрежение над перевальной стенкой, за конвекционной камерой,
по газовому тракту [29].
Используя данные о технической характеристике печи и снятые пока-
затели ее работы, проводят поверочные расчеты; при этом находят: по-
лезную теплопроизводительность печи, теплонапряженность поверхнос-
тей нагрева различных секций, коэффициент избытка воздуха и полноту
196
сгорания топлива, потери напора в отдельных секциях, тепловой баланс
и коэффициент полезного действия.
Определение тепловых потерь и КПД. Удобной для теплотехнических
расчетов является упрощенная методика вычисления потерь тепла и КПД
печи, разработанная М. Б. Равичем [20]. Эта методика позволяет с доста-
точной точностью записать тепловой баланс, не прибегая к определению
состава топлива и теплоты его сгорания:
1) потери тепла с уходящими топочными газами (в%) приближенно
определяются по формуле
---—|С-|-(Л—1) КВ] 100 .
шах
(V-1)
Таблица V-1
Коэффициенты С и К для топлива*
Температура ухо- дящих газов, °C С К Температура ухо- дящих газов, °C
100 0,82 0,77 900 0,91 0,84
200 0,83 0,78 1000 0,92 0,85
300 0,84 0,79 1100 0,93 0,86
400 0,86 0,80 1200 0,94 0,86
500 0,87 0,81 1300 0,95 0,87
600 0,88 0,82 1400 0,96 0,88
700 0,89 0,83 1500 0,97 0,89
800 0,90 0,83
* Топливо - природный, коксовый, водяной газы, жидкое топливо.
Таблица V-2
Теплотехнические характеристики топлива
Газ Низшая теплота сгорания, МДж/м3 Низшая теплота сгорания (считая на сухие продукты), МДж/м3 Максималь- ная темпера- тура горения, °C Содержа- ние (СО2)тах, % В
Горючие компоненты технических газов
Оксид углерода 12,6 4,4 2370 34,7 1,00
Водород 10,8 5,7 2235 — 0,79
Метан 35,9 4,2 2043 11,6 0,81
Этан 64,0 4,2 2097 13,2 0,83
Пропан 91,6 4,2 2110 13,8 0,84
Бутан 119,0 4,1 2118 14,0 0,85
Этилен 59,2 4,4 2284 15,0 0,87
Пропилен 86,3 4,3 2284 15,0 0,87
Бутилен 113,9 4,3 2203 15,0 0,87
197
Окончание табл.
Газ Низшая теплота сгорания, МДж/м3 Низшая теплота сгорания (считая на сухие продукты), МДж/м3 Максималь- ная темпера- тура горения, °C Содержа- ние (СО2)тах, % В
Водяной Технические 10,5 газы с малым содерж 4,7 :анием балласт* 2210 2 21,0 0,81
Нефтезаводской 40,2 4,3 2120 13,0 0,83
Сжиженный 105,0 4,2 2110 14,0 0,84
Коксовый 16,8 4,5 2090 10,5 0,79
Природный 34,7 4,2 2030 11,6 0,81
Мазут ( — Жидкое топливо 1 4,25 | 2130 ] 16,0 10,88
где t - температура уходящих газов; /в - температура воздуха, поступающего в
печь; С - поправочный коэффициент - отношение средневзвешенной теплоемкос-
ти неразбавленных воздухом газов в интервале температур 0-/ к той же теплоем-
кости в интервале температур 0-zmax (берется из табл. V-l); (А-1) - содержание воз-
духа в 1 м3 влажных газов на 1 м3 сухих газов, получаемых в стехиометрических
условиях; К - поправочный коэффициент - отношение теплоемкости воздуха в ин-
тервале температур 0-г к теплоемкости неразбавленных воздухом продуктов сго-
рания в интервале температур 0-Zmax (берется из табл. V-1); В - поправочный коэф-
фициент - соотношение объемов сухих и влажных газов при сжигании топлива в
стехиометрическом объеме воздуха (берется из табл. V-2).
Отношение действительного объема сухих газов к их теоретическому
объему находится по формуле
__________(COt)niax
= (СО,)\хЧЛСО)'ух+(СН4)'ух
(V-2)
где (СО2)тах - содержание СО2 в сухих топочных газах при полном сгора-
нии топлива в стехиометрическом объеме воздуха; значения (СО2)тах приведены в
табл. V-2 или могут быть подсчитаны на основании данных анализа по формулам:
при полном сгорании
(СО2)тах=
(СО2)'УХ 100
100 — 4,76 (О,)'ух ’
(V-3)
при неполном сгорании
(СО2)тах =
____________[(COt)ryx4- (СО)'УХ4- (ОУухРОО__________________
100- 4,76 [(О,)'ух —0,5 (Н,)'ух — 2 (СН4)'ух -0,5 (СО)'^
(V-4)
198
Таблица V-3
Состав и теплотехнические характеристики продуктов полного сгорания
топочного мазута
Состав сухих продуктов сгорания, % h а Калориметричес- кая температура горения*, °C
RO, Лл о2 n2
16,5 0,0 83,5 1,00 1,00 2100
16,3 0,3 83,4 1,01 1,01 2080
16,0 0,6 83,4 1,03 1,03 2040
15,8 0,9 83,3 1,05 1,05 2020
15,6 1,2 83,2 1,06 1,06 2000
15,4 1,4 83,2 1,07 1,07 1980
15,2 1,7 83,1 1,08 1,08 1970
15,0 1,9 83,1 1,10 1,09 1960
14,8 2,2 83,0 1,11 1,10 1940
14,6 2,4 83,0 1,13 1,12 1910
14,4 2,7 82,9 1,15 1,14 1890
14,2 2,9 82,9 1,16 1,15 1870
14,0 3,2 82,8 1,18 1,17 1850
13,8 3,4 82,8 1,20 1,19 1830
13,6 3,7 82,7 1,21 1,20 1820
13,4 4,0 82,6 1,23 1,22 1800
13,2 4,2 82,6 1,25 1,24 1780
13,0 4,5 82,5 1,27 1,25 1750
12,8 4,7 82,5 1,29 1,27 1730
12,6 5,0 82,4 1,31 1,29 1710
12,4 5,2 82,4 1,33 1,31 1700
12,2 5,5 82,3 1,35 1,33 1680
12,0 5,7 82,3 1,37 1,35 1660
11,8 6,0 82,2 1,40 1,38 1640
11,6 6,2 82,2 1,42 1,40 1620
Н.4 6,5 82,1 1,45 1,42 1600
11,2 6,7 82,1 1,48 1,45 1580
11,0 7,0 82,0 1,50 1,47 1550
* Максимальная температура горения, подсчитанная без учета диссоциации
продуктов сгорания.
При сжигании газа с недостаточным для полного сгорания количе-
ством воздуха и значении Л<1 расчет q производится по формуле:
9ух —
СЛ-100
(V-5)
199
Эффективность использования мазута можно определить по табл. V-3,
в которой приведены теплотехнические характеристики продуктов пол-
ного сгорания тяжелого мазута в зависимости от содержания в них
RO2(CO2+SO2).'Применяя эту таблицу, можно оценить правильность ана-
лиза продуктов сгорания и найти коэффициенты избытка воздуха а и
разбавления сухих продуктов сгорания h. Величина /тах в табл. V-3 - ка-
лориметрическая (теоретическая) температура горения топлива.
Пример V-1. Пусть состав газов при сжигании топочного мазута будет:
RO2=12,0%, О2=5,7%. Определить коэффициенты а и Л.
По табл. V-3 для газов такого состава находим: коэффициент избытка воздуха
а =1,35, коэффициент разбавления сухих продуктов сгорания h =1,37;
(V-6)
2) потери тепла из-за химического недожога (в %) определяются по
формуле:
Qrft-lOO
9хвв <2рн ’
где QT - теплота сгорания 1 м3 сухих топочных газов:
ег = 30,2 (СО)'ух+ 25,8 (Н2)'ух+ 85,5 (СН^. (V-7)
Величина QHP - низшая теплота сгорания газа, отнесенная к 1 м3 сухих
топочных газов, образующихся при сжигании топлива в стехиометричес-
ком объеме воздуха (берется из табл. V-2). Приведенные в формулах ве-
личины (СО2)’ух, (СО)'ух, (О2)’ух, (Hj)'^, (СН4)'ух - содержание диоксида и
оксида углерода, кислорода, водорода и метана в уходящих газах по дан-
ным лабораторного анализа;
3) потери тепла в окружающую среду (в%) для печей можно подсчи-
тать ориентировочно по формуле:
Qo.c^-lOO
q°-c *= GTQpB
(V-8)
где F - поверхность охлаждения печи; (7Т - расход топлива; потери тепла в окру-
жающую среду с 1 м2 поверхности печи q'o с составляют: в зимний период 4060 Вт/м2,
в летний период 2900 Вт/м2.
Потери тепла в окружающую среду для печей могут быть вычислены
по более точной формуле:
®п (/пов~ ^вз) . fV-91
<7о.с ₽=---1 >
где ап - коэффициент теплоотдачи от наружной поверхности печи к воздуху;
/пов - температура поверхности; /вз - температура воздуха.
200
Коэффициент ап, включающий коэффициенты теплоотдачи конвек-
цией и излучением, можно определить по номограмме в зависимости от
разности температур (7П0В - ZB3) и скорости воздуха (рис. V-1).
Рис. V-1. Номограмма для опре-
деления коэффициента теплоотдачи
от наружной поверхности трубчатой
печи к воздуху (цифры на кривых -
скорости движения воздуха)
Рис. V-2. Зависимость коэффициента
теплопроводности от температуры в слое
стены трубчатой печи: 1 - динасовый кир-
пич; 2 - шамотный кирпич; 3 - изоляцион-
ный кирпич и изоляционный материал
Для учета расположения и конфигурации печи вводят поправочные
множители: 0,7 (нижняя сторона) и 1,3 (верхняя сторона) - для горизон-
тальной поверхности; 0,95 - для вертикальной трубы; 0,8 - для горизон-
тальной трубы.
Температуру внешней поверхности печи измерить нелегко, поэтому
при расчете тепловых потерь обычно исходят из температуры внутрен-
ней поверхности. В общем случае тепловое сопротивление R сложной мно-
гослойной стены будет
(V-10)
где 5Р S2,..., Sn - толщина материала стены (огнеупорных кирпичей, изоляци-
онных и других материалов); Х2,..., Хп - теплопроводность материалов.
Средние значения коэффициентов теплопроводности X в зависимости
от средней температуры в слое стены /ст можно определить по рис. V-2.
Затем, используя номограмму рис. V-3, можно для каждого слоя по тем-
пературе горячей поверхности стены tr найти температуру ее холодной
поверхности tx ст и тепловые потери qT п Температура на границе первого
201
Рис. V-3. Номограмма для определения
тепловых потерь через стены трубчатой
печи (при различных значениях теплового
сопротивления)
слоя равна температуре горячей по-
верхности минус температу-
ра на границе второго слоя равна
температуре на границе первого слоя
минус (^П52)/Х2 и т- Д-
Для печей нефтезаводов потери
тепла qoc обычно составляют 3-5%. Таким образом, по приведенной ме-
тодике найдены все составляющие тепловых потерь и с помощью форму-
лы (V-15) может быть подсчитан КПД печи;
4) коэффициент избытка воздуха в уходящих топочных газах при хи-
мическом недожоге определяется по формуле:
________________________(Na)yx______________________
®ух= (NJ)yx-3,76[(O1yyx-0,5(COryx-0,5(H1)'yx-2(CH4)'yx] ’
(V-H)
В отсутствие химического недожога (СО)' = (Н2)'ух= (СН4)'ух - О
формула упрощается:
„ (N,)yx
у,_ (N,)yx-3,76 (О,)ух ’
(V-12)
где (О2) и (N2) - содержание кислорода и азота в уходящих газах.
Количество (N2) можно вычислить по формуле (в%):
(N2)yx = 100 - (СО2)ух - (О2)ух - (СО)ух - (СН^ - (Н2)ух; (V-13)
5) коэффициент полезного действия печи определяется по формуле:
т|п 100 - (#ух + 7х.н)*
(V-14)
Если потери тепла в окружающую среду qo с велики и могут быть оп-
ределены графически или из расчета, то коэффициент полезного действия
печи вычисляют по формуле:
^1п ^Х.Н +
(V-15)
202
2. Приборы для обследования печей
При проведении испытаний группа технологического контроля дол-
жна иметь необходимый набор приборов.
Приборы для анализа топочных газов. Для достижения наиболее эко-
номичной работы трубчатых печей, уменьшения потерь тепла с уходя-
щими газами, роста КПД, а также для уменьшения вредных выбросов в
атмосферу важным фактором является качество анализа дымовых газов.
Для этих целей предназначаются газоанализаторы. На основании дан-
ных этих приборов и ряда дополнительных измерений производятся на-
ладочные операции, позволяющие достичь необходимых результатов
работы печей.
Долгое время самыми доступными и популярными были химические
переносные газоанализаторы типа Орса (ГХП-100, ГХП-75, ГХП-3 и др.).
Действие этих газоанализаторов основывалось на поглотительной спо-
собности различных химических растворов, которые, вступая в реакцию,
поглощали соответствующие компоненты продуктов сгорания: сумму кис-
лотных газов RO2 (СО2, SO2, H2S), кислород О2 и окись углерода СО.
Также применялись газоанализаторы ВТИ-2 и ВТИ-3, которые кроме СО2,
О2 и СО? позволяют определять в уходящих газах содержание несгорев-
ших водорода, метана и тяжелых углеводородов.
Принцип работы газового хроматографа "Газохром 3101" основыва-
ется на методе газовой хромотографии (химико-физический метод раз-
деления смеси). Этот прибор анализирует сложные газы, в том числе про-
дукты горения газового топлива.
Недостатками этих приборов являются: невысокая точность измере-
ний, большая погрешность, влияние различных факторов на качество
измерений (температура окружающей среды, глазомер, качество приго-
товления растворов и т.д.), большое количество времени для проведения
анализов, необходимость дополнительных замеров и расчетов для опре-
деления тепловых потерь и других показателей, громоздкость приборов,
хрупкость (ГХП).
На смену им в настоящее время пришли современные компьютеризи-
рованные газоанализаторы. Наибольшее распространение получили га-
зоанализаторы, производимые фирмой "ДИТАНГАЗ" (г. Нижний Нов-
город). Это переносные компьютеризированные газоанализаторы ДАГ-
16 и ДАГ-500, а также автоматизированная стационарная многоканаль-
ная система контроля выбросов загрязняющих веществ в дымовых газах
АСКЗВ.
203
Г азоанализаторы ДАГ-16 и ДАГ-500 являются многофункциональны-
ми измерительными приборами высокого класса с широкими возможно-
стями. Они могут применяться для технического мониторинга и исполь-
зования в различных областях, включая химию, разработку различных
технологий, создания топливных установок и двигателей. Приборы обес-
печивают оптимизацию технологических процессов, позволяя тем самым
снизить потребление топлива и выбросы вредных веществ в окружаю-
щую среду.
Эти газоанализаторы представляют собой законченные портативные
многофункциональные приборы со средствами отбора пробы, обработ-
ки данных и регистрации результата на термобумаге и электронных но-
сителях информации.
Преимуществом этих приборов является большое количество измеря-
емых газов (в зависимости от числа сенсоров от 2 до 6 можно измерять
О2, SO2, H2S, на основании О2 прибор рассчитывает СО2), измерение тем-
ператур воздуха, уходящих газов, давления/разрежения. Приборы опе-
ративно просчитывают и выдают данные потерь тепла с уходящими га-
зами и от химического недожога, а также суммарные потери и значение
коэффициента избытка воздуха.
Удобство эксплуатации приборов (вся информация выводится на дис-
плей приборов), высокая точность измерений (СО2, О2 - 0,1%, остальные
газы 1 ppm, что составляет 0,0001%), широкий диапазон и небольшая
погрешность измерений, быстрота проведения замеров и выдачи инфор-
мации, наличие памяти на 200 мест и встроенного принтера, возможность
наблюдения за процессом горения в динамике, компактность приборов,
сравнительно невысокая стоимость делает их наиболее популярными на
сегодняшний день.
Все вышеперечисленные технические характеристики приборов ДАГ
относятся и к газоанализаторам IMR различных модификаций (произ-
водства Германии), которые и послужили прообразом для создания ДАГ.
Преимуществом их перед ДАГ является возможность более широкого
сброса данных на дисплей, несколько более высокая точность замеров, а
недостатком относительно ДАГ - большие габариты и высокая стоимость.
Наиболее современными на сегодняшний день являются немецкие га-
зоанализаторы типа "TESTO". Помимо всех вышеперечисленных досто-
инств эти приборы являются самыми компактными и имеют возможность
дистанционного управления. На рис. V-4 показан газоанализатор
"TESTO-350".
Из применяемых на сегодняшний день современных газоанализато-
ров можно выделить стационарные микропроцессорные газоанализато-
204
205
Рис. V-4. Газоанализатор "Testo-350": 1 - газозаборный зонд; 2 - конденсатоуловитель с фильтром; 3 - бокс-анализатор;
4 - соединительный кабель; 5 - блок пробоподготовки; 6 - блок индикации; 7 - зонд для измерения температуры; 8 - зонд для
измерения относительной влажности; 9 - зонд для измерения давления; 10 - зонд для измерения давления и трубка Пито для
измерения скорости потока газов; 11 - ИК-принтер; 12 - программное обеспечение
ры Series 300 и Series 350 фирмы "PANAMETRICS LTD" (Ирландия). Это
газоанализаторы дымовых газов с датчиком кислорода на основе оксида
циркония. Приборы также обладают высокой точностью измерений.
Приборы для измерения малых давлений и разрежений. Для измерения
давлений, незначительно превышающих атмосферное, или разрежений
используют тягомеры. Такой прибор, представляющий собой заполнен-
ную подкрашенной водой стеклянную U-образную трубку, дает погреш-
ность измерений ±9,8 Па. Более удобны для подобных измерений тяго-
напоромеры типа ТНЖ, которые позволяют измерять тягу с точностью
до 1-2 Па. Тягонапоромеры ТНЖ изготовляются со следующими преде-
лами шкалы: 160, 250,400, 630 и 1000 Па.
110
Рис. V-5. Термопара: 1 - крышка; 2 - винт; 3 - асбестовый шнур для уплотнения;
4 - штуцер для вывода проводов; 5 - фарфоровая колодка; 6 - корпус головки; 7 - фла-
нец; 8 - одноканальные изоляторы: 9 - защитная труба; 10 - фарфоровый наконечник;
11 - спай; 12 - зажимы; 13 - прокладка; 14 - крепление для проводов; 15 - крепление
проводов; 16 - винт
206
Приборы для измерения температуры. Для обследования трубчатых
печей применяют как стационарные приборы, установленные в опера-
торных помещениях технологических установок, так и переносные для
периодических замеров.
Температуру в печах измеряют контактными и бесконтактными при-
борами.
В комплект контактного измерительного устройства входят: термо-
пара, электрический измерительный прибор (вторичный прибор), соеди-
нительные и компенсационные провода. Термопара (рис. V-5) состоит из
двух сваренных между собой (одним концом) термоэлектродных прово-
лок, изолированных одна от другой фарфоровыми или шамотными одно-
или двухканальными соломками и бусами, выдерживающими нагрев до
1400 °C [30].
Выбор термопар определяется верхним пределом измерения темпера-
туры табл. V-4. Если для данного диапазона измерения температур при-
менимо несколько типов термопар, то предпочтение отдается той, кото-
рая развивает наибольшую ЭДС.
Таблица V-4
Характеристика термоэлектрических преобразователей
Материал термоэлектродов и его тип Условное обозна- чение градуи- ровки Диапазон измерения температур, °C ТермоЭДС, мВ, при температуре рабочего конца 100 °C и свобод- ного 0 °C
длительно кратковре- менно
от до до
Хромель-алюмелевый - ТХА* -50 1000 1300 5,1
Хромель-копелевый, ТХК тк -50 600 800 6,95
Платинородиевый - пла- тина, ТПП ПП-1 -20 1300 1600 0,643
Платинородиевый, ТПР ПР-30/6 300 1600 1800 —
Примечание. Под длительным применением подразумевается работа в неагрес-
сивной для данного преобразователя среде сроком до 1000 ч при условии измене-
ния градуировки не более чем на 1 °C, под кратковременным - работа в тех же
условиях в течение 1-2 ч.
* Наиболее стойкий в окислительной среде, в восстановительной среде и в ат-
мосфере серосодержащих газов быстро разрушается.
Материал термопар должен обладать: стабильностью термоэлектри-
ческих характеристик, что обеспечивает точность и надежность резуль-
207
татов измерения и исключает необходимость в частых переградуиров-
ках; механической прочностью и пластичностью; термоэлектрической
однородностью, что обеспечивает независимость термоЭДС термопары
от распределения температур.
Для высокотемпературных печей применяют термопары платиноро-
диевые - платиновые типа ТПП. На срок службы и точность этих термо-
пар большое влияние оказывает окружающая среда. Они устойчивы в
окислительной среде, но очень чувствительны к воздействию восстано-
вительной среды, особенно при содержании в ней оксида углерода, а так-
же оксидов металла и кремнезема. При длительной эксплуатации в вос-
становительной среде в условиях высоких температур электроды термо-
пар становятся хрупкими, разрушаются и изменяют показания градуи-
ровки. Поэтому они нуждаются в надежных защитных газонепроницае-
мых трубчатых чехлах.
Термопары хромель-алюмелевые диаметром 3,2 мм нашли широкое
распространение для длительных измерений температуры до 1000 °C в
защитном чехле из стали Х27. В чехле из стали 12Х18Н10Т их можно при-
менять до 800 °C. Однако при надежной защите этих термопар от воздей-
ствия среды их применяют при более высоких температурах - до 1300 °C.
Точность измерения температуры термопарой корректируется поправ-
кой на температуру холодного спая. Ее следует поддерживать по возмож-
ности постоянной (например, термостатированием), мало зависящей от
температуры окружающей среды. Если температура свободных концов
отличается от температуры, при которой производилась градуировка
(обычно 0°С), то вводят поправку к измеряемой температуре.
Один от другого и от защитного чехла (гильзы) термоэлектроды дол-
жны быть надежно электрически заизолированы, так как нарушение изо-
ляции вызывает искажение (обычно занижение) показаний температуры.
Для измерения термоЭДС применяют электронные автоматические по-
тенциометры. Это показывающие и самопишущие приборы с автомати-
ческой компенсацией изменения температуры свободных концов термо-
преобразователей. Класс точности автоматических электронных потен-
циометров 0,5 или 1,0.
В переносных потенциометрах типа ПП-1 и ПП-2 компенсация тер-
моЭДС осуществляется вручную; допустимая погрешность измерения
±0,25% верхнего предела шкалы.
Отсасывающие пирометры. В практике измерения высоких темпера-
тур дымовых газов используют отсасывающие пирометры. Основными
элементами отсасывающих пирометров являются: термопара, помещен-
ная в охлаждаемый корпус, система экранов и устройство для отсоса га-
208
зов. Один от другого и от защитного чехла термоэлектроды изолирова-
ны жесткими элементами (трубочки "соломка", бусы одно- и двухканаль-
ные) из кварца (до 1100°С), из фарфора (до 1200 °C), из фарфора с повы-
шенным содержанием глинозема (до 1350 °C); керамическими материа-
лами и стеклоэмалями, наносимыми методами протяжки.
От лучистого теплообмена термопару защищают экраном в виде од-
ной или нескольких (не более пяти) концентрических трубок и искусст-
венным отсосом газа через термопару. В качестве материалов для изго-
товления экранов термопар применяют: при измерении температуры га-
зов до 800 °C - углеродистую сталь, выше 800 °C - легированную сталь
(Х27, Х25Т, 12Х18Н9Т и др.), а также керамические материалы (фарфор,
алунд, плавленый корунд и шамот). Экранированные термопары с отсо-
сом газа, предназначенные для замера высоких температур, помещают в
металлический корпус, охлаждаемый водой. Для отсоса газа используют
паровые или воздушные эжекторы.
Погрешность при работе с экранированными термопарами, даже при
высоких скоростях отсоса газа (100-120 м/с), может составить 2-3%.
В качестве рабочего пирометра при испытаниях и исследованиях мож-
но рекомендовать двухэкранный отсасывающий пирометр (рис. V-6). При
изготовлении экранов из легированной жаропрочной стали погрешность
измерения данным пирометром составляет 0,8; 1-8 и 12 °C соответствен-
но при температуре газа до 800 °C; 800-1000 и 1200 °C [31].
Рис. V-6. Двухканальный отсасывающий пирометр: 1 - торцевые экраны; 2, 3 - ра-
диальные экраны; 4 - термопара; 5 - втулка из пористого огнеупорного материала;
6 - охлаждаемый удлинитель; 7 - хлорвиниловая изоляция
Измерение температуры тела по излучению применяют в высокотем-
пературных печах для определения температуры огнеупорной обмуров-
ки топки, стенки трубы змеевика и опорных деталей. В промышленности
используют оптические, радиационные и фотоэлектрические пирометры.
Принцип действия оптических пирометров основан на сравнении интен-
209
сивности излучения волн определенной длины нагретым телом и регули-
руемым источником излучения, температура которого известна. При теп-
лотехнических обследованиях чаще всего применяют оптические пиро-
метры с исчезающей нитью переменного накала: Оппир-017, Оппир-55 и
Проминь. Источник питания последних двух пирометров помещен в ручку
прибора. Схема оптического пирометра показана на рис. V-7. Приборы
Оппир предназначены для измерения температуры в диапазоне двух шкал
800-1400 °C и 1200-2000 °C.
Рис. V-7. Оптический пирометр типа ОППИР: а - схема прибора; 1 - излучатель;
2 - объектив: 3 - поглощающее стекло; 4 - пирометрическая лампа; 5 - окуляр; 6 - крас-
ный светофильтр; 7 - диафрагма; 8 - показывающий прибор; 9 - выключатель питания;
10 - аккумулятор; 11 - реостат; б - яркость нити накаливания при измерении: I - пра-
вильное измерение - температуры нити и излучателя равны; II и III - неправильное
измерение - неравенство температур нити и излучателя
Нагрев вольфрамовой нити лампы прибора до температуры выше
1400°С приводит к изменению ее характеристик. Поэтому при необходи-
мости измерения более высоких температур включают поглощающий
светофильтр. Каждый пирометр имеет индивидуальную градуировку, что
объясняется неидентичностью характеристик пирометрических ламп. При
замене лампы шкала прибора должна быть переградуирована. Поправ-
ки в показания оптических пирометров не вводятся. Допустимая погреш-
ность составляет 2% от верхнего предела шкалы. Не реже 1 раза в 4 года
оптические пирометры подлежат проверке в органах Госстандарта.
Измерение тепловых потоков. Для измерения локального теплообме-
на в топке широко используют переносной термозонд ВНИИМТа
(рис. V-8). Прибор имеет два теплоприемника, что позволяет измерять
одновременно падающие и обратные (от стенки) тепловые потоки. Теп-
ловой поток в каждом из двух термоприемников фиксируется по разно-
сти температур в металлической стенке термоприемника [30]. В термо-
зонде ВНИИМТа термовоспринимающая поверхность выполнена из
стали 12Х18Н10Т толщиной 8 мм; температура охлаждающей воды при-
нята 30°С.
210
Рис. V-8. Термозонд: 1 - удли-
нитель; 2 - соединительные про-
вода; 3 - теплоприемник; 4 - тер-
мопара; 5 - патрубки для вывода
термопар
Рис. V-9. Вставка для изме-
рения теплового потока в эк-
ранной трубе: 1 - цилиндр; 2 -
термопары; 3 - продольные
пазы; 4 - трубка для вывода
электродов
Тепловые потоки в топках определяют
также по разности температур в стенке эк-
ранной трубы. Для этого в экранные трубы
вваривают вставки с вмонтированными в
них термопарами [30]. Вставка представля-
ет собой цилиндр с толщиной стенки
8-10 мм, в которой выполнены каналы для
размещения двух термопар на расстоянии
1,5 мм от внутренней поверхности и 0,8 мм
от наружной поверхности (рис. V-8). Термо-
пары вводят по периметру вставки запод-
лицо с наружной поверхностью, а затем вы-
водят через выводную трубку на противо-
положной стороне за пределы обмуровки.
Вставка, конструкция которой изображена
на рис. V-9, предназначена для регистрации
локального теплового потока на лобовой
образующей экранной трубы.
Расчетная формула для определения теп-
лового потока имеет вид:
д = А~
(V-16)
где А - поправочный коэффициент, определяемый тарировкой: учитывает рас-
течку тепла, неточность в измерении диаметров, на которых расположены спаи
термопары dx и d2, индивидуальные особенности конструкции и конкретные усло-
вия эксперимента; tx-t2 - фиксируемая термопарами разность температур; dx, d2 -
диаметры, на которых расположены термопары в стенке вставки; А, - коэффициент
теплопроводности металла вставки.
211
3. Ревизия технического состояния элементов конструкции печей
Согласно нормативам ИТН-93 [32], установлены сроки выполнения
ревизии элементов печей и методы ее проведения в период ремонта. В
ревизию печи входят следующие операции:
♦ осмотр и обмер набором скоб наружной поверхности печных труб
радиантной секции и части труб камеры конвекции (в доступных местах)
с целью обнаружения возможных дефектов (отдулин, трещин, пережо-
гов, свищей, прогаров, прогибов);
♦ определение степени износа стенок труб измерением их внутренне-
го диаметра с использованием нутромеров, обеспечивающих точность
±0,5 мм;
♦ измерение в местах максимальной скорости износа змеевика толщи-
ны стенок труб с точностью ±0,5 мм ультразвуковыми толщиномерами;
♦ выборочное измерение твердости металла печных труб и двойни-
ков (или калачей) твердомерами - в период капитальных ремонтов или в
случае аварийных остановок печей.
Отдельные трубы конвекционных камер печей, недоступные для ре-
визии наружной поверхности, по указанию работников службы техни-
ческого надзора СТН подлежат демонтажу и контролю.
Состояние двойников контролируется при каждом ремонте печи. Ви-
зуально через лупу определяют, не появились ли дефекты в корпусе двой-
ника: трещины, раковины, остаточные деформации ушек (буртов), износ
внутренней поверхности, особенно уплотнительного пояска в гнезде проб-
ки. Ультразвуковым толщиномером один раз в четыре года измеряют
толщину стенок, которые подвергаются усиленному коррозионно-эрози-
онному износу (перемычки между гнездами пробок, боковые стенки и
др.). Диаметр гнезда и глубину уплотнительных канавок под развальцовку
измеряют каждый раз перед монтажом новых труб взамен отбракован-
ных. Твердость металла корпуса двойника определяют не менее чем в трех
местах.
Ревизия калачей заключается во внешнем осмотре их с целью выявле-
ния трещин и состояния сварных швов, в определении толщины стенок
ультразвуковыми толщиномерами, в проверке твердости металла при
аварии. Сварные швы контролируют неразрушающим методом в объеме
не менее 5% от числа сварных швов один раз в пять лет.
В печах с пружинными опорными элементами при ревизии измеряют
натяжение пружины, расстояние калачей от пода и зазоры между направ-
ляющими стержнями и втулками в поде печи. Обращают внимание на
герметичность соединения заглушек с обшивкой печи в местах нижних
подвижных опор.
212
Проверка состояния металлоконструкции каркаса и гарнитуры печи
включает следующие виды контроля: внешний осмотр и обстукивание
молотком деталей и узлов, а также просвечивание или ультразвуковую
дефектоскопию наиболее ответственных элементов; последнюю выпол-
няют по указанию работников службы технического надзора.
Ревизия строительной части печи заключается в осмотре обмуровки
торцевых и боковых стен, пода, свода, перевальных стен, а также кронш-
тейнов и подвесок для крепления кирпичей, обмуровочных плит. Конт-
ролируется состояние футеровки дымовой трубы, борова, горелочных
амбразур. Проверку футеровки на вертикальность производят рейкой
длиной 2 м и отвесом, а на горизонтальность - рейкой и уровнем. Разме-
ры впадин и выпуклостей футеровки проверяют отвесом и рейкой. Со-
стояние температурных швов и заполнение их асбестовым шнуром конт-
ролируют отвесом и шаблоном, равным ширине шва. Вертикальность
дымовых труб проверяют один раз в год теодолитом.
Приборы и инструменты. Дефекты деталей трубчатых печей обнару-
живают специальными измерительными инструментами и приборами.
Чтобы выявить увеличение размера (отдулин), измеряют наружный диа-
метр печных труб по всей длине змеевика набором скоб (рис. V-10). Точ-
ность измерения скобами ±0,5 мм. Их изготовляют из углеродистой или
легированной стали толщиной до 6 мм. Предельный размер скобы, уста-
навливаемый в зависимости от механических свойств металла змеевика
при высоких температурах, на 4-6 мм больше номинального размера на-
ружного диаметра печной трубы для термокрекинга, каталитического
крекинга и др., для печей пиролиза ЭП-300 с центробежнолитыми труба-
ми (45Х25Н20, 45Х25Н35) - на 10-12 мм. Для труб из сталей, имеющих
при повышенных температурах достаточную пластичность (например, из
стали 15Х5М), допустимо увеличение размера по наружному диаметру
Рис. V-10. Одно- (а) и многоразмерные (б) скобы
для измерения наружного диаметра печных труб
213
на 3-5%. Исходя из этого предельный размер скобы для измерения на-
ружного диаметра должен быть следующим для пластических сталей
D = (1,03- 1,05) JH, (V-17)
для аустенитных сталей печей пиролиза
D = (1,08-1,1) da, (V-18)
где dK - наружный диаметр новой трубы.
Во избежание износа губок скобы в них запаиваются пластинки из
победита. Скоба, изображенная на рис. V-10 б, используется для обмера
наружного диаметра труб и имеет три точных калибровочных размера,
что удобно для быстрого определения размера отдулины.
Для замера внутреннего диаметра печных труб, соединенных двойни-
ками, применяют нутромеры. На рис. V-11 а показан механический (ры-
чажный) нутромер. Расстояние от оси до шкалы прибора в 2 раза больше
длины его ножек. Поэтому шкала имеет крупные деления, что удобно
при пользовании нутромером. Чтобы прибор не давал погрешностей при
замерах и ножки его не изнашивались, в них запаяны победитовые плас-
тинки. Определенное усилие развода ножек нутромера и прижатие их к
трубе создается упругостью стальной проволочной пружины, концы ко-
торой заделаны в отверстия ножек.
Нутромер лучше всего изготовлять из полосовой нержавеющей стали
толщиной 3 мм. На каждый диапазон внутренних диаметров печных труб
следует иметь отдельный нутромер. Достоинствами механического нут-
Рис. V-11. Нутромеры для измере-
ния внутреннего диаметра концов
печных труб: а - рычажный; б - мик-
рометрический; 1 - крепление; 2 - пла-
стинка из победита
214
ромера являются простота, надежность конструкции и возможность бы-
стро производить замеры. Недостатки: ограниченная возможность заме-
ра на глубину 0,5 м и сравнительно невысокая точность (0,3 мм).
Более высокой точности замеров внутренних диаметров печных труб
на глубину до 1 м можно достигнуть микрометрическим индикаторным
нутромером (рис. V-11 б). В рабочей части прибора на осях закреплены
три рычажка с роликами, расположенные под углом 120° один к друго-
му. При замерах ролики перекатываются по внутренней поверхности тру-
бы и в случае изменения ее внутреннего диаметра перемещают концы
рычажков; последние, поворачиваясь вокруг осей, передвигают стержень
прибора, связанного с индикаторной головкой. Для нее может быть при-
способлен серийный индикатор с часовым механизмом.
Скрытые дефекты и утоньшение стенок печных труб могут быть обна-
ружены физическими приборами неразрушающего контроля. Достаточ-
но высокую точность измерений получают, применяя ультразвуковые
толщиномеры, характеристики которых приведены в табл. V-5.
Таблица V-5
Характеристика ультразвуковых толщиномеров
Толщино- мер Диапазон толщины, мм Цена деления, мм Погреш- ность изме- рения, мм Память АТ,°C Масса, г
УТ-93П Россия 0,5-ь 1000 0,01 ±0,1 — -10+50 400
ТУЗ-1 Россия 0,6+300 0,1 ±0,1 2400 -10+50 400
СКАТ-4000 Россия 0,6+200 0,01 ±0,05 4000 -10+50 300
ДМ4М Г ермания 0,5+500 0,01 ±0,05 (Н=25) 2679 -10+50 255
ДМ8 Германия 0,25+500 0,01 ±0,05 (Н=25) 8000 -10+50 1000
Sonagagell Англия 0,75+200 0,01 ±0,1 — -10+50 309
Alphagage Англия 0,6+500 0,01 ±0,1 8000 -10+50 880
Определение толщины изделия при одностороннем доступе к нему
осуществляется ультразвуковым эхо-импульсным методом с применени-
ем прямых совмещенных или раздельно совмещенных пьезопреобразо-
вателей. Определение толщины при этом производится в диапазоне от
215
долей до десятков миллиметров. Измеряется время прихода импульса,
отраженного от донной поверхности, и расчет толщины материала про-
изводится с учетом скорости распространения ультразвуковой волны в
материале и- времени ее задержки в призме преобразователя. В настоя-
щее время наряду с традиционными цифровыми толщиномерами, кото-
рые оснастили памятью, разработаны толщиномеры с дополнительным
экраном и толщиномеры с регистрацией рельефа изделия для выявления
расслоений металла, неметаллических включений, коррозионных изме-
нений. При контроле толщины по горячим поверхностям (до 500 °C) не-
обходимо применять специальные датчики, созданные в ГрозНИИ, или
импортные приборы ДМ-1 [33]. Этими же приборами оценивают и глу-
бину коррозионных язв. Метод требует непосредственного контакта дат-
чика прибора с поверхностью труб. Содержимое трубопроводов на ре-
зультаты замеров не влияет. Для обеспечения акустического контакта
между датчиком и поверхностью труб применяют специальную много-
компонентную пасту.
Твердость металла труб измеряют твердомерами выборочно в период
капитальных ремонтов, аварийных остановок, а также при размещении
в печи новых труб. Твердость металла удобно замерять ручным динами-
ческим прибором Польди.
В последнее время широко используются приборы, которые работа-
ют на основе метода ультразвукового импеданса и так называемого ме-
тода отскока шарика.
Принцип измерения первого метода: алмазная пирамидка для измере-
ний по Викерсу закреплена на конце металлического стержня, который
под действием пьезоэлектрического устройства колеблется на определен-
ной частоте. Когда алмазная пирамидка внедряется в материал, метал-
лический стержень меняет резонансную частоту, это изменение зависит
от площади контакта и является мерой оценки твердости.
Второй метод основан на регистрации начальной скорости металли-
ческого шарика и скорости его отскока от контролируемой поверхности.
По соотношению скоростей падения и отскока оценивается величина твер-
дости.
Приборы снабжены шкалами пересчета твердости в необходимые еди-
ницы (табл. V-6).
Для ревизии двойников применяют два инструмента: 1) несколько из-
мененную конструкцию серийного штангенциркуля для измерения тол-
щины перемычек двойника (рис. V-12) и 2) прибор рычажного типа для
замеров толщины стенок корпуса двойника, изготовленный из полосо-
вой нержавеющей стали толщиной 4 мм (рис. V-13).
216
Таблица V-6
Характеристика приборов по замеру твердости металла
Твердо- мер Принцип работы Шкала твердости Шерохо- ватость Темпера- тура, °C Масса, кг Память
ТЭМП-2 Россия На основе отскока шарика (22-68) HRS (100-450) НВ (100-950) HV (22-99) HSD Ra=2,5 -15+55 0,4 99
DynaMIC Германия На основе отскока шарика (20-70) HRS (75-700) НВ (75-1000) HV Ra=2 -15+55 0,3 1350
ТДМ-1 Россия На основе отскока шарика (20-70) HRS (90-450) НВ (375-850) HV Ra=2,5 -10+45 0,3 999
Konstanta К5УД Россия УИ (20-70) HRS (95-450) НВ (230-940) HV Ra=2,5 5+40 0,4 Нет
Microdur MIC 10 DL Германия УИ (20-68) HRS (76-618) НВ (0-999) НУ Ra=2 0+50 0,3 1800
Примечание. УИ - ультразвуковой импеданс.
Рис. V-13. Прибор для измерения толщины стенок корпуса двойника
217
Глава VI
РАБОТОСПОСОБНОСТЬ И ДОЛГОВЕЧНОСТЬ
ЭЛЕМЕНТОВ КОНСТРУКЦИИ
ТРУБЧАТЫХ ПЕЧЕЙ
1. Дефекты трубчатых змеевиков печей
нефтеперерабатывающих установок
В практике эксплуатации печей нефтеперерабатывающих заводов
встречаются следующие дефекты трубчатых змеевиков:
♦ износ труб (особенно на концах) по внутренней поверхности;
♦ хрупкое разрушение труб;
♦ местные деформации труб с образованием отдулин вследствие ло-
кальных перегревов;
♦ наружное обгорание труб (высокотемпературная коррозия);
♦ образование сквозных свищей и прогаров в трубах;
♦ наружная коррозия труб змеевика и дымовых труб печи продукта-
ми сгорания топлива (низкотемпературная коррозия).
Износ печных труб по внутренней поверхности наиболее часто возни-
кает в змеевиках печей установок АТ, АВТ, ВТ (первичная переработка
нефти), а также установок термокрекинга, гидроочистки, риформинга и
других установок (вторичная переработка углеводородного сырья). По
заводским данным, количество замененных печных труб вследствие из-
носа внутренней поверхности составляет около 25-40% от общего числа
замененных труб в течение года.
Интенсивность износа внутренней поверхности трубчатого змеевика
в основном зависит от агрессивности перерабатываемого сырья. Кроме
того, большое значение имеют температура нагрева и давление сырья,
скорость движения потоков, а также коррозионная стойкость материала
печных труб. При содержании в сырье хлоридов, сернистых соединений
и серы нагрев его до высоких температур приводит к распаду указанных
компонентов и образованию агрессивной среды.
Так называемая хлоридная коррозия наблюдается, главным образом, в
печах первичной переработки при недостаточной очистке нефти от плас-
товой воды с растворенными в ней минеральными солями.
Гидролиз этих солей сопровождается выделением хлористого водо-
рода. Наиболее легко гидролизу подвергается хлорид магния:
218
MgCl2 + H2O MgOHCl + HC1,
MgCl2 + 2H2O Mg(OH)2 + 2HC1.
Аналогично, но при более высоких температурах гидролизуются соли
кальция и натрия. Скорость гидролиза увеличивается с повышением тем-
пературы. При 343 °C гидролизу подвергается 90% хлорида магния. Даже
небольшое количество образовавшегося хлористого водорода при нали-
чии сероводорода, который появляется при переработке сернистого сы-
рья, резко интенсифицирует коррозионное разрушение металла печных
труб. Это объясняется реакциями между железом, сероводородом и хло-
ристым водородом. На железе образуется пленка сернистого железа, ко-
торая разрушается хлористым водородом с образованием растворимого
в воде хлорида железа и сероводорода:
FeS + 2НС1 -> FeCL + H9S.
Хлоридная коррозия наблюдается при 205 °C в конвекционных секци-
ях трубчатых змеевиков. Из-за трудного доступа к трубам при ревизии
их состояния не всегда удается определить степень износа стенок, поэто-
му возможна сквозная коррозия труб. Этот дефект печных труб можно
предотвратить лучшей подготовкой сырья, т. е. снижением содержания
хлоридов в сырье до минимального.
В печах установок, перерабатывающих сернистое сырье, не содержа-
щее хлоридов, наиболее агрессивным агентом является сероводород, кор-
розионная активность которого с повышением температуры резко уве-
личивается (рис. VI-1).
Высокотемпературная сероводородная коррозия железа, входящего в
состав стали печных труб, протекает по уравнению
Fe + H2S -> FeS + Н2.
Развитие коррозии обусловлено диф-
фузией ионов железа в газовую среду че-
рез поверхностную пленку, которая обо-
гащается серой. При этом вначале обра-
зуется нестойкое соединение FeS2, кото-
рое при повышении температуры распа-
дается с выделением элементной серы и
значительно более термостойкого FeS.
Рис. VI-1. Зависимость скорости сероводород-
ной коррозии от температуры
219
Сульфид железа, покрывая поверхность металла, защищает ее от быст-
рого разрушения. Термодинамическая возможность существования суль-
фида железа (а следовательно, и сероводородная коррозия железа) опре-
деляется температурой и парциальным давлением сероводорода в газо-
вой среде.
Коррозионная активность сероводорода резко повышается с увеличе-
нием концентрации и возрастанием температуры более 500 °C; при тем-
пературах ниже 260-270 °C газовые смеси, содержащие любые концент-
рации сероводорода, малоагрессивны. Установлено, что в интервале
260-650°С с увеличением температуры на 100 °C скорость коррозии воз-
растает в 2-4 раза. Это объясняется тем, что поверхностная пленка ме-
талла становится несплошной и рыхлой, поэтому сероводород более сво-
бодно проникает в металл, реагируя с железом.
Коррозионные процессы неразрывно связаны с технологическими
процессами переработки сырья. Если в обычных процессах перегонки и
термического крекинга нефтяного сырья сера и сернистые соединения в
значительных количествах переходят в продукты переработки, то в ката-
литических процессах гидроочистки и риформинга почти вся сера и сер-
нистые соединения в виде сульфидов, дисульфидов, тиофенов и других
менее агрессивных соединений при наличии водородсодержащего газа
превращаются в сероводород. Поэтому на установках гидроочистки ди-
зельных топлив и каталитического риформинга имеется большая опас-
ность возникновения интенсивной коррозии.
Многие материалы печных труб оказываются нестойкими в средах,
содержащих сероводород. Это особенно относится к углеродистым сред-
нелегированным сталям, работающим в условиях температур выше 400°С.
Так, на установках термического крекинга в печах легкого сырья ско-
рость коррозии печных труб из стали 15Х5М достигает 5-6 мм/год, т. е.
трубы эксплуатируются менее одного года. Наиболее интенсивный из-
нос печных труб на этих установках наблюдается при 440-490°С, когда
начинается образование сероводорода из сероорганических соединений
в нагревательной части печи. Затем при более высокой температуре вслед-
ствие крекинга сырья и отложения слоя кокса на поверхности труб ско-
рость коррозии снижается. Для такого режима эксплуатации труб более
стойкой оказывается сталь Х9М. Применение труб из сталей с большим
содержанием хрома обеспечивает довольно продолжительный срок их
службы.
Коррозионный процесс разрушения стали при высоких температурах
замедляется, так как образуются стойкие поверхностные пленки. Наруж-
ный слой пленок, состоящий из FeS и FeS2, не содержит хрома, имеет
220
рыхлое строение и способен отслаиваться. Внутренний же слой, обладая
повышенной адгезионной способностью, соединен с основным металлом,
имеет шпинельную структуру, состоит из смешанных сульфидов хрома и
железа и часто содержит больше хрома, чем основной металл. Такой слой
надежно защищает металл от коррозии, интенсивность которой обратно
пропорциональна толщине пленки и особенно велика в начальный пери-
од эксплуатации труб. Затем скорость коррозии уменьшается. Прочность
и плотность пленок на металле зависит от цикличности процессов. Теп-
лосмены - нагревы и охлаждения - приводят к разрыхлению и отслаива-
нию пленок под влиянием термических напряжений, что прежде всего
заметно при частых процессах регенерации, проводимых на установках.
О возможных областях использования углеродистых и легированных
сталей в средах, содержащих водород, можно судить по рис. VI-2.
Рис. VI-2. Графики областей применения сталей различных марок: а - по содержа-
нию компонентов; 1 - сталь, 2% Сг и 0,5% Мо; 2 - сталь, 1% Сг и 0,5% Мо; 3 - углероди-
стая сталь, 0,5% Мо; 4 - углеродистая сталь (А - область обезуглероживания, Б - водо-
родная коррозия); t - температура процесса; Рн - парциальное давление водорода;
б - по глубине науглероживания в условиях гидрориформинга при 565 °C и давлении
1,8 МПа; состав циркулирующего газа: 70-53% водорода, 15-22% метана; 15-25% этана
и пропана; 1 - сталь, 4-6% Сг и 0,5% Мо; 2 - сталь, 1,25% Сг и 0,5% Мо; h - глубина
науглероженного слоя стали; т - время эксплуатации
Внутренней коррозии в большой степени подвержены участки свар-
ных швов и сами швы печных труб. Для ревизии на внутреннюю корро-
зию в период капитальных ремонтов нужно выборочно вырезать образ-
цы и исследовать по всей длине трубы, наиболее длительно эксплуатиру-
ющиеся и работающие в более жестких условиях. Отдельные образцы
печных труб необходимо подвергать испытаниям на межкристаллитную
коррозию.
Хрупкое разрушение печных труб. В результате воздействия агрессив-
ных сред и длительного пребывания печных труб при высоких темпера-
турах и давлении микроструктура стали претерпевает значительные из-
221
менения, что часто сопровождается снижением характеристик прочнос-
ти и пластичности, т. е. возникает свойство "тепловой хрупкости".
Различают тепловую хрупкость первого и второго рода. Тепловая
хрупкость первого рода заключается в обратимом снижении ударной
вязкости стали, которая может быть восстановлена термообработкой.
Тепловая хрупкость второго рода характеризуется необратимым процес-
сом, т. е. сталь не может получить первоначальные ударную вязкость и
пластичность при термообработке, поскольку в материале образуются
микротрещины. Естественно, что изменения свойств стали, обусловли-
вающие ее тепловую хрупкость, крайне нежелательны и опасны, так как
могут привести к авариям во время эксплуатации печей.
Хрупкое разрушение печных труб возможно на установках каталити-
ческого риформинга. Перерабатываемое углеводородное сырье и водо-
род при 530-600 °C и избыточном давлении 2-5 МПа, воздействуя на печ-
ные трубы, вызывают поверхностное науглероживание. Глубина наугле-
роживания труб из стали 15Х5М в этих условиях достигает 3,5-5,0 мм за
7-8 лет эксплуатации. Кроме того, при длительной работе в установлен-
ном режиме в сталях происходят структурные изменения. Эти изменения,
приводящие к снижению механических характеристик прочности и плас-
тичности, получили название "водородной хрупкости" или водородной
коррозии.
Молекулярный водород при температуре выше 260 °C начинает рас-
падаться с образованием атомарной формы. Такой водород, проникая в
сталь, разрушает основные прочностные зерна и образует метан:
Fe.C + 2Н? 3Fe + СН4.
Внутриполостное давление метана, скопляющегося по границам зе-
рен, при высоких температурах нагрева сырья очень большое, что созда-
ет значительные внутренние напряжения в стали, снижает ее прочност-
ные характеристики и может вызвать разрушения в результате растрес-
кивания или расслоения.
Насыщение стали атомарным водородом (водородная хрупкость пер-
вого рода) является обратимым процессом: свойства стали можно вос-
становить термообработкой, при которой удаляется поглощенный ста-
лью водород. Более опасное поражение стали происходит в присутствии
больших концентраций сероводорода в сырье. Тогда сталь может под-
вергнуться необратимому коррозионному разрушению (водородная хруп-
кость второго рода). Коррозия протекает межкристаллитно по границам
зерен в результате реакции
Fe,C + H2S + Н2 -> СН4 + Fe,S.
Л*
222
Этот вид разрушения стали опасен тем, что может привести к внезап-
ному выпадению пораженных коррозией участков металла.
Основной путь повышения водородоустойчивости стали заключается
в выборе таких ее марок, которые содержат легирующие компоненты
(хром, молибден, ванадий, титан, вольфрам, ниобий, цирконий) и обра-
зуют более стойкие карбиды, чем Fe3C. Длительное воздействие высокой
температуры, давления и среды нарушает стабильность структуры ме-
талла 15Х5М. Так, по техническим условиям сталь 15Х5М, из которой
изготовляют трубы, должна иметь структуру, содержащую феррит, плас-
тинчатый перлит и небольшое количество структурно свободных зерни-
стых карбидов в виде отдельных включений. При длительном действии
напряжения и температуры происходит сфероидизация цементита пер-
лита и по границам зерен образуется сплошная карбидная сетка, что про-
является в существенном снижении ударной вязкости, прочности и со-
противляемости материала ползучести.
На рис. VI-3 а представлена труба из стали 15Х5М, находившаяся в
прямогонной печи более 10 лет. Длительная эксплуатация при высоких
температурах и давлении привела к повышению хрупкости металла и
разрушению труб. Структура металла данной трубы изображена на рис.
VI-3 б. По границам ферритных зерен видна карбидная сетка. Интерес-
но, что труба разрушилась после остановки печи на ремонт, когда в ре-
зультате охлаждения возникли напряжения выше критических. Ориенти-
ровочными расчетами показано, что вследствие разности коэффициен-
тов теплового расширения металла и солевого осадка внутренний слои
последнего толщиной 12 мм может оказывать на внутреннюю поверх-
ность трубы давление, в 20 раз превышающее рабочее давление. Ширина
раскрытия трещины достигла 8-10 мм,
а длина превысила 1 м. После удале-
ния осадка края трещины почти со-
шлись.
В работах [34, 35] приведены ре-
зультаты испытаний стали 15Х5М,
проработавшей 74 000 ч при 549 °C и
ударной вязкости 235 кДж/м2. После
Рис. VI-З. Разрушение печной тру-
бы из стали 15Х5М, проработавшей
более 10 лет (а), и микроструктура ме-
талла трубы (б)
223
нагрева образцов до 704 °C в течение 4 ч ударная вязкость повысилась до
725 кДж/м2. Восстановление ударной вязкости наблюдалось при длитель-
ной выдержке в течение 262 ч при 510°С, т. е. в условиях, близких к усло-
виям, соответствующим рабочему режиму эксплуатации печей. Вероят-
но, поэтому указанный дефект печных труб встречается очень редко.
Основными технологическими мерами, предупреждающими наступ-
ление "охрупчивания" металла труб, являются:
1) своевременное удаление осадков с поверхности труб очисткой или
промывкой водой;
2) постепенное охлаждение печей при остановке их на ремонт.
Местная деформация печных труб и образование отдулин. На промыш-
ленных установках каталитического и термического крекинга, АВТ, АТ
и других установках в период эксплуатации в трубчатых змеевиках от-
кладываются кокс и различные соли. Отложение их в печах прямой пере-
работки нефти становится особенно заметным при содержании в ней со-
лей более 0,4 мг/см3.
Кокс и соли в печах каталитического крекинга и термокрекинга от-
кладываются очень быстро при внезапных нарушениях нормальных ра-
бочих условий технологического процесса, в частности, при резких коле-
баниях температурного режима и изменениях качества перерабатывае-
мого сырья (особенно при повышении содержания в нем смол). Отло-
жившийся в печных трубах слой кокса и солей является плохим провод-
ником тепла, поэтому интенсивность передачи тепла сырью снижается.
Для поддержания технологического режима обслуживающий персо-
нал обычно усиливает шуровку топки. При большом тепловом напряже-
нии топочного пространства и плохой передаче тепла сырью наблюдает-
ся местный перегрев стенок труб, которые начинают подвергаться плас-
тической деформации: при высоком внутреннем давлении сырья в наи-
более слабых местах труб происходит раздувание стенок.
Отдулины обычно возникают с тех сторон печных труб, которые об-
ращены к факелам горелок, т. е. являются следствием локальных пере-
гревов стенок. В местах отдулин стенки труб становятся тоньше, и, если в
этот момент не остановить печь на ремонт, отдулина приводит к прогару
трубы и пожару в печи. Отдулины могут появляться в стенках печных
труб, которые изготовлены из сталей, допускающих до разрушения зна-
чительную пластическую деформацию. Это углеродистые сталь 10, сталь
20, а также среднелегированные сталь 15Х5М и сталь 15Х5ВФ.
На рис. VI-4 показана одна из труб печи термического крекинга с от-
дулинами, вызвавшими прогар трубы. На снимке видны многослойные
отложения кокса, большие в той стороне, которая была обращена в сто-
рону факела.
224
Рис. VI-4. Отдулины на печной трубе: а - вид с торца;
б - вид сбоку
При эксплуатации печей наличие отложений
кокса и солей внутри труб можно определить по
росту давления на загрузочных насосах, а также
по темным пятнам на трубах, при этом поверх-
ность труб напоминает по виду поверхность с потрескавшейся масляной
краской. В данном месте трубы возможно образование отдулины.
Высокотемпературная газовая коррозия наружной поверхности печных
труб. Наружное обгорание труб происходит при увеличении теплового
напряжения и прежде всего при нарушении работы горелок. Когда факел
расположен вблизи поверхности печных труб, возможны их местный пе-
регрев и образование слоя окалины с сеткой продольных трещин. Такие
дефекты печных труб наблюдались на установках АВТ, термокрекинга,
селективной очистки масел и др.
Во избежание обгорания труб обслуживающий персонал должен со-
блюдать правила эксплуатации горелок, не допускать опасного прибли-
жения факела к трубчатому змеевику. Наружное обгорание металла (сталь
15Х5М) наблюдается при паровоздушном способе удаления кокса из печ-
ных труб, особенно при недопустимом их перегреве (свыше 680 °C). По-
этому необходим строгий контроль температуры нагрева стенок труб.
Практика работы нефтеперерабатывающих заводов показала, что при
выжигах кокса наблюдались случаи значительного превышения предельно
допускаемой температуры стенок труб, что снижало прочность трубча-
тых змеевиков и их работоспособность. Указанное снижение длительной
прочности стали объясняется сфероидизацией карбидной фазы и обедне-
нием молибденом твердого раствора из-за перехода его в карбиды.
При высоких температурах в топке печи может происходить газовая
коррозия. Как уже отмечалось, при высоких температурах топочных га-
зов даже незначительные количества компонентов золы топлива (V2O5 и
Na2O) являются очень агрессивными агентами.
Существует точка зрения, что металл окисляется пятиоксидом вана-
дия, при этом оксидная пленка разрушается и обнажается поверхность
металла, который в дальнейшем также ускоренно разрушается. Кроме
того, на оголенный металл может усиленно воздействовать серный ан-
гидрид, который образуется в результате окисления сернистого газа, чему
ванадий способствует как катализатор.
225
Стойкость сталей, из которых изготовлены печные трубы, к коррозии
в газовых средах при высоких демпературах зависит от их состава и со-
става газов, температуры и длительности ее воздействия, скорости на-
грева и охлаждения, наличия напряжений. Присутствие в сталях некото-
рых легирующих элементов, полезных в отношении жаропрочности
(V, Mo, W), оказывает отрицательное влияние на окалиностойкость ме-
талла, причем общая стойкость его к окислению также снижается. При
наличии в газовой среде печей сероводорода, диоксида и триоксида серы,
водяных паров, аэрозолей V2O5 и других компонентов, защитные пленки
на жаропрочных сталях разрушаются, что понижает их эксплуатацион-
ную стойкость и, следовательно, стойкость печных труб. Действие SO2
на сталь заметно при температурах металла, превышающих 400 °C, и
быстро возрастает с увеличением температуры.
В случае частых перерывов в работе печей газовая коррозия при вы-
соких температурах также ускоряется, так как, охлаждаясь, металл час-
тично обнажается и становится доступным для агрессивных сред.
Сквозные свищи и прогары в печных трубах. Обычно прогары труб
являются следствием возникновения отдулин по указанной выше причи-
не. Несвоевременное их обнаружение и удаление изношенных труб, как
правило, приводит к пожарам в печи. Образование сквозных свищей и
последующих прогаров в печных трубах возможно и под влиянием дру-
гих факторов: дефектов изготовления и низкого качества металла труб,
механических повреждений, износа труб выше допустимого, неправиль-
ной их эксплуатации, особенно при паровоздушном способе удаления
кокса. Например, известно, что при недостаточном количестве молибде-
на хромистые стали приобретают большую хрупкость. Так, в трубах из
стали, содержащей 4-6% хрома (без молибдена), после некоторого срока
службы при повышенных температурах металл в холодном состоянии
терял вязкость и трубы становились настолько хрупкими, что при чистке
бойками образовывались большие сквозные продольные трещины.
Перегрев, приводящий к прогарам труб при выжиге кокса, несомнен-
но, также отражается на общем состоянии металла, например, снижает
жаропрочность труб. Возможно, поэтому произошел разрыв в печи уста-
новки термического крекинга на одном из нефтеперерабатывающих за-
водов (рис. VI-5). Толщина стенок разорвавшейся трубы составляла 7 мм.
Замер трубы в месте разрыва показал, что в период разрыва она удлини-
лась на 22 мм по поперечному сечению. Лабораторный анализ подтвер-
дил, что состав металла трубы отвечал составу стали 15Х5М (только со-
держание молибдена было несколько занижено и составляло 0,22% вмес-
то 0,4-0,6%).
226
Рис. VI-5. Участок разорванной печной
трубы
Прогары печных труб во время эксплуатации вызывают пожары, что
служит причиной возникновения дефектов на других участках: сильный
перегрев и последующее быстрое охлаждение труб приводит к закалке на
воздухе соседних труб из стали 15Х5М и значительному повышению их
хрупкости. Поэтому очень важно как при паровоздушном способе очис-
тки, так и в случаях аварийного разрыва труб проверять их твердость,
что удобно делать прибором Польди.
Низкотемпературная коррозия змеевиков и дымовых труб печей про-
дуктами сгорания топлива. При сжигании сернистого топлива в топоч-
ных газах появляется значительное количество серного ангидрида, серо-
водорода, диоксида углерода, водяных паров, кислорода и других ком-
понентов, вызывающих интенсивную низкотемпературную коррозию
трубчатого змеевика и дымовой трубы. Особенной агрессивностью кор-
розионного воздействия отличается серный ангидрид. Его образование
зависит от используемого для сжигания топлива избытка воздуха. В слу-
чае неправильной эксплуатации горелок или при нарушении герметич-
ности топки увеличивается поступление воздуха в печь, что приводит к
возрастанию коэффициента избытка воздуха до очень высоких значений
(1,5-2,0) и усилению коррозии. Активность влияния серного ангидрида
на металл значительно увеличивается при каталитическом действии пя-
тиоксида ванадия в присутствии водяного пара, подаваемого на распы-
ление топлива и образуемого при его сжигании.
Оксиды и сернистые соединения железа вместе с пылью от огнеупор-
ной кладки и золой осаждаются на наружной поверхности труб конвек-
ционной секции. В период остановки печей конденсат водяных паров
растворяет серный ангидрид, и образуется серная кислота, которая раз-
рушает металл. Большое количество сернистых соединений, растворяясь
в конденсате, оседает на внутренней поверхности дымовой трубы, что
вызывает интенсивную коррозию, особенно в местах сварки ее обечаек и
колец жесткости.
Для замедления коррозии по указанным выше причинам нужно при-
нимать следующие меры: использовать топливо с меньшим содержанием
сернистых соединений, добиваться хорошего распыления и полного сжи-
гания топлива при малых избытках воздуха, применять по возможности
для распыления топлива воздух вместо пара; не допускать нарушения
227
герметичности топки и подсоса атмосферного воздуха, систематически
очищать наружную поверхность труб и боровов от отложений сернис-
тых соединений, использовать антикоррозионные защитные покрытия для
дымовых труб.
Для подавления ванадиевой коррозии в качестве присадки к мазуту
применяют перолин - патентованное вещество американского производ-
ства. Перолин представляет собой смесь жидкого дистиллированного
горючего с мельчайшим порошком кремния, который находится в жид-
кости в дисперсном состоянии.
2. Дефекты трубчатых змеевиков печей нефтехимических установок
При длительном воздействии жестких рабочих условий и агрессивных
сред на металл постепенно возникают существенные структурные изме-
нения стали печных труб высокотемпературных нефтехимических печей,
что сопровождается снижением ее жаропрочности и пластичности, по-
вышением хрупкости и склонности к образованию трещин. Причины
разрушения печных труб нефтехимических установок тщательно иссле-
дуются. Анализ дефектов труб позволяет классифицировать их в зависи-
мости от происхождения следующим образом: 1) дефекты, образовавши-
еся при производстве труб; 2) дефекты, появляющиеся при сварке труб-
чатого змеевика; 3) дефекты, возникающие в процессе эксплуатации и при
ремонте печи; деформации и разрушения труб вследствие ползучести ста-
ли; "охрупчивание" и растрескивание металла труб и сварных соедине-
ний; изменение прочностных характеристик вследствие воздействия азо-
та, науглероживания, коррозии в средах, содержащих серу, и в топочных
газах и др.
Дефекты, связанные с изготовлением печных труб, как отмечалось,
встречаются редко, что обусловлено постоянным улучшением техноло-
гического процесса и пооперационным методом контроля качества при
их производстве на специализированных трубных заводах. Дефекты свар-
ных соединений печных труб рассмотрены в разделах, относящихся к из-
готовлению трубчатого змеевика и его эксплуатации.
Дефекты печных труб, появляющиеся в процессе их службы, встреча-
ются наиболее часто. По данным обследования американских нефтехи-
мических агрегатов [36-38] сделан вывод о том, что на установках произ-
водства водорода методом конверсии природного газа число печных труб,
вышедших из строя вследствие ползучести трубной стали, до 1967 г. со-
ставляло 80%, а в 1971 г. - 53% от общего числа труб, замененных по раз-
личным причинам. Средняя продолжительность службы печной трубы
228
из центробежнолитой стали НК-40 в рабочих условиях (при 900-950 °C и
давлении 1,5-3,2 МПа) составляла от двух до шести лет.
Согласно информации французской фирмы "Селет", в результате пол-
зучести стали разрушениям подвергаются 56% печных труб от общего
числа полностью изношенных труб.
Высокая частота разрушений труб от ползучести стали вызвала необ-
ходимость проведения глубоких исследований используемых материалов
и влияния на их свойства рабочего режима и агрессивных сред. Типичное
разрушение печной трубы от ползучести металла, возникающее при экс-
плуатации в печи пиролиза, имеет вид местных (локальных) трещин на
участке трубы, который подвергся большому перегреву.
Сигматизация сталей труб и сварных швов. При работе материала в
условиях ползучести определенную роль играет прочность границ зерен
структуры стали. Все фазы, образующиеся у границ зерен, могут в значи-
тельной степени изменять прочность стали при работе ее под напряжени-
ем и при высоких температурах. Так, длительный нагрев аустенитной
стали 25-20 в диапазоне температур 650-875 °C вызывает появление но-
вой структурной составляющей, называемой о-фазой. Это условное на-
звание хрупкого, твердого немагнитного интерметаллида, имеющего пе-
ременный состав и сложную кристаллическую решетку. Он образуется в
виде выпадающих мелкодисперсных карбидов по границам кристалли-
тов и внутри их в местах дендритной неоднородности. Последующий дли-
тельный нагрев в интервале 800-875 °C не вызывает растворения выпав-
ших карбидов.
Развитие о-фазы приводит к снижению ударной вязкости стали при
комнатной температуре и уменьшению предела ползучести при высоких
температурах. Особенно значительное ухудшение этих свойств наблюда-
ется при обволакивании зерен аустенита образовавшейся о-фазой, кото-
рая создает между ними сплошные прослойки. В данном случае ударная
вязкость стали уменьшается в 10 раз и более по сравнению с ударной вяз-
костью такой же стали без о-фазы.
Аустенитные стали, имеющие в качестве основы железо, с повышением
содержания хрома, марганца, никеля, кремния и ванадия проявляют боль-
шую склонность к образованию о-фазы, и наоборот, при повышенном со-
держании углерода в стали 25-20 процесс сигматизации замедляется.
Наклеп (холодная деформация трубы или сварного шва аустенитной
стали) оказывает чрезвычайно сильное ускоряющее действие на образо-
вание о-фазы, если она выдерживается в диапазоне температур 650-875°С.
В сварном шве сигма-фаза выпадает преимущественно по границам столб-
чатых кристаллов, а в деформированных швах и внутри кристаллов - по
229
линиям (плоскостям) сдвига между ними. В результате появления ст-фазы
прилегающие к ней участки аустенита содержат относительно меньшее
количество хрома, кремния и других легирующих примесей. Вследствие
этого в менее легированных участках аустенита растворимость углерода
повышается и сигма-фаза не обнаруживается.
Резкое снижение пластических свойств аустенитных сварных швов,
вызванное образованием ст-фазы, явилось причиной выхода из строя труб-
чатого змеевика пиролизной печи на одном из отечественных заводов
синтетического каучука [39]. Для змеевика были применены трубы из аус-
тенитной стали 25-20. В сварных швах змеевика, подвергшихся в процес-
се изготовления наклепу, в результате нагрева до 800-875°С появилось
большое количество ст-фазы. Вследствие этого пластичность швов и осо-
бенно ударная вязкость резко снизились (в 8 раз) и после 3000 ч работы
швы хрупко разрушились. Об аналогичных случаях разрушения сообща-
лось и в зарубежной технической литературе.
Единственным радикальным средством устранения уже образовавшей-
ся ст-фазы является кратковременный нагрев сварных соединений до тем-
ператур, при которых a-фаза становится неустойчивой и может раство-
ряться в аустените. Так, сигматизированную сталь 25-20 достаточно на-
греть до 1000 °C и выдержать при этой температуре в течение 2-4 ч, что-
бы восстановить ее пластичность. Однако кратковременный нагрев (в те-
чение 1 ч) до 1000 °C хотя и позволяет устранить о-фазу, но химическая
неоднородность металла шва сохраняется. Поэтому для полной аустени-
зации сигматизированной стали рекомендуются нагрев до более высо-
ких температур (1100-1150°С) и более длительная выдержка. Следует от-
метить, что дальнейшее пребывание стали при более низких температу-
рах (ниже 900 °C) снова вызывает появление ст-фазы. Следовательно, опе-
рации кратковременного повышения температур для растворения сигма-
фазы нужно повторять регулярно через несколько сот часов работы труб-
чатого змеевика.
При сварке печных труб из аустенитных сталей большое внимание
необходимо уделять удалению шлаковых включений из сварных швов,
так как они играют роль центров кристаллизации для a-фазы. Чем боль-
ше неметаллических включений в шве, тем больше в нем образуется
о-фазы. Сварные швы двухфазной стали также подвержены структурным
превращениям с появлением сг-фазы, но в еще более широком интервале
высоких температур (500-875 °C).
При сварке стали 25-20 о-фаза может образоваться и в процессе ох-
лаждения даже однопроходного шва, если он содержит повышенное ко-
личество легирующих примесей (4-5% Si и Мо) или концентрация хрома
230
в нем достигает 28-30%. В аустенитно-ферритных швах ст-фаза появляет-
ся непосредственно в феррите, чего обычно не бывает в аустените.
О степени сигматизации аустенитных сталей для печных труб и свар-
ных швов проще всего судить по изменению ударной вязкости: чем она
ниже, тем при прочих равных условиях образовалось больше ст-фазы.
Нагрев стали до 1100-1150°С и выдержка ее при этой температуре в тече-
ние нескольких часов позволяют устранить о-фазу.
Хрупкое разрушение сварных швов. Хрупкое разрушение - трещины -
наиболее характерно для основного металла печных труб и сварных со-
единений из аустенитных сталей. Различают два вида трещин, возникаю-
щих в стали: горячие и холодные (рис. VI-6 и VI-7).
Рис. VI-6. Горячие трещины, вызванные повышенным содержанием фосфора
в наплавленном металле (сталь 25-20)
Рис. VI-7. Холодные трещины, вызванные повышенным содержанием кремния
в наплавленном металле (сталь 25-20)
Горячие трещины могут возникать при высоких температурах в основ-
ном металле труб и сварных швах аустенитных сталей всех типов и ма-
рок. Они бывают поперечными и продольными, наружными и внутрен-
ними, макро- и микроскопическими.
231
Холодные трещины образуются при комнатной температуре во время
сварки труб или после ее окончания. Причиной возникновения холод-
ных трещин могут быть появление ст-фазы, образование большого коли-
чества "охрупчивающей" составляющей стали, рост внутренних напря-
жений.
Холодные трещины в отличие от горячих могут иметь внутрикрис-
таллический характер. Наличие концентраторов напряжений в виде не-
проваров, несплавлений и шлаковых включений повышает вероятность
появления в печных трубах холодных трещин. Очагами их зарождения
могут быть горячие трещины в сварном шве. Холодные трещины, воз-
никшие из горячих трещин, могут распространиться на околошовную зону
и основной металл труб. Околошовные трещины создают значительно
более серьезные затруднения при сварке аустенитных сталей для печных
труб, чем трещины, появляющиеся в сварном шве.
Горячие трещины, получившие условное название локальных разру-
шений в околошовной зоне, возникают чаще всего в крупнозернистых
литых сталях при длительной эксплуатации труб. Они распространяют-
ся по окружности каждой трубы вблизи сварного шва.
Причины образования термических околошовных трещин и физичес-
кая сущность локального разрушения сварных соединений в трубах из
аустенитных сталей в околошовных зонах изучены пока недостаточно.
Очевидно, они являются следствием исчерпания запаса длительной проч-
ности и пластичности металла труб в околошовной зоне.
Для сварки печных труб из аустенитных сталей предложено упроч-
нять их значительным количеством боридной фазы (более 0,3-0,4%). По-
лучающийся сварной шов имеет двухфазную структуру, которая отлича-
ется повышенной межкристаллитной (межзеренной) прочностью и весь-
ма устойчива к образованию горячих околошовных трещин. Однако удар-
ная вязкость таких двухфазных сталей для трубчатых змеевиков при ком-
натной температуре невысока.
Двухфазная структура аустенитно-ферритного шва (в зависимости от
концентрации в ней кремния) может быть стойкой или не стойкой к об-
разованию трещин. Если для увеличения содержания кремния в шве ис-
пользуют сталь или проволоку с более высокой концентрацией данного
элемента либо применяют электродные покрытия, дополнительно леги-
рованные кремнием или ферросилицием, то положительный эффект обес-
печен. Если же повышение количества кремния в шве достигается вслед-
ствие перехода кремния из флюса или электродного покрытия, которые
содержат SiO2, то в шве могут возникнуть трещины. Это объясняется тем,
что кремний обычно восстанавливается в результате окисления хрома из
232
сварочной ванны. Уменьшение содержания хрома в шве нежелательно,
поскольку оно сказывается на стойкости швов к появлению трещин. Кро-
ме того, кремневосстановительный процесс сопровождается возрастани-
ем концентрации оксидов кремния (SiO2 и SiO) в шве, что также ослабля-
ет структуру стали.
Интересен механизм совместного действия кремния и углерода. Уста-
новлено, что при автоматической сварке стали 25-20 и ручной дуговой
сварке стали 15-35 кремний и углерод, действуя раздельно, вызывают об-
разование горячих трещин. Если же одновременно увеличить содержа-
ние обеих примесей, так чтобы соотношение их концентраций остава-
лось приблизительно одинаковым, то горячие трещины устранятся. Так,
если сварной шов содержит 0,08-0,10% С, то при любой минимальной
концентрации кремния в шве возникают горячие трещины. При содер-
жании в шве 0,4-0,6% Si устранение горячих трещин достигается повы-
шением концентрации углерода до 0,25 %.
На рис. VI-8 представлен график влияния соотношения количеств уг-
лерода и кремния на образование трещин в швах при автоматической
сварке стали 25-20. Считается [40-43], что в чисто аустенитных сварных
швах при соблюдении условия (% Si/%C)<5 трещин не бывает; следова-
тельно, чем выше концентрация углерода при данной концентрации крем-
ния, тем меньше вероятность появления трещин.
Горячие трещины в одно- и двухфазных сварных швах возникают и
при содержании в них вредной примеси фосфора более 0,047%.
Для предотвращения образования горячих трещин наиболее надеж-
ными средствами следует считать: повышение чистоты и улучшение ка-
чества свариваемого металла печных труб; использование сварочной про-
волоки повышенной чистоты и электродных покрытий, которые состоят
из композиций со строгим ограничением содержания кремния, фосфора
о щ о,г о,з o/t о,5 о,в
Содержание углерода,°1о
и других нежелательных примесей; со-
блюдение установленных режимов про-
цесса сварки и различных технологи-
ческих приемов для уменьшения кон-
центрации напряжений, возникающих
в сварных соединениях.
Рис. VI-8. Влияние соотношения количеств
углерода и кремния в сварном шве на образо-
вание холодных трещин в стали 25-20 для печ-
ных труб
233
Разрушение печных труб вследствие воздействия на сталь азота. Впер-
вые разрушения печных труб от действия азота на сталь были обнаруже-
ны на установках, где создались условия для диссоциации аммиака на
водород и азот. Этот процесс протекает при температурах выше 400 °C, а
при температурах более 600 °C молекулярный азот диссоциирует с обра-
зованием активного атомного азота, который диффундирует вглубь ста-
ли и вызывает разупрочнение ее структуры. С этим явлением пришлось
столкнуться при изучении работы ядерных реакторов, где отвод тепла
осуществляется током чистого азота. Особенно активно реагируют с ним
нержавеющие стали, содержащие хром, алюминий, титан и другие леги-
рующие элементы.
В связи с происходившими авариями печей были проведены много-
численные исследования причин разрушения труб для змеевика из жаро-
прочных сталей 30-20. Удалось установить, что разупрочнение металла
обусловлено высоким содержанием азота и углерода. Механизм наруше-
ния прочности стали тщательно изучали по химическим анализам образ-
цов металла, вырезанных послойно из различных участков печных труб,
которые подвергались разрушениям. Постоянно проводили сравнение
сталей, бывших в эксплуатации, с новыми материалами в их исходном
состоянии.
На рис. VI-9 показан участок центробежнолитой трубы из стали
30-20, проработавшей в печи риформинга всего 2600 ч. При аварии в ниж-
ней части трубы образовалось большое рваное отверстие, причем значи-
тельный кусок трубы был полностью вырван. В месте разрыва обнару-
жено много длинных сквозных трещин. Толщина стенок трубы (около
10 мм) за короткое время эксплуатации практически не изменилась. В
период работы температура стенок трубы достигала 1100°С, но, судя по
ее внешнему виду, местных перегревов не происходило. Химический ана-
лиз металла не выявил существенного отклонения в содержании основ-
ных легирующих элементов. Только количество азота в стали оказалось
высоким (0,29%), в то время как обычно оно составляет 0,05-0,15%.
Изучая фотографии микроструктуры образцов металла из попереч-
ного сечения трубы, установили наличие высокой концентрации нитрид-
ной фазы в форме игл, имеющей сходство с перлитной фазой углеродис-
той стали. Иглы нитридов пронизывали металл насквозь. Во многих ме-
стах были видны микротрещины и пустоты. На основании наблюдений
Рис. VI-9. Разрушенный участок трубы змеевика
печи риформинга
234
сделано заключение о том, что образование нитридной фазы вызвало
"охрупчивание" стали, привело к ее растрескиванию и последующему
выходу трубы из строя.
Второй случай разрушения трубы произошел в печи крекинга газа
после ее эксплуатации при 1100°С в течение 3400 ч. Как и в первом слу-
чае, разрушению подверглась нижняя часть трубы, обращенная к горел-
кам и испытывавшая большую теплонапряженность. Сравнивая хими-
ческие анализы образцов металла на различных участках поперечного
сечения трубы, нашли, что около участка хрупкого разрушения в стали
содержалось большое количество углерода, связанного в виде карбидов
типа Ме7С3 (4,92-5,12%) при допускаемых по стандарту пределах 0,2-0,6%.
В месте же непосредственного разрушения обнаружили еще свободный
графит в количестве 5% и равномерно распределенные частицы нитри-
дов с многочисленными трещинами вблизи них.
Анализ образцов из того же сечения печной трубы, вырезанных по-
слойно по направлению от внутреннего диаметра к наружному, показал,
что внутренняя поверхность данной трубы подверглась науглерожива-
нию на глубину до 3 мм (в макроструктуре найдены карбиды типа Ме22С6).
Это способствовало значительному снижению точки плавления стали и
диффузии азота в глубь металла впереди зоны карбидной фазы из-за пло-
хой растворимости в ней.
В третьем случае труба, прослужившая в печи 4700 ч при температуре
около 1100°С, разрушилась вследствие высокого насыщения стали угле-
родом. В поперечном сечении трубы были отчетливо видны дефекты-рас-
слоения металла с образованием крупных отдулин (пузырей), располо-
женных вблизи внутренней поверхности трубы. В микроструктуре металла
обнаружены карбиды и нитриды, причем на границах раздела фаз хоро-
шо наблюдались микротрещины, направленные в сторону зоны карби-
дов. Наличие отдулин дает основание полагать, что они возникли в ре-
зультате расслоения стали и образования в толще металла местных скоп-
лений азота, давление которого при высокой температуре сильно воз-
росло, что и привело к появлению и росту пузырей у внутренней поверх-
ности печной трубы (рис. VI-10).
Процесс расслоения металла и появления отдулин был воспроизведен
экспресс-методом в лабораторных условиях на образцах металла анало-
гичной марки [44]. Это подтвердило ранее высказанные предположения
о причинах разрушения печных труб на установках риформинга.
Поскольку от содержания азота в стали зависит ее жаропрочность,
проведены исследования растворимости азота - в сталях типа Fe-Cr-Ni,
из которых изготовлены печные трубы на многих нефтехимических уста-
235
новках. На рис. VI-11 показана зависи-
мость растворимости азота от содержа-
ния хрома в аустенитной стали. Соглас-
но графику, в литой стали HL (30% Сг
и 20% Ni) максимально может быть ра-
створено 0,29% азота. Так как наруж-
ная поверхность печных труб из стали
этой марки надежно защищена плотной
оксидной пленкой, не приходится ожи-
дать, что дополнительное количество
азота сможет адсорбироваться метал-
лом из атмосферы топочных газов
Рис. VI-10. Образование пустот и
отдулин в стенках печной трубы
вследствие возрастания давления азо-
та, накопленного в толще металла,
при повышении температуры
трубчатой печи. Поэтому можно счи-
тать, что увеличение концентрации азо-
та в отдельных местах стали происхо-
дит вследствие его перераспределения.
Мнение о причинах разрушения печ-
ных труб, высказанное зарубежными
специалистами [44], совпадает с выводами советских ученых о влиянии
азота на свойства стали с высоким содержанием хрома и никеля.
Случаи аварийного разрушения печных труб в последние годы доволь-
но редки, тем не менее накоплены дополнительные данные об авариях,
происходивших при эксплуатации печей вследствие выхода из строя труб-
чатых змеевиков. Срок службы центробежнолитых печных труб из аусте-
нитных сталей, содержащих 0,45% С, остается низким. При исследова-
нии разрушенных труб, прослу-
живших 6-18 месяцев в печах уста-
новок для производства этилена и
водорода, удалось установить, что
основные причины столь коротко-
го срока их службы - науглерожи-
вание и разупрочнение металла под
воздействием азота. Поскольку эти
явления происходят в сталях одно-
временно, был составлен график
О 4 8 12 16 20 24 28
Содержание хрома г °/о
Рис. VI-11. Растворимость азота в ста-
лях типа Fe-Cr-Ni, содержащих 0-20% С
236
О 0,05 0,10 0,15 0,20 0,25 0,3
Содержание азота, %
Рис. VI-12. Соотношение содержаний
углерода и азота в равновесном состоянии
в аустенитной стали для печных труб
соотношения содержаний углерода и азо-
та в металле и найдены условия их равно-
весного состояния, степени насыщения и
перенасыщения.
С учетом указанного графика принята
рекомендация по рациональному исполь-
зованию центробежнолитых печных труб
в определенных рабочих условиях и сре-
дах. В ней, в частности, предлагается ог-
раничивать первоначальное содержание
азота в аустенитных сталях в пределах максимума, равного 0,03%. При
такой предельной концентрации азота печные трубы можно эксплуати-
ровать в науглероживающей среде примерно до степени насыщения ста-
ли углеродом 2%, т. е. до пограничной линии (рис. VI-12). Трубы с таким
содержанием углерода еще работоспособны, и при их ремонте допуска-
ется применение сварки. Только при достижении степени науглерожива-
ния стали 3% трубы подлежат замене. Используя эту рекомендацию, мож-
но предотвратить аварийное разрушение печных труб и правильно про-
гнозировать срок их ремонта.
Разрушение труб вследствие науглероживания металла. В печах уста-
новок пиролиза углеводородного сырья основным фактором, ограничи-
вающим срок службы змеевиков, является науглероживание внутренней
поверхности труб из жаростойких сталей. Скорость насыщения стали
углеродом зависит от ее состава и структуры, состояния внутренней по-
верхности труб, свойств перерабатываемого сырья и установленного тех-
нологического режима. Насколько важен вопрос о выходе из строя печ-
ных труб вследствие науглероживания, подтверждает опыт работы од-
ного из заводов. На этом предприятии пиролизные печи простаивали в
ремонте, связанном с заменой науглероженных труб, до 20% времени от
общего числа рабочих дней за год. Науглероживанию подвергались глав-
ным образом последние 12-14 труб змеевика печи, которые были обра-
щены в сторону горелок.
Исследования показали [1], что внутренняя поверхность печных труб
из стали 20Х23Н18 насыщалась углеродом на глубину 1,5-2,0 мм, причем
содержание его достигало 2,8%. Сталь на ненауглероженных участках труб
имела аустенитную структуру с частичками карбида и о-фазы по грани-
237
цам зерен. В местах же хрупкого разрушения труб обнаружены значи-
тельные количества карбидов и о-фазы. Их состав и строение были не-
равномерными и изменялись по толщине каждой трубы. Разрушения про-
исходили на более насыщенных углеродом участках и напоминали хруп-
кие поперечное и продольное растрескивание основного металла труб и
сварных швов. Судя по тому, что поверхности излома оказались окис-
ленными, было сделано предположение об образовании трещин в горя-
чем состоянии металла; твердость участков труб, претерпевших наугле-
роживание, в 1,5-2,0 раза превышала исходную твердость стали 20Х23Н18.
Попытки снизить твердость насыщенных углеводородом печных труб
термообработкой не дали результатов. Это свидетельствует о том, что
науглероживание необратимо изменяет природу стали и ее свойства: уже
при комнатной температуре резко снижаются ударная вязкость, пластич-
ность и предел прочности. В то же время физико-механические свойства
металла остальных труб пиролизных печей, не подвергшихся значитель-
ному науглероживанию, можно было восстановить термообработкой -
нагревом до 1150°С и закалкой.
Скорость науглероживания стали существенно зависит от активности
газовой среды. Наиболее активным ее компонентом является оксид угле-
рода. Имеется информация [39] о том, что процесс диффузии углерода в
металл за счет диссоциации СО усиливается действием Н2. В пирозмееви-
ках печей пиролиза углеводородного сырья науглероживающая среда
состоит из смеси компонентов, которые науглероживают и обезуглеро-
живают сталь. Происходят следующие реакции:
науглероживание 2СО + 3Fe = Fe3C + СО2,
обезуглероживание СО2 + Fe3C = 3Fe + 2СО.
Из уравнений следует, что процесс науглероживания до некоторой
степени обратим и управляется отношением СО к СО2. Наличие в пере-
рабатываемом сырье СН4 влияет на процесс науглероживания косвенно,
через реакцию с обезуглероживающим компонентом СО2:
СН4 + СО2 = 2СО + 2Н2.
Следовательно, метан является поставщиком СО, и его обычно добав-
ляют при газовой цементации металла для предотвращения обезуглеро-
живания. Ряд работ свидетельствует о том, что науглероживание и после-
дующее окисление сталей наблюдается также в среде чистого СО [41-43].
Водяной пар, как и углекислый газ, является сильным обезуглерожи-
вающим компонентом, так как в его присутствии науглероживающий
агент СО переводится в обезуглероживающий СО2 по реакции
СО + Н,О = СО, + Н,.
4* ла
238
Наиболее интенсивно процесс науглероживания протекает при цемен-
тации изделий в атмосфере, содержащей 20% СО, 20% СО2, 10% СН4,
10% Н2 и 40% N2. При более высоком содержании метана в газовой среде
происходит отложение сажи. Активность газовой смеси повышается в при-
сутствии кислорода.
Таким образом, при определенных рабочих условиях активность га-
зовой среды зависит от ее состава; газовая среда характеризуется угле-
родным потенциалом: концентрацией углерода на поверхности металла,
находящегося в равновесии с данным газом при определенных темпера-
туре и давлении.
По углеродному потенциалу науглероживающие среды делятся на три
группы: 0,3-0,4; 0,8-0,9 и 1,3-1,5% С. Чем выше углеродный потенциал,
тем активнее протекает процесс науглероживания. В печах пиролиза уг-
леводородного сырья углеродный потенциал является переменной вели-
чиной, зависящей от состава сырья и количества вводимого пара-разба-
вителя. Среднее его значение 0,8% С.
Степень науглероживания сталей характеризуется глубиной насыще-
ния металла углеродом и концентрацией его в слое. Чем больше срок эк-
сплуатации печных труб, тем больше степень науглероживания, т. е. глу-
бина слоя и концентрация в нем углерода. Известны случаи, когда кон-
центрация углерода в слое достигала 6% (масс.). Науглероживание стали
приводит к резкому снижению пластичности. Относительное удлинение
образцов металла при испытаниях оказалось равным нулю. Кроме того,
металл центробежнолитых труб в результате эксплуатации подвергается
старению, и его механические характеристики снижаются, при этом умень-
шаются коэффициенты линейного расширения и теплопроводности. Все
эти обстоятельства создают в металле на границе науглероженного слоя
объемно-структурные напряжения, которые в сочетании с другими на-
грузками и деформацией приводят к местным разрушениям металла труб.
Даже новые центробежнолитые трубы из сталей 45Х25Н20С2 и
40Х25Н30С вследствие повышенного содержания углерода в исходном
состоянии и центробежного способа изготовления при нагреве выше 700°С
подвергаются старению, приводящему к резкому снижению механичес-
ких свойств (с 20-25 до 2-5% 5, у). Поэтому во время эксплуатации печей
необходимо исключить резкие колебания температуры стенки труб и ог-
раничить скорость нагрева пирозмеевиков при пуске и охлаждении до
40-100 °С/ч.
Металл центробежнолитых труб, не подвергшихся науглероживанию
при эксплуатации, также претерпевает старение, которое сопровождает-
ся изменением структуры и падением пластичности до 0,2-0,3 МПа при
20 °C. Однако известно, что в подобных высокотемпературных условиях
239
эксплуатации металл может оставаться достаточно работоспособным и,
как показал опыт работы печей конверсии (где отсутствует науглерожи-
вание) при 950 °C и давлении 3,4 МПа, трубы из стали 45Х25Н20 эксплу-
атируются до расчетного срока, т. е. до 70 000 ч [39].
Таким образом, одним из факторов работоспособности центробеж-
нолитых труб в печах пиролиза бензина является сопротивляемость ма-
териала науглероживанию.
Данные о влиянии ингибирования коксообразования различными до-
бавками на работоспособность пирозмеевиков, изготовленных из жаро-
прочных горячекатаных и центробежнолитых труб, рассмотрены в рабо-
те [39].
Исследования горячекатаных труб из стали 10Х23Н18, проработав-
ших в печах пиролиза бензина примерно 2 года (с вводом в трубы водно-
го раствора поташа в количестве 30 млн1 при мягком и среднем режимах
пиролиза, когда максимальная температура пирозмеевиков не превыша-
ет 950 °C), показали, что углерод внедряется в металл на глубину
0,06-0,09 мм; повреждение металла носит характер межкристаллитной и
поверхностной сплошной коррозии. После 3200 ч эксплуатации глубина
науглероженного слоя металла достигает 0,8-1,85 мм с концентрацией
углерода в нем 0,63-2,06%. Глубина науглероживания и концентрация уг-
лерода в металле постоянно увеличиваются, однако четко выраженной
зависимости этого процесса от срока службы труб и места их расположе-
ния в топке не установлено.
Предполагается, что на процесс науглероживания влияют дополни-
тельные факторы: местный перегрев труб горелками, которые при сжи-
гании топлива концентрируют тепло радиации на локальных участках;
неравномерный температурный профиль пирозмеевиков и др. По резуль-
татам исследований сделан вывод о возможности применения ингибито-
ра коксообразования К2СО3 в печах пиролиза бензина в отсутствие тех-
нологических и температурных отклонений от регламентных парамет-
ров работы в режимах мягкого и среднего пиролиза, когда ингибитор не
оказывает существенного воздействия на металл горячекатаных труб.
Положительный опыт использования раствора поташа в качестве
ингибитора коксообразования пирозмеевиков нашел широкое распрост-
ранение на многих этиленовых установках ЭП-60, где избыточное содер-
жание СО и СО2 в пирогазе, возникающее в результате газификации кок-
са, не мешает производству целевых продуктов (например, в производ-
стве синтезспирта).
Исследования металла центробежно литых труб из стали 45Х25Н20С2
(типа НК-40) печей крупнотоннажных установок ЭП-300 и ЭП-450 выя-
240
вили ряд дефектов в пирозмеевиках после эксплуатации их в течение года.
На участках пирозмеевика, где происходит разложение углеводородного
сырья, ввод раствора ингибитора К2СО3 приводит к поражению поверх-
ности металла язвенной коррозией, значительно более сильно, чем это на-
блюдается для стали 10Х23Н18. Более значительную язвенную коррозию
центробежнолитых труб из стали 45Х25Н20С2, чем деформированных
труб из стали 10Х23Н18 объясняют более сильно развитой внутренней
поверхностью литой трубы и более высокой температурой стенки.
Температура плавления отложений поташа составляет 981 °C. Накоп-
ление солей внутри пирозмеевиков, в порах металла и сварных швов и
последующий их расплав при температуре плавления, приводит к интен-
сивному повреждению защитной пленки поверхности металла и вызыва-
ет усиленную язвенную коррозию. Кроме того, дендритная структура
стали 45Х25Н20С2 в таком состоянии слабо сопротивляется диффузии
углерода, поэтому возникает еще и межкристаллитное поражение струк-
туры металла, что обусловлено быстрым науглероживанием.
Исходя из результатов испытаний ингибитора, сделан вывод о невоз-
можности применения поташа в пирозмеевиках из центробежнолитой
стали 45Х25Н20С2 для печей пиролиза бензина на установках ЭП-300 и
ЭП-450.
Механизм насыщения углеродом жаростойкой стали типа Cr-Ni-Fe
очень сложен, так как компоненты газообразного углеводородного сы-
рья при высоких температурах интенсивно расщепляются и активно реа-
гируют один с другим и с легирующими элементами трубной стали: вслед-
ствие этого в значительной степени изменяются процессы диффузии и
пассивации металла.
Науглероживание внутренней поверхности труб связано с износом
стали и уменьшением толщины их стенок. Рассматривая под микроско-
пом поперечное сечение пораженных участков труб (рис. VI-13), можно
обнаружить три зоны: поверх-
ность, покрытую губчатой окали-
ной с металлическими частичка-
ми; обезуглероженную зону с ока-
линой по границам зерен; сильно
науглероженную зону с многочис-
ленными карбидами по границам
зерен.
Рис. VI-13. Структура трубной
аустенитной стали, насыщенной
углеродом
241
Можно предположить, что зоны образуются следующим образом.
Потенциал кислорода газовой фазы сырья недостаточен для того, чтобы
окислить внутреннюю поверхность печной трубы; вследствие этого окис-
ляются хром и до некоторой степени железо, а частицы никеля лишь обо-
гащают сталь. Так, на внутренней поверхности трубы появляется губча-
тая окалина с металлическими частичками. Данный слой не в состоянии
оказывать защитное действие, поэтому диффузионный процесс между
газообразной и твердой фазами активно продолжается. Атомы металла
диффундируют по направлению к поверхности трубы, а углерод газовой
фазы проникает в металл, особенно по границам зерен, тем глубже, чем
больше разрыхлена сталь; при этом образуются карбиды хрома различ-
ного состава.
Поскольку в таких местах содержание кислорода возрастает, карбиды
избирательно окисляются и далее распадаются; это также благоприятствует
диффузии углерода в глубь стали, где в достаточных количествах имеются
хром и железо. Итак, в определенной последовательности происходят
процессы науглероживания, обезуглероживания и окалинообразования,
соответствующие трем зонам, наблюдаемым по толщине металла. В ста-
ли для труб этиленовых печей промежуточная обезуглероженная зона
либо отсутствует, либо тонким слоем располагается под коксом.
Выше указывалось, что процесс насыщения металла углеродом сопро-
вождается окислением, которому подвергаются карбиды, превращаясь в
оксиды. При этом подчеркивается [39], что с увеличением зоны науглеро-
живания растет и зона окисления.
При увеличении концентрации никеля в трубных сталях степень на-
сыщения их углеродом значительно уменьшается. Такое явление наблю-
дается, например, при повышении содержания никеля в стали 40Х25Н35С
с 20 до 35%, когда науглероживание протекает очень медленно и углерод
проникает в сталь на небольшую глубину.
По мере насыщения металла углеродом его пластичность снижается,
резко возрастает твердость и появляются большие внутренние напряже-
ния, чему способствуют и возникающие большие объемные изменения в
структуре металла. В сталях, подверженных воздействию углерода, одни
процессы (диффузия углерода и внутреннее окисление) приводят к увели-
чению массы и объема металла, а другие процессы (образование губча-
той окалины и ее разрушение) - к их уменьшению. Это создает внутрен-
нее дополнительное напряжение в науглероженной стали.
Таким образом, "охрупчивание" насыщенной углеродом зоны и воз-
никающие в металле внутриструктурные напряжения служат основными
причинами появления трещин в печных трубах.
242
Практика эксплуатации этиленовых установок показала, что наугле-
роживание трубчатого змеевика печи обычно происходит при темпера-
туре газов пиролиза выше 800 °C и выходе этилена более 22%. Чем выше
эти параметры, тем больше внимания следует уделять подбору материа-
лов для труб, совершенствованию конструкции печи, улучшению процесса
сжигания топлива и равномерному распределению тепла по змеевику.
Влияние механической обработки внутренней поверхности труб. Пер-
вые центробежнолитые трубы для змеевиков печей применяли без меха-
нической обработки внутренней поверхности. Такая поверхность оказы-
валась нестойкой к действию углерода и коррозионным разрушениям.
На ней очень быстро появлялись коррозионные язвины и выпучивания,
наблюдались выделения графита и хрупкие разрушения. Без дефектов
оставались только места сварных соединений труб. В результате тщатель-
ного обследования удалось установить причину: сварные швы, которые
механически обрабатывались для уменьшения местных сопротивлений
движению потока сырья, оказывались более стойкими к коррозионным
разрушениям.
Очевидно, подвергая механической обработке поверхность печных труб,
можно повысить стойкость материала к воздействию агрессивной среды.
В дальнейшем это предположение полностью подтвердилось. После обра-
ботки внутренней поверхности печных труб срок службы их увеличился с
8 000 до 24 000 ч. Теперь механическая обработка - обязательная техно-
логическая операция производства центробежных труб. Проточкой уда-
ляется пористый слой с вредными примесями, а затем чистовой довод-
кой получают гладкую поверхность. Такая поверхность быстрее покры-
вается оксидной пленкой (см. ниже), которая при эксплуатации змеевика
не только защищает металл, но и замедляет процесс отложения кокса внут-
ри труб, что позволяет ликвидировать местные перегревы.
Вопрос о влиянии чистоты обработки поверхности на жаростойкость
труб стал предметом многочисленных исследований. Было найдено [39],
что значения шероховатостей на внутренней поверхности труб не долж-
ны превышать Ra =1-2 мкм, т. е. чистоту ее необходимо доводить при-
близительно до V 7-8 классов (например, для центробежнолитых труб из
стали 45Х25Н20С2).
Влияние защитной оксидной пленки на внутренней поверхности труб.
Особое значение для предотвращения науглероживания жаростойких ста-
лей имеет защитная оксидная пленка, образующаяся на поверхности труб
в результате химической реакции на границе раздела фаз газ-металл. К
защитным пленкам относят тугоплавкие оксиды металлов. Оксиды желе-
за, например, имеют низкую температуру спекания, характеризуются
высокой способностью к самодиффузии и диффузии элементов через них;
243
поэтому такие оксиды плохо защищают металл от разрушения. Оксиды
же хрома и кремния, наоборот, обладают очень высокими температура-
ми плавления и спекания, а также малой диффузионной способностью,
вследствие чего хорошо защищают металл.
При перегреве легированной стали или недостатке в ней легирующих
элементов (хрома и кремния) в большом количестве образуются оксиды
железа. Строение их определяет возможность интенсивного диффузион-
ного обмена, и в результате металл усиленно окисляется. В этом случае
окалина состоит из трех слоев оксидов железа, причем оксиды легирую-
щих элементов или сами элементы находятся в оксидной пленке в виде
отдельных включений.
Пленки жаростойких сталей для печных труб чаще всего образуются
в виде двойных оксидов - шпинелей типа FeO-Me2O3 или Fe2O3-MeO. На-
пример, хромоникелевые стали покрываются пленкой NiO-Fe2O3. Такие
пленки обладают сильными защитными свойствами, особенно когда ра-
диус иона легирующего элемента, входящего в сплав, мал, что уменьша-
ет параметры решетки оксида. Оксиды с плотноупакованными решетка-
ми оказывают большое сопротивление диффузии элементов с большими
радиусами ионов (кислорода и металла); это способствует снижению ско-
рости дальнейшего окисления стали. Поверхность центробежнолитых
труб из стали 45Х25Н20С покрывается защитной оксидной пленкой
Fe2SiO4.
Особая роль защитных свойств, которыми обладают оксидные плен-
ки, образуемые кремнием, подчеркивается во многих исследованиях. Эк-
спериментально найдено пороговое значение степени легирования стали
кремнием. Стали, содержащие 1,7% кремния и более, дают стойкие плен-
ки, которые существенно повышают сопротивляемость металла наугле-
роживанию. Так, для жаростойкой стали 20Х25Н20С2 оптимальная сте-
пень легирования кремнием составляет 2,4-2,65% Si. Трубы из такой ста-
ли с чистотой обработки поверхности V 7-8 классов показали очень вы-
сокую стойкость к воздействию углерода.
За рубежом жаростойкие стали для печных труб, содержащие хром и
кремний, успешно применяют в течение нескольких лет при жестких ре-
жимах эксплуатации.
Для сохранения защитной пленки на поверхности труб необходим
постоянный тщательный контроль температурного режима в печи: тем-
пература стенок труб должна измеряться в нескольких местах по их дли-
не. Требуется также контролировать процесс сжигания топлива и следить
за направлением излучения горелок для предотвращения местных пере-
гревов труб. Нельзя допускать больших отложений кокса внутри труб,
что снижает теплопередачу и может привести к местному перегреву их
244
стенок. При использовании метода паровоздушного выжига кокса нуж-
но добиваться полного его удаления, поскольку только на очищенной от
кокса внутренней поверхности труб защитная оксидная пленка может
восстанавливаться. Кроме того, в целях восстановления пленки рекомен-
дуется продувать трубчатый змеевик после выжига кокса смесью пара и
воздуха в течение нескольких часов. Такую же обработку следует произ-
водить после ремонта змеевика, связанного с заменой труб.
Чтобы увеличить срок службы печных труб, можно воспользоваться
следующими полезными рекомендациями:
♦ в качестве разбавителя углеводородного сырья следует использо-
вать только чистый пар, так как присутствие в нем даже самых мелких
частичек солей вызывает разрушение защитной пленки на поверхности
труб; при этом доля пара в смеси должна быть довольно высокой;
♦ наличие серы в газообразном сырье способствует снижению интен-
сивности коксообразования;
♦ при удалении кокса из труб методом выжига смесью воздуха и пара
не следует допускать чрезмерного повышения скорости горения и чрез-
мерно высокой температуры стенок труб в отдельных местах змеевика;
♦ для восстановления защитной пленки лучшим условием является
окисление при высокой температуре.
Определение степени науглероживания труб. Для профилактического
ремонта трубчатого змеевика печи нужно систематически производить
его ревизию и устранять возникающие дефекты. В ФРГ создан прибор
магнитного типа, позволяющий на месте находить участки труб, подвер-
женных науглероживанию по внутренней поверхности на глубине 0,5 мм.
Измерение степени насыщения этой поверхности углеродом важно не
только для правильного определения срока службы труб и своевремен-
ного их ремонта, но и для улучшения технологии процесса пиролиза,
поскольку замечено, что при осуществлении его в науглероженных тру-
бах в присутствии продуктов коррозии коксообразование каталитичес-
ки ускоряется.
Коррозионное разрушение элементов конструкции топок агрессивны-
ми продуктами сгорания топлива. В основном в печах нефтехимии и неф-
тепереработки применяют газообразное и жидкое топливо. При сжига-
нии топлива сырьевые потоки нагреваются до 300-860 °C, а элементы
конструкции топки до 500-1200 °C. В газовых средах, образующихся при
сжигании различных видов сернистого топлива, содержатся агрессивные
соединения, вызывающие высокотемпературную коррозию. Кроме того,
в топочных газах могут находиться взвешенные частицы золы. Зола ко-
тельного топлива, полученного из сернистых нефтей, характеризуется
повышенным содержанием соединений натрия и ванадия, которые при
245
высоких температурах играют роль катализаторов коррозионных про-
цессов. Поэтому еще при выборе материалов для деталей топок необхо-
димо учитывать не только их конструктивную нагруженность при рабо-
чей температуре, но и агрессивность компонентов дымовых газов приме-
няемого топлива.
Ранее в нормативных требованиях к жидкому топливу не нормирова-
лось содержание соединений натрия и ванадия (Na2SO4 и V2O5), и поэто-
му при проектировании печей выбор материалов не всегда оказывался
удачным. Проблема коррозии деталей возникает при температуре выше
600 °C.
В печах пиролиза установок малой мощности, где топливом служит
природный газ и метановодородная фракция, наблюдаются разрушение
подвесок, опорных трубных елочек, кронштейнов огнеупорных кирпи-
чей и других деталей. Причиной выхода из строя литых деталей из стали
25Х23М7СЛ является насыщение их азотом, что придает металлу повы-
шенную хрупкость. Азот образует с хромом соединения, которые снижа-
ют пластичность, а при появлении в деталях изгибных напряжений про-
исходит быстрое разрушение металла. Результаты изучения характера
насыщения металла азотом показали, что поверхность литых деталей
подвергается более интенсивному насыщению азотом, чем деталей, изго-
товленных методами деформирования изделий (ковкой, штамповкой) и
механически обработанных. Хорошо обработанная поверхность практи-
чески не азотируется, в то время как литая поверхность подвергается азо-
тированию на глубину 2-3 мм.
Хромистые стали сильнее подвержены азотированию, чем хромони-
келевые, причем чем больше содержание в стали никеля, тем она более
стойка к насыщению азотом.
Процесс насыщения азотом в большой степени зависит от температу-
ры поверхности деталей, так как, с одной стороны, повышение темпера-
туры способствует увеличению константы диссоциации азота и усилению
процесса проникновения азота в сталь, а с другой - повышение темпера-
туры до предела жаростойкости материала приводит к нарушению за-
щитной оксидной пленки, которая вследствие образования нитридов хро-
ма Cr2N и обеднения матрицы стали хромом теряет свои защитные свой-
ства. Изучая скорость насыщения стали азотом, удалось установить, что
увеличение содержания никеля в хромоникелевой стали с 12 до 30% мень-
ше влияет на интенсивность насыщения, чем повышение рабочей темпе-
ратуры деталей с 970 до 1120°С. Поэтому для печных деталей, работаю-
щих в высокотемпературных печах, не следует превышать установлен-
ных температур эксплуатации, изготавливать детали из хромоникелевых
246
сталей с большим содержанием никеля (вместо стали 35Х23Н7СЛ, сталь
40Х24Н12СЛ или 20Х23Н18) и поверхность деталей подвергать механи-
ческой обработке для образования на ней защитной оксидной пленки.
Влияние топочной среды на долговечность печных труб можно про-
следить на примере эксплуатации печей конверсии и пиролиза ПО "Ан-
гарскнефтеоргсинтез". Вертикально расположенные печные трубы из ста-
ли 10Х23Н18 работают в обеих печах примерно в равных температурных
режимах, однако когда в качестве топлива используется смесь генератор-
ного и углеводородного газов с примесями сернистых соединений (из
общезаводской топливной сети), наблюдается усиленная коррозия наруж-
ной поверхности реакционных труб, что приводит к частым выходам их
из строя. На трубах появляются очаги локального коррозионного разру-
шения металла до сквозных дыр в виде "оспин", расположенных в основ-
ном на поверхности труб со стороны горелок. Срок службы труб состав-
ляет 1-2 года.
В то же время в печах конверсии, где температура стенки труб дости-
гает в среднем 850-1000 °C, срок службы труб значительно больше (до
44 мес) только потому, что топливом служит природный газ без сернис-
тых соединений. Еще более длительный срок работы труб (10-14 лет) на-
блюдается на аналогичных печах конверсии, в которых змеевики изго-
товлены из высоколегированной центробежнолитой стали 20Х25Н20С2
и сжигается природный газ [2].
Не подвергается коррозии наружная поверхность горячекатаных труб
из стали 10Х23Н18 при использовании в качестве топлива бессернистого
газа. И наоборот, если температура стенки этих труб превышает 1000 °C,
а в топливе есть сернистые соединения, то на металле появляются локаль-
ные коррозионные повреждения "оспины" вплоть до сквозных разруше-
ний змеевиков. Следовательно, наличие сернистых соединений в топлив-
ном газе и в продуктах сгорания при определенных температурных усло-
виях может привести к выходу печных труб из строя.
Особенно агрессивная локальная коррозия элементов печи наблюдает-
ся при сжигании серосодержащего газа. На хромоникелевых сплавах это
проявляется при температуре на 100-150 °C ниже предела его окалино-
стойкости, а для сплавов на никелевой основе такие явления наблюдают-
ся при 650-750 °C, если при сжигании топлива создается восстановитель-
ная среда. При достаточном избытке кислорода в продуктах сгорания
серосодержащего топлива образующиеся сернистые соединения не про-
являют агрессивности вплоть до 850 °C. Если же создаются условия вос-
становительной среды в результате неполного сгорания газа в печи и при
наличии в газе SO2, то скорость коррозии резко возрастает (в 6-25 раз).
247
Появление в продуктах сгорания различных загрязнений: пыли, изве-
сти, водяных паров, НС1 способствует интенсификации коррозионного
процесса, снижению температуры появления ’’оспин" на металле, особен-
но если на его поверхности имеются шероховатости, сварочные брызги и
механические повреждения.
Последствия применения жидкого топлива. В трубчатых печах уста-
новки ЛК-6У Мозырского НПЗ в качестве топлива использовали мазут
марки 100. После 2,5 лет работы произошел аварийный выход из строя
трубных решеток конвекционной зоны вследствие интенсивной корро-
зии. Решетки из листовой стали 20Х23Н18 толщиной 10 мм утоньшились
до 6 мм, а в отдельных местах нижней части утончение решетки достигло
1 мм, на трубных решетках и других печных деталях отложились зола и
продукты коррозии.
Анализ продуктов коррозии с поверхности стали 20Х23Н18 показал:
38% V, 4,5% Na2SO4 и компоненты окисления металла решетки. Ванадий
содержался в виде V2O3 и V2O5, а сера в соединениях Na2SO4 и FeS. Золь-
ный осадок состоял из ванадия (22,1%) и Na2SO4 (39,2%). Сернистые со-
единения этого осадка содержали: Na2SO4, K2S2O7, Na2S2O7 и др. Следует
отметить, что некоторые присутствовавшие в зольном осадке соедине-
ния имели низкую температуру плавления. Так, температура плавления
Na2S2O7 - 400°С, K2S2O7 - 335 °C. Металлографией структуры металла
установлена межкристаллитная коррозия с отрывом участков неокислен-
ного металла. Таковы последствия произошедшей "катастрофической"
сульфидно-ванадиевой коррозии металла трубных решеток, вызванной
применением мазута. Подобное коррозионное разрушение печных дета-
лей происходило на установках карбамидной депарафинизации и на ряде
котлов пароперегревателей и парогенераторов, где применяли жидкое
топливо, а температура дымовых газов от его сжигания над перевальной
стенкой превышала 650 °C. При более низкой температуре (ниже 650 °C)
коррозионные процессы протекали значительно медленнее.
Механизм этого коррозионного процесса следующий: при сжигании
мазута ванадий образует в первую очередь V2O3 и V2O4 и в дальнейшем
V2O5. Летучий оксид V2O5 может испариться, если он находится в сво-
бодном состоянии, но при наличии других зольных отложений образует-
ся серия ванадатов с упругостью пара ниже, чем пара V2O5, и поэтому
ванадий остается в зольных отложениях. При сгорании топлива образу-
ются сульфаты по реакции
2NaCl + 1/2 О7 + SO7 + Н7О -> Na7SO, + 2НС1.
Из табл. VI-1 видно, что в зольных отложениях, которые оседают на
металлических поверхностях печного оборудования, могут присутство-
248
вать соединения с низкой температурой плавления. Взаимодействие этих
соединений с металлом приводит к появлению легкоплавкой эвтектики,
вызывающей интенсивную коррозию в расплаве. Такое взаимодействие
зольных отложений с металлом зависит от критических температур, выше
которых скорость коррозии резко возрастает. Для ванадийсодержащих
зол ускорение коррозии жаростойких сталей наблюдается при нагреве
выше 650 °C.
Таблица VI-1
Компоненты зольных отложений при сжигании жидкого
и газообразного топлива
Компонент ЗОЛЫ Примерное содержание, % Компонент ЗОЛЫ Примерное содержание, %
газообразное топливо жидкое топ- ливо (мазут) газообразное топливо жидкое топ- ливо (мазут)
SiO2 20-50 2-20 Na?O 0-6 1-30
А12О3 7-15 2-20 V2O5 • 5-60
Fe2O3 0-20 1-60 so3 5-20 7-30
СаО 5-30 0-10 Cl2 0-1 •
MgO 5-25 РЬ,О5 £* «л 1-3 —
Агрессивность V2O5 проявляется только тогда, когда этот оксид нахо-
дится в жидком состоянии. Скорость ванадиевой коррозии возрастает с
ростом температуры и при наличии в газовой фазе серного и сернистого
ангидридов, а также сульфата натрия. Имеется обширная информация
зарубежных фирм об аналогичных коррозионных разрушениях печных
деталей установок платформинга, каталитического крекинга и других,
где в качестве топлива применяется мазут, содержащий 100 млн*1 вана-
дия, 2000 млн'1 натрия и 35% серы. В этих печах настенные опоры для
труб вышли из строя после 14 месяцев работы.
Работами А.В. Рябченкова и А.И. Максимова [45] показано, что от-
дельные составляющие зольных отложений, находящиеся на поверхнос-
ти в расплавленном виде (табл. VI-2), приводят к увеличению скорости
коррозии вследствие оплавления защитной оксидной пленки. Наиболее
высокая скорость коррозии почти всегда связана с золой, состоящей из
Na2O • V2O4.5V2O5.
Постоянное разрушение защитных оксидных пленок металла усили-
вает окисление, а присутствие в газовой среде сернистых соединений спо-
собствует образованию сульфидов. Кроме того, при контакте сталей и
сплавов с золой, содержащей сульфаты щелочных металлов, происходят
249
окислительно-восстановительные реакции, которые также приводят к
образованию сульфидов:
Na2SO4 + 4Ме = Na2O + MeS + ЗМеО.
Таблица VI-2
Температура плавления продуктов реакции компонентов зольных отложений
при сжигании тяжелого котельного топлива
Соединение Температура плавления,°C Соединение Температура плавления, °C
NaCl 800 FeO - FeS ]
КС1 776 Fe - FeS ) эвтектика 940
A12(SO4)3 770 V2O4 1750
СаС12 772 V2O5 690
CrVO4 810 Na2O • V2O5 630
FeCl3 282 Na2O • 3V2O5 621
FeVO4 816 2Na2O • V2O5 620
Na2SO4 884 3Na2O • V2O5 850
K2SO4 1076 10Na2O • 7V2O5 573
MgSO4 1124 Na,O • V,O4 • SVX), 625
NaVO3 630 5Na,0 • V,O4 • 1IV,O, 535
Na2SO4 - NaCl 625 2MgO • V2O5 835
Na2S2O7 400 3MgO • V2O5 1190
K2S2O7 335 A12(SO4)3 770
N3Fe (SO^ 624 CaSO4 1450
K3Fe (SO4)3 624 Fe2 (SO4)3 480
NaFeSO4 • KFeSO4 618 NiSO4 783
Na3Al (SO4)3 552 NaHSO4 250
K3A1 (SO4)3 646 CaV,Ofi 778
ZnSO4 695 Co2V2O7 820
Na2S2O7 460 NiV2O7 820
MgV2O6 700
CoV,O6 705
NiV2O6 720
3K2S2O2 • Na2S2O7 280
Сульфат натрия взаимодействует избирательно с элементами, имею-
щими высокую энергию образования оксидов, т. е. для хромоникелевых
сталей и сплавов этот процесс идет с преимущественным окислением хро-
ма, постепенным накоплением сульфидов никеля и образованием эвтек-
тики Ni - Ni3S2, расплав которой наступает при 620-645 °C и вызывает
"катастрофическую" сульфидную коррозию.
250
Многообразие протекания окислительно-восстановительных процес-
сов при контакте металла с зольными отложениями и топочными газами
при высоких температурах создает большие трудности при подборе и
разработке новых сталей и сплавов, жаростойких в эксплуатационных
рабочих условиях печей, где сжигается мазут, содержащий агрессивные
компоненты.
Для борьбы с коррозией, вызываемой продуктами сгорания мазута,
предложено много способов, основные из которых следующие:
1) проработка конструктивных решений, позволяющих создавать ис-
кусственное охлаждение печных деталей (опор, подвесок и др.);
2) использование присадок (ингибиторов), повышающих температу-
ру плавления зольных отложений выше рабочих температур в топке (до-
ломит, MgSO4);
3) защита металла деталей покрытиями, стойкими в атмосфере дымо-
вых газов топки;
4) обработка и контроль состава жидкого топлива, исключающих со-
держание в нем ванадия, натрия и даже минимального количества серни-
стых соединений;
5) применение новых жаростойких сталей и сплавов.
Реализация перечисленных рекомендаций пока широко не осуществ-
ляется.
Способ ввода мелкодисперсных частиц присадок-ингибиторов в жид-
кое топливо или воздух, подаваемый на горение, испытывался на паро-
вых котлах. Уменьшение коррозии было достигнуто при введении окси-
да магния в соотношении 3,5>MgO/V<3. Однако метод ввода оксида маг-
ния в виде пудры является довольно сложным и требует дополнительно-
го соответствующего оборудования.
Наиболее эффективной оказалась присадка МпО, которая снизила
скорость коррозии экранных труб котла в 1,7-4 раза. Для трубчатых пе-
чей присадки не применяли. Отчасти это связано с более жесткими тем-
пературными условиями, неравномерным распределением присадок в золе
и дополнительным загрязнением теплообменных поверхностей отложе-
ниями, снижающими теплопередачу.
В качестве одного из относительно эффективных направлений сниже-
ния скорости сульфидно-ванадиевой коррозии в энергокотлах предлага-
ется создавать аэродинамические потоки топочных газов. В основу спо-
соба заложен принцип ликвидации восстановительной среды в пристен-
ном топочном экране. Тогда достигается интенсификация выгорания H2S,
Н2, СО и других газов, что приводит к снижению скорости коррозии в
2-3 раза, но полностью предотвратить коррозию газомазутных котлов
не удается.
251
На практике предпринимались попытки защиты металла от коррозии
соединениями зольных отложений нанесением на стали защитных покры-
тий. Исследовались гальванические, диффузионные, керамические и ме-
таллокерамические покрытия. Однако все покрытия быстро разрушались
вследствие несплошности слоя и проникания к основному металлу агрес-
сивных сред. Более стойким оказалось диффузионное силицирование, но
слой получается очень хрупким; в промышленности пока этот способ не
применяется. Не вышли из стадии лабораторных исследований разработ-
ки по очистке жидкого котельного топлива от агрессивных компонен-
тов, экономически оправданных для промышленного использования.
Наиболее обнадеживающими процессами очистки топлива являются ди-
стилляция мазута под вакуумом, гидродесульфирование и др.
В настоящее время наиболее радикальным методом борьбы с корро-
зией стали при использовании неочищенного жидкого топлива считают
применение новых сплавов (для элементов конструкций высокотемпера-
турных печей), которые не взаимодействуют с V2O5. Легирование хромо-
никелевых сталей марганцем и кобальтом (температура плавления эвтек-
тики соответственно 1240 и 880 °C), а также другими элементами позво-
ляет значительно повысить жаростойкость материалов.
Перспективными работоспособными материалами, разработанными
ЦНИИТмашем и МО ЦКТИ, являются сталь 20Х12Г10АС2 (для изго-
товления креплений пароперегревателей газомазутных котлов, работа-
ющая при температуре до 650 °C), сталь марки 40Х15Г14СЮ и хромис-
тая сталь с алюминием типа ОХ27Ю5А.
Максимальную жаростойкость в продуктах сгорания мазута имеет
сплав Х50Н50. На его поверхности образуется оксидная шпинель
Сг2О3 • NiO, которая слабо реагирует с соединениями ванадия. Кроме того,
при высоком содержании никеля образующиеся ванадаты имеют более
высокую температуру плавления (Ni2V2O5 - 880 °C, Ni2V2O8 - 1220 °C),
чем нейтрализуется вредное влияние зольных отложений. Однако спла-
вы типа Х5ОН5О технологически малопластичны, что ограничивает воз-
можности изготовления деталей штамповкой, а ковка в узком темпера-
турном интервале приводит к появлению горячих трещин, возникающих,
по-видимому, вследствие большого содержания хрома. Сплавы с боль-
шим содержанием хрома очень чувствительны к таким элементам, как
углерод, сера, азот, кислород: наличие сотых или даже тысячных долей
процента этих элементов приводит к снижению механических свойств
сплава. Широко применяемая в печах пиролиза сталь 20Х23Н18 прокор-
родировала в котле, где сжигался мазут, на 8 мм в глубь металла за 10000 ч.
эксплуатации при 640-840 °C. В то же время сплавы типа Х50Н50 и Х60Н40
252
оказываются в десятки раз более стойкими в подобных средах топочных
газов. Литые сплавы Х50Н50 на нефтеперерабатывающих заводах при-
меняют в основном для настенных и потолочных деталей трубчатых змее-
виков радиантных камер. Потолочные подвески из таких сплавов в пе-
чах нагрева сырой нефти эксплуатируются 6-10 лет, в то время как опоры
из других сталей подвергаются значительным коррозионным разруше-
ниям.
Пределы применения жаростойких сталей и сплавов в различных сре-
дах топочных газов приведены в табл. VI-3.
Таблица VI-3
Предельные температуры, применения хромоникелевых сталей
в газовых средах продуктов сгорания топлива, °C [2]
Тип стали Бессернистая Серосодержащая
окисли- тельная восстанови- тельная окислитель- ная (SO2) восстанови- тельная (Н2)
18-8 800 700
20-12 1050 900 950 650
23-7, 23-12 (2% Si) 1100 900 950 650
25-20 (2% Si) 1150 900 950 650
16-36 (1,8% Si) 1100 900 950 550
18-37 ("Инколой-DS") 1000 1050 900 550
"Инколой-800” (ХН32Т) 1000 — 900 550
НК-40 (45Х25Н20С) 1100 900 900 650
Супертерм 1200 1200 — —
50Х25Н35В5К15С <
ВНИИнефтемашем рекомендуется при сжигании мазута применять
стандартные жаростойкие стали до 650 °C, а при рабочих температурах
650-800 °C - ферритные стали XI7Т, Х25Т и др.; соответственно при
800-950 °C - стали Х50Н50, Х40Н60, Х60Н40. При температурах выше
950 °C необходимо применять газовое топливо или жидкое топливо, не
содержащее соединений ванадия и сульфата натрия.
253
Глава VII
РЕМОНТ ТРУБЧАТЫХ ПЕЧЕЙ
Нормальная эксплуатация трубчатых печей обеспечивается системой
планово-предупредительного ремонта, которая дает возможность:
♦ организовать ритмичную работу печного комплекса;
♦ гарантировать возможность своевременного выполнения всех ре-
монтных работ по плану, согласованному с планом производства;
♦ создавать условия для систематической и достаточной подготовки
к проведению ремонтных работ, выполнять их с высоким качеством в
сроки, предусмотренные графиком работы предприятия;
♦ снизить общие эксплуатационные расходы за счет уменьшения чис-
ла внеплановых остановок, сокращения числа текущих ремонтов, увели-
чения продолжительности пробегов печных агрегатов;
♦ предупреждать преждевременный выход из строя элементов кон-
струкции печей, увеличивать ресурс работы деталей и узлов.
Ремонт основных фондов предприятия подразделяется на текущий и
капитальный, которые выполняются по графикам, разрабатываемым в
соответствии с действующим положением о планово-предупредительном
ремонте (ППР).
В объем капитального ремонта входят работы текущего ремонта и
работы по ликвидации неполадок, выявленных при эксплуатации печей.
Капитальный ремонт - наиболее сложный и полный по объему. Он осу-
ществляется для полного восстановления работоспособности печного
комплекса.
В период капитальных ремонтов могут быть реализованы мероприя-
тия по усовершенствованию конструкции (если имеются проектно-тех-
ническая документация, средства финансирования, а также материаль-
ные и трудовые ресурсы).
Примерное содержание работ по видам ремонта печей пиролиза при-
ведено ниже.
Текущий ремонт
Выжиг кокса, наружный осмотр всех змеевиков печи, замер наружного
диаметра труб в местах видимого его увеличения. Выборочный замер тол-
щины стенок труб, отводов, тройников в местах наиболее вероятного из-
носа, мелкий ремонт металлоконструкций, чистка горелок, регулировка
254
пружинных подвесок, проверка термокарманов, ремонт труб, пораженных
трещинами; замена отдельных труб, пробивка температурных швов огне-
упорной ватой; проведение испытаний на плотность.
Капитальный ремонт
Работы по текущему ремонту, замена горелочных панелей; ремонт клад-
ки, замена горелок; ремонт и смазка шибера, ремонт бетонных блоков на
своде лечи; ремонт кровли, каркаса, дымовой трубы, смотровых и взрыв-
ных окон; окраска металлоконструкций; полная ревизия элементов печи.
Графики ремонта утверждаются руководителями предприятия. Сро-
ки проведения ремонта крупнотоннажных производств согласовывают-
ся со всесоюзными промышленными объединениями. Работы выполня-
ют хозяйственным (силами предприятия) и подрядным способами с ис-
пользованием ремонтно-строительных подрядных организаций. Подряд-
ные организации, как правило, выполняют капитальные ремонты, а ре-
монтные подразделения предприятий - текущие ремонты и межремонт-
ное обслуживание.
Большинство современных предприятий представляют собой произ-
водства, имеющие жесткую технологическую связь, поэтому на ремонт
обычно останавливается несколько технологических установок или даже
целый завод.
Эти обстоятельства предопределили реорганизацию структуры ремон-
тных подразделений и способствовали дальнейшему совершенствованию
методов выполнения работ.
В нефтеперерабатывающей и нефтехимической промышленности до-
стигнут новый, более высокий уровень централизации и специализации
ремонтных работ, созданы специализированные ремонтно-строительные
тресты и подрядные организации, которые, обладая современными сред-
ствами механизации, выполняют работы высокоэффективными индуст-
риальными методами. Проведенная централизация ремонтных служб
предприятия способствует более полному использованию совершенной
техники, трудовых и материальных ресурсов, внедрению новых форм
управления, подготовки и повышения квалификации ремонтного персо-
нала. Сосредоточение в рамках единой централизованной службы ремон-
тного персонала позволяет развивать бригадные формы труда на еди-
ный наряд с оценкой труда по конечному результату, оперативно решать
задачи повышения производительности труда, сокращения срока простоя
печей в ремонте, улучшения качества выполнения работ.
Важным звеном в достижении положительных результатов ремонта
является подготовка технической документации. Дефектные ведомости
255
на ремонт печей, как и всего оборудования, оформляют за 45 дней до
начала работ. В этот период завершается разработка технической доку-
ментации на реконструкцию отдельных узлов, определяется перечень
требуемых материалов, запчастей и организуется завоз их со складов на
производственные площадки, сосредоточиваются средства механизации
работ и необходимое ремонтное оборудование. Для трубчатых печей за-
ранее подготавливают печные трубы, секции змеевиков. Завозят металл,
шамотный кирпич, блоки теплоизоляции, кирпичные и трубные подвес-
ки, материалы для возведения лесов, выполнения огнеупорных и тепло-
изоляционных работ и т. д.
1. Организация проведения ремонтных работ
Четкая организация ремонтных работ, высокое качество их выполне-
ния и сокращение простоя печных комплексов обеспечивают рост эффек-
тивности эксплуатации технологических установок.
Техническое обслуживание печей, включающее ремонт, в своей осно-
ве должно предусматривать неуклонное соблюдение руководящих и нор-
мативных технических документов. По ремонту и эксплуатации печных
агрегатов нефтепереработки и нефтехимии такими основными докумен-
тами являются:
♦ Регламент и техническая документация по рабочему проекту труб-
чатых печей;
♦ СНиП Ш.03.01-87 "Металлические конструкции";
♦ СНиП III.01.01-85 "Приемка в эксплуатацию законченных строи-
тельств предприятий, зданий и сооружений". Основные положения;
♦ Положение о планово-предупредительном ремонте технологичес-
кого оборудования;
♦ Нормативы по отбраковке, надзору и методам ревизии обору-
дования нефтеперерабатывающих и нефтехимических производств
(ВНИИнефтемаш, 1972 г.);
♦ Правила промышленной безопасности для нефтеперерабатываю-
щих заводов ПБ 09-310-99;
♦ Отбраковка труб трубчатых печей, резервуаров, сосудов и аппара-
тов нефтеперерабатывающих и нефтехимических производств (ИТН-93);
♦ Инструкция на сборку и сварку змеевиков трубчатых печей
(ВНИИПТхимнефтеаппаратура, Волгоград, 1977 г.);
♦ Временная инструкция по обследованию змеевиков печей устано-
вок каталитического риформинга и гидроочистки, проработавших рас-
четный срок службы (ВИ ОПР-79 ВНИИПТхимнефтеаппаратура, Вол-
гоград, 1979 г.);
256
♦ Инструкция по надзору, методам ревизии, отбраковке и ремонту
печей пиролиза установки ЭП-300 ВНИИПТхимнефтеаппаратура, Вол-
гоград, 1984 г.);
♦ Правила устройства и безопасной эксплуатации технологических
трубопроводов ПБ 03-108-96;
♦ Общие правила взрывоопасности для взрывопожарных химических,
нефтехимических и нефтеперерабатывающих производств ПБ 09-170-97.
Проведение крупных работ по капитальному ремонту технологичес-
ких установок в ограниченные сроки при участии многочисленных кол-
лективов требует хорошей организации. В ремонтно-строительных трес-
тах имеются службы сетевого планирования и управления работами
(СПУ), составляющие сетевые графики для ремонта технологических ус-
тановок.
Сетевой график является графической моделью технологии, т. е. по-
казывает выполнение взаимосвязанных ремонтных работ в технологи-
ческой последовательности. При применении сетевых графиков выявля-
ются работы, от которых зависят сроки простоя установки в ремонте,
что позволяет руководителям работ не тратить времени на детальную
проверку всех ремонтных операций, а контролировать только ход вы-
полнения работ, влияющих на сроки простоя. Другими словами, они со-
средоточивают внимание на работах, входящих в критический путь на
сетевом графике, что обеспечивает более производительное использова-
ние труда инженерно-технических работников. Кроме того, появляется
возможность анализа и точного определения сроков простоя установки
в ремонте и выбора эффективных путей его сокращения.
Сетевые графики с нанесенным критическим путем и ведомость работ
и событий доводятся до сведения всех исполнителей, которые в зависи-
мости от отведенной им роли планируют свою работу на каждые сутки
ремонта.
В соответствии с дефектной ведомостью главный механик завода и
механики цеха принимают решение о производстве определенных объе-
мов работ каждой ремонтной организацией, уточняют график движения
бригад и сроки окончания работ, дают указание на отпуск необходимого
количества материалов. Графики движения ремонтных бригад составля-
ются с учетом факторов, определяющих длительность и трудоемкость
каждой работы и возможности ее выполнения, для этого учитывают вре-
мя, требуемое на проведение подготовительных мероприятий (например,
на снижение температуры стенок печных труб и очистку их от кокса, лик-
видацию загазованности, устройство лесов и т. п.).
257
Сетевой график движения ремонтных бригад соблюдается достаточ-
но точно, если он составлен с учетом снабжения материалами и обеспече-
ния средствами механизации. Возникающие отклонения от графика не
должны нарушать общей последовательности работ, предусмотренной
планом организации ремонта. Этот план рассчитывается так, чтобы пол-
ный объем работ по дефектной ведомости был выполнен за время, отве-
денное общезаводским графиком ремонта установок.
Главный механик или его заместители организуют контроль за вы-
полнением сетевого графика ремонта. На оперативных совещаниях, про-
водимых на установках при участии руководителей всех организаций,
участвующих в ремонте, обсуждается общий ход выполнения работ, на-
мечаются сроки завершения отдельных работ, принимаются решения по
различным техническим и организационным вопросам. Оперативные со-
вещания собираются один-два раза в неделю.
Опыт применения системы СПУ показал ее эффективность при прове-
дении капитальных ремонтов установок и, в частности, трубчатых пе-
чей. Она способствует оптимизации производства работ, которая харак-
теризуется рациональным использованием средств механизации, сокра-
щением трудовых затрат и материальных ресурсов, повышением произ-
водительности труда, улучшением качества выполнения работ, сокраще-
нием простоев установок.
Система технического обслуживания и ремонта, призванная поддер-
живать работоспособность оборудования на предприятиях отрасли, иг-
рает исключительно важную роль. Этой задаче посвящена деятельность
централизованной службы технического надзора (СТН), административно
подчиненной главному механику завода.
СТН должна обеспечить поддержание оборудования в исправном со-
стоянии, чтобы полностью исключить внеплановые остановки его на ре-
монт, и добиваться повышения эффективности работы оборудования.
Механики СТН должны систематически производить ревизию обору-
дования, определять объем ремонтных работ, контролировать качество
ремонта, вести техническую документацию, анализировать причины из-
носа и преждевременного выхода из строя оборудования, разрабатывать
рекомендации по повышению надежности его эксплуатации и сокраще-
нию расхода материалов на ремонт.
Наличие такой группы квалифицированных работников имеет боль-
шое значение по следующим причинам:
1) в группе механиков службы технического надзора создается и акку-
ратно ведется техническая документация, при этом каждый объект нахо-
дится под систематическим тщательным контролем;
258
2) продолжительность эксплуатации трубопроводов, печей и других
аппаратов зависит от агрессивности среды и режима их работы; опреде-
ляя скорость износа каждого объекта, механики СТН с достаточной точ-
ностью могут подсчитать срок его службы и указать количество матери-
алов для капитального ремонта;
3) изучая причины появления разных дефектов и изменения скорости
износа оборудования, механики СТН на основании опыта могут давать
рекомендации по предотвращению дефектов;
4) в группе механиков службы технического надзора накапливаются
специальный инструмент и приспособления для производства ревизии;
5) в период ремонтов механики и персонал технологических устано-
вок загружены различными работами и не в состоянии достаточно вни-
мательно осуществлять ревизию многочисленных объектов; несколько
опытных механиков СТН, направленных дополнительно на время ремон-
та в группу, производящую ревизию, значительно усиливают ее; повсед-
невно занимаясь ревизией оборудования, механики накапливают опыт
выявления дефектов, этому особенно способствует специализация отдель-
ных работников на ревизии определенных объектов;
6) отраженные в актах результаты ревизии, сделанной механиками
СТН, являются основным техническим документом для производства
ремонтных работ; они позволяют своевременно определить объемы ре-
монтов, организовать рациональное размещение рабочей силы и меха-
низмов, а также обеспечить объекты необходимыми материалами;
7) анализируя данные по результатам ревизии отдельных технологи-
ческих установок, механики СТН определяют показатели работы каж-
дой установки и проверяют соответствие их техническим инструкциям
по эксплуатации;
8) ежемесячно механики СТН представляют главному механику заво-
да отчеты о проведенных ревизиях и ремонтах, один раз в год составля-
ется сводный отчет; эти сведения помогают руководству предприятия
принимать необходимые меры по улучшению работы установок.
2. Подготовка печей к ремонту
Успешный ремонт печей во многом зависит от эффективного использо-
вания подготовительного периода и своевременной доставки к месту ра-
бот материалов, запасных узлов, инструментов и различных механизмов.
На очистку трубчатых змеевиков отводится примерно 26-28 ч. Наблю-
дать за проведением выжига кокса удобнее в ночное время, когда нака-
ленные трубы в печах отчетливо видны. Это следует учитывать при оста-
259
новке печей на ремонт. Чтобы ремонтники могли приступить к работам
внутри печи, температуру воздуха в топке необходимо снизить до 50 °C.
Ускоренное охлаждение печей достигается открытием дверок, взрывных
окон, а в отдельных случаях - принудительной подачей воздуха в печь.
Рис. VII-1. Агрегат для охлаждения воздуха в топке трубчатой печи (конструкция
ЛИОТ-ВНИИТБ): 1 - вентилятор; 2 - насос; 3 - бак
Для улучшения условий работы внутри печей доохлаждение их реко-
мендуется производить воздухоохладителем (рис. VII-1) конструкции
ЛИОТ-ВНИИТБ. Аппарат представляет собой передвижной агрегат, в
котором на баке из листового железа смонтированы центробежный на-
сос и вентилятор. Насос, забирая из бака воду, подает ее во входной кол-
лектор вентилятора, куда поступает также атмосферный воздух, всасы-
ваемый вентилятором. Увлажненный воздух через гибкий диффузор и
душирующий патрубок нагнетается вентилятором в топку печи. Произ-
водительность агрегата по воздуху составляет 15 000 м3/ч. Емкость водя-
ного бака рассчитана на непрерывную работу в течение 6-7 ч.
Особое внимание следует обращать на охлаждение печей в летнее вре-
мя, поскольку в данном случае они могут охлаждаться естественным пу-
тем не менее двух-трех суток.
Устройство дверных проемов в печах ускоряет их охлаждение, улуч-
шает естественное освещение в топках, позволяет механизировать пода-
чу материалов и выгрузку мусора с помощью ленточных транспортеров.
Во время охлаждения печей рабочие, участвующие в ремонте, осво-
бождают трубопроводы от нефтепродуктов, устанавливают заглушки,
разбирают и очищают от отложений горелки печей, подготавливают пло-
щадки для производства огневых работ.
260
Двойники печных труб значительно легче открываются в горячем со-
стоянии. Поэтому указанную операцию необходимо производить сразу же
по окончании выжига кокса с привлечением максимально возможного
числа работников. Во время текущих ремонтов нет необходимости вскры-
вать все двойники змеевиков. В секциях, где кокс не откладывается, вы-
борочно открывают несколько двойников, после чего принимают реше-
ние о целесообразности вскрытия остальных двойников. Обычно все двой-
ники разбирают один раз в год в период капитального ремонта печей.
Пробки двойников могут плотно входить в гнезда только при уста-
новке каждой пробки на свое прежнее место. С этой целью у коробов
печей против двойников следует сделать металлические ячейки, куда же-
лательно укладывать пробки при вскрытии двойников; это позволяет
предотвратить потери пробок, забоины и загрязнения уплотнительных
поверхностей, что иногда случается при беспорядочном сбрасывании
пробок на землю.
Траверсы и болты сразу же после разборки двойников нужно уложить
в соляровые ванны для облегчения очистки.
Вслед за вскрытием двойников должна производиться ревизия кон-
цов печных труб и самих двойников. Точность замера внутреннего диа-
метра труб зависит от их чистоты. Поэтому после вскрытия двойников в
первую очередь приступают к зачистке концов труб и двойников, затем
трубы доочищают полностью. Ускорить эти работы можно, выжигая кокс
После остывания печей при положительном
анализе воздуха внутри них для ревизии и ре-
монта элементов необходимо сооружать
сплошные или передвижные леса. Быстрое из-
готовление их возможно с применением инвен-
тарных лесов типа "Севастопольских". Для ре-
монта настенных экранов можно использовать
переносную разборную площадку, разработан-
ную ВНИИТБ (рис. VII-2).
Для проведения тщательной ревизии внутрь
печей подводят переносное электроосвещение.
газовой горелкой.
Рис. VII-2. Переносная разборная площадка для ре-
визии настенных экранов трубчатой печи (конструкция
ВНИИТБ)
261
В ходе ревизии осматривают наружную поверхность печных труб, труб-
ные подвески, серьги, кирпичную кладку перевальных стен, кирпичную
обмуровку стен каркаса и форсуночных амбразур. Серьги трубных под-
весок и их болты дополнительно проверяют сверху свода. Здесь же уста-
навливают состояние несущих балок каркасной фермы и крепление кир-
пичных подвесок. По завершении ревизии составляют окончательный акт,
согласно которому принимают решение о производстве ремонта. Ряд
работ распределяют по отдельным бригадам специализированных под-
рядных организаций или ремонтного цеха. Наиболее трудоемкие и про-
должительные работы выполняют в 2-3 смены.
Объем капитальных ремонтов печей можно сократить, включая часть
ремонтных работ в объем текущих ремонтов (например, отбраковку и
замену печных трубных подвесок). Горелки можно ремонтировать на ходу,
так как непродолжительное выключение отдельных горелок для ремонта
почти не влияет на работу печей.
3. Очистка трубчатых змеевиков
Внутреннюю поверхность печных труб очищают от отложений солей
и кокса в основном тремя способами: механическим, паровоздушным и
промывкой водой. Использование для очистки труб паромеханического
способа весьма ограничено.
Количество и физико-химические свойства отложений в печных тру-
бах разнообразны, поэтому рациональный способ их очистки выбирают
в соответствии с конкретными условиями. Когда на установках прямой
перегонки нефти отложения в печных трубах содержат большое количе-
ство солей и смолистых веществ, их удаляют промывкой горячей водой и
продувкой водяным паром. Кокс из змеевиков печей на установках тер-
мического крекинга, пиролиза и других процессов удаляют механичес-
ким способом и паровоздушным выжигом.
Механический способ очистки печных труб. Этот способ применяют в
тех случаях, когда другими способами удалить отложения не удается. До
начала очистки труб печь пропаривают водяным паром для подсушки
отложений, что облегчает их скалывание. Если трубы свободны от жид-
ких нефтепродуктов, вскрывают все двойники змеевика, где имеются от-
ложения кокса.
Печные трубы очищают механическим способом при помощи специ-
ального устройства - бойка, который шарниром Гука связан с пневмати-
ческой турбинкой. Шарнирное соединение позволяет бойку при быстром
262
вращении производить удары гранями по отложившемуся коксу и разру-
шать его. Сжатый воздух, приводящий турбинку в движение, при выходе
из нее используется для удаления из печных труб раздробленного бой-
ком кокса.
Воздух под давлением 0,4-0,6 МПа подается в турбинку по брониро-
ванному резиновому шлангу. Турбинки выбирают в зависимости от внут-
реннего диаметра труб и степени их закоксованности (зазор должен быть
в пределах 3-5 мм).
Для ускорения очистки труб бригады коксоочистителей должны иметь
запас бойков с заточенными гранями из расчета не менее одного-двух на
каждую трубу. Работы должны проводиться широким фронтом, т. е. с
привлечением максимально возможного числа рабочих, так, чтобы наи-
большее число труб очистить до полного остывания печи. Очистка от
кокса горячих труб значительно облегчается. На некоторых установках
для поддержания труб в горячем состоянии зажигают несколько горе-
лок, устанавливая мягкий режим горения (короткий факел).
С целью повышения производительности труда при очистке следует
применять бойки из качественного (модифицированного) чугуна, отли-
тые в кокиль, твердостью 200-300 единиц по Бринеллю. Использование
бойков меньшей твердости приводит к большому их расходу.
При очистке бойком кокс отделяется от стенок трубы слоями. Уста-
новлено, что при нормальной очистке около 50% кокса удаляется в виде
частиц размером 0,5 мм и около 8% - в виде частиц размером 2,5 мм, ос-
тальные частицы (42%) - более крупные. Эффективность очистки зависит
от центробежной силы, возникающей при вращении бойка (частота вра-
щения турбинки 3500-5000 об/мин), и силы ударов его граней о кокс. Шар-
нирное соединение обусловливает сложное движение бойка, при кото-
ром он гранями соскабливает с внутренней поверхности трубы кокс, по-
этому для ускорения очистки большое значение имеет угол заточки гра-
ней бойков. Оптимальный угол заточки грани бойка равен 73°. Заточка
осуществляется перед очисткой труб специальным приспособлением.
Трубы очищают сначала по концам на глубину до 0,5 м (для проведе-
ния ревизии), а потом полностью на всю длину. Твердый кокс удаляют из
труб последовательно по ходу и против хода продукта. Чтобы в трубах
не осталось колец кокса, коксоочиститель должен обеспечить плавное
возвратно-поступательное движение шланга с турбинкой, не допуская
длительной работы ее на одном участке каждой трубы.
На бронированном шланге закрепляют хомутик-ограничитель, позво-
ляющий определить момент, когда боек подойдет к концу трубы. Про-
движение шланга глубже хомутика-ограничителя недопустимо, так как
263
ударом бойка может быть повреждена уплотнительная поверхность двой-
ников. Кокс с внутренней поверхности двойников можно очищать бой-
ком или выжигать газовой горелкой.
Трубы, двойники и двойниковые коробки после очистки продувают
воздухом. Очистка труб печи с двух сторон одновременно не допускается.
Печные трубы считаются очищенными от кокса, если в них отсутству-
ют коксовые кольца и на внутренней поверхности появляется металли-
ческий блеск.
Механический способ удаления кокса имеет следующие достоинства:
печные трубы можно очищать от любых отложений (воспламеняемых и
невоспламеняемых); не изменяется механическая прочность металла труб;
не нарушается герметичность вальцовочного соединения труб с двойни-
ками; открытый змеевик доступен для ревизии внутренней поверхности.
Недостатки механического способа: необходимость в штате коксо-
очистителей и вредные условия работы, большие трудоемкость и про-
должительность очистки, поэтому удлиняется простой установки (не ме-
нее чем на двое-трое суток); значительный расход воздуха; быстрый вы-
ход из строя турбинок и бойков.
Паромеханический способ очистки печных труб установок термокре-
кинга. После освобождения от нефтепродуктов и продувки паром змее-
вик отключают от трансферной линии и соединяют с линией отвода кок-
са в боров печи. Далее зажигают по две горелки (вторые от стенок) с каж-
дой стороны печи и, поддерживая короткий факел, повышают темпера-
туру газов на перевале до 250-300 °C. Затем подают в змеевик пар под
давлением 0,3-0,4 МПа, зажигая дополнительные горелки; постепенно
увеличивая температуру топочных газов на перевал да 650-680 °C, дово-
дят давление пара в змеевике до 0,55-0,60 МПа. Через 1-2 ч после того,
как температура на перевалах достигнет 680-700 °C, обычно начинают
удаление кокса.
Давление пара регулируют по потокам: при выделении сажеобразно-
го кокса или при малой скорости движения потока с частицами зернис-
того кокса давление поддерживают в пределах 0,55-0,60 МПа, при сред-
ней скорости - 0,40-0,45 МПа и при высокой - 0,2-0,3 МПа.
Скорость удаления кокса необходимо регулировать, так как при боль-
ших ее значениях могут закупориться коксом проходы в двойниках и
процесс прекратится. Кроме того, кокс не успеет раздробиться на мелкие
частички, и крупные куски и зерна будут приводить к большой эрозии
концов труб, двойников, отводов трансферной линии и т. д.
Когда вынос кокса сильно замедлится или прекратится, гасят горел-
ки, прекращают подачу пара и приступают к вскрытию двойников по
264
всему змеевику. Если в змеевике остался кокс, его удаляют механическим
способом, причем очистка после паровой обработки значительно облег-
чается.
Паромеханический способ распространения не получил, однако в ли-
тературе имеются данные о его достоинствах: уменьшается время про-
стоя установки на очистку, облегчается труд рабочих, не нарушаются
прочность металла труб (так как процесс протекает при сравнительно
невысоких температурах), а также плотность вальцовочных соединений
в двойниках.
Недостатки паромеханического способа: значительный эрозионный
износ труб, двойников и отводов трансферных линий вследствие боль-
ших скоростей движения пара с частицами кокса; срок очистки змеевика
хотя и несколько сокращается, но все же велик, поскольку часто необхо-
димо дополнительно удалять кокс механическим путем; возможна заку-
порка коксом отдельных двойников, поэтому их приходится вскрывать;
не каждый слой кокса поддается обработке перегретым паром: напри-
мер, воздействие на кокс печей каталитического крекинга паром давле-
нием 0,6 МПа малоэффективно.
Паровоздушный способ очистки труб. Удаление кокса из труб этим
способом является очень ответственной операцией. Для се проведения
должны привлекаться квалифицированные, опытные работники, хоро-
шо изучившие технологию очистки.
Инструкцию по паровоздушному выжигу необходимо составлять на
основе "Временной инструкции ВНИИнефтемаша" с учетом особеннос-
тей работы данной печи. На каждой установке должен быть специаль-
ный журнал, где надо отражать все операции по подготовке, производ-
ству и окончанию выжига.
В период подготовки к выжигу кокса желательно иметь данные лабо-
раторного анализа о содержании в отложениях отдельных компонентов,
особенно негорючих веществ. Не менее важно определить примерное
количество кокса в трубах. Для этого сопоставляют информацию о ра-
боте установки: длительность межремонтного пробега, качественный со-
став сырья, давления на входе в печь и выходе из нее перед выключением
агрегата, производительность и температуры в различных секциях печи.
Кроме того, вскрывают контрольные пробки двойников, осматривают
внутреннюю поверхность труб и устанавливают толщину слоя кокса. Учет
сведений о качестве и количестве кокса в печных трубах позволяет пра-
вильно организовать паровоздушный выжиг.
Операции по выжигу проводят в следующей последовательности: после
остановки печь освобождают от нефтепродукта и пропаривают перегре-
265
тым паром давлением 0,2-0,3 МПа в течение 2-3 ч. Пропарку ведут при
горящих коротким факелом горелках; длительность пропарки зависит от
результатов анализа кокса.
Некоторые углеводороды и смолы при высокой температуре разлага-
ются и отгоняются паром, что приводит к подсушиванию кокса, его рас-
трескиванию и отслаиванию от стенок труб. Отслаивание кокса от сте-
нок является также следствием значительно различающихся коэффици-
ентов теплового расширения кокса и металла. Поэтому даже в печах тер-
мического крекинга, где кокс плотно прилегает к стенкам труб, после
паровой обработки он растрескивается и уносится потоком пара при на-
греве до 550-650 °C. Однако продолжительная пропарка не всегда раци-
ональна. Так, плотный осадок кокса в трубах печей установок каталити-
ческого крекинга после длительной паровой обработки не под дается раз-
рушению, и воспламенить его довольно трудно. Поэтому для каждой печи
опытным путем нужно определить оптимальное время пропарки. По окон-
чании ее горелки гасят, перекрывают подачу пара, устанавливают заг-
лушки, отсекающие трансферные трубопроводы, и монтируют трубопро-
воды для отвода газов в боров дымовой трубы (рис. VII-3).
Закончив подготовительные работы, подают пар давлением 0,2 МПа
в змеевики лечи "против хода" потоков и зажигают горелки. Температу-
ра топочных газов на перевалах повышается до 600-650 °C примерно со
скоростью 150°С/ч. При достижении газами указанной температуры на-
чинают подавать воздух, снижая давление пара так, чтобы общее давле-
ние смеси было в пределах 0,25-0,30 МПа. Такой режим поддерживается
в течение 4 ч; за это время кокс успевает
нагреться до температуры самовоспламе-
нения (порядка 450 °C). Момент загора-
ния его определяют по появлению про-
дуктов сгорания в дымоходах печей и
цвету печных труб. Первые 8 ч выжиг
ведут при давлении паровоздушной сме-
Рис. VII-3. Принципиальная схема ком-
муникаций для паровоздушного выжига
кокса: 1 - потолочный экран; 2 - подовый
экран; 3 - конвекционная секция; 4 - циклон
(диаметры выхлопных труб желательно
принимать равными диаметрам труб змее-
вика); 5 - заглушка; 6 - дренажная труба
В боров
266
си 0,3 МПа, затем поднимают до 0,35 МПа и тщательно следят за цветом
труб в последние часы выжига. На весь процесс затрачивается 16-24 ч.
Хорошее проведение выжига кокса и, главное, сохранение прочности
печных труб достигается поддерживанием устойчивого горения: ни в коем
случае нельзя допускать увеличения температуры стенки труб выше мак-
симально допускаемой для металла, из которого они изготовлены.
При высоких температурах паровоздушного удаления кокса прочность
металла снижается, поэтому, чтобы предотвратить провисание и дефор-
мацию горизонтально расположенных труб, необходимо устанавливать
дополнительные опоры и крепления. Пружинные подвески для компен-
сации напряжений в трубах следует отрегулировать с учетом происходя-
щих изменений пластических характеристик металла труб.
Возникающие напряжения в металле печных труб определяются диа-
метром трубы, толщиной ее стенки, рабочими температурой и давлени-
ем. При очистке можно изменять только два последних параметра: каж-
дому напряжению соответствует определенное их сочетание. Температу-
ру металла следует поддерживать чуть выше уровня, требуемого для вос-
пламенения кокса в трубах, обычно в пределах: 540-560 °C - для углеро-
дистых сталей; 560-650 °C - для среднелегированных сталей 15Х5М,
15Х5ВФ; 600-750 °C - для сталей типа 12Х18Н10Т; до 950 °C - для сталей
20Х23Н18; и до 1030 °C - для сталей 45Х25Н20С, 45Х25Н35С.
Режим горения кокса в трубах регулируют изменением соотношения
подаваемых количеств пара и воздуха. Цвет труб должен быть не ярче
вишневого. Если он становится ярче (температура стенок труб повыша-
ется), вводят дополнительное количество пара и уменьшают подачу воз-
духа. Наоборот, при затухании горения кокса, т. е. при потемнении труб
вследствие снижения температуры, увеличивают подачу воздуха и сни-
жают подачу пара. Расход воздуха составляет 1,3-2,6 м3/ч на 1 см2 попе-
речного сечения печной трубы, что можно определить по диафрагменно-
му расходомеру или в соответствии с заданным давлением воздуха на
входе в печь, которое должно быть на 0,07-0,17 МПа выше давления по-
ступающего пара. Нормальное выгорание кокса происходит постепенно
по ходу движения паровоздушной смеси. Обычно кокс горит в одной,
двух и редко в трех трубах. Признаком окончания горения кокса в трубе
является ее потемнение.
В период выжига все горелки должны шуроваться, чтобы в печи под-
держивалась равномерно высокая температура и подогревалась паровоз-
душная смесь, подводимая к месту горения кокса. В случае прекращения
горения кокса следует постепенно закрыть подачу воздуха в змеевик, про-
дуть его паром до появления последнего в дымоходах печей, а затем вновь
поднять температуру и повторно подавать в указанной последователь-
267
ности паровоздушную смесь для возобновления горения кокса. Призна-
ком окончания его выжига служит потемнение всех труб и выход чистого
воздуха из змеевика в дымоходы.
После выжига кокса при горящих горелках в течение 1-2 ч змеевик
продувают паром для постепенного снижения температуры и, наконец, в
завершение опрессовывают паром давлением 1 МПа. Это не только пре-
дотвращает разупрочнение вальцовочных соединений, но и позволяет
предварительно определить число дефектных уплотнений.
После выжига кокса для контроля вскрывают отдельные двойники,
чтобы убедиться в полном удалении осадков. В печах некоторых устано-
вок на пробках двойников после выжига обнаруживаются плотные отло-
жения конусной формы. Чем больше кокса было в трубах, тем большими
могут получаться конусы. Если их не удалить, при пуске установки они
могут закупорить переток из одной трубы в другую (соседнюю). Чтобы
избежать образования этих нежелательных отложений или уменьшить их,
следует в период подготовки змеевика к ремонту периодически (через
каждые 30 мин) производить продувку паром "против хода" для удале-
ния отколовшегося кокса, застрявшего в переходах двойников (но при
этом не допускать большого охлаждения печных труб). Считается, что
время, затрачиваемое на продувку "против хода", должно быть неболь-
шим: при максимальной температуре газов над перевальными стенами
оно должно составлять примерно 1/5 от общего времени подачи пара "по
ходу". Если установлено, что осадки на пробках двойников состоят из
растворимых солей, змеевик нужно промывать горячей водой около 2 ч
при четырех горящих горелках с каждой стороны печи.
Уменьшение слоя остаточных осадков наблюдается при подаче в змее-
вик оптимальной по составу паровоздушной смеси. Соотношение между
количеством пара и воздуха должно быть таким, чтобы трубы не пере-
гревались и поддерживалось такое горение кокса, при котором он пол-
ностью выгорает. Если состав паровоздушной смеси определен непра-
вильно, горение может прекратиться. При повторном его возобновлении
кокс воспламеняется, но не в тех трубах, где горение прекратилось, а че-
рез несколько труб дальше по ходу змеевика; первые же трубы так и ос-
таются неочищенными. С накоплением опыта по выжигу кокса случаи
прекращения горения становятся редкими.
Достоинства способа. При применении данного способа достигается
высокое качество очистки печных труб, сокращается время простоя пе-
чей в ремонте, снижается расход средств на ремонтные работы, улучша-
ются условия труда.
Подсчитано, что при наличии слоя кокса толщиной 1 мм температура
стенок труб повышается на 25 °C при тепловом напряжении их 29 кВт/м2.
268
Тщательная очистка поверхностей труб от кокса способствует нормаль-
ной эксплуатации печей. Кроме того, в отсутствие пленки кокса интен-
сивность нового коксообразования в трубах снижается.
В результате сопоставления практических данных о причинах замены
печных труб за несколько лет установлено, что после внедрения паровоз-
душного выжига кокса такая замена труб из-за образования отдулин стала
редким явлением. Полная очистка труб удобна и для проведения реви-
зий: замеры концов труб производятся более точно. Помимо этого, ис-
ключается и такой дефект, как забоины уплотнительной поверхности
двойников, который возникает при неосторожном пользовании бойка-
ми при механическом удалении кокса.
Недостатки способа. В случае отсутствия надежного контроля за на-
гревом печных труб при выгорании кокса и увеличения температуры на-
грева металла змеевика выше некоторой критической температуры (780°С
для стали 15Х5М) появляется ряд существенных дефектов. К ним отно-
сятся: 1) прогорание труб; 2) снижение прочности металла труб; 3) оста-
точная деформация труб; 4) нарушение герметичности и прочности валь-
цовочных соединений труб в двойниках; 5) усиленный износ перетоков
змеевика и их закалка; 6) образование окалины на наружной и внутрен-
ней поверхности труб, т. е. ускоренный их износ.
Рассмотрим эти дефекты подробно.
1. Прогары труб при выжиге можно объяснить недостатком опыта
рабочих, а подчас недостаточно серьезным отношением их к порученной
ответственной работе. При большой закоксованности печных труб при-
нудительная подача подогретого воздуха может привести к интенсивно-
му горению кокса (подобно горению в кузнечном горне), температура
металла поднимается выше допускаемой и в конечном итоге трубы про-
горают.
2. Нагрев труб при выжиге кокса до критической температуры 780 °C
приводит к изменению фазового состояния металла, что видно из диаг-
раммы состояния сплавов Fe - С. Фаза железа a-Fe переходит в фазу y-Fe.
Этот переход связан со снижением прочности стали, вызывает остаточ-
ные деформации и чрезмерное образование окалины, т. е. ускоренный
износ печных труб.
Изменение структуры стали при выжиге кокса происходит и при на-
греве ниже 780 °C. В сплаве идет так называемая сфероидизация перлита,
или коагуляция карбидной составляющей, но фазовых превращений не
наблюдается. В случае сплавов со сфероидизированной структурой плас-
тинчатого перлита (для стали 15Х5М) снижается сопротивление ползу-
чести.
269
Так, для углеродистых сталей сопротивление ползучести уменьшает-
ся примерно на 20%, а для стали 15Х5М - несколько меньше. Опасно ли
такое ослабление сопротивления ползучести для печных труб? Много-
численными опытами доказано, что ослабление даже на 20% не оказыва-
ет существенного влияния на прочность печных труб. Это объясняется
тем, что допускаемая минимальная толщина их стенок назначается при
конструировании из расчета напряжений не выше 30 МПа, в то время
как допускаемое напряжение для стали 15Х5М в интервале температур
350-500 °C уменьшается только со 109 до 42 МПа. Таким образом, сни-
жение сопротивления ползучести металла со сфероидизированной струк-
турой стало для печных труб не опасно.
3. Остаточная деформация труб, если она является следствием обрыва
трубных подвесок в период эксплуатации или при нарушении режима
выжига кокса, до определенного предела опасности не представляет. На
основании опыта допускается деформация труб размером до двух диа-
метров. Когда деформация не превышает этого значения, производят
ремонт подвесок, а трубы оставляют для дальнейшего применения; если
она более двух диаметров, трубы заменяют новыми.
Какие же последствия нежелательны при большой остаточной дефор-
мации, вызывающей обрыв трубных подвесок? Это в первую очередь
опасные дополнительные усилия на двойники. Вследствие обрыва подве-
сок усилия деформации и вес одной или нескольких (так как они связаны
трубной подвеской) потолочных труб полностью передаются на уплот-
нительный поясок и отбортовку трубы, развальцованной в двойнике.
Уплотнение и отбортовка труб в нем рассчитаны только на внутреннее
избыточное давление от нефтепродукта.
Возникающие дополнительные усилия могут привести к вырыву тру-
бы из двойника и к серьезной аварии. Кроме того, при обрыве потолоч-
ных трубных подвесок и остаточной деформации трубы приближаются к
факелу, в результате этого резко увеличивается тепловая напряженность
поверхности труб и образуются прогары или отдулины. Весьма нежела-
тельна остаточная деформация труб и в подовом экране печи, хотя она
менее опасна. При наличии деформированных участков в змеевике ус-
ложняется ремонт и увеличивается расход печных труб.
4. Герметичность вальцовочных соединений труб с двойниками мо-
жет нарушиться из-за того, что при выжиге сгорают уплотнительные по-
яски кокса в местах развальцовки. Так, при первоначальной развальцов-
ке труб во время пуска печей могут наблюдаться незначительные утечки
нефтепродуктов и их воспламенение, ликвидируемые подачей пара в ко-
робки двойников. При этом прекращается горение и образуются пояски
270
кокса, что создает герметичность соединений. Если же пояски кокса при
выжиге сгорают, герметичность можно восстановить дополнительной
подвальцовкой труб.
Нарушение прочности и герметичности вальцовочного соединения
может быть и результатом чрезмерного перегрева какой-либо из двух
соседних труб, развальцованных в одном двойнике; одна труба относи-
тельно холодная, в другой же выгорает кокс, и она нагревается до пре-
дельно допустимой высокой температуры. Возникают большие осевые
усилия, вызывающие ослабление вальцовочных соединений двойников.
В отдельных случаях герметичность трубы в двойнике полностью нару-
шалась.
Герметичность вальцовочного соединения трубы в двойнике наруша-
ется вследствие того, что охлажденный двойник препятствует удлинению
уплотнительного пояска печной трубы. Поясок оказывается сжатым в
гнезде корпуса двойника, причем появляются такие напряжения сжатия,
которые превышают предел упругости стали. В указанных условиях как
гнездо корпуса двойника, так и поясок трубы получают остаточную де-
формацию и после охлаждения между ними появляется зазор, который
при опрессовке может дать течь.
Более серьезный дефект в гнездах вальцовочного соединения двойни-
ков возникает при нагреве до температуры, значительно превышающей
допускаемую температуру для печных труб и двойников, поскольку пос-
ледующее постепенное их охлаждение приводит к отжигу металла и сни-
жению его твердости. Для развальцовки труб твердость гнезда двойника
должна быть на 50 единиц выше твердости концов этих труб. В случае
снижения твердости материала двойников, в частности металла граней
канавок в гнездах под развальцовку, становится невозможным устранить
течь дополнительной развальцовкой трубы, так как при этом грани ка-
навок сминаются. Известны случаи, когда при замене труб были обнару-
жены двойники с гладкими гнездами, без канавок. Твердость металла
поверхности гнезд таких двойников составляла только 145 единиц по
Бринеллю, т. е. была на 100 единиц меньше нормы.
Повышение прочности вальцовочного соединения и устранение течи
в нем обычно достигаются дополнительной подвальцовкой печных труб.
На заводах принято, что подвальцовывать можно до отбраковочного
размера развальцовки, установленного на случай износа конца трубы.
Большего размера довальцовки допускать нельзя, поскольку возникает
опасность среза труб или отрыва двойника вследствие слишком большо-
го утоньшения стенок трубы.
Согласно заводским данным о паровоздушном выжиге кокса, число
разупрочненных вальцовочных соединений со временем снижается и мо-
271
жет быть доведено до минимума; иногда упомянутые дефекты совсем не
наблюдались. Достигались эти результаты только потому, что опытные
операторы строго соблюдали инструкцию: производили постепенный
нагрев труб, поддерживали равномерное поле высоких температур в печи
и ни в коем случае не допускали перегрева труб.
5. В результате неоднократного применения способа паровоздушного
выжига кокса появляется еще один существенный дефект: быстрый износ
переточных трубопроводов (перетоков). Особенно быстро выходят из
строя перетоки из пода в потолок, несколько медленнее - перетоки из кон-
векционной секции печи в радиантную и выходные трубы, подсоединяе-
мые к основной трансферной линии. Такой интенсивный износ можно
объяснить следующим образом: покрытые толстым слоем тепловой изо-
ляции переточные трубы при выжиге кокса нагреваются до очень высо-
кой температуры, так как отсутствует отвод тепла в окружающую атмос-
феру. При перегреве металл становится мягким, а вследствие больших
скоростей движения смеси пара и воздуха с окалиной и частичками кокса
наряду с коррозией происходит большой эрозионный износ.
Практикой установлено, что перетоки изнашиваются и требуют заме-
ны за период от шести-восьми месяцев до одного года. Для уменьшения
износа на заводах сняли с перетоков изоляцию. Хотя износ и снизился,
но тем не менее эту меру нельзя считать достаточно надежной, поскольку
при быстром охлаждении окружающим воздухом зимой или в сырую
погоду металл может закаливаться и приобретать хрупкость. В практике
эксплуатации трубопроводов из стали 15Х5М известны случаи хрупкого
разрушения металла вследствие закалки. Очевидно, что для защиты пе-
ретоков необходима съемная изоляция.
6. Образование окалины на поверхности труб и повышенный износ их
при выжиге кокса зависят от следующих факторов. Быстрый износ труб
по внутренней поверхности является следствием подачи избыточного
количества горячего воздуха и водяного пара, ускоряющего в несколько
раз окисление. При повышенной температуре на наружной поверхности
печных труб происходит также пережог металла, причем интенсивность
окисления резко возрастает с увеличением температуры.
Простои технологических установок в основном определяются сро-
ками окончания ремонта печей. Следовательно, при его ускорении про-
стои сокращаются, тем более что на операции по выжигу кокса обычно
занято всего несколько работников, а высвобожденные рабочие, ранее
занимавшиеся механической очисткой печных труб, переводятся на дру-
гие ремонтные работы.
272
4. Декоксование печных агрегатов этиленовых установок ЭП-300
На процесс отложения кокса внутри пирозмеевиков существенно вли-
яет чистота обработки внутренней поверхности труб и ее состояние в пе-
риод эксплуатации печи. На гладкой, отхонингованной стенке новых печ-
ных труб (при прочих равных условиях) откладывается меньше кокса,
чем на необработанной (или поврежденной коррозией) поверхности.
Пиролиз углеводородного сырья, осуществляемый в пирозмеевиках
из высоколегированных хромоникелевых сталей без ввода сернистых со-
единений, сопровождается повышенным коксоотложением. Считают, что
сернистые соединения подавляют каталитическую активность никеля -
компонента, входящего в состав жаропрочных сталей, например
20Х25Н20С, 45Х25Н35С, 20Х25Н20С2, поэтому коксоотложения в тру-
бах уменьшаются. В качестве ингибитора коксоотложения к сырью до-
бавляют сульфосоединения (этилмеркаптан, бутилмеркаптан, а также
раствор поташа К2СО3)*.
В условиях эксплуатации пиролизных промышленных печей лимити-
рующими факторами продолжительности рабочего цикла являются мас-
со- и теплообмен. С ростом массовой скорости сырьевого потока, т. е. с
повышением загрузки печи по сырью для проведения процесса пиролиза
до заданной глубины превращения увеличивают температуру стенки пи-
розмеевиков, что приводит к ускоренному коксованию. И наоборот, при
понижении нагрузки печи (при неизмененных прочих рабочих условиях)
скорость сырьевого потока снижается, уменьшается температура стенки
труб и интенсивность коксования падает. При постоянном расходе сы-
рья на печь повышение температуры процесса (особенно на выходе из
пирозмеевиков) приводит к увеличению коксообразования и сокращению
срока рабочего цикла (пробега) печного агрегата.
Для каждого вида и состава углеводородного сырья существует верх-
ний предел жесткости процесса пиролиза, выше которого скорость за-
коксования пирозмеевиков резко возрастает. В это же время ускоряется
образование отложений в закалочно-испарительном аппарате (ЗИА),
которое вызвано конденсацией и полимеризацией тяжелых компонентов
ароматических соединений - предшественников кокса - на относительно
холодных (400-500 °C) поверхностях теплообмена.
Склонность к коксообразованию тяжелых фракций продуктов пиро-
лиза оценивают по содержанию в них водорода. С повышением жесткос-
* Раствор поташа допускается применять в печах пиролиза, где температура
стенки горячекатаных труб из стали 20Х23Н18 не превышает 950 °C.
273
ти процесса пиролиза содержание водорода в тяжелых фракциях снижа-
ется и образуются смолы пиролиза.
При снижении содержания водорода до 7% (масс.) смолы приобрета-
ют высокую реакционную способность и склонность к коксообразова-
нию в системах закалки и охлаждения. Практикой установлено, что пре-
дельно допустимой является жесткость процесса, при которой содержа-
ние водорода в дебутанизированной жидкой фракции равно 7-8%.
При пиролизе бензиновых фракций продолжительность рабочего цик-
ла (пробега) печного агрегата ограничивается забивкой пирозмеевиков
и трубок закалочно-испарительного агрегата.
Когда закоксовываются пирозмеевики, происходит постепенное по-
вышение температуры стенки трубы, растет перепад давления, а в местах
перегрева труб могут наблюдаться белые пятна. Об образовании отло-
жений кокса в пирозмеевиках судят и по возрастанию температуры ды-
мовых газов на перевале печи. Закоксованность ЗИА характеризуется
ростом гидравлического сопротивления системы с повышением темпе-
ратуры продуктов пиролиза после ЗИА. Увеличение гидравлического
сопротивления в пирозмеевиках и ЗИА сопровождается повышением дав-
ления в печном агрегате и как следствие этого растет время контакта,
снижается выход низших олефинов.
Существенное влияние на закоксованность системы оказывает уста-
новленная селективность процесса. Уменьшение времени контакта, по-
вышение температуры и снижение парциального давления углеводоро-
дов в зоне реакции приводят к уменьшению коксоотложения как в пиро-
змеевиках, так и в ЗИА. Режимы, при которых получается высокий вы-
ход низших олефинов, являются одновременно наиболее благоприятны-
ми в отношении закоксовывания. Поскольку давление на выходе из печи
изменяется незначительно, парциальное давление углеводородов зависит
в основном от установленного соотношения: пар-разбавитель, углеводо-
родное сырье и гидравлическое сопротивление пирозмеевиков. Таким
образом, варьированием отношения пар-разбавитель - сырье можно ре-
гулировать продолжительность пробе-
га печи. Взаимосвязь этих параметров
представлена на рис. VII-4.
Рис. VII-4. Характер взаимосвязи между
отношением пар-разбавитель - сырье, темпера-
тура стенки трубы и рабочий пробег пиролиз-
ной печи
Отношение пар/сырье, кг/кг
274
Из приведенного анализа видно, что продолжительность рабочего
пробега печей зависит от многих факторов процесса пиролиза, важней-
шим из которых в данном случае является скорость закоксования пиро-
змеевиков и ЗИА.
Скорость отложения кокса в печных трубах в значительной мере свя-
зана с равномерностью подвода тепла к пирозмеевикам от функциони-
рующих горелок. Топливная система печей пиролиза, оснащенная газо-
выми горелками, должна обеспечивать равномерный подвод тепла к сы-
рью и поддержание установленного температурного профиля по длине
пирозмеевиков. Считают, что перепад температуры по длине одной тру-
бы пирозмеевика не должен превышать 30-50 °C. В свою очередь, нор-
мальная работа горелок во многом зависит от величины тяги (разреже-
ния) в топке. При слишком большом разрежении в топке происходит из-
быточный подсос атмосферного холодного воздуха, снижается темпера-
тура горения топлива, ухудшается теплопередача, уменьшается КПД печи.
Наоборот, недостаточное разрежение в топке является причиной непол-
ного сгорания топлива, дымления печи. Возникает опасность выброса
горючих дымовых газов из печи наружу и травмирования обслуживаю-
щего персонала. Нормальная работа горелок и полное сжигание топли-
ва характеризуются стабильным режимом горения и составом дымовых
газов, содержащих не более 2-3% (об.) О2 и 10-11 % (об.) СО2.
Если в результате контроля выявляется, что температурный профиль
по длине пирозмеевиков превысил установленные пределы, изменяют
режим работы горелок. Длительная работа пирозмеевиков с перегревом
отдельных участков приводит к быстрому закоксовыванию и сокраще-
нию рабочего цикла печи. При необходимости в конце пробега печи, когда
появляются участки локального перегрева пирозмеевика, устанавлива-
ют более мягкий рабочий режим пиролиза и уменьшают производитель-
ность печи по сырью. Однако эксплуатация печи с закоксованными пи-
розмеевиками неэкономична, поскольку снижается выход целевых про-
дуктов, уменьшается производительность печи и наблюдается перерас-
пад топлива. Кроме того, появляется опасность пережога печных труб и
усиления процесса науглероживания металла. Поэтому пробег печей при
работе на определенном сырье ограничивают согласно регламенту до
700-1400 ч. Давление сырья на входе в печь в начале пробега составляет
0,45-0,5 МПа и зависит от установленной производительности по сырью,
потерь напора в пирозмеевиках, ЗИА и давления на выходе из ЗИА. В
период работы печи вследствие отложений кокса внутри труб давление
сырья на входе в печь увеличивается на 0,1-0,15 МПа и в конце пробега
достигает 0,7 МПа. До такого же значения давление сырья возрастает
при повторном пуске печи после нескольких суток работы в случае ава-
275
рийной остановки установки, если кокс не удаляли методом паровоздуш-
ного выжига. Обычно при внезапной остановке печи и быстром охлаж-
дении слой кокса растрескивается, отслаивается и осыпается в нижние
колена пирозмеевиков либо забивает входную часть ЗИА, уменьшая про-
ходное сечение потоку пирогаза. Как уже отмечалось, с повышением дав-
ления в системе снижается выход олефинов и интенсифицируется коксо-
отложение. Поэтому при достижении давления сырья на входе в печь 0,65-
0,7 МПа ее останавливают на выжиг кокса.
Длительность пробега печи ограничивается также температурой пи-
рогаза на выходе из ЗИА, которая не должна превышать 450 °C. Посте-
пенный рост температуры пирогаза в ЗИА от 350 до 450 °C происходит
вследствие ухудшения теплопередачи от продуктов пиролиза к генериру-
емому водяному пару вследствие загрязнения и коксоотложений в труб-
ках аппарата. Замечено, что температура пирогаза после ЗИА в начале
пробега печи растет примерно на 5 °С/сут, а затем, после 5-10 сут работы
печи, уменьшается до 1-3 °С/сут.
Печь пиролиза останавливают на выжиг кокса при одном из следую-
щих условий:
♦ при температуре пирогаза на выходе из ЗИА более 450 °C;
♦ при давлении сырья на входе в печь 0,7 МПа;
♦ когда температура стенки трубы превышает 1030 °C (на выходном
участке - 1070°С);
♦ длительность пробега печи достигла 1400 ч (при контрольном вы-
жиге кокса без чистки ЗИА после 700 ч работы);
♦ при превышении перепада давления пирогаза до и после ЗИА бо-
лее 0,05 МПа;
♦ в случае вынужденной внезапной остановки печи после 10 сут и
более работы.
На основании опыта работы ВНИИОС рекомендовано проводить
промежуточный выжиг кокса из пирозмеевиков печи после 700 ч без чис-
тки ЗИА и после 1400 ч осуществлять совместное декоксование печи и
ЗИА.
Новый метод выжига кокса отличается от ранее применяемого тем,
что температура стенки труб из аустенитной стали 20Х25Н20С2 сохраня-
ется на высоком уровне, поэтому удается избежать нежелательных струк-
турных превращений металла (о-фазы при 450-750 °C) и ухудшения его
прочностных характеристик. Кроме того, интенсификацией процесса
выжига кокса удается сократить время полного декоксования и простой
печи пиролиза.
Перед началом выжига кокса проверяют давление технологического
воздуха в сети. Оно должно быть не менее 0,4 МПа. Переключают вы-
276
ходной трубопровод для удаления продуктов сгорания кокса, отсекая их
от технологической схемы установки. Режим работы горелок регулиру-
ют так, чтобы установился равномерный прогрев пирозмеевиков; для
этого включают максимальное число горелок с необходимой теплопро-
изводительностью.
Выжиг кокса из всех четырех пирозмеевиков печи ЭП-300 производят
одновременно паровоздушной смесью с отводом продуктов сгорания
кокса через ЗИА.
Операции по выжигу кокса выполняют в следующей последователь-
ности. За 20-40 мин прекращают подачу бензина в печь и увеличивают
расход пара-разбавителя до 2500 кг/ч на каждый пирозмеевик, поддер-
живая температуру на выходе примерно 830 °C. Пирозмеевики пропари-
вают в течение 12 ч. Затем температуру потоков из пирозмеевиков сни-
жают до 750 °C, уменьшают расход пара до 1500 кг/ч на змеевик и одно-
временно постепенно начинают подавать воздух в количестве 10% от рас-
хода пара-разбавителя.
Горение кокса начинается самопроизвольно и распространяется на за-
коксованные участки пирозмеевика. Требуется внимательно наблюдать за
передвижением фронта сгорания кокса и в случае обнаружения перегре-
тых участков стенки труб выше 1000 °C снижать расход воздуха или умень-
шать интенсивность работы горелок в районе перегрева пирозмеевика.
Весь процесс декоксования контролируют, замеряя температуру стен-
ки труб пирометром и анализируя продукты сгорания кокса на содержа-
ние СО2 и О2. Пробы газа продуктов декоксования отбирают из пробо-
отборника пирогаза после ЗИА. Содержание СО2 в процессе выжига не
должно превышать 10% (об.). При большем содержании СО2 в газах де-
коксования следует уменьшить расход воздуха. Когда в газах выжига
кокса устанавливается содержание СО2 менее 1%, а О2 - 20% (об.), при-
ступают к постепенному увеличению расхода воздуха и снижению расхо-
да пара-разбавителя. Если через некоторое время содержание СО2 и О2 в
газах декоксования снижается до контрольных величин [менее 1% (об.)
СО2 и 20% (об.) О2] продолжают наращивание подачи воздуха до макси-
мально возможной величины до тех пор, пока температура продуктов
сгорания кокса не достигнет 800 °C.
При таких рабочих параметрах печь выдерживают в течение 1 ч. Да-
лее приступают к снижению расхода пара-разбавления до 500 кг/ч, со-
храняя максимальной подачу воздуха. На завершающем этапе выжига
кокса увеличивают температуру газов декоксования до 820 °C и устанав-
ливают расход воздуха 300 кг/ч на 500 кг/ч вводимого пара (т. е. воздуха
60%) и продолжают вести декоксование до получения анализа продуктов
сгорания с содержанием СО2 ниже 0,2% (об.).
277
Операцию по очистке пирозмеевиков от кокса завершают конт-
рольным выжигом, осуществляемым при полном прекращении ввода
пара-разбавителя и максимальной подаче воздуха до получения анализа
газа выжига кокса с содержанием СО2 ниже 0,2% (об.).
Качество декоксования пирозмеевиков контролируют по пару-разба-
вителю. Устанавливают подачу пара 1000 кг/ч на каждый змеевик и про-
веряют давление на входе в печь. Оно не должно превышать 0,25 МПа.
Если в каком-либо потоке давление превышает указанное, необходимо
дополнительно провести выжиг кокса или промыть змеевики водным
конденсатом от возможных отложений солей. По окончании очистки
пирозмеевиков их продувают паром.
В период чистки в специальном журнале фиксируют: количество вво-
димых пара-разбавителя и воздуха; температуру продуктов сгорания кок-
са на выходе из пирозмеевиков, дымовых газов на перевале из секции
радиации в секцию конвекции, на выходе из ЗИА, стенки труб по длине
пирозмеевиков; анализы продуктов дококсования, давление на входе в
пирозмеевики.
5. Отбраковка элементов печей
Отбраковка печных труб. Согласно нормативам печные трубы подле-
жат отбраковке и замене при наличии различных дефектов, выявляемых
во время ревизии. К этим дефектам относятся:
1) пластическая деформация с увеличением диаметра (отдулины), выз-
ванная местным перегревом металла. Отбраковочный размер устанавли-
вается в зависимости от марки стали: для труб из стали 15Х5М увеличе-
ние диаметра более чем на 5% от номинального размера недопустимо;
2) остаточная пластическая деформация змеевика в виде прогиба труб
размером более двух диаметров с обрывом трубных подвесок, вызванная
чрезмерно высокими локальными тепловыми напряжениями;
3) глубокие трещины на наружной поверхности после снятия слоя ока-
лины, что характерно для явления ползучести металла (криппа);
4) повышение твердости металла вследствие термического воздействия
или науглероживания. Предельная твердость среднелегированных труб-
ных сталей 15Х5М составляет 196, а для поставляемых в упрочненном
состоянии - 240 единиц по Бринеллю;
5) сквозные свищи и прогары, вызванные коррозией или местным пе-
регревом;
6) уменьшение толщины стенки вследствие коррозионного и эрозион-
ного износа до отбраковочного размера (табл. VII-1);
7) уменьшение толщины стенки в месте разбуртовки в двойнике до
отбраковочного размера.
278
279
Отбраковочные размеры печных труб
Таблица VII-I
№ пп Наименование и шифр Наименование экрана или но- мер потока Рабочие условия Мате- риал труб Размер труб (Днхб), мм Отбраковочные размеры труб, мм
установок печей ^тах выхо- да, °C ^тах кг/см2 входа Увели- чение внутр, диа- метра за двой- ником Увели- чение внутр, диа- метра в двой- нике Увели- чение наруж. диа- метра Тол- щина стенки трубы
I. Установки первичной П-1;П-2 Все экраны и 420 29 Сталь 10 152x8 145 146 157 3,5
переработки нефти: ПОТОКИ 15Х5М 152x8
АВТ-11, АВТ-12, 15Х5М 127x8 120 121 132 3,5
ABT-12/1, АВТ-12/1М Сталь 10 127x8
АВТ-12/2, АВТ-12/3, 15Х5М 102x6 96 97 106 3,0
АВТ-12/7М, АТ, АТ-6 Сталь 10 102x6
15Х5М 89x6 83 84 92 3,0
Сталь 10 89x6
2. Вторичная перегонка П-1;П-2 Все экраны 360 20 15Х5М 152x8 145 146 157 3,5
22/1, 22/2, 22/3, 22/4 Сталь 10 152x8
15Х5М 127x8 120 121 132 3,5
Сталь 10 127x8
15Х5М 102x8 95 97 106 3,0
Сталь 10 102x8
Вакуумная перегонка П-1 Под и потолок 420 Сталь10 152x8 144 146 157 4,0
Сталь 10 102x8 96 97 106 3,0
Конвекция «В 2 Сталь 10 127x8 120 121 132 3,5
4. Стабилизация бензина П-1 Под и потолок, 240 24 15Х5М 102x10 94 96 106 4,0
конвекция
280
№ пп Наименование и шифр Наименование экрана или но- мер потока
установок печей
5. Термокрекинг 15/5,15/2 птс плс Конвекция Под Потолок Под и потолок Конвекция
6. Каталитический кре- кинг 43-102 Конвекция Под Потолок
7. Каталитический кре- кинг с пылевидным катализатором 1А-1М Т-20 Конвекционная Секция Радиация
8. Каталитический ри- форминг 35-5 I, II, III ступень Конвекция
9. Каталитический ри- форминг 35-6 Поток I и II
10. Каталитический ри- форминг 35-11/300 П-1 П-2-3 Конвекция, ка- мера гидроочи- стки Камера № 1 -3 (риформинга) Конвекция и потолок
Продолжение табл. VII-1
Рабочие условия Мате- риал труб Размер труб (Днхб), ММ Отбраковочные размеры труб, мм
‘тех выхо- да, °C ^тах кг/см2 входа Увели- чение внутр, диа- метра за двой- ником Увели- чение внутр, диа- метра в двой- нике Увели- чение наруж. диа- метра Тол- щина стенки трубы
до 420 до 56 15Х5М 127x10 117 119 132 5,0
до 465 до 50 15Х5М 127x10 116 118 132 5,5
до 495 до 40 15Х5М 127x10 115 117 132 6,0
до 535 до 45 15Х5М 102x10 89 92 106 6,5
до 400 до 65 15Х5М 102x10 91 94 106 5,5
30 15Х5М 89x6 83 85 92 3,0
490 * 15Х5М 102x8 94 96 106 4,0
490 15Х5М 127x8 119 121 132 4,0
400 12 15Х5М 152x8 144 146 157 4,0
525 50 15Х5М-У 219x17 * 224 12,0
450 50 15Х5М-У 219x10 * 224 5,0
525 29 15Х5М-У 219x11 * — 224 7,0
365 50 15Х5М-У 219x9 224 6,0
525 50 15Х5М-У 219x17 224 12,0
173 20 Сталь 20 108x6 — 113 3,5
11. I Каталитический П-1 Радиация 420 * Х9М1 159x9 «в «в 164 6,0
риформинг Конвекция 50 Х9М1 159x9 «в 164 6,0
ЛГ-35-8/300Б П-2 Конвекция 430 30 Х9М1 108x5 «в W 113 3,5
1 ст.радиации 530 30 1Х2М1 76x7 79 4,5
2 ст.радиации 530 30 1Х2М1 108x10 113 6,0
3 ст.радиации 530 30 1Х2М1 108x8 * 113 6,0
П-3 Радиация 400 9 12МХ 89x4 * 92 3,0
12. Л-35-8/300Б П-1 Конвекция 50 12Х8ВФ 159x9 «в 164 6,0
Радиация 420 50 12ХВФ 159x9 — * 164 6,0
П-2 Конвекция 420 30 15Х5М-У 108x5 * * 113 3,5
1,11,III ст. 530 30 15Х5М-У 108x9 113 6,0
радиации 15Х5М-У 76x7 W * 79 4,5
13. ЛГ-35-11/300-95 П-1 Гидроочистка
Конвекция 50 Х9М1 219x8 W 224 6,5
Радиация Риформинг 420 50 Х9М1 108x6 м 113 4,0
I ст.радиации 530 50 1Х2М1 76x6 79 5,0
II ст.радиации 530 50 1Х2М1 108x12 * 113 8,0
III ст.радиации 530 50 1Х2М1 108x8 W 113 6,0
П-2,3 255 26 Сталь 10 108x6 «в 113 3,5
П-4 400 9 15Х5М 89x4 * * 92 3,0
14. Л-35-11/600 П-1 Гидроочистка
Конвекция * 50 15Х5М-У 219x9 * 224 6,0
радиация 425 15Х5М-У 219x9 • 224 6,5
П-2 Конвекция «в 23 Сталь 20 159x6 * 164 3,5
Радиация 255 23 Сталь 20 219x6 224 4,0
15. Л4-35-11/600 П-602 Конвекция 1,11,III ст. 390 50 1Х2М1 108x5 * 113 3,5
радиации 530 50 1Х2М1 76x7 W 79 5,5
1Х2М1 108x8 W 113 6,5
П-601 Конвекция, 420 47,5 15Х5М 152x8 W ж 157 5,5
КН радиация
00 П-603 380 10 12МХ 102x5 — 106 3,5
282
Продолжение табл. VII-1
№ пп Наименование и шифр Наименование экрана или но- мер потока
установок печей
16. Г идроочистка масел П-1 Радиация
Г-24 П-2 Конвекция
П-3 Конвекция Радиация
17. Гидроочистка Г-24/1 Радиация Конвекция
18. Гидроочистка 24/6 П-1-2 Радиация Конвекция
П-3-4 Радиация, Конвекция
19. Г идроочистка дизель- П-102 Радиация,
ного топлива (П-202) конвекция
20. Г идроочистка П-101, Радиация,
Л-24/300, Л-24/600 102 конвекция
21. Установка гидро- П-1 Конвекция и
очистки оренбургского радиация
конденсата П-5 Конвекция Радиация
22. Л-24-9РТ П-1 Конвекция Радиация
П-2 Конвекция Радиация
Рабочие условия Мате- риал труб Размер труб (Днхб), мм Отбраковочные размеры труб, мм
^тах выхо- да, °C ^тах кг/см2 входа Увели- чение внутр, диа- метра за двой- ником Увели- чение внутр, диа- метра в двой- нике Увели- чение наруж. диа- метра Тол- щина стенки трубы
420 12Х8В1 127x10 Ml 132 6,0
49 — * 132 5,5
— 49 12Х18Н10Т 127x10 132 5,0
420 * 132 5,5
460 15Х5М 152x11 157 6,5
* 45 140 142 157 6,0
430 12Х18Н10Т 219x10 224 6,5
56 15Х5М 159x13 164 6,5
320 6 15Х5М 159x6 * 164 3,5
350 8 Сталь 10 127x6 * 132 3,5
420 56 15Х5М-У 159x11 W 164 6,0
380 26 15Х5М 152x8 157 4,0
210 20 15Х5М 152x8 * W 157 3,5
15Х5М 219x8 224 5,0
300 55 08Х18Н10Т 152x7 — W 157 5,5
360 55 08Х18Н10Т 219x10 * * 224 7,5
240 17 Сталь 20 152x6 W 157 3,5
270 17 Сталь 20 152x6 — 157 3,5
23. АГФУ
П-1
П-2/3
24.
25.
26.
27.
28.
29.
30.
ЦГФУ
Сероочистка
П-1,2
64-1
64-2М
П-1
Деасфальтизация
36/11,36/2, 36/4, 36/5
Фенольная очистка
масел 37
Дуосол 36/37
П-1
П-1
П-2,3
П-1,
П-2/3,
П-7
П-4, П-6
П-5/8
31. Контактная очистка
П-3
масел 42/2, 42/3
Под и потолок,
конвекция
Под и потолок
Конвекция
Под и потолок,
конвекция, бо-
ковые экраны
Радиация,
конвекция
Все экраны
Радиация,
I поток
Конвекция,
И, III поток
Под и потолок
Конвекция
Под и потолок,
конвекция
Под и потолок
Конвекция
Радиация
Конвекция
Радиация,
конвекция
Радиация,
конвекция
Под и потолок,
конвекция
320 25 15Х5М 127x8 117 119 132 5,0
230 15Х5М 219x8 W 224 5,0
13 15Х5М 159x8 W 164 5,0
15Х5М 152x8 157 5,0
165 25 Сталь 20 152x8 144 146 157 4,0
400 9,5 15Х5М 152x8 * 157 4,0
330 20 Сталь 20 152x8 * — 157 3,5
15Х5ВФ 152x8 W * 157 3,5
330 10,5 15Х5М 152x8 * 157 3,5
300 9,5 Сталь 20 102x8 «в 106 3,5
290 15Х5М 102x10 92 94 106 5,0
45 15Х5М 152x8 142 144 157 5,0
300 10 Сталь 10 89x6 83 85 92 3,0
350 15Х5М 152x8 145 146 157 3,5
18 15Х5М 127x8 120 121 132 3,5
до 380 * 15Х5М 152x8 144 145 157 4,0
25 Сталь 20, сталь 10 102x8 94 96 106 4,0
до 350 26 15Х5М 152x8 142 144 157 5,0
сталь 20 152x8 142 144 157 5,0
до 360 10 15Х5М 102x8 95 97 106 3,5
сталь 10 сталь 20 102x6
210 14 Сталь 10 60x6 54 56 64 3,0
№ пп Наименование и шифр Наименование экрана или но- мер потока
установок печей
32. Битумная 19/1,19/3, П-1 Под и потолок,
33. 19/5 Битумная 19/6 р-1 конвекция Реакторы
34. Битумная 19/10 Р-2 П-1,2 Все зоны Радиация
35. Полунепрерывное П-1 Конвекция Подовый экран
36. коксование 21-10 ЭП-60, ЭП-75 П-2 П-3 Потолочный экран Подовый и потолочный экраны Конвекция Конвекция Конвекция
Окончание табл. VII-1
Рабочие условия Мате- риал труб Размер труб (Днхб), мм Отбраковочные размеры труб, мм
^тах выхо- да, °C ^тах кг/см2 входа Увели- чение внутр, диа- метра за двой- ником Увели- чение внутр, диа- метра в двой- нике Увели- чение наруж. диа- метра Тол- щина стенки трубы
310 9 Сталь 10 89x8 83 85 92 3,0
265 8 15Х5М 152x8 145 146 157 3,5
Сталь 20 152x8 145 146 157 3,5
320 16 15Х5М 108x10 101 103 113 3,5
275 25 15Х5М 89x10 83 85 92 3,0
275 25 15Х5М 89x6 83 85 92 3,0
410 25 15Х5М 127x10 118 120 132 4,5
410 25 15Х5М 102x10 94 96 106 4,0
515 40 15Х5М 127x10 115 118 132 6,0
320 25 Сталь 10 102x10 95 97 106 3,5
320 25 Сталь 10 127x10 119 121 132 4,0
400 40 15Х5М 102x10 92 95 106 5,0
400 400 15Х5М 127x10 116 118 132 5,5
475 10 Сталь 20 114x6 106 108 119 3,5
650 10 12Х18Н10Т 114x6 106 108 119 4,0
140x8 132 134 144 4,0
37.
Комбинированная
установка ЛК-6У
П-101,
102
П-201
П-202
П-203
Радиация
Конвекция
Радиация
Конвекция
Радиация
Радиация
Радиация
Конвекция и
радиация
Конвекция
Радиация
I и II ступени
Радиация
III ступень
285
38.
39.
Водородная 41-1
СЖК омыление
Печь
конвер-
сий
Секция подогре-
ва и выдержка
Секция испаре-
ния
20Х23Н18 114x6 106 108 119 4,0
140x8 132 134 144 4,0
840 4 20Х23Н18 140x8 126 128 144 7,0
20Х20Н14С2 114x7 103 105 119 5,5
22 15Х5М 152x7 в W 157 4,0
380 15Х5М 152x8 * W 157 4,0
— 29 12Х8ВФ 152x6 * в* 157 4,0
15Х5М 152x6 в в
400 «в 12Х8ВФ 219x7 W 224 5,0
400 в 15Х5М 219x9 224 6,0
400 0Х18Н10Т 219x7 * в 224 5,0
до 265 22,5 Сталь 20 152x6 W «в 157 3,5
443 44 1Х2М1 159x7 * 164 5,5
1Х2М1 159x8 в 164 5,5
15Х5М 159x7 м — 164 5,5
15Х5М 159x8 * в 164 5,5
530 44 1Х2М1 108x7 в в 113 5,5
в * 113 5,5
15Х5М 159x8 «в ж 164 6,5
в — 164 6,5
1Х2М1 108x9 W в 113 5,5
«в * 113 5,5
530 44 1Х2М1 108x7 в в 113 5,5
* в ИЗ 5,5
1Х2М1 108x9 в 113 5,5
в ИЗ 5,5
420 1,5 45Х25Н20С2
10Х23Н18 168x6 в в 172 3,5
320 30 15ХМ 133x8 в в 138 4,0
375 30 15ХМ 159x8 в в 164 4,0
Указанные дефекты относятся к трубам печей, работающих при тем-
пературах сырья 350-550 °C и давлениях 1,5-4,0 МПа.
В печах для проведения высокотемпературных процессов, эксплуати-
руемых в более жестких условиях, появление дефектов, кроме перечис-
ленных, может быть связано со структурными изменениями аустенитной
трубной стали, что приводит к снижению ее прочностных характеристик
и вызывает хрупкое разрушение. Поэтому для таких печей в зависимости
от режима работы и агрессивности среды приходится устанавливать сро-
ки и объемы дополнительных лабораторных анализов и контрольных
испытаний металла печных труб и калачей, а также проводить специаль-
ные расчеты на прочность.
Расчет отбраковочных размеров труб в печах для низкотемпературных
процессов. Для печей, эксплуатируемых в указанных выше интервалах
температур и давлений, расчетные отбраковочные толщины стенок труб
аотб определяют, исходя из конкретных условий их работы и испытаний,
а также допускаемого напряжения металла по следующей формуле:
ОотбР
PD
ЗСдоп
4-0,2,
(VII-1)
где Р - избыточное давление в печной трубе; D - ее наружный диаметр;
оД0П - расчетное допускаемое напряжение металла при температуре эксплуатации;
К - коэффициент, учитывающий овальность сечения и перегрузку трубы. Для лег-
ких условий работы (змеевики камеры конвекции) он составляет 0,75-0,80; для сред-
них условий (змеевики подового экрана камеры радиации) - 0,8-0,9; для тяжелых
условий (змеевики потолочного экрана камеры радиации) -1,1-1,2.
Допускаемое напряжение. Расчетные допускаемые напряжения для ста-
лей разных марок находят в зависимости от прочностных характеристик
при достигнутой температуре стенок печных труб, принятых запасов проч-
ности и с учетом условий работы труб:
СТдоп = °Ндоп П , (VII-2)
где онД0П - номинальное допускаемое напряжение без учета режима эк-
сплуатации (табл. VII-2 и VII-3). Параметр л - поправочный коэффици-
ент, учитывающий условия работы труб. Для стальных горячекатаных
труб Л = 1, Для стальных сварных труб л = ф (значения <р приведены в
табл. VII-6). Если температуру стенок труб нельзя надежно рассчитать,
коэффициент л можно уменьшить.
Номинальные допускаемые напряжения он находятся как наимень-
шие из трех следующих величин:
он < ст* In
доп — п"‘п ’
(VII-3)
286
стн < (У Jn ,
доп гт’
СТН < (У Jn
доп — д.п"*д.п
(VII-4)
(VII-5)
где су'п и <УТ - пределы прочности и текучести стали при данной рабочей темпера-
туре; о'д п - предел длительной прочности при той же температуре (для условия раз-
рушения стали за 100 000 ч); пп> 3,00 - запас прочности к пределу прочности пт> 1,65
- то же к пределу текучести; ид п > 1,65 - то же к пределу длительной прочности.
Формула (VII-1) применима, если расчетные температуры стенок труб
не превышают: 420 °C - для углеродистых сталей; 470 °C - для низколеги-
рованных теплоустойчивых сталей; 550 °C - для аустенитных сталей.
Таблица VII-2
Номинальные допускаемые напряжения для углеродистых сталей
Сталь 20°С МПа 20°С ат МПа доп’ МПа, при температуре, °C
20 100 200 250 300
СтЗ 380 220 117 111 104 101 97
Стали 15 и 15К 380 230 122 116 108 104 99
Ст 4 420 250 133 126 117 111 104
Стали 20 и 20К 420 250 133 126 118 114 107
Ст 5 500 270 143 140 131 124 116
Итак, расчетное допускаемое напряжение для стали данной марки
определяют по соответствующему номинальному напряжению, для это-
го нужно знать максимальную рабочую температуру стенки трубы.
Температура стенок печных труб зависит от температуры нагревае-
мого в них сырья, тепловой нагрузки поверхности этих труб и суммы тер-
мических сопротивлений: внутреннего осадка (кокса, солей и т. п.), ме-
талла печных труб, наружного осадка (золы, корки оксидов железа). Все
перечисленные параметры в период эксплуатации печей изменяются, по-
этому для расчета принимают средние значения указанных параметров.
Температура стенки трубы /ст может быть вычислена по формуле
(VII-6)
где г д - температура продукта в трубе; q - теплонапряженность поверхностей
нагрева труб экрана печи; а - коэффициент теплоотдачи от стенки трубы к про-
дукту; 8СТ, SB, 5Н - толщины соответственно стенки трубы, внутренних и наружных
осадков; Аст, Хв, Хн - коэффициенты теплопроводности соответственно металла,
осадков внутри и снаружи трубы.
287
Номинальные допускаемые напряжения для
Сталь 20°С °П » >т-г ’ МПа 20°С Оу. , МПа °Ндоп’ МПа>
20 100 200 250 300 325
15Х5М-У 600 420 176 170 156 150 —
15Х5М 400 220 117 113 108 106 104 102
15Х5ВФ 400 220 117 109 101 100 99 98
Х9ВФ 400 220 117 110 102 101,5 100 99,5
12Х18Н9Т 500 220 122 122 120 120 118 118
Коэффициент теплоотдачи от стенки трубы к продукту а принимает-
ся равным 540-920 Вт/(м2«К). Коэффициент теплопроводности металла
трубы зависит от температуры (табл. VII-4).
Таблица VII-4
Коэффициенты теплопроводности для различных сталей, Вт/(м*К)
Темпера- тура, °C Углеродис- тая сталь Легированная сталь Высоколегированная аустенитная сталь
20 54 47 14,5
100 50 44 16,1
200 46
300 42 37 19,0
400 37
500 34 32 22,0
600 — 29 23,6
Коэффициенты теплопроводности кокса, накипи, окалины и сернис-
того железа в функции от их плотностей соответственно равны: 0,50-0,76;
1,5; 1,00 и 6,5 Вт/(м-К). Для упрощения расчетов можно пользоваться опыт-
ными данными, по которым вычислены средние значения термических
сопротивлений от наружных загрязнений печных труб:
ди
(VII-7)
где Дг - разность между температурой стенки с учетом наружных загрязнений и
температурой наружной поверхности чистой трубы; q - теплонапряженность ра-
диантных труб, вычисленная с учетом загрязнений.
Средняя теплонапряженность радиантных труб q V 21 000 Вт/м2, от-
куда можно легко найти величину гн.
288
Таблица VII-3
среднелегированных и высоколегированных аустенитных сталей
при температуре, °C
350 375 400 425 450 475 500 525 550 575 600
— 148 — * 115 77,5 54,5 37 26,5
100 98 94 91 86 81 72 58 43 29 17
96 91 87 82 76 66 53 39 34 —
98 95 91 86 80 72 53 45 37 —
117 116 112 105 102 97 94 88 82 75 58
Для расчета по формуле (VII-1) отбраковочного размера печной тру-
бы необходимо знать давление продукта в ней.
Давление продуктов внутри труб определяется гидравлическими рас-
четами потерь напора на отдельных участках змеевика печи. На тех уча-
стках змеевика, где испарение сырья незначительно (например, в конвек-
ционных секциях печей установок АВТ, термокрекинга и др.), потери
напора ДР вычисляют по формуле Дарси - Вейсбаха:
др=^4;
°вв
Цг
2$Т ’
(VII-8)
где Хгс - коэффициент гидравлического сопротивления; /экв - эквивалентная
длина змеевика; dm - внутренний диаметр трубы; U - скорость потока; g - ускоре-
ние свободного падения; у - удельный вес потока при средней температуре.
Коэффициент гидравлического сопротивления Хгс в зависимости от
диаметра печных труб <7ВН с учетом степени шероховатости внутренней
поверхности имеет следующие значения:
dm, мм.. 63 76 89 102 127 152 219
Лгс.... 0,035 0,034 0,033 0,032 0,031 0,030 0,029
Полная эквивалентная длина змеевика 7ЭКВ представляет собой сумму
длин печных труб и участка эквивалентной длины, на котором потери
напора такие же, как и в двойниках. Практически эквивалентная длина
двойника принимается равной (30-100) tZBH, где dm - диаметр трубы.
Для двойников с плавным поворотом /экв V 30 dm, с резким поворотом
(экв ~ (50-60) dm, с резким поворотом и сужением прохода /экв =100 dm.
Для участка из п труб длиной /т находим:
/экв = Ч + (« - 1) (30 100) rfBH. (VII -9)
289
На участках змеевика печи, где происходит испарение сырья, давле-
ние рассчитывают по формуле Бакланова:
рн = УАс* 4- Л/ИРК + В/н2, (VII-10)
где Рн и Рк - абсолютные давления в начале и в конце участка испарения. Коэф-
фициенты АиВ определяются из соотношений:
(VII-11)
0,083X^0*
А ~ ’
(VII-12)
где Хгс - коэффициент гидравлического сопротивления (для атмосферных
печей 0,020-0,024, для вакуумных печей - 0,018-0,020); G - расход жидкости;
dm - внутренний диаметр трубы; ен, ек - начальная и конечная доли отгона;
у, Yn " средние удельные веса жидкости и паров на участке испарения [для мазута
(1/уп) = 2000, для нефти и полумазута (1/уп) = 3300].
Длина участка испарения 7И определяется исходя из предположения,
что тепловые напряжения по длине радиантных труб змеевика снижают-
ся равномерно:
Gkb "I" * экв >
(VII-13)
где J, JH, JK - энтальпии сырья соответственно на выходе из печи, в начале уча-
стка испарения и при температуре входа в радиантные трубы; /экв - эквивалентная
длина змеевика; Гэкв - эквивалентная длина трубопровода от печи до колонны.
Давление на входе в печь будет:
где - статическое давление столба жидкости в печи;
V1 А 1
Ацетат —
где h - высота печи; у - удельный вес жидкости.
(VII-14)
(VII-15)
Последовательность расчетов при определении давления на входе в
печь следующая:
1) находят значения /экв змеевика и Гэкв трубопровода;
2) задаются давлением в начале участка испарения и вычисляют соот-
ветствующую этому давлению температуру начала однократного испа-
рения сырья /н;
290
3) находят энтальпию сырья ZH при температуре /н, рассчитывают дли-
ну участка испарения 7И и далее по формуле Бакланова вычисляют давле-
ние в начале участка испарения Рн.
Если найденное значение Рн совпадает с принятым в начале вычисле-
ний, расчет выполнен верно; в противном случае необходимо сделать
пересчет до получения удовлетворительной сходимости (до 10%).
Для определения температуры начала однократного испарения при
принятом значении Рн рекомендуется построить кривую Р — f выра-
жающую взаимосвязь между указанными параметрами. Такая кривая
является кривой давления насыщенных паров данного сырья и для мно-
гокомпонентной смеси может быть построена по уравнению
РЯ = ХЛД<«1> (VII-16)
где Р, - давление насыщенных паров компонентов, входящих в состав сырья;
А, а,- мольные концентрации этих компонентов.
Кривая строится по трем произвольно выбранным температурам, в
пределах которых ожидается начало испарения, соответствующее Рн.
Если сырье является смесью летучего растворителя и нелетучего ком-
понента (скажем, экстракта на установке селективной очистки масел),
кривую зависимости давления начала испарения Рн от температуры мож-
но построить, пренебрегая давлением нелетучего компонента, т. е. по
формуле
Р„ = Га', (VII-17)
где Р' и а' - соответственно давление насыщенных паров растворителя и его
мольная концентрация в исходном растворе.
В некоторых печах, например на установках каталитического крекин-
га, происходит перегрев паров. В таких случаях для расчета давления
трубчатый змеевик разбивают на три участка: подогрева, испарения и
перегрева пара.
Потери напора на участке перегрева вычисляют по формуле Дарси-
Вейсбаха:
оЛРп = Xr.e ’ (VII-18)
где /п - длина участка перегрева; соп и уп - средние скорость и удельный вес па-
ров на нем. Коэффициент гидравлического сопротивления находят по формуле
^«. = 0,013554-
0,001235+ 0,01dBH
<7вя "V^n
(VII-19)
291
Длину участка перегрева находят аналогично тому, как находят дли-
ну участка испарения, исходя из условия, что приращение энтальпии по-
тока пропорционально длине змеевика:
—
(VII-20)
Дальнейший расчет участка перегрева не отличается от расчета учас-
тка испарения. Для вычисления потерь напора в печах на участках реак-
ции, например в печах установок термического крекинга, выполняют
кинетический расчет, из которого определяются количества образовав-
шихся бензина и газа. В первом приближении потери напора в реакцион-
ном змеевике находят по эмпирической формуле
Р = 0,37
«х1»77
Рр0»7®
(VII-21)
где <ох - скорость жидкого холодного сырья; Р и I - давление на выходе из
реакционного змеевика и его длина.
Таким образом, для расчета отбраковочных размеров печных труб,
подвергшихся износу, должны быть известны допускаемое напряжение
для металла труб, температура их стенок и давление в трубах.
Отбраковочные размеры печных труб стандартных размеров из наи-
более широко применяемых материалов можно найти при помощи фор-
600 500 400 138 142 146 150
Рис. VII-5. Номограммы отбра-
ковочных размеров печных труб ди-
аметром: а -102 мм; б - 127 мм;
в - 152 мм (цифры на кривых и на
осях ординат - давление в МПа-Ю’1)
292
мулы (VII-1) или по графикам на рис. VII-5, построенным на основании
данной формулы. На графиках по осям ординат отложены значения до-
пускаемых напряжений; для сталей различных марок; по осям абсцисс
влево от начала координат нанесены значения температуры стенки печ-
ной трубы, а вправо - предельный внутренний диаметр ее (отбраковоч-
ный размер), зависящий от давления в трубе.
Пользуются графиком следующим образом. По оси абсцисс слева от
начала координат в соответствии с найденной температурой стенки тру-
бы проводят вертикальную линию до пересечения с кривой допускаемых
напряжений для материала труб змеевика. Затем из точки их пересечения
параллельно оси абсцисс проводят горизонтальную линию до пересече-
ния с кривой давления в данной трубе. Наконец, из точки пересечения
горизонтальной прямой с кривой давления опускают перпендикуляр на
ось абсцисс, где указан максимально допустимый внутренний диаметр
печной трубы.
Если измеренный нутромером внутренний диаметр трубы за двойни-
ком на длине до 0,5 м меньше, чем определенный по графику, и на осно-
вании опыта известно, что к концу цикла работы печи немного превысит
его (на 1-2 мм), трубу следует отбраковать и заменить новой.
Для обеспечения безопасной работы печей нельзя оставлять для даль-
нейшей эксплуатации трубы со средней толщиной стенки менее 4 мм не-
зависимо от температуры и давления.
Расчет отбраковочных размеров труб в печах для высокотемператур-
ных процессов. Приведенный выше расчет отбраковочных размеров печ-
ных труб-по толщине их стенок применим, как уже отмечалось, лишь для
печей, работающих в интервале температур 350-550 °C при давлениях
1,5-4,0 МПа. Змеевики же печей для высокотемпературных процессов эк-
сплуатируются в более жестких условиях, когда напряженное состояние
материалов печных труб изменяется непрерывно вследствие ползучести.
Сложность создания методики оценки длительной прочности при ползу-
чести материала усугубляется тем, что на металл постоянно воздействует
агрессивная среда продуктов расщепления углеводородного сырья, из-
меняющая его прочностные характеристики. Поэтому накопление дан-
ных о значениях длительной прочности материалов труб за 100 000 ч ра-
боты (табл. VII-5) в реальных производственных условиях может способ-
ствовать нахождению удачного метода решения прочностных задач, что
обеспечит надежность и длительность эксплуатации оборудования.
293
Таблица VII-5
Длительная прочность сталей од.п
Сталь
После 100000 ч работы, МПа,
при температуре, °C
шифр тип 900 950 1000 1050 1100
Центробежные стали
Т-40 25/12-НН 12 7,0 —
Т-47 25/20-НК-40 14 10,0 8,0 —
Т-58 18/38-НИ-50 15 11,5 8,5 3,0 —
Т-63 25/35 16 12,0 9,0 3,0 —
Тепех 21/30-Co-W — 15,0 10,0 7,0 5,0
Т-63 25/35-W 15,0 10,5 5 7,0 4,0
Supertherm 25/35-Co-W * 22,0 14,0 10,5 7,0
Nickaid
ASTM В407
Горячекатаные стали
25/35 4,0 3,0
3-/32+Ti, Al 6,6 4,5
2,0
3,0
Толщину стенки трубы реакционного змеевика печи для высокотемпе-
ратурного процесса переработки углеводородного сырья рекомендуется
рассчитывать по методу Качалова и Зверькова. При этом допускаемые
напряжения назначаются с запасом 1,5 по отношению к средним значе-
ниям длительной прочности (за 100 000 ч работы) при максимальной тем-
пературе стенки трубы.
При теплонапряженности поверхности труб 23 Вт/м2 и в отсутствие кор-
розии толщина стенки реакционной трубы 5 определяется по формуле
Pda
2,4(УдОП ’
(VII-22)
где Р - давление в трубе; du - ее наружный диаметр. Допускаемое напряжение
°доп принимается в зависимости от длительной прочности материала трубы для
установленного срока службы ее при расчетной температуре стенки (максималь-
ная температура на наружной поверхности).
Для случаев, когда теплонапряженность превышает указанное значе-
ние, толщину стенки реакционной трубы при расчете завышают. Следо-
вательно, получается некоторый запас прочности, что отвечает градиен-
ту изменения напряжений и температуры по толщине стенки трубы, для
которой максимальная температура наружной поверхности вызывает
294
максимальные напряжения. Однако следует отметить, что при вычисле-
ниях по формуле (VII-22) толщину стенки трубы всегда принимают не
менее 3 мм.
Длительная прочность материалов труб од п при данной температуре
в функции от времени (т ч работы) выражается формулой
топд п = А = const, (VII-23)
в которой п - безразмерный параметр, зависящий от марки стали и расчетной
температуры стенки трубы.
Если реакционный змеевик подвергается коррозии, толщина стенок
труб уменьшается, и за время их эксплуатации т вследствие ползучести
изменяется длительная прочность сталей, из которых эти трубы изготов-
лены. С целью учета коррозии труб представим выражение (VII-23) в виде
А = ] . (VII-24)
о
Принимая во внимание формулу (VII-22), найдем:
<’аоп=х^-<Од.п, (VII-25)
тогда
<™.И)
61
где б) и 82 - толщина стенки трубы соответственно в начале и в конце расчетно-
го срока службы; а - скорость коррозии.
После соответствующих преобразований формула для определения
толщины стенки реакционной печной трубы, подвергающейся коррозии,
будет:
= >0.3 + с, (VII-27)
где т’ - расчетный срок службы трубы; С - прибавка на коррозию; а = С/т’ -
скорость коррозии; К - коэффициент.
Величину а определяют по номограммам, составленным ВНИИнеф-
техиммашем [17] для различных марок аустенистых сталей в зависимости
от срока службы труб т', расчетной температуры их стенок, а также соот-
ношения п - (Pd^la, где а = (5j-52)/t’.
295
Французские специалисты при расчете толщины стенок печных труб,
эксплуатируемых при высоких температурах, предлагают дополнитель-
но учитывать способ их изготовления:
для центробежнолитых труб
8 = Pdm! (1,67? - 0,6Р),
для горячекатаных труб
8 = / (2Я-Р).
(VII-28)
(VII-29)
где 8 - толщина стенки трубы; Р - давление в трубе; dm - внутренний диаметр
трубы; R - допускаемая нагрузка в зависимости от используемой стали и температу-
ры; выбирается в пределах 0,80-0,95 от значений ад п (см. табл. VII-5) через 100 000 ч
работы.
Определяя расчетные отбраковочные размеры, нужно вводить попра-
вочный коэффициент 0,67, учитывающий неравномерность износа сте-
нок труб и их кривизну.
Для решения вопроса о замене печных труб расчетная отбраковочная
толщина стенки является условием необходимым, но не достаточным.
Другими словами, труба может быть отбракована и по другим причи-
нам: вследствие необратимых структурных изменений стали, чрезмерных
Рис. VII-6. Общий вид двойника для
печных труб: 1 - корпус; 2 - пробка;
3 - траверса; 4 - нажимной болт
деформаций и других дефектов, под-
робно описанных в книге.
Отбраковка двойников (ретурбен-
дов). Необходимость отбраковки
двойников выявляется в результате
специальной ревизии. Такая ревизия
должна проводиться особенно тща-
тельно, так как аварии, вызванные
неисправностью двойников, могут
привести к пожарам за пределами
печи. Обычно всестороннюю реви-
зию двойников проводят один раз в
год; ее можно осуществлять после
очистки двойников от кокса и отло-
жений грязи.
Отбраковка корпусов двойников.
При помощи прибора замеряют тол-
щину перемычки между уплотни-
тельными поверхностями (гнездами)
под пробки, которые подвергаются
296
усиленным коррозии и эрозии. Кроме того, в наиболее подозрительных
местах корпуса двойника должна измеряться толщина его стенки.
Отбраковочная толщина корпуса двойника может быть найдена, ис-
ходя из условия расчета на разрыв корпуса по сечению А А (рис. VII-6).
Наиболее нагруженной частью корпуса считается узел, где имеются
гнезда для пробок. Здесь действуют два противоположно направленных
усилия: распорное, создаваемое при затяжке нажимного болта, и от внут-
реннего давления среды. Прочность корпуса будет обеспечена, если сум-
ма напряжений от указанных усилий окажется меньше допускаемого на-
пряжения для данного материала при рабочих условиях или будет ему
равна:
<\о„ * °, + • (VII-30)
где од0п - допускаемое напряжение; о, - распорное напряжение; ст2 ~ напряже-
ние от внутреннего давления.
Чтобы облегчить определение отбраковочных размеров двойников,
пользуются номограммами, учитывающими температуру и максималь-
ное рабочее давление среды (рис. VII-7). Так, для печей термического кре-
кинга отбраковочные толщины стенки корпуса двойника с учетом кор-
розии могут быть в пределах 10-15 мм.
Согласно нормативам ИТН-77, двойники подлежат замене: при твер-
дости металла менее 170 и более 280 единиц по Бринеллю для стали 15Х5М
и менее 120 и более 230 единиц
по Бринеллю для углеродистой
стали; если диаметры гнезд под
развальцовку труб превышают
их номинальный наружный ди-
аметр более чем на 1,5-2,0 мм;
если буртики канавок под раз-
Рис. VII-7. Номограммы отбра-
ковочных размеров двойников (спра-
ва на кривых указаны наружные ди-
аметры труб, развальцованных в
двойниках; давление в МПа-10'*):
а - двойники, из стали 15Х5М;
б - двойники из углеродистой стали
297
вальцовку труб имеют поперечные риски, забоины и надрезы; при по-
ломке ушек или буртов; при износе стенок до отбраковочного размера.
При ревизии корпуса двойника необходимо внимательно проверять
наружную поверхность на отсутствие в перемычках трещин или раковин;
при обнаружении трещин двойник отбраковывают. Кроме того, надо
тщательно осматривать уплотнительные поверхности под пробки, выяв-
ляя наличие на них забоин, рисок, трещин и раковин. При этом устанав-
ливают степень износа, которая для уплотнительной поверхности обыч-
но совпадает со степенью износа стенки перемычки; в частности, при
высоте уплотнительной поверхности 10-15 мм двойник заменяют. При
снятом двойнике определяют состояние канавок под развальцовку труб.
Необходимо, чтобы ширина канавки во всех случаях была минимум на
1 мм больше толщины печной трубы, а глубина составляла 1,5 мм.
Твердость металла двойников, особенно в местах развальцовки труб,
должна быть не менее чем на 50 единиц выше твердости металла приме-
няемых печных труб, т. е. около 220 единиц по Бринеллю. Следует по-
мнить, что в отдельных случаях возможна закалка двойников, особенно
из сталей 30ХМА или 15Х5М. Поэтому надо периодически проверять
твердость двойников и прежде всего ушек литых двойников прибором
Польди. Двойники с твердостью металла выше 250 единиц по Бринеллю
недопустимы для дальнейшей эксплуатации. Известны случаи, когда в
результате закалки двойников металл становился весьма хрупким и при
затяжке пробок ушки отрывались.
Если при ревизии корпуса обнаруживается трещина в перемычке между
гнездами пробок двойника, то последние нужно заменять и лишь в ис-
ключительных случаях ремонтировать, причем должны быть разработа-
ны технология и методы проведения сварки.
Независимо от условий эксплуатации двойники заменяют, если в ре-
зультате износа толщина стенки корпуса в любом месте составляет:
Диаметр трубы, мм..... 89 102 127 152
Толщина стенки, мм.... 3,0 3,5 4,5 5,5
Диаметры гнезд под развальцовку труб нормального размера (по
диаметру) должны быть в следующих пределах:
Диаметр трубы, мм..... 89 102 127 152
Диаметр гнезда, мм.... 91 104 130 156
Двойники с большими диаметрами гнезд надо либо ремонтировать
наплавкой и расточкой, либо отбраковывать.
298
Отбраковка деталей двойников. Детали двойников подвергают реви-
зии после очистки и промывки. В основном ревизия заключается во внеш-
нем осмотре пробок, траверс и нажимных болтов.
При осмотре пробки устанавливают, нет ли забоин на уплотнитель-
ной поверхности, и определяют степень износа детали. При износе проб-
ки на 50% ее толщины или образовании закругления от перетока жидко-
сти из трубы в трубу (копыто) пробку отбраковывают и заменяют новой.
Если пробку ремонтировали обточкой уплотнительной поверхности, при
ревизии необходимо измерить глубину посадки пробки в двойнике. Рас-
стояние между хвостовиком пробки и корпусом двойника должно быть
не менее 5 мм.
Пробки с вваркой гильз для термопар нужно осматривать в местах
сварки гильзы с пробкой, чтобы выявить отсутствие трещин и износа свар-
ного шва. Следует избегать применения гильз для термопар с тупыми
концами (обычно они закруглены), так как в процессе эксплуатации на-
блюдались случаи отрыва таких гильз.
При ревизии траверс и болтов осматривают, имеются ли на них тре-
щины, вмятины и изгибы. Болт должен свободно, но без шатания ввора-
чиваться в траверсу. Тщательно проверяют также состояние резьб тра-
версы и болта.
Результаты ревизии двойников должны быть зафиксированы в специ-
альных журналах, где указывают расположение и номера двойников,
марку металла, дату производства ревизии и другие замечания.
Опыт эксплуатации двойников показал, что срок службы их составля-
ет десять лет и более. Скорость износа стенок двойников обычно равна
скорости износа концов печных труб. Однако стенки двойников в несколь-
ко раз толще стенок труб, поэтому двойники служат более продолжи-
тельное время.
Отбраковка калачей. Печные трубы могут быть соединены в змеевики
при помощи калачей с фланцами (разъемное соединение) и калачей, при-
варенных встык (неразъемное соединение). При эксплуатации калачей на
вогнутой стороне возникают повышенные кольцевые напряжения. По-
этому отбраковочная толщина стенок калачей должна устанавливаться с
учетом кривизны, неравномерности износа и перегрузки при работе, что
учитывается коэффициентом 0,67.
Формула для расчета отбраковочных размеров калачей имеет вид
299
Sore = 0,67----
230ф-2^Е
(VII-31)
где P - максимальное рабочее давление среды; Dm - внутренний диаметр кала-
ча; одоп - допускаемое напряжение при рабочей температуре; <р - коэффициент проч-
ности сварного шва (табл. VII-6).
Таблица VII-6
Коэффициенты прочности сварных швов <р
Шов Значение ф при сварке
ручной автоматической
Двусторонний или с подваркой со стороны корня 0,95 1,0
Односторонний: с подкладными кольцами 0,9
без подкладных колец 0,7 0,8
Коэффициент повышения расчетного напряжения в стенке калача по
сравнению с прямой трубой, имеющей ту же толщину стенки, определя-
ют по формуле
1 Г 0,6 1
^=1+-2^Г 0-М+ (2п—1)я,—2,1 (VII-32)
где п = R / Z>BH; т = (100 стдопф) / Р; R - радиус изгиба.
Приведенные зависимости справедливы при Sot6/Dbh < 0,4 и п = 1,2-2.
Формулу (VII-31) применяют для калачей угольников (с одинаковой
толщиной стенок по всему сечению), выполненных штамповкой, протяж-
кой, литьем, но не гнутьем труб.
Калачи, изготовленные из отдельных секций сваркой, вследствие на-
личия сварных швов характеризуются повышенной жесткостью по срав-
нению с гнутыми. Для сварных (секционных) и крутоизогнутых равно-
стенных калачей предложена формула (VII-33), по которой отбраковоч-
ный размер определяется из следующей зависимости (с учетом коэффи-
циента неравномерности износа 0,67):
5от6 = 0,67 [PDm (4Я - />„)] / [400стдоп (2R - Пв„)]. (VII-33)
Касательные напряжения для равностенных калачей и отводов полу-
чаются большими, чем в трубе: при R = DBH приблизительно в 1,5 раза,
при R = 1,5 Z>BH - в 1,25 раза, при R - 2Dm - в 1,165 раза. Следовательно, и
300
допускаемая минимальная толщина стенок калачей должна устанавли-
ваться соответственно большей в сопоставлении с печными трубами. Для
литых калачей вместо ф вводится коэффициент прочности, равный 0,7.
Отбраковочные размеры труб для печей различных технологических
установок приведены в табл. VII-1.
Объем и методы ревизии элементов конструкции печей установок пи-
ролиза. Ревизия элементов и узлов печей производится в период плано-
вых ремонтов согласно графику ППР, а также при аварийных останов-
ках печей. Ревизию печей проводят работники отдела технического над-
зора вместе с механиком и начальником цеха (установки). Ревизия змее-
виков печей включает определение технического состояния труб, отво-
дов, тройников, сварных соединений, узлов пружинных подвесок и ниж-
них направляющих.
При ревизии труб змеевиков необходимо:
♦ произвести визуальный осмотр всех труб камер радиации и камер
конвекции в доступных местах для выявления прогаров, трещин, свищей,
деформаций (прогибов), отдулин, мест локальных перегревов;
♦ измерить наружный диаметр труб, особенно в местах видимого его
увеличения;
♦ измерить толщину стенок труб переносным ультразвуковым тол-
щиномером в местах наиболее вероятного износа, установленных на ос-
новании опыта эксплуатации;
♦ измерить твердость труб из закаливающихся сталей (змеевики по-
догрева сырья и сырья с водяным паром камеры конвекции) переносными
твердомерами во время капитального ремонта печи в доступных местах;
♦ проверить в необходимых случаях (по указанию службы техничес-
кого надзора) науглероживание металла и химический состав; выполнить
металлографические исследования и механические испытания образцов,
вырезанных из труб и сварных стыков.
Технологические змеевики конвекции (для бензина, бензина+пар) под-
лежат ревизии в доступных местах с последующим проведением испыта-
ния на прочность, при этом испытательное давление должно определять-
ся по формуле
Ле„ = 1.5Рра6(а20-с/®,)- (VII-34)
Перед установкой в печь новых труб выполняют входной контроль.
При этом проверяют по сертификатам заводов-изготовителей марку ста-
ли, данные о химическом составе и механических свойствах и соответ-
ствие их требованиям действующих стандартов или технических условий
на поставку; данные гидравлических испытаний труб; производят их ви-
301
зуальный осмотр, выполняют стилоскопирование каждой трубы, конт-
ролируют размеры (наружный и внутренний диаметры), овальность и
кривизну, а также качество обработки внутренней поверхности труб и
формы кромок под сварку.
При установке труб, сваренных из нескольких частей, или труб, сва-
ренных с отводами или тройниками, проверяют сертификатные данные
по применяемым сварочным материалам, результаты контрольных ис-
пытаний и 100%-ного рентгеноконтроля или ультразвуковой дефекто-
скопии.
Ревизия отводов (калачей) и тройников включает:
♦ внешний осмотр (производится при каждой остановке печи на ре-
монт) для выявления прогаров, свищей, трещин и состояния сварных со-
единений;
♦ замер толщин стенок - производится на наибольшем и наимень-
шем радиусе закругления отводов (калачей) и в местах изменения направ-
ления потока тройниками в период капитального ремонта печи; замеры
проводятся с использованием ультразвуковых толщиномеров;
♦ замер твердости металла калачей из закаливающейся стали типа
15Х5М (конвекция): выборочно при капитальном ремонте печи и в слу-
чае аварийных ситуаций с резким охлаждением змеевиков;
♦ проведение цветной дефектоскопии в местах наиболее вероятного
возникновения трещин.
Ревизию состояния узлов камер радиации - пружинных подвесок, ниж-
них направляющих змеевиков, карманов термопар - проводят в каждый
ремонт печи для определения работоспособности и регулировки в необ-
ходимых случаях; контролируют отсутствие защемления нижних направ-
ляющих змеевиков в стаканах; состояние сварных швов приварки направ-
ляющих к отводам. Пружинные подвески регулируют по инструкции за-
вода-изготовителя.
Ревизию металлоконструкций и гарнитуры печей производят в период
капитального ремонта. Она сводится к внешнему осмотру, обстукиванию
молотком, замеру в необходимых случаях толщины их элементов.
Контроль огнеупорной обмуровки проводят в следующем объеме: на-
ружный осмотр состояния кирпичной кладки стен и пода, жаростойких
панелей свода, наружного изоляционного покрытия; футеровки амбра-
зур, гляделок; проверяют наличие огнеупорной ваты в температурных
швах, в местах прохода тяг потолочных пружинных подвесок, в местах
прохода нижних направляющих змеевиков.
В период капитального ремонта проверяют футеровку стен на верти-
кальность, свода и пода - на горизонтальность.
302
Ревизию дымоходов и шиберов выполняют не реже 1 раза в год, при
этом подвергают визуальному осмотру внутреннюю и наружную повер-
хности дымоходов, определяют состояние огнеупорной футеровки, со-
стояние и крепление шиберов дымоходов и их деталей.
Ревизия металлических дымовых труб включает:
♦ предварительный внешний осмотр состояния дымовой трубы и ее
элементов с использованием бинокля для выявления мест усиленного кор-
розионного износа листов обечаек сварных швов, состояния ребер жест-
кости, огнеупорной футеровки;
♦ визуальный осмотр узлов крепления дымовых труб к металлокон-
струкциям для выявления состояния опорных плит, анкерных болтов, гаек,
прокладок;
♦ измерение толщин стенок обечаек дымовой трубы ультразвуковы-
ми толщиномерами или сквозными засверловками. Периодичность и
объем замеров устанавливает отдел технического надзора, но не реже
одного раза в 5 лет;
♦ проверку вертикальности дымовых труб теодолитом не реже одно-
го раза в год в первые пять лет эксплуатации, в дальнейшем - по мере
необходимости, но не реже одного раза в пять лет.
В период капитальных ремонтов контролируют состояние всех горе-
лок, запорной арматуры, горелочных камней и футеровки. Отдельные
горелки, по мере необходимости, следует проверять и ремонтировать в
периоды текущих ремонтов печи. Состояние маятникового гасителя виб-
рации дымовой трубы проверяют не реже 1 раза в год.
Нормы отбраковки элементов конструкций печей. Печные трубы под-
лежат отбраковке и замене в следующих случаях: когда на них имеются
отдулины, свищи, разрывы и прогары; когда на наружной поверхности
труб обнаружены видимые трещины, когда твердость труб из закалива-
ющихся сталей типа 15Х5М (змеевики конвекции) превышает 270 единиц
по Бринеллю; если трубы имеют прогиб более трех диаметров - для печей
пиролиза и более двух диаметров - для печей термокрекинга; если тол-
щина стенки трубы вследствие коррозии, эрозии или обгорания умень-
шилась до размеров, приведенных в табл. VII-1.
Отводы подлежат замене: при наличии на них свищей, прогаров, от-
дулин, трещин; когда толщина стенки достигла отбраковочных величин,
приведенных в табл. VII-1, когда твердость металла отводов из закалива-
ющихся сталей типа 15Х5М (змеевики конвекции) превышает 270 единиц
по Бринеллю.
Сварные швы по результатам внешнего осмотра бракуются, если вы-
явлены следующие дефекты: трещины всех видов и направлений; корро-
303
зия сварных соединении при остаточной толщине, равной или ниже от-
браковочной.
Сварные швы по результатам металлографических исследований, рент-
геноконтроля или ультразвуковой дефектоскопии, цветной дефектоско-
пии бракуются, если выявлены следующие дефекты: трещины всех видов
и направлений, расположенные в металле шва, по линии сплавления и в
околошовной зоне основного металла, в том числе и микротрещины,
выявленные при микроисследовании; межкристаллитная коррозия (для
сталей типа 12Х18Н10Т), коррозия сварных швов с их износом (по тол-
щине) до отбраковочных величин, коррозионное растрескивание.
В случае межкристаллитной коррозии и коррозионного растрескива-
ния сварные швы подлежат полному удалению.
Твердость сварных соединений из сталей типа 15Х5М не должна пре-
вышать 270 единиц по Бринеллю (при сварке одноименными электрода-
ми типа ЦЛ-17 и др.).
После любого вскрытия печного змеевика, замены или ремонта печ-
ных труб, отводов, тройников с применением сварки, а также при износе
элементов трубчатого змеевика до величин, приближающихся к отбра-
ковочным размерам, змеевик подвергают испытанию на прочность дав-
лением.
Элементы гарнитуры и металлоконструкций отбраковывают в следу-
ющих случаях: при обрывах, трещинах трубных подвесок и решеток; при
обгорании (расплавлении) кирпичных кронштейнов и подвесок; при об-
горании или коррозионном износе металлоконструкций (лестницы, пло-
щадки, элементы ферм, стальной кожух печи и т. п.).
После ревизии элементов печных змеевиков, гарнитуры и металлокон-
струкций печи составляют акты ревизии и отбраковки для проведения
ремонта. Результаты ревизии должны фиксироваться в журналах.
Футеровка из прямого огнеупорного кирпича, выполненная на раство-
ре, подлежит отбраковке и ремонту: если имеются выгоревшие места на
глубину 1/2 кирпича в двух и более смежных рядах кладки по ширине 3/4
кирпича; если плоскость стены не вертикальная, имеются выпучины, впа-
дины и отклонения от вертикали более чем на 1/2 кирпича; если наблю-
дается расслоение и выкрашивание огнеупорного кирпича в кладке на
1/2 кирпича.
Футеровка из фасонного огнеупорного кирпича подлежит отбраков-
ке (ремонту): если выпали огнеупорные кирпичи из кладки; в случае об-
горания или обрыва специальной кирпичной подвески; если наблюдает-
ся расслоение и выкрашивание огнеупорного кирпича в кладке на 1/2 его
толщины; если обгорело или ослабло крепление подвесного кирпича и
выступов замкового кирпича.
304
Пробивка температурных швов производится: если произошло выго-
рание или выпадение огнеупорной ваты из кладки; при замене дефект-
ных участков кладки, в которой имеются температурные швы.
Металлические дымовые трубы подлежат ремонту', при наличии де-
фектов в сварных швах (трещины, коррозионный износ); при отклоне-
нии оси дымовой трубы от вертикали на величину более 0,004 Н (Н - вы-
сота трубы в рассматриваемой точке); при достижении толщин стенок
обечаек отбраковочных размеров.
Отбраковку дымовых труб по толщинам стенок обечаек производят
проверкой их на прочность с учетом ветровых и сейсмических нагрузок
по методике, приводимой в СНиП 2.01.07-85 "Нормы проектирования.
Нагрузки и воздействия"; при нарушении целостности ходовых скоб, стре-
мянок с ограждениями, площадок для обслуживания, устройств молние-
защиты, ребер жесткости, сигнальных осветительных устройств.
Теплоизоляция печи подлежит замене', когда под влиянием температу-
ры и коррозионных сред изоляционный слой теряет свои качества; в от-
сутствие засыпки между кожухом и футеровкой (засыпка уплотнилась или
просыпалась).
Требования к материалу печных труб и трубных элементов печей пиро-
лиза. Для печных змеевиков применяют трубы стандартных диаметров,
мм: 57, 76, 89,108,114*, 127,152*, 159, 219,273, 326, 377,426. Выбор мате-
риалов для печных труб зависит от рабочего давления, максимальной
температуры стенки труб при эксплуатации, агрессивных сред внутри и
снаружи змеевика.
Химический состав и механические свойства сталей печных труб оте-
чественного и импортного производства приведены в табл. VII-7 и VII-8.
Для змеевиков следует применять отводы, указанные ниже:
Диаметр труб, мм Отводы* с углом гиба до 180° Диаметр труб, мм Отводы* с углом гиба до 180°
57 (60), 75 152 137, 5,(160)
76 (80), (90), 105 159 (150), 160, 225
89 90 (100), 120 219 200,300
108 (100)(110),150 273 250
114 (100), 101, 5 325 (325), 450
127 (ВО) 377 475
426 600
* Радиусы гиба, указанные в скобках, согласовывают с головной организаци-
ей-проектировщиком .
* Применение труб диаметром 114 и 152 мм в перспективе будет ограничено.
305
Таблица VII-7
306
Химический состав сталей импортного производства и их отечественных аналогов
Страна- постав- щик Марка стали Стандарт Содержание элементов, %
С Si Мп Сг Ni Мо Ti S Р Си
Чехия 12022,1 CSN412022 0,15-0,22 0,17-0,37 0,5-0,8 0,25 0,25 * 1 0,04 0,04 0,25
Россия Сталь 20 ГОСТ 1050-74 0,17-0,24 0,17-0,37 0,35-0,65 0,25 0,25 0,04 0,04 0,25
Чехия 17102,2 CSN417102 0,15 0,5 0,6 * 0,45-0,6 0,03 0,035 *
Чехия 17246,4 CSN417246 0,12 1,0 2,0 17-20 8-11 (5%С)-0,03 0,03 0,045
Россия 12Х18Н10Т ГОСТ 5632-72 0,12 0,8 2,0 17-19 9-11 (5%С)-0,8 0,02 0,035 4В
Германия X15CrNiSi 2520 * 0,2 2-2,5 1,3 24-26 19-21 • 0,03 0,04 О
Россия 20Х25Н20С2 X40CrNiSi ГОСТ 5632-72 ASTM-297 0,2 2,3 1,5 24-27 18-21 * 1 0,02 0,035 W
Г ермания 2520(НК-40) ASTM-A-351 0,35-0,45 1,5-2 1,5 23-27 19-22 0,04 0,04
Германия X40CrNiSi 2535 ASTM-297 0,4 1,5 1,75 23-27 33-36 •в * 0,04 0,04 *
Таблица VII-8
Механические свойства сталей
Страна- постав- щик Марка стали Стандарт Предел проч- ности, МПа Предел теку- чести, МПа Относительное удлинение, % Относительное сужение, % Ударная вяз- кость, кДж/м2 Твердость НВ
Чехия 12022.1 CSN412022 450-550 260 21 163
Россия Сталь 20 ГОСТ 1050-74 420 250 25 55 * 156
Чехия 17102.2 CSN417102 420-600 210 22 70
Россия 15Х5М ГОСТ 550-75 400 220 22 50 120 170
Чехия 17246.4 CSN417246 550 210 40 50 160 *
Россия 12Х18Н10Т ГОСТ 5949-75 520 200 40 55 —
Германия X15CrNiSi 2520 ASTM А297 650-700 300 40 * * —
Россия 20Х25Н20С2 ГОСТ 5632-72 600 300 35 50 *
Германия X40CrNiSi 2520 ASTM А297 600-750 250 W — * *
Германия X40CrNiSi 2535 ASTM А297 600-750 — *
Не допускается наличие сварных швов в трубах змеевиков в местах
опирания их на решетки или подвески.
6. Сварка трубчатых змеевиков
Для ручной дуговой сварки применяют сварочные материалы, удовлет-
воряющие требованиям ГОСТ 9466-75, ГОСТ 9467-75, ГОСТ 2246-70,
ГОСТ 10052-75 или техническим условиям импортного поставщика.
Каждая партия электродов и сварочной проволоки сопровождается
сертификатом с указанием завода-изготовителя, типа, марки электрода
и проволоки, диаметра, результатов испытаний, номера партии и даты
изготовления, химического состава и механических свойств. В отсутствие
сертификата электроды и проволоку можно применять только после про-
верки химического состава и механических свойств наплавленного ме-
талла и проверки сварочно-технологических свойств в соответствии с
действующей нормативно-технической документацией. Независимо от
наличия сертификата электроды и проволоку каждой партии проверяют
307
Химический состав наплавленного металла и механические свойства шва,
по ГОСТ 9467-75, ГОСТ 2246-70
Электроды Химический состав, %
марка тип по ГОСТ С Si Мп Сг
УОНИ 13/55 Э-50А
ЦЛ-17 Э-10Х5МФ 0,07-0,13 0,15-0,45 0,5-0,9 4,0-5,5
ЭА-395/9 Э-11Х15Н25М6АГ2 0,08-0,15 0,15-0,5 1-2,2 14-17
ЭА-902/14 Э-09Х19Н10Г2М2Б2 до 0,09 до 1,2 до 2,5 17-21
СЛ-28
НЖ-13 Э-09Х19Н10Г2М2Б <0,12 <1,20 1,0-2,5 17-20
ЭА-400/13 Э-10Х20Н70Г2М2Б2В <0,14 <1,0 1,2-2,5 18-22
ОЗЛ-25Б •
ОЗЛ-31 0,22-0,3 1,0 1,4-2 18,5-22
ГС-1 0,12 2-2,8 5-7 22-25
ОЗЛ-9А Э-28Х24Н16Г6 0,22-0,35 <0,5 5-7,5 22,5-26
Св-ЗОХ15Н35ВЗБЗТ 0,27-0,33 0,6 0,5-1,0 14-16
на технологичность и производят стилоскопирование наплавленного
металла на содержание хрома и никеля (для аустенитных электродов и
проволоки).
Сварочно-технологические свойства электродов определяют при свар-
ке одного неповоротного кольцевого стыка с последующей вырезкой и
осмотром трех поперечных макрошлифов при увеличении х10 или одно-
го таврового соединения с его последующим разрушением по металлу
шва и визуальным осмотром плоскости излома для выявления дефектов
(рис. VII-8).
Электроды и проволоку проверяют по партиям. При неудовлетвори-
тельных результатах испытаний партию электродов бракуют.
Химический состав и механические свойства наплавленного металла
в зависимости от марки и типа электродов и сварочной проволоки указа-
ны в табл. VII-9.
Перед сваркой электроды прокаливают согласно требованию паспор-
та. После прокалки электроды должны храниться в сушильных шкафах
308
Таблица VII-9
выполненного электродами и сварочной проволокой
и ГОСТ 10052-75
Химический состав, % Механические свойства наплавленного металла, не менее
Ni Мо Nb Ti прочие элемен- ты S Р о о е; о д *2 х х Сн относитель- ное удлине- ние, % №
не более ё о S S Л - О Е Л О S й о В ударна вязкое кДж/ы
V 500 20 130
— 0,35-0,65 — * 0,1-0,35 0,025 0,035 550 14 60
23-27 5-7 * N 0,020 0,03 600 30 120
до 0,2
9,5-12,2 1,8-2,8 0,6-1,2 — — 0,020 0,035 600 22 70
8,5-12,0 1,8-3,0 0,7-1,3 — — 0,020 0,02 600 22 70
W
основа 1,2-2,7 2,5-3 — 0,1-0,3 0,015 0,02 650 25 —
32-35 — 1,6-2,8 — 2-3,2 0,018 0,03 620 18 40
8-10,5 — — — 0,02 0,04 650 18 50
14,5-17 — — * — 0,02 0,035 500 25 100
W
34-36 2,8-3,5 0,2- 0,7 2,5-3,5 0,02 0,03 — — —
или герметичных контейнерах. Допустимое время использования элект-
родов при хранении в сушильных шкафах при 60-100 °C не более 10 сут.
Подготовка кромок и сборка стыков под сварку. Подготовку кромок
трубных элементов под сварку выполняют механическим способом
(рис. VII-9). Применение огневого способа для подготовки кромок допу-
стимо только для сталей 12022.1 (Ст. 2) и 17102.2 (15Х5М). При этом уча-
Рис. VII-8. Тавровая про-
ба сварного соединения для
определения технологических
свойств электродов: а - без на-
плавки кромок; б - с наплав-
кой кромок; б - толщина на-
плавленного слоя
309
Рис. VII-9. Форма кромок труб змеевика печи, подготовленных для сварки: а - кон-
векционной секции печи; б - радиантной секции для сварки штучными электродами с
предварительной наплавкой кромок старых труб; в - радиантной секции змеевика для
сварки в среде аргона и комбинированным способом с наплавкой кромок старых труб;
г - радиантной секции змеевика для сварки в среде аргона без наплавки кромок новых
труб и старых труб между собой; д - радиантной секции змеевика для сварки в среде
аргона и комбинированным способом сварки старых труб с наплавкой кромок; е - ра-
диантной секции змеевика штучными электродами с наплавкой кромок старых труб
сток реза (сталь 17102.2,15Х5М) предварительно нагревается до 250-350
°C и по окончании процесса резания замедленно охлаждается под слоем
теплоизоляции.
Кромка огневого реза должна быть зачищена на глубину не менее
3 мм от максимальной впадины реза и затем проконтролирована на от-
сутствие трещин цветной дефектоскопией или травлением 30%-ным вод-
ным раствором азотной кислоты. Аналогичная зачистка на глубину
0,5-1,0 мм производится и на стали 20. Обнаруженные дефекты удаляют
дальнейшей зашлифовкой всей поверхности фаски.
Кромки труб радиантной части печи, бывших в эксплуатации, реко-
мендуется наплавлять перед сваркой. Для наплавки используют те же
электроды или сварочную проволоку, что и для сварки трубных элемен-
тов в каждом конкретном случае (табл. VII-10). Кромки наплавляются
одиночными кольцевыми валиками электродами диаметром 3 мм или в
среде аргона проволокой диаметром 2-3 мм не менее чем в два слоя. Тол-
щина наплавленного слоя после зачистки должна составлять 5-6 мм. Пред-
310
Таблица VII-10
Сварочные материалы, применяемые для прихватки и сварки змеевиков печей пиролиза
Свариваемая
композиция
Способ сварки
Материалы (электроды
и проволока) для сварки
Примечание*
12022,1+12022,1
(Сталь 20+Сталь 20)
17102,2+17102,2
(15Х5М+15Х5М)
Ручная дуговая штучными
электродами
То же
Е-В 123 (Чехия), Э50А
(УОНИ 13/55, УП 1/55, УП 2/55, К-5 А)
Е-В 401 (Чехия), Э-10Х5МФ
(ЦЛ-17)
17102,2+17246,1
(15Х5М+12Х18Н10Т)
17246,1+17246,1
(12Х18Н10Т+12Х18Н10Т)
X15CrNiS-25-20+17246,1
(20Х25Н20+12Х18Н10Т)
25Cr 20Ni+25Cr 20Ni
(40Х25Н20С2+40Х25Н20С2)
25Cr20Ni+25Cr35N
(40Х25Н20С2+40Х25Н35С)
25Cr35Ni+25Cr35Ni
(40X25H35C2+40X25H35C)
Ручная аргонодуговая
штучными электродами
Ручная дуговая штуч-
ными электродами
То же
Ручная аргонодуговая
неплавяшимися электродами
Ручная дуговая штуч-
ными электродами
Комбинированная
(аргонодуговая+штучными
электродами)
Ручная аргонодуговая
неплавяшимися электродами
Ручная дуговая штучными
электродами
Комбинированная
(аргонодуговая+штуч-
ными электродами)
ИНКОНЕЛ 82, УТР 7015 (Чехия),
Э-08Х25Н60М10Г2 (АНЖР-1)
Э-10Х14Н65М15В4Г2 (ЦТ-28)
Е-Б 424, Е-В 425 (ЧССР)
Э-08Х19Н10Г2М2Б (ЭА-902/14,
СЛ-28, НЖ-13, ЭА-400/13)
Э-08Х25Н60М10Г2 (Чехия) (АНЖР
УТРА 25209 (Чехия),
св-27Х15Н35ВЗБЗТ
УТР 2520S (Чехия)
Э-27Х15Н35ВЗГ2Б2Т, 03Л-31,
Э-10Х20Н70Г2М2Б2В (ОЗЛ-25Б)
св-ЗОХ15Н35ВЗБЗТ
03Л-31, ОЗЛ-25Б
УТРА 2535S (Чехия),
св-27Х15Н35ВЗБЗТ
УТР 2535S (Чехия),
Э-27Х15Н35ВЗГ2Б2Т, 03Л-31,
Э-10Х20Н70Г2М2Б2В (ОЗЛ-25Б)
СВ-ЗОХ15Н35ВЗБЗТ, 03Л-31, ОЗЛ-2
При температуре окружающего воздуха от
-10 до -20 °C, сварка с подогревом до 150°С
Сварка с предварительным подогревом до
350-450 °C при температуре окружающего
воздуха не ниже 0 °C. Термообработка немед-
ленно после сварки, температура 750 °C, вы-
держка 3 ч, охлаждение под слоем теплоизо-
ляции. 15Х5М+15ХБМ сваривать термообра-
боткой
При температуре окружающего воздуха от
5 до -10 °C, сварка с подогревом до 150 °C.
После сварки охлаждение замедленное под
слоем теплоизоляции
Сварка при температуре окружающего возду-
ха ниже -10 °C с подогревом до 100-150°С
Сварка при температуре окружающего возду-
ха ниже 0 °C с подогревом до 150°С
* При более низких температурах в зоне сварки необходимо создавать микроклимат, обеспечивающий указанную температуру.
варительная наплавка кромок труб, бывших в эксплуатации, необходи-
ма и тогда, когда в процессе сварки не удается получить качественное
сварное соединение вследствие возникновения трещин в корне шва и око-
лошовной зоне.
При проведении наплавки кратер шва должен тщательно заплавлять-
ся частыми короткими замыканиями, подвергаться визуальному осмот-
ру на отсутствие кратерных трещин и при необходимости зашлифовы-
ваться. Запрещается выводить кратер шва на основной металл трубы. При
получении неудовлетворительных результатов наплавки корневого ва-
лика обычным способом его наплавку целесообразно производить на
медном водоохлаждаемом ползуне (пластине), сформованном по внут-
реннему диаметру трубы и перемещаемом по мере формирования корне-
вого валика. При этом наплав металла над внутренней поверхностью
трубы не должен превышать 1 мм.
После проведения наплавки кромки зашлифовываются до требуемой
толщины, а изнутри и снаружи - заподлицо с основным металлом и под-
вергаются контролю методом цветной дефектоскопии.
Перед наплавкой кромок, чтобы предотвратить возникновение в на-
плавленном металле дефектов, прилегающие к ним внутренний и наруж-
ный участки трубы зачищают на ширине 20 мм до металлического блес-
ка, обезжиривают растворителем и их внутреннюю поверхность и повер-
хность кромок контролируют методом цветной дефектоскопии.
При сборке трубных элементов с равной толщиной стенки смещение
кромок не должно превышать ±0,5 мм. При сборке трубных элементов с
равной толщиной стенки разность между внутренними диаметрами не
должна превышать 1 мм, а допуск на разностенность или смещение кро-
мок стыкуемых элементов по наружному диаметру -10% от толщины стен-
ки. В случае необходимости более толстый трубный элемент протачива-
ют по соответствующему диаметру второго стыкуемого элемента с обес-
печением плавного перехода от одной части стыка к другой (угол скоса
10-15°).
При сборке должна быть обеспечена правильная центровка сопрягае-
мых частей змеевика. Прямолинейность и смещение громок стыкуемых
участков не должны превышать 1,5 мм на расстоянии 200 мм от стыка,
что проверяется металлической линейкой длиной 400 мм в трех местах
по окружности трубы.
Правка и подгонка стыкуемых кромок путем деформации стенок труб-
ных элементов из стали 15Х5М? 25Cr20Ni, 25Cr35Ni недопустима.
Прихватки выполняют в среде аргона присадочной проволокой диа-
метром 2-3 мм или штучными электродами диаметром 2,5-3 мм. Каче-
312
ство прихваток контролируют визуально, а в сомнительных случаях - с
помощью лупы при увеличении хб на отсутствие трещин и газовых пор.
Дефектные места удаляют механическим способом.
Сварка при ремонте змеевиков конвекционной и радиантной секции печи
пиролиза. Перед проведением сварочных работ необходимо удалить де-
фектную часть змеевика, подготовить кромку старого участка трубча-
того змеевика, зачистить внутреннюю и наружную поверхности до ме-
таллического блеска на ширину 20 мм.
Перед сборкой и сваркой кромки старого и нового участков змееви-
ков контролируют методом цветной дефектоскопии; подготавливают
новую часть трубчатого элемента змеевика и производят качественную
сборку.
Для соединения стыка применяют метод ручной аргонодуговой свар-
ки неплавящимся электродом или ручную электродуговую сварку плавя-
щимся штучным электродом. При получении неудовлетворительных ре-
зультатов формирования корневого слоя ручной сваркой штучными элек-
тродами диаметром 2,5-3 мм допускается применять для этого слоя арго-
нодуговую сварку присадочной проволокой диаметром 2-2,5 мм с после-
дующим заплавлением оставшейся части разделки штучными электрода-
ми диаметром 2,5-4 мм (способ комбинированной сварки).
Присадочные материалы, требования к предварительному и сопутству-
ющему подогреву, а также к термообработке указаны в табл. VII-11 [46].
Таблица VII-11
Требования к механическим свойствам сварных соединений
Марка свариваемых сталей Предел прочности, МПа, не менее Угол загиба, град., не менее Твердость по Бринеллю НВ, не более
металл шва околошовная зона
Сталь 20 420 100 170 170
15Х5М 400 50 200-240 240*
15Х5М+12Х18Н10Т 400 50 200 200-12Х18Н10Т,
375-15Х5М**
12Х18Н10Т 540 100 200 200
150CrNiSi 2520 + 540 — 200 200
+ 12Х18Н10Т
40Х25Н20С2 600 • • V»
40Х25Н20С2+40Х25Н35С 600 • V»
40Х25Н35С+40Х25Н35С 600 *
* После термообработки.
** Аустенитными электродами без термообработки.
313
При выполнении всех проходов шва электродами необходимо следить
за полным проваром кромок стыка, особенно корневого валика. Закан-
чивать сварку прохода шва и начинать новый необходимо с перекрыти-
ем кратера шва на 15-20 мм.
Кратеры сварных швов центробежнолитых труб следует тщательно
зачищать. Выводить валик из кратера шва на основной металл категори-
чески запрещается. Для обеспечения требуемого качества сварных соеди-
нений, особенно в тех случаях, когда требуется подогрев, рекомендуется
тщательно соблюдать непрерывность термического цикла выполнения
операций, включающего предварительный и сопутствующий подогрев,
прихватку при сборе, сварку корневого шва, многопроходную сварку при
заполнении разделки и охлаждение стыка. При вынужденных перерывах
в работе необходимо обеспечить медленное и равномерное охлаждение
сварного стыка под слоем теплоизоляции. При этом любые статические,
а особенно ударные нагрузки в районе стыка недопустимы.
Перед возобновлением сварки стыки труб необходимо нагреть. По-
догрев перед наплавкой и сваркой производится любыми средствами,
обеспечивающими равномерный прогрев до требуемой температуры всей
толщины трубы в зоне стыка шириной, равной 3-4 толщинам стенки, но
не менее 50 мм в каждую сторону от стыка. Применение односопловых
газовых горелок допускается только на трубных элементах диаметром
не более 100 мм. При этом рекомендуется использовать асбестовые или
стальные воронки (рис. VII-10), обеспечивающие равномерный обогрев.
Предварительный и сопутствующий подогрев при отрицательных тем-
пературах окружающего воздуха вследствие большой скорости охлажде-
ния следует выполнять устройствами электронагрева с регулируемой тем-
пературой: индукционными нагревателями (токами промышленной и
высокой частоты), разъемными муфельными печами, пальцевыми нагре-
вателями и т. д.
Рис. VII-10. Схема нагрева стыка га-
зовой горелкой: 1 - пламя горелки; 2 - на-
конечник горелки; 3 - асбестовая или
стальная воронка; 4 - свариваемый стык
Рис. VII-11. Схема двухстороннего
подогрева стыка: I - стык труб; 2 - теп-
лоизоляция; 3 - нагреватели
314
Подогрев в этих условиях необходимо производить с обеих сторон
стыка, что позволяет получить оптимальную схему распределения тем-
пературы (рис. VII-11). При этом расстояние от стыка до нагревателя
должно быть в пределах 50-100 мм.
Температуру подогрева контролируют термокарандашами, термощу-
пами, термопарами с потенциометром или другими нерегистрирующими
и регистрирующими средствами контроля.
Характерной особенностью такой сварки жаропрочных аустенитных
сталей является использование постоянного тока обратной полярности
(плюс на электроде) для минимального разогрева металла трубы в месте
сварного соединения. Применение постоянного тока определяется физи-
ческими свойствами аустенитной стали и составом покрытий используе-
мых электродов.
Основу покрытия почти всех современных электродов составляют
мрамор и плавиковый шпат, обеспечивающие комбинированную газо-
шлаковую защиту зоны сварки от воздуха, что предотвращает окисление
хрома стали жаропрочной трубы. Вследствие большого электрического
сопротивления аустенитных сталей применяют короткие электроды и
сварочный ток небольшой плотности. Сварку аустенитными электрода-
ми ведут короткой дугой для уменьшения степени азотирования и окис-
ления наплавленного металла и образования горячих трещин, а также
для лучшей защиты плавильного пространства и предотвращения раз-
брызгивания. Отмечается, что брызги металла, прилипшие к поверхнос-
ти, могут привести к образованию горючих трещин и очагов коррозион-
ного разрушения [41-42].
На одном из заводов разработана технология сварки змеевиков из
центробежнолитых труб. Предварительно производится разделка кромок
на токарном станке. Форма разделки кромок под сварку влияет на обра-
зование горячих трещин. При узкой разделке кромок (малый угол рас-
крытия) ограничивается поперечный размер валика шва внутри раздел-
ки и повышается вероятность образования трещин. Поэтому рекоменду-
ется V-образная разделка кромок с углом разделки 60°. Сборка стыков
труб для сварки осуществляется в нижнем горизонтальном положении с
зазором 1,5-2 мм на подкладных керамических кольцах марки К-8. Уве-
личение зазора также нежелательно, так как в этом случае уменьшается
сопротивляемость образованию горячих трещин при сварке корневых ва-
ликов сварных швов (рис. VII-12).
Учитывая повышенную склонность аустенитных сталей к деформаци-
ям, устанавливают необходимый режим сварки (малые токи, невысокую
скорость процесса, естественное охлаждение, определенную последова-
315
Рис. VII-12. Образование горячей трещины
в корне сварного шва при сварке аустенитных
сталей: а - сварка без зазора - образовалась тре-
щина; б - сварка с зазором - трещины нет; стрел-
ки - напряжения, возникающие при сварке
тельность сборки сложных узлов). Как правило, сварку ведут от наибо-
лее сложных узлов к менее сложным.
Для исключения чрезмерных деформаций сварку начинают электро-
дами марки ГС-1 (диаметр 3 мм) с прихваток в двух местах по периметру
стыка трубы при силе тока 100-110 А и длине прихватки 8-10 мм. Затем
при силе тока 70-80 А в два приема сваривают корневой валик шва: сна-
чала в одном направлении сваривают на половине окружности, а потом
после остывания - на второй ее половине.
Сварку второго и последующих валиков шва выполняют за несколь-
ко проходов, соблюдая равномерную последовательность их наложения
на оба стыка соединения. Второй и все остальные валики накладывают
электродами марки 03Л-9А (диаметр 4 мм), завершая сварку усилением
шва не менее 2 мм. Сварку ведут при силе тока 100-130 А.
В период сварки тщательно зачищают от шлака каждый валик и под-
вергают его визуальному контролю с помощью лупы для выявления мел-
ких трещин. После завершения сварки керамические подкладные кольца
раскалывают и удаляют.
Для повышения надежности наиболее распространенного соединения
- стыков труб - добиваются снижения в них рабочих и компенсационных
напряжений изгиба. Для этого стыки должны располагаться вдали от опор
и закреплений, мест резкого перехода и от других участков, на которых
вследствие концентрации напряжений возможен дополнительный изгиб.
Так, недопустимо комбинированный стык (рис. VII-13) размещать в со-
единении типа тройник, поскольку в этом случае высокие напряжения
изгиба могут привести к преждевременному разрушению. Такой стык
Рис. VI1-13. Типы комбинированных
стыков трубопроводов: а, в - нерекомендуе-
мые стыки; б, г - рекомендуемые стыки;
стрелки - места сварки
316
следует выносить за пределы тройникового соединения на расстояние L
не менее 'IDS, где D - средний диаметр, aS- толщина стенки труб.
Когда стыкуются трубы из материала разного уровня жаропрочнос-
ти, например из перлитного и аустенитного, обычно в соответствии с
расчетом, менее легированная труба имеет большую толщину стенки. Для
возможной стыковки ее растачивают, но при этом комбинированный стык
оказывается в худших условиях, чем труба из менее легированной стали,
что совершенно недопустимо. Поэтому для получения работоспособно-
го комбинированного стыка следует из более легированной заготовки
(трубы) изготовить патрубок с переходной толщиной, а сам стык распо-
ложить на полной толщине стенки менее легированной трубы без ее ос-
лабления.
Использование электродов двух различных марок (ГС-1 и 03Л-9А)
вызвано тем, что корневой слой сварки внутри трубы должен быть ус-
тойчивым к науглероживанию расщепляемым углеводородным сырьем,
а наружный слой трубы - к окислению продуктами сгорания топлива.
Требования к сварным соединениям и контроль качества сварки. Свар-
ные соединения, выполненные при ремонте печей пиролиза, подвергают
следующим видам контроля: предварительному, пооперационному, внеш-
нему осмотру, радиографическому контролю образцов сварных соеди-
нений и гидравлическому испытанию.
Предварительный контроль предусматривает проверку качества сва-
рочных материалов, состояния сварочного оборудования. Пооперацион-
ный контроль включает проверку качества подготовки и сборки деталей
под сварку, соблюдения режимов предварительного подогрева, режимов
сварки и порядка выполнения многослойных швов, проведения термо-
обработки после сварки. Контролю внешним осмотром подвергают свар-
ной шов и прилегающую к нему зону шириной 20 мм по обе стороны от
шва по всей протяженности сварного соединения. При внешнем осмотре
проверяют качество поверхности сварных соединений. В сварных швах
не допускаются следующие виды наружных дефектов: трещины, подрезы
и резкие переходы от основного металла к металлу шва, прожоги, напла-
вы, незаплавленные кратеры, грубая чешуйчатость, ноздреватость или
пористость поверхности шва, чрезмерное усиление шва.
Число контрольных сварных стыков при выполнении ремонтных ра-
бот принимается по нормам, установленным "Правилами устройства и
безопасной эксплуатации технологических трубопроводов" ПБ 03-1 OS-
96 [47].
При неудовлетворительных результатах одного из видов механичес-
ких испытаний проводят испытания удвоенного количества образцов
317
этого же вида. При подтверждении неудовлетворительных результатов
испытаний сварщик отстраняется от работы. Для контроля механичес-
ких свойств сварных соединений производится сварка контрольных об-
разцов. Твердость шва и околошовной зоны контролируется на шлифах,
приготовленных из контрольных сварных стыков (табл. VII-11).
Исправление дефектных сварных стыков разрешается путем механи-
ческой вырезки дефектного участка с последующей заваркой, если про-
тяженность участков с недопустимыми дефектами меньше 30% окружно-
сти стыка. В остальных случаях дефектный шов должен быть удален пол-
ностью, стык собран вновь без образования натяга и заварен. При невоз-
можности предупреждения натяга на место бракованного участка стыка
вваривают патрубок длиной не менее 100 мм при D = 150 мм и не менее
200 мм при D больше 150 мм. Отремонтированный змеевик испытывают
на прочность.
7. Сборка и опрессовка печных змеевиков
На предприятиях продолжается эксплуатация печей, оснащенных змее-
виками, которые соединены двойниками (ретурбендами).
Сборку змеевиков проводят с новыми двойниками либо восстанов-
ленными. Восстановление изношенных двойников заключается в ремон-
те корпуса, пробок и траверсы.
Небольшой изношенный участок стенки двойника и отдельные неглу-
бокие раковины заплавляют металлом, близким по марке металлу его
корпуса. Риски и неровности на уплотнительных поверхностях гнезд под
пробки устраняют специальным приспособлением (рис. VII-14) с приво-
дом от пневмомотора или электродвигателя. Небольшие трещины в кор-
пусе двойника заваривают качественными электродами; при этом пред-
варительно засверловками устанавливают границу трещины. Перед свар-
кой разделывают кромки (вырубают канавку) по всей длине трещин кор-
пуса. При увеличении диаметра гнезда двойника, что обнаруживается
Рис. VII-14. Приспособле-
ние для ремонта уплотнитель-
ных поверхностей двойников
на месте: 1 - шарнир Гука;
2 - штурвал; 3 - контргайка;
4 - траверса; 5 - шпиндель;
6 - пружина; 7 - опорная деталь
пружины; 8 - шарошка
318
после удаления остатков печных труб, ремонт производят в ремонтном
цехе. Гнезда двойников заплавляют соответствующими присадочными
материалами.
Перед закрытием трубчатого змеевика требуется проверить пробки и
гнезда двойников и убедиться в отсутствии кокса, забоин, а в зимних ус-
ловиях - корки льда. Пробки и гнезда при закрытии змеевика смазывают
графитовой мастикой (серебристый графитовый порошок, разведенный
в машинном масле или патоке). Смазку нужно производить так, чтобы
небольшая часть мастики выдавливалась наружу, что гарантирует запол-
нение всего пространства между гнездом двойника и пробкой, обеспечи-
вает лучшую герметичность соединения и облегчает снятие пробок с двой-
ников в последующие ремонты.
Пробки и траверсы необходимо устанавливать в гнездах без переко-
сов, а траверсы, кроме того, симметрично в центральном положении.
Опорная поверхность каждого нажимного болта должна попадать в вы-
емку в пробке. Хорошо притертые к уплотнительным поверхностям двой-
ников пробки герметизируют соединения. Поэтому для затяга пробок
требуются сравнительно небольшие усилия:
Размер пробки, м... 0,10 0,11 0,13 0,14 0,15
Усилие, ГПа........ 1,5 1,9 2,4 2,9 5,4
Для затяжки нажимных болтов диаметром до 36 мм можно использо-
вать пневматический ключ ПК-36 конструкции ВНИИнефтемаша.
После закрытия змеевики прогревают паром под давлением до 0,9-1,0
МПа. В этот период может быть выявлена негерметичность пробок и
вальцовочных соединений. При обнаружении указанного дефекта нужно
выключить пар, снизить давление до атмосферного, подтянуть пробки
или подвальцевать трубы.
По окончании прогрева змеевика паром приступают к гидравличес-
ким испытаниям. Опрессовка печи обычно проводится соляром или дру-
гими нефтепродуктами. Опрессовочным или печным (что нежелательно)
насосом давление в змеевике постепенно поднимают до значения, кото-
рое в 1,5-2 раза больше рабочего давления, и выдерживают змеевик под
указанным давлением в течение 5 мин. Затем давление снижают до рабо-
чего и осматривают двойники. Если при гидравлическом испытании вы-
являются течи, печь освобождают от продукта, снимают давление и уст-
раняют замеченные дефекты, после чего испытание повторяют. При на-
личии течей в пробках двойников дополнительно затягивают болты или
производят перестановку пробок с повторной затяжкой болтов. Пропус-
ки в развальцовке ликвидируют дополнительной подвальцовкой труб в
пределах нормы.
319
Во время опрессовки змеевика необходимо убрать с монтажной пло-
щадки баллоны с кислородом и газом. При опрессовке в ночное время
прожекторы (с защищенными и исправными рефлекторами) должны ус-
танавливаться на расстоянии, недосягаемом для случайно вырвавшейся
пробки. Опрессованный змеевик сдается ремонтной бригадой персоналу
установки вместе с актом, в котором указаны опрессовочное давление и
качество выполненного ремонта.
8. Ремонт печей
Ремонтируя печи, следует экономно расходовать дефицитные печные
трубы.
Печные трубы. В отдельных случаях, когда печные трубы не деформи-
руются, представляется возможность при вырезке трубы с дефектом со-
хранить парную ей хорошую трубу. Для этого трубу с дефектом выреза-
ют по частям, не демонтируя двойник с парной трубой. Взамен дефектной
трубы через очко двойника вставляют новую трубу и производят ее раз-
вальцовку. Работы по установке новой трубы через очко двойника тру-
доемки, однако для сохранения ценных труб их следует выполнять. Ме-
нее трудоемок такой способ сохранения парных труб: демонтируют две
трубы с дефектами (и без них); после обрезки двойника электросваркой
наращивают патрубок на хорошую трубу и устанавливают ее на место.
Сокращения расхода печных труб можно добиться восстановлением
их и повторным использованием. Для этого после отбраковки трубы от-
возят в ремонтный цех, где с помощью специального пресса их правят.
Трубы из стали 15Х5М обладают повышенной пластичностью, поэтому
при их восстановлении трещины не появляются. В зависимости от оста-
точной толщины стенок трубы сваривают и применяют либо в прямо-
гонных печах, либо как коммуникационные трубопроводы для транспор-
тирования горячих нефтепродуктов.
Ремонт печных труб на месте. В печах, где трубы имеют изношенные
концы и находятся в решетках или трубных подвесках, ремонт может быть
произведен на месте; для этого отрезают участки длиной 1 м с каждой
стороны и приваривают патрубок новой трубы так, чтобы общая длина
составляла 12,1 м (для типовых печей шатрового типа). Затем развальцо-
вывают новые патрубки в ретурбендах. На некоторых печах, работаю-
щих с малым давлением по сырью, отдельные участки змеевика с мест-
ными прогарами, отдулинами, деформацией ремонтируют подобным
образом - дефектный участок трубы вырезают и вваривают новый.
На печах пиролиза с центробежнолитыми трубами такой ремонт печ-
ных труб следует проводить от места сварного шва до последующего свар-
320
ного шва, ранее выполненных при изготовлении труб из отдельных труб-
ных заготовок.
Следует иметь в виду, что каждая восстановленная таким образом тру-
ба должна тщательно контролироваться при эксплуатации и ремонте.
Применение труб из новых коррозионно- и жаростойких материалов.
Экономии в расходовании труб и сокращения объемов ремонтных работ
можно достигнуть повышением коррозионной устойчивости и жаропроч-
ности материалов, используемых для изготовления труб.
При наличии ассортимента печных труб из разных материалов появ-
ляется возможность применять их дифференцированно, с учетом рабо-
чих режимов и агрессивности сред. Так, трубы из стали 15Х5М, ненадеж-
ные в условиях эксплуатации установок термического крекинга, могут
удовлетворительно работать в печах установок 43-102,35/1 и др. В свою
очередь, для труб печей термокрекинга, несомненно, более долговечны
стали 12Х8ВФ, Х9М и 1Х12В2МФ. По данным американской фирмы, при
переработке техасской сернистой нефти взамен сталей, содержащих 5%
хрома, для изготовления печных труб используют сталь с содержанием
7-9% хрома, что позволило снизить скорость коррозии в 4 раза, хотя сы-
рье нагревается до той же температуры (340-380 °C). Достаточно надеж-
ными в эксплуатации оказались трубы из сталей 15Х5М-У и 15Х5ВФ-У,
подвергнутые термообработке. Трубы из улучшенных марок сталей ус-
пешно применяют на установках каталитического риформинга, арома-
тизации и т. д.
Для печей установок гидроочистки использована удачно стабилизирован-
ная сталь марки 12Х18Н9Т-С. Эти примеры можно было бы продолжить.
Естественно, что сокращение объемов ремонтных работ и увеличение
межремонтных пробегов печей во многом зависят от условий их эксплу-
атации.
Ремонт подвесок и решеток. Наиболее часто встречаются следующие
дефекты трубных подвесок: обрывы боковых креплений (особенно у про-
ушин для соединения с серьгами), трещины и изломы нижних полок. Вслед-
ствие большой хрупкости металла подвески могут быть изломаны при
небрежном выполнении работ по замене печных труб. Однако в основ-
ном дефекты появляются в результате продолжительной эксплуатации
подвесок при высоких температурах, межкристаллитной коррозии метал-
ла и чрезмерных местных нагрузок из-за неравномерной деформации труб.
Своевременно обнаружить дефекты и остановить печь на ремонт очень
важно, так как с увеличением деформации змеевика восстановление труб-
ных подвесок становится невозможным.
Ремонт боковых креплений и нижних полок подвесок производят элек-
тросваркой, приваривая накладные полосы из стали 20Х23Н13.
321
Полосы нержавеющей стали нужного размера и профиля вырезают
воздушно-дуговой резкой. Для ускорения работ можно применять агре-
гаты кислородно-флюсовой резки с использованием порошков железа и
алюминия, а также агрегаты кислородно-песочной резки и высокопроиз-
водительной резки плазменной дугой. Приварку накладных пластин к
трубным подвескам выполняют электродами ЭА-2.
Разрушенные чугунные решетки змеевика конвекционной секции мо-
гут быть заменены лишь при полном освобождении их от труб. Однако
обычно это не делают вследствие большой трудоемкости и продолжи-
тельности работ, а ограничиваются укреплением решеток накладкой пла-
стин из нержавеющей стали. Чугунные подвески для огнеупорного кир-
пича, имеющие дефекты, ремонту не подлежат и заменяются новыми.
Ремонт огнеупорной обмуровки. От состояния огнеупорной обмуров-
ки и тепловой изоляции трубчатых печей зависят тепловые потери в ок-
ружающую среду, эффективность сжигания топлива и в конечном счете
коэффициент полезного действия печного агрегата, а также санитарно-
гигиенические условия местности. Поэтому качеству ремонта обмуровки
и теплоизоляции уделяют особое внимание.
Объем и характер капитального ремонта огнеупорной обмуровки для
каждой печи устанавливают внешним осмотром, для чего производят
вскрытие и обследование участков кладки наиболее теплонапряженных
зон. Обычно быстрому износу подвержена обмуровка потолка, амбра-
зур горелок, газоходов, огнеупорная кладка около люков-лазов, гляде-
лок, суживающихся частей топочной камеры. Возможны случаи полного
оплавления амбразур, обрыв свободных кирпичных подвесок с разруше-
нием отдельных фасонных шамотных кирпичей, выпучивание и частич-
ное разрушение перевальных стен, разрушение кирпичей торцовых стен
в отдельных местах, разрушение кладки боровов.
Согласно общим техническим условиям на ремонт, обмуровка не под-
лежит ремонту, если соблюдены следующие требования:
1) температура наружной поверхности обмуровки не превышает рас-
четной более чем на 20 °C [48];
2) отклонения от проектных размеров не превышают: а) 2,5 мм для
впадины, выпучин и отдельно выступающих кирпичей на 1 м поверхнос-
ти обмуровки; б) 2 мм для ширины температурного шва; в) не более
25 мм (овальность) для амбразур горелок и не более 20 мм - несоосность
с осью горелок; г) для обмуровки прямых стен топки поворотного газо-
хода конвекционной шахты; не более 5 мм - вертикальность кладки на
каждый 1 метр и не более 15 мм - неплоскостность поверхности кладки
на длине 2 м.
322
В случае обрыва кирпичных подвесок свода и разрушения отдельных
кирпичей производят частичную либо полную разборку свода, для этого
удаляют верхнюю тепловую изоляцию, отрезают газорезкой болты кир-
пичных подвесок и постепенно, начиная сверху, снимают огнеупорные
кирпичи. Для ускорения работ по разборке свода болты, крепящие кир-
пичные подвески и обычно прогорающие в период эксплуатации, нужно
отрезать газорезкой. Огнеупорные кирпичи, не имеющие повреждений,
при помощи лотков или транспортера убирают с места разборки и скла-
дывают на площадке около печи для повторного использования.
После частичной или полной разборки свода приступают к разборке
поврежденных стен топки, перевальных стен и амбразур. Обломки кир-
пича и мусора не следует накапливать в топке, а нужно по возможности
быстрее удалять. Для облегчения уборки мусора подовые трубы предва-
рительно выстилают досками.
Ремонт фронтальных стен и выстилка пода. Закончив работы по раз-
борке дефектных участков обмуровки, приступают к восстановлению
кладки стен и выстилки пода. При кладке огнеупорного кирпича следует
соблюдать ряд требований.
Материалы, применяемые для огнеупорной кладки, должны удовлет-
ворять стандартам на огнеупорные кирпичи (ГОСТ 300-69). Установле-
ны следующие допуски линейных размеров: по длине ±5%, по ширине
±2%, по высоте (толщине) ±1%. Временное сопротивление сжатию не ниже
9 МПа; кажущаяся плотность шамотных изделий 1800-1900 кг/м3. Ша-
мотные изделия выпускаются в виде прямого клинового и фасонного кир-
пича марок ША с огнеупорностью не ниже 1730°С; ШБ - 1670 °C; ШВ -
1580°С. Их применяют в кладке, рассчитанной на температуру не выше
1500 С°.
Для элементов печей, подвергающихся действию высоких температур
и агрессивных топочных газов, допускается применение кирпича с отби-
тостью ребер не более 7 мм и углов не более 10 мм. Использовать забра-
кованный кирпич можно только в неответственных кладках или для по-
мола и приготовления мартеля (смеси порошка шамота с глиной). Кир-
пич с отбитыми кромками и углами укладывают внутрь кладки; поверх-
ность ее должна быть ровной, без выпуклостей и впадин. Толщину швов
выдерживают в пределах 2-3 мм; на каждый метр длины оставляют тем-
пературные швы шириной 5-6 мм, которые впоследствии законопачива-
ют асбестовым шнуром толщиной, большей толщины шва на 5 мм.
Огнеупорную кладку фронтальных стен и пода выполняют перевяз-
кой швов каждого ряда и заполнением их раствором, состоящим из 30%
огнеупорной глины и 70% шамотного порошка по объему.
323
Наилучшей газонепроницаемости можно достигнуть, применяя воз-
душно-твердеющие растворы. Так, раствор на жидком стекле примерно
в 10 раз более газонепроницаем, чем обычный шамотно-глиняный.
В зависимости от крупности зерен шамотного порошка приготовля-
ют растворы: густые - для огнеупорной разбортовки, полугустые - для
обыкновенной кладки и жидкие - для тщательных кладок. Чем тоньше
швы между смежными кирпичами, тем прочнее и долговечнее кладка.
Чтобы швы не образовывали больших щелей, кладку ведут с перевязкой
швов, т. е. со смещением кирпичей четного ряда относительно нечетного
ряда на половину или четверть кирпича. Для устройства пода печи не-
посредственно на бетонный фундамент укладывают нормальный строи-
тельный кирпич, который сверху выстилают огнеупорным кирпичом клас-
са Б. Горизонтальность кладки рядов фронтальных стен соблюдают, ис-
пользуя натянутый шнур.
Ремонт боровов. В боровах печи накапливаются различные отложе-
ния, что может привести к их частичному разрушению. Ремонт боровов
заключается в очистке их от мусора и восстановлении кладки. Кладка
борова двухслойная; наружный слой выкладывают из обычного строи-
тельного кирпича, а внутренний из огнеупорного кирпича класса В. При
восстановлении стен борова в первую очередь производят кладку из обыч-
ного строительного кирпича, промазывая наружные поверхности горя-
чим битумом, а затем - кладку из огнеупорного кирпича.
В последнее время для сооружения боровов применяют сборные дета-
ли из жароупорного бетона, отличающиеся высокой надежностью в экс-
плуатации. Характер работ по ремонту таких боровов аналогичен.
Ремонт подвесных стен и свода. Подвергаемые ремонту подвесные сте-
ны и свод собирают без раствора из фасонных огнеупорных кирпичей
классов А и Б насадкой на чугунные кронштейны и подвески. Для каждо-
го ряда подвесной кладки кронштейны и подвески должны находиться в
одной плоскости и составлять прямую линию с отклонениями не более
3 миллиметров.
Подвесные фасонные кирпичи подбирают в блоки так, чтобы зуб каж-
дого из них входил во впадину смежного кирпича не менее чем на 3 мм.
Кирпичи укладывают насухо, плотно один к другому, при этом мини-
мальная толщина шва равна 2-3 мм. С учетом температурного расшире-
ния между сводом и стенами оставляют зазоры до 50 мм, которые запол-
няют асбестом. Для повышения герметичности наружную поверхность
потолочного свода заливают раствором огнеупорной глины, шамотного
порошка и асбеста (каждый слой толщиной до 20 мм).
В процессе сушки печи в первом слое могут появиться трещины, по-
этому наносят еще один-два слоя. Общая толщина герметичной тепло-
324
вой изоляции обычно достигает 50 мм. В качестве изоляции свода может
быть использован асбозурит. Прй надежной тепловой изоляции печей
исключаются подсосы воздуха через неплотности и обеспечивается пра-
вильный подвод его к горелкам, что способствует нормальному процес-
су горения топлива.
Проверка качества кладки и допускаемые отклонения. Чтобы устано-
вить правильность кладки, проверяют толщину швов, вертикальность
обмуровки, расположение температурных швов, наличие или отсутствие
выпуклостей и впадин, а также геометрические размеры кладки.
Толщину швов контролируют щупом, имеющим тупой конец и тол-
щину на 0,1 мм больше установленной толщины шва*. Шов считается удов-
летворительным, если щуп входит в него на глубину не более 20 мм. Утол-
щение шва должно составлять не более 50% от проектной толщины.
Вертикальность кладки проверяют с помощью контрольной деревян-
ной рейки длиной 2 м и отвеса. Отклонение плоских стен от вертикали не
должно превышать 5 мм на каждый метр высоты и 20 мм на всю высоту
стены. Горизонтальность верхней поверхности контролируют уровнем и
рейкой. Отклонение должно быть не более ±5 мм.
Впадины и выпуклости кладки проверяют отвесом и рейкой. Просвет
под рейкой (длиной 2 м), приложенной к поверхности, не должен превы-
шать 3 мм для прямых стен и 5 мм для подвесных сводов. Расположение
температурных швов контролируют шаблоном, равным толщине шва, и
отвесом. Арки и своды боровов проверяют шаблонами.
Кладка перевальных стен. Эта кладка отличается от кладки осталь-
ных стен топки. Ее выполняют подвеской кирпичей на двутавровый выс-
туп промежуточных трубных решеток, а также применением жидкого
раствора, которым заливают горизонтальные швы. Для перевязки двух
соседних рядов кирпичей устанавливают переходный (замковый) кирпич
прямоугольного или квадратного сечения. Кладку перевальных стен не-
обходимо производить особенно тщательно, так как при ненадежном
закреплении кирпичей за трубные решетки конвекционной секции или
при неровной укладке кирпичей стены выпучиваются и могут быстро
разрушиться.
Кладку амбразур горелок выполняют из специальных огнеупорных
блоков. Для сохранения амбразур горелок на огнеупорную футеровку
предложено наносить специальную хромитовую обмазку марки ХО. Ука-
занная обмазка поставляется в виде сухой хромитовой смеси. Для приго-
товления смеси к ней добавляют водный раствор сульфитного щелока и
сульфит-спиртовой барды.
Применяют различные по составу хромитовые обмазки № 1 и № 2. В
состав обмазки № 1 входит (по объему): 85% хромита молотого, 10% гли-
325
ны огнеупорной класса А и 5% сульфатного щелока; состав хромитовой
обмазки № 2: 88% хромита молотого, 10% глины огнеупорной и 2% жид-
кого стекла. На поверхность обмуровки амбразур наносят слой обмазки
толщиной 5-7 мм. При большей толщине слоя обмазка может растрески-
ваться и разрушаться.
Обмуровка печей из жароупорного бетона. Применение жароупорных
бетонов в обмуровочных конструкциях вместо штучных огнеупорных
изделий способствует снижению материалоемкости конструкций, упро-
щению технологических процессов производства работ, снижению тру-
дозатрат как при монтаже, так и при ремонтах, исключению дорогих
фасонных огнеупорных изделий и ручного труда при сооружении обму-
ровки, повышению степени механизации и снижению стоимости ремонт-
ных работ. Основной недостаток жароупорных бетонов в том, что они
уступают огнеупорным штучным изделиям по механической прочности
и теплостойкости. Подробная классификация жаростойких бетонов при-
ведена в ГОСТ 20910-90.
Для индустриализации обмуровочных работ Башнефтехимремстрой
эффективно использует предварительно изготовленные в стационарных
условиях огнеупорные блоки, панели и другие детали из жароупорных
бетонов.
Освоено нанесение защитного жароупорного покрытия на поверхность
крупногабаритных элементов конструкции (дымовых труб, газоходов и
др.) после монтажа методом торкретирования. Для дымовых труб исполь-
зуют торкрет-бетон, состоящий из 1 масс. ч. глиноземистого цемента мар-
ки 400 и 500, 1 масс. ч. диабазовой муки, 2,5 масс. ч. песка из молотого
шамотного кирпича, 0,5 масс. ч. песка из молотого диатомита [49].
Для индустриализации ремонта торцовых стен и газоходов нагрева-
тельных печей эффективно используются жароупорные керамзитобетон-
ные блоки. Крупногабаритные панели из легкого жаростойкого бетона
применили взамен кирпичной кладки торцовых стен рафинатного и эк-
страктного трубчатых подогревателей установки 37/1 Ново-Уфимского
НПЗ [50]. В результате реконструкции печей устранены опорные кронш-
тейны огнеупорных кирпичей и трубные подвески. В топке осуществлен
монтаж безретурбендного спиралевидного трубчатого змеевика. К несу-
щим элементам каркаса открывающейся торцовой стенки печи привари-
вают опорные шарниры и специальные крепежные кронштейны. Такая
конструкция каркаса торцовых стен обеспечивает полное открытие ра-
диантной секции печи для навески панелей из жароупорного бетона и
свободный доступ к трубчатому змеевику. Панели представляют собой
навесные блоки (рис. VII-15) из бетона (табл. VII-12) на металлическом
листе с анкерами и каркасом из уголков.
326
Рис. VII-15. Панель торцовой
стенки печи П-1 (двухскатной):
1 - металлическая рама; 2 - стро-
повочная петля; 3 - обшивка из
листовой стали; 4 - жаростойкий
бетон; 5 - анкер
Рис. VII-16. Блок амбразуры: а - про-
дольный разрез; б - вид по стрелке А; 1 - ме-
таллический кожух; 2 - жаростойкий бетон;
3 - сменная вставка из бетона; 4, 5 - арма-
турная сетка
Таблица VII-12
Состав жароупорного бетона
Компонент
Масса,
кг/м3
Расход материалов
на 1 м3 бетона, кг
г
a
Цемент М-400
Шамот (тонкомолотый порошок)
Вермикулит,
вспученный при 1100-1200°С
Вода
1200-1250
1100-1200
150-230
360
100
122
207
Примечание.
1. При использовании добавки керамзита 450-530 кг/м3 (фракция 0,17-20 мм) и
вермикулита (фракция 0,6-5 мм) расход воды уменьшается до 196,2.
2. Техническая характеристика жароупорного бетона: рабочая температура -
до 900 °C, прочность после нагревало 800 °C составляет 0,1-0,15 МПа. Для монта-
жа панелей используются автокраны, трактор или лебедка.
Многочисленные горелочные амбразуры трубчатых печей собирают
из фасонного шамотного кирпича. Кладка амбразур очень трудоемкая,
ручная работа, выполняемая высококвалифицированными огнеупорщи-
ками. При разрушении части амбразуры приходится демонтировать весь
короб. Трестом Башнефтехимремстрой совместно с Ново-Уфимским НПЗ
разработана и внедрена конструкция комплектного форсуночного блока
из жароупорного бетона (рис. VII-16), использование которого при ка-
питальном ремонте позволяет существенно снизить трудоемкость и сро-
ки проведения работ.
327
Весьма перспективным направлением в отношении уменьшения мате-
риалоемкости огнеупорных обмуровок трубчатых печей, снижения тру-
дозатрат при строительстве и ремонте является применение новых мате-
риалов на основе огнеупорных волокон, разработанных ВНИПИтепло-
проектом. Эти материалы обладают важным преимуществом: за счет по-
вышенного звукопоглощения на 20-40% снижается шум в печи, возника-
ющий при горении топлива.
При возведении обмуровок из волокнистых материалов исключаются
мокрые операции, поэтому сроки выполнения работ могут быть сокра-
щены. На УНПЗ применение укрупненных панелей на основе огнеупор-
ных волокнистых материалов вместо шамотных изделий позволило умень-
шить трудозатраты на 230 чел.-дней, сократить простой печи на 12 дней.
Появилась возможность вести работы с использованием средств механи-
зации, так как укрупненные блоки изготовляются в заводских условиях.
Новые обмуровки обладают повышенной газоплотностью, что улучша-
ет герметичность топки. При сооружении обмуровки из волокнистых
огнеупорных материалов решается социальная проблема: улучшаются
санитарные условия для работающих, тяжелый ручной труд огнеупор-
щика заменяется трудом монтажника, владеющего грузоподъемным обо-
рудованием, специальной оснасткой. На новый вид обмуровки уже пере-
ведено несколько сот печей, работающих при температуре в топке 850-
1150 °C.
Башнефтехимремстрой для нагревательных печей с эксплуатационной
температурой 850 °C и скоростью движения дымовых газов более 5 м/с в
качестве рабочего слоя обмуровки свода и торцовых стен применяет пли-
ты ШВП-350 толщиной 100 мм, для промежуточного (компенсационно-
го) слоя - высокоглиноземистый войлок ТУ 14-8-266-78 толщиной 60 мм,
а для изоляционного слоя - полужесткие минераловатные плиты с объем-
ной массой 100-125 кг/м3, толщиной 40 мм (ГОСТ 9573-96).
Панели стандартные для обмуровки свода имеют четыре типоразме-
ра площадью до 5,3 м2, а для торцовых стен - до 6,5 м2. Эти панели снаб-
жены арматурными элементами, а также гляделками и дверцами.
Каркасы панелей представляют собой жесткие рамы с обшивкой из
листовой стали толщиной 5-6 мм. Каркасы оборудованы специальными
элементами для строповки и перемещения их в пространстве. Анкера
(штыри) и шайбы для крепления слоев обмуровки изготовлены из жаро-
стойкой стали 12Х18Н10Т. Во избежание ванадиевой коррозии в подо-
гревателях, работающих на мазутном топливе, шайбы обмуровки углуб-
ляют в слои огнеупорной массы на 40-50 мм и изолируют ватой, пропи-
танной раствором огнеупорного порошка в жидком стекле. Для предот-
328
I
Рис. VII-17. Футеровка свода печи:
1 - фронтальная стенка бетона; 2 - металли-
ческая рама панели; 3 - деталь каркаса;
4 - подвесной элемент каркаса; 5 - рабочий
слой футеровки; 6 - теплоизоляционный
слой; 7 - швеллер рамы панели; 8 - панель
вращения низкотемпературной коррозии (при конденсации серной кис-
лоты) холодных частей анкеров их покрывают битумным лаком.
Изготовление металлоконструкции каркасов панелей, нанесение сло-
ев волокнистых огнеупорных материалов, сварку анкеров, защиту шайб
от агрессивной печной среды производят в заводских условиях с приме-
нением механизмов и специальной оснастки.
Габаритные размеры панелей свода выбраны таким образом, что тяги
подвесок продуктовых змеевиков проходят в стыке между панелями. Для
уменьшения зазора между панелями по краю кожуха одной из них по месту
вырезают проем шириной до 20 мм.
Стыки между панелями заделывают высокоглиноземистой ватой
и приваривают сплошным газонепроницаемым швом полосу из стально-
го листа. Обмуровка свода печи крупноблочными панелями показана на
рис. VII-17.
Основные технические показатели материалов из огнеупорных воло-
кон приведены в табл. И-З.
Ремонт кровли. Кровлю печей собирают из листового железа или из
волнистых асбоцементных листов, габаритными размерами 1200x678x5 мм.
В период ремонта взамен вышедших из строя листов на прогонных бал-
ках закрепляют новые. Асбоцементные листы кровли крепят за нижний
гребень волны скобками с шайбами из оцинкованного железа, причем
каждый лист накладывают на соседний на величину, равную не менее
одной волны.
329
Для повышения производительности и качества ремонта разработан
и успешно применяется щитовой метод замены кровли печей. Для дву-
скатных и односкатных трубчатых печей в заводских условиях изготов-
ляют пять типоразмеров металлических щитов. Они состоят из сварных
металлических рам, собираемых из уголков и обшивки из листовой ста-
ли. При монтаже щитов применяют кран. Размещение щитов показано
на рис. VII-18.
Вад-Л
Рис. VII-18. Раскладка щитов кровли: 1 - крайние щиты; 2 - промежуточные щиты;
3 - соединительные щиты
Применение щитового метода ремонта кровли печей позволяет пол-
ностью механизировать труд, сократить время ремонта, повысить про-
изводительность труда и качество ремонтных работ. Наличие щитовой
кровли дает возможность легко создавать монтажный проем, сняв один
щит. После окончания ремонтных работ щит устанавливают на место.
Сушка огнеупорной обмуровки. Сушка печи после ремонта произво-
дится с целью удаления влаги от огнеупорной обмуровки. Количество
удаляемой влаги зависит от конструкции, типа и толщины обмуровки,
атмосферных условий, при которых выполнялись огнеупорные работы,
хранились материалы и т. д. Продолжительность и температурный гра-
фик сушки печей устанавливают с учетом того, что все огнеупорные ма-
териалы в большей или меньшей степени увеличиваются в объеме по мере
повышения температуры. При этом в определенных интервалах темпера-
туры некоторые огнеупоры расширяются с большой скоростью, что мо-
жет привести их к разрушению.
Термическая стойкость, т. е. устойчивость огнеупорного материала к
изменениям температуры, зависит от его химического состава, структу-
ры, плотности, теплопроводности и коэффициента температурного рас-
ширения. Лучше всего переносят изменение температуры шамотные из-
делия. Слишком большая или малая пористость огнеупорных материа-
лов приводит к уменьшению стойкости их к температурным перепадам.
Наиболее благоприятная пористость - 20-30 %.
330
При разогреве печей изменяется объем швов кладки, обусловленный
составляющими огнеупорного раствора. После нагрева до 120°С глина
содержит только химически связанную воду и гидратную воду коллоидов.
Химически связанная вода начинает удаляться при 450°С сначала очень
медленно, а при 600°С процесс ускоряется и заканчивается при 800°С, ког-
да обнаруживается сокращение объема - усушка. Дальнейшее повыше-
ние температуры вызывает новое сокращение объема - усадку; поры
уменьшаются, масса уплотняется на величину до 4%. Наибольшая плот-
ность огнеупоров достигается в интервале 1100-1450 °C. Кроме самой
природы огнеупоров, на их термическую стойкость оказывают влияние
качество огнеупорных работ, конструктивное оформление элементов
печи, размеры обмуровки, время года, когда выполняются работы [52].
Строгое выполнение проектных размеров и технических условий по
огнеупорной обмуровке способствует удлинению срока ее службы. Осо-
бенно опасны отклонения в размерах и качестве температурных швов
обмуровки излучающих стен и потолка радиантной камеры. Чем толще
стены и потолок печи, тем значительнее разность температуры наруж-
ной и внутренней сторон огнеупорной обмуровки и тем больше неравно-
мерность расширения материала в разных точках.
Печи, сооруженные или отремонтированные поздней осенью или зи-
мой, следует разогревать более осторожно и медленно, чем печи летней
постройки, так как обмуровка их содержит значительное количество вла-
ги, и быстрое удаление ее может привести к разрушению огнеупорных
материалов.
При выборе скорости разогрева, например, печи пиролиза ЭП-300,
следует учитывать особенности сушки на отдельных этапах: при нагреве
обмуровки до 120 °C удаляется из кладки вся гигроскопическая вода и
процесс протекает бурно. Поэтому до этой температуры скорость сушки
не должна превышать 5-10°С/ч [53]; для полного удаления воды при 120°С
следует сделать выдержку в течение 3 сут; затем продолжают постепенно
повышать температуру в радиантной камере со скоростью 2,5°С/ч до
600°С.
После окончания сушки температуру обмуровки снижают со скоро-
стью 30-50°С/ч. График сушки печи пиролиза ЭП-300 представлен на
рис. VII-19. При достижении в камере печи 600 °C сушка считается окон-
ченной.
Операциям сушки огнеупорной обмуровки предшествует ряд подго-
товительных работ: проверяют работоспособность горелок и контрольно-
измерительных приборов, особенно термопар; организуют съем избыточ-
ного тепла продуктов сгорания топлива, подавая водяной пар в трубча-
331
Рис. VII-19. График сушки огне-
упорной футеровки печи: 1 - нагрев пос-
ле сооружения; 2 - охлаждение после
сушки; 3 - нагрев после ремонта футе-
ровки; 4 - нагрев при пуске печи; 5 - ох-
лаждение при останове печи
тые змеевики, который выводят
затем из системы. Для охлажде-
ния экономайзера и барабана по
линии питательной воды подают
пар давлением 1,2 МПа с расхо-
дом 1,0 т/ч. Расход пара для труб-
чатых змеевиков печи ЭП-300 со-
ставляет 600-1000 кг/ч на поток.
Газовые горелки включают в определенной последовательности, на-
чиная с нижнего яруса через одну с разных сторон радиантной камеры и,
аналогично, в шахматном порядке во втором и следующих ярусах, обес-
печивая постепенный равномерный нагрев всей обмуровки топки, избе-
гая сосредоточения тепловой нагрузки на отдельные ее части.
В процессе сушки - разогрева обмуровки необходимо следить за со-
блюдением установленного графика сушки, состоянием элементов кон-
струкции печи: расширением огнеупорной кладки, температурных швов,
пружинных подвесок, трубчатых змеевиков, экономайзера и другого обо-
рудования. В случае образования сильного парения следует прекратить
повышение температуры до прекращения парения.
Сушку лучше всего вести вначале большими объемами теплоносите-
ля при низком уровне его температуры, т. е. процесс горения топлива
осуществлять с большим избытком воздуха.
Ремонт тепловой изоляции. Изоляцию стен печи выполняют либо по
холодной стене на горячем растворе, либо для быстрого его застывания
во время сушки. Диатомные кирпичи закрепляют на стене натянутой ме-
таллической сеткой и штукатурят асбоцементом. По окончании восста-
новления тепловой изоляции наружные стены обшивают листовым же-
лезом толщиной 3-4 мм.
При ремонте восстанавливают дверцы двойниковых коробок, кото-
рые изготовлены из листового железа. Для снижения тепловых потерь
пространство между листами заполняют теплоизоляционным материа-
лом, диатомными плитками или листовым асбестом.
332
Окраска печей. После ремонта печи снаружи окрашивают. При этом
металлическую обшивку, каркас, лестницы, площадки и двойниковые
коробки окрашивают кузбасслаком. Двойники, трубы и другие элемен-
ты печей, подвергаемые воздействию высоких температур, не окрашива-
ют. Перед окраской наружная поверхность печей должна быть защище-
на от грязи и налета окалины от коррозии.
9. Ремонт дымовых труб
Объем работ по ремонту металлических дымовых труб определяется
ревизией: осмотр и обстукивание молотком корпуса трубы и сварных
швов. Толщину стенок дымовой трубы замеряют штангенциркулем пос-
ле выполнения сквозных засверловок. По результатам ревизии составля-
ют коррозионную карту дымовой трубы и определяют участки, подле-
жащие ремонту. Ревизию осуществляют с временно установленных лесов
или с автомашины, снабженной телескопической подъемной площадкой.
Вследствие усиленной сернокислотной коррозии чаще всего выходят из
строя нижние пояса и цилиндрическая часть вершины дымовой трубы,
особенно в местах сварных швов.
Ремонт нижних поясов и верхних обечаек. Нижние пояса дымовой тру-
бы ремонтируют приваркой обечаек из Ст. 3 толщиной 8-10 мм. Обечай-
ки сваривают из отдельных полос шириной 400-600 мм, которые предва-
рительно вальцуют по диаметру нижнего пояса. Сначала для усиления
нижних поясов к корпусу трубы приваривают 6-8 стоек (швеллеры, дву-
тавры), равномерно распределяя их по окружности. Далее к стойкам при-
варивают свальцованные полосы. Зазор между полосами должен состав-
лять 2,5-3 мм. Полосы подгоняют скобами и штырями, выполняя элект-
росваркой прихватку длиной 30-50 мм.
Листы располагают в шахматном порядке. Стыковые соединения ли-
стов должны иметь скос кромок под углом 30-35°. Чтобы избежать воз-
никновения напряжений и деформаций, отдельные участки сваривают в
определенной последовательности. Сварку производят в два-три слоя
обратноступенчатым методом со ступенью длиной 200-250 мм. В первую
очередь сваривают вертикальные швы, которые соединяют листы в по-
лосу обечайки, а затем - кольцевые (горизонтальные), соединяющие от-
дельные пояса. Если в процессе сварки в сварном шве образуется трещи-
на, лист вместе со сварным швом следует удалить и заменить новым.
Ремонтные работы по замене верхних цилиндрических обечаек выпол-
няют после демонтажа дымовых труб с фундамента, используя две мач-
ты или краны типа СКГ. Верхнюю обечайку отрезают при помощи газо-
кислородной резки, потом подгоняют и приваривают новую обечайку.
333
Технология сварки верхней обечайки не отличается от описанной техно-
логии сварки нижних поясов дымовой трубы. По окончании сварочных
работ дымовую трубу окрашивают и монтируют на фундамент.
Опыт эксплуатации дымовых труб, футерованных шамотным кирпи-
чом, свидетельствует о недостаточной надежности и ремонтопригоднос-
ти такой футеровки. Более рациональной считают футеровку дымовых
труб торкрет-бетоном. Торкретированные футеровки обладают высокой
механической прочностью и низкой газо- и водопроницаемостью. Их
наносят на металлические поверхности и на огнеупорную кладку газохо-
дов. Толщину футеровки принимают по теплотехническому расчету.
Футеровка состоит из теплоизоляционного и армированного слоев. Ар-
мирование многослойных торкрет-бетонных футеровок осуществляется
панцирным слоем. В состав торкрет-бетона в качестве вяжущего веще-
ства включают высокоглиноземистый цемент марки не ниже 500.
Основные свойства (класс бетона по предельно допустимой темпера-
туре применения, проектная марка по прочности на сжатие, остаточная
прочность на сжатие после нагрева, объемная масса, температурная усад-
ка, коэффициент теплопроводимости, термическая стойкость) жаропроч-
ных бетонов в зависимости от применяемых материалов приведены в
СН 156-79.
Торкрет-бетоны для печей имеют объемную массу 2500-2600 кг/м3;
максимальная температура эксплуатации 1450 °C. В качестве армирую-
щих элементов применяют металлическую сетку из Ст. 3 с ячейками раз-
мером 70x70 мм, толщина проволоки 2,5-3,0 мм [51].
Технология нанесения торкрет-покрытия. Торкрет-покрытие наносят
до монтажа металлической дымовой трубы на фундамент. Сначала внут-
ри трубы приваривают крючья диаметром 5-6 мм с шагом 200 мм в шах-
матном порядке. Затем подготавливают металлическую поверхность к
нанесению покрытия. Ее очищают от ржавчины и окалины при помощи
пескоструйных или дробеструйных аппаратов.
После очистки поверхности монтируют армирующую сетку. Ее при-
хватывают электросваркой или привязывают проволокой к крючьям на
расстоянии от поверхности дымовой трубы 50 мм. Для подвески люльки
к верхней части трубы приваривают втулки диаметром 108x4 мм и запа-
совывают строп диаметром 11-13 мм, которым устанавливают подвес-
ную люльку. Далее монтируют дымовую трубу и наносят теплоизоляци-
онный и панцирный слои с использованием соответствующих механиз-
мов. После завершения торкретирования приступают к термообработке
футеровки паром в течение 3-4 сут. Затем следует выдержка в течение
24 ч, если применяют портландцемент. В случае использования глинозе-
мистого цемента термообработка не требуется.
334
Как правило, торкрет-бетонные смеси поставляют в готовом виде, но
иногда их приходится готовить на местах. Сухая смесь включает глино-
земистый цемент -1 масс. ч. и порошок № 2 из шамотного легковеса мар-
ки БЛ-1, 0-4 масс. ч. Компоненты дозируют с точностью до 3%. Сухую
смесь необходимо хранить в таре, исключающей увлажнение. Для приго-
товления бетонной смеси в смеситель загружают сухие материалы и пе-
ремешивают их не менее 1 мин, после чего в цементную пушку типа С-320
подают сухую смесь и воду под давлением не менее 0,4 МПа.
Для определения требуемого расхода воды производят пробное торк-
ретирование на предварительно подготовленном щите. Если расход воды
велик, торкрет-бетон будет сползать и, наоборот, если воды подается
мало, торкрет получается рыхлым и непрочным. Нормальным считается
такой расход воды, при котором на нанесенном плотном слое бетона по-
являются капельки воды ("слезинки").
Жаростойкие бетонные смеси укладывают при температуре не ниже
15°С, а смеси, приготовленные на глиноземистом цементе, - не ниже 7°С.
Для особо тяжелых и облегченных бетонов на глиноземистом цементе и
жидком стекле время от момента приготовления бетонной смеси до ее
укладки не должно превышать 30 мин. Уплотняют бетонную смесь на
виброплощадках. При послойном уплотнении необходимо взрыхлять
поверхность уложенного слоя. Качество уплотнения бетонной смеси кон-
тролируют в соответствии с требованиями ГОСТ 10181.0-87.
Для обеспечения нормального протекания процесса схватывания тор-
крет-бетон периодически спрыскивают водой из шлангов или укрывают,
что предпочтительнее, смоченной в воде мешковиной. Бригада из трех
рабочих наносит торкрет послойно по 35-40 мм так, чтобы каждый пос-
ледующий слой укладывался на предыдущий до его схватывания.
Жаростойкий бетон затвердевает при температуре от 7 до 30 °C и от-
носительной влажности не менее 90% в течение 3 сут. При естественном
отвердевании бетон необходимо укрывать брезентом или полиэтилено-
вой пленкой для предохранения его от высыхания. После отвердевания
футеровки производят осмотр и обстукивание молотком. В случае обна-
ружения дефектов делают рассверловку ячеек, после чего их заполняют
бетоном, в состав которого входит тот же цемент, который был приме-
нен для всей футеровки.
Для соблюдения требований к качеству торкретирования осуществ-
ляют пооперационный контроль и составляют следующую техническую
документацию: данные о примененных материалах, акты ревизии состо-
яния металлической части дымовой трубы, об установке армирующей
сетки, о приемке отпескоструенной поверхности и приемке теплоизоля-
ционного слоя, а также журнал работ по торкретированию.
335
10. Ремонт воздухоподогревателей
Трубчатые воздухоподогреватели необходимо систематически очи-
щать от отложений, которые удаляют механическим способом или про-
мывкой струёй горячей воды через каждые 40-60 дней работы. Для отво-
да воды в канализацию под воздухоподогревателем устанавливают под-
дон. Расход воды для промывки составляет примерно 30 м3/ч.
В период капитальных ремонтов производят ревизию трубчатой по-
верхности воздухоподогревателя. Дефектные трубки вырезают автогеном
и вместо них монтируют новые, концы которых обваривают в трубной
доске. В случае значительного износа воздухоподогреватель заменяют
новым. Воздухоподогреватели изготовляют с соблюдением допусков: по
габаритным размерам трубных досок ±4 мм, трубок по длине ±5 мм, по
наружному диаметру ±0,5 мм, по отверстиям в досках для трубок ±5 мм.
Готовый воздухоподогреватель испытывают воздухом на плотность.
Обнаруженные места пропусков заваривают.
Одновременно с ремонтом воздухоподогревателей ремонтируют вен-
тиляторы и их приводы.
Ремонт шиберов и газовоздушных коробов. Деформированные и изно-
шенные шиберы заменяют новыми. При смене необходимо обеспечить
свободное вращение шиберов в рамах с учетом теплового расширения
при нагреве. Поврежденные участки коробов вырезают, и на их места
вваривают заплаты или накладки. Все сварные и фланцевые соединения
после сборки заваривают сплошным швом. По окончании ремонта коро-
бов восстанавливают их тепловую изоляцию.
11. Ремонт горелок
Ремонт газомазутных горелок. При капитальном ремонте газовую
часть горелки разбирают, очищают от отложений, внимательно осмат-
ривают и устраняют выявленные дефекты. Жидкостную часть горелки
промывают соляркой или керосином и продувают паром. После разбор-
ки особенно тщательно нужно очистить спиральные каналы, отверстия в
них и распылитель.
После очистки горелку собирают. При сборке следует обращать вни-
мание на концентричность расположения топливной трубки в паровой
трубе, в противном случае возможны неравномерное распыливание топ-
лива и перекос факела. Игла клапана должна свободно перемещаться в
осевом направлении, быть соосной с отверстием входа жидкого топлива
в трубку и плотно его перекрывать. Сальниковое уплотнение клапана
следует очистить от старой набивки и взамен установить новую, програ-
336
фиченную набивку. Для сохранности чистоты горелки и хорошего рас-
пиливания топлива рекомендуется не реже одного раза в вахту проду-
вать ее паром.
Газовые горелки очищают от отложений механическим способом (свер-
лением, шомполом). Газовые коллекторы с большими отложениями, а
также вышедшие из строя сопла и наконечники не ремонтируют, а заме-
няют новыми. На некоторых заводах сопла и наконечники изготовляют
из нержавеющей стали, что обеспечивает их продолжительную эксплуа-
тацию.
Регистры, изменяющие поступление воздуха, должны быть отрегули-
рованы настолько, чтобы их можно было свободно от руки перемещать,
изменяя степень перекрытия щелевых окон. При монтаже горелок нужно
обеспечить совпадение их центральной оси с центральной осью амбра-
зур. Угол наклона оси горелок и амбразур к горизонту должен состав-
лять 7-14°. Газовый кольцевой коллектор горелки должен занимать цен-
тральное положение в амбразуре.
Одновременно с ремонтом горелок необходимо ремонтировать всю
мелкую запорную арматуру топливной и паровой систем, а также устра-
нять утечки топлива во всех соединениях трубопроводов.
Ремонт панельных и чашеобразных горелок. Эксплуатация и ремонт
таких элементов печей беспламенного сжигания топлива, как трубчатые
змеевики, детали их крепления, огнеупорная обмуровка, тепловая изоля-
ция и другие узлы, аналогичны эксплуатации и ремонту подобных эле-
ментов в двухскатных печах. Основное различие составляют лишь излу-
чающие стены, собранные из чашеобразных или панельных горелок с
десятками тысяч туннелей.
После окончания монтажа, до сдачи печи в эксплуатацию, должна быть
произведена разовая наладка работы горелок излучающих стен. Налад-
ка заключается в регулировке поступления воздуха изменением положе-
ния шайбы, перекрывающей входное отверстие для поступления возду-
ха, или же в корректировке диаметров газовых сопел. Положение шай-
бы, регулирующей подачу воздуха, устанавливают только один раз и ос-
тавляют неизменным в течение всего периода эксплуатации печи, так как
горелка в широких пределах сохраняет пропорцию смешения газа с воз-
духом автоматически.
Диаметры сопел корректируют следующим образом: растачивают от-
верстия нескольких сопел до размеров отверстий, близких к расчетным,
и размещают сопла в отдельные ряды горелок. После включения горелок
в работу наблюдают за процессом горения. Более полные данные о сго-
рании газа могут быть получены анализами проб топочных газов. При
337
нормальном горении керамические панели накаляются и приобретают
светло-соломенный цвет, причем острый конец факела немного выступа-
ет из туннелей. Опытами установлено, что отклонение от номинального
диаметра сопла на 0,2 мм практически не сказывается на качестве рабо-
ты горелки. О качестве наладки можно точнее судить по анализам газо-
воздушной смеси, взятой из распределительной камеры горелки.
В типовых печах верхние ряды труб радиантной поверхности получа-
ют большее количество тепла за счет конвективного теплообмена с ухо-
дящими продуктами сгорания. Для выравнивания теплового напряже-
ния по высоте змеевика сопла горелок верхних рядов снабжены отвер-
стиями меньшего диаметра, а нижние - отверстиями большего диаметра.
Во избежание частого засорения отверстий газовых сопел диаметр их
должен быть не менее 2 мм.
Панельные горелки имеют некоторые достоинства, однако они не ли-
шены и ряда недостатков, которые определялись при монтаже и эксплуа-
тации этих горелок. Сложна сборка панелей из многочисленных одиноч-
ных или групповых керамических туннелей. При работе трубки-ниппели
туннелей из углеродистой стали обгорают и не поддаются разборке. При
высоких тепловых напряжениях наблюдаются (хотя и редко) случаи раз-
рушения керамических туннелей. Отвалившиеся туннели и участки теп-
ловой изоляции обнажают металлический коллектор, который быстро
нагревается, что вынуждает отключать панели. Ремонт их без остановки
печи невозможен. Наибольшие неприятности возникают при сжигании в
панельных горелках газа с высоким содержанием сернистых соединений.
Последние дают плотные осадки не только в трубках камеры, но и в дру-
гих частях. При этом очищать их весьма затруднительно, так как конст-
рукция распределительной камеры панельной горелки неразъемная. На
практике такие панельные горелки легче заменить новыми, чем произво-
дить их очистку.
Качественная сборка панелей во многом обеспечивает их нормальную
эксплуатацию и должна выполняться с соблюдением следующих техни-
ческих рекомендаций. Устанавливать панели на ниппельные трубки нужно
так, чтобы они не выступали из каналов в туннель, где происходит горе-
ние. Диффузоры должны присоединяться через прокладку с плотной за-
тяжкой фланцевых болтов. На распределительные доски газовоздушных
коробок следует наносить слой изоляции определенной толщины. Уве-
личение толщины этого слоя допускается не более чем на 1 мм. Допуск
на межцентровое расстояние между горелками независимо от расстоя-
ния одной от другой равен ±2 мм. Сопла горелок должны быть соосны
инжекторам.
338
Во избежание перекоса сопла участок газопровода от коллектора до
ниппеля следует приваривать на прихватке вдоль всего отвода от горел-
ки коллектора. Зазор между керамическими призмами не должен превы-
шать 1-3 мм. При монтаже панельных горелок в печь необходимо обес-
печивать герметичность топки, для чего горелки по контуру обкладыва-
ют листовым асбестом.
Изготовление, монтаж и ремонт акустических горелок. Акустические
газовые горелки конструкции КПтИ-КЗСС (типа АГГ) в последние годы
получили широкое распространение в высокотемпературных печах. Спе-
цифическая особенность их работы обусловливает соблюдение ряда тре-
бований по изготовлению, монтажу и ремонту.
Все детали и узлы горелки, за исключением регулирующего диска,
выполняют из углеродистой стали. Изготовление деталей горелки долж-
но предусматривать тщательную обработку поверхностей с доведением
чистоты поверхности до 3-го класса. Заусенцы на деталях, нарушение
конфигурации и плавности перехода кривых профиля резонатора небла-
гоприятно отражаются на работе горелки и недопустимы при изготовле-
нии. Особенно тщательно должна обрабатываться кольцевая поверхность
резонатора. Несоблюдение ее размеров и некачественная обработка при
функционировании горелки приводит к проскоку пламени из горелки
наружу из топки.
Четкая работа регулирующего диска может быть обеспечена правиль-
ной сборкой его со штоком путем сварки без перекоса и смещения с пос-
ледующей зачисткой сварных швов и обработкой их до плавной гладкой
поверхности. Сборку корпуса горелки, резонатора и нажимной втулки
следует выполнять строго соосно для обеспечения плотного прилегания
и равномерной обтяжки сальниковой набивки, что предотвращает утеч-
ки газовоздушной смеси и ее горение в корпусе горелки.
Сборку горелки осуществляют в следующей последовательности. В
корпус горелки устанавливают резонатор таким образом, чтобы прямая,
соединяющая оба входных отверстия его газовых каналов, была перпен-
дикулярна оси патрубка ввода газа в горелку. Затем набивают сальник
2-3 кольцами асбестовой набивки диаметром по размеру сальниковой ка-
меры со смещением замков на 120-180°. Нажимную втулку сальника об-
тягивают равномерно, используя для этого четыре шпильки. Для сборки
траверсы применяют две шпильки и дистанционные втулки. Шток с ре-
гулирующим диском вставляют со стороны тора выходной части корпу-
са, пропуская через отверстие траверсы, фиксируют ее нормальное поло-
жение болтами, затем надевают рукоятку. Опорные ребра корпуса го-
релки приваривают в пазы, расположенные под углом 120°. Ребра необ-
ходимо монтировать так, чтобы в последующем горелка занимала цент-
339
Зазор между диском и тором
сопла, мм
Рис. VII-20. Зависимость расхода эжекти-
руемого воздуха в первичную камеру смеше-
ния от величины зазора между тором сопла и
регулирующим диском при Qt = 120 м3/ч
ральное положение по оси в амбразур-
ной гильзе, установленной в топке,
перпендикулярно ее излучающим сте-
нам. Место расположения каждого опорного ребра горелки фиксируется
ограничителем, приваренным к амбразурной гильзе.
До монтажа горелки следует тщательно смонтировать амбразурную
гильзу. Ее передняя часть должна быть заподлицо с внутренней поверх-
ностью кладки, строго перпендикулярно к излучающей стенке. В случае
монтажа гильзы в глубь топки она может быстро обгореть, так как изго-
товлена из углеродистой стали, а в случае монтажа не на полную глубину
возможно нарушение процесса горения.
Монтаж горелки осуществляют после окончательной сборки. Уста-
навливают ее в амбразурную втулку точно по центру в соответствии с
установочными размерами технической документации и фиксируют опор-
ные ребра ограничителями.
Зазор между регулирующим диском и корпусом горелки в зависимос-
ти от температуры и производительности устанавливают в пределах
4-8 мм. На рис. VII-20 показана зависимость расхода эжектируемого пер-
вичного воздуха в смесительную камеру горелки АГГ-11 от величины за-
зора. Из графика видно, что эжекция атмосферного воздуха изменяется
от минимальной величины до максимального значения (140 м3/ч) при за-
зоре 6 мм, а затем начинает снижаться, при зазоре 20 мм влияние регули-
рующего диска исключается и поступление воздуха на горение топлива в
первичной камере становится неуправляемым. Создание необходимого
оптимального соотношения газ - воздух в этих условиях становится не-
возможным.
Основная масса воздуха, необходимого для горения, поступает через
амбразурную втулку и управляется регулятором, исполняющим роль глу-
шителя шума. Конструкция регулятора в сборе с горелкой представлена
на рис. VII-21.
Конструктивно регулятор состоит из тонколистовой металлической
обечайки и отражателя, внутренние стороны которых снабжены слоем
340
Рис. VII-21. Схема акустической горел-
ки в сборе с регулятором эжекции атмос-
ферного воздуха: 1 - горелка; 2 - амбразур-
ная втулка; 3 - излучающая стена; 4 - глу-
шитель шума; 5 - отражатель; 6 - жалюзи;
7 - регулятор эжекции воздуха; 8 - рукоят-
ка; 9 - звукоизоляция; 10 - регулирующая
арматура; 11 - манометр; 12 - топливная ли-
ния
звукоизоляции. Для снижения уров-
ня шума звукоизоляционный слой
наносят и на выступающую часть
амбразурной втулки. Ввод вторич-
ного воздуха регулируется поворо-
том жалюзей штурвалом управления.
Минимальное живое сечение для
г>
прохода воздуха через регулятор
обеспечивается упорами, приваренными к регулятору.
Монтаж горелки АГГ производят автономно, т. е. обеспечивается воз-
можность отключения ее из работы и демонтажа из амбразуры, для про-
ведения ремонтных работ без отключения из эксплуатации остальных
горелок. Для этого каждую горелку оборудуют отдельным отводом га-
зопровода, имеющего разъемное соединение.
Ремонт горелки сводится к ревизии чистоты внутренней поверхности
корпуса и газовых каналов, замене сальников, проверке соосности дета-
лей и установочных размеров.
Нормальная работа горелки происходит при постоянном разрежении в
топке и установленном составе топливного газа. Поскольку в печах боль-
шой производительности разрежение значительно изменяется по высоте,
необходимо корректировать размер сечения газовых каналов резонатора
горелки и изменять установочные размеры горелок. Такое регулирование
производится в зависимости от конкретных местных условий эксплуата-
ции печей. Однако в последующем горелка работает в автоматическом
режиме управления без дополнительной корректировки сечения каналов
и изменения установочных размеров расположения ее узлов.
12. Средства механизации ремонтных работ
При ремонте печей имеются условия для широкого применения спе-
циальных механизмов и приспособлений с высоким коэффициентом их
использования. Применение средств механизации ремонта позволяет зна-
341
чительно снизить трудоемкость выполняемых работ, повысить произво-
дительность труда и сократить простои оборудования. Этому также спо-
собствует проведенная централизация ремонтных подразделений, что
дало возможность осуществлять крупноузловой и агрегатный методы
ремонта, заключающиеся в замене изношенных узлов новыми, заранее
отремонтированными и подготовленными в специализированных ремон-
тно-строительных участках, где имеются прогрессивная оснастка, удоб-
ные приспособления и средства механизации.
Кроме грузоподъемных механизмов и сварочного оборудования
общего назначения при ремонте трубчатых печей применяют специаль-
ные приспособления и механизмы, созданные Минмонтажспецстроем,
ВНИИнефтемашем и предприятиями производственных объединений хи-
мической и нефтехимической промышленности.
Ниже дана краткая техническая характеристика таких приспособле-
ний и механизмов.
Высокопроизводительная пневматическая турбинка коловратного типа
применяется для очистки печных труб диаметром 89-152 мм от внутрен-
них отложений кокса при помощи бойков и шарошек. В отличие от ста-
рых турбинок типа ТП2-72 новая имеет значительно большую произво-
дительность, так как частота вращения ее на холостом ходу достигает
10 000-11 000 мин'1. Масса турбинок с кольцами диаметром 85 мм -
5,85 кг, диаметром 96 мм - 6,12 кг, диаметром 122 мм - 6,32 кг. Расход
технологического воздуха при давлении в системе 0,4-0,6 МПа составля-
ет 3,63 м3/мин.
Труборез - применяется для внутренней подрезки торцов печных труб,
имеющих нестандартную длину, перед их развальцовкой в двойниках. В
приспособлении основными узлами являются: головка с тремя резцами,
узел подачи и привод - электродвигатель мощностью 2,8 кВт. Максималь-
ная толщина стенок обрабатываемых печных труб диаметром 127 мм со-
ставляет 14 м, максимальный ход резцовой головки 50 мм, скорость вра-
щения головки 12 мин'1, скорость торцевания 1,5 мм/мин, масса труборе-
за - 12,9 кг.
Электровалъцовочная машина ВЭ-3 служит для вальцовки печных труб
диаметром 89-152 мм в двойниках. Максимальный крутящий момент
машины до 1,8 кН-м, скорость вращения шпинделя 8 мин'1, мощность
2,5 кВт, масса 30 кг. Электровальцовочная машина проста по конструк-
ции, удобна в обращении, надежна и безопасна в работе, имеет большую
мощность при сравнительно небольшой массе, малошумна в эксплуата-
ции. Время развальцовки одной печной трубы 8-14 мин.
Абразивные инструменты. При выполнении строительных, монтаж-
ных и ремонтных работ значительное время затрачивается на резку и
342
подготовку стыкуемых труб, зачистку фасок под сварку, резку профиль-
ного проката металлоконструкций и резку шамотного кирпича. Для этих
операций весьма успешно применяют абразивные инструменты^
Ручные шлифовальные машины с абразивным кругом используют в
тех случаях, когда разрезаемое изделие нельзя или нецелесообразно уста-
навливать на маятниковую пилу или другие стационарные устройства.
На монтажных площадках и внутри печи могут быть применены элект-
рические высокочастотные (36 В, 200 Гц) ручные машины с двойной изо-
ляцией. Пневматические машины применяют при наличии вблизи места
производства работ сети технологического воздуха и в условиях, когда
возможно повреждение электрокабеля в загазованной среде, опасной в
пожарном отношении. Пневматические шлифовальные машины уступа-
ют электрическим по характеристике стабильности работы, что связано
со снижением частоты вращения шпинделя под нагрузкой и более высо-
кими эксплуатационными расходами. Однако пневматический инструмент
достаточно широко распространен, что обусловлено безопасностью его
применения, небольшими размерами машины и малой ее массой.
Ногинским опытным заводом серийно выпускаются пневмошлифоваль-
ные машины П-21 и П-22 (рис. VII-22) для резки труб и профильного про-
ката абразивными армированными кругами. Ручными торцовыми пнев-
мошлифовальными машинами типа ИП-2204 и ИП-2207 (рис. VII-23) за-
чищают металл сварных швов и снимают окалину труб. Техническая ха-
рактеристика пневмошлифовальных машин представлена в табл. VII-13.
В последние годы также широко применяют ручные угловые электричес-
кие шлифовальные машины типа Ш178 и WS BA-1400 с двойной изоляци-
ей и питанием от сети напряжением 220 В и частотой 50 Гц. Техническая
характеристика электрошлифовальных машин приведена в табл. VII-14.
Большинство приспособлений для резки и обработки труб создано на
базе ручных шлифовальных машин и сходно с конструкцией маятнико-
вой пилы. Они выпускаются Пермским заводом монтажных изделий
Рис. VH-22. Пневмошлифовальные машины П-21 и П-22: 1 - рукоятка; 2 - регуля-
тор; 3 - двигатель; 4 - корпус; 5 - шпиндель; 6 - кожух в сборе; 7 - абразивный круг
343
Рис. VII-23. Торцовая пневмошлифо-
вальная машина типа ИП-2207:1 - корпус;
2 - рукоятка; 3 - двигатель; 4 - крышка;
5 - защитный кожух; 6 - регулятор
ХХХХХЧ
(ПМ-ЗОО/8О, ПМ-300/400, ПМ-500). Для резки труб диаметром 50-219 мм
изготовлены приспособления, работающие по принципу обкатки. Огне-
упорные и керамические материалы обрабатывают на машинах МРШ-500
и СКР 400/500. В настоящее время на заготовительных участках и мон-
тажных базах имеются стационарные абразивно-отрезные станки для
резки металла без охлаждения. Это модели 8А-230, 8А-240 и автоматы
моделей 8242, 8252,8254,8264 и другие, изготовляемые Гомельским стан-
костроительным заводом.
Таблица VII-13
Техническая характеристика пневмомашин
Показатели П-21 П-22 ИП-2204А ИП-2207
Диаметр абразивного круга, мм 180 230 180 230
Частота вращения шпинделя, мин'1 8000 6000 1500 2000
Рабочая скорость, м/с 80 80 80 80
Мощность, Вт 1320 1833 1500 2000
Давление воздуха, МПа 0,5 0,5 0,5 0,5
Масса, кг 5,5 6,6 4,5 6,6
344
Таблица VII-14
Техническая характеристика электрошлифовальных машин
Показатели Ш-178 WS ВА-1400 ПМ-300 ПМ-300/400 ПМ-500
Диаметр абразивно- го круга, мм 180 230 300 300,400 500
Рабочая скорость круга, м/с 80 80 80 80 80
Частота вращения шпинделя, мин*1 8500 6600 5100 5100,3820 11000
Мощность, Вт 1900 1900 4000 4000 6000
Напряжение, В 220 220 220/380 220/380 220/380
Частота тока, Гц 50 50 50 50 50
Масса, кг 6,7 6,7 115 270 820
Таблица VII-15
Техническая характеристика частоударных гайковертов
Показатели ИП-ЗПЗА ИП-3125 ИП-3106А ИП-3207А ИП-3205А
Диаметр резьбового соединения, мм 18 18 36 14 36
Момент затяжки, Н-м 250 260 1600 100 1600
Время затяжки, с 6 4 10 5 10
Рабочее давление воздуха, МПа 0,5 0,5 0,5 0,5 0,5
Расход воздуха, м3 0,066 0,052 0,17 0,04 0,17
Масса (без сменной головки), кг 2,7 2,7 8,8 2,6 9,7
При ремонте оборудования и трубопроводов печных агрегатов для
операций сборки и разборки многочисленных резьбовых соединений эф-
фективно могут быть применены механизмы с пневматическим, гидрав-
лическим и в некоторых случаях электрическим приводом. Гайковерты с
высокой частотой ударов (15-20 ударов в секунду) обеспечивают в резь-
бовых соединениях диаметром 36 мм момент затяжки до 1600 Н-м. В пос-
ледние годы освоен выпуск пневмогайковертов с низкой частотой уда-
ров (2-3 удара в секунду). Они, обладая высокой энергией единичного
удара (25-160 Дж), позволяют осуществлять процесс затяжки резьбовых
соединений за 5-15 ударов (3-8 с). В табл. VII-15 и VII-16 приведены тех-
345
нические характеристики частоударных и редкоударных пневматических
гайковертов, выпускаемых свердловским и московским заводами "Пнев-
мостроймашина".
Таблица VII-16
Техническая характеристика пневматических редкоударных гайковертов
Показатели ИП-3126 ИП-3124 ИП-3115
Энергия удара, Дж 25 45 160
Диаметр резьбового соединения, мм 22 27 52
Момент затяжки, Н-м 400 800 5000
Время затяжки, с 3,0 5,0 8,0
Расход сжатого воздуха, м3 0,045 0,090 0,20
Масса (без сменной головки), кг 2,7 5,5 16,5
Удельная масса пневмогайковертов существенно ниже таковой элект-
роинструмента. Их применение обусловлено также пожаро- и взрывобе-
зопасностью при выполнении работ.
На предприятиях отрасли используются мощные гайковерты ударно-
импульсного действия: пневматические типа ГПР-РИ-13 с М = 7850 Н-м,
ГПР-РИ-И-15 и ГПР-И-16 с Л/Кр = 9810 Н-м и гидравлические гайковер-
ты Г-850 и Г-2000 с Мкп = 8340 и 19620 Н-м.
кр
346
Глава VIII
ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ
РАБОТЫ ПЕЧЕЙ
Для повышения эффективности эксплуатации печей проводятся раз-
личные технические и организационные мероприятия. Технические ме-
роприятия включают разработку и реализацию проектов реконструкции
трубчатых змеевиков, огнеупорной обмуровки, топливных систем, средств
автоматизации и контроля рабочих параметров и т. п. К организацион-
ным мероприятиям относят: четкое регламентирование качества сырья,
реагентов и режимных параметров, строгое соблюдение инструкций по
эксплуатации печных агрегатов, оперативный лабораторный контроль
состава получаемых продуктов.
Существенное значение имеют организационные мероприятия обще-
заводского характера: создание постоянных теплотехнических лабора-
торий, проведение комплексных теплотехнических обследований печей,
разработка удельных норм расхода материальных и топливно-энергети-
ческих ресурсов и введение этих норм в плановую себестоимость продук-
ции, повышение квалификации рабочих и инженерно-технических работ-
ников, разработка систем поощрения за экономию сырья, материалов и
энергоресурсов.
Получившие широкое распространение в нефтепереработке, нефтехи-
мии, химической и других отраслях конструкции трубчатых печей за пе-
риод их эксплуатации подверглись реконструкции: улучшена схема раз-
мещения трубчатых змеевиков и их компоновка из труб расчетного диа-
метра для оптимизации теплонапряженности и увеличения выхода целе-
вых продуктов; повышена надежность и долговечность материального
оформления элементов конструкции печей в результате применения но-
вых материалов для змеевиков и обмуровки, оптимизации режима их эк-
сплуатации и снижения воздействия агрессивных сред на металл и огне-
упорные материалы; уменьшены потери тепла в окружающую среду в
результате лучшей герметизации печей; достигнута более полная утили-
зация тепла уходящих дымовых газов в котлах-утилизаторах, закалоч-
но-испарительных аппаратах и воздухоподогревателях; улучшена конст-
рукция приборов для сжигания топлива и систем управления процессом
горения, увеличен тепловой КПД печей, снижены трудоемкость ремонт-
ных работ и простои оборудования в ремонте.
347
Наибольший экономический эффект дает реконструкция печей, на-
правленная на получение максимального количества целевых продуктов
при минимальном расходе сырья, материалов и топливно-энергетичес-
ких ресурсов.
Работники предприятий изыскали возможность более эффективного
использования тепловой мощности печей. Для этого трубчатые змееви-
ки изготовляют многопоточными [54].
Интенсивность нагрева сырья и гидравлические потери напора опре-
деляются расчетами. Обе проблемы взаимосвязаны, поскольку с увели-
чением числа параллельных потоков сырья резко снижаются потери на-
пора на преодоление гидравлических сопротивлений в змеевике и умень-
шается давление на входе в печь. Это объясняется сокращением пути,
проходимого каждым потоком, и уменьшением скорости его в змеевике.
Если, например, однопоточная печь переоборудуется в двухпоточную без
изменения диаметра печных труб, то общие потери напора снижаются
примерно в 8 раз, так как они пропорциональны длине пути и квадрату
скорости. Соответственно уменьшается расход энергии на прокачку сы-
рья через змеевик.
Однако с увеличением числа потоков снижается скорость каждого по-
тока, что уменьшает коэффициент теплоотдачи от стенок труб к сырью, т.
е. ухудшаются условия теплопередачи. Кроме того, при наличии двух по-
токов возможно неравномерное поступление сырья в каждый из них, осо-
бенно при образовании паровых пробок и отложений. Поэтому практи-
кой работы установлены оптимальные скорости потоков (0,8-2,0 м/с), ко-
торым следует руководствоваться при определении числа параллельных
потоков в печи. При скоростях потоков 2,0-2,5 м/с возрастают гидравли-
ческие сопротивления и расход энергии на прокачку сырья. Помимо это-
го сырье начинает испаряться в змеевике лишь при значительно более
высокой температуре, чем температура его на выходе из печи, т. е. при
сильном перегреве, который приводит к усиленному износу труб.
В результате модернизации многих печей АВТ и прямогонных печей
комбинированных установок термического крекинга трубчатые змееви-
ки в них выполнены в настоящее время двух- и более поточными. Такая
реконструкция печей сводится в основном к изменению схемы расстановки
двойников (либо калачей) и организации работ по сварке переточных
трубопроводов.
1. Реконструкция печей
Изыскивая возможности увеличения глубины отбора дистиллятных
фракций из мазута и улучшения их разделения в вакуумной колонне, на
348
одном из заводов реконструировали трубчатые змеевики и изменили ре-
жим работы нагревательной печи. На основе исследований БашНИИ НП
и опыта эксплуатации вакуумного блока АВТ в двухскатной печи смон-
тировали комбинированные змеевики из труб, диаметр которых увели-
чивается в направлении движения потока. В начальной зоне нагрева сы-
рья установили трубы условным диаметром 150 мм, а далее по ходу в
зоне испарения мазута смонтировали сначала трубы диаметром 200 мм,
а затем 250 мм. Это позволило существенно снизить давление в зоне ис-
парения жидкости, повысить долю паровой фазы и соответственно уве-
личить выход целевых продуктов.
Основной особенностью работы реконструированных змеевиков яв-
ляется их дифференцированная теплонапряженность по длине змеевиков.
Установлено, что мазут целесообразно нагревать при сравнительно ин-
тенсивном подводе тепла только в зону нагрева сырья, в начальные уча-
стки змеевика, а в зонах начала испарения мазута теплонапряженность
должна быть уменьшена.
Так, при скорости потока мазута на входе в печь 1,1-1,8 м/с в зоне
нагрева теплонапряженность может составлять 23-32,5 кВт/м2, при ско-
рости мазута 2,8 м/с теплонапряженность может быть увеличена до ве-
личины порядка 48 кВт/м2. Если скорость движения мазута мала, то уве-
личивается время пребывания его в змеевиках, а высокая теплонапряжен-
ность приводит к разложению мазута и отложению кокса внутри труб.
Для интенсификации процесса теплообмена в змеевики печей вакуум-
ных блоков подают водяной пар. С вводом пара ускоряется движение
сырьевого потока и исключается местный перегрев. По мере движения
по трубам мазут начинает испаряться и теплообмен происходит в усло-
виях пузырькового кипения, которое сопровождается резким увеличени-
ем паровой фазы. В этот период значительно возрастает склонность ма-
зута к коксообразованию от перегрева его пристенной пленки, несмотря
на увеличение скорости движения потока парожидкостной смеси. В пленке
быстро растет концентрация термически нестойких соединений - асфаль-
тенов, предшественников кокса.
Ухудшение условий теплообмена на участке испарения мазута опре-
деляет необходимость снижения теплонапряженности.
С этой целью целесообразно увеличивать диаметры труб змеевика и
размещать их в подовом экране радиантной камеры. Внедрением указан-
ного мероприятия удалось в нагревательной печи АВТ снизить тепло-
напряженность в зоне испарения мазута до 11-17 кВт/м2 и обеспечить ста-
бильную работу змеевиков без коксования в течение 18 лет [54].
Для создания условий полного испарения мазута при скорости его на
входе в печь 1,8-2,8 м/с можно применить два варианта компоновки труб
349
змеевиков радиантной камеры печи. По первому варианту в зоне испаре-
ния мазута можно использовать трубы переменного диаметра, увеличи-
вающегося по ходу сырья, и вводить водяной пар. По второму варианту
на участке испарения мазута разделяют сырьевой поток на ряд парал-
лельных потоков с применением для них труб одинакового диаметра.
Кроме того, для снижения потерь напора сырьевые змеевики изготовля-
ют цельносварными и используют калачи вместо ретурбендов. Подачей
водяного пара в количестве 0,3-0,5% (масс.) на мазут в первые по ходу
жидкости трубы печи исключается перегрев труб в радиантной камере.
Давление сырья на выходе из печи зависит от производительности по
сырью, технологических параметров, а также от потерь напора в транс-
ферной линии на пути от печи до вакуумной колонны. Если диаметр транс-
ферного трубопровода мал и имеет сложную конфигурацию, в нем воз-
никают значительные гидравлические потери напора.
Для снижения гидравлического сопротивления в трубопроводе рассчи-
тывают диаметр труб по оптимальной массовой скорости 100-120 кг/(м2-с),
упрощают конфигурацию трансферной линии, а для компенсации темпе-
ратурных удлинений применяют горизонтально расположенный S-образ-
ный компенсатор. Положительный опыт эксплуатации реконструирован-
ной нагревательной печи АВТ способствовал его широкому распростра-
нению на многие предприятия отрасли.
Дополнительное экранирование печей и изменение конфигурации змееви-
ков. Более сложна модернизация печей наращиванием их теплопроизво-
дительности и мощности по сырью с использованием дополнительного
экранирования.
Впервые дополнительное экранирование двухскатных трубчатых пе-
чей было произведено на установке АВТ одного из нефтеперерабатыва-
ющих заводов. Для этого в каждую камеру топки печи дополнительно
установили по 21 трубе: по двенадцать - на перевальных стенах, по три -
на фронтальных стенах над горелками, по четыре - в потолочном экране
над конвекционной секцией, по две - в подовом экране (рис. VIII-1).
Из конвекционной секции были демонтированы пароперегреватель и
змеевик для теплоносителя и вместо них установлено 29 труб. Общая по-
верхность конвекционных труб после реконструкции достигла 1155 м2,
или 125% от проектной, поверхность труб радиантной секции составила
748 м2; все 210 труб из стали 15Х5М имели размеры 152x8 мм. Горелоч-
ные амбразуры и горелки были вначале смонтированы под углом 15° к
горизонту (рис. VIII-1). При последующей эксплуатации печей выясни-
лось, что угол наклона горелок следует принимать 8-10°. Такое располо-
жение горелок позволило увеличить длину факела и интенсифицировать
процесс горения. Газомазутные горелки для увеличения подачи топлива
350
11 ФФФФФФ<МФ{)ФФФФФФФФФФ(М>
ААаДАа
З駧§?
999999
Рис. VIII-1. Схема дополнительного экранирования двухскатных печей
74 трубы Ф152
2ч трубы Ф152
были снабжены соплами больших размеров. Расход топлива в печи со-
ставил 3025 кг/ч, в том числе газообразного 2139 кг/ч.
Все монтажно-строительные работы по реконструкции печи удалось
выполнить в период капитального ремонта установки. Для размещения
труб в потолочном экране над камерой конвекции были использованы
типовые четырехтрубные подвески из стали 20Х23Н13. Трубы над горел-
ками закрепили трехтрубными подвесками и только для монтажа труб
вдоль перевальных стен были специально изготовлены глухие консоль-
ные подвески из стали 12Х18Н9Т, которые закрепили затрубные решет-
ки конвекционной секции. Наиболее рациональное расположение труб
около стены этой секции достигается закреплением их на расстоянии бо-
лее 200 мм от стены. С увеличением этого расстояния возрастает тепло-
поглощение, обусловленное усилением передачи тепла конвективными
токами газов от стены к трубам. В дальнейшем при подобной модерни-
зации печей стали применять литые кронштейны из стали ЭИЗ16, кото-
рые также крепятся к трубной решетке конвекционной секции, что обес-
печивает просвет между стеной и трубами примерно 200 мм.
Для улучшения тяги в печи был несколько расширен боров и сделан
плавный поворот дымоходов.
Перечисленные мероприятия позволили довести тепловую мощность
печи до 25,8 МВт, что на 43% выше проектной. При этом коэффициент по-
лезного действия печи (без воздухоподогревателя) повысился с 0,65 до 0,69.
Описанный опыт был успешно использован для модернизации печей на
многих предприятиях отрасли. Такой же удачной оказалась дополнитель-
ная экранизация печи П-1 на другой установке АВТ, где над камерой кон-
векции разместили двухрядный змеевик из 16 труб размерами 152x8 мм.
Опорные трубные решетки змеевика установили и закрепили на решет-
ках конвекционной секции. Шахматное расположение труб нового змее-
вика дало возможность создать экран двустороннего облучения, что спо-
собствует эффективному теплопоглощению.
351
Рис. VI1I-2. Схема потоков (I-IV) рекон-
струированной печи установки каталитичес-
кого крекинга
На некоторых установках с целью по-
вышения КПД печей под камерами кон-
векции (в расширенных боровах) были
смонтированы змеевики пароперегревателей. При этом тепло уходящих
топочных газов используется на перегрев пара, а следовательно, дости-
гается экономия энергетических ресурсов [55].
При реконструкции установки каталитического крекинга на одном из
заводов была реконструирована типовая печь (рис. VIII-2) теплопроиз-
водительностью 9,3 МВт. Общая длина змеевиков увеличилась вследствие
добавления 25 труб в конвекционной камере, 8 труб над горелками и
16 труб около перевальных стен радиантной камеры; в результате этого
поверхность нагрева возросла на 30%. Трубчатые змеевики выполнены
трехпоточными. Вместо водяного пара для турбулизации потоков в сек-
ции змеевиков подается химически очищенная вода. Равномерное поступ-
ление ее в сырьевые потоки достигается при помощи специального узла
смешения, смонтированного на общем трубопроводе перед входом сы-
рья в печь. Замена пара водой позволяет предотвратить коксование сы-
рья в трубах подового экрана и устранить опасность проникания нефте-
продуктов в паропроводы в случае понижения давления пара в них.
Многолетний опыт эксплуатации модернизированной печи показал,
что при производительности установки 900-1550 т/сут печь обеспечивает
нагрев сырья до 460-480 °C, при этом давление в сырьевых линиях и тем-
пература топочных газов над перевалами поддерживается в пределах со-
ответственно 1,3-1,6МПа и 700-750 °C, а КПД печи составляет 68-76%.
При высокой производительности установки снижение гидравлического
сопротивления в змеевиках достигается уменьшением подачи воды. Рав-
номерное распределение тепловой нагрузки, высокий коэффициент теп-
лопередачи и сравнительно невысокие температуры топочных газов над
перевалами благоприятствуют эксплуатации печных труб, поэтому меж-
ремонтный пробег реконструированной печи превышает 300 сут, а про-
гары труб полностью исключены.
На многих предприятиях проведена модернизация нагревательных
печей шатрового типа с заменой трубчатых змеевиков с двойниками (ре-
турбендами) цельносварными спиралевидными змеевиками, разработан-
352
Рис. VIII-3. Печь со спиралевидным
безретурбендным змеевиком
ними с участием проф. М.З. Мак-
сименко. Принципиальная схема
спиралевидного трубчатого змееви-
ка показана на рис. VIII-3. Он рас-
положен в центре радиантной каме-
ры печи параллельно боковым сте-
нам, вследствие чего факелы горе-
лок оказываются внутри него [56].
Вывод II патана недили
ВыводIIIпотока мазута
Вывод I патана
Спиралевидный змеевик поддерживают трубные подвески и подвиж-
ные рычажные опоры. Каждая опора снабжена с одной стороны крю-
ком, удерживающим змеевик, а с другой - ушком, за которое присоеди-
няются серьга, рычаг и груз. Рычажные опоры позволяют змеевику при
нагреве свободно удлиняться, не создавая дополнительных усилий на свар-
ные швы стыков труб и отводов. Увеличение экранирования введением
дополнительных печных труб спиралевидного змеевика печи АВТ дос-
тигло 32%, а тепловая мощность печи доведена до 28 МВт. Система сжи-
гания топлива реконструированной печи оборудована комбинированны-
ми 26 горелками типа ГНФ. Жидкое топливо распыливается водяным
паром.
В результате реконструкции межремонтный пробег печи АВТ увели-
чился до 1,5 лет, снизились простои ее на ремонте. Спиралевидный змее-
вик обладает хорошей температурной компенсацией, что повышает на-
дежность его эксплуатации. В нем меньше потери напора, так как обес-
печивается более плавный переток сырья по трубам и отводам.
Реконструкция печей с переводом их на спиралевидные змеевики осу-
ществляется в основном индустриальным методом. Сборку и сварку сек-
ции змеевика производят в специальном кондукторе, в стационарных
условиях монтажного цеха. Секции змеевиков транспортируют на уста-
новку грузоподъемными механизмами, и после демонтажа торцовых стен
топки печи монтируют спиралевидный змеевик. Комплектующие детали
змеевика изготовляют в цехе поточным способом. Заготовки труб для
отводов обрабатывают на токарных станках и изгибают на трубогибоч-
ном стенде. Налажено массовое производство других деталей для рекон-
струкции печи.
353
Подобной реконструкции подверглись печи установки термокрекин-
га П-2. Новый змеевик спиралевидного типа для них выполнили цель-
носварным из труб размерами 168x7 мм из стали 12Х18Н9Т. В каждой
радиантной камере разместили по 11 витков змеевика, общая теплооб-
менная поверхность которого 152 м2.
Анализируя результаты произведенной реконструкции печи, следует
отметить отдельные недостатки:
♦ конструкция печи шатрового типа со спиралевидным змеевиком
хотя и удобна в эксплуатации и ремонте, но имеет низкий КПД;
♦ длиннофакельное горение топлива внутри спиралевидного змеевика
приводит к одностороннему неравномерному облучению труб по длине
и окружности, что является причиной прогаров труб;
♦ применяемые горелки типа ГНФ малоэкономичны. На распылива-
ние жидкого топлива расходуется значительное количество водяного пара,
который, являясь балластом, снижает температуру факела и увеличивает
потери тепла с уходящими дымовыми газами;
♦ работа горелок сопровождается сильным шумом;
♦ температура уходящих дымовых газов высокая (475-490 °C), и пока
это тепло не утилизируется, снижается КПД.
Однако практика эксплуатации спиралевидных трубчатых змеевиков
подтверждает эффективность этого мероприятия. Увеличение произво-
дительности по сырью, большая продолжительность межремонтного ра-
бочего пробега печей, некоторое увеличение срока службы печных труб
способствуют распространению описанной реконструкции печей шатро-
вого типа на многие предприятия нефтепереработки.
Интенсификация эксплуатации печей достигается не только улучше-
нием сжигания топлива, но и повышением передачи тепла сырью, прохо-
дящему по трубчатым змеевикам. Коэффициент теплопередачи существен-
но зависит от чистоты наружной и внутренней поверхностей змеевика
печи, а также от скорости движения потоков сырья. В процессе работы
печи наружная поверхность труб покрывается окалиной, налетами сажи
и золы, а внутренняя - отложениями солей и кокса. Своевременная тща-
тельная очистка поверхностей трубчатого змеевика - очень важное усло-
вие поддержания устойчивого теплового режима эксплуатации печи и
повышения ее КПД.
Для снижения количества образующихся при сжигании топлива отло-
жений на наружной поверхности труб созданы различные присадки: жид-
кие, твердые и газообразные. Жидкая присадка ВНИИНП-102, добавля-
емая в топочный мазут, подавляет окислительные процессы, и поэтому
вместо плотных отложений из топочных газов в значительно меньшем
354
количестве образуются рыхлые и сыпучие, легкоудаляемые отложения.
С этой же целью применяют магнезитовые и доломитные порошки, вду-
ваемые в газовые потоки.
ВНИИнефтемашем разработано приспособление для периодической
очистки наружной поверхности печных труб конвекционной секции от
налета сажи и золы.
Образование и отложение кокса на внутренней поверхности печных
труб представляют собой сложные процессы, зависящие от многих фак-
торов. В нагревательных печах тепловой режим отдельных зон должен
устанавливаться с учетом физико-химических свойств углеводородного
сырья и скоростей движения его потоков. В высокотемпературной зоне
прямогонной печи при испарении нагретого сырья жидкая фаза потока
утяжеляется (так как прежде всего испаряются низкокипящие фракции) и
создаются условия для образования осадков солей, которые отлагаются
на поверхности труб, увлекая за собой частицы смол и асфальтенов. Воз-
никшие зародыши кокса становятся ядрами дальнейшего коксообразо-
вания. Чем больше солей, тем больше центров коксообразования. Неко-
торые соли являются не только зародышами коксоотложений, но и, ве-
роятно, обладают каталитическим действием, поскольку при нагреве
сырья с повышенным содержанием солей температура начала интенсив-
ного коксообразования снижается.
Установлено, что каждому виду сырья соответствует определенный
уровень содержания солей, выше которого коксоотложение в печи резко
усиливается. Этот уровень необходимо знать для того, чтобы поддержи-
вать рациональный тепловой режим в печи. Так, для установки коксова-
ния нормальная работа печи достигается при переработке гудрона с со-
держанием солей 0,05-0,07 кг/м3 (50-70 мг/л), который получают из ман-
гышлакской нефти, обессоленной до 0,015-0,025 кг/м3 (15-20 мг/л). Заме-
чено также, что при термической переработке нефтяных остатков вред-
ное влияние, аналогичное солям, оказывает кальцинированная сода (ще-
лочь), применяемая на АВТ для нейтрализации кислых соединений.
Во избежание быстрого отложения солей и кокса в нагревательных
печах рекомендуется в зонах интенсивного испарения сырья создавать
более мягкий тепловой режим. Другими словами, теплонапряженность
поверхности нагрева, максимально допустимая в начале трубчатого змее-
вика, должна быть снижена в зонах интенсивного испарения.
В нагревательно-реакционных печах, где углеводородное сырье под-
вергается процессам расщепления и уплотнения, в частности в пиролиз-
ных печах, основными факторами, влияющими на скорость образования
кокса и отложения его на внутренней стенке змеевика, являются: харак-
355
тер и концентрации коксообразующих веществ, установленная теплонап-
ряженность реакционной зоны змеевика, количество вводимого пара-
разбавления и скорость движения реагирующих веществ.
Удлинить межремонтный пробег крекинг-печей и снизить коксоотло-
жение в трубах удается при помощи высокоэффективного способа - тур-
булизации сырья, которая осуществляется закачкой в горячий сырьевой
поток перед поступлением его в печь небольшого количества воды (0,4-
0,5% на сырье). Испарение воды со значительным увеличением занимае-
мого ею объема приводит к резкому возрастанию скорости сырья в печи
и турбулентности режима. Одновременно улучшается теплопередача от
стенок печных труб к сырью. Применение турбулизатора позволяет эф-
фективно снижать коксоотложение в трубчатом змеевике при переработ-
ке различных видов сырья, в том числе термически нестабильного с вы-
соким содержанием солей. При этом продолжительность межремонтно-
го пробега печей увеличивается более чем в 2 раза.
Механизм образования кокса в змеевике трубчатой печи представля-
ет собой сочетание гетерогенной реакции на внутренней поверхности труб
и гомогенной газофазной реакции в потоке. Реакции коксообразования
и крекинга протекают особенно интенсивно на внутренней поверхности
печных труб, где наблюдается наиболее высокая температура.
Присутствие в системе сложных молекул и ароматических радикалов
(предшественников кокса) способствует образованию твердого серого
кокса с металлическим оттенком, а из более простых по строению пред-
шественников кокса образуется преимущественно черный, сажистый кокс,
менее прочно сцепляющийся с поверхностью. При высокой концентра-
ции предшественников кокса образуется матово-черный сажистый кокс,
а при низкой - блестящий кокс. Повышение температуры реагирующих
веществ в объеме благоприятствует образованию твердого серого кокса,
прочно удерживающегося на внутренней стенке трубы. Скорость отло-
жения кокса различна: сажистый кокс откладывается значительно быст-
рее, чем серый кокс.
Указанные факторы изменяются по мере перемещения потока по длине
трубчатого змеевика, поэтому на отдельных его участках может отклады-
ваться кокс различных типов с характерной для него скоростью отложе-
ния. Скорость коксообразования на внутренней стенке змеевика зависит
от различных условий. Имеется много рекомендаций по уменьшению
коксообразования: установление оптимального режима эксплуатации
печи, проведение специальной термохимической обработки внутренней
поверхности змеевика, использование различных присадок к сырью (на-
пример, сернистых соединений, кубовых остатков СЖК и др.) и т. д.
356
Присадки, так называемые ингибиторы коксообразования, добавля-
ют в сырье (0,001-10%). Например, в присутствии сотых долей процента
этилмеркаптана, вводимого в этановую фракцию и оказывающего инги-
бирующее действие, снижаются коксообразование и выход СО. Добав-
ляемая в сырье сера препятствует процессам полимеризации и конденса-
ции исходного вещества, приводящим в конечном итоге к образованию
кокса.
Перспективными ингибиторами коксообразования служат соли ще-
лочных металлов (скажем, карбонат калия), являющиеся катализатора-
ми газификации органических соединений и кокса кислородом или водя-
ным паром. Так, исследования показали высокую эффективность действия
карбоната калия, вводимого в незначительном количестве в бензин-ра-
финат при нагреве его в опытной печи до 780-840 °C. При разбавлении
сырья водяным паром (20-80%) печь проработала непрерывно 1500 ч.
После остановки печи кокса в змеевике не оказалось [9].
Установлено, что при работе с карбонатом калия количество уноси-
мого из пиролизной печи кокса снижается в 2-5 раз. Еще большее умень-
шение уноса кокса достигается при увеличении степени разбавления сы-
рья водяным паром, снижении температуры процесса и уменьшении вре-
мени пребывания реакционной массы в трубчатом змеевике. Подача кар-
боната калия в сырье промышленной печи производительностью 10 т/ч,
проработавшей 1300 ч на нестабильном газовом бензине, также оказа-
лась эффективной, несмотря на то, что змеевик был уже закоксован. Все-
го через 150 ч после начала ингибирования резко уменьшилось содержа-
ние оксидов углерода в пирогазе, отмечено снижение потерь напора в
змеевике; исчезли наблюдаемые визуально признаки закоксованности
печных труб.
Таким образом, выяснилось, что при подаче карбоната калия не толь-
ко предотвращается отложение кокса на стенках труб, но и происходит
газификация ранее отложившегося кокса. В результате устранения отло-
жений в змеевике удалось повысить температуру пиролиза с 840 до 860°С
и увеличить выход этилена на 2,5% (абс.).
После накопления достаточных данных о влиянии ингибирования про-
цесса коксообразования различными добавками на весь технологический
процесс пиролиза и на состояние материальной части печи будут состав-
лены рекомендации по рациональному использованию этих добавок.
Поскольку выявить, как раздельно влияют на коксообразование те или
иные факторы, очень сложно, большой интерес представляют сведения о
зависимости скорости коксообразования от селективности процесса пи-
ролиза. Для этого сравнивали режимы работы зарубежных печей одина-
ковой мощности при длительном межремонтном пробеге (свыше 100 сут).
357
Отмечено, что при эксплуатации печей с длительным временем пре-
бывания сырья в реакционной зоне змеевика, построенных до 1960 г. и
сооруженных позднее других печей, в которых сырье пребывает более
короткое время (менее 0,3 с), селективность процесса несущественно от-
ражается на скорости образования кокса. На основании этого сделано
заключение: коксообразование является, главным образом, результатом
реакции разложения углеводородного сырья на стенках змеевика, но для
ее протекания необходим переход предшественников кокса из ядра пото-
ка сырьевого газа к внутренней поверхности змеевика.
При сравнительно низких температурах сырья общая скорость коксо-
образования является функцией скорости реакции, зависящей от темпе-
ратуры стенок реакционной зоны змеевика. При более высоких темпера-
турах скорость процесса определяется скоростью диффузии реагирую-
щих веществ из объема потока к поверхности змеевика [57].
Для известной конструкции змеевика скорость коксообразования мо-
жет быть приближенно найдена как функция числа Рейнольдса и диамет-
ра печных труб. Тогда, исходя из максимально допустимой температуры
для материала труб и используя уравнения теплопередачи, можно вычис-
лить предельную толщину отложений кокса на внутренней поверхности
змеевика и общее количество кокса. Затем, зная это количество кокса и
определив скорость коксообразования, можно рассчитать и скорректи-
ровать период межремонтного пробега установки.
В течение межремонтного пробега вследствие отложений кокса в змее-
вике печи, а также кокса и смолистых веществ в закалочно-испаритель-
ном аппарате (ЗИА) увеличиваются давление в системе и время пребыва-
ния сырья в реакционной зоне змеевика. Поэтому в печах, в которых смон-
тированы змеевики из труб малого диаметра, где скорости образования
и отложения кокса на стенках труб более высокие, продолжительность
межремонтного пробега устанавливается по требуемому давлению в сис-
теме, т. е. до того, как температура стенок достигнет максимально допу-
стимого значения. При крекинге жидкого сырья в жестком рабочем ре-
жиме выходная зона ЗИА загрязняется отложениями особенно интенсив-
но. Это происходит вследствие конденсации тяжелых смол пиролиза на
поверхности труб, имеющих низкую температуру.
Операция закалки является одной из решающих в процессе коксооб-
разования в ЗИА. Найдено, что при длительности охлаждения реакцион-
ной массы более 0,03 с в трубах аппарата и в расположенном за ним обо-
рудовании откладывается большое количество кокса.
В начале межремонтного пробега ЗИА загрязняется наиболее быст-
ро. Далее после образования слоя отложений на внутренней поверхности
358
Рис. VIII-4. Зависимость относительной
скорости загрязнения ЗИА от выхода этилена
труб ухудшается теплопередача, вслед-
ствие этого повышается температура на
выходе из теплообменника, а скорости
конденсации смол и коксообразования
замедляются.
Постепенно устанавливается такой
уровень температуры, при котором скорость заполнения аппарата отло-
жениями становится близкой к постоянной. На рис. VIII-4 показана за
висимость относительной скорости загрязнения ЗИА от выхода этиленг
при переработке широкой фракции нафты.
2. Экстенсификация эксплуатации печей
Для оценки эффективности эксплуатации печей во времени (примени
тельно к наиболее исследованным в работе к настоящему времени пиро
лизным установкам) используют коэффициент экстенсивности нагрузки
•^ЭК 2ф/Тк,
где и Тк - соответственно фактическое и плановое (календарное) время ра
боты установки, сут.
Кроме продолжительности межремонтного пробега печи, на коэффи
циент экстенсивности нагрузки существенно влияют затраты времени не
простои при ремонте, а эти затраты, в свою очередь, зависят от применя-
емых методов очистки от кокса труб змеевика печи и труб закалочно-
испарительного аппарата.
Механическая очистка змеевика печи непрактична вследствие того
что кокс, образующийся в пиролизной печи, очень твердый, и при очист-
ке можно повредить внутреннюю поверхность труб. В основном кокс из
змеевика такой печи удаляется паровоздушным или паровым способами
На рис. VIII-5 приведена зависимость времени, необходимого для вы-
жига кокса, от температуры стенок труб при использовании водяного naps
или смеси пара с воздухом. Используя график, по установленной для ме-
талла труб допустимой температуре стенок можно определить наиболее
приемлемый состав паровоздушной смеси для выжига кокса и найти вре-
мя, которое требуется для простоя при ремонте печи.
35‘
°C
Рис. VIII-5. Зависимость времени, необходи-
мого для выжига кокса, от температуры стенок
труб при использовании водяного пара (1) и па-
ровоздушной смеси (2)
Когда допустима высокая температу-
ра стенок труб, кокс можно удалять с
большой скоростью паровым способом
очистки, что имеет следующие преимуще-
ства:
♦ не нужно полностью отключать продуктопроводы, так как удаляе-
мые продукты очистки могут отводиться непосредственно в схему уста-
новки;
♦ скорость удаления кокса может быть даже большей, чем при уда-
лении его способом паровоздушного выжига;
♦ предотвращаются случаи местных перегревов печных труб и др.
Однако этот способ удаления кокса имеет и недостатки: необходимо
поддерживать высокую температуру нагрева стенок труб; повышенный
эрозионный износ внутренней поверхности труб, особенно калачей (или
двойников).
Закалочно-испарительный аппарат при сильном загрязнении коксом
следует очищать механическим способом, для этого необходимо отклю-
чать печь и трубопроводы. В целях безопасности до остановки ЗИА сна-
чала охлаждают трубопроводы. Чтобы в период охлаждения кокс в змее-
вике печи не отслаивался, эту операцию обычно проводят после оконча-
ния выжига из него кокса, причем во время выжига продукты сгорания
отводят по обводной (байпасной) линии. Закалочно-испарительный ап-
парат, как правило, нужно очищать от загрязнений после каждого про-
бега установки, иначе трубы его могут закупориться частицами кокса,
что приведет к дополнительным простоям оборудования при ремонте.
В результате исследования процессов коксообразования в пиролизной
печи и закалочно-испарительном аппарате определена зависимость про-
должительности межремонтного пробега установки от жесткости техно-
логического режима и селективности процесса пиролиза. Эта зависимость
(рис. VIII-6) позволяет выбрать способ повышения коэффициента экстен-
сивности эксплуатации оборудования. Так, при низкой жесткости режи-
ма пиролиза длительность межремонтного пробега установки определя-
ется периодом непрерывной работы змеевика печи, а при высокой жест-
кости режима - возможной продолжительностью эксплуатации ЗИА.
360
Выход этилена, % (масс.)
Рис. VIH-6. Зависимость межремонтного пробега т пиролизной печи от жесткости
режима ее работы: 1,2- продолжительность пробега соответственно змеевика и зака-
лочно-испарительного аппарата; 3,4 - влияние на пробег соответственно уменьшения
диаметра труб змеевика и повышения селективности пиролиза
Кроме того, важно отметить, что при любой жесткости режима рабо-
ты змеевики из труб малого диаметра имеют меньшую длительность про-
бега, чем змеевики из труб большого диаметра, поскольку при равных
скоростях коксообразования трубы малого диаметра загрязняются быс-
. трее. Из рис. VIII-6 следует, что змеевик из труб диаметром 50 мм может
обеспечить межремонтный пробег печи порядка 20-30 сут. При система-
тической очистке закалочно-испарительного аппарата такая продолжи-
тельность пробега будет отвечать Кзк = 85-90%. Для увеличения коэффи-
циента экстенсивности необходимо снизить время простоя на удаление
кокса, подобрав оптимальный способ очистки. Чтобы ускорить удале-
ние кокса, часто используют вспомогательные трубопроводы. Значитель-
но сокращается время на очистку от кокса при применении новой конст-
рукции ЗИА с трубами из жаропрочной стали, которая позволяет произ-
водить паровоздушный выжиг кокса так же, как и в печи.
Предполагается, что для печей со змеевиками из труб диаметром
D = 100-150 мм длительность межремонтного пробега может достигать
45-60 сут, а коэффициент экстенсивности использования соответственно
будет равен 90-95%.
Таким образом, полученные данные о значениях коэффициента Кэк
показывают, что на пиролизных установках имеются значительные ре-
зервы роста производительности труда и снижения себестоимости выпус-
каемой продукции в результате повышения эффективности эксплуатации
оборудования. Ориентировочно коэффициент экстенсивности использо-
361
вания оборудования на действующих установках может быть увеличен
до 20% для печей со змеевиками из труб малого диаметра и до 10% для
печей со змеевиками из труб большого диаметра.
3. Усовершенствование системы сжигания топлива
Системы сжигания топлива трубчатых печей традиционно оснащают
газовыми горелками универсального применения. Использование в топ-
ливных системах горелок без достаточного учета специфических рабо-
чих условий и требований технологического регламента негативно отра-
жается на эксплуатационных показателях и состоянии материальной ча-
сти печного агрегата. Такое положение особенно характерно для высо-
котемпературных печей и, в частности, для печей пиролиза углеводород-
ного сырья. Их системы сжигания топлива компонуют большим числом
маломощных газовых горелок инжекционного типа с панельной или ча-
шеобразной огнеупорной плитой. Поскольку по условиям процесса не-
обходимо устанавливать определенный зонный режим нагрева сырья, го-
релки размещают в боковых стенках топки в шахматном или коридор-
ном порядке.
Практика работы печей свидетельствует о том, что применяемые топ-
ливные системы далеки от совершенства, а инжекционные горелки стра-
дают существенными конструктивными недостатками, особенно при сжи-
гании производственных газов с широко изменяющимся компонентным
составом и балластом.
Наиболее характерные недостатки этих горелок:
♦ сжигание топлива сопровождается химическим недожогом, что при-
водит к перерасходу топлива;
♦ газовые сопла горелок за короткое время работы забиваются плот-
ными отложениями кокса, полимеров и механических частиц, поэтому
снижается подача газа, прекращается горение и нарушается тепловой
режим работы печи;
♦ имеют место случаи неустойчивого горения, когда применяют во-
дородсодержащий газ, происходят проскоки пламени в горелку, кото-
рые сопровождаются локальными взрывами газовоздушной смеси, раз-
рушением огнеупорной керамики, прогаром металлического корпуса,
вследствие этого создается опасность для обслуживающего персонала;
♦ короткий срок службы горелок приводит к тому, что работа топ-
ливной системы оказывается ненадежной и недолговечной;
♦ выход из строя горелок вызывает необходимость остановки печи
на ремонт. Капитальные ремонты печей связаны с большими объемами
362
трудоемких работ по топливной системе и вызывают длительные про-
стои установок.
Неустойчивая работа газовых горелок, особенно в режиме вибраци-
онного горения, отрицательно влияет на состояние основных элементов
конструкции печного агрегата: пирозмеевиков, подвесок, решеток, опор-
ных деталей, огнеупорной обмуровки, теплоизоляции и др. Преждевре-
менный выход из строя элементов конструкции печи приводит к значи-
тельному сокращению продолжительности рабочего пробега, общему
снижению производительности оборудования.
Пиролизные печи производства этилена ЭП-300 согласно проекту ос-
нащены 112 чашеобразными инжекционными горелками. Горелки раз-
мещены в боковых стенах радиационной камеры в шахматном порядке
на 7 ярусах по 8 шт. с шагом 1,2 м.
Опыт эксплуатации печей показал, что, несмотря на применение в ка-
честве топлива газа стабильного состава, основу которого составляет
природный газ, инжекционные горелки работают неустойчиво, часто
выходят из строя вследствие забивки газовых сопел и разрушения кера-
мической чаши. Серьезным конструктивным недостатком этих горелок
является то, что раскаленная до 1250 °C керамическая чаша горелки кон-
центрирует излучение потока тепла на локальные участки змеевика, по-
этому внутри него происходит интенсивное образование отложений кок-
са и возникает перегрев металла печных труб. Работа в таком режиме
сопровождается частыми вынужденными остановками печей на выжиг
кокса. Кроме того, существенно ухудшаются прочностные характеристи-
ки металла, снижается ресурс долговечности эксплуатации печных труб и
огнеупорной обмуровки. Производительность печных агрегатов уменьша-
ется вследствие сокращения продолжительности межремонтных пробегов.
Для улучшения эксплуатации печей пиролиза ЭП-300 разработана и
успешно внедрена новая система сжигания топлива с использованием
акустических газовых горелок (тип АГГ-П) конструкции КПтИ-КЗСС по
схеме, показанной на рис. VIII-7.
При работе горелок создается равномерный температурный профиль
излучающих стен топки, в результате этого исключаются локальные пе-
регревы пирозмеевиков. Одновременно решены и другие немаловажные
задачи: повышена надежность функционирования горелок на производ-
ственном газе, упрощены их монтаж, обслуживание и ремонт. Топливная
система печи работает в режиме автоматического управления. Экономно
расходуется топливный газ.
Успешному решению проблемы рационального размещения горелок
типа АГГ-II на стенах радиационной камеры способствовали предвари-
363
тельные комплексные аэродинамические и теплотехнические обследова-
ния действующей промышленной печи, поскольку процессы, происходя-
щие в топке, не могут трактоваться как только аэродинамические. В боль-
шой мере они представляют собой наложение аэродинамических процес-
сов, процессов горения и теплопоглощения и, таким образом, очень слож-
ны и недоступны простому расчету.
Рис. VHI-7. Схема топливной системы с акустическими горелками типа АГГ-2 печи
пиролиза бензина производства этилена установки ЭП-300:1 - пирозмеевик; 2 - акусти-
ческая газовая горелка типа АГГ-2; 3 - площадка для обслуживания горелок; 4 - регу-
лирующий клапан; 5 - газовый стояк; 6 - продувочная арматура
364
Для печей пиролиза схема размещения акустических горелок на трех
ярусах боковых стенок топки оказалась наиболее удачной. Взамен 112
инжекционных чашеобразных горелок смонтировали 24 акустических
горелки типа АГГ-П (по 12 шт.) с обеих сторон радиантной камеры. В
результате реконструкции каждую из четырех секций пирозмеевиков об-
лучают шесть горелок, поэтому появилась возможность варьировать теп-
лопроизводительность горелок и создавать тепловой режим процесса
пиролиза, как этого требует технологический регламент. После выпол-
нения пусковых операций система сжигания топлива переключается на
работу в автоматическом режиме, т. е. расход топлива управляется кла-
паном в зависимости от производительности печи по сырью и темпера-
туры пирогаза на выходе из пирозмеевиков. При ручном управлении рас-
ход топливного газа косвенно контролируют по показаниям маномет-
ров, смонтированных на газопроводе около горелок.
Реконструкция системы сжигания топлива на печах установки ЭП-300
осуществлена с минимальными затратами материалов за короткий отре-
зок времени.
Для снижения капитальных затрат и сокращения объема монтажных
работ при внедрении новой топливной системы по проекту реконструк-
ции были оставлены трубные стояки старой схемы обвязки печи газо-
проводами, так как диаметр газопроводов оказался достаточным для
подачи расчетного количества топливного газа на все акустические го-
релки. Для нормальной работы акустических газовых горелок необходи-
ма ровная поверхность излучающих стен топки, на которые настилается
горящая газовоздушная смесь. Неровности либо выступы огнеупоров в
отдельных местах стенки мешают равномерному распределению топлив-
ной смеси, вызывают всплеск пламени и нежелательное изменение направ-
ления огня в сторону пирозмеевиков. Поэтому при реконструкции отре-
монтировали стены топки, заложили шамотным кирпичом проемы стен,
образовавшиеся после демонтажа чашеобразных горелок.
Вместо кирпича (в его отсутствие) допустим другой вариант восста-
новления целостности стен топки: оставление в стенах огнеупорных ча-
шеобразных панелей старых горелок с заделкой их сферических углубле-
ний огнеупорным бетоном марки 500. Тогда для надежного закрепления
бетонной массы на чашеобразных панелях предварительно монтируют
армирующие прутки из жаропрочной стали.
Согласно монтажному чертежу акустические газовые горелки устанав-
ливают в амбразурные втулки (рис. VIII-7, узел А) строго в горизонталь-
ном положении и одновременно регулируют расстояние между диском-
отражателем и корпусом. К общему газопроводу горелки подключают
365
автономно так, чтобы была возможность отключать отдельную горелку,
демонтировать ее для ремонта без останова печи и отключения функцио-
нирующих горелок печи.
Нормальную работу акустических горелок характеризуют беспламен-
ный режим горения топлива, равномерное излучение тепла от всей стен-
ки огнеупорной кладки топки с одинаковым от всех горелок ореолом
пламени ярко-соломенного цвета, без красных (либо желтых) языков пла-
мени по краям и всплесков огня в глубь печи.
При таком режиме горения топливо сгорает с минимальным избыт-
ком воздуха (а = 1,05-1,08), а в дымовых газах отсутствуют вредные ком-
поненты. Экономный расход топливного газа подтверждается анализа-
ми продуктов сгорания, отобранных из топки печи.
В дымовых газах при практически полном сгорании топлива отсут-
ствуют: водород, оксид углерода, метан (компоненты, присущие хими-
ческому недожогу), а количество кислорода составляет 1-2%.
В отдельных пусконаладочных операциях может наблюдаться неста-
бильность работы горелок, если не устранены дефекты их изготовления,
монтажа и регулирования. Так, когда амбразурная втулка установлена
не перпендикулярно к плоскости стены топки или когда кладка стены
имеет вспучивания, выступы и другие неровности, появляются местные
всплески пламени и неравномерное горение газовоздушной смеси.
. Нормальная работа топливной системы достигается при постоянной
тяге в печи. В топке печи необходимо поддерживать установленное раз-
режение порядка 30-150 Па. Величина разрежения в печи зависит от по-
ложения шибера дымового тракта, от герметичности печи и от степени
открытия горелочного шибера - глушителя.
При работе горелки часть воздуха проходит через ее корпус (первич-
ный воздух), а другая, большая часть воздуха, поступает в топку через сво-
бодное сечение амбразурной втулки (вторичный воздух). Зависимость рас-
хода воздуха первичной камеры смешения горелки АГГ от зазора между
корпусом горелки и регулирующим диском представлена на рис. VII-20.
Как следует из графика, вершина кривой соответствует оптимально-
му зазору между диском и корпусом, т. е. 5-7 мм, при котором эжектиру-
ется максимальное количество первичного воздуха. Другие размеры за-
зора в указанных деталях горелки приводят к снижению поступления
воздуха и ухудшению процесса горения топливной смеси.
Полнота сгорания природного газа и потери тепла от химического не-
дожога зависят от выгорания метана, который можно определить анали-
зом продуктов сгорания топлива. Указанные потери тепла ускользают от
контроля обслуживающего персонала вследствие того, что остаточное
содержание метана в дымовых газах, как правило, не контролируется.
366
Более полное горение природного газа достигается при наличии об-
муровки топки, обладающей каталитической активностью. Организация
беспламенного сжигания природного и производственного газов в мало-
габаритных топках трубчатых печей требует не только гомогенного сме-
шения топлива с воздухом, взятых в оптимальном соотношении, но и
требует достижения контакта с каталитически активной раскаленной ог-
неупорной обмуровкой.
Шамот обмуровки топки катализирует реакцию сжигания топлива,
особенно при высоких температурах нагрева. Поэтому необходимо, что-
бы газовоздушная смесь равномерно распределялась по поверхности
шамотной стенки, а для этого корпус акустической горелки следует выс-
тавлять в топку на расчетное расстояние, не допуская заглубления или
завышения выступа втулки из стены камеры радиации.
При использовании в качестве топлива производственного газа с пре-
имущественным составом пропан-бутановой смеси следует иметь в виду,
что его теплота сгорания примерно втрое выше теплоты сгорания природ-
ного газа. В соответствии с высокой теплотой сгорания олефинов для их
сжигания необходим подвод большого количества воздуха (около 30 м3
на 1 м3 газа). Для сжигания сжиженных газов необходимо располагать
давлением газа около 250 кПа.
Водородсодержащие газы со значительным количеством водорода сго-
рают с большой скоростью. Фронт пламени может проникать в смеситель
горелки и вызывать локальные взрывы газовоздушной смеси. Для нормаль-
ного горения такого топлива необходимо обеспечивать высокие скорости
вылета газовоздушной смеси из горелки. Применение акустических газо-
вых горелок для сжигания водородсодержащего газа возможно, однако
требуется корректировать проходное сечение газовых каналов резонато-
ра, исходя из расчета по конкретному составу топливного газа.
Между тем при сжигании природного газа с высоким содержанием
метана почти не приходится опасаться проникновения зоны горения в
смесительную камеру горелки и в газопровод, однако при малой скорос-
ти горения газа возможен отрыв пламени от устья горелки и ее затуха-
ние. Это случается при недостаточном разогреве огнеупорной кладки
печи. Указанное обстоятельство следует принимать во внимание при роз-
жиге горелок в зимнее время года.
Горение метана часто может быть неполным, что обусловлено, как
указывалось выше, не только содержанием оксида углерода и других про-
дуктов неполного сгорания топлива, но и наличием в дымовых газах ме-
тана, не успевшего сгореть в топке, что в большинстве случаев не учиты-
вается при использовании природного газа. Для полного сгорания мета-
на необходимо проводить следующие дополнительные мероприятия: уве-
367
личение контактирующих с пламенем поверхностей обмуровки, повыше-
ние температуры сгорания в малых объемах камеры сгорания, примене-
ние промоторов, повышающих каталитическую активность шамотной
обмуровки.
В качестве промотора можно использовать оксиды никеля, наноси-
мые на шамот (в виде нитратов); последующее прокаливание при 400 °C
позволяет полностью удалить кислотные оксиды. Оксиды никеля резко
усиливают скорость реакций, происходящих при сгорании топлива. Ак-
тивация шамота может быть достигнута дешевыми и легкодоступными
оксидами железа, которые осаждают на поверхность шамота (10% Fe2O3
с добавками 0,1% К2О и 0,2% А12О3).
Для оценки результатов реконструкции систем сжигания топлива пе-
чей пиролиза крупнотоннажных этиленовых установок ЭП-300 проведе-
ны теплотехнические обследования. При обследовании в сопоставимых
условиях (одинаковое сырье и равные производительности) работали
камеры печей: с усовершенствованной топливной системой, оснащенной
акустическими горелками, и контрольная камера с чашеобразными ин-
жекционными горелками.
Основная цель обследования состояла в том, чтобы получить данные
о возможности оптимизации теплового режима печи при установленных
рабочих параметрах процесса пиролиза и сопоставить теплотехнические
и эксплуатационные показатели работы печных агрегатов с различными
топливными системами.
Анализ результатов проведенной реконструкции печей позволяет сде-
лать следующие выводы:
♦ реконструкция топливных систем печей, состоящая в замене инжек-
ционных газовых горелок акустическими благоприятно отражается на
режиме эксплуатации печного агрегата, позволяет стабильно поддержи-
вать установленные рабочие параметры процесса пиролиза углеводород-
ного сырья;
♦ нагрев излучающих стен радиантной камеры осуществляется рав-
номерно, перепад температуры стен топки составляет 20-40 °C. Соответ-
ственно более равномерно, чем прежде, происходит нагрев пирозмееви-
ков. На печных трубах отсутствует локальная концентрация радиацион-
ного теплового потока, поэтому снижается интенсивность отложения
кокса внутри пирозмеевиков;
♦ снижение скорости закоксования пирозмеевиков способствует уве-
личению продолжительности рабочих пробегов печей, осуществлению
операций паровоздушного выжига кокса с меньшим ущербом для проч-
ностных характеристик металла печных труб, увеличению срока службы
пирозмеевиков и сокращению расхода огнеупорных материалов;
368
♦ получена экономия топливного газа, обусловленная лучшей гер-
метичностью топки и снижением подсосов холодного атмосферного воз-
духа (так как в топливной системе печи используется почти в 5 раз мень-
шее число акустических горелок большой производительности), а также
более совершенным способом сжигания газа в акустических горелках с
минимальным избытком воздуха, без образования отложений в узлах и
деталях конструкции даже при наличии в составе газообразного топлива
полимеризующихся и балластных компонентов;
♦ применение в топливной системе малого числа акустических горе-
лок сравнительно несложной конструкции значительно упрощает техни-
ческое обслуживание печей, а надежность и долговечность их эксплуата-
ции позволяет уменьшить объем ремонтных работ и сократить простои
печей при капитальных ремонтах.
4. Газовые горелки типа АГГ для трубчатых печей
Эффективность работы трубчатых печей с излучающими стенами топ-
ки (пиролиз углеводородного сырья, синтез газа, нагревательные печи
нефтяной промышленности и т.п.) во многом зависит от совершенства
систем сжигания топлива.
Сотрудниками Самарского государственного технического универси-
тета разработана и успешно внедрена на ряде предприятий усовершен-
ствованная система сжигания топлива с использованием горелочных ус-
тройств типа АГГ.
Плоскопламенные инжекционные газовые горелки вихревого типа с
локализацией зоны горения на огнеупорной поверхности футеровки печи
представляют новый класс радиационных горелок с углом раскрытия
факела до 180°. Факел равномерно, тонким слоем настилается на фрон-
тальные стены радиационной камеры печи, в которых установлены го-
релки. Такое развитие факела сопровождается интенсивной теплоотда-
чей к огнеупорной поверхности футеровки, которая раскаляется и рав-
номерно переизлучает тепло на сырьевые змеевики. Длина факела, его
конфигурация и светимость обеспечиваются наличием в конструкции
горелки двух смесительных камер и раздельным регулированием инжек-
ции первичного и вторичного воздуха.
Новая система сжигания топлива с горелками типа АГГ обеспечивает
возможность регулирования тепловых потоков на каждый сырьевой змее-
вик для поддержания технологического режима в соответствии с регла-
ментом. В нефтехимической промышленности широко используются го-
релки типа АГГ-1 - АГГ-4.
В настоящее время более 200 трубчатых печей, в основном это высо-
котемпературные печи пиролиза и синтеза газа, переведены на работу с
369
этими горелками. Техническая характеристика горелок этой серии при-
ведена в табл. П-8.
Разработана и прошла испытания в промышленных условиях новая
серия горелок типа АГГ-5 - АГГ-8, по расходным характеристикам ана-
логичная горелкам типа АГГ-1 - АГГ-4 [61].
Таблица VIII-1
Техническая характеристика газовых горелок АГГ-5 - АГГ-8
Показатели Тип горелки
АГГ-5 АГГ-6 АГГ-7 АГГ-8
Номинальная тепловая мощность, кВт 2660 1230 500 250
Номинальный расход топливного газа, м3/ч 320 150 60 30
Коэффициент расхода воздуха 1,10 1,08 1,06 1,05
Содержание окислов азота в продуктах горения на выходе из камеры сгорания, мг/м3, не более 70 60 50 50
Уровень звука, дБА, не более 84 83 80 85
Ресурс до капитального ремонта, ч, не менее 30 000 30 000 30 000 30 000
В новой конструкции АГГ за счет модернизации узла смешения топ-
ливного газа с воздухом в несколько раз повышена механическая надеж-
ность горелок, обеспечиваются условия для стабильного равномерного
обогрева продуктового змеевика, длительной работы материальной час-
ти печных агрегатов.
На газовые горелки типа АГГ-5 - АГГ-8 разработана техническая до-
кументация в соответствии с требованиями на продукцию, изготавливае-
мую серийно (табл. VIII-1).
В настоящее время проводится реконструкция действующих систем
сжигания топлива в печах с горелками первой серии на новые горелки
типа АГГ-5 - АГГ-8, в частности на заводе "Этилен" (г. Казань), АО "Эта-
нол" (г. Новокуйбышевск), АО "Нефтехимик" (г. Пермь), НХЗ (г. Ксто-
во), в НГДУ (г.г. Нефтегорск, Бузулук, Альметьевск) и др.
Успешный опыт эксплуатации горелок новой серии позволяет реко-
мендовать внедрение их во вновь разрабатываемые технические и рабо-
чие проекты систем сжигания топлива, выполняемые КБ заводов и про-
ектными институтами.
370
С целью увеличения диапазона регулирования производительнос-
ти горелки типа АГГ, обеспечения основных требований по расходным
параметрам в эксплуатационный период, при пуске и останове печи, вы-
жиге кокса из змеевиков с сохранением настильного положения факела
разработана двухступенчатая газовая горелка типа АГГ-9 [62]. В табл.
VIII-2 приведены технические и эксплуатационные характеристики го-
релки АГГ-9 при раздельной и совместной работе 1 и 2 ступеней.
Таблица VIII-2
Техническая характеристика газовой горелки АГГ-9
Горелка типа АГГ-9
Показатели 1 ступень 2 ступень в целом для горелки
Номинальная тепловая мощность, кВт 500 2660 3160
Номинальный расход топливного газа, м3/ч 60 320 380
Номинальное давление газа перед горелкой, кПа 180 180 180
Коэффициент расхода воздуха 1,1 1,08 1,1
Содержание СО в продуктах горения на выходе из камеры сгорания в диапазоне регулирования, ppm 30 20 30
Содержание N6X в продуктах горения на выходе из камеры сгорания, ppm 38-50 43-70 38-70
Уровень звука, дБА 85 85 85
Диаметр факела на холодной стене, м 2,2 4,2 4,5
Ресурс до капитального ремонта, ч, не менее — 30 000
Газовая горелка АГГ-9 (рис. VIII-8) содержит корпус 7, внутри кото-
рого расположена вихревая смесительная камера 2, заканчивающаяся
тороидальной выходной амбразурой 3, против которой соосно установ-
лен дисковый отражатель 4, завихритель с газовыми каналами 5. Внутри
смесительной камеры установлено устройство для сжигания топлива при
малых производительностях, содержащее газовую трубу 6, корпус 7, внут-
ри которого расположены газовые каналы 8 для топлива; устройство для
сжигания топлива крепится на скобе 9.
Газовая горелка работает следующим образом. Топливный газ по га-
зовой трубе 6 поступает в газовые каналы 8 устройства для сжигания топ-
лива при малых производительностях; закрученный поток выходит на от-
ражатель 4, разворачивается в плоский диск; перемешивается с воздухом
и горит в режиме настильного пламени. Подача топлива в корпус 7 обес-
371
печивает стабильную работу печи на малых производительностях по топ-
ливному газу, что необходимо для обеспечения режимов пуска печи, вы-
жига кокса и т.д., когда нужно подать в печь 10-30% топливного газа от
оптимального при сохранении настильного горения без всплесков пла-
мени и объемного горения. При выводе печи на режим топливный газ
подается в патрубок 10, газовые каналы 5 и смесительную камеру 2; за-
крученный поток топливного газа создает разрежение по оси горелки 7,
куда подсасывается из окружающей среды воздух, необходимый при го-
рении топливного газа; топливно-воздушная смесь равномерным слоем
по периметру вихревой смесительной камеры 2 поступает на тороидаль-
ную амбразуру 3, разворачивается в плоский диск и подается на горение.
Рис. VIII-8. Схема газовой горелки АГГ-9: 1 - корпус; 2 - смесительная камера;
3 - выходная амбразура; 4 - дисковый отражатель; 5 - газовые каналы; 6 - газовая труба;
7 - корпус малой горелки; 8 - газовые каналы малой горелки; 9 - скоба; 10 - газовая труба
Исходя из требований по расходу топливного газа на печь, возможна
раздельная и совместная работа ступеней горелки.
Горелки типа АГГ-9 смонтированы в печи пиролиза установки ЭП-60
казанского завода "Этилен" и успешно эксплуатируются с 1996 г. При
различных параметрах работы печи проводились теплотехнические ис-
пытания новой системы сжигания топлива с горелками типа АГГ-9. Так,
в частности, при пиролизе с температурой 810°С и нагрузкой по сырью
8,2 т/ч при анализе дымовых газов на перевале печи получены следую-
щие результаты: О2 - 2,8% об., СО2 -10,0% об., Nox -10 ppm, СО - отсут-
ствие.
372
Двухступенчатые горелки типа АГГ-9 обеспечивают качественное
сжигание топливного газа без химнедожога. Кроме того, содержание окис-
лов азота в дымовых газах ниже гарантированных значений по пределу,
что подтверждает эффективность двухступенчатого сжигания топлива.
После плановых пробегов печи проводился процесс выжига кокса из
змеевика, который показал, что горелки с двухступенчатым сжиганием
топлива обеспечивают равномерность горения кокса по длине змеевика
при работе первых ступеней горелок без нарушения аэродинамики факе-
ла и локальных перегревов змеевика.
Горелки типа АГГ-9 могут успешно работать в высокотемпературных
трубчатых печах этиленовых производств Э-100, Э-200, ЭП-300, ЭП-450
и ЭП-60, на установках синтеза газа, на которых из-за предельно высо-
ких температур процесса и его стадийности предъявляются жесткие тре-
бования по равномерной передаче тепла от горелочных устройств к сы-
рьевым змеевикам на всех стадиях процесса.
Для условий работы печей пиролиза (завод "Этилен" г. Казань - уста-
новка Э-200) при сжигании топливного газа с высоким содержанием водо-
рода (80 об. % и выше) разработана новая газовая горелка АГГ-10 [63].
Известно, что водород или углеводороды с высоким содержанием во-
дорода (> 80%) в качестве топлива в трубчатых печах представляют зна-
чительную сложность при их использовании. Это связано, прежде всего,
с высокой скоростью горения, взрывоопасностью, малым количеством
воздуха на 1 м3 водорода, что затрудняет регулирование процесса сжига-
ния топливовоздушной смеси.
Инжекционные горелки, широко используемые в отечественной и за-
рубежной практике для узкокамерных печей с излучающими стенами, в
этих условиях практически непригодны из-за быстрого выхода из строя
материальной части горелок.
Газовая горелка АГГ-10 (рис. VIII-9) содержит корпус 1, внутри кото-
рого расположена первичная вихревая смесительная камера 2, заканчи-
вающаяся выходной амбразурой 3, завихритель с четырьмя газовыми
каналами 4, диафрагму 5, вторичную смесительную камеру 6. Как видно
из рис. VIII-9, конструкция горелки АГГ-10 проще при сравнении с дру-
гими горелками АГГ - отсутствуют регулировочный диск, шток, скоба,
элементы их крепления и т.д. Это объясняется тем, что, во-первых, нет
необходимости тонкой регулировки воздуха в первичную и вторичную
смесительную камеру (топливо сгорает с малым ореолом при объеме воз-
духа 2,5-*4 м3 на 1 м3 топлива), и, во-вторых, при пусковых работах и
выжиге кокса из змеевиков печей отсутствует опасность сгорания диска
и штока и выхода из строя горелки в целом.
373
Рис. VIH-9. Газовая горелка типа АГГ-10: 1 - корпус; 2 - смесительная камера;
3 - выходная амбразура; 4 - газовые каналы; 5 - диафрагма; 6 - вторичная смесительная
камера
Газовая горелка работает следующим образом. Топливный газ посту-
пает в газовые каналы завихрителя 4, а затем в смесительную камеру 2, где
за счет вращения у пристенной области корпуса 1 создает разрежение по
оси первичной вихревой смесительной камеры 2. За счет этого разреже-
ния в первичную камеру через диафрагму 5 подсасывается воздух из ок-
ружающей среды, а с противоположной стороны - дымовые газы из топ-
ки; смесь топлива первичного воздуха и дымовых газов поступает на
выходную амбразуру 3, за счет центробежной силы разворачивается в
плоский диск и настилается на кладку печи; при выходе из амбразуры 3
смесь газов захватывает вторичный воздух, необходимый для горения
топлива, из вторичной смесительной камеры 6.
В табл. VIII-3 представлена техническая характеристика горелки АГГ-10.
Система сжигания топлива в одной из пиролизных печей установки
Э-200 завода "Этилен” была оснащена 80 горелками АГГ-10 (в каждой
камере по 8 горелок в ряду и 5 горелок по высоте топки). Горелки в коли-
честве 40 штук на каждой излучающей стене были установлены в кори-
дорном порядке, равномерно по высоте и длине радиационной камеры.
Использование большего числа горелок малой тепловой мощности,
более надежных с механической точки зрения в печи Э-200 по сравнению
374
с печами установок ЭП-300, ЭП-60, ЭП-450 обеспечило, как показал дли-
тельный пробег, более качественное сжигание топлива при минималь-
ном разрежении на перевале печи, более равномерный обогрев трубча-
тых змеевиков и кладки печи, значительно улучшился процесс выжига
кокса в пирозмеевиках.
Таблица VIII-3
Техническая характеристика газовой горелки АГТ-10
Показатели
Горелка АГГ-10
Номинальная тепловая мощность, кВт
(при QpH = 3550 ккал/нм3)
Номинальный расход топливного газа, м3/ч
Номинальное давление топливного газа перед горелкой, кПа
Диапазон рабочего регулирования
Коэффициент расхода воздуха
Содержание Nox в продуктах горения на перевале печи, ppm
Перепад температуры на излучающей стене при номинальной
производительности, °C
Перепад температуры по длине трубы сырьевого змеевика, °C
Уровень звука, дБА, не более
Ресурс до капитального ремонта, ч, не менее
281
68
240
4,1
1,1
40+70
40+60
50+60
85
30 000
Имея ряд технических показателей, превышающих мировой уровень
достижений в области конструирования горелочных устройств, а также
значительный опыт применения указанных разработок в промышленно-
сти, горелки типа АГГ успешно конкурируют на отечественном и зару-
бежном рынках.
375
Глава IX
ТЕХНИКА БЕЗОПАСНОСТИ
ПРИ РЕМОНТЕ И ЭКСПЛУАТАЦИИ
ТРУБЧАТЫХ ПЕЧЕЙ
Неуклонное повышение технического уровня производства нефтепе-
реработки и нефтехимии характеризуется ростом единичных мощностей
оборудования, ужесточением рабочих параметров его эксплуатации, уси-
лением агрессивного воздействия на материальную часть конструкции
перерабатываемого сырья и реагентов. Осуществляемый в стране девиз:
"От техники безопасности к безопасной технике" обязывает учитывать
эти особенности новой технологии и тщательно прорабатывать мероп-
риятия по охране труда, обеспечения пожаро- и взрывобезопасности и
меры по защите окружающей среды.
Для решения указанных проблем каждая проектная организация име-
ет подразделение по технике безопасности, которое анализирует причи-
ны взрывов, аварий и травматизма на промышленных объектах и на ос-
новании нормативных документов разрабатывает проектные техничес-
кие и организационные решения по их предупреждению и устранению.
По нормативному положению осуществление реконструкции действу-
ющей печи или ее элементов, замены материалов, приборов для сжига-
ния топлива, КИПиА, а также существенное изменение состава сырья,
производительности и технологических параметров в сторону увеличе-
ния должны в установленном порядке подвергаться проектно-конструк-
торской проработке, утверждаться руководством предприятия и согла-
совываться с головными и проектными организациями.
Администрация предприятий, составляя технологические регламенты
по эксплуатации установок, обязана руководствоваться действующими
нормативными документами и положениями, чтобы обеспечить требуе-
мое техническое обслуживание оборудования и создать условия работы,
соответствующие правилам по охране труда. На основании единых от-
раслевых "Правил безопасности при эксплуатации нефтеперерабатыва-
ющих заводов (ПТБ-73)" для каждой технологической установки состав-
лены и утверждены руководством предприятия местные инструкции по
технике безопасности. В них подробно освещены разделы по эксплуата-
ции и ремонту трубчатых печей как одного из наиболее сложных и опас-
ных в обслуживании видов оборудования. Эти инструкции должны на-
376
ходиться в производственных помещениях, быть изучены обслуживаю-
щим персоналом и строго соблюдаться.
Анализ данных о травматизме на нефтеперерабатывающих и нефте-
химических предприятиях показывает, что наибольшее число несчастных
случаев происходит при проведении ремонтных работ. Это объясняется
тем, что в период ремонтов осуществляются разнообразные трудоемкие
операции, в которых одновременно участвуют много рабочих, причем
выполнение отдельных работ еще недостаточно механизировано. Опас-
ность травматизма увеличивается также вследствие наличия на установ-
ках (в частности, печах) жидких и газообразных нефтепродуктов.
Перед началом ремонта установки приказом по предприятию назна-
чаются лица, ответственные за организацию и проведение ремонта и под-
готовку к нему оборудования, и осуществляется инструктаж рабочих по
безопасным методам ведения ремонтных работ.
Началу ремонта печи предшествует ее остановка. В соответствии с
производственной инструкцией печь обычно останавливают постепенно
в определенной последовательности. Находящийся в трубчатых змееви-
ках нефтепродукт направляют в аппараты или дренируют в аварийный
резервуар, затем печь начинают продувать паром или инертным газом.
Подавать пар в змеевик можно только после того, как давление сырья в
нем станет ниже давления водяного пара. В противном случае при неисп-
равном обратном клапане нефтепродукты через паропроводы могут по-
пасть в топку печи. Перед продувкой паропроводы необходимо освобо-
дить от накопившегося конденсата, чтобы предотвратить гидравличес-
кие удары. Змеевик продувают по ходу и против хода сырья. Продолжи-
тельность продувки для каждой печи устанавливают в зависимости от
свойств перерабатываемого сырья и скопившихся отложений.
Окончив продувку змеевика (обычно она длится 1-2 ч), прекращают
подачу пара перекрытием вентиля на паропроводе, причем оставляют
открытой задвижку на выходе из спускного трубопровода. Отсутствие
давления в трубах проверяют так: сначала открывают контрольный двой-
ник в потолочном экране, а затем в подовом. Открывают двойники осто-
рожно, стоя сбоку от них. Далее, отвернув болт, ослабляют траверсу и
ломиком выбивают пробку; убедившись, что в трубе нет нефтепродукта
или пара, все двойники открывают, пока печь не остынет.
К началу ремонтных работ трубчатые змеевики и топливные трубо-
проводы должны быть свободны от нефтепродуктов и отключены заг-
лушками. На проведение ремонтных работ на объекте должно быть по-
лучено письменное разрешение установленной формы.
После вскрытия двойников нужно охладить печь до температуры ниже
50 °C. Для этого открывают все окна и двери. Охлаждение можно уско-
377
рить, применяя передвижной вентиляционный агрегат. После охлаждения
печи делают анализ воздуха из топки: в отсутствие загазованности разре-
шается допуск рабочих в печь. Ремонтные работы внутри печи (ревизия
змеевиков, подвесок, ремонт обмуровки и др.) рабочие выполняют в за-
щитных касках, а в местах большой запыленности - в защитных очках.
Для проведения ревизии и ремонта в печах сооружают сплошные вре-
менные леса и подмостья из досок толщиной 40-50 мм с ограждением на
высоте 1 м и бортовой доской высотой не менее 10 см, которая предотв-
ращает падение инструмента и материалов.
Требования по сооружению лесов регламентируются СНиП 4-80 "Тех-
ника безопасности в строительстве". Допускается применять типовые ин-
вентарные и неинвентарные леса. Инвентарные леса легко и быстро со-
бираются и демонтируются, надежны в эксплуатации, имеют небольшую
массу. Для ремонта трубчатых печей применяют металлические трубча-
тые безболтовые леса конструкции Промстройпроекта [60].
Леса состоят из стоек, расположенных в два ряда с шагом 2 м между
стойками в двух взаимно перпендикулярных направлениях, несущих на-
грузку ригелей, расположенных вдоль секции лесов по обоим рядам сто-
ек, через каждые 2 м (высота яруса), и ригелей, установленных в каждом
ярусе между парами стоек.
Для устойчивости конструкции в каждом ярусе устанавливают диаго-
нальные связи.
Леса устанавливают на специальные опорные башмаки с деревянны-
ми подкладками длиной 3 м, сечением 100x200 мм при укладке на грунт и
50x200 мм при укладке на твердое основание (бетон, асфальт). Башмаки
крепят к подкладкам костылями. Инвентарные леса должны иметь пас-
порт завода-изготовителя. Использование неиспытанных лесов без рас-
чета на прочность и устойчивость не допускается. Расчет ведут по допус-
каемым напряжениям. При расчете принимают, что нагрузка, равная
2-2,5 кПа, распределена равномерно; кроме того, необходимо проверить
все горизонтальные элементы на сосредоточенный груз весом 130 кг.
Неинвентарные леса изготовляют из древесины хвойных или листвен-
ных пород, которая должна удовлетворять требованиям, приведенным в
"Указаниях по проектированию деревянных конструкций временных зда-
ний и сооружений", утвержденных Госстроем.
Стояки деревянных и металлических каркасов подмостей при сборке
должны быть строго вертикальными, закрепляться поперечными и про-
дольными распорками и устанавливаться на надежных опорах. Для удоб-
ства проведения работ расстояние между ярусами лесов должно состав-
лять не менее 1,8 м, а рабочая ширина проходов - не менее 1 м. Щиты на-
стилов разборных лесов делают сплошными и плотно сбивают планка-
378
ми. Крепление их к поперечинам лесов должно быть надежным и исклю-
чать возможность сползания или сдвига. Доски настила подбирают оди-
наковой толщины, чтобы работающие не могли споткнуться о выступы.
Трапы, лестницы и сходни, установленные между лесами и подмость-
ями, делают с уклоном не более 30-50°, шириной 1 м с прочными борто-
выми перилами с обеих сторон. Применение подмостей на козлах допус-
кается в том случае, когда высота их не превышает 3,5 м. Настил лесов и
подмостей должен вплотную подходить к стенам печи. Для устройства
лесов у пристенных трубных экранов допускается применение металли-
ческих кронштейнов.
После установки элементов лесов, закрепления их связями и установ-
ки настилов монтируют ограждение с бортовой доской внизу, которая
предотвращает падение инструмента и материалов. Сооруженные леса
проверяет комиссия, после чего оформляется специальный акт, являю-
щийся разрешением на их эксплуатацию.
Безопасность ведения работ с использованием лесов соблюдается тог-
да, когда выполняются следующие требования: запрещается превышать
расчетные нагрузки, возникающие от скопления людей и материалов;
постоянный контроль состояния лесов и креплений их к стене или карка-
су печи; не допускается повреждение нижних ярусов лесов транспортны-
ми средствами; контроль состояния опорных элементов конструкции ле-
сов и узловых деталей; не допускается увеличение динамических нагру-
зок ударного характера на леса.
Ремонтные работы необходимо выполнять исправным инструментом.
Турбинка с бойком и шланг перед использованием для очистки печных
труб должны испытываться на специальном стенде. Включать турбинку в
работу (т. е. открывать вентиль пуска воздуха) можно лишь после полного
ввода ее в трубу, в противном случае вращающийся боек может вырваться
и травмировать рабочего. По этой же причине запрещается извлекать из
трубы работающую турбинку. Для предупреждения засорения глаз пы-
лью рабочие должны носить очки и производить очистку труб только с
одной стороны печи. При очистке труб потолочного экрана не допуска-
ется нахождение людей внизу, под площадками. При работах на лесах
нельзя складывать предметы у края настила и сбрасывать их с высоты.
Ремонтные работы внутри печи производят после охлаждения ее до
температуры, не превышающей 30 °C. В случае необходимости проведе-
ния кратковременных работ при более высокой температуре разрабаты-
ваются дополнительные меры безопасности (непрерывная обдувка све-
жим воздухом, применение спецодежды и обуви повышенной теплоизо-
ляции и т. п.). Работа внутри печи при температуре 50 °C и выше запре-
щается.
379
Перед тем как допустить ремонтников внутрь печи, следует еще раз
удостовериться: отглушены ли все сырьевые и продуктовые трубопрово-
ды, линии подачи топлива к печи, продувочный паропровод. Все люки,
лазы, смотровые и взрывные окна должны быть открыты для улучшения
естественной вентиляции внутри печи. Трубчатые печи должны иметь элек-
тропроводку напряжением 12 В для питания осветительных приборов.
Если во время эксплуатации печи в кладке образовались вздутия, раз-
борку ее ведут по отдельным кирпичам, а не большими глыбами. Лазы
или двери, предназначенные для входа людей в топку печи и доставки
материалов, не должны загромождаться на случай аварийной эвакуации
людей из печи при возникновении опасности обрушения кладки или об-
наружения присутствия газов и нефтепродуктов.
Дежурный рабочий обязан: следить, чтобы все лазы для входа в печь
и выхода из нее и вентиляционные отверстия были открыты и не загро-
мождены; постоянно поддерживать связь с работающими внутри печи;
при необходимости оказывать им немедленную помощь и сообщать на-
ходящимся поблизости рабочим и администрации о происшедшем.
Трубы, детали каркаса, кирпичи и другие материалы нужно склады-
вать в определенном порядке на площадке около печи. Завершение ра-
бот должно сопровождаться полной очисткой площадки от всех матери-
алов и мусора.
Ремонт цельносварных безретурбендных - спиралевидных змеевиков пе-
чей отличается некоторыми особенностями. Прежде чем удалить из печи
отбракованную секцию змеевика, частично демонтируют балки потолоч-
ного перекрытия и огнеупорной обмуровки. После разборки свода и кровли
из радиантной камеры вырезают дефектные трубы, используя для этого кран
с удлиненной стрелой (обычно применяют гусеничный кран СКГ-30). Для
удобства и безопасности ведения работ следует разбирать также смеж-
ные с дефектными трубами участки свода. Сварку секций змеевика обыч-
но выполняют на площадке или в ремонтном цехе, что существенно улуч-
шает условия труда и соблюдения безопасности.
По окончании ремонта трубчатый змеевик печи опрессовывается. Дав-
ление при испытаниях в 1,5-2 раза больше рабочего, время выдержки не
более 5 мин. Если при опрессовке обнаруживается течь или развальцов-
ка, устранение дефектов допускается лишь после снятия давления. Ремонт
змеевика считается законченным в отсутствие течи во время опрессовки.
Пуску нагревательной печи в эксплуатацию должна предшествовать
продувка топки водяным паром в течение не менее 15 мин после появле-
ния его из дымовой трубы. Камеры сгорания многокамерных печей про-
дувают паром не менее 20 мин, считая с момента открытия последней
задвижки. Известны случаи, когда в борове печи скапливались нефтепро-
380
дукты и при разжигании горелок происходили взрывы. В период продув-
ки паром проверяют исправность контрольных систем, сигнализирую-
щих о прекращении подачи топлива к горелкам либо о снижении давле-
ния в топливной схеме ниже установленной нормы. Перед пуском печи
все газовые линии продувают инертным газом на свечу, после этого газ
вытесняют топливом на факел. При заполнении топливных трубопрово-
дов газом присутствие людей в печи запрещено. Трубопроводы подачи
газа к неработающим горелкам должны быть отглушены. Розжиг горел-
ки должны выполнять два работника. Когда в печах применяют комби-
нированные горелки для жидкого и газообразного топлива, первыми за-
жигают жидкостные горелки, а затем переходят на газообразное топли-
во. Для зажигания горелок используют факел или запальник. Применять
для пропитки пакли факела легковоспламеняющиеся нефтепродукты (бен-
зин, лигроин, керосин и т. д.) запрещается.
При зажигании горелок следует соблюдать осторожность: рабочий
должен вводить факел через окно горелки, стоя в стороне, чтобы нефте-
продукт не выбросило на него. Для защиты глаз нужно надеть предохра-
нительные очки.
Если вместе с газом в горелку поступает конденсат, необходимо не-
медленно перекрыть вентили подачи газа и спустить конденсат в линию
"газ на факел". Давление газа и жидкого топлива в топливных трубопро-
водах регулируются автоматически.
При эксплуатации нужно следить за герметичностью трубопроводов,
арматуры и двойников трубчатого змеевика. Контролю необходимо под-
вергать шуровку горелок. Все горелки должны быть одинаково нагруже-
ны, а факелы - иметь одинаковые размеры.
Правильный выбор конструкции горелок для трубчатых печей и орга-
низация рационального способа сжигания топливного газа определен-
ного состава позволяют свести к минимуму образование вредных состав-
ляющих дымовых газов, выделяемых в окружающую среду. В продуктах
сгорания топлива в основном могут присутствовать следующие вредные
примеси: оксид углерода, оксиды азота и минимальное количество кан-
церогенных веществ. Оксид углерода образуется при неполном сгорании
всех видов топлива. Он является отравляющим газом, так как нарушает
питание организма кислородом.
По СН 245-71 предельное содержание оксида углерода в воздухе на-
селенных мест не должно превышать 3 мг/м3 (0,00024% масс.), а в произ-
водственных помещениях при длительности работы 1 ч норма может быть
повышена до 50, не более 30 мин - до 100, не более 15 мин - до 200. мг/м3.
Возобновление работы в этих условиях допустимо после перерыва дли-
тельностью не менее 2 ч.
381
Условия появления оксида углерода при горении природного газа,
содержащего в основном метан, упрощенно можно рассматривать как
стадии последовательных превращений: метан - формальдегид - оксид
углерода - диоксид углерода. При неблагоприятных условиях цепная ре-
акция может оборваться и в продуктах горения будут содержаться оксид
углерода и альдегиды. Подобные явления происходят и с другими горю-
чими газами при недостатке окислителя. То же наблюдается при охлаж-
дении зоны горения.
Как показали исследования Института газа АН Украины, при сжига-
нии газов с коэффициентом избытка воздуха а =1,05-1,15 оксид углеро-
да отсутствует.
Снижения выбросов оксидов азота достигают более совершенной орга-
низацией процессов сжигания топлива:
♦ осуществление горения газа с минимальным избытком воздуха;
♦ рециркуляция дымовых газов в зону горения;
♦ интенсификация отвода тепла из зоны горения;
♦ двустадийное сжигание топлива и др.
Испытаниями промышленных печей, оснащенных горелками различ-
ных конструкций (панельными, чашеобразными и акустическими), уста-
новлено, что акустические горелки работают с минимальным избытком
воздуха и концентрация оксидов азота в дымовых газах на 35-40% ниже,
чем при использовании горелок других конструкций.
Нормальному техническому обслуживанию печей не должен мешать
шум горелок. Длительное воздействие производственного шума может
вызвать ослабление слуха, а также ослабляет внимание человека, что мо-
жет привести к несчастному случаю.
При работе печей возникает шум двух видов: высокочастотный шум,
создаваемый смесью топлива и воздуха, выходящей из сопла горелки, и
низкочастотный шум, создаваемый газообразными продуктами сгорания,
которые в процессе горения то расширяются, то сжимаются.
Шум горения зависит, прежде всего, от скорости горения, определяе-
мой составом топливно-воздушной смеси, степенью ее предварительно-
го смешения. Для углеводородных видов топлива, применяемых в труб-
чатых печах, характерны следующие диапазоны частот, в которых
уровень шума максимален: 75-600 Гц для кинетического факела и
300-600 Гц для диффузионного.
Уровень звукового давления на расстоянии 1 м от горелки по сани-
тарным нормам не должен превышать 85 дБ. Для измерения уровней зву-
ка может быть применен малогабаритный шумомер ШМ-1 таганрогско-
го ПО "Виброприбор".
382
Надо внимательно наблюдать за состоянием трубчатого змеевика,
печи, чтобы своевременно обнаружить темные пятна на поверхности труб,
отдулины, свищи и другие дефекты. Нужно осматривать также крепле-
ния змеевика и огнеупорную кладку.
При появлении незначительного прогара трубы, когда нефтепродукт
вытекает отдельными каплями или горит небольшим факелом, необхо-
димо: прекратить шуровку горелок, понизить производительность печ-
ных насосов, подготовить паровую линию (освободить ее от конденсата)
для подачи пара на продувку печи и приступить к постепенной остановке
ее на ремонт.
Аварийную остановку печи производят при значительных прогарах
печных труб, вырыве их из двойников, прекращении подачи сырья и т. д.
При аварийной остановке печи немедленно прекращают горение топли-
ва в горелках. Это осуществляется быстрым перекрытием подачи топли-
ва и сырья автоматически действующими клапанами, установленными
на соответствующих трубопроводах. Для той же цели служит специаль-
ная закрываемая вручную аварийная задвижка, которую размещают вдали
от печи в безопасном месте.
Далее останавливают насосы, подающие сырье в печь. Следующей
операцией является включение подачи водяного пара в камеру сгорания,
борова, дымовую трубу и коробки двойников. Предварительно из паро-
провода спускают конденсат. Для ускорения прекращения горения топ-
лива перекрывают шибер борова печи, при этом ликвидируется тяга и
атмосферный воздух перестает поступать в топку. Затем приступают к
сбросу нефтепродуктов из змеевиков печи в аварийные емкости, куда
предварительно подают водяной пар, чтобы избежать воспламенения
горячих нефтепродуктов. Для полного освобождения трубчатых змееви-
ков от сырья их продувают паром по ходу или против хода сырья в зави-
симости от места расположения прогоревшей печной трубы, добиваясь
возможно меньшего попадания сырья в топку. Пар на тушение печи по-
дается с главного парового коллектора, который находится на безопас-
ном от печи расстоянии.
На установках термокрекинга вследствие резких колебаний темпера-
туры двойники могут давать незначительную течь. В этом случае в двой-
никовые коробки подают пар, который прекращает горение топлива и
способствует образованию кокса в месте пропуска. Укрепление пробок
двойников при пропусках в последних во время эксплуатации печи зап-
рещается. При сильной течи двойников и непрекращающемся горении
топлива при подаче пара печь следует остановить на ремонт.
Работы по строительству и ремонту дымовых труб характеризуются
повышенной опасностью. К их выполнению допускаются лица, прошед-
383
шие обучение, сдавшие экзамен и получившие удостоверение на право
производства работ. Все рабочие, занятые на строительстве или ремон-
том дымовых труб, предварительно проходят инструктаж по технике бе-
зопасности на рабочем месте. Перед началом работ опасную зону ограж-
дают и вывешивают предупредительные надписи, запрещающие проход
за ее пределы. Ширина опасной зоны для труб высотой до 100 м состав-
ляет не менее 10 м. Вокруг трубы на высоте 2,5-3 м должен быть устроен
защитный козырек шириной не менее 2 м из двойного настила досок тол-
щиной 40 мм с уклоном к трубе. По наружному краю настила козырька
прибивают бортовую доску высотой не менее 1,5 м. Рабочие проходы в
пределах опасной зоны перекрывают навесом и снабжают боковым ог-
раждением.
Если материалы поднимают на трубу с использованием крана-укоси-
ны, в защитном козырьке устраивают рабочий проем. Грузовую лебедку
для подъема материалов размещают в будке за пределами опасной зоны,
на расстоянии не менее 10 м от дымовой трубы. Располагать материалы в
пределах опасной зоны не разрешается. Рабочие, осуществляющие пода-
чу материалов на трубу, а также все ремонтники должны работать в за-
щитных касках и находиться под защитным козырьком или навесом.
Сбрасывать с трубы строительный мусор категорически запрещается.
Его необходимо опускать вниз в бадьях или контейнерах, используя гру-
зовую лебедку. Перед пуском в эксплуатацию электролебедка должна быть
освидетельствована инженерно-техническими работниками, ответствен-
ными за ее исправное состояние. Электролебедку прочно закрепляют за
якорь и заземляют. Моторист электролебедки перед началом работы дол-
жен проверить ее исправность, действие тормоза, сигнализацию. При
неисправной сигнализации поднимать или опускать груз запрещается.
Моторист электролебедки во время работы должен внимательно сле-
дить за сигнализацией, за отметкой на металлическом канате (отметку
высоты подъема груза наносят предварительно краской), за правильнос-
тью укладки каната на барабан лебедки. Груз поднимают плавно, без
рывков. Оставлять груз на весу запрещается.
Дымовые трубы печей ремонтируют в период капитального ремонта
установки. До начала работ ремонтники знакомятся с технической доку-
ментацией на дымовую трубу, затем производят ее наружный и внутрен-
ний осмотр. Для наружного осмотра можно использовать бинокль или
другие оптические приборы, либо подняться по наружным ходовым ско-
бам и осмотреть трубу. Поднимаясь по скобам, необходимо обращать
особое внимание на прочность их закрепления в стволе трубы. Кладку
кирпичных труб осматривает опытный трубоклад, который должен иметь
на себе предохранительный пояс.
384
Внутренний осмотр трубы разрешается производить после ее охлаж-
дения, достаточной вентиляции и отключения от печи шибером. Если в
печи использовалось сернистое топливо и на внутренней поверхности
трубы накопились сернистые соединения, то при осмотре нужно приме-
нять противогазы. Осмотр внутренней поверхности труб с использова-
нием скоб допускается для дымовых труб высотой до 45 м. Для более
высоких труб осмотр осуществляют с подвесных люлек, поднимаемых
при помощи балки с роликами, закрепленной на верху трубы, и электро-
лебедки. Оснастку и люльку перед началом работ испытывают на полу-
торакратную нагрузку.
По результатам ревизии состояния дымовой трубы составляют акт и
разрабатывают проект производства ремонтных работ. Наружные рабо-
ты на дымовой трубе (ремонт грозозащиты, установка укрепляющих ко-
лец, заделка трещин, окраска и т. д.) могут выполняться только после
того, как ремонтники убедятся в надежности крепления ходовых скоб.
Если скобы подверглись значительной коррозии, в кладку ствола трубы
вбивают новые скобы, которые должны иметь завершенные концы. Ско-
бы забивают на глубину не менее 120 мм в пробки из сухой древесины.
Ремонтник, забивающий скобы, должен зацепиться карабином предох-
ранительного пояса за забитую ранее ходовую скобу. При наружном ре-
монте трубы, осуществляемом с площадки на кронштейнах, трубоклад
должен зацепляться карабином пояса за обводной трос. Навеску крон-
штейнов на следующее стяжное кольцо можно производить только пос-
ле его проверки. Прочность кольца и стяжных замков проверяют тща-
тельным осмотром и простукиванием кувалдой. Стяжные кольца для кир-
пичных труб должны выполняться из стали марки СтЗ. Применение ста-
ли других марок не допускается. При изготовлении стяжных колец заги-
бы звеньев должны выполняться с нагревом.
Стяжные кольца устанавливают на кирпичных трубах с наружных
подмостей на кронштейнах. Последние должны быть заводского изго-
товления, испытаны на двойную статическую нагрузку (не менее 160 кг)
и снабжены упорами, препятствующими сдвигу досок настила. Для на-
вески кронштейнов на кладке ствола трубы делают вертикальные бороз-
дки на уровне устанавливаемого кольца. Расстояние между бороздками
должно быть не более 600 мм. При навеске кронштейнов на стяжное коль-
цо крюки их должны свободно входить в бороздки. Кронштейны наве-
шивают на стяжное кольцо после полной затяжки болтов. Настил на крон-
штейны устанавливают так, чтобы каждая доска опиралась на два крон-
штейна.
Для безопасного производства работ по установке стяжных колец и
перестановке площадки следует применять обводной канат, который дву-
385
мя концами закрепляют, используя карабины, к наружным ходовым ско-
бам трубы. К этому канату ремонтники зацепляются карабинами пре-
дохранительных поясов перед выходом на площадку. Монтаж стяжных
колец на дымовую трубу включает операции: подъем краном-укосиной
отдельных звеньев, установку их на костыли, вбитые в швы кладки, сбор-
ку и затяжку. При сборке стяжного кольца следят за тем, чтобы замки
располагались между бороздками (в местах, где в дальнейшем будут на-
вешиваться кронштейны). Надежность затяжки болтов стяжных колец
проверяют тяжелым молотком.
Кладка верха трубы, имеющей трещины, перед разборкой должна быть
укреплена стяжными кольцами или тросом. Разборку кладки верха тру-
бы можно производить с подвесных подмостей, которые подвешивают
четырьмя металлическими подвесками к двум балкам (перекладинам),
уложенным на верху трубы. По мере разборки перекладины перемещают
и одновременно с этим опускаются подмости. Во время разборки кладки
ремонтники должны зацепляться карабинами предохранительных поясов
к перекладинам или к подвескам. Футеровку и кладку следует разбирать
с подвесной площадки. Разборку ведут по рядам. Обрушивать кладку
глыбами запрещается.
При валке труб методом подрубки территория радиусом, равным по-
луторной высоте трубы в сторону намеченного падения, а с противопо-
ложной стороны радиусом, равным 15 м, является опасной зоной, проезд
и проход в которой запрещен.
На период подрубки трубы возле нее должны быть выставлены по-
сты. Подрубкой трубы руководит мастер. При необходимости ремонта
футеровки металлических дымовых труб перед началом работ они долж-
ны быть расчалены в трех направлениях на весь период ремонта. Внутри
трубы приваривают (если они отсутствуют) металлические ходовые ско-
бы. Для подъема материалов и крепления подвесной площадки на верху
трубы крепят болтами балку с роликами.
Кладку футеровки металлических труб ремонтируют с подвесной пло-
щадки, имеющей выдвижные пальцы. В центре площадки должен быть
закрывающийся проем для прохода контейнеров с материалами. Подни-
мать материалы и ремонтировать футеровку с площадки разрешается
только после посадки ее на выдвижные пальцы. Пальцы должны захо-
дить в кладку на глубину не менее 120 мм. До начала работ подвесную
площадку необходимо испытать на двойную статическую нагрузку.
Допускается ремонтировать футеровку труб с переставных площадок
с отверстиями в центральной части для подъема материалов. Отверстие
должно перекрываться двустворчатыми дверками. Для перестановки пло-
щадки нужно иметь два комплекта балок (пальцев). В нижней части тру-
386
бы на высоте 2,5-3 м сооружают защитное перекрытие с отверстием для
прохода контейнера. Для направления поднимаемого контейнера в от-
верстие должен быть установлен желоб, а над отверстием - раструб. Для
футеровки металлических труб с выходным диаметром по футеровке
2,5 м и больше используют шахтные подъемники.
Библиографический список
1. Дьяков В. Г. и др. Жаропрочные материалы для высокотемпературного обору-
дования нефтехимических и химических процессов / В.Г. Дьяков, Х.И. Ческис, Н.М.
Левтонова. - М.: ЦНИИТЭнефтехим, 1978. - 61 с.: ил.
2. Дьяков В. Г. и др. Эксплуатация жаростойких материалов в топочной атмосфе-
ре печей нефтехимических производств / В.Г. Дьяков, Х.И. Ческис, Н.М. Левтонова.
- М.: ЦНИИТЭнефтехим, 1981. - 43 с.: ил.
3. Семенова Т.А., Лейтес И.Л. Очистка технологических газов. -М.: Химия, 1979.
- 488 с.: ил.
4. Седелкин В.М. и др. И Хим. техн. - 1982. - № 2. - С. 64.
5. Шарихин В.В. и др. И Хим. промышленность. - 1986. - № 1. - С. 24.
6. Ентус Н.Р., Шарихин В.В. Газовые горелки трубчатых печей. - М.:
ЦНИИТЭнефтехим, 1984. - 56 с.: ил.
7. Писаренко Б.И. Использование вторичных энергетических ресурсов на НПЗ. -
М.: ЦНИИТЭнефтехим, 1982. - 40 с.: ил.
8. Степанов А.В., Сульжик Н.И. Пути снижения энергетических затрат в нефте-
переработке и нефтехимии. - М.: ЦНИИТЭнефтехим, 1983. - 60 с.: ил.
9. Ентус Н.Р., Шарихин В. В. Трубчатые печи в нефтеперерабатывающей и неф-
техимической промышленности. - М.: Химия, 1987. - 304 с.: ил.
10. Степанов А.В., Сульжик Н.И., Троценко Н.И. // Хим. техн. - 1983. - № 3. -
С. 40-45.
11. Мостовой Н.В., ГоломштокЛ.И. Пути использования низкопотенциального
тепла на предприятиях нефтепереработки и нефтехимии. - М.: ЦНИИТЭнефтехим,
1981.-48 с.: ил.
12. Голомшток Л. И. и др. Возможные применения тепловых труб в нефтеперера-
батывающей промышленности / Л.И. Голомшток, С.М. Зеньковский, А.А. Вощинс-
кий. - М.: ЦНИИТЭнефтехим, 1982. - 31 с.: ил.
13. Ермолов Г.М. // Химия и техн, топлив и масел. - 1982. - № 4. - С. 44-45.
14. Михайловер М.В. и др. Снижение энергозатрат на нефтеперерабатывающих
предприятиях за рубежом / М.В. Михайловер, Э.М. Островская, Н.П. Полеская. -
М.: ЦНИИТЭнефтехим, 1978. - 56 с.: ил.
15. Иванов А.Я. Теплоснабжение крупнотоннажных этиленовых установок. - М.:
ЦНИИТЭнефтехим, 1979. - 56 с.: ил.
16. Барабанов Н.Л. Высокотемпературный пиролиз углеводородов. - М.:
ЦНИИТЭнефтехим, 1971. - 71 с.: ил.
17. Нормативная методика теплового расчета трубчатых печей РТМ-02-40-77. -
М.: ВНИИнефтемаш, 1977. - 645 с.
18. Равич М.Б. Топливо'и эффективность его использования. - М.: Наука, 1971. -
357 с.: ил.
387
19. Ree R.D. Furnase operations. Texas: Gulf Publishing Company, 1973. - 216 p.
20. Костерин Ю.В. Вторичные топливно-энергетические ресурсы и их использо-
вание в нефтеперерабатывающей и нефтехимической промышленности. - М.:
ЦНИИТЭнефтехим, 1975. - 102 с.: ил.
21. Хасмамедов Ф.И. Автоматизация управления трубчатыми печами. - М.: Хи-
мия, 1980. - 216 с.: ил.
22. Leonard D.J., Kehoe T.J. И Oil and Gas J. - 1979. - N 38. - P. 134-138.
23. Ушатинская Н.П. и др. И Экспл. модерн, и ремонт оборудования. - 1981. -
№4.-С. 9-11.
24. Кузьмин С.Т., Козлов И.А. Опыт внедрения и эксплуатации автоматизиро-
ванных систем управления крупнотоннажным производством этилена. - М.:
ЦНИИТЭнефтехим, 1984. - 65 с.: ил.
25. Blieck J.L., de Goossens A.G. П Hydrocarbon Process. -1971. - № 3. - P. 76-80.
26. Органов К.А., Туровский Г.И. И Приборы и системы управления. - М.:
ЦНИИТЭнефтехим, 1968. - № 5. - С. 31-34.
27. Сарданашвили А.Г., Львова А.И. Примеры и задачи по технологии переработ-
ки нефти и газа. - М.: Химия, 1980. - 254 с.
28. Скобло А.И., Молоканов Ю.К., Владимиров А.И., Щелоков В.А. Процессы и
аппараты нефтепереработки и нефтехимии. - М.: Недра, 2000. - 663 с.
29. Брук Ю.Г., НеймаркЛ.А. Испытания и наладка промышленных печей на га-
зовом топливе. - Л.: Недра, 177 с.: ил.
30. Вайнберг И.Б., Калитенко К.Л. Контрольно-измерительные приборы и сред-
ства автоматики в нефтеперерабатывающей и нефтехимической промышленности.
- М.: Высшая школа, 1981. - 358 с.: ил.
31. Эстеркин Р.И. и др. Теплотехнические измерения при сжигании газового и
жидкого топлива / Р.И. Эстеркин, А.С. Иссерлин, М.И. Певзнер. - Л.: Недра, 1981. -
424 с.: ил.
32. Инструкция по техническому надзору, методам ревизии и отбраковке труб-
чатых печей, резервуаров, сосудов и аппаратов нефтеперерабатывающих и нефте-
химических производств ИТН-93.
33. Савкин С.В. Неразрушающие методы контроля металлов на тепловых элект-
ростанциях. - М.: Энергия, 1974. - 128 с.: ил.
34. Дьяков В. Г. и др. Легирование стали для нефтехимического оборудования /
В.Г. Дьяков, Н.М. Левтонова, Ю.С. Медведев. - М.: Машиностроение, 1971. - 183 с.:
ил.
35. Дьяков В.Г. и др. Защита от коррозии аппаратов и оборудования установок
каталитического риформинга / В.Г. Дьяков, Н.М. Левтонова, Ю.С. Медведев. - М.:
ЦНИИТЭнефтехим, 1979. - 56 с.: ил.
36. Cinfreda R. И Hydrocarbon Processing. - 1972. - Vol. 59. - № 5. - Р. 113-117.
37. Nisbet D.F. H Hydrocarbon Processing. -1971. - Vol. 50. - № 5. - P. 103-105.
38. Мухина Т.Н., Меньшиков В.А., Барабанов Н.Л. И ЖВХО им. Д.И. Менделее-
ва, 1977. - Т. 22. - № 1. - С. 8-17.
39. Дьяков В.Г. и др. Эксплуатация материалов в углеводородных средах печей
пиролиза / В.Г. Дьяков, Н.М. Левтонова, Ю.С. Медведев. - М.: ЦНИИТ Энефтехим,
1983. - 53 с.: ил.
40. Медовар Б.И., Бойко Г.А., Пузрин Л.Г. И ДАН СССР. - 1974. - № 3. - С. 218.
41. Замзин В.Н. Жаропрочность сварных соединений. - Л.: Машиностроение, 1972.
- 272 с.: ил.
388
42. Кириличев Н.В. Пути повышения работоспособности сварных соединений
трубных элементов нефтеперерабатывающих установок. - М.: ЦНИИТ Энефтехим,
1979. - 58 с.: ил.
43. Дмитриев В. Г. и др. Сварка при ремонте нефтехимического оборудования /
В.Г. Дмитриев, В.М. Беззубцев, В.Т. Платоненко. - М.: ЦНИИТЭнефтехим, 1980. -
53 с.: ил.
44. Schley J.R. И Corrosion. - 1967. - Vol. 23. - № 9. - Р. 276-287.
45. Рябченков А.В., Максимов А.И., Кузнецов Е.В. И Теплоэнергетика. - 1976. -
№ 12.-С. 57-59.
46. Туманянц А. А., Ватник Л.Г. Инструкция на сборку и сварку змеевиков труб-
чатых печей МНХП СССР. - Волгоград: ВНИИКТИнефтехимоборудование, 1977. -
32 с.
47. Правила устройства и безопасности эксплуатации технологических трубо-
проводов ПБ 03-108-96.
48. Лесников М.Н. Ремонт обмуровки паровых котлов. - М.: Энергоиздат, 1982. -
112 с.: ил.
49. Воронков С. Т., Исэров Д.З. Обмуровка стационарных паровых котлов тепло-
вых электростанций. - М.: Высшая школа, 1983. - 160 с.: ил.
50. Краснов В.И. и др. Ремонт трубчатых печей. - М.: ЦНИИТЭнефтехим, 1983. -
32 с.: ил.
51. Грицков П.М. и др. Ремонт промышленных труб / П.М. Грицков, Д.И. Вишнев-
ский, А.А. Зильберман. - М.: Стройиздат, 1979. - 224 с.: ил.
52. Медников Ю.П. и др. Эксплуатация промышленных печей и сушил на газо-
вом топливе / Ю.П. Медников, ГД. Дымов, К.Н. Рейхерт. - Л.: Недра, 1982. - 231 с.:
ил.
53. Исламов М.Ш. Пуск и наладка печей химических заводов. - Л.: Химия, 1980.
- 232 с.: ил.
54. Брондз Б. И. Пути повышения эффективности работы печей вакуумных бло-
ков установок АВТ. - М.: ЦНИИТЭнефтехим, 1982. - 51с.: ил.
55. Степанов А.В. Производство низших олефинов. - Киев: Наукова думка, 1978.
- 248 с.: ил.
56. Борзенко В.А., Кузолев Г.Ф. И Экспл., модерн и ремонт оборудования. -М.:
ЦНИИТЭнефтехим, 1977. - № 3. - С. 7-9.
57. Справочник нефтехимика / Под общ. ред. С.К. Огородникова / М.: Химия,
1978.-Т. 1.-492 с.: ил.
58. Тменов Д.Н., Гориславец С.П. Интенсификация процессов пиролиза. - Киев:
Техника, 1978. - 192 с.: ил.
59. Ентус Н.Р., Шарихин В. В. Повышение работоспособности и эффективности
эксплуатации печей пиролиза. - М.: ЦНИИТЭнефтехим, 1985. - 54 с.: ил.
60. А.с. 1712740 СССР. Газовая горелка / Шарихин В.В., Печников А.С., Степан-
чук В.В. и др. (СССР). № 4368829; Заявл. 25.01.88; Опубл. 15.02.92. Бюл. № 6.
61. Пат. № 2059154. Газовая горелка / Шарихин В.В., Степанчук В.В., Печников
А.С. и др. № 93054246; Заявл. 06.12.93; Опубл. 27.04.96. Бюл. № 12.
62. Пат. 2156919. Газовая горелка / Шарихин В.В., Мухитов И.Х., Печников А.С.
и др. № 99125990; Заявл. 07.12.99; Опубл. 27.09.2000. Бюл. № 27.
63. Кузин А.В. и др. Безопасность ремонтных работ / А.В. Кузин, Г.Я. Теплинский,
В.И. Юшков. - М.: Химия, 1981. - 262 с.: ил.
64. Бард В.Л., Кузин А.В. Предупреждение аварий в нефтеперерабатывающих и
нефтехимических производствах. - М.: Химия, 1984. - 247 с.: ил.
389
СОДЕРЖАНИЕ
Предисловие.........................................................3
Глава 1. КЛАССИФИКАЦИЯ И КОНСТРУКЦИЯ
ТРУБЧАТЫХ ПЕЧЕЙ НЕФТЕПЕРЕРАБОТКИ И НЕФТЕХИМИИ.......................5
1. Печи для нагрева, испарения и перегрева углеводородного сырья.7
2. Печи для высокотемпературных процессов
деструктивных превращений углеводородного сырья.......17
Глава II. ЭЛЕМЕНТЫ КОНСТРУКЦИЙ ПЕЧЕЙ......................26
1. Трубчатые змеевики конвекционной и радиантной камер.26
2. Огнеупорная обмуровка и тепловая изоляция...........41
3. Фундаменты и металлические каркасы..................46
4. Система топливных трубопроводов и арматура..........47
5. Горелки.............................................51
6. Дымовые трубы и дымоходы............................78
7. Гарнитура...........................................80
8. Котлы-утилизаторы, парогенераторы, воздухонагреватели,
закалочно-испарительные аппараты.......................81
Глава III. ЭКСПЛУАТАЦИЯ ПЕЧЕЙ............................100
1. Основные показатели работы печей...................100
2. Расчет эксплуатационных и теплотехнических показателей печей .... 104
3. Пуск, наладка нормального режима работы и остановка
трубчатых печей.......................................107
4. Эффективность использования газообразного и жидкого топлива .. 117
5. Эксплуатация воздухоподогревателей.................124
6. Контроль теплового режима печей и управление им....126
7. Автоматическое управление параметрами работы печей пиролиза... 134
Глава IV. ТЕХНОЛОГИЧЕСКИЙ РАСЧЕТ ТРУБЧАТЫХ ПЕЧЕЙ.........141
1. Схемы расчетов трубчатых печей.....................144
2. Расчет процесса горения............................144
3. Расчет радиантной камеры...........................151
4. Расчет камеры конвекции............................164
5. Гидравлический расчет змеевика печи................167
6. Газовое сопротивление и тяга.......................173
ПРИМЕРЫ...............................................177
Пример 1............................................177
Пример 2............................................190
390
Глава V. ОБСЛЕДОВАНИЕ РАБОТЫ ТРУБЧАТЫХ ПЕЧЕИ....................196
1. Теплотехнические обследования работы трубчатых печей......196
2. Приборы для обследования печей............................203
3. Ревизия технического состояния элементов конструкции печей.212
Глава VI. РАБОТОСПОСОБНОСТЬ И ДОЛГОВЕЧНОСТЬ
ЭЛЕМЕНТОВ КОНСТРУКЦИИ ТРУБЧАТЫХ ПЕЧЕЙ...........................218
1. Дефекты трубчатых змеевиков печей
нефтеперерабатывающих установок.......................218
2. Дефекты трубчатых змеевиков печей нефтехимических установок.... 228
Глава VII. РЕМОНТ ТРУБЧАТЫХ ПЕЧЕЙ...............................254
1. Организация проведения ремонтных работ....................256
2. Подготовка печей к ремонту................................259
3. Очистка трубчатых змеевиков...............................262
4. Декоксование печных агрегатов этиленовых установок ЭП-300.273
5. Отбраковка элементов печей................................278
6. Сварка трубчатых змеевиков................................307
7. Сборка и опрессовка печных змеевиков......................318
8. Ремонт печей..............................................320
9. Ремонт дымовых труб.......................................333
10. Ремонт воздухоподогревателей.............................336
11. Ремонт горелок...........................................336
12. Средства механизации ремонтных работ.....................341
Глава VIII. ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ РАБОТЫ ПЕЧЕЙ................347
1. Реконструкция печей.......................................348
2. Экстенсификация эксплуатации печей........................359
3. Усовершенствование системы сжигания топлива...............362
4. Газовые горелки типа АГГ для трубчатых печей..............369
Глава IX. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РЕМОНТЕ
И ЭКСПЛУАТАЦИИ ТРУБЧАТЫХ ПЕЧЕЙ..................................376
Библиографический список........................................387
391
Учебное издание
Шарихин Валерий Викторович
Ентус Николай Романович
Коновалов Андрей Алексеевич
Скороход Алла Артемовна
ТРУБЧАТЫЕ ПЕЧИ
НЕФТЕГАЗОПЕРЕРАБОТКИ И НЕФТЕХИМИИ
Редактор Т. И. Заболоцкая
Корректор Н.А. Калячкина
Компьютерная верстка О. А. Карасевой
Сдано в набор 01.11.2000. Подписано в печать 16.12.2000.
Формат 60x84 /16. Бумага офсетная. Печать офсетная.
Объем 23,77 усл. печ. л. Тираж 1000 экз. Заказ 379.
Самарский государственный технический университет.
443100, Самара, ул. Молодогвардейская, 244.
Типография ООО “ОФОРТ”
443068, Самара, ул. Межевая, 7.
Лицензия ПД 7-0050 от 30.08.2000 г.
392