/





































































































































































































































































































































































































































































































Текст
А. В. Курдюмов М. В. Пикунов
В. М. Чурсин Е. Л. Бибиков
ПРОИЗВОДСТВО
отливок
ИЗ СПЛАВОВ
ЦВЕТНЫХ
МЕТАЛЛОВ
Издание 2-е, дополненное
и переработанное
Рекомендовано Государственным комитетом
Российской Федерации по высшему образованию
в качестве учебника
для студентов высших учебных заведений,
обучающихся по специальности
«Литейное производство
черных и цветных металлов»
МОСКВА
•МИСИС*
1996
Рецензент: кафедра «Технология металлов» Московского государ-
ственного открытого университета
УДК 669.2:621.746
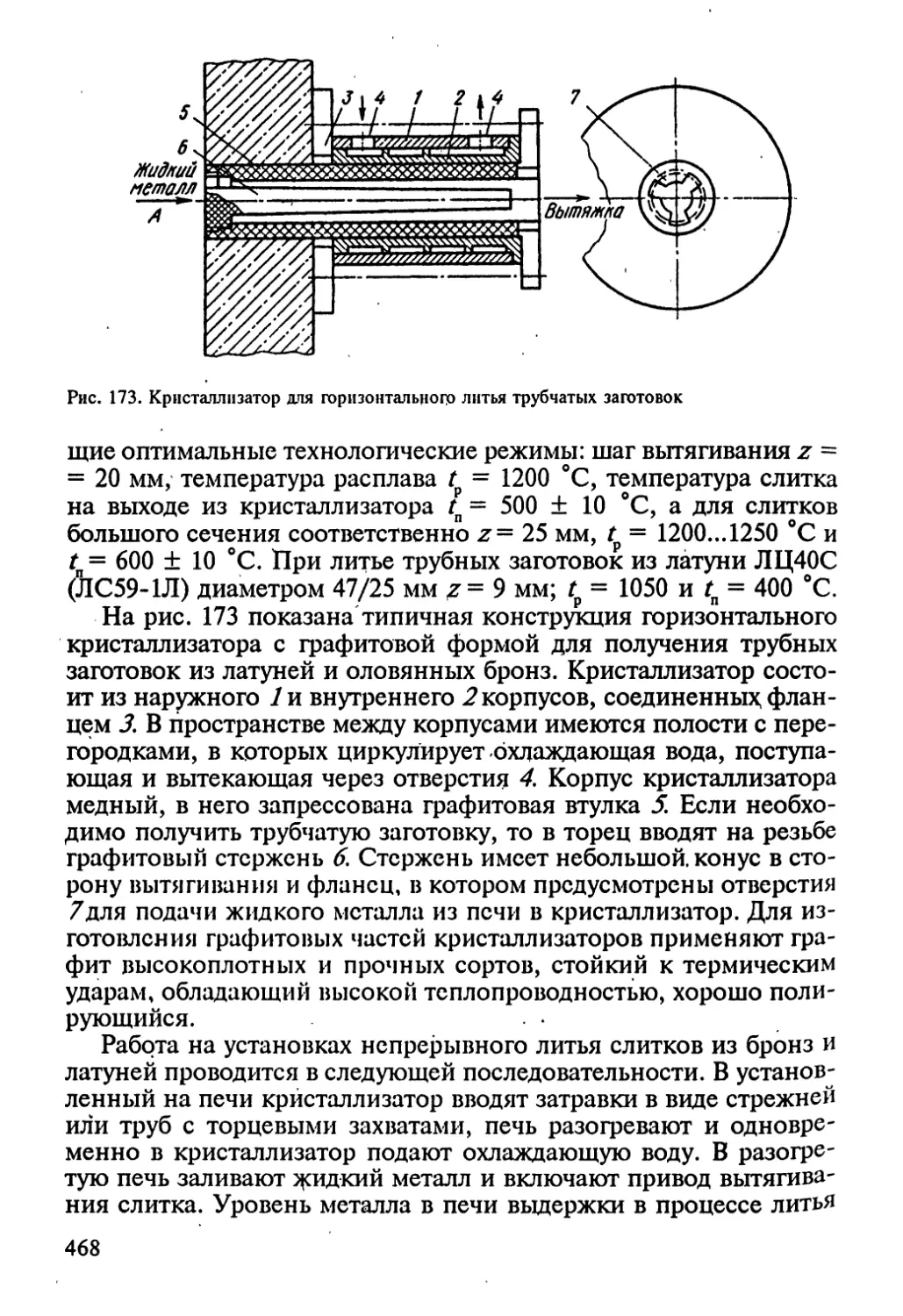
Производство отливок из сплавов цветных металлов:
Учебник для вузов. / Курдюмов А. В., Пикунов М. В., Чурсин В. М.,
Бибиков Е. Л. 2-е изд., доп. иперераб. -г М.: «МИСИО, 1996. — 504 с.
Приведены физико-химические свойства цветных металлов и сплавов, изложены
современные представления о взаимодействии металлических расплавов с газами, огне-
упорными материалами, шлаками и флюсами. Даны сведения о рафинировании и моди-
фицировании расплавов. Описаны оборудование и технология получения фасонных отли-
вок и слитков из алюминиевых, магниевых, медных, никелевых, титановых, цинковых,
оловянносвинцовых сплавов, а также сплавов на основе серебра, золота, платины, палла-
дия. Рассмотрены вопросы охраны труда и защиты окружающей среды.
Учебник рекомендован для студентов, обучающихся по специальности «Литейное
производство черных и цветных металлов». Может быть использован также при подготовке
бакалавров и студентов других специальностей в металлургических, политехнических и
машиностроительных вузах. Книга полезна работникам литейных цехов, участков и
лабораторий, имеющим дело с плавкой и литьем цветных металлов и сплавов.
Ил. 182. Табл. 110. Библиогр. список: 37 назв.
При издании учебника финансовую поддержку оказал
Финансовый центр «Грант»
2603000000
ISBN 5-87623-019-7
© КурдюмовА. В., ПикуновМ. В.,
Чурсин В. М., Бибиков Е. Л.,
•МИСИО , 1996.
ОГЛАВЛЕНИЕ
предисловие.................’...........:...... ;........б
ВВЕДЕНИЕ.....................................................8
РАЗДЕЛ I. ФИЗИКО-МЕТАЛЛУРГИЧЕСКИЕ И
ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ ПЛАВКИ И ЛИТЬЯ
СПЛАВОВ ЦВЕТНЫХ МЕТАЛЛОВ____________________....________ 13
Г Л А В А 1. ОБЩИЕ СВЕДЕНИЯ О ЦВЕТНЫХ МЕТАЛЛАХ И СПЛАВАХ... 13
§ 1. ЦВЕТНЫЕ МЕТАЛЛЫ.................................... 13
§ 2. СПЛАВЫ ЦВЕТНЫХ МЕТАЛЛОВ............... ,,...........,. 15
Г Л А В А 2. ФИЗИЧЕСКИЕ СВОЙСТВА ЖИДКИХ МЕТАЛЛОВ И
СПЛАВОВ................................. i...21
§ 1. ТЕМПЕРАТУРА ПЛАВЛЕНИЯ И ПЛОТНОСТЬ МЕТАЛЛОВ И СПЛАВОВ.21
§ 2. ПОВЕРХНОСТНАЯ ЭНЕРГИЯ И ВЯЗКОСТЬ МЕТАЛЛИЧЕСКИХ РАСПЛАВОВ.
ДИФФУЗИЯ В ЖИДКИХ МЕТАЛЛАХ...........:............. 23
§ 3. ДАВЛЕНИЕ ПАРА МЕТАЛЛОВ И СПЛАВОВ.,.;................. 29
§ 4. ТЕПЛОФИЗИЧЕСКИЕ И ЭЛЕКТРИЧЕСКИЕ СВОЙСТВА
МЕТАЛЛОВ И СПЛАВОВ................................ 30
§ 5. О СТРОЕНИИ МЕТАЛЛИЧЕСКИХ РАСПЛАВОВ................. 35
ГЛАВА 3. ВЗАИМОДЕЙСТВИЕ ЖИДКИХ МЕТАЛЛОВ С ГАЗАМИ,
МАТЕРИАЛАМИ ТИГЛЕЙ И ФУТЕРОВКОЙ ПЛАВИЛЬНЫХ ПЕЧЕЙ .. 37
§ 1. ОБЩИЕ ЗАКОНОМЕРНОСТИ ВЗАИМОДЕЙСТВИЯ МЕТАЛЛИЧЕСКИХ
РАСПЛАВОВ С ГАЗАМИ................................. 37
§ 2. ВЗАИМОДЕЙСТВИЕ ЖИДКИХ МЕТАЛЛОВ С ВОДОРОДОМ, КИСЛОРОДОМ И
АЗОТОМ............................................. 41
- § 3. ВЗАИМОДЕЙСТВИЕ ЖИДКИХ МЕТАЛЛОВ СО СЛОЖНЫМИ ГАЗАМИ..,49
§ 4. ВЗАИМОДЕЙСТВИЕ ЖИДКИХ МЕТАЛЛОВ С МАТЕРИАЛОМ ТИГЛЕЙ И
ФУТЕРОВКОЙ ПЛАВИЛЬНЫХ ПЕЧЕЙ.......................53
ГЛАВА 4. ОСНОВЫ ТЕХНОЛОГИИ ПЛАВКИ.......................... 58
§ 1. ОСНОВНЫЕ ПОЛОЖЕНИЯ РАЗРАБОТКИ ТЕХНОЛОГИИ ПЛАВКИ........58
.§ 2. РАСЧЕТ ШИХТЫ..:................. ;.................64
§ 3. ЗАЩИТА РАСПЛАВОВ ОТ ВЗАИМОДЕЙСТВИЯ С АТМОСФЕРОЙ ПРИ
ПЛАВКЕ........................................... 68
§ 4. РАФИНИРОВАНИЕ МЕТАЛЛИЧЕСКИХ РАСПЛАВОВ..................71
§ 5. РАСКИСЛЕНИЕ МЕТАЛЛИЧЕСКИХ РАСПЛАВОВ....................78
§6. МОДИФИЦИРОВАНИЕ МЕТАЛЛИЧЕСКИХ РАСПЛАВОВ................82
РАЗДЕЛ П. ПРОИЗВОДСТВО ФАСОННЫХ ОТЛИВОК ИЗ
СПЛАВОВ ЦВЕТНЫХ МЕТАЛЛОВ__________________________85
Г Л А В А 5. ПЕЧИ ДЛЯ ПЛАВКИ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ...85
§ 1. КЛАССИФИКАЦИЯ ПЛАВИЛЬНЫХ ПЕЧЕЙ..,.................. 85
§ 2. ТОПЛИВНЫЕ ПЛАВИЛЬНЫЕ ПЕЧИ..............................89
§ 3. ЭЛЕКТРИЧЕСКИЕ ПЕЧИ СОПРОТИВЛЕНИЯ.......................95
§ 4. ИНДУКЦИОННЫЕ ТИГЕЛЬНЫЕ ПЕЧИ............................99
§ 5. ИНДУКЦИОННЫЕ КАНАЛЬНЫЕ ПЕЧИ...........................106
. § 6. ЭЛЁКТРОДУГОВЫЕ, ЭЛЕКТРОННО-ЛУЧЕВЫЕ И
ПЛАЗМЕННЫЕ ПЕЧИ...............>...................... ПО
3
Г Л А В A 6. ОБЩАЯ ХАРАКТЕРИСТИКА И КЛАССИФИКАЦИЯ
ОТЛИВОК......................................... Ш
§ 1. ТРЕБОВАНИЯ К ОТЛИВКАМ.1..........................111
§ 2. КЛАССИФИКАЦИЯ ОТЛИВОК............................114
Г Л А В А 7. ПРОИЗВОДСТВО ОТЛИВОК ИЗ АЛЮМИНИЕВЫХ
СПЛАВОВ......................................... 125
§ 1 СОСТАВ И СВОЙСТВА ПЕРВИЧНОГО АЛЮМИНИЯ........... 125
§ 2. СОСТАВ И СВОЙСТВА АЛЮМИНИЕВЫХ СПЛАВОВ................127
8 3. ОСОБЕННОСТИ ПЛАВКИ АЛЮМИНИЕВЫХ СПЛАВОВ...........143
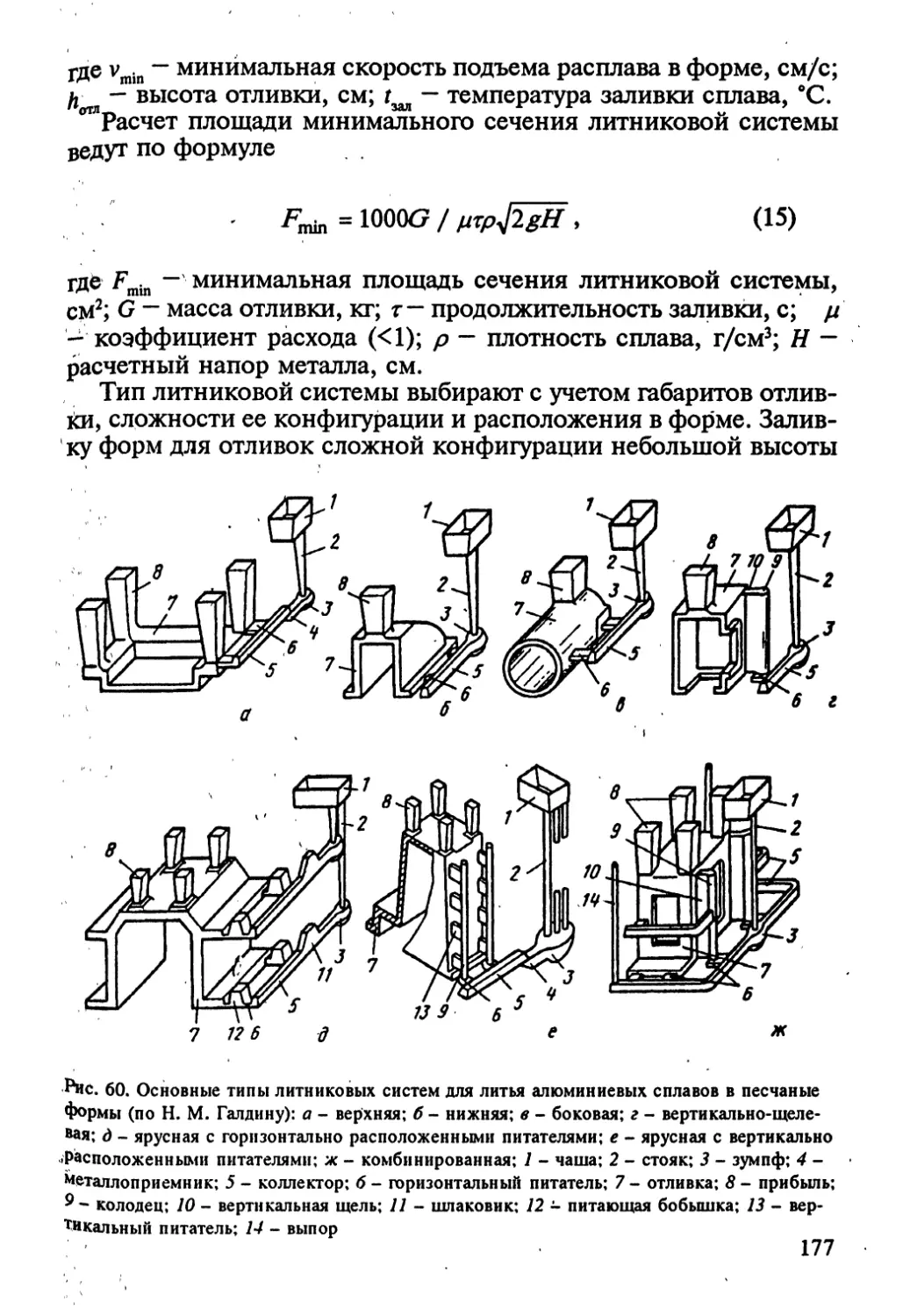
§ 4. ОСОБЕННОСТИ ТЕХНОЛОГИИ ПРОИЗВОДСТВА ФАСОННЫХ ОТЛИВОК.172
ГЛАВА 8. ПРОИЗВОДСТВО ОТЛИВОК ИЗ МАГНИЕВЫХ
СПЛАВОВ...........................................201
§ 1. СОСТАВ И СВОЙСТВА ПЕРВИЧНОГО МАГНИЯ..............201
§ 2. СОСТАВ И СВОЙСТВА МАГНИЕВЫХ СПЛАВОВ..................203
§ 3. ОСОБЕННОСТИ ПЛАВКИ МАГНИЕВЫХ СПЛАВОВ.............211
§ 4. ОСОБЕННОСТИ ТЕХНОЛОГИИ ПРОИЗВОДСТВА ФАСОННЫХ ОТЛИВОК.224
Г Л А В А 9. ПРОИЗВОДСТВО ОТЛИВОК ИЗ МЕДНЫХ СПЛАВОВ.......237
§ 1. СОСТАВ И СВОЙСТВА МЕДИ.............;........... 237
§ 2. СОСТАВ И СВОЙСТВА МЕДНЫХ СПЛАВОВ.................241
§ 3. ОСОБЕННОСТИ ПЛАВКИ МЕДИ И МЕДНЫХ СПЛАВОВ.........252
§ 4. ТЕХНОЛОГИЯ ПЛАВКИ МЕДНЫХ СПЛАВОВ.....................263
§ 5. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ФАСОННЫХ ОТЛИВОК ИЗ МЕДНЫХ
СПЛАВОВ............................................. 280
ГЛАВА 10. ПРОИЗВОДСТВО ОТЛИВОК ИЗ НИКЕЛЕВЫХ
СПЛАВОВ........'..................................295
§ 1. СВОЙСТВА НИКЕЛЯ..................................295
§ 2. СОСТАВ И СВОЙСТВА НИКЕЛЕВЫХ СПЛАВОВ ........... 296
§ 3. ОСОБЕННОСТИ ПЛАВКИ НИКЕЛЕВЫХ СПЛАВОВ.............300
§ 4. ОСОБЕННОСТИ ТЕХНОЛОГИИ ПРОИЗВОДСТВА ФАСОННЫХ ОТЛИВОК.304
Г Л А В А 11. ПРОИЗВОДСТВО ОТЛИВОК ИЗ ТИТАНОВЫХ СПЛАВОВ ....312
§ 1. СВОЙСТВА ТИТАНА................................ 312
§ 2. СОСТАВ И СВОЙСТВА ТИТАНОВЫХ СПЛАВОВ..............314
§ 3. ОСОБЕННОСТИ ПЛАВКИ ТИТАНОВЫХ СПЛАВОВ.................321
§ 4. КОНСТРУКЦИЯ ПЛАВИЛЬНО-ЗАЛИВОЧНЫХ УСТАНОВОК...........: 325
§ 5. ОСОБЕННОСТИ ТЕХНОЛОГИИ ПРОИЗВОДСТВА ФАСОННЫХ ОТЛИВОК.333
Г Л А В А 12. ПРОИЗВОДСТВО ОТЛИВОК ИЗ СПЛАВОВ
ТУГОПЛАВКИХ МЕТАЛЛОВ..............................355
§ 1. СВОЙСТВА ТУГОПЛАВКИХ МЕТАЛЛОВ....................355
§ 2- СВОЙСТВА НИОБИЕВЫХ И МОЛИБДЕНОВЫХ СПЛАВОВ............358
§ 3. ОСОБЕННОСТИ ПЛАВКИ ТУГОПЛАВКИХ СПЛАВОВ...........359
Г Л А В А 13. ПРОИЗВОДСТВО ОТЛИВОК ИЗ СПЛАВОВ
ЛЕГКОПЛАВКИХ МЕТАЛЛОВ.............................368
§ 1. СОСТАВ И СВОЙСТВА ЦИНКОВЫХ СПЛАВОВ...............368
§ 2. ОСОБЕННОСТИ ПЛАВКИ ЦИНКОВЫХ СПЛАВОВ............. 373
§ 3. СОСТАВ И СВОЙСТВА ОЛОВЯННЫХ СПЛАВОВ..............377
$ 4; ОСОБЕННОСТИ ПЛАВКИ ОЛОВЯННЫХ СПЛАВОВ......'......382
§ 5. СОСТАВ И СВОЙСТВА СВИНЦОВЫХ СПЛАВОВ..............383
§ 6. ОСОБЕННОСТИ ПЛАВКИ СВИНЦОВЫХ СПЛАВОВ.............388
4
t
i
§ 7. СОСТАВ И СВОЙСТВА КАДМИЕВЫХ СПЛАВОВ..................389
§ 8. ОСОБЕННОСТИ ТЕХНОЛОГИИ ПРОИЗВОДСТВА ФАСОННЫХ ОТЛИВОК
ИЗ ЛЕГКОПЛАВКИХ СПЛАВОВ..............................391
Г Л А В А 14. ПРОИЗВОДСТВО ОТЛИВОК ИЗ СПЛАВОВ
БЛАГОРОДНЫХ МЕТАЛЛОВ............................. 394
§ 1. СОСТАВ И СВОЙСТВА ЗОЛОТЫХ СПЛАВОВ................... 394
§ 2. СОСТАВ И СВОЙСТВА СЕРЕБРЯНЫХ СПЛАВОВ.................397
$ 3. СОСТАВ И СВОЙСТВА ПЛАТИНОВЫХ СПЛАВОВ................ 399
§ 4. СОСТАВ И СВОЙСТВА ПАЛЛАДИЕВЫХ СПЛАВОВ................401
, § 5. ПРОИЗВОДСТВО ОТЛИВОК ИЗ СПЛАВОВ БЛАГОРОДНЫХ МЕТАЛЛОВ.402
РАЗДЕЛ III. ПРОИЗВОДСТВО СЛИТКОВ ИЗ СПЛАВОВ
ЦВЕТНЫХ МЕТАЛЛОВ ________________________________. 403
ГЛАВА 15. ОСНОВЫ ПРОИЗВОДСТВА СЛИТКОВ.....................403
§ 1. О КАЧЕСТВЕ СЛИТКОВ................................. 404
§ 2. ОСОБЕННОСТИ ПОЛУЧЕНИЯ СЛИТКОВ РАЗЛИЧНЫМИ СПОСОБАМИ.408
Г Л А В А 16. ПРОИЗВОДСТВО СЛИТКОВ ИЗ СПЛАВОВ
ЛЕГКИХ ЦВЕТНЫХ МЕТАЛЛОВ..................... .....439
§ 1. ПРОИЗВОДСТВО СЛИТКОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ..........439
§ 2. ПРОИЗВОДСТВО СЛИТКОВ ИЗ МАГНИЕВЫХ СПЛАВОВ..........452
ГЛАВА 17. ПРОИЗВОДСТВО СЛИТКОВ ИЗ СПЛАВОВ ТЯЖЕЛЫХ
ЦВЕТНЫХ МЕТАЛЛОВ...................................458
.. 51. ПРОИЗВОДСТВО СЛИТКОВ ИЗ МЕДНЫХ И НИКЕЛЕВЫХ СПЛАВОВ.458
§ 2. ПРОИЗВОДСТВО СЛИТКОВ ИЗ ЦИНКОВЫХ СПЛАВОВ ..........469
§ 3. ПРОИЗВОДСТВО СЛИТКОВ ИЗ СПЛАВОВ БЛАГОРОДНЫХ МЕТАЛЛОВ..470
Г Л А В А 18. ПРОИЗВОДСТВО СЛИТКОВ ИЗ ТИТАНОВЫХ
СПЛАВОВ.......................................... 472
§ 1. ПЕЧИ ДЛЯ ПРОИЗВОДСТВА СЛИТКОВ......................472
§ 2. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ СЛИТКОВ
В ВАКУУМНЫХ ЭЛЕКТРОДУГОВЫХ ПЕЧАХ......................478
§ 3. ПРОИЗВОДСТВО СЛИТКОВ С ИСПОЛЬЗОВАНИЕМ
ГАРНИСАЖНОЙ ПЛАВКИ....................................484
Г Л А В А 19. ОХРАНА ТРУДА И ОКРУЖАЮЩЕЙ СРЕДЫ В
v ПРОИЗВОДСТВЕ ОТЛИВОК ИЗ СПЛАВОВ ЦВЕТНЫХ МЕТАЛЛОВ ... 486
§ 1. ПРАВИЛА БЕЗОПАСНОЙ РАБОТЫ ПРИ ПЛАВКЕ СПЛАВОВ
ЦВЕТНЫХ МЕТАЛЛОВ.....................................487
§ 2. ЗАЩИТА ОТ ВРЕДНЫХ (ТОКСИЧНЫХ) ВЕЩЕСТВ................489
§ 3. ОПАСНЫЕ И ВРЕДНЫЕ ФАКТОРЫ ПРИ ПЛАВКЕ СПЛАВОВ ЦВЕТНЫХ
МЕТАЛЛОВ И МЕРЫ ЗАЩИТЫ ОТ НИХ........................491
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК.................501
5
ПРЕДИСЛОВИЕ
Практически вся масса производимых цветных металлов пе-
рерабатывается на слитки и фасонные отливки. Исключение со-
ставляют редкие тугоплавкие металлы (вольфрам, молибден), за-
готовки из которых в основном получают порошковой металлур-
гией. Масса этих заготовок не превышает 0,1 % от общего коли-
чества производимых цветных металлов, которое составило в мире
в 1990 г. около 40...45 млн. т. Литейное производство цветных
металлов и сплавов включает в себя производство фасонных от-
ливок и производство слитков — литых заготовок; предназначен-
ных для переработки на деформированные полуфабрикаты (лис-
ты, трубы, штамповки, профили, прутки, проволоку, фольгу и
т. п.). На доЛю фасонно-литейного производства приходится при-
мерно 15 % от общего количества цветных металлов, т. е. около
7...8 млн. т. В свой очередь в фасонном литье более половины
(около 65 %) приходится на долю отливок из алюминиевых спла-
вов, 18 % — из медных сплавов, 15 % — из цинковых сплавов.
Крупнейшим потребителем фасонных отливок из алюминиевых
сплавов является автомобильная промышленность. В современном
автомобиле масса затраченного алюминия составляет 85...95 кг.
Литейное производство цветных металлов и сплавов является
динамичной отраслью экономики. В ней активно воспринима-
ются и осваиваются новые научно-технические достижения, она
постоянно нуждается в притоке молодых специалистов. В связи с
созданием в Российской Федерации рыночной экономики воз-
никает множество небольших литейных предприятий, ориенти-
рованных на выпуск отливок самого разнообразного назначения
из широкого круга сплавов. Перед “старыми” литейными завода-
ми, цехами, участками стоят задачи резкого повышения качества
продукции, это необходимо как для работы в условиях конкурен-
ции внутри страны, так и для выхода на внешний рынок. Указан-
ные обстоятельства требуют от инженера-литейщика одновремен-
но и глубоких знаний технологии производства отливки из конк-
ретного сплава, и широты представлений о свойствах сплавов
цветных металлов и возможностях литейной технологии вообще.
Последнее совершенно необходимо для быстрого перехода на
новые виды продукции, пользующиеся спросом на рынке.
При подготовке учебника ко второму изданию (первое изда-
ние в 1986 г.) авторы переработали и дополнили материал всех
6
разделов, внесли исправления и учли замечания сотрудников ли-
тейных кафедр ряда вузов России, Украины, Белоруссии, Казах-
стана. В новом издании сохранена прежняя металлургическая
направленность учебника, являющаяся главной особенностью
подготовки инженеров специальности 1104 “Литейное производ-
ство черных и цветных металлов” по специализации “Литейное
производство цветных металлов и сплавов”. Книга может быть
использована при подготовке бакалавров и инженеров-металлур-
гов.
При Подготовке учебника к переизданию скончался А. В. Кур-
дюмов — автор 6, 7, 8, 13, 16 глав. Закончил работу над материа-
лом этих разделов В. Д. Белов. Предисловие, введение и главы 2,
3,4, 15 написаны М. В. Пикуновым,1 главы 1, 9, 14,17, 19 — В. М.
Чурсиным, главы 5,10,11, 12,18 — Е. Л. Бибиковым. В подготов-,
ке материалов к переизданию,'особенно глав 6, 7, 8, 13, 16, ак-
! тирно участвовала Т. А. Базлова.
ВВЕДЕНИЕ
Литейное производство — одно из древнейших ремесел, осво-
енных человечеством. Первым литейным материалом была брон-
за. В древности бронзы представляли собой сложные сплавы на
основе меди с добавками олова (5...7 %), цинка (3...5 %), сурьмы
и свинца (1...3 %) и с примесями мышьяка, серы, серебра (деся-
тые доли процента). Зарождение выплавки бронзы и получения
из нее литых изделий (оружия, украшений, посуды и др.) в раз-
ных регионах относится к 3...7 тысячелетию до н. э. По-видимо-
му, почти одновременно была освоена плавка самородных сереб-
ра, золота и их сплавов. На территории, где жили восточные сла-
вяне, развитое литейное ремесло появилось в первых веках н. э.
Отливки из бронзы, золота и серебра получали литьем в ка-
менные и, вероятно, графитовые формы, а также литьем по вос-
ку. Каменные формы делали из мягких пород известняка, графи-
товые — Из природного графита. В известняковой или графито-
вой заготовке вырезали рабочую полость. Также формы заливали
обычно открытыми, так что одна сторона изделия, образованная
свободной поверхностью расплава, оказывалась плоской. При
литье по воску сначала изготовляли восковые модели как точные
копии будущих йзделий. Эти модели погружали в жидкоподвиж-
ную глинисто-песчаную массу, которую затем высушивали и об-
жигали. Воск выгорал, и в образовавшуюся полость, заливали ме-
талл. • ’
Большой шаг в развитии бронзового литья был сделан с нача-
лом литья колоколов и пушек в XV—XVI вв. Широко известно
мастерство и искусство русских умельцев, изготовивших “Царь-
пушку” массой 40 т (Андрей Чохов, 1586 г.), и “Царь-колокол”
массой 200 т (Иван и Михаил Моторины, 1736 г.).
Бронзы и позже латуни на протяжении многих веков были
главным материалом для изготовления художественных отливок,
памятников и скульптур. До наших дней сохранилась бронзовая
скульптура римского императора Марка Аврелия (II век н. э.). В
Индии (штат Биджапур) находится бронзовая пушка массой 57 т,
отлитая в 1548 г. В Японии (город Накамура) находится бронзо-
вая статуя Будды массой 110 т высотой 16 м, отлитая ранее в
1252 г.
Всемирную известность получили отлитые из бронзы памят-
ники Петру I в Петербурге (1775 г.) и “Тысячелетие России” в
8
Новгороде (1862 г.). В наше время был изготовлен литой бронзо-
вый памятник Юрию Долгорукому — основателю Москвы (1954 г.).
В XVIII в. на первое место по массовости и универсальности
выходит новый литейный материал — чугун, послуживший осно-
вой развития машинной индустрии в первой половине XIX в.
Надо отметить, что в Китае литые изделия из чугуна известны с
X в. н. э.
К началу XX в. литейное производство цветных металлов и
сплавов заключалось в получении фасонных отливок из оловян-
ных бронз и латуней и слитков из меди, бронзы и латуней. Фа-
сонные отливки изготовляли только литьем в песчаные формы
(тогда говорили и писали “земляные формы”, “литье в землю”).
Слитки получали массой не более 200 кг литьем в чугунные из-
ложницы.
Следующий этап развития литейного производства цветных
металлов и сплавов начался примерно с 1910—1920 гг., когда были
разработаны новые сплавы, прежде всего на основе алюминия и
несколько позже на основе магния, Одновременно началось ос-
воение фасонного и заготовительного литья из специальных бронз
ci латуней — алюминиевых, кремниевых, марганцевых, никеле-
вых, а также освоение производства слитков из никеля и его .спла-
вов. В 1920—1930 гг. создаются цинковые сплавы для литья под
давлением. В 1930—1940 гг. получает развитие фасонное литье из
никелевых сплавов. Период 1950—1970 гг. был ознаменован раз-
работкой технологии плавки и литья титана и его сплавов, урана
и других радиоактивных металлов, циркония и сплавов на его
основе, молибдена, вольфрама, хрома, ниобия, бериллия и ред-
коземельных металлов.
Освоение новых сплавов потребовало коренной перестройки
технологии плавки и плавильного оборудования, применения
новых формовочных материалов и новых способов изготовления
форм. Массовый характер производства способствовал разработ-
ке новых принципов организации производства, основанных на
широкой механизации и автоматизации процессов изготовления
форм и стержней, плавки, заливки форм,, обработки отливок.
Необходимость обеспечения высокого качества литых загото-
вок привела к глубоким научным исследованиям свойств жидких
металлов, процессов взаимодействия расплавов с газами, огне-
’ упорными материалами, шлаками и флюсами, процессов рафи-
нирования от включений и газов, процессов кристаллизации ме-
таллических сплавов при очень малых и очень больших скорос-
тях охлаждения, процессов заполнения литейных форм распла-
вом, затвердевания отливок с сопутствующими явлениями —
' объемной и линейной усадкой, возникновением различной струк-
9
туры, ликвацией, напряжениями. Начало этим исследованиям в
Советском Союзе было положено в 1930—1940 гг. акад.А. А. Боч-
варом, заложившим основы теории литейных свойств сплавов.
Начиная с 1920—1930 гг. для плавки цветных металлов и спла-
вов широко применяют электрические печи: сопротивления, ин-
дукционные канальные и тигельные. Плавка тугоплавких метал-
лов практически оказалась возможной только при использовании
дугового разряда в вакууме и электронно-лучевого нагрева. В на-
стоящее время идет освоение плазменной плавки, на очереди —
плавка лазерным лучом.
В 1940—1950 гг. произошел массовый переход от литья в пес-
чаные формы к литью в металлические формы — кокили (алюми-
ниевые сплавы, магниевые и медные) и к литью под давлением
(цинковые, алюминиевые, магниевые сплавы, латуни). В эти же
годы в связи с производством литых турбинных лопаток из жаро-
прочных никелевых сплавов возродился на новой основе древ-
ний способ литья по воску, названный точным литьем и называ-
емый теперь литьем по выплавляемым моделям. Этот способ обес-
печил получение отливок с очень небольшими припусками на
механическую обработку вследствие очень точных размеров й
высокой чистоты поверхности, что было необходимо в связи с
крайне трудной обрабатываемостью всех жаропрочных сплавов
на никелевой и кобальтовой основах.
В заготовительном литье (получение слитков для последующе-
го деформирования с целью изготовления.полуфабрикатов) в 1920—
1930 гг. вместо чугунных начали широко использовать водоох-
лаждаемые изложницы. В 1940—1950 гг. происходит внедрение
полунепрерывного и непрерывного литья слитков из алюминие-
вых, магниевых, медных и никелевых сплавов.
В 1930—1940 гг. произошли коренные изменения в принципах
построения технологии заливки литейных форм и затвердевания
отливок. Эти изменения были обусловлены как резким отличием
свойств новых литейных сплавов от свойств традиционного се-
рого чугуна и оловянной бронзы (образование прочных оксид-
ных плен, большая объемная усадка, меняющийся от сплава к
сплаву интервал кристаллизации), так и возросшим уровнем тре-
бований к отливкам по прочности, плотности и однородности.
Были разработаны конструкции новых расширяющихся лит-
никовых систем в отличие от старых сужающихся. В расширяю-
щихся системах площади поперечного сечения каналов увеличи-
ваются от стояка к литникам-питателям, так что самым узким
местом является сечение стояка на переходе к шлаковику-кол-
лектору. В этом случае первые порции металла, вытекающие из
стояка в шлаковик, не могут его заполнить. Истечение расплава
10
; из шлаковика в литники происходит под действием очень не-
большого напора в незаполненном шлаковике. Этот небольшой
напор создает соответственно небольшую линейную скорость
поступления расплава в полость литейной формы. Струи распла-
ва в форме не разбиваются на капли, не захватывают воздух; не
разрушается оксидная плена на поверхности расплава в форме,
расплав не загрязняется пленами. Благодаря таким достоинствам
расширяющихся литниковых систем их применяют в настоящее
। время для получения ответственных отливок из всех сплавов.
Другим важным достижением в технологии получения каче-
ственных отливок, развитым и реализованным в период освое-
, ния фасонного литья из новых сплавов цветных металлов, явля-
ется принцип направленного затвердевания отливок.
Опыт, накопленный при получении отливок из традицион-
ных, “старых” литейных сплавов — серого чугуна и оловянной
бронзы, свидетельствовал о том, что необходимо рассредоточить
подвод расплава в литейную форму, обеспечивая в первую оче-
9 редь надежное заполнение полости формы и не допуская мест-
ного ее разогрева. Объем серого чугуна почти не меняется при
кристаллизации, и поэтому отливки из этого сплава практически
$ не поражаются усадочной пористостью или раковинами и не нуж-
даются В Прибылях. , •
“Старые” оловянные бронзы с 8...10 % олова имели очень боль-
шой интервал кристаллизации, поэтому при литье в песчаные
формы вся объемная усадка, в отливках проявлялась в виде мел-
кой рассеянной пористости, неразличимой простым глазом. Со-
здавалось впечатление, что металл в отливке плотный и что ис-
. пользование опыта получения чугунных отливок, b подводом ме-
, талла к тонким частям ее, оправдывает себя и в случае литья
изделий из бронзы. Прибыли как технологические приливы на
отливках просто не существовали. В форме предусматривался лишь
выпор — вертикальный канал из полости формы, появление рас-
плава в котором служило признаком заполнения литейной фор-
мы.
Для получения отливок высокого качества из новых сплавов
оказалось необходимым осуществить направленное затвердева-
ние от тонких частей, которые, естественно, затвердевают пер-
выми, к более массивным и далее к прибылям. При этом убыль
. объема при кристаллизации каждого ранее затвердевающего уча-
стка восполняется расплавом из участка, еще не начавшего Зат-
вердевать, и, наконец, из прибылей, которые затвердевают пос-
ледними. Такое направленное затвердевание требует очень гра-
мотного выбора места подвода расплава в форму. Нельзя подвд-
дить расплав в самый тонкий по сечению участок, рациональней
11
осуществить подвод жидкого металла около прибыли с тем, что-
бы в ходе заполнения эта часть формы разогрелась. Для создания
направленного затвердевания необходимо намеренно захолажи-
вать те части формы, где затвердевание должно произойти быст-
рее. Это достигается с помощью холодильников в песчаных фор-
мах или специальным охлаждением в металлических формах. Там,
где затвердевание должно совершаться в последнюю очередь,
форму намеренно утепляют или разогревают.
Принцип направленного затвердевания, сформулированный
при освоении производства отливок из алюминиевых и магние-
вых сплавов, сейчас обязателен для получения качественных от-
ливок из любых сплавов.
В Советском Союзе разработка научных основ плавки сплавов
цветных металлов, их кристаллизации, освоение технологии по-
лучения фасонных отливок и слитков является заслугой большой
группы ученых, многие из которых были тесно связаны с высшей
школой. К ним в первую очередь относятся А. А. Бочвар, С. М.
Воронов, И. Е. Горшков, А. Г. Спасский, М. В. Шаров, К. П.
Лебедев.
, Лцтейное производство сплавов цветных металлов, включаю-
щее в себя производство фасонных отливок и слитков, интенсив-
но развивается. Поскольку вся масса цветных металлов, за ис-
ключением очень малой доли (менее 0,1 %) редких тугоплавких
металлов, перерабатывается на слитки и фасонные отливки, об-
щие масштабы производства цветных металлов дают представле-
ние о развитии этой отрасли литейного производства. В 1955—
1960 гг. в мире ежегодно выпускалось 12...14 млн. т всех цветных
металлов. В 1985—1990 гг. их выпуск составил 34...35 млн. т в год.
Эти данные относятся к производству первичных металлов, по-
лучаемых из природных полезных ископаемых. Кроме того, сей-
час в мире ежегодно получают 8... 10 млн. т вторичных цветных
металлов путем переработки промышленных и бытовых ломов и
отходов. Наиболее значительно за это время возросло производ-
ство алюминия — с 3...4 млн. т в 1960 г. до 16... 18 млн. т в 1990 г.
Мировое производство фасонных отливок из сплавов цветных
металлов составило в 1985—1990 гг. около 5,5’млн. т в год или 7 %
от дбщего выпуска фасонных отливок. В СССР в 1983—1988 гг.
производство фасонного литья из чугуна, стали и сплавов цвет-
ных металлов составило около 25 млн. т в год. Доля фасонных
отливок из сплавов цветных металлов составляла примерно 5 %
от этого количества.
РАЗДЕЛ I. ФИЗИКО-МЕТАЛЛУРГИЧЕСКИЕ И
ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ ПЛАВКИ И
ЛИТЬЯ СПЛАВОВ ЦВЕТНЫХ МЕТАЛЛОВ
Г Л А В А 1. ОБЩИЕ СВЕДЕНИЯ О ЦВЕТНЫХ МЕТАЛЛАХ И
СПЛАВАХ
§ 1. ЦВЕТНЫЕ МЕТАЛЛЫ
Цветные металлы — промышленное название всех металлов,
кроме железа. Цветные металлы и сплавы условно подразделяют
на легкие и тяжелые. К легким относятся металлы, у которых
плотность не превышает 5 г/см3: магний, бериллий, алюминий,
титан и др. Самым легким металлом является литий (0,536 г/см3),
который применяют в качестве легирующего компонента в маг-
ниевых и алюминиевых сплавах, а также для раскисления меди.
К тяжелым относят металлы, у которых плотность выше 5 г/см3.
Самыми тяжелыми элементами являются осмий (22,48 г/см3),
иридий (22,46 г/см3), рений (21,0 г/см3), а также золото (19,3
г/см3) и вольфрам (19,3 г/см3).
Цветные металлы подразделяют также по температурам плав-
ления. К легкоплавким относятся металлы, имеющие температу-
ру плавления до 600 ’С — цинк, свинец, кадмий, висмут, олово,
щелочное металлы, галлий, ртуть. Тугоплавкими считаются ме-
таллы, плавящиеся при температурах свыше 1600 °C — титан, хром,
ванадий, цирконий, молибден и др.
Среди цветных металлов имеются малопрочные с временным
сопротивлением при растяжении ов < 50 МПа. К ним относятся
олово, свинец, висмут, кадмий. Практически все металлы, кото-
рые являются основой современных конструкционных сплавов
(алюминий, магний, медь, цинк, никель, кобальт, серебро и др.),
имеют ов до 500 МПа.
По пластичности цветные металлы подразделяют на пластич-
ные с относительным удлинением 6 > 3...5 % и хрупкие с 5 < 3 %.
К типичным хрупким металлам относится галлий, висмут, сурь-
ма. Большинство цветных металлов являются пластичными. Пла-
стичность металлов в значительной степени зависит от концент-
рации в них естественных примесей. Чем чище металл, тем выше
пластичность. Так, если 20 лет назад хром считали хрупким ме-
таллом, то в настоящее время за счет высокой очистки удалось
получить пластичный хром с 8 порядка 5... 10 %.
13
Из многих замечательных свойств некоторых цветных метал-
лов следует отметить их высокую электро- и теплопроводность.
Высокой электропроводностью обладает серебро, медь, золото,
алюминий, которые широко используются как проводниковые
материалы. За эталон электропроводности (и теплопроводности)
принята электропроводность чистой меди, у которой обратная
характеристика — электросопротивление — составляет 1,7240‘8
Ом’М (100 % электропроводности). Соотношение электропро-
водности основных проводниковых материалов — меди, серебра,
золота и алюминия — составляет соответственно 100:108 :71:57,
т. е. наибольшей электропроводностью обладает серебро. Ряд цвет-
ных металлов имеет очень низкую электропроводность: висмут 1,
сурьма 7, галлий 5 (в % от электропроводности меди).
Коррозионная стойкость различных металлов сравнивается по
величине скорости потери массы (в мг) с 1 см2 в 1 ч в азотной
кислоте с концентрацией 30...60 % при комнатной температуре'
Чем меньше эта величина, тем более устойчив против коррозии
металл. Однако фактическая стойкость против коррозии являет-
ся более сложной характеристикой, так как металл, не стойкий в
азотной кислоте, может в другой среде превосходить элемент,
который стоек в азотной кислоте.
Коррозионностойкими являются золото, хром, ниобий, тан-
тал, свинец. Совершенно нестойки щелочные и щелочноземель-
ные металлы.
Чистые цветные металлы благодаря их высоким коррозион-
ным свойствам применяют для покрытия поверхности некорро-
зионностойких металлов и сплавов. Так, почти половина выплав-
ляемого цинка используется для защиты углеродистой стали (оцин-
кованное железо). Чистый алюминий применяют для покрытия
(плакирования) прочных алюминиевых сплавов с медью (дура-
люминов), которые имеют меньшую коррозионную стойкость, чем
чистый алюминий. Чистое олово применяют для покрытия пи-
щевой жести, из которой изготавливают консервные банки.
Важным показателем в практическом использовании различ-
ных цветных металлов является их стоимость. Цветные металлы
являются дорогостоящими и дефицитными материалами, поэто-
му экономное их расходование, сокращение их потерь на различ-
ных стадиях литейного передела является важнейшей задачей в
литейном производстве.
С начала 90-х годов в мире производится из первичного сырья
ежегодно 14...16 млн. т алюминия, 8...9 млн. т меди, 5...6 млн. т
цинка, 4...5 млн. т свинца, 0,6...0,7 млн. т никеля, 0,2...0,3 млн. т
магния, 0,20..;0,25 млн. т олова, около 150 тыс. т молибдена,
100 тыс. т титана.
14
§ 2. СПЛАВЫ ЦВЕТНЫХ МЕТАЛЛОВ
Сплавы состоят из нескольких компонентов. Основным ком-
понентом или основой сплава принято считать элемент, содер-
жание которого превышает 50 % *.
Кроме основы сплава, в его состав входят легирующие компо-
ненты, специально вводимые для придания тех или иных свойств,
и различные примеси, которые обычно являются нежелательны-
ми (вредными) или допустимыми. По внешним признакам (цве-
ту, плотности и др.) и по основным физико-химическим свой-
ствам сплавы схожи с основным металлом. Однако имеются и
исключения. Некоторые сплавы по цвету, внешнему виду и свой-
ствам могут быть похожи не на основу сплава, а воспринимать
характерные признаки основных легирующих компонентов. Так,
нейзильбер (65 % Си; 20 % Zn; 15 % Ni) имеет белый цвет и по
, свойствам ближе стоит к никелевым, чем к медным сплавам; то
же относится и к мельхиорам (19...30 % Ni, остальное — Си), а
также к так называемому “белому” золоту. Присутствие в золоте
никеля и цинка (в сумме 10...30 %) придает золоту белый цвет.
Алюминиевые литейные сплавы, содержащие магний (8... 12 %),
при плавке ведут себя как магниевые сплавы, так как, в частно-
сти, требуют специальных мер, предотвращающих окисление спла-
/ ва при плавке и литье в контакте с воздухом и влагой формы.
Составы сплавов в России регламентируются государственны-
ми стандартами (ГОСТ), техническими условиями (ТУ), а также
, различными отраслевыми стандартами. В современной технике
применяют большое число сплавов цветных металлов. Только
стандартных деформируемых сплавов цветных металлов насчи-
тывается более 300. Литейных сплавов цветных металлов имеется
свыше 100.
Сплавы цветных металлов в настоящее время не имеют еди-
ного стандартного обозначения. Алюминиевые и магниевые спла-
вы обозначаются буквами, указывающими либо на принадлеж-
ность к основному металлу (А — алюминиевые, М — магниевые),
либо к определенному типу сплавов (Д — дуралюмины), либо обо-
значающими одновременно основу сплава и его назначение
(АК — алюминиевый, ковочный). Вслед за буквами идут цифры,
которые обозначают нумерацию сплава, обычно не связанную ни
с его химическим составом, ни со свойствами. Примерно по та-
кому же принципу построены обозначения титановых сплавов
(ВТ-1, ВТ-2), где. буква В означает организацию-разработчика
(ВИАМ), буква Т — титановый.
' * Здесь и далее — в процентах по массе.
15
Литейные алюминиевые сплавы по ГОСТ 1583-89 маркируют-
ся сочетанием букв и цифр, где буквы означают легирующие ком-
поненты, а цифры — их среднее содержание в сплаве. Так, сплав
АК5М2 расшифровывается следующим образом: сплав алюмини-
евый (А), содержащий в качестве легирующих компонентов 5 %
кремния (К5) и 2 % меди (М2).
В литературе могут встречаться обозначения литейных алюми-
ниевых сплавов по ГОСТ 2685-73, взамен которого в настоящее
время принят ГОСТ 1583-89. В этом случае в марке сплава указа-
ны буквы АЛ и далее цифры, обозначающие порядковый номер
сплава.
Значительно более показательно и удобнее обозначаются стан-
дартные медные, никелевые, цинковые и некоторые другие спла-
вы цветных металлов. Медные сплавы обозначаются буквами и
цифрами, непосредственно определяющими наименование сплава
и его химический состав в качественном и количественном отно-
шениях. Так, оловянные (ГОСТ 613-79) и безоловянные (ГОСТ
493-79) литейные бронзы обозначаются следующим образом:
БрО5Ц5С5, где Бр — бронза, содержащая олово (О), цинк (Ц) и
свинец (С), а цифры показывают среднее содержание этих ком-
понентов в процентах. Таким же образом обозначаются и безоло-
вянные бронзы, например алюминиевая бронза БрА9Ж4Н4, где
А — алюминий, Ж — железо, Н — никель. В деформируемых брон-
зах после наименования сплава Бр идут сначала буквы всех леги-
рующих компонентов сплава, а затем указываются цифры, отно-
сящиеся к среднему содержанию легирующих, например БрОФ6,5-
0,4, где Ф — фосфор.
Сплавы медноцинковые или латуни имеют другое обозначе-
ние. Так, по ГОСТ 17711-80 для свинцовистой литейной латуни
принята следующая маркировка: ЛЦ40С, где Л — латунь, Ц —
цинк со средним содержанием 40 %, С — свинец со средним
содержанием 1 %, остальное — медь.
В технической литературе могут встречаться обозначения ли-
тейных латуней по старой редакции ГОСТ 17711-72, которые су-
щественно отличаются от обозначений действующего ГОСТа. Так,
латунь ЛЦ40С ранее обозначалась как латунь марки ЛС59-1, т. е.
латунь свинцовистая, со средним содержанием меди (а не цинка,
как по действующему ГОСТу) 59 % и свинца 1 %, остальное —
цинк.
Для получения отливок из латуней по ГОСТ 17711-80 выпус-
кают литейные латуни в чушках (ГОСТ 1020-77). В этом ГОСТе
марки латуней обозначаются без цифровых индексов, а указыва-
ются только наименования легирующих компонентов (например,
ЛС — латунь свинцовая, ЛК — латунь кремнистая и т. д.).
16
Латуни, обрабатываемые давлением (ГОСТ 15527-70), обозна-
чаются с указанием среднего содержания в сплаве не цинка (как
в литейных латунях), а меди. Так, в латуни Л96 (томпаке) 96 %
, меди, остальное — цинк. Многокомпонентные латуни маркируют
следующим образом: ЛА77-2 — латунь, у которой среднее содер-
жание меди 77 %, алюминия 2 %, остальное — цинк;
Удобные и сходные обозначения имеют никелевые и цинко-
вые сплавы. Так, в никелевом сплаве НМц2,5 Н — никель, Мц —
марганец, которого в сплаве 2,5 %. В цинковом сплаве ЦАМ4-1
Ц — цинк, А — алюминий, М — медь; цифры соответственно
указывают среднее содержание в сплаве алюминия и меди, ос-
тальное — цинк. В оловянном сплаве (баббите) Б83Б - баббит с
83 % олова, остальное — сурьма и медь.
Государственные стандарты не только регламентируют хими-
, ческий состав, но и представляют широкие возможности умело
варьировать составом, выбирая те или иные оптимальные соот-
ношения легирующих компонентов, обеспечивающие максимально
возможные свойства для регламентированного химического со-
става. Такую возможность можно проиллюстрировать на приме-
ре алюминиевой бронзы БрА9ЖЗЛ (ГОСТ 493-79). В этой бронзе
по ГОСТу допускается содержание алюминия от 8 до 10,5 %. Алю-
миний в большинстве алюминиевых бронз определяет показате-
ли механических свойств. Если в бронзе содержание алюминия
будет на нижнем допустимом пределе (при прочих равных коли-
чествах других компонентов и примесей), то пластичность литого
металла будет в 1,5...2,0 раза выше, а прочность в 1,5...1,7 раза
ниже, чем в бронзе, содержащей алюминий на верхнем допусти-
мом пределе. Вместе с тем концентрация, алюминия отражается
на коррозионной стойкости отливок из алюминиевых бронз. В
частности, для обеспечения повышенных коррозионных свойств
верхний предел концентрации алюминия в бронзе не должен
превышать 9 %. Необходимо также учитывать и экономический
фактор: если в бронзе меньше алюминия, то соответственно боль-
ше меди и себестоимость такой бронзы будет несколько выше
чем у бронзы, у которой концентрация алюминия на верхнем
пределе (алюминий дешевле меди примерно в 1,5 раза).
Сплавы цветных металлов по технологическим признакам под-
разделяют на две основные труппы: литейные и деформируемые.
Из деформируемых сплавов производят (отливают) заготовки в
вцце слитков с различным сечением (круглые, квадратные, плос-
кие, прутки, трубные заготовки др.), которые в последующем
подвергают разнообразным видам пластической обработки (про-
. катке, ковке, волочению и т. п.). Литейные сплавы применяют
для изготовления фасонных отливок.
17
При выборе химического состава сплавов обеих групп руко-
водствуются обычно необходимостью получения определенных
механических, технологических и эксплуатационных свойств. При
этом литейные сплавы должны обладать высокой жидкотекучес-
тью, малой усадкой, низкой склонностью к образованию порис-
тости, зональной ликвации и трещин при затрудненной усадке, а
деформируемые — хорошей пластичностью и высокой способно-
стью к обработке давлением.
Согласно общим теоретическим представлениям, хорошее со-
четание прочности и пластичности характерно для однородных
твердых растворов. Вместе с тем твердые растворы обладают низ-
кими литейными свойствами. Поэтому сплавы этого типа исполь-
зуют преимущественно как деформируемые. В качестве литей-
ных используют многофазные сплавы преимущественно эвтекти-
ческого типа с узким интервалом кристаллизации. Эти сплавы
обладают меньшей пластичностью, имеют более низкую способ-
ность к обработке давлением, чем однородные твердые раство-
ры, но имеют хорошие литейные свойства.
Закономерности влияния состава на литейные свойства в двой-
ных системах эвтектического типа и непрерывного ряда твердых
растворов сформулированы в теории А. А. Бочвара. Согласно этой
теории, в системах эвтектического типа вблизи эвтектики ймеет-
ся обширная область доэвтектических и заэвтектических спла-
вов, имеющих малую линейную усадку, хорошую жидкотекучесть,
не склонных к ликвации и образованию литейных трещин и не
предрасположенных к образованию усадочной пористости при
кристаллизации.
Благодаря хорошим литейным свойствам (особенно высокой
жидкотекучести) и сравнительно невысоким температурам плав-
ления алюминиевых, магниевых и других сплавов из них получа-
ют отливки сложной конфигурации с толщиной стенок до
0,5...2 мм, т. е. создают экономные легкие конструкции с высо-
кими свойствами.
Темпы производства фасонных отливок из легких алюминие-
вых сплавов значительно опережают рост производства отливок
из чугуна и стали. Производство фасонных отливок из алюмини-
евых сплавов за последние 25 лет возросло более чем в три раза.
В настоящее время валовой выпуск отливок из различных спла-,
вов цветных металлов в промышленно развитых странах характе-
ризуется следующими соотношениями: алюминиевые сплавы
60...65 %, цинковые. 15...20 %, медные 15...18 %, магниевые
3,0...3,5 %.
В общем объеме производства полуфабрикатов и заготовок из
легких сплавов массовая доля фасонных отливок весьма суще-
18
ственна И составляет для алюминия, и его сплавов 20...25 %, маг-
ниевых 50...60 %. •
Требования к деформируемым и литейным сплавам в совре-
менной технике постоянно возрастают. К конструкционным спла-
вам предъявляются повышенные требования к ресурсу эксплуа-
. тации, что предполагает более высокие свойства при одновре-
менном облегчении конструкции.
Цветные сплавы являются дефицитными и дорогими материа-
лами. Для приготовления сплавов применяют первичные метал-
, лы, а также вторичные цветные металлы, которые готовятся из
лома и отходов (табл. 1). Производство вторичных цветных ме-
таллов и сплавов увеличивается с каждым годом. Сплавы, приго-
товленные из вторичных металлов, как правило, значительно де-
шевле, чем те же сплавы, но приготовленные из чистых первич-
ных металлов. Между составами тех и других аналогичных спла-
; вов имеются различия лишь в несколько повышенных допусках
на содержание отдельных примесей во вторичных сплавах. Одна-
ко при использовании для плавки современных плавильных ат-
: регатов и оптимальных технологических процессов плавки мож-
’; но обеспечить производство из вторичных сплавов литых изде-
лий, не уступающих по качеству отливкам, изготовленным из
первичных металлов. Конструкторы и технологи-литейщики дол-
жны всегда стремиться к использованию вторичных сплавов, так
.ц как они обеспечивают более высокие экономические показатели
, литейного производства. Это объясняется тем, что в себестоимо-
’ сти производства отливок доля стоимости сплава составляет бо-
* лее 80 %.
Лом цветных металлов образуется в результате естественного
износа машин и оборудования, а отходы цветных металлов — при
Таблица 1. Ежегодный мировой выпуск первичных и вторичных цветных
металлов, млн. т (1985—1990-е годы)
Металл Произведено, млн. т
Из руды (первичный металл) Из отходов и лома (вторичный металл)
Алюминий 12...14 2,5...3,0
Медь • 7...8 2,5...3,0
Цинк 5...6 0,8...1,0
Свинец 4...5 1,0...1,8
Олово 0,2. ..0,25 0,04...0,05
19
их механической обработке, в процессах плавки и пластической
обработки. Отходы при разливке металла в литейных цехах — это
прибыли, литники, съемы, крупные затвердевшие брызги и т. п.
Количество отходов в литейных цехах определяется совершен-
ством технологии и уровнем производственной дисциплины. Чем
чище поверхность отливок, меньше припуски на механическую
обработку, выше точность размеров изделий, тем меньше отхо-
дов образуется на стадии механической обработки. В среднем доля
отходов в общих сырьевых ресурсах составляет 55...60 %, а доля
амортизационного лома 40...45 %.
Отходы цветных металлов, образующиеся в литейных цехах,
подразделяются на оборотные и товарные. К оборотным отно-
сятся отходы,.которые можно использовать в качестве составля-
ющих шихты (прибыли, литники и другие крупные отходы про-
изводства) на том же предприятии, в том же литейном цехе, где
они образовались, а к товарным — часть отходов цветных метал-
лов, которые планируются предприятиям для продажи. Для более
рационального использования вторичного сырья в народном хо-
зяйстве на лом и отходы цветных металлов установлен Государ-
ственный. стандарт (ГОСТ 1639-79).
Объемы производства вторичных сплавов цветных металлов^
особенно сплавов на основе алюминия, постоянно возрастают.
Г Л А В A 2. ФИЗИЧЕСКИЕ СВОЙСТВА ЖИДКИХ МЕТАЛЛОВ И
СПЛАВОВ
§ 1. ТЕМПЕРАТУРА ПЛАВЛЕНИЯ И ПЛОТНОСТЬ МЕТАЛЛОВ И
СПЛАВОВ
Температура плавления металла во многом предопределяет
способ его плавки. В зависимости от величины температуры плав-
ления выбирают вид и источник энергии плавильной установки.
Температура плавления определяет материал футеровки плавиль-
ной печи или тигля, а также материал литейной формы. При этом
необходимо учитывать, что расплав обычно перегревается выше
точки плавления мталла или выше точки ликвидуса сплава при-
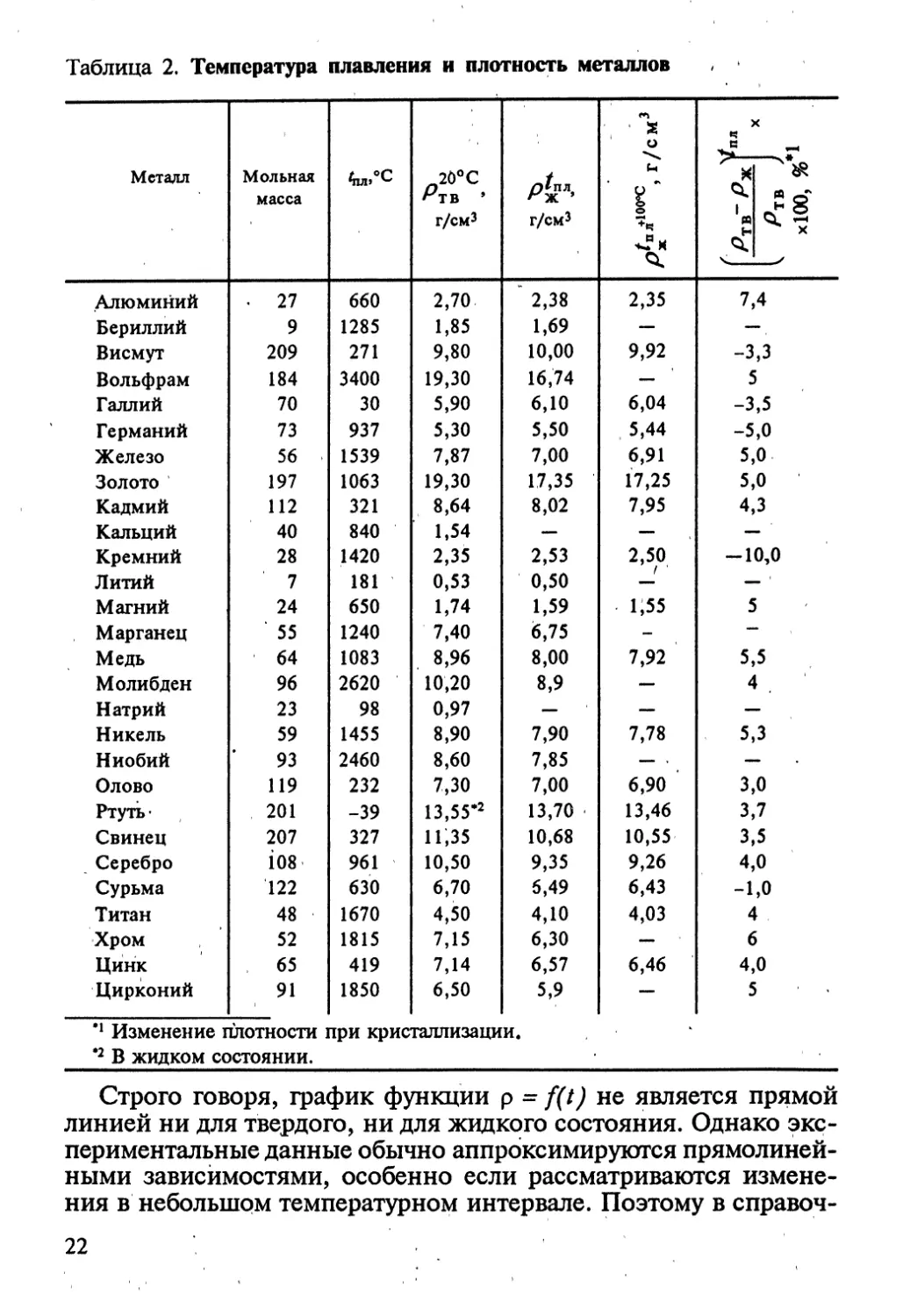
. мерно на 150...200 °C. Как видно из табл. 2, температура плавле-
ния металлов охватывает очень большой промежуток — от —39
(ртуть) до 3400 °C (вольфрам).
Плотность металлов необходима для вычисления массы отли-
вок по их геометрическим размерам, обозначаемым на чертежах.
Вычисление массы расплава, заключенной в плавильной ванне
или тигле, также невозможно без знания плотности этого рас-
л плава. В некоторых случаях приходится решать обратную
задачу — определить объем расплава по его массе.
Из приведенных в табл. 2 металлов самым легким является
литий, который примерно в два раза легче воды. Наиболее тяже-
лые металлы — вольфрам и. золото, имеющие плотность более
19 г/см3.
С повышением температуры плотность всех металлов в твер-
дом состоянии уменьшается. У большинства металлов нагрев от
комнатной температуры до температуры плавления вызывает
уменьшение плотности на 3...5 %.
Переход металла в жидкое состояние сопровождается в боль-
шинстве случаев увеличением объема на несколько процентов и
соответствующим уменьшением плотности. Существует, однако,
несколько металлов и неметаллов, у которых наблюдается обрат-
ное изменение плотности при плавлении. Так, галлий, висмут,
сурьма, германий и кремний при плавлении уменьшаются в обье-
,ме, т. е. ведут себя подобно воде.
Повышение температуры жидкого металла вызывает дальней-
шее уменьшение плотности. На рис. 1 приведена общая зависи-
мость плотности от температуры. Металл А является представи-
। телем большинства металлов, указанных в табл. 2. Металл В от-
носится к тем металлам и неметаллам, которые при плавлении
уменьшаются в объеме.
21
Таблица 2. Температура плавления и плотность металлов
Металл Мольная 20°С ' 1 X
е И
масса Ртв ’ Л* пл. г Sg
г/см3 г/см3 о +«Ч
чЛ’и
Алюминий . 27 660 2,70 2,38 2,35 7,4
Бериллий 9 1285 1,85 1,69 —
Висмут 209 271 9,80 10,00 9,92 -з,з
Вольфрам 184 3400 19,30 16,74 — <
Галлий 70 30 5,90 6,10 6,04 -3,5
Германий 73 937 5,30 5,50 5,44 -5,0
Железо 56 1539 7,87 7,00 6,91 5,0
Золото 197 1063 19,30 17,35 17,25 5,0
Кадмий 112 321 8,64 8,02 7,95 4,3
Кальций 40 840 1,54 — —
Кремний 28 1420 2,35 2,53 2,50 — 10,0
Литий 7 181 0,53 0,50 —
Магний 24 650 1,74 1,59 1,55 5
Марганец ‘ 55 1240 7,40 6,75 -
Медь 64 1083 8,96 8,00 7,92 5,5
Молибден 96 2620 10,20 8,9 — 4 .
Натрий 23 98 0,97 — —
Никель 59 1455 8,90 7,90 7,78 5,3
Ниобий 93 2460 8,60 7,85 — .
Олово 119 232 7,30 7,00 6,90 з,о
Ртуть• 201 -39 13,55*2 13,70 13,46 3,7
Свинец 207 327 11,35 10,68 10,55 3,5
Серебро 108 961 10,50 9,35 9,26 4,0
Сурьма 122 630 6,70 5,49 6,43 -1,0
Титан 48 1670 4,50 4,10 4,03 4
Хром 52 1815 7,15 6,30 — 6
Цинк 65 419 7,14 6,57 6,46 4,0
Цирконий 91 1850 6,50 5,9 — 5
’’ Изменение плотности при кристаллизации.
'2 В жидком состоянии.
Строго говоря, график функции р = f(t) не является прямой
линией ни для твердого, ни для жидкого состояния. Однако экс-
периментальные данные обычно аппроксимируются прямолиней-
ными зависимостями, особенно если рассматриваются измене-
ния в небольшом температурном интервале. Поэтому в справоч-
22
никах нередко приводится зависимость вида pt =р0(1 - bAt), где
b — постоянная величина.
Переходя к плотности сплавов, надо отметить, что сплавы как
, в твердом, так и в жидком состоянии не являются совершенными
растворами, и сплавление всегда сопряжено с изменением объе-
ма. Как правило, отмечается уменьшение объема сплава в срав-
нении с суммарным объемом чистых компонентов. Однако для
технических расчетов этим можно пре-
небречь, и плотность сплава рспл может
быть определена по правилу аддитивно-
сти, т. е. по значениям плотности ис-
ходных компонентов с учетом их содер-
жания в сплаве из равенства Ю0/рспл =
= (VpJ + (Х//Рв) + •••’ где Рл> Рв> — ~
плотность компонентов сплава при за-
' данной температуре; хА, х№ ... — их со-
держание в сплаве, % масс.
Изменение плотности жидкого метал-
ла или сплава ДО начала И В Процессе • Рис. 1. Зависимость плотнос-
кристаллизации предопределяет важней- ™ металлов р от температу-
шее литейное свойство — объемную усад-
ку, которая проявляется в виде усадоч-
,/у.ных раковин и пористости (рыхлоты) в теле отливки. В отливках
из металлов й сплавов, имеющих отрицательные значения Др,
обнаруживается не усадка, а так называемый рост — выдавлива-
ние расплава на поверхность литой заготовки.
§ 2. ПОВЕРХНОСТНАЯ ЭНЕРГИЯ И ВЯЗКОСТЬ
МЕТАЛЛИЧЕСКИХ РАСПЛАВОВ. ДИФФУЗИЯ В ЖИДКИХ
МЕТАЛЛАХ
Как известно, на поверхности раздела конденсированных фаз
между собою или с разовой фазой имеется избыток энергии из-за
того, что по одну сторону поверхности раздела часть связей ато-
мов оказывается свободной. Эта избыточная энергия в общем
случае называется межфазной, а для поверхности раздела жид-
кость — собственный пар ее называют поверхностной.
Межфазная энергия оценивается работой, необходимой для
создания единицы соответствующей поверхности раздела. Наря-
ду с поверхностной энергией используется характеристика, име-
нуемая поверхностным натяжением. Поверхностное натяжение
равно силе, действующей на единицу длины поверхности. Чис-
ленные значения поверхностной энергии и поверхностного на-
23
тяжения, если они выражены в одной системе единиц, совпада-
ют по величине.
Ниже приведены значения поверхностной энергии о некото-
рых металлов при температуре на 10...20 °C выше точки плавле-
ния, при этом металлы расположены по возрастанию температу-
ры плавления:
Металл.............
’ 2
О, мДж/м...........
Металл....:........
2
СУ, мДж/м..........
Hg Ga Sn Pb Zn Mg Al
450 700 550 450 750 . 550 850
Си Ni Fe Ti Mo W
1250 1800 1800 1650 2250 2500
Как видно, жидкие металлы имеют большие значения поверх-
ностной энергии. Чем более тугоплавок металл, тем больше у
него поверхностная энергия. Эта закономерность не является стро-
гой. Так, поверхностная энергия жидкого магния меньше, чем
более, легкоплавкого цинка, а поверхностная энергия легкоплав-
кого галлия больше, чем олова, свинца и магния.
Повышение температуры жидкого , металла, или иначе пере-
грев, всегда понижает поверхностную энергию. Это понижение
невелико и составляет около 2...4 % на 100 К перегрева.
Изменение поверхностной энергии металла от введения в него
добавок других металлов, т.е. при образовании сплавов, может
проявляться различным образом. Некоторые добавки могут выз-
вать резкое снижение поверхностной энергии. Так, при введении
в алюминий ~ 0,01 % натрия или 0,1 % висмута поверхностная
энергия снижается с 850 до 600 мДж/м2. Добавки свинца (0,05...
0,1 %) в медь вызывают падение поверхностной энергии с 1250
до 900 мДж/м2. Кислород (0,1 %) снижает поверхностную энер-
гию железа с 1850 до 1100 мДж/м2. Добавки, действующие подоб-
ным образом, называют поверхностно-активными. При малых
содержаниях они не распределяются равномерно по всему объе-
му расплава,- а сосредоточиваются в поверхностном слое. Повер-
хностно-активными добавками по отношению к данному метал-
лу обычно являются такие металлы или элементы, которые резко
отличаются от него по своим свойствам. На диаграммах состоя-
ния это различие отражается либо в разрыве растворимости в
жилкой фазе, либо в существовании очень легкоплавкой эвтекти-
ки между основным металлом и добавкой. Во всех случаях отме-
чается ничтожная растворимость добавки в твердом металле-ос-
нове. •
Более часто вводимые в металл добавки вызывают постепен-
ное измеИение поверхностной энергии основного металла, при-
мерно пропорциональное ее содержанию в образующемся спла-
24
ве. Такие случаи можно видеть у сплавов на основе меди с добав-
ками до 5... 10 % (каждого) олова, цинка, алюминия, кремния, а
также у сплавов на основе алюминия с медью, цинком, магнием.
В системе Си—Ni при 1550 ’С отмечается почти прямолинейное
изменение поверхностной энергии от 1200 (100 % м&тл) до 1800
мДж/м2 (100 % никеля).
Нередко введение второго компонента практически не сказы-
вается на поверхностной энергии основного металла. Такие слу-
чаи наблюдаются у сплавов на основе алюминия с небольшим
содержанием (до 2...3 %) кремния, циркония, титана, хрома, ни-
келя.
Кроме поверхностной энергии, различают еще межфазную
энергию на границе двух жидкостей (жидкий металл — жидкий
шлак, жидкий металл — жидкий флюс), на границе жидкость —
твердое тело (жидкий металл — огнеупорный материал, жидкий
металл - растущий кристалл). Межфазная энергия на границе
раздела двух конденсированных фаз всегда существенно меньше
поверхностной энергии любой из этих фаз на границе с газовой
фазой. Это объясняется тем, что на транице с конденсированной
фазой в поверхностном слое жидкости или твердого тела значи-
тельно меньше свободных связей, чем на транице с газовой фа-
зой. , -
Значения поверхностного натяжения расплавов, с которыми
приходится иметь дело при плавке и литье, обычно заметно от-
личаются от справочных данных. У металлов и сплавов, которые
. не способны растворять кислород и покрываются на воздухе плен-
кой нерастворимых оксидов, наблюдаются заметно большие (в
1,2... 1,5 раза) значения поверхностного натяжения, чем приводи-
мые в.справочниках. Это относится к цинку, магнию, алюминию
и всем сплавам на их основе. В этих случаях приходится говорить
не о поверхностном натяжении, а о прочности поверхностного
слоя, которая во многом зависит от свойств оксидов.
Когда расплав загрязняется растворенными примесями, в пер-’
вую очередь кислородом, поверхностное натяжение может суще-
ственно снижаться. Этот случай характерен для серебра, меди,
никеля, медносеребряных и медноникелевых сплавов, сплавов на
основе никеля с малым содержанием углерода, кремния и мар-
ганца.
Поверхностные силы.определяют явление смачивания. Усло-
вия смачивания зависят от соотношения межфазных энергий на
трех поверхностях раздела фаз ст12, <т23, о13 (рис. 2). Это соотноше-
ние выражается косинусом краевого угла смачивания
cos0 =(о13 — о12)/о23. Если угол 0 больше 90°, фаза 2 плохо смачи-
вает фазу 1. Если же 0 меньше 90°, фаза 2 хорошо смачивает фазу 1.
25
7 a
Рис.2. Плохое (а) и хорошое (б) смачивание твердой
фазы 1 жидкой фазой 2 в среде газообразной фазы 3
Условия смачивания
фазы / фазой 2 оценива-
ются также величиной
работы адгезии Wl2 =
= ст23 + сть -ст12. С уче-
том соотношений, опре-
деляемых косинусом
краевого угла смачива-
ния, выражение работы
адгезии упрощается:
WJj = а23^ + cos® )• Чем
больше работа адгезии
фазы 2 к фазе 7, тем полнее проходит смачивание. Как видно,
это достигается при увеличении ст23 и росте cos 0, т.е. при умень-
шении краевого угла смачивания 0.
Поверхностные свойства расплава чрезвычайно важны для
плавки и литья. Во всех случаях необходимо, чтобы расплав не
смачивал футеровку плавильных печей и литейную форму. Под-
бирая должным образом материалы для футеровки плавильной
печи и литейной формы, регулируя состав атмосферы над рас-
плавом при плавке и в литейной форме, удается во многих случа-
ях избежать смачивания.
Известно, что даже при 0 > 90° возможно затекание жидкости
в цилиндрический канал радиусом г. Для затекания необходимо
избыточное давление р, величину которого определяют по фор-
муле Лапласа: р— 2 ctcos(180 — 0)/г, где ст — межфазная энергия
на границе жидкость атмосфера; 0 — краевой угол смачивания
материала стенок канала жидкостью в данной газовой среде. Дав-
ление р создается столбом жидкого расплава. При заданной тех-
нологии (размер отливки, футеровки и литейной формы, атмос-
фера в форме) оказываются неизменными все величины, входя-
щие в формулу Лапласа, кроме радиуса канала г. Этот радиус
определяется, размерами частиц зерновой составляющей смеси,
из которой изготовлена литейная форма. Чем больше величина
зерен, тем больше радиус каналов между ними. Чтобы предотв-
ратить проникновение расплава в стенки формы, необходимо
уменьшить размеры каналов. Это может быть достигнуто покры-
тием рабочей поверхности формы слоем мелкозернистого мате-
риала. На этом основан подбор так называемых, облицовочных
формовочных смесей и литейных красок для рабочей поверхнос-
ти литейных форм.
, Вязкость жидкости определяет силу сопротивления, возника-
ющую при движении двух соседних ее слоев с разными скоростя-
ми. Различают динамическую т| и кинематическую вязкость
26
v =т)/р, где р — плотность жидкости. В системе СИ единицами
\ измерения динамической вязкости служат паскаль-секунды, ки-
нематической вязкости — квадратные метры на секунду.
Ниже приведены значения динамической вязкости некоторых
металлов при перегреве над точкой плавления на 10...20 °C:
Металл....Hg Sn
Г|,Мпа-с.. 1,6 1,7
Zn Mg Al Cu Ni Fe
3,2 1,3 1,2 3,5 4,5 5,5
Как видно, динамическая вязкость легкоплавких. металлов
невысокая и близка к вязкости воды (1,5 МПа с). У более туго-
плавких металлов наблюдаются заметно большие значения дина-
мической вязкости.
Динамическая вязкость уменьшается при повышении темпера-
туры металла. Так, вязкость алюминия уменьшается в 1,5 раза при
нагреве от 700 до 800 °C. Температурная зависимость динамичес-
кой вязкости выражается экспоненциальным законом
, т| = A exp(Q/RT), где А — постоянная величина; Л— газовая посто-
янная; Т— температура; Q — энергия активации вязкого течения.
Динамическая вязкость сплавов в зависимости от состава ме-
няется сложным образом. Изменение вязкости от вводимых до-
бавок в сплав осложняется тем, что одновременно меняется темг
пература начала кристаллизации сплавов в соответствии с видом
диаграммы состояния. Поэтому на изменение вязкости, вызыва-
, емое присутствием легирующих компонентов, накладываются
изменения, вызываемые температурой, поскольку меняется уда-
лённость от температуры ликвидуса в случае определения изо-
терм вязкости. Переход к сопоставлению вязкости сплавов при
равном перегреве над ликвидусом дает в общем плавное измене-
ние этого свойства в зависимости от состава. У сплавов эвтекти-
чесого состава обычно наблюдаются несколько пониженные зна-
чения вязкости.
Отмечаемые иногда на практике случаи заметного возраста-
ния вязкости расплавов всегда связаны либо с началом кристал-
лизации, либо с очень сильным загрязнением расплавов взве-
шенными частицами шлака или оксидов.
В металлических расплавах имеет место диффузия — самопро-
извольное перемещение атомов (ионов). Явление диффузии опи-
сывается законами Фика. Первый закон Фика определяет поток
вещества I в зависимости от градиента концентрации dC/dx: 1=
= —DdC/dx. Величина D — коэффициент диффузии. Если поток
вещества определяется в граммах на 1 см2 в 1 с, а концентрация —
в граммах в 1 см3, то D имеет размерность см2/с.
’ Разные металлы, растворенные в одной основе, обладают раз-
личными коэффициентами диффузии. Однако для подавляюще-
' 27
го большинства металлов коэффициент диффузии в жидком метал-
ле-основе находится в пределах (1...5) • 10’5 см2/с. Такая же величи-
на характерна и для коэффициента самодиффузии металлов. Те
элементы, которые в твердом металле образуют твердые растворы
внедрения, обладают в расплавленном металле значительно боль-
шим коэффициентом диффузии. Так, если медь и железо имеют
коэффициент диффузии в жидком никеле около 5 • 105 см2/с, то у
азота и углерода этот коэффициент примерно в 10 раз больше, а
коэффициент диффузии водорода в никеле и в других металлах
имеет величину около 10"3 см2/с. Это объясняется малыми разме-
рами атомов этих элементов. Для сравнения в твердых металлах
вблизи точки плавления коэффициент диффузии компонентов,
образующих растворы замещения, составляет около 10 8 см2/с.
Повышение температуры жидкого металла вызывает довольно
быстрый рост коэффициента диффузии по закону:
D= Do exp (-Q/RT), где Do — постоянная величина; Т— темпе-
ратура; R — газовая постоянная; Q — энергия активации.
Несмотря на то что в жидких металлах коэффициент диффу-
зии примерно в 1000 раз больше, чем в твердых, практически
нельзя добиться необходимого усреднения состава сплава при
плавке только за счет диффузионного массопереноса. Это видно
из следующего примера. При контакте жидкого металла Вс боль-
шим объемом жидкого металла Л решение уравнения, соответ-
ствующего первому закону Фика, дает следующую зависимость
х = т4вт , где х — расстояние, на котором находится слой с
заданной концентрацией; m — коэффициент пропорционально-
сти; D — коэффициент диффузии; т — время. В месте соприкос-
новения двух металлов концентрация В может быть принята
Сл=о = 1. В толще расплава С?_>« = 0. Найдем расстояние х, на
котором находится слой с концентрацией Св, например, равной
0,5. Величину коэффициента m можно рассчитать. В данном слу-
чае m = 1,03. Таким образом, х =1,03-/р7. Если D= 5 • 10-5см2/с,
т = 1 ч = 3600 с, то х =1,03-75 IO'5 -3600 = 0,436 см.
__ В жидких металлах, кроме диффузионного, имеет место и кон-
вективный массоперенос. Интенсивность конвективного массо-
переноса определяется кинематической вязкостью расплава, тем-
пературным коэффициентом объемного расширения, перепадом
температур в расплаве, формой и размерами емкости, в которой
находится расплав, величиной земного ускорения. Линейные ско-
рости движения отдельных слоев расплава в условиях свободной
конвекции могут превышать 1 м/с.
В общем случае при плавке невозможно достичь необходимо-
го усреднения состава расплава за счет диффузии или конвектив-
28
кого массопереноса. Поэтому при плавке всегда прибегают к ме-
ханическому или электромагнитному перемешиванию расплава.
Такое перемешивание совершенно необходимо по окончании
плавки перед разливкой.
§ 3. ДАВЛЕНИЕ ПАРА МЕТАЛЛОВ И СПЛАВОВ
Давление пара жидких металлов обычно выражается форму-
'дой вида lg р = —А/Т + В~ Cig Т Ниже даны значения постоян-
ных величин А, В и С для р, выраженного в паскалях, для неко-
торых металлов:
А В С А В С
Алюминий 16450 14,48 1,02 Кремний 20900 12,84 0,57
Железо 19710 15,39 1,27 Магний 7550 14,91 1,41
Кадмий 5819 14,41 1,27 Марганец 13900 19,39. 2,52
Кальций 9600 14,67 1,21 Медь 17650 15,51 1,27
Никель 22400 18,07 2,01 Титан 23200 13,86. 0,66
Олово 15500 10,35 — Цинк 6670 14,12 1,13
Свинец 10130 13,28 0,99 Цирконий 30300 11,50 -
Серебро 14260 14,35 . 1,06
Пары металлов, как правило, состоят из одноатомных частиц.
В парах таких элементов, как углерод, кремний, сера, имеется
определенная доля двухатомных и более сложных частиц..
Ниже приведены данные о давлении паров некоторых метал-
лов при температуре плавления, а также их температуры плавле-
ния и кипения (температура, при которой давление пара веще-
ства достигает атмосферного, т.е. 0,101 МПа):
4тл,°с Ааш,°С Агара при Z^, Па 4гл,°С 4ип,°С Агара при 41ЛЗ Па
Ртуть -39 357 ю'4 Марганец 1240 2100 133
Олово 232 2600 ю'21 Кремний 1420 3200 0,13
Кадмий 321 770 13,3 Никель 1455 2900 1,3
Свинец 327 1900 10 Железо 1539 2900 1,3
Цинк 419 910 13,3 Титан 1670 3100 1,3
Магний 650 1100 520 ю’6 Цирконий 1850 4300 ю’3
Алюминий 660 2500 Хром 1875 2500 1020
Кальций 840 1500 270 Молибден 2620 4600 1,3
Медь 1083 2500 0,13 Вольфрам 3400 5500 1,3
Из приведенных данных можно прежде всего сделать вывод о
том, что прямой связи между температурой кипения металла и
его температурой плавления нет. Легкоплавкое олово кипит при
29
2600 °C, а более тугоплавкий цинк имеет температуру кипения
всего 910 °C. Точно так же марганец^ плавящийся при 1240 °C,
обладает температурой кипения 2100 С, а медь с точкой плавле-
ния 1083 °C кипит при 2500 °C.
. Для оценки поведения металла при плавке большее значение,
чем температура кипения, имеет величина давления пара при тем-
пературе плавления, так как именно она предопределяет величи-
ну потерь в результате испарения. У таких металлов, как кадмий,
цинк, магний, кальций, марганец, хром, давление пара при тем-
пературе плавления превышает 10 Па. Эти металлы называют
легколетучими.
Давление пара сплава складывается из суммы парциальных
давлений всех компонентов и примесей, входящих в его состав.
Если сплав рассматривать как совершенный раствор, то парци-
альное давление пара любого компонента или примеси pi опре-
деляется законом Рауля: р.= p^N,, где р® — давление пара чисто-
го компонента; N. — его атомная доля в сплаве. Если сплав нельзя
считать совершенным раствором, то в данную формулу вводят
коэффициент активности у данного компонента в сплаве. Тогда
парциональное давление пара компонентов сплава будут выра-
жаться Pj^YjP^Ni, а давление пара сплава рспл =Zp/ = Z/(p°M-
Произведение у. N. называется активностью компонента. Ак-
тивность выражает кажущуюся концентрацию компонента в
сплаве. Коэффициент активности у может быть больше или меньше
единицы. Он отражает сложные явления в сплаве, связанные с
взаимодействием атомов компонентов. В совершенном растворе
у = 1, и активность совпадает с концентрацией, выраженной в
атомных долях или атомных процентах.
Давление пара металла предопределяет не только величину
потерь вследствие испарения при плавке. Значительные трудно-
сти возникают при плавке сплавов, в’ состав которых входят ком-
поненты с различным давлением пара. Компоненты, обладаю-
щие большим давлением пара, испаряются более интенсивно. Из-
за этого расплав обедняется ими, и заданный состав сплава не
выдерживается. Поэтому приходится всегда вводить избыток по-
добных компонентов в процессе плавки. Этот избыток, как пра-
вило, определяют опытным путем.
§ 4. ТЕПЛОФИЗИЧЕСКИЕ И ЭЛЕКТРИЧЕСКИЕ СВОЙСТВА ,
МЕТАЛЛОВ И СПЛАВОВ
Главнейшими теплофизическими свойствами, имеющими зна-
, чение для процессов приготовления сплавов и затвердевания от-
30
ливок, являются теплоемкость, теплопроводность, теплота плав-
ления. Для процесса плавки в ряде случаев приобретав! значение
теплота образования, сплавов. Теплоемкость и теплота плавления
1 определяют количество энергии, необходимое для расплавления
металла и нагрева расплава до нужной температуры. Теплопро-
> водность предопределяет скорость прогрева металла. Все эти ха-
рактеристики имеют решающее значение при затвердевании и
охлаждении отливок. От их величин зависит время затвердевания
И распределение температуры в отливке.
Ниже приведены значения теплоты плавления L некоторых
элементов:
Д Дж/г Олово... 60 Д<ол, кДж/моль 7,1 Медь Д Дж/г .. 205 Д<ол> кДж/моль 13,0
Висмут 55 11,5 Бериллий .. 1390 12,5
Свинец 24 5,0 Кремний .. 1700 48
Цинк 110 7,1 - Никель .. 290 17
Магний 370 8,9 Железо . 270 15
Алюминий.. 400 10,8 Титан .. 350 17
Германий.... 450 33 Молибден.... .. 340 33
В величинах теплоты плавления, выраженных в Дж/г, видна
очень большая разница у различных металлов и элементов. У лег-
коплавких металлов — олова, висмута, свинца — теплота плавле-
ния составляет всего несколько десятков Дж/г. У более тугоплав-
ких — от цинка до молибдена — она равна 100...400 Дж/г. Чрезвы-
чайно большую теплоту плавления имеют бериллий и кремний:
1390 и 1700 Дж/г. Физически правильнее сравнивать так называ-
емую молярную теплоту плавления, которая равна энергии, не-
обходимой для плавления 1 моля вещества, т. е. такого объема
кристаллической решетки, где имеется 6,023 • 1023 структурных еди-
ниц (число Авогадро). Переход к молярной теплоте плавления
дает возможность увидеть, что у непереходных металлов эта ха-
- рактеристика возрастает от 5 кДж/моль у свинца до 12...13
кДж/моль у меди и бериллия. Переходные металлы — никель,
Железо, титан, молибден — имеют существенно большую моляр-
, йую теплоту плавления. Это связано с тем, что в их кристалли-
ческой решетке имеется определенная доля ковалентных связей,
которые значительно прочнее, чем Чисто металлические. По мо-
лярной теплоте плавления выпадают олово и висмут и особенно
германий и кремний. Германий и кремний имеют кристалличес-
кую решетку с ковалентными связями между атомами. Поэтому у
них молярная теплота плавления превышает теплоту плавления
металлов в 3...4 раза. Олово и висмут обладают рыхлыми кристал-
лическими решетками, в которых некоторая доля связей кова-
31
лентна. В связи с этим их молярная теплота плавления составля-
ет 7... 11 вместо ожидаемых 3...5 кДж/моль.
Теплоемкость с некоторых металлов в жидком состоянии вблизи
точки кристаллизации имеет следующее значения:
Sn Pb Zn Al
с, Дж/(Г-К).......0,25 0,14 0,42 1,09
ДжДмоль-К)... 29,8. 29,0 27,2 , 29,4
Си Ni Fe
0,51 0,63 0,71
32,6 37,2 39,8
, По сравнению с теплоемкостью твердого металла при темпе-
ратуре плавления эти значения выше примерно в 1,1... 1,5 раза.
Какой-либо закономерности не усматривается при сравнении теп-
лоемкости, выраженной через Дж/(г • К). Переход к молярной
теплоемкости показывает,.что у жидких металлов она составляет
29...40 Дж/(моль • К) и явно возрастает с увеличением температу-
ры плавления металлов. Теплоемкость жидких металлов мало ме-
няется с повышением температуры.
Теплопроводность X жидких металлов составляет примерно
0,5...0,6 от теплопроводности твердых металлов вблизи точки плав-
ления:
2, Вт/(мК):
твердого металла
жидкого металла
............
Sn Zn Al Cu Fe
. 59 96 185 300 29
. 35 60 90 — 17
. 0,59 0,63 0,49 • — 0,62
Теплообмен в жидких металлах осуществляется не только теп-
лопроводностью, но и посредством свободной конвекции, кото-
рая определяется зависимостью плотности жидкого металла от
температуры, вязкостью металла, его теплопроводностью и зем-
ным ускорением. Теплообмен в этом случае характеризуется ко-
эффициентом теплопередачи а [Вт/(м2 • К)] от жидкого металла с
температурой tc к стенке с температурой поверхности ta . Вели-
чина tc - tn -At определяет теплообмен. Зависимость между а и
At выражается в критериальной форме:
Nu=CGr “Pr °-4,
т т *
где Nu = al/к критерий Нуссельта, в котором а — коэффициент
теплоотдачи; X — теплопроводность жидкого металла; 1 — линей-
ный размер стенки в вертикальном направлении; С — постоян-
ный множитель, величину которого определяют по справочни-
кам в зависимости от величины критерия Грасгофа
Gr= gl^At/v*,
32
где g — земное ускорение; 1 — характерный линейный размер
стенки — ее высота; v — кинематическая вязкость жидкого метал-
ла; рж — температурный коэффициент объемного расширения жид-
кого металла. Показатель степени п зависит от величин С и Gr.
Он указан в справочниках.
Величина Pr= v/a = т\с/2. называется критерием Прандтля. В
этом критерии п — кинематическая вязкость жидкого металла;
а — его температуропроводность; с — теплоемкость; Л — тепло-
проводность. Индекс т у критериев Оги Ргозначает, что свой-
ства, входящие в эти критерии и зависящие от температуры, вы-
бирают при средней температуре.
Теплота образования жидких Сплавов измеряется той энерги-
ей, которая поглощается или выделяется при взаимном растворе-
нии двух жидких металлов, взятых при одинаковой температуре.
В термодинамике принято считать положительной энергию, по-
глощенную системой, и приписывать ей знак «+* • Энергия, вы-
делившаяся из системы, считается отрицательной. Количество
энергии, поглощенное или выделенное при образовании спла-
вов, относят к 1 молю сплава и называют интегральной молярной
теплотой смешения или образования.
В двухкомпонентных сплавах теплота образования, обознача-
емая ДН, обычно меняется по кривой с экстремумом. Экстремум
кривой приходится на сплавы примерно эквиатомного состава,
т. е. при атомной доле каждого из компонентов около 0,5. Эта
наибольшая по абсолютному значению теплота образования обо-
значается ДНпка. В табл. 3 приведены величины ДН^ для неко-
торых систем.
Таблица 3. Теплота образования двойных жидких сплавов
Система А-В /, °C кДж/моль Тип системы
Au — Си 1150 0 Неограниченные растворы
Bi — Sb 800 + 1,3 То же
Ag — Си 1200 +3,8 Простая эвтектическая система
Bi — Sn 350 -2,0 То же
Pb - Sn 500 + 1,3 »
Al — Si 1450 —3,8
Mg — Sn 800 -14 . Система с промежуточными фазами
Al — Си 1150 “19 То же
Fe - Si 1600 -38 »
Al-Y 1600 “50 *
Ni- Si 1600 -59 »
Y- Si 1600 -80
2 — 4131
33
Из приведенных данных можно сделать следующие выводы.
Теплота образования сплавов близка к нулю или имеет неболь-
шую величину в том случае, если в системе наблюдаются непре-
рывные твердые растворы от А до В. Примером таких систем
могут служить Au—Си, Bi—Sb. Если же в системе при переходе в
твердое состояние образуются два ограниченных твердых раство-
ра с простым эвтектическим или перитектическим превращени-
ем, то АНтзх может иметь как положительный, так и отрицатель-
ный знак, а абсолютное значение может доходить до нескольких
килоджоулей на моль. В табл. 3 к подобным системам относятся
Ag—Си и Al—Si. Наконец, если в системе в твердом состоянии
имеются промежуточные фазы, то теплота образования жидких
сплавов всегда отрицательна и может быть очень большой. В
табл. 3 к таким системам относятся Mg—Sn и все расположенные
ниже ее. Рекордной в этом отношении является система Y—Si,
где АН достигает величины 80 кДж/моль.
Необходимо помнить, что отрицательный знак теплоты обра-
зования свидетельствует о выделении тепла при сплавлении. Так,
при введении в'Жидкую медь твердого алюминия или в жидкий
никель твердого кремния в количестве 10...20 % отмечается са-
моразогрев расплава, причем температура повышается на
100...200 ’С.
Электрическое сопротивление металлов и сплавов приходится
принимать во внимание при плавке в индукционных печах, где
тепловая энергия выделяется в самом расплаве за счет индуциру-
емых вихревых токов.
Электрическое сопротивление вещества характеризуется удель-
ным электросопротивлением р. Ниже приведены значения удель-
ного электросопротивления ряда металлов (мкОм • см):
Твердый Твердый Жидкий Твердый Твердый Жидкий
металл металл металл металл металл металл
при пРи4тл п₽и^л при • п₽и^л п₽иГпл
20 °C 20 °C
Sn 11 23 50 Ag 1,6 8 17
Bi ПО 500 150 Си 1,7 10 21
Pb . 19 50 100 Si Ю3...1О6 102...103 80
Zn 6 17 40 Ni 8 65 85
Sb 40 185 115 Fe , 10 130 140
Mg 4 15 27 Ti 40 80 175
Al 2,6 11 24. Mo 5 85 —
Ge ю8 103 70 W 5 100 130
Электросопротивление твердых металлов с ростом температу-
ры возрастает. К моменту достижения температуры плавления
электросопротивление большинства металлов увеличивается в
34
2...10 раз по сравнению со значением при комнатной температу-
ре. Плавление металла сопровождается существенным (пример-
но в 1,2...2,2 раза) увеличением электросопротивления металлов.
При плавлении металлов, у которых между атомами в решетке
частично действуют ковалентные связи, электросопротивление
снижается. Это снижение сравнительно невелико у сурьмы и вис-
мута (в 1,5...3;5 раза). У германия и кремния, решетка которых
целиком удерживается ковалентными силами, это снижение очень
значительно (в 15...30 раз). Падение электросопротивления у этих
элементов объясняется появлением свободных электронов. По-
вышение температуры вызывает у всех жидких металлов возрас-
тание электросопротивления. Полезно помнить, что удельное элек-
трическое сопротивление металлов в жидком состоянии достига-
ет 20...150 мкОм • см.
Электросопротивление жидких сплавов находится в сложной
зависимости от их состава. Имеются случаи, когда оно плавно
изменяется в пределах, определяемых значениями этого свойства
у чистых компонентов. Для технических расчетов электросопро-
тивление жидких малолегированных сплавов можно принимать
изменяющимся пропорционально объемному содержанию ком-
понентов.
§ 5; О СТРОЕНИИ МЕТАЛЛИЧЕСКИХ РАСПЛАВОВ
Переход металла в жидкое состояние внешне проявляется в
коренном изменении его поведения: жидкий металл приобретает
высокую текучесть и перестает сохранять свою форму.’ Однако по
большинству других физических свойств, как указывалось выше,
изменения не такие значительные. Теплоемкость, теплопровод-
ность, электропроводность, давление пара металлов, находящих-
ся в жидком состоянии, Имеют тот же порядок величин, что и
металлов, находящихся в твердом состоянии вблизи температуры
плавления. Это говорит о том, что взаимодействие между части-
цами в жидком металле определяется теми же силами, что и в
твёрдом. Это подтверждает очень небольшое изменение расстоя-
ний между частицами, поскольку, как было показано, изменение
объема при плавлении составляет несколько процентов.
В жидких металлах с помощью структурных исследований об-
наружен так называемый ближний порядок в размещении час-
тиц. Сущность ближнего порядка состоит в том, что ближайшие
соседи у каждого атома размещены не беспорядочно, а занимают
определенные позиции. Выяснилось, что у металлов с плотноу-
пакованной кристаллической структурой ближний порядок в
2»
35
жидком состоянии очень похож на ближний порядок в кристал-
лической решетке. У таких металлов координационное число,
т. е. число ближайших соседей, у каждого атома при плавлении
уменьшается с 12 до 10... 11.
То, что плавление не вызывает в металлах полного разруше-
ния связей между атомами, видно из сравнения теплоты субли-
мации и теплоты плавления. Теплота сублимации, необходимая
для перевода металла в газообразное состояние, когда рвутся все
связи у каждого атома (пары металлов одноатомны), в десятки
раз превышает теплоту плавления. После того как было установ-
лено существование определенной упорядоченности в жидких
металлах, было сделано предположение, что жидкий металл мож-
но рассматривать как массу беспорядочно ориентированных кри-
сталлов, которые назвали сиботаксическими группами. Однако
такая модель не могла быть полностью приемлема с позиций тер-
модинамики. Кроме того, позже было выяснено, что в металли-
ческой жидкости имеются и другие группировки, непохожие по
своему строению на кристаллы твердого металла. Исследования,
проведенные в последнее время, показали; что в большинстве
жидких металлов имеются группировки с различным строением,
как напоминающим структуру кристаллов, так и отличающимся
от нее. Группировки всех видов называют кластерами. Кроме них
в жидком металле, по-видимому, имеются и "бесструктурные" об-
ласти. Повышение температуры расплава и удаление от точки
кристаллизации во всех случаях вызывают постепенное умень-
шение доли группировок, обладающих какой-либо структурой, и
превращение жидкого металла в бесструктурную жидкость. Очень
разноречивы данные о структуре жидких сплавов. В некоторых
сплавах эвтектического состава обнаружены два вида группиро-
вок, обогащенных каждым из компонентов.
Следует отметить, что в настоящее время еще не создана об-
щая теория жидкого состояния металлов, способная с единых
позиций объяснить закономерности изменений свойств и струк-
туры, вызываемых температурой и легированием. Несмотря на
незавершенность теоретических представлений о металлических
расплавах, йедутся активные поиски способов различного воз-
действия на расплав с целью влияния на свойства твердого ме-
талла. Имеются сведения, что, в частности, перегрев некоторых
расплавов до определенной температуры с последующим уско-
ренным охлаждением способен вызвать заметные изменения
структуры твердых сплавов, и, как следствие, улучшение их меха-
нических свойств.
ГЛАВА 3. ВЗАИМОДЕЙСТВИЕ ЖИДКИХ МЕТАЛЛОВ С
ГАЗАМИ, МАТЕРИАЛАМИ ТИГЛЕЙ И
ФУТЕРОВКОЙ ПЛАВИЛЬНЫХ ПЕЧЕЙ
. Газовой средой, в которой осуществляется плавка, может быть
воздух, продукты сгорания органического топлива, содержащие'
оксиды углерода, пары воды, оксиды серы, несгоревщие углево-
дороды, а также искусственно создаваемая атмосфера различных
газов. Газовой средой при плавке может быть вакуум — среда с
очень малым содержанием газа, характеризуемая так называемым
остаточным давлением, доводимым до 10-1...10-1Па. В любом слу-
чае в газовой среде над расплавом имеются пары самого металла,
парциальное давление которых определяется температурой рас-
плава.
Соприкосновение металлического расплава-с газовой средой
вызывает различные процессы, направленные в сторону дости-
жения равновесия между соприкасающимися средами. Результа-
том этих процессов чаще всего являются загрязнение металли-
ческого расплава различными растворимыми и нерастворимыми
примесями. Однако возможны и обратные случаи, когда метал-
о лический расплав очищается от загрязнений вследствие перехода
их в газовую среду. '
Содержание газов в металлах принято выражать в процентах
по массе, мольных процентах или долях, а также объемом газа в
1 см3,' приходящимся на 100 г металла. В последнем случае весь
содержащийся в металле газ считают выделенным в свободном
состоянии и приведенным к нормальным условиям (температура
20 °C и давление 1,01 • 105 Па).
Взаимодействие жидких металлов с материалами, которые ис-
пользуют для футеровки плавильных печей и разливочных ков-
шей, а также для изготовления тиглей и кристаллизаторов, мно-
гообразно и сложно. Материал плавильной емкости должен прежде
всего выдерживать механические нагрузки при соответствующих
температурах. Это механическое Взаимодействие усугубляется
сложными физико-химическими явлениями между расплавом и
соприкасающимся с ним твердым материалом. При этом возмож-
ны процессы восстановления—окисления, взаимного растворе-’
ния, не исключено также пропитывание футеровки расплавом.
§ 1. ОБЩИЕ ЗАКОНОМЕРНОСТИ ВЗАИМОДЕЙСТВИЯ
МЕТАЛЛИЧЕСКИХ РАСПЛАВОВ С ГАЗАМИ
Если чистый жидкий металл достаточно долго соприкасается с
газовой средой и развиваются процессы, направленные к дости-
37
жению равновесия в системе, то возможны следующие три типа
изменения в составе и состоянии расплава:
1. Газовая среда инертна по отношению к жидкому металлу,
поэтому ни растворения газа в расплаве, ни образования каких-
либо соединений не происходит. Отсутствие растворения газа
оценивается с практической точки зрения. Сюда относятся слу-
чаи с достаточно малой растворимостью, не имеющей значения
для процесса плавки металлов. Отсутствие взаимодействия мож-
но наблюдать между любым металлом и любым инертным газом
нулевой труппы периодической системы Д. И. Менделеева, а также
в некоторых системах металл—водород (металл — олово, свинец и
др.), металл—азот (металл — медь, серебро, цинк и др.).
2. При взаимодействии жидкого металла с газом отмечается
значительная растворимость газа в расплаве. Здесь также имеется
в виду практически значимая растворимость, которая ощутимо
влияет на качество сплава и определяет технологию плавки. В
системах, где происходит подобное взаимодействие, в конечном
итоге будут существовать насыщенный газом жидкий раствор и
газовая фаза. Возможно также, что по достижении в расплаве
предельного содержания газа начнется образование химического
соединения между газом и металлом. Для процесса плавки опре-
деляющим обстоятельством является именно образование раствора
газа в жидком металле. Данный тип взаимодействия наблюдается
во многих системах металл—водород.
3. Взаимодействие жидкого металла с газом выражается в об-
разовании устойчивых химических соединений металл — газ. Ра-
створимость газа в жидком металле в этих случаях настолько мала,
что наблюдается во многих системах металл—кислород (А1—О2,
Mg—О2 и др.).
Тип взаимодействия жидкого металла с газом определяется
природой металла и газа, температурой и давлением газа над рас-
плавом. Для двойной системы металл—газ характер взаимодей-
ствия и образующиеся фазы можно довольно легко установить по
существующим диаграммам состояния. ,
Процесс взаимодействия жидкого металла с газами состоит из
нескольких ступеней. Поступление молекул газа к поверхности
•жидкого металла обеспечивается путем молекулярной диффузии
и конвективного массопереноса в нем. При давлении, составля-
ющем 104 Па и более, массоперенос в газах осуществляется в
основном конвекцией.
Следующая ступень заключается в переходе молекул газа на
поверхность расплава. Этот процесс называется адсорбцией. При
высоких температурах основная роль принадлежит активирован-
ной адсорбции или хемосорбции, которая выражается не только
38
в осаждении молекул газа на поверхности расплава, но и в час-
тичной их диссоциации на атомы. Об этом свидетельствует боль-
шая величина теплоты хемосорбции, близкая к теплоте диссоци-
ации двухатомных газов.
Атомы газа, адсорбированные на поверхности расплава, гото-
вы как для образования молекул химического соединения мет.
талл—газ, так и для диффузии в глубь расплава. Если взаимодей-
ствие состоит в возникновении нерастворимого в чрасплаве со-
единения, то на поверхности расплава начинает нарастать слой
этого соединения. Скорость взаимодействия определяется, кро-
ме прочих обстоятельств, сплошностью этого слоя, которую можно
оценить, сравнивая объемы образующегося соединения ^расхо-
дуемого металла с учетом стехиометрии соединения и плотнос-
тей металла и соединения.
Если объем возникающего соединения значительно меньше
объема расходуемого металла, слой соединения неизбежно дол-
жен иметь надрывы и трещины, куда свободно проникает газ. В
этих случаях взаимодействие проходит с неизменной скоростью.
Если же указанные объемы .близки друг к другу , то газ должен
диффундировать через слой соединения. Поскольку толщина слоя
непрерывно увеличивается, скорость взаимодействия будет умень-
шаться. Так происходит, например, взаимодействие жидкого алю-
миния с кислородом, приводящее к образованию пленки оксида
алюминия на поверхностцрасплава.
При экзотермическом процессе образования соединения ме-
талл—газ может происходить местное повышение температуры,
приводящее к возгоранию расплава. Это наблюдается, например,
при перегреве жидкого магния и его сплавов на воздухе выше
700 °C, а также при перегреве цинка выше 600 ’С.
Если расплав способен растворять газ, то адсорбированные
атомы газа диффундируют в глубь расплава. В металлических рас-
плавах газы могут растворяться лишь в атомарном состоянии.
Процесс растворения газа в приповерхностном слое целиком
определяется диффузией. В глубине расплава распространение
атомов газов осуществляется главным образом конвективным
массопереносом. Нередко вследствие ограниченности массопе-
'> реноса в жидкой фазе на поверхности расплава возникает слой
соединения, хотя во всей массе расплава предельная концентра-
ция газа в растворе еще не достигнута.
. Равновесная растворимость [У] двухатомного газа в металле в
общем случае описывается зависимостью
И = ^Лоехр(-^), (1)
где Рг2 — давление газа над расплавом; Aq— постоянный мно-
39
житель; лн — теплота растворения газа, отнесенная к 1 молю
растворенного газа; R— газовая постоянная; Т— температура, К.
Логарифмирование формулы (1) дает следующее выражение:
Jg [F] = 1/2 • lgprj + Л — В/Т (2)
При постоянной температуре зависимость (1) переходит в за-
кон квадратного корня (закон Сивертса): [Г] = к^р^ > из кото-
рого с очевидностью следует, что растворы газов в металлах од-
ноатомны (к — постоянный множитель).
Во многих системах металл—газ растворение газа проходит с
поглощением тепла. Следовательно, величина АН > 0, и поэто-
му увеличение температуры вызывает рост растворимости газа.
Имеется также большое число металлов, в которых растворение
газа сопровождается выделением тепла (АН<0). В таких метал-
лах повышение температуры сопровождается снижением раство-
римости газа в расплаве.
Изменение растворимости газов в металлах в зависимости от
температуры и давления соответствует равновесным значениям
лишь при достаточно медленных изменениях внешних условий.
Если же эти изменения происходят быстро, растворимость- начи-
нает отставать от значений, определяемых приведенными фор-
мулами, из-за того, что некоторые из ступеней общего процесса
растворения не обеспечивают передачу нужного количества газа.
Обычно таким узким местом является диффузия. В итоге получа-
ются завышенные или заниженные значения содержания раство-
ренного в металле газа.
Особенно осложняются явления при уменьшении температу- •
ры и давлении газа над расплавом, если при этом должна сни-
жаться растворимость газа. В большинстве случаев газ, выделяю-
щийся из раствора, не успевает проходить через свободную по-
верхность расплава. Усиливающееся перенасыщение расплава
приводит к возникновению внутри него пузырьков газа. Гомо-
генное зарождение газовых пузырьков в расплаве, по-видимому,
невозможно. Они могут возникнуть лишь на готовых зародышах,
представляющих собой поры и трещины в нерастворимых в рас-
плаве частицах примесей. Подобные несплошности заполнены
инертным для данного металла газами. Именно в эти готовые
полости устремляются атомы выделяющихся из раствора газов, и
здесь начинает расти газовый пузырек.
Особенность существования газового пузырька в расплаве со-
стоит в том, что давление в нем определяется
рп ~ Рт + + где Рт ~~ внешнее давление над расплавом;
pgh — металлостатическое давление, зависящее от плотности рас-
40
плава р, ускорения силы тяжести g, расстояния от зеркала метал-
ла (глубины) Д 2о/г — капиллярное давление, зависящее от меж-
фазной энергии на границе расплав—газ и радиуса пузырька г.
При понижении температуры со скоростью более нескольких
градусов в секунду наблюдается неполное выделение газа из ра-
створа в металле. Газ может почти полностью остаться в растворе
в случае еще больших скоростей охлаждения. Иначе говоря, про-
исходит закалка раствора газа сначала в жидком металле, а затем
И в твердом. Этим явлением широко пользуются при отборе проб
расплава для определения содержания газов.
Газы, оставшиеся в пересыщенном растворе в твердом метал-
ле, нельзя считать безвредными. Они могут влиять на прочност-
ные свойства, снижать показатели пластичности металла, изме-
нять коррозионные свойства. Происходящий постепеный распад
раствора приводит к выделению свободного газа, который скап-
. ливается на границах зерен, в микротрещинах, около неметалли-
ческих включений, образуя поры. Подогрев ускоряет распад ра-
створа и усиливает опасность разрушения металла. Такие виды
. брака, как расслоения в деформируемых цветных сплавах, объяс-
няются именно выделением газов из раствора.
§ 2. ВЗАИМОДЕЙСТВИЕ ЖИДКИХ МЕТАЛЛОВ С ВОДОРОДОМ,
КИСЛОРОДОМ И АЗОТОМ
Водород составляет обычно основную долю газов, обнаружи-
ваемых в растворенном состоянии в металлах. Главный источник
водорода, попадающего в металлы при плавке, влага. Влага появ-
ляется в результате сгорания углеводородов природного газа и
нефти, она адсорбирована на поверхности металлических мате-
риалов, подлежащих плавке, содержится в шлаках, флюсах, в све-
жей футеровке печей и ковшей. Влага также адсорбирована на
поверхности плавильно-литейного инструмента. При соприкос-
новении металлического, расплава с влагой происходит окисле-
ние металла и соответственно восстановление водорода. Водород
находится в атомарном состоянии и поэтому легко переходит в
раствор. Поскольку по ходу плавки вся или почти вся влага, со-,
держащаяся в исходных материалах, испаряется, то в конце плав-
ки расплав оказывается в пересыщенном состоянии по отноше-
нию к атмосфере воздуха.
Другим источником водорода при плавке являются углеводо-
роды, содержащиеея в газообразном и жидком топливе. Простей-
ший из них — метан — заметно диссоциирует выше 500 °C с
выделением атомарного водорода.
41
Для некоторых жидких металлов в общем уравнении раство-
римости газов (2) применительно к водороду (при этом раствори-
мость водорода [Н] выражается в.см3/100 г, давление в паскалях)
коэффициенты А и В имеют следующие значения:
Al Cu Ni Fe Ti
A 0,296 -0,101 -0,2 -0,183 -0,69
В 2760 2270 . 1176 1160 -2460
Приведенные данные действуют начиная с точки плавления
металла и до температуры, которая выше ее на 300...400 К. Ра-
створимость водорода в ряде металлов характеризуется следую-
щими величинами при = 105 Па, см3/100 г:
Mg Al
Жидкий металл:
при tm +100 “С .......... 40 1
> tm ................... 30 0,7
Твердый металл при tm 20 0,05
П................... 0,5 13
Cu Ni Fe Ti
7 45 • 30 1200 •
5 40 24 1000
3 . 20 12 5000-(при 1000 eC)
0.67 1 1 —
Как видно, наибольшие содержания растворенного водорода
наблюдаются в магнии и никеле, наименьшие в алюминии. Од-
нако для процесса выделения водорода из раствора при его кри-
сталлизации определяющее значение имеет так называемый ко-
эффициент потенциального пересыщения расплава П, равный
([н1ллж “ где [Н] — содержание растворенного
водорода в жидком и твердом металле при температуре кристал-
лизации.
Из приведенных данных видно, что потенциальное пересы-
щение при кристаллизации наиболее велико у алюминия. Следо-
вательно, для алюминия наиболее вероятно поражение газовой
пористостью водородного происхождения, несмотря на то что он
обладает наименьшей абсолютной растворимостью водорода в
жидком состояний.
Многие легкоплавкие металлы в жидком состоянии поглоща-
ют такие малые количества водорода, что этот газ для них может
считаться практически нейтральным. В приведенном ниже ряду
взаимоотношение с водородом отражено знаками"+" и ". Знак
"+” означает, что данный металл в жидком состоянии растворяет
водород в практически значимых количествах. Знак " свиде-
тельствует о том, что растворимостью водорода в данном метал-
ле можно пренебречь:
Hg Sn Bi Cd Pb Zn Mg Al Ag Cu Mn Ni Fe Ti V
------ + + + + + +.+ + +
42
" Как видно, легкоплавкие металлы от ртути до цинка практи-
чески не растворяют водород. Следовательно, атмосфера этого
газа для них при плавке безвредна с точки зрения насыщения им.
Все остальные металлы, начиная с магния, растворяют водород,
который при их плавке может насытить расплав и вызвать затем
нежелательные последствия.
Металлы, способные растворять водород и отмеченные в
приведенном ряду знаком "+", отличаются по знаку теплоты ра-
створения газа в металле. Более легкоплавкие из них (от магния
до железа включительно) взаимодействуют с водородом с погло-
щением тепла, поэтому знак теплоты растворения у них положи-
телен и с увеличением температуры расплава растворимость в
нем возрастает.
Более тугоплавкие металлы в приведенном ряду — титан и ва-
надий — взаимодействуют с водородом с выделением тепла. Так <
же ведут себя все тугоплавкие металлы 4-й и 5-й групп периоди-
ческой системы Д. И. Менделеева, все 14 редкоземельных метал-
лов, скандий, иттрий, лантан. Поскольку знак теплоты растворе-
ния водорода отрицателен, повышение температуры сопровож-
дается падением растворимости водорода в этих металлах как в
, твердом, так и в жидком состояниях. В тугоплавких металлах 6-й
группы — молибдене и вольфраме — водород растворяется в очень
малых количествах.
Отмеченное различие в температурной зависимости раствори-
мости водорода имеет очень большое значение. В металлах от
магния до железа, растворимость у которых уменьшается с пони-
жением температуры, охлаждение и кристаллизация расплава могут
вызывать появление газовых пузырей и газовой пористости в от-
ливках. В металлах, у которых растворимость водорода с умень-
шением температуры возрастает, охлаждение не вызывает выде-
ление водорода, водородная газовая пористость в отливках не
образуется.
Относительно взаимодействия жидкого сплава с водородом в
первом приближении можно считать, что растворимость водоро-
да в сплаве будет величиной аддитивной. Поэтому введение в
. сплав компонентов с повышенной способностью растворять во-
дород должно вызвать возрастание растворимости водорода.
Действительно, сплавы алюминия с магнием и сплавы меди с
никелем показывают большую растворимость водорода, чем чис-
тые алюминий или медь. Цинк вызывает существенное снижение
растворимости водорода в латунях по сравнению с чистой медью.
С кислородом подавляющее большинство металлов, находясь
на воздухе как в жидком, так и в твердом состоянии, активно
взаимодействует. Конечным продуктом взаимодействия являют-
43
ся оксиды. Это объясняется тем, что равновесное давление кис-
лорода над оксидами составляет величину, значительно меньшую
2 • 104 Па парциального давления кислорода в атмосфере воздуха
(табл. 4).
Хотя с повышением температуры равновесное давление кис-
лорода над оксидами возрастает, однако при температурах плав-
ления чистых металлов эта величина остается очень малой. Так,
для оксида меди Си2О при 1200 ’С равновесное давление кисло-
рода равно всего 10 Па, а для оксидов других металлов оно на
много порядков меньше. Исключение составляет оксид серебра
Ag2O, у которого при 600 °C равновесное давление кислорода
равно 10б Па.
В табл. 5 приведены данные для вычисления изменения тер-
модинамического потенциала AG0 в стандартных условиях
(Ро2 ~ 1 атм. = 1,01 • Ю5 Па) образования свободных оксидов
рада металлов и элементов, а также образования раствора кисло-
рода в металлах.
Таблица 4. Равновесное давление кислорода над оксидами некоторых
металлов при повышенных температурах, Па
t, ’С РЬО ZnO MgO А12О3 Ag2O Си2О ’ NiO FeO
600 10*14 10-26 < 10-25 < 10-25 10б 10-5 Ю-18 IO*2*»
800 10-8 ю-*9 < 10-25 < 10-25 Ю8 ю-4 io-u io-»4
1000 10*4 10-»з < 10-25 < 10-25 1О10 10-1 ю-7 10-ю
1200 10» 10-5 10-25 ю-24 > 1О10 10 ю-4 10-7
1400 10 . IO*3 10-23 ю-19‘ > 101° ю3 10 10-5
1600 103 ' 1 ю-17 10-15 > Ю10 ю4 Ю3 10-3
Для плавки металлов важны возможность образования не только
свободного оксида, но и растворов кислорода в расплаве. Если
расположить металлы по возрастанию температуры плавления,
то окажется, что легкоплавкие металлы от олова до алюминия не
растворяют кислород (знак а серебро и более тугоплавкие
металлы этот газ растворяют (знак
Sn Bi Cd Pb Zn Mg Al Ag Cu Ni Fe V Mo
-- ---- - + + + + + +
Нужно отметить, что в жидких олове, висмуте, свинце при
температурах более 700...800 °C наблюдается небольшая раство-
римость кислорода, но для плавки этих металлов она значения не
имеет. .
Способность серебра и других металлов, отмеченных в приве-
денном раду знаком хорошо видна на диаграммах состояния
металл—кислород, где имеются обширные области жидких раство-
ров кислорода в металле (рис. 3...5).
44
Таблица 5. Изменение термодинамического потенциала AG? свобод-
ных оксидов и раствора кислорода в металлах при стандартных услови-
ях (AGj- = А + ВТ)
Элемент, оксид Свободный оксид Раствор кислорода в жидком металле ч
Г, К А, кДж/моль о2 Д к Дж/(моль О2К) г, к А, кДж/моль (OJ Д кДж/(моль [OJ-K)
Ag; Ag2o 298...500 —62 0,132 1250...1500 -15 0,044
А1; А12Оз 900...2300 -1126 0,217 — — —
Crpad>» СО 298...2000 -230 -0,172 — — —
сгра(ь; СО2 298...2000 -397 +0,085 — — —
Са; СаО 1120...1760 -1285 0,221 — — —
Си; Си2О 1350...1500 -405 0,184 1350...1450 -73 0,009
Fe; FeO 1800...3000 -480 0,992 1890...2000 -117 0,025
Н; Н2О 400...3000 -502 0,114 — — —
Mg; MgO ‘950...1350 -1220 . 0,233 — — —
Mo; МоО2 2900...3000 -579 0,154 — — —
Ni; NiO 1750...2250 -508 0,191 1800...1950 -71 0,030
P; P2°5 1000...2000 -633 0,195 ' — — —
Pb; PbO 600...1150 -438 0,197 600...850 -123 0,057
S; SO2 800...3000 -357 0,073 — — —
Si; SiO2 1700...2000 -950 0?199 — — —•
Sn; SnO2 550... 1900 -582 ' 0,205 800...1300 -181 0,066
Ti; TiO2 1950...2150 -953 0,183 — — —
Zn; ZnO 700...1200 -705 0,211 — — —
Особенность поведения металлических расплавов чистых ме-
таллов, содеркащйх растворенный кислород, состоит в том, что
при их охлаждении и кристаллизации этот газ никогда не выде-
ляется из раствора в свободном виде, а переходит либо целиком в
твердый раствор (например, в системе Ti—О), либо в твердые со-
единения — оксиды, появляющиеся в результате эвтектического
превращения (в 'системах Си—О, Ni—О). Это значит, что кисло-
род в подобных металлах не вызывает появления газовой порис-
тости. Исключение составляет серебро, оксид которого устойчив
лишь до 190 °C. Поэтому при кристаллизации серебра, содержа-
щего растворенный кислород, этот газ выделяется в свободном
Диде при 940 °C по так называемой газоэвтектической реакции:
жидкость -> кристаллы + газ. В результате в литом металле обра-
зуется газовая пористость кислородного происхождения.
Взаимодействие жидких сплавов с кислородом проходит более
' сложно и приводит к различным результатам в зависимости от
основы сплава и легирующих компонентов. Сплавы на основе
легкоплавких металлов при любых легирующих компонентах ве^
дут себя с кислородом подобно чистым металлам-основе, т.е. при
45
Рис. 3. Диаграмма состояния системы
Ag-O2
Рис. 4. Диаграмма состояния системы
Си-О2
46
соприкосновении таких расплавов
с газовой средой, содержащей
кислород, на поверхности распла-
вов возникает пленка нераство-
римых оксидов. Состав этой
пленки определяется условием
наименьшего значения А б1 реак-
ций образования свободных ок-
сидов, их соединений или раство-
ров между собой и содержанием
компонентов в сплаве.
Жидкие сплавы из таких ме-
таллов, как серебро, медь, никель,
при взаимодействии с кислородом
растворяют этот газ в количествах,
промежуточных в сравнении с чи-
стыми металлами. При избытке
кислорода появляется свободный
жидкий или твердый оксид менее
благородного металла из числа
содержащихся в сплаве. Кристал-
системы Ti-O2
лизация этих, сплавов, содержащих растворенный кислород, не
сопровождается выделением газа в свободном виде. Кислород из
жидкого раствора переходит в оксидную фазу по эвтектической
реакции.
Для оценки взаимодействия жидких сплавов с кислородом
необходимо учитывать изменение активности кислорода в растворе
через параметры взаимодействия. Поскольку этих данных,для
сплавов цветных металлов очень немного, можно ограничиться
следующим. Сплавы на основе серебра и меди с металлами, обла-
дающими большим сродством к кислороду (оловом, цинком, алю-
минием, кремнием), при взаимодействии с кислородом почти
неспособны растворять его. Поэтому подобные расплавы очень
быстро насыщаются кислородом и затем покрываются пленкой
нерастворимых оксидов, которые состоят из соединений более
активного по отношению к этому газу металла. В результате рас-
плав загрязняется неметаллическими включениями оксидного
характера.
Несколько отличается от описанного поведение сплавов на
основе никеля. В жидких сплавах никеля с небольшими добавка-
ми марганца и кремния кислород способен растворяться в не-
сколько больших количествах. Между содержанием легирующих
компонентов и содержанием кислорода наблюдается обратная про-
порциональность. При охлаждении такого жидкого раствора-рас-
плава из него выделяется самостоятельная оксидная фаза до на-
чала кристаллизации, образуя неметаллические включения.
Строго говоря, подобным же образом ведут себя все сплавы на
основе серебра, меди, никеля с добавками более активных к кис-
лороду металлов. Однако количество растворенного кислорода
настолько (мало, что им в большинстве случаев можно пренеб-
речь. Сплавь? никеля с углеродом взаимодействуют с кислородом
с образованием газа — оксида углерода. Следовательно, в рас-
сматриваемых сплавах не происходит загрязнения расплава не-
металлическими включениями, но при охлаждении и кристалли-
зации сплавов никеля, содержащих до 0,5 % С, возможно выде-
ление оксида углерода, вызывающего образование пор и пузы-
рей.
Сплавы на основе тугоплавких металлов 4-й и 6-й групп пери-
одической системы Д. И. Менделеева в жидком состоянии взаи-
модействуют с кислородом подобно чистым металлам-основам.
Со свободным молекулярным азотом жидкие металлы взаимо-
действуют с малой интенсивностью. Это объясняется очень незна-
чительней величиной константы диссоциации молекулярного азо-
та. Взаимодействие сильно ускоряется при наличии в атмосфере
атомарного азота, появляющегося вследствие различных реакций.
47
Взаимодействие жидких металлов с азотом отражено в приве-
денном ниже ряду, где металлы расположены по возрастанию
температуры плавления. Практическое отсутствие растворимости
газа в расплаве отмечено знаком а возможность растворения
в заметных количествах — знаком
Sn Pb Zn Mg Al Ag Си Mn Ni Fe Ti V Cr Mo
------ - + +.. + + + + .+
Как видно, в легкоплавких металлах от олова до меди включи-
тельно азот не растворяется. Для них этот газ может считаться
нейтральным. Некоторая особенность во взаимодействии с азо-
том имеется у магния и алюминия. Эти металлы способны реаги-
ровать с азотом с образованием нерастворимых в расплаве твер-
дых нитридов Mg3N2 и A1N. В более тугоплавких металлах, начи-
ная с марганца, азот растворяется.
Растворимость азота в жидком никеле описывается уравнени-
ем lg[N] % (ат.) = l/21g pNj — 3,51 — 2340/Т(давление в Па). Для
растворения азота в жидком никеле величина Д<7° = 44,83 +
+ 0,057 Т кДж/моль [N]. Зависимости справедливы при темпера-
туре 1730...2000 К. Поскольку теплота растворения азота в жид-
ком никеле положительна (Д/f= 44,83 кДж/моль [N]), повыше-
ние температуры вызывает увеличение растворимости азота. Так,
при р = 105 Па и 1460 ’С в жидком металле она составляет
1,6 см3/100 г, а при 1600 ’С 2,4 см3/100 г. При кристаллизации
никеля растворимость снижается до 0,5 см3/100 г. Понятно, что
по этим причинам в литом никеле возможна пористость, вызван-
ная азотом. Все тугоплавкие металлы 4-й и 5-й групп периоди-
ческой системы Д. И. Менделеева растворяют азот с выделением
тепла. При этом расплавы способны растворять очень большие ко-
личества азота, что хорошо видно на диаграмме состояния (рис. 6).
Так же взаимодействует с азотом хром (рис. 7). При кристаллиза-
ции расплавов всех этих металлов азот не должен выделяться в
свободном виде. Он будет либо полностью переходить в твердый
раствор, либо образовывать первично кристаллизующиеся или эв-
тектические нитриды, поэтому газовая пористость не возникает.
Все редкоземельные металлы, а также скандий и иттрий ра-
створяют азот с выделением тепла и образуют термически стой-
кие нитриды, которые совершенно нестойки в контакте с влагой.
Взаимодействие жидких сплавов с азотом отличается большим
разнообразием по сравнению с поведением чистых металлов.
, Сплавы на основе легкоплавких металлов в рассмотренном выше
ряду до алюминия включительно, а также сплавы на основе се-
48
Рис.6. Диаграмма состояния
системы Ti-N2
ребра и меди при обычных температурах плавки не реагируют с
азотом и не растворяют его подобно чистым металлам-основам.
Взаимоотношение с азотом жидких сплавов на основе никеля
может быть приблизительно оценено как промежуточное между
поведением чистой основы и чистого легирующего компонента.
Введение элементов, способных в большей мере поглощать азот,
чем основа, увеличивает растворимость азота в расплаве. Так,
добавка хрома заметно увеличивает равновесное содержание азо-
та в сплавах на основе никеля при одинаковых температурах и
давлениях. Если легирующий элемент образует тугоплавкий нит-
рид, то такой^штрид может появиться в твердом виде в расплаве.
Сплавы на основе тугоплавких металлов 4...6-й групп перио-
дической системы Д. И. Менделеева взаимодействуют с азотом
практически как чистые металлы-основы.
§ 3. ВЗАИМОДЕЙСТВИЕ ЖИДКИХ МЕТАЛЛОВ СО СЛОЖНЫМИ
ГАЗАМИ
В атмосфере плавильных печей и установок могут находиться
следующие сложные газы: пары воды Н2О, оксиды углерода СО и
СО,, сернистый газ SO2, метан СН4.
Во всех случаях взаимодействия сложных газов с жидкими
металлами происходит разрушение молекул газа, сопровождае-
мое образованием новых соединений, появлением свободных эле-
ментов, входящих в состав сложного газа, возникновением ра-
49
створов одного или обоих этих элементов в жидком металле.
В связи с тем, что в состав сложных газов входят углерод и
сера, необходимо учитывать взаимодействие жидких металлов с
этими элементами. Их обычно называют газообразующими. В табл.
6 приведены обобщенные данные о растворении газов и газооб-
разующих элементов в жидких металлах. Следует иметь в виду,
что в этой таблице не отражена возможность образования соеди-
нений гидридов, оксидов, нитридов, карбидов, сульфидов. Пол-
ное представление о взаимодействии какого-либо металла.с газа-
ми, углеродом и серой можно получить по соответствующим ди-
аграммам состояния.
Взаимодействие жидких металлов с парами воды. Как показы-
вают термодинамические расчеты, почти все металлы при тех тем-
пературах, когда они находятся в жидком состоянии при плавке,
взаимодействуют с парами воды. Из данных табл. 6 можно ви-
деть, что легкоплавкие металлы до цинка включительно не ра-
створяют в себе ни кислород, ни водород. Следовательно, эти
металлы в жидком состоянии будут окисляться парами воды и
покрываться пленкой нерастворимых оксидов. Освобождающий-
ся водород будет уходить в атмосферу. Жидкие магний и алюми-
ний будут также покрываться слоем нерастворимого в металле
оксида, но выделяющийся водород будет растворяться в распла-
ве. Таким образом, плавка этих металлов в атмосфере, содержа-
щей водяные пары, будет вызывать не только загрязнение рас-
плава неметаллическими включениями оксидного характера, но
и приводить к насыщению его растворенным водородом. Для этих
двух металлов вследствие их большого сродства к кислороду ре-
акция с водяными парами практически нацело сдвинута в сторо-
ну образования оксида металла и водорода.
Все остальные металлы табл. 6 способны растворять и кислород,
и водород. Поэтому при плавке в атмосфере, содержащей водяные
пары, они будут загрязняться и кислородом и водородом.
Взаимодействие жидких металлов с оксидом углерода СО. По-
скольку легкоплавкие металлы, указанные в табл. 6, до алюминия
включительно не растворяют ни кислород, ни углерод, рассматри-
ваемое взаимодействие для них можно описать следующим уравне-
нием: Me + СО # МеО + С. Взаимодействие будет определяться
величинами AG° образования СО и оксидов металлов. Для оксидов
висмута и свинца эта величина при 300...500 °C более отрицатель-
на (на 50... 100 кДж на 1 моль О2), чем для СО. Поэтому эти метал-
лы не должны реагировать с оксидом углерода, который способен
восстанавливать их оксиды до свободного металла.
Более активные металлы из данной группы (магний, алюминий)
будут окисляться в атмосфере СО при обычных температурах плав-
50
Таблица 6. Возможность образования растворов газов и газообразующих
элементов в жидких металлах
Газ или
газообразующий
элемент______
Водород
Кислород
Азот
Углерод
Сера
Fe Ti
V Сг Mo W
Примечания: 1. Металлы в таблице расположены по возрастанию тем-
пературы плавления.
2. Знак указывает на практически незначимую растворимость элемента в
жидком металле. Знаком отмечена практически значимая растворимость.
3. Растворимость водорода в жидких металлах 6-й группы (хром, молибден,
вольфрам) весьма незначительна;
4. При температуре выше 700 °C в олове, висмуте и свинце растворимость
кислорода повышается до заметной величины.
5. Растворимость кислорода и азота в жидких молибдене и вольфраме нзначи-
тельна.
ки, поскольку ДС70 их оксвдов существенно более отрицательна,
чем А 6ю оксида углерода. Поэтому атмосфера этого газа для данно-
го металла является окислительной, вызывающей загрязнение рас-
плава оксидными неметаллическими включениями.
Жидкие 1йедь и серебро способны растворять кислород, но в
контакте с СО расплавы обоих металлов вполне устойчивы. Это
объясняется тем, что реакция между металлом и оксидом углеро-
да в данном случае практически не идет, равновесие смещено
полностью влево. Оксид углерода является надежной защитной
средой при пдавке этих металлов, позволяющей получать чистые
незагрязненные газовыми примесями расплавы.
Все остальные металлы, указанные в табл. 6, в жидком состо-
янии растворяют в себе и кислород, и углерод. Поэтому при кон-
такте чистого металла с СО расплав поглощает определенные
количества этих элементов, в результате чего устанавливается
равновесие между газовой средой и расплавом. Равновесие опре-
деляется температурой, давлением СО и термодинамическими
свойствами раствора кислорода и углерода в жидком металле. В
первом приближении при заданном давлении СО и постоянной
температуре произведение концентраций [С] [О] в расплаве дол-
жно быть постоянным.
Для плавки никеля и его сплавов очень важным обстоятель-
ством является то, что при снижении температуры и особенно
при кристаллизации равновесие СО # [С] + [О] сдвигается вле-
во. В результате выделения СО литой металл может оказаться
пораженным порами и пузырями, образованными этим газом.
51
Сплавы на основе легкоплавких металлов, которые в жидком
состоянии не растворяют ни углерод, ни кислород, будут вести
себя в атмосфере СО примерно так же, как и чистые металлы-
основы.
Сплавы серебра и меди между собой, а также с неактивными
по отношению к кислороду легкоплавкими металлами — висму-
том и свинцом — не окисляются при плавке в атмосфере СО.
Сплавы на основе , этих же металлов с более активными металла-
ми — алюминием, магнием, марганцем, кремнием, хромом, тита-
ном, цирконием — покрываются пленкой нерастворимых в рас-
плаве оксидов легирующих металлов.
Сплавы на основе металлов, способных растворять кислород и
углерод, при плавке в атмосфере СО будут насыщаться обоими
этими элементами подобно чистым металлам, но легирующие
добавки могут резко снизить растворимость кислорода в этих рас-
плавах.
Взаимодействие жидких металлов с CCL. Это взаимодействие
в общем виде изображается уравнением Ate + СО2 А/еО + СО.
Если рассматривать атмосферу чистого СО2, то такая газовая сре-
да не вызывает окисление лишь таких жидких металлов, облада-
ющих малым сродством к кислороду, как висмут, свинец, сереб-
ро, медь. Плавку этих металлов можно производить в среде СО2
без каких-либо нежелательных последствий, расплавы не будут
загрязняться твердыми оксидами (висмут, кадмий, свинец) или
растворенным кислородом (серебро, медь).
Для всех остальных металлов чистый СО2 является окисли-
тельным газом. Плавка олова, цинка, магния, алюминия в среде
этого газа вызывает активное окисление расплава, который по-
крывается пленкой нерастворимых в расплаве оксидов. Плавка
металлов, способных растворять в себе кислород и углерод, в ат-
мосфере чистого СО, приведет к насыщению расплава и кисло-
родом и углеродом. Если плавка ведется в замкнутом простран-
стве, где вначале создается атмосфера только СО2, то по ходу
плавки вследствие прошедшего взаимодействия с расплавом в
атмосфере появится СО, и конечное равновесие будет опреде-
ляться давлением обоих оксидов углерода и температурой.
Поведение жидких сплавов в атмосфере СО2 в общем будет
подобно поведению основных компонентов сплавов с учетом тех
уточнений, которые были сделаны относительно поведения спла-
вов в атмосфере СО.
Взаимодействие жидких металлов с сернистым газом. Для кад-
мия, цинка и магния это взаимодействие может быть изображено
уравнением ЗМе + SO2 2AfeO + MeS. Величина Аб“ образова-
ния сульфидов указанных металлов при их температурах плавле-
52
ния составляет соответственно —150, —200 и —350 кДж на 1 моль
сульфида. С учетом Д G0 образования оксидов серы и указанных
металлов для рассматриваемой реакции Дб?° составляет в случае.
(кадмия —500 кДж, цинка —750 кДж и магния —2100 кДж. Следо-
вательно, взаимодействие пойдет весьма энергично и расплав будет
загрязняться включениями оксидов и сульфидов.
Олово, висмут, свинец и алюминий в жидком состоянии ра-
створяют серу, но не растворяют кислород. Для них справедливо
равновесие 2Ме + SO2 # 2Л/еО + [S]. Для олова и алюминия эта
реакция значительно сдвинута вправо, поэтому расплавы будут
загрязняться включениями оксидов и растворенной серой.
Жидкие серебро, медь, марганец, никель и железо способны
растворять кислород и серу. Для них реакция с SO2 может быть
записана следующим образом: Me + SO2 # Me + [S] + 2[О].
Для серебра и меди вследствие малых теплот растворения серы
и кислорода в сравнении с теплотой образования SO2 рассматри-
ваемая реакция эндотермична. Поэтому при понижении темпе-
ратуры равновесие смещается влево. Это может привести к обра-
зованию в литом металле газовых пузырей. Для никеля данная
реакция экзотермична, и поэтому с понижением температуры
равновесие сдвигается вправо, в связи с этим выделение SO2 из
расплава невозможно.
Поведение сплавов при плавке в атмосфере, содержащей SO2,
в первом приближении подобно поведению чистых металлов.
Необходимо лишь учитывать влияние легирующих добавок на
снижение растворимости кислорода. Присутствие в расплавах
серебра и меди любых легирующих компонентов подавляет выде-
ление SO2 при охлаждении и кристаллизации.
Взаимодействие жидких металлов с метаном. Содержание СН4
довольно велико в атмосфере пламенных печей, работающих на
мазуте й природном газе. Метан при повышенных температурах
диссоциирует на элементы, что может вызывать насыщение рас-
плава водородом и углеродом одновременно. Поскольку в одной
молекуле метана имеются 4 атома водорода, а водород растворя-
ется в атомарном состоянии, растворимость водорода в металлах
будет пропорциональна корню четвертой степени из давления
метана.
§ 4. ВЗАИМОДЕЙСТВИЕ ЖИДКИХ МЕТАЛЛОВ С МАТЕРИАЛОМ
ТИГЛЕЙ И ФУТЕРОВКОЙ ПЛАВИЛЬНЫХ ПЕЧЕЙ
Материалы, с которыми соприкасаются жидкие металлы, на-
ходясь в плавильных печах и тиглях, можно разделить на чисто
53
оксидные, оксидно-графитовые, чисто графитовые, карборундо-
вые, металлические.
Взаимодействие с чисто оксидными материалами. Эти мате-
риалы могут состоять из чистых тугоплавких оксидов или из сме-
си оксидов. В табл. 7 перечислены огнеупорные материалы, со-
стоящие из смесей оксидов, с указанием их состава и огнеупор-
ности. Это свойство характеризуется, температурой в градусах
Цельсия, при которой наступает полная потеря прочности, а так-
же более низкой температурой, при которой напряжение 0,2 МПа
вызывает начало деформации.
Огнеупорность чистых оксвдов.значительно выше, чем их сме-
сей. Это видно из приведенных ниже данных:
SiO2 MgO А12О3 СаО Сг2О3 ZrO2
А1л> 1730 2800 2050 2600 2250 2650
Азазмягч» С 1650 2000 2000 1900 1800 2000
р, г/см3 2,3 3,6 3,9 3,3 5,2 5,6
Таблица 7. Состав огнеупорных оксидных материалов, %
Материал SiQj Mgd А12Оз ZrCh Сг2О3 СаО Огнеупорность, 'Сф
Динас >95 <1 <1 — — <1 1600/1700
Шамот 72...60 — 28...40 — — — 1300/1600
Высокоглиноземистые огнеупоры 20...55 — 80...45 — — 1500/1900
Магнезит — 90 — — — 10 1550/1800
Хромомагнезит <10 45...50 <5 — 30...35 <5 1500/1900
Корунд <1 <1 £95 — — <1 1700/1900
Циркон 32 — — 65 — <5 1700/1900
*В числителе - начало деформации, в знаменателе - потеря прочности.
Недостаточная огнеупорность материала приводит к механи-
ческому разрушению футеровки и загрязнению расплава’инород-
ными частицами — неметаллическими включениями, которые в
данном случае называют экзогенными, подчеркивая их внешнеее
по отношению к расплаву происхождение.
Наиболее опасным является взаимодействие металлических
расплавов с оксидными огнеупорными материалами по реакции
Me + ВО # МеО + [7?]. Восстановленный элемент растворяется
в металлическом расплаве и загрязняет его. Образующийся оксид
металла может растворяться в расплаве, оставаться в свободном
виде или же образовывать сплав с огнеупорным оксидом. В ре-
зультате такого взаимодействия разрушается футеровка и загряз-
няется расплав. Подобное взаимодействие имеет место при по-
пытке плавить магниевые сплавы на оксидной футеровке, содер-
жащей оксид кремния SiO2. Именно по этой причине магниевые
54
сплавы никогда не плавят в условиях, при которых расплав мо-
жет соприкасаться с SiO2. Такое же взаимодействие происходит
при плавке алюминиевых сплавов на шамотной футеровке, но
реакция между алюминием и кремнеземом футеровки идет до-
вольно медленно.
Проблема прямой окислительно-восстановительной реакции
между расплавленным металлом и огнеупорной футеровкой ста-
новится практически неразрешимой в случае тугоплавких метал-
лов, начиная с титана. Все тугоплавкие металлы 4...6-й групп пе-
риодической системы Д. И. Менделеева настолько активны по
отношению к кислороду, что никакие огнеупорные оксиды не
выдерживают воздействия подобных расплавов. Высокая актив-
ность в сочетании с большой тугоплавкостью этих металлов вы-
нуждает обращаться к особому способу плавки с применением
водоохлаждаемых плавильных тиглей, играющих одновременно
роль изложниц-кристаллизаторов. В таких плавильных установ-
ках огнеупорных материалов вообще нет. Расплав контактирует с
твердой коркой, нарастающей на металлической поверхности,
охлаждаемой с противоположной стороны водой.
Большую роль во взаимодействии расплавов с огнеупорными
материалами играет явление смачивания. Смачивание обычно
предшествует химическому взаимодействую. Чистые металлы при
отсутствии химического взаимодействия с огнеупорными окси-
дами смачивают их плохо. Если расплав способен растворять в
себе кислород, смачивание усиливается.
Химическое взаимодействие расплава с футеровкой и смачи-
вание ее расплавом вызывает так называемую металлизацию фу-
теровки. Внешне это выражается в том, что прилежащий к рас-
плаву слой футеровки меняет свой цвет; существенно возрастает
его физическая плотность. Происходящее явление можно пред-
ставить следующим образом. Если расплав химически не реаги-
рует с футеровкой, то металлизация происходит только за счет
пропитывания пористой футеровки расплавом. При условии пло-
хого смачивания футеровки расплавом краевой угол 0 > 90°. Это
значит, что расплав будет затекать в пору радиусом г только под
избыточным давлением р = 2а cos (180 — 6)/г, где а — поверхно-
стное натяжение расплава. Это избыточное давление определяет-
ся столбом расплава высотой 1т. р= pgh, где р — плотность рас-
плава; g — ускорение силы тяжести. Следовательно, расплав мо-
жет затечь в поры радиусом 2а cos (180 — Q)/pgh.
Явление существенно меняется, если 1фаевой угол смачива-
ния 9. < 90°. При этом условии мениск в капиллярах из выпуклого
становится вогнутым. Использованное ранее равенство опреде-
ляет теперь добавочное давление, возникающее в самой поре и
55
способное поднять в ней расплав на высоту h. Это значит, что
при 6 < 90° во всех порах футеровки действует сумма давлений,
металлостатического и капиллярного. Под действием этого сум-
марного давления расплав способен заполнять поры любых раз-
меров в слоях футеровки, лежащих не только ниже уровня рас-
плава, но и выше его на высоту h.
Если между расплавом и оксидной футеровкой возможна хи-
мическая реакция, межфазная энергия снижается до нуля. Это
приводит к соответствующему уменьшению 0 и вызывает само-
произвольное втягивание расплава в поры.
Взаимодействие металлического расплава с оксидной футеров-
кой может сопровождаться также такими явлениями, как разъе-
дание футеровки или образование настылей. Настылью в метал-
лургии называют участок твердого металла или шлака, самопро-
извольно возникающий в расплаве. В данном случае речь идет о
самопроизвольном нарастании твердого конгломерата оксидов на
стенках плавильной ванны.
Разъединение оксидной футеровки объясняется появлением
жидкого сплава оксида металла МеО с оксидом футеровки ВО.
Появление такого жидкого сплава возможно, если в системе МеО—
ВО имеется область легкоплавких составов, а плавка ведется при
температурах, превышающих точки плавления этих легкоплавких
составов.
Подобное явление можно наблюдать при плавке меди и неко-
торых ее сплавов. Особенно легко и интенсивно разъедается ша-
мотная футеровка при плавке бронз с большим содержанием свин-
ца, поскольку в системе PbO—SiO2 имеются очень легкоплавкие
эвтектики, вплоть до 715 °C.
Образование оксидных настылей объясняется самоспеканием
частиц оксидов металла, находящихся в расплаве, на отдельных
участках футеровки, где имеется достаточно высокая температу-
ра. Подобные настылы образуются при плавке алюминиевых спла-
вов, а также алюминиевых бронз в индукционных печах.
Чтобы избежать образования настылей или разъедания футе-
ровки, необходимо подбирать такой материал для плавильной
печи, чтобы температура плавки была значительно ниже не толь-
ко точек плавления оксидов огнеупорного материала, но и воз-
можных эвтектических температур в системах МеО—ВО.
Взаимодействие с оксидно-графитовыми материалами. Из по-
добных материалов в литейном производстве для плавки метал-
лов чаще всего используют смесь огнеупорной глины — шамота с
30...45 % графита. Из этой смеси изготавливают так называемые
шамотно-графитовые плавильные тигли и различные блоки и
пластины для футеровки плавильных ванн.
56
При работе подобных материалов на воздухе графит в поверх-,
ностном слое быстро выгорает, так что поверхность остается по-,
чти чисто оксидной. Но все же смачивание огнеупорных’Матери-
алов, содержащих углерод, металлическими расплавами значи-
тельно меньше, чем чисто оксидных. Основная особенность ма-
териалов, содержащих углерод, заключается в возможности ра-
створения углерода в металлическом расплаве. Шамотно-графи-
товые тигли обычно способны работать лишь до 1400 °C, поэтому
их используют для плавки цинка, алюминия, меди и их сплавов,
а также сплавов на основе золота и серебра.
Взаимодействие с графитовыми, карборундовыми, металличес-
кими материалами. Графит сам по себе способен работать до
2500 °C. Однако на воздухе он очень быстро сгорает, начиная с
600...700 °C, а в вакууме заметно испаряется выше 2200 °C. Глав-
ная особенность графитных материалов состоит в возможном ра-
створении углерода в металлических расплавах. Графитовые ог-
неупоры вполне пригодны для плавки легкоплавких металлов,
включая медь и ее сплавы, однако начиная с 600 °C для долговре-
менной работы необходимо защищать их от окисления.
Карбундовые материалы состоят на 80 % и более из карборун-
да — карбида кремния SiC, остальное — связка из тугоплавких
Оксидов. Эти материалы очень огнеупорны (более 1800 ’С) и хи-
мически стойки. Они не вступают во взаимодействие и не смачи-
ваются жидкими металлами от олова до меди‘включительно, стойки
в атмосфере воздуха до 2000 °C.
Из металлических материалов, используемых для изготовле-
ния плавильных емкостей, широко применяют лишь сталь и чу-
гун. Понятно, что плавильные тигли из этих материалов можно
использовать лишь для сравнительно легкоплавких металлов.
Одновременно необходимо считаться и с возможностью раство-
рения железа в приготовляемом расплаве. Все эти сведения легко
можно получить из диаграмм состояния систем железо—расплав-
ляемый металл.
Как уже говорилось, для плавки тугоплавких металлов исполь-
зуют водоохлаждаемые тигли-кристаллизаторы. Рабочие стенки
кристаллизаторов выполняют обычно из меди. Благодаря водя-
ному охлаждению медная стенка на рабочей поверхности, нагре-
вается до 300...400 °C. Поэтому металлический расплав, соприка-
саясь с такой “холодной” стенкой, тотчас затвердевает, образуя
Так называемый гарнисаж. Плавка совершается практически без
прямого соприкосновения расплава с медной рубашкой?
ГЛАВА 4. ОСНОВЫ ТЕХНОЛОГИИ ПЛАВКИ
Располагая сведениями о свойствах металлов и их взаимодей-
ствии с газами и огнеупорными материалами, можно создавать
научно обоснованную технологию плавки. Разработка техноло-
гии плавки для конкретной обстановки включает в себя выбор
плавильного агрегата, вида энергии, выбор материала футеровки
печи, определение необходимого состава атмосферы в печи при
плавке. Создавая технологию, решают вопрос о способах предот-
вращения возможного загрязнения расплава и способах его ра-
финирования. Рассматривают также необходимость раскисления
и модифицирования сплава.
Следует иметь в виду, что приведенные выше сведения о свой-
ствах металлов и протекающих процессах относились к условиям
чистого эксперимента, когда влияние прочих процессов наме-
ренно сводилось к минимуму. В реальной обстановке это влия-
ние может существенно изменить отдельные свойства. Кроме того,
в реальной обстановке расплав как система никогда не находится
в равновесии с окружающей средой, он оказывается либо пере-
сыщенным, либо недосыщенным. В связи с этим приобретает
большое значение кинетическая сторона процесса. Количествен-
ная оценка кинетики весьма затруднительна ввиду неопределен-
ности уравнений, описывающих во времени процессы газонасы-
щения, дегазации, взаимодействия с футеровкой и т. п. Поэтому
в итоге оказывается, что для правильного суждения о протекаю-
щих при плавке явлениях важны не только количественные рас-
четы отдельных процессов, но и возможно более полный учет и
оценка наибольшего числа процессов.
§ 1. ОСНОВНЫЕ ПОЛОЖЕНИЯ РАЗРАБОТКИ ТЕХНОЛОГИИ
ПЛАВКИ
Отправными точками при создании технологии плавки метал-
ла или сплава являются его состав, который включает в себя ос-
нову, легирующие компоненты и примеси, и заданный уровень
механических и других свойств сплава в отливке. Кроме того,
учитывается количественная потребность в расплаве в единицу
времени. Вид плавильной печи подбирают, исходя из температу-
ры плавления основного компонента сплава и химической ак-
тивности как его, так и всех легирующих компонентов и наибо-
лее вредных примесей. Одновременно решается вопрос о мате-
риале футеровки печи.
В большинстве случаев плавку ведут на воздухе. Если взаимог
58
действие с воздухом ограничивается образованием на поверхнос-
ти нерастворимых в расплаве соединений и возникающая пленка
этих соединений существенно замедляет дальнейшее взаимодей-
ствие, то обычно не принимают каких-либо мер для подавления
такого взаимодействия. Плавку в этом случае ведут при прямом
контакте расплава с атмосферой. Так поступают при приготовле-
нии большинства алюминиевых, цинковых, оловянносвинцовых
сплавов. Если же образующаяся пленка нерастворимых соедине-
ний непрочна и неспособна защитить расплав от дальнейшего
взаимодействия (магний и его сплавы), то принимают специаль-
ные меры, используя флюсы или защитную атмосферу.
Защита расплава от взаимодействия с газами совершенно не-
обходима, если газ растворяется в жидком металле. Главным об-
разом стремятся предотвратить взаимодействие расплава с кис-
лородом. Это относится к плавке сплавов на основе никеля и
медных сплавов, способных растворять кислород. Защита рас-
плава достигается прежде всего применением шлаков, флюсов и
других защитных покровов. Если подобные меры оказываются
недостаточными или невозможными, прибегают к плавке в ат-
мосфере защитных или инертных газов. Наконец, используют
плавку в вакууме, т. е. при пониженном до определенного уровня
давлении газов. В некоторых случаях для снижения интенсивно-
сти взаимодействия расплава с кислородом в него вводят добавки
бериллия (сотые доли процента в алюминиевомагниевые и маг-
ниевые сплавы), кремния и алюминия (десятые доли процента в
латуни). Ослабление интенсивности взаимодействия расплава с
кислородом воздуха объясняется появлением на поверхности рас-
плава прочных и плотных плен оксидов указанных добавок.
Несмотря на защиту, металлические расплавы все же загряз-
няются различными примесями выше допустимого предела. Не-
редко в шихтовых материалах имеется слишком много примесей.
Поэтому часто при плавке проводят рафинирование расплавов —
очистку от растворимых и нерастворимых примесей, а также рас-
кисление — удаление растворенного кислорода.
Многие сплавы находят применение в модифицированном
состоянии, когда они приобретают мелкокристаллическое строе-
ние и более, высокие механические или технологические свой-
ства. Операция модифицирования проводится как одна из после-
дних ступеней процесса плавки непосредственно перед разлив-
Кой. При разработке технологии плавки учитывают, что масса
полученного жидкого металла всегда будет несколько меньше
Массы металлической шихты из-за потерь металла в шлаке и-по-
терь на угар. Эти потери составляют в сумме 2...5 %, при этом
нем больше масса единичной плавки, тем меньше потери.
59
Шлак, всегда появляющийся на поверхности расплава, пред-
ставляет собой сложную систему из сплавов-растворов и смесей
оксидов основного компонента сплава, легирующих компонен-
тов и примесей. Кроме того, в шлаке обязательно присутствуют
оксиды футеровки плавильной печи. Такой естественно возника-
ющий на расплаве первичный шлак может быть полностью жид-
ким, частично жидким (творожистым) и твердым. Кроме окси-
дов, шлаки всегда содержат некоторое количество свободного
металла. В жидких и творожистых шлаках свободный металл на-
ходится в виде отдельных капель-корольков. Если же оксиды,
составляющие шлак, находятся ниже своей точки плавления, то
они являются твердыми. При перемешивании расплава и попыт-
ках удаления с него шлака происходит замешивание этих окси-
дов, часто имеющих вид плен, в расплав. Таким образом, несмот-
ря на тугоплавкость оксидов, образующийся и удаляемый шлак
имеет жидкую консистенцию, которая обусловлена большим ко-
личеством захваченного расплава. В таком шлаке количество сво-
бодного металла составляет более 50 % от всей массы удаляемого
шлака, тогда как в действительно жидких шлаках его содержание
не превышает 10...30 %.
Потери металлов при плавке на угар определяются их испаре-
нием и взаимодействием с футеровкой, выражающемся в ее ме-
таллизации.
Металл, находящийся в шлаке, может быть возвращен в про-
изводство. Наиболее просто это достигается по отношению к сво-
бодному металлу, не связанному в какие-либо соединения. Дроб-
ление и просев шлака позволяют возвратить 70...80 % свободного
металла. Оставшийся шлак представляет собой доброкачествен-
ное металлургическое сырье, и его направляют на металлургичес-
кие предприятия для выделения наиболее ценных компонентов.
При определении потерь металла при плавке на угар и со шла-
ком нельзя забывать о загрязненности шихтовых материалов ино-
родными неметаллическими примесями и включениями в виде
остатков масла, эмульсии, воды, шлака, формовочной и стерж-
невой смесей. Масса этих примесей при невнимательной работе
автоматически засчитывается как масса подвергаемого плавке
металла, и в итоге получается необоснованно завышенная вели-
чина потерь при плавке.
Важной стороной технологии является температурный режим
плавки, порядок загрузки шихтовых материалов и введения от-
дельных компонентов сплава, последовательность технологичес-
ких операций металлургической обработки расплава.
Плавку всегда проводят в предварительно разогретой печи,
температура в которой должна быть на 150...200 °C выше темпе-
60
ратуры плавления основного компонента сплава. Желательно,
чтобы все загружаемые в печь материалы были нагреты до
150...200 °C с тем, чтобы в них не оставалась влага. Первым в
плавильную печь загружают тот шихтовой материал, который со-
ставляет наибольшую долю в навеске. В случае приготовления
сплава из чистых металлов первым всегда загружают основной
компонент сплава. Если плавку ведут с применением шлаков и
флюсов, то их обычно засыпают сверху загружаемой металличес-
кой шихты.
Если условия производства позволяют, новую плавку начина-
ют, оставляя в печи некоторое количество расплава от предыду-
щей плавки. Загрузка шихты в жидкую ванну существенно уско-
ряет процесс плавки и снижает потери металла. Сначала в жид-
кую ванну загружают более тугоплавкую шихту. Периодически
добавляют свежий шлак или флюс и, если необходимо, удаляют
старый. Если по технологии необходимо раскисление расплава
(удаление растворенного кислорода), то его проводят таким об-
разом, чтобы избежать образования в расплаве трудно удаляемых
й вредных неметаллических включений и обеспечить надежное
удаление продуктов раскисления (см. ниже). В последнюю оче-
редь в расплав вводят летучие и химически активные компонен-
ты сплава, чтобы уменьшить их потери. Затем проводят рафини-
рование расплава. Непосредственно перед разливкой расплав
модифицируют.
Условия введения отдельных видов шихты или компонентов
сплава в жидкую ванну целесообразно определять, сопоставляя
температуру плавления загружаемого материала и его плотность
с температурой! и плотностью расплава. Необходимо также знать
хотя бы двойные диаграммы состояния основного компонента
сплава с легирующими компонентами, примесями и модифици-
рующими добавками.
В подавляющем большинстве случаев все легирующие компо-
ненты и примеси растворяются в жидкой основе сплава, так что
расплав можно считать раствором. Однако получение такого ра-
створа осуществляют различными путями.
Если очередная твердая добавка будеть иметь температуру на-
чала плавления более высокую, чем расплав, то возможно лишь
обычное растворение твердого тела в жидком. Для этого необхо-
димо активное принудительное перемешивание. Указанная ту-
гоплавкая добавка может иметь плотность, меньшую плотности
расплава, и в этом случае она будет плавать на поверхности, где
возможно ее окисление, запутывание в шлак. Отсюда возникает
опасность непопадания в заданный состав сплава. Если такая
легкая добавка имеет меньшую температуру плавления, чем рас-
61
Рис. 8. Системы, в которых приготовление сплавов на основе компонента А затруднено из-за
тугоплавкой промежуточной фазы АпВп (а), из-за частичной несмешиваемости компонентов в
жидком состоянии (б), из-за полной несмешиваемости компонентов и низкой температуры
кипения второго компонента В (в).
плав, она переходит в жидкое состояние и поэтому ее дальней-
шее растворение в расплаве существенно облетается. В некотог
рых случаях, чтобы избежать окисления и потерь, подобные до-
бавки вводят в расплав с помощью так называемого колокольчи-
ка — дырчатого стакана, в который закладывают вводимую до-
бавку, и затем погружают в расплав.
Если добавка тяжелее расплава, она погружается на дно жид-
кой ванны, поэтому ее окисление маловероятно. Однако трудно
проследить за растворением таких добавок, особенно если они
более тугоплавки, чем расплав. Необходимо достаточно длитель-
ное и тщательное перемешивание всей массы расплава, чтобы
обеспечить полное растворение.
Знание диаграмм состояния основа — добавка необходимо для
того, чтобы предвидеть некоторые особенности поведения от-
дельных добавок при их введении в расплав. Так,’ при получении
сплава 1 (рис. 8, а) введение добавки В в жидкий металл А будет
затруднено тем, что может образоваться тугоплавкое и поэтому
труднорастворимое соединение АтВа. В случае если в системе
имеется область несмешивания жидких фаз (рис. 8, б), расплав
нужно держать при температуре не ниже tv иначе в нем появятся
капли несмешивающейся жидкости Кроме того, растворение
В в А будет проходить с трудом, так как первоначально В будет
неизбежно находиться в виде капель или слоя несмешивающейся
с основным расплавом жидкости.
Большие трудности возникают при необходимости введения в
расплав летучей добавки, не обладающей практически значимой
растворимостью ни в твердой, ни в жидкой основе сплава
(рис. 8, в). Как следует из рисунка, у добавки В температура ки-
62
пения при атмосферном давлении меньше, чем температура плав-
ления А. Введение В в А в попытке получить сплав состава 1
приведет к вскипанию В. В таких случаях приходится прибегать к
применению автоклавов, где ввод В производят под повышен-
ным давлением, в результате чего область жидкого состояния В
распространяется до более высоких температур.
Для приготовления сплавов нередко пользуются лигатурами.
Так называют промежуточные сплавы, состоящие обычно из ос-
новного компонента рабочего сплава с одним или несколькими
легирующими компонентами, но в значительно больших содер-
жаниях, чем в рабочем сплаве. К использованию лигатур прихо-
дится прибегать в тех случаях, когда введение компонента-добав-
ки в чистом виде затруднено по различным причинам. Такими
причинами могут быть длительность процесса растворения, по-
тери от окисления, испарения, шлакообразования.
В виде лигатур целесообразно вводить тугоплавкие добавки.
Как следует из рис. 9, а, чистый В значительно более тугоплавок,
чем А, поэтому получение сплава состава 1 потребовало бы дли-
тельного растворения твердого В в расплаве А. Если же восполь-
зоваться лигатурой состава 2, то растворение будет проходить легче
и быстрее.
Точно так же в уже рассмотренной системе, приведенной на
рис. 8, а, где введение В осложнено образованием тугоплавкого
соединения, использование лигатуры состава 2 облегчит и уско-
рит процесс плавки.
Лигатуры целесообразно применять и при введении летучих
компонентов^ которые в чистом виде при температуре расплава
Рис. 9. Системы, в которых для получения рабочего сплава 1 целесообразно использовать
Лигатуру (промежуточный сплав)
63
находятся в газообразном состоянии (рис. 9, б). При необходи-
мости получения сплава 1 нужно использовать не чистый В, а
лигатуру состава 2, которая при температуре Граспл находится в ус-
тойчивом жидком состоянии. Точно так же следует прибегнуть к
лигатурам для получения сплава 1 в системе, изображенной на
рис. 8, в. В таких случаях приходится использовать лигатуры не
на основе А, а на основе какого-либо другого металла, входящего
в состав рабочего сплава и образующего жидкий раствор с лету-
чим В.
Лигатуры используют также при введении химически актив-
ных добавок, которые на воздухе в свободном виде Могут взаимо-
действовать с кислородом и азотом. Лигатуры широко использу-
ют и в тех случаях, когда чистый элемент-добавка слишком дорог
или его вообще не получают, производство же сплавов-лигатур
уже освоено, они доступны и достаточно дешевы.
Наконец, лигатуры целесообразно применять при необходи-
мости введения в сплав очень малых добавок. Навеска чистой
добавки может составлять всего несколько сот граммов на не-
сколько сот киллограммов расплава. Надежно ввести такое малое
количество легирующего компонента практически невозможно
из-за различного рода потерь и неравномерности распределения.
Использование лигатуры, которую вводят в значительно боль-
шем количестве, устраняет эти трудности.
Следует отметить, что общим правилом технологии плавки
сплавов является как можно меньшее время процесса. Это спо-
собствует уменьшению затрат энергии, потерь металла, загрязне-
ния расплава газами и примесями. Вместе с тем необходимо иметь
в виду, что для полного растворения всех компонентов и усред-
нения состава сплава обязательно следует проварить расплав —
выдержать его при наибольшей допустимой температуре в тече-
ние 10...15 мин.
§ 2. РАСЧЕТ ШИХТЫ
В качестве шихтовых материалов при плавке используют чис-
тые металлы, возвраты и отходы того же состава, что и приготов-
ляемый сплав, а также отходы других сплавов. Выбор шихтовых
материалов определяется прежде всего возможностью получения
из них сплава заданного состава, а также технико-экономически-
ми данными: Наличием материала, его ценой, возможностью пе-
реработки в выбранном плавильном агрегате.
Наиболее низкую цену имеют возвраты и отходы. Однако они,
как правило, загрязнены примесями, поэтому из них составить
всю шихту нельзя, так как удаление примесей по ходу плавки
64
далеко не всегда возможно и целесообразно. Кроме того, в отхо-
дах и возвратах часто содержатся неопределяемые примеси, ко-
торые ухудшают свойства металла. В связи с этим долю отходов и
возвратов в шихте часто задают из условия допустимого содержа-
ния оговоренных примесей.
Количество шихтовых материалов определяют путем расчета
шихты. При расчете учитывают ожидаемые потери металла. Для
расчета шихты необходимо иметь возможно более полный хими-
ческий анализ всех шихтовых материалов. Ниже приведен при-
мер обычного аналитического «ручного» расчета шихты.
Требуется рассчитать шихту для получения 5000 кг расплава брон-
зы БрОЗЦ7С5Н1. По техническим условиям бронза должна иметь
следующее содержание основных легирующих элементов, %:
Sn 2,5...4,0; Zn 6,0...9,5; Pb 3,0...6,0; Ni 0,5...2,0; Cu остальное.
Примеси, %,' не более: Sb 0,5; Fe 0,4; Si 0,02. Потери при плавке
составляют 2,0 % от массы шихты, при этом потери цинка равны
13 % от содержания его в шихте. Шихта должна быть составлена
<•. на 50 % из возвратов бронзы БрОЗЦ7С5Н1 и на 50 % из отходов
бронз БрОЮЦ2, БрО5С25, латуни ЛЦ42, нейзильбера МН15Ц20
и из катодной меди марки М4.
В табл. 8 приведен состав шихтовых материалов. Указаны так-
же нужные при расчете обозначения каждого из шихтовых мате-
риалов — х,у, z,p, q, /. Цель расчета шихты состоит в определении
количества шихтовых материалов, т. е. в отыскании величин х, у,
2,p,q,l.
Таблица 8. Состав шихты, %, для получения бронзы БрОЗЦ7С5Н1
Шихтовый материал Обозна- чение Легирующие элементы Примеси
Sn Zn Pb Ni Sb Fe Si
Возвраты БрОЗЦ7С5Н1 X 3,1 7,5 4,0 1,5 0,4 0,3 0,01
Отходы БрО10Ц2 У 9,5 2,5 — — 0,2 0,1 0,01
Отходы БрО5Ц25 Z 5,0 — 26,0 — 0,2 0,2 0,02
Отходы ЛЦ42 Р — 43,0 — — 0,1 0,1 0,01
Отходы МН15Ц20 Я — 21,0 — 14,0 0,01 0,5 0,15
Медь катодная М4 1 — — , — — 0,2 0,1 —
Примечание. Си — остальное, в катодной меди > 99,0 Си.
Для удобства и наглядности расчет ведем на 100 кг сплава.
Содержание легирующих компонентов задаем по среднему со-
ставу бронзы. Таким образом, в 100 кг сплава должно содержать-
ся олова 3 кг (3 %), свинца 5 кг (5 %), никеля 1 кг (1 %), цинка 8
3-4J3I 65
кг (8 %), остальное — медь. Считаем, что при плавке средние
потери олова, свинца, никеля и меди составляют 2 %. Содержа-
ние цинка из-за потерь необходимо увеличить: 8 • 100/(100 — 13) =
= 9,20 кг. Общее количество шихты для приготовления 100 кг
сплава с учетом 2 % потерь равно 100/(100 — 2) = 102,04 кг. В
соответствии с этим составляем балансовые уравнения по леги-
рующим элементам и количеству шихты:
1. х ♦ 3,1/100 + у • 9,5/100 + z • 5,0/100 = 3,0 (баланс по олову).
2. х• 7,5/100 + у • 2,5/100 + р* 43/100 + q ♦ 21/100 = 9,2 (баланс по
цинку).
3. х • 4,0/100 + z • 26/100 = 5,0 (баланс по свинцу).
4. х' 1,5/100 + q' 14/100 = 1,0 (баланс по никелю).
5. х = 50 (ограничение по количеству возврата).
6. x+y + z+p + q + l= 102,04 (баланс по количеству шихты).
Решение этой системы линейных алгебраических уравнений
дает: х = 50,00 кг; у = 9,19 кг; z = 11,54 кг; р = 11,38 кг;
q = 1,79 кг и I = 18,14 кг.
Проверяем содержание примесей в шихте. Примесь сурьмы:
0,004 • 50 + 0,002 • 9,19 + 0,002 • 11,54 + 0,001 • 10,38 + 0,0001 • 1,79+
+ 0,002* 18,14 = 0,29 кг, или 0,29 %, что меньше допустимых
0,5 %. Примесь железа: 0,003 • 50 + 0,001 *9,19 + 0,002 • 11,54 +
+ 0,001 -.10,38 + 0,005 ‘ 1,79 + 0,001 • 18,14 = 0,22 кг, или 0,22 %,
что меньше допустимых 0,4 %. Примесь кремния: 0,0001 • 50 +
+ 0,0001*9,19 + 0,0002*11,54 + 0,0001*10,38 + 0,00154,79 =
= 0,012 кг, или 0,012 %, что меньше допустимых 0,02 %. Таким
образом, в рассчитанной шихте содержание примесей не превы-
шает допустимых пределов.
Пересчитаем найденные значения х, у, z, р, q, I для получения
5000 кг расплава. Для этого данные значения умножим на
50 (5000 : 100). Окончательно имеем следующие количества ших-
товых материалов: возвраты бронзы БрОЗЦ7С5Н1 2500 кг, отхо-
ды БрОЮЦ2 459,5 кг, отходы БрО5С25 577 кг, отходы латуни
ЛЦ42 569 кг, отходы нейзильбера МН15Ц20 .89,5 кг, катодной
меди М4 907 кг. В сумме это составит 5102 кг.
Описанный "ручной" расчет шихты становится очень громозд-
ким и утомительным, если число шихтовых материалов превы-
шает семь — восемь. Кроме того, в таком расчете не участвует
оценка стоимости шихтовых материалов. В связи с этим прибега-
ют к расчету шихты на ЭВМ. Использование ЭВМ позволяет найти
оптимальный набор шихтовых материалов по стоимости. Эта за-
дача обычно решается методами линейного программирования.
Балансовые соотношения по расчетным элементам и ограниче-
ния по количеству шихтовых материалов при линейном програм-
мировании могут быть заданы как в виде равенств, так и нера-
66
венсгв. Так, расчетное содержание свинца для рассмотренного
выше примера может быть задано в интервале 3,5 < % РЬ < 5.
Тогда баланс по свинцу записывают в виде двух неравенств:
х-4,0/100+ z-26/100 < 5;
х-4,0/100+ z-26/100 >3,5.
Аналогично записывают балансовые соотношения по всем ле-
гирующим элементам. При этом нижний и верхний пределы по
содержанию элементов устанавливают, исходя из регламентируе-
мого состава сплава с учетом отклонений, обусловленных погреш-
ностью дозирования шихтовых материалов и колебанием в них
содержания легирующих элементов. Представление балансовых
соотношений в виде неравенств позволяет включить в расчет со-
держание примесей. Так, баланс по сурьме записывают в следую-
щем виде:
х • 0,4/100 + у • 0,2/100 + z • 0,2/100 + р • 0,1/100 +
+ q« 0,01/100 + / • 0,2/100 < 0,5.
Ограничения по числу компонентов шихты также задают в виде
равенств или неравенств (например, х — 0,5 или х > 0,3 'и х < 0,5).
Баланс по количеству шихты записывают, как в аналитическом
методе, в виде равенства. Кроме того, в число расчетных уравне-
ний в методах линейного программирования включают целевую
функцию, которая является математическим выражением общей
стоимости шихты:
Zf=Z£-x/100 + Ц'у/\М + Z/'z/lOO + Ц'р/IQO +
+ Цд♦ ?/100 + Ц,- //100 => min,
где Ц — стоимость шихты для выплавки 1 т сплава, руб/т;
Цх... Ц, — цены „компонентов шихты, руб/т; х .... I — масса
каждого шихтового материала, необходимая для выплавки 100 кг
сплава.
Таким образом, расчет оптимального состава шихты заключа-
ется в нахождении минимального значения целевой функции Ц^п
при условиях-ограничениях, которые представляют собой систе-
му балансовых соотношений по всем расчетным легирующим
компонентам сплава и примесям, по видам шихтовых материа-
лов (собственные возвраты, отходы со стороны, свежие и вторич-
ные металлы и сплавы) и по общему количеству шихты.
Задачу оптимизации состава шихты обычно решают симплек-
сным методом линейного программирования. Программы реше-
ния задач линейного программирования сейчас входят в набор
стандартных программ, имеющихся в вычислительных центрах.
Практически задача сводится к введению в ЭВМ целевой функ-
ции и системы балансовых соотношений в натуральной форме
или в виде матрицы из коэффициентов целевой функции и ба-
лансовых соотношений и подаче команды на расчет.
з* 67
§ 3. ЗАЩИТА РАСПЛАВОВ ОТ ВЗАИМОДЕЙСТВИЯ С
АТМОСФЕРОЙ ПРИ ПЛАВКЕ
Для защиты металлических расплавов от взаимодействия с га-
зами печного пространства используют шлаки, флюсы и другие
защитные покровы, проводят плавку в атмосфере защитных или
нейтральных газов, а также плавят металлы в вакууме.
Защитные шлаки и флюсы представляют собою сложные сплавы
оксидов и солей, загружаемых на поверхность расплава. .Шлаки и
флюсы должны быть более легкоплавкими, чем защищаемый ме-
таллический расплав. Их плотность должна быть меньше плотно-
сти жидкого металла. Чтобы надежно защищать металл от газов,
шлаки и флюсы должны быть непроницаемыми для газов воздуха
и печного пространства. Вязкость шлаков должна быть неболь-
шой, чтобы обеспечивать хорошее растекание по поверхности
расплава. При разливке металла шлак следует задержать в печи
или в ковше на поверхности расплава и частично или полностью
удалить. Для этого необходим более вязкий шлак. Повышение
вязкости шлака или его загущение достигается введением тугоп-
лавких оксидов кварцевого песка, порошка магнезита и т. п.
Для плавки никеля и малолегированных никелевых сплавов
используют в качестве шлака обычное стекло. Средний состав
стекла: 70...80 % SiO2; 5...10 % СаО; 10....15 % Na2O. Температура
перехода стекла в жидкоподвижное состояние находится в пре-
делах 1100...1200 °C. Для плавки сложнолегированных никеле-
вых сплавов применяют известняк с плавиковым шпатом — гор-
ной породой, содержащей 90 % CaF2. Плавиковый шпат вообще
широко используют для разжижения шлаков. Загущение жидких
шлаков достигается добавками магнезита.
- Шлак для плавки медных сплавов должен быть жидким при
800...850 ’С. Основой подобных шлаков является система SiO2 —
Na2O, где имеется эвтектика, состоящая из 73 % SiO2 и 27 % Na2O
и плавящаяся при 795 °C. В состав шлаков этого вида вводят до
10 % различных солей — буры, хлористого натрия, криолита. Эти
добавки еще больше снижают температуру плавления и разжижа-
ют шлак.
Для медных сплавов с повышенным содержанием цинка очень
перспективными оказались сыпучие шлаки, состоящие в основ-
ном из маршаллита (тонкого кварцевого песка) и небольших до-
бавок фторидов и хлоридов. В слое такого малотеплопроводного
материала толщиной 30...50 мм происходит почти полная кон-
денсация паров цинка, выделяющихся из расплава. Поэтому рас-
плав оказывается защищенным от атмосферных газов; при этом
резко снижаются потери металла, обусловленные испарением
цинка.
68
Для защиты от взаимодействия с газовой средой некоторых
алюминиевых и всех магниевых сплавов используют сплавы со-
лей, которые называют флюсами. Флюсы состоят из хлоридов тех
же металлов. Свойства этих веществ указаны в табл. 9. Хлориды
натрия, калия, магния очень гигроскопичны, поэтому содержа-
щие их флюсы после пребывания на воздухе могут вызывать на-
сыщение расплавов водородом. В связи с этим необходимо ис-
пользовать только свежепереплавленный флюс.
Таблица 9. Свойства хлоридов и фторидов (Д<гг° — А +В7)
Соединение p при 20 eC, г/см3 Аип» Д кДж/моль Cl2, F2 Д кДж/(моль Cl2, F2) K
А1С13 2,4 180(возг.) — -466 0,112
ВаС12 4,0 960 1830 -861 ОД26
С2С16 2,1 187(возг.) — — —
СаС12 2,5 780 1650 -797 0,114
КС1 2,6 770 1400 -872 0,166
KCl-MgCl2 1,7 488 — -730 —
LiCl 2,1 610 1350 -818 0,116
MgCl2 2,3 710 1420 -641 0,090
MnCl2 3,5 650 1200 -467 0,117
NaCl 2,2 800 1450 -814 0,144
NH4C1 1,5 338(возг.) — — —
ZnCl2 • 2,9 зоб 730 •т-416 0,108
AIF3 3,1 1040 1250 -900 0,070
BaF2 4,7 1350 2250 -1200 0,100
CaF2 3,2 1420 2500 -1215 0,070
KF 1,6 860 1500 -1126 0,134
KjAlFg 2,0 985 —1 — —
LiF 2,3 850 1670 -1200 0,226
MgF2 3,0 . 1250 2250 -1103 0,060
NaF 2,6 1000 1700 -1103 0,110
Na^AlFj 2,9 1000 — -1100 • —
K2SiF6 3,0 Дисс. — — —
K2TiF6 2,0 900 — — —
Na2SiF6 2,7 — — -900 —
Шлак или флюс способен вступать в химическое взаимодей-
ствие с компонентами сплава и изменять его состав. Вероятность
этого взаимодействия определяется величиной A G соответствую-
щей реакции. Так, при плавке медных сплавов, содержащих хром,
цирконий, магний, бор, под шлаком на основе силиката натрия
Эти элементы окисляются кремнеземом и переходят в шлак, а
восстановленный 1фемний растворяется’в расплаве и загрязняет
его. Магний из алюминиевомагниевых сплавов активно удаляет-
69
ся при плавке под флюсами, содержащими криолит. Это связано
с прохождением реакций:
Mg + 2NaF -> MgF2 + 2Na, Д<71°000К = —13 кДж;
3Mg + 2A1F, -+ 3MgF. + 2A1, Д<?° = -639 нДж.
В аргоне часто проводят плавку сложных никелевых и медных
сплавов. Элекгродуговую плавку хрома осуществляют также в
аргоне. Для многих медных сплавов нейтральными газами явля-
ются азот и оксиды углерода, поэтому при плавке меди и латуней
применяют генераторный газ, представляющий собою смесь N2,
СО и СО2. Для защиты магниевых сплавов от окисления и заго-
рания при разливке расплав припыливают порошком серы, кото-
рая, сгорая, .дает защитный сернистый газ. Применяют также
шестифтористую серу — газ, подаваемый из баллонов.
Плавку металлов в инертной или защитной атмосфере прово-
дят под давлением 1 • 104... 1,2 • 10s Па. Во всех случаях главное
внимание уделяют содержанию примесей в применяемых газах,
главным образом кислорода и влаги. Содержание влаги опреде-
ляется точкой росы, т. е. температурой начала конденсации воды.
Если точка росы равна —30 °C, содержание влаги составляет око-
ло 0,1 % (объемн.).
Слой жидкого шлака или флюса толщиной 5... 10 мм на повер-
хности металлического расплава не только защищает его от взаи-
модействия с газовой средой, но и почти подавляет испарение
расплава.
Шлаки и флюсы, применяемые при плавке, оказывают разру-
шающее действие на огнеупорную футеровку. Шлаки способны
растворять в себе оксиды футеровки. Флюсы слабо растворяют
огнеупорные оксиды, но смачивают их и поэтому впитываются
внутрь футеровки. Из-за этого она делается более теплопровод-
ной и становится электропроводной.
Кроме, жидких шлаков и флюсов, для защиты расплавов от
взаимодействия с газами используют твердые покровы — древес-
ный уголь и иногда бой графитовых электродов, которыми защи-
щают медь и многие ее сплавы от окисления кислородом воздуха.
Защита достигается за счет непрерывного сгорания углерода и
поддержания над зеркалом расплава атмосферы, состоящей из
азота и оксидов углерода, которые не взаимодействуют со многи-
ми медными сплавами.
' Атмосферу защитных и инертных газов применяют в тех слу-
чаях, когда невозможно или нежелательно использовать шлак или
флюс, например при приготовлении сложных сплавов с химичес-
70
ки активными добавками, содержание которых нужно выдержать
в узких пределах, а также из-за опасности разъедания футеровки
и загрязнения расплава примесями и шлаковыми включениями.
Состав атмосферы для плавки выбирают, исходя из характера
взаимодействия металлического расплава с газами. Наиболее на-
дежной защитной атмосферой являются инертные газы нулевой
группы периодической системы Д. И. Менделеева — гелий или
аргон. Обычно используют аргон как более дешевый и удобный
для работы.
Плавка в вакууме является наиболее надежным способом по-
лучения чистых расплавов. Вакуумом называют состояние газа
при низком давлении и характеризуют величиной этого давле-
ния, которое называют остаточным. Уровень остаточного давле-
ния при вакуумной плавке выбирают с учетом термодинамичес-
ких свойств возможных соединений металл — газ или растворов
газов в металле. Для исключения образования свободного соеди-
нения металл — газ необходимо, чтобы остаточное давление дан-
ного газа над расплавом было меньше, чем равновесное давление
диссоциации рассматриваемого соединения при заданной темпе-
ратуре. Может происходить не диссоциация соединения
металл — газ, а его испарение. В этом случае остаточное давле-
ние над расплавом следует держать меньшим, чем равновесное
давление пара данного соединения. Если же газ способен образо-
вывать раствор в металлическом расплаве, то остаточное давле-
ние данного газа над расплавом необходимо поддерживать мень-
шим, чем равновесное давление газа над раствором предельно
допустимой концентрации.
Плавка в вакууме сопряжена с заметными потерями металлов,
вследствие испарения. Особенно много осложнений вносит нео-
динаковое испарение компонентов сплава, приводящее к изме-
нению его состава.
§ 4. РАФИНИРОВАНИЕ МЕТАЛЛИЧЕСКИХ РАСПЛАВОВ
В металлических расплавах всегда присутствуют примеси ме-
таллов и элементов, находящиеся в растворенном состоянии.
Значительную долю составляют примеси газов, также находящи-
еся в растворе.- Наконец, определенное количество примесей на-
ходится в расплаве в виде нерастворимых инородных частиц.
Подобными частицами могут быть оксиды основного и легирую-
щих компонентов приготовляемого сплава, а также их карбиды и
нитриды. К подобным примесям относятся также частицы шла-
ков, флюсов, огнеупорной футеровки.
71
Рафинирование (очистка) расплавов от растворенных приме-
сей обычно является задачей металлургического передела. В не-
которых случаях подобную операцию проводят во время приго-
товления сплава в литейном производстве путем окисления, хло-
рирования, обработки флюсами или вакуумной дистилляцией.
Рафинирование окислением применимо в тех случаях, когда
сплав способен растворять кйслород. Этим методом можно очи-
стить расплав от примесей, имеющих большее сродство к кисло-
роду, чем основной компонент рафинируемого сплава при усло-
вии, если оксиды примесей не растворяются в расплаве. Данный
метод применяют для очистки меди от свинца, мышьяка, висму-
та, сурьмы и никеля — от кремния, магния и марганца.
Окисление примесей производят продувкой воздуха через рас-
плавленный металл или подачей воздуха на поверхность распла-
ва. Иногда для этой цели в расплав вводят окислители (оксиды и
соединения, легко отдающие кислород). При контакте расплава с
кислородом прежде всего происходит окисление основного ме-
талла, и расплав насыщается кислородом. После этого раство-
ренные примеси, соединяясь с кислородом, образуют соответ-
ствующие оксиды, которые, будучи нерастворимыми в расплаве,
постепенно переходят в шлак. Для наиболее полного удаления
примесей необходима высокая концентрация кислорода в рас-
плаве. После проведения окислительного рафинирования необ-
ходимо удалить избыток растворенного кислорода. Это достига-
ется путем раскисления (см. ниже).
Хлорирование — продувка расплавов газообразным хлором —
применяется для удаления примесей, обладающих большим срод-
ством к хлору, чем основной и главные легирующие компоненты,
сплава. Хлорированием можно удалять примеси натрия и магния
из алюминиевых сплавов.
Рафинирование флюсованием применяют в том случае, если
примесь растворяется во флюсе или взаимодействует с ним с об-
разованием летучих или легко шлакующихся соединений, не ра-
створяющихся в основном металле. Примером такого способа
рафинирования служит очистка алюминиевых сплавов от магния
криолитом при производстве вторичного алюминия.
Вакуумную дистилляцию используют для удаления тех приме-
сей, которые имеют большее давление пара, чем рафинируемый
металл. Этот способ можно применять для. рафинирования вто-
ричных алюминиевых сплавов от магния и цинка.
Рафинирование расплавов от нерастворимых примесей очень
часто производят в процессе приготовления сплавов. Нераство-
римое примеси находятся в расплаве в виде частиц самых разно-
образных размеров — от миллиметров до долей микрометра. По-
72
давляющая доля нерастворимых в расплавах примесей представ-.
’ лена различными оксидными соединениями. Встречаются также
карбиды, нитриды, оксикарбиды, карбонитриды. По этой причи-
не частицы нерастворимых примесей называют неметаллически-
ми включениями. Проблема неметаллических включений являет-
ся одной из главнейших в металлургии и литейном производстве.
Как правило, неметаллические включения резко снижают плас-
тические свойства металла, особенно при ударных нагрузках и
низких температурах. Они также способны существенно пони-
зить коррозионную стойкость металлов.
Принято называть экзогенными те неметаллические включения,
которые попали в расплав извне в результате механического захва-
та. Экзогенными включениями являются частицы футеровки, час-
тицы материала литейной формы, захваченные струей расплава при
заливке, частицы шлака, флюса и других инородных материалов,
попавшие в расплав при перемешивании и разливке или занесен-
ные вместе с шихтой. Другую часть неметаллических включений
называют эндогенными, подчеркивая, что они появились в резуль-
тате физико-химических процессов с участием самого расплава.
Большую долю эндогенных неметаллических включений составля-
ют продукты раскисления расплавов. Наконец, эндогенные вклю-
чения могут самостоятельно возникнуть в расплаве, содержащем
о растворимые примеси, при его охлаждении и кристаллизации.
Нерастворимые примеси можно удалять отстаиванием, про-
дувкой газами, вакуумированием, обработкой флюсами и шлака-
ми, фильтрованием.
ОтстаиваниЬфасплава как способ рафинирования основано на
разности плотностей расплава и материала, составляющего нера-
створимые частицы. Кинетика этого процесса упрощенно опи-
сывается формулой Стокса. На нерастворимую частицу-включе-
ние, имеющую форму шара радиусом г из материала плотностью
рвет, находящуюся в расплаве с плотностью рр, действуют сила
тяжести F, = улг3рв10ди выталкивающая сила F2 = jnr’p^. Рав-
нодействующая этих сил Fo = Fj — F2 = улг3(рвкл— рр)^ направле-
на вниз при рвкл > рр, в этом случае включение тонет в расплаве.
При р < рр сила направлена вверх, и включение всплывает. Дви-
жущийся со скоростью и шар в жидкости с динамической вязко-
стью ц испытывает силу сопротивления Fmaf = 6лт]Л>. Шар дол-
жен двигаться равномерно и прямолинейно, если Fo = F . От-
сюда послё преобразований получаем:
Р вкл ” Р? 2 ’ ‘
t>=--------Г g-
9 f)
73
Если принять т| = 1 мПа • с, piiai = 2,5 г/см3, рр = 7,0 г/см3 и
£=981 см/с2, то получаются следующие значения скорости всплы-
вания и в зависимости от радиуса г:
г, мкм..... 1000 100 50 20 10 1
v, см/с.... 2000 20 5 0,8 0,2 0,002
Эти данные необходимо использовать для оценки реальных
процессов со следующими ограничениями. Во-первых, формула
справедлива лишь для ламинарного потока жидкости. Поэтому
для скоростей более 1 см/с она неприменима. Во-вторых, части-
цы меньше 1 мкм участвуют уже в броуновском движении и для
них вычисленные скорости всплывания теряют смысл. Реальные
неметаллические включения нередко имеют вид плен и конгло-
мератов.с развитой поверхностью. Поэтому действительные ско-
рости всплывания нерастворимых примесей в несколько раз мень-
ше, чем расчетные. Тем не менее можно сформулировать несколь-
ко основных положений по очистке расплавов от нерастворимых
примесей. Они заключаются в следующем. Для удаления подоб-
ных частиц необходимо время, исчисляемое десятками минут.
Крупные частицы отделяются за несколько минут, мелкие (менее
5 мкм) практически невозможно отделить отстаиванием. Для наи-
более полного удаления желательно перевести включения в ком-
пактную форму. Очень важно обеспечить возможность укрупне-
ния частиц нерастворимых примесей. Это может быть достигну-
то при умеренных (10...20 см/с) скоростях перемешивания.
Рафинирование расплавов путем продувки газами основано на
флотирующем действии пузырьков газа по отношению к находя-
щимся в расплаве частицам нерастворимых примесей. Пузырьки
вводимого в расплав и нерастворимого в нем газа прилипают к
встретившимся инородным включениям и выносят их на поверх-
ность расплава. Для успешного рафинирования этим способом
необходимо, чтобы пузырьки газа, вводимого в расплав, были
достаточно мелкими и пронизывали весь объем расплава. Жела-
тельно, чтобы расплав непрерывно перемешивался с небольшой
интенсивностью, так как при этом облегчается вынос пузырьков
к поверхности расплава. Продувка газами позволяет удалять как
крупные, так и мелкие включения радиусом менее 1...5 мкм. Для
продувки обычно используют аргон и азот. Применяют также хлор,
который добавляют к аргону или азоту при рафинировании алю-
миниевых сплавов. Хлор разрушает оксидную плену, возникаю-
щую на внутренней поверхности газового пузырька, за счет чего
улучшается прилипание пузырьков к частицам примесей.
74
Вместо газов используют также, летучие твердые соединения —
хлориды алюминия и марганца, гексахлорэтан (для рафинирова-
ния алюминиевых сплавов), хлористый цинк (для алюминиевых
сплавов, содержащих цинк), хлористый аммоний (для цинковых
и свинцовооловянных сплавов).
Гексахлорэтан С2С1в, хлористый алюминий А1С13, хлористый
, Аммоний NH4C1 возгоняются при обработке расплавов без разло-
жения, тдк как обладают низкой температурой возгонки (см.
табл. 9). Хлориды марганца и цинка вступают во взаимодействие
с расплавом:
ЗМпС12 + 2А1 — > 2А1С13 + ЗМп, 4(7^ к = — 6 кДж;
3ZnCL + 2А1 -> 2A1CL + 3Zn, Л(7» „ = -138 кДж.
Поэтому фактически происходит продувка расплава парами
хлорида алюминия.
Рафинирование расплава от нерастворимых примесей при ва-
куумировании происходит в результате флотирующего действия
Пузырьков газа, выделяющихся из раствора. Вакуумирование осу-
ществляется при остаточном давлении 500...1000 Па.
Рафинирование расплавов обработкой флюсами основано на
, переходе частиц нерастворимых примесей в шлак или флюс в
••• результате растворения или смачивания. Для повышения хими-
ческой активности в состав рафинированных шлаков и флюсов
вводят повышенное количество фтористых солей и оксида на-
трия (в ваде соды Na2CO3). При использовании этого способа
необходимо активное перемешивание расплава с рафинирован-
! ным шлаком или флюсом. Рафинирующее действие флюса опре-
деляется величиной работы адгезии включений к флюсу WB . Чем
больше эта величина, тем выше рафинирущее действие флюса.
Работа адгезии зависит от поверхностных свойств металла, флю-
са и включения: WB<t> = ови(1+ cos 0вф), где овм — межфазная
энергия на границе включение — металл; 0вф — краевой угол сма-
' чивания включение — флюс. Работа адгезии будет тем больше,
чем больше с и чем меньше 0в.. После рафинирования путем
обработки расплава шлаком или флюсом необходимо отстаива-
ние для всплывания капель шлака или флюса.
, Рафинирование путем фильтрования является одним из наи-
более действенных способов удаления из расплава частиц нера-
створимых примесей. Фильтрование производится через сетча-
тые, зернистые и пористые фильтры. Сетчатые фильтры изготав-
ливают из стеклоткани или металлической сетки с размером яче-
ек 0,2 мм и более. Работа сетчатых фильтров основана на механи-
75
ческом удержании частиц, которые по размерам больше ячейки.
Значительно более эффективны и надежны зернистые фильт-
ры, представляющие собою слой толщиной 100...150 мм из зерен
размером 5... 15 мм. Работа зернистого фильтра основана на удер-
жании тонкодисперсных включений за счет поверхностных явле-
ний. Удержание происходит тем полнее, чем больше работа адге-
зии включения к материалу фильтра. Зернистые фильтры изго-
тавливают из шамота, магнезита, фторида магния и кальция, гра-
фита. Еще более действенным оказываются пористые фильтры,
представляющие собой спеченный керамический материал на
основе А1,О3 и Сг2О3 с открытыми порами размером в доли мил-
лиметра. Из этого материала изготавливают специальные фильт-
рующие блоки.
Течение расплава через зернистые и пористые фильтры опи-
сывается законом Дарси: w= клш/(ламинарный режим), где w—
расход расплава через единицу площади фильтра; j — гидравли-
ческий уклон, j = h + l/t', h — уровень расплава над фильтром; / —
толщина фильтра; -£лам — коэффициент фильтрации, зависящий
от размера и формы каналов и материала фильтра, /глам =
= 0,1...0,7 см/с. При турбулентном режиме w = к^ JJ, где
к^6 > 3...5 см/с.
Рафинирование расплавов от растворенных газов называют
также дегазацией расплавов. Дегазация означает удаление из рас-
плавов водорода, азота, оксида углерода. Удаление растворенно-
го в металлических расплавах кислорода осуществляется раскис-
лением (см. § 5).
Дегазация металлических расплавов может быть осуществлена
вымораживанием, продувкой нерастворимыми газами, вакууми-
рованием, обработкой флюсами, различными физическими воз-
действиями на расплав.
Дегазация «вымораживанием» основана на уменьшении раство-
римости газов при понижении температуры. При медленном ох-
лаждении расплава в печи вплоть до частичной кристаллизации
растворенные газы могут выделяться через открытую поверхность
в атмосферу, а также в виде пузырей в объеме расплава. Таким
образом, значительная доля растворенных газов будет удалена из
металла. После этого металл вновь нагревают с максимально воз-
можной скоростью. Данный способ, хотя и весьма длительный и
энергоемкий, но надежно позволяет получать металл с малым
содержанием газов. Разновидностью этого способа может счи-
таться простая предварительная переплавка металла с разливкой
его в чушки для последующего приготовления рабочего сплава.
Дегазация расплавов продувкой нерастворимыми газами ос-
76
кована на том, что в пузырьке такого газа, находящемся в рас-
плаве, парциальное давление растворенного газа первоначально
равно нулю. Поэтому растворенный газ переходит из расплава в
пузырек. Для успешной дегазации необходима возможно боль-
шая поверхность пузырьков нерастворимого газа, т. е. желателен
наименьший размер пузырьков. Поэтому продуваемый газ вводят
в расплав через пористые насадки с диаметром пор не более 0,1 ...0,5
мм.
Для продувки расплавов используют аргон (любые сплавы),
азот (медные'и алюминиевые сплавы), азот с добавкой хлора (алю-
миниевые сплавы). В последнем случае можно использовать чис-
тый хлор. Наряду с газами используют также летучие соедине-
ния: хлористый марганец (для медных и алюминиевых сплавов),
хлористый цинк и гексахлорэтан (для алюминиевых сплавов). Во
всех случаях необходима достаточно высокая чистота газов и со-
единений по содержанию влаги и кислорода.
Вакуумирование позволяет наиболее надежно дегазировать
металлические расплавы. Понижение общего давления над рас-
плавом при вакуумировании приводит к выделению' растворен-
ных газов не только через зеркало расплава, но и в объеме рас-
плава в виде цузырьков различного размера. Появляющиеся пу-
зырьки образуются, по-видимому, в мельчайших трещинах и по-
рах на поверхности частиц примесей, всегда присутствующих в
расплавах. В трещинах и порах, образующих полости, находятся
остатки нерастворимых в расплаве газов, а также и растворенный
Газ под давлением рраств, определяемом по закону Сивертса:
р = [5]2/^, где S — содержание этого газа в растворе. Таким
образом,-общее давление в этих полостях двщ складывается из
парциального давления нерастворимого газа и парциального дав-
ления растворенного газа: ро6щ = />нерасп> + ррасп>. В то же время
давление в указанных полостях уравновешено суммой внешнего
давления Днсш, металлостатического pgh и капиллярного 2а/?, где
h — высота столба расплава над полостью; р — плотность распла-
ва; g — ускорение силы тяжести; о — поверхностное натяжение
на границе расплав — газ; г— радйус кривизны поверхности раз-
дела расплав — газ. Следовательно, в начальный момент, когда
система в равновесии, можно записать: п® „ + о® • =
+ pgh 4- 2с/л и р° 4- р° 4- pgh 4- zcrZr — p®
Если теперь снизить внешнее давление до рмси так, чтобы
« Р°внсш, то это прежде всего приведет к самопроизвольно-
му расширению газов, заключенных в рассматриваемых полос-
тях, так что установится новый радиус г, » г0. Установившееся в
Первый момент новое давление растворенного газа окажется су-
щественно меньше начального: рраств« Р°раств= [^о]2/-^2- Следова-
77
тельно, начнется переход растворенного газа из расплава в рас-
ширившиеся газовые полости. Одновременно из-за существен-
ного увеличения размеров этих полостей начнется или усилится
их всплывание в расплаве. Таким образом, снижение общего дав-
ления над расплавом вызывает рост газовых пузырьков, обогаще-
ние их растворенным газом и всплывание к открытой поверхно-
сти расплава. Вместе с газовыми пузырьками всплывают и части-
цы нерастворимых примесей, поры и трещины в которых служи-
ли центрами выделения растворенного газа.
Обработка расплавов шлаками и флюсами также служит сред-
ством их дегазации. Механизм благотворного воздействия такой
обработки до конца еще не выяснен.
Возможна дегазация путем введения ультразвуковых колеба-
ний в расплав или обработкой расплавов постоянным электри-
ческим током. Под действием ультразвуковых колебаний в рас-
плаве возникают кавитационные полости с очень малым давле-
нием газа. В эти полости устремляется растворенный газ. По мере
перехода его в молекулярное состояние кавитационные полости
превращаются в газовые пузырьки, которые могут всплывать.
Пропускание через насыщенный водородом расплав постоян-
ного тока иногда сопровождается перераспределением газа. Обыч-
но содержание водорода возрастает у катода вплоть до его вьще-
ления в виде пузырьков.
§ 5. РАСКИСЛЕНИЕ МЕТАЛЛИЧЕСКИХ РАСПЛАВОВ
Раскислением называют удаление из металлического расплава
растворенного кислорода. Поэтому данную операцию произво-
дят лишь при плавке тех металлов и сплавов, которые способны,
находясь в жидком состоянии, растворять кислород. Известно
несколько способов раскисления: осадочное или глубинное, кон-
тактное или диффузионное, обработкой расплава водородом с
последующим вакуумированием, плавкой в достаточно глубоком
вакууме при малом остаточном давлении. В литейном производ-
стве наиболее часто применяют осадочное раскисление, которое
заключается в том, что растворенный кислород связывают в не-
растворимые в расплаве оксиды с помощью специально вводи-
мых в расплав добавок, называемых раскислителями. Упрощенно
процесс раскисления можно описать следующей реакцией:
ш[О] + л[^ * Ra6a, (3)
где [О] — концентрация кислорода в расплаве; [7?] — концентра-
ция раскислителя в расплаве; R£>m — нерастворимый в расплаве
оксид.
78
Если считать, что образующийся оксид находится в свободном
виде, то константа равновесия реакции (3) может быть записана
так:
<4)
где у(О] и у(Л) — коэффициенты активности кислорода и раскисли-
теля в растворе, которые отражают неидеальность этого раство-
ра.
Величину константы равновесия обычно вычисляют из равен-
. ства
AG=-RT\n К, (5)
где AG — изменение энергии Гиббса реакции (3). Для практики
наиболее желателен случай, при котором остаточные содержания
, кислорода и раскислителя минимальны, так как при этом они в
наименьшей степени влияют на свойства металла. Наименьшие
'величины [О] и [Д] достигаются, как видно, при больших значе-
ниях константы равновесия.
Из выражения (5) следует, что, выбирая раскислитель, необ-
ходимо стремиться к большим отрицательным значениям AGре-
акции раскисления. Это возможно при наибольшей отрицатель-
< ной энергии образования свободного оксцца раскислителя ДО и
наименьших отрицательных энергиях образования растворов кис-
лорода и раскислителя в раскисляемом расплаве.
Из выражений (5) следует также, что остаточные содержания
кислорода и раскислителя связаны обратной зависимостью: чем
больше содержание раскислителя, тем меньше кислорода и на-
оборот.
Температура оказывает большое влияние на реакцию раскис-
ления. Это влияние проявляется через зависимость AG = /(7).
Поскольку с понижением температуры AG реакций становится
все более отрицательной, раскисление проходит полнее при по-
ниженной температуре расплава.
Для успешного раскисления необходимо удаление из расплава .
, продуктов раскисления, которые являются типичными неметал-
лическими включениями. Для этого обычно производят отстаи-
вание расплава и обработку свежим шлаком. Желательно, чтобы
продукты раскисления имели вид компактных частиц лучше все-
> го шарообразной формы, т. е. чтобы они находились в жидком
состоянии. Именно поэтому часто применяют комплексные рас-
кислители, содержащие в своем составе кремний, в расчете на.
образование легкоплавких силикатов. Еще более лучшие условия
79
для отделения продуктов раскисления создаются в том случае,
если эти продукты находятся в газообразном состоянии.
Расчет потребного количества раскислителя необходимо про-
водить в соответствии с реакцией раскисления с учетом вида про-
дуктов раскисления, желательного минимального содержания
кислорода и равновесного остаточного содержания раскислите-
ля.
Ниже приведен расчет реакции раскисления никеля кремни-
ем при условии, что продуктом раскисления является чистый
диоксид кремния SiO2. Реакция раскисления записывается так:
[Si]M + 2[О]№ = SiO2. (6)
Изменение термодинамического потенциала этой реакции рав-
AG°=AG° - AG* - AG° (7)
z>«_rr zicr S.O2 Zier (si)Nj ziuz |0Jm yf
Из табл, 5 находим AG°, Дж:
J<9°Si0i = -950000 + 199 Г; (8)
J<7°(O)N1 = -71000 + 30 T. (9)
Из других справочников выписываем:
AG* = —250000 — 20 Т, (10)
iSilbH ’ v '
Таким образом, для указанной реакции раскисления получа-
ем:
AG° = -950000 + 250000 + 2 • 71000 + (199 + 20 -
- 2 • 30) • Г= -558000 + 160 Т (И)
Из уравнения AG = — RT\nK находим значение 1пЛГ при Т=
= 1773 К (1500 °C):
In К= (-558000 + 160 • 1773)/8,31 • 1773 = 18,6 или
1g К- 18,6-0,43 = 8,0
Константа равновесия реакции раскисления выражается сле-
дующим образом: К= 1/(^s.]ni [81]м где f -коэффициенты
активности.
80
Из справочных данных известно, что произведение
rsl) • ^2[O)Ni Равно 0,05. Следовательно, lg(l/[Si]Ni • (О]2№) =
= 8,0 + 1g 0,05 = 6,7. Отсюда lg[Si]№ = -6,7 - 21g[O]N..
Используя полученное соотношение, находим равновесные
содержания кремния [Si]Ni (%) при различных содержаниях кис-
лорода [O]Ni (%) в жидком никеле при 1500 ’С:
(OJNi
[Si]Ni
0,1 0,05 0,01 0,005 0,001
-5 -5 -3 . -3
2'10 8’10 2’10 8’10 0,2
На основе сделанного расчёта можно найти количество крем-
ния, необходимое для раскисления никеля. Пусть в исходном
расплаве химическим анализом установлено, что содержание кис-
лорода составляет 0,04 %, содержание кремния менее 1 • 10 4 %.
По техническим условиям содержание кислорода не должно пре-
вышать 0,003 %. Принимаем для гарантии расчетное содержание
кислорода 0,002 %. Согласно найденной ранее зависимости, по-
лучаем lg[Si]N.= —6,7 — 2 lg0,002= —1,3. Следовательно, в раство-
ре должно быть остаточное содержание кремния, равное
Ю-ьз = о,О5 кг кремния. Если масса исходного расплава составля-
ет 100 кг, в него необходимо ввести (0,05 — 0,0001)« 0,05 кг крем-
ния. Кроме того, кремний нужен для связывания в диоксид SiO2
(0,04 — 0,002) = 0,038 кг кислорода. Для этого потребуется
28 • 0,038/(2 ’ 16) = 0,033 кг 1фемния (28 — мольная масса крем-
ния, 16 —. мольная масса кислорода). Итого в 100 кг расплава
необходимоьвести (0,05 + 0,033) = 0,083 кг кремния.
Следует отметить, что подобные расчеты, основанные на стро-
гих термодинамических закономерностях, требуется обязательно
проверять на пробных плавках. Это связано с тем, что на практи-
ке не всегда достигается равновесие. Кроме того, аналитические
данные недостаточно адекватно отражают содержание определя-
емых элементов.
Еще раз необходимо подчеркнуть, что в результате осадочного
раскисления в расплаве возникает отромное количество эндоген-
ных неметаллических включений, для отделения которых следует
Принять соответствующие меры (см. предыдущий параграф).
Контактное раскисление осуществляется таким образом, что
раскислитель не растворяется в расплаве, а лишь соприкасается с
ним. Реакция раскисления идет на поверхности раздела
расплав — раскислитель, куда кислород доставляется путем диф-
фузии и конвекции. Контактное раскисление проходит очень
Медленно, но его преимущество заключается в том, что расплав
не загрязняется неметаллическими включениями, так как про-
81
дукгы раскисления остаются на поверхности раздела расплав —
раскислитель. Контактное раскисление проводят иногда приме-
нительно к меди и ее сплавам. В качестве нерастворимых раскис-
лителей используют углерод (трафит) и карбид кальция.
Следует помнить, что операцию раскисления применяют лишь
к тем расплавам, которые содержат растворенный кислород. По-
этому раскислению обязательно подвергают никель и сплавы
никеля с медью, железом, хромом, марганцем при обычной плав-
ке на воздухе. Чистую медь и сплавы меди с серебром, никелем
также необходимо раскислять. Сплавы меди с такими активными
по отношению к кислороду металлами, как цинк, алюминий, хром,
цирконий, почти не способны растворять кислород и для них
обычное раскисление фосфористой медью не имеет смысла. Спла-
вы на основе алюминия, магния, цинка, олова, свинца никогда
не раскисляют.
§ 6. МОДИФИЦИРОВАНИЕ МЕТАЛЛИЧЕСКИХ РАСПЛАВОВ
Модифицированием принято называть заметное изменение
структуры твердого металла, достигаемое путем введения специ-
альных добавок или в результате специальных условий плавки и
обработки расплава. Изменяя структуру сплава модифицирова-
нием, улучшают его технологическую пластичность и повышают
механические свойства.
Модифицирование, как правило, означает измельчение струк-
туры. При этом под словом структура понимаются самые разно-
образные черты макро- и микростроения литого металла: размер
макрокристаллов, размер дендритной ячейки, форма и размеры
первичных кристаллов в до- и заэвтектических сплавах, форма и
размеры выделений фаз в эвтектиках.
Специальные условия плавки, вызывающие модифицирование
структуры' твердого металла, обычно сводятся к перегреву рас-
плава до определенной температуры, выдержке и ускоренному
охлаждению до температуры разливки. На этом основана темпе-
ратурная обработка расплавов, предложенная А. Г. Спасским и
Б. А. Фоминым (1959 г.), которая оказывает положительное воз-
действие на свойства многих алюминиевых и медных сплавов.
Пока не развиты достаточно общие теоретические представления
о модифицировании путем перегрева расплава и быстрого охлаж-
дения, хотя ясно, что здесь велика роль изменений структуры
металлической жидкости, обусловленных Температурой и време-
нем. Поэтому в последние годы подобные способы обработки
расплавов подвергают широкому исследованию (Б. А. Баум и др ).
82
Движение расплава во время кристаллизации со скоростью
более 0,5 м/с вызывает заметное измельчение макроструктуры.
Наложение на кристаллизующийся расплав механических или
ультразвуковых колебаний также приводит к измельчению мак-
розерна.
, Известны способы измельчения макрозерна литого металла в
результате растворения в струе расплава твердого сплава того же
состава. На этом явлении основана так называемая суспензион-
ная заливка, разработанная А. А. Рыжиковым.
Наряду с добавками-модификаторами, вызывающими измель-
чение структуры литого металла, обнаружены и используются
добавки-демодификаторы, которые приводят к укрупнению струк-
туры. Подобными демодификаторами являются, например, сера
, й углерод, вызывающие увеличение размеров столбчатых
кристаллов в отливках из магнитных сплавов системы Fe—Ni—•
Со—Al—Си—Ti.
Ввиду огромного разнообразия условий, вызывающих измель-
чение литой структуры, единая теория модифицирования не раз-
работана, хотя , попытки в этом направлении делались (теория
обобщенного момента В. К. Семенченко, теория взаимодействия
$—р—J-электронов Г. В. Самсонова).
По М. В. Мальцеву случаи модифицирования с помощью до-
бавок делятся на две группы. К первой ipynne относятся случаи,
когда вводимый модификатор способен создать в расплаве тон-
кодисперсную и равномерно распределенную взвесь твердых ча-
стиц, могущюкиграть роль центров кристаллизации. Считается,
Что частица, вещество которой обладает кристаллической струк-
турой, близкой к'структуре твердого металла, способна играть
роль центра кристаллизации в жидком металле, если периоды
кристаллической решетки этого вещества и металла различаются
, не более чем на 10...15 % (принцип П. Д. Данкова). К модифика-
торам этой группы относятся: фосфид алюминия А1Р, частицы ко-
торого служат центрами кристаллизации для первичного кремния в
заэвтекгйческих силуминах, частицы соединений Al3Ti и Al3Sc
для кристаллов любого твердого раствора на основе алюминия.
Вторая группа явлений модифицирования может быть обьяс-
Нена затруднениями роста кристаллов, вызываемыми добавками.
Эти добавки, являясь поверхностно-активными, скапливаются в
слое расплава, окружающем кристалл, и тем самым мешают его
росту. В результате возникает более глубокое переохлаждение с
соответственно большим числом новых зародышей. Общим ито-
гом является уменьшение среднего размера зерен. По-видимому,
таков механизм действия натрия и стронция на эвтектику в сис-
теме Al—Si.
83
Следует отметить, что имеется значительное число случаев
измельчения структуры сплавов, которые невозможно отнести ни
к первой, ни ко второй группе по классификации М. В. Мальце-
ва.
Модифицирование с помощью добавок в расплав выполняют
обычными приемами. Необходимо знать температуры плавления
и кипения добавки, ее плотность, возможное взаимодействие с
газами, шлаками, флюсами и футеровкой. Особенно важно обес-
печить равномерное распределение добавки во всем объеме рас-
плава, что связано с определенными трудностями, так как коли-
чество модифицирующих добавок обычно не превышает 0,1 % от
массы расплава.
Общей чертой всех способов модифицирования является их
ограниченность действия во времени. При любом способе моди-
фицирования эффект через некоторое время пропадает. Поэтому
модифицирование проводят в конце плавки.
РАЗДЕЛ II. ПРОИЗВОДСТВО ФАСОННЫХ ОТЛИВОК
ИЗ СПЛАВОВ ЦВЕТНЫХ МЕТАЛЛОВ
Г Л А В А 5. ПЕЧИ ДЛЯ ПЛАВКИ ЦВЕТНЫХ МЕТАЛЛОВ И
СПЛАВОВ
§ 1. КЛАССИФИКАЦИЯ ПЛАВИЛЬНЫХ ПЕЧЕЙ
В зависимости от масштабов производства, требований,
предъявляемых к качеству выплавляемого металла, и целого ряда
других факторов, в цехах заготовительного й фасонного литья
цветных металлов применяют различные плавильные печи.
По виду используемой для плавки сплавов энергии все пла-
вильные печи делят на топливные и электрические. Топливные
печи подразделяют на тигельные, отражательные и шахтно-ван-
ные (рис. 10). Электрические печи классифицируют в зависимос-
ти от способа преобразования электрической энергии в тепло-
вую. В литейных цехах применяют печи сопротивления, индук-
ционные (рис. 11), электродуговые, электронно-лучевые и плаз-
менные (рис. 12). ''х
В электрических печа\ сопротивления (см. рис. 11, а, б) натрев
И расплавление шихты осуществляются за счет тепловой энер-
гии, поступающей от электронагревательных элементов, установ-
Рнс.
10. Топливные плавильные печи: а - тигельная; 6 - отражательная; в - шахтно-ванная
85
Рис. 11. Электрические печи (сопротивления и индукционные): а - тигельная; б - отража-
тельная; в - индукционная тигельная; г - индукционная канальная
ленных в своде или в стенках плавильной печи. Эти печй приме-
няют для плавки алюминиевых, магниевых, цинковых, оловян-
ных и свинцовых сплавов.
Индукционные печи по принципу работы и конструкции под-
разделяют на тигельные и канальные (см. рис. И, г). Тигельные
печи в зависимости от частоты питающего тока классифицируют
на печи повышенной [(0,15... 10) ♦ 106 пер/с] и промышленной ча-
стот (50 пер/с).
Независимо от частоты питающего тока принцип работы всех
индукционных тигельных печей основан на индуктировании элек-
тромагнитной энергии в нагреваемом металле (токи Фуко) и пре-
вращении ее в тепловую. При плавке в металлических или других
тиглях, изготовленных из электропроводных материалов, тепло-
вая энергия передается к нагреваемому металлу также стенками
тигля. Индукционные тигельные печи применяют для плавки алю-
миниевых, магниевых, медных, никелевых сплавов, а также ста-
лей и чугунов.
Индукционные канальные печи используют для плавки алю-
миниевых, медных, никелевых и цинковых сплавов. Помимо пла-
вильных печей применяют также индукционные канальные мик-
серы, служащие для рафинирования и поддержания температуры
жидкого металла на заданном уровне. Плавильно-литейные ком-
плексы, состоящие из плавильной печи — миксера —, литейной
машины, используют при литье слитков из алюминиевых, магни-
евых и медных сплавов. Принцип тепловой работы канальных
86
Рис. 12. Электродуговые, электрошлаковые, электронно-лучевые и плазменные плавильные
печи: а - электродуговая косвенного действия; б - электродуговая для плавки в гарнисаж-
ном тигле; в - то же для плавки в кристаллизаторе; г - для электрошлаковой плавки; д -
электронно-лучевая для плавки в кристаллизаторе; е - то же для плавки в тигле; ж - плаз-
менная ванная; з - плазменная для плавки в кристаллизаторе; и - то же, в тигле
индукционных печей аналогичен принципу работы силового элек-
трического трансформатора тока, состоящего, как известно, из
первичной катушки, магнитопровода и вторичной катушки. Роль
вторичной катушки выполняет жидкий металл, который нахог
дится в кольцеобразном канале печи и тем самым образует замк-
87
нутый виток. Жидкий металл либо заливается в канал индукци-
онной печи специально перед началом плавки, либо его оставля-
ют в канале после окончания плавки и слива основной массы
жидкого металла. При пропускании тока через индуктор печи
(первичная катушка) в заполненном жидким металлом канале
индуцируется электрический ток большой величины, который
разогревает находящийся в нем жидкий металл. Тепловая энер-
гия, выделяемая в канале, нагревает и расплавляет металл, нахо-
дящийся над каналом в ванне печи.
Электродуговые печи (см. рис. 12, а...в) по принципу передачи
тепла от электрической дуги к нагреваемому металлу подразделя-
ются на печи прямого и косвенного нагрева (см. рис. 12, а).
В печах косвенного натрева большая часть тепловой энергии
от горячей дуги передается к нагреваемому металлу излучением,
а в печах прямого действия <- излучением и теплопроводностью.
Печи косвенного действия применяют в настоящее время огра-
ниченно. Печи прямого действия (электродуговые вакуумные с
расходуемым электродом) используют для плавки тугоплавких,
химически активных металлов и сплавов, а также легированных
сталей, никелевых и других сплавов. По конструкции и принци-
пу работы электродуговые печи прямого действия делятся на две
группы: печи для плавки в гарнисажном тигле (см. рис. 12, б) и
печи для плавки в изложнице или кристаллизаторе (см. рис. 12,
*)•
Электронно-лучевые плавильные печи применяют для плавки
тугоплавких и химически активных металлов и сплавов на основе
ниобия, титана, циркония, молибдена, вольфрама, а также для
ряда марок сталей и других сплавов. В основе принципа элект-
ронно-лучевого нагрева лежит преобразование кинетической энер-
гии потока электронов в теплЬвую при их встрече с поверхнос-
тью нагреваемой шихты. Выделение тепловой энергии происхо-
дит в тонком поверхностном слое металла. Нагрев и плавление
проводят в вакууме при остаточном давлении 1,3 • 10‘3 Па. Элект-
ронно-лучевую плавку используют для получения слитков (плав-
ка в изложнице, см. рис. 12, д) и фасонных отливок (плавка в
тигле, см. рис. 12, ё). При электронно-лучевой плавке можно зна-
чительно перетревать жидкий металл и длительное время выдер-
живать его в жидком состоянии. Это преимущество позволяет
эффективно рафинировать расплав и очищать его от ряда приме-
сей. С помощью электронно-лучевой плавки металла могут быть
удалены все примеси, давление пара которых существенно пре-
вышает давление пара основного металла. Высокая температура
и глубокий вакуум способствуют также очистке металла от при-
месей за счет термической диссоциации оксидов нитридов и дру-
88
щх соединений, находящихся в металле.
Печь элекгрошлакового переплава ЭШП (см. рис. 12, г) по
принципу работы представляет собой печь сопротивления кос-
венного нагрева, в которой источником тепла является ванна рас-
плавленного шлака заданного химического состава. Переплавля-
емый металл в виде расходуемого электрода погружают в слой
(ванну) жидкого электропроводного шлака. Через расходуемый
электрод и шлак пропускают электрический ток. Шлак разогре-
вается, торец расходуемого электрода оплавляется и капли жид-
кого металла, проходя через слой химически активного шлака,
очищаются в результате контакта с ним и формируются в излож-
нице в виде слитка. Шлак защищает жидкий металл от взаимо-
действия с атмосферой воздуха. Печи ЭШП в основном приме-'
няют для получения слитков из высококачественных сталей, жа-
ропрочных, нержавеющих и других сплавов. Метод ЭШП исполь-
зуют также для производства крупных фасонных отливок: колен-
чатых валов, корпусов, арматуры и других изделий.
В плазменных плавильных печах (см. рис. 12, ж, з, и) источни-
ком тепловой энергии является поток нагретого до высокой тем-
пературы ионизированного газа (плазменная дуга), который при
соприкосновении с металлом нагревает и расплавляет его. Для
получения потока плазмы плавильные печи оборудуют специаль-
ными устройствами — плазмотронами. Плазменный способ на-
грева и плавления сплавов применяют в печах ванного типа (см.
рис. 12, ж),, в плавильных установках для получения слитков в
'кристаллизаторе (см. рис. 12, з) и для плавки металлов в гарни-
сажном тиглецЪм. рис. 12, и).
Плазменные печи ванного типа в основном применяют для
плавки сталей, а также сплавов на основе никеля. Плазменные
печи для плавки в кристаллизаторе могут использоваться для по-
лучения слитков из сталей, бериллия, молибдена, ниобия, титана
и других металлов. Плазменные печи для плавки в гарнисажном
тигле предназначены для фасонного литья сталей, тугоплавких и
химически активных металлов.
§ 2. ТОПЛИВНЫЕ ПЛАВИЛЬНЫЕ ПЕЧИ
Тигельные топливные печи наиболее целесообразно исполь-
зовать в литейных цехах с небольшим выпуском отливок из спла-
вов цветных металлов, а также для приготовления лигатур. Они
Просты по конструкции, надежны в эксплуатации. Разливку ме-
талла из тигельных печей осуществляют путем поворота печи;
извлечения тигля из печи и последующей разливки металла по
89
формам; использования специальных устройств, обеспечивающих
разбор металла в автоматическом режиме (роботы, дозаторы);
разбора металла заливочными ковшами.
Тигельные топливные печи применяют для плавки алюминие-
вых, магниевых, медных, цинковых и других сплавов. Они состо-
ят из следующих основных элементов (рис. 13): металлического
корпуса 1, огнеупорной кладки и теплоизоляционного слоя, рас-
положенного между кладкой и корпусом печи; горелок или фор-
сунок 2; плавильного тигля 3; устройства для отвода дымовых
газов. Емкость широко используемых на практике тиглей состав-
ляет 150...500 кг. Тигли для плавки сплавов цветных металлов из-
готавливают из огнеупорной графито-шамотной массы, а также
из чугуна и стали.
В табл. 10 приведены в качестве примера технияеские характе-
ристики тигельных печей для плавки алюминиевых сплавов.
Таблица 10. Технические характеристики газовых тигельных печей для
плавки и подогрева алюминиевых сплавов
Тип и марка Емкость, т Средняя производи- тельность, кг/ч Расход Размеры (длина х хширина х высота), мм
топлива, кг/ч воздуха, м3/ч
Плавильная однотигельная поворотная: 0,18 «
ПТП-0,18 120 30 400 1240x1000x1080
ПТП-0,25 0,25 150 40 500 1300x1000x1350
Раздаточная двухтигельная стационарная РТС-0,30 Раздаточная 0,30 — 20 250 2100x1150x1000
однотигельная стационарная РТС-0,15 0,15 — 15 200 1300x1150x1000
С металлургической точки зрения тигельные печи имеют оп-
ределенные преимущества перед отражательными топливными
печами. Основное из них — отсутствие непосредственного кон-
такта твердой шихты и жидкого металла с продуктами горения
топлива. Это значительно уменьшает окисляемость сплавов и
насыщение их водородом. Существенно уменьшаются безвозв-
ратные потери металла. Так, при плавке магниевых сплавов в
тигельных печах безвозвратные потери составляют в среднем 3
%, а при плавке в отражательных печах — до 6 %, Плавка сплавов
в тигельных печах позволяет осуществлять их рафинирование и
90
модифицирование любыми известными методами. Основные не-
достатки тигельных печей: малая производительность, низкий
тепловой коэффициент полезного действия (до 10 %), большой
рарход тиглей.
Для плавки алюминиевых сплавов применяют чугунные и гра-
фито-шамотные тигли. Чугунные тигли прочнее и дешевле гра-
фито-шамотных и имеют большую емкость. Однако при плавке в
чугунных тиглях происходит переход железа из стенок тигля в
Расплав. Растворяясь в сплаве, железо снижает его механические
характеристики и затрудняет повторное использование сплава в
качестве кондиционного материала. Это — основной недостаток
чугунных тиглей. Поэтому, для предотвращения растворения ра-
бочую поверхность чугунных тиглей окрашивают или обмазыва-
91
ют специальными смесями. В состав красок вводят мел, окись
цинка, огнеупорную глину, тальк, коллоидный графит и другие
вещества. Чаще всего используют краску состава (в частях по
массе): отмученный мел — 50; окись цинка — 50; жидкое стекло —
5; вода — 100. Краску наносят на подогретые до 80...90 °C повер-
хности. Такой же краской окрашивают и плавильный инструмент.
Для обмазки используют смесь магнезита, асбеста и жидкого стек-
ла. Ее наносят на рабочую поверхность тиглей слоем толщиной
10... 15 мм, высушивают и прокаливают при 750...800 °C. Кроме
защиты от растворения обмазка существенно (в 2...3 раза) увели-
чивает срок службы чугунных тиглей.
Для плавки магниевых сплавов используют тигельные печи со
стационарным или выемным стальным тиглем. Стационарные
тигли емкостью 250...350 кг отливают из малоуглеродистой стали.
Выемные тигли (рис. 14) изготавливают сварными из листовой
стали марок Ст2, СтЗ со стенками толщиной 8...15 мм. Толщина
днища 15...25.мм.
Топливные отражательные печи благодаря высокой произво-
дительности, большой емкости и простоте обслуживания широко
используют для плавки алюминиевых и магниевых сплавов в це-
хах фасонного литья с большим выпуском отливок и в цехах заго-
товительного литья. Применяют их также для плавки медных спла-
вов.
На рис. 15 показана отражательная печь с газовым обогревом
для плавки магниевых сплавов. Емкость печи 1,5 т. В цехах фа-
сонного литья печь работает в комплексе с раздаточными тигель-
ными печами, в которых осуществляется рафинирование и моди-
фицирование сплава. Технические характеристики некоторых
отражательных печей для плавки магниевых й алюминиевых спла-
вов приведены в табл. 11.
Печи для плавки магниевых деформируемых сплавов имеют
емкость 3...12 т. Они обычно работают в паре с миксером такой
же емкости. Перелив готового сплава из плавильных печей в мик-
серы производят с помощью насосов или сифонов.
Футеровка пода отражательных печей для плавки магниевых
сплавов состоит из четырех слоев. На слой листового асбеста тол-
щиной 10 мм укладывают слой из шамотного кирпича толщиной
125... 150 мм, затем слой набивки из магнезитовой крошки тол-
щиной 50...80 мм и слой магнезитового кирпича. Туннели горе-
лок выкладывают из хромомагнезитового, а свод — из шамотного
кирпича. Футеровка пода печей для плавки алюминиевых спла-
вов многослойная, она состоит из слоя листового асбеста, слоя
инфузорной земли, слоя шамотных кирпичей и поверх его — слоя
магнезитовой набивки.
92
Рис. 14. Выемной сварной стальной ти-
гель для плавки и разливки магниевых
сплавов
Рис. 15. Отражательная печь с газовым обо-
гревом для плавки магниевых сплавов: 1 -
кожух; 2 - подина; 3 - летка; 4 - свод; 5 -
загрузочное окно; 6 - горелка; 7 - пере-
движная тележка
Таблица 11. Технические характеристики некоторых топливных
отражательных печей для плавки алюминиевых и магниевых сплавов
Параметры Алюминиевые сплавы Магниевые сплавы
I II Г II
Емкость печи, т 3,5 30 1,5 12,0
Производительность, кг/ч 800 5000 400 2400
Длительность плавки, ч 4,0...4,5 5 3,5...4,0 4,5...5,5
Габаритные размеры, м:
длина 7,0 10,0 — 5,0
ширина 3,0 7,0 — 4,0
высота 3,0 6,0 — 2,5
Примечание. I - печи фасонного литья; II — печи заготовительного литья.
. Кладку пода печи лучше выполнять из магнезитового кирпи-
ча. Однако для этой цели до Сих пор широко используют шамот,
как наиболее доступный и дешевый материал. Шамот взаимо-
действует с алюминиевыми расплавами. Для предотвращения вза-
имодействия футеровку пропитывают флюсом (23...25 % NajAlF6;
93
Рис. 16. Шахтно-ванная печь: 1 - корпус; 2 - ванна с жидким металлом; 3 - свод; 4 - го-
релки; 5 - шахта; 6 - крышка затрузочного окна; 7 - дымоход; 8 - шихта; 9 - газодинами-
ческий насос
20...27 % В2О3, остальное NaCl). Этот флюс смешивают с жидкой
глиной, обмазывают полученной массой футеровку печи и про-
каливают ее при 900...950 °C. Во время работы печи хлорид на-
трия испаряется, а криолит образует с кремнеземом оксифтори-
ды, несмачивающиеся алюминиевыми расплавами. Снижению
интенсивности взаимодействия металла с футеровкой способствует
также окраска ее мелом или известью. В тех случаях, когда содер-
жание примеси кремния в сплаве ограничено, отражательные печи
футеруют карбидом циркония или карбидом кремния.
Перспективными для плавки алюминиевых сплавов являются
шахтно-ванные печи, которые позволяют осуществлять процесс
плавления металла в непрерывном режиме и с высокой произво-
дительностью. Процесс плавки в шахтно-ванных печах имеет це-
лый ряд преимуществ. Во-первых, плавку можно осуществлять в
услрвиях полной механизации и автоматизации всех технологи-
ческих операций, связанных с этим процессом. Во-вторых, резко
снижается трудоемкость на этапах подготовки шихты к плавке и
ее загрузки в печь. В-третьих, снижаются безвозвратные потери
металла в связи с возможностью предварительной сушки и на-
грева шихты. В-четвертых, повышается производительность и
94
К П.Д. данных печей по сравнению с другими топливными и элек-
трическими печами.
» Шахтно-ванная печь показана на рис. 16. Печь имеет три ра-
бочие зоны: зону нагрева твердой шихты /, зону плавления II и
зону сбора и перегрева жидкого металла (ванна печи) III. В зоне I
ИЗ шихты удаляется адсорбированная влага и происходит разло-
жение гидроксида алюминия А1(0Н)3. В зоне II металл расплав-
ляется и стекает в ванну, где разогревается до требуемой темпе-
ратуры с помощью горелок.
В табл. 12 сопоставлены некоторые технические характерис-
тики основных типов печей, применяемых для приготовления
алюминиевых деформируемых сплавов. Как следует из данных
табл. 11, шахтно-ванные печи имеют большие преимущества,
которые позволят им стать в ближайшее время основными в це-
хах заготовительного алюминиевого литья. :
Таблица 12. Технические характеристики основных типов печей для
приготовления алюминиевых деформируемых сплавов
Тип печи Емкость, т Производи- тельность, т/ч К.п.д., % Безвоз- вратные потери, %
Шахтно-ванная 40...60 4...12 60 1,0
Отражательная топливнаА 30...40 2...4 зо 1,5
Электрическая сопротивления 7...10 0,5...0,8 70 1,2
Индукционная канальная 6...25 1,3...3,0 60...75 0,8.
§ 3. ЭЛЕКТРИЧЕСКИЕ ПЕЧИ СОПРОТИВЛЕНИЯ
Электрические печи сопротивления (тигельные и отражатель-
ные) находят широкое применение для плавки алюминиевых,
магниевых и цинковых сплавов. Тигельные печи применяют в
Цехах с небольшим выпуском отливок, а также в тех случаях, ког-
да производят отливки из большого числа разнообразных по хи-
мическому составу сплавов.
Отражательные печи широко используют для плавки алюми-
ниевых сплавов в цехах фасонного и заготовительного литья. В
цехах заготовительного литья эти печи применяют также в каче-
стве миксеров емкостью 5...30 т жидкого металла.
95
Рис. 17. Схема тигельной печи сопро-
тивления типа CAT
Рис. 18. Электрические печи сопротив-
ления типа САН
Электрические тигельные печи сопротивления просты по кон-
струкции, удобны в эксплуатации, позволяют получать сплавы
высокой степени чистоты. Однако эти печи имеют низкую про-
изводительность и невысокий тепловой коэффициент полезного
действия.
На рис. 17 показана схема тигельной печи сопротивления для
плавки алюминиевых сплавов (печь типа CAT). Печи CAT выпус-
кают трех видов: поворотные плавильные САТ-А, стационарные
плавильные САТ-Б и стационарные раздаточные САТ-В. Печи
состоят из цилиндрического стального кожуха 1, футеровки из
огнеупорного шамотного кирпича 2, нагревательных элементов
3, изготовленных из нихромовой ленты или проволоки, тепло-
изоляционного слоя 4, находящегося между корпусом печи и
футеровкой. Концы нагревательных элементов ^выводятся в ко-
робку 6для подключения к сети. Чугунный или стальной тигель 7
опирается на плиту 8, укрепленную на кожухе печи. Печь обору-
дована вытяжным зонтом 9.
96
Рис. 19. Плавильно-раздаточная печь типа
САК
Электрические отражатель-
ные печи сопротивления при-
меняют в качестве плавильных,
плавильно-раздаточных и раз-
даточных (миксеры). Широко
распространены плавильные
наклоняющиеся электрические
печи сопротивления типа САН
для плавки алюминиевых спла-
вов емкостью 500...3000 кг и до
7000 кг — в цехах заготовитель-
ного литья.
Электропечь типа САН (рис.
• 18) состоит из сварного сталь-
ного кожуха 1, футеровки 2.
Свод печи перекрыт специаль-
ными шамотными изделиями с
пазами для укладки в них нагревательных элементов 3, изготов-
ленных из нихромовой проволоки в виде спиралей. Рабочее про-
странство печи разбито на три зоны: две зоны — плавильные 4 и
; одна — металлосборник (ванна) 5. Со стороны плавильных камер
имеются окна 6 для загрузки шихты 7. Для слива металла печь
поворачивается на роликах 8 в сторону сливного носка 9.
Плавильно-раздаточные печи типа САК (рис. 19) — печи со-
противления\камерные - имеют емкость до 650 кг и применяют-.
, Таблица 13. Технические характеристики тигельных печей
сопротивления
Тип и марка Емкость, кг Потребляемая мощность, кВт Расход электроэнергии на 1 т жидкого металла, кВт*ч Габаритные , размеры, мм
Плавка сплавов
Поворотная:
САТ-0Д5А 150 40 550...600 1750x1340x2300
САТ-0,25А 250 60 550...600 1870x1440x2380
САТ-0,5А 500 80 550...600 2000x1590x2620
Стационарная: САТ-0Д5Б 150 40 550...600 2000x1200x2090
САТ-0,25Б 250 60 550...600 2200x1300x2050
САТ-0,5Б 500 80 550...600 2430x1500x2346
Подогрев сплавов
' Стационарная:
САТ-0Д5В 150 30 110 1500x1380x1050
САТ-0.25В 250 40 ПО 1500x1380x1050
4 — 4131 1 97
Таблица 14. Технические характеристики отражательных печей
сопротивления для плавки алюминиевых сплавов
Марка Емкость, кг Потребляе- мая мощ- ность, кВт Производи- тельность, кг/ч Продолжи- тельность плавки,ч Габарюные размеры, мм
САК-0,15 150 40 50 2,0...3,0 1800x1782x2060
САК-0,25 250 82 75 2,0...2,5 2410x2260x2057
САН-0,ЗА 300 92 125 2,0...2,5 3000x2240x2800
САН-0,5А 500 122 150 2,5...3,0 ' 3960x2900x3094
САН-1А 1000 184 225 3,0...3,5 5440x3100x3160
САН-1,5А ч 1500 244 350 3,5...4,0 6000x2600x3160
САН-2А 2000 305 500 3,5...4,0 6000x2600x3160
САН-ЗА 3000 410 650 4,0...4,5 7600x2900x3160
ся обычно для кокильного литья отливок из алюминиевых спла-
вов. Плавильная камера печи имеет две рабочие зоны: плавиль-
ную 1 и металлосборник 2. Разбор жидкого металла .осуществля-
ется через окно 3. Нагревательные элементы 4 установлены в
своде печи. Загрузка шихты производится через окно 5.
Основные технические характеристики печей типов CAT, САК
и САН приведены в табл. 13 и 14.
В цехах заготовительного литья применяют электрические печи
сопротивления в качестве миксеров большой емкости. Конструк-
ция миксера (рис. 20) несколько отличается от конструкции пла-
вильной печи. Миксер не имеет плавильных камер. Он оборудо-
ван карманом 1 для разбора металла с помощью насоса или си-
фона. Электронагревательные элементы помещены в трубы 2,
изготовленные из жаростойких сплавов. В связи со все возраста-
ющими требованиями к качеству металла применяются герме-
тичные миксеры для проведения вакуумной обработки алюмини-
евых сплавов. Емкость вакуумных миксеров достигает- 20 т и бо- ,
лее. Для обеспечения необходимого остаточного давления (по-
Рнс. 20. Миксер для алюминиевых сплавов
98
рядка 133... 1330 Па) миксеры оснащаются вакуумными система-
ми, позволяющими достигать указанное давление за 10 мин.
§ 4. ИНДУКЦИОННЫЕ ТИГЕЛЬНЫЕ ПЕЧИ
Емкость тигельных печей колеблется от долей килограмма (ла-
бораторные печи) до нескольких десятков тонн.
Преимущества тигельных индукционных печей:
1) высокая производительность, достигаемая благодаря боль-
шим значениям удельной мощности;
2) интенсивная циркуляция расплава в тигле, обеспечивающая
выравнивание температуры по объему ванны и получение одно-
родных по химическому составу сплавов;
3) возможность быстрого перехода с выплавки сплава одной
марки на другую;
4) широкое (до 100 %) использование в шихте низкосортных
материалов — стружки и отходов;
, 5) возможность проведения плавки при любом давлении (ва-
куумные печи) и в любой атмосфере (окислительной, восстано-
вительной, нейтральной);
6) простота и удобство обслуживания печи, управления и регу-
лирования процесса плавки; широкие возможности для механи-
зации и автоматизации загрузки шихты и разливки металла, хо-
рошие санитарно-гигиенические условия.
К недостаткам тигельных печей следует отнести невысокую
стойкость футеровки тигля и относительно низкую температуру
металла на поверхности жидкой ванйы, которая не позволяет эф-
фективно исподьзовать флюсы для металлургической обработки
сплавов. Однако преимущества тигельных печей настолько зна-
чительны, что они находят все большее распространение. Разли-
чают печи открытые (плавка на воздухе) и вакуумные ( плавка в
вакууме).
Для плавки алюминиевых, магниевых и медных сплавов при-
меняют индукционные тигельные печи промышленной частоты
емкостью от 0,4... 1,0 до 25...60 т и производительностью 0,5...6,0 т
жидкого металла в час. Независимо от марки выплавляемого сплава
и емкости индукционные тигельные печи имеют одинаковые кон-,
струкционные узлы и различаются в основном производителык/
стью, мощностью электрооборудования и конструктивными/па-
раметрами.
Тигли печей для плавки алюминиевых и медных сплавов изго-
тавливают путем набивки и спекания огнеупорных масс, а печи
Для плавки магниевых сплавов оборудованы стальным тиглем свар-
, 4‘ 99
ной или литой конструкции.
Отечественная промышленность серийно выпускает индукци-
онные тигельные печи промышленной частоты различных ма-
рок, емкости и мощности. Индукционные тигельные печи при-
меняют как для фасонного, так и для заготовительного литья. В
табл. 15 приведены их технические характеристики.
Таблица 15. Технические характеристики индукционных тигельных
печей промышленной частоты
Параметры Алюминиевые сплавы Медные сплавы Магниевые сплавы Нике- левые сплавы
ИАТ 0,4 ИАТ 1 ИАТ 2,5 ИАТ 6 ИЛТ 1 ИЛТ 2,5 ИЛТ 10 игг 1,6 имт 4 ИЧТ 3
Емкость, т 0,4 1,0 2,5 6,0 1,0 2,5 10,0 1,6 4,0 з,о
Мощность, потребляемая печью, кВт 170 317 765 1100 287 680 1210 550 985 1000
Рабочая температура, *С Производительность, т/ч (по расплавлении) 750 750 750 750 1300 1300 1300 750 750 1550
0,24 0,56 1,32 1,95 0,65 2,0 2,9 1,0 2,0 1,7
Время расплавления, ч 1,7 1,77 1,89 3,0 1,52 1,23 3,5 1,6 2,0 1,6
Удельный расход электроэнергии, кВт-ч/т 725 610 578 557 470 355 455 577 500 560
Масса печи, т (общая) 6,2 14 24,5 39,6 6,7 15,5 36,0 — 38,0 —
На рис. 21 и 22 показаны индукционные печи, применяемые
для плавки алюминиевых (ИАТ-2,5) и магниевых (ИГТ-1,6) спла-
вов. Питание печей производится через однофазный высоковоль-
тный трансформатор. В комплект печи входит автоматический
регулятор электрического режима, поддерживающий максималь-
ную мощность печи в течение всего периода плавки. Печи снаб-
жены сигнализаторами состояния футеровки' тигля, внешними
магнитопроводами для уменьшения рассеивания электромагнит-
ных волн. В печах типа ИАТ и ИЛТ магнитопроводы 1 (см. рис.
21) устанавливают снаружи индуктора 2 и дополнительно стяги-
вают его в направлении к центру индуктора. Внутри индуктора
производят набивку тигля 3. Между индуктором и тиглем имеет-
ся прослойка из асбеста и микалита. Индуктор с тиглем и магни-
топроводом заключен в кожух из мягкой стали. Кожух скреплен с
металлическим каркасом 4, к которому крепят рабочую площад-
ку ,печи 5. Сливной носок б имеет ось 7, опирающуюся на под-
шипники. Два гидравлических цилиндра со штоками, установ-
ленными по бокам печи, обеспечивают поворот ее вокруг оси для
слива металла.
100
Рис. 21. Индукционная тигельная печь
ИАТ-2,5 для плавки алюминиевых спла-
вов
Печь для плавки магние-
вых сплавов снабжена крыш-
кой специальной конструк-
ции, которая позволяет вес-
ти плавку в нейтральной или
защитной атмосфере. Нагрев
и плавка шихты магниевых
сплавов в индукционных пе-
чах с металлическим тиглем
происходит как за счет теп-
ловой мощности, выделяе-
Ф1900
мой в стенках тигля, так и за
счет тепловой энергии, вы-
деляемой непосредственно в
шихте. Применение индук-
ционных тигельных печей
промышленной частоты для
плавки магниевых сплавов
позволяет в два раза умень-
шить угар и в 2...4 раза со-
кратить расход флюса по
сравнению с плавкой в отра-
жательных печах.
Для плавки сплавов на
никелевой и медной основах,
а также сталей и ряда других
сплавов применяют индукци-
онные печи повышенной ча-
Рис. 22. Индукционная тигельная печь
для плавки магниевых сплавов емкостью
1,6 т (ИГТ-1,6): 1 - рама; 2 - стальной
тигель; 3 - крышка; 4 - механизм подъ-
ема крышки; 5 - индуктор; б - рабочая
площадка
101
Рис. 23. Индукционная тигельная печь
повышенной частоты: 1 - индуктор; 2
- тигель; 3 - каркас; 4 - поворотная
ось; 5 - плавящийся металл; б - под-
дон
стоты (рис. 23). Емкость печей — от
десятков килограммов до 1...3 т жид-
кого металла. Источником питания
служат тиристорные преобразовате-
ли тока.
Для плавки жаропрочных спла-
вов на никелевой основе, а также
для плавки легированных сталей и
целого ряда других металлов и спла-
вов применяют индукционные ва-
куумные плавильные печи. По ха-
рактеру работы вакуумные индукци-
онные печи делятся на 2 типа: пе-
риодического и полунепрерывного
действия. В печах периодического
действия загрузка тигля шихтой, ус-
тановка форм под заливку произво-
дится при открытой камере, а плав-
ка металла и его заливка в форму —
в вакууме. Вакуумная печь перио-
дического действия показана на рис. 24.
Печи полунепрерывного действия рассчитаны на осуществле-
ние рабочего цикла без нарушения вакуума в плавильной камере.
По конструкции (рис. 25) они значительно сложнее печей пери-
одического действия.
Печь состоит из плавильной камеры 3 с наклоняющейся для
слива металла печью 6, камеры для загрузки шихты 1 и камеры
для установки форм или изложниц 4. Камеры снабжены вакуум-
ными технологическими затворами, позволяющими осуществлять
шлюзование. Печь оборудована устройствами ввода присадок,
взятия проб металла, чистки тигля, измерения температуры без
нарушения вакуума в плавильной камере. Число плавок, прово-
димых без напуска воздуха в плавильную камеру, определяется
только стойкостью тигля. Для подогрева форм перед заливкой
или шихты перед загрузкой ее в тигель соответствующие камеры
оснащены нагревательными устройствами.
Технические характеристики некоторых типов индукционных
вакуумных печей приведены в табл. 16. •
К футеровке индукционных тигельных печей предъявляются
очень высокие требования. Плавильный тигель должен обладать
высокой термостойкостью, не разрушаться от механического воз-
действия затружаемой шихты, не вступать в химическое взаимо-
действие с жидким металлом, шлаками и флюсами. С целью по-
вышения к. п. д. печи и увеличения производительности стенки
102
103
Рис. 24. Индукционная вакуумная тигельная печь периодического действия (ИСВ-0,01 ПИ): 1 - плавильная камера; 2 - ввод электропита-
ния; 3 - бустерный насос; 4 - механизм наклона печи; 5 - устройство для измерения температуры и взятия проб; 6 - дозатор; 7 - ваку-
умный aiperar ВА-8-4ПР; 8 - фильтр; 9 - вакуумный насос ВН-4Г; 10 - индукционная печь; 11 - смотровое окно; 12 - стол для установ-
ки форм или изложниц
Рис. 25. Индукционная вакуумная тигельная печь полунепрерывного действия: 1 - камера загрузки шихты; 2 - вакуумный затвор; 3 - пла-
вильная камера; 4 - камера форм; 5 - вакуумная система; 6 - индукционная печь; 7 - устройство для очистки тигля; 8 - тележка для
транспортировки форм
Таблица 16. Технические характеристики некоторых типов
нм аукционных вакуумных печей
Параметры ИСВ-0,025-ПФ ИСВ-0.06-ПФ ИСВ-0,6 НИ
Емкость тигля, т 0,025 0,06 0,6
Мощность генератора, кВт 100 100 500
Рабочая частота тока, Гц 2400 2500 750
Остаточное давление, Па Размеры формы или изложницы, мм: 540’1 5-Ю-1 10’1
в плане 390x300 500x500 2000x1200
высота • 250 500 1200
Размеры печи, м (длинахширина хвысота) 6,3x4,6x4,0 7,1x4,9x4,1 9,2x12,5x11,5
Масса печи, т 8,4 7,0 144
Характеристика печи Периодического действия с наклоняющимся тиглем для фасонного литья Полунепрерывного действия с наклоняющимся тиглем для литья слитков
‘ плавильного тигля должны при этом иметь небольшую толщину.
Футеровка индукционных тигельных печей для плавки алю-
миниевых и цинковых сплавов выполняется набивкой из жаро-
стойких бетонов. Бетоны содержат вяжущие вещества и приобре-
тают прочность в результате воздушного (бетоны на жидком стекле
с кремнефтористым натрием) или химического (бетоны на фос-
фатной связке) твердения. Бетон на жидком стекле имеет следу-
ющий состав, %: 28,8 тонкомодотый магнезит; 25,0 шамотная
крошка размером 0,15...0,5 мм; 30,0 шамотная крошка размером
5...10 мм; 1,2 кремнефтористый натрий; 15,0 жидкое стекло (плот-
ность 1,36...1,38).
Высокую прочность жаростойкий бетон приобретает после
обжига при температурах несколько выше 800 гС. Тигли в печах
типа ИЛТ изготавливают набивкой сухой кварцитовой массы по
неразъемному шаблону. Набивную массу приготавливают из квар-
цитов, которые предварительно очищают от песка и глины, а за-
тем высушивают и плавят. Содержание SiO2 в кварцитах должно
составлять 98...99 %. Кварциты измельчают и рассеивают на раз-
личные фракции по крупности зерен. Основная фракция — зерна
размером 2...3 мм — составляет 65 %; остальное — зерна размером
от 0,5 до 2 мм. Для обеспечения спекания зерен в смесь вводят
1...2 % борной кислоты.
При плавке меди в вакуумных печах тигли изготавливают на-
бивкой массы, состоящей из зерен белого электрокорунда опре-
деленного зернового состава и 1 % буры. При изготовлении вер-
105
хнего слоя тигля в футеровку добавляют 4 % жидкого стекла.
Медь высокой чистоты получают плавкой в вакуумных печах.
Тигли в этом случае изготавливают из малозольного графита мар-
ки ГМЗ-МТ. Применение графитовых тиглей при плавке меди по
сравнению с набивными тиглями из огнеупорных оксидов имеет
ряд преимуществ. Во-первых, медь раскисляется за счет матери-
ала тигля и поэтому во многих случаях не требуется дополнитель-
ного раскисления и, во-вторых, возрастает активная мощность
печи.
Тигли для плавки цинковых сплавов изготавливают набивкой
из жаростойкого бетона на жидком стекле.
Тигли для плавки в вакууме сплавов на никелевой основе из-
готавливают набивкой из смеси следующего состава, %: 60...70
магнезитового порошка; 30...40 элекгрокорунда или глинозема; 5
диоксида циркония ZrO2; 2 оксида титана ТЮ2.
Смесь расплавляют в дуговых печах. После охлаждения ее раз-
малывают и рассеивают на две фракции с размером кусков 1...5
мм и менее 1 мм. Затем смешивают в пропорции 50 : 50 и вводят
0,7...1,2 % борной кислоты й 3...4 % воды. Тигель набивают по
шаблону до уровня зеркала металла. Выше этого уровня стенки
тигля набивают массой с добавкой жидкого стекла. После сушки
осуществляется прокалка тигля до 1400 °C.
§ 5. ИНДУКЦИОННЫЕ КАНАЛЬНЫЕ ПЕЧИ
Индукционные канальные печи применяют в цехах заготови-
тельного и фасонного литья для плавки алюминиевых, медных,
никелевых и цинковых сплавов. Полезная емкость печей 0,4...40 т.
Промышленность выпускает также индукционные канальные
миксеры, работающие в режиме подогрева и служащие для'ме-
таллургической обработки металла в условиях постоянной темпе-
ратуры. Миксеры работают совместно с плавильной индукцион-
ной печью и установками для литья слитков.
Основные преимущества канальных индукционных печей:
1) наименьшая по сравнению с другими печами окисляемость
металла и испаряемость основного и легирующих элементов;
2) высокий электрический и тепловой к., п. д.;
3) однородность химического состава выплавляемого сплава.
Основные недостатки:
1) в связи с повышенной (на' 100...200 °C) температурой метал-
ла в канале печи ртойко<?ть футеровки канала снижается; в про-
цессе плавки алюминиевых сплавов происходит зарастание кана-
лов оксидами, шлаками и другими неметаллическими включени-
106
Таблица 17. Технические характеристики индукционных канальных
печей
Тип печи Назначение Емкость печи (полезная), т Мощность, кВт Число индукци- онных единиц Произво- дитель- ность, т/ч
илк Плавка меди и рплавов на 0,4 60 1 0,25
основе меди — латуней 1,0 260 1 1,3
1,6 750 1 3,85
2,5 6,0 1400 2 7,0
1400 2 5,2
16,0 2300 4 8,5
ИЛКМ Выдержка, перегрев и 2,5 - 262 1 11,9
разливка меди и латуней 6 . 213 1 11,0 5,5
25 144 1
6 166 1 5,-5
6 226 1 Н,5
ИАК Плавка алюминиевых 0,4 200 1 0,5
сплавов 1,0 400 1 1,0
2,5 800 2 2,0
6 2000 2 . 5,0
16 4000 4 10,0
ИАКР Перегрев, выдержка при 0,16 18 1 0,6
заданной температуре и 0,25 0,6 28 1 1,0
разливка по литейным формам 36 1 1,2
ИЦК Плавка катодного цинка 10 300 1 2,2
25 600 2 6,0
40 1000 4 10,0
60 2000 4 20,0
100 3000 6 30,0
ями, поэтому нужна их периодическая чистка;
2) необходимость постоянно держать в печи сравнительно боль-
шое количество расплавленного металла. Полный слив металла
ведет к резкому охлаждению футеровки и к ее растрескиванию.
Канальные печи предназначены для непрерывного режима
работы. В случае перерыва в работе в печи всегда оставляют та-
кое количество металла, которое обеспечивает полное заполне-
ние. каналов. Этот металл поддерживают в расплавленном состо-
янии. Применение канальных печей не рекомендуется при ис-
пользовании загрязненной шихты, при использовании в качестве
шихты отходов и стружки, особенно при выплавке алюминиевых
Сплавов, а также всевозможных лигатур и сплавов на медной ос-
нове, содержащих свинец и олово, так как при этом резко сни-
жается срок службы футеровки канальной части печи.
Индукционные канальные печи по сравнению с индукцион-
ными тигельными имеют более высокий к. п. д. Они дешевле
тигельных и занимают меньшую площадь. Как правило, совре-
107
Рис. 26. Индукционная канальная печь для. плавки медных сплавов емкостью 16 т (ИЛК-16): 1 - кожух; 2 - футеровка; 3 - система водо-
охлаждения; 4 - индукционная единица; 5 - окно для зафузки шихты; 6 - токопровод; 7 - механизм поворота печи; 8 - сливная летка; 9
- окно для загрузки флюса
менные индукционные каналь-
ные печи снабжены съемными
унифицированными индукци-
онными единицами, которые
можно заменять в случае выхо-
да их из строя новыми (заранее
подготовленными и разогреты-
ми) без остановки печи.
Основные технические ха-
рактеристики индукционных ка-
нальных печей для плавки цвет-
ных металлов приведены в табл.
ц.
Индукционная канальная
печь ?(рис. 26) представляет со-
бой футерованную ванну шахт-
Рис. 27. Сменная индукционная единица
для плавки алюминиевых сплавов
ного или барабанного типа, зак-
люченную в металлический ко-
жух и снабженную одной или несколькими индукционными еди-
ницами. На рис. 27 показана индукционная единица для печи
ИАК. Индукционная единица — это электромагнитная система,
состоящая из индуктора /, магнитопровода 2, футеровки с пла-
вильным каналом 3. Указанные элементы заключены в металли-
ческий кожух, который присоединен к печи. При плавке алюми-
ниевых сплавов образуется оксид алюминия, который ввиду боль-
шей плотности, чем алюминий, оседает, что приводит, к зараста-
нию канала и уменьшению его рабочего сечения. В связи с этим
индукционные единицы для печей типа ИАК имеют отъемную
нижнюю часть 4. Это позволяет оперативно заменять наиболее
засоренную оксидами горизонтальную часть канала и произво-
дить его чистку.
Индукционные единицы плавильных печей и миксеров в боль-
шинстве случаев конструктивно аналогичны и взаимозаменяемы.
Отличие состоит в том, что в миксерах они эксплуатируются на
пониженной мощности. Для увеличения срока службы индукци-
онных единиц и в первую очередь их футеровки почти во всех
типах канальных печей предусмотрено принудительное комби-
нированное (водяное и воздушное) охлаждение.
Футеровка канальной части печи работает в тяжелых услови-
ях. Она должна выдерживать высокую температуру, механичес-
кие нагрузки, а также противостоять вибрации и физико-хими-
.ческому взаимодействию-расплава и шлака. Футеровка каналь-
ной части в зависимости от марки выплавляемого сплава и мощ-
ности имеет толщину 65...120 мм.
109
Рис. 28. Электродуговая печь для плавки
медных сплавов: 1 - корпус печи; 2 - ipa-
фитовый электрод; 3 - ванна жидкого ме-
талла; 4 - механизм качания печи
Футеровка индукционных
единиц для плавки алюмини-
евых сплавов выполняется из
жаропрочного бетона на жид-
ком стекле с тонкомолотым
магнезитом и кислотным за-
полнителем или из увлажнен-
ной шамотно-кварцитной
массы. Стойкость футеровки
составляет 1500...3000 плавок,
т. е. 1...2 года. Для футеров-
ки индукционных единиц
при плавке латуней (печи
ИЛК) применяют сухую мас-
су с содержанием до 98 %
кварцита с добавкой борной кислоты. Стойкость футеровки со-
ставляет 6... 12 мес. Футеровку индукционных единиц для плавки
меди изготавливают из увлажненной высокоглиноземистой мас-
сы. Футеровку в печах ИЦК изготавливают из шамотной массы
или жароупорного бетона на жидком стекле.
Загрузку печей шихтой производят сверху через проемы, пере-
крываемые футерованными крышками. Крышки снабжены меха-
низмами открывания. Слив металла из печи производится через
сливной носок или летку поворотом печи с помощью гидравли-
ческого, зубчатого или цепного механизма. В раздаточных мик-
серах ИАКР и в печах ИЦК металл разливают с помощью элект-
ромагнитных насосой.
§ 6. ЭЛЕКГРОДУГОВЫЕ, ЭЛЕКТРОННО-ЛУЧЕВЫЕ И
ПЛАЗМЕННЫЕ ПЕЧИ
Элекгродуговые печи косвенного нагрева используют для плав-
ки медных сплавов. Печь (рис. 28) имеет стальной цилиндричес-
кий кожух, футерованный шамотным кирпичом. Через отверстия
в торцевых стенках введены два графитовых электрода, между
которыми зажигается электрическая дуга. С целью перемешива-
ния расплава и выравнивания температуры металла печь в про-
цессе плавки непрерывно покачивается.
Элекгродуговые печи прямого нагрева (вакуумные с расходуе-
мым электродом) широко применяют для литья слитков и фасон-
ных отливок из титановых и ряда других металлов и сплавов.
Принцип работы; конструкция и технические характеристики этих
печей рассмотрены в гл. 11 и 18. Конструкция электронно-луче-
вых печей и их технические характеристики рассмотрены в гл. 12.
ПО
г л А В А б. ОБЩАЯ ХАРАКТЕРИСТИКА И КЛАССИФИКАЦИЯ
ОТЛИВОК
§ 1. ТРЕБОВАНИЯ К ОТЛИВКАМ
Отливки из сплавов цветных металлов должны иметь опреде-
ленный химический состав, заданный уровень механических
свойств, необходимые размерную точность й чистоту поверхнос-
ти. В отливках не допускаются трещины, неслитины, сквозные
раковины и рыхлоты. Механически обрабатываемые поверхнос-
ти не должны иметь наплывов и повреждений. Допустимые де-
фекты, их количество, способы обнаружения и методы исправле-
ния регламентируются отраслевыми стандартами (ОСТами) и тех-
ническими условиями.
Отливки поставляют с обрубленными литниками и обрезан-
ными прибылями. Места обрезки и обрубки на необрабатывае-
мых поверхностях зачищают заподлицо. Допускается исправле-
ние дефектов заваркой и пропиткой. Необходимость термичес-
кой обработки определяется техническими условиями.
* ’ Допускаемые отклонения массы и припуски на механическую
обработку отливок назначают в соответствии с требованиями ГОСТ
26645-85.
В технических требованиях чертежа отливки или детали с на-
несенными размерами отливки должны быть указаны нормы точ-
я норти отливки. Их приводят в следующем порядке: класс размер-
ной точности (табл. 18), степень коробления (табл. 19), степень
точности и шероховатости поверхностей'(табл. 20 и 21), класс
точности массы (табл. 22). В табл. 22 указаны диапазоны классов
точности массы отливок, обеспечиваемых различными техноло-
гическими процессами литья. Меньшие их значения относятся к
простым компактным отливкам и условиям массового автомати-
зированного производства, большие — к сложным крупногаба-
ритным отливкам единичного и мелкосерийного производства,
средние — к отливкам средней сложности и условиям механизи-
рованного серийного производства.
Пример условного обозначения отливки 8-го класса размер-
ной точности, 5-й степени коробления, 4-й степени точности по-
верхностей, 7-го класса точности массы с допуском смещения 0,8
мм:
Точность отливки 8—5—4—7 см 0,8 ГОСТ 26645—85.
В технических требованиях чертежа отливки или детали с на-
несенными размерами отливки должны быть указаны в ниже при-
веденном порядке значения номинальных масс детали, припус-
111
Таблица 18. Классы размерной точности отливок
Технологический процесс литья Наибольший габаритный размер отливки, мм Класс размерной точности отливки для различных типов сплавов
Цветные легкие нетермо- обрабаты- ваемые сплавы Нетермо- обрабаты- ваемые черные и цветные туго- плавкие сплавы и термо- обрабаты- ваемые цветные легкие сплавы Термо- обрабаты- ваемые чугунные и цвет- ные туго- плавкие сплавы Термо- обрабаты- ваемые стальные сплавы
1 2 3 4 5 6
Литье под давлением в ме- До 100 Зт.,.6 З...7т 4...7 5Г...8
таллические формы и по Св. 100 » 250 З...7т 4...7 5т.;.8 5...9Т
выжигаемым моделям с применением малотермо- расширяющихся огнеупор- ных материалов (плавлено- » 250 » 630 4...7 5т...8 • 5...9Т 6...9
го кварца, корунда и т. п.) V
Литье по выжигаемым До 100 3...7 4...8 5т...9т 5...9
моделям с применением Св. 100 » 250 4...8 5т...9т 5...9 6...10
кварцевых огнеупорных материалов » 250 » 630 5т...9т 5...9 6...10 7т... Пт
ЛитЬе по выплавляемым До 100 4...8 5т...9т 5...9 6...10
моделям с применением Св. 100 » 250 5т...9т 5...9 ' 6...10 7т... Пт
кварцевых огнеупорных ‘ материалов » 250 » 630 5...9 6...10 7т... Пт 7...П
Литье под низким давлени- До. 100 5т...9т 5...9 6... 10 7т... Пт
ем и в кокиль без песчаных Св. 100 » 250 5...9 6...10 7т... Пт 7...11
стержней » 250 » 630 6...10 7т... Пт 7... 11 8...12
» 630 » 1600 7т... Пт 7...П 8...12 9т...13т
» 1600 » 4000 7...11 8...12 9т...13т 9...13
Литье в песчано-глинистые До 100 5...10 6...11Т 7Т...П 7...12
сырые формы из низко- Св. 100 » 250 6... Пт 7т...11 7...12 8...13Т
влажных (до 2,8 %) высо- » 250 » 630 7Т...П 7...12 8...13Т 9т...13
копрочных (более 160 кПа) » 630 » 1600 7...12 8...13Т 9Т...13 9...13
смесей с высоким и одно- » 1600 » 4000 8...13Т 9т...13 9...13 10...14
родным уплотнением до твердости не ниже 90 ед. » 4000 »10000 9Т...13 9...13 10...14 11Т...14
Литье по газифицирован- ным моделям в песчаные формы До 100 5...10 6... Пт 7Т...П 7...12
Литье в формы, отвержден- Св. 100 » 250 6...11Т 7.Т...П 7...12 8...13Т
ные в контакте с холодной » 250 > 630 7т... 11 7...12 8...13Т 9Г...13
оснасткой » 630 » 1600 7...12 8...13Т 9Т...13 9...13
Литье под низким давлени- » 1600 » 4000 8... 13т 9Т...13 9...13 10...14
ем и в кокиль с песчаными » 4000 »10000 9Т...13 9...13 10...14 Пт... 14
стержнями Литье в облицованный
кокиль
112
Продолжение табл. 18
1 2 3 4 5 6
Литье в песчано-глинистые сырые формы из смесей с влажностью от 2,8 до 3,5 % и прочностью от 120 до 160 кПа, со средним уровнем уплотнения до твердости не ниже 80 ед. Литье центробежное (внутренние поверхности) Литье в формы, отверждае- мые в контакте с горячей оснасткой Литье в вакуумно-пленоч- 1 ные песчаные формы До 100 Св. 100 > 250 > 250 > 630 > 630 > 1600 > 1600 > 4000 >4000 >10000 6... Пт 7т...П 7... 12 8... 13т 9г... 13 9... 13 7т... И 7... 12 8... 13т 9г... 13 9... 13 10... 14 7... 12 8... 13т 9г... 13 9...13 10... 14 Пт... 14 . 8... 13т 9г... 13 9... 13 10... 14 Пт... 14 11... 15
\ Литье в песчано-глинистые сырые формы из смесей с влажностью от 3;5 до 4,5 % и прочностью от 60 до 120 кПа, с уровнем уплотнения, до твердости не ниже 70 ед. Литье в оболочковые формы из термореактивных смесей • Литье в формы, отверждае- мые вне контакта с оснаст- кой без тепловой сушки Литье в формы из жидких самотвердеющих смесей Литье в песчано-глинистые подсушенные и сухие формы До 100 Св. 100 > 250 > 250 > 630 > 630 > 1600 > 1600 > 4000 >4000 >10000 7т... 11 7... 12 8... 13т 9г... 13 9... 13 10... 14 7... 12 8... 13т 9г... 13 9... 13 10... 14 11т... 14 8... 13т 9г... 13 9... 13 10... 14 Пт... 14 П...15 9г... 13 9... 13 10... 14 Пт... 14 11...15 12... 15
Литье в песчано-глинистые сырые формы из высоко- влажных (более 4,5%) низкопрочных (до 60 кПа) смесей с низким уровнем уплотнения до твердости ниже 70 ед. До 100 Св. 100 > 250 > 250 > 630 > 630 > 1600 > 1600 > 4000 >4000 >10000 >10000 7... 12 8... 13т 9г...13 9... 13 10... 14 11т... 14 11...15 8... 13т 9г... 13 9... 13 10... 14 Пт... 14 11...15 12... 15 9г... 13 9... 13 10... 14 Пт... 14 11... 15 12... 15 13т... 16 9... 13 10... 14 Пт... 14 11... 15 12... 15 13т... 16 13... 16
Примечания: ...
1. В таблице указаны диапазоны классов размерной точности отливок, обеспечиваемых
различными технологическими процессами литья. Меньшие их значения относятся к простым
отливкам и условиям массового автоматизированного производства, большие - к сложным
отливкам единичного й мелкосерийного производства, средние — к отливкам средней сложно-
сти и условиям механизированного серийного производства.
2. В табл. 18 — 22 к цветным легкоплавким сплавам отнесены сплавы с температурой плав-
ления ниже 700 *С (973 К), к цветным тугоплавким - сплавы с температурой плавления выше
700 *С (973 К).
3. В табл. 18 — 22 к легким отнесены сплавы с плотностью до 3,0 г/см’, к тяжелым — сплавы
с плотностью свыше 3,0 г/см’.
113
Таблица 19. Степень коробления элементов отливок
Отношение наименьшего размера элемента отливки к наибольшему (толщины или высоты к длине элемента Степень коробления элемента отливки
Многократные формы Разовые формы
Нетермо- обрабаты- ваемые отливки Термообра- ботанные отливки после правки Нетермо- обрабаты- ваемые отливки Термообра- ботанные отливки после правки
U1 ЛИВИИ/
Св. 0,200 1...4 2...5 3...6 4...7
» 0,100 до 0,200 2...5 3...6 4...7 5...8
0,050 » 0,100 3...6 4...7 5...8 6...9
0,025 » 0,050 4...7 5...8 .6...9 7...10
. » 0,025 5...8 6...9 7...10 8...И
Примечания:
1. Меньшие значения диапазонов степеней коробления относятся к простым отливкам из
легких цветных сплавов, большие значения - к сложным отливкам из черных сплавов.
2. Степень коробления отливки, указываемую на чертеже, следует принимать по ее элемен-
ту с наибольшей степенью коробления.
ков на обработку, технологических напусков и массы отливки.
Пример обозначения номинальных масс, равных для детали
20,35 кг, для припусков на обработку — 3,15 кг, для технологичес-
ких напусков — 1,35 кг, для отливки — 24,85 кг:
Масса 20,35—3,15—1,35—24,85 ГОСТ 26645—85.
В технических требованиях чертежа литой детали указывают
только массу детали.
§ 2. КЛАССИФИКАЦИЯ ОТЛИВОК
По условиям службы независимо от способа изготовления от-
ливки делят на три группы: общего, ответственного и особо от-
ветственного назначения.
К группе общего назначения относят отливки для деталей, не
рассчитываемых на прочность. Конфигурация и размеры их оп-
ределяются только конструктивными и технологическими сооб-
ражениями. Такие отливки не подвергают контролю рентгено-
просвечиванием.
Отливки ответственного назначения используют для изготов-
ления деталей, рассчитываемых на прочность и работающих при
статических нагрузках. Они проходят выборочный контроль рен-
тгенопросвечиванием. .
К группе особо ответственного назначения относят отливки
для деталей, рассчитываемых на прочность и работающих при
циклических и динамических нагрузках. Их подвергают индиви-
114
Таблица 20. Степени точности поверхностей отливок
Наибольший Степень точности поверхностей для различных типов сплавов
Цветные Нетермо- обрабаты- ваемые черные и Термо- обрабаты- Термо-
Технологический процесс литья габаритный размер отлив- легкие нетермо- цветные туго- ’ ваемые чугунные обрабаты ваемые
ки, мм обрабаты- плавкие и цвет- стальные
ваемые сплавы и ные туго- сплавы
сплавы термо- плавкие
обрабаты- сплавы
ваемые цветные легкие сплавы
, 1" 2 3 4 5 6
Литье под давлением До 100 2...6 3...7 4...8 5...9
в металлические формы Св. 100 » 250 3...7 4...8 5...9 6...10
» 250 » 630 4...8 5...9 6...10 7...11
Литье в керамические До 100 3...8 4...9 5...10 6...11
формы, литье по выжига- Св. 100 » 250 4...9 5...10 6...11 7...12
емым и выплавляемым моделям » 250 » 630 5...10 6..Л1 7...12 8...13
. Литье под низким давле- До 100 4...9 5...10 7...U 7...12
нием и в кокиль без пес- Св. 100 » 250 5...10 6...11 7...12 8...13
чаных стержней, центро- бежное литье в металли- » 250 » 630 6...11 7...12 8...13 9...14
ческие формы
Литье в оболочковые До 100 6...12 7...13 8...14 9...15
формы из термореактив- Св. 100 » 250 7...13 8...14 9...15 10...16
ных смесей. Литье в облицованный » 250 » 630 8...14 . 9...15 10...16 11...17
кокиль, литье в
вакуумно-пленочные песчаные формы
Литье по газифицируе- мым моделям в песчаные формы. . Литье в песчано-глини-
стые сырые формы из До 100 7...14 8...15 9...16 10...17
низковлажных (до 2,8%) Св. 100 » 250 8...15 9...16 10...17 11...18
высокопрочных(более 160 » 250 » 630 9...16 10...17 11...18 12...19
кПа) смесей, с высоким и » 630 » 1600 10...17 11...18 12...19 13...19
однородным уплотнением до твердости не ниже 90 ед. » 1600 » 4000 11...18 12...19 13...19 14...20
115
Продолжение табл. 20
1 2 3 4 5 6
Литье в песчаные отверж- денные, сухие или подсушенные формы, окрашенные покрытиями До 100 7...14 8...15 9... 16 10...17
на водной основе, Св. 100 » 250 8...15 9...16 10...17 11...18
нанесенными пульвери- 250 » 630 9...16 10...17 11...18 12...19
задней или окунанием. » 630 > 1600 10...17 11...18 12...19 13...19
Литье в кокиль с песчаными стержнями 1600 » 4000 11...18 12...19 13...19 14...20
Литье в песчано-глинис- тые сырые формы из смесей с влажностью от 2,8 до 3,5 % и прочно- стью от 120 до 160 кПа, со средним уровнем уплотнения до твердости До 100 8...15 9...16 16...17 11...18
не ниже 80 ед. Св. 100 > 250 9...16 10...17 11...18 12...19
250 » 630 10...17 11...18 12...19 13...19
Литье в песчаные отверж- » 630 » 1600 И...18 12...19 13...19 14...20
денные, сухие или под- > 1600 * 4000 12...19 13...19 14...20 15...20
сушенные формы, окра- шенные покрытиями на водной основе, нанесен- » 4000 »10000 13...19 14...20 15...20 16...21
ными кистью или само- высыхающими покрытия- ми, нанесенными пульве- ризацией или окунанием
Литье в песчано-глинис-
тые сырые формы из смесей с влажностью от
3,5 до 4,5 % и прочно- До 100 9...16 10...17 11...18 12...19
стью от 60 до 120 кПа, Св. 100 > 250 10...17 10...17 11...18 12...19
с уровнем уплотнения до » 250 » 630 11.;.18 12...19 13...19 14...20
твердости не ниже 70 ед. 630 » 1600 12...19 13...19 14...20 15...20
> 1600 » 4000 13...19 14...20 15...20 16...21
Литье в песчаные отверж- денные сухие или под- сушенные формы, окра- шенные самовысыхающи- ми или самотвердсющи- ми покрытиями, нанесен- ными кистью 4000 >10000 14...20 15...20 16...21 17...21
116
Продолжение табл. 20
2 1
Литье в песчано-глинис-
тые сырые формы из
высоковлажных (выше
4,5 %) низкопрочных (до
60 кПа) смесей с низким
уровнем уплотнения
до твердости ниже 70 ед.
Литье в песчаные отверж-
денные, сухие или подсу-
шенные неокрашенные
формы.
Литье в формы из жидких
самотвердеющих смесей
2 3 4 5 6
До 100 10...17 11...18 12...19 13...19 *
Св. 100 > 250 11...18 12...19 13...19 14...20
» 250 » 630 12...19 13...19 14...20 15...20
» 630 » 1600 13...19 14...20 15...20 16...21
» 1600 » 4000 14...20 15...20 16...21 17...21
* 4000 *10000 15...20 16...21 17...21 18...22
>10000 16...21 17;..21 18...22 19...22
Примечание. В таблице указаны диапазоны степеней точности поверхности отливок, обес-
печиваемых различными технологическими процессами литья. Меньшие из значений относят-
ся к простым отливкам и условиям массового автоматизированного производства, большие - к
сложным отливкам единичного и мелкосерийного производства, средние - к отливкам средней
сложности и условиям механизированного серийного производства.
дуальному контролю рентгенопросвечиванием, флуоресцентно-
му контролю и контролю вихревыми токами.
В зависимости от объема приемно-сдаточных испытаний пре-
дусмотрено деление отливок из сплавов цветных металлов на три
группы.
13
Класс
шероховатости
поверхности
Продолжение табл. 21
18
19
21
22
мкм, не более
* i Ла мкм, не более
25,0
32,0
40,0
50,0
63,0
80,0
100,0
500
630
800
1000
Примечание. Д — среднее арифметическое отклонение профиля;
Д — высота неровностей профиля по десяти точкам.
117
Таблица 22. Классы точности массы отливок
Технологический процесс литья Номинальная масса отливки, кг Класс точности массы отливки для различных типов сплавов
Цветные легкие нетермо- обрабаты- ваемые сплавы Нетермо- обрабаты- ваемые черные и цветные туго- плавкие сплавы и термо- обрабаты- ваемые цветные легкие сплавы Термо- обрабаты- ваемые чугунные и цвет- ные туго- плавкие сплавы Термо- обрабаты- ваемые стальные сплавы
1 2 3 4 5 6
Литье под давлением в До 1,0 1...7 2...8 Зт...9т 3...9
металлические формы Св. 1,0 * 10 2...8 Зт...9т ’ 3...9 4...10
и по выжигаемым моделям с применением малотермо- расширяющихся огнеупор- ных материалов (плавлено- го кварца, корунда и т. п.) » 10 * 100 Зт...9т 3...9 „ 4...10 5т... Пт
Литье по выжигаемым До 1,0 2...9т Зт.,.9 3...10 4...11Т
моделям с применением Св. 1,0 » 10 Зт...9 3...10 4...11Т 5т... 11
кварцевых огнеупорных материалов » 10 » 100 3...10 4...11Т 5т... 11 5...12
Литье по выплавляемым До 1,0 Зт...9 3...10 4...Пт 5т...11
моделям с применением Св. 1,0 » 10 3...10. 4...11Т 5т... 11 5...12
кварцевых огнеупорных материалов » 10 » 100 4...11Т 5т... 11 5...12 6...13Т
Литье под низким давлени- До 1,0 3...10 4...11Т 5Т...11 5...12
ем и в кокиль без песчаных Св. 1,0 * 10 4...11Т 5т...11 5...12 6...13Т
стержней » 10 * 100 5т... 11 5...12 6...13Т 7т... 13
» 100 * 1000 5...12 6...13Т 7т...13 7...14
* 1000 »10000 6...13Т 7т...13 7...14 8...15
Литье в песчано-глинистые До 1,0 4...11 5т... 12 5...13Т 6...13
сырые формы из низко- Св. 1,0 *' 10 5т... 12 5...13Т 6...13 7т... 14
влажных (до 2,8 %) высо- » 10 » 100 5...13Т 6...13 7т...14 7...15
копрочных (более 160 кПа) * 100 * 1000 6...13 7т...14 •7...15 8...15
смесей, с высоким и одно- * 1000 *10000 7т...14 '7...15 8...15 9т...16
родным уплотнением до твердости не ниже 90. ед. Литье по газифицирован- ным моделям в песчаные формы *10000 *10000С 7...15 8...15 9т...16 9...16
118
Продолжение табл. 22
~ 1 2 3 4 5 6
Литье в формы, отвержден- До 1,0 4...11 5т... 12 5...13Т 6...13
ные в контакте с холодной Св. 1,0 * 10 5т...12 5...13Т 6...13 7т... 14
оснасткой * 10 * 100 5...13Т 6...13 7т... 14 7...15
Литье под низким давлени- * 100 * 1000 6...13 7т... 14 7...15 8...15
ем и в кокиль с песчаными * 1000 *10000 7т... 14 7...15 8...15 9т... 16
стержнями Литье в облицованный *10000 *10000С 7...15 8...15 9т...16 9...16
кокиль
Литье в песчано-глинистые сырые формы из смесей с влажностью от 2,8 до 3,5 % и прочностью от 120 до 160 кПа,средним уровнем уплотнения до твердости До 1,0 5Т...12 5...13Т 6...13 7т...14
не ниже 80 ед. Св. 1,0 * 10 5...13Т 6...13 7т... 14 7...15
Литье центробежное * 10 * 100 6...13 7т... 14 7...15 8...15
(внутренние поверхности) * 100 * 1000 7Т...14 7...15 8...15 9т...16
Литье в формы, отвержда- * 1000 *10000 7...15 8...15 9т...16 9...16
емые в контакте с горячей оснасткой Литье в вакуумно-пленоч- ные песчашле формы *10000 »10000С 8...15 9т...16 9...16 10...16
Литье в песчано-глинистые сырые формы из смесей с влажностью от 3,5 до 4,5 % и прочностью от 60 До 120 кПа, со средним уровнем уплотнения до твердости До 1,0 5...13Т 6...13 7т...14 7...15
не ниже 70 ед. Св. 1,0 » 10 6...13 7т... 14 7...15 8...15
Литье в оболочковые ’ * 10 * 100 7т...14 7...15 8...15 9т... 16
формы из термореактив- * 100 * 1000 7...15 8...15 9т...16 9...16
ных смесей » 1000 >10000 8...15 9т...16 9...16 10...16
Литье в формы, отвержда- *10000 *10000С 9т...16 9...16 10...16 Пт... 16
емые вне контакта с осна-
сткой без тепловой сушки Литье в песчано-глинистые
подсушенные и сухие формы Литье в формы из жидких
самотвердеющих смесей
Литье в песчано-глинистые сырые формы из высоко- До 1,0 6...13 7т... 14 7...15 8...15
влажных (более 4,5 %) Св. 1,0 * 10 7т... 14 7...15 8...15 9т...16
низкопрочных (до 60 кПа) * 10 * 100 7...15 8...15 9т...16 9..Л6
смесей с низким уровнем * 100 * 1000 8...15 9т...16 9...16 10...16
Уплотнения до твердости * 1000 >10000 9т... 16 9...16 10...16 11Т...16
не ниже 70 ед. *10000 »10000С 9...16 10...16 11Т...16 11...16
-— - *100000 10...16 Пт...16 11...16 12...16
119
£ Таблица 23. Классификационные признаки групп сложности отливок, изготовленных литьем под давлением
о
Основные признаки сложности отливок Группа сложности
1 2 ’ 3 4 • 5 6
Конфигурация Сочетание Сочетание Сочетание Сочетание Сочетание пло- Сочетание
поверхностей плоских, ЦИЛИН- плоских, ЦИЛИН- плоских, цилин- плоских, цилин- ских, цилиндри- плоских, цилин-
дрических и по- дрических и дрических и дрических, сфе- ческих, конусных, дрических и
лусферических криволинейных криволинейных рических и кри- сферических и криволинейных
поверхностей; поверхностей; поверхностей; волинейных криволинейных поверхностей;
бобышки, отвер- бобышки, при- бобышки, ребра, поверхностей; поверхностей; ребра, приливы
стия. ливы, ребра и глубокие пазы и ребра, глубокие параллельно или глубокие отвер-
Внутренняя отверстия. отверстия, литая пазы и отвер- радиально распо- стия и пазы.
поверхность Внутренняя резьба и зубья. стия. ложенные ребра, Внутренние
простой формы. поверхность Внутренняя Внутренние приливы, глубо- полости особо
Возможно простой формы. полость простой полости слож- кие отверстия и сложной формы
применение Возможно формы ной формы пазы.
многоместных применение Внутренние
форм многоместных поверхности
форм сложной формы
Масса сплавов, кг:
алюминиевых и <0,5 0,5...2,5 2,5...4,5 4,5...12 12—20 >20
магниевых цинковых, оловян- ных и свинцовых <0,8 0,8...4 4...8,5 8,5...22 22...30 >30
медных <0,8 0,8...4 4...8,5 ’ 8,5—12 12—20 >20
Максимальный габаритный размер, мм Толщина основных стенок отливок, мм, из сплавов: <150 151...250 215...35O 351...450 450...550 >550
алюминиевых и >6,5 6,5...5,5 5,5...4,5 , 4,5...3,5 3,5...2,5 <2,5
магниевых цинковых, оловян- >6 6...5 5...4 4...3 3...2 <2
ных и свинцовых медных >7 7...6 6...5 5...4 4...3 <3
Продолжение табл. 23
Число полостей и от- <5 6...8 9...12 13...16 17...20 >20
верстий, выполняемых неподвижны ми стерж- нями, расположенными на пуансоне Число полостей и от- <2 3 4 5...6 7...8 >8
верстий, выполняемых подвижными стержнями, расположенными по бокам формы Число вкладышей, ар- <1 2...3 4...5 6...8 9...11 >11
мирующих отливку или оформляющих резьбу Характер механической Без обработ- Обрабатыва- Обрабатыва- Обрабатыва- Обрабатывает- Обрабатывает-
обработки лигой детали и ки или обраба- ется до 15 % ется до 20 % ется до 25 % ся до 30 % по- ся до 30 % по-
требования к тывается 10 % поверхности поверхности’ поверхности верхности (сверл- верхности (свер-
шероховатости механи- поверхности (сверление, то- (сверление, то- (сверление, то- ение, точение, ление, точение,
чески обработанных (сверление, то- чение, зенкеро- чение, зенкеро- чение, зенкеро- зенкерование, зенкерование,
поверхностей чение, зенкеро- вание, растачи- вание, растачи- вание, растачи- вание, фрезеро- растачивание, растачивание, фрезерование,
вание, растачи- вание, фрезеро- вание, фрезеро- фрезерование,
вание, фрезеро- вание), вание), вание, довод- доводка), доводка, поли-
вание), Rz = 10...5 Rz « 5...2,5 ка), Rz = 0,63...0,32 рование),
Rz « 320... 10 Л = 2,5...1,25 Ra = 1,25...0,63 Rz - 2,5...0,63 Ra = 0,16...0,08 Rz - 0,63...0,32
Назначение Особые технические Ra = 100...2,5 Общее Не предъявляются [ Л, - 0,63...0,16 По химическо- Ответственное По химическому Ra - 0,16...0,08 По химическому
требования ю 1—* му составу и механическим свойствам. Плотность при рабочем давле- нии 6 • 10^ Па составу и механи- ческим и физичес- ким свойствам, структуре. Плотность при рабочем давле-нии 12’10s Па составу и меха- ническим и фи- зическим свой- ствам, структуре, газонасыщенно- сти. Плотность при рабочем давлении >12-10s Па
Таблица 24. Классификационные признаки групп сложности отливки при литье в кокиль и центробежным
способом
Основные признаки сложности отливок Группа сложности
1 2 3 4 5
Конфигурация Плоская, цилин- Открытой короб- Прямолинейные Пересечение Пересечение
поверхностей дрическая, допус- кающая примене- чагой, полусфери- ческой, цилиндри- и криволинейные поверхности слож- прямолинейных, цилиндрических и прямолинейных, цилиндрических и
Масса сплавов, кг. ние вытряхных или многогнездовых кокилей ческой формы, до- пускающей приме- нение кокилей с одним разъемом ных очертаний с выступами и под- нутрениями, ребра- ми, окнами, требу- ющими применения кокилей с двумя- тремя разъемами криволинейных поверхностей с выступами, подну- трениями, ребра- ми, окнами, требу- ющими применения кокилей, имеющих до четырех разъе- мов криволинейных поверхностей с выступами, углуб- лениями, подну- трениями и тонки- ми ребрами, требу- ющими исполь- зования кокилей с числом разъемов более четырех
легких <8 8...15 15...30 30...75 >75
черных и тяжелых цветных металлов Максимальный габаритный размер, мм: <1500 1500...1800 1800...2000 2000..2300 >2300
легкие сплавы <300 300...500 500...700 700...1000 >1000
сплавы черных и тяжелых цветных металлов <1000 1000...1200 1200...1500 1500...2000 >2000
Толщина основных стенок, мм: Характеристика ребер, выступов, углублений, отверстий >20 20...16 16...10 10...5
До 10 мм До 20 мм До 25 мм, легко- доступные для очистки и покрас- ки , До 30 мм, затруд- няющие очистку и покраску 30 мм с трудной очисткой и по- краской
Продолжение табл. 24
Число частей кокиля Число отъемных час-тей кокиля и стержней 1 <2 2 2 3—4 3...4 5—7 5—9 >7 >9
Характер механической Без обработки Обрабатывается Обрабатывается Обрабатывается Обрабатывается
обработки отливки и или обработка 10 % 15 % поверхности, в 20 % поверхности, в 25 % поверхности. более 25 % поверх-
требования к шерохова- поверхности в ос- основном сверле- том числе фрезеро- Обработка вклю- ности. Обработка
тоста механически обра- новном сверлением, ние, наружное вание внутренних чает шлифование, включает доводку,
ботанных поверхностей Rz~ 160..20 Ra^ 100—2,5 точение, торцовое фрезерование, tfz=10-5 Ra = 2,5...!,25 поверхностей, рас- тачивание, развер- тывание, шлифо- вание, /?z=5..2,5 Ra = 1,25—0,63 притирку, полиро- вание, Я, = 2,5...0,63 Ra = 0,63...0,16 суперфиниширо- вание, хонинго- вание, 7?z= 0,63-0,025 Ra = 0,16-0,008 Отливки особо
Группа по назначению Особые технические Отливки общего назначения Не предъявляются Отливки ответстве По химическому составу или меха- ническим свой- энного назначения По химическому составу и механи- ческим свойствам. ответственного назначения По химическому составу, механи- ческим и физичес-
требования ствам. Плотность при рабочем дав- лении до 6 • 105 Па Плотность при рабочем давлении до 30 • 105 Па ким свойствам, металлографичес- кой структуре. Плотность при рабочем давлении более 30 • 105 Па
К I труппе относят отливки, контроль механических свойств
которых осуществляют выборочно на образцах, вырезанных из
тела контрольных отливок, с одновременным испытанием меха-
нических свойств на отдельно отлитых образцах от каждой плав-
ки или поштучное испытание на образцах, вырезанных из при-
литых к каждой отливке, заготовок, а также поштучный контроль
на плотность (рентгенопросвечивание).
Ко II группе относят отливки, механические свойства которых
определяют на отдельно отлитых образцах или на образцах, вы-
резанных из прилитых к отливке заготовок, и по требованию за-
вода-потребителя на образцах, вырезанных из отливок (выбороч-
но), а также поштучный или выборочный контроль на плотность
отливок методом рентгенопросвечивания.
III труппу составляют отливки, у которых контролируют толь-
ко твердость. По требованию завода-потребителя производят кон-
троль механических свойств на отдельно отлитых образцах.
Отнесение отливок к соответствующей труппе производится
конструктором и оговаривается в чертеже.
В зависимости от способа изготовления, конфигурации повер-
хностей, массы, максимального геометрического размера, Толщи-
ны стенок, характеристики выступов, ребер, утолщений, отвер-
стий, количества стержней, характера механической обработки и
шероховатости обработанных поверхностей, назначения и осо-
бых технических требований предусмотрено деление отливок на
5...6 трупп сложности (литье в песчаные формы и под давлением
— 6 групп ; литье в кокиль, по выплавляемым моделям и в обо-
лочковые формы — 5 групп). Группа сложности отливки опреде-
ляется по наибольшему числу признаков, совпадающих с призна-
ками, приведенными в табл. 23 и 24. При этом число совпадаю-
щих признаков должно быть не менее пяти или четырех для ше-
стой или пятой групп сложности соответственно. При меньшем
числе совпадающих признаков применяют способ труппировки
их путем последовательного отнесения, начиная с более высоких
групп сложности в сторону более низких и останавливаются на
труппе сложности, при которой достигается необходимое число
условно совпадающих признаков. Если приведенные в табл. 23 и
24 признаки для нескольких групп сложности совпадают, то этот
признак принимают по более высокой труппе. При равенстве числа
признаков по двум группам сложности отливку относят к той
\ группе, при определении которой использован признак “конфи-
гурация поверхностей”. . .
ГЛАВА). ПРОИЗВОДСТВО ОТЛИВОК ИЗ АЛЮМИНИЕВЫХ
СПЛАВОВ
§ 1. СОСТАВ И СВОЙСТВА ПЕРВИЧНОГО АЛЮМИНИЯ
Алюминий обладает кубической гранецентрированной крис-
таллической решеткой и не испытывает аллотропических пре-
вращений. Он имеет небольшую плотность (2,7 г/см3), невысо-
кую' температуру плавления (660 °C), обладает высоким относи-
тельным удлинением при растяжении (до 60 %), хорошей элект-
ропроводностью и высокой удельной прочностью. Алюминий
имеет большую объемную усадку кристаллизации (6,5 %) и боль-
шую линейную усадку (1,7 %); он легко окисляется с образовани-
ем плотной защитной оксидной пленки из А1,О3. Чистый алюми-
ний широко применяют в электротехнике (провода), пищевой
промышленности (упаковочный материал); алюминиевые спла-
вы находят массовое использование в авиационной и автомобиль-
ной промышленностях, в строительстве (дверные и оконные рамы,
панели). Производство и потребление алюминия в мире за пос-
ледние 30 лет возросло примерно в 5 раз.
ГОСТ 11069—74 предусматривает выпуск первичного алюми-
ния 13 марок, различающихся содержанием примесей (табл. 26).
Алюминий выпускают в виде чушек массой 5, 15, 1000 и 2000 кг.
Основными примесями алюминия являются железо и кремний.
С железом алюминий взаимодействует с образованием несколь-
ких химических соединений (рис. 29), из которых наиболее бога-
то алюминием FeAl3. При концентрации 1,8 % железа между алю-
минием и FeAl3 при 655 °C образуется эвтектика. Растворимость
железа в твердом алюминии при эвтектической температуре со-
ставляет 0,05 %, ниже 400 °C она падает практически до нуля.
Поэтому в двойных доэвтектических сплавах железо всегда выде-
ляется в виде, включений фазы FeAl3, имеющей эвтектическое
происхождение или образующейся в результате распада твердого
раствора. С кремнием алюминий также взаимодействует с обра-
зованием эвтектики при 577 °C. Эвтектика содержит 12,5 % крем-
ния. Растворимость кремния в твердом алюминии при эвтекти-
ческой температуре составляет 1,65 %; с понижением температу-
ры до 20 °C она уменьшается до 0,01 % (рис. 30). При одновре-
менном присутствии железа и кремния, кроме фаз, характерных
Для двойных систем, в структуре могут появляться и сложные
тройные соединения a(FeAlSi) и P(FeAlSi).
125
Таблица 26. Химический состав первичного алюминия
Марка алюминия А1, %, не менее Примеси, %, не более
Fe Si Си Zn Ti s примесей
А999 . 99,999 — — — — — 0,001
А995 99,995 0,0015 0,0015 0,001 0,001 0,001 0,005
А99 99,99 0,003 0,003 0,003 - 0,003 0,002 0,01
А97 99,97 0,015 0,015 0,005 0,003 0,002 0,03
А95 99,95 0,03 0,03 0,015 0,005 0,002 0,05
А85 99,85 0,08 0,06 0,01 0,02 0,01 0,15
А8 99,80 0,12 0,10 0,01 0,04 0,02 0,20
А7 99,70 0,16 0,16 ’ 0,01 0,04 0,02 0,30
А6 99,60 0,25 0,20 0,01 0,06 0,03 0,40
А5 99,50 0,30 0,30 0,02 0,06 0,03 0,50
АО 99,00 0,50 0,50 0,02 0,08 0,03 1,0
А 99,00 0,80 0,50 0,03 0,08 0,03 1,0
А5Е 99,50 0,35 0,12 0,02 , 0,05 0,01 0,50
Примеси железа и кремния оказывают вредное влияние на
алюминий. Они существенно снижают его пластические свой-
ства, увеличивают твердость, повышают температуру рекристал-
лизации. В процессе плавки содержание этих примесей увеличи-
вается из-за взаимодействия алюминия с огнеупорной футеров-
кой и стальным плавильным инструментом.
Кроме примесей, регламентированных ГОСТом, в первичном
алюминии в сотых и тысячных долях процента содержатся при-
г/г
1200
1000
ООО
600
МО
О 10 20 30 ' 40 50
А1 Ге,%
Рис. 29. Диатрамма состояния систе-
мы Al-Fe
Рис. 30. Диафамма состояния систе-
мы Al-Si
126
меси кальция, натрия, галлия, магния и других элементов. Боль-
шинство из них оказывает сложное многостороннее влияние на
ею свойства. Тысячные доли процента натрия существенно сни-
жают пластические свойства алюминия при 350...400 °C, увели-
чивают его окисляемость и обусловливают более высокое содер-
жание в нем водорода и оксидных включений. При более высо-
ком содержании натрий вызывает интеркристаллитную корро-
зию. Совместное присутствие примесей натрия и кальция снижа-
ет общую Коррозионную стойкость алюминия. Эти примеси ухуд-
шают технологические свойства алюминия: усиливают газонасы-
щение при выдержке расплавов в атмосфере, содержащей водя-
Sapbi; увеличивают склонность к образованию пузырей при
г листов; способствуют образованию рыхлых оксидных пле-
егко замешивающихся в расплавы. ,
§ 2. СОСТАВ И СВОЙСТВА АЛЮМИНИЕВЫХ СПЛАВОВ
В технике используют литейные й деформируемые алюминие-
вые сплавы. , ‘
Литейные сплавы
Для изготовления отливок в промышленности используют пять
групп литейных алюминиевых сплавов:
I — сплавы на основе системы Al—Si— Mg;
II — сплавы на Основе система Al—Si—Си;
III — сплавы на основе системы AI—Си;
г IV — сплавы на основе системы Al—Mg;
V — сплавы на основе системы А1—прочие компоненты.
Химический состав некоторых литейных сплавов по ГОСТ
1583—89 приведен в табл. 27.
* Наибольшее применение в промышленности находят сплавы
I и II групп.
Сплавы I группы (силумины) широко используют в авиацион-
ной, автомобильной, приборостроительной, машиностроительной,
судостроительной и электротехнической промышленностях. По
содержанию кремния (6... 13 %) все они, за исключением сплава
АК12(АЛ2), являются доэвтектическими в системе Al—Si и имеют
Узкий интервал кристаллизации и хорошие литейные свойства —
небольшую линейную усадку, повышенную жидкотекучесть, ма-
лую склонность к образованию трещин при затрудненной усадке
и рассеянной усадочной пористости. Сплав АК12 по содержанию
кремния близок к эвтектике (см. рис. 30). Основными структур-
ными составляющими двойных сплавов алюминия с кремнием
127
Таблица 27. Химический состав некоторых алюминиевых литейных
Группа сплавов Марка сплава Легирующие элементы, %
Mg Si Мп Си Другие элементы
1 2 3 4 5 6 7
I АК12 (АЛ2) — 10...13 — — —
АК9 0,2...0,4 8...11 0,2...0,5 — —
АК9ч (АГИ) • 0,17...0,3 8...10,5 0,2...0,5 — — •
АК8 (АЛ34) 0,35...0,55 6,5...8,5 — — 0,1...0,3 Ti 0,15...0,4Ве
АК7 0,2...0,5 6,8...8,0 0,2...0,6 — —
АК7ч (АЛ9) 0,2...0,4 6,0...8,0 — — —
АКЮСу 0,1...0,5 9...11 0,3...0,6 — 0,1...0,25Sb
II АК5М (АЛ5) 0,35...0,6 4,5...5,5 — 1,0...1,5 —
АК5М2 0,2...0,8 4,0...6,0 0,2...0,8 1,5...3,5 0,05...0,2 Ti
• АК5М7 0,2...0,5 4,5...6,5 — 6,0...8,0 —
АК6М2 0,3...0,45 5,5...6,5 — 1,8...2,3 0,1...0,2 Ti
АК8М (АЛ32) 0,3...0,5 7,5...9,0 0,3...0,5 1,0...1,5 0,1...0,3 Ti
АК8МЗ . — 7,5...10 — 2,0...4,5 —
АК8МЗч (ВАЛ8) 0,2...0,45 7,0...8,5 — 2,5..*3,5 0,1...0,25 Ti 0,5... 1,0 Zn 0,05...0,1 В 0,05...0,25Ве
АК9М2 0,2...0,8 7,5...10 0,1...0,4 0,5...2,0 0,05...0,2 Ti
АК12М2 — 11...13 — 1,8...2,5 0,6... 1,0 Fe
АК12ММгН (АЛЗО) 0,8...1,3 11...13 — 0,8...1,5 0,8... 1,3 Ni
АК12М2МгН (АЛ25) 0,8...1,3 11...13 0,3...0,6 1,5...3,0 0,05...0,2 Ti 0,8... 1,3 Ni
АК21М2, 5Н2, 5 (ВКЖЛС-2) 0,2...0,5 20...22 0,2...0,4 2,2...3,0 0,1...0,3 Ti 2,2...2,8 Ni 0,2...0,4 Cr
128
сплавов
Примеси. %, не более
Fe Мп Си Zn Pb Sn Другие элементы Z примесей
3, в К Д 3, В К д
8 9 10 11 12 13 14 15 16 17 18 19
0,7 1,0 1,5 0,5 0,6 0,3 — — 0,1 Mg 0,1 Ti 0,1 Zr 2,1 2,2 2,7
0,9 1,2 1,3. — 1,0 0,5 — — 0,3 Ni 2,6 2,8 3,0.
0,6 0,9 1,0 — 0,1 0,2 0,05 0,01 0,12 Zr + Ti 0,1 Ni 0,1 Be 1,1 1,4 1,5
0,6 0,6 — 0,1 0,3 о,з — — 0,1 В 0,2 Zr 1,0 1,0 —
1,1 1,2 1,3 — 1,5 0,5 — — 0,3 Ni 3,1 3,2 з,з
0,6 1,0 1,5 0,5 0,2 0,3 0,05 0,01 0,15 Ti + Zr 0,1 Be 1,1 1,5 2,0
— 1,2 — 1,8 1,8 — — 0,5 Ni • — — 4,8
0,6 1,0 1,5 0,5 — 0,3 — 0,01 0,15 Ti + Zr 0,1 Be 1,0 1,3 1,7
1,0 1,3 1,3 — — 4,5 — — 0,5 Ni 2,8 3,0 з,о
* 1,2 1,2 1,3 0,5 — 0,6 — — 0,3 Pb + Sn + + Sb 2,7 2,7 3,0
0,6 0,6 — 0,1 — 0,06 — — — 0,7 0,7 —
;? °»7 0,8 0,9 — — о,з — — 0,1 Zr 0,9 1,0 1,1
— — 1,4 0,5 — 1,2 — — 0,3 Sn + Pb 0,45 Mg — — 4,2
0,4 0,4 0,4 — — — 0,15 Cd 0,15 Zr 0,6 0,6 0,6
— 1,0 1,2 — 1,2 — — 0,3 Sn + Pb — 2,6 2,8
— — 0,5 — 0,8 0,15 0,1 0,15 Mg 0,2 Ti — — 2,2
— 0,7 — 0,2 — 0,2 0,05 0,01 — — 1,1 —
— 0,8 - — - 0,5 0,1 0,02 0,2 Cr — 1,3 —
% • , о 0,9 — - — 0,2 0,05 0,01 — — 1,1 —
5— 4131
129
1 2 3 4 5 6 7
III АМ5 (АЛЮ) — — 0,6...1,0 4,5...5,3 0,15...0,35 Ti
АМ4, 5Кд 0,35...0,8 4,5...5,1 0,15—0,35 Ti
(ВАЛЮ) 0,07...0,25 Cd
IV АМг4К1, 5М 4,5..;5,2 1,3...1,7 0,6...0,9 0,7...1,0 0,1-0,25 Ti 0,002...0,004 Be
АМг5К (АЛ13) 4,5...5,5 0,8...1,3 0,1...0,4 — • —
АМгбл (АЛ23) 6,0...7,0 — — — 0,05...0,2 Zr
0,02—0,1 Be 0,05—0,15 Ti
АМгЮ (АЛ27) 9,5...10,5 — — — 0,05...0,2 Zr 0,05...0,15 Be 0,05—0,15 Ti
V АК7Ц9 (АЛ 11) 0,1...0,3 6,0...8,0 — ’ — 7,0... 12,0 Zn
АК9Ц6 0,3...0,5 8...10 С,1...0,6 0,3...1,5 5,0...7,0 Zn 0,3... 1,0 Fe
АЦ4Мг (АЛ24) 1,5...2,0 — 0,2...0,5 — 0,2...0,5 Cr 3,5—4,5 Zn
0,1...0,2 Ti
Примечания: 1 — Al — остальное;
2 — Обозначения марок сплавов: ч — чистый; л — литейный. В скобках указаны обозначения
маррк сплавов по ГОСТ 2685, ГОСТ 1583, ОСТ 48—178, ГОСТ 1521 и по ТУ.’
3 — Обозначения способов литья:'3 - литье в песчаные формы; В — литье по выплавляемым
моделям; К - литье в кокиль; Д - литьё под давлением.
являются первичные кристаллы твердого раствора и двойная
эвтектика + Si.
Наиболее вредной из регламентированных примесей в доэв-
тектических силуминах является железо, образующее с компо-
нентами сплава тройную промежуточную фазу p(A!FeSi), крис-
таллизующуюся в форме грубых иглообразных выделений (рис.
31, а), резко снижающих пластические свойства сплавов (рис. 32).
По мере измельчения структуры сплавов вредное влияние железа
уменьшается. Поэтому допустимое содержание железа в силуми-
нах при литье в песчаные формы (0,6 %) ниже, чем при литье в
металлические (1...1,5 %). Для нейтрализации вредного влияния
130
Продолжение табл. 27
железа в сплавы вводят 0,3...0,4 % марганца или бериллия, кото-
рые подавляют образование p-фазы и способствуют выделению
более сложных фаз (Al—Мп—Fe—Si) и (Al7Fe3Be7), кристаллизую-
щихся в компактной форме (см. рис. 31, б, в).
Двойные сплавы алюминия с кремнием незначительно упроч-
няются в процессе термической обработки. Для того чтобы при-
дать им восприимчивость к упрочнению, их легируют магнием
(0,2...0,55 %), образующим фазу-упрочнитель Mg2Si, имеющую
переменную растворимость в алюминии. Для измельчедия зерна
твердого раствора в силумины вводят титан (0,08...0,3 %).
При изготовлении толстостенных отливок литьем в кокиль и в
песчаные формы сплавы I труппы применяют только в модифи-
цированном состоянии, так как немодифицированные сплавы
имеют низкие пластические свойства, обусловленные трубыми
выделениями эвтектического кремния (рис. 33, б). Модифициро-
вание осуществляют введением в расплав 0,05...0,1 % натрия или
131
Рис. 31. Микроструктура сплава АК12
с иглообразными (а), скелетообразными
(б) и компактными (<?) выделениями же-
лезистой составляющей; х200
0,06...0,08 % стронция (рис. 33, о).
Примесь натрия оказывает и неблагоприятное воздействие,
существенно повышая склонность силуминов к окислению и по-
глощению водорода в процессе плавки, что влечет за собой обо-
гащение расплавов оксидными включениями и интенсивнее раз-
Рис. 32. Влияние железа на относительное
удлинение 8 сплава АК9ч(АЛ4)
132
стронцием; б - немодифицированный
витие газовой пористости. Натрий’уменьшает плотность алюми-
ниевых распйавов, увеличивает коэффициент объемного терми-
ческого сжатия и объемные изменения силуминов при кристал-
лизации, что способствует увеличению склонности их к образо-
ванию усадочной пористости. Примеси стронция и лития оказы-
вают такое же неблагоприятное воздействие на объемную усадку
и пористость отливок, как и примесь натрия.
Примеси кальция, бария и натрия в эвтектических и заэвтек-
тических сплавах, лежащих вблизи эвтектики, способствуют об-
разованию сферолитов и глубоких локальных усадочных.раковин
(“провалов”) на поверхности отливок при литье в песчаные фор-
мы (рис. 34). Действие кальция и бария усиливается, если сплав
модифицируют натрием. Примеси кальция, бария, лития и на-
трия способствуют развитию газоусадочной пористости.
Заэвтектические сплавы (14...20 % Si) отличаются жаропроч-
ностью, повышенной износостойкостью и пониженным коэф-
фициентом термического расширения. Основными структурны-
ми составляющими этих сплавов являются первичные кристаллы
кремния и эвтектика аЛ + Si. Заэвтектические силумины также
применяют в модифицированном состоянии, так как немодифи-
цированные сплавы с грубыми выделениями первичного крем-
ния плохо обрабатываются резанием, обладают хрупкостью и
склонны к ликвации кремния. Модифицирование фосфором су-
щественно улучшает их свойства. Микроструктура исходного и
модифицированного заэвтектического силумина показана на рис.
35.
Сплавы II группы в качестве основных легирующих компо-
нентов содержат кремний (4...22 %) и медь (0,5...8 %). В некото-
133
Рис. 34. Усадочные раковины на
поверхности отливки, вызванные
образованием сферолитов
рые сплавы II группы для измельчения зерна вводят титан. Их
широко применяют при изготовлении отливок с повышенной
твердостью и прочностью, сохраняющих постоянство размеров в
процессе эксплуатации и имеющих высокую чистоту обработан-
ной поверхности — корпусов приборов, автомобильных и трак-
торных поршней, деталей* авиационных двигателей воздушного
охлаждения. Сплавы этой группы за счет усложнения состава и
более сильного пересыщения а„ твердого раствора более жаро-
прочны, чем силумины. Они обладают хорошей жидкотекучес-
тью, малой линейной усадкой, но более склонны, чем сплавы I
группы, к образованию усадочной пористости и трещин при зат-
рудненной усадке. Так же как и силумины, сплавы II группы
имеют многофазную структуру. Основйыми структурными состав-
ляющими их являются первичные кристаллы твердого раствора
Оу, двойная эвтектика + Si и тройная эвтектика + Si +
CuA12 (рис. 36). В сплавах с магнием выделяется четверная эвтек-
тика + Si + CuA12 + Mg2Si.
Сложнолегированные сплавы II труппы применяют для изго-
товления отливок с повышенной стабильностью размеров, рабо-
тающих при повышенных температурах и давлениях, а также для
изготовления сварных конструкций и отливок, хорошо обраба-
тываемых резанием. Эти сплавы имеют многофазную структуру,
обусловливающую высокую склонность их к горячим трещинам.
Основными избыточными фазами сложнолегированных сплавов
II труппы являются: S(Al2CuMg), Al3(Ni,Cu)2, T(Al6Cu,Ni). Основ-
ную роль в упрочнении сплавов при термической обработке иг-
рает фаза S(AljCuMg). Примесь железа Образует с алюминием и
кремнием тройную промежуточную фазу 0 (AlFeSi), имеющую вид
игл. Если в состав сплава входит марганец, в структуре наблюда-
134
Рис. 35. Микроструктура заэвтектического силумина (22 % Si); xlOO: а - немодифициро-
0 ванный; б - модифицированный фосфором
ются более компактные выделения а (AlFeMnSi)-4>a3bi.
„ Сплавы на основе системы Al—Си (III труппа) отличаются вы-
сокими механическими свойствами и низкой коррозионной стой-
костью. В отличие от сплавов I группы они хорошо обрабатыва-
ются резанием. Обладая широким интервалом кристаллизации
(рис. 37), сплавы этой Системы склонны к образованию усадоч-
ных трещин и рассеянной усадочной пористости; они менее жид-
котекучи, чем сплавы I группы. Основными структурными со-
ставляющими сплавов III группы являются твердый раствор
меди в алюминии и эвтектика + СиА12. Кроме того, в структу-
л а, ю \ 20 30 ег 40 50 (СиА1г; ,
Al 540" 591‘
—«-Си, %
Рис. 36. Алюминиевый угол диаграммы состояния Al-Cu-Si. Сплавы: AK5M7 (7); AK8M3
(2); АК12М2 (3): AK21M2.5H2.5 (4)
135
ре сплавов всегда обнаруживаются выделения железистой состав-
ляющей (Al—Мп—Fe—Si). Для измельчения зерна отливок и по-
вышения механических и литейных свойств двойные сплавы ле-
гируют марганцем, титаном, цирконием или церием. Прочност-
ные характеристики сплавов могут быть повышены термической
обработкой.
Примеси кальция, лития и натрия ухудшают литейные свой-
ства сплавов этой группы. Взаимодействуя с влагой литейных
форм, они способствуют увеличению газовой, пористости отли-
вок.
Сплавы системы Al—Mg (IV группа) отличаются малой плот-
ностью, высокими коррозионной стойкостью и прочностью; их
используют для изготовления отливок, несущих большие вибра-
ционные нагрузки. Эти сплавы имеют низкие литейные свой-
ства: обладают повышенной склонностью к окислению и образо-
ванию усадочных трещин и рыхлот, взаимодействуют с влагой
литейных форм, имеют низкую жидкотекучесть. Основными струк-
турными составляющими сплавов этой труппы являются а^-твер-
дый раствор магния в алюминии и двойная эвтектика + Al8Mg5
(рис. 38). При неравновесной кристаллизации сплавов системы
Al—Mg образующаяся вследствие дендритной ликвации неравно-
весная интерметаллидная фаза р (Al8Mg5) выделяется по грани-
цам дендритных ячеек «.^-твердого раствора.
Для повышения механических свойств и снижения газовыде-
ления при кристаллизации двойные сплавы легируют цирконием
(0,3 %); коррозионную стойкость повышают введением хрома или
марганца. Присадки бериллия и бора предохраняют расплав бт
загорания. Примеси меди, железа и кремния снижают пластичес-
кие свойства сплавов, образуя химические соединения, выделяю-
Рис. 37. Диаграмма состояния системы
Al-Cu
136
Рис. 38. Диаграмма состояния системь!
Al-Mg
щиеся по границам зерен. Сплавы IV труппы подвергают упроч-
няющей термической обработке.
Сплавы V труппы относятся к системам Al—Si—Zn (АК7Ц9,
дК9Ц6) и Al—Zn—Mg (АЦ4Мг) и являются свариваемыми литей-
ными алюминиевыми сплавами.
Основными избыточными фазами в сплаве АЦ4Мг являются
7\Al2Zn3Mg3) и г) (MgZn2) (рис. 39). Добавка марганца (до 0,5 %)
образует фазу МпА16, в которой может растворяться примесь же-
леза (до 0,5 %). Также возможно образование других железосо-
держащих фаз ((Fe,Mn)Al3 или (Al,Mn,Fe,Si)).
Основными структурными составляющими цинковистых си-
луминов являются первичные кристаллы твердого раствора и
двойная эвтектика + Si (рис. 40). Примесь железа (до 1,5 %)
при отсутствии в сплаве марганца образует игольчатые выделе-
ния промежуточной фазы 0 (Al,Fe,Si), снижающей механические
свойства сплавов. В присутствии марганца образуются компакт-
ные выделения (А1,Мп,Ре,81)-составляющей, которая не оказы-
вает вредного влияния на механические свойства.
Технологические и механические свойства некоторых алюми-
ниевых литейных сплавов приведены в табл. 28 и 29.
Рис. 39. Алюминиевый угол диаграммы состояния системы Al-Zn-Mg: сплав АЦ4Мг (7)
137
Рис. 40. Алюминиевый угол диаграммы состояния системы Al-Si-Zn. Сплавы: АК7Ц9 (1);
АК9Ц6 (2)
Деформируемые сплавы
В промышленности используют девять групп алюминиевых
деформируемых сплавов:
I группа — сплавы на основе системы А1—Мп;
II труппа — сплавы на основе системы Al—Mg—Si (АД31, АДЗЗ,
АД35, АВ); *
III труппа — сплавы на основе системы Al—Cu—Mg (Д1, Д16,
В65, Д18);
IV группа - сплавы на основе системы Al-Mg—Мп (АМг2,
АМгЗ, АМг4, АМг5, АМгб);
V группа — сплавы на основе системы Al—Zn—Mg—Cu (В95);
VI труппа — сплавы на основе системы Al—Cu—Mg—Ni—Fe (АК2,
АК4, АК4-1);
VII группа - сплавы на основе системы Al-Cu-Mg-Si (АК6,
АК8);
VIII группа — сплавы на основе системы А1—Си—Мп (Д20);
IX труппа — сплавы на основе системы Al—Cu—Li—Мп (ВАД23).
138
Таблица 28. Технологические свойства некоторых алюминиевых сплавов
Сплав Жидкотекучесть, мм (заливка при 700 °C)*1 Линейная. * усадка, % Объемная усадка кристаллизации, % Склонность к горячим трещинам (проба ВИАМ), мм Интервал кристалли- зации *2 Герметичность *3 Плотность, кг/м3 *4
1 2 3 4 5 6 7 8
А1 317/450 1,7 6,5. — — — 2690/2515
АК12 (АЛ2) 420/820 0,9...1,0 3,0...3,5 не образуются 577/577 3/12; разрыв 2650/2460
АК9ч (АЛ4) 360/800 1,0...1.1 3,2...3,4 не образуются 601/569 3/20; разрыв 2680/2460
АК5М (АЛ5) 345/750 1,15—1,2 4,5...4,9 7,5 622/570 3/10; разрыв 2710/2450
АК7.Ч (АЛ9) 350/770 1,1...1,2 3,7... 3,9 5 620/577 3/14; разрыв 2670/2450
АК7Ц9 (АЛИ) — 1,2...1,4 4,0...4,5 5 675/545 3/15; разрыв —
АМг5К (АЛ 13). 320/500 1,25...1,3 — 12,5 650/550 — 2670/—
АМ5 (АЛ 19) 205/— 1,25 6,0 32,5 650/548 ‘ 0,5; течь/3,5; течь 2780/-
AMrll (АЛ22) 380/650 1,2...1,25 4,7 17,5 — 0,5; течь/0,5; течь —
АМгбл (АЛ23) 265/— 1,1 — 15 — — —
АМгблч (АЛ2 3-1) 265/- 1,1 — 15 — — —
АЦ4Мг (АЛ24) 230/— 1,2 4,5...4,7 22,5 — 2; течь/18; течь —
АК12М2МгН (АЛ25) 425/— 1,15 — 5 — •— 2720/-
АМгЮ (АЛ27) 270/— 1,1—1,2 — 16,5 — 0,5; течь/3,0; течь —
АМг5Мц (АЛ28) 310/— • — — 17,5 — — —
АК12ММгН (АЛ30) 420/— 1,15 — 5 — — 2700/—
АК8М (АЛ32) 380/— 0,95 — — — — 2650/—
АК8 (АЛ34) 350/- 1,1 — не образуются — - • — 2630/-
’’ В числителе — прутковая проба (песчаная форма), в знаменателе — спиральная проба ( кокиль). Металлостатический напор при отливке
прутковой пробы на жидкотекучесть начальный 165 мм, конечный 30 мм, при отливке спиральной соответственно 200 и 110 мм. Воронки и
пробки при отливке проб на жидкотекучесть нагревали до 500 ’С.
’2 В числителе — при /та1Э, в знаменателе — при
*3 В числителе — давление газа, в знаменателе — давление воды. Герметичность характеризуется минимальным давлением, при котором в дне
стакана, имеющем толщину 4 мм, появляется течь. Максимальное давление газа 3,0 МПа. Разрыв под давлением воды без течи
характеризует гидропрочность.
В числителе — при в знаменателе — при 20 вС.
Химический состав некоторых деформируемых сплавов по
ГОСТ 4784-74 приведен в табл. 30.
По прочностным свойствам деформируемые сплавы делят на
три группы: 1 — высокопрочные;. 2 — средней прочности; 3 —
жаропрочные. К числу высокопрочных (ов = 450...500 МПа) от-
носят сплавы Д16, АК8, В93, В95, ВАД23; к сплавам средней проч-
ности (ов = 300...450 МПа) - Д1, АК2, АК4, АК4-1, АМгб; к числу
Таблица 29. Механические свойства некоторых литейных алюминиевых
сплавов
Марка сплава Способ литья Вид термической обработки CFjj, МПа 8, % НВ
не менее
1 2 3 4 5 б
АК12 (АЛ2) зм,вм,км — 150 4,0 500
ЗМ,ВМ,КМ Т2 140 ‘ 4,0 500
к — 160 2,0 500
д — 160 1,0 500
к Т2 150 3,0 500
д Т2 150 2,0 500
АК9 з,в,к,д,пд — 160 1,0 600
К,Д,ПД Т1 200 0,5 700
зм,вм Тб 240 1,0 800
К,КМ Тб 250 1,0 900
АК9ч (АЛ4) з,в,к,д — 150 2,0 500
К,д,пд Т1 200 1,5 700
зм,вм Тб 230 3,0 700
К,КМ Тб 240 3,5 ‘ 700
АК7ч (АЛ9) з,в,к — 160 2/) . 500
д — 170 1,0 500
з,в,к,д Т2 140 2,0 .450
км Т4 190 4,0 500
з,в Т4 180 4,0 500
К,КМ Т5 210 2,0 600
з,в Т5 200 2,0 600
зм,вм Т5 200 2,0 600
зм,вм Тб 230 1,0 700
зм,вм Т7 200 2,0 600
АК8М (АЛ32) зм,вм Т8 160 3,0 550
3 Тб 250 1,5 600
к Т1 200 1,5 700
к Тб 270 2,0 700
д — 260 2,0 700
АК5М (АЛ5) з,в,к Т1 160 0,5 650
з,в Т5 ' 200 1,0 700
к Т5 220 1,5 700
з,в Тб 230 1,0 700
3,В,К Т7 180 1,0 650
к Тб 240 1,0 700
140
Продолжение табл. 29
-— 1 2 3 • 4 - 5 6
дК12ММгН К Т1 200 0,5 900
. (АЛЗО) К Тб 220 0,7 1000
дК21М2,5Н2,5 К Т2 160 — 900
(ВКЖЛС-2) К Т1 190 — 1000
ДМ5 (АЛ19) з,в,к Т4 300 8,0 700
з,в,к Т5 340 4,0 900
АМгб л (АЛ23) з,в — 190 4,0 600
к,д — 220 6,0 600
з,к,в Т4 230 6,0 600
АМгЮ (АЛ27) з,к,д Т4 320 12,0 750
АК7Ц9 (АЛИ) з,в — 200 2,0 800
к — 210 1,0 800
д — 180 1,0 600
з,в,к Т2 220 2,0 •800
АЦ4Мг (АЛ24) з,в — 220 2,0 600.
з,в Т5 270 2,0 700
Примечания: 1. Т1 - искусственное старение без предварительной закалки; Т2 — отжиг;
Т4 — закалка; Т5 — закалка и неполное искусственное старение; Тб — закалка и полное
искусственное старение; Т7 - закалка и стабилизирующий отпуск; Т8 — закалка и
смягчающий отпуск. 2. 3, В, К, Д — см. табл. 27; ПД - литье с кристаллизацией под
давлением (жидкая штампойка); М - сплав, подвергнутый модифицированию.
жаропрочных, обладающих высокой длительной прочностью и
низкой ползучестью при повышенных температурах, относят спла-
вы Д16, АК2, АК4, АК4-1, ВАД23.
Деформируемые сплавы в отличие от литейных содержат мень-
ший процент легирующих компонентов и, как правило, имеют
структуру, тверд ого раствора на основе алюминия с некоторым
количеством избыточных фаз. В этих сплавах по два-три и более
легирующих компонентов с содержанием 0,2...4 % каждого. Ис-
ключение составляет лишь сплав АМц (1...1,6 % Мп), отличаю-
щийся высокой коррозионной стойкостью и пластичностью, хо-
рошей свариваемостью и высокой прочностью. Сплав применя-
ют для изготовления сварных резервуаров для жидкостей и газов,
Трубопроводов и других изделий.
Для аналогичных, но более ответственных конструкций ис-
пользуют сплавы алюминия с магнием. Механические свойства
их выше, чем у сплава АМц. Алюминиевомагниевые сплавы об-
ладают высокой коррозионной стойкостью и хорошей сваривае-
мостью.
Из сплава АВ изготавливают листы, трубы и штамповки. Сплав
сочетает высокую пластичность, удовлетворительную коррозион-
141
Таблица 30. Химический состав некоторых алюминиевых
Сплав Легирующие элементы, %, не более
Си Mg Мп Si другие элементы
АД1 — — — — —
АМгб — 5,8...6,8 0,5...0,8 — 0,02...0,1 Ti; 0,005 Be
АДЗЗ 0,15...0,4 0,8...1,2 — 0,4...0,8 0,15...0,35 Сг
АВ 0,1...0,5 0,45...0,9 0,15...0,35 0,5...1,2 —
Д1 3,8...4,8 0,4...0,8 0,4...0,8 — —
В65 3,9;,.4,5 0,15...0,3 0,3...0,5 — —
Д16 3,8...4,9 1,2...1,8 0,3...0,9 — —
АК4 1,9...2,5 1,4...1,8 — 0,5...1,2 0,8...1,3 Ni; 0,8...1,3 Fe
АК6 1,8...2,6 0,4...0,8 0,4...0,8 0,7...1,2 —
В95 / 1,4...2,0 1,8...2,8 0,2...0,6 — 5,0...7,0 Zn; 0,1...0,25 Сг
ВАД23 4,9...5,8 — 0,4...0,8 — 0,1...0,25 Cd; l,0...1,4 Li
Примечание. А1 — остальное.
ную стойкость, умеренную прочность в термообработанном со-
стоянии и хорошую свариваемость.
Наибольшее применение в различных отраслях машинострое-
ния получили сплавы системы Al—Си—Mg, называемые дуралю-
минами. Эти сплавы по прочностным свойствам превосходят спла-
вы АМц, АМг, АВ. Предел прочности сплава Д16, например, до-
стигает 460 МПа. Недостаток дуралюминов — пониженная кор-
розионная стойкость и плохая свариваемость.
Еще более высокими прочностными свойствами обладают спла-
вы системы Al—Mg—Zn—Gu (В95), которые используют, для изго-
товления тяжелонагруженных элементов конструкций.
К сплавам специального назначения относят ковочные спла-
вы АК2, АК4, АК8 и др. Некоторые из них (АК4 и АК4-1) ис-
пользуют для изготовления деталей конструкций, работающих при
повышенных температурах.
Большинство деформируемых алюминиевых сплавов подвер-
гаются упрочняющей термической обработке. Многие из них в
качестве легирующего компонента содержат марганец (0,2...0,8
%), который существенно замедляет рекристаллизацию, повышает
температуру этого процесса, измельчает рекристаллизованное зер-
но и входит в состав сложных жаропрочных соединений. В ряд
сплавов для повышения жаропрочности вводят присадки железа,
никеля, титана или хрома в количестве 0,2...1 %. Присадка тита-
на вызывает сильное измельчение зерна в литом состоянии. Для
уменьшения окисления в сплавы алюминия с магнием вводят
бериллий (0,0001...0,002 %).
142
деформируемых сплавов
’ \ Примеси, %, не более
Fe о Si Си Мп Ni Zn Ti Mg , прочие примеси •
~ 0,3 0,3 0,05 0,025 — 0,1 0,15 0,05 —
0,4 0,4 0,1 — — 0,2 — — 0,1
0,7 — — 0,15 — 0,25 0,15 — 0,15
0,? — — — — 0,2 0,15 — 0,1
0,7 0,7 — — 0,1 0,3 0,1 — 0,1
0,2 0,25 — — с — 0,1 0,1 — 0,1
0,5 0,5 . — — 0,1 0,3 0,1 — 0,1
— — — 0,2 — 0,3 0,1 — 0,1
0,7 — — — 0,1 0,3 0,1 — 0,1
0,5 0,5 — — 0,1 — , — — 0,1
0,3 0,3 — — — о,1 0,15 0,1 —
Наиболее вредное влияние на свойства деформируемых алю-
миниевых сплавов оказывают примеси железа,, натрия, лития,
кальция и бария. Примеси щелочных и щелочно-земельных ме-
таллов увеличивают поглощение расплавами водорода, способ-
ствуют развитию газовой пористости, увеличивают склонность
.сплавов к образованию трещин при затрудненной усадке. При-
месь натрия особенно вредна для алюминиевомагниевых спла-
вов. Тысячные доли процента натрия (0,003 %) увеличивают по-
ристость слитков, объемную усадку и газонасыщенность сплавов,
существенно снижают их пластические свойства. Особенно вред-
ное влияние натрий оказывает на горячеломкость слитков при
литье, пластические характеристики сплавов при горячей дефор-
мации и величину брака по трещинам при прокатке (рис. 41).
-Как видно, высокий процент брака по трещинам имеет место
при содержании натрия в сплаве АМгб 0,0007...0,0008 %, что обус-
ловлено низкими значениями относительного удлинения и удар-
ной вязкости.
§ 3. ОСОБЕННОСТИ ПЛАВКИ АЛЮМИНИЕВЫХ СПЛАВОВ
В зависимости от масштаба и специфики производства плавку
алюминиевых литейных сплавов ведут в тигельных и отражатель-
ных печах, работающих на электроэнергии, жидком или газооб-
разном .топливе. Особенно широко применяют электрические
индукционные печи.
143
z ч 5 в 10 12 14
\Чл-1О~\ %
Рис. 41. Зависимость пластических •
свойств при 430 °C и величины брака по
трещинам при прокатке плоских слитков
из сплава АМгб от содержания натрия
Плавку деформируемых спла-
вов ведут в отражательных и ин-
дукционных печах большой ем-
кости (7...30 т). Для ускорения
плавления шихты, увеличения
производительности, выравни-
вания температуры и химичес-
кого состава в отражательных
печах устанавливают газодина-
мические насосы для перемеши-
вания расплавов. Для обеспече-
ния максимальной производи-
тельности плавильные печи ус-
танавливают в' паре с миксером
(раздаточной печью). Это позво-
ляет осуществлять перелив металла закрытой струей с помощью
сифона, обеспечивая минимальное окисление и загрязнение его
неметаллическими включениями. Сифонный перелив исключает
необходимость использования ковшей и обеспечивает безопас-
ность труда.
Плавка большинства алюминиевых сплавов не составляет труд-
. ностей. Легирующие компоненты, за исключением магния, цин-
ка, а иногда и меди, вводят в виде лигатур. Медь вводят в расплав
при 740...750 °C, лигатуру Al—Si — при 700...740 °C; цинк загружа-
ют перед магнием, который обычно вводят перед сливом метал-
ла. Загрузку шихтовых материалов ведут в следующей последова-
тельности: чушковый алюминий, крупногабаритные отходы, пе-
реплав, лигатуры или чистые металлы. Максимально допустимый
перегрев для литейных сплавов 840...860 °C, для деформируемых
750...760 °C.
При плавке на воздухе алюминий окисляется. Основными окис-
лителями являются кислород и пары воды. Содержание влаги в
воздухе, в зимнее время составляет 2...4,5 г/м3, в летнее 18,5...23 г/
м3; продукты горения жидкого или газообразного топлива могут
содержать от 35 до 70 г/м3 водяного пара. В зависимости от тем-
пературы и давления кислорода и паров воды, а также от генети-
ческих условий взаимодействия при окислении образуются оксид
алюминия (А12О3) и субоксиды (А12О и А1О). Вероятность образо-
вания субоксвдов возрастает с увеличением температуры и умень-
шением парциального давления кислорода над расплавом. В обыч-
ных условиях плавки термодинамически устойчивой фазой явля-
ется твердый оксид алюминия у-А12О3, который не растворяется в
алюминии и не образует с ним легкоплавких соединений. При
нагреве до 1200 °C у-А12О3 перекристаллизовывается в а-А12О3.
144
До мере окисления на поверхности твердого и жидкого алюми-
ния образуется плотная, прочная пленка оксида толщиной 0,1 ...0,3
мкм. При достижении такой толщины окисление практически
приостанавливается, так как скорость диффузии кислорода через
пленку резко замедляется. Скорости окисления сильно возраста-
ет с повышением температуры расплава (рис. 42).
Процесс окисления жидких сплавов алюминия очень сложен
и недостаточно изучен. Имеющиеся данные показывают, что ин-
тенсивность окисления составляющих сплавов является функци-
ей давления кислорода, давления диссоциации их оксидов, кон-
. центраций составляющих в сплаве, скорости диффузии атомов
навстречу атомам кислорода, взаимодействия оксидов между со-
бой и т. дУ Кинетика окисления определяется сплошностью, плот-
ностью и прочностью оксидной плены. При одинаковой концен-
трации прежде всего окисляются наиболее активные элементы, у
. которых образование оксида связано с наибольшим уменьшени-
ем изобарно-изотермического потенциала. Большинство легиру-
ющих элементов (Cu, Si, Мп) не оказывает существенного влия-
ния на процесс окисления алюминия и защитные свойства ок-
сидной плены, так как соответствуют отношению
(VM,mo ! mVMe) > 1 • Оксидная плена на двойных сплавах алюми-
Рис. 42. Зависимость прироста массы
&* расплава при окислении алюми-
иия от времени выдержки и темпера-
туры, °C: 1 - 640; 2 - 700; 3 - 750; 4
- 800; 5 - 850; 6 - 900; 7 - 1000
Рис. 43. Влияние различных элементов
и силумина (Al + Si) на окисляемость
алюминия при 800 °C
145
ния с этими элементами при низкой их концентрации состоит из
чистой у-Д12О3. При значительных содержаниях указанных эле-
ментов образуются твердые растворы оксидов легирующих эле-
ментов в у-А12О3 и соответствующие соединения Л/еО-АШ,.
Щелочные и щелочноземельные металлы (К, Na, Li, Ba, Са,
Sr, Mg), а также цинк (0,05...0,l %) сильно увеличивают оКисляе-
мость алюминия из-за образования рыхлых оксидных плен (рис.
43), .
Сплавы алюминия с магнием образуют оксидную плену пере-
менного состава. При малом содержании магния (до 0,005 %)
оксидная плена имеет структуру у-Д12О3 и представляет собой твер-
дый раствор MgO в у-Д12О3; при содержании 0,01...1 % Mg оксид-
ная плена состоит из шпинели (MgO-Al2O3) переменного состава
и оксида магния; при содержании свыше 1,0 % Mg плена почти
полностью состоит из оксида магния. Бериллий и лантан (до 0,01
•%) снижают скорость окисления этих сплавов до уровня скорос-
ти окисления алюминия. Защитное действие их обусловлено уп-
лотнением оксидной плены сплавов за счет заполнения образую-
щихся в ней пор.
Перемешивание расплава в процессе плавки сопровождается
нарушением целостности оксидной плены и замешиванием об-
рывков ее в расплав. Обогащение расплавов оксидными включе-
ниями происходит в результате обменных реакций с футеровкой
плавильных устройств. Наиболее существенное влияние на сте-
пень загрязнения расплавов пленами оказывает поверхностная
окисленность исходных первичных и вторичных шихтовых мате-
риалов. Отрицательная роль этого фактора возрастает по мере
уменьшения компактности и увеличения удельной поверхности
материала.
Сильно снижают окисляемость алюминиевых расплавов фтор
и газообразные фториды (SiF4, BF3, SR и др.), которые вводят в
печную атмосферу в количестве до 0,1 %. Адсорбируясь на повер-
хности оксидной плены, они уменьшают скорость проникнове-
ния кислорода к поверхности металла.
Введение в шихту собственных возвратов связано с неизбеж-
ным накоплением в сплавах вредной примеси железа, образую-
щего с компонентами сплавов сложные твердые интерметалли-
ческие соединения, снижающие пластические свойства и ухуд-
шающие обработку отливок резанием.
Кроме оксидов алюминия, в расплавах обнаруживают оксид
магния (MgO), магнезиальную шпинель (MgAl2O4), нитриды алю-
миния, магния, титана (AIN, Mg3N„ TiN), карбид алюминия
(А14С3), бориды алюминия и титана (А1В2, TiB2) и др.
146
рис. 44. Оксидные плены в алюминиевых деформируемых сплавах: а - в изломе техноло-
гической пробы; б - в слитке; х270
В зависимости от происхождения неметаллические включения
встречаются в сплавах в виде дисперсных включений и плен.
Основная масса дисперсных включений имеет размер 0,03...0,5
мкм. Они сравнительно равномерно распределены в объеме рас-
плава. Наиболее вероятная толщина оксидных плен 0,1... 1 мкм, а
протяженность — от десятых долей миллиметра до нескольких
миллиметров. Распределение их в объеме расплава 1файне нерав-
номерно. При выстаивании расплавов крупные включения могут
всплывать или осаждаться. Однако ввиду большой удельной по-
верхности плен и малого отличия их плотности от плотности рас-
плавов Всплывание (осаждение) идет медленно, большая часть
плен остается в расплаве и при заполнении формы увлекается в
отливку. На рис. 44 показан вид плен на нетравленных шлифах и
д'изломах образцов. Еще более медленно отделяются тонкодис-
персные взвеси. Практически все количество их переходит в от-
ливку.
Содержание тонкодисперсной взвеси оксида алюминия в алю-
миниевых сплавах определяют методом химического (броммета-
нолового) анализа. Для оценки содержания в расплаве оксидных
плен используют технологическую пробу Добаткина — Зиновьева
(рис. 45). По данным многочисленных исследований содержание
тонкодисперсных включений в нерафинированных алюминиевых
сплавах составляет сотые доли процента, а оксидных плен 1...1,5
мм2/см2 площади излома.
Наиболее вредными из неметаллических включений являются
крупные оксидные плены (рис. 46, а) и шлаковые включения (рис.
147
Рис. 45. Технологическая проба В. И. Добатки-
на - В. К. Зиновьева на содержание оксидных
плен: 1 - исходная заготовка; 2 - заготовка пос-
ле осадки; 3 - проба до излома; 4 - излом про-
бы
46, б, в). Они резко ослаб-
ляют сечения отливок,
снижают пластические,
прочностные и усталост-
ные свойства их, являют-
ся причиной образования
очагов усиленной корро-
зии и возникновения тре-
щин из-за концентрации
напряжений. Неметалли-
ческие включения способ-
ствуют развитию в отлив-
ках усадочных рыхлот и
пористости (рис. 47). Та-
кие отливки не выдержи-
вают обычно испытаний
на гидро- и пневмоплот-
ность — в местах располо-
жения плен, рыхлот и
микропор обнаруживается течь. В большинстве случаев такие
включения обладают повышенной микротвердостью (12...20)403
МПа], что значительно ухудшает качество обработки отливок ре-
занием и приводит к быстрому износу и поломкам режущего ин-
струмента. Оксидные плены снижают жидкотекучесть расплавов
и ухудшают заполнение тонких полостей литейных форм, вызы-
вая брак по недоливам.
Не менее отрицательное воздействие оказывают плены и шла-
ковые включения на свойства слитков и полуфабрикатов. Сни-
жая технологическую пластичность сплавов, они способствуют
разрушению слитков в процессе деформации и образованию рас-
слоений различной протяженности в листах и полосах при про-
катке, появлению в изломах прессованных или штампованных
заготовок площадок различной протяженности и окраски в мес-
тах расположения оксидных плен. Оксидные включения наряду с
водородом служат одной из причин образования деформацион-.
ных расслоений в виде несплошностей (штрихов) небольшой про-
тяженности (рис. 48), возникающих в штамповках на границе зон
максимального течения металла при горячей деформации.
Крупные неметаллические включения вызывают снижение
механических свойств в поперечном направлении, в изделиях с
высокой степенью односторонней деформации (профили, пли-
ты, штамповки) и уменьшают выход, годного за счет образования
трещин и разрывов по кромке листов и лент (рис. 49).
148
Рис. 46. Шлаковые включения в изломе (а) и на обработанной поверхности отливок (б,
• А
Большое влияние на свойства алюминиевых сплавов оказыва-
ют и тонкодисперсные неметаллические включения. Они повы-
шают вязкость расплавов, снижают жидкотекучесть их и умень-
шают объем усадочной раковины, способствуя развитию усадоч-
ной рыхлоты. Эти включения задерживают диффузионное выде-
ление водорода из расплава. Обладая развитой поверхностью, они
способствуют пузырьковому выделению растворенного водорода.
Тонкодисперсные включения, образуя комплексы с водородом,
повышают остаточное содержание его в алюминиевых расплавах,'
способствуя образованию газовой пористости и газовых раковин
в отливках, обусловливают образование газовых пузырей (рис. 50)
при отжиге листов и лент в атмосфере, содержащей пары воды. В
Результате высокой твердости эти включения повышают износ
Режущего инструмента. Являясь готовыми центрами кристалли-
зации, тонкодисперсные неметаллические включения вызывают
измельчение макрозерна отливок и способствуют снижению пла-
149
Рис. 47. Усадочная рыхлота (а), газоусадочная пористость (б) и микропористость (в) в об-
ливках, х90
этических свойств сплавов. На рис. 5Г приведена зависимость
размеров макрозерна слитков из сплава АК6 и механических
свойств сплава АК9ч(АЛ4) от содержания тонкодисперсных ок-
сидных включений.
Интерметаллические соединения, образующиеся в расплавах
в виде крупных (50...500 мкм) первичных выделений самостоя-
тельной фазы, также оказывают неблагоприятное воздействие на
свойства сплавов. Степень воздействия интерметаллидов в зна-
чительной мере определяется количеством, твердостью, размера-
ми и формой выделения их в структуре отливок. Резкое сниже-
150
о
Рис. 49. Рваная кромка листа из сплава
АМгб
Рис. 48. Штриховые расслоения в
штамповках из сплава АКб
ние пластических свойств (относительного удлинения и ударной
вязкости) вызывает тонкие иглообразные выделения хрупких кри-
сталлов железистой составляющей (FeAl3 или AlxSiyFez).
Во время плавки алюминий насыщается водородом, содержа-
ние которого может достигать 1...1,5 см3 на 100 г металла. Основ-
ным источником водорода являются пары воды, парциальное
давление которых в атмосфере газовых плавильных печей может
составлять 8... 16 кПа. Оксидная плена на шихтовых материалах
также является источником насыщения расплава водородом, так
как на 30...60 % состоит из А1(ОН)3. Химически связанная влага с
трудом удаляется с поверхности шихтовых материалов даже при
Рис. 50. Газовые пузыри на листах из
алюминия АД1 после отжига
151
0,03 0,05 0,07 0,OS Ct.'/. 0,04 0,05 0,06 Cj,7.
0 . . f
Рис. 51. Зависимость размера зерна d, содержания водорода в слитках сплава АКб (а) и
механических свойств сплава АЛ4 (б) от концентрации тонкодисперсных включений
900 °C. Попадание гидроксида в расплав вызывает сильное насы-
щение его водородом. По этой причине нежелательно введение в
шихту стружки, опилок, обрези, сплесков и других некомпакт-
ных отходов. Приобретают особое значение организация хране-
ния и своевременная переработка отходов и возвратов собствен-
ного производства, предотвращающие окисление и коррозию с
образованием гидроксидов.
Влияние легирующих элементов и примесей на равновесную
растворимость водорода в алюминии выражается в следующем.
Медь и.кремний уменьшают растворимость водорода, а магний
увеличивает. Растворимость увеличивают также все гидридообра-
зующие элементы (Ti, Zr, Li, Na, Ca, Ba, Sr). Так, сплав алюми-
ния с 5 % Zr может содержать до 45 см3 водорода на 100 г.
Существенную роль растворенного в сплавах водорода вносят
электролитическая медь и лигатуры. Так, лигатура Al—Ti в зави-
симости от технологии выплавки может содержать до 25 см3 во-
дорода на 100 г, а электролитическая медь с наростами — до 20
см3 на 100 г.
Литейные сплавы содержат большее количество примесей и
неметаллических включений, чем деформируемые. Поэтому они
в большей степени предрасположены к поглощению газов.
Кинетика процесса наводороживания алюминиевых распла-
вов лимитируется массопереносом водорода в жидком металле,
через поверхностную оксидную плену и в газовой среде. Наибо-
лее существенное влияние на массоперенос оказывает состав спла-
ва и содержание неметаллических включений, определяющих про-
ницаемость оксидной плены и диффузионную подвижность во-
дорода. На проницаемость плены существенное влияние оказы-
вает также состав газовой среды.
Диффузионную подвижность водорода'в алюминии уменьша-
ют медь, кремний, магний, марганец и титан. Наиболее активно
152
действуют три последних элемента. Сильно замедляют диффузи-
онную подвижность тонкодисперсные неметаллические включе-
ния, Обладающие высокой адсорбционной способностью по от-
ношению к водороду.
Плена оксида алюминия обладает малой проницаемостью для
атомов водорода, она замедляет реакции взаимодействия распла-
ва с влагой атмосферы. При толщине плены 1 мкм газообмен
между металлом и атмосферой практически прекращается. Все
элементы, увеличивающие окисляемость алюминия (Mg, Li, Na,
Sr, Ca), увеличивают проницаемость оксидной плены для водо-
рода. Медь, цинк и кремний мало влияют на газообмен.
На водородопроницаемость оксидной плены существенно вли-
яет состав атмосферы над расплавом. Проницаемость плены зна-
чительно увеличивается, если в газовой среде присутствуют С12,
С2С16, BF4, SiF4, фреоны и другие галогениды. Хлориды, обладая
высоким сродством к алюминию, проникают под оксидную пле-
ну и разрушают ее в результате образования газообразного хло-
рида алюминия. Фториды менее активно взаимодействуют с алю-
минием, но они способствуют дегидратации оксидной плены и
десорбции молекул и атомов кислорода. В результате высокой
адсорбционной способности фториды занимают освобождающи-
еся активные центры на цлене и создают оксифторидные комп-
лексы типа AI2O2F2, которые прекращают'доступ кислорода и па-
рбв воды к расплаву, делая плену тонкой и проницаемой для во-
дорода. Жидкие флюсы, содержащие фториды, также разрушают
оксидную плену и облегчают дегазацию расплавов.
Растворенный водород, выделяясь при кристаллизации рас-
плавов, вызывает образование газовой и газоусадочной пористо-
сти в отливках. С увеличением концентрации водорода в распла-
ве газовая пористость отливок возрастает.
. . • • *. • а-
Номер эталона 1 2 J ц 5
пор До 5 Дою До 15 До 20 До 25
Диаметр пор, мм ДоОД-ЭОЧ> доод-юъ До 0,1-80% ДО 0,2-20% До 0,3-80% До 0,5—20% До 0,5-70% До 1,0-30% До 0,5 ~ 60% До 1,0^30% >1,0^10%
Рис. 52. Шкала пористости ВИАМ
153
Водород в зависимости от содержания и химического состава
сплава по-разному может влиять на микроструктуру и свойства
заэвтектических силуминов.
. Содержание водорода в алюминиевых расплавах в производ-
ственных условиях методом Дарделла—Гудченко (по выделению
первого пузырька газа) или методом вакуумной экстракции твер-
дого образца. Пористость отливок оценивают обычно по пяти-
бальной шкале, разработанной ВИАМ (Всероссийский институт
авиационных материалов) (рис. 52). Между содержанием водоро-
да, пористостью отливок и плотностью сплава существует взаи-
мосвязь, которая для сплава АК9ч (АЛ4) приведена ниже:
Балл пористости
по шкале ВИАМ.................I II III IV V
Содержание газов,
СМ3/100 г.................0.3...0.4 0,4...0,65 0,65...1,0 1,0...1,3 1,3...2,6
Плотность сплава,
Г/см3...................2,652...2,669 2,652...2,658 2,642...2,645 2,632...2,640 2,556...2,589
Предрасположенность алюминиевых сплавов к газовой пори-
стости определяется не абсолютным содержанием газа в распла-
ве, а количеством газа, выделяющегося при кристаллизации (Сж—
Ст), где Сж — содержание газа в расплаве; Ст — содержание газа в
твердом сплаве. Объем выделившегося газа зависит от степени
пересыщения твердого раствора газом где $т — равновесная
растворимость газа в твердом сплаве. Чем больше степень пере-
сыщения, тем меньше разность (Сж—Ст), тем менее вероятно об-
разование газовых пор.
Степень пересыщения твердых растворов увеличивается с по-
вышением скорости охлаждения. Поэтому при литье в кокили
предрасположенность к образованию газовой пористости значи-
тельно ниже, чем при литье в песчаные формы.
Для каждого сплава существуют предельные концентрации
водорода, ниже которых в отливках при заданных скоростях ох-
лаждения газовые поры не образуются. Так, для того чтобы пре-
дотвратить образование газовых пор в отливках из сплава алюми-
ния с 7 % Si при литье в песчаные формы, необходимо, чтобы
содержание водорода в расплаве не превышало 0,15 см3/100 г.
Предельным содержанием водорода в сплаве Д16 считается
0,12...0,18 см3/100 г в зависимости от интенсивности охлаждения
при кристаллизации.
Содержание оксидных включений и растворенных газов в алю-
миниевых расплавах возрастает по мере увеличения времени вы-
154
держки в плавильных и раздаточных печах. Особенно вредна
выдержка во влажной атмосфере. Максимальная скорость плав-
ки и минимальная длительность выдержки расплавов в печи пе-
ред разливкой являются необходимыми условиями повышения
их чистоты. В этом отношении особый интерес приобретает тех-
нология плавки в газовых отражательных печах с применением
кислорода. Кроме значительного повышения скорости плавле-
* ния (в 1,5 раза) и снижения потерь металла (на 25 %), примене-
ние кислорода способствует снижению пористости отливок.
Алюминиевые расплавы предохраняют от окисления и насы-
„ щенйя водородом ведением плавки в вакууме, атмосфере инерт-
ных газов, в воздушной среде, содержащей фториды, примене-
нием покровных флюсов при плавке в слабоокислительной ат-
мосфере, защитным легированием. Наиболее эффективными из
перечисленных способов защиты являются плавки в вакууме и в
среде защитных газов. Однако эти способы плавки недостаточно
Высокопроизводительны и дороги. Поэтому в производственных
условиях для защиты расплавов от взаимодействия с газовой сре-
дой широко используют покровные флюсы. Ниже приведен со-
став покровных флюсов:
Номер Состав флюса, %
Назначение
флюса
1
2
3
4
5
6
7
45 NaCl; 55 КС1................... . . .
37 NaCl; 50 КС1; 6,6 NajAlFe; 6,4 CaF2 .
42...46 NaCl; 43...47 KC1; 15...7 NajAlFe
100 MgCh-KCl...................:.....
85 MgCl2 KCl; 15 CaF2.................
85 MgCl2 KCl; 15 MgF2
55...60 KC1; 45...40 LiCl.............
Для большинства сплавов,
кроме алюминиевомагниевых
Для деформируемых сплавов,
кроме алюминиевомагниевых
Для алюминиевомагниевых
сплавов
Для алюминиеволитиевых
сплавов
При плавке большинства алюминиевых сплавов, содержащих
не более 1 % Mg, в качестве покровного флюса используют смесь
хлоридов натрия и калия (45 % NaCl и 55 % КС1) в количестве
1...2 % от массы шихты. Состав флюса соответствует твердому
раствору с минимальной температурой плавления 650 °C. Флюс
хорошо смачивает оксид алюминия и расплав. Рекомендуется и
более сложный по составу флюс.
Для алюминиевомагниевых сплавов, содержащих более 1 %
Mg, в качестве защитного флюса используют карналлит
(MgCl2-KCl) и смесь карналлита с 10... 15 % фтористого кальция
или фтористого магния, так как флюс из хлоридов натрия и ка-
155
лия плохо смачивает оксид магния. Недопустимо применение флю-
сов, содержащих фториды натрия, так как обогащение алюмини-
евомагниевых расплавов натрием существенно ухудшает техно-
логические свойства этих сплавов. Если применить флюс нельзя,
защиту от окисления осуществляют введением в сплав бериллия
(0,001...0,005 %). Защитные флюсы широко используют при плав-
ке сплавов в отражательных печах. При выплавке небольших пор-
ций литейных сплавов в тигельных печах защитные флюсы, как
правило, не применяют.
Для предотвращения взаимодействия с влагой принимают меры
к удалению ее из футеровки плавильных печей и разливочных
устройств, рафинирующих и модифицирующих флюсов: подвер-
гают прокалке и окраске плавильно-разливочный инструмент,
производят подогрев, очистку и сушку шихтовых материалов.
Несмотря на тщательную защиту расплавов при плавке на воз-
духе, они всегда обогащаются неметаллическими включениями и
водородом и перед заливкой в формы требуют очиртки.
Рафинирование сплавов
Во время плавки алюминиевые расплавы подвергают очистке
от растворенных металлических примесей (натрия, магния, же-
леза и цинка), взвешенных оксидных (неметаллических) включе-
ний и растворенного водорода. Для этих целей применяют раз-
личные методы продувки расплавов инертными и активными га-
зами, отстаивание, обработку хлористыми солями и флюсами,
вакуумирование и фильтрование через сетчатые, зернистые и спе-
ченные керамические фильтры.
Удаление примеси натрия из алюминия и алюминиевомагние-
вых сплавов АМг2 и АМгб можно осуществить продувкой рас-
плава хлором, смесью инертного газа с хлором (на 100 объемных
частей инертного газа 1...10 объемных частей хлора), парами хло-
ридов (С2С16, СС14, TiCl4), фреоном (CC12F2) и фильтрованием через
зернистые фильтры из A1F3 или А12О3, активированные хлором
или фтором. Расход рафинирующего газа составляет 0,2...0,5 м3
на 1 т расплава. Длительность продувки через керамические на-
садки или пористые керамические вставки 10...15 мин при темпе-
ратуре расплава 700...720 ’С. В процессе продувки из расплава
удаляются также примеси лития, калия и кальция и теряется до
0,2 % магния. Фильтрование расплавов ведут через фильтры тол-
щиной 150...200 мм из зерен диаметром 4...6 мм. Перечисленные
методы рафинирования позволяют довести остаточное содержа-
ние натрия в расплаве до (2...3)‘10-4 %.
156
Вредное влияние натрия на технологические свойства сплава
дМгб может быть подавлено введением в расплав присадок вис-
мута или сурьмы (0,2...0,3 % от массы расплава), образующих с
натрием интерметаллиды, плавящиеся соответственно при 775 и
856 °C..
Продувку газами широко используют для дегазации расплавов
* и очистки их от неметаллических включений. Рафинирование
^осуществляется тем успешнее, чем меньше размер пузырьков
продуваемого газа и равномернее распределение их по объему
расплава. Продувку, как правило, ведут через пористые вставки
из спеченного глинозема, которые обеспечивают получение газо-
вых пузырьков диаметром 1,5...2 мм. Этот способ рафинирования
широко используют в литейных цехах по производству слитков.
Продувку осуществляют в специальных футерованных емкостях,
установленных на пути перелива металла из миксера в кристал-
лизатор или в ковшах. В дно ковша или емкости устанавливают
пористую керамическую вставку (рис. 53). Для рафинирования
алюминиевых расплавов используют азот, аргон, гелий, хлор и
смесь азота (90 %) с хлором, очищенные от влаги и кислорода.
Продувку азотом или аргоном ведут при 720...730 °C. Длитель-
ность продувки в зависимости от объема расплава колеблется в
пределах 5...20 мин; расход газа составляет 0,5...1 м3 на 1 т рас-
плава. Такая обработка позволяет снизить содержание .неметал-
лических включений до 0,5...0,1 мм2/см2 по технологической про-
бе Добаткина—Зиновьева, а содержание водорода — до 0,2...0,15
см3 на 100 г.
При использовании для продув-
ки расплавов специальных фурм
скорость газа на срезе сопла состав-
ляет 2О0...25О м/с, что обеспечива-
ет диспергирование газовых пу-
зырьков.в объеме расплава до 3...5
мкм; длительность продувки при
этом не превышает 5 мин, а расход
газа на 1 т расплава 0,05 м3.
Обработку расплавов хлором
осуществляют в герметичных каме-
рах или ковшах, имеющих крышку
с отводом газов в вентиляционную
систему. Хлор вводят в расплав че-
рез трубки с насаДками при
710...720 °C. Длительность рафини-
рования при давлении хлора
0,11...0Д2 МПа составляет 10... 12
Рис. 53. Ковш с пористой керами-
ческой вставкой для продувки рас-
плавов инертйым газом: 1 - кожух
для подвода инертного газа; 2 - по-
ристая керамическая вставка; 3 -
футеровка; 4 - газовый пузырек
157
мин; расход хлора 0,3...0,5 м3 на .1 т расплава. Применение хлора
обеспечивает более высокий уровень очистки по сравнению с
техническим азотом и аргоном. Однако токсичность хлора, необ-
ходимость обработки расплавов в специальных камерах и труд-
ности, связанные с его очисткой, существенно ограничивают при-
менение хлорирования расплавов в промышленных условиях.
Замена хлора смесью его с азотом обеспечивает достаточно высо-
кий уровень очистки, но не позволяет решить проблемы, связан-
ные с токсичностью и осушкой.
Продувка газами сопровождается потерями магния. При обра-
ботке азотом теряется 0,01 % магния; дегазация хлором увеличи-
вает эти потери до 0,2 %.
Необходимой операцией после продувки является выдержка
расплава в течение 10...30 мин для удаления мельчайших газовых
пузырьков. Использование расплавов сразу же после окончания
продувки без выдержки всегда сопряжено с образованием боль-
шого числа газовых дефектов в отливках.
В процессе продувки наблюдается образование значительного
количества пены, которая увлекается потоком металла в отливку.
Подавление пенообразования достигают нанесением на поверх-
ность расплава в камере продувки слоя солевых гранул диамет-
ром 6...10 мм, толщиной 40...60 мм. Нарушая сплошность оксцц-
ной плены на поверхности расплава, гранулы обеспечивают спо-
койный выход инертного газа из расплава. Сублимация составля-
ющих гранул создает в их слое защитную атмосферу, предохра-
няющую металл от окисления. Использование гранул позволяет
существенно снизить содержание оксидных плен в отливках, на
10...30 % уменьшить содержание водорода и снизить брак штам-
повок по расслоениям.
Рафинирование хлоридами широко используют в фасонноли-
тейном производстве. Для этой цели применяют хлористый цинк,
хлорид марганца, гексахлорэтан, четыреххлористый титан и ряд
других хлоридов. Все перечисленные хлориды гигроскопичны.
Поэтому перед употреблением их подвергают сушке (МпС12, С2С1в)
или переплавке (ZnCl2). Технология рафинирования хлоридами
состоит во введении их в расплав колокольчиком и непрерывном
перемешивании до прекращения выделения продуктов реакции.
Хлориды цинка и марганца вводят в количестве 0,05...0,2 % при
температуре расплава 700...730 °C, гексахлорэтан — в количестве
0,3...0,7 % при 740...750 °C в несколько приемов. С понижением
температуры эффективность рафинирования снижается в связи с
повышением вязкости расплавов; рафинировайие при более вы-
соких температурах нецелесообразно, так как оно сопряжено с
интенсивным окислением.
158
*1 ’ .
В настоящее время в цехах фасонного литья длй рафинирова-
ния широко используют таблетки препарата “Дегазер”, состоя-
щего из гексахлорэтана и хлористого бария (10 %), которые вво-
дят в расплав в количестве 0,5 % при 720...750 °C. Обладая боль-
шей, чем расплав, плотностью, таблетки опускаются на дно ем-
* кости, в которой осуществляется рафинирование, обеспечивая
проработку всего объема расплава.
. • Хлориды взаимодействуют с алюминием по реакции ЗЛ/еС12 +
+ 2А1 -» 2А1С13 + ЗЛ/е. Пузырьки хлорида алюминия, поднимаясь
на поверхность расплава, увлекают взвешенные неметаллические
включения; внутрь пузырьков диффундирует растворенный в рас-
плаве водород, происходит очистка расплава. По окончании пе-
ремешивания расплаву дают отстояться в течение 10...30 мин при
720...730 °C для выделения мелких газовых пузырьков.
Рафинирование хлоридами ведут в печах или ковшах с малой
удельной поверхностью зеркала расплава. При малой толщине
слоя расплава рафинирование хлоридами малоэффективно. По
уровню очистки от. неметаллических включений и растворенного
„газа обработка Хлоридами уступает продувке хлором.
Очистку алюминиевых расплавов флюсами применяют при
плавке литейных и деформируемых сплавов. Для рафинирования
используют флюсы на основе хлористых солей щелочных и ще-
лочноземельных металлов с добавками фторидов — криолита, пла-
викового шпата, фторидов натрия и калия, кремнефтористого
натрия. Ниже приведен состав флюсов для рафинирования:
Номер флюса Состав флюса, %
Для всех алюминиевых сплавов, не содержащих магния
1 47 КС1; 30 NaCl; 23 NajAlFg ,
2 35 КС1; 50 NaCl; Д5 Na,SiF6
Для сплавов, содержащих магний
3 60 MgCl^KCl; 40 KF2
4 12...15 КС1; SOMgCl/KCl; 5...8 BaCl,
5 80 MgCl^KCl; 20 CaF2
6 85 MgClyKCl; 15 MgF2
7 90 MgClyKCl; 10 KjA1F6
8 90 MgClyKCl; 10 KF
9 90 MgCl/KCl; 10 A1F3
159
Универсальные (рафинирующие и модифицирующие) флюсы
для сплавов системы Al-Si
10 11,5 КС1; 56,5 NaCl; 7 Na,AlF6; 25 NaF
11 10 KC1; 50 NaCl; 10 Na/dF^ 30 NaF
12 45 NaCl; 15 Na/JF6; 40 NaF
13 . 40 KC1; 35 NaCl; 15 Na/JF6; 10 NaF
В практике плавки большинства алюминиевых деформируе-
мых сплавов для рафинирования используют флюс № 1, а для
очистки сплавов алюминия с магнием безнатриевые флюсы на
основе карналлита (№№ 3...9).
Предварительно переплавленные и высушенные флюсы в ко-
личестве 0,5... 1 % от массы металла вводят в расплавы колоколь-
чиком. Для проработки всего объема расплава колокольчик с
флюсом перемещают по всей площади расплава до полного рас-
плавления всей навески. Температуру расплава при рафинирова-
нии поддерживают на уровне 720...750 °C. После выдержки в те-
чение 30...45 мин расплава в спокойном состоянии с его поверх-
ности удаляют шлак и переливают в ковши или миксеры.
Для рафинирования литейных алюминиевых сплавов (силу-
минов) широко применяют флюсы № 2 и 13. Их вводят в распла-
вы в жидком виде в количестве 0,5...1,5 % и энергично замешива-
ют. Флюсы способствуют разрушению пены, образующейся при
переливе расплавов, но обогащают расплавы натрием. Более це-
лесообразно использовать для рафинирования безнатриевые флю-
сы.
Высокий уровень дегазации получают при вакуумировании. Для
этого выплавленный по стандартной технологии в открытых пе-
чах металл переливают в ковш и помещают в вакуумную камеру.
В камере металл выдерживают при остаточном давлении 1330 Па
в течение 10...30 мин, температуру расплава при этом поддержи-
вают в пределах 720...740 °C. В тех случаях, когда вакуумирование
ведут без подогрева, расплав перед обработкой подогревают до
760... 780 °C.
В больших масштабах для очистки алюминиевых расплавов от
неметаллических включений применяют фильтрование через сет-
чатые, зернистые и пористые керамические фильтры.
Сетчатые фильтры широко используют для очистки расплавов
от крупных включений и плен. Они отделяют те включения, раз-
мер которых больше ячейки сетки. Сетчатые фильтры изготавли-
вают из стеклоткани различных марок с размером ячейки от
0,5x0,5 до 1,5x1,5 мм и титана. Их устанавливают в распредели-
тельных коробках и кристаллизаторах, в литниковых каналах и
160
раздаточных тиглях (рис. 54); применение их позволяет в 1,5...2
раза снизить содержание крупных неметаллических включений и
плен и не оказывает влияния на содержание дисперсных включе-
ний и водорода.
”. Значительно больший эффект очистки дают зернистые фильт-
ры. Простейший фильтр представляет собой слой из зерен филь-
о трующего материала размером 5...15 мм в поперечнике, толщи-
ной 100...150 мм. Для изготовления их используют шамот, магне-
зит, алунд, графит, сплавы хлоридов и фторидов и другие мате-
риалы.
Рис. 54. Расположение сетчатых фильтров: а - в распределительной воронке в кристалли-
заторе; б - в распределительном желобе; в - в кристаллизаторе и подлеточной коробке; г
~ в раздаточном тигле; д - в литейной форме под стояком; 1 - ломик; 2 - желоб; 3 -
фильтр; 4 - распределительная воронка; 5 - кристаллизатор; б - миксер; 7 - распредели-
тельная коробка; 8 - стопор; 9 - слиток
6 — 4131 161
Очистка металлических расплавов от взвешенных включений
при фильтровании через зернистые фильтры обусловлена меха-
ническими и адгезионными процессами. Первым из них принад-
лежит решающая роль при отделении крупных включений и плен,
вторым — при отделении тонкодисперсных включений. За счет
сеточного эффекта зернистые фильтры задерживают лишь те вклю-
чения, размеры которых превышают эффективный диаметр меж-
зеренных каналов..
Полнота удаления взвешенных включений зависит от приро-
ды материала, размера зерна, толщины слоя фильтра и металло-
статического напора, определяющего скорость фильтрации. Наи-
более эффективны фильтры, изготовленные из сплавов фторидов
(активных материалов). Так, фильтры из сплава фторидов каль-
ция и магния позволяют получать отливки из сплавов АК9ч(АЛ4),
АК6, АМгб в 1,5...3 раза менее загрязненными оксидными вклю-
чениями, чем фильтры из магнезита (рис. 55). Эффективность
очистки возрастает по мере увеличения толщины фильтра и умень-
шения диаметра зерна (рис. 56) и металлостатического напора.
Максимальный эффект очистки получают при использовании
мелкозернистых (4...6 мм в поперечнике) фильтров из материа-
лов, обладающих наиболее высокой работой адгезии с неметал-
лическими включениями (фториды).
Содержание плен и крупных неметаллических включений в
расплавах после фильтрования может быть рассчитано по урав-
нению
С = С,•!/(! + «, £) , (12)
где С — концентрация неметаллических включений после фильт-
рования, %; Со — исходная концентрация неметаллических вклю-
чений, %; Кя — коэффициент, характеризующий адгезионную ак-
тивность материала фильтра (Ка составляет 6,2 для сплавов фто-
ридов кальция и магния, 3 для графита, 2 для магнезита); L -
толщина фильтра, мм; d — средний диаметр зерна фильтра, мм.
Существенное влияние на полноту отделения крупных вклю-
чений и плен оказывают скорость и режим течения расплава по
межзеренным каналам фильтра. С увеличением скорости умень-
шается возможность осаждения включений из движущегося по-
тока под действием силы тяжести и увеличивается вероятность
смыва уже осевших включений за счет гидродинамического воз-
действия, сила которого пропорциональна квадрату скорости те-
чения расплава.
Активные материалы наряду с крупными включениями и пле-
нами позволяют отделить до 30...40 % тонкодисперсных взвесей
162
Рис. 55. Эффективность'очистки сплава
АКб от оксидных плен в зависимости от
размера зерна d, природы материала и тол-
щины фильтра. Уровень металла над филь-
'тром 50 мм. Материал фильтра: 7, 2,4 -
сплав фторидов кальция и магния; 3, 5, 7 -
1рафит; б, 8, 9 - магнезит. Толщина фильт-
ра! 4,7,9- 50 мм; 2, 5, 8 - 70 мм; 1, 3, б -
100 мм
Рис. 56. Зависимость концентрации
крупных, включений и плен в отлИв-
ках из сплавов АК6 и АК9ч от тол-
щины L и материала фильтра. Уро-
вень металла над фильтром 50 мм.
Материал фильтра: 1...3 - сплав фто-
ридов; 4, 5- графит; 6...S - магнезит.
Диаметр зерна фильтра: I, 4, б - d =
5 мм; 7 - d = 8 мм; 8- d - 11 мм
и на 10...20 % снизить содержание водорода в сплавах, подверг-
нутых рафинированию флюсом или хлоридами. По мере удале-
ния тонкодисперсных взвесей увеличивается размер зерна: в от-
ливках, снижается газосодержание, растут пластические свойства
Сплавов (см. рис. 51). Высокий уровень очистки сплавов АК6 и
АК9ч(АЛ4) от включений и водорода наблюдается при использо-
вании фильтров из сплава фторидов кальция (48 %) и магния (52
%) с размером зерна 4...6 мм в поперечнике и высотой фильтру-
ющего слоя 100... 120 мм.
Очистка расплавов от тонкодисперсных включений и переход
их из расплава на поверхность зерен фильтра обусловлены убы-
лью свободной энергии системы, пропорциональной удельной
работе адгезии включений к фильтру, величина которой может
быть оценена уравнением
- ах_, cos 0! - <тх_, cos 02,
(13)
б»
163
где ~ работа адгезии включений к фильтру в среде рас-
плавленного металла, мДж/м2; И^®2 — работа адгезии включе-
ний к фильтру в газообразной среде, мДж/м2; стж в — поверхност-
ное натяжение расплава, мН/м; 0lf 02 — краевые углы смачивания
материала фильтра и включений расплавом соответственно, град.
Эффективность очистки алюминиевых расплавов от тонкодис-
персных включений зернистыми фильтрами возрастает по мере
ухудшения смачивания фильтра и включений расплавом.
Зернистые фильтры, так же как и сетчатые, устанавливают на
пути перелива металла из миксера в форму. При непрерывном
литье слитков оптимальным местом установки является кристал-
лизатор; при фасонном литье фильтр располагают в стояке, раз-
даточном тигле или литниковой чаше. Расположение зернистых
фильтров показано на рис. 57. Перед использованием фильтр
нагревают до 700...720 °C для удаления адсорбированной влаги и
предотвращения замораживания металла в каналах.
Заливку ведут таким образом, чтобы верхний уровень фильтра
бЬи покрыт слоем металла толщиной 10... 15 мм, а истечение ме-
талла после фильтра происходило под затопленный уровень. При
соблюдении перечисленных условий остаточное содержание не-
металлических включений и плен в отливке может быть доведено
до 0,02...0,08 мм2/см2 по технологической пробе, т. е. в 2...4 раза
снижено по сравнению с фильтрованием, через сетчатые фильт-
ры.
Насыпные зернистые фильтры, несмотря на высокий уровень
очистки расплавов, обладают существенным недостатком — при
использовании их сложно обеспечить стабильность процесса из-
за возможного образования каналов большого сечения.
В последние годы в США разработаны корундовые пластин-
чатые фильтры на нитридной связке с фиксированным размером
межзеренных каналов и трубчатые керамические фильтры с диа-
метром йор 175...200 мкм, обеспечивающие очистку алюминие-
вых расплавов от неметаллических включений размером более 10
мкм. Установка для фильтрования через трубчатые фильтры по-
казана на рис. 58.
Самый эффективный способ очистки алюминиевых расплавов
от плен и крупных неметаллических включений — электрофлю-
совое рафинирование (рис. 59). Оптимальный режим этого про-
цесса предусматривает пропускание струи металла диаметром 5...7
мм, нагретого до 700..J720 °C, через слой расплавленного флюса
толщиной 100...150 мм с наложением поля постоянного тока си-
лой 600...800 А и напряжением 6...12 В с катодной поляризацией
164
Рис. 57. Расположение зернистых фильтров: а - на участке перелива металла из миксера
в форму; б - в кристаллизаторе; в - в распределительной коробке; г - в раздаточной
печи; д - в раздаточном тигле; е - в литниковой чаше; 1 - миксер; 2 - тигель; 3 -
Фильтр; 4 - печь для подогрева; 5 - распределительная коробка; б - кристаллизатор; 7 -
слиток; 8 - пористая графитовая плита; 9 - труба; 10 - стопор; 11 - распределительная
воронка; 12 - перфорированная плита
165
Рис. 58. Установка для фильтрова-
ния алюминиевых расплавов через
трубчатые керамические фильтры:
1 - футерованная коробка: 2 - ке-
рамическая труба; 3 - корундовая
плита; 4 - отверстие для выдачи
фильтрованного расплава; 5 -
металла. Для элекгрофлюсового ра-
финирования используют футерован-
ные шамотом емкости с выемной
перегородкой, образующей в них два
отсека, соединенные между собой в
нижней части емкости (см. рис. 59,
в). В большой отсек помещают сталь-
ной кольцевой токоподвод. Затем
емкость на 2/3 по высоте заполняют
металлом. После этого в большой
отсек заливают флюс с таким расче-
том, чтобы уровень его перекрыл
кольцевой токоподвод, а толщина
слоя флюса была не менее 100 мм.
При расходе флюса (карналлитового
с 10... 15 % CaF2, MgF2 или K,A1F6 для
сплавов Al—Mg и Al—Mg—Si и крио-
литового для других алюминиевых
сплавов) 4...6 кг на 1 т расплава и
тщательном удалении влаги из флю-
са и разливочных устройств содержание крупных неметалличес-
ких включений в сплавах АК6, АМгб, В95 может быть снижено
до 0,003...0,005 мм2/см2 по технологической пробе.
Пропускание тонких струй расплава через слой жидкого флю-
са с одновременным наложением на металл и флюс поля посто-
янного тока создает благоприятные условия для адсорбции вклю-
чений флюсом за счет снижения межфазного натяжения на гра-
нице с металлом и уменьшения краевого угла смачивания неме-
таллических включений флюсом. С увеличением удельной повер-
хности и длительности контакта металла с флюсом эффектив-
ность очистки возрастает. Поэтому конструкция устройств для
флюсового и элекгрофлюсового рафинирования предусматрива-
ет дробление струи металла. Эффективность очистки снижается
по Мере повышения температуры флюса, уменьшения толщины
его слоя, увеличения диаметра струи металла и длительности ис-
пользования флюса.
Электрофлюсовое рафинирование в отличие от зернистых
фильтров не сопровождается дегазацией расплава и очисткой от
тонкодисперсных включений и не оказывает влияния на макро-
структуру отливок.
По мере увеличения выпуска отливок из алюминиевых спла-
вов промышленность все в большей мере использует вторичные
сплавы, полученные переплавкой различных отходов. Как прави-
ло, у этих сплавов более высокое содержание примесей железа,
166
Рис., 59. Установки для фильтрования
через жидкие солевые расплавы: а - с
газовым подогревом флюса; б - с элек-
трическим подофевом флюса; в - для
$ электрофлюсового рафинирования; 1 -
желоб миксера; 2 - распределительная
коробка; 3 - печь; 4 - тигель; 5 - жид-
кий флюс; б - распределительная во-
ронка; 7 - кристаллизатор; 8 - слиток;
9 - электрические нагреватели; 10 -
стопор; 11 - миксер; 12 - кольцевой
электрод; 13 - пробка сливного отвер-
стия; 14 - генератор тока; 15 - регуля-
тор напряжения; 16 - переключатель
магния, цинка и других металлов. Поэтому в процессе выплавки
их подвергают очистке.
Очистку вторичных алюминиевых сплавов от примесей маг-
Ния, цинка и железа осуществляют флюсованием, вакуумной ди-
стилляцией и отстаиванием с последующим фильтрованием.
Удаление магния флюсом основано на реакции 2Na3AlF6 + 3Mg
3MgF2 + NaF + 2A1. Сущность технологии очистки состоит в
загрузке на поверхность перегретого до 780...800 °C алюминиево-
го расплава смеси криолита (50 %) и хлористого натрия (50 %),
расплавления флюса, интенсивном перемешивании расплава с
флюсом в течение 10...15 мин и удалении продуктов реакции,
всплывших на поверхность расплава. При высоком исходном со-
держании магния (1,5...3 %) в сплаве процесс рафинирования по-
вторяют несколько раз. С помощью криолита содержание магния
в алюминиевых сплавах может быть снижено до 0,1 %. Для этого
необходимо на каждый 1 кг удаляемого магния расходовать не
менее 12 кг криолита.
Магний можно удалить из алюминиевых расплавов также флю-
сом, состоящим из 50 % Na2SiF6, 25 % NaCl и 25 % КС1.
Очистку расплавов от магния и цинка производят дистилля-
167
цией в вакуум-дистилляционных печах при 950...1000 °C. Указан-
ная обработка позволяет получать сплавы, содержащие 0,1...0,2 %
Mg и 0,02...0,05 % Zn. Очистку расплавов от магния этим спосо-
бом производят в тех случаях, когда содержание его в сплаве ве-
лико и применение очистки флюсованием становится невыгод-
ным.
Отстаивание, как самостоятельный процесс, используют для
очистки алюминиевых расплавов от железа. Отстаиванием мож-
но снизить содержание железа в алюминиевом сплаве до 1,7 %, т.
е. почти до эвтектического содержания согласно равновесной
диаграмме состояния Al—Fe. Дальнейшее снижение достигается
совмещением процесса отстаивания с введением в сплав марган-
ца или магния. Присадка этих элементов сдвигает эвтектическую
точку в сторону алюминия и способствует отделению избытка
железа. При введении в расплав 1...1,5 % Мп содержание железа
в нем может быть снижено до 0,7 %. Присадка магния в количе-
стве 25...30 % позволяет довести содержание железа до 0,1...0,2 %.
Для ускорения процесса очистки после непродолжительного от-
стаивания расплавы фильтруют. Фильтрование осуществляют че-
рез нагретый'до 700 базальтовый фильтр с применением ваку-
ума.
Рафинирование от железа при помощи магния применимо для
сплавов, содержащих не более 1 % Si. При более высоком содер-
жании кремния образуются силициды, сильно затрудняющие
фильтрование и выводящие из цикла значительное количество
магния. Кроме того, сплав обедняется кремнием.
Модифицирование сплавов
Алюминиевые сплавы модифицируют с целью измельчения
макрозерна, первично кристаллизующихся фаз и фаз, входящих в
эвтектики, а также с целью изменения формы выделения хруп-
ких фаз.
Для измельчения макрозерна в расплавы вводят титан, цирко-
ний, бор или ванадий в количестве 0,05...0,15 % от массы распла-
ва. При взаимодействии с алюминием элементы-модификаторы
образуют тугоплавкие интерметаллиды (TiAl3, ZrAl3, TiB2 и др.),
обладающие однотипностью кристаллических решеток и размер-
ным соответствием их параметров в некоторых кристаллографи-
ческих плоскостях с кристаллическими решетками ал-твердых ра-
створов сплавов. В расплавах появляется большое число центров
кристаллизации, что обусловливает измельчение зерна в отлив-
ках. Этот вид модифицирования широко используют при литье
деформируемых сплавов (В95, Д16, АК6 и др.); при литье фасон-
168
ных отливок он не нашел широкого применения. Модификаторы
вводят в виде лигатур с алюминием при 720...750 °C.
Еще большее измельчение макрозерна деформируемых спла-
вов получают при совместном введении титана и бора в ввде трой-
ной лигатуры Al—Ti—В с соотношением Ti: В = 5 : 1. Центрами
кристаллизации в этом случае служат частицы соединения TiB2
размером 2...6 мкм. Совместное модифицирование алюминиевых
сплавов титаном и бором позволяет получать однородную макро-
структуру с размером зерна 0,2...0,3 мм в слитках диаметром бо-
лее 500 мм. Для введения титана и бора используют лигатуру А1—
Ti—В, препарат “зернолит” или флюс, содержащий фторборат и
фтортитанат калия. Состав указанных модификаторов и режимы
модифицирования приведены в табл. 31. Наибольшая степень
усвоения титана и бора наблюдается при использовании флюса,
который наряду с модифицирующим оказывает и рафинирующее
воздействие.
Модифицирование макроструктуры алюминиевых деформиру-
емых сплавов повышает технологическую пластичность слитков
и однородность механических свойств в поковках и штамповках.
Как уже отмечалось, железо в алюминиевых сплавах образует
твердые интерметаллцды — тройную промежуточную фазу р (А1
FeSi) и химическое соединение FeAl3. Эти соединения кристал-
лизуются в форме грубых иглообразных кристаллов, резко сни-
жающих пластические свойства сплавов. Нейтрализацию вредно-
го влияния железа осуществляют введением в расплавы присадок
марганца, хрома или бериллия. Десятые доли (0,3...0,4) процента
этих присадок подавляют образование иглообразных кристаллов
железистой составляющей, способствуют их коагуляции и выде-
лению в компактной округлой форме за счет усложнения соста-
ва. Модифицирующие присадки вводят в расплав в виде лигатур
при 750...780 °C.
Литейные доэвтектические и эвтектические сплавы АК12(АЛ2),
АК9ч(АЛ4), АК7ч(АЛ9), АК7Ц9(АЛ11), АК8(АЛ34) для измельче-
ния выделений эвтектического кремния модифицируют натрйем
или стронцием (см. табл.’31).
Металлический натрий вводят при 750...780 °C на дно распла-
ва с помощью колокольчика. Ввиду низкой температуры кипения
(880 °C) и большой химической активности введение натрия свя-
зано с некоторыми затруднениями — большим угаром модифика-
тора и газонасыщением расплава, поскольку натрий хранят в ке-
росине. Поэтому в производственных условиях чистый натрий
для модифицирования не применяют. Для этой цели используют
соли натрия.
169
Таблица 31. Состав модификаторов и режимы модифицирования
алюминиевых сплавов
Номер моди- фика- тора Состав модификатора Количест- во моди- фикатора, % Расчетное количество модифи- цирующего элемента, % Темпера- тура мо- дифици- рования, °C
1 Лигатура Al-Ti (2,5 % Ti) 1...3 0,05...0,15 Ti 720...750
2 Лигатура Al-Ti-B (5 % Ti, 1 % В) 1...2 0,05...0,1 Ti, 0,01...0,02 В 720...750
3 “Зернолит” (55% K2TiF6 + 3 % KjSiFe + 27 % KBF4 + 15 % C2C16) 0,2...0,5 0,01...0,02 В, 0,05...0,1 Ti 720...750
4 Флюс (35 % NaCl, 35 % KC1, 20 % K2TiF6, 10 % KBF4) 0,5...1 0,01...0,02 В, 0,05...0,1 Ti 720...750
5 Металлический натрий 0,05...0,1 0,05...0,1 750...780
6 Флюс (67 % NaF + 33 % NaCl) 1...2 0,05...0,1 Na 780...810
7 Флюс (62,5 % NaCl + 25 % NaF + + 12,5 % KC1) 1...2 0,05...0,1 Na 730...750
$ Флюс (50 % NaCl, 30 % NaF, 10 % KC1, 10 % NajAlFs) 0,5...1 0,05...0,1 Na 720...750
9 Флюс (35 % NaCl, 40 % KC1, 10 % NaF, 15 % NjAlFg) 1—1,5 0,05...0,1 Na 740...760
10 Лигатура Al-Sr (10 % Sr) 0,6.. .0,8 0,06...0,85 Sr 750...780
И Лигатура Cu-P (9... 11 % P) 0,5...1 0,05...0,1 P 790...820
12 Смесь 20 % красного фосфора с 10 % K2ZrF6 и 70 % КС1 1,5-2 0,05...0,1 P 790...825
13 Смесь 58 % K2ZrF6.c 34 % порошка алюминия и 8 % красного фосфора 0,3»..0,4 0,05...0,1 P 790.. 825
14 ’ Фосфороорганические вещества (хлорофос, трифенилфосфат) 0,4...0,6 0,05...0,1 P 760...780
Примечание. Модификаторы 1...4 применяют для деформируемых
сплавов, 5...10 - для модифицирования эвтектики доэвтектических Al-Si
сплавов, 11...14 - для заэвтектических силуминов.
Модифицирование двойным модификатором (№ 6, табл. 31)
ведут при 780...810 °C. Применение тройного модификатора (№
7) позволяет снизить температуру модифицирования до 7-30...750°С.
Для модифицирования сплав из плавильной печи переливают
в ковш, который устанавливают на оботреваемый стенд. Металл
подогревают до температуры модифицирования, снимают шлак
и на поверхность расплава ровным слоем засыпают молотый и
обезвоженный модификатор (1...2 % от массы металла). Расплав
с нанесенными на его поверхность солями выдерживают при тем-
170
пературе модифицирования 12...15 мин в случае использования
модификатора № би 6...7 мин — модификатора № 7. В результате
реакции 6NaF + Al -> Na3AlF6 + 3Na происходит восстановление
натрия, который оказывает модифицирующее воздействие на рас-
плав. Для ускорения реакции и обеспечения более полного вос-
становления натрия корочку солей нарубают и замешивают на
глубину 50... 100 мм. Образующийся шлак сгущают добавлением
фторида или хлорида натрия и удаляют с поверхности расплава.
Контроль качества модифицирования ведут по изломам проб
и микроструктуре (см. рис. 33). Модифицированный сплав имеет
мелкозернистый излом светло-серого цвета без блестящих пло-
щадок. После, модифицирования сплав должен быть разлит по
формам в течение 25...30 мин, так как более длительная выдерж-
ка сопровождается снятием эффекта модифицирования.
' Использование универсального флюса (№ 8, табл. 31) позво-
ляет совместить операции рафинирования и модифицирования
силуминов. Сухой порошкообразный флюс в количестве 0,5...1 %
от массы расплава засыпают под струю металла во время перели-
ва из плавильной печи в ковш. Струя хорошо перемешивает флюс
j расплавом. Процесс идет успешно, если температура расплава
не ниже 720 °C. Для модифицирования используют также уни-
версальный флюс № 9 (см. табл. 31). Этот флюс вводят в расплав
в количестве 1...1,5 % при 750 °C в расплавленном состоянии.
При использовании универсальных флюсов отпадает необходи-
мость в перегреве расплава, уменьшается время обработки рас-
плава, снижается расход флюса.
Существеннйми недостатками модифицирования натрием яв-
ляются недостаточная длительность сохранения эффекта моди-
фицирования и повышенная склонность сплавов к поглощению
водорода и образованию газовой пористости.
Хорошими модифицирующими свойствами обладает стронций.
Д отличие от натрия этот элемент медленнее выгорает из алюми-
ниевых расплавов, что позволяет сохранять эффект модифици-
рования до 2...3 ч; он в меньшей степени, чем натрий, увеличива-
ет окисляемость силуминов и их склонность к газопоглощению.
Для введения стронция используют лигатуру Al—Sr (10 % Sr). Ре-
жим модифицирования стронцием приведен в табл. 31.
К числу модификаторов длительного действия относят также
иттрий и сурьму, которые вводят в количестве 0,15...0,3 %.
. Заэвтектические силумины (>13 % Si) кристаллизуются с Вы-
делением хорошо ограненных крупных частиц кремния (см. рис.
35, а). Обладая высокой твердостью и хрупкостью, первичные
кристаллы кремния существенно затрудняют механическую об-
171
работку отливок и обусловливают полную потерю ими пластич-
ности (5 = 0). Измельчение первичных кристаллов кремния в этих
сплавах осуществляют введением в расплав 0,05...0,1 % фосфора.
Для введения фосфора используют модификаторы № 11... 14.
Структура модифицированного сплава алюминия с 22 % Si была
показана на рис. 35, б.
§ 4. ОСОБЕННОСТИ ТЕХНОЛОГИИ ПРОИЗВОДСТВА
ФАСОННЫХ ОТЛИВОК
По объему приемо-сдаточных испытаний отливки из алюми-
ниевых сплавов относят ко II и III группам. По химическому
составу й механическим свойствам они должны соответствовать
ГОСТ 1583-89.
Изготовление фасонных отливок из алюминиевых сплавов
производится всеми известными способами литья. Около 70...80
% отливок получают литьем в формы многократного использова-
ния (в кокиль, под давлением, под низким давлением) и 20...30 %—
литьем в разовые формы (песчаные, гипсовые, оболочковые, по
выплавляемым моделям). Назначение того или иною способа
литья для изготовления конкретной отливки определяется уров-
нем требований к их качеству (механическим свойствам, точнос-
ти размеров, чистоте поверхности), техническими возможностя-
ми каждого из способов литья и экономическими соображения-
ми (необходимостью изготовления отливки с минимальными зат-
ратами труда и материалов и минимальной себестоимостью). Ли-
тье в металлические формы позволяет получать отливки с более
высоким уровнем свойств и меньшим расходом металла, чем ли-
тье в разовые формы. Поэтому для крупносерийного и массового
производства отливок из алюминиевых сплавов экономически
целесообразными являются литье в кокиль и под давлением, а в
серийном и мелкосерийном производстве — литье в разовые фор-
мы.
Высокая скорость алюминиевых расплавов к окислению, на-
сыщению Водородом, вспениванию при перепадах в полости ли-
тейной формы и образованию завихрений, вызываемых высоки-
ми скоростями движения металла, являются причинами основ-
ных видов брака отливок — газовой пористости, шлаковых вклю-
чений и оксидных плен. Отливки с такими дефектами не облада-
ют необходимыми гидро— и пневмоплотностью, механическими
и эксплуатационными свойствами. Поэтому при разработке тех-
нологии изготовления фасонных отливок любым из способов литья
'172
основное внимание наряду с размерной точностью уделяют пре-
дотвращению образования завихрений и перепада уровня рас-
плава в полости литейной формы, созданию условий для спокой-
ного заполнения формы и отделения шлаковых и других включе-
ний в процессе литья, обеспечению направленной кристаллиза-
ции отливок и подавлению газоусадочной пористости.
При разработке технологии изготовления отливок необходимо
также учитывать особенности отдельных групп алюминиевых спла-
вов.
Сплавы I группы (АК12(АЛ2), АК9ч(АЛ4), АК7ч(АЛ9), АК9,
АК8(АЛ34)), обладающие хорошими литейными свойствами (см.
табл. 28), могут быть использованы для изготовления сложных по
конфигурации'отливок без особого опасения образования в них
трещин при затрудненной усадке. Основным недостатком силу-
минов яйляется склонность к образованию рассеянной газовой
пористости в отливках. Поэтому при литье силуминов особое
внимание уделяют рафинированию расплавов от растворенного
водорода.
Сплавы II группы (АК5М(АЛ5), АК8М(АЛ32)) имеют более
широкий, чем сплавы I группы, интервал кристаллизаций и ме-
♦нее склонны к образованию газовой пористости. Изготовление
сложных по конфигурации отливок из этих сплавов требует тща-
тельной разработки теплового режима форм.
Сплавы III группы (АМ5(АЛ19)) обладают широким интерва-
лом кристаллизации и низкими литейными свойствами. Большая
линейная усадка и склонность к образованию трещин при зат-
рудненной усадке обусловливают применение их для изготовле-
ния отливок несложной конфигурации с равномерными по тол-
щине стенками. Внутренние полости в отливках из этих сплавов
выполняют обычно податливыми песчаными стержнями; при
использовании металлических стержней их необходимо своевре-
менно удалять из отливки. Отливки из этой труппы.сплавов склон-
ны к короблению из-за неравномерного охлаждения в кокилях.
Поэтому в конструкциях отливок предусматривают ребра жест-
кости и технологические стяжки. Для снятия термических напря-
жений отливки иногда подвергают отжигу.
Сплавы IV труппы (АМг5К(АЛ 13), АМг11(АЛ22), АМг6л(АЛ23),
АМг10(АЛ27)) склонны к образованию усадочных трещин, име-
кхг большую линейную усадку и предрасположены к окислению и
образованию оксидных, плен. Отливки из сплавов с высоким со-
держанием магния (АМг11(АЛ22), АМг10(АЛ27)) отличаются хруп-
костью и требуют очень осторожного обращения при извлечении
из кокиля. Из сплавов этой группы изготавливают отливки про-
стой конфигурации.
173
Сплавы V группы (АК7Ц9 (АЛ 11), АЦ4Мг (АЛ24)) и сложно-
легированные сплавы II труппы (АК12М2МгН (АЛ25), АК12ММгН
(АЛЗО)) обладают повышенной склонностью к образованию тре-
щин при затрудненной усадке'? При тщательной отработке тепло-
вого режима литья из сплавов можно изготавливать отливки слож-
ной конфигурации.
Дитье в песчаные формы
Из перечисленных выше способов литья в разовые формы наи-
более широкое применение при изготовлении отливок из алюми-
ниевых сплавов получило литье в сырые песчаные формы. Это
обусловлено невысокой плотностью сплавов, небольшим сило-
вым воздействием металла на форму и низкими температурами
литья (680...800 °C).
Для изготовления песчаных форм используют формовочные и
стержневые смеси, приготовленные из кварцевых и глинистых
песков (ГОСТ 2138—91), формовочных глин (ГОСТ 3226—77), свя-
зующих и вспомогательных материалов. Состав типовых формо-
вочных и стержневых смесей приведен в табл. 32 и 33.
Выполнение полостей в отливках осуществляют с помощью
стержней, изготавливаемых в основном по горячим (220...300 ’С)
стержневым ящикам. Для этой цели используют плакированный
кварцевый песок или смесь песка с термореактивной смолой и
катализатором. Для изготовления стержней широко используют
однопозиционные пескострельные автоматы и установки, а так-
же карусельные многопозиционные установки.
Стержни, подвергающиеся сушке, изготавливают на встряхи-
вающих, пескодувных и пескострельных машинах или вручную
из смесей с масляными или водорастворимыми связующими.
Продолжительность сушки (от 3 до 12 ч) зависит от массы и раз-
меров стержней и определяется обычно опытным путем. Темпе-
ратуру сушки назначают в завиеимости от природы связующего:
для масляных связующих 250...280 °C, а для водорастворимых
160...200 °C.
Для изготовления крупных массивных стержней все большее
применение получают смеси холодного твердения (ХТС) или
жидкоподвижные самотвердеющие смеси (ЖСС). Смеси холод-
ного твердения в качестве связующего содержат синтетические
смолы, а катализатором холодного твердения обычно служит ор-
тофосфорная кислота. Смеси ЖСС содержат поверхностно-ак-
тивное вещество, способствующее текучести материала.
Соединение стержней в узлы производят склейкой или путем
заливки алюминиевых расплавов в специальные отверстия в зна-
174
Таблица 32. Типовые составы и свойства формовочных смесей для
алюминиевых сплавов
Назначение смеси Состав смеси, % Прочность, кПа*2 Газопро- ницаемость см3/см2 Влаж- ность, %
Песчаные Оборотная формовочная смесь 40...80/80... 120 30...50 5.„6
формы 90...97, песок ПО1 3...10, вода 4...6*1
формы из Песок КО1А 95...97, формо- 10...30/700...1500 150 3...4,5
жидко- стекольных смесей вочная глина 3...5, жидкое стекло 5...6, 10...20%-ный раствор NaOH 0,5... 1, вода 3...4,5 ; Песок 1КО1 100, пульвер-бакелит (смола ПК-104) 5...7, фурфурол или эфироальдегидная фракция 1...2, 25 %-ный раствор парафина в уайт-спирите 0,25...0,5 -/1000...1500 300 —
Оболочковые формы
Гипсовые Гипс марки 350...400 80, песок 120/500...600*3 4...9
формы 1КО1 или асбест 20, вода (от массы сухой смеси) 60
Формы литья Песок 1КО16 для обсыпки, -/ До 2000 До 300 —
до выплав- маршаллит (пылевидный кварц)
ляемым 60„.70, раствор этилсиликата 15,
Моделям соляная кислота (р = 1,16 г/см3) 4, этиловый спирт 23 ।
*1' Для сплавов Al—Mg в смесь вводят 4...6 % присадки ВМ или борной кислоты.
*2 В числителе'. — по сырому, в знаменателе — по сухому. *3 После гидротермической
обработки и сушки при 500 ‘С.
ковых частях. Усадка сплава при охлаждении обеспечивает необ-
ходимую прочность соединения.
Плавное без ударов и завихрений заполнение литейных форм
обеспечивается применением расширяющихся литниковых сис-
тем с соотношением площадей сечений основных элементов Fct :
Ршп: РПит =1:2:3; 1:2: 4; 1:3:6 соответственно для нижнего,
Щелевого или многоярусного подвода металла к полости литей-
ной формы (рис. 60). Скорость подъема металла в полости литей-
ной формы не должна превышать 4,5/5 , где 5 — преобладающая
Толщина стенок отливки, см. Минимальную скорость подъема
Металла в форме (см/с) определяют по формуле А. А. Лебедева
Vmin = 3/5 или по формуле И. М. Галдина:
^min ~ 0,22^/?ОТЛ / (<Яп(/зал / 380)),
(14)
175
Таблица 33. Состав и свойства типовых стержневых смесей для алюминиевых сплавов
О\
Назначение смеси Группа стерж- ней Песок Связующее Вспомогательные -материалы Проч- ность на сжа- тие по сырому, МПа Проч- ность на растя- жение по сухому, МПа Влаж- ность, % Газо- про- ница- емость, см3/см2 Осы- пае- мость, г/об- разец
КО25 КО16 КО1 отходы стерж- .невой смеси уайт- спирит или керосин, % орто- фосфор- ная кислота, % • формо- вочная глина, %
Изготов- Масло С 0,6...2,2
I 100 — — — % или 4 ГУ — — 0,003... 0,8... 1,2 2,5...5 100 0,5
ление высу- 1,5... 2.5 %, или 0,007
шиваемых 100 — — М 1... 2 % и 0,25
стержней пектиновый клей 0,5... 1,5 %
II 80... 70 — 20... 30 — Смола М 1,5...3,0 % и пектиновый клей 0,5...2,5 % или сульфитно- спиртовая барда 0,3 — 0...2 0,006... 0,015 0,4... 1,2 2...5 80 1
2...4 % ♦
III 70 — — 30 Смола М 1,5...3 % и пектиновый 0,3 — — 0,006... 0,015 0,4... 1,2 2...6 45 1
клей 1...2,5 % -
Изготовле- ние стерж- II- III 100 — - — — Жидкое стекло 4...4,5 % и едкий — — 1...2 — 1,5...2 3...4,5 180... 200 0,5
ней по Со- натр 1,5%
процессу Изготовле- 100 Смола 180 2...4 % 0,3 0,4...0,5 2...2,5 180... . 0,5
ние стерж- ней в горя- или какая-либо другая мочевино- уротро- 200
чих ящиках формальдегидная смола пина
То же, в холодных — 100 — — — Холоднотвердею- щее связующее — 0,1—0,25 — — 1—1,5 — 100... 120 0,5
ящиках 2,5...3 %
— 100 — — Холоднотверде- 0,2...0,6 0,7...0,8 120... 0,5
ющее связующее 4...5 % с пенооб- разователем ДСРАС 0,2...0,3 140
%
где vmin ~ минимальная скорость подъема расплава в форме, см/с;
й — высота отливки, см; — температура заливки сплава, °C.
‘"’Расчет площади минимального сечения литниковой системы
ведут по формуле
F^lQQQG/ptpfitff,
(15)
где Fmin — минимальная площадь сечения литниковой системы,
см2; G — масса отливки, кг; т— продолжительность заливки, с; р
- коэффициент расхода (<1); р — плотность сплава, г/см3; Н —
расчетный напор металла, см.
Тип литниковой системы выбирают с учетом габаритов отлив-
ки, сложности ее конфигурации и расположения в форме. Залив-
ку форм для отливок сложной конфигурации небольшой высоты
Рис. 60. Основные типы литниковых систем для литья алюминиевых сплавов в песчаные
Формы (по H. M. Галдину): а - верхняя; б - нижняя; в - боковая; г - вертикально-щеле-
вая; д - ярусная с горизонтально расположенными питателями; е - ярусная с вертикально
«Расположенными питателями; ж - комбинированная; 1 - чаша; 2 - стояк; 3 - зумпф; 4 -
Металлоприемник; 5 - коллектор; 6 - горизонтальный питатель; 7 - отливка; 8 - прибыль;
- колодец; 10 - вертикальная щель; 11 - шлаковик; 12 - питающая бобышка; 13 - вер-
тикальный питатель; 14 - выпор
177
осуществляют, как правило^ с помощью нижних литниковых си-
стем. При большой высоте отливок и тонких стенках предпочти-
тельно применение вертикально-щелевых или комбинированных
литниковых систем. Формы для отливок малых размеров допус-
тимо заливать через верхние литниковые системы. При этом вы-
сота падения струи металла в полость формы не должна превы-
шать 80 мм.
Для уменьшения скорости движения расплава при входе в по-
лость литейной формы и лучшего отделения взвешенных в нем
оксидных плен и шлаковых включений в литниковые системы
вводят дополнительные гидравлические сопротивления — уста-
навливают сетки (металлические или из стеклоткани) (рис. 61)
или ведут заливку через зернистые фильтры (см. рис. 57, е).
Литники (питатели), как правило, подводят к тонким сечени-
ям (стенкам) отливок рассредоточенно по периметру с учетом
удобства их последующего отделения при обработке. Подвод ме-
талла в массивные узлы недопустим, так как вызывает образова-
ние в них усадочных раковин, макрорыхлот и усадочных “прова-
Рис. 61. Расположение сеток в литниковых системах песчаных форм (а...г) и кокилей
(д...ж) (по Н. М. Таллину): а - под стояком; б - в коллекторе; в - под питателем; г -
между металлоприемником и коллектором; д - в колодце; е - в колодце и вертикальной
щели; ж - в вертикальной щели
178
дов” на поверхности отливок. В сечении литниковые каналы чаще
всего имеют прямоугольную форму с размером широкой стороны
15. .20 мм, а узкой 5...7 мм.
Сплавы с узким интервалом кристаллизации (АК12 (АЛ2), АК9ч
(АЛ4), АК7ч (АЛ9), АК8 (АЛ34), АК9, АК12М2МгН (АЛ25),
дК12ММгН (АЛ30)) предрасположены к образованию концент-
рированных усадочных раковин в тепловых узлах отливок. Для
выведения этих раковин за пределы отливок широко используют
установку массивных прибылей. Для тонкостенных (4...5 мм) и
мелких отливок масса прибыли в 2...3 раза превышает массу от-
ливок, для/толстостенных — до 1,5 раз. Высоту прибыли выбира-
ют в зависимости от высоты отливки. При высоте менее 150 мм
высоту прибыли 7/при6 принимают равной высоте отливки Нт. Для
более высоких отливок отношение принимают равным
0,3...0,51, Соотношение между высотой прибыли и ее толщиной
(•оставляет в среднем 2...3. Наибольшее применение при литье
алюминиевых сплавов находят верхние открытые прибыли круг-
лого или овального сечения; боковые прибыли в большинстве
случаев делают закрытыми. Для повышения эффективности ра-
боты прибылей их утепляют, заполняют горячим металлом, доли-
вают. Утепление обычно осуществляют наклейкой на поверхность
формы листового асбеста с последующей подсушкой газовым
пламенем.
Сплавы с широким интервалом кристаллизации, например
АМ5(АЛ19), склонны к образованию рассеянной усадочной по-
ристости. Пропитка усадочных пор при помощи прибылей мало-
эффективна. Поэтому при изготовлении отливок из подобных
сплавов не рекомендуется применять массивные прибыли. Для
получения высококачественных отливок осуществляют направ-
ленную кристаллизацию, широко используя для этой цели уста-
новку холодильников из чугуна и алюминиевых сплавов. Опти-
мальные условия для направленной кристаллизации создает вер-
тикально-щелевая литниковая система.
Для предотвращения газовыделения при кристаллизации и
Предупреждения образования газо-усадочной пористости в тол-
стостенных отливках широко используют кристаллизацию под
Давлением 0,4...0,5 МПа. Для этого литейные формы перед за-
ливкой помещают в автоклавы (рис. 62), заливают их металлом и
кристаллизуют отливки под давлением воздуха.
Для изготовления крупногабаритных (высотой до 2...3 м) тон-
костенных отливок используют метод литья с последовательно
Направленным затвердеванием (рис. 63). Сущность метода состо-
ит в последовательной кристаллизации отливки снизу вверх. Для
этого литейную форму устанавливают на стол гидравлического
179
Рис. 62. Схема заливки форм в автоклаве: 1 - автоклав; 2 - форма; 3 - ковш
подъемника и внутрь ее опускают нагретые до 500...700 С метал-
лические трубки диаметром 12...20 мм, выполйяющие^фу^кцию
стояков. Трубки неподвижно закрепляют в литниковой чаше и
закрывают отверстия в них стопорами. После заполнения литни-
ковой чаши расплавом стопоры поднимают и сплав по трубкам
поступает в литниковые колодцы, соединенные с полостью ли-
тейной формы щелевыми литниками (питателями)., После того
как уровень расплава в колодцах поднимается на 20...30 мм выше
Рис. 63. Схема установки при литье
методом направленного затвердева-
ния: 1 т форма; 2 - стержень; 3 -
полость литейной формы; 4 - ко-
лодцы с питателями; 5 - трубка для
подачи сплава в форму; б - сфери-
ческая воронка; 7 - шаровой сто-
пор; 8 - литниковая чаша; 9 -
сплав; 10 - стол; 11 - механизм для
опускания стола машины
нижнего конца трубок, включают
механизм опускания гидравлическо-
го стола. Скорость опускания при-
нимают такой, чтобы заполнение
формы осуществлялось под затоп-
ленный уровень и горячий металл
непрерывно поступал в верхние ча-
сти формы. Это обеспечивает на-
правленное затвердевание и позво-
ляет получать сложные отливки без
усадочных дефектов.
Заливку песчаных форм метал-
лом ведут из ковшей, футерованных
огнеупорными материалами. Перед
заполнением металлом ковши со
свежей футеровкой сушат и прока-
ливают при 780...800 ’С для удале-
ния влаги. Температуру расплава
перед заливкой поддерживают на
уровне 720...780 °C. Формы для тон-
костенных отливок заполняют рас-
плавами, нагретыми до 730...750 °C,
а для толстостенных — до 700...720
•с.
180
Дитье в гипсовые формы
Литье в гипсовые формы применяют в тех случаях, когда к
отливкам предъявляются повышенные требования по точности,
чистоте поверхности и воспроизведению мельчайших деталей
рельефа. По сравнению с песчаными гипсовые формы обладают
более высокой прочностью, точностью размеров, лучше противо-
стоят воздействию высоких температур, позволяют получать от-
ливки сложной конфигурации с толщиной стенок 1,5 мм по 5...6-
му классам точности.
Формы изготавливают по восковым или металлическим (ла- <
тунь, сталь) хромированным моделям с конусностью по наруж-
ным размерам не более 30' и по внутренним размерам от 30' до
3 е- Модельные плиты выполняют из алюминиевых сплавов. Для
облегчения удаления моделей из форм поверхность их покрыва-
ют тонким слоем керосиново-стеариновой „смазки.
. Мелкие и средние формы для сложных тонкостенных отливок
изготавливают из смеси, состоящей из 80 % гипса, 20 % кварце-
вого песка или асбеста и 60...70 % воды (от массы сухой смеси).
Состав смеси для средних и крупных форм: 30 % гипса, 60 %
песка, 10 % асбеста, 40...50 % воды. Смесь для изготовления стер-
жней содержит 50 % гипса, 40 % песка; 10 % асбеста, 40...50 %
воды. Для замедления схватывания в смесь вводят 1...2 % гаше-
ной извести.
Необходимая прочность форм достигается за счет гидратации
безводного или полуводного гипса: CaSO4-0,5H2O + 1,5Н2О ->
->CaSO4 2H2O. Для снижения прочности и увеличения газопро-
ницаемости сырые гипсовые формы подвергают гидротермичес- .
кой обработке — выдерживают в автоклаве в течение 6...10 ч под
давлением водяного пара 0,13...б, 14 МПа, а затем в течение суток
на воздухе. После этого формы подвергают ступенчатой сушке
при 350...500 ’С.
. Особенностью гипсовых форм является их низкая теплопро-
водность. Это обстоятельство затрудняет получение плотных от-
ливок из алюминиевых сплавов с широким интервалом кристал-
лизации. Поэтому основной задачей при разработке литниково-
прибыльной системы для гипсовых форм является предотвраще-
ние образования усадочных раковин, рыхлот, оксидных плен,
горячих трещин и недоливов тонких стенок. Это достигается при-
менением расширяющихся литниковых систем (FCT: : Fnirr = 1
: 2 : 4), обеспечивающих низкую скорость движения расплавов в
Полости формы, направленным затвердеванием тепловых узлов в
сторону прибылей с помощью холодильников, увеличением по-
датливости форм за счет повышения содержания кварцевого пес-
ка в смеси.
181
Заливку тонкостенных отливок ведут в нагретые до 1ОО...2ОО’С
формы методом вакуумного всасывания, что позволяет заполнять
полости толщиной до 0,2 мм. Толстостенные (более 10 мм) от-
ливки получают заливкой форм в автоклавах. Кристаллизация
металла в этом случае ведется под давлением 0,4...0,5 МПа.
Литье в оболочковые формы
Литье в оболочковые формы целесообразно применять при
серийном и крупносерийном производстве отливок небольших
размеров с повышенной чистотой поверхности, большей размер-
ной точностью и меньшим объемом механической обработки, чем
при литье в песчаные формы.
Оболочковые формы изготавливают по горячей (250...300 °C)
металлической оснастке бункерным способом. Модельную осна-
стку выполняет по 4...5-му классам точности с формовочными
уклонами от 0,5 до 1,5 %. Оболочки делают двухслойными: пер-
вый слой из смеси с 6... 10 % термореактивной смолы, второй —
из смеси с 2 % смолы. Для лучшего съема оболочки модельную
плиту перед засыпкой формовочной смеси покрывают раздели-
тельной эмульсией (5 % силиконовой жидкости № 5; 3 % хозяй-
ственного мыла; 92 % воды).
Для изготовления оболочковых форм применяют мелкозерни-
стые кварцевые пески, содержащие не менее 96 % кремнезема.
Соединение полуформ осуществляют склеиванием на специаль-
ных штыревых прессах. Состав клея: 40 % смолы МФ17; 60 %
маршаллита и 1,5 % хлористого алюминия (катализатор тверде-
ния). Заливку собранных форм производят в контейнерах. При
литье в оболочковые формы применяют такие же литниковые
системы и температурные режимы, как и при литье в песчаные
формы.
Малая скорость кристаллизации металла в оболочковых фор-
мах и меньшие возможности для создания направленной крис-
таллизации обусловливают получение отливок с более низкими
свойствами, чем при литье в сырые песчаные формы.
Литье по выплавляемым моделям
Литье по выплавляемым моделям применяют для изготовле-
ния отливок повышенной точности (3...5-Й класс) и чистоты по-
верхности (4...6-й класс шероховатости), для которых этот способ
является единственно возможным или оптимальным.
Модели в большинстве случаев изготавливают из пастообраз-
ных парафино-стеариновых (1 : 1) составов запрессовкой в ме-
таллические пресс-формы на стационарных или карусельных ус-
182
тановках. При изготовлении сложных отливок размерами более
200 мм во избежание деформации моделей в состав модельной
массы вводят вещества, повышающие температуру их размягче-
ния (оплавления).
В качестве огнеупорного покрытия при изготовлении керами-
ческих форм используют суспензию из гидролизованного этил-
сйликата (30...40 %) и пылевидного кварца (70...60 %) (см. табл.
32). Обсыпку1 модельных блоков ведут прокаленным песком
1КО16А илц1КО25А. Каждый слой покрытия сушат на воздухе в
течениеЛ0...12 ч или в атмосфере, содержащей пары аммиака,
0,5Г..Тч. Необходимая прочность керамической формы достига-
ется при толщине оболочки 4...6 мм (4...6 слоев огнеупорного
покрытия). Для обеспечения спокойного заполнения формы при-
меняют расширяющиеся литниковые системы с подводом метал-
ла к толстым сечениям и массивным узлам. Питание отливок осу-
ществляют обычно от массивного стояка через утолщенные лит-
ники (питатели). Для сложных отливок допускается применение
массивных прибылей для питания верхних массивных узлов с
ббязательным заполнением иХ из стояка.
Выплавление моделей из форм осуществляют в горячей
(85...90°С) воде, подкисленной соляной кислотой (0,5...1 см3 на
литр воды) для предотвращения омыления стеарина. После вып-
лавления моделей керамические формы просушивают при
1'50...170’С в течение 1...2 ч, устанавливают в контейнеры, засы-
пают сухим наполнителем и прокаливают при 600...700 4С в тече-
ние 5...8 ч.
, Заливку ведут в холодные и нагретые формы. Температура на-
грева (50...300 8С) форм определяется толщиной стенок отливки.
Заполнение форм металлом осуществляют обычным способом, а
также с использованием вакуума или центробежной силы.
Литье в кокиль
Литье в.,кокиль — основной способ серийного и массового про-
изврдства' отливок из алюминиевых сплавов, позволяющий полу-
чать отливки 4...6-го классов точности с шероховатостью поверх-
ности Rz = 50...20 и минимальной толщиной стенок 3...4 мм.
При литье в кокиль наряду с дефектами, обусловленными вы-
сокими скоростями движения расплава в полости литейной фор-
мы и несоблюдением требований направленного затвердевания
(газовая пористость, оксидные плены, усадочная рыхлота), ос-
новными видами брака являются недоливы и трещины. Появле-
ние трещин вызывается затрудненной усадкой. Особенно часто
трещины возникают в отливках из сплавов с широким интерва-
183
лом кристаллизации, имеющих большую линейную усадку
(1,25...1,35 %). Предотвращение образования указанных дефек-
тов достигается различными технологическими приемами.
Для того чтобы обеспечить плавное, спокойное поступление
металла в полость литейной формы, надежное отделение шлака и
оксидных плен, образовавшихся в металле в процессе плавки и
движения по литниковым каналам, и предотвращение их образо-
вания в литейной форме, при литье в кокиль применяют расши-
ряющиеся литниковые системы с нижним, щелевым и много-
ярусным подводом металла (рис. 64) к тонким сечениям отливок.
В случае подвода металла к толстым сечениям должна быть пре-
дусмотрена подпитка места подвода установкой питающей бо-
бышки (прибыли). Все элементы литниковых систем располага-
ют по разъему кокиля. Рекомендуются следующие соотношения
площадей сечения литниковых каналов: для мелких отливок SF
: ZF : SFnirr = 1:2:3; для крупных отливок SFCT: SF^ : EFnm. = 1:3:6.
Для снижения скорости поступления расплава в полость фор-
мы применяют изогнутые стояки, сетки из стеклоткани или ме-
талла, зернистые фильтры (см. рис. 57, е).
Качество отливок из алюминиевых сплавов зависит от скоро-
сти подъема расплава в полости литейной формы. Эта скорость
должна быть достаточной для гарантированного заполнения тон-
ких сечений отливок в условиях повышенного теплоотвода и в то
же время не вызывать недоливов, Обусловленных неполным вы-
ходом воздуха и газов через вентиляционные каналы и прибыли,
завихрений и фонтанирования расплава при переходе из узких
сечений в широкие. Скорость подъема металла в полости формы
при литье в кокиль Принимают несколько большей; чем при ли-
тье в песчаные формы. Минимально допустимую скорость подъема
рассчитывают по формулам А. А. Лебедева и Н. М. Галдина (см.
раздел “Литье в песчаные формы”).
Для получения плотных отливок создают, так же как и при
литье в песчаные формы, направленное затвердевание путем над-
лежащего расположения отливки в форме и регулирования теп-
лоотвода. Как правило, массивные (толстые) узлы отливок рас-
полагают в верхней части кокиля. Это дает возможность компен-
сировать сокращение их объема при затвердевании непосредствен-
но из прибылей, установленных над ними. Регулирование интен-
сивности теплоотвода с целью создания,направленного затверде-
вания осуществляют охлаждением или утеплением различных
участков литейной формы. Для местного увеличения теплоотвода
широко используют вставки из теплопроводной меди, предусмат-
ривают увеличение поверхности охлаждения кокиля за счет ореб-
рения, осуществляют локальное охлаждение кокилей сжатым воз-
184
Рис. 64. ЛитнпкоЬые системы для литья алюминиевых сплавов в кокиль (по Н. М. Галли-
ну): I - верхние; II - нижние; III - вертикально-щелевые; IV - комбинированные; V -
боковые s „
духом или водой. Для снижения интенсивности теплоотвода на
рабочую поверхность кокиля наносят слой краски толщиной
0,1 ...0,5 мм. На поверхность литниковых каналов и прибылей для
этой цели наносят слой краски толщиной 1...1,5 мм. Замедление
охлаждения металла в прибылях может быть достигнуто также за
счет местного утолщения стенок кокиля, применения различных
малотеплопроводных обмазок и утепления прибылей наклейкой
асбеста. Окраска рабочей поверхности кокиля улучшает внешний
вид отливок, способствует устранению газовых раковин и несли-
тин на их поверхности и повышает стойкость кокилей. Перед
°краской кокили подогревают до 100...120 °C. Состав типовых
Красок приведен в табл. 34. Излишне высокая температура нагре-
ва нежелательна, так как при этом снижаются скорость затверде-
вания отливок и длительность срока службы кокиля.
185
Таблица 34. Состав типовых красок для кокилей, %
Номер состава Оксид Цинка Жидкое стекло Молотый отмучен- ный мел Прока- ленный тальк Прокален- ный асбест (порошок или пудра) Колло- идальный графит Вода Вт/(мК)
1 5 2 -— — — 93 0,45
2 — — 10 10 — —> 80 о,з
3 — 4 12 — — 2 82 0,15 .
4 9 6 — — 28 — 57 0,21
5 3 6 — — 6 — 85 0,30
6 ' 4 6 . 20 5 — > — 70 0,18
7 — 3,5 17,5 — 9 — 70 —
8 3 3 4 — — 5 81 —
9 — 4 10 — — — 86 —
Нагрев уменьшает перепад температур между отливкой и фор-
мой и расширение формы за счет прогрева ее металлом отливки.
В результате этого в отливке уменьшаются растягивающие на-
пряжения, вызывающие появление трещин. Однако одного толь-
ко подогрева формы недостаточно, чтобы устранить возможность
возникновения трещин. Необходимо своевременное извлечение
отливки из формы. Удалять отливку из кокиля следует раньше
того момента, когда температура ее сравняется с температурой
кокиля, а усадочные напряжения достигнут наибольшей величи-
ны. Обычно отливку извлекают в тот момент, когда она окрепнет
настолько, что ее можно перемещать без разрушения (450...500°С).
К этому моменту литниковая система еще не приобретает доста-
точной прочности и разрушается при легких ударах. Длительность
выдержки отливки в форме определяется скоростью затвердева-
ния и зависит от температуры металла, температуры формы и
скорости заливки.
Алюминиевые сплавы в зависимости от состава и сложности
конфигурации отливок заливают в кокили при 680...750 °C. Весо-
вая скорость заливки составляет 0Д5...3 кг/с. Отливки с тонкими
стенками заливают с большими скоростями, чем с толстыми.
При литье в кокиль используют как песчаные, так и металли-
ческие стержни. Для устранения приваривания, повышения сро-
ка службы и облегчения извлечения металлические стержни в
процессе работы смазывают водно-графитовой суспензией (3...5
% графита)..
Части кокилей, выполняющих наружные очертания отливок,
изготавливают из серого чугуна. Толщину стенок кокилей назна-
186
дают в зависимости от толщины стенок отливок в соответствии с
рекомендациями ГОСТ 16237—70. Для облегчения извлечения от-
дивок из кокилей наружные поверхности отливок должны иметь
литейный уклон от 30' до 3 °в сторону разъема. Внутренние по-
верхности отливок, выполняемых металлическими стержнями,
должны иметь уклон не менее 6°. В отливках не допускаются
резкие переходы от толстых сечений к тонким. Радиусы закруг-
пенИйлолркны оыть не менее 3 мм. Отверстия диаметром более 8
ММ для мелких отливок, 10 мм для средних и 12 мм для крупных
выполняют стержнями.
Оптимальное отношение глубины отверстия к его диаметру
равно 0,7...1. Величина припуска на обработку при литье в ко-
киль назначается в два раза меньшей, чем при литье в песчаные
формы.
Воздух и газы выводятся из полости кокиля с помощью венти-
ляционных канавок в плоскости разъема вентиляционных про-
бок, размещаемых в стенках вблизи глубоких полостей.
' 1 ’ В современных литейных цехах кокили устанавливают на од-
нопозиционные или многопозиционные полуавтоматические ли-
тейные машины, в которых автоматизированы закрытие и рас-
крытие кокиля, установка и извлечение стержней, выталкивание
И удаление отливки из, формы. Предусмотрено также автомати-
ческое регулирование температуры нагрева кокиля. .Заливку ко-
килей на машинах осуществляют с помощью дозаторов.
Для улучшения заполнения тонких полостей кокилей и.удале-
ния воздуха и газов, выделяющихся при деструкции связующих,
осуществляют вакуумирование форм, заливку их под низким дав-
лением или с использованием центробежной силы.
Литье выжиманием
' Литье выжиманием является разновидностью литья в кокиль.
Оно предназначено для изготовления крупногабаритных отливок
(2500 х 1400 мм) панельного типа с толщиной стенок 2...3 мм
(рйс. 65)л'Для этой цели используют металлические полуформы,
которые крепят на специализированных литейно-выжимных ма-
шинах с односторонним или двухсторонним сближением полу-
форм. Отличительной особенностью этого способа литья являет-
ся принудительное заполнение полости формы широким пото-
ком расплава при сближении полуформ. В литейной форме от-
сутствуют элементы обычной литниковой системы. Данным спо-
собом изготавливают отливки из сплавов АК12(АЛ2), АК9ч(АЛ4),
АК7ч(АЛ9), АК8(АЛ34), имеющих узкий интервал кристаллиза-
ции.
187
Допустимая скорость подъема расплава на рабочем участке
полости формы при литье панелей из алюминиевых сплавов дол-
жна быть в пределах 0,5...0,7 м/с. Меньшая скорость может при-
вести к незаполнению тонких сечений отливок, излишне высо-
кая — к дефектам гидродинамического характера: волнистости,
неровностям поверхности отливок, захвату воздушных пузырь-
ков, размыву песчаных стержней и образованию трещин из-за
разрыва потока.
Заливку металла производят в подогретые до 250...350 °C ме-
таллоприемники. Регулирование скорости охлаждения расплава
осуществляют нанесением на рабочую поверхность полости форм
теплоизоляционного покрытия различной толщины (0,05... 1 мм).
Для этого используют краски, состав которых приведен выше (см.
табл. 34^. Перегрев сплавов перед заливкой не должен превышать
15...20 над температурой ликвидуса. Длительность сближения
полуформ 1,5...3 с.
Литье под низким давлением
Литье под низким давлением является также разновидностью
литья в кокиль. Оно получило применение при изготовлении тон-
костенных отливок из алюминиевых сплавов с узким интервалом
кристаллизации ((АК12(АЛ2), АК9ч(АЛ4), АК7ч(АЛ9), АК8(АЛ34)).
Принципиальная схема установки для литья под низким давле-
нием приведена на рис. 66. Так же как и при литье в кокиль,
наружные поверхности отливок выполняются металлической фор-
мой, а внутренние полости — металлическими или песчаными
стержнями. Металлическую форму перед началом литья окраши-
. вают красками (см. табл. 34).
Для изготовления стержней используют смесь, состоящую из
55 % кварцевого песка 1КО16А; 13,5 % полужирного песка ПО1;
27 % пылевидного кварца; 0,8 % пектинового клея; 3,2 % смолы
Рис. 65. Схема процесса литья выжиманием: 1,2- металлические шарнирно соединенные
полуформы; 3 - ковш; 4 - литниковая трубка; 5 - сливная емкость
188
fvl и 0,5 % керосина. Такая смесь не дбразует механического при-
гара.
Заполнение форм металлом осуществляют давлением сжатого
осушенного воздуха, подаваемого на поверхность расплава в тиг-
ле, нагретого до 720...750 °C. В зависимости от стадии заполне-
ния полости формы расплавом величина давления сжатого воз-
духа регулируется в широком диапазоне. На первой стадии — дви-
зкейие-метяйла в металлопроводе — давление воздуха составляет
0,002...0,004 МПа; на второй стадии — заполнение полости фор-
мы ~ 0,02...0,04 МПа и на последующей стадии — подпрессовка с
целью компенсации усадки сплава — до 0,6 МПа. Под действием
давления сжатого воздуха 0,002...0,04 МПа (I и II стадии литья)
расплав вытесняется из тигля в металлопровод, а из него в кол-
лектор литниковой системы и далее — в полость литейной фор-
мы. Преимуществом литья под низким давлением является воз-
можность автоматического регулирования скорости подъема ме-
талла в полости формы на разных стадиях ее заполнения, что
позволяет получать тонкостенные отливки более качественными,
чем при литье под действием силы тяжести.
Более плотные отливки из алюминиевых сплавов получают
литьем под низким давлением с противодавлейием. Принципи-
альная схема установки для литья этим способом приведена на
рис. 67. Заполнение полости формы при литье с противодавлени-
Рис. бб. Установка литья под низким
Давлением: 1 - печь в герметичном ко-
*ухе;.2 - тигель: 3 - термопара; 4 - ме-
Таллоподвод; 5 - литейная форма
189
ем осуществляют за снет разницы давлений в тигле 10 кПа и в
форме 60 кПа. Кристаллизация металла в форме, как правило,
ведется под давлением 0,4...0,5 МПа. При этом предотвращается
выделение растворенного в металле водорода и образование га-
зовых пор. Повышенное давление способствует лучшему пита-
нию массивных узлов отливок. В остальном технология литья с
противодавлением не отличается от технологии литья под низ-
ким давлением.
При литье с противодавлением успешно совмещены достоин-
ства литья под низким давлением и кристаллизации под давлени-
ем.
Литье под давлением
Литьем под давлением из алюминиевых сплавов АК12(АЛ2),
АК9ч(АЛ4), АК7ч(АЛ9), АК8М(АЛ32), АМг5К(АЛ13), AMrll
(АЛ22), АМг5Мц(АЛ28), АК7Ц9(АЛ11) изготавливают сложные по
конфигурации отливки 1...3-Ю классов точности с толщиной сте-
нок от 1 мм и выше, литыми отверстиями диаметром до 1,2 мм,
’ воздух
Рис. 67. Установка для литья с противодав-
лением: 1 - герметичный корпус печи; 2 -
тигель; 3 - металлопровод; 4 - литейная
форма; 5 - герметичный кожух; 6 - система
газоподвода
190
днтой наружной и внутренней резьбой с минимальным шагом 1
)4М и диаметром 6 мм. Чистота поверхности таких отливок соот-
ветствует 5...8-му классам шероховатости. Изготовление таких от-
дивок осуществляют на машинах с холодной горизонтальной или
• вертикальной камерами прессования, с удельным давлением прес-
сования 30...70 МПа. Предпочтение отдается машинам с гори-
зонтальной камерой прессования. Литейная форма в данном слу-
чае называется пресс-формой.
; Размеры и масса отливок ограничиваются возможностями ма-
фий литья под давлением: объемом камеры прессования, удель-
ным давлением прессования (р) и усилием запирания (F). Пло-
щадь проекции.(S) отливки, литниковых каналов и камеры прес-
сования на подвижную плиту пресс-формы не должна превы-
’ шать значений, определяемых формулой S = 0,85F/p.
Во избежание незаполнения форм и неслитин толщину сте-
нок отливок из алюминиевых сплавов назначают с учетом пло-
щади их поверхности:
Площадь поверхности
отливки, см2.........До 25 25...150 150...250 250...500 Св. 500
Толщина стенки, мм 1...2 1,5...3 2...4. 2,5...6 3...8
' Оптимальные значения уклонов для наружных поверхностей
составляют 45'; для внутренних Г. Минимальный радиус закруг-
лений 0,5... 1 мм. Отверстия более 2,5 мм в диаметре выполняют-
ся; литьем. Отливки, получаемые литьем под давлением, как пра-
вило, подвергают механической обработке только по посадочным
поверхностям. Припуск на обработку назначается с учетом габа-
ритов отливки и составляет от 0,3 до 1 мм. .
Для изготовления пресс-форм применяют различные матери-
алы. Части пресс-форм, соприкасающиеся с жидким металлом,
изготавливают из сталей 4Х5МФ1С, ЗХ2В8, 4Х8В2, плиты креп-
ления и обоймы матриц — из сталей 35, 45, 50, штыри, втулки и
направляющие колонки — из стали УЗА.
Подвод металла к полости пресс-форм осуществляют с помо-
щью внешних и внутренних литниковых систем (рис. 68, 69).
Питатели подводят к участкам отливки, подвергающимся меха-
нической обработке. Толщину их назначают в зависимости от
толщины стенки отливки в месте подвода и заданного характера
заполнения пресс-формы. Эта зависимость определяется отно-,
Щением толщины питателя b к толщине стенки отливки В. Доста-
точно спокойное, без захвата воздуха, заполнение пресс-форм
Имеет место, если отношение b/В близко к единице, Для отливок
с'Толщиной стенок до 2 мм питатели имеют толщину 0,8 мм; при
191
Ml! Ц" 1 . >’
толщине стенок 3 мм толщина питателей равна 1,2 мм; при тол-
щине стенок 4...6 мм — 2 мм.
Для приема первой порции расплава, обогащенного воздуш-
ными включениями, за полостью пресс-формы располагают спе-
циальные резервуары-промывники, объем которых может дости-
гать 20...40 % от объема отливки. Промывники соединяют с по-
лостью литейной формы каналами, толщина которых равна тол-
щине питателей.
Удаление воздуха и газа из полости пресс-форм осуществляют
через специальные вентиляционные каналы и зазоры между стер-
жнями (выталкивателями) и матрицей пресс-формы. Вентиляци-
онные каналы выполняют в плоскости разъема на неподвижной
части пресс-формы, а также вдоль подвижных стержней и вытал-
кивателей. Глубина вентиляционных каналов при литье алюми-
ниевых сплавов принимается равной 0,05...0,15 мм, а ширина
10...30 мм. В целях улучшения вентиляции пресс-форм полости
промывников тонкими каналами (0,2...0,5 мм) соединяют с ат-
мосферой.
Основными дефектами отливок, полученных литьем под дав-
лением, являются воздушная (газовая) пористость, обусловлен-
ная захватом воздуха при больших скоростях впуска металла в
полость формы, и усадочная пористость (или раковины) в тепло-
вых узлах. На образование этих дефектов большое влияние ока-
зывают параметры технологии литья — скорость прессования, дав-
ление прессования, тепловой режим пресс-формы.
Скорость прессования определяет режим заполнения пресс-
формы. Чем выше скорость прессования, тем с большей скорос-
тью перемещается рас-
плав по литниковым
каналам, тем больше
скорость впуска рас-
плава в полость пресс-
формы. Высокие ско-
рости прессования спо-
собствуют лучшему за-
полнению tohioix и уд-
линенных полостей.
Вместе с тем они явля-
ются причиной захвата
металлом воздуха и об-
разования подкорковой
пористости. При литье
алюминиевых сплавов
высокие скорости прес-
Рис. 68. Литниковые системы для литья под давлени-
ем на Машинах с холодной камерой прессования: а -
горизонтальной: б - вертикальной: 1 - питатель; 2 -
переходный канал: 3 - камера прессования: 4 -
пресс-остаток; 5 - щель; 6 - промывник; 7 - вентиля-
192
сования применяют лишь при изготовлении сложных тонкостен-
ных отливок.
{ Скорость прессования определяется по формуле
v , vn₽ = yJ/s, (16)
где vnp — скорость прессования, м/с; vBn — скорость впуска, м/с;
/- суммарная площадь сечения питателей, м2; S — площадь попе-
речного сечения камеры прессования, м2.
Значения скорости впуска (vBn) для алюминиевых сплавов при-
ведены в табл. 35.
Большое влияние на качество отливок оказывает давление
прессования. По мере повышения его увеличивается плотность
отливок. Ниже приведены минимальные значения давлений прес-
сования, МПа:
Система сплава.....Al—Si; Al-Si-Cu; Al-Zn Al-Mg
Толщина стенки
отливки до 3 мм:
простая....................... 35 40
сложная................... 45 50
очень сложная............. 50 60
Толщина стенки
отлйвки до 6 мм:
простая....................... 60 65
сложная................... 65 70
очень сложная............. 80 90
7 — 4131
193
Таблица 35. Скорость впуска сплава в пресс-форму, м/с, в зависимости
от толщины стенки и сложности отливок
Тип отливки Состояние сплава
жидкое кашеобразное
Тонкостенная (1...3 мм): простая 30...40 —
сложная 40...60 —
Со средней толщиной стенок (3...6 мм): простая 6...10 6...8
сложная 10...20 8...10
Толстостенная (6...8 мм): простая 0,3...0,5 2...3
сложная 0,3...1 3...6
Величина давления прессования ограничивается обычно ве-
личиной усилия запирания машины, которое должно превышать
усилие, оказываемое металлом на подвижную матрицу. Поэтому
большой интерес приобретает локальная подпрессовка толсто-
стенных отливок, известная под названием “Acurad-процесс” (рис.
70). Малая скорость впуска металла в полость пресс-форм через
питатели большого сечения , и эффективная подпрессовка крис-
таллизующегося расплава с помощью двойного плунжера позво-
ляют получать плотные отливки.
На качество отливок существенное влияние оказывают также
температуры сплава и формы. При изготовлении толстостенных
отливок несложной конфигурации заливку расплава ведут при
температуре на 20...30 °C ниже температуры ликвидуса. Тонко-
стенные отливки требуют применения расплава, перегретого выше
температуры ликвидуса на 10... 15 °C. Для снижения величины
усадочных напряжений и предотвращения образования трещин в
отливках пресс-формы перед заливкой нагревают. Рекомендуют-
ся следующие температуры нагрева:
Толщина стенки отливки, мм ...... 1...2 2...3 3...5 5...8
Температура нагрева
пресс-форм, ”С............ 250...280 200...250 160...200 120...160
Стабильность теплового режима обеспечивают подогревом
(электрическим) или охлаждением (водяным) пресс-форм.
194
рис. 70. Схема двойного прессования (“Acurad-процесс”): а - прессование; б - подпрес-
совка
Для предохранения рабочей поверхности пресс-форм от нали-
пания и эрозионного воздействия расплава, уменьшения трения
при извлечении стержней и облегчения извлечения отливок пресс-
формы подвергают смазке. Для этой цели используют жирные
(масло с графитом или алюминиевой пудрой) или водные (ра-
створы солей, водные препараты на основе коллоидального гра-
фита) смазки.
Существенно повышается плотность отливок из'алюминиевых
сплавов при литье с вакуумированием пресс-форм. Для этого
пресс-формы помещают в герметичный кожух, в котором созда-
ют необходимое разрежение (рис. 71). Хорошие результаты могут
быть получены при использовании “кислородного процесса”. Для
этого воздух в полости пресс-формы заменяют кислородом. При
больших скоростях впуска металла в полость формы, вызываю-
щих захват расплавом кислорода, подкорковая пористость в от-
ливках не образуется, так как весь захваченный кислород расхо-
дуется на образование мелкодисперсных оксидов алюминия, не
влияющих заметно на механические свойства отливок. Такие от-’
ливки можно подвергать термической обработке. В общем слу-
чае, отливки, полученные литьем под давлением, термической
обработке, как правило, не подвергают, так как при нагреве на-
блюдается появление местных вздутий и коробление отливок под
действием газов, находящихся в захваченных пузырях. Плотные,
. с хорошим отпечатком и высокой размерной точностью отливки
. можно получать, используя механизм запирания для .прессования
отливки в полости пресс-формы.
Литье с кристаллизацией под давлением
• Этим названием в настоящее время выделяют такие способы
получения отливок, при которых заполнение литейной формы
расплавом осуществляется за счет его течения под действием силы
тяжести без приложения внешнего давления, а кристаллизация
расплава и затвердевание отливки происходит под намеренно со-
здаваемым давлением. Давление может быть создано воздухом
Или газом, а также механическим путем, поршнем или пуансо-
7»’
195
Рис. 71. Схема литья под давлением
с вакуумированием пресс-формы:
1 - отливка: 2 - пресс-форма:
3 - стальной кожух; 4 - резиновая
прокладка
ном, непосредственно на рас-
плав в литейной форме. Спо-
соб литья с кристаллизацией
под газовым (воздушным) дав-
лением уже был описан при
изложении литья в песчаные
формы. Этот способ осуществ-
ляется в автоклавах. В откры-
тые автоклавы помещают пес-
чаные формы, заливают их,
затем автоклавы закрывают и
подают в них воздух, создавая
давление 0,4...0,6 МПа. Отлив-
ки, полученные в таких усло-
виях, имеют повышенные ме-
ханические свойства и плот-
ность из-за отсутствия в них га-
зоусадочной пористости.
Получение отливок с использованием механического давле-
ния осуществляется в металлических формах с применением гид-
равлических прессов с усилием прессования 1...30 МН. Этот про-
цесс называют также жидкой штамповкой. Различают три спосо-
ба прессования: поршневое, пуансонное и пуансонно-поршне-
вое. Сущность этих способов видна на рис. 72.
Основное достоинство процесса получения отливок с крис-
таллизацией под механическим давлением заключается в суще-
ственном повышении механических свойств отливок. Это хоро-
шо видно из нижеприведенных данных для сплава АЛ4 в литом
состоянии:
Давление прессования, МПа..0 80
о„ МПа............130 170
8,%................4 12
160
200
15
Пористость.в отливках, полученных данным способом, оказы-
вается минимальной, а плотность — практически одинаковой как
в поверхностных, так и в глубинных слоях тела отливки. Отличи-
тельной чертой отливок, полученных под механическим давле-
нием, является мелкое зерно, которое в 2...5 раз меньше по раз-
меру, чем при литье в металлические формы. Очень важным до-
стоинством данного способа получения отливок является то, что
отливки могут подвергаться любому виду термической обработ-
ки, за счет чего достигается еще более высокий уровень свойств.
Главная причина, обусловливающая высокое качество отли-
вок, получаемых кристаллизацией под механическим давлением,
196
заключается в резком увеличении скорости охлаждения металла
; и. надежном уплотнении его, из-за чего подавляется образование
усадочных ракбвйн и пористости. Скорость охлаждения растет за
счет усиления теплоотвода от отливки к форме под действием
прессующего давления. Коэффициент теплоотдачи возрастает с 5
(без давления) до 25 кВт/м2К при давлении 100 МПа.
Литейная форма в описываемом процессе называется пресс-
формой, ее неподвижная часть — матрицей, подвижная — порш-
нем или пуансоном. Матрица обычно состоит из одной части, в
случае сложной отливки матрица может состоять из двух частей.
В этом случае пресс должен иметь второй пуансон для запирания
* матрицы.
Режимы литья (температуры пресс-формы и расплава) при
данном способе близки к таковым при литье под давлением.
Материал^, для изготовления пресс-форм используют такие же,
как и при литье под давлением.
Литьем с кристаллизацией под механическим давлением обычно
получают сравнительно небольшие и несложные отливки типа
втулок, крышек корпусов, а также цилиндрические литые заго-
товки. Масса отливки из алюминиевых сплавов составляет 0,5...10
кг, но есть сообщения, что получают отливки из алюминиевых
сплавов массой более 100 кг. Данный процесс пригоден для полу-
чения фасонных отливок и литых заготовок из любых алюмини-
евых сплавов и чистого алюминия.
. Давление прессования при работе с алюминиевыми сплавами
находится в пределах 50...150 МПа. Давление определяется как
частное от деления усилия прессования на площадь горизонталь-
ной проекции поверхности соприкосновения прессующего пор-
шня (пуансона) с расплавом. Как указывалось, для данного про-
цесса необходимы гидравлические пресса с усилием 1...30 МН.
Важной характеристикой таких прессов является скорость пере-
мещения ползуна пресса. Она не должна превышать при рабочем
'Рис. 72. Основные схемы кристаллизации металлов н сплавов под механическим давлени-
еМ: а, б, в - поршневое, пуансонное и пуансонно-поршневое прессование; г - прессова-
ние через литники-питатели
197
ходе 0,2 м/с. В случае больших скоростей происходит разбрызги-
вание расплава при соприкосновении с поршнем или пуансо-
ном, возникают неслитины, захват воздуха, и отливка оказывает-
ся негодной. Именно поэтому для данного процесса непригодны
механические пресса или пневматические механизмы, поскольку
у них скорости движения рабочих органов в 10 и более раз выше.
Выбивка, обрубка, очистка и термическая обработка отливок
Выбивку песчаных форм при литье алюминиевых сплавов осу-
ществляют на встряхивающих выбивных решетках с механичес-
кими или пневматическими приводами после охлаждения отли-
вок до 250... 100 °C. Алюминиевые сплавы при температурах вы-
бивки имеют невысокую прочность. Поэтому при работе на встря-
хивающих выбивных решетках отливки из этих сплавов требуют
осторожного обращения.
Стержни из отливок выбивают с помощью пневмозубил, на-
кладных вибраторов и простейших вибрационных машин. Для
средних и крупных отливок со сложными внутренними полостя-
ми, когда применение указанных выше способов сопряжено с
возможностью повреждения отливок, выбивку осуществляют в
пщрокамерах водой низкого (200...500 кПа) или высокого (15 МПа)
давления. Для этой цели применяют также выбивку в воде с по-
мощью электрического разряда (рис. 73).
Обрубку отливок, полученных литьем в разовые формы и ко-
кили, производят в основном с помощью ленточных и дисковых
пил и обрубных прессов. При массовом производстве отливок
для удаления прибылей используют автоматические фрезерные
станки. Обрубку отливок, изготовленных литьем под давлением,
производят в обрубных штампах на прессах.
Для очистки отливки подвергают гидропескоструйной обра-
ботке в специальных изолированных камерах. Реже применяют
дробеструйную очистку. Во избежание образования вмятин на
поверхности отливок в этом случае в качестве дроби используют
мелкие кусочки алюминиевой проволоки. Зачистку отливок и
удаление заусенцев осуществляют пневматическими зубилами и
шарошками (абразивными и металлическими).
Для достижения необходимого уровня механических свойств
отливки из большинства алюминиевых сплавов подвергают тер-
мической обработке в камерных, шахтных, конвейерных и дру-
гих печах с электрическим обогревом и принудительной цирку-
ляцией воздуха по режимам, приведенным в табл. 36.
Контроль качества отливок и исправление их дефектов
В зависимости от требований технических условий отливки из
алюминиевых сплавов могут подвергаться различным видам кон-
198
троля: рентгеновскому, гамма-дефектоскопии или ультразвуко-
вому для обнаружения внутренних дефектов; разметке для опре-
деления размерных отклонений; люминесцентному для обнару-
жения поверхностных трещин; гидро- или пневмоконтролю для
оценки герметичности. Периодичность перечисленных видов кон-
троля оговаривается техническими условиями или определяется
отделом главного металлурга завода. Выявленные дефекты, если
это допускается техническими условиями, устраняют заваркой или
пропиткой.
Аргонно-дуговую сварку используют для заварки недоливов,
раковин, рыхлот и трещин. Перед заваркой дефектное место раз-
делывают таким образом, чтобы стенки углублений имели на-
клон 30...45’. Отливки подвергают местному или общему нагреву
до 300...350 °C. Местный нагрев ведут ацетилено-кислородным
пламенев, общий нагрев — в камерных печах. Заварку ведут теми
же сплавами, из которых изготовлены отливки, с помощью не-
плавящегося вольфрамового электрода диаметром 2...6 мм при
расходе аргона 5...12 л/мин. Сила сварочного тока составляет обыч-
но 25...40 А на 1 мм диаметра электрода.
Пористость в отливках устраняют пропиткой бакелитовым ла-
ком, асфальтовым лаком, олифой или жидким стеклом. Пропит-
ку ведут в специальных котлах под давлением 490...590 кПа с пред-
варительной выдержкой отливок .в разреженной атмосфере
(1,3...6,5 кПа). Температуру-пропитывающей жидкости поддер-,
живают на уровне 100 °C. После пропитки отливки подвергают
сушке при 65...200 °C, в процессе которой происходит твердение
пропитывающей жидкости, и повторному контролю.
Рис. 73. Схема алектрогидравлической выбивки стержней: 1 - отливка; 2 - электрод; 3 -
вацна с водой
199
Таблица 36. Типовые режимы термической обработки алюминиевых
сплавов
Обо- зна- чение режи- ма Вид термо- обработки Режим термообработки Назначение термообработки Сплавы, подвергающиеся обработке
Темпе- ратура нагре- ва, *С Выдер- жка, ч Охлаж- дение
Т1 Искусствен- 175... 5...17 На Повышение АК9, АК9ч, АК8,
ное старение 210 воздухе прочности и улучшение обрабатывае- мости резанием АК5М2, АК5М, АК6М2, АК5М7, АК12ММгН, АК12М2МгН, АЦ4Мг
Т2- Отжиг 250... 300 8...10 То же Снятие или уменьшение термических напряжений, повышение пластичности Все группы сплавов
Т4 Закалка 430... 535 - 430... 535 5...20 5...20 В воде (20... 100‘С) В масле Повышение прочности То же АК8, АК7ч, АК8МЗч, АМ5, АМ4,5д, АМгбл, АМгЮ, AMrll
Т5 Закалка и кратковре- менное (не- полное) ис- кусственное старение 1 515... 580 175 , 2...6 3...5 В.воде (20... 100’С) На воздухе Повышение прочности и сохранение повышенной пластичности АК8, АК7, АК7ч, АК5М2, АК5М, АК6М2, АК8М, АМ5, АМ4,5Кд, АЦ4Мг
Тб Закалка 535 2.:.6 В воде Получение мак- АК9, АК9ч, АК7ч,
и полное искусствен- ное старение 175... 200 5...15 • (20... 100’0 На воздухе симальной прочности при некоторой снижении пластичности АК5М2, АК5М, АК8М, АК5М4, АК8МЗ, АК9М2, АМ4,5Кд
Т7 Закалка и стабилизи- рующий отпуск 515... 535 225... 230 2...6 3...5 В воде (20... 100’0 На воздухе Повышение прочности и высокой структурной и объемной ♦ стабильности АК7ч, АК5М2, АК5М, АК8М, АМ5, АМ4^5Кд
Т8 Закалка и смягчаю- щий отпуск 515... 535 250... 330 3...5 3...5 В воде (20... 100’0 На воздухе Получение повышенной пластичности и стабильности размеров ‘ АК7ч, АК5М2 ?
200
ГЛАВА 8. ПРОИЗВОДСТВО ОТЛИВОК ИЗ МАГНИЕВЫХ
СПЛАВОВ
§ 1. СОСТАВ И СВОЙСТВА ПЕРВИЧНОГО МАГНИЯ
Магний обладает гексагональной плотноупакованной кристал-
лической решеткой, имеет невысокую температуру плавления
(651 °C) и небольшую плотность (1,738 г/см3 при 20 ’С м~1,6
г/см3 при температуре плавления), высокое давление пара. Тем-
пература кипения магния при атмосферном давлении составляет
1107 с. Объемная усадка при переходе из жидкого состояния в
твердое равна 3,97...4,2 %. Магний имеет меньшее, чем алюми-
ний, поверхностное натяжение (560 мН/м при 680 °C), которое
снижается от добавок лития, кальция, сурьмы, стронция, свинца,
висмута или бора. В литом состоянии он имеет низкие прочность
(80...110 МПа) и относительное удлинение (6...8 %).
Чистый магний характеризуется высокой химической актив-
ностью. Он легко окисляется. У образующейся оксидной плены
при температуре выше 450 °C отсутствуют защитные свойства. С
повышением температуры скорость окисления возрастает, а при
623 °C магний воспламеняется на воздухе. Медь, никель, олово,
цинк и алюминий увеличивают скорость окисления магния при
повышенных температурах; свинец, серебро, кадмий и таллий
почти не оказывают влияния, а церий и лантан несколько замед-
ляют скорость окисления на воздухе.
С азотом при температуре выше 750 °C магний взаимодей-
ствует с образованием нерастворимого твердого и хрупкого нит-
рида Mg3N2, снижающего пластические свойства металла. С сер-
нистым газом при 600...650 °C взаимодействие сопровождается
образованием MgO, MgSO4 и паров серы.
Магний в значительно большем количестве, чем алюминий,
поглощает водород. С повышением температуры и давления над
цасплавом растворимость водорода увеличивается (см. ниже):
Температура, °C 640 675 725 ’ 775
Растворимость, см3/100 г,
при давлении, кПа:
‘ 27 15,6 23,8 30,6 32,1
54 22,4 33,8 43,3 45,7
81 27,3 41,4 53,2 56,1
101 30,7 46,5 60,1 63,1
Магний не взаимодействует с растворами едких щелочей, с
керосином, бензином, минеральными маслами, устойчив по от-
ношению к фторидам и плавиковой кислоте, но неустойчив в
201
разбавленных минеральных кислотах. С водой магний реагирует
с выделением водорода, который является причиной взрывов из-
за образования гремучего газа.
ГОСТ 804—72 предусматривает выпуск трех марок первичного
магния, различающихся содержанием примесей (табл. 37).
Таблица 37. Химический состав первичного магния
Марка Mg, %, не менее Примеси, %, не более
Fe Si Ni Cu Al Mn Na Ti
Мг96 99,96 0,003 0,004 0,001 0,002 0,006 0,004 0,01
Мг95 99,95 0,003 0,004 0,0007 0,003 0,006 0,01 0,004 0,01
Мг90 99,90 0,04 0,009 0,001 0,004 0,02 0,03 0,01 —
Кроме примесей, регламентированных ГОСТом, первичный
магний в сотых и тысячных долях процента содержит хлор до
0,005 %, калий до 0,005 %, кальций, барий, стронций, галлий,
водород, цинк, сурьму и другие элементы, а также оксид и хло-
рид магния.
Наиболее вредными примесями являются никель и железо. Они
сильно снижают коррозионную стойкость магния. Ввиду малой
растворимости в твердом магнии эти примеси при содержании в
количестве более 0,01...0,02 % выделяются в виде мельчайших
частиц интерметаллида Mg2Ni и чистого железа и вызывают рез-
Таблица 38. Химический состав магниевых литейных сплавов
Сплав Легирующие элементы, %
А1 Мп Zn Zr другие элементы
МЛЗ 2,5...3,5 0,15...0,5 0,5...1,5
МЛ4 5,0...7,0 0,15...0,5 2,0...3,5 — —
МЛ4пч 5,0...7,0 0,15...0,5 2,0...3,5 — —
МЛ5 7,5...9,0 0,15...0,5 0,2...0,8 — —
МЛ5пч 7,5...9,0 0,15...0,5 0,2...0,8 — —
МЛ5он 7,5...9,0 0,15...0,5 0,2...0,8 — —
МЛ6 9,0...10,2 0,1...0,5 .0,6...!,2 — —
МЛ8 — — 5,5...6,6 0,7...1,1 0,2...0,8 Cd
МЛ9 — — — 0,4...1,0 1,9...2,6 Nd; 0,2...0,8 In
МЛ10 — — 0,1...0,7 0,4.:.1,0 2,2...2,8 Nd
МЛ 11 — — 0,2...0,7 0,4...1,0 2,5...4,0 РЗМ
МЛ12 — — 4,0...5,0 0,6...1,1 —
МЛ15 — — 4,0...5,0 0,7...1,1 0,6...1,2 La
МЛ 19 — — 0,1...0,6 0,4. ..1,0 1,6...2,3 Nd; 1,4...2,2 Y
Примечания. 1. Mg —остальное. 2. пч - сплавы повышенной чистоты;
202
кое усиление атмосферной коррозии за счет образования боль-
шого числа гальванических микропар.
Медь и кремний также снижают коррозионную стойкость маг-
ния, но в меньшей степени, чем никель и железо. Примеси на-
трия, калия, водорода, оксидов и хлоридов оказывают отрица-
тельное влияние на свойства магния; сотые доли процента каль-
ция уменьшают газовую пористость отливок; действие большин-
ства других примесей мало изучено.
: § 2. СОСТАВ И СВОЙСТВА МАГНИЕВЫХ СПЛАВОВ
Литейные сплавы
Для изготовления фасонных отливок в промышленности ис-
пользуют три группы магниевых сплавов:
I группа — сплавы на основе системы Mg—Al—Zn (МЛЗ,
МЛ4, МЛ5, МЛ0;
II группа — сплавы на основе системы Mg—Zn—Zr (МЛ8,
. МЛ 12, МЛ 15);
1Ill группа — сплавы, легированные редкоземельными
элементами (МЛ9, МЛ10, МЛН, МЛ19).
Химический состав литейных промышленных сплавов по ГОСТ
2856—79 приведен в табл. 38.
Примеси, % Е примесей
- < . А1 Si Fe Ni Си Be Zr прочие
' ' — 0,25 0,06 0,01 0,1 0,002 0,002 0,1 0,5
— 0,25 0,06 Р,01 0,1 0,002 0,002 0,1 0,5
..к' * 0,08 0,007 0,002 0,04 0,002 0,002 — 0,13
— 0,25 0,06 0,01 0,1 0,002 0,002 0,1 0,5
0,08 0,007 0,001 0,04 0,002 0,002 — 0,13
0,35 0,08 0,(31 0,25 0,002 0,002 0,1 0,7
, — 0,25 0,06 0,01 0,1 0,002 0,002 0,1 0,5
' 0,02 0,03 0,01 0,005 0,03 0,001 — 0,12 0,2
0,02 0,03 0,01 0,005 0,03 0,001 0,15 Zn 0,12 0,35
.0,02 0,03 0,01 0,005 0,03 0,001 — 0,12 0,2
0,02 0,03 0,02 0,005 0,03 0,001 — 0,12 0,2
0,02 0,03 0,01 0,005 0,03 0,001 — 0,12 0,2
0,02 0,03 0,01 0,005 0,03 — — 0,12 0,2
0,03 0,03 0,01 0,005 0,03 0,001 — 0,14 0,25
,он - сплавы общего назначения.
203
Рис. 74. Диаграмма состояния системы Mg-Zn ,
Все сплавы I
группы, за исключе-
нием сплава МЛЗ,
относят к числу вы-
сокопрочных. Ос-
новным упрочните-
лем в этих сплавах
является алюминий,
растворимость ко-
торого в магнии при
эвтектической тем-
пературе составляет
12,7 %, а при ком-
натной 1,5 % (см.
рис. 38). Цинк так-
же упрочняет маг-
ний, но менее эф-
фективно, чем алю-
миний. Максималь-
ная растворимость его в магнии при температуре солидуса со-
ставляет 8,4 %; с понижением температуры растворимость умень-
шается (рис. 74).
Сплавы I группы предназначены для производства высоконаг-
руженных отливок, работающих в тяжелых атмосферных услови-
ях (большая влажность). Для повышения коррозионной стойкос-
ти в сплавы системы Mg—Al—Zn вводят 0,1...0,5 % Мп, а для сни-
жения окисляемости 0,001...0,002 % Be или 0,1 % Са. Кальций,
кроме того, повышает плотность отливок и улучшает способность
сплавов к термообработке.
В сплавах I группы присутствуют примеси кремния, железа,
никеля, меди и циркония. Большинство из них снижают корро-
зионную стойкость сплавов. Цирконий оказывает модифициру-
ющее действие на макроструктуру сплавов.
Основными структурными составляющими сплавов системы
Mg—Al—Zn—Мп являются первичные кристаллы аМв-твердого ра-
створа алюминия и цинка в магнии, у-фаза (Mg17Al12), ц-фаза
(МпА1) и марганцевая фаза (Мп) (рис. 75). С увеличением содер-
жания алюминия количество у-фазы возрастает. В сплаве МЛ4,
кроме перечисленных структурных составляющих, в небольшом
количестве присутствует тройная фаза Т (ALZn3Mg3); у-фаза яв-
ляется упрочнителем при термической обработке.
Общим недостатком сплавов I группы, за исключением сплава
МЛЗ, является широкий интервал кристаллизации и в связи с
этим склонность к образованию усадочной микрорыхлоты. Из-
204
лом отливки в месте расположения рыхлоты имеет светло-жел-
тый, серый или черный цвет.
Сплав МЛЗ используют при изготовлении отливок простой
конфигурации с повышенной герметичностью для работы при
средних статических и динамических нагрузках. В отличие от спла-
вов МЛ5 и МЛ6 сплав МЛЗ обладает небольшим равновесным
интервалом кристаллизации (55...60 °C), малой склонностью к
образованию микропористости, большей линейной усадкой, по-
вышенной склонностью к образованию усадочных трещин и низ-
кой жидкотекучестью.
Сплав МЛ4 используют для работы при повышенных нагруз-
ках; он имеет высокую коррозионную стойкость. Сплав МЛ4 при-
меняют в основном для литья в песчаные формы.
Сплав МЛ5 применяют для нагруженных деталей, работаю-
щих в условиях ударного и вибрационного воздействия. В связи с
удовлетворительными литейными свойствами его используют для
изготовления отливок всеми способами литья. Сплав МЛ5 явля-
ется основным литейным магниевым сплавом.
Сплав МЛ6 из-за большого интервала кристаллизации
(—160 °C) и повышенного содержания цинка более склонен к мик-
ропористости, чем сплав МЛ5. Удовлетворительные литейные
свойства позволяют изготовлять из него отливки всеми способа-
ми литья. Отливки подвергают термической обработке по режи-
му Т2.
Рис. 75. Магниевый угол системы Mg-Al-Zn (по А. М. Захарову). Сплавы типа МА2 (1);
. МА2-1 (2): МА2-2 (3); МАЗ (-Г); МА5 (5); МЛЗ (б); МЛ4 (7); МЛ5 (3); МЛ6 (9)
205
Сплавы II группы также относят к числу высокопрочных. Они
отличаются от других групп магниевых сплавов повышенными
механическими свойствами и хорошей обрабатываемостью реза-
нием. Легирование их лантаном (МЛ 15) улучшает литейные свой-
ства, несколько повышает жаропрочность, плотность и сваривае-
мость, но снижает прочность и пластичность при комнатной тем-
пературе. Увеличение содержания цинка и дополнительное леги-
рование сплавов кадмием (МЛ8) позволяет получать более высо-
кий уровень механических и технологических свойств, чем спла-
вов с лантаном.
Сплавы МЛ8, МЛ12 и МЛ15 обладают удовлетворительными
литейными свойствами, имеют измельченное цирконием зерно,
способны упрочняться в процессе термической обработки. Для
них характерен более низкий уровень содержания примесей, в
особенности никеля и железа. Эти сплавы позволяют получать
однородные механические свойства в различных по толщине се-
чениях; они менее чувствительны к влиянию микрорыхлоты, так
как отдельные поры располагаются в углах между зернами, а не
образуют цепочек, ослабляющих сечения отливок, но сложны в
приготовлении из-за плохого растворения циркония и не свари-
ваются на воздухе.
Сплавы II труппы используют для изготовления отливок, ра-
ботающих при 200...250 ’С и высоких нагрузках.
Основными структурными составляющими сплавов МЛ8 и
МЛ 12 являются аМе-твердый раствор цинка и циркония в магнии
и включения интерметаллидов Mg2Zn3 и ZrZn, (рис. 76), являю-
щихся упрочнителями при термической обработке. Более слож-
ный фазовый состав имеет сплав МЛ 15 — наряду с аМе-твердым
раствором и различными промежуточными фазами (интерметал-
лидами), образованными цинком и цирконием (ZrZn2, ZrZn и
др.), основной избыточной фазой в нем является промежуточная
фаза на основе Mn3La или (MgZr^La.Zn)^.
Сплавы III труппы обладают высокой жаропрочностью и хо-
рошей коррозионной стойкостью. Они предназначены для дли-
тельной работы при 250...350 °C и кратковременной — при
400 °C. Эти сплавы имеют хорошие литейные свойства, высокую
герметичность, малую склонность к образованию микрорыхлот и
усадочных трещин, высокие и однородные механические свой-
ства в сечениях различной толщины и хорошо свариваются ар-
гонно-дуговой сваркой. Сплавы системы Mg—РЗМ—Zr применя-
ют для деталей, подвергающихся одновременному воздействию
статических и усталостных нагрузок.
Основными структурными составляющими сплавов системы
Mg—Nd—Zr (МЛ9 и МЛ 10) являются: аМв-твердый раствор неоди-
206
a»Ptf а
Mg , . — Ze, %
Рис. 76. Магниевый угол системы Mg-Zn-Zr. Сплавы типа МА14 (1); МА15 (2); МА19 (3);
МА20 (4)\ МЛ 12 (5)\ МЛ8 (6)
ма й циркония в магнии и двойная эвтектика aMg + Mg9Nd.
Возможно также образование фазы Mg2Zr (рис. 77). Кроме aMg-
твердогр раствора основной избыточной фазой в сплавах с цери-
ем является Mg3Ce (или Mg12Ce).
В структуре сплава МЛ19 в качестве основной избыточной фазы
присутствует интерметаллид Mg9Nd (или Mg12Nd). Кроме того, в
зависимости от содержания легирующих элементов в числе струк-
турных составляющих может присутствовать фаза (Mg, Zn)3(Nd —
Y). Упрочнителями при термической обработке являются фазы
Mg9Nd или Mg12Nd.
Рис. 77. Магниевый угол системы Mg-Nd-Zr (по А.М. Захарову). Сплавы типа МА12 (1);
;МЛ9 (2); МЛ 10 (3); МЛ 19 (4)
207
Механические и технологические свойства магниевых сплавов
приведены в табл. 39.
Таблица 39. Механические и технологические свойства литейных
магниевых сплавов при литье в песчаные формы
Сплав Вид термо- обра- ботки <*в, Мпа, не менее <*0.2» Мпа, не менее з, %, не менее Линейная усадка, % Жидко- теку- честь, % Склон- ность к горячим* трещи- нам (проба ВИАМ), мм Объем- ная усадка кристал- лиза- ции, % Темпе- ратур- ный интер- вал кристал- лизации, Склон- ность к образо- ванию микро- рыхлоты
млз — 160 — 6 1,5...1,6 215 42,5 5,0 67 Пони- женная
МЛ4 — 160 80 3 1,2...1,4 245 37,5 3,4 155 Повы- шенная
Т4 220 80 5 1,2...1,4 245 37,5 3,4 155 »
Тб 225 100 2 1,2...1,4 245 37,5 3,4 155 »
МЛ5 — 160 90 2 1,0...1,2 290 30,0 3,8 115 Средняя
. Т2 160 85 2 1,0...1,2 290 30,0 3,8 115 »
Т4 235 90 5 1,0...1,2 290 30,0 3,8 115-
Тб 235 110 2 1,0...1,2 290 30,0 3,8 115
МЛ5он — 160 90 2 1,0...1,2 290 30,0 3,8 115 Средняя
Т4 230 85 5 1,0...1,2 290 30,0 3,8 115 »
Тб 230 105 2 1,0...1,2 290 30,0 3,8 115 »
МЛ6 — 150 — 1 1,1...1,2 330 27,5 3,6 160 »
Т4 225 НО 4 1,1...1,2 330 27,5 3,6 160
Тб 225 140 1 1,1...1,2 330 27,5 3,6 160 »
Т61 230 140 1 1,1...1,2 330 27,5 3,6 160
МЛ8 Тб 265 170 4 1,2...1,4 290 32,5 3,8 , — »
Т61 275 175 4 1,2...1,4 290 32,5 3,8 —
МЛ9 Тб 230 НО 4 1,2...1,5 250 17,5 — 95 Пони- женная
МЛ10 Тб 230 140 3 1,2...1,5 250 17,5 — 95 »
Т61 240 140 3 1,2...1,5 250 17,5 — 95
МЛН — 120 70 1,5 1,2...1,5 250 20,0 — 55 »
Т2 120 70 1,5 1,2...1,5 250 20,0 — 55
Т4 140 85 3 1,2...1,5 250 20,0 — 55 »
Тб 140 100 2 1,2...1,5 250 20,0 — 55
МЛ12 — 200 90 6 1,2...1,4 280 32,5 . — 75 Средняя
Т1 230 130 5 1,2...1,4 280 32,5 — 75
MJI15 Т1 210 130 3 1,2...1,5 300 27,5 — 75 »
МЛ19 Тб 220 120 3 — , — — — — в
Примечание. TI — старение; Т2 — отжиг; T4 — гомогенизация и закалка на воздухе; Тб —
гомогенизация, закалка на воздухе и старение; Т61 — гомогенизация, закалка в воду и старение.
Деформируемые сплавы
Для изготовления листов, поковок, штамповок, профилей,
прутков и полос в промышленности применяют следующие груп-
пы сплавов:
I группа — на основе системы Mg—Мп (MAI, МА8, МА8пч);
208
II группа — на основе системы Mg—Al—Zn (МА2, МА2-1,
МА2-1пч, МА5);
' III группа — на основе системы Mg—Zn—Zr (МАИ, МА15,
МА19, МА20);
IV группа —. на основе системы Mg—РЗЭ—Мп (МА11, МА17);
V группа — сплавы легированные литием (МА18, МА21).
Химический состав магниевых деформируемых сплавов по
ГОСТ 14957—76 приведен в табл. 40.
Деформируемые сплавы по химическому и фазовому составу
совпадают с литейными, но отличаются меньшими допусками по
содержанию примесей. Сплавы I группы отличаются высокой
коррозионной стойкостью, высокой пластичностью в горячем
состоянии, удовлетворительно свариваются; их применяют в ото-
Жженном или нагартованном состоянии для изготовления изде-
лий, \Не несущих высоких нагрузок. Основную группу (II) дефор-
мируемых сплавов составляют сплавы системы Mg—Al—Zn с до-
барками марганца. В зависимости от содержания алюминия они
имеют различный уровень механических свойств.
Сплавы III группы характеризуются высокой прочностью. Они
обладают хорошей пластичностью в горячем состоянии и удов-
летворительной коррозионной стойкостью. Их применяют для
изготовления средненагруженных деталей. Вредными примесями
в этой группе сплавов являются алюминий, кремний, марганец,
никель и сурьма. Эти примеси снижают модифицирующее дей-
ствие циркония.
Сплавы IV группы обладают высокими жаропрочными свой-
ствами. Сплавы с церием устойчиво работают при температуре до
„ 200 °C, а с неодимом — при 250...300 °C.
Самым легким конструкционным материалом является спла-
вы магния с литием. Их плотность
1Д..1,65 г/см3. В зависимости от со-
держания лития эти сплавы делят на
однофазные и двухфазные. При со-
держании лития от 1 до 5,7 % спла-
вы имеют структуру аМв-твердого ра-
створа; двухфазные (а + 0) сплавы со-
держат 5,7...10,3 % Li; при содержа-
нии лития от 10,3 до 15 % основой
сплава является твердый раствор (0)
Магния в литии (рис. 78). Магниево-
литиевые сплавы на основе 0-твер-
дого раствора обладают повышенной
Пластичностью и ударной вязкостью
В могут обрабатываться давлением в
Рис. 78. Диаграмма состояния систе-
мы Mg-Li
209
210
Таблица 40. Химический состав магниевых деформируемых сплавов
Сплав Легирующие элементы, % Примеси, %, не более
А1 Мп Zn Zr Се другие . элементы Al Cu Ni Zn Si Be Fe Mn про- чие
МА1 — 1,3...2,5 — — — 0,1 0,005 0,007 0,3 0,1 0,002 0,05 — 0,2
МА2 3...4 0,15...0,5 0,2...0,8 — — — 0,05 0,005 — 0,1 0,002 0,05 — о,з
МА2-1 3,8...5 О,З...О,7 0,8...1,5 — — — 0,05 0,004 -— 0,1 0,002 0,04 —* о,з
МА2-1пч 3,8...5 0,2...0,6 0,8...1,5 — — — 0,01 0,001 — 0,01 0,002 0,005 — о,г
МА5 7,8...9,2 0,15...0,5 0,2...0.8 — — — 0,05 0,005 — 0,1 0,002 0,05 — о,з
МА8 — 1,3...2,2' — — 0,15...0,35 0,1 0,05 0,007 0,3 0,1 0,002 0,05 — о,з
МА8пч — 1,0...1,5 — — 0,15...0,35 0,01 0,01 0,002 0,06 0,01 — 0,01 — 0,1
МАП — 1,5...2,5 — — — 2,5...3,5 Nd; 0,1...0,22 Ni 0,1 0,03 — 0,2 0,1 0,002 0,03 — о,з
МА12 — — '— 0,3...0,8 — 2,5...3,5 Nd 0,05 0,05 0,005 0,2 0,05 0,002 0,05 0,1 о,з
МА14 — — 5...6 0,3...0,9 — — 0,05 0,05 0,005 — 0,05 0,002 0,03 0,1 о,з
МА15 — — 2,5...3,5 0,45...0,9 .— 1,2...2,0 Cd; 0,7...1,1 La 0,05 0,03 0,005 — 0,05 0,002 0,03 0,1 о,з
МА17 — 0,2...0,7 —. — 0,7...1,5 — 0,1 0,05 0,005 o,l 0,05 0,002 0,05 — о,з
МА18 0,5...1 0,1...0,4 2...2,5 — 0,15...0,35 10...11,5 Li — 0,05 0,005 0,01 Na 0,15 0,002 0,05 0,005 К 0,3
МА19 — — 5,5...7,0 0,5...0,9 — 1,4...2,0 Nd; 0,2...1,0 Cd 0,05 0,05 0,005 — 0,05 0,002 0,05 o,l о,з
МА20 — — 1,0...1,5 0,05...0,12 0,12...0,25 — 0,02 0,03 0,005 — 0,05 0,002 0,04 0,04 о,з
Примечание. 1. Mg — остальное.
холодном состоянии; они хорошо свариваются и имеют удовлет-
ворительную коррозионную стойкость.
По структуре в литом состоянии деформируемые сплавы близки
К соответствующим литейным сплавам. Горячая обработка маг-
ниевых сплавов давлением проводится при 350...400 °C, рекрис-
таллизационный отжиг — при 300...350 °C. Большинство сплавов
подвергают термической обработке.
§ 3. ОСОБЕННОСТИ ПЛАВКИ МАГНИЕВЫХ СПЛАВОВ
Плавка магниевых сплавов сопряжена с рядом трудностей.
. Сплавы легко окисляются. Это объясняется тем, что на поверх-
ности расплавов образуется пористая пленка оксида (V. /И. <1),
не предохраняющая их от окисления и загорания. Иттрии; це-
рий, лантан, неодим и литий усиливают окисление, создавая тем
самым условия для обогащения расплавов оксидными пленами.
Алюминий, медь, серебро, индий, никель, свинец, сурьма, олово
и цинк понижают температуру воспламенения магйия. Окисле-
ние замедляется в атмосфере сернистого газа (SO2) или углекис-
лоты (СО2). Взаимодействие с сернистым газом при 700...750 °C
сопровождается образованием на поверхности расплава тонкой
пленки сульфата магния (MgSO4), затрудняющей доступ кисло-
рода к расплаву. По этой причине сернистый газ нашел широкое
применение для защиты от окисления струи металла при литье
фасонных отливок и слитков. г
Резко снижает окисление магниевых сплавов введение в них
0,001...0,002 % бериллия или 0,03...0,05 % кальция, оксиды кото-
рых уплотняют оксидную пленку на поверхности расплавов. При
содержании бериллия более 0,002 % структура сплавов огрубля-
ется, а механические свойства снижаются.
, При нагреве магниевых расплавов в воздушной среде выше
700 °C они взаимодействуют с азотом с образованием нераство-
римого нитрида магния (Mg3N2). Активно эта реакция идет при
температуре выше 950 °C. Включения нитрида магния снижают
коррозионную стойкость и пластические свойства магниевых спла-
вов.
При температуре ведения плавки магниевые сплавы способны
интенсивно поглощать водород (до 30 см3/100 г). Легирующие
Элементы и примеси, входящие в состав сплавов, изменяют ра-
створимость водорода в магнии. Алюминий в количестве до 6 %
Увеличивает растворимость. При более высоком содержании алю-
миния растворимость водорода снижается. Подобное же действие
Ча растворимость водорода оказывает цинк. Максимальной ра-
* '' 211
створимостыо водорода обладают сплавы с 2—3 % Zn. В тройных
сплавах системы Mg—Al—Zn растворимость водорода выше, чем
в магнии. Повышение температуры всех жидких магниевых спла-
вов вызывает рост растворимости водорода.
Магниевые сплавы, обогащенные водородом и оксидами, пред-
расположены к образованию микропористости в отливках.
При наличии в магниевых расплавах циркония, церия, ланта-
на, иттрия, кальция и титана снижается выделение водорода в
процессе кристаллизации, за счет чего предотвращается образо-
вание газовой и газоусадочной пористости.
Из-за интенсивного взаимодействия с печными газами плавку
магниевых сплавов ведут под флюсами или в среде защитных
газов. Покровные флюсы для магниевых сплавов состоят из сме-
си хлористых и фтористых солей щелочных идделощюземельных
металлов. Основой хлоридных и хлориднб-фторидньГкАлкков
является карналлит MgCl2 • КС1 (табл. 41). Хлористый ба|>ий до-
бавляют во флюс для повышения плотности и лучшего отделения
флюса от сплава. Фтористый кальций повышает вязкость флюса
и увеличивает его рафинирующую способность. Оксид магния
добавляют в качестве загустителя, облегчающего образование ко-
рочки при перегреве расплава. При плавке магниевых .сплавов
хорошо зарекомендовали себя флюсы ВИ2 и ВИЗ. Они характе-
ризуются хорошими защитными и рафинирующими свойствами.
Обладая повышенной плотностью, флюс ВИ2 легко отделяется
от расплава, хорошо отводится с поверхности при разборе метал-
ла ковшом. Флюс ВИЗ при перегреве сплава до 900 °C образует
прочную плотную корку, защищающую сплав от окисления. Флюс,
состоящий из хлористого и фтористого лития, применяют при
плавке сплавов магния с литием.
При плавке сплавов с редкоземельными металлами (Се, Y, Nd,
La), торием и кальцием используют флюсы, не содержащие хло-
рццы магния. Это необходимо для предотвращения потери ред-
коземельных металлов вследствие следующих реакций:
3MgCl2 + 2Y -> 2YC13 + 3Mg;
3MgCl2 + 2Ce -> 2CeCl3 + 3Mg;
MgCl2 + Ca -> CaCl2 + Mg.
Для уменьшения этих потерь при необходимости применения
флюсов на основе карналлита следует до минимума, сокращать
длительность контакта расплавов с флюсом, что достигается вве-
дением РЗМ в расплав за 3...5 мин до его разливки.
В последние годы разработаны бесхлоридные флюсы, позво-
ляющие рафинировать расплавы от хлористых солей. Бесхлорид-
212
Таблица 41. Состав некоторых флюсов для плавки магниевых сплавов,%
флюс Состав Применение
РИ2 38...46 MgCl2; 32...40 КС1; <10 СаС12; 5...8 Для плавки в стацио- нарных печах и тиглях
виз ВаС12; 3...5CaF2; <1,5 MgO; <1,5 н.о.; < ЗН2О 33...40 MgCl2; 25...36 КС1; <7 CaQ2; 15...20 Для плавки в выемных
CaF2; 7...10 MgO; <1,5 н.о.; <3 Н2О тиглях
ФЛ5 25...42 MgCl2; 20...36 КС1; 4...8 ВаС12; О,5...1О Единый флюс
CaF2; 3...11 MgF2; 3...14 A1F3; 1,8 В2О3 Универсальный флюс
ФЛЮ 20...35 MgCl2; 16...29 КС1; 8...12 ВаС12; 14...23
№ 1 CaF2; 14...23 MgF2; 0,5...8 B2O3 80 LiCl; 20 LiF Для сплавов магния с
№2 14...21 NaCl; 47...51 CaCl2; 26...29 BaCl2; 2...5 литием Для сплавов с РЗМ
№3 CaF2; <2 H2O 22...26 KC1; 17...20 NaCl; 35...39 CaCl2; 19—23 Jo же
№4 ФЛ1 BaCl2; 2...5 CaF2; <2 H2O 55 KC1; 28 CaCl2; 15 BaCl2; 2 CaF2 Для сплавов магния с
13 CaF2; 32 MgF2; 40 A1F3; 15 B2O3 торием и цирконием Бесхлоридные флюсы
ВАМИ1 3,5 CaF2; 23,5 A1F3; 40 B2O3; 33 Na^Fg То же
ВАМИ5 17,5 CaF2, 17,5 MgF2; 15 A1F3; 50 B2O3
ные флюсы наносят на поверхность расплава после рафинирова-
ния хлоридными флюсами для защиты сплавов от загорания.
Из-за высокой гигроскопичности флюсов применение их со-
, пряжено с возможностью насыщения расплавов водородом и обо-
гащения оксидами. Поэтому непременным условием является
йспользование переплавленных флюсов, хранение которых осу-
ществляется в термостатах.
Применение флюсов; несмотря на их положительное влияние,
связано с рядом неудобств: попаданием флюса в отливки и обра-
зованием очагов интенсивной коррозии из-за его высокой гиг-
роскопичности, растрескиванием корки окисленного флюса и
необходимостью .добавки свежего для защиты поверхности рас-
плава, интенсивным коррозионным воздействием флюсовой пыли
Во влажной атмосфере на стальные конструкции цеха. Поэтому в
настоящее время широко применяют бесфлюсовую плавку маг-
ниевых сплавов. В качестве защитной газовой среды используют
смеси сухого воздуха с сернистым газом, фторидом бора или ше-
Стифтористой серой и чистый углекислый газ. Применение этих
смесей обусловлено возможностью образования тонких защит-
ных пленок фторида и сульфата магния.
Атмосфера углекислого газа эффективна в интервале
620...680 °C. В производственных условиях предпочтительнее ис-
пользование защитной атмосферы из сухого воздуха с 0,1 % SF6,
213
так как шестифтористая сера в отличие от фторида бора-не явля-
ется токсичным газом.
В зависимости от масштаба производства и развеса отливок
применяют три способа плавки литейных магниевых сплавов:
а) в стационарных тиглях; б) в выемных тиглях;, в) дуплекс-про-
цесс (отражательная печь-тигель или индукционная печь—тигель).
Технология приготовления сплавов при использовании любого
способа почти одинакова. Имеются лишь некоторые различия в
технологии заливки и составе применяемых флюсов.
Плавку в стационарных тиглях ведут при массовом или круп-
носерийном производстве мелких отливок. Стальной толстостен-
ный литой тигель нагревают до 400...500 °C и загружают в него
флюс ВИ2 в количестве до 10 % от массы шихты. Флюс расплав-
ляют, затем небольшими порциями загружают в него подогретые
до 120...150 °C шихтовые материалы. После введения всех состав-
ляющих шихты, расплав нагревают до 700...720 °C и проводят ра-
финирование и модифицирование. Выдерживают сплав 10...15 мин,
отбирают пробы на химический и спектральный анализы и из-
лом, а затем при помощи ручных ковшей разливают металл по
формам. Остаток металла (20...30 % от объема расплава в тигле),
загрязненный оксидами и флюсом, сливают после каждой плав-
ки и используют для производства подготовительных сплавов.
При изготовлении крупных отливок плавку сплавов ведут в
выемных сварных стальных тиглях с перегородкой и дуплекс-про-
цессом. В этих тиглях осуществляют плавку,. рафинирование и
модифицирование так же, как и в стационарных тиглях. Разли-
чие состоит лишь в применении флюса (ВИЗ) для рафинирова-
ния. Флюс ВИЗ легче, чем ВИ2, поэтому всплывает на поверх-
ность расплава и при заливке удерживается от попадания в фор-
му перегородкой тигля. После проведения всех операций по ра-
финированию и модифицированию тигель извлекают из печи и
транспортируют к месту заливки.
Плавку дуплекс-процессом ведут в отражательных или индук-
ционных печах емкостью 0,5...3 т под слоем флюса ВИ2. Затем
расплав переливают в выемные тигли, где осуществляют опера-
ции рафинирования и модифицирования. При плавке в индук-
ционных печах на дно тигля загружают часть мелкой , шихты, а
затем как можно компактнее крупные куски, промежутки между
которыми заполняют мелочью; сверху засыпают флюс. После рас-
плавления шихты и перегрева расплав переливают в выемные
тигли.
При выплавке сплавов применяют магний Мг90; первичные
магниевые сплавы ММ2, МА5, МА8; алюминий А6 и А5; цинк
стандартных сортов не ниже марки Ц1; возвраты собственного
214
Производства (до 80 %) и различные лигатуры. Марганец вводят в
виде лигатуры А1—Мп (8... 10 %) или лигатуры Mg—Мп (2 %), а
также в виде хлористого марганца. Предпочтение обычно отдают
лигатурам, так как хлористый марганец обогащает расплав хло-
ридными включениями и способствует увеличению потерь мар-
ганца и редкоземельных металлов. Лигатуру загружают в печь
рместе с магнием. При подшихтовке лигатуру вводят в расплав
fipn 740...760 °C. Хлористый марганец вводят в сплав при 850 °C в
трехкратном против расчетного количестве. В ряде случаев под-
щихтовку ведут электролитическим чешуйчатым марганцем, заг-
ружая его в расплав, нагретый до 900 °C небольшими порциями в
смеси в флюсом ВИ2 (1 : 1).
Цирконий в сплавы вводят в виде лигатур Mg—Zn—Zr (6...7 %
20...25. % Zr) и Mg-Zr (15...20 % Zr), а также в виде фторцир-
коната калия и шлак-лигатуры, содержащей 66 % фторцирконата
калия, 26 % хлористого лития и 8 % фтористого кальция. Расплав
перед введением циркония нагревают до 800...950 °G. Введение
из солей отличается низким усвоением цйркония (20 %), требует
максимального перегрева расплава, что влечет за собой сильное
окйсление и большие (20...25 %) безвозвратные потери металла.
Поэтому при выплавке магниевых сплавов предпочтение отдают
лигатурам, которые вводят в расплавы несколькими равными
порциями при 820 ’С. Меньшие безвозвратные потери (10...12 %)
и лучшее усвоение циркония (60 %) получаются при использова-
нии двойной лигатуры (Mg—Zr). Примеси алюминия, железа, ни-
келя, кремния и в меньшей мере марганца, образуя с цирконием
тугоплавкие нерастворимые в магнии соединения, резко снижа-
ют содержание его в сплавах. Поэтому для получения магниево-
циркониевых сплавов необходимо применять шихтовые матери-
алы высокой чистоты.
Лантан и неодим вводят либо в виде чистых металлов, либо в
виде лигатур с магнием при 760...780 °C. В том случае, когда плавку
ведут с использованием флюсов ВИ2 и ВИЗ, лантан шихтуют с
30...25 %-ным, а неодим с 10...15 %-ным избытком сверх расчет-
ного количества. Церий вводят в виде мишметалла (50...60 % Се)
При 750...780 °C; если же вводят ферроцерий, то температуру рас-
плава поднимают до 780...800 °C.
Торий вводят в сплавы в чистом виде или в составе лигатуры
•MgTTh; учитывая радиоактивность тория, при плавке и обработ-
ке’отливок из сплавов с торием применяют необходимые меры
защиты обслуживающего персонала.
, ' Бериллий вводят в расплав в составе лигатур Al—Be (5 %) или
Ж-Mg-Be (3 %; 35 % Mg) и в виде фторбериллата натрия
; (Na3BeF6). Лигатуры вводят при 720...750 °C до рафинирования
215
расплава из расчета 0,004 % Be; фторбериллат — во время рафи-
нирования при 730...750 °C из расчета 0,06 % от массы шихты.
Лучшее усвоение бериллия сплавом происходит при введении
смеси, состоящей из 50 % карналлита и 50 % фторбериллата на-
трия.
Кальций (0,03...0,08 %) вводят в сплавы, подобно редкоземель-
ным металлам, за 5...10 мин до разливки. В тех случаях, когда
плавку ведут под флюсами ВИ2 и ВИЗ, его вводят на 25 % боль-
ше, чем требуется по расчету. Цинк, кадмий и алюминий вводят
в расплав при 720...760 °C.
Потери металла на угар и шлак при плавке в отражательных
печах составляют до 6 % у сплавов системы Mg—Al—Zn—Мп,
8... 10 % у сплавов системы Mg—Мп—РЗМ и до 12 % у сплавов,
содержащих цирконий. При ведении плавки в индукционных печах
эти потери составляют 2...3 %.
Все шихтовые материалы, предназначенные для приготовле-
ния сплавов, должны быть свободны от продуктов коррозии, масла,
эмульсии и прочих загрязнений. Отходы — литники, прибыли,
бракованные отливки — должны быть очищены в дробеструйной
установке или переплавлены. Последовательность загрузки со-
ставных частей шихты при плавке наиболее распространенных
магниевых сплавов следующая: магний, отходы и возвраты; лига-
тура; алюминий; цинк и кадмий. Церий, кальций и бериллий
присаживают перед самой разливкой. Следует иметь в виду, что
При переплавке возврата кальций в нем полностью выгорает.
Присадку легирующих элементов заканчивают тщательным пе-
ремешиванием расплава (5...7 мин) и отбором проб для определе-
ния химического состава сплава.
Для деформируемых сплавов во избежание накопления неже-
лательных примесей установлен минимальный процент освеже-
ния: 10 % — для сплавов системы Mg—Al—Zn—Мп, 30 % - для
сплавов систем Mg—Zn—Zr и Mg—Zn—Zr— РЗМ, 25 % — для спла-
вов системы Mg—Мп—РЗМ.
При плавке магниевых сплавов недопустим контакт металла,
флюсов, а также плавильного инструмента и тиглей с влагой, так
как это может вызывать воспламенение металла, выброс его из
печи или миксера и ухудшение качества отливок.
Рафинирование расплавов
Рафинирование магниевых расплавов ведут с целью удаления
взвешенных неметаллических включений, водорода и примеси
железа.
216
Самый простой способ отделения взвешенных неметалличес-
ких включений — отстаивание. Эту операцию ведут обычно при
750 °C. С увеличением температуры и времени выдержки эффек-
тивность очистки возрастает. Однако данный способ мало эф-
фективен, особенно по отношению к небольшим по размерам
частицам.
Эффективным способом очистки является обработка расплава
флюсом. Так же как и в случае алюминиевых сплавов, в основе
этого способа лежит процесс адсорбции включений жидкими со-
лями. Эффективность очистки определяется величиной поверх-
ности контакта металла с флюсом и возрастает по мере ухудше-
ния смачивания включений металлом в среде флюса и уменьше-
ния межфазного натяжения на границе металл—флюс. При плав-
ке в стационарном тигле для рафинирования применяют флюс
ВИ2; при ведении этой операции в выемном тигле используют
флюс ВИЗ. Перед рафинированием расплав нагревают до
700...720 °C, удаляют покровный флюс и вводят в сплав бериллий
(0,001...0,002 %) или кальций (0,05 %).
. Для рафинирования на поверхность расплава засыпают пор-
,цию молотого рафинирующего флюса (1 % от массы расплава),
расплавляют его, затем замешивают в расплав на 2/3 высоты тиг-
ля. Замещивание флюса производят плавными движениями лож-
ки-шумовки в направлении сверху вниз. При замешивании пери-
одически пддсыпают свежий флюс. Рафинирование считается
’законченным, когда поверхность расплава приобретает зеркаль-
но-блестящий вид. Повышение температуры расплава и времени
выдержки после перемешивания способствует более полному от-
делению взвешенных частиц.
В производственных условиях рафинирование ведут по следу-
ющему режиму: температура расплава 700...720 °C; продолжитель-
ность замешивания флюса 5...6 мин; удаление использованного и
нанесение свежего флюса; нагрев до 750...780 °C; отстаивание
при этой температуре 10... 15 мин; снижение температуры распла-
ва до температуры заливки; заливка форм.
Рафинирующее действие флюсов основано на том, что хлори-
стый магний, входящий в состав флюса, смачивает включения
оксида магния, связывает их в хлороксид (MgCl2 • 5MgO) и спо-
собствует их коагуляции. Во избежание насыщения сплава водо-
родом рафинирующие флюсы не должны содержать влаги. Более
глубокая очистка от неметаллических включений может быть до-
стигнута при пропускании тонких струй расплава через жидкие
.флюсы, состав которых приведен в табл. 41.
Эффективность флюсовой обработки определяется совокуп-
ностью физико-химических свойств флюса и его активности по
217
Рис. 79. Черные пятна в изломах фасонной отливки (а), слитка (б)
отношению к оксиду магния. Так же как и при рафинировании
алюминиевых сплавов, пригодность флюса для рафинирования
определяется величиной работы адгезии включений к расплаву в
среде флюса № Контроль степени очистки расплава от оксид-
ных включений производят по излому. Черные пятна в изломе
указывают на присутствие оксида магния (рис. 79); включения
флюса имеют серый цвет (рис. 80).
Наряду с очисткой от неметаллических включений обработка
флюсом сопровождается частичной дегазацией расплава. Более
глубокую дегазацию магниевых расплавов осуществляют продув-
кой газами (азот, аргон, хлор) или обработкой гексахлорэтаном
(С2С16). Продувку азотом (0,5 %) ведут при 660...685 °C; при более
высокой температуре расплав обогащается нитридами магния.
Обработку аргоном и хлором ведут при температуре расплава
740...760 °C. При продувке хлором образуется хлорид магния, спо-
собствующий удалению из расплава оксидных включений.
Дегазацию хлором совмещают в ряде случаев с операцией моди-
фицирования. Для этого расплав продувают смесью хлора с четы-
реххлористым углеродом.
Последовательная продувка магниевых расплавов углекислым
газом и гелием или четыреххлористым углеродом и. гелием обес-
печивает снижение содержания водорода в них до 8... 10 см3/100 г
(рис. 81).
Длительность продувки газом определяется объемом расплава,
толщиной его слоя, величиной удельной поверхности расплава и
выбирается в пределах 15...30 мин. Расход газа составляет 0,5...3
% от массы расплава.
Для получения плотных отливок в магниевые сплавы реко-
218
мендуется вводить прйсадки (0,1 %) циркония, церия или каль-
ция. Эти элементы предотвращают образование газовой порис-
тости в процессе кристаллизации. Введение кальция в расплавы
системы Mg—Al—Zn—Мп сопровождается обогащением их оксид-
ными пленами.
Практика производства магниевых сплавов в печах большой
ёмкости показывает, что рафинирование расплавов флюсами с
Доследующим отстаиванием не обеспечивает необходимого уров-
ня очистки от взвесей. В темплетах слитков, отлитых из таких
.расплавов, обнаруживается значительное количество включений
флюса и оксидных плен, максимальная площадь которых дости-
,|иет 50...80 мм2. Полуфабрикаты, изготовленные из таких слит-
ков, имеют пониженные пластические свойства и коррозионную
стойкость.
Значительно более высокий уровень очистки магниевых рас-
плавов от неметаллических и флюсовых взвесей получается при
ф'ильтровании расплавов через сетчатые или зернистые фильтры.
Так, применение сетчатого фильтра из стали с размером ячейки
1^1 мм позволило в 4 раза снизить содержание оксидных включе-
•ций в сплавах МА2 и МА14 по сравнению с нефильтрованным
расплавом; максимальная площадь плен при этом не превышала
,15 мм2. Еще'более тонкая очистка достигается при фильтровании
через зернистые фильтры толщиной 100...150 мм, изготовленные
Из магнезита, графита и других материалов. Механизм работы
таких фильтров описан выше. По мере уменьшения, размера зер-
на фильтра и увеличения толщины фильтрующего слоя эффек-
тивность очистки возрастает. Следует иметь в виду, что сетчатые
и зернистые фильтры при фильтровании магниевых расплавов
теряют пропускную способность значительно быстрее, чем при
фильтровании алюминиевых сплавов.
Рис. 80. Включения флюса в изломе отливки
Рис. 81. Эффективность дегазации рас-
плава МЛ5 при продувке газовыми
смесями
219
Как показал длительный промышленный опыт, фильтрование
магниевых расплавов через зернистые фильтры из магнезита по-
зволяет почти полностью ликвидировать брак по пленам и флю-
совым включениям при производстве фасонных отливок.
Фильтры из углеродных материалов (кокс, электродный бой)
й комбинированные (чередующиеся слои магнезита и кокса) на-
ряду с очисткой от неметаллических включений оказывают мо-
дифицирующее воздействие на сплавы, содержащие алюминий
(МЛЗ, МЛ4, МЛ5, МЛ6). Они позволяют совместить операции
очистки расплавов от плен и модифицирования при заполнении
литейных форм.
Технология фильтрования и расположение фильтров при ли-
тье магниевых сплавов принимаются такими же, как и при литье
алюминиевых сплавов (см. рис. 57).
Очистку магниевых сплавов от железа проводят с целью повы-
шения их коррозионной стойкости. Железо удаляют обычно пу-
тем введения в перегретый расплав (800...850 °C) присадок мар-
ганца, циркония или титана в количестве 0,3...0,4 % от массы
расплава. Последующая выдержка расплава в течение 20...30 мин
при 700 °C сопровождается образованием кристаллов фазы, со-
держащей железо и добавленные присадки. Эти кристаллы соби-
рается на дне тигля.' Введением присадок содержание железа в
магниевых сплавах может быть снижено до тысячных долей про-
цента. Введением циркония и титана можно также снизить со-
держание примесей марганца, никеля, кремния, алюминия и олова.
Модифицирование сплавов
Модифицирование магниевых сплавов осуществляют с целью
измельчения зерна и повышения в связи с этим уровня механи-
ческих свойств.
По склонности к измельчению зерна сплавы делят на легко
поддающиеся модифицированию и трудно модифицируемые. В
первую группу входят сплавы систем Mg—Zn и Mg—РЗМ, а также
чистый магний. Ко второй группе относят сплавы систем Mg-
Мп и Mg—Al—Zn. Основным модификатором для первой группы
сплавов является цирконий, который вводят в количестве
0,3... 1 %. Параметры кристаллической решетки циркония по не-
которым кристаллографическим плоскостям имеют размерное со-
ответствие с параметрами кристаллических решеток а^-твердых
растворов. Кроме измельчения зерна цирконий упрочняет твер-
дый раствор и повышает коррозионную стойкость сплавов. На
рис. 82 приведена зависимость размера зерна в слитках сплава
МА14 от содержания циркония. Цирконий вводят в виде лигату-
220
Рис. 82. Зависимость величи-
ны зерна в сплаве МА 14 от
содержания циркония
. ры Mg—Zr (20 %) при 850...900 °C. Эф-
фект модифицирования сохраняется бо-
лее 30 ч, если расплав выдерживать при
700...740 °C.
Модифицирование сплавов системы
Mg-Al—Zn осуществляют введением в
расплав углеродсодержащих веществ или
перегревом. Устойчивые результаты по
измельчению зерна получают при исполь-
зовании магнезита, мрамора, мела, гек-,
сахлорэтана, углекислого газа и ряда дру-
гих веществ. При модифицировании ме-
лом, магнезитом или мрамором проис-
ходит термическое разложение их с вы-
делением углекислого газа: СаСО3 -> СаО + СО2. СО2 вступает во
взаимодействие с магнием: СО2 + 2Mg -» 2MgO + С. Выделяю-
. щийся углерод образует в расплаве карбид алюминия, мелкодис-
персные частицы которого служат центрами кристаллизации при
охлаждении сплава. Типичная структура исходного и модифици-
рованного сплавов МЛ5 приведена на рис. 83.
При модифицировании гексахлорэтаном между расплавом и
модификатором проходит химическая реакция, в результате ко-
торой образуется атомарный углерод, необходимый для образо-
вания карбида алюминия:
С2С16 + 3Mg-> 3MgCl2 + 2С.
Рис. 83. Микроструктура сплава МЛ5; Х90:
а - немодифицированный; б - модифицированный гексахлорэтаном
221
Таблица 42. Режимы'модифицирования магниевых сплавов
Модификатор Количество модифи- катора, % от массы шихты Размер куска Температу- ра распла- ва, ‘С Длитель- ность замеши- вания, мин Время отстаи- вания, мин Примечание
Мел 0,5...0,6 Порошок 760...780 5...8 15...40 Перед
Мрамор 0,5...0,6 Крошка 760...780 5...8 15...40 введением
Магнезит 0,3...0,4 10...25- мм „720...730 8...12 15...40 необходима
Гексахлорэтан ед 0,05...0,5 Порошок 720...760 8...12 15...40 просушка
Хлорное железо РеС1з 0,5...1 » 750...770 5...8 10...40 Применяют в сухом состоянии
Цирконий 0,5:..1 — 850...900 20 10...15 Для сплавов, не содержащих алюминия
Лигатура Mg + 20% Zr 5 5...10 мм 850...900 20 10...15 То же
Фторцирконат калия KzZrFe 8...10 Порошок 930 20...30 20. 30 Для сплавов, не содержа- щих алюминия
Кальций 0,08., .0,015 . —1 770...780 — 10...15 . Тоже
Режимы модифицирования углеродсодержащими веществами
приведены в табл. 42.
К достоинствам углеродсодержащих модификаторов относят-
ся: возможность получения мелкого зерна отливок без перегрева
расплава выше температуры литья; сокращение расхода топлива;
снижение потерь металла на угар; уменьшение расхода тиглей.
Поэтому этот вид модифицирования широко применяют в про-
мышленности при производстве фасонных отливок. Недостат-
ком данных модификаторов является возможное загрязнение рас-
плавов оксидами и водородом, что влечет за собой образование
микрорыхлот и снижение механических свойств сплавов. В этом
отношении для модифицирования предпочтительнее применение
гексахлорэтана. К числу недостатков углеродсодержащих моди-
фикаторов следует также отнести кратковременность сохранения
эффекта модифицирования. Сильное огрубление зерна в отлив-
ках наблюдается после выдержки модифицированных расплавов
в течение 40...60 мин при 700...720 °C.
Следует отметить, что сотые доли процента циркония подав-
ляют эффект модифицирования сплавов углеродсодержащими
веществами, так как значительная часть углерода расходуется на
образование карбида циркония. Эффект модифицирования угле-
222
родсодержащими веществами снимается также перегревом рас-
плава выше 950 °C.
В фасоннолитейном производстве перспективно применение
«активных углеродсодержащих фильтров, позволяющих совместить
модифицирование и очистку расплавов от неметаллических вклю-
чений.
Для измельчения зерна перегревом расплав после рафиниро-
вания нагревают в стальном тигле до 850...925 ’С, выдерживают
Нри этой температуре 10... 15 мин, а затем быстро охлаждают до
температуры заливки (680...720 °C). Предполагают, что перегрев
ведет за собой обогащение расплава железом за счет растворения
ртального тигля. Быстрое охлаждение насыщенного железом рас-
плава приводит к образованию большого числа тонкодисперсных
частиц FeAl3, являющихся центрами кристаллизации, и сопро-
вождается измельчением зерна в отливках. Эффективность из-
- мельчения зерна зависит от содержания железа в сплаве. При
содержании железа менее 0,005 % вырастает крупное зерно; зер-
но среднего размера образуется при содержании железа от 0,006
до 0,02 %; мелкое зерно образуется при содержании железа более
0,02 %. Выдержка расплавов при температуре заливки сопровож-
дается коагуляцией частиц интерметаллида и огрублением зерна.
Этот процесс идет тем интенсивнее, чем. больше в сплаве приме-
сей циркония, кремния и бериллия. Резкое огрубление зерна на-
блюдается при 0,002 % циркония; получить отливки с мелким
зерном практически невозможно при содержании в сплаве более
0,08 % кремния или 0,002 % бериллия.
Модифицирование перегревом проходит успешно, если в сплаве
содержатся железо (0,001 %) и марганец (0,2 %). Эффект моди-
фицирования пропадает при длительном (до 1 ч) выстаивании
расплава при 680...720 °C. Повторный перегрев до 850...900 °C
вновь измельчает структуру. Перегрев модифицированного рас-
плава до 1000 °C или медленное охлаждение с оптимальной тем-
пературы модифицирования приводят к огрублению зерна. Не-
достатки способа перегрева: снижение производительности пе-
чей, повышенный угар металла, большой расход тиглей и топли-
ва.
Аналогичный перегреву механизм измельчения первичного
зёрна сплавов системы Mg—Al—Zn—Мп имеет место при моди-
фицировании хлорным железом, которое вводят в расплав в ко-
личестве 0,5...1 % при 750...780 °C. После прохождения обменной
-реакции (через 5...7 мин). 2FeCl3 + 3Mg -> 3MgCl2 + 2Fe расплав
Перегревают до 800...830 °C, выдерживают 10...15 мин и быстро
охлаждают до температуры заливки. Обработка хлорным железом
.Йо сравнению с перегревом имеет ряд преимуществ: на 20...30 %
223
Ч»!
сокращается длительность плавки, на 10...30 % снижается расход
энергии, на 25...30 % повышается срок службы стальных тиглей.
Однако этот способ модифицирования в настоящее время не при-
меняют из-за снижения коррозионной стойкости сплавов.
Измёльчение зерна отливок из сплавов системы Mg—Мп осу-
ществляют перегревом или введением хлорного железа. Отличие
этой группы сплавов от сплавов, содержащих алюминий, состоит
в том, что эффект модифицирования в них подавляют не приме-
си циркония и кремния, а примесь алюминия. При содержании
алюминия более 0,02 % получить мелкое зерно в отливках невоз-
можно. Имеются сведения, что для сплавов системы Mg—Мп в
качестве модификатора могут быть использованы лантан
(0,2...0,8 %), скандий (0,5...1,5 %) или самарий (0,3...0,5 %). В
ряде работ для модифицирования сплавов, не содержащих алю-
миния, рекомендуют применять кальций (0,08...0,15 %). Однако
процесс измельчения зерна в отливках при модифицировании
кальцием идет успешно только в тех случаях, когда сплавы имеют
высокое содержание водорода (20...30 см3/100 г).
Следует иметь в виду, что модифицирование деформируемых
сплавов перегревом, введением углеродсодержащих веществ, цир-
кония или кальция нестабильно в связи с длительностью разлив-
ки печей большей емкости и выгоранием модифицирующих при-
садок или неприменимо из-за отсутствия модифицирующего эф-
фекта при перегреве расплава в печах, футерованных магнези-
том.
Результаты модифицирования оценивают по изломам техно-
логических проб, микро- и макроструктуре.
§ 4. ОСОБЕННОСТИ ТЕХНОЛОГИИ ПРОИЗВОДСТВА
ФАСОННЫХ ОТЛИВОК
По химическому составу и механическим свойствам отливки
из магниевых сплавов должны соответствовать требованиям ГОСТ
2856—79. Их поставляют заказчику в термически обработанном
состоянии с оксидированной поверхностью. На поверхности от-
ливок и готовых деталей после химической обработки не допус-
каются флюсовые включения.
Технология производства фасонных отливок из магниевых спла-
вов по многим параметрам близка к технологии производства
отливок из алюминиевых сплавов: отливки получают одинаковы-
ми способами литья, используют близкие по составу формовоч-
ные и стержневые смеси, близкие температурные режимы, об-
рубки, заварки и пропитки отливок. Вместе с тем имеется ряд
224
особенностей, обусловленных особенностями физико-химичес-
ких свойств магниевых сплавов.
Магниевые расплавы окисляются с образованием пористой и
малотеплопроводной оксидной плены. Это обусловливает воспла-
менение расплава при заливке литейных форм. Для предотвра-
щения этого струю металла во время литья припыливают порош-
ком серы. Образующийся при горении сернистый газ замедляет
окисление и предотвращает загорание.
При литье магниевых сплавов большое внимание уделяют раз-
работке мер по предотвращению попадания флюсов в полость
литейной формы. Высокая гигроскопичность карналлитовых флю-
сов является причиной интенсивной коррозии отливок.
Сплавы системы Mg—Al—Zn имеют больший интервал крис-
таллизации, чем сплавы алюминия с кремнием, и растворяют зна-
чительно большее количество водорода (до 24 см3/100 г). Поэто-
му при литье магниевых сплавов проблема получения плотных
отливок стоит значительно острее, чем для алюминиевых спла-
вов.
Магниевые сплавы в большей мере, чем алюминиевые, склон-
ны к образованию трещин при затрудненной усадке, особенно в
: местах резких переходов сечений и в острых углах.
Обязательным условием для получения плотных отливок яв-
ляется последовательное направленное затвердевание их в сторо-
ну прибылей. Наиболее плотные отливки получают в тех случаях,
когда в вышележащие части отливки поступает горячий металл и
обеспечивается полная пропитка нижележащих частей. Направ-
ленное затвердевание отливок легче всего обеспечить заливкой с
верхним подводом металла. Однако при этом невозможно пре-
дотвратить образование завихрений, захват воздуха и окисление
металла в полости формы, т. е. невозможно получить качествен-
ные отливки. В связи с этим для обеспечения плавного поступле-
ния металла в полость формы применяют расширяющиеся лит-
никовые системы с нижним.или вертикально-щелевым подводом
Металла. Для снижения скорости движения металла на входе в
полость формы в литниковые системы вводят различные сопро-
тивления:- повороты каналов, установку сеток и зернистых филь-
тров. В некоторых случаях при изготовлении сложных по конфи-
гураций или высоких отливок применяют двухъярусную литни-
ковую систему с подводом металла в нижние и верхние части
формы.
Типовые литниковые системы .для магниевых сплавов имеют
такую же конструкцию, как и для алюминиевых сплавов (см. рис.
60). Оптимальны следующие соотношения площадей сечений
литниковых каналов: EF : : SjF =1:2:4 или 1:3:6,
СТ шл пит 7
«- 4131 225
где ^F„, суммарная площадь сечений стояков,
шлакоуловителей, питателей и щелей соответственно.
Суммарную площадь сечений стояков определяют расчетом (см.
с.177), по номограммам и таблицам (табл. 43).
Таблица 43. Соотношения площади сечения стояков и
металлостатического напора для отливок из магниевых сплавов
Тип отливок Максималь- ный напор метадла, мм Площадь сечения стояка, см2 Форма стояка
Мелкие 350 1...2,5 Цилиндрический
350 1...3 Щелевой (пластинчатый)
250 1...4 Цилиндрический
Средние и 250...500 1...4 Щелевой (пластинчатый)
крупные , 250...500 1...6 Змееобразный
500 1...12 То же
Спокойное заполнение формы имеет место, если начальная
скорость подъема металла в форме имч, см/с, не превышает 3/8
(8 — толщина стенки отливки, см) для мелких отливок и 4,2/8
для крупных. Средняя скорость подъема металла в форме должна
составлять 0,45...1,4 см/с.
Как правило,, литниковые системы для литья магниевых спла-
вов содержат все элементы: литниковую чащу, стояк, металло-
приемник, шлакоуловитель, шлаковыпор, питатели, прибыли.
Литниковые чаши, чугунные или из стержневой смеси, применя-
ют при изготовлении средних или крупных отливок массой более
10 кг. Емкость их составляет 30...40 % от массы отливок среднего
развеса и 40...50 % от массы крупных отливок. Стояки делают
прямыми или змеевидными с круглым или прямоугольным сече-
нием. Форму и размеры стояков выбирают в зависимости от раз-
меров отливки и напора металла (см. табл. 43). Для мелких отли-
вок массой до 10 кг при высоте падения металла в стояке до 300
мм применяют прямые стояки круглого сечения. Захват воздуха в
них предупреждается выбором минимально возможного диамет-
ра (12...15 мм). Для средних и крупных отливок с высотой паде-
ния металла в стояке 300...400 мм применяют плоские (щелевые)
стояки, в которых не образуются завихрения. Для крупных и сред-
них отливок с высотой падения металла более 400 мм рекоменду-
ется применять змеевидные стояки. Щелевые и змеевидные сто-
яки выполняют стержнями (рис. 84).
226
Для смягчения удара струи
. металла под стояками размеща-
ют металлоприемники, а между
ними и стояком помещают сет-
ку из листового железа толщи-
ной 0,5... 1 мм с диаметром от-
верстий 1,8...2 мм.
Сечения шлаковиков, как
«правило, выполняют в форме
трапеции, верхнее основание
Которой составляет 0,8 от
нижнего основания. Рассредо-
точенный подвод металла к
Рис. 84. Щелевой стояк, выполненный в
стержне:
1 - литейная форма; 2 - стержень;
3 - литниковая чаша
тонким стенкам отливок осу-
щесТвляют плоскими питателями толщиной 4...8 мм, шириной
25...60 мм и длиной 25...60 мм. Толщину щели в вертикально-
щелевых литниковых системах определяют из соотношения
а = (1...1,5)5, где 5 — толщина стенки отливки, а диаметр верти-
кальных цилиндрических колодцев — из соотношения d = (4...6)8.
Для задержания шлака, увлеченного металлом в литниковую
систему, наряду с металлическими сетками широко практикуют
установку шлаковыпоров в местах перемены направления движе-
ния металла в литниковых каналах или местах’резкого изменения
’ поперечного сечения канала.
Для создания направленного затвердевания широко использу-
ют холодильники, окраску стержней и форм малотеплопровод-
ными красками, утепление прибылей. Объем прибылей прини-
мают на 30...50 % больше объема прибылей для отливок из алю-
миниевых сплавов.
.. В зависимости от величины объемной усадки сплавов диаметр
нижнего основания открытой конической прибыли Da принима-
ют равным 1,2...1,6 диаметра окружности, вписанной в тепловой
“узел D. Высота открытой прибыли составляет На = (1,9...2,1) Рп;
высота закрытой прибыли На = (1,2...1,4)РП.
При изготовлении крупногабаритных тонкостенных ответствен-
• Ных отливок широко используют метод литья с последовательно-
" направленным затвердеванием (см. рис. 63).
Разливку магниевых сплавов ведут ковшами чайникового типа
(см. рис. 14), которые предотвращают увлечение металлом флю-
са в литниковую систему и в полость форм. Хорошие результаты
дает фильтрование расплавов через зернистые фильтры из маг-
незита, впитывающего хлористые соли. В тех же случаях, когда
Применение флюса недопустимо, в расплавы вводят 0,002...0,005
% бериллия.
227
Большое внимание во время заливки фдрм уделяют'предуп-
реждению попадания оксидных включений в отливку. Поскольку
нижняя часть расплавов в тиглях в процессе рафинирования обо-
гащается оксидами магния и загрязненным флюсом, на заливку
расходуют не более 2/3 объема расплава в тигле. Загрязненный
расплав сливают в изложницы и перерабатывают на подготови-
тельные сплавы. Для уменьшения количества оксидных плен,
вносимых в расплав разливочным инструментом, его системати-
чески промывают в расплавленном карналлите. Весьма эффек-
тивным способом снижения содержания оксидных плен в отлив-
ках является фильтрование расплавов во время заливки форм че-
рез зернистые фильтры.
Литьё в песчаные формы
Для изготовления песчаных форм используют смеси (табл. 44).
Таблица 44. Типовые составы и свойства формовочных смесей для
магниевых сплавов
Назначение смеси Состав смеси, % (по массе) Прочность по сухому, кПа Газопрони- цаемость, ед
Для песчаных форм (единая) Оборотная формовочная смесь 90...95; песок ПО16А или ПО63А 10...5; присадка ВМ до нормы (4...7); вода до нормы (4,5...5,5) 39...68,б*1 35...60
Для форм из наливных холоднотвердею- щих смесей Песок КО2 100; ортофосфорная кислота 0,2...0,3, Р = 1,29...1,3 г/см3; борная кислота 0,25...0,6; смола М-3 3,5...4; ДСРАС 0,25...0,3; вода 1...2 950... 1000 150
Для оболочковых форм Песок 1КО16 100; термореактивная смола 4; борофторид аммония 1,5 980...1200 До 300
Для гипсовых форм Гипс марки 350...400 40; порошкообразный асбест 10; кварцевый песок КО2А 48...48,5; борофторид аммония 1,5...2; вода 40...60 20...30'2 35...40
Прочность по сырому.*2 После сушки при 500 °C.
Магниевые расплавы интенсивно взаимодействуют с кремне-
земом формовочных и стержневых смесей по реакциям:
SiO2 + 2Mg -> 2MgO + Si;
SiO2 + 4Mg -> 2Mg + Mg2Si.
228
Продукты обменных реакций загрязняют расплавы оксидами
и хрупкими интерметаллидами, существенно снижающими пла-
стические свойства сплавов. Поэтому формовочные и стержне-
вые смеси содержат в своем составе специальные присадки, пре-
дотвращающие такое взаимодействие. В качестве такой добавки
в состав формовочных смесей вводят присадку ВМ, состоящую
из смеси 58...62 % мочевины CO(NH2)2; 13... 17 % борной кисло-
ты НВО3 и 15... 19 % нефелинового коагулянта АЦфОД* 18Н2О.
« Во время заливки разовых форм в присутствии влаги проис-
ходит разложение мочевины и гидролиз сернокислого алюми-
ния, обусловливающее понижение концентрации паров воды и
образование на поверхности отливки сульфата магния. Газооб-
разные и парообразные продукты гидролиза и деструкции обра-
зуют газовую прослойку между расплавом и формой, заполняют
полость формы и вытесняют из нее воздух, уменьшая тем самым
интенсивность взаимодействия расплава с формовочной смесью
и кислородом.
Борная кислота при нагревании диссоциирует. Образующий-
ся борный ангидрид взаимодействует с магнием по реакции
t В2О3 + 3Mg -» 3MgO + 2В. Выделяющийся при этом бор внедря-
ется в поверхностные слои отливок и уплотняет оксидную пле-
ну.
. Состав и свойства типовых стержневых смесей, применяемых
при литьё магниевых сплавов, приведены в табл. 45. Эти смеси
также сбдержат защитные добавки — серу и борную кислоту.
Для удаления продуктов разложения защитных добавок, в пер-
вую очередь паров аммиака, необходимо устройство местной вен-
тиляции.
Заделку швов и поврежденных песчаных' форм и стержней
производят пастой, состоящей из 50 % формовочной смеси, 10
% прокаленного талька, 30...31 % силлиманита в порошке, 5 %
водного коллоидно-графитового препарата, 2...3 % борофторие-
того калия, 10 % воды, 10...15 % этилового спирта. Окраску форм
и стержней осуществляют спиртовой краской, содержащей 1 %
борной кислоты, 20...25 % прокаленного талька, 1...2 % связую-
щего ПК104, 5 % цирконового концентрата и 64...68 % гидролиз-
ного спирта.
Литье в кокиль
По сравнению с алюминиевыми сплавами магниевые сплавы
имеют большую склонность к образованию усадочных трещин,
меньшую плотность и пониженную жидкотекучесть. Поэтому
229
Таблица 45. Состав и свойства типовых стержневых смесей
Назначение Группа стержней Песок Связующее, % .
КО2А или КО2Б ПО16 или ПОО63
Для изготовления I 100 — М-3 2,4...2,7
высушиваемых II 90...95 5...10 М-3 2...2,5; КМЦ 0,5...0,7
стержней III 94...97 3...6 КБТ (КБЖ) 2,5...3
Для изготовления стер- жней в горячих ящиках I 100 — Смола 180 (раствор) 7,5...8,5
Для изготовления стер- жней в холодных ящиках I 100 — М-3 2,5...3
Примечание. В числителе — сырые образцы, в знаменателе — сухие,
** Бура. *2 Ортофосфорная кислота,
получение из них качественных тонкостенных отливок сложной
конфигурации связано с большими трудностями. В настоящее
время минимальная толщина стенок отливки, которую можно
изготовить литьем в кокиль, составляет 3,5 мм.
При литье в кокили применяют все типы литниковых систем
(см. рис. 64), однако предпочтение отдается системам с нижним
и щелевым подводам металла. Вертикально-щелевые литнико-
вые системы применяют при литье сложных тонкостенных отли-
вок. При изготовлении отливок высотой до 200 мм со сложной
конфигурацией и массивными узлами используют системы с ниж-
ним подводом металла без коллектора (шлакоуловителя), а систе-
мы с коллекторами применяют при изготовлении тонкостенных
высоких (до 700 мм) отливок диаметром 100...600 мм. Литнико-
вые системы с верхним подводом металла применяют при изго-
товлении неответственных отливок небольшой высоты и массы.
, Широкие интервалы кристаллизации у большинства магние-
вых сплавов и малая плотность их обусловливают необходимость
установки массивных прибылей для пропитки отливок и созда-
ния направленного затвердевания в сторону их расположения.
Расход металла на прибыли — 150...200 % от массы отливок, что
на 40...50 % больше, чем при литье алюминиевых сплавов.
Для регулирования скорости охлаждения различных частей
отливки широко используют теплоизоляционные краски, состав
которых (в граммах) приведен ниже:
№1 №2 №3
Оксид цинка..................... 100 - -
Отмученный мел..................... - 80 80
Оксид магния...................... 20 20 -
230
для магниевых сплавов
Вспомогательные материалы, % сгя, кПа Газопро- ницае- мость, ед Влаж- ность, %
, сера борная кислота уайт- спирит уротро- пин
0,2...0,3 0,2...0,3 — 3,9...5,8/784...1176 100 2,5...4
0,5... 1 0,1...0,2*J — — 6,9...11/580...1176 70 3,5...4,5
,0,5—1 0,2...0,5 0,5 — 6,9... 14,7/490...980 60 4...4,5
— 0,25 — До 0,35 —/2000...2500 200 —-
— 0,25 — 0,1...0,25*2 - /800...1200 100 0,5...1
Пережженный в порошке асбест.
Жидкое стекло................
Борная кислота...............
Вода.........................
- 100
30 30 30
60 60 60
1000 1000 1000
Примечание. Краски №1 и 2 применяют для окраски рабочих поверхностей коки-
лей и металлических стержней, краску №3 — для утепления поверхностей, образующих
литниковые системы и прибыли
Краски наносят распылением на поверхности, нагретые до
100... 120'°C.
Для изготовления ответственных крупногабаритных отливок,
внутренняя полость которых выполняется песчаными стержня-
ми, широко используют метод последовательного направленного
затвердевания (см. рис. 63).
Высокая температура формы является, как известно, эффек-
тивным средством борьбы с усадочными напряжениями и тре-
щинами. Поэтому рабочую температуру матриц кокилей при ли-
тье магниевых сплавов поддерживают на уровне 300...350 °C,
а металлических стрежней 350...400 ’С. Кокили подогревают элек-
трическими нагревателями, размещаемыми в стенках матриц. Сни-
жению брака отливок по трещинам способствуют большие ради-
усы закруглений и плавные переходы между стенками отливок.
Оптимальная температура заливки магниевых сплавов
680...740 °C. Заливку ведут с помощью дозаторов (рис. 85), обес-
печивающих подачу расплава из миксера в форму по обогревае-
мым металлопроводам или вручную. Для предотвращения заго-
рания струю металла припудривают порошком серы или обдува-
Ют защитным газом (сернистый газ, аргон, смесь азота с шести-
фтористой серой).
231
Особенностью магниевых сплавов является низкая прочность
в горячем состоянии. Это вызывает необходимость быстрого из-
влечения металлических стержней из отливок, а отливок из форм.
Как правило, извлечение отливок из кокилей производят при
350...400 °C без резких толчков и ударов.
Конструкции кокилей, материалы для их изготовления, уст-
ройство литниковых и вентиляционных систем и многие другие
вопросы технологии литья магниевых сплавов близки к алюми-
ниевым сплавам.
Литье под давлением
Литьем под давлением изготавливают сложные по конфигура-
ции отливки по 1...3-му классам точности преимущественно из
сплавов МЛ5 и МЛ6. Эти сплавы обладают самым высоким уров-
нем литейных свойств среди магниевых сплавов. Особенностью
этих сплавов является низкая энтальпия. Поэтому во избежание
незаполнения полости формы заливку ведут с высокими скорос-
тями впуска металла в форму при высоком удельном давлении
прессования (70... 100 МПа).
Для получения отливок применяют расширяющиеся литнико-
вые системы с отношением площади сечения питателя к площади
Рис. 85. Пневматический дозатор магниевых сплавов:
1 - плавильная печь: 2 - тигель; 3 - крышка тигля; 4 - трубопровод; 5 - нагреватель;
6 - печь дозатора; 7 - крышка дозатора; 8 - датчик уровня: 9,10 - дозирующее устройство;
11, 12 - нагреватели; 13 - заливочная труба; 14 - форсунка для подачи защитного гйза .
232
входного сечения литника, равным 1,3; 1,5 или 2,0. Рекомендуется
применение разветвленных внешних и внутренних литниковых
систем, обеспечивающих минимальный путь до любой точки от-
ливки. Ширину канала 2 (см. рис. 68), по которому сплав поступает
в питатель 1, принимают равной х/г..1/3 диаметра камеры прессо-
вания, а толщину его 5...6 мм для мелких отливок, 6...12 мм для
средних и 15 мм для крупных. Ширину питателя /принимают боль-
ше ширины канала 2, толщина его равна 0,8...1,2 мм для мелких,
1,2 мм для средних и 2,5...3 мм для крупных отливок.
Большие скорости впуска при литье магниевых сплавов по
сравнению с алюминиевыми требуют лучшей вентиляции пресс-
форм, что достигается увеличением числа промывников, суммар-
ный объем которых может составлять ’/2 объема отливки. Про-
мывники не должны сообщаться между собой. Ширина канала,
соединяющего полость формы с промывником, составляет
(У2..?/4 длины промывника, а толщина его со стороны отливки
0,2...0,3 мм. Ширину вентиляционных каналов от промывников
, к наружному краю пресс-формы принимают равной ширине со-
единительного канала, а толщину 0,1...0,2 мм.
Для литья используются машины с холодной и горячей каме-
рами прессования. Более перспективны машины с горячей каме-
рой прессования, так как они обеспечивают более высокую про-
изводительность и позволяют автоматизировать процесс. Заливку
металла в холодные камеры прессования ведут с помощью доза-
торов (см. рис. 85). Оптимальные режимы литья приведены в
табл. 46.
Таблица 46. Оптимальные режимы литья магниевых сплавов под
давлением
Тип отливок Скорость впуска, м/с. Температура пресс-формы, - вС Температура сплава, •с
Толстостенные (6...8 мм):
простые 20...30 150 620...640
сложные 25...40 180 620...640
Средней толщины (3...6 мм):
простые 30...40 180 630...650
сложные 30...50 200 630...650
Тонкостенные (1,5...3 мм):
простые 50...60 220 640...680
сложные 60...80 260 640...680
Тонкостенные (1,5... 2,5 мм) большой протяженности 70...90 280-300 670...700
233
В процессе литья через каждые 10...15 отливок производят
смазку пресс-форм натуральным воском или трафитовыми смаз-
ками на основе воска (А) или веретенного масла (Б) следующих
составов, %: смазка А : натуральный воск 30; вазелин 14; пара-
фин 30; графит 26; смазка Б: веретенное масло 60...65; трафит
35...40.
Невысокая прочность отливок в горячем состоянии требует
быстрого снятия их со стержней и извлечения из пресс-форм при
400...450 °C.
Выбивка, очистка, обрубка, химическая и термическая обработка
отливок
Выбивку песчаных форм осуществляют так же, как и при из-
готовлении отливок из алюминиевых сплавов. Выбивку стержней
производят с помощью пневмозубил и простейших вибрацион-
ных машин. Обрезку литников и прибылей на крупных отливках
ведут на ленточных пилах; мелкие отливки обрубают на прессах с
помощью обрубных штампов.
После обрубки и удаления прибылей отливки подвергают дро-
беструйной очистке с целью удаления пригара. В качестве дроби
используют мелкие кусочки алюминиевой проволоки.
Перед поступлением на отделочные операции и термическую
обработку отливки проходят химическую обработку по следую-
щей схеме:
1) промывка в горячей воде;
2) обработка в растворе азотной кислоты (20...30 г/л) при ком-
натной температуре в течение от 15 с до 2 мин;
3) промывка в холодной проточной воде в течение 2...3 мин;
4) Оксидирование в растворе, содержащем, г/л: 40...50 двухро-
мокислого калия; 65...80 азотной кислоты (р = 1,4 г/см3);
0,75...1,25 г/л хлористого аммония; остальное — вода до 1 л. Про-
должительность оксидирования 0,5...2 мин. Температура раство-
ра 70/..80 °C.
5) промывка в проточной холодной воде в течение 1...2 мин;
6) промывка в проточной горячей воде (1...2 мин);
7) сушка сжатым воздухом.
Обрубку и зачистку (шабровку) отливок из магниевых сплавов
производят теми же способами, что и отливок из алюминиевых
сплавов. Опилки, стружка и мелкая пыль магниевых сплавов лег-
ко воспламеняются. Поэтому при зачистке и механической обра-
ботке отливок необходимо принимать меры предосторожности,
234
Таблица 47. Режимы термической обработки отливок из магниевых сплавов
Режим Вид термической обработки Назначение Сплав Закалка (температура, °C, и время выдержки, ч) Старение (температура, ’С, и время выдержки, ч)
первая ступень вторая ступень охлаждающая среда
Т1 Искусствен- Повышение МЛ12 '— — 300; 4...6
ное старение механических МЛ15 • — — — 300; 2...6
без закалки свойств
Т2 Отжиг Снятие _ МЛ5 — — — 350; 2...3
остаточных
напряжений
Т4 Закалка Повышение МЛ5пч 415; 12...24 — Воздух —
механических МЛ4 380; 8... 16 — —
свойств МЛ6 360; 3 410; 21...29 —
Тб Закалка на Повышение МЛ4пч 380; 8...Гб — » 175; 16 .
воздухе прочности МЛ5он 415; 12...24 — » 175(200); 16
МЛ6 360; 3 410; 21...29 190; 4...8
МЛ8 420; 1...3 490; 5 Сжатый воздух .165(150); 24 (48)
* МЛ9 540; 8...12 — То же 200; 6... 12
МЛ10 540; 8...12 — 205; Д2...18
МЛ 19 535; 4...8 — 205; 8
Т61 Закалка в Повышение МЛ6 360; 3 410; 21...29 Вода, 80 °C 190; 4...8
горячую прочности МЛ8 420; 1...3 490; 5 То же 165 (150); 24 (48)
воду и МЛ10 545; 4...8 — » 205; 12... 18
старение МЛ 19 400; 1...3 425; 8 » 130; 48
235
обусловленные правилами работы с воспламеняющимися мате-
риалами.
После обрубки и шабровки отливки подвергают термической
обработке как с целью упрочнения, так и для снятия внутренних
напряжений. Режимы термической обработки отливок приведе-
ны в табл. 47. Нагрев отливок под закалку и для старения ведут в
электрических шахтных печах в защитной атмосфере [содержа-
щей 0,5...1 % (обьемн.) сернистого газа] с принудительной цир-
куляцией. Для предупреждения местного перегрева отливок в
результате теплоизлучения от нагревательных элементов печи
снабжают экранами.
После термической обработки отливки не позднее чем через
3 сут вновь подвергают химической обработке, а иногда и кон-
сервации путем их погружения на 3...5 мин в жидкую пушечную
смазку при 110 °C и упаковке в парафинированную бумагу. Такая
защита дает возможность хранить отливки более месяца.
Контроль качества отливок из магниевых сплавов и исправле-
ние дефектов осуществляют методами, применяемыми для алю-
миниевых сплавов.
ГЛ А В .А 9. ПРОИЗВОДСТВО ОТЛИВОК ИЗ МЕДНЫХ СПЛАВОВ
§ 1. СОСТАВ И СВОЙСТВА МЕДИ
Медь находится в группе 1В периодической системы Д. И.
Менделеева. Температура плавления меди 1083 °C, температура
кипения 2595 °C, плотность 8,96 г/см3; она имеет гранецентриро-
ванную кубическую решетку с периодом а = 0,36074 нм. Медь
диамагнитна; при нагреве и охлаждении не имеет полиморфных
превращений.
Механические свойства меди приведены ниже:
а„ МПа 8, % у. % НВ
Состояние:
литое.............. 180...250 15...40 - ПО
отожженное......... 200...280 20...50 - 45
деформированное... 400...600 0,5...3 55 -
Медь и ее сплавы обладают высокой электро- и теплопровод-
ностью. Удельное электросопротивление меди составляет
1,7241 • 10"* Ом • см при 20 С. •
По объему производства среди цветных металлов медь зани-
мает второе место после алюминия. Более 50 % производимой
меди используется в электротехнике и электронике; 30...40 % идет
на изготовление сплавов. Из-за высокой теплопроводности [3,86
,Вт/(м • К)] медь используют при изготовлении кристаллизаторов
при непрерывном и полунепрерывном литье металлов, водоох-
лаждаемых изложниц и “холодных” тиглей при плавке тугоплав-
ких металлов и сплавов (печи элекгрошлаковбго переплава, элек-
тронно-лучевые и плазменные плавильные установки и др.). Медь
применяют для изготовления фасонных отливбк — фурм для до-
менных печей и кислородно-конвертерных агрегатов, а также
токопроводящих фасонных изделий в электроаппаратах.
Медь обладает высокими коррозионными свойствами. Она
устойчива на воздухе, в пресной и морской воде и ряде других
химических агрессивных сред. Медь сохраняет высокие свойства
при пониженных температурах, поэтому ее применяют в крио-
генной технике. Медь обладает хорошей технологичностью на всех
операциях пластической обработки полуфабрикатов, прекрасно
полируется, паяется, сваривается. К недостаткам меди относится
дефицитность, высокая стоимость, большая плотность и относи-
тельно невысокая удельная прочность (особенно при повышен-
ных температурах), невысокие литейные свойства (большая ли-
237
Рис. 86. Влияние элементов на удельное
электросопротивление меди
Рис. 87. Диаграмма состояния системы Cu-Bi
нейная и объемная усадка), горячеломкость. Медь трудно обра-
батывается резанием.
Медь является дефицитным цветным металлом, и поэтому осо-
бое внимание должно быть обращено на создание экономичных,
безотходных технологических процессов плавки и литья, сводя-
щих к минимуму потери металла.
Отечественная промышленность выпускает одиннадцать ма-
рок меди (ГОСТ 859—78), различающихся содержанием примесей
(табл. 48). Все примеси снижают электропроводность меди, но в
большей мере это относится к растворимым примесям (Al, Zn,
Sn, Ni, Sb) (рис. 86).
Висмут практически не растворяется в твердой меди (раство-
римость при 600 °C менее 0,001 %), а выделяется по эвтектичес-
кой реакции при 270 °C (рис. 87) и располагается по границам
зерен в виде прослоек. Влияние его на электропроводность неве-
лико, однако сотые доли процента висмута вызывают разруше-
ние слитков при горячей прокатке (красноломкость) из-за рас-
плавления прослоек при нагреве выше 270 °C. Хрупкость просло-
ек висмута существенно затрудняет и холодную деформацию.
Поэтому содержание его в меди должно быть не более 0,001 %.
’ Свинец растворяется в твердой меди в количестве 0,3 % при
400 °C и поэтому в большей мере, чем висмут, снижает ее элект-
ропроводность. Так же как и висмут, свинец вызывает красно-
ломкость меди при нагреве выше 327 °C, однако он менее опа-
сен, чем висмут, так как из-за наличия в системе Си—РЬ моно-
тектического превращения (рис. 88) выделяется в виде отдельных
включений.
238
Взаимодействие кислорода с
медью описывается эвтектичес-
кой диаграммой (см. рис. 4). Ра-
створимость кислорода в твер-
дой меди при 100 °C составляет
0,005 %. При большем содержа-
нии кислорода по границам зе-
рен меди выделяется эвтектика
(рис. 89). Кислород оказывает
незначительное влияние на
электропроводность меди и не
вызывает красноломкости при
горячей деформации. Однако
хрупкие включения закиси меди
существенно понижают ее пла-
стические свойства и делают
cu —* Pb,*/* рь
Рис. 88. Диафамма состояния системы
Cu-Pb
медь склонной к водородной болезни — образованию трещин в
изделиях при работе в восстановительной атмосфере.
Сера образует ,с медью сульфид, выделяющийся по границам
зерен. Не отражаясь существенно на электропроводности, сера
снижает пластичность меди при низких и высоких температурах.
Содержание серы ограничивают 0,01 %.
Рис. 89. Микроструктура литой меди, содержащей 0,015 % кислорода (а) и раскисленной
(б); Х200
239
240
Таблица 48. Химический состав меди по ГОСТ 859—78
Марка меди Си, %, не менее Примеси, %, не более Применение
Sb As Fe Ni Pb Sn o, Zn Bi P s s приме- сей
мооб 99,99 включая Ag 0,001 0,001 0,001 0,001 0,001 0,001 0,001 0,001 0,0005 0,0005 0,002 0,01 Электроника
МОб 99,97 включая Ag 0,002 0,002 0,004 0,002 0,003. 0,002 0,001 0,003 0,001 0,0002 0,003 0,03 »
М1б 99,95 включая Ag 0,002 0,002 0,004 0,002 0,004 0,002 0,003 0,003 0,001 0,002 0,004 ’ 0,03 Электротех- ника
МО 99,95 0,002 0,002 0,004 0,002 0,004 0,002 — — 0,001 0,003 Ag 0,004 0,05 »
Ml 99,9 0,002 0,002 0,005 0,002 0,005 0,002 0,005 0,001 0,003 . Ag 0,005 0,1 Электротех- ника, приго- товление сплавов
М1Р 99,95 + Ag 0,002 0,002 0,005 0,002 0,005 0,002 — 0,005 0,001 0,005... 0,006 0,005 0,1 То же
М2 99,7 + Ag 0,005 0,01 0,05 0,2 0,01 0,05 0,08 — 0,002 — 0,01 0,3
М2р 99,7 + Ag 0,005 0,01 0,05 0,2 0,01 0,05 0,08 — 0,002 0,013... 0,06 0,01 0,3 »
При мечание. б — бескислородная медь; Р — медь, раскисленная фосфором.
*§ 2. СОСТАВ И СВОЙСТВА МЕДНЫХ СПЛАВОВ
Для изготовления изделий применяют литейные и деформи-
руемые медные сплавы. Состав и свойства наиболее распростра-
ненных из них приведены в табл. 49...54.
Г
Литейные сплавы
Для изготовления фасонных отливок используют три группы
медных сплавов: оловянные бронзы, безоловянные бронзы и ла-
: туни.
Оловянные бронзы (см. табл. 49) обладают хорошими литей-
ными свойствами в сочетании с высокими механическими и экс-
плуатационными (коррозионными, антифрикционными) свойства-
ми. Большое практическое значение имеют сплавы с содержани-
ем олова до 10 %. На рис. 90 приведена диаграмма состояния
Си—Sn. В структуре промышленных сплавов встречаются следу-
ющие фазы: a-твердый раствор олова в меди с гранецентриро-
ванной кубической решеткой, р- и у-фазы, образующиеся в ре-
зультате перитектических реакций и обладающие объемноцент-
рированной кубической решеткой. При 520 °C у-фаза распадает-
ся с выделением a-фазы и новой фазы 5, соответствующей хими-
ческому соединению электронного типа Cu31Sn8. При 350 ’С 5-
фаза в свою очередь должна распадаться по эвтектоидной реак-
ции на фазы а + Однако, эта реакция при реальных скоростях
охлаждения (20...500 °С/мин) не проходит. Поэтому структура
низкооловянных бронз в литом состоянии состоит из a-фазы ден-
дритного строения и высокооловянных бронз (Sn > 7 %) из а-
: твердого раствора и эвтектоида (а + 5). На рис. 90 пунктиром
показан неравновесный солидус диаграммы состояния Си—Sn,
для которой характерно смещение границы a-фазы к медному
углу и наличие метастабильной 5-фазы, не распадающейся до
комнатной температуры.
Форма, размеры и расположение (а + 5)-эвтектоцда в оловян-
ных бронзах во многом определяют свойства литых оловянных
бронз. Количество и форма выделений эвтектоида зависят не толь-
ко от содержания олова, но и от условий затвердевания расплава:
чем быстрее затвердевание, тем больше количество (а + 5)-эвтек-
тоида. С увеличением количества эвтектоида прочность бронзы
возрастает до определенного предела, а пластичность падает.
Оловянные бронзы находят широкое применение при изго-
товлении арматуры, подшипников, шестерен, втулок, работаю-
щих в условиях истирания, повышенного давления воды и водя-
ного пара. Характерная особенность оловянных бронз — боль-
241
шой интервал кристаллизации (150...200 °C), что обусловливает
образование в отливках рассеянной усадочной пористости. В це-
лом оловянные бронзы имеют хорошие литейные свойства (см.
табл. 52), позволяющие получать сложные по конфигурации от-
ливки.
Бронзы с высоким содержанием олова (БрО17; БрО10Ц2;
БрОЮФ1) ввиду его высокой стоимости и дефицитности приме-
няют лишь в тех случаях, когда другие медные сплавы не обеспе-
чивают необходимой коррозионной стойкости или повышенных
антифрикционных характеристик. Для рядовых отливок исполь-
зуют малооловянные бронзы.
Из примесей, присутствующих в бронзах, наиболее вредное
влияние на свойства оказывают алюминий и кремний. Сотые доли
процента указанных элементов снижают механические свойства
и герметичность отливок.
Безоловянные бронзы (см. табл. 50) по механическим, корро-
зионным и антифрикционным свойствам не уступают оловян-
ным, а некоторые превосходят их. Наиболее широко применяют
алюминиевые бронзы. Они имеют хорошую коррозионную стой-
кость в пресной и морской воде, хорошо противостоят разруше-
нию в условиях кавитации, обладают меньшим, чем оловянные
бронзы, антифрикционным износом. Алюминиевые бронзы при-
меняют для изготовления гребных винтов крупных судов, тяже-
лонагруженных шестерен и зубчатых колес, корпусов насосов и
других отливок.
Система Си—А1 (рис. 91) характеризуется значительной облас-
тью а-твердогб раствора алюминия в меди. Промышленное ис-
пользование находят бронзы с содержанием алюминия от 5 до
10...12 %, имеющие либо однофазное (a-фаза), либо двухфазное
(а + у2) строение. Однофазные бронзы имеют высокие пластичес-
кие свойства, хорошо обрабатываются давлением в горячем и
холодном состояниях. Двухфазные сплавы отличаются повышен-
ной прочностью и пониженной пластичностью. В литом (нерав-
новесном) состоянии и при наличии других легирующих компо-
нентов область a-твердого раствора на диаграмме состояния сдви-
гается влево и литые бронзы, содержащие примерно более 7 %
алюминия, имеют двухфазное (а + у2) строение.
Характерной особенностью двойных сплавов Си—А1 является
их склонность к так называемому самоотжигу при медленном
затвердевании (литье в песчаные формы), при котором происхо-
дит рост зерна. Для предотвращения самоотжига в бронзы вводят
железо.
Механические, технологические и эксплуатационные свойства
алюминиевых бронз улучшаются при легировании железом, мар-
ганцем, никелем и другими элементами.
242
Snt% (no пассе)
10 20 JO 40 50 60 70 80 90
Sixty (am.)
Sn
tty
1100
1000
900
800
700
600
500
ООО
300
200
0 10 20 30 40 50 60 70 80 90 100
Си NLtyfam.) Al
Рис. 90. Диаграмма состояния системы Cu-Sn
Рис. 91. Диаграмма состояния системы Си-А1
Таблица 49. Химический состав наиболее применяемых стандартных
Марка Легирующие элементы, % Примеси, %, не более
Sn Zn РЬ Ni Р Sb Fe Al Si Р
Литейные бронзы
Бр03Ц7С5Ш 2,5...4,0 6...9,5 3...6 0,5...2,0 — 0,5 0,4 0,02 0,02 0,05
Бр05Ц5С5 4...6 '4...6 4...6 0,5 0,4 0,05 0,05 0,1
БрО4Ц4С17 3,5...5,5 2...6 14...20 — — 0,5 0,4 0,05 0,05 0,1
Бр010Ц2 9...11 1...3 — — — 0,3 0,3 0,02 0,02 0,05
Бр010Ф1 9...11 — — — 0,4...1,1 0,3 0,2 Дефе 0,02 урмиру 0,02 емые । бронзы
БрОФ6,5-0,4 6...7 — — — 0,3...0,4 0,02 0,02 0,002 0,002 —
БрОЦ4-3 3,5...4,0 2,7...3,3 — — — 0,002 0,05 0,02 0,02 0,03
БрОЦС4-2,5 Примеча) 3...5 I и е. Си 3...5 — оста/ 1,5...3,5 1ьное. — — 0,002 0,05 0,002 — —
Таблица 50. Химический состав некоторых стандартных литейных и
Марка Легирующие компоненты, % Примеси, %, не более
As Sb Pb Р Sn
Литейные бронзы
БрА9Мц2Л БрА9ЖЗЛ А! 8...9,5; Мп 1,5...2,5 А1 8... 10,5; Fe 2...4 0,05 0,05 0,05 0,05 •— — 0,2 0,2
БрА10Ж4Н4Л А1 9,5... 11,0; Fe 3,5...5,5; Ni 3,5...5,5 0,05 0,05 0,05 о,1 0,2
БрСЗО Pb 27...31 0,1 0,3 — 0,1 0,1
244
оловянных литейных и деформируемых бронз
РЬ Zn Mg S Ni E примесей Применение
’(ГОСТ 613-79)
— — — — — 1,3 Герметичная литая арматура я судостроении, химическом машиностроении; антифрик* ционные детали
— — — — — 1,3 Антифрикционные детали, арматура
— — — — — 1,3 Антифрикционные детали
0,5 — — — — 1,0 Арматурное литье (насосы и др.); облицовки гребных винтов
0,3 (ГОС 0,3 :Т5 017—74 ) 1,0 Узлы трения с повышенным сопротивле- нием износу (шнековые приводы, нажимные гайки, венцы червячных колес)
0,02 0,3 0,002 0,002 0,2 0,1 Основа металлических сеток; пружины и др.; коррозионностойкие и антифрикционные детали
0,03 — — — 0,002 Bi 0,2 Пружины в электротехнике, машиностроении, арматура и др.
0,02 — — — 0,002 Bi 0_2 Антифрикционные детали в автотракторном машиностроении и других отраслях
деформируемых безоловянных бронз
Применение
Si Fe Zn Ni Мп Z примесей
(ГОСТ 493-79)
0,2 1,0 1,5 1,0 — 2,8 Судовая арматура; антифрикционные детали
0,2 1,0 1,0 0,5 2,7 Арматура в судостроении, машино- строении; антифрикционные детали (втулки, зубчатые колеса, гайки и др.)
0,2 — 0,5 — 0,5 1,5 Коррозионностойкая арматура (судостроение, химическое машиностроение и др.)
0,02 0,25 0,1 0,5 — 0,9 Антифрикционные (биметалл со сталью) детали
245
Марка Легирующие компоненты, % Примеси, %, не более
As Sb Pb Р Sn
Деформируемые бронзы
БрА5 А1 4...6 — — 0,03 0,01 0,1
БрА7 А1 6...8 — — 0,03 0,01 0,1
БрАЖ9-4 А1 8... 10; Fe 2...4 — — 0,01 0,01 0,1
БрАЖМц 10-3-1,5 А19...Ц; Fe 2...4; Мп 1,2 — — 0,03 0,01 0,1
БрБ2 Be l,8...2,l;NiO,2...O,5 0,005
БрБНТ1,9 Be 1,85...2,1; Ni 0,2...0,4; Ti 0,1...0,25 — — 0,005 — —
БрХ0,5 Cr 0,4... 1,0 — — 0,003 — —
БрКМцЗ-1 Si 2,7...3,5; Mn l...l,5 — — 0,03 0,05 0,25
Примечание. Си — остальное.
Таблица 51. Химический состав наиболее используемых литейных
Марка Легирующие элементы, % Примеси,
Си Si РЬ Fe Al Мп РЬ Sn
ЛЦ16К4 78...81 3...4,5 — — — — 0,5 0,3
ЛЦ40С 57...61 — 0,8...2,0 — — — — 0,5
ЛЦ23А6ЖЗМц2 64...68 — — 2...4 4...7 1,5...3,0 0,7 0,7
ЛЦ40МцЗЖ ,53...58 — — 0,5... 1,5 — 3...4 0,5 0,5
ЛЦ38Мц2С2 57...60 У 1,5...2,5 — — 1,5...2,5 — 0,5
246
Продолжение табл. 50
Si Fe Zn Ni Мп S примесей Применение
(ГОСТ 18175-78)
0,1 0,5 0,5 0,5 0,5 1,6 БрА5 и БрА7 (ленты, полосы) для
0,1 0,5 0,5 0,5 0,5 1,6 пружин и пружинящих деталей
0,1 — 1,0 .0,5 0,5 1,7 (кроме Ni) Прутки, трубы для коррозионностойких и антифрикционных деталей
0,1 — 0,5 0,5 —• 0,75 Прутки, трубы, втулки, шестерни, подшипники в авиамоторостроении и машиностроении
0,15 0,15 — — 0,15 Al 0,5 . Пружины и пружинящие детали
0,15 0,15 — — 0,15 Al 0,5 Прутки, проволока, полосы, ленты
0,01 0,015 ' 0,001 0,01 0,001 Mg 0,3...0,5 Прутки, полосы, полосы для электродов контактной сварки
— 0,3 0,5 0,2 — 1,1 Прутки, поковки, пружины и пружинящие детали
латуней для изготовления фасонных отливок (ГОСТ 17711—80)
%, не более
Sb Р Мп Fe Al Ni Si S примесей Применение
0,1 0,1 0,8 0,6 0,04 0,2 — 2,5 По ГОСТ 17711—72 соответствует марке ЛК80-ЗЛ. Арматура для работы в мор- ской воде, в криогенной технике, в ма- шиностроении
0,05 0,5 0,8 0,5 1,0 o,3 2,0 По ГОСТ 17711—72 соответствует марке ЛС59-1Л. Сепараторы подшипников, детали приборов и др. Основной мед- ный сплав для литья под давлением
0,1 1,0 0,3 1,8 Соответствует марке ЛАЖМц 66-6-3-2 (ГОСТ 17711—72). Гайки нажимных винтов прокатных станов, червячные винты и др.
0,1 0,05 — — *0,6 0,5 0,2 1,7 По ГОСТ 17711—72 соответствует марке ЛМцЖ 55-3-1. Гребные винты, арматура в судостроении
0,1 0,05 0,8 0,8 1,0 0,4 2,5 По ГОСТ 17711—72 соответствует марке Л«МцС 58-2-2. Антифрикционные детали
247
Таблица 52. Механические и технологические свойства некоторых
медных литейных сплавов
Марка сплава Способ МПа 5, % НВ, МПа Линей- ная Объем- ная Жидко- теку- Плот- ность,
литья усадка, % усадка, % честь, г/см3
не менее мм
Оловянные бронзы •
Бр010Ц2 к 225 10 735 1,5 4...4,5 400 8,7
Бр010Ф1 к 245 3 882 1,44 4...4,5 450 8,8
БрОЮСЮ к 196 6 735 1,5 4...4,5 450 8,9
БрО5Ц5С5 3 147 6 588 1,6 4...4,5 400 8,8
БрОЗЦ7С5Н1 к 206 5 588 1,5 4...4,5 400 8,8
Безоловянные бронзы
БрА9Мц2Л 3, к 392 20 784 2...2,5 6...7,5 500 7,6
БрА9ЖЗЛ 3, к 392 10 980 . 2...2,5 6...7,5; 800 7,5
БрА10ЖЗМц2 3 392 10 980 2,2 _6...7,5 700 7,5
БрА10Ж4Н4Л 3 587 5 1570 1,8...2 6...7,5 750 7,5
БрА9Ж4Н4Мц1 3, к 587 12 1570 2,0 6...7,5 700 7,5
БрСЗО к 587 4 245 1,6 6...7,5 500 . 9,4
Латуни
ЛЦ40С 3 215 12 686 2,2 5...6 580 8,5
ЛЦ40Мц1,5 3 372 20 980 1,6 5. .6 560 8,2
ЛЦ40МцЗЖ к 490 10 980 1,6 5...6 570 8,5
ЛЦ40МцЗА к 441 15 1127 1,8 5...6 550 8,4
ЛЦ38Мц2С2 3 245 15 784 1,8 5...6 400 8,5
ЛЦЗОАЗ к 392 15 882 1,55 5...6 570 8,5
ЛЦ23А6ЖЗМц2 3 686 7 1568 1,7 5...6 470 8,5
ЛЦ16К4 к 343- 15 980 1,7 5...6 600 8,3
Примечание.1 с — литье в кокиль; з — литье в землю..
Кроме алюминиевых, применяют свинцовые, сурьмяные, крем-
ниевые и другие бронзы.
Свинцовая бронза Бр.СЗО обладает низким коэффициентом
трения и высокой износостойкостью при трении в условиях боль-
ших удельных нагрузок и скоростей скольжения. Поэтому ее при-
меняют для изготовления вкладышей подшипников дизельных
двигателей. Особенность производства свинцовых бронз — лик-
вация свинца. Дисперсное распределение свинца в бронзе дости-
гается тщательным перемешиванием расплава и большими ско-
ростями охлаждения отливок. Сурьмяные бронзы имеют высокие
антифрикционные свойства и дешевле оловянных.
248
Таблица 53. Химический состав некоторых марок деформируемых латуней (ГОСТ 15527—70)
Марка сплава Легирующие компоненты, % Примеси, %, не более Применение
Си РЬ А1 Ni РЬ Fe Sb Bi P z примесей
Л96 95...97 — — — — 0,03 0,1 0,005 0,002 o,ai 0,2 Радиаторные и конденсаторные трубки
Л68 67...70 — — —_ — 0,03 0,1 0,005 . 0,002 0,01 0,3 Радиаторные трубки, прутки, полосы, ленты, листы, фольга
Л63 Б2...65 — — — — 0,07 0,1 0,005 0,002 0,01 0,5 Прутки, полосы, ленты, трубы, проволока и др.
ЛС59-1 57...60 0,8...1,9 — — — — 0,5 0,01 0,003 0,02 0,75 Трубки, ленты, трубы, листы, проволока и др.
ЛС63-3 62...65 2,4...3,0 — — — — 0,1 0,005 0,002 0,01 0,25 Ленты, полосы, прутки в часовой промышленности
ЛА77-2 76...79 — 1,75...2,5 — — 0,07 0,1 0,005 0,002 0,01 0,3 Конденсаторные трубки в морском судостроении
ЛЖМц59-Ы 57...60 — 0,1...0,4 0,6...1,2 0,5...0,8 Мп; 0,3-.0,7 Sn 0,2 — 0,0 i 0,003 0,01 0,25 Судостроение. Трубки, прутки и др.
ЛН65-5 64...67 5...6,5 0,03 0,15 0,005 0,002 0,01 0,3 Прутки, трубки, проволока в судостроении, приборострое- нии, бумагоделательных машинах
ЛАН59-3-2 57...60 —- 2,5...3,5 — 2...3 0,1 0,5 0,005 0,003 0,01 0,9 Трубы, прутки в судостроении, электромашиностроении, химическом машиностроении
Примечание. Zn — остальное.
ю
ко
Латуни. Для фасонного литья применяют сложнолегирован-
ные медноцинковые сплавы; простые латуни используют срав-
нительно редко (см. табл. 51).
Диаграмма состояния Си—Zn представлена на рис. 92.
Практическое значение имеют латуни, содержащие до
45...50 % Zn со структурой а; а + р и р. Богатая медью а-фаза
(до 38...39 % Zn) является типичным твердым раствором замеще-
ния цинка в меди.
Легирование двойных латуней алюминием и кремнием повы-
шает жидкотекучесть, уменьшает угар цинка при плавке, повы-
шает коррозионную стойкость сплавов и механические свойства.
Наибольшее распространение для фасонных отливок находят
кремнистая латунь ЛЦ16К4 (арматура) и свинцовая латунь ЛЦ40С
(сепараторы подшипников).
Железо и марганец повышают механические свойства спла-
вов, но снижают жидкотекучесть. Олово до 2...2,5 % повышает
коррозионные, литейные и механические свойства.
Наиболее вредными примесями для латуни являются висмут,
свинец, сурьма и сера, которые снижают пластичность при тем-
пературах горячей обработки давлением. Примеси алюминия ока-
зывают вредное влияние на литейные свойства кремнистой лату-
ни ЛЦ16К4, снижая жидкотекучесть и увеличивая склонность к
образованию в отливках пористости.
Свойства латуней зависят от содержания меди. Для латуней,
содержащих медь на верхнем пределе допуска, характерны повы-
250
Zn
s
примесей
Применение
1,5
0,4
0,9
1,9
Ленты, полосы для меди-
цинского инструмента, де-
талей машиностроения и
изделий ширпотреба
Трубы коцденсаторов для
морских судов; монеты
Приборы точной техники,
медицинский инструмент,
арматура, изделия ширпот-
реба (столовая посуда и
приборы)
Прутки для коррозионно-
стойких деталей повышен-
ной прочности, пружины
Zn,% (по пассе)
10 20 30 ЦО 50 60 70 ВО 90 100
t,°0
1000
900
600
700
600
500
ООО
300
200
100
О 10 20 30 ЦО 50 60 70 .60 90 100
Си Zn, % (77/77.; Zn
Рис. 92. Диаграмма состояния системы Cu-Zn
251
шенные пластические свойства, а на нижнем пределе — высокие
прочностные свойства. Легирующие элементы — алюминий, мар-
ганец, железо и др. (за исключением никеля) — действуют на
структуру латуни качественно так же, как и цинк, но с гораздо
большим эффектом. Варьируя концентрациями меди и легирую-
щих компонентов в латунях даже в пределах ГОСТа, можно за-
метно изменять структуру, а следовательно, и свойства литых за-
готовок.
Деформируемые сплавы
Для получения деформированных полуфабрикатов использу-
ют различные медные сплавы, которые делят на четыре группы:
оловянные бронзы, безоловянные бронзы, латуни и меднонике-
левые сплавы (см. табл. 49, 50, 53).
Многие из деформируемых сплавов имеют однофазную струк-
туру и обладают высокой пластичностью в горячем и холодном
состоянии. Некоторые из них (алюминиевые бронзы, оловянные
бронзы, сложнолегированные латуни) по составу близки к литей-
ным сплавам.
Особую группу составляют медноникелевые сплавы (см.
табл. 54), нашедшие широкое применение для изготовления по-
суды (мельхиор, нейзильбер), проволоки для термопар (констан-
тан, копель) и других целей. Эти сплавы обладают высокими кор-
розионными свойствами при работе в ряде агрессивных сред.
§ 3. ОСОБЕННОСТИ ПЛАВКИ МЕДИ И МЕДНЫХ СПЛАВОВ
Плавка меди и ее сплавов
Плавку меди и ее сплавов ведут на воздухе, в среде защитных
газов и в вакууме. Наиболее важным для качества металла при
плавке является контроль за протеканием физико-химических
процессов взаимодействия металла с кислородом, водородом, се-
рой, футеровкой печей, шлаками и флюсами.
Кислород растворяется в жидкой меди при высокой темпера-
туре в значительных количествах — при 1473 К до 1,5 %.
Присутствие в меди легирующих элементов и примесей изме-
няет содержание кислорода или его активность в зависимости от
сродства этих элементов к кислороду. Большинство элементов,
входящих в состав медных сплавов, снижает активность кислоро-
да в медных расплавах.
Содержание кислорода в расплавленной меди может быть оп-
ределено измерением его активности. Этот метод основан на из-
252
мерении электродвижущей силы высокотемпературного концен-
трированного (по кислороду) гальванического элемента, одним
из электродов которого служит исследуемый расплав. Другой элек-
трод имеет известный постоянный окислительный потенциал.
Содержание кислорода в твердой меди определяют металло-
графическим путем по площади, занимаемой эвтектикой
(Си + Си2О), или методом вакуум-плавления.
Расплавленная медь взаимодействует также с сернистым га-
зом с образованием растворов серы и кислорода и интенсивно
растворяет водород. С повышением температуры растворимость
водорода в меди возрастает и описывается следующим соотно-
шением (для температурного интервала 1276...1773 К при р„ =
= 0,1 МПа): 2
lg[H] = -2250/ТК + 2,37 [см3/100г]. (17)
В интервале температур, практически значимых при плавке
>меди (1373...1573 К), растворимость водорода составляет
6...8 см3/100 г. Водород является вредной примесью в меди, и в
процессе плавки и литья стараются не допустить чрезмерного
насыщения им меди и ее сплавов. Между водородом и кислоро-
дом в меди устанавливается подвижное равновесие:
[Си] + [О]Си + [Н]Си [Си] + Н2О. (18)
Основным источником насыщения меди водородом и кисло-
родом являются пары воды в атмосфере печи, а также влага, по-
падающая в расплав из футеровки, шихты, флюсов и других ис-
точников.
Если в меди много кислорода, то насыщение ее водородом
будет меньше, и наоборот. Возможность совместного присутствия
водорода и кислорода в меди с различным направлением проте-
' кания реакций (18) является причиной водородной болезни меди,
когда в результате выделения паров воды в массе металла образу-
ется несплошность. Так, если твердую медь, содержащую кисло-
род, нагревают (выше 400 °C) в восстановительной атмосфере
(при неполном отжиге, сварке, пайке и др.), содержащей водо-
:. род, то.водород легко диффундирует в медь и реакция (18) может
протекать справо налево с образованием паров воды.
( Водород может вызывать охрупчивание (растрескивание) меди
- и в отсутствие кислорода, выделяясь из пересыщенного раствора
в микропоры, или из-за создания внутренних напряжений, воз-
никающих в результате чрезмерного количества водорода.
Легирующие компоненты,-входящие в состав сплавов, по-раз-
253 •
Рис. 93. Влияние элементов на равновес-
ную растворимость водорода в меди при
1423 К и рИг = 0,101 МПа
ному качественно и количественно оказывают влияние на ра-
створимость водорода в меди. На рис. 93 приведены опытные
данные об изменении растворимости водорода в меди под дей-
ствием легирующих добавок.
Основным источником водорода при плавке медных сплавов
служит водяной пар, парциальное давление которого может из-
меняться в практических условиях в широких пределах от 0,0001
до 0,02 МПа. В практических расчетах допустимо считать, что
рНг ® pHj0. Так, при плавке бронзы БрО5Ц5С5 в индукционной
печи, где парциальное давление паров воды составляет примерно
0,002 МПа, равновесная растворимость водорода равна [Н] =
= 3,3570,02 = 0,47 см3/100 г при 1423 К. При пдавке той же брон-
зы в пламенной печи, где pHj0 может достигать 0,01 МПа, водоро-
да растворится в расплаве в 5 раз больше и [Н] составит 2,85
см3/100 г при 1150 °C. Если плавку ведут на сырых шихтовых
материалах и с плохо высушенной футеровкой, в расплаве может
содержаться водорода больше расчетных значений, что обычно и
наблюдается на практике.
Водород снижает свойства литого металла, способствует обра-
зованию в отливках газовой или газоусадочной пористости. Для
каждых конкретных условий плавки и технологии получения от-
ливки существуют предельно допустимые концентрации водоро-
да в расплаве.
Реальное содержание водорода в меди и медных сплавах зави-
сит от температуры (чем выше температура, тем содержание во-
дорода в металле больше), состояния шихты, футеровки, очеред-
.254
пости загрузки компойентов в сплав. Предельно допустимая кон-
центрация зависит от скорости охлаждения жидкого металла в
литейной форме. Чем больше скорость охлаждения, тем больше
можно допустить содержание водорода в расплаве без опасности
. получения пористого металла. Эта зависимость описывается обыч-
но следующим соотношением:
[Н]ПЛ = А+В^> (19)
где [Н]пл~ предельно допустимое содержание водорода в сплаве;
Ди В — опытные коэффициенты; о0ХЛ — скорость охлаждения
жидкого металла в форме, °С/мин.
Так, для сурьмяной бронзы БрСу6Н2 предельно допустимую
концентрацию водорода рекомендуется оценивать по соотноше-
нию
[Н]пд = °>375 + °’0548 [см3/100 г]. (20)
Растворенный в меди кислород удаляют с помощью раскисли-
телей. Наиболее удобны в качестве раскислителей углерод, фос-
; фор, бор, литий. Эти элементы образуют продукты раскисления,
сравнительно легко удаляемые из расплава. Магний, цирконий,
кальций и ряд других элементов хотя и обладают более высокой
раскислительной способностью в окисленной меди, но образуют
твердые, пленообразные продукты раскисления и с трудом уда-
.ляются из жидкого металла.
При получении меди повышенной чистоты по кислороду при-
меняют раскисление углеродом. Углерод обладает сравнительно
высоким сродством к кислороду, практически незначительно ра-
створим в меди при 1373... 1573 К и образует газообразные про-
дукты раскисления, легко удаляемые из расплава. Изменение AG;
реакции раскисления меди углеродом может быть оценено следу-
ющими соотношениями:
[O]Cu! + [С]си = СО, (21)
AG; = -252,3 - 0,037 ГкДж/моль (1350 - 1502 К); (22)
2[O]Cu + [CU = СО2, (23)
AG; = -455 + 0,0356 ТкДж/моль (1350 - 1502 К). (24)
В соответствии с приведенными выше значениями AG; для
Удельных констант А?реакций раскисления меди углеродом мож-
но написать:
255
lgK[O1;co = -13170/r- 1,930; (25)
lgK^^-11830/Г- 0,929. (26)
По опытным данным, активность кислорода в жидкой насы-
щенной углеродом меди а0 = 2,9 • 10-7 при 1553. К.
Однако практически реакция раскисления меди углеродом
кинетически заторможена из-за малой растворимости углерода.
В меди (при 1473 К) может растворяться ~ 0,00025 % углерода.
Поэтому основным'звеном процесса-является скорость массопе-
реноса кислорода к поверхности раздела металл—углерод.
В качестве растворимых раскислителей применяют фосфор,
литий и бор. Эти элементы образуют продукты раскисления, ко-
торые легко удаляются из расплава. В практике для раскисления
меди чаще всего используют фосфор, который хорошо в ней ра-
створяется. Реакцию в системе [Си]—[О]—[Р] с образованием про-
дуктов раскисления (жидкий шлак) можно представить в следую-
щем виде:
2х [Си] + 2у [Р] + (х + 5у) [О] = хСи2О -^Р2О5. (27)
Константа равновесия реакции (27) равна
К = а /а * а 2уа 128)
Если принять, что aCu = 1, ар и а0 при небольших концентра-
циях [Р] и [О] подчиняются закону Генри и пропорциональны
мольным долям [Р], [О], шлак имеет определенный, постоянный
состав, и, следовательно, постоянную активность (а = 1), то вы-
ражение (27) можно записать так:
Х=1/[Р]24О]<’+5>’> или [Р][О]^= const. (29)
Таким образом, соотношение между равновесными содержа-
ниями кислорода и фосфора в.меди зависит от состава продуктов
раскисления. Для состава Р2О5 соответственно [Р] [О]2-5 = const,
для 2Си2О • Р2О5 [Р] [О] 3>5= const. Опытными данными установле-
но, что для процесса раскисления меди небольшими концентраци-
ями фосфора справедливо соотношение [Р] [О]3,5 = 2,5 ♦ 10-10 (для
1473 К) и наиболее вероятным продуктом раскисления меди фос-
фором является 2Си2О • Р2О5, а не Р2О5 или Р2О5 • Си2О. Учиты-
вая, что для практических расчетов раскисления используют зна-
чения концентрации кислорода, вместо активности кислорода
предлагается пользоваться соотношением lg f* = —1,02 [%Р].
Фосфор, как раскислитель меди, имеет существенный недо-
статок — снижает электропроводность. Поэтому при плавке меди
специально оговаривают условия раскисления, в частности раз-
256
личают медь, раскисленную фосфором с низким (<0,02 % Р) и
высоким (>0,02 % Р) остатком фосфора в меди. Введение фосфо-
ра осуществляют лигатурой Си—Р (7...10 % Р). В зависимости от
содержания кислорода в меди фосфор вводят в количестве
0,1...0,15 % от массы расплава.
Для реакции раскисления меди литием
2[Li] + [О] = (ЦО), (30)
Л(7Г0 = —502 + 0Д64Т кДж/моль. (31)
Константа раскисления меди литием
’g ^о1:и2о = ~26170/7’+ 8,551. . (32)
Литий является эффективным раскислителем меди. В частно-
сти, при. введении его в жидкую окисленную медь в количестве
0,1 % равновесное содержание кислорода в меди при 1473 К со-
ставит весьма небольшую величину: [О] » 10~3 %.
Бор также является хорошим раскислителем меди, образуя
жидкие продукты раскисления типа wB2O, • иСи2О (бораты), лег-
ко удаляемые из расплава. При этом бор благоприятно влияет на
литейные свойства (подобно фосфору повышает жидкотекучесть),
не снижая электропроводность. Однако бор и литий более доро-
гие и дефицитные раскислители, чем углерод и фосфор, и их
применение оправдывается только в производстве специальных,
бескислородных марок меди.
Для получения меди, чистота которой соответствует ГОСТ
859—78, черновую (загрязненную примесями) медь подвергают
огневому и электролитическому рафинированию. Рафинирова-
ние производится в пламенных (газовых) печах на заводах цвет-
ной металлургии окислительно-восстановительной плавкой, ко-
торая состоит из окисления примесей (продувкой ванны возду-
хом или кислородом), удаления образовавшихся оксидов приме-
сей (ZnO, FeO и др.) с помощью шлаков и затем восстановления
(раскисления) меди.
Восстановление Си2О производится в конце плавки операци-
ей, которая называется дразнением. Дразнение проводят после
удаления шлака с зеркала расплава меди либо погружением в рас-
плав влажной древесины, либо продувкой природным конверси-
рованным газом или паро-мазутной смесью. Поверхность метал-
ла предварительно покрывают древесным углем для создания вос-
становительной атмосферы. При погружении сырой древесины в
жидкую медь или в результате продувки газом происходит интен-
сивное бурление, перемешивание ванны и образование соедине-
ний СО и Н,О. Рафинированную и раскисленную медь разлива-
'9 — 4131 257
ют в виде плоских слитков (аноды), из которых путем электроли-
тического рафинирования получают катодную медь. Из катодной
меди получают еще более чистую медь (вакуумную) или отливают
из нее слитки, используемые в качестве заготовок при пластичес-
кой обработке — прокатке, прессовании, волочении.
Медь промышленной чистоты плавят под слоем древесного
угля. После плавки без специальных раскислителей получают со-
держание 0,005...0,08 % кислорода. Содержание менее 0,001 %
кислорода получают путем раскисления фосфором, при этом со-
держание фосфора можно получить низким (<0,02 % Р) и высо-
ким (>0,02 % Р). Кроме меди промышленной чистоты, произво-
дят бескислородную медь с содержанием кислорода менее
0,001 % и вакуум-плавленую медь, .содержащую очень мало кис-
лорода (0,0005 %) и водорода (0,0001...0,0003 %).
Плавка меди в литейных заготовительных цехах состоит из
нагрева, расплавления, перегрева, проведения ряда металлурги-
ческих процессов (удаления примесей), раскисления и разливки.
Температура перегрева расплавленной меди определяется особен-
ностями металлургических процессов плавки и технологически-
ми условиями литья слитков, отливок (способы литья, габариты
отливок и др.). Однако во всех случаях излишний перегрев меди
нежелателен, так как возрастают потери металла, увеличивается
опасность насыщения его примесями и в первую очередь кисло-
родом и водородом. Обычно в современных цехах медь перегре-
вают до 1200 С. При вакуумной плавке для ускорения процессов
раскисления допускают более высокий перегрев — до
• 1300...1350 ’С.
Качество расплавленной меди зависит прежде всего от состо-
яния исходной шихты — катодной меди. Катодная медь (ГОСТ
859—78) одной и той же марки может иметь различную плотность
катодов и существенно отличаться по содержанию водорода и
кислорода. В частности, катоды с сильно развитой (шишковатой)
поверхностью содержат повышенное количество водорода и кис-
лорода. Анализ содержания газов в различных местах катодов меди
показал, что в кромках листов содержание газов в 1,5...2,0 раза
больше, чем в срединной части. Поэтому в производственных
условиях часто рекомендуется (например, при плавке бескисло-
родной меди) производить отбор катодов по внешнему виду -
сильно шишковатые катоды отсортировывают с последующей их
прокалкой или переплавкой. Для получения бескислородной меди
отбирают плотные катоды с мелкозернистым изломом, при этом
кромку катодных листов удаляют (кромки идут для приготовле-
ния сортов меди, в которых допускается повышенное содержа-
ние кислорода). В современных цехах всю шихту в виде катодов
258
" I с»
’ /
.; меди перед завалкой в печь прогревают в проходных печах, отап-
ливаемых газом или электричеством, до 500...700 °C в течение
2...4 ч. В результате подогрева с поверхности удаляются отложе-
ния сульфатов меди и никеля и влага, адсорбированная на шиш-
коватых образованиях (особенно длительного хранения). При под-
готовке шихты для вакуум-плавленой меди производят предвари-
тельный нагрев катодов в вакууме (10~2 МПа) для удаления влаги
и серы.
Плавку меди в заготовительных литейных цехах ведут преиму-
щественно в индукционных печах типа ИЛ К и в тигельных ин-
дукционных печах. Кроме катодной меди, в состав шихты входят
отходы (возврат) в виде обрези слитков и бракованные изделия.
Подогретую шихту загружают в печь по мере расплавления пре-
дыдущей завалки. Поверхность расплава должна быть постоянно
покрыта слоем древесного угля толщиной 100... 150 мм, который
предохраняет жидкий металл от окисления. При плавке меди марок
МО, Ml, М2 обычно дополнительного раскисления не произво-
, дят, а медь тех же марок с индексом «Р» (раскисленная) дополни-
тельно раскисляют фосфористой медью (Си + 10 % Р) из расчета
, не более 0,04 % Р в меди.
Плавку бескислородной меди ведут в индукционных (каналь-
ных) печах. Учитывая, что в бескислородной меди ограничено
содержание кислорода (<0,001 %) и фосфора (не более 0,002 %),
для плавки используют более плотную (порядка 8,9 г/см3) катод-
ную медь марки МООк с плотностью 8,945...8,952 г/см3. Перед
плавкой катоды прокаливают для удаления следов электролита,
Г при необходимости предварительно промывая.
Окисленная шихта непригодна для производства бескислород-
ной меди. В шихте используют отходы бескислородной меди,
чистые от посторонних примесей. Загрязненные отходы очища-
ют травлением в 5...12 %-ном растворе серной кислоты, затем
промывают и . сушат. В практике производства бескислородной
меди применяют шйхту из 60...70 % катодной меди и 40...30 %
отходов плавильных и обрабатывающих цехов (пресс-остатки,
донные и литниковые части слитков и др.). Стружку и мелкий
• скрап не употребляют. Раскисление и защиту расплава бескисло-
родной меди производят преимущественно углеродом (древесный
* уголь, сажа, графит). Применяют стандартный древесный уголь
/(ГОСТ 7657—84, марки А и Б). В связи с тем, что уголь гигроско-
пичен, его хранят в специальных емкостях, перед использовани-
ем просеивают и предварительно прокаливают при 650...850 °C в
Течение 3...4 ч (в металлических коробках в электропечах). В ре-
зультате прокаливания содержание влаги снижается с 3...10 до
9,3...0,6 %, а количество летучих веществ — с 15...20 до 10...12 %.
9* 259
В процессе плавки, меди поддерживают постоянный покров дре-
весного угля толщиной 150...200 мм, что позволяет получать медь
с содержанием кислорода на уровне 0,001 %. Кроме древесного
угля, для раскисления и предохранения расплава меди от окисле-
ния применяют также покровы из сажи марки ПМ15. (ГОСТ
7885—86), прокаленной при 700...800 °C. Сажей покрывают рас-
плав и в кристаллизаторе, где она одновременно выполняет роль
смазки.
При плавке бескислородной меди применяют также защитные
средства в виде газов: генераторного, нейтральных (аргона, азо-
та), которыми зеркало металла обдувают (создают положитель-
ное давление газов) в процессе плавки, переливах и кристаллиза-
ции металла.
При плавке меди в индукционных печах для футеровки печей
применяют огнеупорные смеси из 98 % кварцита марки К 98-300,
(ГОСТ 9854—81) и 2 % буры. Для повышения огнеупорной стой-
кости футеровки используют также смеси SiO2 и А12О3 (45 %) и
кварцитовые смеси с добавками магнезита или хромомагнезита
(до 15 %).
Вакуумную плавку проводят в вакуумных индукционных ти-
гельных печах (ВИП). Медь вакуумной плавки Имеет повышен-
ные значения электро- и теплопроводности. Для плавки приме-
няют катодную медь высших марок (МВЧ, М00, МО) с исходным
содержанием кислорода 0,0015...0,0058 % и водорода 0,0002...0,0007
%. После плавки в ВИП содержание кислорода и водорода сни-
жается в 5...20 раз. Тигли изготовляют из графита плотных нега-
зотворных и малогазотворных сортов. Плавку, перегрев и рас-
кисление (углеродом) ведут в вакууме (1...2 Па) при 1300...1400 °C
в течение 35...40 мин.
Рафинирование медных расплавов
Для удаления из медных расплавов водорода и неметалличес-
ких включений проводят рафинирование.
Содержание водорода в расплаве можно снизить двумя основ-
ными путями:
1) уменьшением парциального давления рн над расплавом;
2) увеличением температуры расплава до кипения, что, одна-
ко, экономически невыгодно, хотя в отдельных случаях этим
пользуются, например при плавке латуней и бронз, содержащих
цинк. Ввиду низкой температуры кипения цинка в расплаве об-
разуются пузыри паров цинка, которые, как бы промывая рас-
плав, выносят из него водород.
Основные методы дегазации медных расплавов основаны на
уменьшении парциального давления водорода над расплавом. Эти
260
методы заключаются в продувке расплавов нейтральным (азот)
или инертными газами (аргон) и характеризуются простотой тех-
нического исполнения и достаточно высокой эффективностью.
Лимитирующей стадией процесса продувки жидких металлов га-
зами является скорость перехода водорода через границу пузырь-
ка газа с расплавом. Образование на поверхности пузырьков газа
оксидных плен снижает скорость перехода водорода в пузырьки
газа. Эффективность продувки определяется размерами активной
поверхности пузырьков продуваемого газа. Чем меньше размеры
пузырьков и чем больше они проходят путь в металле, тем эф-
фективнее очистка.
Дегазацию медных расплавов осуществляют как путем про-
дувки азотом или инертными газами, так и обработкой летучими
хлористыми солями (MnCl2, ZnCl2, С2С16 и др.) или вакуумирова-
нием.
ПроДувку ведут при температуре расплава 1150...1200 °C. Рас-
ход газа составляет 0,05...0,5 м3 на 1 т металла, длительность про-
дувки при давлении газа 19,6...29,4 кПа составляет 5...10 мин.
Эффективность очистки расплава при продувке определяется в
значительной мере чистотой продуваемого газа. Газы, которые
применяют для продувки медных сплавов, должны быть тщательно
осушены. Продувку медных сплавов ведут через огнеупорные труб-
ки (трафит, керамика и др.) или через пористые вставки (вспе-
ненный магнезит, пористый шамот), предварительно вмонтиро-
ванные в дно тиглей или ковшей.
При обработке расплавов хлористыми солями их вводят в ко-
личестве 0,1...0,2 % от массы расплава при 1150... 1200 °C с помо-
щью колокольчика. Перед разливкой рафинированный сплав,
выдерживают в течение 10...15 мин для отделения пузырьков ра-
финирующего газа. Для более глубокой очистки применяют
комбинированные методы, например обработку хлористой солью
с последующей продувкой нейтральным газом.
Вакуумирование применяют в тех случаях, когда сплав не со-
держат компонентов, имеющих высокое давление пара (Zn, Cd,
Mg). Применительно к медным сплавам этот процесс ведут при
1150...1300 °C и остаточном давлении 0,66... 1,3 кПа. Длительность
вакуумирования определяется массой металла, подвергающегося
обработке. В большинстве случаев продолжительность обработки
составляет 10...25 мин.
Эффективным методом очистки от неметаллических включе-
ний сплавов, содержащих в своем составе такие легкоокисляю-
щиеся элементы, как алюминий, титан, цирконий и бериллий,
является фильтрование. Для этой цели используют зернистые и
жидкие фильтры. Для зернистых фильтров применяют такие ма-
261
териалы, как магнезит, алунд, плавленые фториды кальция и маг-
ния. Толщина фильтрующего слоя составляет 60... 150 мм, а раз-
мер зерна фильтра 5... 10 мм в поперечнике. Зернистые фильтры
перед фильтрованием нагревают до 700...800 °C. Фильтр из фто-
рида кальция размером зерен 5... 10 мм в поперечнике и толщи-
ной 70... 100 мм позволяет в 1,5...2 раза снизить содержание неме-
таллических включений в расплаве бериллиевой бронзы
БрБНТ-2 по сравнению с плавкой без фильтрации. Положитель-
ные результаты получаются при фильтровании медных расплавов
‘ через слой различных высокотемпературных стеклотканей, кото-
рые устанавливают непосредственно в литейную форму.
Плавку обычно ведут с применением различных покровов или
флюсов. Покрытия применяют для защиты расплава от окисле-
ния и излишнего угара. Различают покровные и покровно-рафи-
нирующие покрытия. При плавке меди применяют сыпучие по-
крытия (древесный уголь, графитовый бой, сажа и др.) и жидкие
флюсы в виде солей, смесей различных солей и оксидов. Приме-
няют также комбинированные покровы. Наиболее часто исполь-
зуют покров из древесного угля.
Сгорая на поверхности расплава, уголь создает восстанови-
тельную атмосферу, уменьшая тем самым скорость его окисле-
ния. Уголь является эффективным поверхностным раскислите-
лем чистой меди; он предохраняет поверхность расплава от под-
стуживания. Не менее важной положительной характеристикой
древесноугольного покрова является технологическая легкость
удаления его остатков с металла перед заливкой. По этому пока-
зателю древесноугольный покров превосходит все другие, в част-
.ности жидкие. Однако его положительные качества проявляют-
ся, только если он свободен от влаги. Древесный уголь обладает
большой адсорбционной способностью к влаге, и если уголь пред-
варительно не просушен и не прокален при повышенных темпе-
ратурах, то он может стать опасным источником насыщения ме-
талла водородом. Наибольшая опасность применения древесноу-
гольного покрова создается при плавке в пламенных (особенно
мазутных) печах, где имеются пары воды. Углерод в этом случае
взаимодействует с ними с выделением атомарного водорода, по-
глощаемого расплавом.
При плавке медных сплавов широко применяют покровно-
рафинирующие флюсы в виде расплавленных смесей солей и ок-
сидов. По составу различают кислые, основные и нейтральные
флюсы. Состав флюса (или шлака) подбирают таким, чтобы тем-
пература его плавления была ниже температуры расплавленного
металла. Флюс должен быть нейтральным по отношению к ме-
таллу и особенно к футеровке печей. Шлак, образующийся к концу
262
плавки под флюсами, должен быть достаточно вязким, чтобы не
запутываться в виде включений шлака в жидком металле, но од-
новременно с этим вязкость не должна быть чрезмерной, чтобы в
самих шлаках не оставался металл в виде запутавшихся король-
ков.
Флюсы могут быть на основе стекла (nSiO2 • wNa2O), буры
5 Na2BAOr кальцинированной соды Na2CO3c различными добавка-
, ми (CaF2, NaCl, криолиг Na3AlF6 и др.). Ниже приведены соста-
вы флюсов, %, и их назначение: .
41...47 SiO2; 25...32 МпО2;
10...15 N^O; 11...14 A^Oj...
7 Na^O,; 60 N^CO,; 33 CaF2..
35 KC1; 25 Na/JF^ 28 Na^O,;
10 NaCl; 2 древесный уголь..
Покровный для оловянных бронз
Покровно-рафинирующий для
оловянных бронз
Покровно-рафинирующий для
алюминиевых бронз
60 NaCl; 30 Na2CO3; 10 Na3AlF6.... Покровный для латуней
50 силикат-глыба (mNa2O • wSiO2);
30 NajB4O7; 20 NajAlF6............ To же
Пока для медных сплавов не разработаны универсальные со-
ставы флюсов, которые сочетали бы все требуемые положитель-
ные свойства. Флюсы на основе стекла хорошо покрывают рас-
плавы, практически не взаимодействуют с футеровкой, но имеют
высокую вязкость, трудно удаляются с поверхности расплава, в
них запутывается много металла в виде корольков. Флюсы на
основе буры дефицитны, имеют низкую вязкость, взаимодействуют
с кислой футеровкой. Флюсы, содержащие фтористые соли, аг-
рессивны по отношению к футеровке, загрязняют атмосферу цеха
вредными выделениями. Поэтому состав флюсов выбирают в за-
висимости от конкретных условий производства: марки сплава,
. типа плавильных агрегатов, ёмкости печей, экономических сооб-
ражений и других производственных факторов.
§ 4. ТЕХНОЛОГИЯ ПЛАВКИ МЕДНЫХ СПЛАВОВ
Для плавки медных сплавов в современном производстве наи-
• большее распространение получили электрические индукцион-
ные печи: канальные с железным сердечником и высокочастот-
ные тигельные печи (обычные или вакуумные) или печи про-
мышленной частоты. Не утратили своего значения пламенные
/отражательные печи (особенно газовые), элекгродуговые бара-
банные печи типа ДМБ (с независимой дугой) и тигельные топ-
ливные печи.
263
Рис. 94. Изменение давления пара
цинка от состава латуни при
различной температуре
При выборе типа плавильной
печи особое внимание уделяют ве-
личине потерь металла на угар и
со шлаком. При плавке в пламен-
ных печах потери в случае приме-
нения покрова древесного угля или
флюсов составляют 2,5...4,5 %
(наименьший показатель соответ-
ствует плавке на компактной ших-
те, наибольший — на некомпакт-
ной шихте с большой поверхнос-
тью), без покровов 4...8 %; при
плавке в тигельных топливных (га-
зовых, мазутных) печах без приме-
нения покровов 2...4 %, под покро-
вом угля или флюсов 1,5...2,5 %;
при плавке в дуговых электропечах типа ДМБ без покровов 2...4
%, с покровом 1,5...3,0 % (при плавке латуней потери могут быть
2,5...8 %); при плавке в индукционных печах 0,5...1,5 %. Таким
образом, наименьшие потери наблюдаются при плавке в индук-
ционных печах.
Плавка латуней
Плавку двойных латуней проводят в индукционных каналь-
ных печах типа ИЛК и ИЛКА. Футеровка печей — кварцитовая,
либо высокоглиноземистая (66 % SiO2 + 32 % А12О3).
Особенностью латуней является высокая упругость паров цинка.
На рис. 94 приведены данные о давлении паров цинка в латуни
при различной температуре.
При плавке латуней потери металла в виде угара цинка дости-
гают заметных значений — от 0,5 до 5 %. Поэтому проведение
плавки с минимальным угаром и потерями металла является од-
ним из основных требований при разработке технологии плавки
латуней. На поверхности расплава Cu—Zn образуется оксидная
плена (шлак) ZnO, однако ее защитные свойства относительно
невысокие из-за низкой прочности. В связи с этим при плавке
латуней применяют различные защитные покровы. Из жидких
флюсов наиболее известным является стекло (»iSiO2 • «Na2O) с
различными разжижающими добавками. На отечественных заво-
дах применяют, например, покрытия следующего состава: 50 %
силикат-глыбы, 30 % буры и 20 % криолита. Хорошо зарекомен-
довали себя в работе флюсы состава: 60 % NaCl; 30 % Na2CO3;
10 % Na3AlF6. Кроме того, находят применение комплексные по-
264
кровы из углеродсодержащих покрытий (древесный уголь, гра-
фитовый бой) с добавками солей (криолит, сильвинит, смесь буры
с NaCl и др.). Применяют также плавку под древесным углем,
однако при этом на поверхности расплава создается восстанови-
тельная атмосфера, которая препятствует образованию на зерка-
ле расплава пленки ZnO и тем самым приводит к интенсивному
испарению цинка. Следует, однако, учитывать, что проведение
плавки под жидкими флюсами приводит к повышенным потерям
металла в виде запутавшихся корольков в вязких шлаках, образу-
> емых флюсами, тогда как при плавке под сыпучими покрытиями
эти потери сводятся к минимуму. При плавке кремнистых лату-
ней применяют флюс, состоящий из 50 % стекла и 50 % плавико-
вого шпата.
В состав шихты при выплавке латуней входят чистые металлы
(медь, цинк, никель, алюминий, олово, свинец), лигатуры и от-
, ходы собственного производства. .
При выплавке двойных латуней сначала под слоем древесного
угля расплавляют медь, затем в расплав вводят цинкосодержащие
; отходы и вторичную латунь. Сплав нагревают до 1000... 1050 ’С и
перед заливкой в него вводят цинк. Медь перед введением цинка
или цинкосодержащих отходов раскисляют фосфором. При не-
. прерывной плавке латуни после выпуска готового сплава в печи
‘оставляют часть жидкого металла (переходная ванна) и очеред-
ную порцию шихты загружают в расплав. Такая технология плав-
, ки облегчает растворение твердой завалки в жидкой ванне и по-
вышает производительность плавильных агрегатов.
Допускается использовать в шихте отходы в виде стружки (до
. 10...30 % от массы шихты), однако последняя должна быть пред-
варительно очищена от примесей железа (магнитной сепараци-
ей) и других инородных включений, обезжирена и просушена.
Для снижения угара и окисления стружки рекомендуется ее пред-
варительно смешивать с порошкообразными флюсами, которые
применяют в цехе в качестве защитных покрытий. В этом случае
после завалки стружки на зеркало металла шихта нагревается от
расплава, флюс оплавляется в первую очередь, обволакивает струж-
ку, заключая ее как бы в флюсовые мешочки, и стружка меньше
окисляется, а по мере нагрева оплавляется и стекает в ванну ме-
талла. Расплавление и растворение стружки облегчается замеши-
ваем ее в расплав.
Если в состав латуней входят тугоплавкие компоненты (желе-
зо, никель, марганец и др.), то их загружают в ванну жидкого
металла в первую очередь. Легкоплавкие (олово, свинец), легкоо-
кисляющиеся и легколетучие составляющие загружают в печь в
последнюю очередь.
265
Легирующие элементы, особенно тугоплавкие, вводят в печь в
виде лигатур Cu—Fe, Си—Мп, Си—Ni, Си—Мп—Al и др.
Литейные латуни плавят как в индукционных канальных пе-
чах, так и в индукционных тигельных на высокой и промышлен-
ной частотах (печи типа ИЛТ, ИЧТ, ИСТ и др.), а также в тигель-
ных печах, обогреваемых газом, реже в пламенных печах (напри-
мер, для плавки больших масс металла при производстве гребных
винтов в судостроении). В качестве шихтовых материалов приме-
няют металлы промышленной чистоты, а также марочные латуни
в виде чушек (ГОСТ 1020—77).
На основе чушковых латуней можно получать до 10 марок ли-
тейных латуней. Использование шихты (чушек) готового состава
удешевляет сплав, упрощает плавку, повышает производитель-
ность плавильных агрегатов. Однако чушковые латуни обычно
содержат повышенное количество примесей из чистых металлов.
При плавке латуней с использованием чушек в разогретую печь
загружают чушки и крупные отходы. После расплавления вводят
мелкие отходы. Если в шихту допускается стружка (или другие
мелкие отходы, например, мелкая высечка после штамповки), то
ее предварительно перемешивают с солевыми флюсами для умень-
шения угара. При необходимости производят дошйхтовку чисты-
ми металлами.
Тугоплавкие компоненты (Si, Fe, Мп, Ni) вводят в латунь пре-
имущественно в виде лигатур на основе меди по возможности в
период наиболее нагретого состояния расплавов для лучшего ра-
створения либо загружают в начале плавки вместе с твердой за-
валкой. Легкоплавкие компоненты (Al, Sn, Pb) вводят в конце
плавки.
При плавке литейных латуней применяют защитные покровы.
Для снижения угара металла при плавке латуни ЛЦ40С применя-
ют комбинированный покров из древесного угля и криолита; крем-
нистые латуни плавят под флюсами, состоящими из 50 % кальци-
нированной соды и 50 % плавикового шпата.
Латуни, содержащие алюминий, склонны к пленообразованию.
Поэтому при плавке применяют флюсы, расплав излишне не пе-
регревают, перед заливкой производят рафинирование сплава
флюсами или продувкой инертными газами, а также путем обра-
ботки хлористыми солями. Важным моментом при приготовле-
нии латуней является выбор состава шихты, в частности расчет-
ное количество меди в пределах, регламентированных ГОСТ
17711—80. Если требуется повышенная пластичность литой лату-
ни, то содержание меди предусматривают на верхнем допусти-
мом пределе по ГОСТу. Если же, наоборот, требуется высокая
прочность при удовлетворительной пластичности, то содержание
266
меди достаточно выдерживать на нижнем пределе. При расчете
шихты можно регулировать прочность и пластичность при выбо-
ре содержания легирующих компонентов (Al, Si, Мп, Fe и др.),
которые, за исключением никеля, влияют на микроструктуру ли-
той латуни аналогично влиянию цинка. При расчете шихты не-
обходимо учитывать и экономический фактор. Соотношение ком-
понентов в шихте должно обеспечивать оптимальные свойства
латуней при минимальной стоимости. Оптимальные варианты со-
' ставов шихт рассчитывают в настоящее время с помощью ЭВМ.
Плавка оловянных бронз
Шихтой для приготовления литейных оловянных бронз слу-
жат либо готовые сплавы в чушках (ГОСТ 614—73), либо чистые
металлы. Последние из экономических соображений используют
редко, в основном для деформируемых оловянных бронз.
Оловянные бронзы плавят в различных печах, однако с точки
зрения качества, минимальных безвозвратных потерь металла,
производительности и условий труда плавильщиков предпочти-
тельны электрические индукционные печи (в фасоннолитейных
цехах - высокочастотные, а в заготовительных цехах заводов по
1 обработке цветных металлов — низкочастотные канальные).
Плавка оловянных бронз из шихты на основе чушковой брон-
зы состоит из четырех основных периодов: загрузки, расплавле-
ния, перегрева и рафинирующе-дегазирующей обработки расплава.
По ГОСТ 614—73 выпускают чушки оловянных бронз четырех
марок. Каждую марку маркируют определенным цветом, кото-
рый наносят одной полосой на чушки несмываемой краской:
БрОЗЦ8С4Н1 — черной полосой; БрОЗЦ13С4 — зеленой;
БрО4Ц7С5 — синей; БрО5Ц5С5 — красной.
Химический состав чушковых бронз отличается от состава стан-
: дартных литейных бронз (ГОСТ 613—73) содержанием цинка, ко-
торого дается на 1 % больше (на угар). В составе шихты, кроме
чушек,^входят возвраты в количестве 20...80 % (литники, брако-
ванные отливки и др.). Применение стружки в шихте не реко-
мендуется, так как в фасоннолитейных цехах обычно не имеется
условий для надежной очистки ее от примесей, масла, влаги.
Использование стружки удлиняет процесс плавки, поэтому реко-
мендуется стружку сдавать на специализированные заводы, где
разработана технология ее переплавки, обеспечивающая мини-
мальные потери. Если же стружку применяют в шихте для приго-
товления рабочих литейных сплавов, то ее следует тщательно очи-
стить от железа, алюминия и других примесей (масло, вода) и по
возможности предварительно сбрикетировать.
267
Независимо от типа печей время плавки должно быть мини-
мальным, что обеспечивается оптимальными размерами шихты,
предварительным (внепечным) подогревом шихты и футеровки
печей, рациональной очередностью загрузки различных состав-
ляющих шихты. Чем короче время плавки, тем ниже угар дефи-
цитных цветных металлов, меньше опасность насыщения рас-
плава газами, выше производительность плавки и качество ме-
талла.
Плавку в индукционных печах ведут в графито-шамотных либо
в графито-карборундовых тиглях. Тигли перед установкой в печь
должны быть просушены и прокалены по режиму, гарантирую-
щему отсутствие влаги, трещин и повреждений на поверхности.
Стойкость тиглей зависит в значительной степени от условий их
предварительной подготовки. Однако недостаток плавки в печах
с тиглями — относительно невысокая их стойкость по сравнению
с печами, футерованными другими огнеупорными материалами
(шамотом, набивной футеровкой и др.). При плавке оловянных
бронз в пламенных печах и электродуговых типа ДМБ их футеру-
ют шамотным кирпичом.
После расплавления всей шихты расплав перегревают до
1150...1200 °C (на 100...200 ’С выше температуры ликвидуса) и
вводят фосфористую медь в количестве 0,02...0,04 %. Присадки
фосфора в оловянные бронзы, содержащие цинк, благоприятно
действуют на образование жидких фосфатов (3ZnO • Р2О$), легко
удаляемых из расплава по сравнению с твердыми, вязкими окси-
дами цинка.
При выплавке оловянных бронз из чистых металлов плавку
начинают с расплавления меди, которую загружают в печь сразу
полностью или по частям. Плавку меди ведут форсированно под
покровом древесного угля. При большегрузных плавках рекомен-
дуется медь предварительно подогревать до 600...800 °C. Если в
состав шихты входит никель, то его загружают либо вместе с ме-
дью, либо вводят (растворяют) подогретым в жидкий металл.
Никель повышает равновесную растворимость водорода в меди,
а поэтому введение его в расплав на более поздней стадии пред-
почтительнее.
Особенностью плавки оловянных бронз является образование
SnO2 при взаимодействии олова с кислородом. Наличие включе-
ний SnO, заметно снижает механические и эксплуатационные
свойства оловянных бронз. Поэтому перед введением олова или
оловосодержащих отходов медь раскисляют фосфором. Количе-
ство. раскислителя зависит от окисленности расплава меди. Если
считать продуктами раскисления меди фосфором соединение
2Си2О • Р2О5, то одна часть по массе фосфора связывает 1,8 час-
268
? 1 '
тей кислорода. Поэтому при плавке в тигельных индукционных
печах, где содержание кислорода после расплавления и перегрева
меди до 1200 °C находится в пределах 0,01...0,04 % (нижнее зна-
чение — при плавке с покровом древесного угля, верхнее — при
: плавке без покровов), для раскисления необходимо 0,005...0,02 %
фосфора. При плавке в дуговых печах и содержании кислорода
: 0,02...0,06 % необходимо 0,01...0,03 % фосфора, при плавке в пла-
менных печах и концентрации кислорода 0,04...0,1 % — соответ-
ственно 0,02...0,05 % фосфора. Эти количества соответствуют рав-
новесным значениям, в практических же условиях рекомендует-
* ся увеличивать расчетную концентрацию фосфора на 20...30 %.
Фосфор вводят в виде фосфористой меди, которая может со-
держать различные концентрации фосфора: от 7...8,5 % (МФЗ) до
8,5... 10 % (МФ1), что следует учитывать при расчете потребных
количеств по массе фосфористой меди. Предварительно подогре-
тую до 500...700 °C фосфористую медь вводят в расплав меди ку-
сочками при 1150... 1200 °C, перемешивая жидкий металл графи-
• товыми мешалками.
" Плавку ведут в окислительной атмосфере под слоем древесно-
го угля или флюса. После раскисления меди в нее вводят цинк,
‘ затем олово и отходы; в последнюю очередь вводят свинец. Рас-
* плав нагревают до 1100...1200 °C, рафинируют хлористым цин-
, ком или азотом и разливают в формы при 1150... 1200 ’С.
. При плавке высокосвинцовых оловянных бронз требуется ин-
тенсивное перемешивание расплавленного металла д ля предотв-
ращения ликвации свинца. Для этих бронз наиболее подходящим
плавильным агрегатом являются индукционные печи промыш-
ленной или высокой частоты, обеспечивающие интенсивное пе-
ремешивание расплава. В конце плавки перед выпуском готового
металла из печи рекомендуется ввести фосфор для разжижения
•шлака и повышения жидкотекучести оловянных бронз. Количе-
ство фосфора контролируют, так как его избыток может вызвать
взаимодействие расплава с влагой формы с выделением водоро-
да, что приведет к пористости отливок. Практика показывает,
f-что для получения качественных фасонных отливок содержание
фосфора в оловянных бронзах должно быть ограничено
0,01...0,02 % при литье толстостенных (свыше 200 мм) отливок и
ДО,02...0,04 % (отливки с толщиной стенок до 20 мм).
Приготовление оловянных бронз производят с применением
. покрова из древесного угля либо из угля с солевыми добавками
(0,1...0,2 % буры и др.), улучшающими защитные свойства покро-
вов. Если шихта загрязнена вредными примесями — алюминием,
кремнием, магнием и др., то плавку полезно проводить с приме-
• нением солевых жидких флюсов. В производственных условиях
V ‘ 269
применяют различные составы таких флюсов (в зависимости от
марки сплава, типа печи, состояния шихты, наличия материалов
для флюсов и др.), но с температурой плавления ниже температу-
ры расплава. Так, при плавке в печи с шамотной футеровкой
находит применение флюс состава: 41...47 % SiO2; 25...32 % МпО;
10...15 % Na2O (Na2COj); И...14 % А12О3. Расход флюса на плавку
составляет 1,5...2,5 %. Распространены флюсы с использованием
буры, которую применяют в смеси с SiO2 и другими добавками.
Флюсы загружают в печь частично вместе с шихтой, частично
на зеркало металла, перемешивая их с металлом. Отработанные
флюсы (шлаки) перед выпуском металла удаляют из печи. Эф-
фективна обработка расплавов порошкообразными флюсами в
струе азота или аргона. Такую смесь составляют с помощью спе-
циального устройства и подают в расплав огнеупорной трубкой.
Дегазацию оловянных бронз от водорода проводят продувкой
расплава осушенным азотом или аргоном, что является наиболее
эффективным средством рафинирования бронз. На рис. 95 при-
ведены результаты продувки бронзы БрОЗЦ7С5Н1 осушенным
азотом при 1200 °C. Оптимальным считаются режимы продувки
при интенсивности подачи азота 0,6...0,8 л/(мин • кг). Время про-
дувки обычно составляет 3...10 мин в зависимости от емкости
печи. При плавке небольших масс металла дегазацию можно про-
водить путем обработки расплавов навесками солей, которые вво-
дят в расплав с помощью графитовых перфорированных коло-
кольчиков или в виде утяжеленных таблеток. Применяют крошку
мела, мрамора, MnCl2, ZnCl2, С2С16 и др. в количестве 0,1...0,5 %
от массы металла. При соприкосновении с расплавом соли разла-
гаются с выделением газообразных продуктов, которые, всплы-
Рис. 95. Влияние длительности продувки азотом на эффективность рафинирования бронзы
БрОЗЦ7С5Н1:
1 - содержание водорода: 2 - содержание неметаллических включений; 3 - плотность р
270
вая, очищают расплав от водорода и неметаллических включе-
ний, действуя подобно нейтральным газам. Температурные ре-
жимы плавки и заливки оловянных бронз оказывают наряду с
химическим составом решающее влияние на качество литого ме-
талла. Температура перегрева оловянных бронз в печах зависит
от их температуры ликвидуса и требуемых температур заливки и
составляет обычно 1180... 1250 ’С (перегрев над точкой ликвидуса
в пределах 175...250 °C). Излишний перегрев во всех случаях не-
желателен.
Плавка безоловянных бронз
Технология плавки безоловянных бронз определяется хими-
ческими, особенностями основного легирующего элемента при
, высокой температуре, например алюминия в алюминиевой брон-
зе, свинца в свинцовой бронзе, кремния в кремниевой бронзе и
т. д.
Алюминиевые бронзы плавят в индукционных тигельных и
канальных печах, а также в тигельных и пламенных (барабанного
типа) газовых печах. Повышенная склонность алюминиевых бронз
к окислению при высоких температурах и к образованию твердых
. оксидных плен, загрязняющих расплав, а также к поглощению
водорода составляет основные Трудности при плавке этих бронз.
Плавку ведут в окислительной атмосфере в графито-шамот-
ных (или карборундовых) тиглях и в печах, футерованных шамо-
• том. При плавке в канальных печах применяют кварцитовую или
глиноземистую футеровку. Однако кварцитовая футеровка спо-
собна взаимодействовать с расплавом (особенно в канале) с об-
разованием металлизированных бронзой силикатов xSiO2 ’уА12О3,
в результате чего происходит зарастание каналов и нарушение
работы печи (изменение мощности). Для восстановления нор-
мальной работы печи периодически производят чистку каналов.
Алюминиевые бронзы выплавляют из чистых металлов (все
деформируемые и некоторые литейные сплавы), а также из чуш-
ковых бронз (ГОСТ 17328-78). Используют катодную медь раз-
личных марок (от М00 до М2) в зависимости от требований, ко-
торые предъявляются к бронзе по примесям (Sb, As, Pb, Sn и др.),
алюминий марок А7, А6, А5 и др., никель марок Н-2, Н-3, Н-4 в
виде катодов или гранул, марганец марок Мр1, Мр2, Mp3. Желе-
зо вводят в виде обрезков мягкой стали и проволоки. Применяют
различные лигатуры: Си—Fe (20...30 % Fe), Си—Мп (25...35 % Мп),
Al-Fe (5...25 % Fe) и др.
В состав шихты входят возвраты, количество которых варьи-
руется от 25 до 75 %. Однако многократный переплав шихты,
271
содержащей отходы, может привести к накоплению примесей,
оксидов, газов и поэтому рекомендуется периодически освежать
шихту чистыми металлами. В зависимости от состава шихты и
рша плавильного агрегата применяют различную очередность
операций при приготовлении сплава. Если плавят в канальных
индукционных печах, то наиболее тугоплавкие компоненты (Fe,
Мп, Ni и др.) рационально вводить в жидкий металл, примыкаю-
щий к каналу, так как в этом месте печи наиболее высокая тем-
пература.
Очередность введения в жидкий металл тугоплавких компо-
нентов определяется интенсивностью их растворения. Так, желе-
зо плохо растворяется в чистой меди, а марганец хорошо. Поэто-
му вначале в медь вводят марганец, а затем железо, которое в
расплаве Си—Мп растворяется лучше. Также быстрее и лучше
железо растворяется в расплаве Си—А1. Поэтому после расплав-
ления меди и ее раскисления фосфором иногда дают в ванну
печи часть алюминия (примерно x/y..'/s от расчетного количе-
ства). При этом ванна разогревается, благодаря экзотермическо-
му характеру растворения алюминия в меди, и в расплав вводят
железо и марганец, а затем уже остальное количество алюминия.
В этом случае обоснована практика введения в печь меди в не-
сколько приемов, в частности примерно 1/4...1/5 части меди вво-
дят в расплав после загрузки алюминия, когда ванна печи само-
произвольно разогревается, и медь хорошо растворяется в метал-
ле. При введении алюминия в жидкий металл подогретые куски
алюминия стараются быстро погружать в глубину расплава. Если
же загружать алюминий на поверхность произойдет нежелатель-
ное повышенное окисление расплава.
Выбор очередности введения различных компонентов алюми-
ниевых бронз диктуется также способностью некоторых из них
образовывать интерметаллиды с повышенной температурой плав-
ления, плохо растворяющихся в расплаве. Жидкий металл при
этом получается неоднородным по химическому составу, что мо-
жет сказаться на его свойствах. Опасность образования интерме-
таллидов в системе Си—Al—Мп—Ni—Fe возрастает, если алюми-
ний весь вводят в конце плавки. Поэтому предпочтительнее вво-
дить алюминий в расплав в несколько приемов. При загрузке в
медь любых количеств алюминия в расплаве не должно быть ра-
створенного кислорода; расплав должен быть хорошо раскислен.
Иначе во всем объеме ванны печи возможно образование дис-
персных включений А12О3, резко повышающих вязкость расплава
и затрудняющих дальнейшее ведение плавки.
При использовании в шихте отходов их обычно загружают в
медь в первую очередь, расплавляют, а затем в жидкую ванну
272
вводят предварительно подогретые чистые металлы. Из экономи-
ческих соображений и с целью получения качественного распла-
ва мелкую шихту вводят вместе с флюсами.
В настоящее время имеется большое количество рекомендуе-
мых и опробованных в производстве составов покровов и флю-
сов для плавки алюминиевых бронз. При плавке в канальных и
тигельных индукционных печах применяют покровы из древес-
ного угля вместе с легкоплавкими солями- (криолит, бура и др.) в
соотношениях (2...3) : 1. Комбинированный покров удобен в ра-
боте, так как древесный уголь не только защищает зеркало ме-
талла от окисления, но и утепляет поверхность, что уменьшает
интенсивность образования прочной твердой окисной плены, а
жидкая составляющая создает более плотный защитный покров
и за счет хорошего смачивания оксидных плен, образующихся в
процессе расплавления шихты, очищает от них расплав.
Если опасность окисления бронзы и загрязнения ее включе-
ниями Д12О3 велика, то расплав рафинируют жидкими флюсами,
состоящими из компонентов, хорошо смачивающих и усваиваю-
щих в твердом виде или растворяющих А12О3. Такие флюсы со-
ставляют из смесей хлористых и фтористых солей щелочных ме-
таллов с добавками соединений, повышающих вязкость флюсов
(кремнезем, стекло и др.). Рекомендуется большое количество
разнообразных составов флюсов, например 40 % Na3AlF6; 40 %
CaF2; 20 % NaCl. Следует отметить, что большинство рекоменду-
>емых флюсов, содержащих фтористые и хлористые соли, обладая
хорошей рафинирующей способностью по отношению к Д12О3,
агрессивно по отношению к футеровке (разъедают ее, выделяя
вредные летучие вещества).
Известно применение внепечного рафинирования алюминие-
»вых бронз жидкими флюсами в ковше. В этом случае флюс пла-
вят в отдельном металлическом тигле, переливают его в подогре-
тый ковш в количестве 2...3 % от массы металла и затем в этот
ковш заливают готовый расплав алюминиевой бронзы из печи.
.Происходит хорошее перемешивание расплава и флюса и эффек-
тивное рафинирование металла от неметаллических включений.
Применяют также внепечное рафинирование расплавов бронз
летучими хлористыми солями (МпС12, С2С16 и др.). При этом не-
большую навеску соли (0,1...0,3 % от массы шихты) вводят тра-
хитовым колокольчиком в расплав. Образующиеся при возгонке
пузырьки летучих хлоридов А1С13 флотируют оксидные и другие
включения и выносят их на поверхность в шлак. Обработка длит-
ся 10...60 с в зависимости от массы металла с последующей вы-
держкой расплава в течение 3...10 мин для удаления продуктов
обработки.
273
При плавке бронз с использованием чушковой бронзы
БрАЮЖЗЛ и возвратов очередность загрузки определяется стрем-
лением к быстрому расплавлению шихты. В случае сильного заг-
рязнения шихты плавку ведут под флюсами. Рафинирование алю-
миниевых бронз проводят также продувкой азотом высокой чис-
тоты или аргоном. Оптимальный удельный расход газов
0,05 л/(мин • кг), время продувки 5...7 мин. При продувке темпе-
ратура расплава алюминиевых бронз снижается примерно на
40...50 °C, поэтому необходимо перед продувкой перегреть рас-
плав до 1220 °C.
При продувке алюминиевых бронз недопустим интенсивный
барботаж расплава, что может привести к дополнительному окис-
лению металла. Поэтому наиболее удобно вдувать газ в расплав
через пористые керамические насадки, обеспечивающие много-
пузырьковое поступление газа в металл.
При расчете шихты алюминиевых бронз особое внимание уде-
ляют содержанию алюминия в металле. Алюминий в основном
определяет структуру и механические свойства литого металла. В
стандартах на алюминиевые бронзы (ГОСТ 493—79) содержание
алюминия допускается в значительных пределах, например в брон-
зе БрА9ЖЗЛ — от 8 до 10,5 %, т. е. можно выплавить бронзу с 8
или 10,5 % и не нарушить ГОСТ, однако свойства литого металла
будут при этом существенно различаться. Если алюминий нахо-
дится на нижнем пределе, то литой металл будет обладать повы-
шенной пластичностью при умеренной прочности и, наоборот,
при максимальном его содержании прочность будет высокой, но
пластичность снизится. Так,.при увеличении содержания алюми-
ния в бронзе с 8 до 10,5 % (при среднем содержании других леги-
рующих компонентов) пластичность может уменьшиться в 2 раза,
а прочность возрасти в 1,5...1,7 раза. Содержание алюминия вли-
яет и на литейные свойства: чем его больше, тем расплав более
склонен к пленообразованию. Отливки с минимально допусти-
мым содержанием алюминия обладают также более высокими
коррозионными свойствами (особенно в: морской воде). Поэтому
в каждом конкретном случае расчет шихты по алюминию должен
проводиться £ учетом всех приведенных выше факторов. При
производстве коррозионностойких отливок из алюминиевых бронз,
содержащих, кроме алюминия, никель и железо, рекомендуется,
чтобы отношение Ni: Fe было 1 : 1 или чуть больше.
Алюминйевые бронзы иногда модифицируют ванадием, воль-
фрамом, бором, цирконием или титаном. Указанные присадки в
виде лигатур с алюминием и медью вводят в расплав в количестве
0,05...0,15 % при 1200...1250 °C.
Температура заливки алюминиевых бронз зависит как от со-
274
става, так и от способов литья. Практикой установлено, что за-
ливка алюминиевых бронз, склонных к пленообразованию, при
очень низкой и высокой температуре нежелательна. При низкой
температуре (перегрев над точкой ликвидуса 50...80 ’С) на повер-
хности расплава образуется твердая малопластичная оксидная
плена из А12О3 или шпинели, которая, попадая в расплав при
заливке, практически не всплывает из него. При излишне высо-
кой температуре (перегрев над точкой ликвидуса более 150 °C)
расплав становится более активным к кислороду и пленообразо-
вание усиливается. Поэтому выбирают оптимальные температу-
ры, исходя из практики: при литье слитков температура заливки
составляет 1150..'. 1180 ’С (средний перегрев над .температурой лик-
видуса примерно 100... 140 °C), при фасонном литье
1100... 1200 ’С в зависимости от толщины стенок отливки, ее мас-
сы и конфигурации.
К стандартным безоловянным бронзам относятся высокосвин-
цовые бронзы марок БрСЗО и БрСуНЗЦЗС20Ф (ГОСТ 493—79).
Плавку высокосвинцовых бронз обязательно следует проводить в
индукционных печах высокой или промышленной частоты. Сви-
нец практически нерастворим в твердой меди и ее сплавах, а в
жидкой меди образует эмульсию. Чем интенсивнее происходит
перемешивание расплава после введения свинца, тем дисперснее
включения свинца в эмульсии. Кроме того, свинец тяжелее меди
и ликвирует по плотности. При плавке в индукционных печах
“живучесть” дисперсных включений свинца достаточна, чтобы
получить расплав (эмульсию), из которого можно получать каче-
ственные отливки. Для предупреждения ликвации в свинцовые
бронзы вводят 2...2,5 % никеля, а охлаждение отливок ведут с
большими скоростями.
(. Плавку ведут в шамотных тиглях либо в набивных тиглях из
кварцита под слоем древесного угля. В шихту допускается ис-
пользовать отходы до 50 %.
При плавке сурьмяной бронзы в печь загружают медь и ни-
кель и после расплавления проводят раскисление фосфором в
количестве 0,01...0,05 %. Затем вводят цинк и сурьму СуО, Cyl
(ГОСТ 1089—82). После растворения сурьмы вводят свинец и ос-
тальное количество фосфора при интенсивном перемешивании
ванны металла. При плавке сурьмяной бронзы с использованием
возвратов расплавляют медь, вводят фосфор, возвраты в виде
крупных кусков, никель и затем остальные легирующие компо-
ненты — цинк, сурьму, свинец и фосфор.
Сурьмяные бронзы наряду с оловянными относятся к сплавам
с широким интервалом кристаллизации. Они склонны к образо-
ванию рассеянной газоусадочной пористости при затвердевании.
275
Поэтому в них не допускается повышенное содержание газов (во-
дорода). Загружаемая шихта не должна содержать, влагу. Нежела-
телен сильный перегрев бронз, так как при перегреве на
200...250 °C выше температуры ликвидуса содержание водорода в
жидком металле превысит предельно допустимое (0,6...0,9
см3/100 г при литье в песчаные формы и 1...1,5 см3/100 г при
литье в кокиль). В связи с этим температура перегрева рекомен-
дуется 1150...1180 °C, а температура заливки — при 1050...1080 *С.
При необходимости сурьмяные , бронзы дегазируют обработкой
MnCl2, ZnCl2 (0,1...0,2 % от массы жидкого металла) либо продув-
кой аргоном. При дегазации расплавы подогревают до
1200...1220 °C.
Плавка бериллиевых бронз марок Бр Б2, Бр БНТ. Для плавки
используют индукционные печи с графитовыми тиглями. Из-за
токсичности пара и пыли бериллия плавку ведут в изолирован-
ных помещениях, оборудованных хорошей приточно-вытяжной
вентиляцией и фильтрами.
Для приготовления сплавов используют чистые медь и никель
и отходы. Бериллий и титан вводят в расплав в виде лигатур. В
целях снижения растворимости кислорода плавку меди ведут в
вакууме при остаточном давлении 133...665 Па под слоем древес-
ного угля. После нагрева расплава до 1200 ’С и выдержки в тече-
ние 10... 15 мин печь открывают, снимают древесный уголь и в
расплав вводят фосфор. В раскисленный расплав вводят берил-
лий и титан. Угар бериллия составляет 5...10 %. Перёд разливкой
расплав перегревают до 1150...1200 °C. Для отделения оксидных
плен в процессе разливки рекомендуется применять зернистые
или спеченные фильтры.
Кремнистые бронзы плавят в электрических индукционных
печах под покровом древесного угля. Медь перед введением крем-
ния или отходов раскисляют фосфором. Недопустим перегрев
бронз выше 1250...1300 ’С.
Из специальных бронз наибольшее применение в последние
годы находили хромовые бронзы. Легирование меди хромом зат-
руднено из-за малой скорости растворения его в расплаве. При
плавке на воздухе на поверхности расплава возникает вязкая ок-
сидная пленка, состоящая в основном из. Сг2О3, которая затруд-
няет получение качественных отливок. Основной способ произ-
водства хромовых бронз БрХ0;8-1,0 — плавка в вакууме, совме-
щенная с полунепрерывным литьем слитков. Хром вводят в рас-
плав меди в виде лигатуры Си—Cr (3...6 %). Плавку ведут при
остаточном давлении порядка 4... 133 Па с перегревом расплава
до 1350... 1400 °C. Повышенный перегрев необходим для улучше-
ния условий растворения лигатуры в меди. Разливку, также про-
276
водят при относительно высокой для медных сплавов температу-
ре (1280...1350 ’С). Для получения хромовых бронз повышенной
чистоты применяют элекгрошлаковый переплав литых заготовок.
В отдельны^ случаях (получение фасонных отливок) плавку
хромовых бронз, а также высокоэлектропроводной меди, легиро-
ванной цирконием, титаном и другими элементами, можно про-
изводить, в открытых индукционных печах, однако это сопряже-
но со значительными техническими трудностями и требует при-
менения специальной технологии плавки. Прежде всего перед
введением указанных элементов требуется тщательная очистка
меди от кислорода. Плавку меди в этом случае необходимо про-
водить под надежным покровом из углеродсодержащих материа-
лов или болевых флюсов. Учитывая, что для хорошего растворе-
ния тугоплавких лигатур приходится перегревать медь до высо-
ких температур (1350...1500 °C), предохранить медь от окисления
очень трудно.
При плавке в индукционных печах хром вводят в перегретую
до 1350 °C медь в виде мелких (~1 мм) кусочков, погружая их в
расплав под слой защитного покрова из сажи и криолита. Перед
введением хрома марки Х-0 медь раскисляют фосфором (0,05 %).
Удовлетворительные результаты получены при плавке сплавов
меди с хромом под покровом борно-литиевых флюсов.
С целью снижения угара хрома при введении его в медь были
опробованы с положительными результатами плотные брикеты,
спрессованные из порошков меди (70 %), хрома (29 %) и бора
(1 %). Присутствие бора позволяет изменить состав и структуру
оксидных плен, образующихся на поверхности меднохромового
расплава, и облегчает их отделение от металла.
Для футеровки печей при плавке хромовых бронз рекоменду-
ется следующий состав: 87 % боя магнезитового кирпича, 13 %
электрокорунда, 3 % буры. Для приготовления футеровки подхо-
дит также магнезиальный цемент. По сравнению с кислой футе-
ровкой более высокую стойкость имеет высокоглицоземистая
футеровка (70 % кварцита + 30 % карборунда).'
Плавка медноникелевых сплавов
Медноникелевые сплавы имеют температуру плавления гораз-
до более высокую, чем остальные медные сплавы: у сплава МН 19
температура ликвидуса 1190 °C, солидуса ИЗО °C; у сплава-
МНЖМц30-1-1 соответственно 1230 и 1170 ’С. Они нагреваются
в печи до 1350...1450 °C и поэтому способны растворять повы-
шенные концентрации кислорода и водорода. Наличие в сплавах
никеля придает им способность одновременно растворять угле-
277
род, тогда как большинство медных сплавов с углеродом не взаи-
модействует.
Плавку медноникелевых сплавов можно проводить в индук-
ционных тигельных и канальйых печах, а также в электродуговых
печах. Футеровку предпочтительно выполнять основной — маг-
незитовой (98 % магнезита и 2 % буры для индукционных ка-
нальных печей), однако она хорошо работает только при непре-
рывном процессе плавки. При периодической работе применяют
кварцитовую футеровку либо высокоглиноземистую на основе ди-
стенсиллиманитового концентрата с добавками электрокорунда
(40...45 %) и «1,5...2 % борной кислоты. Ряд медноникелевых спла-
вов (МН0,6; МН5; МН6; нейзильберы, куНиали и др.) можно
плавить в графито-шамотных или карборундовых тиглях, если
температура перегрева сплава не превышает 1350 °C. При этом
содержание углерода, который может переходить из тигля в рас-
плав, не превышает 0,02 %, что допустимо для медноникелевых
сплавов. Рекомендуются также глазурованные изнутри графито-
шамотные тигли, предварительно подвергнутые длительной суш-
ке и прокалке при 900...1000 °C. При этом трафит с рабочей по-
верхности тигля удаляется и опасность загрязнения металла угле-
родом снижается.
Плавку медноникелевых сплавов проводят с применением за-
щитных покрытий. От окисления расплав хорошо предохраняет
древесноугольный покров, однако при этом возникает опасность
насыщения металла углеродом, особенно заметная при повыше-
нии температуры расплава. Так, при плавке и заливке сплава МНЗО
при повышении температуры расплава под слоем древесного угля
с 1320 до 1500 °C содержание углерода возрастало с 0,12 до
0,16 %. Поэтому плавка под углеродсодержащим покровом воз-
можна только в том случае, если контакт его с металлом длится
не более 10 мин. В связи с этим для плавки медноникелевых
сплавов рекомендуются жидкие флюсы из смеси солей либо ком-
бинированные флюсы из углеродсодержащих компонентов и со-
левых флюсов. Жидкие флюсы готовятся на рснове стекла с при-
садками буры, CaF, и других добавок; комбинированные флюсы
состоят из 30...40 % древесного угля; 45...60 % стекла; 10...15 %
криолита. Следует отметить, что жидкие флюсы (особенно с'кри-
олитом и другими фтористыми солями) агрессивны по отноше-
нию к футеровке и токсичны. Более удобен в работе комбиниро-
ванный флюс следующего состава: 16...20 % боя графита; 9... 12 %
буры; остальное — бой шамота или бой графито-шамотных тиг-
лей.
Сплавы готовят с применением шихты из чистых металлов с
добавкой возвратов (до 50 %). Стружку и мелкие отходы реко-
278
мендуется плавить отдельно и разливать в чушки, которые затем
можно применять в качестве возврата для приготовления рабо-
чих сплавов.
При плавке мельхиора и монель-металла (МН 19, МНЗО,
МНЖМцЗО-1-1) в канальных печах и наличии переходной ванны
жидкого сплава вначале'загружают (растворяют) по частям ни-
кель и железо, покрывая зеркало металла по мере наплавления
сплава флюсом. Потом вводят крупные отходы. Затем вводят мар-
ганец или лигатуру Си—Мп и по частям подогретые куски меди,
иногда отходы вводят вместе с медью.
При пдавке нейзильбера (МНЦ15-20), который имеет более
низкую температуру перегрева, чем мельхиор, допускается при-
менение покровов из древесного угля. Очередность введения
, шихты при плавке нейзильбера в канальных печах следующая:
вводят (растворяют) никель, далее медь, а в конце плавки отходы
и цинк.
Перед разливкой медноникелевые сплавы обязательно раскис-
ляют различными раскислителями: углеродом, фосфором, мар-
ганцем, кремнием, алюминием, магнием, литием, цирконием, РЗМ
и др. На практике наиболее распространено последовательное
раскисление несколькими раскислителями либо комплексными
. раскислителями в виде лигатур,- содержащих несколько элемен-
тов-раскислителей в определенных пропорциях. Так, мельхиор
. раскисляют в следующей последовательности: фосфор (0,0005 %),
марганец (0,0015 %), магний и окончательно кремний (по
0,0015 %). Нейзильбер раскисляют марганцем (0,08...0,1 %) и маг-
нием (0,02...0,3 %). Такое последовательное раскисление прово-
дят для того, чтобы исключить опасность накопления в сплаве
примесей марганца, кремния, магния, фосфора, которые ограни-
ченно Допускаются в большинстве медноникелевых сплавов. Кро-
ме того, при комплексном раскислении образуются продукты рас-
кисления в форме жидких продуктов (шлаков), которые легче уда-
ляются из расплава, чем оксиды в отдельности (MgO, SiO2, MnO).
Хорошие результаты получены при раскислении медноникеле-
вых сплавов лигатурами АМС (24,5 % А1; 5 % Si; 19 % Fe; ост. —
Мп) без добавок или с добавками лития (до 0,5 %). Лигатуру АМС
вводят в количестве 0,4 % от массы шихты. В практике предвари-
тельно раскисляют расплав углеродом, который удаляет основ-
ную массу кислорода, а окончательное раскисление проводят
комплексными раскислителями.
. Плавку куниалей (сплавы системы Си—Ni—Al) проводят под
покровом древесного угля, а для уменьшения окисления алюми-
ния в покровы вводят криолит. Алюминий вводят в последнюю
очередь. Расплав перед введением алюминия должен быть хоро-
279
шо раскислен марганцем либо комплексными раскислителями,
иначе в нем может образоваться большое количество дисперсно-
го оксида Д12О3, снижающего свойства металла. Особое внимание
обращают на чистоту шихты в отношении лекгоплавких приме-
сей (Pb, Bi, Sb и др.).
Рекомендуются следующие температуры литья медноникеле-
вых сплавов при получении слитков: МНЖМцЗО-1-1
1330...1350 ’С, МН19 1280...1300 °C, МНЦ15-20 1170 °C.
§ 5. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ФАСОННЫХ ОТЛИВОК ИЗ
МЕДНЫХ СПЛАВОВ
Доля фасонных отливок из медных сплавов составляет при-
мерно 15 % от производства всех отливок из цветных сплавов.
Отливки из медных сплавов изготовляют всеми известными в
настоящее время технологическими способами. Основным спо-
собом является литье в разовые формы (примерно 80 %). Литьем
в кокиль, под давлением и другими специальными методами про-
изводится примерно 20 % отливок.
Химический состав и механические свойства сплавов в отлив-
ках регламентируют ГОСТ 613—79, ГОСТ 493—79, ГОСТ
17711-80 и ГОСТ 614-73.
Выбор способа литья определяется количеством, конструкци-
ей и конфигурацией изделий, требованиями к свойствам отли-
вок, особенностями сплава и др. При единичном характере про-
изводства (до сотни отливок) выбирают более дешевые способы
изготовления — В разовые песчаные формы, при крупносерий-
ном и массовом производстве (десятки тысяч отливок и более)
используют литье в металлические формы. Однако в зависимости
от требований, предъявляемых к качеству отливок, и технологи-
ческих свойств медного сплава иногда целесообразно и при не-
больших сериях запроектировать литье в металлические формы с
некоторым увеличением затрат на изготовление литейной оснас-
тки, но с получением высокого качества изделий. Это в первую
очередь относится к фасонным отливкам из сплавов с широким
интервалом кристаллизации, из которых получить плотную от-
ливку Очень трудно при относительно малых скоростях затверде-
вания, характерных при литье в песчаные формы.
Качество отливок и особенности технологии литья во многом
определяются характером кристаллизации меднйх сплавов. По
величине интервала кристаллизации медные сплавы условно де-
лят на три группы. Первую группу составляют сплавы с узким
(5...30 °C) интервалом кристаллизации — латуни ЛЦ40С, высоко-
280
прочные латуни, алюминиевые бронзы. Во вторую группу входят
сплавы с большим интервалом кристаллизации — 70 ...150 *С (оло-
вянные и кремнистые бронзы). В третью группу входят сплавы со
средним интервалом кристаллизации (30...70 °C) — латуни ЛЦ30,
мельхиоры, нейзильберы, никелевые бронзы.
Сплавы с узким интервалом кристаллизации характеризуются
образованием сосредоточенных усадочных раковин в тепловых
узлах отливок и почти полным отсутствием усадочных пор. По-
этому при разработке технологии получения отливок их этих спла-
вов предусматривают установку больших прибылей для выведе-
ния раковин из отливок.
Для сплавов с широким интервалом кристаллизации характер-
но образование рассеянной усадочной пористости. Плотные от-
ливки из этой группы сплавов получить очень трудно, так как
пропитка усадочной пористости с помощью прибылей малоэф-
фективна. Поэтому для отливок из сплавов этой группы предус-
матривают совмещение небольших прибылей с наружными холо-
дильниками (оловянные бронзы) или утепленные прибыли (крем-
нистые бронзы).
Сплавы с узким интервалом кристаллизации, как правило,
менее склонны к образованию трещин при затрудненной усадке,
чем сплавы с широким интервалом 1фисталлизации.
Многие медные сплавы, за исключением латуней и нейзиль-
беров, склонны к образованию газовой или газоусадочной пори-
стости, при этом в большей мере она проявляется в сплавах с
широким интервалом кристаллизации.
Медные сплавы склонны к дендритной ликвации. В сплавах с
широким интервалом кристаллизации дендритная ликвация про-
является сильнее, чем в сплавах с узким интервалом кристалли-
зации. Высокооловянные бронзы имеют сильно выраженную об-
ратную ликвацию, на отливках из них иногда наблюдается вы-
давливание легкоплавкого ликвата на поверхность.
Литье в песчаные формы
Технология литья медных сплавов в песчаные формы принци-
пиально не отличается от той, которую применяют при изготов-
лении отливок из других сплавов. Основное отличие заключает-
ся, в основном, в выборе состава формовочных и стержневых
смесей. Так, для изготовления форм при литье медных сплавов
применяют смеси с более высокой прочностью в сыром и сухом
состоянии, чем при изготовлении отливок из алюминиевых спла-
вов. Необходимость этого вызывается опасностью размывания
формы струей падающего металла и более высоким металлоста-
281
тическим давлением на стенки формы, обусловленными боль-
шей плотностью медных расплавов. Необходимая прочность фор-
мовочных смесей обеспечивается повышенным содержанием гли-
нистой составляющей й воды.
Формовочные смеси для медных сплавов могут быть менее
огнеупорны, чем смеси для чугуна и стали, и менее газопроница-
емы, чем смеси для алюминиевых сплавов.
Для получения отливок из медных сплавов характерно повы-
шенное использование сухих, химически твердеющих или подсу-
шенных форм. Применение таких форм обеспечивает получение
чистых отливок с небольшими , припусками на механическую об-
работку, гарантирует отсутствие взаимодействия расплава с вла-
гой формы, обеспечивает более высокую размерную точность от-
ливок.
Отливки массой до 40 кг и толщиной стенок до 15 мм получа-
ют литьем в сырые формы. Крупные и толстостенные отливки
требуют применения сухих или подсушенных форм.
Сушку форм осуществляют в сушильных печах при
300...350 8С. Чтобы глина не потеряла связующую способность,
температура сушки не должна превышать 400 °C. Длительность
сушки зависит от толщины стенок формы, влажности смеси, сте-
пени ее уплотнения и может составлять 6...40 ч.
Поверхностную подсушку проводят на глубину 10...40 мм с
помощью переносных сушил (газовых, ламп инфракрасного све-
та) за 25...30 мин до начала заливки.
На отливках из оловянных бронз с температурой заливки
1100... 1200 °C иногда образуется трудноудаляемый металлизиро-
ванный пригар. Это связано с частичным химическим взаимо-
действием оксидов, содержащихся в расплаве, с оксидами мате-
риала формы, с образованием легкоплавких срлей, а также вслед-
ствие проникновения жидкого металла в поры формы ввиду вы-
сокой жидкотекучести медных сплавов. Чем больше фосфора в
бронзе и выше температура заливки, тем больше опасность обра-
зования пригара в отливках, так как фосфор повышает жидкоте-
кучесть оловянных бронз, снижает поверхностное натяжение и
тем самым способствует проникновению расплава в тонкие меж-
зеренные поры литейной формы. Образование пригцра предотв-
ращают добавкой в формовочные смеси углеродсодержащих до-
бавок (мазута, сланцевых смол и др.), а рабочие поверхности су-
хих форм для этих целей покрывают защитными красками.
Алюминиевые бронзы и литейные латуни, как правило, не
склонны к образованию пригара на отливках благодаря наличию
на их поверхности плотных инертных по отношению к форме
оксидных пленок (А12О3, SiO2 и др.).
282
Составы типовых формовочных и стержневых смесей для мед-
ных сплавов приведены в табл. 55.
Технология изготовления, сушки и отделки стержней анало-
гична технологии, описанной в гл. 7. Для изготовления стержней
используют все виды связующих материалов (горячего и холод-
ного твердения при сушке).
Для получения требуемой чистоты литой поверхности на от-
ливках из медных сплавов формы окрашивают. Получили рас-
пространение три вида краски: водная талько-бентонитовая, бы-
стросохнущая спиртовая поливинилбутеральцая с цирконовым
наполнителем и графито-бентонитовая. Составы некоторых кра-
• сок приведены в табл. 56.
В производстве отливок из медных сплавов применяют раз-
, личные конструкции литниковых систем в зависимости от спла-
ва, габаритов, конфигурации и массы отливки. Как правило, ис-
пользуют расширяющиеся литниковые системы с верхним боко-
вым, сифонным (нижним) и щелевым подводом металла в фор-
му. Выбор типа литниковой системы определяется также свой-
ствами сплавов.
При получении отливок из бронз, не образующих прочных
. оксидных плен на поверхности расплава, применяют литнико-
вые системы без шлакоуловителей сложной конструкции. Основ-
ным требованием к таким литниковым системам является обес-
печение спокойного заполнения полости формы металлом.
Для простых по конфигурации отливок из перечисленных выше
сплавов (втулки, слитки) применяют верхние или дождевые лит-
никовые системы с подводом металла в прибыль (рис. 96, а). В
тех случаях, когда прибыль отсутствует, компенсация объемной
усадки (от температуры заливки до температуры солидуса сплава)
осуществляется литниковой системой. Питатели в таких систе-
•мах должны иметь большую площадь сечения; металл в них дол-
жен кристаллизоваться после того, как закристаллизуется отлив-
ка. Верхний подвод металла при литье оловянных бронз пред-
почтителен потому, что сплавы с широким интервалом кристал-
лизации практически трудно питать из массивных прибылей, по-
этому для получения плотного металла в отливках необходимо
обеспечить строгое направленное его затвердевание в форме снизу
вверх. На рис. 97 показана форма в сборе для отливки корпуса
насоса из бронзы БрОЗЦ7С5Н1 с подводом металла, обеспечива-
ющим направленное затвердевание отливки. Если же невозмож-
но рационально спроектировать литниковую систему с верхним
подводом металла для оловянных бронз, то стремятся, чтобы она
обеспечивала максимально возможную направленность затверде-
вания и в то же время исключала местный перегрев металла. В
283
284
Таблица 55. Типовые составы и свойства формовочных и стержневых смесей для медных сплавов
Наименование смеси Состоя- ние формы (стержня) Зерновой состав песка, мм Состав смеси, % Газопро- ницае- мость, ед Проч- ность на сжатие в * сыром состоя- нии, МПа Проч- ность на разрыве сухом состоя- нии, МПа Влаж- ность, %
песок глина отрабо- танная смесь связующие материалы и другие добавки (сверх 100 %)
Формовочная (единая) смесь Сырая 0,25...0,1 Ост. 8...12 60...90 — 30...50 3...5 — 3,5...5,5
Сухая 0,25...0,1 10...12 60...7G — 30...50 4...6 8...12 5,5...7,0
Быстротвердеюща я смесь — 0,2 88...91 3,5...7 — Жидкое стекло с модулем 2,5...2,7 6...7 % 100 0,12... 0,18 15 3,4...4,6
Стержневая смесь (для изготовления стержней массой до 6 кг в горячих ящиках) 0,25...0,1 100 Феноловый спирт 2,8...3,5 %; карбамид 0,5...0,6 0,3...0,4 15...20 1,2...2,1
Стержневая смесь (стержни средней сложности) 0,2 94...97 6...3 Связующие невод- ные — ipynna III, класс А-3 2,0...4,0; сульфитный щелок 2,5...3,5 90 0,1...0,2 40 5,0...7,0
Стержневая холод- нотвердеющая (не требует тепловой обработки) 0,315 100 Орторегулярная фенолформальде- гидная смола ОФ-1 1,9...2,1 % 180... 200 5...6 0,2...0,3
Таблица 56. Составы формовочных и стержневых красок для медных
сплавов, % (объемн.)
Наименование краски Графит Бентонит Тальк Другие добавки Вода
Графито- . бентонитовая 54,4 3,4 — Пектиновый клей 3,0; мылонафт 0,2 . 39
Талько- бентонйтовая — 4,3 61,3 — 34,4
Поливинил- бутеральная 40 Поливинил- ацетатная эмульсия 10...30 30...50
этом случае предпочтителен рассредоточенный подвод металла к
телу отливки.
При литье мелких отливок в опоках с вертикальным и гори-
зонтальным разъемом применяют литниковые системы, приве-
денные на рис. 96, б.
Литниковую систему с сифонным и боковым рассредоточен-
ным подводом металла применяют при изготовлении отливок
сложной конфигурации (рис. 96, #).
Рис. 96. Литниковые системы для медных сплавов: а - верхняя (дождевая); б - нижняя;
в - сифонная: г - ярусная: д - вертикально-щелевая; е - сифонная с рожковым литником
285
Рис. 97. Литейная форма в сборе для отливки кор-
пуса насоса из бронзы БрОЗЦ7С5Н1
Для сплавов, образу-
ющих при.окислении
плотные и прочные ок-
сидные плены на повер-
хности расплавов (алю-
миниевые и кремнистые
бронзы и латуни, берил-
лиевые бронзы), предус-
матривают применение
расширяющихся литни-
ковых систем с сифон-
ным подводом металла и
наличием различных
тормозящих элементов.
Плавное, без ударов и
завихрений, поступле-
ние металла в полость
формы обеспечивает следующее соотношение площадей литни-
ковых каналов: F : F -F =1:2:3 или 1,2 : 1 : 1,4 или
1,5 : 1 : 1,5...3.
Для отделения оксидных плен и шлаковых включений литни-
ковые системы нередко снабжают центробежными шлакоулови-
телями (рис. 98). Расплав в них вводят и выводят по касательной
к боковой поверхности, что сообщает ему вращение вокруг оси
шлаковика. Центробежная сила способствует, скоплению неме-
таллический включений в центре шлаковика в зоне низкого дав-
ления, предотвращая попадание их в тело отливки. Для этой же
цели в литниковые каналы устанавливают сетки ( из стеклоткани
или стержневой смеси), а также заливают формы через зернис-
тые (магнезитовые, фторидные) фильтры.
Проверку правильности выбранной конструкции и размеров
литниковой системы проверяют по скорости подъема Ьп металла
в полости формы, которая не должна превышать определенного
уровня. Для оловянных бронз рекомендуется и = 3,0...4,0 см/с,
для латуней и= 3,5...4,5 см/с.
На рис. 99 показан пример литниковой системы для получе-
ния арматурных отливок из алюминиевой бронзы. Литниковые
системы для отливок из литейных латуней (особенно алюминие-
вых) по конструкции .сходны с литниковыми системами для алю-
миниевых бронз. Для большинства медных сплавов характерны
узкие пределы оптимальных температур заливки, способные обес-
печить получение доброкачественных отливок. Это объясняется
тем, что к арматурным отливкам из бррнз и латуней предъявля-
ются повышенные требования по герметичности при работе в
286
неталл
Рис. 98. Центробежный шлакоуловитель Рис. 99. Сифонная литниковая система для
алюминиевых бронз:
1 - прибыли; 2 - отливка; 3 - стояк;
4 - питатели; 5 - литниковый ход;
6 - фильтр; 7 - шлакосборник
различных средах под высоким давлением (до 0,2...0,3 МПа). Для
каждой весовой группы отливок из бронз и латуней имеются оп-
тимальные, причем обычно довольно узкие, пределы температур
заливки. Так, для арматурного литья из бронзы БрОЗЦ7С5Н1
рекомендуются следующие соотношения оптимальных темпера-
тур заливки в зависимости от массы и толщины стенок отливки:
Масса отливки, кг........... 5... 10 15...50
Преобладающая толщина, мм ... 5 10
Температура заливки, °C..... 1170... 1150...
1200 1180
50... 100 150...500
15 20
1140... 1110...
1170 ИЗО '
Выбор температуры заливки зависит от конфигурации и мас-
сы отливки, а также от метода подвода металла в форму и конст-
рукции литниковой системы. При верхнем подводе металла в
форму температура заливки может быть снижена на 10...20 °C по
сравнению с сифонным подводом.
При литье пленообразующих сплавов (алюминиевые бронзы и
латуни) также важно задаться оптимальной температурой залив-
ки. При излишне низкой температуре заливки плена на поверх-
ности расплава, соприкасаясь с холодными стенками формы, ло-
мается и попадает в тело отливки, образуя дефекты. При излиш-
не высокой температуре заливки повышается общая окисленность
сплава, расплав активно взаимодействует с влагой формы, ухуд-
шается качество поверхности, увеличивается опасность возник-
новения утяжин, трещин и др.
287
Для получения плотных отливок из медных сплавов рекомен-
дуется направленное затвердевание с применением комбиниро-
ванных способов питания массивных узлов от прибылей в соче-
тании с наружными холодильниками. Усадочные пороки неболь-
ших тепловых узлов отливки иногда удается устранить рацио-
нальной установкой только одних холодильников, которые вы-
равнивают скорости затвердевания этих узлов и примыкающих к
ним более тонких сечений. Особенно эффективно использовать
холодильники для создания направленного затвердения при по-
лучении отливок из бронз с широким интервалом кристаллиза-
ции (оловянные бронзы). Повышенная скорость затвердевания
со стороны холодильника уменьшает рассредоточенную порис-
тую зону, увеличивает толщину плотной литейной корки и повы-
шает свойства металла. Наружные холодильники изготовляют из
меди, графита, чугуна, стали. Поверхность холодильников покры-
вают различными красками, чтобы они не приваривались к ме-
таллу и обеспечивали гладкую поверхность отливки. При литье
медных сплавов хорошее качество поверхности при сохранении
высоких теплоаккумулирующих свойств холодильников обеспе-
чивают покрытия из тонкого слоя хлорвинила и поливинилацета-
та. Толщина холодильников составляет 0,5... 1,0 от толщины захо-
лаживаемой части отливки.
В практике при литье медных сплавов применяют открытые
прибыли, прибыли с обогревом экзотермическими смесями, зак-
рытые сферические прибыли, прибыли с атмосферным и газо-
вым давлением. Более высокая эффективность прибылей с газо-
вым и атмосферным давлением позволяет уменьшить их объем
по сравнению с объемом открытых прибылей даже в случае обо-
грева последних экзотермическими смесями.
Для определения размеров прибылей (рис. 100) рекомендуют-
ся следующие соотношения:
Оловянные бронзы (1,б...1,3)Р
Алюминиевые бронзы
и латуни (1,3...1,б)Ру
(1,2...1,4)Яу (1,0...1,2)Рп (0,5...0,7)Рп
(1,4...1,7)Ру (1,4...2,0)Рп (0,8...1,0)Рп
Примечание. Dy- диаметр окружности, вписанной в тепловой узел; Dn - диаметр
окружности, вписанной в основание прибыли; Dnw - верхний диаметр прибыли; На - высо-
та открытой прибыли; Hi - высота закрытой прибыли.
Литье в гипсовые, цементные и оболочковые формы приме-
няют для изготовления отливок из медных сплавов с повышен-
ной чистотой поверхности. Для изготовления форм используют
смеси, незначительно отличающиеся по составу от смесей для
288
Рис. 100. Форма прибылей:
Da - диаметр прибыли; Da - верхний диаметр прибыли; На - высота прибыли; /Л- высота
закрытой прибыли; ,Dy - диаметр термического узла отливки
алюминиевых сплавов (см. табл. ,32). Используют расширяющие-
ся литниковые системы с различными видами подвода металла
(верхний, нижний, боковой) в тонкие части отливок. Технология
изготовления форм аналогична технологии, описанной в гл. 7.
Выбивку форм производят после охлаждения отливок до
350...500 °C.
Литье по выплавляемым моделям
„ Данный способ литья применяют для изготбвления сложных
по геометрии небольших отливок из медных сплавов, производ-
ство которых другими способами трудоемко, неэкономично, или
вовсе невозможно. Себестоимость отливок, полученных литьем
по выплавляемым моделям, примерно в 3...4 раза выше, чем при
изготовлении другими способами литья. Однако если отливки не
подвергаются механической обработке, то большие затраты ока-
зываются оправданными.
По составу модельных масс и огнеупорных покрытий, литни-
ковым системам и технологии изготовления моделей и форм мед-
ные сплавы имеют много общего с алюминиевыми сплавами (см.
гл. 7). Учитывая более высокую плотность медных сплавов (осо-
бенно сплавов, содержащих свинец), необходимо для повыше-
ния прочности керамической оболочки увеличивать ее толщину.
ю-4131 289
/ G- этой же целью вместо пыле-
видного кварца в качестве на-
полнителя используют порош-
ки дистенсилиманита марки
КДСП (ТУ 48-4-307—74), элек-
трокорунд марки ЭВ (ГОСТ
3647—80) и циркон, которые
применяют как для изготовле-
ния огнеупорной суспензии,
так и для обсыпки слоев. При
Рис. 101. Литниковые системы для литья мед- . ЛИТЬС ВЫСОКООЛОВЯННЫХ И Сурь-
ных сплавов по выплавляемым моделям с вер- МЯНЫХ брОНЗ ДЛЯ ИЗГОТОВЛвНИЯ
хним (а) и с боковым (б) подводом металла: КСраМИКИ реКОМвНДуЮТСЯ ОГНС-
1 - отливка; 2 - стояк; 3 - прибыль; упорные СМвСИ, у КОТОРЫХ КО-
4 - питатель эффициент тепловакуумирую-
щей способности Ь. превыша-
ет 2000 Вт/(с1/2 ♦ м2 • К), для чего
в смеси вводят молотые хромомагнезит, магнезит и др. Для об-
сыпки модельных блоков с целью упрочнений огнеупорного по-
крытия применяют Отмытый и Прокаленный кварцевый песок
марок 1К016, 1К02, 1К04. Кварцевый песок применяют также в
качестве засыпки опок.
Для данного способа литья рекомендуется диаметр стояка при-
нимать равным 25...40 мм, а расстояние между моделями — не
менее 4...6 мм. Питание отливок осуществляют обычно через лит-
никовые каналы больших сечений или от прибылей. Применяют
литниковые системы с верхним/ нижним, боковым и комбини-
рованным подводом металла (рис. 101). Заливку ведут в нагретые
до 600...800 °C формы. t
В зависимости от толщины» стенок отливки и температуры
формы применяют следующую температуру заливки оловянных
и сурьмяных бронз: БрОЮФ, БрОЮЦ2, БрО8Ц4 1050...1150 °C,
БрСуЗНЗЦЗС20Ф 1010... 1040. °C. Температура заливки латуней
следующая: Л40КЗ 950...980 ’С, Л40С 900...950 °C.
В отливках из бронз с широким интервалом кристаллизации
иногда возникает рассеянная газоусадочная пористость из-за мед-
ленного затвердевания и недостаточной направленности затвер-
девания. Поэтому для повышения эффективности питания рабо-
чих полостей формы из литниковых систем применяют центро-
бежную заливку форм, установленных на вращающихся столах,
обеспечивающую питание от стояка через широкий и короткий
питатель.
Литье в кокиль
Литье в кокиль позволяет получись более высококачественные
отливки, особенно из оловянных бронз с широким интервалом
290
кристаллизации, повышает выход годного (75...90 %) и коэффи-
циент использования металла (КИМ). Скорость затвердевания
расплава в кокиле в несколько раз превышает эту характеристику
в песчаной форме и обеспечивает получение более плотного ме-
талла; зона усадочной пористости уменьшается и концентриру-
ется в осевой узкой зо'не. Повышенная скорость затвердевания
подавляет выделение газов из расплава при кристаллизации. Они
остаются в пересыщенном растворе и не оказывают такого вред-
ного влияния как газоусадочная пористость. Литьем в кокиль от-
ливают втулки, вкладыши, подшипники, венцы и другие анти-
фрикционные детали, а также фасонные отливки несложной кон-
фигурации.
Кокили изготовляют из чугуна, а металлические стержни из
стали. Для увеличения срока службы форм и стержней иногда
предусматривают их охлаждение водой. Сложные полости в от-
ливках выполняют песчаными стержнями. Наиболее рациональ-
но применять оболочковые стержни, получаемые с помощью го-
рячего или холодного твердения, так как они обеспечивают вы-
сокую точность геометрии отливки, минимальные припуски на
" .обработку и высокое качество литой поверхности.
По конструкции механизмов разъема, выталкивания отливок
и устройству вентиляционных каналов кокили для медных спла-
вов аналогичны кокилям для легких сплавов.
Заливку металла ведут в нагретые до 150...250 °C формы. Для
облегчения извлечения отливок и охлаждения рабочей поверхно-
сти полость формы перед заливкой смазывают суспензией ма-
опинного масла с 6 % графита. Для изготовления отливок из алю-
миниевых и кремнистых бронз и латуней применяют расширяю-
щиеся литниковые системы с сифонным или боковым подводом
„ ’металла, обеспечивающие спокойное заполнение кокилей. Для
оловянных бронз используют литниковые системы с верхним
•подводом металла или осуществляют заливку через прибыли.
При разработке технологии литья в кокиль основное внима-
ние уделяют созданию направленного затвердевания отливок в
форме.
В целях снижения величины усадочных напряжений в отлив-
ках их извлекают из металлических форм сразу же после приоб-
ретения ими достаточной механической прочности (при
500...600 °C).
На рис. 102 показана металлическая форма.для отливки вкла-
дышей подшипников электродвигателей из оловянной бронзы
ВрО4Ц4С17.
Значительное распространение получил центробежный метод
литья как крупных, так и мелких заготовок из медных сплавов
/ '
(например, в станкостроении этим методом отливается около
37 % всех заготовок). Центробежным методом получают крупные
цилиндрические заготовки в виде цилиндрических барабанов из
оловянной и алюминиевой бронз для бумагоделательных машин
диаметром более 1000 мм, длиной до 4 м и толщиной до 80 мм.
Отливку производят на горизонтальных центробежных машинах
в стальную изложницу, которая опирается на несколько ролико-
вых опор. Изложница после заливки в нее бронзы охлаждается
снаружи водой. Заливку пленообразующих сплавов ведут с одно-
временной подачей в изложницу жидких флюсов на основе
Na3AlF6—NaCl-CaF2, что обеспечивает рафинирование сплава и
предохраняет его от попадания оксидных плен в тело отливки. Бо-
лее мелкие цилиндрические заготовки отливают на горизонталь-
ных машинах консольного типа. Для получения отливок с услож-
ненными внутренними полостями применяют машины с верти-
кальной осью вращения. На рис. 103 показан кокиль для отливки
на центробежной машине бронзовых рабочих колес (БрОЗЦ7С5Н1)
насосов массой 5...20 кг и диаметром 150...400 мм. Внутренние по-
лости выполнены оболочковыми песчаными стержнями, которые
изготовляют на пескодувно-пескострельной машине. Кокиль пе-
ред заливкой нагревают до 100... 150 °C. Скорость вращения формы
160...350 об/мин, температура заливки 1160...1190 42.
Литье под давлением
Литьем под давлением изготавливают небольшие отливки сред-
ней сложности из латуней марок ЛЦ40С (ЛС59-1); ЛЦ40Сд (ЛС59-
1ЛД); ЛЦ16К4 (ЛК80-ЗЛ) и алюминиевых бронз марок БрА9Мц2Л,
БрА9Ж4Н4Мц1.
Литьем под давлением в настоящее время отливают водопро-
водную арматуру (корпуса водоразборных кранов, тройники, ка-
меры смешивания воды и др.) со стенками толщиной 3...4 мм из
латуни Л40С и судовую штуцерную арматуру из алюминиевой
бронзы на машинах с холодной камерой прессования.
При литье под давлением медных сплавов стойкость пресс-
форм составляет 5...30 тыс. запрессовок. Для изготовления пресс-
форм применяют стали ЗХ22В8Ф, 4Х4М2ВФС (ДИ-22) и другие
теплостойкие и коррозионностойкие стали, содержащие хром,
ванадий, молибден и другие легирующие элементы.
Температуру пресс-формы рекомендуется поддерживать на
уровне 300...350 °C. В начале работы форму нагревают газовыми
горелками или электрическими нагревателями при частично вклю-
ченной системе охлаждения, а затем оптимальную температуру
поддерживают регулированием давления водяного охлаждения.
При установившемся режиме литья температура рабочей поверх-
292
Рис. 103. Металлическая форма для отливки
бронзовых колес нЗсосов на центробежной
машине с вертикальной осью вращения:
1 - чугунный кокиль; 2 - изложница;
3, 4 - стержни
Рис. 102. Металлическая форма для отливки
вкладышей подшипников йз оловянной бронзы:
1 - поддон; 2 - боковая внутренняя часть;
3 - боковая наружная часть; 4 - болт; 5 - клин;
б - вставка; 7 - штырь; 8 - литниковая чаша
ности пресс-формы после извлечения отливки должна быть не
ниже 300...350 *С. Охлаждение матриц осуществляют холодной
(20 °C) водой, стержней — теплой (30...40 °C).
Для повышения стойкости пресс-форм, устранения налипа-
ния металла на форму и стержни, уменьшения его трения по
поверхности формы при заливке, а также для получения каче-
ственной поверхности отливки рабочие поверхности пресс-форм
смазывают. Рекомендуются различные жирные смазки на основе
„масел, восков, твердых жиров, силиконовых масел и других мате-
риалов. При литье под давлением латуней хорошо зарекомендо-
вали, себя смазки из индустриального масла 12 в смеси с графи-
том и водно-силиконовые суспензии.
Для обеспечения высокого качества отливок при литье под
Давлением латуней и бронз рекомендуется минимально возмож-
ная температура заливки. Так, температура порции расплава, за-
ливаемого в камеру прессования, должна быть не более чем на
10...20 ’С выше температуры ликвидуса сплава.
Заливку латуней ведут при 900... 1000 °C для тонкостенных от-
ливок и при 850...900 °C для толстостенных отливок. В процессе
литья на.рабочей поверхности пресс-формы осаждается оксид
Цинка. Поэтому ее периодически следует очищать.
Опыт работы показывает, что повышение температуры залив-
ки латуни ЛЦ40С с 900...920 °C до 1000 °C приводит к снижению
293
стойкости пресс-форм в 5...8 раз с одновременным ухудшением
качества отливок.
Заполнение пресс-форм металлом производят с удельным дав-
лением прессования 88...98 МПа для тонкостенных отливок
(0,8...1,1 мм) и 40...50 МПа — для толстостенных (3...4 мм).
Известны попытки выполнения сложных полостей в отливках
с помощью песчаных стержней (смеси с термореактивными смо-
лами), на которые для предотвращения механического пригара
наносят жидкостекольную краску- на основе цирконовой муки.
Опробование показало, что стержни не разрушаются при запол-
нении пресс-форм металлом и хорошо удаляются из отливок при
выбивке на вибрационных установках или растворяются при вы-
держке в водном растворе щелочи при 90 С.
Литье с кристаллизацией под давлением
Особенности этого процесса изложены в главе 7 (§ 4). Про-
цесс используется для литых заготовок из меди и медных спла-
вов. В случае чистой меди рекомендуется давление прессования,
равное 120...150 МПа; для заготовок из сплавов с широким ин-
тервалом кристаллизации (оловянных бронз — БрОЮЦ2,
БрОЮФ) — 50 МПа, для заготовок из сплавов с узким интерва-
лом кристаллизации (алюминиевых бронз БрА9ЖЗЛ, БрА9Мц2Л
•и литейных латуней типа ЛЦ40МцЗАЛ) — 150...200 МПа.
Обрубка, очистка, термическая обработка и контроль качества
отливок
Обрезку литников и прибылей проводят обычно на фрезерных
станках или дисковых пилах. В цехах литья под давлением для
удаления литников используют обрубные прессы. Для обрубки
отливок широко используют также пневматические зубила и за-
чистные станки с корундовыми абразивными кругами.
Очистку поверхности проводят в гидропескоструйных камерах
или в галтовочных барабанах. Для этого используют также дробе-
струйные камеры с заменой чугунной дроби на алюминиевую.
Большинство отливок из медных сплавов сдаются заказчику без
термической обработки. В ряде случаев для снятия остаточных-тер-
мических напряжений отливки подвергают отжигу. Для отливок из
оловянных бронз отжиг ведут при 650...800 °C с выдержкой в тече-
ние 2...2,5 ч и охлаждением с печью до 300...350 °C. Отливки из
кремнистой латуни отжигают при 750...760 ’С с вьщержкой в тече-
ние 1,5...2 ч и охлаждением с печью до 250...300 °C. Отливки из
сложнолегированных медноникелевых сплавов подвергают упроч-
няющей термической обработке — закалке с 850...900 °C и отпуску
при 400...500 °C в течение 10...12 ч.
294
г Л А В A 10. ПРОИЗВОДСТВО ОТЛИВОК ИЗ НИКЕЛЕВЫХ
СПЛАВОВ
§ 1. СВОЙСТВА НИКЕЛЯ
Никель является одним из важнейших промышленных метал-
лов. Ой широко используется в современной технике как конст-
рукционный и электротехнический металл.
Никель — основа наиболее распространенных в настоящее вре-
мя жаропрочных сплавов, идущих на изготовление ответствен-
ных деталей и узлов газотурбинных двигателей и энергетических
установок. Никель является также основой современных жаро-
стойких и коррозионностойких сплавов.
Плотность никеля 8,9 г/см3, температура плавления 1455 °C,
температура кипения 2900 °C. Он обладает гранецентрированной
кубической кристаллической решеткой с параметром а = 0,352387
нм. При температурах ниже 360 °C никель ферромагнитен, но
магнитные свойства его выражены значительно слабее, чем у
железа и кобальта. Никель обладает высокой коррозионной стой-
костью в ряде агрессивных сред (морская и пресная вода). При
нагреве.на воздухе никель взаимодействует с кислородом с обра-
зованием оксцца никеля NiO.
* Металлургическая промышленность выпускает несколько ма-
рок электролитического никеля, отличающихся содержанием при-
месей. Химический состав его по ГОСТ 849—70Е приведен в табл.
57.
Наиболее вредными примесями никеля являются сера, кисло-
род и углерод. Эти примеси растворяются в жидком никеле, а
при кристаллизации выделяются в виде эвтектик: никель — суль-
фид никеля NiS, никель — NiO и никель — графит по границам
зерен. Эвтектика никель — сульфид никеля плавится при 645 °C и
вызывает горячеломкость металла при обработке давлением. Эв-
тектики никель — NiO и никель - графит существенно ухудшают
пластичность никеля. Висмут и свинец вызывают горячеломкость
никеля; сурьма и мышьяк ухудшают обрабатываемость давлени-
ем; фосфор и кадмий резко снижают его механические, физичес-
кие и технологические свойства.
Никель технической чистоты используют в виде листов, лент,
прутков, труб для работы в агрессивных средах. Механические
свойства никеля марки НП-4 в отожженном состоянии следую-
щие:
ов = 400...500 МПа; о02 = 220 МПа; 5 = 35...40 %.
295
Таблица 57. Химический состав никеля
Марка Ni, %, не менее Со, %, не более Примеси, %, не более
С Mg Al Si p s Mn Fe
Н-0 99,985 0,005 0,005 0,001 0,001 0,001 0,001 0,001 0,001 0,002
Н-1у 99,92 0,10 0,01 0,001 — 0,002 0,001 o,ooi — 0,01
ьы 99,92 0,10 0,10 0,01 — 0,002 0,001 0,001 — 0,01
Н-2 99,65 0,15 0,02 — — 0,002 — 0,003 — 0,04
Н-3 97,9 0,7 0,10 — — — — 0,03 — —
Н-4 96,9 0,7 0,15 — — — — 0,04 —
Марка Ni, %, Со, %, Примеси, %, не более
не менее не более Си Zn As Cd Sn Sb Pb Bi
Н-0 99,985 0,005 0,001 0,0005 0,0005 0,0003 0,0003 0,0003 0,0003 0,0003
Н-1у 99,92 0,10 0,015 0,0008 0,001 0,0005 0,0005 0,0005 0,0005 0,0005
Н-1 99,92 0,10 0,02 0,001 0,001 0,001 0,001 0,001 0,001 0,001
Н-2 99,65 0,15 0,04 0,005 — — , — — — —
Н-3 97,9 0,7 0,6 — — — — — — —
Н-4 96,9 0,7 1,0 — — — — — — —
§ 2. СОСТАВ И СВОЙСТВА НИКЕЛЕВЫХ СПЛАВОВ
Промышленные сплавы классифицируют по химическому со-
ставу и по области применения. По области применения они под-
разделяются на жаропрочные, жаростойкие, коррозионностой-
кие и специальные (с особыми физическими свойствами).
Жаропрочные сплавы — наиболее важная группа сплавов на
основе никеля. К ним относятся сложнолегированные литейные
сплавы серии ЖС, ВЖЛ (ЖСЗ, ЖС6, ЖС6К, ЖС6У, ВЖЛ12,
ЖС26, ЖС32, ЖС40 и др.) и деформируемые. Они широко ис-
пользуются в современных газотурбинных двигателях. Из жаро-
прочных никелевых сплавов изготавливают рабочие лопатки и
диски турбины, направляющие лопатки, камеры сгорания газо-
турбинных двигателей. Использование современных сложноле-
гированных жаропрочных никелевых сплавов позволило повы-
сить температуру газов на входе в турбину с 800 до 1100 °C, что
привело к значительному повышению мощности, уменьшению
расхода топлива, увеличению ресурса и надежности работы дви-
гателей.
По химическому составу (табл. 58) жаропрочные сплавы отно-
сятся к сложнолегированным. Основными легирующими элемен-
тами являются: хром (10...25 %), алюминий (0,5...6,0 %), титан
(1,0...3,0 %).
На рис. 104...106 представлены диаграммы состояния Ni—Сг,
Ni—Al и Ni—Ti. В системе Ni—Сг образуются эвтектика и широ-
кие области твердых растворов на основе никеля (у) и хрома (а).
296
Таблица 58. Химический состав некоторых жаропрочных никелевых
сплавов, %
Марка сплава Сг С Со Ti
ХН77ТЮ (ЭН437А) 19...22 0,06 — 2,3...2,7
ХН73МБТЮ (ЭН698) 13... 16 0,08 — 2,35...2,75
ХН55ВМТФКЮ (ЭИ929) 9...12 0,12 12...16 1,4...2,0
жез 14...18 0,11...0,16 — 1,6...2,3
ЖС6 11,5...13 0,11...0,18 — 2,2...2,8
ЖС6К 10,5...12,5 0,13...0,2 4...5 2,5...3,0
ЖС26 4,3...5,6 0,13...0,18 8...10 0,8... Г, 2
ВТ36Л 10...22 — — 0,4...2,7
Марка сплава | 1 А1 W | | Мо ’ | | Другие элементы
ХН77ТЮ (ЭН437А) 0,55...0,95 — — —
ХН73МБТЮ (ЭН698) 1,3...1,7 — 2,8...3,2 1,8...2,2 V
ХН55ВМТФКЮ (ЭИ929) 3,6...4,5 4,5...6,5 4...6 0,1 В
ЖСЗ . 1,6...2,2 4,5...6,5 3...4,5 0,2...0,8 V
ЖС6 4,7...5,2 6...8 4...5,5 —
ЖС6К 5...6 4,5...5,5 3,5...4,5 —
ЖС26 5,5...6,2 до 12,0 до 2,0 до 1,5 Fe
ВТ36Л 3,5...5,2 до 9,0 до 4,5 ДО 1,1 V
С понижением температуры растворимость несколько снижает-
ся. Однако растворимость хрома в никеле при комнатной темпе-
ратуре довольно высокая и составляет около 30 %.
В системе Ni—Al при 1385 °C образуется эвтектика. С пониже-
нием температуры растворимость алюминия в никеле уменьша-
ется с 11 до 6 % при 750 °C. В этой системе в равновесии с у-
раствором на основе никеля находится у'-фаза, представляющая
раствор на основе интерметаллйда Ni3Al.
В системе Ni—Ti при 1304 ’С также наблюдается эвтектичес-
кое равновесие. Растворимость Титана в никеле уменьшается с
12г5 % Ti при эвтектической температуре до 8 % Ti при 750 ’С. В
равновесии с у-раствором находится т|-фаза — твердый раствор
на основе интерметаллйда Ni3Ti.
Помимо хрома, алюминия и титана, жаропрочные сплавы на
никелевой основе содержат еще 6...8 легирующих элементов, ко-
торые способствуют повышению жаропрочности, коррозионной
и эрозионной стойкости сплавов.
Структура жаропрочных сплавов представляет собой матрицу
с г. ц. к. решеткой, содержащую карбиды и когерентную интер-
металлидную у'-фазу. Сплавы упрочняются алюминием, титаном,
ниобием и танталом, которые, взаимодействуя с никелем, обра-
зуют у'-фазу с г. ц. к. решеткой. Добавки кобальта повышают
температуру растворения у '-фазы, улучшая тем самым жаропроч-
ность. Упрочнение достигается также за счет легирования матри-
297
Рис. 104. Диаграмма состояния системы
Ni-Cr
. Рис. 105. Диаграмма состояния системы Ni-
А1
Рис. 106. Диаграмма состояния системы Ni—Ti
цы элементами, образующими
твердые растворы, причем
наибольший эффект оказыва-
ют’ молибден, вольфрам и
хром. Такие элементы, как
хром, молибден и тантал, об-
разуют карбиды, упрочняю-
щие поверхностные слои зе-
рен.
Алюминий и хром обеспе-
чивают стойкость к окисле-
нию; хром и титан повышают
стойкость к газовой коррозии.
Газовая коррозия получает
развитие при высоких темпе-
ратурах при совместном вли-
янии обычного окисления и
взаимодействия с серой и дру-
гими примесями, содержащи-
мися в топливе и попадающими в рабочую зону двигателя с про-
дуктами горения топлива. .
Основой многих жаростойких сплавов является система Ni"
Сг (табл. 59). Легирование никеля хромом приводит к сильному
298
повышению стойкости против окисления при высоких темпера-
турах. Высокая жаростойкость сплавов никеля с хромом обуслов-
лена образованием под внешним тонким слоем оксида NiO вто-
рого окисного слоя Сг2О3, а также промежуточного слоя шпине-
ли NiCr2O4. Высокая жаростойкость никелевых сплавов обуслов-
лена также тем, что коэффициенты линейного расширения ни-
келя и NiO близки по. величине, и поэтому резкие колебания
температур не вызывают отслаивания оксидного слоя от металла.
Таблица 59. Химический состав некоторых жаростойких,
коррозионностойких и специальных никелевых сплавов, %
Марка Сг Fe Си Другие элементы
Х20Н80 20...23 — — 0,40... 1,5 S
Х15Н75Ж 15 5 — 1,2... 1,8 Мп
НМЖМц 28-25-1,5 — 2...3 27...29
Никелевая бронза — 0,5... 1,0 33...43 5... 10 Sn; 1 Zn
Примечание. Ni — остальное.
Сплавы никеля с хромом получили название нихромов. К ним
относятся Х10Н90, Х20Н80, Х30Н70, Х40Н60, Х50Н50 и др.
Жаростойкие никелевые сплавы обладают повышенным элек-
трическим сопротивлением, поэтому нихромы и другие близкие
по составу сплавы используют в качестве нагревательных эле-
ментов электрических печей сопротивления, работающих в воз-
душной атмосфере при температурах до 1000... 1200 °C. Сплавы
этой группы'также используют для изготовления печной армату-
ры, защитных трубок термопар и других деталей.
‘ К коррозионностойким и специальным сплавам относятся
сплавы на основе системы Ni—Cu (Ni—Си—Si, Ni—Си—Sn и др.),
NHMo, а также двойные сплавы никеля с кремнием, бериллием,
алюминием и титаном.
Сплавы на. основе системы Ni—Си отличаются высокой стой-
костью в различных средах (серная и органические кислоты, ра-
створы щелочей, морская вода, атмосфера пара при 350...450 °C),
антифрикционными свойствами и стабильностью механических
свойств при повышенных температурах.
Монель и никелевая бронза (см. табл. 59) — наиболее распро-
страненные сплавы системы Ni—Си. Отливки из монелей приме-
няют для изготовления клапанов, рабочих колес , и корпусов на-
сосов, втулок, кранов и других деталей, работающих в агрессив-
ных средах. Никелевые бронзы используют для изготовления ли-
тых втулок, уплотнительных колец и других деталей, работающих
на трение в агрессивных средах.
299
В химическом машиностроении применяют литые детали, из-
готовленные из сплавов системы Ni—Мо. Некоторые сплавы, со-
держащие около 30 % Мо и 5 % Fe, стойки в соляной кислоте
любой концентрации при высоких температурах.
Хорошей коррозионной и антифрикционной стойкостью в ряде
агрессивных сред обладают детали, изготовленные из двойных
сплавов никеля с алюминием, бериллием, титаном и кремнием.
Ряд сплавов на никелевой основе (хромель, копель, алюмель)
применяют для изготовления термоэлектродной проволоки.
§ 3. ОСОБЕННОСТИ ПЛАВКИ НИКЕЛЕВЫХ СПЛАВОВ
Особенности никеля и никелевых сплавов — повышенная
склонность к взаимодействию с газами печной атмосферы. Жид-
кий никель растворяет при 1660 ФС до 0,5 % кислорода, около 2,5
% углерода й до 43 см3/100 г металла водорода. Выделение водо-
рода при кристаллизации — основная причина газовой пористос-
ти в отливках. При взаимодействии с парами воды происходит
одновременное загрязнение никеля кислородом и водородом.
Плавку никеля в целях предупреждения взаимодействия с га-
зами ведут под слоем флюса, в качестве которого применяют стек-
ло, плавиковый шпат, известь, молотый магнезит со стеклом и
др. Недопустимо применение древесного угля и гипса. Флюс бе-
рут в количестве 3...5 % от массы шихты. Он должен.побывать
поверхность расплава слоем толщиной 10...15 мм.
В .большинстве случаев для плавки используют индукционные
канальные и тигельные печи, которые позволяют быстро дости-
гать необходимой температуры и форсированно вести процесс.
Значительно реже применяют дуговые печи. Выплавку никеля для
вакуумной техники ведут в вакуумных индукционных тигельных
печах при остаточном давлении 0,66 Па.
В качестве шихтовых материалов при плавке чистого никеля
используют катодный никель Н-0 и Н-1, гранулы никеля и круп-
ные отходы собственного производства в количестве, не превы-
шающем 50 % от массы шихты. Недопустимо использовать ка-
тодные листы с наростами на поверхности.
Первоначально в печь загружают отходы, поверхность кото-
рых засыпают флюсом. По мере расплавления металла’сразу или
частями вводят катодный никель. Листы никеля предварительно
разрезают на куски размером 150 х 150 мм, просушивают, а в
некоторых случаях (при большом содержании водорода) отжига-
ют. Плавку ведут на форсированном режиме, не допуская пере-
грева расплава.
300
При температуре расплава 1500... 1600 °C его очищают от кис-
лорода и серы. С этой целью в расплав вводят раскислители, и
десульфуризаторы. Характерная особенность плавки чистого ни-
келя — применение комплексного раскислителя (углерода, крем-
ния, марганца, магния). Основным раскислителем является угле-
род, который вводят в виде графита (бой) или лигатуры Ni—С,
содержащей 1,5...2 % С. При введении углерода в виде графита
его загружают одновременно с первой порцией шихты. Для пол-
ного удаления кислорода требуется значительный избыток угле-
рода. Однако избыток углерода придает никелю хрупкость. По-
этому основное количество кислорода удаляют с помощью угле-
рода, а его остаток — кремнием и марганцем после доведения
температуры расплава до 1600 °C. Общее количество комплекс-
ного раскислителя принимают в пределах 0,18...0,22 % от массы
расплава. Углерод берут в количестве 0,05...0,1 %, кремний
0,07...0,15 %, марганец 0,05...0,2 %, магний 0,05...0,1 %. Для рас-
кисления никеля используют также силикокальций, содержащий
до 23 % Са. Этот раскислитель вводят в расчете на 0,05...0,1 % Са.
После раскисления расплав перемешивают никелевой мешал-
кой, выдерживают в течение нескольких минут и при 1550...1650 °C
заливают в формы. Во избежание попадания флюса в полость
формы его сгущают. С этой целью на поверхность расплава засы-
пают молотый магнезит в количестве 0,2 % от массы шихты.
При плавке чистого никеля загрязненные и смешанные отхо-
ды никеля от разных плавок не используют в шихте. Их пере-
плавляют отдельно. Перед плавкой всю шихту обдувают воздухом
с целью удаления загрязнений. Плавку ведут в индукционной
канальной печи под слоем флюса (стекло). Примеси удаляют пу-
тем окисления. С этой целью поверхность расплава частично ос-
вобождают от флюса. Для ускорения окисления в расплав вводят
NiO или • никель с большим содержанием кислорода; Примеси
выгорают в следующем порядке: кремний, магний, марганец, цинк
и углерод. Конец окисления определяют по искрению металла и
по излому пробы. Последующее раскисление никеля производят
лигатурой Ni—Mg, а при необходимости кремнием и лигатурой
Ni—С. Лигатуру Ni—Mg в количестве 0,06 % присаживают завер-
нутой в никелевую фольгу при температуре расплава 1550...1600 °C.
Жаростойкие и коррозионностойкие никелевые сплавы, а также
жаропрочные сплавы некоторых марок, идущие для изготовле-
ния малоответственных деталей, плавят в открытых индукцион-
ных тигельных, индукционных канальных и элекгродуговых пе-
чах.
Для предохранения расплава от интенсивного взаимодействия
с газами применяют покровные флюсы.
301
Состав покровных флюсов приведен ниже, %:
№1...............100 СаО
№2...............50 СаО; 50 CaF2 .
№3...............70 СаО; 30 CaF2
№4...............50 CaF2; 50 MgF2
№5...............100 стекло (бутылочное)
№6............30 МпО2; 30 NiO; 20 Fe2O3; 20 SiO2
Примечание. Флюсы № 1...4 — покровно-рафинирующие; NH..6 — покровные для
плавки в индукционных печах.
Расход флюсов составляет 2...5 % от массы расплава. С помо-
щью флюсов невозможно полностью исключить растворение в
металле водорода, поэтому одной из важнейших операций при
выплавке никелевых сплавов является рафинирование их от ра-
створенных газов. Эту операцию осуществляют наведением окис-
лительного шлака (MnO2 + CuO + Na2CO3 + SiO2) или продувкой
расплава инертными газами (аргоном или гелием). Перед введе-
нием легирующих компонентов, образующих твердые нераство-
римые оксиды, никель раскисляют марганцем, углеродом, крем-
нием и магнием, порознь или совместно; в качестве раскислите-
лей используют также титан или силикокальций.
Для измельчения зерна отливок и повышения уровня их эксп-
луатационных свойств некоторые жаропрочные сплавы модифи-
цируют присадками бора (0,01...0,03 %) и циркония (0,03...0,1 %).
При плавке в дуговых печах первыми загружают никель и кус-
ковые отходы; затем под электроды вводят шлакующую смесь
(известь с плавиковым шпатом 1 - 1) в количестве 3...5 % от мас-
сы шихты; Смесь вводят небольшими (по 3...5 кг) порциями для
предохранения расплава от науглероживания и насыщения водо-
родом. После расплавления вводят лигатуры и чистые металлы
(Mo, Nb, W и др.) и нагревают расплав до полного растворения
тугоплавких элементов. Затем отбирают пробу на химический
анализ и расплав подвергают рафинированию и раскислению. Для
этого используют раскисляющие смеси (известь с алюминиевым
порошком 1 : 1), которые вводят из расчета 3... 4 кг на тонну
расплава небольшими порциями: марганец 0,25 %, алюминий
0,3...0,5 % и титан 0,01...0,15 %. Перед разливкой в расплав вво-
дят присадки циркония и бора.
Аналогичную технологию применяют и при плавке Ь индукци-
онных тигельных печах. В качестве шлакующей используют смесь
извести (70 %) с плавиковым шпатом (30 %), которую вводят на
302
поверхность шихты в количестве 3...4 %. Раскисление осуществ-
ляют порошком алюминия (2 кг/т) или марганцем и титаном.
Плавку монелей проводят в индукционных печах. В качестве
флюса используют стекло или смесь фторидов кальция и магния.
При изготовлении сплава из чистых металлов и собственных
отходов первыми загружают никель, медь, железо, отходы и др.
После полного расплавления садки температуру расплава подни-
мают до 1450...1500 °C и вводят марганец. Для раскисления рас-
плава используют лигатуру Ni—С. Углерод вводят в количестве
0,1...0,15 %. После непродолжительной выдержки перед началом
литья вводят магний (до. 0,3 %).
При плавке специальных термоэлекгроднЫх сплавов типа хро-
мель принимают следующий порядок загрузки и расплавления
шихты. В жидкую ванну вводят большую часть хрома (1...2 кг
недогружают для последующей корректировки состава сплава по
результатам определения т. э. д. с.). Затем загружают никель и
отходы. Одновременно засыпают флюс в количестве до 5 % от
массы металла. Расплавление ведут по возможности интенсивно.
Для раскисления сплава вводят 0,12...0,15 % марганца и 0,06 %
магния. Корректировку состава сплава по содержанию хрома про-
водят по результатам определения т. э. д. с.
Аналогичным образом осуществляют плавку других термоэлек-
тродных сплавов. Некоторое различие в технологии плавки со-
стоит в порядке загрузки составляющих шихты и в раскислении
сплавов. При выплавке алюмеля и копеля сначала загружают ни-
кель, отходы и флюс, затем алюминий, кремний и марганец.
Поскольку все эти сплавы содержат марганец, раскисление их
производят магнием, вводимым в количестве. 0,03 % при приго-
товлении алюмеля и 0,1 % при плавке копеля. Перед разливкой
спЛавы корректируют на содержание марганца по результатам
определения т. э. д. с.
Технология плавки жаростойких нихромов Ni—Сг и Ni—Сг—Fe
мало чем отличается от технологии приготовления хромеля. Рас-
кисляют эти сплавы марганцем, титаном и силикокальцием в
количестве 0,1...0,15 %. - •
В основном нихромы выплавляют в электродуговых печах. В
целях удаления водорода, поглощенного расплавом, в конце плавки
наводят окислительный шлак, который вызывает кипение ван-
ны. Растворенный водород может быть удален также продувкой
расплава-аргоном. Основное условие при плавке нихромов — пре-
дотвращение загрязнения расплава серой и углеродом, резко сни-
жающими эксплуатационные свойства деталей из этих сплавов.
Современные жаропрочные сплавы содержат в своем составе
8... 12 % легирующих элементов; ряд элементов присутствует в
303
сплавах в виде примесей. Часть этих элементов при плавке на
открытом воздухе интенсивно окисляется с образованием стой-
ких окисных плен, которые загрязняют металл, снижают его ме-
ханические свойства и служат причиной преждевременного раз-
рушения деталей. Кроме того, при плавке на воздухе не удается
снизить содержание примесей, например кремния, серы и др., до
требуемого уровня. Эти и другие причины не позволяют вести
плавку большинства жаропрочных сплавов в открытых печах.
Поэтому при изготовлении отливок из современных Жаропроч-
ных сплавов используют агрегаты, в которых осуществляют плав-
ку сплава и его разливку по литейным формам в вакууме.
При производстве фасонных отливок применяют вакуумные
индукционные тигельные печи непрерывного и периодического
действия (табл. 60). В печах этого типа плавка и разливка металла
по формам осуществляется при давлении 0,13... 13,0 Па. При про-
изводстве слитков из жаропрочных сплавов наибольшее распрос-
транение получила схема дуплекс-процесса, когда плавку метал-
ла проводят в дуговой печи на воздухе, а затем его переплавляют
в вакуумных электродуговых печах с расходуемым электродом,
либо в вакуумных индукционных тигельных печах с последую-
щей переплавкой в вакуумных электродуговых печах с расходуе-
мым электродом. Перспективными для жаропрочных сплавов
являются различные варианты дуплекс-процесса, в которых ис-
пользуют электронно-лучевую, электрошлаковую и плазменную
плавки.
§ 4. ОСОБЕННОСТИ ТЕХНОЛОГИИ ПРОИЗВОДСТВА
ФАСОННЫХ ОТЛИВОК
Фасонные отливки из никелевых сплавов изготавливают лить-
ем в разовые формы — песчаные и керамические (по выплавляе-
мым моделям и Шоу-процессу). Песчаные формы применяют для
изготовления относительно массивных и больших по габаритам
отливок. Ввиду того что никелевые сплавы имеют большую ли-
тейную усадку (2 %) и склонны к газонасыщению, песчаные формы
должны быть податливы и иметь низкую газотворность и высо-
кую газопроницаемость (не менее 80 см3/см2).
Для изготовления отливок, работающих в условиях повышен-
ных давлений, применяют сухие окрашенные формы; для менее
ответственных отливок с толщиной стенок менее 15 мм — сырые
или подсушенные. Для окраски форм используют водную графи-
товую краску, содержащую 5 % каолина и 1 % крепителя. Для
окраски можно использовать также порошок сплава алюминия с
304
Таблица 60. Технические характеристики некоторых индукционных
иечей
Параметры ИСВ—0,04—ПФ—И2 •> ИСВ-0.16-НФ-И1 *2
Номинальная емкость тигля (по 0,04 0,16
стали), т
Установленная мощность, кВ-А 250 525
Мощность питающего преобразователя, кВт Частота, Гц: 120 . 250
контура 2400' 2400
питающей сети Напряжение, В: 50 50
контура 500 300
питающей сети 380 380
цепей управления 220 220
силовых цепей 220/380 220/380
Максимальная температура расплава в тигле, °C Среда в рабочем пространстве (плавильная камера) 1650 1700
Вакуум или нейтральный газ
Предельное разрежение в холодной печи, Па 5-0,133 5-0,133
Максимально допустимое избыточное давление нейтрального газа, кПа 10 10
Производительность по расплавлению и перегреву, т/ч 0,12 0,21
Удельный расход электроэнергии на расплавление и перегрев, кВт-ч/т Габаритные размеры форм, м: 1100 2000
ширина х длинА 0,5 х 0,6 0,7 х 1,6
высота 1,0 1,0
Масса электропечи, т 10 30
** П - периодического действия; *2 Н - печь непрерывного действия.
магнием, хорошо предохраняющий расплав от взаимодействия с
влагой формы, циркон, силлиманит и другие материалы. В каче-
стве противопригарной присадки в формовочную смесь вводят
До 5 % графита.
Для заполнения литейных форм расплавом применяют рас-
ширяющиеся литниковые системы с нижним или щелевым рас-
средоточенным подводом металла в тонкие части отливок, обес-
печивающие равномерное распределение температуры по их се-
чению. Для предотвращения незаливов питатели должны иметь
большие площади сечения и малую (но не менее 15 мм) длину.
305
Направленное затвердевание отливок обеспечивают примене-
нием холодильников и установкой прибылей над массивными
-узлами. При изготовлении массивных отливок рекомендуется
применять внутренние микрохолодильники. Для этой цели ис-
пользуют порошок никеля..
Керамические формы по постоянным моделям (по Шоу-про-
цессу) изготавливают из формовочных масс, состоящих из гидро-
лизированного этилсиликата, маршаллита, сухого кварцевого песка
и керамической крошки. Для огеливания этилсиликата в" состав
смеси вводят щелочь или другой гелеобразователь. Формовочную
смесь заливают в. опоки с установленными в них модельными
комплектами. Крупные литейные формы делают двухслойными:
облицовочный слой из керамики на этилсиликате, а наполни-
тельный — из жидкостекольной смеси. Сушку форм ведут выжи-
ганием спирта. Для этого сразу же после извлечения модельного
комплекса формы поджигают факелом. После прекращения го-
рения паров спирта полуформы прокаливают при 850...950 °C в
течение нескольких часов, а затем охлаждают вместе с печью до
4,00...450 °C. Дальнейшее охлаждение ведут на воздухе. После кон-
троля качества поверхности полуформы зачищают, а затем на-
правляют на сборку.
Внутренние полости в отливках выполняют с помощью кера-
мических (на основе SiO2, А12О3, ZrO2 и др.) или песчаных окра-
шенных стержней.
Металл перед заливкой нагревают до 1600... 1700 °C. Заполня-
ют формы через расширяющиеся щелевые литниковые системы
с подводом металла по высоте формы. Объем прибыли обычно
принимают до 20...50 % больше объема питаемого узла. Эффек-
тивность прибылей усиливают, обогревая их экзотермическими
смесями. Прибыли и литники отделяют с помощью керамичес-
ких абразивных кругов или газовой резкой. Керамические стерж-
ни удаляют выщелачиванием в растворах щелочей.
Литые детали из жаропрочных сплавов — лопатки газотурбин-
ных двигателей, цельнолитые роторы энергетических установок
и другие детали — должны Изготавливаться-с высоким классом
точности и хорошим качеством поверхности. Эти детали имеют
сложную конфигурацию с глухими каналами и развитыми внут-
ренними полостями. Такие детали могут быть изготовлены толь-
ко литьем по выплавляемым моделям.
Технологический процесс изготовления отливок из жаропроч-
ных сплавов методом литья по выплавляемым моделям Состоит
из следующих основных операций:
1) приготовление модельных составов и формовочных смесей;
2) изготовление моделей и сборка блоков моделей;
306
3) изготовление стержней, и форм;
4) плавка металла и заливка форм;
5) выбивка, очистка, термическая обработка и контроль
отливок.
В целом процесс получения отливок из жаропрочных сплавов
аналогичен производству отливок из стали. Некоторые различия
связаны с повышенными требованиями, предъявляемыми к от-
ливкам из жаропрочных сплавов.
Модели тонкостенных и сложных по конфигурации Отливок
(например, лопатки газотурбинного двигателя) должны иметь
достаточную теплостойкость и прочность, легко удаляться из фор-
мы. Составы, используемые для изготовления моделей, должны
также обладать минимальной и стабильной усадкой. Широкое
распространение для серийного производства сложных по кон-
фигурации тонкостенных отливок из жаропрочных сплавов полу-
чили выплавляемые и водорастворимые модельные составы.
Выплавляемые модельные составы - ПЦБК 70-12-13-5 (Р-3),
ПБПсм60-25-15 (ИЛП-2), ПЦПэв62-25-13 (МВС-ЗА), ПБТТЭ25-35-
35-5 (ВИАМ-102) и др. — содержат воскообразные вещества. Во-
* дорастворимые модельные составы — К6Бк98-2, KgHK80-20, KgH^O-
/10 и др. — приготавливают из карбамида, азотных и азотнокислых
солей щелочных металлов 1.
Модельные составы на основе карбамида имеют стабильную и
. ' малую усадку, в 2...5 раз меньшую, чем у воскообразных соста-
. вов, теплостойки и имеют высокую прочность (табл. 61). Эти со-
ставы в жидком состоянии обладают высокой текучестью, что
позволяет получать сложные по конфигурации и тонкостенные
модели методом свободной заливки модельного состава в метал-
лические пресс-формы.
Восковые модели изготовляют путем запрессовки нагретого до
пастообразного (иногда в зависимости от марки до жидкого) со-
стояния состава в металлические пресс-формы с помощью раз-
нообразных автоматизированных установок.
Водорастворимые модельные составы нагревают до жидкого
состояния (120...140 °C) и путем свободной заливки или под низ-
ким давлением (0^005...0,02 МПа) заполняют пресс-форму.
При литье пустотелых отливок в пресс-форму перед ее запрес-
совкой или заполнением модельным составом устанавливают ке-
1 Модельные составы даны из отраслевого стандарта. В приведенных сокращенных обо-
значениях П — парафин; Ц — церезин; Б — буро-угольный воск; Ко — кубовый остаток го-
рячего крекинга парафина; — пластичная смазка; Пэ; — полиэтиленовый воск; Т —
торфяной воск; Тэ — триэтаноламин; Kg — карбамид; Бг — борная кислота; Н* — нитрат
калия. Следующие после буквенных обозначений цифры указывают соответственно сред-
нее процентное содержание по массе каждого из компонентов в модельном составе.
307
Таблица 61. Свойства некоторых модельных составов
Модельный состав А ’С сГизг при 20 С, МПа Свободная линейная усадка, %
ПЦБКо 70-12-13-5 77...80/53...56 3,6...3,7 0,6...0,9
ПБПСМ 60-25-15 75...80/48...70 2,4...4,0 0,6... 1,0
ПБТТЭ 25-35-35-5 75...85/48...70 4,7...5,0 0,9... 1,4
КоНк 90-10 125/— 15,0...19,0 0,15...0,4
КбПвсМс 95,5-2-2,5 110/— 12,0... 17,0 0,2...0,6 м
Примечания. 1. Пвс - поливиниловый спирт; Мс - сернокислый магний.
2. В числителе - температура плавления, в знаменателе — температура пастообразного
состояния.
рамические стержни.,
В случае установки в пресс-форму тонкостенных и сложных
по конфигурации стержней целесообразно использовать водора-
створимые модельные составы, так как при использовании вос-
кообразных составов запрессовка осуществляется под значитель-
ным избыточным давлением, вызывающим деформацию или раз-
рушение стержня.
Модели, прошедшие контроль, а также модели элементов лит-
никовой системы, изготовленные из того же модельного состава,
собирают в блоки. Количество моделей в блоке определяется их
габаритами. Блоки собирают с помощью специальных приспо-
соблений — кондукторов.
Изготовление полых лопаток газотурбинных двигателей, име-
ющих сложную внутреннюю конфигурацию при толщине стенки
пера лопатки до 1,0 мм, требует применения стержней, которые
при малой толщине (до 0,5 мм) и значительных габаритных раз-
мерах (до 300 мм) должны иметь необходимую прочность и не
деформироваться при изготовлении и в период заливки форм
металлом. Широко применяют керамические стержни на основе
электрокорунда, которые изготавливают методом твердофазного
спекания. Используют смеси, состоящие из белого электроко-
рунда (85 частей), глинозема (15 частей) и пластификатора-пара-
фина (15 частей сверх 100). Порошки электрокорунда и глинозе-
ма смешивают с парафином в обогреваемом до 80...100 °C смеси-
теле и получают стержневую массу, которую запрессовывают в
пресс-форму. Затвердевший стержень извлекают из пресс-фор-
мы и укладывают на корундовый драйер, накрывают второй по-
ловиной драйера и обжигают в две стадии. Первый обжиг ведут в
окислительной среде 10...12 ч, поднимая температуру в печи до
1250 °C со скоростью 50...100 °С/ч. Второй обжиг проводят в
течение 4...6 ч при 1550...1600 °C. В результате твердофазного
308
спекания стержни приобретают высокую прочность. Стержни
также изготавливают из смесей, состоящих из огнеупорного на-
полнителя (кварц, дистенсиллиманит, белый электрокорунд), свя-
зующего вещества (раствора этилсиликата) и едкого натра, путем
их прессования в стержневых ящиках с последующей тепловой
обработкой отпрессованных стержней. В ряде случаев стержни
изготавливают из водорастворяемых составов на основе карба-
мида.
Для изготовления оболочковых форм используют смеси на ос-
нове электрокорунда (а. -Д12О3), циркона (ZrO2-SiO2) и дистенсил-
лиманита (Al2O3-SiO2). В качестве связующего вещества использу-
ют гидролизованный этилсиликат, оксинитрат алюминия и др.).
С целью измельчения структуры металла в поверхностных слоях
отливок в формовочную смесь для получения облицовочного слоя
вводят такие вещества как алюминат кобальта, оксид кобальта.
Оболочковые формы для отливок из жаропрочных сплавов
изготавливают из 4...9 слоев. Первые два слоя являются облицо-
вочными, остальные — опорными. Оболочки, имеющие 7...9 сло-
ев, направляют под заливку без формовки. Оболочки, имеющие
4...5 слоев, устанавливают в опоки, которые заполняют сухим или
жидким наполнителем. Для получения отливок высокой точнос-
ти опоки заполняют жидким наполнителем, состоящим из зер-
нистых' огнеупорных материалов (кварцевый песок, шамотная
крошка и т. д.), глиноземного цемента и воды. Для отливок не-
сложной конфигурации опоки заполняют сухим наполнителем.
Используют зернистые огнеупорные материалы: шамот, корунд,
хромомагнезит и др.
Оболочковые формы без наполнителя или заформованные
жидким или сухим наполнителем нагревают до 900...1000 °C. После
обжига формы охлаждают до 700...900 °C и заливают расплавом.
С целью получения в отливках из жаропрочных сплавов стол-
бчатой структуры широко используют различные технологичес-
кие приемы, обеспечивающие направленное затвердевание ме-
талла.
Значительный прогресс в этой области достигнут на предпри-
ятиях авиационной промышленности. Для деталей авиационных
двигателей, изготавливаемых методами точного литья, и особен-
но к таким деталям, как сплошные и охлаждаемые рабочие и
сопловые лопатки современных газотурбинных авиационных дви-
гателей, предъявляются повышенные требования к качеству ли-
тых заготовок, т. к. эти детали работают в условиях воздействия
высоких температур, газового потока, больших и знакоперемен-
ных напряжений.
309
Для изготовления литых лопаток разработаны соответствую-
щие технологические процессы, созданы уникальные промыш-
ленные установки (ПМГН2, ПМП—4, УВНК—8П и др.), разра-
ботаны специальные жаропрочные сплавы (ЖС26, ЖС32, ЖС36,
ЖС40идр.).
В зависимости от назначения и требований, предъявляемым к
лопаткам, используют различные технологические процессы ли-
тья, позволяющие получать отливки либо с равноосной, либо с
направленной столбчатой, либо с монокристаллической структу-
рой. Лопатки с направленной столбчатой и особенно с монокри-
сталлической структурой имеют высокие прочностные свойства,
что позволяет повысить ресурс работы изделий в 2...3 раза по
сравнению с обычным технологическим процессом, когда лопат-
ки получают с равноосной структурой.
Литые лопатки с направленной столбчатой и монокристалли-
ческой структурой получают в специальных установках (УВНК—
8П). Технологический процесс литья и формирование структуры
осуществляют по разработанной программе. Сущность процесса
заключается в том, что отливки с монокристаллической и на-
правленной столбчатой структурой получают путем создания в
жидком металле направленного градиента температур за счет пе-
ремещения литейной формы с жидким металлом из зоны с высо-
кой температурой в холодную зону.
Разработан технологический процесс литья лопаток с направ-
ленной структурой методом высокоскоростной направленной
кристаллизации (ВНК), при котором расплав кристаллизуется при
большом значении температурного градиента и с высокой скоро-
стью. Этот метод позволяет оптимизировать структуру металла и
обеспечивает дополнительное повышение свойств лопаток (пре-
дела прочности, сопротивления усталости и др.).
После заливки форм их охлаждают до 50... 150 °C и производят
выбивку блоков отливок на выбивных решетках и поворотных
машинах. При выбивке оболочка формы и часть наполнителя
остаются на поверхности отливки. Поэтому блоки отливок на-
правляют на предварительную очистку, затем на операцию отде-
ления отливок от литниковой системы и окончательную очистку.
Предварительную очистку чаще всего осуществляют на вибра-
ционных установках. На этом этапе оболочка удаляется только с
наружной поверхности отливок и остается на внутренних полос-
тях.
Отделение отливок из литниковой системы осуществляют об-
резкой на металлорежущих станках, отделением на прессах, газо-
пламенной или анодно-механической резкой. Мелкие отливки
отбивают от литников на вибрационных установках, совмещая
310
лу операцию с предварительной очисткой.
Окончательные способы очистки отливок, изготовленных по
выплавляемым моделям, подразделяют на две группы: механи-
ческие и химико-термические. При литье сложных по конфигу-
рации отливок используют оба способа очистки. К механическим
способам очистки относят очистку металлической дробью, гид-
роабразивную очистку, очистку в галтовочных барабанах, вибро-
очистку.
Химико-термическую очистку осуществляют в горячих раство-
рах или расплавах щелочей. Так, для очистки отливок при их
изготовлении в кремнеземистых формах используют 45...55 %-
ный раствор КОН, нагретый до 450...500 °C. Очистка отливок от
керамики происходит в течение 1 ч. Расход КОН составляет 1,3...1,4
кг на 1 кг керамической оболочки.
Эффективность очистки резко возрастает при совмещении
химико-термической очистки с механической (например, прове-
дение операции химико-термической очистки в галтовочном ба-
рабане).
В зависимости от требований к качеству отливок контролиру-
ют следующие параметры: химический состав, размеры отливок,
механические и конструкционные свойства, структуру отливок, а
также наличие трещин, рыхлот, пор, оксидных включений и др.
Внутренние дефекты (поры, рыхлоты и т. д.) обнаруживают рен-
тгеновским просвечиванием. Дефекты отливок (поры, трещины
и т. д.), выходящие на их поверхность, выявляют люминесцент-
ным контролем и методом цветной дефектоскопии.
Г Л Д В А п. ПРОИЗВОДСТВО ОТЛИВОК ИЗ ТИТАНОВЫХ
СПЛАВОВ
§ 1. СВОЙСТВА ТИТАНА
Титан расположен в IV-A подгруппе первого большого перио-
да периодической системы Д. И. Менделеева. Температура плав-
ления титана 1668 °C, температура кипения 3000 С, атомная
масса 47,90. Титан имеет две аллотропические модификации. Низ-
котемпературная a-модификация существует до 882,5 °C, обла-
дает гексагональной плотноупакованной решеткой. При 25 °C
а=0,29511 нм, с= 0,468433 нм, с/а = 1,587. Высокотемпературная
р-модификация устойчива от 882,5 °C дб температуры плавле-
ния, имеет объемно-центрированную кубическую решетку с пе-
риодом 0,3282 нм. Плотность титана при комнатной температуре
равна 4,50 г/см3. Плотность р-титана при 900 °C равна 4,31 г/см3,
а жидкого титана при температуре, близкой к температуре крис-
таллизации, 4,1 г/см3.
Титан высокой чистоты обладает хорошей пластичностью и
низкой прочностью (при 20 °C <зв = 200...250 МПа, 8= 50... 60 %).
Титан технической чистоты содержит примеси: кислород, азот,
водород, углерод и др., которые значительно увеличивают твер-
дость и прочность титана и уменьшают его пластичность (рис.
107). Модуль упругости титана невелик (Е = 112 гПа).
В ряде агрессивных сред титан обладает высокой коррозион-
ной стойкостью, которая в большинстве случаев выше, чем у луч-
ших марок нержавеющих сталей. Такое поведение титана связа-
но с образованием на его поверхности плотной оксидной пленки
Рис. 107. Влияние кислорода и азота на механические свойства титана
312
ТЮ2> которая надежно защищает металл от окисления до темпе-
ратур 300...500 °C. Поэтому титан химически инертен в тех сре-
дах, которые либо не разрушают ТЮ2, либо способствуют ее об-
разованию. Титан устойчив в разбавленной до 5 % серной кисло-
те, уксусной и молочной кислотах, сероводороде, во влажной
хлорной атмосфере, в царской водке, в морской воде и в ряде
других агрессивных сред.
Вместе с тем титан интенсивно взаимодействует с плавико-
вой, соляной и серной кислотами, с горячими растворами щаве-
левой, трихлоруксусной и трифторуксусной кислот, с галогена-
ми. При температуре выше 500...700 °C оксидная пленка растрес-
кивается и ее защитные функции резко снижаются. Поэтому при
высоких температурах и особенно в жидком состоянии титан ак-
тивно взаимодействует практически со всеми известными про-
стыми и сложными по химическому составу веществами, особен-
но с газами: кислородом, азотом, водородом, СО, СО2, водяным
паром и др.
Титан получают магниетермическим способом. Исходным сы-
рьем являются руда, содержащая главным образом рутил ТЮ2 и
ильменит TiFeO3. Из руды получают титановую губку, которая
является сырьем для производства титана и его сплавов. Она пред-
ставляет собой пористый бесформенный материал серого цвета
со сравнительно небольшой плотностью (800...2500 кг/м3). Путем
переплавки в вакуумных печах титановая губка перерабатывается
в компактный металл — слиток (см. гл. 18).
Титановая губка содержит примеси: кислород, азот, водород-,
железо, магний, кремний, углерод, хлор и др. Эти примеси ока-
зывают существенное влияние на свойства титана и его сплавов.
С увеличением содержания кислорода, азота, углерода, железа
резко снижаются пластические характеристики титановых спла-
вов с одновременным увеличением прочности и твердости. Во-
дород особо вредная примесь в титановых сплавах, приводящая к
резкому снижению ударной вязкости сплава и его охрупчиванию
(водородная хрупкость).
Количество примесей, содержащихся в губчатом титане, опре-
Таблица. 62. Химический состав титановой губки, %, не более
Марка * НВ N С С1 Fe Si Ni о2
ТГ-90 '90 0,02 0,02 0,08 0,06 0,01 0,05 0,04
ТГ-100 100 0,02 0,03 0,08 0,07 0,02 0,05 0,04
ТГ-110 ПО 0,02 0,03 0,08 0,09 0,03 0,05 0,06
ТГ-120 120 0,03 0,04 0,10 0,13 0,04 0,05 0,08
ТГ-150 150 0,04 0,05 0,12 0,2 0,04 0,05 0,10
313
деляется технологией его получения и чистотой используемых
материалов (тетрахлорид титана, магний и аргон). Ряд элементов
(железо, хром и др.) попадают в титан из материала реактора, в
котором получают губчатый титан.
В табл. 62 приведен химический состав и марки титановой
губки по ГОСТ 17746—79. Титановую губку маркируют по твердо-
сти выплавленных из нее эталонных образцов и поставляют парти-
ями массой от 500 до 5000 кг. Хранят и транспортируют титано-
вую губку в алюминиевых барабанах.
§ 2. СОСТАВ И СВОЙСТВА ТИТАНОВЫХ СПЛАВОВ
Титан и его сплавы обладают замечательной совокупностью
свойств, которые выгодно выделяют их из остальных сплавов.
Во-первых, это высокая прочность при малой плотности. В табл.
63 приведена сравнительная характеристика механических свойств
(удельная прочность) при 20 *С ряда конструкционных сплавов.
Из данных табл; 63 следует, что детали из титановых сплавов
Таблица. 63. Удельная прочность ряда литейных сплавов
Основа сплава Марка, сплава А г/см3 ов, МПа ^•ю2 р
Алюминий Ал2 2,65 160 6,0
Ал4 2,65 230 8,7
Ал19 2,78 335 12,0
Магний Мл5 1,83 . 230 12,6
Мл12 1,81 230 12,7
Железо Сталь 25Л 7,85 450 5,7
Х18Н9ТЛ 7,90 490 6,2
Титан Вт5Л 4,41 690 15,4
Вт20Л 4,50 940 20,9
при одинаковой массе с деталями, изготовленными из других
конструкционных сплавов, оказываются примерно в два раза проч-
нее. С увеличением температуры эта разница существенно возра-
стает. - .
Во-вторых, титановые сплавы отличаются высокой химичес-
кой стойкостью при температурах до 300...500 *С. Во влажном
воздухе, морской воде, аЗотной кислоте они противостоят корро-
зии не хуже лучших марок нержавеющих сталей, а в соляной кис-
лоте — во много раз лучше их. Введение в титан таких легирую-
щих элементов, как молибден, цирконий, ниобий, тантал, повы-
314
тает коррозионную стойкость.
Указанные свойства титановых сплавов определяют широкое
использование их в авиационной, судостроительной, химической
и ряде других отраслей промышленности.
К недостаткам титана и его сплавов относятся:
1) высокая химическая активность титана при высоких темпе-
ратурах, особенно в жидком состоянии. Это обстоятельство серь-
ёзно осложняет проведение технологических операций, при ко-
торых требуется нагрев металла до высоких температур (плавка и
литье, сварка, обработка давлением и др.);
2) плохая обрабатываемость резанием;
3) более высокая стоимость производства титана по сравне-
нию с железом, алюминием, магнием, медью.
В технике используют литейные и деформируемые сплавы ти-
тана. Независимо от назначения по классификации С. Г. Глазу-
нова их делят по структуре на пять групп:
I группа - а-сплавы, структура которых представлена а-фа-
зой.
II группа — псевдо-а-сплавы, структура которых представлена
a-фазой и небольшим количеством p-фазы (не более 5 %) или
интерметаллидов.
III группа — а+р-сплавы, структура которых представлена а-
и p-фазами; сплавы этого типа могут содержать интерметаллиды.
IV группа — псевдо-р-сплавы со структурой в отожженном со-
стоянии, представленной р-фазой и небольшим количеством а-
фазы; в этих сплавах закалкой или нормализацией из р-области
можно- легко получить однофазную p-структуру.
V группа — р-сплавы, структура которых представлена терми-
чески стабильной р-фазой.
Состав и свойства литейных титановых сплавов приведены в
табл. 64.
Состав и свойства промышленных деформируемых титановых
сплавов приведены в табл. 65 и 66. По химическому составу (ле-
гирующие элементы) литейные и деформируемые сплавы одина-
ковы. Различие заключается в том, что в литейных сплавах до-
пускается большее содержание примесей.
Литейные свойства сплавов зависят от величины их темпера-
турного интервала кристаллизации. Для промышленных литей-
ных титановых сплавов эта величина невелика; она не превыша-
ет 50...70 °C, поэтому из литейных титановых сплавов получают
сложные по конфигурации и тонкостенные отливки ответствен-
ного назначения.
О. Н. Магницкий с сотрудниками исследовали жидкотекучесть
промышленных титановых сплавов. Для определения жидкоте-
315
Таблица 64. Состав и свойства некоторых литейных титановых сплавов
Марка сплава Легирующие компоненты
А1 V Мо Si Другие элементы
ВТ1Л — — — 1 1 — 1 а-сплавы
ВТ5Л 4,1...6,2 <0,5 <0,5 — —
ВТ20Л | | 5,5...7,5 | | 0,8...1,8 | | 0.5...2.0 | Псевдо-а-сплавы I - I 1,5...2,5 Zr
ВТЗ-1Л 5,3...7,0 — 2,0...3,0 (а • 0,15...0,4 4- р)- сплавы 0,8...2,3 Сг
ВТ6Л 5,0...6,5 3,5...4,5 С — 0,2...0,7 Fe
ВТ9Л 5,6...7,0 — 2,8...3,8 0,2...0,35 0,8...2,0 Zr
ВТ14Л 4,3...6,3 0,9...1,9 2,5...3,8 — —
Примечание. Ti — остальное.
кучести производили заливку спиральной пробы треугольного
сечения (основание 10 мм, высота 15 мм) в выточенную из проч-
ного графита форму. Жидкотекучесть исследованных сплавов ха-
рактеризовалась следующими значениями;
Сплав..................... ВТ1Л ВТ5Л ВТ9Л ВТ21Л
Длина залитой формы, мм .j.... 520 560
505 460
Наиболее высокой жидкотекучестью обладает .сплав ВТ5Л. Это
объясняется тем, что алюминий снижает вязкость жидкого тита-
на и повышает теплоту кристаллизации. Сплавы ВТ9Л и ВТ21Л
кроме алюминия содержат добавки (молибден, железо, хром, крем-
ний и цирконий), которые увеличивают интервал, кристаллиза-
ции и снижают жидкотекучесть.
Практически все литейные титановые сплавы имеют близкие
значения линейной и объемной, усадки:
ВТ1Л
Линейная усадка, %............. 0,9...1,1
Объемная усадка, %............. 2,7...3,1
ВТ5Л ВТ9Л ВТ21Л
1,0..'1,2 0,85...1,05 0,8...1,0
3,0...3,2 2,6...3,0 2,4...2,8
Как следует из приведенных данных, колебания величин усад-
ки невелики. Это позволяет принять следующие основные значе-
ния величин линейной и объемной усадки для титановых спла-
вов 0,95...1,0 % и 2,9.:.3,0 % соответственно.
316
Примеси, %, не более ' Or °0.2 5 V
с Fe Si Zr о2 N2 Н2 МПа %
не менее не менее
0,07 о,з о,1 — . 0,2 • 0,04 0,01 343 294 10 20
0,2 0,35 0,15 0,8 0,2 0,05 0,015 687 618 6 14
0,15 | 1 о.з 1 1 | । . " 1 0,15 | | 0,05 | | 0,015 | 883 | | 785 '| 1 5 1 12
0,1 — - 0,5 0,18 0,05 0,015 931 815 4 8
0,1 0,3 0,15 0,3 0,15 0,05 0,015 834 736 5 10
0,15 0,3 — — 0,15 0,05 0,015 931 815 4 8
0,12 0,6 0,15 о,3 0,15 0,05 0,015 883 785 5 12
Большинство титановых сплавов в качестве легирующего эле-
мента содержат алюминий. С введением алюминия повышается
жаропрочность титана, снижается плотность, возрастает корро-
зионная стойкость. Кроме того, алюминий благоприятно влияет
на литейные и технологические характеристики титана: возрас-
тает жидкотекучесть, сплавы хорошо свариваются. Однако со-
держание алюминия в титане не
должно превышать 6...8 %, так как
в противном случае прочностные
и пластические характеристики
титана резко падают.
На рис. 108 представлена ди-
аграмма состояния Ti—Al. Раство-
римость алюминия в а-титане с
понижением температуры умень-
шается с 11,6 % при 1080 °C до 6
% при 550 °C. В богатой титаном
области системы Ti—Al образуют-
ся при 1460 °C по перитектичес-
кой реакции интерметаллид TiAl
и при 1250 °C интерметаллид TijAl.
Кроме алюминия в титан вво-
дят ванадий, цирконий, молиб-
ден, хром, кремний, марганец,
олово, железо и другие элементы.
Рис. 108. Диаграмма состояния системы
Ti-Al
317
Таблица 65. Химический состав промышленных деформируемых
титановых сплавов, %
Сплав А1 Zr V Мо Сг ’ Si Другие элементы
a-сплавы
ВТ1-00 — — — — — — —
ВТ1-0 — — — — — — —
ВТ5 4,3...6,2 — — — — — —
ВТ5-1 4,0...6,0 — — — — — 2,0...3,0 Sn
ПТ-7М 1,8...2,5 2...3 — — — — —
Псевдо-а-сплавы
ОТ4-0 0,2...1,4 — — — — — 0,2...1,3 Мп
ОТ4-1 1,0...2,5 — — — — — 0,7...2,0 Мп
ОТ-4 3,5...5,0 — — — — — 0,8...2,0 Мп
ВТ-4 4,5...6,0 - — — — — — 0,8...2,0 Мп
ОТ4-2 5,5^0 — — — — — 1,0...2,3 Мп
АТ2 2 — 1 — — —
ВТ18 7,2...8,2 10...12 — 0,4...0,8 — 0,05...0,18 0,8...1,2 Nb;
0,15 Fe
ВТ20 5,5...7,0 1,4...2,5 0,8...2,3 0,5...1,8 — — —
ПТЗВ 3,5...5,0 — 1,5...2,5 — — — —
ТС5 5,0 2,0 2,0 — — — 3 Sn
АТЗ 2,5...3,5 — — — 0,2...0,5 0,2...0,4 0,2...0,5 Fe
АТ4 3,5...5,0 — — — — — 1,5 (Fe, Сг,
Si)
(а + Р)-сплавы
BT6 5,3...6,8 — 3,5...5,3 — — — —
BT6C 5,3...6,5 — 3,5...4,5 — — — —
BT14 3,5...6,3 — 0,9...1,9 2,5...3,8 — — —
BT16 1,6...3,8 — 4,0...5,0 4,5...5,5 — — —
BT3-1 5,5...6,5 — — 2...3 0,8...2,3 0,2...0,4 0,2...0,7 Fe
BT8 6,0...7,3 — . — 2,8...3,8 — 0,2...0,4 —
BT9 5,8...7,0 0,8...2,5 — 2,8...3,8 — 0,2...0,35 —
BT23 4,0.;.6,2 — 4...5 1,5...2,5 0,8...1,4 — 0,4...0,6 Fe
BT22 4,5...5,9 — 4,0...5,5 4,0...5,5 0,5...2,0 — 0,5...1,5 Fe
Псевдо-р-сштавы
BT30 — 5,5 — 11 — — 4,5 Sn
BT15 2,3...3,5 — — 6,5...7,5 9,5...11,5 — —
TC6 3 — ~ 6 5 11 — —
р-сплавы
4201 | - | - | - | зз 1 — 1 1 —
Примечание. Остальное — титан..
318
Таблица 66.. Стандартные механические свойства некоторых
деформируемых промышленных титановых сплавов
Марка сплава Вид полу- фабриката Вид термо- обработки Д МПа ав, МПа 6, %
ВТ5 . Профиль Отжиг 110 000 750...950 8...16
ВТ5-1 Штамповки » ПО ООО 750...950 10
ОТ4-0 Листы » 110 000 500...650 30
ОТ4 » » 110 000 700...900 10...20
ВТ4 » » ПО 000 850... 1000 12
ВТ20 Листы, прутки » 120 000 900... 1100 7...13
АТ4 Листы 110 000 850... 1050 10
ВТ6 Листы, штамповки 120 000 950... 1100 8...13
ВТ14 Листы » 115 000 930...1100 Uh
ВТ22 Прутки » Закалка и старение 115 000 115 000 1100... 1250 1400... 1550 8 5
ВТ9 Штамповка Отжиг 115 000 1100...13Q0 8...14
ВТ15 Листы Закалка Закалка и старение 80 00Q...90 000 115 000 880... 1020 1350...1500 12...25 4
ТС6 Листы То же 115 000 1400... 1500 4
Все легирующие элементы, а также неизбежно попадаемые при-
меси, изменяют температуру полиморфного превращения тита-
на. Пд этому признаку элементы подразделяют на две группы:
I труппа — а-стабилизаторы — элементы, повышающие темпе-
ратуру полиморфного превращения (алюминий, кислород, азот,
углерод и др.);
II труппа — p-стабилизаторы — элементы, понижающие тем-
пературу полиморфного превращения (цирконий, ниобий, вана-
дий, молибден, марганец, железо, хром, кобальт и др.).
Титановые а-сплавы легированы алюминием и небольшим ко-
личеством олова и циркония. К этой группе относятся широко
распространенные сплавы ВТ5 и ВТ5Л, которые используют для
фасонного литья и литья слитков. Сплав ВТ5Л имеет хорошие
литейные свойства и свариваемость. Детали, изготовленные и4
сплава ВТ5Л, обладают высокой коррозионной стойкостью й мо-
гут работать длительное время до 400 °C. С повышением темпе-
ратуры начинается довольно интенсивный процесс окисления.
К. недостаткам а-сплавов относится их сравнительно невысо-
кая прочность; сплавы этого класса термически не упрочняются.
Псевдо-а-сплавы легированы алюминием и в небольшом ко-
личестве p-стабилизирующими элементами (марганец, молибден,
319
ванадий, хром). При комнатной температуре псевдо-а-сплавы
отличаются более высокой технологической. пластичностью по
сравнению с а-сплавами, что обусловлено положительным влия-
нием 0-фазы, имеющей кубическую структуру. С повышением
температуры в структуре непрерывно увеличивается количество
P-фазы, что вызывает увеличение пластичности сплава.
Сплавы этой группы — ОТ4-0, ОТ4-1 и ОТ4 — обладают высо-
кой технологической пластичностью. Они хорошо деформируют-
ся в горячем и холодном состояниях и слитки из этих сплавов
идут в основном для изготовления листов, лент и полос. Из этих
сплавов получают также поковки, прутки, трубы и профили. Спла-
вы хорошо свариваются всеми видами сварки. Детали успешно
работают до 350 °C. Невысокая прочность и большая склонность
к водородной хрупкости — основные недостатки этих сплавов.
Сплав ВТ-18 относится к наиболее жаропрочным титановым
сплавам: он может длительно работать при 550...600 °C. Однако,
сплав имеет низкие технологические свойства: плохо сваривает-
ся, невысока технологическая пластичность.
Сплавы типа АТ2 обладают высокой пластичностью и ударной
вязкостью и сохраняют ее при криогенных температурах.
Наиболее благоприятное сочетание всех свойств (механичес-
ких, технологических, физических) характерно для сплавов, со-
стоящих из смеси а- и 0-фаз (а+0-сплавы). Эти сплавы характе-
ризуются лучшей технологической пластичностью, высокой проч-
ностью, способностью к термическому' упрочнению закалкой и
старением, меньшей склонностью к водородной хрупкости. Ши-
рокое распространение в промышленности находит сплав ВТ6.
При комнатной температуре в структуре сплава ВТ6 содержится
5... 10 % 0-фазы (отожженное состояние).
Для сплава ВТ6 (и его аналогов) характерно удачное сочетание
высоких прочностных, пластических и технологических свойств.
Из сплава ВТ6 изготавливают листы, прутки, трубы, профили,
поковки и штамповки. Они хорошо свариваются.
Сплав ВТ16 в отожженном состоянии содержит в структуре
25...30 % 0-фазы. Его применяют в отожженном и термически
упрочненном состояниях. Сплав обладает высокими технологи-
ческими свойствами. Его используют для изготовления крепеж-
ных изделий: болтов, винтов, заклепок и т. п.
Сплав ВТ22 относится к самым прочным титановым сплавам в
отожженном состоянии. В структуре сплава в этих условиях со-
держится примерно равное количество а и 0-фазы. Из сплава
ВТ22 изготавливают высоконагруженные детали и конструкции,
длительно работающие до 350...400 °C. Сплав ВТ23 — более тех-
нологичен и широко используется для изготовления деталей раз-
320
личными методами пластической деформации (ковка, штампов-
ка, вытяжка, отбортовка и другие операции).
Сплав ВТЗ-1 относится к числу наиболее освоенных в произ-
водстве сплавов. Из него изготавливают прутки, профили, пли-
ты, поковки, штамповки. Аналог сплава ВТЗ-1 сплав ВТЗ-1Л ис-
пользуют для получения фасонных отливок. Литейные свойства
сплава ниже, чем сплавов ВТ5Л и ВТ1Л. Сплав предназначен для
• изготовления деталей, длительно работающих при 400:..450 °C.
Высоколегированные титановые сплавы, содержащие до 20 %
элементов 0-стабилизаторов, относятся к псевдо- 0-сплавам. При
их закалке образуется нестабильная 0-фаза, распадающаяся при
старении с выделением дисперсной a-фазы. К -основным пре-
имуществам этих сплавов относят высокую технологическую пла-
стичность и склонность к упрочнению после термической обра-
ботки. Сплавы используют для изготовления деталей, работаю-
щих при температуре до 350 "С, так как при более высокой тем-
пературе происходит распад 0-фазы и снижение механических
свойств. Представителем этой группы является сплав ВТ-15, ко-
торый используют для изготовления листов, ленты, фольги, штам-
повок, поковок, прутков и профилей. Для фиксирования 0-фазы
изделия из сплава ВТ-15 нагревают до 780...900 °C и затем охлаж-
дают на воздухе (закалка). После старения по режиму 480...500 ’С
— 25 ч + 550...570 °C — 15 мин-сплав существенно упрочняется
(см. табл. 66).
К числу новых относится высокопрочный псевдо-0 литейный
титановый сплав ВТ35Л. После термической обработки ав состав-
ляет 1100... 1150 МПа. Сплав предназначен для изготовления вы-
соконагруженных деталей.
Сплавы с термодинамически устойчивой 0-фазой (0-сплавы)
содержат более 30 % 0-стабилизаторов (ванадий, ниобий), обра-
зующих с титаном непрерывный ряд твердых растворов. К этой
группе относят сплав 4201, отличающийся очень высокой корро-
зионной стойкостью и технологической пластичностью. Из него,
изготавливают плиты, листы, поковки, штамповки, трубы и про-
фили.
§ 3. ОСОБЕННОСТИ ПЛАВКИ ТИТАНОВЫХ СПЛАВОВ
При нагреве на воздухе титан активно взаимодействует со все-
ми газами. При взаимодействии с кислородом на поверхности
титана образуется наружный плотный слой оксида титана ТЮ2.
Диффузия кислорода в глубь титана приводит к образованию под
слоем TiO2 рыхлой прослойки из ТЮ2 и ТЮ и слоя титана с по-
п-4131 321
вышенным содержанием кислорода, который называют газона-
сыщенным или альфированным. Кислород относится к числу
элементов, стабилизирующих a-фазу (см. рис. 5). При кристал-
лизации в системе Ti—О образуется ряд химических соединений:
ТЮ, Ti2O3, ТЮ2, Ti6O, TijO. С ростом содержания кислорода проч-
ность и твердость титана возрастают, а ударная вязкость, относи-
тельное удлинение — резко падают (см. рис. 107). В связи с этим
содержание кислорода в титановых сплавах не должно превы-
шать 0,15...0,2 %.
В пределах до 0,2 % каждая сотая доля процента кислорода
повышает предел прочности на 12,0 МПа, твердость — на 40 МПа
и снижает относительное удлинение и относительное сужение на
1...2 %.
Азот (см. рис. 107) также является элементом, стабилизирую-
щим, a-фазу. Азот более резко, чем кислород, изменяет механи-
ческие свойства титановых сплавов. Поэтому содержание азота
не должно превышать 0,04.,.0,05 %.
, Каждая сотая доля процента азота повышает предел прочнос-
ти титана на 20 МПа и твердость на 60 МПа. При содержании 0,2
% азота титан становится хрупким. Давление пара жидкого тита-
на значительно выше упругости диссоциации соединений титана
с кислородом и азотом. Поэтому кислород и азот не удаляются из
Рис. 109. Диаграмма состояния системы
Ti-H2
металла в процессе плавки.
Водород активно взаимо-
действует с титаном и погло-
щается им в больших количе-
ствах (рис. 109). Растворимость
водорода в титане с ростом
температуры снижается, и в
процессе плавки большая часть
водорода удаляется из металла.
Водород — вредная примесь.
Он стабилизирует a-фазу и
вызывает охрупчивание сплава.
По этой причине содержание
водорода не должно превышать
0,010...0,015 %.
Углерод образует с титаном
стойкий карбид TiC, повыша-
ет температуру его полиморф-
ного превращения, увеличива-
ет его прочностные и снижает
пластические свойства. Каждая
сотая доля процента углерода
322
увеличивает предел прочности на 7 МПа и твердость на 20 МПа.
Титан в жидком состоянии активно взаимодействует с парами
воды, СО, СО2, углеводородными и другими газами.
Наряду с газами титан взаимодействует со всеми огнеупорны-
ми материалами. Высокая химическая активность обусловливает
необходимость плавки титана и его сплавов в вакууме или атмос-
фере инертных газов. В практике отечественных заводов преиму-
щественно используют вакуумную плавку.
Отливки из титановых сплавов получают в установках, в кото-
рых совмещены процессы плавки с заливкой литейных форм и
формированием отливок.
Наибольшее распространение получили вакуумные установ-
ки, плавка металла в которых осуществляется в дуговых печах с
расходуемым электродом в графитовых гарнисажных тиглях (рис.
110).* Для изготовления тиглей используют плотные сорта элект-
родного графита. Для предотвращения растворения углерода в
титане на внутреннюю поверхность тиглей намораживают слой
металла 1 (гарнисажа), оптимальная толщина которого (50...60
мм’в донной части и 12... 16 мм по стенкам) может быть рассчита-
на по уравнению А. А. Неуструева:
6 = 5
(33)
где 8 — оптимальная толщина гарнисажа, мм; 8Т — толщина стен-
ки тигля, мм; 8К — толщина водоохлаждаемой стенки корпуса тигля,
мм; \ — коэффициент теплопроводности стенки корпуса, Вт/
(м-К); а — коэффициент теплоотдачи от корпуса к потоку воды,
а« 0,3-105 Вт/(м2-К); \ — коэф-
фициент теплопроводности
материала тигля (графита),
Вт/(мК).
Помимо графитовых тиглей
используют медные гарнисаж-
ные тигли. Применение таких
тиглей позволяет увеличить ко-
личество вовлекаемых в плавку
отходов титановых сплавов, ис-
ключить загрязнение металла
углеродом и повысить темпера-
туру сливаемого металла, что
важно при изготовлении тонко-
стенных крупногабаритных от-
ливок,
и»
Рис. 110. Схема вакуумно-дуговой гарни-
сажной плавки
323
Сущность гарнисажного способа плавки заключается в следу-
ющем. Жидкий металл 2 наплавляется в гарнисажном плавиль-
ном тигле 3 за счет нагрева и расплавления торцевой части рас-
ходуемого электрода 4 и стекания капель жидкого металла в ти-
гель. Нагрев и расплавление осуществляются электрической ду-
гой, горящей между расходуемым электродом и ванной жидкого
металла.
Расходуемый электрод в большинстве случаев получают путем
переплавки прессованного из титановой губки и легирующих эле-
ментов электрода. По химическому составу металл расходуемого
электрода 4 соответствует той марке сплава, из которого изготав-
ливается отливка (технология изготовления расходуемых элект-
родов подробно описана в гл. 18).
Перед началом каждой плавки на дно гарнисажного графито-
вого (или медного) тигля укладывают до 30 % от массы плавки
крупнокусковых отходов собственного производства (прибыли,
брак отливок), прошедших механическую и химическую очистку.
Механическую очистку производят в галтовочных барабанах, на
дробеструйных и дробеметных установках. Механическая очист-
ка, в течение 2...8 ч позволяет очистить поверхность металла на
глубину до 0,1 мм.
После механической очистки разрыхляют окисленные поверх-
ностные слои отходов в растворах следующих составов, г/л:
600...650 NaOH, 200...250 NaNO3 и 50...60 NaNO, или 500...700
NaOH и 150...250 NaNO,. Температура раствора 130...145 °C, вре-
мя обработки 0,5...2 ч. Затем отходы промывают в теплой и хо-
лодной воде и подвергают травлению в кислотном растворе со-
става, мл/л: 60...70 H2SO4 (плотность 1,84 г/см3) и 60...140 HF (плот-
ность 1,13 г/см3). Температура 20 ’С. Скорость травления состав-
ляет 0,2...0,5 мм/ч. Очищенные отходы промывают в холодной
воде и сушат при 110...150 °C. После загрузки отходов печь гер-
метизируют и приваривают электрод к огарку.
Между расходуемым электродом и кусками шихты зажигают
электрическую дугу. Расходуемый электрод и кусковые отходы
плавятся и жидкий металл накапливается в гарнисажном тигле.
Плавку металла ведут до тех пор, пока не будет наплавлено необ-
ходимое количество жидкого металла.
В процессе плавки толщина гарнисажа 1 не должна существенно
изменяться. В случае ее уменьшения жидкий металл может всту-
пить в непосредственный контакт с материалом тигля, что при-
ведет к значительному насыщению металла примесями. Непос-
редственный и длительный контакт жидкого металла со стенка-
ми тигля (плавка без гарнисажа) недопустим, так как это может
вызвать из-за растворения углерода аварийную взрывоопасную
324
обстановку. Увеличение же толщины гарнисажа приведет к сни-
жению массы сливаемого металла и понижению его температу-
ры. Поддержание оптимальной толщины гарнисажа обеспечива-
ется соответствующим выбором и регулированием мощности элек-
трической дуги и интенсивностью отвода тепла от тигля с помо-
щью системы водяного охлаждения 5.
После наплавления необходимой.массы жидкого металла его
разливают по литейным формам.
Выбор оптимальной величины разрежения (вакуума) в камере
плавильно-заливочной установки определяется, главным образом,
химической активностью жидкого титана по отношению к эле-
ментам, входящим в состав газовой атмосферы. Термодинами-
ческие расчеты и практический опыт показали, что давление в
камере плавильно-заливочной установки в период плавки и раз-
ливки следует поддерживать на уровне, не превышающем
0,13...1,33 Па. В этом случае не происходит увеличения содержа-
ния в сплаве элементов, входящих в состав воздуха (азот, кисло-
род, водород). Для создания вакуума- все плавильно-заливочные
установки оборудованы вакуумной системой, включающей комп-
лекс вакуумных насосов, вакуум-проводы, вакуумные датчики,
задвижки, вентили и т. д. Благодаря вакуумной системе в камере
установки поддерживается требуемое разрежение и производится
откачка газов из камеры с необходимой скоростью.
Режим плавки обычно выбирают с учетом технических пара-
метров плавильных установок: максимальная сила тока 14...35 кА,
напряжение 30...60 В, скорость наплавления сплава 0,7...1,34 кг/
(кВт-ч), длина дуги 50...60 мм. На ряде установок осуществляется
перемешивание сплава с помощью соленоида. Потери титана в
процессе плавки составляют 0,1...0,2 %, алюминия — до 2,0 %,
марганца — до 10... 15 %. В процессе плавки остаточное содержа-
ние водорода снижается до 0,002...0,003 %.
§ 4. КОНСТРУКЦИЯ ПЛАВИЛЬНО-ЗАЛИВОЧНЫХ УСТАНОВОК
Основные узлы плавильно-заливочных установок: вакуумная
электродуговая гарнисажная печь, камера формирования отлив-
ки, механизмы загрузки и выгрузки форм, вакуумная система,
источник питания.
Для питания электрической дуги во всех типах плавильно-за-
ливочных установок применяют постоянный ток. Переменный
ток не обеспечивает стабильности горения дуги. Она гаснет в
периоды, когда величина напряжения близка к нулю. В схеме
электрической дуги постоянного тока катодом служит расходуе-
325
мый электрод, а анодом — ванна жидкого металла. Такую схему
называют схемой прямой полярности. Плавка электрической ду-
гой прямой полярности обеспечивает более высокую температуру
наплавляемого металла. Электрическая дуга стабильна й устой-
чива, если в зоне горения дуги поддерживается давление
13...13,3 Па.
В качестве источников питания вакуумных дуговых гарнисаж-
ных печей в последние годы наибольшее применение получили
полупроводниковые выпрямительные устройства. В табл. 67 при-
ведены технические характеристики источников питания.
Все плавильно-заливочные установки по способу разливки
металла разделяют на две группы:
1) установки с разливкой металла при горящей электрической
дуге;
2) установки с разливкой металла после отключения электри-
ческойдуги.
Различные варианты осуществления разливки металла по фор-
мам показаны на рис. 111.
Разливку металла при горящей дуге производят либо путем
одновременного наклона расходуемого электрода и тигля, либо
путем поворота одного тигля специальной (коробчатой) конст-
рукции.
В первом случае (рис. 111, а) наклон узла тигель — электрод
осуществляется внутри неподвижного корпуса плавильно-зали-
вочной установки. В лабораторных установках с небольшой ем-
костью тигля поворот узла тигель — электрод может осуществ-
ляться вместе с корпусом установки.
Вб втором случае (рис. 111, б) в боковой стенке коробчатого
тигля имеется сливное отверстие (летка), которое расположено
таким образом, что уровень жидкого металла в процессе плавки
не доходит до нее. После наплавления необходимой массы жид-
кого металла тигель поворачивается на 90 °и осуществляется слив
Таблица -67. Технические характеристики источников питания
электродуговых печей
Марка Выпрям- ленный ток, кА Выпрям- ленное напряжение, В Напряжение сети, В Расход воды, м3/г Габаритные размеры, м
ИППС 5000/60 5,0 75,0 380 1,3 3x1,5x2
ИППС 6000/60 16,0 75,0 380 з,о 4x4x3
АВП 2213/6 12,5 75,0 6 000 или 10 000 1,5 5,5X15, щиты 5,5x10
АВП 2223/6 25,0 75,0 6 000 или 10 000 3,0 6,5x15, щиты 6,5x10
326
Рис. 111. Схемы разливки металла в плавильно-заливочных установках при горящей (а, б) и
отключенной электрической дуге (я)
металла. При этом относительное положение электрода и жид-
кой ванны не меняется и разливка металла идет при горящей
электрической дуге.
В печах первой группы с разливкой металла при горящей дуге
не. происходит охлаждения ванны при сливе металла из тигля,
что является преимуществом с точки зрения сохранения жидко-
текучести расплава и лучшего заполнения литейных форм. Одна-
ко эти печи менее надежны в эксплуатации, так как механизм
перемещения электрода размещен внутри плавильной камеры и
подвержен воздействию теплового излучения и конденсации па-
ров расплавляемого металла; нередко эти механизмы сложнее по
конструкции и в обслуживании.
В печах второй группы перед разливкой металла дугу выклю-
чают и остаток электрода поднимают, чтобы не мешать повороту
.тигля (рис. 111, в). В период подъема электрода температура жид-
кого металла в тигле понижается, что несколько снижает жидко-
текучесть сплава. Этот недостаток печей данной конструкции ста-
новится мало заметным в печах большой емкости, оборудован-
ных механизмами, позволяющими с высокой скоростью осуще-
ствлять подъем электрода и поворот тигля при сливе металла.
' Принципиальная схема вакуумной дуговой плавильно-заливоч-
ной установки с заливкой форм из-под горящей дуги может быть
рассмотрена на примере одной из наиболее простых и удобных в
эксплуатации плавильно-заливочной установки модели 833Д, пред-
назначенной для мелкосерийного производства титановых отли-
вок небольших и средних габаритов (рис. 112). ОсноЬной узел
печи — водоохлажДаемый графитовый гарнисажный тигель 1 рас-
положен внутри цилиндрической вакуумной камеры 2. Снаружи
камеры на верхнем фланце установлен механизм подачи элект-
рода 3, состоящий из электродвигателя постоянного тока для ра-
бочей подачи во время плавления и пневмоцилиндра для отброса
327
электрода перед сливом металла из тигля. Контейнер с литейны-
ми формами 4 загружают на центробежный стол с помощью по-
воротного крана 5. Этим же краном устанавливают на площадку
6 новый расходуемый электрод с целью его приварки к огарку
ранее расплавленного электрода. Разливка металла после выклю-
чения дуги и подъема электрода производится поворотом тигля с
помощью гидропривода вокруг оси, проходящей через сливной
носок. Расплав к форме подается по приемно-направляющему
лотку 7. Привод центробежной машины 8 вынесен за пределы
вакуумной камеры, он состоит из электродвигателя постоянного
тока, редуктора и рамы. Скорость вращения стола диаметром 1000
мм регулируется бесступенчато от 200 до 600 об/мин. Емкость
тигля — до 130 кг (по жидкому титану), максимальная сила тока
дуги 16 кА.
328
Рис. ИЗ. Плавильно-заливочная установка “Нсва-2”: 1 - контейнер с литейными формами;
2 - водоохлаждаемый корпус; 3 - механизм наклона тигля; 4 - пульт управления печи; 5 -
токдподводящие шины; б - смотровое окно; 7 - ребра жесткости; 8 - механизм перемеще-
ния электрода; 9 - патрубок для подключения вакуумной системы; 10 - люки; 11 - тигель
Рис. 114. Вакуумная плавильно-заливочная установка ДВЛ-160М
329
На рис. 113 показана' распространенная в промышленности
установка типа “Нева-2”, в которой разливка металла осуществ-
ляется без отключения электрической дуги. После наплавления
металла одновременно поворачиваются тигель 11 и расходуемый
электрод вместе с механизмом перемещения электрода 8 и мед-
ной шиной токоподвода, и слив металла осуществляется без от-
ключения электрической дуги.
Кроме описанных конструкций используются также установ-
ки типа ВДЛ-4, ОКБ, ДВЛ-250 и др.
Высокую степень механизации и производительности имеет
многопозиционная вакуумная дуговая плавильно-заливочная ус-
тановка ДВЛ-160М (рис. 114). Она состоит из одной автономной
плавильной 1 и трех заливочных камер 2, а также стенда привар-
ки электрода 3. В каждой заливочной камере размещен стол цен-
тробежной машины диаметром 2250 мм.
Плавильная камера перемещается на тележке мостового типа
4 над заливочными камерами и стендом приварки по рельсам 5.
Стыковка плавильной камеры с заливочной осуществляется с по-
мощью вакуумных затворов. В плавильной камере находится гра-
фитовый гарнисажный тигель емкостью 400 кг (по жидкому тита-
ну). Механизм поворота тигля с гидропроводом обеспечивает слив
металла в течение 4...25 с. Установка имеет три отдельные ваку-
умные системы. Вынесенный отдельно пульт позволяет управ-
лять работой установки в полуавтоматическом режиме.
За счет применения трех автономных заливочных камер и уве-
личения емкости тигля производительность установки ДВЛ-160М
в 7 раз выше установки 833Д. Производительность зависит от
длительности производственного цикла. Значительное время цикла
затрачивается на охлаждение отливок до низких температур в за-
ливочной камере. В установке ДВЛ-160М этот недостаток устра-
нен тем, что плавильная камера после слива металла отсоединя-
ется от заливочной без нарушения вакуума как в плавильной, так
и в заливочной камерах. Плавильная камера по рельсам переме-
щается к следующей, подготовленной под заливку камере, под-
соединяется к ней и производится плавление металла и заливка
форм.
Гарнисажный тигель является основной частью электродуго-
вой гарнисажной печи. От его конструкции, материала, размеров
зависят масса и химический состав жидкого металла, технико-
экономическая эффективность и безопасность работы печи. При
неправильно выбранных параметрах тигля происходит либо не-
допустимый рост толщины гарнисажа, не позволяющий получить
требуемое количество жидкого металла, либо наоборот, расплав-
ление гарнисажа, приводящее к насыщению металла примесями,
330
разрушению тигля и возникновению взрывоопасной обстановки.
В гарнисажном тигле можно выделить три основных элемен-
та: собственно тигель, гарнисаж и систему охлаждения. Кроме
того, в конструкцию гарнисажного тигля входят токоподвод, уст-
ройство для слива металла и др.
В дуговых гарнисажных печах широко используют графитовые
тигли как наиболее безопасные в эксплуатации. Применяют так-
же тигли, изготовленные из меди и реже — из нержавеющей ста-
ли.
Наиболее распространены графитовые тигли с водяным ох-
лаждением боковых стенок и охлаждением дна тепловым излуче-
нием (см. рис. ПО). Слив металла из тигля осуществляют через
носок путем наклона тигля на 90... 100°. Графитовые тигли выта-
чивают из целой заготовки или формуют металлический кожух
графитовыми блоками. Толщина боковой стенки составляет 20...60
мм, дна — до 100 мм. Плавка в графитовых тиглях, несмотря на
наличие гарнисажа, приводит к некоторому насыщению металла
углеродом и вследствие этого к понижению пластичности метал-
ла. Перспективно применение для плавки титановых сплавов
металлических гарнисажных тиглей. Однако оно сдерживается из-
за отсутствия радикального решения вопроса взрывобезопасное-
ти печей, оборудованных металлическими тиглями с водяным
охлаждением.
Рабочий процесс плавки зависит от типа , используемой пла-
вильно-заливочной установки. В общем виде он однотипен и со-
стоит из следующих основных этапов: подготовки печи к плавке,
установки и приварки расходуемого электрода к электрододер-
жателю, создания рабочего давления в камере печи, плавки ме-
талла.
Перед началом работы внутреннюю поверхность печи тщатель-
но очищают пылесосом и салфетками, смоченными в этиловом
спирте. Все промышленные плавильно-заливочные установки для
улучшения заполняемости форм расплавом снабжены устройством,
позволяющим производить заливку металла во вращающуюся
форму. Подготовленные под заливку литейные формы устанав-
ливают в металлический контейнер, который закрепляют на сто-
ле центробежного устройства. Перед разливкой стол приводится
во вращение (200...400 об/мин).
Приварку расходуемого электрода осуществляют либо непос-
редственно к элекгрододержателю или к остатку (огарку) элект-
рода, оставшегося от предыдущешплавки. Электрод точно уста-
навливают на место приварки и к его верхнему торцу подводят до
касания электрододержатель. Камеру герметизируют и откачива-
ют воздух до остаточного давления 67... 13 Па. Включают источ-
331
ник питания, устанавливают требуемую силу тока и отводят элек-
трододержатель от электрода на 10...15 мм до возникновения элек-
трической дуги. После образования на верхнем торце электрода
лунки с жидким металлом электрододержатель подводят вплот-
ную к электроду и отключают ток. После охлаждения электрода в
течение 20...60 мин установку разгерметизируют и проверяют ка-
чество приварки электрода к электрододержателю. Затем снова
герметизируют печь и откачивают воздух из камеры печи до оста-
точного давления 0,7...0,1 Па. Продолжительность откачки со-
ставляет 20...40 мин. Перед началом плавки проверяют герметич-
ность установки. С этой целью рабочее пространство печи отсо-
единяют от вакуумной системы и в нем измеряют остаточное дав-
ление pv
По истечении определенного промежутка времени т (напри-
мер, 5 мин) давление снова измеряют (р2). По разнице давлений
определяют величину натекания Н, л-Па/с, отнесенную к едини-
це времени (мин, с):
Я= У(р2-Л)/г, (34)
где V— объем камеры печи, л.
Величина натекания не должна превышать значения, указан-
ного в технической характеристике данной установки. Если на-
текание превышает норму, то принимают меры к устранению
причин негерметичности. Убедившись, что величина натекания
соответствует допустимому значению, откачивают камеру печи
до требуемого уровня давления и начинают Плавку. Включают
источник электропитания и отводят электрод от дна тигдя или от
верхнего уровня загруженной в тигель шихты на 20...30 мм до
возникновения электрической дуги. Затем длину дуги увеличива-
ют до 50...60 мм, силу тока доводят до 6000 А при напряжении 28
В. Этот режим на примере установки “Нева-2” сохраняется до
образования на дне тигля жидкого металла. После этого силу тока
постепенно повышают до 12000 А, а напряжение поддерживают в
пределах 30...40 В и при этом режиме плавку ведут до конца. За
2...3 мин до окончания плавки включают центробежную машину,
на столе которой закреплен контейнер с установленными в нем
литейными формами. Затем металл разливают по формам. В за-
висимости от конструкции печи металл сливают при горящей или
отключенной электрической дуге (см. рис. ПО). Через несколько
минут после слива металла центробежную машину останавлива-
ют. После того как температура отливок понизится до 300...400’ С,
камеру печи разгерметизируют и вынимают контейнер.
В настоящее время разрабатываются и находят промышлен-
ное применение помимо элекгродугового и другие методы плав-
ки, в которых сохраняется принцип гарнисажной плавки в ваку-
332
уме, но вместо электрической дуги — источника тепловой энер-
гии — используют энергию электронного луча или плазмы. Ве-
дутся исследования по применению индукционного способа плав-
ки титановых сплавов в так называемых холодных тиглях.
§ 5. ОСОБЕННОСТИ ТЕХНОЛОГИИ ПРОИЗВОДСТВА
ФАСОННЫХ ОТЛИВОК
Основные особенности технологии связаны с химической ак-
тивностью титановых сплавов, высокой температурой литья и
небольшой плотностью титана и его сплавов.
Для получения отливок из титановых сплавов используют ра-
зовые формы (набивные, прессованные, оболочковые, по вып-
лавляемым моделям), а также металлические (литье в кокиль, ли-
тье под давлением).
Для изготовления разовых форм наибольшее распространение
получили формовочные смеси, в качестве огнеупорной основы
которых применяют следующие материалы:
а) углеродные (графит, кокс, пироуглерод и др.);
б) керамические (огнеупорные оксиды, а также карбиды, нит-
риды *и бориды).
Наилучшей химической стойкостью по отношению к титану
обладают формы, изготовленные из углеродных материалов. Они
нашли широкое применение в промышленности. Углеродные
формовочные смеси применяют для изготовления набивных, прес-
сованных форм, оболочковых форм и форм, получаемых по,вып-
лавляемым моделям.
В качестве огнеупорной основы для изготовления керамичес-
ких форм используют высокоогнеупорные оксиды: а-оксид алю-
миния (электрокорунд), магнезит и оксид циркония ZrO2.
Из огнеупорных оксидов изготавливают в основном формы,
получаемые по выплавляемым моделям, а также формы, получа-
емые набивкой и прессованием.
С целью повышения химической инертности керамических
форм на их рабочую поверхность иногда наносят огнеупорные
химически стойкие по отношению к титану покрытия, состоя-
щие из вольфрама, молибдена, графита, пироуглерода и других
материалов.
Методы литья в кокиль и под давлением находят ограничен-
ное применение в связи с невысокой стойкостью стальных или
чугунных форм.
Значительная разница в температурах литья (1750...2000 °C) и
формы (20...30 °C), а также невозможность обеспечить необходи-
333
мый перегрев жидкого металла, существенно ухудшают заполня-
емость форм жидким металлом, а невысокая плотность титано-
вых сплавов и отсутствие атмосферного давления в камере печи
не позволяют создать необходимые условия для питания и фор-
мирования отливок. По этим причинам в большинстве случаев
заливку форм осуществляют во вращающиеся литейные формы.
Поле центробежных сил увеличивает скорость течения металла
по каналам и полостям литейной формы и улучшает питание зат-
вердевающей отливки жидким металлом из прибылей.
Литье в.уплотняемые (набивные, прессованные) формы
Для изготовления литейных форм уплотнением (послойная
набивка, встряхивание, прессование) в основном используют уг-
леродные формовочные смеси, где в качестве огнеупорного ма-.
териала применяют графитовый порошок заданного грануломет-
рического состава. Такие формовочные смеси называют графи-
товыми.
В качестве связующего вещества в графитовых формовочных
смесях применяют синтетические смолы (фенолоальдегидные,
фурановые и др.) с высоким коксовым числом. Имеются также
сведения об использовании вместо синтетических смол водора-
створимых связующих веществ;
В отдельных случаях при изготовлении деталей неответствен-
ного назначения уплотняемые литейные формы для титанового
литья могут быть изготовлены из формовочных смесей, в состав
которых входят высокоогнеупорные оксиды (MgO и др.).
Графитовые формовочные смеси с органическими связующи-
ми (синтетическими смолами) широко распространены в про-
мышленности. Их главное преимущество заключается в том, что
формы, изготовленные из этих смесей, обладают относительно
высокой термохимической стойкостью и огнеупорностью.
Технологический процесс изготовления уплотняемых форм из
графитовых формовочных смесей независимо от способа уплот-
нения и метода отверждения в обобщенном виде однотипен и
состоит из следующих основных этапов: приготовления формо-
вочной смеси и ее контроля; изготовления полуформ и стерж-
ней; отверждения форм (холодное и горючее); обжига форм и стер-
жней; сборки форм; подготовки форм к заливке.
По методу отверждения формовочные смеси подразделяют на
смеси холодного и горячего отверждения. К формовочным сме-
сям холодного отверждения относятся СГУ-1, СГУ-3, ВГУ-1 и
др., горячего отверждения — СГУ-2, СФТ-1, СФТ-Ш, ATM и др.
В смесях первого типа отверждение происходит в результате по-
334
димеризации связующего вещества, вызванного введением в смесь
катализатора (например, водного раствора соляной кислоты и др.).
В смесях второго типа полимеризация связующего вещества осу-
ществляется путем нагрева формовочной смеси. Нагрев проводят
либо в нагревательных печах, куда загружают изготовленные эле-
менты литейной формы (смеси СФТ-1, СФТ-1П, СГУ-2 и др.),
либо в нагретой металлической оснастке в период прессования
элементов литейной формы (смесь ATM).
В табл. 68 приведены физико-механические свойства графи-
товых смесей.
Для получения отливок сложной конфигурации, а также отли-
вок, имеющих значительные габаритные размеры, используют
формы, собранные из отдельных элементов — стержней. Стерж-
ни изготавливают преимущественно путем послойного уплотне-
ния (набивки) формовочной смеси в металлических или деревян-
’ ных ящиках.
Изготовление форм прессованием наиболее эффективно при
получении отливок несложной конфигурации с отношением вы-
соты отливок к ее максимальному размеру в поперечном направ-
" лении не более 0,8. Форма для таких отливок обычно состоит из
двух полуформ и имеет не более двух стержней. Процесс изготов-
ления форм прессованием имеет преимущества по сравнению с
процессом формообразования встряхиванием и ручной набивкой.
Метод позволяет повысить чистоту рабочей поверхности'и уве-
личить прочность форм, что важно при центробежном способе
литья отливок. Высокая производительность и достаточно хоро-
шие санитарно-гигиенические условия труда — характерные осо-
бенности метода.
Графитовые формовочные смеси, применяемые для изготов-
ления форм, прессованием, содержат меньшее количество связу-
Таблица 68. Физико-механические свойства графитовых формовочных
смесей
Марка ' смеси . Сырые образцы Образцы, обожженные при 1000е С
прочность на сжатие, МПа газопрони- цаемость, ед. прочность на разрыв, МПа газопрони- цаемость, ед. осыпае- мость, % усадка, . %
СФТ-1 0,06...0,07 >25 0,8...0,9 150...170 0,10...0,12 2,0...2,2
СФТ-1П 0,07...0,09 >25 >0,9 >90 <0,1 0,9...1,1
СГУ-2 0,018...0,024 — 0,7...1,1 — 0,02...0,05 2,2...2,4
СГУ-3 0,018...0,03 0,025...0,05 50...65 0,6...1,2 80...100 0,02...0,05 1,?...2,0
БГУ-1 — 0,5...0,8 90...150 — 0,8...0,9
335
ющего вещества, поэтому химическая инертность таких форм
выше. Кроме того, эти формы претерпевают меньшие объемные
изменения в процессе тепловой обработки, что благоприятно вли-
яет на точность линейных размеров отливок.
Технологические свойства изготавливаемых уплотнением форм
(прочность, осыпаемость, газопроницаемость, усадка и др.) в зна-
чительной мере зависят от следующих основных параметров: гра-
нулометрического состава графитового порошка, вида и количе-
ства вводимого связующего вещества, времени перемешивания
формовочной смеси. Для смесей холодного отверждения важное
значение имеют концентрация и количество вводимого катализа-
тора.
В графитовые формовочные смеси горячего отверждения СФТ-
1, СФТ-1П в качестве связующего вещества вводят бакелитовый
лак — раствор фенолформальдегидной смолы резольного типа в
этиловом спирте, а в формовочную смесь ATM — фенолформаль-
дегидную смолу № 18 в смеси с уротропином. Для формовочных
смесей холодного отверждения используют фурановые смолы.
Перед приготовлением формовочной смеси графитовый поро-
шок просушивают на металлических противнях в электрических
печах сопротивления при 150...300 °C, 2...3 ч.
Формовочную смесь готовят в бегунах. Время перемешивания
составляет 15...20 мин до получения прочности смеси в сыром
состоянии 0,025...0,05 МПа при испытании по стандартной мето-
дике. В формовочные смеси холодного отверждения вводят ката-
лизатор (например, раствор соляной кислоты). Если смесь после
приготовления направляется непосредственно на формовку, то
катализатор вводят в формовочную смесь на заключительном этапе
ее перемешивания. Можно вводить катализатор в смесь и перед
формовкой. В этом случае формовочную смесь из бегунов выгру-
жают в закрытый бункер, где ее хранят не более 1...3 сут, а затем
в нее добавляют катализатор, перемешивают и направляют на
формовку. Смеси горячего отверждения после приготовления
направляют либо на формовку с предварительным вылеживани-
ем 1...3 ч, лйбо в закрытый бункер; где они могут храниться в
течение 1...3 сут.
Элементы литейной формы изготавливают путем уплотнения
формовочной смеси (прессование, набивка, встряхивание) в ме-
таллической или деревянной модельно-стержневой оснастке (мо-
дели, плиты, жакеты, стержневые ящики и др.).
Перед формовкой рабочую поверхность оснастки тщательно
очищают и на нее наносят слой разделительного состава. Метал-
лические части оснастки покрывают слоем полисилоксановой
жидкости, а деревянные — серебристым графитом.
336
рис. 115. Модельная оснастка для изготовления графитовых форм прессованием: 1 - прес-
сующая колодка; 2 - наполнительная рамка; 3 - опока-жакет; 4 - стержни, оформляющие
литниковую систему; 5 - подмодельная плита; 6 - подмодельная обойма
На рис. 115 показана модельная оснастка для прессования эле-
ментов графитовых форм.
Формы, получаемые уплотнением, имеют неодинаковую плот-
ность. Графитовые формы, имеющие градиент плотности по объе-
му, предрасположены к непостоянной и неравномерной усадке в
период их тепловой обработки, короблению и образованию тре-
щин. Для получения набивных форм с одинаковой плотностью
по объему смесь уплотняют слоями толщиной 30...60 мм. Особен-
но велик градиент плотности в формах, получаемых прессовани-
ем. В связи с этим оптимальную величину удельного давления
прессования выбирают такой, чтобы форма имела, во-первых,
небольшой градиент плотности по объему и, во-вторых, необхо-
димую прочность при минимальном содержании связующего ве-
щества.
Практика показывает, что прочность форм на сжатие в преде-
лах 1,0...3,0 МПа и на разрыв 0,7...1,5 МПа оказывается вполне
Достаточной, чтобы выдерживать нагрузки, возникающие в них
при центробежном способе литья. Формы, изготовленные прес-
сованием под удельным давлением 3,0 МПа из формовочной смеси
СФТ-1П, имеют требуемую прочность, невысокий градиент плот-
ности и необходимый уровень других технологических свойств
(газопроницаемость, осыпаемость и т. д.).
Графитовые формы, изготовленные прессованием, содержат
меньшее количество связующего вещества, что увеличивает тер-
мохимическую инертность и повышает стабильность ее линей-
ных размеров из-за снижения объемных изменений в процессе
тепловой обработки.
337
Изготовление элементов форм методом прессования (удель-
ное давление 3,0 МПа) в нагретой металлической оснастке по-
зволяет снизить количество вводимого связующего вещества в
формовочные смеси до 7... 10 % по сухому остатку. Такие формы
обладают еще большей инертностью и более низкой усадкой
(0,1...0,2 %).
Полуформы и стержни, изготовленные из формовочных сме-
сей горячего отверждения, подвергают тепловой обработке. Уп-
лотненные полуформы и стержни вначале выдерживают на воз-
духе в течение 6...20 ч, затем их помещают в электрические кало-
риферные печи периодического и. методического действия. На-
грев ведут До 220...250 °C. При максимальной температуре дают
выдержку в течение 2 ч. После охлаждения форм до 50...60 °C их
выгружают из печи и направляют на обжиг.
Полуформы и стержни, изготовленные из холоднотвердеющих
смесей, после уплотнения выдерживают в оснастке до полного
отверждения (20...60 мин), а затем извлекают из нее и также на-
правляют на обжиг.
В период натрева в форме могут происходить объемные изме-
нения, понижающие точность линейных размеров отливок. Ос-
новные причины, вызывающие объемные изменения, следующие:
возникновение температурного градиента по объему элементов
формы в период нагрева и деформация изготовленных полуформ
и стержней под собственным весом из-за низкой прочности сме-
си в сыром состоянии. Для того чтобы уменьшить неравномер-
ность объемных изменений и деформации, полуформы и стерж-
ни после изготовления укладывают на металлические плиты и
драйеры, а нагрев их производят с небольшой скоростью (до 30...50
град/ч).
Обжиг форм и стержней проводят в электрических печах со-
противления периодического и методического действия. Формы
и стержни укладывают на поддон контейнера на графитовую за-
сыпку (рис. 116). Контейнер, оборудованный затвором с графи-
товым порошком, закрывают крышкой и устанавливают в нагре-
вательную печь. Для предотвращения окисления графита формы
и стержни нагревают в восстановительной атмосфере, создавае-
мой газами, выделяющймися при термодеструкции связующего
вещества, входящего в состав формовочной смеси.
Применяемые в промышленности режимы обжига несколько
различаются между собой в зависимости от марки смеси, метода
уплотнения и отверждения, а также от требований, которые
предъявляются к качеству отливки. Так, формы и стержни, изго-
товленные из смеси СФТ-Ш, подвергают обжигу по следующему
режиму:
338
рис. 116. Контейнер Для обжига гра- Рис. 117. Блок литейных форм: 1 - литни-
фитовых форм: 1 - крышка контей- ковая чаша; 2 - крышка; 3,4 - стержни; 5 -
нера; 2 - песчаный затвор; 3 - кон- основание; 6 - прокладка; 7 - гайки; 8 -
тейнер;- 4 - формы; 5 - графитовая тяга
засыпка w w 0
1) загрузка контейнеров в печь с температурой не выше 500 С;
2) нагрев с 500 до 700 °C со скоростью не более 300 град/ч и от
700 до 1000 °C со скоростью не более 400 град/ч;
3) выдержка 4 ч при 1000 °C. Для повышения термохимичес-
кой инертности форм обжиг проводят в вакуумных печах. Обжиг
является технологической операцией, которая определяет такие
свойства литейной формы, как термохимическая инертность, ста-
бильность размеров, прочность, осыпаемость и др. •
После обжига полуформы и стержни обдувают сжатым возду-
хом. В нижнюю полуформу устанавливают стержни. Шаблонами
и щупами контролируют правильность установки стержней. Пос-
ле установки верхней полуформы всю форму скрепляют болтами
или струбцинами. Небольшие формы могут быть собраны стоп-
кой в блок, соединенный с литниковой системой (рис. 117).
. Крупные формы или блоки вместе с элементами литниковой
системы устанавливают в контейнер. Зазоры между стенками кон-
тейнера и формами засыпают материалом с объемной массой,
близкой к средней объемной массе металла отливки и материала
формы (титановая губка, полые алюминиевые шары и др.).
Контейнер с собранными формами устанавливают и закреп-
ляют на центробежном столе плавильно-заливочной установки.
После герметизации печи и создания необходимого вакуума в
плавильно-заливочной камере наплавляют необходимое количе-
ство жидкого металла. Приводится во вращение центробежный
стол и осуществляется заливка литейных форм расплавом.
339
Литье в оболочковые формы
Оболочковые формы изготавливают из графитовых формовоч-
ных смесей, огнеупорной основой (наполнителем) которых явля-
ется порошок графита. В качестве связующего вещества исполь-
зуют синтетические смолы, которые после тепловой обработки
превращаются в твердый углеродистый продукт (кокс, полукокс),
прочно цементирующий зерна графита.
Наибольшее распространение для изготовления оболочковых
форм получили графитовые смеси СГО-3 и СГО-4. Смесь СГО-3
рекомендуется применять для литья мелких и средних, а смесь
СГО-4 — крупных особо ответственных деталей. Ниже приведе-
ны физико-механические свойства данных смесей (после про-
калки):
СГО-3
Прочность на сжатие, МПа........1,0... 1,2
Газопроницаемость, ед...........20...30
Усадка, %..................•....3,5...4,0
СГО-4
0,8...1,1
>30
2,5...3,0
В общем виде технология изготовления оболочковых форм из
графитовых смесей подобна технологии их приготовления из сме-
сей на основе кварцевого песка (см. гл. 7).
Оболочка должна обладать не только достаточной прочнос-
тью, но и определенной газопроницаемостью, которая особенно
важна на этапе тепловой обработки формы, поэтому необходимо
чтобы формовочная смесь имела определенный гранулометри-
ческий состав.
Необходимые свойства имеет формовочная смесь, состоящая
из 65...75 % графитового порошка зернистостью 0,4 мм, 25...35 %
графитового порошка зернистостью 0,063 мм и 25...35 % (сверх
100%) мелкая фракция 0,063...0,16 мм.
Формовочную смесь готовят в смешивающих бегунах или спе-
циальных смесителях. Предварительно графитовый порошок раз-
малывают и просеивают. Пульвербакелит просеивают через сито
с ячейкой 0,63 мм. Необходимое количество порошка графита и
пульвербакелита загружают в смеситель и перемешивают в тече-
ние 20...25 мин. Затем смесь подают на место формовки.
Подготовка модельно-стержневой оснастки к работе заключа-
ется в протирке деталей, а затем их промывке в органических
растворителях или в обезжиривающих химических составах. Пос-
ле подготовки оснастку нагревают до 180...200 ‘С и с помощью
пульверизатора на ее рабочую поверхность наносят тонкий слой
разделительного состава. Затем оснастку помещают в печь и вы-
340
держивают при 200...250 °C в течение 30 мин. Эту операцию по-
вторяют 3...4 раза до получения пленки разделительного состава
толшиной 0,2...0,8 мм. В процессе работы через каждые 3...4 съе-
ла оболочек наносят один слой разделительного состава. Сушка
в этом случае длится 5... 10 мин.
Технологический процесс получения оболочковых полуформ
методом свободной засыпки состоит в том, что модельную плиту,
нагретую до 200...250 °C, с укрепленными на ней моделью и лит-
никовой системой устанавливают на опрокидывающийся бункер
с графитовой смесью и закрепляют на нем. При повороте бунке-
ра на 180 “пульвербакелйт в слое формовочной смеси, прилегаю-
щей к модельной оснастке, плавится и смачивает зерна графита в
слое толщиной 12...15 мм. Длительность выдержки составляет
30...50 с.
Толщина образующейся оболочки при выдержке формовоч-
ной смеси на нагретой модельной оснастке и, следовательно, ее
прочность и другие свойства зависят от температуры модели и
времени выдержки. Средняя толщина оболочки полуформ не дол-
жна превышать 12... 16 мм. Модельную плиту вместе с образовав-
шейся на ней оболочковой полуформой с целью ее отверждения
помещают в нагревательную печь с температурой 300 °C на 5...7
мин. Затем оснастку извлекают из печи, с помощью выталкиваю-
щего механизма снимают с нее затвердевшую оболочку и найрав-
ляют на'обжиг. При нагреве из пульвербакелита выделяется зна-
чительное количество газов, которые могут вызвать значитель-
ные объемные изменения и привести к растрескиванию и короб-
лению оболочки. Поэтому режим тепловой обработки оболочек
(скорость нагрева, изотермические выдержки) выбирают с уче-
том интенсивности газовыделения в процессе их нагрева. Уста-
новлено, что при 500...550 ’С, 650...700 ЪС, 900... 1000 °C наблюда-
ется наибольшая интенсивность газовыделения. Поэтому при
нагреве оболочек предусматривают выдержки при указанных тем-
пературах.
Режим тепловой обработки оболочковых полуформ подобен
режимам тепловой обработки набивных, прессованных и других
форм, изготовленных из графитовых формовочных смесей. Дос-
таточно высокая газопроницаемость оболочки и малая толщина
позволяют несколько увеличить скорость нагрева оболочек меж-
ду изотермическими выдержками. Общий цикл тепловой обра-
ботки оболочек колеблется в-пределах 10...20 ч. Для предупрежде-
ния окисления графитовых оболочек на воздухе охлаждение обо-
дочек ведут вместе с печью до 400 °C. Для предотвращения ко-
робления оболочек при тепловой обработке их жестко закрепля-
toT друг с другом. После тепловой обработки оболочки контроли-
341
руют, производят их сборку и установку в заливочный контей-
нер.
Литье по Выплавляемым моделям
Литье по выплавляемым моделям получило наибольшее рас-
пространение для изготовления сложных по конфигурации и тон-
костенных отливок. Технологический процесс изготовления форм
по выплавляемым моделям для титанового литья в основной по-
добен процессу изготовления форм для стального литья.
, Для изготовления форм применяют огнеупорные материалы -
графит, электрокорунд, кокс.
Для изготовления моделей используют те же модельные соста-
вы, что и для стального литья: ПС-50-50, Р-2, Р-3, КПСЦ, ВИАМ-
102 и др. Состав и техйологические свойства модельных составов
приведены в табл. 69.
Приготовление пастообразных модельных составов ведут в
специальных установках с лопастным поршневым или шестерен-
чатым смесителями. Готовая масса подается в. пресс-машину, где
запрессовывается в пресс-форму. Полученные восковые модели
собирают в модельные блоки с литниковой системой, обезжири-
вают и окрашивают. Для окраски применяют три вида суспензий:
на электрокорунде со связкой на основе гидролизованного этил-
силиката, графитовую и коксовую, где в качестве связующего
используют фенолформальдегидные смолы, а. в качестве катали-
затора — кислоты.
Электрокорундовые формы для литья титана применяют огра-
ниченно, так как жидкий титан взаимодействует с формой и на
поверхности отливок образуется газонасыщенный слой. Для умень-
шения загрязнения металла примесями содержание SiO2 в сус-
пензии не должно превышать 10...11 %. Использование суспен-
зии, применяемой для изготовления форм стального литья и со-
держащей 18 % SiO2, приводит к значительному повышению со-
держания кислорода, кремния и других элементов в металле от-
ливки.
В приготовленный гидролизованный раствор этилсиликата
вводят смесь порошков электрокорунда, %: 20 — микропорошок
№ М7, М10 или М14; 40 - шлифпорошок №3; 40 — шлифпоро-
щок № 4.
Соотношение гидролизованного раствора этилсиликата и по-
рошков электрокорунда составляет 400...450 см3 на 1 кг порош-
ков. Приготовленную керамическую суспензию выдерживают в
течение 2...3 ч до удаления пузырьков воздуха и затем наносят на
восковую модель. В качестве присыпочного материала применя-
ют электрокорунд № 32, 40, 63 и 80.
342
Послойную сушку оболочки проводят на воздухе или в ваку-
умно-аммиачных камерах. После нанесения необходимого коли-
чества слоев модельную массу "удаляют из формы, а форму под-
вергают тепловой обработке. Обжиг форм ведут в печах с воздуш-
ной средой при 970... 1000 °C с выдержкой 2...3 ч.
Наибольшее распространение для литья титановых отливок
получили трафитовые формы, так как они лучше других противо-
стоят взаимодействию с жидким титаном.
Суспензию для графитовых форм готовят на основе фенол-
формальдегидных смол или фенольнобаритовых, которые разво-
дят спиртом до плотности 0,95...0,96 г/см3 и в указанный раствор
вводятся порошки графита следующего состава, %: 20...25 — су-
хой коллоидальный графит; 75...80 — графитовые порошки марок
ГМЗ, ЭК зернистостью 0,03...0,1 мм.
Огнеупорная суспензия на основе графита содержит следую-
щие компоненты, %: 20...25 — связующее — смола ВИАМ; 7...9 —
отвердитель — контакт Петрова; 30...36 — растворитель — этило-
вый спирт; остальное — наполнитель — графитовый порошок.
Графитовые порошки перед применением необходимо просу-
шить при 150...180 °C для удаления влаги.
Суспензию приготавливают в следующей последовательности:
порошки тщательно перемешивают со спиртово-смоляным ра-
створом, после Пего в суспензию вводят отвердитель. Готовая сус-
пензия должна иметь плотность 1,15...1,2 г/см3. Для первых двух
слоев плотность должна составлять 1,18...1,2 г/см3, последующих
343
1,15...1,17 г/см3. Для создания оболочки на модель с суспензией
наносят графитовые порошки зернистостью 0,1...1,5 мм. Для 1...3-
го слоев используют порошки зернистостью 0,1...0,5 мм, а для
последующих 0,6...1,5 мм. После нанесения заданного количе-
ства слоев модельную массу выплавляют и оболочки подвергают
тепловой обработке.
Обжиг графитовых форм ведут в две стадии. Первую стадию
проводят в печах типа Ц-105 с графитовым затвором или в кон-
тейнерах при 800...850 °C. Графитовый затвор предотвращает по-
падание воздуха в зону форм и исключает окисление графито-
вой оболочки. Вторую стадию ведут в вакуумных печах с индук-
ционным нагревом типа УПФ-841 или ОКБ-749. Графитовые
формы, прошедшие высокотемпературную обработку, обеспечи-
вают наилучшее качество поверхности отливок и наименьшую
глубину газонасыщенного слоя. Эти формы широко применяют
для литья ответственных деталей.
Одним из недефицитных материалов для изготовления форм
по выплавляемым моделям является кокс. Кокс имеет хорошие
физико-механические свойства и сравнительно невысокую сто-
имость.
При изготовлении коксовых форм суспензию также готовят
на основе кокса. Технология изготовления оболочковых коксо-
вых форм по выплавляемым моделям аналогична технологии из-
готовления графитовых форм, за исключением обжига. Высоко-
температурный обжиг коксовых форм проводят при 1300...1500 °C.
Это связано с тем, что в связующем веществе и материале обсып-
ки до температуры 1600 ’С сохраняется структура кокса.. При по-
вышении температуры кокс начинает превращаться в графит, что
вызывает в форме дополнительные напряжения, приводящие к
образованию микротрещин и снижению ее прочности.
Мероприятия по повышению химической инертности форм
Формы для литья титановых сплавов обладают недостаточной
химической инертностью. В результате в период затвердевания и
охлаждения металла между отливкой и формой развиваются фи-
зико-химические процессы, которые приводят к увеличению со-
держания вредных примесей (кислорода, азота, водорода, угле-
рода и др.) в металле отливки и особенно в ее поверхностном
слое. Примеси увеличивают твердость, прочность металла и рез-
ко снижают пластические характеристики. Значительно снижа-
ется предел усталости, заметно ухудшаются эксплуатационные
характеристики литых деталей. Повышенное содержание приме-
сей в металле не позволяет в большинстве случаев использовать
344
для повторной переплавки литейные отходы, так как примеси, за
исключением водорода, не удаляются из металла при его рас-
плавлении..
Поэтому одной из основных проблем фасонного литья из
титановых сплавов является разработка технологических мероп-
риятий, способствующих повышению инертности литейных форм.
Часть таких мероприятий в настоящее время используется в про-
мышленности, часть — находится в стадии разработок.
Углеродные материалы по сравнению с керамическими явля-
ются более инертными по отношению к титану. Однако, обладая
развитой пористостью, они сорбируют значительное количество
газов. При нагреве формы затвердевающим металлом эти газы
выделяются из формы и вступают в химическое взаимодействие с
металлом отливки. Кроме того, значительное количество газов
выделяется из формы за счет термодеструкции связующего веще-
ства — фенолформальдегидной смолы (бакелитового лака). В про-
цессе обжига форм (800...1000 °C) фенолформальдегидная смола
Превращается в кокс, который прочно соединяет зерна графита.
В структуре кокса содержатся радикалы —ОН, —Н.
Так как поверхностные слои формы в период охлаждения от-
ливки нагреваются до высоких температур (1200...1600 °C), про-
исходит термодеструкция кокса, которая сопровождается выде-
лением значительного количества газов. Поэтому с ростом со-
держания связующего вещества газосодержание углеродных форм
возрастает. Наибольшее количество связующего вещества содер-
жится в графитовых формах, изготовляемых по выплавляемым
моделям, а наименьшее — в прессованных графитовых формах.
Инертность углеродных форм можно повысить путем техно-
логических мероприятий, способствующих более низкому газо-
содержанию литейных форм. Так, повышение температуры об-
жига с 1000 до 1500...1800 °C, уменьшение содержания связующе-
го вещества в формовочной смеси, исключение контакта обо-
жженной формы с атмосферой воздуха, на этапе ее подготовки к
заливке и т. д, значительно уменьшают газотворность форм.
В случае изготовления отливок в керамических формах полу-
чают развитие обменные химические реакции титана с материа-
лом литейной формы, а также с газообразными продуктами, вы-
деляющимися из формы при ее нагреве (диссоциация оксидов,
испарение компонентов и др.).
С целью повышения инертности применяют комбинирован-
ные (многослойные) формы, внутренний (рабочий) слой кото-
рых обладает определенными свойствами, снижающими загряз-
нение металла отливки примесями в период ее формирования.
Рабочий слой многослойной формы может быть получен следую-
345
щими путями:
1) нанесением на рабочую поверхность формы защитного по-
крытия;
2) пропиткой поверхностного слоя форм ингибиторами;
3) введением в формовочную смесь, предназначенную для из-
готовления облицовочного слоя, специальных веществ;
4) изготовлением облицовочного слоя из наиболее инертных
материалов.
Наибольшее распространение получил первый метод.
Защитные покрытия классифицируют по функциональному на-
значению и по роду материала, из которого они изготовлены. По
функциональному назначению защитные покрытия подразделя-
ют на барьерные и газозащитные. Барьерные покрытия предотв-
ращают непосредственный контакт металла отливки с основным
материалом формы, а сами слабо реагируют с титаном и матери-
алом формы. Эти покрытия предотвращают химическое взаимо-
действие конденсированных веществ, входящих в состав формы,
с отливкой, но не предохраняют металл от взаимодействия с га-
зами, выделяющимися из формы при ее нагреве заливаемым ме-
таллом. В зависимости от метода нанесения материал покрытия
может* проникать в поры литейной формы на определенную тол-
щину.
Газозащитные покрытия также наносят на рабочую поверх-
ность литейной формы. Такие покрытия, во-первых, выполняют
функции барьерных, т. е. предотвращают непосредственный кон-
такт расплава с основным материалом формы, и, во-вторых, пре-
пятствуют взаимодействию отливки с газами, выделяющимися из
формы.
Освоен и находит применение метод нанесения пироуглерод-
ного покрытия на керамические (корундовые) формы, получае-
мые по выплавляемым моделям. Пироуглеродное покрытие по-
лучают путем термического разложения метана, пропан-бутана и
других углеводородных газов. Углеводородный газ, попадая в зону
высоких температур (более 900 °C), подвергается пиролизу с об-
разованием пироуглерода, который осаждается в порах и на по-
верхности нагретых керамических форм. Разработаны различные
технологические варианты осаждения пироуглерода: продувка газа
через внутреннюю полость литейной формы, принудительная
фильтрация газа через пористую стенку литейной формы при
внешнем омывании газа, осаждение пироуглерода в вакууме и
Др.
Исследованиями В. М. Александрова и др. выявлены опреде-
ленные преимущества способа нанесения пироуглеродного по-
крытия путем полной объемной пропитки формы при внешнем
346
омывании формы углеродными
газами.
На рис. 118 показан реактор
«ля обработки форм углеводо-
родными газами. Он состоит из
Цилиндрического корпуса с зат-
вором 1, крышки 2, трубы для
подачи газа 3, турбулизирую-
щей сетки с опорой 4, трубы 5
для отвода продуктов реакции
из внутренних полостей форм
^стакана 7 для установки
форм, чехла для термопары 8,
перепускного клапана 9. Все
элементы, кроме корпуса, же-
стко соединены с крышкой в
единый блок. При подготовке
к работе блок извлекают из кор-
пуса, газовые трубы продувают
сжатым воздухом, в стаканы ус-
танавливают прокаленные фор-
мы и изолируют внешние стен-
ки от внутренних набивкой
смеси 10. Затем блок с форма-
ми устанавливают обратно в
Рис. 118. Реактор для обработки форм угле-
водородными газами
корпус реактора, в затвор ко-
торого насыпают кварцевый песок И. Собранный реактор поме-
щают в печь, разогретую до 940...980 °C. Через 40...60 мин реак-
тор соединяют с газовой магистралью и в течение 3...5 мин про-
дувают аргоном. Затем подают пропан концентрацией до 70 %.
Продолжительность процесса зависит от толщины стенки от-
ливок и составляет 40...90 мин. Через указанное время отключа-
ют линию пропана, а спустя 3...5 мин — линию аргона. Реактор
из печи переставляют в охладительный кожух, через 30 мин его
разбирают и повторно подготавливают к работе. За смену про-
цесс может повторяться 3 раза, а при изготовлении установки
непрерывного действия 6....7 раз.
Весьма перспективным является процесс нанесения на кера-
мические формы металлических покрытий, а также покрытий, в
составе которых имеются вещества — геттеры, способные погло-
щать газы, выделяющиеся из формы в период формирования от-
ливки. /
347
Способы заполнения литейных форм
Заполнение форм жидким металлом производят в неподвиж-
ные (стационарная заливка) или во вращающиеся формы (цент-
робежная заливка). При стационарной заливке заполнение форм
осуществляется под действием металлостатического напора. Этот
способ применяют редко, так как он позволяет получать отливки
небольших размеров и простой конфигурации.
Для стационарной заливки форм применяют расширяющиеся
литниковые системы с нижним и боковым (щелевым) подводом
металла, обеспечивающие поступление металла в полость формы
с массовой скоростью не менее 10...30 кг/с. Необходимый расход
металла обеспечивается применением литниковых систем с соот-
ношением FCT : Ршл : FnifT =1:3:4 или 1 : 2 : 2,5 и площадями
сечений литниковых каналов на 20...30 % большими, чем при
литье углеродистой стали. Толщину питателей принимают не ме-
нее 6...8 мм при минимальной (не менее 15 мм) длине. С целью
уменьшения потерь тепла литниковые каналы принимают по воз-
можности короткими, а сечения их — круглыми или близкими по
конфигурации к квадрату.
При выборе положения отливки в форме, типа литниковой
системы, конфигурации и размеров литниковых каналов и места
подвода питателей к отливке руководствуются теми же правила-
ми, что и при разработке технологии изготовления отливок из
алюминиевых и магниевых сплавов.
Для обеспечения питания затвердевающих тепловых узлов ти-
тановых отливок применяют установку прибылей на каждом из
них. Общие прибыли малоэффективны из-за низкой теплопро-
водности, высокой скорости затвердевания титановых сплавов и
отсутствия атмосферного давления. Диаметр основания прибыли
при литье в металлические и графитовые кокили должен состав-
лять не менее удвоенной толщины питаемого узла; при литье в
уплотняемые формы 2,5 толщины, а при заливке в оболочковые
формы 3 толщины питаемого узла. Высоту прибыли принимают
обычно равной двойной высоте питаемого узла, но не меньше
основания прибыли.
С цедью улучшения заполняемости и условий питания отли-
вок при стационарной заливке можно использовать устройства,
позволяющие в период заполнения и затвердевания создавать
дополнительное давление на жидкий металл с помощью инерт-
ных газов (вакуумно-компрессионное литье) или электромагнит-
ных кондукционных насосов.
Для центробежной заливки используют литниковые системы,
построенные по принципу сифонного заполнения формы. Они
имеют вертикальные и горизонтальные каналы, расположенные
348
плоскости разъема формы, и
витатели с подводом металла к
ILjiioiM сечениям отливок.
т° На рис. 119 показана литни-
ковая система, используемая при
цеНТР°бежном способе литья.
Элементы литниковой системы,
изготовленные, как правило, из
тех же формовочных смесей, что
и элементы формы (централь-
ный стояк 5, литниковый ход 9,
колодец б) и литейные формы
устанавливают в металлический
заливочный контейнер 4. Сво-
бодное пространство между
стенками контейнера и форма-
ми заполняют титановой губкой
или каким-либо другим напол-
нителем. Заполненный и закры-
тый крышкой контейнер перед
началом плавки закрепляют на
центробежном столе 10 плавиль-
но-заливочной установки. Пос-
ле наплавления металла центро-
бежный стол приводится во вра-
щение с помощью электропри-
вода И.
Из тигля 1 металл сливается
ковая система: 1 - тигель; 2 - приемно-
направляющий лоток; 3 - направляющая
втулка; 4 - заливочный контейнер; 5 -
центральный стояк; 6 - колодец; 7 - пита-
тель; 8 - отливка; 9 - литниковый ход; 10
- центробежный стол; 11 - привод цент-
В приемно-направляющий ЛОТОК робежного стола; 12 - наполнитель
2 и через направляющую втулку
3 попадает в центральный стояк 5. Из центрального стояка ме-
талл движется по литниковому ходу 9 и затем поднимается по
колодцу б. Под действием избыточного давления, развиваемого
Центробежными силами, жидкий металл из вертикального колодца
по питателям /попадает в рабочую часть формы 8 и заполняет ее.
Все размеры сечений указанных элементов литниковой систе-
мы определяют, исходя из следующих двух основных положений:
1) на всем пути движения металла от направляющей втулки до
Рабочей части отливки расход жидкого металла должен быть по-
стоянным;
2) скорость движения потока должна быть достаточной для
°оеспечения заполнения рабочей полости формы.
Расчеты и практика позволили определить основные парамет-
ры элементов литниковой системы, удовлетворяющие названным
требованиям.
349
Расход металла при его сливе из тигля в приемно-направляю-
щий лоток составляет 30...50 кг/с. Диаметр сливного отверстия
приемно-направляющего лотка колеблется в пределах 80...120 мм.
Длина центрального стояка соответствует высоте заливочного
контейнера, а внутренний диаметр равен 120...400 мм. В зависи-
мости от числа форм, устанавливаемых в контейнере, и их распо-
ложения в нем, центральные стояки имеют 4, 8 или 12 литнико-
вых отверстий диаметром 30...50 мм. Литниковые ходы 9, как
правило, изготавливают цилиндрическими с внутренним диамет-
ром 30...50 мм и в отдельных случаях коническими. Геометричес-
кие размеры колодца 6 (или коллектора) выбирают в зависимости
от конфигурации отливки и ее расположения в контейнере. Пло-
щадь сечения этих элементов литниковой системы принимают
равной площади сечения литникового хода на его выходе. ‘
Размеры сечения питателей 7 и их число должно быть таким,
чтобы, во-первых, обеспечивалось постоянство расхода металла
и, во-вторых, не возникал перегрев литейной формы в месте под-
’ вода металла, приводящий к образованию механического прига-
ра. Исследованиями В. Б. Лебедева установлено, что эти условия
соблюдаются, если через каждый квадратный сантиметр сечения
питателя в процессе заполнения будут проходить не более 2 кг
металла. Форма сечения питателя может быть различной (прямо-
угольник, круг, трапеция и т. д.).
Отливки из титановых сплавов часто имеют такие дефекты,
как спаи, неслитины, газовые раковины. Образуются они в пери-
од заполнения литейной формы жидким металлом. Основная
причина их образования — движение расплава по каналам литей-
ной формы с непрерывно изменяющейся (возрастающей) скоро-
стью по мере удаления потока от центрального стояка (оси вра-
щения).
Движение потока жидкого металла с увеличивающейся скоро-
стью по рабочей полости формы сопровождается разделением
потока на множество отдельных струй; при наличии местных со-
противлений (повороты, внезапное расширение и сужение кана-
ла и др.) в потоке возникают завихрения. Эти негативные про-
цессы способствуют образованию указанных выше дефектов.
Поэтому при разработке технологического процесса литья тита-
новых отливок следует стремиться к тому, чтобы жидкий металл
двигался по каналам и полостям литейной формы в виде компак-
тного, не распадающегося на отдельные струи потока. Для обес-
печения полного заполнения рабочей полости формы следует
выдерживать скорость движения жидкого металла достаточно
высокой.
Характер движения жидкого металла, а также его скорость при
центробежном литье, зависят от числа оборотов центробежного
стола, расстояния сечения отливки от оси вращения и от направ-
350
JPkc. 120. Основные варианты расположения отливок относительно оси центрального сто-
яка (оси вращения контейнера): 1 - центральный стояк; 2 - отливка; 3 - литниковый ход;
а - направление X; б - направление У; в - направление Z
ления расположения в контейнере канала с движущимся по нему
металлом относительно оси вращения (рис. 120). Движение ме-
талла в виде компактного потока без его разрыва и образования
отдельных струй осуществляется только по направлению осей X,
Y и Z. Во всех остальных случаях линейная скорость потока по
мере движения непрерывно возрастает, что и является основной
причиной разрушения компактного потока на отдельные струи.
По этой причине литейные формы, предназначенные для изго-
товления, протяженных, тонкостенных отливок, обычно распола-
гают в заливочном контейнере таким образом, чтобы основные
протяженные полости формы совпадали с направлением оси Y
или Z. Движение металла в этом направлении осуществляется в
виде компактного потока и с высокой скоростью. Движение ме-
талла по каналам формы, совпадающее по направлению с осью
X, создает наилучшие условия для формирования компактного
потока.
Ниже приведены расчетные данные, показывающие величину
скорости движения жидкого металла кв зависимости от ориента-
ции канала формы относительно оси вращенйя, числа оборотов
Центробежного стола п и расстояния рассматриваемого сечения
канала от оси вращения а:
а, м 0,25 0,5 0,25. 0,5
/2, об/мин 200 200 300 300
г, м/с:
-А' ...... 1,5 3,30 3,00 5,10
Г. 0,030 0,018 0,050 0,020
Z 2,80 5,20 7,90 11,00
При центробежном способе литья возникают значительные по
351
величине давления, которые могут деформировать или разрушить
литейную форму. Величина давления, действующего на материал
литейной формы, зависит от числа оборотов контейнера и рас-
стояния рассматриваемого сечения формы от оси вращения. Проч-
ность современных форм, изготовленных из графитовых и других
формовочных смесей такова, что они выдерживают нагрузки,
которые могут возникать при вращении контейнера радиусом до
1,5 м с числом оборотов в минуту 200...400.
Выбирая расположение литейной формы в контейнере, учи-
тывают также особенности организации питания отливки метал-
лом из прибылей в условиях центробежного литья.
Направленное затвердевание отливки и обеспечение необхо-
димых условий для питания достигается в том случае, если наи-
более массивные ее части располапцртся в контейнере ближе к
оси вращения. На массивные части обычно устанавливают при-
были, которые располагают таким образом, чтобы они находи-
лись по отношению к питаемому узлу со стороны вращения. При-
были располагают горизонтально или под небольшим углом к
горизонту. Их выполняют закрытыми. Конфигурация и способы
установки прибылей показаны на рис. 121.
Наибольший диаметр прибыли 2? составляет 1,2...1,4 диамет-
ра питаемого узла; высота прибыли обычно в два раза превышает
ее диаметр.'
Скорость вращения стола центробежной машины рассчиты-
вают с учетом габаритов, толщины стенок отливок и выбранного
коэффициента утяжеления. При выбранной скорости вращения
литейная форма ,в контейнере должна располагаться относитель-
но оси вращения таким образом, чтобы линия свободной повер-
хности металла (параболоида), соответствующая этой скорости,
не пересекала тела отливки и была выше ее.
Вращающаяся форма заполняется металлом направленно от
наиболее удаленных частей отливки к центру вращения. Перепад
давлений, возникающий в слое металла, способствует всплыва-
Рис. 121. Конфигурация прибылей и схемы их установки (а...г)
352
нию неметаллических включении и газовых пузырьков и удале-
нию их в прибыль. Повышенное давление уменьшает вероятность
зарождения и развития газовых пузырьков. Вращение стола цен-
тробежной машины продолжается до полного затвердевания от-
ливки. Извлечение форм из плавильно-заливочных установок
проводят после охлаждения отливок до 300...350 °C.
Критерием оптимальности принятой технологии изготовления
отливок из титановых сплавов, кроме их качества, является удель-
ный расход жидкого металла. Считают, что эта величина не дол-
жна быть больше 2,5 т на тонну годных отливок. Снижения удель-
ного расхода достигают максимальным наполнением контейнера
формами с тем, чтобы возможно полно использовать массу плав-
ки, применением рациональных литниковых систем, уменьше-
нием расхода металла на разбрызгивание.
Литье под давлением
Нардду с литьем в уплотняемые и керамические формы боль-
шое внимание уделяют в настоящее время разработке .технологии
литья под давлением. Предложена и опробована установка для
литья под давлением (рис. 122) с двумя вакуумными камерами —
Рис. 122. Установка для литья титана под давлением: 1 - электрод; 2 - тигель; 3 - воронка;
- пресс-поршень; 5 - камера прессования; 6 - пресс-форма
*2 — 4131
353
для плавки и заливки. Порция расплава при повороте тигля через
сливную воронку попадает в камеру прессования и под давлени-
ем поршня поступает в полость пресс-формы. Отливки выдержи-
вают в пресс-формах 5...10 мин, в течение которых они охлажда-
ются до 500...550 °C, а затем извлекают.
Материалом для изготовления пресс-форм служат жаропроч-
ная сталь ЗХ2В8Ф и титановые сплавы ВТ5, ВТ5-1. Для увеличе-
ния стойкости пресс-форм используют вставки из молибдена.
Камеры прессования изготавливают из сплава ЖС6.
В качестве смазки применяют спиртовой раствор коллоидаль-
ного графита плотностью 0,9...0,92 г/см3 или бакелито-фторис-
тую’ эмульсию. Смазку наносят пульверизатором на нагретые до
180...250 °C пресс-формы. Толщина слоя смазки не должна пре-
вышать 40 мкм.
Подвод металла осуществляют в наиболее толстые части отли-
вок с помощью питателей, толщина которых соизмерима с тол-
щиной стенок отливок.
Перед заполнением металлом пресс-формы нагревают до
450...500 °C. Для литья под давлением наиболее пригодными яв-
ляются сплавы ВТ5Л и ВТ20Л. Они обладают неплохой жидкоте-
кучестью, небольшим интервалом кристаллизации и низкой склон-
ностью к образованию трещин.
ч
Выбивка, обрубка, очистка и контроль качества отливок
Выбивку форм и стержней осуществляют после охлаждения
отливок до 20...30 °C с помощью пневматических зубил.
Литники и прибыли отделяют ацетилено-кислородной резкой.
Отливки подвергают дробеструйной или пескоструйной обработ-
ке с использованием корунда вместо песка, обрубке и черновой
механической обработке. После выбивки отливки подвергаются
визуальному контролю с целью обнаружения недоливов, несли-
тин, шероховатостей и других дефектов. Внутренние несплошно-
сти выявляют рентгенопросвечиванием.
Для исправления дефектов широко применяют аргоно-дуго-
вую заварку, которую проводят в специальной камере в атмосфе-
ре аргона. Внутренние несплошности могут быть устранены ме-
тодом горячего изостатического прессования.
Для снятия остаточных напряжений отливки могут подвергаться
отжигу. Отжиг проводят при 800 °C, а для сплава ВТ9Л — при
940 °C в инертной среде. Применяют также неполный отжиг при
600 °C, который можно проводить в воздушной среде. Время от-
жига — до 2 ч.
г л А в A 12. ПРОИЗВОДСТВО ОТЛИВОК ИЗ СПЛАВОВ
ТУГОПЛАВКИХ МЕТАЛЛОВ
§ 1. СВОЙСТВА ТУГОПЛАВКИХ МЕТАЛЛОВ
Для изготовления деталей, работающих при высоких темпера-
турах (свыше 1000 °C) используют тугоплавкие металлы и сплавы
да их основе. Все тугоплавкие металлы относятся к переходным
элементам и расположены в 1-м, 2-м и 3-м длинном периодах
периодической системы Д. И. Менделеева. Металлы, представ-
ляющие наибольший практический интерес, относятся к подгруп-
пам VA (V, Nb, Та) и VIA (Cr, Mo, W).
Основные физические свойства тугоплавких металлов приве-
дены в табл. 70.
Таблица 70. Физические свойства тугоплавких металлов
Свойство V Сг Nb Мо Та W
Атомный номер 23 24 41 42 73 74
Атомная масса 50,942 51,996 92,906 95,94 180,948 183,85
Атомный диаметр, нм 0,263 0,250 . 0,286 0,272 0,286 0,274
р, г/см3 6,10 7,15 8,60 10,2 16,6 . 19,3
4л', °C 1900 1875 2460 2620 2980 3400
, Асип, °C 3350 2500 4800 4600 5400 5500
с, Дж/(г-К) 0,499 0,460 0,272 0,256 0,142 0,147
X, Вт/(м-К) 37 90 54 • 142 55 150
а-10'6, К / 8,3 5,9 7,1 5,1 6,6 4,5
Модуль Юнга, ГПа . 135,2 250,0 106,8 336,3 188,3 415,0
Тугоплавкие металлы имеют невысокие коэффициенты тепло-
проводйости и линейного расширения. Все тугоплавкие метал-
лы, за исключением хрома, имеют низкое значение давления па-
ров. Тугоплавкие металлы высокой чистоты отличаются большой
пластичностью при комнатной температуре. Прочностные харак-
теристики у металлов подгруппы VIA заметно выше, чем у метал-
лов подгруппы VA.
В табл. 71 приведены значения предела прочности и относи-
тельного удлинения тугоплавких металлов при комнатных и вы-
соких температурах. Наибольшую прочность при высоких темпе-
ратурах имеют вольфрам и молибден.
Тугоплавкие металлы характеризуются хорошей коррозионной
Таблица 71. Механические свойства тугоплавких металлов при 20 °C
Свойство V Nb Та Сг Мо W
ов, МПа Металлы высокой чистоты 200 I 250 I 200 I 420 I 1 480 1 I 500...600
5, % 40 60 | 1 50 | 1 44 1 1 42 1 I 13,5 ’
ав, МПа Mei 260...450 "аллы техн 300...450 пческой 41 380...500 тстоты 500...900 800...900 800...
6, % 40...25 50...20 40...30 0 10...15 1100 0
пв, МПа (при 50 77 119 70 176 239
1095 °C) Рабочая 650... 1100... 1300... 700... 1200... 1650...
температура, °C 1100 1300 1650 1150 1450 2200
стойкостью в целом ряду агрессивных сред. Наибольшей корро-
зионной стойкостью обладают хром, молибден и вольфрам.
Ряд свойств тугоплавких металлов, таких, например, как вы-
сокая склонность к химическому взаимодействию с газовыми и
другими средами при повышенных температурах, резкое сниже-
ние пластичности при загрязнении металлов кислородом, азо-
том, углеродом, водородом, существенно усложняет технологи-
ческий процесс изготовления деталей из тугоплавких металлов и
ограничивает область их использования.
При повышенных и высоких температурах тугоплавкие метал-
лы активно взаимодействуют с кислородом и другими газами. Лишь
хром обладает высоким сопротивлением окислению, которое на-
чинается в заметной степени при 700 °C. Все остальные тугоп-
лавкие металлы начинают окисляться при 500...600 °C. Высокая
склонность тугоплавких металлов к окислению затрудняет их ис-
пользование в качестве высокожаропрочных материалов, так как
приходится защищать изделия из этих материалов специальными
покрытиями.
Ванадий, ниобий, тантал активно взаимодействуют с водоро-
дом. Процесс поглощения металлами водорода начинается при
температурах выше 300...500 °C. Сплавы, содержащие водород
выше определенной для каждого сплава концентрации, стано-
вятся хрупкими (водородная хрупкость).
Тугоплавкие металлы технической чистоты, особенно хромомо-
либден и вольфрам, имеют низкую пластичность. У этих метал-
лов переход от вязкого состояния к хрупкому происходит при
температурах, близких к 0,15/^. Это обстоятельство также оказы-
356
Рис. 123. Диаграмма состояния (часть) системы Nb-O2
Рис. 124. Диаграмма состояния (часть) системы Мо-О2
вает серьезные затруд-
нения в производстве
заготовок и их исполь-
зование в конструкци-
ях машин и агрегатов.
Металлы VA под-
группы (V, Nb, Та) спо-
собны растворять водо-
род, кислород, азот, уг-
лерод в значительно
больших количествах,
чем металлы VIA под-
группы (Сг, Mo, W). На
рис. 123 и 124 приведе-
ны части диаграмм со-
стояния молибдена и
ниобия с кислородом,
из которых следует, что
растворимость кисло-
рода в ниобии на два
порядка выше растворимости кислорода в молибдене. Как следу-
ет из диаграмм состояния, растворимость этих элементов в ту-
гоплавких металлах с понижением температуры уменьшается и
при температурах ниже 1000... 1500 °C в хроме, молибдене и воль-
фраме она ничтожно мала. Так, растворимость кислорода при
1400 °C составляет 0,26, 0,6 и 1,0 % для тантала, ниобия и вана-
дия и 0,0004 и 0,0001 % для молибдена и вольфрама соответ-
ственно. Поэтому при концентрации этих примесей, превышаю-
щих предел растворимости, в структуре сплавов образуются не-
металлические включения, приводящие к резкому снижению пла-
стичности и повышению склонности сплавов к хрупкому разру-
шению.
Температура перехода тугоплавких металлов из вязкого состо-
яния в хрупкое повышается с увеличением концентрации приме-
сей внедрения. В металлах VA подгруппы наиболее резко повы-
шает температуру хладноломкости водород. В молибдене наибо-
лее вредны кислород и углерод.
Анализ свойств тугоплавких металлов и практика показывают,
что не все тугоплавкие металлы по совокупности физических и
технологических свойств могут с успехом использоваться в каче-
стве конструкционных материалов для изготовления деталей, ра-
ботающих при высоких температурах. Хром и ванадий и их спла-
вы, хотя и имеют довольно высокую температуру плавления, од-
нако по своим свойствам и по уровню рабочих температур не
357
превосходят лучшие жаропрочные сплавы на никелевой основе.
Используются в промышленности сплавы на основе ниобия и
молибдена. Ниже приведены основные физические и технологи-
ческие свойства этих сплавов и на их примере рассмотрены ос-
новные особенности плавки и литья заготовок из тугоплавких
металлов.
§ 2. СВОЙСТВА НИОБИЕВЫХ И МОЛИБДЕНОВЫХ СПЛАВОВ
Основные достоинства ниобия: хорошие технологические свой-
ства (высокая пластичность, удовлетворительная свариваемость),
относительно невысокая плотность (8,57 г/см3), удовлетворитель-
ная коррозионная стойкость, широкое распространение в приро-
де, малое сечение захвата тепловых нейтронов. К недостаткам
ниобия и его сплавов относятся низкая стойкость против окисле-
ния и невысокий модуль, упругости (Е = 105 000 МПа).
Примеси внедрения — кислород и азот — сильно упрочняют
ниобий. Углерод слабо влияет на механические свойства, водо-
род — охрупчивает металл.
Из элементов, применяемых в качестве легирующих компо-
нентов, наиболее существенно повышают прочностные и жаро-
прочные характеристики ниобия цирконий, гафний, вольфрам,
Таблица 72. Химический состав, %, и механические свойства (при
20 °C) ниобиевых сплавов
Сплав W Мо Zr С Ti ав, МПа 6, %
ВН2 — 3,8. ..5,2 — , 0,05 — — —
ВН2А — 3,5...4,7 0,5...0,9 0,08 — — —
ВНЗ — . 4...5,2 0,8...2,0 0,08...0,16 — 780 18
ВН4 — 8.5...10,5 1...2 0,25...0,5 0,01...0,05 810 16
ВН6 4,5...6 4,5...6 1,0 — — 890 —
5ВМц 4,5...5,5 1.7...2,3 0,7...1.0 0,02 — 450 30
П р и м е ч а и п с. Nb - остальное.
ванадий и молибден. В табл. 72 приведен химический состав и
механические свойства ряда ниобиевых сплавов.
К достоинствам молибдена относятся: высокая жаропрочность,
относительно невысокая (по сравнению с вольфрамом) плотность
(10,2 г/см3). Удельная .прочность молибдена до 1400 °C выше, чем
вольфрама. Молибден и его сплавы отличаются высоким моду-
лем упругости, малым сечением захвата тепловых нейтронов, до-
358
сТупностью и развитой технологией производства. Недостатками
молибдена и его сплавов являются низкое сопротивление окис-
лению при температурах выше 500 °C и малая пластичность при
комнатных температурах. ,
Примеси внедрения (кислород, азот, водород, углерод) резко
ухудшают пластичность металла и повышают температуру пере-
вода из вязкого состояния в хрупкое. Растворимость указанных
прймесей в молибдене ничтожно мала, и поэтому в металле тех-
нической чистоты всегда имеются включения оксидов, нитридов,
карбидов.
Легирующие элементы - никель, кобальт, железо, цирконий,
гафний, тантал, ниобий — повышают прочностные характерис-
тики молибдена.
Химический состав и механические свойства ряда молибдено-
вых сплавов приведены в табл. 73.
Таблица 73. Химический состав, %, и механические свойства
молибденовых сплавов в деформируемом состоянии
/ Сплав Ti Zr с Другие элементы ав, МПа 6, %
тсмз — — 0,06...0,10 0,03...0,1 N 930/- 4/-
ЦМ5 — 0,4...0,6 0,04...0,07 — 775/500 11,5/6,0
ЦМ2А 0,07...0,3 0,07...0,15 0,004 — 800/220 25/18
ВМ1 До 0,4 0,08...0,25 0,01 — 800/340 10/17
ВМЗ 0,8...1,3 0,3...0,6 0,25...0,50 1,0...1,8 Nb 830/535* 0/9*
МР47ВП — — — 47,0 Re 1780/- —
’ При 1300 °C.
Примечания. 1. Мо - остальное. 2. В числителе - ов и б при 20 вС, в знаменателе
_ -при 1200 °C..
§ 3. ОСОБЕННОСТИ ПЛАВКИ ТУГОПЛАВКИХ СПЛАВОВ
Особенности плавки тугоплавких сплавов определяются высо-
кой химической активностью металлов и сплавов при высоких
температурах и особенно в жидком состоянии.
Для предотвращения насыщения сплавов примесями из газо-
вой атмосферы нагрев и плавку ведут в вакууме, в кристаллизато-
ре или в гарнисажных тиглях.
Шихта, используемая для плавки тугоплавких сплавов, в боль-
шинстве своем содержит в недопустимых количествах примеси,
Поэтому процесс плавки должен осуществляться таким образом,
359
чтобы рафинирование металла происходило в процессе его плав-
ления.
В качестве шихты применяют штабики и отходы промышлен-
ного и собственного производства. Штабики поступают с метал-
лургических заводов.' Их изготавливают из порошков тугоплавких
металлов. Производство штабиков является сложным процессом,
состоящим из следующих металлургических операций: рассева
порошков, прессования, низкотемпературного (1000...1200 °C) и
высокотемпературного (более 2000 °C) спекания, правки, обруб;
ки, сварки и др.
Приготовленные для переплавки штабики содержат значитель-
ное количество примесей, которые не позволяют получать высо-
кокачественные заготовки.
Таблица 74. Содержание примесей в порошках и спеченных
штабиках, %
Металл Вид полу- фабриката . °2 n2 Hj С
Ниобий Порошок 0,5 0,1 — 0,2 0,06
» Штабик 0,04 0,05 0,001
Молибден Порошок 0,17 0,01 — 0,025
Штабик* 0,0023/0,01 0,0006/0,0014 0,0005/0,0005 0,006/0,008
* В числителе — спекание в вакууме, в знаменателе — в атмосфере водорода.
В табл. 74 приведены данные о содержании примесей в исход-
ных порошках ниобия и молибдена и в спеченных штабиках.
Из таблицы следует, что рафинирование и дегазация штаби-
ков при их спекании в твердофазном состоянии хотя и приводит
к снижению содержания кислорода, азота, углерода, водорода,
однако значительная часть примесей остается в металле. Для по-
лучения литых заготовок исходную шихту — пакеты из штаби-
ков — плавят в вакуумных электродуговых или электронно-луче-
вых печах. Эффективный метод дальнейшего снижения содержа-
ния примесей — переплавка шихты в электронно-лучевых печах.
Высокая температура жидкого металла и достаточно низкое дав-
ление (13...1 МПа) в камере печи позволяют производить глубо-
кую очистку металла от примесей. Применение электронно-лу-
чевой плавки не только обеспечивает эффективное жидкофазное
рафинирование от примесей, но и позволяет в определенных
пределах регулировать содержание этих примесей за счет введе-
ния в шихту активных раскислителей (С, В и др.) и обезуглеро-
живающих и карбидообразующих добавок (Ti, Zr и др.).
360
Ниже приведены данные о высокой эффективности очистки
металлов от примесей при электронно-лучевой плавке.
о2 с N2 н2
Мо 0,0060/0,0005 0,0040/0,0012 0,0041/0,0003 0,0005/0,0001
Nb 0,05/0,015 0,02/0,007 0,021/0,006 0,002/0,001
Примечание. В числителе — содержание примеси в шихте, в знаменателе — в слитке.
При электронно-лучевой плавке удаляются путем испарения
также и металлические примеси. При этом следует учитывать,
что может происходить испарение основного металла и легирую-
щих элементов. Эффективное удаление примесей происходит в
том случае, когда давление пара примеси не менее чем в 10 раз
выше давления пара основного металла.
Такие примеси, как Fe, Ni, Си, Мп, Сг, Al, Pb, Bi, Sb, Са, Mg,
Zr, Р, S, удаляются из ванны жидкого металла в период элект-
ронно-лучевой плавки. Электронно-лучевая плавка позволяет
получать высококачественные заготовки при переплавке не толь-
ко штабиков, но и брикетов, полученных прессованием стружки
и мелкоизмельченных отходов. Более глубокая очистка от приме-
сей может быть обеспечена двойным переплавом металла в элек-
тронно-лучевых печах и путем введения в металл в процессе плавки
активных добавок. Так, с целью- более глубокой очистки молиб-
дена рт кислорода в расплав вводят активные оксидообразующие
добавки (С, В, РЗЭ, Zr, Ti и др.). Эти элементы имеют более
высокое сродство к кислороду, чем молибден, и восстанавливают
их оксиды:
МоО3 + ЗС -> Мо + ЗСОТ;
МоОч + ЗСО -> Мо + ЗСО.Т.
Углерод — вредная примесь, и поэтому его вводят в расплав в
таком количестве, чтобы в процессе раскисления он полностью
удалялся из металла в виде газовой фазы. Максимальное сниже-
ние содержания углерода в тугоплавких сплавах, особенно в ме-
таллах VIA подтруппы, является важнейшей технологической за-
дачей, способствующей повышению качества сплавов. Углерод
* резко снижает пластичность и способствует повышению темпр-
* ратуры перехода из вязкого в хрупкое состояние.
Частично углерод удаляется при электронно-лучевой плавке.
С целью нейтрализации вредного воздействия углерода в тугоп-
лавкие металлы вводят в небольших количествах высокоактив-
ные карбидообразующие элементы: титан, цирконий, гафний. Они
образуют с углеродом карбиды, которые кристаллизуются в виде
мелких разрозненных включений, слабо влияющих на свойства
металла.
361
Рис. 125. Плавильный
узел элекгродуговой ва-
куумной печи для полу-
чения слитков из тугоп-
лавких сплавов
Широко распространен в промышленности вакуумный элекг-
родуговой способ плавки. Однако этому способу присущ один
существенный недостаток. Степень очистки металла от примесей
при элекгродуговой плавке ниже, чем при электронно-лучевой.
Электродуговые вакуумные печи с расходуемым электродом
по своей принципиальной схеме не отличаются от аналогичных
печей для плавки титановых сплавов. Применяют печи несколь-
ких конструкций, но все они имеют один и тот же принцип рабо-
ты и отличаются друг от друга габаритными размерами и различ-
ной компоновкой отдельных узлов.
Расходуемый электрод Г (рис. 125), состоящий из штабиков,
закрепляют в специальной головке электрододержателя 2. С по-
мощью механизма перемещения электрододержателя расходуе-
мый электрод опускают в водоохлаждаемую изложницу 3. Затем
между электродом 1 и “затравкой” 4, изготовленной из того же
металла^ что и расходуемый электрод, зажигают электрическую
дугу. Нижний торец расходуемого электрода оплавляется и капли
жидкого металла, стекая в изложницу, фор-
мируют слиток.
Печи работают на постоянном и пере-
менном токе. Диаметр выплавляемых слит-
ков 250...300 мм.
В табл. 75 приведены технические харак-
теристики элекгродуговых печей, применя-
емых для плавки тугоплавких металлов.
Конструкция и принцип работы электро-
дуговых гарнисажных, печей рассмотрены в
гл. IV.
Разработаны конструкции электродуго-
вых вакуумных печей для гарнисажной плав-
ки тугоплавких сплавов. При гарнисажной
элекгродуговой плавке тугоплавких метал-
лов применяют графитовые тигли, установ-
ленные в водоохлаждаемую обойму и ме-
таллические водоохлаждаемые тигли. Сохра-
нение в процессе плавки постоянной тол-
щины гарнисажа — одна из основных про-
блем гарнисажной плавки. При неправиль-
но выбранном режиме плавки возможны
следующие отклонения:
1) увеличение толщины гарнисажа с од-
новременным уменьшением объема жидкой
ванны и снижением температуры металла;
2) уменьшение толщины гарнисажа, что
362
Таблица 75. Технические характеристики электродуговых плавильных
установок
Параметры ДВВ-125 ДВП-500 ЦЭП-368 ЦЭП-374 ЦЭП-317А ВД-80
Мощность, кВт 270 210 300 300 300 300
Напряжение, В 60 60 60 60 60 60
Диаметр кристал- лизатора, мм Сила рабочего тока, А* 80, 100, 110, 125 110 ПО НО ПО, 140, 150, 180 80, 100, 115
4500/6000 3500/1000 5500/- 5500/— 10000/12000 6000/—
Высота кристалли- затора, мм 750 1000 1000 1000 1000 2500
Скорость плав- ления, кг/мин 0,6...0,3 0,5...0,3 0,5...0,3 0,5...0,3 1,0...3,0 0,5...3,0
Удельный расход электроэнергии, кВтч/кг 0,8..-2,0 1...2 1...2 1...2 1...2 1...2
Расход охлаж- дающей воды, м3/ч 8...10 8 12 12 15 12
Высота печи, м 4,1 8 8 • 8 9,15 8
Масса печи, т 1,5 1,5 2,5 3,0 3,7 3
* В числителе — при работе на постоянном токе, в знаменателе — на переменном.
может привести к непосредственному контакту жидкого металла
С материалом тигля и вызвать загрязнение металла или аварию.
В настоящее время разработаны методы автоматического уп-
равления процессом плавки, обеспечивающим сохранение опти-
мальной толщины гарнисажа.
Слив металла из тиглей осуществляют чаще всего путем пово-
рота гарнисажного тигля. В качестве материала форм используют
графит различных марок, медные сплавы, молибден, вольфрам и
Их сплавы. Применяют также различные формовочные смеси на
основе графитового порошка. Для предупреждения взаимодей-
ствия металла с углеродом формы на рабочую поверхность форм
плазменным напылением наносят защитные покрытия из раз-
личных химически- и жаростойких материалов. Для обеспечения
заполнения форм жидким металлом и повышения плотности от-
ливок заливку металла производят во вращающиеся формы.
Промышленные электронно-лучевые печи выпускают разных
конструкций. В качестве примера на рис. 126 показана электрон-
но-лучевая печь ПЭЛ-1000.
Печь ПЭЛ-1000 оборудована универсальным загрузочным уст-
ройством (рис. 127), позволяющим переплавлять любой вид ших-
363
364
Рис. 126. Электронно-лучевая печь ПЭЛ-1000: 1 - плавильная камера; 2 - электронная пушка; 3 - загрузочное устройство; 4 - смотровое
устройство; 5 - кристаллизатор; 6 - камера для слитка; 7 - подвижная платформа для перемещения слитка; 8 - вакуумные насосы; 9 -
фланец с вакуумными уплотнителями для присоединения камеры к плавильной камере; 10 - металлические охладители; 11 - слиток; 12 -
поддон-затравка; 13 - механизм вытягивания слитка
ты (штабики, обрезь, стружка, кусковые и другие отходы) с авто-
матической подачей шихтовых материалов в зону плавки. Ком-
пактные материалы (круглые слитки, пакеты штабиков, брикеты)
помещают в трубу 11 загрузочного бункера и закрепляют в карет-
ке /5, соединенной с ходовым винтом 8, приводимым в движе-
ние двигателем 12 через зубчатую передачу 14, редуктор 13, и
подают с требуемой скоростью в зону плавки. При плавке сыпу-
чих материалов в полость загрузочной трубы 11 помещают обой-
му 10 со шнеком 9, загруженную предварительно исходным сы-
пучим шихтовым материалом. При вращении шнека сыпучая
шихта по специальному желобу поступает в зону плавления.
Печь ПЛ-1000 оборудована мощной электронной пушкой с
оригинальными узлами и системами, которые обеспечивают, вы-
сококачественную плавку металла и надежную работу установки.
В табл. 76 приведены основные технические характеристики не-
Рнс. 127. Электронно-лучевая печь ПЭЛ-1000 с одним из шихтовых бункеров: 1 - слиток; 2
" трубы для охлаждения кристаллизатора; 3 - механизм вытягивания слитка; 4 - кристалли-
затор; 5 - крышка плавильной камеры; 6 - электронная пушка; 7 - вакуумная камера; 8 -
Ходовой винт; 9 - неподвижный шнек; 10 - обойма для зафузки сыпучих материалов; 11 -
за<рузочная труба; 12 - электродвигатель; 13 - редуктор; 14 - зубчатая передача; 15 - ка-
« Ретка
365
Таблица 76. Технические характеристики электронно-лучевых
плавильных установок
Параметры ПЭЛ-300 ПЭЛ-1000 ЕМО-200 ЕМО-1200 ЭРП-2А-1000
Мощность электрической пушки, кВт 300 1000 200 1200 500
Число пушек Габариты«псчи; м: 1 1 1 1 2
площадь 7X10 13x17 13x16 15x26 10,8X11,6
высота . Размер выплавляемых слитков, мм: 6 9 9 18 7,2
диаметр ’ 60...270 100...500 70...230 500...800 160...280
длина 1500 3000 1500 3000 1500
. прямоугольного сечения Максимальный размер пе- реплавляемых электродов, мм: 70x200 80x250 370x240
диаметр 250 380 150 280 . 200
длина. 2500 3000 2200 2200 1500
Число загрузочных уст- ройств (расположение за- грузочных устройств гори- зонтальное) 1 2 1 2 1
которых типов электронно-лучевых промышленных установок.
В зависимости от требований, предъявляемых к литым заго-
товкам, а также от марки выплавляемого сплава и вида использу-
емой шихты, применяют различные варианты плавки с исполь-
зованием вакуумных дуговых (ВДП) и электронно-дуговых печей
ОДП).
С целью получения заготовок с требуемыми химическим со-
ставом, структурой и свойствами применяют также двойной пе-
реплав: плавку исходной шихты с целью литья круглых слитков (I
переплав) и переплавку полученного слитка (расходуемого элек-
трода) в готовую продукцию (II переплав). Наиболее часто ис-
пользуют варианты плавок, проводимые по схемам, приведен -
ным на рис. 128.
Изготовление готовой продукции из тугоплавких сплавов по
схеме 1 обычно проводят в том случае, если не предъявляются
особые требования к чистоте металла по содержанию в них при-
месей. В связи с относительно неглубоким разрежением в пла-
вильной камере вакуумной дуговой печи (133...13 МПа) степень
очистки металла от примесей при плавке в ВДП ниже, чем в
366
Схема I
Изготовление расходуемого электрода из штабиков
♦ :
Плавка в вакуумной дуговой печи с целью
получения слитка I переплава
Плавка слитка I переплава
в гарнисажных печах ВДП
с целью получения фасонных
отливок и заготовок
Плавка слигдка Т переплава
в печах ВДП с целью
получения готовой
продукции (слитков)
Схема П
Подготовка шихты для плавки в ЗПП? пакеты из штабиков. ,
кусковые отходы, брикеты, крупный порошок и др.
t "
Плавка шихты в ЭЛП с целью получения
слитка I переплава
главка слитка
Тпереплава
в гарнисажных
печах ВДП с целью
получения фасонных
отливок и заготовок
Плавка слитка
I переплава
в печах ВДП
с целью получения
готовой продукции
(слитков)
Плавка слитка
I переплава
в печах ЗИП
с целью получения
готовой продукции
(слитков)
Рис. 128. Варианты плавок с двумя переплавами
электронно-лучевых печах. Поэтому целесообразно применять
элекгродуговую плавку для второго переплава, а именно для пе-
реплавки электродов (слитков I переплава), полученных в элект-
ронно-лучевых печах (схема 2).
Г Л А В A 13. ПРОИЗВОДСТВО ОТЛИВОК ИЗ СПЛАВОВ
ЛЕГКОПЛАВКИХ МЕТАЛЛОВ
К числу легкоплавких металлов относят цинк, свинец, кадмий,
висмут и олово. Они имеют плотность, превышающую
7 г/см3, и входят в группу тяжелых металлов.
§ 1. СОСТАВ И СВОЙСТВА ЦИНКОВЫХ СПЛАВОВ
Цинк обладает гексагональной плотноупакованной кристалли-
ческой решеткой и не испытывает аллотропических превращений.
Температура плавления цинка 419 °C; температура кипения
907 °C; плотность при комнатной температуре 7,14 г/см3. В литом
состоянии цинк имеет низкие прочностные ( а, = 20...70 МПа) и
пластические свойства (3 = 0,3...0,5 %).
Чистый цинк используют в основном в виде деформированных
полуфабрикатов (листов, полос, плит) в полиграфической и элек-
тротехнической промышленности. Основную массу листов при-
меняют для изготовления малогабаритных источников тока; зна-
чительное количество цинка расходуют на изготовление типограф-
ских клише и приготовление различных сплавов. Цинк имеет хо-
рошую коррозионную стойкость в атмосферных условиях в пре-
сной воде, поэтому его широко используют для защитных покры-
тий кровельного железа и изделий из него (баки, ведра).
В нагретом состоянии (>150 °C) цинк хорошо воспринимает
пластическую деформацию, склонность к которой ухудшается в
присутствии сотых долей процента примеси олова. Образуя с цин-
ком легкоплавкую эвтектику (198 ’С), олово придает ему красно-
ломкость, делая невозможной обработку давлением при повышен-
ных температурах. При совместном содержании примесей олова и
свинца образуется еще более легкоплавкая (150 ’С) тройная эвтек-
тика (цинк—олово—свинец).
Свинец, как и олово, практически нерастворим в твердом цин-
ке. При быстром охлаждении сплава цинка со свинцом удается
получить равномерное распределение свинца по границам зерен.
Ввиду большого различия электропотенциалов свинец увеличива-
ет склонность цинка к коррозии, ускоряет растворимость его в
кислотах. Это свойство свинца используют при изготовлении ти-
пографских клише из сплава цинка с 1 % свинца.
Примесь железа повышает твердость цинка и задерживает его
рекристаллизацию. При содержании железа более 0,001 % образу-
ется хрупкая твердая фаза FeZn7 (рис. 129); при 0,2 % железа цинк
нельзя подвергать прокатке.
ГОСТ 3640—79 предусмотрен выпуск девяти марок цинка, от-
368
Рис. 129. Включения интерметаллида
FeZn7 в цинке: х340
пинающихся содержанием при-
месей (табл. 77).
фасонные отливки изготав-
ливают из цинковых -сплавов,
которые в зависимости от на-
значения делят на несколько
групп: сплавы для литья под
давлением (ГОСТ 19424-74),
антифрикционные (ГОСТ
21437-75 и ГОСТ 21438-75),
типографские.
Широкое применение для
изготовления фасонных отливок
нашли сплавы цинка с алюми-
нием, медью и магнием (ЦАМ).
Химический состав, механичес-
кие и литейные свойства этих
сплавов по ГОСТ 19424—74 при-
веден в табл. 78 и 79. Эти сплавы имеют хорошую жидкотекучесть
и при литье под давлением позволяют получать тонкостенные (до
0,5мм) отливки, не требующие дополнительной обработки повер-
хности. Они хорошо полируются и легко воспринимают защитные
покрытия. Отливки из сплавов ЦАМ широко используют в авто-
мобильной и тракторной промышленности, в бытовой технике, в
электротехнике, в качестве заменителей оловянных бронз при из-
готовлении подшипников, работающих при малых скоростях и
высоком удельном давлении (до 20 МПа). В автотракторострое-
нии из сплавов ЦАМ отливают корпуса карбюраторов и магнето,
бейзонасосы и другие детали. В приборостроении из этих сплавов
изготавливают детали счетных и пишущих машин, телефонных и
телеграфных аппаратов и радиоприемников.
Литейные сплавы имеют гетерогенную структуру. Двойные спла-
вы, содержащие до 5 % алюминия (рис. 130), кристаллизуются с
образованием первичных кристаллов твердого раствора алюминия
в цинке (aZn) и эвтектики aZn + ar При 275 °C фаза а, распадается
на + aZn. Однако этот эвтектоидный распад не успевает прохо-
дить полностью в процессе охлаждения отливок и продолжается
ПРЙ эксплуатации изделий тем интенсивнее, чем выше рабочая
температура. Это приводит к росту отливок — увеличению его раз-
меров, что совершенно недопустимо. Для подавления эвтектоид-
ного распада в сплавы вводят до 0,1 % магния.
369
Таблица 77. Химический состав цинка
Марка Цинк, %, не менее Примеси, %, не более
РЬ Cd Fe Си Sn As s примесей
ЦВОО 99,997 0,00001 0,002 0,00001 0,00001 0,00001 — 0,003
цво 99,995 0,003 0,002 0,002 0,001 0,001 . — 0,005
ЦВ1 99,992 0,004 0,002 0,003 0,001 0,001 — 0,008
цв 99,99 0,005 0,002 0,003 0,001 0,001 0,0005 0,01
ЦОА 99,98 0,011 0,004 0,003 0,001 0,001 0,0005 0,02
ЦО 99,975 0,013 0,004 0,005 0,001 0,001 0,0005 0,025
ш 99,95 0,02 0,01 0,01 0,002 0,001 0,0005 0,05
Ц2 98,7 1,0 0,2 0,05 0,005 0,002 , 0,01 13
цз 97,5 2,0 0,2 0,1 0,05 0,005 0,01 2,5
Таблица 78. Химический состав цинковых сплавов для литья под
давлением
Сплав Легирующие элементы, % Примеси, %, не более
А1 Си Mg Си РЬ Fe Sn Cd Si
ЦА40 3,9...4,3 — 0,03...0,06 0,03 0,004 0,05 0,002 0,004 0,015
ЦА4 3,5...4,3 — 0,02...0,06 0,03 0,01 0,05 0,002 0,005 0,015
ЦАМ4-1о 3,9...4,3 0,75...1,25 0,03...0,06 — 0,004 0,05 0,002 0,004 0,015
ЦАМ4-1 3,5...4,3 0,75...1,25 0,02. ..0,06 — 0,01 0,05 0,002 0,005 0,015
ЦАМ4-1В 3,5...4,5 0,6...1,2 <0,1 — 0,02 0,1 0,005 0,015 0,03
Примечание. Zn — остальное.
Таблица 79. Свойства цинковых сплавов для литья под давлением
Свойство ЦА40 ЦА4 ЦАМ4-10 ЦАМ4-1 ЦАМ4-1В
ав, МПа, не менее 216 216 — 196 —
5, %, не менее 2 2 — 0,5...1 —
НВ, МПа 980 980 — 638 —
Интервал кристаллизации, °C 390...382 390...382 390...377 390...377 390...377
р при 20 вС, г/см3 6,97 6,97 6,99 ' 6,98 6,95
Линейная усадка, % 1,0 1,0 1,1 1,1 1,1
Жидкотекучесть, см 80 80 — 72 —
Температура литья, °C 400...450 400...450 400...450 400...450 400...450
Примечание. Сплав ЦАМ4-10 используют для изготовления деталей особо
ответственного назначения, сплав ЦАМ4-1 — для деталей ответственного назначения, сплав
ЦАМ4-1В — для изготовления деталей неответственного назначения.
370
Рис. 130. Диаграмма состояния системы Zn-Al
Тройные сплавы цинка с алюминием и медью (рис. 131) имеют
в структуре первичные кристаллы твердого раствора алюминия и
меди в цинке rjZn и двойную эвтектику r]Zn + oty. При охлаждении
до комнатной температуры из первичных кристаллов ru возмож-
но выделение вторичных кристаллов аЛ и е (CuZn3). Тройные спла-
вы, также как и двойные, легируют магнием для предотвращения
роста отливок в процессе эксплуатации.
Олово, свинец и кадмий
являются вредными приме-
сями для сплавов ЦАМ.
Тысячные доли процента
указанных элементов вызы-
вают межкристаллитную
коррозию, приводящую к
разрушению отливок. Оло-
во и кадмий, кроме того,
А
"Рис. 131, Цинковый угол системы
Zn-Al-Cu. Сплавы: ЦАМ 10-5 (1)\
UAM9-3 (2); ЦАМ5-1 (3)-
ЦАМ4,5-1 (4)\ ЦА5 (5);
ЦЛМ5-3 (б); ЦАМ5,5-1 (7);
НЛ4 (8)
371
Рис. 132. Микроструктура сплава ЦАМ4,5-1
с 0,07 % Fe после травления 3%-ным
раствором азотной кислоты в спирте, х34О
придают сплавам хрупкость в
горячем состоянии. Из дру-
гих вредных примесей (Bi, Sb,
Hg, И, Fe, Si) необходимо
отметить железо и кремний.
Железо плохо растворяется в
твердом сплаве и при кон-
центрациях, превышающих
тысячные доли процента, об-
разует с алюминием интер-
металлвд FeAl3 (рис. 132),
твердость которого в 5...10 раз
выше твердости матрицы
сплава (табл. 80).
При повышении содержа-
ния железа число и размеры
интерметаллидных включе-
ний увеличиваются. Одновременно усиливается их абразивное воз-
действие на режущий инструмент. Затупление инструмента ухуд-
шает качество обработки, увеличивает длительность операций и
сопровождается его поломками. В связи с этим ГОСТ 19424—74
ограничивает содержание железа в чушковых сплавах ЦАМ4,5—1,
используемых для изготовления отливок ответственного назначе-
ния, до 0,05 %. Железо попадает в цинковые сплавы как с шихто-
выми материалами, так и в результате растворения чугунных тиг-
Таблица 80. Характеристика включений, обнаруживаемых в структуре
сплава ЦАМ4,5—1
Включение Шлиф без травления Шлиф травлен в HNO3 в спирте Як МПа ^ПЛ» С Р, г/см3 Попереч- ный размер, мкм
в светлом поле в темном поле
FeAl3 Светло- розовый Светлый Черный 8000... 12000 1160 3,99 1...100
Si Светло- серый Светло- серый Светлый 11270... 13000 1415 2,4 1...50
FeSi — — Темный 10500 1410 — —
ZnAl2O4 Темно- серый Темно- серый Светлый 2000...4000 — 4,8 3...20
SiO2 Темно- серый Темно- серый Светло- серый 9800.... 11800 1723 2,65 3...30
Матрица сплава — — — 950... 1000 390 6,98 —
372
лей и плавильного инструмента. Поэтому содержание железа в
расплаве ЦАМ4,5—1 может значительно превышать указанную ве-
личину.
Включения интерметаллйда FeAl3 имеют меньшую плотность,
чем расплав. Поэтому они всплывают на поверхность расплава,
где концентрация их может достигать 15...20 % (объемы.) при кон-
центрации железа 5...6 %.
Влияние примеси кремния подобно влиянию примеси железа.
При содержании до 6,015 % кремний входит в состав твердого
раствора на основе цинка. При большем содержании в структуре
сплава появляются серые кристаллы кремния, микротвердость ко-
торых достигает 13000 МПа; они резко увеличивают износ режу-
щего инструмента. Кремний попадает в сплав вместе с алюмини-
ем (как неизбежная примесь) или с отходами сплавов алюминия с
кремнием в тех случаях, когда изготовление отливок из сплава
ЦАМ4,5—1 и силуминов осуществляется в одном цехе. При одно-
временном содержании примесей железа и кремния в структуре
сплавов ЦАМ обнаруживаются твердые включения химического
соединения FeSi.
Антифрикционные сплавы в качестве легирующих компонен-
тов также содержат алюминий (до 15 %), медь (до 5 %) и магний
(цо 0,03 %). Они обладают высокими механическими свойствами
и используются как дешевые заменители оловянных бронз. Струк-
туру сплавов с высоким содержанием меди (ЦАМ10-5) составляют
первичные кристаллы твердого раствора аЛ, двойная эвтектика
+ s (CuZn3) и тройная эвтектика аЛ + r|Zn + б (CuZn3); в сплавах с
низким содержанием меди (ЦАМ9-1,5) структурными составляю-
щими являются первичные кристаллы твердого раствора, двой-
ная эвтектика + r|Zn и тройная, эвтектика аЛ + r|Zn + е (CuZn3).
§ 2. ОСОБЕННОСТИ ПЛАВКИ ЦИНКОВЫХ СПЛАВОВ
Плавка цинка и сплавов на его основе ввиду их низкой темпе-
• ратуры плавления не представляет особых затруднений. Для плав-
ки применяют различные по конструкции печи. В литейных це-
хах, производящих слитки, для плавки используют электрические
индукционные и отражательные печи. В цехах литья под давлени-
®м плавку ведут в тигельных печах в чугунных тиглях. Плавку чи-
сТого катодного цинка чаще всего ведут в индукционных печах с
Железным сердечником, футерованных шамотом. Для набивки
кодового камня используют массу, состоящую из 35 % синей гон-
чарной глины; 35 % обожженной глины; 12 %, каолина и 1...2 %
связующего (сульфитной барды); остальное — кварцевый песок.
373
Для переплавки отходов, требующих рафинирования от металли-
ческих примесей, используют отражательные печи с шамотной
футеровкой.
Цинк легко окисляется. Особенно интенсивно окисление идет
в присутствии паров воды. Образующийся оксид ZnO нелетуч. Так
же интенсивно окисляются сплавы ЦАМ4,5—1. Высокая химичес-
кая активность компонентов сплава обусловливает образование на
поверхности расплава пленки шпинели ZnAl2O4. В процессе заг-
рузки шихты и перемешивания оксидная пленка разрушается, об-
рывки ее замешиваются в расплав. Обогащению расплавов оксид-
ными пленами в большей мере способствует использование не-
компактных шихтовых материалов (литников, стружки, сплесов).
Наряду со шпинелью в цинковых сплавах обнаруживают включе-
ния кремнезема (SiO,), а иногда и глинозема (А12О3), источником
которых являются загрязненные шихтовые материалы.
Общее содержание оксидных включений в сплавах ЦАМ4,5-1
может достигать 0,34 % (обьемн.), а в отливках 0,6 % (обьемн.).
При этом на долю шпинели (ZnAl2O4) приходится около 90 % от
общего содержания включений. Оксиды имеют меньшую плот-
ность, чем расплав. Поэтому они сравнительно легко всплывают
на поверхность расплава и попадают в тело отливки. Для сниже-
ния интенсивности окисления плавку цинка и его сплавов ведут
под покровом древесного угля. Обогащение оксидными включе-
ниями происходит также в результате взаимодействия расплавов с
футеровкой печи.
Для того чтобы исключить обогащение расплавов железом и
повысить стойкость режущего инструмента, плавку цинковых спла-
вов необходимо вести в индукционных тигельных или канальных
печах и использовать для разливки керамические тигли. В тех же
случаях, когда применение металлических (чугунных или сталь-
ных) тиглей для плавки неизбежно, внутреннюю поверхность их
покрывают слоем обмазки из смеси каолина с жидким стеклом.
Цинк и его сплавы весьма чувствительны к перегреву, что мо-
жет привести к значительным потерям цинка на испарение и к
обогащению расплавов оксидами и интерметаллцдами. Кроме того,
перегрев способствует образованию столбчатой структуры, кото-
рая повышает склонность сплавов к образованию трещин при зат-
рудненной усадке и при обработке давлением. По этой причине
цинк не перегревают выше 500 °C, а сплавы ЦАМ — выШе 550 °C.
Для повышения свойств отливок цинковые расплавы подверга-
ют очистке от металлических и неметаллических примесей. Для
этого используют отстаивание, обработку хлоридами, продувку
инертными газами, фильтрование. Наиболее распространенным
методом очистки цинковых расплавов является обработка хлори-
374
с/Ь-юоъ
Рйс. 133. Установка фильтра в титле
раздаточной печи: 1 - тигель; 2 - стакан;
3 - фильтр
Рис. 134. Эффективность очистки расплава
ЦАМ4.5-1 (относительное изменение
концентрации включений C/Cqx 100%);
1 - отстаивание; 2 - продувка азотом;
3 - обработка гексахлорэтаном;
4- фильтрование через зерна хлористого
натрия
"дамп. Рафинирование осуществляют введением в расплав с помо-
щью колокольчика при 450...470 °C 0,1:..0,2 % хлористого аммо-
ний или 0,3...0,4 % гексахлорэтана и перемешиванием расплава до
прекращения выделения продуктов реакции. Такая обработка по-
зволяет удалить из расплава ЦАМ4,5—1 до 80 % оксидов и 70 %
интерметаллидов. Более глубокая очистка может быть достигнута
при фильтровании расплавов через мелкозернистые фильтры из
магнезита, сплава фторидов магния и кальция, хлорида натрия и
Других веществ. Применение фильтров со средним диаметром зер-
на 2...3 мм и толщиной фильтрующего слоя 100 мм позволяет уда-
лять из расплавов ЦАМ4,5-1 до 90 % оксидных и
85 % интерметаллидных включений. Фильтрование ведут через
нагретый фильтр (—500 °C), который помещают в специальные ста-
каны, установленные в раздаточных печах (рис. 133), или на учас-
тке перелива расплава из плавильной печи в ковш или изложницу.
; Сопоставление эффективности различных методов очистки
Цйнковых расплавов (рис.. 134) показывает, что продувка азотом и
обработка гексахлорэтаном мало отличаются уровнем очистки,
однако они значительно эффективнее отстаивания. По сравнению
с обработкой гексахлорэтаном фильтрование позволяет уменьшить
содержание оксидных и интерметаллидных включений в два раза.
Следует отметить, что независимо от способа очистки отделение
оксидных включений идет полнее, чем интерметаллидных. Это
375
объясняется, по-видимому, лучшим смачиванием интерметалли-
дов расплавом.
Как уже отмечалось, для изготовления типографских клише
используют сплав цинка со свинцом (0,67... 1,25 %). Для приготов-
ления сплава можно использовать первичный цинк марки Ц2.
Пластины типографского цинка подвергают полировке. На поли-
рованной поверхности не допускаются местные скопления свин-
ца, интерметаллвдов, оксидных плен, шлаковых включений и уса-
дочных дефектов. Для получения клише необходима хорошая тра-
вимость сплава, что обеспечивается равномерным распределением
свинца. Однако получить такой сплав при использовании чистых
металлов трудно из-за сильной гравитационной ликвации свинца.
Поэтому иногда свинец вводят в виде хлористого свинца. В ре-
зультате обменной реакции свинец выделяется в вице тонкодис-
персных капель, что обеспечивает устойчивость эмульсии.
. Несмотря на тщательное соблюдение серийной технологии плав-
ки и литья полиграфического цинка (рафинирование хлористым
аммонием, отстаивание, фильтрование через стальную сетку), брак
пластин только по литейным дефектам .может составлять 8... 10 %.
Трехкратное снижение брака может быть достигнуто, если перед
заливкой в изложницы расплав профильтровать через нагретый до
400 °C слой магнезитовой.крошки толщиной 50...70 мм с диамет-
ром зерна 4...6 мм. Такой фильтр устанавливают в распредели-
тельной воронке, через которую заполняют изложницу металлом.
Технология плавки сплавов системы Zn—Al—Си сравнительно
проста. Шихтовыми материалами для приготовления сплавов слу-
жат первичный цинк, чистый алюминий, электролитическая медь
и отходы собственного производства. Для ускорения плавки и пре-
дупреждения перегрева расплава медь вводят в сплав в виде лига-
туры А1—Си (50 : 50). Первоначально в печь загружают лигатуру,
отходы и половину всего количества цинка. Поверхность шихты
засыпают древесным углем. Завалку расплавляют и перегревают
до 530...550 °C. Затем загружают алюминий, а после его растворе-
ния — цинк. Сплав перемешивают, снимают уголь и шлак и вводят
магний. После тщательного перемешивания и удаления остатков
шлака при 420...450 °C проводят рафинирование хлористым аммо-
нием или гексахлорэтаном и переливают расплав в раздаточные
печи, миксеры машин непрерывного литья слитков или разлива-
ют в изложницы. Во время перелива, если это необходимо, рас-
плавы фильтруют через зернистые фильтры.
В цехах фасонного литья, как правило, при выплавке рабочего
сплава используют чушки готового сплава ЦАМ. Расплавление их
чаще всего осуществляют в'чугунных тиглях раздаточных печей в
процессе литья. При нарушении технологии (загрузке литников и
376
пресс-остатков) расплав существенно обогащается оксидами. Дли-
тельный контакт расплава с чугунным тиглем и периодическое
захолаживание его при загрузке свежих порций сплава, способ-
ствуют образованию включений интерметаллйда FeAl3 и попада-
нию их в тело отливок. Механическая обработка таких отливок на
автоматических линиях характеризуется быстрым затуплением ре-
жущего инструмента, частыми его поломками и существенным
снижением производительности линий из-за простоев, обуслов-
ленных необходимостью замены инструмента. Значительного улуч-
шения показателей обрабатываемости отливок достигают введе-
нием операции фильтрования расплава через многослойный маг-
-незитовый фильтр толщиной 100 мм с диаметром зерна 3...5 мм
(табл. 81), который устанавливают в раздаточную печь (см. рис.
133).
Таблица 81. Эффективность использования зернистых фильтров при
изготовлении фасонных отливок из сплава ЦАМ4,5-1
Показатели Контрольная партия отливок •! Опытная партия. Диаметр зерна фильтра, мм
3...5 3...7
Количество включений на 1 см длины ' 1,98 0,47 0,80
Размер включений, мкм: максимальный 50 20 30
преобладающий 15 6 10
Количество отливок, обработанных инстру- 60 320 250
ментом до перезаточки, игг. Производительность линии, комплектов в час 1,25 220 200
Расход инструмента, руб. на 1000 руб. выпуска 8,25 2,8 3,7
** Изготовлены по серийной технологии без фильтрования.
*2 Металл пропущен через магнезитовый фильтр толщиной 100 мкм.
§ з. СОСТАВ И СВОЙСТВА ОЛОВЯННЫХ СПЛАВОВ
Олово имеет две аллотропические модификации: 0-модифика-
Цйю (белое олово) с объемноцентрированной тетрагональной кри-
сталлической решеткой, устойчивую при температурах выше
'13 °C, и a-модификацию (серое олово) с кубической кристалли-
ческой решеткой типа алмаза и устойчивую при температурах ниже
13 °C. Самопроизвольный переход белого олова в серое наблюда-
ется при температурах от —20 до —30 ’С. Превращение, начавшее-
Ся при сильном переохлаждении, идет вплоть до температуры
377
+13 °C. Аллотропическое превращение сопровождается большими
объемными изменениями (плотность белого олова 7,298 г/см3, а
серого 5,846 г/см3), что приводит к разрушению изделий и слитков
в порошок. Это явление, называемое "оловянной чумой”, имеет
место при хранении олова при низких температурах. Скорость пре-
вращения возрастает по мере повышения чистоты олова по при-
месям. При введении в белое олово 0,5 % висмута или сурьмы
аллотропическое превращение полностью подавляется.
Олово плавится при 232 °C, а кипит при 2270 °C. Оно обладает
коррозионной стойкостью в атмосферных условиях, растворах
пищевых кислот (молочной, масляной), формальдегиде, в морс-
кой воде. В литом состоянии олово имеет высокую пластичность
(8 = 40...60 %) и низкие прочностные свойства ( <тв = 20 МПа).
Наиболее вредными примесями олова являются железо, мышьяк,
алюминий и цинк. Мышьяк и железо снижают пластические свой-
ства, повышают твердость и хрупкость, а алюминий и цинк ухуд-
шают коррозионную стойкость олова.
ГОСТ 860—75 предусматривает выпуск шести марок олова выс-
шей и первой категории качества (табл. 82). В олове высшей кате-
гории качества ограничено содержание примесей алюминия и цинка
и допускается более низкое содержание серы, чем в соответствую-
щих марках олова первой категории.
Олово марки 01пч широко применяют для изготовления спла-
вов и лужения консервной жести.
В промышленности используют три группы оловянных спла-
вов: антифрикционные, припои и сплавы для литья под давлени-
ем.
Антифрикционные сплавы должны иметь многофазную струк-
туру, в которой, наряду с небольшим количеством твердых равно-
мерно распределенных кристаллов, присутствует мягкая, пластич-
ная основа, обеспечивающая хорошую прирабатываемость вкла-
дышей подшипников к валу. Этим требованиям удовлетворяет
структура двойных сплавов олова с сурьмой (рис. 135). Кристаллы
a-фазы в них служат мягкой, пластичной основой, а кристаллы р'
(8п8Ь)-фазы, обогащенные сурьмой, твердой, хрупкой составляю-
щей. Но двойные сплавы не применяют для изготовления вклады-
шей подшипников скольжения из-за сильной ликвации Р' (SnSb)-
фазы. Для предотвращения всплывания кристаллов р' (8п8Ь)-фазы
в сплав вводят медь (2,5...6,5 %). Образуя каркас из сильно развет-
вленных первичных кристаллов т| (Сив8п5)-фазы, медь затрудняет
всплывание кристаллов р'-фазы. Кроме того, твердые кристаллы п
(Си68п$)-фазы наряду с кристаллами р'-фазы обеспечивают полу-
чение низкого коэффициента трения. Типичная микроструктура
таких сплавов (баббитов) приведена на рис. 136.
378
Таблица 82. Химический состав олова
Марка Sn, %, не менее Примеси, %, не более
А1 Fe Си Pb Bi
Высшая категория качества
ОВЧ-000* 99,999 1.10—4 ью-4 l*10"5 bio-5 bio-6
01ПЧ 99,915 0,01 0,009 0,01 0,025 0,01 .
01 99,900 0,01 0,009 ' • 0,01 0,04 0,015
02 99,565 0,015 0,02 0,03 0,025 0,05
Первая категория качества
(01пч„ 99,915 0,01 0,009 0,01 0,025 0,01
01 99,900 0,01 0,009 0,01 0,04 0,015
02 .99,565 0,015 0,02 0,03 0,25 0,05
03 98,49 0,03 0,02 0,1 1,0 0,06
04 96,43 0,05 0,02 0,1 3,0 0,1
Марка Sn, %, Примеси, %, не более
не менее Sb S Zn Al £ примесей
Высшая категория качества
ОВЧ-000* .99,999 bio-5 — Ь10“5 Ь10“4 140-2
01пч 99,915 0,015 0,008 ' 0,002 0,002 0,085
ч 99,900 0,015 0,008 0,002 0,002 0,1
02 99,565 0,05 0,016 0,002 0,002 0,435
Первая категория качества
01пч 99,915 0,015 0,01 — — 0,085
01 99,900 0,015 0,01 • — .— 0,1
02 99,565 - 0,05 0,02 — — 0,435
03 98,49 0,3 0,02 — — 1,51
P4 96,43 0,3 0,02 — — 3,57
В олове марки ОВЧ-ООО, кроме указанных примесей, ограничено содержание примесей
золота, галлия, кобальта, никеля, индия и серебра.
ГОСТ 1320—74 предусматривает три марки оловянных бабби-
тов, состав и свойства которых приведены в табл. 83 и 84. В зави-
симости от содержания сурьмы баббиты имеют различное количе-
ство кристаллов р'-фазы. Минимальное количество таких крис-
таллов содержится в структуре сплава Б88. Наиболее широкое при-
менение имеет баббит Б83.
В качестве припоев в основном используют сплавы системы
Sn—РЬ с небольшим количеством сурьмы (до 2 %), которую вводят
улучшения растекания припоя. Эти сплавы имеют двухфазную
379
Рис, 135.Диаграмма состояния системы
Sn-Sb
Рис. 136. Микроструктура баббита Б83,
xlQO
структуру (рис. 137). Химический состав и свойства их по ГОСТ
21930—76 приведены в табл. 85 и 86. Вредной примесью для при-
поев является медь, образующая с оловом иглообразные кристал-
лы фазы Cu6Sn5, которые ухудшают качество пайки, образуют на
луженой поверхности изделий перемычки, неровности иглообраз-
ной формы и рыхлоты. Примеси алюминия и цинка увеличивают
• % (по массе)
20 00 60 80 859095
О 20 00 60 80 100
Sn % (ат.) РЬ
Рис. 1371 Диаграмма состояния системы Sn-Pb
вязкость припоев и ухудша-
ют их растекание по поверх-
ности изделий.
Для литья под давлением
используют сплавы системы
Sn—Sb—Си, близкие по соста-
ву к баббитам, и сплавы сис-
темы Sn—Sb—Си—РЬ. Хими-
ческий состав некоторых из
них приведен в табл. 87.
Литейные сплавы на осно-
ве олова имеют хорошую жид-
котекучесть, небольшую ли-
нейную усадку (0,6...0,7 %)11
мало склонны к образований
трещин при затрудненной
усадке.
380
Таблица 83. Химический состав оловянных баббитов
Л— ' Сплав Легирующие элементы, % Примеси, %, не более
Sb Си Cd Ni Pb Fe As Zn Pb Bi Al
Б88 7,3... 7,8 2,5... 3,5 0,8... 1,2 0,15... 0,25 — 0,05 0,05 0,005 0,1 0,05 0,005
Б83 10... 12 5,5... 6,5 — — — 0,1 0,05 0,004 0,35 0,05 0,005
Б83С » _ 9...11 5...6 — — l...l,5 0,1 0,1 0,01 — 0,05 0,005
П^р и м ечани е. Sn — остальное.
Таблица 84. Свойства оловянных баббитов
Свойство Б88 Б83 Б83С
cB, МПа, не менее — 90 —
g, %, не менее — 6 . —
ЙВ 270.300 270...300 270...300
Интервал кристаллизации, °C 320...250 370...240 400...230 *
р при 20 ’С, г/см3 7,35 7,38 7,4
Линейная усадка, % — 0,65 —
Температура литья, ’С 1 380...420 440...460 440...460
Таблица 85. Химический состав некоторых оловянно-свинцовых припоев
Припой Легирующие элементы, %
Sn Pb Sb
ПОС 90 89...91 11...9 —
ПОС 61 59...61 41...39 —
ПОС 40 39...41 61...59 —
<noc ю 9...10 81...90 —
ПОССу 61-0,5 59...61 41...39 0,05...0,5
ПОССу 30-0,5 29...31 71...69 0,05...0,5
ПОССу 30-2 29...31 71...69 1,5...2
Примечание. Содержание примесей (не более), %: Си0,05; Bi 0,1; As0,05; Fe и Ni0,02.
Таблица 86. Свойства некоторых оловянно-свинцовых припоев
Свойство ПОС 90 ПОС 61 ПОС 40 ПОС 10 ПОССу 61-0,5 ПОССу 30-0,5 ПОССу 30-2
— МПа, не менее 49 43 38 32 45 36 40
5> %, не менее 40 46 52 44 35 45 40
НВ 154 140 125 125 135 132 —
Интервал кристал- 220... 190... 238... 299... 189... 255/.. 250...
лизации, вС 183 183 183 268 183 183 185
Р> г/см3 7,6 8,5 9,3 10,8 8,5 . 8,7 9,6
381
Таблица 87. Химический состав оловянных сплавов для литья под
давлением
Номер . сплава Легирующие элементы, % Примеси, %, не более
Sb Си РЬ As РЬ Bi Zn Al Fe
1 9,5...11,5 2,25...3,75 24...27 0,08 — 0,1 0,01 0,01 0,08
2 14...16 1,5...2,5 17...19 0,15 — — 0,01 0,01 0,08
3 12...14 4...6 — — 0,35 — 0,01 0,01 0,08
4 6...7,5 5...6,5 — 0,1 0,35 0,1 0,01 0,01 0,08
5 4...5 . 4...5 — 0,1 0,35 0,1 0,01 0,01 0,08
6 . — 10 10 — — — — — —
Примечание. Sn — остальное.
§ 4. ОСОБЕННОСТИ ПЛАВКИ ОЛОВЯННЫХ СПЛАВОВ
Низкая температура плавления оловянных сплавов, малая склон-
ность к окислению и поглощению газов предопределяет простоту
технологии их плавки. Обычно плавку олова и оловянных сплавов
ведут в чугунных тиглях в печах, работающих на всех видах топли-
ва. При использовании чистых металлов плавку сплавов можно
вести без применения защитных покровов; в тех случаях, когда в
состав шихты вводят много отходов и возвратов, плавку ведут под
покровом древесного угля. Перед разливкой расплавы рафиниру-
ют хлористым аммонием (0,1 ...0,15 %), а в некоторых случаях под-
вергают фильтрованию.
Антифрикционные сплавы, типичным представителем которых
является баббит Б83, чаще всего готовят из чистых металлов. Сна-
чала в тигель загружает мсдносурьмяную лигатуру, сурьму и часть
олова (около. 73 от массы шихты). Шихту засыпают слоем просе-
янного и прокаленного древесного угля, а затем расплавляют и
нагревают до 600...700 °C. С поверхности расплава снимают шлак
и покровный уголь и в несколько приемов небольшими порциями
загружают остальное олово. Расплав при этом непрерывно пере-
мешивают. Затем сплав выдерживают в течение 10... 15 мин при
500...550 °C, вновь перемешивают, снимают шлак и при 475...500
°C рафинируют от неметал'лических и интерметаллидных включе-
ний введением 0,1...0,15 % хлористого аммония или пропуская
расплав через зернистые фильтры с размером зерна 2...4 мм в по-
перечнике. В качестве материала фильтра используют магнезит,
хлористый натрий и другие вещества. После рафинирования рас-
плав выдерживают 10...12 мин для удаления мелких газовых пУ'
зырьков и разливают в изложницы.
382 ' .
Технология плавки припоев и сплавов для литья под давлением
та же, что и для баббита Б83.
§ 5. СОСТАВ И СВОЙСТВА СВИНЦОВЫХ СПЛАВОВ
Свинец обладает гранецентрированной кубической кристалли-
ческой решеткой. Температура плавления его 327 °C, температура
кипения 1750 °C, плотность при комнатной температуре
11, 34 г/см3. Чистый свинец коррозионностоек в растворах сер-
ной, фосфорной и плавиковой кислот и неустойчив в азотной,
* уксусной, лимонной и винной кислотах. Его используют для фу-
теровки аппаратов сернокислотного производства, для защитных
оболочек электрических кабелей, для изготовления литых плас-
тин электрических аккумуляторов, в военном деле, для производ-
ства различных сплавов. Наиболее вредными примесями свинца,
снижающими коррозионную стойкость, являются медь, олово и
цинк.
ГОСТ 3778—93 предусматривает выпуск семи марок свинца
(табл. 88).
В технике используют три группы свинцовых сплавов: подшип-
никовые (антифрикционные), типографские и припои.
В основе большинства свинцовых подшипниковых сплавов ле-
Я&1Т система Pb—Sb. Из диаграммы состояния этой системы (рис.
138) следует, что структурой подшипникового материала обладают
заэвгектйческие сплавы, в которых мягкой основой служит эвтек-
тика Pb + Sb, а в качестве твердых включений — кристаллы сурь-
мы. Поскольку плотность сурьмы меньше плотности свинца, кри-
стадлы ее в процессе кристалли-
зации сплавов всплывают (лик-
вируют). Для предотвращения
ликвации в двойные сплавы вво-
дят 1,5...2 % меди. Образуя раз-
ветвленные кристаллы Cu2Sb,
Медь затрудняет всплывание кри-
сталлов сурьмы. Сплавом этого
типа является баббит БС.
Добавка олова к свинцово-
сурьмяным сплавам повышает их
твердость и антифрикционные
свойства. Сплавы свинца с сурь-
мой и оловом успешно заменяют
дорогие оловянные баббиты. Эти
сПлавы ликвируют так же силь-
% (по массе)
2 6 1015 20 30 90 50 60 70 80 90
t,eC
500
500
900
300
200
100
О 20 90 60 80 100
РЬ % (am.) Sb
Рис. 138. Диаграмма состояния системы
Pb-Sb
383
Таблица 88. Химический состав свинца
Марка РЬ,%, не менее Примеси, %, не более
Ag Си Zn Bi As
СО 99,992 0,00002 0,0005 0,001 0,004 0,0005
С1С 99,99 0,001 0,001 0,001 0,005 0,001
С1 99,985 0,001 0,001 0,001 0,006 0,001
С2С 99,97 0,002 0,002 0,002 0,02 0,002
С2 99,95 0,0015 0,001 0,001 0,03 0,002
СЗ. 99,9 0,0015 0,002 0,005 0,06 0,005
СЗС 99,5 0,01 0,09 0,007 0,15 0,05
Марка РЬ, %, Примеси, %, не более
не менее Sn Fe Sb S Mg+Ca+Na Z примесей
СО 99,992 0,0005 0,001 0,0005 0,002 0,008
С1С 99,99 0,001 0,001 0,001 0,002 0,01
С1 99,985 0,001 0,001 - 0,001 0,003 0,015
С2С 99,97 0,001 0,001 0,005 0,003 0,03
С2 99,95 0,002 0,002 0,005 0,015 0,05
СЗ 99,9 0,002 0,005 0,005 0,04 0,1
СЗС 99,5 0,10 0,01 0,20 — 0,5
но, как и двойные сплавы Pb—Sb и Sn—Sb. Поэтому для уменьше-
ния ликвации в них так же вводят 1,5...2 % меди.
ГОСТ 1320—74 предусматривает три марки свинцовых бабби-
тов: Б16, БН и БС6. Кроме стандартных сплавов широко приме-
няют свинцовые баббиты с мышьяком и кадмием (Б6) и теллуром
(БТ). Присадки кадмия и мышьяка образуют между собой твердое
химическое соединение, которое снижает содержание хрупкой сурь-
мы. Теллур вводят для упрочнения свинцовой основы баббита.
В качестве стандартного баббита для железнодорожного трансу
порта ГОСТ 1209—90 предусмотрен свинцовокальциевонатриевый
сплав БКА.
Химический состав и свойства свинцовых баббитов приведены
в табл. 89 и 90. Как следует из диаграммы состояния Pb—Sn—5^
(рис. 139), основными структурными составляющими сплава Б16>
без учета добавки меди, являются первичные кристаллы
Р (8п5Ь)-фазы и эвтектическая (или частично перитектического
происхождения) смесь кристаллов 5pb + р (SnSb) или 8рь +
+ P’(SnSb). Кристаллизация баббита Б16 с медью начинается с
выделения первичных кристаллов ц (Си68п5)-фазы, затем кристаЛ'
384
/ Таблица 89. Химический состав свинцовых баббитов
4i3i 385
Сплав Легирующие элементы, %
Sn Sb Cu Cd другие элементы Fe
Б16 15...17 15...17 i,5:..2 — — ОД
Б6 5...6 14...16 2,5...3 1,75...2,25 0,6...1 As 0,1
БС6 5,5...6,5 5,5...6,5 0,1...0,3 — 0,1
БТ 9...11 14...16 0,7...1,1 — 0,05...0,2 Те 0,1
БН 9—11 13...15 1,5...2 0,1...0,7 0,1...0,5 Ni; 0,5...0,9 As 0,1
БС — 16...18 1...L5 — 0,95... 1,15 Са; 0,7...0,9 Na; 0,05...0,2 Al 0,1
БКА — — — — 0,3...0,55 Са; 0,2...0,4 Na; 0,01...0,05 Mg —
БК2 1,5...21,1 — — — —
Примечание. РЬ — остальное.
Примеси, %, не более
As Zn Bi Al другие
0,3 0,15 0,1 0,01 —
— 0,15 0,1 — —
0,05 0,01 0,07 0,005 0,05 Cd; 0,05 Ni
0,3 0,15 0,1 — —
— 0,02 0,1 0,05 —
0,2 — — . — —
— — 0,1 — 0,02 Mg; 0,25 Sb
' — — 0,2 0,02 0,15 Cu; 0,2 Sb
Рис. 139. Диаграмма состояния системы Sn-Pb-Sb (по А. М. Захарову). Сплавы Б16 (7);
Б6 (2); БН (3); БТ (4); БС (5)
лизуется двойная эвтектика р (SnSb) .+ т| (Cu,Sn5), состоящая в
основном из кристаллов (3 (8п8Ь)-фазы и тройная эвтектика 8РЬ+
+ р (SnSb) + т] (Cu6Sn5), в которой относительное количество
т| (Си68п5)-фазы очень мало. Не исключено, что в неравновесных
условиях кристаллизации возможна перитектическая реакция
+ р (SnSb) -> 8Pb + P’.(SnSb) + т| (Cu6Sns) с появлением в струк-
туре тройной эвтектики и кристаллов р' (8п8Ь)-фазы. Сильно раз-
ветвленные кристаллы т| (Си68п$)-фазы в сплаве Б16 затрудняют
всплывание более легких кристаллов р (8п8Ь)-фазы.
Таблица 90. Свойства свинцовых баббитов
Свойства Б16 Б6 БС6 БТ БН БС Б КА
ов, МПа, не менее 78 68 67 60 70 42 100
5, %, не менее 0,2 0,2 12,7 1,8 1,7 0,6 2,5
НВ • 300 320 169 243 290 200 320
Интервал кристал- лизации, ’С 410...240 416...232 280...247 — 400...240 410...240 440...320
р при 20 ’С, г/см3 9,29 9,6 10,05 9,6 9,55 10,01 10,5
Линейная усадка,. % 0,55 0,55 — — 0,5 0,5 0,75
Жидкотекучесть, см 54 — — — 63 . 79 —
Температура литья, •с 480...500 480...490 450...470 450...470 480...500 450...460 470...480
386
В структуре баббита Б6 твердыми включениями являются кри-
сталлы т] (Cu6Sn5)-, ySb-, р (SnSb)-(pa3 и, вероятно, Cd3As2, а мягкой
основой, в которой распределены эти включения, кристаллы 8рь-
раствора.
Основными структурными составляющими в баббите БН явля-
ются: промежуточная фаза, содержащая медь; р (ЗпЗЬ)-фаза, мы-
шьяковистая составляющая (возможно CcLAs.) и эвтектика 5Р. +
+ р (SnSb).
Структура баббита БТ аналогична структуре баббита БН, за ис-
ключением того, что в ней отсутствует мышьяковистая составляю-
щая.
В отличие от других баббитов кристаллизация сплава БС6 на-
чинается с выделения мягких 8рь-кристаллов, вслед За которыми
кристаллизуется эвтектика 8рь + р (SnSb). В результате мягкие 5рь -
кристаллы оказываются окруженными более твердой эвтектичес-
кой смесью. ; ,
’ Состав и свойства некоторых припоев на основе свинца приве-
дены выше (см. табл. 85 и 86).
.Сплавы системы Pb—Sb—Sn используют и для типографских
целей — изготовления шрифтов, литья набора на монотипе, литья
газетных стереотипов. В отличие от припоев они содержат больше
сурьмы и меньше олова. Состав некоторых типографских сплавов
по ОСТ 29.110—86 приведен в табл. 91.
Таблица 91. Химический состав типографских сплавов
Сплав Легирующие элементы, % Примеси, %, не более.
Sb . Sn Zn Al Си Ni As S £ примесей
> Словолитные сплавы
Ш1 19,5...20,5 6,7...7,3 0,01 0,01 0,15 0,02 о,з 0,02 0,45
Ш2 15...16 2,7...3,3 0,01 0,01 0,15 0,02 о,з 0,02 0,45
ШЗ 14...15 3,7...4,3 0,01 0,01 0,15 0,02 о,3 0,02 0,45
П1 17...18 1,8...2,2 0,01 0,01 0,10 0,02 0,2 0,02 0,35
П2 12...14 — 0,01 0,01 0,15 0,02 0,2 0,02 0,40
Линотипные сплавы
Лн 11...12 4,2...4,8 0,01 0,01 0,06 0,02 0,2 0,02 0,35
ЛнГ 11,5...12,5 5,5...6,5 0,01 0,01 .0,06 0,02 0,2 0,02 0,35
. •> Мн 14...15,5 5,7...6,3 0,01 0,01 0,06 0,02 0,2 0,02 0,35
Сг1 Стереотипные сплавы
15,5...16,5 *6,6...7,5 0,01 0,01 0,1 0,02 0,2 0,02 0,40
Сг2 12,5...13,5 4,7...5,3 0,01 0,01 0,1 0,02 0,2 0,02 0,40
Р И м е ч а н и е. РЬ — остальное.
13»
387
§ 6. ОСОБЕННОСТИ ПЛАВКИ СВИНЦОВЫХ СПЛАВОВ
Плавку свинца ведут в чугунных тиглях под слоем древесного
угля. После расплавления с поверхности металла снимают шлак
и доводят температуру до 375...400 ’С..При этой температуре про-
изводят рафинирование и разливку. Очистку от неметаллических
включений ведут нашатырем (NH4C1), который вводят в расплав
в количестве до 0,15 % от'массы расплава с помощью колоколь-
чика.
Работа со свинцовыми сплавами проста ввиду их легкоплавко-
сти. Сплавы почти не поглощают газов, поэтому в отливках от-
сутствуют газовые раковины и пористость. Особенностью свин-
цовых сплавов является высокая склонность к ликвации по плот-
ности. Прежде всего это относится к сплавам, содержащим сурь-
му и олово. Для защиты от окисления применяют древесный уголь,
который загружают на поверхность расплава слоем толщиной
10...15 мм.
Свинцовосурьмяные и свинцовосурьмянооловянные баббиты
плавят в тигельных печах в чугунных или стальных тиглях. В ка-
честве шихтовых материалов используют олово, свинец, сурьму,
сурьмяный свинец, кадмий, мышьяк, лигатуры Cu—Sb (50 %);
Sb—Те (30 % Те); Sn—Sb—Ni (30 % Sb; 10 % Ni); подготовительные
сплавы, полученные переплавкой отходов. В первую очередь в
чугунный тигель загружают тугоплавкую часть шихты (сурьму,
лигатуры Sn—Sb—Ni и Cu—Sb). При расчете шихты угар сурьмы
принимают равным 7...10 %, а теллура 15...20 %. Одновременно
загружают 10...20 % легкоплавкой части шихты (свинец, вторич-
ные сплавы, сурьмяный свинец). Завалку расплавляют под по-
кровом древесного угля. С поверхности расплава снимают шлак
и при 600 °C вводят кусковой или порошкообразный мышьяк.
Расплав при этом тщательно перемешивают. Затем загружают
остальное количество легкоплавкой части шихты. Последними
при 420...450 °C вводят кадмий, теллур и олово. После непродол-
жительной выдержки (5... 10 мин), и тщательного перемешивания
производят рафинирование расплава хлористым аммонием
(0,15 %). Затем после выдержки в течение 10... 15 мин при
420...450 °C его разливают. Разливку ведут при постоянном пере-
мешивании расплава, так как только в этом случае возможно по-
лучение однородных по составу слитков. Контроль качества баб-
битов оценивают по результатам анализа химического состава и
осмотра поверхности и излома слитков. В изломе не допускается
наличие шлака и газовых раковин.
Плавку натрисвокальциевого баббита ведут обычно путем сплав-
ления свинца, натрия и'кальция в чугунных тиглях под слоем
388
древесного угля при 600...650 °C. Ведение плавки при более низ-
ших температурах влечет за собой повышенные потери кальция
яз-за образования кристаллов химического соединения РЬ3Са и
удаления их со шлаком и съемами.
. Технология плавки типографских сплавов включает две опера-
ции — плавление шихты и рафинирование расплава от примесей.
Плавку обычно начинают с очистки тигля от остатков предше-
ствующей плавки. В очищенный тигель загружают 3/4 навески
свинца или типографской сыпи. Содержимое тигля расплавляют,
поверхность расплава покрывают прокаленным древесным углем
’ (слой толщиной 10...15 мм) и доводят температуру расплава до
500...550 °C. При достижении заданной температуры в расплав
вводят сурьму или медносурьмяную лигатуру (для сплавов, со-
держащих медь). После растворения сурьмы вводят остаток свинца.
Удаление из расплава неметаллических включений осуществ-
ляют введением 0,1...0,3 % хлористого аммония или дразнением.
Операция дразнения состоит в погружении в расплав куска дре-
весины и выдержки его в расплаве 30...60 мин. Продукты сухой
перегонки древесины, проходя через расплав, увлекают взвешен-
ные неметаллические включения.
• Если расплав загрязнен нежелательными растворимыми при-
месями (железо, никель, алюминий, цинк и др.) предусматрива-
ют дополнительную обработку расплава с целью их удаления. Для
ликвидации цинка и алюминия .расплав при 500...550 °C продува-
ют водяным паром в течение 0,5...2 ч. Пар подводят стальными
•трубками на дно тигля. Образующиеся при продувке оксиды алю-
миния и цинка всплывают на поверхность расплава, откуда их
удаляют со съемами.
Железо, никель и медь удаляют путем введения в расплав серы.
Образующиеся при 500...600 °C сульфиды этих металлов снимают
с поверхности расплава.
Если в составе шихты не содержится сурьмы или медносурь-
мяной лигатуры, то температура расплава в процессе плавки не
Должна превышать 400...450 °C.
§ 7. СОСТАВ И СВОЙСТВА КАДМИЕВЫХ СПЛАВОВ
Кадмий обладает гексагональной плотноупакованной кристал-
лической решеткой. Температура плавление его 321 °C, темпера-
тура кипения 765 °C; плотность при комнатной температуре
°>65 г/см3. Кадмий коррозионностоек в атмосфере сухого воздуха
И хлора и в растворах щелочей. Азотная, серная и соляная кисло-
ты растворяют кадмий; скорость растворения увеличивается по
^ере снижения чистоты металла по примесям.
389
Кадмий широко используют для изготовления щелочных ак-
кумуляторов, в производстве электротехнической (троллейной)
меди, подшипниковых сплавов, припоев, зубопротезных сплавов
и для нанесения защитных гальванопокрытий.
Соли, оксид и пары кадмия очень токсичны. Предельно допу-
стимая концентрация оксида в воздухе рабочей зоны производ-
ственных помещений не должна превышать 0,1...0,03 мг/м3.
ГОСТ 1467—93 предусматривает выпуск кадмия восьми марок.
Химический состав их приведен в табл. 92.
Таблица 92. Химический состав кадмия
Марка Cd, % не менее Примеси, %, не более
Zn Pb Fe Cu Та E примесей
КдОАС 99,98 0,01 0,01 0,001 0,004 0,002 0,02
'КдОС 99,95 ’ 0,01 0,03 0,002 0,01 0,005 0,05
Кд1С 99,90 0,01 0,05 0,004 0,02 0,01 0,1’
Кд2С 99,5 0,2 0,1 0,05 0,01 — 0,5
КдОА 99,98 0,001 0,008 0,0003 0,004 0,002 0,02
КдО 99,95 0,004 0,02 0,002 0,01 0,005 0,05
Кд1 • 99,93 0,005 0,03 0,004 0,015 0,015 0,07
Кд2 99,83 0,01 0,05 0,01 0,02 0,08 0,17
Сплавы на основе кадмия используют, в основном, как под-
шипниковые материалы и припои. Основными легирующими
компонентами их являются никель, медь, серебро и цинк. Эти
металлы хорошо растворяются в кадмии при небольших перегре-
вах. Химический состав некоторых сплавов кадмия приведен ниже:
Сплав Состав, %
№ 1............. 1,5 Ni; Cd — ост.
№ 2............. 1,5 Ni; 0,5 Cu; Cd - ост.
№ 3............. 1,5 Ag; 0,5 Cu; Cd - ост.
№ 4............. 18 Zn; Cd - ост.
№ 5 ...,........ 1,3...1,7 Cu; 0,8...1,2 Mg; Cd - ост.
№ 6.............60 Zn; Cd - ост.
Все кадмиевые сплавы, используемые как подшипниковые
материалы, имеют гетерогенную структуру. Сплавы № 1...5 при-
меняют для подшипников, сплав № 6 — для пайки алюминия-
Особенностью технологии плавки кадмия и его сплавов является
высокое давление пара металла, что предопределяет большие по-
390
тери его на испарение. Учитывая токсичность пара и оксида кад-
мия, перегрев расплавов выше 550 °C не допускают. В процессе
плавки кадмий интенсивно окисляется. Для уменьшения потерь
на окисление и испарение в расплавы вводят небольшие присад-
ки магния (0,05 %). Плавку ведут под покровом древесного угля в
чугунных или графито-шамотных тиглях. Применяют следующий
порядок ведения плавки. Под слоем угля расплавляют кадмий. В
расплав вводят магний (0,05 % от массы кадмия). Расплав нагре-
вают до 480...500 °C и вводят в него легирующие компоненты.
При непрерывном подогреве и периодическом перемешивании
выдерживают сплав до полного растворения легирующих приса-
док. Затем с поверхности расплава удаляют шлак и засыпают пор-
цию древесного угля. Сплав тщательно перемешивают и после
охлаждения до 350...370 °C разливают в соответствующие формы.
При выплавке сплава кадмия с 18 % цинка кадмиевый расплав не
перегревают.'
Плавку, кадмиевых сплавов ведут в изолированных помещени-
ях, оборудованных хорошей вентиляцией и установками для очи-
стки воздуха от токсичных выделений.
§ 8. ОСОБЕННОСТИ ТЕХНОЛОГИИ ПРОИЗВОДСТВА
ФАСОННЫХ ОТЛИВОК ИЗ ЛЕГКОПЛАВКИХ СПЛАВОВ
Изготовление фасонных отливок из легкоплавких сплавов осу-
ществляют преимущественно методом литья под давлением на
машинах с холодной и горячей камерами прессования с широ-
ким применением автоматических дозирующих устройств для за-
полнения их металлом. Этим способом литья из оловянных, свин-
цовых и цинковых сплавов получают сложные тонкостенные от-
ливки. Некоторые характеристики данных отливок приведены в
табл. 93. Для подвода металла к полости формы используют раз-
нообразные по конструкции внешние и внутренние, по отноше-
нию к отливкам, литниковые системы, в том числе коллектор-
ные. Обязательным является устройство промывников.' Заливку
ведут в подогретые пресс-формы с различными скоростями впус-
ка. Высокие скорости впуска металла в пресс-формы используют
При изготовлении тонкостенных отливок (0,5...2,5 мм) сложной
конфигурации. Заливку толстостенных отливок производят жид-
Котвердым (кащеобразным) металлом с малыми скоростями впус-
ка. Пресс-формы периодически смазывают машинным или мо-
торным маслом. Стержни и детали камеры прессования смазыва-
1°т после каждой заливки. Технологические параметры литья лег-
коплавких сплавов приведены в табл. 94.
391
Таблица 93. Характеристика отливок из легкоплавких сплавов, получен-
ных литьем под давлением
Параметры Оловянные сплавы Свинцовые сплавы , Цинковые сплавы
Минимальный диаметр отверстий, мм 0,6...1,0 0,6...1,0 0,8...1,0
Минимальная толщина стенок, мм 0,5...1,0 0,75...1,0 0,6...1,0
Максимальная глубина отверстий:
несквозных 2...3D 2...3D 2...3D
сквозных 6...7D 6...10D 6D
Минимальные размеры резьбы, мм: наружный диаметр 8 8 6
шаг 0,75 0,75 0,75
Минимальные литейные уклоны:
наружная поверхность 0°15' 0°15' 0°15'
внутренняя поверхность 0°45' 0°45' ’ 0°45'
Припуск на обработку, мм 0,2...0,5 0,2...0,5 0,2...0,5
Минимальный радиус галтели, мм 1 1 . 0,5
Таблица 94. Технологические параметры литья легкоплавких сплавов
под давлением
Параметры Оловянные сплавы Свинцовые сплавы Цинковые сплавы
Температура, °C:
металла при заливке 280...300 265...300 400...450
пресс-формы Линейная усадка, % 130...150 120... 140 180...200
наружных размеров 0,4...0,5 0,4...0,5 0,5...0,65
внутренних размеров 0,3...0,4 0,3...0,4 0,4...0,6
Удельное давление прессования, МПа 19...35 . 19...35 19...35
Толщина сечения впуска, мм 0,4...0,8 0,4...0,8 0,4...0,8
Скорость впуска, м/с 10... 100 10... 100 10...100
Конусность стержней, % от длины Размеры вентиляционных каналов, мм: 0,2...0,5 0,2...0,5 0,2...0,5
глубина 0,1...0,15 0,1...0,15 0,1...0,15
ширина От 10 и более
Смазка4 машинное масло моторное
масло
Стойкость пресс-форм, заливов 500000 500000 200000... 250ООО
392
Отделение отливок от литников осуществляют на обрубных
прессах в штампах. Для удаления остатков облоя (залива по плос-
кости разъема пресс-формы) применяют абразивную и вибраци-
онную зачистку в галтовочных барабанах. Для ускорения зачист-
ил! отливок из цинковых сплавов в галтовочные барабаны иногда
подают жидкий азот. Охлаждение отливок до —40 *С охрупчивает
сплавы.
Для предотвращения самопроизвольного старения и измене-
ния размеров отливки из сплавов ЦАМ подвергают термической
обработке (искусственному старению), которую ведут в сухом го-
рячем (90 °C) воздухе в течение 10 дней с охлаждением отливок
до комнатной температуры вместе с печью. Используют также
ускоренное искусственное старение: выдержку при 60 °C в тече-
ние 10 ч, при 85 °C — 5 ч, при 100 ’С — 3 ч и охлаждение до
комнатной температуры вместе с печью. Следует отметить, что
такая обработка вызывает объемные изменения, снижает меха-
нические свойства и ухудшает .коррозионную стойкость, но ста-
билизирует размеры отливок.
Основными видами брака являются усадочные раковины и,
.пористость в' массивных узлах отливок и воздушная пористость
по периферии. Усадочная пористость может быть залечена про-
питкой отливок жидким стеклом, бакелитом, смолами.
Г Л А В A 14. ПРОИЗВОДСТВО ОТЛИВОК ИЗ СПЛАВОВ
БЛАГОРОДНЫХ МЕТАЛЛОВ
К благородным металлам относятся золото, серебро, платина,
палладий, иридий, родий, осмий и рутений. Промышленное зна-
чение имеют первые шесть из перечисленных металлов.
§ 1. СОСТАВ И СВОЙСТВА ЗОЛОТЫХ СПЛАВОВ
Золото имеет гранецентрированную кубическую кристалличес-
кую решетку. Оно плавится при 1063 °C, кипит при 2600 'С; плот-
ность его при комнатной температуре 19,3 г/см3.
Чистое золото и сплавы на- его основе применяют для защит-
ных и декоративных покрытий, для изготовления зубных проте-
зов, ювелирных изделий, электрических контактов. Химический
состав золотых сплавов приведен в табл. 95. Наибольшее распро-
странение получили сплавы золота с серебром и медью.
Чистое золото в расплавленном состоянии не взаимодействует
с газами и огнеупорами. Равновесная растворимость водорода в
золоте при 1000 °C и />н =0,1 МПа составляет лишь 0,0007 % (ат.)
или примерно 0,04 см3/100 г; растворимость углерода при 1027 °C
составляет 0,055 % (ат.). Медь, входящая в состав золотых
сплавов, значительно повышает растворимость кислорода, водо-
рода и серы. Давление пара золота при 1150 °C составляет
0,93 Па, а при 1400 °C 9,3 Па. Угар золота при выдержке расплава
в течение 45 мин в индукционной печи при 1200 °C составляет
0,01...0,02 %.
Чистое золото плавят в индукционных печах в графито-ша-
мотных тиглях, как правило, без применения каких-либо защит-
ных покровов. Для снижения потерь золота от испарения плавку
ведут быстро: загружают подогретую шихту в нагретый тигель,
Таблица 95. Химический состав золота некоторых марок и золотых
Сплав Легирующие элементы, %
Au Ag Си
999,9 99,99 — —
ЗлСрМ750-125 75 ± 0,3 12 ± 0,5 12,5 ± 0,5
ЗлСрМ583-80 58;3 ± 0,3 8,0 ± 0,5 33,7 ± 0,8
ЗлМ583—80 58,3 ± 0,3 —' 41,7 ± 0,8
ЗлСрМ375—20 37,5 ± 0,3 2 ±0,5 .60,5 ± 1,0
394
стараясь не перегревать металл в печи (предельная температура
перегрева 1200...1250 °C). Шихту стараются загрузить в один при-
ем; если имеется мелкая шихта, то ее предварительно брикетиру-
J0T и загружают в жидкий расплав в подогретом состоянии.
Сплавы золота с медью плавят в тех же печах, что и чистое
золото. В отличие от чистого золота плавку ведут с использова-
нием защитных покровов: древесного угля, буры, комбинирован-
ных флюсов (уголь + бура). Флюсы вводят в тигель одновремен-
но с загрузкой твердой шихты. Толщина слоя угля на поверхнос-
ти расплава должна быть не менее 30...50 мм. Уголь добавляют по
, мере его выгорания. Буру также засыпают в тигель на всю повер-
хность шихты в количестве примерно 0,5... 1,0 % от массы шихты,
что обеспечивает наличие на зеркале металла жидкого покрова
флюса толщиной 10...15 мм. При использовании комбинирован-
ном покрытий из угля и буры их вводят обычно в два приема.
Перед разливкой готовых сплавов жидкий металл хорошо пере-
мешивают графитовыми мешалками. При этом одновременно
происходит раскисление расплава углеродом. Окончательное рас-
кисление производят фосфором в количестве 0,01...0,025 % в за-
висимости от окисленнбсти сплава. Фосфором раскисляют также
сплавы, содержащие, кроме меди, серебро и никель, т. е. метал-
лы с меньшим сродством к кислороду, чем фосфор. Фосфорис-
тую медь вводят в расплав предварительно подогретую до
500...600 °C. В графитовом колокольчике расплав одновременно
леремешивают и дают выдержку 2...5 мин для всплывания на
поверхность продуктов раскисления.
Шихтовые материалы при плавке золота и других драгоцен-
ных металлов взвешивают с особой точностью (до 0,1 г). Очеред-
ность загрузки шихтовых составляющих при плавке сплавов на
основе золота зависит от состава сплава, вида шихты, ее разме-
ров. Так, ювелирный сплав ЗлМ 583 (золото 583 пробы) плавят
сплавов
Примеси, %, не более Применение
РЬ Fe Sb Bi S примесей
0,003 0,004 0,001 0,002 0,01 Аноды массой 100...4700 г,1 проволока
0,005 0,18 0,005 0,005 0,28 . Проволока (круглая, полукруглая и др.) сечением 0,3... 10 мм
0-,005 0,18 0,005 0,005 0,28 То же
0,005 0,18 0,005 0,005 0,28 », ювелирная промышленность
0,005 0,18 0,005 0,005 0,28 То же
395
следующим образом. Шихту (золотые слитки, куски меди) загру-
жают в тигель одновременно. Если в шихте содержатся возвраты
готового сплава, то вначале загружают возвраты и слитки золота,
а по мере расплавления добавляют расчетное количество меди.
Мелкую шихту рекомендуется вводить в расплав. Если в состав
сплава входит серебро, то его вводят в жидкий металл в конце
плавки. Такая очередность загрузки уменьшает время взаимодей-
ствия расплава с кислородом воздуха.
Не рекомендуется излишний перегрев сплавов выше их тем-
пературы плавления (обычно не более, чем на 140...300 °C). Так,
сплав ЗлМ 583 при температуре ликвидуса, равной примерно
980 °C, перегревают до 1150...1250 °C (более высокая температура
перегрева необходима при литье в водоохлаждаемые кристалли-
заторы). Если в состав сплавов входят цинк, кадмий, олово, то их
вводят в жидкий металл в последнюю очередь, под колокольчи-
ком для уменьшения угара и лучшей усваиваемости. Перед вве-
дением этих компонентов расплав раскисляют фосфором, чтобы
избежать образования твердых оксидов. Для сплавов, содержа-
щих цинк, в качестве флюса используют борную кислоту.
Сплавы золота, содержащие тугоплавкие, платину, палладий,
никель, марганец плавят с введением тугоплавких компонентов
непосредственно в расплав. Легкоокисляющийся марганец вво-
дят обычно в последнюю очередь, непосредственно перед залив-
кой. Так, при плавке сплава ЗлПдПл-30-10 в печь загружают и
плавят вначале золото, которое перегревают до 1250...1280 ’С, и
затем небольшими частями вводят платину с одновременным
повышением температуры расплава. При перегреве до 1600 °C и
более вводят палладий в несколько приемов. Расплав нагревают
до 1620...1680 °C и разливают.
При подготовке шихтовых материалов для плавки сплавов зо-
лота особое внимание следует обращать на чистоту материалов
по вредным примесям. Наиболее вредна примесь свинца. Сви-
нец снижает пластичность золота. Содержание его не должно
превышать 0,005 %. Присутствие свинца в количестве 0,06 % в
золоте делает его хрупким. Такое же вредное влияние оказывает
свинец и на сплавы золота с медью и серебром. К нежелатель-
ным примесям относятся теллур и висмут, содержание каждого
из которых не должно превышать 0,01 %. При больших содержа-
ниях они придают металлу хрупкость.
396
§ 2. СОСТАВ И СВОЙСТВА СЕРЕБРЯНЫХ СПЛАВОВ
Серебро обладает транецентрированной кубической кристал-
лической решеткой. Температура плавления серебра 960,5 С; тем-
пература кипения 2210 °C; плотность при комнатной температу-
ре 10,5 г/см3. Серебро обладает высокой пластичностью, тепло- и
электропроводностью. Его применяют для изготовления элект-
рических контактов, аккумуляторов, припоев, ювелирных изде-
лий, нанесения защитных и декоративных покрытий. Значитель-
ное количество серебра в виде соединений идет на изготовление
•кино- и фотоматериалов.
В отличие от других благородных металлов серебро растворяет
кислород. При температуре плавления равновесная растворимость
кислорода составляет около 208 см3/100 г при = 0,1 МПа.
* С повышением температуры растворимость кислорода в рас-
плаве возрастает. При охлаждении расплава происходит выделе-
ние кислорода, которое сопровождается разбрызгиванием метал-
ла. Степень разбрызгивания служит грубым показателем степени
окисленности серебра. Выделение кислорода при затвердевании
серебра может приводить к образованию газовых пор в отливках;
величина газовой пористости зависит от концентрации раство-
ренного кислорода в кристаллизующемся расплаве.
Водород растворяется в жидком серебре в значительном коли-
честве. Азот практически нерастворим ни в твердом, ни в жид-
ком серебре. Углерод в серебре при температуре плавления спо-
собен растворяться в очень небольших количествах. О раствори-
мости серы в жидком серебре “точных данных не имеется.
В промышленности применяется обширная группа серебря-
ных сплавов, химический состав некоторых из них приведен в
табл. 96.
Медь, входящая в состав большинства серебряных сплавов,
подавляет способность растворенного кислорода выделяться из
расплава в свободном виде, поэтому разбрызгивания расплава не
наблюдается. Золото и платина снижают растворимость кислоро-
да в сплавах на основе серебра.
Чистое серебро плавят в графито-шамотных тиглях под по-
кровом древесного угля. Слой угля должен быть не менее 1/4
высоты расплава в тигле. Расплав перегревают до 1100...1150 °C,
Перемешивают графитовыми мешалками и разливают. Для умень-
шения окисления серебра вначале расплавляют компактную шихту,
а мелкие составляющие вводят в жидкий металл. Шихту загружа-
Шт в подогретый тигель и стараются время расплавления и пере-
грева свести до минимума. Серебро раскисляют небольшими ко-
личествами фосфора (до 0,003 %). Серебро, предназначенное для
397
электротехнических целей, раскисляют кадмием или литием
(0,01 % от массы шихты), так как фосфор заметно снижает элек-
тропроводность. При плавке под покровом древесного угля име-
ет также место' раскисление углеродом с образованием газообраз-
ных продуктов реакции — СО и СО2.
Во время плавки давление пара серебра достигает заметных
величин. Так, при нагреве серебра до 1000... 1100 °C упругость
.паров серебра составляет 9,3...13,3 Па. Это обстоятельство обус-
ловливает повышенные потери серебра на угар.
Сплавы серебра с медью (от 4 до 75 %) по сравнению с чистым
серебром при плавке способны растворять кислород и водород в
более значительных количествах. Их плавку ведут с применением
защитных покровов из древесного угля, жидких флюсов или ком-
бинированных (древесный уголь + жидкий флюс) покрытий.
Порядок загрузки шихты при плавке серебряномедных сплавов
(СрМ916, СрМ875 и др.) зависит от их состава. Если в сплаве
преобладает серебро, то вначале загружают и расплавляют сереб-
ро (слитки, куски, брикеты) и по мере расплавления добавляют
медь. Если в сплаве меди больше, чем серебра, то вначале плавят
медь и в расплавленную медь вводят серебро. Мелкие составляю-
щие шихты в обоих случаях вводят в конце плавки. Если в спла-
вах серебра содержится олово, то его вводят обычно после рас-
кисления расплава фосфором непосредственно перед заливкой,
хорошо перемешивая расплав. Легколетучие составляющие, вхо-
дящие в состав ряда серебряных сплавов (кадмий и цинк) вводят
в раскисленный расплав обычно в конце плавки в виде лигатур
Си—Cd, Си—Zn или в чистом виде'.
Слитки из сплавов с медью подвержены обратной ликвации,
которая приводит к обогащению медью наружных слоев загото-
вок. . '
Таблица 96. Химический состав серебра некоторых марок и серебряных
Сплав Легирующие элементы, %
Ав Си Zn
Ср999,9 99,9? — —
СрМ916 91,6 ±0,3 Ост. —
СрМ875 87,5 ± 0,3 —
ПСрМ72-28 72,0 ± 0,5 28,0 ± 0,5 —
ПСрМ50-50 50,0 ± 0,5 50,0 ± 0,5 '—
ПСрМЦ52—33—15 52 ± 0,5 33,0 ± 0,5 15,0 ± (1,0...1,5)
398
Сплавы серебра с палладием при плавке растворяют водород.
Поэтому недопустима плавка их в восстановительной атмосфере.
При изготовлении этих сплавов возможно образование водяного
пара во время введения палладия.
Тугоплавкие компоненты (никель, марганец, кремний, палла-
дий и др.) стараются вводить в расплав в виде лигатур в конце
плавки, одновременно ступенчато нагревая расплав с учетом сте-
пени возрастания температуры ликвидуса сплавов от добавок ту-
гоплавких металлов. При этом старается не допускать излишне-
го перегрева и длительной выдержки расплава при высоких тем-
пературах, так как при этом возрастает опасность повышенного
окисления расплава. Не рекомендуется перегрев более чем на
100...150 °C выше температуры ликвидуса сплава.
Сплавы серебра с марганцем и оловом плавят в восстанови-
тельной атмосфере. Для предотвращения загрязнения расплава
оксидами олова этот элемент вводят в расплав, только после пол-
ного растворения марганца, выполняющего в этом случае роль
раскислителя. В расплавы, не содержащие марганца, олово вво-
дят после раскисления серебра кадмием, литием или фосфором.
§ 3. СОСТАВ И СВОЙСТВА ПЛАТИНОВЫХ СПЛАВОВ
Платина обладает гранецентрированной кубической кристал-
лической решеткой. Температура плавления платины 1769 °C;
температура кипения 4400 *С; плотность при комнатной темпе-
ратуре 21,4 г/см3.
Платина имеет высокую коррозионную стойкость в минераль-
ных и органических кислотах, обладает хорошей пластичностью
. и легко подвергается пластической деформаций. При нагревании
на воздухе платина не окисляется. Оксид платины PtO образует-
сплавов
Примеси, %, не более Применение
РЬ 1/ Sb Bi Fe Zn S примесей
• 0,003 0,001 0.002 0,004 0.01 Аноды массой 100...4700 г
0,005 0,002 0.002 0.15 — 0,25 Листы, полосы толщиной 0,1...10 мм
0,005 0,02 0,002 0,15 — 0,3 То же
0,005 —' — — 0,007 0,25 Припои в виде полос и проволоки толщиной 0,125 мм
0,005 — —. — 0,007 0,25 То же
0,005 — — — — 0,5 »
399
Таблица 97. Химический состав некоторых платиновых сплавов
Сплав Легирующие элементы^ % Е примесей, %, не более
Pt другие элементы
Пл 99,9 99,9 ' — 0,1
ПлИ-5 94,7...95,3 4,5...5,3 1г 0,5
ПлРд-7 92,7...93,3 6,7...7,3 Rh 0,22
ПлПд-10 89,6...90,4 9,6... 10,4 Pd 0,25
ПлМ-8,5 91,1...91,9 8,1...8,9 Си 0,25
ПлН-4,5 95,1...95,9 4,1...4,9 Ni 0,25
ся при нагревании губчатой или листовой платины в сухом кис-
лороде при 450 °C. При температуре плавления платина раство-
ряет до 5,57 см3/100 г кислорода. Растворимость водорода в пла-
тине возрастает с повышением температуры, достигая при тем-
пературе плавления 0,2...0,3 см3/100 г. С азотом жидкая платина
практически не взаимодействует; растворимость углерода в жид-
кой платине достигает 1,45 %. При охлаждении углерод выделя-
ется по границам зерен в виде графита, что делает платину хруп-
кой.
Чистую платину применяют в химической промышленности,
медицине, ювелирном производстве. В технике используют боль-
шую группу платиновых сплавов (табл. 97).
Плавку платины и ее сплавов ведут в тигельных индукцион-
ных высокочастотных пёчах с набивной футеровкой из оксида
кальция, магнезита или оксида циркония. Тигли для плавки изго-
тавливают из тех же огнеупоров. В тех случаях, когда необходимо
получать изделия, не содержащие примеси кальция или магния,
плавку осуществляют в тиглях из оксида тория или оксида цир-
кония. Плавку ведут в окислительной атмосфере без применения
флюса. '
В качестве шихтовых материалов используют губчатую плати-
ну, спрессованную в брикеты, или скрап. Легирующие компо-
ненты вводят в расплавленную платину при 1850...1900 °C. Рас-
кисление расплава перед заливкой не производят.
Заливку платиновых сплавов ведут с небольшим перегревом
расплава в подогретые стальные или туфовые (известковые) фор-
мы.
400
§ 4; СОСТАВ И СВОЙСТВА ПАЛЛАДИЕВЫХ СПЛАВОВ
Палладий имеет гранецентрированную кубическую кристал-
лическую решетку. Температура плавления палладия 1552 *С; тем-
пература кипения 3980 °C; йлотность его при комнатной темпе-
ратуре 12,16 г/см3. Обладая высокими пластическими свойства-
ми, палладий хорошо’ воспринимает обработку давлением. По
сравнению с другими платиновыми металлами он менее устой-
чив в концентрированных азотной и серной кислотах; растворя-
ется в царской водке.
Палладий растворяет водород в значительном количестве.
t Понижение температуры сопровождается ростом растворимости
* водорода. При' температуре плавления палладий растворяет до 60
см3/100 г водорода; при комнатной температуре — до 850
см3/Ю0 г. Способность палладия поглощать большое количество
водорода используют в вакуумной технике.
• Палладий растворяет углерод; при охлаждении распйава угле-
род в виде графита выделяется по границам зерен, ухудшая пла-
стические свойства металла.
• • Палладий находит применение в электротехнической, хими-
ческой и ювелирной промышленности. Из него изготавливают
электрические контакты телефонных аппаратов, химическую по-
суду, порошковые катализаторы, большое количество палладия
идет на приготовление сплавов. Химический состав палладия
марки Пд99,9 и некоторых его сплавов приведен в табл. 98. •
. Плавку палладия ведут в окислительной атмосфере в магнези-
товых тиглях. При загрязнении расплава 0,003 % кремния в От-
ливках появляются горячие трещины. Перед разливкой палладий
раскисляют 0,1 % алюминия. Флюс при плавке не применяют.
Для плавки чаще всего используют индукционные печи. В каче-
стве раскислителей применяют алюминий и силикокальций.
Таблица 98. Химический состав некоторых палладиевых сплавов
Сплав Легирующие элементы, % £ примесей, %, не более
Pd Ag другие элементы
Пд99,9 99,9 — — 0,10
ПдСр-30 69,5...70,5 29,5...30,5 — 0,35
ПдИ-10 89,7...90,4 — 9,6...9,3 1г 0,30
ПдСрМ-36-4 59,2...60,8 35,4...36,6 3,5...4,5 Си 0,35
ПдСрК-35-5 59,2...60,8 34,1...35,6 4,5...5,5 Со ’ 0,35
401
§ 5. ПРОИЗВОДСТВО ОТЛИВОК ИЗ СПЛАВОВ БЛАГОРОДНЫХ
МЕТАЛЛОВ
Фасонные отливки из сплавов благородных металлов, преиму-
щественно сплавов золота, используют в зубопротезном деле и
ювелирном производстве. Изготовление фасонных отливок осу-
ществляют методом литья по выплавляемым моделям. В качестве
формовочного материала используют гипсовые смеси, состоящие
из 85 % порошка динаса марки ЭД и 15 % гипса. Динасовый
порошок должен содержать не менее 72 % фракции с диаметром
зерен менее 0,08 мм. В качестве затворителя гипсовых смесей
используют водный раствор ортофосфорной кислоты (1г орто-
фосфорной кислоты на 10 мл воды). На каждый килограмм сме-
си добавляют 380...400 мл затворителя. Такие смеси имеют хоро-
шую текучесть, небольшое (около 10 мин) время твердения, об-
ладают высокой прочностью и малой осыпаемостью после отжи-
га.
Для изготовления выплавляемых моделей широко используют
резиновые формы. Заливку горячих форм осуществляют на цент-
робежных машинах.
РАЗДЕЛ III. ПРОИЗВОДСТВО СЛИТКОВ ИЗ СПЛАВОВ
ЦВЕТНЫХ МЕТАЛЛОВ
ГЛАВА 15. ОСНОВЫ ПРОИЗВОДСТВА СЛИТКОВ
Слитком называется отливка простейшей формы (параллеле-
пипед. призма, цилиндр, полый цилиндр), предназначенная для
последующей обработки давлением на так называемые деформи-
руемые полуфабрикаты — листы, прутки, профили, трубы, про-
волоку, фольгу, а также поковки и штамповки. Подобных полу-
’/фабрикатов потребляется в мире ежегодно 35...37 млн. тили 85...88
% всей массы производимых цветных металлов и сплавов. Ос-
тальные 12.. 15 % приходится на долю, фасонных отливок. Таким
образом, производство слитков из цветных металлов и сплавов
существенно превышает фасонно-литейное производство по массе
перерабатываемого металла.
. Обработка давлением заключается в пластическом деформи-
ровании слитка. В связи с этим слиток должен обладать опреде-
ленным уровнем свойств, среди которых на первом месте стоит
так называемая технологическая пластичность, т. е. способность
изменять форму без разрушения при возможно меньших внешних
усилиях. Всю технологию производства слитков строят так, что-
бы в первую очередь обеспечить пластичность при заданном со-
ставе сплава. Вместе с тем при обработке давлением слитков, осо-
бенно первичной, следует учитывать особенности свойств литой
заготовки, заключающиеся в пониженной деформационной спо-
собности и повышенных усилиях деформирования по сравнению
со свойствами заготовок, уже подвергнутых деформированию тем
или иным способом. В связи с этим первичную обработку слит-
ков . почти всегда осуществляют в горячем состоянии при воз-
, можно более высоких температурах, когда показатели пластич-
ности металлов имеют повышенные значения, а показатели проч-
ности (твердость, предел текучести) понижены. Для первичной
обработки слитков используют такие технологические процессы
обработки давлением, при которых схемы главных напряжений и
главных деформаций обеспечивают наиболее благоприятные ус-
ловия пластического деформирования — свободную ковку, объем-
. ную штамповку, прокатку, прессование (экструдирование). Наи-
лучшие условия пластического деформирования создаются при
объемной штамповке и прессовании.
403
§ 1. О КАЧЕСТВЕ СЛИТКОВ
Качество слитков, которое определяет их пригодность для пос-
ледующей обработки давлением и получения деформированных
полуфабрикатов с заданным уровнем свойств, связано со многи-
ми показателями. Прежде всего необходимо остановиться на раз-
мерах слитков. Размеры слитков, а также их форма и масса долж-
ны быть такими, чтобы из них можно было получить деформиру-
емые полуфабрикаты заданной величины с учетом выхода годно-
го. Особенно важно это при получении слитков для изготовления
крупных поковок и штамповою массой в несколько тонн. Вместе
с тем во всех случаях выгоднее получать крупные слитки, по-
скольку они обеспечивают большой выход годного и большую
производительность. В связи с этим наблюдается тенденция к
увеличению массы единичного слитка. Масса же литой заготов-
ки, направляемой на ковку, прокатку, прессование, обычно в
несколько раз меньше отливаемого слитка. Поэтому слитки, как
правило, режут на мерные заготовки, размер и масса которых
определяется мощностью головного обрабатывающего оборудо-
вания: усилием штамповочного или экструзионного пресса, дли-
ной приемных рольгангов у обжимных головных станов и т. д.
Важной стороной качества слитка является чистота его повер-
хности. Грубая нечистая поверхность слитка с ликвационными
наплывами неизбежно вызывает появление засоров и плен на
поверхности деформированного полуфабриката. Чем выше тре-
бования к полуфабрикатам, тем чище должна быть поверхность
слитков. Часто не удается получить слитки с достаточно чистой
поверхностью и поэтому их подвергают механической обработке,
при которой удаляют поверхностный слой на глубину 5...10 мм и
более. В некоторых случаях начинают деформировать слитки с
литой поверхностью, а затем удаляют поверхностный слой.
Очень высоки требования к слиткам на наличие раковин, рых-
лот, пористости. Если в фасонной отливке допускается некото-
рая пористость, оговоренная специальными эталонами, то в слит-
ках этот допустимый максимум в несколько раз меньше. Особзн-
ность большинства сплавов цветных металлов состоит в том, что
в них почти не происходит заваривание несплошностей в ходе
пластического деформирования, как это имеет место в углероди-
стых сталях. Поэтому любая несплошность в литой заготовке не
исчезает при обработке давлением, а лишь меняет свою форму,
вытягивается и утоняется. В итоге подобные пороки поражают
полуфабрикаты на большую длину, но в силу малой толщины
могут быть выявлены с большим трудом. Вместе с тем они пагуб-
но сказываются на прочности, пластичности, герметичности ме-
404
талла. По этой причине технологию строят таким образом, чтобы
обеспечить надежное “питание” затвердевающего слитка, при
котором исключалось бы возникновение таких пороков как по-
ристость, рыхлость, усадочные раковины. Расплав, из которого
отливают слитки, должен содержать минимальное количество
растворенных газов (для большинства сплавов цветных
^еталлрв — водорода), чтобы исключить образование газовой по-
ристости. При работе со сплавами ответственного назначения
производят сплошной контроль слитков методами ультразвуко-
вой или рентгеновской дефектоскопии.
Очень большое значение имеет структура слитков, при этом в
равной степени важна как макро-, так и микроструктура. Наи-
лучшие результаты при пластическом деформировании по каче-
ству получаемых полуфабрикатов достигаются в случае возможно
более мелкой равноосной и равномерной по всему объему слитка
макроструктуры. Крупнозернистая макроструктура литой заготовки
может быть причиной появления трещин при первичном дефор-
мировании, причем трещины возникают несмотря на то, что об-
щие показатели1 пластичности металла вполне удовлетворитель-
ны. Разрушение крупнозернистости заготовок связано с анизот-
’рбпией свойств металлических кристаллов. В случае мелкого зер-
на влияние анизотропии незаметно, поскольку различия в упру-
гопластической деформации соседних зерен проявляются в ма-
лых объемах и потому не достигают критических значений. В слу-
чае же. крупнозернистого металла эти различия могут быть очень
большими. Из двух расположенных рядом кристаллических зе-
рен одно может быть ориентировано так, что способно выдер-
жать большую пластическую деформацию. Соседнее же зерно в
направлении действующих напряжений выдерживает лишь ма-
лую пластическую деформацию. Поэтому в процессе деформиро-
вания это зерно, исчерпав свой запас пластичности, разрушится,
и в заготовке появится трещина.
В ходе деформирования происходят также повороты и пере-
мещения кристаллических зерен. Эти перемещения легко осуще-
ствляются при мелкокристаллическом строении. В случае круп-
нокристаллического строения перемещения должны быть соот-
ветственно большими, так что запаса локальной пластичности в
Районе неблагоприятно ориентированных зерен оказывается не-
достаточно, и по границам зерен появляются трещины. Крупное
Макрозерно особенно опасно в слитках из металлов и сплавов с
°бъемноцентрированной и гексагональной структурамй. Однако
- Даже в тех случаях, когда крупнозернистая заготовка благополуч-
но выдержала деформирование, свойства полученных из нее по-
• лУфабрикатов при жестких требованиях могут оказаться неудов-
• 405
летворительными. Данное полуфабрикаты имеют, как правило,
различную величину рекристаллизованного зерна на разных уча-
стках. Участки, занятые в литой заготовке зернами с благоприят-
ной ориентировкой, испытывают большую степень деформации.
После рекристаллизации они окажутся мелкозернистыми. Участ-
ки, бывшие в литой заготовке зернами с неблагоприятной ориен-
тировкой, испытывают меньшую пластическую деформацию, по-
этому после рекристаллизации окажутся крупнозернистыми. Воз-
никающая таким образом разнозернистость деформированных
полуфабрикатов при жестких требованиях представляет собою
очень трудноустранимый брак, для борьбы с которым необходи-
мо как изменение технологии литья, так и изменение технологии
обработки давлением.
Таким образом, в слитках нежелательна смешанная макрострук-
тура, состоящая из кристаллических зон с зернами-различной
формы и величины. Для создания однородной мелкой макрострук-
туры слитков расплавы перед разливкой часто подвергают моди-
фицирующей обработке.
Для получения рядовых полуфабрикатов широко используют
слитки с обычной макроструктурой, состоящей из мелких равно-
осных кристаллов в приповерхностной зоне, столбчатых крис-
таллов в следующей за ней зоне и крупных равноосных кристал-
лов в центральной зоне. Слитки с транскристаллической струк-
турой, состоящей только из двух зон столбчатых кристаллов, вы-
росших от противоположных сторон, стараются не использовать,
так как обычно в них при обработке появляются центральные
трещины по линии стыка столбчатых кристаллов.
Что касается микроструктуры металла в слитках, то наиболее
благоприятно тонкое микрокристаллическое строение с возмож-
но меньшими размерами всех элементов микроструктуры. Жела-
тельно, чтобы ветви и оси дендритов были тонкими с размерами
дендритной ячейки не более 20...30 мкм. Выделения различных
фаз, появляющихся‘при кристаллизации сплавов в ходе эвтекти-
ческих, перитектических, монотекгических превращений, также
должны иметь возможно меньшие размеры (5... 10 мкм и менее).
Наконец желательно, чтобы все неметаллические включения имели
минимальные размеры (не более 3 мкм). Высокая дисперсность
микроструктуры сплавов сама по себе является необходимым ус-
ловием повышения технологической пластичности слитков. Кро-
ме того, чем тоньше микроструктура литого металла, тем одно-
роднее она будет у деформированного полуфабриката.
" Одна из основных особенностей деформированных полуфаб-
рикатов состоит в анизотропии свойств, прежде всего механичес-
ких, вдоль и поперек направления течения металла в ходе плас-
406
тическогд деформирования. Эта особенность в первую очередь
сВязана с так называемой полосчатой микроструктурой полуфаб-
рикатов, которая является следствием химической и физической
неоднородности микростроения литой заготовки: Поэтому сни-
жение неоднородности структуры и свойств полуфабрикатов до-
стигается в первую очередь измельчением микростроения литых
заготовок. Это измельчение можно получить, как известно, по-
вышенными скоростями кристаллизации. Именно поэтому стре-
мятся увеличивать интенсивность теплоотвода при затвердева-
нии слитков. Другой путь измельчения микроструктуры — моди-
фицирование расплава, к которому также часто обращаются при
литье слитков. Для улучшения технологической пластичности
прибегают к предварительному гомогенизационному отжигу слит-
ков. Он позволяет повысить химическую однородность металла в
микрообьемах за счет уменьшения дендритной ликвации и ра-
створения избыточных неравновесных фаз в структуре. Процесс
гомогенизации пройдет тем быстрее и интенсивнее, чем меньше
размеры микрорбластей с разными составами. Полезно также
усилить теплоотвод от затвердевающего слитка, что вызывает об-
щее измельчение микроструктуры металла.
Очевидно, что в слитках недопустима химическая макронеод-
нородность, которая может возникать, как известно, вследствие
различных видов зональной ликвации: прямой и обратной, вне-
центровой, гравитационной (по плотности). Основные пути сни-
жения макроликвации заключаются в организации рационально-
го процесса затвердевания слитка, учитывающего интенсивность
теплоотвода, перемешивание расплава, надлежащее восполнение
объемной усадки.
В слитках, как и в любых отливках, возникают напряжения.
Из них наиболее опасны для качества слитков температурные
напряжения, которые возникают вследствие разности темпера-
тур по сечению слитка в ходе его затвердевания и охлаждения. В
общем случае в любом слитке всегда имеются остаточные темпе-
ратурные напряжения. Их особенностью является то, что они
Достигают наибольших значений после полного охлаждения слит-
ка. Схема их всегда такова, что внутренние объемы слитка растя-
нуты, а наружные сжаты. •
Известно, что повышенное качество литого металла достига-
ется увеличением интенсивности отвода тепла. Очевидно, что это
Должно привести к соответствующему увеличению перепада тем-
пературы по сечению и в итоге к возрастанию температурных
Напряжений. Эти напряжения могут превышать по величине пре-
дел прочности, в результате чего происходит разрушение слитка.
Для уменьшения величины температурных напряжений целесо-
407
образно осуществить интенсивный теплоотвод от слитка в начале
процесса затвердевания до момента окончания затвердевания
внутренних участков. Затем необходимо замедлить отвод тепла
от слитка так, чтобы перепад температур по сечению уменьшился
за счет некоторого разогрева наружных объемов теплом более
горячей сердцевины. При таком положении к моменту перехода
внутренних слоев в упругое состояние разница в температуре
между ними и наружными слоями снизится и определяемые этой
разницей остаточные температурные напряжения окажутся мень-
ше.
Следует'отметить, что остаточные температурные напряжения,
даже если они не вызвали разрушения слитка, тоже нежелатель-
ны. Они могут быть причиной коробления литых заготовок и раз-
рушения их в начале пластического деформирования, так как
добавляются к напряжениям от приложенных внешних сил. Ос-
новной путь снижения уровня остаточных температурных напря-
жений в слитках — проведение отжигов. Повышение температу-
ры способствует протеканию релаксационных явлений в метал-
ле, когда упругие деформации переходят в пластические и напря-
жения исчезают. Таким образом, отжиг слитков перед обработ-
кой давлением повышает их пластические свойства как за счет
гомогенизации, так и за счет снятия остаточных температурных
напряжений (их релаксации). Снятие напряжений проходит зна-
чительно быстрее и при более низких температурах, чем гомоге-
низация, поэтому гомогенизационный отжиг слитков автомати-
чески приводит к исчезновению в них напряжений.
§ 2. ОСОБЕННОСТИ ПОЛУЧЕНИЯ СЛИТКОВ РАЗЛИЧНЫМИ
СПОСОБАМИ
В настоящее время разработано большое число способов и их
разновидностей для получения слитков из сплавов цветных ме-
таллов. Каждый способ создавался для улучшения качества слит-
ков и повышения технико-экономических показателей. Все спо-
собы можно разделить на две группы, различающиеся ходом зат-
вердевания слитка. В способах, относящихся к первой группе,
расплав заливают в форму-изложницу, где он затвердевает, при-
чем фронт затвердевания (поверхность раздела расплав — твердая
корка) перемещается от стенок формы в глубь образующегося
слитка, остающегося неподвижным. В способах второй группы
расплав заливают в специальное устройство — кристаллизатор;
образующийся слиток непрерывно выводится из кристаллизато-
ра, а фронт затвердевания остается практически неподвижным в
408
пространстве. Первая группа называется литьем слитков в из-
дожницы или наполнительным литьем, вторая группа — непре-
рывным литьем.
Дитье в изложницы
• Производство слитков литьем в изложницы или наполнитель-
ное литье является старым технологическим процессом. Однако
н в настоящее время этим способом литья получают довольно
значительное количество слитков..
Наполнительным литьем получают цилиндрические слитки
диаметром от 50 до 100...200 мм и высотой 500...1000 мм, а также
пдоские слитки толщиной 50... 100 мм, шириной 300...5000 мм и
высотой 500... 1000 мм.
Для наполнительного литья используют литые массивные чу-
гунные (рис. 140) и водоохлаждаемые изложницы с медной рубаш-
кой (рис. 141). Водоохлаждаемые изложницы появились в 1920—
1930 гг. и сыграли большую положительную роль в повышении ка-
чества слитков. Увеличение скорости отвода тепла, достигаемое за
счет водяного охлаждения, повышает плотность литого металла и
дисперсность микроструктуры. Однако трудность обеспечения спо-
койного заполнения формы-изложницы остается. В случае отлив-
ки крупных слитков интенсивность охлаждения заметно снижается
^с. 140. Чуянная изложница
Рис. 141. Водоохлаждаемая изложница
409
из-за возникновения усадочного зазора между водоохлаждаемой
рубашкой изложницы и поверхностью слитка.
Для наполнительного литья показатель выхода годного, т. е. от-
ношение массы годных заготовок к массе залитого металла, не пре-
вышает 80 %. Главная причина этого заключается в том, что у каж-
дого слитка отрезают головную часть с усадочной раковиной, а
иногда и донную часть, пораженную захваченными оксидными
пленами и воздушными пузырями. Нередко приходится обрабаты-
вать боковую поверхность слитков для улучшения ее качества -
удаления засоров, небольших раковин, ликвационных наплывов.
При наполнительном литье обязательно используют краски и
смазки, которые наносят на рабочую поверхность изложниц. Крас-
ки состоят из минеральной основы (мел, тальк, огнеупорная гли-
на), связующего материала (жидкое стекло) и воды. Слой краски
должен быть совершенно сухим перед заливкой расплава в из-
ложницу. Смазки представляют собой сложную смесь жидких уг-
леводородов (керосин, масло, мазут). Такие смазки при заливке
от действия высокой температуры при недостатке воздуха в по-
лости изложницы подвергаются пиролитическому разложению.
Летучие вещества, заполняя свободную полость изложницы, со-
здают восстановительную атмосферу и препятствуют окислению
падающей струи и зеркала расплава. Твердые углеродистые про-
дукты остаются на стенках изложницы. Эти продукты, так же как
и слой сухой краски, защищают стенки изложницы от прямого
соприкосновения с расплавом, предотвращая приваривание слитка
к изложнице и ее разрушение. Кроме того, пористый-слой крас-
ки или углеродистых остатков, находящийся между расплавом и
поверхностью изложницы, обеспечивает достаточно свободный
выход газов из этого зазора. При отсутствии пористого слоя' на
рабочей поверхности изложницы поверхность слитка оказывает-
ся неровной вследствие расширения газов в зазоре между стен-
кой изложницы и слитком.
Получение чистой поверхности становится очень сложным при
литье слитков высотой 1000 мм и более. При заливке в начале
процесса расплав падает с этой большой высоты на дно излож-
ницы и разбрызгивается. Брызги попадают на стенки изложни-
цы, где затвердевают. Затем уровень расплава накрывает их, и
они оказываются в виде своеобразных включений на поверхнос-
ти слитка. Кроме того, струя, падающая с большой высоты, вы-
зывает сильное перемешивание расплава. Возникающие оксид-
ные плены попадают внутрь металла и на боковую поверхность
слитка. Чтобы избежать этих явлений, регулируют процесс за-
полнения изложницы. Разбрызгивание и перемешивание под стру-
ей определяются кинетической энергией, вносимой падающим
410
расплавом. Количество расплава определяется диаметром струи.
Если одну струю большого диаметра разбить на несколько струй
меньших диаметров, то при прежней линейной скорости, опре-
деляемой высотой изложницы, энергия, вносимая в расплав каж-
дой струей, будет меньше. Массовую скорость заполнения мож-
но сохранить прежней, подбирая диаметр и число струй. В ре-
зультате этого достигается более спокойное без разбрызгивания и
бурления заполнение изложниц. Практически регулирование про-
цесса заливки осуществляется с помощью заливочных воронок,
имеющих 2...5 отверстий диаметром 5...15 мм. Применение этих
воронок оказывает также очень большое влияние на процесс зат-
вердевания слитка и, следовательно, на вероятность образования
в нем усадочных пороков.
• Если принять, что изложница для высокого цилиндрического
слитка заполняется расплавом мгновенно и теплоотвод происхо-
дит только с боковой поверхности, то нетрудно сделать вывод,
что в затвердевшем слитке неизбежно возникнет усадочная рако-
вина конической формы с обращенной вниз вершиной (при ус-
ловии, что сплав не имеет интервала кристаллизации). Теорети-
чески вершина этой конической усадочной раковины должна
дойти до самого низа слитка. Таким образом, теоретически ока-
зывается, что обычным литьем, в изложницу невозможно полу-
чить здоровой даже часть вертикально отливаемого слитка. Прак-
тика, однако, показывает, что это не так — нижняя часть слитка
оказывается плотной, без следов усадочной раковины.
Это.несоответствие теории с практикой объясняется тем, что
при теоретическом анализе с. использованием метода изотерм
считается, что отвод тепла и, следовательно, толщина нарастаю-
щей твердой корки одинаковы по всей высоте слитка. На самом
же деле это далеко не так. В жидком металле развивается интен-
сивная естественная конвекция. Холодные слои расплава, грани-
чащие с фронтом затвердевания, в силу большей плотности дви-
жутся вниз вдоль поверхности нарастающей твердой корки. На
их место подходит более горячий расплав, поднимающийся по
Центру жидкой части слитка. Таким образом, оказывается, что в
нижней части слитка расплав, граничащий с нарастающей кор-
кой, всегда имеет более низкую температуру, чем в верхней части
слитка. Поэтому твердая корка нарастает в нижней части слитка
быстрее, чем в верхней, несмотря на одинаковые внешние усло-
вия отвода тепла. Тепловая естественная конвекция как бы уси-
ливает охлаждение нижней части слитка. В итоге оказывается,
Что фронт затвердевания расположен не вертикально, а несколь-
ко наклонно, и нижняя часть слитка затвердевает быстрее верх-
ней.
411
Таким образом, затвердевание слитка само собой приобретает
Некоторую направленность снизу вверх, что благоприятно сказы-
вается на сосредоточении усадочной раковины в верхней голов-
ной части слитка. Этому также способствует большая величина
зазора между слитком и изложницей в верхней части слитка. За-
зор возникает из-за линейной усадки слитка в горизонтальных
сечениях. Термическому сжатию слитка некоторое время препят-
ствует металлостатическое давление жидкой сердцевины. Это
противодействует тем сильнее, чем больше высота столба рас-
плава над данным сечением, т. е. оно сильнее в нижней части
слитка. Меньшая величина зазора предопределяет большую теп-
лоотдачу от слитка к изложнице в этой части слитка. Следова-
тельно, толщина твердой корки будет нарастать здесь также быс-
трее.
Иногда изложницы делают с разной толщиной стенки по вы-
соте в расчете на то, что более толстые стенки внизу ускорят
охлаждение нижней части слитка. Это позволяет в большей мере
сосредоточить усадочную раковину вверху и получить большую
часть слитка здоровой.
Однако главным способом создания направленного снизу вверх
хода затвердевания слитков является замедленная заливка, ско-
рость которой снижают до самой низкой величины, обеспечива-
ющей нужную жидкотекучесть расплава. Этим добиваются, что-
бы затвердевание хотя бы частично началось с нижней части слитка
еще в ходе заливки.
' • В таких условиях часть усадки автоматически восполняется при
заливке, а раковина надежно выводится в головную часть слитка.
Установление и поддержание малой скорости заливки достигает-
ся использованием заливочных воронок.
Для создания направленного хода затвердевания слитков на
изложницы сверху устанавливают тепловые насадки — футеро-
ванные внутри малотеплопроводными огнеупорными материала-
ми обечайки. Расплав заливают до верхнего обреза насадок, и он
здесь сохраняется в жидком состоянии, пока идет затвердевание
слитка в самой изложнице. Объем расплава в тепловой насадке
служит прибылью, откуда идет пополнение объемной усадки. При
хорошей конструкции тепловых насадок и правильной их эксп-
луатации удается почти всю усадочную раковину вывести из слитка
в насадку и получить плотный слиток по всей высоте. Следует
отметить, что в случае значительного интервала кристаллизации
сплава эффективность работы тепловых насадок снижается. В
некоторых случаях для восполнения усадки используют обычную
доливку в затвердевающий слиток прямо в растущую усадочную
раковину.
412
В слитках, получаемых наполнительным литьем из сплавов с
широким интервалом кристаллизации, обнаруживается заметная
обратная ликвация (бронзы с 5...10 % Sn и 3...5 % Si). В слитках
из медных сплавов, содержащих 2...3 % свинца и более, возмож-
но проявление гравитационной ликвации этого компонента.
, . Невысокая скорость охлаждения практически не вызывает
появления значительных температурных напряжений в слитках,
получаемых в изложницах. Выявляемые иногда трещины в слит-
каЯ возникают из-за усадочных напряжений, порождаемых со-
противлением неудачно сконструированной или изношенной и
’неправильно эксплуатируемой изложницы (заливы по стыку из-
ложницы с поддоном, покоробленная изложница, крупные тре-
щины на рабочей поверхности изложницы).
При наполнительном литье в чугунные изложницы существен-
ное значение приобретает их износ, выражающийся в появлении
на рабочей поверхности трещин в виде так называемой сетки
•разгара. Эти трещины, вначале тонкие и неглубокие, с каждой
последующей заливкой раскрываются и углубляются. Механизм
появления этих трещин такой же, как и в орудийных стволах.
Этот механизм был в свое время блестяще объяснен русским ме-
таллургом и металловедом Д. К. Черновым. При заливке излож-
ницы наружные слои рабочей поверхности, испытывая наиболь-
ший разогрев, стремятся увеличить свои линейные размеры. Од-
нако этому препятствуют более холодные слои стенки изложни-
цы. Поскольку их общая прочность во много раз больше прочно-
сти горячих слоев, последние начинают пластически деформиро-
ваться, испытывая напряжения сжатия, тогда как основная тол-
ща стенки испытывает лишь упругую деформацию растяжения.
После того как в горячих слоях прошла пластическая деформа-
ция сжатия, вся стенка оказывается разгруженной. Однако тем-
пература по толщине стенки распределена.по-прежнему нерав-
номерно. Рабочая поверхность имеет высокую температуру, ко-
торая постепенно понижается в направлении к наружной повер-
хности стенки. При охлаждении изложницы слои на рабочей по-
верхности должны сократиться на большую величину, чем ос-
тальные слои стенки изложницы. В результате этого на рабочей
поверхности возникают деформации растяжения, вызывающие
Появление напряжений растяжения. Многократное повторение
этого процесса,при заливке и охлаждении изложницы приводит к
Разрушению металла на рабочей поверхности стенки в виде мно-
гочисленных трещин.
413
Непрерывное литье слитков
Процесс непрерывного литья заключается в том, что расплав
непрерывно заливается в кристаллизатор, а затвердевающий в нем
слиток непрерывно вытягивается обычно вертикально вниз
(рис. 142). Кристаллизатор представляет собой водоохлаждаемую
изложницу, не имеющую дна и оформляющую боковую поверх-
ность слитка. Рубашка кристаллизатора изготавливается nd меди,
хромовой бронзы, малолегированных алюминиевых сплавов. Ра-
бочую поверхность рубашки тщательно обрабатывают. Перед на-
чалом литья и по ходу литья ее смазывают.
В последние 20...30 лет начали применять кристаллизаторы с
тепловой насадкой, отличающиеся от изображенного на рис. 142
тем, что верхняя часть рубашки выполняется из графи-
та — менее теплопроводного материала, чем указанные выше ме-
таллы. Благодаря этому затвердевание расплава в верхней части
кристаллизатора замедляется, и колебания уровня расплава в нем
из-за неравномерностей поступления металла, обычно, приводя-
щие к образованию складок и трещин на поверхности слитков,
не влияют на качество литых заготовок.
Изображенный на рис. 142 кристаллизатор называется крис-
таллизатором скольжения (КС).
Рис. 142. Схема непрерывного литья
слитков в кристаллизатор скольжения:
1 - корпус кристаллизатора; 2 - рубашка;
3 - распределительное устройство (сито-
поплавок); 4 - струя воды;‘5 - жидкий
металл (“лунка”): 6 - твердый металл
(слиток) •
Расплав поступает в крис-
таллизатор через распредели-
тельные устройства. Их назна-
чение состоит в том, чтобы
избежать течение расплава от-
крытыми струями и рассредо-
точить потоки расплава в кри-
сталлизаторе.
Кроме охлаждения в крис-
таллизаторе, называемого пер-
вичным, обычно предусматри-
вается вторичное охлаждение
слитка по выходе его из крис-
таллизатора. Вода в зоне вто-
ричного охлаждения подается
прямо на поверхность слитка.
Иногда вместо воды использу-
ют водо-воздушную смесь или
поток воздуха.
Принято различать непре-
рывное или полунепрерывное
литье. В случае непрерывного
414
литья вытягиваемый из кристаллизатора слиток режется на мер-
ные заготовки на ходу без остановки процесса литья с помощью
специального устройства. При полунепрерывном литье резка слит-
ка на ходу не предусматривается, и процесс литья прекращается
после получения слитка определенной длины — от 2 до 8 м. От-
литый слиток затем направляют на разрезку. Процессы, происхо-
дящие при затвердевании слитков в услбвиях непрерывного и
полунепрерывного литья, практически одинаковы, поэтому в даль-
нейшем изложении использован термин “непрерывное литье” для
обоих случаев. Различия в полунепрерывном и непрерывном ли-
тье указываются по мере надобности.
Непрерывное литье в полунепрерывном варианте получило
промышленное развитие в 40-х годах XX в. применительно к слит-
кам из алюминиевых, а затем из магниевых сплавов. Развитие
авиационной техники потребовало крупногабаритных литых за-
готовок высокого качества. Крупногабаритные слитки, получае-
мые литьем в изложницы, оказывались пораженными усадочной
рыхлотой и оксидными пленами. Переход к полунепрерывному
литью позволил обеспечить нужное качество литых заготовок. С
конца 40-х годов происходило освоение полунепрерывного литья
слитков из медных сплавов, в первую очередь из алюминиевых
бронз. С 60-х годов стали разрабатывать и. затем осваивать уста-
новки полностью непрерывного литья слитков из медных и алю-
миниевых сплавов. Однако до настоящего времени основная масса
слитков из цветных сплавов производится способом полунепре-
рывного литья.
Сейчас полунепрерывным литьем получают все слитки из алю-
миниевых и магниевых сплавов, 70...80 % слитков из медных спла-
вов, около 40...50 % слитков из никелевых сплавов. Начинается
освоение непрерывного литья (в особом варианте) слитков из
цинка и его сплавов.
В настоящее время непрерывным литьем можно получать слит-
ки любой формы, необходимой для последующей обработки дав-
лением: плоские, цилиндрические, полые. Толщина плоских слит-
ков из алюминиевых сплавов доходит до 500 мм, из медных спла-
вов до 300 мм; ширина — до 2000 мм (алюминиевые сплавы) и до
1200 мм (медные сплавы). Наименьшая толщина литых заготовок
составляет 50...70 мм и доходит до 6...8 мм при особых«разновцд-
ностях процесса непрерывного литья.
При обычных схемах непрерывного литья получают цилинд-
рические слитки, начиная с диаметра 70...80 мм до 1000...1200 мм
(алюминиевые сплавы) и до 500 мм (медные сплавы). Непрерыв-
ное и полунепрерывное литье осуществляется на специальных
Дорогостоящих установках больших габаритов (площадь в плане
415
десятки кв. м; высота более 20 м). Главной частью установок по-
лунепрерывного литья является подвижный стол, на котором на-
ходятся отливаемые (“вытягиваемые”) слитки. При небольших
сечениях (диаметр 100...300 мм) на столе размещается 15 и более
слитков, которые отливают одновременно.
Непрерывным и полунепрерывным литьем получают все боль-
шие количества слитков цветных металлов и их сплавов. Указан-
ным способам принадлежит будущее данной отрасли литейного
производства. На долю наполнительного литья (литья в излож-
ницы) останется производство слитков малотоннажных металлов
и сплавов и опытные разработки. .
Основные положительные черты непрерывного литья заключа-
ются в высоком качестве литого металла и малом количестве отхо-
дов. Высокое качество выражается в отсутствии усадочных пороков
(раковин, рыхлоты, пористости) й в минимальном загрязнении
неметаллическими включениями, главным образом, оксидными
пленами. Снижение количества отходов, т. е. повышение выхода
годного, связано с тем, что уменьшается относительная масса го-
ловной и донной части слитка, которые приходится отделять при
резке слитка на мерные заготовки, отправляемые в (обрабатываю-
щие цеха. Средний выход годного при полунепрерыйном литье со-
ставляет не менее 90 %, при непрерывном достигает! 95 %.
Главным технологическим показателем при непрерывном ли-
тье является скорость литья, т. е. линейная скорость вытягивания
слитка из кристаллизатора. Скорость литья предопределяет'про-
изводительность процесса, поэтому всегда стремятся ее увели-
чить. Вместе с тем она должна быть такой, чтобы за время движе-
ния в пределах кристаллизатора возникла корка твердого метал-
ла, способная противостоять металлостатическому давлению рас-
плава, находящемуся в срединной части затвердевающего слитка.
Если скорость литья слишком велика, твердая корка оказывается
недостаточно прочной, и расплав может прорваться сквозь нее
на поверхность. Во многих случаях скорость литья ограничивают
в связи с возможностью возникновения трещин внутри и на по-
верхности слитков.
Процесс затвердевания слитка при непрерывном литье мож-
но описать аналитическими зависимостями, если принять ряд
допущений и ограничений. Достаточно полное решение этой
задачи возможно лишь при использовании электронно-вычис-
лительной техники' и с определенными допущениями,! количе-
ственные характеристики которых приходится брать из Экспери-
ментальных данных.
Решение задачи затвердевания слитка при непрерывном литье
в первом приближении сводится к определению времени его пол-
416
ЙОго затвердевания. Необходимо найти время, за которое корка,
нарастающая с поверхности, при данной скорости литья достиг-
нет величины, равной половине толщины плоского слитка или
радиуса цилиндрического слитка. Для решения принимаем сле-
дующие условия: рассматривается затвердевание слитка из чис-
того металла; расплав, поступающий в кристаллизатор, имеет тем-
пературу кристаллизации температура на поверхности слитка
постоянна и равна Т; теплопередача осуществляется только в го-
ризонтальном (радиальном) направлении, теплоотводом в осе-
вом (вертикальном) направлении пренебрегаем; все физические
свойства металла принимаем не зависящими от температуры и
состояния металла; считаем, что распределение температуры по
толщине нарастающей твердой корки описывается параболой п-
ого порядка, уравнение которой в общем случае имеет вид:
t= 4р“ — “ x/^f> r^e х — расстояние от наружной повер-
хности в глубь твердой корки; £ — толщина этой корки в данный
момент времени.
’ Расчеты будем основывать на уравнении теплового баланса в
твердой корке, нарастающей, с поверхности в глубь слитка.
’ • Плоский слиток. Рассмотрим тонкий слой высотой Ah в попе-
речном сечении слитка. Этот слой непрерывно перемещается вниз
со скоростью ot и в нем с поверхности нарастает твердая корка
переменной толщины Принимаем, что ширина слитка В во
много раз больше его толщины S, поэтому
затвердевание будет определяться только
теплоотводом по широким сторонам. Нача-
ло координат поместим на наружную по-
верхность (рис. 143). Согласно опытным
данным, принимаем, что распределение тем-
пературы в затвердевшей корке описывает-
ся прямолинейным законом, поэтому по-
казатель степени h в общем уравнении па-
раболы равен 1. При условии п = 1 получа-
ем: + ('«₽ ~
Рассмотрим изменение общей энтальпии
твердой корки за бесконечно малый проме-
жуток времени Л. За это время с поверхно-
сти рассматриваемого слоя будет отведено
Количество тепла dQm — k[dt/dx] Fdr, где Л.
" теплопроводность металла; [dt/dr]^ — тем-
пературный градиент на наружной поверх-
ности корки при х = 0; F— В Ah — поверх-
/2 14 —413|
Рис. 143. Схема к расчету
процесса затвердевания
плоского слитка толщиной
5 в условиях непрерывного
литья
417
ность охлаждения. Нетрудно видеть, что [dt/dx]^ — — ta/Z, в
данном случае величина: постоянная, не зависящая от х. Таким
образом, dQm = В Ah Х(^-/п)АА. (35)
За время А происходит затвердевание слоя толщиной <%,. Это
приводит к возрастанию общей энтальпий твердой корки на
dQ^ = + ‘ЧрМ* где Р — плотность металла;q — теплота
плавления; с- теплоемкость.
Теперь необходимо вычислить изменение энтальпии твердой
корки, происшедшее за время А, для того, чтобы составить урав-
нение теплового баланса. Общая энтальпия корки — это тепло,
аккумулированное ею. Оно определяется ее размерами и распреде-
лением температуры. Обозначив это тепло можно записать:
<?акк = | /рсгА = BAhpc f kn + (^ “/>/£]<* =
= BAhpc^* Гп)/2. (36)
Изменение энтальпии твердой корки, происходящее при изме-
нении ее толщины* на величину можно найти дифференциро-
ванием по Отсюда получаем: dQ^ = BAhpc 4- fn)d!j/2-
Уравнение теплового баланса для твердой корки запишем так:
^от» = ^акк Заменяя dQim значениями, получаем:
BAhp (д + " В Ah X - ГП)А£ = В Ahpc + ta)d^2.
После сокращений и преобразований имеем Х(Лр — fn)A =
= р [д + с (^ + tn)/2]£d£ . Прй 'непрерывном литье, осуществляе-
мом со скоростью ил, за время А рассматриваемый слой опустит-
ся на расстояние dh = vdx. Отсюда А = dh/v* и поэтому можно
записать:
^(^-4)^=pW+^ + 4)/2]uM-; (37>
Интегрирование уравнения (37) с учетом условия h = 0 и £ — О
дает следующую зависимость:
'л=[д+^+4)/2]ил^/2Х(4р-а (38)
Уравнение (38) показывает, как меняется толщина нарастаю-
щей твердой корки £ по мере продвижения рассматриваемого слоя
от поверхности расплава, где h = 0, вниз. Иначе говоря, уравне-
ние (38) описывает положение фронта кристаллизации при не-
прерывном литье.
418
Рис. 145. Схема к расчету процесса
затвердевания цилиндрического слитка
радиусом R при непрерывном литье
*PW<p.,*144. Фронт кристаллизации и лунка
жидкого металла при непрерывном литье
плоского слитка толщиной S
График зависимости (38) изображен на рис. 144. Величина h
равна глубине незатвердевшей области слитка при толщине кор-
ки Эту незатвердёвшую область называют жидкой лункой. Как
видно, в плоском слитке жидкая лунка образована двумя парабо-
, лическими поверхностями, идущими от широких сторон слитка.
Наибольшая глубина лунки Н находится на оси слитка и равна
Д= А при ^ = 5/2 :
h={q+ сЦ* + Гп)/2Кр52/8Х- Г„). (39)
Объединив все постоянные величины в один множитель К,
Получаем:
Н= KvS2. (40)
Из формулы (40) следует, что глубина лунки Нпрямо пропор-
циональна скорости литья и пропорциональна квадрату толщи-
ны плоского слитка. • '
. Цилиндрический слиток. Сохраним все прежде принятые ус-
ловия. Ради удобства математических преобразований начало ко-
ординат поместим в центр слитка (рис. 145). Распределение тем-
пературы в затвердевшей корке описывается параболой л-го по-
рядка. Из опытны* данных следует, что в данном случае л < 1, и
Температурная кривая имеет провисающую к оси абсцисс форму.
Обычно л = 0,7...0(8. Уравнение этой кривой в принятой системе
Координат имеет следующий вид:
419
t = 4₽ - (4₽" О K'- №R~ (41)
где R — наружный радиус слитка; /• — радиус внутренней повер.
хности нарастающей корки; г— радиус слоя в пределах толщины
корки.
Уравнение теплового баланса в корке в тонком слое высотой
Ah за бесконечно малый промежуток времени dx имеет вид:
(42)
Величина dQ^ определяется количеством затвердевшего i..v-
талла за время dx и равна dQ^ = (д +. ct^) р dV, где q — теплота
плавления; с — теплоемкость; р — плотность металла; dV— объем
затвердевшего металла. Этот объем равен произведению площа-
ди 2лг{ Ah на бесконечно малую толщину dr{: dV = 2л AJir^drt.
Отсюда dQ^ = 2л Atip (q + ct^r^r*. Количество отведенного от
рассматриваемого слоя тепла dQ^ определяется теплопроводно-
стью X, градиентом температуры на поверхности охлаждения
[dt/di\i=R и площадью этой поверхности 2nRAh.
dQm = 2nR ldt/di\^ jfh. (43)
Градиент
ldt/d^x={~ (/„- О л (г- re)”U =
= -"(4р-4)/(^-4 (44)
Знак минус в данном случае показывает, что при выбранной
системе координат с ростом г происходит снижение Г. В даль-
нейших расчетах этот знак можно опустить. Таким образом, по-
лучаем:
</<?отв = 2nR Ah Хп - Гп) dx/(R - г{). (45)
Величину dQ^ надо искать путем дифференцирования dQia
по г{. (?акк — энтальпия твердой корки в данный момент времени,
когда ее толщина равна R — г(. Очевидно, что для отыскания
^(?акк необходимо суммировать энтальпию всех слоев твердой корки
в соответствии с имеющейся в данный момент времени темпера-
турой в каждом слое. Следовательно:
= [ 2^Ah рп - (f* - 4)[(г- г{)/(Я- Ге)]^г, (46)
где 2лг Ah dr — объем элементарного слоя твердой корки; р "
плотность металла; с—теплоемкость. После интегрирования, при
котором удобно воспользоваться правилом интегрирования по
частям для второго слагаемого под знаком интеграла, получаем:
420
<?акк = 2п4Лрс (R2 - г{2)/2 - - ta)[R (R - г()/(п + 1)-
— (J? —/)2/(л + 1)(л + 2)]}. (47)
Отсюда
^<?акк = 2лЛйрс {nR(tKf - ta) + [2(4, - 4) -
- t^n + 1)(л + 2)}фЩ(п + 1)(л + 2). (48)
Заменив величины dQ^, dQm, dQiKK найденными значениями в
уравнении теплового баланса в твердой корке dQ^— dQ^= dQ3a.
и решив довольно громоздкое , дифференциальное уравнение с
улетом того, что dr — dh/vn, получаем следующую зависимость
глубины лунки h в цилиндрическом слитке от радиуса г:
й = рц, {62?2(г? — R)cnAt + 37?(г{2 — R2)[c QAt — nAt — mt^) —
— тД + 2(г?3 — J?)[/n/— cQAt — mt^]}/6'kAtmnR, (49)
где At = 4p - fn; I = q + ct^', m= (n + 1)(л + 2). Наибольшая
глубина лунки Н будет находиться в центре сечения при 4 = 0.
Нетрудно видеть, что Н= K^R2, где Кх — множитель, объединя-
ющий все постоянные величины в приведенной выше формуле.
Таким образом, и в случае цилиндрических слитков наибольшая
глубина лунки пропорциональна скорости литья и квадрату ли-
нейного размера в поперечном се-
чении.
Форма лунки в цилиндрическом
слитке зависит от показателя п в
уравнении, описывающем распре-
деление температуры в твердой
корке, и имеет сложную конфигу-
рацию. На рис. 146 изображена лун-
Ка цилиндрического слитка. Она
Имеет вид перевернутого колокола,
'При этом на периферии поверх-
ность выпукла в сторойу расплава,
а в центральных слоях, напротив,
вогнута. На этом же рисунке изоб-
ражена лунка плоского слитка, тол-
щина которого равна диаметру ци-
линдрического слитка. Размеры
лУнки определены по приведенным
выше формулам при условии оди-
14-4131
Рис. 146. Форма лунки в цилиндри-
ческом слитке диаметром D (2) и
плоском слитке толщиной S (2) и
условиях непрерывного литья с
одинаковой скоростью при D = 5
421
наковой скорости литья и одинаковых свойств металла. Для ци-
линдрического слитка показатель степени функции t = f(i) при-
нят п =f 0,8, а распределение температуры в корке плоского слит-
ка — прямолинейным. В этих условиях наибольшая глубина лун-
ки плоского слитка оказывается в 1,9 раза больше, чем у цилин-
дрического.
Особенности формы и глубины лунки во многом предопреде-
ляют различия в технологии производства плоских и цилиндри-
ческих слитков. Из-за большой глубины лунки затвердевание плос-
ких слитков заканчивается на более низких уровнях под кристал-
лизатором, когда поверхность слитка приобретает низкую темпе-
ратуру. Следовательно, разность между температурой внутрен-
них и наружных слоев, оказывается значительной. Это приводит
к появлению больших температурных напряжений и к возмож-
ности разрушения слитка из-за трещин. В узкой глубокой полос-
ти, образуемой лункой в центре слитка, возможно затруднение
восполнения объемной усадки и возникновение усадочной рых-
лоты и пористости. В связи с этим применяемые на производстве
скорости литья плоских слитков, как правило, в 1,5...2 раза мень-
ше, чем скорости литья цилиндрических слитков из тех же спла-
вов и при равенстве толщины и диаметра.
Несмотря на принятые упрощающие условия, полученные за-
висимости позволяют также сформулировать закономерности
выбора скоростей литья слитков, имеющих разные размеры в
поперечном сечении. Поскольку наибольшая глубина лунки, в
первом приближении, предопределяет условия возникновения
трещин и усадочных пороков, то, очевидно, соблюдая постоян-
ным соотношение между диаметром (толщиной) слитка и наи-
большей глубиной лунки, мо.жно получать здоровые слитки. Из
основных формул Н= KvS2 и Н= КхияЯ2 следует, что H/KS-
= unS (плоский слиток) и H/K^D = unD (цилиндрический слиток).
Таким образом, оказывается, что скорость литья и линейный раз-
мер слитков в поперечном сечении связаны обратной пропорци-
ональной зависимостью: чем больше диаметр или толщина слит-
ка, тем меньше должна быть скорость литья. Практические дан-
ные подтверждают эту общую закономерность. /
Экспериментальные исследования тепловых условий в затвер-
девающих слитках при непрерывном литье позволили выявить
следующие особенности. Отвод тепла совершается не только в
горизонтальном направлении, но и в вертикальном, где отводит-
ся 20...40 % всего количества тепла. Температура на поверхности
непрерывно меняется по мере перемещения слитка. После обра-
зования первых слоев твердой корки температура снижается ниже
точки кристаллизации металла примерно на 100...200 ’С. Затем
422
йз-за линейной усадки в по-
леречном направлении сли-
^ок отходит от стенки крис-
таллизатора» образуется воз-
душный зазор. Отвод тепла
от поверхности слитка за-
медляется, и температура на
поверхности либо перестает
снижаться, либо даже нани-
мает повышаться. Это состо-
^ние сохраняется до выхода
данного сечения слитка из
кристаллизатора, где начина-
ет действовать вторичное ох-
лаждение. Поверхность
Рис. 147. Двухфазная область (заштрихована
накрест) при непрерывном литье слитка из
сплава с интервалом кристаллизации
слитка охлаждается до тем-
. пёратуры ниже 100 °C на расстоянии нескольких метров ниже
кристаллизатора.
Температура расплава в жидкой лунке обычно близка к темпе-
ратуре ликвидуса сплава и превышает ее на несколько градусов.
Увеличение температуры жидкого металла, заливаемого в крис-
таллизатор, незначительно сказывается на температуре расплава
в лунке. Вследствие интенсивной теплопередачи в металлических
расплавах поступающая тепловая энергия рассеивается по всему
объему лунки. Конечным результатом является увеличение объе-
ма; (глубины) лунки с соответствующим возрастанием площади
фронта кристаллизации, которая воспринимает и передает уве-
личенный поток тепла в твердую корку.
В случае литья сплавов, имеющих заметный интервал крис-
таллизации (свыше 30 °C), в затвердевающем слитке возникает
двухфазная область, ограниченная изотермами ликвидуса и соли-
дуса (рис. 147). Питание объемной усадки в условиях непрерыв-
ного литья осуществляется достаточно свободно, поскольку про-
исходит направленное затвердевание. Появление усадочной рых-
лоты в центре слитка наблюдается в случае сплавов с достаточно
большим интервалом кристаллизации (более 50...100 °C) при за-
вышенной скорости литья. В этих условиях двухфазная область
настолько вытягивается по длине слитка, что возможно ее мест-
ное перемерзание на отдельных участках. Часть двухфазной об-
ласти отсекается от жидкой лунки и не может получить дополни-
тельного количества расплава для пополнения убыли объема при
кристаллизации жидкости в промежутках между ветвями дендри-
тов. В целом же, пока перед двухфазной областью имеется жид-
кая область, расплав достаточно свободно перемещается в преде-
лах двухфазной области от изотермы ликвидуса к изотерме соли-
дуса, и тем самым осуществляется надежное “питание” затверде-
вающих слоев слитка.
Очень важно при непрерывном литье обеспечить одинаковую
интенсивность подвода и отвода тепла йа всех участках объема и
поверхности слитка во всех сечениях. В случае цилиндрических
слитков это достигается равномерным распределением расплава
в лунке и равномерным отводом тепла с его поверхности. В слу-
чае плоских слитков прямоугольная форма сечения предопреде-
ляет неравномерный подвод тепла, привносимого поступающим
в кристаллизатор расплавом, и такой же неравномерный отвод
тепла с поверхности. Поэтому при литье плоских слитков подача
расплава осуществляется не по оси симметрии слитка, а в участ-
ки, расположенные ближе к узким сторонам.
Макроструктура слитков непрерывного литья из чистых ме-
таллов и сплавов с узким интервалом кристаллизации является
обычно полностью столбчатой. Она четко видна на продольных
разрезах. На поперечных темплетах, которые вырезают для конт-
роля качества слитков, выявляется не такая четкая картина. Вид
макроструктуры цилиндрических и плоских слитков качественно
различен. В цилиндрических слитках столбчатые кристаллы име-
ют изогнутую форму, они идут почти горизонтально у поверхно-
сти и, изгибаясь, становятся почти вертикальными в централь-
ной части сечения. В плоских слитках столбчатые кристаллы рас-
положены под некоторым почти постоянным углом к горизонта-
ли (15...20°). В центральной плоскости часто выявляются
один — два зерна, идущие строго вертикально и отделяющие зоны
столбчатых 1фисталлов, выросших от противоположных широких
сторон слитка.
Это различие в форме столбчатых кристаллов связано с осо-
бенностями затвердевания цилиндрических и плоских слитков и
особенностями формы жидкой лунки. Кристаллы развиваются в
общем перпендикулярно фронту кристаллизации. Это объясня-
ется тем, что в случае неправильного отвода тепла и большого
количества растущих кристаллов, они могут развиваться лишь в
одном направлении, которое автоматически становится перпен-
дикулярным возникающему фронту кристаллизации. Положение
этого фронта определяется изотермой температуры кристаллиза-
ции. Следовательно, по форме выросших в таких условиях стол-
бчатых кристаллов можно восстановить существовавший фронт
кристаллизации. Для этого необходимо провести кривую,, кото-
рая была бы перпендикулярна кристаллам во всех точках изучае-
мого сечения. Выявленное положение фронта кристаллизаций
отвечает описанному очертанию лунки.
424
d,MKM
60
40
20
4
R .
О 0,2 0.6 1.0
Рис. Г48. Зависимость дендрит-
ной ячейки d от расстояния от
поверхности в цилиндрическом
слитке Латуни (Си+4 % Zn),
полученном непрерывным литьем
со скоростью 120 мм/мин
(7,2 м/ч)
У сплавов co значительным интер-
валом кристаллизации столбчатая
^она существенно сокращается и не-
редко исчезает совсем. Все сечение
слитка оказывается занятым доволь-
но мелкими равноосными кристалла-
ми. Поскольку именно такая струк-
тура наиболее желательна, то при ли-
тье слитков из алюминиевых и маг-
ниевых сплавов обычно прибегают к
модифицированию, чтобы вообще
' ИСКЛЮЧИТЬ возможность появления
разнозернистого строения. При полу-
чении слитков из медных сплавов,
йвиду большей их пластичности и ме-
цее жестких требований к деформи-
«. рфванным полуфабрикатам, модифи-
цирование с целью общего измельче-
ния макроструктуры обычно не про-
водят, поэтому в слитках можно об-
наружить как столбчатые, так и рав-
. ноосные кристаллы.
’. Микроструктура в разных участках
слитка непрерывного литья однознач-
но определяется скоростью охлажде-
ния на данном участке при его затвердевания. Если оценить мик-
роструктуру количественно как величину дендритной ячейки, то
в общем случае выявляется следующая картина (рис. 148). В на-
правлении от поверхности наблюдается довольно быстрое укруп-
нение дендритной ячейки. Это связано с замедлением теплоот-
вода по мере утолщения корки и отхода слитка от стенок крис-
таллизатора вследствие линейной усадки в поперечном направ-
лении. Как только данное сечение вышло из кристаллизатора и
попало под прямое охлаждение водой, интенсивность отвода тепла
’возрастает, скорость охлаждения увеличивается, что и вызывает
Уменьшение размеров дендритной ячейки. В более глубоких сло-
ях обычно Отмечается дальнейшее измельчение дендритной ячей-
ки, несмотря на утолщение твердой корки. Это связано с возрас-
танием скорости роста кристаллов под действием усиливающего-
ся .отвода тепла в осевом направлении слитка. В цилиндрических
слитках усиление теплоотвода в глубинных слоях происходит также
Иод действием геометрического фактора: протяженность фронта
Кристаллизации сокращается, а площадь поверхности охлажде-
ния остается постоянной.
425
Если сравнивать размер дендритной ячейки слитков, получен-
ных при переменной скорости литья, но на одинаковом расстоя-
нии от поверхности, то обнаруживается общая закономерная кар-
тина: с ростом скорости литья дендритная ячейка непрерывно
измельчается. Эта очень важная зависимость впервые была выяв-
лена в 1947 г. В. И. Добаткиным.
Реальный размер дендритной ячейки в слитках непрерывного
литья из сплавов на основе алюминия, меди, никеля находится в
пределах 20...150 мкм.
В слитках непрерывного литья обычно обнаруживается обрат-
ная зональная ликвация в поперечных сечениях. В периферий-
ных слоях выявляется повышенное содержание компонентов и
примесей, понижающих температуру ликвидуса сплава и имею-
щих коэффициент распределения К< 1 (коэффициентом распре-
деления называется отношение содержания элемента в твердой
фазе ств, выпадающей из жидкости, к содержанию этого элемента
в последней сж: К = c^Jc^. Соответственно в глубинных слоях
отмечается понижение содержания таких компонентов.
Обратная зональная ликвация имеет практическую значимость
лишь для тех легирующих элементов, которые при данном содер-
жании в сплаве создают достаточно большой интервал кристал-
лизации. Поэтому в слитках алюминиевых сплавов отмечается
обратная ликвация меди, магния, цинка, а в слитках медных спла-
вов — олова и кремния. Отклонение содержания ликвирующих
компонентов от среднего состава расплава составляет + (0,2...0,4)%
в периферийных слоях и — (0,2...0,4)% в глубинных.
Возникновение обратной зональной ликвации вызывается пе-
ремещением расплава в двухфазной переходной области слитка
вследствие объемной усадки при кристаллизации. Поэтому про-
явление обратной ликвации связано с размерами и формой двух-
фазной области в затвердевающем слитке и направлением дви-
жения расплава в ней. Приповерхностные слои затвердевают, когда
еще не имеется протяженной двухфазной области. Поэтому вос-
полнение объемной усадки происходит жидкостью примерно сред-
него состава, и в итоге в этих слоях обнаруживается также сред-
ний состав по всем компонентам. По мере увеличения протя-
женности двухфазной области расплав, перемещающийся между
ветвями и осями дендритов от изотермы ликвидуса к изотерме
солидуса, в ходе течения все более обогащается компонентами с
К< 1. Эта жидкость, восполняющая объемную усадку в пределах
двухфазной области, неизбежно должна вызвать общее повыше-
ние содержания таких компонентов. Так возникают периферий-
ные слои слитка, обогащенные компонентами с К< 1. Положе-
ние качественно меняется, когда в данном горизонтальном сече-
426
; нии исчезает центральная жидкая область, так что центр сечения
оказывается занятым только двухфазной областью. Эта централь-
ная часть слитка при дальнейшем затвердевании может “питать-
. сЯ” только за счет притекания расплава в вертикальном направ-
" дении из жидкой лунки. Имевшаяся здесь жидкость, обогащен-
ная компонентами с К < 1, частично оттягивается на “питание”
' периферийных слоев, и именно на ее место приходит жидкость
* среднего состава. В результате этого в затвердевшем слитке глу-
бинные слои имеют пониженное содержание компонентов с
Х<1.
При затвердевании слитка с односторонним отводом тепла из
сплава с интервалом кристаллизации и обычной объемной усад-
кой состав затвердевших слоев определяется поведением двух-
• фазной дбласти. Самый первый слой, возникающий на поверх-
. ности охлаждения, будет иметь средний состав, равный составу
расплава. Далее по мере расширения двухфазной области проис-
ходит обогащение затвердевших слоев компонентами с К < 1.
. Если размеры двухфазной области далее сохраняются неизмен-
ными, то слои, возникающие на задней границе двухфазной об-
ласти, приобретают средний состав, соответствующий составу
’исходного расплава. Если же по каким-либо причинам происхо-
дит сокращение ширины двухфазной области, состав затвердева-
ющих слоев на выходе из двухфазной области оказывается обед-
ненным компонентами с К< 1.
В производственной обстановке местные и случайные иска-
жения фронта затвердевания, вызванные отклонениями струи
подаваемого расплава или нарушением отвода тепла с поверхно-
сти, отражаются на величине двухфазной области на данном уча-
стке с соответствующим изменением состава затвердевающих
. слоев. Если же двухфазная область в рассматриваемом сечении
слитка в течение всего времени затвердевания не меняет своих
размеров, то это обеспечивает практическое отсутствие зональ-
йой ликвации. Такое явление наблюдается при малых скоростях
. литья слитков больших диаметров из алюминиевых сплавов, ког-
У да создается неглубокая лунка, а толщина двухфазной зоны по-
чти постоянна.
Уменьшение степени обратной ликвации может быть достиг-
нуто созданием возможно более плоского дна лунки. К этому
приводит усиление теплоотвода в осевом направлении слитка,
поступление расплава в лунке горизонтально направленными стру-
ями, а также перемешивание расплава в лунке.
Кроме описанной зональной неоднородности,' в слитках не-
прерывного литья наблюдается еще один вид макронеоднород-
, Пости состава. Он выражается в образовании своеобразных лик-
427
вационных наплывов на поверхности. На поперечном сечении
слитка эти наплывы выявляются в виде ободка. По составу на-
плывы резко отличаются от заливаемого расплава. Содержание в
них компонентов с К< 1 и создающих заметный интервал крис-
таллизации, в несколько раз больше, чем в исходном расплаве.
Эти поверхностные ликвационные наплывы образуются вслед-
ствие вытекания жидкости, появляющейся в конце кристаллиза-
ции сплава, в зазор между слитком и стенкой кристаллизатора.
Чем больше эффективный интервал кристаллизации сплава (ин-
тервал между температурой образования сплошного каркаса и
температурой неравновесного солидуса), тем дольше в поверхно-
стных слоях слитка будет сохраняться жидкость после начала ли-
нейной усадки слитка. Эта жидкость может вытекать по каналам
между ветвями и осями дендритов на поверхность и заполнять
возникающий зазор. Величина такого зазора тем значительнее,
чем больше абсолютная линейная усадка слитка в горизонталь-
ном сечении. Следовательно, чем больше сечение слитка (шири-
на, толщина, диаметр), тем грубее становятся наплывы на повер-
хности. Толщина этих наплывов может доходить до 15...20 мм.
Образование ликвационных наплывов усиливается при меха-
ническом повреждении поверхности из-за трения слитка о стен-
ку кристаллизатора при недостаточной обработке рабочей повер-
хности, плохой смазке, при перекосе вытягиваемого слитка.
Поверхностные ликвационные наплывы на слитках из алюми-
ниевых и магниевых сплавов, как правило, удаляют механичес-
кой обработкой. Слитки из медных и никелевых деформируемых
сплавов, имеющих небольшие интервалы кристаллизации, под-
вержены этому ввду пороков в значительно меньшей мере. В слит-
ках непрерывного литья всегда возникают напряжения, вызывае-
мые неравномерным распределением температуры в ходе затвер-
девания и охлаждения. Такое распределение температуры в слит-
ке предопределяет такое же неравномерное сокращение разме-1
ров. Более горячие слои должны после охлаждения сократить свои
размеры на большую величину, чем менее горячие. Поскольку
все слои находятся в одном твердом слитке, свободное измене-
ние размеров невозможно. Слои, имевшие более высокую темпе-
ратуру, в ходе охлаждения встречают сопротивление со стороны
слоев, имевших более низкую температуру и поэтому сокращаю-
щихся в размерах на меньшую величину. В результате, в слоях,
обладавших более высокой температурой, возникают напряже-
ния растяжения, тогда как слои, имевшие более низкую темпера-
туру, оказываются в сжатом состоянии. Именно поэтому во всех
случаях после полного охлаждения периферийные слои слитков
оказываются сжатыми, а глубинные — растянутыми. Как прави-
428
до, остаточные напряжения являются трехосными, что, как изве-
стно, крайне неблагоприятно для сопротивления материала.
i Описанная общая схема остаточных напряжений предопреде-
ляется разностью температуры наружных и глубинных слоев слитка
в момент перехода последних в упругое состояние. Если при даль-
нейшем охлаждении слитка эта разница непрерывно снижается,
то в ходе его охлаждения знак напряжений не меняется, а вели-
чина их непрерывно возрастает, достигая максимума при полном
выравнивании температуры в объеме слитка. В тех случаях, когда
в ходе охлаждения разница температур наружных и глубинных
слоев возрастает, может возникнуть обратная схема напряжений,
При которой наружные слои окажутся растянутыми, а внутрен-
ние — сжатыми. Это состояние всегда оказывается временным,
поскольку в конце концов перепад температур по сечению слит-
• ка неизбежно вновь уменьшается и достигает нулевого значения
при полном охлаждении. Таким образом, описанная обратная
• схема-напряжений является временной и всегда сменяется ука-
занной ранее общей схемой: наружные слои сжаты, внутренние
растянуты.
Величина остаточных температурных напряжений, обнаружи-
ваемых в слитках, определяется также возможностью их измене-
ния в ходе охлаждения вследствие релаксационных процессов или
' из-за пластической деформации. Следовательно, при прочих рав-
“ных условиях остаточные напряжения будут больше в слитках из
сплавов, обладающих большими упругими характеристиками при
повышенных температурах. В слитках больших диаметров или
«Толщины напряжения всегда больше, чем в слитках малых сече-
ний. Это хорошо видно из приведенных ниже данных для слит-
ков алюминиевого сплава Д16, где знак “+” соответствует напря-
' злениям растяжения, знак ” — напряжениям сжатия:
Диаметр слитка, мм..........
Напряжение, МПа:
периферия слитка............
центральная область.........
160 330 470
—120 -200 -240
+60 +120 +120
Возникающие напряжения могут вызвать разрушение слитков,
которое проявляется в виде трещин. В цилиндрических слитках
обнаруживаются несколько типов трещин (рис. 149). Центровые
трещины зарождаются в глубинных слоях обычно как горячие и
затем развиваются как холодные. Как известно, горячими или
Кристаллизационными называют трещины, появляющиеся в не-
затвердевшей до конца массе металла, т. е. при наличии некото-
рого количества жидкости. Эти трещины имеют грубую поверх-
ность, образовавшуюся вследствие разрушений по границам зе-
429
рен или дендритных ячеек. Холодные трещины появляются в
полностью твердом металле как при низких, так и при высоких
температурах. Эти трещины пересекают границы дендритных ячеек
и зерен и имеют гладкую поверхность.
Центровые трещины образуются вследствие всестороннего
растяжения центральных слоев. Для уменьшения возможности
образования центровых трещин стремятся уменьшить первона-
чальный перепад температур по сечению слитка путем снижения
скорости литья, увеличением высоты кристаллизатора, равномер-
ным распределением струй расплава в лунке, уменьшением ин-
тенсивности вторичного охлаждения слитка вне кристаллизато-
ра.
Радиальные поверхностные трещины располагаются только в
периферийных слоях слитков^ Они возникают вследствие разви-
тия временных температурных напряжений, вызываемых времен-
ным, но резким возрастанием перепада температуры в слитке от
вторичного охлаждения в момент выхода его из кристаллизатора.
Эти трещины обычно горячие. После полного охлаждения слит-
ка они закрываются под действием напряжений сжатия в наруж-
ных слоях. Радиальные поверхностные трещины появляются при
слишком малой скорости литья, когда дно лунки оказывается выше
нижнего обреза кристаллизатора. Для борьбы с ними рекоменду-
ется увеличивать Скорость литья и уменьшать высоту кристалли-
затора.
Круговые трещины образуются в тех слоях, где фронт крис-
таллизации и двухфазная область резко изгибаются под действи-
ем прямого охлаждения водой. Для их предупреждения рекомен-
дуется избегать образования структуры и обеспечивать равномер-
ное и более мягкое охлаждение слигков вне кристаллизатора.
В цилиндрических слитках больших сечений могут также воз-
никать поперечные трещины. Они образуются в процессе охлаж- j
дения после затвердевания слитков. Причины их появления зак-
лючаются, по-видимому, в неравномерном охлаждении по длине
слитка.
Рис. 149. Типы трещин в слитках непрерывного литья: а - центровые; б - радиальные
поверхностные; в - круговые
430
а 6 в
Рис. 150. Крупные трещины в плоских
слитках непрерывного литья: а - головные;
б - донные; в - боковые
Плоские слитки из-за ме-
нее симметричной формы
сечения подвержены разру-
шению от трещин в большей
мере, чем цилиндрические.
В них часто образуются по-
верхностные, сравнительно
неглубокие (20...50 мм), иду-
щие в вертикальном направ-
лении трещины на широких
сторонах. Длина этих тре-
щин сильно колеблется от
1...2 см до 1...2 м. Иногда
такие трещины появляются
и на узких сторонах слитка.
Эти продольные поверхностные трещины являются типично го-
рячими, кристаллизационными. Как и в цилиндрических слит-
ках, они возникают в период выхода данного сечения слитка из
кристаллизатора в зоне вторичного охлаждения.
Для уменьшения вероятности появления поверхностных тре-
щин регулируют состав сплава по основным компонентам и при-
месям в пределах ГОСТа и ТУ с целью уменьшения его горяче-
ломкости, увеличивают скорость литья, уменьшают высоту крис-
таллизатора.
На плоских слитках встречаются также крупные головные,
донные и боковые трещины (рис. 150). Эти трещины являются
типично холодными. Они возникают и развиваются как в про-
цессе литья слитка, как и спустя несколько часов после литья. Их
образование всегда сопровождается сильным звуком. Появление
данных трещин обусловлено остаточными температурными на-
пряжениями, распределение которых в объеме оказывается все-
гда сложным вследствие неравномерности охлаждения широких
и узких сторон слитка, головной и донных частей по сравнению с
основным объемом по длине.
Для борьбы с головными трещинами по окончании литья слитка
прекращают подачу воды, когда лунка еще не затвердела. При
Дальнейшем затвердевании без принудительного охлаждения го-
ловная часть слитка разогревается, в металле происходит релак-
сация напряжений.
Для ликвидации донных трещин в начале литья слитка на под-
дон, введенный в кристаллизатор, заливают чистый алюминий
слоем 50...70 мм. После частичного затвердевания включают дви-
жение поддона вниз и начинают литье основного сплава. Таким
образом, донная часть слитка замкнута слоем пластичного алю-
431
миния. Этот слой воспринимает напряжение и частично их гасит
за счет локальных пластических деформаций.
Для борьбы с боковыми трещинами разработаны кристаллиза-
торы с вырезами по узким сторонам. Разновременный выход из
кристаллизатора широких и узких сторон слитка и неодновре-
менное попадание их под действие вторичного охлаждения со-
провождается перераспределением напряжений, в результате чего
боковые трещины не возникают.
Проблема трещин остра при литье слитков из высоколегиро-
ванных алюминиевых и магниевых сплавов. В слитках из медных
сплавов трещины встречаются значительно реже. Однако и среди
них имеются технологические сложные в этом отношении спла-
вы (кремнемарганцовые, оловянноцинковые и оловяннофосфо-
ристые бронзы).
Получение непрерывным литьем слитков из чистых металлов
(меди, алюминия разных марок) осложнено опасностью появле-
ния мелких горячих межкристаллитных трещин в глубиннных
слоях. Кроме подбора скоростей литья и режимов охлаждения, в
данном случае велика роль содержания примесей. Важен не только
определенный допустимый верхний предел их содержания, боль-
шое значение имеет соотношение некоторых их них. Так, для
алюминия важно соотношение примесей железа и кремния, для
меди — кислорода, серы и водорода. При некоторых сочетаниях
примесей практически невозможно получить слитки без тонких
межкристаллитных трещин. Это объясняется особенностями ха-
рактера кристаллизации металла, содержащего примеси.
Уменьшение опасности появления трещин в слитках непрерыв-
ного литья во всех случаях обеспечивается измельчением макро-
зерна.
Линейная усадка слитков непрерывного литья имеет следую-
щие особенности. В цилиндрических слитках линейная усадка по '
диаметру имеет величину не менее 1,8...2,0 %. Чем больше ско-
рость литья и диаметр слитка, тем больше величина линейной
усадки, которая может достигать 2,5...2,8 %. Такие большие зна-
чения обусловлены действием остаточных температурных напря-
жений. Внутренние слои, будучи растянутыми, стягивают наруж-
ные слои, за счет чего и происходит необычно большое уменьше-
ние линейных размеров в поперечных сечениях. В плоских слит-
ках сложное распределение температуры по сечению предопре-
деляет соответствующее проявление линейной усадки. Посере-
дине широких сторон линейная усадка по толщине слитка в 2...3
раза превосходит усадку около узких сторон. Из-за этого поверх-
ность широких сторон оказывается как бы вдавленной внутрь-
Прокатка таких слитков затруднена. Чтобы избежать прогиба ши-
432
рис. 151. Схема электромагнитного кристаллизатора (ЭМК): 1 - корпус; 2 - индуктор;
3 - экран; 4 - слиток
роких сторон, который может достигать 20 мм при ширине слит-
ка 1200...1500 мм, изменяют конструкцию кристаллизатора. Раз-
мер, определяющий толщину слитка, предусматривается на 10... 15
*мМ больше посередине широких сторон, чем по краям. Неравно-
мерная линейная усадка приводит к тому, что в отлитом слитке
широкие стороны оказываются плоскими.
,' В последнее десятилетие получает все большее распростране-
ние непрерывное литье с применением так называемого электро-
магнитного кристаллизатора (ЭМК) (рис. 151). Главной частью
электромагнитного кристаллизатора является индуктор, состоя-
?ций обычно из одного витка. На индуктор подается переменный
ок частотой 500...2500 Гц и напряжением 5..Л00 В. Возникаю-
щее электромагнитное поле удерживает слой расплава высотой в
несколько сантиметров. Для получения вертикальной поверхнос-
ти расплава подбирают необходимое распределение интенсивно-
сти электромагнитного поля в пространстве с помощью металли-
ческого экрана. В ЭМК отсутствует водоохлаждаемая рубашка —
. вода поступает сразу на поверхность слитка. По мере необходи-
мости под кристаллизатором устанавливают вторичное охлажде-
ние, усиливающее теплоотвод от твердого слитка.
При литье в ЭМК исключается механическое взаимодействие
с „кристаллизатором, достигается постоянство условий охлажде-
ния на разных уровнях в ходе затвердевания, отсутствует зазор
’^ежду поверхностью слитка и рубашкой кристаллизатора. Благо-
даря этим особенностям существенно улучшается качество по-
верхности слитков, не возникают поверхностные ликвационные
Наплывы, повышается однородность макроструктуры слитков,
Измельчается макрозерно.
Кроме описанного варианта непрерывного литья с движением
слитка в вертикальном направлении сверху вниз, разработан про-
цесс горизонтального литья (рис. 152). Главное преимущество
433
Рис. 152. Схема головной части установки
горизонтального непрерывного литья:
1 - металлоприемнпк с расплавом;
. 2 - переходная насадка; 3 - графитовая
рубашка; 4 - слиток; 5 - водоохлаждаемый
кессон
горизонтального непре-
рывного литья - значи-
тельно меньшие сто-
имость и габариты уста-
новки. На подобных ус-
тановках получают слит-
ки сравнительно неболь-
ших сечений: цилиндри-
ческие диаметром 50...250
мм, плоские (их отлива-
ют в положении на “реб-
ре”) толщиной 30...60 мм
шириной 100...500 мм.
Для горизонтального
литья характерна различ-
ная степень прилегания
слитка к стенкам кристал-
лизатора по нижней и
верхней сторонам. На
нижней стороне под действием силы тяжести слиток плотно со-
прикасается с рабочей поверхностью кристаллизатора и теплопе-
редача в этом направлении осуществляется беспрепятственно. На
верхней стороне расплав вначале прилегает к поверхности крис-
таллизатора также плотно под действием металлостатического
давления. Однако, как только возникает достаточно прочная корка,
металлостатическое давление перестает действовать. Из-за линей-
ной усадки и действия силы тяжести на верхней стороне возни-
кает зазор. Теплопередача затрудняется, и затвердевание здесь
существенно запаздывает по сравнению с нижней стороной. Из-
за действия силы тяжести возникают значительные силы трения
по нижней стороне слитка. I
Все эти обстоятельства приводят к необходимости применять
кристаллизаторы с графитовыми рубашками ради их малого ко-
эффициента трения и вытягивать слиток не непрерывно, а путем
периодических шагов вперед и остановок. Иногда предусматри-
вают небольшой шаг назад. За время остановки корка успевает
приобрести достаточную толщину и прочность, так что при пос-
ледующем шаге вперед она не разрушается. Время остановки со-
ставляет 5...20 с, время вытягивания 3...5 с, шаг вытягивания 15...75
мм. Меньшие значения соответствуют слиткам больших сечений.
Итоговая усредненная скорость литья при горизонтальном вытя-
гивании оказывается в 2...3 раза меньше, чем при вертикальном
для одинаковых сечений слитков. Однако, конечные технико-эко-
номические показатели, как правило, выше в результате мень-
434
Л1ИХ капитальных и эксплуатационных затрат. Основной техно-
логической проблемой при горизонтальном литье является борь-
•ба с поверхностными трещинами и разрывом слитков из-за тре-
ния о кристаллизатор. Графит, используемый для кристаллизато-
ра, должен удовлетворять жестким требованиям по плотности,
Прочности, стойкости и пр.
Непрерывное литье заготовок малых сечений.
Гранульная технология
Из цветных металлов и сплавов изготавливают большое коли-
чество полуфабрикатов очень малых поперечных сечений (лента,
проволока, фольга), причем от них требуются высокие механи-
ческие свойства, которые обычно обеспечиваются большой ко-
нечной холодной деформацией. Поэтому для подобных полуфаб-
рикатов — проволоки из меди и алюминия электротехнического
Назначения, упаковочной фольги из алюминия — невыгодно по-
лучать массивные слитки и затем деформировать их на мощных
станах или прессах. Целесообразно получать литые заготовки
малых сечений, чтобы избежать затрат на последующее деформи-
рование. С этой целью за последние десятилетия были разрабо-
таны специальные способы непрерывного литья. Наибольшее
распространение получили способы с применением роторного,
валкового и ленточного кристаллизаторов. Для всех них харак-
терно отсутствие скольжения затвердевающей заготовки относи-
тельно рабочей поверхности кристаллизатора. Заготовка в зоне
затвердевания движется совместно с кристаллизатором. Благода-
ря этой особенности возможно осуществлять литье с очень боль-
ч,шими скоростями (несколько сотен метров в час) и достигать
большой производительности установок.
Установки с роторным кристаллизатором (рис. 153) состоят из
двух шкивов, объединенных гибкой стальной лентой. Верхний
шкив приводной, нижний является роторным кристаллизатором.
" В ободе шкива проточена канавка, которая перекрыта стальной
". лентой. В образующуюся полость на участке набегания ленты на
кристаллизатор заливается расплав, поступающий из раздаточно-
го миксера по изогнутому желобу. Затвердевающая заготовка оги-
• баёт примерно половину роторного кристаллизатора, где уста-
новлена система водяного охлаждения, затем выходит из него,
отводится вбок и сматывается в рулон на специальной моталке.
Заготовка имеет трапециевидное сечение шириной 30...40 мм и
•Площадью 200...800 мм2.
Скорость литья (скорость движения заготовки) составляет
300...3000 м/ч. Получение заготовок на подобных установках инотда
435
называют литьем по способу Проперци (по имени специалиста,
предложившего этот процесс).
Установки с валковым кристаллизатором (рис. 154) берут свое
начало от конструкции, указанной в патенте Г. Бессемера в сере-
дине XIX века. Главной частью этих установок являются два по-
лых валка диаметром 600...800 мм, в зазор между которыми по-
ступает расплав. Здесь происходит затвердевание и небольшое
обжатие затвердевшей заготовки.
Валки охлаждаются водой снаружи и изнутри. Заготовка свер-
тывается в рулон. Таким образом получают ленту из алюминия и
некоторых его сплавов толщиной 5...7 мм, шириной 1000...1500
мм. Скорость литья составляет 300...600 м/ч.
В установках с ленточным кристаллизатором (рис. 155) рас-
плав поступает в зазор между двумя гибкими стальными лентами,
натянутыми на нескольких приводных, опорных и натяжных ро-
ликах. Величина зазора определяет толщину заготовки — 20...50
мм. Щирина заготовки задается двумя рядами коротких колодок,
укрепленных на нижней ленте. Эти колодки плотно смыкаются
на прямолинейных участках ленты и расходятся при изгибе ее
наружу на роликах. Ширина заготовки составляет 400...800 мм.
Рис. 153. Схема установки
непрерыв-ного литья с роторным
кристалли-затором (способ
Проперци):
1 - расплав; 2 - литая заготовка;
3 - стальная лента; 4 - роторный
кристаллизатор; 5 - водяное
охлаждение
436
Рис. 154. Схема установки непрерывного литья с
валковым кристаллизатором: 1 - расплав; 2 -
валки-кристаллизатор; 3 - водяное охлаждение; 4 -
литая заготовка; 5 - заготовка, свернутая в рулон
. рйс. 155. Схема установки непрерывного литья с ленточным кристаллизатором (способ
Хазелетта): 1 - расплав; 2 - лента с колодками; 3 - гладкая лента; 4 - опорные ролики;
5 - водяное охлаждение; б - литая заготовка
Для отвода тепла предусмотрено мощное водяное охлаждение.
Скорость литья 300...600 м/ч. Данные установки отличаются очень
высокой производительностью — до 50...60 т в час по меди.
* В последние годы для производства деформированных полу-
фабрикатов начинают использовать заготовки, полученные осо-
бом способом с применением гранул. Появление 1ранульной тех-
„ нологии объясняется тем, что для сплавов градационных соста-
вов практически исчерпаны все возможнЬсти повышения проч-
ностных свойств, особенно при повышенных температурах. Су-
щественного прироста свойств можно добиться лишь принципи-
альными изменениями составов сплавов, введением в них значи-
тельных количеств тугоплавких компонентов, образованием в
структуре тугоплавких промежуточных фаз. Подобные сплавы
(. совершенно нетехнологичны при обычных способах производ-
ства, но при кристаллизации с повышенными скоростями охлаж-
дения (более 103 К/с) они приобретают очень мелкозернистое
« строение с необычно большими областями твердых растворов, с
метастабильными фазами. В них может образоваться аморфная
некристаллическая структура.
Все обычные способы получения литых заготовок обеспечива-
ют кристаллизацию со скоростями охлаждения не более
10... 100 К/с. Достижение требуемых больших скоростей охлажде-
ния возможно лишь при затвердевании очень малых масс рас-
Плава. Поэтому расплав разбивается различными способами на
Капли диаметром 0,5...2,0 мм, которые затем кристаллизуются с
большой скоростью охлаждения. Алюминиевые расплавы разбрыз-
гивают центробежным способом литьем во вращающийся стакан
437
с отверстиями. Капли расплава попадают в активно перемешива-
емую воду, где и затвердевают со скоростями охлаждения
1000...5000 К/с. Полученные гранулы дегазируют нагревом в ва-
кууме, уплотняют прессованием (компактируют), переводя в за-
готовки, которые обычно подвергают прессованию на пруток. В
настоящее время гранульная , технология реализована примени-
тельно к алюминиевым сплавам, содержащим до 2...8 % хрома,
титана, циркония, железа, до 20...30 % кремния, а также к нике-
левым жаропрочным сплавам с молибденом, вольфрамом, нио-
бием, хромом.
Особым случаем производства литых заготовок является полу-
чение литой ленты толщиной около 0,1 мм и шириной 10...50 мм
из сплавов на основе железа, никеля^ кобальта с большим содер-
жанием кремния, фосфора, углерода, бора — в сумме до 20...30 %.
Эту ленту получают литьем расплава на внутреннюю поверхность
водоохлаждаемого вращающегося барабана. В этих условиях дос-
тигается очень большая скорость охлаждения (10е... 107 К/с), вслед-
ствие чего сплавы приобретают аморфную структуру. Получен-
ные материалы обладают уникальными свойствами: очень боль-
шой прочностью (ов до 3000 МПа), высокой пластичностью (уд-
линение до 10 %), малым температурным коэффициентом ли-
нейного расширения (6...8 • 10'6), очень большим электросопро-
тивлением, высокой коррозионной стойкостью. Кроме того, они
являются магнитомягкими материалами с ничтожной коэрцитив-
ной силой. .
Г л ABA 16. ПРОИЗВОДСТВО СЛИТКОВ ИЗ СПЛАВОВ ЛЕГКИХ
ЦВЕТНЫХ МЕТАЛЛОВ
§ 1. ПРОИЗВОДСТВ^ СЛИТКОВ: ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ
Слитки из алюминиевых сплавов получают в основном мето-
дам'непрерывного литья натросовых или цепных машинах со
скоростью опускания стола (скоростью литья) ;1,7...28,5 см/мин;
круглые слитки диаметром до 300 мм успешно отливают на роли-
ковых (валковых) машинах; значительно реже используют маши-
ны с гидравлическим приводом, так какюни требуют сложного
устройства для поддержания постоянной скорости литья. Схемы
перечисленных машин приведены на рис. 156.
• Круглые сплошные, слитки; используют для получения профи-
дей, прутков, поковок, и штамповок, полые — для изготовления
бесшовных труб; плоские слитки предназначены для изготовле-
ния листов и плит.
' В серийном производстве круглые сплошные слитки отливают
диаметром 55... 1100 мм, а полые наружным диаметром 150...850
мй и внутренним диаметром 50...600 мм. Длина их обычно не
превышает 4...6 м. Плоские слитки изготавливают толщиной
. 2О0-.5ОО мм и шириной 900...1700 мм; дли^а щ йюлеблется от 1
до 6,5 м. ; ' vb’ •Ф^ . . . ..
Плоские слитки из алюминия и низколегированных сплавов
(АД00, АДО, АД1, АД, АМц, АМг2 и др.) из-затрудностейразрез-
ки прокатывают, как правило, вдоль направления литья. Поэто-
му их отливают длиной 1...2 м. Слитки из этих сплавов имеют
. обычно прямоугольное сечение. Заготовки из высоколегирован-
ных сплавов. (Д1, Д16, Д19, Д20, АМгЗ, АМг5, АМгб, АК8, АК4,
АК6 и др.) 'склонны к разрушению в начальный период горячей
прокатки. Поэтому их прокатывают поперек направления литья,
„а Для предотвращения раскрытия заготовки боковым граням при-
льют выпуклую треугольную форму с внутренним углом 110°. Длина
отливаемых слитков из высоколегированных Сплавов должна быть
кратна длине заготовки (6...6,5 мы). .>
Для получения слитков указанного сортамента применяют кор-
пусные (рис. 157) и гильзовые (рис. 158) кристаллизаторы сколь-
жения, а также электромагнитные кристаллизаторы. Корпусные
Кристаллизаторы для отливки круглых сплошных слитков состо-
ят Из. двух основных частей — корпуса и. гильзы. Корпус, изготав-
ливают из сплавов Д1 или АК6, а гильзу из дуралюмина. Внуг-
Рбннюю поверхность гильзы полируют. Для. отливки слитков из
сПдавов, не склонных к образованию трещин и не требующих
V;.'-, 439
Рис. 156. Принципиальные схемы машин непрерывного литья с роликовым (а), гидравли
ческим (6), тросовым (в) и цепным (г) приводами:
1 - металл из миксера; 2 - кристаллизатор; 3 - валки; 4 - слиток; 5 - привод; 6 - подвиж-
ный поддон; 7 - направляющие поддона; 8 - двигатель подъема стола поддона; 9 - двига-
тель опускания стола поддона; 10 - редуктор; 11 - барабан; 12 - трос; 13 - блоки; 14 - ®е
дущая звездочка; 15 - цепь; 16 - противовес
440
Рис. 157. Корпусные кристаллизаторы скольже-
ния для отливки сплошных (а, б) и полых (в)
слитков из алюминиевых сплавов: 1 - корпус;
2- гильза; 3 - водоохлаждаемый стержень; 4 -
скоба; 5 - рукоятка для вращения и подъема
стержня; 6 - слиток
мер против образования неслитин, используют кристаллизаторы
самой простой конструкции (рис. 157, а), более сложные крис-
таллизаторы (рис. 157, б) с конусностью по внутреннему диаметру
в верхней части используют для отливки слитков диаметром бо-
лее 300 мм из сплавов, склонных к образованию трещиц и несли-
тин. Величину конуса принимают равной 2’, а высоту конусной
части кристаллизатора 60...80 мм. Кристаллизаторы для отливки
полых слитков (рис. 157, в) имеют водоохлаждаемый стержень,
образующий внутреннюю поверхность слитка. Высоту стержня
принимают равной высоте кристаллизатора или несколько мень-
ше, конусность 1:15.
В гильзовых кристаллизаторах, предназначенных для отливки
плоских слитков из низколегированных и высоколегированных
' сплавов (см. рис. 158) в отличие от корпусных кристаллизаторов,
охлаждение осуществляют распылением воды, подаваемой из ох-
ладителя, расположенного по периметру кристаллизаторов (рис.
159). У кристаллизаторов для литья высоколегированных сплавов
узкие боковые грани треугольной формы имеют вырезы для за-
шиты от боковых трещин.
. Поддоны для круглых и плоских слитков изготавливают из
сплавов Д1 или АК6, их размеры в поперечном сечении на 1...2,5
% меньше соответствующих размеров кристаллизаторов. На тор-
*5 — 4131
441
Рис. 158. Гильзовые кристаллизаторы для отливки плоских слитков: а - из алюминия и
низколегированных алюминиевых сплавов; б - из алюминиевомагниевых, жаропрочных
сплавов и сплавов типа дуралюмин
цах поддонов для круглых слитков фрезеруют углубление, пред-
назначенное для вытягивания слитков из кристаллизаторов. Под-
доны для литья полых слитков имеют отверстия в центре, куда
входит водоохлаждаемый стержень.
Плавку алюминиевых сплавов ведут в отражательных или ин-
дукционных канальных печах емкостью 15...30 т. Готовые сплавы
сливают в миксеры, число которых обычно равно числу плавиль-
ных печей. Возле миксеров устанавливают одну или несколько
литейных машин. Печь, миксер и машины размещают в непос-
редственной близости друг к другу на разных уровнях, чтобы можно
было переливать металл из печи в миксер и из миксера в крис-
таллизатор через летку или с Помощью сифона (рис. 160). В мик-
серах расплавы рафинируют, отстаивают и подогревают до тем-
пературы литья. Применяют электрические (открытые и вакуум-
ные) и газовые миксеры. Из миксеров через летку или сифоном
металл подают в распределительные устройства, из которых он
442
Рис. 159. Подача воды на гильзу кристадин- Рис. 160. Плавильно-литейный агрегат: 1 -
затора для отливки плоских слитков: 7 - плавильная печь; 2 - сифон; 3 - слиток; 4 -
охладитель; 2 - гильза; 3 - слиток машина непрерывного литья.
bic. 161. Подача расплава в кристаллизатор через летку с поплавковым рэдулятором (а) и
сифоном с поплавковым регулятором (б) для поддержания уровня металла в распредели-
тельной коробке и кристаллизаторе
15*.
443
поступает в кристаллизаторы (рис. 161). Для очистки расплавов
от оксидных плен и растворенного водорода на пути перелива
металла из миксера в кристаллизатор устанавливают сетчатые,
зернистые или керамические фильтры, осуществляют электро-
флюсовое рафинирование или продувку расплава инертным га-
зом через пористую керамику с использованием гранул для за-
щиты поверхности расплава от окисления. Регулирование подачи
металла в кристаллизатор производят с помощью стопорно-по-
плавковых устройств. Все распределительные устройства футеру-
ют, для чего используют асбест,, глину и асботермосиликат. Футе-
рованную оснастку сушат, прокаливают при 700...800 °C в тече-
ние 2...3 ч и хранят в термостатах при 150...200 °C.
Перед началом литья кристаллизатор скольжения смазывают
универсальной легкоплавкой синтетической смазкой, вводят в него
поддон и устанавливают распределительную воронку так, чтобы
истечение металла из нее в направлении стенок кристаллизатора
происходило под затопленный уровень. Применение воронок на
5... 10 % уменьшает глубину лунки и способствует более равно-
мерному распределению температуры металла в кристаллизато-
ре.
Качество слитков зависит от параметров литья: скорости ли-
тья, температуры металла, высоты кристаллизатора, интенсивно-
сти охлаждения и условий начала и конца литья. Оптимальные
параметры литья круглых и плоских слитков из алюминиевых
сплавов приведены в табл. 99...102.
Увеличение скорости литья слитков сверх оптимальной улуч-
шает качество их поверхности за счет сокращения числа несли-
тин и уменьшает возможность образования поверхностных тре-
щин. Однако чрезмерное повышение скорости литья\влечет за
собой образование внутренних трещин и увеличиваетчцирину
двухфазной области, обусловливает повышение пористости слит-
ков. При скорости литья ниже оптимальной возникают поверх-
ностные трещины в то время как склонность к образованию внут-
ренних трещин снижается. Низкие скорости литья, кроме того,
способствуют появлению грубых неслитин.
Повышение температуры литья сверх оптимальной приводит
к углублению лунки, увеличению склонности к образованию внут-
ренних трещин, увеличению пористости слитков и образованию
ликвационных наплывов. Низкая температура литья влечет за
собой увеличение глубины неслитин и создает возможность для
объемной кристаллизации и возникновения неоднородного стро-
ения слитков. Температуру расплава в миксере при литье круглых
слитков поддерживают на 50...100 °C, а плоских на 40...80 С
выше температуры ликвидуса.
444
Таблица 99. Оптимальные режимы литья сплошных круглых слитков из
алюминиевых сплавов в кристаллизаторы скольжения (давление воды
0,05...0,13 МПа; смазка — масло “Banop Т”)
Сплав Диаметр слитка, мм Высота кристал- лизатора, мм Скорость литья, м/ч Температура литья, ’С
Все сплавы 110...115 120 11...12 69О:..71О
АД31, АДЗЗ 120...130 120 11...12 690...710
АД1, АМц 220...240 150 9,1 690...710
310...320 180 5 690...710
430...440 180 з,з 690...710
АВ 120...130 120 9 690...710
220...240 150 5,7 690...710
430...440 180 2,2 690...710
Д1, АК6, АК8 120...130 120 13 680.,.700
310...320 180 5 680...700
640...650 180 1,9 680...700
АК4, АК4-1 120...130 120 12 700...720
310...320 * 180 3,5 720...730
650 180 1,26 720...730
Д16, Д18, 120...130 120 9...12,5 690...710
В65, В93* 310...320 180 2,7...3,5 690...710
650 180 1,2...1,26 690...710
АМг2, АМгЗ, 120...130 120 11...12 690...710
АМг5, АМгб 310...320 180 4...4,7 690...710
650 ‘ 180 1,4...1,6 690...710
* Сплав В93 отливают при меньших скоростях литья.
Высота кристаллизатора оказывает такое же влияние на каче-
ство слитков, как и температура литья. С увеличением высоты
1фисталлизатора уменьшается интенсивность охлаждения, увели-
чивается глубина лунки и ухудшается структура и качество по-
верхности слитков.
Поскольку процесс формирования слитков в начале и конце
литья является неустановившимся, в донной и литниковдй (го-
ловной) частях их возникают дополнительные термические на-
пряжения, способствующие образованию холодных трещин в
высоколегированных сплавах. Для увеличения пластичности этих
частей слитков в донную часть подливают алюминий, литнико-
вую часть подвергают самоотжигу (снижают интенсивность ох-
лаждения в конце литья слитка)/
Круглые сплошные и полые слитки из алюминия и низколеги-
рованных сплавов (АД1, АД31, АДЗЗ, АМц, АВ) не склонны к
образованию холодных трещин, поэтому их с успехом отливают в
простые кристаллизаторы (см. рис. 157, а). Для предупреждения
445
Таблица 100. Оптимальные режимы литья полых круглых слитков из
алюминиевых сплавов в кристаллизаторы скольжения (температура ли-
тья 690...710 °C; смазка — масло “Banop Т”)
Сплав Диаметр слитка, мм *1 Высота кристалли- затора, мм. Скорость литья, м/ч
АД1, АМц, АВ 155/52 150 10
220/105 150 7
АД1 290/90 180 6
420/200 180 4,2
АВ, АМц 290/90 180 4
420/200 180 3
Д1, АК6, Д16*2 155/52 150 9...10
290/90 180 ' 4,3...6
365/90 180 4...4,3
АМг2, АМгЗ, АМг5 155/52 150 8,5
АМгб 290/90 180 4,5...5
365/90 180 3,6...4,3
510/290 180 3
*’ В числителе — наружный диаметр, в знаменателе внутренний.
’2 Сплав Д16 отливают при меныпих скоростях литья.
Таблица 101. Оптимальные режимы литья плоских слитков из алюмини-
евых сплавов.в кристаллизаторы скольжения
Сплав Поперечное сечение слитка, мм Скорость литья, м/ч Температура литья, ’С
АД, АД1 ' 300x950 5,4...6,6 695...710
300x124 5,4...6,6 700...720
АМг2 300x950 3,6...4,8 680...700
300x1040 5,4...6,6 695...710
’ Д1 210x1480 4,8...5,4 680...700
240x1565 4,2...4,8 670...695
290x1670 4,2...4,8 670...695
Д16 210x1480 6,3...6,9 670...685
240x1565 4,5...5,4 690...705
290x1350 4,8...5,4 665...685
АМгЗ, АМг5, АМгб 210x1480 3,6...4,8 680...700
290x1670 3,0...3,9 680...700
В95 220x800 3,6...4,2 675...700
300x1100 2,4...2,7 690...710
446
Таблица 102. Режимы литья слитков из алюминиевых сплавов в элект-
ромагнитные кристаллизаторы
Сплав Температура литья, *С Размеры слитков, мм
0 190 0 480 300x1650
АМН, АМг2, 690...730 80...100/25...30 50...60/38...45 65...75/35...40
дМгЗ, АМг5, АМгб
Д1, АКб, АК8 700...730 90...110/25...30 35...40/38...45 —
Д16 700...730 80...90/25...30 20...30/38...45 70...90/35...40
АК4 720...740 — 20...30/38...45 —
АД1 690...720 120...140/25...30 50...60/38...45 75...85/35...40
Примечание. В числителе — скорость литья, мм/мин; в знаменателе — напряжение, В.
образования горячих трещин, вызываемых отклонением состава
’ сплава от оптимального, корректируют состав сплава. При литье
алюминиевых слитков содержание железа обязательно должно
превышать содержание кремния на 0,02...0,05 %; в сплаве АМц
содержание железа поддерживают на уровне 0,4...0,6 %, а крем-
ния на уровне 0,2...0,4 %; оптимальное содержание кремния в
сплаве АВ 0,9 %. В простые кристаллизаторы отливают также
круглые сплошные и полые слитки из сплавов Д1, В65, АК6, АК8,
АМг2, АМгЗ. Слитки из высоколегированных сплавов Д16, В95,
В96, начиная с диаметра 280 мм, и сплавов АМг5 и АМгб с диа-
метра 350 мм отливают в кристаллизаторы с конусностью (см.
рис. 157, 6).
Для предотвращения образования холодных донных трещин
слитки из сплавов В96, начиная с диаметра 250 мм, В95 с диамет-
ра 300 мм, Д16 с диаметра 350 мм, АК4 с диаметра 500 мм отлива-
ют с подливкой алюминия на поддон до образования слоя тол-
щиной 30...40 мм. Снижение склонности к образованию холод-
ных трещин в литниковой части слитков обеспечивают операци-
ей самоотжига, которая состоит в том, что литниковую часть после
.окончания подачи металла опускают на 2/3 высоты кристаллиза-
тора и выдерживают в нем без подачи охлаждающей воды в тече-
ние 10...15 мин до достижения температуры 60...80 °C. Медлен-
ное охлаждение способствует релаксации напряжений.
1 Для. уменьшения брака по горячим трещинам сплав Д16 вып-
лавляют с возможно низким содержанием железа и кремния; в
сплаве Д1 поддерживают более высокое содержание кремния
(0,5...0,7 %) по сравнению с железом; в сплавах В93 и В95 для
слитков диаметром более 500 мм и в сплаве В96 содержание крем-
ния должно быть не выше 0,1 %. Примесь железа в этих сплавах
447
повышает пластичность в твердо-жидком состоянии, поэтому
содержание железа в сплаве В93 держат на уровне 0,2...0,4 %. В
сплавах В95 и В96 содержание железа превышает содержание
кремния на 0,05...0,1 %.
В отличие от дуралюминов алюминиевомагниевые сплавы
(АМг2, АМгЗ, АМг5, АМгб,) склонны к образованию надрывов в
процессе литья и к образованию неслитин. Для получения каче-
ственной поверхности слитков из этих сплавов необходимо рав-
номерное нанесение смазки на рабочую поверхность кристалли-
затора. Особенностью этих сплавов является также склонность к
образованию холодных трещин при содержании натрия более 0,001
%.
Плоские слитки из низколегированных сплавов, так же как и
круглые; подвержены горячим поверхностным трещинам. Основ-
ным средством борьбы с ними является регулирование химичес-
кого состава сплавов — содержание железа во всех сплавах, кроме
сплава АВ, должно превышать содержание кремния не менее чем
на 0,05 %. В слитках из сплава АВ брак по горячим трещинам
возрастает по,мере увеличения содержания меди и снижения со-
держания кремния. Поэтому содержание меди в сплаве поддер-
живают на уровне 0,2...0,3 %, а кремния — на уровне 0,9...1,2 %.
Склонность к образованию горячих трещин снижается при вве-
дении в сплавы титана (0,07 %). Слитки из сплавов этой группы
отливают в прямоугольные кристаллизаторы (см. рис. 158, а) вы-
сотой 160 мм без подливки алюминия на поддон. Уровень метал-
ла в кристаллизаторе поддерживают на расстоянии 50...60 мм от
верхнего среза.
Слитки из высоколегированных сплавов (Д1, Д16, Д19, АК8,
АК4, АК4-1 и др.) склонны к образованию горячих и холодных
трещин. Отливку их ведут в кристаллизаторы высотой 180 мм с
выпуклыми узкими сторонами треугольной формы и вырезами
на них (см. рис. 158, б). Охлаждение широких и узких граней
слитка ведут раздельно. Давление воды для охлаждения узстх гра-
ней составляет 50...70 кПа, широких граней 80...150 кПд; Отливку
слитков осуществляют с подливкой алюминия на поддон и само-
отжигом литниковой части. Уровень металла в кристаллизаторе
поддерживают на расстоянии 50...60 мм от верхнего среза.
Для предупреждения образования горячих трещин в плоских
слитках из сплавов Д16, Д19 и Д20 необходимо чтобы сумма при-
месей железа и кремния в них не превышала 0,7 %, а в крупнога-
баритных слитках 0,5 %. Содержание магния в этих сплавах же-
лательно держать на нижнем пределе. Горячие трещины в слит-
ках из сплавов Д1 и АК8 не образуются если сплавы содержат не
менее 0,55 % кремния и не более 0,05 % цинка. Для снижения
448
брака по поверхностным трещинам во все высоколегированные
сплавы вводят титан в сотых долях процента и бериллий в деся-
титысячных долях.
Технология литья слитков из алюминиевомагниевых сплавов
аналогична технологии литья дуралюмина. Литье осуществляют в
1фисталлизаторы с выпуклыми узкими сторонами и вырезами, с
подливкой алюминия на поддон и самоотжигом литниковой час-
ти. Для предотвращения образования поверхностных трещин со-
держание железа в сплавах АМгЗ, АМг5 и АМгб должно превы-
шать содержание кремния не менее чем на 0,05 %. Склонность к
образованию трещин в этих сплавах резко возрастает при содер-'
жании примеси натрия более 0,001 %.
Высокой склонностью к образованию поверхностных трещин
обладает сплав В95. Слитки из этого сплава отливают в высокие
кристаллизаторы (до 560 мм) с вырезами по широким граням без
подачи воды на слиток. Для вторичного охлаждения используют
сжатый воздух. Так же как и в других высоколегированных спла-
вах, содержание железа в сплаве В95 поддерживают выше содер-
жания кремния не менее чем на 0,03 %. Литниковую и донную
части слитков защищают от растрескивания при литье.
Отлитые круглые, плоские и полые слитки из высоколегиро-
ванных сплавов Д1, Д6, Д16, АМг5, АМгб, В93, В95, В96 и плос-
кие слитки из сплавов АК4, АК6, АК8, АК4-1, склонные к разру-
шению под действием внутренних напряжений при разрезке,
подвергают гомогенизации. Целью гомогенизации является умень-
шение дендритной ликвации и снижение внутренних напряже-
ний в слитках, что обеспечивает повышение их пластичности и
облегчает обработку давлением. Круглые слитки из сплавов АК4,
, АК6, АК8 и АК4-1 гомогенизируют в тех случаях, когда они пред-
йазначены для изготовления поковок или штамповок. Загрузку
слитков в печи гомогенизации рекомендуют проводить сразу же
после литья. Длительное хранение (более 3 сут) их до гомогени-
зации резко увеличивает брак по холодным трещинам. Часто во
- время хранения происходит разрушение слитков под действием
температурных напряжений с вь!летом крупных кусков (1...2 т).
“Во избежание несчастных случаев слитки хранят в специальных
стеллажах в безопасных местах. Слитки из алюминия и низколе-
гированных сплавов, как правило, не подвергают гомогенизации.
Оптимальные режимы термической обработки слитков приведе-
ны в табл. 103.
Круглые и полые слитки после гомогенизации, так же как и
'слитки из низколегированных сплавов, дисковыми пилами раз-
резают на заготовки заданной длины. При этом вырезают темп-
*леты толщиной 20...30 мм для контроля макроструктуры и отре-
449
Таблица 103. Режимы гомогенизации слитков из алюминиевых сплавов
Сплав Форма слитка Температура слитка при выдержке, °C Продолжитель- ность гомо- генизации, ч
Д1, Д16 Круглые, диаметром до 400 мм 480...500 8...12
АКб То же, 600 мм 480...500 24...36
АКб Плоские 480...500 12
АМгЗ Круглые, диаметром до 600 мм 510...530 24
В93, В95 То же, 400 мм 450...465 12...24
АМг5 480...500 6
АМгб То же, 400...600 мм 480...500 20...24
АМгб Плоские 480...500 3...6
АМгб Полые 480...500 6
АК4 Круглые диаметром до 400 мм 480...500 6
зают донную (80...250 мм) и литниковую (20...170 мм) части. Круг-
лые заготовки из алюминия большинства низколегированных
сплавов и высоколегированных сплавов Д1, АК6 и АК8 до диа-
метра 380 мм и заготовки из сплавов АМц и Д16 до диаметра 280
мм деформируют в горячем состоянии без обточки. Обточку и
расточку заготовок из других сплавов ведут на токарных полуав-
томатах. В зависимости от диаметра заготовок с их поверхности
при обточке удаляют слой толщиной от 2,5 до 15 мм.
Плоские слитки после гомогенизации для сглаживания ликва-
ционных наплывов и выравнивания поверхности подкатывают
на двухвалковом стане с обжатием 3...5 % и правят на многовал-
ковой правильной машине, а затем дисковыми пилами разрезают
на заготовки необходимой длины. Широкие храни заготовок из
всех сплавов, кроме сплавов АД1 и ММ, и узкие грани заготовок
из высоколегированных сплавов подвергают фрезерованию, уда-
ляя с их поверхности слой металла толщиной/бт 5 до 15 мм на
фрезерных агрегатах. /
Слитки, полученные литьем, в электромагнитные кристалли-
заторы, не подвергают обточке и фрезерованию. В Остальном они
проходят такую же обработку перед горячим деформированием,
как и слитки, отлитые в кристаллизаторы скольжения. Режимы
литья слитков в ЭМК приведены в табл. 102.
Для слитков из алюминиевых сплавов, полученных непрерыв-
ным литьем, характерна обратная зональная, ликвация, которая
выражается в обогащении периферийных слоев элементами, об-
разующими легкоплавкие структурные составляющие (медь, маг-
ний, кремний), и соответственном обеднении этими элементами
центра слитка.
450
Кроме обычного способа непрерывного литья, для получения
лйтых заготовок из алюминиевых сплавов небольшого сечения
применяют ряд специальных способов. Один из них — получение
литой проволочной заготовки диаметром 6...8 мм — предложил
В. Г. Головкин в 1943 г. ’
Установка для получения литой проволоки состоит из печи,
роликов с системой охлаждения и барабанов для намотки литой
проволоки (рис. 162). Емкость печи 0,5...1 т, глубина ванны 100...150
мм. В ванне имеется перегородка, отделяющая загрузочную ка-
меру от разливочной, в которую металл перетекает через отвер-
стие в перегородке у подины. Назначение перегородки — удер-
жать шлак и предотвратить колебания уровня расплава при заг-
рузке шихты. Металл вытекает из разливочной камеры через от-
верстия в асбошиферных матрицах; число отверстий достигает
8...12 штук. Отверстия в матрицах располагают на расстоянии около
5 мм от уровня расплава в печи. Это расстояние строго соблюда-
ют, так как скорость движения затвердевающей заготовки долж-
на быть точно равна скорости истечения расплава. Поэтому заг-
рузку металла в печь производят мелкими порциями. Вытекаю-
щая из матрицы струя металла попадает под сильное водяное
охлаждение, образующаяся заготовка подхватывается приемным
роликом и далее 3...4 парами тянущих роликов. Затем заготовка
Рис. 162. Схема установки для получения
проволочной заготовки по способу В. Г.
Головкина: 1 - жидкий металл: 2 - Труба
Дня подвода воды; 3 - ролик; 4 - асбоши-
ферная матрица; 5 - стенка плавильной *
печи.
Рис. 163. Схема установки для отливки
слитков способом погружения изложницы
в воду (способ А. С. Лаврова): 1 - сварная
изложница с металлом; 2 - печь; 3 - шток
гидравлического подъемника; 4 - бак с
проточной водой
451
наматывается на барабан. Литье алюминиевых сплавов ведут обыч-
но при 700...710 °C со скоростью 30...45 м/ч. Получаемая прово-
лочная заготовка имеет грубую структуру с вытянутыми вдоль
заготовки кристаллами.
Для отливки слитков крупного сечения с высокой плотностью
центральных зон и низкими внутренними напряжениями с успе-
хом используют способ погружения изложницы в воду. Этот спо-
соб был предложен известным русским металлургом А. С. Лавро-
вым в 70-х годах прошлого века для стали, однако из-за трудно-
стей в подборе материала изложницы получил применение лишь
для отливки слитков из алюминиевых и магниевых сплавов.
Сущность этого способа (рис. 163) состоит в следующем. Рас-
плав заливают в тонкостенную стальную изложницу, которую
помещают в печь. В печи поддерживают температуру 730...750 С.
После выстаивания расплава в изложнице в течение 20...40 мин,
необходимых для отделения оксидов и флюса, стол, на котором
стоит изложница, начинают медленно (со''скоростью
0,8...1,2 м/ч) опускать в воду. Интенсивное охлаждение позволя-
ет вести кристаллизацию направленно снизу вверх при неглубо-
кой лунке, что помогает избежать в слитках создания темпера-
турных напряжений и зональной ликвации.
Основные недостатки способа погружения: громоздкость ус-
тановки, низкая производительность и’меньший, чем при непре-
рывном литье, выход годного, обусловленный необходимостью
обработки слитков для удаления конусности по высоте.
Для получения литых заготовок малых сечений используют
также способ, предложенный Проперци, рассмотренный выше.
§ 2. ПРОИЗВОДСТВО СЛИТКОВ ИЗ МАГНИЕВЫХ СПЛАВОВ
Слитки из магниевых сплавов получают в основном методом
вертикального непрерывного литья. Для этой цели используют
цепные или тросовые литейные машины (см. рис. 156) со скоро-
стью опускания стола 2...200 см/мин. Слитки больших сечений
могут быть изготовлены литьем в тонкостенные изложницы спо-
собом погружения.
Методом непрерывного литья изготавливают слитки круглого
сечения диаметром 250...800 мм и плоского сечения размерами от
160x550 мм до 300x900 мм. Длина их обычно не превышает 6 м.
Слитки из магниевых сплавов должны иметь мелкое равноосное
зерно, высокую плотность, однородность по химическому соста-
ву, малое содержание водорода.
452
рис. 164. Кристаллизаторы для отливки
слитков из магниевых сплавов: а - круг-
лых; б - плоских; 1 - корпус; 2 - гильза
Для отливки слитков применяют корпусные и гильзовые со
спреерным охлаждением кристаллизаторы (рис. 164). Корпусные
кристаллизаторы по конструкции мало отличаются от кристалли-
заторов для алюминиевых сплавов. Кристаллизаторы для отлив-
ки слитков круглого сечения имёют следующие соотношения
^ежду диаметром, высотой и углом подачи воды на слиток:
Диаметр, мм......
Высота, мм.......
Угол подачи воды
на слиток, град..
315 354 370
200 200 200
. 30 30 30
370 • 430 450
270 200 250
20 30 .20
550 550 690
250 200 250
20 20 20
Отливку слитков из высоколегированных сплавов, склонных к
образованию горячих трещин, ведут в кристаллизаторы большой
высоты с минимальным углом подачи воды на слиток.
Гильзы корпусных кристаллизаторов имеют толщину 15 мм,
внутреннюю конусность 1,5...2° на 1/3 высоты от верхнего среза,
зазор между корпусом и стенкой 15 мм. Подачу воды в кристал-
лизатор осуществляют через 2...4 патрубка; общее сечение выход-
ных отверстий меньше входных на 20 %, что необходимо для
создания напора. Диаметр выходных отверстий принимают обычно
равным 2...3 мм при шаге 10... 15 мм.
Отливку слитков ведут на кованые поддоны из сплавов Д1 или
АКб. Диаметр или сечение поддона принимают на 1,5...2 % мень-
ше диаметра (сечения) кристаллизатора. Особенностью конструк-
ции поддона является сферическая форма его рабочей поверхно-
сти, что предотвращает образование донных трещин.
453
Плавку сплавов ведут в отражательных или индукционных пе-
чах под флюсом. Из отражательных печей металл переливают в
миксеры и выдерживают в них в течение 20;..30 мин с целью
осаждения частиц флюса и оксидов. Из миксеров в кристаллиза-
торы металл подают через летку или с помощью центробежных и
электромагнитных насосов. Применение насосов обеспечивает
меньшее загрязнение слитков оксидными пленами. Расплав из
миксера сливают неполностью. Сильно загрязненную оксидами
часть металла (1/4... 1/6 часть по высоте от подины печи) сливают
через специальную летку и подвергают переплаву.
При литье магниевых сплавов особое внимание уделяют ме-
рам по предотвращению попадания влаги на поверхность рас-
плавленного металла и жидкого металла в воду. Взаимодействие
магния с влагой может стать причиной взрыва.
Перед началом литья кристаллизатор смазывают маслом “Ва-
пор Т” и устанавливают в него распределительную воронку, на-
гретую до 150...200 °C. Отверстия для подачи металла (0 10 мм) в
кристаллизатор располагают равномерно по периметру воронки
на расстоянии 10...15 мм от ее дна, чтобы тяжелые неметалличес-
кие включения не попадали в слиток. Поверхность жидкого ме-
талла в кристаллизаторе защищают от загорания сернистым га-
зом, который подают по перфорированной трубке, расположен-
ной по краю кристаллизатора. Расход газа составляет 10...20 кг на
1 т в зависимости от площади сечения слитков. .
Для отделения оксидных плен и неметаллических включений
при литье используют сетчатые и зернистые фильтры, устанавли-
ваемые в кристаллизаторе (см. рис. 54, 57) или в распределитель-
ной коробке. Чаще всего применяют сетчатые фильтры с ячей-
кой размером 1x1 мм, выполненные из окалиностойкой стали.
Зернистые фильтры изготавливают из магнезита, углеродистых
огнеупоров и фтористых солей. Размер зерна фильтров принима-
ют равным 6... 10 мм в поперечнике, а толщину слоя фильтра
50... 100 мм. Наряду с отделением оксидных плен зернистые филь-
тры из углеродистых материалов способствуют существенному
снижению содержания водорода в сплаве. По данным Б. И. Бон-
дарева, содержание водорода снижается с 24 до 12 см3/100 г ме-
талла.
Для предупреждения образования грубых неслитин уровень
расплава в кристаллизаторе поддерживают на расстоянии 30...40
мм от его верхней кромки.
Оптимальные режимы литья слитков из магниевых сплавов
приведены в табл. 104.
Сплавы систем Mg—Мп и Mg—Al—Zn—Мп склонны к образо-
ванию крупнозернистой столбчатой структуры, что приводит к
454
Таблица 104. Оптимальные режимы литья слитков из магниевых спла-
вов ( по Б. И. Бондареву)
Сплав • Диаметр кристал- лизатора, мм Высота кристал- лизатора, мм Угол подачи . воды на слиток, град Скорость литья, мм/мин Температура металла, «С Давление воды, МПа
В миксере в литей- ной воронке
МА1 370 200 30 5 720...750 700...720 0,04...0,15
МА2 370 200 30 5...5,5 720...750 700...720 0,04...0,12
МА2-1 . 550 200 20 3...3,6 720...750 700...720 0,08...0,12
МАЗ 370 200 30 5 690...710 670...690 0,04...0,12
МА5 315 200 30 6 690..I710 670...690 0,04...0,12
МА8 354 200 30 6,5 720...750 700...720 0,04...0,15
• 550 250 20 3,6 720...750 700...720 0,05...0,20
МАИ 370 270 20 .4,8...5,0 720...750 700...720 0,04...0,15
МА14 690 250 20 2,4 710...730 690...710 0,1...0,25
МА15 370 270 20 5 710..,730 690...710 0,04...0,12
.550 250 20 3,6 710...730 690...710 0,08...0,15
МА17 370 20(5 30 5 740...755 710...730 0,04...0,15
МА1, МА8 165x550 240...250 20 5 720...760 700...720 0,04...0,15
МА2-1 165x550 370 '20 5,5 710...730 690...710 0,08...0,15
возникновению трещин по границам столбчатых кристаллов и
* «разрушению слитков при небольших обжатиях во время дефор-
мации. Для измельчения зерна в слитках из указанных сплавов
применяют электромагнитное перемешивание расплава в крис-
таллизаторе или снижают температуру литья. Электромагнитное
перемешивание обеспечивает полное устранение столбчатой струк-
. туры в слитках из сплавов MAI, МА8, МА2-2 и МАП и позволяет
Рис. 165. Расположение индукторов для перемешивания расплава в лунке: а - по перимет-
ру кристаллизатора; б - над кристаллизатором; 1 - жидкий металл; 2 - кристаллизатор; 3 -
магнитопровод; 4 - изоляция; 5 - индуктор; б - крепление; 7 - слиток; 8 - плита; 9 - болт
регулировочный; 10 - корпус; 11 - воронка
455
получать равноосное зерно по всему сечению слитка. Кроме того,
уменьшается склонность сплавов к образованию горячих трещин.
Электромагнитное перемешивание наиболее целесообразно при-
менять для измельчения зерна сплавов, кристаллизующихся в уз-
ком интервале температур. Индуктор при литье слитков большо-
го сечения располагают над расплавом, а при литье слитков ма-
лого сечения — по периметру кристаллизаторов .(рис. 165).
Слитки больших диаметров (более 300 мм) целесообразно от-
ливать методом погружения. Перед заполнением изложницу на-
гревают до 600...650 С. Расплав в изложнице выдерживают при
690...700 °C в течение 30..60 мин для осаждения неметаллических
включений, а затем в зависимости от диаметра слитка погружают
изложницу в воду с заданной скоростью:
Диаметр слитка, мм........300 350 450
Скорость погружения, м/ч..... 1,2 1,0 0,8
Перед обработкой давлением слитки разрезают на заготовки
заданной длины, которые подвергают механической и термичес-
кой (гомогенизации) обработке.
Резку слитков осуществляют дисковыми пилами. При этом
вырезают темплеты толщиной 25...30 мм для контроля макро-
структуры и обрезают литниковую (150...350 мм) и донную (250...500
мм) части слитков.
Поверхность большинства заготовок круглого и плоского се-
чения подвергают механической обработке. Обточку круглых за-
Таблица 105. Режимы гомогенизации слитков из магниевых сплавов
Сплав Форма слитка Температура слитков при выдержке, °C Продолжительность гомогенизации^ ч .
МА2 Круглые и плоские 400±5 18
МА2-1 Круглые 390±5 8
МА2-2 Плоские 420±5 6
МА2-1 Плоские 390±5 10
420±5 8
MAI, МА8 Круглые 490±5 12
МАИ, МА5 Круглые 355±5 16
МА17 Плоские и круглые 470* 12
МА9 То же 470* 14
МАИ Круглые 490* 24...48
456
готовок ведут на токарных полуавтоматах с отсосом стружки. В
зависимости от состава сплава и размеров заготовки с ее поверх-
ности удаляют слой металла толщиной 10...25 мм. Обточку заго-
' товки ведут на максимальный размер при скорости резания
550...950 м/мин и глубине резания 7...7,5 мм. Заготовки из спла-
вов системы Mg—Zn —Zr обтачивают в два приема. До гомогени-
зации снимают слой ликватов толщиной 2...3 мм, а после термо-
обработки ведут обточку на окончательный размер. Обработка в
два этапа позволяет удалять неслитины, хорошо выявляющиеся
после гомогенизации. Без обточки можно деформировать заго-
товки из сплавов МА1 и МА8 диаметром до 300 мм.
Обточку заготовок плоского сечения ведут на фрезерных стан-
ках на глубину 12,5...20 мм. Максимальный по толщине слой уда-
ляют с поверхности плоских заготовок из высоколегированных
сплавов МА2-1 и МА 14. Не подвергают фрезерованию малые грачи
‘слитков из малолегированных сплавов МА1 и МА8, на которых
не образуются ликвационные наплывы.
Гомогенизацию заготовок после механической обработки осу-
ществляют в шахтных печах или печах с выкатным подом в воз-
душной среде по режимам, приведенным в табл. 105. По оконча-
нии выдержки при температуре гомогенизации заготовки извле-
, кают из печей и охлаждают на воздухе.
Г Л А В A 17. ПРОИЗВОДСТВО СЛИТКОВ ИЗ СПЛАВОВ
ТЯЖЕЛЫХ ЦВЕТНЫХ МЕТАЛЛОВ
§ 1. ПРОИЗВОДСТВО СЛИТКОВ ИЗ МЕДНЫХ И НИКЕЛЕВЫХ
СПЛАВОВ
В отличие от заготовительного литья слитков из легких спла-
вов значительное количество слитков (примерно 20...40 %) из
медных и никелевых сплавов получают в настоящее время тради-
ционным наполнительным литьем в изложницы, главным обра-
зом, в водоохлаждаемые. Это связано с тем, что объем производ-
ства слитков из медных и никелевых сплавов сравнительно неве-
лик и затраты на изготовление и эксплуатацию установок непре-
рывного литья удорожают продукцию. Наполнительное литье в
изложницы характеризуется использованием сравнительно про-
стого в эксплуатации и недорогого оборудования. Однако при
этом доля ручного труда при его обслуживании велика, способ
литья слитков в изложницы трудно механизировать. Существен-
ным недостатком наполнительного литья является трудность по-
лучения плотного слитка, так как сложно осуществить направ-
ленное затвердевание металла в изложнице. Кроме того, при по-
лучении слитков большой длины при заливке металла сверху про-
исходит разбрызгивание металла и образование Дефектов в по-
верхностных слоях слитка (раковин, несплошностей, трещин и
др.).
В настоящее время наиболее ходовые марки медных сплавов и
практически все заготовки из чистой меди получают непрерыв-
ным методом, который со временем вытеснит наполнительное
литье в изложницы. На рис. 166 показаны водоохлаждаемые из-
ложницы (горизонтальная и вертикальная), которые применяют
для отливки плоских слитков относительно небольшого размера
из сплавов на основе меди. В производстве применяют также
многогнездные неводоохлаждаемые изложницы, для отливки од-
новременно нескольких заготовок (в основном круглого сечения).
Такие изложницы заливают из одной заливочной воронки. Кон-
структивно они выполнены с раскрывающимися боковыми стен-
ками, которые в момент заливки скрепляют приспособлениями,
а при выбивке раскрывают. Наполнительным литьем в настоя-
щее время отливают, например, плоские слитки из медноникеле-
вых сплавов размерами от 165x50x750 до 330х50хШЮ мм и мас-
сой от 40...50 до 300 кг, а также заготовки из латуней размерами от
350x50x500 мм до 570x175x1250 мм и массой от'250 кг до 1 т.
458
Рис. 166. Водоохлаждаемые изложницы: а - горизонтальная; б - вертикальная; 1 - боковая
стенка (чугун); 2 - медный лист; 3 - кожух (чугун); 4 - патрубок для подвода и слива воды;
5 - ребра; б - основание
Внутреннюю поверхность изложниц при литье медных и ни-
келевых сплавов перед заливкой покрывают слоем смазки для
получения у слитков чистой и ровной поверхности. При литье
меди и ее сплавов в основном применяют так называемые жир-
ные смазки на основе нефтепродуктов и минеральных масел с
добавкой различных компонентов, улучшающих свойства смазок.
При соприкосновении с жидким металлом слой смазки на повер-
хности изложницы начинает возгоняться, образуя газовую и са-
жистую прослойку между стенкой изложницы и поверхностью
слитка, которая предохраняет расплав от приваривания к излож-
нице и способствует, получению Чистой поверхности слитка. При
этом подбирают такой состав смазки, чтобы скорость возгонки
соответствовала примерно скорости подъема уровня металла в
изложнице. При преждевременной перегонке смазки (т. е. если
летучие удаляются слишком быстро со стенки изложницы) не будет
образовываться газовой прослойки между металлом и изложни-
цей и на поверхности слитка могут возникнуть поверхностные
Дефекты в виде шлаковых и газовых включений. Наоборот, при
459
Таблица 106. Состав и свойства смазок для покрытия стенок изложниц
при Литье медных и никелевых сплавов
Компонент Содержание компонента, % Количество летучих, % Кроющая способность Применение
Мазут 100 91 Удовлетвори- При литье латуней
(обезвоженный) тельная
Машинное масло 34 80...85 Хорошая При литье бронзы и.
Мыло 33 спецлатуней
Керосин 33
Сажа голландская 70 23...25 Удовлетвори- То же
Керосин 30 тельная
Трансформаторное 100 90 Хорошая При литье оловянных
масло бронз бесструйным методом
Машинное масло 70 82 Удовлетвори- При литье никеля и
Канифоль 15 тельная его сплавов
Сажа 15
запоздалой возгонке образующиеся газообразные продукты не
успевают удаляться в атмосферу, они будут входить в еще не зас-
тывший металл, давая газовые дефекты (свищи). Составы смазок
подбирают обычно опытным путем. Составы распространенных
жирных смазок при литье медных и никелевых сплавов приведе-
ны в табл. 106.
Заливку металла, при наполнительном литье слитков из мед-
ных и никелевых сплавов производят сверху через специальные
литейные воронки, футерованные изнутри огнеупорными соста-
вами. Литейные воронки имеют различное количество отверстий,
с помощью которых регулируются подача расплава и скорость
подъема металла в изложнице. Чаще всего отверстия выполняют
в виде калиброванных втулок из графита. Диаметры отверстий
выбирают расчетным или опытным путем таким образом, чтобы
скорость подачи металла в полость изложниц обеспечивала на-
правленное затвердевание слитка в изложнице снизу вверх.
В табл. 107 приведены основные параметры литья некоторых
сплавов на основе меди и никеля. '
Медь заливают в водоохлаждаемые изложницы при
1170...1200 °C с перегревом выше температуры плавления на
90...120 °C. Латуни заливают с перегревом выше температуры лик-
видуса на 100...180 °C в зависимости от состава и массы слитка.
Так, латунь Л90 заливают при 1150...1180 ’С, Л63 — при
1070...1100° С, ЛЖМц59-1-1 - при 1020...1080 °C, ЛА85-0,5 - при
1140...1190 ’С.
460
Таблица 107. Основные параметры литья слитков из медных сплавов и
никеля в изложницы
1 Сплав Размеры слитка, мм Конструкция изложницы Размеры литниковой воронки Температура заливки,°C
диаметр отвер- стий число отвер- стий
Л63 0 190, £=‘1500 Водоохлажда- емая 30...34 1 1070... 1100
ЛЖМц59-1-1 0 190, £=1300 То же 30...34 1 1020...1080
ЛА85-0,5 0 120, £=1500 » 26...28 1 1140...1190
БрОФ6,5-0,15 f 0 250, £ = 1400 Плоский слиток: » 35...40 1 1150...1170
220x25x700 » 15 4 1170... 1200
БрОЦС4-4-2,5 45x220x1500 Бесструйное литье в водо- охлаждаемую изложницу 8 2 1200...1250
Никель НП Плоские: (1ОО...13О)х Х270Х700 Водоохлажда- емая 16...18 3 1550...1600
. Слитки из никеля и никелевых сплавов в настоящее время в
основном получают заливкой в водоохлаждаемые изложницы.
’Конструктивно водоохлаждаёмая изложница для производства
слитков из никеля несколько отличается от изложниц для меди:
Стенки рабочей медной рубашки толщиной 30...40 мм охлажда-
ются душирующйми устройствами, интенсивно омывающими
медную рубашку струями воды, которая стекает в специальный
сборник. Одна половина изложницы выполняется обычно стаци-
онарной, другая — подвижной откидной. Обе половины скрепля-
ют винтовыми стяжками. Изложницы обычно установлены на
подвижных тележках. В водоохлаждаемых изложницах получают
слитки никеля массой до 1 т. Стойкость таких изложниц состав-
ляет примерно 60...100 заливок, после.чего проводят ремонт мед-
ных рубашек. Температура охлаждаемой воды не менее 35 °C,
отходящей 45...50 °C. Расход воды 5...10 л на 1 кг жидкого метал-
ла, давление воды 0,2 МПа. Металл Заливают сверху через футе-
рованные воронки. Число и диаметр отверстий в воронках под-
бирают ‘в зависимости от массы и размеров слитка. Так, слитки
из анодного никеля размером 140x612x780 мм отливают с ис-
пользованием воронок, имеющих три отверстия диаметром 34 мм.
Для питания верхней части слитка никеля, его сплавов,, а так-
же некоторых медных сплавов предусматривается установка пи-
461
тающих тепловых насадок, которые изготовляют из нетеплопро-
водных огнеупорных составов. Так, при литье никеля насадки
делают из смеси следующего состава: шамотный порошок 80...85
%; огнеупорная глина 15...20 %; жидкое стекло 0,5...1,5 % (сверх
100 %). Питание слитков осуществляют также путем доливки
жидкого металла в изложницы для восполнения усадки металла.
Поверхность расплава покрывают теплоизолирующим составом
(сыпучим или жидким).
•При литье никеля высокочистых марок й сплавов, склонных к
пленообразованию, на зеркало металла и струю иногда подают
инертный газ.
Для отливки плоских слитков небольшой толщины (40...50 мм)
из сплавов с широким интервалом кристаллизации типа оловян-
нофосфористих бронз, а также из бериллиевой бронзы БрБ2 при-
меняют способ литья в подвижные'водоохлаждаемые изложницы
с минимальной высотой
падения струи жидкого
металла, названный мето-
дом бесструйного литья.
Три водоохлаждаемые
стенки изложницы 1...3
(рис. 167) вместе с поддо-
ном 4 могут перемещать-
ся вертикально с помощью
винтового привода, уста-
новленного снизу, а одна
стенка (торцевая) 5 имеет
небольшую высоту (~ 200
мм), крепится неподвиж-
но неплотно прижимается
к слитку. Жидкий металл
из плавильной индукци-
онной печи 6 поступает в
горизонтальное разливоч-
ное устройство 7 с отвер-
стиями и вытекает в по-
лость изложницы с не-
большой высоты либо под
уровень зеркала металла с
помощью графитовых тру-
бок 8, создавая таким об-
разом бесструйное запол-
нение изложницы и обес-
печивая направленное зат-
вода
• Рис. 167. Установка бесструйного литья
462
вердевание металла и получение плотного слитка. Постоянный
уровень металла в изложнице поддерживается с помощью авто-
матических устройств. Скорость литья (скорость опускания из-
ложницы) варьируется в пределах 15...25 м/ч.
Для извлечения готового слитка одна из боковых стенок из-
ложницы делается подвижной, откидной. После затвердевания
слитка снимают прижимы, отводят в сторону подвижную стенку
и. извлекают слиток. Затем слиток разрезают на мерные заготов-
ки, предварительно удалив прибыльную (верхнюю) часть высо-
той 50...110 мм. .
В последние годы литье в водоохлаждаемые изложницы меди,
никеля и их сплавов заменяют более прогрессивным непрерыв-
ным литьем, обеспечивающим более высокое качество литых за-
готовок (плотность, механические свойства, деформируемость и
др.). Одним из основных элементов установок непрерывного ли-
тья является кристаллизатор. При литье тяжелых металлов и их
сплавов применяют кристаллизаторы скольжения различных кон-
струкций. Основными элементами кристаллизаторов скольжения
являются корпус, рабочие стенки из меди или низколегирован-
ной меди и система подвода воды для охлаждения (первичного и
вторичного). При литье меди и ее сплавов применяют кристалли-
заторы скольжения двух типов: однокамерные (рис. 168, а) с ши-
роким (12...30 мм) каналом водяного охлаждения и двухкамерные
(рис. 168, б) с узкими каналами водяного охлаждения, обеспечи-
вающими более экономичное расходование воды. В ряде случаев
при литье слитков из меди и ее сплавов используют кристаллиза-
торы скольжения с дополнительными внутренними вставками из
графита для уменьшения трения, повышения скорости литья и
срока службы кристаллизатора и обеспечения чистоты поверх-
ности слитка. Такие кристаллизаторы применяют, например, при
горизонтальном непрерывном литье заготовок, а также при литье
/ 2 3
крупных слитков на машинах
вертикального типа. Фирма
“Асарко” применяет при литье
меди гфисталлизаторы, целиком
изготовленные из графита. Гра-
фитовые кристаллизаторы одна-
ко сложнее в изготовлении и
требуют высокого качества гра-
фита.
На рис. 169 показан однока-
мерный кристаллизатор с хро-
мированной медной гильзой для
литья слитков из меди диамст-
4
б
Рис. 168. Кристаллизаторы скольжения: а -
однокамерные; б - двухкамерные; I - кор-
пус; 2 - перегородка; 3 - гильза; 4 - патру-
бок для подвода воды
463
Рис. 170. Сборный кристаллизатор для от-
ливки плоских слитков из меди и ее спла-
вов: 1 - боковая стенка: 2 - плоская стен-
ка: 3 - патрубок
Рис. 169. Кристаллизатор для литья круглых
медных слитков с устройством для вторич-
ного охлаждения: 1 - гильза:'? - корпус: Л
4 - верхнее и нижнее кольца корпуса: 5, 6 -
прокладки: 7 - сирейер вторичного охлаж-
дения; 5 - отверстия для подачи воды
ром до 400 мм, а на рис. 170 - двухкамерный кристаллизатор для
литья плоских слитков из меди. Оба кристаллизатора имеют струй-
ную сосредоточенную подачу воды на слиток. Для дополнитель-
ного охлаждения слитка, выходящего из кристаллизатора, при
литье тяжелых металлов прйменяют вторичное охлаждение. Вто-
ричное охлаждение производится с помощью спрейеров, кото-
рые располагаются ниЖе кристаллизатора (рис. 169) по всей пе-
риферии слитка и омывают слиток струями воды,-стекающей вниз.
В зависимости от размеров слитков и сплава спрейеры устанав-
ливают .в один или несколько рядов по высоте затвердевающего
слитка.
Высота кристаллизаторов при литье меди и ее сплавов колеб-
лется от 100 до 500 мм (чаще 300...400 мм). Ее выбирают в зависи-
мости от величины предельной глубины лунки с учетом некото-
рого технологического запаса, исключающего возможность про-
рыва металла. При полунепрерывном литье слитков из бескисло-
родной меди применяют кристаллизаторы, имеющие сравнительно
небольшую высоту (170...200 мм).
Для предотвращения попадания металла к стенкам кристалли-
затора, уменьшения трения, повышения эффективности отвода
тепла, улучшения качества поверхности слитков при литье мед-
ных сплавов иногда применяют возвратно-поступательное пере-
мещение (качание) кристаллизатора в вертикальном направле-
нии: для меди и латуней — с амплитудой 2...4 мм и частотой цик-
лов 70...80 в минуту.
464
Рис. 171. Стопорно-разливочное устройство
для отливки прямоугольных слитков: 1 -
стопор; 2 - расплав; 3 - коробка миксера; 4
- трубка: 5 - графитовый тройник; 6 - гра-
фитовый патрубок; 7 - кристаллизатор
В качестве смазки при ли-
тье меди и медных сплавов в
кристаллизаторы скольжения
используют веретенное и
трансформаторное масло, тра-
фит, сажу, растительные мас-
ла. При непрерывном литье с
использованием .графитовых
кристаллизаторов смазку не
применяют, так как графит
является самосмазывающим
материалом.
Жидкий расплав подается в
кристаллизатор с помощью
. стопорнб-разливочных устройств (рис. 171), обеспечивающих рав-
номерное распределение жидкого металла по всему фронту зат-
вердевания в кристаллизаторе. Металл подастся под затоплен-
ный уровень металла в лунке.
Примерные режимы литья слитков из медных сплавов непре-
' рывным методом приведены в табл. 108. При литье меди и мед-
ных сплавов для предотвращения повторного окисления металла
Таблица 108. Режимы литья слитков из меди и ряда медных сплавов по-
лунепрерывным методом
Сплав Диаметр (сечение) слитка, мм Скорость литья, м/ч Высота кри- сталлизато- ра, мм Температура литья, °C Расход воды, м3/ч Давление воды, МПа
Бескислородная медь 130* 80...90 40...48 0,18...0,23
Х270
300 2,0...2,5 200 1200... 1220 20...30
Медь Ml, М2 160 12...14 270... 12...20
500
300 5...6 560 1150...1200 20...30 0,18...0,23
Бр.АЖ9-4 175 5,0...5,4 200 16...24
Бр.АЖМцЮ-3-1,5 200 4,0...4,5 100 1180...1200 25 0,01...0,02
300 3.0...3,3 300 30
Бр.ОЦ4-3 163 9...10
242 6,8...7,2 400 1200...1240 14... 16 0,01...0,02
Бр.КМцЗ-1 200 4,0...4,2 400 1170...1280 14 0,01...0,02
Л90 165 12...14 300 1170...1190 17...18 0,18...0,23
ЛС59-1 200 11...12 300 1100...1140 — —
МНЖМцЗО-Л-1 250 4...5 * 250 ИЗО...1350 — —
МНЦ15-20 НОх 4...7 300 1240...1260 • — —
х 1Ю
465
заливку ведут под слой углеродсодержащих материалов (древес-
ный уголь, сажа и др.), которые вводят на поверхность металла в
промежуточных устройствах и в кристаллизаторе. В последние
годы для этих же целей используют жидкие солевые флюсы с
низкой температурой плавления. При литье меди и латуни хоро-
шие результаты получены при применении флюсов, состоящих
из смеси (SiO2 + Na2O‘+ В2О3).
Качество слитков зависит от целого ряда технологических па-
раметров литья и в первую очередь от скорости литья. Суще-
ственны также высота кристаллизатора, поперечное сечение слит-
ка, температура литья и интенсивность вторичного охлаждения.
Для каждого из перечйсленных параметров существуют предель-
ные значения, превышение которых снижает качество слитка,
вызывает появление дефектов (трещины, пористость, зональная
ликвация и др.). Работа на скоростях литья с меньшими значени-
ями снижает производительность. Повышение скоростей литья
ведется за счет увеличения интенсивности охлаждения в крис-
таллизаторе- и в зоне вторичного охлаждения. Так, при увеличе-
нии высоты кристаллизатора, т. е. увеличении поверхности отво-
да тепла от затвердевающего металла, с 160 до 500 мм при литье
слитков из бронзы БрКМц 3-1 удалось повысить скорость литья с
2,8 до 6,5 м/ч, т. е. более чем в 2 раза; при отливке слитков из
латуни Л63 в кристаллизаторы высотой 400 мм скорость литья
увеличена с 12 до 30 м/ч, т. е. в 2,5 раза.
Большую роль при повышении скорости литья играют созда-
ние конструкции кристаллизаторов, обеспечивающей увеличение
интенсивности теплоотвода в кристаллизаторе за счет изменения
скорости течения воды в охлаждающем канале, и повышение теп-
лопроводности рубашки кристаллизатора. Производительность
процесса литья медных слитков повышают также .путем подачи
жидкого металла в кристаллизатор при минимально возможной
температуре. С этой целью совершенствуют конструкцию литни-
ково-заливочного устройства, применяют литье с наведением на
поверхность жидкого металла в кристаллизаторе жидких флюсов,
применяют суспензионный метод заливки, т. е. Подачу в струю
металла перед кристаллизатором металлического порошка и дро-
би того же состава, что и заливаемый сплав.
Наряду с вертикальными установками непрерывного литья
медных сплавов в промышленности работают установки гори-
зонтального непрерывного литья. Их применяют для получения
заготовок проволоки, а также цилиндрическйх и трубных загото-
вок из медных сплавов.
На рис. 172 показана установка горизонтального непрерывно-
го литья для получения цилиндрических и трубных заготовок из
466
литейных бронз и латуней диаметром 15...250 мм. Жидкий металл
. цз плавильной печи 1 подается с помощью промежуточного лот-
ка 2 в печь выдержки 3. Обычно это — индукционная канальная
или газовая печь. В окне боковой стенки печи устанавливаются
кристаллизатор 4 или блок кристаллизаторов в 2...4 ручья. В печи
выдержки производится контроль температуры жидкого металла.
Вытягиваемые из кристаллизатора слитки, поддерживаемые стой-
кой 5, проходят охлаждающую панель 6, где они интенсивно ох-
лаждаются водой и поступают в вытяжное устройство 7, регули-
рующее режим вытяжки слитка. Если установка многоручьевая,
то вытяжка каждого ручья может регулироваться независимо от
других, что даст возможность подобрать оптимальный режим,
например, в зависимости от состояния кристаллизатора, или пре-
кратить протяжку одного из ручьев, не останавливая работу дру-
гих ручьев. Вытяжка при горизонтальном непрерывном литье (в
отличие от вертикального) обычно совершается в прерывистом
режиме. Применение прерывистой вытяжки объясняется особен-
ностями затвердевания жидкого металла в горизонтально распо-
ложенном кристаллизаторе и обеспечивает стабильность процес-
са, устраняет опасность прорыва жидкого металла, появление
волнистости поверхности слитка, трещин и, в конечном итоге,
обеспечивает высокую производительность процесса.
Из вытяжного устройства непрерывные заготовки 8 поступа-
ют к отрезным станкам 9.
Основными технологическими параметрами, обеспечивающи-
ми качество слитков из медных сплавов при непрерывном гори-
зонтальном литье, являются температура поступления расплава в
кристаллизатор, шаг вытягивания, время цикла вытягивания, от-
ношение времени остановки к времени вытягивания, расход воды
на охлаждение кристаллизатора. Так, при литье заготовок малого
сечения (020 мм) из бронзы БрО5Ц5С5 рекомендуются следую-
щие. 172. Установка горизонтального непрерывного литья
467
Рис. 173. Кристаллизатор для горизонтального литья трубчатых заготовок
щие оптимальные технологические режимы: шаг вытягивания z =
= 20 мм, температура расплава t = 1200 °C, температура слитка
на выходе из кристаллизатора ta = 500 ± 10 °C, а для слитков
большого сечения соответственно z= 25 мм, /“р = 1200... 1250 °C и
tn = 600 ± 10 °C. При литье трубных заготовок из латуни ЛЦ40С
(ЛС59-1Л) диаметром 47/25 мм р = 9 мм; tp = 1050 и ta = 400 °C.
На рис. 173 показана типичная конструкция горизонтального
кристаллизатора с графитовой формой для получения трубных
заготовок из латуней и оловянных бронз. Кристаллизатор состо-
ит из наружного 1 и внутреннего 2 корпусов, соединенных, флан-
цем 3. В пространстве между корпусами имеются полости с пере-
городками, в которых циркулирует охлаждающая вода, поступа-
ющая и вытекающая через отверстия 4. Корпус кристаллизатора
медный, в него запрессована графитовая втулка 5. Если необхо-
димо получить трубчатую заготовку, то в торец вводят на резьбе
графитовый стержень 6. Стержень имеет небольшой, конус в сто-
рону вытягивания и фланец, в котором предусмотрены отверстия
7для подачи жидкого металла из печи в кристаллизатор. Для из-
готовления графитовых частей кристаллизаторов применяют гра-
фит высокоплотных и прочных сортов, стойкий к термическим
ударам, обладающий высокой теплопроводностью, хорошо поли-
рующийся.
Работа на установках непрерывного литья слитков из бронз и
латуней проводится в следующей последовательности. В установ-
ленный на печи кристаллизатор вводят затравки в виде стрежней
или труб с торцевыми захватами, печь разогревают и одновре-
менно в кристаллизатор подают охлаждающую воду. В разогре-
тую печь заливают жидкий металл и включают привод вытягива-
ния слитка. Уровень металла в печи выдержки в процессе литья
468
Рис. 174. Схема установки горизонтально-
го непрерывного литья медной прЪволо»^
Рис. 175. Заливка слитков из цинковых спла-
вов в изложницу с водоохлаждаемым поддо-
ном: 1 - водоохлаждаемый поддон; 2 - излож-
ница; 3 - воронка с перфорированным дном;
4 - желоб; 5 - плавильная печь
не должен опускаться ближе чем на 300 мм к верхней точке кри-
сталлизатора. Это обеспечивается путем периодической доливки
жидкого металла из плавильной печи.
По такой же, как на рис. 173, схеме построена установка для
получения проволочных заготовок из меди, латуни, оловянно-
фосфористой и оловянноцинковой бронз (рис. 174). Установка
состоит из низкочастотной плавильной индукционной печи 7,
водоохлаждаемых втулочных кристаллизаторов 2, вытягивающих
механизмов 3 и моталок 4 с роликами-указателями.
Медную катанку для производства тролейных проводов в на-
стоящее время получают совмещенным методом литья и прокат-
ки путем получения литой заготовки на непрерывной машине с
вращающимся роторным кристаллизатором (см. рис. 153). Из
кристаллизатора получаемая полоса поступает к прокатному аг-
регату, где в результате обжатия выходит в виде готовой катанки
диаметром 8...10 мм.
§ 2. ПРОИЗВОДСТВО СЛИТКОВ ИЗ ЦИНКОВЫХ СПЛАВОВ
Слитки из цинка и цинковых сплавов получают методами на-
полнительного и непрерывного литья. Большую часть цинковых
слитков изготавливают литьем в горизонтальные водоохлаждае-
мые изложницы. Заполнение изложниц ведут непосредственно
из наклоняющихся плавильных печей (рис. 175) через стальные
воронки с перфорированным дном (диаметр отверстий 5 мм). На
дно воронок для отделения крупных оксидных плен и включений
шлака помещают сетку из стеклоткани с размером ячейки 1x1
или 0,5x0,5 мм.
Изложницы представляют собой горизонтальные медные во-
доохлаждаемые поддоны с боковыми стенками из массивных чу-
469
гунных блоков сечением 100x130 мм. В'такие изложницы отли-
вают слитки размером до 660x530x75 мм массой до 200 кг за
60...80 с. После заполнения изложниц из них извлекают воронку
и с поверхности расплава удаляют всплывшие оксидные плены и
шлак. Для замедления охлаждения верхней части слитка с целью
получения столбчатой структуры изложницы закрывают крыш-
кой с электроподогревом. После кристаллизации и охлаждения
до 250...300 4С слиток извлекают из изложницы, помещают в тер-
мостат и сразу же направляют на теплую прокатку без дополни-
тельного подогрева.
С целью более глубокой очистки сплава цинка, используемого
для изготовления газетных клише, расплав в процессе заполне-
ния изложниц подвергают фильтрованию Через зернистые или
керамические фильтры, устанавливаемые в воронки. Заливку слит-
ков ведут при температуре расплава 450...470 °C.
Перспективным является процесс непрерывного литья поло-
совой заготовки из цинковых сплавов, который позволяет повы-
сить качество продукции, существенно увеличить производитель-
ность труда и совместить отливку с прокаткой полосовой заго-
товки в одной установке. 7 ;
§ 3. ПРОИЗВОДСТВО СЛИТКОВ ИЗ СПЛАВОВ БЛАГОРОДНЫХ
МЕТАЛЛОВ
Слитки из сплавов благородных металлов в зависимости от
масштаба производства изготавливают методами наполнительно-
го и непрерывного литья. Небольшие по массе слитки при не-
большом масштабе производства получают литьем в неводоох-
лаждаемые металлические (стальные, чугунные, медные) и неме-
таллические (графит, туф) изложницы. Для предотвращения об-
разования газовых пор слитки ряда сплавов отливают в вакууме.
, Более крупные плоские слитки отливают в изложницы с водоох-
лаждаемым поддоном. При производстве листов и лент из чисто-
го золота используют слитки, выпускаемые аффинажными заво-
дами.
При больших объемах производства изготовление слитков из
сплавов благородных металлов осуществляют методами полунеп-
рерывного (см. рис. 142) и бесструйного литья (см. рис. 167).
Основным требованием к технологии литья является создание
условий для направленного затвердевания слитков снизу вверх к
зоне жидкого металла. Этому требованию наиболее полно удов-
летворяют литье в водоохлаждаемые кристаллизаторы и бесструй-
ное литье.
470
Технология литья слитков из сплавов благородных металлов
1Меет много общего с технологией литья слитков из медных спла-
вов. Скорость заливки регулируют путем применения воронок с
фиксированным числом и диаметром отверстий. При этом ско-
рость подъема уровня металла в изложнице принимают близкой
к скорости кристаллизации металла. Полунепрерывное литье слит-
ков ведут в низкие кристаллизаторы со скоростью 2,5...8 м/ч в
зависимости от состава сплава и размеров слитков. При литье
используют близкие к составу смазки.
Характерной особенностью литья слитков из сплавов на осно-
ве серебра и золота в.металлические изложницы является необ-
ходимость значительных перегревов расплавов (до 1100... 1450 °C
•для золотых и 1050...1400 °C для серебряных сплавов),' так как.
они обладают малой теплоемкостью и высокой теплопроводнос-
тью. При небольших перегрёвах получить качественные слитки
трудно из-за повышенной склонности сплавов к образованию
газовых раковин и низкого качества поверхности. Однако следу-
ет отметить, что заливка чрезмерно перегретых сплавов также
нежелательна, так как сопровождается повышенным угаром ме-
талла, окислением и большими объемными изменениями в про-
цессе охлаждения и кристаллизации. Наибольшие трудности воз-
никают при изготовлении слитков из сплавов с широким интер-
валом кристаллизации: Au—Cd (10...25 %), Au—Sn (5...17 %), Au—
Pt (10 %), Ag—Cu, Ag—Sn и др. Эти сплавы склонны к зональной
ликвации и рассеянной .газоусадочной пористости, имеют низ-
кие механические свойства в области твердо-жидкого состояния
и склонны к горячеломкости. Для получения качественных слит-
ков из таких сплавов необходимо создание условий для направ-
ленной кристаллизации.
Г Л А В A 18. ПРОИЗВОДСТВО СЛИТКОВ ИЗ ТИТАНОВЫХ
СПЛАВОВ
Наибольшее распространение для изготовления слитков из
титановых сплавов получил способ переплавки расходуемого элек-
трода в кристаллизаторе вакуумной электродуговой печи.
Сущность способа заключается в следующем: заранее приго-
товленный из титановой губки и других кусковых шихтовых ма-
териалов методом прессования (или каким-либо другим методом)
расходуемый электрод плавится электрической дугой и расплав-
ленный металл стекает в жидкую ванну. В течение всего процес-
са плавки длина выплавляемого слитка непрерывно возрастает и
в конце плавки она становится равной высоте изложницы.
Полученный слиток первого переплава неоднороден по хими-
ческому составу и поэтому его переплавляют вновь. При втором
переплаве в качестве расходуемого электрода используют слиток
первого переплава. Для плавки металла в печах, предназначен-
ных для фасонного литья, в качестве расходуемого электрода ис-
пользуют слитки первого переплава.
Жидкий металл в процессе производства слитка непосредствен-
но контактирует только с разреженной атмосферой (открытая
поверхность ванны с жидким металлом) и с затвердевшим метал-
лом слитка (донная часть ванны). Это практически исключает
насыщение титановых сплавов примесями в процессе плавки и
формирования слитка.
§ 1. ПЕЧИ ДЛЯ ПРОИЗВОДСТВА СЛИТКОВ
В современных вакуумных элскгродуговых печах получают
титановые слитки массой до 30 т, длиной до 5 м, диаметром,до
1400 мм. Химический состав ряда титановых сплавов, применяе-
мых для производства слитков, приведен в табл. 64.
В промышленности применяются вакуумные элекгродуговые
печи, которые имеют следующие общие элементы: вакуумную
камеру, изложницу (кристаллизатор), поддон, электрододержа-
тель, систему охлаждения, вакуумную систему, источники пита-
ния электрической энергией, контрольно-измерительную аппа-
ратуру, механизмы для перемещения электрододержателя, под-
дона и др. Различаются они только компоновкой отдельных эле-
ментов, порядком загрузки в печь расходуемого электрода и выг-
рузки слитка, габаритными размерами, производительностью.
Наибольшее распространение, как для первого, так и для вто-
рого переплавов получили вакуумные элекгродуговые печи с фор-
472
Рис. 176. Вакуумная дуговая печь
типа ДСВ
мированием слитка в медной водоох-
лаждаемой изложнице ( в так называ-
емом “глухом” кристаллизаторе) (рис.
176). Ограниченное применение на-
ходят печи, в которых слиток получа-
ют путем вытягивания из медного во-
доохлаждаемого кристаллизатора (по-
лунепрерывное литье).
Слиток 1 (см. рис. 176) формиру-
ется в изложнице 2 за счет плавления
расходуемого электрода 3. Плавление
металла осуществляется электричес-
кой дугой, горящей между расходуе-
мым электродом и ванной жидкого
металла 4. Расходуемый электрод 3
приварен к титановому оГарку 5 (ога-
рок — остаток расходуемого электро-
• да от предыдущей плавки), который с
: помощью резьбового соединения зак-
реплен на нижнем конце электродо-
-держателя 6. Элскгрододержатель про-
ходит через вакуумное уплотнение 7,
находящееся на крышке 8 вакуумной
камеры печи 9, и соединяется своим
верхним концом с механизмом пере-
мещения электрододержателя. Меха-
низм может перемещать электрододер-
жатель и расходуемый электрод в необходимом направлении-
(вверх, вниз) и с заданной скоростью. Вакуумная камера имеет
люк 10 для осмотра качества приварки расходуемого электрода,
чистки камеры печи и замены титанового огарка. В камеру печи
вмонтирован вакуум-провод 11, соединяющий камеру печи с ва-
куумной системой. Элекгрододержатель печи гибкими шинами
соединен с отрицательным полюсом источника питания. Излож-
ница 2 снизу закрыта поддоном 12, который с помощью специ-
ального механизма может от нее отсоединяться и опускаться вниз.
. При снятом поддоне выгружают из печи выплавленный слиток и
загружают в печь расходуемый электрод 3. Поддон и изложница
соединены с положительным полюсом источника питания.
Ввиду того что при несоблюдении требований техники безо-
пасности и нарушения режима плавки может возникнуть взры-
воопасная обстановка, вся печь помещена в специальной защит-
ной камере. Пульт управления печи вынесен за пределы защит-
ного кожуха.
16-4Ш 473
Самая важная и основная
часть печи — изложница. В ней
происходит расплавление рас-
ходуемого электрода с помощью
электрической дуги и формиро-
вание слитка. Изложница рабо-
тает в тяжелых условиях: она
испытывает большие тепловые
нагрузки. В ее стенках возни-
кают значительные по величи-
не температурные перепады. В
зоне горения дуги удельный
тепловой поток от слитка к из-
ложнице составляет более 1000
кВт/м2. Образующиеся в стен-
ках изложницы высокие терми-
ческие напряжения могут выз-
вать ее деформацию и вывести
из строя. Этому способствует
также разница давления между
Рис. 177. Изложница вакуумной электроду- ВНвШНеЙ ПОВерХНОСТЬЮ ИЗЛОЖ-
говой печи с медным кристаллизатором НИЦЫ (атмосферное Давление)
и внутренней (вакуум).
В связи с этим материал, из которого изготовлена изложница,
должен обеспечивать отвод от зоны горения дуги большого коли-
чества тепла, а ее конструкция должна обладать высокой надеж-
ностью и простотой для удобства эксплуатации и ремонта.
Этим требованиям удовлетворяет изложница, конструкция
которой представлена на рис. 177. Кристаллизатор изложницы 1
изготовлен из меди с толщиной стенки до 30...50 мм и через рези-
новые уплотнения соединен с корпусом 2 и фланцем 3 изложни-
цы. Между кристаллизатором и корпусом имеется полость, по
которой с заданной скоростью проходит вода для охлаждения
кристаллизатора. Высокая теплопроводностью меди и охлажде-
ние внутренней полости кристаллизатора водой позволяет отво-
дить от зоны плавки тепловой поток большой мощности. С по-
мощью фланца 3 изложница через резиновое уплотнение присо-
единяется к фланцу камеры печи. На корпус изложницы намота-
на из медных или алюминиевых проводов катушка соленоида 4,
которая создает переменное магнитное поле, интенсивно пере-
мешивающее металл в ванне. Перемешиваййе. способствует ра-
створению легирующих компонентов, попадающйх-из расходуе-
мого электрода в ванну с жидким расплавом, и выравнивает хи-
мический состав сплава по объему ванны. Рабочая часть поддона
474
^изготавливается из меди. Снизу подцон закрыт стальной крыш-
кой. Рабочая часть поддона охлаждается водой, проходящей че-
" рез полость, находящуюся между крышкой и рабочей частью под-
дона.
Вакуумная система электродуговых печей откачивает из каме-
ры печи перед началом плавки воздух й удаляет газы, выделяю-
щиеся из металла в процессе плавки, а также воздух, попадаю-
щий-в камеру печи в период ее работы из-за недостаточной гер-
метичности плавильной установки.
Установлено, что для получения слитка, незагрязненного эле-
ментами, входящими в состав воздуха, давление газов в зоне го-
рения дуги должно быть около 13,3 Па и не менее 1,33 Па в
камере печи. По величине требуемого давления и по известному
количеству выделяющихся из металла газов с учетом натекания
воздуха через несплошности камеры печи подбирают вакуумные
насосы требуемой производительности.
Следует отмстить, что производительность вакуумных насосов
для печей первого пе^юплава должна быть в 1,5 раза выше, чем
для печей второго переплава. Это связано с интенсивным газо-
выделением при плавке расходуемого электрода, изготовленного
из титановой губки (титановая губка, используемая для изготов-
ления расходуемого электрода, содержит до 0,2 % хлористого
магния, некоторое количество магния и других летучих веществ).
Рис. 178. Вакуумная система электродуговых печей
16*
475
Наиболее распространенная современная вакуумная система
показана на рис. 178. Она состоит из механического плунжерного
насоса предварительной откачки 1 (серии ВН; ВН-6; ВН-300),
механического бустерного вакуумного насоса 2(ДВН-500, 2ДВН-
1500), вакуум-проводов 3, сильфонных компенсаторов 4, задви-
жек 5, пылеулавливающей ловушки 6, вентилей 7, датчиков для
измерения вакуума 8, манометров 9.
Для плавки применяют постоянный электрический ток. Пере-
менный ток промышленной и высокой частоты не обеспечивает
стабильного горения электрической дуги при плавке титановых
сплавов в вакууме и поэтому его не используют.
Источники питания постоянного тока работают на полупро-
водниковых выпрямителях. .
В отечественной промышленности находят применение ваку-
умные электродуговые печи типа ДСВ-5, ДТВ, ВД-11 и др. В табл.
109 приведены технические характеристики печей серии ДТВ и
ДСВ.
Печи типа ДТВ имеют более высокую производительность по
сравнению с печами типа ДСВ, достигнутую благодаря некото-
Таблица 109. Технические характеристики печей серии ДТВ и ДСВ
Параметры ДСВ-6,3-16 SO QO а и Ч £ о ОО ДТВ-14-Г26
Наибольший диаметр кристаллиза- тора, мм 630 820 650 1000 1400
Максимальная длина расходуемого электрода, мм 4550 6000 5450 5600 5000
Масса слитка, т 6,0 16,0 5,5 10,3 26,5
Длина слитка, мм 2700 4000 4000 4000 4000
Номинальный ток, кА 25 25 25 37,5 50,0
Напряжение, В 75 75 75 75 75
Мощность вспомогательного обору- дования, кВт 100 75 35 35 70
Расход охлаждающей воды, м3/ч, не более 70 90 70 80 150
Общая масса печи, т Габаритные размеры, мм: — — 118 120 200
длина — — 7350 7350 9000
ширина Высота печи, мм: — — 5400 5400 6000
общая — — 20950 20950 21400
заглубление- — — 7800 7800 7900
476
рым изменениям конструкции. Так, изменены способы загрузки
расходуемого электрода в печь и выгрузки слитка. В печах типа
ДСВ (см. рис. 177) слиток извлекается из изложницы вместе с
опускающимся поддоном. Изложница неподвижна и жестко зак-
реплена в камерной печи. Загрузка электрода в печь производит-
ся в обратном порядке. Такая схема выгрузки и загрузки слитков
и электрода усложняет конструкцию печи и увеличивает ее высо-
ту.
В печах типа ДТВ (рис. 179) после плавки от вакуумной каме-
ры печи 3 изложница 4 отсоединяется вместе со слитком; она
затем несколько опускается гидравлическим плунжером 5и отво-
дится в сторону. С помощью мостового крана слиток извлекают
из изложницы и после контроля состояния изложницы в нее заг-
ружают расходуемый электрод. Для печей второго переплава два
слитка первого переплава сваривают на специальной установке.
Загруженную изложницу по рельсам подкатывают под камеру печи
и герметично к ней присоединяют. При одной и той же общей
высоте печей типа ДСВ и ДТВ в последних можно получать слит-
ки, имеющие почти в два раза большую длину.
Вакуумная электродуговая печь ВД-11 отличается от печей типа
ДСВ и ДТВ тем, что при одинаковых по длине выплавленных
слитках имеет значительно меньшую высоту. Достигается это ис-
ключением из конструкции печи ме-
ханизма перемещения поддона (печь
типа ДСВ) и изложницы (печь типа
ДТВ).
На рис. 180 показана печь ВД-
11. Как и в печах типа ДТВ, после
окончания плавки изложница 1 от-
соединяется от камеры печи. Одна-
ко в данной конструкции она не-
подвижна и находится в специаль-
ном приямке, а камера печи 2 вмес-
те с электрододержателем 3 и меха-
низмом его перемещения 4 подни-
мается с помощью гидроподъемни-
ка 5над изложницей и поворачива-
ется около опорной колонны б на
90 ° и опускается на специальйую
подставку. Изложница извлекается
из приямка мостовым краном и на-
правляется на выгрузку слитка , и
профилактический осмотр. На при-
ямок в это время устанавливают дру-
Рис. 179. Вакуумная электродуго-
вая печь ДТВ-8,7Г10: 1 - защитная
камера; 2 - электрододёржатель; 3
- вакуумная камера; 4 - изложни-
ца;^ - гидравлический плунжер; 6
- поддон; 7, 8 - токоподводы
477
Рис. 180. Вакуумная электродуговая печь ВД-11
Рис. 181. Схема расходуемого элект-
рода, содержащего куски тугоплавко-
го элемента: 1 - слиток; 2 - ванна
жидкого металла; 3 - порция шихты;
4 - расходуемый электрод; 5 - куски
тугоплавкого элемента •
гую изложницу и новый расходуемый электрод. К изложнице
подводят вакуумную камеру, которую герметично с ней соединя-
ют. После подсоединения вакуумной системы и создания необ-
ходимого разрежения начинают плавку в обычном для электро-
дуговых печей порядке.
Печь ВД-11 рассчитана на установку изложниц высотой до
4550 мм для производства титановых слитков массой 2,0; 4,7; 6,8
и 13,7 т.
§ 2. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ СЛИТКОВ
в вакуумных электродуговых печах
Технологический процесс изготовления слитков состоит из
следующих основных этапов:
1) изготовление расходуемого электрода для первого перепла-
ва;
2) плавка расходуемого электрода и получения слитка первого
переплава;
3) подготовка слитков первого переплава ко второму перепла-
ву;
478
4) плавка расходуемого электрода (слитки первого переплава)
и получение слитка второго переплава;
5) механическая обработка и контроль качества слитка.
Расходуемый электрод для первого переплава изготавливают
из шихтовых материалов путем их прессования с целью получе-
ния компактного электрода требуемого размера. Шихтовые мате-
риалы состоят из губчатого титана, легирующих компонентов и
титановых отходов. J
Для получения слитка заданного химического состава в шихту
вводят в зависимости от марки сплава следующие легирующие
элементы: алюминий, марганец, молибден, ванадий, цирконий,
хром, олово, кремний, железо и др. (составы сплавов приведены
в гл. 11). Физические свойства этих элементов и в первую оче-
редь такие, как температура плавления, плотность, упругость пара,
в большинстве случаев существенно отличаются от аналогичных
свойств титана. Поэтому введение легирующих элементов в ших-
ту в чис^ом вдле может привести к получению слитка с недопус-
тимой химической неоднородностью. Так, в ряде промышлен-
ных сплавов в качестве легирующего компонента содержится
молибден (температура плавления 2620 ’С, плотность 1020 г/см3).
Если в шихту вместе с титановой губкой вводить куски чистого
молибдена, то при плавке он-практически не растворится в жид-
ком титане. В процессе плавки торец расходуемого электрода
нагревается до температуры плавления титана 1665 °C, и капли
жидкого титана стекают в ванну (рис. 181). Молибден при этом
не расплавляется на торце расходуемого электрода и в виде твер-
дого куска падает в ванну. Так как плотность его значительно
выше плотности жидкого титана, то кусок молибдена опускается
на дно ванны, в нижней части которой жидкий титан затвердева-
ет. Молибден, не успев раствориться в жидком титане, остается в
виде включения в слитке. Второй переплав полученного слитка
также не приводит к растворению молибдена. Поэтому молибден
и целый ряд тугоплавких и других элементов вводят в шихту в
виде лигатур. Для получения слитка более однородного химичес-
кого состава лигатуры не должны существенно отличаться от ти-
тана по температуре плавления. Если температуры плавления
лигатуры и титана близки, то расплавление лигатуры происходит
на торце расходуемого электрода. В этом случае легирующий ком-
понент будет равномерно распределяться по объему жйдкой ван-
ны. Поэтому все элементы, значительно отличающиеся по тем-
пературе плавления титана, вводятся в шихту в виде лигатур (воль-
фрам, молибден, алюминий, олово и др.). Элементы, имеющие
близкую к титану температуру плавления, вводят в щихту в виде
технически чистых металлов.
479
Таблица ПО. Химический состав, %, и физические свойства лигатур
Лигатура Мо Сг V Zr Ti Fe Si Al W Р,, г/см3 ^пл» •с
АХМК 30...34 23...27 — — — 3...6 2,5... Ост. — 4,7 1430
4,0
АХМКФ 32...36 21...25 — — — 4...6 2,5... 4,0 5,2 1470
4,0
АМТ 48...52 —. — — 6...9 — — — 5,0 1480
АМТФ 48...52 — — — 6...9 — — 4,5 5,1 1520
АХМ-50 38...42 50...63 — — — — — 6...9 — 7,1 1800
АЦМК 38...42 — — 18...21 — — 2,5... Ост. — 4,8 1590
3,5
АЦМКФ 38...42 — — 18...21 — — 2,5... 4,0 4,9 1610
3,5
АМВТ 35...38 30...34 — Ост. — — <; 16,5 — 5,8 1830
К5 32...34 6...8 32...34 — — 5...8 — Ост. — 5,8 1720
К5к 32...34 6...8 32...34 — — 5а..8 — 3,5 5,9 1750
ВнАЛ — — 70...80 — — — — — — 1 4,9 1820
ЛТ7 — — — — Ост. 1О...ТЗ 4...6 6...8 — 4,8 1500
Примечание. .Значения плотности и температуры плавления даны для лигатур со
среднеарифметическим содержанием основных компонентов.
В зависимости от химического состава сплава применяют либо
двойные лигатуры Al—Mo, Al—V и др., либо сложные по химичес-
кому составу комплексные лигатуры (табл. НО).
Чистые металлы и лигатуры перед использованием размельча-
ют на куски не более 10...15 мм. Частицы менее 2 мм отсеивают.
Оборотные отходы (титановые куски, листовая обрезь, стружка)
после соответствующей подготовки вводят в шихту в количестве
25...30 %.
На поверхности титановых отходов, как и на всех литых и
полученных обработкой давлением изделиях, имеется слой ока-
лины, а поверхностный слой металла толщиной 0,5...1,5 мм со-
держит повышенное количество примесей — кислорода, азота,
водорода, углерода и других элементов. Крупные кусковые отхо-
ды измельчают на куски размером до 60x60 мм и затем галтовкой
с них удаляют окалину и большую часть газонасыщенного повер-
хностного (слоя. Листовую обрезь подвергают химическому трав-
лению. Стружку измельчают в шнековых или щековых дробилках
и подвергают магнитной сепарации и отсеву от кусочков разру-
шенных резцов.
Распространенный способ изготовления расходуемых элект-
родов для первого переплава — полунепрерывное прессование на
480
горизонтальных и вертикальных гидравлических прессах исход-
ных шихтовых материалов через конусную или цилиндрическую
проходную матрицу.
На рис. 182 представлена схема прессования электрода в ко-
нусную (а) и цилиндрическую (б) матрицы. Мерная порция ших-
ты 1, представляющая собой сыпучую смесь кусковых материа-
лов, состоящих из губчатого титана, легирующих компонентов,
лигатур и оборотных отходов, из шихтопровода 2 попадает в при-
емный патрубок 3. При движении пресс-шайбы 4 с пресс-штем-
пелем бпорция шихты направляется в матрицу 6и под действием
высокого давления шихта уплотняется. Затем пресс-штемпель 5
отводят в исходное положение и из шихтопровода на приемный
патрубок 3 поступает новая порция шихты, которая также уплот-
няется. Процесс прессования повторяется до тех пор, пока не
будет получен электрод 8 необходимой длины. Матрица б уста-
новлена в контейнере 9. Находящийся внутри контейнера элект-
роподотреватель 10нагревает втулку 11 и матрицу бдо необходи-
мой для лучшего прессования шихты температуры.
Качество шихты, подготовка ее к прессованию, технологичес-
кий процесс оказывают значительное влияние на получение слитка
однородного по химическому составу. Основные причины, вы-
Рис. 182. Схема прессования расходуемого электрода в конусную (а) и цилиндрическую (б)
матрицы
481
зывающие химическую неоднородность: порционное прессова-
ние расходуемого электрода и ограниченные размеры ванны с
жидким металлом. При порционном прессовании легирующие
элементы из расходуемого электрода попадают в ванну с жидким
металлом периодически. При этом максимальная концентрация
легирующего элемента в слитке оказывается наибольшей в тех
сечениях, которые в момент попадания легирующего компонен-
та совпадали с открытой поверхностью ванны с жидким метал-
лом. В начальный период плавки объем жидкой ванны изменяет-
ся от нуля до номинального объема, поэтому введение легирую-
щего компонента в слиток на начальной стадии плавки приводит
к резкому изменению химического состава по длине слитка в его
донной части.
Химическая неоднородность слитка первого переплава может
быть снижена путем соответствующей подготовки шихты к прес-
сованию электрода. Для этого следует использовать шихтовые
материалы одинакового фракционного состава. Перед прессова-
нием , необходимо тщательно перемешать шихту. Легирующие
элементы, как уже указывалось выше, вводят в шихту в виде ли-
гатур, имеющих температуру плавления, близкую к температуре
плавления титана.
Расчеты и практические данные показывают, что однородность
слитка по химическому составу после второго переплава зависит
также от соотношения массы одной порции шихты, направляе-
мой на изготовление электрода, и массы ванны жидкого металла.
Работами В. И. Добаткина и Н. Ф. Аношкина установлено,
что слиток второго переплава будет однородным по химическому
составу в том случае, если соотношение между массой порции
шихты, используемой для изготовления расходуемого электрода
первого переплава и массой ванны жидкого металла /лв, будет
составлять — $о,5.
т.
Масса ванны жидкого металла зависит, от диаметра слитка:
/лв = (лр/2) R2H, (50)
где р — плотность металла, кг/м3; R — радиус слитка, м; Н —
глубина ванны, м.
Тогда условие однородности по химическому составу слитка
при двойном переплаве может быть записано в виде:
та ^0,5 /пв < 0,25 npR2H
(51)
482
Первый переплав расходуемого электрода. Отпрессованный
электрод загружают в печь. После герметизации и откачивания
воздуха электрод приваривают к огарку. Проверяют величину
натекания и давления в печи и при соответствии их норме начи-
нают плавку.
Оптимальное соотношение между диаметром расходуемого
электрода Ррэ и внутренним диаметром изложницы Рим следует
поддерживать в пределах = 0,84...0,86.
После зажигания дуги в течение 25...30 мин плавку ведут на
пониженной мощности во избежание прожога поддона. После
появления первых порций жидкого металла силу тока- на дуге и
напряжение увеличивают до номинальных значений: 35...37 кА и
46...50 В. По окончании плавки слиток оставляют в печи для ох-
лаждения до 400...500 °C.
Второй переплав расходуемого электрода. После выгрузки сли-
ток готовят ко второму переплаву. Титановая губка содержит хло-
ристые соли, которые при плавке расплавляются и испаряются.
Они частично конденсируются на стенках изложницы и затем
привариваются к поверхности слитка. Поэтому горячие слитки
направляют в моечную установку, где металлическими щетками
в проточной воде с их поверхности удаляется слой хлоридов. За-
тем на токарном станке обрезают короны слитков и обтачивают
по образующей окисленные места слитка.
Второй переплав проводят, как уже указывалось выше в ос-
новном для устранения химической неоднородности слитка пер-
вого переплава. В целом параметры и режим плавки аналогичны
первому переплаву, но в конце плавки величину тока и напряже-
ние снижают с целью предотвращения образования в слитке глу-
бокой усадочной раковины.
Выведение усадочной раковины выполняют в две стадии: под-
готовительной и основной. За время подготовительной стадии в
течение 10... 15 мин ток на дуге снижают до 10.. 12 кА, а напряже-
ние — до 30 В. За время основной стадии ток плавно снижают до
2,5...5,0 кА, а напряжение — до 22 В. Продолжительность^ этапа
выведения растет с увеличением диаметра выплавляемого слит-
ка. Так, при выплавке слитка диаметром 850 мм режим выведе-
ния длится 2,5 ч, а рабочий процесс плавки 4 ч. В настоящее
время все большее распространение находит процесс плавки без
выведения усадочной раковины с целью повышения производи-
тельности и экономичности.
При производстве крупных слитков (8...10 т и более) исполь-
зуют расходуемый электрод, составленный из двух слитков пер-
вого переплава, которые сваривают по литниковым торцевым
поверхностям на специальной* установке аргоно-дуговым мето-
483
дом. Так, чтобы получить слиток диаметром 650...950 мм и дли-
ной до 4000 мм, расходуемый электрод для второго переплава
сваривают из двух слитков первого переплава диаметром 560...850
мм и длиной 2000...2600 мм, каждый из которых в свою очередь
был получен при первом переплаве из прессованных расходуе-
мых электродов длиной 4000...5000 мм и диаметром 450...650 мм.
После установки расходуемого электрода в печь, ее герметиза-
ции и вакуумирования электрод приваривают через переходник к
электрододержателю.
Полученный слиток после повторной переплавки обтачивают
на токарных слиткообдирочных и токарно-винторезных станках.
Поверхностные слои слитка имеют целый ряд дефектов (несли-
тины, наплывы, раковины, окисленные поверхности и др.). По-
этому обдирку производят на глубину 5...20 Мм. Масса слитка При
этом уменьшается на 7...12 %.
После механической обработки слитки направляют на конт-
роль качества, который включает определение химического со-
става сплава, замер твердости на поверхности слитков, ультра-
звуковой контроль в целью выявления внутренних дефектов и
испытание образцов для определения механических свойств.
§ 3. ПРОИЗВОДСТВО СЛИТКОВ С ИСПОЛЬЗОВАНИЕМ
ГАРНИСАЖНОЙ ПЛАВКИ
Технологический процесс производства слитков при гарнисаж-
ной плавке существенно отличается от вакуумно-электродугово-
го. В гарнисажном тигле вначале наплавляют необходимое коли-
чество жидкого металла, а затем его сливают в изложницу. На-
полнение необходимого количества жидкого металла в гарнисаж-
ном тигле осуществляется за счет расплавления расходуемого элек-
трода электрической дугой постоянного тока. Расходуемый элек-
трод, как и при вакуумно-элсктродуговой плавке, изготавливают
из кусковых шихтовых материалов прессованием. После наплав-
ления в гарнисажном тигле необходимой массы жидкого металла
его сливают для получения слитка в изложницу.
Весьма перспективным является способ гарнисажной плавки
по способу ГРЭ (гарнисаж — расходуемый электрод). При дан-
ном способе плавки отпадает необходимость в прессовании рас-
ходуемого электрода. В связи с этим эффективность данного про-
цесса возрастает. Этот способ позволяет также вводить в плавку
любую долю оборотных отходов и этим резко сократить расход
первичных металлов при производстве слитков.
Производство слитков с использованием гарнисажной плавки
имеет ряд преимуществ по сравнению с их производством в кри-
484
сталлизаторе вакуумных электродуговых печей.. Основные из них
следующие:
1) однородность получаемых слитков по химическому составу
и отсутствие в них включений нерастворившихся частиц тугоп-
лавких элементов;
2) возможность вовлекать в плавку большое количество обо-
ротных отходов (способ ГРЭ);
3) высокая скорость охлаждения жидкого металла в изложни-
це, что способствует формированию в слитке мелкокристалли-
ческой структуры.
Однако технологическому процессу производства слитков с
использованием гарнисажной плавки присущи определенные
недостатки. Основной недостаток состоит в том, что вся масса
наплавленного в гарнисажном тигле жидкого металла должна сли-
ваться в изложницу за относительно короткое время. В слитке
образуются различные дефекты (ликвация, усадочная пористость,
крупная усадочная раковина и т. д.), которце не позволяют ис-
пользовать полученный слиток непосредственно для обработки
давлением. В связи с этим гарнисажную плавку с расходуемым
электродом в настоящее время применяют в отдельных случаях,
для производства загбтовок малого диаметра или производства
слитков, применяемых в качестве расходуемых электродов для
второго переплава на вакуумных электродуговых печах.
Для плавки титана помимо электродуговых печей могут быть
использованы электронно-лучевые, электрошлаковые и плазмен-
ные печи.
Г Л А В A 19. ОХРАНА ТРУДА И ОКРУЖАЮЩЕЙ СРЕДЫ В
ПРОИЗВОДСТВЕ ОТЛИВОК ИЗ СПЛАВОВ
ЦВЕТНЫХ МЕТАЛЛОВ
Основы законодательства РФ об охране труда, принятые в ав-
густе 1993 г., устанавливают гарантии трудящимся на охрану тру-
да, основной задачей которой является система обеспечения бе-
зопасности жизни и здоровья работников в процессе, трудовой
деятельности.
Охрана труда работающих производится на предприятиях в двух
основных направлениях. Инженерная охрана труда обеспечивает
контроль за рациональной организацией производства и труда;
расположением оборудования в цехах, удовлетворяющим строи-
тельным и санитарным нормам; за безопасностью технологичес-
кого процесса и действующего оборудования; за обеспечением
работающих необходимыми средствами защиты. Кроме того, ад-
министрация ведет постоянный контроль за соблюдением рабо-
тающими всех требований, содержащихся в инструкциях по ох-
ране труда. Инструкции по технике безопасности составляются
для каждого вида работы в литейном цехе, выдаются рабочему и
вывешиваются на видном месте.
Охрана природы — государственная обязанность каждого граж-
данина России, закрепленная в статье 9 Конституции Российс-
кой Федерации, которая предусматривает принятие мер для со-
хранения в чистоте воздуха и воды, охраны, защиты и улучшения
окружающей человека среды.
В марте 1992 г. Верховный Совет РФ принял закон “Об охране
окружающей природной среды”.' Законом предусмотрено уста-
новление норм предельно допустимых выбросов загрязняющих
веществ в атмосферу, проведение профилактических мер по ох-
ране атмосферного воздуха, учреждение общественно-государ-
ственной службы наблюдения и контроля за уровнем загрязне-
ния природной среды.
Положения указанного закона и требования к охране приро-
ды имеют прямое отношение к литейному производству, так как
оно является одним из заметных источников загрязнения воз-
душного бассейна и окружающей среды. Работа в литейных цехах
требует строгого соблюдения требований техники безопасности,
так как она связана с наличием опасных производственных фак-
торов во всех производственных отделениях и на протяжении всего
технологического цикла изготовления отливок. Воздействие на
работающего опасных производственных факторов — физическо-
го (контакт с движущимися частями механизмов, электрически-
486
ми токопроводами, расплавленным металлом), химического (кон-
такт с токсичными веществами) и др. — может вызвать травмы,
которые могут иметь летальный исход.
§ 1. ПРАВИЛА БЕЗОПАСНОЙ РАБОТЫ ПРИ ПЛАВКЕ СПЛАВОВ
ЦВЕТНЫХ МЕТАЛЛОВ
Наиболее часто встречающимися видами травм в плавильном
отделении являются ожоги, поражение электрическим током и
ушибы. Поэтому основные мероприятия по охране труда в пла-
вильных отделениях направлены на их предупреждение. В боль-
шинстве случаев причиной ожогов является выброс расплавлен-
ного металла при загрузке шихты в жидкую ванну в процессе
плавки и при разливке металла из печи в ковш, при заливке ме-
талла в формы; ожоги могут также возникать и при контакте с
горячими отливками во время их выбивки из форм. Выбросы
жидкого металла возникают в основном в результате контакта
расплава с влагой. Наиболее частой причиной выбросов металла
является загрузка влажной металлической шихты в жидкую ван-
ну., Особенно опасна загрузка влажного лома с закрытыми поло-
стями, где скапливается влага. Такая шихта погружается в рас-
плав и быстро нагревается, влага испаряется, образовавшиеся пары
воды, нагреваясь до температуры жидкого металла, многократно
увеличиваются в объеме. Давление пара в закрытой полости рез-
ко возрастает, что влечет за собой разрушение полости со взрыв-
ным эффектом. Выбросы бывают настолько сильными, что могут
разрушаться плавильные печи. Причинами выбросов металла могут
являться также выход из строя систем водяного охлаждения пла-
вильных печей, заливка металла в непросушенные и неподогре-
тые металлические формы, интенсивное выделение пара при заг-
рузке в жидкий металл легирующего элемента с низкой темпера-
турой кипения (цинк, кадмий, магний, фосфор и др.), примене-
ние влажных солей для рафинирования и модифицирования рас-
плавов, уход жидкого металла из плавильных печей при самопро-
извольном наклоне (повороте) их и в результате разрушения тиг-
лей или футеровки.
При плавке титана и других тугоплавких металлов в дуговых
печах имеется опасность выбросов металла при прогорании сте-
нок водоохлаждаемых тиглей. Эта опасность еще более возраста-
ет из-за образования водородно-кислородной смеси при наруше-.
нии герметичности плавильных печей. Поэтому правилами тех-
ники безопасности предусмотрены для наклоняющихся печей с
приводом ограничители наклона, самотормозящие устройства и
487
блокировка для автоматического выключения механизма поворо-
та. Пульты управления наклоном печей устанавливают в таких
местах, чтобы плавильщик мог видеть струю металла, идущую из
печи, и крановщика, участвующего в разливке. Щиты и пульты
управления снабжают световыми и звуковыми сигнализирующи-
ми устройствами.
Печи с системами водяного охлаждения снабжают блокиро-
вочными устройствами, отключающими электропитание при па-
дении давления воды или прекращении ее подачи в любом из
узлов системы во время плавки. Воронки для слива охлаждающей
воды располагают в таких местах, чтобы струи воды были видны
с рабочего места плавильщика.
Во избежание ожогов и травм при аварийных ситуациях во
время плавки тугоплавких металлов дуговые печи помещают в
железобетонные или стальные бронекамеры. Для предотвраще-
ния прогара футеровки и ухода металла современные плавильные
агрегаты снабжают специальными сигнализирующими система-
ми, устанавливаемыми в подовой части печи, реагирующими на
утечку расплава через футеровку.
Правилами техники безопасности предусматриваются сушка и
подогрев шихты перед завалкой в печь. Обязательной технологи-
ческой операцией при литье в металлические формы является
предварительный подогрев форм (особенно после покраски ра-
бочих полостей огнеупорнымй красками). В целях предотвраще-
ния выбросов металла ввод элементов с низкой температурой
кипения осуществляют лигатурами. При этом предусматривается
их предварительный подогрев не ниже 150 °C.
При работе с магнием необходимо принимать специальные
меры противовзрывной и противопожарной защиты. Магниевые
сплавы в зависимости от состава загораются на воздухе при
400...500 °C. Сухая пыль магния и его сплавов воспламеняется со
взрывом при 400...480 °C, а влажная — при 360...380 °C- Для пре-
дотвращения самовозгорания стружку и опилки хранят неболь-
шими порциями в специальных закрытых контейнерах. Мелкую
пыль необходимо систематически уничтожать, сжигая ее в спе-
циально отведенных местах.
Флюсы, используемые для плавки магниевых сплавов не дол-
жны содержать влаги. Недопустимо тушение очагов загорания на
магниевых сплавах водой. Для этого следует применять только
сухой порошкообразный флюс.
Для плавки сплавов цветных металлов широко применяют элек-
трические плавильные печи. Их обслуживание сопряжено с опас-
ностью поражения электрическим током в результате непосред-
ственного соприкосновения с токоведущими частями. Современ-
488
ные печи снабжены системой блокировок, которая автоматичес-
ки отключает напряжение в случае нарушения правил эксплуата-
ции. Так, операция выпуска металла из печи (наклон печи) со-
провождается автоматическим отключением печи. Печи снабжа-
ют сигнализацией, информирующей обслуживающий персонал о
подаче напряжения на нагревательные элементы или об их от-
ключении. Включение и выключение печи должно производить-
ся только с помощью устройств, выведенных на лицевую сторону
щита или пульта управления печи. Обслуживание электрических
частей печей производят только специалисты-электрики. Прави-
лами техники безопасности предусматривается ряд обязательных
профилактических мер по проверке и осмотру плавильного обо-
рудования перед плавкой металла (осмотр футеровки, состояния
индукторов, изоляции, проверка исправности поворотных уст-
ройств, вентиляции, работоспособности пусковых механизмов,
заземлений, ограждений, наличие защитных средств — резино-
вых ковриков и т. п.). При плавке в электрических печах все one-,
рации, связанные с прикосновением к тиглю или жидкому ме-
таЬяу^осуществляют только при снятом напряжении с нагревате-
лей. Особой предосторожности требует обслуживание электро-
плавильных установок высокого напряжения (электронно-луче-
вые установки, установки бестигельной зонной плавки и др.).
Поражение электрическим током часто происходит в результате
случайного замыкания на корпус печи. Поэтому корпус печи дол-
жен быть обязательно заземлен.
Электромагнитные поля, возникающие при работе высокоча-
стотных генераторов, также представляют определенную профес-
сиональную вредность, так как вызывают нарушение нормаль-
ной работы нервной и сердечно-сосудистой систем и других ор-
ганов человека. Санитарными нормами предусмотрено отрани-
чение интенсивности электромагнитных полей в диапазоне час-
тот 0,1...30 МГц. Для соблюдения этих норм установки мощнос-
тью до 30 кВт размещают в специальных помещениях и предус-
матривают защитные ограждения индукторов.
§ 2. ЗАЩИТА ОТ ВРЕДНЫХ (ТОКСИЧНЫХ) ВЕЩЕСТВ
При производстве отливок из сплавов цветных металлрв ис-
пользуют вещества и реагенты, которые в исходном состоянии
обладают токсичными свойствами по отношению к человеку и
окружающей среде. Токсичными называются вещества, обладаю-
щие способностью в относительно малых количествах нарушать
нормальную жизнедеятельность организма человека и отрицатель-
489
но влиять на окружающую природу. Такие вещества могут обра-
зоваться и при взаимодействии различных материалов с жидки-
ми металлами, деструкции связующих, испарении компонентов
сплавов.
Органами здравоохранения РФ установлены предельно допус-
тимые концентрации токсичных веществ в воздухе рабочей зоны
и в воде водоемов санитарно-бытового водоиспользования, а также
строгие санитарно-гигиенические правила работы с этими веще-
ствами, включающие правила приобретения и хранения этих ве-
ществ, устройство надлежащей вентиляции и безопасного захо-
ронения остатков и отходов этих веществ. Наиболее часто встре-
чающимися токсичными вредностями в литейном производстве
являются пары металлов, газы и мелкодисперсная пыль. Особен-
но токсичны пары ртути, свинца, бериллия и их соединения. Эти
вещества вызывают заболевания дыхательных органов, кожи и
кроветворных систем (Приложения I, II).
Ниже приведены предельно допустимые концентрации (ПДК)
некоторых вредных веществ в атмосферном воздухе, мг/м3:
Максимальная Среднесугоч-
разовая ГЩК мая ГЩК
Диоксид азота NO2...................................0,085 0,04
Аммиак..............................................0,2 0,04
Ацетон................................;.............0,35 0,35
Оксид ванадия V2O5................,.................- 0,002
Марганец и его соединения (в пересчете на МпО2).....0,01 0,001
Мышьяк (неорганические соединения в пересчете на на As). - 0,003
Нетоксичная пыль....................................0,5 0,15
Металлическая ртуть.................................. - 0,0003
Сажа (копоть).................................. ... 0,15 0,05
Оксид углерода СО...................................5,0 3,0
Фенол...............................................0,01 0,003
Формальдегид........................................0,035 0,003
Фосфорный ангидрид..................................0,15 0,05
Фтористые соединения:
газообразные HF, SiF4...............................0,02 0,005
растворимые NaF, NajSiFg............................0,03 0,01
плохо растворимые A1F3; Na3AlF6; CaF2...............0,2 0,03
Хлор................................................0,1 0,03
Шестивалентный хром (в пересчете на СгО3)...........0,0015 0,0015
При плавке многих сплавов цветных металлов применяют хлор-
490
содержащие вещества. Хлор является токсичным газом и его со-
держание в атмосфере цеха ограничивают 0,1 мг/м3. Образую-
щийся при рафинировании алюминиевых сплавов хлорид алю-
миния оказывает раздражающее действие на кожу, глаза, дыха-
тельные пути человека. При реакция хлорида с влагой образуют-
ся капельки соляной кислоты, вредно действующие на зеленые
насаждения и даже на стальные конструкции. Концентрация хло-
ристого алюминия в воздухе рабочей зоны не должна превышать
30 мг/м3. Не менее вредны фториды, их концентрация не должна
превышать 20 мг/м3, а соединений газообразного фтора — 5 мг / м3.
Наиболее опасными считаются кислые фториды, так как они раз-
лагаются при низкой температуре с выделением HF. При плавке
тяжелых цветных металлов применяют покровы из углеродсодер-
жащих веществ (древесный уголь, графит и др.), которые при
сгорании выделяют СО. Концентрация СО в воздухе рабочей зоны
должна быть не более 3 мг/м3. Особую вредность представляет
фосщн, образующийся при смешении хлора и СО. Применение
таких смесей газов возможно только при обеспечении надлежа-
щих мер безопасности (вентиляция, улавливание и др.). При об-
работке расплавов солями, содержащими нитраты, может обра-
зоваться NO, ПДК которой равна 5 мг/м3. К вредным относится
фторид бария, который входит-в состав флюсов для магниевых
сплавов; более безопасен борид кальция. Вреден также NaF. Сред-
ства рафинирования, включающие нитраты и сульфаты, не дол-
жны одновременно содержать сильно восстановительные состав-
ляющие, например древесный уголь, в противном случае образу-
ются газообразные оксиды азота и серы, реагирующие с Н2О с
образованием азотной и серной кислот.
Средства для обработки медных сплавов не должны содержать
одновременно хлориды и сильно окисляющие добавки, так как
это может приводить при высоких температурах (1100...1200 ’С) к
образованию свободного хлора.
При плавке и разливке урана, тория и магниевых сплавов, со-
держащих торий, наряду с общими правилами безопасных работ
предусматриваются строгие и гарантированные меры по защите
работающих от радиоактивного излучения, предусмотренные пра-
вилами работы с радиоактивными материалами.
§ 3. ОПАСНЫЕ И ВРЕДНЫЕ ФАКТОРЫ ПРИ ПЛАВКЕ СПЛАВОВ
ЦВЕТНЫХ МЕТАЛЛОВ И МЕРЫ ЗАЩИТЫ ОТ НИХ
Для приготовления разовых форм и стержней применяют сме-
си, содержащие токсичные вещества. Работа с такими смесями
491
регламентируется инструкциями по технике безопасности. Так,
при работе со смесями, содержащими жидкое стекло, предусмот-
рены меры, исключающие контакт обслуживающего персонала с
NaOH. Едкий натр следует вводить в стержневую смесь без раз-
брызгивания, а его водный раствор готовить в резиновых перчат-
ках, сапогах, фартуке и в очках. Для предупреждения кожных
заболеваний при работе со стержневыми смесями, содержащими
синтетические фенолформальдегидные и фурановые смолы, зап-
рещается работа без резиновых перчаток. Установлено, что дей-
ствие синтетических смол на кожу зависит от содержания в них
свободного формальдегида. Его содержание не должно превы-
шать 2,5 %. Поэтому каждую партию подобных связующих, на-
пример крепителя М, проверяют на содержание в нем свободно-
го формальдегида. Если это содержание больше допустимого, то
для нейтрализации свободного формальдегида в смесь при ее
приготовлении дополнительно вводят аммиачную воду (1...3 % от
массы).
Места заливки форм со стержнями с фенолформальдегидны-
ми смолами должны быть снабжены надежной вытяжной венти-
ляцией, так как при нагревании смолы выделяют токсичные для
человека продукты. По этой же причине необходима вентиляция
при сушке стержней.
В цехах, производящих отливки из магниевых и алюминиевых
сплавов, применяют смеси, содержащие органические присадки.
Правилами предусмотрены специальные меры безопасной рабо-
ты с этими присадками, обеспечивается надежная приточно-вы-
тяжная вентиляция от очагов выделения продуктов сгорания и
деструкции присадок при контакте с расплавом. Особые правила
существуют также при переработке этих смесей в выбивных и
смесеприготовительных отделениях.
Выбивка, просеивание и транспортировка песчаных смесей
связаны с повышенным выделением пыли, поэтому такие места
оборудованы защитными кожухами и вытяжной вентиляцией.
Правила охраны труда при производстве формовочных и стерж-
невых работ, связанных с эксплуатацией формовочных, стержне-
вых машин, транспортных средств в цехах цветного литья, пре-
дусматривают обязательные меры, которые во многом едины для
всего литейного производства.
В цехах, производящих отливки в металлические формы (ко-
кили) особое внимание уделяется рациональному, безопасному
для обслуживающего персонала, размещению оборудования, на-
дежному креплению кокилей на станках. Все металлические формы
и стержни перед заливкой требуется обязательно нагревать для
удаления адсорбированной влаги. Заливочный инструмент хра-
492
нят в сухих местах, а перед работой подогревают. Установки цен-
тробежного литья снабжаются защитными ограждениями, а ма-
шины литья под давлением — блокировками, исключающими воз-
можность создания давления до закрытия пресс-форм. Между
машинами устанавливают защитные металлические щиты, пре-
дохраняющие от возможного аварийного выплеска расплава из
разъема форм.
Современные литейные цехи имеют надежную вентиляцию,
обеспечивающую многократный обмен воздуха в цехе, систему
местной вентиляции, предотвращающую выброс вредных выде-
лений в атмосферу цеха, устройство воздушных душей или теп-
ловых завес на рабочих местах и особенно там, где имеются ис-
точники теплоизлучений. Широко используются изоляционные
устройства на шумопроизводящем оборудовании, размещение его
в специальных, изолированных от основной массы рабочих,' по-
мещениях; эффективная очистка выбросов, загрязняющих воз-
душный бассейн, примыкающий к территории литейных цехов.
В хорошо спроектированных цехах рабочие места с обильным
газо- и пылевыделением располагают в одном месте, что обеспе-
чиваствозможность устройств с более мощными отсасывающи-
ми системами (Приложения I, III).
Охрана воздушного бассейна предусматривает пыле- и газо-
улавливание выделений, возникающих в процессе плавки и ли-
тья цветных металлов. Охрану водных бассейнов осуществляют
путем создания эффективных способов очистки загрязненных
производственных стоков и создания оборотного водоснабжения.
Для улавливания пыли применяют различные пылеулавлива-
ющие устройства: единичные и групповые циклоны, мокрые пы-
леулавливатели (скрубберы). Скрубберы выполняют две функции:
охлаждают газы и укрупняют мельчайшие частицы пыли за счет
их смачивания и слипания. Кроме того, применяют электрофиль-
тры, отделение пыли в которых основано на принципе зарядки
частиц пыли в электрическом поле и их притяжении на осади-
тельном электроде, Имеющем противоположный знак заряда.
Электрофильтры особенно эффективны для очистки газов от тон--
кой пыли, к. п. д. электрофильтров превышает 95 %. Для улавли-
вания возгонов при плавке цветных металлов и сплавов приме-
няют рукавные (тканевые) фильтры. Принцип их действия зак-
лючается в фильтрации запыленного газового потока через хлоп-
чатобумажную, синтетическую или шерстяную ткань. Обязатель-
ным мероприятием по охране окружающей среды является со-
здание технологии и оборудования, исключающих интенсивное
газо- и пылеобразование: окускование мелких фракций при под-
готовке шихты, брикетирование стружки и др.
493
Для улучшения условий труда и уменьшения пыли в цехах не
реже двух раз в год предусматривается уборка с металлоконст-
рукций и из воздуховодов вентиляционных систем, осуществля-
ется побелка стен. Рабочие места после каждой смены убирают
беспыльным способом; на рабочих местах с обильным газовыде-
лением предусматривают установку местной вытяжной вентиля-
ции.
Важной задачей охраны' окружающей среды является также
очистка и охлаждение сточных промышленных вод, образующихся
в литейных цехах. Горячая и теплая вода, образующаяся в резуль-
тате охлаждения кокилей, кристаллизаторов, водоохлаждаемых-
изложниц и других агрегатов, вредна природе. Попадание теплой
воды в естественные водоемы вызывает снижение уровня кисло-
рода в воде (поэтому сброс очищенной воды должен быть при
температуре не более 20 °C). Основными показателями, опреде-
ляющими качество воды, являются жесткость, общее солесодер-
жание, прозрачность, окисляемость и реакция воды. Сброс сточ-
ных вод в водоемы производят только в тех случаях, когда кон-
центрация вредных веществ в них ниже ПДК. Если концентра-
ция в воде вредных примесей, в том числе ионов цветных метал-
лов (свинца, меди, висмута и др.), превышает ПДК, то воду под-
вергают специальной очистке. Для удаления грубодисперсных
примесей применяют отстаивание, фильтрацию. Однако даже
глубокая очистка сточных вод не гарантирует сохранение каче-
ства естественных водоемов, поэтому предприятиям, в составе
которых функционируют литейные цеха, в настоящее время пред-
писывается организация замкнутых циклов водоснабжения..
Все рабочие должны иметь соответствующую спецодежду, За-
щищающую от ожогов, ушибов, световых ударов, шума и вибра-
ции. Ношение спецодежды должно осуществляться строго по
инструкции.
Следует иметь в виду, что самые совершенные защитные уст-
ройства, новейшие технические мероприятия и спецодежда не
могут обеспечить безопасной эксплуатации оборудования, если
рабочие не знают правил техники безопасности и не умеют пра-
вильно эксплуатировать это оборудование. Поэтому всех рабочих
необходимо систематически обучать правилам техники безопас-
ности, повышать их производственную квалификацикГй обеспе-
чивать инструкциями и наглядным материалом по безопасным
методам труда.
Все вновь поступающие рабочие проходят инструктаж в за-
водском отделе по технике безопасности и получают подробный
инструктаж на рабочем месте. Ежеквартально инструктаж масте-
ра на рабочем месте повторяется. Рабочий допускается к работе
494
только после ознакомления с инструкцией по эксплуатации обо-
рудования и прохождения всех форм инструктажа по технике бе-
зопасности.
Безусловное выполнение правил техники безопасности, по-
стоянное обучение рабочего персонала безопасным методам ра-
боты и систематическая проверка выполнения их каждым рабо-
тающим, соблюдение трудовой дисциплины, хорошая организа-
ция рабочего места, наряду со своевременным обеспечением ис-
правной спецодеждой — основные условия снижения травматиз-
ма в литейных цехах.
Решающее влияние на уровень травматизма оказывают усло-
вия труда. Создание благоприятных (комфортных) условий труда
в литейном цехе предполагают поддержание на всех участках оп-
тимальной температуры, необходимой влажности воздуха, низ-
кой концентрации пыли и вредных выделений, низкого уровня
шума и вибраций, надлежащей освещенности помещений и ра-
бочих мест. Поддержание таких условий требует отвода избытка
тепла или подогрева помещений, очистки воздуха от пыли и вред-
ных выделений, глушения шума и вибраций, поддержание долж-
ной чистоты и гигиены. С этой целью при проектировании ли-
тейных цехов предусматривается устройство вентиляционных
систем, обеспечивающих необходимую кратность обмена воздуха
в цехе, устройство эффективной местной вентиляции, предотв-
ращающей выброс вредных выделений в атмосферу цеха, устрой-
ство воздушных душей или тепловых завес на рабочих местах и
особенно там, где имеется большое теплоизлучение, предусмат-
ривается вентиляция/кабин мостовых кранов, широкое исполь-
зование естественной аэрации, изоляция шумопроизводящего
оборудования звукоизоляционными материалами и размещение
его в специальных Изолированных помещениях, эффективная
очистка загрязненного воздуха.
Вредное влияние на окружающую среду могут оказывать теп-
ловое излучение, шум, вибрация, электромагнитные поля (При-
ложения IV...VI).
Генеральным направлением в развитии литейного производ-
ства, обеспечивающим выполнение требований законов об охра-
не и защите окружающей среды, является создание и внедрение
безотходных или малоотходных прогрессивных технологических
процессов с утилизацией всех выделений в атмосферу. К числу
первоочередных задач следует отнести необходимость быстрей-
шей повсеместной оценки литейных процессов, материалов и
оборудования, применяемых для их осуществления с точки зре-
ния соответствия их санитарно-гигиеническим и экологическим
требованиям и замены тех из них, которые не удовлетворяют этим
495
требованиям, новыми, исключающими загрязнение окружающей
природной среды. В частности, это касается вопросов регенера-
ции формовочных и стержневых смесей с органическими смола-
ми. Необходимо расширение исследований по изысканию неток-
сичных материалов для защиты расплавов от взаимодействия с
газами, модификаторов и присадок для внепечной обработки рас-
плавов.
При проектировании новых и реконструкции действующих
литейных цехов в проекты должны закладываться процессы и
оборудование, позволяющие исключать или максимально снижать
выделение пыли и газов и осуществлять эффективную очистку и
обезвреживание выбросов.
ПРИЛОЖЕНИЯ
1. ПРЕДЕЛЬНО ДОПУСТИМЫЕ КОНЦЕНТРАЦИИ ВРЕДНЫХ
ВЕЩЕСТВ В РАБОЧЕЙ ЗОНЕ (ПО ГОСТ 12.1.005-88)
опасности
Агрегатное
состояние2
3
4
4
1
1
3
Г
2
2
2
1
Вещество Предельно
допустимая
концентра*
. ция1, мг/м3
Азота оксид....................... 2
Аммиак............................ 20
Ацетон........;................. 200
Бериллий и его соединения
(в пересчете на бериллий)...........0,001
Ванадия оксид (V2O5)................0,1
Германий и оксид германия...........2,0
Кадмия оксид (стеарат)..............0,1
Кобальт и оксид кобальта............0,5
Марганец............................ 0,3
Мышьяка неорганические соединения
(по мышьяку)........................0,3
Никеля соли (в пересчете на никель).0,005
Ртуть металлическая...........*..... 0,01/0,005 1
Ртути неорганические соединения
(по ртути)..........................0,2/0,05 1
Сулема (ртуть двухлористая).........0,1 1
Свинец и его неорганические
соединения.......................... 0,01/0,005 1
Сурьма металлическая (пыль).........0,5/0,2 2
Теллур..............................0,01 1
Торий...............................0,05 1
Углерода оксид......................20 4
Фенол...............................0,3 2
Фосфор желтый.......................0,03 1
Хлор................................ 1 2
Хромовый ангидрид
(в пересчете на СтО3)...............0,01 1
Доломит.............................6 4
Известняк...........................6 4
Кремнеземсодержащие пыли:
а) при содержании в пыли
более 70 % кристаллического
диоксида кремния.................... 1 3
б) при содержании в пыли
П
П
П
а
а
а
а
а
а
а
а
п
а
а
а
а
а
а
п
п
п
п
а
а
а
а
497
более 70 % аморфного диоксида кремния. 1 3 а
в) при содержании в пыли
от 10 до 70 % кристаллического
диоксида кремния.......................2 3 а
г) при содержании в пыли
от 2 до 10 % кристаллического
диоксида кремния......;...,............4 3 а
Карбид кремния (карборунд).............6 4 а
Силикаты:
асбест.................................2 3 а
тальк..................................4 3 а
цемент.................................6 4 а
Углерод пыли:
кокс электродный, пековый..............6 4 а
каменный уголь с содержанием
менее 5 % диоксида кремния.............6 4 а
Электрокорунд
в смеси с легированными сталями........'6 4 а
1 в числителе - ПДК, в знаменателе - среднесменная. 1
2 п - пары и газы, а - аэрозоль.
II. ПРЕДЕЛЬНО ДОПУСТИМЫЕ КОНЦЕНТРАЦИИ ВРЕДНЫХ ВЕЩЕСТВ В ВОДЕ ВОДОЕМОВ САНИТАРНО-БЫТОВОГО НАЗНАЧЕНИЯ
Предельно Предельно
допустимая допустимая
Вещество концентра- Вещество концентра-
ция, мг/л ция, мг/л
Бензол 0,5 Теллур .... 0,01
Берилий (Ве2+) 0,0002 Фуран .... 0,2
Ванадий (УЛ) 0,1 Кадмий (Cd2+) .... 0,01
Вольфрам (W71) 0,1 Медь (Си2+) .... 0,1
ДДТ 0,1 Никель (Ni2+) .... 0,1
Молибден (MoVI).... 0,5 Стирол .... 0,1
Мышьяк (As3+) 0,05 Фенол (карболовая ки -
Ртуть (Hg2+) 0,005 слота) .... 0,001
Свинец (РЬ2+) 0,1 Фурфурол .... 1,0
Селен (Se6+) 0,001 Хлорофос .... 0,05
Сурьма (Sb3+) 0,05 Хром (С?3*) .... 0,1
498
III. СРЕДНЯЯ ЗАПЫЛЕННОСТЬ ВОЗДУХА НА РАБОЧИХ МЕСТАХ
ПРИ ОТСУТСТВИИ ЗАЩИТНЫХ УСТРОЙСТВ
Наименование Среднее содержание
операций пыли в воздухе, мг/м3
Ручная формовка..................................10
Ручная очистка отливок...........................20
Очистка отливок на шлифовальных станках..........40
Очистка отливок в барабанах......................50
Очистка отливок пневматическим инструментом.........70
Пескоструйная очистка отливок (в камерах)........80
Выбивка отливок из форм..........................85
Приготовление формовочных смесей вручную........100
Открытая пескоструйная очистка отливок.........3000
IV. ПРЕДЕЛЬНО ДОПУСТИМАЯ НАПРЯЖЕННОСТЬ
ЭЛЕКТРОМАГНИТНОГО ПОЛЯ РАДИОЧАСТОТ НА РАБОЧИХ
МЕСТАХ (ГОСТ 12.1.006-84)
Составляющие поля, по которым
оценивается его воздействие и Предельно допустимая напря-
диапазоны Частот, МГц женность в течение рабочего дня
, Электрическая составляющая:
0,06...3............................................ 50 В/м
3... 30................................... 20 В/м
30.. .50........................... 10 В/м
50.. .300...................................5 В/м
Магнитная составляющая:
0,06... 1,5.....................................5 А/м
30.. .50...............................0,3 А/м .
V. ГИГИЕНИЧЕСКИЕ НОРМЫ ВОЗДЕЙСТВИЯ НА ЧЕЛОВЕКА
ЭЛЕКТРИЧЕСКОГО ПОЛЯ ТОКОВ ПРОМЫШЛЕННОЙ (50 Гц)
ЧАСТОТЫ (ПО ГОСТ 12.1.002-84)
Допустимое время пребывания человека
Напряженность электрического в электрическом поле в течение суток,
поля. кВ/м мин, не более
До 5 ......................................Без ограничения
От 5 до 10......................................<180
» 10 » 15........................................<;90
» 15 » 20........................................<10
» 20 » 25........................................<5
499
VI. ДОПУСТИМЫЕ ЗНАЧЕНИЯ ПАРАМЕТРОВ ВИБРАЦИИ (ПО
ГОСТ 12.1.012-90)
Среднегеометрические и гра-
ничные (даны в скобках)
частоты октавных полос, Гц
Амплитуда (пиковые значе-
ния) перемещения при гар-
монических колебаниях, мм
Среднеквадратичное зна-
чение колебательной ско-
рости мм/с
2 1,28 13,0 (108)
(1,6...2,5) (3,11...0,61)
4 0,28 4,5 (99)
(3,15...5,0) (0,61...0,13)
8 0,056 2,2 (93)
(6,3... 10,0) (0,13...0,041)
16 0,028 2(92)
(12,5...20,0) (0,041...0,02)
31,5 . 0,014 2 (92)
(25,0...40,0) (0,02...0,102)
63 0,007 2(92)
(50...80) (0,0102...0,005)
1 В скобках приведены значения в децибелах относительно 5 • 105 мм/с.
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Алюминиевые сплавы: Справочник. Плавка и литье алюминиевых сплавов/Под
ред. В.И.Добаткина. — М.: Металлургия, 1983. - 351 с.
Батышев А.И. Кристаллизация металлов и сплавов под давлением. - 2-е изд. -
М.: Металлургия, 1990. - 144 с.
Бондарев Б.И. Плавка и литье деформируемых магниевых сплавов. -М.:
Металлургия, 1973. - 288 с.
Воздвиженский В.М., Грачев В.А., Спасский/ В.В. Литейные сплавы и технология
их плавки в машиностроении. -М.: Машиностроение, 1984г - 432 с.
Волковой Г.М., Брезгунов М.М. Производство слитков меди и медных сплавов.
- М.: Металлургия, 1980. ~ 1Q0 с.
Вольский А.Н., Сергиевская Е.М. Теория металлургических процессов. - М.:
Металлургия, 1968. - 344 с.
Газы и окислы в деформируемых алюминиевых сплавах / Добаткин В.И.,
Габидуллин Р.М., Колачев Б.А. и др. - М.: Металлургия, 1976. - 264 с.
Галдин Н.М. Литниковые системы для отливок из легких сплавов. - М.:
Машиностроение, 1978. - 198 с.
Горизонтальное непрерывное литье цветных металлов и сплавов / Шатагин О.А.,
Сладкоштеев В.Т., Вартазаров М.А. и др. - М.: Металлургия, 1974. — 176 с.
501
Григорян В.А,, Белянчиков Л.Н., Стомахин А.Я. Теоретические основы
электросталеплавильных процессов. - М.: Металлургия, 1979. - 256 с.
Гуляев Б.Б. Теория литейных процессов. -Л.: Машиностроение, 1976. -216 с.
Захаров А.М. Промышленные сплавы цветных металлов. -М.: Металлургия, 1980.
- 256 с.
Кац А.М., Шадек Е.Г, Теплофизические основы непрерывного литья слитков
цветных металлов и сплавов. -М.: Металлургия, 1983. - 208 с.
Куликов И, С. Раскисление металлов. - М.: Металлургия, 1975. —504 с.
Курдюмов А В., Тен Э.Б. Расчет оптимального состава шихты на ЭВМ. - М.:
Металлургия, 1984. - 71 с.
Лебедев В.М., Мельников А.В., Николаенко В.В. Отливки из алюминиевых
сплавов. - М.: Машиностроение, 1970. - 216 с.
Ливанов В.А., Габидуллин Р.М., Шипилов В. С, Непрерывное литье
алюминиевых сплавов. - М.: Металлургия, 1977; - 168 с.
Липчин Т.Н. Структура и свойства цветных сплавов, затвердевших под , .
давлением. - М.: Металлургия, 1994. - 128 с.
Магниевые сплавы: Справочник. Ч. II. Технология производства и свойства
отливок и деформированных полуфабрикатов / Под ред. И.И.Гурьева,
М.В. Чухрова. - М.: Металлургия, 1978. - 296 с.
Макаров ГС. Рафинирование алюминиевых сплавов газами. - М.: Металлургия,
1983. - 120 с.
Металлические примеси в алюминиевых сплавах. Курдюмов А.В., Инкин С.В., .
Чулков В. С. и др. -М.: Металлургия, 1988. - 141 с.
Непрерывное литье в электромагнитный кристаллизатор / Гецелев З.Н.,
Балахонцев ГА., Квасов Ф.И. и др. - М.: Металлургия, 1983. - 152 с.
Неуструев А.А., Ходоровский ГЛ. Вакуумные гарнисажные печи. - М.:
Металлургия, 1967. - 272 с.
Орлов Н.Д., Чурсин В.М. Фасонное литье из сплавов тяжелых цветных металлов:
Справочник литейщика. - М.: Машиностроение, 1971. - 256 с.
Плавка и литье титановых сплавов/ Андреев А.Л., Аношкин Н. Ф., Борзецовская
К.М. и др. - М.: Металлургия, 1978. - 383 с.
Постников Н.С., Мельников А.В. Производство литых алюминиевых деталей. -
М.: Металлургия, 1979. - 136 с.
Производство фасонных отливок из титановых сплавов / Бибиков ЕЛ., Глазунов
С.Г., Неуструев А. А. и др. - М.: Металлургия, 1983. - 296 с.
Смитлз К. Дж. Металлы: Пер. с анг. - М.: Металлургия, 1980. - 447 с.
Специальные способы литья: Справочник / Ефимов В А., Анисович ГА., Бабич
В.Н. и др. Под общ.ред. ВА.Ефимова. ~ М.: Машиностроение, 1991. - 436 с.
502
. Теоретические основы литейной технологии: Пер. с чешек. - Киев: Вища школа,
1980. - 320 с.
Флюсовая обработка и фильтрование алюминиевых расплавов / Курдюмов А.В.,
Инкин С.В., Чулков В.С., Графас НИ. - М.: Металлургия, 1980. - 196 с.
Фромм Е., Гебхардт Е. Газы и углерод в металлах: Пер.с нем. - М.: Металлургия,
1980. - 712 с.
Цветное литье. Справочник / Галдин Н.М., Чернега Д. Ф., Иванчук Д. Ф. и др. -
М.: Машиностроение, 1989. - 529 с.
Черняк С.Н., Коваленко П.А., Симонов В.Н. Бесслитковая прокатка ленты. ~
М.: Металлургия, 1976. - 134 с.
Чурсин В.М. Плавка медных сплавов. - М.: Металлургия, 1982. - 152 с.
Электротермическое оборудование: Справочник / Под общ. ред. А.П.Алътгаузена.
- М.:Энергия, 1980. - 416 с.
УЧЕБНИК ДЛЯ ВУЗОВ
КУРДЮМОВ Алексей Васильевич
ПИКУНОВ Михаил Владимирович
ЧУРСИН Виктор Макарович
БИБИКОВ Евгений Львович
ПРОИЗВОДСТВО ОТЛИВОК ИЗ СПЛАВОВ
ЦВЕТНЫХ МЕТАЛЛОВ
Редактор И.Е. Оратовская
Художественный редактор Л.В. Коновалова
Корректор Т.М. Подгорная
Переплет художника В.Ю. Яковлева
ИБ —17
ЛР № 020777 от 13.05.1993 г.
Подписано в печать 25.03.96.
Бумага офсетная.
Печ. л. 31,50. Уч.-изд. л. 33,36.
Заказ 4131
Формат бумаги 60*881/16.
Печать офсетная
Тираж 2000 экз.
Изд. № 06-А
•МИСИС» 117936 ГСП Москва, В-49, Ленинский проспект, д. 4
Отпечатано в Московской типографии № 2 РАН
121099, Москва Г-99, Шубинский пер. 6