/










































































































































Текст
ТЕХНОЛОГИЯ
МЕТАЛЛОВ
И МАТЕРИАЛОВЕДЕНИЕ
Под редакцией канд. техн, наук Л. Ф. Усовой
t
МОСКВА, «МЕТАЛЛУРГИЯ», 1987
УД1- I ’I 7 4
В KIIOIMIOH. Л «I» М ()ЦА А В 11’1 ГЬЯКОВ,
В ЛА ФИЛЬКИН Л А НИ ШИНКИ. Г Л
Я. Л. КИТАЕВ,
УСОВ
к ।,
|i|i iHMli'lrVhoft и 1П ЮНОЙ
ПромI<11 НДСIIHOI?Ill ||М 1 I ЯП I (|||ин|| Л Д Крылов,
пр<д|>. Л. Липшиц, п)н 1 1 U // р ши)
ли Н'ПпоЮ принзвод-
оАрлботки резанием,
мс гл л доведения,
УДК 621.7/9
Технология металлов и магериалочедение. к и > р о i о и 1>. В., Ус о и а Л. Ф.,
Третьяков Л. В. и др. М.. Mei-.iJiuypi ни, Г*М/ ЯОО г.
Рассмотрены основы черной и пвспюй мп i'i iypi ни.
ства, обработки металлов давлением, сварки и ii/iHkii,
порошковой металлургии. Изложены теоретические оспины
коррозии металлов. Описаны металлические KoiictpyKuiicxini.ie млщриллы: стали,
чугуны, алюминиевые, медные и другие сплавы, а также корро шонпостойкие
жаропрочные стали и сплавы, инструментальные стали н силаны, сплавы с
особыми физическими свойствами и для работы при низких температурах.
Приведены основные сведения о пластмассах, резинах, клеях, стеклах, ситал-
лах и других неметаллических материалах. Рассмотрены особенности их про-
изводства.
Книга предназначена для инженерно-технических работников металлурги-
ческой, машиностроительной и других отраслей промышленности. Может быть
широко использована студентами технических вузов и техникумов. Ил. 444.
Табл. 46. Библиогр. список: 56 назв. - . л л
т Г ™
ПРОИЗВОДСТВЕННОЕ ИЗДАНИЕ
Борис Валентинович КНОРОЗОВ, Людмила Федоровна УСОВА,
Андрей Владимирович ТРЕТЬЯКОВ, Яков Анатольевич КИТАЕВ,
Вадим Михайлович ФИЛЬКИН, Александр Алексеевич ШЕВЧЕНКО,
Геннадий Анатольевич УСОВ
ТЕХНОЛОГИЯ МЕТАЛЛОВ И МАТЕРИАЛОВЕДЕНИЕ
Редакторы издательства: Щербинина Э. М. Зимина А. И,
Художественный редактор /О. И. Смурыгин
Технический редактор М. И. Воскобойникова
Корректор Г. Ф. Лобанова
Переплет художника О. Е. Рыжаева
ИВ № 3023
Сдано в набор 28.11.86. Подписано в печать 06.03.87. Т-08856.
Формат бумаги 60Х901 1в. Бумага книжпо-журнальная.
Гарнитура литературная. Печать высокая. Усл. печ. д. 50,0.
Усл. кр.-отт. 50,0. Уч.-изд. л. 57,12. Тираж 44 470 экз.
Заказ 257. Цена 3 р. 20 к. Изд. № 1352
Ордена Трудового Красного Знамени издательство «Металлургия*
119857t ГСП. Москва, Г-34, 2-Й Обыденский пер., д. 14
Ленинградская типография № 6 ордена Трудового Красного Знамени
Ленинградского объединения ^Техническая книга» им. Евгении Соколовой
Союзполпграфпрома при Государственном комитете СССР
по делам Издательств, полиграфии и книжной торговли
193144, г. Ленинград, ул. Моисеенко. 10.
Б1БЛ1ОТЕКА
ЧЪрн1пзсы;ого техноло-
г1чного к-чституту
Издательство «Металлургия»8 1987
ОГЛАВЛЕНИЕ
Предисловие........................................................ 12
Раздел п е р в ы й. ОСНОВЫ МЕТАЛЛУРГИИ ЧЕРНЫХ И
ЦВЕТНЫХ МЕТАЛЛОВ (Б. В. Кнорозов,
Л. Ф. Усова) .................................................... 13
Глава I. Производство чугуна..................................... 16
1. Руды, флюсы И ТОПЛИВО........................................... 16
2. Подготовка руды н флюсов к плавке.............................. 18
3. Устройство доменной печи ............................. 23
4. Доменный процесс............................................. 26
5. Продукты доменной плавки ...................................... 29
6. Технико-экономические показатели производства чугуна........... 30
Глава И. Производство стали ............................ ....... 30
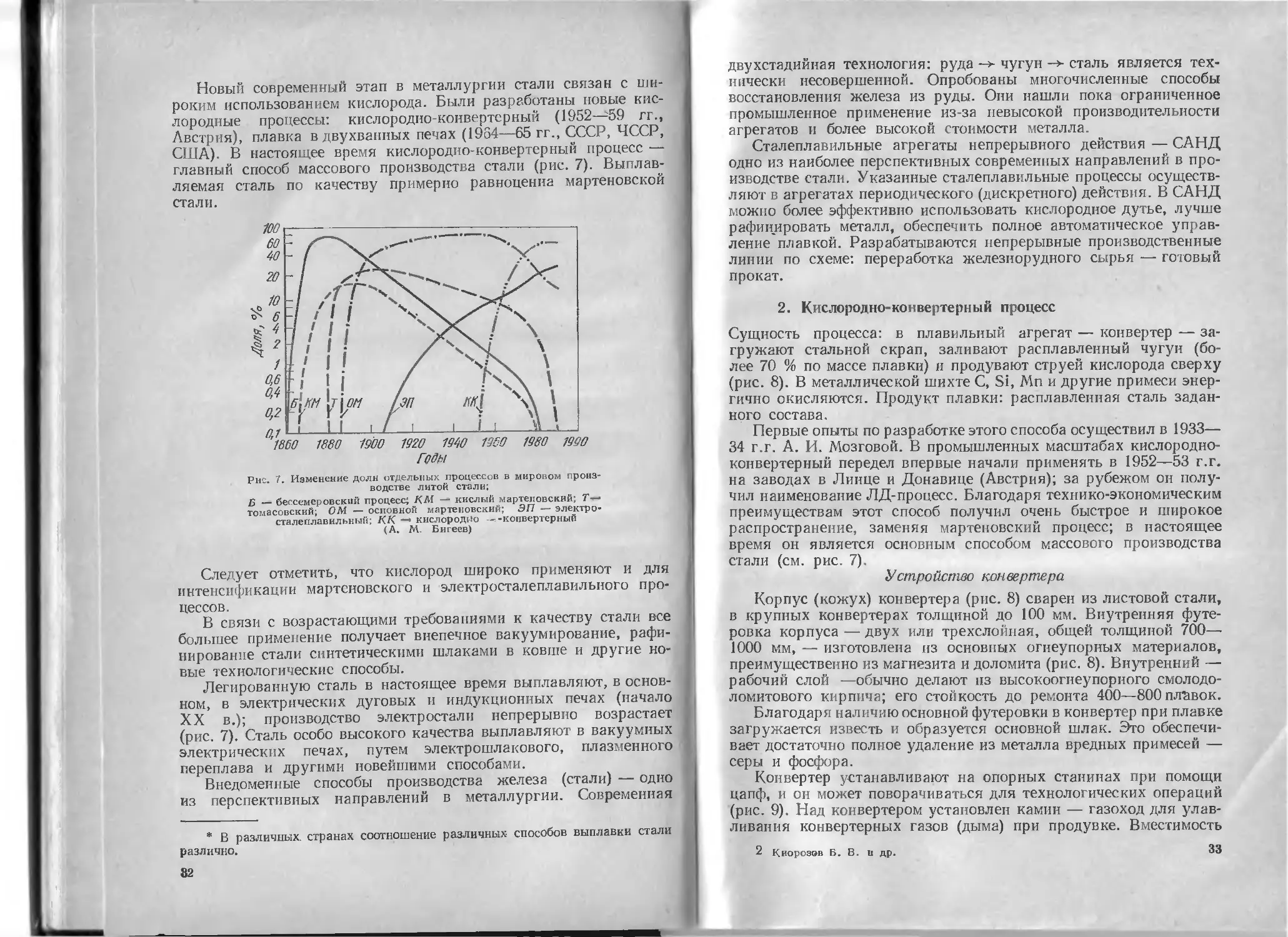
1. Современные способы производства стали.......................... 31
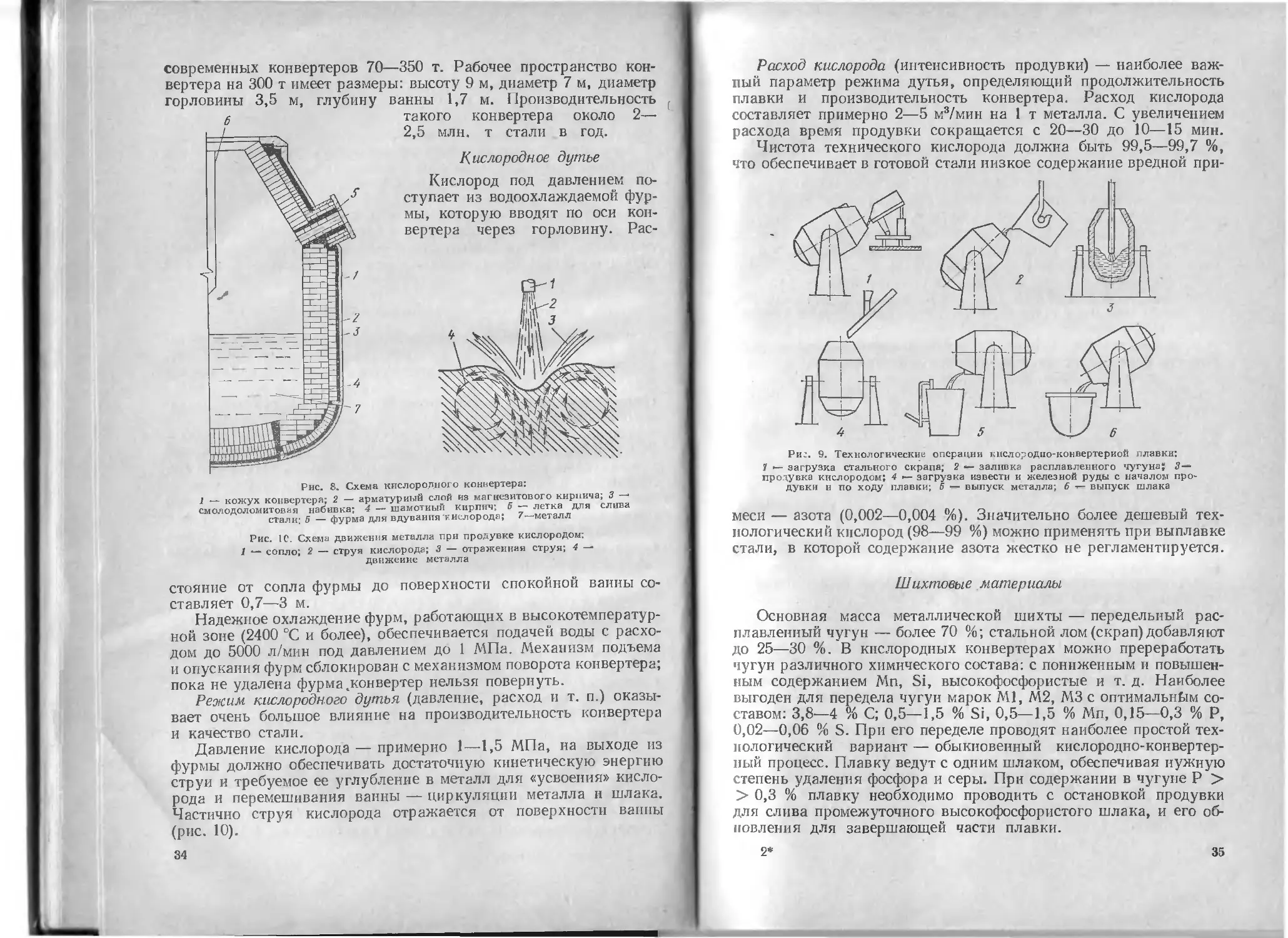
2. Кислородно-конвертерный процесс................................ 33
3. Раскисление стали............................................. 38
4. Другие конвертерные способы.................................... 40
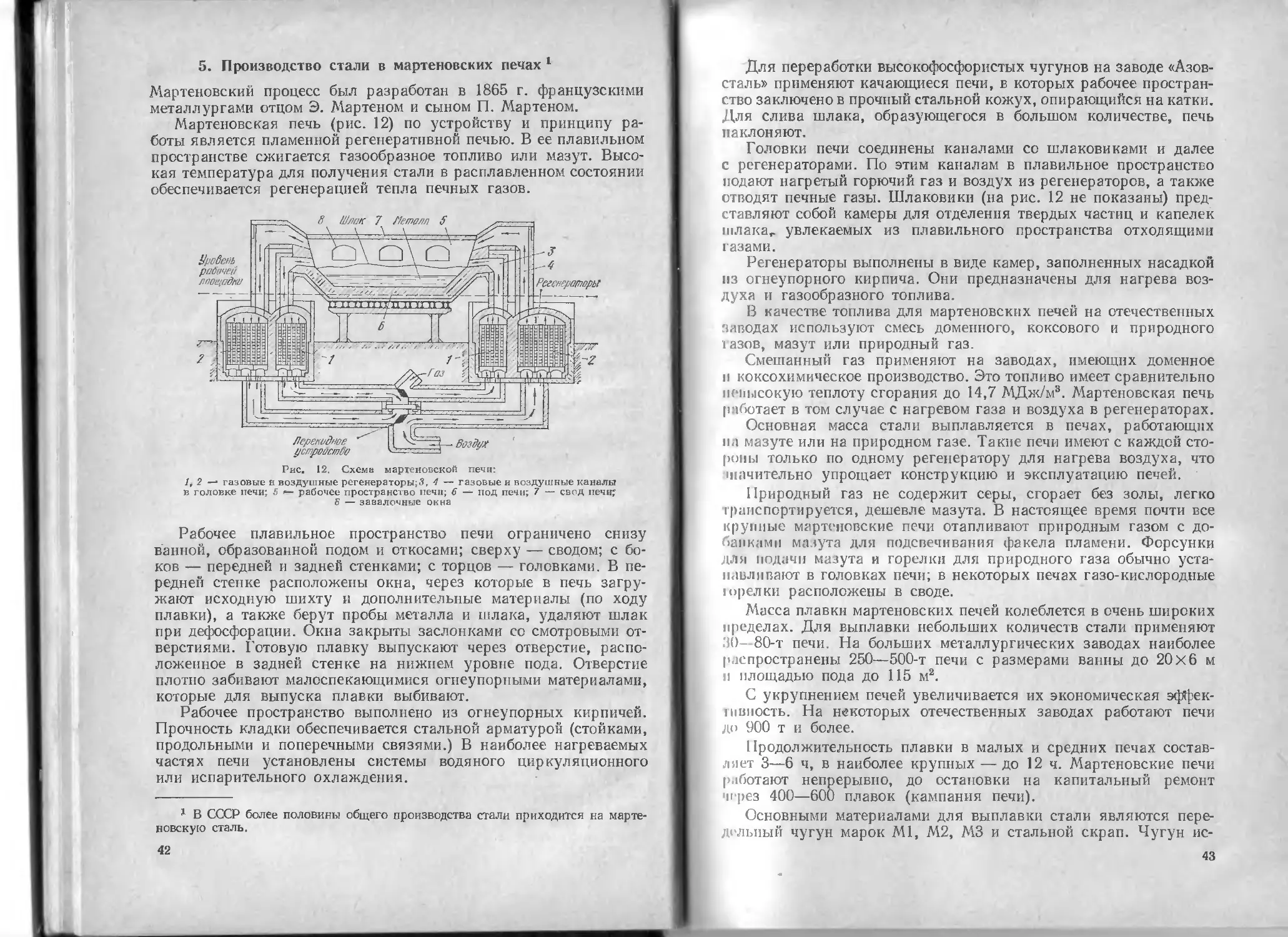
5. Производство стали в мартеновских печах........................ 42
6. Мартеновский основной скрап-процесс............................ 44
7. Мартеновский основной скрап-рудный процесс..................... 46
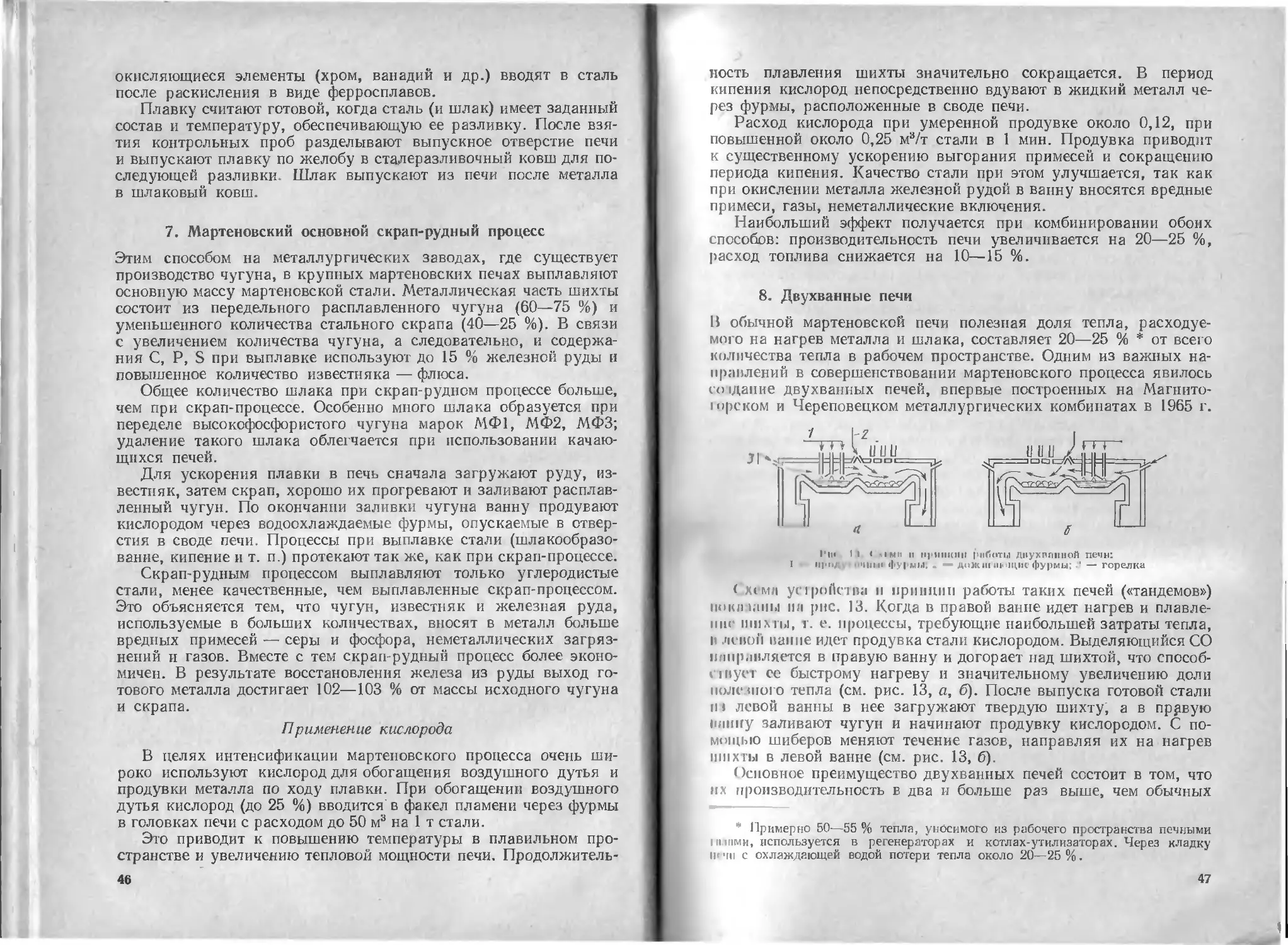
8. Двухванные печи................................................ 47
9. Кислый мартеновский скрап-процесс.............................. 48
10. Производство стали в электрических дуговых печах .............. 48
11. Выплавка стали в индукционных печах ........................... 52
12. Технико-экономическая оценка выплавки стали различными спо-
собами . .................._...................... 53
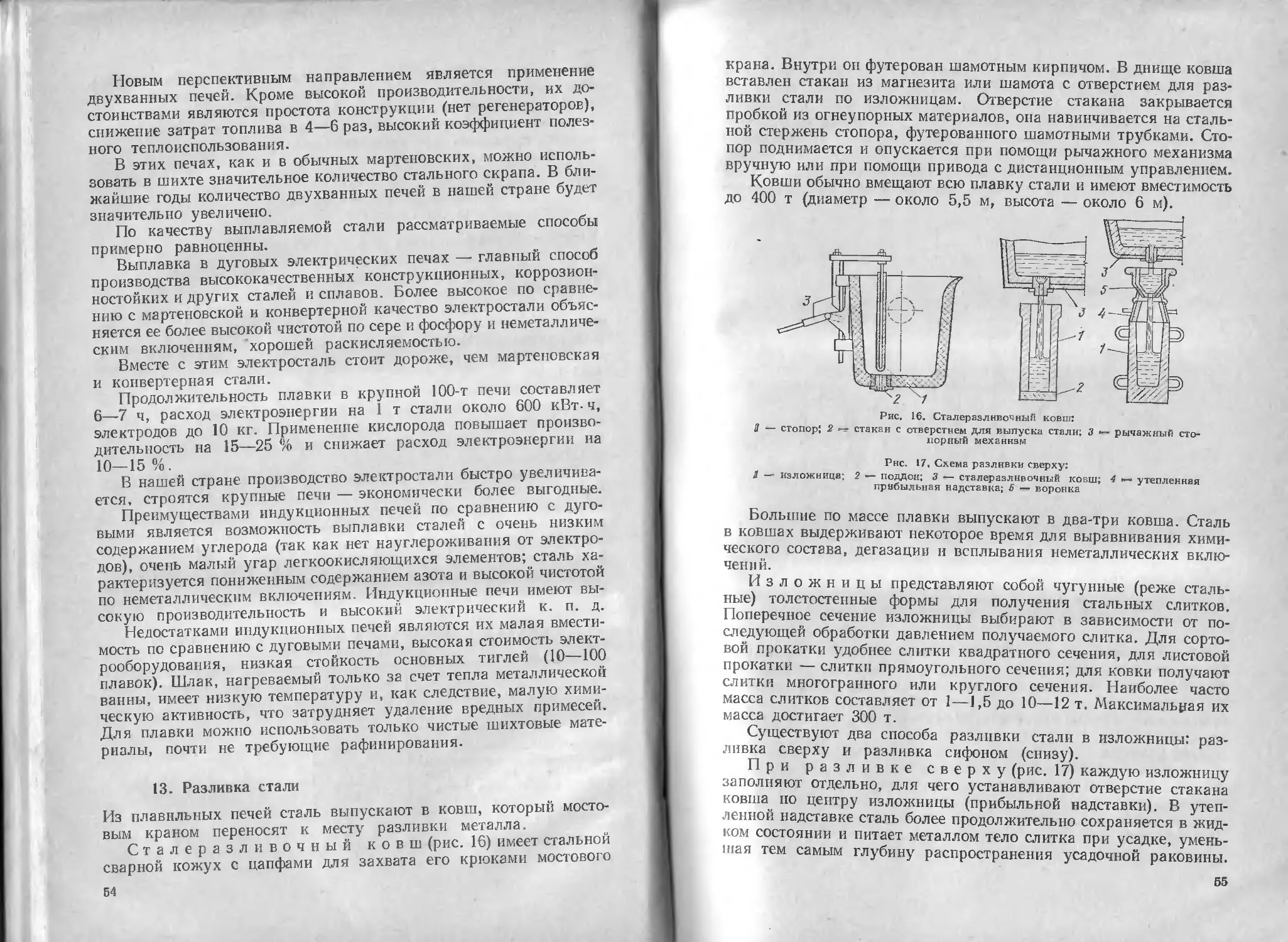
13. Разливка стали................................................ 54
14. Непрерывные сталеплавильные процессы........................... 59
15. В недоменные способы получения железа (стали) ................. 60
16. Получение стали и сплавов особо высокого качества........... . 61
Глава 111. Основы производства цветных металлов.................... 63
1. Производство меди....................................... .... 63
2. Производство никеля ........................................... 69
3. Производство алюминия.......................................... 71
4. Производство магния ......................................... 75
5. Производство титана ........................................... 76
6. Основы технологии получения феррованадия . - ............. 79
Раздел второй. МЕТАЛЛОВЕДЕНИЕ (Л. Ф. Усова) ..................... 81
Глава I. Строение и кристаллизация металлов ..................... 81
1. Кристаллическое строение металлов ............................ 83
2. Полиморфные и магнитные превращения в металлах . ............. 87
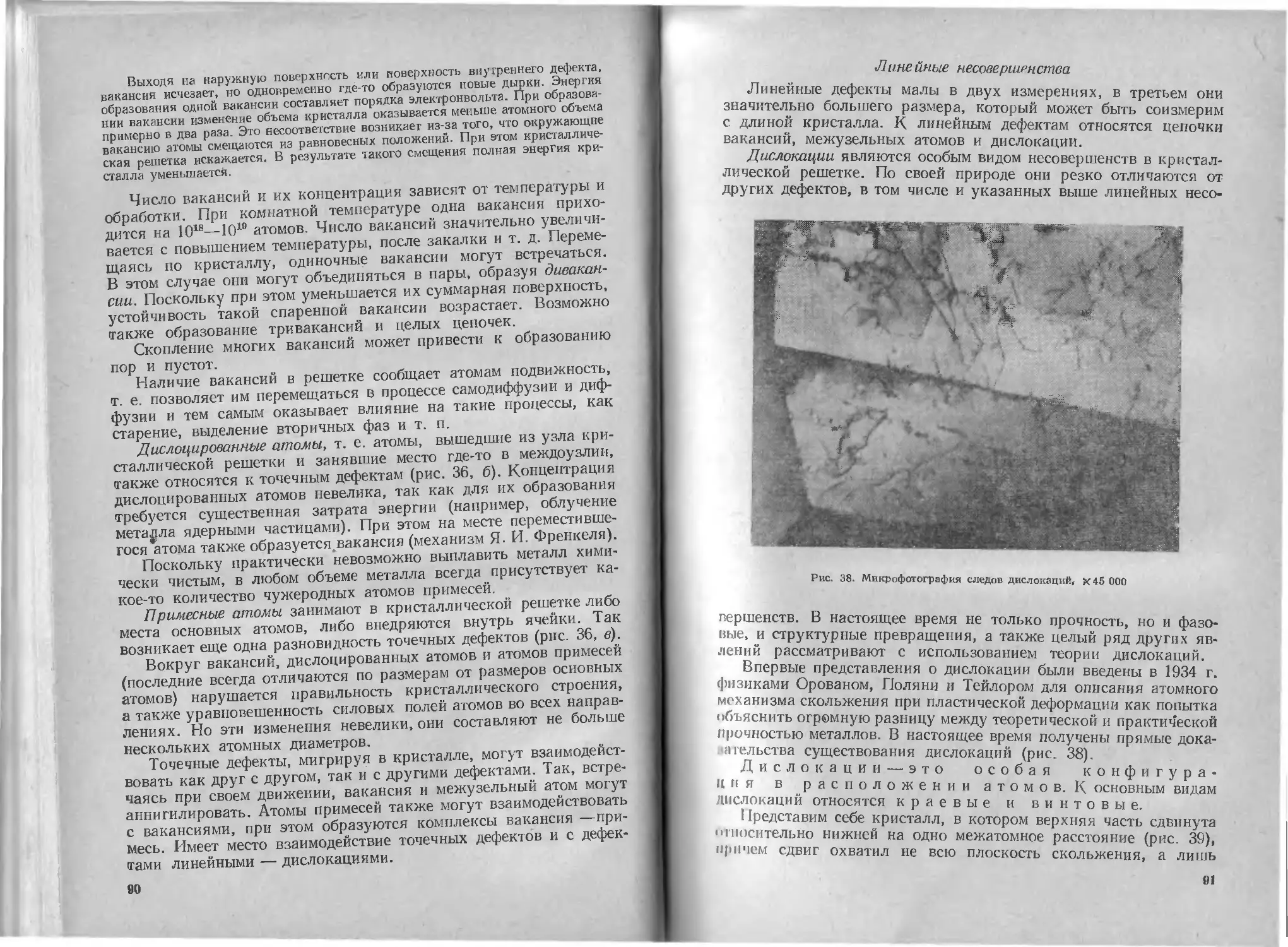
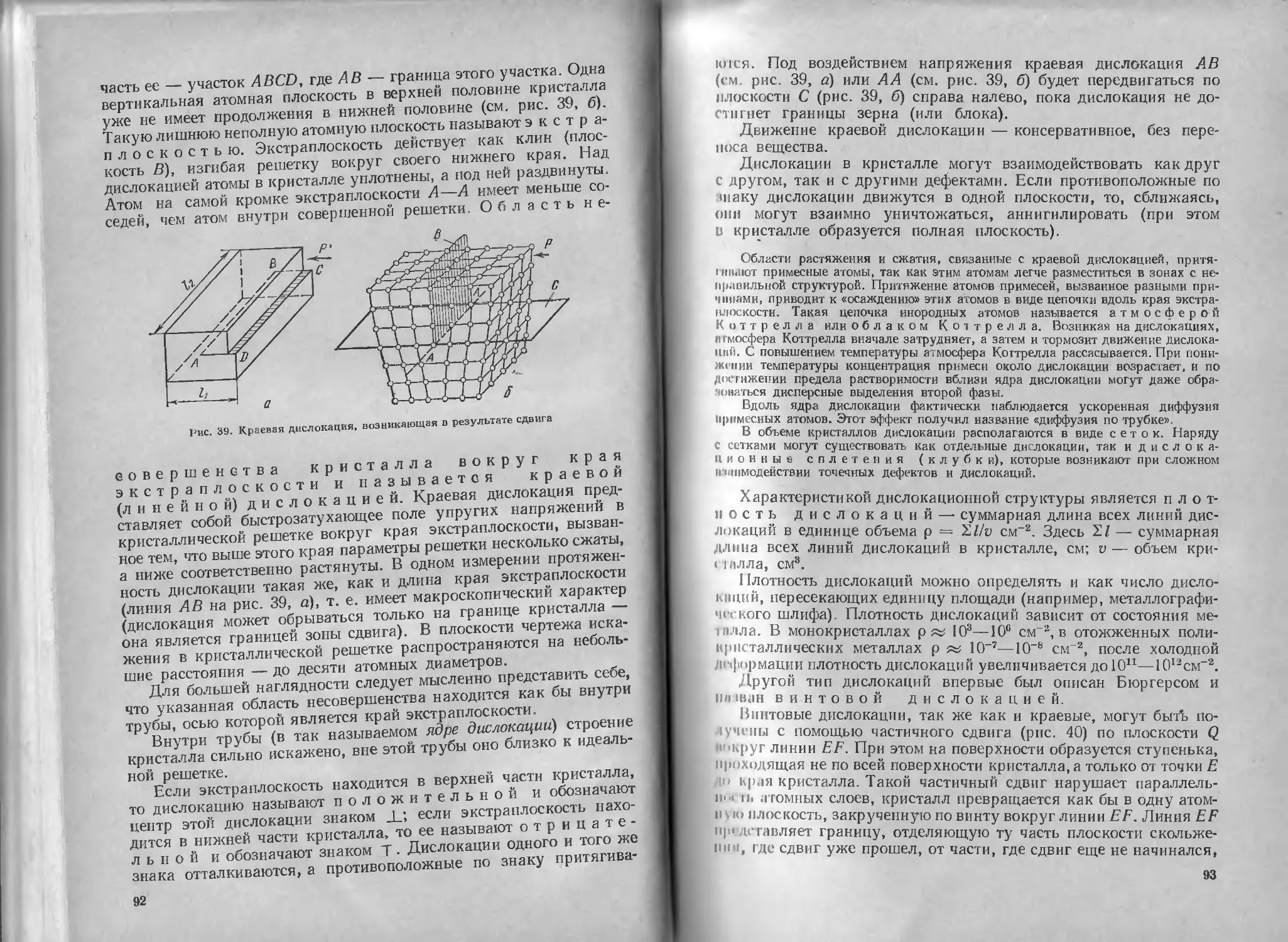
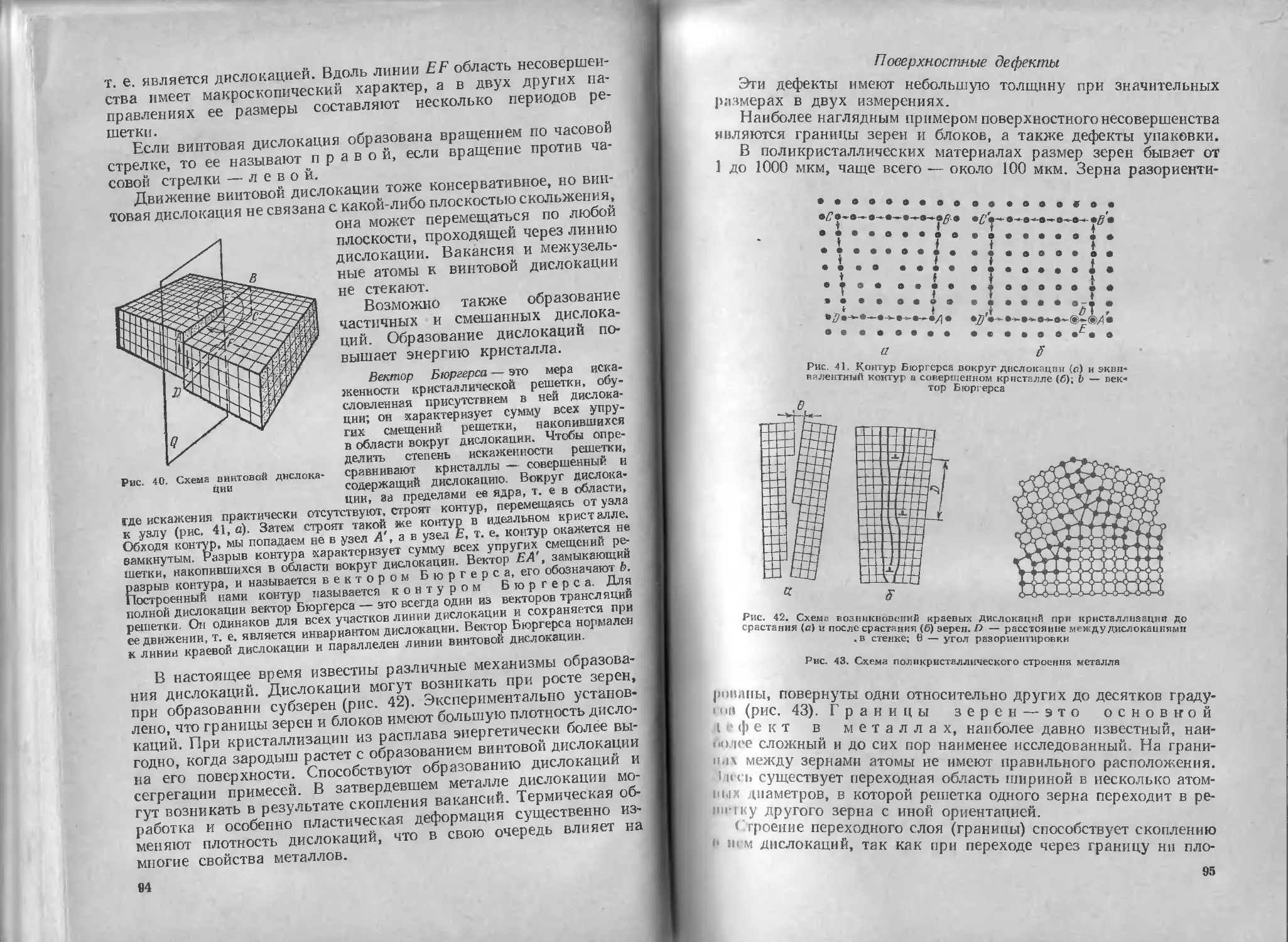
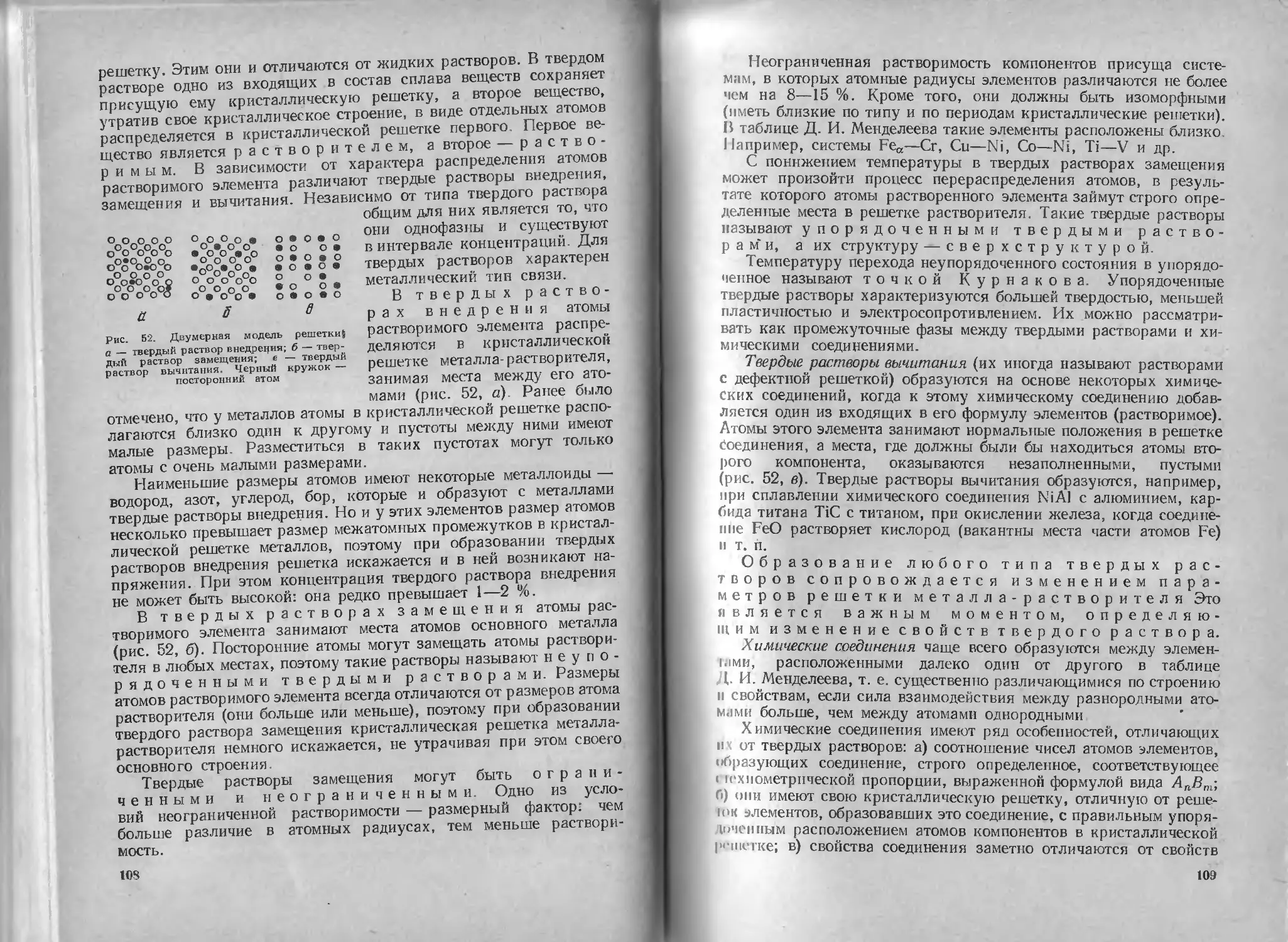
3. Строение реальных металлов ................................. 88
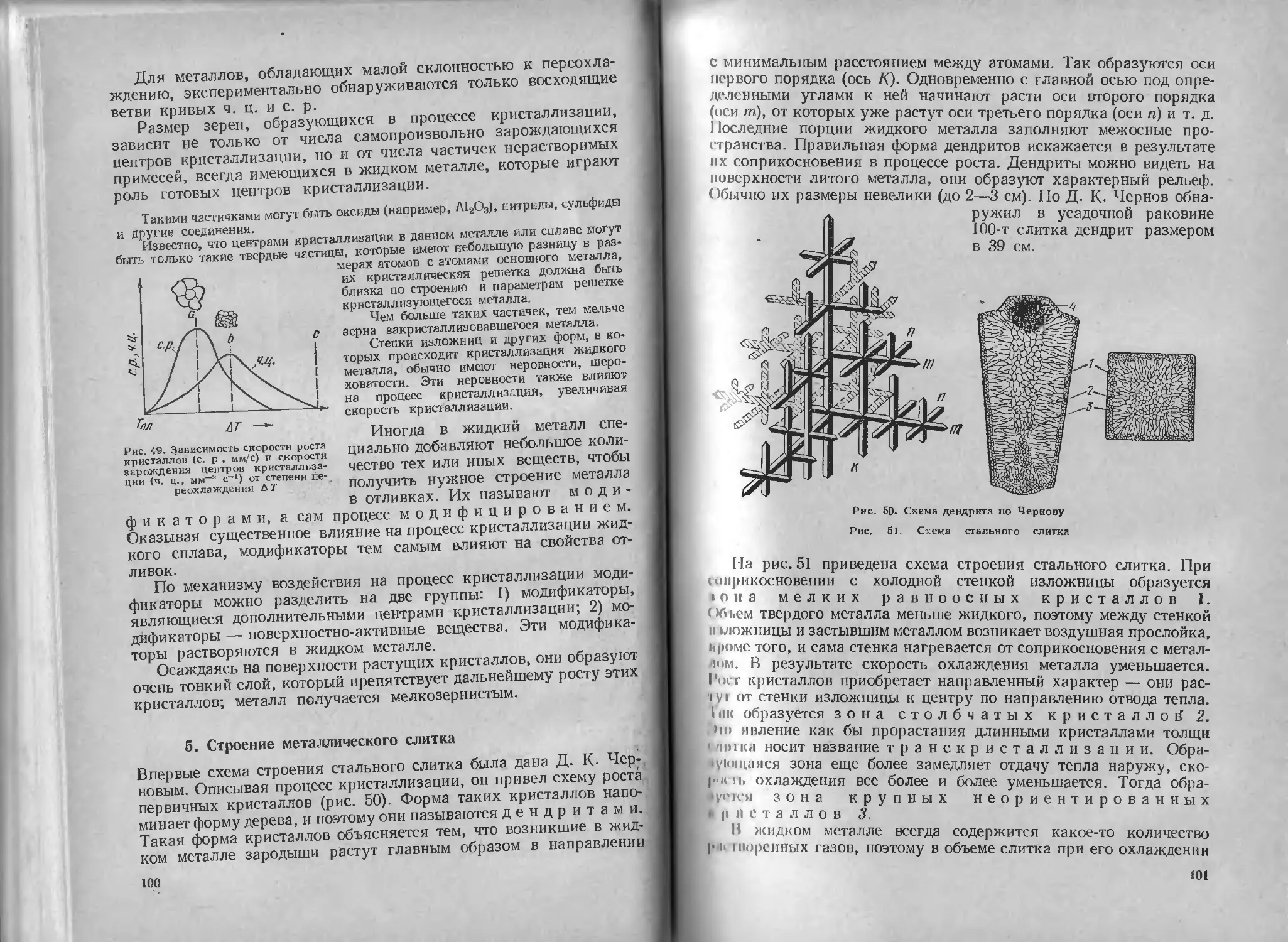
4. Кристаллизация металлов . ...... ................. 97
5. Строение металлического слитка ........................ ... 100
6. Структурные и физические методы исследования металлов........ 102
1* 3
Глава II. Диаграммы состояния сплавов............................. 106
1. Строение металлических сплавов................................. 106
2. Понятие о диаграммах состояния................................. ПО
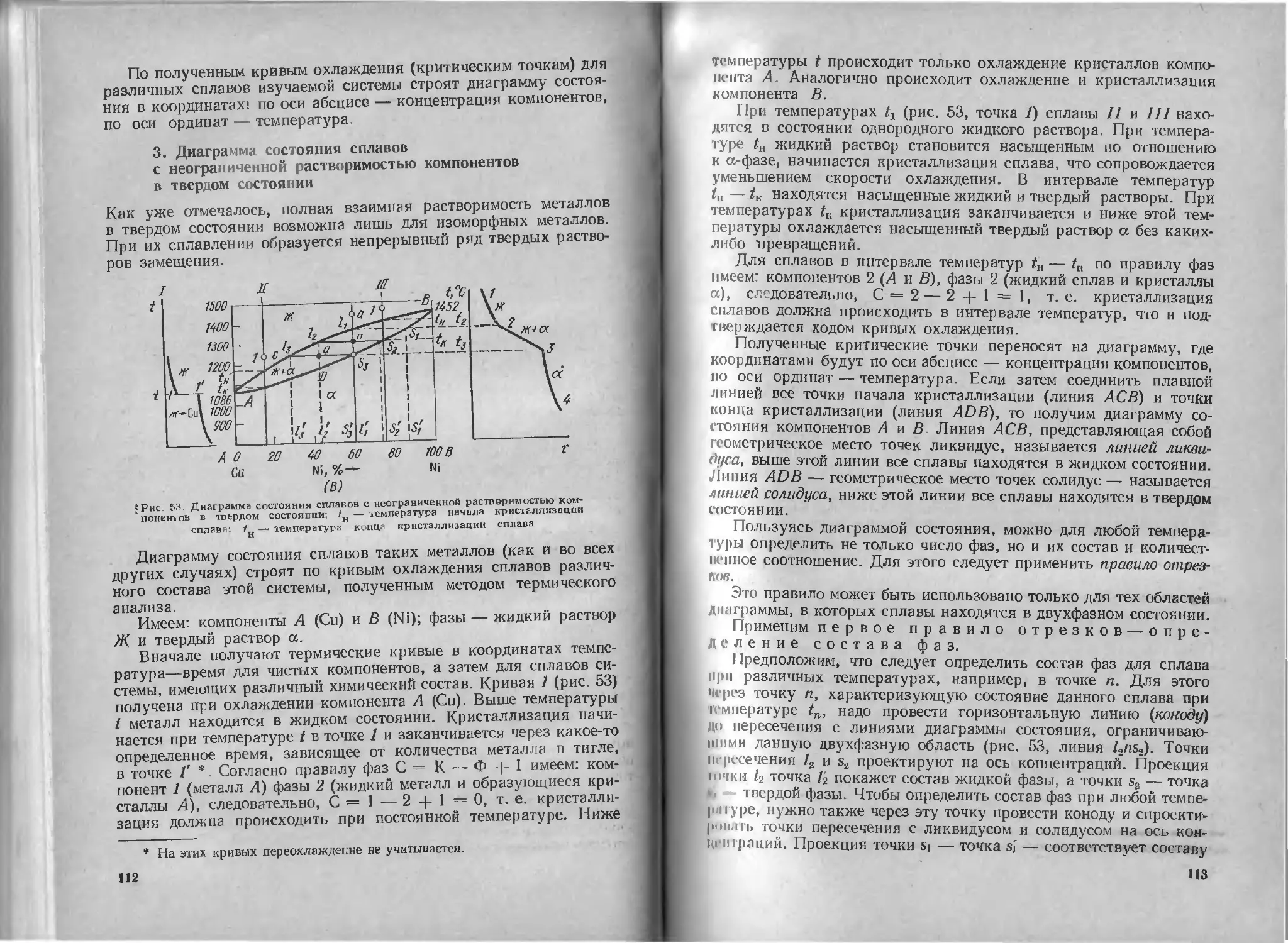
3. Диаграмма состояния сплавов с неограниченной растворимостью
компонентов в твердом состоянии................................... 112
4. Диаграмма состояния сплавов практически с отсутствием раствори-
мости компонентов в твердом состоянии ............................ 114
5. Диаграмма состояния сплавов с ограниченной растворимостью ком-
понентов в твердом состоянии...................................... 117
6. Диаграмма состояния сплавов с образованием химических соединений 119
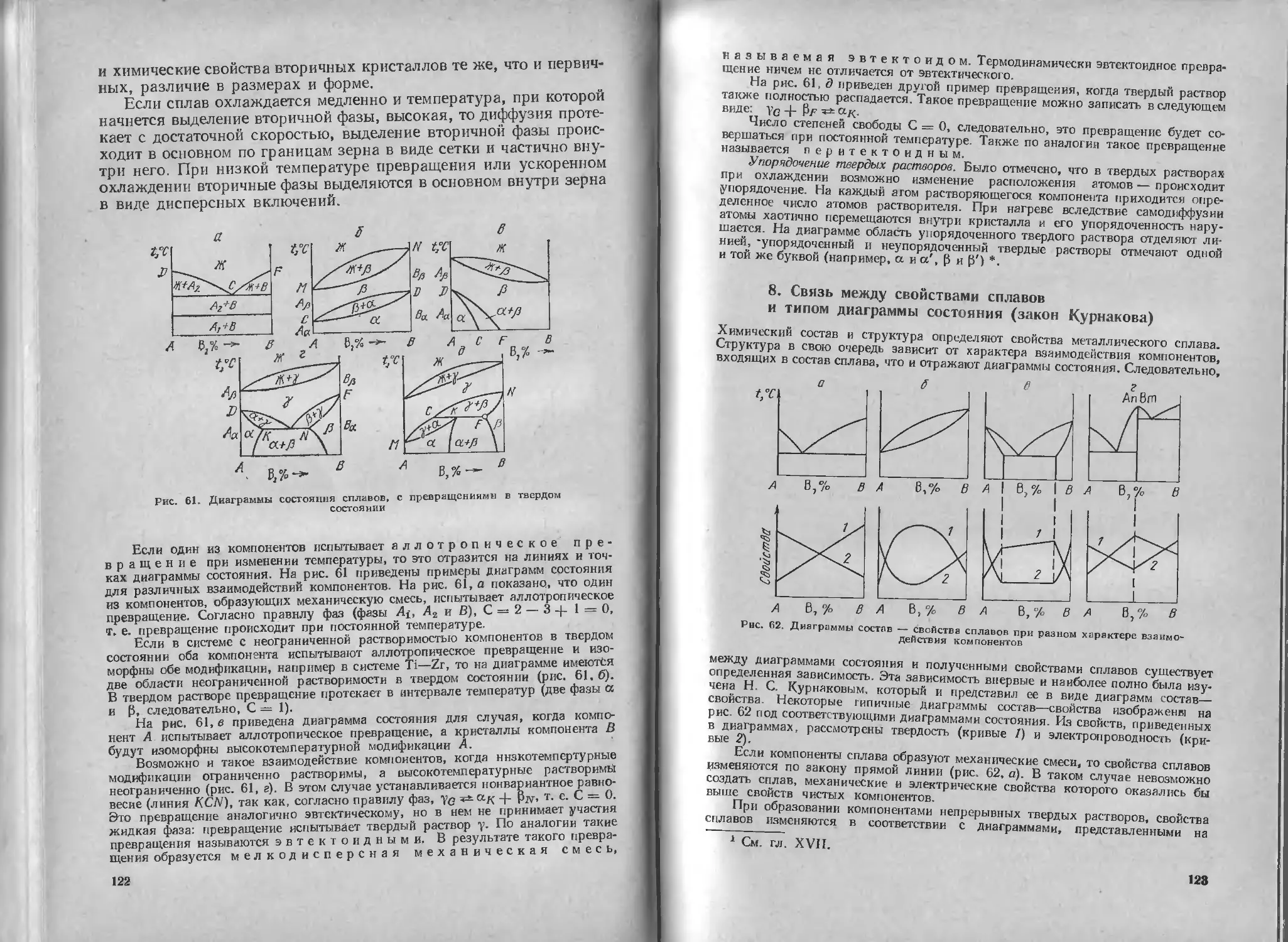
7. Диаграммы состояния сплавов, испытывающих превращения в твердом
состоянии........................................................ 121
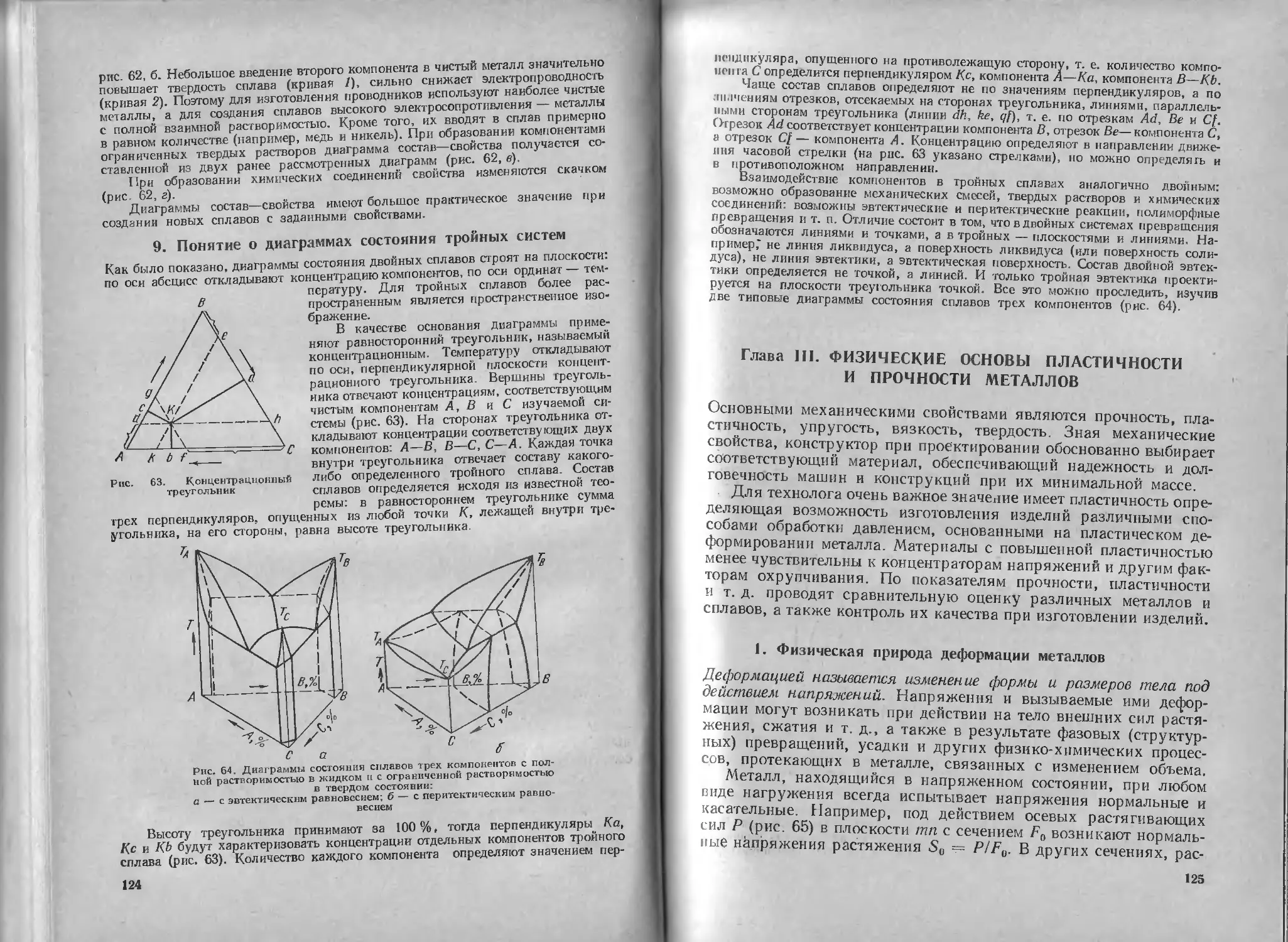
8. Связь между свойствами сплавов и типом диаграммы состояния (закон
Курнакова)........................................................ 123
9. Понятие о диаграммах состояния тройных систем............... 124
Глава III. Физические основы пластичности и прочности металлов . . . 125
1. Физическая природа деформации металлов......................... 125
2. Характеристики прочности и пластичности ...................... 130
3. Теоретическая и техническая прочность ........................ 133
4. Твердость ... 134
5. Пластичное (вязкое) и хрупкое состояние металлов.............. 137
6. Усталость металлов ........................................... 143
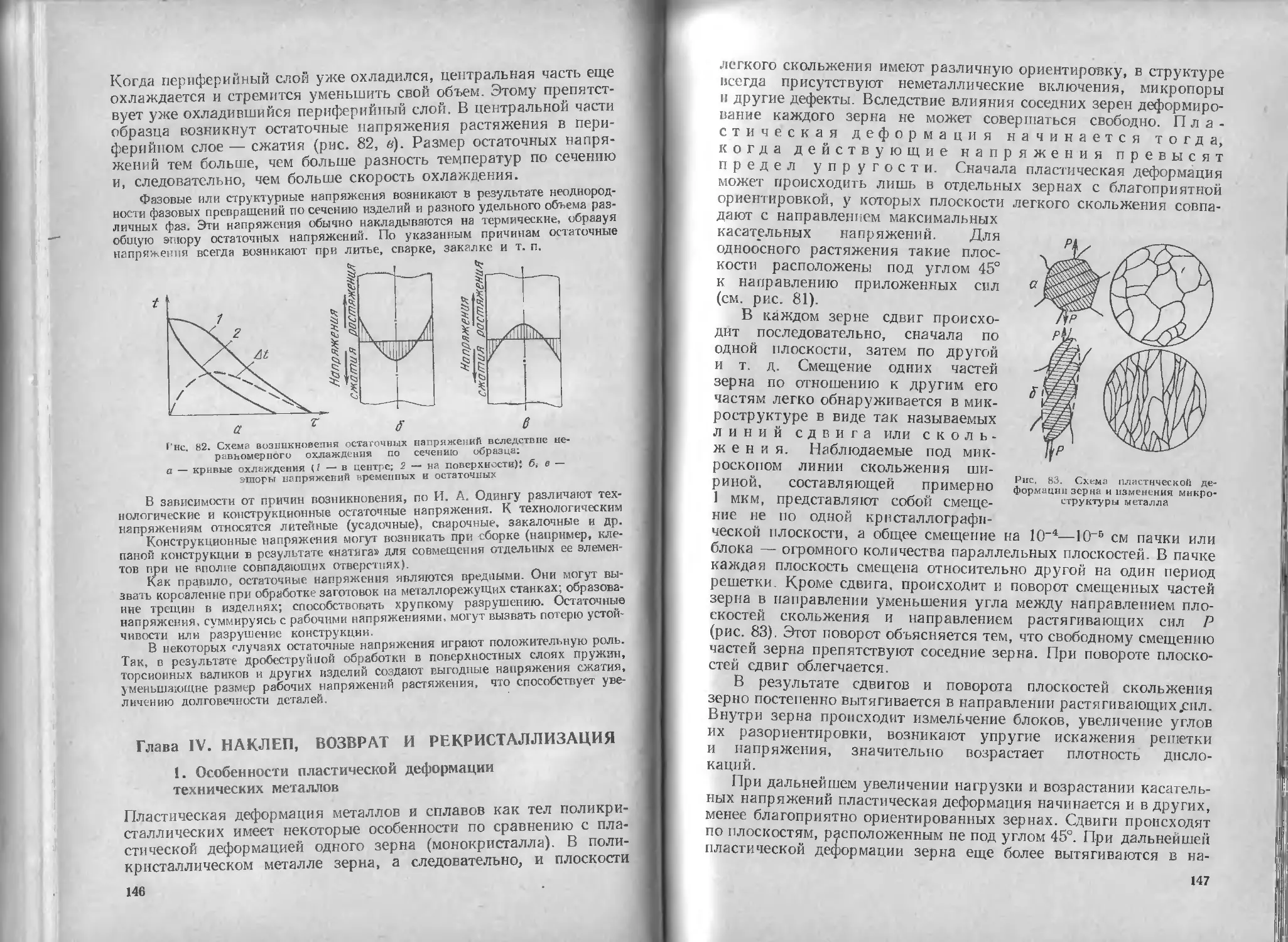
7. Остаточные напряжения......................................... 144
Глава IV. Наклеп, возврат и рекристаллизация ..................... 146
1. Особенности пластической деформации технических металлов. . . 146
2. Наклеп ............................ ... 148
3. Возврат . . . ..... . . 149
4. Рекристаллизация .................................. 150
5. Сверхпластпчность . .................................. 153
Глава V. Железоуглеродистые сплавы ............................... 155
1. Компоненты и фазы в сплавах железа с углеродом................. 155
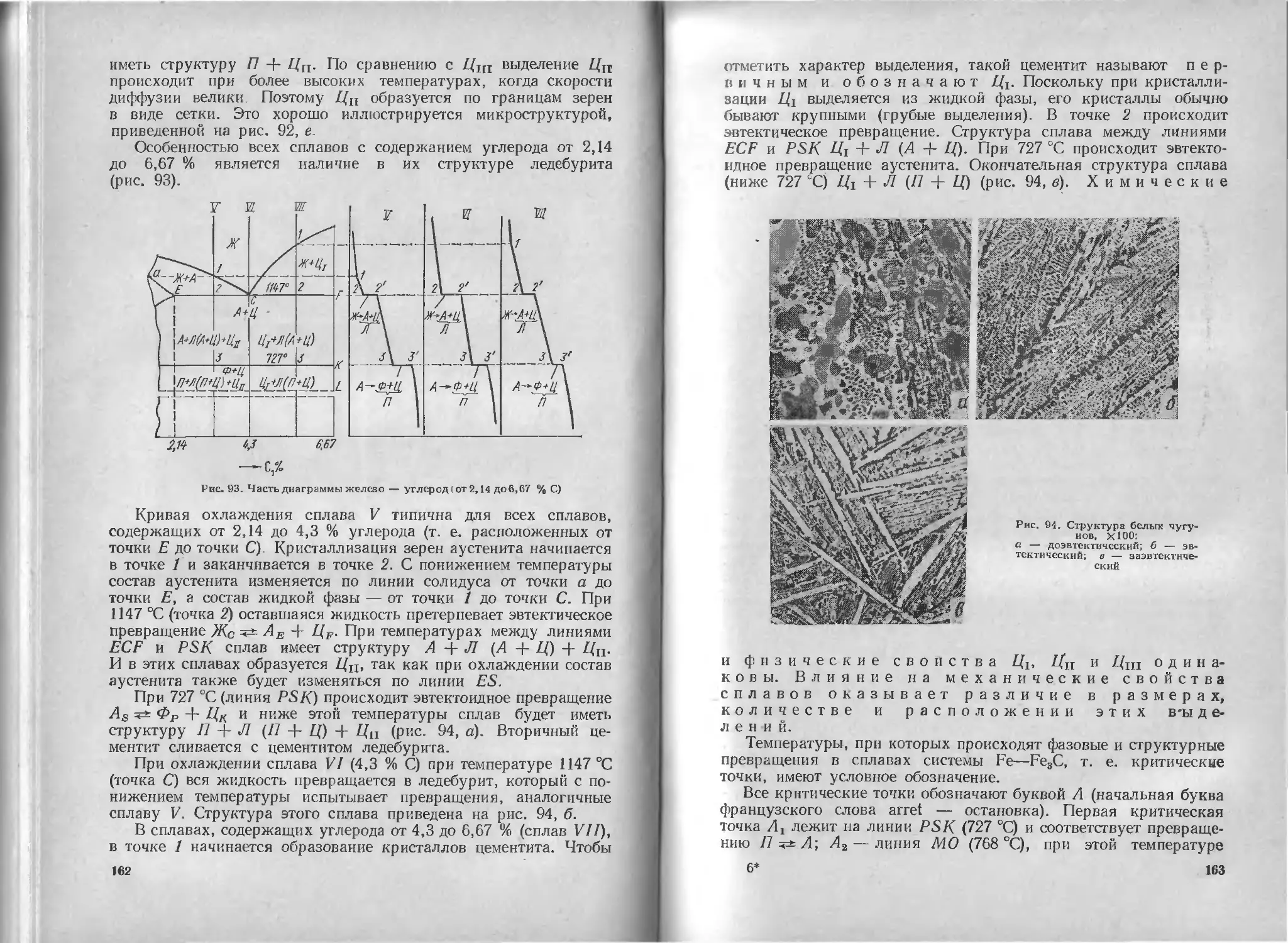
2. Диаграмма состояния железо—цементит........................... 157
3. Диаграмма состояния железо—графит ............................ 164
4. Влияние легирующих элементов на полиморфизм железа .... 165
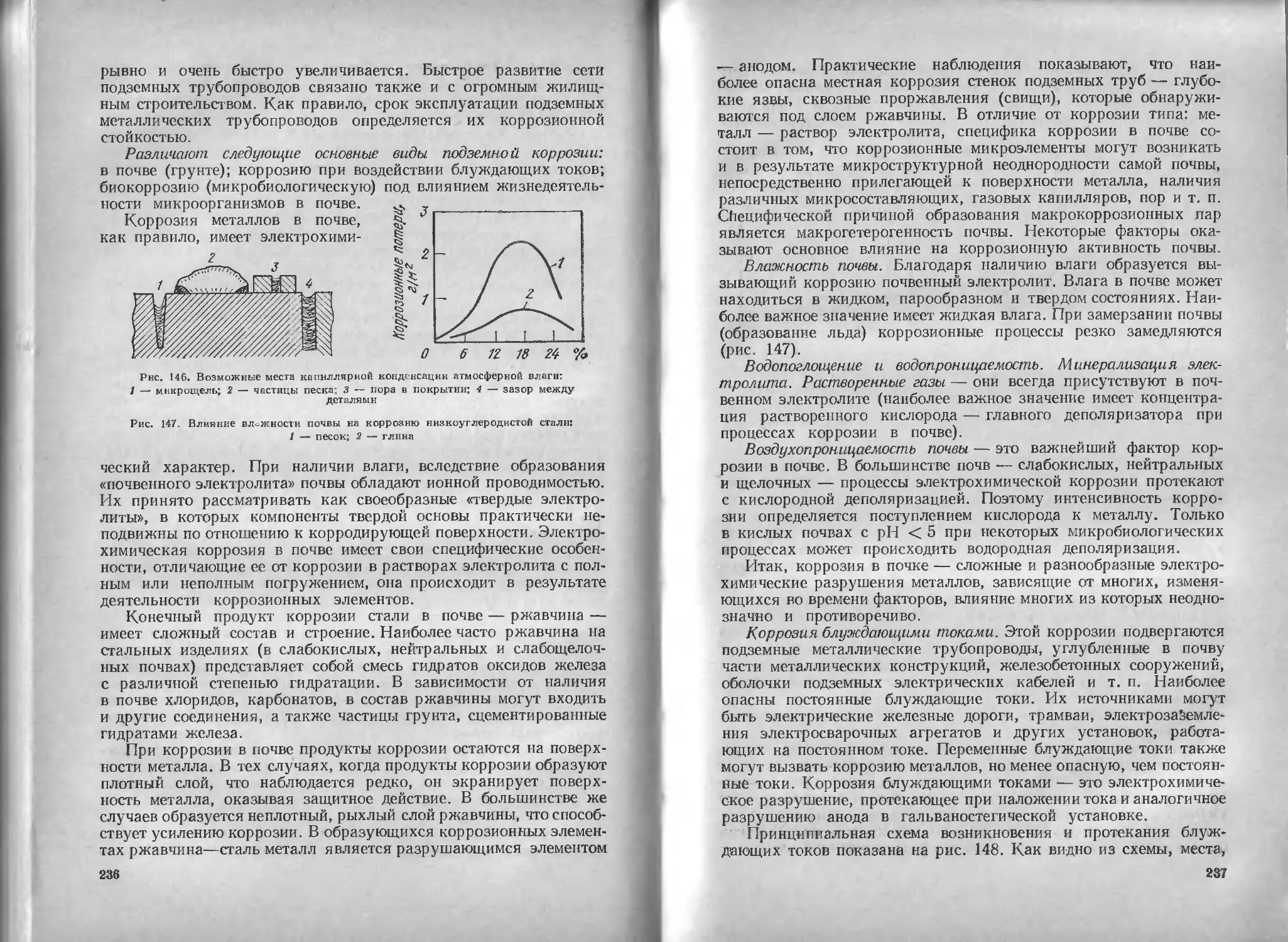
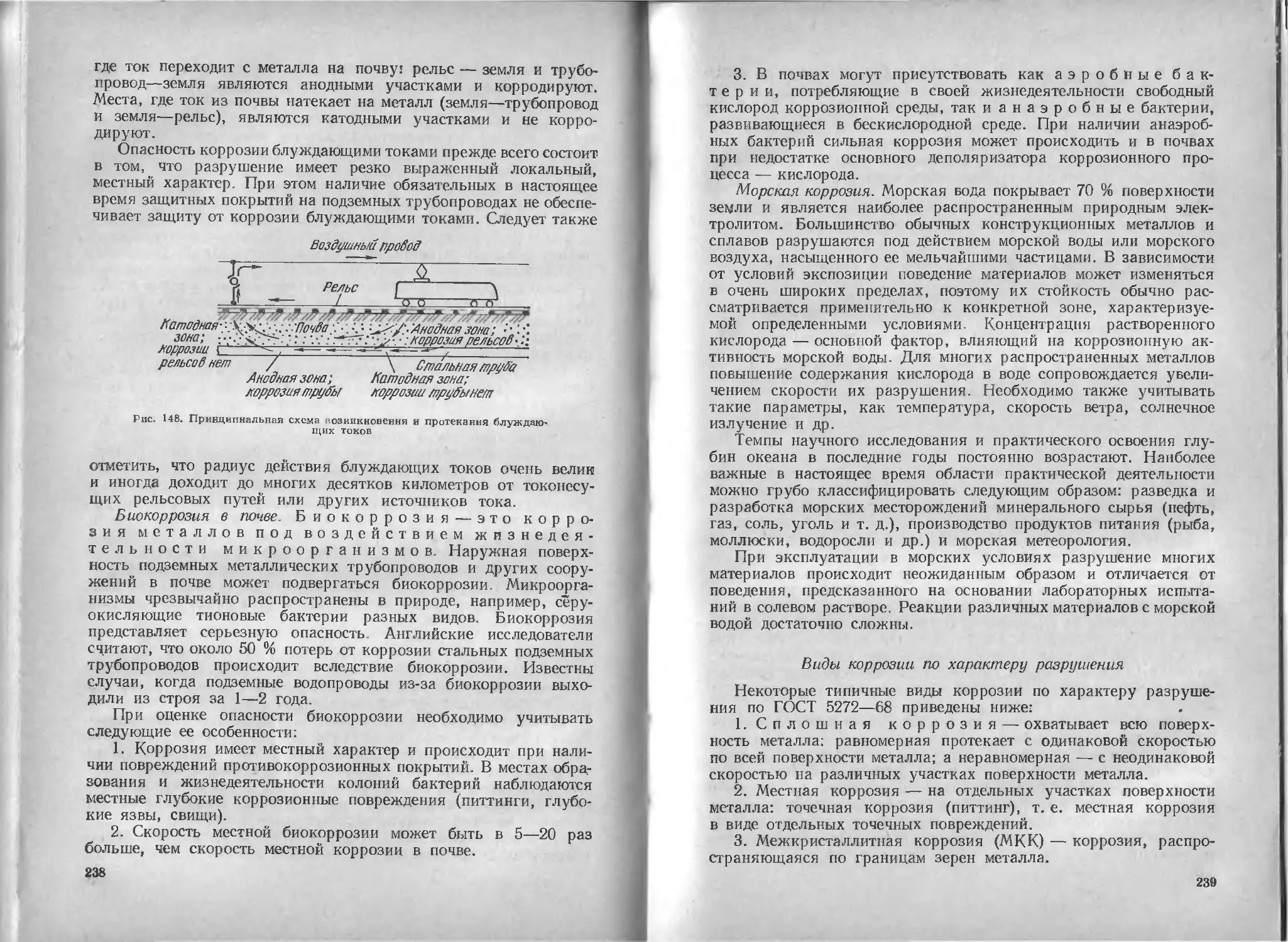
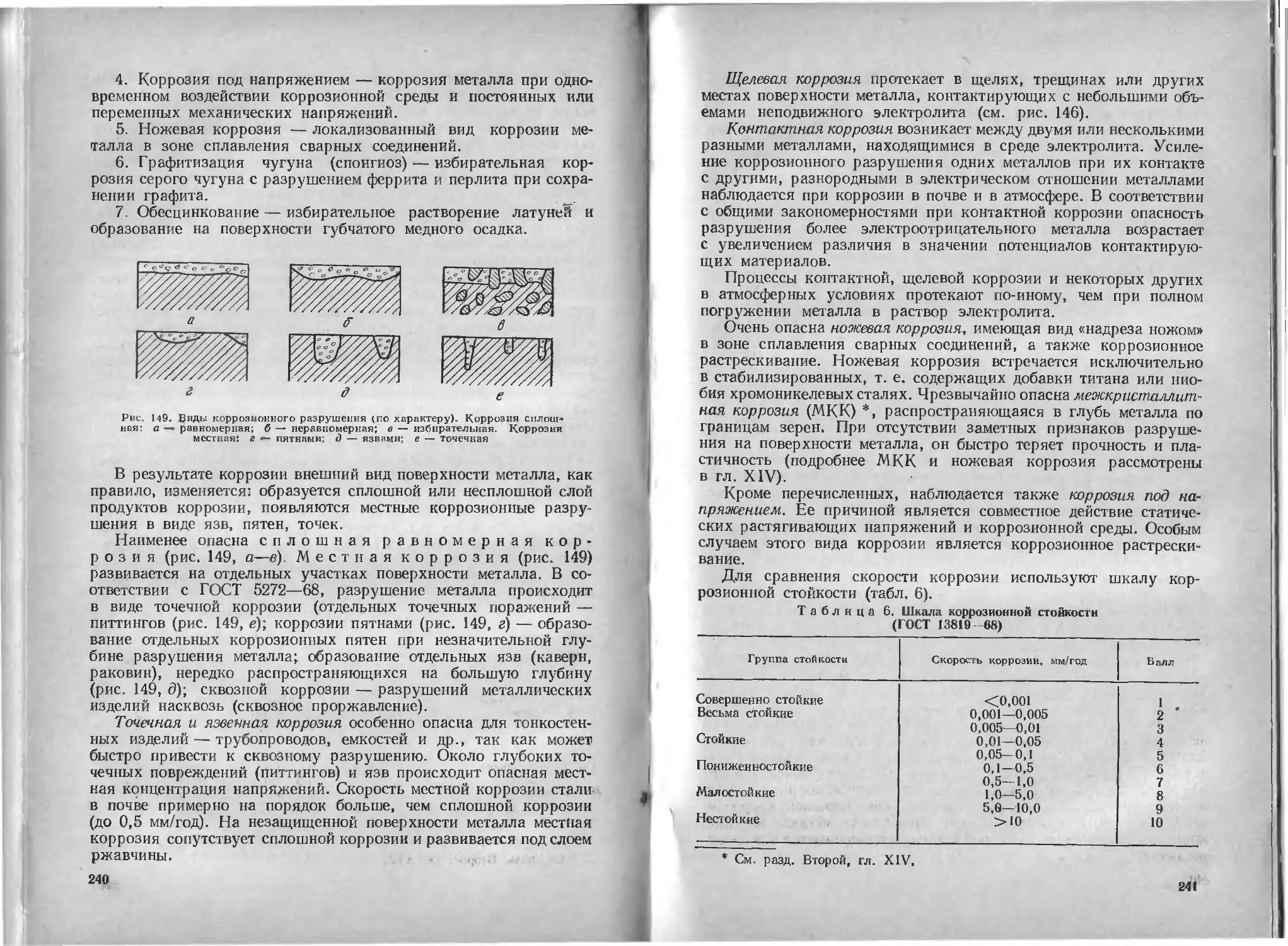
5. Фазы в легированных сталях . -.............................. 167
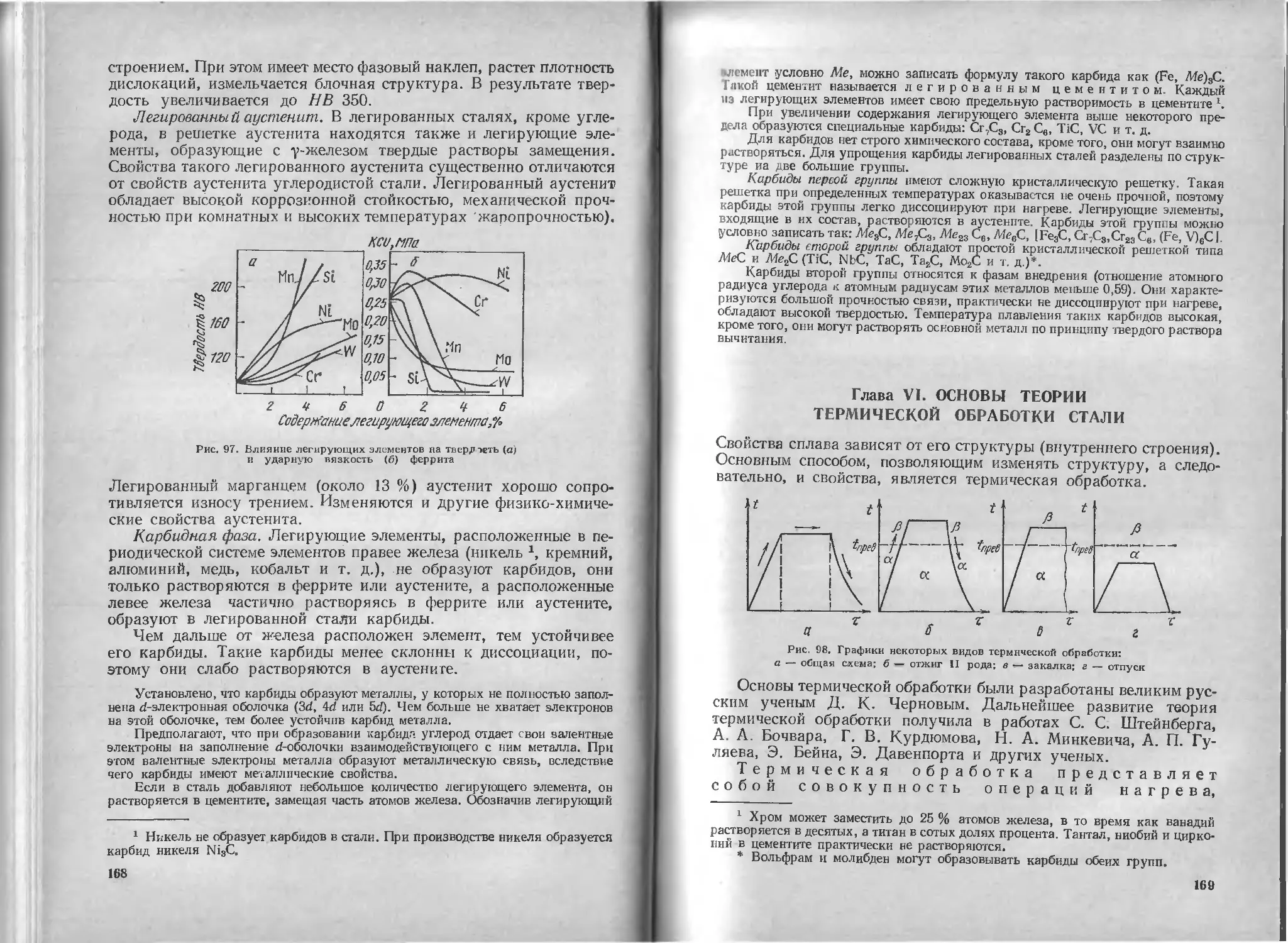
Глава VI. Основы теории термической обработки стали............... 169
1. Основные виды термической обработки стали...................... 170
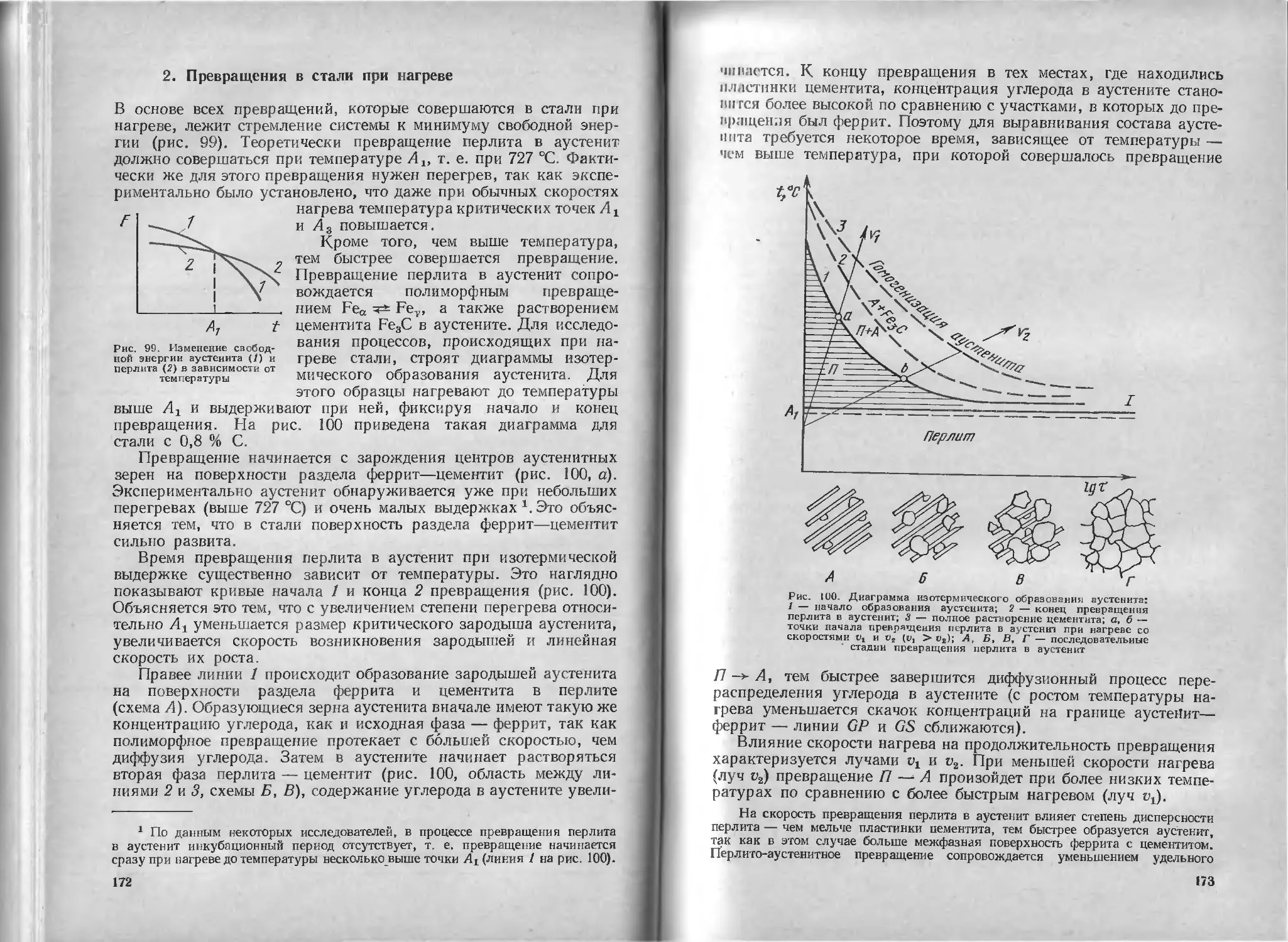
2. Превращения в стали при нагреве............................... 172
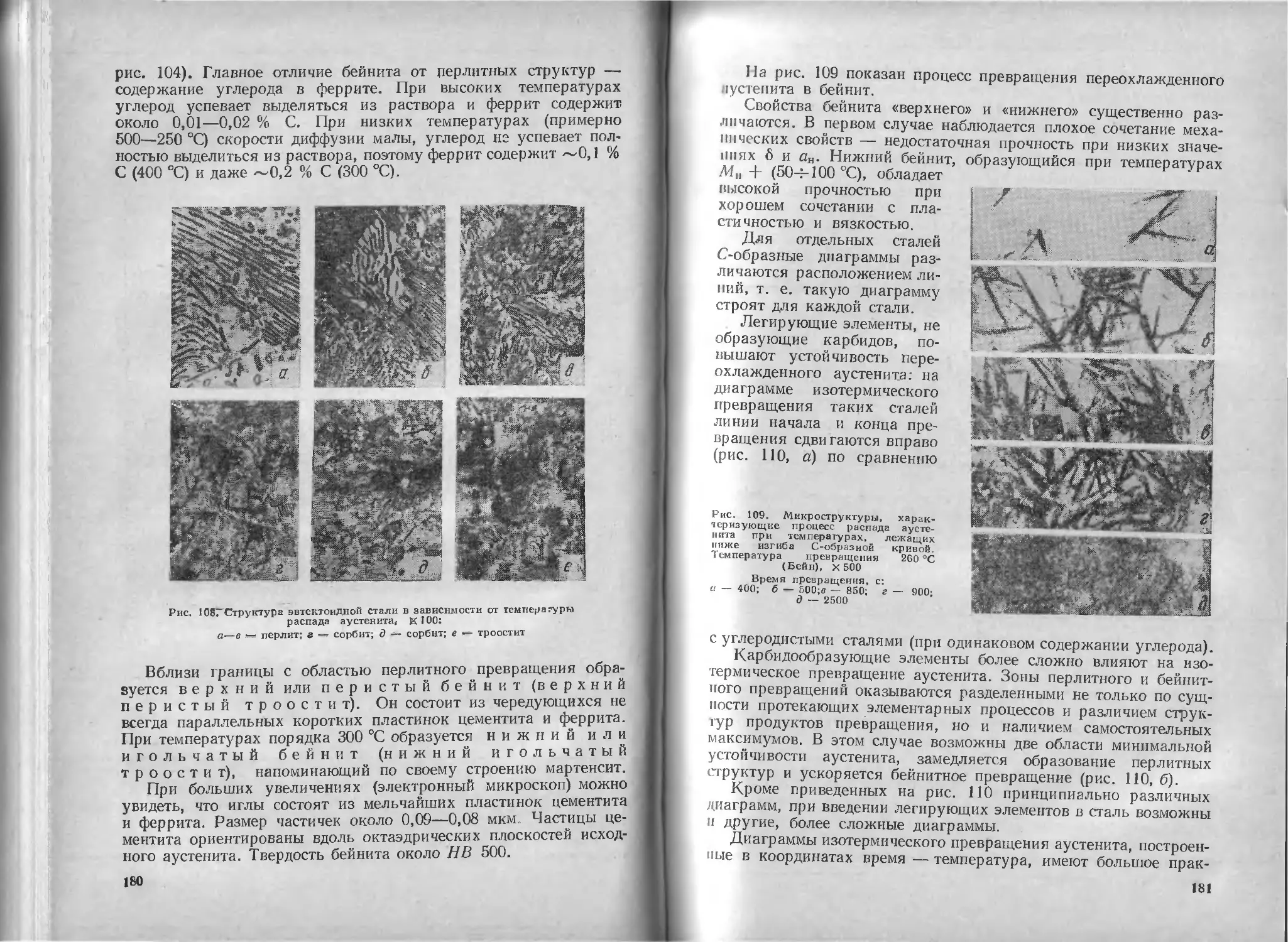
3. Превращения в стали при охлаждении...........'................ 175
4. Превращения в закаленной стали при нагреве ................... 188
Глава VII. Технология термической обработки стали ................ 191
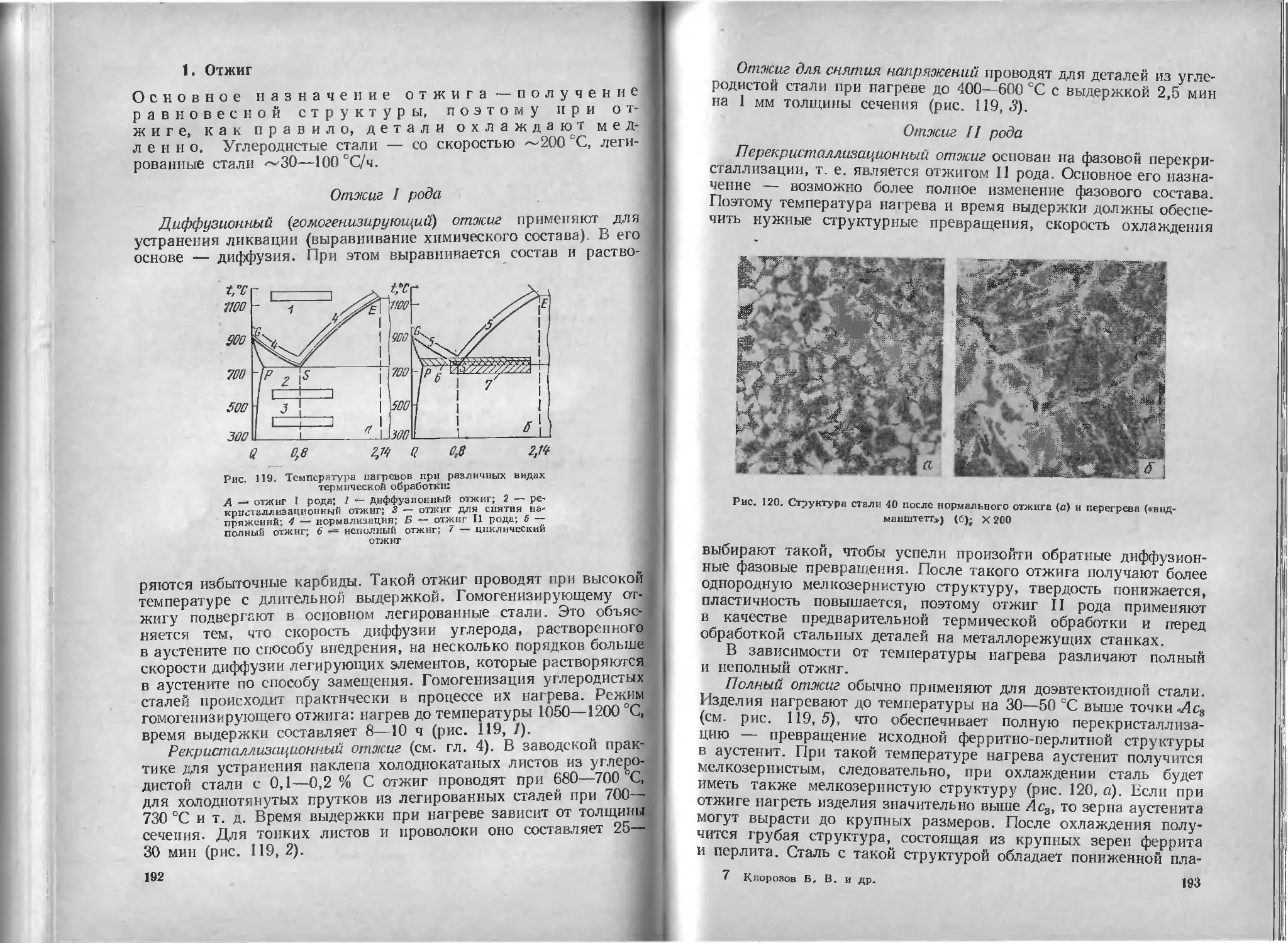
1. Отжиг .... .... ......... ............... 192
2. Нормализация ................................................. 195
3. Закалка . 195
4. Отпуск ....................................................... 203
5. Старение ... 206
6. Обработка холодом ............................................ 207
4
Глава VIII. Химико-термическая обработка стали ................. 208
I. Цементация..................................................... 209
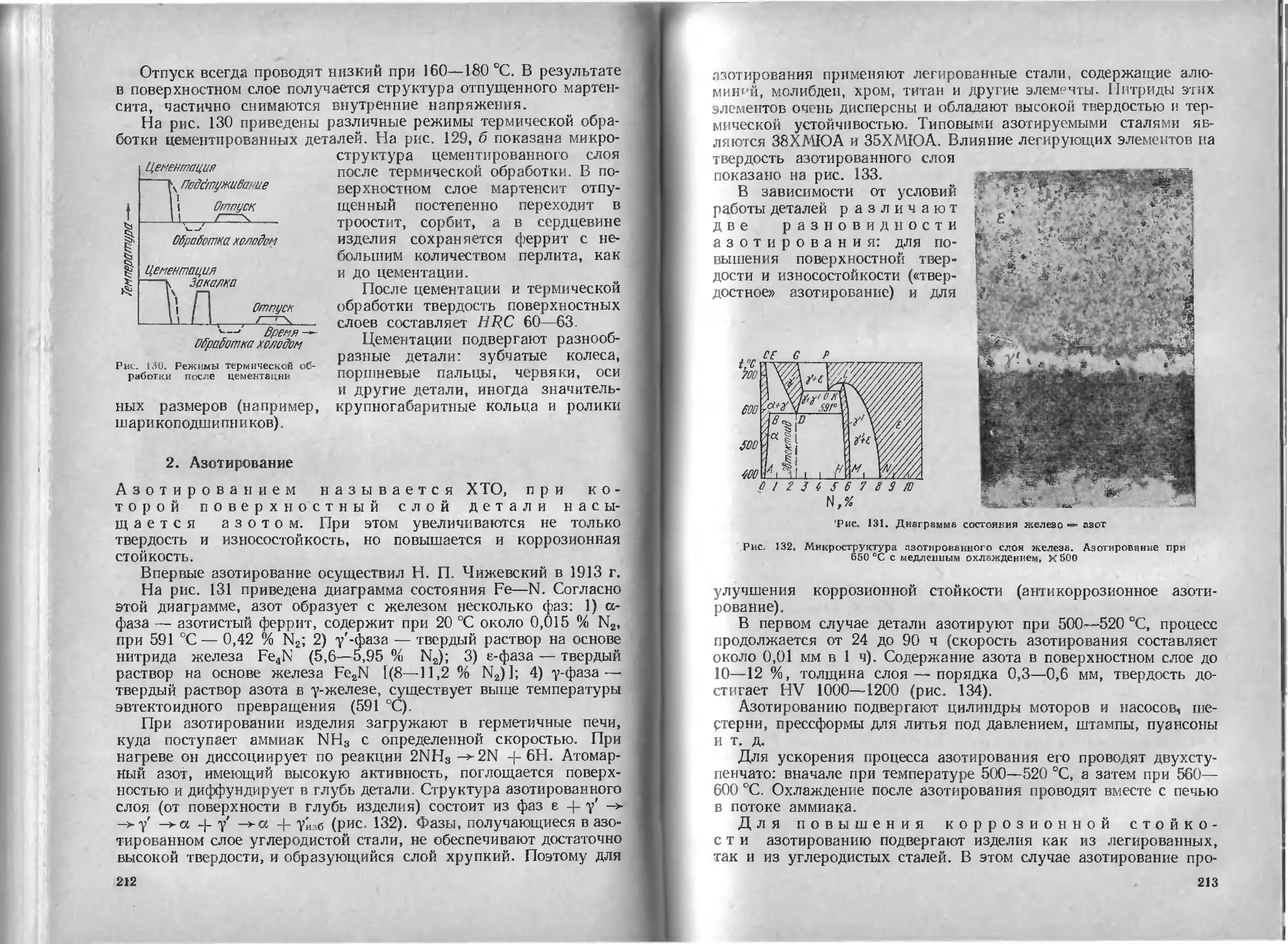
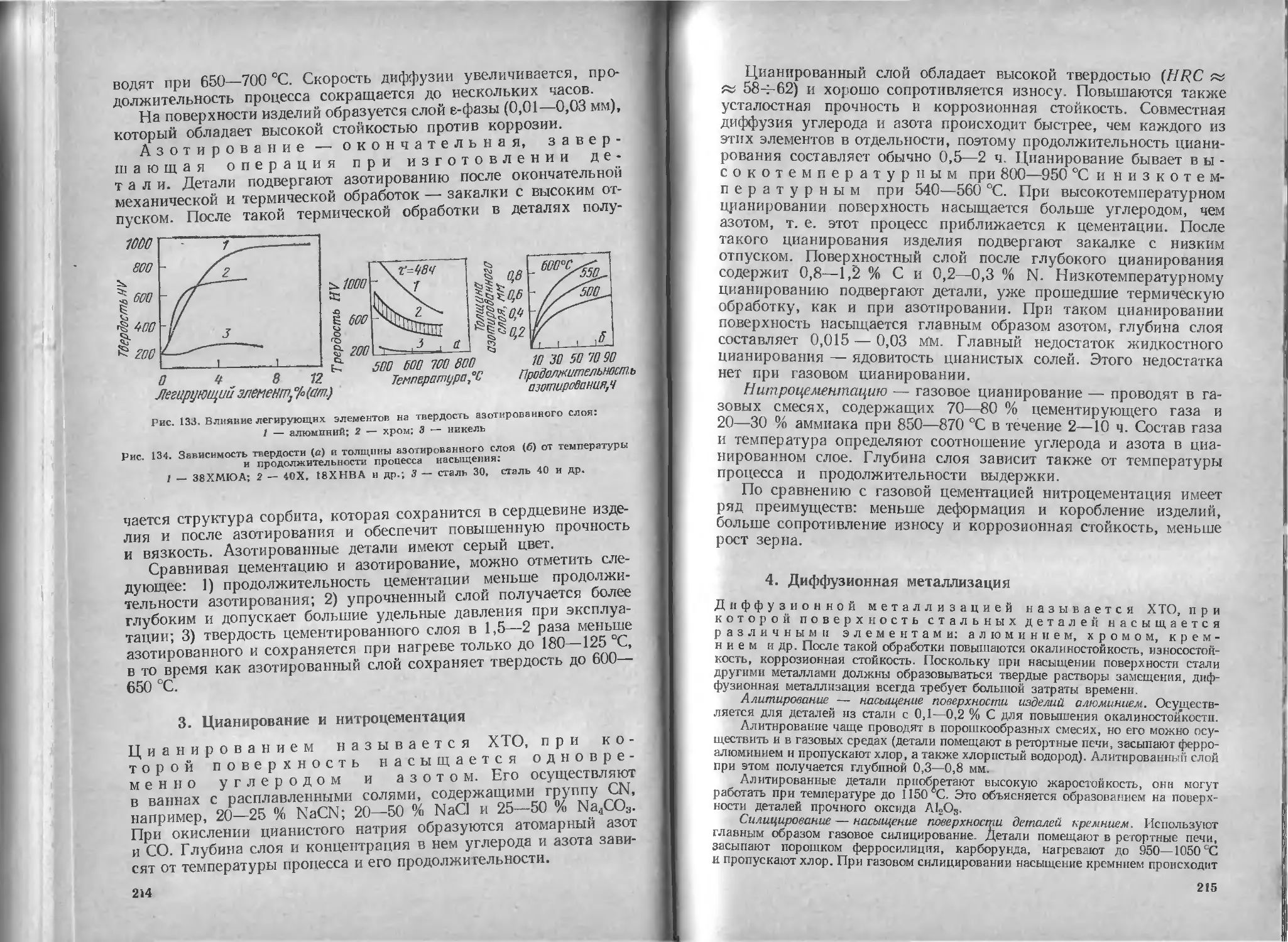
2. Азотирование .................................................... 212
3. Цианирование и нитроцементация .................................. 214
4. Диффузионная металлизация........................................ 215
5. Методы механического упрочнения поверхности..................... 216
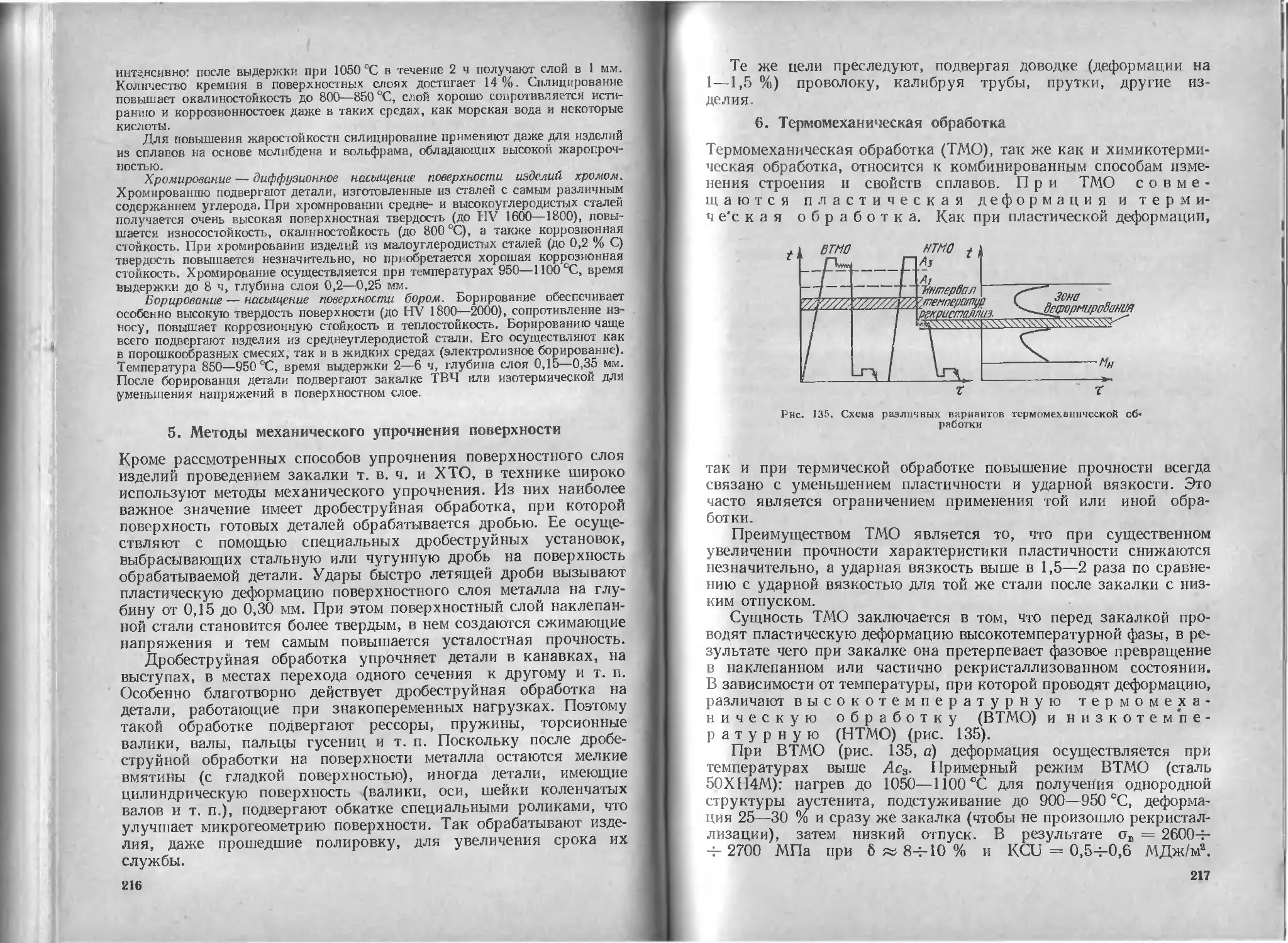
6. Термомеханическая обработка...................................... 217
Глава IX. Коррозия металлов....................................... 219
1. Общие сведения................................................... 219
2. Химическая коррозия............................... • • 221
3. Электрохимическая коррозия........................ . . 223
4. Основные виды коррозии ...................................... ' 232
Глава X. Защита от коррозии ............................... .... 242
1. Защита покрытиями............... . ... ... 242
2. Электрохимическая защита........................................ 245
3. Ингибиторная защита............................................. 247
Глава XI. Конструкционные стали .................................... 249
1. Классификация и маркировка углеродистых и легированных сталей 251
2. Цементуемые стали ............................................... 259
3. Улучшаемые стали................................................ 260
4. Высокопрочные стали........................................... 262
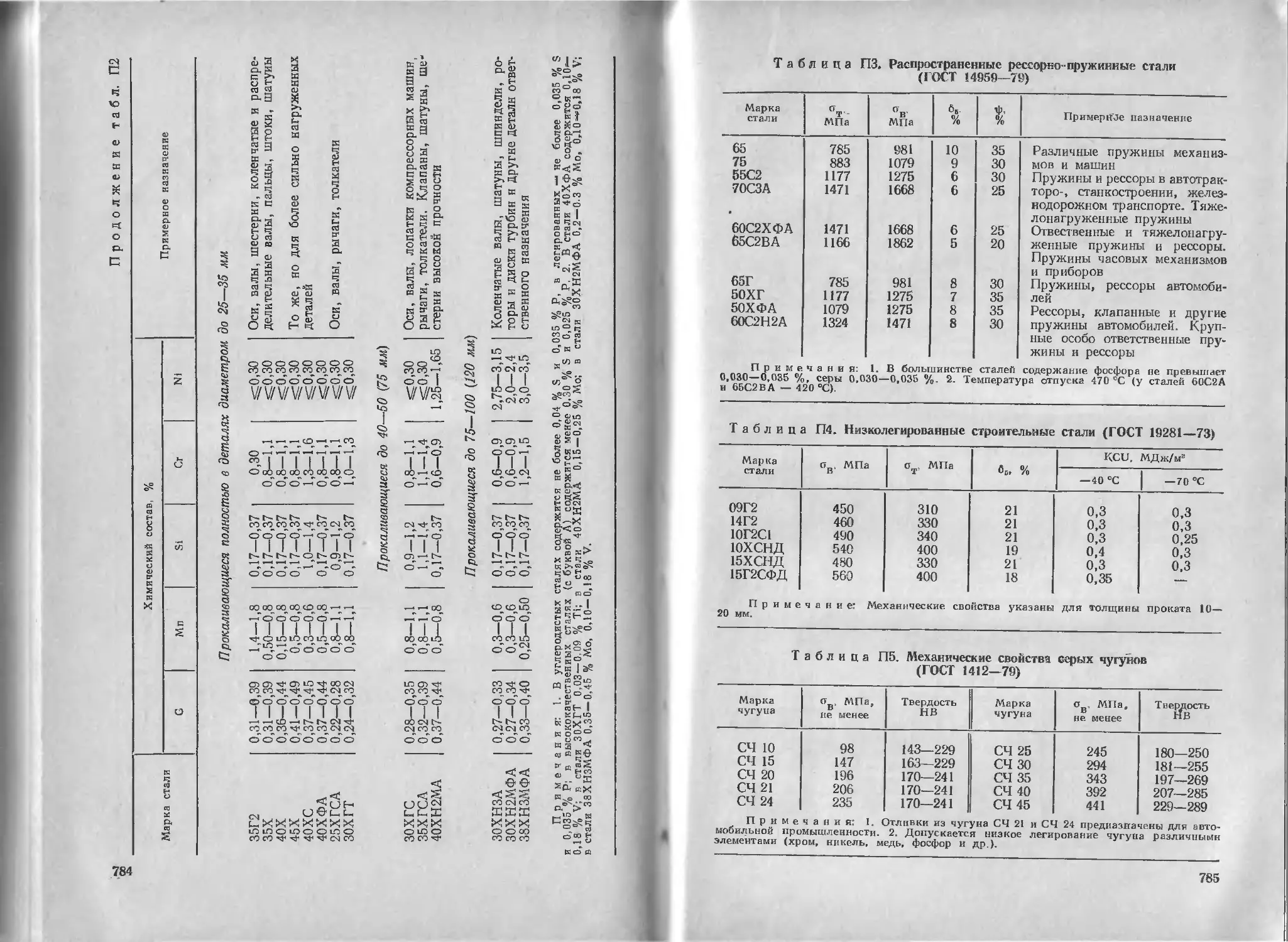
5. Пружинно-рессорные стали ........................................ 264
6. Шарикоподшипниковые стали ................................. 265
7. Износостойкие стали....................................... . - 266
8. Строительные стали............................................... 267
9. Автоматные стали.......................................... . . 268
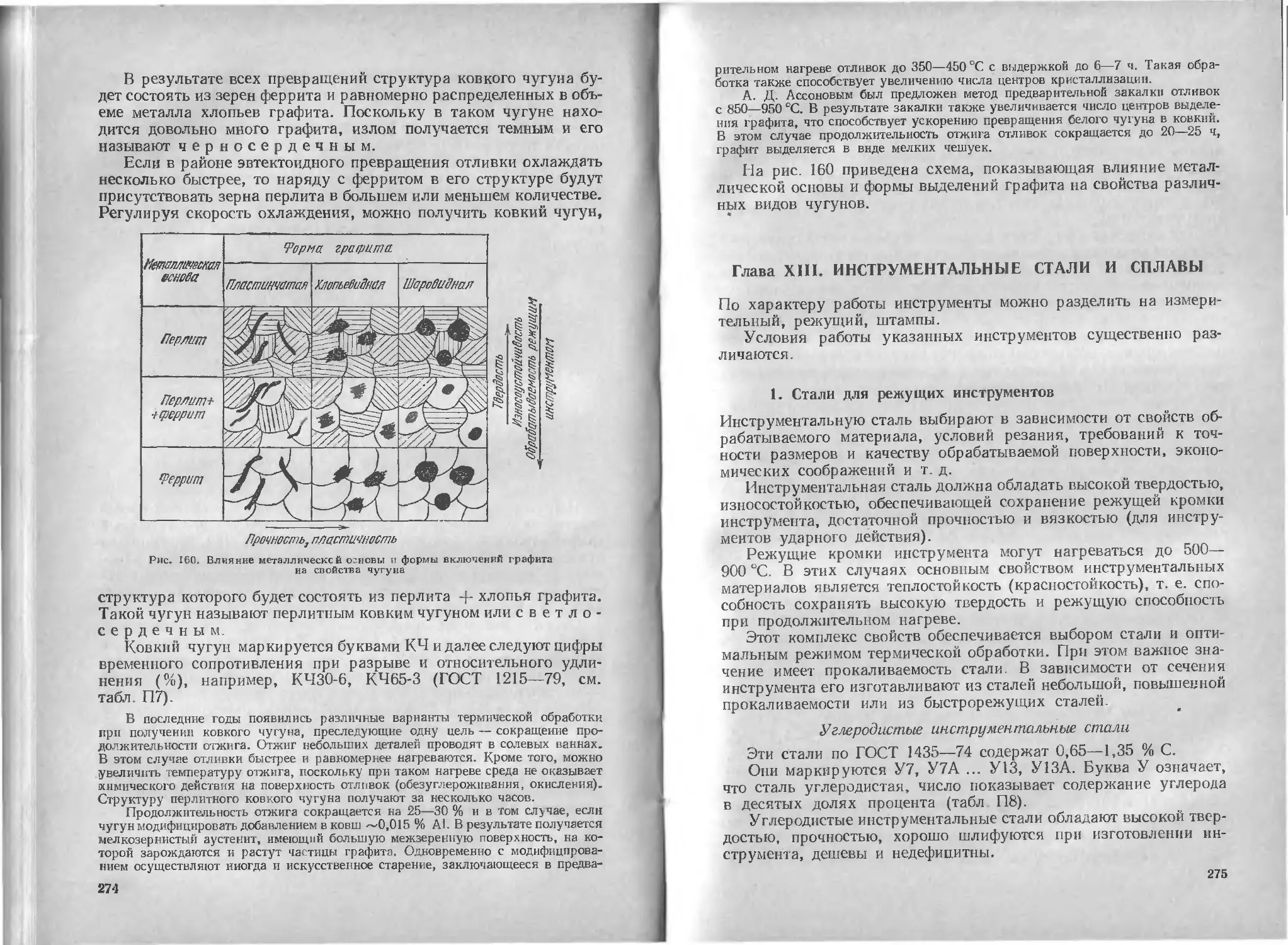
Глава XII. Чугуны .................................................. 268
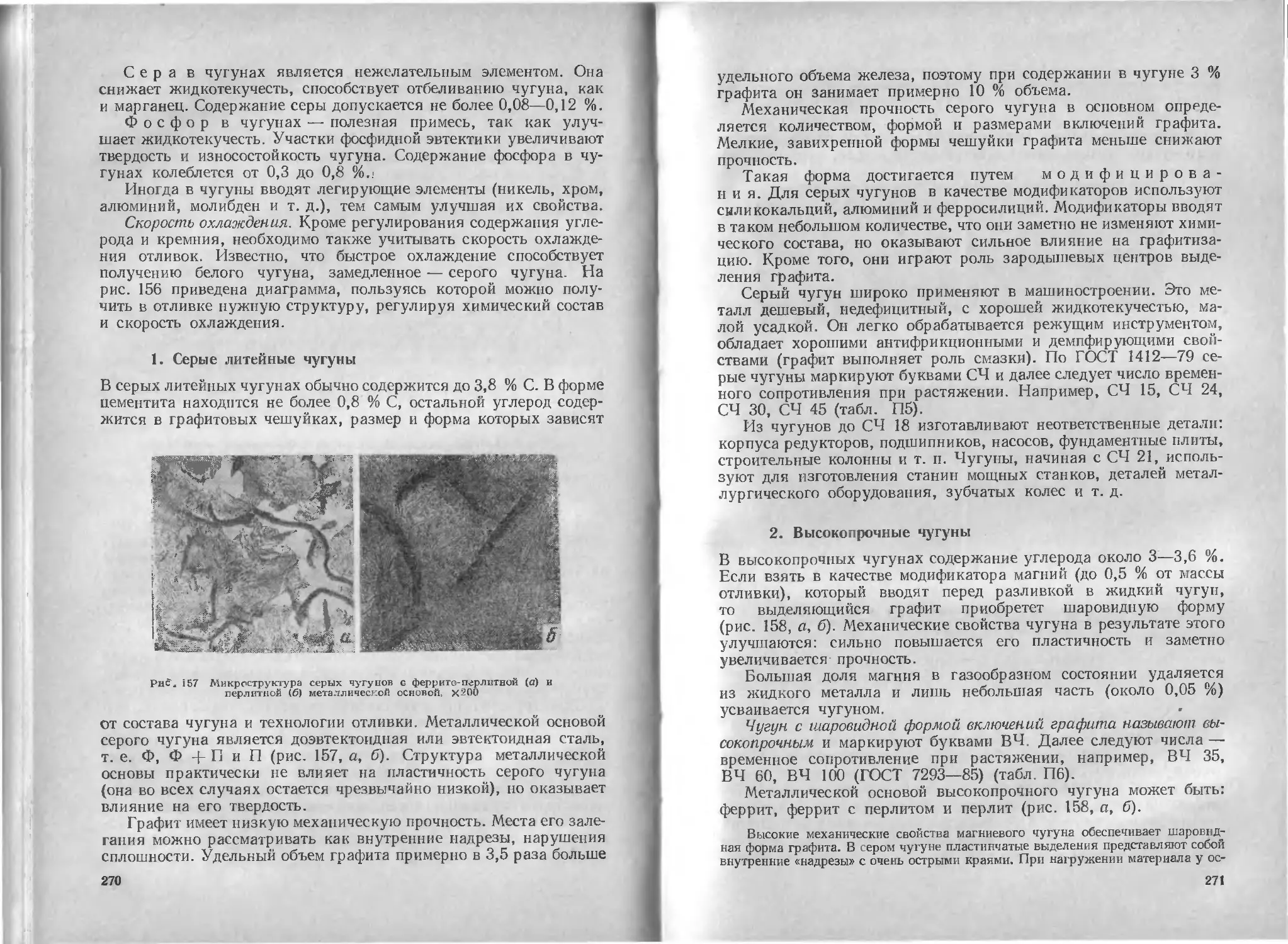
1. Серые литейные чугуны..................................... . . 270
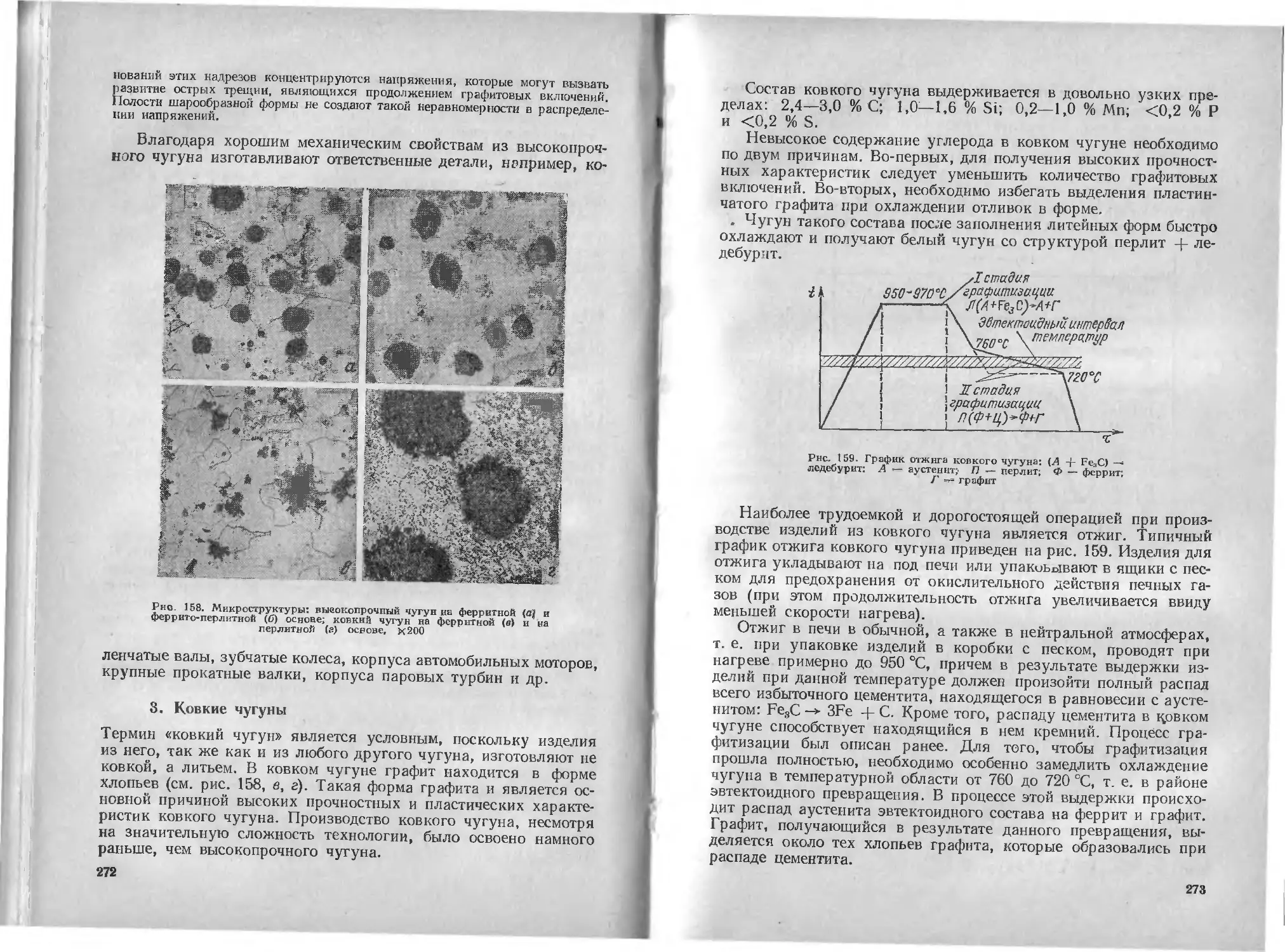
2. Высокопрочные чугуны ..................................... . . 271
3. Ковкие чугуны . ............... ................. . 272
Глава XIII. Инструментальные стали и сплавы .................. . 275
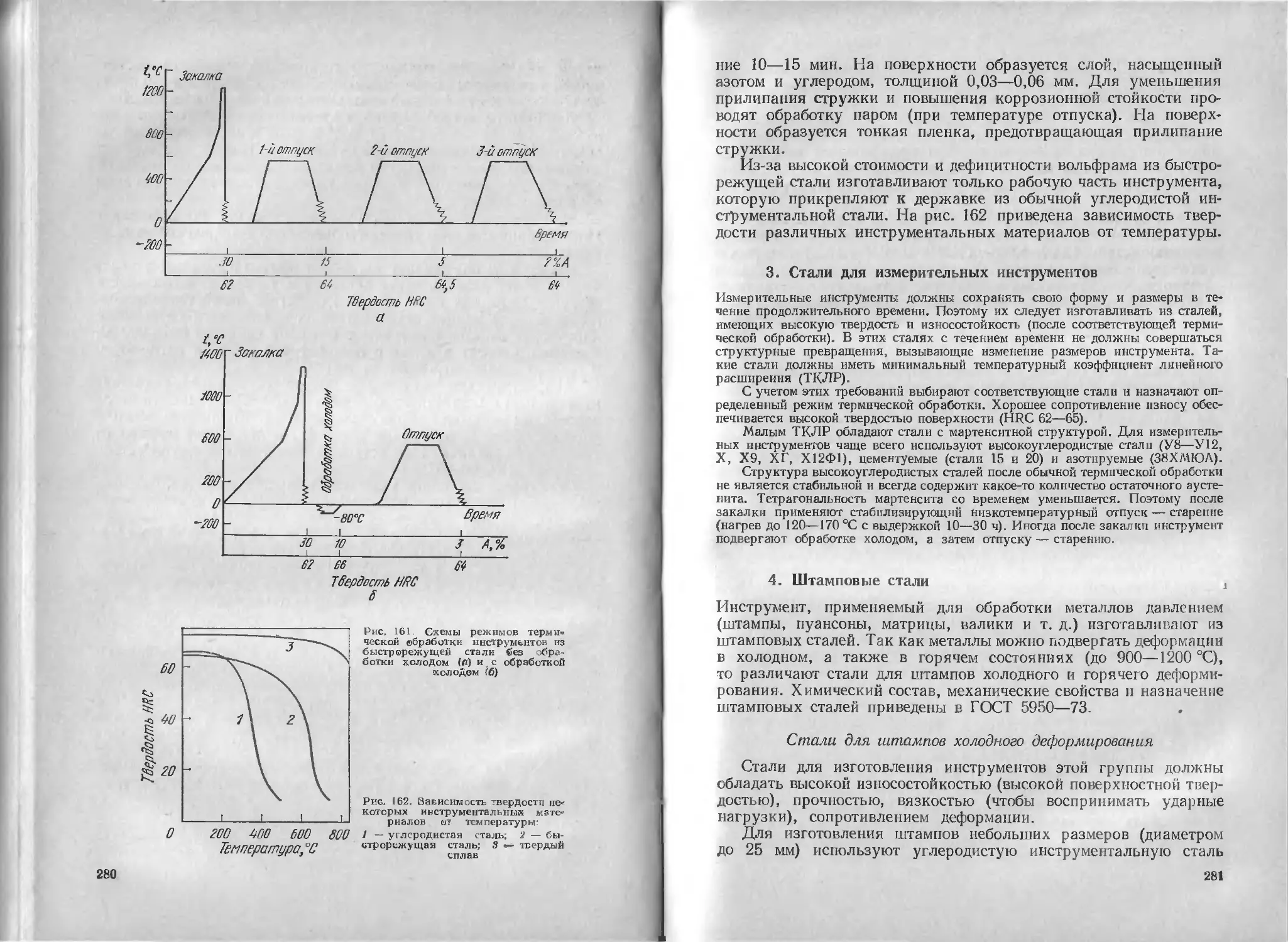
1. Стали для режущих инструментов................................... 275
2. Быстрорежущие стали............................................. 278
3. Стали для измерительных инструментов........................... 281
4. Штамповые стали ...................................... ... 281
Глава XIV. Коррозионностойкие (нержавеющие) стали и сплавы . . . 283
1. Хромистые коррозионностойкие стали............................... 283
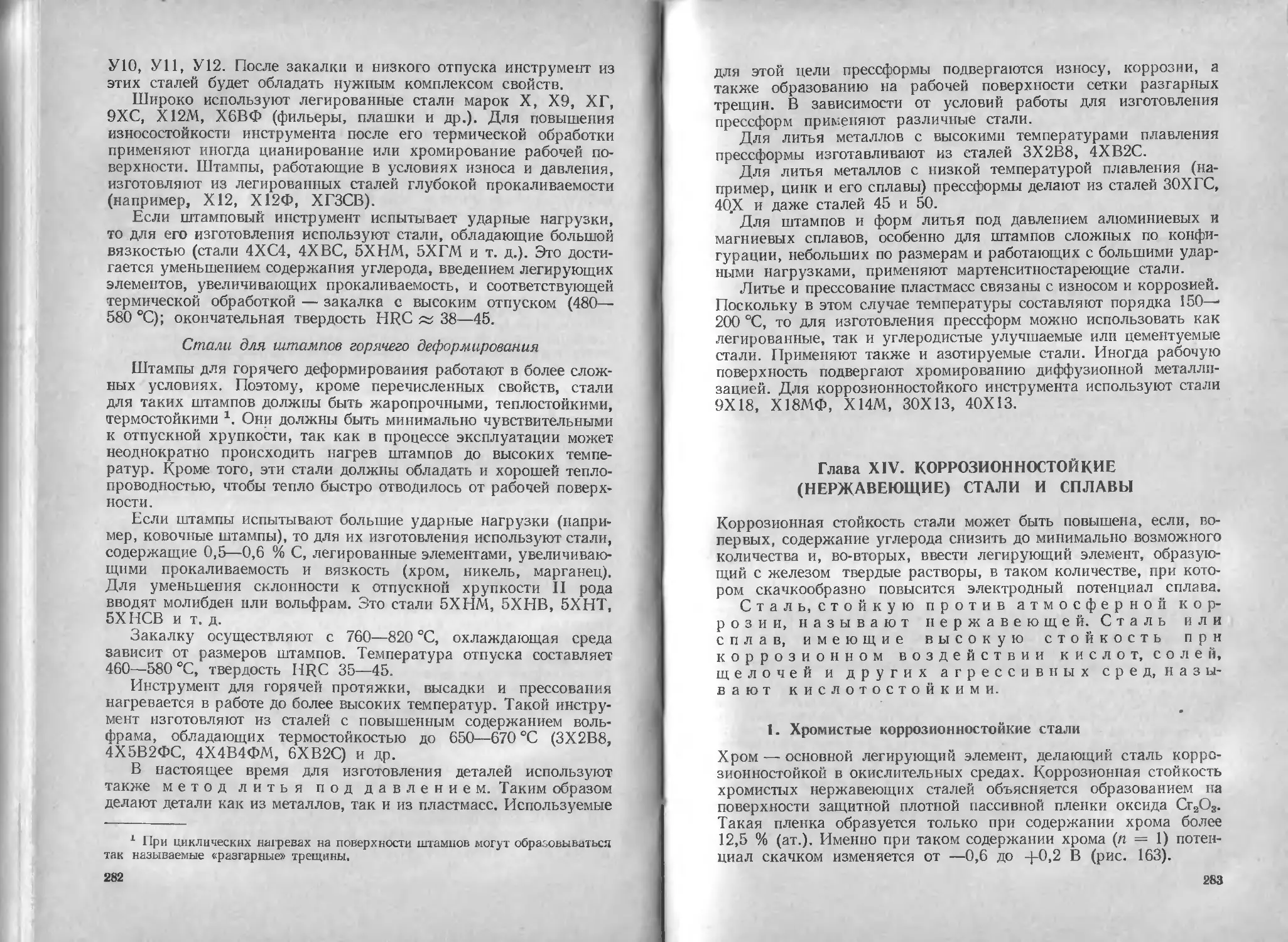
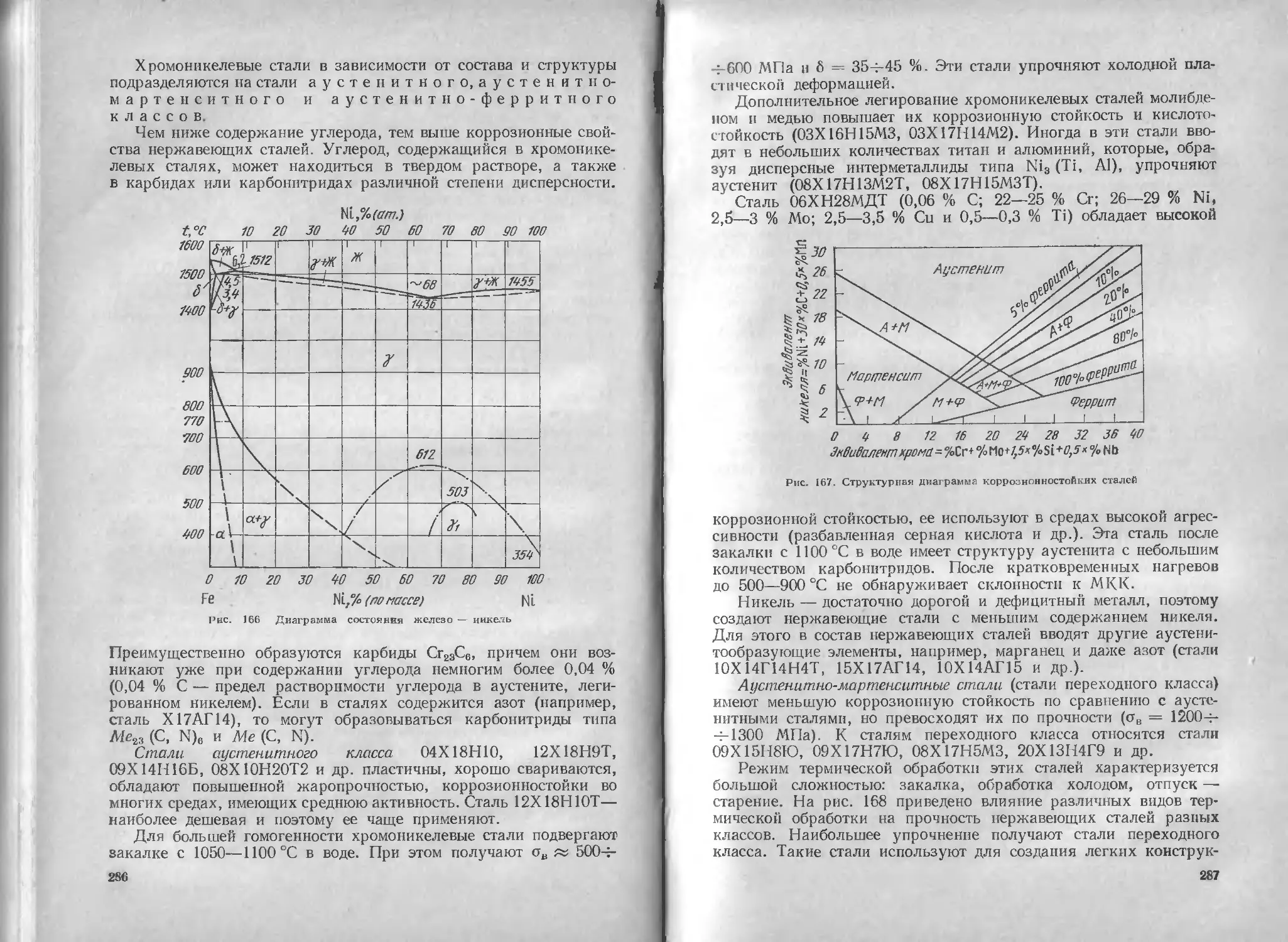
2. Хромоникелевые коррозионностойкне стали.......................... 285
3. Коррозионностойкие сплавы и чугуны ........................... 290
4. Биметаллы ..................................................... 291
Глава XV. Жаростойкие и жаропрочные стали и сплавы . ............... 293
1. Жаростойкие стали и сплавы....................................... 293
2. Жаропрочность .................................................. 294
3. Жаропрочные стали. Классификация................................ 297
4. Жаропрочные сплавы на основе никеля и тугоплавких металлов . . . 300
5
Глава XVI. Стали и сплавы с особыми физическими свойствами . . . 302
1. Магнитные стали и сплавы ..................................... 302
2. Сплавы с особыми тепловыми и упругими свойствами............. 306
3. Сплавы с эффектом памяти формы .............................. 307
Глава XVII. Цветные металлы и сплавы ........................... 307
1. Медь и ее сплавы ........................................... 308
2. Алюминий и его сплавы ....................................... 313
3. Магний и его сплавы . . - ............................... 319
4. Титан и его сплавы.......................................... 320
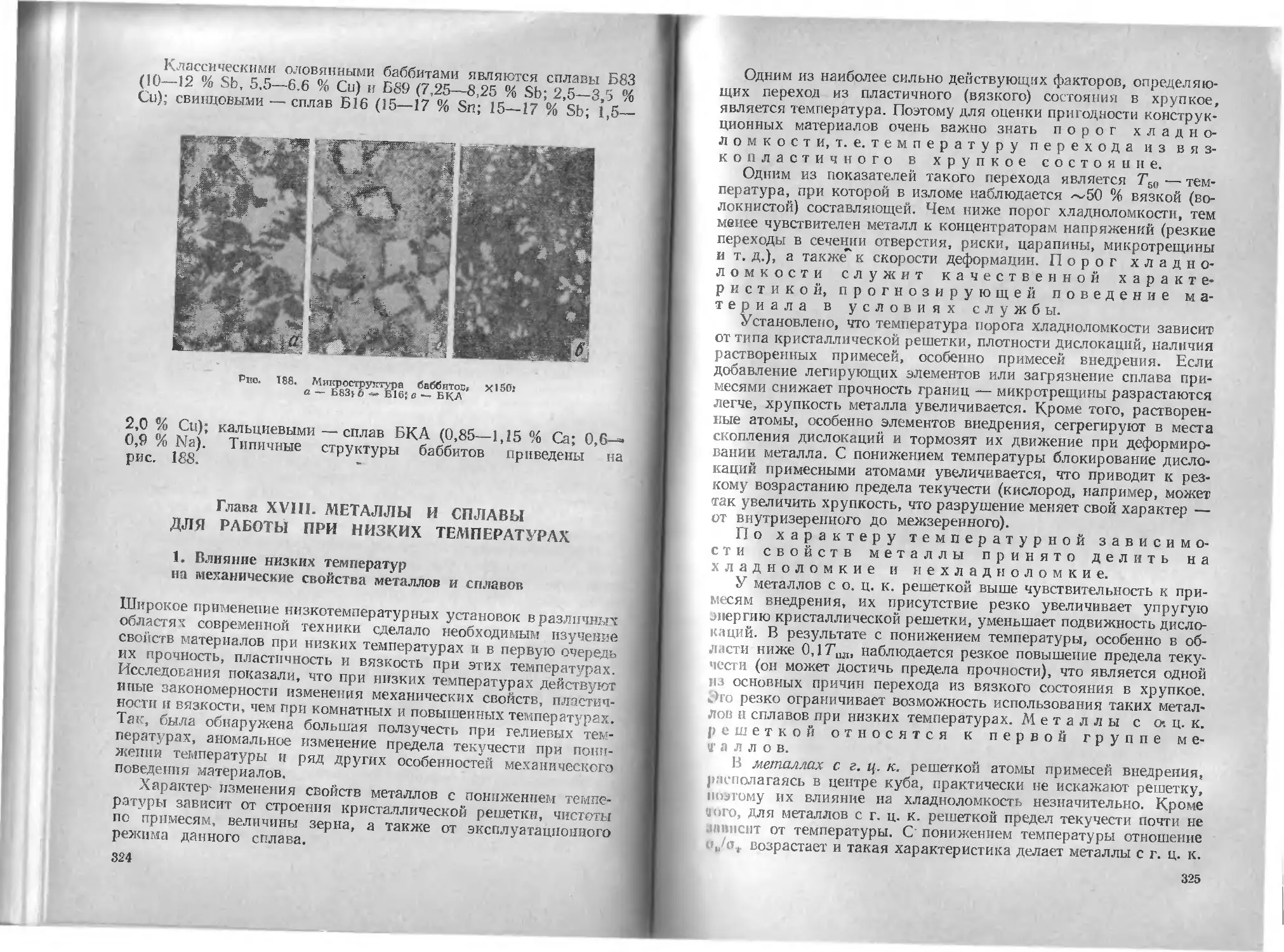
б. Антифрикционные сплавы ... ..................... 323
Глава XVIII. Металлы и сплавы для работы при низких температурах 324
1. Влияние низких температур на механические свойства металлов и
сплавов ......................................................... 324
2. Металлические материалы для работы при низких температурах . . 326
Раздел т р е т и й. ОСНОВЫ ЛИТЕЙНОГО ПРОИЗВОДСТВА
(Б. В. Кнорозов, Г. А. Усов)...................................... 329
Глава I. Общие сведения .................... .............. 329
1. Основные способы получения отливок............................ 330
2. Развитие отечественного литейного производства . ............ 330
Глава II. Литье в песчаные формы . . ................... 331
1. Литейная технологическая оснастка . . . ............ 331
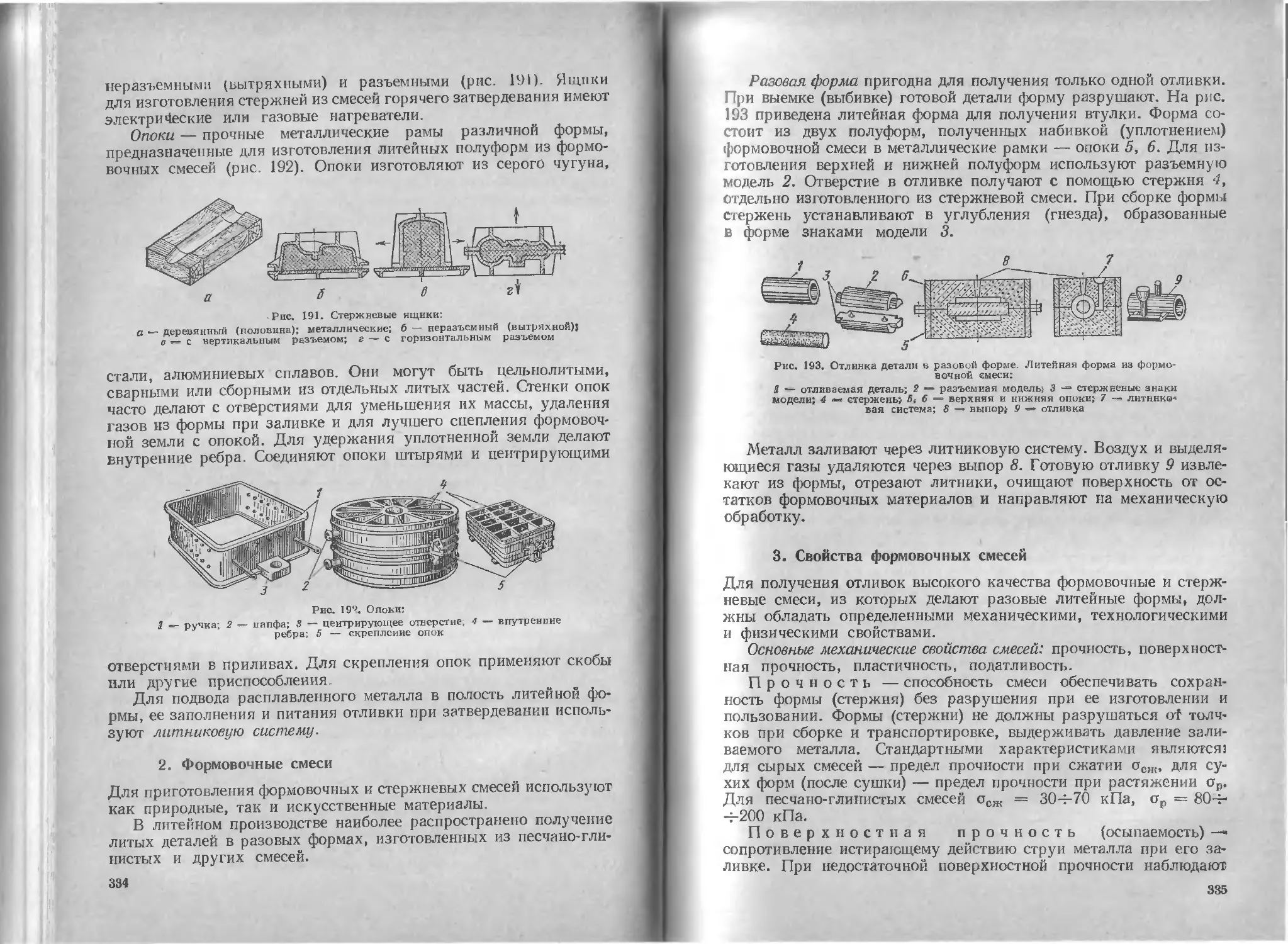
2. Формовочные смеси.......................................... 334
3. Свойства формовочных смесей ................................. 335
4. Песок и глина ............................................... 337
5. Песчано-глинистые смеси...................................... 338
6. Стержневые смеси........................................... 340
7. Специальные формовочные смеси................................ 340
8. Припылы и краски ............................................ 345
9. Приготовление смесей ... 346
Глава 111. Технология получения отливок ................... .... 347
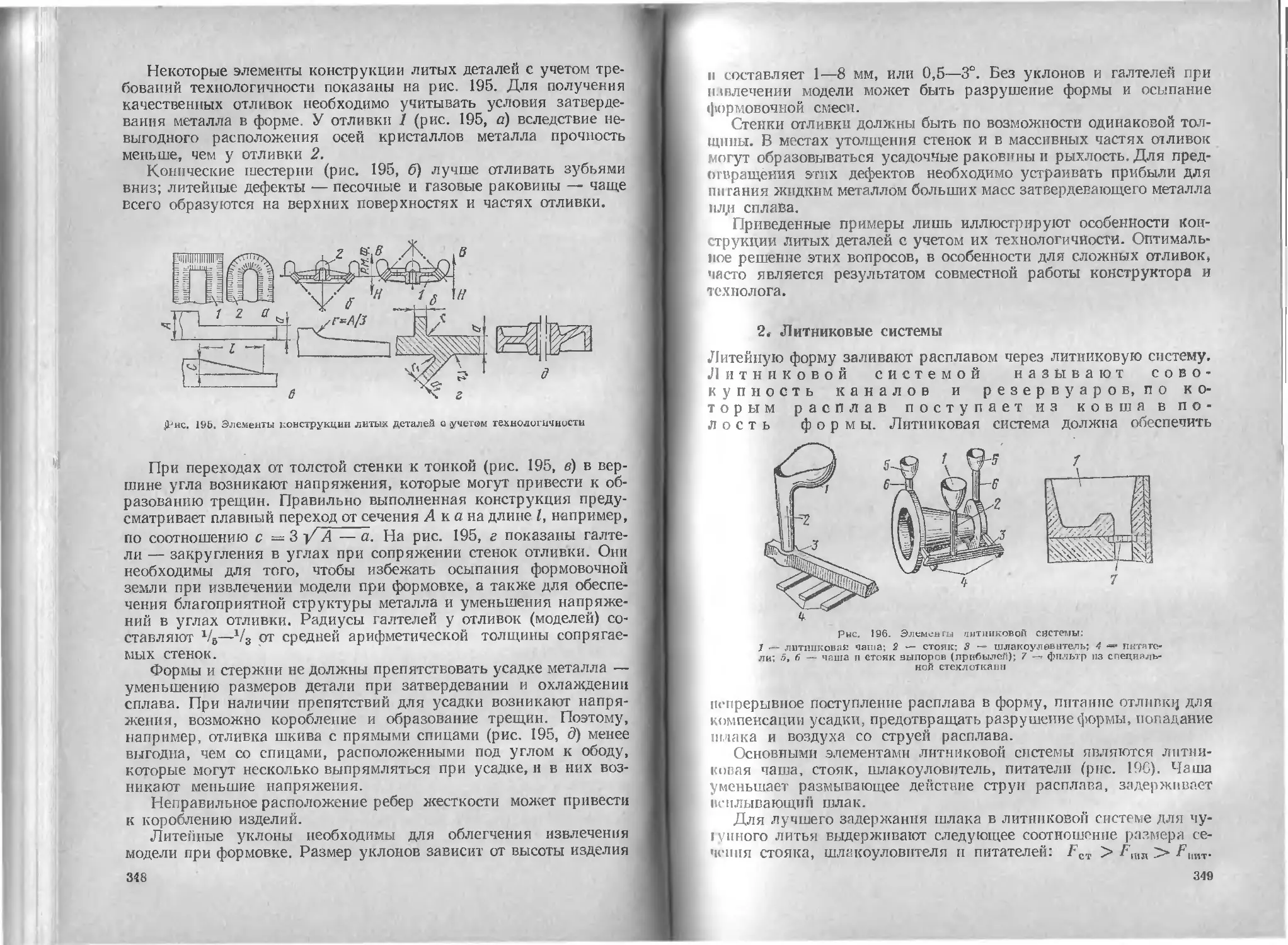
1. Основные сведения об особенностях конструкции и технологичности
отливок ................................................. ... 347
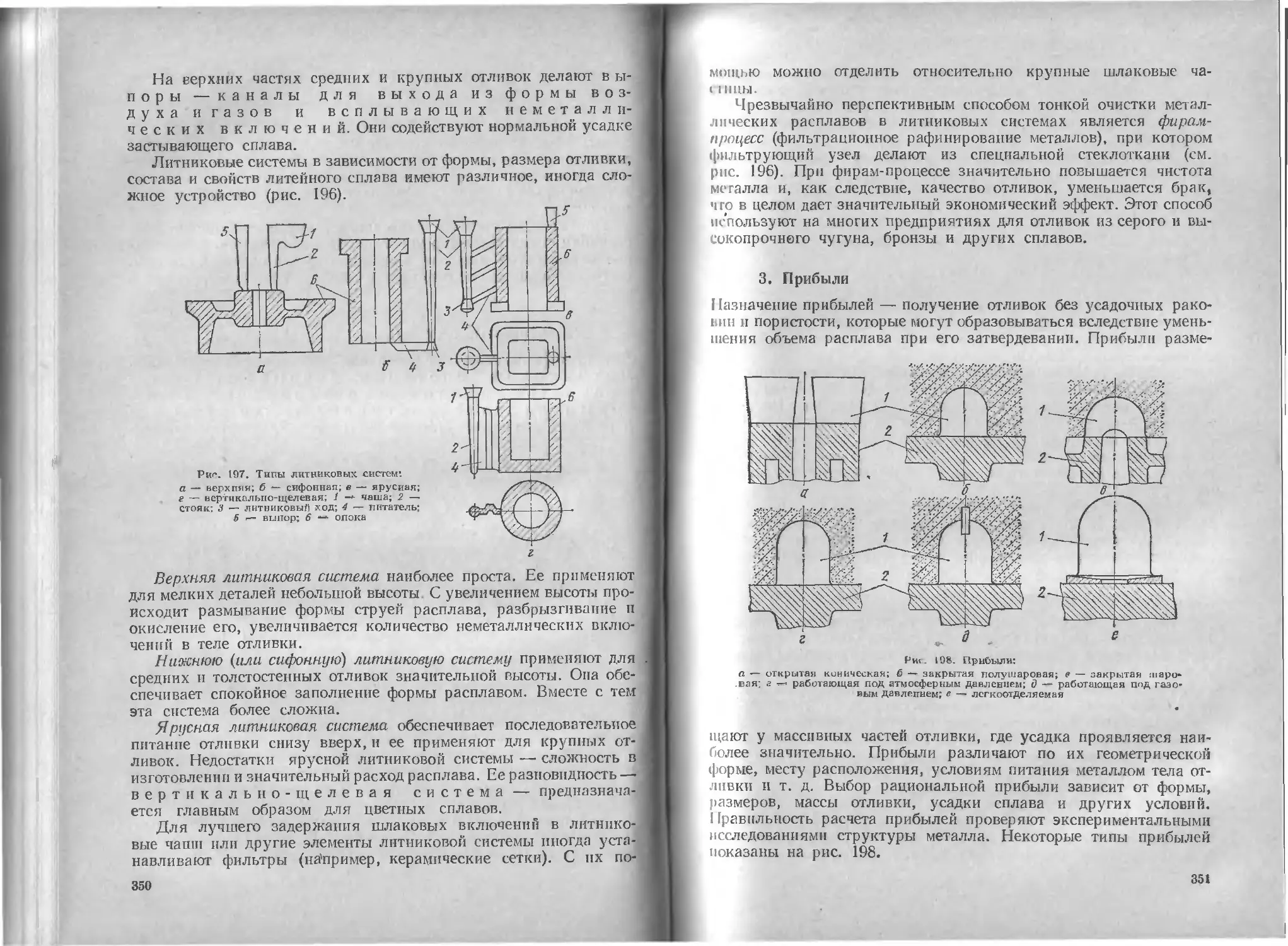
2. Литниковые системы.............................. . ... 349
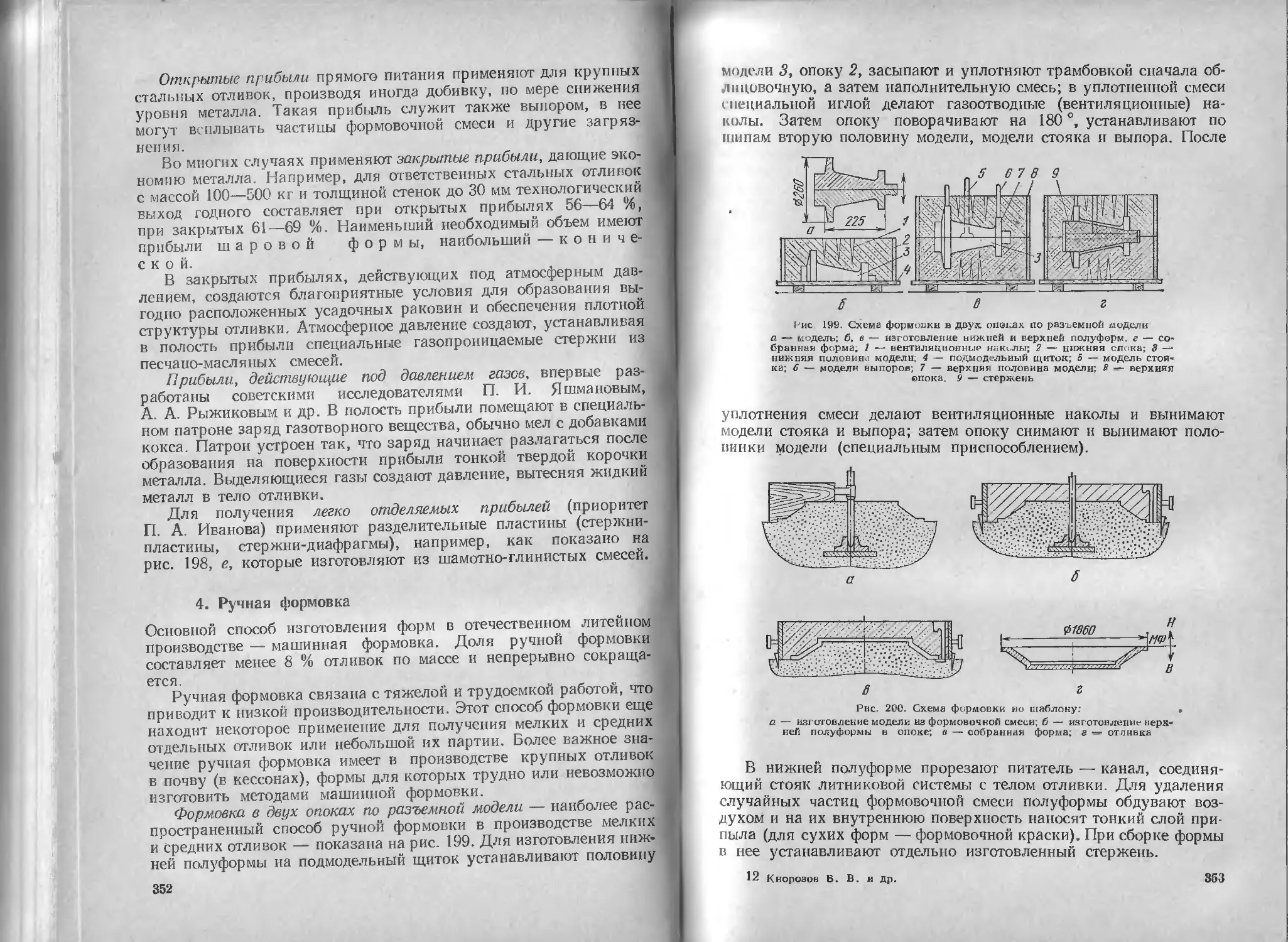
3. Прибыли . ...................................... • 351
4. Ручная формовка . . ................... ........... 352
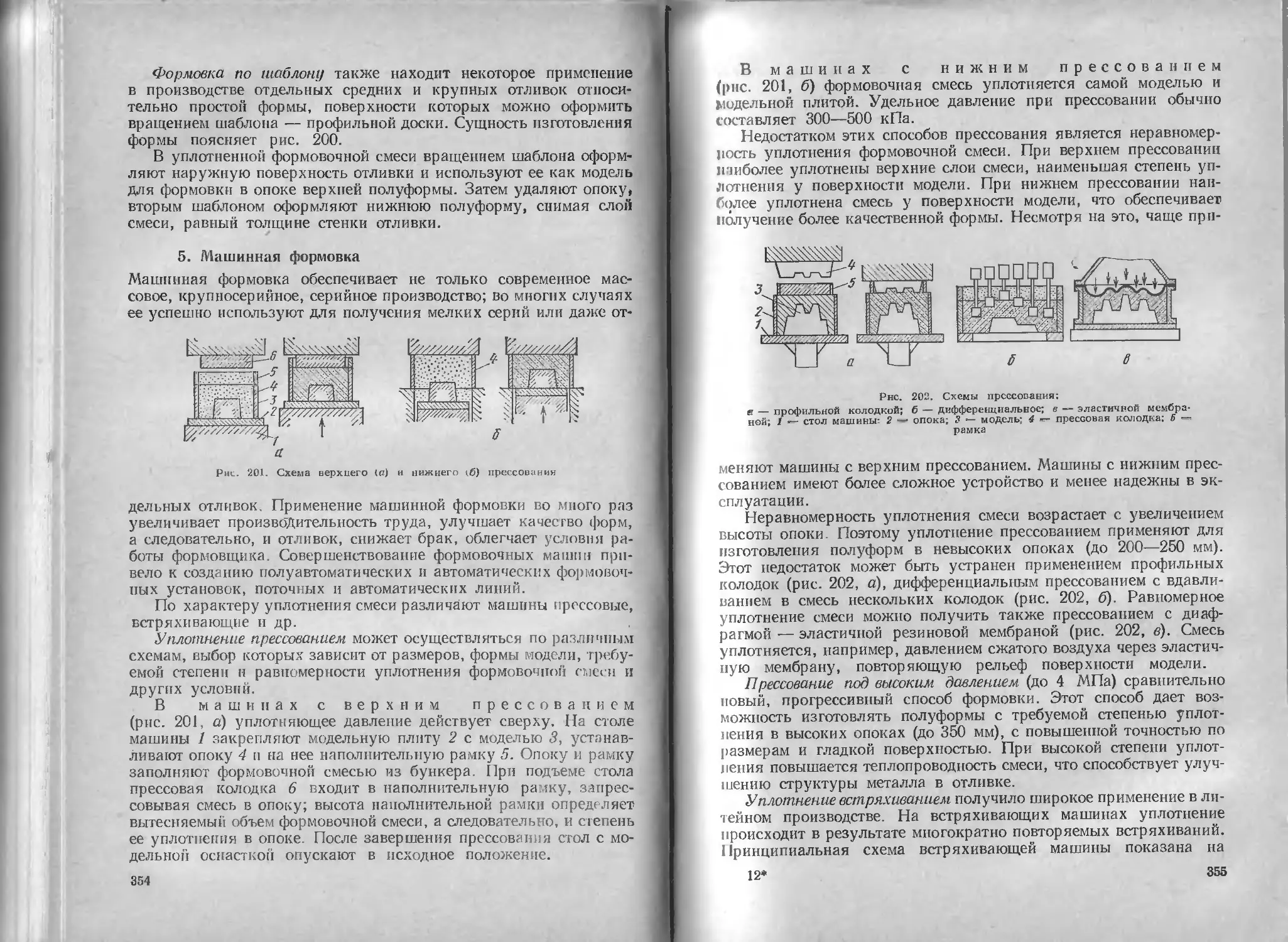
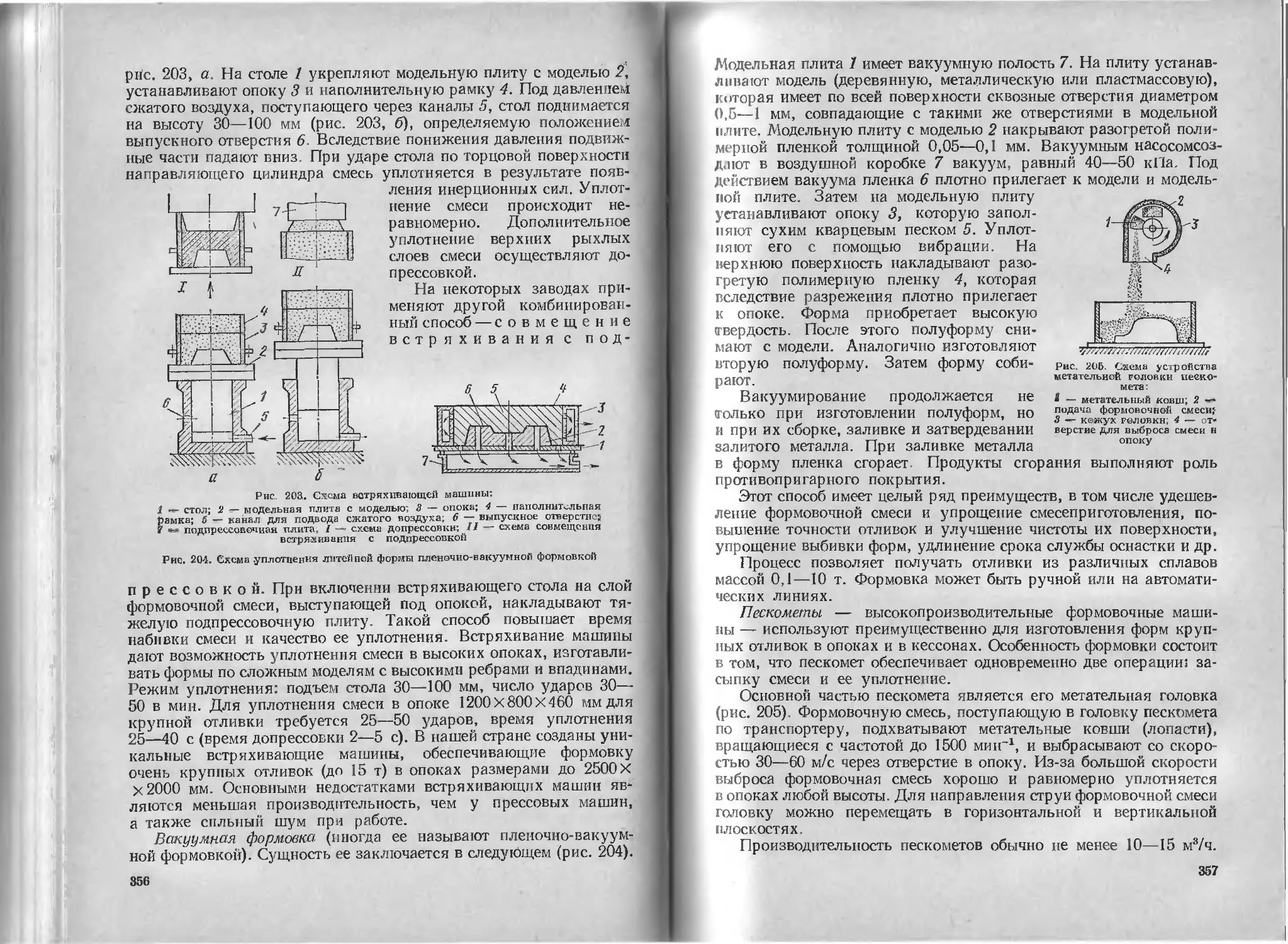
5. Машинная формовка............................................ 35ч
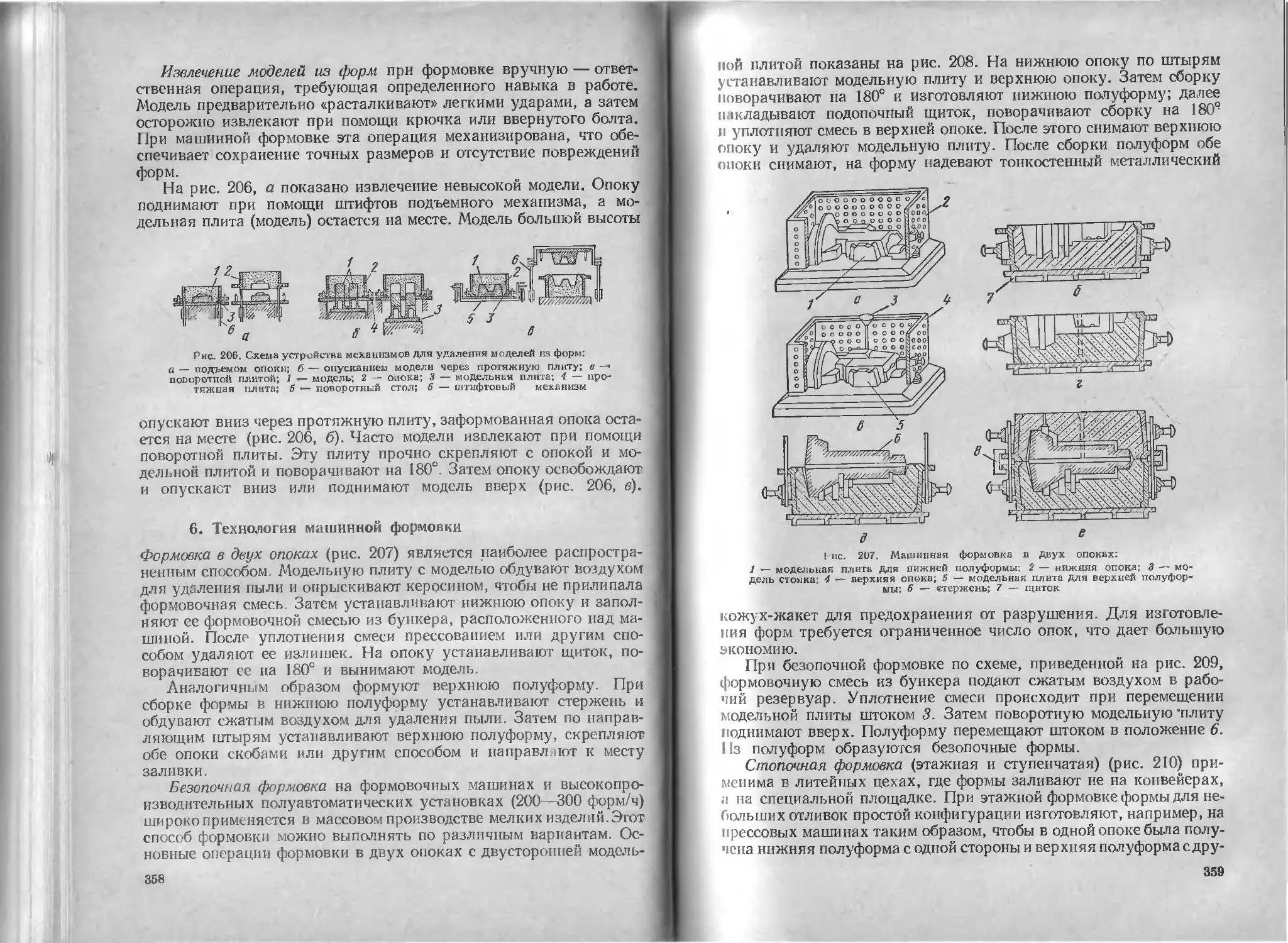
6. Технология машинной формовки................................. 358
7. Особенности технологии изготовления стержней ................ 363
8. Сборка и заливка форм ...................... . . 366
9. Охлаждение, выбивка и очистка отливок - ................ 366
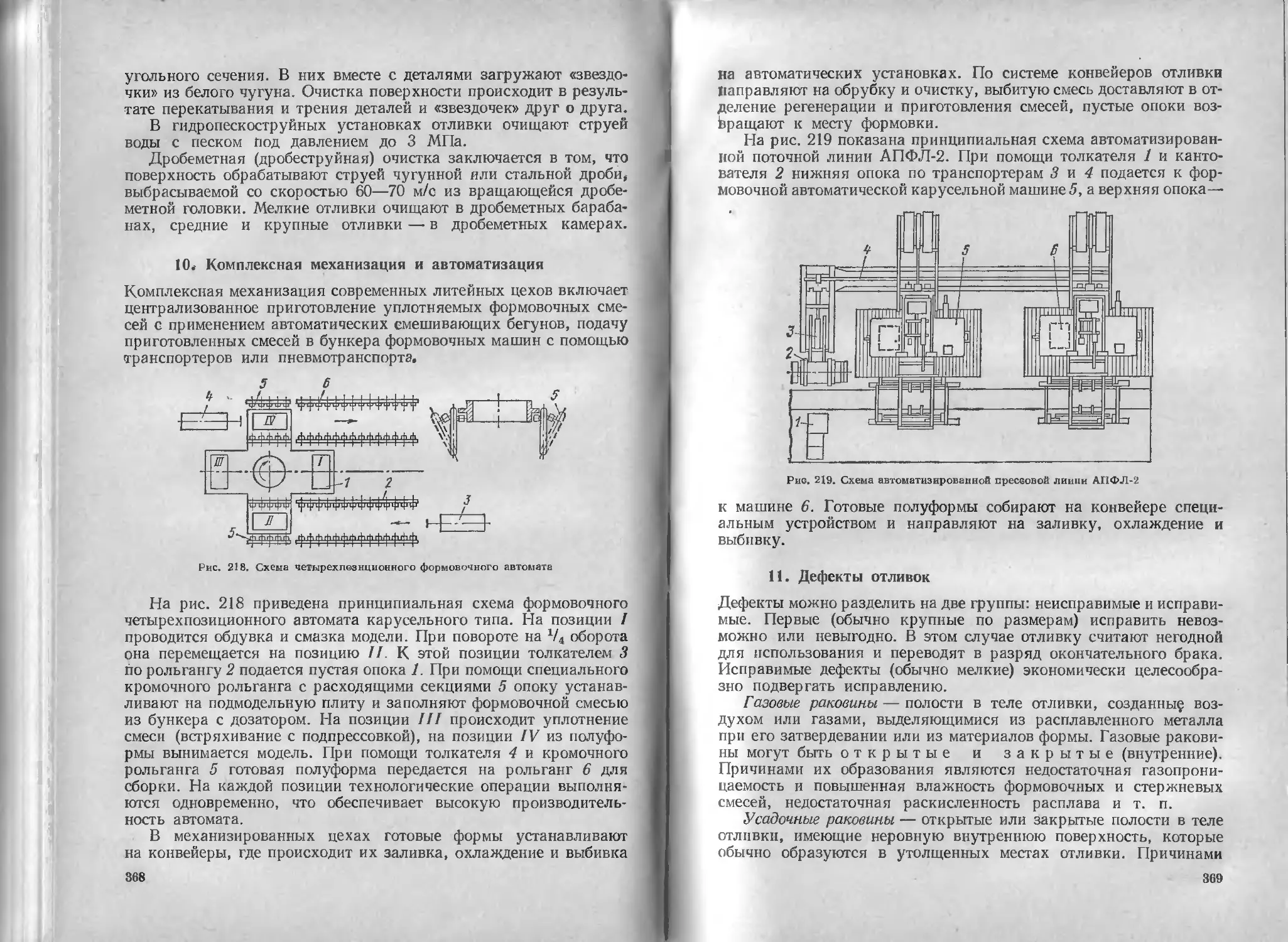
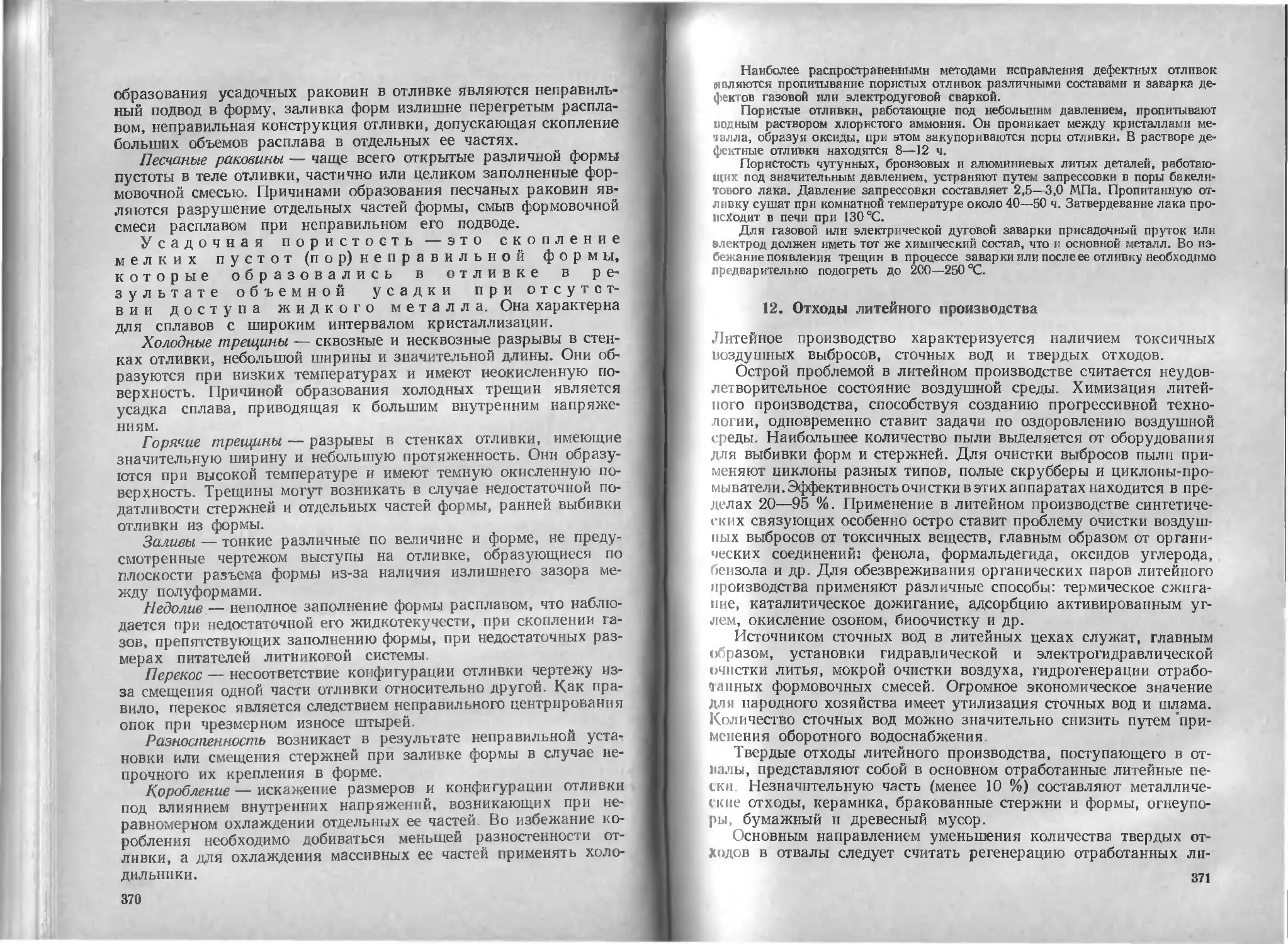
10. Комплексная механизация и автоматизация ..................... 368
11. Дефекты отливок............................................ 369
12. Отходы литейного производства................................ 371
Глава IV. Литейные сплавы ...................... . .......... 372
1. Литейные свойства сплавов .................................... 372
2. Производство отливок из чугунов ............................. 373
6
3. Производство отливок из стали ................................. 378
4. Производство отливок из медных сплавов......................... 380
5. Производство отливок из алюминиевых сплавов.................... 383
6. Производство отливок из магниевых сплавов...................... 385
Глава V. Специальные способы литья................................. 386
1, Литье в оболочковые формы...................................... 387
2. Литье по выплавляемым моделям ................................. 391
3. Литье в металлические формы.................................... 395
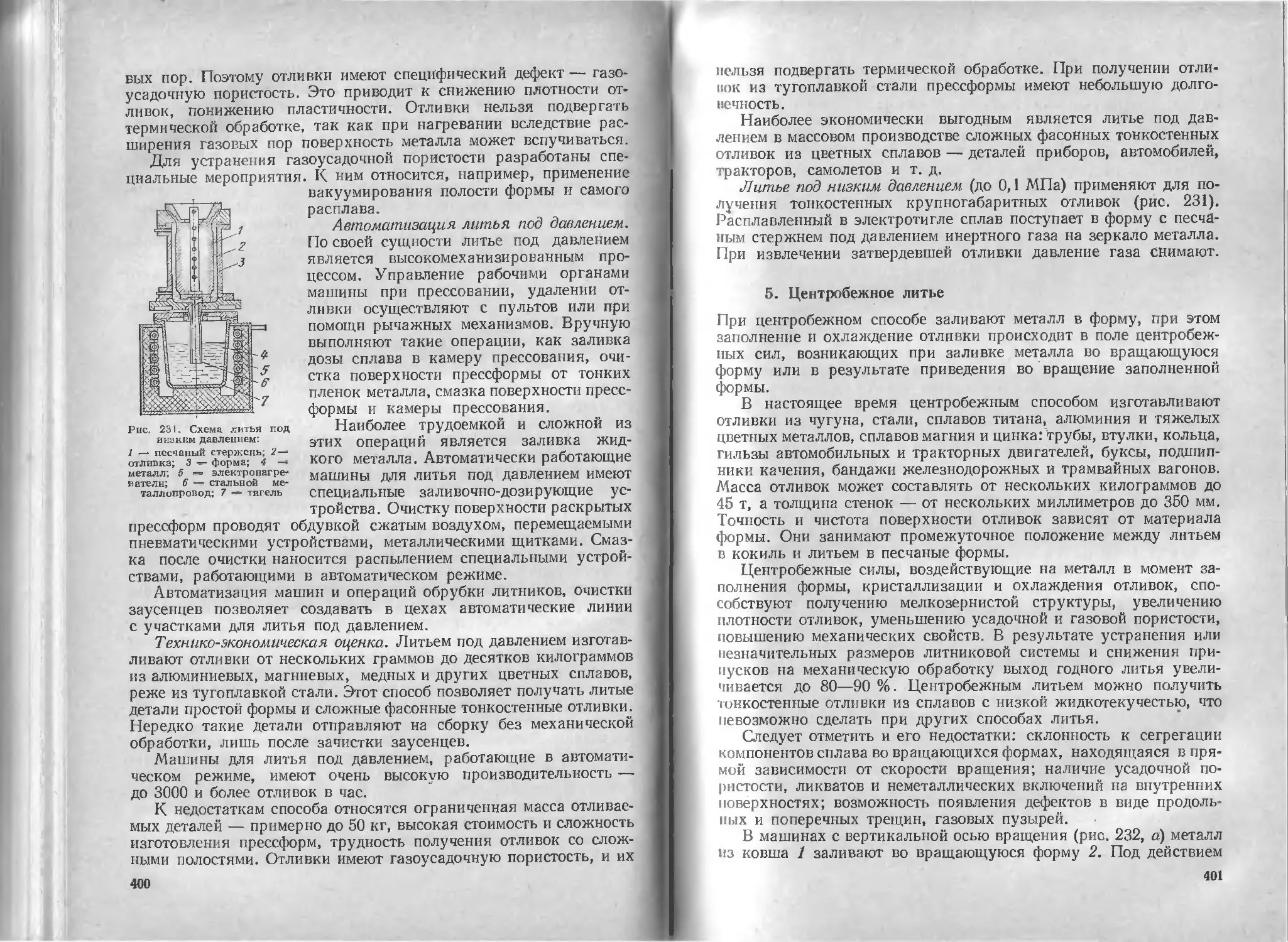
4. Литье под давлением ........................................... 397
5. Центробежное литье............................................. 401
6. Другие способы литья.................................. . . . 402
Раздел четвертый. ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
(А. В, Третьяков) . ........................................... - . 406
Глава I. Общие сведения.............................................. 406
1. Классификация методов обработки металлов давлением........... 406
2. Назначение и классификация механического оборудования .... 410
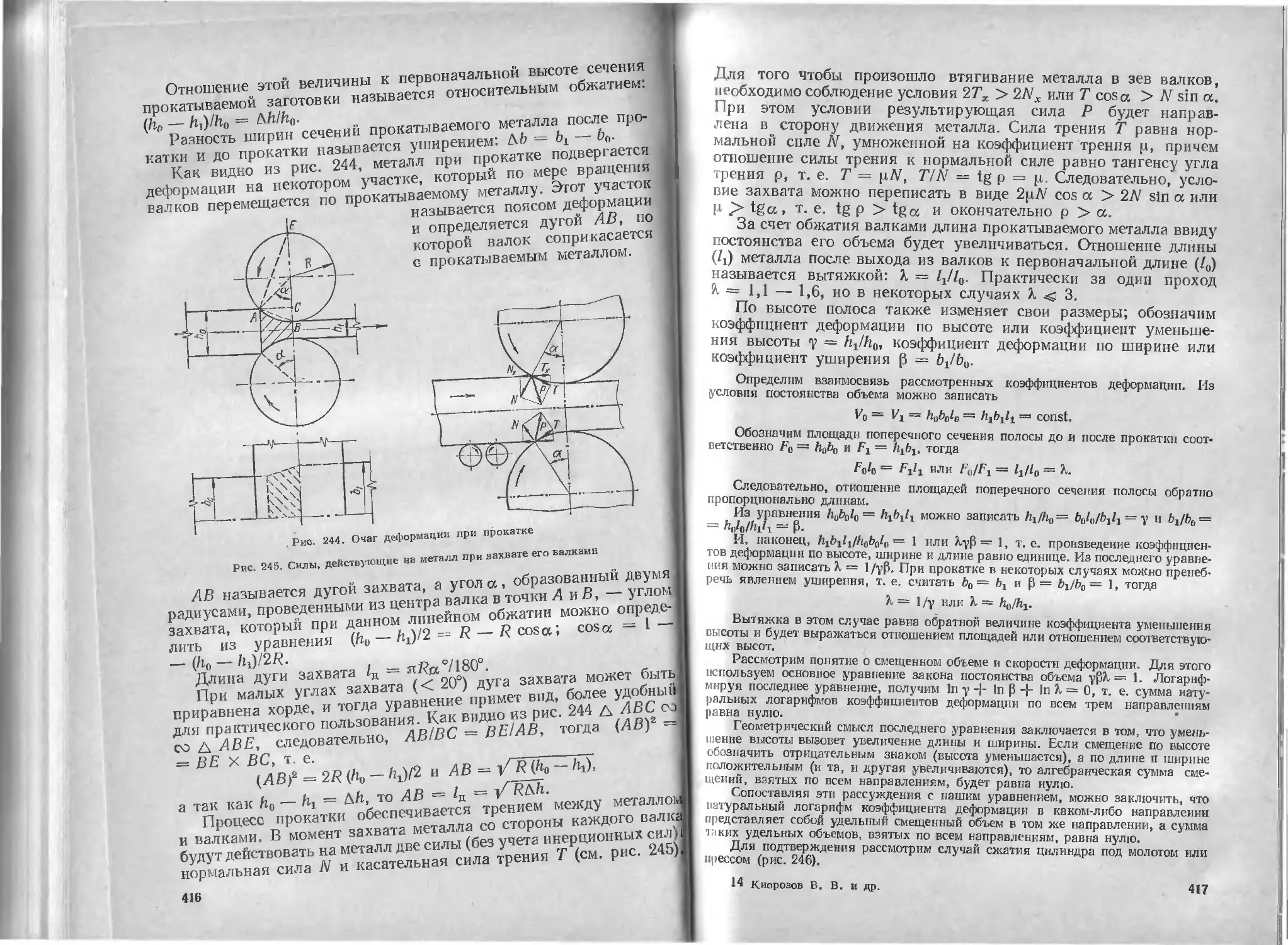
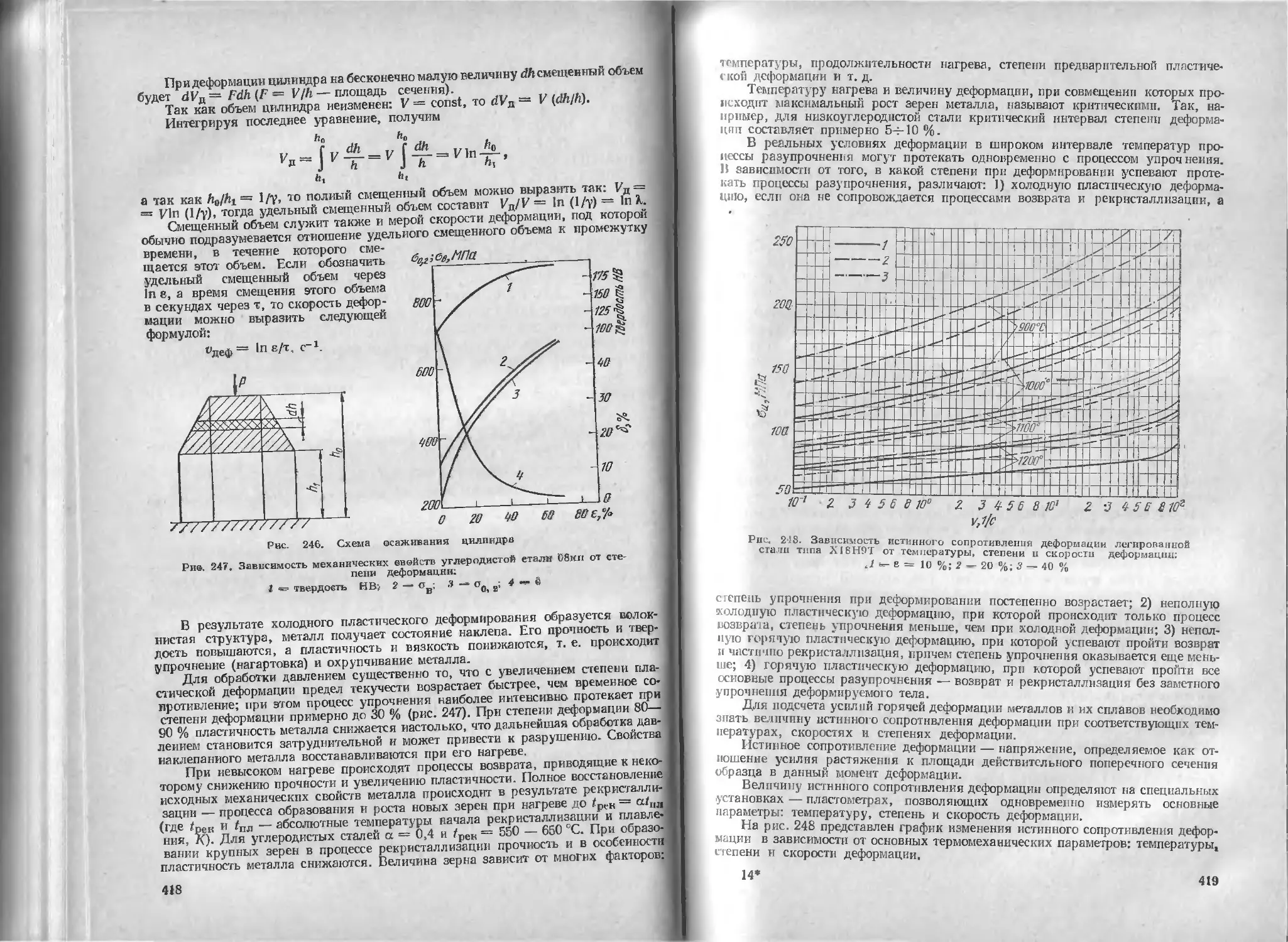
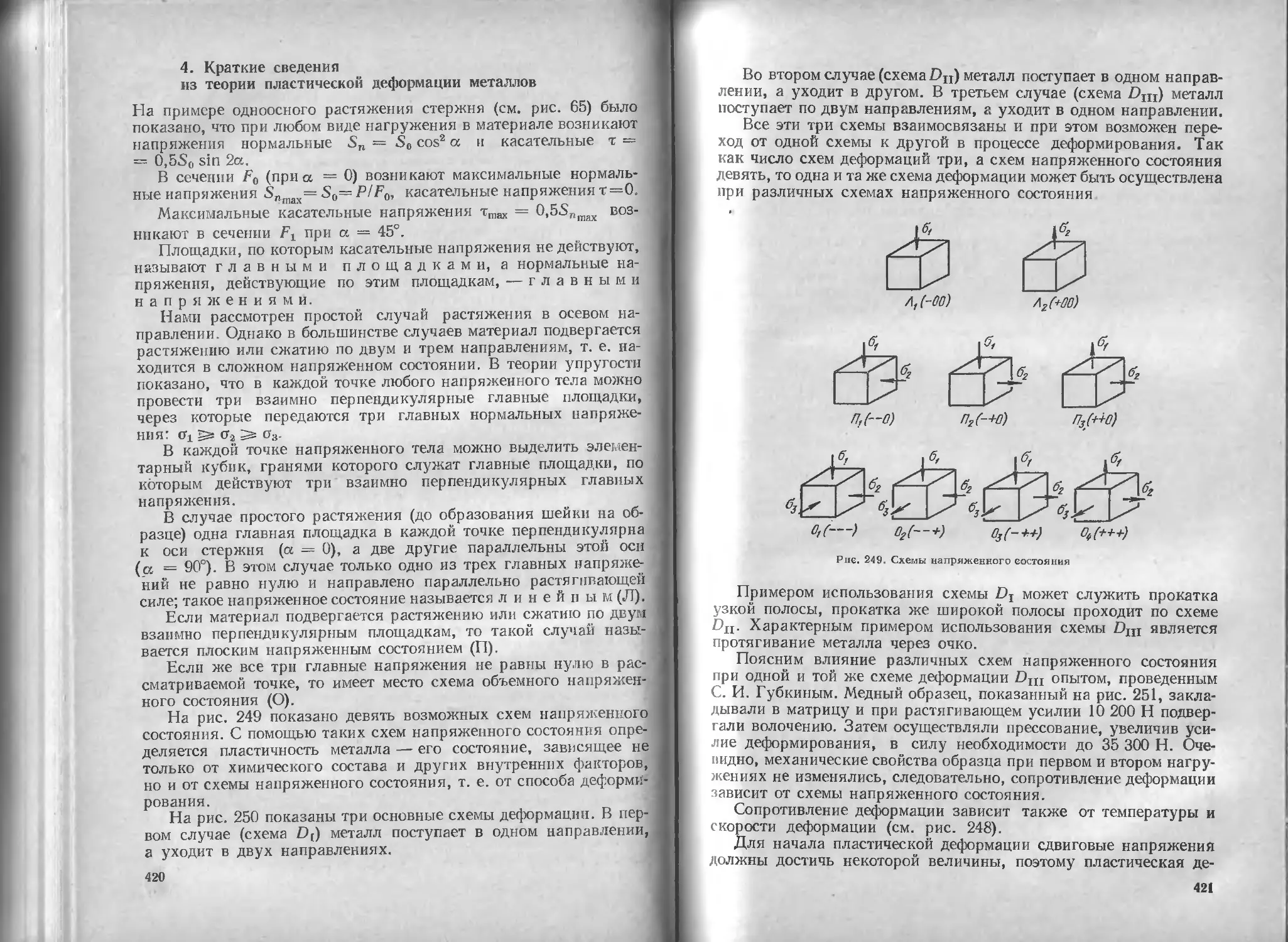
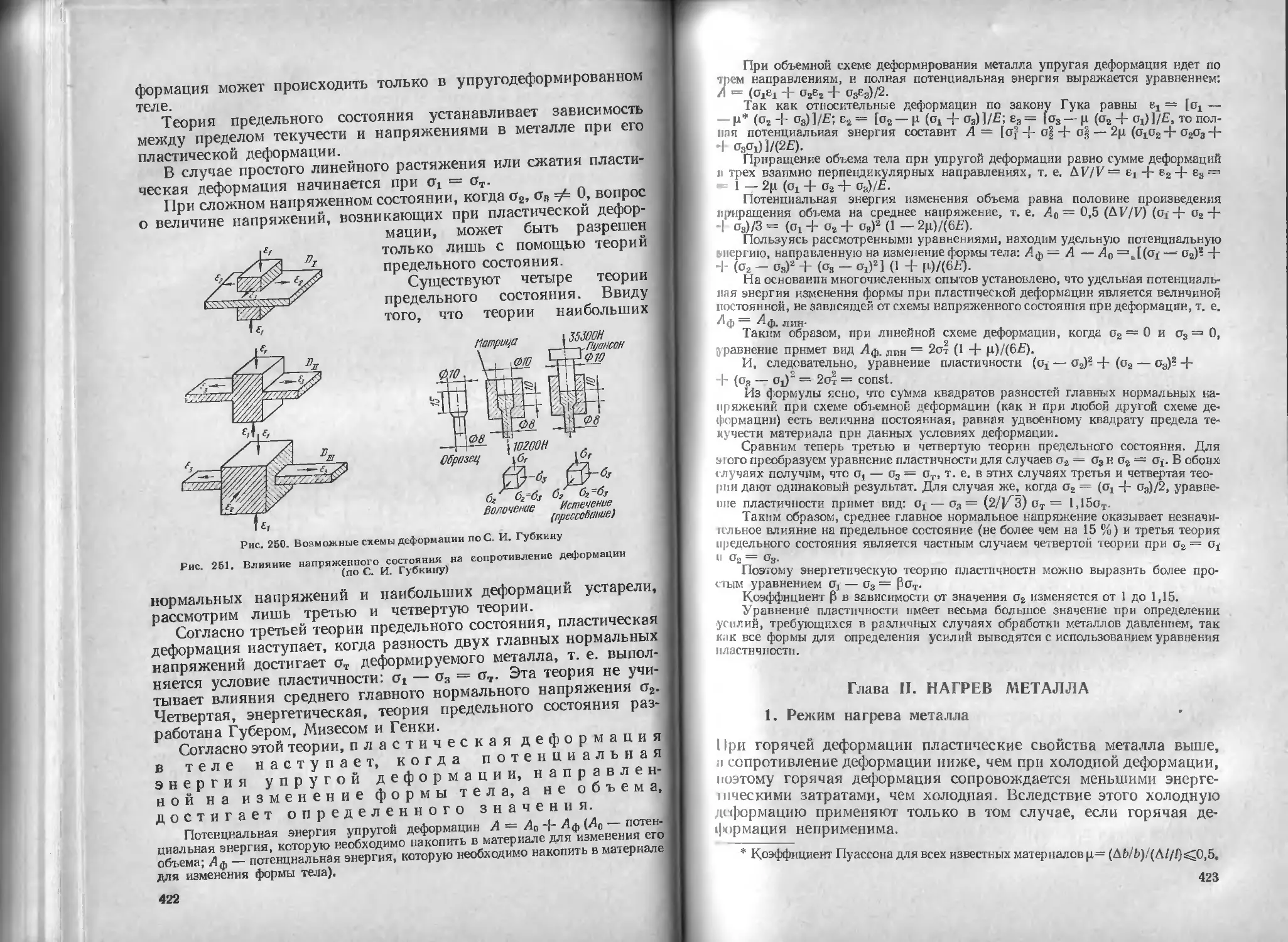
3. Основные положения обработки металлов давлением . ............... 414
4. Краткие сведения из теории пластической деформации металлов . . . 420
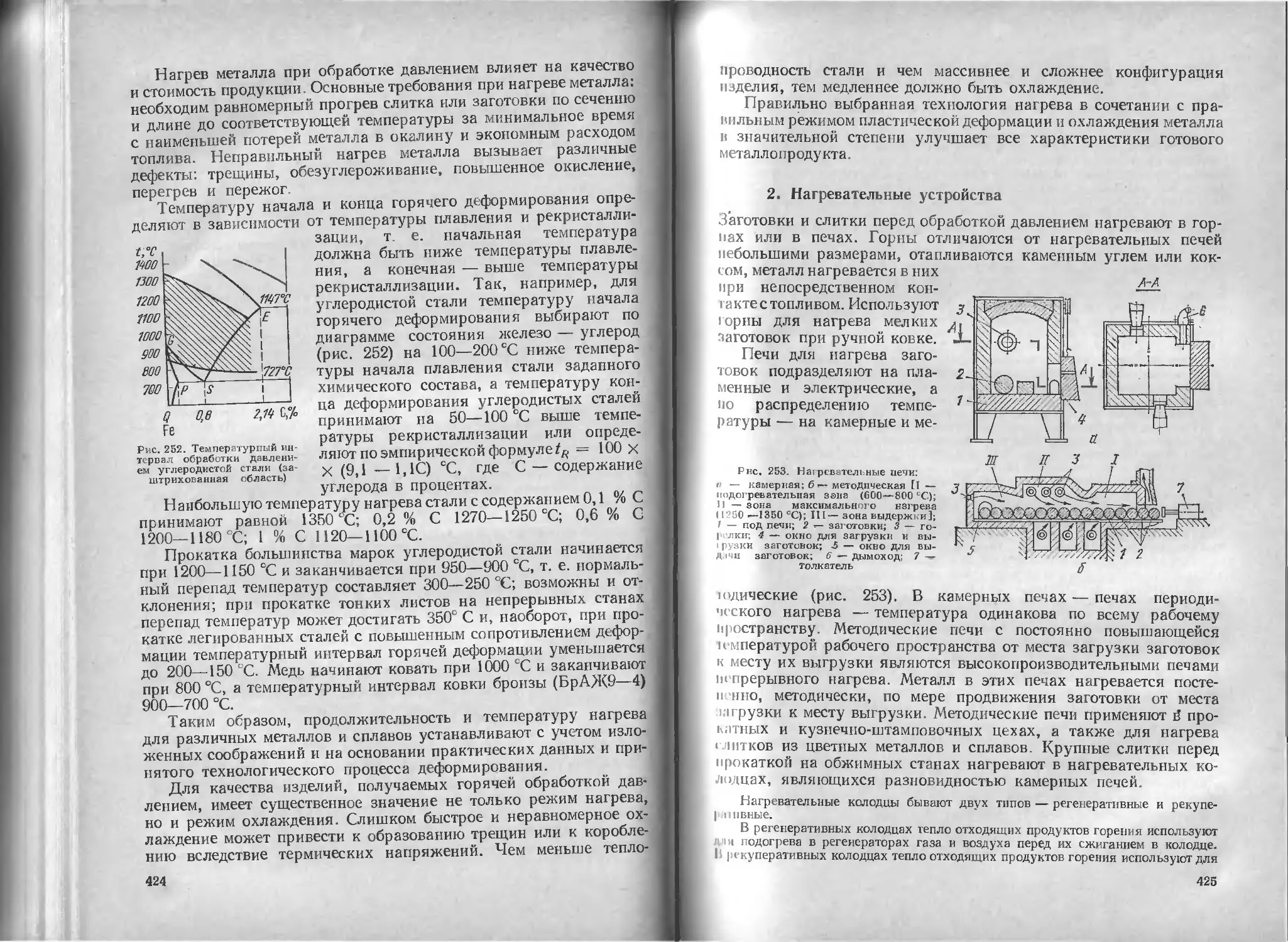
Глава II. Нагрев металла ............................................ 423
1. Режим нагрева металла ............................................ 423
2. Нагревательные устройства.................................... 425
Глава III. Основы прокатного производства ........................... 426
1. Сортамент прокатной продукции.................................... 426
2. Технология прокатного производства и калибровка валков .... 428
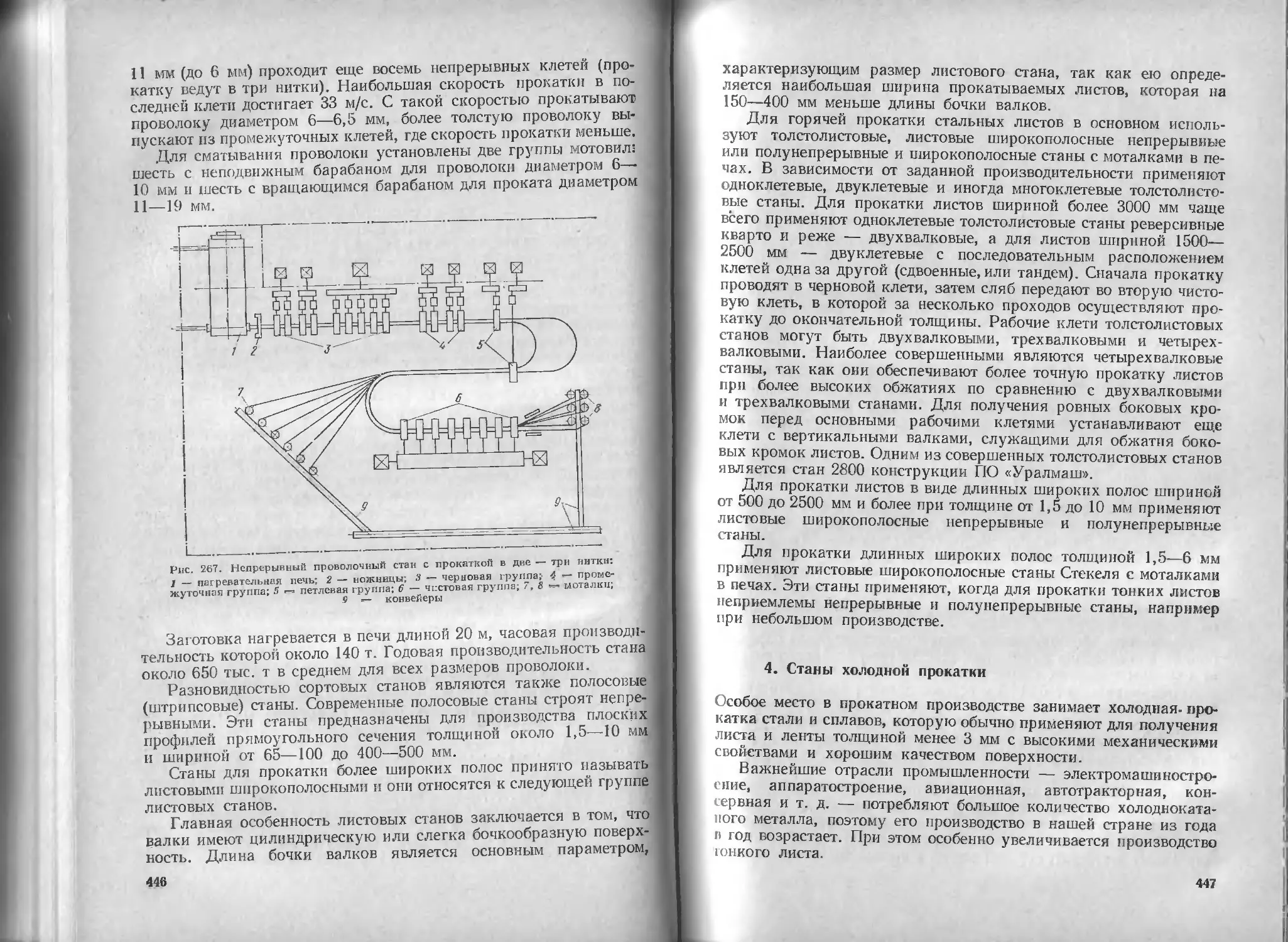
3. Станы горячей прокатки........................................... 437
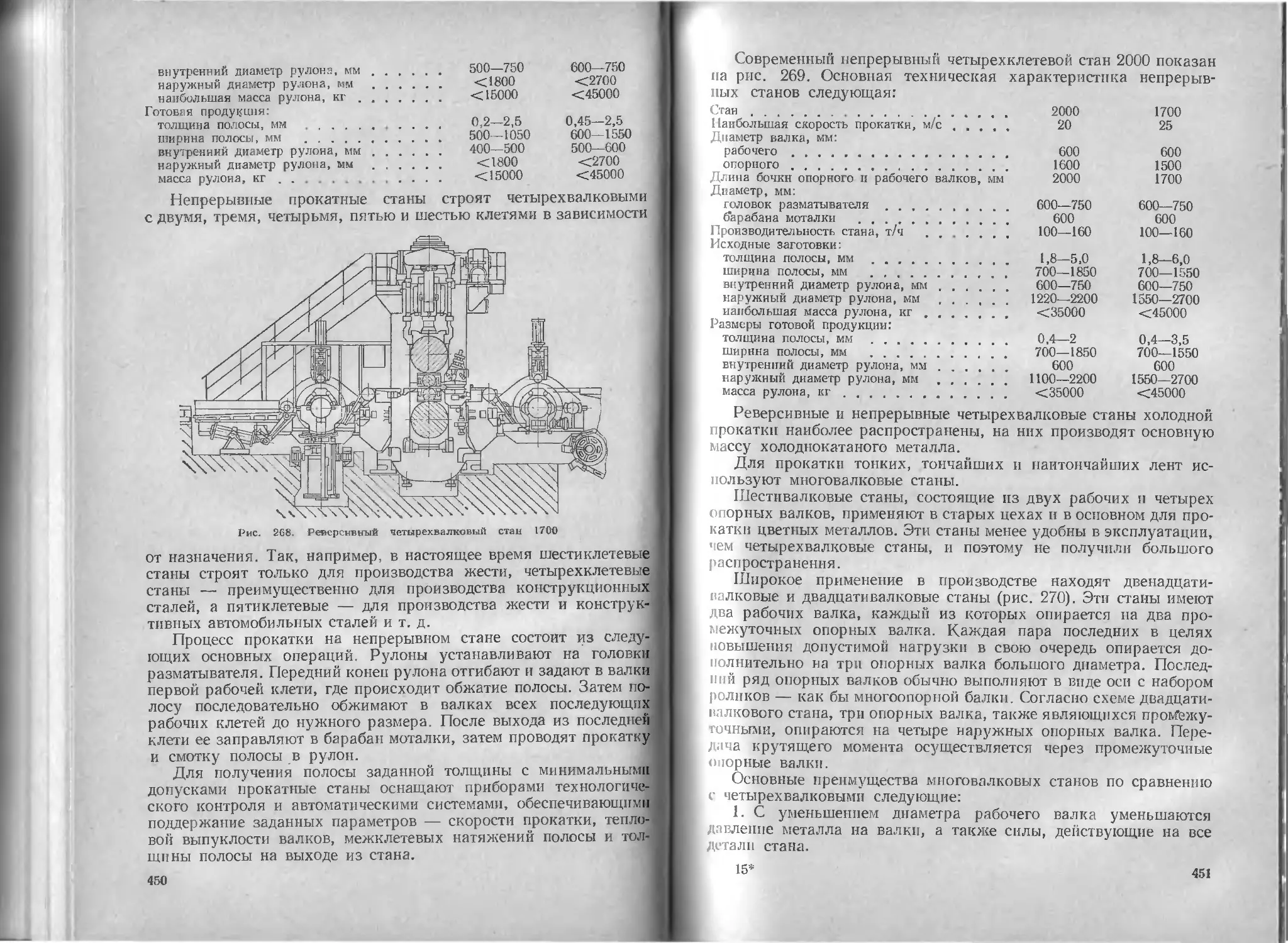
4. Станы холодной прокатки ......................................... 447
5. Вспомогательное оборудование прокатных цехов..................... 455
6. Состав и структура прокатных цехов.............................. 460
Глава IV. Производство труб и специальных профилей................... 461
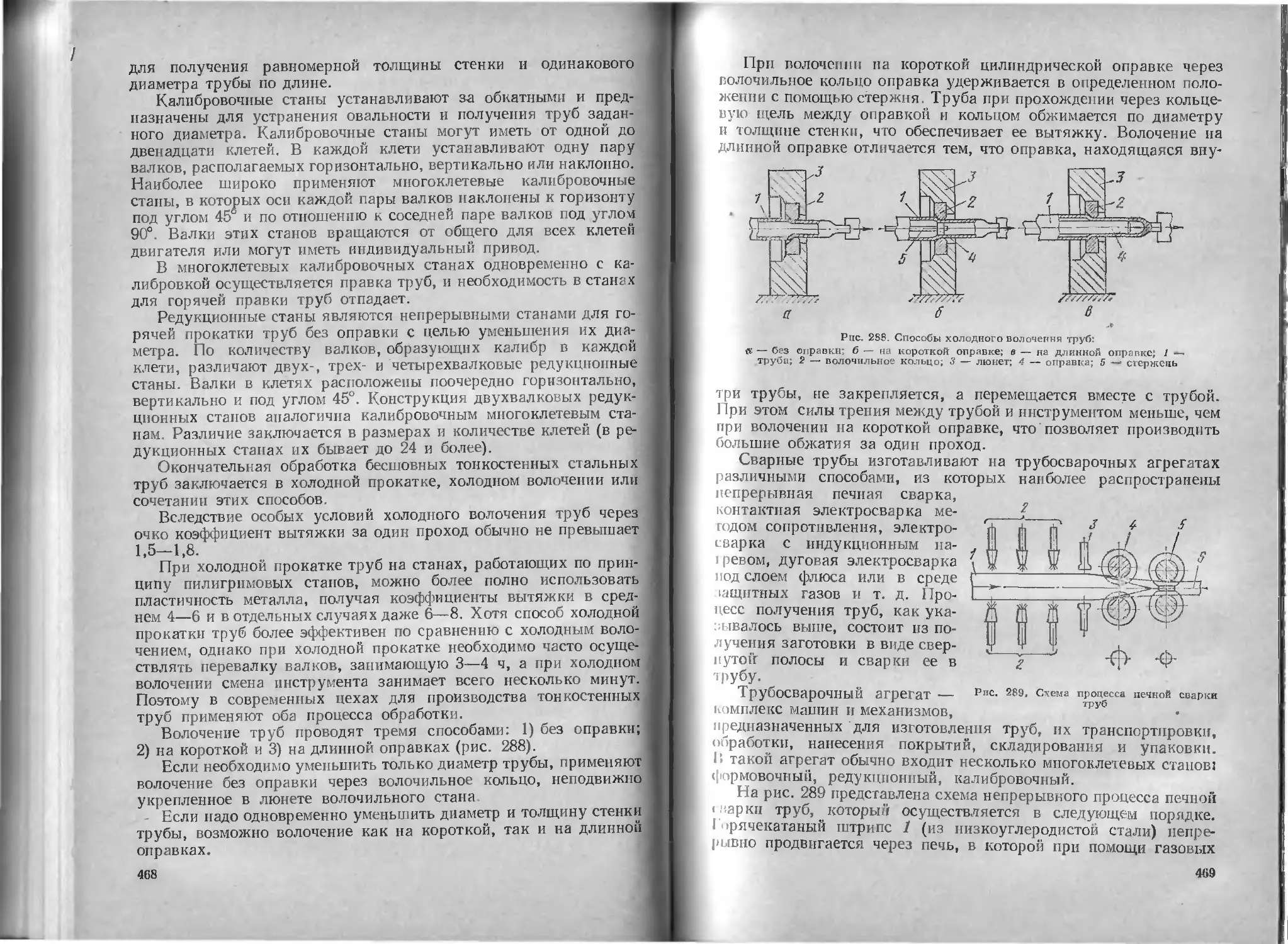
1, Сортамент и способы производства труб ........................... 461
2. Трубопрокатные станы............................................. 463
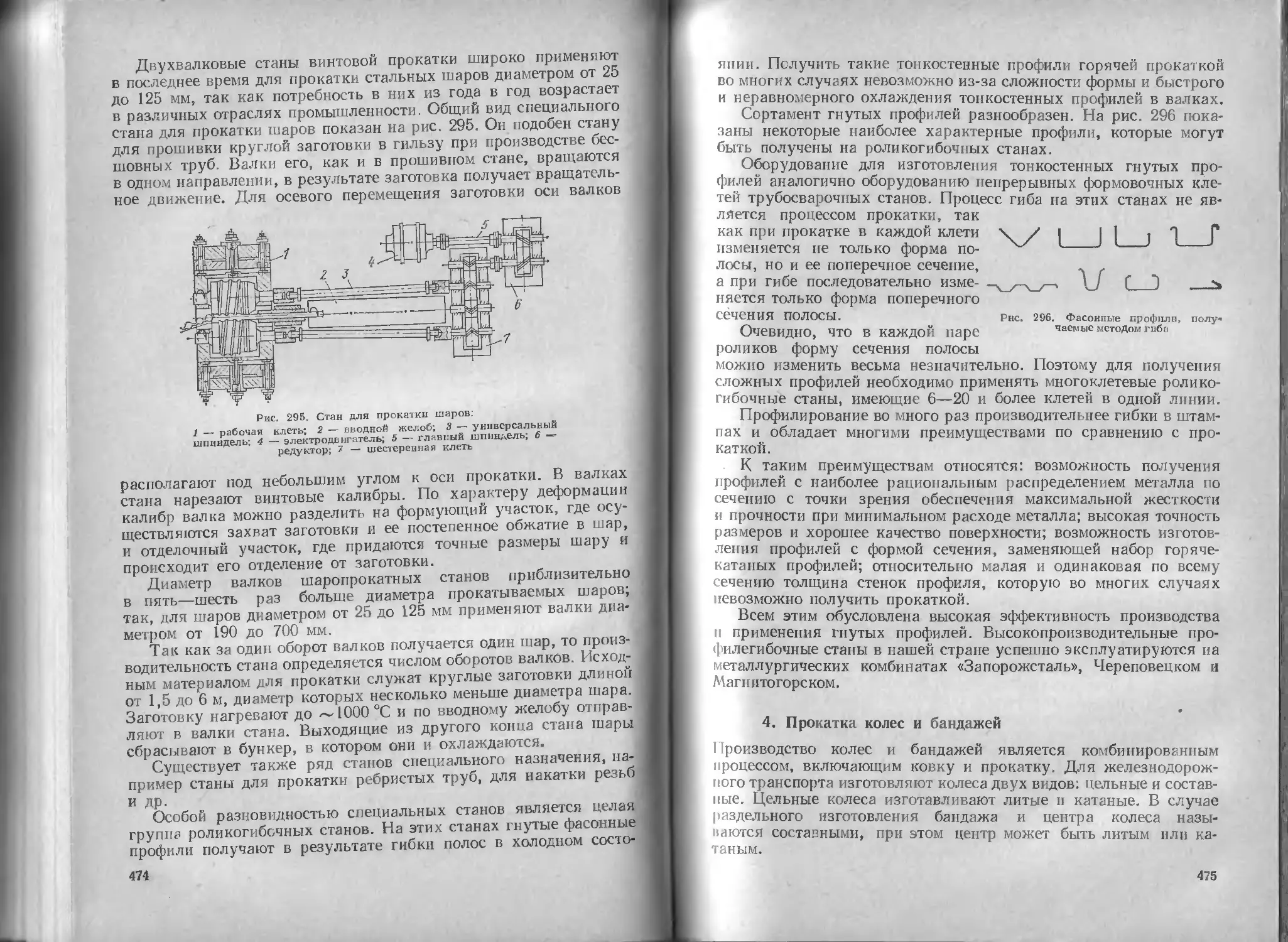
3. Прокатка специальных профилей.................................... 471
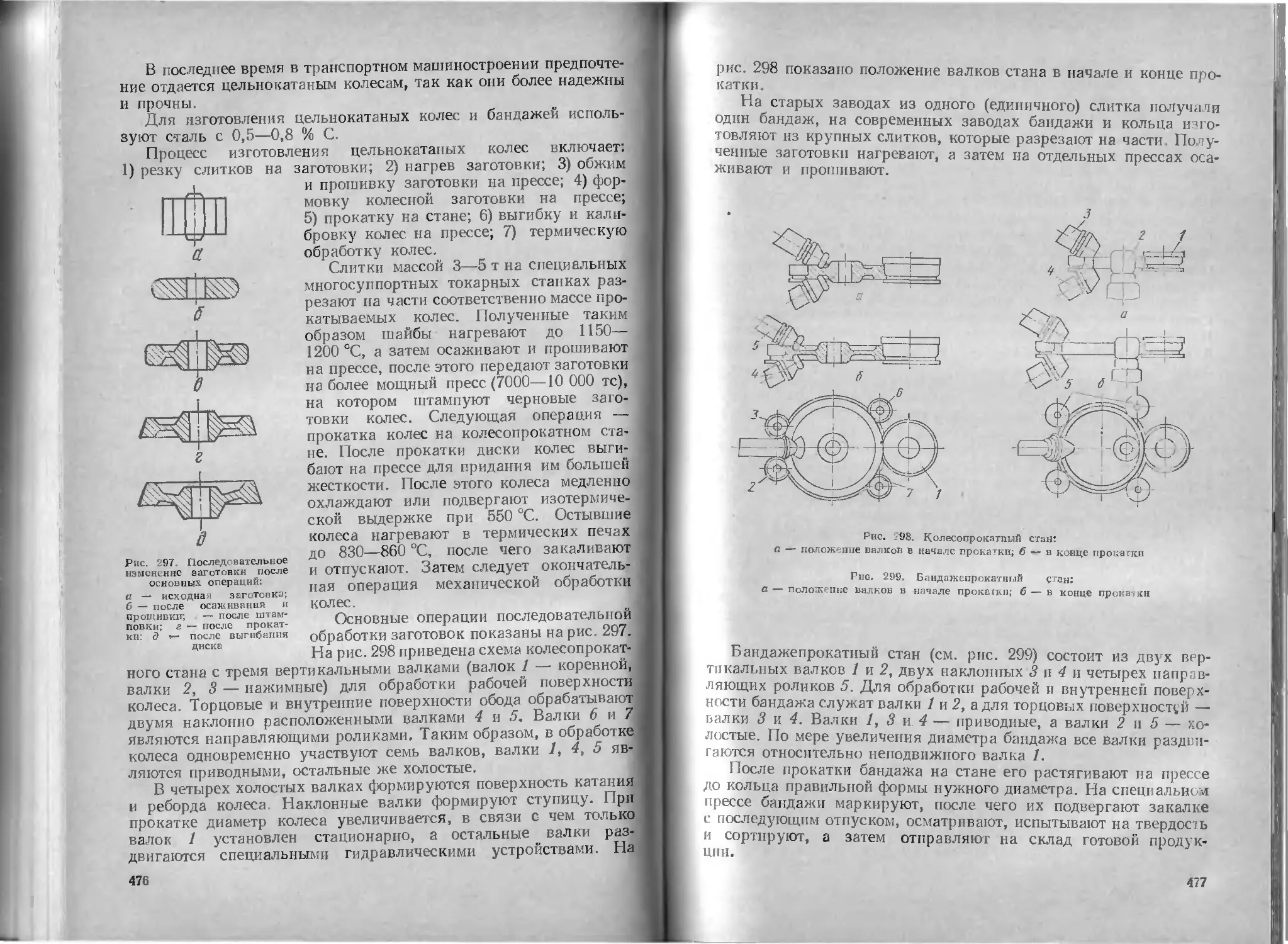
4. Прокатка колес и бандажей ......................................, 475
Глава V, Ковка, штамповка, прессование и волочение.................. 478
I. Сущность и сопоставление процессов............................... 478
2. Технология ковки и штамповки .................................... 479
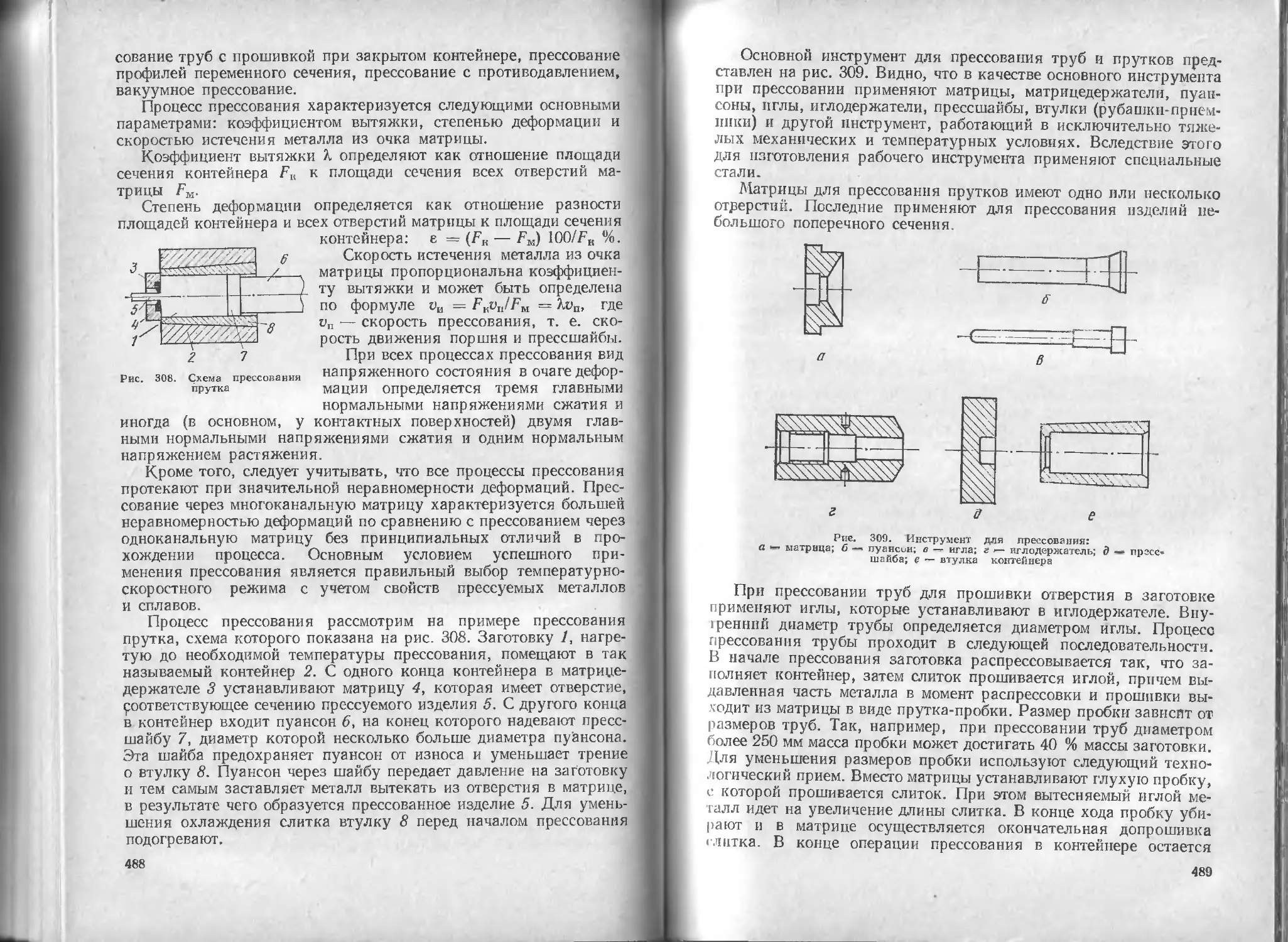
3. Технологический процесс прессования ............................. 487
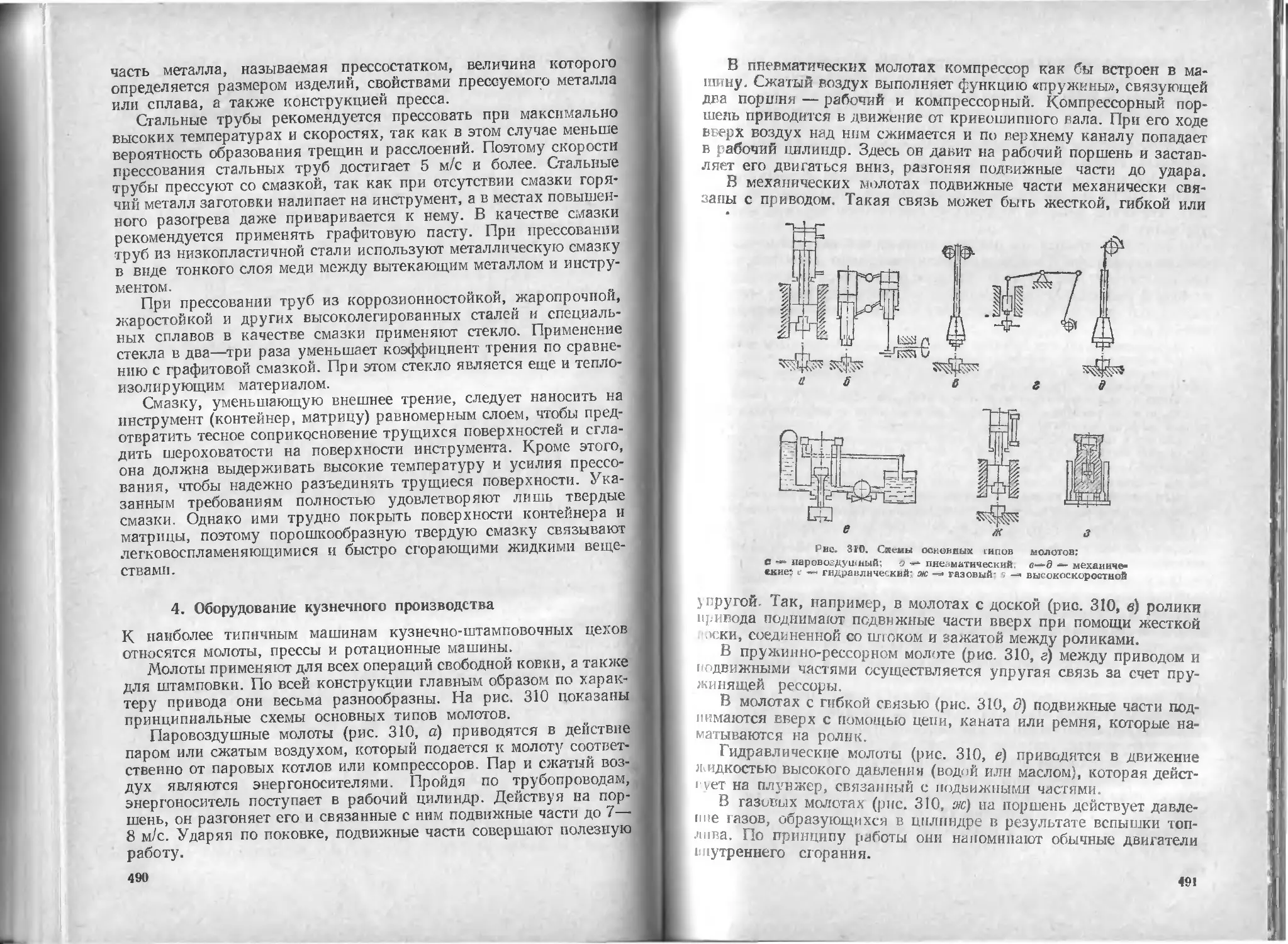
4. Оборудование кузнечного производства............................. 490
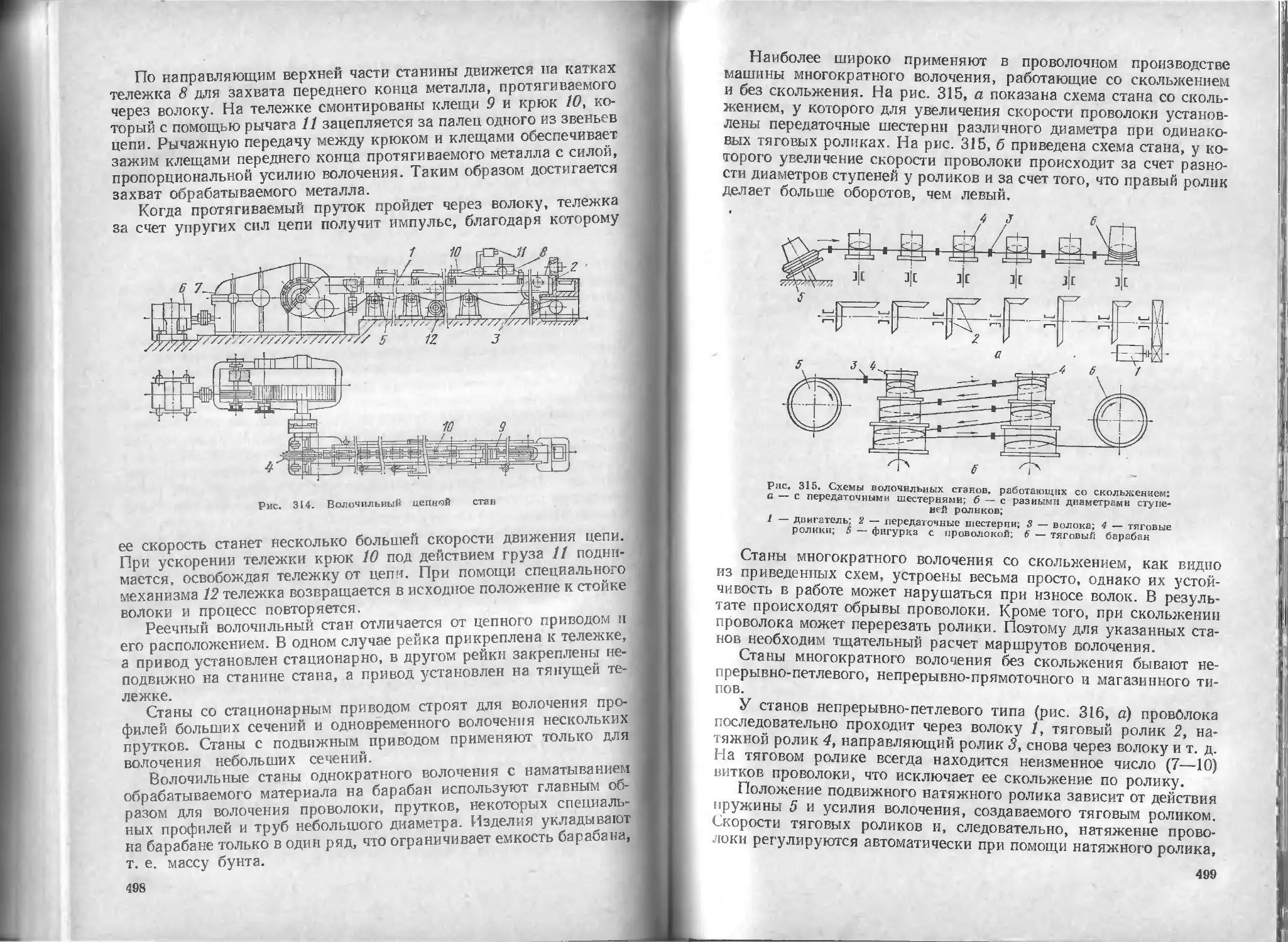
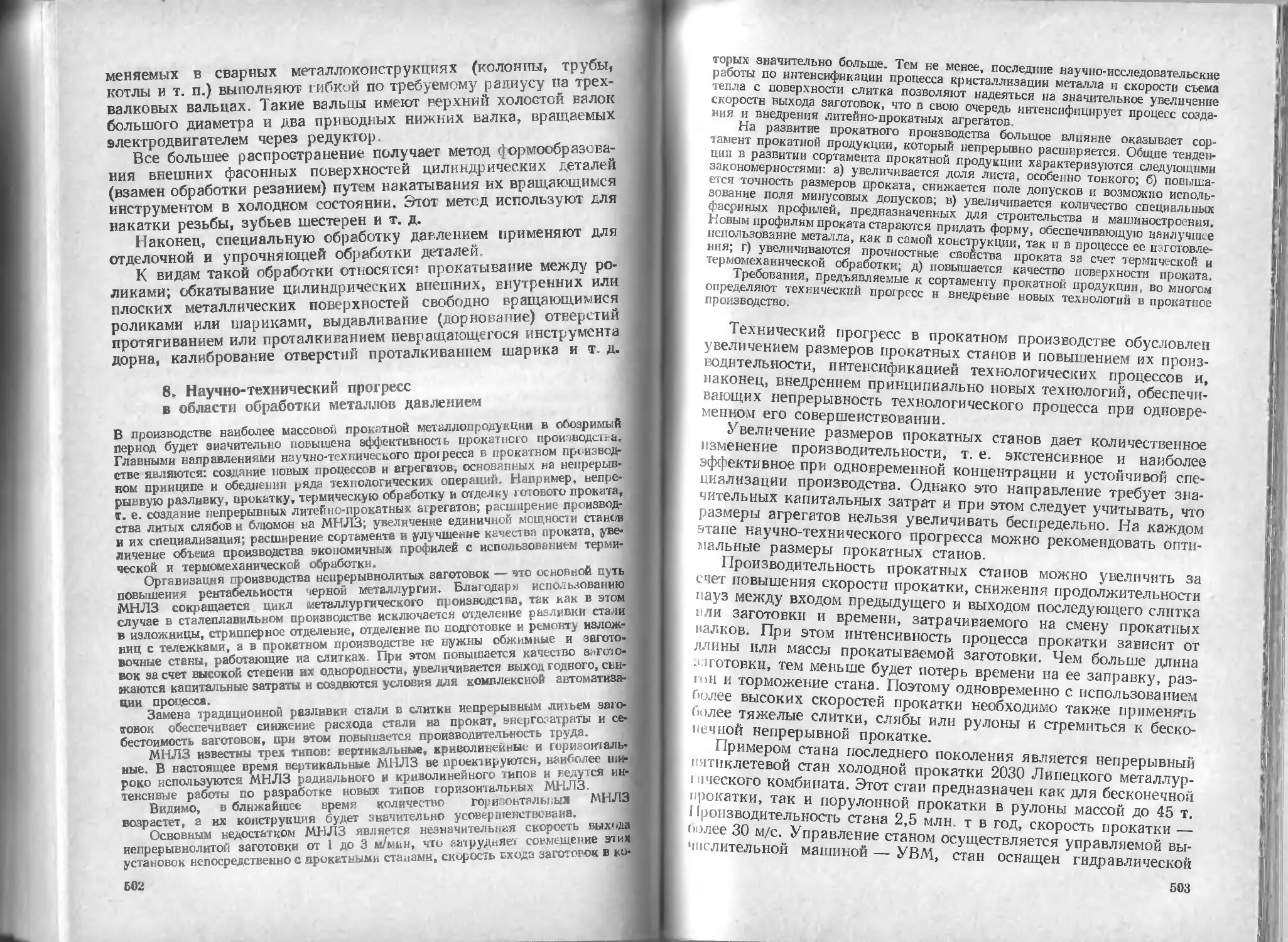
5. Технология волочения............................................. 496
6, Волочильное оборудование...................................... . 497
7. Новые и специальные направления обработки металлов давлением 501
8. Научно-технический прогресс в области обработки металлов давлением 502
7
Раздел пятый. СВАРКА И ПАЙКА (Я. А. Китаев). .... 505
Глава I. Общие сведения о сварке и пайке.......................... 505
Глава II. Электросварка плавлением................................ 507
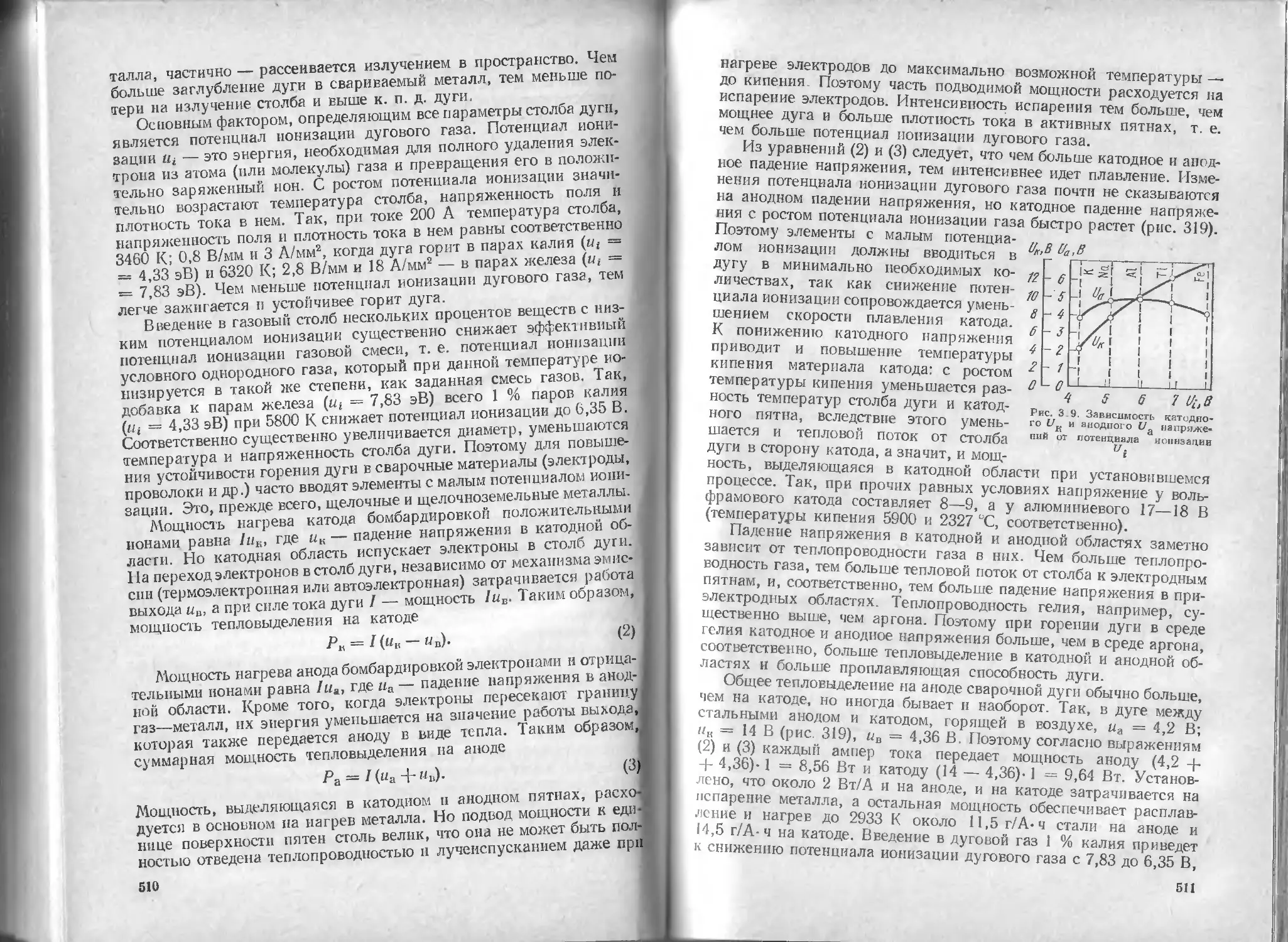
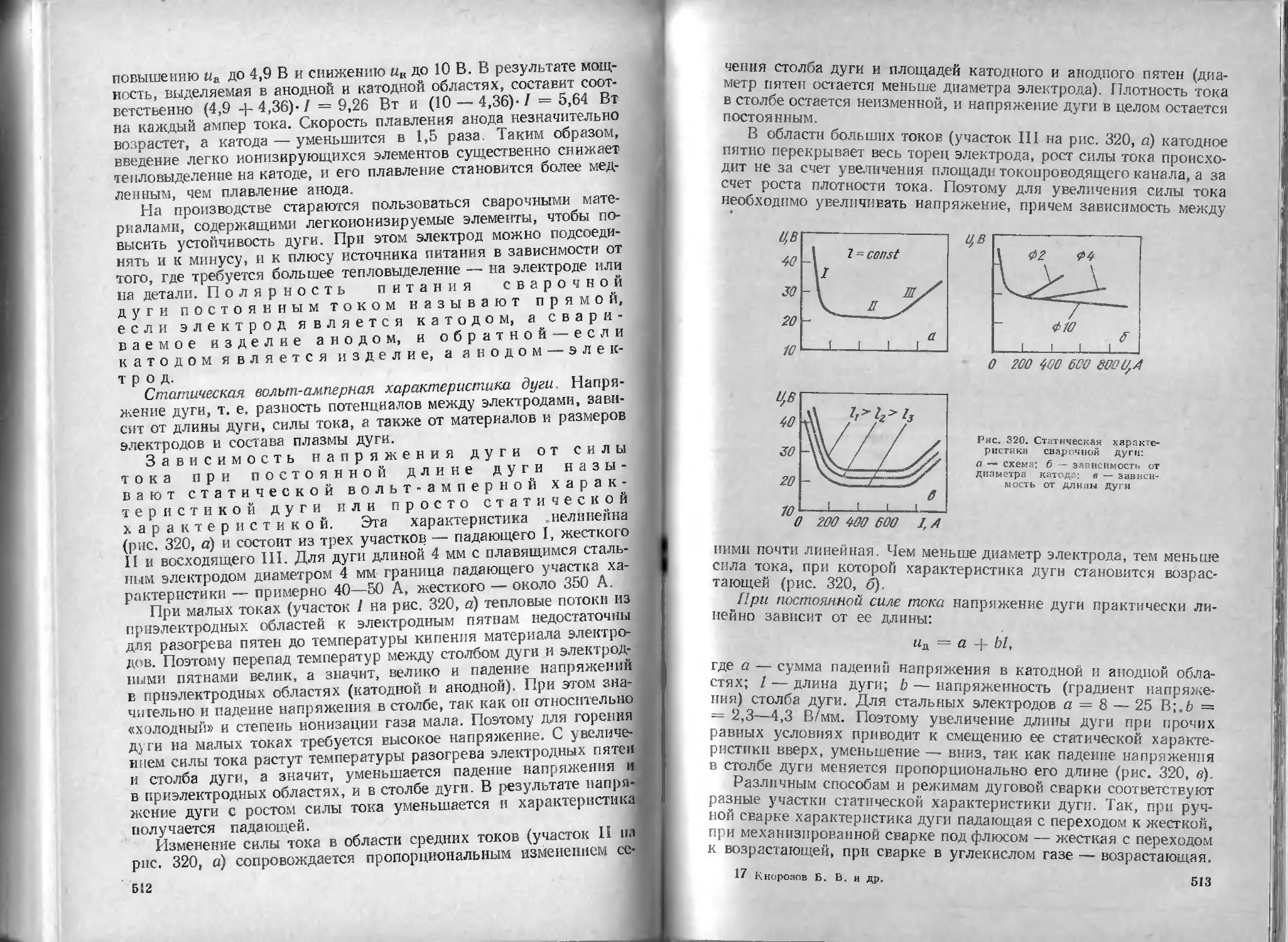
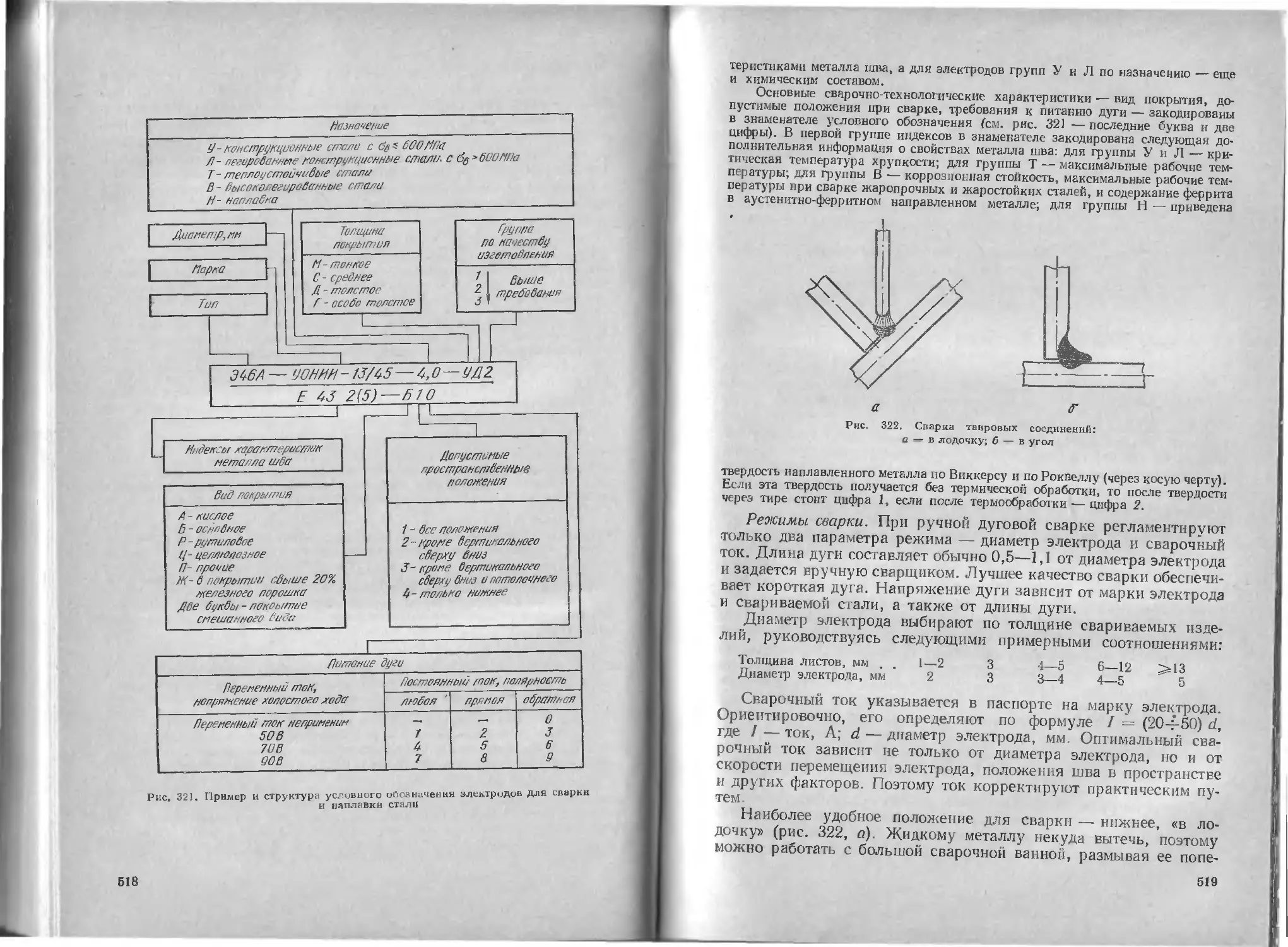
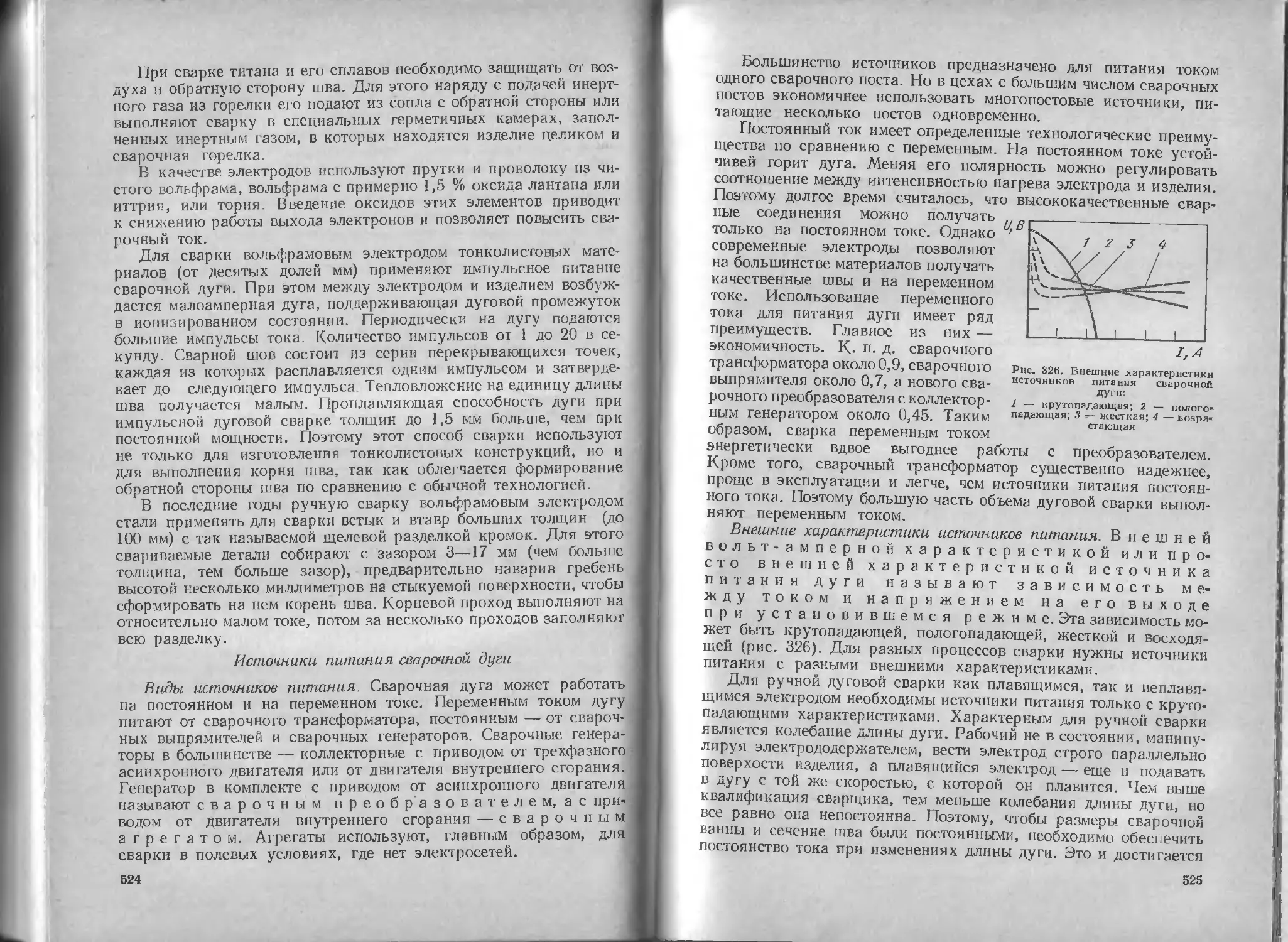
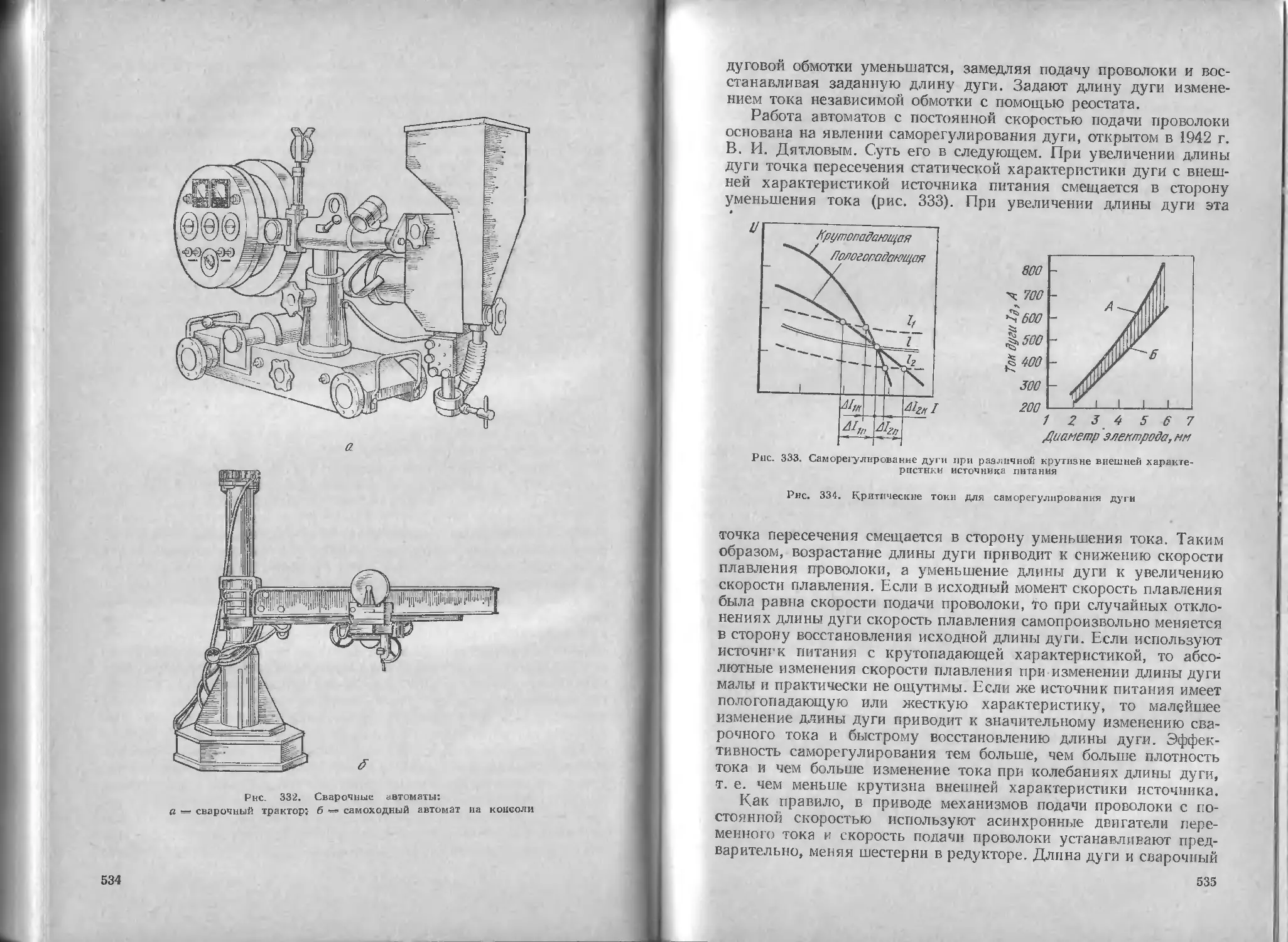
J. Дуговая сварка 507
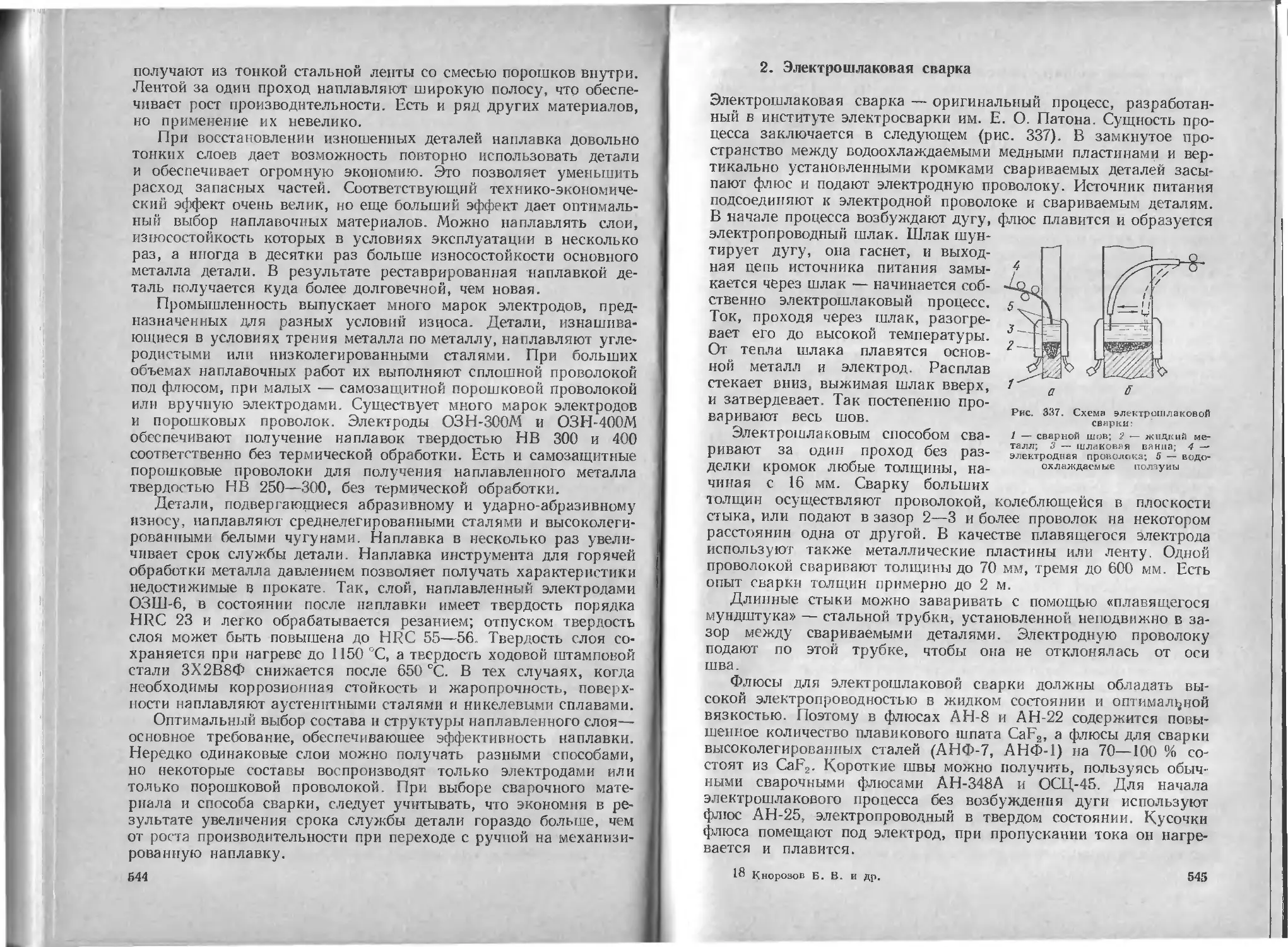
2. Электрошлаковая сварка........................................ 545
3. Электронно-лучевая сварка .................................... 546
4. Свариваемость н особенности сварки плавлением сталей, чугунов и
некоторых цветных металлов........................................ 548
Глава III. Контактная сварка ..................................... 556
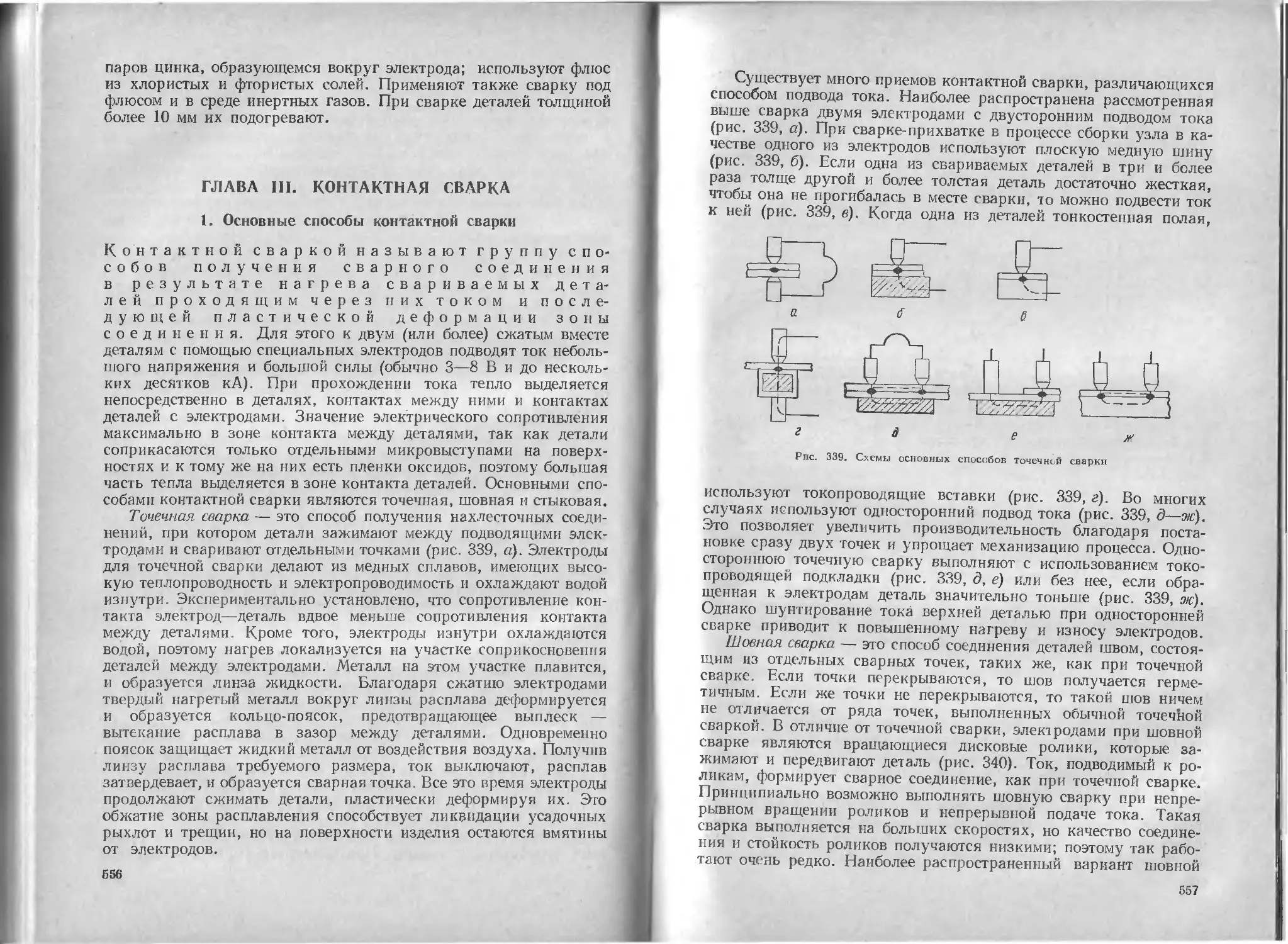
1. Основные способы контактной сварки ........................... 556
2. Машины для контактной сварки ... ........................ 561
3. Точечная и шовная сварка . ............................... 563
4. Стыковая сварка .............................................. 567
5. Конденсаторная сварка ........................................ 568
Глава IV. Газовая сварка ......................................... 569
Глава V. Специальные виды сварки............................... . 574
Глава VI. Напыление покрытий...................................... 578
1. Дуговая металлизация.......................................... 579
2. Газопламенное и плазменное напыление....................... 579
3. Детонационное напыление ...................................... 581
4. Вакуумное напыление........................................... 581
Глава VII. Пайка ................................................ 582
1. Область применения и способы пайки ........................... 582
2. Подготовка деталей к пайке.................................... 584
3. Припои .......................... .................... 585
4. Флюсы ................................................. 587
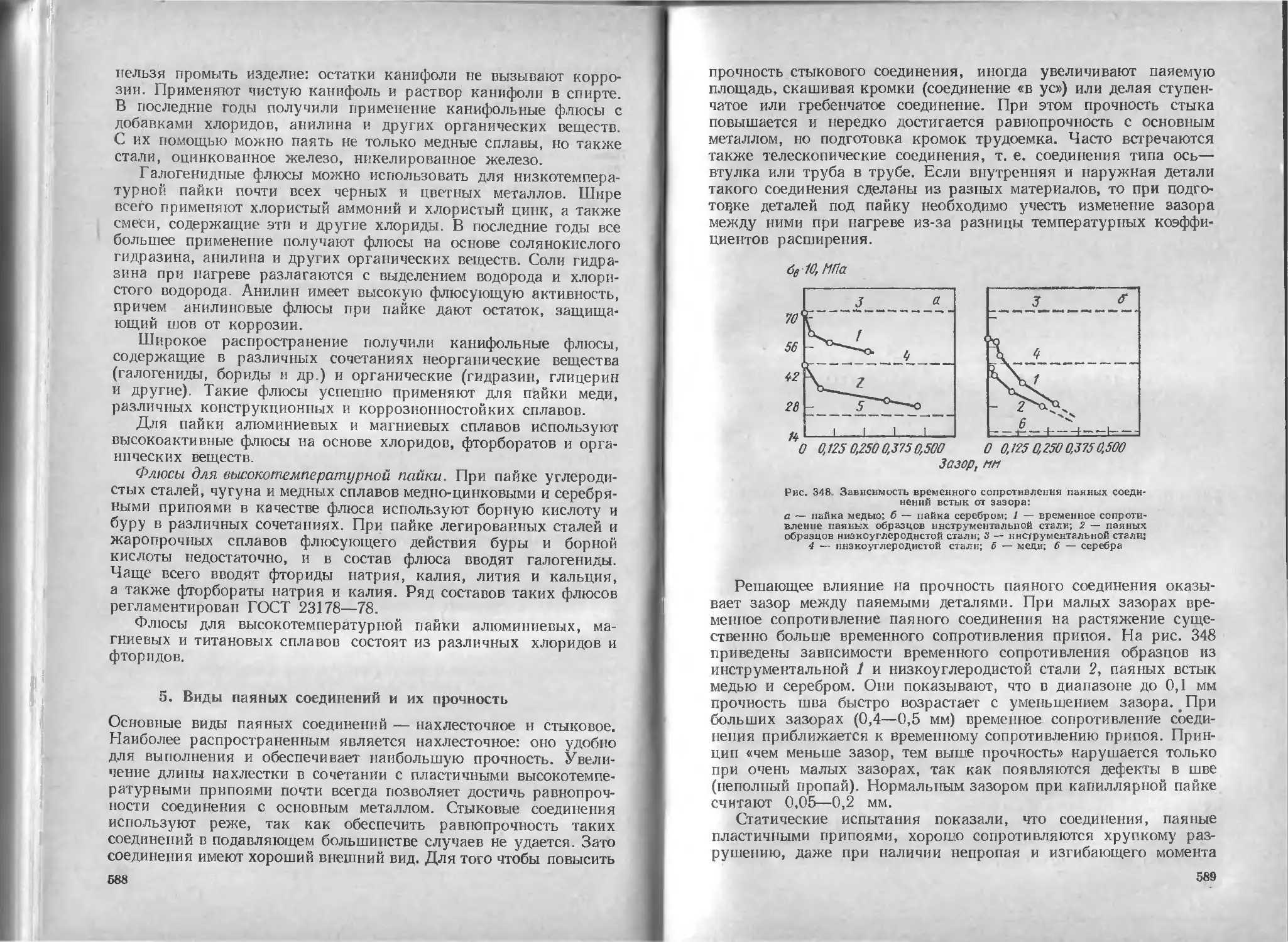
5. Виды паяных соединений и их прочность......................... 588
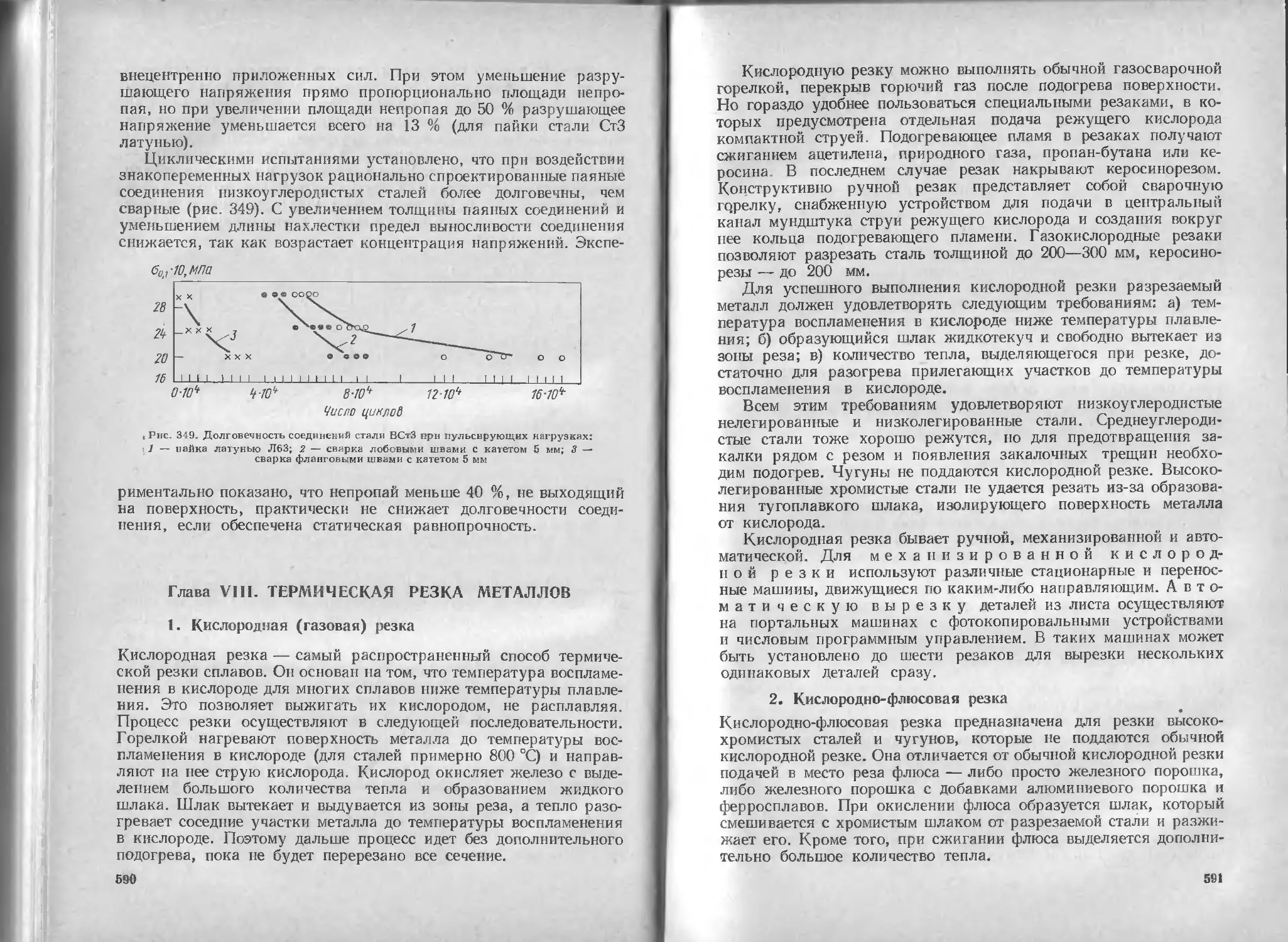
Глава VIII, Термическая резка металлов............................ 590
1. Кислородная (газовая) резка.................................... 590
2. Кислородно-флюсовая резка..................................... 591
3. Дуговая резка плавящимся электродом........................... 592
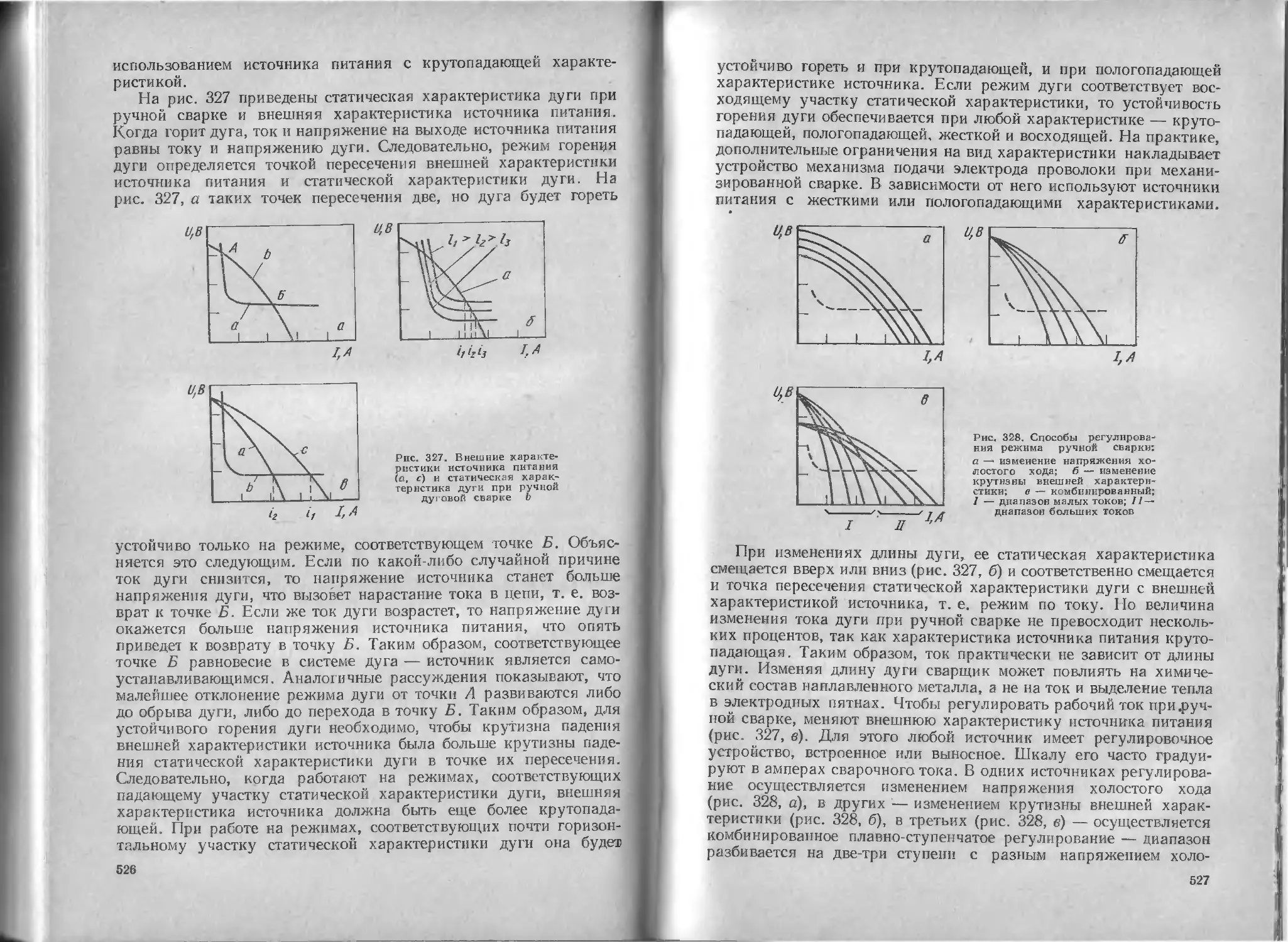
4. Воздушно-дуговая резка........................................ 592
5. Плазменно-дуговая резка...................................... 592
6. Газолазерная резка . ......................................... 593
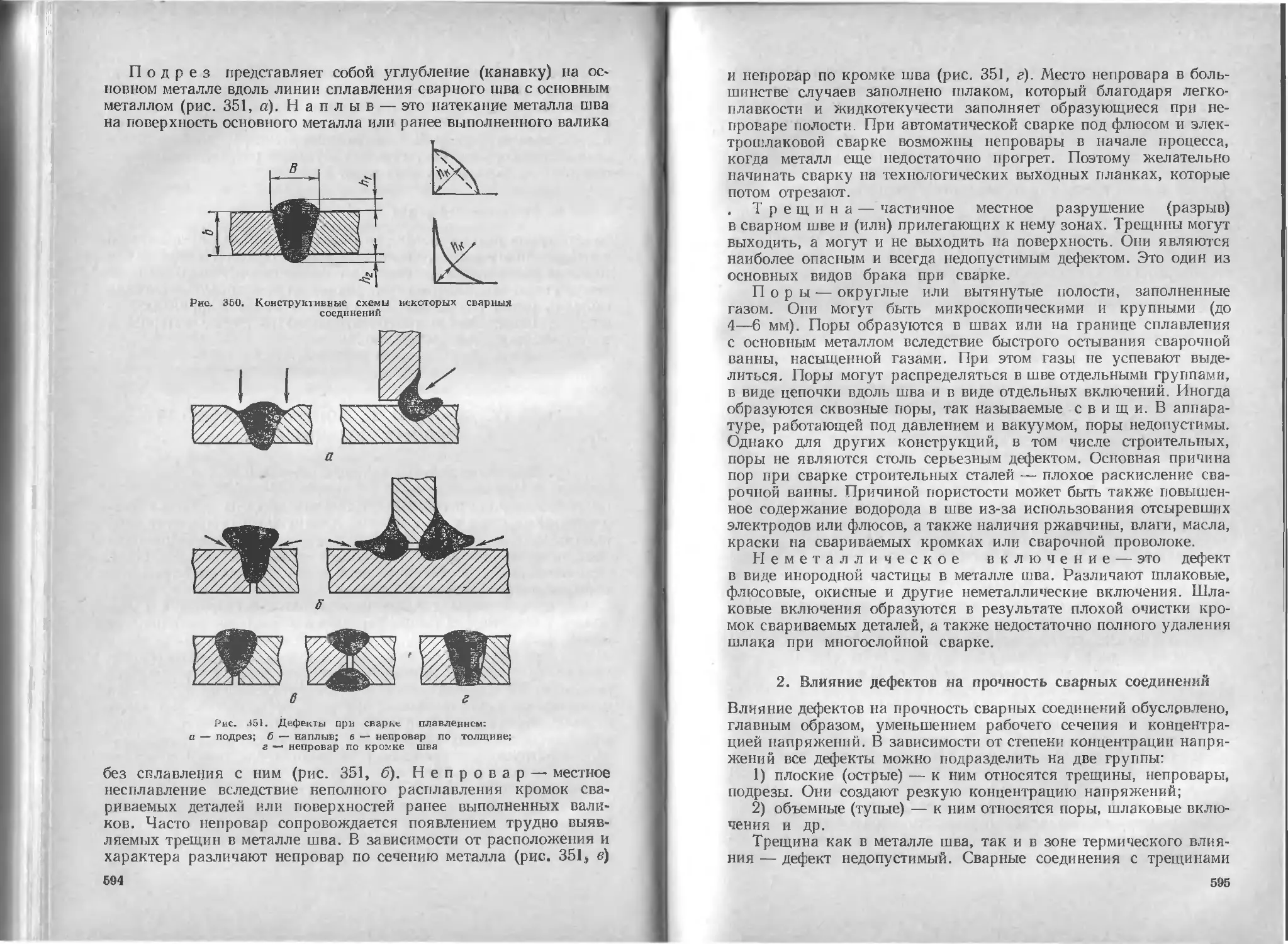
Глава IX. Дефекты и контроль качества сварных соединений.......... 593
1. Типичные дефекты сварных соединений........................... 593
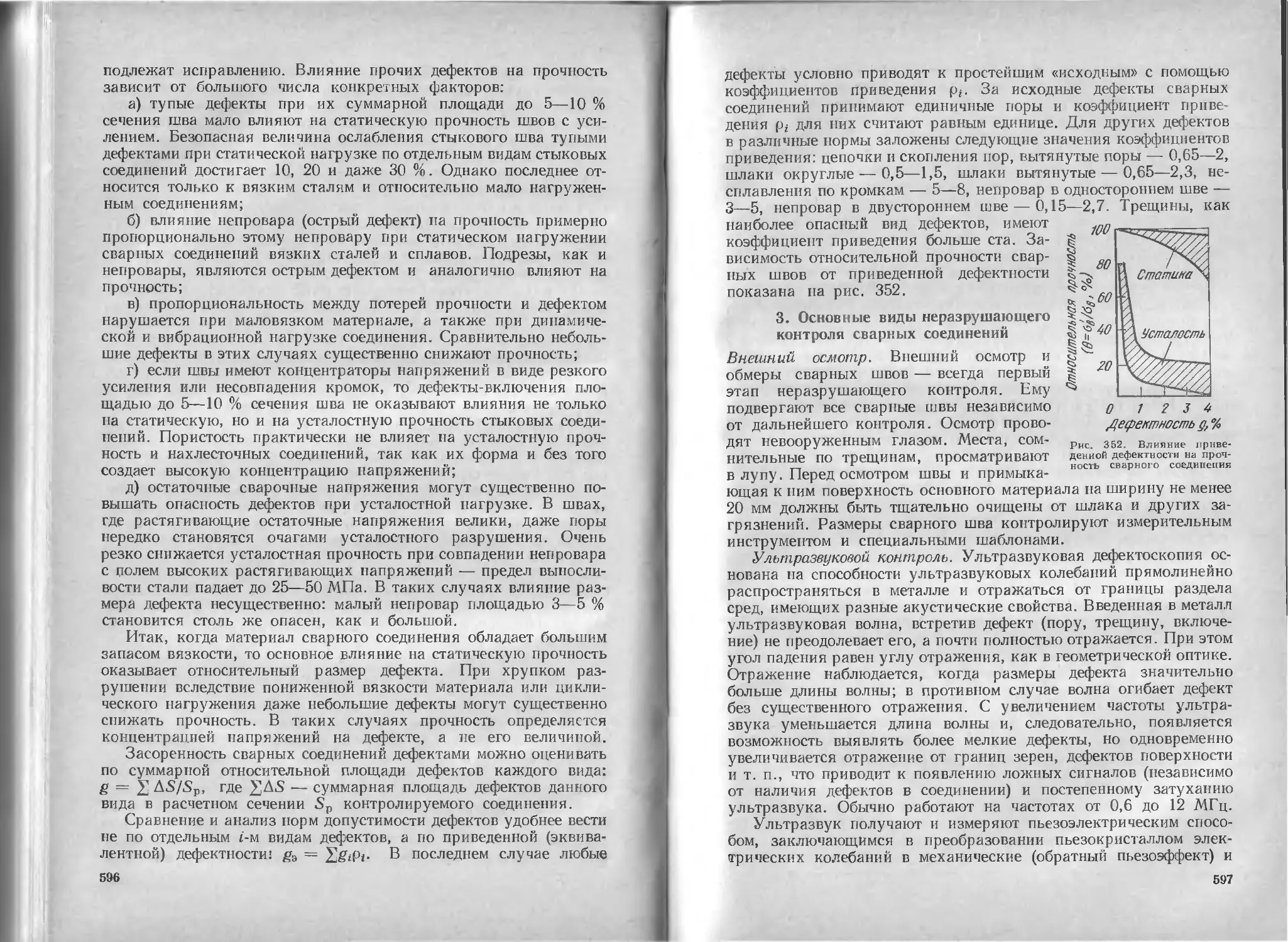
2. Влияние дефектов на прочность сварных соединений ............. 595
3. Основные виды неразрушающего контроля сварных соединений . . . 597
Раздел шестой. МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК
ДЕТАЛЕЙ МАШИН (В. М. Филькин) ... 600
Глава I. Методы обработки заготовок и точность деталей........... 600
1. Развитие и совершенствование методов обработки................. 600
2. Точность геометрических параметров деталей..................... 601
8
Глава II. Физико-механические основы обработки резанием............ 607
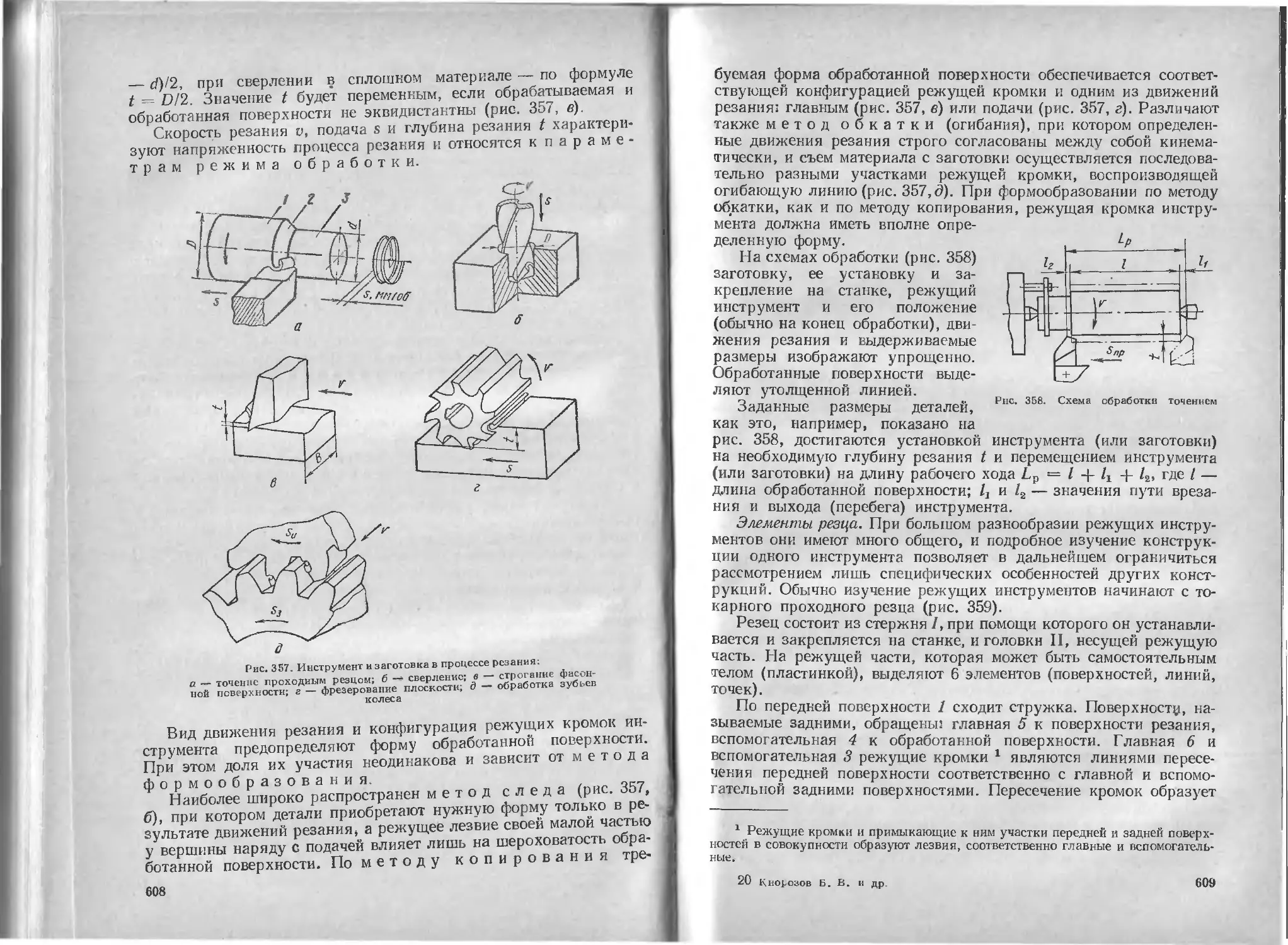
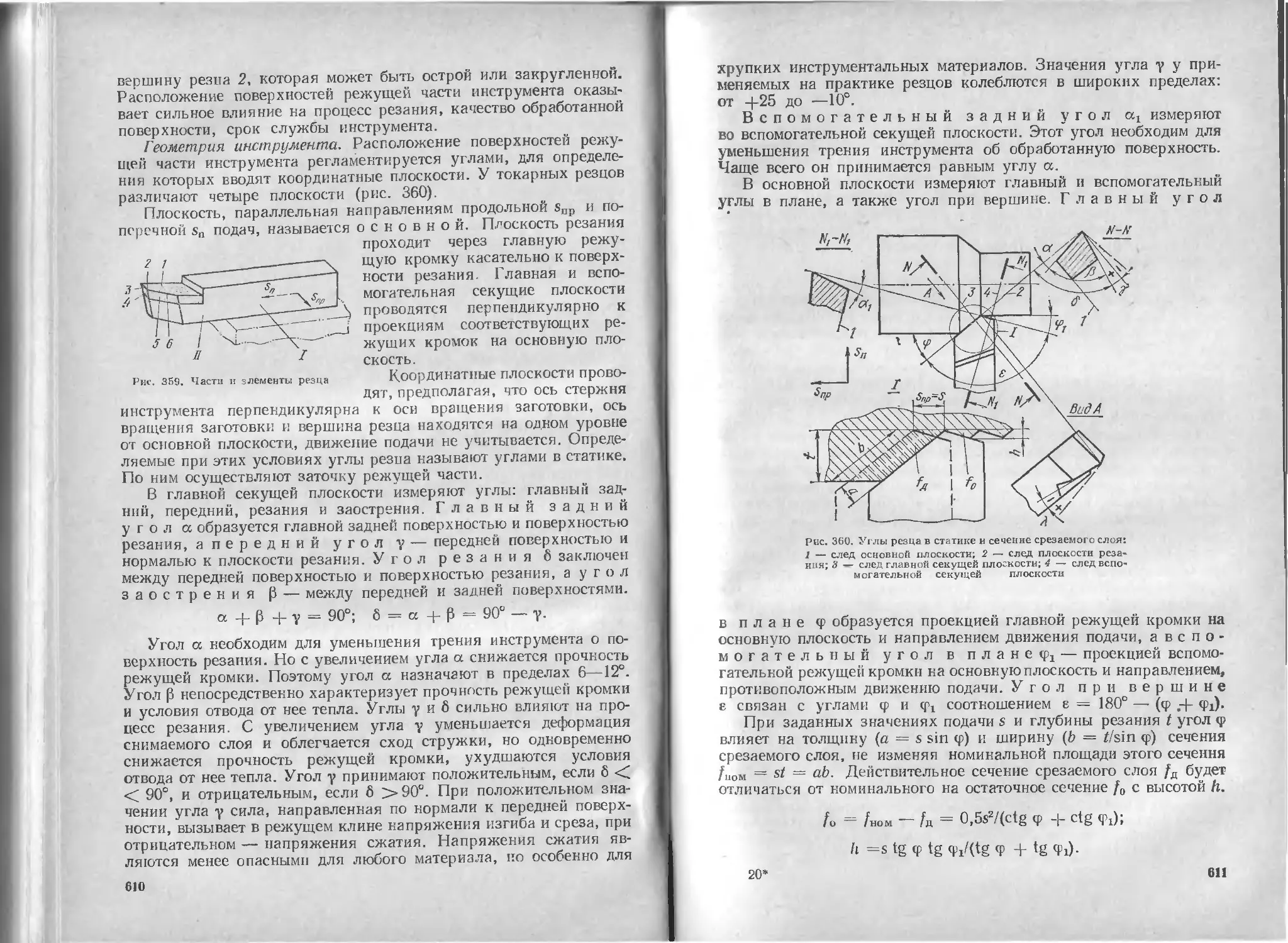
.. Движения при резании и геометрические характеристики инструмента 607
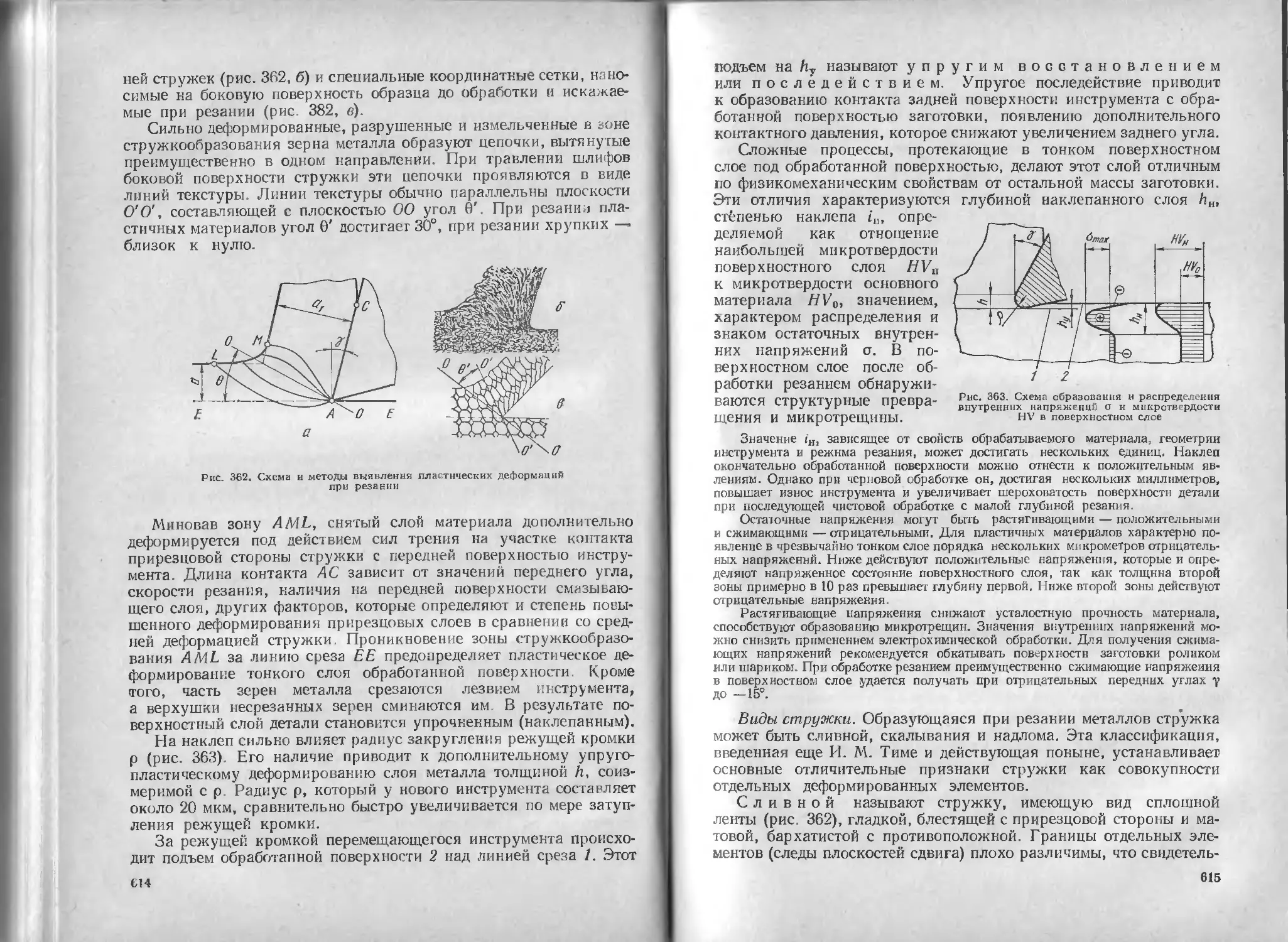
Деформация поверхностного слоя заготовки и стружкообразование 613
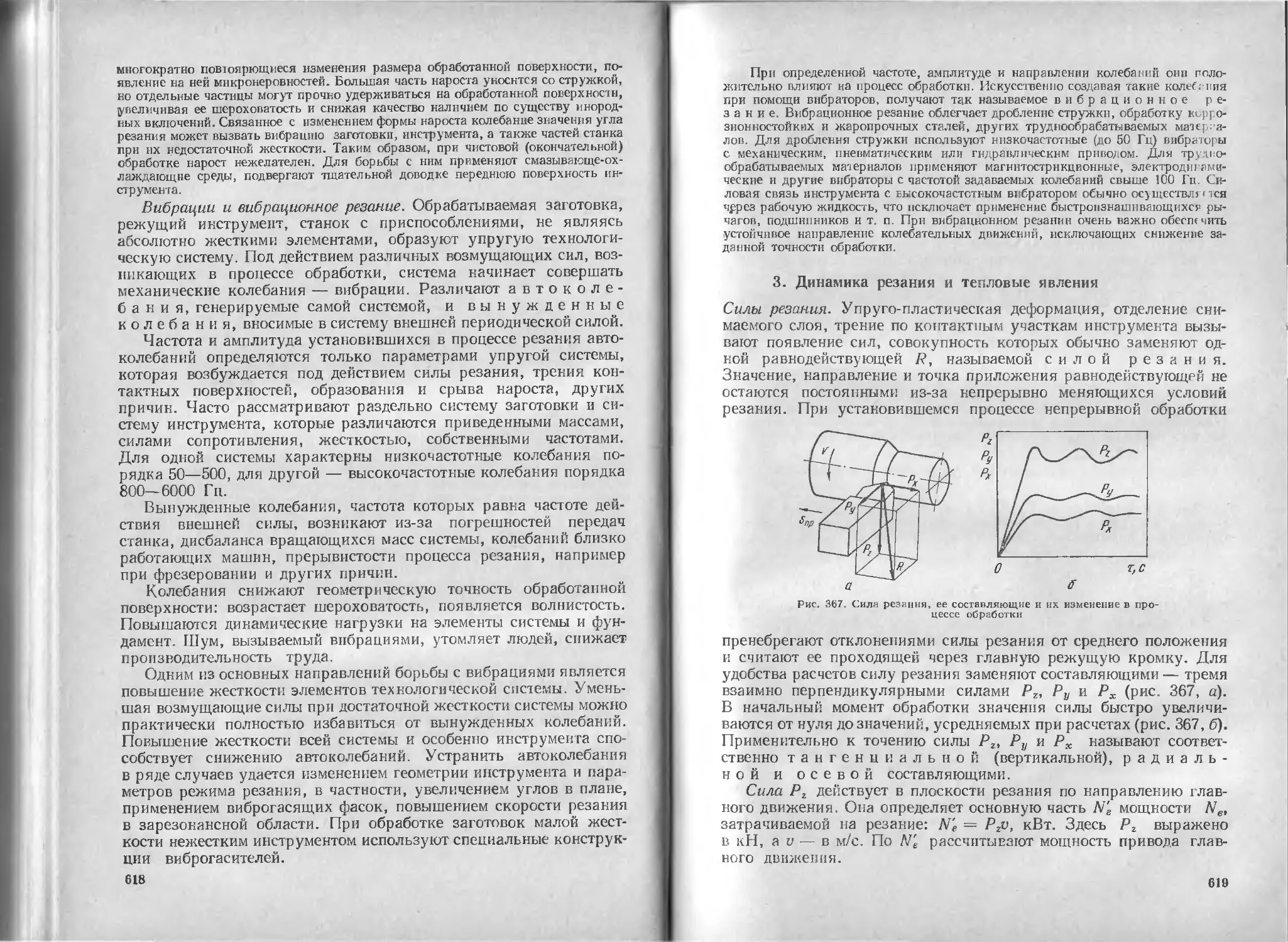
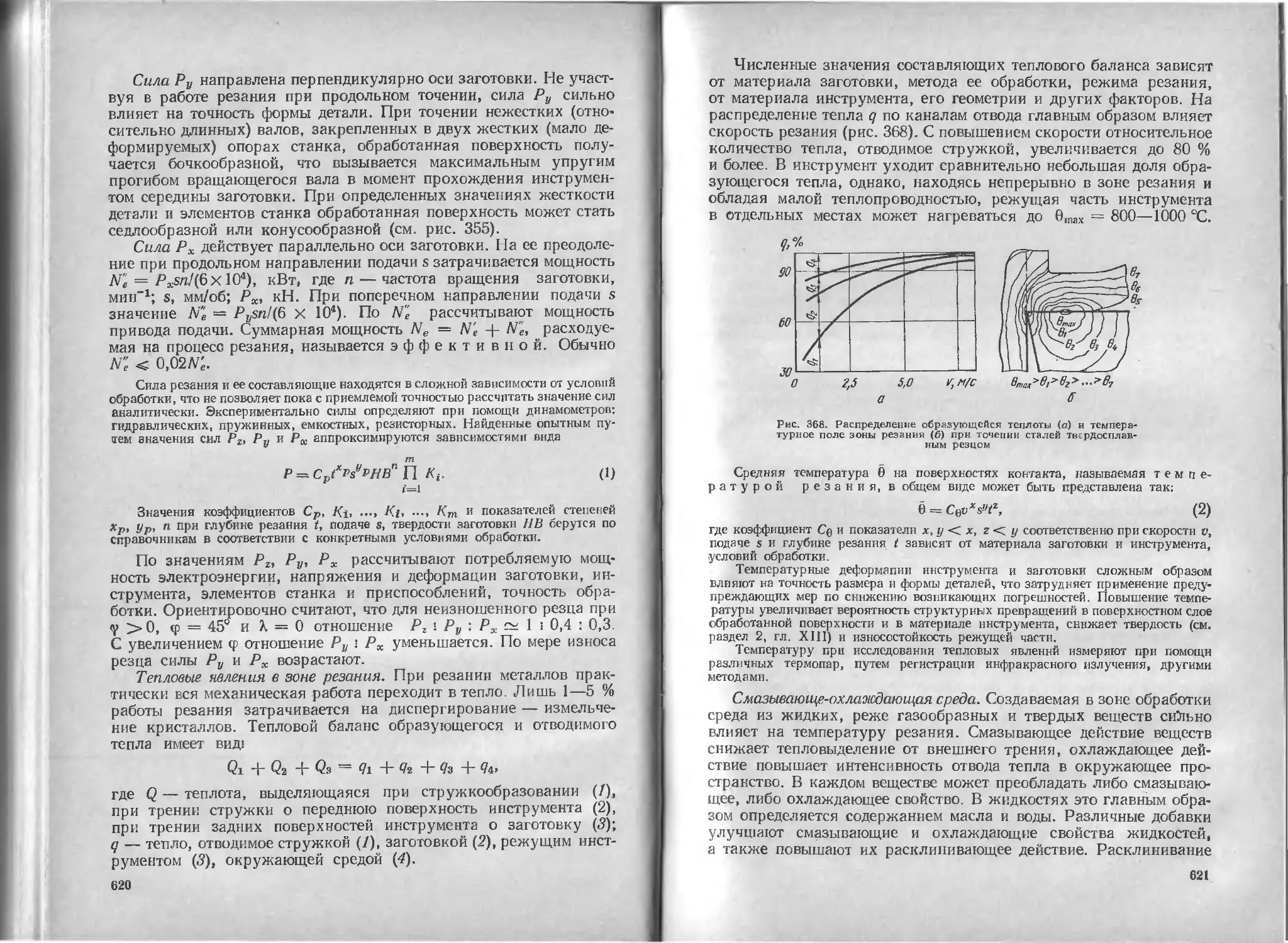
Динамика резания и тепловые явления.............................. 619
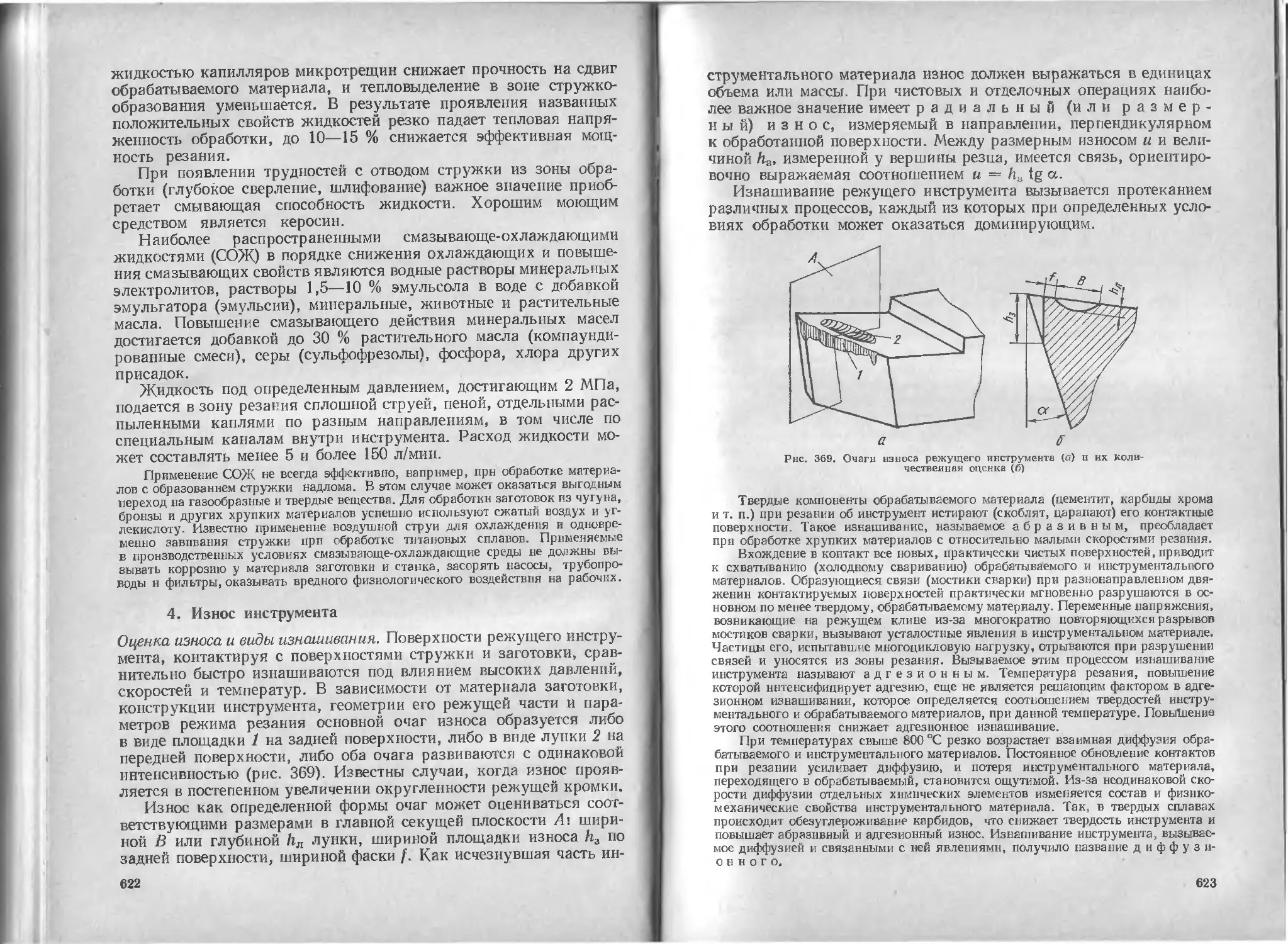
4. Износ инструмента .............................................. 622
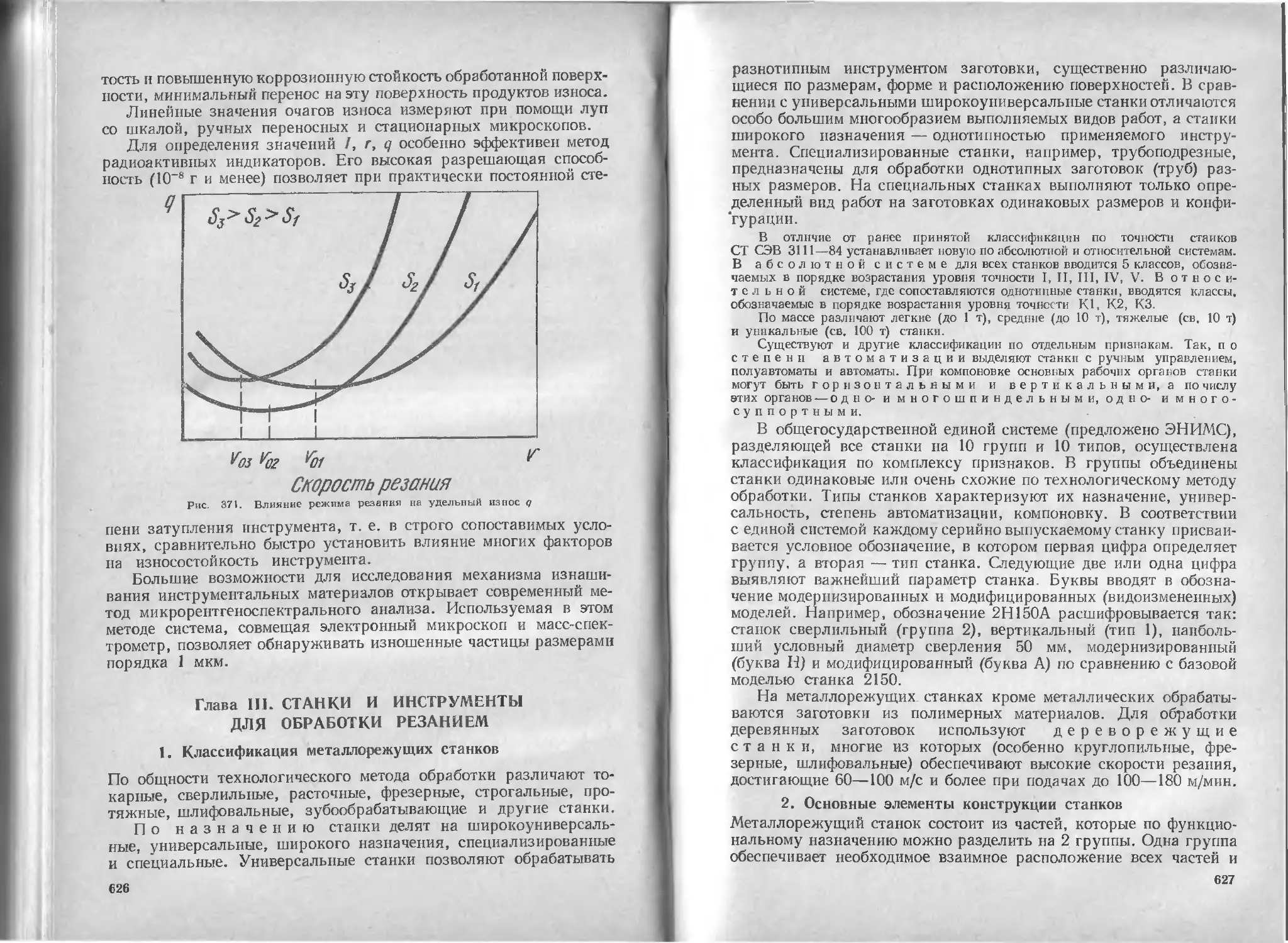
Глава III, Станки и инструменты для обработки резанием. ..... 626
1. Классификация металлорежущих станков............................ 626
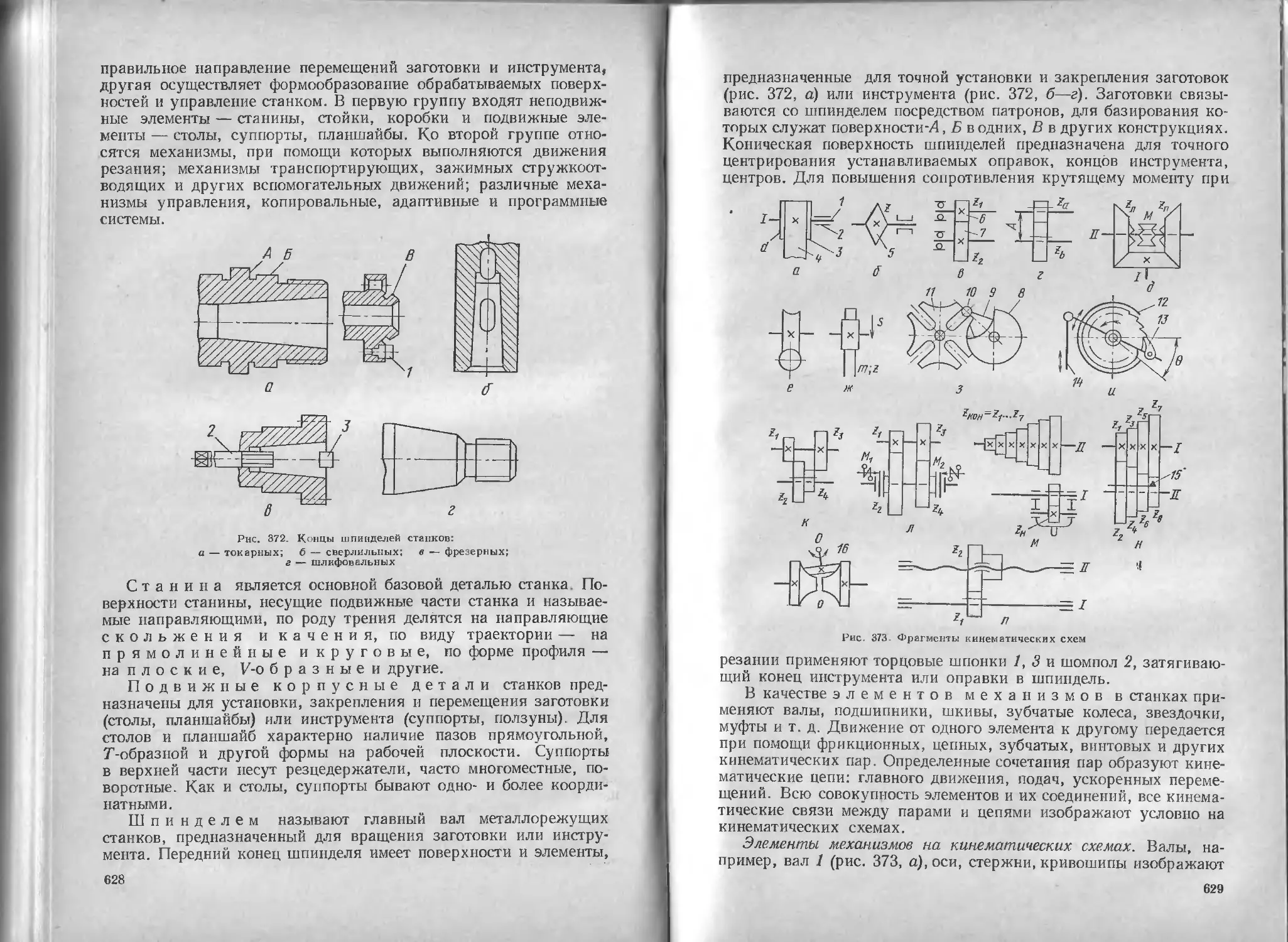
2. Основные элементы конструкции станков.......................... 627
3. Применение станков........................................... 634
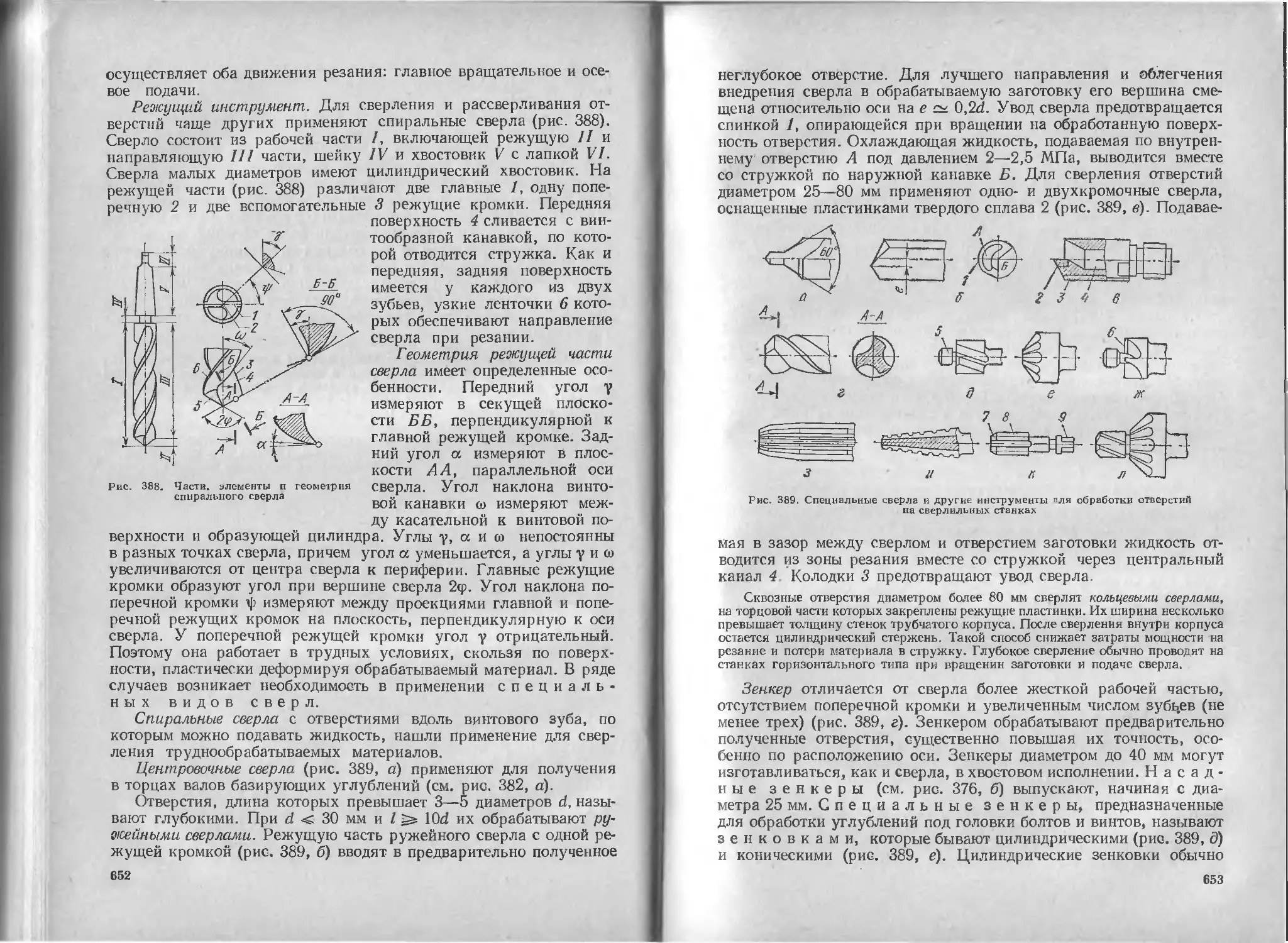
4. Конструкция и применение режущего инструмента ................. 636
5. Расчет и оптимизация режима резания............................ 638
Глава IV. Обработка на токарных станках............................ 641
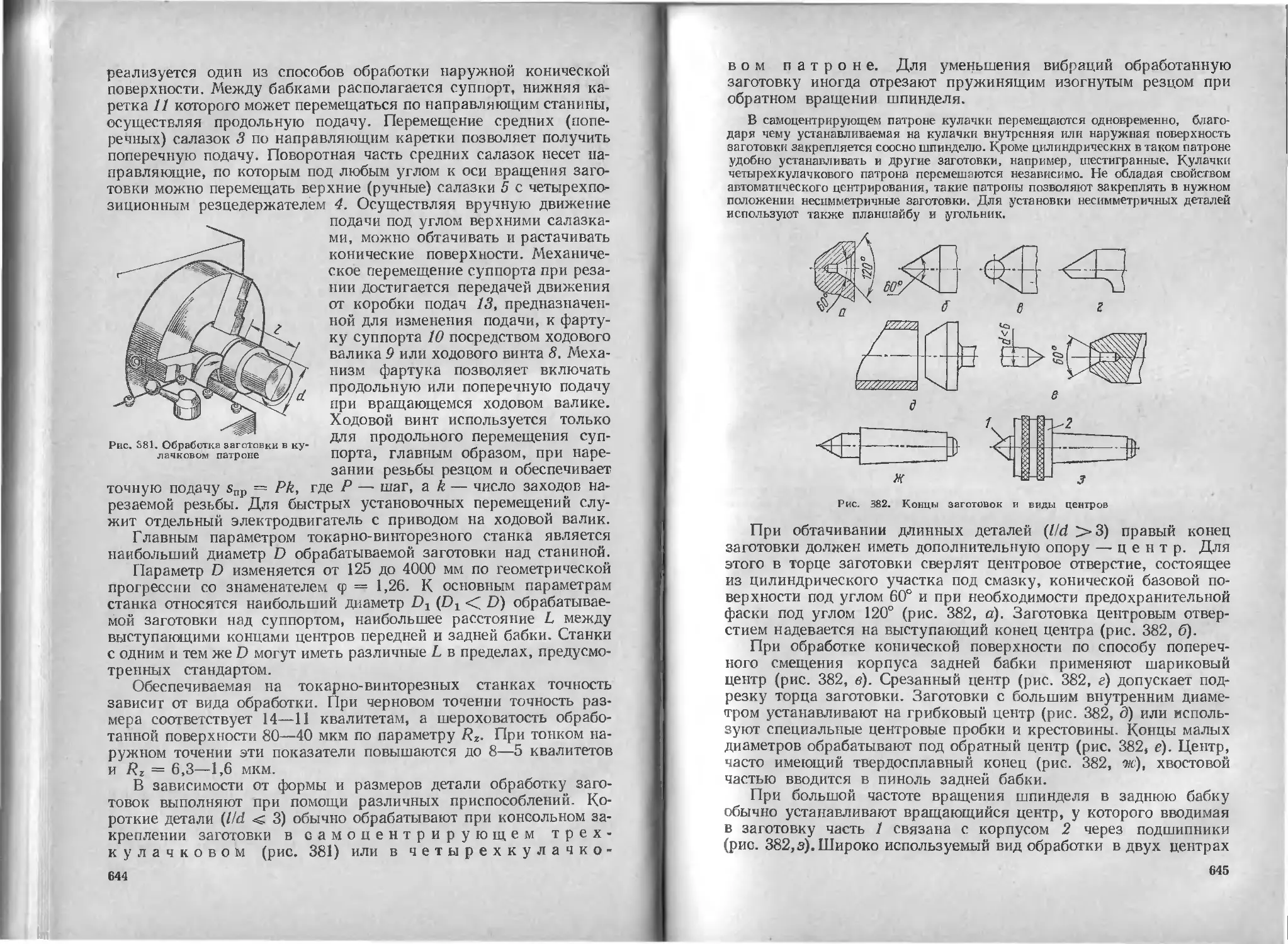
1. Метод точения и применяемый инструмент ......................... 64>
2. Токарно-винторезные станки и приспособления для токарной обра-
ботки ............................................................. 643
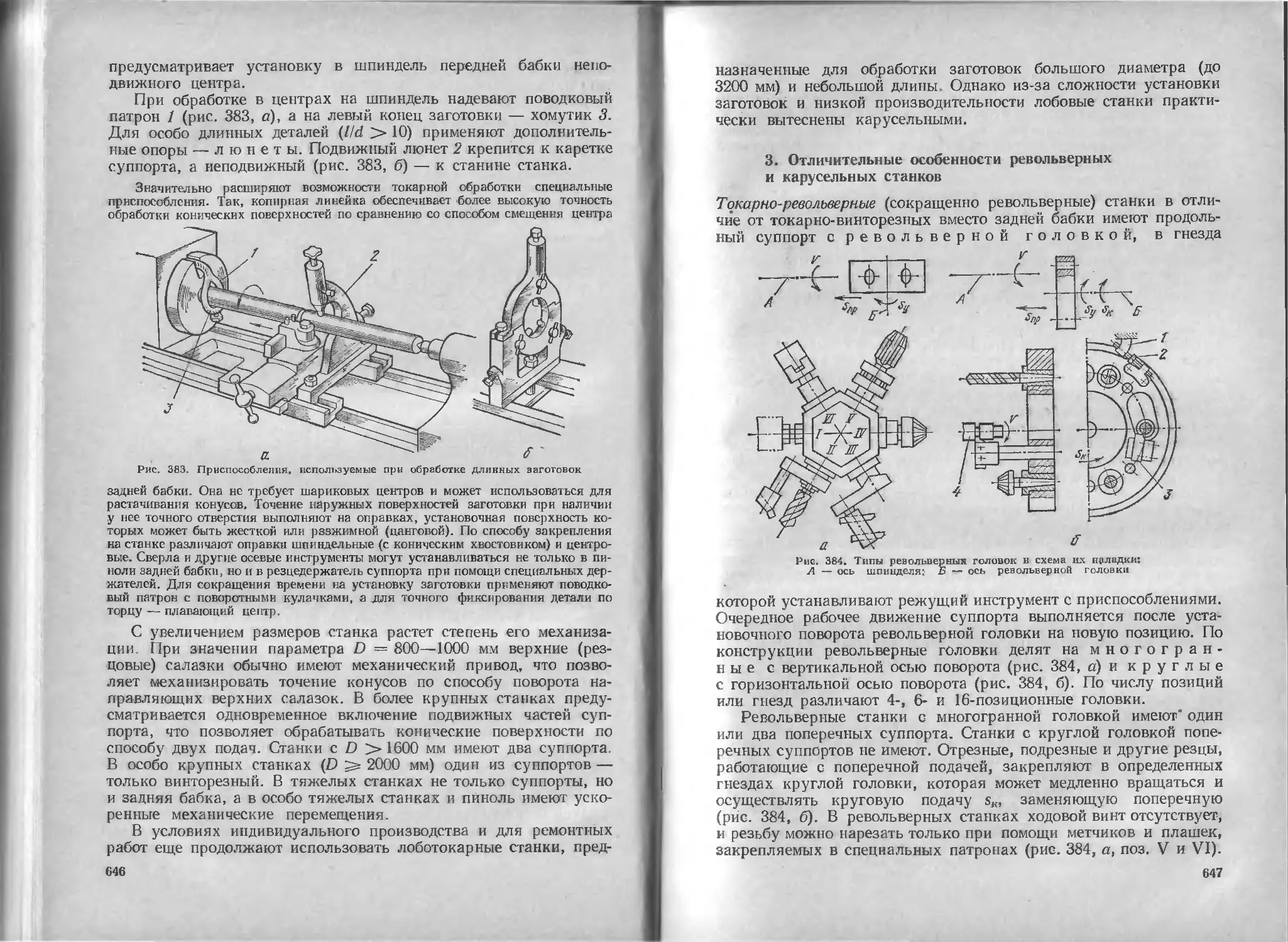
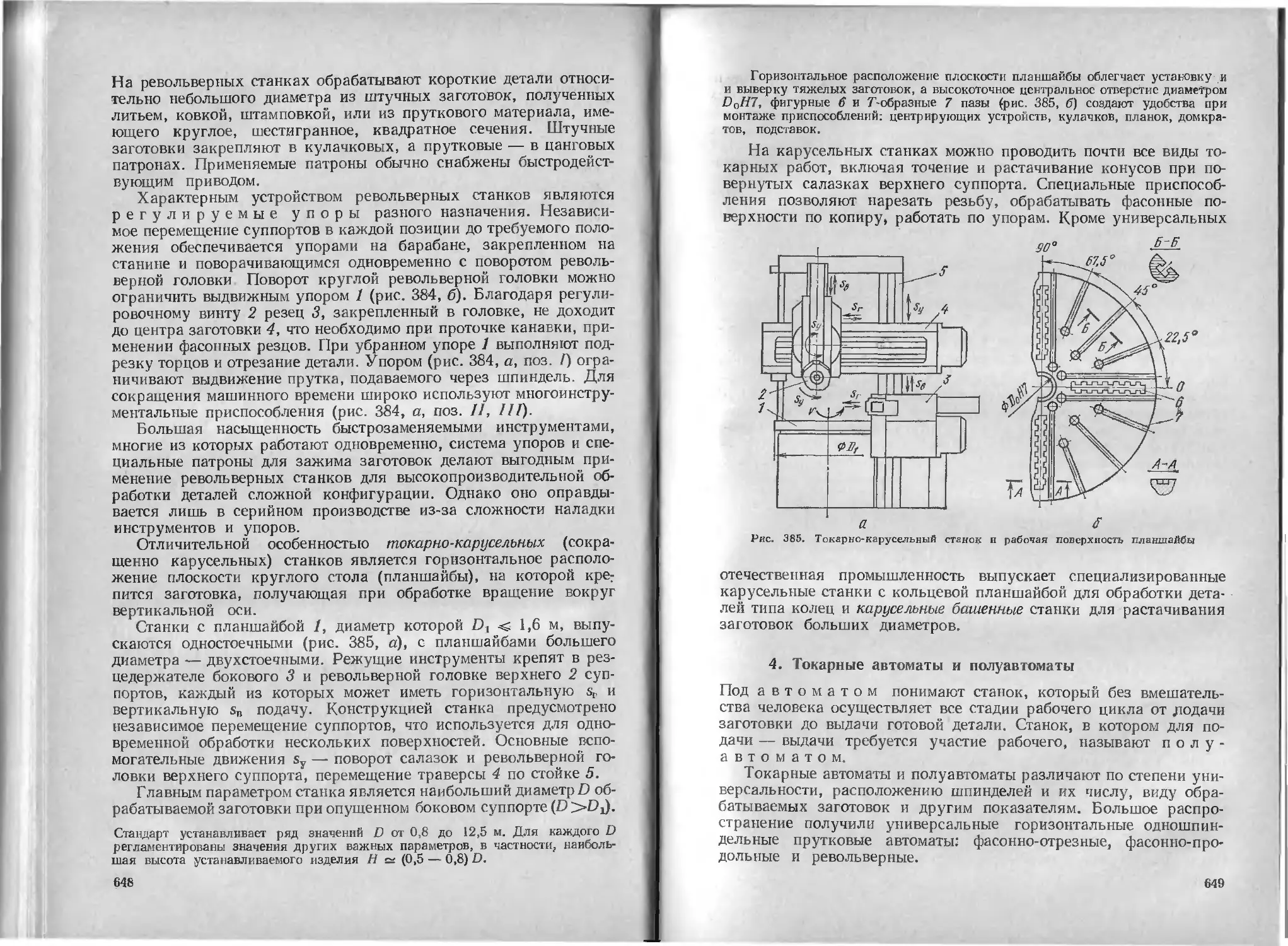
3. Отличительные особенности револьверных и карусельных станков . . . 647
4. Токарные автоматы и полуавтоматы .............................. 649
Глава V. Обработка на сверлильных и расточных станках.............. 651
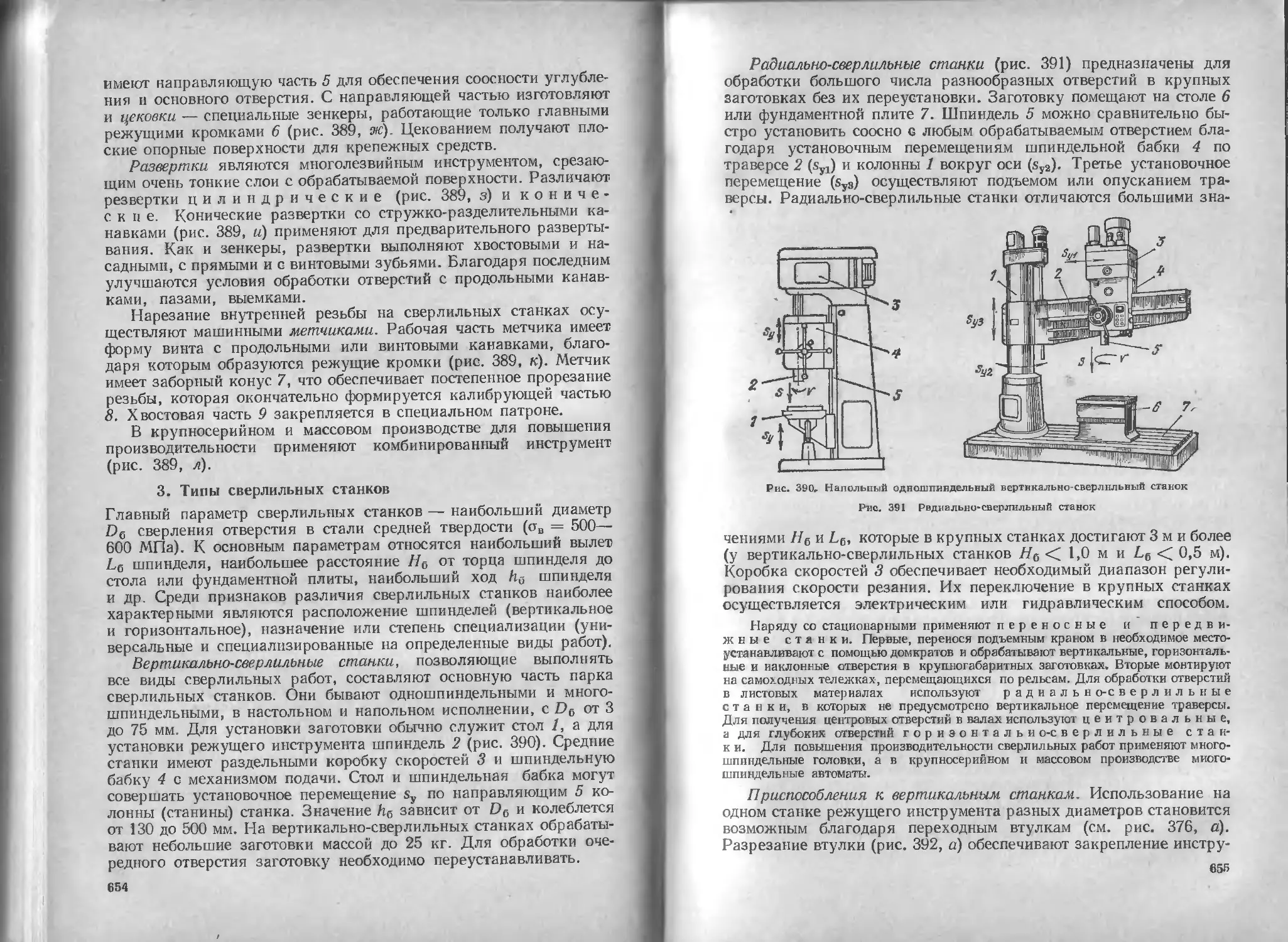
1. Получение отверстий на сверлильных станках...................... 651
2. Типы сверлильных станков....................................... 654
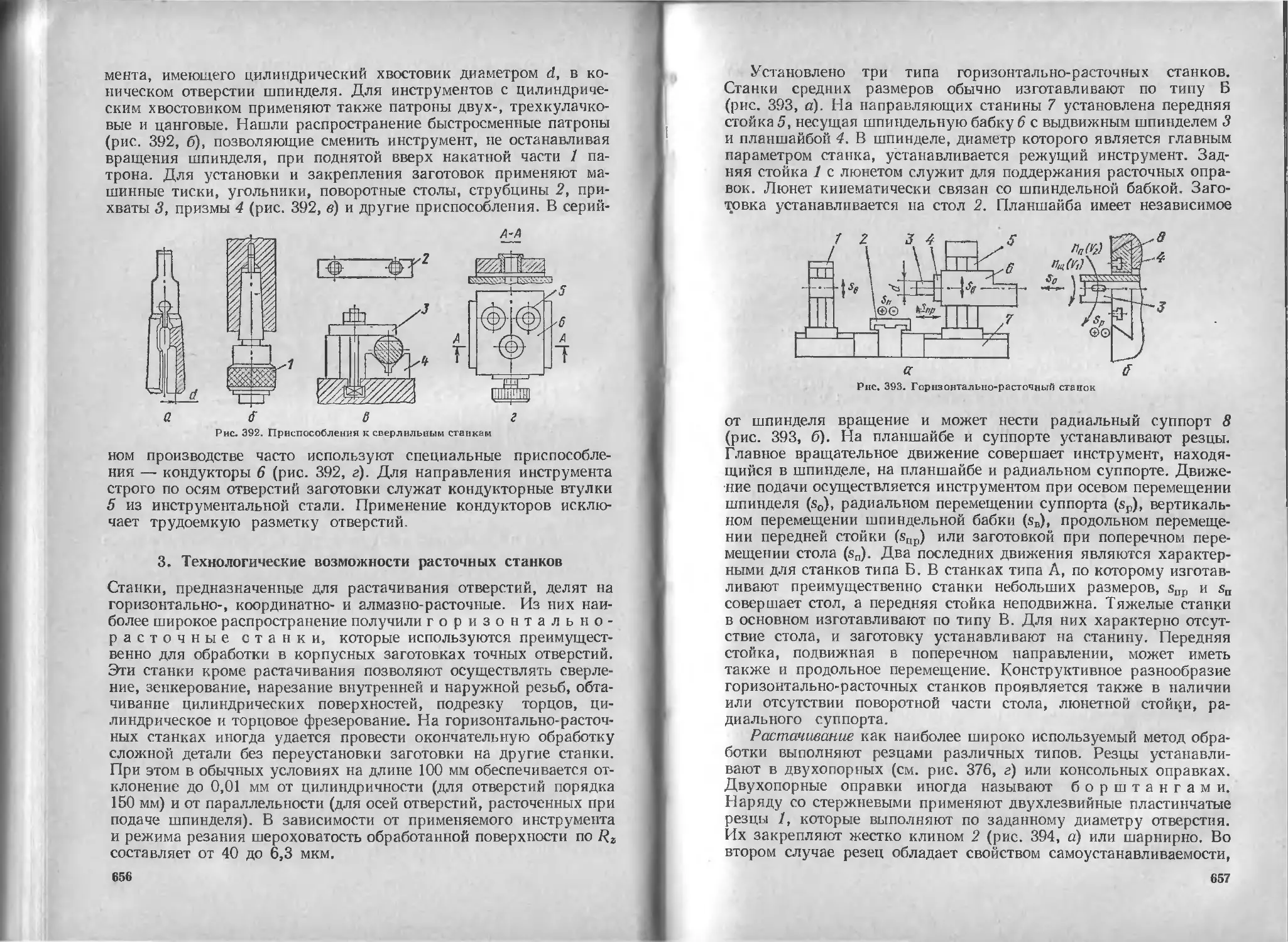
3. Технологические возможности расточных станков ................. 656
Глава VI, Обработка на фрезерных станках........................... 658
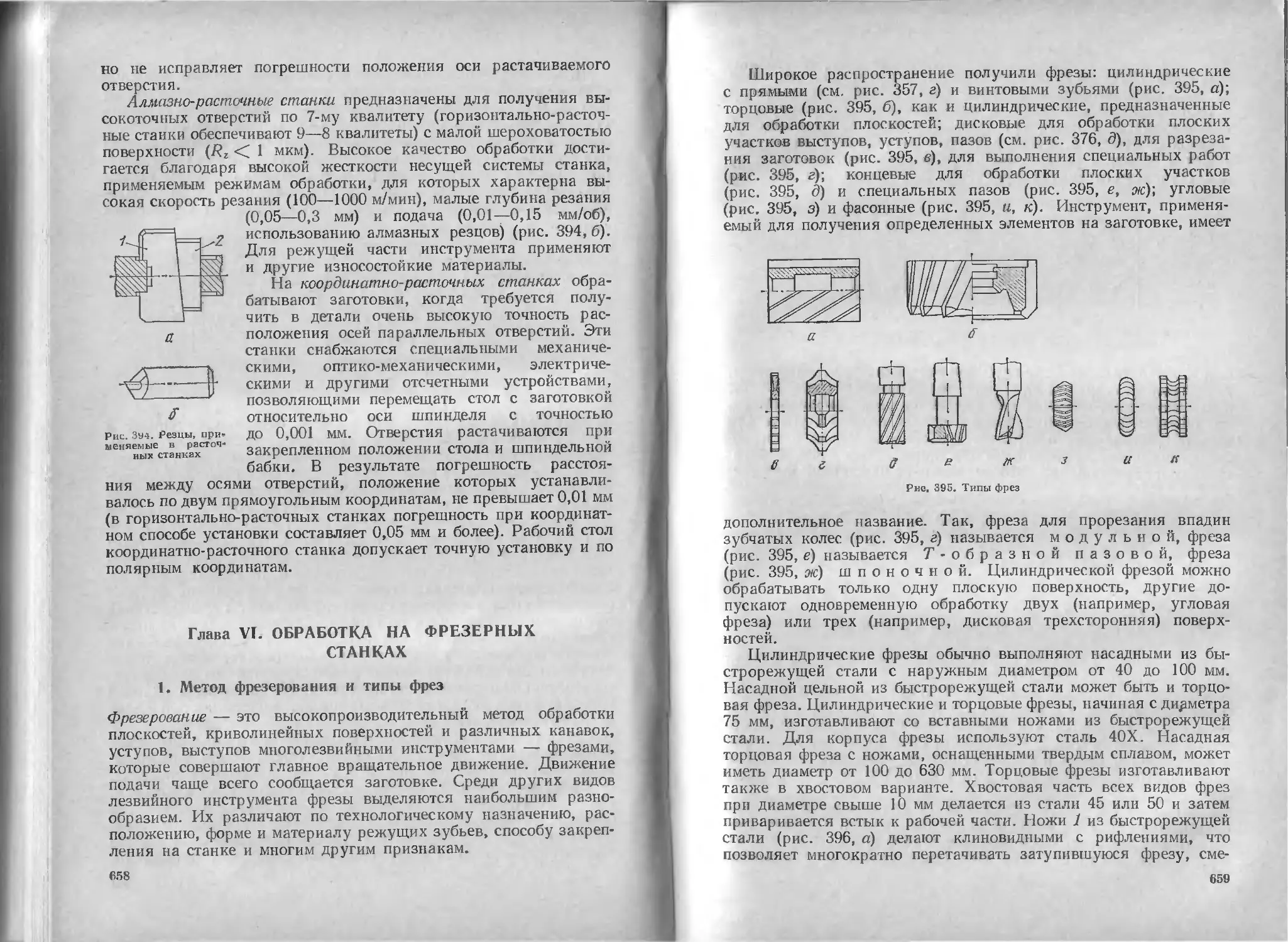
1. Метод фрезерования и типы фрез ................................. 658
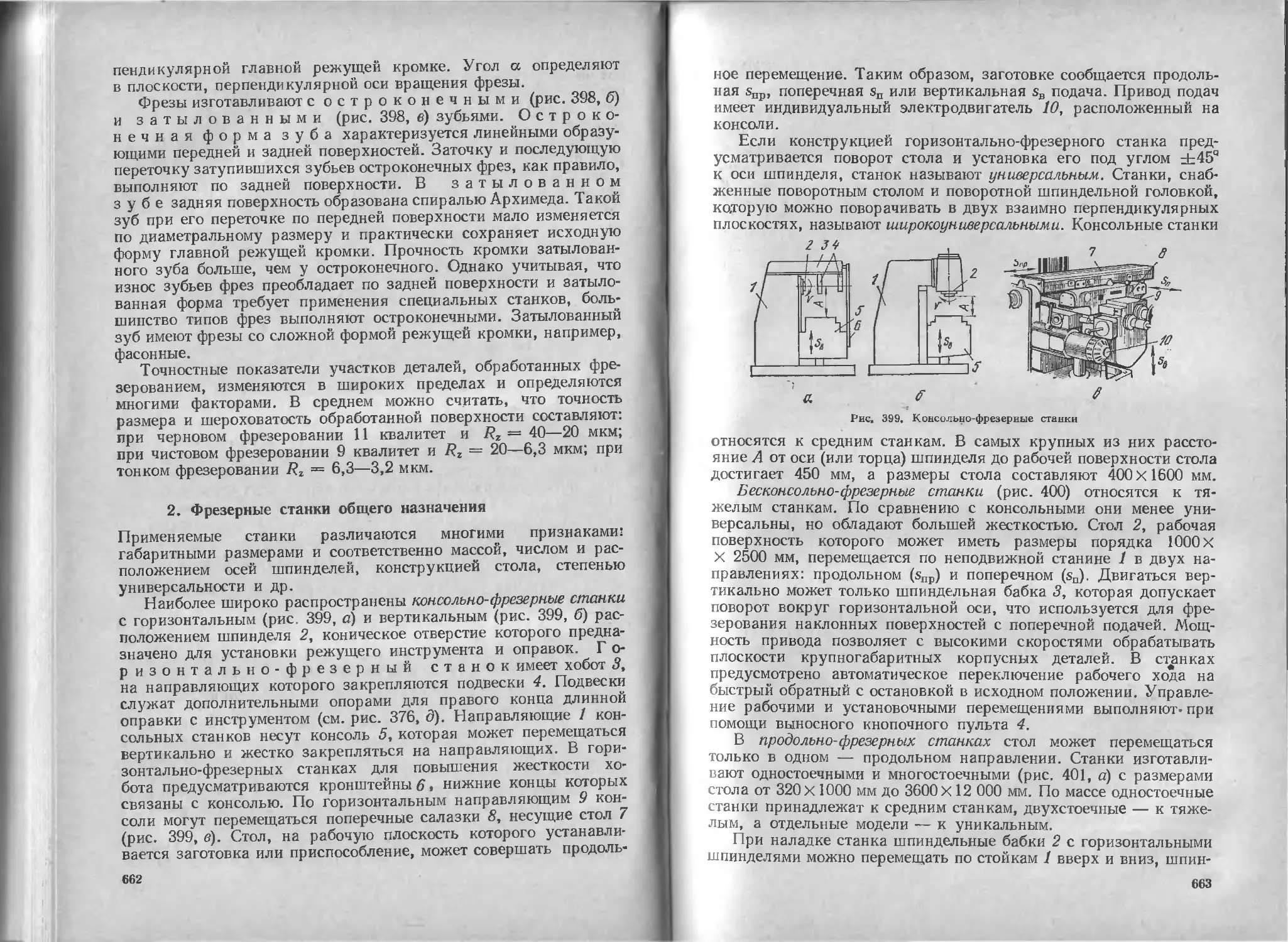
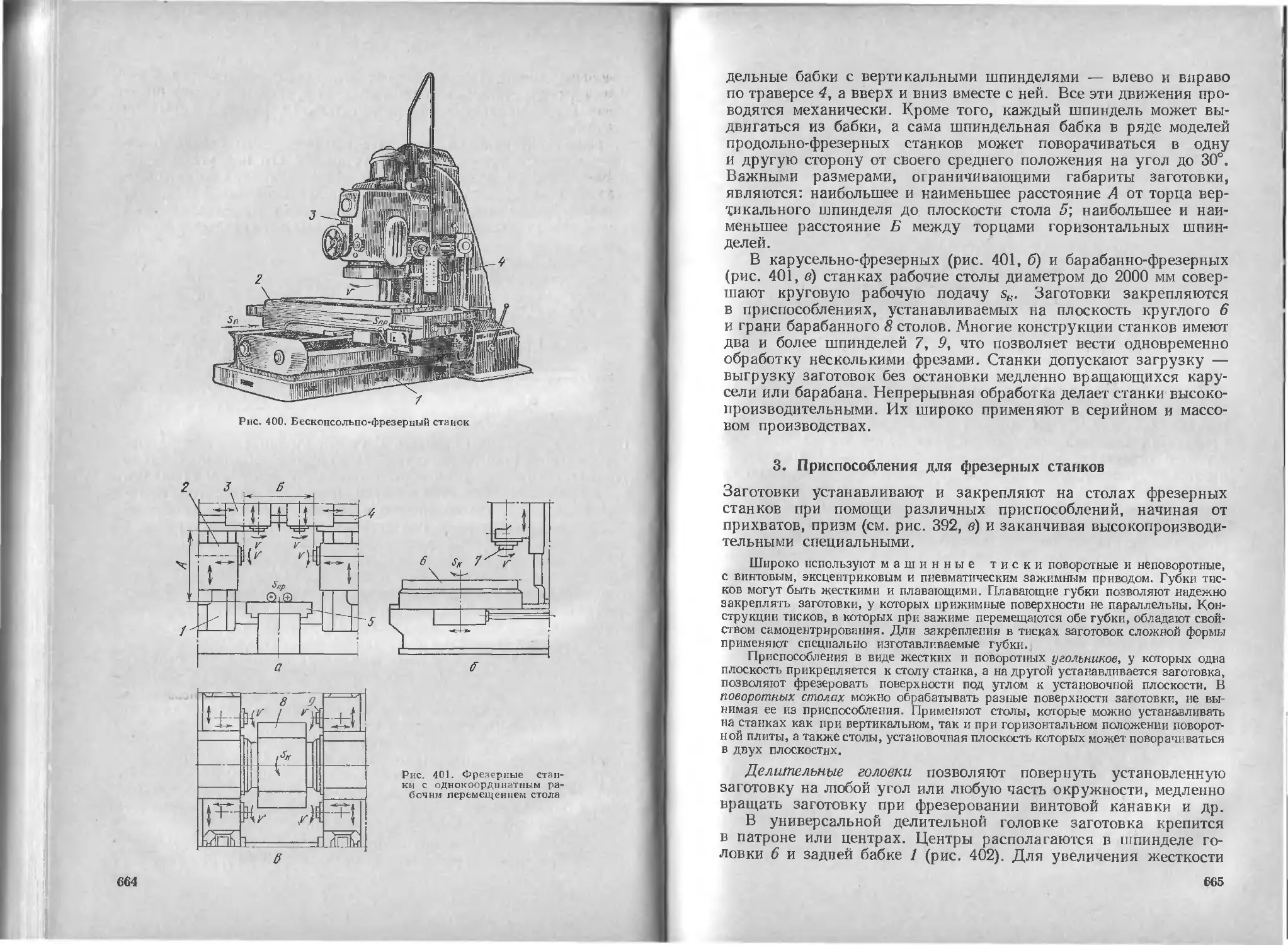
2. Фрезерные станки общего назначения..................... . . . 662
3. Приспособления для фрезерных станков .......................... 665
Глава VII. Обработка на протяжных, строгальных и долбежных станках 667
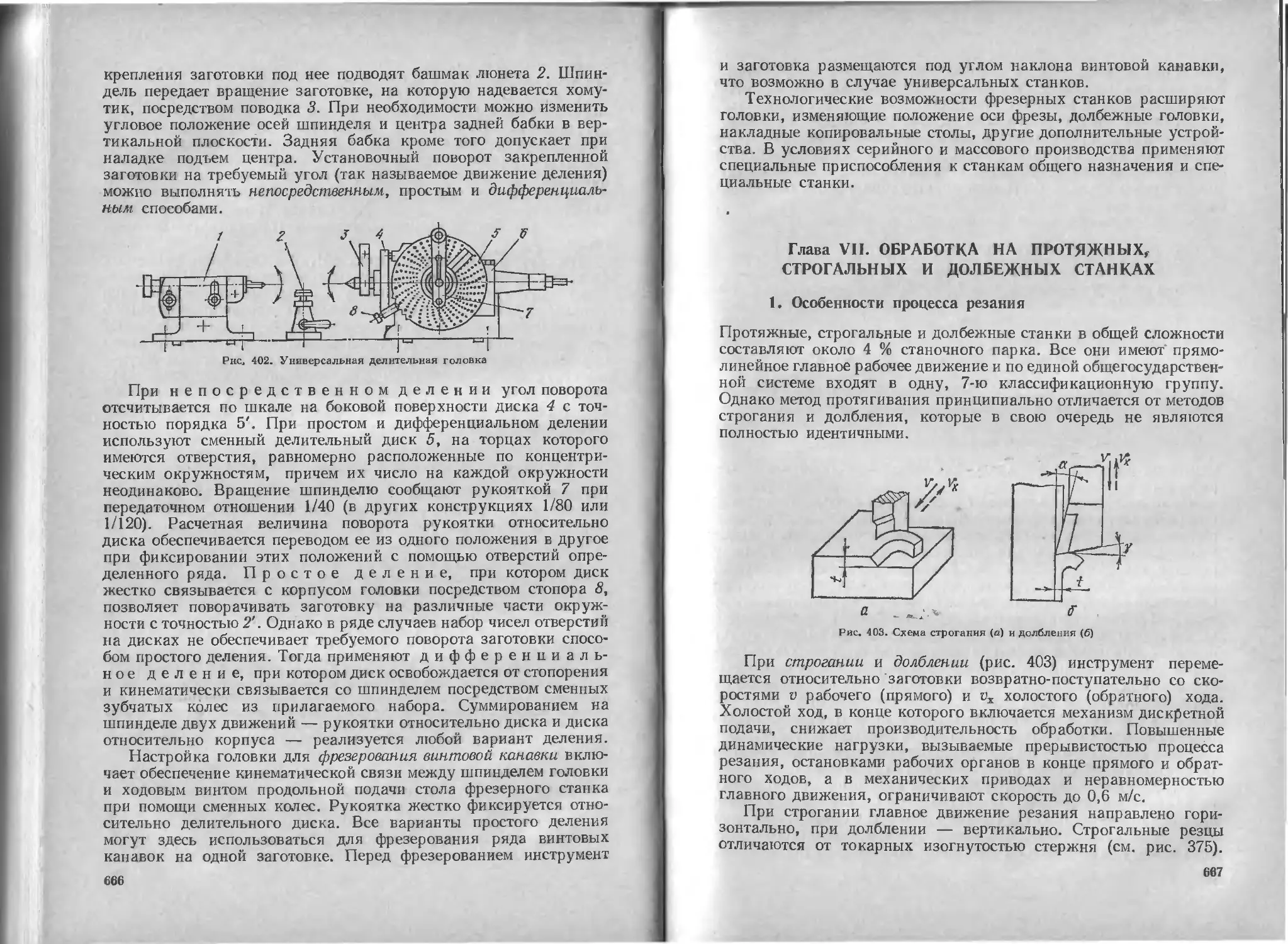
1. Особенности процесса резания.................................... 667
2. Станки и приспособления ........................................ 669
Глава VIII. Обработка зубчатых и резьбовых поверхностен .... 672
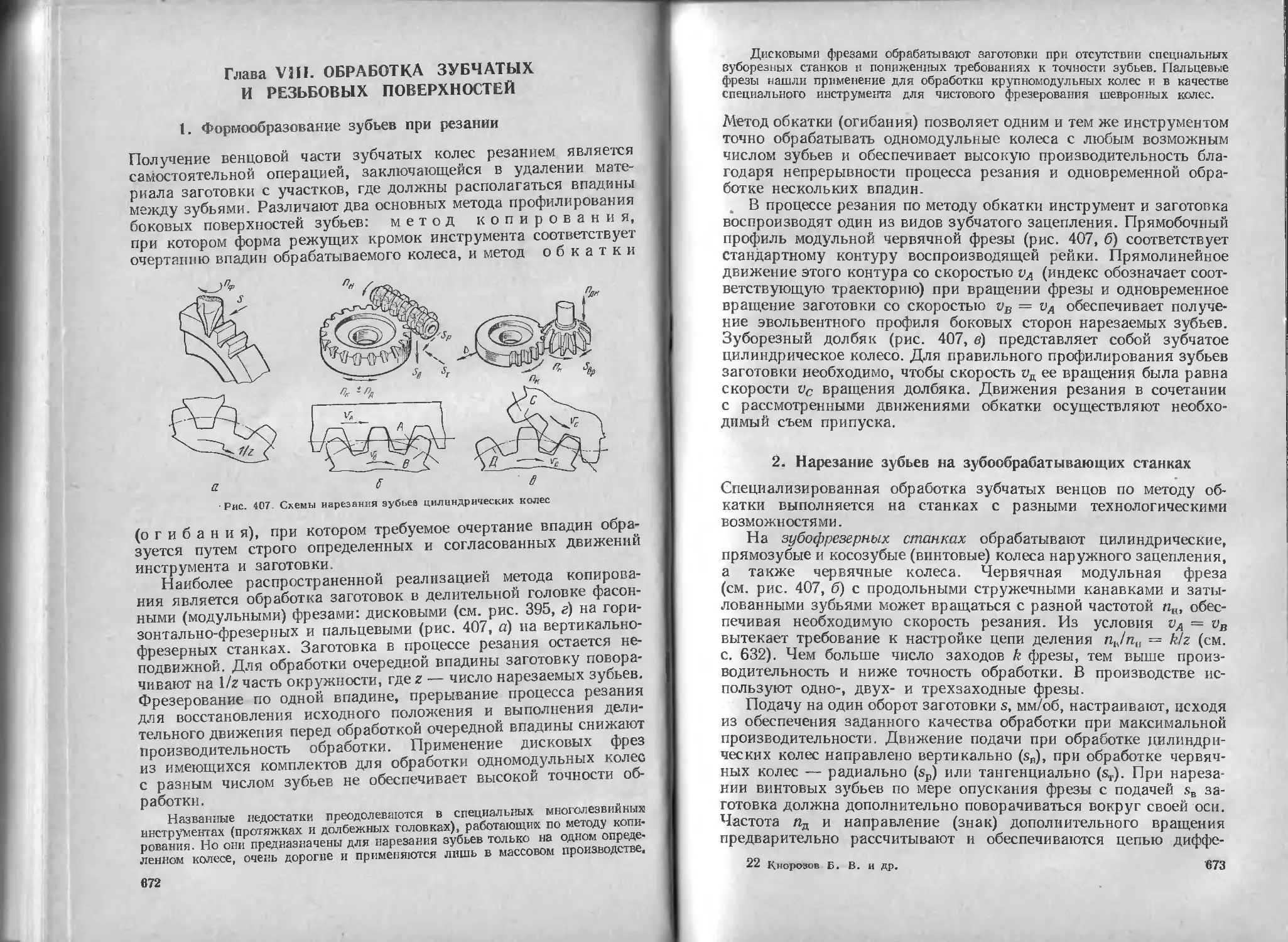
1. Формообразование зубьев при резании ............................ 672
2. Нарезание зубьев на зубообрабатывающих станках................. 673
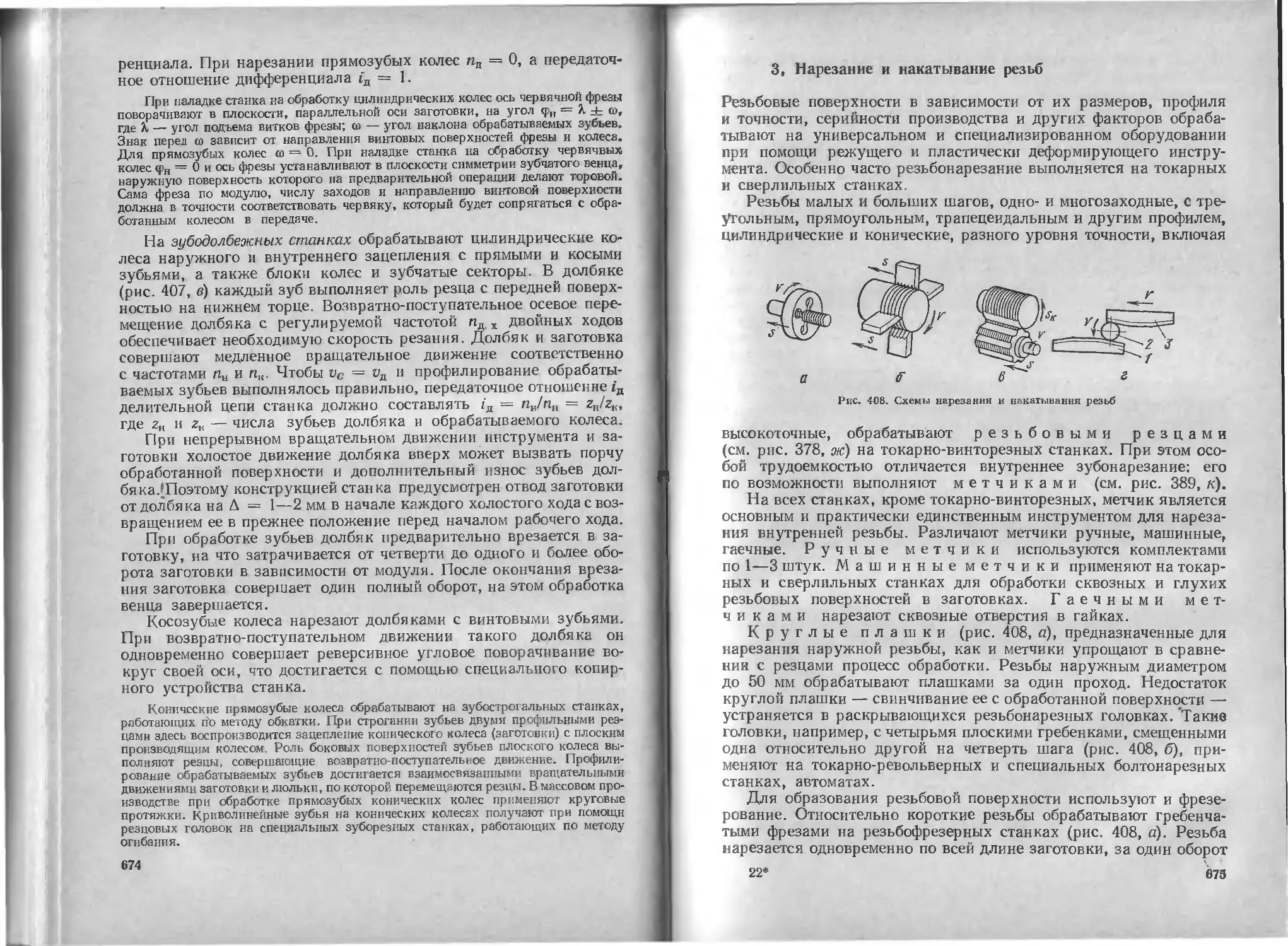
3. Нарезание и накатывание резьб ................................. 675
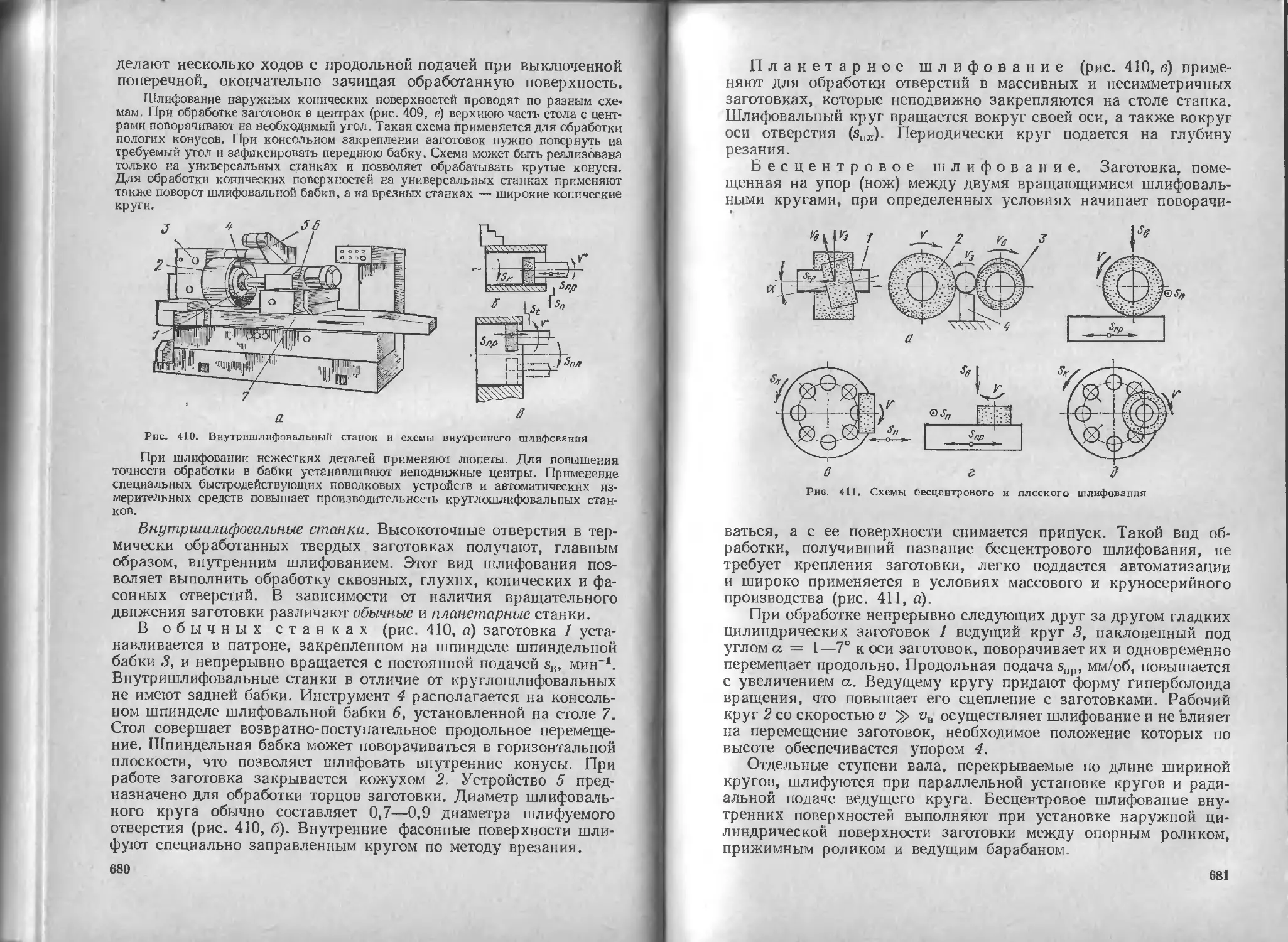
Глава IX. Обработка на шлифовальных ста шах........................ 676
1. Метод шлифования и абразивный инструмент . . ............... 676
2. Основные типы станков и виды шлифования......................... 678
Глава X. Методы отделочной и упрочняющей обработки................. 682
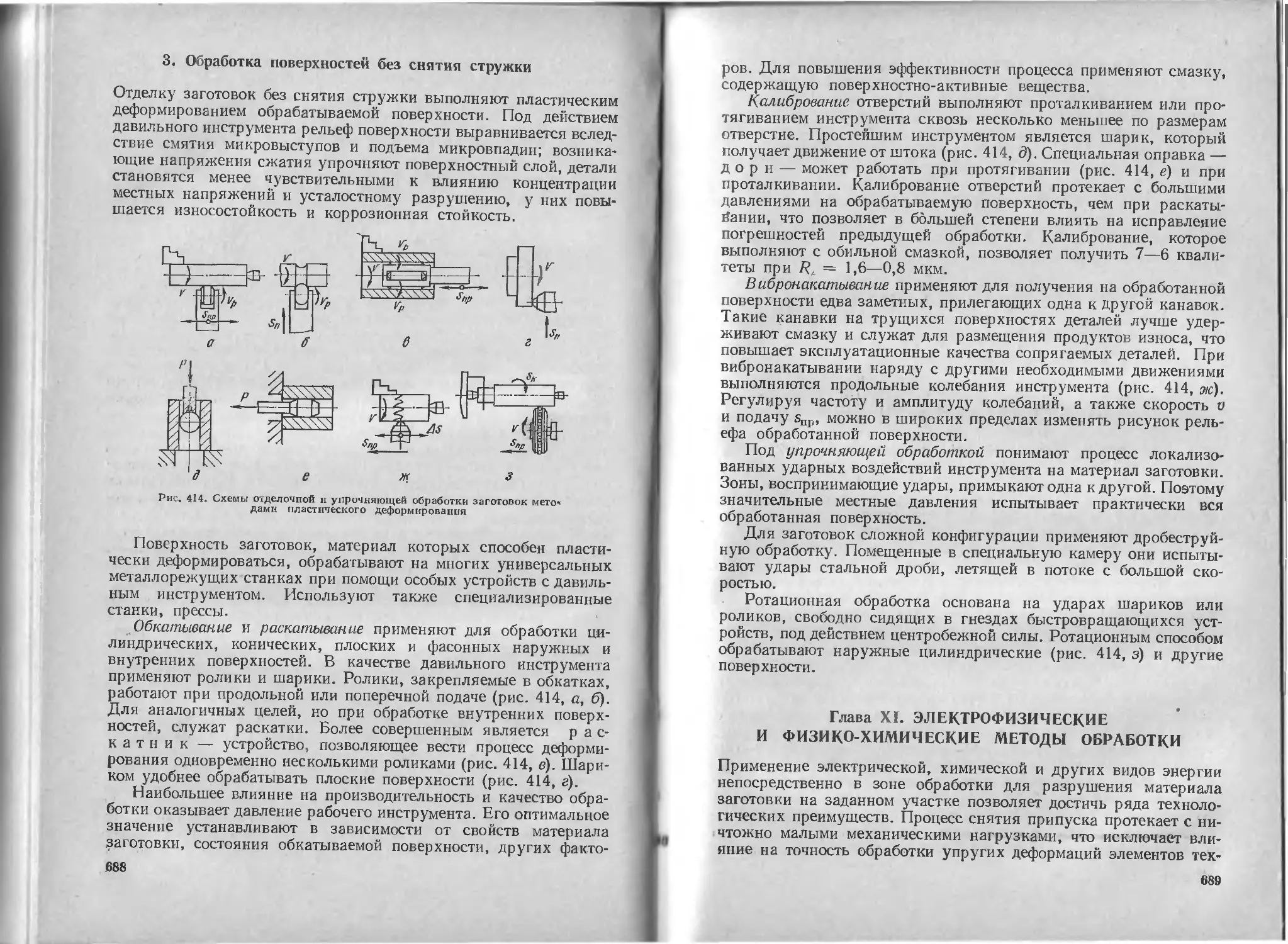
1 Обработка с применением лезвийных и абразивных инструментов . . . 682
2. Отделка зубчатых колес......................................... 686
3. Обработка поверхностей без снятия стружки ..................... 688
Глава XI. Электрофизические и физико-химические методы обработки . . 689
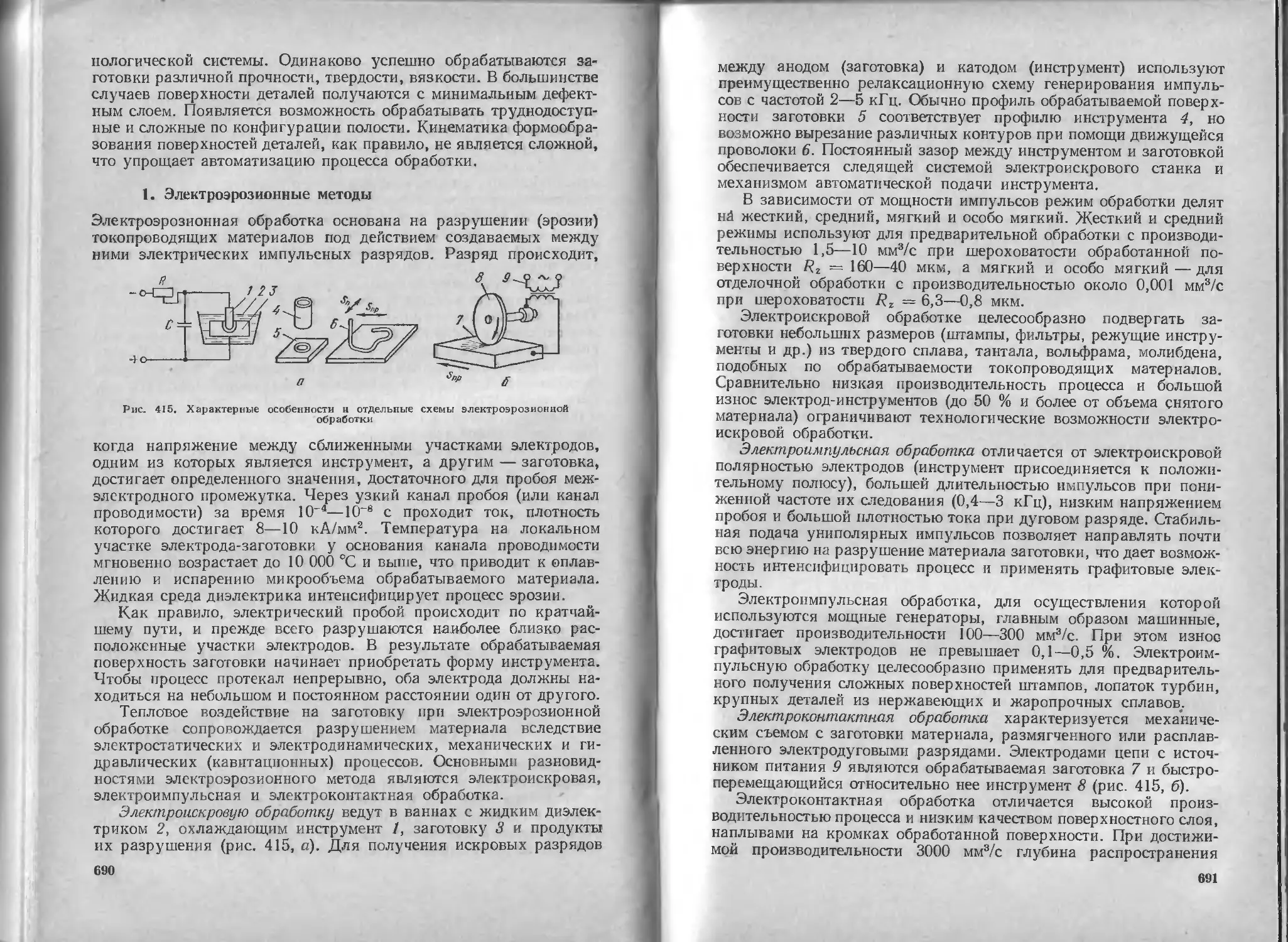
1. Электроэрозионные методы ............................. 690
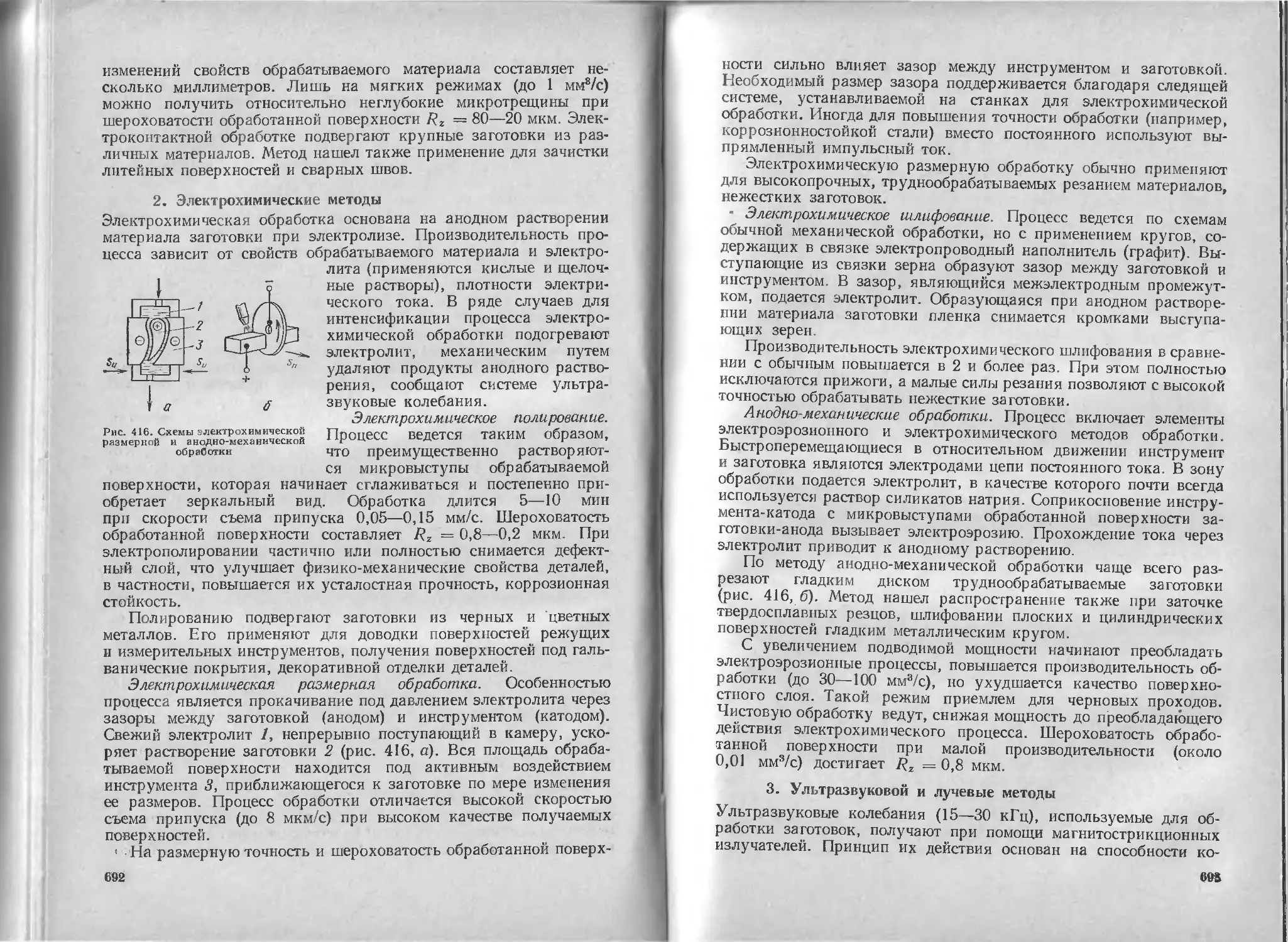
2. Электрохимические методы....................................... 692
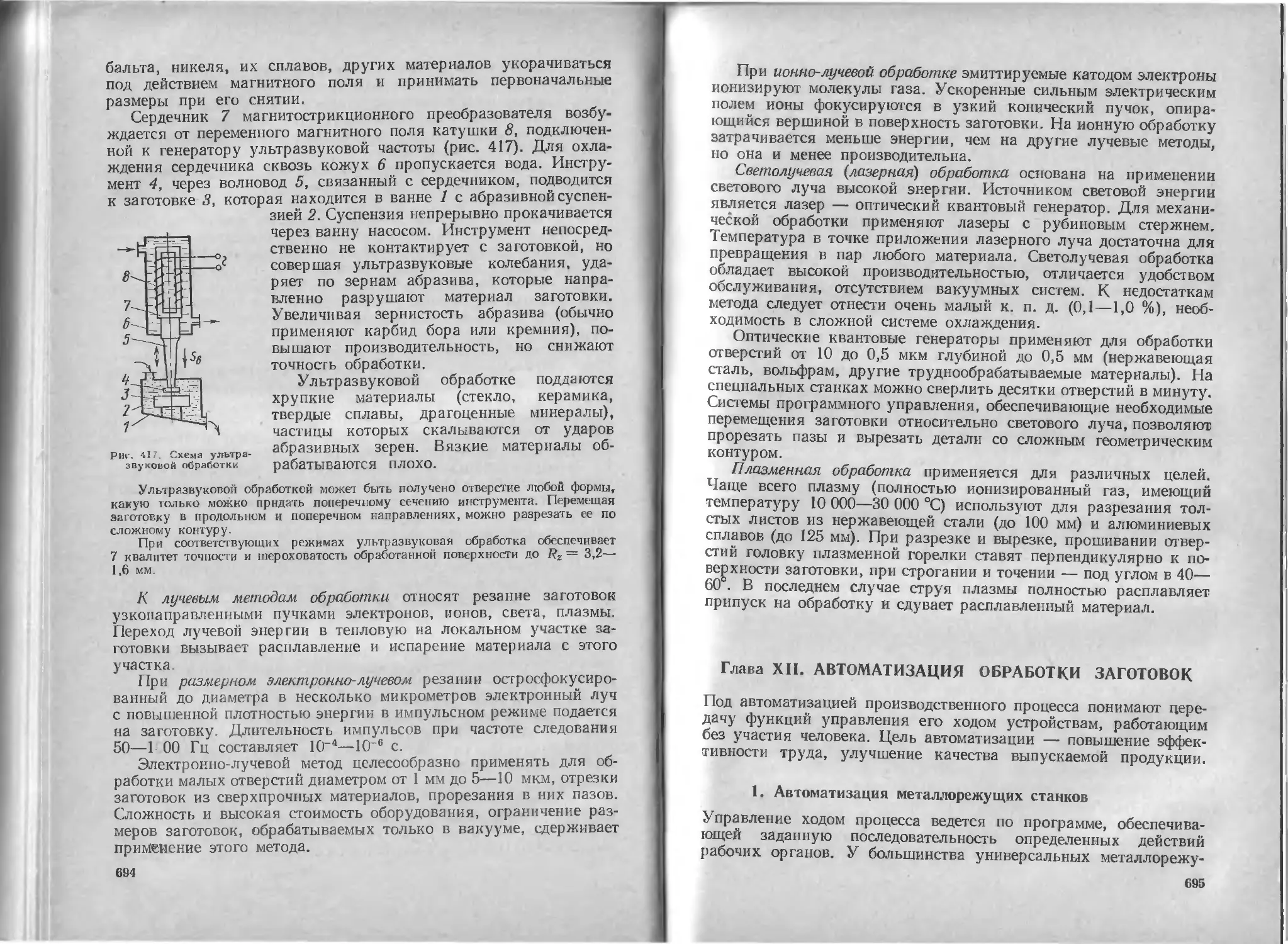
3. Ультразвуковой и лучевые методы.............................. 693
9
Глава XII. Автоматизация обработки заготовок . .................... 695
1. Автоматизация металлорежущих станков............................ 695
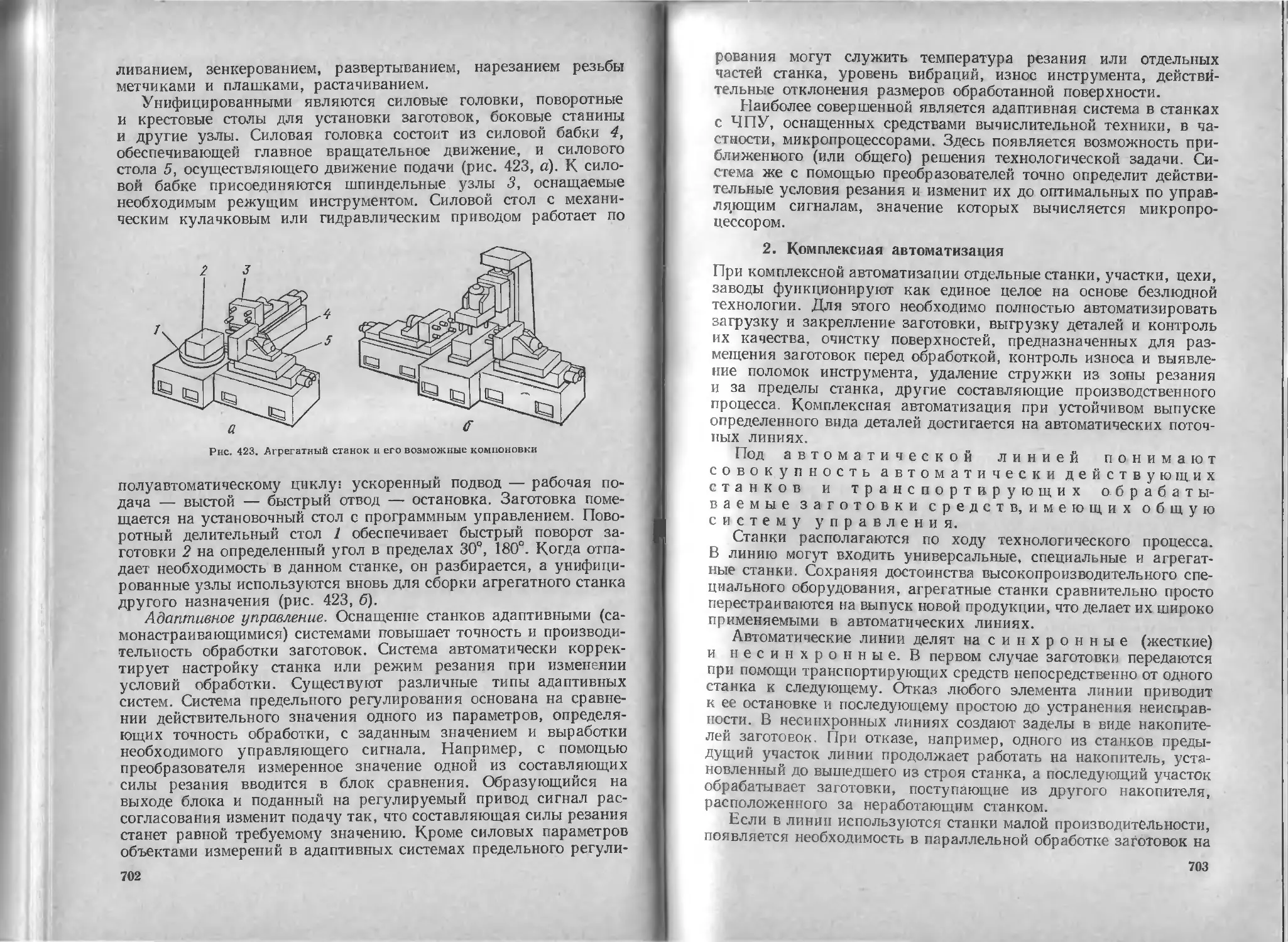
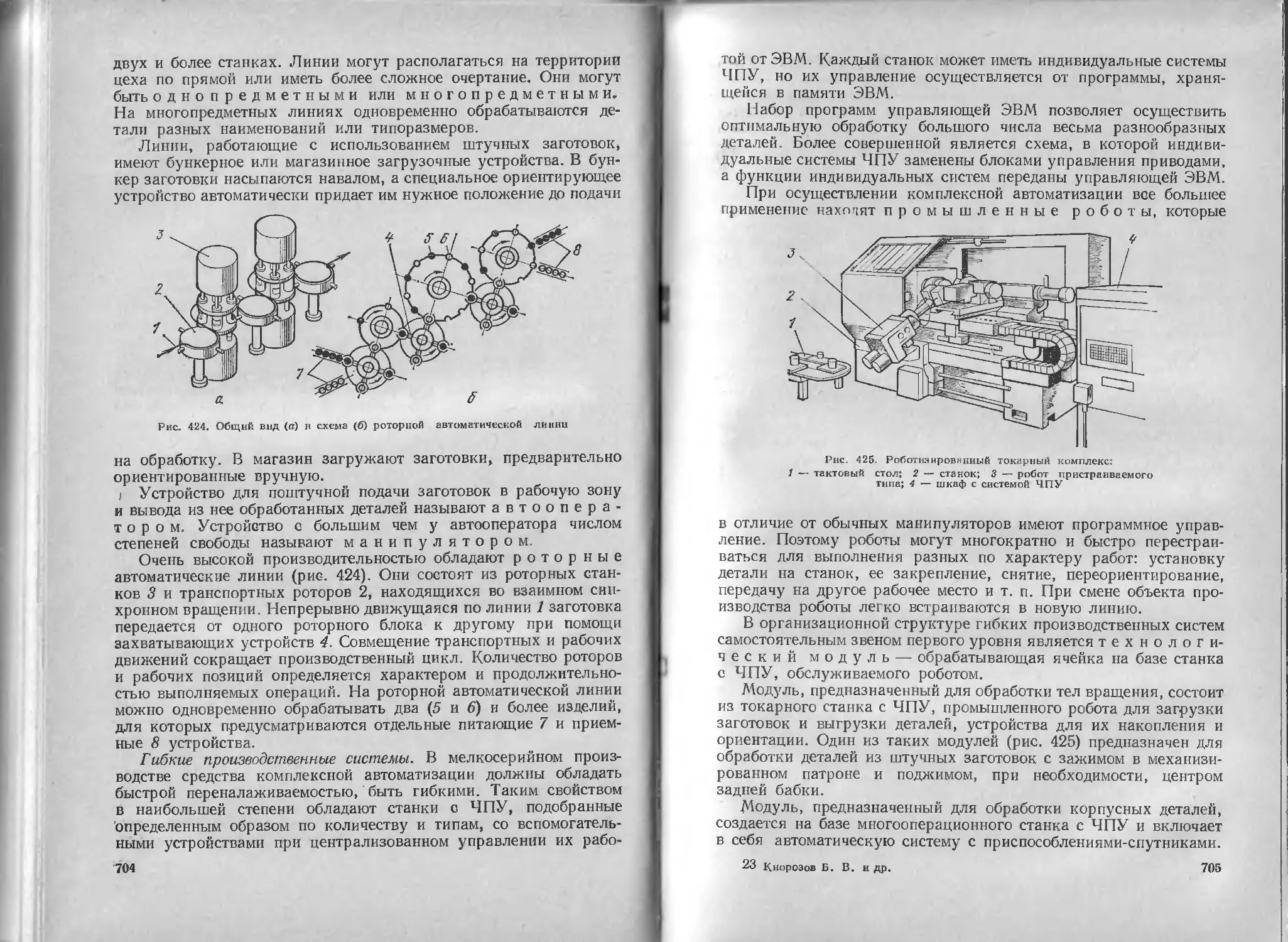
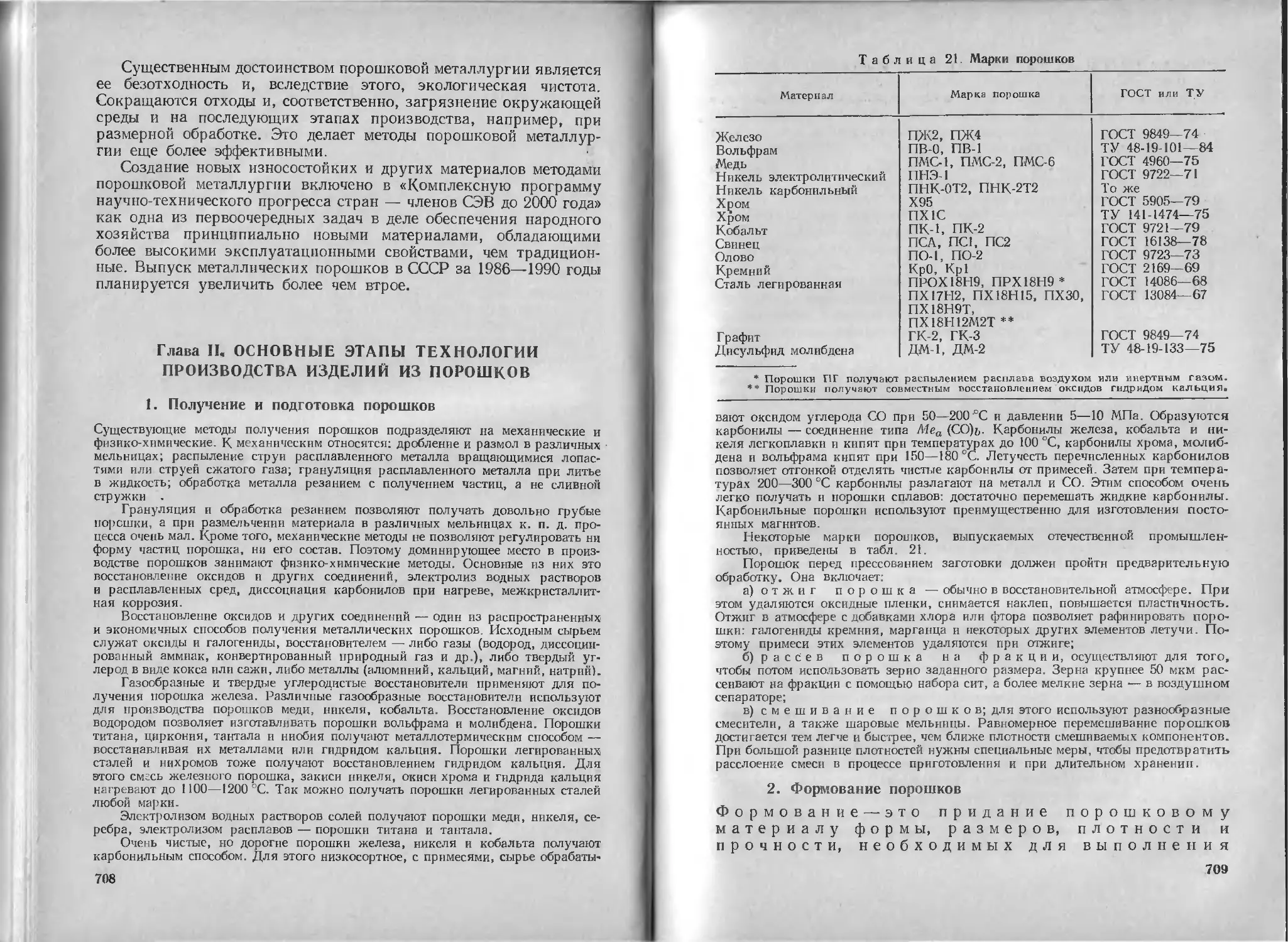
2. Комплексная автоматизация....................................... 703
Раздел седьмой. ОСНОВЫ ПОРОШКОВОЙ МЕТАЛЛУРГИИ
(Я. А. Китаев) . . .................... 707
Глава I. Общие сведения о порошковой металлургии................... 707
Глава II. Основные этапы технологии производства изделий из порошков 708
1. Получение и подготовка порошков ... . . ... 708
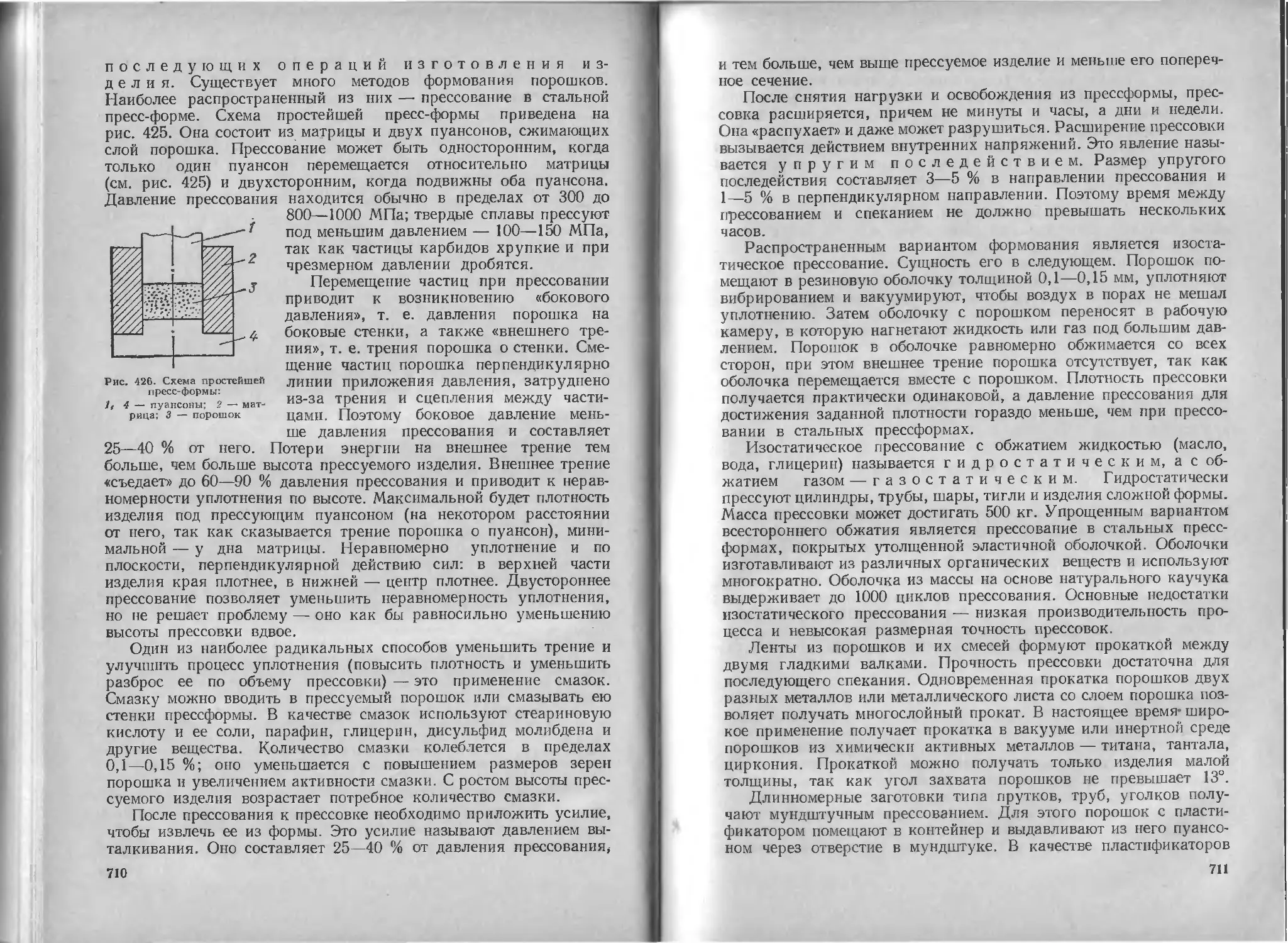
2. Формование порошков........................................... 709
3. Спекание и дополнительная обработка спеченных изделий.......... 712
Глава III. Пористые порошковые материалы........................... 714
1. Антифрикционные порошковые материалы .......................... 714
2. Фрикционные порошковые материалы . . . ........................ 715
3. Фильтры ..................................................... 716
4. Прочие пористые изделия ....................................... 716
Глава IV. Конструкционные порошковые материалы.............. ... 717
1. Общие требования к спеченным материалам для мало-, средне- и высо-
конагруженных конструкций......................................... 717
2. Спеченные стали и области их применения........................ 719
3. Термическая обработка спеченных сталей......................... 721
4. Спеченные цветные металлы и области их применения.............. 722
Глава V. Высокотемпературные порошковые материалы................ 722
I. Гу । <п । л. in кис металлы .................................... 722
2. Дн< нгрсно-упрочпепныс макрналы . ....................... 723
3, llojioKinicibte композиты ... . ....................... 725
4. Керметы . ... . . .............. 726
Глава VI. Электротехнические порошковые материалы ..... 727
1. Электроконтактные порошковые материалы.......................... 727
2. Магнитные порошковые материалы............................. . . 728
Раздел в о с ь м о й. НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ И
ПЕРЕРАБОТКА ИХ В ИЗДЕЛИЯ (А. А. Шев-
ченко) ........................................................... 730
Глава I. Общие сведения о неметаллических материалах...... 730
1. Классификация и характеристика неметаллических материалов. . . 730
2. Специфика свойств неметаллических материалов................... 731
3. Технико-экономическая целесообразность применения неметалличе-
ских материалов .................................................. 733
Глава II. Пластические массы.................................... 734
I. Получение, структура и свойства полимеров ...................... 734
2. Классификация и технологические свойства пластмасс............. 738
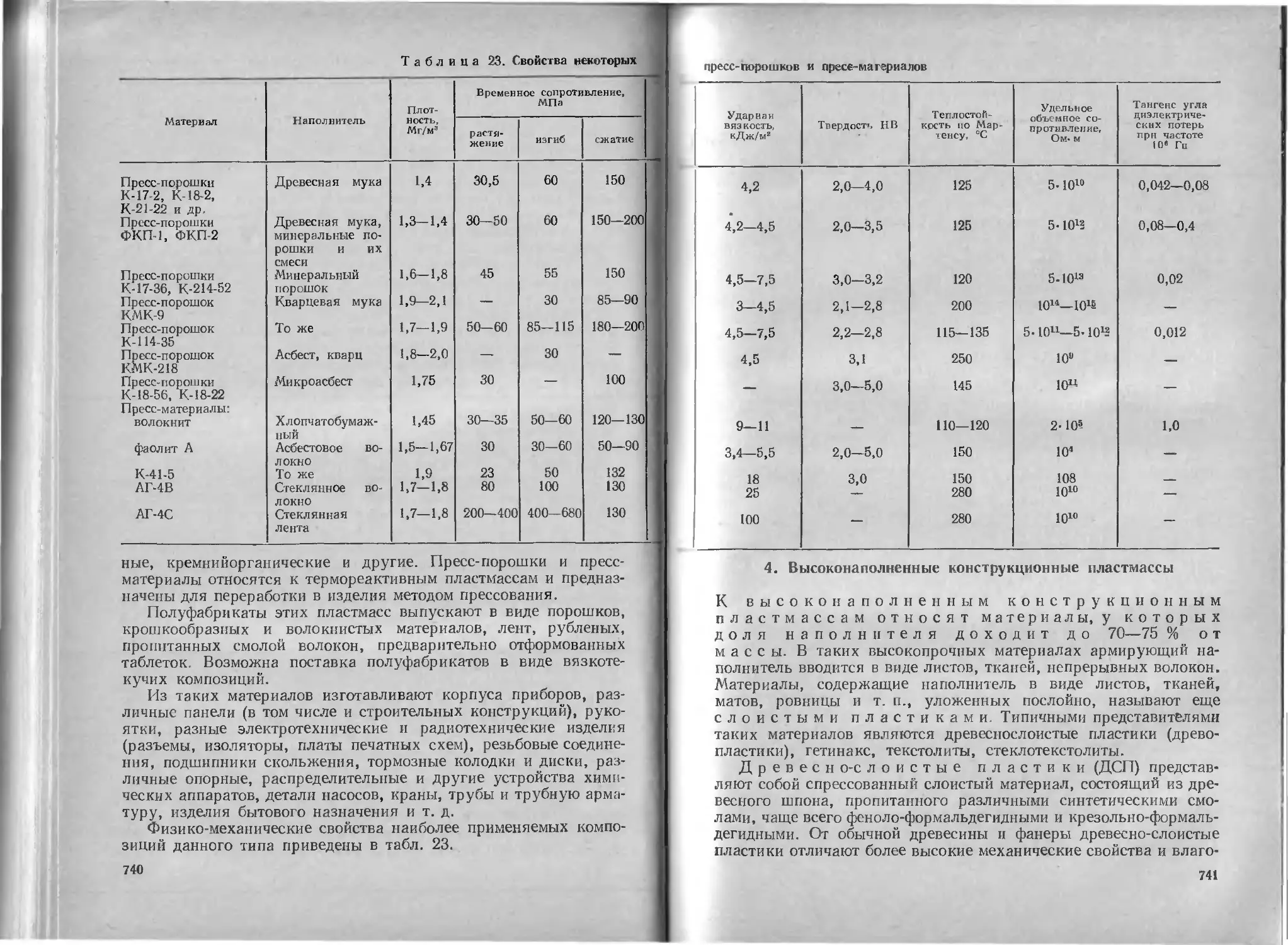
3. 1 Ipecc-iiopoiiiKti и прссс-материалы ......................... 739
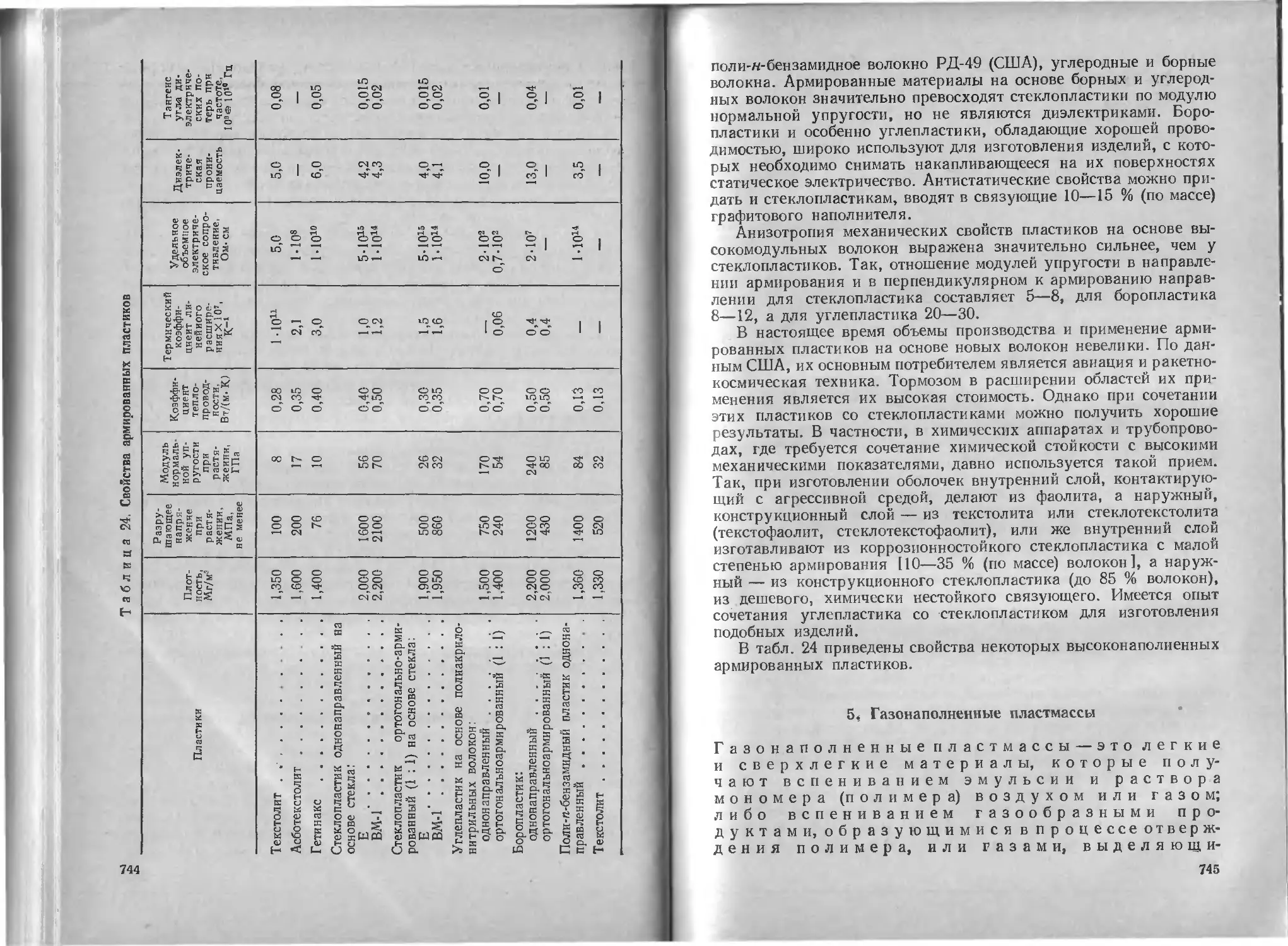
4. 11|.1с<>коптпоЛ1И‘1П1ые конструкционные пластмассы............. 741
5. Газонаполненные пластмассы................................... 745
10
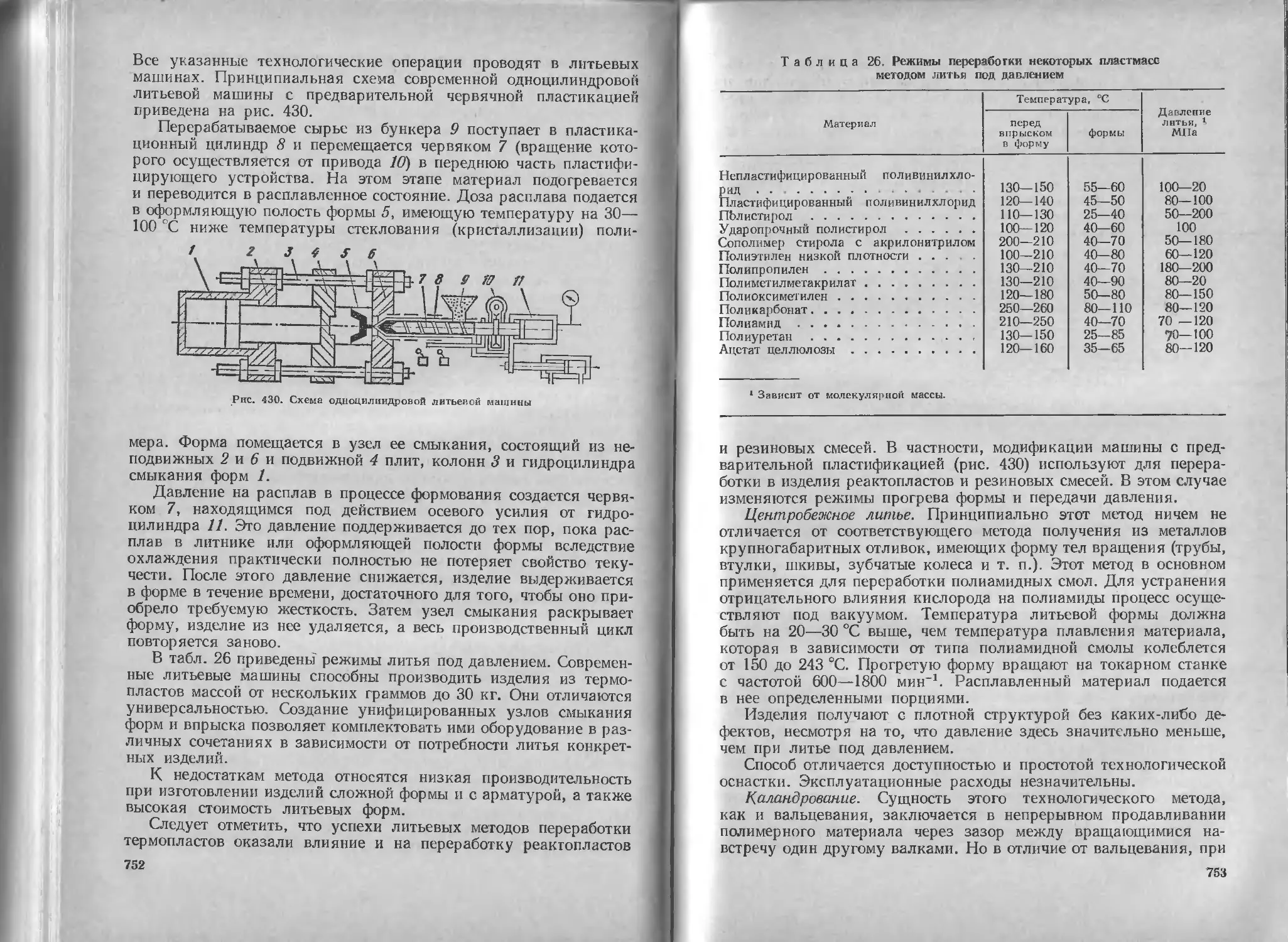
Глава III. Технология производства изделий из пластмасс............... 747
1. Общие положения................................................... 747
2. Методы переработки пластмасс в вязкотекучем состоянии ........ 749
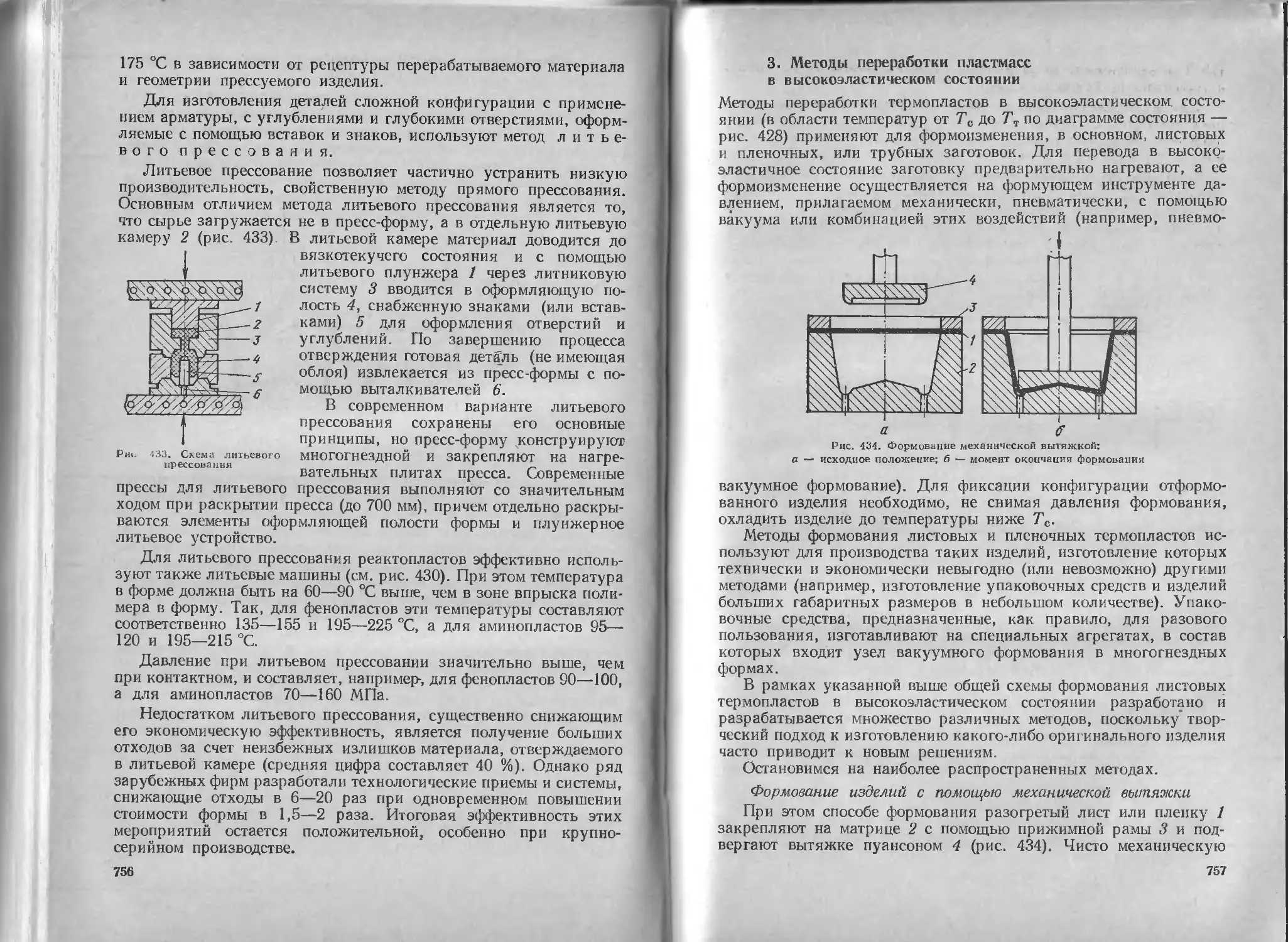
3. Методы переработки пластмасс в высокоэластическом состоянии . . . 757
4. Получение деталей из жидких полимеров............................ 760
5. Формование крупногабаритных изделий из стеклопластиков и армиро-
ванных различными волокнами пластмасс................................ 761
6. Получение деталей из пластмасс в твердом состоянии.......... . 765
7. Неразъемное соединение пластмассовых деталей сваркой и склеива-
нием ................................................................ 768
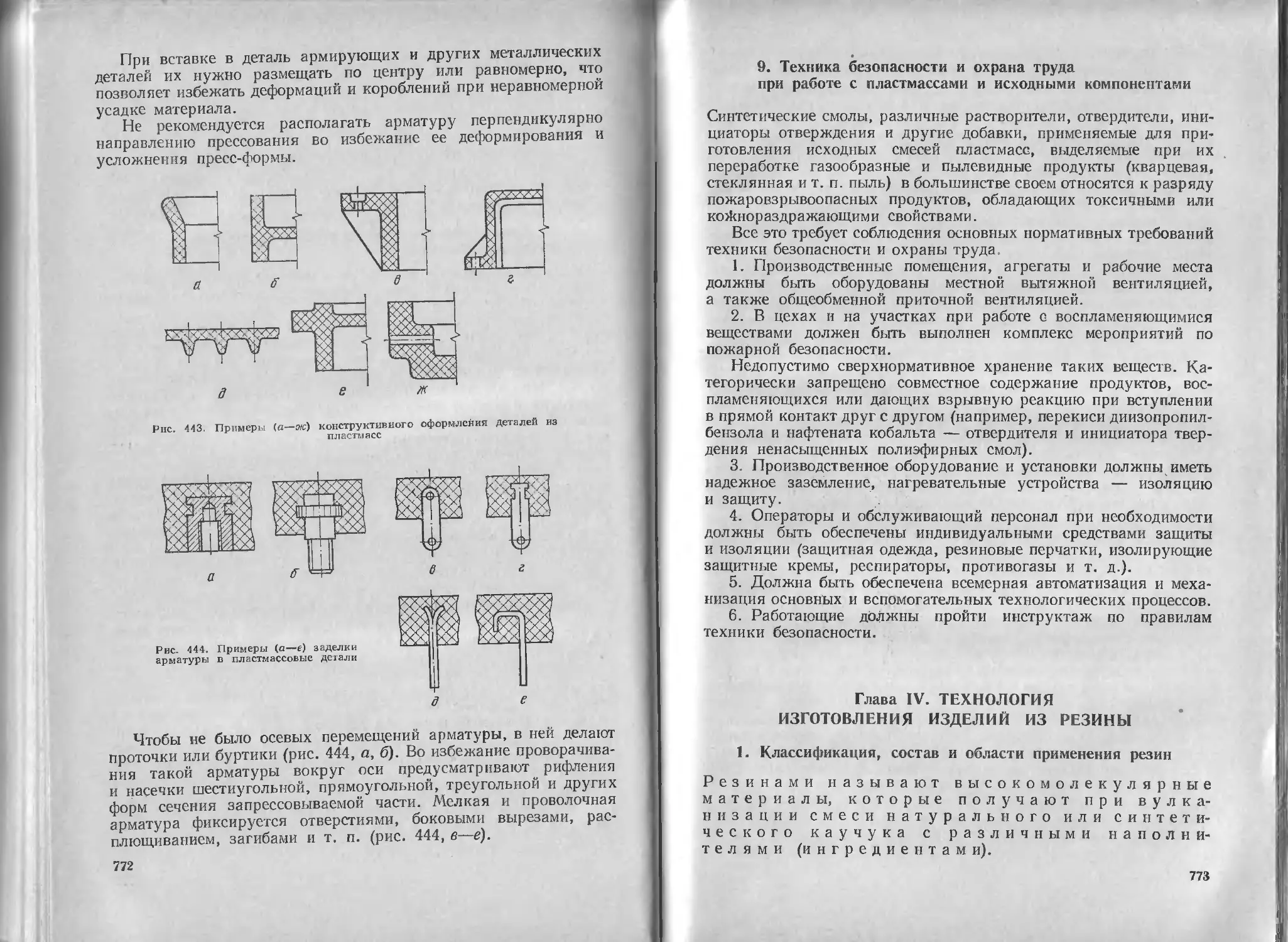
8. Конструкторско-технологические требования к изделиям из пластмасс 771
9. Техника безопасности и охрана труда при работе с пластмассами и ис-
ходными компонентами................................................. 773
Глава IV. Технология изготовления изделий из резины................... 773
1. Классификация, состав и области применения резин................ 773
2. Методы изготовления и соединения изделий из резины............... 775
Глава V. Технология производства изделий из силикатных материалов 776
1. Области применения и основная номенклатура изделий из силикат-
ных материалов ...................................................
2. Изготовление изделий из стекла и ситаллов .....................
3. Изготовление изделий из керамики и фарфора.................... 779
4. Обработка и соединение деталей из силикатных материалов .... 780
Приложения........................................................ 782
Рекомендательный библиографический список ........................ 799
ПРЕДИСЛОВИЕ
В Основных направлениях экономического и социального развития СССР на
1986—1990 годы и на период до 2000 года, принятых на XXVII съезде КПСС,
предусмотрено:
«Ускорить техническое перевооружение производства. Увеличить выплавку
конвертерной стали и электростали в 1,3—1,4 раза, разливку стали непрерыв-
ным способом не менее чем в 2 раза. . Расширить работы по промышленному
освоению технологии прямого получения железа. . .»*. Главное, направление
дальнейшего развития производства конструкционных материалов, это коренное
улучшение структуры и качества материалов, увеличение выпуска экономичных
и эффективных видов металлопродукции, повышение прочностных и антикор-
розионных характеристик конструкционных материалов. Решение этих задач
связано с внедрением в производство последних научно-технических достиже-
ний, новой техники и передовой ресурсосберегающей технологии.
Для успешного решения многих практических вопросов, связанных с научно-
техническим прогрессом в различных областях техники, необходимы сведения
о современных прогрессивных способах производства и обработки металлов, но-
вых конструкционных материалах, их свойствах и рациональных областях при-
менения.
Данная книга написана с целью ознакомления широкого круга инженерно-
технических работников с основами современной технологии металлов и неметал-
лических материалов.
П о содержанию, расположению и объему книга в основном соответствует
программам сокращенных курсов технологии металлов и материаловедения
механических специальностей многих вузов и может быть использована сту-
дентами в качестве учебного пособия.
В соответствии с назначением в ней изложены современные рациональные
и распространенные в производстве наиболее прогрессивные технологические
методы формообразования заготовок и легален машин литьем, обработкой дав-
лением, сваркой, пайкой, механической обработкой резанием и другими методами.
С целью более полного ознакомления читателя с типовыми марками, соста-
вом, основными свойствами и назначением конструкционных материалов в книге
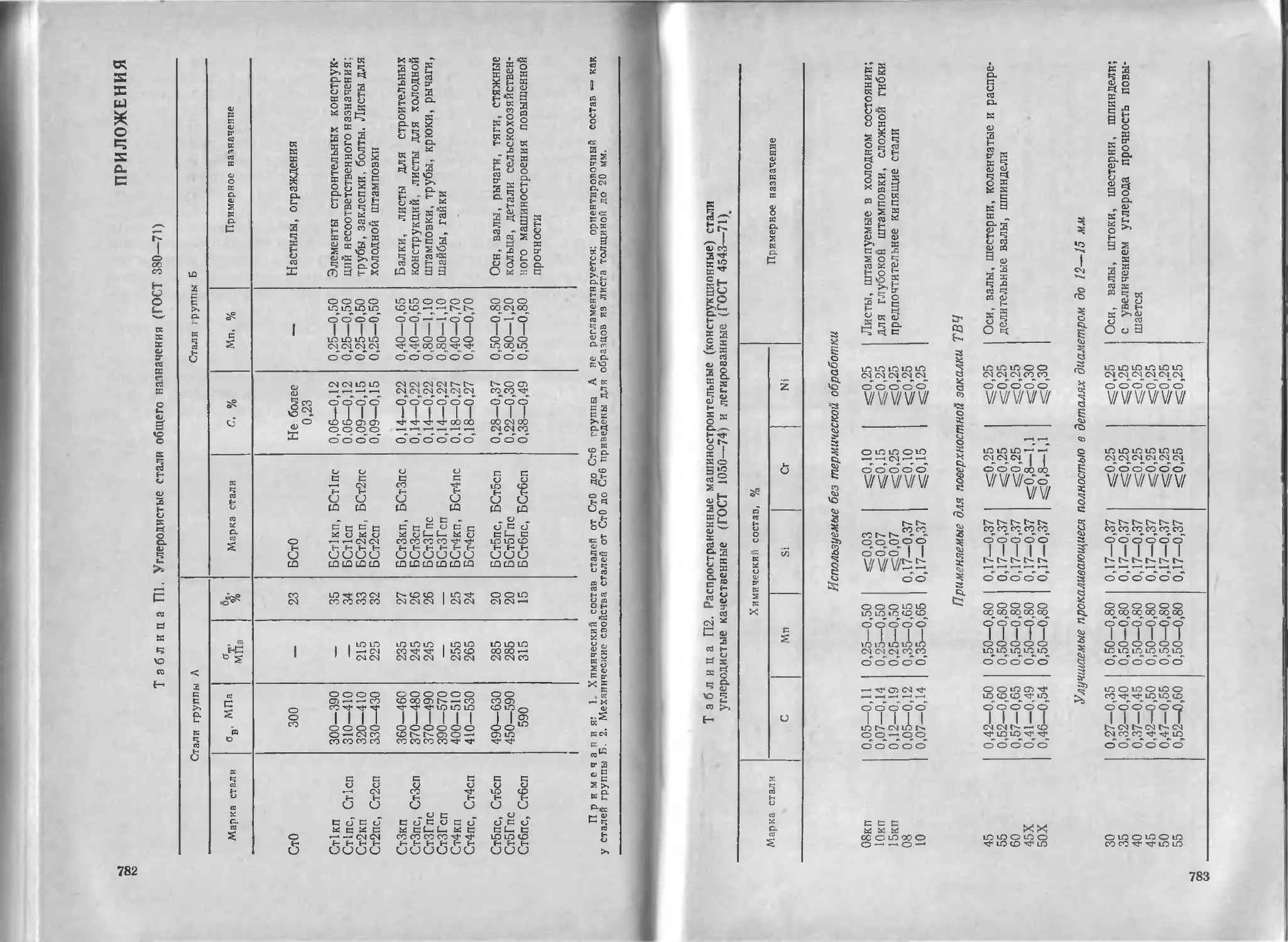
приведены справочные таблицы (Приложение).
Книга написана коллективом авторов:
раздел первый «Основы металлургии черных и цветных металлов» —
Б. В. Кнорозов и Л. Ф. Усова; раздел второй «Металловедение» — Л. Ф Усова
в Г. А Усов; раздел третий «Основы литейного производства» — Б. В Кноро-
вов и Г. А Усов; раздел четвертый — «Обработка металлов давлением» —
А. В. Третьяков; раздел пятый «Сварка и пайка» — Я. А. Китаев; раздел шестой
«Механическая обработка заготовок деталей машин» — В. М. Филькин; раздел
седьмой — «Основы порошковой металлургии» — Я. А. Китаев; раздел восьмой
«Неметаллические материалы и переработка их в изделия» — А А. Шевченко;
Приложения — Г. А. Усов.
1 Материалы XXVII съезда Коммунистической партии Советского Союза,
М.: Политиздат, 1986. с. 292,
Раздел первый
ОСНОВЫ МЕТАЛЛУРГИИ
ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ
Металлургия — наука о промышленных способах
получения металлов и металлических сплавов —
одна из древнейших отраслей знания.
История материальной культуры человечества неразрывно связана с исполь-
зованием металлов. Переход ст каменных орудий труда (каменный век) к ору-
диям металлическим явился величайшим достижением человечества, вызвавшим
бурный рост производительных сил.
Около 7—6 тысяч лет до н. э. человек впервые начал использовать самород-
ные металлы: золото, серебро, медь. В V—IV тысячелетиях до и. э. началась
выплавка из руд меди, олова, свинца. Наступил медный век — медные орудия
труда и оружие постепенно вытесняли каменные изделия. Примерно в III—II
тысячелетиях до н. э. началось применение бронзы — сплава меди с оловом,
значительно более твердого и прочного, чем другие известные в то время металлы.
Бронзовый век — дальнейший важный этап в развитии материальной культуры.
Железо сначала, вероятно, метеоритное, а затем и восстанавливаемое из руды,
было известно очень давно. Все более широкое применение железа, а затем стали—
его сплава с углеродом—в конце II — начале I тысячелетия до п. э. открывает
железный век, новую — по определению Ф. Энгельса — «.. героическую эпоху —
эпоху железного меча, а вместе с тем железного плуга и топора». Ф. Энгельс ука-
зывал, что применение железных орудий повысило производительность труда,
сыграв революционную роль в истории; «... человек стал производить сверх
минимума потребления некоторый излишек открывая возможности отчуждения
этих излишков, что привело к расчленению общества на классы уже на заре
эры железа»1. В. И. Ленин называл железо одним из фундаментов цивилизации
До н. э. были известны 7 металлов: золото, серебро, медь, железо, олово,
свинец, ртуть; до XVIII в. дополнительно были открыты лишь цинк, висмут,
сурьма, платина, мышьяк. В настоящее время известно около 80 металлов,
в основном открытых а XVIII и XIX вв. Практическое использование многих
металлов началось значительно позже их открытия как химических элементов.
Например, только г 1948 г было получено несколько тонн титана, открытого
как элемент в 1791 г.
Черные и цветные металлы и сплавы. Это — несомненно услов-
ная классификация сложилась исторически; она является удоб-
ной для краткого наименования, например, отрасли промышлен-
ности: черная металлургия, цветная металлургия и т. д.
Черные (железные) металлы и сплавы — железо и его сплавы
с углеродом: сталь (практически до 1,5 % С), чугун (2,5—4,5 % С),
а также ферросплавы.
Сталь — основа современной техники — обобщенное' наз-
вание очень большой группы железоуглеродистых сплавов (стали
конструкционные углеродистые и легированные, инструменталь-
ные, с особыми свойствами и др.).
Чугун (известный еще до и. э.) — наиболее распространен-
ный литейный сплав; с XIII—XIV вв. — основной исходный
материал для выплавки стали.
1 Маркс К., Энгельс Ф. Себр, соч., 1961, т. 21, с. 162—163,
13
Техническое железо-— с минимальным содержа-
нием углерода и других примесей — производят в небольших ко-
личествах для нужд электротехники и др.
Ферросплавы, например ферросилиций (до 2,5 % С,
9—13 % Si, основа железо) и др., применяют при выплавке стали.
Цветные (нежелезные) металлы и сплавы — все остальные
(кроме черных). В настоящее время используют около 65 цветных
металлов и очень много цветных сплавов. К ним относятся медь,
алюминий, титан, никель, олово,
цинк и др.; алюминиевые, тита-
новые, медные, никелевые и мно-
гие другие сплавы. Эти металлы
и сплавы широко применяют в
машино- и приборостроении, а
в некоторых областях техники
они имеют особо важное значение.
Так, титановые сплавы обладают
наиболее высокой удельной проч-
4,2 п „
0,2
155
198
18,3
123
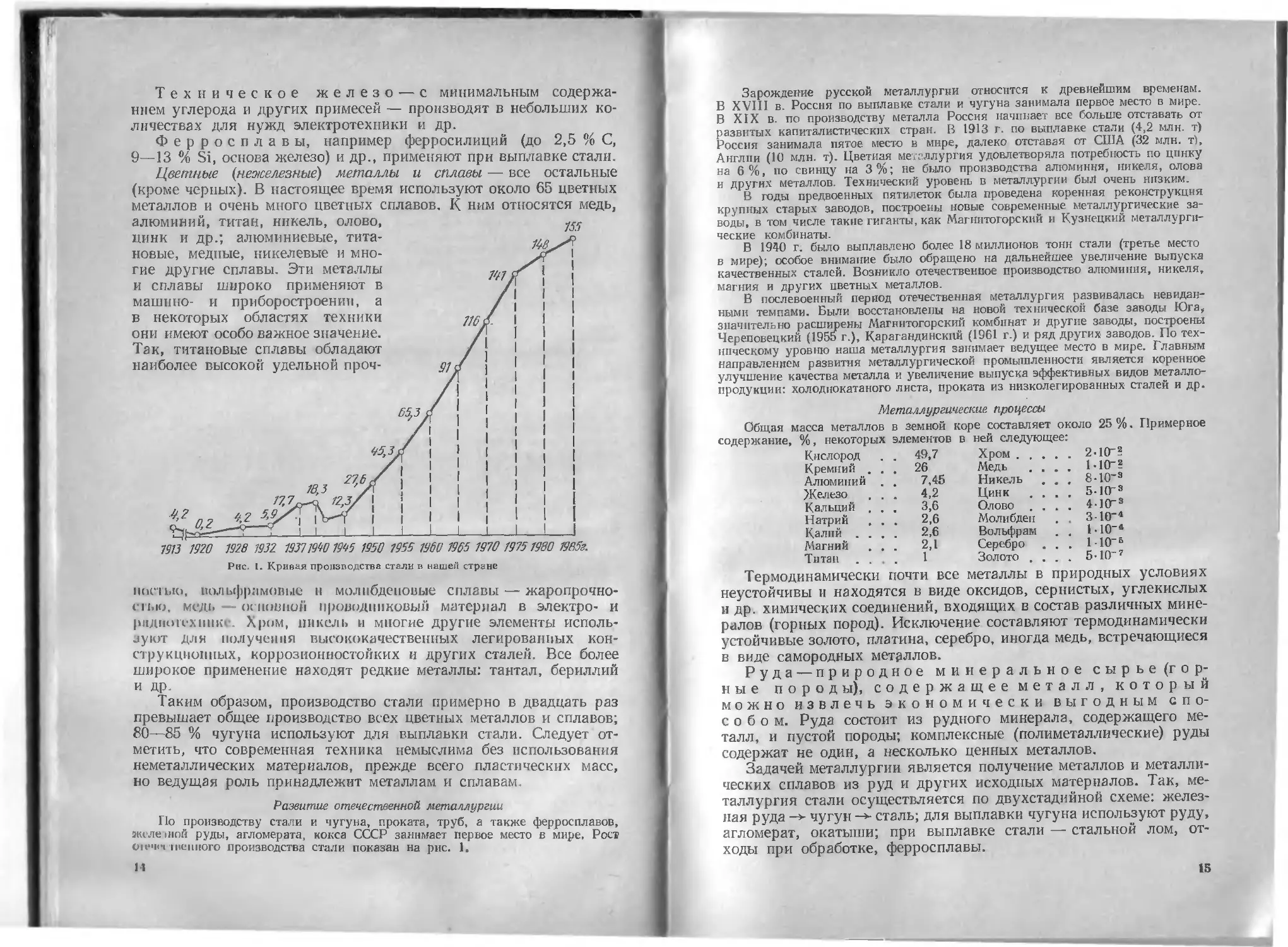
1913 1920 1928 1932 193119901995 1950 1955 1900 1965 1970 19751980 1985г.
Рис. I. Кривая производства стали в нашей стране
нпстыо, вольфрамовые и молибденовые сплавы — жаропрочно-
сгыо, медь—основном проводниковый материал в электро- и
ридиоп-хпнкс. Хром, никель н многие другие элементы исполь-
зуют для получения высококачественных легированных кон-
струкционных, коррозионностойких и других сталей. Все более
широкое применение находят редкие металлы: тантал, бериллий
и др.
Таким образом, производство стали примерно в двадцать раз
превышает общее производство всех цветных металлов и сплавов;
80—85 % чугуна используют для выплавки стали. Следует от-
метить, что современная техника немыслима без использования
неметаллических материалов, прежде всего пластических масс,
но ведущая роль принадлежит металлам и сплавам.
Развитие отечественной металлургии
По производству стали и чугуна, проката, труб, а также ферросплавов,
желе |иой руды, агломерата, кокса СССР занимает первое место в мире. Рост
он.... ।пенного производства стали показан на рис. 1.
II
Зарождение русской металлургии относится к древнейшим временам.
В XVIII в. Россия по выплавке стали и чугуна занимала первое место в мире.
В XIX в. по производству металла Россия начинает все больше отставать от
развитых капиталистических стран. В 1913 г. по выплавке стали (4,2 млн. т)
Россия занимала пятое место в мире, далеко отставая от США (32 млн. т),
Англии (10 млн. т). Цветная металлургия удовлетворяла потребность по цинку
на 6 %, по свинцу на 3 %; не было производства алюминия, никеля, олова
и других металлов. Технический уровень в металлургии был очень низким.
В годы предвоенных пятилеток была проведена коренная реконструкция
крупных старых заводов, построены новые современные металлургические за-
воды, в том числе такие гиганты, как Магнитогорский и Кузнецкий металлурги-
ческие комбинаты.
В 1940 г. было выплавлено более 18 миллионов тонн стали (третье место
в мире); особое внимание было обращено на дальнейшее увеличение выпуска
качественных сталей. Возникло отечественное производство алюминия, никеля,
магния и других цветных металлов.
В послевоенный период отечественная металлургия развивалась невидан-
ными темпами. Были восстановлены на новой технической базе заводы Юга,
значительно расширены Магнитогорский комбинат и другие заводы, построены
Череповецкий (1955 г.), Карагандинский (1961 г.) и ряд других заводов. По тех-
ническому уровню наша металлургия занимает ведущее место в мире. Главным
направлением развития металлургической промышленности является коренное
улучшение качества металла и увеличение выпуска эффективных видов металло-
продукции: холоднокатаного листа, проката из низколегированных сталей и др.
Металлургические процессы
Общая масса металлов в земной коре составляет около 25%. Примерное
содержание, %, некоторых элементов в ней следующее:
Кислород . . 49,7 Хром 2-10*2
Кремний . , , 26 Медь .... 1-КГ?
Алюминий . . 7,45 Никель . . , 8-Ю-3
Железо . . . 4,2 Цинк .... 5-10-3
Кальций . . . 3,6 Олово .... 4-КГ3
Натрий . . . 2,6 Молибден . . 3-10'4
Калий .... 2,6 Вольфрам . . ыо-‘
Магний . , . 2,1 Серебро . . . 1-10-“
Титан .... 1 Золото .... 5-10-’
Термодинамически почти все металлы в природных условиях
неустойчивы и находятся в виде оксидов, сернистых, углекислых
и др. химических соединений, входящих в состав различных мине-
ралов (горных пород). Исключение составляют термодинамически
устойчивые золото, платина, серебро, иногда медь, встречающиеся
в виде самородных металлов.
Руда — природное минеральное сырье (гор-
ные породы), содержащее металл, который
можно извлечь экономически выгодным спо-
собом. Руда состоит из рудного минерала, содержащего ме-
талл, и пустой породы; комплексные (полиметаллические) руды
содержат не один, а несколько ценных металлов.
Задачей металлургии является получение металлов и металли-
ческих сплавов из руд и других исходных материалов. Так, ме-
таллургия стали осуществляется по двухстадийной схеме: желез-
ная руда -> чугун сталь; для выплавки чугуна используют руду,
агломерат, окатыши; при выплавке стали — стальной лом, от-
ходы при обработке, ферросплавы.
15
Глава I. ПРОИЗВОДСТВО ЧУГУНА
Чугун — железоуглеродистый сплав, содер-
жащий более 2 % углерода. Кроме углерода, в нем
всегда присутствуют кремний (до 4 %), марганец (до 2 %), а
также фосфор и сера 1. Чугун является основным исходным ма-
териалом для получения стали, на что расходуется примерно
80—85 % всего чугуна. Вместе с тем чугун — наиболее распро-
страненный литейный сплав (см. в разделе III, гл. IV).
1. Руды, флюсы и топливо
В железных рудах рудный минерал чаще всего содержит оксиды
железа; пустая порода обычно состоит из кварца и песчаников
с примесью глины. В рудах всегда присутствуют вредные при-
меси — сера и фосфор, иногда мышьяк, цинк и др. Ниже приве-
дены наиболее распространенные виды железных руд и примерное
содержание в них железа с учетом пустой породы:
Руда Рудный минерал Fe. %
Красный железняк Гематит Fe2O3 50—60
Магнитный железняк Магнетит Fe3O4 55—65
Бурый железняк Лимонит 2Fe2Os-3H2O (и Fe2O3-m Н2О) и др. 30—50
Шпатовый железняк Сидерит FeCO3 30—40
Железистые кварциты Магнетит, гематит 35—40
Железные комплексные руды содержат полезные примеси
других металлов.
Марганцевая руда содержит марганец в виде МпО2, Мп2О3
и других оксидов. Ее добавляют до 2—3 % в шихту доменных пе-
чей при выплавке чугуна, а также используют для выплавки фер-
ромарганца (10—82 % Мп) и чугунов с высоким содержанием мар-
ганца.
Доменные флюсы необходимы для удаления из печи тугоплав-
кой пустой породы руды и золы топлива. При их сплавлении с флю-
сом образуется относительно легкоплавкий сплав — доменный
шлак; в расплавленном состоянии его удаляют через шлаковую
летку. Кроме того, флюс должен обеспечить получение шлака
с необходимым химическим составом и физическими свойствами,
что в значительной мере определяет нормальный ход плавки,
состав и качество чугуна. В отечественных железных рудах
пустая порода обычно кислая, с избытком SiO2- Поэтому в ка-
честве флюса используют сильноосновные материалы: главным
образом известняк (CaCO3.MgCO3). Типичный металлургический
известняк после обжига содержит 50—55 % СаО и 0,5—1,5 MgO;
в доломитизированном известняке около 40—45 % СаО и 5—10 %
1 В легированных чугунах дополнительно содержатся хром, никель и другие
элементы. Более точный состав чугуна см. во втором разделе, гл, XII.
16
MgO. Наличие СаО (а также MgO) в шлаке обеспечивает удаление
из чугуна вредной примеси — серы. В нашей металлургии из-
вестняк вводят в доменную печь главным образом в виде офлюсо-
ванного агломерата и окатышей.
Топливо в доменной печи служит не только источником тепла
и необходимой высокой температуры, но и реагентом, обеспечи-
вающим восстановление железа из его оксидов. В результате
науглероживания восстановленного железа при доменной плавке
образуется чугун.
Главный вид доменного топлива (с первой половины XVIII в.)—
кокс? В нашей стране широко применяют также природный газ.
Кокс — кусковое, прочное и высокопористое топливо — полу-
чают путем спекания коксующихся углей, удаляя из них летучие
р. вещества. Теплота сгорания кокса 27—29 МДж/кг. При его сго-
рании у фурм доменной печи развивается температура 1800—
2000 °C.
Коксование проводят в специальных печах (камерах, объединенных в ба-
тареи), прокаливая измельченный уголь (~23 мм) без доступа воздуха при
950—1100 °C в течение 15—18 ч. Выделяющиеся летучие бензол, фенолы и мно-
гие другие — ценные химические вещества (из 1 т сухой шихты получается
750—800 кг кокса и 320—330 м3 коксового газа). Коксовый газ (до 60 % Н2;
до 27 % СН4) используют как химическое сырье или как высококалорийное
топливо (17,0—18,5 МДж/м3). Для доменной плавки применяют куски кокса
^5—60 мм (оптимально 40—60 мм).
Ценное качество кокса как доменного топлива — его доста-
точно высокая прочность и термостойкость.Он сохраняется в кус-
ках без образования мелочи (раздавливания) и спекания до сго-
рания в нижней части. Высокая пористость кусков кокса (45—
50 %) обеспечивает очень хорошую его реакционную способность
при горении. Прочные куски пористого кокса разрыхляют про-
плавляемую шихту, улучшают ее газопроницаемость. Это позво
ляет строить крупные доменные печи (с полезной высотой до 30—
35 м, объемом 3000—5000 м3).
Кокс содержит 9—13 % тугоплавкой золы (SiO2, А12О3 и др.);
с увеличением зольности растет расход кокса и понижается про-
изводительность доменных печей. Постоянная примесь каменного
угля—сера—при коксовании удаляется лишь на 18—20 %.
Высококачественный кокс из кузнецких и карагандинских углей
содержит 0,4—0,6 % S; в донецком коксе 1,5—2 % S. Применение
высокосернистого кокса усложняет выплавку чугуна, прйводит
к снижению производительности печей, увеличению расхода
кокса.
Кокс — дорогое и дефицитное топливо. Запасы коксующихся
углей невелики (около 8—12 % всех запасов). Стоимость кокса
составляет 45—55 % себестоимости чугуна. В нашей стране раз-
работаны способы получения кокса из некоксующихся углей \
в 70-х гг. успешно проведены плавки с применением такого кокса.
1 В 1956—72 гг. Л. С, Сапожников разработал способ получения кокса
из некоксующихся углей.
Б1БЛ1ОТЕКА | 17
Черн1г!вського технэло-
пчного 1нституту
П риродный газ — высококалорийное топливо, недефицитное
и дешевое в нашей стране. Он состоит в основном из метана СН4,
его теплота сгорания 33—35 МДж/м3. Технология доменной плавки
с использованием природного газа впервые в мировой практике
разработана и широко внедрена в отечественной металлургии.
При удельном расходе газа 100—120 м3/т чугуна значительно
уменьшается расход кокса, повышается производительность до-
менных печей. Наиболее эффективно применение газа в сочета-
нии с высокотемпературным дутьем, обогащенным кислородом.
Для частичной замены кокса в доменных печах используют
Также мазут и угольную пыль.
2. Подготовка руды и флюсов к плавке
В настоящее время для выплавки чугуна используют лишь около
5 % сырой железной руды; 95 % всей руды до плавки подвергают
предварительной подготовке. Подготовка железной руды яв-
ляется одним из эффективных направлений в совершенствовании
доменного производства и дает возможность использовать более
бедные руды. Подготовка руд включает дробление, сортировку
и другие операции.
Дробление обеспечивает нужную степень измельчения руды.
Для плавки в доменной печи размер кусков руды должен состав-
лять 10—80 мм, для агломерации — менее 5—8 мм, для магнит-
ного обогащения—0,1 мм.
Сортировку руды по классам крупности при размерах кусоч-
ков более 1—3 мм проводят на механических грохотах. Для более
тонко измельченных материалов используют гидравлическую
классификацию. Разделяемый материал подают вместе с водой
в специальные устройства, где крупные зерна быстрее оседают,
отделяясь от более мелких В устройствах типа гидроциклон
разделение частиц по крупности происходит под действием цен-
тробежной силы.
Усреднение материалов по химическому составу и свойствам
необходимо для обеспечения ровного хода доменной печи. Одним
из основных методов усреднения руды является ее послойная
укладка в штабеля большого объема. Руда хорошо также усред-
няется при агломерации и производстве окатышей.
Обогащение руды приобретает все большее значение. В настоя-
щее время до плавки обогащают около 80 % всей руды. Это свя-
зано с использованием все более бедных руд, а также руд с тонко-
вкрапленными в пустой породе рудными зернами. В результате
обогащения руды получают концентраты, содержащие до 65—
66 % Fe. Основным способом обогащения железной руды в нашей
стране является магнит н ы й. Его сущность состоит в том,
что тонкоизмельченную руду помещают в магнитное поле, где
магнитные частицы руды отделяются от пустой породы. При мок-
рой сепарации руда при воздействии на нее магнитного поля одно-
18
временно промывается водой. Магнитное обогащение можно не-
посредственно использовать только для так называемых сильно-
магнитных магнетитовых и титаномагнетитовых руд. Для других
руд — средне- и слабомагнитных — перед обогащением проводят
магнетизирующий обжиг.
Среди других методов обогащения наиболее распространен
г р а в и т а ц и о н н н ы й: отсадка и разделение в тяжелых
суспензиях (взвесях), в которых рудный минерал тонет, а частицы
пустой породы всплывают.
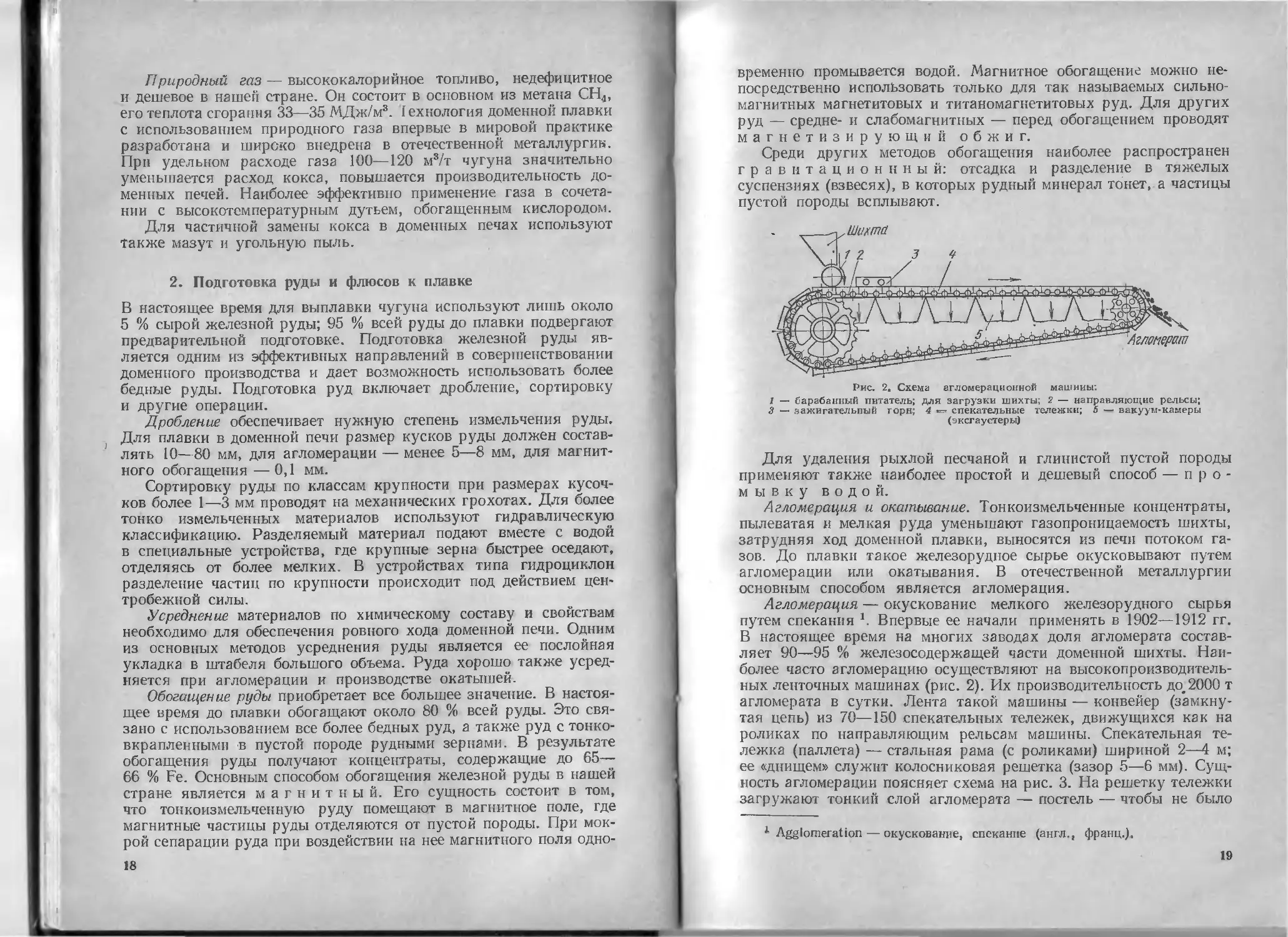
Рис. 2. Схема агломерационной машины;
I — барабанный питатель; для загрузки шихты; 2 — направляющие рельсы;
3 — зажигательный горн; 4 •=* спекательные тележки; 5 — вакуум-камеры
(эксгаустеры)
Для удаления рыхлой песчаной и глинистой пустой породы
применяют также наиболее простой и дешевый способ — про-
мывку водой.
Агломерация и окатывание. Тонкоизмельченные концентраты,
пылеватая и мелкая руда уменьшают газопроницаемость шихты,
затрудняя ход доменной плавки, выносятся из печи потоком га-
зов. До плавки такое железорудное сырье окусковывают путем
агломерации или окатывания. В отечественной металлургии
основным способом является агломерация.
Агломерация — окускование мелкого железорудного сырья
путем спекания *. Впервые ее начали применять в 1902—1912 гг.
В настоящее время на многих заводах доля агломерата состав-
ляет 90—95 % железосодержащей части доменной шихты. Наи-
более часто агломерацию осуществляют на высокопроизводитель-
ных ленточных машинах (рис. 2). Их производительность до. 2000 т
агломерата в сутки. Лента такой машины — конвейер (замкну-
тая цепь) из 70—150 спекательных тележек, движущихся как на
роликах по направляющим рельсам машины. Спекательная те-
лежка (паллета) — стальная рама (с роликами) шириной 2—4 м;
ее «днищем» служит колосниковая решетка (зазор 5—6 мм). Сущ-
ность агломерации поясняет схема на рис. 3. На решетку тележки
загружают тонкий слой агломерата — постель — чтобы не было
1 Agglomeration — окускование, спекание (англ , франц.).
19
просыпания мелкой шихты через зазоры. Затем загружают слой
агломерируемой шихты. Типовой средний состав шихты:
1. железосодержащие компоненты — аглоруда (крупностью
до 8 мм); концентраты, мелкий агломерат — возврат и т. п. —
70—80 %;
2. флюсы — измельченный известняк, доломитизированный
известняк (до 20 мм)—до 20 %;
3. топливо — коксик — мелкий кокс (до 3 мм), каменно-
угольная мелочь и пыль — 5—7 %;
4. марганцевая руда — 1 %.
Агломерируемую шихту увлажняют (4—6 %) и тщательно
перемешивают во вращающихся барабанах; при этом шихта оком-
ковывается, что повышает ее га-
зопроницаемость. После зажига-
ния газовыми горелками топлива
начинается его горение (рис. 3).
Воздух для горения просасывает-
ся через слой шихты с помощью
вакуумных устройств (эксгау-
стеров); остаточное давление 6—
10 кПа.
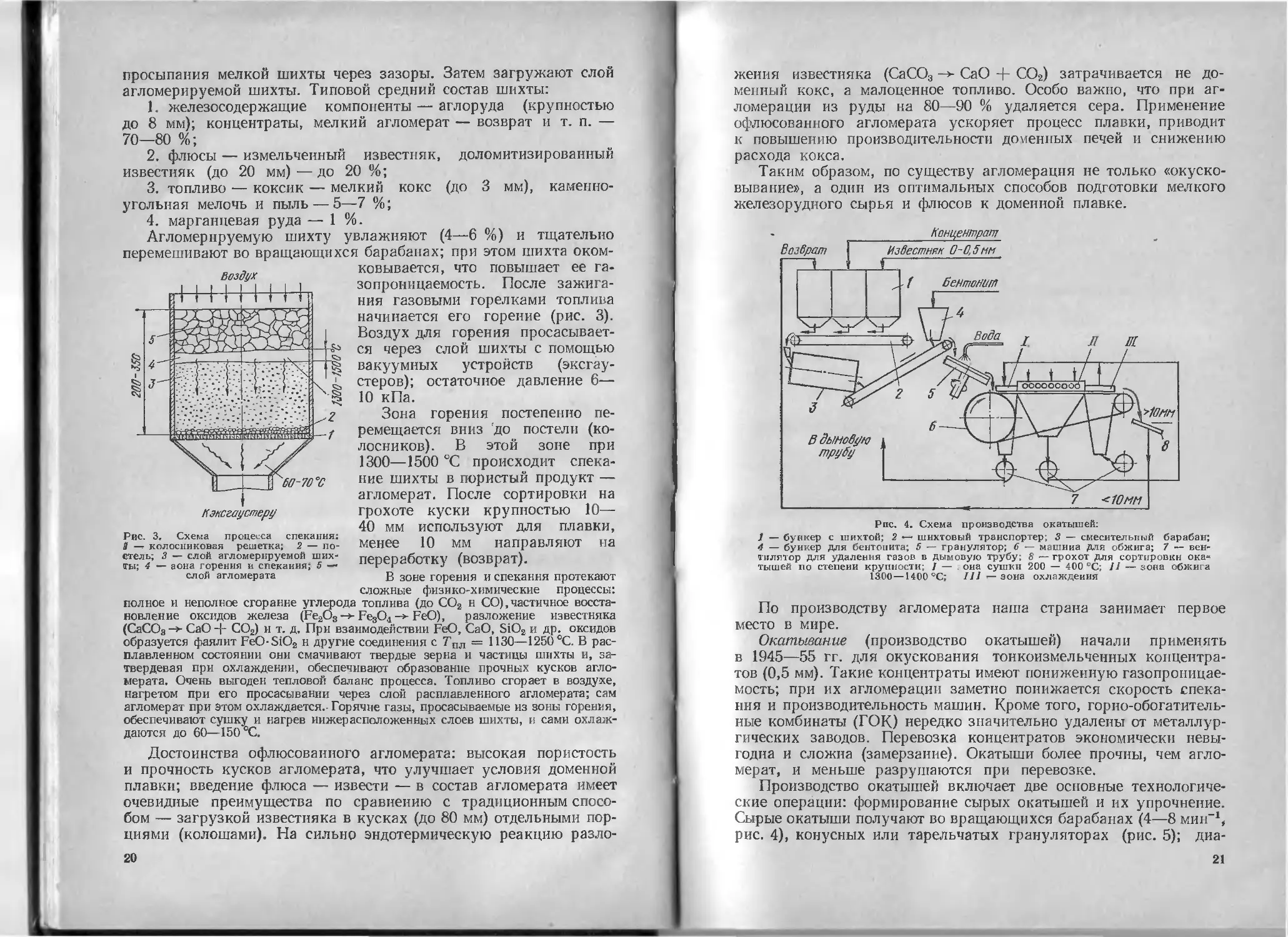
Зона горения постепенно пе-
ремещается вниз 'до постели (ко-
лосников). В этой зоне при
1300—1500 °C происходит спека-
ние шихты в пористый продукт —
агломерат. После сортировки на
грохоте куски крупностью 10—
40 мм используют для плавки,
менее 10 мм направляют на
переработку (возврат).
В зоне горения и спекания протекают
сложные физико-химические процессы:
воздух
Кэюгаустеру
Рис. 3. Схема процесса спекания;
Й колосниковая решетка; 2 — по-
стель, 3 — слой агломерируемой ших-
ты; 4 — а она горения и спекания; 5 —»
слой агломерата
полное и неполное сгорание углерода топлива (до СО2 н СО), частичное восста-
новление оксидов железа (Fe2O3—> Fe3O4-> FeO), разложение известняка
(СаСО3 -> СаО + СО2) и т. д. При взаимодействии FeO, CaO, SiO2 и др. оксидов
образуется фаялит FeO-SiO2 и другие соединения с Т1}п = ИЗО—1250 °C. В рас-
плавленном состоянии они смачивают твердые зерна и частицы шихты и, за-
твердевая при охлаждении, обеспечивают образование прочных кусков агло-
мерата. Очень выгоден тепловой баланс процесса. Топливо сгорает в воздухе,
нагретом при его просасывании через слой расплавленного агломерата; сам
агломерат при этом охлаждается.- Горячие газы, просасываемые из зоны горения,
обеспечивают сушку и нагрев иижерасположенных слоев шихты, и сами охлаж-
даются до 60—150 °C.
Достоинства офлюсованного агломерата: высокая пористость
и прочность кусков агломерата, что улучшает условия доменной
плавки; введение флюса — извести — в состав агломерата имеет
очевидные преимущества по сравнению с традиционным спосо-
бом — загрузкой известняка в кусках (до 80 мм) отдельными пор-
циями (колошами). На сильно эндотермическую реакцию разло-
жения известняка (СаСО3 -> СаО + СО2) затрачивается не до-
менный кокс, а малоценное топливо. Особо важно, что при аг-
ломерации из руды на 80—90 % удаляется сера. Применение
офлюсованного агломерата ускоряет процесс плавки, приводит
к повышению производительности доменных печей и снижению
расхода кокса.
Таким образом, по существу агломерация не только «окуско-
вывание», а один из оптимальных способов подготовки мелкого
железорудного сырья и флюсов к доменной плавке.
Рис. 4. Схема производства окатышей:
1 — бункер с шихтой; 2 — шихтовый транспортер; 3 — смесительный барабан;
4 — бункер для бентонита; 5 — гранулятор; 6 — машина для обжига; 7 — вен-
тилятор для удаления газов в дымовую трубу; 8 — грохот для сортировки ока-
тышей по степени крупности; I — . она сушки 200 — 400 °C; II — зона обжига
1300 —1400 °C; 111^— зона охлаждения
По производству агломерата наша страна занимает первое
место в мире.
Окатывание (производство окатышей) начали применять
в 1945—55 гг. для окускования тонкоизмельченных концентра-
тов (0,5 мм). Такие концентраты имеют пониженную газопроницае-
мость; при их агломерации заметно понижается скорость спека-
ния и производительность машин. Кроме того, горно-обогатитель-
ные комбинаты (ГОК) нередко значительно удалены от металлур-
гических заводов. Перевозка концентратов экономически невы-
годна и сложна (замерзание). Окатыши более прочны, чем агло-
мерат, и меньше разрушаются при перевозке.
Производство окатышей включает две основные технологиче-
ские операции: формирование сырых окатышей и их упрочнение.
Сырые окатыши получают во вращающихся барабанах (4—8 мин-1,
рис. 4), конусных или тарельчатых грануляторах (рис. 5); диа-
21
20
метр барабанов до 3 м, длина до 11 м, производительность до
50 т/ч.
Шихта состоит из концентрата, возврата мелких окатышей;
для офлюсованных окатышей добавляют мелкоизмельченный из-
вестняк (10—12 %); влажность шихты 8—10 %. Для улучшения
формирования и упрочнения сырых окатышей в шихту добавляют
бентонитовую глину (1—2 %) и другие добавки. Для упрочнения
Рис. 5. Схема образования окатышей в тарельчатом грануляторе:
1 — вращающаяся чаша, 6—10 мил-1; 2 — скребки; 3 — меха-
низм изменения угла наклона чаши
окатышей их сушат при 300—500 °C, затем подогревают до 800—
1200 °C и обжигают при 1200—1350 °C. Эти операции наиболее
часто выполняют на машинах конвейерного типа, по устройству
аналогичных агломерационным машинам; их производительность
до 2 млн. т/год. Окатыши меньше 10 мм возвращаются на пере-
работку.
Минералогический состав агломерата и окатышей неодинаков.
В отличие от агломерации при обжиге окатышей происходит окис-
ление: FeO -> Fe3O4 -> Fe2O3; рудный минерал окатышей — в ос-
новном Fe2O3. Прочность агломерата определяется жидкофазным
спеканием — образованием и последующим затвердеванием лег-
коплавких соединений. Для окатышей характерно твердофазное
спекание: из мелких зерен Fe2O3 образуются крупные зерна и мо-
22
стики между ними; через расплав проходит не более 10—25 %
массы шихты. Удаление серы и разложение известняка в офлю-
сованных окатышах происходит как и при агломерации.
Производство окатышей за последние годы быстро увеличи-
вается; совершенствуется технология их получения; например,
разрабатываются безобжиговые процессы с применением цемент-
ных связующих и специальных катализаторов. Окатывание и аг-
ломерация не взаимоисключающие, а взаимодополняющие спо-
собы подготовки доменного сырья; соотношение между производ-
ством окатышей и агломерата определяется с учетом количества
и качества используемых концентратов, расстояний при перевоз-
ках и других технико-экономических факторов.
Металлизация окатышей (агломерата), т. е. частичное вос-
становление в них железа, чрезвычайно перспективное направле-
ние в металлургии. Даже при небольшой степени металлизации р =
= (Ремет/Реобщ) (например, 10—40 %) производительность до-
менной печи значительно повышается, а расход кокса — пони-
жается Окатыши с р = 80 — 95 % непосредственно используют
для выплавки стали (см. 60). Все возрастающее значение полу-
чает подготовка сырых материалов к доменной плавке:
Увеличение Уменьшение
производитель- расхода кокса,
мости, % %
Увеличение содержания железа в шихте на 1 % 1,5—2,3 0,8—1,2
Вывод из шихты 100 кг известняка......... 3—5 25—30
Усреднение рудных материалов по содержанию
железа, %:
от 1,5 до 1,0 ................................. 2,5 —
от 1,0 до 0,5.................................. 2,5 —
Снижение содержания в коксе:
золы на 1 %................................ 0,8—1,5 5—8
серы на 0,1 % ........................... 0,7—1,2 0,8—1,5
Металлизация окатышей (агломерата) на каж-
дые 10 % в пределах р — 10—40 % .... 5—9 5—8
3. Устройство доменной печи
Чугун выплавляют в доменных печах, которые являются шахт-
ными печами.
Схема устройства доменной печи показана на рис. 6.
Стенки печи выкладывают* из огнеупорных материалов, преи-
мущественно из шамотного кирпича. Шамот получают из обож-
женной и сырой глины; это нейтральный по химическим свойст-
вам (50—60 % SiO2, 30—45 % А12О3), наиболее распространенный
и дешевый огнеупорный материал. Толщина шамотной кладки
в шахте до 700 мм, заплечиках до 350 мм. Кладка печи снаружи
заключена в стальную броню (кожух) толщиной до 40 мм. Для
уменьшения нагрузки на нижнюю часть печи, ее верхнюю часть,
начиная от распара, сооружают на стальном кольце с опорными
колоннами. Нижнюю часть горна выкладывают из особоогнеупор-
ных материалов — графитизированных блоков и др. с толщиной
23
стенок до 1500 мм. Для повышения стойкости огнеупорной кладки
в ней устанавливают металлические водяные холодильники (при-
мерно на 3/4 высоты печи).
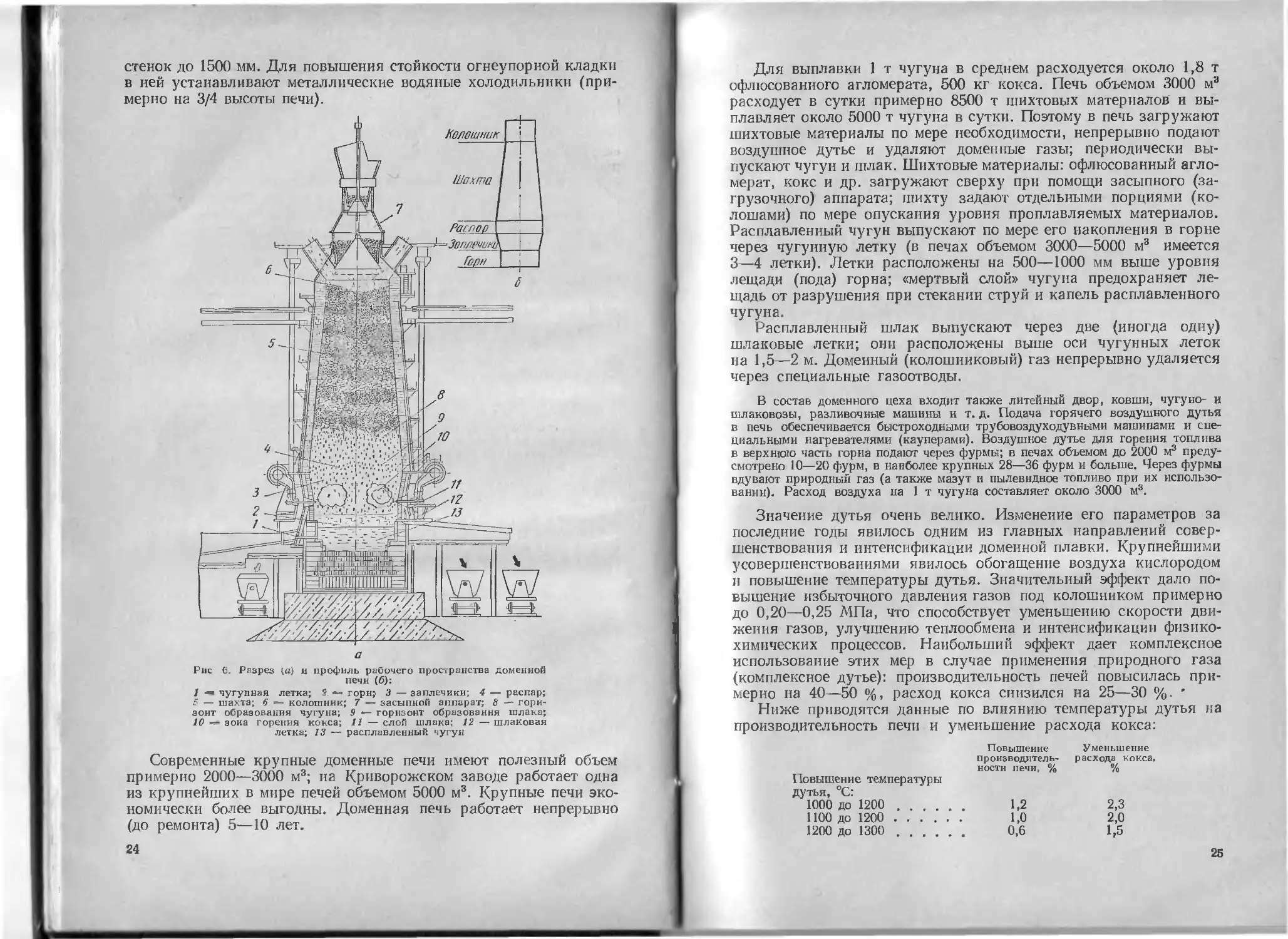
Рис 6. Разрез (а) и профиль рабочего пространства доменной
печн (6):
1 чугунная летка; 5 гори? 3 — заплечики; 4 — распар;
5 — шахта; 6 — колошник; 7 — засыпной аппарат; 8 — гори-
зонт образования чугуна; 9 — горизонт образования шлака;
10 зона горения кокса; 11 — слой шлака; 12 шлаковая
летка; 13 — расплавленный чугун
Современные крупные доменные печи имеют полезный объем
примерно 2000—3000 м3; на Криворожском заводе работает одна
из крупнейших в мире печей объемом 5000 м3. Крупные печи эко-
номически более выгодны. Доменная печь работает непрерывно
(до ремонта) 5—10 лет.
24
Для выплавки 1 т чугуна в среднем расходуется около 1,8 т
офлюсованного агломерата, 500 кг кокса. Печь объемом 3000 м3
расходует в сутки примерно 8500 т шихтовых материалов и вы-
плавляет около 5000 т чугуна в сутки. Поэтому в печь загружают
шихтовые материалы по мере необходимости, непрерывно подают
воздушное дутье и удаляют доменные газы; периодически вы-
пускают чугун и шлак. Шихтовые материалы: офлюсованный агло-
мерат, кокс и др. загружают сверху при помощи засыпного (за-
грузочного) аппарата; шихту задают отдельными порциями (ко-
лошами) по мере опускания уровня проплавляемых материалов.
Расплавленный чугун выпускают по мере его накопления в горне
через чугунную летку (в печах объемом 3000—5000 м3 имеется
3—4 летки). Летки расположены на 500—1000 мм выше уровня
лещади (пода) горна; «мертвый слой» чугуна предохраняет ле-
щадь от разрушения при стекании струй и капель расплавленного
чугуна
Расплавленный шлак выпускают через две (иногда одну)
шлаковые летки; они расположены выше оси чугунных леток
на 1,5—2 м. Доменный (колошниковый) газ непрерывно удаляется
через специальные газоотводы.
В состав доменного цеха входит также литейный двор, ковши, чугуно- и
шлаковозы, разливочные машины и т. д. Подача горячего воздушного дутья
в печь обеспечивается быстроходными трубовоздуходувными машинами и спе-
циальными нагревателями (кауперами). Воздушное дутье для горения топлива
в верхнюю часть горна подают через фурмы; в печах объемом до 2000 м3 преду-
смотрено 10—20 фурм, в наиболее крупных 28—36 фурм и больше. Через фурмы
вдувают природный газ (а также мазут и пылевидное топливо при их использо-
вании). Расход воздуха па 1 т чугуна составляет около 3000 м3.
Значение дутья очень велико. Изменение его параметров за
последние годы явилось одним из главных направлений совер-
шенствования и интенсификации доменной плавки. Крупнейшими
усовершенствованиями явилось обогащение воздуха кислородом
и повышение температуры дутья. Значительный эффект дало по-
вышение избыточного давления газов под колошником примерно
до 0,20—0,25 МПа, что способствует уменьшению скорости дви-
жения газов, улучшению теплообмена и интенсификации физико-
химических процессов. Наибольший эффект дает комплексное
использование этих мер в случае применения природного газа
(комплексное дутье): производительность печей повысилась при-
мерно на 40—50 %, расход кокса снизился на 25—30 %. '
Ниже приводятся данные по влиянию температуры дутья на
производительность печи и уменьшение расхода кокса:
Повышение
Повышение температуры
дутья, °C:
1000 до 1200 ............
1100 до 1200 ...........
1200 до 1300 ............
производитель-
ности печи, %
1,2
1,0
0,6
Уменьшение
расхода кокса.
%
2,3
2,0
1,5
25
Повышение содержания кислорода в дутье на 1 % увеличивает
производительность печи в интервале 21—25 % на 2,5, в интер-
вале 26—30 % на 2,2, в интервале 31—35 % на 2,0 %.
4. Доменный процесс
Доменная печь работает по принципу противотока. Шихтовые
материалы постепенно опускаются вниз. Навстречу им — снизу
вверх — движется поток горячих газов, образующихся при сго-
рании топлива.
Горение топлива. В районе воздушных фурм (верхняя часть
горна) происходит полное сгорание кокса: С + О2 = СО2 +
+ Q и природного газа: СН4 + 2О2 = СО2 + 2Н2О(пар) 4~ Q. При
этом выделяется большое количество тепла и в фокусе горения раз-
вивается температура 1800—2000 °C. Эти продукты сгорания
не являются конечными. Они взаимодействуют с раскаленным
коксом по реакциям: ОЭ2 + С(КОКС) = 2СО — Q; Н2О(пар) +
+ С(КОКС) = Н2 + СО — Q. Образуется смесь восстановительных
газов, в которой СО является главным восстановителем железа
из его оксидов.
Восстановление железа в доменной печи происходит последова-
тельно — от высших оксидов к низшим (принцип А. А. Байкова):
Fe2O3 -> Fe3O4 -*• FeO + Fe(MeT). Восстановителями являются
оксид углерода СО2, твердый углерод и водород. Восстановление
твердым углеродом принято называть прямым, газами —
косвенным восстановлением.
Косвенное восстановление происходит в ос-
новном за счет углерода по реакциям: 3Fe»O3 + СО = 2Fe3O4 +
+ СО2 + Q; Fe3O4 + СО = 3FeO + СО2 — Q; FeO + СО =
= Fe + СО2 + Q *. Эти реакции протекают в шахте доменной
печи.
Значение косвенного восстановления очень велико. За счет СО
и Н2 восстанавливаются все высшие оксиды железа до низшего
и 40—60 % металлического железа. Остальная часть железа вос-
станавливается твердым углеродом.
Прямое восстановление твердым углеродом про-
исходит при температурах выше 950—1000 °C в зоне распара печи
по итоговой реакции: FeO + Ств = Fe + СО — Q.
Оптимальное соотношение между прямым и косвенным вос-
становлением (определяющее минимальный расход кокса) зависит
от конкретных условий доменного процесса: температуры воздуш-
ного дутья, количества природного газа и других факторов.
v В доменной печи железо восстанавливается почти полностью.
Потери со шлаком составляют 0,2—1 %.
* Буквами +Q и —Q условно обозначаются тепловые эффекты реакций;
их значение (Дж) не приводится. Фактическая схема восстановления более слож-
на: образуются твердые растворы Fe2O3 в FesO4 и др.
26
Науглероживание железа. Образование метал-
лического железа начинается при 400—500 °C (в верхней части
шахты печи) и заканчивается при 1300—1400 °C (в распаре).
*При этих температурах восстановленное железо с То„ = 1539 °C
находится в твердом состоянии в виде губчатой массы. Однако
уже в шахте печи наряду с восстановлением железа происходит
и его науглероживание по реакции: 3Fe + 2СО = Fe3C + СО2 +
+ Q и образуется сплав железа с углеродом.
Эта реакция итоговая; процесс протекает в две стадии: 2СОС(са>ка) +
+ СО2; 3Fe + С(са>ка)Fe3C и получает развитие при 400—700 "С; содер-
жание'углерода в сплаве достигает 0,8—1 %. При температуре выше 900 С
науглероживание может происходить и по*другому механизму; С(ся)1!а) раство-
ряется в высокотемпературной модификации Fe^, образуя твердый раствор угле-
рода в железе — аустенит.
С повышением содержания углерода температура плавления
сплава значительно понижается. При 1,8—2 % С она составляет
1200—1150 °C, и примерно в зоне распара начинается плавление
сплава. Стекая каплями в горн, расплав омывает куски раска-
ленного кокса и дополнительно интенсивно науглероживается.
VОбразование чугуна. При стекании жидкого сплава в горн и
в самом горне в нем растворяются восстановленные Мп, Si и дру-
гие примеси и образуется сложный по составу железоуглероди-
стый сплав — чугун (3,7—4 % С). Его конечный состав уста-
навливается в горне и в значительной мере зависит от состава,
свойств и количества шлака. В составе чугуна всегда есть постоян-
ные примеси: полезные — Мп и Si и вредные — Р и S. В чугуне
могут быть и другие полезные примеси — никель, хром, ванадий
и др. Они попадают в доменную печь в виде соответствующих
примесей используемой железной руды.
Марганец поступает в доменную печь, как постоянная
примесь железной руды и агломерата. Для выплавки чугуна
с повышенным содержанием марганца в печь загружается марган-
цевая руда. Высшие оксиды марганца восстанавливаются в шахте
СО, аналогично оксидам железа: МпО2 -> Мп2О3 -> Мп4О3 -+ МпО.
Закись марганца МпО восстанавливается только прямым путем —
твердым углеродом при температуре не ниже 1100 °C, по реакции
МпО + С = Мп + СО — Q.
Кремний находится в пустой породе руды, агломерате
и золе топлива в виде SiO2 или в виде силикатов — 2SiOe-FeO
и др. Восстановление кремния происходит из SiO2 по реакции
SiO2 + 2С = Si + 2СО — Q, которая протекает с большой за-
тратой тепла при температуре не ниже 1450 °C.
Степень восстановления кремния составляет 3—30 %. Для
выплавки чугунов с повышенным содержанием Si требуется зна-
чительно увеличивать расход кокса и применять высокотемпера-
турное дутье.
Фосфор — вредная примесь железных руд находится в них
главным образом в виде Р2О5-ЗСаО.
27
Фосфор восстанавливается СО, водородом, а также твердым
углеродом. Весь фосфор, внесенный шихтой, восстанавливается
и переходит в чугун практически полностью.
Сера — особенно вредная примесь в чугуне и стали. Для
литейного производства и для выплавки стали нужен чугун с низ-
ким ее содержанием. Основное количество серы вносит кокс,
содержащий от 0,5—0,7 до 1,3—2 % S в виде органических сое-
динений. В агломерате до 0,02—0,04 % S. При доменной
плавке 10—20 % серы удаляется с газами в виде SO2, H2S и др.
Остальная часть в виде сульфидов FeS, CaS и др. -соединений пере-
‘ ходит в чугун и в шлак. Наиболее опасен сульфид железа FeS,
хорошо растворяющийся в расплавленном чугуне. Основным спо-
собом десульфурации является образование сульфида кальция CaS
по реакции: FeS + СаО = CaS + FeO + Q. Сульфид CaS не-
растворим в чугуне, но хорошо растворяется в шлаке. Наиболее
интенсивно сера удаляется при прохождении капель чугуна через
слой шлака; коэффициент перехода серы в шлак составляет 0,9—
0,99.
у Для удаления серы (образования CaS) необходимо увеличить
основность и массу шлака (достаточное количество СаО), пони-
жать в нем содержание FeO и обеспечивать высокую температуру
в горне. С нагревом шлак становится более жидкоподвижным,
что улучшает диффузию сульфидов. Обеспечение этих условий
усложняет плавку и требует больших затрат (увеличение расхода
кокса и т. д.).
Внедоменное удаление серы — одна из актуальных задач металлургии. Раз-
работано и опробовано несколько способов десульфурации путем обработки
чугуна в ковше: продувки металла порошкообразной известью, карбидом кальция
(СаС2), десульфурация содой (Na2CO3), магнием. Сода (25 кг/т) и магний (0,7—
1 кг/т) обеспечивают глубокую десульфурацию чугуна — до 0,002—0,003 % S,
Однако все эти способы имеют существенные технико-экономические недостатки
и не нашли широкого практического применения.
Шлакообразование. Значение шлака очень велико:
его состав и свойства определяют конечный состав чугуна. При-
мерно в районе распара образуется первичный шлак. Происходит
плавление относительно легкоплавких соединений с /пл = 1150 —
1250 °C, входящих в состав агломерата и окатышей, а также об-
разующихся при сплавлении флюсов и окислов пустой породы
руды. При стекании вниз и накоплении в горне шлак существенно
изменяет свой состав. В результате взаимодействия с остатками
несгоревшего кокса и расплавленным чугуном в шлаке раство-
ряются SiO2, А12О3, из золы кокса сульфиды FeS и MnS, частично
восстанавливаются оксиды железа и т. д. В сложных физико-
химических процессах взаимодействия системы: чугун—кокс—
шлак большое значение имеет не только состав шлака, но и его
количество, вязкость и др. свойства, температура горна и т. п.
Для выплавки передельных, литейных и других чугунов всегда
подбирают соответствующий шлаковый режим. При выплавке
28
передельного чугуна типовой состав шлака: 40—50 % СаО, 38—
40 % SiO2, 7—10 % А12О3.
Одна из важных характеристик шлака — его основность, т. е.
отношение содержания основных оксидов к содержанию кислот-
ных оксидов. В заводской практике основность нередко опреде-
ляют упрощенно: Ошл = % СаО/% SiO2. С увеличением основности
шлака легче удаляется сера, лучше восстанавливается марганец;
труднее восстанавливается кремний. При выплавке разных чу-
гунов и ферросплавов ее значение колеблется в пределах 0,9—
1,4.
5, Продукты доменной плавки
Основным продуктом доменного производства является чугун,
шлак и доменный газ — побочными.
В доменных печах выплавляют передельные и литейные чу-
гуны, а также некоторые ферросплавы. z
Передельный чугун предназначается для дальней-
шего передела в сталь. На его долю приходится около 90 % об-
щего производства чугуна. Обычно такой чугун содержит 3,8—
4,4 % С, 0,3—1,2 % Si, 0,2—1 % Мп, 0,15—0,2 % Р и 0,02—
0,07 % S.
Литейный чугун применяется после переплава в пла-
вильных цехах для отливки чугунных изделий. Чугуны с низким
содержанием фосфора (0,1—0,3 %) используют для изготовления
высокопрочных литых изделий, а содержание 0,3—1,2 % Р —
для художественного литья.
В зависимости от размеров доменной печи, выпуск чугуна
проводят по 10—18 раз в сутки. При выпуске плавки расплавлен-
ный чугун в ковшах-чугуновозах вместимостью 80—100 т по же-
лезнодорожным путям подают в сталеплавильный цех завода для
передела в сталь, или на разливочную машину. В первом случае
чугун сливают в миксеры (копильники) вместимостью до 2000 т,
отапливаемые газом. При выдержке в миксере выравниваются
химический состав и температура чугуна, происходит дополни-
тельное удаление серы.
Разливочная машина представляет собой конвейер с укреплен-
ными на нем формами (мульдами); в них получают небольшие
слитки — чугунные чушки массой до 55 кг, которые направляют
на другие заводы.
Доменные ферросплавы. Эти сплавы используют
при выплавке сталей для раскисления и легирования. Зеркальные
чугуны содержат 10—25 % Мп; ферромарганец 70—75 % Мп,
доменный ферросилиций 9—13 % Si (иногда больше) и до 3 % Ми.
В доменных печах из руд некоторых месторождений выплав-
ляют также природнолегированные чугуны, содержащие хром,
ванадий, никель и т. п.
Доменный шлак по мере его накопления выпускают в расплавлен-
ном состоянии через шлаковые летки в ковши-шлаковозы вместимостью окото
29
30 т, транспортируемые по железнодорожным путям. Еще сравнительно недавно
шлаки направляли в отвал. В настоящее время почти весь шлак используют
для получения строительных материалов.
Доменный или колошниковый газ выделяется в боль-
ших количествах и непрерывно удаляется из доменной печи через газоотводы
в колошнике.
При сгорании 1 т кокса образуется около 5000 м3 газа. Таким образом,
в крупных печах (объемом 3000—3200 м3) в сутки выделяется примерно 15—
17 млн. м3 газа. Он содержит значительное количество горючих составляющих
(26—32 % СО, до 4 % Н2), его теплота сгорания около 3,6—4,0 кДж/м3. После
очпстки от пыли (частиц руды, топлива, флюсов) доменный газ используют
как топливо для нагрева воздухонагревателей доменных п'счей, водяных и па-
ровых котлов, а в смеси с более высококалорийными коксовым или природным
газами для отопления мартеновских и нагревательных печей. Колошни-
ковая пыль содержит 45—50 % Fe и ее используют при агломерации.
6. Технико-экономические показатели
производства чугуна
Основные показатели: коэффициент использования полезного
объема печи — КИПО; удельный расход кокса, кг/т чугуна.
КИПО = Уцол//3- м3/т, где Кпол, м3 — полезный объем; Р, т —
среднесуточная производительность печи. Чем меньше КИПО,
тем выше производительность Эти показатели обобщенные; они
зависят от доли агломерата и окатышей в шихте, качества кокса,
расхода природного газа, температуры дутья, содержания в нем
кислорода и других факторов.
Основными направлениями в совершенствовании доменного
производства являются: строительство экономически более вы-
годных крупных печей — 5000 м3 и больше; улучшение подго-
товки шихты к плавке (обогащение руды, применение офлюсован-
ного агломерата и окатышей и т. д.); интенсификация доменного
процесса (повышение температуры дутья, обогащение его кисло-
родом и др.); комплексная механизация и автоматическое управ-
ление доменным процессом.
Глава II. ПРОИЗВОДСТВО СТАЛИ
Стали — железоуглеродистые сплавы, содержащие практически
до 1,5 % углеродах. Кроме углерода, сталь всегда содержит
в небольших количествах постоянные примеси: марганец — (до
0,8 %), кремний (до 0,4 %), фосфор (до 0,07 %), серу (до 0,06 %),
что связано с особенностями технологии ее выплавки. Кроме угле-
родистых сталей в технике широко применяют легированные
стали, в состав которых входят хром, никель и другие элементы.
Существуют свыше 1500 марок углеродистых и легированных ста-
4 Теоретически до 2,14 % углерода (см. раздел второй, гл. V),
30
лей — конструкционных, инструментальных, коррозионностой-
кпх (нержавеющих) и др.
Значение стали в народном хозяйстве чрезвычайно велико.
Нельзя практически назвать ни одной отрасли хозяйства, где бы
ни применяли сталь. Уровень экономической мощи государства
определяется в первую очередь количеством и качеством выплав-
ляемой стали.
11 настоящее время годовая выплавка стали в мире составляет
около 700 млн. т.
1. Современные способы производства стали
Для массового производства стали в современной металлургии
oi пивными исходными материалами являются передельный чу-
iyn и стальной скрап (лом). В чугуне значительно больше угле-
рода (около 4 %), а также марганца, кремния и других примесей,
hi м в выплавляемой стали. Поэтому выплавка стали — передел
чугуна (пли чугуна и стального скрапа) в сталь—сводится
к проведению окислительной плавки для удаления избытка уг-
лс рода и других элементов. Для выплавки легированных сталей
в их состав вводят соответствующие элементы. Для обеспечения
качества стали, при плавке необходимо возможно полнее удалять
из металла вредные примеси — серу и фосфор, кислород, азот,
неметаллические включения.
Первыми способами получения стали из чугуна были крич-
ный способ (XII—XIII вв.) и затем пудлинговый способ (ко-
нец XVIII, Англия). Окислительная плавка чугуна (с добав-
ками оксидов железа) проводилась в пламенных печах; тугоплав-
кая сталь получалась в тестообразном состоянии. Продукт плав-
ки — крица — представляла собой комья (куски) сварившихся
lepcn меылла Плотный металл — сварочное железо (0,2—0,3 % С)
получали при последующей ковке или прокатке.
Первыми массовыми способами получения расплавленной (ли-
той) стали явились бессемеровский (1855—56 гг., Англия) и то-
масовский (1878 г., Англия) процессы. Для передела в сталь
расплавленный чугун продували воздухом (снизу). Этим высоко-
производительным способом (до начала XX в.) производили ос-
новную массу конструкционной стали (рис. 7). Их недостатки:
невысокое качество стали и ограниченность сырьевой базы —
возможность использовать лишь некоторые чугуны с определен-
ным содержанием Si, S, Р.
В 1864—65 гг. был разработан мартеновский процесс (Фран-
ция) менее производительный, но позволяющий выплавлять более
качественную сталь. Кроме того, для выплавки мартеновской
стали используется наиболее распространенный чугун (непригод-
ный для бессемеровского и томасовского передела) и огромное
количество вторичного металла — стального скрапа. В период
1910—70 гг. мартеновский процесс был главным способом вы-
плавки стали.
31
Новый современный этап в металлургии стали связан с ши-
роким использованием кислорода. Были разработаны новые кис-
лородные процессы: кислородно-конвертерный (1952—59 гг.,
Австрия), плавка в двухванных печах (1954—65 гг., СССР, ЧССР,
США). В настоящее время кислородно-конвертерный процесс —
главный способ массового производства стали (рис. 7). Выплав-
ляемая сталь по качеству примерно равноценна мартеновской
стали.
Рис. 7. Изменение доли отдельных процессов в мировом произ-
водстве литой стали:
Б — бессемеровский процесс; KAI —* кислый мартеновский;
томасовский; ОМ — основной мартеновский; ЭП — электро-
сталеплавильный; КК « кислородьЮ -.-конвертерный
(А. М. Бигеев)
Следует отметить, что кислород широко применяют и для
интенсификации мартеновского и электросталеплавильного про-
цессов.
В связи с возрастающими требованиями к качеству стали все
большее применение получает внепечное вакуумирование, рафи-
нирование стали синтетическими шлаками в ковше и другие но-
вые технологические способы.
Легированную сталь в настоящее время выплавляют, в основ-
ном, в электрических дуговых и индукционных печах (начало
XX в.); производство электростали непрерывно возрастает
(рис. 7). Сталь особо высокого качества выплавляют в вакуумных
электрических печах, путем электрошлакового, плазменного
переплава и другими новейшими способами.
Внедоменные способы производства железа (стали) — одно
из перспективных направлений в металлургии. Современная
* В различных, странах соотношение различных способов выплавки стали
различно.
82
двухстадийная технология: руда -> чугун -> сталь является тех-
нически несовершенной. Опробованы многочисленные способы
восстановления железа из руды. Они нашли пока ограниченное
промышленное применение из-за невысокой производительности
агрегатов и более высокой стоимости металла
Сталеплавильные агрегаты непрерывного действия — САНД
одно из наиболее перспективных современных направлений в про-
изводстве стали. Указанные сталеплавильные процессы осуществ-
ляют в агрегатах периодического (дискретного) действия. В САНД
можно более эффективно использовать кислородное дутье, лучше
рафинировать металл, обеспечить полное автоматическое управ-
ление плавкой. Разрабатываются непрерывные производственные
линии по схеме; переработка железнорудного сырья — готовый
прокат.
2. Кислородно-конвертерный процесс
Сущность процесса: в плавильный агрегат — конвертер — за-
гружают стальной скрап, заливают расплавленный чугун (бо-
лее 70 % по массе плавки) и продувают струей кислорода сверху
(рис. 8). В металлической шихте С, Si, Мп и другие примеси энер-
гично окисляются. Продукт плавки: расплавленная сталь задан-
ного состава.
Первые опыты по разработке этого способа осуществил в 1933—
34 г.г. А. И. Мозговой. В промышленных масштабах кислородно-
конвертерный передел впервые начали применять в 1952—53 г.г.
на заводах в Линце и Донавице (Австрия); за рубежом он полу-
чил наименование ЛД-процесс. Благодаря технико-экономическим
преимуществам этот способ получил очень быстрое и широкое
распространение, заменяя мартеновский процесс; в настоящее
время он является основным способом массового производства
стали (см. рис. 7).
Устройство конвертера
Корпус (кожух) конвертера (рис. 8) сварен из листовой стали,
в крупных конвертерах толщиной до 100 мм. Внутренняя футе-
ровка корпуса — двух или трехслойная, общей толщиной 700—
1000 мм, — изготовлена из основных огнеупорных материалов,
преимущественно из магнезита и доломита (рис. 8). Внутренний —
рабочий слой —обычно делают из высокоогнеупорного смолодо-
ломитового кирпича; его стойкость до ремонта 400—800 плавок.
Благодаря наличию основной футеровки в конвертер при плавке
загружается известь и образуется основной шлак. Это обеспечи-
вает достаточно полное удаление из металла вредных примесей —
серы и фосфора.
Конвертер устанавливают на опорных станинах при помощи
цапф, и он может поворачиваться для технологических операций
(рис. 9). Над конвертером установлен камин — газоход для улав-
ливания конвертерных газов (дыма) при продувке. Вместимость
2 Кнорозов Б. В. и др.
33
современных конвертеров 70—350 т. Рабочее пространство кон-
вертера на 300 т имеет размеры: высоту 9 м, диаметр 7 м, диаметр
горловины 3,5
м, глубину
ванны 1,7 м. Производительность
такого конвертера около 2—
2,5 млн. т стали в год.
Кислородное дутье
Кислород под давлением по-
ступает из водоохлаждаемой фур-
мы, которую вводят по осн кон-
вертера через горловину. Рас-
Рис. 8. Схема кислородного конвертера:
1 — кожух конвертера; 2 — арматурный слой из магнезитового кирпича; 3 —*
смолодоломитовая набивка; 4 — шамотный кирпич; 5 — летка для слива
стали; 5 — фурма для вдувания кислорода; 7—-металл
Рис. 1С. Схема движения металла при продувке кислородом:
1 — сопло; 2 — струя кислорода; 3 — отраженная струя; 4 —
движение металла
стояние от сопла фурмы до поверхности спокойной ванны со-
ставляет 0,7—3 м.
Надежное охлаждение фурм, работающих в высокотемператур-
ной зоне (2400 °C и более), обеспечивается подачей воды с расхо-
дом до 5000 л/мин под давлением до 1 МПа. Механизм подъема
и опускания фурм сблокирован с механизмом поворота конвертера;
пока не удалена фурма .конвертер нельзя повернуть.
Режим кислородного дутья (давление, расход и т. п.) оказы-
вает очень большое влияние на производительность конвертера
и качество стали.
Давление кислорода — примерно 1—1,5 МПа, на выходе из
фурмы должно обеспечивать достаточную кинетическую энергию
струи и требуемое ее углубление в металл для «усвоения» кисло-
рода и перемешивания ванны — циркуляции металла и шлака.
Частично струя кислорода отражается от поверхности ванны
(рис. 10).
34
Расход кислорода (интенсивность продувки) — наиболее важ-
ный параметр режима дутья, определяющий продолжительность
плавки и производительность конвертера. Расход кислорода
составляет примерно 2—5 м3/мин на 1 т металла. С увеличением
расхода время продувки сокращается с 20—30 до 10—15 мин.
Чистота технического кислорода должна быть 99,5—99,7 %,
что обеспечивает в готовой стали низкое содержание вредной при-
Рис. 9. Технологические операции к пел ор одно-конвертерной плавки:
7 загрузка стального скрапа; 2 — заливка расплавленного чугуна® 3—
продувка кислородом; 4 — загрузка извести и железной руды с началом про-
дувки и по ходу плавки; 5 — выпуск металла; 6 — выпуск шлака
меси — азота (0,002—0,004 %). Значительно более дешевый тех-
нологический кислород (98—99 %) можно применять при выплавке
стали, в которой содержание азота жестко не регламентируется.
Шихтовые материалы
Основная масса металлической шихты — передельный рас-
плавленный чугун — более 70 %; стальной лом (скрап) добавляют
до 25—30 %. В кислородных конвертерах можно пререработать
чугун различного химического состава: с пониженным и повышен-
ным содержанием Мп, Si, высокофосфористые и т. д. Наиболее
выгоден для передела чугун марок Ml, М2, М3 с оптимальном со-
ставом: 3,8—4 % С; 0,5—1,5 % Si, 0,5—1,5 % Мп, 0,15—0,3 % Р,
0,02—0,06 % S. При его переделе проводят наиболее простой тех-
нологический вариант — обыкновенный кислородно-конвертер-
ный процесс. Плавку ведут с одним шлаком, обеспечивая нужную
степень удаления фосфора и серы. При содержании в чугуне Р >
> 0,3 % плавку необходимо проводить с остановкой продувки
для слива промежуточного высокофосфорпстого шлака, и его об-
новления для завершающей части плавки.
2*
35
Технология плавки
Последовательность основных операций и рабочие положения
конвертера приведены на рис. 9. После выпуска плавки стале-
выпускное отверстие заделывают огнеупорной массой и осматри-
вают футеровку конвертера; на изношенные участки (места)
струей сжатого воздуха подается огнеупорная масса. Затем за-
гружают стальной лом завалочными машинами лоткового типа и
заливают расплавленный чугун, доставляемый в ковшах из мик-
сера. Конвертер устанавливают в вертикальное положение, в него
вводят фурму и включают кислородное дутье. С началом продувки
загружают примерно 2/3 по массе шлакообразующих: извести,
боксита (плавикового шпата), железной руды; остальную их
часть вводят отдельными порциями по ходу продувки. Конец
продувки определяют по времени, количеству израсходованного
кислорода, виду пламени из горловины. Затем отбирают контроль-
ные пробы металла и шлака для экспресс-анализа, измеряют тем-
пературу.
При выпуске стали проводят ее раскисление и легирование.
Готовую сталь направляют на разливку. Шлак сливают в шлако-
вый ковш через горловину.
Примерная продолжительность основных операций плавки,
мин:
Завалка лома...................... 3—4
Заливка чугуна.................... 3—4
Продувка..........................10—25
Взятие пробы (химический анализ) 3—4
Выпуск стали...................... 5—6
Слив шлака........................ 1—2
Подготовка конвертера, неучтенные
задержки........................ До 5
Общая длительность плавки ... 25—30
Окисление при продувке
Окисление железа, углерода и других примесей при продувке
происходит за счет: газообразного кислорода {О}; кислорода,
растворенного в металле 1О]; закиси железа (FeO).
Здесь и далее принято стандартное обозначение: [С], [Sil
и т. д. — компонент растворен в металле: (FeO), (СаО) и т. д. —
в шлаке; {О}, {СО} и т. д. — находится в газовой фазе.
Основные реакции непосредственного окисления кислородом:
[С] + V2 {О2} = {СО} + Q; [Sil ф- {О2} = (SiO2) ф- Q; кис-
лородом, растворенным в металле: [Мп ] [О ] = МпО ф Q;
[С] ф- [О] = {СО}. При продувке в большом количестве обра-
зуется FeO. Она хорошо растворяется и в металле [FeO] и в
шлаке (FeO). При растворении в металле [FeO]-» iFe] + [О]
металл обогащается растворенным кислородом. В шлаке (FeO)
окисляет примеси: [Si ] -{- 2 (FeO) = (SiO2) ф- 2Fe и т. д.
Изменение химического состава и температура металла по
ходу плавки показаны на рис. 11.
36
Окисление углерода имеет наиболее важное зна-
чение; достижение его заданного содержания определяет продол-
жительность продувки (плавки). Окисление углерода происходит
с большой скоростью, что определяет очень высокую производи-
тельность конвертера.
В начальный период кислород расходуется преимущественно
н.1 окисление Si, Мп и др. и скорость окисления углерода не-
велика — 0,1—0,15 %/мин. Затем скорость обезуглероживания
достигает 0,5 % С/мин, что примерно на два порядка выше, чем
Рис. II. Изменение состава
шлака (а) и металла (6)
при кислор одно-конвертер-
ной плавке
в мартеновском процессе. Замедление окисления углерода к концу
продувки облегчает выплавку стали заданного состава. Выделяю-
щиеся при окислении углерода пузырьки СО удаляют из металла
азот; интенсивно перемешивая металл и шлак, они способствуют
также удалению фосфора и серы.
Кремний окисляется практически полностью, марга-
нец примерно на 70 % уже в начале продувки. Это объясняется
их высоким сродством к кислороду при невысокой температуре
(реакции — экзотермические).
Фосфор удаляется путем ошлакования (перехода в шлак)
по реакции: 2 [Р] 4-5 (FeO) 4- 3 (СаО) — (Р2О6-ЗСаО) 4-5[Fe] 4-
р Q (эта реакция суммарная и протекает в несколько' ста-
дий). Интенсивное удаление фосфора происходит с началом
продувки, чему способствует раннее образование шлака с достаточ-
ным содержанием СаО и FeO и относительно невысокая темпера-
iypa (реакция — экзотермическая). За всю плавку в шлак пере-
ходит до 95—98 % фосфора шихты; готовая сталь содержит
<0,04 % Р.
Сера удаляется значительно хуже, чем фосфор, — до 50 %
содержания в чугуне. До 90 % всей удаляемой серы ошлаковы-
37
вается известью по реакции: [FeS] ф- (СаО) = (CaS) 4-(FeO);
до 10 % удаляется при прямом окислении дутьем в виде {SO2[.
Основная причина невысокой степени десульфурации — значи-
тельное содержание FeO в шлаке, что препятствует ошлакованию
серы. Основная часть серы поступает с чугуном. По заводским
данным для выплавки стали с 0,04 % S в чугуне должно быть
не более 0,06—0,07 % S.
Окисление и испарение железа. При про-
дувке металла кислородом неизбежно происходит окисление
железа с образованием FeO: потери составляют до 2 % Fe. Ха-
рактерной особенностью является испарение железа —до 1,5 %,
при контакте струи кислорода с металлом, где развивается тем-
пература 2000—2500 °C.
Шлаковый режим. Состав шлака — его основность,
содержание FeO, температура и другие особенности шлакового
режима существенно влияют на ход плавки и качество стали.
При повышенном положении кислородной фурмы плавление
шлакообразующих ускоряется, в шлаке образуется FeO, что
обеспечивает раннее удаление фосфора.
Наиболее важная характеристика состава шлака — его основ-
ность: Ошл = % СаО/ % SiO2. В начале продувки Ошл 1
(около 30 % СаО, 30 % SiO2); по ходу плавки опа непрерывно
повышается до Ошл « 2—2,5 (40—50 % СаО, до 20 % SiO2) пе-
ред выпуском стали. При такой основности обеспечивается де-
фосфорация и десульфурация металла.
Важный параметр — количество шлака, с увеличением его
массы степень дефосфорации и десульфурации повышается. При
обычном, одношлаковом процессе масса шлака составляет 12—
16 % от массы металла. При переработке фосфористых чугунов
с промежуточным удалением шлака, его масса составляет 20—
30 %.
3. Раскисление стали
Все способы выплавки стали из чугуна и скрапа — окислитель-
ные процессы. В конце плавки сталь всегда содержит кислород:
[О], [FeO] н т. п.; в затвердевшей стали присутствует твердый
раствор кислорода в железе, FeO и другие оксиды.
Кислород ухудшает прочность, и в особенности пластичность
и вязкость стали. Поэтому обязательной завершающей операцией
при выплавке является раскисление стали, т. е. уменьшение
содержания кислорода до допустимых норм.
Есть несколько способов раскисления стали: глубинное,
д и ф ф у з и о н н о е и др. Для кислородно-конвертерной стали
применяют глубинное раскисление — наиболее распространен-
ный и дешевый способ, другие способы будут рассмотрены в со-
ответствующих главах.
Глубинное (осаждающее) раскисление со-
стоит в том, что в глубину металлической ванны вводят раскис-
38
ли гели — элементы, имеющие большое сродство к кислороду.
Вещества, образующиеся при их окислении, имеют меньшую плот-
ность, чем сталь; они всплывают «осаждаясь» в слой шлака.
Наиболее часто сталь раскисляют марганцем (ферромарган-
цем), кремнием (ферросилицием) и алюминием по реакциям:
(Мп] + [О] = (МпО) + Q; [Si] + 2 [О] = (SiO2) + Q;
2|A1] + 3[O] = (A1A) + Q.
Марганец — наиболее слабый раскислитель: в затвердевшей
стали остается часть растворенного кислорода (FeO, МпО). Крем-
нии п в особенности алюминий имеют более высокое сродство
к кислороду; они являются более энергичными раскислителями.
Тугоплавкие продукты раскисления: SiO2 (/Ш1 = 1710 °C) и
А1аО3 (2050 °C) нерастворимы в стали. Они легко укрупняются,
образуя комплексы п SiO2-m FeO-k МпО и др., что облегчает их
нсплывапие в шлак. По степени раскисления раз-
личают кипящую, спокойную и полуспоко fi-
ll у ю сталь.
Кипящая сталь — наименее раскисленная — может
быть получена при раскислении только одним ферромарганцем.
В такой стали реакции [С] + [О] = СО не прекращается и ме-
талл продолжает «кипеть» из-за выделяющихся пузырей СО.
Эти газовые пузыри остаются в большом количестве в теле слитка
и устраняются при последующей горячей прокатке. Такая сталь
наиболее дешевая. При ее производстве получается наибольший
выход годного металла.
Спокойная сталь — наиболее раскисленная — полу-
чается при последовательном раскислении металла ферромарган-
цем, ферросилицием и алюминием. После введения раскислителей
выделение пузырей СО прекращается и металл «успокаивается».
Эта сталь наиболее качественная, по и наиболее дорогая. В верх-
ней части слитка образуется усадочная раковина, что значительно
уменьшает выход годного металла.
Полуспокойная сталь получается при раскисле-
нии ферромарганцем и уменьшенным количеством ферросили-
ция (иногда и алюминия). По качеству и по стоимости она является
промежуточной между спокойной и кипящей сталью.
Кислородно-конвертерным способом выплавляют спокойную,
нолуспокойную и кипящую стали. Во избежание большого угара
раскислители вводят не в конвертер, а на струю металла при
выпуске плавки, после наполнения ковша примерно на 1/4—
1/3 объема.
Выплавка легированных сталей в конвертерах затруднена;
в них выплавляют в основном низколегированные стали. Неокис-
ляющиеся элементы, например, никель можно вводить во время
плавки. Большинство легирующих элементов — хром, марганец
и др. легко окисляются. При их введении во время продувки
происходит большой угар. Один из способов легирования — при
39
выпуске плавки, в ковше, куда загружают или заливают в рас-
плавленном состоянии соответствующие ферросплавы.
Потери металла при плавке. Выход стали при выпуске плавки
составляет 90—93 % от массы продуваемого металла.
Потери металла при продувке, % от массы плавки, составляют
около:
Угар — окисление С, Si и др. при
переделе ........... 5—6
Оксиды железа в шлаке .... 1—2
Испарение железа.......... 1—1,5
Вынос мелких капель металла, воз-
можные выбросы............ 1
Крошки (капли) металла в шлаке 0,3—0,5
Отвод и очистка конвертерных газов. При продувке из конвер-
тера выделяется огромное количество отходящих газов — бу-
рого дыма (до 2500—3000 м3/мин). Конвертерный газ содержит
70—80 % СО (12—18% СО2, ост. N2) и 50—100 г/м3 пыли—взве-
шенных частиц оксидов железа (имеющих характерную бурую
окраску).
Из горловины конвертера газы поступают в камин-газоход.
По схеме без дожигания используется только физическое тепло:
в котлах-утилизаторах газы охлаждаются от 1500—1700 до 250—
300 °C; далее газы направляются на очистку от пыли и исполь-
зуются как химическое сырье или топливо. По другой схеме ути-
лизации используется не только физическое, но и химическое
тепло от дожигания СО -> СО2; после очистки газ удаляется в ат-
мосферу.
Для удаления пыли применяют мокрую газоочистку (водяные
скрубберы и др.) и сухую (электрофильтры и т. п.)_ Пыль (>90 %
Fe2Oa) используют в производстве агломерата и окатышей При
выбросе в атмосферу газ должен содержать менее 0,1 г/м3 окси-
дов железа (пыли). Стоимость оборудования для отвода и очистки
газа составляет 10—30 % стоимости цеха. 4
4. Другие конвертерные способы
Конвертерный процесс с донной продувкой кислородом. Продувка кислородом
сверху имеет существенные недостатки. Часть кислорода не усваивается и те-
ряегся с отраженной струей. В зоне взаимодействия струи кислорода с плавиль-
ной ванной при 2000—2500 °C происходит интенсивное испарение железа Эго
приводит к потерям металла и усложняет очистку отходящих газов. Для разме-
щения вертикальных фурм (при их подъеме) цех должен иметь большую высоту.
Попытки применить дониое кислородное дутье длительное время были безус-
пешными. При воздействии кислородной струп происходило очень быстрое раз-
рушение фурм в днище конвертера. Задача использования донного дутья была
успешно разрешена в 1965—67 гг. путем создания специальной фурмы с одно-
временной подачей кислорода и защитного углеводородного газа (5 % от рас-
хода кислорода). На выходе из фурмы центральная струя кислорода окружена
периферийным потоком газа. Газ разлагается с поглощением тепла и, являясь
восстановителем, предотвращает окисление железа у фурм. В зоне фурм не раз-
вивается чрезмерно высокая температура; их износ и стойкость днища зиачи-
40
|i.>11.110 увеличиваются (до 300 и более плавок). В отечественной литературе
• ин способ чаще всего называют Ку-Боп процессом1.
По сравнению с обычным кислородно-конвертерным процессом (с продувкой
и |iчу) Ку-Боп процесс имеет ряд преимуществ. Повышается производительность
ншертира на 10—20 % благодаря более интенсивной продувке, в два—четыре
। ин умгиып.к'гся испарение железа (дымовыделенне), па 1—2% увеличивается
I и I жилкой стали; уменьшается высота и капитальные затраты на строитель-
I uni цеха Вместе с этим на 5—7 % увеличивается расход кислорода (на сжигание
ил), несколько ухудшается шлакообразование, повышается содержание во-
Л‘>р| |'|* *1 в стали.
Нпсемсроткий и пюмасовский процессы. Исторически первые конвертерные
uii'1'обы: бессемеровский (Бессемер, 1855—56 гг., Англия) и томасовский (Томас,
I 'ГН |., Ашлпя) до начала XX в. были главными способами производства
'«ли В нисюящее время они ие имеют практического значения (см. рис. 7),
• < ( < Т их не применяют. Сущность способов: сталь получают окисляя примеси
I и п Ц|11Л1'П1юго чугуна, налитого в конвертер, путем продувки воздухом снизу,
•ii’pri фурмы, расположенные в днище. Вместимость бессемеровских коиверте-
I'oii 10 .15 I, время продуикн 12—15 мин; томасовскпх конвертеров 12—70 т,
н|пмч upедунни 35—10 мни.
I* м «• |i о и с к и <1 конвертер имеет кислую футеровку из
дннн. (~’н> "и М<>); и into нельзя .загружать известь и удалять из металла
<*ру и if* фор < погиб предн.гиычен для передела чистых по сере и фосфору чу-
iiiinii с высоким сидержпинсм кремния, играющего важную роль в тепловом
I'lllllu цроц< стоп.
I о м и с о и с к п й конвертер имеет основную футеровку (доломит);
в in in inrpyiK.iior u.iHecib для ошлакования серы и фосфора. Этот способ пред-
ки ж 1чеп дли передела юлько высокофосфористых чугунов (1,5—2 % Р), так как
*| * фор нплястся главным «топливным» элементом процесса. Основные недостатки
nix iipniieccou: необходимость использования чугунов строго определенного
un i ihii; невысокое качество стали.При продувке воздухом сталь имеет повышен-
Hin ।одержпиие азота, вызывающего охрупчивание; общая загрязненность стали
upiiMi рпо и 2,5 раза больше чем кислородно-коивертерной и мартеновской
in in
llrpcth 'i ппсокт/тфористых чугунов. Для передела высокофссфор истых
IYIV1IUII (до 2- 2,5 "и Р), выплавляемых в больших количествах из эльзас-
। ipiiuri «их жглгшых руд п 1пмсп чомасовского процесса были предложены
iiiiiu.h ш1|ц||ПГ1ы передели’ продувки паздухом, обогащенным кислородом; смесью
юр 1 и uni 'lupn tii и др. Ппиболге in,и одними оказались специально разработан-
III и КН, шрпдип hoiiiii’p iepiii.it1 способы с продувкой кислородом сверху, напри-
мер, ОЛП процесс 4 и др Их основные характерные особенности: плавку про-
niHtiii г промежуточным удалением шлака по схеме: продувка (2/s по времени) —
V I ii'iiue шлпкп— продолжение продувки с новым шлаком; применение порош-
iiiuiOpuИК1Й iiiuecin, вдуваемой с кислородной струей. Это обеспечивает интен-
• ниш удаление фосфора с самого начала продувки, а также способствует успеш-
ному удалению серы, снижению температуры в реакционной зоне и уменьшению
in unpt пня железа.
При ЛД-АС в процессе примерно 1/3 извести загружают в кусках до начала
продуикн; и конвертере оставляют шлак предыдущей плавки. Это обеспечивает
пик шинное удаление фосфора с началом плавки, уменьшает расход п&ести
и iioirpii металла с шлаком; шлаки с большим содержанием Р2О6 используют
кик фосфорное удобрение
1 Oi начальных букв Basic oxigen process —^спокойный основной кислород-
ный процесс (англ.).
• ОЛП •— по начальным буквам: Oxidene — кислород, Lance — фурма,
I'oikIic — порошок (Франц.).
• ЛД АС — зарубежное название кислородно-конвертерного процесса, А —
и >чплы|.1я буква фирмы Арбед, С — Центра металлургических исследований
I- ikiim и Люксембурга.
41
гг
5. Производство стали в мартеновских печах 1
Мартеновский процесс был разработан в 1865 г. французскими
металлургами отцом Э. Мартеном и сыном П. Мартеном.
Мартеновская печь (рис. 12) по устройству и принципу ра-
боты является пламенной регенеративной печью. В ее плавильном
пространстве сжигается газообразное топливо или мазут. Высо-
кая температура для получения стали в расплавленном состоянии
обеспечивается регенерацией тепла печных газов.
Рис. 12. Схема мартеновской печи:
It 2 —• газовые и воздушные регенераторы;3, 4 — газовые и воздушные каналы
в головке печи; 5 рабочее пространство печи; 6 — под печи; 7 — свод печи;'
8 — завалочные окна
Рабочее плавильное пространство печи ограничено снизу
ванной, образованной подом и откосами; сверху — сводом; с бо-
ков — передней и задней стенками; с торцов — головками. В пе-
редней стенке расположены окна, через которые в печь загру-
жают исходную шихту и дополнительные материалы (по ходу
плавки), а также берут пробы металла и шлака, удаляют шлак
при дефосфорации. Окна закрыты заслонками со смотровыми от-
верстиями. Готовую плавку выпускают через отверстие, распо-
ложенное в задней стенке на нижнем уровне пода. Отверстие
плотно забивают малоспекающимися огнеупорными материалами,
которые для выпуска плавки выбивают.
Рабочее пространство выполнено из огнеупорных кирпичей.
Прочность кладки обеспечивается стальной арматурой (стойками,
продольными и поперечными связями.) В наиболее нагреваемых
частях печи установлены системы водяного циркуляционного
или испарительного охлаждения.
* В СССР более половины общего производства стали приходится на марте-
новскую сталь.
42
Для переработки высокофосфористых чугунов на заводе «Азов-
сталь» применяют качающиеся печи, в которых рабочее простран-
ство заключено в прочный стальной кожух, опирающийся на катки.
Для слива шлака, образующегося в большом количестве, печь
наклоняют.
Головки печи соединены каналами со шлаковиками и далее
с регенераторами. По этим каналам в плавильное пространство
подают нагретый горючий газ и воздух из регенераторов, а также
отводят печные газы. Шлаковики (на рис. 12 не показаны) пред-
ставляют собой камеры для отделения твердых частиц и капелек
шлака, увлекаемых из плавильного пространства отходящими
газами.
Регенераторы выполнены в виде камер, заполненных насадкой
из огнеупорного кирпича. Они предназначены для нагрева воз-
духа и газообразного топлива.
В качестве топлива для мартеновских печей на отечественных
заводах используют смесь доменного, коксового и природного
1 азов, мазут или природный газ.
Смешанный газ применяют на заводах, имеющих доменное
и коксохимическое производство. Это топливо имеет сравнительно
невысокую теплоту сгорания до 14,7 МДж/м3. Мартеновская печь
работает в том случае с нагревом газа и воздуха в регенераторах.
Основная масса стали выплавляется в печах, работающих
на мазуте или на природном газе. Такне печи имеют с каждой сто-
роны только по одному регенератору для нагрева воздуха, что
шачительно упрощает конструкцию и эксплуатацию печей.
Природный газ не содержит серы, сгорает без золы, легко
|р;шспортируется, дешевле мазута. В настоящее время почти все
крупные мартеновские печи отапливают природным газом с до-
бавками мазута для подсвечивания факела пламени. Форсунки
для подачи мазута и горелки для природного газа обычно уста-
навливают в головках печи; в некоторых печах газо-кислородные
орелки расположены в своде.
Масса плавки мартеновских печей колеблется в очень широких
пределах. Для выплавки небольших количеств стали применяют
30- 80-т печи. На больших металлургических заводах наиболее
распространены 250—500-т печи с размерами ванны до 20x6 м
н площадью пода до 115 м2.
С укрупнением печей увеличивается их экономическая эффек-
гнвность. На некоторых отечественных заводах работают печи
до 900 т и более.
Продолжительность плавки в малых и средних печах состав-
ляет 3—6 ч, в наиболее крупных — до 12 ч. Мартеновские печи
р Фотают непрерывно, до остановки на капитальный ремонт
через 400—600 плавок (кампания печи).
Основными материалами для выплавки стали являются пере-
дельный чугун марок Ml, М2, М3 и стальной скрап. Чугун ис-
43
пользуют в виде чушек массой 45—55 кг или в жидком состоянии
(из миксера).
Стальной скрап — отходы при прокатке (до 10—12 % от массы
слитка), при ковке и штамповке (грат, обсечки и др.), стружка —
при обработке на металлорежущих станках. В качестве скрапа
широко используют также пришедшие в негодность различные
стальные изделия, детали и т. п. Стружку и мелкий скрап до
загрузки в мартеновскую печь прессуют, превращая в пакеты.
При выплавке стали используют известняк СаСО3 (флюс),
железную руду и другие добавки. Для раскисления и легирова-
ния применяют ферромарганец и другие сплавы.
Мартеновские печи и соответственно процессы плавки в них
могут быть основными или кислым и.
Восновной печи под и стенки выкладывают из основ-
ного магнезитового кирпича, свод — из хромомагнезитового кир-
пича, на под наваривают слой магнезитового или доломитового
порошка. При основной плавке в печь загружают в качестве флюса
известняк для образования основного шлака с большим содер-
жанием извести. Это дает возможность удалить из металла вред-
ные примеси — серу и фосфор.
В к и с л о й печи под и стенки делают из динасового кир-
пича, на под дополнительно наваривают слой кварцевого песка.
При плавке образуется кислый шлак с большим содержанием SiO2.
В такой печи нельзя удалять серу и фосфор при плавке. Кислый
мартеновский процесс применяют редко.
Мартеновскую сталь выплавляют главным образом основным
процессом. Его важнейшими разновидностями по шихтовым ма-
териалам являются скрап-процесс и скрап-рудный процесс.
6. Мартеновский основной скрап-процесс
Основной скрап-процесс применяют обычно в печах емкостью
до 100 т для выплавки более качественной стали на машинострои-
тельных и небольших металлургических заводах, где нет произ-
водства чугуна. Шихта состоит из стального скрапа (55—75 %)
и чугуна в чушках (45—25 %). Флюсом при плавке служит извест-
няк СаСО3 (5—6 % от массы металла). Для ускорения окисления
примесей используют железную руду, для раскисления и легиро-
вания — ферросплавы и некоторые другие материалы.
Завалку (загрузку) шихтовых материалов осуществляют
через загрузочные окна печи напольными или подвесными зава-
лочными машинами (кранами).
В период плавления очень важное значение имеет
процесс шлакообразования. Химический состав, свойства, коли-
чество и температура шлака определяют ход плавки. При плав-
лении чугуна и скрапа входящие в их состав кремний и марганец
окисляются почти полностью избыточным кислородом печных га-
зов, а также FeO, образующимся в результате его окисления и
41
ii py ikh железной руды. Из оксидов SiO2, МпО, FeO, СаО (флюс)
и др образуется основной железистый шлак, содержащий до 45 %
< дО и до 15 % FeO. Слой шлака покрывает поверхность расплав-
ленного металла и его непосредственное окисление кислородом
печных газов прекращается. В дальнейшем взаимодействие атмо-
< ф< |>ы печи с металлом происходит через шлак.
(Образующийся FeO по закону распределения частично пере-
ходит в шлак и частично в металл, обеспечивая дальнейшее окис-
Д| пне углерода, кремния, марганца и других элементов.
Для дефосфорации стали по реакции 2 [Р] ф-
| 5 (FeO) ф- 4 (СаО) = (СаО)4 • Р2О6 ф- 5 Fe в период плавления
кидаются благоприятные условия [высокая основность шлака
(< аО), невысокая температура, достаточное количество FeO, ко-
торое обеспечивают дополнительной присадкой железной руды].
Во избежание обратного перехода фосфора из шлака в металл
большую часть шлака скачивают, т. е. удаляют.
В п е р и о д к и п е н и я (или доводки) тепловой ре-
жим печи форсируют. В печь периодически небольшими порциями
нагружают железную руду или продувают ванну кислородом
через фурмы в своде. Это создает благоприятные условия для окис-
ления углерода растворенным в металле кислородом по реакции
ICJ ф- [О] = СО. Пузырьки СО, выделяющиеся в очень большом
количестве на поде печн, вызывают энергичное перемешивание —
кипение металла.
Рафинирование металла наиболее хорошо обес-
печивается во второй половине периода — при так называемом
чистом кипении, когда загрузку руды (продувку кислородом)
прекращают и металл продолжает кипеть за счет имеющегося
и ванне растворенного кислорода. При этом скорость выгорания
углерода постепенно уменьшается, что облегчает' доводку, т. е.
пыплавку стали с заданным содержанием углерода.
Удаление серы из металла в шлак в виде CaS по реакции
I’eS ф- СаО = FeO -р CaS наиболее хорошо происходит в конце
периода кипения Этому способствует высокая основность шлака
(45—50 % СаО), уменьшение количества FeO в шлаке, нагрев
металла до высокой температуры. Так как и к концу плавки
в шлаке еще содержится значительное количество FeO, сера уда-
ляется лишь частично — до 50 % от ее содержания в шихте.
Раскисление стали начинается еще при «чистом
кипении» по мере расходования кислорода. Окончательное раскис-
ление проводят глубинным (осаждающим) способом, как и кисло-
родно-конвертерной стали.
Кроме углеродистых сталей, основным скрап-процессом вып-
лавляют многие легированные стали. При выплавке сталей, со-
ju ржащих никель и молибден, не окисляющиеся при плавке,
п качестве скрапа обычно используют отходы никель- и молибден-
ит ржащих сталей. Недостающее количество этих элементов
। юдят в виде никеля и ферромолибдена в период кипения. Легко-
45
окисляющиеся элементы (хром, ванадий и др.) вводят в сталь
после раскисления в виде ферросплавов.
Плавку считают готовой, когда сталь (и шлак) имеет заданный
состав и температуру, обеспечивающую ее разливку. После взя-
тия контрольных проб разделывают выпускное отверстие печи
и выпускают плавку по желобу в сталеразливочный ковш для по-
следующей разливки. Шлак выпускают из печи после металла
в шлаковый ковш.
7. Мартеновский основной скрап-рудный процесс
Этим способом на металлургических заводах, где существует
производство чугуна, в крупных мартеновских печах выплавляют
основную массу мартеновской стали. Металлическая часть шихты
состоит из передельного расплавленного чугуна (60—75 %) и
уменьшенного количества стального скрапа (40—25 %). В связи
с увеличением количества чугуна, а следовательно, и содержа-
ния С, Р, S при выплавке используют до 15 % железной руды и
повышенное количество известняка — флюса.
Общее количество шлака при скрап-рудном процессе больше,
чем при скрап-процессе. Особенно много шлака образуется при
переделе высокофосфористого чугуна марок МФ1, МФ2, МФЗ;
удаление такого шлака облегчается при использовании качаю-
щихся печей.
Для ускорения плавки в печь сначала загружают руду, из-
вестняк, затем скрап, хорошо их прогревают и заливают расплав-
ленный чугун. По окончании заливки чугуна ванну продувают
кислородом через водоохлаждаемые фурмы, опускаемые в отвер-
стия в своде печи. Процессы при выплавке стали (шлакообразо-
вание, кипение и т. п.) протекают так же, как при скрап-процессе.
Скрап-рудным процессом выплавляют только углеродистые
стали, менее качественные, чем выплавленные скрап-процессом.
Это объясняется тем, что чугун, известняк и железная руда,
используемые в больших количествах, вносят в металл больше
вредных примесей — серы и фосфора, неметаллических загряз-
нений и газов. Вместе с тем скрап-рудный процесс более эконо-
мичен. В результате восстановления железа из руды выход го-
тового металла достигает 102—103 % от массы исходного чугуна
и скрапа.
Применение кислорода
В целях интенсификации мартеновского процесса очень ши-
роко используют кислород для обогащения воздушного дутья и
продувки металла по ходу плавки. При обогащении воздушного
дутья кислород (до 25 %) вводится' в факел пламени через фурмы
в головках печи с расходом до 50 м3 на 1 т стали.
Это приводит к повышению температуры в плавильном про-
странстве и увеличению тепловой мощности печи. Продолжитель-
46
ность плавления шихты значительно сокращается. В период
кипения кислород непосредственно вдувают в жидкий металл че-
рез фурмы, расположенные в своде печи.
Расход кислорода при умеренной продувке около 0,12, при
повышенной около 0,25 м3/т стали в 1 мин. Продувка приводит
к существенному ускорению выгорания примесей и сокращению
периода кипения. Качество стали при этом улучшается, так как
при окислении металла железной рудой в ванну вносятся вредные
примеси, газы, неметаллические включения.
Наибольший эффект получается при комбинировании обоих
способов: производительность печи увеличивается на 20—25 %,
расход топлива снижается на 10—15 %.
8. Двухванные печи
В обычной мартеновской печи полезная доля тепла, расходуе-
мого на нагрев металла и шлака, составляет 20—25 % * от всего
количества тепла в рабочем пространстве. Одним из важных на-
правлений в совершенствовании мартеновского процесса явилось
со щаиие двухванных печей, впервые построенных на Магнито-
юрском и Череповецком металлургических комбинатах в 1965 г.
Г in I । 1 л1'Ми it и] iiiimiit рпботы Апухтиной печи:
I Н|'пд пин фурмы , — Ди)К1и >щис фурмы; ' —горелка
< Xi мп устройства и принцип работы таких печей («тандемов»)
iioKiiiaiibi пл рис. 13. Когда в правой ванне идет нагрев и плавле-
ние шихгы, г. е. процессы, требующие наибольшей затраты тепла,
и левой ванне идет продувка стали кислородом. Выделяющийся СО
ишр.шляется в правую ванну и догорает над шихтой, что способ-
cniyeT се быстрому нагреву и значительному увеличению доли
полезного тепла (см. рис. 13, а, б). После выпуска готовой стали
п । левой ванны в нее загружают твердую шихту", а в правую
плпиу заливают чугун и начинают продувку кислородом. С по-
мощью шиберов меняют течение газов, направляя их на нагрев
шихты в левой ванне (см. рис. 13, б).
Основное преимущество двухванных печей состоит в том, что
их производительность в два и больше раз выше, чем обычных
* Примерно 50—55 % тепла, уносимого из рабочего пространства печными
ппими, используется в регенераторах и котлах-утилизаторах. Через кладку
Iи 'in с охлаждающей водой потери тепла около 20—25 %.
47
мартеновских печей. Так, производительность 400-т мартеновских
печей в зависимости от режима продувки составляет от 0,2 до
0,6 млн. т/год, а двухванпых печей (2x200 т)—от 0,8 до
1 2 млн. т/год.
Другие достоинства: простота конструкции, снижение затрат
топлива в 4—6 раз.
9. Кислый мартеновский скрап-процесс
Этим способом в небольших печах выплавляют сталь более высо-
кого качества, чем основная мартеновская сталь. В кислых пе-
чах нельзя использовать известь, а следовательно, и удалять
из металла серу и фосфор. Поэтому в качестве шихты применяют
особо чистый по сере и фосфору высококачественный чугун и
стальной скрап.
Широко применяют дуплекс-процесс; сначала проводят плавку
в основной печи на обычной шихте, удаляя серу и фосфор, а за-
тем металл переливают в кислую печь, где завершают плавку.
Это снижает производительность печей и увеличивает стоимость
металла. В результате добавок кварцевого песка и других шлако-
образующих, а также растворения кислой высококремнеземи-
стой футеровки кислый шлак к концу плавки содержит до 55—
60 % SiO2. При повышении температуры из такого шлака, а также
из футеровки восстанавливается кремний, что обеспечивает само-
раскисление металла по ходу плавки. При кремневосстановитель-
ном процессе готовая сталь содержит до 0,4 % Si и дополнитель-
ное раскисление ферросплавами не проводят.
У основной стали после прокатки неметаллические включения
(сульфиды и оксиды) вытянуты в направлении волокон металла
в виде пластинок и цепочек. Поэтому пластичность стали в по-
перечном направлении (по отношению к волокнам) значительно
нпже, чем в продольном направлении.
У кислой стали влияние неметаллических включений менее
заметно и ее механические свойства в продольном и поперечном
направлениях примерно одинаковы.
Чистота по сере и фосфору, по неметаллическим оксидным
включениям, хорошая раскисленность и дегазация определяют
высокое качество кислой стали. Ее применяют для особо ответ-
ственных изделий — шариковых подшипников, роторов крупных
турбин и т. п. Вместе с этим кислые печи имеют низкую произво-
дительность, стоимость кислой стали значительно выше, чем ос-
новной. Производство кислой стали небольшое и его постепенно
сокращают в связи с развитием других способов выплавки высоко-
качественных сталей
10, Производство стали в электрических дуговых печах
Электросталеплавильный процесс, появившийся в конце XIX —
начале XX в., — более совершенный способ выплавки, чем кисло-
родно-конвертерный и мартеновский способы. В электродуговой
48
печи легко регулировать тепловой процесс, изменяя параметры
тока; можно создавать окислительную, восстановительную, ней-
тральную атмосферу или вакуум, легче легировать сталь легко-
окисляющимися элементами, Электросталь содержит минималь-
ное количество серы и фосфора, неметаллических включений,
хорошо раскислена и по качеству превосходит кислородно-кон-
вертерную и мартеновскую сталь. В дуговых печах выплавляют
наиболее качественные конструкционные,
высоколегированные, коррозионностой-
кие, жаропрочные и другие стали.
Принципиальная схема устройства ду-
говой сталеплавильной печи показана на
рис. 14. Корпус печи имеет форму ци-
линдра со сферическим или плоским дни-
щем. Снаружи он заключен в прочный
стальной кожух, внутри футерован огне-
упорными материалами: основными (хро-
Рис. 14. Принципиальная
схема дуговой печи:
1 — корпус печи; 2 — съем-
ный свод; 3 — электроды;
4 — электр ододержател и;
5 — рабочее окно; 6 — за-
слонка окна; 7 — желоб для
выпуска плавки; 8 — слой
шлака; 9 — металл: 10 —
сектор для наклона печи
момагнезит и др.) или кислыми (динас
п др.). Съемный свод имеет отверстия для
электродов. В стенке корпуса располо-
жено рабочее окно (для слива шлака, за-
|руткн ферросплавов, взятия проб), за-
крытое ори плавке заслонкой. Готовую
сталь выпускают через выпускное от-
Hepi 1 не со сливным желобом. Печь опи-
рмчгя на секторы и имеет привод для наклона в сторону
1>||(>11>н го окна или желоба. Нагрев и расплавление металла
|»< ym.IT П1ЛЯСТСЯ громя электрическими дугами, образующи-
ми! и между каждым электродом и проплавляемой шихтой
(тынной)
I ргхфпшый ток подводится к электродам от понижающего
1 р iHi<|>opM,ii()p<i при помощи гибких кабелей и медных шин. Ра-
чочсе напряжение составляет в малых печах 100—200 В, в боль-
ших 400—600 В; сила тока до десятков тысяч ампер. Угольные
пли графи визированные электроды в процессе плавки постепенно
сгорают; длина дуги регулируется автоматически. Обгоревшие
лсктроды наращивают, свинчивая с новыми электродами. Бы-
(трое опускание и подъем электродов осуществляют подъемными
механизмами. Печи вместимостью более 25 т имеют устройство,
индуктирующее в металле токи для его перемешивания с целью
выравнивания состава, температуры.
В СССР вместимость дуговых печей составляет от 0,5 до 200 т.
В настоящее время строят 300—400-т печи, экономически более
выгодные.
Электросталь выплавляют главным образом в основных печах.
Большая часть стали выплавляется методом полного окисления
(из «свежей» шихты); вторая разновидность — плавка без окисле-
ния — по существу сводится к переплаву отходов.
49
Плавка методом окисления имеет много общего
с основным мартеновским с крап-процессом. Основную массу
шихты (до 90 % и более) составляет стальной скрап. Передель-
ный чугун (до 10 %) добавляют в таком количестве, чтобы после
расплавления углерода было больше на 0,4—0,6 %, чем в готовой
стали, что необходимо для обеспечения нормального кипения.
В качестве флюса применяют известь. При плавке используют
также железную руду, ферросплавы и другие, материалы. Все
используемые материалы должны быть чистыми по сере и фосфору,
так как удаление этих примесей увеличивает время плавки и рас-
ход электроэнергии.
В старые печи небольшой вместимости шихту загружают через
рабочее окно при помощи завалочных машин и других устройств.
В современные более крупные печи (со съемным сводом) шихта
загружается сверху из бадьи с откидным дном. Для этого свод
поднимают и отводят в сторону; в некоторых печах выдвигают
корпус печи.
При плавлении кремний, марганец и другие элементы окисля-
ются и образуется шлак (как и при мартеновском процессе). В
дальнейшем различают два периода плавки: окислительный и
восста нов ите ль ный.
Окислительный период характеризуется наличием
окислительного шлака, содержащего до 15—20 % FeO и до 50 %
СаО. Одна из основных задач периода — возможно более полное
удаление фосфора путем перевода его в шлак в виде Р2О6(СаО)4.
Дефосфорацию начинают сразу же после расплавления шихты,
сливая первичный шлак путем наклона печи в сторону рабочего
окна. Затем наводят новый известковый н+лак и периодическими
добавками руды и извести при непрерывном сливе шлака обеспе-
чивают очень хорошее удаление фосфора (до 0,01—0,015 %).
Второй важнейший процесс окислительного периода — окис-
ление углерода, вызывающее кипение ванны Его скорость при
достаточно прогретом металле регулируется добавками железной
руды. Очень часто для интенсификации окислительного периода
применяют продувку кислородом.
Применение кислорода позволяет значительно интенсифициро-
вать процессы плавления, ускорить окисление углерода и других
примесей, сократить продолжительность окислительного периода.
При этом улучшается и качество стали, так как при окислении
железной рудой в металл вносятся загрязнения, вредные примеси
и газы. При использовании кислорода общая продолжительность
плавки сокращается на 30—40 %, расход электроэнергии — на
10—15 %.
Как и в мартеновском процессе, кипение обеспечивает очистку
металла от взвешенных неметаллических включений, удаление из
него растворенных газов, выравнивание состава и температуры.
При этом наиболее важное значение имеет чистое кипение после
прекращения добавок руды. На кипение постепенно расходуется
50
углерод. По достижении заданного содержания углерода 1 окис-
лительный период заканчивают, окислительный шлак полностью
удаляют и переходят к восстановительному периоду.
Задачами восстановительного периода яв-
ляются: раскисление металла, удаление серы, доведение состава
металла до заданного.
Раскисление электростали в отличие от мартеновской и кон-
вертерной стали проводят комбинированным — глубинным (оса-
ждающим) и диффузионным способами.
Его сущность состоит в том, что раскисляют непосредственно
не металл, а шлак, восстанавливая в нем FeO. В соответствии с за-
коном распределения уменьшение содержания FeO в шлаке
вызывает ее интенсивный диффузионный переход из металла
в шлак, чем и обеспечивается раскисление металла.
Этот метод обеспечивает практически полное раскисление
стали. Реакции протекают в шлаке и на границе шлак—металл.
При этом металл не загрязняется неметаллическими включениями.
Па шлак порциями загружают раскислительную смесь, состоя-
щую из молотого кокса, ферросилиция, извести и др. Раскисление
шлака идет по реакциям (FeO) + С = Fe + СО. Этот способ
и.11ывают раскислением под белым шлаком2.
Продолжительность раскисления 0,5—1 ч. За это время за счет
углерода шлака может происходить науглероживание металла на
0,03 0,04 % С.
Удаление серы в виде CaS обеспечивается значительно лучше,
чем в мартеновских печах — до 0,01 % S в готовой стали; это
объясняется высокой основностью шлака, его хорошей раскис-
леииостью, нагревом металла и шлака до высокой температуры.
Кроме ошлакования известью, при наличии карбида кальция сера
удалятся по реакции 3(FeS) + (СаС2) + 2(СаО) — 3(CaS) +
I 31 е 2СО.
Легирование проводят аналогично легированию мартеновской
стали. Никель, вольфрам и другие элементы, не окисляющиеся при
плавке, вводят с шихтой или в процессе ее плавления; легко-
окнсляющийся хром и ванадий (в виде феррохрома и феррована-
дия) — после раскисления; титан (ферротитан) — перед самым
выпуском плавки. Готовую сталь выпускают в сталеразливочный
ковш.
Основная плавка без окисления .при-
месей также находит довольно широкое применение. Плавку
без окисления по существу проводят методом переплава отходов
соответствующих или близких по составу сталей. Окислительный
период отсутствует; иногда проводят непродолжительную проду-
вку кислородом для удаления излишков углерода, а также Na,
11а (при кипении).
1 Несколько меньше, чем в готовой стали, так как в дальнейшем происходит
некоторое науглероживание.
8 При охлаждении шлак рассыпается в белый порошок.
Б1
При составлении шихты и после расплавления металл доводят
присадкой ферросплавов до нужного состава. Во время плавки
удаляют фосфор и серу, в конце плавки сталь раскисляют.
Этот способ дает возможность наиболее рационально исполь-
зовать отходы легированных сталей, что значительно уменьшает
расход ферросплавов.
Кислый процесс в электродуговых печах имеет те
же особенности, что и кислый мартеновский процесс.
Окончательное раскисление обеспечивается присадками на
шлак порошкообразного ферросилиция, кокса или древесного
угля и других материалов.
Кислая футеровка обладает значительно большей стойкостью
и дешевле основной. Кислые печи применяют главным образом
в литейных цехах. Нагрев металла в электропечи до высокой тем-
пературы повышает его жидкотекучесть, что имеет важное зна-
чение в литейном производстве.
11. Выплавка стали в индукционных печах
5
Рис. 15. Схема индукционной печи для
выплавки стали:
7 — тигель из огнеупорных материа-
лов; 2 — водоохлаждвемый индуктор;
3 — желоб для выпуска плавки; 4 —
сталеразлнв очный ковш; 5 — металл;
6—вихревые токи
В индукционных сталеплавильных печах
выплавляют наиболее качественные коррозионностойкие, жаро-
прочные и другие стали и сплавы. Вместимость печей обычно ко-
леблется от десятков килограммов до 30 т металла. Схема индук-
ционной бессердечниковой печи
для выплавки стали приведена
на рис. 15.
Плавку металлов проводят в
тигле, изготовленном из основных
пли кислых огнеупорных материа-
лов. Вокруг тигля располагается
спиральный многовитковый индук-
тор, изготовленный из медной
трубки, в которой циркулирует
охлаждающая вода.
По характеру тока, питающего
индуктор, различают высокоча-
стотные печи (10—1000 кГц), печи,
работающие на повышенной (500—
10 000 Гц) и промышленной ча-
стоте (50—60 Гц).
При пропускании тока через индуктор в металле, находящемся
в тигле, индуктируются мощные вихревые токи, что обеспечивает
нагрев и плавление металла Шихтовые материалы загружают
сверху. Для выпуска плавки печь наклоняют в сторону сливного
желоба. Под действием электромагнитного поля индуктора при
плавке происходит интенсивная циркуляция жидкого металла,
что способствует ускорению химических реакций, получению
однородного по химическому составу металла, быстрому всплы-
52
ванию неметаллических включений, выравниванию температуры.
В конце основной плавки проводят раскисление смесью из порош-
кообразной извести, кокса, ферросилиция, алюминия и др.
В кислых печах происходит «самораскисление» металла восстанов-
ленным кремнием; для окончательного раскисления применяют
ферросплавы и алюминий.
12. Технико-экономическая оценка выплавки стали
различными способами
Кислородно-конверторным и мартеновским способами в настоя-
щее время выплавляют (около) 80 % всей стали в мире.
Сравнительная оценка эффективности этих способов по неко-
торым показателям дана в табл. 1.
Из табл. 1 видно, что кислородно-конвертерный процесс явля-
ется наиболее высокопроизводительным способом выплавки стали.
Его другие достоинства: простота устройства конвертера, отсут-
ствие топлива, меньшие затраты на строительство сталеплавиль-
ных цехов.
В мартеновских печах в нашей стране выплавляют около 50 %
всей стали (преимущественно скрап-рудным процессом). Доля
мартеновской стали в последние годы сокращается за счет разви-
тия кислородно-конвертерного и электросталеплавильного произ-
водства .
Одним из основных показателей мартеновских печей является
съем стали в тоннах за сутки с 1 м2 площади пода печи. По этому
показателю отечественная металлургия находится на одном из
первых мест в мире (в среднем около 10 т/м2 в сутки). Высокая
интенсификация мартеновского производства достигается путем
использования печей большой вместимости, хорошей подготовки
шихтовых материалов и механизации их загрузки, автоматизации
управления ходом плавки, применения кислорода и природного
газа.
Таблица 1. Сравнительная оценка кислородно-конвертерного
и мартеновского способов
Способ выплавки Производи- тельность, т/ч Коэффициент полезного использования тепла % Использование в шихте сталь- ного скрапа, %
Кислородно-конвертерный . . Мартеновский скрап-рудный 400—500 30 20—25
процесс и в обычных печах До 70 50 40—50
То же, в двухванных печах 200—300 70 40—45 *
* Без дополнительной затраты топлива
53
Новым перспективным направлением является применение
двухванных печей. Кроме высокой производительности, их до-
стоинствами являются простота конструкции (нет регенераторов),
снижение затрат топлива в 4—6 раз, высокий коэффициент полез-
ного теплоиспользования.
В этих печах, как и в обычных мартеновских, можно исполь-
зовать в шихте значительное количество стального скрапа. В бли-
жайшие годы количество двухванных печей в нашей стране будет
значительно увеличено.
По качеству выплавляемой стали рассматриваемые способы
примерно равноценны.
Выплавка в дуговых электрических печах — главный способ
производства высококачественных конструкционных, коррозион-
ностойких и других сталей и сплавов. Более высокое по сравне-
нию с мартеновской и конвертерной качество электростали объяс-
няется ее более высокой чистотой по сере и фосфору и неметалличе-
ским включениям, хорошей раскисляемостыо.
Вместе с этим электросталь стоит дороже, чем мартеновская
и конвертерная стали.
Продолжительность плавки в крупной 100-т печи составляет
6—7 ч, расход электроэнергии на 1 т стали около 600 кВт- ч,
электродов до 10 кг. Применение кислорода повышает произво-
дительность на 15—25 % и снижает расход электроэнергии на
10—15%.
В нашей стране производство электростали быстро увеличива-
ется, строятся крупные печи — экономически более выгодные.
Преимуществами индукционных печей по сравнению с дуго-
выми является возможность выплавки сталей с очень низким
содержанием углерода (так как нет науглероживания от электро-
дов), очень малый угар легкоокисляющихся элементов; сталь ха-
рактеризуется пониженным содержанием азота и высокой чистотой
по неметаллическим включениям. Индукционные печи имеют вы-
сокую производительность и высокий электрический к. п. д.
Недостатками индукционных печей являются их малая вмести-
мость по сравнению с дуговыми печами, высокая стоимость элект-
рооборудования, низкая стойкость основных тиглей (10—100
плавок). Шлак, нагреваемый только за счет тепла металлической
ванны, имеет низкую температуру и, как следствие, малую хими-
ческую активность, что затрудняет удаление вредных примесей.
Для плавки можно использовать только чистые шихтовые мате-
риалы, почти не требующие рафинирования.
13. Разливка стали
Из плавильных печей сталь выпускают в ковш, который мосто-
вым краном переносят к месту разливки металла.
Сталеразливочный ковш (рис. 16) имеет стальной
сварной кожух с цапфами для захвата его крюками мостового
Б4
крана. Внутри он футерован шамотным кирпичом. В днище ковша
вставлен стакан из магнезита или шамота с отверстием для раз-
ливки стали по изложницам. Отверстие стакана закрывается
пробкой из огнеупорных материалов, она навинчивается на сталь-
ной стержень стопора, футерованного шамотными трубками. Сто-
пор поднимается и опускается при помощи рычажного механизма
вручную или при помощи привода с дистанционным управлением.
Ковши обычно вмещают всю плавку стали и имеют вместимость
до 400 т (диаметр — около 5,5 м, высота — около 6 м).
Рис. 16. Сталеразлнвочный ковш:
S стопор; 2 стакан с отверстием для выпуска стали; 3 рычажный сто-
порный механизм
Рис. 17, Схема разливки сверху:
И — изложница; 2 — поддон; 3 — сталеразлнвочный ковш; 4 утепленная
прибыльная надставка; 5 — воронка
Большие по массе плавки выпускают в два-три ковша. Сталь
в ковшах выдерживают некоторое время для выравнивания хими-
ческого состава, дегазации и всплывания неметаллических вклю-
чений.
Изложницы представляют собой чугунные (реже сталь-
ные) толстостенные формы для получения стальных слитков.
Поперечное сечение изложницы выбирают в зависимости от по-
следующей обработки давлением получаемого слитка. Для сорто-
вой прокатки удобнее слитки квадратного сечения, для листовой
прокатки — слитки прямоугольного сечения; для ковки получают
слитки многогранного или круглого сечения. Наиболее часто
масса слитков составляет от 1—1,5 до 10—12 т. Максимальная их
масса достигает 300 т.
Существуют два способа разливки стали в изложницы: раз-
ливка сверху и разливка сифоном (снизу).
При разливке сверху (рис. 17) каждую изложницу
заполняют отдельно, для чего устанавливают отверстие стакана
ковша по центру изложницы (прибыльной надставки). В утеп-
ленной надставке сталь более продолжительно сохраняется в жид-
ком состоянии и питает металлом тело слитка при усадке, умень-
шая тем самым глубину распространения усадочной раковины.
65
При разливке сифоном (рис. 18) сталь из ковша
поступает в центровой литник (стояк), футерованный шамотными
трубками, протекает по каналам, составленным из пустотелых
шамотных кирпичей, и снизу поступает в изложницы, установ-
ленные на чугунном поддоне. При этом одновременно отливается
до нескольких десятков слитков.
Оба способа разливки получили широкое применение. Преиму-
щества разливки сверху — более простое разливочное оборудо-
Рис. lbv Скема разливки сифоном спокойной стали («),• кипя-
щей стали (б):
J центровой литник (центровая); 2 — шамотная футеровка?
3 — изложница; 4 — утепленная прибыльная надставка; 5 —
поддон; 6 — литниковые каналы
ванне, меньшая стоимость, отсутствие потерь металла на литники.
Ее недостатки: большая длительность, менее качественная по-
верхность слитков — наличие плен оксидов от брызг металла,
затвердевающих на стенках изложницы. Для уменьшения раз-
брызгивания струи применяют промежуточные воронки или ковши
(см. рис. 17).
При разливке сифоном производительность значительно выше,
поверхность слитка более чистая. Ее недостатки: сложность сборки
поддонов и центровых литников, потери металла на литники, воз-
можность загрязнения стали неметаллическими включениями при
ее протекании по центровому литнику и литниковым каналам.
Выбор способа разливки зависит от массы слитка, марки стали и
других условий.
66
Непрерывная разливка стали — прогрессивный способ. Прин-
ципиальная схема установок непрерывной разливки стали (УНРС)
приведена на рис. 19.
Наиболее распространены установки непрерывной разливки
стали вертикального типа (см. рис. 19, а). Сталь из ковша посту-
пает в промежуточное устройство и далее в водоохлаждаемый
кристаллизатор из медных пластин (скрепленных стальными
пластинами или каркасом).
Рис. 19. Схемы установок непрерывной разливки стали: слева — вертикаль-
ной; справа — радиальной:
J — сталеразливочный ковш; 2 промежуточный ковш; 3 «— воДоохлажл.ае-
мыЙ кристаллизатор;- 4 — зона вторичного охлаждения; 5 — слиток; 6 —»
тянущие валки; 7 — ацетилено-кислородный резак
В начале разливки «дном» кристаллизатора служит затравка—
стальная штанга со сменной головкой, имеющей паз в виде «ла-
сточкиного хвоста».
Вследствие интенсивного охлаждения жидкий металл у стенок
кристаллизатора движется вниз, постепенно вытягивая затверде-
вающий слиток из кристаллизатора. После прохождения тяговых
роликов затравку отделяют.
Окончательное затвердевание жидкой стали в сердце’вине
слитка происходит в результате вторичного охлаждения водой
nt брызгал. По мере вытягивания слитка в кристаллизатор зали-
г.нгся жидкая сталь в таком количестве, чтобы происходило
образование непрерывного слитка. В нижней части установки
непрерывный слиток разрезается на заготовки мерной длины.
Существенным недостатком вертикальных установок является
их большая высота — до 45 м; в ряде случаев установки частично
р.имсщаются ниже уровня пола цеха в глубоких колодцах. Поэ-
67
Рис. 20. Способы вакуумной дега-
зации стали;
а — при разливке в изложницу; б
прн переливе в ковш
тому в последние годы все более широкое применение получают
установки радиального типа (см. рис. 19, б), имеющие дугообраз-
ный кристаллизатор; выходящий из него слиток затем выпрямля-
ется тянущеправильными валками. Такне установки имеют не-
большую высоту, их стоимость значительно меньше. Недостаток
состоит в трудности извлечения изогнутого слитка при аварии.
УНРС бывают одноручьевые и многоручье-
в ы е — до восьми ручьев. Скорость вытягивания слитков зависит
от сечения слитков и составляет
от 0,5 до 10 м/мин. Производитель-
ность одноручьевой установки 100—
150 т/ч. Слитки квадратного (до
300x300 мм) или прямоугольного
сечения (до 500x2000 мм) напра-
вляют на прокатку.
Непрерывная разливка имеет ряд
существенных технико-экономиче-
ских преимуществ. Исключена необ-
ходимость иметь большое количество
изложниц \ поддонов и другого
оборудования. Металл имеет плот-
ную, мелкозернистую структуру,
лучшее качество поверхности слитков. Полученные слитки не
нужно прокатывать на крупных обжимных станах (блюминги,
слябинги).
Применение непрерывной разливки стали быстро увеличива-
ется. Перспективной является организация единого технологиче-
ского процесса: непрерывная разливка — прокатка стали.
Вакуумная обработка стали в ковше, предложенная А. М. Са-
мариным и Л. М. Новиковым, нашла широкое применение в нашей
стране и за рубежом.
Существует несколько способов вакуумной обработки.
Принципиальные схемы некоторых из них показаны на рис. 20.
Ковш для переливания стали устанавливают в вакуумную камеру
с разрежением 0,27—0,67 кПа. При понижении давления раство-
римость в металле кислорода, водорода и других газов резко
снижается. Бурно выделяющиеся газы увлекают с собой и неме-
таллические включения. После вакуумной обработки содержание
в металле газов и неметаллических включений уменьшается в не-
сколько раз. Для крупных слитков применяется вакуумирование
струи металла при заполнении изложницы; этот способ еще более
совершенный, так как устраняется вторичное дкисление при раз-
ливке дегазированного металла из ковша по изложницам.
Вакуумная обработка — простой и дешевый способ улучшения
качества мартеновской и конвертерной стали.
1 Изложницы выдерживают 60—100 разливок.
58
Разливку стали в инертной атмосфере,
например аргоне, применяют для защиты металла от окисления,
что особенно важно для ряда легированных сталей. На излож-
ницу устанавливают специальное устройство, обеспечивающее
герметизацию стыка между ковшом и изложницей. В это устройство
подают аргон под небольшим избыточным давлением. Он вытесняет
из изложницы воздух и предохраняет металл от окисления. Со-
держание кислорода в стали при этом уменьшается примерно
в 1,5 раза.
Обработка стали в ковше синтетиче-
ским шлаком, предложенная А. С. Точинским, — простой
и дешевый способ значительного улучшения качества металла.
В ковш заливают выплавленный в электрической печи специаль-
ный синтетический шлак, содержащий до 55 % СаО, 40 % А12О3
и другие компоненты при минимальном содержании FeO. Затем
и ковш выпускают металл из сталеплавильной печи. В образую-
щейся меi.iллошлановой эмульсии благодаря огромной поверхно-
сти контакта реакции рафинирования металла протекают с очень
большой скоростью.
Содержание серы уменьшается в два-три раза, значительно
повышается чистота стали по неметаллическим включениям; одно-
временно повышается производительность мартеновских печей,
|.п< как часть операций выполняют в ковше. Этот способ находит
нее более широкое применение для рафинирования кислородноко-
коипертерной и мартеновской стали, а также электростали, выплав-
’гпной в крупных дуговых печах с большой глубиной ванны,
I к процессы рафинирования затруднены.
14. Непрерывные сталеплавильные процессы
В после (line годы ц < ( ( Р и других странах идет настойчивая работа
по со.|да1ппо сталеплавильных агрегатов не-
прерывного действия (САНД). По сравнению с дру-
i ими сталеплавильными печами САНД имеют ряд технико-эконо-
мических преимуществ: увеличение производительности, умень-
пк вне технологических отходов, улучшение качества металла и
и । д. Технологические процессы в САНД могут быть много-
it о (ностадийные. В многостадийных процессах отдельные техно-
>1<н ические операции: десульфурацию, обезуглероживание ц др.
11 шолпяют в последовательно расположенных частях агрегата.
Принципиальная схема одного из вариантов многостадийного отечествен-
Ihii'i < ЛИД: в печи (или вагранке) 1 плавят чугун и стальной скрап. Расплав
> прерывно (или порциями) сливается в миксер 2, когда из одного миксера с по-
*1.1111.10 дозатора 3 порция расплава поступает в агрегат 4, второй миксер напол-
' । I В агрегате 4 удаляют серу, например обработкой пылевидной известью
• । ipye азота; в агрегате 5 происходит удаление кремния, марганца и фосфора
и м продувки кислородом (или воздухом) с добавками пылевидной извести
В Ji. В агрегате 6 чугун (~3 % С) обезуглероживают продувкой кислородом;
I" । и иная сталь перетекает в вакуум-аппарат 7, где происходит ее раскисление
59
и дегазация, а далее в агрегат 8, где в металл вводят легирующие элементы в рас-
плавленном или гранулированном виде. Готовая сталь собирается и некоторое
время отстаивается в ковше 9.
Примером одностадийной САНД может быть процесс «струйного рафинирова-
ния», разработанный в Англии. Вокруг свободнопадающей струи чугуна создают
кольцевую струю кислорода с добавками тонкоизмельченной извести. Металл
«разбивается» на мелкие капельки (1—2 мм). Благодаря огромной поверхности
контакта выгорание углерода и другие реакции происходят с очень большой
скоростью (например, обезуглероживание— около 3% С/с). Капельки металла
дополнительно рафинируются, проходя через слой вспененного шлака. Из нижней
части агрегата металл непрерывно выпускают в сталеразливочный ковш или
в УНРС: шлак непрерывно удаляется в шлаковню.
В настоящее время САНД различной конструкции осваивают
и отрабатывают в заводских условиях.
15. Внедоменные способы получения железа (стали)
Около 80 % всего чугуна используют для передела в сталь. Поэ-
тому задача разработки промышленных способов получения
железа (стали) непосредственно из руды, минуя доменную плавку,
является актуальной. Из опробованных более 70 таких способов
некоторые нашли промышленное применение.
Способ восстановления в кипящем слое состоит
в том, что мелкозернистую руду (или концентрат) помещают на решетку, через
которую подают водород (пли другой восстановительный газ) под давлением
около 1,5 МПа. В образующемся «кипящем слое» 1 обеспечивается хороший кон-
такт газа-восстановртеля с частицами оксидов железа. В промышленных уста-
новках на 1 т восстановленного железного порошка расход водорода составляет
600—650 м3.
Получение губчатого железа в капсулах (тиглях)
применяется в нескольких странах. В СССР применяют карбидокремниевые кап-
сулы диаметром около 500 мм и высотой 1500 мм. Шихта загружается концентри-
ческими слоями. Внутренняя часть капсулы заполнена восстановителем — измель-
ченным твердым топливом и известняком (10—15 %) для удаления серы. Вто-
рой слой — восстанавливаемая мелконзмельченная руда (или концентрат, ока-
лина), затем еще один концентрический слой — восстановителя и известняка.
Установленные на вагонетки капсулы медленно перемещаются в туннельной
печи (длина до 140 м), где происходит их нагрев, выдержка при 1200 “С и охлаж-
дение (до 100 ч).
Восстановленное губчатое железо получают в виде толстостенных труб;
их чистят, дробят и измельчают, получая железный порошок с 97—99 % Fe
и 0,1—0,2 % С.
Губчатое железо получают также в шахтных печах, работающих по прин-
ципу противотока. Сверху загружается железная руда, навстречу которой снизу
движется поток нагретого до 1000 °C восстановительного, обычно природного
конверсированного газа, подаваемого через фурмы в нижней части печи. Губчатое
железо выгружается снизу. Производительность печей до 1000 т в сутки со сте-
пенью металлизации железа около 90 %.
Нашли промышленное применение способы получения губчатого железа
с восстановлением природным или другими газами в ретортах, в конвейерных
печах и др.
Металлизация рудно-угольно-флюсовых. окатышей в обжиговых
установках, шахтных, трубчатых и других печах является одним
1 См. главу 111, п. 1,
60
из перспективных и прогрессивных направлений1!. Окатыши при
степени металлизации 85—95 % используют для выплавки стали,
при 20—80 % — для выплавки чугуна.
До настоящего времени по внедоменной технологии получают
лишь небольшое количество железа. В Новом Осколе построен
крупный комбинат бездоменной металлургии, работающий по
схеме: руда -> богатый концентрат -> производство металлизован-
ных окатышей (90—95 % Fe) -> электросталеплавильное произ-
водство —> сталь,
16. Получение стали и сплавов особо высокого качества
Качество сталей и сплавов в значительной мере определяется
их чистотой, т. е. содержанием вредных примесей, неметалли-
ческих включений, растворенных газов. Даже наиболее качест-
венная сталь, выплавляемая в открытых электрических дуговых
и индукционных печах, по своей чистоте уже не всегда может пол-
ностью удовлетворять непрерывно возрастающим требованиям.
Для получения сталей и сплавов особо высокого качества и наи-
более ответственного назначения применяют плавку в вакуумных
дуговых и индукционных печах, а также электрошлаковый и дру-
I не методы переплава
Электрошлаковый переплав (ЭШП) разработан в Институте
1М1ек|роспярки им. Е. О. Патона. Принципиальная схема установки приведена
пл рис. 21, <1.
I (ереплавляемый (рафинируемый)
мп плл подается в установку в виде
расходуемого электрода и плавится
п слое шлака, нагретого до 2000 °C.
11роходя через слой шлака, мелкие
кпплп металла рафинируются. Под
елтхм Шлипп плк.шлипается жидкий
мепшл, п<н к пгппо нпшлпяп весь
КрП< 1ПЛНП HIKip II 1>|1>жиипу. ЗЛП1Гр-
дсшппП ел|цок опускают имеете с иод
дппом и устиилвлпвают новый поддон
для последующей плавки. Для пере-
luuiiiii используют переменный ток
(около 20 А па 1 мм диаметра элек-
|родп) с рабочим напряжением 45—
(() В
I Ь'реплавляемые электроды пред-
111ПЛЯ1О1 собой кованые или катаные
прутки (штанги) круглого или квад-
141111010 сечения из рафинируемой
* ниш, обычно выплавленной в элек-
i роду юных печах.
Флюс для возбуждения, состоящий из смеси алюминисво-магниевого порошка
калиевой селитрой (КЫО8) и добавок, обладает высокой электропроводностью
и Iпердом состоянии. Рабочий флюс представляет собой смесь CaF2, А12О3, СаО
и I. д. При его расплавлении образуется шлак, являющийся электрическим со-
пр<11П11Лгпием. В шлаке генерируется тепло, обеспечивающее расплавление ме-
ni'iJin, 11 протекают процессы рафинирования.
Получению высококачественного бездефектного металла во многом способ-
на ни также чрезвычайно благоприятные условия кристаллизации, В водо-
Рис. 21. Схемы электрошлакового пере-
плава (а) и возбуждения электрошлаково-
го процесса (б):
1 — водоохлаждаемый поддон; 2 — водо-
охлаждаемый кристаллизатор (изложни-
ца); 3 — переплавляемый (расходуемый)
электрод; 4 — слой шлака; 5 — ванна рас-
плавленного металла; 6 — затвердевший
слиток; 7 — флюс для возбуждения про-
цесса; 8 “ рабочий флюс; S — затравка
61
охлаждаемом кристаллизаторе происходит довольно быстрая кристаллизация
металла, направленная в основном снизу вверх. При этом металл затвердевает
по всему сечению слитка, что сопровождается непрерывным пополнением ванны
каплями металла, поступающими из слоя шлака. Это приводит к получению плот-
ного слитка с однородным строением, без усадочной пористости, зональной
ликвации и других дефектов структуры, присущих обычным слиткам. Электро-
шлаковый переплав является значительно более простым способом п‘о сравнению
с другими способами получения высоко-
качественных сталей.
Плавка в вакуумной
дуговой печи (рис. 22) — по
существу переплав стали требуемого со-
става, выплавленной в открытой дуговой
пли другой печи. Переплавляемый элек-
трод в виде катаной или литой штанги
закрепляют на водоохлаждаемом штоке
и вводят в водоохлаждаемый кристалла-
Рис. 22. Схема электродуговой вакуумной печи:
1 — водоохлаждаемый кристаллизатор (изложница); 2 — переплавляемый
(расходуемый) электрод: 3 — патрубок к вакуумному насосу; 4 — вакуумная
камера; 5 водоохлаждаемый шток; 6 — ванна жидкого металла; 7 слиток
Рис. 23. Схема электронно-лучевой печи:
1 — механизм подачи переплавляемого электрода; 2 •— переплавляемый элек-
трод; 3—6 *** вакуумные насосы; 7 — механизм вытягивания слитка; 8 — во-
доохлаждаемый кристаллизатор; 9 камера печи; 10 — слиток; 11, 12 —
электронные пушки и системы фокусирования пучка электронов
затор — изложницу. В начале процесса дуга горит между электродом (катод)
и затравкой — диском из тон же стали, а затем между электродом и расплав-
ленным металлом. Длина дуги регулируется автоматически. Плавку проводят
в вакууме около 13,33 Па.
При переплаве металл хорошо очищается от газов и неметаллических вклю-
чений, а в результате направленной кристаллизации в водоохлаждаемом кри-
сталлизаторе (снизу—вверх) слиток не имеет усадочной раковины и других
дефектов. Этим способом можно получать крупные слнтки (до 50 т) с высокой
однородностью по химическому составу и структуре. Расход электроэнергии на
переплав относительно небольшой — 300—450 кВт-ч/т.
Плавка в вакуумных индукционных печах дает
возможность выплавлять сталь и сплавы с незначительным содержанием газов
и неметаллических включений строго заданного состава. Принцип работы таких
печей такой же, что и при открытой индукционной плавке. Различие состоит
в том, что печное пространство герметизируется п в нем создается вакуум при-
мерно до 0,133 Па, значение которого уже объяснено раньше. Разливку металла
также проводят в вакууме, иногда в атмосфере защитного газа. Этот способ не
получил широкого распространения. Индукционные вакуумвые печи сложны по
устройству, стоимость переплава высокая.
62
Электронно-лучевой переплав (ЭЛП). Плавление металла
происходит под действием потока электронов, излучаемых высоковольтной ка-
тодной пушкой. На облучаемой поверхности их кинетическая энергия перехо, нг
в тепловую. В плавильном пространстве создается глубокий вакуум. На рис. 23
приведена одна из схем электронно-лучевой печи, разработанной в Институте
электросварки им. Е. О. Патона. Печь снабжена шестьюдесятью электронными
пушками. Излучаемые электроны направляются на проплавляемый металл (рас-
ходуемый электрод) с помощью электро-
магнитов. Образующийся слиток вытяги-
изется из кристаллизатора. Глубокий
вакуум и выгодные условия затвердевания
в водоохлаждаемом кристаллизаторе обе-
спечивают получение особо чистого
металлу.
Электронно-лучевую плавку приме-
няют для выплавки сталей особо высо-
кой чистоты, а также вольфрамовых,
молибденовых и других сплавов.
Плазменно-дуговой п е-
р <• плав (ПДП) — один из способов
получения сталей и сплавов очень вы-
шкой чистоты.
Схема одного из вариантов плазмен-
ной дуговой печи для плавки сыпучей
шихты проведена на рис. 24. Источни-
ком п-пла является плазменная дуга, об-
I'hv I <м 1 плп (мепиой дуговой печп:
I — илиiM'opou; 7— нлплмеииая дуга; 3 —
11Л11ПИЛЫ1‘1>| камера; 4 — механизм подачи
дрпС lenoll iioixi 1.1; б — водоохлаждаемый
кристаллы гатор; б — слиток
ш ВытягцВание
г слитка
1>н lyioouincH между расплавляемым металлом и катодом плазмотрона; ее тем-
iit-poiypn может досыпан. 10 000—15 000 К. В качестве рабочего газа для обра-
1ОПЛП1П1 ПЛЛ1М1.1 применяю; аргон пли гелий (расход 1—10 л/мин). Металл пла-
шнсп и перхпей чаги; медного подоохллждаемого кристаллизатора, а образу-
ющийся слиюк шлягинаен я шип. При планке используют сыпучую шихту —
дробленую сгружку или прутки переплавляемого металла.
Достоинствам и являются высокая температура, высокий коэффициент
теплопередачи к расплавляемому металлу, возможность изменения скорости
плавления в широких пределах, простота обслуживания установки.
Глава III. ОСНОВЫ ПРОИЗВОДСТВА
ЦВЕТНЫХ МЕТАЛЛОВ
1. Производство меди
Медь—один из важнейших металлов. По электропроводности
она несколько уступает лишь серебру и является главным провод-
никовым материалом в электро- и радиотехнике, потребляющих
К) 50 % всей меди. Почти во всех областях машиностроения
используются медные сплавы — латуни и бронзы- Медь как леги-
| ующий элемент входит в состав многих алюминиевых и других
। плавов (см. разд. II).
63
Медные руды. Медь встречается в природе главным образом
в виде сернистых соединений CuS, Cu2S в составе сульфидных руд,
реже в виде соединений Cu(OH)2, Си2О, углекислых соединений
СиСО3 и самородной металлической меди.
Наибольшее промышленное значение в СССР имеют сульфидные
руды, из которых получают около 80 % всей меди. Самыми рас-
пространенными сульфидными рудами являются медный колче-
дан, медный блеск и др.
Медная руда
Рис. 25. Упрощенная схема пирометаллургического производ-
ства меди
Все медные руды являются бедными и обычно содержат 1—2,
иногда меньше 1 % меди. Пустая порода, как правило, состоит
из песчаников, глины, известняка, сульфидов железа и т. п. Мно-
гие руды являются комплексными — полиметаллическими и со-
держат кроме меди никель, цинк, свинец и другие ценные элементы
в виде оксидов и соединений.
Примерно 90 % первичной меди получают пирометаллургиче-
ским способом; около 10 % — гидрометаллургическим способом.
Гидрометаллургический способ состоит в
извлечении меди путем ее выщелачивания (например, слабыми
растворами серной кислоты) и последующего выделения металли-
ческой меди из раствора. Этот способ, применяемый для перера-
64
ботки бедных окисленных руд, не получил широкого распростра-
нения в нашей промышленности.
Пирометаллургический способ состоит в по-
лучении меди путем ее выплавки из медных руд. Он включает обо-
гащение руды, ее обжиг, плавку на полупродукт — штейн, вы-
плавку из штейна черной меди, ее рафинирование, т. е. очистку от
примесей (рис. 25).
Обогащение медных руд
Бедные медные руды подвергают обогащению для получения
концентрата, содержащего 10—35 % меди. При обогащении комп-
Рис. 26. Схема флотации: а *— принципиальная схема механической флота-
ционной машины (вариант); б — схема всплывании частиц; 1 — мешалка с ло-
пастями; 2 перегородка; 3 — слой минерализованном пены; 4 — отверстие
Для удаления хвостов пустой породы; I — зона перемешивания и аэрации
лексных руд возможно извлечение из них и других ценных эле-
ментов ,
Наиболее широко для обогащения медных руд применяется
метод флотации. Флотация основана на различном сма-
чивании водой металлсодержащих частиц и частиц пустой породы
(рис. 26).
В ванну флотационной машины подают пульпу — суспензию
из воды, тонкоизмельченной руды (0,05—0,5 мм) и специальных
реагентов, образующих на поверхности металлсодержащих ча-
стиц пленки, не смачиваемые водой. В результате энергичного
перемешивания и аэрации вокруг этих частиц возникают пузырьки
воздуха. Они всплывают, извлекая с собой металлсодержащие
частицы, и образуют на поверхности ванны слой пены. Частицы
пустой породы, смачиваемые водой, не всплывают и оседают на
дно ванны.
Из пены фильтруют частицы руды, сушат их и получают руд-
ный концентрат, содержащий 10—35 % меди. При обработ-
ке комплексных руд применяют селек-
тивную флотацию, последовательно выделяя металл-
содержащие частицы различных металлов. Для этого подбирают
соответствующие флотационные реагенты.
Обжиг. Рудные концентраты, достаточно богатые медью, пла-
вят на штейн «сырыми»— без предварительного обжит а, что сни-
3 Кнорозов В. В. и др. 65
жает потери меди (в шлаке — при плавке, унос — с пылью при
обжиге); основной недостаток: при плавке сырых концентратов
не утилизируется сернистый газ SO2, загрязняющий атмосферу.
При обжиге более бедных концентратов удаляется избыток серы
в виде SO2, который используется для производства серной ки-
слоты. При плавке получают достаточно богатый медью штейн,
производительность плавильных печей увеличивается в 1,5—
2 раза.
‘Рис. 27. Схема обжига а кипящем слое:
1 — транспортер; 2 — бункер; 3 — дозатор; 4 — камера печи; 5 — газорас-
пределительная поднна; 6 — воздушная коробка; 7 — пылеуловитель
Рис. 28. Конвертер для продувки штейна:
1 -=• приспособление для загрузки флюса во время плавки; 2 —1 горловина
конвертера; 3 — воздухопровод для подачи дутья; 4 воздушные фурмы
Обжиг проводят в вертикальных многоподовых цилиндриче-
ских печах (диаметр 6,5—7,5 м, высота 9—11 м), в которых из-
мельченные материалы постепенно перемещаются механическими
гребками с верхнего первого пода на второй — ниже расположен-
ный, затем на третий и т. д. Необходимая температура (850 °C)
обеспечивается в результате горения серы (CuS, Cu2S и др.).
Образующийся сернистый газ SO2 направляется для производства
серной кислоты.
Производительность печей невысокая — до 300 т шихты в сут-
ки, безвозвратный унос меди с пылью около 0,5 %.
Новым, прогрессивным способом является обжиг в ки-
пящем слое (рис. 27). Сущность этого способа состоит в том,
что мелкоизмельченные частицы сульфидов 1 окисляются при
600—700 °C кислородом воздуха, поступающего через отверстия
в поде печи. Под давлением воздуха частицы обжигаемого матери-
ала находятся во взвешенном состоянии, совершая непрерывное
движение и образуя «кипящий» («псевдоожиженный») слой. Обож-
женный материал «переливается» через порог печи. Отходящие
Иногда мелкие окатыши.
66
сернистые газы очищают от пыли и направляют в сернокислотное
производство. При таком обжиге резко повышается интенсивность
окисления; производительность в несколько раз больше, чем в
многоподовых печах.
Плавка на штейн. Плавку на штейн концентрата наиболее ча-
сто проводят в пламенных печах, работающих на пылевидном,
жидком или газообразном топливе. Такие печи имеют длину до
40 м, ширину до 10 м, площадь пода до 250 м2 и вмещают 100 т
и более переплавляемых материалов. В рабочем пространстве
печей развивается температура 1500—1600 °C.
При плавке на поде печи постепенно скапливается расплавлен-
ный штейн — сплав, состоящий в основном из сульфида меди
C.uaS н сульфида железа FeS. Он обычно содержит 20—60 % Си,
10—60 % Fe и 20—25 % S. В расплавленном состоянии (/11Л =
9504-1050 °C) штейн поступает на переработку в черновую
медь.
11ллику концентратов проводят также в электропечах, в шахтных печах
и другими способами. Технически совершенная плавка в электропечах (ток
проходпг между электродами в слое шлака) нашла ограниченное применение из-за
большого расхода электроэнергии. Медные кусковые руды с повышенным со-
держиппем меди и серы часто подвергают медносерной плавке в вертикальных
iiinxiiii.ix печах с воздушным дутьем. Шихта состоит из руды (или брикетов),
нош и п других материалов. Выплавляемый бедный штейн с 8—15 % Си обо-
1ЛЩИ1О1 попториоГ) плавкой до 25—40 % Си, удаляя избыток железа. Эга плавка
uiioiioMii'u'i'Kii выгодна, так как из печных газов улавливают до 90 % элемен-
inpiioft и'ры.
’ I г р и о и у ю медь выплавляют путем продувки расплав-
лм|||||ц<> иптйид по!духом в горизонтальных цилиндрических кон-
п<|ч>|>1х (]>н< 28) с основной футеровкой (магнезит) с массой
пиньи дн Kill т Конвертер установлен па опорных роликах и
| I iioHiipu'iiiHiiii.iTi и требуемое положение. Воздушное дутье
ц-> > .* , н >и pt II) 1>() фурм, расположенных вдоль конвертера.
Про mu) ницдухом продолжается до 30 ч. Процесс выплавки чер-
вивой меди п1 нпейпа делится па два периода.
II не р пом периоде происходит окисление FeS кисло-
родом но (душного дутья по реакции
21-eS + ЗОа = 2FeO + 2SO2 + Q.
< «брптующнйся FeO ошлаковывается кремнеземом SiO., флюса:
2FeO + SiO2 — SiO2 • 2FeO + Q.
По мере необходимости образующийся железистый шлак елм-
iiiiiiii через горловину (поворачивая конвертер), доливают новые
iiupiiitn штейна, загружают флюс и продолжают продувку. К концу
норного периода железо удаляется почти полностью. Штейн
состоит в основном из Cu2S и содержит до 80 % меди.
Шлак содержит до 3 % Си и его используют при плавке на
Hiieiill.
>* 67
Во втором периоде создаются благоприятные условия
для протекания реакций
2CuS + ЗО2 = 2CuaO + 2SO2 + Q;
Cu2S + 2CuaO = 6Cu + SO2 — Q,
приводящих к восстановлению меди.
В результате плавки в конвертере получается черновая медь.
Она содержит 1,5—2 % примесей (железа, никеля, свинца и др.)
и не может быть использована для технических надобностей.
Плавку меди выпускают из конвертера через горловину, разливают
на разливочных машинах в слитки (штыки) или плиты и направ-
ляют на рафинирование.
Рафинирование меди — ее очистку от примесей — проводят
огневым и электролитическим способом.
Огневое рафинирование ведут в пламенных пе-
чах вместимостью до 400 т. Его сущность состоит в том, что цинк,
олово и другие примеси легче окисляются, чем сама медь, и могут
быть удалены из нее в виде оксидов. Процесс рафинирования
состоит из двух периодов — окислительного и вос-
становительного.
В окислительном периоде примеси частично окис-
ляются уже при расплавлении меди. После полного расплавления
для ускорения окисления медь продувают воздухом, подавая
его через погруженные в жидкий металл стальные трубки. Оксиды
некоторых примесей (SbO2, PbO, ZnO и др.) легко возгоняются
и удаляются с печными газами. Другая часть примесей образует
оксиды, переходящие в шлак (FeO, AI2O3, SiO2). Золото и серебро
не окисляются и остаются растворенными в меди.
В этот период плавки происходит также и окисление меди по
реакции 4Cu 4- О2 = 2СиаО.
Задачей восстановительного периода явля-
ется раскисление меди, т. е. восстановление Си2О, а также дегаза-
ция металла. Для его проведения окислительный шлак полностью
удаляют. На поверхность ванны высыпают слой древесного угля,
что предохраняет металл от окисления. Затем проводят так назы-
ваемое «дразнение» меди. В расплавленный металл погружают
сначала сырые, а затем сухие жерди (шесты). В результате сухой
перегонки древесины выделяются пары воды и газообразные угле-
водороды, они энергично перемешивают металл, способствуя уда-
лению растворенных в нем газов (дразнение на плотность).
Газообразные углеводороды раскисляют медь, например, по
реакции 4СпгО 4* СН4 = 8Сп + СО2 4- 2Н2О (дразнение на ков-
кость). Рафинированная медь содержит 0,3—0,6 % Sb и других
вредных примесей, иногда до 0,1 % (Au + Ag).
Готовую медь выпускают из печи и разливают в слитки для
прокатки или в анодные пластины для последующего электроли-
68
тичсского рафинирования. Чистота меди после огневого рафини-
рования составляет 99,5—99,7 %.
Электролитическое рафинирование обе-
спечивает получение наиболее чистой, высококачественной меди.
Электролиз проводят в ваннах из железобетона и дерева, внутри
футерованных листовым свинцом или винипластом. Электролитом
служит раствор сернокислой меди (CuSOJ и серной кислоты, на-
। рстый до 60—65 °C, Анодами являются пластины размером 1 х I м,
толщиной 40—50 мм, отлитые из рафинируемой меди. В качестве
катодов используют тонкие листы (0,5—0,7 мм), изготовленные
из электролитической меди.
Аноды и катоды располагают в ванне попеременно; в одной
ванне помещают до 50 анодов. Электролиз ведут при напряжении
2—3 В и плотности тока 100—150 А/м2.
При пропускании постоянного тока аноды постепенно раство-
ряются, медь переходит в раствор в виде катионов Си2+. На като-
дах происходит разрядка катионов и выделяется металлическая
медь Си2+ + 2е Си.
Анодные пластины растворяются за 20—30 суток. Катоды на-
ращивают в течение 10—15 суток до массы 70—140 кг, а затем
извлекают из ванны и заменяют новыми.
При электролизе на катоде выделяется и растворяется в меди
водород, вызывающий охрупчивание металла. В дальнейшем ка-
юдиую медь переплавляют в плавильных печах и разливают в сли-
тки для получения листов, проволоки и т. п. При этом удаляется
водород. Расход электроэнергии на 1 т катодной меди составляет
200—400 кВт-ч. Электролитическая медь имеет чистоту 99,95 %.
Часть примесей оседает на дне ванны в виде шлама, из которого
и шлекают золото, серебро и некоторые другие металлы.
2. Производство никеля
Промышленное производство никеля, возникшее более 100 лет назад, за
1пи-ледиее время быстро увеличивается. Никель — один из важнейших леги-
р\ пицих элементов в сталях. Он входит (вместе с другими легирующими элемен-
। ими) в состав наиболее качественных конструкционных сталей, большинства
мирок коррозионностойких и жаропрочных сталей. В технике широко применяют
• ii'innij на никелевой основе: магнитные, высокого омического сопротивления
и др Для производства легированных сталей и никелевых сплавов расходуется
икало 80 % никеля. Никель применяют также для антикоррозионных покрытий,
। п< клтализатор и т. д.
Сырье для производства никеля — окисленные никелевые или сульфидные
Ию никелевые руды. В окисленных рудах никель находится в виде силика-
|<ш nNiO-SiO2-mMgO-SiO2-H2O; в этих рудах содержится 1—7 % никеля. В суль-
фициых рудах никель находится в виде NiS; в этих рудах 0,3—5,5 % Ni, до
B,h "и Си, часто содержится кобальт, а также платина, иридий и другие эле-
•|| и ид платиновой группы.
Г синология производства никеля из окисленных руд. Окисленные руды, как
iiiiHiiiuio, — рыхлые с большим содержанием глинистых веществ и влаги. Перед
•' »п|||(ой их измельчают, сушат и затем окусковывают путем брикетирования на
||1" ".1Х пли агломерацией на ленточных машинах. Затем плавят на штейн.
69
Штейн прямоугольного сечения (ширина 1,5 м, длина 10—15 м, высота
6 м) наиболее часто выплавляют в шахтных печах с воздушным дутьем, которое
осуществляется через щелевидные фурмы. Шихта состоит из агломерата или
брикетов руды, кокса, известняка СаСО8 и других материалов. Продуктом плавки
является штейн (или роштейн) — сплав сульфидов никеля и железа (Ni3S2 и
FeS), содержащий 12—30 % Ni, 45—60 % Fe, 17—23%, S, небольшое коли-
чество меди и кобальта.
Плавку на файнштейн проводят путем продувки расплавленного штейна
воздухом в конвертерах, по устройству аналогичных конвертерам для получе-
ния черновой меди. Плавка делится на два периода. В первый период
происходит окисление и удаление металлического железа.
В конвертер заливают первую порцию расплавленного
штейна, обычно 2—4 т (до 10 т), загружают флюс, кварце-
вый песок (SiO2) для ошлакования железа и ведут продув-
ку 15—20 мин. Окисление железа и ошлакование железа
происходит по реакции:
2Fe+ О2 + SiO2 = (FeO)2-SiO2 + Q.
Образующийся шлак сливают, заливают новую порцию
штейна, загружают флюс и продолжают продувку; эти опе-
рации повторяют несколько раз, постепенно увеличивая
продолжительность продувки до 40—45 мин, по мере накоп-
ления обедненного железом штейна и заполнения конвер-
тера
Во второй период продувки интенсивно
окисляется сульфид железа по реакции 2FeS + ЗОа +
4- SiO2 = (FeO)2- SiO2 + 2SO3. Продукт плавки — файнштейи
(или белый никелевый штейн) — сплав сульфида никеля
NijSj и никеля, который содержит 75—78 % Ni (около 15 %
металлического), 20—23 % S, небольшое количество кобаль-
Кйтолигя
Рис. 29. Схема
ячейки электро-
лизной ванны:
1 — анод; 2 — ка-
тод; 3 — диафраг-
ма
та, меди, железа.
Окислительный обжиг файнштейна проводят для уда-
ления серы и получения NiO по реакции 2Ni3S2 + 7О2 = 6NiO + 4SO2.
До обжига файнштейн дробят ц измельчают до 0,5 мм. Обжиг ведут сначала
в многоподовых печах без затраты топлива (за счет горения серы), а затем в труб-
чатых вращающихся печах, отапливаемых мазутом или газом. В последнее время
применяется прогрессивный обжиг в кипящем слое.
Для восстановления никеля проводят плавку в дуговых электрических
печах (аналогичных сталеплавильным) вместимостью 3,5—10 т. Восстановителем
служит древесный уголь или нефтяной кокс, чистые по сере. Восстановление
протекает аналогично прямому восстановлению железа в доменной печи по ито-
говой реакции N1O + С = Ni -)- СО — Q.
В процессе плавки образуется и растворяется в жидком никеле карбид
Ni3C. Для снижения углерода до 0,1—0,3 % в конце плавки проводят доводку
присадками закиси никеля Ni3C+ NiO= 4Ni + СО. Для удаления серы в печь
загружают известняк. Черновой никель содержит 99,2—99,6 % (Ni + Со),
0,3—0,8 % Fe, 0,04—0,4% Си.
Электрическое рафинирование никеля обычно про-
водят в бетонных ваннах, футерованных керамической плиткой. Аподы — литые
пластины из чернового никеля (масса 250—360 кг), катоды — тонкие листы
из рафинированного чистого никеля. В ванне устанавливают 30—35 катодов
и 31—36 анодов. Электролит — водный раствор сульфата никеля NiSO4. При
электролизе на катоде может выделяться не только никель, но и медь, кобальт,
железо. Чтобы избежать этого, катоды помещают в ванне в плоских короб-
ках — диафрагмах со стенками из брезента, хлорвиниловых и других тканей
(рис. 29). Чистый электролит (католит) непрерывно заливается в диафрагму;
электролит, содержащий примеси (анолит), непрерывно удаляют и направляют
на химическую очистку от меди, железа и кобальта.
Сульфидные яедно-никелевые руды перерабатывают по технологии, аналогич-
ной переработке медных руд. Бедные руды обогащают методами флотации, обычно
70
Получая медно-никелевый концентрат; реже — селективной флотацией — пслу-
•inioi медный и никелевый концентраты (содержащие медь). Перед плавкой кон-
iii'iiграг подвергают обжигу, иногда агломерации или окатыванию. Плавку на
пнейп концентратов проводят в отражательных пламенных печах (как при пронз-
иодстве меди). Богатые руды в крупных кусках и окускованный концентрат
(нгломерат, окатыши) плавят в электрических дуговых печах.
Никелевый концентрат подвергают обжигу и другим операциям. Для извле-
чения никеля из медно-никелевых файнштейнов можно применить карбониль-
ный с п о с о б. Сплав измельчают и обрабатывают СО при давлении 7—
20 МПа и температуре около 200 °C. В результате обработки образуются жидкие
карбонилы Ni(CO)4, Fe(CO)5 и др. Ректификацией выделяют карбонил никеля
NI(CO)4, который затем разлагают при 300 СС с выделением порошкообраз-
ного никеля.
3. Производство алюминия
По размерам производства (начато с конца XIX в) алюминий
в настоящее время занимает первое место среди всех цветных ме-
таллов. Он имеет высокую электро- и теплопроводность (уступая
только серебру и меди) и применяется как проводниковый материал
п для деталей теплотехнических устройств. Алюминиевые дефор-
мируемые сплавы (дуралюмины и др.) — важнейшие конструкци-
онные материалы в авиа- и других областях техники; алюминиевые
литейные сплавы (силумины и др.) широко применяют в машино-
строении. Вследствие высокой коррозионной стойкости алюмини-
евые сплавы используют в химической и пищевой промышленности
для бытовых изделий.
Алюминий — наиболее распространенный металл в природе,
он входит в состав более 250 минералов. Наиболее важные алюми-
ниевые руды: бокситы, нефелины, алуниты. Основная руда —
бокситы, горные породы сложного состава, содержащие гидраты
ЛЮ(ОН), А1(ОН)3 и др. Содержание глинозема А12О3 (в пересчете
н» гидратов) составляет от 30 до 70 %. Качество бокситов тем
выше, чем меньше в них содержание обычной примеси — кремне-
• >ма SiO2 (0,5—15 %).
В меньшей мере при производстве алюминия используют не-
фелины (К, N’a)oO-Al2O3.2SiO2 и алуниты K2SO4- Ai2(SO4)3 х
4А1(ОН)3.
Способы восстановления алюминия непосредственно из бокси-
н)в и других руд еще не разработаны. Современное производство
илюминия состоит из двух основных процессов: получения гли-
не юма А1г03 из бокситов и получения металлического алюминия
иушм электролиза расплавленного глинозема.
Глинозем получают щелочными, электротермическими и дру-
iiiMii способами. Наиболее распространенным является щелоч-
ной способ, разработанный в конце XIX в. К. И. Байером.
Подготовка боксита — дробление его крупных
*у< ков и затем мокрый размол, т. е. измельчение в шаровых мель-
IIHII.IX, куда доливают оборотный раствор с добавками щелочи
(NnOII).
71
Выщелачивание (или варку) полученной пульпы про-
водят в автоклавах (герметических стальных сосудах цилиндри-
ческой формы, диаметром 1,5—2,5 м, высотой 8—14 м). Процесс
идет при температуре 105—250 °C, давлении до 2,5—3,5 МПа
и концентрации щелочи (NaOH) 250—300 г/л Для нагрева и пе-
ремешивания пульпы широко используют пар, подаваемый че-
рез сопла в днище. При выщелачивании (1—3 ч) образуется алю-
минат натрия: AIO(OH) + NaOH = NaAlO2 + Н2О; А1(ОН)3 +
+ NaOH = NaAlOg + 2НгО.
Разбавление, сгущение и фильтрацию
проводят для получения из автоклавной пульпы чистого раствора
алюмината натрия. Пульпу разбавляют промывочной водой для
последующего более полного удаления твердых частиц красного
шлама и направляют в чаны-сгустители для отфильтровывания.
Выкручивание (или декомпозиция) — разложение рас-
твора алюмината натрия с выделением А1(ОН)3, выпадающей
в осадок по реакции NaAIO2 + 2Н2О — А1(ОН)3 + NaOH.
Кальцинацию, т. е. обезвоживание А1(ОН)3, проводят
его прокаливанием при 1200 °C в трубчатых вращающихся печах
или в установках с кипящим слоем: 2А1(ОН)3 = А12О3 + ЗН2О.
Выход глинозема составляет около 85 %, на 1т глинозема
расходуется 2—2,5 т боксита. Потери связаны с образованием
силикоалюмината натрия при выщелачивании боксита. Поэтому
щелочным способом перерабатывают бокситы с небольшим со-
держанием кремнезема.
Для извлечения глинозема из бокситов с повышенным содержанием крем-
ния, а также алунитов применяют способы спекания. Например, пульпа,
полученная мокрым размолом (боксит, известняк, раствор соды), распыляется
форсункой в холодной стороне трубчатой вращающейся печи; твердые частицы
постепенно перемещаются в горячую зону (1200—1300 °C), где образуется спек.
Спек измельчают и выщелачивают водой. В раствор переходит алюминат натрия,
а также силикат натрия и другие вещества. Для обескремнивания раствор обра-
батывают известью и затем продувая углекислый газ, выделяют А1(ОН)3.
Электротермический способ состоит в том, что в электропечи плавят шихту,
состоящую нз боксита, известняка, кокса и др. Продуктами плавки являются
ферросилиций и шлак, содержащий алюминат кальция А12Ог-СаО. Измель-
ченный шлак обрабатывают раствором соды, получая алюминат натрия.
Электролиз глинозема для получения металлического алюми-
ния проводят в электролизерах — ваннах с различным устройст-
вом анодной части. Схема одной из современных конструкций
представлена на рис. 30.
Ванна, заключенная в стальной кожух, внутри футерована
углеродистыми блоками. В футеровку пода вмонтированы катод-
ные шины и, таким образом, сам корпус ванны служит катодным
устройством установки. Анодное устройство состоит из вертикаль-
но установленного самообжигающегося угольного электрода,
нижняя часть которого погружена в электролит — расплав,
состоящий из глинозема А13О3 (8—10 %) и криолита—фторида
алюминия и натрия Na3AlFe.
72
Электролит нагревается до рабочей температуры 930—950°С
теплом, выделяющимся при прохождении тока между анодом и ка-
ждом. При электролизе анод постепенно сгорает и его переме-
щают вниз. Для непрерывного наращивания электрода в его обе-
чайку подается полужидкая анодная масса, состоящая из молотого
кокса (угля) и каменноугольной смолы. По мере опускания вниз
опа спекается и коксуется.
Условия электролита: ток — постоянный, напряжение 4—
4,5 В, анодная плотность тока 0,7—1,2 А/см2.
Рис. 30. Схема электролизера дл:. получения алюминия:
1 — кожух; 2 — футеровка из шамота; 3 — футеровка из угле-
родистых блоков; 4 — катодный стальной стержень; 5 — катод-
ная шина; 6 — стальные штыри, подводящие ток к аноду; 7 —
обечайка (кожух) анода; 8 — полужидкая анодная масса; 9 —
зона коксования; 10 — твердый анод; 11 — глинозем; 12 —
расплавленный электролит; 13 — слой застывшего электроли-
та (гарниссаж): 14 — расплавленный алюминий
При электролизе в расплавленном электролите происходит
диссоциация молекул криолита и глинозема:
Na3AlF6 -> 3Na h + A1F|“, A12O3 -> Al3+ -J- AIO1~.
Па катоде разряжаются только катионы алюминия: А13+ +
I Зе -> А1 и, таким образом, для получения металлического алю-
миния практически расходуется только глинозем. По мере обед-
III нпя электролита глиноземом его периодически догружают в
Ниппу. Признаком обеднения электролита служит так называе-
мый анодный эффект, выражающийся в увеличении на-
пряжения с 4—4,5 до 25—30 В. Отрицательно заряженные ани-
оны А10з~ направляются к аноду; в результате анодного процесса
"AIOj“ — бе -> АПОзФ- Р/2О2 выделяется газообразный кислород,
вы плюющий постепенное сгорание угольных анодов.
Расплавленный алюминий постепенно скапливается на дне
шпы и периодически удаляется при помощи сифонов и вакуум-
ных ковшей.
73
Для получения 1 т алюминия расходуется около 2 т глинозема,
до 0,6 т угольных анодов, около 0,1 т криолита и 16500 —
18500 кВт ч электроэнергии.
Полученный электролизом первичный алюминий содержит
примеси (железо, кремний, частицы глинозема и т. п.),
ухудшающие его свойства, и поэтому подвергаются рафиниро-
ванию.
Рафинирование хлором заключается в продувке расплавленного
алюминия при 700—750 °C газообразным хлором в течение 10—
15 мин. Образующийся при этом хлористый алюминий А1С13 на-
ходится в парообразном состоянии. Выделяясь из металла, он
обеспечивает его очистку от растворенных газов и примесей. Этому
способствует также отстаивание расплавленного алюминия в ковше
или в электрической печи при 690—750 °C в течение 30—45 мин.
После рафинирования хлором и отстаивания получают алюминий
чистотой до 99,85 %.
Электролитическое рафинирование применяют для получения
алюминия более высокой чистоты.
Его осуществляют в электролитической ванне, под которой
является анодом. Угольные катоды располагаются в верхней ча-
сти установки. Рафинируемый алюминий сплавляют с медью.
После расплавления в нижней части ванны образуется слой жид-
кого сплава (анод) с плотностью 3—3,5 г/см3. Поверх него нахо-
дится слой расплавленного электролита, состоящего из ВаС12
и других солей, плотностью 2,7 г/см3.
При пропускании тока происходит анодное растворение алю-
миния и образование ионов А13+, которые направляются к като-
дам, где и происходит выделение чистого алюминия, образующего
верхний слой плотностью 2,4 г/см3. Этим способом получают алю-
миний особой чистоты, до 99,999 %.
Новым является способ рафинирования через субсоединения.
При пропускании хлористого или фтористого алюминия над рас-
плавленным алюминием при температуре около 1000 °C образуются
газообразные неустойчивые субсоединения алюминия А1С13, A1F.
При охлаждении до 700—800 °C они разлагаются с выделением
алюминия чистотой до 99,999 %. Алюминий такой же чистоты мо-
жно получить методом зонной плавки.
Разливка алюминия в чушки (небольшие слитки) массой 5—
15 кг проводится на различных машинах с бесконечной цепью
чугунных изложниц. Слитки для прокатки и других видов обра-
ботки давлением получают способом полунепрерывной раз-
ливки.
Полунепрерывная разливка алюминия и алю-
миниевых сплавов по своей сущности аналогична непрерывной раз-
ливке стали. Различие состоит в том, что алюминиевые сплавы отливают в слитки
без дополнительной резки, как это делается при получении непрерывного сталь-
ного слитка. Этот прогрессивный способ заменил менее совершенную разливку
алюминиевых сплавов в изложницы.
74
4. Производство магния
Промышленное производство магния, открытого в 1828 г., началось около 60 лет
назад. Магний примёйяется в производстве тигана, используется для получения
высокопрочного чугуна, входит в состав многих алюминиевых сплавов. Сплавы
на магниевой основе используются как конструкционные материалы с высокой
удельной прочностью и жесткостью (устойчивостью). В нашей стране производ-
ство магния началось в 1931—1935 гг.
Магний, занимающий среди металлов шестое место по распространению,
входит в состав очень многих минералов. В качестве сырья для получения ма-
гния используют карналлит, магнезит и доломит.
Карналлит — двойной хлорид магния и
калия MgCl2-KCl-6H2O. Природный карналлит
с учетом пустой породы содержит около 20 % MgCI2.
Магнезит — карбонат магния MgCO3,
после обжига содержит 85—90 % MgO. Приме-
сями являются СаО, SiO2 и др.
Доломит — двойной карбонат магния и
кальция MgCOB-CaCO8, после обжига в нем содер-
жится 35—40 % MgO, 52—58% СаО, SiO2 и другие
примеси. Огромное количество магния содержится
в морской воде в виде бишофита MgCI2 • 6Н2О.
Магний получают двумя способами: электроли-
тическим и термическим,горячей водой, выделяя из
раствора NaCl и другие примеси. При охлаждении
раствора’ из него выпадают кристаллы так называе-
мого искусственного карналлита MgCl2 КС1 6Н2О,
содержащие до 32 % MgCl2 и до 38 % гидратной
влаги. Обезвоживание проводят в две стадии.
Сначала карналлит подвергают обжигу при 500—
5!>0сС в трубчатых вращающихся печах, удаляя
влагу до 5—7%. Для окончательного обезвожи-
вания карналлит переплавляют в электрических
печах сопротивления при 750— 800 °C и затем отстаивают в миксере для удаления
М ;О. Расплавленный обезвоженный карналлит, содержащий около 50 % MgCl2,
направляют на электролиз. Обезвоживание карналлита может быть достигнуто
обжигом в кипящем слое.
Магнезит обжигают при 800—900° С, получая MgO, и затем подвергают
«лорированию в присутствии углерода при 800—900 °C в электрических печах
сопротивления для образования хлористого магния по реакциям
MgO + С С12 = MgCl2 СО;
MgO + СО 4- С12 = MgCI2 + СО2.
Расплавленный хлористый магний в ковшах направляют иа электролиз.
Электролиз MgCls для получения магния проводят в диафрагменных элек-
тролизерах с шамогиой футеровкой, в верхней части которых находятся диаф-
р и мы-перегородки, разделяющие анодное и катодное, пространства (рис. 31).
Электролитический способ — наиболее распространенный. Он
• пстопт из двух основных процессов: получения хлористого маг-
ния MgCI2 из исходного сырья и получения магния из MgCl2
iiyieM электролиза.
Основным сырьем в нашей стране являются карналлит и маг-
||| пи
1 2
Рис. 31. Схема ячейки элек-
тролизера для получения
магния:
1 — графитовый анод; 2 —
катоды — стальные пла-
стины; 3 — диафрагма —
перегородка
В качестве электролита применяют сложный расплав солей, содержащий
(h % MgCI2» а также СаС12, КС1 и др., что необходимо для понижения гемне-
(ипуры. Рабочее напряжение в ванне 5—7 В, анодная плотность тока 0,4 —
М» Л гма, температура электролита 700—750 °C.
75
При электролизе магний выделяется на поверхности катодных пластин
в виде мелких капелек, затем они укрупняются и всплывают. По мере накопления
над электролитом расплавленный магний периодически удаляют при помощи
сифона и вакуумного ковша. Выделяющийся на аноде газообразный хлор в виде
пузырьков выходит из электролита в анодном пространстве и отсасывается через
хлоропровод. Процесс электролиза протекает непрерывно, при этом в электролите
постепенно расходуется MgCl» и повышается концентрация других хлоридов.
Поэтому из ваниы периодически удаляют часть отработанного электролита
и доливают расплав хлористого магния или карналлита.На поде ванны образу ется
шлам — осадок окиси магния и других примесей, который регулярно удаляют
из ванны. На 1 т металлического магния расходуется около 4,5 т хлористого
магния или 10 т карналлита и выделяется 2,9 т хлора.
Рафинирование магния. Полученный электролизом магний,
содержащий значительное количество примесей (Fe, Na, К, MgCI2 и др.), под-
вергают рафинированию. Наиболее широко применяют рафинирование пере-
плавкой с флюсами, в состав которых входят MgCl2, КС1 и другие компоненты.
После расплавления в тигельной печи сопротивления металл перегревают
до 720—750 °C и интенсивно перемешивают с флюсом, растворяя в нем неметал-
лические примеси.
Дальнейшее рафинирование металла осуществляют его отстаиванием во
время медленного охлаждения до 670—690 °C.
Более совершенным является рафинирование возгонкой.
В стальных ретортах при температуре 600 °C и остаточном давлении около 9,9 Па
магний испаряется (/КИП=516°С) и затем выделяется в зоне конденсации.
Этим способом получают магний чистотой 99,99 %.
При разливке в изложницы для защиты от окисления поверхность расплав-
ленного металла опыляют порошком серы.
Термические способы получения магния. Электролитический
способ получения магния является сложным и требует большого
расхода электроэнергии. Поэтому магний получают также терми-
ческими методами путем восстановления кремнием, углеродом
доломита или магнезита. Более простым является с и л и к о-
термический метод.
По одному из вариантов процесс проводят в стальных ретор-
тах в вакууме 9,9 Па при 1100—1200 °C. В качестве шихты исполь-
зуют обожженный доломит, ферросилиций и плавиковый шпат.
Магний восстанавливается кремнием (ферросилицием) по реакции
2MgO-CaO + Si = 2Mg + SiO2(CaO)2. Пары магния направляют
в водоохлаждаемый конденсатор, где происходит выделение круп-
ных кристаллов магния.
5. Производство титана
Титан как элемент открыт в 1791 г. Его промышленное производ-
ство началось в 50-х годах XX века и получило быстрое развитие.
Титановые сплавы имеют наиболее высокую удельную прочность
среди всех металлических материалов, а также высокую жаропроч-
ность и коррозионную стойкость и находят все более широкое при-
менение в авиационной технике, химическом машиностроении
и других областях. Титан используют для легирования сталей.
Диоксид титана Т1О2 используют для производства титановых бе-
лил и эмалей; карбид титана TiC — для особо твердых инстру-
ментальных сплавов.
76
Титан по распространению в природе занимает четвертое место
среди металлов и входит в состав более чем 70 минералов. К ос-
новным промышленным титансодержащим минералам относятся
рутил (более 90 % ТЮ2) и ильменит TiO2FeO (60 % TiO2). Иль-
менит входит в состав титаномагнетитов — его смеси с магнитным
железняком; они содержат до 20 % TiO2. К
относятся сфен CaO-SiO2-TiO2 (32—
42 % TiO2) и перовскит СаО-ТЮ2
(60 %TiO2).
Производство титана является техни-
чески, сложным процессом. TiO2 — хими-
чески прочное соединение. Металлический
титан (fnn = 1725 °C) обладает большой
активностью. Он бурно реагирует с азо-
том при температуре 500—600 °C и кисло-
родом воздуха при 1200—1300 °C, погло-
щает водород, взаимодействует с углеро-
дом. Наиболее широкое распространение
получил магнитермический способ, осу-
ществляемый по следующей технологи-
ческой схеме: титановая руда -> обога-
щение -> плавка на титановый шлак ->
получение четыреххлористого тита-
на -> восстановление титана магнием.
Обогащение титановых
р у д. Титаномагнетиты и другие бедные
руды обогащают электромагнитным и дру-
гими способами, получая концентрат, со-
держащий до 50 % ТЮ2 и около 35 %
1'с2О3 и FeO.
Плавку на титановый шлак проводят
и электродуговой печи. Шихтой служат
прессованные брикеты, состоящие из мел-
коизмельченного концентрата, антрацита
пли угля и связующего (сульфитный ще-
лок). В результате плавки получают
богатый титановый шлак, содержащий до
НО % TiO2. Побочным продуктом является
перспективным рудам
Рис. 32, Схема электропе-
чи для получения четырех-
хлористого титана:
1 — корпус печи; 2 — ша-
мотная футеровка; 3 —
угольная (графитная) на-
бойка ₽ электросопротив-
ление; 4 -=s токоподводящие
графитовые электроды; 5 —
устройство для загрузки
брикетированной шихты;
6 — брикетированная ших-
та; 7, 8 — патрубки для
подачи хлора; 9 — отверстие
для удаления парогазовой
смеси
чугун, содержащий до 0,5 % Ti. Измельченный шлак подвергают
Магнитной сепарации (для удаления железосодержащих частиц),
смешивают с мелким нефтяным коксом и связующим и спрессовы-
п.пот в брикеты. После обжига при 700—800 °C брикеты направ-
.'niKir на хлорирование.
Получение четыреххлористого титана
I К |4 в герметизированных электрических печах представлено
нл рис. 32. Нижнюю часть печи заполняют угольной (графитовой)
в.к пдкоп, которая служит электрическим сопротивлением в ка-
||>гииется при пропускании электрического тока. В реакционной
77
зоне печи выше уровня угольной насадки развивается температура
800—850 °C. При хлорировании образуется четыреххлористый ти-
тан по реакции TiO2 + 2С + 2С1г= TiCl4 + 2СО. Пары четырех-
хлористого титана находятся в паро-газовой смеси, содержащей
SiCl4 и другие хлориды; СО, С12 и другие газы.
Ее очищают от твердых частиц и охлаждают в конденсаторах,
в результате чего получают жидкий четыреххлористый титан.
Для более полной очистки от твердых частиц конденсат отстаивают
и фильтруют. Четыреххлористый титан отделяют от других хлори-
дов путем ректификации конденсата, основанной на различии тем-
ператур кипения разных хлоридов. Жидкий четыреххлористый
титан направляют на восстановление.
В настоящее время для получения четыреххлористого титана
начинают применять другие способы хлорирования: в хлораторах
непрерывного действия, в солевом расплаве; перспективным яв-
ляется хлорирование в кипящем слое.
Восстановление титана магнием из TiClt проводят в герметич-
ных реакторах (ретортах) из нержавеющей стали, установленных
в электрических печах сопротивления. После установки в печь
из реторты откачивают воздух и заполняют ее очищенным арго-
ном; после нагрева до температуры 700 °C заливают расплавленный
магний 1 и начинают подачу жидкого TiCi4. Титан восстанавлива-
ется магнием по реакции TiCl4 + 2Mg — Ti + 2MgCl2. Эта реак-
ция сопровождается выделением большого количества тепла и
в реакторе поддерживается необходимая температура 800—900 °C
без дополнительного нагрева путем регулирования скорости подачи
TiCl4. Частицы восстановленного титана спекаются в пористую
массу (титановая губка), пропитанную магнием и хлористым маг-
нием. Расплав хлористого магния периодически удаляют через
патрубок в дне реактора. В промышленных реакторах до 2 т по-
лучают титановую губку, содержащую до 60 % Ti, 30 % Mg и
10 % MgCl2.
Рафинирование титановой губки проводят методом вакуум-
ной дистилляции. Крышку охладившейся реторты снимают и вме-
сто нее устанавливают водоохлаждаемый конденсатор; затем ре-
торту снова устанавливают в печь. Дистилляция проводится при
950—1000 °C и вакууме около 0,133 Па. Примеси титановой губки
Mg и MgCl2 расплавляются, частично испаряются и затем выделя-
ются в конденсаторах. Получаемый оборотный магний возвраща-
ется в производство, MgCl2 используют для производства магния.
Получение титановых слитков. Титановые слитки получают
переплавкой титановой губки в вакуумных электрических дуго-
вых печах. Расходуемый электрод изготавливают прессованием
из измельченной титановой губки. Электрическая дуга горит
между расходуемым электродом и ванной расплавленного металла,
А Ины ди магний загружают в чушках и затем расплавляют.
78
постепенно заполняющего изложницу, затвердевающего и образу-
ющего слиток.
Наличие вакуума предохраняет металл от окисления и способ-
ствует его очистке от поглощенных газов и примесей.
Для получения слитков может быть использована дробленая
титановая губка, загружаемая в печь дозатором. В этом случае
дуга горит между расплавленным металлом и графитовым электро-
дом, поднимаемым по мере заполнения изложницы металлом.
Для обеспечения высокого качества слитков плавку повторяют
два раза. При второй плавке расходуемым электродом служит
слиток, полученный при первой плавке.
Титановые сплавы выплавляют в электрических дуговых ва-
куумных печах, аналогичных применяемым для переплавки тита-
новой губки. В качестве шихтовых материалов используют тита-
новую губку и легирующие элементы в соответствии с заданным
химическим составом сплава. Из шихты прессованием при 280—
330 °C изготавливают переплавляемый (расходуемый) электрод.
Плавку ведут в вакууме или в атмосфере аргона. Перед началом
плавки на поддон в качестве затравки насыпают слой стружки из
сплава такого же состава. Для более равномерного распределения
легирующих элементов в сплаве полученный слиток переплавляют
вторично.
Натриетермический способ получения гитана отличается
от магниетермического тем, что титан из T1CI4 восстанавливают металлическим
натрием. Этот процесс проводят при относительно невысокой температуре, и
гитан в меньшей степени загрязняется примесями. Вместе с тем натриетермиче-
скпй способ технически более сложен.
Кальциегидридный способ основан на том, что при взаимо-
действии TiO2 с гидридом кальция СаН2 образуется гидрид титана Т1Н2, из ко-
торого затем выделяется металлический титан. Недостаток этого способа в том,
что получаемый титан сильно загрязнен примесями.
Иодидный способ применяют для получения небольших количеств
тигана очень высокой чистоты, до 99,99 %. Он основан на реакции Ti 212 ч*
Til4, которая при 100—200 °C идет слева направо (образование Til4), при
1300—1400 °C — в обратном направлении (разложение Til4).
Рафинируемую титановую губку помешают в реторту и нагревают до 100—
"00 °C; внутрь реторты вводят и разбивают ампулу с иодом, взаимодействующим
с титаном по реакции Ti 2I2 -> Til4. Разложение Til4 -> Ti -|- 212 и выделение
пиана происходят на титановых проволоках, натянутых в реторте, нагретых
до 1300—1400 °C пропусканием тока.
6. Основы технологии получения феррованадия
Н.шядий, открытый как элемент в 1831 г., начали использовать примерно с на-
чплп XX в. для легирования конструкционных, быстрорежущих и других сталей.
Для легирования используют феррованадий — сплав на железной основе
г ИГ» 45 % V. Феррованадий имеег более низкую температуру плавления, чем
индий (1735 °C), стоимость легирования ниже, чем при использовании чисгого
I II 1Д11Я.
Основной сырой материал — железные руды, содержащие 0,3—0,5 % V
•• виде V2O3. Подготовка руды к плавке состоит в ее обогащении; железо-ванади«
гч| ill концентрат окусковывают (агломерация, окатыши). Из агломерата выплав-
ziiiioi чугун, содержащий 0,4—0,6 % V, и продувают его в конвертере; железо-
79
углеродистый сплав перерабатывают в сталь. Ванадий переходит в шлак в виде
FeO-V2O5.
Конвертерный шлак (7—10 % V) с добавкой соды Na2CO3 подвергают окис-
лительному обжигу в трубчатых вращающихся печах для образования водорас-
творимого ванадита натрия Na2O-V2O5. Спек выщелачивают водой и затем рас-
твором серной кислоты; раствор фильтруют и выделяют осадок. .Просушенный
осадок плавят в пламенной печи, получая техническую пятиокись ванадия (SO-
95 % V2O5).
Ф еррованадий выплавляют в электродуговой печи; шихта состоит из V2O5
g’0 %), извести (50 %), ферросилиция (75 %), алюминия и других материалов,
ыплавленный феррованадий содержит 35—45 % V, шлак с 10—15 % V2O5
используют как шихтовой материал при плавке. Извлечение ванадия из руды
составляет 60—65 %.
Раздел второй
МЕТАЛЛОВЕДЕНИЕ
Основу современной техники составляют металлы и металлические сплавы.
Правильный выбор металлических материалов для деталей машин, механизмов
и конструкций, создание новых, все более совершенных сплавов, обеспечивающих
снижение массы и габаритов машин и приборов, повышение их эксплуатационной
надежности и долговечности, развитие ядерной, ракетной, космической, а также
других новейших областей техники во многом зависят от знаний металлове-
дения.
Металловедение — наука, изучающая строение и
свойство металлов и устанавливающая связь ме-
жду их составом, строением и свойствами.
Металловедение является научной основой для разработки оптимальных
технологических процессов — термической обработки, литья, прокатки, штам-
повки, сварки и др.
Для создания современной науки о металлах огромное значение имели труды
русских ученых. Выдающийся русский ученый П. П. Аносов (1799—1851 гг.),
раскрывший давно утраченный секрет получения булатной стали, впервые при-
менил микроскоп для определения строения стали, положив начало изучению
закономерной связи между структурой и свойствами сплавов. Теоретические
основы современного металловедения были созданы в фундаментальных трудах
основоположника научного металловедения Д. К. Чернова (1839—1921 гг.),
открывшего в 1868 г. фазовые превращения встали. Огромный вклад в развитие
пауки о металлах внесли Н. С. Курнаков, А. А. Байков, Н. Т. Гудцов, А. А. Боч-
вар, F. В. Курдюмов, С. С. Штейнберг, А. П. Гуляев и многие другие совет-
ские ученые.
Среди зарубежных ученых необходимо отметить Ф. Осмонда, А. Порте-
вена, Ле-Шателье (Франция), Р. Аустена, Юм-Розери (Англия), Г. Гоу, Баррета
(США), П, Геренса, Таммана, Мартенса (Германия) и других ученых.
Глава I. СТРОЕНИЕ И КРИСТАЛЛИЗАЦИЯ МЕТАЛЛОВ
Из 92 элементов, встречающихся в природе, около 80 элементов
являются металлами \ Все металлы имеют общие характерные
свойства: пластичность, высокую тепло- и электропроводность,
специфический металлический блеск, повышают электросопротив-
ление с ростом температуры и т. п. Такими же свойствами обладают
металлические сплавы — сложные вещества, состоящие из двух
пли большего числа элементов.
Свойства металлов, отличающие их от других веществ, обус-
ловлены особенностями их внутриатомного строения.
Согласно современной теории строения атомов, каждый атом
представляет сложную систему, которую схематически можно пред-
сывить состоящей из положительно заряженного ядра, вокруг
—-------
1 Как известно, резкую границу между металлами и неметаллами в периоди-
•ич кой системе элементов провести невозможно. Правильнее говорить о металли-
'и i ком состоянии вещества, так как некоторые вещества обладают металличе-
। ними свойствами только в определенной аллотропической модификации и при
определенных температурах и давлениях.
81
которого на разном расстоянии от него движутся отрицательно
заряженные электроны. В отличие от неметаллов притягивающее
действие ядра на внешние (валентные) электроны в металлах в зна-
чительной степени скомпенсировано электронами внутренних
оболочек. Поэтому валентные электроны легко отрываются и сво-
бодно перемещаются между образовавшимися положительно за-
ряженными ионами. Слабая связь отдельных электронов с осталь-
ной частью атома и является характерной особенностью атомов
металлических веществ, обусловливающей их химические и физи-
ческие свойства.
Любой металл можно представить состоящим из большого числа
атомов, в которых положительно заряженные ионы, имеющие ко-
лебательные движения около некоторых центров, окружены кол-
лективизированными валентными электронами. Электроны легко
смещаются с наружной орбиты одного атома на орбиту другого
атома и своей подвижностью напоминают перемещение частиц
в газе, поэтому иногда применяют термин электронный
газ. Общее число не связанных с определенным атомом коллекти-
визированных электронов в различных металлах неодинаково.
Этим объясняется довольно значительное различие в степени
«металличности» отдельных металлов, в частности различная их
электропроводность. Наличием электронного газа объясняют
и особый тип межатомной связи, присущей металлам.
Основными типами межатомной связи в веществах являются
ионная, ковалентная и металлическая.
Ионный тип связи (гетерополярная связь) возникает при вза-
имодействии двух элементов, когда валентные электроны одного
переходят на электронную оболочку другого. Вследствие этого
равенство положительных и отрицательных зарядов в атомах
нарушается, образуются положительно и отрицательно заряжен-
ные ионы, между которыми возникают силы электростатичес-
кого взаимопритяжения (классический пример — молекула NaCl).
Ковалентный тип связи 1 (гомеополяр на я связь) определяется
взаимным перекрытием внешних электронных оболочек атомов.
При этом валентные электроны разных атомов, различающихся
спинами, взаимодействуют подобно двум электромагнитам. Ме-
жду ними возникают силы электромагнитного взаимопритяжения,
обусловливающие образование молекул (например, О2, Н2 и т. д.).
В настоящее время эта классификация типов химической связи (ионная и
ковалентная) представляется несколько условной. Она соответствует предель-
ным случаям, в реальных веществах связь может иметь смешанный характер.
Металлический тип связи характеризуется тем, что между
решеткой из положительно заряженных ионов и окружающими
их свободными валентными электронами (электронным газом)
возникает электростатическое притяжение. При этом непосредст-
1 Термин «ковалентный» обозначает спаривание валентных электронов
у соседних атомов.
82
пенного соединения атомов друг с другом не происходит, между
ними отсутствуют направленные связи. Таким образом, связь ме-
таллического типа в металлах и сплавах отличается по своей при-
роде от ионной и ковалентной.
1. Кристаллическое строение металлов
Кристаллическое строение веществ характеризуется закономер-
ным размещением атомов в пространстве с образованием кри-
сталлической решетки. Кристаллическую решетку
вещества следует представлять
как мысленно проведенные в
пространстве в направлении
трех осей координат прямые
линии, соединяющие ближай-
шие атомы и проходящие через
центры, около которых они со-
вершают колебательные движе-
ния. Проведенные указанным
образом внутри кристалличе-
ского тела линии образуют
объемные фигуры правильной
геометрической формы. Эти
фигуры являются кристалличе-
ской решеткой рассматривае-
мого тела. Для получения про-
Рис. 33. Система осей координат для изу-
чения кристаллического строения и кри-
сталлическая решетка, построенная повто-
рением элементарных ячеек
странственного представления о кристаллических решетках изго-
гавлпвают модели или наглядно изображают на плоскости пра-
вильные геометрические фигуры. Если кристаллическое тело
является простым веществом, например, чистым металлом, то
в любой исследуемой части его объема кристаллическая решетка
получается идентичной.
Для изучения кристаллических решеток можно воспользова-
лся системой координат. За начало координат принимают точку,
в которой расположен какой-либо атом. Оси координат следует
провести так, чтобы они проходили через центры атомов в таких
и.травлениях, по которым атомы расположены друг к другу
ближе всего.
В системе координат, приведенной на рис. 33, положение
центров атомов отмечено точками. Расстояние между всеми" бли-
жайшими атомами по какому-либо одному направлению выдержи-
ваемся строго определенным. Так, в направлении оси х все атомы
удалены друг от друга на расстояние а. Расстояние между ато-
мами в направлении оси у соответствует значению b и в направ-
псипп оси z значению с.
Расстояния а, b и с называют периодами криста л-
। н ческой р е ш е т к и и выражают их в нанометрах (нм).
У металлов параметры кристаллических решеток находятся
83
в пределах 0,2—0,6 нм. Чтобы полностью охарактеризовать
кристаллическую решетку какой-либо системы, достаточно ука-
зать ее периоды, а также три угла между осями: а, р, у.
Наименьшая часть объема кристалли-
ческой решетки, которая определяет ее
систему, называется элементарной кри-
сталлической ячейкой. Любое кристаллическое
тело можно представить построенным из элементарных кристалли-
ческих ячеек в результате многократного повторения (трансляции)
в направлениях осей координат (рис. 33).
Кристаллические решетки разных веществ различаются по
форме и размерам элементарных ячеек. В зависимости от наклона
координатных осей и относительной длины параметров установ-
лено семь кристаллических систем (сингоний).
Большинству металлов свойственно образование высокосим-
метричных решеток с плотной упаковкой атомов, что можно также
объяснить наличием в них коллективизированных электронов
(чем теснее атомы примыкают друг к другу, тем легче перескок
электронов от одного атома к другому).
Существенной характеристикой кристаллической структуры
является также, число атомов, приходящихся на одну элементар-
ную ячейку — базис решетки.
Элементарную кристаллическую решетку простой кубической формы обра-
зуют восемь атомов, находящихся во всех вершинах куба. Но каждый атом внутри
тела принадлежит одновременно восьми кристаллическим решеткам, следова-
тельно, на каждую кристаллическую решетку от данного атома «приходится»
2/8 часть. Таким образом, на построение одной элементарной кубической ячейки
расходуется один атом. На образование обьемноцентрированной кубической
(о. ц. к.) решетки необходимо два атома, так как атом, расположенный в центре
куба, принадлежит полностью одной ячейке. Гранецентрированную кубическую
(г. ц. к.) решетку образуют четыре атома — один из атомов, расположенных
в вершинах куба, три из атомов, расположенных посередине граней куба (в кубе
шесть граней, а каждый атом, расположенный в центре грани, принадлежит
одновременно двум нчейкам). На элементарную ячейку гексагональной плотно-
упакованной решетки приходятся шесть атомов — три, лежащих внутри призмы,
принадлежат только данной ячейке, два атома, лежащих в центре шестиугольни-
ков, входят в две соседние ячейки (2-r/2 = 1 атом) и два атома из 12, образу-
ющих вершины призмы и принадлежащих шести соседним ячейкам (12 1/в =
= 2 атома).
Кристаллические решетки принято характеризовать также
координационным числом, которое указывает на
число атомов, расположенных на ближайшем одинаковом расстоя-
нии от любого атома в решетке (рис. 34).
Координационное число простой кубической решетки равно
6 (Кб), объемноцентрированной кубической (о. ц. к.) — 8 (К8),
гранецентрированной кубической (г. ц. к.) и гексагональной плот-
ноупакованной (г. п. у.) 12 (К12, Г12).
Чем выше координационное число, тем больше плотность упа-
ковки атомов в элементарной ячейке, тем меньше места в решетке
приходится на долю межатомных промежутков.
84
Плотностью упаковки атомов в кристаллической решетке назы-
вают объем, занятый атомами, которые условно рассматривают
как достаточно жесткие шары (см. рис. 34). Ее определяют как
отношение объема, занятого атомами, к объему ячейки. Плотность
упаковки в о. ц. к. решетке 0,68, в г. ц. к. и г. п. у. 0,74. Ком-
пактность расположения атомов не следует связывать с размерами
наибольших межатомных промежутков в кристаллической ре-
шетке. Например, общий объем межатомных промежутков в
о. ц. к. больше, чем в г. ц. к. решетке, но отдельные промежутки
в г. ц. к. по размерам превосходят самые крупные промежутки,
Рис. 34. Расположение атоадоп в
элементарных ячейках;
а — объеми сцентрирован на я куби-
ческая; б — гранецентрированная
кубическая; в — гексагональная
плотноупаковаиная
встречающиеся во. ц. к. Из схем (см. рис. 34) видно, что атомы
внутри твердого кристаллического тела свободно перемещаться
ие могут.
Для того чтобы при такой плотной упаковке какой-либо атом
переместился из одного места в другое, необходимо, чтобы неко-
к>рая часть окружающих его атомов сместилась из своих нормаль-
ных положений. В свою очередь, смещению последних препятст-
вуют окружающие их атомы. Это подтвержает хорошо известное
положение о малой скорости диффузии в твердых телах.
Только при значительном повышении температуры, когда ам-
плитуда колебаний атомов сильно увеличивается, возможен срыв
in ома со своего места и переход на другое, освобожденное другим
томом.
Свойства каждого тела зависят от природы атомов, из которых
оно состоит, и от силы взаимодействия между этими атомами", ко-
юрая в значительной степени определяется расстоянием между
ними. В аморфных телах с хаотическим расположением атомов
h пространстве свойства в различных направлениях одинаковы,
। е. аморфные тела изотропны. В кристаллических телах
.помы имеют правильное расположение в пространстве, причем
по разным направлениям расстояния между атомами неодина-
। ПП.1, что предопределяет существенные различия в силах связи
Между ними и в конечном результате разные свойства. Эта особен-
85
кость кристаллов, т. е. зависимость свойств от направления, на-
зывается анизотропией.
Индексы кристаллических решеток, В кристаллогра-
фии принято характеризовать плоскости и направления так называемыми индек-
сами Миллера. Индексация в удобной форме определяет различные положения
плоскостей и направлений в кристаллической решетке. Используемая индекса-
ция основана на том, что все параллельные плоскости в кристаллической решетке,
построенные идентично, должны иметь одинаковые индексы.
Указывая ориентацию, индексы не должны определять положения в про-
странстве. Индексы, обозначаемые h, k, I, представляют собой целые рациональ-
Рис. 35. Обозначения кристаллографических плоскостей и раз-
личных кристаллографических направлений
ные числа, являющиеся величинами, обратными величинам отрезков, отсекаемых
данной плоскостью на осях координат. Чтобы индексы получались из наиболее
простых целых чисел, рассматриваемую плоскость (или направление) можно
смещать параллельно.
На рис. 35 показано обозначение различных плоскостей куба. Заштрихован-
ная плоскость 1 (рис. 35, а) отсекает на оси х отрезок, равный единице, а на
осях у и г— отрезки, равные бесконечности. Обратными значениями этих чисел
являются 1, 0, 0. Индексы плоскостей заключают в круглые скобки и знаков
между цифрами не ставят. Таким образом, рассмотренная плоскость имеет индекс
(100).
Плоскости 2 и 3 (рис. 35, а) имеют индексы (010) и (001), на рис. 35, б —
(111), 35, в—(НО), 37, а—(112), на рис. 35, е— (0001), (П00), (1010).
Отрицательное значение индекса обозначают знаком «минус», который ста-
вят над индексом. Если имеется семейство симметричных граней, например
грани куба или октаэдра, то такую совокупность плоскостей условно обозна-
чают фигурными скобками, например {100}—грани куба или {Ш} — грани
октаэдра и т. п.
Индексами направления т, п, р являются координаты любой точки на пря-
мой, проходящей через начало координат параллельно заданному направлению.
Индексы направлений в кристаллических решетках обозначают цифрами, заклю-
ченными в квадратные скобки. Примеры обозначения направлений показаны
на рис. 35, д. Параллельные направления в кристаллической решетке имеют
86
(также одинаковые индексы. Совокупность симметрично эквивалентных направле-
ний, получаемую при всех возможных перестановках индексов и изменениях
енаков (например, [100], [010], [001], Ц00], [010], [001]), обозначают (100).
• ।
2. Полиморфные и магнитные превращения в металлах
Некоторые элементы видоизменяют свое кристаллическое строение,
т. е. тип кристаллической решетки, в зависимости от изменения
внешних условий — температуры и давления. Существование
вещества в различных кристаллических формах в зависимости
от внешних условий обусловливается его стремлением к состоя-
нию с меньшим запасом свободной энергии. Это явление носит
название полиморфизма или аллотропии. Каждый
вид решетки представляет аллотропическое видоизменение или
модификацию. Каждая модификация имеет свою область
температур, при которых она устойчива (табл. 2).
При полиморфных превращениях металлов основное значение
имеет температура. Превращение одной аллотропической формы
в другую происходит при постоянной температуре, называемой
температурой полиморфного превраще-
н и я, и сопровождается тепловым эффектом, подобно явлениям
плавление—затвердевание или испарение—конденсация. Это свя-
зано с необходимостью затраты определенной энергии на пере-
стройку кристаллической решетки.
Таблица 2. Аллотропические формы металлов 1
Мета пл (элемент) Алло- тропи- ческая форма Интервал температур устойчивого состояния °C Кристаллическая решетка
Fe а 6 Т 911 1392—1539 911—1392 Кубическая объемноцентрированная То же Кубическая грапецентрированиая
Со а Р 450 450—1480 Гексагональная плотноупаковаиная Кубическая гранецентрированная
Sn а р <18 18—232 Решетка алмаза Тетрагональная объемноцентрированная
Ti а р 882 882—1660 Гексагональная плотиоупакованная * Кубическая объемноцентрированная
Мп Вса. 700 700—1079 1079—1143 1143—1244 Кубическая сложная многоатомная То же Тетрагональная гранецентрированная Кубическая объемноцентрированная
Температурным полиморфизмом обладают около 30 металлов.
87
Несмотря на то, что при аллотропических превращениях межатомные рас-
стояния часто изменяются довольно заметно, атомные объемы и соответственно
полные энергии различных модификаций, как правило, различаются мало. Но
бывают и исключения. Например, переход из 0- в «-модификацию олова проис-
ходит с изменением типа связи от металлической к ковалентной и сопровождается
резким изменением объема. Белое металлическое олово превращается в серый
порошок, так как температурный коэффициент линейного расширения серого
олова в четыре раза больше, чем у белого. Это явление получило название «оло-
вянной чумы».
Разные аллотропические формы одного и того же элемента при-
нято обозначать буквами греческого алфавита а, (3, у и т. д.,
которые в виде индексов добавляют к символу, обозначающему
элемент. Аллотропическую форму, устойчивую при самой низкой
температуре, обозначают буквой а, существующую при более
высокой температуре 0, затем у и т. д.
Примером аллотропического превращения, обусловленного
изменением давления, является видоизменение кристаллического
строения углерода, который может существовать в виде графита
и алмаза.
Полиморфизм имеет большое практические значение. Исполь-
зуя это явление, можно упрочнять или разупрочнять сплавы
с помощью термической обработки.
Магнитные превращения. Некоторым металлам присуща спо-
собность сильно намагничиваться в магнитном поле. После удале-
ния магнитного поля они обладают остаточным магнетизмом, что
позволяет использовать их для изготовления постоянных магни-
тов. Это явление впервые было обнаружено на железе и в связи
с этим получило название ферромагнетизма. К фер-
ромагнетикам относятся железо, кобальт, никель и некоторые ред-
коземельные элементы (гадолиний, диспрозий, эрбий). При на-
греве ферромагнитные свойства уменьшаются постепенно; вна-
чале слабо, а затем наблюдается очень резкое снижение. Выше
определенной температуры, называемой точкой Кюри, они
становятся парамагнетиками.
Магнитные превращения не связаны с изменением кристалли-
ческой решетки или микроструктуры, они не имеют температурного
гистерезиса. Поэтому магнитные превращения нельзя отождест-
влять с аллотропическими. Установлено, что при магнитных пре-
вращениях происходят изменения в характере межэлектронного
взаимодействия (см. гл. XVI).
3. Строение реальных металлов
Из жидкого расплава можно вырастить монокристалл,
т. е. кусок металла, представляющий собой один кристалл. Раз-
меры монокристаллов невелики, их обычно используют в лабора-
ториях для изучения свойств того или иного вещества.
Металлы и сплавы, полученные в обычных условиях, состоят
из большого количества кристаллов, различно ориентированных
в пространстве, т. е. они имеют поликристаллическое строение.
88
Эти кристаллы, обычно называемые зернами, имеют непра-
вильную форму. Каждое зерно, имеет свою ориентировку кристал-
лической решетки, отличную от ориентировки соседних зерен,
вследствие чего свойства реальных металлов усредняются и яв-
ления анизотропии не наблюдается.
Изучение строения металлов с помощью рентгеноструктурного
анализа и электронного микроскопа позволило установить, что
внутреннее кристаллическое строение зерна не является правиль-
ным. В кристаллических решетках реальных металлов имеются
различные дефекты (несовершенства), которые нарушают связи
между атомами и оказывают влияние на свойства металлов. Все
дефекты решетки — это нарушения укладки атомов в решетке.
Различают следующие структурные несовершенства: дефект ре-
шетки, малый во всех трех измерениях (fe«?3-10~8 см)—то-
чечный; малый в двух измерениях и сколь угодно протяженный
в третьем — линейный; малый лишь в одном измерении —
плоский (двумерный, поверхностный).
Точечные дефекты
Одним из распространенных несовершенств кристаллической
структуры является наличие в ней точечных дефектов, таких как
вакансии, дислоцированные атомы и атомы примесей.
Рис. 36. Точечные несовершенства'.
а — вакансии; б дислоцированный атом; в — атом примеси
Рнс. 37. Образование вакансии по механизму Шоттки
Вакансии — это отсутствие атомов (ион-атомов) в узлах
кристаллической решетки, «дырки» по терминологии Я. И. Френ-
келя, которые образовались вследствие различных причин
(рис. 36, а).
На рис. 37 показано образование вакансий по механизму
Шоттки. В данном случае источником вакансии является свобод-
ная поверхность кристалла, где нормальные колебания атомов
м< нее всего затруднены. Источником вакансий могут быть и гра-
ницы зерен, в которых нарушено правильное расположение атомов.
Миграция вакансий происходит в результате последовательных дискретных
шрескоков от одного узла кристаллической решетки к другому соседнему. Если
в ме галле отсутствует заметное силовое поле, то процесс миграции вакансий к их
• нжлм может быть полностью беспорядочным.
89
Выходя на наружную поверхность или поверхность внутреннего дефекта,
вакансия исчезает, но одновременно где-то образуются новые дырки. Энергия
образования одной вакансии составляет порядка электронвольта. При образова-
нии вакансии изменение объема кристалла оказывается меньше атомного объема
примерно в два раза. Это несоответствие возникает из-за того, что окружающие
вакансию атомы смещаются из равновесных положений. При этом кристалличе-
ская решетка искажается. В результате такого смещения полная энергия кри-
сталла уменьшается.
Число вакансий и их концентрация зависят от температуры и
обработки. При комнатной температуре одна вакансия прихо-
дится на 1018—1019 атомов. Число вакансий значительно увеличи-
вается с повышением температуры, после закалки и т. д. Переме-
щаясь по кристаллу, одиночные вакансии могут встречаться.
В этом случае они могут объединяться в пары, образуя дивакан-
сии. Поскольку при этом уменьшается их суммарная поверхность,
устойчивость такой спаренной вакансии возрастает. Возможно
также образование тривакансий и целых цепочек.
Скопление многих вакансий может привести к образованию
пор и пустот.
Наличие вакансий в решетке сообщает атомам подвижность,
т. е. позволяет им перемещаться в процессе самодиффузни и диф-
фузии и тем самым оказывает влияние на такие процессы, как
старение, выделение вторичных фаз и т. п.
Дислоцированные атомы, т. е. атомы, вышедшие из узла кри-
сталлической решетки и занявшие место где-то в междоузлии,
также относятся к точечным дефектам (рис. 36, б). Концентрация
дислоцированных атомов невелика, так как для их образования
требуется существенная затрата энергии (например, облучение
металла ядерными частицами). При этом на месте переместивше-
гося атома также образуется.вакансия (механизм Я. И. Френкеля).
Поскольку практически невозможно выплавить металл хими-
чески чистым, в любом объеме металла всегда присутствует ка-
кое-то количество чужеродных атомов примесей.
Примесные атомы занимают в кристаллической решетке либо
места основных атомов, либо внедряются внутрь ячейки. Так
возникает еще одна разновидность точечных дефектов (рис. 36, в).
Вокруг вакансий, дислоцированных атомов и атомов примесей
(последние всегда отличаются по размерам от размеров основных
атомов) нарушается правильность кристаллического строения,
а также уравновешенность силовых полей атомов во всех направ-
лениях. Но эти изменения невелики, они составляют не больше
нескольких атомных диаметров.
Точечные дефекты, мигрируя в кристалле, могут взаимодейст-
вовать как друг с другом, так и с другими дефектами. Так, встре-
чаясь при своем движении, вакансия и межузельный атом могут
аннигилировать. Атомы примесей также могут взаимодействовать
с вакансиями, при этом образуются комплексы вакансия —при-
месь. Имеет место взаимодействие точечных дефектов и с дефек-
тами линейными — дислокациями.
00
Линейные несовершенства
Линейные дефекты малы в двух измерениях, в третьем они
значительно большего размера, который может быть соизмерим
с длиной кристалла. К линейным дефектам относятся цепочки
вакансий, межузельных атомов и дислокации.
Дислокации являются особым видом несовершенств в кристал-
лической решетке. По своей природе они резко отличаются от
других дефектов, в том числе и указанных выше линейных несо-
Рис. 38. Микрофотография следов дислокаций, Х45 ООО
вершенств. В настоящее время не только прочность, но и фазо-
вые, и структурные превращения, а также целый ряд других яв-
лений рассматривают с использованием теории дислокаций.
Впервые представления о дислокации были введены в 1934 г.
физиками Орованом, Поляни и Тейлором для описания атомного
механизма скольжения при пластической деформации как попытка
объяснить огромную разницу между теоретической и практич'еской
прочностью металлов. В настоящее время получены прямые дока-
агельства существования дислокаций (рис. 38).
Дислокации — это особая конфигура-
ция в расположении атомов. К основным видам
дислокаций относятся краевые и винтовые.
11редставим себе кристалл, в котором верхняя часть сдвинута
относительно нижней на одно межатомное расстояние (рис. 39),
причем сдвиг охватил не всю плоскость скольжения, а лишь
часть ее — участок ABCD, где АВ — граница этого участка. Одна
вертикальная атомная плоскость в верхней половине кристалла
уже не имеет продолжения в нижней половине (см. рис. 39, б).
Такую лишнюю неполную атомную плоскость называют экстра-
плоскостью. Экстраплоскость действует как клин (плос-
кость В), изгибая решетку вокруг своего нижнего края. Над
дислокацией атомы в кристалле уплотнены, а под ней раздвинуты.
Атом на самой кромке экстраплоскости А—А имеет меньше со-
седей, чем атом внутри совершенной решетки. Область не-
рве. 39. Краевая дислокация, возникающая в результате сдвига
совершенства кристалла вокруг края
экстраплоскости и называется краевой
(линейной) дислокацией. Краевая дислокация пред-
ставляет собой быстрозатухающее поле упругих напряжений в
кристаллической решетке вокруг края экстраплоскости, вызван-
ное тем, что выше этого края параметры решетки несколько сжаты,
а ниже соответственно растянуты. В одном измерении протяжен-
ность дислокации такая же, как и длина края экстра плоскости
(линия АВ на рис. 39, а), т. е. имеет макроскопический характер
(дислокация может обрываться только на границе кристалла —
она является границей зоны сдвига). В плоскости чертежа иска-
жения в кристаллической решетке распространяются на неболь-
шие расстояния — до десяти атомных диаметров.
Для большей наглядности следует мысленно представить себе,
что указанная область несовершенства находится как бы внутри
трубы, осью которой является край экстраплоскости.
Внутри трубы (в так называемом ядре дислокации) строение
кристалла сильно искажено, вне этой трубы оно близко к идеаль-
ной решетке.
Если экстраплоскость находится в верхней части кристалла,
то дислокацию называют положительной и обозначают
центр этой дислокации знаком если экстраплоскость нахо-
дится в нижней части кристалла, то ее называют отрицате-
льной и обозначают знаком т. Дислокации одного и того же
знака отталкиваются, а противоположные по знаку притягива-
92
инея. Под воздействием напряжения краевая дислокация АВ
(см. рис. 39, а) или АА (см. рис. 39, б) будет передвигаться по
плоскости С (рис. 39, б) справа налево, пока дислокация не до-
стигнет границы зерна (или блока).
Движение краевой дислокации — консервативное, без пере-
носа вещества.
Дислокации в кристалле могут взаимодействовать как друг
с другом, так и с другими дефектами. Если противоположные по
шаку дислокации движутся в одной плоскости, то, сближаясь,
они могут взаимно уничтожаться, аннигилировать (при этом
в кристалле образуется полная плоскость).
Области растяжения и сжатия, связанные с краевой дислокацией, притя-
utiMior примесные атомы, так как этим атомам легче разместиться в зонах с не-
правильной структурой. Притяжение атомов примесей, вызванное разными при-
чинами, приводит к «осаждению» этих атомов в виде цепочки вдоль края экстра-
плоскости. Такая цепочка инородных атомов называется атмосферой
Коттрелла или облаком Коттрелла. Возникая на дислокациях,
а гмосфера Коттрелла вначале затрудняет, а затем и тормозит движение дислока-
ций. С повышением температуры атмосфера Коттрелла рассасывается. При пони-
же пии температуры концентрация примеси около дислокации возрастает, и по
достижении предела растворимости вблизи ядра дислокации могут даже обра-
зоваться дисперсные выделения второй фазы.
Вдоль ядра Дислокации фактически наблюдается ускоренная диффузия
примесных атомов. Этот эффект получил название «диффузия по трубке».
В объеме кристаллов дислокации располагаются в виде сеток. Наряду
С 'етками могут существовать как отдельные дислокации, так и дислока-
ционные сплетения (клубки), которые возникают при сложном
пчппмодействии точечных дефектов и дислокаций.
Характеристикой дислокационной структуры является плот-
ность дислокаций — суммарная длина всех линий дис-
локаций в единице объема р = Zl/v см-2. Здесь X/ — суммарная
длина всех линий дислокаций в кристалле, см; v — объем кри-
i ылла, см3.
I (лотность дислокаций можно определять и как число дисло-
кпций, пересекающих единицу площади (например, металлографи-
ческого шлифа). Плотность дислокаций зависит от состояния ме-
|илла. В монокристаллах р « I03—10® см-2, в отожженных поли-
кристаллических металлах р та 10-’—10~6 см-2, после холодной
деформации плотность дислокаций увеличивается до 1011—1013см-2.
Другой тип дислокаций впервые был описан Бюргерсом и
пл шан винтовой дислокацией.
Винтовые дислокации, так же как и краевые, могут быт’ь по-
iучены с помощью частичного сдвига (рис. 40) по плоскости Q
«округ линии EF. При этом на поверхности образуется ступенька,
проходящая не по всей поверхности кристалла, а только от точки Е
к» края кристалла. Такой частичный сдвиг нарушает параллель-
|п-< ж а томных слоев, кристалл превращается как бы в одну атом-
н ую плоскость, закрученную по винту вокруг линии EF. Линия EF
представляет границу, отделяющую ту часть плоскости скольже-
нии, где сдвиг уже прошел, от части, где сдвиг еще не начинался,
93
т. е. является дислокацией. Вдоль линии EF область несовершен-
ства имеет макроскопический характер, а в двух других на-
правлениях ее размеры составляют несколько периодов ре-
шетки.
Если винтовая дислокация образована вращением по часовой
стрелке, то ее называют правой, если вращение против ча-
совой стрелки — левой.
Движение винтовой дислокации тоже консервативное, но вин-
товая дислокация не связана с какой-либо плоскостью скольжения,
она может перемещаться по любой
плоскости, проходящей через линию
дислокации. Вакансия и межузель-
ные атомы к винтовой дислокации
не стекают.
Возможно также образование
частичных и смешанных дислока-
ций. Образование дислокаций по-
вышает энергию кристалла.
Вектор Бюргерса — это мера иска-
женное™ кристаллической решетки, обу-
словленная присутствием в ней дислока-
ции; он характеризует сумму всех упру-
гих смещений решетки, накопившихся
в области вокруг дислокации. Чтобы опре-
делить степень искаженное™ решетки,
сравнивают кристаллы — совершенный и
содержащий дислокацию. Вокруг дислока-
ции, аа пределами ее ядра, т. е в области,
Рис. 40. Схема винтовой дислока-
ции
где искажения практически отсутствуют, строят контур, перемещаясь от узла
к узлу (рис. 41, а). Затем строят такой же контур в идеальном кристалле.
Обходя контур, мы попадаем не в узел А', а в узел Е, Т. е. контур окажется не
вамкнутым. Разрыв контура характеризует сумму всех упругих смещений ре-
шетки, накопившихся в области вокруг дислокации. Вектор ЕА', замыкающий
разрыв контура, и называется вектором Бюргерса, его обозначают Ь.
Построенный нами контур называется контуром Бюргерса. Для
полной дислокации вектор Бюргерса — это всегда один из векторов трансляций
решетки. Он одинаков для всех участков линии дислокации и сохраняется при
ее движении, т. е. является инвариантом дислокации. Вектор Бюргерса нормален
к линии краевой дислокации и параллелен линии винтовой дислокации.
В настоящее время известны различные механизмы образова-
ния дислокаций. Дислокации могут возникать при росте зерен,
при образовании субзерен (рис. 42). Экспериментально установ-
лено, что границы зерен и блоков имеют большую плотность дисло-
каций. При кристаллизации из расплава энергетически более вы-
годно, когда зародыш растет с образованием винтовой дислокации
на его поверхности. Способствуют- образованию дислокаций и
сегрегации примесей. В затвердевшем металле дислокации мо-
гут возникать в результате скопления вакансий. Термическая об-
работка и особенно пластическая деформация существенно из-
меняют плотность дислокаций, что в свою очередь влияет на
многие свойства металлов.
04
Поверхностные дефекты
Эти дефекты имеют небольшую толщину при значительных
размерах в двух измерениях.
Наиболее наглядным примером поверхностного несовершенства
являются границы зерен и блоков, а также дефекты упаковки.
В поликристаллических материалах размер зерен бывает от
1 до 1000 мкм, чаще всего — около 100 мкм. Зерна разориенти-
a S
Рис. 41. Контур Бюргерса вокруг дислокации (о) и экви*
валентный контур в совершенном кристалле (б); Ь — век-*
тор Бюргерса
Рис. 42. Схема возникновений: краевых дислокаций при кристаллизации до
срастания (а) и после срастания (б) зерен. D — расстояние между дислокациями
.в стенке; 6 — угол разориеитировки
Рис. 43. Схема поликристяллического строения металла
ривапы, повернуты одни относительно других до десятков граду-
। ни (рис. 43). Границы зерен — это основной
I ф е к т в металлах, наиболее давно известный, наи-
более сложный и до сих пор наименее исследованный. На грани-
цах между зернами атомы не имеют правильного расположения.
I in ь существует переходная область шириной в несколько атом-
ных диаметров, в которой решетка одного зерна переходит в ре-
цичку другого зерна с иной ориентацией.
< гроение переходного слоя (границы) способствует скоплению
<• in м дислокаций, так как при переходе через границу ни пло-
95
скость скольжения, ни вектор Бюргерса не сохраняются неизмен-
ными. Нарушение правильности расположения способствует тому,
что на границах зерен повышена концентрация тех примесей,
Рис. 44. Схема блочной (мозаичной)
структуры кристалла
блоков размером менее 10
незначительные углы, менее Г
блочной или мозаично
которые понижают поверхно-
стную энергию.
Применение электронных
микроскопов позволило обнару-
жить, что и внутри зерен на-
рушается правильное кристал-
лическое строение. Имеются
участки, разориентированные
один относительно другого на
несколько градусов. Такие уча-
стки называют фрагмента-
ми. Процесс деления
зерен на фрагменты
называется фрагмен-
тацией или полигони-
зацией. В свою очередь
каждый фрагмент состоит из
мкм, разориентированных на
Такая структура называется
й (рис. 44, 45),
Рис. 45. Тонкая структура низкоуглеродистой стали (Б. С. Касаткина):
; а — зерна феррита (утолщенные границы) и фрагменты (тонкие линии гра-
~ниц). Х250; о — блочная структура зерна феррита (границы фрагыантов и
блоков мозаики), Х16 ООО
Если угловая разориентировка решеток соседних зерен мала (до 10°), то
такие границы называют малоугловыми гр а и и ц а м и. Малоугловые
границы состоят в основном из рядов дислокаций (см. рис. 42, а), они не обра-
вуют дальнодействующего поля, но примеси притягиваются. Все субзеренные
ев
(блочные) границы — малоугловые. Если угол разориентировки значителен, то
образуются болъшеугловые границы, имеющие более сложное
строение. Это границы между зернами (рис. 43).
Наличие границ зерен и блоков, а также их строение оказывают очень суще-
ственное влияние на свойства металла в целом (механические, электрические,
магнитные, коррозионную стойкость и т. д.).
К поверхностным дефектам относится также дефект упаковки. Дефект
упаковки — это тонкое плоское образование, нарушающее порядок упа-
ковки атомных слоев. Например, когда в гранецентрнрованной кубической
решетке образуется чередование слоев, характерное для гексагональной ре-
шетки: АВСАВАВСАВС ... или наоборот, в гексагональной — кубическое:
АВА ВАВСАВ .
Дефекты упаковки создаются сдвигом, внедрением, удалением одной плотно-
упакованной плоскости или ее части Обычно края дефекта упаковки ограни-
чены частичными дислокациями.
4. Кристаллизация металлов
При переходе аморфного тела из жидкого состояния в твердое
никаких качественных изменений в строении не происходит,
что подтверждает монотонный ход кривой охлаждения (рис. 46, а).
В твердом состоянии атомы в аморфном теле расположены так же
хаотично, как и в жидком,но только более компактно и вследствие
этого имеют более ограниченную свободу ’перемещения.
Рис. 46. Кривые охлаждения и нагрева
При нагреве всех кристаллических тел, в том числе металлов,
всегда наблюдается четкая граница перехода из твердого состоя-
ния в жидкое. Такая же резкая граница существует и при переходе
и । жидкого состояния в твердое (рис. 46, б).
На участке кривой 1—2 (см. рис. 46, б) внешний подвод тепла
( шровождается повышением температуры металла, сохраняющего
тою кристаллическую решетку, атомы в которой увеличивают
пмплитуду колебания за счет поглощения тепловой энергии.
На участке 2~3 подвод тепла продолжается, но он не приводит
К повышению температуры, т. е. подводимая энергия целиком рас-
ходуется на разрушение кристаллической решетки и переход ато-
мов в неупорядоченное состояние. Внешне это проявляется в пе-
реходе твердого состояния в жидкое. В точке 3 разруш ются по-
чедпие участки кристаллической решетки, и продолжающийся
пчлвод тепла вызывает повышение температуры жидкого ме-
f hi л а (3—4).
1 Кнорозов Б. В. и др.
97
При охлаждении наблюдается обратный процесс. На участке
5—6 происходит кристаллизация, сопровождающаяся выделением
тепла, которое называется скрытой теплотой кристаллизации.
Кристаллизация металла происходит не строго при температуре
плавления, а при некотором переохлаждении Д/, значение кото-
рого зависит от природы самого металла, от степени его загряз-
ненности различными включениями и от скорости охлаждения.
Чем меньше загрязнен металл включениями, тем больше степень
переохлаждения при кристалли-
зации.
Образование кристаллической ре-
шетки сопровождается уменьшением
запаса внутренней энергии тела.
Согласно второму закону термодина-
мики, всякая система стремится к мини-
мальному значению свободной энергии
F = U — TS. где F — свободная энергия;
U — внутренняя энергия системы; Т —
абсолютная температура; S — энтропия.
Изменение свободной энергии в зависимо-
сти от температуры для твердого и жид-
кого состояний схематически показано на
рис. 47.
Рис. 47. Изменение свободной энер-
гии жидкого и твердого металла в
зависимости от температуры
При температуре Тпл свободные энергии обоих состояний
равны. Такую температуру называют равновесной или
теоретической температурой кристалли-
зации.
Как было отмечено, ни плавление, ни кристаллизация не
происходят точно при этой температуре. Например, для начала
кристаллизации необходимо переохлаждение до Т1.
Разность между теоретической и фактической температурами
кристаллизации называется степенью переохла-
ждения Д7 = 7\л — 7\.
Законы кристаллизации
Механизм кристаллизации металла состоит в том, что при
соответствующем понижении температуры внутри тигля с жидким
металлом начинают образовываться мелкие кристаллики, называ-
емые центрами кристаллизации или заро-
дышами-
Для начала роста кристаллов из жидкого металла вокруг
возникающих центров кристаллизации необходимо, чтобы свобод-
ная энергия металла уменьшилась. Если же в результате образо-
вания зародыша свободная энергия металла увеличивается, то
зародыш растворяется. Минимальный размер способного к росту
зародыша называется критическим размером за-
родыша, а такой зародыш — устойчивым.
Чем больше степень переохлаждения, понижающая свободную
энергию металла, тем меньше критический размер зародыша.
Вокруг образовавшихся центров начинают расти кристаллы
(рис. 48). По мере роста кристаллов в металле, оставшемся еще
в жидком состоянии, продолжают возникать новые центры кри-
сталлизации. Каждый из растущих новых кристаллов ориентиро-
ван в пространстве произвольно. Как видно из схемы, поверх-
ности растущих кристаллов соприкасаются, их правильная
внешняя форма нарушается, получается произвольной.
Кристаллы с неправильной внешней формой называются зер-
нами или кристаллами. Твердые тела, в том числе и ме-
таллы, состоящие из большого количества зерен, называют п о-
л и кристаллически ми.
Рис. 48. Схема роста кристаллов (по И. Л. Миркину)
Как установлено Д. К. Черновым, процесс кристаллизации
состоит из двух элементарных процессов: зарождения центров
кристаллизации и роста кристаллов из этих центров. Гораздо
позже Тамман, изучая процесс кристаллизации, установил зави-
симость числа центров кристаллизации (ч. ц.) и скорости роста
кристаллов (с. р.) от степени переохлаждения Д71 (рис. 49).
Как видно из рис. 49, каждый из этих параметров изменяется
но закону кривых распределения, т. е. ч. ц. и с. р., возрастая с уве-
личением степени переохлаждения, имеют максимум.
Размер образовавшихся кристаллов зависит от соотношения
i р. и ч. ц. при температуре кристаллизации, т. е. от степени
переохлаждения.
При равновесной температуре 7ПЛ ч. ц. и с. р. равны нулю,
процесса кристаллизации не происходит. Если жидкость пере-
оклздить до температуры, соответствующей точке а, то образуются
крупные зерна (рис. 49). При переохлаждении, соответствующем
|.»чке Ь, образуется мелкое зерно, так как в этом случае скорость
pi>< 1.1 кристаллов незначительная, а центров кристаллизации
много. Если очень сильно переохладить жидкость (точка с на
pm 49), то ч. ц. и с. р. становятся равными нулю, жидкость не
Ирш 1 (ллизуется. Образуется аморфное тело.
4* S9
Для металлов, обладающих малой склонностью к переохла-
ждению, экспериментально обнаруживаются только восходящие
ветви кривых ч. ц. и с. р.
Размер зерен, образующихся в процессе кристаллизации,
зависит не только от числа самопроизвольно зарождающихся
центров кристаллизации, но и от числа частичек нерастворимых
примесей, всегда имеющихся в жидком металле, которые играют
роль готовых центров кристаллизации.
Рис. 49. Зависимость скорости роста
кристаллов (с. р , мм/с) и скорости
зарождения центров кристаллнза-
Такими частичками могут быть оксиды (например, А1гО3), нитриды, сульфиды
и другие соединения.
Известно, что центрами кристаллизации в данном металле или сплаве могут
быть только такие твердые частицы, которые имеют небольшую разницу в раз-
мерах атомов с атомами основного металла,
их кристаллическая решетка должна быть
близка по строению и параметрам решетке
кристаллизующегося металла.
Чем больше таких частичек, тем мельче
зерна закристаллизовавшегося металла.
Стенки изложниц и других форм, в ко-
торых происходит кристаллизация жидкого
металла, обычно имеют неровности, шеро-
ховатости. Эти неровности также влияют
на процесс кристаллизации, увеличивая
скорость кристаллизации.
Иногда в жидкий металл спе-
циально добавляют небольшое коли-
чество тех или иных веществ, чтобы
ции 4ч. ц., мм-” с~*1 от степени пе- __
реохлаждения А 7 ПОЛуЧИТЬ НуЖНОе Строение МвТЗЛЛЗ
в отливках. Их называют моди-
фикаторами, а сам процесс модифицированием.
Оказывая существенное влияние на процесс кристаллизации жид-
кого сплава, модификаторы тем самым влияют на свойства от-
ливок.
По механизму воздействия на процесс кристаллизации моди-
фикаторы можно разделить на две группы: I) модификаторы,
являющиеся дополнительными центрами кристаллизации; 2) мо-
дификаторы — поверхностно-активные вещества. Эти модифика-
торы растворяются в жидком металле.
Осаждаясь на поверхности растущих кристаллов, они образуют
очень тонкий слой, который препятствует дальнейшему росту этих
кристаллов; металл получается мелкозернистым.
5. Строение металлического слитка
Впервые схема строения стального слитка была дана Д. К. Чер-
новым. Описывая процесс кристаллизации, он привел схему роста
первичных кристаллов (рис. 50). Форма таких кристаллов напо-
минает форму дерева, и поэтому они называются дендритами.
Такая форма кристаллов объясняется тем, что возникшие в жид-
ком металле зародыши растут главным образом в направлении
100
с минимальным расстоянием между атомами. Так образуются оси
первого порядка (ось Д). Одновременно с главной осью под опре-
деленными углами к ней начинают расти оси второго порядка
(оси т), от которых уже растут оси третьего порядка (оси п) и т. д.
11оследние порции жидкого металла заполняют межосные про-
странства. Правильная форма дендритов искажается в результате
их соприкосновения в процессе роста. Дендриты можно видеть на
поверхности литого металла, они образуют характерный рельеф.
Обычно их размеры невелики (до 2—3 см). Но Д. К. Чернов обна-
ружил в усадочной раковине
100-т слитка дендрит размером
в 39 см.
Рис. 50. Схема дендрита по Чернову
Рис. 51. Схема стального слитка
На рис.51 приведена схема строения стального слитка. При
соприкосновении с холодной стенкой изложницы образуется
• о на мелких равноосных кристаллов 1.
Обьем твердого металла меньше жидкого, поэтому между стенкой
и июжницы и застывшим металлом возникает воздушная прослойка,
I.роме того, и сама стенка нагревается от соприкосновения с метал-
'н>м. В результате скорость охлаждения металла уменьшается.
1’огг кристаллов приобретает направленный характер — они рас-
iVi от стенки изложницы к центру по направлению отвода тепла.
Iпн образуется зона столбчатых кристаллов' 2.
Ио явление как бы прорастания длинными кристаллами толщи
‘ 'пика носит название транскристаллизации. Обра-
зующаяся зона еще более замедляет отдачу тепла наружу, ско-
р н п> охлаждения все более и более уменьшается. Тогда обра-
• угц'я зона крупных неориентированных
। р и с т а л л о в 3.
В жидком металле всегда содержится какое-то количество
р и торенных газов, поэтому в объеме слитка при его охлаждении
101
будут образовываться газовые пузыри и раковины. Если сталь
недостаточно раскислена (так называемая кипящая сталь), то
газовые пузыри будут образовываться по всему объему слитка х.
Если же сталь хорошо раскислена (так называемая спокойная
сталь), то ее отливают в изложницы с утепленной прибыльной над-
ставкой. В этом месте будут кристаллизоваться последние порции
жидкого металла. Здесь будут собираться газы. При этом возни-
кает большая пустота (см. рис. 51, 4), называемая усадочной
раковиной. Около усадочной раковины металл будет
менее плотным, рыхлым. Поэтому после прокатки слитков спо-
койной стали верхнюю (прибыльную) часть слитка (около 15—
20 % от длины .слитка) отрезают. При прокатке форма первичных
кристаллов литого металла изменяется. Дендриты деформируются,
вытягиваются вдоль направления течения металла, превращаются
в так называемые волокна. Места стыков кристаллов имеют мень-
шую прочность, поэтому вдоль волокон деформированная сталь
обладает большей прочностью и вязкостью, чем поперек.
6. Структурные и физические
методы исследования металлов
Современные металлы и сплавы, различаясь по составу и строению,
обладают разнообразными свойствами. Используя какой-либо
один метод, даже очень совершенный, не представляется возмож-
ным получить полную информацию о свойствах данного металла
или сплава. Поэтому в любой лаборатории обычно применяют не
один, а несколько методов анализа, которые дополняют один
другой.
Определение химического состава
Как правило, изучение свойств металлов или металлических
сплавов начинают с определения химического состава.
Химический состав находят главным образом методами коли-
чественного анализа. В тех случаях, когда не тре-
буется очень большой точности, но необходимо срочно знать со-
став, используют спектральный анализ.
Более точные сведения о составе дает рентгеноспек-
тральный анализ. Одной из разновидностей установок
для рентгеноспектрального анализа являются так называемые
микроанализаторы различных конструкций, позволяющие опре-
делять состав фаз сплава, а также различных участков даже одного
зерна, характеристики диффузионной подвижности атомов при
химико-термической обработке, в процессе старения и т. п.
Размеры микрообластей при подобных исследованиях лежат
в интервале от 100 до 0,01 мкм.
1 См. первый раздел, гл. II.
102
Методы исследования структуры
Макроструктурный анализ (макроанализ) заключается в изу-
чении строения металлов и сплавов невооруженным глазом или
при небольших увеличениях с помощью лупы.
Макроанализ осуществляют чаще всего после предварительной
подготовки исследуемой поверхности — после шлифования и
травления ее специальными реактивами. Макроанализ позволяет
наблюдать одновременно большую поверхность образца или детали.
При помощи макроструктурного анализа можно установить вид
излома (вязкий, хрупкий), величину, форму и расположение зерен
и дендритов литого металла, характер предшествующей обработки
металла и т. д. Кроме того, макроанализ дает возможность обна-
ружить газовые пузыри, усадочные пустоты, трещины, ликвацию
серы, фосфора и т. д.
Ликвацией называется неоднородность химического состава
в сплавах. Различают три вида ликвации: зональную, по плот-
ности и дендритную (впутрикристаллпческую).
Зональная ликвация наблюдается в объеме слитка
(см. рис. 51). По мере кристаллизации металл слитка будет все
более обогащаться разными примесями, поэтому химический со-
став зон 1—3 будет различным.
Ликвация по плотности (удельному весу) наблю-
дается при сплавлении металлов, сильно различающихся по плот-
ности. Так, в сплавах системы свинец—сурьма верхняя часть
слитка будет обогащена сурьмой, а нижняя — свинцом, тем самым
отличаясь от среднего состава сплава.
Дендритная ликвация наблюдается в объеме од-
ною зерна. Чем больше температурный интервал между началом
и концом кристаллизации, тем больше будут отличаться по со-
сыву отдельные участки внутри зерен. В дендритах оси первого
порядка обогащены более тугоплавким компонентом, и в них со-
держание примесей бывает наиболее низким.
Кристаллизующиеся в конце междендритные пространства со-
держат наибольшее количество более легкоплавких компонентов
и примесей.
В большинстве случаев ликвация является нежелательным
пилением, так как в результате неоднородности химического со-
< i.iii.i сплава по сечению изделия получаются различия в свойст-
II.IX
I Пучение макроструктуры нередко дополняется также иссле-
И'>п,1ппем излома металла, что позволяет судить о причинах раз-
р\»пения (усталостный излом, закалочные трещины и т. п.).
Микроструктурный анализ заключается в изучении поверхно-
• iiioio строения металлов и сплавов при помощи световых микро-
п'шов при относительно больших увеличениях — обычно от 50
К" "ООО раз. При таких увеличениях можно обнаружить элементы
। >рук1уры размером до 0,2 мкм. Микроструктуру изучают на спе-
103
циалыю приготовленных образцах — микрошлифах. Микрошлифы
должны иметь зеркально блестящую поверхность, потому что
структуру металлов и сплавов, как тел непрозрачных, рассматри-
вают в отраженнол« свете х.
Под микроскопом на микрошлифе после полирования можно
увидеть микротрещины и неметаллические включения (графит
в чугунах, оксиды, сульфиды и т. д.). Для выявления самой ми-
кроструктуры металла поверхность шлифа травят, т. е. обраба-
тывают специальными реактивами, состав которых зависит от со-
става металла. Выявление микроструктуры при травлении осно-
вано на том, что различные фазы протравливаются неодинаково
и, таким образом, окрашиваются по-разному. В результате трав-
ления микрошлифов чистых металлов можно выявить форму и
размеры отдельных зерен. Микроанализ позволяет установить
величину, форму и ориентировку зерен, отдельные фазы и струк-
турные составляющие, изменение внутреннего строения металлов
и сплавов в зависимости от условий их получения и обработки
и т. д.
При необходимости рассмотрения деталей структуры за пре-
делами разрешающей способности световых металломикроскопов
(4х10“4 мм) применяют электронный микроскоп, в котором изоб-
ражение формируется при помощи потока быстро летящих элек-
тронов. Различают косвенные и прямые методы исследования
структуры. Косвенные методы основаны на специальной технике
приготовления тонких слепков — пленок (реплик), отображающих
рельеф травленого шлифа. Исследуя полученную реплику, можно
наблюдать детали структуры, минимальный размер которых равен
2—5 нм.
Прямые методы позволяют исследовать тонкие металлические
фольги толщиной до 300 нм на просвет с помощью электронных
микроскопов высокого разрешения (микроскопы УЭМВ-100,
УЭМВ-100А, УЭМВ-100В).
Разрешающая способность таких микроскопов достигает 0,3—
0,5 нм. Этот метод дает возможность наблюдать даже различные
несовершенства кристаллического строения: дислокации, дефекты
упаковки, скопления вакансий и т. д.
При изучении механизма и кинетики разрушения анализ из-
лома с помощью фрактографии дает возможность опреде-
лять характер разрушения (хрупкое, пластичное, внутризеренное,
межзеренное) и относительную скорость процесса, а также изме-
нение этих характеристик по мере развития трещины, вследствие
которой произошло разделение тела.
При изучении излома можно выявить зоны, в которых наибо-
лее неблагоприятно сочетались условия нагружения, что нельзя
выявить другими методиками, а также получить сведения о том,
1 Устройство микроскопов приведено в руководствах к лабораторным рабо-
там по металловедению.
104
как протекал процесс разрушения. Информация, которую можно
получить, применив макроанализ, оказывается очень ограничен-
ной. Поэтому в настоящее время для фрактографии используют
различные приборы вплоть до электронных микроскопов (растро-
вые электронные микроскопы РЭМН2, РЭМ200 и др.).
Для изучения атомнокристаллической структуры твердых тел
широко применяют рентгенографические методы
исследования, позволяющие устанавливать связь между химиче-
ским составом вещества, его кристаллической структурой и свой-
ствами.
С. помощью рентгепоструктурного анализа возможно опреде-
ление степени совершенства кристаллов, типа твердых растворов,
микронапряжений. Кроме того, он дает возможность детально
изучить те структурные изменения, которые происходят в сплавах
при термической обработке, пластической деформации, опреде-
лять концентрации дефектов упаковки, плотность дислокаций
и т. п. Разрешающая способность установок очень велика.
Физические методы
Метод термического анализа (иначе физико-химического) ос-
нован на явлении теплового эффекта. Фазовые превращения в спла-
вах, например, появление твердой фазы в начале кристаллизации
(или плавление при нагревании), переход металла в твердом со-
стоянии из одной формы кристаллического строения в другую,
растворение или выделение избыточной фазы, и т. д., сопровож-
даются тепловым эффектом. В соответствии с этим на кривых изме-
рений, построенных в координатных осях температура — время,
при температурах фазовых превращений наблюдаются точки пере-
гиба или температурные остановки \ Температуры, соот-
ветствующие фазовым превращениям, на-
зываются критическими точками.
Дилатометрический метод. При нагреве металлов и сплавов
происходит изменение объема и линейных размеров тела — тепло-
। ое расширение. Если эти изменения обусловлены только увели-
чением энергии колебаний атомов вследствие повышения темпера-
туры, то при возвращении температуры к прежнему уровню вос-
гапавливаются и исходные размеры тела.
Если же в теле при нагреве (или охлаждении) происходят
фазовые превращения, то изменения размеров могут быть не.обра-
гпмыми.
Изменения размеров тел, связанные с нагревом и охлаждением,
и |учают на специальных приборах — дилатометрах.
Дилатометрический метод позволяет определять критические
1очки металлов и сплавов, изучать процессы распада твердых
растворов, а также дает возможность установить температурные
' Перегибы на кривой нагрева или охлаждения наблюдаются в том случае,
ли превращение происходит в интервале температур.
105
интервалы существования упрочняющих фаз и т. п. Достоинство
этих приборов — высокая чувствительность и независимость по-
казаний от скорости изменения температуры.
Высокую чувствительность электрических методов измерения
также широко используют при исследовании фазовых превраще-
ний, дефектов тонкой структуры и других явлений, происходящих
в металлах и сплавах, которые невозможно изучать другими ме-
тодами исследования.
Электрическое сопротивление измеряют с помощью различных
мостовых схем, а также компенсационными методами.
Различные способы магнитного анализа используют при ис-
следовании процессов, связанных с переходом из парамагнитного
состояния в ферромагнитное (или наоборот), причем возможна
количественная оценка этих процессов. Магнитный анализ ши-
роко применяют при решении задач практического металловеде-
ния, например, таких, как исследование влияния на структуру
режимов термической обработки, деформации, легирования и т. д.
Возможно использование магнитного анализа и для решения не-
которых более сложных задач физического металловедения.
Метод внутреннего трения основан на изучении необратимых
потерь энергии механических колебаний внутри твердого тела.
Используя этот метод, можно рассчитать коэффициенты диффу-
зии с высокой точностью, в том числе и при низких температурах,
где никакой другой метод неприменим; определять изменение
концентрации твердых растворов; распределение примесей; полу-
чить информацию о фазовых и полиморфных превращениях и из-
менениях дислокационной структуры.
Глава 11. ДИАГРАММЫ СОСТОЯНИЯ СПЛАВОВ
1. Строение металлических сплавов
Чистые металлы находят довольно ограниченное применение. Их
используют главным образом в электрорадиотехнике (проводни-
ковые, электровакуумные и другие материалы). Основными кон-
струкционными материалами являются металлические '„плавы.
Сплавом называют вещество, получен-
ное сплавлением двух или более элемен-
тов (компонентов). Сплав, приготовленный преимуще-
ственно из металлических элементов и обладающий металличе-
скими свойствами^ называется металлическим спла-
вом.
Металлические сплавы можно также получать методом порош-
ковой металлургии, диффузией и другими методами. Преимущест-
венное использование в технике металлических сплавов объяс-
няется тем, что они обладают более ценными, чем чистые металлы,
106
комплексами механических, физических и технологических
свойств.
К основным понятиям в теории сплавов относятся: система,
компонент, фаза.
Система — группа тел, выделяемых для наблюдений и изуче-
ния. В металловедении системами являются металлы и металличе-
ские сплавы. Чистый металл является простой (однокомпонент-
пой) системой. Сплавы состоят из двух или большего числа компо-
нентов и являются сложными системами.
Компонентами называют вещества, образующие систему, взя-
тые в наименьшем числе. В металлических сплавах компонентами
могут быть элементы (металлы и неметаллы) и химические соеди-
нения (не диссоциирующие при нагревании).
Фазой называется однородная часть системы, отделенная от
другой части системы (фазы) поверхностью раздела, при переходе
через которую химический состав или структура изменяются
скачком. Например, при кристаллизации чистого металла в системе
имеются две фазы: жидкая (расплавленный металл) и твердая
(зерна затвердевшего металла). В твердых сплавах фазами могут
быть зерна чистого металла, зерна твердого раствора и зерна хи-
мического соединения.
Почти все металлы в жидком состоянии растворяются один
в другом в любых соотношениях. В результате растворения обра-
зуется однородный жидкий раствор с равномерным распределе-
нием атомов одного металла среди атомов другого металла. Благо-
даря указанному взаимодействию на практике с целью равномер-
ного распределения веществ в сплаве, как правило, прибегают
к их расплавлению. Только лишь очень немногие металлы, глав-
ным образом сильно различающиеся размерами атомов, не раство-
ряются в жидком состоянии. Также немногие металлы раство-
ряются в жидком состоянии ограниченно.
При образовании сплавов в процессе их затвердевания возмож-
но различное взаимодействие компонентов.
Если в процессе кристаллизации сила взаимодействия между
однородными атомами окажется больше силы взаимодействия
между разнородными атомами, то после кристаллизации обра-
зуется механическая смесь, состоящая из зерен чистых металлов.
В том случае в твердом сплаве будут присутствовать зерна одного
чистого металла и рядом с ними зерна другого чистого металла.
Такая форма взаимодействия возникает при большом различии
и свойствах входящих в сплав металлов.
Другой формой взаимодействия между веществами, входящими
в состав сплава, является образование твердых растворов.
Твердыми растворами называют такие
। и е р д ы е фазы, в которых соотношения
между компонентами могут изменяться.
II шерлом растворе так же, как и в чистых металлах, атомы в про-
• ip.incTBe расположены закономерно, образуя кристаллическую
107
।
решетку. Этим они и отличаются от жидких растворов. В твердом
растворе одно из входящих в состав сплава веществ сохраняет
присущую ему кристаллическую решетку, а второе вещество,
утратив свое кристаллическое строение, в виде отдельных атомов
распределяется в кристаллической решетке первого Первое ве-
щество является растворителем, а второе — раство-
римым. В зависимости от характера распределения атомов
растворимого элемента различают твердые растворы внедрения,
замещения и вычитания. Независимо от типа твердого раствора
о°ооооо°о
0°000«Ь°0
о%*Ь°о°о
о о° о°о°о
О О о о ,
о «„оо
о ОО 0*0°
•о°о*ооо«
о О О о°о
оо.°0°0о.
в
о • о • о
• о о •
о • о • о
• 0*0»
О О •
• о о •
о • о в о
6
Рис. 52. Двумерная модель решетки!
а — твердый раствор внедрения; б — твер-
дый раствор замещения; е — твердый
раствор вычитания. Черный кружок —
посторонний атом
отмечено, что у металлов атомы в
й
общим для них является то, что
они однофазны и существуют
в интервале концентраций. Для
твердых растворов характерен
металлический тин связи.
В твердых раство-
рах внедрения атомы
растворимого элемента распре-
деляются в кристаллической
решетке металла-растворителя,
занимая места между его ато-
мами (рис. 52, а). Ранее было
кристаллической решетке распо-
лагаются близко один к другому и пустоты между ними имеют
малые размеры. Разместиться в таких пустотах могут только
атомы с очень малыми размерами.
Наименьшие размеры атомов имеют некоторые металлоиды —
водород, азот, углерод, бор, которые и образуют с металлами
твердые растворы внедрения. Но и у этих элементов размер атомов
несколько превышает размер межатомных промежутков в кристал-
лической решетке металлов, поэтому при образовании твердых
растворов внедрения решетка искажается и в ней возникают на-
пряжения. При этом концентрация твердого раствора внедрения
не может быть высокой: она редко превышает 1—2 %.
В твердых растворах замещения атомы рас-
творимого элемента занимают места атомов основного металла
(рис. 52, б). Посторонние атомы могут замещать атомы раствори-
теля в любых местах, поэтому такие растворы называют неупо-
рядоченными твердыми растворами. Размеры
атомов растворимого элемента всегда отличаются от размеров атома
растворителя (они больше или меньше), поэтому при образовании
твердого раствора замещения кристаллическая решетка металла-
растворителя немного искажается, не утрачивая при этом своего
основного строения.
Твердые растворы замещения могут быть ограни-
ченными и неограниченными. Одно из усло-
вий неограниченной растворимости — размерный фактор: чем
больше различие в атомных радиусах, тем меньше раствори-
мость.
108
Неограниченная растворимость компонентов присуща систе-
мам, в которых атомные радиусы элементов различаются не более
чем на 8—15 %. Кроме того, они должны быть изоморфными
(иметь близкие по типу и по периодам кристаллические решетки).
В таблице Д. И. Менделеева такие элементы расположены близко.
Например, системы Fea—Сг, Си—Ni, Со—Ni, Ti—V и др.
С понижением температуры в твердых растворах замещения
может произойти процесс перераспределения атомов, в резуль-
тате которого атомы растворенного элемента займут строго опре-
деленные места в решетке растворителя. Такие твердые растворы
называют упорядоченными твердыми раство-
ра м' и, а их структуру — сверхструктурой.
Температуру перехода неупорядоченного состояния в упорядо-
ченное называют точкой Курнакова. Упорядоченные
твердые растворы характеризуются большей твердостью, меньшей
пластичностью и электросопротивлением. Их можно рассматри-
вать как промежуточные фазы между твердыми растворами и хи
мическими соединениями.
Твердые растворы вычитания (их иногда называют растворами
с дефектной решеткой) образуются на основе некоторых химиче-
ских соединений, когда к этому химическому соединению добав-
ляется один из входящих в его формулу элементов (растворимое).
Атомы этого элемента занимают нормальные положения в решетке
Соединения, а места, где должны были бы находиться атомы вто-
рого компонента, оказываются незаполненными, пустыми
(рис. 52, в). Твердые растворы вычитания образуются, например,
при сплавлении химического соединения NiAl с алюминием, кар-
бида титана TiC с титаном, при окислении железа, когда соедине-
ние FeO растворяет кислород (вакантны места части атомов Fe)
и т. п.
Образование любого типа твердых рас-
творов сопровождается изменением пара-
метров решетки металла-растворителя Это
является важным моментом, определяю-
щим изменение свойств твердого раствора.
Химические соединения чаще всего образуются между элемен-
1.1МИ, расположенными далеко один от другого в таблице
(. И. Менделеева, т. е. существенно различающимися по строению
и свойствам, если сила взаимодействия между разнородными ато-
мами больше, чем между атомами однородными
Химические соединения имеют ряд особенностей, отличающих
и от твердых растворов: а) соотношение чисел атомов элементов,
образующих соединение, строго определенное, соответствующее
< к'хиометрпческой пропорции, выраженной формулой вида АпВт;
б) они имеют свою кристаллическую решетку, отличную от реше-
ти элементов, образовавших это соединение, с правильным упоря-
шчсппым расположением атомов компонентов в кристаллической
ргшегке; в) свойства соединения заметно отличаются от свойств
109
исходных элементов; г) как и чистые металлы, они имеют постоян-
ную температуру плавления (диссоциации). Как правило, хими-
ческие соединения обладают большой твердостью и очень хрупкие.
Кроме твердых растворов и химических соединений, в металлических спла-
вах встречаются фазы, которые по строению и свойствам не относятся ни к пер-
вым, ни ко вторым; они являются промежуточными. Как и химические соеди-
нения, они имеют свою, отличную от образующих их компонентов, кристалличе-
скую решетку, но в то яте время они могут существовать в интервале кон-
центраций, как и твердые растворы.
Промежуточные фазы многочисленны и разнообразны. Эти соединения не
подчиняются правилам нормальной валентности. Кратко рассмотрим наиболее
распространенные из ннх.
Интерметаллиды — соединения между металлами (например, CuA12, MoFe2,
NisTi и др.).
Металлические соединения — для них характерен металлический тип связи.
К ним относятся фазы внедрения — соединения переходных металлов с Н, С,В
и N (гидриды, карбиды, бориды и нитриды). Для фаз внедрения характерно
отношение малого диаметра к большому в пределах 0,41—0,59. Фазы внедрения
обладают высокой твердостью и очень тугоплавки.
Электронные соединения (фазы Юм-Розери) характеризуются определенным
отношением числа валентных электронов к числу атомов (электронной кон-
центрацией). Они образуются при взаимодействии металлов I класса (Си,
Ag, Аи, Мп, Fe, Со, Ni и некоторые другие) с металлами II класса (Zn, Al,
Sn, Si, Cd, Mg и др.). Экспериментально установлено три типа таких соеди-
нений:
1) P-фаза, электронная концентрация в/а, решетка о. ц. к. —CuBe, CusAl,
Cu6Sn: AgMg и др.
2) у-фаза, электронная концентрация 21/13, решетка сложная кубическая—
Cu6Zn8, Cu31Sn8, Ag6Hg8, Fe5Zn2i и др.;
3) е-фаза, электронная концентрация 7/4, решетка г. п. у. — Cu3Sn, Ag5A[3,
CuZn3, AuCd3 и др.
Электронные соединения могут образовывать с компонентами, из которых
они состоят, твердые растворы в широком интервале концентраций.
2. Понятие о диаграммах состояния
Диаграмма' состояния — графическое изоб-
ражение состояния любого сплава изучае-
мой системы в зависимости от его концен-
трации и температуры. Диаграмма состояния пока-
зывает равновесные, устойчивые состояния, т. е. такие, которые
при данных условиях обладают минимальной свободной энергией.
Теоретическое и практическое значения диаграмм состояния
очень велики. Изучение любого сплава прежде всего начинается
с построения и анализа диаграммы состояния соответствующей
системы, так как диаграмма состояния дает возможность изучать
фазы и структурные составляющие сплава.
Пользуясь диаграммой состояния, можно установить возмож-
ность проведения термической обработки и ее режимы, темпера-
туры литья, горячей пластической деформации и т. д.
Теоретические основы дли разработки диаграмм состояния дал основопо-
ложник научного металловедения Д. К Чернов, открывший в шестидесятых
родах прошлого столетия фазовые (структурные) превращения в железе и шали.
ПО
Большой вклад в изучение диаграмм состояния внес акад. Н. С. Курнаков со
своими учениками; было построено и изучено значительное количество диаграмм
состояния двухкомпонентных и многокомпонентных систем.
В любой системе число фаз, находящихся в равновесии, зави-
сит от внутренних и внешних условий. Закономерности всех из-
менений, происходящих в системе, подчинены общему закону
равновесия, который называется правилом фаз или за-
коном Гиббса.
Правило фаз выражает зависимость
между числом степеней свободы С (вариант-
ностью) системы, числом компонентов К и ч и с -
лом фаз системы Ф, находящихся в равно-
весии.
В общем виде С = К — Ф + 2. Здесь 2 — число переменных
внешних факторов равновесия (температура и давление).
Степенями свободы называют независи-
мые термодинамические параметры, кото-
рым можно придавать произвольные (в не-
котором интервале) значения так, чтобы
не изменялись фазовые состояния (не ис-
чезали старые фазы и не появлялись н о-
в ы е).
Обычно все превращения в металлах и сплавах происходят
при постоянном атмосферном давлении. Тогда правило фаз запи-
сывают так: С = К — Ф + 1.
Уравнение правила фаз позволяет корректировать правиль-
ность построения диаграмм состояния.
Построение диаграмм состояния осуществляют различными
экспериментальными методами. Наиболее часто пользуются ме-
тодом термического анализа. Экспериментальная сущность этого
метода заключается в следующем. Отбирают несколько сплавов
данной системы с различным соотношением масс входящих в них
компонентов. Сплавы помещают в огнеупорные тигли и нагревают
в печи. После расплавления сплавов тигли со сплавами медленно
охлаждают и фиксируют скорость охлаждения. По полученным
данным строят термические кривые в координатах время—темпе-
ратура.
В результате измерений получают серию кривых охлаждения,
П<| которых при температурах фазовых превращений наблюдаются
точки перегиба и температурные остановки.
Температуры, соответствующие фазо-
вым превращениям, называются критиче-
скими точками.
Точки, отвечающие началу кристалли-
Нации, называют точками ликвидуса, а кон-
ца кристаллизации — точками солидуса1.
1 В переводе с латинского ликвидус означает жидкий, солидус — твердый.
111
По полученным кривым охлаждения (критическим точкам) для
различных сплавов изучаемой системы строят диаграмму состоя-
ния в координатах! по оси абсцисс — концентрация компонентов,
по оси ординат — температура.
3. Диаграмма состояния сплавов
с неограниченной растворимостью компонентов
в твердом состоянии
Как уже отмечалось, полная взаимная растворимость металлов
в твердом состоянии возможна лишь для изоморфных металлов.
При их сплавлении образуется непрерывный ряд твердых раство-
ров замещения.
Диаграмму состояния сплавов таких металлов (как и во всех
других случаях) строят по кривым охлаждения сплавов различ-
ного состава этой системы, полученным методом термического
анализа.
Имеем: компоненты А (Си) и В (Ni); фазы — жидкий раствор
Ж и твердый раствор а.
Вначале получают термические кривые в координатах темпе-
ратура—время для чистых компонентов, а затем для сплавов си-
стемы, имеющих различный химический состав. Кривая 1 (рис. 53)
получена при охлаждении компонента А (Си). Выше температуры
t металл находится в жидком состоянии. Кристаллизация начи-
нается при температуре t в точке 1 и заканчивается через какое-то
определенное время, зависящее от количества металла в тигле,
в точке /' *. Согласно правилу фаз С = К — Ф Д- 1 имеем: ком-
понент 1 (металл Л) фазы 2 (жидкий металл и образующиеся кри-
сталлы Д), следовательно, С = 1 — 2 Д- 1 = 0, т. е. кристалли-
зация должна происходить при постоянной температуре. Ниже
* На этих кривых переохлаждение не учитывается.
112
температуры t происходит только охлаждение кристаллов компо-
нента А. Аналогично происходит охлаждение и кристаллизация
компонента В.
При температурах Zx (рис. 53, точка 1) сплавы II и III нахо-
дятся в состоянии однородного жидкого раствора. При темпера-
туре tfl жидкий раствор становится насыщенным по отношению
к a-фазе, начинается кристаллизация сплава, что сопровождается
уменьшением скорости охлаждения. В интервале температур
Z„ — tt: находятся насыщенные жидкий и твердый растворы. При
температурах tK кристаллизация заканчивается и ниже этой тем-
пературы охлаждается насыщенный твердый раствор а без каких-
либо превращений.
Для сплавов в интервале температур tv — ta по правилу фаз
имеем’ компонентов 2 (А и В), фазы 2 (жидкий сплав и кристаллы
а), следовательно, С = 2 — 2 ф- 1 = 1, т. е. кристаллизация
сплавов должна происходить в интервале температур, что и под-
тверждается ходом кривых охлаждения.
Полученные критические точки переносят на диаграмму, где
координатами будут по оси абсцисс — концентрация компонентов,
по оси ординат — температура. Если затем соединить плавной
линией все точки начала кристаллизации (линия АСВ) и точки
конца кристаллизации (линия ADB), то получим диаграмму со-
стояния компонентов А и В Линия АСВ, представляющая собой
геометрическое место точек ликвидус, называется линией ликви-
дуса, выше этой линии все сплавы находятся в жидком состоянии.
Линия ADB — геометрическое место точек солидус — называется
линией солидуса, ниже этой линии все сплавы находятся в твердом
состоянии.
Пользуясь диаграммой состояния, можно для любой темпера-
туры определить не только число фаз, но и их состав и количест-
венное соотношение. Для этого следует применить правило отрез-
ков.
Это правило может быть использовано только для тех областей
диаграммы, в которых сплавы находятся в двухфазном состоянии.
Применим первое правило отрезков — опре-
деление состава фаз.
Предположим, что следует определить состав фаз для сплава
при различных температурах, например, в точке п. Для этого
через точку п, характеризующую состояние данного сплава при
температуре tn, надо провести горизонтальную линию (коноду)
до пересечения с линиями диаграммы состояния, ограничиваю-
щими данную двухфазную область (рис. 53, линия Z2ns2). Точки
пересечения Z2 и s2 проектируют на ось концентраций. Проекция
1ПЧКИ 12 точка В покажет состав жидкой фазы, а точки s2 — точка
твердой фазы. Чтобы определить состав фаз при любой темпе-
ригуре, нужно также через эту точку провести коноду и спроекти-
poiinib точки пересечения с ликвидусом и солидусом на ось кон-
це in раций. Проекция точки Si — точка sj — соответствует составу
ИЗ
первых образовавшихся кристаллов твердого раствора се, проек-
ция точки S3 — S3 — последних. Проекция точки /| — точка 1\ —
соответствует составу жидкой фазы в начале кристаллизации,
точки Z3 — точка /3 — в конце кристаллизации. Таким образом,
состав жидкой фазы изменяется по линии ликвидуса, а твердой —
по линии солидуса. С понижением температуры состав фаз будет
меняться в сторону уменьшения содержания компонента В. Это
можно записать более кратко: 7Kz,-»z3 aSj^Ss. Ниже темпе-
ратуры происходит только охлаждение твердого раствора а.
Пользуясь вторым положением правила от-
резков, можно определить количественное соотношение фаз
также для любой температуры, например, ta. Для этого через
точку а проводят коноду. Количество (масса) фаз обратно пропор-
ционально отрезкам проведенной коноды.
Если принять, что отрезок /3 — sa выражает количество всего
сплава, то количеству выделившихся кристаллов a-твердого рас-
твора соответствует отрезок 1яа, а жидкой фазы — отрезок as3. Для
определения относительного количества фаз пользуются отноше-
ниями: QJQc = as3/l^s, QJQC = l-.flU3s-A QH(/Qa = as3H3a3, где
Q)l( — количество жидкого расплава, Qa — количество кристал-
лов твердого раствора a, Qc — количество всего сплава.
Скорость приращения твердой фазы при понижении темпера-
туры называется темпом кристаллизации.
Чем больше температурный интервал кристаллизации сплава,
т. е. чем больше расстояние между линиями ликвидуса и солидуса,
тем больше проявляется дендритная ликвация. Обычно это явле-
ние нежелательно, но для подшипниковых сплавов оно находит
практическое применение.
4. Диаграмма состояния сплавов практически
с отсутствием растворимости компонентов
в твердом состоянии
Сплавы таких компонентов при переходе из жидкого состояния
в твердое образуют механическую смесь зерен чистых металлов.
К числу таких систем относятся Sn—Zn, Pb—Sb и немногие дру-
гие.
Имеем: компоненты РЬ и Sb; фазы — жидкий расплав, кри-
сталлы РЬ и Sb.
Рассмотрим кривые охлаждения сплавов этой системы. Кри-
сталлизация чистых свинца и сурьмы происходит аналогично ком-
понентам А и В (рис. 54, а, кривые I и V).
Кривая охлаждения сплава III (рис. 54, 13 % Sb и 87 % РЬ)
аналогична кривым охлаждения чистых металлов, на ней имеется
только одна температурная остановка 2—2', т. е. кристаллизация
этого сплава происходит при постоянной температуре 246 °C.
Особенность кристаллизации заключается в том, что кристалли-
зация обоих компонентов происходит одновременно, т. е. одновре-
114
миню появляются и растут кристаллы свинца и сурьмы и, таким
образом, образуется мелкокристаллическая смесь обоих компонен-
тов.
Механическая смесь двух (или более) разнородных кристаллов,
одновременно кристаллизующихся из жидкости, называется эвтек-
тикой (от греческого эв-тэо — легкоплавящаяся).
Рис. 54, Диаграмма состояния сплавов практически с отсутствием раствори-
мости компонентов в твердом состоянии (система pb=-Sb)
Температура кристаллизации или при нагреве температура
плавления (TI!p я» Тпл) сплавов эвтектического состава наимень-
шая по сравнению с любым другим сплавом этой системы.
В точке 2' кристаллизация заканчивается, далее происходит
юлько охлаждение затвердевшего сплава.
Образование эвтектики можно записать как Ж -* РЬ ф- Sb.
l-'iя этого случая по правилу фаз имеем: К = 2 (сурьма и свинец),
•1’ 3 ^кристаллы свинца и сурьмы и жидкий расплав), С =
115
= 2 — 3 4-1=0. Так как С = 0, то кристаллизация сплава
эвтектического состава должна протекать при постоянной темпе-
ратуре.
Кристаллизация сплава II (5 % Sb и 95 % РЬ) и сплава III
(40 % Sb и 60 % РЬ) происходит иначе. На кривых охлаждения
этих сплавов имеются две критические точки: точка перегиба 1 и
температурная остановка 2—2' (246 °C). Выше точки 1 сплавы
находятся в жидком состоянии, в точке 1 начинается кристалли-
зация сплава — появляются первые зародыши зерен свинца
(сплав //) или сурьмы (сплав IV). Выделение и рост избыточных
кристаллов продолжаются до точки 2. При этой температуре
часть сплава, оставшаяся в жидком состоянии, будет иметь эвтек-
тический состав (13 % Sb и 87 % РЬ). Кристаллизация будет про-
исходить при постоянной температуре, равной температуре кри-
сталлизации эвтектики (отрезок 2—2'). В точке 2' кристаллиза-
ция заканчивается и далее происходит охлаждение затвердевшего
сплава.
Характерная особенность кристаллизации сплавов II и IV
заключается в том, что кристаллизация происходит в интервале
температур от точки 1 до точки 2. Это подтверждается и правилом
фаз. На участке 1—2 имеются две фазы: жидкость и кристаллы
116
РЬ (сплав II) или жидкость и кристаллы Sb (сплав IV). Отсюда
С = 2 — 2 4 1 = 1, т. е температура будет переменной.
Чем ближе состав сплава к эвтектическому, тем больше в его
структуре после охлаждения будет эвтектики.
На рис. 54, б приведена диаграмма состояний РЬ—Sb с ука-
занием фазового состава и структуры в различных областях диа-
граммы. Линия АСВ — линия ликвидуса, линия DCF — линия
солидуса.
Для сплава I состав жидкой фазы изменяется по линии f, b, т,
т. е. соответствует их проекциям а', Ь' и т'.
На рис. 55 приведены микроструктуры сплавов этой системы.
Сплавы, расположенные левее точки С, т. е. содержащие меньше
13 % Sb, называются доэвтектическими (рис. 55, а)\ видны избы-
точные кристаллы свинца, которые кристаллизовались между
линиями Л С и DC, а также эвтектика, состоящая из мелких кри-
сталлов свинца и сурьмы.
Сплав, отвечающий составу эвтектики (13 % Sb), называется
эвтектическим (рис. 55, б).
Сплавы, лежащие правее точки С (содержащие больше 13 %
Sb), называются заэвтектическими. Их структура — избыточные
кристаллы сурьмы и эвтектика (рис. 55, в).
5. Диаграмма состояния сплавов
с ограниченной растворимостью компонентов
в твердом состоянии
Компоненты: А и В\ фазы: Ж,а, |3, где a-твердый раствор атомов
компонента В в кристаллической решетке компонента А, а |3-твер-
дый раствор атомов компонента А в кристаллической решетке
компонента В.
В зависимости от взаимодействия указанных трех фаз воз-
можны два вида диаграмм: диаграмма с эвтектикой и диаграмма
с перитектикой.
Диаграмма состояния с эвтектикой (рис. 56, а).
Линия ECF является линией ликвидуса, линия EDCK.F —
линией солидуса. Линии DM и KN — показывают предельную
растворимость компонентов.
Как и в предыдущих случаях, за процессом кристаллизации
любого сплава можно проследить, пользуясь правилом фаз и
правилом отрезков.
Кристаллизация сплава / аналогична кристаллизации сплавов
системы, приведенной на рис. 53. Выше точки 1 сплав находится
в жидком состоянии. В точке 1 начинается, а в точке 2 заканчи-
пается кристаллизация сплава, образуются кристаллы твердого
раствора а. Состав жидкой фазы изменяется по линии ликвидуса
(I — h), состав a-фазы по линии солидуса (п — 2). При дальней-
шем понижении температуры никаких фазовых превращений
н этом сплаве не происходит.
Н7
Охлаждение сплава II. При температуре начи-
нается кристаллизация твердого раствора 0, которая заканчи-
вается по достижении температуры, соответствующей горизон-
Рие. 56. Диаграмма состояния сплавов с ограниченной взаимной раствори’
м остыо компонентов в твердом состоянии (е эвтектикой)
тали DCK (точка 2) эвтектической реакцией Же «о + 0к-
После окончательного охлаждения структура сплава состоит из
избыточных кристаллов 0 и эвтектики (а + 0)- Кристаллизация
сплава III аналогична кристаллизации сплава /, но заканчивается
образованием кристаллов твердого раствора 0.
Диаграмма состояния с перитектикой
Другая разновидность диаграммы состояния с ограниченной
растворимостью компонентов в твердом состоянии показана на
рис. 57. Здесь также компоненты условно обозначены А и В, фазы
Рис. 57. Диаграмма состояния сплавов с ограниченной взаимной раствори-
мостью компонентов в твердом состоянии (с перитектикой)
Ж, а, 0. Линия СРЕ — линия ликвидуса, линия СЕДЕ — соли-
дуса. Кристаллизация сплавов I и IV происходит аналогично ра-
нее разобранным (рис. 56, сплавы I и III).
118
Иначе происходит кристаллизация сплавов, по составу рас-
положенных между точками F и Р.
При кристаллизации сплава с концентрацией компонентов,
соответствующей точке К, из жидкости выпадают и растут кри-
сталлы « твердого раствора. В точке произойдет перитектиче-
ское превращение. Кристаллы «-твердого раствора взаимодейст-
вуют с жидкостью, образуя новую фазу — твердый раствор [3;
Жр 4“ ак Рк-
При этом С = 2 — 3 + 1 = 0, т. е. реакция идет при постоянной
температуре. В сплавах, расположенных левее точки Л, например
в сплаве II, в точке 2 также происходит перитектическое превра-
щение Жр + «у аиаб + Рк> приводящее к образованию твер-
дого раствора Р, располагающегося по границам зерен a-фазы
В сплавах, расположенных правее точки К, например в сплаве
III, количество выделившейся a-фазы невелико, она вся будет
израсходована на перитектическое превращение
Рк + Ж1зб- При дальнейшем понижении температуры от
точки 2 до точки 3 будут образовываться и расти зерна р-твердого
раствора. Затвердевший сплав имеет структуру, состоящую из
зерен твердого раствора р.
6. Диаграмма состояния сплавов
с образованием химических соединений
При сплавлении компонентов, имеющих большое различие в раз-
мерах атомов, кристаллическом строении и свойствах, возможно
образование химических соединений А„Вт. Химическое соедине-
ние такого вида может быть устойчивым и неустойчивым.
Диаграмма с устойчивым химическим соединением
Если химическое соединение при нагреве до температуры
плавления не диссоциирует, оно является устойчивым. Такое
химическое соединение в диаграммах состояния играет роль ком-
понента. С элементами, составляющими данную систему, устойчи-
вое химическое соединение может образовывать как механические
смеси (рис. 58, а), так и твердые растворы на базе химического
соединения (рис. 58, б, в).
Диаграмму состояния, приведенную на рис. 58, а, можно рас-
сматривать как сложную, состоящую из двух: 1) компонент А —
химическое соединение АпВт и 2) компонент В — химическое
соединение АпВт. В месте соединения двух диаграмм получается
точка перелома или острая вершина Наличие такой вершины на
линии ликвидуса является характерным признаком, указываю-
1 Перитектос (греч.) — структура окружения. После окончания кристалли-
ыции структурой сплава будут зерна a-фазы, окруженные f-фазой.
119
щим на возникновение устойчивого химического соединения при
такой концентрации сплава.
Образование химического соединения на диаграмме изобра-
жается вертикальной линией, проходящей через точку, соответ-
ствующую составу соединения (рис. 58, а)
Рис. 58. Диаграмма состояния сплавов из компонентов, образующих
устойчивые химические соединения
Диаграмма е неустойчивым химическим соединением
Неустойчивым химическим соединением
называют такое соединение АпВт, которое
при нагреве диссоциирует на составные
Рис. 5S. Диаграмма состояния сплавов из компонентов, образующих неустой-
чивое химическое соединение
элементы (рис. 59). На линии FK.D при нагреве (или охлажде-
нии) происходит превращение, напоминающее перитектическое;
Жо-|-крист А^АпВт.
При охлаждении сплава / в точке 1 начинается кристаллиза-
ция, образуются кристаллы компонента Л. При температуре, соот-
ветствующей линии FKJJ (точка 2), жидкая фаза взаимодействует
с кристаллами компонента А, при этом образуется химическое
соединение АпВт, но жидкость остается в избытке. При дальней-
120
шем охлаждении (до точки 5) происходит кристаллизация соеди-
нения АпВт. В точке 3 (линия MCN) остаток жидкости кристал-
лизуется, образуя эвтектику Же ** АпВт А~В.
7. Диаграммы состояния сплавов,
испытывающих превращения в твердом состоянии
Кроме первичных превращений, т. е. превращений, связанных
с переходом из жидкого состояния в твердое, в сплавах часто на-
блюдаются вторичные превращения, происходящие в твердых
сплавах при их нагреве или охлаждении. Примером таких превра-
щений являются: изменение растворимости компонентов, аллотро-
пические превращения, упорядочение твердых растворов. Эти
превращения имеют весьма важное значение на практике, так как
обусловливают возможность термической обработки сплавов.
Переменная растворимость Примеры диаграмм состояния,
когда в сплавах изменяется растворимость компонентов с измене-
нием температуры приведены на рис. 60, а. Кристаллизация сплава
I до точки 3 происходит аналогично кристаллизации сплава I
(см рис. 56).
При дальнейшем охлаждении (ниже точки 3) сплав попадает
в двухфазную область. Поскольку сплав находится левее точки F,
в его структуре не может быть эвтектики. Вторая фаза выделяется
в результате уменьшения растворимости атомов компонента В
в кристаллической решетке компонента А, т. е. в результате
уменьшения концентрацн.. атомов В в твердом растворе а: при
температуре (линия эвтектического превращения FCK) твердый
раствор а имеет концентрацию атомов В аъ при — а2, при ts—а2,
причем аг > а2 > й3.
Таким образом, линия FA4 на диаграмме является линией пере-
менной растворимости Кристаллы |3, В, выделившиеся из твер-
дого а-раствора, называются вторичными кристал-
лами и обозначаются |3П, Ви (рис. 60, б). Физические
121
и химические свойства вторичных кристаллов те же, что и первич-
ных, различие в размерах и форме.
Если сплав охлаждается медленно и температура, при которой
начнется выделение вторичной фазы, высокая, то диффузия проте-
кает с достаточной скоростью, выделение вторичной фазы проис-
ходит в основном по границам зерна в виде сетки и частично вну-
три него. При низкой температуре превращения или ускоренном
охлаждении вторичные фазы выделяются в основном внутри зерна
в виде дисперсных включений.
Рис. 61. Диаграммы состояния сплавов, с превращениями в твердом
состоянии
Если один из компонентов испытывает аллотропическое пре-
вращение при изменении температуры, то это отразится на линиях и точ-
ках диаграммы состояния. На рис. 61 приведены примеры диаграмм состояния
для различных взаимодействий компонентов. На рис. 61, а показано, что один
из компонентов, образующих механическую смесь, испытывает аллотропическое
превращение. Согласно правилу фаз (фазы А±, А2 и В), С = 2 — 3 -р 1 = О,
т. е. превращение происходит при постоянной температуре
Если в системе с неограниченной растворимостью компонентов в твердом
состоянии оба компонента испытывают аллотропическое превращение и изо-
морфны обе модификации, например в системе Ti—Zr, то на диаграмме имеются
две области неограниченной растворимости в твердом состоянии (рис. 61,6).
В твердом растворе превращение протекает в интервале температур (две фазы а
и ₽, следовательно, С = 1).
На рис. 61, в приведена диаграмма состояния для случая, когда компо-
нент А испытывает аллотропическое превращение, а кристаллы компонента В
будут изоморфны высокотемпературной модификации А.
Возможно и такое взаимодействие компонентов, когда ннзкотемпертурные
модификации ограниченно растворимы, а высокотемпературные растворимы
неограниченно (рис. 61, г). В этом случае устанавливается нонвариантное равно-
весие (линия KCN), так как, согласно правилу фаз, ув + Рдг, т. е. С = 0.
Это превращение аналогично эвтектическому, но в нем не принимает участия
жидкая фаза: превращение испытывает твердый раствор у. По аналогии такие
превращения называются эвтектоидными. В результате такого превра-
щения образуется мелкодисперсная механическая смесь,
122
называемая эвтектоидом. Термодинамически эвтектоидное превра-
щение ничем не отличается от эвтектического.
На рис. 61, д приведен другой пример превращения, когда твердый раствор
также полностью распадается. Такое превращение можно записать в следующем
виде: у'с + ть а-к-
Число степеней свободы С = 0, следовательно, это превращение будет со-
вершаться при постоянной температуре. Также по аналогии такое превращение
называется перитектоидным.
Упорядочение твердых растворов. Было отмечено, что в твердых растворах
при охлаждении возможно изменение расположения атомов — происходит
упорядочение. На каждый агом растворяющегося компонента приходится опре-
деленное число атомов растворителя. При нагреве вследствие самодиффузии
атомы хаотично перемещаются внутри кристалла и его упорядоченность нару-
шается. На диаграмме область упорядоченного твердого раствора отделяют ли-
нией, -упорядоченный и неупорядоченный твердые растворы отмечают одной
и той же буквой (например, а и а', ₽ и Р') *.
8. Связь между свойствами сплавов
и типом диаграммы состояния (закон Курнакова)
Химический состав и структура определяют свойства металлического сплава.
Структура в свою очередь зависит от характера взаимодействия компонентов,
входящих в состав сплава, что и отражают диаграммы состояния. Следовательно,
между диаграммами состояния и полученными свойствами сплавов существует
определенная зависимость. Эта зависимость впервые и наиболее полно была изу-
чена Н. С. Курниковым, который и представил ее в виде диаграмм состав—
свойства. Некоторые типичные диаграммы состав—свойства изображенв) на
рис. 62 под соответствующими диаграммами состояния. Из свойств, приведенных
в диаграммах, рассмотрены твердость (кривые /) и электропроводность (кри-
вые 2).
Если компоненты сплава образуют механические смеси, то свойства сплавов
изменяются по закону прямой линии (рис. 62, а). В таком случае невозможно
создать сплав, механические и электрические свойства которого оказались бы
выше свойств чистых компонентов.
При образовании компонентами непрерывных твердых растворов, свойства
сплавов изменяются в соответствии с диаграммами, представленными на
1 См. гл. XVII.
128
рис. 62, б. Небольшое введение второго компонента в чистый металл значительно
повышает твердость сплава (кривая /), сильно снижает электропроводность
(кривая 2). Поэтому для изготовления проводников используют наиболее чистые
металлы, а для создания сплавов высокого электросопротивления — металлы
с полной взаимной растворимостью. Кроме того, их вводят в сплав примерно
в равном количестве (например, медь и никель). При образовании компонентами
ограниченных твердых растворов диаграмма состав—свойства получается со-
ставленной из двух ранее рассмотренных диаграмм (рис. 62, в).
При образовании химических соединений свойства изменяются скачком
(рис 62, а).
Диаграммы состав—свойства имеют большое практическое значение при
создании новых сплавов с заданными свойствами.
9. Понятие о диаграммах состояния тройных систем
Как было показано, диаграммы состояния двойных сплавов строят на плоскости:
по оси абсцисс откладывают
концентрацию компонентов, по оси ординат — тем-
пературу. Для тройных сплавов более рас-
пространенным является пространственное изо-
бражение.
В качестве основания диаграммы приме-
няют равносторонний треугольник, называемый
концентрационным. Температуру откладывают
по оси, перпендикулярной плоскости концент-
рационного треугольника. Вершины треуголь-
ника отвечают концентрациям, соответствующим
чистым компонентам А, В и С изучаемой си-
стемы (рис. 63). На сторонах треугольника от-
кладывают концентрации соответствующих двух
компонентов: А—В, В—С, С—А. Каждая точка
внутри треугольника отвечает составу какого-
либо определенного тройного сплава. Состав
сплавов определяется исходя из известной тео-
ремы: в равностороннем треугольнике сумма
трех перпендикуляров, опущенных из любой точки К, лежащей внутри тре-
угольника, на его стороны, равна
высоте треугольника.
Рис. 64. Диаграммы состояния сплавов трех компонентов с пол-
ной растворимостью в жидком и с ограниченной растворимостью
в твердом состоянии:
а — с эвтектическим равновесием; б — с перитектическим равно-
весием
Высоту треугольника принимают за 100%, тогда перпендикуляры Ка,
Кс и Кб будут характеризовать концентрации отдельных компонентов тройного
сплава (рис. 63). Количество каждого компонента определяют значением пер-
124
пснднкуляра, опущенного на противолежащую сторону, т. е. количество компо-
нента С определится перпендикуляром Кс, компонента А—Ка, компонента В—КЬ.
Чаще состав сплавов определяют не по значениям перпендикуляров, а по
значениям отрезков, отсекаемых на сторонах треугольника, линиями, параллель-
ными сторонам треугольника (линии dh, ke, qf), т. е. по отрезкам Ad, Be и Cf.
Отрезок Ad соответствует концентрации компонента В, отрезок Be— компонента С,
а отрезок Cf — компонента А. Концентрацию определяют в направлении движе-
ния часовой стрелки (на рис. 63 указано стрелками), но можно определять и
в противоположном направлении.
Взаимодействие компонентов в тронных сплавах аналогично двойным:
возможно образование механических смесей, твердых растворов и химических
соединений: возможны эвтектические и перитектические реакции, полиморфные
превращения и т. п. Отличие состоит в том, что в двойных системах превращения
обозначаются линиями и точками, а в тройных — плоскостями и линиями. На-
пример,' не линия ликвидуса, а поверхность ликвидуса (или поверхность соли-
дуса), не линия эвтектики, а эвтектическая поверхность. Состав двойной эвтек-
тики определяется не точкой, а линией. И только тройная эвтектика проекти-
руется на плоскости треугольника точкой. Все это можно проследить, изучив
две типовые диаграммы состояния сплавов трех компонентов (рис. 64).
Глава III. ФИЗИЧЕСКИЕ ОСНОВЫ ПЛАСТИЧНОСТИ
И ПРОЧНОСТИ МЕТАЛЛОВ
Основными механическими свойствами являются прочность, пла-
стичность, упругость, вязкость, твердость. Зная механические
свойства, конструктор при проектировании обоснованно выбирает
соответствующий материал, обеспечивающий надежность и дол-
говечность машин и конструкций при их минимальной массе.
Для технолога очень важное значение имеет пластичность опре-
деляющая возможность изготовления изделий различными спо-
собами обработки давлением, основанными на пластическом де-
формировании металла. Материалы с повышенной пластичностью
менее чувствительны к концентраторам напряжений и другим фак-
торам охрупчивания. По показателям прочности, пластичности
и т. д. проводят сравнительную оценку различных металлов и
сплавов, а также контроль их качества при изготовлении изделий.
1. Физическая природа деформации металлов
Деформацией называется изменение формы и размеров тела под
действием напряжений. Напряжения и вызываемые ими дефор-
мации могут возникать при действии на тело внешних сил растя-
жения, сжатия и т. д., а также в результате фазовых (структур-
ных) превращений, усадки и других физико-химических процес-
сов, протекающих в металле, связанных с изменением объема.
Металл, находящийся в напряженном состоянии, при любом
виде нагружения всегда испытывает напряжения нормальные и
касательные. Например, под действием осевых растягивающих
сил Р (рис. 65) в плоскости тп с сечением Fo возникают нормаль-
ные напряжения растяжения Su = P/Fti. В других сечениях, рас-
125
положенных под некоторым углом а, например в плоскости
с сечением Fr, действует напряжение = PIFi, так как Fr —
= F0/cos то Sj = So cos а. Разлагая это напряжение на состав-
ляющие, получим, что в плоскости тр?! действуют: а) нормальное
(к плоскости) напряжение Sn = So cos2 а; б) касательное (в пло-
скости) напряжение т = So cos a sin а =
Рис. 65. Схема нормальных
Sn и касательных Т напря-
жений
Упругой наз
— O,5So (sin 2а).
Максимальное значение нормального
напряжения при а = 0 Snmax = So; а ка-
сательного при а = 45° ттах = So/2.
Деформация металла под действием
напряжений может быть упругой и пла-
стической (остаточной). Нормальные на-
пряжения могут вызвать только упругую
деформацию. Пластическая деформация
происходит только под действием каса-
тельных напряжений, достаточных для
необратимого перемещения атомов в кри-
сталлической решетке.
ывается деформация, пол-
ностью исчезающая после прекращения
действия (снятия) вызвавших ее напряже-
н и й. При упругом деформировании происходит незначительное
Рис. 66. Схема упругой деформации и хрупкого разрушения под
действием нормальных напряжений:
а — ненапряженная решетка металла; б — упругая деформа-
ция; в, г — хрупкое разрушение в результате отрыва
изменение расстояний между атомами в кристаллической решетке
металла (рис. 66, а, б). С увеличением межатомных расстояний
сильно возрастают силы взаимного притяжения атомов. При сня-
тии напряжения под действием этих сил атомы возвращаются
в исходное положение. Искажение решетки (ее упругая деформа-
ция) исчезает, тело полностью восстанавливает свою форму и
размеры. Если нормальные напряжения достигают значения сил
межатомной связи, то произойдет хрупкое разрушение путем
отрыва (рис. 67, в, г). Упругую деформацию вызывают также и не-
большие касательные напряжения (см. рис. 67, б).
126
Пластической или остаточной назы-
вается деформация, остающаяся после
прекращения действия вызвавших ее на-
пряжений. При пластической деформации в кристалличе-
ской решетке металла под действием касательных напряжений
происходит необратимое перемещение атомов (рис. 67, г). При не-
больших напряжениях (рис. 67, б) атомы смещаются незначи-
тельно и после снятия напряжений возвращаются в исходное по-
ложение. При увеличении касательного напряжения наблюдается
Рис. 67. Схема упругой пластической деформации и пластичного (вяз-
кого) разрушения под действием касательных напряжений:
а — ненапряженная решетка; б — упругая деформация; в —- упругая
и пластическая деформация; г — пластическая деформация, остаточ-
ные напряжения сняты; д, е — пластичное (вязкое) разрушение в ре-
зультате среза
необратимое смещение атомов на параметр решетки (рис. 67, в),
т. е. происходит пластическая деформация. После снятия напря-
жений в теле наблюдается остаточное изменение формы и размеров,
причем сплошность тела не нарушается (рис. 67, г). В результате
развития пластической деформации может произойти пластичное
(вязкое) разрушение путем сдвига (рис. 67, д, е).
Плоскости и направления сдвига. В кристаллической решетке
сдвиг (скольжение) происходит по плоскостям и в направлениях
с наиболее плотной упаковкой атомов. Эти плоскости (направле-
ния), называемые плоскостями сдвига или скол fa-
же н и я, зависят от типа кристаллической решетки. У а-железа,
вольфрама, молибдена и других металлов с о. ц. к. решеткой
имеются шесть плоскостей сдвига и в каждой из них по два направ-
ления сдвига, и так называемая система скольжения имеет 6-2 =
= 12 элементов сдвига. Металлы с г. ц. к. решеткой (у-железо,
Си, А1 и др.) имеют четыре плоскости с тремя направлениями сколь-
жения в каждой, т. е. 4-3 = 12 элементов сдвига. У цинка, маг-
ния и других металлов с гексагональной плотноупакованной ре-
шеткой одна плоскость с тремя направлениями и три элемента
127
сдвига. Чем больше элементов сдвига в ре-
шетке, тем выше пластичность металла.
Наиболее легкий сдвиг по определенным плоскостям и направ-
лениям объясняется тем, что при этом значение перемещения
атомов из одного устойчивого равновесного положения в узле
решетки в другое такое же положение будет минимальным, а сле-
довательно, необходимое касательное напряжение будет наимень-
шим.
Дислокационный механизм пластической деформации. Атомы
в узлах решетки находятся в равновесном состоянии и обладают
минимальной внутренней энергией.
При смещении атомов из узлов их
энергия возрастает. Смещение ато-
мов на один параметр решетки (меж-
атомное расстояние) — это преодо-
ление «энергетического барьера».
Для этого необходимо создать на-
пряжение. Для одновременного пере-
мещения всех атомов в плоскости
сдвига (синхронный или жесткий
сдвиг), как показывают теоретиче-
ские расчеты, требуется очень боль-
шое касательное напряжение, ттеор.
В реальных металлах сдвиг
(пластическое деформирование) про-
Рис, 68. Схема смещения атомов
при перемещении краевой дислока-
ции на одни параметр решетки
исходит при напряжениях меньших теоретических в сотни
и тысячи раз. Например, для железа ттеор л? 2600 МПа *:
Треальн « 290 МПа, для меди треальн меньше ттеор примерно
в 1500 раз и т. д. Расхождение между теоретическим и реальным
сопротивлением сдвигу, т. е. между теоретической и реальной
прочностью при пластическом деформировании, объясняется с по-
мощью дислокационного механизма пластического деформирова-
ния.
Атомы, расположенные в поле дислокации, возбуждены,
их
энергия повышена, они уже выведены из регулярных положений
с минимальной свободной энергией. Такое состояние кристалла
метастабильно. Достаточно приложить существенно меньшие на-
пряжения, чем при синхронном сдвиге, т. е. совершить незначи-
тельную работу, чтобы ограниченная группа атомов, слегка сме-
стившись, завяла новые устойчивые положения, т. е. совершится
элементарный акт пластической деформации с затратой минимума
энергии.
По современным представлениям, пластическая деформация
происходит под действием касательных напряжений в
последующего перемещения небольшого числа атомов
результате
в области
дислокации, или иначе перемещения дислокаций.
Как
видно
из
* Теоретическая прочность определяется, примерно, как х/0 часть модуля О.
128
схемы, приведенной на рис. 68, для перемещения краевой дисло-
кации справа налево из положения 1 в положение 2 требуется лишь
незначительное перемещение атомов (обозначенных черными
кружками).
При дальнейшем движении дислокация пройдет всю плоскость
скольжения и выйдет на поверхность зерна (блока). При этом
верхняя часть зерна окажется сдвинутой по отношению к нижней
его части на один межатомный период решетки (рис. 69). Так как
Рис. 69. Схема сдвига на один параметр решетки верхней части зерна от-
носительно его нижней части при движении дислокации через всю плос-
кость скольжения
в каждый данный момент времени смещается лишь небольшая
группа атомов в области дислокации и на незначительные расстоя-
ния (меньше межатомных), то пластическая деформация совер-
шается при небольших значениях касательных напряжений, что
и соответствует экспериментальным дан-
ным.
Рассмотренный дислокационный меха-
низм схематически представляет физиче-
скую сущность пластической деформации,
происходящей путем скольжения (сдвига)
в единичной кристаллографической пло-
скости монокристалла (одного зерна).
В технических металлах, являющихся
телами поликристаллическими, пластичес-
кая деформация происходит более сложно.
Рнс. 70. Схема образования
двойников.
При пластической деформации наблюдается существенное изме-
нение структуры, неодинаковое в отдельных частях одного зерна
и в различных зернах, возникают напряжения, происходят упроч-
нение металла и другие процессы.
Двойникование. Скольжение или сдвиг по определенным кри-
сталлографическим плоскостям является основным, но не единст-
венным механизмом пластической деформации. При некоторых
условиях пластическое деформирование может также происходить
путем двойникования. Так, при снижении температуры
у металлов с о. ц. к. решеткой наблюдается переход от скольже-
ния к двойникованию. Сущность двойникования заключается
5 Кнорозов Б. В. и др.
129
в том, что под действием касательных напряжений одна часть
зерна оказывается смещенной по отношению к другой части, зани-
мая симметричное положение и являясь как бы ее зеркальным от-
ражением (рис. 70). По современным представлениям, двойнико-
вание также связано с движением дислокаций.
2. Характеристики прочности и пластичности
Прочность — способность тела (металла)
сопротивляться деформациям и разруше-
нию. Большинство технических характеристик прочности опре-
деляют в результате статического испытания на растяжение. Обра-
Рис. 71. Диаграмма растяжения низкоуглеродистой стали
(а) и схема определения условного предела текучести
зец, закрепленный в захватах разрывной машины, деформируется
при статической, плавно возрастающей нагрузке. При испытании,
как правило, автоматически записывается диаграмма растяжения,
выражающая зависимость между нагрузкой и деформацией. Не-
большие деформации с очень большой точностью определяют тензо-
метрами.
Чтобы исключить влияние размеров образцов, испытания на
растяжение проводят на стандартных образцах с определенным
соотношением между расчетной длиной и площадью попереч-
ного сечения Fn Наиболее широко применяют образцы круглого
сечения: длинные с /(J/d0 = 10 или короткие с l0/d0 = 5 (где d0 —
исходный диаметр образца).
На рис. 71, а приведена диаграмма растяжения низкоуглеро-
дистой отожженной стали. При нагрузке, соответствующей на-
чальной части диаграммы, материал испытывает только упругую
деформацию, которая полностью исчезает после снятия нагрузки.
До точки а эта деформация пропорциональна нагрузке или дейст-
вующему напряжению о = PIFOt где Р — приложенная нагрузка;
Fo — начальная площадь поперечного сечения образца.
Нагрузке в точке а, определяющей конец прямолинейного
участка диаграммы растяжения, соответствует предел пропорцио-
нальности.
130
Теоретический предел пропорциональности — максимальное
напряжение, до которого сохраняется линейная зависимость между
напряжением (нагрузкой) и деформацией овд = Рпц/Ро.
Гак как при определении положения точки а на диаграмме
могут быть погрешности, обычно пользуются условным
пределом пропорциональности, под которым
понимают напряжение, вызывающее определенное отклонение от
линейной зависимости, например tg а изменяется на 50 % от
своего первоначального значения.
Прямолинейную зависимость между напряжением и деформа-
цией можно выразить законом Гука: о = Ее, где е = (А///о) X
X 100 % — относительная деформация; А/ — абсолютное удли-
нение, мм; 10 — начальная длина образца, мм.
Коэффициент пропорциональности Е
(графически равный tg а), характеризую-
щий упругие свойства материала, назы-
вается модулем нормальной упругости.
При заданном напряжении с увеличением модуля уменьшается
значение упругой деформации, т. е. возрастает жесткость (устой-
чивость) конструкции (изделия). Поэтому модуль £ т а кж е
называют модулем жесткости. Значение модуля
зависит от природы сплава и меняется незначительно при измене-
нии его состава, структуры, термической обработки. Например,
для различных углеродистых и легированных сталей после любой
обработки Е = 210 МПа.
Теоретический предел упругости — максимальное напряжение,
до которого образец получает только упругую деформацию пуи =
= P^/Fo.
Если действующее напряжение в детали (конструкции) меньше
оу11, то материал будет работать в- области упругих деформаций.
Из-за трудности определения оуп практически пользуются ус-
ловным пределом упругости, под которым пони-
мают напряжение, вызывающее остаточную деформацию 0,005—
0,05 % от начальной расчетной длины образца. В обозначении
условного предела упругости указывают значение остаточной де-
формации, (например сго,ооь)
Для большинства материалов теоретические пределы упру-
гости и пропорциональности близки по значениям. Для некото-
рых материалов например, меди, предел упругости больше пре-
дела пропорциональности.
Предел текучести — физический и условный — характеризует
сопротивление материала небольшим пластическим деформациям.
Физический предел текучести —напряжение, при котором про-
исходит увеличение деформации при постояннойнагрузке aT=PT/Fn.
На диаграмме растяжения пределу текучести соответствует
горизонтальный участок с—d, когда наблюдается пластическая
деформация (удлинение) — «течение» металла при постоянной на-
грузке.
5’ 131
Большая часть технических металлов и сплавов не имеет пло-
щадки текучести. Для них наиболее часто определяют услов-
ный предел текучести — напряжение, вызывающее
остаточную деформацию, равную 0,2 % от начальной расчетной
длины образца (рис. 71, б): сг0,г = Po,JF0.
При дальнейшем нагружении пластическая деформация все
больше увеличивается, равномерно распределяясь по всему объему
образца. В точке В, где нагрузка достигает максимального зна-
чения, в наиболее слабом месте образца начинается образование
«шейки» — сужения поперечного сече-
ния, деформация сосредотачивается на
одном участке — из равномерной пере-
ходит в местную. Напряжение в мате-
риале в этот момент испытания назы-
вают временным сопротивлением.
Временное сопроти-
вление разрыву — напря-
жение, соответствующее
максимальной нагрузке,
которую выдерживает об-
разец до разрушения:
ов = PB/Fo-
По своей физической сущности ов
характеризует прочность как сопро-
тивление значительной равномерной
пластической деформации. За точкой В
(см. рис. 71, а) вследствие развития шейки нагрузка уменьшается,
в точке k при нагрузке Рк происходит разрушение образца.
Истинное сопротивление разрушению — максимальное напря-
жение, которое выдерживает материал в момент, предшествую-
щий разрушению образца SK — PK/FK, где Fi, — конечная площадь
поперечного сечения образца в месте разрушения.
Несмотря на то что нагрузка Рк < Рв вследствие образова-
ния шейки FIf < Fo, и поэтому Хк значительно больше, чем ов.
Истинные напряжения. Рассмотренные показатели прочности: от, ов и др.,
за исключением 5К, являются условными напряжениями, так как при их опре-
делении соответствующие нагрузки относят к начальной площади сечения об-
разца f'u, хотя последняя постепенно уменьшается по мере деформации образца.
Более точное представление о напряжениях в образце дают диаграммы истинных
напряжений (рис. 72). Истинные напряжения 5г = Pi/Ft определяют по на-
грузке Рг и площади поперечного сечения Fj в данный момент испытаниях.
Примерно до точки b (рис. 72), т. е. точки В на рис. 71, а, различие между истин-
ными и условными напряжениями невелико и SB » ов. Затем истинные напря-
жения увеличиваются, достигая максимального значения SK в момент, предше-
ствующий разрушению.
При испытании на растяжение, кроме характеристик прочности, определяют
также характеристики пластичности.
1 Диаграммы истинных напряжений строят и в других координатах, напри-
мер S—б; 5 — In lK/l0 и т, д,
132
Пластичность — способность тела (ме-
талла) к пластической деформации, т. е.
способность получать остаточное изме-
нение формы и размеров без нарушения
сплошности. Это свойство используют при обработке ме-
таллов давлением. Характеристиками пластичности являются от-
носительное удлинение и относительное сужение.
Относительное удлинение
б = ЮО = Af°CT 100%,
*0 *0
где /0 и 1К — начальная и конечная длина образца; Д/оСТ — абсо-
лютное удлинение образца, определяемое измерением образца
после разрыва или по диаграмме растяжения (см. рис. 71, а).
Относительное удлинение является условной характеристикой
пластичности. Это объясняется тем, что абсолютное удлинение
состоит из двух составляющих: равномерного удлинения Д/р,
пропорционального длине образца, и местного, сосредоточенного
удлинения в шейке Д/ш, пропорционального площади попереч-
ного сечения образца. Отсюда следует, что доля местной дефор-
мации, а следовательно, и значения Д/ост и б у коротких образцов
больше, чем у длинных. При этом для различных материалов отно-
сительное значение равномерной и местной деформаций колеблется
в широких пределах. Большинство пластичных материалов дефор-
мируется с образованием шейки. При этом равномерная деформа-
ция составляет 5—10 % от местной деформации, у сплавов типа
дур алюмин 18—20 %, у латуней 35—45 % и т. д., но не больше
50 %. Для хрупких материалов или находящихся в хрупком со-
стоянии шейка не образуется и практически Д/ост — Д7-
Относительное удлинение, определяемое на длинных образцах,
обозначается б10, на коротких б5, причем всегда б5 > б10.
Относительное сужение
Ф=-?~-в юо%,
г о
где Fo — начальная площадь поперечного сечения образца; FK —
конечная площадь поперечного сужения образца в шейке после
разрыва.
У пластичных материалов относительное сужение более точно
характеризует их максимальную пластичность — способность
к местной деформации и нередко служит технологической харак-
теристикой при листовой штамповке.
3. Теоретическая и техническая прочность
Техническая (реальная) прочность металлов в 10—1000 раз мень-
ше, чем их теоретическая прочность, определяемая силами меж-
атомного сцепления. Так, для железа теоретически вычисленное
133
Теоретическая
прочность
Количество дислокаций
и других дефектов
Прочность
„усов
значение сопротивления отрыву S0T = 21 000 МПа. Техническая
прочность железа: S0T = 700 МПа, он ~ 300 МПа. Такое большое
различие обз^ясняется тем, что теоретическая прочность соответ-
ствует идеальной бездефектной кристаллической решетке металла.
В реальных металлах всегда имеются дислокации и другие дефекты
кристаллической решетки, включения, микротрещины, понижаю-
щие прочность и инициирующие разру-
шение (рис. 73).
Минимальную прочность имеют чистые, ото-
жженные металлы при плотности- дислокаций
около 10’—108 см-2. С уменьшением количества
дислокаций сопротивление деформированию, т. е.
прочность металла, возрастает и может достигать
теоретического значения. Убедительные доказа-
тельства справедливости этого положения были
получены при исследовании металлических
«усов» — нитевидных кристаллов толщиной 0,5—
2 мкм и длиной до 10 мм с практически бездефект-
ной (бездислокационной) кристаллической струк-
турой. «Усы» железа толщиной 1 мкм имеют
он = 13 500 МПа, т. е. почти теоретическую проч-
ность. Из-за малых размеров «усы» применяют
ограниченно. Увеличение размеров «усов» приво-
дит к появлению дислокаций и резкому снижению
прочности.
Правее точки 1 (рис. 73) с увеличением коли-
чества дислокаций (дефектов) прочность металлов
возрастает. Это используют при таких способах
упрочнения, как легирование, термическая обра-
ботка, холодная пластическая деформация и т. д.
Основными причинами упрочнения являются уве-
клеп) и т. п. личение количества (плотности) дислокаций, ис-
кажение кристаллической решетки, возникновение
напряжений, измельчение зерен металла и т. д., т. е, все то, что затрудняет сво-
бодное перемещение дислокаций.
Предельная плотность дислокаций для упрочнения составляет
примерно 1012 см-2. При большей плотности в металле образуются
субмикроскопические трещины, вызывающие разрушение. 4 * * *
Рис, 73. Зависимость проч-
ности от количества дисло-
каций и других дефектов
кристаллической решетки
(схема И. А. Одинга):
1 — чистые отожженные ме-
таллы; 2 — сплавы, упроч-
ненные легированием, тер-
мической обработкой, пла-
стической деформацией (на-
4. Твердость
Твердость материала — это сопротивление проникновению в его
поверхность стандартного тела — наконечника (индентора), на-
пример шарика, конуса и т. п., не деформирующегося при испыта-
нии.
Твердость измеряют многими методами (например, вдавлива-
нием наконечника, царапанием испытуемой поверхности алмаз-
ным острием под определенной нагрузкой и т. д.).Общим для всех
методов определения твердости является создание местных кон-
тактных напряжений при воздействии стандартного наконечника
на испытуемую поверхность. Методы измерения твердости полу-
чили широкое применение благодаря быстроте и простоте, порта-
тивности оборудования, а также возможности проводить испыта-
134
пни па готовых деталях (изделиях) без их разрушения. Испытание
па твердость — основной метод оценки качества термической об-
рнботки изделия.
Наибольшее распространение на практике получили методы
Бринелля, Роквелла, Виккерса и метод микротвердости.
Твердость по Бринеллю определяют статическим
вдавливанием в испытуемую поверхность под нагрузкой Р сталь-
ного закаленного шарика диаметром D (рис. 74, а). Число твер-
дости НВ определяют отношением нагрузки Р к сферической
Рие. 74 Схемы определения твердости по Бринеллю (л), по Роквеллу
(б), по Виккерсу (в)
поверхности отпечатка — лунки (шарового сегмента) Е диамет-
ром d, т. е.
Р 2Р
НВ --------- .
т лО (D — /Г>2 - )
Диаметр шарика D— 10; 5; 2,5 мм выбирают в зависимости
от толщины изделия.
Для небольших изделий учитывают также размеры повехности для измере-
ния, так как расстояние от центра отпечатка до края изделия должно составлять
не менее 2,5 мм.
Нагрузку Р выбирают в зависимости от диаметра шарика и измеряемой
твердости, которую приближенно оценивают с учетом природы сплава и способа
его обработки. Для термически обработанной стали и чугуна Р = 30£>2, для
литой бронзы и латуни Р = 10D2, для алюминия и других очень мягких метал-
лов Р = 2.5D2.
Продолжительность выдержки под нагрузкой для стали и чугуна составляет
10 с, для латуни и бронзы 30 с.
Так как значения D и Р заранее известны, то для определения числа твердости
необходимо лишь измерить диаметр отпечатка d и найти соответствующую ему
твердость по таблицам.
При испытании часто принимают D = 10 мм, Р — 3000 кгс, т = 10 с. Твер-
дость обозначается НВ 250, НВ 300 и т. д., где 250, 300— числа твердости1.
Размерность числа твердости, как правило, не указывают. При других усло-
вьях испытания твердость обозначают HBDlP/i, например НВ5/250/30—80.
Это значит, что твердость измерена шариком D — 5 мм при нагрузке Р = 250 кгс
и продолжительности выдержки т = 30 с, полученное число твердости 80. В
1 В этом обозначении: II — начальная буква от слова Hardness — твердость;
В — от слова Brinell. В способе Роквелла: Н — твердость; R — от слова Rock-
well; В — от слова Ball (шар); С — от слова Cone (конус).
135
Между временным сопротивлением и числом твердости НВ для различных
металлов установлена следующая примерная зависимость: для стали ов «
« 0,34—0,35 НВ\ для медных отожженных сплавов ов яа 0,55 НВ\ для алюми-
ниевых сплавов ов к. 0,35—0,36 НВ.
Метод Роквелла основан на статическом вдавливании
в испытуемую поверхность наконечника под определенной нагруз-
кой (рис. 74, б). В качестве наконечников для отожженной стали
и других материалов с твердостью до НВ 230 применяют стальной
шарик (D яа 1,6 мм), для более твердых материалов — алмазный
конус. Нагружение наконечников проводится в два этапа. Пред-
варительное — нагрузкой Ро = 10 кгс на глубину h0 мм проводят
до плотного соприкосновения наконечника с образцом. Общая ра-
бочая нагрузка для стального шарика Р = 100 кгс, для алмаз-
ного конуса 150 кгс. Значение твердости определяют по глубине
остаточного вдавливания наконечника h мм (находящегося под
нагрузкой Ро) и выражают формулами: HRB — 130 — (h —
— /г0/0,002), если наконечник — шарик; HRC = 100 — (/г —
— Ло/0,002), если наконечник — конус. 0,002 мм — цена деления
шкалы индикатора-глубиномера — условная единица твердости.
Число твердости указывает стрелка индикатора-глубиномера.
Если применяется шарик, то измерения проводят по шкале В
(красной), при алмазном конусе — по шкале С (черной).
Твердость по Роквеллу обозначается: HRB 30, HRC 60, т. е.
твердость 30 по шкале В, 60 — по шкале С и т. д. Твердость очень
твердых материалов измеряют алмазным конусом при уменьшен-
ной нагрузке Р — 60 кгс; условное обозначение HRA 80, т. е.
твердость 80 и т. д.
Между значениями HRA и HRC имеется следующая зависи-
мость: HRC = 2HRA — 104.
Преимуществом способа Роквелла является быстрота измерений. Применение
алмазного конуса позволяет измерять твердость закаленной стали и других
очень твердых материалов, тонких изделий или поверхностного слоя толщиной
до 0,4 мм (шкала А) и до 0,7 мм (шкалы В и Q.
Недостаток измерения твердости по методу Роквелла заключается в том,
что необходима тщательная подготовка поверхности — шлифование. На приборе
Роквелла, где глубина отпечатка мала и ее измеряют с точностью до 0,002 мм
(цена деления — условная единица твердости), могут оказывать влияние загряз-
ненность, вибрация и другие условия производства.
Твердость по Виккерсу определяют путем ста-
тического вдавливания в испытуемую поверхность алмазной че-
тырехгранной пирамиды с углом а — 136° между противополож-
ными гранями (рис. 74, в). Число твердости определяют, так же
как и в способе Бринелля, отношением нагрузки Р к площади бо-
ковой поверхности отпечатка F:
р 2Р sin р
HV = -Е- =------= 1,8544
F а2 я2
где d — диагональ отпечатка; Р = 5—100 кгс.
136
11ри испытании измеряют обе диагонали отпечатка dt и d2 с точ-
ное гыо до 0,001 мм при помощи микроскопа, который является
составной частью прибора Виккерса. Числа твердости определяют
как среднеарифметическое значение (dj + d2)/2 обеих диагоналей.
Обозначается твердость HV.
Преимущество метода Виккерса — возможность измерения твердости мягких,
8 также особо твердых материалов. Этим методом можно измерять твердость
очень тонких изделий, а также твердость поверхностных слоев, например при
обезуглероживании, поверхностном наклепе, цементации и т. д. Из-за большого
угла в вершине наконечника — пирамиды даже при малой глубине ее внедрения
диагональ отпечатка имеет большое значение, что определяет высокую точность
и чувствительность этого метода.
Метод микротвердости предназначен для опре-
деления твердости отдельных структурных составляющих и фаз
сплавов (например, зерен феррита в стали), очень тонких поверх-
ностных слоев (сотые доли миллиметра). По существу метод микро-
твердости не отличается от метода Виккерса. Различие состоит
лишь в том, что наконечник — четырехгранная пирамида — имеет
меньшие размеры и нагрузки при ее вдавливании составляют от 5
до 500 гс.
5. Пластичное (вязкое) и хрупкое состояние металлов
Вязкость — способность материала погло-
щать механическую энергию внешних сил
за счет пластической деформации. По физи-
ческому смыслу вязкость — энергетическая характеристика и вы-
ражается в единицах работы, например, Дж. Поэтому вязкость
нельзя отождествлять с пластичностью: на диаграмме истинных
напряжений пластичность характеризуется абсциссой, а вяз-
кость — площадью диаграммы.
Основные типы разрушения. Деформирование металла при
достаточно большом значении напряжений завершается его раз-
рушением, т. е. разделением его на части. Реальные тела почти
всегда разрушаются по сечению не одновременно, а вследствие
развития трещин. В общем случае разрушение материала вклю-
чает три стадии- зарождение трещины; замедленное ее развитие;
окончательное (лавинообразное) разрушение.
В более ранних работах Гриффитса и др. теория разрушения была основана
на предположении, что в материале всегда имеются готовые трещины. Согласно
современным представлениям, образование трещин объясняют с помощью теории
дислокаций — их скоплением перед препятствиями, например границами блоков
и зерен, слиянием дислокаций и т. п. Некоторые примеры дислокационных
моделей зарождения субмикротрещин показаны на рис. 75.
Принято различать хрупкое, пластичное (или вязкое) разру-
шение.
Хрупкое разрушение происходит путем отрыва под действием
нормальных растягивающих напряжений, когда они достигают
значения сопротивления отрыву (рис. 76). До разрушения мате-
137
риал испытывает упругую деформацию, иногда небольшую пла-
стическую деформацию. Характеристикой хрупкого разрушения
является сопротивление отрыву Зот. Для хрупкого разрушения
характерным является кристаллический излом, обычно по грани-
цам зерен; плоскость разрушения перпендикулярна к нормальным
растягивающим напряжениям. Для случая абсолютно хрупкого
разрушения критическое растягивающее напряжение можно опре-
делять по формуле Гриффитса о = у^2Еу/пС, где Е — модуль
упругости; у — энергия, затра-
ченная на образование единицы
поверхности раздела; С—по-
лудлина трещины.
В реальных металлах и спла-
вах обычно происходит не абсо-
лютно хрупкое разрушение,
d
состояние. ^состояние
Гц Тр Тн Тв
стат, динам.
Рис. 75. Примеры дислокационных моделей зарождения субмикротрещины:
а — при пересечении плоскостей скольжения дислокаций; б — при скоплении
дислокаций у границы зерна (препятствия); т — касательные напряжения,-
вызывающие перемещения дислокаций; о — максимальные нормальные на-
пряжения
Рис. 76. Влияние температуры и скорости нагружения па пластичное и хруп-
кое состояние:
о — влияние температуры схема И. Иоффе): б — в иянпе скорости нагру-
жения; S’OT — сопротивление отрыву; и нам —истинный предел теку
чести при статическом и динамическом нагружении: Тн н 7 в — нижний и верх-
ний порог хрупкости (хладноломкости)
„ , $ г дина?/
Хрупкое । ь t _ Вязкое •
состояние^ j, j, Д состояние
а разрушение мпкропластическое. Когда материал находится
в упругодеформпрованном состоянии, у вершины трещины из-за
концентрации напряжений происходит пластическая микроде-
формация. _____________
Тогда напряжение растяжения <т= у^2Е (Р + у)/пС, где Р —
энергия пластической деформации, отнесенная к единице поверх-
ности трещины.
Пластичное (вязкое) разрушение происходит путем среза под
действием касательных напряжений, когда они достигают значе-
ния сопротивления срезу тк (см. рис. 67). Разрушение происходит
после предварительной значительной пластической деформации
с поглощением энергии внешнего нагружения за счет вязкости
металла. Для вязкого разрушения характерным является волок-
нистый излом, что связано с пластическим деформированием
металла; плоскость излома расположена под углом.
138
Факторы, влияющие на пластичное
и хрупкое состояние
Вязкость металлов и сплавов определяется их химическим составом, термиче-
ской обработкой и другими внутренними факторами. Наряду с этим вязкость
зависит от условий, в которых находится металл при работе в изделии. При
определенных условиях — факторах один и тот же металл будет находиться
в пластичном (вязком)состоянии, при других — он перейдет в хрупкое состояние.
Такими основными факторами являются: температура; скорость нагружения;
наличие концентраторов напряжения; вид напряженного состояния; масштабный
фактор.
Влияние температуры как фактора охрупчивания поясняет
схема"А. Ф. Иоффе, приведенная на рис. 76, а. Предел текучести
S.r существенно изменяется с температурой, тогда как на S0T тем-
пература практически не влияет. При температурах выше Тъ
(верхний порог хрупкости или хладноломкости) ST < SOT при
нагружении сначала произойдет пластическое деформирование,
а затем разрушение. Следовательно, металл будет находиться
в вязком состоянии. При температурах ниже ТИ (нижний порог
хрупкости или хладноломкости) SOT < ST, металл будет разру-
шаться без предварительной пластической деформации, т. е. будет
находиться в хрупком состоянии. Переход от вязкого в хрупкое
состояние происходит в критическом интервале температур
Тв - Тк.
Хладноломкостью называют склонность
металла к переходу в хрупкое состояние
при понижении температуры.
Хладноломкими являются; железо, вольфрам, цинк и многие
другие металлы и сплавы, имеющие о. ц. к. и г. п. у. решетки.
Металлы и сплавы с г. ц. к. решеткой — алюминий, медь, аусте-
нитные стали 1 и др. — не склонны к хладноломкости; такие мате-
риалы можно использовать как криогенные материалы.
Влияние скорости деформирования проявляется в том, что при переходе
от статического к динамическому нагружению предел текучести увеличивается,
<г. е. ST. дип > 5Т, тогда как сопротивление отрыву 50Т от скорости деформиро-
вания практически не зависит. Как видно из рис. 76, б, с увеличением скорости
деформирования интервал хрупкости сдвигается в область более высоких тем-
ператур. Металл, находившийся при статическом нагружении в вязком состоя-
нии, при динамическом нагружении может перейти в хрупкое состояние.
Влияние концентраторов напряжений (надрезов) как фактора охрупчивания
очень значительно. При этом следует иметь в виду, что концентраторами напря-
жений могут быть отверстия, выточки, канавки, включения и т. п. Особую опас-
ность как очаги хрупких разрушений представляют трещины. Влияние надрезов
проявляется прежде всего в том, что у вершины надреза создается концентрация
напряжений — пики напряжений, в несколько раз превышающие среднее номи-
нальное напряжение он = P/F„. Чем острее и глубже надрез, тем больше
вначение коэффициента концентрации напряжения К = отах^°н (рис. 77).
У пластичных материалов около вершины надреза при огаах ST начинается
местная пластическая деформация; при этом металл упрочняется, уменьшается
острота надреза и концентрация напряжений, что может обеспечить надежную
работу изделия. У материалов, не способных к местной пластической деформа-
А Раздел второй, гл. XVIII,
139
ции, при oraaj( SOT у вершины надреза может образоваться трещина; при ее
развитии создается хрупкое разрушение. В случае опенки влияния надреза
следует учитывать возможность возникновения объемвонапряженного состояния.
При растяжении гладкого образца возникают осевые напряжения растяжения
о = P/Fy и касательные напряжения тта3( = сг/2. При растяжении того же об-
разца с кольцевым надрезом наблюдается объемнонапряженное состояние: осе-
вые О/, тангенциальные <Д и радиальные ог напряжения. В этом случае т)пах =
— (стах — amin)/2>т- е. значение касательных напряжений понижается, чго умень-
шает возможность пластической деформации. При всестороннем равномерном
растяжении, когда ot = Oj = or,
касательные напряжения т — 0 и ма-
териал находится в абсолютно хруп-
ком состоянии.
Влияние вида напряженного со-
стояния наглядно показывает диа-
грамма механического состояния
Я. Б. Фридмана, приведенная на
рис. 78. Различные способы нагру-
жения характеризуются коэффи-
циентом мягкости а = T,nax/Smax,
ser smaK
Рис. 77. Схема распределения нормальных напряжений в образце с надрезом
при испытании на растяжение. Напряжения: Gj — осевые; Gj — тангенциаль-
ные: « радиальные
Риг. 78 Диаграмма механического состояния Я. Б. Фридмана (Tj, тк — предел
текучести и сопротивление срезу, выраженные в касательных напряжениях;
SOT — сопротивление отрыву):
I — область пластической деформации; II — область упругой деформации;
1 — сжатие; 2 — кручение; 3— растяжение
где Тщау — наибольшие касательные напряжения; 5шах — наибольшие приве-
денные растягивающие напряжения. Для осевого сжатия а = 2, кручения 0,8,
осевого растяжения 0,5. Из диаграммы видно, что для одного и того же материала
при сжатии происходит вязкое разрушение путем среза с предварительной пла-
стической деформацией. При растяжении происходит хрупкое разрушение путем
отрыва. Эта диаграмма дает лишь качественное представление о влиянии способа
нагружения.
Влияние размеров изделий (масштабный фактор) заключается в том, что
с увеличением массы возрастает вероятность наличия в объеме металла дефектов
(«слабых мест»), инициирующих процесс разрушения.
Способы оценки вязкости
Ударная вязкость. Для оценки вязкости материалов и установ-
ления их склонности к переходу из вязкого в хрупкое состояние
наиболее часто проводят испытания надрезанных образцов на
маятниковых копрах (рис. 79). Для получения сопоставимых
результатов испытания проводят на стандартных образцах не-
140
скольких типов с надрезами определенной формы и размеров.
Образец устанавливают на опорах копра надрезом в сторону, про-
тивоположную удару ножа маятника, который поднимают на
определенную высоту. На разрушение образца затрачивается ра-
бота А = Р (И — /г), где Р — масса маятника, кг; //, h — высота
подъема маятника до и после удара, м (рис. 79, а).
Характеристикой вязкости является ударно-надрезная вяз-
кость, называемая обычно просто ударной вязкостью ап = A/Fo,
на ударную вязкость:
Рис. 79. Схема испытания _____
а в схема маятникового копра; б — стандартный образец с ййдрезом вида I*
в виды концентраторов напряжений; г зависимость вязкоСти от темпе’
ратуры
МДж/м2, где Fo — площадь поперечного сечения образца в месте
надреза.
С 1/1 1979 г. введен ГОСТ 9454—78 «Методы испытания на ударный изгиб
при пониженной, комнатной и повышенной температурах». Ударную вязкость
адесь обозначают буквами KCU, KCV, КСТ. Первые две буквы КС — означают
символ ударной вязкости, третья буква U, V или Т — вид концентратора
(рис. 79, в).
Серийные испытания проводят для оценки склонности металла
к хладноломкости и определения критических порогов хладнолом-
кости (хрупкости). Для этого испытывают серию образцов при
различных температурах и затем строят кривые ая — t°C (рис. 79,
г), определяя верхний ТЕ и нижний Тн пороги хладноломкости.
Порог хладноломкости является одним из важ-
ных параметров конструктивной прочности металлических мате-
141
риалов. Чем ниже порог хладноломкости, тем менее чувствителен
металл к концентраторам напряжений (резкие переходы в сече-
нии, отверстия, риски, царапины и т. д.), к скорости деформации.
Порог хладноломкости служит качественной характеристикой,
прогнозирующей поведение материала в условиях службы.
Ударная вязкость является характеристикой, чувствительной
к структурному состоянию, содержанию вредных примесей и т. п.
Вместе с тем ап не позволяет достаточно надежно установить
сопротивление металла хрупкому разрушению и является каче-
ственной характеристикой вязкого разрушения. Изделия могут
хрупко разрушаться и при достаточно высоком значении ап.
Работа разрушения образца включает две составляющие:
цн — а3 + ар, где а3 — работа, затрачиваемая на деформацию
образца до образования трещины (работа зарождения трещины);
ар — работа распространения трещины (работа развития вязкой
трещины). При наличии в реальных металлах трещин аа = 0 и
сопротивление разрушению будет характеризовать значение ар.
Определение пр проводят различными способами, обычно по результатам
испытаний образцов с заранее созданными трещинами. Наиболее распространен
метод Фридмана—Дроздовского, при котором применяют образец с трещиной
в вершине надреза (рис. 79, в, поз. 3), определяя ат. у — Дт. y/FH, где Дт. у —
работа, затраченная на разрушение; FH — площадь поперечного сечения образца
в месте трещины. Так как при наличии трещины аэ = 0, ударная вязкость ат. у ж
ж ар и достаточно точно характеризует работу развития трещины.
По Ирвину, вязкость разрушения Для плоскодеформированного состояния
характеризуют коэффициентом (критерием) интенсивности напряжений: Kic =
= о )/"л/1!р, где о — разрушающее напряжение; 1кр — полудлина трещины в мо-
мент перехода к лавинообразному разрушению. Коэффициент /(1С
позволяет дать оценку способности материала к тор-
можению трещины и определить ее критическое
в н а ч е н и е. Его определение проводят по сложной методике на разрывных
образцах с боковыми или центральными трещинами.1
Для определения склонности к хрупкому разрушению гладкие образцы с тре-
щинами испытывают на растяжение. Сравнительную оценку проводят по отно-
шению °в/оБ, где oj — временное сопротивление образца с трещиной. Чем меньше
это отношение, тем больше склонность материала к охрупчиванию.
Оценка вязкости по виду излома основана на том, что для хруп-
кого разрушения характерным является кристаллический, а для
вязкого — волокнистый излом. По предложению А. П. Гуляева
для количественной оценки могут быть взяты следующие нормы:
вязкое состояние, когда в изломе 2&90 % волокон, верхний порог
хладноломкости Та0 = Тп (рис. 79, г); хрупкое состояние —
<10 % волокон в изломе, нижний порог хладноломкости 7\0 = Тн.
1 Второй критерий — коэффициент GIC = -р- 11—где Е — модуль нор-
мальной упругости; ц — коэффициент Пуассона; GIC — вязкость разрушения
или интенсивность освобождения энергии при переходе к нестабильному росту
трещины. Для плосконапряженного состояния используют коэффициенты 1\а
и Gc, имеющие тот же смысл, что и К1С и Glc.
142
В технике за порог хладноломкости
и р и н и м а ют ГБ0, т. е. температуру, при кото-
рой в изломе 50 % вязкой составляющей.
Для реальных материалов очень важно знать Тъо, она должна быть
ниже температуры эксплуатации изделий. Отсюда — температур-
ный запас вязкости Та.в ~ Тдвсил — 7\л. Для надежной работы
изделий нужно, чтобы Та. в был не менее 40 °C. Запас вязкости
материала определяется KCU и Т50.
6. Усталость металлов
Усталостью называется разрушение ме-
таллов под действием повторных или зна-
копеременных нагрузок. Усталостное разрушение
происходит, например, у пружин автоматики, деталей кулачко-
вых и других механизмов, работающих в режиме нагружение—
разгружение, растяжение—сжатие; при многократном повторении
ударных или плавно возрастающих нагрузок (напряжений); у ва-
лов, передающих крутящий момент, материал которых испытывает
изгиб с вращением, происходит многократное изменение знака
напряжений (растяжение—сжатие) и т. д.
Установлено, что большая часть поломок деталей машин вызвана усталостью
материала. Усталостное разрушение имеет ряд характерных признаков. Оно
происходит как бы внезапно без заметных внешних признаков пластической
деформации. Как правило, в усталостном изломе наблюдаются две характерные
зоны. Первая зона, имеющая гладкую поверхность, образуется в результате
возникновения и постепенного развития усталостной трещины, вторая зона —
зона окончательного излома оставшейся части сечения изделия (рис. 80, в).
Характерно н то, что усталостное разрушение развивается в деталях, ра-
ботающих при напряжениях меньше предела текучести металла. Образование
усталостной трещины связано с реальным строением металлов — наличием
различно ориентированных зерен и блоков, неметаллических включений, микро-
пор, дислокаций и других дефектов кристаллической решетки. В этих условиях
при расчетном среднем значении напряжения, не превышающем предела упру-
гости, фактические напряжения в металле распределяются неравномерно.
В отдельных перенапряженных зернах (блоках) происходит пластическая
деформация, сопровождающаяся элементарным сдвигом, увеличением плотности
дислокаций, их скоплением у препятствий и т. п., что приводит к зарождению
субмикроскопическон трещины.
Трещины являются сильными концентраторами напряжений, и из них об-
разуются микротрещины, далее соединяющиеся в общую усталостную микро-
трещину, постепенно распространяющуюся на сечение. Разрушение происходит
в результате возрастания напряжения в оставшейся зоне сечения. -
Таким образом, усталость — процесс постепенного накопле-
ния повреждения металла под действием повторно-переменных
напряжений, приводящих к образованию трещин и разрушению.
Свойство металла сопротивляться уста-
лости называется выносливостью.
Предел выносливости (теоретический) — наибольшее напряже-
ние цикла, которое выдерживает материал без разрушения при
бесконечно большом числе циклов нагружения. Обычно предел вы-
носливости определяют на базе заданного числа циклов нагруже-
143
ния N. Для стали1 /V = 107, для цветных металлов N = 10* цик-
лов нагружения. Наиболее часто предел выносливости опреде-
ляют при испытании образца на изгиб с вращением со знакопере-
менным симметричным циклом напряжений (рис. 80, а).
Испытание проводят на серии образцов при разной нагрузке с определением
разрушающего напряжения цикла и соответствующего ему числа циклов нагру-
жения. По полученным данным строят кривую, на которой определяют пределы
выносливости, на базе заданного числа циклов нагружения (рис, 80, б). Предел
Число циклов напряжения
6
Рис. di. Испытания на усталость (а), кривая усталости (6) и
усталостный излом (а)
выносливости, рассчитываемый для стандартных условий, например для стали
при W = 10’, обозначают о ,.
При определении ограниченной усталостной прочности в обозначении указы-
вают базу испытания, например ow=10,.
Предел выносливости может быть приближенно рассчитан по изменению
температуры образца и другими методами. Между пределом выносливости и
характеристиками прочности и пластичности установлены эмпирические соот-
ношения, например o_i — 0,25ов (1 1,35-ф) и др.
Предел выносливости существенно зависит от качества обра-
ботки поверхности. Так, по сравнению с полированной поверх-
ностью о_л снижается при обработке грубым напильником на 20 %
и т. д. При коррозионном воздействии может понижаться в не-
сколько раз.
7. Остаточные напряжения
Остаточными (или собственными) назы-
вают напряжения, которые остаются в теле
после прекращения причин, их вызвавших,
144
и уравновешивающиеся внутри тела, без
воздействия внешних сил. В зависимости от объе-
мов тела, в пределах которых уравновешиваются остаточные на-
пряжения, по Н. Н. Давиденкову, различают: 1) напряжения
I рода — это напряжения, уравновешивающиеся в объеме всего
тела; 2) напряжения II рода — уравновешивающиеся в пределах
нескольких блоков зерна, одного или нескольких зерен. Напри-
мер, при пластическом деформировании зерна а (рис. 81) соседние
зерна испытывают упругие деформации.
Если нагрузку снять, то пластически,
т. е. необратимо, деформированное зерно
будет препятствовать упруго-деформиро-
ванным зернам возвратиться в исходное
состояние. В группе зерен возникают
остаточные напряжения; 3) напряже-
ния III рода — уравновешивающиеся
в объеме нескольких элементарных ячеек
кристаллической решетки (типичным при-
мером может быть искажение кристал-
лической решетки, указанное на
рис. 67, б, в). Напряженное состояние
решетки возникает и локализуется в ульт-
рамикроскопических объемах.
Напряжения II и III рода дезориен-
тированы, их можно определять рентгено-
графическим способом.
Напряжения I рода являются ориентированными, и в изделиях
можно выделить объемы (зоны), где возникли напряжения растя-
жения или сжатия. Их значения и направление можно определить
рентгенографически, а также методом разрезки изделия, впервые
предложенным Н. В. Калакуцким. Разрезка изделия (или удале-
ние его части) нарушает равновесие напряженного состояния, что
приводит к деформации, по которой вычисляют значение и направ-
ленность напряжений.
Возникновение остаточных напряжений связано с неоднород-
ными деформациями в смежных объемах тела (изделия). Причи-
нами могут быть неоднородность материала, напряженное состоя-
ние, неравномерное охлаждение и т. п.
Типичным случаем (рис. 82, а) является возникновение осТа-
точных температурных (термических) напряжений при неравно-
мерном охлаждении изделия по сечению (например, при закалке).
Поверхностный слой цилиндрического сплошного образца охла-
ждается и уменьшает свой объем быстрее, чем его внутренняя
часть, и сжимает последнюю («эффект обруча»), В результате во
внутренней части возникнут временные напряжения сжатия,
в поверхностном слое — напряжения растяжения ор (рис. 82, б).
При Op cfT (при данной температуре) в этом слое произойдет
пластическая деформация — необратимое изменение размеров.
145
Когда периферийный слой уже охладился, центральная часть еще
охлаждается и стремится уменьшить свой объем. Этому препятст-
вует уже охладившийся периферийный слой. В центральной части
образца возникнут остаточные напряжения растяжения в пери-
ферийном слое — сжатия (рис. 82, в). Размер остаточных напря-
жений тем больше, чем больше разность температур по сечению
и, следовательно, чем больше скорость охлаждения.
Фазовые или структурные напряжения возникают в результате неоднород-
ности фазовых превращений по сечению изделий и разного удельного объема раз-
личных фаз. Эти напряжения обычно накладываются на термические, обраауя
общую эпюру остаточных напряжений. По указанным причинам остаточные
напряжения всегда возникают при литье, сварке
Гис. 82. Схема возникновения остаточных напряжений вследствие не-
равномерного охлаждения по сечению образца:
а — кривые охлаждения О' — в центре; 2 — на поверхности): б, а —
эпюры напряжений временных и остаточных
В зависимости от причин возникновения, по И. А. Одингу различают тех-
нологические и конструкционные остаточные напряжения. К технологическим
напряжениям относятся литейные (усадочные), сварочные, закалочные и др.
Конструкционные напряжения могут возникать при сборке (например, кле-
паной конструкции в результате «натяга» для совмещения отдельных ее элемен-
тов при не вполне совпадающих отверстиях).
Как правило, остаточные напряжения являются вредными. Они могут вы-
звать короаление при обработке заготовок на металлорежущих станках; образова-
ние трещин в изделиях; способствовать хрупкому разрушению. Остаточные
напряжения, суммируясь с рабочими напряжениями, могут вызвать потерю устой-
чивости или разрушение конструкции.
В некоторых случаях остаточные напряжения играют положительную роль.
Так, в результате дробеструйной обработки в поверхностных слоях пружин,
торсионных валиков и других изделий создают выгодные напряжения сжатия,
уменьшающие размер рабочих напряжений растяжения, что способствует уве-
личению долговечности деталей.
Глава IV. НАКЛЕП, ВОЗВРАТ
1. Особенности пластической
технических металлов
И РЕКРИСТАЛЛИЗАЦИЯ
деформации
Пластическая деформация металлов и сплавов как тел поликри-
сталлических имеет некоторые особенности по сравнению с пла-
стической деформацией одного зерна (монокристалла). В поли-
кристаллическом металле зерна, а следовательно, и плоскости
146
легкого скольжения имеют различную ориентировку, в структуре
всегда присутствуют неметаллические включения, микропоры
и другие дефекты. Вследствие влияния соседних зерен деформиро-
вание каждого зерна не может совершаться свободно. Пла-
стическая деформация начинается тогда,
когда действующие напряжения превысят
предел упругости. Сначала пластическая деформация
может происходить лишь в отдельных зернах с благоприятной
ориентировкой, у которых плоскости легкого скольжения совпа-
дают с направлением максимальных
Рис, 83. Схема пластической де-
формации зерна и изменения микро-
структуры металла
на 10-4—10 6 см пачки или
касательных напряжений. Для
одноосного растяжения такие плос-
кости расположены под углом 45°
к направлению приложенных сил
(см. рис. 81).
В каждом зерне сдвиг происхо-
дит последовательно, сначала по
одной плоскости, затем по другой
и т. д. Смещение одних частей
зерна по отношению к другим его
частям легко обнаруживается в мик-
роструктуре в виде так называемых
линий сдвига или сколь-
жения. Наблюдаемые под мик-
роскопом линии скольжения ши-
риной, составляющей примерно
1 мкм, представляют собой смеще-
ние не по одной кристаллографи-
ческой плоскости, а общее смещение
блока —- огромного количества параллельных плоскостей. В пачке
каждая плоскость смещена относительно другой на один период
решетки. Кроме сдвига, происходит и поворот смещенных частей
зерна в направлении уменьшения угла между направлением пло-
скостей скольжения и направлением растягивающих сил Р
(рис. 83). Этот поворот объясняется тем, что свободному смещению
частей зерна препятствуют соседние зерна. При повороте плоско-
стей сдвиг облегчается.
В результате сдвигов и поворота плоскостей скольжения
зерно постепенно вытягивается в направлении растягивающих,спл.
Внутри зерна происходит измельчение блоков, увеличение углов
их разориентировкн, возникают упругие искажения решетки
и напряжения, значительно возрастает плотность дисло-
каций.
При дальнейшем увеличении нагрузки и возрастании касатель-
ных напряжений пластическая деформация начинается и в других,
менее благоприятно ориентированных зернах. Сдвиги происходят
по плоскостям, расположенным не под углом 45°. При дальнейшей
пластической деформации зерна еще более вытягиваются в на-
147
правлении течения металла и образуется характерная волок-
нистая структура.
При больших степенях пластической деформации оси зерен
получают определенную ориентировку, которую называют т е к-
стурой деформации. В этом состоянии металл имеет
резко выраженную анизотропию свойств. Например, в продоль-
ном направлении, т. е. вдоль вытянутых зерен — волокон, металл
прочнее, чем в поперечном направлении.
Пластическая деформация при напряжениях от и больших
осуществляется сдвиговым или двойниковым механизмом, об-
условленным движением дислокаций.
Упругое и пластическое деформирование происходит равно-
мерно по длине до тех пор, пока не сменится на локальное.
2. Наклеп
Наклепом называется изменение свойств
металла в результате
ческой деформа
Рис. 84. Схема изменения свойств
металла в зависимости от степени
пластической деформации:.
J ₽ твердость; 2 — прочность; 3-»
пластичность; 4 ₽ вязкость
прочность не может быть
ской обработкой.
-----? холодной пласт и-
и. Из рис. 84 видно, что с увеличе-
нием степени пластической дефор-
мации повышается прочность и
твердость, т. е. происходит упроч-
нение металла, его нагартовка \
Наряду с этим понижается пластич-
ность и вязкость металла, т. е.
происходит его охрупчивание. Наи-
более высокопрочным материалом
в современной технике является на-
гартованная стальная проволока,
получаемая в результате холодного
волочения при степени деформации
80—90 % и имеющая временное со-
противление 3000—4000 МПа. Такая
достигнута легированием и термиче-
В результате пластического деформирования существенно из-
меняются также физические и химические свойства металла (на-
пример, повышается электросопротивление, растворимость
в кислотах, уменьшается теплопроводность).
Упрочнение при наклепе объясняется прежде всего тем, что
с увеличением степени пластической деформации на несколько
порядков возрастает число дислокаций. По теоретическим расче-
там и экспериментальным данным, в поликристаллическом отож-
женном металле число дислокаций составляет 10®—108, в сильно
деформированном металле — до 1011—1012 на 1 см-2 (рис. 73).
При увеличении числа дислокаций их свободное перемещение
ц и
От слова Hart — твердость (немецк.).
148
затрудняется взаимным влиянием. Упрочнение вызывается также
торможением дислокаций в связи с измельчением блоков и зерен,
искажением решетки металла, возникновением напряжений.
Особо эффективными «барьерами» для дислокаций являются
границы зерен и блоков. Дислокации могут тормозиться дисперс-
ными частицами, выделяющимися из твердого раствора при
деформировании и т. д.
3. Возврат
Около 10—15 % всей энергии, затраченной на пластическую
деформацию, поглощается металлом и накапливается в нем в виде
повышенной потенциальной энергии смещенных атомов, напря-
жений. Таким образом, деформирован-
ный металл находится в неравновесном,
неустойчивом состоянии. Переход к более
равновесному состоянию связан с умень-
шением искажений в кристаллической
решетке, снятием напряжений, что опре-
деляется возможностью перемещения
атомов. При низких температурах по-
движность атома мала и состояние на-
Рис. 85. Схема процесса по-
лигонизации:
а — хаотическое размеще-
ние Дислокаций после де-
формации; б — стенки из
дислокаций после полиго-
низации
клепа может сохраняться неограниченно
долго. С повышением температуры диф-
фузия атомов увеличивается и в металле
начинают развиваться процессы, приво-
дящие его к более равновесному состоя-
нию. Это явление возврата.
Первая стадия возврата — отдых — наблюдается при невысо-
ком нагреве. При отдыхе происходит уменьшение количества ва-
кансий, уменьшение плотности дислокаций, частичное снятие
напряжений.
Вторая стадия возврата — полигонизация *, деление зерен
на части — полигоны (субзерна) размером 10-6—10"4 см. Поли-
гонизация происходит в результате скольжения и переползания
дислокаций, вследствие чего дислокации одного знака образуют
«стенки», разделяющие зерна на полигоны. На рис. 85 схемати-
чески показано образование полигонов, разделенных малоугло-
выми границами.
В полигонизованном состоянии кристалл обладает меньшей
энергией по сравнению с деформированным, поэтому образование
полигонов является энергетически выгодным процессом.
При пластической деформации (е ~ 5—10 %) клубковые дислокация (р т
го 1010 см-8) образуют ячеистую структуру. При отжиге сплавов с такой струк-
турой полигонизация состоит не в формировании субзерен из хаотически распо-
ложенных линейных дислокаций, а в развитии ячеистой субзеренной структуры.
11 От слова polygon — многоугольник (ввел Р. Кан в 1949 г.).
149
Объемные стенки ячеек становятся более узкими, плоскими, тело ячеек еше
больше очищается от дислокаций и ячейки постепенно превращаются в хорошо
оформленные субзерна. В стенках ячеек происходит скопление атомов примесей,
что увеличивает их устойчивость. Такая структура сохраняется и при значи-
тельных нагревах, поэтому сплавы с такой структурой практически не рекри-
сталлизуются. Этн явления используют для повышения прочности сплавов,
особенно в тех случаях, когда упрочнение не достигается обычной термической
обработкой. Одна из разновидностей такой упрочняющей обработки — много-
кратная механико-термическая обработка (МИТО).
Рис. ей. Схем,) изменения структуры и свойств наклепан-
ного металла при возврате (отдыхе) и рекристаллизации
Температура начала полигонизации не
является константой. Скорость полигонизации зави-
сит от природы металла, степени предшествующей деформации,
содержания примесей и т. п.
При возврате заметных изменений в мик-
роструктуре не наблюдается, металл со-
храняет волокнистое строение. При этом твер-
дость и прочность несколько понижаются, а пластичность воз-
растает (рис. 86).
4. Рекристаллизация
При нагреве до достаточно высоких температур подвижность
атомов возрастает и происходит процесс рекристаллизации.
Рекристаллизацией называется про-
цесс образования и роста новых зерен при
150
нагреве наклепанного металла до опре-
деленной температуры (рис. 86). Этот процесс про-
никает в две стадии. Различают рекристаллизацию первичную
(обработки) и собирательную.
Рекристаллизация первичная (обработки) заключается в обра-
зовании зародышей и росте новых равновесных зерен с неиска-
женной кристаллической решеткой. Наиболее, вероятно, что но-
вые зерна возникают у границ блоков и зерен, пакетов скольжения
внутри зерен и т. д., где решетка металла была наиболее сильно
искажена при пластической деформации (наклепе). Количество
новых зерен постепенно увеличивается и, в конечном счете,
в структуре не остается старых деформированных зерен.
Движущей силой первичной рекристал-
лизации является энергия, аккумулиро-
ванная в наклепанном металле. Находящийся
в неустойчивом состоянии деформированный металл стремится
перейти в более устойчивое состояние с наименьшим запасом
свободной энергии. Этому состоянию соответствует процесс
образования новых зерен с неискаженной кристаллической
решеткой.
В местах, где решетка наиболее искажена и, следовательно,
наименее устойчива, при нагреве происходит перемещение атомов,
восстановление решетки и возникновение зародышей новых равно-
весных зерен. Зародышами новых зерен могут быть и объемы
(блоки) с наименее искаженной решеткой, куда переходят атомы
из соседних объемов с искаженной решеткой.
Собирательная рекристаллизация — вторая стадия рекри-
сталлизационного процесса — заключается в росте образовав-
шихся новых зерен. Движущей силой собиратель-
ной рекристаллизации является поверх-
ностная энергия зерен. Рост зерен объясняется тем, что
при наличии большого количества мелких зерен их общая поверх-
ность очень велика, поэтому металл обладает большим запасом
поверхностной энергии. При укрупнении зерен общая протяжен-
ность их границ становится меньше, что соответствует переходу ме-
талла в более равновесное состояние.
Особенность собирательной рекристаллизации заключается в том, что рост
происходит не в результате слияния нескольких мелких зерен в одно более круп-
ное зерно, а одни зерна растут за счет других зерен, «поедая» их вследствие,пере-
хода атомов через границы раздела. Зерно на одном участке может расти за счет
соседнего зерна, а на другом участке может поглощаться другим, соседним с ним
зерном Процессы собирательной рекристаллизации могут совершаться и до
полного завершения первичной рекристаллизации.
Температура начала (порога) рекристаллизации металлов и
сплавов, по А. А. Бочвару, связана с температурой плавления
зависимостью 7рек = аТпл, где Трек, Тпа — абсолютные темпе-
ратуры начала рекристаллизации и плавления.
Для технически чистых металлов а = 0,4.
151
Приведем температуру начала (порога) рекристаллизации Тре11
некоторых металлов:
Металл................... W Mo Fe Си Al Zn РЬ
Тпл, °C.................... 3 400 2625 1535 1084 660 419 327
Трек, °C ................ 1 200 900 450 200 100 20 <20
Для металлов очень высокой чистоты a =0,l-j-0,2, для твер-
дых растворов а — 0,5->0,8.
Следует заметить, что зависимость А. А. Бочвара позволяет
установить приближенное значение температуры начала рекри-
сталлизации, которая не является физической константой ме-
талла, как, например, его температура плавления. Установлено,
Рис. 87. Схема влияния па размер рекристаллизованного зерна темпера-
туры (а), продолжительности нагрева (6) и степени предварительной пла-
стической деформации (в); fKp — критическая степень деформации
что Трек понижается с увеличением степени предварительной
пластической деформации, зависит от размеров зерна до деформа-
ции и т. д.
Из хода кривых, приведенных на рис. 86, следует, что с нача-
лом рекристаллизации происходит существенное изменение
свойств металла — противоположное изменению свойств при на-
клепе. Понижается прочность металла, т. е. происходит его раз-
упрочнение, а также твердость, электросопротивление и другие
свойства, повышающиеся при наклепе. Увеличивается пластич-
ность, а также вязкость, теплопроводность и другие свойства,
понижающиеся при наклепе. На свойства металла большое вли-
яние оказывает размер зерен, получившихся при рекристалли-
зации. В результате образования крупных зерен при нагреве до
температуры 4 начинает понижаться прочность и особенно зна-
чительно пластичность металла.
Основными факторами, определяющими величину зерен ме-
талла при рекристаллизации, являются температура, продолжи-
тельность выдержки при нагреве и степень предварительной
пластической деформации (рис. 87). Как показано на рис. 86,
а также на рис. 87, а, с повышением температуры при нагреве
происходит укрупнение зерен. Величина зерен также существенно
возрастает с увеличением времени выдержки при данной темпе-
ратуре (рис. 87, б).
152
Наиболее крупные зерна образуются после незначительной
предварительной деформации, обычно порядка 3—15 %
(рис. 87, в). Такую степень деформации назы-
вают критической. Наглядное представление о зависи-
мости размеров зерна от температуры и степени пластической
деформации дают диаграммы рекристаллизации (рис. 88). Эти
диаграммы используют для приближенного выбора условий ре-
кристаллизационного отжига. Для более точного назначения
режима отжига необходимо учитывать не только температуру
Рис. 88. Диаграмма рекристаллизации ннзкоуглероди*
стой стали
и степень пластической деформации, но и время отжига, скорость
нагрева металла, содержание примесей, вид обработки металла
до рекристаллизации и другие факторы, оказывающие влияние
на величину зерна. Практически рекристаллизационный отжиг
низкоуглеродистых сталей обычно проводят при 600—700, латуней
и бронз при 560—700, алюминиевых сплавов при 350—450, тита-
новых сплавов при 550—750 °C.
Холодная и горячая обработка давлением. Физической грани-
цей между холодной и горячей обработкой давлением является
Трек. Холодную обработку проводят при температуре ниже Tpw,
и металл находится в состоянии наклепа. Горячую обработку
металлов проводят при температурах, при которых процессы
рекристаллизации успевают пройти полностью.
5. Сверхпластичность
Сверхпластичность* — способность метал-
лов и сплавов равномерно удлиняться на
сотни и тысячи процентов (6 = 2500 % и больше).
* Термин предложен А. А. Бочваром, обнаружившим в 1946 г. необычайно
большое удлинение сплава Zn + 22 % Al.
153
Она обнаруживается у многих металлов и сплавов при определен-
ных условиях: 1) при наличии ультрамелкозернистой структуры
с размерами зерна А = 1—2 мкм; 2) когда температура деформи-
рования находится в пределах 0,6—0,85Тап (для сталей 680—
720 °C), т. е. как при обычной горячей обработке давлением;
3) если скорость деформирования (растяжение) находится в диа-
пазоне е = 10~4—10-1 с-1 *. Для сравнения можно указать,
что при статических испытаниях на растяжение е = 10~s—
BOO 780 900 О W ВО 1201БО 200 N
t, °C Число термических циклов
a S'
Рис. 89 Сверхпластнчность стали
а — киррозионноегойкая сталь 12Х18Н10Т; б — углеродистые
стали с 0,18 % и 0,93 % С при термоцнклическом нагружении
методах обработки е = 10-2—10~б с-1; 4) аномально высокая пла-
стичность наблюдается также вблизи (несколько ниже) температур
фазовых превращений и в момент мартенситного превращения.
При проявлении сверхпластичности деформация протекает
главным образом в результате межзеренного перемещения (зерно-
граничного скольжения) и в меньшей степени путем внутризерен-
ного дислокационного скольжения. Используя эффект сверх-
пластичности, можно при затрате небольших усилий осуществить
значительные деформации.
У технических металлов и сплавов при литье, обработке давлением и т. п.
величина зерна значительно больше, чем требуется для проявления сверхпластич-
ности. Необходимую ультрамелкозернистую структуру можно создать специаль-
ной обработкой.
Например, для широко применяемой стали 12Х18Н10Т (0,12 % С, 18 % Сг,
10 % Ni, 0,5 % Ti) проводят холодную пластическую деформацию со степенью
обжатия около 50 % и затем рекристаллизационный отжиг в строго контроли-
руемых условиях: нагрев до 820 СС со скоростью 500°С/с, охлаждение в 10 % -ном
растворе NaCl для фиксирования ранней стадии рекристаллизации. Такая сталь
с размером зерна А = 2 мкм при горячей обработке со скоростью деформации
е = 5 X 10-2с-1 обнаруживает сверхпластичность (рис. 89, а). Обычная пластич-
* Скорость деформации определяется из соотношения я = f/т, с~\ где / —•
степень деформации (безразмерная величина), т — время, с,
154
ность этой стали с размером зерна Л = 20 мкм после стандартной термической
обработки в несколько раз меньше. На рис. 89, б показана сверхпластичность
углеродистых сталей при специальной циклической термической обработке —
многократном повторении циклов нагрев—охлаждение. Образцы при постоянной
нагрузке под напряжением о = 17,5 МПа нагревали несколько выше и охлаж-
дали несколько ниже точки А3 — температуры фазового а у-превращения
в сталях.
Сверхпластичность наблюдается также в двухфазных (а -ф Р)-титановых
сплавах, в двухфазных (а -ф Рфлатунях, где границы фаз препятствуют росту
зерна; в некоторых алюминиевых сплавах, в которых выделяющиеся при старе-
нии дисперсные включения также способствуют получению мелкозернистой
структуры.
Малая пласгичность технических сплавов усложняет обработку давлением,
иногда, ее приходится проводить по схеме деформация—промежуточный отжиг—
деформация и т. д. С использованием сверхпластичности технология упрощается,
снижаются усилия деформирования и мощность оборудования, нагрузки на
инструмент, обеспечивается возможность обработки труднодеформируемых спла-
вов. После обработки благодаря ультрамелкому зерну сплавы имеют высокие
механические свойства. Но в технологии с использованием сверхпластичности
возникают технические затруднения, например, разработка специальных штам-
пов и т. п.
Несмотря на многочисленные работы, физическая теория сверхпластичнссти
полностью еще не разработана. Прн сверхпластичности деформация происходит
по сложному механизму, включающему дислокационную пластичность внутри
зерен, зерногранпчное проскальзывание и другие процессы.
Глава V. ЖЕЛЕЗОУГЛЕРОДИСТЫЕ СПЛАВЫ
Сплавы железа с углеродом (стали и чугуна) являются наиболее
распространенными металлическими материалами. Нет ни одной
отрасли промышленности, где бы не использовали сплавы железа,
поэтому их изучению уделяют большое внимание.
1. Компоненты и фазы в сплавах железа с углеродом
Первое представление о диаграмме железо — углерод дал
Д. К Чернов, который в 1868 г. указал на существование в стали
критических точек и их зависимость от содержания в ней угле-
рода, т. е. фактически впервые указал на полиморфизм железа.
Прежде чем рассматривать превращения, происходящие с из-
менением температуры в сплавах этой системы, рассмотрим свой-
ства и строение компонентов и фаз.
Чистое железо — серебристо-светлый металл, атомный
номер 26, атомный вес 55,85. Технически чистое железо содержит
0,10—0,15 % всех примесей. Наиболее чистое железо, полученное
в лабораторных условиях, содержало 99,9917 % Fe. Свойства
железа зависят от степени его чистоты. Для технически чистого
железа температура плавления равна 1539 °C (±5 град), плот-
ность 7,85 г/см®. Железо обладает невысокой твердостью и проч-
ностью НВ ~ 80, ав да 250 МПа; o0i3 к. 120 МПа и хорошей
пластичностью: 6 к, 50 %; ф та 80 %.
155
При нагреве железо испытывает аллотропические превра-
щения. До 911 °C железо имеет о. ц. к. решетку (К8) с периодом
при комнатной температуре а — 0,286 нм, его обозначают Fe„.
При 911 °C происходит превращение о. ц. к. решетки в г. ц. к.
решетку, и в температурном интервале 911—1392 °C железо обо-
значают Fey (г ц. к., К12, с условным периодом, полученным
экстраполяцией до комнатных температур, а ~ 0,356 нм). При
1392 °C вновь происходит перестройка г. ц. к. решетки в о. ц. к.,
которая сохраняется до температуры плавления. Эту модифика-
цию обозначают Fea и Fe6. При 768 °C на кривой нагрева железа
появляется перегиб, отвечающий изменению магнитных свойств
железа (точка Кюри для железа). До 768 °C Fea ферромагнитно,
выше этой температуры — парамагнитно. Пока не было установ-
лено, что магнитные превращения не связаны с аллотропией,
немагнитное Fea обозначали как модификацию Fep, существовав-
шую от 768 до 911 °C.
Если к железу приложить высокое всестороннее давление (выше 135 ГПа),
то появляется новая полиморфная модификация с гексагональной плотноупако-
ванной (г. п. у.) решеткой, названная е-фазой, которая существует в широком
интервале температур, но при нормальном давлении е-модификация чистого
железа не существует ни при каких температурах. Однако, если железо легиро-
вать марганцем, рутением или иридием, то при атмосферном давлении в сплавах
появляется е-фаза, которая стабильна в области от абсолютного нуля до 200 °C.
Углерод в природе встречается в виде двух модификаций;
в форме алмаза, имеющего сложную кубическую решетку, и
в форме графита, имеющего простую гексагональную решетку
с периодами а =0,14 нм и с =0,34 нм. Плотность графита
2,25 г/см3. В отличие от других материалов временное сопротивле-
ние графита увеличивается при повышении температуры: при
20 °C ов = 20 МПа; при 2500 °C временное сопротивление воз-
растает до 40 МПа, что выше прочности всех тугоплавких метал-
лов при данной температуре. При нагреве примерно до 3650 °C
начинается сублимация * *' графита.
Рассмотрим фазы в системе Fe — Fe3C.
Феррит — твердый раствор внедрения углерода в Fea. Обозна-
чается Fea(C). Максимальная растворимость достигает 0,02 % С
при 727 °C. При комнатной температуре растворяется меньше
0,006 % С *2. Выше 1392 °C высокотемпературный 6-феррит
FFee (С) ], с предельной растворимостью углерода 0,1 % при
1499 СС. Твердость и механические свойства феррита близки
к свойствам технически чистого железа, они зависят от количества
элементов, присутствующих в нем (многие металлы и неметаллы
образуют с ферритом твердые растворы замещения).
41 Сублимация (возгонка) — превращение в газообразное состояние твер-
дых (кристаллических) веществ, минуя жидкое состояние.
*а Поры в решетке Fea гораздо меньше размеров атома углерода (диаметр
атома углерода 0,154 нм), так что углерод, по-видимому, находится в дефектах
решетки. Название фазы «феррит» связано с ее ферромагнитными свойствами.
156
Аустенит * *r — твердый раствор внедрения углерода в Fev.
I го обозначают Fev(C). Углерод занимает пору в центре г. ц. к.
ячейки. При 1147 °C аустенит содержит 2,14 % С, а при 727 °C —
всего лишь 0,8 % С. Аустенит — парамагнитен, пластичен, имеет
низкие значения временного сопротивления и твердости (НВ ~
1704-220). Элементы, растворяющиеся в аустените, могут
значительно изменять его свойства, а также температурные гра-
ницы его существования.
Цементит — карбид железа Fe3C, образующийся при содер-
жании углерода 6,67 %. Цементит имеет сложную орторомбиче-
скую решетку, в элементарной ячейке которой находятся 12 атомов
железа и 4 атома углерода. Температура плавления цементита
около 1550 °C *а. Цементит имеет очень высокую твердость (HV ~
~ 800), хрупкий. До 217 ?С обладает слабыми ферромагнитными
свойствами.
Жидкая фаза — существует выше линии ликвидуса. Железо
хорошо растворяет углерод, образуя однородную жидкую фазу.
В дальнейшем будут приняты сокращенные обозначения фаз:
феррит — Ф, аустенит — А, цементит — Ц, жидкая фаза — Ж.
2. Диаграмма состояния железо—цементит
Железо, взаимодействуя с углеродом, образует ряд химических
соединений: Fe3C, Fe2C, FeC и др. Поскольку устойчивое химиче-
ское соединение в диаграммах может быть рассмотрено как ком-
понент, обычно диаграмму железо—углерод изображают только
до содержания 6,67 % С, когда образуется химическое соединение
карбид железа Fe3C, так как практическое значение имеет только
эта часть диаграммы Fe — С (сплавы, содержащие больше угле-
рода, очень хрупкие). Этот участок диаграммы железо—углерод
называют диаграммой состояния железо—цементит (рис. 90).
В табл. 3 приведены температура и концентрация углерода
для всех точек диаграммы. Линия ABCD (рис. 90) является ли-
нией ликвидуса, а линия AHJECF — солидуса. По линии HJB
при 1499 °C происходит перитектическое превращение Жв +
+ в результате которого образуется аустенит. По
линии ECF при 1147 °C происходит эвтектическое превращение
Жс Ае + ЦР.
Образующаяся эвтектика носит название ледебурит *3.
Ледебурит (Л) — эвтектика сист е-м ы
Fe—Fe3C — представляет механическую смесь
цементита и аустенита и содержит 4,3 % С.
При 768 °C по линии МО происходит магнитное превращение
железа. При 727 °C по линии PSK происходит эвтектоидное пре-
*1 Фаза имеет название в честь английского ученого Р. Аустена.
*2 Последние исследования показывают, что температура плавления Fe3C
1250 С.
*3 В честь немецкого ученого Ледебура,
157
вращение: As ФР + Цк. Образующийся эвтектоид называется
перлитом.
Перлит (/7) — это механическая смесь (эв-
тектоид), состоящая из мелких различных
Жидкость * феррит.
мот
1539
1500
Феррит
Феррит* -
’/аустенит
1200
f
Е
1100
£
Аустенит*цементит. ' Цементит(первичный)*
(Вторичный)*ледеЕурит\ *лгдебурит(аустенит*____
(аустенит*ценентит) । *цементит)
Е'
— Аустенит —у
Жидкость
7900
N
1300
1000
911
. 900
Аустенит*
1392
Жидкость*
* аустенит
1153
стенит*
'*уененгпит\-
(Вторичный)
В’
7Жидкость*
/цементит
(первичный)
738
*иемеыпит7^-^9Реевт^Рр/Рентит Перл1а*цементит(вп>ричный\цементит1первичный)А
6 0,07 Т/Л
О 0,81
2 2,19 3
9 9,3 5
10 20 30 90 50 00 70 80
90 700%Г&£
Рис, УО.
Диаграмма
состояний железо — цементит и железо —
(штриховые линии)
углерод
О
К
размеров пластинок цементита в феррит-
ной основе, содержание углерода состав-
ляет 0,8 %. Название перлит эвтектоид получил за блеск,
который наблюдается на полированном и протравленном шлифе,
напоминающий блеск перламутра.
Таблица 3. 1 очки диаграммы
Обозначе- ние точек Концентра- ция угле- рода, % - f, “С Обозначе- ние точек Концентра- ция углеро- да, % 1, °C
А 0 1539 F 6,67 1147
Н 0,1 1499 G 0 911
J 0,16 1499 Р 0,02 727
В 0,5 1499 S 0,8 727
N 0 1392 I К 6,67 727
Е 2,14 1147 Q 0,006 25
С 4,3 1147 L 6,67 25
158
При эвтектоидном превращении наблюдается восходящая диффузия. Веду-
щей фазой является цементит. Пластинка цементита начинает расти от границы
w-рпл аустенита или центром кристаллизации оказывается неметаллическое
включение. Соседние области обедняются углеродом н там образуется феррит.
Повторяясь многократно, этот процесс приводит к образованию зерна перлита,
состоящего из параллельных пластинок цементита и феррита. Чем грубее и круп-
нее выделения цементита, тем хунте механические свойства перлита.
Эвтектоидное превращение испытывает и аустенит, входящий в состав леде-
бурита; при температурах ниже 727 °C ледебурит состоит из механической смеси
перлита и цементита и иногда его называют ледебуритом превра-
щенным (Лп).
Рассмотрим подробнее превращения, протекающие при охла-
ждении сплавов с различным содержанием углерода.
В сплавах, содержащих до 0,1 % С (до точки Н, см.
рис. 90), например, сплав / на рис. 91 при охлаждении вначале
происходит кристаллизация Fee (С) с последующим превращением
его в аустенит. В сплавах, содержащих 0,1—0,5 % С (до точки В,
см. рис. 90), образование аустенита происходит по линии HJB
при 1499 °C по перитектической реакции Жв + &н т17.
Таким образом, все сплавы, содержащие до 2,14 % С, после
окончания кристаллизации имеют структуру аустенита. Поэтому
часто пользуются более упрощенной диаграммой Fe—Fe3C, где
линия солидуса AHJE представлена в виде простой линии АЕ
(рис. 91).
На рис. 91 изображена левая часть диаграммы Fe—Fe3C..
Сплав / содержит меньше 0,02 % С, т. е. расположен левее
точки Р Он представляет собой технически чистое железо.
Кристаллизация аустенита начинается в точке 1 и заканчи-
вается в точке 2 До точки 3 в сплаве I не происходит никаких
фазовых превращений: сплав просто охлаждается.
В точке 3 начинается перестройка решетки аустенита
(i ц. к.) в решетку феррита (о. ц. к.) с изменением содержания
уIлерода в обоих твердых растворах: во мере охлаждения состав
аустенита изменяется по линии GOS, а состав феррита — по ли-
159
нии GMP *. В точке 4 это превращение заканчивается и до точки 5
происходит охлаждение образовавшегося феррита. Ниже точки 5
сплав находится в области двухфазного состояния Ф + Ц. Ли-
ния PQ — линия переменной растворимости (см. рис. 60) углерода
в решетке феррита. Этот избыточный углерод образует с железом
химическое соединение FesC, т. е. цементит. Чтобы отметить осо-
бенности выделения цементита в сталях, содержащих углерода
мене* 0,02 %, его обозначают Цщ, т. е. цементит третичный
(о цементите вторичном будет сказано позже). При обычном охла-
ждении Ц1П выделяется главным образом внутри зерен в виде
очень дисперсных включений, увеличивая прочность феррита.
Если охлаждение проводить медленно, то Цт будет выделяться
по границам зерен феррита. Структура технического железа
представлена на рис. 92, а.
Кривая охлаждения сплава II (см. рис. 91) типична для всех
сплавов, содержащих от 0,02 до 0,8 % С, разница — только
в температурах критических точек. Образование кристаллов аусте-
нита начинается в точке 1 и заканчивается в точке 2. При этом
состав жидкой фазы изменяется по линии ликвидуса АС, а состав
аустенита — по линии солидуса АЕ. В точке 3 начинается превра-
щение аустенита в феррит, которое протекает до точки 4. Состав
аустенита изменяется по линии GOS, состав феррита — по линии
GMP. В точке 4 при 727 РС происходит эвтектоидное превращение
ФР + Цк.
Чем больше в стали углерода, т. е. чем ближе располагается
сплав к точке X, тем большее время необходимо для этого превра-
щения (отрезок 4—4' на кривой охлаждения будет больше) и
в структуре сплава будет больше перлита. После охлаждения
структура таких сплавов состоит из Ф + П (рис. 92, б—г).
Сплав /// содержит 0,8 % С, т. е. по составу отвечает точке
эвтектоидного превращения X. При его охлаждении до 727 °C
аустенит не испытывает никаких превращений, поэтому при тем-
пературе 727 °C весь аустенит превратится в перлит (рис. 92, д).
Сплав IV (см. рис. 91) содержит углерода больше 0,8 %,
но меньше 2,14 %, т. е. он располагается между точками X и Е.
До точки 3 кристаллизация этого сплава протекает так же, как
и сплавов I и //. При температурах от точки 3 до точки 4 изме-
няется содержание углерода в аустените по линии £Х. Точка Е
соответствует максимальной растворимости углерода в аустените,
т. е. 2,14 %, а точка X —минимальной: 0,8 % С. Избыточный
углерод по мере понижения температуры выделяется из решетки
аустенита и образует с железом так называемый вторичный
цементит, который обозначают Цп.
При 727 °C (точка 4) происходит эвтектоидное превращение.
Таким образом, после окончательного охлаждения сплав будет
* Состав сплавов и количество фаз для сплавов системы Fe—Fe3C определяют
и рассчитывают по правилу отрезков,
160
Рис, 92. Структура сталей с разным содержанием углерода, X 200-
а — D.05; б — 0,25: в — 0,40; г — 0,70; д — 0,80; е — 1,2 %
6 Кнорозов Б, В. и др.
161
иметь структуру П + Цп. По сравнению с Цт выделение Цп
происходит при более высоких температурах, когда скорости
диффузии велики. Поэтому Цц образуется по границам зерен
в виде сетки. Это хорошо иллюстрируется микроструктурой,
приведенной на рис. 92, е.
Особенностью всех сплавов с содержанием углерода от 2,14
до 6,67 % является наличие в их структуре ледебурита
(рис. 93).
Рис. 93. Часть диаграммы железо — углерод(от2,14 до6,67 % С)
Кривая охлаждения сплава V типична для всех сплавов,
содержащих от 2,14 до 4,3 % углерода (т. е. расположенных от
точки Е до точки С). Кристаллизация зерен аустенита начинается
в точке 1 и заканчивается в точке 2. С понижением температуры
состав аустенита изменяется по линии солидуса от точки а до
точки Е, а состав жидкой фазы — от точки 1 до точки С. При
1147 °C (точка 2) оставшаяся жидкость претерпевает эвтектическое
превращение Же АЕ ~Ь ЦР- При температурах между линиями
ECF и PSK сплав имеет структуру А + Л (Л + Ц) Z(n.
И в этих сплавах образуется Цп, так как при охлаждении состав
аустенита также будет изменяться по линии ES.
При 727 °C (линия PSK) происходит эвтектоидное превращение
ФР + Цк и ниже этой температуры сплав будет иметь
структуру П + Л (П + Ц) 4- Ц1г (рис. 94, а). Вторичный це-
ментит сливается с цементитом ледебурита.
При охлаждении сплава VI (4,3 % С) при температуре 1147 °C
(точка С) вся жидкость превращается в ледебурит, который с по-
нижением температуры испытывает превращения, аналогичные
сплаву V. Структура этого сплава приведена на рис. 94, б.
В сплавах, содержащих углерода от 4,3 до 6,67 % (сплав VII),
в точке 1 начинается образование кристаллов цементита. Чтобы
162
отметить характер выделения, такой цементит называют пер-
вичным и обозначают Ц1. Поскольку при кристалли-
зации Цх выделяется из жидкой фазы, его кристаллы обычно
бывают крупными (грубые выделения). В точке 2 происходит
эвтектическое превращение. Структура сплава между линиями
ECF и PSK Цг + Л (А + Ц). При 727 °C происходит эвтекто-
идное превращение аустенита. Окончательная структура сплава
(ниже 727 °C) Hi + Л (11 + Ц) (рис. 94, в). Химические
и физические свойства Цъ Цп и Ци1 одина-
ковы. Влияние на механические свойства
сплавов оказывает различие в размерах,
количестве и расположении этих в-ы д е-
л е н и й.
Температуры, при которых происходят фазовые и структурные
превращения в сплавах системы Fe—Fe3C, т. е. критические
точки, имеют условное обозначение.
Все критические точки обозначают буквой А (начальная буква
французского слова arret — остановка). Первая критическая
точка Aj лежит на линии PSK (727 °C) и соответствует превраще-
нию 11 А; А2 — линия МО (768 °C), при этой температуре
6*
163
происходит магнитное превращение феррита; А3 — линия GOS,
по этой линии происходит превращение Ф А, температура
которого зависит от содержания углерода в стали, /14 — линия
NJ — превращение Fev Fe6; Аст — линия SE, начало вы-
деления Цп (иногда эту точку обозначают и как Дя). Поскольку
превращения совершаются при нагреве и охлаждении при различ-
ных температурах (вследствие теплового гистерезиса), чтобы
отличить эти процессы, ввели дополнительные обозначения. При
нагреве добавляют букву с, т. е. Aclt Ас3, при охлаждении —
букву г, т. е. Агг, Аг3* (магнитное превращение гистерезиса не
имеет).
Все сплавы системы Fe—Fe3C по структурному признаку делят
на две большие группы: стали и чугуны.
Углеродистыми сталями называют сплавы железа с углеродом
(содержание углерода до 2,14 %, точка Е), заканчивающие кри-
сталлизацию образованием аустенита. В структуре таких сплавов
отсутствует эвтектика (ледебурит), благодаря чему они обладают
высокой пластичностью, особенно в аустенитном состоянии (при
нагреве выше линии GSE).
По структуре углеродистые стали подразделяют на д о э в-
тектоидные, эвтектоидные и заэвтектоид-
н ы е. Доэвтектоидные стали содержат до 0,8 % С, их структура
состоит из Ф + П (см. рис. 92, б—г). Содержание углерода в эв-
тектоидной стали 0,8 %, структура такой стали состоит только
из перлита (см. рис. 92, д). Стали, содержащие углерода от 0,8
до 2,14 %, называют заэвтектоидными сталями. Их структура —
зерна перлита, обрамленные сеткой Цп (см. рис. 92, е).
Сплавы железа с углеродом, содержа-
щие больше 2,14% (до 6,67 %) углерода, за-
канчивающие кристаллизацию образова-
нием эвтектики, называют чугунами. Ана-
логично сталям чугуны подразделяют на доэвтектиче-
ские (2,14—4,3 % С), эвтектические (4,3 % С) и
заэвтектические (4,3—6,67 % С) (рис. 94, а—в).
3. Диаграмма состояния железо—графит
В результате превращений, происходящих при охлаждении же-
лезоуглеродистых сплавов, углерод может не только химически
взаимодействовать с железом, но и выделяться в элементарном
состоянии — в форме графита. Жидкий раствор, а также аусте-
нит и феррит могут находиться в равновесии как с цементитом,
так и с графитом. По этой причине различают две диаграммы
состояния: железо—цементит и железо—графит. Первая из них
приведена на рис. 90 сплошными линиями, и ранее были рас-
* Начальные буквы от французских слов chauffe — нагрев и refroidisse-
ment — охлаждение.
164
смотрены все превращения, происходящие при охлаждении спла-
вов с различным содержанием углерода. На этом же рисунке
штриховыми линиями приведена система железо—графит. Все
линии этой системы лежат выше линий диаграммы железо—
цементит, т. е. эвтектическое и эвтектоидное превращения совер-
шаются при более высоких температурах (1153 и 738 °C соответ-
ственно). Точки С, Е и X сдвинуты влево (С''— 4,26 % С; Е' —
2,11 % Си X' — 0,7 % С).
Процесс образования графита в сплавах железа с углеродом называется гра-
фитизацией. Графит может кристаллизоваться из жидкой фазы при затвердева-
нии чугуна. Ниже линии CD' выделяется первичный графит. Кристал-
лы первичного графита имеют сложную форму в виде лепестков, выходящих из
одного центра.
При температуре 1153 °C (линия Е'СТ’) образуется графитная эвтектика,
состоящая из аустенита и графита, т. е. Жс, ^АЕ, + Г. Эвтектоидное превра-
щение протекает при температуре 738 °C (линия P'S'К'), структура эвтектоида
состоит из феррита и графита A s, Фр, -f- Г. По линии E'S' из аустенита выде-
ляется вторичный графит. Как правило, вторичный графит и графит
евтектопда выделяются на лепестках первичного графита.
Цементит — фаза, менее устойчивая по сравнению с графитом, при высоких
температурах цементит разлагается; Fe3C 3Fe + С. Поэтому диаграмма со-
стояний Fe — Fe3C — неустойчивая, метастабильная, a Fe—Г — устойчивая.
Работа образования зародыша цементита меньше, чем графита. Для образо-
вания зародышей графита требуется значительная диффузия атомов углерода,
это медленно протекающий процесс, так как необходима еще и самодиффузпя ато-
мов железа •— отвод этих атомов от фронта кристаллизации графита. Поэтому,
если не создавать специальных условий кристаллизации, из жидкого расплава
предпочтительнее выделяется смесь аустенита с цементитом, хотя графит является
более устойчивой фазой: смеси аустенит + графит и феррит + графит обладают
меньшей свободной энергией, чем смеси аустенит + цементит и феррит + цемен-
тит, т. е. это более стабильное состояние.
Графитизация может происходить и в твердом состоянии, поскольку цемен-
тит при высоких температурах неустойчив. В этом случае имеется несколько на-
кладывающихся стадий: 1) распад цементита и растворение атомов углерода
в аустените; 2) образование центров графитизации в аустените; 3) диффузия ато-
мов углерода в аустените к центрам графитизации; 4) рост выделений графита.
Структура чугуна, ход его кристаллизации существенно зависят от ряда
факторов: химического состава, скорости охлаждения отливки, наличия нераство-
римых примесей (частичек А12О3, AIN, SiO2 и т. д.). Последние играют роль го-
товых центров кристаллизации, способствуя росту частичек графита как из
жидкой фазы, так и в аустените (уменьшается работа образования зародыша
графита).
4. Влияние легирующих элементов на полиморфизм
железа
Элементы, специально вводимые в сталь
в определенных концентрациях с целью
изменения ее строения и свойств, назы-
вают легирующими элементами.
По влиянию на температуру полиморфных превращений же-
леза, т. е. на положение критических точек А3 и Л4, легирующие
элементы можно разделить на две группы. К первой
группе относятся элементы, увеличивающие устойчивость
165
аустенита, т. е. повышающие точку Л4 и понижающие точку А3
(рис. 95, а); к ним принадлежат никель, марганец, углерод, азот,
медь и некоторые другие. Вторая группа, в которую
входит большинство других легирующих элементов — хром, вана-
дий, молибден, вольфрам, кремний, титан и др. — это элементы,
увеличивающие устойчивость феррита, т. е. понижающие точку Л4
Рис. 95. Влияние легирующих элементов на полиморфизм железа
и повышающие точку Л3 (рис. 95, б). Исключение составляет хром,
который понижает точки Л3 и Л4.
При легировании возможно получение сталей, имеющих одно-
родную структуру аустенита (стали, содержащие легирующий
элемент первой группы больше а %, рис. 95, а) или феррита (стали,
содержащие легирующего элемента больше b %, см. рис. 95, б).
Такие стали называют соответственно аустенитными
или ферритными. При нагреве фазовых превращений
в них не происходит.
Большинство легирующих элементов влияет не только на
температуры критических точек, но также изменяет положение
166
точек S и Е на диаграмме Fe—С, сдвигая их в сторону меньшего
содержания углерода (рис. 96). Поэтому границы между струк-
турами в легированных сталях находятся, как правило, при
меньшем содержании углерода,
чем в углеродистых сталях.
5. Фазы в легированных
сталях
В легированных сталях воз-
можно различное взаимодей-
ствие. железа и углерода с ле-
гирующими элементами.
Легирующие элементы могут
растворяться или в аустените,
или в феррите, образуя твердые
растворы (никель, кобальт, крем-
ний, марганец, хром, фосфор
и т. д.). Твердые растворы с не-
Рис. 96. Влияние легирующих элемен-
тов на положение точек S и Е
ограниченной растворимостью образуют те легирующие элементы,
у которых разница в атомных радиусах с железом не превышает
8 % (например, Fev—Ni, Fea—Сг). Элементы, отличающиеся по
атомным размерам от железа больше чем на 8 %, образуют огра-
ниченные твердые растворы (вольфрам, молибден, титан, кремний
и т. д.).
Легирующие элементы могут растворяться в цементите или
образовывать самостоятельные карбиды.
Взаимодействуя с железом, легирующие элементы могут давать
интерметаллические соединения.
Легированный феррит. Легирующие элементы образуют с Fea
твердые растворы замещения, изменяя период его решетки: воль-
фрам и молибден сильно увеличивают; хром, марганец, никель
увеличивают, но менее значительно; кремний уменьшает период
решетки.
Искажение кристаллической решетки железа, возрастающее
по мере увеличения разницы в атомных размерах, влияет на
свойства феррита. Практически все элементы при содержании
больше 1 % снижают ударную вязкость феррита. Исключение
составляет только никель (рис. 97).
Влияние хрома, марганца и никеля на свойства феррита .про-
являются более значительно после термической обработки/ Это
объясняется тем, что они в отличие от других элементов влияют
на скорость полиморфного у -> a-превращения железа, уменьшая
ее (понижают температуру точки Л3). Поэтому при медленном
охлаждении безуглеродистого легированного железа (С < 0,02 %)
образуется обычный феррит, имеющий равноосные зерна. При
быстром же охлаждении превращение Fev -> Fea происходит
по мартенситному механизму: безуглеродистый аустенит превра-
щается в безуглеродистый мартенсит с типичным игольчатым
167
строением. При этом имеет место фазовый наклеп, растет плотность
дислокаций, измельчается блочная структура. В результате твер-
дость увеличивается до НВ 350.
Легированный аустенит. В легированных сталях, кроме угле-
рода, в решетке аустенита находятся также и легирующие эле-
менты, образующие с у-железом твердые растворы замещения.
Свойства такого легированного аустенита существенно отличаются
от свойств аустенита углеродистой стали. Легированный аустенит
обладает высокой коррозионной стойкостью, механической проч-
ностью при комнатных и высоких температурах жаропрочностью).
Рис. 97. Влияние легирующих элементов на твердость (а)
и ударную вязкость (б) феррита
Легированный марганцем (около 13 %) аустенит хорошо сопро-
тивляется износу трением. Изменяются и другие физико-химиче-
ские свойства аустенита.
Карбидная фаза. Легирующие элементы, расположенные в пе-
риодической системе элементов правее железа (никель \ кремний,
алюминий, медь, кобальт и т. д.), не образуют карбидов, они
только растворяются в феррите или аустените, а расположенные
левее железа частично растворяясь в феррите или аустените,
образуют в легированной стали карбиды.
Чем дальше от железа расположен элемент, тем устойчивее
его карбиды. Такие карбиды менее склонны к диссоциации, по-
этому они слабо растворяются в аустените.
Установлено, что карбиды образуют металлы, у которых не полностью запол-
нена d-электронная оболочка (3d, 4d или 5d). Чем больше не хватает электронов
на этой оболочке, тем более устойчив карбид металла.
Предполагают, что при образовании карбида углерод отдает свои валентные
электроны на заполнение d-оболочки взаимодействующего с ним металла. При
этом валентные электроны металла образуют металлическую связь, вследствие
чего карбиды имеют металлические свойства.
Если в сталь добавляют небольшое количество легирующего элемента, он
растворяется в цементите, замещая часть атомов железа. Обозначив легирующий
1 Никель не образует карбидов в стали. При производстве никеля образуется
карбид никеля Ni3C.
168
.лсмепт условно Me, можно записать формулу такого карбида как (Fe, 7Ие)3С,
Такой цементит называется легированным цементитом. Каждый
из легирующих элементов имеет свою предельную растворимость в цементите 1.
При увеличении содержания легирующего элемента выше некоторого пре-
дела образуются специальные карбиды: Сг,С3, Cr2Ce, TiC, VC и т. д.
Для карбидов нет строго химического состава, кроме того, они могут взаимно
растворяться. Для упрощения карбиды легированных сталей разделены по струк-
туре иа две большие группы.
Карбиды первой группы имеют сложную кристаллическую решетку. Такая
решетка при определенных температурах оказывается не очень прочной, поэтому
карбиды этой группы легко диссоциируют при нагреве. Легирующие элементы,
входящие в их состав, растворяются в аустените. Карбиды этой группы можно
условно записать так: Afe3C, Л/е7С3, Afe23 Ce, МееС, [Fe3C, Сг7С3,Сг23Ce, (Fe, V)6C I.
К~арбиды старой группы обладают простой кристаллической решеткой типа
МеС и Afe2C (TiC, NbC, ТаС, Та2С, Мо2С и т. д.)* *.
Карбиды второй группы относятся к фазам внедрения (отношение атомного
радиуса углерода к атомным радиусам этих металлов меньше 0,59). Они характе-
ризуются большой прочностью связи, практически не диссоциируют при нагреве,
обладают высокой твердостью. Температура плавления таких карбидов высокая,
кроме того, они могут растворять основной металл по принципу твердого раствора
вычитания.
Глава VI. ОСНОВЫ ТЕОРИИ
ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
Свойства сплава зависят от его структуры (внутреннего строения).
Основным способом, позволяющим изменять структуру, а следо-
вательно, и свойства, является термическая обработка.
Рис. 98. Графики некоторых видов термической обработки:
а — общая схема; б — отжиг II рода; в закалка; г — отпуск
Основы термической обработки были разработаны великим рус-
ским ученым Д. К. Черновым. Дальнейшее развитие теория
термической обработки получила в работах С. С. Штейнберга,
А. А. Бочвара, Г. В. Курдюмова, Н. А. Минкевича, А. П. Гу-
ляева, Э. Бейна, Э. Давенпорта и других ученых.
Термическая обработка представляет
собой совокупность операций нагрева,
1 Хром может заместить до 25 % атомов железа, в то время как ванадий
растворяется в десятых, а титан в сотых долях процента. Тантал, ниобий и цирко-
ний в цементите практически не растворяются.
* Вольфрам и молибден могут образовывать карбиды обеих групп.
169
выдержки и охлаждения, проводи мы х в опре-
деленной последовательности с целью
изменения внутреннего строения сплава
и получения нужных свойств. Любой вид терми-
ческой обработки может быть представлен графиком в коорди-
натах температура — время (рис. 98, а).
1. Основные виды термической обработки стали
По классификации А. А. Бочвара различают четыре основных
вида термической обработки- отжиг I рода; отжиг II рода; закалку;
отпуск.
Отжиг I рода. Этот вид термической обработки возможен для
любых металлов и сплавов. Его проведение не обусловлено фазо-
выми превращениями в твердом состоянии. Нагрев при отжиге
I рода, повышая подвижность атомов, частично или полностью
устраняет химическую неоднородность, уменьшает внутренние
напряжения, т. е. способствует получению более равновесного
состояния. Основное значение при проведении такого отжига
имеют температура нагрева и время выдержки при этой темпе-
ратуре, так как именно эти параметры определяют скорость
процессов, устраняющих отклонения от равновесного состояния.
Скорость нагрева и охлаждения для отжига I рода имеет второ-
степенное значение.
Различают следующие разновидности отжига I рода:
Диффузионный отжиг (гомогенизирую-
щий) используют для устранения химической неоднородности,
возникающей при кристаллизации сплава (дендритной ликвации).
Выравнивание химического состава происходит благодаря диф-
фузионным процессам, скорость которых зависит от температуры.
Поэтому обычно температура такого отжига составляет 0,8—
О.ЭТ'пл. Время выдержки при этой температуре должно обеспечить
выравнивание состава и растворение избыточных фаз.
Рекристаллизационный отжиг применяют после
холодной пластической деформации (холодной обработки давле-
нием) для снятия наклепа и получения равновесного состояния
сплава. В результате рекристаллизации в деформированном ме-
талле образуются новые зерна, снимаются напряжения и восста-
навливается пластичность металла.
Отжиг для снятия напряжений, возникающих
при ковке, сварке, литье и т. п., которые могут вызвать коробле-
ние, т. е. изменение формы, размеров и даже разрушение изделий.
Отжиг // рода. Так называют отжиг металлов и сплавов,
испытывающих фазовые превращения при нагреве и охлаждении.
Графически такая термическая обработка представлена на
рис. 98, б. При нагреве происходит фазовое превращение а -> р,
а при охлаждении р -> а.
Такую термическую обработку проводят для сплавов, в кото-
рых имеются полиморфные, эвтектоидные или перитектоидные
170
превращения, а также может быть переменной растворимость
и твердом состоянии. Практическая целесообразность фазовой
перекристаллизации определяется тем, каково влияние структур-
ных изменений на свойства сплава.
Закалка. Закалка, как и отжиг II рода, осуществляется только
для металлов и сплавов, имеющих фазовые превращения в твердом
состоянии. Главное различие этих видов термической обработки —
скорость охлаждения. Все виды отжига проводят
с медленным охлаждением, а закалку —
с быстрым.
Графически закалка представлена на рис. 98, в. При закалке
возможны два варианта структурных изменений: 1) а -*• [3, т. е.
быстрым охлаждением фиксируется высокотемпературное состо-
яние; 2) а (3 -> а', где а' — метастабильная фаза, состав кото-
рой одинаков с составом исходной |3-фазы. В этом случае пря
охлаждении происходит бездиффузионное превращение, име-
ющее мартенситную кинетику. Для закалки основ-
ными параметрами являются температура
нагрева, время выдержки и скорость охла
ж д е н и я.
Отпуск. Этот вид термической обработки применим лишь
к закаленным сплавам. При этом закаленные изделия нагревают
ниже температуры фазового превращения (рис. 98, г).
Основные параметры отпуска — температура нагрева и время
выдержки. В результате отпуска уменьшаются внутренние напря-
жения, сплавы переходят в более равновесное состояние.
Кроме этих основных видов термической обработки имеются
еще два принципиально различающихся способа обработки, пред-
ставляющих сочетание термической обработки с металлургией
или химической технологией.
Химико-термическая обработка (ХТО). При этом виде обра-
ботки обязательно изменяется химический состав поверхностных
слоев изделия. При ХТО обрабатываемые изделия нагревают
в каких-либо химически активных средах.
В результате диффузии происходит насыщение поверхностных
слоев тем или иным элементом (обычно на небольшую глубину),
изменяя химический состав поверхностных слоев, тем самым
изменяют их свойства (твердость, износоустойчивость, антикор-
розионные свойства и т. п.).
Поскольку диффузионные процессы в твердом состоянии про-
текают медленно, ХТО обычно осуществляется за длительное
время. Температуру процесса выбирают конкретно для каждого
вида ХТО.
Термомеханическая обработка (ТМО). Этот вид обработки
появился сравнительно недавно. При ТМО сочетают пластическую
деформацию с термической обработкой таким образом, чтобы
наклеп оказывал влияние на кинетику фазовых и структурных
превращений, происходящих при термической обработке.
171
2. Превращения в стали при нагреве
Рис. 99. Изменение свобод-
ной энергии аустенита (7) и
перлита (2) в зависимости от
температуры
В основе всех превращений, которые совершаются в стали при
нагреве, лежит стремление системы к минимуму свободной энер-
гии (рис. 99). Теоретически превращение перлита в аустенит
должно совершаться при температуре Лх, т. е. при 727 °C. Факти-
чески же для этого превращения нужен перегрев, так как экспе-
риментально было установлено, что даже при обычных скоростях
нагрева температура критических точек А t
и А3 повышается.
Кроме того, чем выше температура,
тем быстрее совершается превращение.
Превращение перлита в аустенит сопро-
вождается полиморфным превраще-
нием Fea FeT, а также растворением
цементита Fe3C в аустените. Для исследо-
вания процессов, происходящих при на-
греве стали, строят диаграммы изотер-
мического образования аустенита. Для
этого образцы нагревают до температуры
выше Аг и выдерживают при ней, фиксируя начало и конец
превращения. Fla рис. 100 приведена такая диаграмма для
стали с 0,8 % С.
Превращение начинается с зарождения центров аустенитных
зерен на поверхности раздела феррит—цементит (рис. 100, а).
Экспериментально аустенит обнаруживается уже при небольших
перегревах (выше 727 °C) и очень малых выдержках *. Это объяс-
няется тем, что в стали поверхность раздела феррит—цементит
сильно развита
Время превращения перлита в аустенит при изотермической
выдержке существенно зависит от температуры. Это наглядно
показывают кривые начала / и конца 2 превращения (рис. 100).
Объясняется это тем, что с увеличением степени перегрева относи-
тельно А! уменьшается размер критического зародыша аустенита,
увеличивается скорость возникновения зародышей и линейная
скорость их роста.
Правее линии 1 происходит образование зародышей аустенита
на поверхности раздела феррита и цементита в перлите
(схема Л). Образующиеся зерна аустенита вначале имеют такую же
концентрацию углерода, как и исходная фаза — феррит, так как
полиморфное превращение протекает с большей скоростью, чем
диффузия углерода. Затем в аустените начинает растворяться
вторая фаза перлита — цементит (рис. 100, область между ли-
ниями 2 и 3, схемы Б, В), содержание углерода в аустените увели-
1 По данным некоторых исследователей, в процессе превращения перлита
в аустенит инкубационный период отсутствует, т. е. превращение начинается
сразу при нагреве до температуры несколько выше точки Ai (линия 1 на рис. 100).
172
чикается. К концу превращения в тех местах, где находились
пластинки цементита, концентрация углерода в аустените стано-
вится более высокой по сравнению с участками, в которых до пре-
вращения был феррит. Поэтому для выравнивания состава аусте-
нита требуется некоторое время, зависящее от температуры —
чем выше температура, при которой совершалось превращение
Рис. 100. Диаграмма изотермического образования аустенита:
1 — начало образования аустенита; 2 — конец превращения
перлита в аустенит; 3 — полное растворение цементита; а, б —
точки начала превращения перлита в аустенит при нагреве со
скоростями vx и t»2 > t>s); А, Б, В, Г — последовательные
стадии превращения перлита в аустенит
/7->Л, тем быстрее завершится диффузионный процесс пере-
распределения углерода в аустените (с ростом температуры на-
грева уменьшается скачок концентраций на границе аустенит—
феррит — линии GP и GS сближаются).
Влияние скорости нагрева на продолжительность превращения
характеризуется лучами и v.2. При меньшей скорости нагрева
(луч гл2) превращение П — А произойдет при более низких темпе-
ратурах по сравнению с более быстрым нагревом (луч Oj).
На скорость превращения перлита в аустенит влияет степень дисперсности
перлита — чем мельче пластинки цементита, тем быстрее образуется аустенит,
так как в этом случае больше межфазная поверхность феррита с цементитом.
Перлито-аустенитное превращение сопровождается уменьшением удельного
173
Рис. 101. Схема роста зерна в наследствен-
но крупнозернистой (К) и мелкозернистой
(Л1) сталях (А. П. Гуляев)
объема примерно на 1 %, поэтому происходит фазовый наклеп аустенита, т. е.
деформация его кристаллической решетки.
Таким образов, превращение совершается только в стали эвтектоидного со-
става. Доэвтектоидные стали после нагрева выше Act состоят из аустенита и фер-
рита и только после нагрева выше /линия GOS) сталь приобретает строение
однородного аустенита.
При нагреве заэвтектоидных сталей выше Ас вначале превращение проте-
кает так же, как и в эетектоидных сталях, т. е. перлит будет превращаться в гу-
стенит. Затем по мере дальнейшего нагревания в аустените постепенно раство-
ряется Цц. Выше температуры ЛС7П (линия SE) этот процесс закапчивается, и
сталь также приобретает однофазную структуру аустенита.
В углеродистых сталях образование аустенита и его гомогенизация проте-
кают достаточно быстро — в течение нескольких минут. В легированных сталях
для этих процессов требуется больше
времени, так как концентрация леги-
рующих элементов в феррите и карби-
дах различна, поэтому образующийся
аустенит неоднороден не только по
углероду, но и по концентрации леги-
рующих элементов, скорость диффузии
которых на несколько порядков мень-
ше скорости диффузии углерода.
Начальные зерна аустенита всегда
мелкие, так как в каждой перлитной
колонии одновременно зарождается
несколько центров кристаллизации
аустенита (см. схему на рис. 100). При
дальнейшем нагреве зерна аустенита
растут, причем в различных сталях
с разной скоростью.
Стали различают по склонно-
сти к росту зерна аустенита при
нагреве. Если зерно аустенита начинает быстро расти даже при
незначительном нагреве выше Alt то сталь считают наслед-
ственно крупнозернистой; если зерно растет
только при большом перегреве, то сталь является наслед-
ственно мелкозернистой (рис. 101). Даже стали
одной марки, но разных плавок могут сильно различаться по
склонности к росту аустенитного зерна. Это объясняется тем, что
они содержат неодинаковое количество неметаллических включе-
ний (оксидов, нитридов, сульфидов и т. п.), которые могут за-
труднять рост аустенитного зерна при нагреве. Таким образом,
склонность к росту аустенитного зерна
является плавочной характеристикой.
Такие элементы, как ванадий, титан, молибден, вольфрам,
алюминий, уменьшают склонность к росту зерна аустенита,
а марганец и фосфор увеличивают ее. Как правило, заэвтекто-
идные стали менее склонны к росту зерна. Условия выплавки
стали также имеют большое значение, например, кипящая сталь
обычно бывает наследственно крупнозернистой.
При последующем охлаждении зерна аустенита не измель-
чаются (рис. 102). Это следует учитывать при назначении режимов
термической обработки, так как от размеров зерна существенно
174
зависят механические свойства. Так, ударная вязкость мелко-
зернистой стали может в несколько раз превышать ударную
вязкость крупнозернистой стали той же марки.
Различают величину зерна наследственного и действительного.
Для определения наследственного зерна образцы нагревают до 930 °C*
и затем определяют размер зерна. От размера зерна аустенита зависит поведение
нагретой стали в различных процессах термической обработки и пластической
деформации. Особенно чувствительна к размеру зерна аустенита ударная вяз-
кость.
Рис. 102. Схема изменения размера зерна перлита в за-
висимости от нагрева в аустенитной области (А. П. Гу-
ляев)
Действительная величина зерна — это размер
зерна при обычных температурах, полученный после
той или иной термической обработки.
Существует стандартная шкала величины зерна, согласно которой величину
зерна характеризуют номером по восьмпбалльной системе. Величину зерна оп-
ределяют под микроскопом при увеличении в 100 раз и сравнивают с размерами
зерна стандартной шкалы. Стали, имеющие зерно до номера 4, считают крупно-
зернистыми, а имеющие номер 5—8 — мелкозернистыми.
3. Превращения в стали при охлаждении
Если сталь охлаждать очень медленно, то происходящие превра-
щения можно установить, пользуясь диаграммой состояния
Fe—Fe3C. При 727 °C (Лт) должно происходить эвтектоидное
превращение Fev(C) -> Fea(C) + Fe3C.
Термодинамическим условием этого превращения является
некоторая степень переохлаждения (охлаждение ниже /Ij), когда
свободная энергия перлита становится меньше свободной энергии
аустенита (см. рис. 99).
При охлаждении стали с большей скоростью кинетику и меха-
низм превращения аустенита выясняют с помощью постановки
специальных экспериментов. Рассмотрим закономерность превра-
щения переохлажденного аустенита стали эвтектоидного состава
(0,8 % С) Образцы из этой стали (так же, как и образцы из любой
* Именно при такой температуре проявляется склонность стали к росту
зерна.
175 )
устойчивости аустенита и скорость его превращения зависят от
разности свободных энергий: &F = FA — Fn, т. е. от степени
переох лаждени я.
Скорость диффузии D и разность свободных энергий AF зави-
сят от степени переохлаждения противоположно: скорость диф-
фузии экспоненциально уменьшается по мере понижения темпе-
ратуры превращения, а разность свободных энергий увеличи-
вается (рис. 105).
Максимальная скорость превращения
соответствует переохлаждению ниже А, на
150—200 °C, т. е. соответствует минимальной
устойчивости аустенита. При дальнейшем пониже-
нии температуры значительно уменьшается скорость диффузии,
благодаря чему увеличивается устойчивость аустенита. Кривые
начала и конца превращения сдвигаются вправо (см. рис. 1031( б;
104).
Перлитное превращение
При образовании из аустенита перлита ведущей фазой является
цементит (в зерне аустенита всегда имеются флуктуационные
обогащения углеродом, особенно вблизи границ зерна).
Зарождение цементитного зародыша облегчено на границе
аустенитных зерен, так как здесь меньше работа образования
критического зародыша. Возникшая пластинка цементита растет,
удлиняется и тем самым обедняет соседние участки аустенита
углеродом. Поэтому рядом с пластинкой цементита — вдоль
нее — образуется пластинка феррита. Такой коопера-
тивный рост двухфазной колонии в резуль-
тате диффузионного п е-
/Ж рераспределения к о м п о -
нентов — наиболее харак-
Ч__J мУ 'У.у УУУ терная особенность пер-
литного превращения. Пер-
рис. ice. схема образования лит занимает объем больше, чем аусте-
перлнта J
Нит, поэтому по мере роста перлит-
ной колонии в аустените возникают
напряжения. Это вызывает образование пластинок перлита уже
с другой ориентировкой (рис. 106, 107).
Поскольку с увеличением степени переохлаждения растет
число зародышей новых зерен, число феррито-цементитных пла-
стинок увеличивается, а их размеры и расстояния между ними
сильно сокращаются. Дисперсность образующихся фаз увеличи-
вается также и вследствие уменьшения скорости диффузии с пере-
охлаждением.
Перлит, сорбит, троостит 1 представляют собой механи-
ческую смесь феррита и цементита. Эти структуры различаются
только степенью дисперсности карбидной составляющей, т. е.
J Эти названия структуры получили в честь английских ученых Sorbi н Troost.
178
межпластиночным расстоянием \
структурной характеристикой,
свойства стали (рис. 108, а—е).
Резкой границы между /7, С, Т
не существует: по мере понижения
температуры превращения, посте-
пенно совершается переход от
одной структуры к другой. Твер-
дость феррито-цементитной смеси
прямо пропорциональна площади
поверхности раздела между фер-
ритом и цементитом.
Поэтому с увеличением степени
дисперсности фаз повышается их
твердость (табл. 4).
Бейнитное превращение
Выше 500 °C скорость диффу-
зии достаточна для того, чтобы
образовавшийся феррит содержал
равновесное количество угле-
рода. Если увеличить степень
переохлаждения, то ниже изгиба
С-образной кривой образуется
игольчатая структура, назы-
ваемая игольчатым
трооститом или бей-
нитом. Бейнитное превраще-
ние называют также промежуточ-
ным превращением, поскольку
оно происходит при температурах
между перлитным — диффузион-
ным и мартенситным — бездиф-
фузионным превращением (ни-
же линии Л4и на диаграмме
которое является важнейшей
определяющей механические
Рпс. 107. Микроструктуры, к в ре кт ер ц<
зующие процесс образования перлита
из аустенита при 705 °C (Бейи) X 500.
Время превращения, с;
а — 400; б — И 50; в — 1320; г — 1450;
д — 4000
Таблипа 4. Твердость фаз
t °C тпревр* с Структура rf, мкм НВ
700 600 П. п. 1,0—0,77 200
675 30 Т. п. 0,5 250
650—600 10 С 0,4—0,25 300
600—550 5 т ~0,1 400
Примечание. П. п. — пластинчатый перлит; Т
перлит; С — сорбит; Т — трсостит (0.8 %).
п тонкопластинчатый
1 Средняя суммарная толщина соседних пластинок феррита и цементита
обозначается До.
179
рис. 104). Главное отличие бейнита от перлитных структур —
содержание углерода в феррите. При высоких температурах
углерод успевает выделяться из раствора и феррит содержит
около 0,01—0,02 % С. При низких температурах (примерно
500—250 °C) скорости диффузии малы, углерод не успевает пол-
ностью выделиться из раствора, поэтому феррит содержит ~0,1 %
С (400 °C) и даже -0,2 % С (300 °C).
Рис. 10 ^Структура эвтектоидной стали в зависимости от температуры
распада аустенита,- К 100:
а—в перлит; е —» сорбит; д сорбит; е троостит
Вблизи границы с областью перлитного превращения обра-
зуется верхний или перистый бейнит (верхний
перистый троостит). Он состоит из чередующихся не
всегда параллельных коротких пластинок цементита и феррита.
При температурах порядка 300 °C образуется нижний или
игольчатый бейнит (нижний игольчатый
троостит), напоминающий по своему строению мартенсит.
При больших увеличениях (электронный микроскоп) можно
увидеть, что иглы состоят из мельчайших пластинок цементита
и феррита. Размер частичек около 0,09—0,08 мкм. Частицы це-
ментита ориентированы вдоль октаэдрических плоскостей исход-
ного аустенита. Твердость бейнита около НВ 500.
180
Па рис. 109 показан процесс превращения переохлажденного
пустепита в бейнит.
Свойства бейнита «верхнего» и «нижнего» существенно раз-
личаются. В первом случае наблюдается плохое сочетание меха-
нических свойств — недостаточная прочность при низких значе-
ниях 6 и ан. Нижний бейнит,
Л1Н + (504-100 °C), обладает
высокой прочностью при
хорошем сочетании с пла-
стичностью и вязкостью.
Для отдельных сталей
С-образные диаграммы раз-
личаются расположением ли-
ний, т. е. такую диаграмму
строят для каждой стали.
Легирующие элементы, не
образующие карбидов, по-
вышают устойчивость пере-
охлажденного аустенита; на
диаграмме изотермического
превращения таких сталей
линии начала и конца пре-
вращения сдвигаются вправо
(рис. ПО, а) по сравнению
Рис. 109. Микроструктуры, харак-
теризующие процесс распада аусте-
нита при температурах, лежащих
ниже изгиба С-образиой кривой.
Температура превращения 260 °C
(Бейн), X 500
Время превращения, с:
а — 400; б — 500;в - 850; г — 900;
д — 2500
образующийся при температурах
с углеродистыми сталями (при одинаковом содержании углерода).
Карбидообразующие элементы более сложно влияют на изо-
термическое превращение аустенита. Зоны перлитного и бейнит-
чого превращений оказываются разделенными не только по сущ-
ности протекающих элементарных процессов и различием струк-
тур продуктов превращения, но и наличием самостоятельных
максимумов. В этом случае возможны две области минимальной
устойчивости аустенита, замедляется образование перлитных
структур и ускоряется бейнитное превращение (рис. 110,6).
Кроме приведенных на рис. НО принципиально различных
диаграмм, при введении легирующих элементов в сталь возможны
и другие, более сложные диаграммы.
Диаграммы изотермического превращения аустенита, построен-
ные в координатах время — температура, имеют большое прак-
181
тическое значение при назначении режимов термической обра-
ботки на практике.
Хотя диаграммы построены в результате изучения изотерми-
ческого превращения, с их помощью можно анализировать про-
цессы фазовых превращений, протекающие при непрерывном
охлаждении. На рис. 104 на диаграмму изотермического превра-
щения аустенита нанесены кривые охлаждения, соответствующие
различным режимам. Так, для получения структуры сорбита
t
Углеродистая^^
7/7777/7/777^ Мн
Nt,Мп,
S \.~ сталь
а
IgiP
Рис. 110. Диаграммы изотермического превращения ау-
стенита углеродистых и легированных сталей:
а — легирующие элементы ие образуют карбидов; б
легирующие элементы образуют карбиды
следует проводить охлаждение со скоростью а для получения
троостита — п2. Увеличивая скорость охлаждения, можно полу-
чить структуру мартенсита.
Мартенситное превращение
При больших степенях переохлаждения, например, до 230 °C
для эвтектоидной стали, аустенит находится в неустойчивом
состоянии. При этих температурах аллотропическое превращение
Fev -> Fea происходит в условиях, когда скорость диффузии
углерода очень мала (см. рис. 105). При бездиффузнонном превра-
щении Fev(C) — Fea(C) весь углерод, растворенный в решетке
аустенита, остается в решетке феррита. Так как максимальная
растворимость углерода в a-железе не превышает 0,02 %,
а в исходной фазе — аустените — может содержаться до 2,14 % С,
то образуется пересыщенный твердый раствор, называемый мар-
тенситом.
Мартенсит — это пересыщенный твердый
раствор внедрения углерода в Fea. Атомы угле-
рода находятся в междоузлиях: либо в центре оснований тетра-
эдров, либо посередине их длинных ребер (рис. 111). При обра-
зовании мартенсита решетка Fea сильно искажается, превращаясь
из кубической в тетрагональную (с/о > 1) решетку.
182
С повышением содержания углерода степень тетрагональное™
решетки мартенсита увеличивается (рис. 112)- с[а = 1 4- 0,045р,
>де р — содержание углерода, % (по массе).
Наименьшая скорость охлаждения, не-
обходимая для образования структуры
мартенсита, называется критической ско-
ростью закалки (см.
рис. 104).
ЛАеханизм мартенситного
превращения имеет ряд осо-
бенностей, отличающих его
от диффузионных превраще-
ний. Большой вклад в ис-
следование этого превра-
щения внесли советские
ученые С. С. Штейнберг,
Г. В. Курдюмов, В. Д. Са-
довский, А. П. Гуляев.
Рис. 111. Схема перестройки решетки ау-
стенита в решетку мартенсита (по Вейну)
(X — атом углерода)
Как было отмечено ранее,
первая основная
особенность мар-
тенситного превра
з и о н н ы й характер1.
щения — его бездиффу-
Г. В.
Курдюмов указывал, что
мартенситное превращение
состоит в закономерной перестройке решетки, при которой атомы
с/а
______________।_____________।______________।_____________
0 О,1> 0,8 1,2 с,%
у у у т
а
Рнс. 112. Изменение степени тетрагональности мартенсита от содержания
углерода (по данным разных авторов)
Рис. ИЗ. Схема строения когерентной границы между кристаллами аир
не обмениваются местами, а лишь смещаются друг относительно
друга на расстояния, не превышающие межатомные. Атомы пере-
мещаются в определенных направлениях единообразно и взаимо-
связано, т. е. происходит кооперативное одновре-
менное перемещение атомов, расположен-
ных в одной или нескольких смежных кри-
сталлографических плоскостях.
Необходимая для этого процесса энергия получается вслед-
ствие разности свободных энергией аустенита и мартенсита. Объем
1 Под бездиффузионностыо превращения следует понимать не отсутствие
всяких перемещений атомов, а отсутствие диффузионного перемещения атомов
углерода.
183
образующегося мартенсита больше объема исходного аустенита,
поэтому в процессе роста новой фазы возрастает значение упругой
энергии до тех пор, пока не будет превзойден предел упругости
в переходной зоне. После этого в ней произойдет пластическая
деформация (сдвиг), нарушится сопряженность кристаллов, пре-
кратится рост кристалла мартенсита (в этих условиях невозможно
кооперативное направленное смещение атомов). Кристаллическая
решетка образующегося мартенсита закономерно ориентирована
по отношению к решетке аустенита.
В процессе роста мартенситного кристалла на границе между
ним и аустенитом имеется непрерывный переход от решетки
аустенита к решетке мартенсита, т. е. имеется когерентность
{упругая связь) двух решеток (рис. 113). При когерентном росте
новой фазы атомы перемещаются только на небольшие близкие
расстояния. Это означает, что соседи любого атома в исходной
фазе остаются соседями этого же атома в новой фазе. Поверхно-
стная энергия при таком росте очень мала. В результате — низкое
значение энергии активации, а линейная скорость роста новой
фазы должна быть очень большой. Это подтверждается экспери-
ментально. Энергия активации такого процесса составляет
4200 кал/г-атом, а скорость роста кристалла мартенсита примерно
1000 м/с. Он образуется практически мгновенно (за 10-7 с).
Итак, вторая особенность мартенситного
превращения — ориентированность кри-
сталлов мартенсита.
Ориентированное смещение атомов при мартенситном превра-
щении приводит даже к образованию на полированной поверх-
ности рельефа. Как показано экспериментально А. П. Гуляевым,
кристаллы мартенсита имеют форму пластин. В плоскости шлифа
видны обычно их сечения, поэтому мартенситная структура под
микроскопом выглядит как игольчатая (рис. 114, а). Образуясь
мгновенно (со скоростью взрыва), пластины мартенсита растут
либо до границы зерна аустенита, либо до дефекта. Возникающие
следующие мартенситные пластины расположены к первым под
углами 60 или 120° и размеры их ограничены участками между
первыми пластинами *. Чем крупнее исходное зерно аустенита,
тем крупнее и пластинки мартенсита, т. е. он будет грубоигольча-
тым (рис. 114, б, в).
Третья особенность мартенситного пре-
вращения — оно происходит только при непрерывном охла-
ждении, т. е. в интервале температур, начинаясь и заканчиваясь
для каждой стали при определенной температуре независимо
от скорости охлаждения. Температуру начала мар-
тенситного превращения называют мар-
тенситной точкой и обозначают 7ИН, а т е м-
1 В этой закономерной ориентировке проявляется принцип структурного
соответствия между образующимся мартенситом и исходной фазой — аустенитом.
184
мелкоигольчат! 1йУ1г'лр г5пТ,*^ИТа' °Рне11ТИРоваиноеть кристаллов мартенсита (а)}
)» крупноигольчатый (s); реечный мартенсит (г), хбОО*
реечный мартенсит (д), ХЮ ООО ’
185
пературу окончания обозначают Л41; (см.
рис. 104).
Положение точек Мн и Мк зависит от содержания в стали
углерода (рис. 115) и присутствия легирующих элементов и не
зависит от скорости охлаждения. Поэтому на С-образной диаг-
рамме Мн и Л4,: — горизонтальные линии. Чем больше содержание
углерода в стали, тем ниже температура точек 7ИН и Мк.
Рис. 115. Зависимость температуры начала 11 конца (Мк)
мартенситного превращения от содержания углерода в стали
(поданным различных авторов)
По-разному влияют легирующие элементы и на температуру
начала мартенситного превращения. Как правило, они понижают
температуру Л4Н (за исключением кобальта и алюминия, рис. 116).
Если изотермическую выдержку проводить в интервале
7ИН — Д4К, то, несмотря на имеющееся иногда даже большое
количество аустенита, мартенситное превращение прекращается.
В результате такой температурной остановки происходит ста-
билизация аустенита. Она выражается в том, что
при последующем понижении температуры превращение аустенита
в мартенсит возобновляется не сразу. Это связано с изменением
механического состояния аустенита в процессе мартенситного
превращения.
Это явление имеет большое практическое значение: если для
какой-либо стали Л4К находится в области бтрицательных темпе-
ратур (например, для стали, содержащей больше 0,6 % С), то
186
при комнатной температуре в структуре наряду с мартенситом
будет сохраняться какое-то количество аустенита. Такой аустенит
называют остаточным Дост *
Свойства мартенсита обусловлены особенностями его образо-
вания. Мартенсит характеризуется очень высокой твердостью
(IIRC 55—65) и хрупкостью. Такая высокая твердость объяс-
няется, во-первых, тем, что при образовании пересыщенного угле-
родом твердого раствора кристаллическая
решетка FeK сильно искажается, в ней
создаются большие внутренние напряже-
ния. Во-вторых, вследствие увеличения
объема при превращении аустенита в мар-
тенсит возникает фазовый на-
клеп, что способствует измельчению
блочной структуры и росту внутренних
напряжений.
Мартенсит характеризуется повышен-
ной плотностью дефектов: двойниковых
прослоек и дислокаций (плотность дисло-
каций доходит до 1010—1012 см'2). Гра-
ницы двойников и сплетения дислокаций
служат барьером для скользящих дисло-
каций, т. е. упрочняют мартенсит. Фазо-
вый наклеп, возникающий при мартен-
ситном превращении, в той или иной
степени вносит вклад в упрочнение всех
закаливаемых на мартенсит.
О 1 2 3 4 5 б
Содержание легирующего
элемента,
Рис. Н6. Зависимость тем-
пературы начала мартенсит-
ного превращения от содер-
жания легирующих элемен-
тов
металлов и сплавов,
В сталях и сплавах на основе железа наблюдают два мор(«логических типа
мартенсита — пластинчатый и реечный.
Пластинчатый мартенсит, который также называют игольча-
тым, низкотемпературным пли двойникованным, образуется в высокоуглероди-
стых сталях и сплавах железа с большим содержанием никеля. Кристаллы пла-
стинчатого мартенсита имеют форму тонких линзообразных пластин, которые
в разрезе на шлифе выглядят иглами. Такая форма мартенсита соответствует ми-
нимуму энергии упругих искажений при его образовании в аустенитной матрице
и аналогична форме механических двойников.
Реечный мартенсит, называемый также массивным, высокотем-
пературным, недвойникованным, образуется в закаленных низкоуглеродистых
и среднеуглеродистых сталях, а также в большинстве конструкционных легиро-
ванных (рис. 114, г, д'). Кристаллы этого мартенсита имеют форму тонких реек,
вытянутых в одном направлении (отсюда название этой формы мартенсита).
Рейки параллельны и образуют плотный пакет, внутри которого они разделены
мало- или большеугловыми границами.
Огромная скорость образования пластин мартенсита объясняется когерент-
ностью и упругим сопряжением двух решеток — образующегося мартенсита и
исходной фазы, аустенита. Происходит «скользящее» движение, обусловленное
бездиффузионным, кооперативным перемещением атомов на расстояния, меньшие
межатомных. Также характерной чертой кинетики мартенситного превращения
является его автокаталитичность, напоминающая цепные реакции. На скорость
* Небольшое количество остаточного аустенита имеется в сталях и после
охлаждения ниже Мк.
187
роста кристаллов мартенсита большое влияние оказывает плотность дислокаций
и механизм их движения — скольжение вместе с границей или переползание.
Повышенная плотность дефектов (дислокаций, двойниковых прослоек) оказывает
дополнительное влияние и на фазовый наклеп, наблюдающийся при превращении
аустенита в мартенсит (объем мартенсита больше объема аустенита). Кроме того,
повышенная плотность дислокаций, особенно их появление на границе фаз, по-
может привести даже к частичному нарушению когерентности.
Мартенситное превращение происходит не только у сталей,
оно обнаружено у многих металлов и сплавов, испытывающих
аллотропические или полиморфные превращения при быстром
значительном переохлаждении высокотемпературных модифи-
каций. Особенностью мартенситного превращения в сталях яв-
ляется его необратимость.
Превращение аустенита в мартенсит — бездиффузионный про-
цесс. Превращение мартенсита в аустенит при нагреве происходит
диффузионно.
4. Превращения в закаленной стали при нагреве
Мартенсит закалки — неравновесная (метастабильная) структура.
сохраняющаяся вследствие малой подвижности атомов при низ-
ких температурах. При закалке в изделиях всегда возникают
Рис. 117. Дилатометриче-
ская кривая отпуска зака-
ленной (а) и отожженной (б)
(углеродистой стали (1,2 % С)
большие внутренние напряжения в ре-
зультате объемных изменений. Для полу-
чения более равновесного состояния после
закалки изделия подвергают отпуску,
нагревая их до температур ниже Ас^
Изучая процессы, происходящие в закаленной
стали при нагреве, наиболее часто пользуются при-
бором — дилатометром. В прибор помещают два
одинаковых по размерам образца из одной и той же
стали. Один из образцов находится в отожженном,
другой — в закаленном состоянии. При нагреве до
температур ниже Асг в отожженном образце ника-
ких превращений не происходит, его размеры изме-
няются только за счет теплового расширения,
а в закаленном образце совершаются и структур-
ные превращения, сопровождающиеся измене-
ниями объема. Прибор дифференциальный, он по-
казывает только те изменения размеров, которые
происходят в закаленном образце при нагреве
в результате структурных превращений; получает-
ся кривая, подобная приведенной на рис. 117.
Различают четыре основных превращения, происходящих при
нагреве закаленной стали. В результате изменения состава стали
и времени выдержки при отпуске происходит смещение темпера-
турных интервалов этих превращений, однако сущность процессов
остается неизменной.
Первое превращение происходит при температуре до 200 °C.
При низких температурах — до 100 °C — скорость диффузии
очень мала. Так, при 0 °C время, в течение которого половина
188
объема мартенсита будет участвовать в начальной стадии распада,
• го сотни лет. При 20 СС на этот же процесс потребуется около
шести лет, а при 100 °C всего лишь 50 мин. Поэтому до 80 СС
hi время эксперимента практически никаких изменений в зака-
ленном образце не наблюдается.
В интервале температур от 80 до 150—200 °C происходит так
называемый «двухфазный» или «гетерогенный» распад мартенсита.
При этих температурах в отдельных участках исходного мартен-
< ига выделяются тончайшие пластины карбида. Толщина таких
пластинок составляет несколько атомных слоев, длина — не-
сколько десятков нанометров. Решетка образовавшегося карбида
когерентна решетке мартенсита, т. е. на их границе имеется об-
щий слой атомов. Состав образовавшихся пластинок карбида
окончательно не установлен. Известно, что он метастабилен,
имеет гексагональную решетку. Его обозначают как е-карбид
пли карбид FeKC.
В непосредственной близости от образовавшихся пластинок
карбида твердый раствор обедняется углеродом, уменьшается
1етрагоналыюсть мартенсита. Но при этих температурах из-за
малой скорости диффузии концентрация не успевает выравни-
ваться, поэтому в одном зерне могут сосуществовать два твердых
раствора с одинаковым типом решетки, но с разной концентра-
цией углерода. Поэтому такой распад мартенсита и называется
«двухфазны м».
Кристаллы образовавшихся карбидов при этих температурах
не растут. Процесс развивается за счет выделения новых частиц
карбида в тех участках мартенсита, которые имеют исходную
концентрацию углерода.
В результате первого превращения при отпуске получается
так называемый отпущенный или кубический мартенсит.
Отпущенный мартенсит — это гетерогенная смесь пересыщен-
ного углеродом ос-раствора неоднородной концентрации (от исход-
ной до незначительно большей, чем в феррите) и не обособленных
частиц карбида. С уменьшением тетрагональное™ мартенсита
юкращается объем всего образца (см. рис. 117).
Второе превращение происходит в интервале температур 200—
300 °C. В этом интервале остаточный аустенит переходит в от-
пущенный мартенсит. Такое изменение возможно потому, что
i уменьшением тетрагональпости мартенсита становятся меньше
сжимающие напряжения, действующие на остаточный аустенит.
Превращение остаточного аустенита сопровождается не-
которым увеличением объема. Одновременно происходит умень-
шение тетрагональпости мартенсита и при температурах ближе
к 300 °C начинаются обособление и рост частичек карбида. Вну-
тренние напряжения уменьшаются.
Третье превращение происходит в интервале 300—400 °C.
< корость диффузии при этих температурах заметно увеличивается,
весь избыточный углерод постепенно выделяется из решетки Fea,
189
карбидные частички полностью обособляются, приобретают стро-
ение Fe3C и начинают расти. Образующаяся высокодисперсная
смесь феррита и цементита называется трооститом от-
пуска.
Четвертое превращение наблюдается при нагреве выше 400 °C.
При этой температуре происходят постепенный рост частичек
карбида и их коагуляция. При 550—600 °C размер частичек равен
0,1-—- 0,2 мкм. Такая структура называется сорбитом от-
пуска.
В отличие от сорбита,
нита, цементит в сорбите
енного при охлаждении аусте-
а имеет округлую форму. При
нагреве закаленной стали до
650—700 °C получают перлит
отпуска или глобулярный пер-
лит с размером частиц ~0,3—
0,4 мкм.
Малая диффузионная по-
движность атомов легирующих
элементов существенно влияет
на процессы, протекающие в за-
каленных сталях при отпуске
(только никель и марганец не
оказывают заметного влияния
на эти процессы).
На первую стадию распада
мартенсита (до 150 °C), когда
происходит «двухфазный» рас-
Рис. 118. Изменение свободной энергии ау-
стенита (F д), мартенситаи перлита
(fn) с изменением температуры; 7'0— тем-
пература метастаб ильного равновесия
Л — М
над, влияние легирующих элементов незначительно. Выделя-
ющийся карбид железа имеет такую же концентрацию легиру-
ющих элементов, как и исходный мартенсит, и также существует
когерентная связь.
При дальнейшем нагреве процесс протекает медленнее, чем
в углеродистых сталях, и поэтому легированные стали сохраняют
стоукгуру отпущенного мартенсита до более высоких температур
(иногда до 400—500 °C).
Легирование существенно влияет на второе превращение
остаточного аустенита в отпущенный мартенсит. Температура
этого перехода повышается. Так как в легированных сталях,
как правило, сохраняется значительное количество остаточного
аустенита, то превращение последнего в отпущенный мартенсит
способствует сохранению твердости до более высоких тем-
ператур.
Третье и четвертое превращения в легированных сталях также
происходят при более высоких температурах, так как легирующие
элементы, находясь в карбидах, увеличивают их устойчивость
при нагреве по сравнению с цементитом. Поэтому после одинако-
вых по температуре нагревов закаленных сталей легированные
стали имеют более высокую твердость и прочность.
ieo
Карбидная фаза при отпуске претерпевает специфические пре-
вращения С повышением температуры увеличивается подвиж-
ность атомов легирующих элементов, благодаря чему становится
иотможным их перераспределение между цементитом и ферритом.
Концентрация легирующих элементов в цементите увеличивается
и при определенных значениях решетка цементита перестраивается
и решетку того специального карбида, который может находиться
и данной стали в равновесии с ферритом *. Образовавшиеся
дисперсные карбиды могут значительно увеличивать твер-
дость.
Таким образом, выше были рассмотрены четыре
основных превращения в стали, протека-
ющие при нагреве и охлаждении: П -> А, А ->
-> П, А -> М и М -> П. В основе всех превращений лежит стрем-
ление системы к минимуму свободной энергии. На рис. 118 при-
ведена схема изменения свободной энергии основных структур
в зависимости от температуры. Видно, что превращения М А
и П -+ М невозможны.
Глава VII. ТЕХНОЛОГИЯ
ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
Термическая обработка может быть промежуточной и оконча-
тельной. Главной задачей промежуточной терми-
ческой обработки является снижение твердости стали
для ее лучшей обрабатываемости режущим инструментом или
обработкой металлов давлением. Окончательная тер-
мическая обработка деталей преследует цель придать
стали такие свойства, которые требуются в условиях эксплуата-
ции деталей. В результате окончательной термической обработки
получают не только лучшее сочетание механических свойств, но
и высокие значения ряда физико-химических характеристик,
например высокие показатели коэрцитивной силы, хорошую
коррозионную стойкость, высокую теплостойкость режущих ин-
струментов и т. д.
Режим термической обработки назначают в соответствии с кри-
тическими точками и диаграммой изотермического превращения
аустенита обрабатываемой стали. Критические точки и С-образные
диаграммы для всех выпускаемых промышленностью сталей
помещены в справочниках по термической обработке. Рассмотрим
основные виды термической обработки, применяемые в прак-
। пке.
1 При сохранении легированного мартенсита до высоких температур воз-
можно выделение специального карбида и непосредственно из мартенсита.
191
1. Отжиг
Основное назначение отжига — получение
равновесной структуры, поэтому при от-
жиге, как правило, детали охлаждают мед-
лен н о. Углеродистые стали — со скоростью ~200 °C, леги-
рованные стали ~30—100 °С/ч.
Отжиг I рода
Диффузионный (гомогенизирующий) отжиг применяют для
устранения ликвации (выравнивание химического состава). В его
основе — диффузия. При этом выравнивается состав и раство-
Рис. 119. Температура нагревов при различных видах
термической обработки:
А — отжиг I рода; 1 *- диффузионный отжиг; 2 — ре-
кристаллизационный отжиг; 3 — отжиг для снятия на-
пряжений; 4 — нормализация; Б отжиг И рода; 5 —
полный отжиг; 6 неполный отжиг; 7 циклический
отжиг
ряются избыточные карбиды. Такой отжиг проводят при высокой
температуре с длительной выдержкой. Гомогенизирующему от-
жигу подвергают в основном легированные стали. Это объяс-
няется тем, что скорость диффузии углерода, растворенного
в аустените по способу внедрения, на несколько порядков больше
скорости диффузии легирующих элементов, которые растворяются
в аустените по способу замещения. Гомогенизация углеродистых
сталей происходит практически в процессе их нагрева. Режим
гомогенизирующего отжига: нагрев до температуры 1050—1200 °C,
время выдержки составляет 8—10 ч (рис. 119, /).
Рекристаллизационный отжиг (см. гл. 4). В заводской прак-
тике для устранения наклепа холоднокатаных листов из углеро-
дистой стали с 0,1—0,2 % С отжиг проводят при 680—700 °C,
для холоднотянутых прутков из легированных сталей при 700—
730 °C и т. д. Время выдержки при нагреве зависит от толщины
сечения. Для тонких листов и проволоки оно составляет 25—
30 мин (рис. 119, 2).
192
Отжиг для снятия напряжений проводят для деталей из угле-
родистой стали при нагреве до 400—600 °C с выдержкой 2,5 мин
на 1 мм толщины сечения (рис. 119, 3).
Отжиг II рода
Перекристаллизационный отжиг основан на фазовой перекри-
сталлизации, т. е. является отжигом II рода. Основное его назна-
чение — возможно более полное изменение фазового состава.
Поэтому температура нагрева и время выдержки должны обеспе-
чить нужные структурные превращения, скорость охлаждения
Рис. 120. Структура стали 40 после нормального отжига (с) и перегрева («вид-
манштетт») (б); X 200
выбирают такой, чтобы успели произойти обратные диффузион-
ные фазовые превращения. После такого отжига получают более
однородную мелкозернистую структуру, твердость понижается,
пластичность повышается, поэтому отжиг II рода применяют
в качестве предварительной термической обработки и перед
обработкой стальных деталей на металлорежущих станках.
В зависимости от температуры нагрева различают полный
и неполный отжиг.
Полный отжиг обычно применяют для доэвтектоидной стали.
Изделия нагревают до температуры на 30—50 °C выше точки -Лс8
(см. рис. 119,5), что обеспечивает полную перекристаллиза-
цию — превращение исходной ферритно-перлитной структуры
в аустенит. При такой температуре нагрева аустенит получится
мелкозернистым, следовательно, при охлаждении сталь будет
иметь также мелкозернистую структуру (рис. 120, а). Если при
отжиге нагреть изделия значительно выше Acs, то зерна аустенита
могут вырасти до крупных размеров. После охлаждения полу-
чится грубая структура, состоящая из крупных зерен феррита
и перлита. Сталь с такой структурой обладает пониженной пла-
7 Кнорозов Б. В. и др. 193
стичностыо. Иногда ферритные выделения имеют вид игл, такая
структура называется видманштеттовой1 (рис. 120, б).
Неполный отжиг применяют для заэвтектоидной стали (см.
рис. 119,6). При нагреве на 20—50 °C выше Асг (740—770 °C)
в структуре сохраняется вторичный цементит. В результате от-
жига цементит получается в виде зерен (глобулей), поэтому такой
отжиг называют также сфероидизацией. Получению
зернистого цементита способствует предшествующая отжигу горя-
чая пластическая деформация, при которой цементитная сетка
дробится. Сталь с зернистым цементитом лучше обрабатывается
режущим инструментом и приобретает хорошую структуру после
закалки. Неполный отжиг для доэвтектоидной стали применяют
редко. При нагреве до этой температуры не происходит полной
перекристаллизации, часть зерен феррита остается в том же виде,
что и до нагрева. Такой отжиг проводят только в тех случаях,
когда исправления структуры не требуется, а необходимо только
понижение твердости.
Если после проведения неполного отжига цементит остается
пластинчатым, применяют так называемый циклический, или маят-
никовый отжиг. В этом случае после нагрева выше Ас1 изделие
охлаждают до температуры примерно 680 °C, затем вновь нагре-
вают до 740—750 °C и опять охлаждают до 680 °C, повторяя циклы
нагрев — охлаждение несколько раз (рис. 119,7). В результате
перлит получается зернистым, и сталь будет пластичной.
Иногда с целью экономии времени проводят изотермический
отжиг. При таком отжиге изделие нагревают выше критических
точек, быстро охлаждают до температуры на 50—100 СС ниже Асг
и выдерживают при этой температуре в течение времени, необ-
ходимого для полного превращения аустенита в перлит. Затем
изделие охлаждают на спокойном воздухе (см. рис. 123) (ско-
рость щ).
При изотермическом отжиге в процессе выдержки, которую выбирают в со-
ответствии с диаграммой изотермического распада аустенита для данной стали,
происходит выравнивание температуры по сечению изделия. Это способствует
получению более однородной структуры и, следовательно, более однородных
свойств. Легированные стали подвергают именно такому отжигу. Следует заме-
тить, что выигрыш во времени при изотермическом отжиге получается только
для небольших по размерам изделий, так как для крупногабаритных деталей для
выравнивания температуры по объему необходимо продолжительное время_
При отжиге легированных сталей увеличивается не только
продолжительность нагрева и выдержки, но также и продолжи-
тельность охлаждения. Высоколегированные стали охлаждают
с малой скоростью вследствие большей устойчивости легирован-
ного аустенита. И все-таки их твердость остается после отжига
достаточно высокой, что ухудшает обрабатываемость режущим
инструментом.
1 Названа в честь Видманштеттена (Австрия), впервые открывшего ее в метео-
ритном железе (1908 г.).
194
2. Нормализация
Нормализацией называют термическую
обработку стали, при которой изделие
нагревают до аустенитного состояния
(в а 30—50 град выше Ас3 или Аст) и охлаждают
на спокойном воздухе (см. рис. 119, 4 и рис. 123,
скорость v2). Следовательно, отличие нормализации от полного
отжига для доэвтектоидных сталей заключается только в скорости
охлаждения. В результате нормализации получается более тонкое
строение эвтектоида (тонкий перлит или сорбит), уменьшаются
внутренние напряжения, устраняются многие пороки, возникшие
в процессе предшествующих обработок изделий. Твердость и
прочность выше, чем после отжига. Поэтому, несмотря на значи-
тельную экономию времени, нормализация не всегда может за-
менить отжиг. В заэвтектоидных сталях нормализация устраняет
грубую сетку вторичного цементита. Нормализацию чаще при-
меняют как промежуточную операцию, улучшающую структуру.
Но иногда ее применяют и как окончательную, например, при
изготовлении сортового проката (рельсы, швеллеры и т. п.).
3. Закалка
Основные параметры при закалке — температура нагрева и ско-
рость охлаждения. Температуру нагрева для сталей определяют
по диаграммам состояния, скорость охлаждения — по диаграммам
изотермического распада аустенита *.
Температура закалки. Доэвтектоидные стали нагревают до
температуры выше критической точки Ас3 на 30—50 °C. Если
такие стали нагреть до температуры между критическими точ-
ками Асг и Ас3 и охладить, то в структуре закаленной стали,
кроме мартенсита, будет присутствовать феррит, что существенно
ухудшает свойства. Такая закалка называется неполной.
Заэвтектоидные стали при закалке нагревают до температуры
Асг + (40-=-60 °C). После охлаждения с таких температур полу-
чают структуру мартенсита с включением вторичного цементита,
который повышает твердость и износостойкость режущего инстру-
мента. Если заэвтектоидную сталь нагреть выше критической
точки Аст, то после закалки получится дефектная структура
грубоигольчатого мартенсита.
Время нагрева зависит от размеров детали и теплопроводности
стали, и его обычно определяют экспериментально. Для определе-
ния времени нагрева в справочниках приведены также полу-
эмпирические формулы.
1 Для полного отжига, нормализации и закалки изделия практически нагре-
вают до одинаковых температур, отличие в этих видах термической обработки
заключается только в скорости охлаждения.
7* 195
Таблица 5. Скорость охлаждения стали в различных средах
Закалочная среда Скорость охлаждения °С/с, При температурах, °C
650—550 330—200
Вода при температуре, °C: J8 600 270
28 500 270
50 100 270
10 %-ный раствор NaOH в воде при 18°C 1200 300
10 %-ный раствор NaCl в воде при 18 °C 1100 300
Минеральное масло 100—150 20—50
Спокойный воздух 3 1
Продолжительность выдержки при температуре закалки вы-
бирают такой, чтобы полностью произошла гомогенизация обра-
зовавшегося аустенита.
Охлаждение при закалке. Для получения нужной структуры
детали охлаждают с различной скоростью, которая зависит от
охлаждающей среды, формы изделия и теплопроводности стали.
Режим охлаждения при закалке должен исключать по возмож-
ности возникновение больших остаточных закалочных напряже-
ний, но в то же время он должен обеспечить необходимую глубину
закаленного слоя.
Охлаждающую способность различных сред (табл. 5) оцени-
вают скоростью охлаждения в области температур наименьшей
устойчивости переохлажденного аустенита (650—550 °C) и в об-
ласти мартенситного превращения (300—200 °C). В последнем
интервале желательно замедленное охлаждение, так как в этом
случае уменьшаются и термические, и структурные напряжения.
Выбирая охлаждающие среды, следует учитывать закаливае-
мость и прокаливаемость данной стали.
Закаливаемость — способность стали
принимать закалку, т. е. приобретать при
закалке детали высокую твердость. Закали-
ваемость определяется содержанием углерода в стали. Низко-
углеродистые стали (до 0,20 % С) практически не закаливаются,
так как при закалке их твердость не повышается.
Под прокаливаемостью понимают глу-
бину прокаливания закаленной зоны. За
глубину прокаленной зоны принято считать расстояние от по-
верхности до слоя, где в структуре будут примерно одинаковые
объемы мартенсита и троостита. Чем медленнее происходит пре-
вращение аустенита в перлит, т. е. чем больше устойчивость пере-
охлажденного аустенита, чем меньше критическая скорость за-
калки, тем больше прокаливаемость. На рис. 121 приведены схемы,
показывающие изменение скорости охлаждения по сечению изде-
лия. Укрупнение зерен аустенита при нагреве под закалку также
196
способствует увеличению прокаливаемости. Факторы, которые
уменьшают устойчивость переохлажденного аустенита (нераство-
римые частицы, неоднородность аустенита и др.), уменьшают
прокаливаемость.
Характеристикой прокаливаемости является к р и т и ч е-
ский диаметр — максимальное сечение, про-
наливающееся в данном охладителе на
глубину, равную радиусу изделия. В этом
зона зона
Рис. 121. Схемы, показывающие различную скорость охлаждения по сечению
изделия
случае и на поверхности изделия, и в его центре скорость охлаж-
дения больше критической (рис. 122).
Изделия, имеющие размеры меньше критического диаметра,
прокаливаются в данном охладителе насквозь. Зная критический
диаметр, можно правильно выбрать сталь для деталей определен-
ных размеров и назначения.
Прокаливаемость каждой стали определяют экспериментально.
Наиболее простой способ — стандартный метод тор-
цовой закалки. Прокаливаемость углеродистых сталей
находится в прямой зависимости от содержания углерода. Для
сталей с 0,8 % С это примерно 5—6 мм.
Легирующие элементы, увеличивая устойчивость переохлаж-
денного аустенита, уменьшают критическую скорость икр закалки
(исключение составляет кобальт). Поэтому некоторые легирован-
ные стали в результате охлаждения на воздухе приобретают
структуру мартенсита. С уменьшением окр снижаются внутренние
напряжения и вероятность появления брака. Однако понижение
температуры мартенситного превращения способствует увеличе-
нию количества остаточного аустенита в стали после закалки.
С введением в сталь легирующих элементов закаливаемость
и прокаливаемость возрастают. Особенно сильно увеличивают
прокаливаемость молибден и бор (кобальт и в этом случае дей-
ствует противоположно). Карбидообразующие элементы повы-
197
тают прокаливаемость только в том случае, если они при нагреве
растворились в аустените. В противном случае указанные эле-
менты являются центрами распада аустенита и прокаливаемость
будет даже ухудшаться.
Температура нагрева легированных сталей под закалку по
сравнению с углеродистыми сталями выше. Это объясняется,
во-первых, тем, что большинство легирующих элементов повы-
шает температуру критических точек Лт и Аа *. Во-вторых, диф-
фузионные процессы в легированных сталях протекают значи-
тельно медленнее, так как леги-
рующие элементы образуют
твердые растворы замещения,
а углерод — внедрения По-
этому температуру закалки
обычно выбирают на 50—60 °C
Вцзд>^пр И изд ~~^нр ^изд^^кр
Рис. 122. Закаленный слой (заштрихован) в цилиндрических образцах раз-
личных сечений (^Кр — критический диаметр)
Рис. 123. Различные способы термической обработки; ,vt — изотермический
отжиг; vz — нормализация; vKp — критическая скорость охлаждения; ц3 —
закалка в одной среде; v4 — закалка в двух средах; — ступенчатая закалка;
— изотермическая закалка; v4 — неполная закалка
выше точки Аса этих сталей и увеличивают продолжительность
выдержки при температуре закалки. Такой нагрев способствует
также диссоциации карбидов и лучшей растворимости легиру-
ющих элементов в аустените.
В результате закалки легированных сталей получают струк-
туру легированного мартенсита, который содержит не только
углерод, но и легирующие элементы. Это оказывает существенное
влияние на превращения, протекающие при отпуске.
Нагрев легированных сталей при закалке до более высоких
температур не приводит к росту зерна, так как все легирующие
элементы (кроме марганца и бора) уменьшают склонность к росту
зерна. Элементы, образующие слабо диссоциирующие при нагреве
карбиды, способствуют измельчению зерна аустенита.
Легированные стали обладают пониженной теплопровод-
ностью, поэтому для уменьшения перепада температуры по се-
чению их следует нагревать медленно. Это уменьшает внутрен-
* Легирующие элементы I и 11 групп влияют на положение точки At точно
так же, как и точки А3.
198
пне напряжения, которые могут вызвать коробление или обра-
зование трещин при нагреве. Вследствие низкой теплопроводности
увеличивается и продолжительность выдержки при заданной
температуре.
Способы закалки
В зависимости от формы изделия, марки стали и нужного
комплекса свойств применяют различные способы закалки. На
рис. 123 приведены кривые охлаждения, соответствующие разным
способам закалки, нанесенные на диаграмму изотермического
превращения аустенита.
Закалку в одном охладителе (рис. 123, скорость Ра) применяют
для деталей простой формы. Нагретую до температуры закалки
деталь быстро переносят в охладитель, которым может быть вода,
масло и др. Недостаток этого способа закалки заключается в том,
Что вследствие неравномерного охлаждения по сечению в детали
возникают большие термические напряжения.
Прерывистую закалку или закалку в двух средах (рис. 123,
скорость о4) используют для деталей более сложной формы.
В этом случае нагретую деталь вначале опускают в воду, а затем
переносят для окончательного охлаждения в масло (закалка через
воду — в масло). Уменьшая скорость охлаждения в области мар-
тенситного 'превращения, тем самым стремятся уменьшить струк-
турные напряжения. Этот способ часто используют при закалке
инструментов из углеродистой стали. Однако точное время пре-
бывания детали в каждой из сред определить трудно.
Ступенчатая закалка (рис. 123, скорость п5) по сравнению
с предыдущими способами является более совершенной. Нагре-
тую до температуры закалки деталь быстро переносят в охлади-
тель, имеющий температуру на 30—50 °C выше мартенситной
точки, и выдерживают в течение времени, необходимого для вы-
равнивания температуры по всему сечению изделия. Время изо-
термической выдержки должно быть меньше времени устойчи-
вости аустенита при этой температуре.
После изотермической выдержки (в расплаве солей или метал-
лов) деталь охлаждают с небольшой скоростью, что способствует
уменьшению закалочных напряжений. Этот способ применим
только для закалки небольших деталей, имеющих диаметр 10—
30 мм *.
Изотермическая закалка (рис. 123, скорость о6). Нагретую
до закалочных температур деталь быстро переносят в закалочную
среду, имеющую температуру несколько выше температуры на-
чала мартенситного превращения (например, 250—300 °C для
углеродистых сталей), и выдерживают в течение времени, необ-
* Для выравнивания температуры по сечению для больших изделий необ-
ходимо время, превышающее возможное время выдержки, согласно диаграмме
изотермического распада аустенита. Размеры закаливаемых изделий лимити-
руются также и размерами ванн с расплавами солей.
199
холимого для полного превращения переохлажденного аустенита.
В результате получается структура нижнего бейнита.
Закалка с самоотпуском, Охлаждение проводят в одном охла-
дителе и прерывают, когда сердцевина изделия имеет еще значи-
тельное количество тепла (не совсем охладилась). За счет этого
тепла поверхностные слои изделия вновь нагреваются, и таким
образом происходит отпуск.
Закалку с самоотпуском применяют для местной термической
обработки в мелкосерийном производстве, а также при изготов-
лении зубил, кернов и других инструментов.
Поверхностная закалка является одним из способов увеличения
твердости поверхностных слоев изделия. Одновременно повы-
шаются сопротивление истиранию, предел выносливости и т. п.
Общим для всех способов поверхностной закалки является на-
грев поверхностного слоя детали до температуры закалки с по-
следующим быстрым охлаждением. Эти способы различаются
методами нагрева изделий. Толщина закаленного слоя при по-
верхностной закалке определяется глубиной нагрева, прокали-
ваемость играет второстепенную роль или вообще не имеет зна-
чения.
Закалка токами высокой частоты (закалка ТВЧ). Использо-
вание ТВЧ для нагрева металлов впервые предложил В. П. Во-
логдин в 1923 г. Закалку стали с нагревом ТВЧ начали применять
с 1935 г. Теоретические основы термической обработки с нагре-
вом ТВЧ были разработаны в последующие годы И. Н. Киди-
ным, Н. В. Гевелингом, М. Г. Лозинским.
Чем больше частота тока, тем тоньше получается закаленный
слой Ч Обычно в практике применяют машинные генераторы
с частотой 500—15 000 Гц и ламповые генераторы с частотой
более 10е Гц (глубина закалки при таких частотах получается
до 2 мм). Индукторы изготавливают из медных трубок, внутри
которых непрерывно циркулирует вода, благодаря чему они сами
не нагреваются. Форма индукторов соответствует внешней форме
изделия, при этом необходимо соблюдать постоянное расстояние
между индуктором и поверхностью изделия. Каждая установка
имеет комплект индукторов.
Нагрев детали ТВЧ происходит за 3—5 с. После нагрева
в индукторе деталь быстро перемещается в специальное охлажда-
ющее устройство — спрейер, через отверстия которого на нагре-
тую поверхность разбрызгивается закалочная жидкость (иногда
нагретые детали сбрасываются в закалочные баки).
Высокая скорость нагрева смещает фазовые превращения
в область более высоких температур. Кроме того, вследствие
непродолжительных выдержек диффузия углерода не успевает
произойти и в образовавшемся аустените наблюдается неоднород-
1 Толщина закаленного слоя 6 = бООКр/р/, где р — удельное электросопро-
тивление, Ом-см; р— магнитная проницаемость в Гс/Э; f — частота тока, Гц,
200
пост его распределения. Чтобы ускорить диффузионные про-
цессы, повышают температуру нагрева. Поэтому температура
шкалки при нагреве ТВЧ для одной и той же стали должна быть
пыше, чем при обычном нагреве.
При правильном режиме получается мелкопгольчатый или
о ’сструктурный мартенсит, имеющий меньшую хрупкость и повы-
шенную прочность. Твердость повышается на 2—3 единицы по
сравнению с обычной закалкой, а также возрастает износостой-
кость и предел выносливости, который может увеличиваться
в 1,5—2 раза.
Поскольку при нагреве ТВЧ сердцевина изделия нагревается
ниже Асг, перед закалкой для улучшения свойств его подвергают
нормализации. Наиболее целесообразно использовать этот метод
для нагрева изделий из углеродистых сталей, содержащих более
0,40 % С. Для легированных сталей нагрев ТВЧ, как правило,
редко применяют, так как одно из их преимуществ — глубокая
прокаливаемость легированных сталей — при таком методе не
используется.
Преимущества метода ТВЧ — высокая произво-
дительность, отсутствие обезуглероживания и окисления поверх-
ности детали, возможность регулирования и контроля режима
юрмической обработки, а также полной автоматизации всего
процесса. Закалочные агрегаты можно устанавливать непосред-
ственно в поточной линии механического цеха. Поэтому закалку
ТВЧ применяют для деталей массового производства (пальцы,
валики, шестерни и др.). Чтобы избежать возможного хрупкого
разрушения зубьев шестерен, их изготавливают нз специальных
углеродистых сталей пониженной прокаливаемости 55 ПП
(0,55 %С), содержащих марганца <0,2 % и кремния 0,1—0,3 %.
Зубья шестерен прогревают насквозь, но закаливается только
поверхностный слой толщиной 1—2 мм.
Нагрев ТВЧ позволяет проводить закалку отдельных участков
деталей — шейки коленчатых валов, кулачков распределительных
палов, головки рельсов и др.
Недостатком является высокая стоимость индукционных уста-
новок и индукторов (для каждой детали свой индуктор), поэтому
этот метод экономически целесообразно использовать только при
массовом производстве однотипных деталей простой формы.
Пламенную поверхностную закалку применяют главным обра-
зом для закалки изделий с большой поверхностью, при индиви-
дуальном производстве и ремонте, иногда для закалки стальных
и чугунных прокатных валков. Нагрев изделий осуществляется
пламенем газовых или кислородно-ацетиленовых горелок. При
нагреве изделий с большой поверхностью горелки с охлажда-
ющим устройством перемещаются вдоль изделия или изделие
движется, а нагревательное устройство неподвижно.
Толщина закаленного слоя при этом способе нагрева полу-
чается равной 2—4 мм. К недостаткам метода следует отнести
201
сложность регулирования температуры нагрева, а отсюда воз-
можность сильного перегрева
Нагрев изделий перед закалкой в расплавленных металлах или
солях также является одним из способов поверхностной закалки.
Этот способ применяют при закалке мелких деталей простой гео-
метрической формы, изготовляемых в небольших количествах.
Дефекты закалки
Неполная закалка — после закалки получается недостаточная
твердость. Этот дефект образуется либо в результате недогрева
перед закалкой (например, при нагреве доэвтектоидной стали ниже
Рис. 124. Структура доэвтектоидной стали после неполной закалки:
а — мартенсит с ферритом (Лс8 > t > о — мартенсит с трооститом
(недостаточная скорость охлаждения, о7, рис. 122)
Лс3), либо в результате охлаждения со скоростью, меньшей крити-
ческой (рис. 123, скорость о7). Этот дефект устраняется повтор-
ной закалкой с правильным режимом (рис. 124, а и б).
Коробление, закалочные трещины, изменение формы изделия —
эти дефекты являются следствием возникновения внутренних
напряжений I и II рода.
Закалочные трещины — образуются в изделиях после охлаж-
дения их при температурах ниже точки Л4Н. С повышением со-
держания углерода возможность возникновения трещин увели-
чивается. Кроме того, этому способствуют повышенные темпера-
тура закалки и скорость охлаждения (в интервале мартенситного
превращения), резкие изменения сечения Иногда трещины воз-
никают в закаленных изделиях в процессе их вылеживания.
Основная причина во всех случаях — внутренние напряжения I
и II рода. Своевременный отпуск после закалки способствует пре-
дотвращению трещинообразования. Трещины — дефект неиспра-
вимый.
Деформация и коробление — происходят в результате терми-
ческих и структурных неравномерных напряжений.
202
Один из способов уменьшения образования этих дефектов —
медленное охлаждение деталей в области температур Мартенсит-
ного превращения.
Перегрев — закалка с завышенной температуры. В результате
получается крупноигольчатый мартенсит, изделия обладают по-
вышенной хрупкостью.
Мягкие пятна на поверхности детали (т. е. участки с пони-
женной твердостью) — результат образования при закалке на
поверхности детали паровой рубашки, уменьшающей скорость
охлаждения. Дефект исправляется повторной закалкой.
Окисление и обезуглероживание поверхности изделия — этот
дефект возникает в результате взаимодействия печной атмосферы
с поверхностными слоями детали при нагреве. Устраняется в ре-
зультате проведения правильного режима термической обработки
или нагревом, проведенным в нейтральных атмосферах (азоте,
аргоне и т. д.).
4. Отпуск
Отпуском называется нагрев закаленной
стали до температур ниже критической
точки Ас1г выдержка при этой темпера-
туре с последующим
охлаждением (обычно
на воздухе) (рис. 98, г).
Отпуск является окончатель-
ной термической обработкой.
Целью отпуска является
изменение строения и свойств
закаленной стали: повышение
вязкости и пластичности, умень-
шение твердости, снижение
внутренних напряжений *.
С повышением температуры
нагрева прочность обычно
уменьшается, а удлинение, су- рис. 125. Влияние температуры отпуска
жение, а также ударная ВЯЗ- на механические свойстве стали с 0,4 % С
кость растут (рис. 125). Тем-
пературу отпуска выбирают, исходя из требуемой прочности
конкретной детали.
В зависимости от температуры нагрева различают три вида
отпуска: низкотемпературный, среднетемпературный и высоко-
температурный.
При низкотемпературном отпуске закален-
1ую сталь нагревают до 150—250 °C. После соответствующей
1 Структурные превращения, происходящие в закаленной стали при ее
агреве ниже Дсх, рассмотрены в гл. VI.
203
выдержки при этой температуре (обычно 1—3 ч) в детали полу-
чают структуру отпущенного (кубического) мартенсита. При
низком отпуске частично снимаются закалочные напряжения.
Если в стали было значительное количество остаточного аусте-
нита, то в результате его превращения в кубический мартенсит
твердость после низкого отпуска может увеличиться на 2—3 еди-
ницы HRC.
Рис. 126. Структура закаленной
ттали после различных видов
отпуска, Х500:
а — среднетемпературного
(350—400 °C, бейнит); б — высо-
котемпературного (450 — 600 °C,
сорбит); о — 650—700 °C (пер-
лит)
Низкий отпуск применяют для инструментальных сталей,
после цементации, поверхностной закалки и т. д.
При среднетемпературном отпуске зака-
ленную сталь нагревают до 350—400 °C. В результате получается
структура троостита (бейнит). После такого отпуска в изделиях
получается сочетание сравнительно высокой твердости (HRC 40—
45) и прочности с хорошей упругостью и достаточной вязкостью.
Поэтому среднему отпуску подвергают пружины и рессоры
(рис. 126, а).
При высокотемпературном отпуске зака-
ленные изделия нагревают до 450—650 °C. После такого нагрева
и соответствующей выдержки в изделиях получается структура
сорбита. В отличие от сорбита, образующегося после нормали-
зации, когда цементит пластинчатый, после высокого отпуска
204
цементит приобретает зернистую форму (рис. 126, б). Это суще-
ственно повышает ударную вязкость при одинаковой (или даже
более высокой) твердости по сравнению с нормализованной сталью.
Поэтому такой отпуск применяют для деталей машин, испыты-
вающих при эксплуатации ударные нагрузки. Закалку с высоким
отпуском часто называют улучшением.
При нагреве 650—700 °C получают структуру зернистого
перлита (рис. 126, в).
Поскольку в легированных сталях все диффузионные про-
цессы протекают медленнее, время выдержки при отпуске таких
сталей больше по сравнению с углеро-
дистыми. Кроме того, карбидообразу-
ющие элементы замедляют коагуляцию
карбидов, в результате чего они со-
храняются мелкодисперсными до более
высоких температур. Это одна из при-
чин наблюдающегося явления так на-
зываемой вторичной твер-
дости, т. е. увеличения твердости
после отпуска в интервале 500—
600 °C (наблюдается в сталях, легиро-
Рис- 127. Влияние температуры
отпуска на ударную вязкость
стали с высокой восприимчи-
востью к отпускной хрупкости:
1 — быстрое охлаждение в воде
или масле; 2 — медленное охла-
ждение иа воздухе или с печью
ванных хромом, молибденом, ванадием
и некоторыми другими элементами).
Поэтому в результате высокотем-
пературного отпуска при одной и той
же температуре, а следовательно, при
одной и той же структуре, легирован-
ные конструкционные стали имеют бо-
лее высокую прочность и пластичность, чем углеродистые. Это и
является одной из основных причин применения легирован-
ных сталей для изготовления деталей ответственного на-
значения, испытывающих сложные напряжения при эксплуа-
тации.
Обычно ударная вязкость с температурой отпуска увеличи-
вается, а скорость охлаждения после отпуска не влияет на свой-
ства. Но для некоторых конструкционных сталей наблюдается
уменьшение ударной вязкости (рис. 127). Этот дефект называется
отпускной хрупкостью. Различают отпускную
хрупкость I и II рода.
Отпускная хрупкость 1 рода наблюдается при отпуске в обла-
сти 300 °C у легированных, а также углеродистых сталей. Не
зависит от скорости охлаждения. Это явление связывают с нерав-
номерностью превращений отпущенного мартенсита. Процесс про-
текает быстрее вблизи границ зерен по сравнению с объемами
внутри зерна. Благодаря этому вблизи границ создаются кон-
центрации напряжений, границы становятся хрупкими. Отпуск-
ная хрупкость I рода «необратима», т. е. при повторных нагревах
тех же деталей она в них не наблюдается.
205
Отпускная хрупкость II рода. Наблюдается у легированных
сталей при медленном охлаждении после отпуска в области 450—
650 °C (штриховая линия на рис. 127). Существует несколько
объяснений природы этого дефекта. Рассмотрим наиболее распро-
страненное. При высоком отпуске по границам зерен происходит
образование и выделение дисперсных включений карбидов. При-
граничная зона обедняется легирующими элементами. При
последующем медленном охлаждении происходит восходящая
диффузия фосфора из внутренних объемов зерна к границам.
Приграничные зоны зерна обогащаются фосфором, прочность
границ понижается, ударная вязкость падает. Этому дефекту
способствуют хром, марганец и фосфор (>0,001 %). Уменьшают
склонность к отпускной хрупкости II рода молибден и вольфрам
(до 0,5 %) и быстрое охлаждение после отпуска (сплошная линия
на рис. 127).
Отпускная хрупкость II рода «обратима», т. е. при повторных
нагревах и медленном охлаждении тех же сталей в опасном интер-
вале температур этот дефект может повториться. Поэтому стали,
склонные к отпускной хрупкости II рода, нельзя использовать
для работы с нагревом до 650 °C без последующего быстрого охлаж-
дения (например, штампы для горячей штамповки).
5. Старение
Термин отпуск принято применять только к тем сплавам, которые
были подвергнуты закалке с полиморфным превращением, а тер-
мин старение — в случае закалки без полиморфного превращения
(после такой закалки фиксируется пересыщенный твердый рас-
твор) .
Как отпуск, так и старение — это разновидности термической
обработки, в результате которой происходит изменение свойств
закаленных сплавов. В отличие от отпуска, после старения уве-
личиваются прочность, твердость, уменьшается пластичность.
Главным процессом при старении яв-
ляется распад пересыщенного твердого
раствора, полученного в результате за-
калки. Таким образом, старение сплавов связано с перемен-
ной растворимостью избыточной фазы, а упрочнение при старении
происходит в результате дисперсных выделений при распаде
пересыщенного твердого раствора и возникающих при этом вну-
тренних напряжений.
В стареющих сплавах выделения из пересыщенных твердых
растворов встречаются в следующих основных формах: тонко-
пластинчатой (дискообразной), равноосной (обычно сферической
или кубической) и игольчатой. Энергия упругих искажений
минимальна для выделений в форме тонких пластин — линз.
Основное назначение старения — повы-
шение прочности и стабилизация свойств.
206
Различают старение естественное, искусственное и после пла-
стической деформации.
Естественным старением называют са-
мопроизвольное повышение прочности (и
уменьшение пластичности) закаленно го
сплава, происходящее в процессе его вы-
держки при нормальной температуре.
Нагрев сплава увеличивает подвижность атомов, что ускоряет
процесс. Повышение прочности, происходя-
щее в процессе выдержки при повышен-
ных температурах, называется искусствен-
ным старением.
Если закаленный сплав, имеющий структуру пересыщенного
твердого раствора, подвергнуть пластической деформации, то это
также ускоряет протекающие при старении процессы. Этот вид
старения носит название деформационного.
Старение охватывает все процессы, происходящие в пересыщен-
ном твердом растворе — процессы, подготавливающие выделение,
и непосредственно процессы выделения. Для практики большое
значение имеет инкубационный период — время,
в течение которого в закаленном сплаве совершаются подготови-
тельные процессы, время, в течение которого закаленный сплав
сохраняет высокую пластичность. Это позволяет проводить хо-
лодную деформацию непосредственно после закалки.
Если при старении происходят только процессы выделения,
без сложных подготовительных процессов, то такое явление назы-
вают дисперсионным твердением.
Практическое значение явления старения сплавов очень ве-
лико. Так, после старения увеличивается прочность и умень-
шается пластичность низкоуглеродистой стали в результате дис-
персных выделений в феррите цементита третичного и нитридов.
Старение является основным способом упрочнения алюминиевых
сплавов, некоторых сплавов меди, а также многих жаропрочных
и других сплавов. В настоящее время все более широко исполь-
зуют мартенситностареющие сплавы.
6. Обработка холодом
Этот метод разработан и предложен А. П. Гуляевым в 1937—
1939 гг. Если мартенситное превращение заканчивается в области
отрицательных температур, то в закаленной стали при комнатных
температурах содержится значительное количество остаточного
аустенита. Благодаря этому уменьшается твердость закаленного
изделия, ухудшаются магнитные характеристики, не сохраняются
размеры в процессе эксплуатации и т. п. Субструктура остаточ-
ного аустенита — большая плотность несовершенств по сравне-
нию с исходным аустенитом (дислокаций, дислокационных спле-
тений и дефектов упаковки). Охлаждением изделия ниже темпе-
207
ратуры конца мартенситного превращения (точки Мк) можно
добиться полного или почти полного превращения остаточного
аустенита в мартенсит. Обычно изделие охлаждают до темпера-
туры порядка —80 °C. Чтобы избежать стабилизации аустенита,
обработку холодом рекомендуется проводить сразу же после
закалки. Обработке холодом подвергают детали шарикоподшип-
ников, точных механизмов, измерительный инструмент и т. д.
Обработка холодом не уменьшает внутренних напряжений, по-
этому после такой обработки необходим отпуск.
Глава VIII. ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА
СТАЛИ
Химико-термической обработкой (ХТО) н а-
зывается процесс изменения химического
состава, микроструктуры и свойств по-
верхностных слоев деталей Изменение хими-
ческого состава поверхностных слоев достигается в результате
их взаимодействия с окружающей средой, твердой, жидкой или
газообразной, в которой осуществляют нагрев. В результате
изменения химического состава поверхностного слоя меняются
также его фазовый состав и микроструктура. Основные пара-
метры ХТО — температура нагрева и продолжительность вы-
держки. Основные процессы любого вида ХТО: диссоциация—
а бсор бци я—диффу зи я.
Диссоциация — получение насыщающего элемента в более ак-
тивном, атомарном состоянии: 2NH3 2N ф- ЗН2, СН4 ф
ф- 2Н2 и т. д.
Абсорбция — захват поверхностью детали атомов насыща-
ющего элемента.
Диффузия — перемещение захваченного поверхностью атома
в глубь изделия.
Скорости всех трех процессов обязательно должны быть
согласованы. Для абсорбции и диффузии необходимо, чтобы насы-
щающий элемент взаимодействовал с основным металлом, обра-
зуя твердые растворы или химические соединения. Если основной
металл и насыщающий элемент образуют механические смеси, то
химико-термическая обработка невозможна.
Диффузионные процессы протекают легче при образовании
твердых растворов внедрения (азот, углерод) по сравнению с твер-
дыми растворами замещения. Это объясняется тем, что при обра-
зовании твердых растворов замещения чужеродный атом зани-
мает либо вакансии, имеющиеся всегда в реальных металлах, либо
место атома металл а-растворителя. В последнем случае необхо-
димо, чтобы основной атом был смещен из своего равновесного
положения и стал бы дислоцированным.
208
Химико-термическая обработка является основным способом
поверхностного упрочнения деталей. Кроме того, поверхностная
прочность увеличивается при закалке деталей ТВЧ и при обра-
ботке поверхности деталей дробью или накаткой роликами.
Основными видами химико-термической обработки являются
цементация (науглероживание), азотирование, цианирование (со-
вместное насыщение углеродом и азотом) и диффузионная металли-
зация (насыщение поверхности алюминием, кремнием и т. д.).
1. Цементация
Цементация — это химико-термическая об-
работка, при которой поверхность сталь-
ных деталей насыщается углеродом. Изделия
нагревают в среде, легко отдающей углерод. Как правило, цемен-
тации подвергают стали с низким содержанием углерода (0,1—
0,2 % С). Подобрав режим, слой насыщают углеродом до нужной
глубины.
Глубиной цементации условно считают расстояние от поверх-
ности детали до половины зоны, где в структуре наряду с перли-
том имеется примерно такое же количество феррита. Глубина
цементированного слоя обычно составляет 1—2 мм, но может быть
и больше.
Степень цементации — это среднее содержание углерода в по-
верхностном слое (обычно не более 1,2 % С).
После цементации изделия подвергают закалке с низким
отпуском. Это обеспечивает получение в поверхностном слое
изделий высокой твердости при сохранении мягкой вязкой сердце-
вины. На поверхности после цементации возникают напряжения
сжатия, увеличивающие предел выносливости и долговечность
деталей. Цементацию проводят в твердом, жидком и газообразном
карбюризаторах. Наиболее распространенной является газовая
цементация, имеющая ряд преимуществ перед другими способами.
При газовой цементации 1 детали нагревают в герметичных
печах в атмосфере углеродсодержащих газов. Для газовой це-
ментации используют природный газ (содержит до 92—96 %
метана) или искусственные газы, полученные пиролизом жидких
углеводородов — керосина, бензола: СН4 С 2Н2; 2СО ф
+ СО2.
По сравнению с СО метан — более активный карбюризатор.
Fea почти не растворяет углерода, поэтому при цементации изде-
лия нагревают до температур выше А3 (930—950 °C). При таких
температурах сталь имеет структуру аустенита, растворяющего
до 2 % С. Глубина цементированного слоя зависит не только от
температуры, при которой осуществлялся процесс, но и от вре-
мени выдержки при этой температуре (рис. 128).
1 Впервые была осуществлена П. П. Аносовым на Златоустовском заводе.
209
Обычно скорость цементации составляет примерно 0,1 мм за 1 ч
выдержки. Поскольку глубина цементованного слоя редко тре-
буется более 1,0—1,5 мм, процесс осуществляют за 8—12 ч.
При больших выдержках или значительном повышении темпе-
ратуры цементации может сильно вырасти зерно аустенита. Это
существенно ухудшает свойства цементованного слоя и требует
для исправления дополнительной закалки.
Цементация твердым карбюризатором. При таком способе
цементации изделия помещают в металлические ящики, пересы-
пая их твердым карбюризатором — смесью древесного угля (75—
Рис. 128. Влияние продол
ж и те ль ноет и цементации на
глубину цементованного
слоя.
Температура цементации,
°C:
1 — 1050; 2 — 1000; 3 —
970; 4 — 930
ном производстве, а
80 % объема) с активизаторами, кото-
рыми являются ВаСО3 и Na2COs. Ящики
закрывают крышками, которые для боль-
шей герметичности обмазывают огнеупор-
ной глиной. Затем их помещают в печь,
где и нагревают до заданной температуры
(900—950 °C). После окончания процесса
ящики вынимают из печи, охлаждают
и извлекают из них детали.
Процесс твердой цементации по срав-
нению с газовой имеет ряд недостатков:
на его осуществление требуется больше
времени (много вспомогательных опера-
ций); трудно поддается автоматизации и
контролю; требуется больше обслужива-
ющего персонала; оборудование громозд-
кое и т. п
Поэтому цементация твердым карбю-
ризатором используется при мелкосерий-
в основном применяется газовая цемен-
тация — процесс более дешевый, современный, позволяющий
применять механизацию и автоматизацию
После цементации изделия приобретают структуру, приведен-
ную на рис. 129, а. На поверхности изделия образуется слой за-
эвтектоидной стали, состоящей из перлита и вторичного цемен-
тита. Постепенно, по мере удаления от поверхности, содержание
углерода уменьшается и следующая зона состоит уже только из
перлита. Затем появляются зерна феррита, их количество по мере
удаления от поверхности увеличивается, и, наконец, структура
становится отвечающей исходному составу стали Непосредственно
после цементации изделие не приобретает требуемых свойств.
Это достигается термической обработкой. Все детали независимо
от способа цементации обязательно подвергают закалке с низким
отпуском.
Если сталь наследственно мелкозернистая или изделия не
ответственного назначения, то закалку проводят один раз с 820—
850 °C. При этом обеспечивается получение мартенсита в цемен-
тированном слое и частичная перекристаллизация, а также из-
210
мельчение зерна сердцевины. При газовой цементации изделия
по окончании процесса подстуживают до этих температур и затем
проводят закалку. Для более ответственных изделий применяют
Рис. 129. Микроструктура цементованного слоя, X 200;
а — медленное охлаждение с температуры цементации; б — после закалки
с температуры цементации
другой режим термической обработки; 1) закалку (или нормали-
зацию) с 880—900 °C для исправления структуры сердцевины;
2) вторую закалку с 760—780 °C для получения мелкоигольчатого
мартенсита в поверхностном слое.
211
Отпуск всегда проводят низкий при 160—180 °C. В результате
в поверхностном слое получается структура отпущенного мартен-
сита, частично снимаются внутренние напряжения.
На рис. 130 приведены различные режимы термической обра-
ботки цементированных деталей. На рис. 129, б показана микро-
Цементация
Псдс'тужийание
I Отпуск
Обработка колобом
Цементация
Закалка
Время —
Обработка холодом
Рис. $30. Режимы термической об-
работки после цементации
ных размеров (например,
шарикоподшипников).
структура цементированного слоя
после термической обработки. В по-
верхностном слое мартенсит отпу-
щенный постепенно переходит в
троостит, сорбит, а в сердцевине
изделия сохраняется феррит с не-
большим количеством перлита, как
и до цементации.
После цементации и термической
обработки твердость поверхностных
слоев составляет HRC 60—63.
Цементации подвергают разнооб-
разные детали: зубчатые колеса,
поршневые пальцы, червяки, оси
и другие детали, иногда значитель-
крупногабаритные кольца и ролики
2. Азотирование
Азотированием называется ХТО, при ко-
торой поверхностный слой детали насы-
щается азотом. При этом увеличиваются не только
твердость и износостойкость, но повышается и коррозионная
стойкость.
Впервые азотирование осуществил Н. П. Чижевский в 1913 г.
На рис. 131 приведена диаграмма состояния Fe—N. Согласно
этой диаграмме, азот образует с железом несколько фаз: 1) а-
фаза — азотистый феррит, содержит при 20 °C около 0,015 % N2,
при 591 °C — 0,42 % N2; 2) у'-фаза — твердый раствор на основе
нитрида железа Fe4N (5,6—5,95 % N2); 3) е-фаза — твердый
раствор на основе железа Fe2N [(8—11,2 % N2)l; 4) у-фаза —
твердый раствор азота в у-железе, существует выше температуры
эвтектоидного превращения (591 °C).
При азотировании изделия загружают в герметичные печи,
куда поступает аммиак NH3 с определенной скоростью. При
нагреве он диссоциирует по реакции 2NH3 -^-2N 6Н. Атомар-
ный азот, имеющий высокую активность, поглощается поверх-
ностью и диффундирует в глубь детали. Структура азотированного
слоя (от поверхности в глубь изделия) состоит из фаз е у' —>
->у' —> ос + у ->сс + у'нзб (рис. 132). Фазы, получающиеся в азо-
тированном слое углеродистой стали, не обеспечивают достаточно
высокой твердости, и образующийся слой хрупкий. Поэтому для
212
азотирования применяют легированные стали, содержащие алю-
миний, молибден, хром, титан и другие элементы. Нитриды этих
элементов очень дисперсны и обладают высокой твердостью и тер-
мической устойчивостью. Типовыми азотируемыми сталями яв-
ляются 38ХМЮА и 35ХМЮА. Влияние легирующих элементов на
твердость азотированного слоя
показано на рис. 133.
В зависимости от условий
работы деталей различают
две разновидности
азотирования: для по-
вышения поверхностной твер-
дости и износостойкости («твер-
достное» азотирование) и для
'Рис. 131. Диаграмма состояния железо азот
Рис. 132. Микроструктура азотированного слоя железа. Азотирование при
650 °C с медленным охлаждением, X 500
улучшения коррозионной стойкости (антикоррозионное азоти-
рование).
В первом случае детали азотируют при 500—520 °C, процесс
продолжается от 24 до 90 ч (скорость азотирования составляет
около 0,01 мм в 1 ч). Содержание азота в поверхностном слое до
10—12 %, толщина слоя — порядка 0,3—0,6 мм, твердость до-
стигает HV 1000—1200 (рис. 134).
Азотированию подвергают цилиндры моторов и насосов, ше-
стерни, прессформы для литья под давлением, штампы, пуансоны
и т. д.
Для ускорения процесса азотирования его проводят двухсту-
пенчато: вначале при температуре 500—520 °C, а затем при 560—
600 °C. Охлаждение после азотирования проводят вместе с печью
в потоке аммиака.
Для повышения коррозионной стойко-
сти азотированию подвергают изделия как из легированных,
так и из углеродистых сталей. В этом случае азотирование про-
213
водят при 650—700 °C. Скорость диффузии увеличивается, про-
должительность процесса сокращается до нескольких часов.
На поверхности изделий образуется слой е-фазы (0,01—0,03 мм),
который обладает высокой стойкостью против коррозии.
Азотирование — окончательная, завер-
шающая операция при изготовлении де-
тали. Детали подвергают азотированию после окончательной
механической и термической обработок — закалки с высоким от-
пуском. После такой термической обработки в деталях полу-
Рис. 133. Влияние легирующих элементов на твердость азотированного слоя:
1 — алюминий; 2 — хром: 3 — никель
Рис. 134. Зависимость твердости (с) и толщины азотированного слоя (б) от температуры
и продолжительности процесса насыщения:
/ — 38ХМЮА; 2 — 40Х, 18ХНВА и др.; 3 — сталь 30, сталь 40 и др.
чается структура сорбита, которая сохранится в сердцевине изде-
лия и после азотирования и обеспечит повышенную прочность
и вязкость. Азотированные детали имеют серый цвет.
Сравнивая цементацию и азотирование, можно отметить сле-
дующее: 1) продолжительность цементации меньше продолжи-
тельности азотирования; 2) упрочненный слой получается более
глубоким и допускает большие удельные давления при эксплуа-
тации; 3) твердость цементированного слоя в 1,5—2 раза меньше
азотированного и сохраняется при нагреве только до 180—125 °C,
в то время как азотированный слой сохраняет твердость до 600—
650 °C.
3. Цианирование и нитроцементация
Цианированием называется ХТО, при ко-
торой поверхность насыщается одновре-
менно углеродом и азотом. Его осуществляют
в ваннах с расплавленными солями, содержащими группу CN,
например, 20—25 % NaCN; 20—50 % NaCl и 25—50 % Na4CO3.
При окислении цианистого натрия образуются атомарный азот
и СО. Глубина слоя и концентрация в нем углерода и азота зави-
сят от температуры процесса и его продолжительности.
214
Цианированный слой обладает высокой твердостью (HRC а?
« 584-62) и хорошо сопротивляется износу. Повышаются также
усталостная прочность и коррозионная стойкость. Совместная
диффузия углерода и азота происходит быстрее, чем каждого из
этих элементов в отдельности, поэтому продолжительность циани-
рования составляет обычно 0,5—2 ч. Цианирование бывает вы-
сокотемпературным при 800—950 °C и н и з к о т е м-
пературным при 540—560 °C. При высокотемпературном
цианировании поверхность насыщается больше углеродом, чем
азотом, т. е. этот процесс приближается к цементации. После
такого цианирования изделия подвергают закалке с низким
отпуском. Поверхностный слой после глубокого цианирования
содержит 0,8—1,2 % С и 0,2—0,3 % N. Низкотемпературному
цианированию подвергают детали, уже прошедшие термическую
обработку, как и при азотировании. При таком цианировании
поверхность насыщается главным образом азотом, глубина слоя
составляет 0,015 — 0,03 мм. Главный недостаток жидкостного
цианирования — ядовитость цианистых солей. Этого недостатка
нет при газовом цианировании.
Нитроцементацию — газовое цианирование — проводят в га-
зовых смесях, содержащих 70—80 % цементирующего газа и
20—30 % аммиака при 850—870 °C в течение 2—10 ч. Состав газа
и температура определяют соотношение углерода и азота в циа-
нированием слое. Глубина слоя зависит также от температуры
процесса и продолжительности выдержки.
По сравнению с газовой цементацией нитроцементация имеет
ряд преимуществ: меньше деформация и коробление изделий,
больше сопротивление износу и коррозионная стойкость, меньше
рост зерна.
4. Диффузионная металлизация
Диффузионной металлизацией называется ХТО, при
которой поверхность стальных деталей насыщается
различными элементами: алюминием, хромом, крем-
нием и др. После такой обработки повышаются окалиностойкость, износостой-
кость, коррозионная стойкость. Поскольку при насыщении поверхности стали
другими металлами должны образовываться твердые растворы замещения, диф-
фузионная металлизация всегда требует большой затраты времени.
Алитирование — насыщение поверхности изделий алюминием. Осуществ-
ляется для деталей из стали с 0,1—0,2 % С для повышения окалиностоикостп.
Алитирование чаще проводят в порошкообразных смесях, но его можно осу-
ществить и в газовых средах (детали помещают в ретортные печи, засыпают ферро-
алюминием и пропускают хлор, а также хлористый водород). Алитированный слой
при этом получается глубиной 0,3—0,8 мм.
Алитированные детали приобретают высокую жаростойкость, они могут
работать при температуре до 1150 °C. Это объясняется образованием на поверх-
ности деталей прочного оксида А12О3.
Силицирование — насыщение поверхности деталей кремнием Используют
главным образом газовое силицирование. Детали помещают в ретортные печи,
засыпают порошком ферросилиция, карборунда, нагревают до 950—1050 °C
и пропускают хлор. При газовом силицировании насыщение кремнием происходит
215
интенсивно: после выдержки при 1050 °C в течение 2 ч получают слой в 1 мм.
Количество кремния в поверхностных слоях достигает 14%. Силицирование
повышает окалиностойкость до 800—850 °C, слой хорошо сопротивляется исти-
ранию и коррозионностоек даже в таких средах, как морская вода и некоторые
кислоты.
Для повышения жаростойкости силицнровапие применяют даже для изделий
из сплавов на основе молибдена и вольфрама, обладающих высокой жаропроч-
ностью.
Хромирование — диффузионное насыщение поверхности изделий хромом.
Хромированию подвергают детали, изготовленные из сталей с самым различным
содержанием углерода. При хромировании средне- и высокоуглеродистых сталей
получается очень высокая поверхностная твердость (до HV 1600—1800), повы-
шается износостойкость, окалиностойкость (до 800 °C), а также коррозионная
стойкость. При хромировании изделий из малоуглеродистых сталей (до 0,2 % С)
твердость повышается незначительно, но приобретается хорошая коррозионная
стойкость. Хромирование осуществляется при температурах 950—1100 °C, время
Выдержки до 8 ч, глубина слоя 0,2—0,25 мм.
Борирование — насыщение поверхности бором. Борирование обеспечивает
особенно высокую твердость поверхности (до HV 1800—2000), сопротивление из-
носу, повышает коррозионную стойкость и теплостойкость. Борированию чаще
всего подвергают изделия из среднеуглеродистой стали. Его осуществляют как
в порошкообразных смесях, так и в жидких средах (электролизное борирование).
Температура 850—950 °C, время выдержки 2—6 ч, глубина слоя 0,15—0,35 мм.
После борирования детали подвергают закалке ТВЧ или изотермической для
уменьшения напряжений в поверхностном слое.
5. Методы механического упрочнения поверхности
Кроме рассмотренных способов упрочнения поверхностного слоя
изделий проведением закалки т. в. ч. и ХТО, в технике широко
используют методы механического упрочнения. Из них наиболее
важное значение имеет дробеструйная обработка, при которой
поверхность готовых деталей обрабатывается дробью. Ее осуще-
ствляют с помощью специальных дробеструйных установок,
выбрасывающих стальную или чугунную дробь на поверхность
обрабатываемой детали. Удары быстро летящей дроби вызывают
пластическую деформацию поверхностного слоя металла на глу-
бину от 0,15 до 0,30 мм. При этом поверхностный слой наклепан-
ной стали становится более твердым, в нем создаются сжимающие
напряжения и тем самым повышается усталостная прочность.
Дробеструйная обработка упрочняет детали в канавках, на
выступах, в местах перехода одного сечения к другому и т. п.
Особенно благотворно действует дробеструйная обработка на
детали, работающие при знакопеременных нагрузках. Поэтому
такой обработке подвергают рессоры, пружины, торсионные
валики, валы, пальцы гусениц и т. п. Поскольку после дробе-
струйной обработки на поверхности металла остаются мелкие
вмятины (с гладкой поверхностью), иногда детали, имеющие
цилиндрическую поверхность (валики, оси, шейки коленчатых
валов и т. п.), подвергают обкатке специальными роликами, что
улучшает микрогеометрию поверхности. Так обрабатывают изде-
лия, даже прошедшие полировку, для увеличения срока их
службы.
216
Те же цели преследуют, подвергая доводке (деформации на
1—1,5 %) проволоку, калибруя трубы, прутки, другие из-
делия.
6. Термомеханическая обработка
Термомеханическая обработка (ТМО), так же как и химикотерми-
ческая обработка, относится к комбинированным способам изме-
нения строения и свойств сплавов. При ТМО совме-
щаются пластическая деформация и терми-
че'ская обработка. Как при пластической деформации,
Рнс. 135. Схема различных вариантов термомехапической об*
работки
так и при термической обработке повышение прочности всегда
связано с уменьшением пластичности и ударной вязкости. Это
часто является ограничением применения той или иной обра-
ботки.
Преимуществом ТМО является то, что при существенном
увеличении прочности характеристики пластичности снижаются
незначительно, а ударная вязкость выше в 1,5—2 раза по сравне-
нию с ударной вязкостью для той же стали после закалки с низ-
ким отпуском.
Сущность ТМО заключается в том, что перед закалкой про-
водят пластическую деформацию высокотемпературной фазы, в ре-
зультате чего при закалке она претерпевает фазовое превращение
в наклепанном или частично рекристаллизованном состоянии.
В зависимости от температуры, при которой проводят деформацию,
различают высокотемпературную термомеха-
ническую обработку (ВТМО) и низкотемпе-
ратурную (НТМО) (рис. 135).
При ВТМО (рис. 135, а) деформация осуществляется при
температурах выше Ас3. Примерный режим ВТМО (сталь
50XIJ4M): нагрев до 1050—1100 °C для получения однородной
структуры аустенита, подстуживание до 900—950 °C, деформа-
ция 25—30 % и сразу же закалка (чтобы не произошло рекристал-
лизации), затем низкий отпуск. В результате ов = 26004-
4- 2700 МПа при 6 » 84-10 % и KCU = 0,54-0,6 МДж/м2.
217
После закалки с низким отпуском этой же стали ов = 2000 МПа
при 6 » 2 %.
Изменение свойств при ВТМО объясняют тем, что мартенсит-
ное превращение происходит в стали, в которой вследствие дефор-
мации создана определенная субструктура. При ВТМО редко
удается получить ов >2400 ЛАПа, по-видимому, все же успевает
происходить частичная рекристаллизация аустенита.
ВТМО применима к любым металлам и сплавам, но ее эффект
проявляется сильнее в сплавах, претерпевающих мартенситное
превращение.
В. Д. Садовский показал, что ВТМО способствует ослабле-
нию, а иногда даже полному устранению склонности стали к от-
пускной хрупкости I и II рода.
НТМО применяют к среднеуглеродистым легированным ста-
лям, закаливаемым на мартенсит. При НТМО деформации под-
вергается переохлажденный аустенит. Обычно пластическая де-
формация осуществляется при температурах ниже температуры
рекристаллизации, но выше температуры начала мартенситного
превращения (рис. 135, б), поэтому НТМО применима для сталей
с широкой зоной устойчивости аустенита в надмартенситной обла-
сти. Примерный режим НТМО: аустенизация при 1100—1150 °C,
быстрое охлаждение до 450—550 С и деформация на 75—95 %,
т. е. осуществляется так называемая «теплая деформация», при
которой дробится блочная структура аустенита. После деформа-
ции производят закалку и низкотемпературный отпуск при 150—
200 °C. В результате такой обработки получают ов до 2800—
3000 МПа при 6 » 64-8 %, ударная вязкость в 1,5—2 раза больше
по сравнению с обычной термической обработкой.
Иногда обработку по режиму НТМО называют а у с ф о р -
м и н г.
Повышение прочности при ТМО объясняют тем, что в резуль-
тате деформации аустенита происходит дробление его зерен и
блоков (размеры блоков уменьшаются в два — четыре раза по
сравнению с обычной закалкой), увеличивается плотность дисло-
каций. При последующей закалке такого деформированного
аустенита образуются более мелкие пластинки мартенсита, умень-
шаются напряжения II рода, что положительно влияет на пла-
стичность и вязкость.
По данным М. Л. Бернштейна, упрочненная ТМО сталь сохра-
няет этот эффект при вторичной обычной термической обработке
(с кратковременным нагревом), т. е. существует- «наследственность»
ТМО.
Термомеханическую обработку можно применять для упроч-
нения не только конструкционных сталей, но и других сплавов,
в частности, титановых и жаропрочных.
Глава IX. КОРРОЗИЯ МЕТАЛЛОВ
1. Общие сведения
Разрушение металлов и сплавов в резуль-
тате химического или электрохимиче-
ского воздействия на их поверхность
внешней коррозионной среды называется
коррозией.
Борьба с коррозией материалов, изделий, конструкций при-
обретает все возрастающее значение.
Различают прямые и косвенные потери от коррозии. Прямые
потери — это стоимость потерянного металла, изготовления изде-
лий, машин, оборудования, строительных сооружений, уменьшение
срока службы механизмов. К прямым потерям относят также
стоимость противокоррозионных мероприятий. Косвенные потери
связаны с выходом оборудования и сооружений из строя и его
простоями, расходами на ремонт, получением некачественной
продукции, увеличением расхода металла, нанесением ущерба
окружающей среде. Косвенные потери в ряде случаев превосхо-
дят потери прямые.
Увеличение потерь от коррозии за последние годы связано:
с ростом металлофонда; с увеличением в технике и технологии
таких параметров, как температура, давление, скорость, агрес-
сивность среды; повышением загрязненности коррозионно-актив-
ными веществами окружающей среды (атмосферы, почвы, природ-
ной воды).
Особенно следует отметить тенденцию к увеличению загрязне-
ния окружающей среды в связи с развитием промышленности,
интенсификации сельского хозяйства и т. п. Кроме отрицатель-
ных последствий для человека, животного и растительного миров
это приводит также и к все более заметному усилению коррозион-
ной агрессивности атмосферы, природной воды и почвы.
Продукты сгорания угля, выхлопные газы автомобилей, газы
промышленных предприятий, увеличение запыленности воздуха,
в частности, частицами искусственных удобрений и пестицидов
являются причиной усиления атмосферной коррозии. Вместе
с атмосферными осадками эти загрязнения переходят из воздуха
в почву и грунтовые воды и усиливают их агрессивное воздействие
па металл. Особо вредное значение имеет сброс в реки недоста-
точно очищенных промышленных сточных вод.
Необходимо отметить глобальный характер этой проблемы.
В результате выброса в атмосферу огромного количества серного
ангидрида в промышленных районах США, Англии и ФРГ «кис-
лотные дожди» выпадают в Канаде и скандинавских странах.
Коррозия может протекать вследствие чисто химических реак-
ций металла с окружающей средой, а также благодаря электро-
химическим процессам, происходящим на границе раздела металла
219
с внешней средой, т. е. по механизму (природе) различают два типа
коррозии: химическую и электрохимическую. Как правило, она со-
провождается образованием на поверхности металла продуктов
коррозионного разрушения. В результате коррозии внешний вид
поверхности металла изменяется: образуется сплошной или не-
сплошной слой продуктов коррозии, появляются местные корро-
зионные разрушения в виде язв, пятен, точек и т. п. Так, на
поверхности сплавов железа в результате коррозии образуется
ржавчина, имеющая бурый цвет.
В некоторых же отдельных случаях коррозия металлов не
сопровождается образованием таких заметных продуктов разру-
шения, и тогда ее появление обнаружить довольно сложно. На-
пример, при межкристаллитной коррозии на поверхности металла
нет заметных признаков разрушения.
Коррозионное разрушение является ре-
зультатом взаимодействия металла с внеш-
ней средой, и интенсивность его зависит
от свойств самого металла, а также от при-
роды окружающей среды. Большинство металлов,
будучи стойкими в одних средах, довольно легко разрушаются
при взаимодействии с другими средами. Например, медные сплавы
устойчивы во влажной атмосфере, но сильно корродируют, если
в атмосфере присутствует даже незначительное количество
аммиака; тантал и титан при комнатных температурах весьма
стойки во многих агрессивных средах, но приобретают высокую
химическую активность при нагреве их выше 600 °C.
Для количественной оценки коррозионных процессов часто
применяют две характеристики: коррозионные потери и скорость
коррозии.
Коррозионные потери определяют как отношение
потери массы к площади прокорродировавшей поверхности
[г/(м2-ч) или г/(м2-год)].
Скорость коррозии характеризуется изменением
некоторого свойства или признака вещества за время протекания
коррозии. Из-за разнообразия видов коррозионных разрушений
невозможно установить единую для всех случаев меру скорости
коррозии. Ее можно определять по глубине разрушения вещества
за единицу времени (мм/год), а при коррозионных воздействиях,
нарушающих внутреннюю структуру металла (межкристаллитная
коррозия, коррозия под напряжением), — по изменению свойств
материала. Как коррозионные потери, так и скорость коррозии
могут изменяться во времени.
Уменьшение ущерба, вызываемого коррозией, возможно только
в случае организованной борьбы с этим вредным явлением. Це-
лый ряд научно-исследовательских институтов и лабораторий
ведут работы по изучению процессов коррозии и защите от кор-
розии конструкционных материалов. В нашей стране разработан
комплекс взаимоувязанных государственных стандартов ЕСЗКС
220
(Единая система защиты от коррозии и старения), включающей
свыше 150 стандартов, устанавливающих требования, нормы и
методы по обеспечению защиты металлов и изделий от коррозии,
старения и биоповреждений на стадиях разработки, производства
и эксплуатации (хранения).
Внедрение и применение стандартов ЕСЗКС позволяет в 1,5—
2 раза увеличить сроки службы и сохранности изделий, на 25—
30 % снизить коррозионные потери металла, значительно сокра-
титр затраты на проведение мероприятий по защите металлоизде-
лий от коррозии.
2. Химическая коррозия
Химическая коррозия — взаимодействием е-
талла с коррозионной средой, при кото-
ром окисление металла и восстановление
окислительной компоненты коррозионной
среды протекают в одном акте.
Химический процесс коррозии характерен для разрушения
металлов при соприкосновении их с сухими газами при высоких
температурах или с неэлектролитами.
Самой распространенной газовой средой является воздух,
единственный окисляющий компонент которого — кислород, по-
этому продуктами газовой коррозии обычно бывают оксиды.
Продукт взаимодействия кислорода с металлом — оксид обра-
зует на поверхности металла оксидную пленку, которая снижает
его химическую активность. В зависимости от толщины пленки
на металлах принято подразделять на: тонкие (невидимые), тол-
щиной от мономолекулярного слоя до 40 нм; средние (видимые
как цвета побежалости), имеющие толщину 40—500 нм; толстые
(видимые), толщиной более 500 нм.
Оксидные пленки могут быть сплошными и несплошными.
Условие сплошности состоит в том, что молекулярный объем
оксида должен быть больше объема металла, израсходованного на
образование молекулы оксида, т. е. УОк/Уме > 1 и пленка пре-
пятствует дальнейшему окислению металла. В случае V0K/Vjne <
< 1 оксидный слой на металле является пористым и не обладает
защитными свойствами. При VovJVMe > 1 происходит вспучива-
ние и отслаивание пленки, что обусловливает снижение ее. за-
щитных свойств.
Однако следует отметить, что не все металлы, для которых
этот коэффициент больше 1, образуют оксиды, сохраняющие за-
щитные свойства при высоких температурах. Так, для вольфрама
Voi/Уме = 3,4, но WO3 является летучим при температурах
выше 800 °C. Улетучивание WO3 приводит к обнажению поверх-
ности металла и очень быстрому окислению его. В случае повреж-
дения стеклянной колбы электрической лампочки вольфрамовая
проволочка молниеносно разрушается.
221
Экспериментально установлены зависимости между приростом
массы окалины или убылью массы металла и временем протека-
ния реакции. Эти зависимости носят название закономерностей
или законов окисления металлов. Важнейшими законами окисле-
ния металлов являются линейный, параболический и логариф-
мический.
Линейный закон характерен, главным образом, для металлов,
у которых отношение объема оксида к объему прокорродировав-
шего металла меньше 1 (например Са, Mg) и неплотный слой окси-
дов не защищает поверхность. В этом случае окислитель свободно
поступает к поверхности металла через неплотный слой окси-
дов.
При параболической зависимости свободный доступ окислителя
к поверхности металла прекращается (коэффициент >1), а ско-
рость роста слоя зависит от диффузии реагентов. По мере увели-
чения толщины слоя эта скорость уменьшается. Такая законо-
мерность характерна для окисления при высоких температурах
таких металлов, как Си, Сг, Со, Fe, Ni.
При окислении по логарифмическому закону торможение росту
слоя по мере увеличения его толщины проявляется гораздо силь-
нее по сравнению с предыдущим процессом. Эксперименты пока-
зали, что по логарифмическому закону протекает начальное окис-
ление таких металлов, как Zn, Pb, Cd, Sn, Мп, Al, Ti, Та.
На скорость газовой коррозии влияют различные факторы,
но прежде всего температура и состав газовой среды. Повышение
температуры заметно ускоряет ее. К значительному увеличению
скорости коррозионного процесса приводит повышение да-
вления.
Для защиты от газовой коррозии используют, главным обра-
зом, термостойкие сплавы. Другой метод борьбы состоит в ис-
пользовании защитной атмосферы. Применяют также защиту
поверхности металла специальными термостойкими покрытиями
(алитирование, термохромирование, керметы).
Коррозия металлов в неэлектролитах является разновидностью
химической коррозии.
Органические жидкости, не обладающие электропроводностью,
исключают возможность протекания электрохимических реакций.
К неэлектролитам относятся органические растворители: бензол,
толуол, четыреххлористый углерод, жидкое топливо (мазут,
керосин и бензин) и некоторые неорганические вещества, такие,
как бром, расплав серы и жидкий фтористый водород. В этих
средах коррозию вызывает химическая реакция между металлом
и коррозионной средой.
Наибольшее практическое значение имеет коррозия металлов
в нефти и ее производных. Коррозионно-активными составля-
ющими нефти являются сера, сероводород, сероуглерод, тиофены
и др. Сероводород образует сульфиды с железом, свинцом, медью,
а также со сплавами свинца и меди.
222
Повышение температуры ускоряет коррозию металлов. Процесс
заметно активизируется при наличии даже небольших количеств
воды, которая вызывает электрохимическую коррозию.
Основными мерами борьбы против коррозии в неэлектролитах
является использование коррозионностойких материалов, напри-
мер, коррозионностойких (нержавеющих) и алитированных ста-
лей и др.
3. Электрохимическая коррозия
Электрохимической коррозией называют
разрушение металлов и сплавов при воз-
действии на них электролитов1.
Электрохимическая коррозия — наиболее распространенный
тип коррозии. Она происходит чаще всего от воздействия раство-
ров электролитов в воде — солей, кислот, щелочей. Вода в при-
роде, технике, быту — речная, водопроводная, грунтовая, атмо-
сферные осадки и т. д. — всегда является раствором электролита
и вызывает электрохимическую коррозию. Поэтому различные
металлические конструкции, строительные и дорожно-строитель-
ные машины, подземные и надземные трубопроводы подвергаются
главным образом электрохимической коррозии. Электрохимиче-
ская коррозия от воздействия расплавов солей и других электро-
литов происходит редко, в некоторых химических и металлурги-
ческих производствах.
Для выяснения физико-химической сущности электрохимиче-
ской коррозии необходимы основные сведения об особенностях
строения и свойств металлов и электролитов.
Строение и свойства металлов подробно рассмотрены в пре-
дыдущих главах этого же раздела
Электролиты — это вещества, которые
в растворенном или расплавленном со-
стояниях обладают ионной проводимостью
и проводят электр и чески йто к. К ним относятся
большинство солей, кислот, щелочей. Как уже отмечено, элек-
тролитическую коррозию в подавляющем большинстве вызывают
растворы электролитов в воде.
Электролитическая диссоциация электролитов. При растворе-
нии в воде молекулы электролита диссоциируют, т. е. распа-
даются на положительно заряженные ионы — катионы и отрица-
тельно заряженные ионы — анионы, что может быть представ-
лено следующими примерами (с обычной упрощенной записью)!
Соль NaCl -> Na++ Cl-;
Кислота HNOS -> Н+ 4- NO~;
Щелочь NaOH -> Na++ ОН-.
1 Определение по ГОСТ 5272—68: «Взаимодействие металла с коррозионной
средой (раствором электролита), при котором ионизация атомов металла и восста-
новление окислительной компоненты коррозионной среды протекают не в одном
акте, н их скорости зависят от электродного потенциала».
223
Катион Анион
Рис. 136. Строение гидратированных ио-
нов (схема)
Наличием ионов объясняется электропроводность водных рас-
творов электролитов. При пропускании постоянного электриче-
ского тока положительно заряженные ионы (катионы) направ-
ляются к отрицательному электроду источника тока — катоду;
отрицательно заряженные ионы (анионы) к положительному элек-
троду — аноду.
Различают сильные и слабые электролиты. Вода также дис-
социирует! Н2О-> Н+ + ОН~, однако степень ее диссоциации
очень мала. Недиссоциированные молекулы воды являются по-
лярными молекулами — дипо-
лями.
В результате взаимодействия
зарядов (силовых полей), ионов
раствора и полярных молекул
воды в растворе электролита
образуются гидратированные
ионы (рис. 136). Для понима-
ния процессов коррозии нужно
иметь в виду, что процесс гид-
ратации сопровождается выде-
лением энергии.
Из приведенных кратких сведений следует, что и металл, и
раствор электролита являются системами электрически заряжен-
ных частиц. Поэтому между ними неизбежно возникает электро-
химическое взаимодействие.
Устойчивость (стабильность) любого вещества определяется
его энергетическим состоянием. Устойчивым будет та-
кое состояние вещества, когда его энер-
гия в данных условиях имеет наименьшее
значение. У металлов значение свободной энергии больше,
чем у их оксидов. Поэтому металлы устремятся перейти из не-
устойчивого металлического состояния в более устойчивое —
ионное, т. е. окисленное состояние, например: Fe —Fe2 + + 2е.
Для такого перехода, связанного с уменьшением свободной
энергии, необходимы определенные условия. Чаще всего они
создаются при воздействии на металл коррозионной среды. От-
сюда следует, что термодинамическая устойчивость определяется
не только металлом, но и коррозионной внешней средой.
Итак, первопричиной электрохимической (и химической) кор-
розии является термодинамическая неустойчивость металла в дан-
ных коррозионных условиях. При этом необходимо учесть, что
термодинамическая нестабильность металла определяет возмож-
ность его коррозии, но не является мерой ее скорости. Реальная
скорость коррозионного процесса однозначно не определяется
уменьшением свободной энергии, она зависит и от других факто-
ров.
Если энергия гидратации будет больше энергии связи ион-
атома металла в решетке, то энергетический барьер для его вы-
224
кода в раствор будет преодолен и он перейдет в раствор в виде
гидратированного катиона. В этом и заключается первичный
процесс электрохимической коррозии.
При взаимодействии металла с раствором электролита, содер-
жащего ионы того же металла, могут протекать два процесса.
1. Переход ион-атомов из металла в раствор в виде гидрати-
рованных катионов. Этот случай возможен, когда свободная энер-
гия ион-атомов в кристаллической решетке металла иг больше,
чем энергия катионов в растворе (7г, т. е. при U2. Преодоле-
ние энергетического барьера для выхода ион-атома обеспечивается
выделением энергии гидратации, которая больше, чем энергия
связи в металле. В результате перехода положительно заряжен-
ных ион-атомов в раствор сам металл заряжается отрицательно
вследствие оставшихся в нем избыточных электронов. Перешед-
шие в раствор положительно заряженные ионы металла будут
удерживаться силами электрического притяжения у поверхности
металла. Таким образом, на границе металл—раствор образуется
двойной электрический слой и возникает разность электрических
потенциалов (скачок потенциала), причем металл заряжается
отрицательно.
2. Разрядка катионов металла из раствора на поверхности
металла и их выделение в виде нейтральных атомов, входящих
в состав кристаллической решетки металла. Этот случай реали-
зуется, когда П.2 > Ult а энергия гидратации недостаточна для
преодоления сил связи металла. В этом случае на границе ме-
талл—раствор также образуется двойной электрический слой,
где металл заряжается положительно, прилегающий к нему
слой раствора — отрицательно за счет скапливающихся
анионов.
Таким образом, при взаимодействии с раствором электролита
металл заряжается отрицательно или положительно, приобретая
определенный электрохимический потенциал.
Если потенциал отрицательный, то металл термодинамически
неустойчив и корродирует тем сильнее, чем меньше величина
потенциала. Металл, получающий положитель-
ный потенциал и в данной среде не кор-
родирующий, является термодинамически
устойчивым.
Отсюда следует, что при электрохимической коррозии термоди-
намическую устойчивость металла в данной среде можно оцени-
вать по величине и знаку электрохимического нормального (стан-
дартного) потенциала.
При взаимодействии металла с раствором электролита возни-
кают коррозионные элементы, работа которых определяет процесс
электрохимической коррозии. Коррозионные элементы анало-
гичны гальваническим. В качестве примера рассмотрим работу
такого элемента, когда два электрода (пластины) из железа и
цинка погружены в 10%-ный раствор серной кислоты (рис. 137).
8 Кнорозов Б. В. и др. 225
После замыкания внешней цепи равновесие на обоих электродах
нарушается.
Анодный процесс. На цинке электроны находятся в избытке по
сравнению с железом и будут перетекать от цинка к железу.
Катионы цинка Zn2 в двойном слое могут уходить от поверхности
металла, взаимодействуя с анионами SO®-, образуя конечный
продукт — сернокислый цинк ZnSO4. В этих условиях в раствор
будут переходить новые катионы цинка, т. е. металл будет про-
должать корродировать, а на электроде будут освобождаться все
Рис. 138. Коррозия железа в воде (схема реального коррозионного элемента)
новые избыточные электроны. По принятой терминологии (М. Фа-
радея) такой корродирующий электрод, от ко-
торого во внешнюю цепь движутся элек-
троны, называют анодом.
Анодный процесс: 2 0 2 Q Zn2 + + Н2О -> Zn2+nH2O.
Катодный процесс. На железном электроде равновесие в двой-
ном слое также будет нарушено. Вследствие перетекания элек-
тронов от цинка они окажутся в избытке и начнут притягивать
из раствора сначала катионы Fe2+, а затем Н+.
Катодный процесс: Н+ + 0->Н; Н + Н -> Н2; пН2 — газо-
вые пузырьки, удаляющиеся с поверхности металла. Сам металл
в этих условиях корродировать не будет.
Корродирующий электрод, к которому
по внешней цепи движутся электроны,
называют катодом.
Таким образом, в гальваническом или коррозионном элементе
(коррозионной паре) металл, имеющий более отрицательный по-
тенциал (в данном случае цинк), делается анодом и корродирует,
отдавая в раствор свои катионы. Второй электрод (металл), име-
ющий более положительный потенциал, делается катодом и не
корродирует, на нем происходит лишь разрядка катионов из рас-
твора. По цепи от анода к катоду протекает электрический ток.
На рис. 138 показан реальный коррозионный элемент при
коррозии железа в воде.
226
В технических металлах и сплавах, являющихся телами по-
ликристаллическими, микроструктура состоит из зерен одной
или нескольких фаз, неметаллических включений и т. п. Эти
структурные составляющие, имеющие разные физико-химические
свойства, при контакте с электролитом приобретают неодинаковые
по величине и знаку электродные потенциалы и одни из них ста-
нут анодами, а другие — катодами. Таким образом, технические
металлы и сплавы при воздействии на них электролитов можно
рассматривать как многоэлектродные элементы, состоящие из
Рис. 139. Образование коррозионных элементов (схема):
а — царапина; б — вмятина; в — окалина; г — местный наклеп; д, е —»
сварные швы; А — анод; К — катод
огромного числа микроскопических коррозионных гальваниче-
ских пар — микрогальванопар (в частности дендритная ликвация
именно поэтому снижает стойкость против электрохимической
коррозии).
Кроме микронеоднородности структуры имеют место и другие
причины возникновения коррозионных элементов (пар):
1. Наличие несплошных пленок продуктов коррозии (напри-
мер, ржавчины, окалины) или несплошных защитных металличе-
ских покрытий (хром, никель, цинк и т. д.) По этим причинам
могут возникать микрокоррозионные элементы (при точечной
коррозии, порах в покрытии и т. д.), а также макрокоррозионные
элементы (участки с окалиной — чистая поверхность изделия
и т. п.).
2. Неоднородность напряженного состояния металла. Более
напряженные и деформированные участки металла (местный
наклеп) являются анодными.
3. Образование макрокоррозионных элементов при контакте
в изделии металлов с различным электрохимическим потенциалом,
например, при наличии контактных пар: конструкционная угле-
родистая сталь — медь (латуни, бронзы), сталь — цинк (цинковые
покрытия), сварной шов — участок вне зоны термического влия-
ния при сварке и т. п.
На рис. 139 показаны примеры возникновения коррозионных
элементов.
8*
227
Анодная и катодная поляризация и деполяризация
Значение потенциалов анода и катода и сила тока коррозион-
ного элемента изменяются во времени. Уменьшение на-
чальной разности потенциалов корро-
зионного элемента и силы тока после его
замыкания называется поляризацией.
Физическая сущность поляризации состоит в том, что переме-
щение электронов (их отток с анода и приток к катоду) происходит
Анодный
участок
Рет алл
—*-©
Ратодный
участок
М+пН20
Раствор
Электролита
(гГН-Бт©
несопоставимо быстрее, чем совершают-
ся анодный и катодный процессы.
Поляризация тормозит работу кор-
розионного элемента, уменьшает ско-
рость коррозии. Если бы не было по-
ляризации, то процессы электрохими-
ческой коррозии шли бы со скоро-
стями в десятки и сотни раз больше
тех, которые наблюдаются на практике.
Электродные процессы,
уменьшающие
ц
ю т
. Торможение анодного процесса: М +
+ Н2О -> M+H2O + 0 может быть вызвано разными причинами.
Основной причиной является концентрационная поляризация,
Рнс. 140. Принципиальная схе-
ма работы коррозионного эле-
мента. D деполяризатор
Анодная поляризация
и
ю
с я
о л я р и за-
каз ы в а
П
электродов,
деполяризацией.
которая происходит в результате повышения концентрации соб-
ственных гидратированных катионов Л1+пН2О, накапливающихся
у поверхности металла вследствие замедленного процесса их от-
вода путем диффузии в глубину раствора (рис. 140).
Второй важной причинойявляется воз-
никновение анодной пасси в н ос ти — обра-
зование при определенных условиях за-
щитных пленок, тормозящих переход ме-
талла в раствор в виде гидратированных
ионов. Потенциал анода при этом сильно смещается в поло-
жительную сторону и, например, для железа изменение потен-
циала может быть больше 1 В.
Катодная поляризация состоит в торможении катодного про-
цесса 0 + D —к [ 0 D1, где D — деполяризатор (окислитель),
ассимилирующий электроны на катоде. Это торможение может
быть вызвано затрудненностью подвода деполяризатора D или
отвода от катодной поверхности продуктов восстановления [0 D],
При коррозии металлов наиболее важные и распространен-
ные процессы катодной деполяризации: водородная и кисло-
родная.
Водородная деполяризация (деполяризатор ион Н+) состоит
в ёго разряде и выделении водорода. Она наблюдается, например,
при коррозии металлов в растворах кислот."
228
Кислородная деполяризация (деполяризатор [О2]) раствора
в общем виде может быть представлена суммарной реакцией:
О2 + 2Н2О — 4© 4ОН-.
Кислородная деполяризация наиболее распространена: в част-
ности, с кислородной деполяризацией связано подавляющее боль-
шинство коррозии стальных изделий и конструкций в воде, почве,
атмосфере и т. п.
Пассивность металлов
Пассивность — состояние повышенной коррозионной стойко-
сти металлов или сплава (в условиях, когда с термодинамической
точки зрения они являются вполне реакционноспособными), вы-
званное преимущественным торможением анодного процесса.
Термин «пассивность» ввел в 1836 г. немецкий химик X. Ф. Ше-
нбейн и в том же году английский ученый М. Фарадей дал первое
объяснение сущности этого явления. Фарадей предположил, что
поверхность пассивированного металла является окисленной или
атомы «металла находятся в таком отношении к кислороду элек-
тролита, которое эквивалентно окислению».
Пассивность металлов в настоящее время всесторонне иссле-
дуется, этому явлению посвящено большое число научных работ,
так как оно представляет большой научный интерес и имеет ис-
ключительно большое значение для практического решения
проблемы повышения коррозионной стойкости металлов и
сплавов.
Для различных условий, зависящих как от природы металла,
так и от коррозионной среды, механизм пассивного состояния
металла, т. е. повышенного торможения анодного процесса, не
одинаков.
Экспериментальные данные показывают, что переход металла
из активного состояния в пассивное связан с повышением его
потенциала. Так, железо в обычном состоянии имеет электродный
потенциал —0,4 В, в пассивном состоянии его потенциал может
повышаться до 4-1,0 В. Необходимо отметить, что механизм на-
ступления пассивности еще и сегодня не вполне ясен. Доказано,
что на поверхности металлов образуются защитные слои, меха-
низм действия которых объясняется при помощи двух теорий —
пленочной и адсорбционной.
По пленочной теории пассивности на поверхности металлов
предполагается существование слоев продуктов реакции, оксидов
металлов или других соединений, которые отделяют металл от
коррозионной среды, препятствуют диффузии реагентов и тем
самым снижают скорость растворения металла.
Согласно адсорбционной теории на поверхности металла пред-
полагается существование слоев хемосорбированного кислорода
или других пассивирующих ионов. Эти слои изменяют строение
двойного электрического слоя на границе металла с раствором,
приводя тем самым к уменьшению коррозии.
220
С изменением характера среды может произойти потеря ме-
таллом пассивности, наступает так называемое явление депасси-
вации.
На некоторых металлах (например, алюминии, хроме, титане)
образуются очень устойчивые пассивные пленки в обычных атмо-
сферных условиях. Такие металлы называют самопассивирую-
щимися.
Явление пассивности металлов наблюдается и в неокисли-
тельных средах. В этих случаях образуется защитная пленка не
Рис. 141. Границы устойчивости ли-
тых сплавов железо — хрома в 90 %-
ной азотной кислоте при 4-90 °C
(Н. П. Жук)
из оксидов, а из других нераство-
римых соединений.
Влияние легирования. Для уве-
личения коррозионной стойкости
химически активного металла в
него вводят легирующие элементы.
На процессы коррозии существен-
но влияет структура. Большое
практическое значение имеет об-
разование в сплавах — гомоген-
ных твердых растворах, границ
устойчивости. Тамман установил,
что у таких сплавов при леги-
ровании неустойчивого металла
устойчивым компонентом коррозионная стойкость сплава изме-
няется не непрерывно, а скачками. Резкое изменение коррозион-
ной стойкости сплава происходит тогда, когда концентрация
легирующего компонента достигает Vs! 2/sJ 8/в и т. Д- атомной
доли, т. е. 12,5; 25; 37,5 % (ат.) Эта закономерность — так назы-
ваемое правило п/8 моля Таммана.
Это правило установлено на ряде сплавов — твердых растворов
(например, медь—золото, железо—хром, железо—никель, же-
лезо—кремний и др.). Экспериментально подтвержденное пра-
вило п/8 моля еще не получило полного теоретического объясне-
ния. Наиболее вероятно образование сверхструктурного упоря-
доченного расположения атомов в твердом растворе, при котором
в кристаллической решетке появляются плоскости, обогащенные
или сплошь занятые атомами устойчивого компонента. Необхо-
димо учесть, что значение границы устойчивости зависит не
только от сплава, но и от природы раствора, его концентрации,
температуры и т. д. В более активных средах для достижения
границы устойчивости требуется более высокая концентрация
легирующего компонента. Для некоторых сплавов в одном и том
же растворе наблюдается не одна, а несколько границ устой-
чивости, причем одной из них соответствует наиболее резкое
уменьшение скорости коррозии.
Очень большое практическое значение имеет наличие границ
устойчивости в сплавах системы железо—хром при содержании
хрома 12,5; 25; 37,5 % (ат.), что соответствует 11,7; 23,4; 35,1 %
230
(по массе) (рис. 141). Это используют для создания коррозионно-
стойких (нержавеющих) высокохромистых сталей.
Следует отметить, что в некоторых гомогенных сплавах при
нагреве может происходить заметная диффузия, что препятствует
образованию сверхструктур, а также приводит к обеднению
твердого раствора при связывании добавляемого легирующего
элемента с другими компонентами сплава.
Нельзя давать оценку коррозионной стойкости данного мате-
риала даже в определенных условиях корродирования вообще.
Эту оценку материала следует давать применительно к конкрет-
ному изделию с учетом всех его особенностей.
______________________1(Г7_____________________1(Г*
Увеличение кислотности [H*J Увеличение щелочности COH'J_
рН=~1д[НЧ
0 12 3 4 5 6 1 8 9 10 11 12 13 14
। । । I । । । I ।___। ।___1___।__I___।
Сильно кислая Слабо кислая Слабощелочная Сильна щелочная
।-----------1---------------------------1-----------1
Нейтральныйраствор
Рис. 142. Водородный показатель
Основные внешние факторы коррозии. К внешним факторам
электрохимической коррозии относятся многочисленные факторы,
связанные с коррозионной средой: составом (природой) раствора,
его концентрацией, водородным показателем, температурой, ско-
ростью движения и т. д. Рассмотрим влияние одного из важней-
ших факторов коррозии в воде и водных растворах электролитов—
водородного показателя pH. Для воды и водных растворов про-
изведение концентраций ионов водорода (Н+) и гидроксид-ионов
[ОН-] — величина постоянная: [НН - ЮН ] а; 10-14. Вместо са-
мих концентраций ионов пользуются их логарифмами с обратным
знаком; при этом, зная концентрацию ионов водорода, всегда
можно определить концентрацию гидроксид-ионов. Водородный
показатель — логарифм концентрации ионов водорода, взятый
с обратным знаком: pH = —1g Сн, где Сн — концентрация
ионов водорода Ч
Величина pH определяет кислый (pH < 7), нейтральный
(pH = 7) или щелочной (pH 7) характер раствора (рис. 142)
и существенно влияет на кинетику и скорость коррозионных про-
цессов. Влияние pH сказывается на катодных реакциях деполя-
ризации, в которых участвуют ионы Н+ или ОН-, на раствори-
мость продуктов коррозии и образование защитных пленок, пере-
1 Более точной характеристикой растворов является не концентрация ионов
водорода, а их активность а = [Сц. В разбавленных растворах коэффициент
1.
231
ход металлов в пассивное состояние, т. е. на изменение скорости
коррозии (рис. 143).
В связи с большим практическим значением железа (стали)
можно отметить большую скорость коррозии при pH < 4 (кри-
вая 1). При pH = 44-9 железо является умеренно стойким и
скорость коррозии практически не зависит от pH. В щелочной
среде с pH = 94-12 скорость коррозии минимальна вследствие
образования нерастворимых пленок (пассивирования). При pH
Рис. 143. Типичные кривые ско-
рости металлов в зависимости от
pH раствора:
1 — желез омагний; 2 медь,
цинк, алюминий, свинец; 3 — мо-
либден; 4 кадмий; 5 титан, зо-
лото
3s 12 скорость коррозии снова уве-
личивается в связи с образованием
растворимых соединений.
Нужно оговориться, что с из-
менением температуры ход кривых
коррозия — pH может значительно
измениться. Так, минимальная кор-
розия котельной стали в горячей
воде наблюдается при pH = 44-12.
В более кислых и щелочных раство-
рах скорость коррозии значительно
увеличивается.
Как уже отмечалось, коррозион-
ная агрессивность раствора электро-
лита зависит от его природы, кон-
центрации, температур и многих
внешних факторов. В различных условиях корродирования
(в атмосфере, почве и т. п.) влияние этих факторов неодинаково.
Влияние продуктов коррозии Первичный процесс электрохи-
мической коррозии по своей физической сущности — это переход
металлов в виде гидратированных катионов, «растворение» металла
в растворе электролита. Как правило, на этом процессы корро-
зии не заканчиваются. За счет протекания последующих реакций
взаимодействия гидратированных ионов металла в растворе обра-
зуются промежуточные и конечные продукты коррозии, игра-
ющие важную роль в процессах корродирования металла. Суще-
ственное влияние оказывают конечные продукты, которые могут
выделяться в раствор в виде осадка, в виде сплошных или не-
сплошных, плотных или рыхлых осадков (пленок) на поверхности
изделия. При образовании отдельных выделений рыхлых не-
сплошных пленок продуктов коррозии коррозионные процессы
ускоряются. При образовании сплошных трудно- или нераство-
римых пленок процессы коррозии замедляются.
4. Основные виды коррозии
Коррозия металлического изделия всегда начинается с его поверх-
ности на границе металл—коррозионная (внешняя) среда, по-
степенно распространяясь в глубь металла (иногда до сквозного
разрушения).
232
Коррозию подразделяют по условиям протекания и по харак-
теру разрушения.
Виды коррозии по условиям протекания
Наиболее типичные виды коррозии по ГОСТ 5272—68 при-
ведены ниже:
1. Атмосферная коррозия — в атмосфере воздуха.
2. Подземная коррозия в почвах и грунтах.
3. Блуждающим током — электрохимическая под воздействием
тока от внешнего источника.
4. Контактная коррозия — электрохимическая, вызванная кон-
тактом металлов с разными потенциалами.
5. Биокоррозия (микробиологическая) — под влиянием жиз-
недеятельности микроорганизмов.
6. Коррозия при полном погружении — коррозия металла,
полностью погруженного в жидкую коррозионную среду.
7. Коррозия при неполном погружении — коррозия металла,
частично погруженного в жидкую коррозионную среду.
8. Щелевая коррозия — усиление коррозии в щелях и за-
зорах между двумя металлами и с коррозионно-инертным неметал-
лическим материалом.
9. Коррозионное растрескивание — коррозия металла при од-
новременном воздействии коррозионной среды и напряжений
растяжения с образованием трещин.
10. Газовая коррозия — химическая коррозия металла в га-
зах при высоких температурах.
11. Морская коррозия — коррозия металла в морской среде,
под которой понимается совокупность физических условий — от
насыщенного мельчайшей водяной пылью морского воздуха до ила
на океанском дне.
Виды 1—4 и 11 относятся к электрохимической коррозии, био-
коррозия 5 имеет преимущественно электрохимическую природу.
Как правило, коррозия видов 6—9 практически электрохимиче-
ская, но может быть и химической. Горячая газовая коррозия —
типичный случай химической коррозии.
Атмосферная коррозия. Атмосферной коррозии подвергается
около 80 % всего используемого металла, потери от нее состав-
ляют около 50 % всех коррозионных потерь.
В зависимости от степени увлажнения поверхности металла
различают три вида атмосферной коррозии: сухую, влажную и
мокрую (рис. 144).
Сухая коррозия протекает при отсутствии или при наличии
тончайших пленок влаги, толщиной примерно до 10 нм, и имеет
химическую природу. На поверхности металла образуются тон-
чайшие пленки оксидов, иногда сернистых соединений и т. п.
Поверхность металла тускнеет (что важно для некоторых прибо-
ров), но заметного коррозионного разрушения конструкционного
металла не происходит.
233
Влажная коррозия—электрохимический процесс, протека-
ющий при наличии на поверхности металла тончайшей, невидимой
невооруженным глазом пленки атмосферной влаги толщиной при-
мерно от 10 нм до 1 мкм.
Мокрая коррозия происходит при наличии на поверхности
пленки влаги толщиной от 1 мкм до 1 мм видимой глазом и при-
ближается по механизму к электрохимической коррозии при
полном погружении металла в электролит.
Рис, 144. Виды атмосферной коррозии:
I — сухая; II — влажная; III — мокрая; IV — с полным погружением в
электролит
Рис. 145. Коррозионная пара: ржавчина сталь
При высыхании пленки влаги коррозия мокрая может пере-
ходить во влажную, при утолщении пленки коррозия сухая —
во влажную и т. п. Природа (механизм) атмосферной коррозии
зависит не только от толщины пленки влаги, но и от содержания
в ней растворенных солей, газов, наличия продуктов коррозии на
поверхности изделия и других факторов.
Наиболее интенсивную коррозию вызывают тончайшие неви-
димые пленки влаги толщиной примерно 1 мкм (рис. 144). Эти
пленки, в особенности образовавшиеся при конденсации атмосфер-
ной влаги, содержат большое количество растворенного кисло-
рода, солей и являются сильнодействующими растворами электро-
литов. Уменьшение скорости коррозии с утолщением пленки
влаги более 1 мм связано главным образом с затруднением диф-
фузии кислорода через увеличивающийся слой влаги.
Влажная и мокрая атмосферная коррозия — это электрохими-
ческие процессы, имеющие специфические особенности, что отли-
чает их от коррозии с полным погружением в электролит.
Атмосферная коррозия протекает преимущественно с кисло-
родной деполяризацией, и, следовательно, интенсивность корро-
зии зависит от количества кислорода, поступающего с корродиру-
ющей поверхности. Тонкие пленки атмосферной влаги опасны
потому, что хорошо насыщены кислородом.
Продукты атмосферной коррозии — ржавчина и др. — обычно
удерживаются на поверхности изделия, усиливая коррозионное
разрушение металла. Ржавчина при атмосферной коррозии способ-
ствует конденсации влаги из воздуха при относительной влаж-
234
ности Н < 100 %; удерживает влагу, увеличивая продолжитель-
ность увлажнения; может привести к образованию коррозионных
элементов (пар) ржавчина — сталь, усиливающих коррозионное
разрушение (рис. 145).
Основными факторами коррозионной агрессивности атмосферы
являются: увлажнение поверхности изделия; загрязнение воз-
духа коррозионно-активными агентами; сернистым газом, аммиа-
ком, хлоридами и др.
Увлажнение поверхности изделия происходит при образова-
нии фазовой или адсорбционной пленок атмосферной влаги.
Фазовая пленка образуется при увлажнении поверхности атмо-
сферными осадками: жидкими (дождь, изморось), смешанными
(дождь со снегом или градом), а также росой.
Адсорбционная пленка образуется в отсутствии атмосферных
осадков и росы при относительной влажности воздуха Н < 100 %.
Причинами образования адсорбционных пленок являются адсорб-
ционная и химическая конденсация.
Выпадение росы в основном вызвано суточными изменениями
температуры. Следует отметить, что перепады температур, вызы-
вающих конденсацию атмосферной влаги, очень невелики. Кон-
денсация атмосферной влаги происходит и при условии, когда
температура воздуха становится выше температуры металличе-
ских изделий («эффект холодной стенки»). Необходимо также учи-
тывать, что конденсация атмосферной влаги зависит и от других
условий (состояния поверхности изделия, чистоты воздуха и т. п.).
Так, нередко происходит капиллярная конденсация. На поверх-
ности корродирующего металла возможными центрами капилляр-
ной конденсации являются узкие зазоры, микрощели, частицы
пыли, поры в продуктах коррозии и т. п. (рис. 146).
Все конструкционные стали имеют примерно одинаковую не-
высокую коррозионную стойкость и нуждаются в защите от кор-
розии. Исключением являются коррозионностойкие (нержаве-
ющие) стали. Незначительные добавки меди (0,3—0,8 %) заметно
повышают коррозионную стойкость углеродистых сталей в атмо-
сфере. При этом содержании медь находится в виде твердого рас-
твора. Медь либо выделяется на поверхности стали и образует
оксиды, которые, взаимодействуя с оксидами железа, создают
плотный защитный слой; либо выделяющаяся медь при некоторых
условиях атмосферной коррозии способствует пассивированию
железа на медносодержащих сталях, затрудняет конденсацию
влаги.
Подземная коррозия. Подземной коррозии подвергается наруж-
ная поверхность различных сооружений, расположенных в почве
(грунте): металлических газопроводов, газовой, водопроводной,
канализационной сетей, подземных резервуаров, частей строи-
тельных конструкций, кабелей и т. п. Необходимо иметь в виду,
что в нашей стране, в особенности за последнее десятилетие,
протяженность подземных металлических трубопроводов непре-
235
рывно и очень быстро увеличивается. Быстрое развитие сети
подземных трубопроводов связано также и с огромным жилищ-
ным строительством. Как правило, срок эксплуатации подземных
металлических трубопроводов определяется их коррозионной
стойкостью.
Различают следующие основные виды подземной коррозии:
в почве (грунте); коррозию при воздействии блуждающих токов;
биокоррозию (микробиологическую) под влиянием жизнедеятель-
ности микроорганизмов в почве. т
Рис. 146. Возможные места капиллярной конденсации атмосферной влаги:
1 — мнкрощель; 2 — частицы песка; 3 — пора в покрытии; 4 — зазор между
деталями
Рис. 147. Влияние влажности почвы на коррозию низкоуглеродистой стали:
/ — песок; 2 — глина
ческий характер. При наличии влаги, вследствие образования
«почвенного электролита» почвы обладают ионной проводимостью.
Их принято рассматривать как своеобразные «твердые электро-
литы», в которых компоненты твердой основы практически не-
подвижны по отношению к корродирующей поверхности. Электро-
химическая коррозия в почве имеет свои специфические особен-
ности, отличающие ее от коррозии в растворах электролита с пол-
ным или неполным погружением, она происходит в результате
деятельности коррозионных элементов.
Конечный продукт коррозии стали в почве — ржавчина —
имеет сложный состав и строение. Наиболее часто ржавчина на
стальных изделиях (в слабокислых, нейтральных и слабощелоч-
ных почвах) представляет собой смесь гидратов оксидов железа
с различной степенью гидратации. В зависимости от наличия
в почве хлоридов, карбонатов, в состав ржавчины могут входить
и другие соединения, а также частицы грунта, сцементированные
гидратами железа.
При коррозии в почве продукты коррозии остаются на поверх-
ности металла. В тех случаях, когда продукты коррозии образуют
плотный слой, что наблюдается редко, он экранирует поверх-
ность металла, оказывая защитное действие. В большинстве же
случаев образуется неплотный, рыхлый слой ржавчины, что способ-
ствует усилению коррозии. В образующихся коррозионных элемен-
тах ржавчина—сталь металл является разрушающимся элементом
236
— анодом. Практические наблюдения показывают, что наи-
более опасна местная коррозия стенок подземных труб — глубо-
кие язвы, сквозные проржавления (свищи), которые обнаружи-
ваются под слоем ржавчины. В отличие от коррозии типа: ме-
талл — раствор электролита, специфика коррозии в почве со-
стоит в том, что коррозионные микроэлементы могут возникать
и в результате микроструктурной неоднородности самой почвы,
непосредственно прилегающей к поверхности металла, наличия
различных микросоставляющих, газовых капилляров, пор и т. п.
Сйецифической причиной образования макрокоррозионных пар
является макрогетерогенность почвы. Некоторые факторы ока-
зывают основное влияние на коррозионную активность почвы.
Влажность почвы. Благодаря наличию влаги образуется вы-
зывающий коррозию почвенный электролит. Влага в почве может
находиться в жидком, парообразном и твердом состояниях. Наи-
более важное значение имеет жидкая влага. При замерзании почвы
(образование льда) коррозионные процессы резко замедляются
(рис. 147).
Водопоглощение и водопроницаемость. Минерализация элек-
тролита. Растворенные газы — они всегда присутствуют в поч-
венном электролите (наиболее важное значение имеет концентра-
ция растворенного кислорода — главного деполяризатора при
процессах коррозии в почве).
Воздухопроницаемость почвы — это важнейший фактор кор-
розии в почве. В большинстве почв — слабокислых, нейтральных
и щелочных — процессы электрохимической коррозии протекают
с кислородной деполяризацией. Поэтому интенсивность корро-
зии определяется поступлением кислорода к металлу. Только
в кислых почвах с pH < 5 при некоторых микробиологических
процессах может происходить водородная деполяризация.
Итак, коррозия в почке — сложные и разнообразные электро-
химические разрушения металлов, зависящие от многих, изменя-
ющихся во времени факторов, влияние многих из которых неодно-
значно и противоречиво.
Коррозия блуждающими токами. Этой коррозии подвергаются
подземные металлические трубопроводы, углубленные в почву
части металлических конструкций, железобетонных сооружений,
оболочки подземных электрических кабелей и т. п. Наиболее
опасны постоянные блуждающие токи. Их источниками могут
быть электрические железные дороги, трамваи, электрозайемле-
ния электросварочных агрегатов и других установок, работа-
ющих на постоянном токе. Переменные блуждающие токи также
могут вызвать коррозию металлов, но менее опасную, чем постоян-
ные токи. Коррозия блуждающими токами — это электрохимиче-
ское разрушение, протекающее при наложении тока и аналогичное
разрушению анода в гальваностегической установке.
Принципиальная схема возникновения и протекания блуж-
дающих токов показана на рис. 148. Как видно из схемы, места,
237
где ток переходит с металла на почву: рельс — земля и трубо-
провод—земля являются анодными участками и корродируют.
Места, где ток из почвы натекает на металл (земля—трубопровод
и земля—рельс), являются катодными участками и не корро-
дируют.
Опасность коррозии блуждающими токами прежде всего состоит
в том, что разрушение имеет резко выраженный локальный,
местный характер. При этом наличие обязательных в настоящее
время защитных покрытий на подземных трубопроводах не обеспе-
чивает защиту от коррозии блуждающими токами. Следует также
Воздушный уровод
Jr'- Д ’
9: Рельс I \
II ——________L_______Lq о пл*
ж * •* » Л . . .
Катодная--: .'Почва \ ••.: '-^'''Р-Анодная зона ; • •
зона; пггУ'.'.-р'-.- '.коррозиярельсов
коррозии < — ; "---------—
рельсов нет \ Стальная /пруда
Анодная зона; Катодная зона;
коррозия труды коррозии /пруды нет
Рис. 148. Принципиальная схема возникновения и протекания блуждаю-
щих токов
отметить, что радиус действия блуждающих токов очень велик
и иногда доходит до многих десятков километров от токонесу-
щих рельсовых путей или других источников тока.
Биокоррозия в почве. Биокоррозия — это корро-
зия металлов под воздействием жизнедея-
тельности микроорганизмов Наружная поверх-
ность подземных металлических трубопроводов и других соору-
жений в почве может подвергаться биокоррозии. Микроорга-
низмы чрезвычайно распространены в природе, например, сёру-
окисляющие тионовые бактерии разных видов. Биокоррозия
представляет серьезную опасность Английские исследователи
считают, что около 50 % потерь от коррозии стальных подземных
трубопроводов происходит вследствие биокоррозии. Известны
случаи, когда подземные водопроводы из-за биокоррозии выхо-
дили из строя за 1—2 года.
При оценке опасности биокоррозии необходимо учитывать
следующие ее особенности:
1. Коррозия имеет местный характер и происходит при нали-
чии повреждений противокоррозионных покрытий. В местах обра-
зования и жизнедеятельности колоний бактерий наблюдаются
местные глубокие коррозионные повреждения (питтинги, глубо-
кие язвы, свищи).
2. Скорость местной биокоррозии может быть в 5—20 раз
больше, чем скорость местной коррозии в почве.
238
3. В почвах могут присутствовать как аэробные бак-
терии, потребляющие в своей жизнедеятельности свободный
кислород коррозионной среды, так ианаэробные бактерии,
развивающиеся в бескислородной среде. При наличии анаэроб-
ных бактерий сильная коррозия может происходить и в почвах
при недостатке основного деполяризатора коррозионного про-
цесса — кислорода.
Морская коррозия. Морская вода покрывает 70 % поверхности
земли и является наиболее распространенным природным элек-
тролитом. Большинство обычных конструкционных металлов и
сплавов разрушаются под действием морской воды или морского
воздуха, насыщенного ее мельчайшими частицами. В зависимости
от условий экспозиции поведение материалов может изменяться
в очень широких пределах, поэтому их стойкость обычно рас-
сматривается применительно к конкретной зоне, характеризуе-
мой определенными условиями. Концентрация растворенного
кислорода — основной фактор, влияющий на коррозионную ак-
тивность морской воды. Для многих распространенных металлов
повышение содержания кислорода в воде сопровождается увели-
чением скорости их разрушения. Необходимо также учитывать
такие параметры, как температура, скорость ветра, солнечное
излучение и др.
Темпы научного исследования и практического освоения глу-
бин океана в последние годы постоянно возрастают. Наиболее
важные в настоящее время области практической деятельности
можно грубо классифицировать следующим образом: разведка и
разработка морских месторождений минерального сырья (нефть,
газ, соль, уголь и т. д.), производство продуктов питания (рыба,
моллюски, водоросли и др.) и морская метеорология.
При эксплуатации в морских условиях разрушение многих
материалов происходит неожиданным образом и отличается от
поведения, предсказанного на основании лабораторных испыта-
ний в солевом растворе. Реакции различных материалов с морской
водой достаточно сложны.
Виды коррозии по характеру разрушения
Некоторые типичные виды коррозии по характеру разруше-
ния по ГОСТ 5272—68 приведены ниже:
1. Сплошная коррозия — охватывает всю поверх-
ность металла: равномерная протекает с одинаковой скоростью
по всей поверхности металла; а неравномерная — с неодинаковой
скоростью на различных участках поверхности металла.
2. Местная коррозия — на отдельных участках поверхности
металла: точечная коррозия (питтинг), т. е. местная коррозия
в виде отдельных точечных повреждений.
3. Межкристаллитная коррозия (МКК) — коррозия, распро-
страняющаяся по границам зерен металла.
239
4. Коррозия под напряжением — коррозия металла при одно-
временном воздействии коррозионной среды и постоянных или
переменных механических напряжений.
5. Ножевая коррозия — локализованный вид коррозии ме-
талла в зоне сплавления сварных соединений.
6. Графитизация чугуна (спонгиоз) — избирательная кор-
розия серого чугуна с разрушением феррита и перлита при сохра-
нении графита.
7. Обесцинкование — избирательное растворение латуней и
образование на поверхности губчатого медного осадка.
Рис. 149. Виды коррозионного разрушения (по характеру). Коррозия сплош*
ная: а равномерная; б — неравномерная; в — избирательная. Коррозия
местная: г пятнами; д — язвами; е — точечная
В результате коррозии внешний вид поверхности металла, как
правило, изменяется: образуется сплошной или несплошной слой
продуктов коррозии, появляются местные коррозионные разру-
шения в виде язв, пятен, точек.
Наименее опасна сплошная равномерная кор-
розия (рис, 149, а—в). Местная коррозия (рис. 149)
развивается на отдельных участках поверхности металла. В со-
ответствии с ГОСТ 5272—68, разрушение металла происходит
в виде точечной коррозии (отдельных точечных поражений —
питтингов (рис. 149, е); коррозии пятнами (рис. 149, г) — образо-
вание отдельных коррозионных пятен при незначительной глу-
бине разрушения металла; образование отдельных язв (каверн,
раковин), нередко распространяющихся на большую глубину
(рис. 149, д)-, сквозной коррозии — разрушений металлических
изделий насквозь (сквозное проржавление).
Точечная и язвенная коррозия особенно опасна для тонкостен-
ных изделий — трубопроводов, емкостей и др., так как может
быстро привести к сквозному разрушению. Около глубоких то-
чечных повреждений (питтингов) и язв происходит опасная мест-
ная концентрация напряжений. Скорость местной коррозии стали
в почве примерно на порядок больше, чем сплошной коррозии
(до 0,5 мм/год). На незащищенной поверхности металла местная
коррозия сопутствует сплошной коррозии и развивается под слоем
ржавчины.
240
Щелевая коррозия протекает в щелях, трещинах или других
местах поверхности металла, контактирующих с небольшими объ-
емами неподвижного электролита (см. рис. 146).
Контактная коррозия возникает между двумя или несколькими
разными металлами, находящимися в среде электролита. Усиле-
ние коррозионного разрушения одних металлов при их контакте
с другими, разнородными в электрическом отношении металлами
наблюдается при коррозии в почве и в атмосфере. В соответствии
с общими закономерностями при контактной коррозии опасность
разрушения более электроотрицательного металла возрастает
с увеличением различия в значении потенциалов контактирую-
щих материалов.
Процессы контактной, щелевой коррозии и некоторых других
в атмосферных условиях протекают по-иному, чем при полном
погружении металла в раствор электролита.
Очень опасна ножевая коррозия, имеющая вид «надреза ножом»
в зоне сплавления сварных соединений, а также коррозионное
растрескивание. Ножевая коррозия встречается исключительно
в стабилизированных, т. е. содержащих добавки титана или нио-
бия хромоникелевых сталях. Чрезвычайно опасна межкристаллит-
ная коррозия (МКК) *, распространяющаяся в глубь металла по
границам зерен. При отсутствии заметных признаков разруше-
ния на поверхности металла, он быстро теряет прочность и пла-
стичность (подробнее МКК и ножевая коррозия рассмотрены
в гл. XIV).
Кроме перечисленных, наблюдается также коррозия под на-
пряжением. Ее причиной является совместное действие статиче-
ских растягивающих напряжений и коррозионной среды. Особым
случаем этого вида коррозии является коррозионное растрески-
вание.
Для сравнения скорости коррозии используют шкалу кор-
розионной стойкости (табл. 6).
Таблица 6. Шкала коррозионной стойкости
(ГОСТ 13819 -68)
Группа стойкости Скорость коррозии, мм/год Балл
Совершенно стойкие <0,001 1
Весьма стойкие 0,001—0,005 2
0,005-0,01 3
Стойкие 0,01—0,05 4
0,05—0,1 5
Пониженностойкие 0,1—0,5 6
0,5—1,0 7
Малостойкие 1,0—5,0 8
5,0—10,0 9
Нестойкие 1 >10 10
* См. разд. Второй, гл. XIV,
241
Глава X. ЗАЩИТА ОТ КОРРОЗИИ
Для борьбы с коррозией применяют различные способы, учиты-
вающие особенности не только самого металла, но и условия экс-
плуатации. Поэтому нет какой-либо единой системы выбора и
применения мер защиты от коррозии. Все используемые в прак-
тике меры можно классифицировать по характеру их воздействия
на три основных фактора, в совокупности определяющих проте-
кание коррозионного процесса — металл, коррозионную среду
и особенности конструкции изделия.
1. Защита покрытиями
Металлические покрытия используют в технике для защиты от
коррозии разнообразных изделий, деталей машин, приборов,
водопроводных труб и т. д. Выбор защитных покрытий опреде-
ляется условиями эксплуатации. Наибольшее распространение
получили металлические покрытия цинком, кадмием, хромом,
никелем, алюминием, медью, оловом, латунью и др.
Широко применяют в промышленности металлические защит-
ные покрытия, получаемые электролитическим методом, а также
методом погружения в ванну с расплавленным металлом, метал-
лизацию напылением, плакирование и др.
Металлические покрытия не только защищают от коррозии,
но и придают их поверхности ряд ценных физико-механических
свойств: твердость, износостойкость, электропроводность, обес-
печивают изделиям декоративную отделку.
По способу защитного действия металлические покрытия де-
лят на катодные и анодные.
Катодные покрытия имеют более положительный, а анодные
более электроотрицательный электродные потенциалы по сравне-
нию с потенциалом металла, на который они нанесены. Так, медь,
никель, серебро, золото, осажденные на сталь, являются катод-
ными покрытиями, а цинк и кадмий по отношению к этой же
стали — анодными.
В обычных условиях катодные покрытия защищают металл
изделия механически, изолируя его от окружающей среды. Основ-
ное требование к катодным покрытиям — бес пористость. В про-
тивном случае при погружении изделия в электролит или при кон-
денсации на его поверхности тонкой пленки влаги обнаженные
(в порах или трещинах) участки основного металла становятся
анодами, а поверхность покрытия — катодом. В местах несплош-
ностей начнется коррозия основного металла, которая может
распространяться под покрытие.
Анодные покрытия защищают металл изделия не только ме-
ханически, но и электрохимически. В образовавшемся гальвани-
ческом элементе металл покрытия становится анодом и подвер-
гается коррозии, а обнаженные (в порах) участки основного ме-
242
талла выполняют роль катодов и не разрушаются, пока сохра-
няется электрический контакт покрытия с защищаемым металлом
и через систему проходит достаточный ток. Поэтому степень по-
ристости анодных покрытий в отличие от катодных не играет
существенной роли.
Цинковые покрытия надежно защищают стальные изделия
в условиях атмосферной коррозии, а также изделия, соприкасаю-
щиеся с пресной водой. Из всех применяемых в промышленности
металлических покрытий доля цинковых покрытий составляет
более 60 %. Цинкованию подвергают листы кровельного железа,
трубы, детали станков и т. д.
Кадмиевые покрытия используют для защиты черных и цвет-
ных металлов в условиях морского климата или при воздействии
жидкой среды, содержащей хлориды.
Никелевые покрытия применяют для защиты изделий от кор-
розии и для декоративной отделки в машиностроении, приборо-
строении, медицинской, электронной промышленности, при из-
готовлении предметов бытового потребления. Никелевые покры-
тия весьма стойки в атмосфере, растворах щелочей и некоторых
органических кислот, что обусловлено сильно выраженной спо-
собностью никеля к пассивации в этих средах.
Хромовые покрытия характеризуются высокой твердостью,
имеют красивый внешний вид. Их используют в качестве защитно-
декоративных, износостойких покрытий, а также для восстанов-
ления изношенных деталей машин и механизмов.
Оловянные покрытия применяют главным образом для защиты
от коррозии в растворах органических кислот и солей, содержа-
щихся в пищевых продуктах, а также от атмосферной коррозии
в приборостроении, где наряду с защитными свойствами необхо-
димо обеспечить паяемость изделия.
Коррозионную стойкость металлов и сплавов можно повысить
путем создания на их поверхности оксидных пленок. В технике
широко применяется оксидирование стальных изделий, алюминия и
его сплавов, магния и его сплавов, титана и его сплавов. Образую-
щиеся на поверхности металлов оксидные пленки весьма прочно с
ними связаны, часто беспористы и заметно повышают их коррози-
онную стойкость.
Широкое применение для повышения коррозионной стойкости
изделий из стали, а также из цветных металлов и сплавов, нашел
процесс фосфатирования. За 30—60 мин обработки металлических
изделий получается довольно толстое, коррозионностойкое фос-
фатное покрытие, к тому же хорошо пропитывающееся маслами,
смолами, красками.
Из неметаллических покрытий наибольшее применение на-
ходят лакокрасочные. В настоящее время до 80 % всех защитных
и декоративных покрытий, применяемых в мире, являются лако-
красочными.
243
Лакокрасочные покрытия служат барьером, препятствующим
диффузии и ограничивающим доступ агрессивной среды к защи-
щаемой поверхности. Эти покрытия имеют ряд преимуществ перед
другими видами покрытий (простота нанесения; возможность под-
новления и ремонта непосредственно на месте эксплуатации;
возможность сочетания с другими методами защиты; более низ-
кая стоимость по сравнению с другими видами защитных покры-
тий).
Ассортимент лаков и красок в настоящее время насчитывает
более 1000 наименований.
К лакокрасочным материалам относятся олифы, краски, эмали,
грунты, шпатлевки. Лаки представляют собой растворы пленко-
образующих веществ (синтетических или природных) в легко-
летучих органических растворителях. Масляные краски полу-
чают введением в олифы красящих пигментов. Эмали или эмале-
вые краски готовят введением в состав лаков красящих пигментов.
Наиболее распространенными лакокрасочными материалами
для покровных слоев являются алкидная, алкидно-мочевидная,
перхлорвиниловая эмали и др. Эластичность пленок достигается
путем введения специальных веществ — пластификаторов (на-
пример, касторового масла, дибутилфтолата, трикрезилфосфата).
Для ускорения высыхания используют сиккативы (соли жирных
кислот кобальта, марганца и др.).
Для получения химически стойких лакокрасочных покрытий
применяют эпоксидные, полихлорвиниловые, фенолформальде-
гидные, фуриловые и другие смолы.
В качестве термостойких применяют лакокрасочные покрытия
на основе кремнийорганических смол, которые выдерживают
нагрев до 250—300 °C.
Процесс нанесения покрытий состоит из нескольких стадий:
подготовки поверхности к покрытию; нанесения грунта, который
необходим для создания прочного сцепления с основой и прида-
ния покрытию антикоррозионных свойств, а также для выравни-
вания поверхности; нанесения одного или нескольких слоев лако-
красочного покрытия.
После нанесения покрытия проводят холодную или горячую
сушку.
К основным недостаткам лакокрасочных покрытий следует
отнести их ограниченную паро-, газо- и водопроницаемость и не-
достаточную термостойкость.
Весьма эффективным методом защиты от воздействия окружаю-
щей среды являются пленки из полимерных смол. Применяемые
для этой цели полимеры весьма разнообразны (полиэтилен, поли-
бутилен, полистирол, фторопласты и др.). Полимерные пленки
могут иметь толщину в несколько миллиметров.
В химической промышленности широко используют как сред-
ство защиты от коррозии различных аппаратов, емкостей, трубо-
проводов покрытие резиной (гуммирование) или эбонитом.
244
Для защиты подземных трубопроводов применяют покрытия
на основе битумных мастик, каменноугольных пеков (смол),
полимерных материалов.
Большое внимание уделяется покрытиям, которые эффективно
защищают металлы и сплавы от высокотемпературной коррозии
в агрессивных средах. В качестве таких покрытий используют
металлы и неметаллы (кремний, бор), оксиды, силикаты, эмали,
ситаллы, керметы.
2. Электрохимическая защита
Коррозия металла в электролитической среде может быть замед-
лена путем изменения его электродного потенциала. На этом ос-
нованы электрохимические методы борьбы с коррозией. Они вклю-
чают катодную и протекторную защиты, при которых снижение
скорости коррозии достигается путем катодной поляризации ме-
талла; анодную защиту, когда используется возникновение пас-
сивного состояния поверхности металла при анодной поляриза-
ции и электродренажную защиту, заключающуюся в отведении
текущих в металлических конструкциях блуждающих токов об-
ратно к источнику их образования.
Катодная защита — наиболее важный метод борьбы с кор-
розией. С помощью наложенного извне электрического тока кор-
розию фактически сводят к нулю, и поверхность металла не под-
вергается разрушению при выдержке в коррозионной среде в те-
чение неограниченного времени. Главные преимущества этого
метода: высокая эффективность (почти 100 %); возможность за-
щиты больших металлических поверхностей; возможность регу-
лировки поляризующего тока и поддержания определенного
значения потенциала путем изменения напряжения; возможность
автоматизации.
К недостаткам катодной защиты относятся высокая начальная
стоимость установки; необходимость систематического контроля
и профилактического ремонта; возможность вредного воздействия
на соседние незащищенные металлические конструкции.
При осуществлении катодной защиты необходим источник по-
стоянного тока и вспомогательный электрод (анод), устанавли-
ваемый на определенном расстоянии от защищаемого сооружения.
Источник постоянного напряжения положительным полюсом со-
единен со вспомогательным электродом, а отрицательным полю-
сом — с сооружением, подлежащим защите.
Устройство, питающее систему катодной защиты и состоящее
из источника постоянного тока с регулятором напряжения, ам-
перметра и вольтметра постоянного тока, называется станцией
катодной защиты.
Аноды, применяемые в катодной защите, выполняют ввод
поляризующего тока от выпрямителя в электролитную среду.
Их работа в значительной мере определяет параметры установки
245
и эффективность действия защиты. Аноды могут быть изготовлены
из аноднорастворпмых (углеродистая сталь, алюминий); трудно-
растворимых (высококремнистые чугуны, графит); нерастворимых
(платина и ее сплавы, сплавы свинца с серебром).
Эффективность действия катодной защиты в значительной мере
зависит от правильной работы источника постоянного тока и без-
отказной работы анода.
Если вспомогательный анод изготовлен из металла более ак-
тивного, чем защищаемый металл, то получится гальванический
элемент с таким же направлением тока, что и описанный выше.
В этом случае отпадает необходимость в наложении тока от внеш-
него источника. Подобные вспомогательные электроды называются
протекторами или «жертвенными» анодами, а защита с их помощью
от коррозии — протекторной. Это наиболее старый и вместе с тем
наиболее простой метод электрохимической защиты.
Протекторы используют преимущественно в тех случаях,
когда конструкция имеет хорошее изоляционное покрытие и тре-
бует для своей защиты тока небольшой силы, а также, когда от-
сутствие соответствующего оборудования делает невозможным
применение катодной защиты.
Независимость от источника тока — ос-
новное достоинство протекторов. Другие преи-
мущества их: простота монтажа; возможность применения для
локальной защиты; ничтожное влияние на соседние незащищен-
ные конструкции; более рациональное по сравнению с катодной
защитой использование защитного тока.
Основным недостатком протекторной защиты является без-
возвратная потеря материала анода и вследствие этого необхо-
димость периодической его замены. Область использования про-
текторов ограничивается удельным сопротивлением среды и срав-
нительно небольшим защитным током.
Анодный способ защиты основан на переходе металла из актив-
ного состояния в пассивное вследствие смещения его потенциала
при анодной поляризации от внешнего источника тока. В отличие
от катодной защиты положительный полюс источника тока при
анодной защите присоединяется к защищаемому изделию, а ка-
тоды размещаются вблизи поверхности эксплуатируемых изде-
лий. Количество катодов, размеры и их размещение должны обес-
печить равномерную анодную поляризацию.
Анодная защита потенциально опасна: в случае перерыва
подачи тока возможно активирование металла и его интенсивное
анодное растворение. Поэтому анодная защита требует наличия
тщательной системы контроля.
В отличие от катодной защиты скорость коррозии при анодной
защите никогда не уменьшается до нуля, хотя может быть и очень
небольшой. Зато защитная плотность тока здесь значительно ниже,
а потребление электроэнергии невелико.
246
Анодная защита применяется в промышленности для защиты
изделий из углеродистых и легированных сталей, титана, никеля
и др.
Электродренажная защита заключается в отведении текущих
в металлических конструкциях блуждающих токов от анодной
зоны обратно к источнику их образования. При правильном рас-
положении дренажа через уложенное оборудование протекает та-
кое количество электричества, при котором оборудование обеспе-
чено катодной защитой. При постоянном положении анодной
зоны достаточно подключить конструкцию с помощью металли-
ческого проводника к начальному контуру блуждающего тока, т. е.
выполнить так называемый прямой электрический дренаж. Если
положение анодной зоны изменяется, необходимо включить в кон-
тур электрический вентиль, который исключит передачу электри-
ческого тока от дренажа к конструкции. Такой дренаж называется
поляризованным. При усиленном поляризованном дре-
наже дополнительно включают вспомогательный источник постоян-
ного тока, который автоматически поддерживает силу тока в кон-
струкции на требуемом уровне.
Правильно расположенный электрический дренаж является
наиболее надежной и эффективной защитой уложенного сталь-
ного или свинцового оборудования от действия блужда-
ющих токов.
3. Ингибиторная защита
Из существующих методов защиты от коррозии особого внимания
заслуживает один из наиболее эффективных, универсальных,
а в некоторых случаях и единственно возможных методов — ме-
тод ингибирования коррозионно-активной среды. Применение
ингибиторов приобрело особое значение в последние 20 лет. Они
заняли прочное место в современной промышленности, изготав-
ливающей металлоизделия, а также в нефтяной, нефтеперерабаты-
вающей, газовой и других отраслях народного хозяйства.
Ингибиторы — это особые вещества, ко-
торые, будучи введены в коррозионную
среду в небольших количествах, способны
резко снизить или полностью подавить
коррозионный процесс. В качестве ингибиторов при-
меняют различные органические и неорганические вещества,
а также их смеси. Область применения ингибиторов весьма ши-
рока. Их используют для защиты металлов от атмосферной кор-
розии, от коррозии в кислых средах, в морской воде, охлажда-
щих жидкостях и рассолах, окислителях, маслах, смазках.
Использование ингибиторов имеет ряд преимуществ: не тре-
буется изменения существующих технологических процессов;
улучшаются санитарно-гигиенические условия труда; сокращаются
простои оборудования; можно заменить дпфицитные, дорогостоя-
247
щие стали (например, нержавеющие) обычными углеродистыми
сталями.
Защищая металл от коррозии, ингибиторы могут сохранять,
а в некоторых случаях и существенно улучшать важные рабочие
характеристики металлов и сплавов. Так, травление сталей в кис-
лотах, содержащих определенные ингибиторы, улучшает пласти-
ческие и прочностные их свойства. Введение ингибиторов в масла,
смазки, пленки, лакокрасочные материалы позволяет не только
значительно увеличить их защитные свойства, но и придать им
новые технологические и рабочие качества.
Применение ингибиторов в пефте- и газодобывающей промыш-
ленности значительно увеличивает срок службы промыслового
оборудования и трубопроводов. Некоторые нефтяные и газовые
месторождения не могли быть пущены в эксплуатацию по причине
интенсивной коррозии оборудования до тех пор, пока не были най-
дены и применены эффективные ингибиторы коррозии.
Весьма широко ингибиторы применяют в металлургической
промышленности при травлении стальных изделий (проката,
труб).
Применение малорастворимых ингибиторов в автомобильном
транспорте позволяет значительно увеличить срок службы дви-
гателей внутреннего сгорания.
В машиностроительной и приборостроительной промышлен-
ности применение летучих ингибиторов, ингибированной бумаги
и пленки позволяет сохранять готовые изделия и запасные части
в течение длительного времени в самых жестких климатических
условиях.
Согласно современным представлениям защитное свойство ин-
гибиторов связано с их адсорбцией на поверхности металла и по-
следующим торможением анодных и катодных процессов.
Анодные ингибиторы замедляют коррозионный процесс вслед-
ствие снижения анодной реакции ионизации металла. Возможны
два пути торможения анодного процесса: путем смещения инги-
битором потенциала корродирующего металла в положительную
сторону с переводом металла в устойчивое пассивное состояние
и благодаря образованию на его анодных участках защитных
пленок.
В первом случае в качестве ингибиторов применяют сильные
окислители: кислород, нитриты, хроматы, во втором — силикаты,
фосфаты, карбонаты и другие вещества, образующие труднораст-
воримые соединения или оксиды на поверхности металлов. Эф-
фективность действия анодного ингибитора в значительной сте-
пени зависит от его концентрации.
Катодные ингибиторы снижают скорость растворения металла
вследствие повышения перенапряжения катодного процесса. Ка-
тодными реакциями при коррозии обычно являются реакции вы-
деления водорода, восстановления кислорода или какого-либо
другого деполяризатора. Торможение ингибитором катодных
248
реакций может происходить в результате уменьшения концентра-
ции деполяризатора вследствие взаимодействия с ним, или из-за
затруднения доступа деполяризатора к поверхности металла, или
использования продуктов катодной реакции для ее замедления.
Независимо от условий эксплуатации ингибиторы должны
удовлетворять следующим общим требованиям: обладать высокой
эффективностью защитного действия; быть технологичными и де-
шевыми; не нарушать технологического процесса; отвечать требо-
ваниям санитарно-гигиенических норм; не создавать угрозу за-
грязнения окружающей среды.
Глава XI. КОНСТРУКЦИОННЫЕ СТАЛИ
Конструкторы при выборе материала для какой-либо конструк-
ции или изделия не могут учитывать только один или два каких-
либо критерия, характеризующие свойства материала, им необ-
ходимо знать его конструктивную прочность.
Конструктивная прочность — это опре-
деленный комплекс механических свойств,
обеспечивающий длительную и надежную
работу материала в условиях его эксплуа-
т а ц и и. Конструктивная прочность — это прочность материала
конструкции с учетом конструкционных, металлургических, тех-
нологических и эксплуатационных факторов, т. е. это комплекс-
ное понятие. Считается, что как минимум нужно учитывать че-
тыре критерия: жесткость конструкции, прочность материала,
надежность и долговечность материала в условиях работы данной
конструкции.
Жесткость конструкции. Для многих силовых элементов
конструкций — шпангоутов, стрингеров, плоских пластинок, ци-
линдрических оболочек и т. п. — условием, определяющим их
работоспособность, является местная или общая жесткость (устой-
чивость), определяемая их конструктивной формой, схемой напря-
женного состояния и т. д., а также и свойствами материала.
Как было отмечено в гл. III, показателем жесткости материала
является модуль продольной упругости Е (модуль жесткости) —
структурно нечувствительная характеристика, зависящая только
от природы материала.
Среди главных конструкционных материалов наиболее высо-
кое значение модуля Е имеет сталь, наиболее низкое — магние-
вые сплавы и стеклопластики. Однако оценка этих материалов
существенно изменяется при учете их плотности и использова-
нии критериев удельной жесткости и устойчивости: Ely, Е/у,
(табл. 7).
При оценке по этим критериям, выбираемым в соответствии
с формой и напряженным состоянием, во многих случаях наиболее
249
Таблица 7. Удельная жесткость (устойчивость)
конструкционных материалов
Материал Е, ГПа г/см3 Е/у VE/V \ГЁ/у
Углеродистые и легиро- ванные стали 180- 220 7,8 2380—2785 17—18,7 3,3—3,5
Титановые сплавы . . . 10—120 4,5 2220—2675 22—24 4,8—5,1
Алюминиевые сплавы 67—72 2,8 2395—2575 29,3—30,4 6,8—6 9
Магниевые сплавы 41—44 1,8 2280—2445 35,65—36,8 8,9—9,1
Стеклопластики .... 20—22 1,8 1110—1220 25—26,1 7—7,2
выгодным материалом являются магниевые сплавы и стеклопла-
стики, наименее выгодным — углеродистые и легированные стали.
Прочность — способность тела сопротив-
ляться деформациям и разрушению. Большин-
ство технических характеристик прочности (ов, а0>2) определяют
в результате статического испытания на растяжение.
Эти характеристики зависят от структуры и термической обра-
ботки.
Прочность конструкционных материалов, используемых в тех-
нике, изменяется в очень широком диапазоне — от 100-Ь 150
до 25004-3500 МПа. Однако выбор материала только по абсолют-
ному значению показателей прочности от (о0|2), ов и др. не дает
правильной оценки возможностей материала. Для создания кон-
струкции (машины) с минимальной массой большое значение имеет
плотность материалов у. С учетом этого более правильно оценивать
значение его удельной прочности отношением характеристик проч-
ности ов, ат и др. к плотности материала (например, <тв/у, <тт/у,
где -у — плотность материала, г/см3).
Из данных, приведенных в табл. 8, видно, что, например,
алюминиевые сплавы, имея значительно меньшую абсолютную
прочность, чем углеродистые и многие легированные стали, пре-
восходят их по удельной прочности. Это означает, что при равной
Таблица 8. Удельная прочность некоторых
конструкционных материалов
Материал ов» МПа V, г/см3 °B/v- ю\ СМ
Углеродистая сталь 450—1100 7,8 60—150
Легированная сталь ЗОХГСА 1100—1400 7,8 150—190
Высокопрочные стали 1800—2000 7,8 220—250
Магниевые сплавы МА2, МА8 220—280 1,8 120—150
Алюминиевые сплавы Д16, В95 .... 420—600 2,8 160—210
Титановые сплавы 1200—1400 4,5 260—400
Стеклопластики типа СВАМ 700 1,8 380—500
250
прочности масса изделия из алюминиевых сплавов меньше, чем
изделия из стали. Наиболее высокую удельную прочность имеют
стеклопластики типа СВАМ, а из металлических конструкцион-
ных материалов — титановые сплавы.
Оценивая реальную прочность конструкционного материала,
следует учитывать характеристики пластичности 6, ф, а также вяз-
кость материала, так как именно эти показатели в основном опре-
деляют возможность хрупкого разрушения. Это относится и к вы-
сокопрочным материалам, которые, обладая высокой прочностью,
скло'нны к хрупкому разрушению.
Модуль упругости Е и о0)2 являются расчетными характери-
стиками, определяющими допустимую нагрузку.
Надежность — свойство изделия выпол-
нять заданные функции, сохраняя свои
эксплуатационные показатели в задан-
ных пределах в течение требуемого про-
межутка времени или требуемой нара-
ботки1. Надежность конструкции — это также ее способность
работать вне расчетной ситуации, например, выдерживать удар-
ные нагрузки. Главным показателем надежности является запас
вязкости материала, который зависит от состава, температуры
(порог хладноломкости), условий нагружения, работы, поглощае-
мой при распространении трещины и т. д. (подробно рассмотрено
в гл. III).
Сопротивление материала хрупкому разрушению является
важнейшей характеристикой, определяющей надежность работы
конструкций.
Долговечность — свойство изделия сох-
ранять работоспособность до предель-
ного состояния (невозможности его даль-
нейшей эксплуатаци и). Долновечность конструкции
зависит от условий ее работы. Прежде всего это сопротивление
износу при трении и контактная прочность (сопротивление ма-
териала поверхностному износу, возникающему при трении ка-
чения со скольжением). Кроме того, долговечность изделия зави-
сит от предела выносливости, зависящего в свою очередь от со-
стояния поверхности (см. гл. III) и коррозионной стойкостью
материала.
1. Классификация и маркировка углеродистых
и легированных сталей
Сплавы железа — сталь и чугун — основные металлические ма-
териалы, используемые в различных отраслях народного хозяй-
ства. Наиболее широко применяют стали. Они должны иметь хо-
1 Определение надежности и долговечности даны в соответствии с
ГОСТ 13377—75.
251
Рис. 150. Зависимость свойств горя-
чекатаной углеродистой стали от со-
держания углерода
рошие технологические свойства- легко обрабатываться давле-
нием (многие изделия получают прокаткой, ковкой или штампов-
кой), а также хорошо обрабатываться на металлорежущих стан-
ках, свариваться. В ряде случаев от них требуется высокая кор-
розионная стойкость или жаропрочность и т. д.
Достоинством сталей является возможность получать нужный
комплекс свойств, изменяя их состав и вид обработки.
Стали подразделяют на углеродистые и легированные.
Углеродистые стали — это основной конструкционный ма-
териал, который используют в различных областях промышлен-
ности. Они проще в производстве
и значительно дешевле легиро-
ванных. Свойства их определяют-
ся количеством углерода и со-
держанием присутствующих в них
примесей, которые взаимодей-
ствуют и с железом, и с углеродом.
Влияние углерода
Механические свойства угле-
родистой стали зависят главным
образом от содержания углерода.
С ростом содержания углерода
в стали увеличивается количе-
ство цементита и соответственно
уменьшается количество феррита,
т. е. повышаются прочность и
твердость и уменьшается пластич-
ность. Как видно из графика,
приведенного на рис. 150, прочность повышается только до 1 % С,
а при более высоком содержании углерода она начинает умень-
шаться. Происходит это потому, что образующаяся по границам
зерен в заэвтектоидных сталях сетка вторичного цементита сни-
жает прочность стали.
Кроме углерода, в стали есть еще другие элементы — примеси,
присутствие которых обусловлено разными причинами. Разли-
чают постоянные, скрытые, случайные и специально введенные
примеси.
Влияние примесей
Постоянные примеси — это кремний, марганец, фосфор и сера.
Марганец и кремний вводят в процессе выплавки
в сталь для ее раскисления, т. е. для удаления FeO, поэтому их
также называют технологическими примесями.
Кроме того, марганец способствует уменьшению содержания
сульфида железа FeS в стали: FeS ф-Мп —>-MnS 4- Fe. Марганец
и кремний растворяются в феррите, повышая его прочность;
марганец может также растворяться и в цементите. Углеродистые
стали обычно содержат до 0,7—0,8 % Мп и до 0,5 % Si.
252
Сера — вредная примесь — попадает в сталь глав-
ным образом с исходным сырьем — чугуном. Сера нерастворима
в железе, она образует с ним соединение FeS — сульфид железа.
При взаимодействии с железом образуется эвтектика (Fe -J- FeS)
с температурой плавления 988 °C. Поэтому при нагреве стальных
заготовок для пластической деформации выше 900 °C сталь ста-
новится хрупкой. При горячей пластической деформации заго-
товки разрушаются. Это явление называется краснолом-
костью. Одним из способов уменьшения влияния серы яв-
ляется введение марганца. Соединение MnS плавится при 1620 °C,
эти включения пластичны и не вызывают красноломкости.
Содержание серы в сталях допускается не более 0,06 %.
Фосфор попадает в сталь главным образом также с исход-
ным чугуном, использованным для выплавки стали. До 1,2 %
фосфора растворяется в феррите, уменьшая его пластичность.
Фосфор обладает большой склонностью к ликвации, поэтому даже
при незначительном среднем количестве фосфора в отливке всегда
могут образовываться участки, богатые фосфором. Располагаясь
вблизи границ зерен, фосфор повышает температуру перехода
в хрупкое состояние, т. е. вызывает хладноломкость.
Поэтому фосфор, как и сера, является вредной примесью, со-
держание его в углеродистой стали допускается до 0,05 %.
Чем больше углерода в стали, тем сильнее влияние фосфора
на ее хрупкость.
Содержание серы и фосфора в стали зависит от способа ее вы-
плавки.
Скрытые примеси. Так называют присутствующие в стали
газы — азот, кислород, водород — ввиду сложности определения
их количества. Газы попадают в сталь при ее выплавке. В твердой
стали они могут присутствовать, либо растворяясь в феррите,
либо образуя химические соединения (нитриды, оксиды). Газы
могут находиться и в свободном состоянии в различных несплош-
ностях.
Даже в очень малых количествах азот, кислород и водород
сильно ухудшают пластические свойства стали. Содержание их
допускается 10-2—10‘4%. В результате вакуумирования стали
их содержание уменьшается, свойства улучшаются (см. разд.
Первый, гл. II).
Случайной примесью может быть любой элемент (медь, алюми-
ний, вольфрам, никель), который попал в шихту вместе с металло-
ломом или чугуном при выплавке стали. Содержание этих эле-
ментов ниже тех пределов, когда их вводят специально как леги-
рующие добавки.
Специальные примеси. Это элементы, специально вводимые
в сталь для получения каких-либо заданных свойств. Такие эле-
менты называют легирующими, а стали, их содержащие —
легированными сталями.
253
Содержание легирующих элементов в сталях может изменяться
в очень широких пределах. Сталь считают легированной хромом
или никелем, если содержание этих элементов составляет 1 %
или более. При содержании ванадия, молибдена, титана, ниобия
и других элементов более 0,1—0,5 % стали считают легированными
этими элементами. Сталь является легированной и в том случае,
если в ней содержатся только элементы, характерные для углеро-
дистой стали, марганец или кремний, но их количество должно
превышать 1 %.
В конструкционных сталях легирование осуществляют с целью
улучшения механических свойств — прочности, пластичности и
т. д. Кроме того, при введении в сталь легирующих элементов
меняются физические, химические и другие ее свойства.
Нужный комплекс свойств достигается не только легирова-
нием, но и рациональной термической обработкой, в результате
которой получается необходимая структура.
Как правило, легирующие элементы существенно повышают
стоимость стали, а некоторые из них к тому же являются дефицит-
ными металлами, поэтому добавление их в сталь должно быть строго
обосновано.
Существует несколько классификаций, позволяющих систе-
матизировать стали, что упрощает поиск стали нужной марки с уче-
том ее свойств.
Стали классифицируют по химическому составу, способу вы-
плавки, по структуре в отожженном или нормализованном со-
стоянии, по качеству и по назначению.
Классификация сталей
По химическому составу прежде всего все стали можно разде-
лить на две большие группы: углеродистые и легиро-
ванные. В свою очередь легированные стали в зависимости
от числа легирующих элементов различают как
чрехкомпонентные (содержат кроме железа и углерода один какой-
либо легирующий элемент), четырехкомпонентные и т. д. Более
распространенной является классификация с указанием легирую-
щих элементов: стали хромистые, хромоникелевые, хромоникель-
молибденовые и т. д.
По степени легирования, т. е. по содержанию легирующих эле-
ментов, стали условно подразделяют на низколегированные (со-
держат в общем 2,5—5 % легирующих элементов), среднелегиро-
ванные (до 10 %) и высоколегированные (более 10 %).
По способу выплавки. Углеродистые стали выплавляют главным
образом мартеновским и кислородно-конвертерным способами.
Наиболее качественную углеродистую сталь выплавляют в элек-
трических дуговых печах.
В зависимости от степени раскисления при выплавке стали
Могут быть спокойными (сп), полуспокойными (пс) или кипящими
(кп), что и указывают в марке. Спокойные, полуспокойные и ки-
254
пящие стали при одинаковом содержании углерода имеют практи-
чески одинаковую прочность. Главное их различие заключается
в пластичности, которая обусловлена содержанием кремния. Со-
держание кремния в спокойной стали 0,15—0,35 %, в полу-
спокойной 0,05—0,15 %, в кипящей <0,05%. Легированные
стали выплавляют только спокойными в мартеновских или элек-
трических печах х.
В результате уменьшения содержания кремния в феррите
кипящих сталей они становятся мягкими, поэтому кипящая сталь
Рис. 151. Диаграммы изотермического распада аустенита
трех классов стали
Аустенитный
А класс
хорошо штампуется в холодном состоянии (например, для изго-
товления деталей глубокой вытяжкой). Но из-за большого содер-
жания газов, особенно азота, кипящие стали склонны к деформа-
ционному старению. Кроме того, большое содержание кислорода
в этой стали повышает порог хладноломкости, кипящие стали
становятся хрупкими уже при —10 °C, в то время как спокойные
стали, содержащие одинаковое количество углерода, могут ра-
ботать до —40 °C. Они более склонны к зональной ликвации.
Это наиболее дешевые стали, но качество металла низкое,
поэтому их используют для изготовления неответственных
деталей.
По структуре в отожженном состоянии стали делят на д о -
эвтектоидные, эвтектоидные и заэвтектоид-
и ы е. Легированные стали, кроме того, могут быть ферритного,
аустенитного и ледебуритного классов. К ферритному
классу относятся стали, в которых при малом содержании
углерода имеется большое количество ферритообразующих ле-
гирующих элементов, например, хрома. К ледебуритному
классу относятся стали с большим содержанием углерода и
карбидообразующих элементов, в результате чего в их структуре
имеются первичные карбиды — легированный ледебурит.
По структуре после охлаждения на воздухе легированные стали
разделяют на три основных класса: перлитный, мартен-
ситный и аустенитный (рис. 151) (структуру во всех
случаях определяют по образцам небольшого сечения, диаметром
1 Различные способы выплавки сталей, а также способы раскисления де-
И1Л1,по описаны в первом разделе.
255
до 25 мм). Ранее было отмечено, что легирующие элементы уве-
личивают устойчивость аустенита в перлитной области и пони-
жают температуру мартенситного превращения. Поэтому при оди-
наковой скорости охлаждения до комнатных температур при раз-
ном содержании легирующих элементов и углерода получаются
различные структуры.
В основе классификации стали по качеству лежит содержание
вредных примесей — серы и фосфора. Различают углеродистую
сталь обыкновенного качества, сталь качественную конструкцион-
ную и сталь высококачественную.
Углеродистые стали общего назначения
(ГОСТ 380—71) (табл. П1) * содержат повышенное количество S
(до 0,05 %) и Р (до 0,04 %, СтО до 0,07 % Р). Эти стали выплавляют
преимущественно в больших мартеновских печах скрап-рудным
процессом или в кислородных конвертерах. Обозначение марок
стали — буквенно-цифровое: буквы Ст означают «сталь» цифры
от 0 до 6 — условный номер марки, например, СтО, Ст2 ...
Стб. Степень раскисленности стали обозначают буквами кп,
пс и сп. Кипящими выплавляют стали марок СтО—Ст4,
полуспокойными и спокойными можно выплавлять все стали
от Ст1 до Стб.
Сталь подразделяют на три группы: А, Б и В марках указы-
вают только группы Б и В, например Ст2кп (сталь 2, группы А,
кипящая); БСтЗкп (сталь 3, группы Б, кипящая); ВСтЗпс (сталь 3,
группы В, полуспокойная); ВСт4с.п (сталь 4, группы В, спокой-
ная) и т. п.
Химический состав стали группы А не регламентируется, его
только указывают в сертификатах металлургического завода-
изготовителя. Стали этой группы обычно заказчики используют
в состоянии поставки, поэтому их поставляют по механическим
свойствам (<тв, оТ и 6). С увеличением номера стали прочность
растет, а пластичность уменьшается:
Сталь . . , , Ст1пс СтЗпс и СтЗсп Стбсп
ов, МПа . , . 320—420 380—490 >600
от, МПа ... — 210—250 300—320
6, % ... 31—34 23—26 12—15
Стали группы Б поставляют по химическому составу, так как
эти стали в дальнейшем обычно подвергают различной обработке
(ковке, сварке, термической обработке) с целью получения нуж-
ного заказчику комплекса механических свойств.
Стали группы В поставляют по химическому составу и механи-
ческим свойствам — по нормам для сталей групп А и Б.
Углеродистая сталь обыкновенного качества — дешевая и во
многих случаях удовлетворяет требованиям по механическим свой-
ствам, предъявляемым к металлу. Ее выплавка составляет около
80 % всего производства углеродистых сталей.
Таблицы П1 — П20 помещены в конце книги как Приложения.
256
Качественные стали. В качественных сталях мак-
симальное содержание вредных примесей составляет не более
0,04 % серы и 0,04 % фосфора. Качественная сталь менее загряз-
нена неметаллическими включениями и имеет меньшее содержа-
ние растворенных газов. В случае примерно одинакового со-
держания углерода качественные стали имеют более высокую пла-
стичность и вязкость по сравнению со сталями обыкновенного
качества особенно при низких температурах. Качественные уг-
леродистые стали поставляют по химическому составу и по меха-
ническим свойствам. Марки сталей обозначают цифрами, указы-
вающими среднее содержание углерода в сотых долях процента
(пределы по углероду 0,07—0,08 % для одной марки), степень рас-
кисленности — буквами пс, кп (спокойные, качественные стали
маркируют без индекса). Например, сталь Юкп (0,10 % С, кипя-
щая), сталь ЗОпс (0,30 % С, полуспокойная), сталь 45 (0,45 % С,
спокойная) и т. д. Качественные углеродистые стали поставляются
заказчику в различном состоянии: без термической обработки,
после нормализации, различной степени пластической деформа-
ции и т. д. Состав некоторых качественных углеродистых сталей
и их механические свойства приведены в табл. П2.
В высококачественных сталях стремятся полу-
чить минимально возможное содержание серы и фосфора (S с
< 0,035 % и Р < 0,035 %). Поскольку при этом стоимость стали
существенно возрастает, конструкционные углеродистые стали
редко выплавляют высококачественными. Для обозначения вы-
сокого качества стали в конце обозначения марки стали ставят
букву А, например, сталь У10А. Легированные стали выплавляют
только качественными, а чаще — высококачественными. Для
обозначения марок легированных сталей в СССР принята бук-
венно-цифровая система.
Легирующие элементы обозначают следующими буквами:
хром — X, никель — И, молибден — М, вольфрам — В, ко-
бальт — К, титан — Т, азот — А *, марганец — Г, медь — Д,
ванадий — Ф, кремний — С, фосфор — П, алюминий — Ю,
бор — Р, ниобий — Б, цирконий — Ц.
Марка стали обозначается сочетанием букв и цифр. Для кон-
струкционных марок стали первые две цифры показывают сред-
нее содержание углерода в сотых долях процента. Содержание
легирующих элементов, если оно превышает 1 %, ставят после
соответствующей буквы в целых единицах. Например, сталь
марки 18ХГТ содержит около 0,18 % С; 1 % Cr; 1 % Мп и около
0,1 % Ti, марки 12ХНЗ — 0,12 % С; 1 % Сг и 3 % Ni.
Нестандартные стали обозначают различным образом. Наи-
более часто встречается обозначение буквами ЭИ и ЭП и номером.
Такая маркировка показывает, что сталь выплавлена на заводе
* При легировании стали азотом букву А ставят в середине обозначения
марки, например 15Х17АГ14.
9 Кнорозов в. В. и др. 257
«Электросталь» (буква Э), сталь исследовательская (буква И)
или пробная (буква П). Состав таких сталей приведен в справоч-
никах.
Особо высококачественными выплавляют
только легированные стали и сплавы. Они содержат не более
0,015 % серы и 0,025 % фосфора. К ним предъявляют повышенные
требования и по содержанию других примесей.
По назначению стали подразделяют на три основные группы:
конструкционные, инструментальные и с особыми свойствами.
В основу классификации первых двух групп положено содержа-
ние углерода. Стали, содержащие до 0,25 % С, ис-
пользуют как котельные, строительные и
для деталей машин, подвергаемых цемен-
та ц и и. Низкое содержание углерода в котельных и строитель-
ных сталях обусловлено тем, что детали котлов и строительных
конструкций соединяют сваркой, а углерод ухудшает сваривае-
мость (см. раздел «Сварка»).
Для деталей машин, испытывающих удар-
ные н а г р у з к и, применяют стали, содержащие 0,30—
0,50 % С (сталь 35, сталь 40, сталь 45, сталь 40ХН и т. д.). Эти
стали подвергают термической обработке — закалке с последую-
щим высокотемпературным отпуском (улучшению).
Для пружин и рессор используют стали, содержа-
щие 0,50—0,70 % С. Эти стали также применяют только после со-
ответствующей термической обработки.
Из стали с 0,7—1,5 % С изготавливают ударный и ре-
жущий инструмент.
Углеродистые стали маркируют У7, У8, ..., У13, где буква У
означает углеродистую сталь, число показывает содержание угле-
рода в десятых долях процента, т. е. сталь У10 содержит 1 % С.
Эти стали иногда выплавляют высококачественными и тогда
их маркируют У10А или У8А и т. п. Химический состав и механи-
ческие свойства углеродистых инструментальных сталей приве-
дены в ГОСТ 1435—74.
У инструментальных легированных сталей содержание угле-
рода также обозначают в десятых долях процента, например,
сталь 9ХС содержит 0,9 % С; 1 % Ст и 1,4 % Si. Если углерода
больше 1 %, то цифры не указывают, например, стали ХВГ,
ХГ и т. д.
Стали и сплавы с особыми свойствами.
К ним относят коррозионностойкие и кислотоупорные; жаропроч-
ные и жаростойкие стали и сплавы: с особыми магнитными свой-
ствами и т. д.
Дефекты легированных: сталей
Кроме дефектов, характерных для углеродистых сталей, в ле-
гированных сталях проявляются и специфические дефекты: ден-
дритная ликвация, флокены и отпускная хрупкость II рода.
258
Дендритная ликвация. Наличие легирующих эле-
ментов увеличивает температурный интервал кристаллизации.
Кроме того, диффузионные процессы в легированных сталях про-
текают медленно. В результате увеличивается склонность таких
сталей к дендритной ликвации и полосчатости в структуре. Устра-
няется дендритная ликвация диффузионным отжигом.
Флокены. Ранее отмечалось различное влияние газов на
свойства сталей, указывалось на их нежелательное присутствие,
так как свойства сталей ухудшаются, например, возникает один
иЗ дефектов легированных сталей -— флокены (трещины, которые
можно выявить при макротравлении). На изломах флокены имеют
вид блестящих круглых или овальных пятен, являющихся по-
верхностью трещин. Установлено, что флокены образуются при
быстром охлаждении металла от 200 °C после ковки или прокатки
вследствие присутствия в металле водорода, растворившегося
в жидком металле при плавке. Выделяясь в деформированной стали
из твердого раствора, он вызывает сильные внутренние напря-
жения, приводящие к образованию флокенов. Флокены чаще об-
разуются в конструкционных сталях, содержащих хром и никель.
Для предупреждения их образования после горячей пластической
деформации металл в области 250—200 СС охлаждают медленно
или подвергают выдержке при этих температурах. Это дает воз-
можность водороду удалиться из стали.
2. Цементуемые стали
Некоторые детали работают в условиях поверхностного износа,
испытывая при этом и динамические нагрузки. Такие детали из-
готавливают из низкоуглеродистых сталей, содержащих 0,10—
0,30 % С, подвергая их затем цементации.
Для изделий небольших размеров, деталей неответственного
назначения применяют стали 10, 15, 20, для деталей более слож-
ной формы, деталей сильно нагруженных, крупных применяют
низколегированные стали с небольшим содержанием углерода.
В качестве легирующих элементов в цементуемые стали добав-
ляют хром, никель и др.
Изделия небольшого сечения и несложной формы, работаю-
щие при повышенных удельных нагрузках (втулки, валики, оси,
кулачковые муфты, поршневые пальцы и т. д.), делают из хроми-
стых сталей 15Х, 20Х, содержащих около 1 % Сг. При содержа-
нии хрома до 1,5 % в цементованном слое повышается концентра-
ция углерода, образуется легированный цементит (Fe, Сг)3С,
увеличивается глубина эвтектоидного слоя, а после термической
обработки увеличивается и глубина закаленного слоя. Дополни-
тельное легирование этих сталей ванадием (0,1—0,2 %) — сталь
15ХФ — способствует получению более мелкого зерна, что улуч-
шает пластичность и вязкость.
Для изготовления цементуемых деталей средних размеров,
испытывающих при работе высокие удельные нагрузки, исполь-
9*
259
зуют стали, в состав которых входит никель (20ХН, 12ХНЗА).
Несколько уменьшая глубину цементованного слоя, Ni в то же
время увеличивает глубину закаленного слоя, препятствует росту
зерна и образованию грубой цементитной сетки. Никель положи-
тельно влияет и на свойства стали в сердцевине изделия. Из-за
дефицитности никеля эти стали заменяют другими легирован-
ными сталями. К ним относятся хромомарганцевые стали с не-
большим количеством титана (0,006—0,12 %). 18ХГТ, ЗОХГТ.
В цементуемые стали титан вводят только для измельчения зерна.
При большем его содержании он уменьшает глубину цементован-
ного закаленного слоя и прокаливаемость.
Наиболее высоколегированные цементуемые стали (12Х2Н4,
18Х2Н4В и др.) используют для изготовления деталей больших
сечений. Эти стали являются наиболее высокопрочными из всех
цементуемых сталей.
С целью повышения прочности для цементуемых сталей при-
меняют стали, легированные бором (0,002—0.005 %): 15ХР,
20ХГР и др. Сталь 20ХГНР в целях экономии никеля применяют
вместо стали 12ХНЗА. При ХТО следует учитывать, что бор, уве-
личивая прокаливаемость, способствует росту зерна при нагреве.
Для уменьшения чувствительности сталей к перегреву их допол-
нительно легируют Ti или Zr.
Обычно изделия, изготовленные из высоколегированных це-
ментуемых сталей, подвергают цементации на небольшую глубину.
3. Улучшаемые стали
Улучшаемыми сталями называют средне-
углеродистые конструкционные стали
(0,3—0,5 % С), подвергаемые закалке и после-
дующему высокотемпературному отпуску.
После такой термической обработки стали приобретают струк-
туру сорбита, хорошо воспринимающую ударные нагрузки. Угле-
родистые улучшаемые стали (стали 35, 40, 45 и 50) обладают
небольшой прокаливаемостью (до 10 мм), поэтому механические
свойства с увеличением сечения изделия понижаются. Для мел-
ких деталей после термической обработки получают ов = 6004-
4-700 МПа и KCU = 0,44-0,5 МДж/м2. Если от деталей требуется
более высокая поверхностная твердость (шпиндели, валы, оси
и т. д.), то после закалки их подвергают отпуску на твердость HRC
40—50. Для получения высокой поверхностной твердости исполь-
зуют закалку ТВЧ (шестерни, коленчатые валы, поршневые
пальцы и т. д.)
Для получения высоких механических свойств в деталях се-
чением более 25—30 мм применяют легированные стали, которые
обладают большей прокаливаемостью, более мелким зерном, их
критическая скорость закалки меньше, следовательно, меньше
закалочные напряжения, выше устойчивость против отпуска.
260
Отсюда их основное преимущество перед углеродистыми конструк-
ционными сталями — лучший комплекс механических свойств:
выше прочность при сохранении достаточной вязкости и пластич-
ности, ниже порог хладноломкости.
Большинство легированных конструкционных сталей отно-
сится к перлитному классу.
При создании легированных сталей всегда учитывают стои-
мость легирующего элемента и его дефицитность.
. Основным легирующим элементом в конструкционных сталях
является хром, содержание которого обычно составляет 0,8—•
1,1 %; марганца в сталях до 1,5 %; кремния 0,9—1,2 %; молиб-
дена 0,15—0,45 %; никеля 1—4,5 %. Общая сумма легирующих
элементов не превышает 3—5 %.
Все перечисленные элементы, кроме никеля, увеличивая проч-
ность стали, понижают ее пластичность и вязкость. Никель яв-
ляется исключением — он оказывает особенно положительное
влияние на свойства стали, увеличивая ее прочность, не пони-
жая пластичность и вязкость. Кроме того, никель понижает порог
хладноломкости. Поэтому стали, содержащие никель, особенно
ценны как конструкционный материал.
Кроме названных элементов, в конструкционные стали для
деталей машин вводят около 0,1 % V, Ti, Nb, Zr для измельче-
ния зерна. Введение 0,002—0,003 % В увеличивает прокаливае-
мость 1. Состав и свойства легированных конструкционных ста-
лей приведены в приложении табл. 5.
Улучшаемые стали можно условно разделить на несколько
групп. Широко применяют стали, легированные хромом, особенно
стали марок 40Х, 45Х. Для увеличения прокаливаемое™ в них
иногда добавляют бор (сталь 40ХР). Увеличение прокаливаемооти
(в сечении до 40 мм) достигается и добавлением в хромистые
стали около 1 % Мп: ЗОХГ, 4ОХГ, 40ХГР и др. Для уменьшения
склонности хромистых сталей к отпускной хрупкости II рода
вводят 0,15—0,25 % Мо.
Хромомарганцевые стали 20ХГС, 25ХГС, ЗОХГС, называемые
хромансиль, легированы хромом, кремнием и марганцем,
т. е. не содержат дефицитных легирующих элементов. Эти стали
обладают хорошей свариваемостью и прочностью, например,
сталь ЗОХГС после термической обработки имеет сгп = 1650 МПа
при K.CU — 0,4 МДж/м2. Недостаток этих сталей — склонность
к отпускной хрупкости II рода и к обезуглероживанию поверх-
ности при нагреве.
Чем больше размер детали, сложнее ее конфигурация, выше
напряжения, возникающие в ней в процессе работы, тем с боль-
шим количеством никеля применяют сталь для ее изготовления:
40ХНМ, 30ХН2МФ, 38ХНЗМФ и т. д.
1 Влияние легирующих элементов на свойства фаз подробно рассмотрено
в гл. V.
261
Молибден и вольфрам вводят в состав сталей также для умень-
шения склонности к отпускной хрупкости. На рис. 152 приведена
диаграмма, позволяющая выбрать нужную марку стали, в зави-
бе,ЛПо
20 40 60 80 100 120
О,МП '
Рис. 152. Диаграмма для выбо-
ра марок конструкционной ста-
ли в зависимости от заданной
прочности и размеров сечения
а детали (С. М. Баранов):
симости от заданных прочности и
размеров сечения.
4. Высокопрочные стали
С каждым годом растет потребность
в материалах, обладающих высокой
прочностью и вместе с этим необходи-
мыми пластичностью И ВЯЗКОСТЬЮ.
В обычных конструкционных сталях
предел прочности <тв, как правило,
получают не более Н00—1200 МПа,
так как при большей прочности сталь
q ТЛл^НЗМ:ччу7йЗОХНЗ: практически становится хрупкой.
6 — 35ХА; 7 — 35СгГ3«™ ’ СтЭЛИ, В КОТОРЫХ ПОДборОМ ХИМИ-
сталь 30 ческого состава и оптимальной терми-
ческой обработки получают оЕ = 18004-2000 МПа, называют
высокопрочными.
Высокопрочное состояние может быть получено несколькими
способами. Один из таких способов — легирование среднеугле-
родистых сталей (0,4—0,5 % С) хромом, вольфрамом, молибденом,
кремнием и ванадием. Эти элементы затрудняют разупрочняю-
щие процессы при нагреве до 200—300 °C. При этом получают
мелкое зерно, что в свою очередь понижает порог хладнолом-
кости, увеличивает сопротивление хрупкому разрушению. На-
пример, сталь, содержащая 0,4 % С; 5 % Cr; 1 % Мо и 0,5 % V,
после закалки в масле и низкого отпуска при 200 °C имеет ов =
= 2000 МПа при 6 = 10 %, ф = 40 % и KCU = 0,3 МДж/м2.
Стали ЗОХГСНА, 40ХГСНЗВА, ЗОХ2ГСНЗВМ и т. п. после тер-
мической обработки на структуру нижнего бейнита (закалка
и низкий отпуск или изотермическая закалка) приобретают вы-
сокую прочность — такая обработка сообщает сталям меньшую
чувствительность к надрезам. Прочность ов та 16004-1850 МПа
при 6 « 154-12 % и KCU = 0,44-0,2 МДж/м2.
Высокая прочность легированных конструкционных сталей
может быть получена и за счет применения термомеханической
обработки (ТМО). Так, стали ЗОХГСА, 40ХН, 40ХНМА, 38XH3MA
после НТМО имеют временное сопротивление разрыву до 2800МПа,
относительное удлинение и ударная вязкость увеличиваются
в 1,5—2 раза по сравнению с обычной термической обработкой.
Объясняется это тем, что частичное выделение углерода из аусте-
нита при деформации облегчает подвижность дислокаций внутри
кристаллов мартенсита, что и способствует повышению пластич-
ности (охрупчивание при закалке сталей объясняется именно
малой подвижностью дислокаций в мартенсите при значительном
содержании в нем углерода).
262
Мартенситностареющие стали £. Эти стали сочетают высокие
прочностные свойства с хорошей пластичностью и вязкостью.
Достигается это легированием и специальной термической обра-
боткой. Их достоинства — высокая технологическая пластичность
при обработке давлением в широком интервале температур; от-
сутствие трещинообразования при охлаждении с любыми скоро-
стями после обработки давлением; хорошая свариваемость. Недо-
статком этих сталей является их склонность к ликвации.
Мартенситностареющие стали относятся к высоколегирован-
ным сталям. Основным легирующим элементом является никель
(10—26 %). Кроме того, различаясь по составу, разные марки
этих сталей содержат 7—9 % Со; 4,5—5 % Мо; 5—И % Сг;
0,1—0,35 А1; ~0,15—1,6 % Ti; иногда ~0,3—0,5 % Nb; <0,2 %
Si, Мп; <0,01 % S, Р каждого. Титан и алюминий вводят для
образования интерметаллидов.
В мартенситностареющих сталях стремятся получить мини-
мальное количество углерода (<0,03 %), так как углерод, обра-
зуя с легирующими элементами карбиды, способствует охрупчи-
ванию сталей. Кроме того, при этом понижается содержание ле-
гирующих элементов в твердом растворе. Термическая обработка
таких сталей заключается в закалке с 800—860 °C, охлаждении
на воздухе и затем отпуске — старении.
Легирующие элементы с железом образуют твердые растворы замещения.
Поэтому при закалке мартенситное превращение протекает по второму механизму
(см. гл. VI), т. е. образуется реечный (массивный) мартенсит, для которого ха-
рактерна высокая плотность дислокаций (до 1011—1012 см). Для их закрепления
требуется более 0,2 % С, а в этих сталях его содержание <0,03 %. Кроме того,
никель и кобальт уменьшают степень закрепления дислокаций атомами углерода
и азота, понижают сопротивление решетки мартенсита скольжению дислокаций,
поэтому дислокации в этих сталях после закалки обладают высокой подвиж-
ностью, сталь очень пластична. После закалки ов ~ 9004-1100 МПа, а
д « 144-20 %, ф 704-80 % и KCU яа 2,04-3,0 МДж/м2.
Изделия из этих сталей получают пластической деформацией после закалки
заготовок. Дислокационная структура, полученная после закалки, очень устой-
чива, сохраняется при нагреве до 500 °C.
Упрочнение стали происходит в процессе отпуска — старения, который про-
водят при 480—500 °C, за счет перераспределения легирующих элементов. Это
приводит к образованию зон концентрационной неоднородности и выделению
интерметаллидных фаз NiTi, Ni3 (Ti, Al), FeMo.2 в высокодисперсном состоянии.
Наибольшее упрочнение наблюдается, когда интерметаллидные фазы находятся
на стадии предвыделения, т. е. когда они еще когерентно связаны с твердым раство-
ром и их размер не превышает 2—5 нм.
Известно, что в твердом состоянии зарождение новой фазы предпочтительно
происходит на дефектах решетки, в частности на дислокациях. Дисперсные ча-
стицы, выделяясь на дислокациях, закрепляют их. Дислокации теряют подвиж-
ность, прочность увеличивается. Чем мельче частицы интерметаллидов, тем больше
упрочнение стали. Отсюда такой узкий интервал нагрева при старении.
Установлено, что чем выше содержание никеля, тем значительнее упрочне-
ние стали при одинаковом содержании алюминия и титана. Наилучшее сочета-
ние свойств получается при введении в сталь 20—25 % Ni. После термической
обработки мартенситностареющих сталей получают <тв яа 24004-2800 МПа, при
6 » 12 %, ф « 40 % и KCU = 1 МДж/м2 (табл. 9).
i В американской литературе эти стали называют Марэйджинг»
263
Таблица 9. Состав и механические свойства
мартенситностареющих сталей
Сталь Содержание легирующих элементов, % Механические свойства
N1 Со Мо Ti Пр, МПа 4’. % кси, Дж/№
М18К9М5Т 18 9 5 0,9 2100 50 0,5
Н18К8МЗ 18 8 3 0,2 1400 65 0,8
Н12К15М10 12 15 10 — 2500 30 0,3
Н18К12М5Т 18 12 5 1,5 2400 30 0,2
Н10Х11М2Т1 10 — 2 0,9 1600 50 0,5
Примечание. Во всех сталях содержится: ^0.03 % С; 0,01 % S; 0,01 % Р:
0,00 — 0,20 % А1
* Содержит 11 % Сг.
Высокая стоимость легирующих элементов, а также дефицитность никеля и
кобальта ограничивают широкое применение таких сталей. Поэтому появились
так называемые «экономнолегированные» мартенситностареющие стали:
Н8Х6МТЮ, 10Н4Г4Х2МЮ, Н12М2Д2ТЮ, Н8ГЗМ4 и др.
Мартенситностареющие стали используют для изготовления
шасси самолетов, оболочек космических летательных аппаратов,
прецизионных хирургических инструментов и штампов и т, д.
Используют эти стали и для криогенной техники, так как и при
отрицательных температурах они обладают высокой прочностью
в сочетании с достаточной пластичностью.
5. Пружинно-рессорные стали
Основное требование к материалам, используемым для изготов-
торсионных валиков и т. д. — сохранение
ления пружин, рессор,
Температура отпуска, °C
Рис. 153. Схема изменения
прочности пружинных ста-
лей в зависимости от тем-
пературы отпуска
в течение длительного времени упругих
свойств. Пружинные стали должны иметь
высокий предел упругости (оуп), высо-
ское сопротивление разрушению (SJ и
усталости при пониженной пластич-
ности.
Термически упрочняемые пружинно-
рессорные стали обычно содержат 0,5—
0,7 % С. Для менее ответственных пру-
жин и пружин с мелким сечением вит-
ков применяют углеродистые стали по
ГОСТ 1050—74. Для пружин более от-
ветственного назначения и при большем
сечении витков применяют легирован-
ные пружинные стали (ГОСТ 14959—79);
химический состав некоторых пружинных сталей дан в табл. ПЗ.
Чаще всего пружинные стали легируют кремнием. Задерживая
распад мартенсита при отпуске и упрочняя феррит, кремний со-
264
здает высокое значение предела упругости. Кремнемарганцови-
стые и хромомарганцовистые стали (55СГ2, 50ХГ и др.) имеют хо-
рошую прокаливаемость, и их применяют для изготовления пру-
жин из прутков диаметром до 25 мм. Крупные наиболее ответст-
венные пружины изготовляют из сталей 65С2ВА, 60С2ХФА.
Режим термической обработки назначают в зависимости от
состава стали и условий работы пружин. Наиболее высокая уп-
ругая прочность достигается в результате среднею отпуска на
троостит. При этом отношение ОуП/ов становится близким к еди-
нице (рис. 153).
Для повышения выносливости пружин и рессор широко при-
меняют дробеструйную обработку.
6. Шарикоподшипниковые стали
Детали шарикоподшипников (кольца, шарики, ролики) в про-
цессе работы испытывают высокие удельные переменные нагрузки.
Поэтому стали, используемые для их изготовления, должны иметь
высокую прочность, износостойкость и высокий предел выносли-
вости. Кроме того, к шарикоподшипниковым сталям предъяв-
ляют высокие требования по содержанию неметаллических вклю-
чений (сульфидных, оксидных), макро- и микрополостей, ликва-
ции, размеру и расположению карбидных включений. Это обус-
ловлено характером работы шарикоподшипников. Указанные
дефекты являются концентраторами напряжений, особенно если
они находятся в поверхностных слоях деталей. Кроме того, при
работе подшипников возможно выкрашивание неметаллических
включений, что резко снижает долговечность подшипника.
Для изготовления шариковых и роликовых подшипников при-
меняют высокоуглеродистую сталь, легированную хромом
(табл. 10).
Маркировку ШХ следует расшифровывать как шарикоподшип-
никовую хромистую. Цифра показывает среднее содержание хрома
в десятых долях процента.
Шарики и ролики небольших диаметров изготавливают из
стали ШХ9. Из стали ШХ15 — шарики диаметром больше 22,5 мм,
Таблица S0. Химический состав, %, шарикоподшипниковой стали
Сталь С Сг Мп Si
ШХ6 1,05—1,15 0,4—0,7 0,20—0,40 0,17—0,37
ШХ9 1,05—1,10 0,9—1,2 0,20—0,40 0,17—0,37
ШХ15 0,95—1,05 1,3—1,65 0,20—0,40 0,17—0,37
ШХ15СГ 0,95—1,05 1,3—1,65 0,90—1,20 0,40—0,65
Приме ч а я и е. Во все х сталях содержа 1ТСЯ <0,02 % S: <0,027 Р.
265
ролики диаметром 15—30 мм, а также кольца всех размеров;
ролики диаметром более 30 мм и кольца с толщиной стенки более
15 мм — из стали ШХ15СГ.
Для изготовления деталей крупногабаритных подшипников,
работающих при больших ударных нагрузках (например, подшип-
ников прокатных станов), применяют цементуемую сталь
20Х2Н4А. При этом проводят глубокую цементацию, получая
цементованный слой глубиной 5—10 мм.
7. Износостойкие стали
Изцос деталей машин и аппаратов является сложным процессом.
Типовыми случаями являются обычное трение скольжения и аб-
разивный износ. В первом случае ме-
талл наклепывается с поверхности, по-
этому износостойкость существенно
зависит от способности металла накле-
пываться. Во втором случае, когда
частицы металла вырываются с по-
верхности, износостойкость определяет-
ся твердостью и сопротивлением от-
рыву. Износостойкость может быть по-
вышена химико-термической обра-
боткой.
Рис. 154. Влияние степени де- ГрафитИЗирОванНЫС CtTLCUlU. СОДер-
пз оГ’н углеродистой с™л“ жат повышенное количество углерода
40(2 (до 1,75 %) и до 1,6 % Si. Крем-
ний вводят как графитизирующий
элемент. Часть углерода в этих сталях после графитизи-
рующего отжига (напоминающего отжиг для получения ков-
кого чугуна) выделяется в виде графита. После термической об-
работки структура стали состоит из зернистого перлита с неко-
торым количеством мелких округлых включений графита. При
неабразивном износе графит играет роль смазки, предотвращая
сухое трение и схватывание. Кроме того, эти стали обладают ан-
тивибрационными свойствами.
Графитизированную сталь применяют для изготовления штам-
пов, матриц, коленчатых валов, шаров, лопастей, дробеструйных
аппаратов и т. д.
Высокомарганцовистые стали содержат около 1 % С и 12—
13 % Мп1, обозначают их так: сталь Г13 (1,2 % С; 13 % Мп;
<0,5 % Si) и сталь Г13Л (1,2 % С; 12 % Мп и ~1 % Si). Буква Л
означает, что сталь литая. Такая сталь имеет структуру аусте-
нита с избыточными карбидами (Fe, Мп)3С. Выделяясь по грани-
цам, карбиды снижают вязкость и прочность стали. Поэтому
обычно изделия подвергают закалке с 1050—1100 °C в воде,
х Легированная сталь, полученная Гадфнльдом в 1882 г, (Г13).
266
получая структуру однородного марганцовистого аустенита (ов =
= 800-4-1000 МПа; 6 = 40-4-50%; НВ = 2004-250). Характер-
ной особенностью марганцовистого аустенита является его по-
вышенная склонность к наклепу. При деформации на 60—70 %
твердость стали Г13 увеличивается до НВ 500 (рис. 154), что
объясняется большими искажениями кристаллической решетки,
дроблением блоков мозаики и даже образованием структуры мар-
тенсита в поверхностных слоях.
.Сталь Гадфильда широко используют для изготовления дета-
лей, испытывающих в процессе эксплуатации ударные нагрузки
и износ одновременно. Вследствие большой вязкости аустенита
эта сталь плохо обрабатывается режущим инструментом, изделия
из нее изготавливаются главным образом литьем.
Из стали Г13 делают крестовины железнодорожных и трамвай-
ных путей, зубья ковшей землечерпательных машин, траки гу-
сеничных машин, щеки дробилок и др.
8. Строительные стали
Так как детали строительных конструкций соединяют сваркой,
то основным требованием к строительным сталям является хоро-
шая свариваемость. Поэтому строительные стали содержат до
0,25 % С. При более выоском содержании углерода в зонах, на-
гретых при сварке до температур выше критических, возможно
образование структуры мартенсита. В этом случае наблюдается
объемный эффект, что способствует образованию холодных тре-
щин в зонах около сварных швов. Кроме того, углерод, расширяя
интервал кристаллизации металла шва, способствует образова-
нию горячих трещин в металле шва.
В качестве строительных сталей используют главным образом
углеродистые стали обыкновенного качества марок СтЗ, Ст4,
имеющие от = 2004-270 МПа.
Прочность строительных сталей повышается в результате ле-
шрования. Поскольку строительную сталь используют в боль-
ших количествах, то целесообразно вводить в ее состав дешевые
легирующие элементы. Такими элементами являются марганец
и кремний. Низколегированная строительная сталь содержит
до 1,75 % Мп и до 0,7 % Si. Предел текучести увеличивается до
360—380 МПа.
Состав и механические свойства некоторых таких сталей приве-
дены в табл. П4.
Низколегированные строительные стали, кроме улучшения
механических свойств, имеют еще одно преимущество — пони-
женную критическую температуру перехода в хрупкое состоя-
ние. Эти стали могут работать до —40 °C, а стали 10ХСНД и
15ХСНД, легированные дополнительно никелем и медью, и
до —60 °C.
267
Таблица 11. Химический состав, %, автоматных сталей
Марка стал и с Мп S р
AI2 0,08—0,16 0,60—0,90 0,08—0,20 0,08—0,15
Л20 0,15—0,25 0,60—0,90 0,08-0,15 СО,06
АЗО 0,25—0,35 0 70—1 00 0,08—0,15 <0 06
А40Г 0,35—0,45 1,2—1,55 0,18—0,30 СО,05
Примечание. Во всех сталях содержится 0,15 — 0,35 % Si.
9. Автоматные стали
Для неответственных деталей, производимых в большом количе-
стве на станках-автоматах (болты, гайки, винты, втулки и т. д.),
используют так называемые автоматные стали (ГОСТ 1414—75).
В таких сталях допускается повышенное содержание серы и
фосфора, поэтому они обладают меньшей вязкостью, благодаря
чему стружка образуется короткая и ломкая, а поверхность об-
работанных сталей получается чистой и ровной. При изготовлении
деталей из автоматных сталей можно допускать большие скорости
резания.
Добавки свинца (~0,25 %) улучшают обрабатываемость реза-
нием (АС11, АС40). Автоматные стали подвергают диффузионному
отжигу, при температуре 1100—1150 °C для устранения ликвации
серы, тем самым исключается возможность красноломкости. Для
повышения прочности автоматные стали иногда нагартовывают
холодной протяжкой. В последнее время автоматные стали, кроме
свинца, легируют и другими элементами: марганцем, хромом,
никелем (А40Г, АС20ХГНМ и др.).
Глава XII. ЧУГУНЫ
Чугуном называют железоуглеродистые сплавы, содержащие более
2 % С. Наиболее значительную часть выплавляемого чугуна
перерабатывают в сталь, однако не менее 20 % его используют
для изготовления литых деталей машин и других изделий. В прак-
тике машиностроения в большинстве случаев используют чугун
с содержанием 2,5—4 % С. В промышленном чугуне, кроме угле-
рода, обязательно содержатся кремний, марганец, сера и фосфор
(в большем количестве, чем в стали).
Чугун отличается высокими литейными свойствами, изделия
из него изготавливают различными методами литья. Из-за низкой
пластичности чугун не подвергается обработке давлением. В за-
висимости от формы выделения углерода чугун подразделяют на
белый, половинчатый и серый.
268
Белым называют такой чугун, в котором при комнатной тем-
пературе весь углерод находится в связанном состоянии, в основ-
ном в форме цементита. Такой чугун в изломе имеет белый цвет
и металлический блеск.
Серым называют такой чугун, в котором весь углерод или боль-
шая его часть находятся в виде графита, а в связанном состоянии
(в форме цементита) углерода содержится не более 0,8 %. Из-за
большого количества графита, входящего в состав такого чугуна,
его излом имеет серый цвет.
содержания в чугуне кремния и углерода:
S белые чугуийу 2 -- серые перлитные чугуны; 3 — серые ферритные чугуны
PmGv 166. Структурная диаграмма для чугуна, показывающая какая должна
получаться структура в отливке в зависимости от суммы содержания углерода
и кремния, а также толщины отлнвки:
3 белые чугуны; 2 серые перлитные;- 3 серые ферритные чугуны
В половинчатом чугуне часть углерода находится в форме гра-
фита, но при этом не менее 2 % С присутствует в форме цементита.
В ряде случаев находят применение детали, изготовленные
из чугуна с отбеленной поверхностью. Основная масса металла
в таких деталях имеет структуру серого чугуна и только в по-
верхностном слое почти весь углерод находится в форме цемен-
тита. Типичным примером являются прокатные валки для хо-
лодной прокатки листов. Наличие большого количества цемен-
тита придает валкам высокую поверхностную твердость и высокое
сопротивление износу, что способствует получению листов с чи-
стой поверхностью.
Структура чугунов существенно зависит от их химического
состава и скорости охлаждения.
Кремний способствует графитизации чугуна. Кремний
растворяется вРеа, образуя раствор замещения Содержание крем-
ния в чугунах колеблется от 0,5 до 4,5 %. На рис. 155 приведена
диаграмма, которая дает возможность определить заранее буду-
щую структуру отливки по содержанию углерода и кремния.
Марганец препятствует графитизации, способствует по-
лучению в структуре чугуна цементита. Содержание марганца
в чугунах — от 0,4 до 1,3 %.
260
С е р а в чугунах является нежелательным элементом. Она
снижает жидкотекучесть, способствует отбеливанию чугуна, как
и марганец. Содержание серы допускается не более 0,08—0,12 %.
Фосфор в чугунах — полезная примесь, так как улуч-
шает жидкотекучесть. Участки фосфидной эвтектики увеличивают
твердость и износостойкость чугуна. Содержание фосфора в чу-
гунах колеблется от 0,3 до 0,8
Иногда в чугуны вводят легирующие элементы (никель, хром,
алюминий, молибден и т. д.), тем самым улучшая их свойства.
Скорость охлаждения. Кроме регулирования содержания угле-
рода и кремния, необходимо также учитывать скорость охлажде-
ния отливок. Известно, что быстрое охлаждение способствует
получению белого чугуна, замедленное — серого чугуна. На
рис. 156 приведена диаграмма, пользуясь которой можно полу-
чить в отливке нужную структуру, регулируя химический состав
и скорость охлаждения.
1. Серые литейные чугуны
В серых литейных чугунах обычно содержится до 3,8 % С. В форме
цементита находится не более 0,8 % С, остальной углерод содер-
жится в графитовых чешуйках, размер и форма которых зависят
PHva i57 Микроструктура серых чугунов с феррит©-перлитной (а) и
перлитной (б) металлической основой, Х200
от состава чугуна и технологии отливки. Металлической основой
серого чугуна является доэвтектоидная или эвтектоидная сталь,
т. е. Ф, Ф фП и П (рис. 157, а, б). Структура металлической
основы практически не влияет на пластичность серого чугуна
(она во всех случаях остается чрезвычайно низкой), но оказывает
влияние на его твердость.
Графит имеет низкую механическую прочность. Места его зале-
гания можно рассматривать как внутренние надрезы, нарушения
сплошности. Удельный объем графита примерно в 3,5 раза больше
270
удельного объема железа, поэтому при содержании в чугуне 3 %
графита он занимает примерно 10 % объема.
Л1еханическая прочность серого чугуна в основном опреде-
ляется количеством, формой и размерами включений графита.
Мелкие, завихренной формы чешуйки графита меньше снижают
прочность.
Такая форма достигается путем модифицирова-
ния. Для серых чугунов в качестве модификаторов используют
силикокальций, алюминий и ферросилиций. Модификаторы вводят
в таком небольшом количестве, что они заметно не изменяют хими-
ческого состава, но оказывают сильное влияние на графитиза-
цию. Кроме того, они играют роль зародышевых центров выде-
ления графита.
Серый чугун широко применяют в машиностроении. Это ме-
талл дешевый, недефицитный, с хорошей жидкотекучестью, ма-
лой усадкой. Он легко обрабатывается режущим инструментом,
обладает хорошими антифрикционными и демпфирующими свой-
ствами (графит выполняет роль смазки). По ГОСТ 1412—79 се-
рые чугуны маркируют буквами СЧ и далее следует число времен-
ного сопротивления при растяжении. Например, СЧ 15, СЧ 24,
СЧ 30, СЧ 45 (табл. П5).
Из чугунов до СЧ 18 изготавливают неответственные детали:
корпуса редукторов, подшипников, насосов, фундаментные плиты,
строительные колонны и т. п. Чугуны, начиная с СЧ 21, исполь-
зуют для изготовления станин мощных станков, деталей метал-
лургического оборудования, зубчатых колес и т. д.
2. Высокопрочные чугуны
В высокопрочных чугунах содержание углерода около 3—3,6 %.
Если взять в качестве модификатора магний (до 0,5 % от массы
отливки), который вводят перед разливкой в жидкий чугун,
то выделяющийся графит приобретет шаровидную форму
(рис. 158, а, б). Механические свойства чугуна в результате этого
улучшаются: сильно повышается его пластичность и заметно
увеличивается прочность.
Большая доля магния в газообразном состоянии удаляется
из жидкого металла и лишь небольшая часть (около 0,05 %)
усваивается чугуном.
Чугун с шаровидной формой включений графита называют вы-
сокопрочным и маркируют буквами ВЧ. Далее следуют числа —
временное сопротивление при растяжении, например, ВЧ 35,
ВЧ 60, ВЧ 100 (ГОСТ 7293—85) (табл. П6).
Металлической основой высокопрочного чугуна может быть:
феррит, феррит с перлитом и перлит (рис. 158, а, б).
Высокие механические свойства магниевого чугуна обеспечивает шаровид-
ная форма графита. В сером чугуне пластинчатые выделения представляют собой
внутренние «надрезы» с очень острыми краями. При нагружении материала у ос-
271
нований этих надрезов концентрируются напряжения, которые могут вызвать
развитие острых трещин, являющихся продолжением графитовых включений.
Полости шарообразной формы не создают такой неравномерности в распределе-
нии напряжений.
Благодаря хорошим механическим свойствам из высокопроч-
ного чугуна изготавливают ответственные детали, например, ко-
Рно. 158. Микроструктуры: высокопрочный чугун на ферритной (а'{ и
феррито-перлитной (б) основе; ковкий чугун на ферритной (в) и на
перлитной (а) основе, х200
ленчатые валы, зубчатые колеса, корпуса автомобильных моторов,
крупные прокатные валки, корпуса паровых турбин и др.
3. Ковкие чугуны
Термин «ковкий чугун» является условным, поскольку изделия
из него, так же как и из любого другого чугуна, изготовляют не
ковкой, а литьем. В ковком чугуне графит находится в форме
хлопьев (см. рис. 158, в, г). Такая форма графита и является ос-
новной причиной высоких прочностных и пластических характе-
ристик ковкого чугуна. Производство ковкого чугуна, несмотря
на значительную сложность технологии, было освоено намного
раньше, чем высокопрочного чугуна.
272
Состав ковкого чугуна выдерживается в довольно узких пре-
делах: 2,4—3,0 % С; 1,0—1,6 % Si; 0,2—1,0 % Мп; <0,2 % Р
и <0,2 % S.
Невысокое содержание углерода в ковком чугуне необходимо
по двум причинам. Во-первых, для получения высоких прочност-
ных характеристик следует уменьшить количество графитовых
включений. Во-вторых, необходимо избегать выделения пластин-
чатого графита при охлаждении отливок в форме.
. Чугун такого состава после заполнения литейных форм быстро
охлаждают и получают белый чугун со структурой перлит < ле-
дебурит.
/Iстадии
S50~S70°C
< ,Р(А+Ге3С)~А+Г
i\ двтектоидный. интервал
} \^0оС \мемлерсипдр
I ---
1 77 стадия \
\графитазации \
। П^Ф+Ц^фч-Г \
Рнс. 159. График отжига ковкого чугуна: (Л + Fe3C) —*
ледебурит: А — аустенит; П — перлит; Ф — феррит;
Г графит
Наиболее трудоемкой и дорогостоящей операцией при произ-
водстве изделий из ковкого чугуна является отжиг. Типичный
график отжига ковкого чугуна приведен на рис. 159. Изделия для
отжига укладывают на под печи или упаковывают в ящики с пес-
ком для предохранения от окислительного действия печных га-
зов (при этом продолжительность отжига увеличивается ввиду
меньшей скорости нагрева).
Отжиг в печи в обычной, а также в нейтральной атмосферах,
т. е. при упаковке изделий в коробки с песком, проводят при
нагреве примерно до 950 °C, причем в результате выдержки из-
делий при данной температуре должен произойти полный распад
всего избыточного цементита, находящегося в равновесии с аусте-
нитом: FegC -> 3Fe -J- С. Кроме того, распаду цементита в ловком
чугуне способствует находящийся в нем кремний. Процесс гра-
фитизации был описан ранее. Для того, чтобы графитизация
прошла полностью, необходимо особенно замедлить охлаждение
чугуна в температурной области от 760 до 720 °C, т. е. в районе
эвтектоидного превращения. В процессе этой выдержки происхо-
дит распад аустенита эвтектоидного состава на феррит и графит.
Графит, получающийся в результате данного превращения, вы-
деляется около тех хлопьев графита, которые образовались при
распаде цементита.
273
В результате всех превращений структура ковкого чугуна бу-
дет состоять из зерен феррита и равномерно распределенных в объ-
еме металла хлопьев графита. Поскольку в таком чугуне нахо-
дится довольно много графита, излом получается темным и его
называют черносердечным.
Если в районе эвтектоидного превращения отливки охлаждать
несколько быстрее, то наряду с ферритом в его структуре будут
присутствовать зерна перлита в большем или меньшем количестве.
Регулируя скорость охлаждения, можно получить ковкий чугун,
Прочность, пластичность
Рис. 160. Влияние металлической ознобы и формы включений графита
на свойства чугуна
структура которого будет состоять из перлита -f- хлопья графита.
Такой чугун называют перлитным ковким чугуном или светло-
сердечным.
Ковкий чугун маркируется буквами КЧ и далее следуют цифры
временного сопротивления при разрыве и относительного удли-
нения (%), например, КЧЗО-6, КЧ65-3 (ГОСТ 1215—79, см.
табл П7).
В последние годы появились различные варианты термической обработки
при получении ковкого чугуна, преследующие одну цель — сокращение про-
должительности отжига. Отжиг небольших деталей проводят в солевых ваннах.
В этом случае отливки быстрее и равномернее нагреваются. Кроме того, можно
увеличить температуру отжига, поскольку при таком нагреве среда не оказывает
химического действия на поверхность отлпвок (обезуглероживания, окисления).
Структуру перлитного ковкого чугуна получают за несколько часов.
Продолжительность отжига сокращается на 25—30 % и в том случае, если
чугун модифицировать добавлением в ковш ~0,015 % А1. В результате получается
мелкозернистый аустенит, имеющий большую межзеренную поверхность, на ко-
торой зарождаются и растут частицы графита. Одновременно с модифицирова-
нием осуществляют иногда и искусственное старение, заключающееся в предва-
274
ригельном нагреве отливок до 350—450 °C с выдержкой до 6—7 ч. Такая обра-
ботка также способствует увеличению числа центров кристаллизации.
А. Д. Ассоновым был предложен метод предварительной закалки отливок
с 850—950 °C. В результате закалки также увеличивается число центров выделе-
ния графита, что способствует ускорению превращения белого чугуна в ковкий.
В этом случае продолжительность отжига отливок сокращается до 20—25 ч,
графит выделяется в виде мелких чешуек.
На рис. 160 приведена схема, показывающая влияние метал-
лической основы и формы выделений графита на свойства различ-
ных видов чугунов.
Глава XIII. ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ И СПЛАВЫ
По характеру работы инструменты можно разделить на измери-
тельный, режущий, штампы.
Условия работы указанных инструментов существенно раз-
личаются.
1. Стали для режущих инструментов
Инструментальную сталь выбирают в зависимости от свойств об-
рабатываемого материала, условий резания, требований к точ-
ности размеров и качеству обрабатываемой поверхности, эконо-
мических соображений и т. д.
Инструментальная сталь должна обладать высокой твердостью,
износостойкостью, обеспечивающей сохранение режущей кромки
инструмента, достаточной прочностью и вязкостью (для инстру-
ментов ударного действия).
Режущие кромки инструмента могут нагреваться до 500—
900 °C. В этих случаях основным свойством инструментальных
материалов является теплостойкость (красностойкость), т. е. спо-
собность сохранять высокую твердость и режущую способность
при продолжительном нагреве.
Этот комплекс свойств обеспечивается выбором стали и опти-
мальным режимом термической обработки. При этом важное зна-
чение имеет прокаливаемость стали. В зависимости от сечения
инструмента его изготавливают из сталей небольшой, повышенной
прокаливаемости или из быстрорежущих сталей.
Углеродистые инструментальные стали
Эти стали по ГОСТ 1435—74 содержат 0,65—1,35 % С.
Они маркируются У7, У7А ... У13, У13А. Буква У означает,
что сталь углеродистая, число показывает содержание углерода
в десятых долях процента (табл П8).
Углеродистые инструментальные стали обладают высокой твер-
достью, прочностью, хорошо шлифуются при изготовлении ин-
струмента, дешевы и недефицитны.
275
Из сталей У7, У7А, У8, У8А, содержащих 0,7—0,8 % С,
изготавливают инструмент для работы по дереву и инструмент
ударного действия, когда требуется повышенная вязкость, —
пуансоны, керны, зубила, кузнечные штампы и др.
Стали У9—У13 (У9А—У13А), содержащие 0,9—1,3 % С, об-
ладают более высокой твердостью и износостойкостью. Из этих
сталей изготавливают сверла, метчики, развертки, фрезы, плашки
и др. Из стали У13, имеющей максимальную твердость (HRC 66—
67) и износостойкость, изготавливают напильники, граверный
инструмент и др.
Для снижения твердости и создания благоприятной структуры
все стали до изготовления инструмента подвергают предваритель-
ной термической обработке — отжигу. Поскольку наличие сетки
вторичного цементита ухудшает качество и срок службы инстру-
мента, заэвтектоидные стали подвергают сфероидизирующему
отжигу, нагревая стали У9 и У10 до 740—750 °C, а У11 и У12
до 750—780 °C. В результате такого отжига пластины Цд делятся
(на этот процесс положительно влияет наличие субграниц и скоп-
лений дислокаций). Регулируя скорость охлаждения, можно полу-
чать глобули Цп различного размера.
Окончательная темрическая обработка — закалка и отпуск.
Температура закалки доэвтектоидных сталей Ас3 -J- 30 °C,
заэвтектоидных сталей Асг -J- (404-50 °C).
Структура закаленной стали — мелкоигольчатый мартенсит
или мелкоигольчатый мартенсит с мелкими карбидами. Темпера-
туру отпуска выбирают в зависимости от твердости, необходимой
для данного вида инструмента.
Для инструментов ударного действия (У7, У8), когда требуется
повышенная вязкость, применяют отпуск при 280—300 °C
(HRC к. 56—58). Для напильников, метчиков, плашек и т. п.
(стали У10—У13) проводят низкотемпературный отпуск при 150—
200 °C, что обеспечивает инструменту максимальную твердость
(HRC 62—64).
Основные недостатки углеродистых сталей — их небольшая
прокаливаемость, примерно до 5—10 мм, и низкая теплостой-
кость. При нагреве выше 200 °C их твердость резко снижается.
Инструменты из этих сталей могут работать лишь при неболь-
ших скоростях резания.
Легированные инструментальные стали
Эти стали по ГОСТ 5950—73 обычно содержат 0,9—1,4 % С.
Суммарное содержание легирующих элементов (Cr, W, Мп, Si,
V и др.) не превышает 5 %. Состав и свойства наиболее распро-
страненных сталей указаны в табл. П9.
Высокие твердость и износостойкость определяются содержа-
нием углерода и мало зависят от степени легирования. Легирова-
ние используется главным образом для повышения закаливае-
мости и прокаливаемости. Кроме того, легирование позволяет
276
сохранить мелкое зерно и улучшить прочность и вязкость. Ле-
гирующие элементы уменьшают критическую скорость закалки,
увеличивая устойчивость аустенита. Наличие в структуре оста-
точного аустенита снижает деформацию инструментов при за-
калке.
Термическая обработка таких инструментов заключается в за-
калке с 800—850 °C в масло или ступенчатой закалке, что умень-
шает возможность коробления и образования закалочных трещин
(температура закалки определяется составом).
Отпуск проводят низкотемпературный — при 150—200 °C.
Твердость после термической обработки составляет HRC 61—66.
Иногда для увеличения вязкости повышают температуру отпуска
до 300 °C, но при этом твердость понижается до HRC 55—60.
Низколегированные стали, содержащие 1—1,5 % легирующих
элементов (Х5, 7ХФ, 8ХФ), относятся к сталям небольшой про-
каливаемости.
Применяемые для режущего инструмента стали 9ХС, 6ХВГ
и др. по сравнению с углеродистыми сталями имеют более высо-
кую прокаливаемость, повышенную твердость и износостойкость.
Повышенное содержание кремния (9ХС) способствует увеличе-
нию прокаливаемости (критический диаметр для стали 9ХС
равен 40 мм, а для стали ХВСГ 100 мм при закалке в масле) и
устойчивости мартенсита при отпуске.
Повышенное содержание марганца (ХВГ, 9ХВСГ) способствует
увеличению количества остаточного аустенита, что уменьшает де-
формацию инструмента при его закалке. Поэтому эти стали часто
применяют для изготовления инструмента, имеющего большую
длину при относительно небольшом диаметре, например, протя-
жек. Легирование хромом увеличивает прокаливаемость и твер-
дость после закалки.
Из сталей этой группы изготавливают различные инстру-
менты — от ударного до режущего. Теплостойкость инструмен-
тов, как правило, не превышает 300 °C, поэтому эти стали не ис-
пользуют для обработки с большими скоростями резания.
Так называемая «алмазная» сталь ХВ5 (5 % W) благодаря
присутствию вольфрама в термически обработанном состоянии
имеет избыточную мелкодисперсную карбидную фазу и твердость
HRC 65—67. Из этой стали изготавливают инструмент, сохраняю-
щий длительное время острые кромки и высокую размерную точ-
ность (развертки, фасонные резцы, граверный инструмент и т. п.).
К сталям повышенной прокаливаемости относятся и стали с карбидным упроч-
нением, например, 6Х6ВЗМФС и 8Х4В2С2МФ. После термической обработки
(закалка с 1050—1080 °C, отпуск — старение при 520—540 °C) инструмент из
этих сталей за счет выделения дисперсных карбидов Л4е23 Се и Л4е,С3 приобретает
высокую твердость HRC г» 61—63, имея повышенную вязкость н прочность.
Кроме того, он обладает высоким сопротивлением пластической деформации.
В последние годы для инструментов используются также стали с пнтерме-
таллидным упрочнением. Интерметаллиды (Ni3Ti, NiTi, FeMo2 и др.) оказывают
даже более сильное упрочняющее влияние, чем карбиды. Это объясняется очень
277
высокой дисперсностью образующихся частиц (5—20 нм), которые коагулируют
при I к. 650—675 °C. Отсюда — высокая теплостойкость инструмента из таких
сталей. Интерметаллидные фазы присутствуют в теплостойких сталях с повышен-
ным содержанием Со и W (при низком содержании углерода), а также в мартен-
ситностареющих сталях, которые также теперь используют для изготовления
инструмента, например, сталь Н10Х11М2Т2 (ЭП 853), которая после термической
обработки приобретает твердость HRC 55—58, сохраняющуюся до температур
350—400 °C. Мартенситностареющие стали рационально применять для медицин-
ского инструмента небольшого сечения с очень тонкой режущей кромкой. Как
правило, эти стали коррозионностойки, а мелкодисперсные выделения упроч-
няющей фазы исключают разрушение тонкого (<0,05—0,1 мм) лезвия инстру-
мента.
2. Быстрорежущие стали
Быстрорежущие стали получили такое название за свои свойства.
Вследствие высокой теплостойкости (550—650 °C) инструменты
могут работать со скоростями резания, в три — четыре раза
большими, чем инструменты из углеродистых и легированных
сталей.
Быстрорежущие стали (ГОСТ 19265—73) содержат 0,7—
1,5 % С, до 18 % W, являющегося основным легирующим элемен-
том, до 4,5 % Сг, до 5 % Мо, до 10 % Со. Наиболее распростра-
ненные марки быстрорежущих сталей приведены в табл. П7.
В обозначении марок стоит буква Р от слова «рапид» — скорость,
цифры за этой буквой показывают среднее содержание вольфрама
(Р18, Р9 и т. д.).
Высокая теплостойкость быстрорежущей стали объясняется
следующими ее особенностями. При нагреве углеродистой зака-
ленной стали происходит выделение из мартенсита дисперсных
частиц карбидов (FexC), которые уже при 300—400 °C коагули-
руют. Твердость понижается. Для сохранения твердости при на-
греве (теплостойкости) сталь необходимо легировать такими эле-
ментами, карбиды которых образуются и коагулируют при более
высоких температурах. Такими элементами являются вольфрам,
хром и др.
Добавление ванадия повышает износостойкость инструмента,
но ухудшает шлифуемость. Кобальт повышает теплостойкость
до 650 °C и вторичную твердость до HRC 67—70. Наиболее высокую
теплостойкость имеют стали Р12ФЗ, Р10К5Ф5 и Р9М4К8 (до 640—
650 °C).
По структуре в равновесном состоянии эти стали относятся
к ледебуритному классу. Отливки из быстрорежущей стали под-
вергают ковке, а затем отжигу при 860—900 °C. После отжига
структура быстрорежущей стали состоит из сорбита, куда входят
очень мелкие эвтектоидные карбиды, мелких вторичных карбидов,
выделившихся при охлаждении из аустенита, и более крупных
обособленных первичных карбидов, входящих в состав эвтек-
тики. Суммарное количество карбидов достигает 30—35 %.
После окончательной термической обработки быстрорежущая
сталь приобретает теплостойкость. Чем выше температура за-
278
калки, тем большее количество легирующих элементов раство-
ряется в аустените, а следовательно, тем более легированным полу-
чается мартенсит, который обладает большей теплостойкостью.
При нагреве до 1250—1280 °C в аустените стали Р18 содержится
около 0,3 % С, ~4 % Сг, ~1 % V и 7—8 % W. Инструмент из
стали Р18 подвергают закалке с 1280 °C*. Нагрев под закалку
до более высоких температур приводит к оплавлению режущих
кромок инструмента и появлению карбидной эвтектики. Закалку
проводят в масле.
Температура закалки инструмента из стали Р9 составляет
1240 °C, причем в этом случае требуется более точное соблюдение
режима.
Инструмент под закалку нагревают обычно в соляных ваннах,
что улучшает равномерность прогрева и уменьшает возможность
обезуглероживания поверхности. Вследствие малой теплопровод-
ности быстрорежущей стали нагрев осуществляется ступенчато!
инструмент вначале подогревают в первой ванне до 500—600 °C,
а затем переносят в ванну с температурой 800 РС и после этого
в третьей ванне нагревают до 1280 °C.
Микроструктура закаленной быстрорежущей стали состоит
из мартенсита, остаточного аустенита (до 30 %) и большого числа
рассеянных зернышек первичных карбидов. Количество остаточ-
ного аустенита и положение точек Л4Н и Мк также зависят от
температуры закалки. Твердость закаленной быстрорежущей стали
достигает HRC 60—62.
Остаточный аустенит ухудшает режущие свойства, поэтому
закаленный инструмент обязательно подвергают отпуску. Уста-
новлено, что при нагреве до температур ниже 560 °C никаких
существенных изменений не происходит. Если же нагре-
вать при отпуске до 560 °C, то при последую-
щем охлаждении часть остаточного аусте-
нита превращается в мартенсит. После трех-
кратного отпуска при 560 °C с выдержкой каждый раз В течение
часа количество остаточного аустенита уменьшается до 2—3 %,
твердость увеличивается до HRC 64—65.
При термической обработке быстрорежущей стали широко при-
меняют обработку холодом. Закаленную сталь охлаждают до
(—80)ч-(—100) °C, т. е. до температур ниже точки Л41; этой стали.
Затем для снятия внутренних напряжений сталь подвергают
однократно отпуску (560 °C, 1 ч). Режимы термической обработки
инструмента из быстрорежущей стали Р18 приведены па
рис. 161, а, б.
Иногда для повышения износостойкости инструмента приме-
няют низкотемпературное цианирование при 520—560 °C в тече-
* Обычно в сталях повышение температуры закалки приводит к сильному
росту зерен аустенита. Имеющиеся в структуре быстрорежущих сталей первичные
карбиды препятствуют росту зерна.
270
Рис. 161- Схемы режимов терм и»
ческой ©бработки инструментов из
быстрорежущей стали без обра-
ботки холодом (а) и , с обработкой
холодом (б)
Температура°С
Рис. 162. Зависимость твердости не*
которых инструментальных мате-
риалов ©т температуры:
1 — углеродистая сталь; 2 — бы-
строрежущая сталь; 3 *** твердый
сплав
280
ние 10—15 мин. На поверхности образуется слой, насыщенный
азотом и углеродом, толщиной 0,03—0,06 мм. Для уменьшения
прилипания стружки и повышения коррозионной стойкости про-
водят обработку паром (при температуре отпуска). На поверх-
ности образуется тонкая пленка, предотвращающая прилипание
стружки.
Из-за высокой стоимости и дефицитности вольфрама из быстро-
режущей стали изготавливают только рабочую часть инструмента,
которую прикрепляют к державке из обычной углеродистой ин-
струментальной стали. На рис. 162 приведена зависимость твер-
дости различных инструментальных материалов от температуры.
3. Стали для измерительных инструментов
Измерительные инструменты должны сохранять свою форму и размеры в те-
чение продолжительного времени. Поэтому их следует изготавливать из сталей,
имеющих высокую твердость и износостойкость (после соответствующей терми-
ческой обработки). В этих сталях с течением времени не должны совершаться
структурные превращения, вызывающие изменение размеров инструмента. Та-
кие стали должны иметь минимальный температурный коэффиц 1ент линейного
расширения (ТКЛР).
С учетом этих требований выбирают соответствующие стали и назначают оп-
ределенный режим термической обработки. Хорошее сопротивление износу обес-
печивается высокой твердостью поверхности (HRC 62—65).
Малым ТКЛР обладают стали с мартенситной структурой. Для измеритель-
ных инструментов чаще всего используют высокоуглеродистые стали (У8—У12,
X, Х9, ХГ, Х12Ф1), цементуемые (стали 15 и 20) и азотируемые (38XMIOA).
Структура высокоуглеродистых сталей после обычной термической обработки
не является стабильной и всегда содержит какое-то количество остаточного аусте-
нита. Тетрагональность мартенсита со временем уменьшается. Поэтому после
закалки применяют стабилизирующий низкотемпературный отпуск — старение
(нагрев до 120—170 °C с выдержкой 10—30 ч). Иногда после закалки инструмент
подвергают обработке холодом, а затем отпуску — старению.
4. Штамповые стали j
Инструмент, применяемый для обработки металлов давлением
(штампы, пуансоны, матрицы, валики и т. д.) изготавливают из
штамповых сталей. Так как металлы можно подвергать деформации
в холодном, а также в горячем состояниях (до 900—1200 °C),
то различают стали для штампов холодного и горячего деформи-
рования. Химический состав, механические свойства и назначение
штамповых сталей приведены в ГОСТ 5950—73.
Стали для штампов холодного деформирования
Стали для изготовления инструментов этой группы должны
обладать высокой износостойкостью (высокой поверхностной твер-
достью), прочностью, вязкостью (чтобы воспринимать ударные
нагрузки), сопротивлением деформации.
Для изготовления штампов небольших размеров (диаметром
до 25 мм) используют углеродистую инструментальную сталь
281
У10, У11, У12. После закалки и низкого отпуска инструмент из
этих сталей будет обладать нужным комплексом свойств.
Широко используют легированные стали марок X, Х9, ХГ,
9ХС, Х12М, Х6ВФ (фильеры, плашки и др.). Для повышения
износостойкости инструмента после его термической обработки
применяют иногда цианирование или хромирование рабочей по-
верхности. Штампы, работающие в условиях износа и давления,
изготовляют из легированных сталей глубокой прокаливаемости
(например, Х12, Х12Ф, ХГЗСВ).
Если штамповый инструмент испытывает ударные нагрузки,
то для его изготовления используют стали, обладающие большой
вязкостью (стали 4ХС4, 4ХВС, 5ХНМ, 5ХГМ и т. д.). Это дости-
гается уменьшением содержания углерода, введением легирующих
элементов, увеличивающих прокаливаемость, и соответствующей
термической обработкой — закалка с высоким отпуском (480—
580 °C); окончательная твердость HRC ж 38—45.
Стали для штампов горячего деформирования
Штампы для горячего деформирования работают в более слож-
ных условиях. Поэтому, кроме перечисленных свойств, стали
для таких штампов должны быть жаропрочными, теплостойкими,
термостойкими \ Они должны быть минимально чувствительными
к отпускной хрупкости, так как в процессе эксплуатации может
неоднократно происходить нагрев штампов до высоких темпе-
ратур. Кроме того, эти стали должны обладать и хорошей тепло-
проводностью, чтобы тепло быстро отводилось от рабочей поверх-
ности.
Если штампы испытывают большие ударные нагрузки (напри-
мер, ковочные штампы), то для их изготовления используют стали,
содержащие 0,5—0,6 % С, легированные элементами, увеличиваю-
щими прокаливаемость и вязкость (хром, никель, марганец).
Для уменьшения склонности к отпускной хрупкости II рода
вводят молибден пли вольфрам. Это стали 5ХНМ, 5ХНВ, 5ХНТ,
5ХНСВ и т. д.
Закалку осуществляют с 760—820 °C, охлаждающая среда
зависит от размеров штампов. Температура отпуска составляет
460—580 °C, твердость HRC 35—45.
Инструмент для горячей протяжки, высадки и прессования
нагревается в работе до более высоких температур. Такой инстру-
мент изготовляют из сталей с повышенным содержанием воль-
фрама, обладающих термостойкостью до 650—670 °C (ЗХ2В8,
4Х5В2ФС, 4Х4В4ФМ, 6ХВ2С) и др.
В настоящее время для изготовления деталей используют
также метод литья под давлением. Таким образом
делают детали как из металлов, так и из пластмасс. Используемые
1 При циклических нагревах на поверхности штампов могут образовываться
так называемые «разгарные» трещины,
282
для этой цели прессформы подвергаются износу, коррозии, а
также образованию на рабочей поверхности сетки разварных
трещин. В зависимости от условий работы для изготовления
прессформ применяют различные стали.
Для литья металлов с высокими температурами плавления
прессформы изготавливают из сталей ЗХ2В8, 4ХВ2С.
Для литья металлов с низкой температурой плавления (на-
пример, цинк и его сплавы) прессформы делают из сталей ЗОХГС,
4QX и даже сталей 45 и 50.
Для штампов и форм литья под давлением алюминиевых и
магниевых сплавов, особенно для штампов сложных по конфи-
гурации, небольших по размерам и работающих с большими удар-
ными нагрузками, применяют мартенситностареющие стали.
Литье и прессование пластмасс связаны с износом и коррозией.
Поскольку в этом случае температуры составляют порядка 150—
200 °C, то для изготовления прессформ можно использовать как
легированные, так и углеродистые улучшаемые или цементуемые
стали. Применяют также и азотируемые стали. Иногда рабочую
поверхность подвергают хромированию диффузионной металли-
зацией. Для коррозионностойкого инструмента используют стали
9X18, Х18МФ, Х14М, 30X13, 40X13.
Глава XIV. КОРРОЗИОННОСТОЙКИЕ
(НЕРЖАВЕЮЩИЕ) СТАЛИ И СПЛАВЫ
Коррозионная стойкость стали может быть повышена, если, во-
первых, содержание углерода снизить до минимально возможного
количества и, во-вторых, ввести легирующий элемент, образую-
щий с железом твердые растворы, в таком количестве, при кото-
ром скачкообразно повысится электродный потенциал сплава.
Сталь, стойкую против атмосферной кор-
розии, называют нержавеющей. Сталь или
сплав, имеющие высокую стойкость при
коррозионном воздействии кислот, солей,
щелочей и других агрессивных сред, назы-
вают кислотостойкими.
I. Хромистые коррозионностойкие стали
Хром — основной легирующий элемент, делающий сталь корро-
зионностойкой в окислительных средах. Коррозионная стойкость
хромистых нержавеющих сталей объясняется образованием на
поверхности защитной плотной пассивной пленки оксида Сг2О3.
Такая пленка образуется только при содержании хрома более
12,5 % (ат.). Именно при таком содержании хрома (п = 1) потен-
циал скачком изменяется от —0,6 до Д-0,2 В (рис. 163).
283
Железо с хромом образуют непрерывный ряд твердых раство-г
ров (рис. 164). Благодаря этому можно получить сталь с высоким
содержанием хрома в твердом растворе. Хром не является дефи-
цитным металлом, стоимость его сравнительно невысока, поэтому
хромистые стали — самые дешевые нержавеющие стали. Они
обладают достаточно хорошим комплексом технологических
свойств. Углерод в нержавеющих сталях, в том числе и в хроми-
стых, является нежелательным
хром в карбиды, он тем самым
обедняет твердый раствор хромом,
понижая коррозионные свойства
стали. Кроме того, углерод
расширяет область ^’-твердого
раствора, способствуя получению
О 2 6 8 10121016182022
Ct; %
элементом, так как, связывая
t,°C
1800
1600
1000
1200
1000
800
600
ООО
200
О
~200
О 10 20 30 ОО 50 60 70 ВО 90100
Сг,%
Рис. 163. Потенциал железа ь воздушной среде в зависимости от содержания
хрома
Рис. 164. Диаграмма состояния железо -*• хром
двухфазного состояния (рис. 165). Чем больше содержание хрома,
тем выше коррозионная стойкость хромистых сталей. Хромистые
стали выплавляют с содержанием 13 % Сг, 17 % Сг и 25—28 % Сг *
(табл. П10).
Стали 08X13 и 12X13 обладают повышенной пластичностью, и их используют
для изготовления деталей, подвергающихся ударным нагрузкам (турбинные ло-
патки, арматура крекинг-установок, предметы домашнего обихода и т. д.).
Из сталей ЗОХ13 и 40Х13, приобретающих после термической обработки струк-
туру мартенсита, делают измерительный и медицинский инструменты, пружины
и другие коррозионностойкие детали, от которых требуется высокая твердость
или прочность.
Стали, содержащие 17 и 25—28% Сг, относятся к сталям ферритного класса.
Онн имеют более высокую коррозионную стойкость по сравнению со сталями
типа Х13. При нагреве выше 850 °C ферритные стали проявляют склонность
к росту зерна, их пластичность понижается. Для получения однофазной струк-
туры, уменьшения склонности к росту зерна и к МКК в эти стали добавляют ти-
тан и ниобий (08Х17Т, 15Х25Т). Прочность повышается, пластичность сохра-
няется достаточной, улучшаются свойства сварных швов. Эти стали применяют
для изготовления аппаратуры, работающей в таких агрессивных средах, как
дымящая азотная кислота и фосфорная кислота. Из них делают коррозионно-
стойкую аппаратуру для химической и пищевой промышленности. Из стали 12X17
* При более высоком содержании хрома в стали будет присутствовать
о-фаз а (см, рис. 164),
284
12 П 25
Сг,%
Рис. 165. Влияние углерода
на положение области <у-
твердого раствора па диа-
грамме железо хром
изготавливают теплообменники для горячих нитрозных газов, трубопроводы и
бакИ Для кислот и т. д.
Введение молибдена (12Х17М2Т) делает сталь стойкой даже в органических
кислотах (уксусной, муравьиной). Стали ферритного класса невосприимчивы
к коррозии под напряжением.
Для изготовления шарикоподшипников, рабо-
тающих в агрессивных средах, используют сталь
95X18 (0,9—1,0 % С, 17—19 % Сг).
Все хромистые стали подвергают закал-
ке с 1000—1100 °C с последующим отпус-
ком (для сталей ферритного класса при
700—750 °C, а мартенситного класса
при 200—250 °C).
Стали ферритного класса при на-
греве не испытывают превращений, по-
этому термическую обработку проводят
для получения структуры более однородного твердого раство-
ра, что увеличивает коррозионную стойкость.
2. Хромоникелевые коррозионностойкие стали
Никель относится к металлам, легко приобретающим пассивность,
хотя его пассивирующая способность меньше хрома и молибдена.
Добавление никеля к железу в количестве 1/8 моля скачкообразно
улучшает коррозионную стойкость сплава в серной кислоте.
При концентрации никеля 2/8 моля коррозионная стойкость по-
вышается еще больше.
Диаграмма состояния железо—никель приведена иа рис. 166.
Никель — аустенитообразующий элемент, сильно понижающий
критические точки у ->• а-превращения. Это влияние никель
оказывает и при его введении в хромистые стали. Поэтому сталь,
содержащая 18 % Сг и 9 % Ni, при комнатных температурах
имеет структуру аустенита (рис. 167).
Нержавеющие стали с аустенитной структурой имеют более
высокую коррозионную стойкость, лучшие технологические свой-
ства по сравнению с хромистыми нержавеющими сталями, в част-
ности, лучше свариваются. Они сохраняют прочность до более
высоких температур, менее склонны к росту зерна при нагреве
и в то же время аустенитные стали не теряют пластичности при
низких температурах. Как и хромистые, хромоникелевые стали
коррозионностойки в окислительных средах. Основным элемен-
том, повышающим потенциал железа, является хром, поэтому
его содержание должно быть >13 %. Никель только дополни-
тельно повышает коррозионную стойкость сталей.
Состав и свойства хромоникелевых коррозионностойких сталей
приведены в ГОСТ 5632—72. В табл. П11 приведены составы неко-
торых из них, а на рис. 167 — структурная диаграмма, позво-
ляющая определять структуру стали в зависимости от ее со-
става.
285
Хромоникелевые стали в зависимости от состава и структуры
подразделяются на стали аустенитного, аустенитно-
мартенситного и аустенитно-ферритного
классов.
Чем ниже содержание углерода, тем выше коррозионные свой-
ства нержавеющих сталей. Углерод, содержащийся в хромонике-
левых сталях, может находиться в твердом растворе, а также
в карбидах или карбонитридах различной степени дисперсности.
Ni,%(WTZj
Fe (по пассе) Ni
Рис. 166 Диаграмма состояния железо — никель
Преимущественно образуются карбиды Сг23Се, причем они воз-
никают уже при содержании углерода немногим более 0,04 %
(0,04 % С — предел растворимости углерода в аустените, леги-
рованном никелем). Если в сталях содержится азот (например,
сталь Х17АГ14), то могут образовываться карбонитриды типа
Лк23 (С, N)e и Me (С, N).
Стали аустенитного класса 04Х18Н10, 12Х18Н9Т,
09Х14Н16Б, 08Х10Н20Т2 и др. пластичны, хорошо свариваются,
обладают повышенной жаропрочностью, коррозионностойки во
многих средах, имеющих среднюю активность. Сталь 12Х18Н10Т—
наиболее дешевая и поэтому ее чаще применяют.
Для большей гомогенности хромоникелевые стали подвергают
закалке с 1050—1100 °C в воде. При этом получают ств л? 5004-
286
4-600 МПа и 6 = 354-45 %. Эти стали упрочняют холодной пла-
стической деформацией.
Дополнительное легирование хромоникелевых сталей молибде-
ном п медью повышает их коррозионную стойкость и кислото-
стойкость (03X16H15M3, 03Х17Н14М2). Иногда в эти стали вво-
дят в небольших количествах титан и алюминий, которые, обра-
зуя дисперсные интерметаллиды типа Ni3 (Ti, Al), упрочняют
аустенит (08Х17Н13М2Т, 08Х17Н15МЗТ).
Сталь 06ХН28МДТ (0,06 % С; 22—25 % Сг; 26—29 % Ni,
2,5—3 % Мо; 2,5—3,5 % Си и 0,5—0,3 % Ti) обладает высокой
О 4 8 12 16 20 20 28 32 ЗВ W
Эквивалент крома=7<Хх* %rio+^5<%Si+4,5'< % Nb
Рис. 167. Структурная диаграмма коррозноиностойких сталей
коррозионной стойкостью, ее используют в средах высокой агрес-
сивности (разбавленная серная кислота и др.). Эта сталь после
закалки с 1100 °C в воде имеет структуру аустенита с небольшим
количеством карбонптрпдов. После кратковременных нагревов
до 500—900 °C не обнаруживает склонности к МКК.
Никель — достаточно дорогой и дефицитный металл, поэтому
создают нержавеющие стали с меньшим содержанием никеля.
Для этого в состав нержавеющих сталей вводят другие аустени-
тообразующие элементы, например, марганец и даже азот (стали
10Х14Г14Н4Т, 15Х17АГ14, 10Х14АГ15 и др.).
Аустенитно-мартенсшпные стали (стали переходного класса)
имеют меньшую коррозионную стойкость по сравнению с аусте-
нитными сталями, но превосходят их по прочности (ов = 12004-
4-1300 МПа). К сталям переходного класса относятся стали
09Х15Н8Ю, 09Х17Н7Ю, 08Х17Н5МЗ, 20Х13Н4Г9 и др.
Режим термической обработки этих сталей характеризуется
большой сложностью: закалка, обработка холодом, отпуск —
старение. На рис. 168 приведено влияние различных видов тер-
мической обработки на прочность нержавеющих сталей разных
классов. Наибольшее упрочнение получают стали переходного
класса. Такие стали используют для создания легких конструк-
287
ш
'ф90С
§ 5.7Й7
§ 500
СерекЛыи
, КЛОСС/'
-Мартен-
к ситный
100 класс
Аустенитный
класс
^~Al СД№,Сг,Мо'
Степень легированнвсти
Рис. 168. Влияние термической обра-
ботки на прочность коррозионностой-
ких сталей:
1 — закалка; 2 — закалка и обработ-
ка холодом; 3 — закалка, обработка
холодом, отпуск (старение)
ций, обладающих высоким сопротивлением коррозионному раз-
рушению.
Аустенитно-ферритные стали предложены как заменители
хромоникелевых сталей типа Х18Н8 с целью экономии никеля.
К этому классу относятся стали 12Х21Н5Т и 08Х22Н6Т. Аусте-
нитно-ферритные стали при комнатных температурах имеют проч-
ность и твердость выше, чем у стали типа 18—8, но пластичность
и ударная вязкость у них ниже. Эти стали не обладают стабиль-
ностью свойств: их свойства зависят от соотношения ферритной
и аустенитной фаз, которое в свою
очередь зависит от суммарного
влияния ферритообразующих (Ст,
Ti, Mo, Si) и аустенитообразую-
щих (Ni, N2, С) элементов. С уве-
личением количества феррита
жаропрочность сталей умень-
шается, прочность увеличивается,
пластичность уменьшается, но не
ниже 30 %. Хорошие техноло-
гические свойства получаются
при соотношении Ф: А» 1 ! 1.
К этому классу сталей отно-
сится и сталь 15X28АН, облада-
ющая хорошими механическими
свойствами (сти « 6504-700 МПа,
6 я» 114-23 %), в том числе и
в сварном шве.
Типовая термическая обработка аустенитно-ферритных сталей:
закалка с 1000—1150 °C и отпуск — старение при 500—750 °C.
Аустенитно-ферритные стали не подвержены коррозионному
растрескиванию под напряжением: трещины могут возникнуть
только на аустенитных участках, но ферритные участки задержи-
вают их развитие.
В нержавеющих сталях наблюдается особый вид коррозии, называемый
межкристаллитной коррозией (иногда также называют ее ин-
теркристаллитиой). Такая коррозия протекает главным образом по границам
зерен и представляет большую опасность, поскольку не имеет каких-либо внеш-
них признаков — металл сохраняет даже металлический блеск. При этом проч-
ность катастрофически падает, исчезает металлический звук, металл настолько
легко разрушается, что может быть превращен в порошок. Межкристаллитная
коррозия (МК.К) развивается в том случае, если изделие из нержавеющей стали
после закалки подвергали нагреву 1 до 500—700 °C либо если в этом температур-
ном интервале проводили замедленное охлаждение. При этом на электронных
микрофотографиях отчетливо видна сетка карбидов хрома.
Наиболее принятой теорией возникновения МКК считается так называемая
«теория обеднения». Известно, что граница зерен — это переходная зона между
ними. Если проникновение растворенной примеси в межзеренную зону снижает
избыточную энергию границ, концентрация этой примеси в зоне повышается.
Установлено, что углерод снижает избыточную энергию границ, поэтому проис-
1 Для разных марок интервал опасных температур различен.
288
кодит межкристаллитная внутренняя адсорбция углерода по границам зерен
нержавеющей стали. Таким образом, уже при закалке атомы углерода неодно-
родно распределяются в твердом растворе, их концентрация по границам больше,
чем в зерне. Хотя при этом не образуется карбидов хрома, однако такая повышен-
ная концентрация углерода является как бы подготовкой для их быстрого обра-
зования, При нагреве до 500—700 СС по границам зерен образуются карбиды
крома Сг23 С6. При этих температурах диффузия углерода, находящегося в твер-
дом растворе, к границам зерен протекает быстрее, чем хрома Поэтому на об-
разование карбидов расходуется не только имеющийся там запас углерода, но и
углерод, диффундирующий изнутри зерен. В то же время хром, необходимый для
Рис. 169. Микроструктура хромо-
никелевой коррозионностойкой ста-
ли 08X18Н9 без МКК (а > с МКК
(б); ножевая коррозия — сталь
08XI8HI0T (в)
образования карбидов, поступает на первых стадиях процесса с границ или из
пограничных зон аустенита. В результате содержание хрома в приграничных зо-
нах зерен становится меньше 13 % (даже до 6,5 %) и они теряют коррозионную
стойкость.
Ввиду большой опасности МКК все выплавляемые нержавеющие стали обя-
штельно проверяют на склонность к этому виду коррозии.
Склонность к МКК нержавеющих сталей можно устранить: 1) уменьшением
содержания углерода (в сталях, содержащих 0,02 % С, МКК не наблюдается);
2) введением элементов-стабилизаторов — титана или ниобия, имеющих боль-
шее, чем хром, сродство к углероду 3) применением стабилизирующего отжига
(нагрев изделия до 850 °C).
Кроме МКК в коррозионностоиких сталях, содержащих титан (например,
ОХ18Н10Т), обнаруживается так называемая «ножевая коррозия», которая имеет
межкристаллитный характер и может распространяться на большую глубину
(рис. 169, в). Ножевая коррозия не наблюдается в закаленных сталях, не зависит
10 Кнорозов В. В. и др. 289
от содержания углерода, проявляется, главным образом, после сварки по границе
металла шва с основным металлом. Ножевая коррозия обнаруживается также
в сварных соединениях сплавов на железоникелевой я никелевой основе.
На рис. 169, а приведены микроструктуры нержавеющей стали 08Х18Н9
после термической обработки (закалки с 1100 °C в воде) нагрева при 650 °C в те-
чение часа и кипячения в серной кислоте 48 ч (рис. 169, б).
3. Коррозионнсстойкие сплавы и чугуны
Кроме нержавеющих сталей, в промышленности используют
и другие коррозионностойкие сплавы.
Для особо агрессивных сред применяют сплавы на никелевой
основе типа хастеллой (сплавы НИМО). Содержа-
ние никеля в этих сплавах достигает 80 %. Вторым элементом,
присутствующим в этих сплавах в больших количествах, является
молибден (15—30 %). Состав некоторых сплавов приведен
в табл. 12.
Эти сплавы обладают очень высокой коррозионной стойкостью в таких сре-
дах, где, кроме них, устойчивы лишь немногие металлы (например, в кипящей
фосфорной кислоте до концентрации 50 %, в кипящей соляной кислоте до 20 %
и др.).
Сплавы хастеллой обладают высокими механическими свойствами, которые
могут быть улучшены термической обработкой — закалкой + старением при
800 °C. Прп этом ов да 1200 МПа и твердость НВ да 360.
Недостатком сплавов является склонность к МКК, поэтому содержание угле-
рода в них должно быть минимальным.
Коррозионноапойкие чугуны стойки во многих агрессивных средах (и не только
в окислительных). Как правило, они жаростойки. Легированные чугуны дешевле
нержавеющих сталей, обладают хорошими литейными свойствами, поэтому из-
делия из них получают методами литья. Химический состав п свойства кислото-
стойких чугунов приведены в ГОСТ 2176—77 и ГОСТ 2233—70.
Хромистые чугуны содержат 26—36 °/6 Сг. Структура хромистых чугунов —
твердый раствор хромистого феррита и эвтектические карбида. Карбиды могут
находиться и в свободном состоянии, причем преимущественно образуются
карбиды Сг/3-. Хромистые чугуны (Х34) имеют высокую твердость (НВ 325—400),
хорошо сопротивляются взносу, но плохо обрабатываются резанием. Сплавы
25Х18Л и 30Х20Л по со т жаншо углерода относятся к сталям, а по свойствам —
к чугунам. Литейные и < е-.анические свойства у них лучше, чем у Х28 и Х34,
они менее склонны к образованию горячих трещин.
Хромистые чугуны стойки в окислительных средах: в азотной кислоте лю-
бой концентрации при 20 °C и 40 %-ной кипящей; в концентрированной серной
кислоте и других средах. Охалиностсл’косте сохраняется до 1000—1100 °C.
Из хромистых чугунов изготовляют детали и аппаратуру для .гзотиоп про-
мышленности, искусственных удобреньи, фильеры и т. д. Используют их п как
Таблипа 12. Химический состав, %, кислотостойких сплавив на никеле
Сплав с Мп S4 Сг
Хастеллой А (ЭК460) . . . Хастеллой В (ЭИ461) . . . Хастеллой С (ЭП375).... Хастеллой Д <0,12 <0,12 <0,12 <0,12 <3 <3 <1 0,8—1,25 О 00 15,5—*17,5
2S0
жаростойкие материалы — для изготовления печного оборудования, колосников,
гребков и лопастей в печах, предназначенных для обжига.
Кремнистые чугуны относятся к кислотостойким сплавам. Кремний, как н
хром, расширяет область существования феррита и сплавы, содержащие до
14,5 % Si, имеют структуру однородного твердого раствора. Содержание углерода
в кремнистых чугунах всего лишь 0,3—0,8 %, при большем содержании возможно
выделение углерода в виде графита. Чугуны выплавляют с содержанием крем-
ния до 18 %, так как при более высоком его содержании эти сплавы становятся
хрупкими и их невозможно использовать. При резкой смене температур возможно
растрескивание. В окислительных средах на поверхности изделий образуется
прочная пленка SiO2, которая восстанавливается при механических поврежде-
ниях.
Изделия из кремнистых чугунов изготовляют только литьем, без последую-
щей механической обработки (возможно только шлифование).
Сплав Ф15, называемый также «антихлор», содержит 3,5—4,5 % Мо. В ре-
зультате добавления молибдена сплав устойчив в 10—30 %-иых растворах соля-
ной кислоты (до 90 °C).
Из кремнистых чугунов изготавливают центробежные насосы, распылители
кислот, краны, котлы, чаны и т. д. Все кремнистые чугуны обладают высокой ока-
л и постой костью.
Никелевые чугуны содержат ~1 °,о Ni (табл. 13). Эти чугуны стойки в распла-
вах солей и в концентрированных растворах щелочей. С увеличением содержания
никеля коррозионная стойкость чугунов увеличивается. Состав никелевых чу-
гунов может быть и более сложным: никель кремнистый аустенитный чугун содер-
жит, %: 1,7—2 С; 1,8—3 Сг; 5—7 Si и 16—20 Ni; нпкельмедистый 2—2,8 С; 3—
4 Сг; 5—8 Си; 1,5—1 Si и 12—5 Ni.
пой основе типа Хастеллой
Мо Ге Другие элементы
20—22 18—20 -
26—30 4—7 0,3 V
16—17 4,5—7 3,75—5,25 VV
— 3,6—6,5 Си
4. Биметаллы
Биметаллом называют двухслойный или
многослойный материал, состоящий из
двух различных металлов или сплавов,
прочно соединенных по всей плоскости
соприкосновения и представляющих собой
монолитное целое.
Главным образом биметаллы используют как коррозионно-
стойкие материалы. Имеются также антифрикционные, износо-
стойкие, термобиметаллы, самозатачивающиеся, проводниковые
и другие.
Коррозионностойкие биметаллы широко используют для дета-
лей крупногабаритных конструкций, где вопрос о массе кон-
струкции немаловажен.
Подавляющее большинство выпускаемого коррозионностой-
кого биметалла приходится на биметаллы, которые в качестве
основы имеют низкоуглеро^истую
или низколегированную сталь, а пла-
кирующего слоя — коррозионнос-
тойкие стали (например, 08X13,
12Х18Н ЮТ ,08 X18Н ЮТ, ОЗХ Н28МДТ
и др.), а также медные и никеле-
вые сплавы, медь, никель, титан
и некоторые другие. Низкое содер-
жание углерода в сталях, исполь-
зуемых в качестве основы, обусло-
10*
291
Таблица 13. Химический состав, %, коррозиениостойких
чугунов и литых сталей
Марка с Si Мп Сг
Хромистые чугуны
Х28 0,5—1,0 0,5—0,8 0,5—0,8 26—30
Х34 1,5—2,2 1 >3—1,7 0,5—0,8 32—36
Хромистые стали
25X18 Л 0,20—0,30 <0,8 <0,8 17—20
30Х20Л 0,25—0,35 <0,8 <0,8 20—23
Высококремнистые чугуны
С15 0,5—0,8 14,5—16 0,3—0,8 —-
С17 0,3—0,5 16—18 0,3—0,8 —,
Ф15 * 0,5—0,6 15—16 0,3—0,8 —
Никелевые чугуны **
СЧЩ-1 3,2—3,5 1,2—1,5 0,5—0,8 0,6—0,8
СЧЩ-2 3,2—3,6 1,5—2,0 0,4—0,8 0,4—0,8
* Содержится 3,5—4,5 Мо.
** В сплаве СЧЩ-1 содержится 0,8—1 % Ni.
в сплаве СЧЩ-2 0,4—0,5 % NL
влено тем, что в подавляющем большинстве случаев детали
конструкций из биметаллов соединяются сваркой. Применение
биметаллов позволяет экономить дорогие и дефицитные мате-
риалы — медь, никель, титан, хастеллой.
Механическая прочность биметаллов обеспечивается метал-
лом-основой. Коррозионная стойкость в различных средах —
плакирующим металлом.
Антифрикционные биметаллы идут на изготовление биметал-
лических вкладышей подшипника, верхний слой которого сделан
пз мягкого антифрикционного сплава па алюминиевой основе,
а нижней — из низкоуглеродистой стали, которая придает вкла-
дышу достаточную механическую прочность, например, сплав
АСМ (3,5—4,5 % Sb; 0,3—0,7 % Mg, остальное Al) и низкоугле-
родистая сталь.
Термобиметаллы — полосы, листы или ленты состоят из двух
слоев металла или сплавов, различающихся температурными ко-
эффициентами линейного расширения. Термобиметаллы приме-
няют в различных аппаратах и приборах (термометры, терморе-
гуляторы, реле времени, защитные реле и др.).
Биметаллы получают в виде листов, труб, профилей и прутков.
Способы получения биметаллов можно объединить в три группы:
1 — получение заливкой (на твердый слой одного состава залп-
292
вают слой другого); 2 — получение совместной пластической де-
формацией: пакет, состоящий из двух или более различных слоев
металла, поверхность которых специально подготовлена, подвер-
гают горячей прокатке на требуемый профиль, затем осуществляют
совместное горячее прессование — одновременное выдавливание
двух различных металлов или сплавов из двух контейнеров через
одну общую матрицу; 3 — получение наплавкой, электросваркой
(иа твердый слой одного состава заливают слой другого).
Применение биметаллов сокращает расход дефицитных и доро-
гих металлов и сплавов.
Глава XV. ЖАРОСТОЙКИЕ
И ЖАРОПРОЧНЫЕ СТАЛИ И СПЛАВЫ
Многие аппараты, машины и отдельные детали работают при по-
вышенных и высоких температурах, испытывая большие напря-
жения. В этих случаях используют жаропрочные стали и сплавы.
Если изделия, эксплуатируемые при повышенных температурах,
слабонагружены, но должны хорошо сопротивляться окислению,
то для их изготовления применяют жаростойкие стали и сплавы.
Е Жаростойкие стали и сплавы
Жаростойкость — это способность метал-
лов и сплавов сопротивляться газовой
коррозии при высоких температурах в те-
чение длительного времени. Если деталь или из-
делие работают в окислительной газовой среде при температурах
500—550 °C без больших нагрузок, то иногда достаточно, чтобы
они были только жаростойкими (например, детали нагреватель-
ных печей, ящики для цементации и т. д.).
Процесс окисления — это сложный процесс, в результате
которого наблюдаются и чисто химическое взаимодействие ме-
талла с кислородом, и диффузия атомов кислорода и металла
через слой оксидов. Поэтому строение оксидной пленки имеет
большое значение для жаростойкости металлов. Чем она плотнее,
тем меньше через нее скорость диффузии, тем выше жаростойкость
сплава. До 570 °C структура поверхностного слоя сталей состоит
из Fea и Fe3O4, может образоваться и Fe2O3. Эти оксиды имеют
сложное строение и скорость диффузии в них мала.
При более высоких температурах в слое окалины основным
становится оксид FeO (вюстит) с простой решеткой, имеющей
дефицит атомов кислорода (твердый раствор вычитания). Поэтому
скорость диффузии возрастает, происходит интенсивное образова-
ние хрупкой окалины.
293
Основной способ повышения жаростойкое™ — легирование
хромом, алюминием или кремнием, образующими на поверхности
изделия оксиды Сг2О3, А12О3 и SiO2. Эти оксиды — плотные,
прочные, тугоплавкие пленки. Поэтому на поверхности стали они
создают защитный слой, препятствующий дальнейшему проник-
новению (диффузии) кислорода в глубь изделия.
Влияние хрома на окалиностойкость стали показано на рис. 170.
Поскольку все нержавеющие стали содержат хрома >13 %, они
являются и жаростойкими. Чем выше
содержание хрома, тем более окали-
ностойки стали, например, сталь
15Х25Т окалиностойка до 1100—•
1150 °C.
Высокой жаростойкостью обладают
сильхромы, сильхромали, а также
стали 08Х17Т, 15X28, 36Х18Н25С2,
30Х13Н7С2, 15Х6СЮ, 15X5. Особен-
но высокой жаростойкостью обла-
дают сплавы на основе никеля — ни-
хромы.
Высокохромистые и кремнистые
чугуны окалиностойки до 1000—1100°С.
Для неответственных деталей, не несущих нагрузок, используют
обычные углеродистые стали, подвергнутые диффузионной метал-
лизации.
1100 -А
зоо
‘JOB
500
Окалино-
нестойкие х
Окалиностейкие
’И—I___1---1__I__I__
0 5 10 15 20 25 30
Рис. 170 Влияние хрома на
окалиностойкость ферритиой(/)
и аустенитной (2) стали
2. Жаропрочность
Жаропрочность — способность металла со-
противляться пластической деформации
и разрушению при высоких температурах.
С повышением температуры характеристики прочности метал-
лов и металлических сплавов понижаются, причем для различных
по составу сплавов изменение прочности неодинаково. Установ-
лено, что прочность металлов и сплавов определяется главным
образом силами связи атомов в кристаллической решетке. При
нагреве подвижность атомов возрастает, увеличивается коли-
чество вакансий, усиливаются диффузионные процессы. Это при-
водит к уменьшению сил межатомной связи и, как следствие,
к снижению прочности. Особенно интенсивно при повышении
температуры увеличивается скорость диффузии на границах
между зернами, где агомы не образуют правильной кристалличе-
ской решетки и могут свободно перемещаться. Поэтому границы
между зернами при повышении температуры разупрочняются
быстрее.
Температура плавления металлов является достаточно хоро-
шим показателем прочности межатомных связей в кристалличе-
ской решетке. Поэтому для создания жаропрочных сплавов ис-
294
пользуют металлы с высокой температурой плавления (железо,
никель, кобальт). Еще более жаропрочными оказываются сплавы
па основе хрома, молибдена и других тугоплавких металлов.
Известно, что в процессе пластической деформации металла
при температуре ниже температуры рекристаллизации процесс
упрочнения происходит по схеме пластическая деформация—•
упрочнение (наклеп) (см. гл. IV). При нагреве возможны два
взаимно противоположных процесса: во-первых, упрочнение,
обусловленное пластической деформацией и, во-вторых, разупроч-
бв,
500
400
300
200
100
пПа
О 200 400 600800 W00
t°C
Рис, 171. Временное сопротивление железа в зависимости от температуры
испытания. Заштрихованы напряжения, вызывающие ползучесть:
1 — быстрое испытание; 2 — медленное испытание
Рис. 172. Кривая длительной прочности при 500 °G
некие, обусловленное уменьшением искажений кристаллической
решетки (отдыхом), коагуляцией фаз, растворением упрочняю-
щих фаз и рекристаллизацией. Следовательно, при нагреве металл
может сохранять свою прочность до температур, при которых
еще интенсивно не протекают процессы разупрочнения, связанные
с диффузионными процессами. Поэтому прочность металла при
повышенных температурах не является величиной постоянной,
а зависит от температуры и времени (продолжительности) при-
ложения нагрузки. Влияние температуры и времени 1 на ои
для стали 30 характеризуется следующими данными:
41сп. °C ............. 20 200 500 600
ов, МПа............... 700/700 750/750 400/280 330/160
Из рис. 171 следует, что до 350 °C скорость испытания не влияет
на прочность. Затем кривая раздваивается: верхняя поЛучена
при быстром испытании, нижняя — при медленном. Различная
прочность при одной и той же температуре объясняется тем, что
при быстром нагружении разупрочнение не успевает происходить
в такой степени, как при медленном.
И. И. Корнилов показал, что максимальных значений жаро-
прочность достигает при предельном насыщении твердого раствора
легирующими элементами. Для концентрированных твердых рас-
1 Время испытания 1 мнн (числитель) и 60 мин (знаменатель).
295
творов /pa, яз 0,74-0,8/пл. Жаропрочность однородных твердых
растворов может быть увеличена за счет выделения мелкодисперс-
ных фаз. Влияние таких выделений на прочность тем больше, чем
меньше их склонность к коагуляции. Материалы, предназначен-
ные для работы при повышенных температурах, испытываются
на жаропрочность. Критериями оценки жаро-
прочности являются кратковременная1 и
длительная прочности, ползучесть.
Прочность существенно зависит от продолжительности испы-
тания (рис. 172)- стх >» <т2 > о3 > о4, но т1<т2<т3<т4.
Пределом длительной прочности называют максимальное на-
пряжение От, которое вызывает разрушение образца при заданной
температуре за определенное время.
Прочность ст4 в течение 30—60 мин, так называемая «минутная»,
необходима в ракетостроении, часовая — в авиации (о2). Напри-
мер, стзотч = 200 МПа, где верхний индекс (900) означает тем-
пературу испытаний в °C, нижний — заданную продолжитель-
ность испытания в часах.
Для котельных установок требуется не очень высокое значение
прочности (см. о4 на рнс. 172), но в течение нескольких лет.
Ползучестью называют свойство метал-
лов медленно пластически деформиро-
ваться под действием постоянной на-
грузки при постоянной температуре.
При испытании на ползучесть образцы помещают в печь
с заданной температурой и прикладывают какую-либо постоян-
ную нагрузку. Деформацию измеряют индикаторами с точностью
до 0,001 мм.
При обычных температурах и при действующем напряжении
(о > ступ) ползучесть не наблюдается. Наоборот, в результате
наклепа металл будет упрочняться. Но если температура испы-
тания образца такова, что уже протекают разупрочняющме про-
цессы — отдых, коагуляция фаз, а особенно рекристаллизация
(обычно при t > 0,6/ил, см. гл. IV), то при о > оуп наблюдается
ползучесть.
Ползучесть происходит только в тех случаях, когда прило-
женное напряжение (от постоянной нагрузки) больше предела
упругости металла при данной температуре. Итак, при деформа-
ции нагретого образца протекают два прямо противоположных
процесса: упрочнение (наклеп), вызванное пластической дефор-
мацией, и разупрочнение как результат процессов разупрочнения.
Ползучесть развивается в случае преобладания второго процесса.
1 Кратковременную прочность определяют с помощью обычных испытаний
на растяжение разрывных образцов. Различие только в том, что образец поме-
щают в печь и его испытывают при какой-то заданной температуре. Обозначают
кратковременную прочность так: Og = ..., например азоо°С _ 35Q О^оос_
= 280 МПа.
296
Рис 173. Кривая ползуче*
сти при растяжении (/ =
= const)
В зависимости от температуры скорость деформации при по-
стоянной нагрузке обычно выражается кривой, состоящей из
трех участков (рис. 173): О А — упругая деформация образца
в момент приложения нагрузки; АВ — участок, соответствую-
щий начальной скорости ползучести (первая стадия); ВС — уча-
сток установившейся скорости ползучести (вторая стадия), когда
удлинение имеет постоянную скорость. Если напряжения доста-
точно велики, то за этим участком протекает третья стадия (уча-
сток CD), связанная с началом разруше-
ния образца (образование шейки).
Для углеродистых сталей ползучесть
наблюдается при нагреве выше 400 °C.
Для некоторых цветных металлов с низ-
кой температурой плавления, например
олова, ползучесть происходит и при
обычной температуре.
Предел ползучести — это
напряжение, которое за опре-
деленное время при данной
температуре вызывает заданное суммар-
ное удлинение или заданную скорость де-
фо р м а ц и и. Обычно принимают б = 1 % за 1000 ч, б = 1 %
за 104 ч; б = 1 % за I05 ч. Предел ползучести обозначают сгс/т-
Например, с^/цюо — 250 МПа, где верхний индекс (500) — это
температура испытания °C, первый нижний индекс — заданное
суммарное, удлинение (1 %), второй — заданная продолжитель-
ность испытания в часах (1000).
3. Жаропрочные стали. Классификация
В зависимости от того, какова прочность сталей при разных
температурах, эти стали условно можно разделить на стали,
работающие при температурах до 350—500 "С, и жаропрочные,
работающие при более высоких температурах (табл. П12).
Так как обычные конструкционные стали имеют высокую проч-
ность до 300 °C, то при этих температурах нет надобности в при-
менении высоколегированных сталей. Для работы в интервале
температур 350—500 °C применяют легированные стали перлит-
ного и ферритного классов (рис. 174). Для более высоких тем-
ператур используют стали аустенитного класса. При 700—900 °C
применяют сплавы на основе никеля. В случае еще более высоких
температур используют сплавы на основе тугоплавких металлов —
молибдена, хрома и др. Указанные пределы являются условными,
и выбор необходимых материалов определяется в каждом случае
конкретно.
Перлитные жаропрочные стали. К этой группе относятся ко-
тельные стали и сильхромы.
297
Котельные стали содержат небольшое количество
углерода (примерно 0,15—0,20 % С). Это обусловлено тем, что
детали котлов соединяют главным образом сваркой. Для котлов
низких параметров применяют обычные низкоуглеродистые стали
(например, сталь 20). Для котлов высоких параметров используют
низкоуглеродистые и низколегированные стали 15ХГС, 12ХМ,
15ХМФ, 12Х2МБ, обычно содержащие 0,5—2,5 % Сг; 0,5—1 %
Рис. 174. Зависимость прочности ©т температуры испытания для неко*
торых сплавов:
it алюминиевые сплавы; 2 стали перлитного класса; 3 стали
ферритного класса; 4 стали аустенитного класса? 5 «=• титановые
сплавы; 6 никелевые сплавы; 7 —• ниобиевые сплавы; 8 -=* тантале-
вые сплавы: 5 -=- молибденовые сплавы; 10 —> вольфрамовые ’сплавы
Мо; 0,15—0,5 % V. Иногда в эти стали добавляют и другие эле-
менты.
У котельных углеродистых сталей наблюдается явление синелом-
кости — снижение пластичности и особенно вязкости
деформированной стали при температурах 250—300 СС *.
Синеломкость особенно заметно проявляется в низкоуглеродистой котельной и
топочной стали в процессе эксплуатации котлов \
Синеломкость объясняется развитием в стали процессов деформационного
старения, которое максимально проявляется при нагревах до 250—300 °C. В про-
цессе старения из a-твердого раствора выделяются дисперсные частицы: нитриды,
фосфиды, оксиды и др., охрупчивающие сталь. Считают, что элементами, опреде-
ляющими склонность стали к синеломкости, являются азот (выделение нитридов),
а также фосфор. При старении происходит также сегрегация атомов азота па дис-
локациях, приводящая к их торможению и закреплению. Марганец и алюминий
связывают азот, поэтому спокойные стали меньше склонны к синеломкости
* При этих температурах на полированной поверхности стали наблюдается
синий цвет побежалости,
1 Например, для стали Ст2 до эксплуатации ов = 360 МПа, после — ов =
= 380 МПа, до эксплуатации KCU = 1 МДж/м?, после ~ 0,05 МДж/м?,
298
(при одинаковом содержании углерода ударная вязкость кипящей стали сни-
жается в 8—20 раз; спокойной стали на 30—40 %).
При малых степенях деформации изменение свойств при старении более су-
щественно. Для уменьшения склонности к синеломкости котельные стали леги-
руют ванадием, алюминием, титаном.
Для деталей котлов, работающих при температурах до 600 °C, используются
также стали мартенситного (12Х2МФСР, 12Х2МФБ) и мартенситно-ферритного
(15Х11МФ, 12Х12ВНМФ) классов. Увеличение содержания хрома повышает
жаростойкость сталей. Хром, вольфрам, молибден и ванадий увеличивают жаро-
прочность !. Ванадий, кроме того, уменьшает скорость диффузионных процессов
перераспределения легирующих элементов.
Главным преимуществом легированных котельных сталей перед
углеродистыми является их хорошее сопротивление ползучести
(предел ползучести является главной характеристикой котельных
сталей).
Сильхромами называют стали, содержащие хром, кремний и
молибден: 15X5, 15Х5М, 40Х9С2, 40Х10С2М. Состав сильхромов
приведен в ГОСТ 5632—72. Содержание углерода в них колеблется
от 0,15 (15Х5М) до 0,45 % (40Х10С2М). Высокое содержание
хрома и кремния делает эти стали не только жаропрочными, но
и жаростойкими. Недостатком сильхромов является их склон-
ность к отпускной хрупкости II рода. Легирование молибденом
уменьшает возможность появления хрупкого состояния при на-
। реве до 450—500 °C.
Из сильхромов изготавливают клапаны двигателей внутрен-
него сгорания, рекуператоры, теплообменники и другие подобные
изделия и конструкции. Высоколегированные сильхромы приме-
няют до 700—800 °C.
Аустенитные жаропрочные стали. В гл. XIV рассмотрены
। ысоколегированные аустенитные коррозионностойкие стали Эти
стали можно использовать и как жаропрочные, применяемые для
работы до 700—800 °C.
В жаропрочных аустенитных сталях содержится ~10—20 % Ni
и 15—20 % Сг.
По структуре такие стали подразделяют на две группы:
1) аустенитные стали, имеющие гомогенную структуру и поэтому
ш упрочняемые термической обработкой (содержание углерода
н этих сталях должно быть минимальным); 2) аустенитные стали
‘ гетерогенной структурой. Их прочность можно повышать тер-
мической обработкой — закалкой и старением.
К первой группе относятся стали I7X18H9, 09Х14Н19В2БР1,
I2X I8H12T, 20Х25Н20С2 и др. Эти стали при нагреве не испыты-
I .нот фазовых превращений. В твердых растворах скорости
шффузии малы, поэтому разупрочнение протекает замедленно,
lei ировапие ниобием увеличивает длительную прочность и со-
противление ползучести. Для создания большей однородности
। ' 1еиита стали этой группы подвергают закалке с 1050—1100 °C
1 । оде, затем для стабилизации структуры — отпуску при 750 °C.
Повышается температура рекр! сталлизаипи, образуются специальные
1 и, коагулирующие медленнее цементита.
299
Ко второй группе относятся стали типа 37Х12Н8Г8МФБ,
45XI4H14B2M, 10Х11Н20ТЗР и др. (ГОСТ 5632—72). Эти стали
также закаливают с 1050—1100 °C, но затем проводят не просто
отпуск, а отпуск — старение при 600—750 °C. В процессе вы-
держки при этих температурах в дисперсном виде выделяются
карбиды, карбонитриды и интерметаллидные фазы, вследствие
чего прочность стали повышается.
Жаропрочность гетерогенных аустенитных сталей выше, чем гомогенных,
но свойства гетерогенных аустенитных сталей нестабильны во времени. Если
детали работают продолжительное время при повышенных температурах, то вы-
делившиеся дисперсные частицы вторичных фаз коагулируют, вследствие чего
прочность стали уменьшается. Аустенитные жаропрочные стали пластичны и
вязки. Они плохо обрабатываются резанием. Эти стали используют для изготов-
ления паровых котлов высоких параметров, лопаток турбин, соплового аппарата
реактивных двигателей и т. п.
4. Жаропрочные сплавы на основе никеля
и тугоплавких металлов
Детали н установки, работающие прн температурах выше 700 °C, изготовляют
из сплавов на основе никеля, кобальта и тугоплавких металлов.
Сплавы на основе никеля (содержащие более 55 % Ni) по жаропрочным
свойствам превосходят лучшие жаропрочные стали. Их рабочие температуры со-
ставляют 800—1000 °C. Примерно такими же, а иногда в несколько более высо-
кими свойствами обладают сплавы на кобальтовой основе. Никелевые, а также ко-
бальтовые сплавы имеют не только высокую жаропрочность, но и высокую жаро-
стойкость.
Жаропрочные сплавы на основе никеля
Никелевые сплавы используют в деформированном и литом состоянии.
Преимущественно их применяют в деформированном виде. По структуре эти
сплавы разделяют на гомогенные (нихромы, инконели) и гетерогенные (нимо-
ники). Общим для всех сплавов на основе никеля является минимальное содер-
жание углерода (0,06—0,12 %).
Нихромы. Это сплавы, основой которых является никель, а основным
легирующим элементом — хром (ХН60Ю, ХН78Т).
Нихромы не обладают высокой жаропрочностью, но они очень жаростойки.
Поэтому их применяют для непагружеиных деталей, работающих в окислитель-
ных средах, в том числе и для нагревательных элементов.
Н и м о н п к и. В состав этих сплавов, кроме хрома, добавляют титан,
алюминий, молибден, вольфрам и т. д. При термической обработке они образуют
с никелем (кобальтом, хромом) дисперсные интерметаллидные фазы типа (Ni,
Со, Cr)aTi, (Ni, Со, Сг)3А1, упрочняя нимоники. Состав некоторых днсперснон-
нотвердеющих сплавов приведен в табл. 14 (ГОСТ 5632—72). Типичная термиче-
ская обработка их — закалка с 1050—1100 °C на воздухе, отпуск — старение
при 600—800 °C, 12—16 ч.
Кобальтовые сплавы. Применяют редко вследствие большой де-
фицитности кобальта, хотя они по свойствам лучше сплавов на основе никеля.
Сплав ЭП416 содержит: 0,35—0,45 % С; 18—21 % Сг; 3,5—4,8 % Мо; 3,8—
5,8 % W. Сплав ЛК4 (внталлиум) содержит 0,20—0,35 % С; 25—30 % Сг; 1,5—
3,5 % Ni и 4,5—6,5 % Мо. Из этого сплава детали изготавливают прецизионными
методами лптья. Его применяют для лопаток соплового аппарата реактивных дви-
гателей. Кобальтовые сплавы имеют высокую коррозионную стойкость и хоро-
шее сопротивление истиранию.
Жаропрочные сплавы на основе тугоплавких металлов
К тугоплавким металлам относятся вольфрам, рений, тантал, молибден,
ниобии. Некоторые их свойства приведены в табл. 15. Сплавы на основе этих
металлов обладают максимальной жаропрочностью ди 2560 °C.
зоо
Таблица 14. Химический состав, %, дисперсионное вер деющ их
никелевых жаропрочных сплавов (нимоник)
Марка Сг Ti Al Прочие элементы
ХН77ТЮ 19—22 2,3—2,7 0,55—0,95 s^O.01 Се
XH77TIOP 19—22 2,4—2,8 0,60—1,00 ^0,01 В
ХН70МВТЮБ w 16-19 1,9—2,8 1,0—1,7 2,0—3,5 W; 0,01 В; 0,02 Се
ХН55ВМТФКЮ « 9—12 1,4—2,0 3,6—4,5 4,5—6,5 W; 12—16 Со; 0,02 В
Нимоник 90 18—21 2,0—2,8 0,8—1,2 15—21 Со
Нимоник 100 *3 10—12 1—2 4—6 18—22 Со; 2,0 Fe
** Содержит 4—6 % Мо.
,3 Содержит 4,5 — 5.5% Мо.
Таблица 15. Свойства тугоплавких металлов
Металл <пл °C ^рекр °C 7, г/см® Металл *ПЛ *рекр СС у, г/см3
W Re Та 3400 3180 2996 ~1500 1800 1000 19,3 21 16,2 Мо Nb 2625 2415 1000 1100 10,2 8,6
Молибден и его сплавы. Сплавы на основе молибдена применяют
более часто по сравнению с другими тугоплавкими сплавами. В качестве леги-
рующих добавок для повышения температур рекристаллизации в них вводят ти-
тан, цирконий, ниобий. Получены опытные сплавы с добавлением рения до 30—
50%.
Сплав ВМ1 содержит ^0,25 % Zr; ~0,4 % Ti. Сплав ВМ2 легирован цирко-
нием 0,2—0,4 %. Свойства этого сплава при различных температурах следующие:
t, °C......................
ов, МПа.................
б, % ................
—70 20 800 1500
1000 800 700 150
7 10 13 25
Обладая высокой жаропрочностью, молибден и его сплавы заметно окис-
ляются, начиная с 450 °C. Поэтому необходима их защита от окисления. Основ-
ной способ защиты — силицирование. На поверхности сплавов образуется слой
MoSi2 толщиной 0,03—0,04 мм. Этот слой полностью защищает сплав от окисле-
ния при 1100—1200 °C. При 1700 °C силицированные детали могут работать до
30 ч.
Вольфрам и его сплавы. Вольфрам — наиболее тугоплавкий
металл. Его используют в качестве легирующего элемента в сталях и сплавах
различного назначения, в композитных материалах (медь + волокно вольфрама,
<тв = 15004-2000 МПа; Е = 4000 ГПа), в электротехнике и электронике (нити
накала, эмиттеры, нагреватели в вакуумных приборах и т. п.). Из вольфрама из-
готовляют эрозионные вставки в критические сечения сопел двигателей и т. д.
В качестве легирующих элементов к вольфраму добавляют 0,25—0,4 % Мо;
1,5—12 % Та; 3—35 % Re. Сплавы вольфрама с рением сохраняют пластичность
до —196 °C.
Наибольшее повышение жаропрочности вольфрамовые сплавы приобретают
при добавлении 1—2 % ThOj.
301
Сплав вольфрама с 5—10 % Re и 1—2 % ТЮ2 имеет о*800°с 150 МПа.
Как и сплавы молибдена, сплавы вольфрама не обладают жаростойкостью
при температуре выше 500 °C. Пленки оксидов, образующиеся на поверхности
этих сплавов, более чем в три раза превышают объем металлов, поэтому они ра-
стрескиваются н отслаиваются.
Глава XVI. СТАЛИ И СПЛАВЫ
С ОСОБЫМИ ФИЗИЧЕСКИМИ СВОЙСТВАМИ
В приборостроении широко применяют стали и сплавы с особыми
физическими свойствами, к которым в зависимости от их назна-
чения предъявляют различные требования. Для многих металли-
ческих деталей приборов иногда необходимо получить заданные
магнитные характеристики, для других деталей — определенные
электрические величины, тепловые свойства и т. д.
Как правило, к выплавке сплавов с особыми свойствами предъ-
являют очень высокие требования относительно точного химиче-
ского состава и чистоты по примесям. Такие сплавы называют
прецизионными.
1. Магнитные стали и сплавы
Явление ферромагнетизма веществ связано с особенностями строе-
ния атомов. Ферромагнетиками являются три металла — же-
лезо, кобальт, никель и некоторые сплавы на их основе.
Магнитные стали и сплавы по назначению подразделяют на
магнитномягкие и магнитнотвердые, различающиеся значениями
основных магнитных характеристик, а также формой петли ги-
стерезиса. Среди них немало сплавов, относящихся к прецизион-
ным сплавам.
Магнитномягкие материалы
Для сплавов этой группы характерны малая коэрцитивная
сила Нс, высокая магнитная проницаемость р и узкая петля
гистерезиса (рис. 175, а). Кроме того, если они работают в усло-
виях переменного намагничивания, к ним предъявляют требо-
вания относительно обеспечения минимальных энергетических
потерь при перемагничивании. Эти сплавы должны иметь высокое
удельное электросопротивление, с увеличением которого умень-
шаются потери на паразитные вихревые токи.
В зависимости от показателей ферромагнитных свойств и об-
ластей применения магнитномягкие материалы подразделяют на
низкочастотные, высокочастотные и материалы с особыми магнит-
ными свойствами.
* В результате повышения температуры рекристаллизации на 400—500 °C,
т. е. до 2000—2200 °C.
302
В табл. 16 приведены составы и свойства некоторых из них.
Наиболее простым по составу магнитномягким материалом
является чистое железо. Чем меньшее количество примесей в нем
содержится, тем выше магнитная проницаемость. Недостатком
является низкое электросопротивление. Наклеп, увеличивая коэр-
цитивную силу, снижает магнитную проницаемость. Поэтому
железо и кремнистые стали всех марок используют в отожженном
состоянии.
Flic. S75. Гистерезисные кривые для магнитномягкого (tz) н магнитно-*
твердого (б? сплавов
Таблица 16. Химический состав и свойства некоторых
магнитномягких материалов
Материал Марка Химический состав *, % Магнитная прони- цаемость, Гс/Э вз, Тл «с А/м
началь- ная максималь- ная
Техниче- ски чистое э ЭЛ — 3 500 4 000 18,9 96 80
железо ЭАА <0,1 с 250 4 500 64
Электроли- — <0,1 с 500 15 000 19,8 28,5
тическое железо
Электро- Э31 1 <0,1 с 250 5 500 17,1 44
техническая Э310 J 3,3 Si 1 000 30 000 17,1 9,6
кремнистая Э41 1 <0,1 С 300 6 000 17,1 -36
сталь Э45 f 4.3 Si, 0,1 С 600 10 000 — 20
1 (ермеидюр — 50 Со, 1,8 V 1 100 4 000 21,42 144
Низколеги- рованный 45Н 45 Ni 1 700— 2 500 16 000— 23 000 13,5 16—24
пермаллои
Высоколе- 79Н 78,5 Ni <12 000 100 000 123,3 2
тированный пермаллой 79НМ 79,5 Ni, 3,8 Mo 14 000— 22 000 60 000— 120 000 6,7 1,6-4,8
Алсифер -— 9,6 Si, 5,4 Al 35 100 >117 000 9,9 1,76
* Остальное — железо
303
Трансформаторная и динамная стали содержат <0,1 % С
и 0,8—4,8 % Si. Кремний образует с железом твердый раствор,
тем самым увеличивая электросопротивление (кремнистые элек-
тротехнические стали относятся к ферритному классу). Кремний
уменьшает склонность стали к росту зерна, что в свою очередь
способствует росту магнитной проницаемости *.
Магнитномягкое железо и кремнистые стали маркируют бук-
вой Э. Для железа далее следуют буквы А, характеризующие
степень чистоты по примесям (Э, ЭА, ЭАА). Электротехническую
кремнистую сталь маркируют Э11, Э21, Э310, Э41 и т. д. Первая
цифра указывает содержание кремния в процентах, вторая пока-
зывает гарантированные электрические и магнитные свойства
стали,
В ряде случаев требуются сплавы с высокой начальной магнитной проницае-
мостью в слабых магнитных полях. Такие сплавы называют пермаллоями. Пер-
маллои — сплавы железа с никелем (35—85 % Ni), часто с добавкой молибдена
(3,2—3,8 %). Магнитная проницаемость этих сплавов существенно зависит
от состава.
Пермендюр — сплав железа с кобальтом и ванадием, характеризую-
щийся высокой индукцией насыщения в повышенной стабильностью во времени,
обратимой магнитной проницаемостью.
Алсифер — сплав системы железо—алюминий—кремний. Он обладает
высокой магнитной проницаемостью в слабых полях и имеет небольшую коэр-
цитивную силу. Алсифер по сравнению с пермаллоем является дешевым материа-
лом, так как не содержит дефицитных элементов. Однако алсифер не может быть
заменителем пермаллоя ввиду хрупкости и плохой обрабатываемости режущим
инструментом. Детали из алсифера можно изготавливать только фасонным литьем.
Магнитнотвердые материалы.
Их используют для постоянных магнитов различного назна-
чения. Они имеют большую остаточную индукцию, высокую ко-
эрцитивную силу и небольшую магнитную проницаемость. Для
них характерна широкая петля гистерезиса (см. рис. 175, б). Важ-
нейшей характеристикой этих сплавов является максимальная
удельная магнитная энергия (отнесенная к 1 м3 объема маг-
нита) В^шах Дж/м3.
Для достижения указанных свойств состав и технологию производства маг-
нитнотвердых материалов рассчитывают так, чтобы в максимальной степени за-
фиксировать неравновесное структурное состояние ферромагнетика с высокими
внутренними напряжениями. Для этого проводят такие виды обработки, как за-
калку и старение, искажение кристаллической решетки, выделение дисперсных
фаз и измельчение зерна. Конечным результатом является повышение коэрци-
тивной силы ферромагнетика. Основные магнитнотвердые материалы приведены
в табл. 17.
Наиболее простой по составу и дешевой является высокоугле-
родистая сталь У8—У10, применяющаяся для изготовления мел-
ких неответственных магнитов. Более качественными являются
хромистые стали, содержащие от 1,5 до 3,2 % Сг. Добавки ко-
бальта значительно повышают магнитные свойства стали. Приме-
1 Для получения крупного зерна перед последним отжигом деформацию
заканчивают критической степенью обжатия.
304
Таблица 17. Химический состав и свойства некоторых
магнитнотвердых материалов
Сплав Химический состав, % Коэрцитив- ная сила H кА/м Остаточная индукция вг. Тл Удельная магнитная энергия ^тах» Дж/м3 Термическая обработка
Углероди- • стая сталь У10 1 с 4,8 0,056 — Закалка с 1000 °C в воде
Хромистая сталь ЕХЗ 1 С; 3,2 Сг 4,8 8,55 1100 Нормализация при 1200 °C, закалка с 860 °C в масле
Кобальто- вая сталь ЕХ5К5 1 С; 5 Сг; 5 Со 7,2 7,65 1500 Нормализация при 1150 °C, закалка с 950 °C в масле
Алниси (ЮН 1) 22 Ni; 11 Al 20 6,3 2 800 Закалка с 1200 °C в ки- пящей воде
Алниси (ЮНЗ) 23,5 Ni; 15,5 Al; 4 Си 40 4,5 3 600 Нормализация при 1100 °C
Алниси (ЮНС) 33 Ni; 13,5 Al; 1 Si 60 3,6 4 300 Нормализация при 1200 °C
Алнико (ЮНДК12) 18 Ni; 10 Al; 12 Co; 6 Cu 40 5,6 5 500 Нормализация при 1250 °C
Магнико (ЮНДК24) 13,5 Ni; 9 Al, 24 Co; 3 Cu 40 11,07 15 000 Закалка с 1300 °C в маг- нитном поле, отпуск при 600 °C
* Остальное железо.
пяя эти стали, следует учитывать их высокую стоимость и по
возможности заменять более дешевыми сталями.
Для изготовления высококачественных магнитов ответствен-
ного назначения применяют сплавы алии, алниси, алнико {маг-
иико). Их достоинствами являются высокая- удельная магнитная
энергия, а также коэрцитивная сила, которая примерно на поря-
док выше, чем у углеродистой и хромистой сталей. Поэтому,
например, магниты из сплавов магнико при равной магнитной
энергии примерно в двадцать раз легче магнитов из хромистой
стали.
Магниты из этих сплавов получают методом точного литья.
Обладая большой твердостью и хрупкостью, они поддаются
только шлифованию.
Немагнитные стали и чугуны
Бронзы, латуни, алюминиевые и другие сплавы цветных метал-
лов немагнитны. Но, во первых, по сравнению со сплавами на
основе железа они более дефицитны и, во-вторых, имеют более
305
низкие механические свойства. Поэтому в качестве немагнитных
материалов применяют главным образом стали и чугуны, легиро-
ванные никелем, марганцем, кремнием, алюминием и медью.
Стали имеют структуру аустенита, а чугуны — аустенита с гра-
фитом, например, стали типа 12Х18Н9, Н12ХГ, 55Г5Н20,
45Г17ЮЗ. Естественно, что предпочтение отдается сталям, со-
держащим меньше дефицитного никеля, который по возмож-
ности заменяют марганцем. Так, сталь 45Г17ЮЗ, имеющая аусте-
нитную структуру, дешевая и технологичная, может быть заме-
нителем сталей, содержащих большое количество никеля.
2. Сплавы с особыми тепловыми и упругими свойствами
Для большинства двойных систем изменение температурного коэффициента ли-
нейного расширения подчиняется закону Курнакова. Исключение составляют
системы Fe—Ni (рис. 176) и Fe—Pt. Из рис. 176 видно, что для чистого железа
а = 12-10"“, для чистого никеля а = 13,5-10-6, а для сплава железа с 25 % Ni
значение а достигав! почти 20-10~6 (разрыв на кривой соответствует а->у-
переходу). Сплавы, содержащие больше 25 % Ni, имеют аустенитную структуру.
Аномальность изменения температурного коэффициента линейного расширения
сплавов системы Fe—Ni широко используют в тех-
Рис. 176. Температурив!!!
коэффициент линейного
расширения железоннкеле-
вых сплавов (Шевснар)
нике.
При 36 % Ni значение а = 1,5-10"®. Сплав
с таким содержанием никеля называется инва-
ром и маркируется Н36. Инвар сохраняет а по-
стоянным в интервале температур от — 80 до
4-100 °C. Его применяют для изготовления дета-
лей приборов, которые не должны заметно изме-
нять размеры при колебаниях температуры.
Суперинвар Н31К6 (30—34 % Ni; 4—
6 % Со; ост. Fe) имеет минимальное значение
а= 1,0-10"° и сохраняет его постоянным в темпе-
ратурном интервале от —60 до 4-60 °C.
Широкое применение находит железоникеле-
вый сплав, содержащий около 48 % Ni марки Н48,
называемый платинитом. У этого сплава
а«9-10"6, как у платины и стекла. До появле-
ния этого сплава в качестве проводников для
вводов в стеклянные приборы применяли платину.
Если спай платинита со стеклом подвергается
нагреву, то в результате одинакового расширения
обоих материалов в стекле не возникает напряжений. Коэффициент линейного
расширения у платинита изменяется незначительно до 400 °C, а при более высо-
кой температуре сильно возрастает.
Железоипкелевый сплав с 38 % Ni имеет температурный коэффициент
линейного расширения одинаковый с фарфором, его используют в радио-
технике.
Спайку тугоплавких стекол с более низким а проводят со сплавом ковар
(Н29К18), содержащим около 29 % Ni, около 20 % Со и остальное железо. У
сплава ковар значение а такое же, как и у тугоплавких стекол, примерно до 500 °C.
К этой группе сплавов относятся и железохромоникелевые сплавы —
элинвары, например, Н36Х8 и др.
Эти сплавы наряду с низким коэффициентом линейного расширения сохра-
няют постоянные упругие свойства (~до 100 °C), вследствие чего их применяют
для изготовления пружин в часах и точных приборах.
306
3. Сплавы с эффектом памяти формы
В гл. VI описано мартенситное превращение, одной из основных особенностей
которого является бездиффузионность. Состав исходного аустенита и образую-
щегося мартенсита одинаков. Обычно при нагревании закаленных сталей проис-
ходит вначале превращение мартенсита в механическую смесь феррита и цемен-
тита разной степени дисперсности, и затем при температуре выше Асх образуется
аустенит. Это обычные диффузионные превращения, присущие углеродистым ста-
щи.
В высоколегированных безуглеродистых сплавах железа (например, НЗО)
и некоторых сплавах цветных металлов возможно при нагревании их после за-
к'алкп бездиффузионное превращение мар-
п цента в аустенит пли другую фазу, ис-
ходную. Такое превращение называют об-
ратным мартенситным превращением. Это
возможно благодаря большому содержанию
легирующих элементов, в результате чего
снижается температура фазового равновесия
/о (рис. 83) и ам->- у-превращенне проте-
кает в условиях, при которых не проис-
ходит распада мартенсита.
В углеродистых сталях даже при самых
больших скоростях нагрева не удалось осу-
ществить ам^-превращение по мартен-
ситному механизму.
Температурный интервал обратного
мартенситного превращения Ан —Ан выше
импературы То (рис. 177). Процесс пере-
стройки у ам точно повторяется при об-
рат ном ам -> у- превращен и и.
Этот эффект нашел практическое при-
менение, создан новый класс сплавов,
обладающих так называемым эффектом
Концентрация
легирующих злепентоб
Рис. 177. Температуры прямого
Мн — А4К (а) и обратного мартен-
ситного Лн — (6) превращения
в железоникелевых сплавах
памяти формы. Сущность
этого явления заключается в следующем: если образец со структурой мартенсита
подвергнуть любому виду деформации, то последующий нагрев выше темпера-
туры Лц сопровождается полным возвратом образца к первоначальной форме;
одновременно происходит возврат всех физпко-механпческнх свойств. При изо-
термической выдержке возврат прекращается. Дальнейшее повышение темпера-
туры возобновляет возврат, что безусловно свидетельствует о термоупругом
характере превращения.
Эффектом памяти формы обладает сравнительно ограниченное число сплавов.
)то некоторые безуглеродистые стали с большим содержанием никеля, интерме-
тпллпд NiTi, сплавы меди — с алюминием (10,5—12,5 % А1) с добавками никеля,
марганца н других металлов; сплавы Са—-Cd, Ag—-Cd и некоторые другие.
Глава XVII. ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ-
Цветные металлы являются более дорогими и дефицитными по
сравнению с черными металлами, однако область их применения
в технике непрерывно расширяется. В связи с развитием новых
отраслей промышленности непрерывно возникают новые специ-
фические требования к металлическим материалам. Это вызвало
быстрое развитие производства многих металлов, которые в не-
далеком прошлом изготавливали в небольших количествах только
для целей исследования. Более высокие требования (например,
307
жесткие требования к массе конструкций, высокой удельной
прочности и устойчивости) предъявляют и к конструкционным
металлам, что заставляет в ряде случаев использовать цветные
металлы и сплавы.
1. Медь и ее сплавы
Медь — пластичный металл. Плотность меди у = 8,9 г/см3, /пл =
= 1083 °C, ов да 2004-250 МПа, НВ 85—115, 6 да 50 %, ф да
да 75 %, теплопроводность меди Хда 1428 кДж/(м-град-ч).
Медь является важнейшим проводниковым материалом по
электропроводности, лишь незначительно уступая серебру. По-
этому примерно половину всей меди потребляет электрорадио-
техническая промышленность для изготовления разнообразных
проводников: монтажных и обмоточных проводов, токопроводя-
щих деталей приборов и аппаратов и т. д. Широкое применение
медь находит также в электровакуумной технике.
Электропроводность меди существенно понижается при нали-
чии даже очень небольшого количества примесей. Поэтому в ка-
честве проводникового материала используют электролитическую
медь марок Ml (99,9 %), МО (99,95 %) и особо чистую медь М00
(99,99 %). В зависимости от механических свойств различают
медь твердую, нагартованную (медь МТ) и медь мягкую, отожжен-
ную (медь ММ) \
Прочность и технологические свойства меди сильно пони-
жаются при наличии висмута, свинца, серы и кислорода, которые
являются вредными примесями. Действие висмута и свинца ана-
логично действию серы в стали: они образуют с медью легко-
плавкие эвтектики, располагающиеся по границам зерен, что
приводит к разрушению меди при ее обработке давлением в горя-
чем состоянии. Поэтому допускается содержание висмута
<0,002 %, а свинца <0,005 %. Сера и кислород уменьшают
пластичность меди.
Вследствие недостаточной прочности технически чистую медь
применяют редко в качестве конструкционного материала. Широ-
кое распространение в промышленности имеют сплавы меди с дру-
гими элементами — латуни и бронзы. Медь и многие ее сплавы
стойки против атмосферной коррозии.
Латуни
Латунями называют медные сплавы, в ко-
торых основным легирующим элементом
является цинк. В системе медь—цинк (рис. 178) обра-
1 В целях экономия меди, а главное, увеличения прочности, в настоящее
время для контактной сети электрофицированных железных дорог используется
сталемедная биметаллическая проволока. Экономится медь марок МО и Ml,
увеличивается общая прочность провода.
308
зуются шесть твердых растворов: а, р, у, 6, е, 1]. Практическое
значение имеют сплавы, содержащие примерно до 42—43 % Zn.
При содержании цинка до 39 % латуни однофазны (а-латуни),
до 46 % — двухфазны (а + Р'). Однофазные латуни характе-
ризуются высокой пластичностью; р'-фаза очень хрупкая и твер-
дая, поэтому двухфазные латуни имеют более высокую прочность
и меньшую пластичность, чем однофазные.
Влияние химического состава на механические свойства ото-
жженных латуней показано на рис. 179. При содержании цинка
до 30 % возрастают одновременно и прочность, и пластичность.
Затем пластичность уменьшается, вначале вследствие усложнения
a-твердого раствора, а затем происходит резкое ее понижение
в связи с появлением в структуре хрупкой Р'-фазы. Прочность
увеличивается до содержания цинка около 45 %, а затем .умень-
шается так же резко, как и пластичность.
Большинство латуней хорошо обрабатывается давлением.
Особенно пластичны однофазные латуни. Они деформируются
при низких и при высоких температурах. Однако в интервале
300—700 °C существует зона хрупкости, поэтому при таких
температурах латуни не деформируют.
Двухфазные латуни пластичны при нагреве выше температуры
Р' ^* p-превращения, особенно выше 700 °C, когда их структура
становится однофазной (р фаза).
ЗОЭ
Zn,%
Рис. 1'79. Влияние цинка на
механические свойства ла-
туней
Для повышения механических свойств и химической стойкости
латуней в них часто вводят легирующие элементы: алюминий,
никель, марганец, кремний и т. д.
Олово, марганец и алюминий увеличивают прочность и кор-
розионную стойкость (так называемые «морские латуни»). Крем-
ний повышает твердость и прочность, улучшает литейные свойства.
Латуни маркируют буквой Л и числом, указывающим сред-
нее содержание меди. Например, Л80 — латунь, содержащая
80 % Си и 20 % Zn. В марках латуней сложного состава имеются
е>„,нпа буквы, соответствующие введенным леги-
рующим элементам. Например, в лату-
ни ЛМцС58-2-2 содержится 58 % Си;
2 % Мп и 2 % РЬ (остальное Zn).
Из а-латуней наиболее применимы сплавы
с 90, 80 и 70—68 % Си. Латунь, содержащую 90
п 80 % Си, называют томпаком и полутомпаком;
латунь, содержащую 70—68 % Си, — патронной
(или гильзовой), так как в артиллерийском произ-
водстве ее с давних пор применяют для изгото-
вления гильз. Латунь ЛА77-2 применяют для
конденсаторных трубок, она обладает повышенной
стойкостью в морской воде. Латунь ЛМц58-2 имеет
повышенную прочность. Никелевую латунь
ЛН 65-5, обладающую повышенной коррозионной
стойкостью, используют для конденсаторных
и манометрических трубок. Свинцовистые латуни ЛС 60-1 и ЛС 59-1 приме-
няют для деталей, изготавливаемых горячим прессованием. Они хорошо обраба-
тываются резанием.
Более 15 марок латуней обладают хорошими литейными
свойствами; в их состав вводят алюминий, железо, марганец.
Состав и свойства распространенных латуней приведены
в табл. П13 и 114.
Отрицательным свойством латуней, содержащих более 20 % Zn и особенно
более 30 % Zn, является их склонность к растрескиванию при вылеживании во
влажной атмосфере и особенно в атмосфере, содержащей следы аммиака (так назы-
ваемое -(сезонное растрескивание»). Оно наблюдается в деформированных изде-
лиях. Сущность такого явления заключается в предпочтительной коррозии по
границам зерен. Для устранения этого явления после деформации латунь подвер-
г ают отжигу при 240—260 °C.
Бронзы
Сплавы меди с оловом, алюминием, крем-
ни ем и другими элементами, среди кото-
рых цинк не является основной добавкой,
называют бронзами.
Бронзы обладают хорошими литейными свойствами, их усадка
при литье в три раза меньше, чем у стальных отливок. Некоторые
ронзы ш ’ .остаточно высокую пластичность и хорошо обра-
батываются .1 и ре шиием Большинство бронз п- г
хорошую ьпрро ионную стойкость. Бронзы широко используют
как антмфр! кпиопные сплавы.
310
Маркируют их буквами Бр, далее следуют буквы и цифры,
показывающие содержание легирующих элементов, а содержа-
ние меди определяется по разности от 100 %. Например, в бронзе
марки БрОЦС8-4-3 содержится 8 % Sn, 4 % Zn, 3 % РЬ и осталь-
ное медь.
Оловянистые бронзы являются старейшими металлическими
сплавами. Диаграмма медь—олово представлена на рис. 180, а.
Структура оловянистых бронз вследствие ликвации не всегда
соответствует равновесной диаграмме сплавов Си—Sn. Литые
Рис. 180. Диаграмма состояния медъ — олово {а} и влияние олова иа механи-
ческие свойства бронз (б)
бронзы, содержащие до 5 % Sn, почти полностью состоят из
a-фазы, поэтому обладают пластичностью и небольшой прочностью
(рис. 180, б). С увеличением содержания олова до 8—10 % бронзы
состоят из a-твердого раствора олова в меди неоднородной кон-
центрации и эвтектоида (а +6).
Оловянистые бронзы устойчивы против действия атмосферы,
морской воды, растворов NaOH, Na2CO3 и др. Бронзы неустой-
чивы в HNO3 и НС1.
Алюминиевые бронзы. Эти материалы обладают хорошими
технологическими и механическими свойствами и не содержат
дефицитных элементов. При нормальной температуре в меди
может быть растворено до 9 % AI с образованием однородного сс-
твердого раствора. При содержании алюминия больше 9 %
в сплаве образуются частицы металлического соединения алюми-
ния с медью, называемого 6-фазой; сплав становится двухфазным
(рис. 181, а).
Обычно в алюминиевых бронзах содержится 9—11 % А1.
Бронзы, содержащие больше 10 % AI, можно подвергать закалке,
нагревая их до 900 °C. В результате образуется ориентированная
структура, имеющая игольчатый вид и напоминающая мартен-
311
сит* (рис. 181, б). В результате закалки прочность и твердость
увеличиваются, а пластичность понижается.
Эти бронзы обычно легированы не только алюминием, но и же-
лезом, никелем, марганцем, например БрАЖ9-4 (8—10 % А1;
2—4 % Fe), БрАЖМцЮ-3-1,5 (9,5—11 % А1; 2—4 % Fe; 1—
2 % Мп).
Из алюминиевых бронз изготовляют зубчатые колеса, сальники,
детали турбин, электропроводные пружины и т. д. Они хорошо
работают в условиях износа, повышенного давления и даже повы-
шенных температур.
, Рие, 181, Микроструктура алюминиевой бронзы с 10,5 % А1, ХЮО:
й после медленного охлаждения о 200 °C (ос 4* эвтектоид); б —* после
быстрого охлаждения (мартенсит)
Бронзы БрАЖН10-4-4 (10 % А1; 4 % Fe; 4 % Ni) и
БрАЖБП 1-6-6 (11 % А1; 6 % Fe; 6 % Ni) являются наиболее
прочными из всех алюминиевых бронз. Сочетание прочности,
высокой химической стойкости и антифрикционных свойств делает
эти бронзы ценными материалами, применяемыми для изготовле-
ния втулок, седел клапанов, шестерен и других трущихся деталей.
Кремнистые бронзы. Применяют в качестве заменителей оло-
вянистой бронзы. Они содержат 1—3 % Si. Эти бронзы имеют
хорошие литейные свойства, обрабатываются резанием, деформи-
руются в горячем состоянии. Их механические свойства даже
выше, чем у оловянистых бронз. Обладают высокой упругостью,
выносливостью, антикоррозионной стойкостью. Их используют
для деталей, работающих до 500 °C.
Наиболее распространенными являются бронзы БрКН1-3 и
БрКМцЗ-1. Эти бронзы упрочняются термической обработкой —
закалкой с 850—875 °C в воде с последующим отпуском — ста-
рением при 410—475 °C.
Из бронзы БрКН1-3 (1 % Si; 1 % Ni) изготавливают ответ-
ственные детали, работающие в тяжелых условиях. Из бронзы
л Некоторые алюминиевые бронзы обладают «памятью формы».
312
БрКМцЗ-1 (3 % Si; 1 % Мп) делают полосы, прутки, втулки, кла-
паны, плоские и круглые пружины. Иногда ее используют как
заменитель дорогой бериллиевой бронзы.
Бериллиевые бронзы. Эти бронзы содержат 2—2,5 % Be.
Бериллий — дорогой и редкий металл, однако комплекс
свойств этих бронз настолько высокий, что их производство эко-
номически оправдано.
Бериллиевую бронзу БрБ2 используют в приборостроении для
изготовления ответственных пружин, мембран и других пружи-
нящих деталей. Для этой бронзы характерны химическая стой-
кость, хорошая свариваемость, обрабатываемость режущим ин-
струментом.
После термической обработки — закалки с 780 °C в воде п
старения при 300 °C, 3 ч — сплав сильно упрочняется благодаря
выделившимся дисперсным частицам. Бронза БрБ2 приобретает
ств до 1500 МПа при 6 = 2 % и твердости НВ 375.
Бериллиевая бронза является искробезопасной, поэтому из
нее делают электрические контакты и ударный инструмент для
работы во взрывоопасных атмосферах.
Состав и механические свойства некоторых бронз приведены
в табл. П15, П16.
2. Алюминий и его сплавы
Алюминий — один из наиболее легких конструкционных метал-
лов; его плотность 2,7 г/см8. Технически чистый алюминий имеет
относительно невысокую температуру плавления (657 °C), незна-
чительную прочность, низкую твердость, но очень высокую пла-
1шчность. В отожженном состоянии пв = 100 МПа, твердость
НВ ~ 25, 6 = 40 %.
Алюминий обладает высокой коррозионной стойкостью к воз-
действию влаги, растворов азотной кислоты и многих других
ш рессивных сред, что объясняется наличием на его поверхности
IПЦВТНОЙ пленки А12О3. Ценными технологическими свойствами
алюминия являются его хорошая деформируемость и сваривае-
мость — алюминий легко подвергается горячей, а также холодной
обработке давлением и сваривается всеми видами сварки.
Алюминий и некоторые его сплавы используют в качестве
проводниковых материалов. Его удельная электропроводность
составляет около 60 % от электропроводности меди. Однако при
р к’чете алюминиевых проводов эквивалентного сечения при задан-
ной силе тока алюминиевый провод получается примерно в два
рл in легче медного.
Гак же, как и в меди, в проводниковом алюминии количество
примесей должно быть минимальным. В электротехнической про-
||.||плеи11ости используют алюминий марок А00 (99,7 %), АО
('»•),(> %) И А1 (99,5 %).
111- »а низкой прочности и незначительной упрочняемости при
н । к гической деформации в холодном состоянии технически чи-
313
стый алюминий как конструкционный материал используют
сравнительно редко. Нагартованный алюминий АТ имеет ов —
= 150 МПа при относительном удлинении 10 %. Однако в ре-
зультате сплавления алюминия с магнием, медью, цинком и не-
которыми другими элементами удается получить алюминиевые
сплавы с достаточно высокой прочностью, малой плотностью и
хорошими технологическими свойствами.
По технологическому признаку алюминиевые сплавы, как
и другие металлические сплавы, подразделяют на деформируемые
и литейные.
Рис, 183. Диаграмма состояния Сплазов алюминия с медые
На рис. 182 приведена левая часть диаграммы состояния алю-
миний—легирующий элемент. Из диаграммы видно, что все
сплавы, находящиеся левее точки D, можно перевести в однофаз-
ное состояние твердого раствора с помощью нагрева. Эти сплавы
имеют высокую пластичность, хорошо обрабатываются давлением
и относятся к группе деформируемых алюминиевых сплавов.
Точка D соответствует предельной растворимости легирующего
элемента в «-твердом растворе при эвтектической температуре.
Поэтому сплавы по содержанию легирующего элемента, находя-
щиеся правее точки D, имеют структуру a -j- эвтектика. Такие
сплавы плохо обрабатываются давлением, но благодаря наличию
эвтектики обладают высокими литейными свойствами.
Деформируемые алюминиевые сплавы подразделяют на две
группы: сплавы, не упрочняемые термической обработкой
(сплавы А левее точки F, их структура при любых температурах
состоит из зерен однородного твердого а-раствора), и сплавы,
упрочняемые термической обработкой (сплавы Б, расположенные
между точками F и D) (рис. 182). Упрочняющая термическая
обработка таких сплавов заключается в закалке и последующем
старении пересыщенного «-твердого раствора.
Деформируемые алюминиевые сплавы,
не упрочняемые термической обработкой
Прочность алюминия можно повысить легированием. В сплавы,
не упрочняемые термической обработкой, вводят марганец или
314
магний. Входя в кристаллическую решетку алюминия, атомы этих
лементов существенно повышают его прочность, снижая при этом
пластичность. Сплав алюминия с марганцем обозначают АМц,
сплавы алюминия с магнием — АМг. Среднее содержание в сплаве
магния в процентах дополнительно обозначают цифрами напри-
мер, АМгЗ, АМгб и т. д.). Магний эффективно действует как
унрочнитель: прочность сплава АМгб примерно в три раза больше,
чем прочность алюминия. Марганец вводят не только для упроч-
нения сплавов, но и для повышения их коррозионной стойкости.
Прочность сплавов АМц и АМг можно повысить только в ре-
зультате пластической деформации в холодном состоянии. Чем
больше степень деформации, тем значительнее возрастает проч-
ность и понижается пластичность сплава. В зависимости от сте-
пени упрочнения различают сплавы полунагартован-
п ые и нагартованные, что дополнительно отмечают
в обозначении марки буквой П или Н соответственно (АМгЗП,
АМгЗН), отожженное состояние обозначают буквой М (АМгЗМ).
Эти сплавы применяют для изготовления различных сварных
емкостей для горючего, азотной и других кислот, трубопроводов,
а также мало- и средненагруженных деталей конструкций.
Деформируемые термически упрочняемые сплавы
Содержание легирующих элементов в сплавах, упрочняемых
термической обработкой, должно быть больше, чем предел их
растворимости в алюминии при нормальной температуре. В то же
время оно не должно превышать предела их растворимости в твер-
дом алюминии при нагреве.
На рис. 183 приведена диаграмма состояния сплавов алюминия
с медью. Медь растворяется в кристаллической решетке алюминия
с образованием a-твердого раствора, причем растворимость меди
в алюминии с понижением температуры уменьшается от 5,5 %
при 548 °C до 0,2 % при 20 °C (линия DF). Кроме твердого рас-
пюра, медь с алюминием образует металлическое соединение со-
пава СиА1.3, которое содержит 55 % Си; его обозначают как
0 |аза.
Рассмотрим структурные превращения, происходящие при
црмической обработке, на примере сплава, содержащего 4 °6 Си
(рис. 183). При нагреве до температуры tx сплав имеет структуру
• шородного «-твердого раствора. При последующем медленном
охлаждении в результате изменения растворимости меди в алю-
ииип из a-твердого раствора выделяются мелкие включения 0-
ф.ны, которые распределяются преимущественно по границам
черен.
Если этот же сплав закалить в воде с температуры tr, то при
комнатной температуре окажется зафиксированным высокотем-
пературное состояние сплава, т е сплав будет иметь структуру
пересыщенного «-шердого раствора, содержащею 4 % Си. He-
rn . penciBCHHO после закалки сплав имеет оп = 200 МПа.
315
Состояние пересыщенного твердого раствора термодинами-
чески неустойчиво, и с течением времени в нем самопроизвольно
начинают протекать процессы, подготавливающие выделение из-
быточной меди (в виде СиА1.2). В результате продолжительного
вылеживания при комнатной температуре прочность сплава по-
степенно растет. Через четверо—пятеро суток прочность сплава
достигает примерно 400 МПа. Одновременно с повышением проч-
ности пластичность сплава уменьшается, т. е. происходит есте-
ственное старение (см. гл. VII).
Рис. 184. Кривые старения дуралюмвиа при некоторых темпера-
турах
Как уже отмечалось, при старении важное для практики зна-
чение имеет так называемый инкубационный пе-
риод — время, в течение которого закаленный сплав сохраняет
высокую пластичность. Это позволяет непосредственно после
закалки проводить холодную деформацию, расклепывание закле-
пок и т. д., но такая пластичность присуща сплаву всего лишь
несколько часов. Микроструктуры закаленного и естественно
состаренного алюминиевого сплава с 4 % Си ничем не отличаются.
При нагреве этого же закаленного сплава упрочнение происходит
значительно быстрее, чем при комнатной температуре. Это видно
из кривых, приведенных на рис. 184.
Исследования с использованием рентгеноструктурного метода
показали, что упрочнение является следствием изменений в тон-
ком кристаллическом строении. Современные представления об
этих превращениях основаны на работах Гинье, Престона, С. Т. Ко-
нобеевского и Ю. А. Багаряцкого.
В свежезакаленном сплаве атомы меди располагаются слу-
чайно. Но сразу же после закалки начинается перемещение (диф-
фузия) атомов меди к некоторым участкам. Эти скопления атомов
меди (зоны) образуются на отдельных плоскостях куба решетки
алюминия по границам блоков мозаичной структуры, в местах
скопления дислокаций. Зоны сегрегации меди имеют толщину
в несколько атомных диаметров (0,2—0,3 нм) и линейную протя-
316
женность порядка 5—10 нм. Они когерентно связаны с решеткой
алюминия и вызывают в ней искажения, а тем самым упрочняют
сплав. Впервые такие образования обнаружены одновременно
в 1938 г. французом Гинье и англичанином Престоном, поэтому
эти зоны называют зонами Гинье—Престона и обозначают
зоны Г—П.
Вследствие большой разницы в атомных радиусах меди
(0,128 нм) и алюминия (0,143 нм), обусловливающей значитель-
ную упругую деформацию решетки, зоны Г—П в таких сплавах
тонкопластинчатые, дискообразные 1 (диаметр ~10 нм). Зоны Г—П
в виде пластин или дисков имеют определенные «критические»
размеры, устойчивые для данной температуры старения. Так,
при 150 °C зоны диаметром 5 нм становятся неустойчивыми, они
растворяются и вместо них формируются новые зоны протяжен-
ностью до 40 нм при толщине 1—4 нм. Принято первые маленькие
зоны обозначать зоны Г—П1, а вторые, большие, зоны Г—П2,
принципиальной разницы между ними нет. На этом заканчивается
1 стадия старения (иногда ее называют зонным старением).
Естественное старение заканчивается образованием зон Г—П.
При температурах старения 150 °C и выше скорость диффузии
атомов меди увеличивается. Происходит дальнейшая перестройка
решетки твердого раствора, образование новой фазы, называемой
O'-фазой, имеющей решетку, отличающуюся от решетки а-твер-
дого раствора, но еще когерентно связанную с ней. Это сущ-
ность II (фазовой) стадии старения. Искажения в решетке даже
несколько увеличиваются по сравнению со стадией I старения,
ледовательно, прочность сплава продолжает возрастать. Метал-
лографически никаких изменений в структуре сплава еще не
наблюдается.
В зависимости от температуры нагрева и продолжительности
выдержки после появления указанных зон происходит обособле-
ние и выделение дисперсных частиц 0'-фазы, которая превращается
затем в устойчивую 6-фазу (СиА12). Выделившиеся в чрезвычайно
дисперсном виде вторичные фазы блокируют плоскости скольже-
ния в зернах сплава, что способствует еще большему упрочнению
(плава и препятствует его деформированию. Из характера кри-
вых, приведенных на рис. 184, видно, что чем выше температура
искусственного старения, тем быстрее достигается максимум
прочности сплава, но и тем скорее после этого начинается его раз-
упрочнение, обусловленное коагуляцией выделившихся частиц 2.
11аблюдаемое разупрочнение связано с завершением процесса
распада «-твердого раствора, окончательным выделением из него
ргоричных фаз и их дальнейшим укрупнением. Микроструктура
1 В сплавах AI—Zn—Mg зоны имеют форму сфер, в сплавах Al—Mg—Si
II Л1—Mg—Cu — форму игл.
2 Известно, что не всегда процесс старения происходит в три стадии: Г—П—
0’ 0. Ов может начаться непосредственно с выделения метастабильной фазы 6',
п при этом будет наблюдаться максимум прочности.
317
разупрочненного сплава аналогична микроструктуре этого сплава
после отжига.
Очевидно, что подобным же образом будут разупрочняться
естественно или искусственно состаренные алюминиевые сплавы
при их нагреве выше 200—250 °C, сплав возвращается к свеже-
закаленному состоянию. Это явление называется возвратом.
Необходимо также отметить, что коррозионная стойкость алю-
миниевых сплавов после естественного старения выше, чем искус-
ственно состаренных.
Дуралюмины 1 — это сплавы алюминия с медью (2,2—4,8 %
Си), магнием (0,4—2,4 % Mg) и марганцем (0,4—0,8 % Мп).
Эти сплавы являются широко распространенными термически
упрочняемыми сплавами. Марки этих сплавов обозначают бук-
вой Д и цифрами, которые являются условными номерами спла-
вов, например, Д1, Д6, Д16 и т. д. Дуралюмин повышенного ка-
чества (более чистый по примесям, с более узкими пределами
содержания легирующих элементов) обозначают буквой А, на-
пример, Д16А.
Сплавы типа дуралюмин имеют невысокую коррозионную
стойкость. Основным способом защиты листов дуралюмина от
коррозии является плакирование, которое заключается
в том, что на обе поверхности листа из дуралюмина наносят тон-
кий защитный слой из чистого алюминия, имеющего высокую
коррозийную стойкость. Толщина этого слоя составляет 3—5 %
от толщины листа.
Сплав В95 относится к наиболее прочным алюминиевым спла-
вам (2 % Си; 2,5 % Mg; 0,5 % Мп; 6 % Zn; 0,15 % Сг; 0,5 % Si;
0,5 % Fe). Высокие прочностные свойства указанного сплава
получаются в основном в результате легирования цинком и
магнием. Марганец и хром также способствуют повышению
прочности и, кроме того, повышают коррозионную стойкость.
Свойства термически обработанного сплава В95 следующие:
ов = 600-4-650 МПа, 6 =8-4-10 %, твердость НВ 150—170. Этот
сплав применяют для изготовления высоконагруженных деталей
и силовых элементов конструкций летательных аппаратов.
Сравнительно новые сплавы системы А1—Mg—Li являются
самыми легкими алюминиевыми сплавами, так как и магний, и
литий уменьшают плотность алюминиевого сплава. Упрочнение
достигается также после старения вследствие предвыделения
тройных фаз, содержащих литий.
Ковочные сплавы. В эту группу входят алюминиевые сплавы,
из которых изготовляют детали методами горячей обработки давле-
нием — ковкой, штамповкой и др. Сплавы обозначают буквами АК
и цифрой, обозначающей просто номер сплава АК1.....АК.5
и т. д. Состав и свойства их приведены в ГОСТ 4784—74
(табл. 1117). До 100 °C используют сплавы AKL АК5, АК8; при-
* От французского слова dur — твердый.
318
мерно до 300 °C — сплавы АКЗ и АК4, которые поэтому называют
жаропрочными. По составу первая группа сплавов близка к дур-
алюминам, в состав второй группы сплавов входят никель и титан.
Жаропрочные алюминиевые сплавы обладают способностью
сохранять механические свойства при повышенных температурах,
жаростойкостью против окисляющего воздействия горячих газов
и имеют небольшой температурный коэффициент термического
расширения.
Литейные алюминиевые сплавы
Наиболее распространенными литейными алюминиевыми спла-
вами являются сплавы алюминия с кремнием, называемые си-
луминами. Кремний имеет плотность 2, 4, поэтому его добавка не
увеличивает массы алюминиевых сплавов.
Начальная область диаграммы состояния AI—Si показана на
рис. 185. Большинство силуминов являются доэвтектическими
сплавами (4—13 % Si). Их структура состоит из a-твердого рас-
твора и эвтектики, содержащей
11,6 % Si. Чем больше в составе
силумина эвтектики, тем лучше
литейные свойства.
Эвтектика представляет собой
механическую смесь зерен а-
раствора п крупных
являющегося
и непрочным элемен-
Рис. 1Я5. Диаграмма состояния алюми-
ний — кремний (начальная область).
Штриховыми линиями показаны пре*
вращения для модифицированного
сплава
твердого
пластин кремния,
хрупким
том. При таком крупнопластинча-
1ом строении эвтектики сплав
и юет сравнительно низкую проч-
ие сть и малую пластичность
(< „ « 140 МПа, 6 к 1 %).
Для улучшения строения эвтек-
1ПКИ и получения более мел-
। озернистой структуры силуми-
ны подвергают модифицированию
смесью NaCl и NaF (VgNaCl, s.3NaF; 2—3 % от массы отливки).
Силумины маркируют буквами АЛ и порядковой цифрой]
ЛЛ2, АЛЗ. АЛ13 и т. д.
Силумины широко применяют для изготовления литых дета-
ft приборов, корпусов турбонасосных агрегатов и других мэло-
н средненагруженных деталей, в том числе и тонкостенных отли-
юк сложной формы. Химический состав, свойства и назначение
некоторых алюминиевых сплавов приведены в табл. П18.
3. Магний и его сплавы
Магний является самым легким конструкционным металлом —
<ю плотность составляет 1,7 г/см3, температура плавления 650 °C.
Временное сопротивление разрыву чистого магния в деформнро-
31»
ванном состоянии составляет около 180 МПа, а относительное
удлинение всего лишь 5 %. Из-за низких механических характе-
ристик магний в чистом виде для изготовления деталей не при-
меняют — для этой цели используют магниевые сплавы. К суще-
ственным недостаткам магниевых сплавов относится их малая
коррозионная стойкость. Положительным качеством является
их отличная обрабатываемость режущим инструментом с получе-
нием чистой поверхности. Большинство магниевых сплавов хорошо
сваривается. За счет низкой плотности они обладают удовлетвори-
тельной удельной прочностью. Их широко применяют, когда
масса изделий имеет большое значение.
Детали из магниевых сплавов изготавливают обработкой
давлением (прокаткой, штамповкой, прессованием), а также
литьем. В соответствии с этим магниевые сплавы подразделяют на
деформируемые и литейные. Марки деформируе-
мых магниевых сплавов обозначают буквами МА, литейных —
МЛ и порядковым номером.
Обработку давлением деформируемых магниевых сплавов
обычно проводят при температурах до 300—400 °C, когда они
приобретают высокую пластичность.
Особенностью сплавов магния является малая скорость диф-
фузии находящихся в нем легирующих элементов и их ликвация.
Поэтому основной термической обработкой большинства магние-
вых сплавов является отжиг. Отжиг деформируемых сплавов
проводят при 300—350 °C с целью снятия напряжений и повы-
шения пластичности. Термическая обработка литых сплавов
заключается в нагреве до 420 °C и выдержке при этой температуре
от 12 до 16 ч с последующим охлаждением на воздухе. Такая
длительная выдержка необходима для гомогенизации сплавов.
После указанной обработки пластичность и прочность сплавов
повышаются.
4. Титан и его сплавы
Плотность титана составляет 4,5 г/см3. Температура плавления
его зависит от степени чистоты металла (1660—1680 °C). Наличие
примесей сильно влияет на механические свойства титана. Иодид-
ный титан, в котором общая сумма примесей <0,05—0,1 %, имеет
пв да 300 МПа и 6 да 50 %. В техническом титане ВТ1 сумма
примесей <0,8 % (пв = 600 МПа, 6 да 20 %).
Титан является полиморфным металлом. При нагреве до 882 °C
а-титан, имеющий гексагональную кристаллическую решетку,
переходит в (1-титан с о. ц. к. решеткой. Наличие полиморфизма
у титана создает предпосылки для улучшения свойств титановых
сплавов с помощью термической обработки. Титан имеет низкую
теплопроводность [% = 630 кДж (м*ч* град) ], что иногда исполь-
зуется в технике. При нормальной температуре он обладает вы-
сокой коррозионной стойкостью во многих сильно агрессивных
320
средах, нередко превосходит по коррозионной стойкости хромо-
никелевые нержавеющие стали. Так, титан устойчив против кор-
розии в азотной кислоте, во влажном хлоре, в морской воде и
ио многих других агрессивных средах. Есть такие среды, где
вообще ни один материал, кроме титана, не может быть применен.
Но при нагреве выше 500 °C он становится очень активным эле-
титан либо растворяет почти
ментом, при высокой температуре
все соприкасающиеся с ним веще-
ства, либо образует с ними хими-
ческие соединения.
Титановые сплавы по сравне-
нию с другими сплавами имеют
ряд преимуществ:
1. Сочетание высокой прочно-
сти (<тЕ =8004-1500 МПа) с хо-
рошей пластичностью (6 = 124-
-s-25 %)
2. Малую плотность. Как след-
ствие этого, титановые сплавы
имеют наиболее высокую удель-
ную прочность по сравнению
Содержание легирующих элементов
Рис. 186. Влияние легирующих эле-
ментов на полиморфизм титана;
а -*• а-стабил из агоры; б => (З-стабили-
заторы
с другими металлами и сплавами.
Для легированных сталей отношение ов/у = 184-22, для алюми-
ниевых сплавов — до 20—22, а для титановых сплавов 25—30
и даже 40 (ВТ 14).
3. Относительно хорошую жаропрочность. Их можно исполь-
вовать до 600—700 °C. Сплав ВТ-20 (6 % А1; 2 % Zr; 1 % Мо;
1 % V) при 500 °C имеет ов = 700 МПа (сталь Х14Н18В2БР при
600 °C имеет ов = 700 МПа).
4. Высокую коррозионную стойкость во многих агрессивных
средах (например, HNO3 всех концентраций при комнатной,
и также повышенной температуре, в 10 %-ном NaOH до темпе-
piryp кипения и т. д ). Не рекомендуется применять титановые
сплавы для работы в средах НС1 и HF. Однородные титановые
а-сплавы, не подверженные старению, используют в криогенных
установках (до гелиевых температур).
В результате легирования титановых сплавов можно получить
нужный комплекс свойств. Почти все элементы могут взаимодей-
ствовать с титаном, образуя при этом твердые растворы (внедре-
ния или замещения) или интерметаллиды.
Постоянные примеси — водород, азот, углерод и кислород
образуют с титаном твердые растворы внедрения.
Вводимые в титан элементы влияют на полиморфизм титана.
Элементы, повышающие температуру а ^-превращения, на-
зывают а-стабилизатор ами (так как они расши-
нпот a-область на диаграмме состояния — рис. • 186, а).
1 акими элементами являются алюминий, кислород, азот и
углерод.
11 Кнорозов Б. В. н др.
321
Элементы, понижающие температуру к +±|i превращения, на-
зывают ^-стабилизаторами. Они расширяют Р-область
(рис. 186, б). Такими элементами являются железо, молибден,
тантал, ванадий, хром, марганец, водород.
Кроме того, в сплавах титана с некоторыми из них (магнием,
железом, хромом п др.) при охлаждении происходит эвтектоид-
ное превращение P-фазы, при котором образуются интер металл иды
|Рис. 187 Образование структур ъ титановых сплавах в зависимочв о ско-
рости охлаждения и содержания легирующих элементов
Некоторые элементы (цирконий, гафний, олово) не оказывают
влияния на температуру полиморфного превращения титана.
Их называют нейтральными упрочнителями.
В соответствии с влиянием легирующих элементов титановые
сплавы при нормальной температуре могут иметь структуру а
или а + р. Сплавы на основе Р-титана не используют. Титановые
сплавы можно подвергать всем видам термической обработки
(рис. 187), включая ХТО и ТМО.
Упрочнение титановых сплавов достигается легированием,
наклепом или термической обработкой. Например, сплав ВТ-14
после отжига имеет ов = 1000-е-1050 МПа, 6 = 124-15 %; после
закалки ст,, = 1000-е-1050 МПа и 6 — 154-18 %; после закалки,
отпуска — старения и ТАЮ crD достигает 1800 МПа при 6 =
= 84-10 %.
Наиболее часто титановые сплавы легируют алюминием. Алю-
миний увеличивает их прочность и жаропрочность. При его нали-
чии в сплавах несколько уменьшается вредное влияние водорода.
Кроме того, он увеличивает их термическую стабильность. Одно-
временное введение нескольких легирующих элементов позволяет
получать еще более высокие механические свойства. Для повыше-
ния износостойкости титановых сплавов их подвергают цемен-
тации или азотированию.
322
Титановые сплавы широко используют в авиационной и хими-
ческой промышленностях, в ракетостроении и других областях,
где требуется сочетание незначительной массы с высокой проч-
ностью, коррозионной стойкостью и жаропрочностью до 500—
G00 °C. Одним из недостатков титановых сплавов является их
плохая обрабатываемость режущим инструментом.
5. Антифрикционные сплавы
Для изготовления подшипников качения и подшипников скольже-
ния, которые получают в виде вкладышей или с помощью заливки
поверхности вращающихся частей машин используют специаль-
ные антифрикционные (подшипниковые) сплавы. Прежде всего
они должны обеспечивать низкий коэффициент трения между
контактирующими поверхностями. Это создается структурой
сплавов — в мягкой основе сплава находится твердая составляю-
щая, которая обеспечивает малый коэффициент трения, а мягкая
основа — хорошую прирабатываемость и микрокапилляры, по
которым смазка может проникать к месту соприкосновения
подшипника с вращающейся частью машины. Поскольку при
прении возникает тепло, подшипниковые сплавы должны обла-
дать хорошей теплопроводностью. Сплавы, использующиеся для
заливки, должны иметь низкую температуру плавления.
В качестве материалов для подшипников скольжения широко
используют специальные бронзы, антифрикционные чугуны и
специальные сплавы, называемые баббитами.
Структура литых бронз вследствие их склонности к дендрит-
ной ликвации состоит из твердых включений в мягком сс-твердом
растворе.
Свинцовистые бронзы. Эти бронзы содержат до 25—30 % РЬ.
Медь и свинец практически не взаимодействуют, поэтому струк-
тура таких бронз состоит из зерен твердой меди и мягкого свинца.
( винцовистые бронзы выдерживают большие удельные нагрузки
(25 000—30 000 МПа), имеют высокий предел усталости, могут
выдерживать динамические нагрузки. Недостатком этих бронз
является невысокая механическая прочность, поэтому их иногда
заливают на прочную стальную основу. Широко используют
i винцовистые бронзы марок БрСЗО и БРОС5-25.
Антифрикционные чугуны. В качестве антифрикционных спла-
вов используют чугуны, имеющие перлитную основу и повышен-
ное количество графита. Графит выполняет роль смазки. Впнты-
ная смазочные масла, он существенно понижает коэффициент
трепня.
Баббиты. Это специальные легкоплавкие подшипниковые
сплавы. В их строении также всегда есть мягкая основа и твердые
Включения. Баббиты бывают оловянные (сплав олова с сурьмой
И медью), свинцовые (сплав свинца с сурьмой, медью и оловом),
। иышевые (сплав свинца с кальцием и натрием).
Н
323
Классическими оловянными баббитами являются сплавы Б83
(Ю—12 % Sb, 5.5—6,6 % Си) и Б89 (7,25—8,25 % Sb; 2,5—3,5 %
Си); свинцовыми — сплав Б16 (15—17 % Sn; 15—17 % Sb; 1,5—
Рио. 188. Микроструктура баббитов» х15Ог
а — B83s 6 — Б16;с — БКА
2,0 % Си); кальциевыми—сплав БКА (0,85—1,15 % Са; 0,6—
0,9 % Na). Типичные структуры баббитов приведены на
рис. 188.
Глава XVIII. МЕТАЛЛЫ И СПЛАВЫ
ДЛЯ РАБОТЫ ПРИ НИЗКИХ ТЕМПЕРАТУРАХ
1. Влияние низких температур
на механические свойства металлов и сплавов
Широкое применение низкотемпературных установок в различных
областях современной техники сделало необходимым изучение
свойств материалов при низких температурах и в первую очередь
их прочность, пластичность и вязкость при этих температурах.
Исследования показали, что при низких температурах действуют
иные закономерности изменения механических свойств, пластич-
ности и вязкости, чем при комнатных и повышенных температурах.
Так, была обнаружена большая ползучесть при гелиевых тем-
пературах, аномальное изменение предела текучести при пони-
жении температуры и ряд других особенностей механического
поведения материалов.
Характер- изменения свойств металлов с понижением темпе-
ратуры зависит от строения кристаллической решетки, чистоты
по примесям, величины зерна, а также от эксплуатационного
режима данного сплава.
324
Одним из наиболее сильно действующих факторов, определяю-
щих переход из пластичного (вязкого) состояния в хрупкое,
является температура. Поэтому для оценки пригодности конструк-
ционных материалов очень важно знать порог хладно-
ло м кост и, т. е. температуру перехода из вяз-
копластичного в хрупкое состояние.
Одним из показателей такого перехода является Т50 — тем-
пература, при которой в изломе наблюдается ~50 % вязкой (во-
локнистой) составляющей. Чем ниже порог хладноломкости, тем
менее чувствителен металл к концентраторам напряжений (резкие
переходы в сечении отверстия, риски, царапины, микротрещины
и т. д.), а также*' к скорости деформации. Порог хладно-
ломкости служит качественной характе-
ристикой, прогнозирующей поведение ма-
териала в условиях службы.
Установлено, что температура порога хладноломкости зависит
от типа кристаллической решетки, плотности дислокаций, наличия
растворенных примесей, особенно примесей внедрения. Если
добавление легирующих элементов или загрязнение сплава при-
месями снижает прочность границ — микротрещины разрастаются
легче, хрупкость металла увеличивается. Кроме того, растворен-
ные атомы, особенно элементов внедрения, сегрегируют в места
скопления дислокаций и тормозят их движение при деформиро-
вании металла. С понижением температуры блокирование дисло-
каций примесными атомами увеличивается, что приводит к рез-
кому возрастанию предела текучести (кислород, например, может
так увеличить хрупкость, что разрушение меняет свой характер —
от внутризеренного до межзеренного).
По характеру температурной зависимо-
сти свойств металлы принято делить на
хладноломкие и нехладноломкие.
У металлов с о. ц. к. решеткой выше чувствительность к при-
месям внедрения, их присутствие резко увеличивает упругую
энергию кристаллической решетки, уменьшает подвижность дисло-
каций. В результате с понижением температуры, особенно в об-
ласти ниже ОДГцл, наблюдается резкое повышение предела теку-
чести (он может достичь предела прочности), что является одной
из основных причин перехода из вязкого состояния в хрупкое,
iho резко ограничивает возможность использования таких метал-
лов и сплавов при низких температурах. Металлы с о-, ц. к.
решеткой относятся к первой группе ме-
таллов.
В металлах с г. ц. к. решеткой атомы примесей внедрения,
располагаясь в центре куба, практически не искажают решетку,
полому их влияние на хладноломкость незначительно. Кроме
«ого, для металлов с г. ц. к. решеткой предел текучести почти не
jnnuciiT от температуры. С понижением температуры отношение
возрастает и такая характеристика делает металлы с г. ц. к.
325
решеткой пригодными для использования при низких темпера-
турах, вплоть до гелиевых. Эти металлы относятся к нехладно-
ломким.
Металлы с г. п. у. решеткой и сплавы на их основе ведут себя
не однозначно. Механические свойства их определяются отноше-
нием da и содержанием примесей. Обычно они среднее между ха-
рактеристиками металлов с г. ц. к. и о. ц. к. решетками.
Для всех металлов и сплавов имеет место влияние на хладно-
ломкость размера зерна — чем мельче зерно, тем больше сопро-
тивление распространению трещины. Из всех механических
свойств особенно чувствительна к размеру зерна при низких
температурах ударная вязкость. Чем крупнее зерно, чем больше
загрязнение стали примесями, тем ниже ударная вязкость, тем
больше склонность стали к разрушению при низких температурах.
2. Металлические материалы для работы
при низких температурах
Эти материалы при соответствующих низких рабочих температурах Должны иметь
достаточный запас вязкости Та. в (Тъ в = Т’энсп — гДе Дксп — температура
эксплуатации данного материала). Кроме того, они должны обладать также хо-
рошей свариваемостью и коррозионной стойко-
50 100 150 200 250 300 Т,К
Ррс. !89. Влияние содержа-
ния никеля на температуру
перехода стали в хрупкое
состояние по данным удар-
ных испытаний (Д. А. Вит-
ли).
стью.
При расчетах конструкций значения ов и о„,2
берутся по результатам испытаний при 20 °C,
а характеристики пластичности 6 uty и значения
ударной вязкости — при рабочих температурах.
В зависимости от температуры эксплуатации
материалы можно разделить на следующие группы;
I. Для конструкций, работающих до—50 ч-
ч—60°C (так называемых климатических темпе-
ратур), используют качественные углеродистые
и легированные стали термически обработанные
(нормализация или закалка с отпуском).
2. При работе изделий до более низких тем-
ператур, примерно до —120°С, применяют кон-
струкционные стали, содержащие 2,5—9 % Ni.
Никель оказывает наиболее благоприятное влияние
на температуру перехода из вязкого в хрупкое со-
стояние (рис. 189).
В табл. 18 приведены значения Тъо и свойства
сталей, содержащих до 9 % Ni, после закалки
и высокого отпуска. Эти стали сравнительно деше-
Содсржанне Ni, %: вы, при их производстве не требуется дорогостоя-
1 — 0-, 2 — 2; з — 3.5; 4 щее оборудование, они обладают хорошей техно-
8' ’ ’ логичностью и свариваемостью. Но никель—металл
дефицитный, поэтому стали и сплавы следует выбирать с учетом рабочей тем-
пературы, без ее завышения. Для деталей, не испытывающих при работе
ударных нагрузок, порог хладноломкости устанавливается по 7Е0, а для
динамически нагруженных — по Тм.
До—60 °C применяют стали, содержащие до 3,5 % Ni (ОН2,ОНЗ);до—150 °C
используют стали с 4—6 % Ni (ОН4 ОН6); и до —196 °C можно применять стали
с 6—9 % Ni (ОН6—ОН9). Сталь ОН9 широко используют в криогенной технике,
для резервуаров, в которых хранят жидкий азот и природный газ.
3. Для аппаратуры, работающей до температур кипения жидкого азота
(—196 °C) используют сплавы с г. ц. к. решеткой: хромоникелевые аустенитные
326
I' я б л и ц а 18. Механические свойства и порог хладноломкости
сталей системы Fe— Ni
Свойства Содержание никеля, %
! 2 3 4 5 6 7 8 9
7 , . С —80 — 100 —по — 130 — 160 — 180 — 180 — 180 —180
nU|1. МПа .... 350 380 420 430 450 480 520 550 580
750 780 830 840 850 870 880 910 900
1 1 (1, МДж/м- . . 2,8 2,8 3,0 3,1 3,0 2,9 2,7 2,5 2,4
0,1 0,2 0,28 0,35 0,45 1 1,3 1,3 1,5
Ирнмечаиия: В числителе свойства при 20 °C 1 Иге железоникелевые стали —низкоуглеродистые. в знаменателе при — 19G °C.
(1'‘ржавеющие стали, алюминиевые и медные сплавы, а также некоторые титановые
голицы (с г. п. у. решеткой).
4. Для машин, производящих ожиженные газы, их транспортировки и
гр шения, для физической аппаратуры используют материалы, сохраняющие
тнкие свойства до температур кипения жидкого водорода (—253 °C) и жидкого
(| «ня (—269°С). К ним относятся стали 0Х15Н25МТЗ, 0Х12Н20ТЗР, некоторые
। плицы, например, инвар и др.
Как уже отмечалось, хромоникелевые нержавеющие стали являются хоро-
шим конструкционным материалом для криогенной техники, они обладают вы-
। окой коррозионной стойкостью, стабильностью свойств в течение эксплуатации
(it гареют). Чем ниже рабочая температура, чем стабильнее требуется структура,
им с ббльшим содержанием никеля должны быть стали и сплавы.
Выбирая аустенитные стали для конструкций, следует учитывать, что сни-
ми пне температуры и особенно деформации вызывают в некоторых сталях этого
кики) мартенситное превращение. Разрушение происходит не в аустенитном,
и п пустенитно-мартенситном состоянии. Стабильность аустенита обеспечивается
отличением содержания никеля. Следует учитывать также, что все элементы,
пхпцищпе в состав сталей, оказывают влияние на температуру перехода в хруп-
кие шетояние. Так, фосфор и кремний повышают порог хладноломкости, марга-
III и и алюминий понижают. Поскольку марганец оказывает положительное влия-
ние и । порог хладноломкости, им стали частично заменять в сталях дорогой и
Д| финитный никель. В настоящее время в криогенной технике используют стали
|ИХ 14Г14Н4Т, 12Х17Г9АН4, 15Х17АГ14 и др,
11<1ходят применение в криогенной технике и мартенситно стареющие стали
и 11ЛПЧНОГО состава, например, Н18К8М5ТЮ, 000Х13Н9Д2ТМ (ЭП 699) и др.
пик уже отмечалось, эти стали обладают хорошими технологическими свойствами,
*||||<>н1о свариваются.
Сплавы алюминия. Для этих сплавов характерно нерезкое изменение свойств
< понижением температуры. Сплавы алюминия обладают хорошей теплопровод-
iiiH iiiio, поэтому их часто используют для панелей теплообменников. Для увели-
Ч1ЧШИ запаса прочности используют более толстые по сравнению со стальными
липы. До —200°C находят применение сплавы алюминия с марганцем (АМцМ);
< и (ины алюминия с магнием пластичны и вязки вплоть до —253 °C (АМг2, АМгЗ,
AMi 1, АМг5В и др.). Применяются также и дуралюмины различных марок (Д16,
Д1<|Г, Д1Т и др.); сплавы АК6, АК8; сплавы повышенной прочности (В92, В95,
11411) и некоторые силумины (АЛ4, АЛ8, АЛ9—Т5, АЛ24 и др.).
('плавы меди обладают очень высокой теплопроводностью и хорошей корро-
Kiiiiiiiioii стойкостью. Находят применение в низкотемпературной технике как
miynii (Л59, Л68, ЛС59—1 и др.), так и бронзы различного состава (БрКМц 3—1,
Ир|| llplK И др.).
Гшпановые сплавы в зависимости от состава используют для конструкций и
«••Iа ши, работающих при разных отрицательных температурах. Лучшими свой-
327
ствами обладают однофазные а-сплавы, не подверженные старению (ВТ1, ВТ5,
ВТ5-1, АТ2 и др,). Для повышения прочности титановых сплавов их легируют
цирконием, ванадием пли ниобием.
Никелевые сплавы применяют для особо ответственных деталей криогенного
машиностроения (ХН77ТЮ, ХН35ВТЮ). Так, сплав инвар (Fe + 36 % Ni)
обладает высокой пластичностью и вязкостью вплоть до —269 СС, а также малым
коэффициентом линейною расширения в значительном интервале температур.
Для увеличения прочности в результате дисперсионного твердения ннвар леги-
руют Ti, Сг и А1. Такие сплавы получили название ниспан. Монель-металл
(68 % Ni, 3 % Fe, 1 % Мп, остальное медь) обладает пластичностью и коррозион-
ной стойкостью. Инконель (72—80 % Ni, 14—17 % Сг, 5—10 % Fe) используют
до —253 °C. Этот сплав обладает низкой теплопроводностью.
Свойства некоторых сталей и сплавов приведены в табл. 19,
Таблица 19. Механические свойства некоторых сталей
и сплавов при низких температурах
Марка Темпе- ратура испыта- ния, °C о МПа %,2’ МПа б. % KCU, МДж/ма
12Х18Н10 20 600 250 50 3,0
— 196 1200 1000 40 2,0
—253 1600 1400 30 1,5
10Х14Г14Н4Т 20 900 300 50 2,7
—196 1300 400 41 2,3
—253 1500 600 22 2,1
Х22Н5АГ9 20 900 500 50 3,0
— 100 1200 820 50 2,4
—196 1600 1200 22 1,4
XH35BTIO 20 1210 670 24 —-
— 196 1570 780 31 ——
—253 1750 8$0 30 —
АМг АМг2 ... АМг8 20 370 180 25 0,5—0,3
— 196 500 200 23 0,3—0,2
—253 600 270 23 0,2
Д16 (закалка J- естественное 20 480 340 14 0,2—0,4
старение) —196 680 450 10 0,2—0,4
—253 720 520 16 —
В95 (закалка + искусственное 20 640 560 10 0,1
старение) — 196 780 660 7 0,08
—253 850 — — —
Бронза Бр1К 20 400 350 50 —
— 196 600 450 50 —
-253 700 500 40 —
ВТ1 20 330 45 —
— 196 800 — 35 ——“
ВТ5-1 20 820 720 16 —
— 196 1280 1190 16
—253 1630 1460 15 —
ОТ4 20 750 650 13
— 196 1350 1050 11 —
—253 1800 1700 7
328
Раздел третий
ОСНОВЫ ЛИТЕЙНОГО ПРОИЗВОДСТВА
Глава I. ОБЩИЕ СВЕДЕНИЯ
Сущность литейного производства состоит
в получении отливок — литых металличе-
ских изделий путем заливки расплавлен-
ного металла или сплава в литейную
форм у.
Первые литые изделия получали еще в III—II тысячелетиях
до и. э. сначала из бронзы, позже из чугуна. Значительное раз-
витие литье из чугуна получило примерно с XIII—XIV вв. Сталь-
ные отливки начали получать в XIX в., литые детали из алюми-
ниевых и магниевых сплавов — несколько десятков лет назад.
В настоящее время в литейном производстве применяют множество
самых различных сплавов.
Значение литейного производства исключительно велико. Нет
ни одной отрасли машиностроения и приборостроения, где не
применяли бы литые детали. В машиностроении масса литых
деталей составляет около 50 % массы машин и механизмов, в стан-
костроении— около 80 %, в тракторостроении—около 60 %.
Это объясняется рядом преимуществ литейного производства по
сравнению с другими способами получения заготовок или гото-
вых изделий. Литьем получают детали как простой, так и очень
сложной формы с внутренними полостями, которые нельзя или
очень трудно получить другими способами. Во многих случаях
это наиболее простой и дешевый способ получения изделий. Масса
деталей колеблется от нескольких граммов до нескольких сот
тонн.
Некоторые специальные способы литья позволяют получать
отливки с высокой чистотой поверхности и точностью по разме-
рам, что резко сокращает или исключает совсем их последующую
механическую обработку. Кроме «традиционных» литейных спла-
вов: чугуна, стали, бронзы, литье все шире применяют для
изготовления изделий из нержавеющих и жаропрочных сталей,
магнитных и других сплавов в особыми физическими свой-
ствами.
Наша страна уже много лет занимает первое место
в мире по. производству отливок, а стального литья произ-
водит больше, чем все промышленно развитые страны вместе
взятые.
Широкому развитию литейного производства, особенно за
последнее десятилетие, способствует совершенствование старых
и появление новых способов литья, непрерывно повышающийся
уровень механизации и автоматизации технологических процессов,
специализация и централизация производства.
329
I. Основные способы получения отливок
Литейная форма — это система элементов,
образующих рабочую полость, при заливке
которой расплавленным металлом форми-
руется отливка.
Первые формы для литья делали из камня или глины. Примерно
с конца XVIII в. литейные формы начали изготавливать из спе-
циально приготовленной увлажненной смеси песка и глины.
В настоящее время существует более ста различных способов из-
готовления литейных форм и получения отливок. Около 80 %
от всей массы чугунных и стальных отливок получают в песчано-
глинистых формах. Этим способом получают как мелкие, так и
очень крупные отливки, литые детали простой и сложной формы
не только из чугуна и стали, но также из различных цветных
сплавов.
Прогрессивные способы получения отливок в формах, изготов-
ленных из специальных смесей, например, самотвердеющих жид-
ких, пластичных, имеют существенные технико-экономические
преимущества по сравнению с литьем в песчано-глинистые формы.
В литейном производстве широко применяют специальные
способы литья: в металлические формы (кокили), центробежное
литье, литье под давлением, литье по выплавляемым моделям
и др. Такими способами можно получать отливки высокой точ-
ности, с минимальными допусками по размерам, с высокой чисто-
той поверхности. Это сокращает или совсем исключает механиче-
скую обработку на металлорежущих станках, дает экономию
металла, особенно важную при использовании дорогостоящих
и дефицитных сплавов, снижает трудоемкость и стоимость детали.
Наряду с этим каждый специальный способ литья имеет свои
специфические особенности, ограничивающие область его приме-
нения. Так, литье по выплавляемым моделям применимо лишь
для относительно небольших изделий, центробежное литье —•
для получения труб и других изделий, имеющих форму тел вра-
щения.
2. Развитие отечественного литейного производства
Свидетельством высокого искусства русских литейщиков-умельцев является
«Царь-пушка» — чугунная отливка массой около 39 т, изготовленная Андреем
Чоховым в 1585 г. Михаил Маторин в 1735 г. отлил уникальный бронзовый
«Царь-колокол» массой около 200 т.
Мировую известность получило чугунное художественное литье Каслин-
ского завода (Урал), основанного в XVIII в. Событием в истории литейного про-
изводства стала отливка шабота массой 620 т (для кузнечного молота) в 1873 г.
ва заводе в Мотовилихе (Пермь).
Развитию научных основ литейного производства во многом способство-
вали работы Д. К Чернова. П. П. Аносова и других ученых.
Дореволюционная Россия по производству литья (0,5 млн. т в 1913 г.) занима-
ла четвертое место в мире. Технический уровень производства был низким. Пре-
обладал ручной труд.
330
В годы довоенных пятилеток была проведена коренная реконструкция ли-
ийпого производства.
По объему литейного производства в 1936—1937 гг. наша Родина заняла
inopoe место в мире (уступая США). В послевоенные годы наше литейное произ-
иодсгво достигло нового высокого технического уровня, а по объему с 1967 г.
понимает первое место в мире.
Большое значение для развития и совершенствования литейного производ-
ства имели решения о создании специализированных литейных цехов и заводов-
цептролитов. Централизация и специализация в литейном производстве дают
возможность наиболее полно использовать достижения научно-технического
прогресса. Так, например, если затраты труда на 1 т литья в единичном и мелко-
серийном производстве условно принять за 100 %, то в крупносерийном произ-
водстве они составляют примерно 60%, в массовом высокомеханизированном
производстве 35—40 %.
Если принять среднюю себестоимость продукции литейных цехов с выпус-
ком более 50 тыс. т в год за единицу, то в цехах с выпуском менее 1 тыс. т она со-
ставляет 3,7.
Одной из главных задач литейного производства является
ускорение роста производительности труда на основе нового вы-
сокопроизводительного оборудования, комплексной автоматиза-
ции и механизации. В настоящее время в литейном производстве
работают около ста автоматических линий. В повышении эффек-
тивности литейного производства важнейшим направлением яв-
ляется улучшение качества, надежности, точности и чистоты
поверхности отливок с максимальным их приближением к гото-
вым деталям, снижение на 15—20 % массы литых деталей путем
внедрения новых прогрессивных технологических процессов по-
лучения отливок и улучшение качества литейных сплавов.
Глава II. ЛИТЬЕ В ПЕСЧАНЫЕ ФОРМЫ
1. Литейная технологическая оснастка
Для изготовления отливок применяют большое число различных
приспособлений, которые называют литейной оснасткой.
В комплект литейной технологической оснастки для изготов-
ления форм из формовочных смесей входят модели, модельные
плиты, стержневые ящики и др.
Модели — приспособления, при помощи которых в формовоч-
ной смеси получают отпечатки полости, соответствующие наружной
конфигурации отливок. Отверстия и полости внутри отливок,
а также иные сложные контуры образуют при помощи стержней,
устанавливаемых в формы при их сборке.
Размеры модели делают больше, чем соответствующие размеры
отливки, на величину линейной усадки сплава, которая для угле-
родистой стали составляет 1,8—2 %, а для чугуна 0,8—1,2 %.
Если отливки подвергают механической обработке, то в соответ-
ствующих размерах модели учитывают размер припусков — слоя
металла, удаляемого при механической обработке. Припуск зави-
331
сит от размеров отливки, вида сплава Так, для мелкого чугунного
литья он составляет 0,7—5 мм на сторону. Модели делают из
древесины, металлических сплавов и пластмасс.
Деревянные модели изготавливают из плотной,
хорошо просушенной древесины — сосны, бука, ясеня и др. Для
предотвращения коробления модель делают не из целого куска
древесины, а склеивают из отдельных частей (брусочков) с тем,
чтобы направление волокон было разным. Во избежание деформи-
рования модели во влажных формовочных смесях и для лучшей
вытяжки из формы их окрашивают; для чугунных от-
ливок принят.красный цвет, для стальных —
сини й.
Преимущество деревянных моделей — их дешевизна, простота
изготовления; при больших размерах — небольшая масса; основ-
ной недостаток — недолговечность.
Металлические модели по сравнению с деревян-
ными имеют значительно большую долговечность, высокую точ-
ность и чистую рабочую поверхность. Такие модели чаще всего
делают из алюминиевых сплавов. Эти сплавы имеют малую плот-
ность, не окисляются, хорошо обрабатываются резанием. Для
уменьшения массы металлические модели обычно делают пусто-
телыми с ребрами жесткости внутри.
Для получения в форме отпечатков знаковых частей стержней,
которыми стержень крепится в форме, модель имеет знаки —
выступающие части. Чтобы при извлечении модели форма не раз-
рушалась, вертикальные стенки модели делают с уклонами.
Сопряжение стенок в отливках должно быть плавным, без
острых углов. Это также учитывается в моделях. Скругление
внутренних углов называется галтелью, наружных — закруг-
лением.
Модели из пластмасс устойчивы к действию влаги
при эксплуатации и хранении, не подвергаются короблению,
имеют небольшую массу. Перспективным является применение
моделей из вспененного полистирола, газифицирующегося при
заливке металла р форму. Применение таких, неудаляемых из
формы моделей упрощает формовку, способствует улучшению
качества литья.
Для машинной формовки широко применяют модельные ком-
плекты: металлические модельные плиты и быстросменную мо-
дельную оснастку — координатные подмодельные плиты и под-
модельные плиты со сменными вкладышами (рис. 190).
Металлические модельные плиты с одной или несколькими мо-
делями используют в массовом производстве. Такие плиты могут
быть односторонними для раздельной формовки верхней и ниж-
ней полуформ, а также двусторонними, когда части моделей раз-
мещены на обеих сторонах плиты. Машинная формовка с при-
менением металлических плит обеспечивает высокое качество от-
ливок.
332
Координатные подмодельные плиты при-
меняют, когда по условиям производства необходима частая
смена моделей. Металлическая плита имеет большое число от-
верстий. Они обозначены по горизонталям буквами, по вертика-
лям — цифрами и, таким образом, каждое из них имеет свой шифр,
например, А5, Б8 и т д. Модель быстро и точно устанавливают на
плите по направляющим штифтам и затем укрепляют на плите
при помощи болтов.
Рис. 190. Модельные комплекты^
а — модельная плита односторонняя (/) и двусторонняя (2); б — подмодель*
•пая плита со сменными вкладышами 3; в — координатная плита
Подмодельные плиты со сменными
вкладышами (рис. 190, б) состоят из металлической рамки
и сменных металлических или деревянных вкладышей (иногда
координатных) с прикрепленными к ним моделями. Конструкция
плит предусматривает быструю смену и надежное крепление вкла-
дышей.
Стержневые ящики для изготовления стержней
должны обеспечивать равномерное уплотнение смеси и быстрое
извлечение стержня. Как и модели, стержневые ящики имеют ли-
тейные уклоны, при назначении их размеров учитывают размер
усадки сплава и, если требуется, также и припуска на механиче-
скую обработку. Стержневые ящики делают из тех же материалов,
что и модели. По конструкции стержневые ящики могут быть
333
неразъемными (вытряхными) и разъемными (рис. 191). Ящики
для изготовления стержней из смесей горячего затвердевания имеют
электрические или газовые нагреватели.
Опоки — прочные металлические рамы различной формы,
предназначенные для изготовления литейных полуформ из формо-
вочных смесей (рис. 192). Опоки изготовляют из серого чугуна,
Рис. 191. Стержневые ящики:
а — деревянный (половина): металлические; б — неразъемный (вытряхноЙ);
в s— с вертикальным разъемом; г — с горизонтальным разъемом
стали, алюминиевых сплавов. Они могут быть цельнолитыми,
сварными или сборными из отдельных литых частей. Стенки опок
часто делают с отверстиями для уменьшения их массы, удаления
газов из формы при заливке и для лучшего сцепления формовоч-
ной земли с опокой. Для удержания уплотненной земли делают
внутренние ребра. Соединяют опоки штырями и центрирующими
Рис. I99. Опоки:
7 »— ручка; 2 — иапфа; 3 — центрирующее отверстие, 4 внутренние
ребра; 5 — скреплсиие опок
отверстиями в приливах. Для скрепления опок применяют скобы
или другие приспособления.
Для подвода расплавленного металла в полость литейной фо-
рмы, ее заполнения и питания отливки при затвердевании исполь-
зуют литниковую систему.
2. Формовочные смеси
Для приготовления формовочных и стержневых смесей используют
как природные, так и искусственные материалы.
В литейном производстве наиболее распространено получение
литых деталей в разовых формах, изготовленных из песчано-гли-
нистых и других смесей.
334
Разовая форма пригодна для получения только одной отливки.
При выемке (выбивке) готовой детали форму разрушают. На рис.
193 приведена литейная форма для получения втулки. Форма со-
стоит из двух полуформ, полученных набивкой (уплотнением)
формовочной смеси в металлические рамки — опоки 5, 6. Для из-
готовления верхней и нижней полуформ используют разъемную
модель 2. Отверстие в отливке получают с помощью стержня 4,
отдельно изготовленного из стержневой смеси. При сборке формы
стержень устанавливают в углубления (гнезда), образованные
в форме знаками модели 3.
Рис. 193. Отлинка детали в разовой форме. Литейная форма из формо-
вочной смеси:
3 “ отливаемая деталь; 2 в разъемная модель} 3 — стержневые знаки
модели; 4 стержень? 5, 6 — верхняя и нижняя опоки; 7 —• литннко*
вая система; 8 —- выпор;- 9 «=* отливка
Металл заливают через литниковую систему. Воздух и выделя-
ющиеся газы удаляются через выпор 8. Готовую отливку 9 извле-
кают из формы, отрезают литники, очищают поверхность от ос-
татков формовочных материалов и направляют на механическую
обработку.
3. Свойства формовочных смесей
Для получения отливок высокого качества формовочные и стерж-
невые смеси, из которых делают разовые литейные формы, дол-
жны обладать определенными механическими, технологическими
и физическими свойствами.
Основные механические свойства смесей: прочность, поверхност-
ная прочность, пластичность, податливость.
Прочность — способность смеси обеспечивать сохран-
ность формы (стержня) без разрушения при ее изготовлении и
пользовании. Формы (стержни) не должны разрушаться of толч-
ков при сборке и транспортировке, выдерживать давление зали-
ваемого металла. Стандартными характеристиками являютсяз
для сырых смесей — предел прочности при сжатии осж, для су-
хих форм (после сушки) — предел прочности при растяжении ор.
Для песчано-глинистых смесей оСН{ — 304-70 кПа, ор = 804-
4-200 кПа.
Поверхностная прочность (осыпаемость) —
сопротивление истирающему действию струи металла при его за-
ливке. При недостаточной поверхностной прочности наблюдают
335
осыпаемость, т. е. отделение частиц формовочной смеси, попадаю-
щих в отливку.
Пластичность — способность смеси воспринимать
очертания модели (стержневого ящика) и сохранять полученною
форму.
Податли вость — способность смеси сокращаться в объ-
еме под действием усадки сплава. При недостаточной податливости
в отливке возникают напряжения, которые могут привести к об-
разованию трещин.
Технологические свойства смесей характеризуют их текучестью,
термохимической устойчивостью, негигроскопичностью, выбива-
емостыо и долговечностью.
Текучесть — способность смеси обтекать модели при
формовке, заполнять полость стержневого ящика. Перемещение
частиц формовочных смесей должно происходить при возможно
минимальном усилии в процессе формовки и обеспечивать одина-
ковое уплотнение во всех частях формы (стержня) без рыхлых мест
и пустот.
Термохимическая устойчивость или
непригораемость — способность смеси выдерживать
высокую температуру заливаемого сплава без оплавления или
химического с ним взаимодействия. Пленки пригара ухудшают
качество поверхности и затрудняют последующую обработку
отливки. При оплавлении формовочной смеси резко снижается
ее газопроницаемость.
Негигроскопичность — способность смеси после
сушки не поглощать влагу из воздуха в течение длительного
времени.
Выбиваемюсть — способность легко удаляться из форм
и полостей отливок при их выбивке после охлаждения. Хорошую
выбиваемость имеют смеси, в которых связующие вещества теряют
прочность при нагреве после заливки сплава.
Долговечность — способность смесей сохранять свои
свойства при многократном использовании.
Технологические свойства не могут быть выражены количест-
венно, пх оценивают по экспериментальным данным.
Газопроницаемость — способность пропускать
газы через стенки формы вследствие пористости — одно из важ-
нейших свойств формовочных смесей. В расплавленном металле
всегда содержатся растворенные газы, выделяющиеся при его
охлаждении и затвердевании. Большое количество водяных паров
и газов выделяется также из самих формовочных материалов при
их нагревании. При недостаточной газопроницаемости в теле от-
ливки могут образовываться газовые пузыри — раковины. Для
оценки формовочных смесей пользуются коэффициентом газопро-
ницаемости К, который определяют экспериментально. Для пес-
чано-глинистых смесей К — 304-120 единиц.
336
Теплофизические свойства — теплопровод-
ность, удельная теплоемкость — существенно влияют на скорость
кристаллизации металла и его последующего охлаждения и тем
самым на структуру и свойства отливок.
Свойства песчано-глинистых смесей являются функцией мно-
гих параметров. Так, прочность и пластичность их увеличива-
ются с повышением содержания глины, зависят также от размеров
и формы зерен песка, влажности и других факторов. Составы
формовочных и стержневых смесей с требуемыми свойствами вы-
бирают в зависимости от литейного сплава, массы и конфигурации
отливок и других условий.
4. Песок и глина
Песок — основной исходный материал для всех формовочных и
стержневых смесей. Наиболее часто применяют кварцевый песок,
в основном состоящий из кремнезема SiO2, обладающего высокой
огнеупорностью (tan = 1713 °C), прочностью, твердостью, тер-
мохимической устойчивостью. Невыгодная особенность кварца
состоит в том, что при нагреве до 575 °C в нем происходит аллотро-
пическое превращение, связанное о изменением объема. Это при-
водит к растрескиванию зерен песка и обогащению формовочной
смеси пылевидными частицами. Смесь для повторного использо-
вания необходимо обогащать добавками свежего песка.
В литейном производстве используют чистые пески с минималь-
ным содержанием Fe2O3, Na2O и других вредных примесей, сни-
жающих огнеупорность. В природных кварцевых песках всегда
содержится глина.
Мелкозернистые пески используют для мелкого литья, что обеспечивает по-
лучение гладкой поверхности отливок. Для крупных отливок применяют круппо-
вернпстые пески, обеспечивающие более высокую газопроницаемость формовоч-
ных смесей.
Реже для формовочных смесей взамен кварцевого песка применяют цирко-
новый песок ZrO2-Si02 с /пл — 2000 СС, хромит (хромистый железняк) Fe2O-
•Cr2O3 с /пп = 1850 °C и некоторые другие материалы. Они превосходят кварце-
вый песок по термохимической устойчивости, теплопроводности, но они более
дороги; их используют в особо ответственных случаях, например, для получения
крупных стальных отливок с чистой поверхностью.
Глина — второй основной исходный материал в песчанц-гли-
пистых формовочных смесях. Она является связующим веществом,
обеспечивающим их прочность и пластичность.
Глины представляют собой измельченные горные породы,
имеющие после увлажнения высокую пластичность. В большин-
стве формовочных глин основным материалом является каолинит
Al2O3-2SiOe-2H2O.
Вредными примесями считаются слюда, полевой
шпат и другие минералы, снижающие связующую способность и
термохимическую устойчивость.
337
В присутствии влаги на поверхности глинистых частиц образуются гидрат-
ные оболочки из молекул воды, которые обеспечивают сцепление частиц и вместе
с тем легкое скольжение между ними. Чем больше глина удерживает на поверх-
но ти воды, тем выше ее связующая способности а также и пластичность формо-
вочной смеси. При нагревании (сушке) по мере удаления влаги прочность смеси
возрастает. В зависимости от связующей способности во влажном состоянии глины
подразделяют на три сорта: прочносвязующие, среднесвязую-
щие и малосвязующие. В высушенном состоянии глины подразделя-
ются па такие же три класса,
В литейном производстве, кроме каолинитовых глин, приме-
няют бентонитовые глины А12О3-4SiOa-Н20 + пНа0,
в которых молекулы воды удерживаются не только на поверхно-
сти, но и внутри глинистых частиц. Поэтому эти глины обладают
в два-три раза более высокой связующей способностью, чем ка-
олннитовые глины.
Связующее вводят в формовочные и стержневые смеси для свя-
зывания песчинок и придания прочности во влажном или сухом
состоянии формовочным и стержневым смесям.
В основе классификации связующих заложены два процесса}
1) природа материала (органические и неорганические, водораст-
воримые и нерастворимые в воде); 2) характер затвердевания (не-
обратимый, промежуточный и обратимый).
Обычно связующие вводят в формовочные и стержневые смеси
в небольших количествах (1,5—3 %).
5. Песчано-глинистые смеси
Песчано-глинистые смеси по характеру использования делят
на облицовочные, наполнительные и единые.
Облицовочная смесь — более качественная, с высокой проч-
ностью, газопроницаемостью и другими свойствами. Для ее по-
лучения берут большее количество свежих материалов (песка,
глины). При формовке такую смесь наносят на модель, создавая
в литейной форме поверхностный слой толщиной 40—100 мм,
подвергаемый наибольшему воздействию расплава при заливке.
Остальной объем формы изготавливают из наполнитель-
ной смеси — менее качественной, в основном состоящей из
оборотной смеси (смеси, бывшей в употреблении). Оборотные смеси
используют для уменьшения расхода свежего песка и глины.
Единые формовочные смеси применяют в массовом производстве,
при машинной формовке для заполнения всего объема формы.
Эти смеси, как и облицовочные, непосредственно соприкасаются
с расплавленным металлом и должны обладать высокими свойст-
вами.
По состоянию литейной формы при ее сборке и перед заливкой
металлом различают два вида формовки- по-сырому и по-
сухому ив соответствии с этим — отливку в сырые и в сухие
формы.
Сырые формы применяют для получения мелких и сред-
них отливок, в особенности в серийном и массовом производствах.
33S
>iii (|ормы изготовляют из формовочных смесей, содержащих
। 10 12 % глины с хорошей связующей способностью во влаж-
iiiivi состоянии; влажность смеси 4—5 %. Преимуществами фор-
менки по-сырому являются: хорошая пластичность и податли-
|1>< гь смеси, легкая выбиваемость, меньшая стоимость изготовле-
нии форм. Главные недостатки — повышенная влажность и невы-
1Я прочность стенок формы, а также большой расход формо-
н шых смесей, который зависит от массы, размеров, сложности
*> ивок, вида литейного сплава пт. д.
Сухие формы применяют для крупных и толстостенных
(илнвок, для получения отливок повышенного качества. Сухими
< читают формы, подвергаемые тепловой сушке. Их изготовляют
и । формовочных смесей, содержащих до 15 % глины. После сушки
I 1кие формы имеют высокую прочность. При формовке влажность
< сей составляет 6—8 %.
Добавки для улучшения свойств формовочных смесей. Простые
песчано-глинистые смеси обладают рядом недостатков. Связующее
нсщество — глина — оказывает на некоторые свойства смеси
। рямо противоположное влияние. Для обеспечения прочности и
и 11СТИЧНОСТИ в смесях должно быть повышенное содержание гли-
ны, но это приводит к уменьшению газопроницаемости и непри-
юраемости, в сухих формах ухудшаются податливость и выбива-
е мость. Поэтому для улучшения свойств песчано-глинистых сме-
сей в их состав вводят добавки.
В сырые формовочные смеси для чугунного литья с целью
меньшения пригара добавляют каменноугольную
пыль. При заливке чугуна частицы угля газифицируются и за-
1 м сгорают. Образующиеся восстановительные газы препятствуют
жпслению сплава, уменьшают опасность пригара. В смесях для
< । ыьного литья в качестве противопригарной добавки исполь-
зуют пылевидный кварц (м а р ш а л и т). Для повы-
шения податливости и газопроницаемости сухих форм для чугун-
ных отливок в смеси добавляют древесные опилки;
при их сгорании образуются капиллярные каналы и поры. В су-
хие формовочные смеси для стального литья часто вводят как
нязующее сульфитно-спиртовую бардуи другие
। чцества — коллоидные растворы органических веществ. Такие
добавки повышают не только прочность; в результате их выгора-
ния увеличиваются также газопроницаемость и податливость
лесей. Влияние других добавок, например, жидкого
текла, цемента, изложено при рассмотрении специальных
| ормовочных смесей.
Состав формовочных смесей выбирают в зависимости от литей-
ого сплава с учетом его температуры плавления, усадки и дру-
iiix свойств, а также массы, размеров и конфигурации от-
ливки.
Сушку форм осуществляют в камерных печах (сушилах) при
яемпературе 300—350 °C; ее продолжительность (ориентировочно
339
1 ч на 25 мм толщины сечения стенок) нередко составляет 4—6 ч,
для крупных форм до 24 ч и более.
Прогрессивным способом является сушка горячим воздухом,
подаваемым в полость формы. Иногда применяют поверхностную
сушку на глубину 10—40 мм переносными сушилами или установ-
ками с инфракрасными лучами.
6. Стержневые смеси
При заливке формы стержни в большинстве случаев находятся
в тяжелых условиях, испытывая значительное термическое и ме-
ханическое воздействие расплавленного литейного сплава. Поэ-
тому к стержневым смесям предъявляют более высокие требования
по прочности и другим свойствам, чем к формовочным. В зависи-
мости от конфигурации, толщины сечения, размещения в форме
стержни делят на пять классов.
В соответствии с требованиями разработана многочисленная
рецептура стержневых смесей. Для стержней I класса наполни-
телем является свежий песок с минимальным содержанием гли-
нистых веществ. В качестве связующих используют, например,
раствор растительных масел и канифоли в уайт-спирите с добав-
ками сульфитно-спиртовой барды или другие аналогичные свя-
зующие вещества. Для стержней менее ответственного назначения
применяют смесь песка и глины (3—5 %) с добавками сульфитно-
спиртовой барды, древесного пека и т. п. Стержни IV, V классов
можно изготавливать из смесей, содержащих, кроме свежего пе-
ска, 20—60 % оборотной смеси, до 10 % глины и добавки древес-
ного пека.
Требуемая прочность и другие свойства стержневых смесей
обеспечиваются сушкой стержней в конвейерных печах (суши-
лах), инфракрасными лучами и т. д. В соответствии с природой свя-
зующего температура сушки составляет 160—250 °C (иногда до
300—350 °C). Продолжительность сушки зависит от размеров се-
чения и других условий и колеблется в широких пределах от 40—
60 мин до нескольких часов. Сушка стержней имеет те же технико-
экономические недостатки, что и сушка форм. Поэтому для их
изготовления очень широко применяют самотвердеющпе специ-
альные смеси.
7. Специальные формовочные смеси
Использование специальных формовочных смесей для изготовле-
ния форм и стержней позволяет наиболее эффективно применять
современные средства механизации и автоматизации, исключить
ручной труд, существенно повысить производительность труда и
улучшить качество отливок.
Как правило, в специальных формовочных смесях основным
компонентом является кварцевый песок с минимальным содер-
340
>к ищем глинистых веществ. В качестве связующих используют
к ппетпческие смолы, жидкое стекло; в смеси вводят катализаторы.
Наиболее часто применяют карбамидные, карбамндпофенольные, карбамид-
п >|iypai!OBbie, фенольные и фенолофурановые смеси, а также жидкое стекло, це-
М1 нт, сульфитно-спиртовую барду, сульфитно-дрожжевую бражку и другие ве-
щества. Катализаторы и другие добавки выбирают для каждой формовочной
смеси в соответствии с требуемыми свойствами. В современном литейном произ-
и щегве применяют более 40 видов синтетических смол и других связующих ве-
II ( .те с соответствующими различными катализаторами. Для изготовления форм
и стержней используют много смесей с различными свойствами, например, сыпу-
ч не,-пластичные, жидкие самотвердеющие на воздухе смеси; существует несколько
1 ятков технологических вариантов изготовления форм и стержней. Для наи-
I iee эффективного использования нужно иметь не одну смесь на базе универ-
сального связующего, а несколько различных смесей, применяя их с учетом типа
производства, вида сплава, конфигурации, массы отлнвок.
Одним из основных требований к.спецпальным формовочным смесям является
ni утствие пли минимальное количество токсичных выделений из смол (связую-
щих, катализаторов) в условиях производства.
По условиям отверждения специальные смеси можно условно
разделить на отверждаемые при продувке СО2 и другими способами
обработки; горячего отверждения; самоотверждающиеся на воз-
духе — холоднотвердеющие (ХТС) и жидкие (ЖСС).
Смеси, отверждаемые при продувке углекислым газом. В ли-
гейном производстве используют быстротвердеющие жидкосте-
ольные формовочные смеси, обычно содержащие 95—97 % пе-
ска, 3—5 % глины, 3—7 % жидкого стекла (сверх 100 %); влаж-
ность смеси 3,5—4,5 %. Добавки жидкого стекла значительно
(.окращают продолжительность затвердевания, что позволило от-
казаться от длительной сушки форм и стержней, заменив ее быстро-
протекающими процессами химического отверждения.
Основная характеристика жидкого стекла — его модуль М =
= 1,032 (% SiO2/%Na.2O), где 1,032 отношение молекулярных
масс SiO2 и Na2O.
Затвердевания смеси можно достигнуть выдержкой на воздухе
при цеховой температуре; сушкой горячим воздухом или продув-
кой углекислым газом (СО2-процесс).
При продувке углекислым газом формовочная смесь затверде-
вает по реакции Na2O- 2SiO2 4- СО2 = Na,CO3 -ф 2SiO2, в резуль-
тате которой образуется быстрозатвердевающий гель SiO2, который
। ри удалении избытка воды затвердевает, «цементируя»
частицы песка и обеспечивая прочность формовочной смеси. Так,
смесь, содержащая 3—5 % жидкого стекла с А4 = 2,44-2,6, uKieer
в сыром состоянии осас = 154-30 кПа, затвердевает за 15—30 с,
приобретая оп = 3004-500 кПа. В производственных условиях
продолжительность затвердевания зависит от размеров сечения
<|орм и стержней и может составлять 5—15 мин и более.
Достоинствами СО2-процесса являются длительная живучесть
смесей, их быстрое отверждение, отсутствие токсичных выделений;
его недостатками являются большая гигроскопичность и плохая
выбиваемость смесей.
341
Применяя специальные добавки, при сниженном количестве
жидкого стекла смесь переводят в сыпучее состояние, почти не
требующее уплотнения при изготовлении форм и стержней.Тех-
нологическая схема, заключающаяся в приготовлении смеси на
установке непрерывного действия, уплотнении путем вибрании
(10—15 с) и продувке СО2 (20—30 с), обеспечивает получение
высококачественных форм с отличной выбиваемостью.
В настоящее время СО2-процесс на заводах все чаще заменяется
ПСС-процессом.
Пластичные самотвердеющие смеси (ПСС). Эти смеси на основе
жидкого стекла разработаны на заводе «Станколит». Приготовляют
их по двухстадийной технологии. В центральном смесепригото-
вительном отделении приготовляют базовую смесь, состоящую из
92 % песка, 5 % глины, 3 % молотого угля, 5,5 % жидкого сте-
кла; влажность смеси 3,5 %. Смесь имеет высокую пластичность;
во влажном состоянии осж = 14,7 кПа. На участок формовки
смесь поступает в бункере, из которого она подается в лопастной
смеситель в количестве, необходимом для изготовления формы.
Одновременно в смеситель вводят 2—5 % феррохромового шлака,
служащего отвердителем. После перемешивания в течение 45—•
60 с готовая смесь подается в опоку, распределяется на поверх-
ности модели как облицовочная. Затем в опоку подается напол-
нительная смесь, и форма уплотняется встряхиванием. Жидкое
стекло и феррохромовый шлак взаимодействуют во всем объеме
смеси, в результате чего она затвердевает. После изготовления
формы из такой смеси из нее можно сразу удалять модель, через
30 мин форму можно окрашивать, а через 4—6 ч заливать метал-
лом. Это важно при изготовлении форм на машинах в условиях
серийного производства.
Смеси горячего отверждения для стержней принципиально не
отличаются от используемых смесей для сухих стержней и форм,
также упрочняемых при нагреве, продолжительность которого
иногда составляет несколько часов. Рассматриваемые стержневые
смеси отверждаются за 1—2 мин (в перспективе меньше 30 с)
при нагреве смеси до 250—280 °C в горячих стержневых ящиках
с электрическими или газовыми нагревателями. Такой способ
дает возможность эффективно использовать высокопроизводитель-
ные пескострельные и другие машины, автоматизировать процесс,
исключив из него сушку стержней в печах. Поэтому эти смеси на-
шли широкое применение в цехах массового производства. На-
полнителем в смесях является кварцевый песок. В качестве
связующих обычно используют карбомиднофурановые и дру-
гие смолы с добавками соответствующих катализаторов, обе-
спечивающих быстрое отверждение стержня при невысоком
нагреве.
Например, смесь, содержащая песок (100 %), карбомиднофу-
рановую смолу (3—4 %) и добавки катализаторов, отверждается
при 250—270 °C в течение 1—2 мин (ор = 1,54-2,5 МПа). Неко-
342
торне смеси горячего отверждения имеют повышенную текучесть,
что облегчает уплотнение при изготовлении стержня.
Общим недостатком всех этих смесей является необходимость
и дорогостоящей металлической оснастке — стержневых ящиках
с нагревателями. При охлаждении извлеченных из ящиков горя-
чих стержней может происходить их коробление. Широко приме-
няемые карбамиднофурановые смолы содержат дорогой фурило-
вый спирт. Более перспективным в настоящее время считают изго-
товление стержней из самотвердеющих смесей.
Жидкие самотвердеющие смеси (ЖСС) для изготовления форм
п стержней разработаны в нашей стране и нашли очень широкое
применение в литейном производстве. В отличие от других фор-
мовочных смесей формы и стержни из ЖСС изготавливают не ме-
тодами уплотнения, а путем заливки. Смесь затвердевает через
30—40 мин.
Жидкие самотвердеющие смеси имеют различный состав.
Основным наполнителем в смесях является кварцевый песок (95—
97 %). В качестве связующих и веществ, обеспечивающих затвер-
девание смеси на воздухе, обычно используют жидкое стекло, фер-
рохромовый шлак, иногда цемент с добавками соответствующих ка-
тализаторов. Для перевода смеси в жидкоподвижное состояние при-
меняют пенообразователи! контакт Петрова с мылонафтом, ДС-РАС
(детергент советский рафинированный акрнлсульфонат), КЧНР
(контакт черный нейтрализованный рафинированный) и другие
вещества, обеспечивающие образование и устойчивость пены в те-
чение 5—15 мин.
Технология изготовления ЖСС! в процессе интенсивного пере-
мешивания обычной жидкостекольной смеси, или смеси на неко-
чорых других органических связующих, добавляют специальные
пенообразователи, образуется пена. Пузырьки пены разделяют
зерна песка, облегчают скольжение зерен, уменьшают силы
трения, что и придает смеси свойство текучести, так что ЖСС
па самом деле не жидкие, а псевдоожиженные. Состав ЖСС
различен.
Так, облицовочная ЖСС состоит из песка (95,5 %), феррохро-
мового шлака (3,5 %), угля молотого (1,0 %), сверх 100 % добав-
ляют жидкое стекло (~6,0 %), пенообразователь ДС-РАС (0,1—
0,2 %), воду (около 2,0 %). Плотность смеси составляет 1,3 г/см8.
11рочность смеси осж = 2004-400 кПа через 1 ч, 400—700- кПа
через 24 ч.
Смесь начинает отверждаться сразу же после введения фер-
рохромового шлака; при приготовлении смеси его загружают в
смеситель в последнюю очередь. Смесь должна быть залита в фо-
мы (стержневые ящики) в течение 1,5—2 мин после приготовления.
Извлекают модели (стержни из ящика) через 40 мин.
Цементные жидкоподвижные смеси содержат! кварцевый пе-
сок — 92 %; цемент — 8 %; воду — 10 %; катализатор — 2 %
(3,4—сверх 100 %). Время затвердевания смеси до извлечения
343
модели 40—50 мин. Через 3 ч форму окрашивают противопригар-
ной краской, через 4—6 ч заливают сталь.
Применение ЖСС исключает формовку, применение формовоч-
ных машин значительно упрощает технологию изготовления форм
и стержней, снижает трудоемкость, повышает качество отливок и
производительность труда.
Использование ЖСС дает возможность организовать поточные
механизированные линии в единичном и мелкосерийном произ-
водстве, значительно упростить изготовление формы для очень
крупных отлийок.
Холоднотвердеющие смеси (ХТС) изготовляют из песка с до-
бавками синтетических смол (полимеров), катализаторов и дру-
гих добавок. Продолжительность отверждения некоторых смесей
до извлечения моделей из формы (стержня из ящика) составляет
от 30 с до 1 мин, дальнейшее отверждение происходит в течение
нескольких часов.
Одна из особенностей технологии состоит в том, что холод-
нотвердеющие смеси имеют живучесть 20—30 мин (иногда до
5 мин). Как правило, их готовят на месте изготовления формы в
шнековых смесителях, сначала перемешивая песок с жидкой смо-
лой, а затем добавляют катализатор. Формы и стержни имеют вы-
сокую прочность после отверждения, но при заливке сплава смола
выгорает, прочность смеси резко падает и они легко выбиваются.
В зависимости от свойств смеси в исходном состоянии разли-
чают пластичные самотвердеющие вмеси и сыпучие.
Из пластичных смесей формы и стержни изготовляют уплотне-
нием на формовочных машинах; на некоторых заводах созданы ав-
томатические линии. Рецептура и свойства смесей различны.
Например, стержни для стальных отливок средней сложности па
ряде заводов изготовляют из смесш кварцевый песок 95 %;
глина 3 %; нефелиновый шлам 2 %; едкий натр 1,5 %; жидкое
стекло 7 % (4 и 5 сверх 100 %). Через 24 ч оСЯ( == 0,8 МПа,
К — 80 единиц, живучесть смеси 30 мин. Для стержней особо
сложных стальных отливок используют более качественную смесь
из кварцевого песка (100 %); фурановой смолы (2,5 %): бензосуль-
фокислоты (0,5 %). Через 24 ч сгС}К = 3,8 МПа, К — 120 единиц,
живучесть смеси 20 мин. Смесь готовят, перемешивая около 1 мин
песок с катализатором, затем вводят смолу, перемешивая еще
2 мин.
Интересные данные получены для некоторых смесей с применением предва-
рительно омагниченного жидкого стекла. Омагничивание способствует повыше-
нию прочности смеси на 40—60 %, приводит к уменьшению расхода жидкого
стекла на 30—40 % и улучшению выбиваемости смеси.
Сыпучие самотвердеющие смеси обычно состоят из сухого без-
глинистого песка, синтетических смол, отвердителей и других
добавок, обеспечивающих их быстрое затвердевание без нагрева.
Их преимущество по сравнению с пластичными самотвердеющими
смесями состоит в том, что при формовке почти не требуется уплот-
344
пенне смеси, что значительно упрощает технологию изготовления
форм и стержней.
Разработанная в ЦНИИТмаше совместно с НИИпластмасс холоднотвердею-
щая смесь с фенольной смолой успешно применяется на ряде заводов. При пс-
11(>>п>зовании специальных катализаторов и других добавок расход смолы в смеси
уменьшается до I %, продолжительность отверждения смеси в ящике составляет
.10 50 с. Схема изготовления стержней чрезвычайно проста: приготовление смеси
и смесителе непрерывного действия; уплотнение смеси на вибростоле; извлечение
( к ржня; весь цикл изготовления стержня в заводских условиях занимает около
I мин.
Кроме песчано-смоляных смесей, используют и другие сыпучие самотвердею-
1ИПС смеси, напрпмер, с сульфитно-дрожжевой бражкой, глиноземным спеком.
I акне смеси отверждаются до извлечения модели из формы за 10—15 мин; через 2ч
прочность смеси составляет 0,5—0,7 МПа. Смеси легко выбиваются и обеспечи-
п.пот хорошее качество поверхности отливок.
Использование холоднотвердеющих смесей обеспечивает вы-
сокую точность и чистоту поверхности отливок, что существенно
снижает их последующую механическую обработку. Эти смеси
нее шире применяют в литейном производстве для изготовления не
только мелких и средних, но и крупных форм и стержней. Вместе
с тем в применяемых смесях некоторые смолы имеют высокую сто-
имость и являются дефицитными. Развитие идет в направлении
снижения расхода и стоимости смол, разработки менее дефицит-
ных связующих, эффективных способов регенерации использо-
ванной смеси.
8. Припылы и краски
Для предотвращения пригара и улучшения чистоты поверхности
отливок формы и стержни покрывают тонким слоем протпвопри-
ырных материалов. Для сырых форм применяют припылы,
В формах для чугунных отливок, например,
используют порошкообразную смесь оксида магния, древесного
угля и бентонита, порошкообразный графит.
В формах для стальных отливок применяют
порошкообразную смесь оксида магния и огнеупорной глины,
пылевидный кварц, циркон и другие материалы. Для сухих форм
применяют противопригарные краски, водные суспензии этих
материалов с добавками связующих.
Краски наносят кистью, пульверизатором, иногда окуна-
нием.. Для исключения повторной сушки краски наносят на го-
рячие формы, не успевшие остыть после сушки. В настоящее время
для форм и стержней, в особенности из самотвердеющих специ-
альных смесей, широко применяют самотвердеющие и самовысы-
хающие краски. В самотвердеющих красках для чугунного литья
в качестве противопригарного наполнителя используют порошко-
образный графит, графито-бентонитовую пасту;
для стального литья — маршалит, циркон, огнеупорную глину.
Связующими и добавками для быстрого отверждения служат
сульфитно-спиртовая барда, едкий натр и другие вещества. Плот-
845
ность красок регулируется добавками воды. Продолжительность
затвердевания различных самотвердеющих красок составляет
0,5—1,5 ч. Краски наносят тонким слоем, иногда в 2—3 слоя,
через 15—30 мин. При многослойном нанесении краски полуформы
и стержни выдерживают на воздухе 2—5 ч для естественной под-
сушки каждого слоя.
Самовысыхание красок основано на быстром испарении раство-
рителя, наиболее часто гидролизного спирта (43—50 % от массы
краски). Такие краски высыхают за 0,5—2 ч, продолжительность
сушки — проветривания доходит до 3,5—4 ч.
9. Приготовление смесей
токе, а также в печах
Рис. 194 Смешивающие бе-
гуны с горизонтальными кат-
ками:
Д — чаша; 2 — вертикаль-
ный вал; 3 — траверса; 4 —
маятники; 5 •= катки; 6 —
шарниры; 7 — плужки; 8 —
плж для удаления смеси
Технология изготовления формовочных смесей включает подго-
товку свежих песка, глины и других исходных материалов; под-
готовку оборотных смесей; приготовление смеси.
Пески сушат (~250 °C) в кипящем слое или в воздушном по-
барабанного типа или других установках
и затем просеивают.
Глину сушат при 200—250 °C в печах
барабанного типа, размельчают на дро-
билках, затем размалывают в шаровых
мельницах или бегунах и просеивают.
В формовочную смесь глину целесооб-
разно вводить не в порошковом состоя-
нии, а в виде суспензии (35—40 ч. глины
и 45—60 ч. воды), приготовляемой в ло-
пастных смесителях и других устрой-
ствах.
Угольный порошок получают размолом
угля аналогично получению порошкооб-
разной глины.
Порошкообразный кварц, графит,
синтетические смолы, катализаторы и
другие исходные материалы поступают
в цех в готовом виде.
Оборотную смесь после выбивки из
опок разминают на гладких валках,
очищают от металлических частиц на
магнитном сепараторе и просеивают.
Регенерация формовочных и стерж-
невых смесей, содержащих пленки син-
тетических смол и других связующих, приобретает все более
важное значение, так как позволяет сократить расход свежего
песка на 40—60 % (для крупного завода-центролита эконо-
мия примерно 150—200 тыс. т песка в год). Один из применяемых
в производстве способов — процесс гндрогенерации — включает
дробление, магнитную очистку, оттирку (разрушение пленок
346
связующих с применением ультразвукового, вибрационного и
других методов), классификацию (разделение песка по крупности)
и обезвоживание. Регенерат со степенью оттирки до 80 % по свой-
ствам практически не отличается от свежего песка.
П риготовление песчано-глинистых формовочных смесей включает
несколько операций: перемешивание компонентов смеси, увлаж-
нение, вылеживание и разрыхление. Перемешивание смеси наи-
более часто проводят в смесителях-бегунах с вертикальными или
горизонтальными катками (рис. 194). Песок, глину, воду и другие
компоненты загружают с помощью дозаторов, перемешивание смеси
происходит под действием катков и плужков, подающих смесь под
катки.
Готовую формовочную смесь выдерживают 2—5 ч в бункерах-
отстойниках для равномерного распределения влаги и образования
водных оболочек вокруг глинистых частиц. Затем смесь разрых-
ляют в специальных устройствах и подают на формовку. Анало-
гичным способом приготавливают и многие другие смеси.
Для самотвердеющих смесей применяют быстроходные смеси-
тели, устанавливая их непосредственно у рабочих мест формовки.
Глава III. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ОТЛИВОК
Технологический процесс производства отливок в разовые формы
включает формовку, т. е. изготовление полуформ и стержней,
сборку литейной формы, заливку расплава, обрубку и очистку
отливок. Для организации современного экономически эффектив-
ного литейного производства необходимыми условиями являются
рациональная конструкция и технологичность отливок.
1. Основные сведения об особенностях конструкции
и технологичности отливок
При конструировании литой детали необходимо выбрать, исходя
из ее назначения и условий работы, не только форму, размеры се-
чений, литейный сплав. Очень важной задачей является обеспе-
чение технологичности отливок, определяющей их экономичность.
Технологичной считают отливку, кото-
рую можно изготовить в данных произ-
водственных условиях, применяя эконо-
мически наиболее выгодную технологию,
с минимальными затратами и потерями
от брака при высоком качестве изделий.
Одно из основных требований технологичности — простота
конфигурации отливки, облегчающая изготовление моделей, форм,
выбивку, очистку, последующую обработку детали, возможность
механизации и автоматизации литейного производства.
347
Некоторые элементы конструкции литых деталей с учетом тре-
бований технологичности показаны на рис. 195. Для получения
качественных отливок необходимо учитывать условия затверде-
вания металла в форме. У отливки 1 (рис. 195, а) вследствие не-
выгодного расположения осей кристаллов металла прочность
меньше, чем у отливки 2.
Конические шестерни (рис. 195, б) лучше отливать зубьями
вниз; литейные дефекты — песочные и газовые раковины — чаще
всего образуются на верхних поверхностях и частях отливки.
JPac. 19&. Элементы конструкции литых деталей с учетом технологичности
При переходах от толстой стенки к тонкой (рис. 195, в) в вер-
шине угла возникают напряжения, которые могут привести к об-
разованию трещин. Правильно выполненная конструкция преду-
сматривает плавный переход от сечения А к а на длине I, например,
по соотношению с — 3 ]/"А — а. На рис. 195, г показаны галте-
ли — закругления в углах при сопряжении стенок отливки. Они
необходимы для того, чтобы избежать осыпания формовочной
земли при извлечении модели при формовке, а также для обеспе-
чения благоприятной структуры металла и уменьшения напряже-
ний в углах отливки. Радиусы галтелей у отливок (моделей) со-
ставляют %—V3 от средней арифметической толщины сопрягае-
мых стенок.
Формы и стержни не должны препятствовать усадке металла —
уменьшению размеров детали при затвердевании и охлаждении
сплава. При наличии препятствий для усадки возникают напря-
жения, возможно коробление и образование трещин. Поэтому,
например, отливка шкива с прямыми спицами (рис. 195, д) менее
выгодна, чем со спицами, расположенными под углом к ободу,
которые могут несколько выпрямляться при усадке, и в них воз-
никают меньшие напряжения.
Неправильное расположение ребер жесткости может привести
к короблению изделий.
Литейные уклоны необходимы для облегчения извлечения
модели при формовке. Размер уклонов зависит от высоты изделия
348
п составляет 1—8 мм, или 0,5—3°. Без уклонов и галтелей при
извлечении модели может быть разрушение формы и осыпание
формовочной смеси.
Стенки отливки должны быть по возможности одинаковой тол-
щины. В местах утолщения стенок и в массивных частях отливок
могут образовываться усадочные раковины и рыхлость. Для пред-
отвращения этих дефектов необходимо устраивать прибыли для
питания жидким металлом больших масс затвердевающего металла
пл;т сплава.
Приведенные примеры лишь иллюстрируют особенности кон-
струкции литых деталей с учетом их технологичности. Оптималь-
ное решение этих вопросов, в особенности для сложных отливок,
часто является результатом совместной работы конструктора и
технолога.
2. Литниковые системы
Литейную форму заливают расплавом через литниковую систему.
Литниковой системой называют сово-
купность каналов и резервуаров, по ко-
торым расплав поступает из ковша в по-
лость формы. Литниковая система должна обеспечить
Рис. 196. Элементы цмтниковой системы:
J ^=- литниковая чаша; 2 — стояк; 3 — шлакоуловитель; 4 питате-
ли; 5, 6 — чаша и стояк выпоров (прибылей); 7 —г фильтр из специаль-
ной стеклоткани
непрерывное поступление расплава в форму, питание отлпвкц для
компенсации усадки, предотвращать разрушение формы, попадание
шлака и воздуха со струен расплава.
Основными элементами литниковой системы являются литни-
ковая чаша, стояк, шлакоуловитель, питатели (рис. 19G). Чаша
уменьшает размывающее действие струи расплава, задерживает
всплывающий шлак.
Для лучшего задержания шлака в литниковой системе для чу-
iviiHoro литья выдерживают следующее соотношение размера се-
чения стояка, шлакоуловителя п питателей: FCT > Fmn > Лтт-
349
На верхних частях средних и крупных отливок делают в ы-
поры — каналы для выхода из формы воз-
духа и газов и всплывающих неметалли-
ческих включений. Они содействуют нормальной усадке
застывающего сплава.
Литниковые системы в зависимости от формы, размера отливки,
состава и свойств литейного сплава имеют различное, иногда сло-
жное устройство (рис. 196).
г
Верхняя литниковая система наиболее проста. Ее применяют
для мелких деталей небольшой высоты С увеличением высоты про-
исходит размывание формы струей расплава, разбрызгивание п
окисление его, увеличивается количество неметаллических вклю-
чений в теле отливки.
Нижнюю (или сифонную) литниковую систему применяют для
средних п толстостенных отливок значительной высоты. Она обе-
спечивает спокойное заполнение формы расплавом. Вместе с тем
эта система более сложна.
Ярусная литниковая система обеспечивает последовательное
питание отливки снизу вверх, и ее применяют для крупных от-
ливок. Недостатки ярусной литниковой системы — сложность в
изготовлении и значительный расход расплава. Ее разновидность —
вертикально-щелевая система — предназнача-
ется главным образом для цветных сплавов.
Для лучшего задержания шлаковых включений в литнико-
вые чаши или другие элементы литниковой системы иногда уста-
навливают фильтры (на'пример, керамические сетки). С их по-
350
мощью можно отделить относительно крупные шлаковые ча-
<1ины.
Чрезвычайно перспективным способом тонкой очистки метал-
лических расплавов в литниковых системах является фирам-
процесс (фильтрационное рафинирование металлов), при котором
фильтрующий узел делают из специальной стеклоткани (см.
рис. 196). При фирам-процессе значительно повышается чистота
металла и, как следствие, качество отливок, уменьшается брак,
что в целом дает значительный экономический эффект. Этот способ
используют на многих предприятиях для отливок из серого и вы-
сокопрочного чугуна, бронзы и других сплавов.
3. Прибыли
Назначение прибылей — получение отливок без усадочных рако-
вин и пористости, которые могут образовываться вследствие умень-
шения объема расплава при его затвердевании. Прибыли разме-
Рис. 108. Прибыли:
л — открытая коническая; б —- закрытая полушароная; в — закрытая шаро»
.вая; г =₽ работающая под атмосферным давлением; д — работающая под газо-
вым давлением; с — лсгкоотделяемая
щают у массивных частей отливки, где усадка проявляется на и-
олее значительно. Прибыли различают по их геометрической
форме, месту расположения, условиям питания металлом тела от-
ливки н т. д. Выбор рациональной прибыли зависит от формы,
размеров, массы отливки, усадки сплава и других условий.
Правильность расчета прибылей проверяют экспериментальными
исследованиями структуры металла. Некоторые типы прибылей
показаны на рис. 198.
351
Открытые прибыли прямого питания применяют для крупных
стальных отливок, производя иногда добивку, по мере снижения
уровня металла. Такая прибыль служит также выпором, в нее
могут всплывать частицы формовочной смеси и другие загряз-
нения.
Во многих случаях применяют закрытые прибыли, дающие эко-
номию металла. Например, для ответственных стальных отливок
с массой 100—500 кг и толщиной стенок до 30 мм технологический
выход годного составляет при открытых прибылях 56—64 %,
при закрытых 61—69 %. Наименьший необходимый объем имеют
прибыли шаровой формы, наибольший — к о н и ч е-
с к о й.
В закрытых прибылях, действующих под атмосферным дав-
лением, создаются благоприятные условия для образования вы-
годно расположенных усадочных раковин и обеспечения плотной
структуры отливки. Атмосферное давление создают, устанавливая
в полость прибыли специальные газопроницаемые стержни из
песчано-масляных смесей.
Прибыли, действующие под давлением газов, впервые раз-
работаны советскими исследователями П. И. Яшмаповым,
А. А. Рыжиковым и др. В полость прибыли помещают в специаль-
ном патроне заряд газотворного вещества, обычно мел с добавками
кокса. Патрон устроен так, что заряд начинает разлагаться после
образования на поверхности прибыли тонкой твердой корочки
металла. Выделяющиеся газы создают давление, вытесняя жидкий
металл в тело отливки.
Для получения легко отделяемых прибылей (приоритет
П. А. Иванова) применяют разделительные пластины (стержни-
пластины, стержни-диафрагмы), например, как показано на
рис. 198, е, которые изготовляют из шамотно-глинистых смесей.
4. Ручная формовка
Основной способ изготовления форм в отечественном литейном
производстве — машинная формовка. Доля ручной формовки
составляет менее 8 % отливок по массе и непрерывно сокраща-
ется.
Ручная формовка связана с тяжелой и трудоемкой работой, что
приводит к низкой производительности. Этот способ формовки еще
находит некоторое применение для получения мелких и средних
отдельных отливок или небольшой их партии. Более важное зна-
чение ручная формовка имеет в производстве крупных отливок
в почву (в кессонах), формы для которых трудно или невозможно
изготовить методами машинной формовки.
Формовка в двух опоках по разъемной модели — наиболее рас-
пространенный способ ручной формовки в производстве мелких
и средних отливок — показана на рис. 199. Для изготовления ниж-
ней полуформы на подмодельный щиток устанавливают половину
352
модели <3, опоку 2, засыпают и уплотняют трамбовкой сначала об-
лицовочную, а затем наполнительную смесь; в уплотненной смеси
i пениальной иглой делают газоотводные (вентиляционные) на-
колы. Затем опоку поворачивают на 180 °, устанавливают по
шипам вторую половину модели, модели стояка и выпора. После
Рис 199. Схема формовки в двух опоках по разъемной модели
а — модель; б, в — изготовление нижней и верхней лолуформ. г — со-
бранная форма; 1 — вентиляционные наколы; 2 — нижняя спока; 3 —•
нижняя половина модели; 4 — подмсдельный щиток; 5 — модель стоя-
ка; 6 — модели выпоров; 7 — верхняя половина модели; 3 верхняя
опока. 9 — стержень
уплотнения смеси делают вентиляционные наколы и вынимают
модели стояка и выпора; затем опоку снимают и вынимают поло-
пинки модели (специальным приспособлением).
Рнс. 200. Схема формовки но шаблону:
а — изготовление модели из формовочной смеси; б — изготовление верх-
ней полуформы в опоке; в — собранная форма; г отливка
В нижней полуформе прорезают питатель — канал, соединя-
ющий стояк литниковой системы с телом отливки. Для удаления
случайных частиц формовочной смеси полуформы обдувают воз-
духом и на их внутреннюю поверхность наносят тонкий слой при-
пыла (для сухих форм — формовочной краски). При сборке формы
в нее устанавливают отдельно изготовленный стержень.
12 Кнорозов Б. В. и др.
353
Формовка по шаблону также находит некоторое применение
в производстве отдельных средних и крупных отливок относи-
тельно простой формы, поверхности которых можно оформить
вращением шаблона — профильной доски. Сущность изготовления
формы поясняет рис. 200.
В уплотненной формовочной смеси вращением шаблона оформ-
ляют наружную поверхность отливки и используют ее как модель
для формовки в опоке верхней полуформы. Затем удаляют опоку,
вторым шаблоном оформляют нижнюю полуформу, снимая слой
смеси, равный толщине стенки отливки.
5. Машинная формовка
Машинная формовка обеспечивает не только современное мас-
совое, крупносерийное, серийное производство; во многих случаях
ее успешно используют для получения мелких серий или даже от-
а
Рис. 201. Схема верхнего (й) и нижнего гб) прессования
дельных отливок. Применение машинной формовки во много раз
увеличивает производительность труда, улучшает качество форм,
а следовательно, и отливок, снижает брак, облегчает условия ра-
боты формовщика. Совершенствование формовочных машин при-
вело к созданию полуавтоматических и автоматических формовоч-
ных установок, поточных н автоматических линий.
По характеру уплотнения смеси различают машины прессовые,
встряхивающие и др.
Уплотнение прессованием может осуществляться по различным
схемам, выбор которых зависит от размеров, формы модели, требу-
емой степени и равномерности уплотнения формовочной смеси и
других условий.
В машинах с верхним прессованием
(рис. 201, а) уплотняющее давление действует сверху. На столе
машины 1 закрепляют модельную плиту 2 с моделью 3, устанав-
ливают опоку 4 и на нее наполнительную рамку 5. Опоку и рамку
заполняют формовочной смесью из бункера. При подъеме стола
прессовая колодка 6 входит в наполнительную рамку, запрес-
совывая смесь в опоку; высота наполнительной рамки определяет
вытесняемый объем формовочной смеси, а следовательно, и степень
ее уплотнения в опоке После завершения прессования стол с мо-
дельной оснасткой опускают в исходное положение.
354
В машинах с нижним прессованием
(рис. 201, б) формовочная смесь уплотняется самой моделью и
модельной плитой. Удельное давление при прессовании обычно
составляет 300—500 кПа.
Недостатком этих способов прессования является неравномер-
ность уплотнения формовочной смеси. При верхнем прессовании
наиболее уплотнены верхние слои смеси, наименьшая степень уп-
лотнения у поверхности модели. При нижнем прессовании наи-
более уплотнена смесь у поверхности модели, что обеспечивает
получение более качественной формы. Несмотря на это, чаще при-
Рнс. 202. Схемы прессования:
я — профильной колодкой; б — дифференциальное; в — эластичной мембра-
ной; 1 стол машины: 2 опока; 3 *— модель; 4 «- прессовая колодка; 5 «
рамка
меняют машины с верхним прессованием. Машины с нижним прес-
сованием имеют более сложное устройство и менее надежны в эк-
сплуатации.
Неравномерность уплотнения смеси возрастает с увеличением
высоты опоки. Поэтому уплотнение прессованием применяют для
изготовления полуформ в невысоких опоках (до 200—250 мм).
Этот недостаток может быть устранен применением профильных
колодок (рис. 202, а), дифференциальным прессованием с вдавли-
ванием в смесь нескольких колодок (рис. 202, б). Равномерное
уплотнение смеси можно получить также прессованием с диаф-
рагмой — эластичной резиновой мембраной (рис. 202, в). Смесь
уплотняется, например, давлением сжатого воздуха через эластич-
ную мембрану, повторяющую рельеф поверхности модели.
Прессование под высоким давлением (до 4 МПа) сравнительно
новый, прогрессивный способ формовки. Этот способ дает воз-
можность изготовлять полуформы с требуемой степенью уплот-
нения в высоких опоках (до 350 мм), с повышенной точностью по
размерам и гладкой поверхностью. При высокой степени уплот-
нения повышается теплопроводность смеси, что способствует улуч-
шению структуры металла в отливке.
У плотнение встряхиванием получило широкое применение в ли-
тейном производстве. На встряхивающих машинах уплотнение
происходит в результате многократно повторяемых встряхиваний.
Принципиальная схема встряхивающей машины показана на
12*
355
pile. 203, а. На столе / укрепляют модельную плиту с моделью 2,
устанавливают опоку 3 и наполнительную рамку 4. Под давлением
сжатого воздуха, поступающего через каналы 5, стол поднимается
на высоту 30—100 мм (рис. 203, б), определяемую положением
выпускного отверстия 6. Вследствие понижения давления подвиж-
ные части падают вниз. При ударе стола по торцовой поверхности
направляющего цилиндра смесь
уплотняется в результате появ-
ления инерционных сил. Уплот-
нение смеси происходит не-
равномерно. Дополнительное
уплотнение верхних рыхлых
слоев смеси осуществляют до-
прессовкой.
На некоторых заводах при-
меняют другой комбинирован-
ный способ — с овмещение
встряхивания с под-
Рис.. 203. Схема встряхивающей машины:
1 ~ стол; 2 =- модельная плита с моделью; 3 — опока; 4 — наполнительная
рамка; 5 — канал для подвода сжатого воздуха; 6 — выпускное отверстие^
7 fe* подпрессовочная плита, / —* схема допрессовки; II — схема совмещения
встряхивания с подпрессовкой
Рис. 204. Схема .уплотнения литейной формы пленочно-вакуумной формовкой
прессовкой. При включении встряхивающего стола на слой
формовочной смеси, выступающей под опокой, накладывают тя-
желую подпрессовочную плиту. Такой способ повышает время
набивки смеси и качество ее уплотнения. Встряхивание машины
дают возможность уплотнения смеси в высоких опоках, изготавли-
вать формы по сложным моделям с высокими ребрами и впадинами.
Режим уплотнения: подъем стола 30—100 мм, число ударов 30—
50 в мин. Для уплотнения смеси в опоке 1200x800X460 мм для
крупной отливки требуется 25—50 ударов, время уплотнения
25—40 с (время допрессовки 2—5 с). В нашей стране созданы уни-
кальные встряхивающие машины, обеспечивающие формовку
очень крупных отливок (до 15 т) в опоках размерами до 2500 X
X 2000 мм. Основными недостатками встряхивающих машин яв*-
ляются меньшая производительность, чем у прессовых машин,
а также сильный шум при работе.
Вакуумная формовка, (иногда ее называют пленочно-вакуум-
ной формовкой). Сущность ее заключается в следующем (рис. 204).
356
Модельная плита 1 имеет вакуумную полость 7. На плиту устанав-
ливают модель (деревянную, металлическую или пластмассовую),
которая имеет по всей поверхности сквозные отверстия диаметром
0,5—1 мм, совпадающие с такими же отверстиями в модельной
плите. Модельную плиту с моделью 2 накрывают разогретой поли-
мерной пленкой толщиной 0,05—0,1 мм. Вакуумным насосомсоз-
д.пот в воздушной коробке 7 вакуум, равный 40—50 кПа. Под
действием вакуума пленка 6 плотно прилегает к модели и модель-
ной плите. Затем на модельную плиту
устанавливают опоку 3, которую запол-
няют сухим кварцевым песком 5. Уплот-
няют его с помощью вибрации. На
верхнюю поверхность накладывают разо-
гретую полимерную пленку 4, которая
вследствие разрежения плотно прилегает
к опоке. Форма приобретает высокую
твердость. После этого полуформу сни-
мают с модели. Аналогично изготовляют
вторую полуформу. Затем форму соби-
рают.
Вакуумирование продолжается не
только при изготовлении полуформ, но
и при их сборке, заливке и затвердевании
залитого металла. При заливке металла
в форму пленка сгорает Продукты сгорания выполняют роль
Рис. 20Б. Схема устройства
метательной головки песко-
мета:
— метательный ковш; 2 —
подача формовочной смеси?
3 — кожух головкн; 4 — от-
верстие для выброса смеси н
опоку
противопригарного покрытия.
Этот способ имеет целый ряд преимуществ, в том числе удешев-
ление формовочной смеси и упрощение смесеприготовления, по-
вышение точности отливок и улучшение чистоты их поверхности,
упрощение выбивки форм, удлинение срока службы оснастки и др.
Процесс позволяет получать отливки из различных сплавов
массой 0,1—10 т. Формовка может быть ручной или на автомати-
ческих линиях.
Пескометы — высокопроизводительные формовочные маши-
ны — используют преимущественно для изготовления форм круп-
ных отливок в опоках и в кессонах. Особенность формовки состоит
в том, что пескомет обеспечивает одновременно две операции! за-
сыпку смеси и ее уплотнение.
Основной частью пескомета является его метательная головка
(рис. 205). Формовочную смесь, поступающую в головку пескомета
по транспортеру, подхватывают метательные ковши (лопасти),
вращающиеся с частотой до 1500 мин-1, и выбрасывают со скоро-
стью 30—60 м/с через отверстие в опоку. Из-за большой скорости
выброса формовочная смесь хорошо и равномерно уплотняется
в опоках любой высоты. Для направления струи формовочной смеси
головку можно перемещать в горизонтальной и вертикальной
плоскостях.
Производительность пескометов обычно не менее 10—15 м3/ч.
357
Извлечение моделей из форм при формовке вручную — ответ-
ственная операция, требующая определенного навыка в работе.
Модель предварительно «расталкивают» легкими ударами, а затем
осторожно извлекают при помощи крючка или ввернутого болта.
При машинной формовке эта операция механизирована, что обе-
спечивает сохранение точных размеров и отсутствие повреждений
форм.
На рис. 206, а показано извлечение невысокой модели. Опоку
поднимают при помощи штифтов подъемного механизма, а мо-
дельная плита (модель) остается на месте. Модель большой высоты
Рис. 206. Схема устройства механизмов для удаления моделей из форм:
а — подъемом опоки; б — опусканием модели через протяжную плиту; в -=•
поворотной плитой; 1 — модель; 2 — опока; 3 — модельная плита; 4 — про-
тяжная плита; 5 — поворотный стол; 6 — штифтовый механизм
опускают вниз через протяжную плиту, заформованная опока оста-
ется на месте (рис. 206, 6). Часто модели извлекают при помощи
поворотной плиты. Эту плиту прочно скрепляют с опокой и мо-
дельной плитой и поворачивают на 180°. Затем опоку освобождают
и опускают вниз или поднимают модель вверх (рис. 206, в).
6. Технология машинной формовки
Формовка в двух опоках (рис. 207) является наиболее распростра-
ненным способом. Модельную плиту с моделью обдувают воздухом
для удаления пыли и опрыскивают керосином, чтобы не прилипала
формовочная смесь. Затем устанавливают нижнюю опоку и запол-
няют ее формовочной смесью из бункера, расположенного над ма-
шиной. После уплотнения смеси прессованием или другим спо-
собом удаляют ее излишек. На опоку устанавливают щиток, по-
ворачивают ее на 180° и вынимают модель.
Аналогичным образом формуют верхнюю полуформу. При
сборке формы в нижнюю полуформу устанавливают стержень и
обдувают сжатым воздухом для удаления пыли Затем по направ-
ляющим штырям устанавливают верхнюю полуформу, скрепляют
обе опоки скобами или другим способом и направляют к месту
заливки.
Безопочная формовка на формовочных машинах и высокопро-
изводительных полуавтоматических установках (200—300 форм/ч)
широко применяется в массовом производстве мелких изделий. Эгот
способ формовки можно выполнять по различным вариантам. Ос-
новные операции формовки в двух опоках с двусторонней модель-
358
пой плитой показаны на рис. 208. На нижнюю опоку по штырям
устанавливают модельную плиту и верхнюю опоку. Затем сборку
поворачивают на 180° и изготовляют нижнюю полуформу; далее
накладывают подоночный щиток, поворачивают сборку на 180°
л уплотняют смесь в верхней опоке. После этого снимают верхнюю
опоку и удаляют модельную плиту. После сборки полуформ обе
опоки снимают, на форму надевают тонкостенный металлический
I ис. 207. Машинная формовка в Двух опоках:
/ — модельная плнта для нижней полуформы: 2 — нижняя опока; 3 — мо-
дель стояка; 4 — верхняя опока; 5 — модельная плита для верхней полуфор*
мы; 6 — стержень; 7 — щиток
кожух-жакет для предохранения от разрушения. Для изготовле-
ния форм требуется ограниченное число опок, что дает большую
экономию.
При безопочной формовке по схеме, приведенной на рис. 209,
формовочную смесь из бункера подают сжатым воздухом в рабо-
чий резервуар. Уплотнение смеси происходит при перемещении
модельной плиты штоком 3. Затем поворотную модельную "плиту
поднимают вверх. Полуформу перемещают штоком в положение 6.
11з полуформ образуются безопочные формы.
Стопочная формовка (этажная и ступенчатая) (рис. 210) при-
менима в литейных цехах, где формы заливают не на конвейерах,
а на специальной площадке. При этажной формовке формы для не-
больших отливок простой конфигурации изготовляют, например, на
прессовых машинах таким образом, чтобы в одной опоке была полу-
чена нижняя полуформа с одной стороны и верхняя полуформа с дру-
359
a
Рис. 208. Безопочная формовка;
cf б —- положения при уплотнении нижней и верхней опок; а, «. снятие
верхней ©покн; д собранная форма в ©поках; в =- снятие опок с формы; 1 —
^верхняя опока; 2 модальная плита: 3 — инжняя опока; 4 — подопечный
щиток; 5 металлический жакет
Рис. 209. Безопочная формовка:
1 *=* бункер; 2 рабочий резервуар; 3 — шток поршня цилиндра; 4 — мо-
дельная плита; 5 поворотная модельная плита; 6—8 — безопочные формы
360
гой. Стопочную формовку применяют с целью лучшего исполь-
зования площади цеха; кроме того, вся стопка имеет общую лит-
никовую систему с одним центральным стояком, что дает экономию
металла и улучшает заполнение тонких полостей форм благодаря
увеличению статического давления
собов — в необходимости сборки
форм.
Изготовление форм в стерж-
нях (формовку в стержнях) при-
меняют для получения тонкостен-
ных отливок сложной конфигу-
рации или при наличии тонких
выступающих ребер, как эконо-
мически более выгодный способ
изготовления форм, чем фор-
мовка по моделям. При этом спо-
собе наружные и внутренние по-
верхности отливки получают в
форме, собранной из стержней
(рис. 211, а). Формовка в стерж-
нях упрощает изготовление формы,
металла. Недостаток этих спо-
Рнс. 210. Схема стопочной формовки!
слева >— этажная; справа « стопорная
формовка;- 1 — общий литниковый сто-
як; 2 =f полости форм; 3 опоки; 4 —*
подопечный щиток; 5 *=* литниковый
стояк
увеличивает производительность труда; отливки получают с чи-
стыми поверхностями, минимальными допусками и припусками
па механическую обработку. Более широкое применение этого
способа стало возможным с применением ЖСС и других специаль-
ных смесей.
Рис. 211. Изготовление форм в стержнях:
а — в опоках; б — g применением жакета; 1 — нижняя опока; 2
жакет; 3 верхняя опока; 4 — прибыль; 5 -=» отлнвка
Комплект стержней, чтобы предупредить его разрушение при
заливке, скрепляют скобами, помещают в опоки или жакеты —
чугунные ящики; в последнем случае этот способ называют фор-
мовкой в жакетах (жакетная формовка).
Формовка в жакетах находит применение и в серийном произ-
водстве крупных отливок. На рис. 211, б показано использование
жакета для получения средней части формы, верхняя и нижняя
части которой выполнены в опоках. Такой способ дает возможность
изготовить формы большей высоты, чем при обычной машинной
361
формовке в опоках. Для особо крупных отливок формовку в стер-
жнях ведут в кессонах.
Изготовление форм в кессонах проводят для крупных отливок,
например, с массой более 10 т и с размерами более 2,5 м; некоторые
отливки имеют массу до нескольких десятков тонн, длину 10—
15 м и более. Для таких отливок формы в опоках изготовить нельзя,
их изготавливают в кессонах формовкой вручную, в стержнях,
с применением жидких самотвердеющих смесей и др.
Кессон — железобетонная яма, расположенная ниже
уровня пола цеха, водонепроницаемая для грунтовых вод. Сов-
ременный механизированный кессон имеет две неподвижные и две
подвижные стенки из чугунных плит, что позволяет изменять его
размеры. Его дно выкладывают из полых чугунных плит, которые
можно продувать воздухом для ускорения охлаждения отливки и
кессона. Кессон имеет механизмы для передвижения стенок,
приспособления для установки и закрепления верхней полуформы.
Формовка вручную в почве обычно выполняется в кессонах.
Для крупных отливок нижняя часть формы испытывает большое
давление и должна иметь хорошую газопроницаемость. Поэтому
в нижней части кессона делают «твердую постель», уплотняя сна-
чала формовочную смесь, затем слой твердой засыпки (куски
кокса, шлака, огнеупорного кирпича и т. п.) и снова слои напол-
362
пптельной и облицовочной смеси. Для отвода газов в слое твердой
засыпки устанавливают вентиляционные трубы.
На подготовленную постель помещают модель и набивают ос-
тальную часть формы. Уплотнение формовочной смеси является
наиболее сложной, ответственной и трудоемкой операцией. Смесь
уплотняют пневматическими трамбовками, могут быть использо-
ваны и пескометы. Наибольшие затруднения вызывает уплотнение
смеси под моделью; набивку труднодоступных мест выполняют
через специальные окна в модели.
Формовка в стержнях может быть вы-
полнена с применением жакета или непо-
средственно в кессоне. Жакет для круп-
ных отливок, обычно устанавливаемый
в кессоне, представляет собой сборную
конструкцию, состоящую из чугунных
боковых стено -', скрепленных между собой
и с чугунным поддоном. Форму собирают
по возможности из стержней нескольких
типоразмеров, базируясь на неподвиж-
ные стенки кессона. После укладки
Рис. 213. Пример изгото-
вления формы с использова-
нием ЖСС
стержней подвижные
стенки сдвигают к стержням вплотную для получения мини-
мальных зазоров в соединениях и предупреждения распора формы
при заливке. Формовка в стержнях в кессоне показана на рис. 212.
Формовка в кессонах с применением ЖСС позволяет значительно
упростить технологию изготовления форм для крупных отливок
при одновременном улучшении их качества. На рис. 213 приведен
пример изготовления формы с применением ЖСС для крупной
чугунной отливки. После фиксации модели 2 планками 3 через
круглые или квадратные отверстия 5 заливают ЖСС и затем вы-
давливают ее толкателями 4 для лучшего заполнения подмодель-
ного пространства. Далее заливают формовочную смесь по пери-
ферии в зазоры между стенками модели и кессона 1. Во избежание
всплывания при заливке модель нагружают. Через 30—40 мин
модель извлекают, форму окрашивают противопригарной краской,
сушат 2—4 ч (переносными газовыми сушилами). Вследствие вы-
сокой газопроницаемости смеси отвод газов значительно упро-
щается по сравнению с формовкой в почве. Газоотвод может быть
обеспечен, например, прокладкой в слой смеси системы трубок из
нейлона или других синтетических материалов.
Из песчано-глинистых смесей такую форму изготовить невоз-
можно, так как нельзя обеспечить уплотнение смесей под моделью.
7. Особенности технологии изготовления стержней
Основным способом изготовления стержней является их машинная
формовка в стержневых ящиках.
Ручная формовка стержней в ящиках имеет те же недостатки,
что и изготовление полуформ вручную. Она находит все более
ограниченное применение.
363
сложные по
4
Рис. 214. Изготовление стержней:
а — е разъемном ящике вручную;
б — оболочкового стержня; 1, 2 —
стержневые ящики; 3 — плита; 4 —
стержень; б поворотный бункер
На рис. 214, а показано изготовление в разъемном ящике стер-
жня, подвергаемого сушке.
В ящик засыпают и уплотняют стержневую смесь, ее излишек
удаляют линейкой. Затем накладывают сушильную плиту (дрей-
ер), ящик поворачивают на 180° и разнимают половины ящика.
Стержень на плите направляется на сушку.
Для увеличения прочности в необходимых случаях в тело стер-
жня при его формовке устанавливают металлическую арматуру,
стержни можно изготавливать из
отдельных склеиваемых частей.
Машинная формовка стержней
в опоках осуществляется на прес-
совых, встряхивающих и других
машинах; для изготовления круп-
ных стержней целесообразно при-
менять пескометы, а в массовом и
крупносерийном производстве мел-
ких и средних стержней — песко-
дувные и пескострельные машины.
В пескодувных ма-
шинах заполнение ящика стер-
жневой смесью и ее уплотнение
происходит под давлением сжатого
воздуха. Схема устройства одной из машин показана на рис 215.
Стержневая масса находится в пескодувном резервуаре, дном
которого служит плита с вдувными отверстиями. Стержневой ящик
с соответствующими отверстиями плотно прижимается к плите при
подъеме стола 2. При открытии шибера 9 сжатый воздух под дав-
лением 0,5—0,6 МПа вдувает смесь в ящик и уплотняет ее. Для
предупреждения выноса смеси выпускные отверстия для воздуха
в дне ящика закрыты сетками. Набитый ящик освобождается при
опускании стола, после чего его половины раздвигают для из-
влечения стержня. Пескодувный резервуар для заполнения сме-
сью из бункера перемещают по рольгангу с помощью толкателя.
Пескодувные машины имеют высокую производительность и обе-
спечивают равномерное уплотнение смеси; их применяют также
для изготовления небольших полуформ. Основной недостаток
машин — сильный износ модельной оснастки вследствие абразив-
ного действия песчано-воздушной смеси.
В пескострельных машинах смесь поступает
и уплотняется в стержневом ящике за счет ее кинетической энер-
гии, сообщаемой сжатым воздухом. В машине, показанной на
рис. 216, сжатый воздух из резервура 1 через клапан большого
сечения 2 поступает в пескострельиый резервуар 3, практически
мгновенно перемещая («выстреливая») смесь в стержневой ящик.
При конической форме вдувного отверстия (сопла) сжатый воз-
дух в ящик не попадает; воздух, вытесняемый смесью, удаляется
через отверстия 6. Из-за отсутствия песчано-воздушной струи зна-
364
чительно уменьшается абразивный износ, стержневые ящики мо-
жно применять как металлические, так и деревянные.
Пескострельные машины, в особенности для специальных стер-
жневых смесей, имеют очень высокую производительность. Для
смесей горячего отверждения применяют металлические ящики
с электрическими или газовыми нагревателями и цикл изготов-
ления стержня составляет 1—2 мин. Для некоторых холоднотвер-
деющих смесей время изготовления стержня до его извлечения из
ящика составляет менее 1 мин.
Рис. 215. Схема устройства пескодувной машины:
1 — стержневой ящик; 2 — стол машины; 3 — вдувная плита; 4 пескодув-
ный резервуар; 5 — распределитель воздуха; 6. 7 — толкатель и рольганг для
перемещения пескодувного резервуара; 8 •— бункер ео смесью; 9 — шибер
Рис. 216. Схема устройства пескострельной машины:
1 — резервуар сжатого воздуха; 2 — воздушный клапан; 3 — резервуар со стерж-
невой смесью; 4 — стержневой ящик; 5 — коническое сопло 6 вдувная плита}
7 — отверстие для удаления воздуха
Прогрессивным способом является изготовление оболочковых
(пустотелых) стержней (см. рис. 214, б). При повороте бункера на
180° в нагретый до нужной температуры стержневой ящик за-
сыпают смесь горячего отверждения. После образования оболочки
нужной толщины бункер снова поворачивают и извлекают стер-
жень из ящика.
Одним из наиболее прогрессивных способов является изгегов-
ление стержней из ЖСС. Применение этих смесей дает возмож-
ность получать высококачественные стержни, включая сложные
и крупные.
Стержни также изготовляют из ПСС. Для мелких стержней
используют пескодувные и пескострельные машины, имеющие до-
заторы базовой смеси и феррохромового шлака и смесительную
камеру. При изготовлении крупных стержней ПСС используют как
облицовочную.
365
При получении стержней из ХТС в качестве связующего берут
синтетические смолы: М19-62, БС-40; БС-70; КФ-40 и др. В ка-
честве катализаторов твердения применяют органические и не-
органические кислоты.
8. Сборка и заливка форм
Сборка форм — важная технологическая операция, в значитель-
ной мере определяющая геометрическую правильность и точность
размеров отливки.
Сырые формы собирают после их изготовления, до начала осы-
пания формовочных смесей. Полости форм и стержни обдувают
воздухом для удаления пыли. Если стержень не может быть
установлен в устойчивое положение в форме по знакам, то его за-
крепляют металлическими подпорками — жеребейками.
Точное спаривание опок обеспечивают при помощи тщательно
обработанных стальных штырей и центрирующих отверстий в при-
ливах опок; в чугунных опоках в этих отверстиях запрессованы
стальные втулки.
Для того чтобы при заливке не произошел подъем верхней опоки
статическим давлением металла, ее скрепляют с нижней опокой
при помощи скоб и других приспособлений; на верхнюю опоку
небольших форм укладывают груз.
Заливку форм в механизированных цехах осуществляют на
конвейерах или рольгангах, иногда на специальной площадке.
Сплав заливают в форму с помощью ковшей; их конструкция,
вместимость и другие особенности зависят от массы отливки и
свойств сплава.
Расплав перед заливкой в формы некоторое время выдерживают
в ковше для выделения газов, всплывания шлака и неметалличе-
ских включений. Заливку проводят, не прерывая струи, литнико-
вая чаша должна быть полной. При перерывах струи расплав по-
ступает в полость формы отдельными порциями, может охлажда-
ться и окисляться, тогда в отливках образуются дефекты — спаи.
Струя при заливке не должна размывать формовочную смесь, шлак
не должен попадать в форму.
9. Охлаждение, выбивка и очистка отливок
Продолжительность охлаждения в форме затвердевшей отливки
зависит от ее массы, толщины сечений, вида сплава, теплофизиче-
ских свойств формовочных материалов и других условий. Она ко-
леблется в очень широких пределах — от нескольких минут для
небольших тонкостенных литых деталей до нескольких часов или
суток для массивных, крупных отливок.
Излишне длительное охлаждение отливок в форме экономиче-
ски невыгодно. Поэтому иногда охлаждение ускоряют, например,
обдувкой воздухом. Излишне горячие отливки из форм удалять
366
нельзя. При охлаждении на воздухе в сплавах могут произойти
нежелательные структурные превращения. Вследствие разницы
температур на поверхности и во внутренней части массивных де-
талей возникают термические напряжения, которые могут выз-
вать коробление и трещины в отливке.
По опытным данным, мелкие чугунные отливки можно извле-
кать из форм при 700—800 °C, средние — при 400—500 °C.
После охлаждения до требуемой температуры разовую ли-
тейную форму разрушают, выбивая из нее отливку. В современ-
ных литейных цехах выбивку проводят с помощью механизмов и
установок.
Рис. 217„ Установка для выбивки опок
Мелкие и средние формы, заливаемые на конвейерах или роль-
гангах, часто выбивают на вибрационных решетках. В установке,
показанной на рис. 217, при движении на конвейере 1 тележка 2
включает электроконтакт 3 толкателя 4, который сталкивает форму
па стол 5. Толкатель 6' подает форму на выбивную вибрационную
решетку 7.
С помощью соответствующих транспортеров (на схеме не пока-
заны) выбитую формовочную смесь направляют к месту перерабо-
тки, отливки — на обрубку и очистку. Пустые опоки толкатель 8
подает до упора 9 на конвейер.
Стержни из крупных отливок удаляют в гидравлических ка-
мерах струей воды диаметром 5—15 мм под давлением до 10 МПа.
При этом происходит и очистка поверхности отливок от частиц
приставшей формовочной смеси.
Обрубку, т. е. удаление литников, прибылей и дефектов, про-
водят на дисковых и ленточных пилах, газовой и электродуго-
иоп резкой, пневматическими зубилами и другими способами.
Очистку мелких отливок от остатков формовочных материалов
осуществляют во вращающихся барабанах круглого или прямо-
367
угольного сечения. В них вместе с деталями загружают «звездо-
чки» из белого чугуна. Очистка поверхности происходит в резуль-
тате перекатывания и трения деталей и «звездочек» друг о друга.
В гидропескоструйных установках отливки очищают струей
воды с песком под давлением до 3 МПа.
Дробеметная (дробеструйная) очистка заключается в том, что
поверхность обрабатывают струей чугунной или стальной дроби,
выбрасываемой со скоростью 60—70 м/с из вращающейся дробе-
метной головки. Мелкие отливки очищают в дробеметных бараба-
нах, средние и крупные отливки — в дробеметных камерах.
10, Комплексная механизация и автоматизация
Комплексная механизация современных литейных цехов включает
централизованное приготовление уплотняемых формовочных сме-
сей с применением автоматических смешивающих бегунов, подачу
приготовленных смесей в бункера формовочных машин с помощью
транспортеров или пневмотранспорта.
5 б
||n|j ip l[n|jljjl|j ijj ijl*
□Hl —
ф фф фф ,ффф ффф ф ф.ф.ф.ф ф ф ф,
Ф ф[ тфф “'фф'ф’фт иф фцфф ф^ф’фф1
ш —
фффф, Гфффгффффф1фффф1ф1ф1,
Рис. 218. Схема четырехлознционного формовочного автомата
На рис. 218 приведена принципиальная схема формовочного
четырехпозиционного автомата карусельного типа. На позиции I
проводится обдувка и смазка модели. При повороте на V4 оборота
она перемещается на позицию //.К этой позиции толкателем 3
по рольгангу 2 подается пустая опока 1. При помощи специального
кромочного рольганга с расходящими секциями 5 опоку устанав-
ливают на подмодельную плиту и заполняют формовочной смесью
из бункера с дозатором. На позиции III происходит уплотнение
смеси (встряхивание с подпрессовкой), на позиции IV из полуфо-
рмы вынимается модель. При помощи толкателя 4 и кромочного
рольганга 5 готовая полуформа передается на рольганг 6 для
сборки. На каждой позиции технологические операции выполня-
ются одновременно, что обеспечивает высокую производитель-
ность автомата.
В механизированных цехах готовые формы устанавливают
на конвейеры, где происходит их заливка, охлаждение и выбивка
368
иа автоматических установках. По системе конвейеров отливки
Направляют на обрубку и очистку, выбитую смесь доставляют в от-
деление регенерации и приготовления смесей, пустые опоки воз-
вращают к месту формовки.
На рис. 219 показана принципиальная схема автоматизирован-
ной поточной линии АПФЛ-2. При помощи толкателя 1 и канто-
вателя 2 нижняя опока по транспортерам 3 и 4 подается к фор-
мовочной автоматической карусельной машине 5, а верхняя опока—
Рио. 219. Схема автоматизированной прессовой линии АПФЛ-2
к машине 6. Готовые полуформы собирают на конвейере специ-
альным устройством и направляют на заливку, охлаждение и
выбивку.
11. Дефекты отливок
Дефекты можно разделить на две группы: неисправимые и исправи-
мые. Первые (обычно крупные по размерам) исправить невоз-
можно или невыгодно. В этом случае отливку считают негодной
для использования и переводят в разряд окончательного брака.
Исправимые дефекты (обычно мелкие) экономически целесообра-
зно подвергать исправлению.
Газовые раковины — полости в теле отливки, созданные воз-
духом или газами, выделяющимися из расплавленного металла
при его затвердевании или из материалов формы. Газовые ракови-
ны могут быть открытые и закрытые (внутренние).
Причинами их образования являются недостаточная газопрони-
цаемость и повышенная влажность формовочных и стержневых
смесей, недостаточная раскисленность расплава и т. п.
Усадочные раковины — открытые или закрытые полости в теле
отливки, имеющие неровную внутреннюю поверхность, которые
обычно образуются в утолщенных местах отливки. Причинами
369
образования усадочных раковин в отливке являются неправиль-
ный подвод в форму, заливка форм излишне перегретым распла-
вом, неправильная конструкция отливки, допускающая скопление
больших объемов расплава в отдельных ее частях.
Песчаные раковины — чаще всего открытые различной формы
пустоты в теле отливки, частично или целиком заполненные фор-
мовочной смесью. Причинами образования песчаных раковин яв-
ляются разрушение отдельных частей формы, смыв формовочной
смеси расплавом при неправильном его подводе.
Усадочная пористость — это скопление
мелких пустот (пор) неправильной формы,
которые образовались в отливке в ре-
зультате объемной усадки при отсутст-
вии доступа жидкого металла. Она характерна
для сплавов с широким интервалом кристаллизации.
Холодные трещины — сквозные и несквозные разрывы в стен-
ках отливки, небольшой ширины и значительной длины. Они об-
разуются при низких температурах и имеют неокисленную по-
верхность. Причиной образования холодных трещин является
усадка сплава, приводящая к большим внутренним напряже-
ниям.
Горячие трещины — разрывы в стенках отливки, имеющие
значительную ширину и небольшую протяженность. Они образу-
ются при высокой температуре и имеют темную окисленную по-
верхность. Трещины могут возникать в случае недостаточной по-
датливости стержней и отдельных частей формы, ранней выбивки
отливки из формы.
Заливы — тонкие различные по величине и форме, не преду-
смотренные чертежом выступы на отливке, образующиеся по
плоскости разъема формы из-за наличия излишнего зазора ме-
жду полуформами.
Недолив — неполное заполнение формы расплавом, что наблю-
дается при недостаточной его жидкотекучести, при скоплении га-
зов, препятствующих заполнению формы, при недостаточных раз-
мерах питателей литниковой системы.
Перекос — несоответствие конфигурации отливки чертежу из-
за смещения одной части отливки относительно другой. Как пра-
вило, перекос является следствием неправильного центрирования
опок при чрезмерном износе штырей.
Разностенность возникает в результате неправильной уста-
новки или смещения стержней при заливке формы в случае не-
прочного их крепления в форме.
Коробление — искажение размеров и конфигурации отливки
под влиянием внутренних напряжений, возникающих при не-
равномерном охлаждении отдельных ее частей. Во избежание ко-
робления необходимо добиваться меньшей разностенности от-
ливки, а для охлаждения массивных ее частей применять холо-
дильники.
370
Наиболее распространенными методами исправления дефектных отливок
являются пропитывание пористых отливок различными составами и заварка де-
фектов газовой или электродуговой сваркой.
Пористые отливки, работающие под небольшим давлением, пропитывают
водным раствором хлористого аммония. Он проникает между кристаллами ме-
талла, образуя оксиды, при этом закупориваются поры отливки. В растворе де-
фектные отливки находятся 8—12 ч.
Пористость чугунных, бронзовых и алюминиевых литых деталей, работаю-
щих под значительным давлением, устраняют путем запрессовки в поры бакели-
тового лака. Давление запрессовки составляет 2,5—3,0 МПа. Пропитанную от-
ливку сушат при комнатной температуре около 40—50 ч. Затвердевание лака про-
исходит в печи при 130 °C.
Для газовой или электрической дуговой заварки присадочный пруток или
электрод должен иметь тот же химический состав, что и основной металл. Во из-
бежание появления трещин в процессе заварки или послеее отливку необходимо
предварительно подогреть до 200—250 °C.
12. Отходы литейного производства
Литейное производство характеризуется наличием токсичных
воздушных выбросов, сточных вод и твердых отходов.
Острой проблемой в литейном производстве считается неудов-
летворительное состояние воздушной среды. Химизация литей-
ного производства, способствуя созданию прогрессивной техно-
логии, одновременно ставит задачи по оздоровлению воздушной
среды. Наибольшее количество пыли выделяется от оборудования
дня выбивки форм и стержней. Для очистки выбросов пыли при-
меняют циклоны разных типов, полые скрубберы и циклоны-про-
мыватели. Эффективность очистки в этих аппаратах находится в пре-
делах 20—95 %. Применение в литейном производстве синтетиче-
ских связующих особенно остро ставит проблему очистки воздуш-
ных выбросов от токсичных веществ, главным образом от органи-
ческих соединений: фенола, формальдегида, оксидов углерода,
>ензола и др. Для обезвреживания органических паров литейного
производства применяют различные способы: термическое сжига-
ние, каталитическое дожигание, адсорбцию активированным уг-
лем, окисление озоном, биоочистку и др.
Источником сточных вод в литейных цехах служат, главным
о разом, установки гидравлической и электрогидравлической
очистки литья, мокрой очистки воздуха, гидрогенерации отрабо-
танных формовочных смесей. Огромное экономическое значение
для народного хозяйства имеет утилизация сточных вод и шлама.
Количество сточных вод можно значительно снизить путем 'при-
менения оборотного водоснабжения
Твердые отходы литейного производства, поступающего в от-
валы, представляют собой в основном отработанные литейные пе-
ски Незначительную часть (менее 10 %) составляют металличе-
ские отходы, керамика, бракованные стержни и формы, огнеупо-
ры, бумажный п древесный мусор.
Основным направлением уменьшения количества твердых от-
ходов в отвалы следует считать регенерацию отработанных лп-
371
тейных песков. Использование регенератора обеспечивает сниже-
ние расхода свежих песков, а также связующих и катализаторов.
Разработанные технологические процессы регенерации позволяют
регенерировать песок с хорошим качеством и высоким выходом
целевого продукта.
При отсутствии регенерации отработанные формовочные смеси,
а также шлаки необходимо использовать в других отраслях про-
мышленности: отработанные пески — в дорожном строительстве
в качестве балластного материала для выравнивания рельефа и
устройства насыпей; отработанные песчано-смоляные смеси —
для изготовления холодного и горячего асфальтобетонов; мелкую
фракцию отработанных формовочных смесей — для производства
стройматериалов: цемента, кирпича, облицовочных плиток; отра-
ботанные жидкостекольные смеси — сырье для строительных це-
ментных растворов и бетона; шлак литейного производства —
для дорожного строительства в качестве щебня; мелкая фракция —
в качестве удобрения.
Захоронение твердых отходов литейного производства целесо-
образно проводить в овраги, отработанные карьеры и шахты.
Глава IV. ЛИТЕЙНЫЕ СПЛАВЫ
В современной технике используют литые детали из очень многих
сплавов. В настоящее время в СССР доля стального литья в общем
балансе отливок составляет примерно 23 %, чугунного — 72 %.
Отливки из сплавов цветных металлов около 5 %.
Чугун и литейные бронзы являются «традиционными» литей-
ными сплавами, применяемыми с давних времен. Они не обладают
достаточной пластичностью для обработки давлением, изделия
из них получают литьем. Вместе с тем для получения отливок ши-
роко используют и деформируемые сплавы, например, стали.
Возможность использования сплава для получения отливок оп-
ределяется его литейными свойствами.
1. Литейные свойства сплавов
Основные литейные свойства: жидкотекучесть, усадка, склон-
ность к ликвации и поглощению газов
Жидкотекучесть — способность расплава свободно течь в ли-
тейной форме, заполняя ее и точно воспроизводя все контуры.
Жидкотекучесть зависит от химического состава, температуры при
заливке, а также наличия примесей и других факторов. Более
высокую жидкотекучесть имеют сплавы, затвердевающие с обра-
зованием эвтектики.
Усадка — свойство металлов и сплавов уменьшать свой
объем при затвердевании и охлаждении; при этом проис-
372
ходит и соответствующее уменьшение линейных размеров от-
ливки.
Объемная усадка ео =—ф — отл- 100 %;
Гф
« 1ф — ^отл , „ „ п,
линейная усадка ел =---------100 %,
'Ф
где Уф и Уотл; и 4тл — объем и размеры соответственно
формы и отливки.
• В результате объемной усадки в теле отливки могут образоваться усадочные
раковины и пористость. Для предупреждения этого необходимо предусмотреть
рациональную литниковую систему и прибыли. В связи с линейной усадкой не-
обходим точный учет уменьшения размеров отливки. При наличии препятствий
для усадки, а также в результате неодновременной и неравномерной усадки ма-
спвных и тонких сечений в отливках возникают напряжения, возможно коробле-
ние и образование трещин.
Относительная величина усадочной раковины разная у различных сплавов.
Она зависит от химического состава сплава, температуры его заливки и других
факторов. В отливках из стали она составляет 3—10 % начального объема сплава,
из серого чугуна 1,5—2,5 %, модифицированного чугуна 2—3 %, белого чугуна
2,5—6 %, чугуна с шаровидным графитом 2,5—13 %. Объемная усадка примерно
в три раза больше линейной.
Ликвация — химическая неоднородность затвердевшего сплава.
Причины ее возникновения, а также основные формы и вредное
влияние рассмотрены в разд. II гл. I. Кроме химического состава
сплава, на процесс развития ликвации влияние оказывают кон-
фигурация отливки, скорость охлаждения и другие технологи-
ческие факторы.
Склонность к поглощению газов. В расплавленном сплаве всегда
находятся в растворенном состоянии газы — водород, азот и др.
При затвердевании и последующем охлаждении растворимость
газов уменьшается и в результате их выделения в теле отливки
могут образоваться газовые раковины и поры.
Растворимость газов зависит от химического состава сплава,
его температуры и других факторов. Для уменьшения газонасы-
щенностп сплавов применяют плавку в вакууме или в среде инерт-
ных газов, а также дегазацию вакуумированием в специальных ка-
мерах и т. д.
2. Производство отливок из чугунов
Около 72 % всех отливок по массе получают из чугунов: серого
(—64 %), легированного (~4 %), ковкого (~3 %) и высокопроч-
ного (— 1 %).
Серый чугун — наиболее распространенный литейный сплав.
Высокие литейные свойства этого чугуна позволяют получать
самые разнообразные литые детали. Отливки хорошо обрабаты-
ваются на металлорежущих станках. Литые детали из серого
чугуна в среднем дешевле примерно в 1,5 раза, чем стальные,
в несколько раз дешевле отливок из цветных сплавов.
373
Серый чугун с пластинчатым графитом используют главным об-
разом для отливок деталей машин. Он обычно содержит 2,2—>
3,7 % С, 0,2—1,0 Мп, до 0,3 % Р, до 0,15 %.S. Марки серого
чугуна приведены в табл. П5.
Микроструктура чугуна зависит от его химического состава и
скорости охлаждения, обратно пропорциональной толщине стенки
отливки.
Подробно способы получения различной структуры и ее влия-
ние на свойства чугунов рассмотрены во втором разделе гл. XI.
Литейные свойства. Серый чугун имеет высокую жидкотеку-
честь и малую усадку. Жидкотекучесть повышается с увеличением
содержания С, Si, Р и понижается с увеличением S. Особо высо-
кую жидкотекучесть имеет чугун для тонкого художественного
литья (1,0—1,2 % Р). При перегреве чугуна выше tUJ1 его жидко-
текучесть повышается.
Модифицирование обеспечивает получение наиболее благо-
приятной структуры — с мелкими включениями графита завих-
ренной формы и применяется для получения чугунов марок СЧ25—
СЧ45 с перлитной основой. Модифицирование осуществляют не-
большими добавками 75 %-ного ферросилиция, силикокальция и
других модификаторов в количестве 0,3—0,6 % от массы чугуна.
Перегрев чугуна перед модифицированием должен быть тем
выше, чем выше марка чугуна. Выдержка чугуна после модифи-
цирования должна быть меньше живучести модифицирования, ина-
че его эффект исчезнет (5—45 мин )
Легированные чугуны — хромистые никелевые и др. применяют
для отливок ответственного назначения. Легирование чугунов
улучшает механические свойства, коррозионную стойкость, изно-
состойкость, жаропрочность и другие свойства. В качестве леги-
рующих элементов применяют Ni, Сг, Мо, Мп, Al, Cu, Ti. Низ-
колегированные чугуны (до 3 % легирующих элементов) полу-
чили широкое применение в машиностроении. Эти чугуны дешевле
соответствующих сталей и обладают хорошими литейными свой-
ствами.
Более широкое применение находят отливки из высоколегиро-
ванных чугунов с особыми физическими свойствами, например,
кислотостойких (26—36 % Сг), немагнитных (до 12 % Мп, до
2 % Си). Эти чугуны дешевле соответствующих сталей и обладают
хорошими литейными свойствами.
Высокопрочный чугун с шаровидным графитом имеет значительно
более высокую прочность и пластичность чем серый чугун. Марки
высокопрочного чугуна (см. табл. П6). Такой чугун получают
модифицированием магнием, иногда Mg—FeSi лигатурой, церием
и другими модификаторами, которые вводят в расплавленный
чугун, находящийся в ковше. Один из наиболее рациональных
способов — модифицирование в специальных автоклавах с дав-
лением до 600—800 кПа. Модификатор, например, 0,2—0,4 % Mg
от массы чугуна помещают в контейнер с отверстиями, который
374
вводят в жидкий металл. Магний расплавляется, испаряется
(/„цп = 1100 °C), его пары проходят через чугун, частично выде-
ляясь и сгорая на поверхности. Чугуном «усваивается» до
0,05 % Mg.
Свойства чугуна в основном определяются его металлической
основой (перлит, перлит и феррит, феррит) и могут быть значи-
тельно улучшены термической обработкой. У некоторых марок
чугуна ов =8004-1200 МПа.
. Из высокопрочных марок чугуна изготавливают коленчатые
валы, детали турбин и другие ответственные изделия.
Ковкий чугун с хлопьевидным графитом получают продолжи-
тельным отжигом отливок из белого чугуна. Механические свой-
ства ковкого чугуна зависят главным образом от его металличе-
ской основы. Перлитные чугуны КЧ 45-7 и другие имеют более
высокую прочность при пониженной пластичности Ферритные
ковкие чугуны, например, КЧ 37-12, имея меньшую прочность,
обладают более высокой пластичностью (табл. П7). В ферритном
ковком чугуне при уменьшении размеров и большей степени
сфероидизации хлопьевидного графита одновременно повышается
прочность и пластичность, что не наблюдается в других чугунах.
Одна из основных особенностей технологии получения ков-
кого чугуна состоит в том, что исходный материал — белый чугун,
содержащий 2,2—3,2 % С, 0,7—1,4 % Si, cl % Мп, до 0,2 % Р,
до 0,2 % S, имеет низкие литейные свойства: пониженную жидко-
текучесть и значительно большую усадку, чем у серого чугуна.
Вторая особенность состоит в том, что отливки из белого чугуна
могут быть получены сравнительно небольшой толщины. Практи-
чески ковкий чугун применяют для получения отливок с тол-
щиной стенки до 30—40 мм и массой до нескольких кило-
граммов.
Плавка чугуна. В литейном производстве боее 90 % чугуна
выплавляют в вагранках. За последние годы очень быстрое раз-
витие получила плавка в электрических печах (индукционных и
дуговых), обеспечивающая получение чугунов высокого качества.
Быстро развивается также дуплекс-процесс, в особенности вариант
вагранки — индукционная печь.
Вагранка наиболее распространенной конструкции по-
казана на рис. 220. Шихтовые материалы (чугун, кокс и др..) за-
1 ружают сверху через загрузочное окно при помощи бадьи с от-
кидным дном. Воздушное дутье подают через фурмы в нижнюю
часть печи; в крупных вагранках они размещены в два—три ряда
по три—четыре фурмы в ряду Расплавленный чугун и шлак сте-
кают в горн и далее в копильник, где происходит усреднение хи-
мического состава чугуна. Печные газы удаляются в трубу с
искрогасителем.
Высота вагранки (до загрузочного окна) 3—10 м, внутренний
диаметр 700—2500 мм, производительность до 30 т чугуна в час.
375
Металлическая часть шихты состоит из литейного и передель-
ного чугуна, возврата собственного производства, стального
скрапа, добавок ферросплавов и др. Основное топливо — литей-
ный кокс с пониженным содержанием серы, которая при плавке
частично переходит в металл. В качестве флюса обычно исполь-
зуют известняк.
Перед началом работы в нижнюю часть вагранки до уровня на
600 — 800 мм выше фурм загружают кокс и разжигают его, обра-
зуя так называемую холо-
стую колошу. Она необхо-
дима для того, чтобы чугун
и другие материалы распла-
влялись в плавильном поя-
се — зоне наиболее высоких
температур, несколько выше
пояса фурм; куски нерас-
плавившегося чугуна, опус-
каясь в горн, вызывали бы
его охлаждение.
На холостую колошу по-
очередно загружают порции
проплавляемого металла,
кокса и известняка и т. д.
до загрузочного окна. По
Рис. 220. Схема устройства вагранки
с копильником:
/ — фундамент; 2 — опорные колонны;
3 — откидная крышка (днище); 4 —•-
под; 5 — воздушные фурмы; 6 — вен-
тилятор; 7—шамотная футеровка; 8 —•
кожух; 9 — чугунные плиты; 10 — за-,
груз очное окно; 11 — искроуловитель;
12 — труба; 13 — загрузочная бадья;
14 — летка вагранки; 15 — копильник;-
16 — летка для выпуска шлака; 17 —
летка для выпуска чугуна; 18 — ковш
ходу плавки, по мере опускания шихтовых материалов, про-
водят их дальнейшую систематическую загрузку.
При переплавлении чугуна в вагранке содержание углерода
и фосфора в чугуне практически не изменяется, кремний выгорает
на 10—15%, марганец — на 15—20%, содержание серы уве-
личивается на 30—50 % за счет кокса. Для получения чугуна нуж-
ного состава проводят расчет шихты с учетом этих изменений.
Расплавленный чугун выпускают в разливочный ковш, про-
бивая и снова заделывая вручную чугунную летку. Шлак по мере
необходимости выпускают через шлаковую летку.
За последние годы плавка чугуна в вагранках была значи-
тельно усовершенствована. Все шире применяют вагранки более
совершенной конструкции — с шахтой конусного профиля, водо-
376
охлаждаемой плавильной зоной без футеровки, разделением чу-
гуна и шлака при помощи специальных сифонов. Вместо холод-
ного дутья применяют горячее дутье с обогащением воздуха ки-
слородом. Это позволяет интенсифицировать процессы плавки,
повысить производительность вагранок до 80—100 т/ч, снизить
расход дорогого и дефицитного кокса. Значительно повышается и
качество отливок благодаря получению более «горячего» чугуна
(1450—1500 °C).
При добавках к шихте карбида кремния в виде специальных
брикетов значительно повышается чистота чугуна по неметалли-
ческим включениям, оксидам, растворенным газам.
Плавка чугуна в электрических пе-
чах — индукционных и дуговых — приобретает все большее
значение в связи с развитием производства модифицированных,
высокопрочных и других качественных чугунов.
Наиболее совершенными являются индукционные печи (ти-
гельные), обеспечивающие получение точного химического состава
чугуна, его рафинирование, высокий перегрев.
Широкое развитие получает дуплекс-процесс, при котором
чугун плавят в вагранке, а его доводку, рафинирование, перегрев—
в индукционной печи. Такой способ позволяет получать чугун
высокого качества при сниженном расходе электроэнергии. При-
меняют также комбинированную плавку: дуговая печь — индук-
ционная тигельная печь и другие варианты дуплекс-процесса.
Особенности литейных форм. Для серого и
высокопрочного чугунов при выборе материалов формы учитывают
температуру сплава при заливке, которая составляет обычно для
серого чугуна 1200—1400 °C, в случае разливки с перегревом —
1450—1500 °C. При «горячем» чугуне формовочная и стержневая
смеси, формовочные краски и припылы должны иметь повышенную
термохимнческую устойчивость.
При выборе литниковой системы учитывают хорошую жидко-
текучесть и малую усадку чугуна. Для простых отливок нередко
делают литник с одним питателем. В большинстве случаев чугун
подводят в тонкие сечения отливок. При больших и сложных от-
ливках применяют литниковые системы с несколькими питателями
для равномерного заполнения всех частей формы. Вследствие ма-
лой усадки прибыли устраивают только для крупных отливок или
для их массивных частей.
Белый чугун имеет пониженную жидкотекучесть и перед за-
ливкой его нагревают до 1450—1500 °C. Поэтому формовочные
смеси должны иметь повышенную непригораемость. Из-за большой
усадки этого чугуна формовочные смеси должны иметь повышен-
ную податливость; формы в этом случае имеют большие прибыли.
Заливка чугуна в формы. Небольшие формы заливают из руч-
ных ковшей вместимостью 15—50 кг. Для заливки более круп-
ных форм используют механизированные ковши барабанного типа
вместимостью до 5 т. В таких ковшах меньшая вероятность вы-
377
плеска и чугун охлаждается медленнее, чем в ковшах с открытой
поверхностью. Для предупреждения попадания шлака в ковшах
устраивают шлакозадерживающие перегородки.
Кожух ковшей делают из листовой стали, внутри их футеруют
огнеупорной шамотной массой, крупные ковши — шамотным кир-
пичом. Футеровку ковша сушат и прогревают до 600—800 °C
во избежание охлаждения сплава.
3. Производство отливок из стали
Стальные литые детали широко применяют во всех областях тех-
ники. В некоторых отраслях машиностроения стальное литье
составляет 40—60 % от всей массы машин (тепловозы). В энер-
гетическом и тяжелом машиностроении освоено производство
таких ответственных изделий, как цельнолитые стальные рабочие
колеса гидравлических турбин с массой до 85 т; иногда масса
отливок доходит до нескольких сотен тонн.
В настоящее время более 60 % стальных отливок производят
из углеродистой стали 15Л—55Л (ГОСТ 977—75), около 15 % —
из легированной (ГОСТ 977—75) и около 20 % из высоколеги-
рованной (ГОСТ 2176—77), в том числе, примерно 15 % из высо-
колегированной стали 110Г13Л.
Кроме углеродистых сталей, литые детали изготавливают из
конструкционных легированных сталей, например, 25ГСЛ,
ЗОХГСЛ, нержавеющих (10Х13Л, 10Х18Н9ТЛ и др.), износо-
стойких и других высоколегированных сталей с особыми свой-
ствами.
Выплавку стали в литейных цехах проводят в основных и кис-
лых мартеновских печах, электродуговых и индукционных печах.
Мартеновские печи применяют в производстве средних и крупных
отливок менее ответственного назначения. Для более ответствен-
ных отливок сталь выплавляют в электрических дуговых печах,
наиболее качественную сталь — в индукционных печах. Для
неответственных отливок применяют малые конвертеры вмести-
мостью 1—3 т.
Их особенность состоит в том, что воздушное дутье подают
сбоку на поверхность металла через фурмы, расположенные в бо-
ковых стенках конвертера. Они обладают высокой производи-
тельностью, но имеют недостаток — невозможность удаления
серы и фосфора.
Литейные свойства сталей значительно хуже, чем у серого
чугуна и других сплавов.
Жидкотекучесть стали примерно в два раза меньше
жидкотекучести чугуна. Она возрастает с увеличением содер-
жания углерода и полноты раскисления стали. Рост содержания
серы и повышенная загрязненность тугоплавкими неметалличе-
скими включениями приводят к снижению жидкотекучести.
378
Усадка стали достигает значительных размеров — объем-
ная до 7,5 %, линейная до 2,5 %, т. е. примерно в два раза пре-
вышает усадку серого чугуна.
Температура стали при заливке наиболее
часто составляет 1550—1600 °C.
Эти особенности литейных свойств вызывают затруднения
в получении стальных отливок.
Повышенная усадка стали может привести к образованию уса-
дочных раковин и пористости, появлению значительных напря-
жений, короблению отливок, образованию трещин. Для преду-
преждения образования в отливках усадочных раковин и пори-
тости прибыли должны иметь большой объем, иногда до 50—60 %
и более от объема отливок. Наиболее эффективными являются
экономичные закрытые прибыли, прибыли, работающие под атмо-
сферным давлением и под давлением газов. Широко применяют
легкоотделяемые прибыли.
Для уменьшения напряжений формовочная смесь должна
иметь повышенную податливость. Для выравнивая скоростей
охлаждения толстых и тонких сечений применяют холодильники
(например, металлические вкладыши, расположенные в толще
стенок формы у массивных частей отливок). Для предупреждения
образования трещин большое значение имеет конструкция отли-
вок — размер галтелей, наличие плавных переходов от толстых
сечений к тонким, ребер жесткости и т. п.
Литниковая система должна обеспечить заполнение формы
с учетом пониженной жидкотекучести стали. Протяженность
каналов литниковой системы должна быть возможно меньше,
сечение питателей делают в полтора — три раза больше, чем для
чугунного литья.
При изготовлении отливок из высоколегированных нержавеющих и износо-
стойких сталей возникают дополнительные затруднения. Кроме большой усадки
эти стали имеют низкую теплопроводность, пониженную прочность при высоких
температурах, что обусловливает их склонность к образованию трещин. Поэтому
формовочные материалы исами формы должны иметь максимальную податливость.
У некоторых высоколегированных сталей возмож! о химическое взаимодей-
ствие с материалами формы; их целесообразно изготавливать из смесей на основе
хромомагнезита и других материалов, имеющих большую химическую устойчи-
вость, чем кварцевый песок.
Для предупреждения окисления применяют формовочные краски, создаю-
щие восстановительную атмосферу. В расплавленном состоянии нержавеющие
стали имеют значительную вязкость, что усиливает опасность образования га-
зовых раковин.
Формы заливают из стопорных ковшей, что устраняет попада-
ние шлака в отливки. Вместимость стандартных ковшей от 1 до
90 т. Более крупные ковши применять нерационально; в особо
крупные формы заливку ведут одновременно из двух ковшей.
Для мелких деталей используют чайниковые (сливные) 500—800-
кг ковши.
При заливке из стопорных ковшей струя металла оказывает значительное
динамическое действие. Для предупреждения разрушения вместо литниковой
379
чаши применяют шамотные воронки; в крупных формах литниковые стояки и пи-
татели также делают из шамота или других огнеупорных материалов. Продол-
жительность заливки должна быть возможно меньше для того, чтобы предупре-
дить охлаждение стали и снижение жидкотекучести, особенно опасное для тонко-
стенных отливок.
4. Производство отливок из медных сплавов
Большое распространение в качестве литейных сплавов получили
бронзы и латуни. Их применяют для отливок, которые должны
иметь хорошую износостойкость и антифрикционные свойства,
высокую коррозионную стойкость в атмосфере, технической и
морской воде.
Оловянные бронзы содержат 2—14 % Sn, 4—5 % Zn, 4—20 %
Pb, 1—5 % Ni, до 1—% P и др. компоненты.
Олово повышает механические и антифрикционные свойства,
коррозионную стойкость. Цинк уменьшает интервал кристалли-
зации, облегчает сварку или пайку. Свинец улучшает жидкоте-
кучесть, обрабатываемость резанием, а также антифрикционные
и механические свойства. Никель повышает антифрикционные и
механические свойства. Фосфор повышает жидкотекучесть и
износостойкость.
Их широко применяют для изготовления арматуры, подшипни-
ков, шестерен, втулок, работающих в условиях истирания, по-
вышенного давления воды и пара.
Линейная усадка оловянной бронзы менее 1 %, отливки могут
быть получены без прибылей, что уменьшает литейные отходы.
Из примесей наиболее вредное влияние на свойства оказывают
Bi и Sb. Сотые доли процента этих элементов снижают механиче-
ские свойства и увеличивают пористость отливок.
Состав, структура и свойства бронз и латуней приведены во
втором разделе гл. XVII и табл. ГИЗ—И16.
Литейные бронзы и латуни маркируют буквами и цифрами.
Например: бронза БрОЗЦ7С5Н1 содержит около 3 % олова,
7 % цинка, 5 % свинца, 1 % никеля, остальное медь; латунь
ЛЦЗОАЗ содержит 30 % цинка, 2—3 % алюминия, остальное
медь.
Высокооловянистые бронзы с 5—14 % Sn имеют хорошие литей-
ные свойства, но из-за дефицитности и высокой стоимости олова
находят ограниченное применение — только для отливок ответ-
ственного назначения. Недостатком высокооловянистых бронз
является большой температурный интервал кристаллизации спла-
вов, что способствует образованию мелкой, рассеянной пористости.
Безоловянные бронзы, как правило, многокомпонентные сплавы.
Их механические свойства значительно выше, чем оловянных и,
кроме того, они имеют достаточно высокие антифрикционные
свойства и коррозионную стойкость. Среди сплавов этой группы
наиболее широко применяют алюминиевые бронзы. Они имеют
хорошую коррозионную стойкость в пресной и морской воде,
880
п во многих агрессивных средах, хорошо сопротивляются удару,
обладают меньшим, чем оловянные бронзы, антифрикционным
износом. Их применяют для изготовления гребных винтов круп-
ных судов, тяжелонагруженных шестерен и зубчатых колес,
корпусов насосов. Механические, технологические и эксплуа-
1ационные свойства алюминиевых бронз улучшаются при леги-
ровании Fe, Мп, Ni, Al и др. элементами. Эти сплавы имеют
несколько меньшую, чем у оловянных бронз, но достаточно вы-
сокую жидкотекучесть, более высокую линейную усадку. Склонны
к'поглощению газов и окислению.
Свинцовая бронза БрСЗО обладает высокой износостойкостью
при трении в условиях больших удельных нагрузок и скоростей
скольжения.
Латуни — более 15 сплавов — находят очень широкое при-
менение для изготовления втулок, подшипников, арматуры и мно-
гих других деталей в приборе- и машиностроении. Простые ла-
туни — сплавы меди с цинком — находят ограниченное приме-
нение. При затвердевании в них образуются концентрированные
усадочные раковины, что вызывает необходимость устройства
больших прибылей.
Обычно литейные латуни являются более сложными спла-
вами.
Входящие в состав этих латуней алюминий, железо, марганец
п другие элементы улучшают литейные свойства.
Латуни имеют более высокие литейные свойства, чем бронзы.
Большинство латуней имеет небольшую линейную усадку: 1,6—
1,7 %, малую склонность к образованию газовой пористости,
гак как хорошо дегазируются при выплавке в результате образо-
вания паров цинка. Поэтому из латуней легче получить плотные,
герметичные отливки.
Плавка бронз и латуней. Выплавку бронз и
латуней наиболее часто проводят в электрических дуговых и ин-
дукционных печах, реже в пламенных отражательных печах и
тиглях (рис. 221).
Устройство электрической дуговой печи для выплавки бронз приведено на
рис. 221, а. В электрической дуговой печи сварной кожух пз листовой стали
внутри футерован огнеупорным шамотным кирпичом. В стенке корпуса имеется
окно для загрузки шихты, непосредственно под которым находится сливной же-
лоб для выпуска расплава. Во время работы печи окно закрывают заслонкой.
При помощи приводного механизма печь может поворачиваться вокруг горизон-
тальной оси. Покачивание печи способствует перемешиванию расплава, более
равномерному его прогреву и ускорению плавки.
Источником тепла служит независимая электрическая дуга, горящая между
двумя графитизированными электродами, выдвигающимися из печи в процессе
нагрузки. Вследствие сгорания электродов атмосфера в печи является восстанови-
тельной, что уменьшает угар н окисление расплава.
Печи работают на однофазном токе. Расход электроэнергии при выплавке
бронз 990—1540 МДж на тонну расплава. Вместимость печей от 250 до 500 кг.
Для выплавки латуней эти печи не применяют из-за опасности перегрева и боль-
шого испарения цинка.
381
Индукционные бессердечниковые печи являются одним из современных пла-
вильных агрегатов. Их применяют для выплавки бронз и латуней, магниевых и
других цветных сплавов.
Для выплавки бронз, латуней, алюминиевых сплавов широко применяют
индукционные печи с железным сердечником (рис. 221,6).
Сердечник с первичной обмоткой защищен огнеупорной футеровкой. Жидкий
металл, предварительно залитый в капал (кольцевой зазор), создает короткозамк-
нутый вторичный виток, в нем индуктируется ток большой силы, нагревающий
металл до высокой температуры. За счет его циркуляции происходит быстрый на-
грев и плавление загружаемой сверху твердой шихты.
В
Рис. 221. Электрические плавильные печи для цветных сплавов:
а — дуговая; б — индукционная; в — сопротивления; 1 — электроды; 2
сердечник; 3 — кольцевой зазор; 4 форкамеры; 5 — металлосборник; б «
расплавленный металл
Эти печи экономичны, имеют высокий тепловой и электрический к. п. д.,
высокую производительность, удобны в обслуживание, обеспечивают минималь-
ный угар металла.
В тех случаях, когда за одну плавку необходимо получить
большое количество сплава для заливки крупных форм, приме-
няют пламенные отражательные печи вместимостью до 10 т н
более, отапливаемые мазутом или газообразным топливом. В та-
ких печах происходят более значительный угар и окисление
металла.
Иногда бронзы п латуни выплавляют в закрыты?; графитовых
тиглях, нагреваемых в мазутных и других печах. Такая плавка
обеспечивает высокое качество расплава, однако этот способ яв-
ляется мало производительным и неэкономичным.
382
В качестве шихты для выплавки бронз и латуней используют
чистую медь (до 99,99 % Си), вторичные медные сплавы — лом
бронзовых и латунных изделий, прибыли, литники и другие от-
ходы литейного производства. Как правило, тугоплавкие и легко-
окисляющиеся легирующие элементы вводят в виде лигатур. Так,
для легирования тугоплавким железом с /пл = 1539 °C исполь-
зуют лигатуру 90 % Си + 10 % Fe с /,,л = 900 °C; для легиро-
вания легкоокпсляющимся алюминием применяют лигатуру
50. % Си + 50 /О с * о75 (Z и т. д. Для защиты металла
от’окисления при выплавке применяют покровные флюсы различ-
ного состава.
Особенности литейных форм определяются литейными свой-
ствами медных сплавов. Для формовочных смесей применяют
мелкозернистый песок, что обеспечивает получение чистой и глад-
кой поверхности. В состав сырой формовочной смеси вводят ма-
зут. Кроме того, мазут выполняет роль противопригарной добавки.
Для спокойного плавного заполнения формы расплавом при-
меняют расширяющиеся литниковые системы. Для сплавов, имею-
щих большую усадку, устраивают большие выпоры и прибыли.
Заливку проводят при помощи ковшей со сливным носком, без
перерывов струи металла для предупреждения окисления.
5. Производство отливок из алюминиевых сплавов
Алюминиевые сплавы имеют высокую удельную прочность при
нормальной температуре, высокие литейные свойства, хорошо
противостоят коррозии в атмосферных условиях. Их высокая
жидкотекучесть обеспечивает получение тонкостенных и сложных
по форме отливок. Линейная усадка для большинства сплавов
составляет 1,0—1,25 %. Сплавы имеют невысокую температуру
плавления (550—650 °C). Для изготовления отливок в промышлен-
ности используют пять групп алюминиевых сплавов (табл. П18).
Сплавы системы А1—Si (силумины) широко используются
и авиационной, автомобильной, приборостроительной, машино-
строительной, судостроительной и электротехнической промыш-
ленности (АЛ2, АЛ9 и др.).
Сплавы алюминия с медью и кремнием (АЛЗ, АЛ6, АКМ4 и др.)
широко используют в промышленности для изготовления деталей
1остаточпой твердости и прочности, сохраняющих постоянство
размеров в процессе эксплуатации и имеющих высокую чистоту
< >бработа и ный поверх ноет и.
Сплавы алюминия с медью имеют пониженные литейные свой-
< тиа, малую коррозионную стойкость и недостаточную пластич-
ность (АЛ7, АЛ19 и др.). Хорошо обрабатываются резанием,
теплопрочиы.
Сплавы алюминия с магнием (АЛ8, АЛ13 и др.) обладают малой
плотностью, высокой коррозионной стойкостью и прочностью.
1 применяют для сильно нагруженных деталей. Однако они
п шхо работают при повышенных температурах.
383
Сложнолегированные сплавы пятой группы применяют для
изготовления отливок, работающих при повышенных температу-
рах и давлениях (АЛ1), с повышенной стабильностью размеров,
а также для изготовления сварных конструкций и деталей, хорошо
обрабатывающихся резанием (АЛ11, АЛ21).
Для повышения механических свойств отливки из алюминие-
вых сплавов во многих случаях подвергают термической обра-
ботке, после которой в некоторых случаях прочность увеличи-
вается почти в два раза.
Выплавку алюминиевых сплавов проводят в электрических и
пламенных печах. Большое распространение получили электри-
ческие печи сопротивления (рис. 221, в). Нагревательные элементы
пз нихрома расположены в своде печи. Шихту загружают через
окна в форкамеры, где происходит плавление; жидкий сплав
стекает в металлосборник. Для выпуска сплава печь наклоняют
в сторону выпускного отверстия.
Преимуществами таких печей являются снижение угара,
окисления и газонасыщенности металла по сравнению с пламен-
ными печами, высокий к. п. д. печей, легкое регулирование тем-
пературы.
Совершенными плавильными агрегатами являются электри-
ческие индукционные печи. В связи с совершенствованием техно-
логии плавки — применением флюсов, разработкой эффективных
способов дегазации и рафинирования — для выплавки алюминие-
вых сплавов применяют также пламенные печи вместимостью до
30 т и более. При небольших размерах производства выплавку
алюминиевых сплавов осуществляют в тиглях с электронагревом
или нагревом в пламенных печах.
В качестве шихтовых материалов применяют чушковый пер-
вичный алюминий, переплавленную стружку, литники, прибыли
и т. д. Для легирования используют алюминиевокремниевую и
другие лигатуры.
Основными особенностями при плавке алюминиевых сплавов
являются их склонность к поглощению газов (особенно водорода)
и легкая окнсляемость.
Водород выделяется при затвердевании и охлаждении сплава
в форме, способствуя образованию газовой пористости в отливках.
Включения А1ЯО3 существенно снижают механические свойства
сплава.
Для защиты от поглощения газов и окисления плавку прово-
дят под слоем покровных флюсов, состав которых выбирают в за-
висимости от выплавляемого сплава. В состав флюсов входят
NaCI, КО, CaF2 и другие компоненты.
Для более, полного удаления газов, неметаллических, оксидных и других
включений проводят дегазацию и рафинирование сплава. Для этой цели приме-
няют, например, продувку расплавленного сплава хлором или азотом. Пузырьки
газа оказывают флотирующее действие на взвешенные неметаллические включе-
ния, вынося их на поверхность сплава. При этом обеспечивается и удаление во-
дорода, диффундирующего пз металла внутрь газовых пузырьков.
384
Широко распространенным способом дегазации и рафинирования является
обработка хлоридами марганца (МпС12), цинка (ZnCl2). При их введении в расплав
образуется хлористый алюминий А1С12, который превращается в пар и в виде
пузырьков удаляется из металла, оказывая такое же действие, как и пузырьки
продуваемого хлора. Для этих же целей применяют гексахлорэтан С2С16 и другие
органические хлориды, рафинированные специальными флюсами.
Модифицирование для получения мелкозернистой структуры
и улучшения механических свойств применяют к силуминам,
содержащим более 6 % Si, используя главным образом смеси
хлористого и фтористого натрия. Наиболее распространенный спо-
соб модифицирования состоит в том, что модификатор насыпают
на поверхность расплава и после выдержки 10—15 мин его заме-
шивают в течение 2—3 мин. Предложен также способ модифици-
рования, при котором металл проходит через слой расплавленных
солей — модификаторов.
Способы отливки деталей зависят от их размеров, сложности
конфигурации, массы, требований к металлу по механическим
свойствам. В массовом производстве относительно небольших
деталей очень широкое распространение получили литье под дав-
лением, отливка в металлические формы, а также другие специаль-
ные способы литья.
При литье в песчано-глинистые формы для получения ровной
поверхности применяют мелкозернистые формовочные смеси.
Большое значение для получения качественных отливок имеет
устройство литниковой системы. Для алюминиевых сплавов при-
меняют расширяющиеся литниковые системы, обеспечивающие
уменьшение скорости протекания металла при выходе из пита-
телей и тем самым отделение неметаллических частиц. В шлако-
виках нередко устанавливают фильтры из стеклоткани и других
материалов. Заливку следует проводить спокойной непрерывной
струей без захвата воздуха и вспенивания для предупреждения
окисления.
6. Производство отливок из магниевых сплавов
Отливки из магниевых сплавов, имеющих относительно высокую
удельную прочность, наиболее широко используют в приборострое-
нии, авиационной промышленности и некоторых других отраслях
машиностроения. Наибольшее применение нашли литейные маг-
ниевые сплавы с алюминием, цинком и марганцем, с редкоземель-
ными элементами (см. второй раздел, гл. XVII).
Выплавка сплавов связана с рядом затруднений. В расплавлен-
ном состоянии магний и его сплавы на воздухе легко окисляются
и загораются, интенсивно поглощают водород, с азотом образуют
нитриды.
Выплавку сплавов в зависимости от размеров производства
и массы отливок производят в тиглях, индукционных тигельных
печах (открытых и вакуумных), электрических печах сопротив-
ления, пламенных печах. Для устранения окисления плавку про-
13 Кнорозов Б. В. и др. 385
водят под слоем флюсов, состав которых подбирают в соответствии
с выплавляемым сплавом.
Для получения мелкозернистой структуры с целью повышения
механических свойств сплавов применяют перегрев или модифи-
цирование. Для измельчения зерна перегревом расплав нагревают
в тигле до 850—900 °C и выдерживают 15—20 мин до растворения
тугоплавких соединений железа. При последующем быстром охлаж-
дении до 700 °C выделяются высокодисперсные частицы FeAl2,
являющиеся центрами кристаллизации.
Для модифицирования сплавов с алюминием используют мел
и другие вещества. При модифицировании образуются высоко-
дисперсные частицы А14С3 — центры кристаллизации; при моди-
фицировании хлористым железом частицы FeAl3. Для сплавов,
не содержащих алюминия, измельчения зерен достигают неболь-
шими присадками циркония.
Для получения отливок из магниевых сплавов широко приме-
няют литье под давлением и другие специальные способы литья.
При литье в песчано-глинистые формы литниковые системы имеют
такие же особенности, как при литье алюминиевых сплавов. Осо-
бенность магниевых сплавов состоит в том, что они способны раз-
лагать влагу формовочных материалов, что приводит к образова-
нию гремучего газа. Для предотвращения этого в формовочные
смеси вводят добавки порошкообразной серы, борной кис-
лоты.
При заливке сплава сера испаряется и частично сгорает, об-
разуя тем самым защитную парогазовую «рубашку» у поверхно-
сти отливки. Борная кислота при нагреве образует с песком стек-
ловидные глазури, не давая возможности расплаву взаимодей-
ствовать с формовочной смесью.
При заливке в форму для предохранения от воспламенения
струю расплава опыляют порошком серы. По окончании заливки
в ковше должно оставаться до 15 % расплава. Этот остаток не
разливают из-за возможного попадания флюсов в форму и под-
вергают повторному плавлению.
Глава V. СПЕЦИАЛЬНЫЕ СПОСОБЫ ЛИТЬЯ
В современном литейном производстве все более широкое приме-
нение получают специальные способы литья: в оболочковые формы,
по выплавляемым моделям, в металлические формы (кокили),
центробежное литье и др. Эти способы позволяют получать отливки
повышенной точности, с чистой поверхностью, минимальными
допусками на механическую обработку (иногда и без механической
обработки). Механизация и автоматизация технологического про-
цесса изготовления отливок обеспечивают .хорошее качество от-
ливок, высокую производительность труда, снижают их себестои-
386
мость. Каждый специальный способ литья имеет свои особенности,
определяющие области применения и экономическую эффектив-
ность.
1. Литье в оболочковые формы
При этом способе детали получают в тонкостенных формах-обо-
лочках, изготовленных из высокопрочных песчано-смоляных сме-
сей. Толщина оболочки для мелкого литья составляет 8—10 мм,
для среднего 12—15 мм. Форма состоит из двух оболочковых полу-
форм, соединенных по вертикальной или по горизонтальной линии
разъема путем склеивания или при помощи скоб, струбцин. Для
получения внутренних полостей в отливках при сборке формы в нее
устанавливают сплошные или полые стержни. Расход смеси на-
ходится в пределах 0,3—1,0 т на 1 т отливок. Отливки имеют
на 40—50 % меньшие припуски на механическую обработку,
чем в песчано-глинистой форме. Одновременно сокращаются
затраты на обрубно-очистные операции. Способ применяется для
изготовления отливок из черных и цветных сплавов массой до
200 кг с максимальными размерами до 950 мм. Наиболее эффек-
тивно изготовление таким образом отливок массой 5—15 кг в ус-
ловиях крупносерийного и массового производства.
Материалами для изготовления оболочек служат смоляные
смеси горячего отверждения. Наполнитель — мелкозернистый
кварцевый песок — должен иметь минимальное содержание глины;
с увеличением содержания глины повышается расход смолы —
связующего. Для повышения термохимической устойчивости
в смесь иногда добавляют хромомагнезит. В качестве связующего
широко применяют пульвербакелит — фенолоформальдегндная
смола с добавками уротропина. Такая смола при 70—80 °C раз-
мягчается, при 100—120 °C плавится, превращаясь в клейкую
жидкость, покрывающую поверхность зерен песка тонкой плен-
кой. При дальнейшем нагреве до 200—250 °C смола необратимо
затвердевает, обеспечивая высокую прочность оболочковой формы.
При нагреве выше 400—450 °C смола начинает выгорать, что
приводит к снижению, а затем к полной потере прочности форм —
оболочек.
Пульвербакелит — дорогой и дефицитный материал; вместо
него используют и другие смолы. Формовочная смесь может
быть неплакированнон и плакированной. В неплакированной
смеси смола находится в порошкообразном состоянии. В такую
смесь вводят технологическую добавку — увлажнитель (например,
керосин). Увлажнитель, смачивая зерна песка, устраняет пыле-
образование при приготовлении смеси и выдувание порошкооб-
разной смолы при получении оболочек на пескодувных машинах,
а также расслоение смолы при формовке в установках с опроки-
j ывающимся бункером.
В плакированной смеси зерна песка покрыты тонкой пленкой
твердой смолы. Такая смесь не расслаивается, изготовленные
13*
387
формы имеют более высокую прочность и газопроницаемость.
Дополнительные расходы на плакировку окупаются уменьшением
расхода смолы, улучшением качества отливок.
Плакированные смеси приготовляют горячим или холодным способами.
При холодном плакировании вводимая в формовочную смесь
смола растворяется в ацетоне, техническом спирте или других растворителях.
При перемешивании в бегунах зерна песка покрываются тонкой пленкой раствора,
а после испарения растворителя — твердой пленкой смолы.
Для более полного удаления растворителя смесь сушат продувкой воздуха
или другими способами. Недостаток холодного способа — высокая стоимость и
огнеопасность легковоспламеняющихся растворителей.
При горячем плакировании используют расплавленную смолу.
Один из способов состоит в том, что в смесители загружают нагретый до 100—
120 °C песок и порошкообразный пульвербакелнт. Смола плавится, обволакивает
верна песка, на их поверхности после охлаждения образуются пленки отвердев-
шей смолы. Горячий способ менее производителен и технически более сложен,
но обеспечивает высокое качество смесей.
Модельная оснастка для изготовления оболочковых форм вклю-
чает модели, подмодельные плиты, ящики для формовки стержней,
приспособления для съема оболочек с подмодельной плиты. Модели
и стержневые ящики часто изготавливают из серого чугуна, ко-
торый хорошо обрабатывается, обладает высокой стойкостью при
многократно повторяемых циклах (нагрев — охлаждение) при
формовке, хорошо сопротивляется абразивному износу смеси.
Реже модельную оснастку изготовляют из стали и алюминиевых
сплавов.
Технология изготовления оболочковых форм. Типовая схема
технологического процесса изготовления оболочковой формы по-
казана на рис. 222.
Металлическую подмодельную плиту и модель 1 нагревают до
200—250 °C и покрывают разделительным составом (рис. 222, а),
например, силиконовой жидкостью (кремнийорганическое соеди-
нение) Она быстро затвердевает, образуя разделительную пленку,
что устраняет прилипание формовочной смеси и облегчает снятие
оболочки.
Формирование оболочки осуществляют различными способами.
Широкое применение получил насыпной (бункерный) способ.
Плиту с моделью закрепляют на поворотном бункере с формовоч-
ной смесью (рис. 222, б). При повороте бункера на 180° смесь
высыпается на модель и плиту (рис. 222, в) Для необходимого
уплотнения толщина слоя смеси должна быть не менее 300—400 мм;
дополнительное уплотнение можно произвести подпрессовкой или
другими способами.
Смола быстро плавится и затвердевает и за 10—20 с образуется
полутвердая оболочка толщиной 5—15 мм. Затем бункер повора-
чивают в исходное положение (рис. 222, г), снимают модельную
плиту с оболочкой и помещают в электрическую печь, нагревая
до 300—350 °C в течение 1—3 мин для окончательного затверде-
вания смолы. Готовую полуформу снимают с модельной плиты
при помощи выталкивателей (рис. 222, <Э). Для получения формы
388
полуформы склеивают (рис. 222, е, ж) или соединяют другими
способами.
Для изготовления полуформ и стержней широко применяют
также пескодувный способ (рис. 223). При открывании заслонки 2
формовочная смесь из пескодувной головки 1 под давлением ежа*
того воздуха заполняет рабочую полость 4 стержневого ящика 3,
обогреваемого электронагревателем 5. После выдержки 10—30 с
Рис, 222. Схема технологического процесса изготовления оболочковой
формы
для формирования оболочки избыток смеси удаляют, а при даль-
нейшем нагреве ящика стержень окончательно затвердевает.
Механизация и автоматизация процессов изготовления полу-
форм и стержней. Для получения оболочковых полуформ и стерж-
ней созданы различные машины и установки с пооперационным,
полуавтоматическим и автоматическим управлением.
В качестве примера на рис. 224 приведена схема устройства четырехпози-
шюнного автомата для изготовления оболочек на поворотном столе 4 с вертикаль-
ной осью вращения 5. На позиции 1 происходит формирование оболочки насып-
ным способом при помощи поворотного бункера 1 с подпрессовкой смеси эластич-
ной диафрагмой 7. На позициях II и III оболочку сушат в электрической печи со-
380
противления 3. На позиции IV готовую оболочку снимают с модельной плиты.
Здесь же плиту подготавливают к следующему циклу, т. е. ее поверхность 6
обдувают сжатым воздухом для очистки и наносят пульверизацией разделитель-
ный состав. Модельные плиты к бункеру передают рычажным механизмом 2.
Производительность машины — до 100 полуформ в час.
Сборку форм выполняют различными способами. В массовом
производстве полуформы склеивают в горячем состоянии (после
снятия с плиты) порошкообразным пульвербакелитом с прило-
жением давления. В тех случаях, когда в форму устанавливают
Рис. 223. Пескодувный способ изготовления оболочек:
а — заполнение ящика песчано-смоляной смесью; б — выдержка для
формирования оболочки: в — удаление избыточной смеси; г — удале-
ние стержня
стержни, более удобна сборка формы в холодном состоянии. Хо-
лодные полуформы склеивают жидкими клеями, затвердевающими
при нагреве. Склеивание проводят на специальных прессах; мест-
ный нагрев и сжатие осуществляют при помощи штырей с электро-
обогревом. Применяют и другие способы склеивания, а также
соединение форм, например, при помощи скоб и струбцин.
Подготовка форм к заливке. Собранные формы небольших раз-
меров с горизонтальной плоскостью разъема укладывают для
заливки на слой песка. Формы с вертикальной плоскостью разъема
и крупные формы для предохранения от коробления и преждевре-
менного разрушения устанавливают в контейнеры и засыпают
чугунной дробью (рис. 225).
Технико-экономическая оценка Литье в оболочковые формы
имеет ряд преимуществ. Использование мелкозернистого песка и
390
металлической оснастки обеспечивает получение гладкой рабочей
поверхности форм и стержней. При заливке формы имеют большую
прочность и жесткость, что обеспечивает высокую точность раз-
меров. Получению качественного литья способствует также вы-
сокая газопроницаемость оболочек. Тонкая газовая рубашка при
выгорании смолы защищает поверхность отливок от пригара.
По мере выгорания смолы форма теряет прочность и разрушается,
не препятствуя свободной усадке сплава. Разрушение оболочек
К
значительно упрощает выбивку
отливок. Отработанную смесь
регенерируют, прокаливая при
700—800 °C до полного удаления
связующего — смолы, и снова
возвращают в производство, тем
Рис. 224. Схема четырехпозициоиного автомата для изготовления оболочек
Рис. 225. Засыпка оболочковых форм:
1 « контейнер; 2 направляющие пазы для установки; 3 » формы
самым значительно уменьшая расход свежего песка. Кроме того,
при изготовлении тонкостенных оболочковых форм расход фор-
мовочной смеси в восемь — десять раз меньше, чем при литье
в обычной песчано-глинистой форме.
Недостатком способа литья в оболочковые формы является
ограничение размеров и массы отливок. С увеличением толщины
сечения и при отливке массивных деталей из чугуна и стали при
заливке расплава смола в оболочках быстро выгорает и качество
поверхности деталей ухудшается.
2. Литье по выплавляемым моделям
Литье в формы, полученные по выплавляемым моделям, с давних
времен применяли для получения литых скульптур, украшений
н т. д.
В промышленности для изготовления деталей машин и прибо-
ров этот прогрессивный способ получает все более широкое при-
391
менение. Сущность способа состоит в том, что детали получают
заливкой в неразъемные, тонкостенные керамические формы,
изготовленные с помощью моделей из легкоплавящихся составов.
Он имеет следующие преимущества: возможность изготовле-
ния практически из любых сплавов отливок сложной конфигура-
ции, тонкостенных, с малой шероховатостью поверхности, высо-
ким коэффициентом точности по массе; минимальными припусками
на обработку резанием, резким сокращением отходов металла
в стружку: возможность создания сложных конструкций, объеди-
няющих несколько деталей в один узел, что упрощает технологию
изготовления машин и приборов; уменьшение расхода формовоч-
ных материалов для 1 т отливок, снижение материалоемкости
производства; улучшение условий труда и уменьшение вредного
воздействия литейного производства на окружающую среду.
Наряду с преимуществами способ обладает следующими не-
достатками: процесс изготовления формы многооперационный,
трудоемкий и длительный; большое число технологических фак-
торов, влияющих на качество формы и отливки и, соответственно,
сложность управления качеством; большая номенклатура мате-
риалов, используемых для получения формы; сложность мани-
пуляторных операций, изготовления моделей и форм; повышенный
расход металла на литники.
Метод литья по выплавляемым моделям широко используется
при изготовлении отливок массой от десятков граммов до сотен
килограммов из черных и цветных сплавов. Особенно широко он
применяется для деталей из жаропрочных или специальных труд-
нообрабатываемых сплавов.
Наиболее эффективно изготовление литья по выплавляемым
моделям в серийном и массовом производстве, где успешно работают
механизированные и комплексно-автоматизированные линии.
Модельные составы. Для изготовления моделей применяют
различные легкоплавкие составы, которые состоят из 50 % пара-
фина и 50 % стеарина с температутой плавления около 55 °C и
хорошей жидкотекучестью. Недостаток такого сплава в том, что
он начинает размягчаться при 30—35 °C. Более высокой прочно-
стью обладают сплавы на основе парафина с добавками этилцел-
люлозы, церезина, на основе канифоли и другие составы.
Изготовление моделей в массовом и крупносерийном производ-
стве осуществляют запрессовкой состава, подогретого до пасто-
образного состояния, в стальные прессформы под давлением
0,3—0,5 МПа.
В крупносерийном и массовом производстве модели изготав-
ливают на полуавтоматических и автоматических установках.
На рис. 226 приведена схема устройства десятипозициониого автомата кару-
сельного типа. На каждой позиции вращающегося стола 1 расположены прессо-
вочные устройства: разборные прессформы 3 со шприцами для запрессовки 4
и пневмоцилиндрами 2 для сборки и разборки прессформ. На позиции I модель-
ный состав запрессовывают в форму. На позициях II—VII происходит охлаждение
прессформ. На позиции VIII прессформа открывается и модель 5 сбрасывается
392
толкателями в водяной конвейер 6. На позиции IX происходит подготовка прес-
। формы к следующему циклу работы. Литниковый канал прочищают иглой, при-
водимой в движение пневмоцилиндром 7. Прессформу продувают сжатым воздухом
и смазывают тонким слоем трансформаторного масла форсункой 8. На позиции X
прессформа закрывается. Для изготовления моделей мелких деталей используют
многоместные прессформы, в которых получают не отдельные модели, а звенья
из нескольких моделей, что значительно упрощает их сборку в многомодельные
блоки.
Рис. 22В. Схема автомата для производства моделей
В серийном производстве, где часто меняют номенклатуру
деталей, вместо стальных применяют прессформы из алюминиевых
сплавов, а также более дешевые, но не долговечные прессформы
из пластмасс, гипса и других материалов. Запрессовку модельных
< оставов осуществляют на пневматических, рычажных и других
прессах или вручную.
Монтаж блоков моделей. Мелкие модели собирают в блоки,
приклеивая или «припаивая» их электропаяльниками к общей
литниковой системе (рис. 227). Это дает значительную экономию
металла и облегчает последующие операции изготовления кера-
мических форм. В механизированных и автоматизированных цехах
>локи из моделей собирают на специальных приспособлениях
393
(металлических стояках — каркасах), что обеспечивает плотное
соединение моделей без припаивания.
Формирование керамической оболочки на блоках. Тонкая кера-
мическая оболочка должна иметь высокую прочность и огнеупор-
ность, хорошую податливость и газопроницаемость, обеспечивать
высокую чистоту поверхности отливок. Оболочка общей толщи-
ной до 5—6 мм состоит из трех — восьми последовательно нано-
симых слоев. Для образования каждого слоя модель погружают
в жидкую суспензию, затем обсыпают песком и сушат. Суспензия
Рис. 227. Изготовление форм по выплавляемым моделям:
а блок моделей; б — блок, покрытый слоем огнеупорного материа-
ла (оболочкой); в т— заформованные модели
состоит из связующего — гидролизированного раствора этил-
силиката (~70 %), содержащего 40—50 % SiO2, и пылевидного
кварца (30 %).
Разработаны и другие связующие, например, растворы с низким содержа-
нием SiO2 и добавками поверхностно-активных веществ. Применение жидкосте-
кольных суспензий ухудшает качество поверхности отливок. Для первого слоя
целесообразно применять мелкозернистый песок, для последующих слоев — круп-
нозернистый с целью повышения газопроницаемости оболочки и снижения стои-
мости материала. В обычном кварцевом песке при прокаливании происходят поли-
морфные превращения, что может привести к образованию трещин и деформиро-
ванию оболочки. Значительно более качественными в этом отношении являются
плавленый кварц, корунд и другие материалы.
Сушку проводят на воздухе после нанесения каждого слоя
в течение 2—4 ч. Ее можно ускорить, используя пары аммиака.
При сушке в псевдокипящем слое силикагеля ее продолжитель-
ность резко сокращается (до 3—5 мин) при одновременном улуч-
шении качества оболочек. Окончательное затвердевание оболочек
происходит при прокаливании.
Выплавление моделей из керамических форм проводят различ-
ными способами. Легкоплавкие парафино-стеариновые составы
обычно удаляют в ванна?: с горячей водой. Этот способ технически
прост и обеспечивает возврат модельного состава до 90—95 %.
Его недостаток состоит в том, что при увеличении продолжитель-
ности пребывания в воде понижается прочность оболочек на этнл-
силикатном связующем.
Более тугоплавкие модельные составы выплавляют горячим
воздухом, иногда паром.
Эффективным является новый способ удаления моделей в вы-
сококипящнх жидкостях, например, полигликолях при 200—
394
250 °C. При этом не только значительно сокращается время вы-
плавки, но и улучшается качество оболочки.
Формовку оболочек проводят для их упрочнения, чтобы не про-
исходило их деформирования и разрушения при заливке. Для
того оболочковые формы устанавливают в опоки или в жакеты и
засыпают песком или другими формовочными материалами, уп-
лотняя их на вибростолах; для этой же цели можно использовать
жидкие самотвердеющие смеси.
Прокаливание оболочковых форм до 900—1000 °C проводят для
удаления остатков модельных составов, газотворных веществ из
материала оболочки, завершения процессов ее твердения. Кроме
того, нагревание формы обеспечивает лучшее заполнение при
заливке.
Заливка, выбивка и очистка отливок. Заливку обычно проводят
в горячие формы сразу же после их прокаливания. С повышением
температуры нагрева формы до 1200—1250 °C во многих случаях
уменьшается усадочная пористость и повышается качество отливок.
Заливку особо ответственных изделий ведут с применением фильт-
ров.
Керамическая оболочка легко отслаивается и удаляется при
выбивке опок на вибрационных решетках. Остатки оболочки,
в частности, в полостях и отверстиях, удаляют кипячением отли-
вок в щелочных растворах с последующей промывкой горячей
водой.
Одним из направлений в развитии точного литья является
применение взамен легковыплавляемых моделей легкораствори-
мых и газифицируемых моделей.
Легкорастворимые модели делают из различных составов, на-
пример, на основе мочевины с добавками полиэфирного спирта,
легко растворяющихся в воде. Такие модели в некоторых случаях
обеспечивают более высокое качество отливок, чем применение
выплавляемых моделей.
Литье по газифицируемым моделям — новый, прогрессивный,
быстро развивающийся способ точного литья. Модели, изготов-
ленные из вспененного полистирола, из формы не удаляют. Они
азифицируются (разлагаются) во время заливки сплава. Такой
способ значительно упрощает и удешевляет формовку, обеспе-
чивает высокое качество литья. Экономическая эффективность
этого способа особенно значительна в производстве крупных слож-
ных отливок.
3, Литье в металлические формы
Литье в металлические формы (кокили) получило большое распро-
странение. Этим способом получают более 40 % всех отливок из
алюминиевых и магниевых сплавов, отливки из чугуна, стали и
других сплавов. Сущность способа состоит в получении литых
деталей путем свободной заливки расплава в металлические формы.
395
Конструкции кокилей чрезвычайно разнообразны, они могут быть
неразъемными (вытряхными) и разъемными (рис. 228). Неразъем-
ные кокили применяют для получения небольших отливок простой
конфигурации, которые можно удалять без разъема формы.
Более сложные и крупные отливки получают в разъемных
кокилях. Они обычно состоят из двух частей — полуформ с вер-
тикальной, горизонтальной или сложными плоскостями разъема.
Полость в отливках получают с помощью стержней, изготовленных
из стержневой смеси или металла. При сложной форме металличе-
Рио, 228. Типы кокилей:
а — неразъемный е песчаным стержнем (/ *= корпус;- 2 стержень;
3 «— крышка; 4 — выталкиватель; 5 -» отливка); о — разъемный с ме-
таллическими стержнями; 2 ==- части корпуса- 3 составной цен-
тровой стержень; 4а 5 стержни; 6 •*= отливка
скин стержень делают разборным. Например (рис. 228, б), стер-
жень 3 состоит из трех частей. К концу затвердевания отливки
сначала удаляют среднюю часть такого стержня (клин), затем его
боковые части, стержни 4, 5, раскрывают кокиль и извлекают
отливку.
Для удаления воздуха и газов при заливке по линиям разъема
кокиля или в специальных пробках устраивают газоотводные
каналы глубиной 0,2—0,5 мм. Кокили чаще всего делают из. чу-
гуна и стали. Для повышения стойкости (долговечности) кокиля
и предупреждения поверхностной закалки стали или отбеливания
чугуна на внутреннюю поверхность кокиля наносят огнеупорные
покрытия и краски.
Для получения отливок с плотной структурой применяют тонкослойные
покрытия до 0,5 мм. В облицованных кокилях с покрытиями 2—5 мм из стержне-
вых смесей отливают тонкостенные и сложные изделия из стали и чугуна. Круп-
ные толстостенные стальные и чугунные отливки получают в футерованных ко-
килях с покрытиями 6—12 мм.
Краски для предотвращения пригара и улучшения качества поверхности
отливок наносят пульверизацией или кистью перед каждой заливкой.
Интенсивность теплообмена между отливкой и кокилем в
3—10 раз больше, чем при литье в разовые формы, что способ-
396
процессов литья в кокили по-
На рис. 229 показана схема
Рис. 229. Однопозиционный кокиль-
ный станок
< шуст получению мелкозернистой структуры. Вместе с тем быстро-
охлпждающийся сплав снижает свою жидкотекучесть, что з’атруд-
jnicr получение тонкостенных, сложных отливок. Поэтому перед
.нлпвкой кокиль должен быть нагрет до определенной оптималь-
|(пй температуры 100—300 °C (в зависимости от вида сплава,
Конфигурации отливки и т. п.).
Механизация и автоматизация
лучила широкое распространение.
ОДИОПОЗИЦИОННОГО кокильного
< iaiiKa. Половины кокиля 3 и 6,
< крепленные с плитами 2 и 7,
приводятся в движение гидроци-
ппндрами 1 и 8, металлические
< юржни на плитах 4 и 9— гидро-
нилнндрами 5 и 10. Кроме кно
ночного управления с пульта,
11 шок может работать в автома-
шческом режиме. На многопо-
«ицпонных машинах карусельного
Hina на каждой позиции прово-
ди! определенную операцию: под-
пновку формы, ее закрытие, за-
ливку и т. п.
Особенности способа и области применения. Литье в металли-
ческие формы — один из прогрессивных способов изготовления
«оливок. Кокиль — форма многократного использования; в нем
можно получить 300—500 стальных отливок массой 100—150 кг,
около 5000 чугунных мелких отливок, несколько десятков тысяч
О1ЛНВ0К из алюминиевых сплавов.
Механизация и автоматизация обеспечивают высокую произ-
1ю щтельность при значительном снижении трудоемкости и стои-
мости отливок. Вследствие быстрого затвердевания получается
мелкозернистая структура сплава, что определяет его высокие
м< хапические свойства. Отливки получают с высокой точностью
по размерам и чистой поверхностью, что уменьшает или совсем
и« ключает их последующую механическую обработку.
I (едостатками являются высокая стоимость кокилей, трудоем-
кое i> в изготовлении сложных по конфигурации и тонкостенных
«оливок, сравнительно невысокая стойкость кокиля при литье
Hi !угоплавких сплавов.
4. Литье под давлением
.In ।lie под давлением — наиболее производительный способ из-
нчовления относительно небольших отливок из цветных сплавов
( ш к-окой точностью по размерам и чистотой поверхности. Отливки
Пп |учают в стальных прессформах Расплавленный сплав запол-
пнег прессформу под давлением поршня до 300 МПа, быстро
397
затвердевает и образует отливку. Затем прессформа раскрывается,
готовая отливка удаляется толкателями.
Наибольшее распространение получили поршневые машины
с холодной или горячей камерой прессования.
Поршневая машина с холодной
горизонтальной камерой прессования (рис. 230, а)
Дозу расплавленного металла заливают в горизонтальную ка-
меру прессования 1 и подают поршнем 2 в прессформу, состоящую
из двух полуформ: подвижной 3 и неподвижной 4. Для образова-
Рис. 230. Схемы машин для литьи под давлением:
а с холодной горизонтальной камерой прессования; б — с хо-
лодной вертикальной камерой; « — с горячей вертикальной ка-
мерой
ния полости в отливке применяют металлический стержень 5.
После затвердевания отливки прессформа раскрывается и отливка
удаляется при помощи толкателей 6. Давление поршня на жидкий
металл составляет от 40 до 200 МПа, масса отливок — до 45 кг.
Поршневая машина с холодной
вертикальной камерой прессования (рис. 230, б)
Она развивает удельное давление на жидкий металл до 300 МПа.
При заливке дозы расплавленного металла в камеру прессования 1
пята 2 (нижний поршень) перекрывает литниковый канал 3 пресс-
398
формы 4. При рабочем ходе прессующего плунжера 5 пята опус-
кается вниз, открывая литниковый канал, металл запрессовы-
вается в прессформу. Далее плунжер и пята совершают движение
вверх, пята отрезает от литника прессостаток и удаляет его из
камеры прессования. Одновременно с этим прессформа раскры-
вается, отливка удаляется толкателями, плунжер и пята возвра-
щаются в исходное положение.
Поршневые машины с холодной камерой прессования приме-
няют для получения отливок из латуней, алюминиевых, магние-
вых и других цветных сплавов, а также стальных отливок.
В отечественном литейном производстве все большее распро-
странение получают машины с горизонтальной камерой прессо-
вания. В этих машинах меньше охлаждение жидкого металла и его
гидравлическое сопротивление при заполнении формы. Машины
имеют на 10—20 % более высокую производительность, проще
в обслуживании.
Поршневые машины
с горячей камерой прессования (рис. 230, в)
Они развивают давление на металл 10—30 МПа. Особенность
их устройства состоит в том, что камеру прессования 1 распола-
гают в обогреваемом тигле с жидким металлом. При верхнем по-
ложении плунжера (поршня) через отверстия 2 сплав заполняет
камеру. При движении плунжера 2 вниз он перекрывает эти от-
верстия, сплав под давлением заполняет полость прессформы 4.
После затвердевания отливки плунжер возвращается в исходное
положение, остатки металла из канала сливаются в камеру прес-
сования. Отливка удаляется из прессформы толкателями.
Такие машины применяют для литья из свинцово-сурьмяни-
стых, цинковых, магниевых и алюминиевых сплавов с невысокой
температурой плавления и мало агрессивных к материалам тигля
и камеры прессования. Благодаря малому охлаждению сплава
при заполнении прессформы на таких машинах можно произво-
дить очень мелкие детали — массой до нескольких граммов.
Предельная масса отливок составляет до 25—30 кг. Машины
имеют очень высокую производительность — до 3000 и более
отливок в час при работе в автоматическом режиме.
Особенности формирования отливок. При литье под давлением
расплав заполняет прессформу с очень большой скоростью (за
доли секунды). При этом происходит быстрое закупоривание
I ентиляционных каналов прессформы и из ее полости неполностью
удаляются воздух и газы, образующиеся от испарения и сгора-
ния смазки. В затвердевшей отливке появляется газовая пори-
стость. В металлической прессформе расплав затвердевает очень
быстро, что приводит к получению мелкокристаллического строе-
ния. При этом тонкие по сечению литники затвердевают раньше
отливки, ее питание расплавом прекращается до завершения
усадки. Усадка проявляется в том, что увеличивается объем газо-
399
Рис. 231. Схема литья под
низким давлением:
1 — песчаный стержень; 2—*
отливкз; 3 «- форма; 4 —*
металл; 5 — электронагре-
ватели; 6 — стальной ме-
таллопровод; 7 — тигель
вых пор. Поэтому отливки имеют специфический дефект — газо-
усадочную пористость. Это приводит к снижению плотности от-
ливок, понижению пластичности. Отливки нельзя подвергать
термической обработке, так как при нагревании вследствие рас-
ширения газовых пор поверхность металла может вспучиваться.
Для устранения газоусадочной пористости разработаны спе-
циальные мероприятия. К ним относится, например, применение
вакуумирования полости формы и самого
расплава.
Автоматизация лшпья под давлением.
По своей сущности литье под давлением
является высокомеханизированным про-
цессом. Управление рабочими органами
машины при прессовании, удалении от-
ливки осуществляют с пультов или при
помощи рычажных механизмов. Вручную
выполняют такие операции, как заливка
дозы сплава в камеру прессования, очи-
стка поверхности прессформы от тонких
пленок металла, смазка поверхности пресс-
формы и камеры прессования.
Наиболее трудоемкой и сложной из
этих операций является заливка жид-
кого металла. Автоматически работающие
машины для литья под давлением имеют
специальные заливочно-дозирующие ус-
тройства. Очистку поверхности раскрытых
прессформ проводят обдувкой сжатым воздухом, перемещаемыми
пневматическими устройствами, металлическими щитками. Смаз-
ка после очистки наносится распылением специальными устрой-
ствами, работающими в автоматическом режиме.
Автоматизация машин и операций обрубки литников, очистки
заусенцев позволяет создавать в цехах автоматические линии
с участками для литья под давлением.
Технико-экономическая оценка. Литьем под давлением изготав-
ливают отливки от нескольких граммов до десятков килограммов
из алюминиевых, магниевых, медных и других цветных сплавов,
реже из тугоплавкой стали. Этот способ позволяет получать литые
детали простой формы и сложные фасонные тонкостенные отливки.
Нередко такие детали отправляют на сборку без механической
обработки, лишь после зачистки заусенцев.
Машины для литья под давлением, работающие в автомати-
ческом режиме, имеют очень высокую производительность —
до 3000 и более отливок в час.
К недостаткам способа относятся ограниченная масса отливае-
мых деталей — примерно до 50 кг, высокая стоимость и сложность
изготовления прессформ, трудность получения отливок со слож-
ными полостями. Отливки имеют газоусадочную пористость, и их
400
нельзя подвергать термической обработке. При получении отли-
вок из тугоплавкой стали прессформы имеют небольшую долго-
вечность.
Наиболее экономически выгодным является литье под дав-
лением в массовом производстве сложных фасонных тонкостенных
отливок из цветных сплавов — деталей приборов, автомобилей,
тракторов, самолетов и т. д.
Литье под низким давлением (ро 0,1 МПа) применяют для по-
лучения тонкостенных крупногабаритных отливок (рис. 231).
Расплавленный в электротигле сплав поступает в форму с песча-
ным стержнем под давлением инертного газа на зеркало металла.
При извлечении затвердевшей отливки давление газа снимают.
5. Центробежное литье
При центробежном способе заливают металл в форму, при этом
заполнение и охлаждение отливки происходит в поле центробеж-
ных сил, возникающих при заливке металла во вращающуюся
форму или в результате приведения во вращение заполненной
формы.
В настоящее время центробежным способом изготавливают
отливки из чугуна, стали, сплавов титана, алюминия и тяжелых
цветных металлов, сплавов магния и цинкаГтрубы, втулки, кольца,
гильзы автомобильных и тракторных двигателей, буксы, подшип-
ники качения, бандажи железнодорожных и трамвайных вагонов.
Масса отливок может составлять от нескольких килограммов до
45 т, а толщина стенок — от нескольких миллиметров до 350 мм.
Точность и чистота поверхности отливок зависят от материала
формы. Они занимают промежуточное положение между литьем
в кокиль и литьем в песчаные формы.
Центробежные силы, воздействующие на металл в момент за-
полнения формы, кристаллизации и охлаждения отливок, спо-
собствуют получению мелкозернистой структуры, увеличению
плотности отливок, уменьшению усадочной и газовой пористости,
повышению механических свойств В результате устранения или
незначительных размеров литниковой системы и снижения при-
пусков на механическую обработку выход годного литья увели-
чивается до 80—90 %. Центробежным литьем можно получить
тонкостенные отливки из сплавов с низкой жидкотекучестью, что
невозможно сделать при других способах литья.
Следует отметить и его недостатки; склонность к сегрегации
компонентов сплава во вращающихся формах, находящаяся в пря-
мой зависимости от скорости вращения; наличие усадочной по-
ристости, ликватов и неметаллических включений на внутренних
поверхностях; возможность появления дефектов в виде продоль-
ных и поперечных трещин, газовых пузырей.
В машинах с вертикальной осью вращения (рис. 232, а) металл
пз ковша 1 заливают во вращающуюся форму 2. Под действием
401
центробежных сил металл прижимается к боковым стенкам формы
и затвердевает, образуя отливку. В таких машинах отливки по-
лучают некоторую разностенность по высоте — более толстое се-
чение получается в нижней части отливок. Этот способ применяют
для получения отливок небольшой высоты — коротких втулок,
колец, фланцев и т. д.
При изготовлении мелких фасонных отливок заполнение поло-
стей форм под действием центробежной силы способствует полу-
чению плотной структуры метал-
Рис. 232. Схемы машин для центро-
бежного литья;
1 ковш; 2 — формы
ла (рис. 232, б). Для легко окис-
ляющихся сплавов применяют
вакуум-центробежные машины,
в которых сплав заливают в фор-
му, находящуюся в вакуумной
камере.
Машины с горизонтальной
осью вращения (рис. 232, в) при-
меняют для отливки чугунных и
стальных труб, втулок и других
отливок — тел вращения боль-
шой длины. Расплавленный чугун
из дозировочного ковша / по же-
лобу заливают во вращающуюся
стальную форму 2, помещенную
в кожух, наполненный цирку-
лирующей водой. Готовую от-
ливку извлекают специальными приспособлениями. Произво-
дительность машины 40—50 труб в час (d = 200 4- 300 мм
и I = 2 4- 5 м).
Скорость вращения формы зависит от диаметра отливки и
плотности сплава. Наиболее часто ее рассчитывают по формуле
п = 5520/Zуг, где у — плотность сплава; г — внутренний радиус
отливки. Для различных отливок частота вращения составляет
от 250 до 1500 мин-1.
6. Другие способы литья
Полунепрерывное литье чугунных труб и втулок — один из пер-
спективных высокопроизводительных способов, позволяющий по-
лучать изделия диаметром до 1000 мм и длиной до 10 м, что невоз-
можно при других способах. В установке для полунепрерывного
литья труб (рис. 233, а) жидкий чугун заливают в кольцевой
зазор, образованный внутренней стенкой водоохлаждаемого крис-
таллизатора 7 и водоохлаждаемым металлическим стержнем 2.
Перед началом заливки этот кольцевой зазор плотно закрыт ме-
таллическим стержнем 3, установленным на подвижном столе 4.
Чугун быстро затвердевает. Когда уровень заливаемого металла
будет на 20—25 мм ниже уровня кристаллизатора, стол 4 начи-
402
пают опускать, вытягивая трубу. Одновременно жидкий чугун
из ковша 5 заливают с заданной скоростью в кристаллизатор для
поддержания в нем нужного уровня металла.
Трубы, получаемые этим способом, имеют чистую внутреннюю
и наружную поверхность. Структура сплава таких труб полу-
чается мелкозернистой. Полунепрерывное литье используют также
для квадратных, шестигранных и других фасонных профилей из
чугуна, бронз, латуней и других сплавов.
На рис. 233, б показан метод непрерывного литья заготовок.
Жидкий металл, поступающий из тигля 1, быстро затвердевает
а
Рис. 233. Схема установки полунепрерывного (а) и непрерывного (б) литья
в водоохлаждаемом кристаллизаторе 2 и образует непрерывную
заготовку <3, ее вытягивают с определенной скоростью тянущими
роликами 4 и разрезают дисковой пилой 5 на куски мерной длины.
Литье выжиманием (рис. 234, а) применяют для получения
тонкостенных крупногабаритных отливок типа панелей размерами
до 1000—2500 мм с толщиной стенки 2—5 мм из алюминиевых и
магниевых сплавов. При повороте подвижной полуформы залитый
жидкий металл заполняет полость формы, его излишек сливают
в приемный ковш. Существуют установки с плоскопараллельным
перемещением подвижной полуформы. Литье выжиманием осу-
ществляют на автоматических установках.
При «жидкой прокатке» (рис. 234, б) металл непрерывной
струей заливают в приемник, состоящий из двух вращающихся
валков с внутренним водяным охлаждением 1, 2. На поверхности
валков «намораживается» слой металла, образуя лист или ле'нту 3.
Таким способом на специальных установках с полной автомати-
зацией процесса отливают чугунные листы, ленты.
Литье вакуумным всасыванием (рис. 234, в) состоит в том, что
металл заполняет литейную форму 1 благодаря разрежению, соз-
даваемому в ней вакуум-насосом. После затвердевания носок
формы-кристаллизатора извлекают из ванны с жидким металлом 2.
В результате пуска атмосферного воздуха в полость формы от-
ливка удаляется.
403
Наиболее часто этот способ применяют для получения втулок,
вкладышей, подшипников скольжения из дорогих и дефицитных
бронз и латуней. Преимуществами такого способа литья являются
получение качественных бездефектных отливок и отсутствие рас-
хода металла на литники и прибыли. Способ применим для изго-
товления отливок простой формы.
Литье намораживанием (рис. 234, г) имеет несколько разно-
видностей. Общая характерная особенность состоит в том, что
в
Рис. 234. Схемы литья;
а — выжиманием; б «— «жидкой прокаткой»; в вакуумным всасыванием;
г — намораживанием; д примеры сечений отливок,- полученных наморажива-
нием из расплава
образование изделия происходит в результате последовательного
затвердевания металла — его «намораживания».
На поверхность жидкого металла 1 помещают плиту-попла-
вок с отверстием 2, соответствующим сечению отливки. В мениск
жидкого металла, выступающего из отверстия, вводят затравку 4.
При ее подъеме из отверстия плиты-поплавка за счет сил поверх-
ностного натяжения постепенно вытягивается жидкий металл,
затвердевающий («намораживающийся») и образующий изделие 3.
Скорость вытягивания изделия должна быть точно согласована
со скоростью охлаждения и затвердевания металла.
Таким способом изготавливают ленты шириной 100 мм
и более, трубы с внутренними и наружными ребрами и дру-
гие изделия из алюминиевых и некоторых других сплавов
(рис. 234, 5).
404
Электрошлаковое литье (ЭШЛ) — это способ получения фасон-
ных отливок в водоохлаждаемой металлической литейной форме —
кристаллизаторе, основанный на применении электрошлакового
переплава (ЭШ11) расходуемого электрода. Разработан в Инсти-
туте электросварки им Е. О. Патона АН УССР для получения
литьем точных крупных заготовок.
Сущность заключается в том, что приготовление расплава
(плавка) совмещено по месту и времени с заполнением литейной
формы: отливка последовательно наплавляется в форме. Исполь-
зуется для получения отливок из специальных сталей и сплавов и
отливок ответственного назначения, к которым предъявляются
повышенные требования по качеству металла, механическим
свойствам.
Раздел четвертый
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
Глава I. ОБЩИЕ СВЕДЕНИЯ
1. Классификация методов
обработки металлов давлением
При обработке металлов давлением полуфабрикаты и изделия
получают пластическим деформированием исходной заготовки без
снятия стружки. Этот процесс отличается значительной эконо-
мичностью, высоким выходом годного и большой производитель-
ностью. Обработкой давлением можно изготовить детали самых
различных размеров (от миллиметра до нескольких метров) и
формы.
Обработка металлов давлением обычно преследует две основные
цели: получение изделий сложной формы из заготовок простой
формы и улучшение кристаллической структуры исходного литого
металла с повышением его физико-механических свойств.
В СССР давлением обрабатывают примерно 90 % всей выплав-
ляемой стали, а также большое количество цветных металлов и
их сплавов.
К обработке металлов давлением относят прокатку, волочение,
прессование, ковку, штамповку, и некоторые специальные про-
цессы, например, отделочную и упрочняющую обработку пласти-
ческим деформированием и т. д.
Прокатка — наиболее распространенный вид обработки ме-
таллов давлением. Более 80 % выплавляемой стали в нашей стране
обрабатывается в прокатных цехах. Основные способы прокатки
показаны на рис. 235.
При продольной прокатке заготовка под действием сил трения
втягивается в зазор между валками, вращающимися в различных
направлениях. Почти 90 % всего проката производится продоль-
ной прокаткой, в том числе весь листовой и профильный
прокат.
При поперечной и винтовой прокатке заготовка деформируется
валками, вращающимися в одну сторону. При винтовой прокатке
вследствие расположения валков под углом друг к другу прока-
тываемый металл, кроме вращательного, получает еще и посту-
пательное движение. В результате сложения этих движений каж-
дая точка заготовки движется по винтовой линии.
В промышленности поперечную прокатку используют главным
образом для получения специальных периодических профилей.
Винтовую прокатку широко применяют для получения пустоте-
лых трубных заготовок из различных металлов.
Получение готового продукта из слитков включает не только
процесс прокатки, но и ряд операций до и после него.
400
В современном производстве применяют два метода разливки
жидкого металла в слитки: периодический (металл разливают в от-
дельно стоящие изложницы) и непрерывный (металл заливают
в водоохлаждаемый кристаллизатор установок непрерывного
литья; при выходе из кристаллизатора образующийся слиток
проходит зону вторичного охлаждения).
Метод непрерывного литья заготовок является прогрессивным,
его широко внедряют в производство, и в ближайшем будущем он
почти полностью заменит разливку в изложницы. Так, например,
Рис, 235. Основные способы прокатки:
а продольная; б « поперечная; в = винтовая
на Новолипецком металлургическом комбинате впервые освоен
крупный промышленный комплекс, где сталь разливают непре-
рывным способом, что позволяет экономить до 20 % металла.
Производство проката разделяют на две основные стадии:
1) получение полупродукта (блюмов, слябов и заготовок) из слитка
и 2) получение готовых изделий из полупродуктов или непрерывно-
литого слитка.
Методы обработки металлов давлением можно классифициро-
вать по схемам технологического процесса.
На рис. 236 представлена технологическая схема прокатки
литых слитков и заготовок и получения из них готового проката:
толстых и тонких листов, рельсов, балок, швеллеров, угловой и
круглой стали, проволоки, штрипса и т. д.
При прессовании металл выдавливают из замкнутой полости
через отверстие, получая пруток или трубу с профилем, соответ-
ствующим сечению отверстия инструмента. Исходный материал
для прессования — слитки или отдельные заготовки. Существуют
два метода прессования— прямой и обратный. При прямом прес-
совании движение пуансона пресса и истечение металла через
отверстие матрицы происходят в одном направлении (рис. 237, а)
11ри обратном прессовании заготовку закладывают в глухой кон-
тейнер, и она при прессовании остается неподвижной, а истече-
407
Готодь/е тру Вы Го/поёые трдЛ/
Рис. 236. Общая схема технологического процесса в прокатных цехах
408
ние металла из отверстия матрицы, которая крепится на конце
полого пуансона, происходит в направлении, обратном движению
пуансона с матрицей (рис. 237, б).
Обратное прессование по сравнению с прямым требует меньших
усилий и прессостаток в этом случае меньше, однако меньшая де-
формация при обратном прессовании приводит к тому, что прес-
сованный пруток сохраняет следы структуры литого металла.
рис. 237, Схемы прессования прутка, прямым (а) и обратным (б) мето-
дами:
1 ss готовый пруток; 2 — матрица; 3 — заготовка; 4 пуансон
Основное преимущество прессованных изделий —• точность их
размеров. Кроме того, ассортимент изделий, получаемый прессо-
ванием, весьма разнообразен, и этим методом можно получить
очень сложные профили.
Рис. 238. Схема процесса волочения.
Рис. 239. Обработка металлов кузнечным способом:
ковка; б листовая штамповка
Волочением называют протягивание заготовок через посте-
пенно сужающееся отверстие волоки (рис. 238). При волочении
поперечное сечение заготовки уменьшается, а ее длина соответ-
ственно увеличивается. Волочение осуществляют главным обра-
зом в холодном состоянии и редко — в горячем. Волочением полу-
чают профили весьма точных размеров (до 2-го класса точности)
и формы, как правило, с гладкой блестящей поверхностью: тон-
кую проволоку диаметром 5—10 мм, тонкостенные трубы, фасон-
ные профили и т. д.
Обработка металла кузнечным способом включает свободную
ковку, горячую и холодную штамповку (рис. 239). При ковке
металл между плоскими бойками свободно течет в стороны, поэ-
409
тому ковку называют свободной. При штамповке течение металла
ограничено стенками рабочей полости (ручья) штампа и происхо-
дит по заданным направлениям до определенного предела. Форма
и размеры ручья штампа полностью определяют конфигурацию
изготовляемой поковки.
Для штамповки характерно применение разнообразного спе-
циализированного инструмента — штампов, однако в последнее
время в связи с массовым производством деталей машин появились
специализированные штамповочные агрегаты: автоматы для про-
изводства болтов или гаек, гибочные машины, машины для изго-
товления пружин, железнодорожных костылей, телеграфных крю-
ков и т. д. С применением специализированных агрегатов возра-
стает выход годного, производительность, чистота поверхности,
повышается точность размеров изделий.
Цехи, в которых преобладает свободная ковка, называются
кузнечными. Мелкие и средние поковки (массой до 1 т) произво-
дят на молотах. Среди кузнечных цехов особое место занимают
цехи тяжелых поковок машиностроительных заводов, называемые
иногда кузнечно-прессовыми цехами, так как преобладающими
машинами — орудиями — в них являются прессы. Выпуск по-
ковок этими цехами достигает 60 000 т в год, а наибольшая масса
одной поковки может быть более 300 т.
Цехи, в которых преобладает горячая штамповка на молотах,
прессах, горизонтально-ковочных машинах и другом горячештам-
повочном оборудовании, носят название кузнечно-штамповочных.
Выпуск продукции отдельными цехами этого вида достигает
150 000 т в год при наибольшей массе поковок в сотни килограм-
мов. Такие цехи существуют на крупных заводах автомобильной,
тракторной, авиационной и других отраслей промышленности.
Цехи холодной штамповки из листовых заготовок называют
холоднопрессовыми. Это весьма разнообразная группа цехов се-
рийного и массового производства изделий (например, деталей
кузова автомобиля).
Остальные цехи относят к специализированным, называемым
либо по типу выпускаемой продукции (снарядные, рессорные, пру-
жинные), либо по типу установленного оборудования (вальцовоч-
ные, обжимных машин и т. д.). Среди этих цехов есть холодно-
штамповочные и горячештамповочные.
2. Назначение и классификация
механического оборудования
Прокатным станом называется машина для обработки металлов
давлением в валках. Оборудование для деформации металла назы-
вается основным и располагается по главной линии прокатного
стана, которая состоит из трех основных устройств: рабочей клети,
передаточных механизмов и двигателя. Рабочая клеть в свою оче-
редь состоит из валков, подшипниковых узлов, станины, нажим-
410
пых механизмов и ряда конструктивных элементов. Для передачи
вращения от двигателя к прокатным валкам служат редукторы,
шестеренные клети, соединительные муфты и шпиндели.
Кроме этого, для выполнения различных вспомогательных
операций: нагрева, резки и правки металла, сматывания его
в бунты, подачи металла к валкам, кантовки, транспортировки
металла и т. д., используется различное вспомогательное (адъю-
стажное) оборудование.
Прокатные станы классифицируют по назначению, конструк-
ции, взаимному расположению основных элементов и другим
признакам.
Наиболее проста классификация станов по назначению — в за-
висимости от вида прокатываемых профилей; прокатные станы
классифицируют на обжимные, заготовочные, рельсобалочные,
крупносортные, среднесортные, мелкосортные, проволочные,
1 олстолистовые, широкополосные, листовые, тонколистовые,
станы холодной прокатки, трубопрокатные, бандаже- и
колесопрокатные станы и, наконец, станы специального назна-
чения.
Основная величина, определяющая типоразмер сортопрокат-
ного стана, — диаметр валка, а листового стана — длина бочки
валка, от размеров которой зависит возможная ширина прокаты-
ваемых листов; так, у сортового стана 300 диаметр валков 300 мм,
а у листового стана 2000 длина бочки валков 2000 мм.
Классификация прокатных станов по расположению валков
в рабочей клети приведена на рис. 240.
Двухвалковые (рис. 240, а) нереверсивные клети получили
большое применение в непрерывных станах для прокатки заго-
товки, проволоки, сортовых профилей и полос. В каждой клети
таких станов осуществляется только по одному пропуску металла
в одном направлении. В двухвалковых реверсивных клетях перио-
дически изменяется направление вращения валков, а прокаты-
ваемый металл проходит через валки вперед и назад несколько
раз. Эти клети применяют в блюмингах, слябингах, толстолисто-
вых станах и т. д.
Клети с горизонтальной и вертикальной парой валков
(рис. 240, б) называют универсальными и применяют главным
образом в слябингах или толстолистовых станах (вертикальными
палками формируют ровные и гладкие боковые грани слябов и
листов).
Трехвалковые клети (рис. 240, в) — всегда нереверсивные, при-
меняют в сортовых и листовых — трехвалковых станах Лаута,
отличающихся от сортовых меньшим диаметром среднего непри-
водного валка по сравнению с верхним и нижним. Металл в трех-
валковых станах движется в одну сторону между нижним и сред-
ним, а в обратную — между средним и верхним валками. Для
подъема прокатываемого металла и задачи его в валки устанавли-
вают подъемно-качающиеся столы.
411
Листовые трехвалковые клети используют редко, так как про-
изводительность их невелика, а жесткость валковых узлов мала.
Четырехвалковые клети (рис. 240, г) весьма широко применяют
при прокатке толстых и тонких полос, броневых плит. Эти клети
имеют два рабочих валка малого диаметра и два опорных валка
большого диаметра. Нереверсивные и четырехвалковые клети ис-
пользуют в непрерывных станах горячей и холодной прокатки, а ре-
версивные— в одноклетевых станах горячей и холодной прокатки.
Рис. 240. Классификация прокатных станов по конструкции и расположению
валков
Установка опорных валков значительно повышает жесткость
валковой системы.
Шестивалковые клети (рис. 240, д) с двумя рабочими и четырьмя
опорными валками ввиду большой жесткости станины и меньшего
прогиба опорных валков служат для холодной прокатки тонких
и узких полос в рулонах с жесткими допусками по толщине.
Однако преимущество этих клетей по сравнению с четырехвалко-
выми клетями невелико, а так как их конструкция значительно
сложнее, то широкого применения они не получили.
Двенадцати- и двадцати валковые клети (рис. 240, е) имеют
два рабочих валка, остальные валки — опорные. Многовалковые
станы весьма жестки. Давление прокатки в них невелико из-за
малого диаметра рабочих валков. Привод валков осуществляется
412
через промежуточные опорные валки при холостых рабочих и
главных опорных валках.
Конструкция многовалковых станов весьма рациональна, по-
лому они успешно конкурируют с четырехвалковыми станами и
н последние годы широко применяются для прокатки тонких и
юнчайших полос и лент, особенно из труднодеформируемых
металлов.
Многовалковые станы не лишены и недостатков, к которым
следует отнести: а) весьма высокие требования к точности изготов-
ления рабочей клети; б) затрудненный отвод тепла от валковой
системы; в) высокие требования к несущей способности и жестко-
сти подшипников; г) особые требования к надежности и быстро-
действию устройств регулирования профиля валков и др.
Универсальные балочные клети (рис. 240, ж) в отличие от
обычных универсальных клетей имеют неприводные вертикальные
валки, которые находятся между опорами подшипников горизон-
тальных валков и в одной плоскости с последними. Эти станы
применяют также для прокатки высоких двутавровых балок с ши-
рокими, почти параллельными полками.
Клети с косорасположенными валками применяют для винто-
вой прокатки и главным образом при производстве труб. Трубо-
прокатные прошивные станы применяют для прошивки отверстий
в сплошных заготовках или слитках круглого сечения
(рис. 240, з—к), для удлинения прошитых трубных заготовок
(рис. 240, л) за счет уменьшения толщины стенки.
В станах с косорасположенными валками прокатываемый ме-
галл вращается относительно своей оси и одновременно движется
поступательно. Между валками прошивных станов на стержне
устанавливают оправку, на которой прошивается сплошная за-
готовка при своем поступательном движении. Тенденция к обра-
зованию полости в заготовке сильно облегчает процесс прошивки.
Однако самопроизвольное вскрытие полости недопустимо, так
как это приводит к браку.
Кроме рассмотренных конструктивных схем прокатных станов,
применяют группу станов специальной конструкции узкого наз-
начения: колесопрокатные, бандажепрокатные, кольцепрокатные,
шаропрокатные, для прокатки профилей переменного и периоди-
ческого сечения и т. д.
Существует классификация прокатных станов по числу рабо-
чих клетей и их расположению (рис. 241).
Основное механическое оборудование кузнечных цехов обычно
п щразделяют по кинематическим и динамическим признакам на
четыре группы: I группа — молоты, которые осуществляют удар-
ную деформацию металла за счет энергии, накапливаемой падаю-
щими частями к моменту соприкосновения их с заготовкой. Молоты
подразделяют на пневматические ковочные, паровоздушные для
ковки п штамповки, фрикционные штамповочные и рычажные
ковочные. По характеру действия к этой группе машин-орудий
413
относят также фрикционные винтовые прессы; II группа — гид-
равлические прессы, объединяющие группу машин с гидравличе-
ским или парогидравлическим приводом, осуществляющих де-
формацию металла давлением за счет энергии, непрерывно под-
водимой в течение всего периода деформации металла. Эта группа
машин в конструктивном отношении весьма разнообразна, и имеет
широкое распространение; III группа — кривошипные машины,
Рис. 241. Классификация прокатных станов по числу рабочих клетей и их
расположению:
а — одноклетевые; б ~ много клетевые е расположенными на одной линии
клетями (литейные станы); и с последовательно расположенными клетями
(тандем); г «= ступенчатые; д — непрерывные о групповым приводом; е •— не-
прерывные с индивидуальным приводом; ж полунепрерывные; з — последо-
вательно-возвратные (кросс-коунтри); и — шахматпыс
представляет собой обширную группу эксцентриковых, колен-
чатых, кулачковых и коленорычажных машин. Этими машинами
обрабатывают металл давлением в основном за счет энергии, на-
капливаемой вращающимися на холостом ходу деталями (махо-
виками и др.), и частично за счет энергии, подводимой в процессе
деформации. Применяют кривошипные машины для разнообраз-
ных штамповочных операций, некоторые типы машин используют
и для ковки; IV группа — ротационные машины — объединяет
различные штамповочные механизмы с вращающимся рабочим
инструментом. Энергия, расходуемая на деформацию металла,
подводится в течение всего периода обработки металла.
3, Основные положения обработки металлов давлением
В основе обработки металлов давлением лежит процесс пластиче-
ской деформации, при котором изменяется форма без изменения
массы Все расчеты размеров и формы тела при обработке давле-
414
пнем основаны на законе постоянства объема, суть которого за-
ключается в том, что объем тела до и после пластической дефор-
мации принимается неизменным: Vi = V2 = const (Vx и V2 —
объемы тела до и после деформации).
Изменение формы тела может происходить в направлении трех
главных осей; при этом каждая точка стремится перемещаться
в том направлении, в котором создается наименьшее сопротивле-
ние ее перемещению. Это положение в теории обработки металлов
давлением носит название закона наи-
меньшего сопротивления.
При свободном формоизменении тела
в различных направлениях наибольшая
деформация происходит в том напра-
влении, в котором большинство переме-
щающихся точек встречает наименьшее
сопротивление своему перемещению.
a О
Рис. 242, Валок е поперечными (а) и круговыми (б) насечками
Рис. 243. Схема осадки прямоугольного образца
Так, например, если при прокатке в двух валках с попереч-
ными насечками (рис. 242, а) течение металла вдоль оси прокатки
сдерживается, а в поперечном направлении увеличивается, то
при круговых насечках (рис. 242, в) будет наблюдаться обратное
явление.
Другим примером действия закона наименьшего сопротивле-
ния может служить превращение квадратного сечения (или любого
другого) образца при его осаживании в круговое (рис. 243). Это
правило наименьшего периметра при осаживании.
Законы постоянства объема и наименьшего сопротивления
распространяются на все способы обработки металлов да-
влением.
При этом закон постоянства объема используют для опреде-
ления размеров заготовок, а закон наименьшего сопротивления
позволяет определить, какие размеры и форму поперечного сече-
ния получит заготовка с тем или иным сечением в процессе обра-
ботки давлением.
Любой процесс обработки металлов давлением характеризуется
очагом деформации и коэффициентом деформации. На рис. 244
показан очаг деформации при продольной прокатке. Разность
высоты прокатываемой заготовки до и после прокатки называется
линейным или абсолютным обжатием: Д/г = /г0 — /гх.
415
Отношение этой величины к первоначальной высоте сечения
прокатываемой заготовки называется относительным обжатием:
(hf. — h})/h0 = Eh!h0.
Разность ширин сечений прокатываемого металла после про-
катки и до прокатки называется уширением: Aft = — b0.
Как видно из рис. 244, металл при прокатке подвергается
деформации на некотором участке, который по мере вращения
валков перемещается по прокатываемому металлу. Этот участок
называется поясом деформации
и определяется дугой АВ, по
которой валок соприкасается
с прокатываемым металлом.
. Рис. 244. Очаг деформации при прокатке
Рис. 245. Силы, действующие на металл при захвате его валками
АВ называется дугой захвата, а угол а, образованный двумя
радиусами, проведенными из центра валка в точки А и В, — углом
захвата, который при данном линейном обжатии можно опреде-
лить из уравнения (h0 — h^/2 = R — R cosai cos« = 1 —
— (йо —
Длина дуги захвата /д — л 77x7180°.
При малых углах захвата (< 20°) дуга захвата может быть!
приравнена хорде, и тогда уравнение примет вид, более удобный]
для практического пользования. Как видно из рис. 244 Л АВС о.»I
со Л АВЕ, следовательно, АВ/ВС ~ BEIAB, тогда (АВ)'2 —I
= ВВ X ВС, т. е.
(ЛВ)2 = 2R (h0 - hJ/2 и АВ = / R (h0 ~ hx),
а так как h0 — hr = Eh, то АВ = /д == уЕREh.
Процесс прокатки обеспечивается трением между металлил
и валками. В момент захвата металла со стороны каждого валка]
будут действовать на металл две силы (без учета инерционных сил) и
нормальная сила N и касательная сила трения Т (см. рис. 245)1
416
Для того чтобы произошло втягивание металла в зев валков,
необходимо соблюдение условия 2ТХ > 2NK или Т cos а > N sin а.
При этом условии результирующая сила Р будет направ-
лена в сторону движения металла. Сила трения Т равна нор-
мальной силе N, умноженной на коэффициент трения р, причем
отношение силы трения к нормальной силе равно тангенсу угла
трения р, т. е. Т = pAf, TIN = tg р = р. Следовательно, усло-
вие захвата можно переписать в виде 2pJV cos а > 2N sin а или
р tgcc, т. е. tg р > tga и окончательно р > а.
За счет обжатия валками длина прокатываемого металла ввиду
постоянства его объема будет увеличиваться. Отношение длины
(А) металла после выхода из валков к первоначальной длине (/0)
называется вытяжкой: 1 Практически за один проход
% = 1,1 — 1,6, но в некоторых случаях 3.
По высоте полоса также изменяет свои размеры; обозначим
коэффициент деформации по высоте или коэффициент уменьше-
ния высоты у = hjho, коэффициент деформации по ширине или
коэффициент уширения р = b-Jb(t.
Определим взаимосвязь рассмотренных коэффициентов деформации. Из
условия постоянства объема можно записать
Vo = V] = hobBlB = = const.
Обозначим площади поперечного сечения полосы до и после прокатки соот-
ветственно /с = habB и Fx = hjbx, тогда
6*0^0 ~ или FB/Fx = Ix/Iq — X.
Следовательно, отношение площадей поперечного сечения полосы обратно
пропорционально длинам.
Из уравнения = hxb,^ можно записать ht/hu = Ь^/Ь^ = у и Ьх/Ьа =
= hBlBlhily — р.
И, наконец, liibiZi//ioMo = 1 или ZyfJ = 1, т. е. произведение коэффициен-
тов деформации по высоте, ширине и длине равно единице. Из последнего уравне-
ния можно записать К = 1 /уР- При прокатке в некоторых случаях можно пренеб-
речь явлением уширения, т. е. считать Ь(, = Ьг и р = bi/b0 — 1, тогда
К = 1 /у или К = fte/fti-
Вытяжка в этом случае равна обратной величине коэффициента уменьшения
высоты и будет выражаться отношением площадей или отношением соответствую-
щих высот.
Рассмотрим понятие о смещенном объеме и скорости деформации. Для этого
используем основное уравнение закона постоянства объема ур! = 1. Логариф-
мируя последнее уравнение, получим In у In Р + In X — 0, т. е. сумма нату-
ральных логарифмов коэффициентов деформации по всем трем направлениям
равна нулю.
Геометрический смысл последнего уравнения заключается в том, что умень-
шение высоты вызовет увеличение длины и ширины. Если смещение по высоте
обозначить отрицательным знаком (высота уменьшается), а по длине и ширине
положительным (и та, и другая увеличиваются), то алгебраическая сумма сме-
щений, взятых по всем направлениям, будет равна нулю.
Сопоставляя эти рассуждения с нашим уравнением, можно заключить, что
натуральный логарифм коэффициента деформации в каком-либо направлении
представляет собой удельный смещенный объем в том же направлении, а сумма
т ких удельных объемов, взятых по всем направлениям, равна нулю.
Для подтверждения рассмотрим случай сжатия цилиндра под молотом или
провесом (рис. 246).
14 Кнорозов В. В. и др.
417
При деформации циливдра на бесконечно малую величину dhсмещенный объем
будет dVR= Fdh(F — V/h— площадь сечения).
Так как объем цилиндра неизменен: V = const, то dVa = V (dh/h).
Интегрируя последнее уравнение, получим
Ид fto
V = f I/А = У f ^-=V]nA
д J h J h hi
ht h.
а так как ft0/^r = I/Y, то полный смещенный объем можно выразить так: Ед =
= Vin (1/у), тогда удельный смещенный объем составит Va/V — In (1/у) = In К.
Смещенный объем служит также и мерой скорости деформации, под которой
обычно подразумевается отношение удельного смещенного объема к промежутку
времени, в течение которого сме-
щается этот объем. Если обозначить
удельный смещенный объем через
In е, а время смещения этого объема
в секундах через т, то скорость дефор-
мации можно выразить следующей
формулой:
Цдеф = lna/т, с-1.
Рис. 246. Схема осаживания цилпндрв
Ри®. 247. Зависимость механических евейств углеродистой етали 08кп от сте-
пени деформации:
1 » твердость НВ; 2 — ав; 3 % ®
В результате холодного пластического деформирования образуется волок-
нистая структура, металл получает состояние наклепа. Его прочность и твер-
дость повышаются, а пластичность и вязкость понижаются, т. е. происходит
упрочнение (нагартовка) и охрупчивание металла.
Для обработки давлением существенно то, что с увеличением степени пла-
стической деформации предел текучести возрастает быстрее, чем временное со-
противление; при этом процесс упрочнения наиболее интенсивно протекает при
степени деформации примерно до 30 % (рис. 247). При степени деформации 80—
90 % пластичность металла снижается настолько, что дальнейшая обработка дав-
лением становится затруднительной и может привести к разрушению. Свойства
наклепанного металла восстанавливаются при его нагреве.
При невысоком нагреве происходят процессы возврата, приводящие к неко-
торому снижению прочности и увеличению пластичности. Полное восстановление
исходных механических свойств металла происходит в результате рекристалли-
зации — процесса образования и роста новых зерен при нагреве до tpeK = atIIM
(где /ре1( и tnn — абсолютные температуры начала рекристаллизации и плавле-
ния, л). Для углеродистых сталей а — 0,4 и /рек = 550 — 650 °C. При образо-
вании крупных зерен в процессе рекристаллизации прочность и в особенности
пластичность металла снижаются. Величина зерна зависит от многих факторов:
418
температуры, продолжительности нагрева, степени предварительной пластиче-
< кой деформации и т. д.
Температуру нагрева и величину деформации, при совмещении которых про-
исходит максимальный рост зерен металла, называют критическими. Так, на-
пример, для низкоуглеродистой стали критический интервал степени деформа-
ции составляет примерно 5-? 10 %.
В реальных условиях деформации в широком интервале температур про-
цессы разупрочнения могут протекать одновременно с процессом упроч неиия.
В зависимости от того, в какой степени при деформировании успевают проте-
кать процессы разупрочнения, различают: 1) холодную пластическую деформа-
цию, если она не сопровождается процессами возврата и рекристаллизации, а
Рис. 248. Зависимость истинного сопротивления деформации легированной
стали типа XI8H9T от температуры, степени и скорости деформации:
J е = 10 %; 2 20 %; 3 — 40 %
степень упрочнения при деформировании постепенно возрастает; 2) неполную
холодную пластическую деформацию, при которой происходит только процесс
возврата, степень упрочнения меньше, чем при холодной деформации; 3) непол-
ную горячую пластическую деформацию, при которой успевают пройти возврат
и частично рекристаллизация, причем степень упрочнения оказывается еще мень-
ше; 4) горячую пластическую деформацию, при которой успевают пройти все
основные процессы разупрочнения — возврат и рекристаллизация без заметного
упрочнения деформируемого тела.
Для подсчета усилий горячей деформации металлов и их сплавов необходимо
знать величину истинного сопротивления деформации при соответствующих тем-
пературах, скоростях и степенях деформации.
Истинное сопротивление деформации — напряжение, определяемое как от-
ношение усилия растяжения к площади действительного поперечного сечения
образца в данный момент деформации.
Величину истинного сопротивления деформации определяют на специальных
установках — пластометрах, позволяющих одновременно измерять основные
параметры: температуру, степень и скорость деформации.
На рис. 248 представлен график изменения истинного сопротивления дефор-
мации в зависимости от основных термомеханических параметров: температуры,
степени и скорости деформации.
14*
419
4. Краткие сведения
нз теории пластической деформации металлов
На примере одноосного растяжения стержня (см. рис. 65) было
показано, что при любом виде нагружения в материале возникают
напряжения нормальные Sn = So cos2 а и касательные т =
= O,5So sin 2а.
В сечении Fo (при а = 0) возникают максимальные нормаль-
ные напряжения $Птах~ So= PIF^ касательные напряжения т=0.
Максимальные касательные напряжения ттах = 0,55Птях воз-
никают в сечении Fr при а = 45°.
Площадки, по которым касательные напряжения не действуют,
называют главными площадками, а нормальные на-
пряжения, действующие по этим площадкам, — главными
напряжениями.
Нами рассмотрен простой случай растяжения в осевом на-
правлении. Однако в большинстве случаев материал подвергается
растяжению или сжатию по двум и трем направлениям, т. е. на-
ходится в сложном напряженном состоянии. В теории упругости
показано, что в каждой точке любого напряженного тела можно
провести три взаимно перпендикулярные главные площадки,
через которые передаются три главных нормальных напряже-
ния: СГХ О’2 о3.
В каждой точке напряженного тела можно выделить элемен-
тарный кубик, гранями которого служат главные площадки, по
которым действуют три взаимно перпендикулярных главных
напряжения.
В случае простого растяжения (до образования шейки на об-
разце) одна главная площадка в каждой точке перпендикулярна
к оси стержня (а = 0), а две другие параллельны этой оси
(сс = 90°). В этом случае только одно из трех главных напряже-
ний не равно нулю и направлено параллельно растягивающей
силе; такое напряженное состояние называется линейным (Л).
Если материал подвергается растяжению или сжатию по двум
взаимно перпендикулярным площадкам, то такой случай назы-
вается плоским напряженным состоянием (П).
Если же все три главные напряжения не равны нулю в рас-
сматриваемой точке, то имеет место схема объемного напряжен-
ного состояния (О).
На рис. 249 показано девять возможных схем напряженного
состояния. С помощью таких схем напряженного состояния опре-
деляется пластичность металла — его состояние, зависящее не
только от химического состава и других внутренних факторов,
но и от схемы напряженного состояния, т. е. от способа деформи-
рования.
На рис. 250 показаны три основные схемы деформации. В пер-
вом случае (схема Ог) металл поступает в одном направлении,
а уходит в двух направлениях.
420
Во втором случае (схемами) металл поступает в одном направ-
лении, а уходит в другом. В третьем случае (схема Dm) металл
поступает по двум направлениям, а уходит в одном направлении.
Все эти три схемы взаимосвязаны и при этом возможен пере-
ход от одной схемы к другой в процессе деформирования. Так
как число схем деформаций три, а схем напряженного состояния
девять, то одна и та же схема деформации может быть осуществлена
при различных схемах напряженного состояния
п2(-+о)
П3(++0)
Рис. 249. Схемы напряженного состояния
Примером использования схемы может служить прокатка
узкой полосы, прокатка же широкой полосы проходит по схеме
Dn. Характерным примером использования схемы DnI является
протягивание металла через очко.
Поясним влияние различных схем напряженного состояния
при одной и той же схеме деформации £>П1 опытом, проведенным
С. И. Губкиным. Медный образец, показанный на рис. 251, закла-
дывали в матрицу и при растягивающем усилии 10 200 Н подвер-
гали волочению. Затем осуществляли прессование, увеличив уси-
лие деформирования, в силу необходимости до 35 300 Н. Оче-
видно, механические свойства образца при первом и втором нагру-
жениях не изменялись, следовательно, сопротивление деформации
зависит от схемы напряженного состояния.
Сопротивление деформации зависит также от температуры и
скорости деформации (см. рис. 248).
Для начала пластической деформации сдвиговые напряжения
должны достичь некоторой величины, поэтому пластическая де-
421
формация может происходить только в упругодеформированном
теле.
Теория предельного состояния устанавливает зависимость
между пределом текучести и напряжениями в металле при его
пластической деформации.
В случае простого линейного растяжения или сжатия пласти-
ческая деформация начинается при стх = от.
При сложном напряженном состоянии, когда о2, оя =# 0, вопрос
о величине напряжений, возникающих при пластической дефор-
мации, может быть разрешен
п только лишь с помощью теорий
г 5л предельного состояния.
Существуют четыре теории
предельного состояния. Ввиду
того, что теории наибольших
Рис. 250. Возможные схемы деформации по С. И. Губкину
Рис. 251, Влияние напряженного состояния на сопротивление деформации
(по С. И. Губкину)
нормальных напряжений и наибольших деформаций устарели,
рассмотрим лишь третью и четвертую теории.
Согласно третьей теории предельного состояния, пластическая
деформация наступает, когда разность двух главных нормальных
напряжений достигает от деформируемого металла, т. е. выпол-
няется условие пластичности: — о3 = о,. Эта теория не учи-
тывает влияния среднего главного нормального напряжения о2.
Четвертая, энергетическая, теория предельного состояния раз-
работана Губером, Мизесом и Генки.
Согласно этой теории, пластическая деформация
в теле наступает, когда потенциальная
энергия упругой деформации, направлен-
ной на изменение формы тела, а не объема,
достигает определенного значения.
Потенциальная энергия упругой деформации А — Ло + Лф (Ло — потен-
циальная энергия, которую необходимо накопить в материале для изменения его
объема; Лф — потенциальная энергия, которую необходимо накопить в материале
для изменения формы тела).
422
При объемной схеме деформирования металла упругая деформация идет по
1])ем направлениям, н полная потенциальная энергия выражается уравнением:
И = (о,е, + О2ег + о3е3)/2.
Так как относительные деформации по закону Гука равны е, = [о, —
ц* (о2 + о3)]/£; б2= [о2 — р. (о, + 03)]/£; е3= [о3 —|Л (о2 + о,)]/£, то пол-
ная потенциальная энергия составит А = [о‘/ + о| + о| — 2р (о,о2 + о2о3 4-
-I о3о,) ]/(2£).
Приращение объема тела прн упругой деформации равно сумме деформаций
в трех взаимно перпендикулярных направлениях, т. е. A V/V = а, + е2 + е3 =
1 — 2р (о, + о2 4- о3)/£.
Потенциальная энергия изменения объема равна половине произведения
приращения объема на среднее напряжение, т. е. Ав = 0,5 (ДУ/У) (о, + 02 +
-| о8)/3 = (о, + о2 + о3)2 (1 - 2ц)/(6£).
Пользуясь рассмотренными уравнениями, находим удельную потенциальную
энергию, направленную на изменение формы тела: Лф = А — Ав =ь[(о, — о2)? +
4 (о2 - о3)2 + (о8 - о,)2] (1 + ц)/(6£).
На основании многочисленных опытов установлено, что удельная потенциаль-
ная энергия изменения формы при пластической деформации является величиной
постоянной, независящей от схемы напряженного состояния прн деформации, т, е.
Л ф = Л ф. лин-
Таким образом, при линейной схеме деформации, когда о2 = 0 и а3 = О,
уравнение примет вид Лф. лпн = 2о? (1 + р)/(6£).
И, следовательно, уравнение пластичности (с, — о2)? + (о2 — о3)? +
|- (о3 — о,)" = 2с? = const.
Из формулы ясно, что сумма квадратов разностей главных нормальных на-
пряжений при схеме объемной деформации (как н при любой другой схеме де-
формации) есть величина постоянная, равная удвоенному квадрату предела те-
кучести материала прн данных условиях деформации.
Сравним теперь третью и четвертую теории предельного состояния. Для
этого преобразуем уравнение пластичности для случаев о2 = о3 н о2 = 0,. В обоих
случаях получим, что о, — с3 = от, т. е. в этих случаях третья и четвертая тео-
рии дают одинаковый результат. Для случая же, когда о2 = (о, -f- о3)/2, уравне-
ние пластичности примет вид: о, — о3 = (2/Кз) от = 1,15от.
Таким образом, среднее главное нормальное напряжение оказывает незначи-
тельное влияние на предельное состояние (не более чем на 15 %) и третья теория
предельного состояния является частным случаем четвертой теории при а2 = oj
и о2 = о3.
Поэтому энергетическую теорию пластичности можно выразить более про-
стым уравнением о, — с3 = Р0Т.
Коэффициент Р в зависимости от значения о2 изменяется от 1 до 1,15.
Уравнение пластичности имеет весьма большое значение при определении
усилив, требующихся в различных случаях обработки металлов давлением, так
как все формы для определения усилий выводятся с использованием уравнения
пластичности.
Глава II. НАГРЕВ МЕТАЛЛА
1. Режим нагрева металла
При горячей деформации пластические свойства металла выше,
а сопротивление деформации ниже, чем при холодной деформации,
поэтому горячая деформация сопровождается меньшими энерге-
шческими затратами, чем холодная. Вследствие этого холодную
д< формацию применяют только в том случае, если горячая де-
формация неприменима.
* Коэффициент Пуассона для всех известных материалов р= (А6/6)/(А///)^Х),5.
423
деляют в зависимости
t,°c
1000
1300
1200
1100
1000
900
800
700
Q 0,8 2,19 С,%
Fe
Рис, 252. Температурный ин-
тервал обработки давлени-
ем углеродистой стали (за-
Нагрев металла при обработке давлением влияет на качество
и стоимость продукции. Основные требования при нагреве металла:
необходим равномерный прогрев слитка или заготовки по сечению
и длине до соответствующей температуры за минимальное время
с наименьшей потерей металла в окалину и экономным расходом
топлива. Неправильный нагрев металла вызывает различные
дефекты: трещины, обезуглероживание, повышенное окисление,
перегрев и пережог.
Температуру начала и конца горячего деформирования опре-
от температуры плавления и рекристалли-
зации, т. е. начальная температура
должна быть ниже температуры плавле-
ния, а конечная — выше температуры
рекристаллизации. Так, например, для
углеродистой стали температуру начала
горячего деформирования выбирают по
диаграмме состояния железо — углерод
(рис. 252) на 100—200 °C ниже темпера-
туры начала плавления стали заданного
химического состава, а температуру кон-
ца деформирования углеродистых сталей
принимают на 50—100 °C выше темпе-
ратуры рекристаллизации или опреде-
ляют по эмпирической формуле = 100 х
X (9,1 — 1, 1С) °C, где С — содержание
углерода в процентах.
Наибольшую температуру нагрева стали с содержанием 0,1 % С
принимают равной 1350 °C; 0,2 % С 1270—1250 °C; 0,6 % С
1200—1180 °C; 1 % С 1120—1100 °C.
Прокатка большинства марок углеродистой стали начинается
при 1200—1150 °C и заканчивается при 950—900 °C, т. е. нормаль-
ный перепад температур составляет 300—250 °C; возможны и от-
клонения; при прокатке тонких листов на непрерывных станах
перепад температур может достигать 350е С и, наоборот, при про-
катке легированных сталей с повышенным сопротивлением дефор-
мации температурный интервал горячей деформации уменьшается
до 200—150 °C. Медь начинают ковать при 1000 °C и заканчивают
при 800 °C, а температурный интервал ковки бронзы (БрА>К9—4)
900—700 °C.
Таким образом, продолжительность и температуру нагрева
для различных металлов и сплавов устанавливают с учетом изло-
женных соображений и на основании практических данных и при-
нятого технологического процесса деформирования.
Для качества изделий, получаемых горячей обработкой дав-
лением, имеет существенное значение не только режим нагрева,
но и режим охлаждения. Слишком быстрое и неравномерное ох-
лаждение может привести к образованию трещин или к коробле-
нию вследствие термических напряжений. Чем меньше тепло-
424
проводность стали и чем массивнее и сложнее конфигурация
изделия, тем медленнее должно быть охлаждение.
Правильно выбранная технология нагрева в сочетании с пра-
вильным режимом пластической деформации и охлаждения металла
в значительной степени улучшает все характеристики готового
мсталлопродукта.
2. Нагревательные устройства
Заготовки и слитки перед обработкой давлением нагревают в гор-
нах или в печах. Горны отличаются от нагревательных печей
небольшими размерами, отапливаются каменным углем или кок-
сом, металл нагревается в них
при непосредственном кон-
такте с топливом. Используют
юрны для нагрева мелких
заготовок при ручной ковке.
Печи для нагрева заго-
товок подразделяют на пла-
менные и электрические, а
по распределению темпе-
ратуры — на камерные и ме-
Рис. 253. Нагревательные печи:
г? — камерная; б методическая [I —
подогревательная зова (600—800 °C);
Н — зона максимального нзгрева
(1'250 *—1350 °C); III— зона выдержки];
/ — под печи; 2 >— заготовки; 3 — го-
I лкн; 4 — окно для загрузки и вы-
i рузки заготовок; -5 — окно для вы-
Дичи заготовок; 6 — дымоход; 7
толкатель
А-А
юдические (рис. 253). В камерных печах — печах периоди-
ческого нагрева —температура одинакова по всему рабочему
п| остранству. Методические печи с постоянно повышающейся
нмпературой рабочего пространства от места загрузки заготовок
к месту их выгрузки являются высокопроизводительными печами
in прерывного нагрева. Металл в этих печах нагревается посте-
п нпо, методически, по мере продвижения заготовки от места
।грузки к месту выгрузки. Методические печи применяют й про-
катных и кузнечно-штамповочных цехах, а также для нагрева
< П1ТКОВ из цветных металлов и сплавов. Крупные слитки перед
прокаткой на обжимных станах нагревают в нагревательных ко-
лодцах, являющихся разновидностью камерных печей.
Нагревательные колодцы бывают двух типов — регенеративные и рекупе-
| пивные.
В регенеративных колодцах тепло отходящих продуктов горения используют
для подогрева в регенераторах газа и воздуха перед их сжиганием в колодце.
11 рекуперативных колодцах тепло отходящих продуктов горения используют для
425
вепрерывного нагрева воздуха и газа в керамических или металлических рекупе-
раторах. Продукты горения проходят по трубам рекуператоров, воздух и газ —
между трубами.
Любая нагревательная печь состоит из следующих основных частей: металли-
ческого каркаса с кладкой из огнеупорного кирпича, образующей рабочую камеру
печи; топки, горелок или форсунок для подачи и сжигания топлива; дымоотводя-
щих каналов и рабочих окон для загрузки и выгрузки металла, прикрываемых
подъемными дверцами. Обычно печь оснащают также вспомогательными механиз-
мами для открывания и закрывания дверей печи, устройствами и приспособле-
ниями для загрузки и выгрузки тяжелых заготовок, а методические печи —
механизмами для проталкивания заготовок. Для повышения экономичности
работы печи применяют теплообменные аппараты — рекуператоры и регенера-
торы, с помощью которых используют тепло отходящих газов для подогрева воз-
духа и горючих газов, вдуваемых в печь.
Топливом для печей служат мазут и газ. Основное условие полного сжига-
ния топлива—это хорошее смешение его с воздухом. В обычных пламенных печах,
работающих с избытком воздуха, атмосфера всегда окислительная, что вызывает
значительное образование окалины стали при нагреве. Безокислительный нагрев
осуществляют при неполном сжигании топлива, т. е. при расходе воздуха, рав-
ном 50 % от теоретического значения, и подогрева воздуха до 800 1000 °C.
В результате такого сжигания топлива в атмосфере печи появляются газы-вос-
становителп СО и Н2, препятствующие окислению нагреваемой стали.
Современные нагревательные печи оснащены различными приборами и авто-
матическими системами регулирования тепловым режимом работы печей, благо-
даря чему повышено качество нагрева металла, увеличена производительность,
снижен расход топлива и улучшены условия труда.
Для нагрева заготовок и слитков используют также электрические печи
и устройства. Электронагрев — прогрессивный метод, имеющий ряд преимуществ
по сравнению с пламенным нагревом. Электронагрев наиболее широко исполь-
зуют в кузнечном производстве. Основные виды электронагрева: индукционный,
контактный и в печах сопротивления.
Сущность индукционного нагрева в том, что через индуктор — катушку
из витков медной трубки, в которой циркулирует вода для охлаждения, про-
пускаю! переменный ток повышенной или обычной промыпиенной частоты. В ре-
зультате вокруг витков катушки возникает переменное магнитное поле индукции.
Если в индуктор поместить стальную заготовку, то в ней возникнут вихревые токи,
быстро нагревающие металл до требуемой температуры.
При контактном нагреве к концам заготовки через медные контакты-зажимы
подводят переменный ток в десятки тысяч ампер, напряжением от 2 до 15 В.
Электропечи сопротивления оборудованы металлическими спиралями из
нихромовой ленты или карбонцидовыми нагревателями, через которые пропус-
кают ток. Тепло от нагревателей передается нагреваемым заготовкам и стенкам
печи. В таких печах температура не превышает 1000 °C, их применяют для на-
грева заготовок из цветных металлов.
Глава III. ОСНОВЫ ПРОКАТНОГО ПРОИЗВОДСТВА
1. Сортамент прокатной продукции
Сортамент прокатного стана — совокупность профилей (по форме
поперечного сечения) и их размеров, которые можно получить
прокаткой на данном стане. В нашей стране почти все изделия,
изготовляемые прокаткой, стандартизованы.
В стандартах приведены размеры, площадь поперечного сече-
ния и масса 1 м длины профиля, а также допускаемые отклонения
426
от номинальных размеров. В стандартах на профили (балки,
швеллеры, уголки и т. д.), применяемые для изготовления раз-
личных конструкций, кроме размеров площади поперечного се-
чения и массы одного погонного метра, приведены также справоч-
ные величины: момент сопротивления, момент инерции, радиус
инерции и др.
Во всех стандартах приведены также допускаемые отклонения
по длине и по ширине проката, длина поставляемых полос. Кроме
ГОСТов на сортамент, имеются также ГОСТы на технические усло-
вия, включающие требования в отношении химического состава
Рис. 254. Сортамент прокатной продукции:
1 — круг; 2 — квадрат; 3 — шестигранник; 4 — полоса; 5 —*
лист; 6 — сегментная сталь; 7 — овальная сталь; 8 •— трехгран-
ная сталь; 9 равнобокий уголок; 10 — неравнобокий уголок;
11 — тавровая балка; 12 — швеллер; 13 — двутавровая балка г
14 — рельс ’
стали, механических свойств, поверхности прокатываемого метал-
ла, макро- и микроструктуры стали, правил приемки, методов
испытания, маркировки и т. д.
Все прокатные изделия в зависимости от их формы можно раз-
делить на четыре основные группы: а) сортовую сталь; б) листовую
сталь; в) трубы; г) специальные виды проката.
На рис. 254 приведен основной сортамент сортовой и листовой
стали. Сортамент сортовой стали весьма обширен, так как ее ис-
пользуют в самых различных отраслях народного хозяйства для
изготовления машин, станков, стальных конструкций и т. д.
В зависимости от назначения сортовую сталь можно разделить
па профили общего и специального назначения.
К профилям массового потребления относят круглую, квадрат-
ную и полосовую сталь, угловую сталь, швеллеры, двутавровые
балки и т. д. К профилям специального назначения относят
рельсы и профили, применяемые в автотракторостроепии, стро-
ительстве, вагоностроении и других отраслях народного хозяй-
< 1 на.
427
Листовую сталь разделяют на две основные группы в зависи-
мости от толщины листов. Листы толщиной более 4 мм относят
к толстолистовой стали, а менее 4 мм — к тонколистовой. При
этом различают следующие виды листовой стали: котельную,
судостроительную, электротехническую, жесть, декапированную,
кислото- и жаропрочную, броневую и т. д.
Качественную характеристику стали определяют по химиче-
скому составу, механическим свойствам, структуре, применению
и назначению для дальнейшей обработки и, наконец, методу
выплавки.
Обычно прокатку осуществляют с плюсовыми и минусовыми
допусками. Чем больше поле допуска для данного профиля (раз-
ница между максимальными и минимальными размерами про-
филя), тем легче осуществить прокатку, так как в этом случае
не требуется частая смена калибров и перевалка валков, а на-
стройка стана существенно упрощается. Однако потребители
заинтересованы в получении проката с меньшими отклонениями
от номинальных размеров.
В связи со все возрастающими требованиями различных отрас-
лей народного хозяйства, предъявляемыми к точности проката,
систематически проводится работа по сокращению поля допусков
главным образом за счет уменьшения плюсовых допусков. Важней-
шей народнохозяйственной задачей является борьба за экономию
металла, которая может быть достигнута как благодаря примене-
нию экономичных (облегченных) профилей, так и за счет произ-
водства проката с минусовыми допусками и повышенной точ-
ностью. Все это дает не только экономию металла, но и позволяет
также уменьшить массу машин, механизмов, металлических кон-
струкций и снизить себестоимость проката.
В СССР и наиболее развитых капиталистических странах
имеется весьма широкий сортамент проката общего и специального
назначения и тем не менее в последнее время наметилась тенден-
ция к еще большему его расширению.
В нашей стране постоянно проводятся работы по обновлению
и расширению сортамента, что обусловлено непрерывным повы-
шением технического уровня прокатного производства благодаря
вводу в эксплуатацию новых и модернизации действующих станов,
достижениям в области автоматизации и механизации станов,
внедрению прогрессивных технологических процессов, повыше-
нию качества валков и улучшению настройки станов, а также
общему повышению культуры производства.
2. Технология прокатного производства
и калибровка валков
На современных металлургических заводах технологический про-
цесс прокатки состоит из прокатки слитка в полупродукт и полу-
продукта в готовый прокат. В последние двадцать лет как в СССР,
428
ак и за рубежом начали широко внедрять способ непрерывного
литья, осуществляемый с помощью машин непрерывного литья
заготовок (МНЛЗ).
Слитки, выходящие из МНЛЗ, разрезают на мерные длины
(6—12 м) и направляют на станы для дальнейшей прокатки пли
на склад. Преимущество процесса непрерывного литья заклю-
чается в сокращении цикла металлургического производства,
так как в сталеплавильном производстве исключается разливка
металла в изложницы, а в прокатном производстве отпадает необ-
ходимость в использовании обжимных и заготовочных станов.
Кроме этого повышается качество заготовок за счет высокой сте-
пени их однородности, увеличивается выход годного, снижаются
капитальные затраты и создаются условия для комплексной
автоматизации процесса.
Основными технологическими операциями прокатного произ-
водства являются: подготовка исходного металла, нагрев, про-
катка и отделка проката.
Подготовка исходных металлов (слитков и заготовок) к про-
катке заключается в удалении различных поверхностных дефек-
тов (трещины, плены, закаты, царапины и др.), что увеличивает
выход готового проката. Эта операция особенно важна при про-
катке качественной углеродистой и легированной стали.
Нагрев слитков и заготовок перед прокаткой должен обеспе-
чить их высокую пластичность, высокое качество готового проката
и получение требуемой структуры металла. Поэтому необходимо
строгое соблюдение установленных режимов нагрева металла
перед прокаткой, индивидуальных для каждой марки или группы
марок стали, правильный выбор температуры начала и конца
прокатки, а также режима обжатий.
При прокатке контролируют начальную и конечную темпера-
туры, заданный режим обжатия, проверяют настройку валков
наблюдением за размерами и формой проката, а также измеряют
энерго-силовые параметры.
Для контроля за состоянием поверхности проката регулярно
отбирают пробы. Основной контроль поверхности проводят перед
зачисткой проката.
После прокатки контроль продолжают во время отделочных
операций (резки на мерные длины, правки, удаления поверхно-
стных дефектов и т. д.). Готовый прокат подвергают конечному
техническому контролю.
Как уже отмечалось, исходным материалом при прокатке
являются слитки или заготовки большей частью квадратного
(блюмы) или прямоугольного (слябы) сечения. Размер этого сече
пня принимают значительно больше окончательно готового про-
филя и поэтому, как правило, последний почти никогда не удается
получить сразу в один проход между валками. Поэтому прокатку
проводят в несколько проходов. В каждом проходе площадь
сечения прокатываемого металла уменьшается, при этом форма
421)
и размеры ее постепенно приближаются к требуемому про-
филю.
Прокатку листов и полос проводят в так называемых гладких
валках. В этом случае уменьшение толщин прокатываемого ме-
талла в каждом проходе достигается соответствующим сближе-
нием валков.
Прокатку сортового и фасонного металла, например, квадрата,
круга, рельса или швеллера, осуществляют в калиброванных или
ручьевых валках, т. е. в валках, на рабочей поверхности которых
сделаны углубления, называемые ручьями, соответственно тре-
буемой форме прокатываемого изделия. Просвет, образованный
между двумя этими углублениями, сделанными на обоих валках,
совместно с зазором между валками называется калибром.
Калибровкой профиля называется система последовательно
расположенных калибров, обеспечивающая получение готового
профиля заданных размеров. Определение размеров этих калибров
для различных профилей и является основной задачей калибровки
прокатных валков.
Прокатываемый металл при проходе через калибр будет при-
нимать форму этого калибра только при выполнении основных
правил калибровки. В противном случае прокатываемый металл
или не заполнит весь калибр, тогда размеры профиля не будут
соответствовать требуемым, или, наоборот, переполнит калибр,
и тогда неизбежно на краях профиля появятся заусенцы. Кроме
того, при несоблюдении указанных условий в прокатываемом
металле могут возникать значительные напряжения, которые
вызывают образование трещин или других видов брака.
Все виды калибров, применяемые при прокатке, можно раз-
делить на следующие основные четыре типа: 1) обжимные или
вытяжные калибры, предназначенные для уменьшения площади
сечения прокатываемого металла; 2) черновые или подготовитель-
ные калибры, в которых наряду с дальнейшим уменьшением пло-
щади сечения полосы осуществляется грубая обработка профиля
с постепенным приближением его размеров и формы к конечному
сечению; 3) предотделочные или предчистовые калибры, пред-
шествующие чистовым; 4) отделочные или чистовые калибры,
придающие профилю окончательный вид.
Форма и размеры этих калибров обычно почти полностью
совпадают с формой и размерами конечного продукта.
По способам вреза в валки калибры подразделяют на открытые
и закрытые. В тех случаях, когда линии разъема валков нахо-
дятся вне пределов калибра, он называется закрытым,
в противоположном случае калибр называется открытым.
Для получения одного и того же профиля можно применять как
открытые, так и закрытые калибры (рис. 255). Следует отметить,
что по форме обжимные калибры бывают прямоугольные (ящич-
ные), стрельчатые, ромбические, овальные и квадратные
(рис. 256).
430
Промежутки между ручьями в теле валка называются буртами.
Глубину вреза ручьев в валки делают с таким расчетом, чтобы
между их буртами оставался некоторый зазор. При плотно сопри-
касающихся валках до прокатки расширение их от нагрева вы-
звало бы износ буртов, а также чрезмерное давление в подшип-
никах и лишний расход энергии на преодоление трения между
валками и в подшипниках.
С другой стороны, вследствие давления прокатываемого ме-
талла на валки все детали рабочей клети упруго деформируются
Рис. 255. Применение закрытых (с) и открытых (6) калибров для получения
• одного и того же профиля
Рис. 256. Обжимные калибры:
а — прямоугольные (ящичные); б — стрельчатые; в — ромбические; г —•
овальные; д — квадратные
и зазор между валками увеличивается. Общая величина этих
деформаций называется отдачей или «игрой валков». В зависимости
от типа стана «игра валков» колеблется от 1 до 10 мм.
Чертеж калибра должен отображать его форму и размеры
в момент прохождения металла через валки. Поэтому на чертеже
зазор между буртами валков должен, по меньшей мере, равняться
сумме отдачи валков и допускаемого износа калибра.
Боковые стенки калибра обычно делают наклонными, тангенс
угла наклона ф называют выпуском (рис. 257). Если обозначить
максимальную ширину калибра через Вк, минимальную через Ь„
и угол наклона боковых стенок через ф, то величина выпуска
определится равенством: tg ф — 0,5 (Вк — bK)/hp, где hp — вы-
сота ручья калибра.
Для разных типов калибров выбирают различную величину
выпуска, обычно ее выражают в процентах от глубины ручья.
Так, например, выпуск обжимных калибров 5—10 %, черновых
2—4 %, отделочных 1—1,5 %.
Наклоном боковых стенок калибра обеспечивают удобную
и правильную подачу заготовки в валки — точно по центру ка-
либра — и легкий выход полосы из калибра. По мере срабатывания
431
калибра с выпуском валки можно перетачивать с сохранением
размеров калибра (рис, 258).
В калибре с выпуском прокатываемый металл имеет некоторый
простор для уширения. В целях увеличения продолжительности
службы валков и упрощения работы на стане всегда стремятся
к максимальному увеличению выпуска калибров, учитывая лишь
допустимые пределы искажения профиля.
Парные валки, у которых нарезаются калибры, обычно имеют
неодинаковый диаметр. Разность диаметров валков (мм) условно
называют «давлением» валков. При одинаковом числе оборотов
валков давление вызывает разли-
чие в скоростях выхода из ка-
либра верхних и нижних частей
Рис. 257. Выпуск калибра
Рис. 258. Обточка калибра:
а — с вертикальными боковыми ртенкавди; б с наклонными боковыми
стенками
полосы, вследствие чего она получает изгиб в сторону валка
с меньшим диаметром.
Нижнее давление ~10 мм применяют главным образом на
блюмингах для предотвращения удара выходящей полосы о пер-
вые ролики рольганга. Сортовой металл в основном прокатывают
с верхним давлением, равным в двухвалковых клетях 2—6 мм.
Исключительно важное значение имеет расположение калибров
в валках (рис. 259). В целях предупреждения возникновения
напряжений в металле, а также удара калибр должен быть врезан
так, чтобы воздействие верхнего и нижнего валков на прокатыва-
емую полосу было примерно одинаковым. Поэтому естественным
является такое расположение калибров, при котором они нахо-
дятся посередине между осями верхнего (Ов — Ов) и нижнего
(Он — OJ валков. Линия ЛВ, делящая расстояние между осями
валков пополам, называется средней линией валков. Линия ЛП,
на которой расположены калибры, обычно называется линией
прокатки. Если диаметры верхнего и нижнего валков равны, то
линия прокатки совпадает со средней линией валков. Если же
диаметры валков не одинаковы (при верхнем или нижнем давле-
нии), линия проватки смещается (соответственно ниже или выше
средней линии валков). Расстояние между линией прокатки
и средней линией валков при верхнем давлении S ~ (D — D^/2,
432
а так как Z)n = D — m/2, где m = DB — DH — величина верх-
него давления, то S = ID — (D — m/2)]/2 — m/4.
В каждом калибре есть нейтральная линия. Для симметричных
профилей, к которым относится большинство простых профилей —
прямоугольных, полосовых, овальных и т. д., нейтральной ли-
нией калибров служит их горизонтальная ось симметрии. Опре-
деление положения нейтральной линии сложнее в несимметричных
калибрах, к которым относятся фасонные профили. По одному
из-наиболее распространенных методов нейтральная линия фасон-
Piiq. 259. Схематическое расположение калибра в валках:
— ось верхнего валка; О0 “ ось нижнего валка
Рис. 260. Основные размеры калибра
пых калибров проводится через их центр тяжести, который сравни-
тельно просто определяется.
Рабочими диаметрами валков называют диаметры валков по
рабочим поверхностям калибров. На гладких валках рабочие
диаметры равны фактическим диаметрам валков. В прямоуголь-
ных калибрах рабочие диаметры соответствуют диаметрам дна
калибров.
Если обозначить высоту калибра через ft, глубину дна ручья
верхнего валка от линии прокатки через hD, а нижнего h„, то
ft = hB + ftH и рабочие диаметры будут dB — DB — 2ha; d„ =
= Da — 2ftH.
В калибрах с негоризонтальными рабочими поверхностями
рабочие или, как их обычно называют, катающие диаметры могут
быть приближенно определены по средней приведенной высоте
калибра йср = F/B-. dp ~ D — hcp, где F — площадь сечения
калибра; В — ширина калибра; ftcp — приведенная высота
калибра; D — диаметр валков по линии прокатки.
На основе изложенного можно принять следующий порядок вычерчивания
валков с калибрами (рис. 260): 1) при известных Dcp, т и h наносится средняя
линия валков — ЛВ', 2) затем наносится линия прокатки ЛП на расстоянии гп/4
от линии ЛВ', 3) для каждого калибра тем или иным методом находится его ней-
1ральная линия, которая совмещается с линией прокатки, и на ней строится
калибр; 4) определяются рабочие диаметры; 5) проводится проверка размеров
но равенству 0,5 (dB + dH) + h = Dcp; 6) наносятся бурты.
Пр и м е р. Проверим правильность размеров нанесенных на чертеже
(рис. 261) калибровок обжимных валков. Заданы: Dcp= 907,5 мм, высота пер-
вого калибра Н = 200 мм и нижнее давление 15 мм. Проверку размеров проводим
и следующем порядке;
433
1. На расстоянии 907,5 мм одна от другой проводим две параллельные ли-
нии 00 и Oj 01 — оси верхнего и нижнего валков. Проводим равноотстоящую
от 00 и 0г01 среднюю линию валков ЛВ.
2. На расстоянии х = т/4 = 3,75 мм выше линии ЛВ проводим параллель-
ную ей линию прокатки ЛП.
3. Так как первый калибр ящичный, то его нейтральная линия проходит
посередине его высоты. Совмещая нейтральную линию с линией прокатки, строим
калибр таким образом, чтобы линия прокатки делила пополам высоту калибра.
Так как высота калибра 200 мм, то откладываем вверх и вниз по 100 мм.
Рис. 262. Расположение калибров 1—4 в валках блюминга:
а — последовательное: 6 — симметричное
4. Определяем рабочие диаметры валков, для чего предварительно находим
диаметры нижнего и верхнего валков: DB = DCp— 2х = 907,5 — 2- 3,75 =
= 900 мм; Dn = £>ср+ %* = 907,5 + 2- 3,75 = 915 мм, тогда рабочие диаметры
будут dB = DB — 2Лв = 900 - 2-100 = 700 мм; dB = DH — 2hH = 915 — 2X
X 100 = 715 мм.
5. Вычерчиваем бурты, принимая зазор, равный 10 мм. Проверяем размеры
по равенству (dB — dn)/2 ± h — Dcp; (700 + 715)/2 ± 200 = 907,5 мм, т. e.
получаем тождество, что доказывает правильность расчета.
Определяем диаметры буртов: Of — dB + 2h/2 — 2S/2 = dB ± h — S —
= 700 + 200 — 10 = 890 мм; = dH+ 2h/2 — 2S/2 = dH ± h — S = 715 +
4- 200 — 10 = 905 MM.
Размеры чистового калибра определяются размерами готового профиля.
Одвако различают профиль в горячем и холодном состояниях. Размеры профиля
в горячем состоянии равны размерам профиля в холодном состоянии, умножен-
ным на коэффициент термического расширения металла. Этот коэффициент ко-
леблется в пределах от 1,01 до 1,015 и может быть определен по формуле К =
= 1 + at, где а — коэффициент линейного расширения стали, равный 0,000012;
t — температура полосы при прокатке в чистовом калибре, °C.
Таким образом, чтобы получить при прокатке профиль требуемых размеров,
надо размеры отделочного калибра увеличить на величину усадки металла при
охлаждении его от температуры конца прокатки до нормальной температуры
цеха. Однако если мы расточим калибр для горячего профиля, то будем получать
заданные размеры профиля только до первой переточки валков, а затем они вый-
дут за пределы допусков.
Обычно допуски при горячей прокатке даются в обе стороны
от номинальных размеров в пределах не менее ±1,5 %. Поэтому
можно размеры последнего калибра растачивать в соответствии
434
с размерами не горячего, а холодного профиля- В этом случае
сначала размеры прокатанной полосы будут рденьше заданных
(в пределах допуска), но затем, по мере износа калибров, размеры
полосы станут больше заданных. Этот способ более выгоден,
так как срок службы калибра увеличивается.
Последовательно расположенные на валках калибры назы-
ваются системой. К основным системам вытяжных калибров
относятся прямоугольные (ящичные) калибры, ромб — ромб,
ромб — квадрат и овал — квадрат.
Полосу квадратного сечения обычно получают за один проход
через систему вытяжных калибров. Поэтому при расчете калиб-
ровки определяют общий коэффициент вытяжки Для данной си-
стемы вытяжных калибров и распределяют его П° калибрам.
Коэффициент вытяжки полосы квадратного сечения опре-
деляется произведением коэффициентов вытяжки Б первом и вто-
ром калибрах, т. е. р = гДе Hi ~ FL/F2, № = ^г/^з. F —
плошади сечения калибров.
Прямоугольные калибры применяв главным образом, при
прокатке заготовок крупных и средних сечений. Так, например,
обжатие слитков на блюмингах производят обычно по системе
прямоугольник — квадрат (сначала на гладкой бочке, а затем
в ящичных калибрах). При расчете калибровки блюминга пред-
варительно определяют число пропусков, а также величину и
схему обжатия по пропускам с указанием числа И порядка канто-
вок. Слитки из низкоуглеродистых сталей прокатывают на блю-
минге, как правило, за нечетное (11—15) число пропусков, а из
твердых — за 15—19 пропусков в зависимости о? размеров слит-
ков и заготовок.
Для прокатки слитков в валках блюминга обычно вы'Гачивают от трех до
пяти калибров. В зависимости от характера выдаваемого полупродукта и других
условий применяют два типа расположения калибров на ралках •— последова-
тельное и симметричное (рис. 26?). В первом случае калибры размещают на бочке
валков в соответствии с порядком прохождения в них полосы- Во втором случае
первый калибр находится в середине бочки валка, а остальные — по сторонам
от него. Такое расположение калибров способствует более симметричному рас-
пределению нагрузки на валки.
Оба типа расположения калибров широко распространены. Однако вторая
схема встречается реже, так как ее можно считать рациональной только в тех
случаях, когда в сортаменте блюминга преобладают слябы-
Следует отметить также, что, кроме прямоугольных калибров, при прокатке
обычной стали на блюмингах применяют калибры и другой формы. Так, в непре-
рывных блюмингах применяют овальные и ромбические калибры, позволяющие
осуществить значительно большую вытяжку по сравнению с прямоугольными
калибрами.
Ромбические калибры применяют в обжимных клетях линей-
ных станов, а также в непрерывных станах. Систему ромб — ромб
применяют главным образом для прокатки крупных сечений.
Систему ромб — квадрат применяют обычно для прокатки мелких
сечений. Преимуществом этой калибровки является допущение
значительно больших вытяжек по сравнению с системой ромб —
435
ромб и, кроме того, получение более точных и чистых квадратных
полосовых профилей. Иногда по системе ромб — квадрат пол-
ностью прокатывают заготовку до готового профиля, в большин-
стве же случаев эта система является составной частью комби-
нированных калибровок.
В системе овал — квадрат овальные калибры чередуют с ква-
дратными. Эта система наиболее распространена при прокатке
простых сортовых профилей на проволочных, мелкосортных
и частично на среднесортных станах.
При прокатке по системе овал — квадрат возможны большие
вытяжки, чем при прокатке по системам ромб — ромб и ромб —
квадрат.
При калибровке валков непрерывных станов необходимо
рассчитывать размеры калибров и выбирать их форму в зависи-
мости от числа оборотов и рабочего диаметра валков каждой
клети, так как прокатываемая полоса находится одновременно
в нескольких клетях.
Несоблюдение основного правила, заключающегося в том, что
через любую пару валков в единицу времени должно проходить
одинаковое количество металла, расстраивает устойчивую работу
стана.
Валки для прокатки сложных фасонных профилей калибруют
с учетом неравномерности обжатий. Так, швеллер прокатывают
из заготовки квадратного или прямоугольного сечения, поэтому
различные обжатия по ширине ее неизбежны. Калибровка валков
для получения фасонных профилей имеет особенности: 1) неравно-
мерное обжатие в первых проходах при максимальной темпера-
туре (в последующих калибрах стремятся давать одинаковые об-
жатия по ширине полосы); 2) боковое обжатие, возникающее
вследствие того, что участки прокатываемой полосы обрабаты-
ваются стенками калибра, имеющими различную линейную ско-
рость; 3) наличие вынужденного уширения; 4) при калибровке
профиль разбивают на части простейшей формы и каждую часть
калибруют в отдельности, при этом размеры каждой части в про-
цессе калибровки увязывают с размерами всего профиля.
В последнее время стали применять процесс прокатки сортовых
профилей в гладких валках, так называемый бескалиберный
процесс прокатки. Сущность этого процесса заключается в по-
переменном обжатии в вертикальной и горизонтальной плоскостях
прямоугольной заготовки с закругленными кромками, главная
ось которой перпендикулярна к оси валков. Этот процесс можно
осуществить только в горизонтальных валках с кантовкой рас-
ката на 90° после каждого прохода. Такая схема обжатия осуще-
ствляется до предчистового или чистового калибров. Этим спосо-
бом производят сортовой прокат простой формы, например, ка-
танку или арматурную сталь. Прокатка простых профилей глад-
кими валками проще и экономичнее, чем их получение в валках
с калибрами.
436
Калибровка валков при прокатке листов заключается в выборе
диаметра валков и придании им вогнутой, выпуклой или цилин-
дрической формы. Под действием больших давлений прокатные
валки листовых станов подвергаются упругим деформациям в виде
прогибов и сплющивания, при этом вследствие разогрева возни-
кает бочкообразность валков, отчасти компенсирующая упругие
деформации. Однако в результате прокатки толщина листов по
ширине различна. Разница между толщиной листа посередине
и по кромкам регламентируется соответствующими ГОСТ.
Толстые листы, у которых допуски по толщине значительно
больше, чем разница толщин посередине и по кромкам, прокаты-
вают на валках с цилиндрической поверхностью.
При прокатке среднелистовой стали на трехвалковых станах
в целях устранения неравномерности деформации по ширине,
а также для получения листов с минимальными допусками и ком-
пенсации износа средний валок изготавливают выпуклым. Однако
верхний и нижний валки работают по нескольку месяцев, а сред-
ний меняют примерно каждую неделю.
Допуски по толщине горячекатаных и холоднокатаных тонких
листов, как правило, очень жесткие. Так как температура сере-
дины бочки валка больше, чем на краях, то увеличение диаметра
в средней части также больше. Вследствие этого, а также для
центровки полосы прокатку тонких листов в горячем состоянии,
несмотря на сплющивание и прогиб, осуществляют в валках
с вогнутой бочкой. При этом величину вогнутости валка в холод-
ном состоянии выбирают в зависимости от размеров прокатыва-
емых листов, темпа прокатки и других факторов, она обычно
составляет 0,1—0,6 мм.
Для получения равномерной толщины у холоднокатаных ли-
стов их прокатку проводят на выпуклых валках, так как разогрев
валков в этом случае незначителен и увеличение бочки валка
несоизмеримо с упругими деформациями валковой системы. По-
этому значительные упругие деформации при холодной прокатке
могут быть компенсированы созданием необходимой выпуклости
валков (0,05 до 0,2 мм) при их шлифовке или посредством спе-
циальных устройств для регулирования профиля валков в про-
цессе прокатки.
3. Станы горячей прокатки
Исходным продуктом прокатного производства являются слитки
различной формы, размеров и массы. Из слитков получают полу-
продукт в виде блюмов, слябов и заготовок, которые в свою оче-
редь служат исходным продуктом для получения в следующем
переделе готовой продукции: рельсов, балок и швеллеров, сорто-
вых профилей, листов и т. д.
В последнее время для получения литых блюмов и слябов все
более широко применяют МНЛЗ.
437
Для прокатки блюмов и заготовок применяют блюминги, об-
жимные станы, непрерывные и линейные заготовочные и сутуноч-
ные станы, Прокатку слябов осуществляют на слябингах и блю-
мингах.
Блюмингом называют высокопроизводительный мощный про-
катный обжимной стан, специально предназначенный для обжатия
стальных слитков в блюмы, при этом иногда блюминги исполь-
зуют для прокатки слябов.
Рис. 263. Схема расположения блюминга 1150:
/ — пролет нагревательных колодцев; II — пролет блюминга; III — машинный зал;
IV — скраповый проле!; V, VI — еклад блюмов к слябов; 1 — слнтковоз; 2 — стацио-
нарный опрокидыватель; 3 — поворотный стол; 4 — рабочая клеть; 5 — ножницы;
6 — конвейер для обрезков; 7 — сталкиватель 8 — штабелирующий стол; 9 — сте-
ллажи; 10—колодцевый кран; 11—14 — мостовые краны
В зависимости от сортамента прокатываемой заготовки, производительности,
схемы прокатки и расположения оборудования блюминги подразделяют на сле-
дующие шесть типов: 1) большие одноклетевые блюминги, имеющие валки диа-
метром 1150, 1300 и 1500 мм; 2) средние двухвалковые блюминги с валками
900—1000 мм; 3) малые двухвалковые блюминги или трехвалковые с валками
диаметром 750—850 мм; 4) сдвоенные блюминги, состоящие из двух последо-
вательно расположенных рабочих двухвалковых клетей, с валками 1150 мм в пер-
вой клети и 900—1000 мм во второй; 5) непрерывные блюминги, состоящие из
нескольких расположенных одна за другой рабочих двухвалковых клетей, нере-
версивных с диаметром валков 800—1000 мм; 6) блюминги к станам для прокатки
широкополочных балок.
Для примера рассмотрим расположение и основной состав
оборудования блюминга 1150 (рис. 263). Как видно из рис. 263,
нагревательные колодцы, служащие для нагрева слитков, рас-
положены в специальном пролете, примыкающем к пролету блю-
минга. Для загрузки слитков в колодцы и их выгрузки служат
специальные колодцевые краны с клещевым жестким захватом.
Блюминг состоит из: 1) рабочей клети и механизма привода
прокатных валков; 2) вспомогательного оборудования — нож-
ниц для обрезки концов и резки блюмов на части, машин огневой
зачистки и оборудования для технологического транспортирова-
ния прокатываемого металла; 3) электропривода; 4) смазочного
оборудования; 5) механизмов для уборки окалины.
438
и
S
со
S
Я
а
S
S
439
Рабочая клеть блюминга — основной узел стана — состоит из
стальных прокатных валков, подшипников скольжения с тексто-
литовыми вкладышами, механизма для установки верхнего валка,
механизма уравновешивания, двух станин, фундаментных плит
и механизма для смены валков.
Механизм, передающий вращение прокатным валкам совре-
менных блюмингов с индивидуальным приводом, состоит из двух
универсальных шпинделей и двух двигателей большой мощности.
Главный привод стана, все преобразователи и основную элек-
троаппаратуру располагают в пролете, называемом машинным
залом. Смазочный материал к механизмам блюминга подается
автоматически. Для этой цели обычно предусматривают несколько
циркуляционных систем. Все смазочное оборудование распо-
лагают в специальном маслоподвале вблизи стана.
На рис. 264 показан современный мощный блюминг 1300.
Валки этого блюминга диаметром 1300 мм при длине бочки 2800 мм
приводятся от двух индивидуальных электродвигателей мощ-
ностью по 7000 кВт каждый при регулировании числа оборотов
в диапазоне 0—60—90 об/мин.
Нажимные винты приводятся от двух электродвигателей мощ-
ностью 200 кВт каждый через цилиндрические зубчатые передачи.
Скорость перемещения нажимных винтов составляет до 220 мм/с.
Максимальная сила давления на один винт при прокатке 1100 тс.
Исходным материалом являются слитки массой 10 т, из которых
прокатывают блюмы размером 300x300 и 350x450 мм и слябы
100—200x500—1000 мм.
Часовая производительность блюминга по слиткам 570—840 т,
или 6 млн. т в год. Масса механического оборудования такого
блюминга около 5400 т, а общая мощность электродвигате-
лей 17 000 кВт.
На металлургических заводах с высокопроизводительными
листовыми станами вместо блюмингов применяют обжимные
станы, прокатывающие только слябы. Слябинг является менее
распространенным обжимным станом. Расположение оборудова-
ния слябинга аналогично расположению оборудования блюминга
с той лишь разницей, что в этом случае иногда имеется рабочая
клеть с вертикальными валками. Состав оборудования примерно
такой же, как у блюминга, и отличается главным образом тем,
что многие вспомогательные механизмы в связи с большей массой
слитка и большим сечением прокатываемой продукции имеют более
прочную конструкцию.
В современном металлургическом производстве за блюмингом
устанавливают заготовочные станы, предназначаемые для про-
катки заготовки, т. е. полупродукта. В этом случае металл после
блюминга может сразу подаваться в заготовочный стан. При
малой массе слитков и небольшом объеме производства у загото-
вочного стана устанавливают обжимную клеть; в этом случае
заготовочный стан является также и обжимным. Устройство за-
440
готовочпых станов различно и зависит от сортамента прокатыва-
емой заготовки, требуемой производительности и исходной про-
дукции.
Наиболее распространены сортозаготовочные непрерывные
станы для прокатки сортовой заготовки сечением от 50 x 50 до
150х 150 мм.
Схема расположения клетей типового непрерывного сорто-
заготовочного стана 730/530 приведена на рис. 265. Этот стан
имеет двенадцать двухвалковых клетей, разбитых на две группы.
У первой группы диаметры валков 730 мм, а у второй 530 мм.
Для устранения кантовки и скручивания металла между клетями
Рис. 265. Скема расположения клетей сортозаготовочного непрерывного
стана 730 (а) и 530 (б)
валки рабочих клетей располагают поочередно то вертикально,
то горизонтально. Исходным материалом служат блюмы сечением
300 x 300 мм, которые без промежуточного нагрева поступают
в первую группу, а при выходе из нее — во вторую группу. Наи-
большая скорость выхода из последней клети равна 5,8 м/с. На
этом стане прокатывают заготовку сечением от 60 x 60 до 170 х
X 170 мм, причем заготовки сечением 120x120 мм и более вы-
даются сразу из первой группы и затем цепным транспортером
(шлеппером) передаются на обводной рольганг.
За второй группой заготовочного стана устанавливают летучие
ножницы, разрезающие заготовку во время ее выхода из стана
па требуемые длины от 4 до 10 м.
После разрезки заготовки по отводящему рольгангу передают
па стеллажи. На склад заготовки передают мостовыми кранами.
Привод рабочих клетей стана осуществляют через зубчатые
передачи от индивидуальных электродвигателей постоянного тока
мощностью по 1100 кВт на каждую клеть. Общая масса механиче-
ского оборудования стана около 8000 т. Производительность
350—400 т/ч.
Кроме рассмотренных, применяют сутуночно-заготовочные не-
прерывные станы, предназначенные для прокатки сутунки,
а также и сортовой заготовки. Заготовочные линейные станы
служат для прокатки сортовой заготовки, узкой сутунки и труб-
ной заготовки при небольшом объеме производства. Наконец,
при производстве цельнокатаных труб применяют специальные
441
трубозаготовочные станы, на которых прокатывают заготовки
круглого сечения от 70 до 350 мм.
Кроме того, следует рассмотреть группы сортовых станов горя-
чей прокатки, т.е. станов, предназначенных для прокатки готового
продукта в виде сортового металла. Рассмотрим основные типы
таких станов: универсальные для прокатки широкополочных
балок, рельсобалочные, крупносортные, среднесортные, мелко-
сортные, проволочные и полосовые или штрипсовые (для про-
катки полосы шириной не более 400—500 мм).
Универсальный стан для прокатки широкополочных балок
является узкоспециализированным и предназначен для прокатки
двутавровых балок большого сечения с широкими полками. Нор-
мальным сортаментом такого стана являются балки, высота сече-
ния которых находится в пределах от 200 до 1000 мм с шириной
полки от 200 до 400 мм.
Рельсобалочные станы общего назначения применяют в основ-
ном для прокатки железнодорожных и трамвайных рельсов,
а также балок. Другие профили на этих станах прокатывают
в относительно малых количествах. Наиболее характерный сорта-
мент рельсобалочных станов следующий:
Рельсы железнодорожные массой, кг/м . . 43—75
Балки двутавровые высотой, мм ... 200—600
Швеллеры высотой, мм ................. 200—450
Трамвайные рельсы «феникс» высотой, мм 210
Угловая сталь сечением, мм..............От 150Х 150
до 230X230
Круглая и квадратная сталь размером, мм 100—200
Современные рельсобалочные станы подразделяют на две
группы: 1) рельсобалочные станы ступенчатого типа из двух или
большего числа линий; 2) рельсобалочные станы последователь-
ного типа.
В СССР наиболее распространены рельсобалочные станы пер-
вого типа, так как на этих станах возможна прокатка тяжелых
профилей широкого сортамента при достаточно высокой произ-
водительности и легком переходе с одного профиля на другой.
Характерным примером такого типа стана является рельсобалоч-
ный стан 800, который по своей производительности и другим
параметрам значительно превосходит рельсобалочные станы за-
рубежных стран. Схема расположения оборудования этого стана
приведена на рис. 266.
Стан предназначен для прокатки рельсов, двутавровых балок,
швеллеров и других профилей. Исходной заготовкой служат
блюмы сечением 300x300 мм и более, длиной до 5 м. Основное
оборудование стана состоит из трех линий, причем третья линия
расположена на одной оси со второй. На первой линии установ-
лена двухвалковая реверсивная клеть 900 с длиной бочки валков
2300 мм, на второй — две трехвалковые 800 с длиной бочки
1900 мм, и, наконец, на третьей — чистовая двухвалковая
клеть 800. Стан имеет большое количество вспомогательных ма-
442
SI #•/ £1 Zl
443
Таблица 20. Сортамент станов различного типоразмера (мм)
Стан Круглая сталь Квад- ратная сталь Поло- совая сталь (ширина) Угловая сталь равнобокая Валки двутав- ровые Швел- леры Тавровая сталь (высота)
650 70—200 70—200 <350 <200x 200 160—300 160—300 <220
550 50—120 50—120 <300 <150х 150 100-200 100—200 <150
400 30—100 30—90 <200 <100х юо 80—120 65—120 <120
350 25—75 25—75 <150 <90x90 80—100 50—100 <100
300 16—60 16—50 <100 <60x60 — 50—65 <60
250 8—30 8—30 <65 <40x40 — — <30
шин, которые можно разделить на две основные системы. Первая
система вспомогательных машин служит для выполнения всех
вспомогательных операций, связанных с прокаткой, резкой и
уборкой от стана прокатанной продукции, а вторая — для от-
делки рельсов.
Крупносортные, среднесортные и мелкосортные станы харак-
теризуют прокатываемый на них сортамент, так как на практике
до сих пор сохранилось деление сортовой стали на крупносорт-
ную, среднесортную и мелкосортную. Хотя это деление является
условным, однако оно дает некоторое представление о характере
всех профилей, входящих в ту или иную категорию сортовой
стали. Более правильно характеризовать сортовые станы по диа-
метру валков и прокатываемому сортаменту. В табл. 20 приведен
возможный сортамент для станов с валками разного диаметра,
наиболее часто встречающийся на практике.
Исходным материалом для прокатки сортовой стали на станах
новых типов являются только заготовки и блюмы следующих
типовых размеров: от 60x60 до 125x125 мм длиной до 12 м
и от ЮОхЮО до 300x300 мм длиной до 6 м.
Наиболее распространены крупносортные станы ступенча-
того типа из двух или большего числа линий и последовательного
типа, называемые также станами кросс-коунтри.
Схема устройства и расположения основного оборудования
аналогична схеме устройства ранее рассмотренного рельсобалоч-
ного стана. Крупносортный стан также оснащается большим
количеством вспомогательного оборудования. Значительная часть
этого оборудования установлена в потоке движения прокатыва-
емого металла, и оно должно обеспечить выполнение всех вспо-
могательных технологических и транспортных операций в едином
ритме без ручного труда, начиная со склада блюмов и кончая
укладкой готового проката в пакеты.
Из среднесортных станов наибольшее распространение полу-
чили три основных типа: 1) ступенчатые в две и три линии; 2) по-
следовательные, в том числе шахматные и полунепрерывные;
3) непрерывные.
444
Ступенчатые среднесортные станы применяют при производстве высоколеги-
рованных сталей. Производительность их невелика — 20—40 т/ч. Среднесортные
станы второго и третьего типов проектируют по принципу «для каждого прохода
своя рабочая клеть» с оптимальной скоростью прокатки, поэтому такие станы об-
итают значительно более высокой производительностью, чем станы первого
гнпа, и в них проще осуществить механизацию всего процесса. Поэтому в нашей
стране такие станы получили достаточно широкое применение. При этом за по-
следние годы осуществляется переход к непрерывным станам, которые по срав-
нению с последовательными и шахматными обладают более высокой производи-
тельностью при меньшей массе оборудования и меньших габаритах стана.
.К основным типам мелкосортных станов следует отнести
ступенчатые, последовательные и шахматные, полунепрерывные
п, наконец, непрерывные. Последние за счет повышенных ско-
ростей прокатки обладают более высокой производительностью
при полной механизации и автоматизации процесса прокатки.
Проволочные станы, так же как и мелкосортные, могут быть
ступенчатого, полунепрерывного и непрерывного типов. Процесс
прокатки на непрерывном проволочном стане принципиально
отличается от процесса прокатки на станах первых двух типов.
Первое отличие заключается в отсутствии петель. Если в отдель-
ных клетях и допускается их образование для разрыва сплошного
натяжения, то такие петли не характерны для этого стана, так как
число их невелико и длина незначительна.
Второе отличие состоит в том, что первая клеть расположена
близко к нагревательной печи, на расстоянии около двух метров.
Вследствие этого большая часть заготовки длиной 9—12 м нахо-
дится в печи. Заготовка выходит из печи постепенно, по мере
продвижения через стан, причем, когда передний конец заготовки
достигает моталки, задний находится еще в печи. В результате
заготовка сохраняет тепло в течение продолжительного времени.
Третье отличие связано с отсутствием ручной задачи полос,
что позволяет значительно повысить скорость прокатки. В совре-
менных непрерывных проволочных станах скорость прокатки
и последней клети достигает 40 м/с и более, т. е. значительно выше,
чем у линейных и полунепрерывных станов. Последние станы
применяют в редких случаях для небольшой производительности
н главным образом для производства проволоки из цветных
металлов.
На рис. 267 приведена схема современного непрерывного про-
полочного стана для прокатки проволоки диаметром 6—19 мм.
< гаи состоит из двадцати трех клетей, валки которых приводятся
<> г восьми электродвигателей:
Г| jnna клети ...........
Помер клети .............
Диаметр валка, мм . , . .
Черновая
1—9
400
Промежу-
точная
10—13
330
Петлевая
14—15
280
Чистовая
16—23
250—280
Прокатку круглых профилей диаметром 11—19 мм проводят
и две или три нитки в зависимости от размера профиля и заканчи-
вают во второй петлевой клети (15). Прокат диаметром менее
445
11 мм (до 6 мм) проходит еще восемь непрерывных клетей (про-
катку ведут в три нитки). Наибольшая скорость прокатки в по-
следней клети достигает 33 м/с. С такой скоростью прокатывают
проволоку диаметром 6—6,5 мм, более толстую проволоку вы-
пускают из промежуточных клетей, где скорость прокатки меньше.
Для сматывания проволоки установлены две группы мотовил;
шесть с неподвижным барабаном для проволоки диаметром 6—
10 мм и шесть с вращающимся барабаном для проката диаметром
11—19 мм.
Рис. 267. Непрерывный проволочный стан с прокаткой в две — три нитки:
/ — нагревательная печь; 2 — ножницы; 3 — черновая группа;- 4 «- проме-
жуточная группа; 5 « петлевая группа; 6 — чистовая группа; 7, 8 моталки;
9 конвейеры
Заготовка нагревается в печи длиной 20 м, часовая производи-
тельность которой около 140 т. Годовая производительность стана
около 650 тыс. т в среднем для всех размеров проволоки.
Разновидностью сортовых станов являются также полосовые
(штрипсовые) станы. Современные полосовые станы строят непре-
рывными. Эти станы предназначены для производства плоских
профилей прямоугольного сечения толщиной около 1,5—10 мм
и шириной от 65—100 до 400—500 мм.
Станы для прокатки более широких полос принято называть
листовыми широкополосными п они относятся к следующей группе
листовых станов.
Главная особенность листовых станов заключается в том, что
валки имеют цилиндрическую или слегка бочкообразную поверх-
ность. Длина бочки валков является основным параметром,
446
характеризующим размер листового стана, так как ею опреде-
ляется наибольшая ширина прокатываемых листов, которая на
150—400 мм меньше длины бочки валков.
Для горячей прокатки стальных листов в основном исполь-
зуют толстолистовые, листовые широкополосные непрерывные
или полунепрерывные и широкополосные станы с моталками в пе-
чах. В зависимости от заданной производительности применяют
одноклетевые, двуклетевые и иногда многоклетевые толстолисто-
вые станы. Для прокатки листов шириной более 3000 мм чаще
всего применяют одноклетевые толстолистовые станы реверсивные
кварто и реже — двухвалковые, а для листов шириной 1500—
2500 мм — двуклетевые с последовательным расположением
клетей одна за другой (сдвоенные, или тандем). Сначала прокатку
проводят в черновой клети, затем сляб передают во вторую чисто-
вую клеть, в которой за несколько проходов осуществляют про-
катку до окончательной толщины. Рабочие клети толстолистовых
станов могут быть двухвалковыми, трехвалковыми и четырех-
валковыми. Наиболее совершенными являются четырех валковые
станы, так как они обеспечивают более точную прокатку листов
при более высоких обжатиях по сравнению с двухвалковыми
и трехвалковыми станами. Для получения ровных боковых кро-
мок перед основными рабочими клетями устанавливают еще
клети с вертикальными валками, служащими для обжатия боко-
вых кромок листов. Одним из совершенных толстолистовых станов
является стан 2800 конструкции ГЮ «Уралмаш».
Для прокатки листов в виде длинных широких полос шириной
от 500 до 2500 мм и более при толщине от 1,5 до 10 мм применяют
листовые широкополосные непрерывные и полунепрерывные
станы.
Для прокатки длинных широких полос толщиной 1,5—6 мм
применяют листовые широкополосные станы Стекеля с моталками
в печах. Эти станы применяют, когда для прокатки тонких листов
неприемлемы непрерывные и полунепрерывные станы, например
при небольшом производстве.
4. Станы холодной прокатки
Особое место в прокатном производстве занимает холодная, про-
катка стали и сплавов, которую обычно применяют для получения
листа и ленты толщиной менее 3 мм с высокими механическими
свойствами и хорошим качеством поверхности.
Важнейшие отрасли промышленности — электромашиностро-
ение, аппаратостроение, авиационная, автотракторная, кон-
сервная и т. д. — потребляют большое количество холодноката-
ного металла, поэтому его производство в нашей стране из года
и год возрастает. При этом особенно увеличивается производство
гонкого листа.
447
Холодной прокаткой получают листы и полосы из низко-
и высокоуглеродистой, трансформаторной, динамной сталей, цвет-
ных металлов и сплавов.
Тонколистовой прокат производят в современных цехах ру-
лонным способом. Так называемый полистный способ холодной
прокатки малопроизводителен и его применяют лишь на старых
металлургических заводах и в редких случаях для прокатки
толстых холоднокатаных листов, которые трудно сматывать в ру-
лоны.
Рулонный способ получил широкое развитие, так как позволяет
создавать непрерывные процессы с полной механизацией и авто-
матизацией технологических операций всего цикла производ-
ства.
Технологический процесс производства холоднокатаных
полос и листов включает ряд технологических операций, выполня-
емых последовательно на станах и технологических агрегатах,
устанавливаемых в определенном порядке в цехах, обеспечива-
ющих поточность производства.
Во всех случаях исходный материал (подкат) в виде горяче-
катаных полос, свернутых в рулоны, поступает в цех холодной
прокатки по межцеховому конвейеру из цеха горячей прокатки
или железнодорожным транспортом с других металлургических
заводов.
Размеры горячекатаных полос, поступающих на станы холод-
ной прокатки, колеблются в широких пределах в зависимости
от сортамента готовой продукции.
В основном толщины горячекатаных полос, предназначенных
для холодной прокатки, колеблются в пределах от 1,2 до 6,0 мм,
а ширина — от 500 до 2000 мм. Масса рулонов 2—40 т. Горяче-
катаные полосы должны иметь допуск на толщину (по ширине
и длине), не превышающий 0,05—0,1 мм, так как только в этом
случае возможно получение высококачественных холоднокатаных
полос с малой разнотолщииностью и небольшими отклонениями
по плоскостности.
Кроме того, для получения качественных полос после холодной
прокатки необходима тщательная очистка горячекатаного подката
от окалины и других загрязнений.
Очистку полос от окалины осуществляют различными спосо-
бами: 1) травлением в растворе серной кислоты; 2) травлением
в растворе соляной кислоты или в щелочах; 3) дробеструйной
очисткой в сочетании с травлением в растворе серной кислоты
или же без травления; 4) электролитическим травлением и другими
способами.
Для очистки полос от окалины строят технологические агре-
гаты, в которых процессы очистки полос совмещают с такими
различными подготовительными процессами, как укрупнение
массы рулонов стыковой сваркой полос на сварочных машинах,
встроенных в агрегат; обрезка боковых кромок на дисковых нож-
448
иицах; покрытие полос минеральным, растительным маслом или
эмульсией для защиты их от коррозии и т. д.
Холодную прокатку полос проводят на реверсивных или не-
прерывных прокатных станах постепенным обжатием полосы в вал-
ках всех клетей непрерывного стана или в валках реверсивного
стана, пропуская полосу несколько раз в противоположных
направлениях. Для производства тончайших лент и лент из спе-
циальных сталей и сплавов применяют различные многовалковые
станы с весьма малыми диаметрами рабочих валков. Тип стана
вьГбирают в зависимости от производительности цеха и сортамента
готовой продукции.
Технологический процесс прокатки на реверсивном стане
состоит из следующих основных операций. Рулоны устанавливают
па головки разматывателя. Передний конец рулона отгибают
и задают в валки рабочей клети, где происходит обжатие полосы
между рабочими валками. После обжатия полосу заправляют
в барабан моталки, расположенный за станом. Затем происходит
прокатка полосы до выхода заднего конца рулона к валкам рабо-
чей клети, стан реверсируется, валки устанавливают на величину
обжатия для второго пропуска, конец полосы заправляют в бара-
бан моталки перед станом и проводят прокатку всей полосы.
В зависимости от величины общего обжатия и возможностей
сана проводится нужное количество пропусков. Валки уста-
навливают на заданную толщину полосы с помощью нажимных
устройств, расположенных на рабочей клети. Для уменьшения
коэффициента трения, охлаждения рабочих и опорных валков,
а также полосы в очаг деформации подают эмульсию или техно-
логическую смазку и воду.
После окончания прокатки полосу, намотанную на барабан
моталки в виде рулона, снимают и подвергают дальнейшей об-
работке.
Процесс прокатки на реверсивном стане, как правило, проводят
i натяжением полосы при входе и выходе из валков.
На рис. 268 показан современный реверсивный четырехвалко-
лй стан 1700.
Основная техническая характеристика четырехвалковых
реверсивных станов следующая:
< гаи........................................
шбольшая скорость прокатки, м/с............
Диаметр валка, мм:
рабочего ....................................
опорного ..................................
Длина бочки валков, вд.......................
/ аметр, мм:
головки разматывателя .......................
барабана моталки ..........................
I роизводительность, т/ч ....................
Исходные заготовки:
толщина полосы, мм...........................
ширина полосы, мм .........................
15 Кнорозов Б. В. и др.
1200
10—15
400—500
1300—1400
1200
500—750
400—500
15—60
<4,5
500—1050
1700
10—15
500—600
1400—1500
1700
600—750
500—600
24—85
<4,5
600—1550
449
внутренний диаметр рулоня, мм ..........
наружный диаметр рулона, мм ............
наибольшая масса рулона, кг.............
Готовая продукция:
толщина полосы, мм........................
ширина полосы, мм ......................
внутренний диаметр рулона, мм...........
наружный диаметр рулона, мм ............
масса рулона, кг .......................
500—750
<1800
<15000
0,2—2,5
500 -1050
400—500
<1800
<15000
600—750
<2700
<45000
0,45—2,5
600—1550
500—600
<2700
<45000
Непрерывные прокатные станы строят четырехвалковыми
с двумя, тремя, четырьмя, пятью и шестью клетями в зависимости
Рис. 2С8. Реверсивный четырехвалковый стаи 1700
от назначения. Так, например, в настоящее время шестиклетевые
станы строят только для производства жести, четырехклетевые
станы — преимущественно для производства конструкционных
сталей, а пятиклетевые — для производства жести и конструк-
тивных автомобильных сталей и т. д.
Процесс прокатки на непрерывном стане состоит из следу-1
ющих основных операций. Рулоны устанавливают на головки
разматывателя. Передний конец рулона отгибают и задают в валки
первой рабочей клети, где происходит обжатие полосы. Затем по-
лосу последовательно обжимают в валках всех последующих
рабочих клетей до нужного размера. После выхода из последней
клети ее заправляют в барабан моталки, затем проводят прокатку
и смотку полосы в рулон.
Для получения полосы заданной толщины с минимальными
допусками прокатные станы оснащают приборами технологиче-
ского контроля и автоматическими системами, обеспечивающими ।
поддержание заданных параметров — скорости прокатки, тепло-
вой выпуклости валков, межклетевых натяжений полосы и тол-
щины полосы на выходе из стана.
450
Современный непрерывный четырехклетевой стан 2000 показан
па рис. 269. Основная техническая характеристика непрерыв-
ных станов следующая:
Стан 2000 1700
Наибольшая скорость прокатки, м/с Диаметр валка, мм: 20 25
рабочего , 600 600
опорного ................. 1600 1500
лина бочки опорного и рабочего валков, мм Диаметр, мм: 2000 1700
головок разматывателя .... 600—750 600—750
барабана моталки 600 600
Производительность стана, т/ч Исходные заготовки: 100—160 100—160
толщина полосы, мм 1,8—5,0 1,8—6,0
ширина полосы, мм 700—1850 700—1550
внутренний диаметр рулона, мм , . 600—750 600—750
наружный диаметр рулона, мм , , 1220—2200 1550—2700
наибольшая масса рулона, кг Размеры готовой продукции: <35000 <45000
толщина полосы, мм р . 0,4—2 0,4—3,5
ширина полосы, мм 700—1850 700—1550
внутренний диаметр рулона, мм . 600 600
наружный диаметр рулона, мм 1100—2200 1550—2700
масса рулона, кг <35000 <45000
Реверсивные и непрерывные четырехвалковые станы холодной
рокаткп наиболее распространены, на них производят основную
массу холоднокатаного металла.
Для прокатки тонких, тончайших и наитончайших лент ис-
пользуют многовалковые станы.
Шестивалковые станы, состоящие из двух рабочих и четырех
о орных валков, применяют в старых цехах и в основном для про-
катки цветных металлов. Эти станы менее удобны в эксплуатации,
< ем четырехвалковые станы, и поэтому не получили большого
рас простра пени я.
Широкое применение в производстве находят двенадцати-
иалковые и двадцативалковые станы (рис. 270). Эти станы имеют
два рабочих валка, каждый из которых опирается на два про-
межуточных опорных валка. Каждая пара последних в целях
повышения допустимой нагрузки в свою очередь опирается до-
лнительно на три опорных валка большого диаметра. Послед-
ний ряд опорных валков обычно выполняют в виде оси с набором
роликов — как бы многоопорной балки. Согласно схеме двадцати-
налкового стана, три опорных валка, также являющихся промежу-
точными, опираются на четыре наружных опорных валка. Пере-
лита крутящего момента осуществляется через промежуточные
о юрные валки.
Основные преимущества многовалковых станов по сравнению
с четырех валковыми следующие;
1. С уменьшением диаметра рабочего валка уменьшаются
д; вление металла на валки, а также силы, действующие на все
детали стана.
15*
451
Рис. Непрерывный четырехклегевой стан 2000
<52
2. Уменьшается упругая деформация валков, в результате
чего увеличивается общее обжатие за предел. Следовательно,
станы с малыми диаметрами рабочих валков особенно удобны для
прокатки материалов с высоким сопротивлением деформации.
3. Разнотолщинность по ширине и по длине ленты на много-
валковых станах значительно ниже, чем на четырехвалковых,
что объясняется большей жесткостью валковой системы.
4. Уменьшаются размер стана в целом и занимаемая им произ-
водственная площадь.
Рис. 270. Двадцативалковый стан 1250 колодной прокатки лепты
Эффективность прокатки труднодеформируемых металлов
на многовалковых станах позволила применить их для прокатки
п низкоуглеродистой стали. Поэтому в последнее время много-
валковые станы изготавливают самых различных типоразмеров
с длиной бочки валков от 100 до 2000 мм.
На станы холодной прокатки, как было отмечено, для умень-
шения трения между рабочими валками и прокатываемой полосой
подается эмульсия или технологическая смазка. Особенностью
технологических смазок и эмульсий, применяемых при холодной
п юкатке, является наличие в них жирных кислот, способных
образовывать на металлической поверхности прочную пленку.
При больших скоростях деформации металла и неравномерной
I hi недостаточной подаче смазки полоса разогревается до тем-
|ц )атур, при которых масляная пленка разрушается, в резуль-
I । е чего полоса загрязняется.
Загрязнение полосы недопустимо, так как при последующем
<> жиге на ее поверхности образуется трудноудаляемый осадок,
। и орый при последующей дрессировке, т. е. обжатии в прокатных
Палках в пределах от 0,5 до 5,0 %, вкатывается в микроуглубле-
Iiiih поверхности полосы и препятствует получению качественной
453
поверхности при лужении, цинковании и других способах на-
несения покрытий.
Поэтому для очистки поверхности холоднокатаных полос,
предназначенных для покрытия оловом, цинком, лаком, пласти-
ками, перед отжигом применяют специальные агрегаты электро-
литической очистки, где полоса проходит последовательно щелоч-
но-моечную и струйную обработку горячей водой, химическое
и электролитическое обезжиривание, струйную промывку горячей
водой и сушку.
Для устранения упрочнения, образовавшегося в процессе
холодной прокатки, а также для получения необходимых струк-
туры и свойств холоднокатаные полосы подвергают рекристал-
лизационному отжигу.
Холоднокатаные полосы из низкоуглеродистой, конструкцион-
ной и низколегированной сталей отжигают преимущественно
в колпаковых печах в защитном газе при 650—730 °C.
В последнее время получил широкое распространение отжиг
холоднокатаных полос (из жести, электротехнических сталей)
в башенных и горизонтальных протяжных печах, встроенных
в специальные непрерывные агрегаты.
Холоднокатаный отожженный металл с целью повышения ме-
ханических свойств, придания ему свойств штампуемости, хоро-
шего внешнего вида и планшетности, т. е. хорошей плоскостности,
подвергают дрессировке на специальных станах с четырехвалко-
вымп и двухвалковыми клетями.
Процесс дрессировки аналогичен процессу холодной прокатки,
его осуществляют в один пропуск с меньшими обжатиями и без
подачи эмульсии или технологической смазки. При этом валки
профилируют подогревом с помощью специальных горелок.
Последней технологической операцией в производстве холодно-
катаного листового металла является отделка его поверхности.
Для защиты от коррозии листы подвергают лужению, цинкова-
нию, лакированию, наносят покрытия из пластмасс и т. д. Покрытие
можно наносить полистно или в полосе непрерывным процессом.
Качество холоднокатаной продукции контролируют на всех
технологических переделах.
Товарная продукция проходит контроль для определения
соответствия металла требованиям ГОСТ и техническим условиям
по внешнему виду, химическому анализу, механическим свой-
ствам, геометрическим размерам, планшетности и т. д.
Холоднокатаный листовой металл с неустраненными дефектами
переводят в соответствии с ГОСТ в пониженные сорта или списы-
вают как окончательный брак.
Листовую продукцию контролируют преимущественно на тех-
нологических агрегатах в потоке и только продукцию с повышен-
ными требованиями проверяют на специальных стендах.
Готовую продукцию маркируют, упаковывают, обвязывают
и отправляют заказчику в пачках или рулонах.
454
5. Вспомогательное оборудование прокатных цехов
Вспомогательное оборудование предназначено для транспорти-
ровки металла, перемещения от калибра к калибру, кантовки,
резки, правки и т. д.
Благодаря оснащенности станов и цехов необходимыми вспо-
могательными машинами удается создать поточный технологи-
ческий процесс в современных высокопроизводительных цехах.
В таких цехах все операции у станов механизированы и в отдель-
ных, случаях автоматизированы.
Все вспомогательные машины и механизмы можно разделить
па две группы:
1. Обрабатывающие, работа которых связана с изменением
формы прокатываемого металла, например резка, правка, сматы-
вание и т. д.
2. Транспортные, работа которых связана с перемещением
металла, его кантовкой и т. д.
К первой группе относятся различные ножницы и пилы, необ-
ходимые для разрезания в продольном и поперечном направле-
ниях сортового и листового металла, правильные машины, слу-
жащие для правки сорта и листов, машины для сматывания и
свертывания мелкосортного металла, проволоки и листовых полос,
различные гибочные и разделочные машины, машины и агрегаты
для обработки и отделки поверхности, для обвязки и упаковки
готовой продукции.
Ко второй группе относятся слитковозы, рольганги, манипу-
ляторы, кантователи, поворотные механизмы, толкатели, шлеи-
неры, холодильники, упоры, опрокидыватели и укладывателп.
В связи с таким разнообразием вспомогательного оборудования
ниже рассматриваются лишь самые основные машины и меха-
низмы.
Для поперечного резания горячего металла квадратного или
прямоугольного сечений после прокатки его на блюмингах, сля-
бингах, заготовочных и сортовых станах применяют ножницы
< параллельными ножами. В процессе резания в этих ножницах
I оскость, в которой движется нож, не изменяется, и металл не
кожет перемещаться в продольном направлении.
По конструкции ножницы поперечной резки могут быть с верх-
нем резом, т. е. с верхним подвижным ножом, п с нижним резом —
с I сдвижным нижним ножом (рис. 271).
У ножниц с верхним резом два существенных недостатка:
I) на нижней грани сляба или блюма после разрезки образуется
ыхеенец, который препятствует дальнейшему продвижению ме-
тила по рольгангу; 2) разрезать заготовку можно лишь при
на пчип качающегося стола за ножницами, что усложняет кон-
струкцию всей установки. У ножниц с нижним резом нет указан-
п х недостатков, поэтому в последнее время они получили широ-
ые распространение.
455
Перед началом работы ножниц с нижним резом их ножи рас-
крыты, и металл проходит между ножами по рольгангу, суппорт
нижнего ножа находится ниже поверхности роликов рольганга
и не мешает движению металла. При остановке металла суппорт
верхнего ножа опускается до соприкосновения с металлом. Даль-
нейшее продвижение верхнего суппорта прекращается и начинает
двигаться суппорт нижнего ножа, при этом заготовка разрезается.
Рис. 271. Схемы ножниц:
а — с верхним резцом; б — е нижним резцом
Ножницы, у которых один нож расположен под некоторым углом к другому,
называются гильотинными, илн ножницами с наклонным ножом (рис. 272).
Гильотинные ножницы бывают с верхним или нижним наклонным ножом и кон-!
структивно выполняются в станинах закрытого и открытого типов Угол наклона
ножа сх — 2 — 6° при резании тонких полос, при резании толстых листов а =!
используют ножницы закрытого типа.
У дисковых ножниц оба ножа имеют форму
круглых дисков, которые устанавливают с необ-
ходимым перекрытием и зазором между ними.
От качества и настройки ножей зависит точность
резания и качество кромки полос. Эти ножницы
используют обычно для разрезания листового
материала на узкие полосы и для отрезания
кромок.
В последнем случае их часто снабжают кром-
кокрошителями для разрезания кромок на мелкие]
куски. На рис. 273 схематично изображен процесс
Рнс. 272. Схема разрезания
на ножницах с наклонным
ножом
резания дисковыми ножами. Если ножи будут расположены в одной плоскости,
то полоса по выходе из них изогнется вверх, а срезаемая кромка вниз. Чтобы
полоса после резания выходила из ножей прямо, верхний нож смещают по
направлению ее движения.
Для поперечного разрезания сортового и листового металла при его не-
прерывном движении применяют летучие ножницы. Такие ножницы уста-]
навливают в линии стана или вне ее. Конструкция и характер движения но-
жей летучих ножниц зависят от их назначения. Применяют летучие ножнипЦ
самых различных типов: барабанные, рычажно-качающнеся, дисковые, ударные
и др.
Для примера рассмотрим двухбарабанные ножницы, которые применяют
для разрезания как сортового, так и листового проката. Принцип устройства
и работа этих ножниц схематично представлены на рис. 274 На двух барабанах
закреплены радиально расположенные ножи по одному или по несколько штук.
Полоса движется непрерывно и подается к ножницам роликами с постоянной
скоростью. При встрече верхнего и нижнего ножей полоса разрезается. Длина
отрезаемых кусков равна пути, проходимому полосой за время между двумя по-
456
следовательными резамн. Если скорость полосы п0 постоянна, то длина отреза-
емых кусков L зависит лишь от времени т между двумя последовательными ре-
зами: L = о0т.
На таких ножницах можно резать металл с очень большой скоростью, по-
рядка 15—20 м/с, так как барабаны вращаются равномерно, а вращающиеся
массы обычно полностью уравновешены.
Так как при резании на ножницах происходит смятие тонких полок и сте-
нок фасонных профилей, то для резки двутавровых балок, рельсов н других фа-
Рнс, 273. Схема резания дисковыми ножницами:
а — ножи установлены в одной плоскости; б — верхний нож смещен в на-
правлении движения полосы
Рие. 274. Схема барабанных летучих ножниц:
1 — подающие ролики; 2 — барабанные ножницы; 3 — ножи
соиных профилен, а также крупных и средних заготовок квадратного сечения
применяют дисковые пилы с зубчатыми или гладкими дисками. Для горячего реза-
ния применяют обычно дисковые пилы с острыми зубьями, отделяющими
стружку. Пилы трения с гладкими дисками применяют в редких случаях,
когда неооходимо разрезать металл
в холодном состоянии.
К вспомогательному оборудова-
нию относятся также правильные
прессы; роликовые сорто- и листо-
правильные с косыми роликами и
растяжные правильные машины, слу-
жащие ДЛЯ придания прокату пра- Рис. 275. Схема роликовой правильной
пильной геометрической формы. Наи- машины
более распространены роликовые пра-
вильные машины (рис. 275) весьма высокий производительности. Их приме-
няют для правки как листового, так и сортового металла. Правящийся металл.
проходя между параллельными рядами роликов равного диаметра, подвергается
пластическому изгибу и выправляется Такие машины характеризуются числом
р< ликов, их диаметром и шагом, т. е. расстоянием между роликами.
Для сматывания или свертывания прокатываемого металла в бунты пршйеня! jT
р >злпчные намоточно-натяжные барабаны, моталки и свертывающие машины.
На рпс. 276 показан разрез моталки для намотки полос на реверсивных и на не-
прерывных станах холодной прокатки. Намотка полос проходит с натяжением,
( пгодаря чему получается плотный рулон и облегчается процесс прокатки.
Свертывающие машины образовывают бунты н не наматыванием, а свертыва-
нием, изгибая прокатываемый металл в бунт специальными роликами. На рис. 277
показана схема свертывающей машины, которая состоит из барабана, двух по-
дпощих 1 и шести гибочных роликов 2. По мере увеличения диаметра рулона
гибочные ролики раздвигаются специальными рычагами. Такие машины при-
Mi пяютдля горячего и холодного свертывания в рулоны широких полос толщиной
457
до 6 мм. К рассмотренной группе вспомогательных машин относятся также
различные агрегаты для цинкования, лужения, нанесения различных декоратив-
ных покрытий, машины для упаковки готовой продукции. Машины и механизмы
второй группы вспомогательного оборудования служат для транспортирования
прокатываемого металла от агрегата к агрегату. К механизмам этой группы
прежде всего следует отнести рольганги.
В связи с поточным технологическим процессом производства проката ме-
талл приходится перемещать на значительные расстояния, для чего необходимы
Рис. 276. Разрез барабана моталки стана холодной прокатки
Рнс. 277. Схема свертывающей машины
рольганги большей протяженности (их масса достигает 40 и даже 50 % от
общей массы оборудования стана). Рольганги разделяют на рабочие и транспорт-
ные. Рабочими называют рольганги, служащие для задачи прокатываемого
металла в валки и приема его из валков стана. Транспортными называют все
остальные рольганги, связывающие стан и вспомогательные агрегаты цеха.
Рольганги выполняют с групповым и индивидуальным приводом роликов,
Рчс. 278. Схема рольганга с групповым приводом
а также с неприводными роликами. Рольганги с неприводными роликами назы-
ваются гравитационными, так как из-за наклона плоскости этих рольгангов ме-
талл перемещается по ним под действием силы тяжести.
На рис. 278 показана схема рольганга с групповым приводом; передача
вращения роликам осуществляется коническими зубчатыми шестернями от об-
щего продольного трансмиссионного вала. Такие рольганги применяют для тран-
спортировки проката больших сечений при небольшой длине.
Рольганги с индивидуальным приводом применяют для транспортировки
проката большой длины, т. е. при сравнительно небольшой нагрузке на каж-
дый ролик.
458
Для передачи прокатываемого металла через верхний валок па другую сто-
рону двухвалкового стана н для подъема полосы при ее прокатке на трехвальо-
вом стане между верхним и средним валками и для ее последующего опуска-
ния применяются различные подъемные столы; они необходимы также при подаче
металла в нагревательную методическую печь и к ножницам с подвижным
верхним ножом. Подъемные столы обычно бывают двух типов: подъемно-ка-
чающиеся (рис. 279, а), у которых выполнена подъемной только одна сторона
стола, и параллельно-лодъсмные (рис. 279, б), у которых обе стороны стола под-
нимаются одновременно.
Подъемпо-качающисся столы устанавливают с одной или с двух сторон стана.
Так, напрпмер, на тонколистовом двухвалковом стане для горячей прокатки ли-
стов подъемные столы используют для приема металла из валков, подъема его
Рис. 279. Схема подъемно-качающегося (а} и параллельно-подъемного (б)
столов
и передачи через верхний холостой валок на переднюю сторону стана. Привод
подъемно-качающнхся столов, установленных с обеих сторон рабочей клети
(например, у трехвалковых станов), одинаков, для синхронной работы столов
приводы переднего и заднего столов связаны тягой.
На блюмингах, слябингах, рельсобалочных и сортовых станах
применяют кантователи различной конструкции, которые служат
для поворота, т. е. кантовки прокатываемой заготовки вокруг ее
продольной оси на 90° перед задачей в очередной калибр. На этих
е станах, кроме кантователей, применяют также манипуляторы
для передвижения металла по роликам параллельно оси роль-
ганга в валки или калибры. Кроме этого, манипуляторы могут
выпрямлять прокатываемую заготовку, если она искривилась
в процессе прокатки. На рис. 280 показана схема манипулятора
с приводом линеек по обе стороны рабочего рольганга.
Кантовку рулонов из вертикального положения в горизон-
тальное или наоборот осуществляют кантователем секторного
типа. Такие кантователи применяют в агрегатах непрерывного
травления и в агрегатах правки и резки.
Для быстрой и фиксированной остановки металла, движуще-
гося по рольгангу, применяют упоры различной конструкции
(стационарные, поднимающиеся и передвижные). Они воспри-
нимают кинетическую энергию удара при остановке движущегося
металла и в большинстве случаев выполняются массивными
и опирающимися на пружину (рис. 281). С увеличением массы
упора и повышением жесткости пружины повышается точность
остановки прокатываемого металла.
Для подачи заготовок на печные рольганги, загрузки металла
и печь, его продвижения по поду и выдачи, для подачи металла
459
на холодильники, штабелирующие столы и т. д. применяют толка-
тели, выталкиватели и сталкиватели различных типов.
Наиболее распространены реечные и рычажные толкатели
и сталкиватели, применяют также и гидравлические, винтовые
и
и
Для охлаждения в цехе большой массы прокатанного металла
его перемещения применяют транспортеры и холодильники раз-
личных типов и конструкций.
\ . Для перемещения заготовок по-
и=г~(^—---перек цеха применяют канатные
или цепные транспортеры —
Рис. 280. Схема манипулятора:
1 — линейки манипулятора; 2 — ролик рольганга; 3 прокатный валок;
4 — рейки
Рис. 281. Схема упора:
. 1 — массивный упор; 2 — пружина; 3 прокатываемый металл
шлепперы. Шлепперы устанавливают на холодильниках, назы-
ваемых в этом случае шлепперными.
На рис. 282 показаны две наиболее распространенные схемы
многосекциопных холодильников с односторонней (а) и двусто-
ронней (б) подачей и отводом ме-
талла рольгангами. Каждый холо-
дильник состоит из трех основных
элементов; сбрасывателя с подво-
дящего рольганга на холодильник,
собственно холодильника и уклады-
вателя для передачи охлажденного
металла с холодильника на отводя-
щий рольганг.
Ко второй группе вспомогатель-
ного оборудования относятся так-
же различные слитковозы и опроки-
дыватели слитков, которые служат
Рис. 282. Схемы расположения хо-
лодильников:
I рольганг; 2 — холодильник
для перевозки и подачи слитков от нагревательных колодцев
к приемным рольгангам блюмингов или слябингов.
6. Состав и структура прокатных цехов
Существуют два основных варианта структуры прокатных цехов- с совместным
и с раздельным расположением обжимно-заготовочных и отделочных станов.
По первому варианту поток металла or поступления слитков в цех до отправки
готового продукта территориально не прерывается и прокатный цех представ-
ляет собой единый комплекс из обжимно-заготовочных и отделочных станов, раз-
460
деленных складом заготовок. Последний является как бы связующим звеном
между двумя отделениями, непосредственно примыкающими к нему с обеих
сторон. На склад заготовок принимают полупродукт от обжимных и заготовочных
станов и после соответствующей подготовки передают его к отделочным станам.
По второму варианту станы располагают в двух цехах: блюминги и заго-
товочные станы — в обжимно-заготовочном цехе, отделочные станы — в другом
цехе. Полупродукт в этом случае передается из цеха в цех на железнодорожных
Платформах. На всех отечественных новых заводах обжимно-заготовочные и
отделочные станы расположены в одном цехе. Этот вариант структуры про-
катного цеха, несомненно, предпочтителен перед вторым, так как при первом
варианте нет необходимости в железнодорожном транспорте.
Структурный состав прокатных цехов разнообразен из-за различного сор-
тамента прокатываемого металла, объема производства и типов станов. Однако
из всех вариантов цехов можно выделить три основных в зависимости от прока-
тываемого сортамента: сортовой, листовой н смешанный.
В современном сортовом прокатном цехе, кроме обжимного стана, блюминга
или блюминга с заготовочным станом линейного или непрерывного типа, могут
быть установлены среднесортный стан 450—500, один или два среднесортных
стана 300—350, один или два мелкосортных стана 250—280, ленточный стан и
проволочный стан.
Тип обжимного агрегата и связанные с ним типы н количество сортовых
станов определяются заданной производительностью цеха и его сортамента.
По другому варианту сортовой цех может состоять из блюминга, рельсоблоч-
пого стана, универсального балочного стана, крупносортного стана — отдель-
ного или в составе рельсобалочного стана.
В листовом прокатном цехе современного завода, кроме слябинга, установ-
лены непрерывный тонколистовой стан, толеголнетовой стан, работающий на
слябах, непрерывные и реверсивные станы холодной прокатки. При прокатке
непосредственно слитков в листопрокатном цехе может быть установлен только
один толстолистовой стан.
Станы холодной прокатки обычно располагают в отдельном здании, свя-
занном с цехом горячей прокатки листов подземным коридором, по которому
горячекатаные рулоны конвейером транспортируют в цех холодной прокатки.
При смешанном варианте в цехе устанавливают отделочные сортовые и ли-
стовые станы. В этом случае обжимными станами могут быть одноклетевой или
двуклетевой блюминг, слябинг—блюминг или, наконец, блюминг и слябинг.
Особое место в современном прокатном цехе занимает склад готового про-
дукта, хозяйство которого, как правило, огромно. На склад цеха поступает
металл со всех станов, т. е. самых разнообразных профилей, размеров и марок
стали. Весь металл должен быть осмотрен, рассортирован, зачищен, испытан,
сдан, упакован, распределен по заказам и отправлен. Эти операции должны
ыть выполнены возможно быстрее, так как в противном случае создается угроза
авала склада металлом и большого осложнения в дальнейшей работе. Поэтому
правильной работе склада готового продукта на металлургическом заводе следует
уделять большое внимание.
Глава IV. ПРОИЗВОДСТВО ТРУБ
И СПЕЦИАЛЬНЫХ ПРОФИЛЕЙ
1. Сортамент и способы производства труб
Производство труб значительно отличается от остальных видов
прокатного производства не только в форме готового изделия,
по также и тем, что большая часть труб является продуктом вто-
ричного передела проката основных видов — круглой и плоской
заготовки.
461
Трубы классифицируют по методу производства и применения.
Для изготовления труб из черных металлов применяют четыре
основных способа: прокатку, прессование, литье, сварку или
пайку.
Качество труб, получаемых прокаткой, прессованием и свар-
кой, значительно выше, чем литых труб, так как при обработке
давлением свойства материала труб улучшаются.
По применению трубы подразделяют на следующие группы!
1) для сооружения трубопроводов (нефте-, водо-, газопроводов);
2) для передачи тепла (жаровые, дымогарные, кипятильные, паро-
проводные и др.); 3) трубы, используемые в машиностроении
(шарикоподшипниковые, автотракторные, авиационные, велоси-
педные); 4) трубы, применяемые при бурении скважин и колодцев
(бурильные и обсадные); 5) трубы специального назначения (ору-
дийные, баллонные, для холодильников). В зависимости от назна-
чения к трубам предъявляют различные требования, которые
оговариваются в ГОСТ и технических условиях.
Трубы характеризуют внутренним и наружным диаметрами,
толщиной стенки и длиной, а также качественными особенно-
стями — материалом, способом изготовления, механическими
свойствами и т. д. Большинство труб имеет круглое сечение,
однако в некоторых случаях изготавливают профильные трубы —
квадратные, плоские и различные фасонные.
Общая схема процесса производства бесшовных труб процес-
сами ОМД предусматривает две основные операции: 1) получение
толстостенной гильзы из слитка или заготовки — эту операцию
называют прошивкой; 2) получение из гильзы готовой трубы.
Первую операцию выполняют в большинстве случаев на про-
шивных прокатных станах, но иногда для прошивки заготовки
применяют прессы. Вторую операцию выполняют па трубопрокат-
ных раскатных станах различных конструкций.
Кроме указанных основных операций, имеются еще дополни-
тельные отделочные операции. Они необходимы для получения
более чистой поверхности и более точных размеров труб, а также
для уменьшения толщины стенки и диаметра.
Уменьшение диаметра труб с 60—70 до 10 мм называют реду-
цированием и осуществляют на редукционных станах. При реду-
цировании толщина стенки трубы может несколько увеличиться,
уменьшиться или остаться без изменения. Основное назначение
редуцирования определяется прежде всего тем, что экономически
невыгодно, а в отдельных случаях даже и невозможно получать
трубы диаметром менее 60—70 мм на первичных трубопрокатных
станах. Кроме того, редуцирование применяют также для произ-
водства труб большой длины, которые нельзя получить на трубо-
прокатных станах.
Горячей прокаткой с последующим редуцированием можно
получить трубы диаметром 10—20 мм, со стенкой толщиной 2—
2,5 мм. Дальнейшее уменьшение этих размеров может быть до-
462
стигнуто холодной обработкой па станах холодной прокатки труб
и холодным волочением.
При производстве сварпых труб исходным материалом служит
прокатная полоса — штрипс. Процесс изготовления труб в этом
случае состоит из получения заготовки в виде свернутой полосы
и последующей сварки шва. Шов можно выполнять встык и вна-
хлестку.
Получили распространение сварные трубы большого диаметра
сверткой из рулонной листовой стали на станах спиральной
сварки труб. Такое название эти станы получили потому, Что
сварной шов на трубах в этом случае проходит не по прямой,
а по спирали.
2. Трубопрокатные станы
Все трубопрокатные станы можно подразделить на три группы:
прошивные, раскатные и отделочные.
Прошивные станы бывают с бочковидными, грибовидными
и дисковыми валками (см. рис. 240).
Прошивной стан с бочковидными валками имеет два рабочих
валка с двойной конусностью диаметром от 450 до 1000 мм. Оба
валка расположены в горизонтальной плоскости, причем их оси
в вертикальной плоскости наклонены друг к другу на угол, кото-
рый можно регулировать от 5 до 18° и более (угол подачи).
При прошивке круглой заготовки оба валка вращаются в одном
направлении. Для удержания металла в очаге деформации
имеются две направляющие линейки, расположенные в вер-
тикальной плоскости, или два неприводпых ролика.
Заготовка, поступающая в валки, совершает сложное, враща-
тельное и поступательное движение (вследствие наличия угла
подачи).
При винтовой прокатке в валках с двойным конусом в металле
возникают растягивающие и касательные напряжения, причем
растягивающие радиальные напряжения достигают значитель-
ных величин и вызывают образование полости сравнительно не-
большого диаметра, с неровными степками. Для получения вну-
треннего отверстия нужного диаметра и с ровной поверхностью
прокатку проводят на оправке — конусообразном инструменте,
устанавливаемом на конце стержня между валками на пути
движения заготовки. Стержень с оправкой устанавливают в спе-
циальном упоре. При движении вперед заготовка надвигается на
оправку — прошивается, при этом происходит расширение и вы-
авнивание прошитого отверстия.
На рис. 283 показана схема расположения узлов прошивного
стана, который состоит из двух рабочих валков 1, соединенных
с шестеренной клетью 2 и электродвигателем 3 с помощью соедини-
кльпых шпинделей 4. Между шпинделями устанавливаются
тс лкатель 5 и направляющий желоб 6. В специальном упоре
463
с замком 8 крепят стержень 7 с оправкой на конце. Для приема
прошитой гильзы установлен рольганг 9.
Заготовку для такого стана, обычно круглого сечения, нагре-
вают в методических печах, откуда ее выдают на рольганг. С роль-
ганга заготовка поступает в приемный желоб, по которому с по-
мощью толкателя подается в валки прошивного стана. При выходе
из валков гильза находится на стержне и снимается со стороны
его заднего конца после открытия замка.
Толстостенные гильзы, полученные на различных прошивных
станах, прокатывают в тонкостенные трубы в горячем состоянии
Рис. 283. Схема расположения узлов прошивного стана
на раскатных станах — пилигримовых, автоматических, непре-
рывных и трехвалковых. Название трубопрокатного агрегата
определяется типом раскатного стана, например, трубопрокатный
агрегат с автоматическим станом.
Пилигримовый стан состоит из двухвалковой клети и пода-
ющего механизма. Направление вращения валков в этом стане
противоположно движению заготовки. Металл обжимается в ка-
либре переменного сечения только за полуоборот валков. В сле-
дующий полуоборот заготовка проходит между валками без об-
жатия.
Рабочий процесс прокатки труб на пилигримовом стане
(рис. 284) состоит в следующем: в поступающую с прошивного
стана толстостепную гильзу 1 пропускают оправку 2 подающего
механизма, причем длина оправки больше длины гильзы. Гильза
вместе с оправкой медленно перемещается подающим механизмом
к валкам. Как только металл достигает валков, зев калибра 3
захватывает часть гильзы (рис. 284, а) и обжимает ее своей рабо-
чей частью (рис. 284, б). Во время прокатки валки стремятся
вытолкнуть гильзу с оправкой назад, однако этому препятствует
подающий механизм. Более того, сам механизм с малой скоростью
непрерывно движется вперед. Конец оправки связан с поршнем
пневматического цилиндра. После полуоборота валков гильза
выходит из рабочей части калибра и становится свободной. В те-
чение следующего полуоборота приведенный в движение поршень
быстро толкает вперед оправку с гильзой, которые при этом дви-
жении поворачиваются относительно их продольной оси на 90°
(рис. 284, в), и затем валки захватывают новую часть гильзы.
Подающий механизм в течение одного оборота валков переме-
щается вперед па расстояние от 8 до 25 мм. Процесс продолжается
464
до тех пор, пока не будет прокатана вся гильза. По окончании
прокатки валки разводят и подающий механизм обратным ходом
вытягивает оправку из трубы. Освобожденная труба отводится
задним рольгангом к горячей пиле, где отрезают так называемую
иильгерную головку.
Внутренний диаметр раскатанной трубы практически равен
диаметру оправки, а ее наружный диаметр — диаметру калибра.
На периодических станах можно получать трубы с наименьшим
наружным диаметром 45 мм. Для получения труб меньших раз-
Рис. 284. Три стадии процесса прокатки на пилигримовом стане
меров трубы с периодического стана передают на редукционный
пли волочильный станы.
Автоматические раскатные станы являются наиболее распро-
страненными для прокатки бесшовных труб; они обеспечивают
нытяжку, равную 1,2—2 в зависимости от размеров труб. Авто-
матический стан состоит из двухвалковой клети с валками дна-
етром до 1000 мм и специальных роликов обратной подачи.
Валки стана имеют ряд круглых калибров различных диа-
етров. В калибр вставляют оправку, удерживаемую па месте
стержнем, неподвижно укрепленным в упорной станине. При
прокатке на автоматическом стане происходит уменьшение диа-
тра и толщины стенки трубы, определяемой просветом между
। алибром и оправкой. Обычно прокатка проходит в два—три
। попуска с поворотом трубы после каждого пропуска на 90°.
Схема прокатки на автоматическом стане показана на рис. 285.
руба, пройдя через валки 1 стана, оказывается на стержне
< задней стороны стана. Передача трубы на переднюю сторону
осуществляется парой роликов 2 обратной подачи: нижний ролик
п снимается и прижимается к трубе, которая силой трения стяги-
||. ется со стержня и передается на переднюю сторону стана.
I ерхпий рабочий валок стана в это время поднимается, чтобы
। ропустпть трубу. После передачи ее на переднюю сторону валок
и ювь опускается в рабочее положение. Подъем рабочего валка
и сближение роликов обратной подачи полностью автоматизи-
рованы.
465
Трубу в автоматическом стане обычно прокатывают за два
пропуска с поворотом ее па 90° и заменой оправки после каждого
пропуска. После прокатки на автоматическом стане труба полу-
чается слегка овальной, разностенной и с недостаточно гладкой
поверхностью. Для придания круглой формы, уменьшения разно-
стенности и полировки наружной и внутренней поверхностей
Рис. 285. Схема прокатки на автоматическом стане:
а — процесс прокатки; б — процесс обратной подачи; 1 — рабочие валки;
"2 — ролики обратной подачи
трубу после прокатки в автоматическом стане по рольгангам
подают к обкатным машинам, а затем, для получения окончатель-
ных размеров по диаметру, — в калибровочный стан.
Непрерывные раскатные станы подразделяют на два типа.
Рис. 286. Схема прокатки иа непрерывном стане с расположе-
нием валков под разными углами
Непрерывный стан старого типа состоит из семи пар валков:
четырех — горизонтальных и трех — вертикальных. Привод всех
валков осуществляется от одного двигателя через сложную си-
стему шестеренных передач.
Непрерывный стан нового типа состоит из девяти клетей, при-
чем, оси валков этих клетей расположены под углом 90° друг
к другу и под углом 45° к горизонтальной плоскости (рис 286).
Привод валков каждой клети осуществляется от индивидуального
двигателя, что обеспечивает более простую настройку и регули-
ровку стана. Прокатку на непрерывных стапах ведут с примене-
466
нием подвижной цилиндрической оправки, на которую надевается
гильза, поступающая с прошивного стана. После прокатки оправку
извлекают из труб на специальной машине, охлаждают и вновь
используют.
Разновидностью раскатных станов являются также трехвалко-
вые станы для прокатки главным образом труб из легированных
сталей.
Отличительная особенность трехвалковых раскатных станов
состоит в том, что на них можно получать трубы весьма точных
размеров.
Рис. 287. Схема протяжки на реечном стане
На реечных станах (рис. 287) трубы получают протягиванием.
Исходный материал — квадратная катапая заготовка, разрезан-
ная на куски требуемой длины, которые нагревают в методической
печи и прошивают па прессе в гильзу с донышком или стакан,
поступающие затем на реечный стан. В стакан вводится оправка,
и он протягивается сквозь ряд колец с уменьшающимися диаме-
трами отверстий, при этом толщина стенки трубы постепенно
уменьшается.
После протяжки на реечном стане труба вместе с оправкой
I оступает на обкатную машину, в которой диаметр трубы не-
сколько увеличивается, что облегчает извлечение из нее оправки.
В последние юды реечные станы не устанавливают, так как
этот метод производства труб считается устаревшим.
После прокатки на раскатных станах трубы поступают на от-
делочные станы К таким станам относятся обкатные, калибровоч-
1 ые и редукционные.
Как было отмечено, обкатные станы устанавливают обычно
за автоматическими, а иногда и за реечными станами. По своей
онструкции обкатные двухвалковые станы аналогичны про-
1 явным станам косой прокатки. Валки этих станов наклонены
1 руг к другу под углом ~6,5° и вращаются в одну сторону. Про-
катку труб на этом стане проводят на оправке, укрепленной на
тержне. Труба, продвигаясь вперед, одновременно вращается
в есте со стержнем. Обкатной стан предназначен для раскатки
стенки трубы и полировки наружной и внутренней поверхностей
467
I
для получения равномерной толщины стенки и одинакового
диаметра трубы по длине.
Калибровочные станы устанавливают за обкатными и пред-
назначены для устранения овальности и получения труб задан-
ного диаметра. Калибровочные станы могут иметь от одной до
двенадцати клетей. В каждой клети устанавливают одну пару
валков, располагаемых горизонтально, вертикально или наклонно.
Наиболее широко применяют многоклетевые калибровочные
станы, в которых осп каждой пары валков наклонены к горизонту
под углом 45° и по отношению к соседней паре валков под углом
90°, Валки этих станов вращаются от общего для всех клетей
двигателя или могут иметь индивидуальный привод.
В многоклетевых калибровочных станах одновременно с ка-
либровкой осуществляется правка труб, и необходимость в станах
для горячей правки труб отпадает.
Редукционные станы являются непрерывными станами для го-
рячей прокатки труб без оправки с целью уменьшения их диа-
метра. По количеству валков, образующих калибр в каждой
клети, различают двух-, трех- и четырехвалковые редукционные
станы. Валки в клетях расположены поочередно горизонтально,
вертикально и под углом 45°. Конструкция двухвалковых редук-
ционных станов аналогична калибровочным многоклетевым ста-
нам. Различие заключается в размерах и количестве клетей (в ре-
дукционных станах их бывает до 24 и более).
Окончательная обработка бесшовных тонкостенных стальных
труб заключается в холодной прокатке, холодном волочении или
сочетании этих способов.
Вследствие особых условий холодного волочения труб через
очко коэффициент вытяжки за один проход обычно не превышает
1,5—1,8.
При холодной прокатке труб на станах, работающих по прин-
ципу пилигрпмовых станов, можно более полно использовать
пластичность металла, получая коэффициенты вытяжки в сред-
нем 4—6 и в отдельных случаях даже 6—8. Хотя способ холодной
прокатки труб более эффективен по сравнению с холодным воло-
чением, однако при холодной прокатке необходимо часто осуще-
ствлять перевалку валков, занимающую 3—4 ч, а при холодном
волочении смена инструмента занимает всего несколько минут.
Поэтому в современных цехах для производства тонкостенных
труб применяют оба процесса обработки.
Волочение труб проводят тремя способами: 1) без оправки;
2) на короткой и 3) на длинной оправках (рис. 288).
Если необходимо уменьшить только диаметр трубы, применяют
волочение без оправки через волочильное кольцо, неподвижно
укрепленное в люнете волочильного стана.
- Если падо одновременно уменьшить диаметр и толщину стенки
трубы, возможно волочение как на короткой, так и на длинной
оправках.
468
При волочении па короткой цилиндрической оправке через
волочильное кольцо оправка удерживается в определенном поло-
жении с помощью стержня. Труба при прохождении через кольце-
ую щель между оправкой и кольцом обжимается по диаметру
и толщине стенки, что обеспечивает ее вытяжку. Волочение на
длинной оправке отличается тем, что оправка, находящаяся вну-
Рис. 288. Способы холодного волочепня труб:
® — без оправки; б — на короткой оправке; в — на длинной оправке; 1 —
труба; 2 — волочильное кольцо; 3 — люнет; 4 — оправка; 5 -=•= стержень
три трубы, не закрепляется, а перемещается вместе с трубой.
При этом силы трения между трубой и инструментом меньше, чем
при волочении на короткой оправке, что позволяет производить
большие обжатия за один проход.
Сварные трубы изготавливают на трубосварочных агрегатах
различными способами, из которых наиболее распространены
Рис. 289. Схема процесса печной сварки
труб
1 епрерывная печная сварка,
контактная электросварка ме-
годом сопротивления, электро-
сварка с индукционным на-
1 ревом, дуговая электросварка
под слоем флюса или в среде
защитных газов и т. д. Про-
I есс получения труб, как ука-
твалось выше, состоит пз по-
учения заготовки в виде свер-
1 утоСг полосы и сварки ее в
1 рубу.
Трубосварочный агрегат —
к шплекс машин и механизмов,
едпазначенных для изготовления труб, их транспортировки,
обработки, нанесения покрытий, складирования и упаковки.
Г такой агрегат обычно входит несколько многоклетевых станов:
формовочный, редукционный, калибровочный.
На рис. 289 представлена схема непрерывного процесса печной
< '.арки труб, который осуществляется в следующем порядке.
1 «рячекатаный штрипс 1 (из низкоуглеродистой стали) непре-
рывно продвигается через печь, в которой при помощи газовых
4«9
горелок 2 его кромки нагреваются до 1450 СС (температура сварки),
а середина штрипса — до 1350 °C. При выходе из печи кромки
штрипса обдувают струей воздуха из сопла 3, чем обеспечивается
удаление окалины с кромок штрипса и повышение температуры их
нагрева на 50—80 °C. Первая приводная пара валков 4 сворачи-
вает штрипс в трубную заготовку без соединения кромок. Вторая
приводная пара валков 5 сводит кромки трубной заготовки и,
сжимая их, заставляет свариваться в трубу 6.
Сварка кромок сформованной трубной заготовки представляет
процесс кузнечной сварки, заключающийся в использовании
способности к молекулярному сцеплению сдавливаемых поверх-
ностей металлов, нагретых до высокой температуры.
Рис. 290. Получение трубы из полосы на непрерывном формовочном
стане
В последние годы развился и получил широкое распростране-
ние способ производства труб электросваркой.
Исходным материалом служит холоднокатаная лента в руло-
нах, а для больших диаметров труб — листовая заготовка. Полу-
чение трубы из полосы-заготовки осуществляется в шести парах
валков непрерывного формовочного стана (рис. 260). У этого стана
четвертая пара валков расположена вертикально. Сформованная
в холодном состоянии заготовка после выхода из последней клети
сваривается встык в специальных электросварочных машинах.
Б этих машинах нагрев может осуществляться через токопсдводя-
щие контакты (кондукционный нагрев) с помощью индукторов
(индукционный нагрев) и другими методами. Индукционным мето-
дом электросварки изготовляют трубы диаметром от 4 до 1400 мм
с толщиной стенки от 0,15 до 20 мм.
Наконец, особое место занимают станы спиральной сварки
труб. На этих станах трубы получают завивкой полосы по спирали
на цилиндрической оправке и непрерывной сваркой спирального
шва автоматической сварочной головкой. Этот способ имеет суще-
ственные преимущества перед изготовлением труб с продольные
швом: 1) диаметр получаемых труб не зависит непосредственно
от ширины исходной полосы, так как величина диаметра опре-
деляется не только шириной полосы, но и углом подъема спирали.
Это позволяет из сравнительно узкой полосы получать трубы
большого диаметра; 2) спиральный шов придает трубе большую
470
жесткость. Вследствие спирального расположения шва последний
нагружен на 20—25 % меньше, чем продольный; 3) спирально-
сварные трубы имеют более точные размеры и не требуют после
сварки калибровки их концов.
Однако, кроме преимуществ, имеются и недостатки такого
процесса, а именно: низкая производительность и невозможность
получения качественного шва при значительной серповидности
полосы.
3. Прокатка специальных профилей
Специальные профили могут быть получены различными спосо-
бами. Так, при периодической прокатке получают изделия, по-
перечное сечение которых изменяется по определенному закону,
и это изменение обычно периодически повторяется по длине
прокатываемой полосы. Периодические профили получают про-
дольной, поперечной и винтовой прокаткой.
При продольной периодической прокатке получают профили
с односторонним периодом, с двусторонним совпадающим пери-
одом, с несовпадающими верхним и нижним периодами и т. д.
Калибровка валков для получения периодического профиля
существенно отличается от калибровки валков при прокатке
обычных профилей. При прокатке периодических профилей окон-
чательную форму придают за один проход, причем в различных
сечениях одного периода вытяжка непрерывно изменяется, до-
стигая в некоторых случаях дву- и даже трехкратной. Длина пе-
риода профиля определяется длиной окружности валка. При
каждом обороте валков из них должен выходить отрезок полосы
с целым числом периодов, поэтому наибольшая длина периода не
может быть больше длины окружности валков при данном диа-
метре. Поэтому чем больше период, тем больше должен быть
п диаметр валков.
Одной из наиболее трудных задач при продольной прокатке
периодических профилей является получение постоянной длины
периода, так как начиная от переднего конца полосы к заднему
длина периода при прокатке может колебаться. В то же время
допуск на длину периода, как правило, составляет очень неболь-
। iyio величину — порядка 1 %. Длина же периода зависит от опе-
I ежения, величину которого определить весьма трудно из-за
непостоянства катающего радиуса валков, изменения условий
1| ения между деформируемой полосой и валками, наличия ока-
л шы и других факторов. Имеются и другие специфические труд-
। ости производства периодических профилей, однако ввиду зна-
• тельных выгод, получаемых при применении периодического
проката, необходимо совершенствовать и развивать данный вид
прокатного производства. На рис. 291 показаны некоторые виды
периодических профилей, получаемых методом продольной про-
катки. Для прокатки периодических профилей проектируют
471
специальные станы или приспосабливают обычные станы продоль-
ной прокатки.
Поперечная прокатка периодических профилен существенно
отличается от продольной прокатки тем, что заготовка и готовый
профиль представляют собой тела вращения. Наиболее перспек-
тивным станом поперечной прокатки является трехвалковый
(рис. 292). Прокатку на данном стане осуществляют дисковыми
или коническими валками, рас-
положенными в рабочей клети
стана под углом 120° друг
к другу. Каждый валок может
перемещаться поперек своей
оси под действием индиви-
Рнс. 291. Виды периодических профилей, получаемых продольной прокаткой
Рис. 292. Трехвалковый стан для поперечной прокатил периодических профилей
дуального гидравлического цилиндра, причем это перемещение
автоматически происходит одновременно на одинаковую вели-
чину для всех валков.
Регулировка перемещения валков для создания раствора
заданной величины между ними зависит от передвижного суп-
порта, на котором укреплена копировальная линейка. Суппорт
снабжен вращающимся зажимом, в котором закреплена заго-
товка, нагретая до температуры, близкой к 1150 °C. После этогс
суппорт передвигается под действием гидравлического пилиндри
и создает необходимое натяжение по оси движения заготовки.
Вместе с тем сближают или разводят валки для получения соответ-
ствующего диаметра заготовки по ее длине.
На этих станах можно получать профили различной конфигу-
рации, причем переход с одного профиля на другой осуществляется
быстро.
Станы поперечной прокатки периодических профилей класси-
фицируют по диаметру выпускаемых изделий (от 10 до 120 мм).
472
В соответствии с этим станы называют стан 10, стан 120
и т. д.
Поперечной прокаткой накатывают зубья шестерен между
двумя вращающимися валками. При этом возможны два способа
обработки зубьев: с осевой подачей обрабатываемой заготовки
(прутковая прокатка) и прокатка с радиальной подачей валков
(штучная прокатка).
Образование зубьев при прокатке с осевой подачей заготовок
осуществляется перемещением нагретой в кольцевом индукторе
заготовки между двумя вращающимися зубчатыми валками, мо-
дуль которых равен модулю прокатываемой шестерни (рис. 293).
Рис. 293. Схема прокатки шестерни с осевой подачей заготовки:
И заготовка; 2 — кольцевой индуктор; 3 — зубчатые валки; 4 — прокаты-
ваемая шестерня
1 Рие. 294. Схема прокатки шестерни с радиальной подачей валков:
1 оправка; 2 зубчатые валки; 3 — ограничивающие диски; 4 — прокаты-
ваемая шестерня
В начале прокатки заготовка приводится во вращение делитель-
ным зубчатым колесом, находящимся в зацеплении с валками.
После выхода из зацепления шестерня вращается валками.
Диаметр заготовок для прокатки шестерен, устанавливаемый
опытным путем, близок к диаметру делительной окружности.
Прутковую прокатку шестерен применяют для обработки прямо-
убых и косозубых шестерен с небольшими модулями (<6 мм)
и диаметром <200 мм.
При втором способе прокатки зубьев — с радиальной подачей
валков — нагретую до температуры прокатки штампованную
цилиндрическую заготовку помещают между двумя вращающи-
мися зубчатыми валками (рис. 294). Заготовке сообщается прину-
дительное вращение с определенной скоростью, соответствующей
передаточному числу между валками и прокатываемой шестерней,
а затем валки сближают. При этом их зубья углубляются в за-
готовку и образуют впадину в прокатываемой шестерне. Вы-
тесняемый зубом валка металл течет в головку зуба шестерни,
слученные на заготовке зубья, обкатываясь в зацеплении с зубь-
ями валков, получают эвольвентный профиль.
473
Двухвалковые станы винтовой прокатки широко применяют
в последнее время для прокатки стальных шаров диаметром от 25
до 125 мм, так как потребность в них из года в год возрастает
в различных отраслях промышленности. Общий вид специального
стана для прокатки шаров показан на рис. 295. Он подобен стану
для прошивки круглой заготовки в гильзу при производстве бес-
шовных труб. Валки его, как и в прошивном стане, вращаются
в одном направлении, в результате заготовка получает вращатель-
ное движение. Для осевого перемещения заготовки оси валков
Рис. 295. Стан для прокатки шаров:
1 — рабочая клеть; 2 — вводной желоб; 3 — универсальный
шпиндель; 4 — электродвигатель; 5 — главный шпиндель; 6
редуктор; 7 — шестеренная клеть
располагают под небольшим углом к оси прокатки. В валках
стана нарезают винтовые калибры. По характеру деформации
калибр валка можно разделить на формующий участок, где осу-
ществляются захват заготовки и ее постепенное обжатие в шар,
и отделочный участок, где придаются точные размеры шару и
происходит его отделение от заготовки.
Диаметр валков шаропрокатных станов приблизительно
в пять—шесть раз больше диаметра прокатываемых шаров;
так, для шаров диаметром от 25 до 125 мм применяют валки диа-
метром от 190 до 700 мм.
Так как за один оборот валков получается один шар, то произ-
водительность стана определяется числом оборотов валков. Исход-
ным материалом для прокатки служат круглые заготовки длиной
от 1,5 до 6 м, диаметр которых несколько меньше диаметра шара.
Заготовку нагревают до ~ 1000 °C и по вводному желобу отправ-
ляют в валки стана. Выходящие из другого конца стана шары
сбрасывают в бункер, в котором они и охлаждаются.
Существует также ряд станов специального назначения, на-
пример станы для прокатки ребристых труб, для накатки резьб
и др.
Особой разновидностью специальных станов является целая
группа роликогибочных станов. На этих станах гнутые фасонные
профили получают в результате гибки полос в холодном состо-
474
япии. Получить такие тонкостенные профили горячей прокаткой
во многих случаях невозможно из-за сложности формы и быстрого
и неравномерного охлаждения тонкостенных профилей в валках.
Сортамент гнутых профилей разнообразен. На рис. 296 пока-
заны некоторые наиболее характерные профили, которые могут
быть получены на роликогибочных станах.
Оборудование для изготовления тонкостенных гнутых про-
филей аналогично оборудованию непрерывных формовочных кле-
тей трубосварочных станов. Процесс гиба на этих станах не яв-
ляется процессом прокатки, так
как при прокатке в каждой клети \ / I 11 ] 1
изменяется не только форма по- J
лосы, но и ее поперечное сечение, . .
а при гибе последовательно изме- \_J f___3 ___s»
няется только форма поперечного
СеченИЯ ПОЛОСЫ. Рис. 296. Фасонные профили, полу-
Очевидно, ЧТО В каждой паре чаемые методом гиба
роликов форму сечения полосы
можно изменить весьма незначительно. Поэтому для получения
сложных профилей необходимо применять многоклетевые ролико-
гибочные станы, имеющие 6—20 и более клетей в одной линии.
Профилирование во много раз производительнее гибки в штам-
пах и обладает многими преимуществами по сравнению с про-
каткой.
К таким преимуществам относятся: возможность получения
профилей с наиболее рациональным распределением металла по
сечению с точки зрения обеспечения максимальной жесткости
и прочности при минимальном расходе металла; высокая точность
размеров и хорошее качество поверхности; возможность изготов-
ления профилей с формой сечения, заменяющей набор горяче-
катаных профилей; относительно малая и одинаковая по всему
сечению толщина стенок профиля, которую во многих случаях
невозможно получить прокаткой.
Всем этим обусловлена высокая эффективность производства
и применения гнутых профилей. Высокопроизводительные про-
филегибочные станы в нашей стране успешно эксплуатируются на
еталлургических комбинатах «Запорожсталь», Череповецком и
Л\агнитогорском.
4. Прокатка колес и бандажей
роизводство колес и бандажей является комбинированным
процессом, включающим ковку и прокатку. Для железнодорож-
ного транспорта изготовляют колеса двух видов: цельные и состав-
ные. Цельные колеса изготавливают литые и катаные. В случае
раздельного изготовления бандажа и центра колеса назы-
ваются составными, при этом центр может быть литым или ка-
таным.
475
резку слитков на
Я
В последнее время в транспортном машиностроении предпочте-
ние отдается цельнокатаным колесам, так как опи более надежны
и прочны.
Для изготовления цельнокатаных колес и бандажей исполь-
зуют сталь с 0,5—0,8 % С.
Процесс изготовления цельнокатаных колес включает:
заготовки; 2) нагрев заготовки; 3) обжим
и прошивку заготовки на прессе; 4) фор-
мовку колесной заготовки на прессе;
5) прокатку на стане; 6) выгибку и кали-
бровку колес на прессе; 7) термическую
обработку колес.
Слитки массой 3—5 т на специальных
многосуппортных токарных станках раз-
резают на части соответственно массе про-
катываемых колес. Полученные таким
образом шайбы нагревают до 1150—
1200 °C, а затем осаживают и прошивают
на прессе, после этого передают заготовки
на более мощный пресс (7000—10 000 тс),
на котором штампуют черновые заго-
товки колес. Следующая операция —
прокатка колес на колесопрокатном ста-
не. После прокатки диски колес выги-
бают на прессе для придания им большей
жесткости. После этого колеса медленно
охлаждают или подвергают изотермиче-
ской выдержке при 550 °C. Остывшие
колеса нагревают в термических печах
до 830—860 °C, после чего закаливают
и отпускают. Затем следует окончатель-
ная операция механической обработки
колес.
Основные операции последовательной
обработки заготовок показаны на рис. 297.
На рис. 298 приведена схема колесопрокат-
ного стана с тремя вертикальными валками (валок 1 — коренной,
валки 2, 3 — нажимные) для обработки рабочей поверхности
колеса. Торцовые и внутренние поверхности обода обрабатывают
двумя наклонно расположенными валками 4 и 5. Валки 6 и 7
являются направляющими роликами. Таким образом, в обработке
колеса одновременно участвуют семь валков, валки 7, 4, 5 яв-
ляются приводными, остальные же холостые.
В четырех холостых валках формируются поверхность катания
и реборда колеса. Наклонные валки формируют ступицу. При
прокатке диаметр колеса увеличивается, в связи с чем только
валок 1 установлен стационарно, а остальные валки раз-
двигаются специальными гидравлическими устройствами. На
г
0
Рис. 297. Последовательное
изменение заготовки после
основных операций:
а. — исходная заготовка;
б — после осаживания и
прошивки; — после штам-
повки; г — после прокат-
ки: д после выгибания
диска
476
рис. 298 показано положение валков стана в начале и конце про-
катки .
На старых заводах из одного (единичного) слитка получали
один бандаж, на современных заводах бандажи и кольца изго-
товляют из крупных слитков, которые разрезают на части. Полу-
ченные заготовки нагревают, а затем на отдельных прессах оса-
живают и прошивают.
3
Рис. 298. Колесопрокатный стан:
а — положение валков в начале прокатки; б — в конце прокатки
Рис, 299. Бандажепрокатный стан:
а — положение валков в начале прокатки; б — в конце прокатки
Бандажепрокатный стан (см. рис. 299) состоит из двух вер-
тикальных валков 1 и 2, двух наклонных 3 п 4 и четырех направ-
ляющих роликов 5. Для обработки рабочей и внутренней поверх-
ности бандажа служат валки 1 и 2, а для торцовых поверхностей —
валки 3 и 4. Валки 1, 3 и 4 — приводные, а валки 2 и 5 — хо-
лостые. По мере увеличения диаметра бандажа все валки раздви-
гаются относительно неподвижного валка 1.
После прокатки бандажа на стане его растягивают на прессе
до кольца правильной формы нужного диаметра. На специальном
прессе бандажи маркируют, после чего их подвергают закалке
с последующим отпуском, осматривают, испытывают на твердость
и сортируют, а затем отправляют на склад готовой продук-
ции.
477
Глава V. КОВКА, ШТАМПОВКА,
ПРЕССОВАНИЕ И ВОЛОЧЕНИЕ
1. Сущность и сопоставление процессов
Прессованием называют процессы обработки металлов давлением,
при которых деформация происходит под действием сжимающих
сил. Все процессы прессования можно условно разбить на три
Группы. К первой группе относятся процессы, при которых весь
объем заготовки деформируется одновременно; например штам-
повка и ковка сразу всего изделия. Ко второй группе относятся
процессы, при которых деформации подвергается лишь часть
объема заготовки, при этом металл поступает в очаг деформации
периодически. К этой группе процессов также относится ковка
и штамповка, но с одного конца заготовки. К третьей группе отно-
сятся процессы деформации части объема заготовки с непрерыв-
ным поступлением металла в очаг деформации — процессы выдав-
ливания металла в щели разного профиля, т. е. прессование и во-
лочение.
Как уже отмечалось ранее, свободную ковку целесообразно
использовать при производстве единичных поковок сложной кон-
фигурации. К преимуществам ковки по сравнению с другими спо-
собами обработки металлов следует отнести ее универсальность
в отношении массы, формы и размеров заготовок; отсутствие за-
трат па дорогостоящую технологическую оснастку; возможность
использования сравнительно маломощных машин-орудий благо-
даря концентрированному приложению усилий ковки бойками
в небольшом объеме деформируемого металла.
Для массового производства поковок следует применять штам-
повку, производительность которой в десятки раз больше, чем
свободной ковки, а необходимая квалификация рабочих значи-
тельно ниже. Кроме того, при штамповке достигается значительно
большая, чем при свободной ковке, точность размеров и чистота
поверхности. Однако штамповка выгодна лишь в серийном произ-
водстве, потому что затраты на изготовление штампов оправданы
при выпуске значительного количества поковок.
Производство прессованием профилей сложной формы и сече-
ний часто оказывается более экономичным процессом, чем штам-
повка их с последующей механической обработкой. Это объяс-
няется тем, что прессованием можно получить изделия требуемых
размеров с малыми допусками и тем самым сократить до минимума
последующую холодную обработку заготовки. Кроме этого, вы-
сокая пластичность деформируемых металлов при прессовании
благодаря всестороннему сжатию позволяет использовать этот
процесс как основной способ производства изделий из цветных
металлов и сплавов — труб, прутков и профилей, отличающихся
очень большим сортаментом и малыми сериями. В последнее время
в связи с возникновением потребности в широком сортаменте про-
478
филей из малопластичных легированных сталей, а также из ти-
тана и его сплавов применение прессования значительно расшири-
лось.
По сравнению с прокаткой труб, прутков и профилей прессо-
вание имеет свои преимущества и недостатки. К преимуществам
процесса прессования следует отнести: трехосное сжатие, благо-
даря которому повышается пластичность металла, и, следова-
тельно, деформирование можно проводить с большими степенями
деформации; быстрый переход с изготовления одного размера
иЗделий и форм на другие; возможность получения сплошных и
полых профилей самых сложных очертаний.
К недостаткам прессования относятся: более высокие потери
на отходы; большая неравномерность механических свойств по
длине и поперечному сечению изделия, сравнительно меньшие
скорости истечения, а, следовательно, и производительность.
2. Технология ковки и штамповки
Ковка и штамповка характеризуются большой неравномерностью
деформации, вызываемой контактным трением и другими факто-
рами, влияющими на распределение деформаций по обрабатывае-
мому телу.
Для оценки величины деформации при ковке и штамповке ис-
пользуют коэффициент уковки, который для случая осадки вы-
ражается так: /Сос = F2/Fx ~H/h> 1, где F, и F2— площадь
сечения поковки соответственно до ковки и после пее.
Коэффициент уковки подсчитывают по размерам, характери-
зующим основную деформацию, например при осадке — по ли-
нейным размерам вдоль осадки или по площадям, перпендику-
лярным направлению осадки.
При нескольких операциях ковки общий коэффициент уковки
равен произведению частных коэффициентов Мобщ = KJ<2 Кп-
Общим коэффициентом уковки определяют полную степень
проковки стали. Так, для ликвидации следов литой структуры и
получения необходимых механических свойств коэффициент
уковки равен 3—5, однако на практике он иногда достигает даже 20.
Задачей кузнечно-штамповочного производства является по-
лучение деталей необходимой формы и точных размеров и с чистой
поверхностью и заданными механическими свойствами в опреде-
ленных направлениях. Поэтому для получения более пробных
изделий часто приходится усложнять технологический процесс
ковки и штамповки.
Методом свободной ковки получают все крупные поковки мас-
сой до 250 т и более. Мелкие и средние поковки обрабатывают
свободной ковкой небольшими партиями. Исходным материалом
при свободной ковке служат слитки, блюмы, болванки и прутко-
вые катаные заготовки.
При ковке литого металла структура изменяется аналогично
се изменению при прокатке.
479
Инструмент, применяемый для свободной ковки, показан на
рис. 300. Кроме рабочего инструмента (бойков различной формы),
используют также мерительный (кронциркули, угольники) и
вспомогательный (клещн, вилки, патроны и т. д.) инструменты.
Наиболее характерные операции свободной ковки показаны
на рис. 301. Простейшей операцией является осадка (рис. 301, а).
При этой операции требуется, чтобы бойки перекрывали заготовку.
Вследствие трения боковая поверхность осаживаемой заготовки
Рнс. 300. Инструменты, применяемые при свободной ковке:
а — бойки; б обжимка; в — наметки, пережим ки и раскатки: г — топоры;
д — прошивки
приобретает бочкообразную форму, что характеризует неравно-
мерность деформации. Повторяя осадку несколько раз с разных
сторон, можно привести заготовку к первоначальной форме или
близкой к ней, получив при этом более высокое качество металла
и одинаковые его свойства по всем направлениям.
Деформирование осаживаемой заготовки не по всей высоте
называется высадкой (рис. 301, б). Высадку можно осуществить
при нагреве только части заготовки, например, в середине (см.
рис. 301, б), либо ограничением деформации на части заготовки
кольцевым инструментом (рис. 301, в).
Операция протяжки (рис. 301, г) заключается в нанесении
последовательных ударов и передвижении заготовки; при этом
между бойками во время удара находится только часть за-
готовки.
480
Большая деформация заготовки в направлении ее ширины за
счет перпендикулярного расположения оси заготовки относитель-
но ширины бойков называется разгонкой (рис. 301, д).
Внедрение инструмента в металл, в соответствии с рис. 301, е,
называется прошивкой.
Для разработки технологического процесса свободной ковки
составляют чертеж поковки, отличающийся от чертежа изделия
допусками на размеры, припуском на дальнейшую обработку и
Рис. 301. Операции свободной ковки:
а осадка; б, с высадки; а — протяжка; д — разгонка; е — прошив-
ка
тпуском, т. е. избыточным металлом для упрощения сложных
очертаний изделия.
По размерам поковки определяют массу заготовки: Q:)ar =
= Qti + Qotx + Qyr + Фобе, где Qn — масса поковки; фотх —
масса отходов; Qyr — масса, соответствующая угару; QoCc —
масса отходов при обсечке.
Отходы от слитка составляют 25—30 % (прибыль 20—25 % и
донная часть 5—10 %). Угар составляет 2—3 % от массы заго-
товки на каждый нагрев и 1,5—2 % на каждый подогрев. Вели-
чина отходов обсечки зависит от сложности поковок и способа их
изготовления. Для простых поковок они в сумме не превышают
5—8 %, а для отдельных сложных поковок достигают 30 %.
Процесс свободной ковки может быть осуществлен вручную,
молотом или прессом.
Таким образом, разработка технологического процесса сво-
б ;дной ковки включает составление чертежа поковки с назначе-
гнем припусков, допусков и напусков; определение веса и разме-
ров заготовки; выбор кузнечных операций и необходимого инстру-
мента; выбор машинного оборудования. Кроме этого, технологией
предусматривается определение режима нагрева заготовки, типа
и размеров нагревательных устройств, а также состава рабочей
16 Кнороэоп Б. В. и др
481
силы и норм выработки. Результаты разработки технологического
процесса ковки фиксируются в технологической карте.
Основными методами штамповки являются объемный и листо-
вой; штамповка бывает горячей или холодной.
При горячей объемной штамповке формообразование поковок
осуществляется в специальных инструментах — штампах, рабо-
чие полости (ручьи) которых допускают течение деформируемого
металла только в определенном направлении и до определенных
пределов, в результате чего обеспечивается принудительное полу-
чение заданной формы и размеров поковки. Горячую объемную
штамповку широко используют в массовом и крупносерийном
производстве; в мелкосерийном производстве применяют значи-
тельно реже. Горячей объемной штамповкой изготовляют поковки
различной формы и размеров из сталей, цветных металлов и спла-
вов. Общий технологический процесс горячей штамповки склады-
вается из отрезки заготовок, их нагрева, собственно штамповки
(в несколько переходов или даже операций), отрезки облоя и за-
чистки заусенцев, термической обработки, правки и калибровки и,
наконец, отделки поверхности.
Объем и размеры заготовок при горячей штамповке несложных
поковок можно приближенно определять так же, как и при ковке,
но дополнительно следует учесть металл, необходимый для обра-
зования облоя в открытом штампе.
Масса падающих частей молота или усилие пресса, необходи-
мое для горячей объемной штамповки, устанавливают по справоч-
ным таблицам в зависимости от материала, размеров, веса и слож-
ности форм штампуемых поковок или рассчитывают по формулам.
Штамповка может быть осуществлена в открытых и закрытых
штампах. При штамповке в открытых штампах поковка получа-
ется с облоем — некоторым избытком металла в исходной заго-
товке, вытесненным на заключительной фазе процесса штамповки
в облойную канавку, состоящую из узкого зазора — «мостика» и
расширенной части — «магазина» (рис. 302, а). Штамповка в за-
крытых штампах является безоблойной.
Открытыми называют штампы (рис. 302, а), у которых вдоль
всего внешнего контура штамповочного ручья сделана специаль-
ная облойная канавка Так как облойную канавку делают очень
узкой, то течение в облой металла затруднено и возможно только
при значительном давлении металла, находящегося в полости
штампа. По мере затекания металла в облойную канавку давление
нарастает и заставляет металл плотно заполнять все, даже очень
небольшие и неудобные для заполнения элементы формы ручья
штампа, обеспечивая хорошее формообразование поковки. Для
создания облоя массу заготовки при штамповке в открытых штам-
пах несколько увеличивают, отход металла в облой составляет
в среднем 10—20 % от массы поковки.
Закрытыми или безоблойными называют штампы, в которых
металл деформируется в замкнутом пространстве (рис. 302, 6).
482
В отличие от открытых штампов, имеющих поверхность разъема
в виде плоскости, закрытые штампы имеют разъем по сложной
поверхности с направляющими, обеспечивающими точное соуда-
рение половин штампа в конце штамповки. При безоблойной штам-
повке расход металла уменьшается на 20 %, кроме того, исклю-
чаются затраты на обрезку облоя. Однако закрытые штампы для
деталей сложной формы конструктивно трудновыполнимы, дороги
п быстро выходят из строя. Кроме того, при безоблойной штам-
повке необходимы точные соблюдение размеров заготовки и уста-
Рис. 302, Штамповка в открытом (а) и закрытом (б) штампах:
И верхняя половина штампа, 2 — нижняя половина штампа?
3 — конфигурация поковки; 4 *»• магазин; 5 — мостик
новка ее по центру ручья штампа, иначе возможен брак — одно-
сторонние торцовые заусенцы п незаполнение формы штампа.
Холодной объемной штамповкой называется процесс штам-
повки в открытых и закрытых штампах без нагрева металла —
это экономичный высокопроизводительный процесс изготовления
небольших точных деталей из стали и цветных металлов. Холод-
ной объемной штамповкой получают детали по 4—3-му классам
точности с высокой чистотой поверхности, при этом металл упроч-
няется (наклепывается) и его механические и физические свойства
изменяются.
Основными операциями холодной объемной штамповки яв-
ляются объемная формовка, выдавливание (прессование), кали-
бровка, высадка и чеканка. Детали, изготовляемые с применением
этих операций, показаны на рис. 303.
Объемная формовка (рис. 304, а) — операция, при которой де-
таль получают обжатием заготовки в открытом или закрытом
штампе. Наиболее производительным методом объемной формовки
является штамповка изделий из полосы («цепочкой»') с последую-
щей обрезкой их на специальном штампе.
Холодное выдавливание — изготовление сплошных и полых
тонкостенных изделий из толстой заготовки выдавливанием ме-
талла в зазор между пуансоном и матрицей. Эта операция выпол-
няется прямым, обратным и комбинированным способами (см.
16*
483
рис. 304, б—г). Излишки металла, остающиеся на торцах детален,
обрезают.
Холодная калибровка применяется для получения точных раз-
меров и гладкой поверхности деталей, изготовленных горячей
объемной штамповкой или другими методами.
Холодная высадка применяется для образования местных
утолщений заготовки требуемой формы, например при штамповке
головок болтов, заклепок, винтов и других деталей.
Рис. 304. Операции холодной объемной штамповки:
1 пуансон; 2 •— матрица; 3 —• изделие
Чеканка — операция, посредством которой образуется выпук-
ло-вогнутый рельеф на поверхности детали за счет незначитель-
ного перемещения металла под штампом, применяется в произ-
водстве монет, жетонов, медалей и т. п.
Листовая штамповка — метод изготовления плоских и объем-
ных тонкостенных изделий из листового материала, ленты или
полосы с помощью штампов на прессах или без применения прес-
сов (безпрессовая штамповка) Листовая штамповка может про-
водиться в холодном состоянии с нагревом (горячая листовая
штамповка). Наиболее распространена холодная листовая штам-
484
повка из полос толщиной 0,1—5 мм. Горячая листовая штамповка
производится, как правило, из полос толщиной >5 мм.
Основные преимущества листовой штамповки: возможность
изготовления прочных, жестких, тонкостенных деталай простой
и сложной формы; высокая производительность, экономный рас-
ход металла и простота процесса; относительная простота механи-
зации и автоматизации процесса обработки.
Листовой штамповкой! изготовляют детали приборов, велоси-
педов, мотоциклов, металлическую посуду, рамы и кузовы авто-
Рис. 305. Листовые штампованные детали, полученные вырубкой и пробив-
кой (а); отбортовкой (б); гибкой (в): вытяжкой и формовкой (г)
мобилей, детали самолетов, вагонов, судов и т. д. Листовая штам-
повка широко распространена и применение ее непрерывно рас-
ширяется.
На рис. 305 показаны некоторые детали, полученные; а — вы-
рубкой и пробивкой, б — отбортовкой, в — гибкой, г — вытяжкой и
формовкой. Все операции листовой штамповки можно классифи-
цировать на разделительные (отделение одной части заготовок от
другой) и формоизменяющие (получение изделий сложной формы
перемещением элементарных объемов материала исходной заго-
овки без ее разрушения). Применяют также сборочные операции
(соединение отдельных деталей в общий узел под давлением
штампа).
К основным разделительным операциям относятся; резка —
I оследовательное отделение части металла по прямой или кривой
линии; вырубка — единовременное отделение материала от заго-
товки по замкнутому контуру, причем отделяемая часть является
изделием; пробивка — получение отверстий отделением материала
ио замкнутому контуру внутри детали (рис. 306).
К основным формоизменяющим операциям относятся правка,
гибка, вытяжка, протяжка, отбортовка и формовка (рис. 307).
Правка применяется для устранения неровностей и искривле-
ний плоских деталей после вырубки, пробивки, а также для ис-
485
правления отдельных элементов формы деталей после гибки или
других формоизменяющих операций. Так, например, плоские
детали правят в штампах с гладкими плитами (рис. 307, а).
Гибка бывает одноугловая (V-образная) и двухугловая — U-об-
разная (рис. 307, б, е), а также многоугловая.
Рис. 306. Разделительные операции листовой штамповки:
/ — пуансоны; 2 — матрицы; 3 — изделия или полу-
фабрикаты: 4 — отходы
Вытяжка — операция, превращающая плоскую заготовку
в полую деталь или полуфабрикат (рис. 307, а).
Протяжка — вытяжка с утонением. Эта операция применяется
для изготовления полых тонкостенных деталей (рис. 307, д).
Отбортовка и разбортовка — операции, соответственно, для
образования борта по наружному контуру заготовки или по кон-
туру ранее выполненного отверстия (рис. 307, е).
Формовка — изменение формы заготовки или полуфабриката
посредством местных деформаций, например, увеличение диаме-
тра средней части полой детали (рис. 307, ж). Раздачу средней
486
части вытянутого стакана осуществляют с помощью резинового
вкладыша или жидкости в разъемной матрице.
В технологии листовой штамповки обычно предусмотрены:
подготовка материала, резка заготовок, деформирование металла,
термическая обработка, отделочные операции и нанесение защит-
ных или декоративных покрытий. Иногда в технологию включают
сварочные или сборочные операции.
На основе выбранных операций выбирают необходимое обору-
дование и применительно к нему разрабатывают конструкции
штампов. Выбирая оборудование, в первую очередь, учитывают
возможность осуществления на нем необходимых операций, его
производительность, возможность механизации или автоматиза-
ции процесса обработки, основные параметры его технической
характеристики и т. д.
3. Технологический процесс прессования
В настоящее время применяют различные методы и способы прес-
сования, в том числе прямое прессование труб, прутков и профи-
лей, обратное прессование прутков и профилей, совмещенное прес-
487
сование труб с прошивкой при закрытом контейнере, прессование
профилей переменного сечения, прессование с противодавлением,
вакуумное прессование.
Процесс прессования характеризуется следующими основными
параметрами: коэффициентом вытяжки, степенью деформации и
Рис. 308. Схема прессования
прутка
скоростью истечения металла из очка матрицы.
Коэффициент вытяжки X определяют как отношение площади
сечения контейнера к площади сечения всех отверстий ма-
трицы FM.
Степень деформации определяется как отношение разности
площадей контейнера и всех отверстий матрицы к площади сечения
контейнера: е — (FK — FK) 100/FK %.
Скорость истечения металла из очка
матрицы пропорциональна коэффициен-
ту вытяжки и может быть определена
по формуле vu = FKva/FM = Хоп, где
ип — скорость прессования, т. е. ско-
рость движения поршня и прессшайбы.
При всех процессах прессования вид
напряженного состояния в очаге дефор-
мации определяется тремя главными
нормальными напряжениями сжатия и
контактных поверхностей) двумя глав-
иногда (в основном, у
ными нормальными напряжениями сжатия и одним нормальным
напряжением растяжения.
Кроме того, следует учитывать, что все процессы прессования
протекают при значительной неравномерности деформаций. Прес-
сование через многоканальную матрицу характеризуется большей
неравномерностью деформаций по сравнению с прессованием через
одноканальную матрицу без принципиальных отличий в про-
хождении процесса. Основным условием успешного при-
менения прессования является правильный выбор температурно-
скоростного режима с учетом свойств прессуемых металлов
и сплавов.
Процесс прессования рассмотрим на примере прессования
прутка, схема которого показана на рис. 308. Заготовку 1, нагре-
тую до необходимой температуры прессования, помещают в так
называемый контейнер 2. С одного конца контейнера в матрице-
держателе 3 устанавливают матрицу 4, которая имеет отверстие,
соответствующее сечению прессуемого изделия 5. С другого конца
в контейнер входит пуансон 6, на конец которого надевают пресс-
шайбу 7, диаметр которой несколько больше диаметра пуансона.
Эта шайба предохраняет пуансон от износа и уменьшает трение
о втулку 8. Пуансон через шайбу передает давление на заготовку
и тем самым заставляет металл вытекать из отверстия в матрице,
в результате чего образуется прессованное изделие 5. Для умень-
шения охлаждения слитка втулку 8 перед началом прессования
подогревают.
488
Основной инструмент для прессования труб и прутков пред-
ставлен на рис. 309. Видно, что в качестве основного инструмента
при прессовании применяют матрицы, матрицедержатсли, пуан-
соны, иглы, иглодержатели, прессшайбы, втулки (рубашкп-прием-
ппки) и другой инструмент, работающий в исключительно тяже-
лых механических и температурных условиях. Вследствие этого
для изготовления рабочего инструмента применяют специальные
стали.
Матрицы для прессования прутков имеют одно или несколько
отверстий. Последние применяют для прессования изделий не-
большого поперечного сечения.
Ий?
г
Рис. 309. Инструмент для прессования:
а матрица; б —• пуансии; в игла; г — иглодержатель; д пресс-
шайба; е — втулка контейнера
При прессовании труб для прошивки отверстия в заготовке
применяют иглы, которые устанавливают в иглодержателе. Вну-
•ренний диаметр трубы определяется диаметром иглы. Процесс
прессования трубы проходит в следующей последовательности.
В начале прессования заготовка распрессовывается так, что за-
полняет контейнер, затем слиток прошивается иглой, причем вы-
давленная часть металла в момент распрессовки и прошивки вы-
ходит из матрицы в виде прутка-пробки. Размер пробки зависит от
размеров труб. Так, например, при прессовании труб диаметром
более 250 мм масса пробки может достигать 40 % массы заготовки.
Для уменьшения размеров пробки используют следующий техно-
логический прием. Вместо матрицы устанавливают глухую пробку,
с которой прошивается слиток. При этом вытесняемый иглой ме-
талл идет на увеличение длины слитка. В конце хода пробку уби-
рают и в матрице осуществляется окончательная допрошивка
• литка. В конце операции прессования в контейнере остается
489
часть металла, называемая прессостатком, величина которого
определяется размером изделий, свойствами прессуемого металла
или сплава, а также конструкцией пресса.
Стальные трубы рекомендуется прессовать при максимально
высоких температурах и скоростях, так как в этом случае меньше
вероятность образования трещин и расслоений. Поэтому скорости
прессования стальных труб достигает 5 м/с и более. Стальные
трубы прессуют со смазкой, так как при отсутствии смазки горя-
чий металл заготовки налипает на инструмент, а в местах повышен-
ного разогрева даже приваривается к нему. В качестве смазки
рекомендуется применять графитовую пасту. При прессовании
труб из низкопластичной стали используют металлическую смазку
в виде тонкого слоя меди между вытекающим металлом и инстру-
ментом.
При прессовании труб из коррозионностойкой, жаропрочной,
жаростойкой и других высоколегированных сталей и специаль-
ных сплавов в качестве смазки применяют стекло. Применение
стекла в два—три раза уменьшает коэффициент трения по сравне-
нию с графитовой смазкой. При этом стекло является еще и тепло-
изолирующим материалом.
Смазку, уменьшающую внешнее трение, следует наносить на
инструмент (контейнер, матрицу) равномерным слоем, чтобы пред-
отвратить тесное соприкосновение трущихся поверхностей и сгла-
дить шероховатости на поверхности инструмента. Кроме этого,
она должна выдерживать высокие температуру и усилия прессо-
вания, чтобы надежно разъединять трущиеся поверхности. Ука-
занным требованиям полностью удовлетворяют лишь твердые
смазки. Однако ими трудно покрыть поверхности контейнера и
матрицы, поэтому порошкообразную твердую смазку связывают
легковоспламеняющимися и быстро сгорающими жидкими веще-
ствами.
4. Оборудование кузнечного производства
К наиболее типичным машинам кузнечно-штамповочных цехов
относятся молоты, прессы и ротационные машины.
Молоты применяют для всех операций свободной ковки, а также
для штамповки. По всей конструкции главным образом по харак-
теру привода они весьма разнообразны. На рис. 310 показаны
принципиальные схемы основных типов молотов.
Паровоздушные молоты (рис. 310, а) приводятся в действие
паром или сжатым воздухом, который подается к молоту соответ-
ственно от паровых котлов или компрессоров. Пар и сжатый воз-
дух являются энергоносителями. Пройдя по трубопроводам,
энергоноситель поступает в рабочий цилиндр. Действуя на пор-
шень, он разгоняет его и связанные с ним подвижные части до 7—
8 м/с. Ударяя по поковке, подвижные части совершают полезную
работу.
490
В пневматических молотах компрессор как бы встроен в ма-
шину. Сжатый воздух выполняет функцию «пружины», связующей
два поршня — рабочий и компрессорный. Компрессорный пор-
шень приводится в движение от кривошипного вала. При его ходе
вверх воздух над ним сжимается и по верхнему каналу попадает
в рабочий цилиндр. Здесь он давит на рабочий поршень и застав-
ляет его двигаться вниз, разгоняя подвижные части до удара.
В механических молотах подвижные части механически свя-
заны с приводом. Такая связь может быть жесткой, гибкой или
Рис. 310. Схемы основных гигюв молотов:
с паровоздушный; о пневматический, в—д ~ механиче-
ские: е гидравлический: ж -=» газовый- . —* высокоскоростной
упругой. Так, папример, в молотах с доской (рис. 310, в) ролики
привода поднимают подвижные части вверх при помощи жесткой
леки, соединенной со штоком и зажатой между роликами.
В пружинно-рессорном молоте (рис. 310, г) между приводом и
подвижными частями осуществляется упругая связь за счет пру-
жинящей рессоры.
В молотах с гибкой связью (рис. 310, д) подвижные части под-
нимаются вверх с помощью цепи, каната или ремня, которые на-
матываются на ролик.
Гидравлические молоты (рис. 310, е) приводятся в движение
жидкостью высокого давления (водой или маслом), которая дейст-
гует на плунжер, связанный е подвижными частями
В газовых молотах (рис. 310, ж) на поршень действует давле-
ние газов, образующихся в цилиндре в результате вспышки топ-
лива. По принципу работы они напоминают обычные двигатели
пиутреннего сгорания.
49!
В высокоскоростных молотах (рис. 310, з) создается высокое
давление газа — азота или воздуха с помощью специальных ги-
дравлических устройств. Энергия расширения газа используется
для встречного движения подвижных частей и двустороннего
удара.
Рассмотренные тины молотов используют для выполнения опре-
деленных технологических операций.
Любой молот состоит из следующих составных частей: фунда-
мента; шабота с рабочим инструментом, станины; падающих ча-
стей, основной деталью которых является баба молота; деталей
управления.
При ударе молота по поковке происходит одновременно не-
сколько процессов. Подвижные части замедляют движение, отда-
вая запасенную ими энергию. Часть ее расходуется на совершение
полезной работы, т. е. деформацию поковки. Оставшаяся энергия
передается через поковку нижнему бойку и его основанию —
шаботу.
Коэффициент полезного действия удара определяется отношением полезной
работы деформации ко всей затраченной энергии: Ч “ ^пол^ •
Учитывая только энергию, передаваемую шабогу, определим полезную
работу деформации: Дпол = Л —
Тогда к. п. д. т) = (Л - Аш)/ А = 1 - ЛШМ.
Если масса падающих частей равна т, а скорость к моменту удара V, то
полная энергия подвижных частей равна А — ти?/2.
Шабогу е нижним бойком в результате удара сообщается некоторое ускоре-
ние, и если масса шабота тш, то потери энергии Лш в результате удара можно
определить следующим образом: Лш = 0,5 (т + отш) иш,
где — скорость движения шабота вниз.
Для определения скорости воспользуемся законом сохранения коли-
чества движения при ударе. Тогда mv = (от + отш) г.'ш, откуда = отг/(от 4- отш),
И, следовательно, формула для Дш примет вид Лш—0,5m?v2/(OT-i-»!,D)
Коэффициент полезного действия удара т) = 1 — Аш/А =1 — от /{т + отш).
Очевидно, что коэффициент полезного действия тем выше, чем больше масса
шабота.
В кузнечных цехах устанавливают и ротационные машины,
рабочий инструмент которых совершает не возвратно-поступа-
тельное, а вращательное движение. К таким машинам относятся
ковочные вальцы, раскаточпые машины, роликовые, гибочные
машины и некоторые другие.
По виду энергии привода прессы подразделяют на гидравличе-
ские и механические.
Механические прессы характеризуются наличием в приводе
кривошипных механизмов, преобразующих вращательное дви-
жение электродвигателей в возвратно-поступательное перемеще-
ние инструмента.
Рассмотрим работу гидропрессовой установки на примере че-
тырехколонного ковочного пресса, схема которого представлена
на рис. 311. Установка состоит из пресса I, привода II, системы
управления III и трубопровода IV.
Усилие от давления жидкости в рабочем цилиндре 1 через
плунжер 2 передается к деформируемой заготовке через подвиж-
492
пую поперечину 9 и инструмент 6. Реакции усилия цилиндра и
нижней части инструмента воспринимаются соответственно верх-
ней поперечиной 4 и нижней поперечиной 8, связанными колон-
нами 5 и гайками 3, 7.
Для подъема верхней поперечины после деформирования заго-
товки имеются подъемные цилиндры 10.
Рабочий цикл гидропресса состоит из следующих периодов
I) холостого хода — подвижная
2) рабочего хода — передвижек
мироваться заготовку; 3) об-
ратного хода — подвижная по-
перечина возвращается в исход-
ное положение.
Рабочий и обратный ходы
пресса осуществляются с по-
мощью жидкости высокого да-
вления, в холостой ход—жид-
костью низкого давления из
закрытого бака с жидкостью
пли открытого бака, устано-
вленного выше уровня рабо-
чего цилиндра.
Источником высокого давле-
ния жидкости может быть насос-
зеречина подходит к заготовке;
поперечины заставляет дефор-
НЫЙ безаккумуляторный привод, Рнс- 31 •- Схема гидравлическо-
насосно-аккумуляторный при-
вод или мультипликаторный привод. При насосном безаккумуля-
торном приводе жидкость подается в рабочие цилиндры непосред-
ственно насосом. При насосно-аккумуляторном приводе между
насосом и прессом устанавливают емкость, в которой скапли-
вается жидкость высокого давления. Аккумулятор может за
короткое время отдать запас накопленной жидкости, а затем по-
степенно возобновить его. Следовательно, аккумулятор позво-
ляет уменьшить установочные мощности насосов, обеспечивая
в нужный момент высокую скорость движения поперечины.
Мультипликаторы применяют при насосном безаккумулятор-
иом или насосном аккумуляторном приводах для дополнительного
повышения давления жидкости перед подачей ее в рабочие ци-
линдры. Мультипликатор обычно состоит из двух цилиндров
различных диаметров. В большой цилиндр поступает жидкость от
насосно-аккумуляторной станции или насоса. Из малого цилиндра
мультипликатора жидкость высокого давления поступает в рабо-
чий цилиндр пресса.
Мультипликатором может быть и одноплунжерный насос, при-
водимый в действие от электродвигателя. Ход такого насоса соот-
ветствует ходу пресса. Электрогидравлические мультипликаторы
применяют только для малых ковочных прессов с коротким рабо-
чим ходом.
403
Гидравлические прессы
бывают вертикального и го-
ризонтального расположе-
ния. Для примера рассмот-
рим принципиальную кон-
структивную схему горизон-
тального трубопрофильного
пресса для прямого прессо-
вания, представленную на
рис. 312. Пресс состоит из
рамы с передней 1 и задней 2
поперечинами, связанными
между собой колоннами 3.
На переднюю поперечину
через затвор 8 опирается
мундштук 4 с примыкающим
к нему контейнером 5. В зад-
ней поперечине смонтированы
гидравлические цилиндры
для перемещения прессштем-
пеля (главный и возврат-
ные). Мундштук с матрнце-
держателем и матрицей для
отделения прессостатка, а
также для смены матрицы
и подачи изделия к отрезным
устройствам (пиле 10 или
ножницам 11) выводится пз
поперечины гидравлическими
цилиндрами 6, смонтирован-
ными в раме приемного сто-
ла 7. Для вывода мундштука
из пресса по окончании прес-
сования затвор поднимают
вверх с помощью гидравли-
ческого цилиндра 9. По-
скольку затвор нагружается
значительными усилиями, он
опирается на поперечину
через плиту, изготовленную
из сталей повышенной проч-
ности. Такая конструкция
прессов называется мунд-
штучной.
Загрузка слитков в кон-
тейнер в большинстве случаев
осуществляется заталкива-
нием с помощью пресс-штем-
404
Рис. 313. Типовая схема ме*
«.эпического кривот ил нд*
по пресса
пеля, при этом слиток размещается между контейнером и пресс-
штемпелем и последний делает общий ход, равный приблизи-
тельно двум длинам загружаемого слитка. Имеются прессы
(одноходовые), в которых контейнер перед загрузкой надвигают
на пресс-штемпель, в освободившееся пространство подается сли-
ток, на который затем надвигается контейнер.
В прессах небольшой мощности, предназначенных для прессо-
вания алюминиевых сплавов, иногда ползун, несущий пресс-
штемпель, перед загрузкой слитка поднимается пневматическими
цилиндрами вверх, освобождая простран-
ство для слитка. В этом случае пресс
также выполняют одноходовым. В некото-
рых конструкциях слитки загружаются
в контейнер, выдвигающийся в сторону.
Максимальной производительности с
минимальными затратами достигают изго-
товлением специализированных гидра-
влических прессов. Так, например, ко-
вочный пресс в отличие от штамповочного
занимает большое рабочее пространство,
но рабочий ход и рабочие скорости его
велики. Для прессования изделий через
матрицу изготавливают преимущественно
горизонтальные прессы с целью получе-
ния изделий большой длины.
Типовая схема механического кривошипного пресса показана
па рис. 313. Пресс приводится электродвигателем 1. Малый шкив 2,
сидящий на валу электродвигателя, передает вращение маховику 3
через клиноременную передачу. Маховик закреплен на валу 4 не
жестко, а с помощью фрикционного предохранительного устрой-
ства, которое может передавать с маховика на вал крутящий мо-
мент, не превышающий вполне определенной величины. Если кру-
тящий момент превзойдет допустимую величину, предохранитель-
ное устройство начнет проскальзывать и тем самым защитит вал 4
и следующие за ним элементы кинематической цепи от перегрузки.
Для остановки маховика служит тормоз 5, который включается
автоматически после выключения электродвигателя. На другой
конец вала 4 насажена малая шестерня 6, находящаяся в зацепле-
нии с зубчатым колесом 7. Внутри этого колеса смонтирована
муфта включения. Шатун 8 передает движение коленчатого вала 9
ползуну 10. На другом конце коленчатого вала установлен тор-
моз 11 для быстрой остановки кривошипно-шатунного механизма
пресса после выключения муфты.
К ползуну пресса крепится верхний штамп, а нижний штамп
устанавливают на столе пресса. Для регулировки положения
нижнего штампа по высоте имеется двухклиновое устройство 12.
У кривошипных прессов ряд важных преимуществ по сравне-
нию с гидравлическими: они дешевле гидравлических прессов, поз-
495
воляют получать точные изделия с небольшими припусками на
дальнейшую обработку и т. д.
В то же время у кривошипных прессов есть и недостатки: не-
достаточная универсальность, опасность заклинивания при работе
и т. д. Однако даже с учетом недостатков механические прессы
благодаря своей производительности и удобств в работе приме-
няют достаточно широко.
5S Технология волочения
Волочение осуществляют главным образом в холодном состоянии
и очень редко в горячем.
Степень деформации металла при волочении характеризуется
коэффициентом вытяжки X или коэффициентом обжатия в, выра-
женными в процентах:
X = 1г110 = Fo/Fi’, е = (Fo — F^/Fq,
где 10 и llt Fo и Fj — соответственно величины длин и поперечных
сечений исходной заготовки и обработанного изделия.
Обычно при волочении за один проход X < 1,3, а е с 30 %.
Большие обжатия выполняют волочением в несколько проходов.
В результате волочения изменяются профиль, размеры попе-
речного сечения и увеличивается длина заготовки.
Изготовление изделий круглого и фасонного сечений волоче-
нием позволяет получать весьма высокую точность и чистоту по-
верхности изделий, которую невозможно получить при прокатке.
Механические свойства протягиваемого металла при волочении
также значительно изменяются вследствие наклепа (упрочнения).
Процесс волочения широко используют для получения проволоки
диаметром от нескольких микрон до 10 мм и более, при производ-
стве труб различных диаметров, а также для получения точных
фасонных профилей. Достигнуто значительное повышение стой-
кости волок при больших обжатиях и скоростях волочения по-
рядка 50—60 м/с, что обеспечивает высокую производительность
волочильного оборудования.
Общий технологический процесс волочения состоит из следую-
щих операций; 1) предварительного отжига заготовок для получе-
ния мелкозернистой структуры металла и повышения его пластич-
ности; 2) травления заготовок в подогретом растворе серной кис-
лоты для удаления окалины, вызывающей повышенный износ
матрицы; 3) промывки заготовок и нейтрализации травильного
раствора; 4) заострения концов заготовок в ковочных вальцах или
под молотом для пропуска через отверстие матрицы и последую-,
щего захвата клещами стана; 5) волочения; 6) отжига для устра-
нения наклепа; 7) отделки готовой продукции (обрезки концов,
правки, резки на мерные длины и др.).
Для уменьшения трения в очке матрицы заготовки смазывают
минеральным маслом, эмульсией, графитом или жиром. Смазка
496
способствует получению чистой поверхности изделия и уменьшает
расход энергии на волочение. Для снижения усилия волочения
применяют также роликовые матрицы.
В ряде случаев, например, перед волочением проволоки и тон-
костенных труб из стали, проводят их омеднение погружением
заготовок в слабый кислотный раствор медного купороса. Инстру-
ментом для волочения служат матрицы — волоки или фильеры,
волочильные доски, кольца и оправки из инструментальных ста-
лей и твердых сплавов. При волочении тончайшей проволоки при-
меняют алмазные волоки высокой твердости и стойкости.
6. Волочильное оборудование
Волочильными станами называют машины, в которых изделие
протягивается через очко (волоку), размеры сечения которого
меньше сечения исходной заготовки.
Волочильные станы в зависимости от принципа работы тяну-
щего устройства могут быть двух видов: с прямолинейным движе-
нием металла и с наматыванием обрабатываемого металла на ба-
рабан. Станы с прямолинейным движением обрабатываемой заго-
товки (цепные и реечные волочильные) применяют для волочения
или калибровки прутков, труб и других изделий, не сматываемых
в бунты. Станы с наматыванием металла на барабан применяют для
волочения проволоки, специальных профилей и труб небольшого
диаметра. В зависимости от числа барабанов и характера их ра-
боты эти станы бывают- 1) однократные; 2) многократные, рабо-
тающие со скольжением; 3) многократные, работающие без сколь-
жения; 4) многократные, работающие с противонатяжением.
Однократными называют волочильные станы, в которых воло-
чение осуществляется в один проход, а многократными — станы,
в которых металл подвергается непрерывному волочению в не-
сколько проходов.
В современных волочильных и калибровочных цехах устанав-
ливают по 15—20 станов разной мощности и различные агрегаты
для выполнения всех технологических операций, связанных с под-
готовкой металла к волочению, термической обработкой, отделкой
и, наконец, упаковкой.
Цепные волочильные станы предназначены для волочения
прутков, труб и различных фасонных профилей. Они отличаются
только степенью механизации отдельных операций.
Волочильный цепной стан, представленный на рис. 314, состоит
из станины 1, на одном конце которой установлена стойка 2, в ко-
торой укрепляют волоку и неприводную звездочку 3, а на другом
конце устанавливают приводную звездочку 4. Между этими звез-
дочками натянута бесконечная цепь 5, верхняя часть которой
движется по направлению от волоки к приводной звездочке. Дви-
жение цепи осуществляется вращением звездочки 4, которая при-
водится от двигателя 6 через редуктор 7.
497
По направляющим верхней части станины движется на катках
тележка 8 для захвата переднего конца металла, протягиваемого
через волоку. На тележке смонтированы клещи 9 и крюк 10, ко-
торый с помощью рычага 11 зацепляется за палец одного из звеньев
цепи. Рычажную передачу между крюком и клещами обеспечивает
зажим клещами переднего конца протягиваемого металла с силой,
пропорциональной усилию волочения. Таким образом достигается
захват обрабатываемого металла.
Когда протягиваемый пруток пройдет через волоку, тележка
за счет упругих сил цепи получит импульс, благодаря которому
Рис. 314. Волочильный цепной став
ее скорость станет несколько большей скорости движения цепи.
При ускорении тележки крюк 10 под действием груза 11 подни-
мается, освобождая тележку от цепи. При помощи специального
механизма 12 тележка возвращается в исходное положение к стойке
волоки и процесс повторяется.
Реечный волочильный стан отличается от цепного приводом и
его расположением. В одном случае рейка прикреплена к тележке,
а привод установлен стационарно, в другом рейки закреплены не-
подвижно на станине стана, а привод установлен на тянущей те-
лежке.
Станы со стационарным приводом строят для волочения про-
филей больших сечений и одновременного волочения нескольких
прутков. Станы с подвижным приводом применяют только для
волочения небольших сечений.
Волочильные станы однократного волочения с наматыванием
обрабатываемого материала на барабан используют главным об-
разом для волочения проволоки, прутков, некоторых специаль-
ных профилей и труб небольшого диаметра. Изделия укладывают
на барабане только в один ряд, что ограничивает емкость барабана,
т. е. массу бунта.
498
Наиболее широко применяют в проволочном производстве
машины многократного волочения, работающие со скольжением
и без скольжения. На рис. 315, а показана схема стана со сколь-
жением, у которого для увеличения скорости проволоки установ-
лены передаточные шестерни различного диаметра при одинако-
вых тяговых роликах. На рис. 315, б приведена схема стана, у ко-
торого увеличение скорости проволоки происходит за счет разно-
сти диаметров ступеней у роликов и за счет того, что правый ролик
делает больше оборотов, чем левый.
Рис. 315. Схемы волочильных станов, работающих со скольжением:
а — с передаточными шестернями; б — с разными диаметрами ступе-
ней роликов;
1 — двигатель; 2 — передаточные шестерни; 3 — волока; 4 — тяговые
ролики; 5 — фигурка с проволокой; 6 — тяговый барабан
Станы многократного волочения со скольжением, как видно
из приведенных схем, устроены весьма просто, однако их устой-
чивость в работе может нарушаться при износе волок. В резуль-
тате происходят обрывы проволоки. Кроме того, при скольжении
проволока может перерезать ролики. Поэтому для указанных ста-
нов необходим тщательный расчет маршрутов волочения.
Станы многократного волочения без скольжения бывают не-
прерывно-петлевого, непрерывно-прямоточного и магазинного ти-
пов.
У станов непрерывно-петлевого типа (рис. 316, а) проволока
последовательно проходит через волоку 1, тяговый ролик 2, на-
тяжной ролик 4, направляющий ролик 3, снова через волоку и т. д.
На тяговом ролике всегда находится неизменное число (7—10)
витков проволоки, что исключает ее скольжение по ролику.
Положение подвижного натяжного ролика зависит от действия
пружины 5 и усилия волочения, создаваемого тяговым роликом.
Скорости тяговых роликов и, следовательно, натяжение прово-
локи регулируются автоматически при помощи натяжного ролика,
499
уравнительного рычага 6, зубчатого сектора 7 и реостата 8. В за-
висимости от положения рычага реостата число оборотов предыду-
щего электродвигателя уменьшается или увеличивается, а следо-
вательно, увеличивается или уменьшается натяжение проволоки.
Машины петлевого типа работают с противонатяжением, создавае-
мым натяжными роликами.
В непрерывно-прямоточных станах проволока переходит с од-
ного ролика на другой без натяжных или направляющих роликов,
б
Рис. 316. Схемы волочильных станов, работающих без скольжения:
а — непрерывно-петлевого типа; б — магазинного типа; 1 — волоки;
2 — тяговые ролики — барабаны; 3 — направляющие ролики; 4 —
натяжные ролики; 5 — пружины; 6 — уравнительные рычаги; 7 —
зубчатые секторы; 8 — реостаты
а скорости регулируются действием усилия волочения на тяговые
ролики. Такие станы применяют преимущественно для волочения
толстой проволоки.
У станов без скольжения магазинного типа (рис. 316, б) на
барабанах 2 обычно имеется значительный запас проволоки, что
позволяет временно останавливать и вновь пускать отдельные
барабаны, не прекращая работу всего стана. В случае остановки
какого-либо промежуточного барабана запас проволоки на преды-
дущем барабане увеличивается, а работа последующего барабана
продолжается пока имеется проволока на остановленном барабане.
Окружные скорости барабанов таких станов рассчитывают так,
чтобы запас проволоки на каком-либо барабане несколько превы-
шал количество проволоки, которое может протянуть последую-
щий барабан.
500
На многократных волочильных станах кратность волочения
принимают от 2 до 25 в зависимости от протягиваемого металла,
требуемых конечных размеров и механических свойств проволоки.
7. Новые и специальные направления
обработки металлов давлением
К таким направлениям следует отнести обработку давлением не-
которых сталей и сплавов, осуществляемую в условиях сверхпла-
санчности.
При сверхпластичности значительно увеличивается пластич-
ность и уменьшается сопротивление деформации, что происходит
при температуре фазовых превращений и вполне определенных
скоростях деформации. В этих условиях проявляется в основном
межкристаллитная деформация и отсутствует какое-либо значи-
тельное упрочнение металла.
При волочении, горячей объемной и холодной листовой штам-
повке иногда применяют вибрации, благодаря чему уменьшается
контактное трение, снижаются усилия деформирования, что при-
водит к повышению пластичности металла в процессе его обработки.
Одновременно улучшается структура и качество металла изделий.
Для изготовления изделий из низкопластичных и трудноде-
формируемых металлов и сплавов применяют гидростатическое
выдавливание, при котором жидкость высокого давления давит
на заготовку, установленную в контейнере с торца и боков. Для
горячего выдавливания подбирают жидкую среду, которая яв-
ляется одновременно и нагревателем для заготовки. При достиже-
нии требуемого давления металл заготовки выдавливается через
матрицу с большой скоростью.
Значительно повышается пластичность металла и при штам-
повке поковок выдавливанием на механических и гидравлических
прессах с противодавлением со стороны торца выдавливаемого
изделия, т. е. со стороны, противоположной давлению пуансона.
Противодавление в штампе создается механической или гидрав-
лической системой. Во время процесса выдавливания оно поддер-
живается постоянным.
Для обработки сталей и сплавов с узким температурным ин-
тервалом обработки и не допускающих больших скоростей де-
формации используют изотермическую штамповку. Штамп, при
такой штамповке изготавливают из жаропрочного сплава и уста-
навливают в индукционном нагревателе, обеспечивающем одина-
ковую и постоянную температуру заготовок и штамповых вставок.
Изотермическая штамповка осуществляется на гидропрессах и
улучшает структуру и свойства поковок.
К специальным процессам обработки давлением листовых
заготовок относится вальцовка цилиндрических обечаек, токарно-
давильные работы, получение гнутых профилей из листа и ленты.
Вальцовку цилиндров-обечаек из листа толщиной 4—60 мм, при-
501
меняемых в сварных металлоконструкциях (колонны, трубы,
котлы и т. п.) выполняют гибкой по требуемому радиусу на трех-
валковых вальцах. Такие вальцы имеют верхний холостой валок
большого диаметра и два приводных нижних валка, вращаемых
электродвигателем через редуктор.
Все большее распространение получает метод формообразова-
ния внешних фасонных поверхностей цилиндрических деталей
(взамен обработки резанием) путем накатывания их вращающимся
инструментом в холодном состоянии. Этот метод используют для
накатки резьбы, зубьев шестерен и т. д.
Наконец, специальную обработку давлением применяют для
отделочной и упрочняющей обработки деталей.
К видам такой обработки относятся; прокатывание между ро-
ликами; обкатывание цилиндрических внешних, внутренних или
плоских металлических поверхностей свободно вращающимися
роликами или шариками, выдавливание (дорнование) отверстий
протягиванием или проталкиванием невращающегося инструмента
дорна, калибрование отверстий проталкиванием шарика и т. д,
8. Научно-технический прогресс
в области обработки металлов давлением
В производстве наиболее массовой прокатной металлопродукции в обозримый
период будет виачительио повышена эффективность прокатного производства.
Главными направлениями научно-технического прогресса в прокатном производ-
стве являются: создание новых процессов и агрегатов, основанных на непрерыв-
ном принципе и обеднении ряда технологических операций. Например, непре-
рывную разливку, прокатку, термическую обработку и отделку готового проката,
т. е. создание непрерывных литейно-прокатных агрегатов; расширение производ-
ства литых слябов и блюмон на МНЛЗ; увеличение единичной мощности станов
и их специализация; расширение сортамента и улучшение качества проката, уве-
личение объема производства экономичных профилей с использованием терми-
ческой и термомеханической обработки.
Оргавизацня производства непрерывнолитых заготовок — это основной путь
повышения рентабельности черной металлургии. Благодари использованию
МНЛЗ сокращается цикл металлургического производства, так как в этом
случае в сталеплавильном производстве исключается отделение разливки стали
в изложницы, стрипперное отделение, отделение по подготовке и ремонту излож-
ниц с тележками, а в прокатном производстве не нужны обжимные и загото-
вочные станы, работающие иа слитках. При этом повышается качество вагою*
вок за счет высокой степени их однородности, увеличивается выход годного, сни-
жаются капитальные затраты и создаются условия для комплексной автоматиза-
ции процесса.
Замена традиционной разливки стали в слитки непрерывным лигьем заго-
товок обеспечивает снижение расхода стали иа прокат, энергозатраты и се-
бестоимость ваготовои, при этом повышается производительность труда.
МНЛЗ известны трех типов: вертикальные, криволинейные и горизонталь-
ные. В настоящее время вертикальные МНЛЗ ве проектируются, наиболее ши-
роко используются МНЛЗ радиального и криволинейного типов и ведутся ин-
тенснвые работы по разработке новых типов горизонтальных МНЛЗ.
Видимо, в ближайшее время количество горизонтальных МНЛЗ
возрастет, а их конструкция будет значительно усовершенствована.
Основным недостатком МНЛЗ является незначительная скорость выхода
иепрерывиолитой заготовки от 1 до 3 м/мин, что затрудняет совмещение этих
установок непосредственно с прокатными станами, скорость входа заготовок в ко-
602
торых значительно больше. Тем не менее, последние научно-исследовательские
работы по интенсификации процесса кристаллизации металла и скорости съема
тепла с поверхности слитка позволяют надеяться на значительное увеличение
скорости выхода заготовок, что в свою очередь интенсифицирует процесс созда-
ния и внедрения литейно-прокатных агрегатов.
На развитие прокатного производства большое влияние оказывает сор-
тамент прокатной продукции, который непрерывно расширяется. Общие тенден-
ции в развитии сортамента прокатной продукции характеризуются следующими
закономерностями: а) увеличивается доля листа, особенно тонкого; б) повыша-
ется точность размеров проката, снижается поле допусков и возможно исполь-
зование поля минусовых допусков; в) увеличивается количество специальных
фасрнных профилей, предназначенных для строительства и машиностроения,
Новым профилям проката стараются придать форму, обеспечивающую наилучшее
использование металла, как в самой конструкции, так и в процессе ее изготовле-
ния; г) увеличиваются прочностные свойства проката за счет термической и
термомеханической обработки; д) повышается качество поверхности проката.
Требования, предъявляемые к сортаменту прокатной продукции, во многом
определяют технический прогресс и внедрение новых технологий в прокатное
производство.
Технический прогресс в прокатном производстве обусловлен
увеличением размеров прокатных станов и повышением их произ-
водительности, интенсификацией технологических процессов и,
наконец, внедрением принципиально новых технологий, обеспечи-
вающих непрерывность технологического процесса при одновре-
менном его совершенствовании.
Увеличение размеров прокатных станов дает количественное
изменение производительности, т. е. экстенсивное и наиболее
эффективное при одновременной концентрации и устойчивой спе-
циализации производства. Однако это направление требует зна-
чительных капитальных затрат и при этом следует учитывать, что
размеры агрегатов нельзя увеличивать беспредельно. На каждом
этапе научно-технического прогресса можно рекомендовать опти-
мальные размеры прокатных станов.
Производительность прокатных станов можно увеличить за
счет повышения скорости прокатки, снижения продолжительности
пауз между входом предыдущего и выходом последующего слитка
пли заготовки и времени, затрачиваемого на смену прокатных
валков. При этом интенсивность процесса прокатки зависит от
длины или массы прокатываемой заготовки. Чем больше длина
заготовки, тем меньше будет потерь времени на ее заправку, раз-
гон и торможение стана. Поэтому одновременно с использованием
более высоких скоростей прокатки необходимо также применять
более тяжелые слитки, слябы или рулоны и стремиться к беско-
нечной непрерывной прокатке.
Примером стана последнего поколения является непрерывный
пятиклетевой стан холодной прокатки 2030 Липецкого металлур-
I пческого комбината. Этот стан предназначен как для бесконечной
прокатки, так и поруленной прокатки в рулоны массой до 45 т.
Производительность стана 2,5 млн. т в год, скорость прокатки —
более 30 м/с. Управление станом осуществляется управляемой вы-
числительной машиной — УВМ, стан оснащен гидравлической
503
установкой валков во всех клетях, современной контрольно-из-
мерительной аппаратурой и автоматическими системами. Таким
образом, прогрессивной тенденцией повышения производительно-
сти является бесконечный режим производства проката, который
может быть практически осуществлен или совмещением прокат-
ного стана с МНЛЗ пли применением стыковой сварки заготовок
перед подачей их в валки.
В настоящее время стыковая сварка получила широкое при-
менение для широкополосных станов холодной прокатки, при
производстве сварных труб на профнлегцбочных станах, в тра-
вильных агрегатах, в проходных термических печах и в агрегатах
для нанесения защитных покрытий. При бесконечной прокатке на
станах благодаря стыковой сварке отпадает необходимость в за-
правочных операциях при подаче полосы из следующего рулона и
в то же время обеспечиваются условия для полной непрерывности
и, следовательно, большей устойчивости технологического про-
цесса.
В сортопрокатном производстве значительно увеличится объем
производства экономичных профилей и расширится их сортамент,
фасонных профилей, катанки высокого качества, широкополоч-
пых двутавровых балок, термоупрочненных рельсов и т. д. При
этом качество сортового проката будет оставаться одним из ос-
новных направлений в развитии сортопрокатного производства.
Для повышения точности размеров и уменьшения допускаемых
отклонений сортового проката необходимо совершенствование
технологических процессов и оборудования, использование клетей
с повышенной жесткостью и калибрующих блоков. В производстве
сортового проката из труднодеформируемых сталей должны быть
использованы процессы винтовой прокатки, прессования и гидро-
экструзии.
Дальнейшее развитие должно получить производство загото-
вок для деталей массового назначения (колес, осей, шаров, ше-
стерен и др.) методом прокатки на деталепрокатных станах.
Раздел пятый
СВАРКА И ПАЙКА
Глава I. ОБЩИЕ СВЕДЕНИЯ О СВАРКЕ И ПАЙКЕ
Сваркой называют процесс получения не-
разъемного соединения в результате
возникновения атомно-молекулярных
с в,я зей между соединяемыми деталями. Свар-
ные соединения можно получать двумя принципиально разными
путями — сваркой плавлением и сваркой давлением. При свар-
ке плавлением атомно-молекулярные связи между дета-
лями создают, оплавляя их примыкающие кромки, так, чтобы по-
лучилась смачивающая их общая ванна. Эта ванна затвердевает
при охлаждении и соединяет детали в единое целое. Как правило,
в жидкую ванну вводят дополнительный (присадочный) металл,
чтобы полностью заполнить зазор между деталями, но возможна
сварка и без него. При сварке давлением обязатель-
ным является совместная пластическая деформация деталей сжа-
тием зоны соединения. Этим обеспечивается очистка свариваемых
поверхностей от пленок загрязнений, изменение их рельефа и об-
разование атомно-молекулярных связей. Пластической деформа-
ции обычно предшествует нагрев, так как с ростом температуры
уменьшается значение деформации, необходимой для сварки, и
повышается пластичность металлов. В некоторых случаях сварка
давлением осуществима и без нагрева. Так можно, например, сва-
ривать медь, алюминий. Существуют и комбинированные процессы,
когда металл доводят до расплавления и обжимают зону сварки
(например, при точечной контактной сварке).
Нагрев свариваемых деталей осуществляют разными способами:
электрической дугой, газокислородным пламенем, прямым про-
пусканием тока, лазером и т. д. По-разному обеспечиваются за-
щита зоны сварки от воздействия воздуха и ее принудительная
деформация. Отсюда — многообразие технологических процессов
сварки. Сейчас их известно более семидесяти. Одни процессы при-
меняются широко, другие — ограниченно, но сварка в целом яв-
ляется наиболее важным способом получения неразъемных соеди-
нений. Она применяется практически во всех областях техники.
Сваривают не только металлы, но также стекло, некоторые виды
керамики и пластмасс и разнородные материалы. Сварка осущест-
вима на земле, под водой и в космосе. Современные авиация,
строительство, машиностроение, электроника уже просто немыс-
лимы без сварки. В судостроении, например, использование
сварки вместо клепки позволило сократить цикл строительства
судов в 5—10 раз и на 20—25 % снизить их металлоемкость.
В строительстве предварительная подготовка крупных сварных
блоков и их последующая сборка и сварка на монтаже в 2—3 раза
505
и более ускоряет сооружение мостов, крупных резервуаров, це-
ментных печей, нефтеперерабатывающих установок, доменных
печей. Сейчас практически все строительные металлоконструк-
ции — сварные. Применение сварки позволяет более эффективно
использовать прокат, поковки и отливки в конструкциях. Поэтому
на изготовление сварных конструкций расходуется около поло-
вины выплавляемой стали, и, судя по прогнозам, в обозримом бу-
дущем роль сварки не уменьшится.
Несмотря на успехи в разработке новых способов сварки, до-
минирующее положение в производстве уже около полувека зани-
мает дуговая сварка. На нее приходится более 60 %
всего объема сварочных работ. Пока еще нет другого способа,
который по своей универсальности и простоте мог бы конкуриро-
вать с дуговой сваркой.
Дуговая сварка создана в 1881 г. отечественным изобретателем Н. Н. Бе-
нардосом. Разработанная им технология сварки и резки угольным электродом
стала широко известна в России и за рубежом и запатентована во всех промыш-
ленноразвитых ст ранах. По решению ЮНЕСКО, во всем мире в мае 1981 г.
отмечали столетие изобретения Н. Н. Бенардосом дуговой сварки.
Следующий шаг в развитии дуговой сварки сделал выдающийся русский
инженер Н. Г. Славянов, который в 1888—1890 гг. разработал и запатенто-
вал метод сварки, при котором плавящийся металлический стержень является
одновременно и электродом, и присадочным материалом. Н. Г, Славянов при-
менил флюс для защиты сварочной ванны от воздуха и организовал первый
в мире электросварочный цех. Однако в начале XX в. электрическую сварку
применяли мало, так как газовая сварка кислородно-ацетиленовым пламенем
обеспечивала более высокое качество сварных швов, чем дуговая голым ме-
таллическим электродом. К тому же, не хватало электроэнергии и оборудова-
ния. В 1907 г. шведский инженер О. Кьельберг применил металлические
электроды с покрытием. Покрытие, расплавляясь, предохраняло жидкий металл
от воздуха и стабилизировало горение дуги. Электроды с покрытием позволили
резко повысить качество сварных соединений. В то же время росла выработка
электроэнергии и развивалось производство электрических машин, в том числе
сварочной техники. Стало ясным, что дуговая сварка имеет ряд технических и
экономических преимуществ перед газовой: меньшее тепловложение, минималь-
ный разогрев металла рядом со сварным швом, относительно легче сваривать тол-
стые листы. Поэтому дуговая сварка стала постепенно вытеснять газовую. Если
в конце 20-х — начале 30-х годов в СССР на газовую сварку приходилось
еще 53 % общего объема сварочных работ, то со второй половины 30-х годов
ведущее место перешло к дуговой сварке. В конце 30-х годов под руководством
академика Е. О. Патона был разработан способ автоматический сварки под
слоем флюса, позволивший резко повысить производительность и качество свар-
ных швов. В последующие годы работы ученых разных стран обеспечили усовер-
шенствование известных процессов сварки и разработку принципиально новых.
Большой вклад в развитие технологии сварки сделан советскими учеными,
в частности, Институтом электросварки им. Е. О. Патона, ЦНИИТМАШем,
ВНИИАВТОГЕНМАШем, кафедрой сварки МВТУ им. Н. Э. Баумана, Ленин-
градской школой сварки и другими.
Пайка — это процесс соединения частей
изделия с помощью введенного между ним»
промежуточного материала — припоя, тем-
пература плавления которого ниже, чел
у паяемых металлов. Процесс пайки схож со сваркой
плавлением, но при сварке плавятся и присадочный, и основной
506
металлы, при пайке же плавится только припой, а основной мате-
риал изделия не доводится до расплавления. Паяное соеди-
нение образуется при затвердевании при-
поя благодаря физико-химическому взаи-
модействию между припоем и основным
металлом.
Пайка легкоплавкими припоями (например, оловянно-свин-
цовыми) известна человечеству очень давно. Прочность пайки
этими припоями была низкой, и ее использовали в ненагруженных
узлах главным образом для герметизации механических соедине-
ний. Позднее пайку легкоплавкими припоями стали широко при-
менять в электротехнике и электронике, так как она оказалась
одним из наиболее надежных способов обеспечения электрического
контакта. С появлением ацетилено-кислородной сварки получила
применение пайка латунью и некоторыми другими припоями, поз-
волившими существенно повысить прочность соединений. Пайка
стала очень быстро развиваться в послевоенные годы в связи с раз-
витием авиа- и ракетостроения, атомной техники, двигателестрое-
ния и электроники. Разработка новых припоев и методов пайки
позволила создавать паяные соединения более прочные и надеж-
ные, чем сварные. С помощью пайки можно соединять разнородные
металлы, а также металлы со стеклом, керамикой, графитом и дру-
гими неметаллическими материалами, что трудно или невозможно
сделать сваркой. Кроме того, при пайке можно за один прием
получить много соединений, что очень удобно при изготовлении
сложных узлов и при массовом производстве. Все это делает пайку
весьма перспективным процессом, область применения которого
в последние годы быстро расширяется со все возрастающей ско-
ростью.
Глава II. ЭЛЕКТРОСВАРКА ПЛАВЛЕНИЕМ
1. Дуговая сварка
Сварочная дуга и ее характеристики
Сварочной дугой называется мощный элек-
трический разряд между электродами, на-
ходящимися в среде ионизированных г а -
i о в и паров. Дуга, электрически не связанная со сваривае-
мым изделием (рис. 317, а), называется дугой косвенного
действия или независимой дугой. Изделие
и этом случае нагревается главным образом излучением столба
дуги. Процесс нагрева легко регулировать, приближая или ото-
чвигая дугу от изделия, но удельная мощность нагрева невелика —
до 103 Вт/см2, как при газовой сварке. Поэтому нагрев независи-
мой дугой относительно медленный, мягкий. Для сварки незави-
507
симую дугу сейчас почти не применяют. При всех основных спо-
собах дуговой сварки используют дугу между электродом и изде-
лием (рис. 317, б), когда изделие нагревается главным образом
в результате бомбардировки электрически заряженными части-
цами. Такую дугу называют дугой прямого действия
или зависимой дугой. Удельная мощность нагрева по-
верхности при ее использовании велика — от 103 до 108 Вт/см2.
Поэтому металл плавится быстрее, и зона разогрева около места
сварки получается меньше, чем при сварке независимой дугой.
Рис. 317. Зависимая (а) и независимая (б) сварочные дуги
Рис. 318. Схема сварочной дуги:
7 — анодное пятно; 2 *=* катодное пятно; 3 — катодная зона; 4 — столб дуги;
5 ~ анодная зона
Электроды при сварке дугой прямого действия бывают плавя-
щимися и неплавящимися. Плавящийся металличе-
ский электрод (стальной, алюминиевый и др.) является
и присадочным материалом, из которого, в значительной степени,
состоит металл шва. Неплавящиеся электроды —
угольные и вольфрамовые—не принимают участия в образовании
металла шва. Если же нужен присадочный материал, то его вво-
дят в дугу сбоку в виде проволоки или прутка.
Силу тока при сварке дугой прямого действия варьируют в пре-
делах 1—3000 А, напряжение дуги — 10—50 В. При этом диаметр
пятна нагрева можно изменять от 1 мм до нескольких сантиметров,
а мощность — от 0,01 до 150 кВт. Такой широкий диапазон мощ-
ностей позволяет применять дугу для сварки металлов малых п
больших толщин.
Зажигание дуги. Зажигание сварочной дуги чаще всего осу-
ществляют кратковременным коротким замыканием электрода на
изделие (сварщик на мгновение прикасается концом электрода
к изделию или «чиркает» электродом по нему). При коротком за-
мыкании и оттягивании электрода контактирующие микровыступы
на поверхностях нагреваются до температуры кипения, обеспечи-
вая испускание электронов — термоэлектронную эмиссию. Кроме
того, между электродами в момент размыкания возникает электри-
ческое поле очень большой напряженности — до 1,5*101? В/см
(электроды можно рассматривать как раздвигающиеся пластины
конденсатора). Это поле обеспечивает мощную автоэлектронную
Б08
эмиссию, т. е. отрыв электронов под действием сильного электри-
ческого поля. Оба процесса приводят к появлению в межэлектрод-
ном промежутке свободных электронов и легко ионизирующихся
паров металлов. Свободный пробег электронов и ионов при атмо-
сферном давлении не превышает 10-2 мм, что намного меньше рас-
стояния между электродами. Поэтому электроны и ионы на своем
пути в межэлектродном промежутке многократно сталкиваются
с молекулами газа, ионизируя их. Поток носителей тока (электро-
нов и ионов) лавинообразно возрастает. Электроны и отрицатель-
ные ноны бомбардируют поверхность анода, положительные
ионы — поверхность катода. При этом кинетическая энергия но-
сителей тока преобразуется, главным образом, в тепло, поверх-
ности электродов нагреваются и примерно через 10"6 с устанавли-
вается дуга.
Можно возбудить дугу и бесконтактным способом, ионизируя
газ в межэлектродном промежутке высокочастотными импульсами
высокого напряжения.
Области дугового разряда. Схема сварочной дуги постоянного
тока показана на рис. 318. Основаниями дуги являются резко
очерченные, ярко светящиеся пятна на поверхности электродов.
Через пятна проходит весь ток, и плотность тока в них может дости-
гать нескольких сот ампер на 1 мм2. В дуге постоянного тока раз-
личают катодное и анодное пятна. Электропроводный газовый ка-
нал между пятнами представляет собой плазму — смесь нейтраль-
ных атомов, электронов и ионов из атмосферы, окружающей дугу,
и из веществ, входящих в состав электродов и флюсов, Он имеет
форму усеченного конуса и подразделяется на 3 области: катод-
н у ю протяженностью (толщиной) порядка 10'3—10-4 мм, анод-
ную — протяженностью 10"2—10'3 мм и с т о л б д у г и. Столб
дуги — наиболее протяженная и высокотемпературная зона. Тем-
пература у его оси достигает 6000—8000 К. Температура катод-
ного и анодного пятен значительно ниже — они обычно близки
к температурам кипения материала электродов (для стали —
3013 К). Поэтому в катодной и анодной областях очень велик гра-
диент температур — порядка 3- 10е К/мм, который создает мощ-
ный тепловой поток от столба дуги к катодному и анодному пят-
нам.
В столбе дуги падение напряжения невелико: напряженность
ноля в нем составляет всего 1—5 В/мм и почти не зависит от длины.
Значительная часть напряжения дуги падает в приэлектродных
областях: 4—5 В в анодной области и от 2 до 20 В в катодной. Про-
тяженность катодной и анодной областей мала, поэтому напряжен-
ность поля в них достигает 2-105 и 103 В/мм, соответственно.
Мощность РС1, выделяющаяся в столбе дуги,
/’ст = Ell, (1)
где Е — напряженность поля в столбе, В/мм; / — сила тока дуги,
Л, I — длина столба, мм. Она частично расходуется на нагрев ме-
509
талла, частично — рассеивается излучением в пространство. Чем
больше заглубление дуги в свариваемый металл, тем меньше по-
тери на излучение столба и выше к. п. д. дуги.
Основным фактором, определяющим все параметры столба дуги,
является потенциал ионизации дугового газа. Потенциал иони-
зации нг — это энергия, необходимая для полного удаления элек-
трона из атома (или молекулы) газа и превращения его в положи-
тельно заряженный ион. С ростом потенциала ионизации значи-
тельно возрастают температура столба, напряженность поля и
плотность тока в нем. Так, при токе 200 А температура столба,
напряженность поля и плотность тока в нем равны соответственно
3460 К; 0,8 В/мм и 3 А/мм2, когда дуга горит в парах калия (иг =
= 4,33 эВ) и 6320 К; 2,8 В/мм и 18 А/мм2 — в парах железа (wf =
= 7,83 эВ). Чем меньше потенциал ионизации дугового газа, тем
легче зажигается и устойчивее горит дуга.
Введение в газовый столб нескольких процентов веществ с низ-
ким потенциалом ионизации существенно снижает эффективный
потенциал ионизации газовой смеси, т. е. потенциал ионизации
условного однородного газа, который при данной температуре ио-
низируется в такой же степени, как заданная смесь газов. Так,
добавка к парам железа (и, = 7,83 эВ) всего 1 % паров калия
(и, — 4,33 эВ) при 5800 К снижает потенциал ионизации до 6,35 В.
Соответственно существенно увеличивается диаметр, уменьшаются
температура и напряженность столба дуги. Поэтому для повыше-
ния устойчивости горения дуги в сварочные материалы (электроды,
проволоки и др.) часто вводят элементы с малым потенциалом иони-
зации. Это, прежде всего, щелочные и щелочноземельные металлы. I
Мощность нагрева катода бомбардировкой положительными I
ионами равна /пк, где ик — падение напряжения в катодной об- I
ласги. Но катодная область испускает электроны в столб дуги. I
На переход электронов в столб дуги, независимо от механизма эмис- I
спи (термоэлектронная или автоэлектронная) затрачивается работа I
выхода ив, а при силе тока дуги I — мощность 1иБ. Таким образом, |
мощность тепловыделения на катоде
= I (ик — ив). (2)1
Мощность нагрева анода бомбардировкой электронами и отрица- I
тельными ионами равна 1ил, где ия — падение напряжения в анод- I
ной области. Кроме того, когда электроны пересекают границу!
газ—металл, их энергия уменьшается на значение работы выхода,
которая также передается аноду в виде тепла. Таким образом,
суммарная мощность тепловыделения на аноде
Ра — I (Па ~Ьыв)’ 6-1
Мощность, выделяющаяся в катодном п анодном пятнах, расхо-
дуется в основном па нагрев металла. Но подвод мощности к еди-*
вице поверхности пятен столь велик, что она не может быть пол-’
ностыо отведена теплопроводностью п лучеиспусканием даже при
510
Рис. 3.9. Зависимость катодно-
го и анодного Ua напряже-
ний от потенциала ионизации
U.
i
нагреве электродов до максимально возможной температуры —
до кипения. Поэтому часть подводимой мощности расходуется на
испарение электродов. Интенсивность испарения тем больше, чем
мощнее дуга и больше плотность тока в активных пятнах, т. е.
чем больше потенциал ионизации дугового газа.
Из уравнении (2) и (3) следует, что чем больше катодное и анод-
ное падение напряжения, тем интенсивнее идет плавление. Изме-
нения потенциала ионизации дугового газа почти не сказываются
на анодном падении напряжения, но катодное падение напряже-
ния с ростом потенциала ионизации газа быстро растет (рис. 319).
Поэтому элементы с малым потенциа-
лом ионизации должны вводиться в
дугу в минимально необходимых ко-
личествах, так как снижение потен-
циала ионизации сопровождается умень-
шением скорости плавления катода.
К понижению катодного напряжения
приводит и повышение температуры
кипения материала катода: с ростом
температуры кипения уменьшается раз-
ность температур столба дуги и катод-
ного пятна, вследствие этого умень-
шается и тепловой поток от столба
дуги в сторону катода, а значит, и мощ-
ность, выделяющаяся в катодной области при установившемся
процессе. Так, при прочих равных условиях напряжение у воль-
фра1мового катода составляет 8—9, а у алюминиевого 17—18 В
(температуры кипения 5900 и 2327 °C, соответственно).
Падение напряжения в катодной и анодной областях заметно
зависит от теплопроводности газа в них. Чем больше теплопро-
водность газа, тем больше тепловой поток от столба к электродным
пятнам, и, соответственно, тем больше падение напряжения в при-
электродных областях. Теплопроводность гелия, например, су-
щественно выше, чем аргона. Поэтому при горении дуги в среде
гелия катодное и анодное напряжения больше, чем в среде аргона,
соответственно, больше тепловыделение в катодной и анодной об-
ластях и больше проплавляющая способность дуги.
Общее тепловыделение на аноде сварочной дуги обычно больше,
чем на катоде, но иногда бывает и наоборот. Так, в дуге между
стальными анодом и катодом, горящей в воздухе, ия = 4,2 В;
ик = 14 В (рис. 319), ив — 4,36 В. Поэтому согласно выражениям
(2) и (3) каждый ампер тока передает мощность аноду (4,2 ф-
ф- 4,36)- 1 = 8,56 Вт и катоду (14 — 4,36)-1 = 9,64 Вт. Установ-
лено, что около 2 Вт/А и на аноде, и на катоде затрачивается на
испарение металла, а остальная мощность обеспечивает расплав-
ление и нагрев до 2933 К около 11,5 г/А-ч стали на аноде и
14,5 г/А-ч на катоде. Введение в дуговой газ 1 % калия приведет
к снижению потенциала ионизации дугового газа с 7,83 до 6,35 В,
511
повышению и& до 4,9 В и снижению ик до 10 В. В результате мощ-
ность, выделяемая в анодной и катодной областях, составит соот-
ветственно (4,9 4- 4,36)-1 — 9,26 Вт и (10 — 4,36)-/ = 5,64 Вт
на каждый ампер тока. Скорость плавления анода незначительно
возрастет, а катода — уменьшится в 1,5 раза Таким образом,
введение легко ионизирующихся элементов существенно снижает
тепловыделение на катоде, и его плавление становится более мед-
ленным, чем плавление анода.
На производстве стараются пользоваться сварочными мате-
риалами, содержащими легкоионизируемые элементы, чтобы по-
высить устойчивость дуги. При этом электрод можно подсоеди-
нять и к минусу, и к плюсу источника питания в зависимости от
того, где требуется большее тепловыделение — на электроде или
на детали. Полярность питания сварочной
дуги постоянным током называют прямой,
если электрод является катодом, а свари-
ваемое изделие анодом, и обратной — если
катодом является изделие, а анодом — элек-
трод.
Статическая вольт-амперная характеристика дуги. Напря-
жение дуги, т. е. разность потенциалов между электродами, зави-
сит от длины дуги, силы тока, а также от материалов и размеров
электродов и состава плазмы дуги.
Зависимость напряжения дуги от силы
тока при постоянной длине дуги назы-
вают статической вольт-амперной харак-
теристикой дуги или просто статической
характеристикой. Эта характеристика .нелинейна
(рис. 320, а) и состоит из трех участков — падающего I, жесткого
II и восходящего III. Для дуги длиной 4 мм с плавящимся сталь-
ным электродом диаметром 4 мм граница падающего участка ха-
рактеристики — примерно 40—50 А, жесткого — около 350 А.
При малых токах (участок / на рис. 320, а) тепловые потоки из
прпэлектродных областей к электродным пятнам недостаточны
для разогрева пятен до температуры кипения материала электро-
дов. Поэтому перепад температур между столбом дуги и электрод-
ными пятнами велик, а значит, велико и падение напряжений
в прпэлектродных областях (катодной и анодной). При этом зна-
чительно и падение напряжения в столбе, так как он относительно
«холодный» и степень ионизации газа мала. Поэтому для горения
Д} ги на малых токах требуется высокое напряжение. С увеличе-
нием силы тока растут температуры разогрева электродных пятен
и столба дуги, а значит, уменьшается падение напряжения и
в прпэлектродных областях, и в столбе дуги. В результате напря-
жение дуги с ростом силы тока уменьшается и характеристика
получается падающей.
Изменение силы тока в области средних токов (участок II пл
рис. 320, а) сопровождается пропорциональным изменением сс-
612
чения столба дуги и площадей катодного и анодного пятен (диа-
метр пятен остается меньше диаметра электрода). Плотность тока
в столбе остается неизменной, и напряжение дуги в целом остается
постоянным.
В области больших токов (участок III на рис. 320, а) катодное
пятно перекрывает весь торец электрода, рост силы тока происхо-
дит не за счет увеличения площади токопроводящего канала, а за
счет роста плотности тока. Поэтому для увеличения силы тока
необходимо увеличивать напряжение, причем зависимость между
Рис. 320. Статическая характе-
ристика сварочной дуги:
а схема: б — зависимость от
диаметра катода; в — зависи-
мость от длины дуги
ними почти линейная. Чем меньше диаметр электрода, тем меньше
сила тока, при которой характеристика дуги становится возрас-
тающей (рис. 320, б).
При постоянной силе тока напряжение дуги практически ли-
нейно зависит от ее длины:
Ид — а -р Ы,
где а — сумма падений напряжения в катодной и анодной обла-
стях; I — длина дуги; b — напряженность (градиент напряже-
ния) столба дуги. Для стальных электродов а = 8 — 25 В;.Ь =
= 2,3—4,3 В/мм. Поэтому увеличение длины дуги при прочих
равных условиях приводит к смещению ее статической характе-
ристики вверх, уменьшение — вниз, так как падение напряжения
в столбе дуги меняется пропорционально его длине (рис. 320, в).
Различным способам и режимам дуговой сварки соответствуют
разные участки статической характеристики дуги. Так, при руч-
ной сварке характеристика дуги падающая с переходом к жесткой,
при механизированной сварке под флюсом — жесткая с переходом
к возрастающей, при сварке в углекислом газе — возрастающая.
17 Кнорозов Б. В. и др. 513
Питание дуги переменным током. Сварочная дуга может устой-
чиво гореть не только на постоянном, но и на переменном токе.
Основные закономерности возникновения и существования дуги
в обоих случаях одни и те же Но, когда дуга питается током про-
мышленной частоты (50 Гц), анод и катод 100 раз в секунду ме-
няются местами и при нулевых значениях напряжения и тока дуга
гаснет. Даже при кратковременном погасании газ столба охлаж-
дается, деионизируется. Кроме того, при изменении полярности
направления движения электронов и ионов меняются на противо-
положные, они рекомбинируются, усиливая деионизацию. По-
этому повторное зажигание дуги в начале каждого полупериода
может произойти только при повышенном напряжении. Если на-
пряжение, необходимое для повторного возбуждения дуги, больше
амплитуды напряжения холостого хода использованного транс-
форматора, то дуга гаснет.
Основной фактор, определяющий напряжение зажигания дуги
при изменении полярности — потенциал ионизации
дугового газа. Чем он выше, тем выше температура столба
дуги и тем быстрее он охлаждается при погасании дуги. Поэтому
в электроды и проволоки, предназначенные для работы на пере-
менном токе обязательно вводят элементы, снижающие эффектив-
ный потенциал ионизации дугового газа. Кроме того, напряжение
зажигания возрастает при увеличении длины дуги и уменьшении
сварочного тока. Другими словами — увеличение сварочного
тока и уменьшение длины дуги способствуют ее устойчивому
горению на переменном токе.
Возможность повышения устойчивости дуги переменного тока
увеличением напряжения холостого хода сварочного трансформа-
тора ограничена: по условиям безопасности оно должно быть не
больше 90 В. В последние годы для этого созданы и довольно ши-
роко применяются специальные импульсные генераторы (стабили-
заторы дуги), которые подают импульсы в дугу после перехода
тока через нуль. Стабилизатор дуги фактически повторно зажигает
дугу в деионизирующейся плазме и поддерживает ее горение, пока
сварочный трансформатор не возьмет эту функцию на себя.
Ручная дуговая сварка плавящимся электродом
Сущность способа. Ручная дуговая сварка плавящимися элек-
тродами — самый распространенный способ дуговой сварки. Дуга
горит между изделием и электродом длиной несколько дециметров,
закрепленном в электрододержателе, который держит в руке свар-
щик. Все операции по зажиганию дуги, перемещению ее относи-
тельно изделия и подаче электрода выполняет сварщик, манипу-
лируя электрододержателем. Сварка выполнима во всех простран-
ственных положениях. Необходимое для сварки оборудование —
источник питания дуги, электродедержатель, гибкие провода и
маска или щиток для защиты лица сварщика от излучения, искр
и брызг. Сварщик может отходить от источника питания на рас-
6J4
стояние до 30—50 м, при большем расстоянии велика потеря на-
пряжения в проводах. Стали, чугуны и многие цветные металлы
можно сваривать на одном и том же оборудовании, меняя только
марку электрода.
Электроды. Электрод представляет собой стержень из прово-
локи, покрытый слоем смеси порошков со связующим веществом.
Толщина слоя покрытия обычно 1—3 мм, один конец электрода
на 30—40 мм очищен от покрытия для закрепления в электродо-
держатель и подвода тока. Покрытие на стержень наносят, как
правило, опрессовкой, в некоторых случаях — окунанием.
При ручной дуговой сварке плавящимся электродом металл
шва состоит главным образом из материала электрода. Поэтому
характеристики электрода оказывают решающее влияние на ка-
чество шва. Электрод должен обеспечивать получение наплавлен-
ного металла с требуемыми прочностными и другими эксплуата-
ционными характеристиками (например, коррозионной стой-
костью). Кроме того, он должен иметь приемлемые сварочно-тех-
нологические свойства. К ним относятся устойчивость горения
дуги, возможность сварки в различных пространственных поло-
жениях, отсутствие трещин и пор в шве, легкость очистки шва от
шлака, производительность. Все характеристики электрода
определяются составом покрытия стержня и толщиной по-
крытия.
В СССР ежегодно используют около 700 тыс? т электродов.
Централизованно изготавливают электроды диаметром 2—6 мм,
длиной 250—450 мм. Для некоторых работ используют электроды
больших и меньших диаметров. Длину электродов лимитирует их
нагрев проходящим током: чем длиннее электрод, тем больше его
электросопротивление и выделение тепла. Чрезмерный нагрев
покрытия приводит к ухудшению качества шва, поэтому элек-
троды малого диаметра короче. Кроме того, слишком длинным
электродом сварщику неудобно манипулировать.
В процессе сварки по мере плавления стержня электрода по-
крытие расплавляется и создает шлак или газ, защищающий сва-
рочную ванну от контакта с воздухом. Кроме того, в покрытие
входят компоненты, стабилизирующие горение дуги, раскисляю-
щие и легирующие металл швы.
В качестве шлако- и газообразующих компонентов исполь-
зуют мрамор, мел, плавиковый шпат, рутил, целлюлозу и др.
Связующим в большинстве электродов является жидкое стекло
(силикат натрия или калия). Стабилизаторами дуги служат ве-
щества, содержащие щелочные и щелочноземельные металлы, т. е.
элементы, понижающие потенциал ионизации дугового газа. В ка-
честве раскислителей и легирующих добавок используют порошки
соответствующих ферросплавов, лигатур и чистых металлов. Мно-
гие составляющие покрытий выполняют сразу несколько функций.
Например, мрамор — это шлако- и газообразующее вещество и
стабилизатор дуги, жидкое стекло — связка, шлакообразующее
17*
515
и стабилизатор, а алюминобариевая лигатура — раскислитель
и стабилизатор.
Легирующие элементы можно вводить в наплавленный металл,
воспользовавшись стержнем из легированной проволоки или через
покрытие. Количество легирующих, вводимых через покрытие,
может быть довольно большим. Так, электродами марки Т590
со стержнем из нелегированной низкоуглеродистой стали наплав-
ляют чугун, содержащий примерно 3 % С, 22 % Сг, 2 % Si, 1,5 %
Мп, 1 % В — в сумме около 30 % элементов, введенных через
покрытие. Это делает ручную сварку очень гибким процессом,
пригодным для изготовления конструкций из большинства сплавов.
Покрытия электродов для сварки и наплавки сталей подразде-
ляют на виды в зависимости от того, какие вещества использованы
для защиты сварочной ванны от воздуха.
Покрытие, в котором шлакообразующими являются железная
и марганцевая руды и кремнезем, называется к и с л ы м. Элек-
троды с кислым покрытием (марок ЦМ-7, ОММ-5 и др.) до начала
70-х годов были наиболее распространенными. Они имеют хоро-
шие сварочно-технологические свойства, высокопроизводительны,
позволяют сваривать металл с ржавыми кромками и окалиной и
получать прн этом плотные швы. Металл шва, выполненного элек-
тродами с кислым покрытием, представляет собой кипящую сталь.
Поэтому в шве можно получать только углеродистую и низколеги-
рованную сталь. Ударная вязкость наплавленного металла резко
снижается при механическом старении, что сильно ограничивает
возможности применения электродов с кислым покрытием. Сейчас
производство таких электродов почти прекращено из-за выделения
большого количества токсичных аэрозолей при сварке.
Покрытие, со шлакообразующей основой на базе карбонатов
кальция или магния и плавикового шпата называется основ-
н ы м. Металл, наплавленный этими электродами — спокойная
сталь. Поэтому основные покрытия пригодны для сварки и углеро-
дистых, и легированных сталей. Наиболее известные марки элек-
тродов этой группы для сварки нелегированных и низколегиро-
ванных сталей — УОНН-13/45, АНО-7, АНО-8. Наплавленный
ими металл обладает высокой ударной вязкостью прн отрицатель-
ных температурах и после механического старения. Но работать
с такими электродами неудобно. Основные покрытия адсорбируют
влагу при хранении и непосредственно перед использованием
необходимо прокаливать их при 300—350 °C. Кромки свариваемого
металла необходимо тщательно очищать от ржавчины и загрязне-
ний. При несоблюдении этих требований появляются поры в шве.
Покрытия со шлакообразующей основой на базе рутила (ТЮг)
называются рутиловыми. Они сейчас наиболее распростра-
нены в нашей стране. Широко используют электроды марок МР-3,
ОЗС-4, АНО-4 и др. Причины этого — высокие механические
свойства швов, хорошие сварочно-технологические свойства и бла-
гоприятные санитарно-гигиенические характеристики электродов.
516
Металл швов, выполненных электродами с рутиловым покрытием
представляет собой полуспокойную или спокойную сталь. По-
этому при сварке строительных сталей склонность швов к охрупчи-
ванию при отрицательных температурах и после механического
старения может быть достаточно низкой и в ряде случаев их вяз-
кость незначительно уступает вязкости металла, наплавленного
основными электродами УОНИ-13/45.
Покрытия, содержащие значительное количество органических
веществ — целлюлозы, древесной муки и др., называют цел-
'л ю л о з н ы м и.
При плавлении электрода органика разлагается и образующиеся газы оттесняют
воздух от сварочной ванны. Количество образующегося шлака настолько мало,
что при многослойной сварке его нередко можно не счищать, тогда как при других
видах покрытия очистка шлака обязательна. При сварке электродами с целлю-
лозным покрытием до 20 % расплавленного металла разбрызгивается. Кроме того,
органическое покрытие не допускает перегрева при сушке и сварке: выгорают
составляющие покрытия и меняется состав шва. Поэтому применяют такие элек-
троды ограниченно, в основном для сварки магистральных трубопроводов в мон-
тажных условиях. Наиболее распространенные марки — ВСЦ-4 и ВСЦ-4А,
Введение железного порошка в покрытие в количестве 40—60 % и одновременное
увеличение толщины покрытия позволяет повысить производительность в 1,5—
2 раза по сравнению с электродами без порошка. Но сварка возможна только
в нижнем и наклонном положениях. Поэтому электроды с железным порошком
применяют для сварки низкоуглеродистых и низколегированных сталей в за-
водских условиях.
Марки и условия обозначения электродов. Маркировка электродов не стан-
дартизирована. Марки электрода — это наименование, данное разработчиком,
и никакой информации о характеристиках электрода она не содержит.
ГОСТом 9466—75 введены условные обозначения электродов для сварки и
наплавки сталей, в которых закодированы основные сведения о технологических
свойствах электрода и о наплавленном металле. Условное обозначе-
ние электрода по этому ГОСТу представляет собой длинную дробь
(рис. 321). В ее числителе приведены: тип электрода — марка электрода —
диаметр—шифры (/) назначения электрода, (2) толщины покрытия и (3) группы
качества. В знаменателе приведены: группа индексов, характеризующих металл
шва — шифры (1) вида покрытия, (2) допустимых положений при сварке и (3)
требований к источнику питания.
По назначению электроды делятся на группы: У — для конструк-
ционных сталей с временным сопротивлением до 600 МПа, Л —- для легирован-
ных конструкционных сталей с временным сопротивлением свыше 600 МПа,
Т — для теплоустойчивых легированных сталей, В — для высоколегированных
сталей, Н — для наплавки.
В зависимости от требований к металлу шва электроды подразделены на
типы. Для электродов всех типов, кроме электродов для наплавки, регламенти-
рованы временное сопротивление, относительное удлинение и ударная вязкость
металла шва при комнатной температуре. Для сварки конструкционны* сталей
(группы У и Л) установлены типы электродов Э38, Э42, Э42А, Э46 и т. д. до
Э150. Цифра в обозначении типа — временное сопротивление металла шва, в
кге/мм2, буква А означает, что наплавленный металл имеет повышенные пластич-
ность и вязкость. Так, для электродов типа Э46 гарантированы ударная вязкость
(0,8 МДж/м2) и относительное удлинение (18%), а для электродов Э46А —
соответственно 1,4 МДж/м2 и 22%; временное сопротивление в обоих случаях
не ниже 460 МПа. Электроды для сварки теплостойких и высоколегированных
сталей и для наплавки (группы Т, В, Н) подразделяют на типы по химическому
составу шва и обозначают аналогично маркам легированных сталей с буквой «Э»,
например, Э-28Х24Н16Г6. Электроды одного типа, но разных марок могут от-
личаться сварочно-технологическими свойствами, эксплуатационными харак-
517
Рис, 321. Пример и структура условного обозначения электродов для сварки
и наплавки стали
518
герметиками металла шва, а для электродов групп У и Л по назначению — еще
и химическим составом.
Основные сварочно-технологические характеристики — вид покрытия, до-
пустимые положения при сварке, требования к питанию дуги — закодированы
в знаменателе условного обозначения (см. рис. 321 — последние буква и две
цифры). В первой группе индексов в знаменателе закодирована следующая до-
полнительная информация о свойствах металла шва: для группы У и Л — кри-
тическая температура хрупкости; для группы Т — максимальные рабочие тем-
пературы; для группы В — коррозионная стойкость, максимальные рабочие тем-
пературы при сварке жаропрочных и жаростойких сталей, и содержание феррита
в аустенитно-ферритном направленном металле; для группы Н — приведена
Рис. 322. Сварка тавровых соединений:
а -г в лодочку; б — в угол
твердость наплавленного металла по Виккерсу и по Роквеллу (через косую черту).
Если эта твердость получается без термической обработки, то после твердости
через тире стоит цифра 1, если после термообработки — цифра 2.
Режимы сварки. При ручной дуговой сварке регламентируют
только два параметра режима — диаметр электрода и сварочный
ток. Длина дуги составляет обычно 0,5—1,1 от диаметра электрода
и задается вручную сварщиком. Лучшее качество сварки обеспечи-
вает короткая дуга. Напряжение дуги зависит от марки электрода
и свариваемой стали, а также от длины дуги.
Диаметр электрода выбирают по толщине свариваемых изде-
лий, руководствуясь следующими примерными соотношениями:
Толщина листов, мм . . 1—2 3 4—5 6—12 >13
Диаметр электрода, мм 2 3 3—4 4—5 5
Сварочный ток указывается в паспорте на марку электрода.
Ориентировочно, его определяют по формуле I = (20-^50) d,
где / — ток, A; d — диаметр электрода, мм. Оптимальный сва-
рочный ток зависит не только от диаметра электрода, но и от
скорости перемещения электрода, положения шва в пространстве
и других факторов. Поэтому ток корректируют практическим пу-
тем.
Наиболее удобное положение для сварки — нижнее, «в ло-
дочку» (рис. 322, а). Жидкому металлу некуда вытечь, поэтому
можно работать с большой сварочной ванной, размывая ее попе-
519
речными колебаниями электрода. Ток устанавливают макси-
мально возможным для данного электрода. Соответственно, и
производительность будет максимальной. При сварке в нижнем
положении тавровых соединений (рис. 322, б), когда один лист
вертикальный, другой — горизонтальный, жидкий металл стре-
мится стечь вниз. Если сварочная ванна большая, то получится
выемка («подрез») на верхнем листе и натек с непроваром на ниж-
нем. Необходимо, чтобы сварочная ванна была маленькой и затвер-
девала, не успев стечь вниз. Для этого приходится уменьшать
сечение валика, наплавляемого за один проход, и на 10—20 %
снижать ток, а значит и производительность. Многими электродами
можно выполнять сварные швы и в потолочном положении. В этом
случае перенос металла с электрода на изделие, т.е. снизу вверх
обусловлен действием электромагнитных сил. Сварочная ванна
удерживается силами поверхностного натяжения и поэтому долж-
на быть маленькой. С этой целью сварочный ток уменьшают иа
20—50 % по сравнению со сваркой в нижнем положении и рабо-
тают короткой дугой. Вертикальные швы можно выполнять двумя
способами — снизу вверх и сверху вниз. Обычно сварку начинают
внизу и постепенно перемещают ванну вверх. Ванна лежит на уже
затвердевшем металле. Ток при выполнении вертикальных швов
на 10—15 % ниже, чем при сварке в нижнем положении. При
сварке сверху вниз сварочная ванна висит за счет поверхностного
натяжения. Так сваривают, преимущественно, тонкий металл со
скоростью значительно большей, чем при сварке снизу вверх. Ос-
новная трудность сварки сверху вниз — не допускать стекания
жидкого металла ванны на еще нерасплавленный основной металл
впереди дуги, иначе наплавленный металл не сварится с основным
по кромке шва. Это выполнимо только немногими марками элек-
тродов при высокой квалификации сварщика.
Основным видом соединений при дуговой сварке является
стыковое.
Главная трудность выполнения стыкового соединения — фор-
мирование обратной стороны шва. Неправильный выбор режима
сварки может привести либо к наплыву и даже к прожогу, т. е.
к вытеканию жидкого металла (рис. 323, б, а), либо к непровару
520
(рис. 323, а), т. е. к проплавлению не на всю толщину. Непровар
является острым концентратором напряжений и резко снижает
прочность соединения, особенно при переменных перегрузках.
Чтобы предотвратить прожоги при сварке тонкого листа, часто
делают отбортовку (рис. 324) и сваривают отогнутые кромки.
Глубина проплавления при ручной сварке не превышает 4—5 мм.
Поэтому, если нужно сваривать большие толщины, то во избежа-
ние непровара делают разделку кромок — скашивают одну или
две кромки (рис. 324), собирают заготовки под сварку с небольшим
зазором и заполняют получившуюся ка-
навку послойно за несколько проходов.
Кромки обрабатывают на станках или
кислородной резкой. Наиболее распро-
страненный способ разделки кромок —
V-образная с углом 50°. U-образная раз-
делка по сравнению с V-образпой позво-
ляет существенно сократить количество
наплавляемого металла, но выполнение
такой разделки трудоемко, поэтому при-
меняют ее редко и только для толщин
свыше 30 мм. Если шов можно выполнять
с двух сторон, то для толщин свыше 12 мм
вместо V-образной делают X-образную
разделку, чтобы уменьшить количество
наплавляемого металла. Наиболее сложно
выполнять первый проход—корень шва,
так как жидкий металл держится навесу,
есть угроза вытекания и трудно обеспечить
обратную форму корневого шва. Чтобы
облегчить выполнение корневого шва, не-
^=30=
Рис. 324. Некоторые виды
разделки кромок стыкового
соединения
редко пользуются подкладками — привариваемыми стальными
или съемными медными и керамическими.
Сварку угловых и тавровых соединений тоже вы-
полняют с разделкой кромок, когда необходимо обеспечить пол-
ный провар. Виды разделки аналогичны применяемым при сты-
ковой сварке. В Советском Союзе стандартизованы разделки кро-
мок в зависимости от свариваемых толщин и вида соединений.
Нахлесточные соединения (рис. 325) дуговой
сваркой выполняются угловыми швами без разделки кроток.
В чертеже проектировщик указывает размер катета шва, рассчи-
танный по действующим при эксплуатации изделия нагрузкам.
В зависимости от размера катета сварщик выбирает режим сварки
(диаметр электрода, ток, число проходов)
Общая характеристика процесса. Основные достоинства руч-
ной дуговой сварки, обеспечившие ее широкое распространение —
это простота и маневренность оборудования, универсальность по
маркам свариваемых материалов и пространственному положению
свариваемых швов, возможность сваривать криволинейные швы.
521
На монтажных работах существенна также свобода передвиже-
ния сварщика в радиусе нескольких десятков метров от источника
питания (переносятся только держатель и электроды). Но у этого
процесса есть существенные недостатки. Основной из них —
низкая производительность. Производительность работы боль-
шинством электродов 8—12 г/(А-ч), расход электродов 1,2—
1,5 кг/на 1 кг наплавленного металла. При диаметре электрода
4—5 мм обычно работают при токе 160—250 А, и, следовательно,
сварщик наплавляет всего 5—7 кг в смену. Качество шва при руч-
ной сварке в значительной степени зависит от индивидуального
умения сварщика. Обеспечить однородное
высокое качество швов при этом трудно,
1 так как слишком велика роль субъектив-
~i ных факторов. Последующий контроль
сварных соединений сложен и недостаточ-
Рис. 325. нахлесточное сое- но надежен, поэтому приходится заведо-
дпненне прн дуговой сварке „ „„„
мо занижать допускаемое напряжение для
сварных швов. Малый провар основного
металла (всего 2—3 мм) вынуждает в большинстве случаев делать
разделку кромок. Заполняющий разделку металл состоит в основ-
ном из материала электрода, таким образом необходимость раз-
делки кромок приводит к росту трудоемкости и расхода электрода
на 1 м шва. Поэтому ручную дуговую сварку везде, где можно,
стараются заменять механизированной.
Ручная дуговая сварка неплавящимся электродом
Сварка угольным электродом. Сварка неплавящимся угольным электродом,
когда дуга горит между электродом и деталью, исторически первый способ дуго-
вой сварки, предложенный еще Н. Н. Бенардосом в 1881 г. Сейчас этот способ
применяют редко, для получения неответственных, не испытывающих значитель-
ных нагрузок соединений алюминия, меди и их сплавов. Алюминий и его
сплавы сваривают постоянным током прямой полярности, используют такие
же флюсы, как при газовой сварке. Диаметр угольного электрода 8—15 мм,
сварочный ток 20—30 А на 1 мм диаметра электрода.
Сварку меди и ее сплавов можно выполнять без дополнительной защиты, если
в качестве присадочного материала используют проволоку, содержащую рас-
кислители (фосфор, кремний, марганец). В ряде случаев используют такие же
флюсы, как при газовой сварке.
Сварка вольфрамовым электродом. Аргоно-дуговая сварка
вольфрамовым электродом — один из самых универсальных и
распространенных процессов дуговой сварки. Сущность его в сле-
дующем. Дуга горит между нерасходуемым вольфрамовым элек-
тродом и деталью. Через кольцевое сопло, по оси которого распо-
ложен электрод, непрерывно подают инертный газ (аргон или ге-
лий), оттесняющий воздух от сварочной ванны. Присадочный ма-
териал, если он нужен, в виде прутков или проволоки подают
в дугу сбоку вручную. Инструмент сварщика — специальная
горелка. Непрерывный поток газа из сопла горелки охлаждает
нерасплавленный металл и тем самым сужает зону нагрева. Сварка
обеспечивает получение соединений высокого качества во всех
622
пространственных положениях и высокопроизводительна, осо-
бенно на небольших толщинах. Шлака нет, что удобно при сварке
в несколько проходов. Инертный газ обеспечивает очень хорошую
защиту сварочной ванны, лучшую чем при других способах дуго-
вой сварки. Поэтому дуговую сварку вольфрамовым электродом
в инертных газах широко применяют для химически активных
материалов, которые необходимо особо тщательно изолировать
от воздуха — алюминиевых и магниевых сплавов, жаропрочных
сплавов, высоколегированных сталей, титана и др. Для алюминие-
вых сплавов это основной способ сварки плавлением. Лимитирует
область ее применения дороговизна и дефицитность аргона и ге-
лия. Толщина свариваемых листов обычно не превышает 4 мм!
при больших толщинах существенно снижается производитель-
ность.
В качестве защитного газа в большинстве случаев используют
аргон — он дешевле и доступнее, чем гелий. Но у гелия выше теп-
лопроводность и потенциал ионизации, поэтому напряжение на
дуге и плотность тока при сварке в гелии больше. Соответственно
меньше диаметр дуги, и больше глубина проплавления по тол-
щине свариваемых элементов. Гелий легче воздуха, аргон тяже-
лее, поэтому при сварке в потолочном положении предпочтитель-
нее гелий. Кроме того, в ряде случаев (хромоникелевые сплавы,
титан и др.) сварные швы при сварке в гелии получаются более
гладкими, с более плавными переходами к основному металлу,
чем при сварке в аргоне. Причина — меньшее поверхностное на-
тяжение на границе металл—-газ при сварке в гелии.
Аргоно-дуговую сварку вольфрамовым электродом выполняют
постоянным током прямой полярности, т. е. с минусом на элек-
троде. Это позволяет свести к минимуму нагрев вольфрамового
электрода и расход вольфрама. Исключением является только
сварка алюминия. На поверхности алюминия даже при сварке
в аргоне образуется пленка оксида алюминия. Шлака при аргоно-
дуговой сварке нет, и пленку необходимо удалять воздействием
дуги. Это происходит, когда свариваемая деталь является катодом.
Бомбардировка тяжелыми ионами приводит к разрушению пленки
(катодное распыление). Но, когда деталь является катодом, на
вольфрамовом электроде выделяется большая часть тепла, он
перегревается, и резко растет расход вольфрама. Из-за этого смена
полярности с прямой на обратную вынуждает в 1—10 раз умень-
шать ток при данном диаметре электрода. Поэтому так почти ни-
когда не работают. Алюминий и его сплавы обычно сваривают
переменным током. В течение половины периода, когда электрод
положителен, распыляется оксидная пленка, а во втором полу-
периоде, когда электрод отрицателен, он охлаждается и интен-
сивно греется ванна. Таким образом предотвращается чрезмерный
нагрев электродов, но ток при данном диаметре электрода прихо-
дится уменьшать в 3—4 раза по сравнению с работой на постоянном
токе прямой полярности.
523
При сварке титана и его сплавов необходимо защищать от воз-
духа и обратную сторону шва. Для этого наряду с подачей инерт-
ного газа из горелки его подают из сопла с обратной стороны или
выполняют сварку в специальных герметичных камерах, запол-
ненных инертным газом, в которых находятся изделие целиком и
сварочная горелка.
В качестве электродов используют прутки и проволоку из чи-
стого вольфрама, вольфрама с примерно 1,5 % оксида лантана или
иттрия, или тория. Введение оксидов этих элементов приводит
к снижению работы выхода электронов и позволяет повысить сва-
рочный ток.
Для сварки вольфрамовым электродом тонколистовых мате-
риалов (от десятых долей мм) применяют импульсное питание
сварочной дуги. При этом между электродом и изделием возбуж-
дается малоамперная дуга, поддерживающая дуговой промежуток
в ионизированном состоянии. Периодически на дугу подаются
большие импульсы тока. Количество импульсов от 1 до 20 в се-
кунду. Сварной шов состоит из серии перекрывающихся точек,
каждая из которых расплавляется одним импульсом и затверде-
вает до следующего импульса. Тепловложение на единицу длины
шва получается малым. Проплавляющая способность дуги при
импульсной дуговой сварке толщин до 1,5 мм больше, чем при
постоянной мощности. Поэтому этот способ сварки используют
не только для изготовления тонколистовых конструкций, но и
для выполнения корня шва, так как облегчается формирование
обратной стороны шва по сравнению с обычной технологией.
В последние годы ручную сварку вольфрамовым электродом
стали применять для сварки встык и втавр больших толщин (до
100 мм) с так называемой щелевой разделкой кромок. Для этого
свариваемые детали собирают с зазором 3—17 мм (чем больше
толщина, тем больше зазор), предварительно наварив гребень
высотой несколько миллиметров на стыкуемой поверхности, чтобы
сформировать на нем корень шва. Корневой проход выполняют на
относительно малом токе, потом за несколько проходов заполняют
всю разделку.
Источники питания сварочной дуги
Виды источников питания. Сварочная дуга может работать
на постоянном и на переменном токе. Переменным током дугу
питают от сварочного трансформатора, постоянным — от свароч-
ных выпрямителей и сварочных генераторов. Сварочные генера-
торы в большинстве — коллекторные с приводом от трехфазного
асинхронного двигателя или от двигателя внутреннего сгорания.
Генератор в комплекте с приводом от асинхронного двигателя
называют сварочным преобразователем, ас при-
водом от двигателя внутреннего сгорания — сварочным
агрегатом. Агрегаты используют, главным образом, для
сварки в полевых условиях, где нет электросетей.
524
Рис. 326. Внешние характеристики
источников литания сварочной
дуги:
1 — крутопадающая; 2 — полого*
падающая; 3 — жесткая; 4 — возра«
стающая
Большинство источников предназначено для питания током
одного сварочного поста. Но в цехах с большим числом сварочных
постов экономичнее использовать многопостовые источники, пи-
тающие несколько постов одновременно.
Постоянный ток имеет определенные технологические преиму-
щества по сравнению с переменным. На постоянном токе устой-
чивей горит дуга. Меняя его полярность можно регулировать
соотношение между интенсивностью нагрева электрода и изделия.
Поэтому долгое время считалось, что высококачественные свар-
ные соединения можно получать
только на постоянном токе. Однако
современные электроды позволяют
на большинстве материалов получать
качественные швы и на переменном
токе. Использование переменного
тока для питания дуги имеет ряд
преимуществ. Главное из них —
экономичность. К. п. д. сварочного
трансформатора около 0,9, сварочного
выпрямителя около 0,7, а нового сва-
рочного преобразователя с коллектор-
ным генератором около 0,45. Таким
образом, сварка переменным током
энергетически вдвое выгоднее работы с преобразователем.
Кроме того, сварочный трансформатор существенно надежнее,
проще в эксплуатации и легче, чем источники питания постоян-
ного тока. Поэтому большую часть объема дуговой сварки выпол-
няют переменным током.
Внешние характеристики источников питания. Внешней
вольт-амперной характеристикой или про-
сто внешней характеристикой источника
питания дуги называют зависимость ме-
жду током и напряжением на его выходе
при установившемся режиме. Эта зависимость мо-
жет быть крутопадающей, пологопадающей, жесткой и восходя-
щей (рис. 326). Для разных процессов сварки нужны источники
питания с разными внешними характеристиками.
Для ручной дуговой сварки как плавящимся, так и неплавя-
щимся электродом необходимы источники питания только с круто-
падающими характеристиками. Характерным для ручной сварки
является колебание длины дуги. Рабочий не в состоянии, манипу-
лируя электрододержателем, вести электрод строго параллельно
поверхости изделия, а плавящийся электрод — еще и подавать
в дугу с той же скоростью, с которой он плавится. Чем выше
квалификация сварщика, тем меньше колебания длины дуги, но
все равно она непостоянна. Поэтому, чтобы размеры сварочной
ванны и сечение шва были постоянными, необходимо обеспечить
постоянство тока при изменениях длины дуги. Это и достигается
525
использованием источника питания с крутопадающей характе-
ристикой.
На рис. 327 приведены статическая характеристика дуги при
ручной сварке и внешняя характеристика источника питания.
Когда горит дуга, ток и напряжение на выходе источника питания
равны току и напряжению дуги. Следовательно, режим горения
дуги определяется точкой пересечения внешней характеристики
источника питания и статической характеристики дуги. На
рис. 327, а таких точек пересечения две, но дуга будет гореть
Рис. 327. Внешние характе-
ристики источника питания
(а, с) и статическая харак-
теристика дуги при ручной
дуговой сварке b
устойчиво только на режиме, соответствующем точке Б. Объяс-
няется это следующим. Если по какой-либо случайной причине
ток дуги снизится, то напряжение источника станет больше
напряжения дуги, что вызовет нарастание тока в цепи, т. е. воз-
врат к точке Б. Если же ток дуги возрастет, то напряжение дуги
окажется больше напряжения источника питания, что опять
приведет к возврату в точку Б. Таким образом, соответствующее
точке Б равновесие в системе дуга — источник является само-
устававливающимся. Аналогичные рассуждения показывают, что
малейшее отклонение режима дуги от точки А развиваются либо
до обрыва дуги, либо до перехода в точку Б. Таким образом, для
устойчивого горения дуги необходимо, чтобы крутизна падения
внешней характеристики источника была больше крутизны паде-
ния статической характеристики дуги в точке их пересечения.
Следовательно, когда работают на режимах, соответствующих
падающему участку статической характеристики дуги, внешняя
характеристика источника должна быть еще более крутопада-
ющей. При работе на режимах, соответствующих почти горизон-
тальному участку статической характеристики дуги она будет
526
устойчиво гореть и при крутопадающей, и при пологопадающей
характеристике источника. Если режим дуги соответствует вос-
ходящему участку статической характеристики, то устойчивость
горения дуги обеспечивается при любой характеристике — круто-
падающей, пологопадающей, жесткой и восходящей. На практике,
дополнительные ограничения на вид характеристики накладывает
устройство механизма подачи электрода проволоки при механи-
зированной сварке. В зависимости от него используют источники
питания с жесткими или пологопадающими характеристиками.
Рис. 328. Способы регулирова-
ния режима ручной сварки:
а изменение напряжения хо-
лостого хода; б — изменение
крутизны внешней характери-
стики; в — комбинированный;
I — диапазон малых токов; I/ —
диапазон больших токов
При изменениях длины дуги, ее статическая характеристика
смещается вверх или вниз (рис. 327, б) и соответственно смещается
и точка пересечения статической характеристики дуги с внешней
характеристикой источника, т. е. режим по току. Но величина
изменения тока дуги при ручной сварке не превосходит несколь-
ких процентов, так как характеристика источника питания круто-
падающая. Таким образом, ток практически не зависит от длины
дуги. Изменяя длину дуги сварщик может повлиять на химиче-
ский состав наплавленного металла, а не на ток и выделение тепла
в электродных пятнах. Чтобы регулировать рабочий ток при .руч-
ной сварке, меняют внешнюю характеристику источника питания
(рис. 327, в). Для этого любой источник имеет регулировочное
устройство, встроенное или выносное. Шкалу его часто градуи-
руют в амперах сварочного тока. В одних источниках регулирова-
ние осуществляется изменением напряжения холостого хода
(рис. 328, а), в других — изменением крутизны внешней харак-
теристики (рис. 328, б), в третьих (рис. 328, в) — осуществляется
комбинированное плавно-ступенчатое регулирование — диапазон
разбивается на две-три ступени с разным напряжением холо-
527
стого хода, в пределах которых плавно регулируется крутизна
характеристики.
При автоматической сварке под флюсом
используют источники питания постоянным и переменным током
с пологопадающими внешними характеристиками. При полу-
автоматической и автоматической сварке
самозащитной и порошковой проволокой, а также в среде защит-
ных газов и под флюсом тонкой проволокой, когда статическая
характеристика дуги возрастающая, используют источники пита-
Рис. 329. Внешние характеристики питания поста от много постов ого
источника через реостат (а) и через нелинейный регулятор (б)
ния с жесткими и пологопадающими характеристиками. Регули-
ровочные устройства источников питания с жесткими характери-
стиками позволяют изменять напряжение на выходе.
Многопостовые источники питания (выпрямители и генера-
торы) имеют жесткие характеристики. Сварочные посты подсоеди-
няют к их шинопроводам параллельно друг другу, через балласт-
ные реостаты. Балластный реостат представляет со-
бой набор сопротивлений с переключающими рубильниками.
Включение сварочной дуги последовательно с балластным рео-
статом позволяет независимо регулировать крутизну характери-
стики и сварочный ток каждого поста в отдельности.
Падение напряжения на балластном реостате, когда горит
дуга, равно //?, где / — сварочный ток, R — сопротивление рео-
стата. Значит, напряжение на дуге «д, питаемой от источника
с жесткой характеристикой и напряжением и0 на выходе, ид —
— — /R. Очевидно, что ток короткого замыкания (ия = 0)
равен ttJR, а напряжение на электродах при обрыве дуги (7 = 0)
равно полному напряжению источника питания. Таким образом,
дуга как бы питается от источника с прямолинейной внешней
характеристикой, наклон которой можно регулировать, меняя
сопротивление реостата. Сообразно этому меняется и ток дуги
(рис. 329, а).
При многопостовой сварке в углекислом газе в цепь каждого
поста последовательно с дугой и'балластным реостатом включают
еще дроссель. Индуктивность дросселя замедляет скорость нара-
стания тока при коротких замыканиях дугового промежутка и,
благодаря этому, уменьшает разбрызгивание жидкого металла.
528
Серьезный недостаток многопостовых схем питания с балласт-
ными реостатами — их пониженный к. п. д. из-за потерь мощности
на реостатах. Полупроводниковые устройства позволяют устра-
нить этот недостаток многопостовых схем и одновременно улуч-
шить их технологические (сварочные) характеристики. Эти уст-
ройства, называемые нелинейными регуляторами, должны в бу-
дущем вытеснить балластные реостаты. На рис. 329, б схемати-
чески показана внешняя характеристика поста с нелинейным
регулятором. Крутопадающая ветвь характеристики и высокое
Рис. 330. Конструкции сварочных трансформаторов:
их — с подвижными обмотками; б — с подвижным магнитным шунтом; в
с подмагничиваемым магнитным шунтом
напряжение холостого хода обеспечивают устойчивое горение
дуги, особенно малоамперной. Пологопадающая или жесткая
ветвь при правильно выбранном наклоне создает благоприятные
условия для переноса металла при механизированной сварке
в режиме с короткими замыканиями.
Сварочные трансформаторы. Трансформаторы являются са-
мыми простыми и надежными источниками питания дуги. Все
они — понижающие, с напряжением холостого хода 60—90 В,
напряжением дуги 25—40 В. Большинство сварочных трансфор-
маторов — однофазные, с падающими характеристиками. Регули-
рование сварочного тока осуществляют переключая секциони-
рованные обмотки и меняя индуктивность. Переключение сек-
ционированных обмоток позволяет регулировать ток грубо, сту-
пенями, изменение индуктивности — плавно. Поэтому чаще всего
трансформатор имеет две—три ступени грубого регулирования
и плавное регулирование.
Изменение индуктивности трансформатора в большинстве
случаев осуществляют либо перемещением подвижных обмоток по
сердечнику с помощью винтового механизма (рис. 330, а), либо
изменением сопротивления магнитного шунта между обмотками
(рис. 330, б, в). Вдвигая и выдвигая шунт, изменяют магнитный
поток в трансформаторе и соответственно, сварочный ток. В мощ-
ных трансформаторах на 1000—2000 А регулирующий магнитный
шунт неподвижен, а его магнитное сопротивление регулируют
подмагничиванием постоянным током с помощью обмотки управ-
529
ленпя. Ток в обмотке управления задается тиристорным выпря-
мителем. При этом способе регулирования в трансформаторе нет
подвижных частей и можно изменять режим сварки дистанционно.
Регулирование сварочного тока можно осуществлять также
включая последовательно с трансформатором реактивную ка-
тушку •— дроссель с подвижным сердечником. В настоящее время
с отдельной реактивной катушки выпускают только мощные
(1000 Л и более) трансформаторы для сварки под флюсом. Но
в эксплуатации еще есть много давно выпущенных трансформа-
торов с отдельной реактивной катушкой.
В последние годы созданы трансформаторы, у которых свароч-
ный ток регулируют тиристорами, включенными в цепи питания
первичной обмотки. Плавное регулирование режима в широких
пределах достигается изменением угла отпирания тиристоров.
При этом удается обеспечить сочетание пологой внешней характе-
ристики с «бросками» напряжения в моменты перехода тока дуги
через нуль, способствующими повторному зажиганию дуги. Ти-
ристорное регулирование имеет значительные преимущества перед
традиционными способами регулирования: выше к. п. д. и тех-
нико-экономические показатели, нет подвижных частей.
Сварочные генераторы. Сварочные генераторы — это в основ-
ном коллекторные машины постоянного
тока. Крутизну наклона их внешних характеристик (а значит,
и сварочный ток) регулируют с помощью обмоток возбуждения.
Переключение секций обеспечивает ступенчатое регулирование,
изменение тока в обмотке реостатом — плавное регулирование.
В зависимости от схемы подключения обмоток возбуждения,
внешняя характеристика генератора получается падающей или
жесткой. В некоторых моделях генераторов можно переключать
обмотки возбуждения, получая жесткие или падающие внешние
характеристики. Такие генераторы называют универсал ь-
н ы м и. Их можно использовать и для ручной сварки, и для
механизированной сварки тонкой проволокой.
Наряду с коллекторными генераторами, для ручной сварки
изготовляют вентильные генераторы. Вентильный
генератор представляет собой комбинацию генератора перемен-
ного тока с выпрямителем. Его обмотки возбуждения и рабочие
обмотки закреплены на зубчатом статоре, а на вращающемся
зубчатом роторе обмоток нет. По обмотке возбуждения идет по-
стоянный ток, но ее намагничивающий поток переменный, так
как он зависит от взаимного положения ротора или статора.
Когда зубцы ротора и статора совпадают, поток максимален.
Когда зубцы статора оказываются напротив впадин ротора —
поток минимален. В отличие от коллекторного генератора, у вен-
тильного нет скользящих контактов. Поэтому он надеженее
и проще в обслуживании, меньше по массе и габаритам.
Сварочные выпрямители. Сварочный выпрямитель состоит из
двух основных узлов — трансформатора с регулирующим уст-
630
ройством и выпрямительного блока. Конструкции трансформато-
ров в выпрямителях и способы регулирования тока в них прин-
ципиально такие же, как сварочных трансформаторов. Основное
отличие в том, что трансформаторы для выпрямителей не одно-
фазные, а трехфазные. Трехфазная схема позволяет лучше ис-
пользовать мощность трансформатора, обеспечивает равномерную
нагрузку трехфазной питающей сети и позволяет уменьшить
пульсации выпрямленного напряжения.
Наряду с традиционными схемами выпрямления на диодах,
сейчас все шире применяют управляемые тиристорные выпря-
мители. Тиристорные схемы позволяют плавно регулировать пара-
метры сварки и получать заданные внешние характеристики. Се-
рийно выпускают универсальные выпрямители типа ВДУ с же-
сткими и падающими характеристиками на токи 300—1600 А.
Стабилизаторы дугового разряда. Переменный ток не удается
использовать для сварки электродами ряда марок (УОНИ-13/45,
ОЗЛ-8 и др.) и для сварки в защитных газах из-за недостаточной
устойчивости дуги. Повышать напряжение холостого хода для
повышения устойчивости дуги нельзя по соображениям безопас-
ности. Но оказалось, что можно существенно расширить техноло-
гические возможности и область применения сварочных трансфор-
маторов, если от специального маломощного генератора подавать
в дугу импульсы после перехода тока через нуль. Такие генера-
торы получили название стабилизаторов дуги. Стабилизатор дуги,
по сути дела, повторно зажигает дугу в деионизирующейся плазме
и поддерживает ее горение пока сварочный трансформатор не
возьмет эту функцию на себя. Серийно выпускаемые стабилиза-
торы дуги рассчитаны на частоту следования импульсов 50 Гц
(модель СД-2) и 100 Гц (модель СД-100). Они представляют собой
отдельные блоки, подсоединяемые к выходу любого сварочного
трансформатора параллельно дуге. Стабилизатор СД-2 посылает
импульсы в дугу только при переходе катодного пятна на изделие.
Этого достаточно для обеспечения сварки алюминия неплавя-
щимся электродом и существенно облегчает работу покрытыми
электродами, предназначенными для переменного тока. Для осу-
ществления сварки покрытыми электродами, предназначенными
для работы только постоянным током, нужен стабилизатор дуги
на 100 Гц. В промышленности уже успешно эксплуатируют и
стабилизаторы, и серийно выпускаемые источники типа «Ра.зряд»
на 160 и 250 А, представляющие собой сварочные трансформаторы
со встроенными стабилизаторами на 100 Гц.
Сварочные осцилляторы. Зажигание дуги без короткого замы-
кания при аргоно-дуговой сварке вольфрамовым электродом поз-
воляет резко сократить расход вольфрамового электрода, предот-
вращает загрязнение основного металла вольфрамом и упрощает
работу сварщика.
Для бесконтактного зажигания дуги источники питания для
сварки вольфрамовым электродом на переменном и постоянном
531
токе комплектуют осцилляторами. Осциллятор — это ма-
ломощный (200—300 Вт) высокочастотный искровой генератор.
Он подает на дуговой промежуток переменный ток напряжением
3000—8000 В, частотой 250—500 кГц. Это напряжение создает
искровой разряд между электродами, возникает ионизированный
газовый канал и зажигается дуга. Высокая частота на выходе
осциллятора выбрана по требованиям безопасности: ток высокой
частоты благодаря поверхностному эффекту проходит по тонкому
наружному слою кожи, не задевая нервных окончаний, и поэтому
не опасен для жизни сварщика.
Автоматы и полуавтоматы для дуговой сварки
в о
3 и
Д У
й сварки
р у ю щ е е
ги, перемещени
е
Рис. 331. Схема сварочной головки:
1 — кассета с проволокой; 2 — при-
емная трубка для проволоки; 3 —
подающие ролики; 4 — мундштук
е
д
р
з
н
и
в д о
и я
Ы X
п л
м е х а н и-
поддержание
ль линии
и подачу
материалов
а в л е н и я.
с о е-
с в а -
в
Автоматы и их основные узлы. Автоматом для д у по-
казывают устройство,
возбуждени
е е
ине
о ч н
о н у
Подавляющее большинство авто-
матов предназначено для сварки
плавящимся электродом — проволо-
кой. Такой автомат (рис. 331) вклю-
чает устройство для закрепления
бухты или катушки электродной про-
волоки 1, механизм подачи прово-
локи 3, который сматывает ее и
подает в мундштук 4, где к про-
волоке через скользящий -----
подводят сварочный ток.
низм подачи
контакт
Л^еха-
проволоки предста-
вляет собой пару или несколько по-
следовательно стоящих пар роли-
ков, вращаемых электромотором
через редуктор. Ролики зажимают проволоку, тянут ее с ка-
тушки и проталкивают в мундштук. Расстояние от место подвода
тока к проволоке до дуги не превышает нескольких сантиметров.
Поэтому потери напряжения из-за сопротивления проволоки
малы и можно работать на гораздо больших плотностях тока, чем
при ручной сварке. Так, сварку проволокой диаметром 1 мм вы-
полняют токами до 450 А, т. е. значительно большими, чем при
ручной сварке электродамп диаметром 5 мм. Вследствие этого,
производительность и глубина проплавления при автоматической
сварке гораздо больше, чем при ручной. Немаловажно также, что
время подготовки сварщика для работы на автомате гораздо
меньше, чем для ручной дуговой сварки.
Автоматы, в которых перечисленные узлы установлены на са-
моходной тележке с приводом от электромотора, которая переме-
532
щается автоматически вдоль свариваемого стыка, называются
самоходными. Автоматы, перемещающиеся непосредственно по
изделию или по направляющим, укладываемым на изделие или
рядом с ним, называются сварочными тракторами
(рис. 332, а). Прочие самоходные автоматы перемещаются только
по направляющим сварочной установки. Конструкция направ-
ляющих зависит от формы стыка. Для сварки прямолинейных
швов часто применяют консольные направляющие (рис. 332, б).
Они позволяют сваривать и кольцевые поворотные швы: каретка
стоит неподвижно, а изделие под ней поворачивают.
Несамоходные (подвесные) сварочные автоматы перемещаются
вдоль шва механизмами, входящими в состав сварочного станка
или установки.
Механизмы подачи электродной проволоки. Во время работы
автомата или дуговой сварки режим сварки необходимо поддер-
живать постоянным, чтобы обеспечить постоянство геометриче-
ских размеров и качество шва. Другими словами, сварочный ток,
напряжение и длина дуги должны быть неизменными. Поэтому
любой механизм подачи электродной проволоки должен подавать
ее со скоростью точно равной скорости плавления. Неравенство
этих скоростей приводит к удлинению и обрыву дуги или к корот-
кому замыканию (проволока упрется в изделие). Равенство
скоростей плавления и подачи проволоки в сварочных автоматах
обеспечивают двумя способами:
а) скорость плавления проволоки, т. е. сварочный ток, под-
держивают постоянным, а скорость подачи проволоки в процессе
сварки регулируют. Такие автоматы называют автоматами
с регулируемой скоростью подачи проволоки;
б) проволоку подают с постоянной скоростью, а сварочный ток,
т. е. скорость плавления, регулируют в процессе сварки. Такие
автоматы называются автоматами с постоянной
скоростью подачи проволоки.
Работа автоматов с регулируемой скоростью подачи проволоки
основана на линейной зависимости напряжения дуги от ее длины
при заданном токе: ип = а + Ы. Значит, постоянство напряже-
ния на дуге обеспечивает постоянство ее длины. В механизме
подачи проволоки таких автоматов используют электромотор
постоянного тока с двумя обмотками возбуждения. Одна обмотка
(независимая) питается от выпрямителя, вторая обмотка (дуговая)
через выпрямительный блок подключена параллельно дуге. Ма-
гнитные потоки обмоток направлены встречно, причем чем больше
поток дуговой обмотки, тем больше скорость подачи проволоки.
Поток независимой обмотки препятствует подаче проволоки.
Если скорость плавления проволоки по каким-то случайным
причинам окажется больше скорости подачи, то длина дуги уве-
личится, в результате возрастут напряжение на дуге, ток в дуго-
вой обмотке и повысится скорость подачи проволоки. Если же
длина дуги уменьшится, то напряжение дуги и магнитный поток
533
Рнс. 332. Сварочные автоматы:
а ~ сварочный трактор:- б самоходный автомат на консоли
534
дуговой обмотки уменьшатся, замедляя подачу проволоки и вос-
станавливая заданную длину дуги. Задают длину дуги измене-
нием тока независимой обмотки с помощью реостата.
Работа автоматов с постоянной скоростью подачи проволоки
основана на явлении саморегулирования дуги, открытом в 1942 г.
В. И. Дятловым. Суть его в следующем. При увеличении длины
дуги точка пересечения статической характеристики дуги с внеш-
ней характеристикой источника питания смещается в сторону
уменьшения тока (рис. 333). При увеличении длины дуги эта
Рис. 333. Саморегулирование дуги при различной крутизне внешней характе-
ристики источника литания
Рнс. 334. Критические токи для саморегулирования дуги
точка пересечения смещается в сторону уменьшения тока. Таким
образом, возрастание длины дуги приводит к снижению скорости
плавления проволоки, а уменьшение длины дуги к увеличению
скорости плавления. Если в исходный момент скорость плавления
была равна скорости подачи проволоки, То при случайных откло-
нениях длины дуги скорость плавления самопроизвольно меняется
в сторону восстановления исходной длины дуги. Если используют
источник питания с крутопадающей характеристикой, то абсо-
лютные изменения скорости плавления при изменении длины дуги
малы и практически не ощутимы. Если же источник питания имеет
пологопадающую или жесткую характеристику, то малейшее
изменение длины дуги приводит к значительному изменению сва-
рочного тока и быстрому восстановлению длины дуги. Эффек-
тивность саморегулирования тем больше, чем больше плотность
тока и чем больше изменение тока при колебаниях длины дуги,
т. е. чем меньше крутизна внешней характеристики источника.
Как правило, в приводе механизмов подачи проволоки с по-
стоянной скоростью используют асинхронные двигатели пере-
менного тока и скорость подачи проволоки устанавливают пред-
варительно, меняя шестерни в редукторе. Длина дуги и сварочный
535
ток самоустанавливаются в процессе сварки сообразно скорости
подачи проволоки и внешней характеристике источника питания.
Автоматы с постоянной скоростью подачи проволоки конструк-
тивно проще и надежнее в эксплуатации, чем автоматы с регули-
руемой скоростью проволоки. Поэтому автоматов с постоянной
скоростью подачи проволоки большинство. Но установлено, что
саморегулирование дуги достаточно эффективно только при то-
ках, превышающих минимальные для данного диаметра прово-
локи — выше кривой А на рис. 334. При сварочных токах в интер-
ных изменений недопустимо затягивается. Ниже кривой Б устой-
чивость дуги недостаточна для нормальной работы и нужны
автоматы с регулируемой скоростью подачи проволоки. Кроме
того, автоматы с регулируемой скоростью проще настраивать
при сварке разных изделий.
Шланговые полуавтоматы. Автоматическая сварка не всегда
осуществима и целесообразна. Она выгодна при выполнении длин-
ных прямолинейных и круговых швов, а также при выполнении
коротких швов на небольших массовых изделиях, подкладывае-
мых под автомат. В противном случае время на перестановку и
настройку автомата перекрывает выигрыш в производительности
автоматической сварки по сравнению с ручной.
Достоинства автоматической сварки (производительность и
глубокий провар) в сочетании с гибкостью ручной в значительной
степени сочетает сварка с помощью шланговых полуавтоматов.
В них механизм подачи электродной проволоки принципиально
такой же, как в сварочных автоматах, проталкивает проволоку
по гибкому шлангу в горелку, которую держит в руке сварщик
(рис. 335).
536
Таким образом, шланговый автомат механизирует только
подачу сварочной проволоки в дугу, а перемещение дуги вдоль
соединения осуществляет сварщик вручную. При необходимости,
в горелку подают защитный газ или устанавливают на ней во-
ронку с флюсом. Подавляющее большинство горелок комплектуют
шлангами длиной 3 м (предельная длина шлангов 4—5 м). Шланг
состоит из направляющей трубки (сплошной полимерной или
стальной спиральной), защитных слоев, токоведущих гибких
жил, трех проводов управления и, наконец, наружного защитного
слоя.
Сваркой выполняют тонкой проволокой — сплошной диаме-
тром 0,8—2 мм, порошковой — диаметром до 3,5 мм, которая не
ухудшает гибкость шланга. Плотность тока при сварке велика —
до 200 А/мм2, поэтому саморегулирование длины дуги идет очень
быстро. Это позволяет при ручном перемещении горелки исполь-
зовать механизмы подачи проволоки с постоянной скоростью.
Случайные колебания длины дуги из-за ручного ведения горелки
легко компенсируются саморегулированием дуги.
Источниками питания при полуавтоматической сварке обычно
служат сварочные трансформаторы и выпрямители на номиналь-
ные токи 300—500 А. Механизмы подачи полуавтоматов гораздо
меньше и легче, чем у автоматов, так как рассчитаны на проволоку
только малого диаметра. Масса их для разных отечественных
полуавтоматов колеблется в пределах 12—25 кг — их легко пере-
носить или перевозить на тележке. Для сварки на монтаже в не-
больших количествах выпускают ранцевые полуавтоматы, масса
механизма подачи которых составляет 5—7 кг. Их сварщик на-
девает на спину как рюкзак. Сварочные провода позволяют
относить механизм подачи на расстояния примерно до 50 м от
источника питания.
Производительность полуавтоматической сварки плавящимся
электродом в 2—3 раза превышает производительность ручной
сварки покрытыми электродами.
Способы механизированной дуговой сварки
Сварка под флюсом — самый старый способ механизированной
дуговой сварки. Ее осуществляют автоматами или шланговыми
полуавтоматами голой сплошной проволокой. Зону стыка перед
дугой засыпают слоем флюса толщиной до нескольких сантиметров.
Дуга горит под слоем флюса и не видна, поэтому процесс иногда
называют сваркой закрытой дугой. Часть флюса плавится и об-
разуется шлак, защищающий жидкий металл от воздуха. Тол-
щина слоя шлака значительно больше, чем при ручной сварке,
поэтому качество защиты лучше.
По технологии изготовления флюсы подразделяют на плавленые
и керамические. Плавленые флюсы получают расплав-
лением соответствующих шихт в электрических и пламенных
печах и их последующей грануляцией. Керамические
537
флюсы представляют собой гранулированные смеси порошков
на связке.
Основными компонентами плавленых флюсов для сталей яв-
ляются различные оксиды и плавиковый шпат. Плавленые флюсы
обеспечивают защиту сварочной ванны от воздуха, стабилизацию
сварочной дуги и раскисление металла шва.
Керамические флюсы более разнообразны по составу. Наряду
с рудоминеральными веществами в них можно вводить ферро-
сплавы, углеродистые и другие вещества. Они не взаимодейст-
вуют между собой до сварки. Это позволяет с помощью керамиче-
ских флюсов легировать металл и проводить металлургическую
обработку расплавленного металла, улучшающую качество шва.
Недостатками керамических флюсов по сравнению с плавлеными
является их большая гигроскопичность и меньшая прочность
гранул. Состав наплавленного металла при сварке под керами-
ческим флюсом больше зависит от режима. Однако в ряде случаев
керамические флюсы незаменимы, в частности, когда предъяв-
ляются особо высокие требования по ударной вязкости при низ-
ких температурах, стойкости против образования пор и трещин,
легкой отделимости шлаковой корки. Объем производства кера-
мических флюсов уступает плавленым, но быстро растет год
от года
В качестве электродов для сварки под флюсом используют спе-
циальную сварочную проволоку; их выпускают около ста марок.
Сварочные проволоки для сварки стали маркируют аналогично
качественным и легированным сталям с буквами «Св» впереди.
Например: Св-08, Св-01 Х19Н9.
Погружение дуги во флюс позволяет снизить потери на излу-
чение и уменьшить разбрызгивание металла. Коэффициент на-
плавки при сварке под флюсом составляет 14—18 против 8—
12 г/(/1 -ч) при ручной дуговой сварке. Подвод тока к электродной
проволоке вблизи дуги позволяет повысить сварочный ток до
500—2000 А и более. Мощная дуга, горящая под флюсом, глубоко
проплавляет основной металл. Это позволяет обходиться без
разделки кромок под сварку при односторонней сварке стали тол-
щиной до 12 мм и двухсторонней до 20—30 мм. Меняется характер
образования шва: металл шва примерно на 2/3 состоит из пере-
плавленного основного металла и на 1/3 из металла электродной
проволоки. При ручной сварке соотношение обратное, и количество
наплавляемого металла больше.
Сварка под флюсом по сравнению с ручной дуговой сваркой
более экономична, обеспечивает более стабильное высокое каче-
ство соединений. Экономичность процесса обусловлена сокра-
щением расхода электродного металла, снижением расхода элек-
троэнергии на 30—40 % и уменьшением затрат труда на разделку
кромок. Производительность сварки под флюсом в 5—20 раз
выше, чем ручной дуговой. Сварка под флюсом — самый произво-
дительный способ дуговой сварки. Производительность автома-
538
тической сварки при токе 550 А порядка 9 кг/ч, при больших
токах она достигает 20 кг/ч и больше. Производительность полу-
автоматической сварки обычно 8—12 кг/ч. Фактический коэффи-
циент загрузки полуавтомата примерно 0,5 и соответственно фак-
тическая производительность 4—6 кг/ч. Недостатком процесса
является повышенная жидкотекучесть металла и флюса. Поэтому
сварка возможна только в нижнем положении при отклонении
шва от горизонтали не более 10—15°. Невозможность визуаль-
ного наблюдения за образованием шва затрудняет управление
процессом и сварку швов сложной конфигурации.
Режимы сварки под флюсом, особенно проволокой большого
диаметра, соответствуют горизонтальным и реже началу восходя-
щего участка статической характеристики дуги. Поэтому мощные
трансформаторы для сварки под флюсом имеют падающие внешние
характеристики.
Сварка порошковой проволокой. Порошковая проволока — это
свернутая из тонкой стальной ленты трубка, заполненная смесью
порошков. Порошок играет ту же роль, что и покрытия для
электродов ручной сварки. По составу порошковые смеси прин-
ципиально однотипны с покрытиями электродов, но не содержат
связки. Для получения порошковой проволоки ленту пропускают
между двумя роликами, изгибающими ее желобком, в который
засыпают смесь порошков. Следующие ролики сгибают края
желобков в трубку. Для уплотнения смеси трубку протягивают
через фильеру, как проволоку. При волочении толщина стенки
трубки уменьшается до 0,2 мм и менее. Затем готовую порошко-
вую проволоку сматывают в мотки.
Применение так называемой самозащитной порошковой про-
волоки позволяет осуществлять полуавтоматическую и автомати-
ческую сварку без дополнительной защиты сварочной ванны
флюсом или газом. Сварочная ванна при этом способе видна и
процессом сварки удобно управлять.
Производительность сварки при пользовании самозащитными
порошковыми проволоками 14—18 г/Ач. При токах 200—500 А
это составляет 4—9 кг/ч. Расход проволоки на получение 1 кг
наплавленного металла не превышает 1,3 кг, что значительно
ниже расхода электродов при ручной сварке. Глубина проплавле-
ния основного металла при работе с порошковой проволокой
больше, чем при ручной сварке.
При горении дуги ток идет только по тонкой металлической
оболочке порошковой проволоки. Плотность тока более 100 А/мм2
п соответствует восходящему участку статической характеристики
дуги. Поэтому для питания дуги предпочтительны источники
с жесткой характеристикой.
Сварка в инертных газах. Механизированная сварка в инерт-
ных газах может выполняться неплавящимся или плавящимся
вольфрамовым электродом. Область применения механизирован-
ной сварки вольфрамовым электродом та же,
Е39
что и ручной. Автомат для сварки вольфрамовым электродом
перемещает его на заданном расстоянии вдоль шва и подает про-
волоку в сварочную ванну, причем заданный дуговой промежуток
предварительно настраивается вручную. Поскольку вольфрамо-
вый электрод почти не расходуется при сварке, подстройку длины
дуги обычно выполняют вручную. Однако есть и автоматы с авто-
матическим регулированием длины дуги. Постоянство длины
дуги оценивают по напряжению на дуге. Если оно отличается
от заданного, то соответствующее реле включает мотор, который
немного поднимает или опускает электрод. В шланговом полу-
автомате для сварки вольфрамовым электродом проволоку по-
дают с постоянной скоростью почти по касательной к поверхности
ванны. Желательно, чтобы скорость сварки была равна скорости
подачи проволоки. Сварщик как бы опирается на конец подавае-
мой проволоки, контролируя скорость движения горелки. Такие
полуавтоматы применяют редко.
Полуавтоматическая и автоматическая сварка плавя-
щимся электродом в инертных газах широко приме-
няется для сварки конструкций толщиной более 3 мм из леги-
рованных сталей, алюминия, титана и их сплавов. Сварку ведут
тонкой проволокой на больших плотностях тока и с большими
скоростями. Она выполнима во всех пространственных положе-
ниях. Питание дуги осуществляют от выпрямителей с жесткими
характеристиками, применяют также импульсные источники пи-
тания, как при сварке вольфрамовым электродом. От источника
небольшой мощности питается дежурная дуга, создающая каплю
на конце электрода, которая сбрасывается большим импульсом
тока. Такой процесс особенно эффективен для тонкого металла,
при этом зона теплового влияния шва сводится к минимуму.
Для сварки стали плавящимся электродом аргон нередко
смешивают с 1—5 % углекислого газа или кислорода. Это ста-
билизирует горение дуги, снижает разбрызгивание и повышает
стойкость швов против пористости.
Плавящимся электродом в инертных газах можно сваривать
большие толщины в щелевую разделку, аналогично тому, как
вручную вольфрамовым электродом.
Сварка в углекислом газе. Сварка в углекислом
газе — это способ сварки плавящимся элек-
тродом с защитой сварочной ванны от воз-
духа углекислым газом.
В основном сварку выполняют шланговыми полуавтоматами
голой проволокой диаметром до 1,2 мм (реже до 2 мм) на больших
плотностях тока (до 300 А/мм2); дуга питается постоянным током
обратной полярности (плюс на электроде) от источника с жесткой
характеристикой. В отличие от инертных газов углекислый
газ химически активен по отношению к жидкому металлу. Он
окисляет железо и легирующие элементы с образованием соответ-
ствующих оксидов и СО. Окислительное действие СО2 компенси-
540
руют введением раскислителей (кремния, марганца) в сварочную
проволоку. Для сварки углеродистых и низколегированных
сталей с от < 400 МПа обычно используют проволоку Св-08Г2С,
а для сталей с большим пределом текучести легированную про-
волоку. Критическая температура хрупкости строительных ста-
лей, сваренных проволокой Св-08Г2С порядка —40 °C.
В углекислом газе иногда сваривают и высоколегированные
коррозионностойкие стали соответствующими легированными про-
волоками.
'Сварка в СО2 возможна во всех пространственных положе-
ниях. По производительности она не уступает полуавтоматической
сварке под флюсом. Полный провар без разделки кромки бла-
годаря высокой плотности тока достигается при толщинах до
8—10 мм.
Сварка в углекислом газе голой сплошной проволокой —
самый дешевый способ дуговой сварки углеродистых и низколе-
гированных сталей, поэтому его применяют очень широко. По
объему производства он занимает первое место среди механизи-
рованных способов сварки плавлением. Основной недостаток
сварки в СО2 — сильное разбрызгивание металла: на зачистку
от брызг расходуется до 30—40 % времени, затрачиваемого на
сварку.
Кроме того, возможно нарушение газовой защиты при сду-
вании струи СО2 ветром. В последние годы для уменьшения
разбрызгивания широко используется проволока с церием
Св-08Г2СЦ и порошковые проволоки. Сварка порошковой про-
волокой несколько дороже, чем сплошной, но позволяет повысить
производительность на 10—20 %. При этом разбрызгивание незна-
чительное, внешний вид шва лучше, а критическая температура
хрупкости при сварке строительных сталей ниже —60 °C.
Обычно сварку в СО2 больших толщин выполняют с разделкой
кромок, аналогичной разделке при ручной сварке; толщины до
100 мм сваривают и со щелевой разделкой.
Сварка активированной проволокой. В последние годы неко-
торое применение получила полуавтоматическая сварка голой
сплошной активированной проволокой без защиты сварочной
ванны газом или флюсом. В состав такой проволоки входит
много активных раскислителей и нитридообразующих элемен-
тов. Эти элементы (титан, цирконий, алюминий, церий и др.)
связывают кислород и азот, попавшие в металл из атмосферы,
в стойкие нитриды и оксиды, относительно мало влияющие на
прочность и пластичность шва. Поэтому удовлетворительная
прочность швов обеспечивается даже без защиты. Достоинство
активированной проволоки — возможность сварки в любых
атмосферных условиях, так как ветер и осадки не влияют на ста-
бильность защиты.
Наличие окалины, ржавчины и следов масла слабо сказы-
вается на качестве шва.
541
Пока практическое применение для сварки металлоконструк-
ций из углеродистых и марганцовистых сталей получила только
проволока Св-15ГСТЮЦА. Она содержит примерно по 1 % мар-
ганца, кремния, титана, алюминия и церия. При комнатной
температуре соединение получается равнопрочным с основным
металлом, но при отрицательных температурах ударная вязкость
швов резко снижается. Для сварки арматуры железобетона при-
меняют проволоку Св-20ГСТЮА. Использование этих проволок
ограничивают их высокая стоимость и недостаточная ударная
Рис. 336. Установка для сварки наклонным электродом:
/ — направляющий стержень; 2 — каретка; 3 — электро-
додержатель; 4 — упор; 5 — ножки; 6 — зажим для кре-
пления ножек и изменения угла направляющего стержня;
7 — электрод; 8 — кронштейн для крепления кабеля;
9 — мягкий кабель; 10 — тумблер
вязкость металла швов при отрицательных температурах и после
механического старения.
Сварка наклонным электродом является своеобразным про-
цессом сварки электродами с покрытием. Для реализации процесса
необходим штатив (рис. 336). Электрод 7 закрепляют в электро-
додержателе 3, прикрепленном к каретке 2, которая может сво-
бодно перемещаться по направляющему стержню 1. Во время
сварки электрод упирается концом в свариваемую деталь под
острым углом к ее поверхности. Покрытие является изолирующей
прослойкой между деталью и стержнем электрода — между ними
горит дуга. Длина дуги определяется толщиной покрытия. По
мере плавления и укорочения электрода, каретка под собственным
весом свободно съезжает вниз по направляющему стержню,
одновременно передвигая электрод вдоль стыка. Процесс обеспе-
чивает высокое и стабильное качество шва при минимальных тре-
бованиях к квалификации сварщика и мизерных капитальных
затратах. Один сварщик может обслуживать 3—6 штативов
одновременно, поэтому его производительность во столько же
раз больше, чем при ручной сварке. Иногда этот процесс пред-
почтительнее полуавтоматической сварки.
542
Способ применяют преимущественно для сварки в нижнем
положении угловых и тавровых соединений из низкоуглеродистых
сталей толщиной 4—16 мм. Наряду с обычными электродами, для
сварки наклонным электродом выпускают электроды длиной
700 мм. Основное, что ограничивает возможности использования
этого процесса — необходимость аккуратной сборки соединений
под сварку. Поэтому его применяют преимущественно там, где
требования к сборке под сварку традиционно высокие — в судо-
стррении, краностроенин и др.
Дуговая наплавка
Сварочная дуга позволяет не только сварить изделие, но и на-
носить слой металла на его поверхность. Такой процесс называют
наплавкой. Наплавкой можно формировать слои любой
толщины и любого химического состава. Обычно масса наплав-
ленного металла составляет несколько процентов от массы изде-
лия. Наплавку используют при восстановлении деталей в ре-
монтном производстве и при изготовлении новых деталей. При-
мерно 85 % объема наплавочных работ приходится на ремонтную
наплавку. Однако все большее значение приобретает изготови-
тельпая наплавка при производстве новых деталей. В связи с не-
прерывйым форсированием режимов эксплуатации механизмов
многие изделия современного машиностроения уже не могут быть
работоспособными без наплавленного антикоррозионного, жаро-
стойкого или износостойкого слоя на рабочих поверхностях.
К их числу относятся клапаны автомобильных двигателей, плуги
и другие землеройные орудия, арматура для пара высоких пара-
метров и др.
По массе наплавленного металла первое место занимают руч-
ная дуговая наплавка и механизированная наплавка под флюсом
сплошной и порошковой проволокой. Для наплавки используют
специальные плавленые и керамические сварочные флюсы, сплош-
ные обычные сварочные проволоки или специальные наплавоч-
ные. Сплошные наплавочные проволоки изготовляют из углеро-
дистой и легированной стали. Они отличаются от сварочных
повышенным содержанием углерода (до 1 %). Их маркировка
аналогична маркировке конструкционных и легированных сталей
с буквами Нп впереди. Например: Нп-45, Нп-30Х5.
Очень быстро растет объем полуавтоматической наплавки само-
защитными порошковыми проволоками. Это единственный про-
цесс, который по своей универсальности, простоте, технологич-
ности и умеренной стоимости оборудования успешно конкурирует
с ручной наплавкой покрытыми электродами, обеспечивая прн
этом повышение производительности в 2—5 и более раз. Исполь-
зуют и автоматическую наплавку открытой дугой порошковой
проволокой и порошковой лентой шириной 14—45 мм и толщиной
3—4 мм. Порошковую ленту, как и порошковую проволоку,
543
получают из тонкой стальной ленты со смесью порошков внутри.
Лентой за один проход наплавляют широкую полосу, что обеспе-
чивает рост производительности. Есть и ряд других материалов,
но применение их невелико.
При восстановлении изношенных деталей наплавка довольно
тонких слоев дает возможность повторно использовать детали
и обеспечивает огромную экономию. Это позволяет уменьшить
расход запасных частей. Соответствующий технико-экономиче-
ский эффект очень велик, но еще больший эффект дает оптималь-
ный выбор наплавочных материалов. Можно наплавлять слои,
износостойкость которых в условиях эксплуатации в несколько
раз, а иногда в десятки раз больше износостойкости основного
металла детали. В результате реставрированная наплавкой де-
таль получается куда более долговечной, чем новая.
Промышленность выпускает много марок электродов, пред-
назначенных для разных условий износа. Детали, изнашива-
ющиеся в условиях трения металла по металлу, наплавляют угле-
родистыми или низколегированными сталями. При больших
объемах наплавочных работ их выполняют сплошной проволокой
под флюсом, при малых — самозащитной порошковой проволокой
или вручную электродами. Существует много марок электродов
и порошковых проволок. Электроды ОЗН-ЗООМ и ОЗН-400М
обеспечивают получение наплавок твердостью НВ 300 и 400
соответственно без термической обработки. Есть и самозащитные
порошковые проволоки для получения наплавленного металла
твердостью НВ 250—300, без термической обработки.
Детали, подвергающиеся абразивному и ударно-абразивному
износу, наплавляют средиелегировапными сталями и высоколеги-
рованными белыми чугунами. Наплавка в несколько раз увели-
чивает срок службы детали. Наплавка инструмента для горячей
обработки металла давлением позволяет получать характеристики
недостижимые в прокате. Так, слой, наплавленный электродами
ОЗШ-6, в состоянии после наплавки имеет твердость порядка
HRC 23 и легко обрабатывается резанием; отпуском твердость
слоя может быть повышена до HRC 55—56. Твердость слоя со-
храняется при нагреве до 1150 °C, а твердость ходовой штамповой
стали ЗХ2В8Ф снижается после 650 °C. В тех случаях, когда
необходимы коррозионная стойкость и жаропрочность, поверх-
ности наплавляют аустенитными сталями и никелевыми сплавами.
Оптимальный выбор состава и структуры наплавленного слоя—
основное требование, обеспечивающее эффективность наплавки.
Нередко одинаковые слои можно получать разными способами,
но некоторые составы воспроизводят только электродами или
топько порошковой проволокой. При выборе сварочного мате-
риала и способа сварки, следует учитывать, что экономия в ре-
зультате увеличения срока службы детали гораздо больше, чем
от роста производительности при переходе с ручной на механизи-
рованную наплавку.
544
2. Электрошлаковая сварка
Рис. 337. Схема электрошлаковой
сварки:
1 — сварной шов; 2 — жидкий ме-
талл; 3 — шлаковая ванна; 4
электродная проволока; 5 — водо-
охлаждаемые ползуны
Электрошлаковая сварка — оригинальный процесс, разработан-
ный в институте электросварки им. Е. О. Патона. Сущность про-
цесса заключается в следующем (рис. 337). В замкнутое про-
странство между водоохлаждаемыми медными пластинами и вер-
тикально установленными кромками свариваемых деталей засы-
пают флюс и подают электродную проволоку. Источник питания
подсоединяют к электродной проволоке и свариваемым деталям.
В начале процесса возбуждают дугу, флюс плавится и образуется
электропроводный шлак. Шлак шун-
тирует дугу, она гаснет, и выход-
ная цепь источника питания замы-
кается через шлак — начинается соб-
ственно электрошлаковый процесс.
Ток, проходя через шлак, разогре-
вает его до высокой температуры.
От тепла шлака плавятся основ-
ной металл и электрод. Расплав
стекает вниз, выжимая шлак вверх,
и затвердевает. Так постепенно про-
варивают весь шов.
Электрошлаковым способом сва-
ривают за один проход без раз-
делки кромок любые толщины, на-
чиная с 16 мм. Сварку больших
толщин осуществляют проволокой, колеблющейся в плоскости
стыка, или подают в зазор 2—3 и более проволок на некотором
расстоянии одна от другой. В качестве плавящегося электрода
используют также металлические пластины или ленту. Одной
проволокой сваривают толщины до 70 мм, тремя до 600 мм. Есть
опыт сварки толщин примерно до 2 м.
Длинные стыки можно заваривать с помощью «плавящегося
мундштука» — стальной трубки, установленной неподвижно в за-
зор между свариваемыми деталями. Электродную проволоку
подают по этой трубке, чтобы она не отклонялась от оси
шва.
Флюсы для электрошлаковой сварки должны обладать вы-
сокой электропроводностью в жидком состоянии и оптимальной
вязкостью. Поэтому в флюсах АН-8 и АН-22 содержится повы-
шенное количество плавикового шпата CaF2, а флюсы для сварки
высоколегированных сталей (АНФ-7, АНФ-1) на 70—100 % со-
стоят из CaF2. Короткие швы можно получить, пользуясь обыч-
ными сварочными флюсами АН-348А и ОСЦ-45. Для начала
электрошлакового процесса без возбуждения дуги используют
флюс АН-25, электропроводный в твердом состоянии. Кусочки
флюса помещают под электрод, при пропускании тока он нагре-
вается и плавится.
18 Кнорозов Б. В. и др.
545
При сварке конструкций с толщиной стенки 40—60 мм и более
производительность электрошлаковой сварки в 6—10 раз боль-
ше, чем автоматической сварки под флюсом. При этом существенно
уменьшается расход электроэнергии и сварочных материалов
(флюса и проволоки). Электрошлаков у ю сварку металла толщи-
ной менее 40 мм применяют только взамен ручной сварки верти-
кальных швов, кантовка которых в нижнее положение невоз-
можна или невыгодна.
Существенный недостаток электрошлаковой сварки, ограни-
чивающий ее применение, — сильный разогрев околошовной
зоны. Это приводит к изменению свойств металла, главным обра-
зом, к повышению критической температуры хрупкости. Радикаль-
ный путь восстановления исходного уровня свойств основного
металла—термическая обработка сварного изделия, но она не
всегда возможна. Для повышения вязкости металла в околошов-
ной зоне применяют электрошлаковую сварку с пониженной
энергией на 1 м шва, способы ускорения охлаждения швов во
время сварки и местную термическую обработку сварных сое-
динений .
3. Электронно-лучевая сварка
Сущность процесса. Свариваемые детали, собранные без зазора
или с маленьким зазором, помещают в вакуумную камеру и по-
дают на них электронный луч — пучок электронов, движущихся
с большой скоростью. При соударении с изделием электроны
тормозятся, их кинетическая энергия переходит в тепловую и
расплавляет металл. Перемещая элекронный луч вдоль стыка,
получают сварной шов.
Установка для электронно-лучевой сварки состоит из элек-
тронной пушки, вакуумных камер, устройств для перемещения
луча вдоль стыка, блоков питания и управления. Электронная
пушка предназначена для создания и фокусирования пучка элек-
тронов. По устройству она аналогична электронно-лучевой трубке
телевизора. Подогреваемый вольфрамовой спиралью катод испу-
скает электроны, которые ускоряются под действием напряжения
между катодом и анодом и вылетают через отверстие в аноде по
направлению к детали. Для фокусировки пучка электронов на
деталь применяют магнитные линзы-катушки. Они позволяют
фокусировать электронный луч в пятно диаметром 0,1—0,5 мм
и даже меньше. Мощность нагрева электронным лучом равна
произведению тока луча на ускоряющее напряжение, которое
в разных установках составляет от 10 до 150 кВ, ток луча — милли-
амперы, а результирующая мощность может достигать 1,5—100 кВт
и больше. Рабочий вакуум в камерах электронно-лучевых уста-
новок составляет 10~2—10-3 Па. Перемещение луча вдоль линии
соединения достигается либо чисто механическим перемещением
деталей при неподвижном луче, либо отклонением луча электри-
546
ческим или магнитным полем. Последнее очень удобно для авто-
матизации процесса.
Режим и интенсивность нагрева можно точно и просто регули-
ровать изменением тока луча, напряжения, фокусировки и вре-
мени. Процесс нагрева электронным лучом по управляемости не
имеет равных. Интенсивность нагрева можно регулировать в пре-
делах от 102до 5-10s Вт/см2. Первая цифра соответствует интенсив-
ности нагрева газовой горелкой, вторая — сфокусированному
лазерному излучению. Это делает электронно-лучевой нагрев
универсальным, применимым для самых разнообразных процессов
термической обработки, пайки, сварки, резки. Сварку выполняют
на режимах, обеспечивающих интенсивность нагрева порядка
10е Вт/см2, так как при чрезмерной интенсивности нагрева ме-
талл мгновенно испаряется и вместо сварки происходит резка.
Технологические особенности. Процессу электронно-лучевой
сварки присущи две характерные особенности: первая — сварка
протекает в вакууме, вторая — интенсивность нагрева очень
велика.
Вакуум является идеальной защитной средой для сварки хими-
чески активных металлов. Парциальное давление кислорода и
азота уже при вакууме 1,3 Па меньше, чем в особо чистом аргоне
при атмосферном давлении. В камерах электронно-лучевых уста-
новок давление еще на 2—3 порядка ниже, поэтому при электронно--
лучевой сварке происходит не поглощение газов из окружающей
среды, а дегазация расплавленного металла. Соответственно
меняются и свойства. Так, при сварке циркония в камере с арго-
ном твердость шва почти вдвое больше твердости основного ме-
талла, а при электронно-лучевой сварке шов даже несколько
мягче основного металла. Поэтому электронно-лучевой сваркой
сваривают конструкции из циркония, молибдена, хрома, ванадия
и других химически активных металлов.
Интенсивный точечный нагрев при электронно-лучевой сварке
приводит к очень быстрому плавлению и затвердеванию металла.
В результате шов получается мелкозернистым с высокими меха-
ническими свойствами, а ширина зоны термического влияния
сводится до минимума, в ряде случаев практически до нуля. Это
позволяет сваривать сплавы, чувствительные к нагреву, а также
предварительно закаленные изделия без ухудшения свойств око-
лошовной зоны.
Благодаря интенсивному нагреву, шов имеет вид длинного
узкого клина, соотношение глубины проплава и ширины шва
10—12 («кинжальный проплав») Площадь зоны проплавления
при электронно-лучевой сварке примерно в 25 раз меньше, чем
при дуговой. В результате сводятся до минимума сварочные де-
формации и резко сокращается затрата энергии на единицу длины
шва. При дуговой сварке она в 10—15 раз больше.
Малый диаметр электронного пучка и его независимость от сва-
риваемого изделия позволяют выполнять сварные соединения
18*
547
в узких разделах и труднодоступных местах, что невозможно
другими способами сварки. Когда нет доступа к одному из эле-
ментов конструкции, выполняют прорезные швы: сварное соедине-
ние получают, проплавляя насквозь один из элементов (рис. 338, о).
Удается также получать сварные соединения проплавлением
трех—четырех стыков одновременно (рис. 338, б).
Область применения. Регулирование мощности и фокусировки
нагрева электронным лучом позволяет использовать его для
сварки почти любых сплавов при толщине стенки конструкции
от долей мм в электронике до 150 мм и более в энергомашино-
строении. Сваривают не только тугоплавкие и редкие металлы, но
различные стали и цветные сплавы. Созданы установки для не-
прерывной электронно-лучевой сварки (например, для сварки
встык продольным швом ленты из углеродистой и легированной
стали, предназначенной для изготовления ленточных пил). Для
сварки крупногабаритных изделий имеются камеры, которые
герметизируют изделие только в зоне сварки. В камерах, работа-
ющих по этому принципу, можно сваривать стыки стержней и
труб большой длины, стыки проволоки, стыки колец большого
диаметра и др.
Отсутствие деформаций при электронно-лучевой сварке спо-
собствует широкому применению ее в машиностроении, так как
сварные детали можно использовать без последующей механиче-
ской обработки. Так, в автомобилестроении оказалось экономи-
чески выгодным приваривать отдельно изготовленный зубчатый
венец к диску из более дешевой стали.
Основные препятствия более широкому применению электрон-
но-лучевой сварки — сложность и дороговизна установок, осо-
бенно с большими вакуумными камерами, и необходимость за-
щиты персонала от мощного потока рентгеновского излучения,
возникающего при работе установки.
4. Свариваемость и особенности сварки плавлением сталей,
чугунов и некоторых цветных металлов
Понятие о свариваемости. Под свариваемостью по-
нимают комплекс свойств сплава, опреде-
ляющих возможность получить сварное
548
соединение с требуемой прочностью при
принятом технологическом процессе сварки.
Сваривать, вообще говоря, можно любые металлические сплавы.
Но одни сплавы можно сваривать по простейшей технологии, полу-
чая соединения высокого качества, при сварке других необходимы
строгое соблюдение режимов, специальный выбор материалов,
а в некоторых случаях — подогрев, проковка швов. Третьи
сплавы можно сваривать только с предварительным и сопутству-
ющим подогревом, последующей термической обработкой и т. д.
Наконец, четвертые сплавы склонны к образованию трещин,
при сварке их необходим подогрев, после нее — термическая
обработка. Прочность сварного соединения после этого все равно
получается пониженной. Перечисленные группы сплавов назы-
вают соответственно хорошо, удовлетворительно, ограниченно и
плохо сваривающимися.
Свариваемость главным образом зависит от химического со-
става сплавов, поэтому для сварных конструкций используют
стали и сплавы только определенных составов. Свариваемость
некоторых сталей и цветных сплавов зависит от их структурного
состояния, поэтому перед сваркой таких материалов может быть
необходима термическая обработка.
Структура сварного соединения при сварке плавлением. В по-
перечном сечении сварного соединения при любом способе сварки
плавлением можно выделить три участка: наплавленный металл
шва, зону частичного расплавления или переходную зону и зону
термического влияния. Зона термического влия-
ния — это участки основного металла, в которых под влиянием
термического цикла сварки происходит изменение структуры.
Как правило, это приводит к ухудшению прочностных свойств
основного металла Физическая сущность изменений структуры
бывает разной Почти всегда на участках рядом со швом растет
зерно — участки с крупнозернистой структурой называют з о-
ной перегрева Могут быть участки с закалочными струк-
турами (зона нормализации) и, наконец, участки, в которых про-
ходят отпуск или старение. В некоторых сплавах идут и другие
процессы. Ширина зоны термического влияния и отдельных ее
зон зависит от свойств материала и режима сварки. Общее правило:
чем быстрее нагрев и меньше тепловложение на единицу длины
шва, тем меньше ширина зоны термического влияния.
Сварка низкоуглеродистых нелегированных и строительных
низколегированных сталей. К этой группе относятся углеродистые
стали, содержащие менее 0,25 % С (стали 08, 10, 20, ВСтЗ и др.)
и низколегированные строительные стали (14Г2, 10Г2С1, 10ХСНД,
14Г2АФДпс и др.). Эти стали хорошо свариваются всеми способами
дуговой сварки. Практически используют ручную дуговую сварку
плавящимся электродом, сварку в углекислом газе и под флюсом.
Получение соединений, равнопрочных с основным металлом при
статическом нагружении, обычно не вызывает затруднений, но
549
усталостная прочность околошовной зоны снижается. В резуль-
тате при сварке стыковых соединений из низкоуглеродистой стали
предельные размахи напряжений составляют 1/2, а нахлесточных
соединений — всего лишь 1/6 — 1/4 от предельных размахов
напряжений основного металла с прокатной поверхностью. Еще
больше уменьшаются размахи напряжений при сварке низко-
легированной стали повышенной прочности.
Если сварное соединение эксплуатируется при отрицательных
температурах и подвергается переменным нагрузкам, то это на-
кладывает ограничения на выбор марок электродов, флюсов и
сварочных проволок. Толстостенные конструкции при дуговой
сварке на морозе рекомендуется подогревать.
Ряд сталей этой группы выпускают в термупрочиениом состоя-
нии — после закалки с прокатного нагрева с самоотпуском. Тер-
моупрочнение позволяет значительно повысить прочность и сни-
зить критическую температуру хрупкости стали. Способы сварки
термоупрочненной стали те же, что и иетермоупрочиенной, только
сварочные материалы выбирают так, чтобы повысить статическую
прочность шва. Основным затруднением при сварке термически
упрочненных сталей является образование в околошовной зоне
«мягких прослоек» — разупрочнеиных участков с пониженной
твердостью. Чем больше тепловложение на единицу длины шва,
тем шире мягкие прослойки. Если ширина прослоек мала, то при
статическом растяжении сварное соединение может быть равно-
прочным с основным металлом. При усталостном нагружении
мягкие прослойки всегда резко снижают прочность конструкции,
поэтому применение термически упрочненных сталей для кон-
струкций, испытывающих такие нагрузки, нецелесообразно.
Сварка среднеуглеродистых и высокоуглеродистых сталей.
К среднеуглеродистым относят стали, содержащие 0,30—0,45 % С.
Зги стали обладают ограниченной свариваемостью из-за образо-
вания закалочных структур и трещин в околошовной зоне, а также
кристаллизационных трещин в металле шва. Чтобы предотвра-
тить образование кристаллизационных трещин, стараются сни-
зить долю основного металла в металле шва и применяют элек-
троды и проволоки с пониженным содержанием углерода, а сни-
жение прочности шва из-за уменьшения содержания углерода
компенсируют небольшими добавками легирующих элементов.
Режимы сварки выбирают так, чтобы уменьшить глубину проп-
лавления основного металла.
Механизированную сварку под флюсом и в СО2 выполняют
проволокой малого диаметра на больших скоростях. Чтобы пре-
дотвратить образование трещин в околошовной зоне применяют
подогрев до 250—300 °C. Однако даже подогрев не предотвращает
образования закалочных структур в околошовной зоне, поэтому
после сварки изделие подвергают термической обработке.
Имеется некоторый опыт успешной сварки среднеуглеродистых
сталей в углекислом газе без подогрева и последующей термиче-
650
ской обработки. При этом изделия толщиной до 5 мм в серийном
производстве сваривают не за один, а за два прохода.
Режимы сварки подобраны так, что дополнительный нагрев око-
лошовной зоны при втором проходе позволяет почти полностью
устранить закалочные структуры.
Высокоуглеродистые стали содержат 0,46—0,75 % С и сва-
риваются плохо. У них больше склонность к образованию зака-
лочных структур в околошовной зоне, чем у среднеуглеродистых,
и сильнее растет зерно. Стали этой группы не используют для
изготовления сварных конструкций, но их широко применяют
в машиностроении для изготовления различных деталей машин.
Необходимость сварки таких сталей возникает, преимущественно,
при ремонте. Детали сваривают в подогретом до 300—450 °C
состоянии и термически обрабатывают после сварки. Металл
шва — низкоуглеродистая низколегированная сталь — форми-
руется из материала электрода. Проплавление основного металла
стараются свести к минимуму выбором режимов сварки и мани-
пуляциями электродом.
Сварка низко- и среднелегированных машиностроительных
сталей. В эту группу входят стали перлитного и мар-
тенситного классов. Некоторые стали перлитного класса
хорошо свариваются, другие свариваются удовлетворительно
и ограниченно. Стали мартенситного класса свариваются
плохо.
Сварка всех этих сталей сопряжена со следующими тремя
затруднениями. Первое — нужно предотвратить образование за-
калочных структур в околошовной зоне, чтобы не было трещин
при охлаждении затвердевшей стали. Это существенно практиче-
ски для всех средиелегироваиных сталей, содержащих свыше
0,15 % С. Для предотвращения трещин применяют предваритель-
ный подогрев до 300—400 °C. Второе — необходимо исключить
образование трещин в шве при затвердевании. Для этого сни-
жают содержание в материале шва углерода и серы и повышают
содержание марганца, хрома и других легирующих элементов.
Это достигается соответствующим выбором сварочных материалов.
Третье — режим термической обработки сварного соединения,
если она необходима, должен быть одинаковым как для основного
металла, так и для металла шва.
Если к сварному соединению не предъявляются требования
по равиопрочиости с основным металлом, то среднелегированные
стали можно сваривать аустенитной проволокой в защитном газе
или вручную электродами, обеспечивающими получение в шве
аустенитной стали. Такие сварные швы имеют временное сопро-
тивление до 550 МПа, высокие пластичность и вязкость. Кроме
того, такие швы сохраняют пластичность и вязкость при низких
температурах и при ударном нагружении. Поэтому соединения
с аустенитными швами применяют в наиболее ответственных и
нагруженных конструкциях.
551
В некоторых случаях, тщательно подбирая режим сварки и
легирования, удается обеспечить равнопрочность шва с основным
металлом для легированных сталей с временным сопротивлением
до 1000 МПа, при этом пластичность и вязкость шва остаются
удовлетворительными. Так, при многослойной сварке сталей типа
ЗОХГСА под флюсом или в защитном газе получают металл с вре-
менным сопротивлением свыше 800 МПа, относительным удлине-
нием больше 20 % и ударной вязкостью свыше 120 Дж/см2.
Сварка высоколегированных сталей. Высоколегированные стали
подразделяют по структуре на аустенитные, ферритные, мартен-
ситные, аустенитно ферритные, аустенитно-мартенситные и фер-
рнтно-мартенсшные. Большинство аустенитных сталей хорошо
сваривается любыми способами дуговой сварки без подогрева.
При этом получаются равнопрочные с основным металлом соеди-
нения. Но выделение карбидов в околошовной зоне приводит к не-
которому снижению пластичности и коррозионной стойкости.
Поэтому после сварки эти стали следует подвергать закалке
с 1000—1100 °C. Аустенитио-ферритные стали также относят
к хорошо сваривающимся. Эти стали сваривают всеми способами
электрической сварки плавлением.
Стали ферритного класса относятся к ограниченно сварива-
ющимся. Основная трудность при их сварке — сильный рост зерна
в околошовной зоне и вследствие этого снижение прочности и
в еще большей степени пластичности. Сварные соединения этих
сталей, полученные ручной дуговой сваркой, обладают сущест-
венно меньшей прочностью и пластичностью, чем основной ме-
талл. Аргоно-дуговой сваркой вольфрамовым электродом с аусте-
нитной присадочной проволокой можно получать соединения
примерно с таким же временным сопротивлением, как у основного
металла, но со значительно меньшей пластичностью и резко
пониженной вязкостью. Электронно-лучевой сваркой можно по-
лучать безупречные соединения на сталях этой группы, при этом
ширина зоны термического влияния на листах толщиной до 6 мм
сводится практически к нулю.
Мартенситные и мартенситно-ферритные стали относятся к ог-
раниченно и плохо сваривающимся. Как правило, при сварке
их подогревают примерно до 300 °C для предотвращения трещин
прн охлаждении, а после сварки отпускают 3—5 ч при 680—720 °C.
Если проведение отпуска затруднительно, то применяют аусте-
нитные присадочные материалы.
Сварка чугуна. Все чугуны для отливок — серый, ковкий,
высокопрочный — свариваются плохо, поэтому сварку не ис-
пользуют для изготовления чугунных конструкций. Сваривать
чугун приходится для исправления дефектов отливок и при
ремонте поврежденных чугунных деталей (трещины, отколы).
Трудности сварки чугуна обусловлены очень быстрым охлажде-
нием его при сварке по сравнению с литьем, что приводит к обра-
зованию ледебуритных структур (белого чугуна) в наплавленном
Б52
металле и закалочных структур (мартенсита, троостита) в около-
шовной зоне. Образование белого чугуна способствует возникно-
вению трещин при кристаллизации, а закалочных структур —
трещин при охлаждении Подогрев свариваемых деталей даже
до 600—650 °C не обеспечивает уменьшения скорости кристаллиза-
ции настолько, чтобы предотвратить образование белого чугуна
в валиках наплавленного металла, хотя предотвращает подпали-
вание околошовной зоны. Однако сочетание предварительного подо-
грева с ванным способом наплавки и использованием чугунных
присадочных материалов специального состава позволяет полу-
чить в наплавке чугун с примерно такими же структурой и свой-
ствами, как у основного металла. Ванной сваркой с подогревом
заваривают дефекты отливок площадью больше 50 см2. Вокруг
дефекта делают валик из огнеупорной смеси и дуговой сваркой
создают большую жидкую ванну, заполняющую весь объем де-
фекта. Сварку выполняют током 1000—1400 А самозащитной
порошковой проволокой или чугунными электродами. Диаметр
порошковой проволоки больше обычного — около 5 мм, так как
манипуляции держателем полуавтомата при ванной сварке го-
раздо меньше, чем при обычной. Электроды представляют собой
литые чугунные прутки с нанесенным покрытием.
Дуговую сварку чугуна можно выполнять и без подогрева, если
наплавлять не чугун, а другой сплав с удовлетворительными эксплуатационными
свойствами. Для холодной сварки чугуна наиболее распространены и дешевы
электроды марки ЦЧ-4. Они сделаны из низкоуглеродистой стальной проволоки
со специальным покрытием. В шве, выполненном этими электродами, содержится
9,5 % V, который связывает углерод в карбиды; карбиды ванадия отдельные,
имеют округлую форму, сплошного скелета, как ледебурит, не образуют, поэтому
наплавка электродами ЦЧ-4 поддается механической обработке. Твердость ее по-
рядка НВ 220, цвет совпадает с основным металлом. Этими электродами завари-
вают несквозные дефекты. Широко применяют электроды, содержащие 10—12 %
Fe, остальное — медь (например, марки ОЗЧ-2). При наплавке ими получается
медь с включениями закаленной углеродистой стали. При этом обеспечивается
герметичность и прочность заварки сквозных дефектов, но механическая обра-
ботка затруднена. Для заварки сквозных дефектов, особенно в тонкостенных
деталях, предпочтительнее использовать электроды ОЗЧ-6, которыми можно за-
варивать сквозные дефекты с образованием обратной стороны шва навесу. На-
плавленный металл — пластичная кремнистая бронза. При повышенных тре-
бованиях к качеству наплавленной поверхности (ударные нагрузки, чистота об-
работки, работа на истирание) используют электроды на никелевой, железо-
никелевой и никель-медной основах. Никель в твердом состоянии растворяет
большое количество углерода, и наплавка высоконикелевыми сплавами получается
пластичной, несмотря на смешивание материала электрода с расплавом основного
металла.
Холодную сварку чугуна всегда выполняют так, чтобы как можно
меньше нагревать околошовную зону и свести до минимума ширину полосы с повы-
шенной твердостью. Для этого сварку ведут короткими, по 30 мм, швами с охла-
ждением каждого валика на воздухе до 60 °C. Сварочный ток устанавливают из
расчета всего 25—30 А на 1 мм диаметра электрода. Для механизированной хо-
лодной сварки чугуна выпускают самозащитные порошковые проволоки; наплавка
ими — железоникелевый сплав. Кроме того, в ограниченных количествах выпу-
скают сплошную активированную никелевую проволоку ПАНЧ-11, в составе ко-
торой большое количество активных раскислителей, что позволяет использо-
вать ее без дополнительной защиты для сварки и заварки тонкостенных деталей.
553
Сварка алюминия и его сплавов. Сварку алюминия и его сплавов
затрудняют образование тугоплавкой оксидной пленки, сильное
газопоглощение и склонность к образованию водородных газовых
раковин. В сварных конструкциях используют преимущественно
термически неупрочняемые алюминиевые сплавы, реже — терми-
чески упрочняемые. Литейные сплавы в сварных конструкциях
используют редко и сварку их проводят преимущественно для
исправления дефектов литья.
Алюминиевые сплавы сваривают практически всеми способами
электросварки плавлением. Наиболее распространенный из
них — аргоно-дуговая сварка вольфрамовым электродом на пере-
менном токе.
Равнопрочные сварные соединения получают при аргоно-ду-
говой сварке ненагартованных алюминия и термически неупроч-
няемых алюминиевых сплавов типа АМц, АМг. При сварке вы-
соколегированных термически упрочняемых сплавов, а также
нагартованных сплавов статическая прочность сварного соедине-
ния составляет 0,5—0,7 от прочности основного металла. Стати-
ческая прочность сварных соединений низколегированных тер-
мически упрочняемых сплавов (типа АД31, 1915, 1201) состав-
ляет 0,75—0,9 от прочности основного металла. Из числа жаро-
прочных алюминиевых сплавов удовлетворительно свариваются
АК6, АК8; сплавы АК4, АК4-1 ограниченно свариваются.
При сварке алюминия и низколегированных сплавов бывают
затруднения из-за появления кристаллизационных трещин. Наи-
меньшей стойкостью к образованию этих трещин обладают алю-
миний и сплав АМц. Алюминиевомагнпевые сплавы более стойки
к кристаллизационным трещинам; сплавы АМг1, АМг2— наи-
менее стойкие из них, сплавы АМг5, АМгб — более стойкие.
При сварке легированных сплавов возможно появление хо-
лодных трещин. В самозакаливающихся сплавах типа В95, 1915,
1925 они возникают через некоторое время после сварки. Для
предотвращения таких трещин сварное соединение нагревают
до 200—220 °C, обеспечивая перестаривание. Эффективен также
предварительный подогрев.
Для предотвращения пор в шве при сварке алюминия и любых
его сплавов необходима тщательная очистка свариваемых изделий
п присадочной проволоки от оксидной пленки и жировых загряз-
нений. Очистку выполняют механическим или химическим путем.
Под флюсом алюминий не сваривают, так как не удается пре-
дотвратить образования пор. Алюминий и сплав АМц при тол-
щине стенки конструкции 10—35 мм сваривают автоматически
по флюсу. При этом впереди дуги насыпают тонкий слой флюса,
который не закрывает дугу, но обеспечивает удаление оксидной
пленки и защиту сварочной ванны.
При невысоких требованиях к прочности соединения техниче-
ский алюминий и литейные сплавы алюминий—кремний можно
сваривать вручную специальными покрытыми электродами. При
654
сварке необходимы предварительный подогрев до 250—400 °C
и последующая промывка горячей водой для удаления шлака.
Шлак коррозионно-агрессивен и оставлять его нельзя. Неответ-
ственные изделия можно сваривать вручную угольным электродом
с применением флюса; толщины до 2 мм сваривают без присадоч-
ной проволоки, свыше 2 мм — с присадкой.
Сварка магниевых сплавов. Затруднения при сварке магниевых
сплавов такие же, как и при сварке алюминия. Нетермоупроч-
няемые магниевые сплавы низкой прочности свариваются хорошо,
средней прочности — удовлетворительно, высокопрочные термо-
упрочняемые — плохо.
Основной способ сварки магниевых сплавов плавлением —
аргоно-дуговая неплавящимся электродом на переменном токе.
Стыковые соединения сваривают обязательно на подкладке из
меди или коррозионностойкой стали. Для удаления оксидных
пленок из металла шва в подкладке делают канавки и выполняют
швы с полным проплавлением: плотность оксида магния в 2 раза
больше плотности металла. Очень важна очистка кромок под
сварку и присадочной проволоки; ее выполняют механически или
химически. Во избежание холодных трещин сварные узлы обычно
отжигают в течение 0,5—1 ч при 250 °C.
При оптимальном выборе режима сварки и присадочного ма-
териала отношение прочности сварного соединения к прочности
основного металла составляет 0,85—1 при аргоно-дуговой сварке,
0,7—0,8 при дуговой сварке угольным или металлическим элек-
тродом с покрытием, 0,6—0,75 при газовой сварке.
Сварка меди и ее сплавов. Медь и ее сплавы сваривают всеми
существующими способами сварки плавлением. Неответственные
соединения можно сваривать вручную угольным электродом
с флюсом из прокаленной буры и 5 % порошка магния. Медь
и медь со сталью можно сваривать покрытыми электродами
АНП/ОЗМ-2. При этом электропроводность металла шва не ниже
60 % от электропроводности меди; толщины более 10 мм свари-
вают с подогревом до 150—350 °C. Выпускают также покрытые
электроды для сварки бронз.
Для сварки меди под флюсом можно использовать те же флюсы,
что и для стали, если допустимо снижение теплопроводности и
электропроводимости. Если же требуются высокие теплопровод-
ность и электропроводимость, то используют специальный флюс
для сварки меди АН-М1.
Сварку в инертных газах выполняют плавящимся и неплавя-
щимся электродом. Из-за высокой теплопроводности меди пред-
почтительнее применять не аргон, а гелий или смесь аргона с ге-
лием, так как при этом уменьшается диаметр дуги. Медь толщиной
более 4 мм сваривают с подогревом, причем, чем толще металл,
тем выше температура подогрева.
Конструкции из латуни с небольшой толщиной стенки свари-
вают угольным электродом. При этом дуга горит в пузыре из
555
J др/"1 * Ж Y’F1 f
паров цинка, образующемся вокруг электрода; используют флюс
из хлористых и фтористых солей. Применяют также сварку под
флюсом и в среде инертных газов. При сварке деталей толщиной
более 10 мм их подогревают.
ГЛАВА III. КОНТАКТНАЯ СВАРКА
1. Основные способы контактной сварки
Контактной сваркой называют группу спо-
собов получения сварного соединения
в результате нагрева свариваемых дета-
лей проходящим через них током и после-
дующей пластической деформации зоны
соединения. Для этого к двум (или более) сжатым вместе
деталям с помощью специальных электродов подводят ток неболь-
шого напряжения и большой силы (обычно 3—8 В и до несколь-
ких десятков кА). При прохождении тока тепло выделяется
непосредственно в деталях, контактах между ними и контактах
деталей с электродами. Значение электрического сопротивления
максимально в зоне контакта между деталями, так как детали
соприкасаются только отдельными микровыступами на поверх-
ностях и к тому же на них есть пленки оксидов, поэтому большая
часть тепла выделяется в зоне контакта деталей. Основными спо-
собами контактной сварки являются точечная, шовная и стыковая.
Точечная сварка — это способ получения нахлесточных соеди-
нений, при котором детали зажимают между подводящими элек-
тродами и сваривают отдельными точками (рис. 339, а). Электроды
для точечной сварки делают из медных сплавов, имеющих высо-
кую теплопроводность и электропроводимость и охлаждают водой
изнутри. Экспериментально установлено, что сопротивление кон-
такта электрод—деталь вдвое меньше сопротивления контакта
между деталями. Кроме того, электроды изнутри охлаждаются
водой, поэтому нагрев локализуется на участке соприкосновения
деталей между электродами. Металл на этом участке плавится,
и образуется линза жидкости. Благодаря сжатию электродами
твердый нагретый металл вокруг линзы расплава деформируется
и образуется кольцо-поясок, предотвращающее выплеск —
вытекание расплава в зазор между деталями. Одновременно
поясок защищает жидкий металл от воздействия воздуха. Получив
линзу расплава требуемого размера, ток выключают, расплав
затвердевает, и образуется сварная точка. Все это время электроды
продолжают сжимать детали, пластически деформируя их. Это
обжатие зоны расплавления способствует ликвидации усадочных
рыхлот и трещин, но на поверхности изделия остаются вмятины
от электродов.
Б56
Существует много приемов контактной сварки, различающихся
способом подвода тока. Наиболее распространена рассмотренная
выше сварка двумя электродами с двусторонним подводом тока
(рис. 339, а). При сварке-прихватке в процессе сборки узла в ка-
честве одного из электродов используют плоскую медную шину
(рис. 339, б). Если одна из свариваемых деталей в три и более
раза толще другой и более толстая деталь достаточно жесткая,
чтобы она не прогибалась в месте сварки, то можно подвести ток
к ней (рис. 339, в). Когда одна из деталей тонкостенная полая,
способов точечной сварки
Рис. 339. Схемы основных
используют токопроводящие вставки (рис. 339, г). Во многих
случаях используют односторонний подвод тока (рис. 339, д—ж).
Это позволяет увеличить производительность благодаря поста-
новке сразу двух точек и упрощает механизацию процесса. Одно-
стороннюю точечную сварку выполняют с использованием токо-
проводящей подкладки (рис. 339, д, е) или без нее, если обра-
щенная к электродам деталь значительно тоньше (рис. 339, ж).
Однако шунтирование тока верхней деталью при односторонней
сварке приводит к повышенному нагреву и износу электродов.
Шовная сварка — это способ соединения деталей швом, состоя-
щим из отдельных сварных точек, таких же, как при точечной
сварке. Если точки перекрываются, то шов получается герме-
тичным. Если же точки не перекрываются, то такой шов ничем
не отличается от ряда точек, выполненных обычной точечной
сваркой. В отличие от точечной сварки, электродами при шовной
сварке являются вращающиеся дисковые ролики, которые за-
жимают и передвигают деталь (рис. 340). Ток, подводимый к ро-
ликам, формирует сварное соединение, как при точечной сварке.
Принципиально возможно выполнять шовную сварку при непре-
рывном вращении роликов и непрерывной подаче тока. Такая
сварка выполняется на больших скоростях, но качество соедине-
ния и стойкость роликов получаются низкими; поэтому так рабо-
тают очень редко. Наиболее распространенный вариант шовной
557
сварки — прерывистая, когда ролики вращаются непре-
рывно, а ток включают периодически на определенные промежутки
времени. При каждом включении тока образуется одна сварная
точка, причем включение тока и вращение роликов синхронизи-
руют так, чтобы точки перекрывались и шов был герметичным.
Применяют также шаговую сварку, когда ролики вращаются
Рис. 240. Схема способов шовной сварки
прерывисто, перемещая деталь на шаг, а ток включают только
во время остановки роликов Такой режим способствует лучшему
охлаждению рабочей поверхности роликов и продлению срока их
службы. Шунтирование сварочного тока уже выполненными точ-
ками приводит к перегреву свариваемого металла при шовной
сварке. Чтобы уменьшить его, часто практикуют наружное водя-
ное охлаждение.
Виды шовной сварки различаются способом подвода свароч-
ного тока (с двух сторон или с одной) и расположением роликов
относительно изделия. Двухсторонняя шовная сварка аналогична
двухсторонней точечной (рис. 340, а—в). Вместо второго ролика
Б53
для получения кольцевых швов можно использовать оправку,
плотно входящую внутрь изделия (рис. 340, г), вращающуюся
медную подставку (рис. 340, 5). Для сварки тонкостенного изде-
лия, как показано на рис. 340, е, используют массивную медную
проставку. Иногда свариваемые детали устанавливают на мас-
сивную медную шину. При этом подвод тока может быть двух-
сторонним (рис. 340, ж) или односторонним (рис. 340, з).
Стыковая сварка — способ соединения деталей по всей пло-
скости их касания. Существуют
этого процесса — сварка со-
противлением и свар-
ка оплавлением. Для
сварки сопротивлением (рис. 341)
детали 1 зажимают в губках 2
сварочной машины, сжимают
усилием Р и включают ток.
Усилие передается губками ма-
шины. Переходные сопротивле-
ния губка—деталь малы, и тепло
при прохождении тока выделяет-
ся в самих деталях и в месте
стыка 3. Сначала разогревается место стыка, так как мала пло-
щадь контакта микровыступов на свариваемых поверхностях,
а потом микровыступы сминаются, площадь контакта растет,
сопротивление падает, и выделение тепла идет уже преимуще-
ственно в самих деталях за счет электросопротивления, которое
растет с повышением температуры. Когда температура достигает
0,8—0,9Тпл свариваемого металла, происходит сварка с образова-
нием плавного утолщения в месте соединения. В результате пла-
стической деформации и быстрой рекристаллизации в зоне контакта
образуются новые рекристаллизованные зерна из материала обеих
деталей. Этим и обеспечивается прочность соединения. Губки
стыковой машины интенсивно отводят тепло от свариваемых
деталей. Поэтому температуры в зоне стыка и качество сварки
существенно зависят от вылета деталей из губок — установочной
длины.
Оборудование для стыковой сварки оплавлением такое же,
как для сварки сопротивлением, но тонкий слой материала на сты-
куемых поверхностях доводят до расплавления. При последующем
сжатии свариваемых деталей расплавленный металл вместе с окси-
дами выдавливается из стыка, а горячий твердый металл деформи-
руется, создавая соединение с небольшим усилением и гратом —
оторочкой из окисленного, перегоревшего металла. Различают
сварку непрерывным оплавлением и оплав-
лением с подогревом. Для сварки непрерывным
оплавлением, включив трансформатор, медленно сближают де-
тали. В начальный момент площадь соприкосновения поверхно-
стей мала, металл в точках контакта мгновенно нагревается
559
до кипения и испаряется со взрывом. Взрыв выбрасывает
часть металла вместе с пленками оксидов в виде искр и брызг.
При дальнейшем сближении деталей контакты-перемычки не-
прерывно возникают и разбрызгиваются, пока на торцах обра-
зуется слой расплавленного металла. При этом установочная
длина деталей уменьшается. Контактное сопротивление во время
плавления значительно больше сопротивления деталей, поэтому
нагревается в основном зона стыка.
Для сварки оплавлением с подогревом детали вначале нагре-
вают как при сварке сопротивлением. При подогреве детали
Рис. 342. Схемы рельефной сварки
периодически сжимают небольшим усилием, нагревая проходя-
щим током, и размыкают. После подогрева до определенной тем-
пературы детали разводят, оплавляют и сжимают. Сварка с по-
догревом позволяет уменьшить мощность оборудования, необхо-
димую для сварки больших сечений.
В серийном производстве широко применяют разновидность
точечной сварки — рельефную сварку. Этот способ
получения одновременно нескольких точек, но их место опреде-
ляется не положением электродов, а выступами (рельефами) на
свариваемых деталях (рис. 342). На листовых деталях рельефы
выштамповывают, а в качестве электродов для подвода тока
к деталям и сжатия их иёпользуют медные пластины. За один ход
машины при небольшой толщине листов можно сваривать до
15—20 рельефов. Рельефную сварку используют также для по-
лучения Т-образных соединений и сварки вкрест прутков, труб,
а также проволоки с листом. Стабильное качество можно полу-
чать при рельефной сварке с расплавлением и без расплавления
основного металла. Как правило, Т-образные соединения свари-
вают без расплавления.
Б60
Контактная сварка занимает второе место после дуговой по
объему производства сварных конструкций. Около 30 % всех
сварных соединений выполняют контактной сваркой. Область
применения контактной сварки чрезвычайно широка. Для все-
возможных листовых конструкций точечная и роликовая сварка —
основные способы соединения. Кузова автомобилей, бытовые
холодильники, самолеты, электронные лампы, арматуру железо-
бетона и многое другое сваривают этими способами. Стыковую
сварку используют для соединения разнообразных изделий —
от проволок диаметром доли миллиметра до тяжелых рельсов и
труб магистральных газопроводов. Основные отличительные осо-
бенности способов контактной сварки — высокая производитель-
ность, простота механизации и автоматизации, надежность соеди-
нений, культура производства. Контактной сваркой можно соеди-
нять многие материалы, которые не удается сваривать дуговой
сваркой. Поэтому объем применения контактной сварки непре-
рывно возрастает, особенно в серийном и массовом производстве.
2. Машины для контактной сварки
Машины для точечной и точной сварки должны обеспечивать
сжатие деталей определенным усилием и подвод к ним сварочного
тока. Поэтому в них есть привод сжатия и источник тока. В ма-
шинах для шовной сварки имеется еще электропривод вращения
роликов.
Внешний вид машины для точечной сварки показан на рис. 343.
Она состоит из станины 1 с двумя кронштейнами — нижним 2
и верхним 7, на которых закреплены электроды 4. Нижний крон-
штейн во время работы неподвижен, но его можно переставлять
по высоте сообразно размерам свариваемых деталей. На верхнем
кронштейне закреплены пневмопривод 6 сжатия электродов и
пневмоаппаратура 8. Внутри станины расположены сварочный
трансформатор 10 с переключателем ступеней 11, контактор 12
для подключения трансформатора к сети и блок управления ре-
жимом сварки 11. Сварочный ток от трансформатора подводится
к консолям 3, 5, в которых закреплены электроды. В станине
машины для шовной сварки кроме перечисленных узлов имеется
электропривод вращения роликов.
Наряду со стационарными точечными машинами изготавли-
вают подвесные — так называемые сварочные клещи. Их исполь-
зуют для сварки крупногабаритных тонкостенных деталей, когда
целесообразнее перемещать не деталь, а машину (сварочные
клещи) относительно детали. Клещи представляют собой устрой-
ство для сжатия электродами места сварки. Они имеют пневма-
тический или электромагнитный привод и соединены кабелем
с трансформатором или имеют встроенный малогабаритный транс-
форматор. Для облегчения работы тяжелыми клещами их подве-
шивают на тросе.
561
Технологические возможности машины определяются главным
образом номинальным сварочным током и номинальным усилием
сжатия электродов, а также расстоянием от электродов до станины
и раствором консолей.
Вторичная обмотка трансформаторов контактных машин —
одновитковая. Силу тока в ней (сварочного тока) изменяют вклю-
чением в питающую цепь различного числа витков первичной
обмотки. Для этого первичная обмотка сделана секционирован-
ной. Управление режимом сварки путем включения и выключе-
ния сварочного трансформатора осуществляют с помощью кон-
Рис. 343. Машина для точечной сварки
Рис. 344. Схема машины для стыковой сварки
тактора. Простейшими контакторами явлются электромагнитные—
по сути дела, это реле с мощными контактами. Но при больших
токах контакты быстро срабатываются и, что еще более важно,
из-за большого времени срабатывания они не позволяют точно
регулировать режим. Поэтому электромагнитные контакторы ис-
пользуют только в простейших маломощных машинах низкой про-
изводительности. В большинстве машин применяют контакторы
на тиристорах или игнитронах.
Игнитрон — это газоразрядная лампа с ртутным катодом,
тиристор — полупроводниковое устройство И игнитрон, и ти-
ристор пропускают ток в одном направлении при подаче напря-
жения на управляющий электрод. Контактор состоит из двух
параллельно соединенных и противоположно направленных игни-
тронов или тиристоров. Когда от специального блока упра-
вления на управляющие электроды поступает напряжение,
то контактор подключает трансформатор к сети; если нет управ-
ляющего сигнала — отключает. Быстродействие тиристорных и
игнитронных контакторов настолько велико, что позволяет про-
пускать переменный ток в течение части полупериода, включая
его через заданное время после перехода напряжения через нуль.
Комбинирование изменения числа витков первичной обмотки
трансформатора с регулированием времени задержки включения
562
тока в каждом полупериоде позволяет изменять режим сварки
в очень широких пределах.
Большинство шовных, точечных и рельефных машин — одно-
фазные, переменного тока. Область их применения ограничи-
вается возможностями включения мощного однофазного потре-
бителя в заводскую трехфазную сеть. Поэтому потребляемая
мощность однофазных машин не превышает 300—400 кВА. Это
позволяет сваривать на точечных машинах низкоуглеродистую
сталь толщиной от 0,2 до 8 мм, алюминиевые сплавы — от 0,3
до 1,5 мм. На однофазных шовных машинах переменного тока
можно сваривать низкоуглеродистые стали толщиной 0,5—3 мм
и алюминиевые сплавы толщиной до 1,5 мм. Для сварки больших
толщин, и в тех случаях когда необходим большой вылет элек-
тродов, целесообразнее использовать машины постоянного тока.
Они трехфазные, с выпрямлением тока во вторичной цепи транс-
форматора кремниевыми вентилями. Такие машины равномерно
загружают питающую трехфазную сеть, потребляют меньшую
мощность (благодаря малому индуктивному сопротивлению кон-
тура) и позволяют в очень широких пределах регулировать ре-
жим нагрева деталей. Отечественная промышленность выпускает
точечные машины для сварки выпрямленным током алюминиевых
сплавов толщиной до 4,5 мм, коррозионностойких сталей до 6 мм,
и шовные машины для сварки выпрямленным током алюминиевых
сплавов и коррозионностойких сталей толщиной до 3 мм.
Машины для стыковой сварки (рис. 344) состоят из станины 1,
подвижной 8 и неподвижной 4 плит, к которым прикреплены
устройства 5, 6 для зажатия свариваемых деталей губками 7.
Подвижная плита приводом 9 перемещается по направляющим 10.
Сварочный ток к губкам подается от трансформатора 2 по гибким
шинам 3. Имеется блок управления режимом. Неподвижная
плита изолирована от станины. Зажимные устройства и приводы
подачи бывают электрические, гидравлические, пневматические,
а на маленьких машинах — даже ручные (винтовые, пружинные
и рычажные).
Источником сварочного тока в подавляющем большинстве сты-
ковых машин является однофазный трансформатор, рассчитан-
ный на выходные напряжения 0,2—25 В и токи 1—300 кА. Сты-
ковую сварку изделий большого сечения (тяжелых рельсов, тол-
стостенных труб) иногда выполняют током пониженной ча'стоты
(10 Гц), чтобы снизить индуктивное сопротивление сварочного
контура.
3. Точечная и шовная сварка
Размеры соединений и свариваемые материалы. Основной тип
соединений при точечной и шовной сварке — нахлесточное. Тол-
щина листовых конструкций, свариваемых точечной сваркой,
обычно находится в пределах 0,5—5 мм, а шовной — до 3 мм.
563
При изготовлении арматуры железобетона диаметр свариваемых
стержней может достигать 30 мм и более, С увеличением толщины
быстро растет необходимое давление на электроды, поэтому метод
неприменим для сварки больших толщин. Соединения, выпол-
ненные точечной сваркой, обычно состоят из нескольких точек.
Они обеспечивают прочность, но негерметичны в направлении
нахлестки. Можно ставить точки с перекрытием литого ядра на
40—60 % и тогда шов будет герметичным, но такое соединение
удобнее делать на шовной машине. Иногда на шовных машинах
выполняют точечные соединения.
В сечении сварной точки можно выделить литое ядро с типич-
ной для литого металла столбчатой структурой, окруженное
зоной перегрева с крупным зерном, за которой следует зона с мел-
ким нормализованным зерном, переходящая в основной металл.
Прочность точки определяется прежде всего диаметром литого
ядра. При нормальном процессе диаметр литого ядра равен при-
мерно удвоенной толщине более тонкой из свариваемых деталей
плюс 3 мм. Глубина проплавления основного металла должна
составлять 30—80 % толщины. При сварке деталей разной тол-
щины проплавление более тонкой должно быть не меньше 20 %
толщины. Расстояние между точками должно быть не меньше
некоторого предельного размера из-за шунтирования тока ранее
сваренной точкой. Чем больше расстояние между точками, тем
меньше шунтирование тока и тем стабильнее размеры и качество
сварных точек. Минимально допустимое расстояние между цен-
трами точек примерно втрое больше их диаметра. Существенно
также, чтобы нахлестка не была слишком малой. Размеры
точечных и шовных соединений для стали регламентированы
ГОСТ 15878—79.
Нагрев и охлаждение свариваемого металла при точечной
и шовной сварке происходят гораздо быстрее, чем при дуговой
и газовой сварке. Поэтому ширина зоны термического влияния
и изменения свойств металла в ней гораздо меньше. Расплавлен-
ный металл надежно изолируется от атмосферы пояском деформи-
рованного твердого металла. Поэтому точечной и шовной сваркой
можно сваривать многие сплавы, дуговая сварка которых затруд-
нена. Так, хорошо свариваются алюминиевые, магниевые и титано-
вые сплавы. Из числа сталей лучше других свариваются низко-
углеродистые и высоколегированные аустенитные. Точками хо-
рошо свариваются также легированные стали повышенной и вы-
сокой прочности. Для повышения пластичности точек при сварке
закаливающихся сталей целесообразна их термическая обработка
непосредственно в точечной машине пропусканием дополнитель-
ного импульса тока. Из медных сплавов лучше свариваются
кремнистые бронзы, несколько хуже — фосфористые бронзы.
Простые латуни свариваются удовлетвориительно, медь — плохо.
Затруднения при сварке меди и ее сплавов обусловлены их вы-
сокой электропроводимостью и теплопроводностью.
5Й4
Прочность соединений. Сварные соединения, выполненные
точечной и шовной сваркой, могут работать на срез и на отрыв.
Прочность точек при работе на отрыв составляет для незакалива-
ющихся сталей 60—75 %, а для алюминиевых сплавов 30—40 %
от минимальной прочности точек при срезе. Поэтому точки в свар-
ных соединениях следует располагать так, чтобы они восприни-
мали преимущественно усилия среза, а не отрыва. Допустимые
напряжения в точечных соединениях принимают на основании
экспериментов.
' Для прочно-плотных швов, выполненных шовной сваркой,
коэффициент прочности (отношение прочности соединения к проч-
ности основного металла) при статической нагрузке близок к еди-
нице, если сваривают механически и термически неупрочненные
материалы (например, низкоуглеродистые или аустенитные стали).
При сварке нормализованной стали 30ХГСА коэффициент проч-
ности равен 0,8—0,9, а термически упрочненных сплавов Д16Т
и В95Т соответственно 0,5—0,6 и 0,3—0,4.
Усталостная прочность точечных соединений значительно усту-
пает прочности основного материала и сильно зависит от кон-
струкции соединения. Чем больше шаг между точками в ряду,
перпендикулярном действующей силе, тем больше концентрация
напряжений и ниже прочность. Очень большое влияние на уста-
лостную прочность оказывает характер цикла: при знакоперемен-
ных нагружениях предел выносливости в несколько раз меньше,
чем при знакопостоянных. Коэффициент прочности при пульси-
рующем растяжении для связующих соединений находится в пре-
делах 0,5—0,8 н может снижаться до 0,08—0,15 для рабочих.
Усталостная прочность шовных соединений в 1,5—2 раза больше,
чем точечных, так как меньше концентрация напряжений.
Подготовка деталей к сварке и режимы сварки. Перед точечной
и шовной сваркой сталь очищают от загрязнений, ржавчины и
окалины, а алюминиевые и магниевые сплавы — от пленки окси-
дов. Эти операции выполняют механически (опескоструиваннем,
металлическими щетками, абразивным пологном) или химически—
травлением в специальных растворах. Для деталей из коррозион-
ностойких сталей, никелевых и титановых сплавов, не подвергав-
шихся термической обработке, подготовка сводится только к обез-
жириванию.
Заготовки под сварку должны быть собраны с минимальными
зазорами. В противном случае часть усилия электродов тратится
на устранение этих зазоров, действительное сварочное усилие
уменьшается и качественного соединения получить не удается.
Размер допустимого зазора зависит от жесткости свариваемого
изделия и колеблется в пределах 0,1—2 мм: чем толще детали
и короче участок, тем меньше допустимый зазор.
Режим точечной и шовной сварки характеризуется силой
сварочного тока 1СВ, длительностью его протекания /св и усилием
электродов FCB. Иногда для пластической деформации металла
585
при точечной сварке применяют повышенное, так называемое
ковочное, FK, усилие в конце цикла.
Типичные циклограммы точечной сварки приведены на рис. 345.
Ковочпое усилие, в 2—3 раза превышающее сварочное, рекомен-
дуется прикладывать, начиная с толщины 3 3 мм, для всех
металлов, а для металлов особо склонных к образованию трещин,
начиная с толщин 1 + 1 мм. Сварку ряда металлов выполняют
двумя и более импульсами тока, включаемыми с некоторой паузой.
Плотность тока в контакте деталь—деталь зависит от толщины
свариваемых деталей и размеров контактных поверхностей элек-
Рис. 345. Циклограммы точечной сварки
тродов и роликов. Эти размеры устанавливают в зависимости от
материала и толщины свариваемых деталей.
Режимы сварки большими токами малой длительности назы-
вают жесткими, более продолжительные режимы нагрева мень-
шими токами — мягкими. Низкоуглеродистые стали можно сва-
ривать и на жестких, и на мягких режимах. Так, сталь 10 толщи-
ной 2 4-2 мм успешно сваривают при /св = 13—15 кА, /св =
= 0,18—0,24 с, FCB == 6—7 кН (жесткий режим) и при /св =
= 7,5 кА, tCB = 0,8 с, FCB = 3,5 кН (мягкий режим). При точеч-
ной сварке закаливающихся низколегированных сталей (типа 40Х,
ЗОХГСА и др.) необходима термическая обработка — отпуск
дополнительным импульсом тока (рис. 29, б). При этом пауза
между импульсами t„ — (1,1—1,4) /СЕ, длительность второго им-
пульса /д = (1,5—1,8) tCB, а ток /д = (0,7—0,8) /св. Шовную
сварку низкоуглеродистых сталей выполняют на жестких режи-
мах, при этом сварочный ток на 20—60 % больше, а время tci}
меньше, чем при жестких режимах точечной сварки; длительность
паузы примерно такая же, как длительность тока.
Коррозионностойкпе стали сваривают на жестких режимах
с повышенными усилиями; для сварки титановых сплавов исполь-
зуют практически такие же токи, как для коррозионностойких
сталей, но усилия на 30—40 % меньше. Жаропрочные сплавы на
566
никелевой основе сваривают при больших усилиях и большой дли-
тельности протекания сварочного тока. Алюминиевые, магниевые
и медные сплавы имеют высокую теплопроводность, поэтому их
сваривают на жестких режимах.
Для сварки стержней и проволоки в крест на точечных маши-
нах используют электроды с плоской поверхностью. Режимы
сварки стержней из низкоуглеродистой стали выбирают по соот-
ношениям /св = 6ОО4-8ОСМ, A; ZCB = 0,064-0,08d, с; FCB — 350ч-
4-50CW, Н, где d — диаметр стержня, мм. Осадка стержней в месте
сварки должна составлять 25—35 % их исходной высоты.
4. Стыковая сварка
Технология сварки. Способ стыковой сварки выбирают в зависи-
мости от размеров сечения свариваемых деталей, материала из-
делия и наличия оборудования. Наиболее широко применяют
сварку оплавлением. Ею можно соединять детали как компакт-
ного сечения (круг, квадрат), так и с развитым периметром (раз-
личные профили, тонкостенные трубы, тонкие и широкие листы).
Ее применяют для изготовления сверл, цепей, трубопроводов,
для сварки полос при непрерывной прокатке металла. Сваркой
сопротивлением в основном соединяют детали небольшого ком-
пактного сечения — обычно до 250 мм2 (проволока, прутки, тол-
стостенные трубы малого диаметра). Иногда стыковой сваркой
соединяют заготовки, оси которых расположены под углом (па-
пример, при изготовлении оконных переплетов из алюминиевого
профиля и велосипедных рам из труб).
Непрерывным оплавлением с постоянной скоростью подачи
сваривают детали с компактным сечением до 1000 мм2 и детали
с развитым периметром несколько большего сечения. Детали
сечением до 5000—10 000 мм2 сваривают оплавлением с подогре-
вом. Детали сечением более 10 000 мм2 — на машинах с программ-
ным управлением напряжением сварочного трансформатора и ско-
ростью перемещения подвижного зажима: иначе не обеспечи-
вается равномерность нагрева по сечению.
Свариваемые детали должны быть рационально сконструиро-
ваны. Форма и размеры сечения их вблизи стыка должны быть
примерно одинаковыми, чтобы обеспечить одинаковый ндгрев.
Допустимое различие по диаметру 15 %, а по толщине 10 %.
Кроме того, должны быть обеспечены надежное закрепление де-
талей и надежный токоподвод к ним.
Соединяемые торцы должны быть перпендикулярны оси заго-
товок. Шероховатость поверхности должна быть не ниже 4-го
класса при сварке сопротивлением и l-ro класса при сварке оплав-
лением. Поэтому для сварки сопротивлением обязательна меха-
ническая обработка торцов, а для сварки оплавлением их можно
получать газовой или плазменной резкой. Поверхность деталей
на установочной длине и в местах зажима губками машины зачи-
507
щают, чтобы улучшить электрический контакт. Зачистку выпол-
няют механическими способами или травлением.
Режимы стыковой сварки определяются силой и длительностью
импульсов сварочного тока, усилием и скоростью осадки и уста-
новочной длиной Усилие зажатия заготовок в губках должно
быть примерно в 1,5 раза больше усилия осадки, чтобы предот-
вратить проскальзывание заготовок.
При сварке оплавлением низкоуглеродистых сталей плотность
тока равна 10—30 А/мм2, скорость осадки не менее 30 мм/с, давле-
ние осадки 60—80 МПа. Коррозионпостойкие стали сваривают
при повышенных давлениях (240—400 МПа) и с большей ско-
ростью осадки (не менее 50 мм/с), так как они жаропрочны и
склонны к окислению. Стыковую сварку титановых сплавов ведут
на весьма жестких режимах, чтобы уменьшить окисление. Чистую
медь трудно сваривать из-за высокой электропроводимости; с при-
менением специальных устройств удается выполнять сварку
меди сопротивлением. Латуни и бронзы хорошо свариваются
стыковой сваркой оплавлением. Проволоку и прутки диаметром
3—10 мм пз алюминиевых сплавов сваривают сопротивлением,
большие сечения — оплавлением на больших скоростях (более
150 мм/с) и больших давлениях (150—300 МПа). Тонкостенные
детали из титана и тугоплавкие металлы (молибден, цирконий,
ниобий и тантал) сваривают в камерах с инертным газом; молибден
и ниобий при кратковременном нагреве удается сваривать и без
защиты.
Прочность соединений. Соединения, сваренные встык оплавле-
нием, обладают высокой прочностью при статическом и цикличе-
ском нагружениях, а также длительной прочностью при повышен-
ных температурах, близкой к длительной прочности основного
металла. Это объясняется отсутствием литой структуры в соеди-
нении и незначительными изменениями свойств околошовной
зоны под воздействием цикла сварки. В ряде случаев прочность
может быть повышена термической обработкой.
Сварка встык сопротивлением ответственных соединений без
специальной газовой защиты не рекомендуется.
5. Конденсаторная сварка
Конденсаторная сварка — это разновид-
ность точечной или шовной контактной
сварки, при которой энергия для свароч-
ного нагрева накапливается в конденса-
торе и затем отдается в сварочную пень
в виде кратковременного импульса. Прин-
ципиальная схема конденсаторной машины малой мощности по-
казана на рис. 346. Ток из сети через повышающий трансфор-
матор 7\ и выпрямитель В заряжает батарею конденсаторов С,
а затем переключателем П конденсаторы через понижающий
трансформатор Т2 разряжаются на электроды или ролики машины.
588
влияния 1 юэтому она при-
Рис, 346 Электрическая схема кон*
денсаторной машины малой мощ*
нести
Импульс сварочного тока очень короткий — сотые доли милли-
секунды. Выделившееся за время импульса тепло не успевает
отводиться за счет теплопроводности на значительную глубину.
Поэтому на конденсаторных машинах целесообразно сваривать
только тонкие материалы (до 1—2 мм). На них легко приваривать
тонкий материал к массивному изделию. Для толщин менее
0,1 мм конденсаторная сварка нередко незаменима. Кратковре-
менность сварки сводит к минимуму нагрев изделия, его дефор-
мацию и ширину зоны термического
менима для соединения множества
материалов — алюминия, меди, ни-
келя и сплавов на их основах, ста-
лей, вольфрама, молибдена, серебра,
платины и др.
Относительно длительное накоп-
ление энергии в конденсаторах
позволяет резко снизить устано-
вленную мощность машины. При
толщине свариваемого металла
до 1 мм установленная мощность
конденсаторной машины в 50—100С
точечной, и может составлять всего 0,5—0,7 кВА. С увеличением
толщины разница в мощностях конденсаторной и обычной машин
уменьшается, а сварка на обычной контактной машине становится
более надежной. Как правило, применение конденсаторной сварки
для толщин более 2 мм нерационально.
Электрический режим конденсаторной сварки легко регулиро-
вать в широких пределах изменением энергии, амплитуды и дли-
тельности импульса. Энергию импульса меняют переключением
числа включенных конденсаторов и ступеней сварочного транс-
форматора.
Процесс конденсаторной сварки может быть автоматизирован.
Серийные конденсаторные точечные машины позволяют выполнять
30—60 точек/мнн. Поэтому конденсаторная сварка получила ши-
рокое распространение в приборостроении и электронике, где
она заменяет пайку, фальцовку и другие процессы.
раз меньше, чем обычной
Глава IV. ГАЗОВАЯ СВАРКА
Газовая сварка — это способ сварки плав-
лением, при котором металл нагревают пла-
менем газа, сжигаемого в смеси с кисло-
родом. Интенсивность нагрева металла газокислородным пла-
менем невелика (103—103 Вт/см2), гораздо меньше, чем при дуго-
вой сварке (103—106 Вт/см2). Поэтому газовым пламенем металл
нагревается медленнее, чем дугой, и ширина зоны термического
569
влияния значительно больше. Но управлять процессом нагрева
и расплавления металла при газовой сварке легче, чем при дуго-
вой: процесс не такой быстрый, визуально контролируется, можно
в широких пределах менять интенсивность нагрева, приближая —
отдаляя или наклоняя горелку. Это очень существенно при сварке
малых толщин. Оборудование для газовой сварки передвижное
и довольно несложное. Один и тот же комплект оборудования
можно использовать для выполнения разнообразных сварочных
работ. Поэтому газовую сварку широко применяют во многих
отраслях для изготовления изделий из тонкого листа, трубо-
проводов небольшого диаметра, сварки чугуна, бронзы и цветных
сплавов, а также для выполнения наплавочных работ. Очень
часто газовую сварку используют для выполнения работ в поле-
вых условиях, где нет электроэнергии, и для выполнения различ-
ных ремонтных работ (сварка труб в зданиях, кабин автомобилей
и дорожных машин и др.). Основные недостатки газовой сварки
по сравнению с ручной дуговой: меньшая производительность и
экономичность при толщинах более 5 мм, большие деформации
основного металла, перегрев и рост зерна в сварном соеди-
нении.
Газы и аппаратура для сварки. Наиболее универсальным и
эффективным горючим газом для газовой сварки является аце-
тилен. Температура ацетилено-кислородного пламени достигает
3150 °C. Она выше, чем при сжигании любого другого газа. Но
ацетилен дорог и взрывоопасен, поэтому в ряде случаев вместо
ацетилена используют другие горючие газы — водород, природ-
ный газ, пропан-бутановые смеси, а также керосин и бензин.
Такая замена возможна при сварке всех металлов кроме легиро-
ванной стали, меди, никеля и его сплавов, серебра.
Ацетилен для питания сварочного поста подают из ацетилено-
вых генераторов или из баллонов. В ацетиленовых генераторах
ацетилен получают прн взаимодействии карбида кальция и воды
по реакции СаС, ф- 2Н.2О -> С.2Н2 ф- Са(ОН)2. Переносные аце-
тиленовые генераторы имеют небольшую массу и удобны в работе.
Их можно использовать для питания сварочных постов на мон-
тажных и строительных площадках в любое время года, так как
при взаимодействии карбида кальция с водой выделяется тепло
и его достаточно, чтобы предотвратить замерзание воды. Однако
при возможности следует укомплектовывать сварочный пост не
переносным генератором, а баллонами с ацетиленом: баллоны
безопаснее в обращении и ацетилен из них чище.
Объем стандартного ацетиленового баллона 40 л. Он заполнен
активированным древесным углем и залит ацетоном, в котором
растворен ацетилен. Ацетон хорошо растворяет ацетилен, причем
растворимость растет с повышением давления. В заполненном
баллоне ацетилен находится под давлением 1,9 МПа, при этом
баллон вмещает около 5 м3 ацетилена в пересчете на нормальные
температуру и давление. Растворение в ацетоне и рассредоточе-
570
ние его в пористом древесном угле позволяют существенно сни-
зить взрывоопасность ацетилена.
Баллоны для пропана и пропан-бутановых смесей могут иметь
разную вместимость. Чаще всего используют сварные баллоны
вместимостью 50 л. В таком баллоне помещается около 23 кг газа
при рабочем давлении 1,6 МПа. Газ в баллоне находится в сжи-
женном состоянии.
Кислород поставляют потребителям в сжатом или сжиженном
состоянии. Сжатый кислород хранят и транспортируют в балло-
нах вместимостью 40 л, в которых вмещается 6 м3 газа, сжатого
давлением 15 МПа. Жидкий кислород используют с помощью
газификаторов для централизованного питания сварочных постов
по стационарным трубопроводам.
Для понижения давления баллонного горючего газа и кисло-
рода до рабочего, под которым он поступает в горелку, и поддер-
жания его на заданном уровне служат устанавливаемые на каждый
баллон редукторы. При централизованном питании сварочных
постов от группы баллонов, подсоединенных к рампе, используют
специальные рамповые редукторы.
Неправильная эксплуатация и неисправности оборудования
газосварочного поста могут приводить к перетеканию воздуха
или кислорода в шланги и трубопроводы горючего газа, а также
к обратному удару, т. е. к проникновению пламени и взрывной
волны в подводку горючего газа. Чтобы воспрепятствовать попа-
данию пламени и взрывной волны в ацетиленовый генератор или
в подводку используют предохранительные затворы. Их включают
между горелкой и источником поступления горючего газа к ней —
ацетиленовым генератором, балловом или цеховой магистралью.
Предохранительные затворы бывают жидкостными (водяные за-
творы) и сухими, клапанного типа (огнепреградители), рассчи-
танными на различное потребление газа.
Ацетилен и кислород смешивают в нужной пропорции в сва-
рочной горелке. Горючая смесь, выходящая из мундштука го-
релки, сгорает, создавая устойчивое и концентрированное высо-
котемпературное сварочное пламя.
Подавляющее большинство сварочных горелок — инжектор-
ные (рис. 347). В них струя кислорода, подаваемого под давлением
0,15—0,35 МПа, выходя из сопла 4, подсасывает в смесительную
камеру 3 ацетилен, подаваемый под низким давлением (0,001—
0,10 ЛШа). В смесительной камере ацетилен смешивается с кисло-
родом, образуя горючую смесь. На выходе из мундштука 1 смесь
сгорает, создавая факел пламени. Расход газов регулируют
кислородным 5 и ацетиленовым 7 вентилями.
Конструктивно горелка состоит из двух узлов — ствола и
сменного наконечника (мундштук с каналом и смесительной
камерой), который крепится к стволу накидной гайкой. Горелку
снабжают набором сменных наконечников, рассчитанных на раз-
ные расходы газа. Для сварки стальных конструкций толщиной
571
0,2—7 мм выпускают горелку малой мощности Г2-04, а для толщин
0,5—30 мм — горелку средней мощности ГЗ-ОЗ. Первая из них
может комплектоваться пятью сменными наконечниками, вто-
рая — семью.
Для сварки малых толщин (от 0,05до 0,6 мм), а такжедля пайки
и ювелирных работ выпускают специальную горелку микромощ-
ности ГС-1. Эта горелка безинжекторная. Кислород и ацетилен
поступают в нее под одинаковым давлением 0,01—0,1 МПа, сме-
шиваются в смесителе и поступают в мундштук. Для нормальной
работы безинжекторной горелки сварочный пост снабжают спе-
циальным регулятором, автоматически обеспечивающим равен-
ство давлений кислорода и ацетилена.
Горелки подсоединяют к источникам газопитания гибкими
резиновыми рукавами. Длина рукавов обычно до 20 м: при более
длинных рукавах слишком велики потери давления.
Сварочное пламя. В пламени сварочной горелки выделяют три
зоны, ярко светящийся внутренний конус (ядро), основанием кото-
рого является отверстие мундштука, довольно четко очерченную
внутреннюю зону и наружную зону — факел пламени. Для пол-
ного сгорания одного объема ацетилена нужно 2,5 объема кисло-
рода. В горелку же подают один — полтора объема кислорода,
а остальной кислород поступает из окружающего воздуха. В ядре
пламени много непрореагировавшего кислорода, во внутренней
зоне, в основном, происходит окисление ацетилена подаваемым
кислородом, в факеле — догорание ацетилена за счет кислорода
воздуха. В кислородно-ацетиленовом пламени эти три зоны легко
различимы визуально. Нагрев металла ведут внутренней зоной на
расстоянии 2—3 мм от ядра, в этом месте температура пламени
максимальна.
В зависимости от отношения объемов кислород — ацетилен
различают три основных вида пламени: нормальное — не вызы-
вающее окисления металла или насыщения его углеродом, окисли-
тельное — вызывающее окисление металла и науглероживающее —
вызывающее переход углерода из продуктов горения в металл.
Соотношение объемов кислорода и ацетилена составляет 1—1,2;
0,8—1; 1,2—1,5 для нормального, науглероживающего и окисли-
тельного пламени соответственно. В большинстве случаев сварку
выполняют нормальным пламенем. Иногда используют слегка
науглероживающее или слегка окислительное пламя.
572
Способы ручной сварки. Газовая сварка сталей выполнима
горизонтальными, вертикальными и потолочными швами, цвет-
ных металлов — только горизонтальными. Сварка горизонталь-
ных швов в нижнем положении наиболее производительна.
Существуют два основных способа ручной газовой сварки —
правый и левый. Сварщик держит в правой руке горелку, в ле-
вой — пруток присадочного материала и перемещает их: при
правом способе — слева направо, при левом способе — справа
палево вдоль стыка. Как правило, толщины до 3 мм сваривают
левым способом, толщины свыше 5 мм — правым. Правый способ
обеспечивает некоторую термическую обработку выполненного
соединения, поэтому он предпочтителен при сварке закаливаю-
щихся сталей независимо от толщины.
Подготовка кромок и режимы сварки. Способы разделки кромок и виды со-
единений при газовой сварке принципиально такие же, как при дуговой. Сталь
толщиной 0,5—1 мм сваривают встык с отбортовкой кромок, толщины 1—5 мм —
без скоса кромок, толщины 6—15 мм — с V-образной разделкой, 15—25 мм —
с Х-образной разделкой. При сварке алюминия и его сплавов скосы кромок
необходимо делать, начиная с толщины 3 мм.
Наконечник сварочной горелки выбирают такой, чтобы расход ацетилена
иа 1 мм толщины свариваемого изделия составлял для сталей 80—150, для
меди 150—250, для латуней и бронз 100—150, для алюминия около 150, для маг-
ниевых сплавов 75—100, для чугуна 110—140 л/ч.
Углеродистые и низколегированные стали сваривают преимущественно
с легированной присадочной проволокой (Св-08ГА, Св-18ХС, Св-ООНЗ и др.), вы-
бранной сообразно марке свариваемой стали. Можно использовать и нелегиро-
ванную проволоку Св-08, Св-08А, но тогда прочность шва ниже, чем основного
металла. Флюс при сварке не нужен.
Средне- и высокоуглеродистые стали сваривают с подогревом. При сварке
высокоуглеродистой стали (0,6 % С и более) качественное соединение получают
только при толщинах до 5—6 мм.
Топкий лист из хромистых и хромоникелевых сталей (до 2 мм) можно удов-
летворительно сваривать, пользуясь аустенитной присадочной проволокой.
При сварке необходим флюс на основе буры или плавикового шпата. Стали типа
Х13 сваривают с подогревом. Аустенитные хромоникелевые стали сваривают
быстро, без подогрева, околошовную зону закрывают мокрым асбестом и сразу
после сварки охлаждают изделие водой или сжатым воздухом.
Медь и ее сплавы сваривают строго нейтральным пламенем с использова-
нием флюса (буры, борной кислоты, их смесей и др.). Присадочный материал
имеет примерно тот же состав, что и свариваемый, но с большим содержанием
раскислителей (фосфор, кремний). Для сварки алюминиевых бронз необходимы
хлоридно-фторидные флюсы, как для сварки алюминия.
Алюминиевые сплавы сваривают нейтральным пламенем с хлоридно-фторид-
иыми флюсами и присадкой, нарезанной из листа свариваемого материала или
алюминиевой сварочной проволоки. Поверхность перед сваркой тщательно за-
чищают. После сварки очищают шов и смывают водой остатки флюса (вызывает
коррозию).
Магниевые сплавы лучше сваривать заменителями ацетилена, особенно при
малых толщинах. Для сварки необходим специальный фторидный флюс. Перед
сваркой детали тщательно очищают. Шлак после сварки удаляют только механи-
чески — промывка в воде и травление деталей недопустимы из-за коррозии.
Чугун сваривают и в нагретом, и в холодном состоянии. Горячая заварка
дефектов чугунной присадкой (литые прутки) позволяет получать в наплавке
чугун, структура и свойства которого близки к основному металлу. Без предва-
рительного подогрева выполняют не сварку, а с в а р к о-п а й к у чугуна чу-
гункой присадкой или латунью. При сварко-пайке чугунную деталь нагревают не
573
до расплавления, а до красного каления (примерно 850 °C). Требуемую темпера-
туру поверхности чугуна поддерживают наружной, более холодной зоной свароч-
ного пламени, а во внутреннюю, самую горячую зону пламени вводят кончик
прутка присадочного материала. Присадка плавится и по каплям приваривается
(точнее — припаивается) к чугуну. Для пайко-сварки чугуна необходим специ-
альный флюс (МАФ-1), который предварительно наносят на поверхность изде-
лия. Охлаждение после сварки чугуна всегда замедленное — отводят горелку на
50—100 мм, задерживают 1—2 мин в этом положении, затем закрывают деталь
асбестом.
Глава V. СПЕЦИАЛЬНЫЕ ВИДЫ СВАРКИ
Плазменная сварка. Плазменная сварка или
сварка сжатой дугой — это особый вид
сварки дугой прямого действия в среде
защитного газа. При этом металл нагревается потоком
плазмы — ионизированного газа с температурой до 20 000—
30 000 °C, истекающим со сверхзвуковой скоростью. Для получе-
ния плазмы служит плазмотрон (плазменная горелка). В камере
плазмотрона помещается вольфрамовый электрод и между ним и
деталью горит дуга. Через камеру под давлением подается плаз-
мообразующий газ (аргон, гелий и др.). Ось потока газа совпадает
с осью дуги. Газ проходит через сопло на выходе плазмотрона,
обжимается и приобретает высокие температуру, степень иони-
зации и скорость. По кольцевому каналу вокруг плазменного
сопла дополнительно подают инертный газ для защиты зоны
сварки. Защита необходима, потому что плазменная струя выте-
кает с большой скоростью и увлекает за собой в зону сварки окру-
жающий воздух. В качестве защитного газа используют аргон,
азот, смесь аргона с водородом, гелием или азотом — в зависи-
мости от свойств свариваемого материала.
Интенсивность нагрева металла плазменной струей больше,
чем при дуговой сварке, поэтому ее можно использовать для высо-
копроизводительной сварки, а также для резки металла. Этим
способом сваривают медь и ее сплавы, алюминиевые сплавы,
высоколегированные стали. Толщина свариваемого металла 0,5—
12 мм, а скорость сварки 4—30 м/ч и больше.
Широкое применение для сварки малых толщин получила
микроплазменная сварка. Ею соединяют конструкции из высоко-
легированной стали и различных цветных металлов толщиной
0,03—0,5 мм со скоростями порядка 6—25 м/ч. Стабильное горе-
ние дуги и устойчивость микроплазмы на малых токах (0,1 А и
выше) достигается благодаря непрерывному горению вспомога-
тельной «дежурной» дуги между электродом и соплом плазмо-
трона, а также благодаря сильному сжатию столба дуги из-за
малого диаметра сопла (диаметр канала в нем меньше 1 мм).
При микроплазмепной сварке часто необходимо дополнительно
подавать инертный газ для защиты остывающих участков и обрат-
ной стороны сварного шва.
574
Микроплазменную сварку выполняют вручную и автомати-
чески. Ее успешно используют для сварки таких изделий как
сильфоны, мембраны, миниатюрные трубопроводы, полупровод-
никовые приборы.
Лазерная сварка. Лазерная сварка — это спо-
соб сварки плавлением, при котором металл
нагревают излучением лазера. Интенсивность
нагрева металла сфокусированным лазерным излучением может
достигать 5-108 Вт/см2, что достаточно для мгновенного испарения
металла. Сварку осуществляют при меньших интенсивностях
нагрева.
Основное достоинство лазерной сварки — быстрый точечный
нагрев металла до плавления. Это позволяет свести к минимуму
ширину околошовной зоны, сварочные напряжения и деформации.
Во многих случаях они становятся практически неощутимыми.
Можно выполнять сварку в узких глубоких полостях, так как
лазер не связан с изделием. Механизм процессов при лазерной
сварке во многом схож с электронно-лучевой сваркой, но для
выполнения лазерной сварки не обязательно вакуумировать из-
делие и не требуется защита персонала от рентгеновского излуче-
ния. Но мощность лазерных сварочных установок ограничена
несколькими киловаттами, тогда как мощность электронно-луче-
вых установок может быть любой. Кроме того, к. п. д. преобра-
зования энергии в лазерное излучение очень низок — не превы-
шает нескольких процентов. Поэтому лазером сваривают пре-
имущественно толщины до 1 мм. Промышленность выпускает для
этого ряд лазерных сварочных установок мощностью десятки
ватт (Квант-10, Квант-15 и др.). Их используют для сварки тол-
щин 1—0,1 мм и менее. В последние годы начат промышленный
выпуск мощных СО2-лазеров непрерывного действия. Это позво-
лило сваривать лазером толщины более 1 мм.
Термитная сварка. Термитная сварка — спо-
соб сварки плавлением с помощью тер-
митов — смесей оксидов с чистыми метал-
лами, которые могут восстанавливать эти
оксиды. Наиболее распространенный термит —смесь порошков
оксидов железа Fe2O3, Fe3O4 с алюминием. Если нагреть эту смесь
примерно до 1000 °C, хотя бы в одной точке, то начинается реак-
ция 3FesO4 -ф SAI = 9Fe 4А12О3. Выделяющееся при этом тёпло
разогревает продукты реакции примерно до 3000 °C, т. е. они
получаются жидкими и сильно перегретыми. Оксид алюминия
в основном всплывает вверх в виде шлака, а жидкое железо
можно использовать для сварки, заливая им зазор между дета-
лями.
Раньше эту технологию использовали довольно широко глав-
ным образом для сварки рельсов. Сейчас рельсы сваривают дуго-
вой сваркой, но термитную иногда применяют для соединения
стержней при монтаже.
575
Для сварки стальных проводов довольно широко используют
шашки из специального магниевого т е р-
м и т а. В нем восстановителем является не алюминий, а магний.
Из магниевого термита централизованно изготавливают шашки —
небольшие втулки с отверстием по диаметру провода. Состав
термитной смеси подобран так, что в результате реакции полу-
чается не расплав, а твердая пористая масса, пропитанная жидким
железом. Концы свариваемых проводов вставляют в отверстие
шашки, сжимают их специальными ручными клещами и зажигают
шашку. Она разогревает провода и их осаживают клещами,
получая соединение, как при стыковой сварке. Использованную
термитную шашку сбивают с провода.
Холодная сварка. Это сварка давлением при
комнатной те мпературе. Наиболее распространены
точечная и стыковая холодная сварка. Точечной сваркой свари-
вают внахлестку листы толщиной 0,2—15 мм, сжимая их круг-
лыми или прямоугольными пуансонами. Для получения сварной
точки пуансон вдавливают на глубину 0,7—0,9 толщины сва-
риваемых деталей Таким способом можно сваривать только пла-
стичные материалы — алюминий, никель, медь, технически чистое
железо, свинец и некоторые другие. Давление, необходимое для
сварки, составляет для меди 2000, а для отожженного алюминия
300—600 МПа.
Стыковую холодную сварку осуществляют непосредственным
сдавливанием между собой свариваемых изделий, закрепленных
в зажимах. Таким способом можно сваривать медь, алюминий,
никель, свинец, а также алюминий с медью, сталью, никелем,
свинец с железом и др. Алюминиевые и медные провода
сечением 2,5—4 мм2 можно сваривать ручными клещами. Сече-
ния до 1500 мм2 сваривают на специальных стационарных ма-
шинах.
Существенно расширяет возможности холодной сварки при-
менение сжатия соединяемых деталей с одновременным смеще-
нием их вдоль соединяемых поверхностен. Такие процессы назы-
вают сваркой сдвигом. Промышленное применение по-
лучил один из таких процессов — клинопрессовая
сварка и ее модификации. Этим способом успешно соединяют
разнородные материалы (например, алюминий со сталью). Для
этого в алюминиевую втулку запрессовывают стальную деталь
с конической поверхностью — конусность порядка 10° (можно
и наоборот — напрессовывать сталь на алюминий). При этом
получается соединение, равнопрочное с основным металлом, т. е.
разрушающееся по алюминию. Такой процесс использовали,
в частности, для изготовления алюмо-стальных трубчатых пере-
ходников. Алюминиевый хвостовик такого переходника прива-
ривали к алюминиевой трубе в заводских условиях, а при мон-
таже алюминиевых труб с переходниками на концах сваривали
сталь со сталью.
576
Диффузионная сварка. Диффузионная сварка —
это способ сварки давлением в вакууме.
Свариваемые детали сжимают, нагревают в вакууме до темпе-
ратуры, не превышающей 0,7—0,8 температуры плавления и
длительно выдерживают. Длительная выдержка при нагреве и
сжатии способствует протеканию процессов диффузии в металле
и позволяет получать соединения при небольшой пластической
деформации. В большинстве случаев деформируются только ми-
кровыступы на соединяемых поверхностях и изменение размеров
узла в целом ничтожно мало Диффузионную сварку можно осу-
ществлять не только в вакууме, но и в защитных газах — гелии,
аргоне, водороде.
Этим способом можно соединять практически любые металлы,
а также металлы с полупроводниками и другими неметалличе-
скими материалами (папример, медь с сапфиром). Основные до-
стоинства метода, определяющие область его применения, это
ничтожно малая деформация, возможность получения сварного
соединения при относительно низких температурах и сварки
разнородных материалов. Диффузионную сварку широко приме-
няют в электронной промышленности (сварка металлических
выводов с полупроводниками, сварка магнитов и др.). Имеется
опыт применения ее для изготовления деталей сложной формы
в машиностроении.
Сварка трением. Сварка трением — это способ
сварки давлением с нагревом, при кото-
ром свариваемые поверхности нагревают
трением одна о другую. В простейшем случае сварку
трением встык осуществляют, вращая одпу деталь, когда другая
неподвижна, и сжимая их осевым усилием Трущиеся поверхности
разогреваются, трение способствует разрушению оксидных пленок
на них. Затем вращение прекращают, продолжая сжатие, и со-
вместная пластическая деформация приводит к образованию
соединения, как при стыковой контактной сварке. Можно вра-
щать не одну деталь, а обе — в разных направлениях, можно
использовать неподвижные или вращающиеся вставки между
свариваемыми деталями. Осевое усилие в процессе сварки может
оставаться неизменным, а может и меняться. Часто в конце про-
цесса прикладывают увеличенное «ковочное» усилие.
Основные достоинства сварки трением — простота,, малая
энергоемкость, стабильность качества соединений, высокая про-
изводительность, возможность сварки разнородных металлов,
а также металлов с керамикой. Для сварки трением выпускают
специальные машины. Диапазон свариваемых сечений 30—
8000 мм2. Наиболее широко сварку трением используют в круп-
носерийном и массовом производстве (например, при изготовлении
сверл, калибров, клапанов двигателей и т. п.), когда одна часть
детали делается из дорогой легированной стали, другая — из
дешевой углеродистой.
19 Кнорозов Б. В. и др.
577
Сварка взрывом. Сварка взрывом — это особый
вид сварки давлением. Соединение образуется при
соударении двух свариваемых деталей (пластин) под действием
ударной волны. Одну из пластин (неподвижную) укладывают на
твердое массивное основание, вторую (метаемую) располагают
под углом 3—10° к поверхности первой при расстоянии 2—3 мм
в вершине угла. На метаемую пластину накладывают равномер-
ным слоем взрывчатое вещество и около вершины угла устанавли-
вают электродетонатор. При взрыве детонатора развивается давле-
нием 10—20 ГПа, сообщающее метаемой пластине скорость более
1000 м/с. Соударение метаемой пластины с неподвижной сопро-
вождается местной пластической деформацией и нагревом ме-
талла. При этом пластины очищаются и свариваются, обычно
с образованием волнистой границы между свариваемыми деталями.
Соединение при сварке взрывом, в отличие от всех других спо-
собов сварки, образуется практически мгновенно — за микро-
секунды. Благодаря этому взрывом можно сваривать разнород-
ные металлы, которые не свариваются другими способами из-за
образования хрупких интерметаллических соединений. Взрывом
можно сваривать и небольшие, и крупногабаритные изделия.
Способ применяют для получения биметаллических заготовок
и деталей (например, плакирование коррозионностойкой сталью
лопастей гидротурбин), а также для сварки различных деталей.
Глава VI. НАПЫЛЕНИЕ ПОКРЫТИЙ
В последние годы для восстановления изношенных деталей и для
нанесения на детали защитных и упрочняющих покрытий наряду
с наплавкой все шире используют различные способы напыления.
Все они основаны на нагреве мелких частиц напыляемого мате-
риала и переносе их на поверхность изделия-подложки. Соуда-
ряясь с подложкой, нагретые частицы закрепляются на ней и
формируют покрытие. Чем больше скорость частиц, тем выше
качество покрытия — его плотность и прочность сцепления с осно-
вой. Материалом покрытия могут быть металлы, керамика, поли-
меры; подложки тоже могут быть самыми разнообразными —
металл, стекло, ткани и др. Можно создавать многослойные
покрытия из слоев различного состава. Расход материалов при
напылении невелик, так как подложка обычно не плавится и не
разбавляет материал покрытия; используемое оборудование —
относительно простое и производительное.
Широкое применение напыленных покрытий является круп-
ным резервом снижения затрат металла в народном хозяйстве,
позволяет повысить срок службы и надежность деталей в жестких
условиях эксплуатации (интенсивный износ, высокие скорости,
температура, коррозионные среды и т. п.). К основным способам
578
напыления относятся газопламенное и плазменное напыление,
электродуговая металлизация, а также новые способы — детона-
ционное и вакуумное напыление. Курс на интенсивное развитие
перечисленных ресурсосберегающих технологий взят еще в XI пя-
тилетке, а «применение плазменных, вакуумных и детонационных
технологий нанесения упрочняющих, износостойких и антикор-
розионных покрытий» включено в число приоритетных направле-
ний развития технологии по Комплексной программе научно-
технического прогресса стран — членов СЭВ до 2000 года.
1. Дуговая металлизация
Дуговая металлизация основана на горении дуги между двумя
плавящимися проволоками, подаваемыми под острым углом одна
к другой. Капли металла размером до 100 мкм сдувают на под-
ложку струей сжатого воздуха или другого газа, вытекающей из
сопла перпендикулярно дуге. Скорость переноса капель в серий-
ных современных установках составляет 60—250 м/с. Источником
питания дуги служат сварочные выпрямители с жесткой харак-
теристикой. Диаметр проволоки 1,5—3 мм. Аппарат для дуговой
металлизации (металлизатор) состоит из механизма подачи про-
волоки, распылительной головки и крана подачи газа. Обычно
металлизатор делают нестационарным, и либо держат его в руках,
либо крепят на суппорте токарного станка или другого механизма
перемещения.
Метод используют главным образом для нанесения цинковых и
алюминиевых антикоррозионных покрытий, в частности на строи-
тельные конструкции в монтажных условиях. Наносят также
антифрикционные и износостойкие покрытия при ремонте изно-
шенных деталей и молибденовый подслой под керамические по-
крытия. При использовании в качестве электродов проволок из
разных металлов можно получить покрытие из их сплава.
Дуговая металлизация высокопроизводительна. При рабочем
токе до 400 А и мощности дуги до 16 кВт производительность
распыления достигает по цинку 32, по стали 10 и по алюминию
12,5 кг/ч.
В качестве транспортирующего газа при дуговой металлизации
почти повсеместно используют сжатый воздух, вследствие чего
в покрытии много оксидных включений и велик угар элементов.
Поэтому для распыления коррознонностойкой стали и алюминие-
вых сплавов предпочтительнее использовать азот.
Поверхность подложки перед металлизацией должна быть
тщательно очищена, предпочтительно отпескоструена.
2. Газопламенное и плазменное напыление
Процесс газопламенного напыления основан на использовании
кислородно-ацетнленового или кислородно-пропанового пламени.
В него подают проволоку или порошок и расплавленные частицы
19*
579
уносятся газовым потоком на подложку. Скорость частиц по-
рошка в серийных газопламенных установках составляет 50—
100 м/с.
Температура нагрева напыляемого материала при этом про-
цессе относительно невелика. Поэтому способ целесообразно
применять для нанесения пластмасс, цинка, алюминия, медных
сплавов, сталей и других материалов. Можно наносить также
оксид алюминия и карбидсодержащие композиции. Для получе-
ния твердых износостойких слоев используют самофлюсующиеся
никелевые сплавы, легированные бором, кремнием и другими
элементами. Оплавление покрытий из самофлюсующихся сплавов
газовой горелкой позволяет практически ликвидировать по-
ристость.
Технология газопламенного напыления проста, оборудование
несложное и удобное в эксплуатации, возможности получения
различных покрытий велики. Поэтому этот процесс широко при-
меняют в промышленности.
Отечественная промышленность выпускает ряд установок для
газопламенного порошкового напыления производительностью до
10 кг/ч, газовые металлизаторы для нанесения покрытий из про-
волоки (на ацетилене и на пропане), а также к и сл сродно-а цети-
леновые горелки для газопорошковой наплавки. Такая горелка
по конструкции похожа на обычную сварочную, на которой за-
креплен пластмассовый флакон с порошком; во время работы
порошок ссыпается в газовый тракт горелки и увлекается в фа-
кел пламени Производительность при работе горелками разного
размера достигает 1—5 кг/ч порошка.
Плазменное напыление является логическим продолжением
технологии газопламенного напыления, отличающимся более
высокими температурой и скоростью газовой струи. В плазмо-
троне формируется поток низкотемпературной плазмы (см. п. 5
настоящей главы). Напыляемый материал (проволока, порошок)
вводится в него, разгоняется до 100—400 м/с и переносится на
подложку. Высокая температура плазмы позволяет наносить по-
крытие из всех материалов, которые не успевают сублимировать
или разложиться в плазменной струе. Поэтому при плазменном
напылении, по сравнению с газопламенным, шире круг напыляе-
мых материалов и выше качество покрытия. Как и при газо-
пламенном напылении, плазменные покрытия самофлюсующимися
сплавами нередко оплавляют для ликвидации пористости. Оплав-
ление можно выполнять той же плазменной горелкой, или ин-
дукционным нагревом, или в печи.
Основные недостатки процесса плазменного напыления: от-
носительно низкая производительность, сильный шум и излучение
при работе. Соответствующее оборудование довольно дорогое
и непригодное для эксплуатации в монтажных условиях. Произ-
водительность серийных установок составляет до 10 кг/ч при
работе на проволоке, до 3—5 кг/ч — на порошках тяжелых
580
металлов и до 2—4 кг/ч — на порошках легких оксидов. Режим
работы установок на проволоке стабильнее, чем на порошке.
Поэтому для плазменного напыления стали использовать порошко*
вые проволоки (как при дуговой сварке) и шнуры диаметром 1,5—
6 мм, состоящие из сгорающей при нагреве органической оболочки
с порошком.
Следует отметить, что качество покрытия при газопламенном
и плазменном напылении сильно зависит от подготовки поверх-
ности подложки. Подготовка включает обезжиривание, удаление
оксидов и, в ряде случаев, придание шероховатости.
3. Детонационное напыление
Способ основан на разгоне частиц порошка при взрыве (детонации)
кислородно-ацетнленовой смеси в стволе специальной установки.
Скорость частиц порошка составляет 600—1000 м/с. Сталкиваясь
с поверхностью подложки, порошок разогревается в пределах
до 4000 °C. Высокая скорость частиц и их разогрев при ударе
о подложку обеспечивают получение плотных и прочно сцеплен-
ных с основой покрытий. Состав покрытия тот же, что и порошка —
в отличие от газотермических процессов, состав частиц при на-
пылении не изменяется. Температура основного металла остается
низкой, он не деформируется, что позволяет использовать про-
цесс при изготовлении прецизионных деталей. Толщина одно-
слойного покрытия мала — примерно 5—25 мкм, поэтому покры-
тия делают многослойными, наращивая 0,25—0,3 мм. Ударные
волны, возникающие при детонационном напылении, частично
очищают поверхность подложки. Поэтому подготовка поверх-
ности меньше влияет на качество покрытия, чем при газотерми-
ческом напылении.
Основные недостатки метода: дорогое оборудование, слож-
ность его эксплуатации и появление остаточной деформации не-
которых материалов под воздействием взрывной волны.
В настоящее время детонационное напыление применяют для
повышения жаро- и теплостойкости деталей, получения износо-
стойких и коррозионностойких покрытий, создания промежуточ-
ных слоев при пайке разнообразных материалов, замены цельно-
спеченных деталей из тугоплавких соединений на металлические
с тугоплавким покрытием. Область применения детонационного
напыления быстро расширяется благодаря его технологйчности
и высокому качеству получаемых покрытий. За рубежом процесс
получил широкое применение, особенно в авиастроении США
и ФРГ.
4. Вакуумное напыление
Существует несколько принципиально разных технологий нане-
сения покрытий в вакууме. Основные из них — термическое на-
пыление и ионное осаждение.
581
При термическом напылении металл натре'
Вают в вакууме 1СГ2—1СГ® Па до температуры, при которой давле-
ние его паров около 1 Па. На пути потока паров помещают под-
ложку и пары конденсируются на ней. Этим способом получают
коррозионностойкие покрытия толщиной до 100 мкм с хорошей
адгезией с основой. Способ отличается высокой производитель-
ностью, покрытия наносятся на непрерывно движущуюся ленту
и получаются однородными с высокой степенью чистоты. Недо-
статком способа является сложность оборудования и технологии
для поддержания вакуума КГ2 Па и испарения больших коли-
честв металла.
Ионное осаждение отличается от термического напыления тем,
что пары осаждаемого металла или сплава ионизируются в плазме
тлеющего разряда, в котором катодом служит испаряемый мате-
риал, а анодом — подложка. Пары металла попадают в плазму
инертного газа под давлением 0,1—1 Па. При этом происходит
ионизация паров, ионы ускоряются электрическим полем и поток
ионов осаждается на подложке. Установлено, что качество по-
крытия улучшается пропорционально степени ионизации напы-
ляемого вещества.
Основные достоинства метода: возможность ионной очистки
поверхности непосредственно перед напылением, плотность и
однородность толщины покрытия, хорошая адгезия покрытия без
нагрева подложки, универсальность по напыляемым материалам.
Установки ионного осаждения начинают внедряться в отече-
ственную промышленность. Так, для упрочнения резцов отра-
ботана и внедрена технология напыления нитрида титана. За ру-
бежом этот метод используют гораздо шире.
Глава VII. ПАЙКА
1. Область применения и способы пайки
Пайкой называют процесс соединения де-
талей посредством припоя — сплава, кото-
рый смачивает поверхности деталей и за-
твердевая, связывает их. Пайка похожа на сварку
плавлением, но при сварке кромки деталей обязательно оплав-
ляются, а при пайке плавится только припой и может происхо-
дить лишь взаимное растворение паяемого материала и припоя.
Четкое разграничение сварки и пайки возможно не всегда — есть
технологические процессы, которые с равным основанием можно
причислить и к сварке, и к пайке.
Припой прочно соединяется с поверхностью изделия только
тогда, когда хорошо смачивает ее. Хорошо смачиваются только
поверхности, тщательно очищенные от загрязнений. Для удале-
682
ния пленок окислов с поверхностей паяемого материала и припоя
и для предотвращения их образования при пайке используют
паяльные флюсы. Флюсы, кроме того, способствуют лучшему
затеканию припоя в зазор между соединяемыми деталями. Неко-
торые припои, содержащие энергичные раскислители (бор, крем-
ний, барий, щелочные металлы и др.) могут сами выполнять роль
флюсов, переводя в шлак окисные пленки. Такие припои назы-
вают самофлюсующимися.
. Исторически первым является способ пайки легкоплавкими
оловянно-свинцовыми припоями с помощью паяльника. Этот
способ пайки широко применяют до сих пор, главным образом,
для соединения проводников и обеспечения электрического кон-
такта в радиоприборостроении и электротехнической промышлен-
ности. Механическая прочность соединений, полученных этим
способом, невелика. Поэтому в конструкциях, испытывающих ме-
ханические нагрузки, его используют преимущественно для гер-
метизации соединений, полученных другими способами. Пайка
паяльником знакома каждому. Нередко знания о пайке только
этим и ограничиваются и делается вывод о непригодности пайки
для изготовления тяжело нагруженных, ответственных соедине-
ний. Эта точка зрения давно уже не соответствует реальности.
Современная пайка — это группа технологических процессов,
позволяющая соединять практически любые металлические сплавы
и во многих случаях получать соединения, равнопрочные с основ-
ным металлом при статических нагрузках. Эти соединения при-
годны для эксплуатации в самых разнообразных условиях, в том
числе при температурах 1000 °C и выше.
Современные процессы пайки подразделяют по температуре
плавления припоя па две группы: пайка низкотемпературными
припоями (TDJl до 450 °C) и пайка высокотемпературными при-
поями (Тпл выше 450 °C). Низкотемпературные припои исполь-
зуют в промышленности и в быту для пайки изделий, которые не
подвергаются воздействию высоких температур и значительных
механических нагрузок. Высокотемпературные припои приме-
няют тогда, когда требуются высокая прочность и (или) работо-
способность при повышенных температурах.
Нагрев при пайке осуществляют разными способами. Основ-
ные из них — пайка в печах, индукционная, сопротивлением,
погружением в расплавы солей или припоев, паяльниками.
По условиям заполнения зазора и механизму образования
паяного соединения способы пайки подразделяют на капилляр-
ный, некапиллярный, контактно-реактивный, реактивно-флюсо-
вый и диффузионный. При капиллярной пайке припой затекает
в зазор и удерживается в нем под действием капиллярных сил.
При контактно-реактивной пайке между соединяемыми металлами
или между припоем и соединяемыми металлами проходит твердо-
фазное взаимодействие с образованием в контакте между ними
нового сплава, более легкоплавкого, чем паяемые материалы;
583
при его затвердевании образуется паяный шов. При реактивно-
флюсовой пайке припой образуется в результате взаимодействия
основного металла с флюсом. Диффузионная пайка — это про-
цесс, при котором паяный шов затвердевает при температуре,
превышающей температуру солидуса припоя. Некапилляр-
ная пайка — общее название для двух разных процессов:
пайко-сварки (или сварко-пайки) и пайки композитными при-
поями.
Пайка по сравнению со сваркой имеет ряд существенных пре-
имуществ:
1. Она позволяет соединять всевозможные сплавы, в том числе
плохо сваривающиеся, одинаковые и разнородные, а также
соединять металл со стеклом, керамикой, графитом, полупровод-
никами.
2. За один прием можно получать протяженное соединение
или сварить узел из множества заготовок. Последнее существенно
при массовом производстве и, кроме того, позволяет изготавливать
такие сложные по конструкции узлы, какие невозможно сделать
другими способами.
3. Кромки деталей не оплавляются, поэтому при пайке можно
сохранить размеры и форму деталей и паяного узла в целом.
4. Многие паяные соединения можно распаивать, что важно
при монтаже и ремонте в приборостроении. Процесс пайки дешев,
легко поддается механизации и автоматизации, особенно при
массовом производстве. Все это обеспечило широкое применение
пайки для изготовления сложных, тяжело нагруженных деталей
в разных областях машиностроения. Ее применяют в производстве
автомобилей, тракторов, мотоциклов. Без пайки невозможно
построить современный авиационный двигатель. Ведутся работы
по пайке строительных конструкций. Объем производства паяных
конструкций в последние годы растет очень быстро.
2. Подготовка деталей к пайке
Паяемые поверхности предварительно должны быть тщательно
очищены. В некоторых случаях удовлетворительна механическая
очистка, но чаще прибегают к химическому или электрохимиче-
скому травлению и обезжириванию.
При пайке некоторых металлов, чтобы обеспечить затекание
припоя в зазор, применяют предварительное покрытие паяемых
поверхностей припоем или металлом, который хорошо паяется.
К таким металлам относятся высоколегированные стали, алюми-
нии, алюминиевая бронза. В качестве покрытий используют олово,
медь, серебро, никель, оловянно-свинцовые и другие припои.
Способы нанесения покрытий разнообразны. Наиболее распро-
страненные из них — окунание в расплавленный припой и галь-
ваническое покрытие. Весьма перспективно нанесение покрытий
в тлеющем разряде (процесс аналогичен соответствующей химико-
термической обработке).
684
Важное значение имеет сборка узлов под пайку. Сборка должна
обеспечивать фиксацию взаимного положения деталей с требуе-
мым зазором и поступление припоя в зазор. В тех случаях, когда
припой заранее закладывают в соединение в виде фольги и затем
нагревают узел (например, в вакуумной печи), необходимо обес-
печить сжатие деталей при температуре пайки с определенным
усилием. Если это усилие будет недостаточным, то получится
слишком толстый шов с неудовлетворительной прочностью. Чрез-
мерное сжатие может повредить паяемый узел.
Для сжатия деталей при пайке применяют специальные при-
способления. Необходимое усилие сжатия обеспечивается меха-
ническими зажимами или разницей между температурным рас-
ширением материала изделия и материала приспособления.
Последний способ нередко является единственным, когда печная
пайка осуществляется при высоких температурах.
3. Припои
Припои подразделяют по температуре плавления на низкотем-
пературные (до 450 °C) и высокотемпературные (свыше 450 °C).
Применяют припои в виде проволоки, лепты, фольги, штампован-
ных колец, порошков или паст, смешанных с флюсами.
Низкотемпературные припои. Наиболее распространенными
низкотемпературными припоями являются оловянно-свинцовые.
Они обладают высокими технологическими свойствами, весьма
пластичны. Пайку этими припоями проводят обычно при нагреве
паяльником. Согласно стандарту, оловянно-свинцовые припои
обозначают буквами ПОС и цифрами, указывающими содержание
олова в процентах. Минимальную температуру плавления 183 °C
и лучшие технологические свойства имеет припой ПОС61: его
состав соответствует эвтектике в системе олово—свинец. Наиболее
тугоплавкий (299 °C) припой ПОСЮ. Припой ПОС90 используют
только для выполнения внутренних швов и лужения пищевой
посуды. Для повышения прочности в оловянно-свинцовые припои
вводят сурьму. Припои на основе олова, содержащие серебро,
сурьму, медь (ВПрб, ВПр9) обладают высокой коррозионной
стойкостью и применяются для пайки проводов, работающих
во всех климатических условиях, без защиты соединений лако-
красочными покрытиями. Временное сопротивление большинства
припоев этой группы 32—45 МПа, относительное удлинение —
35—50 %, предел прочности паяных соединений на срез 22—
32 МПа.
Для пайки паяльником латуни и меди используют припои на
основе свинца с 1,5—3 % Ag. Они имеют большую термостойкость,
чем оловянно-свинцовые, но уступают им по технологическим
свойствам.
Для низкотемпературной пайки изделий из алюминиевых и
цинковых сплавов используют припои на основе цинка с оловом.
685
Широкое применение при пайке полупроводниковых материалов,
стеклянных и кварцевых изделий, вакуумных соединений, узлов
криогенной техники получили индиевые припои, содержащие от
42 до 97 % In. Они легкоплавкие (температуры плавления в пре-
делах 72—156 °C), хорошо смачивают металлы и неметаллические
материалы, обладают высокой коррозионной стойкостью и пла-
стичностью. Последнее позволяет паять ими материалы с разными
температурными коэффициентами линейного расширения.
Высокотемпературные припои. Широкое применение для пайки
углеродистых и многих легированных сталей, никеля и никелевых
сплавов получили медь, латунь и ряд других медных сплавов.
Медь — самый распространенный припой для пайки в вакууме.
Она обладает хорошей жидкотекучестью и легко затекает в ка-
пиллярные зазоры. Этим пользуются, когда необходимы соедине-
ния протяженностью более 15—20 мм. При пайке протяженных
соединений в вакууме и в защитных средах медь на стальные
детали наносят электролитически слоем 5—15 мкм. Существенный
недостаток меди как припоя — высокая температура плавления.
Латунями паяют углеродистые стали, медь и чугун при быстром
нагреве токами высокой частоты, в печах, пламенем газовой го-
релки или в соляных ваннах; в качестве флюсов используют
буру и различные смеси. В газовых защитных средах и в вакууме
латунями не паяют из-за испарения цинка. В качестве припоев
можно использовать простые латуни (сплавы медь—цинк), но
лучше пользоваться латунями с небольшим количеством кремния
и олова (например, ЛОК62-06 04, ЛОК59-1-03). Кремний является
активным раскислителем, поэтому цинк испаряется меньше и
швы получаются более плотными. Температуры полного расплав-
ления медно-цинковых припоев — 825—980 °C, временное со-
противление — 210—340 МПа, относительное удлинение —
1—48 %.
Медно-цинковые сплавы неприменимы для пайки аустенитных
сталей типа 12Х18Н10Т из-за образования трещин в соединении:
цинк коррозионно-агрессивен по отношению к этой стали. Изделия
из коррозионностойких сталей паяют в вакууме или в инертных
газах припоями на основе медь—никель и медь—никель—марга-
нец (ВПр1, ВПр2, ВПр4 и др.). Они позволяют получать соедине-
ния с пределом выносливости 200—240 МПа. Температуры пол-
ного расплавления этих припоев 900—1280 °C. При пайке в ва-
кууме марганец из припоя частично испаряется, и температура
плавления его растет. Поэтому температура распайки соединения
выше температуры пайки, и оно является жаропрочным до 500 °C
и выше.
В электротехнической промышленности для пайки меди и ее
сплавов широко применяют сплавы меди с 4—9 % Р и добавками
других элементов. Медь и ряд медных сплавов можно паять
этими припоями без флюсов, так как они самофлюсующиеся.
Температура полного расплавления медпо-фосфорных припоев —
586
850 °C. Медно-фосфорные припои, содержащие серебро, более
пластичны и легкоплавки, чем простые медно-фосфорные.
Изделия из меди и стали, испытывающие повышенные статиче-
ские и вибрационные нагрузки, предпочтительно паять серебря-
ными припоями (15—71 % Ag, остальное — медь и добавки).
Они отличаются высокой пластичностью и технологичны. Осо-
бенно широко применяют припой ПСр72 — содержащий 72 % Ag
эвтектический сплав с очень хорошими технологическими свой-
ствами; температура плавления его 779 °C. При пайке этими при-
поями применимы все виды нагрева (кроме паяльников), флюсы,
газовые среды и вакуум. Предел прочности на срез при пайке
низкоуглеродистых сталей серебряными припоями больше их
предела текучести. Введение лития, цинка и других элементов
позволяет снижать температуру плавления серебряных припоев
и регулировать их свойства. Применение серебряных припоев
лимитируется лишь дефицитностью серебра.
Для пайки коррозионпостойких, жаропрочных и жаростойких
сталей и сплавов широко применяют никелевые припои. Боль-
шинство из них содержит хром, повышающий жаропрочность и
жаростойкость, а также элементы, снижающие температуру плав-
ления (Si, Р, В, Мп и др.). Температуры плавления этих припоев
находятся в интервале 900—1280 °C. Легирование никелевых при-
поев бором и щелочными металлами обеспечивает им самофлюсуе-
мость и позволяет паять коррозионностойкие и конструкционные
стали в среде аргона без флюсов.
Алюминиевые сплавы паяют, преимущественно, припоями
па основе алюминий—кремний. Обычно используют эвтектиче-
ский сплав, содержащий 12 % Si и плавящийся при 577 °C. Сни-
зить температуру плавления припоя можно, вводя в него медь.
Наиболее легкоплавок припой, содержащий 6 % Si и 28 % Си
(Тпл = 525 °C). Все припои системы А1—Si—Си пригодны для
пайки сплавов, не упрочняемых термической обработкой. Введе-
ние цинка и германия в припой позволяет снизить температуру
полного расплавления до 460—500 °C и паять термически упроч-
ненные сплавы (например, дуралюмины).
Припои на основе магния применяют преимущественно для
пайки магния и его сплавов. Легирующие элементы в этих при-
поях — алюминий, цинк и другие; температура их полного рас-
плавления не превышает 600 °C. При пайке этими припоями в пе-
чах или газовой горелкой необходимы флюсы, предохраняющие
припой от воспламенения.
4. Флюсы
Флюсы для низкотемпературной пайки. Для низкотемпературной
пайки используют канифольные и галогенидные флюсы. Кани-
фоль удаляет оксиды таких металлов как медь, серебро, олово и
широко используется для пайки соединений, когда после пайки
687
нельзя промыть изделие: остатки канифоли не вызывают корро-
зии. Применяют чистую канифоль и раствор канифоли в спирте.
В последние годы получили применение канифольные флюсы с
добавками хлоридов, анилина и других органических веществ.
С их помощью можно паять не только медные сплавы, но также
стали, оцинкованное железо, никелированное железо.
Галогенидные флюсы можно использовать для низкотемпера-
турной пайки почти всех черных и цветных металлов. Шире
всего применяют хлористый аммоний и хлористый цинк, а также
смеси, содержащие эти и другие хлориды. В последние годы все
большее применение получают флюсы на основе солянокислого
гидразина, анилина и других органических веществ. Соли гидра-
зина при нагреве разлагаются с выделением водорода и хлори-
стого водорода. Анилин имеет высокую флюсующую активность,
причем анилиновые флюсы при пайке дают остаток, защища-
ющий шов от коррозии.
Широкое распространение получили канифольные флюсы,
содержащие в различных сочетаниях неорганические вещества
(галогениды, бориды и др.) и органические (гидразин, глицерин
и другие). Такие флюсы успешно применяют для пайки меди,
различных конструкционных и коррозионностойких сплавов.
Для пайки алюминиевых и магниевых сплавов используют
высокоактивные флюсы на основе хлоридов, фторборатов и орга-
нических веществ.
Флюсы для высокотемпературной пайки. При пайке углероди-
стых сталей, чугуна и медных сплавов медно-цинковыми и серебря-
ными припоями в качестве флюса используют борную кислоту и
буру в различных сочетаниях. При пайке легированных сталей и
жаропрочных сплавов флюсующего действия буры и борной
кислоты недостаточно, и в состав флюса вводят галогениды.
Чаще всего вводят фториды натрия, калия, лития и кальция,
а также фторбораты натрия и калия. Ряд составов таких флюсов
регламентирован ГОСТ 23178—78.
Флюсы для высокотемпературной пайки алюминиевых, ма-
гниевых и титановых сплавов состоят из различных хлоридов и
фторидов.
5. Виды паяных соединений и их прочность
Основные виды паяных соединений — нахлесточное и стыковое.
Наиболее распространенным является нахлесточное: оно удобно
для выполнения и обеспечивает наибольшую прочность. Увели-
чение длины нахлестки в сочетании с пластичными высокотемпе-
ратурными припоями почти всегда позволяет достичь равнопроч-
ности соединения с основным металлом. Стыковые соединения
используют реже, так как обеспечить равпопрочность таких
соединений в подавляющем большинстве случаев не удается. Зато
соединения имеют хороший внешний вид. Для того чтобы повысить
688
прочность стыкового соединения, иногда увеличивают паяемую
площадь, скашивая кромки (соединение «в ус») или делая ступен-
чатое или гребенчатое соединение. При этом прочность стыка
повышается и нередко достигается равнопрочность с основным
металлом, но подготовка кромок трудоемка. Часто встречаются
также телескопические соединения, т. е. соединения типа ось—
втулка или труба в трубе. Если внутренняя и наружная детали
такого соединения сделаны из разных материалов, то при подго-
товке деталей под пайку необходимо учесть изменение зазора
между ними при пагреве из-за разницы температурных коэффи-
циентов расширения.
Рис. 348. Зависимость временного сопротивления паяных соеди-
нений встык от зазора:
а — пайка медыо; б — пайка серебром; 1 — временное сопроти-
вление паяных образцов инструментальной стали; 2 — паяных
обр-азцов низкоуглероднстой стали; 3 — инструментальной стали;
4 — низкоуглероднстой стали; 5 — меди; 6 — серебра
Решающее влияние на прочность паяного соединения оказы-
вает зазор между паяемыми деталями. При малых зазорах вре-
менное сопротивление паяного соединения на растяжение суще-
ственно больше временного сопротивления припоя. На рис. 348
приведены зависимости временного сопротивления образцов из
инструментальной 1 и низкоуглеродистой стали 2, паяных встык
медью и серебром. Они показывают, что в диапазоне до 0,1 мм
прочность шва быстро возрастает с уменьшением зазора. . При
больших зазорах (0,4—0,5 мм) временное сопротивление соеди-
нения приближается к временному сопротивлению припоя. Прин-
цип «чем меньше зазор, тем выше прочность» нарушается только
при очень малых зазорах, так как появляются дефекты в шве
(неполный пропай). Нормальным зазором при капиллярной пайке
считают 0,05—0,2 мм.
Статические испытания показали, что соединения, паяные
пластичными припоями, хорошо сопротивляются хрупкому раз-
рушению, даже при наличии непропая и изгибающего момента
589
внецентренно приложенных сил. Прн этом уменьшение разру-
шающего напряжения прямо пропорционально площади пепро-
пая, но при увеличении площади непропая до 50 % разрушающее
напряжение уменьшается всего на 13 % (для пайки стали СтЗ
латунью).
Циклическими испытаниями установлено, что при воздействии
знакопеременных нагрузок рационально спроектированные паяные
соединения низкоуглеродпстых сталей более долговечны, чем
сварные (рис. 349). С увеличением толщины паяных соединений и
уменьшением длины нахлестки предел выносливости соединения
снижается, так как возрастает концентрация напряжений. Экспе-
t Рис. 349. Долговечность соединений стали ВСтЗ прн пульсирующих нагрузках:
. 1 — пайка латунью Л63; 2 — сварка лобовыми швами с катетом 5 мм; 3
сварка фланговыми швами с катетом 5 мм
риментально показано, что непропай меньше 40 %, не выходящий
на поверхность, практически не снижает долговечности соеди-
нения, если обеспечена статическая равнопрочность.
Глава VIII. ТЕРМИЧЕСКАЯ РЕЗКА МЕТАЛЛОВ
1. Кислородная (газовая) резка
Кислородная резка — самый распространенный способ термиче-
ской резки сплавов. Он основан на том, что температура воспламе-
нения в кислороде для многих сплавов ниже температуры плавле-
ния. Это позволяет выжигать их кислородом, не расплавляя.
Процесс резки осуществляют в следующей последовательности.
Горелкой нагревают поверхность металла до температуры вос-
пламенения в кислороде (для сталей примерно 800 °C) и направ-
ляют на нее струю кислорода. Кислород окисляет железо с выде-
лением большого количества тепла и образованием жидкого
шлака. Шлак вытекает и выдувается из зоны реза, а тепло разо-
гревает соседние участки металла до температуры воспламенения
в кислороде. Поэтому дальше процесс идет без дополнительного
подогрева, пока не будет перерезано все сечение.
590
Кислородную резку можно выполнять обычной газосварочной
горелкой, перекрыв горючий газ после подогрева поверхности.
Но гораздо удобнее пользоваться специальными резаками, в ко-
торых предусмотрена отдельная подача режущего кислорода
компактной струей. Подогревающее пламя в резаках получают
сжиганием ацетилена, природного газа, пропан-бутана или ке-
росина. В последнем случае резак накрывают керосинорезом.
Конструктивно ручной резак представляет собой сварочную
го.релку, снабженную устройством для подачи в центральный
канал мундштука струи режущего кислорода и создания вокруг
нее кольца подогревающего пламени. Газокислородные резаки
позволяют разрезать сталь толщиной до 200—300 мм, керосино-
резы — до 200 мм.
Для успешного выполнения кислородной резки разрезаемый
металл должен удовлетворять следующим требованиям: а) тем-
пература воспламенения в кислороде ниже температуры плавле-
ния; б) образующийся шлак жидкотекуч и свободно вытекает из
зоны реза; в) количество тепла, выделяющегося при резке, до-
статочно для разогрева прилегающих участков до температуры
воспламенения в кислороде.
Всем этим требованиям удовлетворяют низкоуглеродистые
нелегированные и низколегированные стали. Среднеуглероди-
стые стали тоже хорошо режутся, по для предотвращения за-
калки рядом с резом и появления закалочных трещин необхо-
дим подогрев. Чугуны не поддаются кислородной резке. Высоко-
легированные хромистые стали не удается резать из-за образова-
ния тугоплавкого шлака, изолирующего поверхность металла
от кислорода.
Кислородная резка бывает ручной, механизированной и авто-
матической. Для механизированной кислород-
ной резки используют различные стационарные и перенос-
ные машины, движущиеся по каким-либо направляющим. Авто-
матическую вырезку деталей из листа осуществляют
па портальных машинах с фотокопировальными устройствами
и числовым программным управлением. В таких машинах может
быть установлено до шести резаков для вырезки нескольких
одинаковых деталей сразу.
2. Кислородно-флюсовая резка
Кислородно-флюсовая резка предназначена для резки высоко-
хромистых сталей и чугунов, которые не поддаются обычной
кислородной резке. Она отличается от обычной кислородной резки
подачей в место реза флюса — либо просто железного порошка,
либо железного порошка с добавками алюминиевого порошка и
ферросплавов. При окислении флюса образуется шлак, который
смешивается с хромистым шлаком от разрезаемой стали и разжи-
жает его. Кроме того, при сжигании флюса выделяется дополни-
тельно большое количество тепла.
591
Способ позволяет разрезать высоколегированную сталь тол-
щиной до 600 и даже 1000 мм, чугун — до 300 мм. Его можно
использовать также для резки меди и ее сплавов, а также титано-
вых и никелевых сплавов. При резке меди необходим подогрев
реза из-за ее высокой теплопроводности.
Оборудование для кислородно-флюсовой резки состоит, в ос-
новном, из флюсопитателя и кислородного резака с приспособле-
нием для подачи флюса. Флюс подается струей кислорода.
3. Дуговая резка плавящимся электродом
Любые сплавы можно резать с помощью покрытых электродов для
электросварки плавлением, увеличив рабочий ток примерно
на 30 %. Дуга плавит металл и он вытекает из зоны реза. Процесс
малопроизводителен, но прост и универсален.
Скорость резки и качество поверхности реза можно повысить,
если использовать специальные электроды для резки например,
ОЗР-1. В покрытии этих электродов много Fe2O3, поэтому поверх-
ность реза не науглероживается и резка идет быстрее. Электроды
пригодны для резки любых материалов. Прокат из стали
12Х18Н9Т толщиной 12 мм электрод диаметром 4 мм режет со
скоростью 12 м/ч.
4. Воздушно-дуговая резка
Это способ резки выплавлением- металл расплавляют мощной
дугой между изделием и угольным электродом и выдувают сжа-
тым воздухом из реза. Для реализации процесса выпускают
воздушно-дуговые резаки па токи 316—1000 А и специальные
угольные электроды. Способ позволяет резать все распространен-
ные сплавы, кроме магниевых- загораются. Используют его в ос-
новном для резки стали и чугуна, в том числе для поверхностной
резки (строжки) при удалении дефектов с поверхности слитков
и отливок.
5. Плазменно-дуговая резка
Плазменно-дуговая резка заключается в интенсивном плавлении
металла сжатой дугой (плазменной дугой) и выдувании расплава
газовым потоком. В качестве рабочих сред для плазменно-дуговой
резки используют азот, аргон, сжатый воздух и их смеси. Толщина
разрезаемого металла при ручной и полуавтоматической резке —
до 80—100 мм, при автоматической — до 300 мм. Имеется обору-
дование для микроплазменной резки тонкого металла — толщи-
ной 1—10 мм и менее.
Применение плазменно-дуговой резки целесообразно для всех
металлов, особенно цветных. Для магниевых сплавов это практи-
чески единственный способ термической резки, для алюминиевых
592
и медных сплавов — всегда наиболее эффективный. Основные
преимущества процесса — высокие производительность и чистота
реза и снижение деформаций при резке малых толщин. Так, для
сталей толщиной 6—20 мм скорость воздушно-плазменной резки
в 3—4 раза больше, чем кислородной. Основные недостатки —
сложность оборудования, сильный шум при работе, повышенное
содержание азота в кромках реза.
• 6. Газолазерная резка
Газолазерная резка основана на плавлении металла лучом лазера
и выдувании его азотом, кислородом или воздухом. Максимальная
толщина разрезаемых материалов колеблется от 2 до 20 мм в за-
висимости от мощности лазера. Достоинства процесса — высокая
скорость резки (1,7 м/мин для стали) и малая ширина реза —
порядка 1 мм. Способ позволяет разрезать любые материалы,
в том числе и неметаллические.
Глава IX. ДЕФЕКТЫ И КОНТРОЛЬ КАЧЕСТВА
СВАРНЫХ СОЕДИНЕНИЙ
1. Типичные дефекты сварных соединений
По расположению в сварном соединении дефекты делят на н а-
ружные и внутренние. К наружным относят отклоне-
ние от заданных форм и размеров шва, смещение сваренных кро-
мок, подрезы, наплывы, наружные трещины и газовые поры.
Основные виды внутренних дефектов — непровары, трещины,
поры, неметаллические включения.
Форму и размеры сварных швов задает проектировщик и ука-
зывает на чертеже. Обычно регламентируют (рис. 350) ширину
шва В, высоту усиления hlt величину проплава /г2, а для угловых
и нахлесточных швов — катет шва К и высоту рабочего (крити-
ческого) сечения /iKp. Занижение размеров сечения шва снижает
его прочность при всех видах нагружения. Превышение усиления
и проплава, неправильное сопряжение с основным металлом,
бугристость, грубая чешуйчатость и т. п. — снижают работо-
способность сварных соединений при вибрационных и динами-
ческих нагрузках, а также статическую прочность при повышен-
ной склонности металла к хрупкому разрушению.
В конце шва и в месте обрыва дуги могут образовываться
углубления — кратеры. Кратеры необходимо заваривать, так
как они уменьшают сечение шва и могут стать местом зарождения
трещины. В особо ответственных случаях металл шва на участке
с кратером следует удалять механически.
593
Подрез представляет собой углубление (канавку) на ос-
новном металле вдоль линии сплавления сварного шва с основным
металлом (рис. 351, а). Наплыв — это натекание металла шва
на поверхность основного металла или ранее выполненного валика
Рис. 350. Конструктивные схемы некоторых сварных
соединений
Рис. 351. Дефекты при сварке плавлением:
а — подрез; б — наплыв; в — непровар по толщине;
г — непровар по кромке шва
без сплавления с ним (рис. 351, б). Непровар — местное
несплавление вследствие неполного расплавления кромок сва-
риваемых деталей или поверхностей ранее выполненных вали-
ков. Часто непровар сопровождается появлением трудно выяв-
ляемых трещин в металле шва. В зависимости от расположения и
характера различают непровар по сечению металла (рис. 351, е)
694
и непровар по кромке шва (рис. 351, г). Место непровара в боль-
шинстве случаев заполнено шлаком, который благодаря легко-
плавкости и жидкотекучести заполняет образующиеся при не-
проваре полости. При автоматической сварке под флюсом и элек-
трошлаковой сварке возможны непровары в начале процесса,
когда металл еще недостаточно прогрет. Поэтому желательно
начинать сварку на технологических выходных планках, которые
потом отрезают.
. Трещина — частичное местное разрушение (разрыв)
в сварном шве и (или) прилегающих к нему зонах. Трещины могут
выходить, а могут и не выходить на поверхность. Они являются
наиболее опасным и всегда недопустимым дефектом. Это один из
основных видов брака при сварке.
Поры — округлые или вытянутые полости, заполненные
газом. Они могут быть микроскопическими и крупными (до
4—6 мм). Поры образуются в швах или на границе сплавления
с основным металлом вследствие быстрого остывания сварочной
ванны, насыщенной газами. При этом газы не успевают выде-
литься. Поры могут распределяться в шве отдельными группами,
в виде цепочки вдоль шва и в виде отдельных включений. Иногда
образуются сквозные поры, так называемые свищи. В аппара-
туре, работающей под давлением и вакуумом, поры недопустимы.
Однако для других конструкций, в том числе строительных,
поры не являются столь серьезным дефектом. Основная причина
пор при сварке строительных сталей — плохое раскисление сва-
рочной ванны. Причиной пористости может быть также повышен-
ное содержание водорода в шве из-за использования отсыревших
электродов или флюсов, а также наличия ржавчины, влаги, масла,
краски на свариваемых кромках или сварочной проволоке.
Неметаллическое включение — это дефект
в виде инородной частицы в металле шва. Различают шлаковые,
флюсовые, окисные и другие неметаллические включения. Шла-
ковые включения образуются в результате плохой очистки кро-
мок свариваемых деталей, а также недостаточно полного удаления
шлака при многослойной сварке.
2. Влияние дефектов на прочность сварных соединений
Влияние дефектов на прочность сварных соединений обусловлено,
главным образом, уменьшением рабочего сечения и концентра-
цией напряжений. В зависимости от степени концентрации напря-
жений все дефекты можно подразделить на две группы:
1) плоские (острые) — к ним относятся трещины, непровары,
подрезы. Они создают резкую концентрацию напряжений;
2) объемные (тупые) — к ним относятся поры, шлаковые вклю-
чения и др.
Трещина как в металле шва, так и в зоне термического влия-
ния — дефект недопустимый. Сварные соединения с трещинами
595
подлежат исправлению. Влияние прочих дефектов на прочность
зависит от большого числа конкретных факторов:
а) тупые дефекты при их суммарной площади до 5—10 %
сечения шва мало влияют на статическую прочность швов с уси-
лением. Безопасная величина ослабления стыкового шва тупыми
дефектами при статической нагрузке по отдельным видам стыковых
соединений достигает 10, 20 и даже 30 %. Однако последнее от-
носится только к вязким сталям и относительно мало нагружен-
ным соединениям;
б) влияние непровара (острый дефект) па прочность примерно
пропорционально этому непровару при статическом нагружении
сварных соединений вязких сталей и сплавов. Подрезы, как и
непровары, являются острым дефектом и аналогично влияют на
прочность;
в) пропорциональность между потерей прочности и дефектом
нарушается при маловязком материале, а также при динамиче-
ской и вибрационной нагрузке соединения. Сравнительно неболь-
шие дефекты в этих случаях существенно снижают прочность;
г) если швы имеют концентраторы напряжений в виде резкого
усиления или несовпадения кромок, то дефекты-включения пло-
щадью до 5—10 % сечения шва не оказывают влияния не только
на статическую, но и на усталостную прочность стыковых соеди-
нений. Пористость практически не влияет на усталостную проч-
ность и нахлесточных соединений, так как их форма и без того
создает высокую концентрацию напряжений;
д) остаточные сварочные напряжения могут существенно по-
вышать опасность дефектов при усталостной нагрузке. В швах,
где растягивающие остаточные напряжения велики, даже поры
нередко становятся очагами усталостного разрушения. Очень
резко снижается усталостная прочность при совпадении непровара
с полем высоких растягивающих напряжений — предел выносли-
вости стали падает до 25—50 МПа. В таких случаях влияние раз-
мера дефекта несущественно: малый непровар площадью 3—5 %
становится столь же опасен, как и большой.
Итак, когда материал сварного соединения обладает большим
запасом вязкости, то основное влияние на статическую прочность
оказывает относительный размер дефекта. При хрупком раз-
рушении вследствие пониженной вязкости материала или цикли-
ческого нагружения даже небольшие дефекты могут существенно
снижать прочность. В таких случаях прочность определяется
концентрацией напряжений на дефекте, а не его величиной.
Засоренность сварных соединений дефектами можно оценивать
по суммарной относительной площади дефектов каждого вида:
g — 2 AS/SP, где £AS — суммарная площадь дефектов данного
вида в расчетном сечении Sp контролируемого соединения.
Сравнение и анализ норм допустимости дефектов удобнее вести
не по отдельным i-м видам дефектов, а по приведенной (эквива-
лентной) дефектности! g3 = ^giPi- В последнем случае любые
596
О 12 3 4
Дефектность д, %
Рис. 352. Влияние приве-
денной дефектности на проч-
ность сварного соединения
дефекты условно приводят к простейшим «исходным» с помощью
коэффициентов приведения р{-. За исходные дефекты сварных
соединений принимают единичные поры и коэффициент приве-
дения pt для них считают равным единице. Для других дефектов
в различные нормы заложены следующие значения коэффициентов
приведения: цепочки и скопления пор, вытянутые поры — 0,65—2,
шлаки округлые-—0,5—1,5, шлаки вытянутые — 0,65—2,3, не-
сплавления по кромкам — 5—8, непровар в одностороннем шве —
3—5, непровар в двустороннем шве — 0,15—2,7. Трещины, как
наиболее опасный вид дефектов, имеют
коэффициент приведения больше ста. За-
висимость относительной прочности свар-
ных швов от приведенной дефектности
показана на рис. 352.
3. Основные виды неразрушающего
контроля сварных соединений
Внешний осмотр. Внешний осмотр и
обмеры сварных швов — всегда первый
этап неразрушающего контроля. Ему
подвергают все сварные швы независимо
от дальнейшего контроля. Осмотр прово-
дят невооруженным глазом. Места, сом-
нительные по трещинам, просматривают
в лупу. Перед осмотром швы и примыка-
ющая к ним поверхность основного материала на ширину не менее
20 мм должны быть тщательно очищены от шлака и других за-
грязнений. Размеры сварного шва контролируют измерительным
инструментом и специальными шаблонами.
Ультразвуковой контроль. Ультразвуковая дефектоскопия ос-
нована на способности ультразвуковых колебаний прямолинейно
распространяться в металле и отражаться от границы раздела
сред, имеющих разные акустические свойства. Введенная в металл
ультразвуковая волна, встретив дефект (пору, трещину, включе-
ние) не преодолевает его, а почти полностью отражается. При этом
угол падения равен углу отражения, как в геометрической оптике.
Отражение наблюдается, когда размеры дефекта значительно
больше длины волны; в противном случае волна огибает дефект
без существенного отражения. С увеличением частоты ультра-
звука уменьшается длина волны и, следовательно, появляется
возможность выявлять более мелкие дефекты, но одновременно
увеличивается отражение от границ зерен, дефектов поверхности
и т. п., что приводит к появлению ложных сигналов (независимо
от наличия дефектов в соединении) и постепенному затуханию
ультразвука. Обычно работают на частотах от 0,6 до 12 МГц.
Ультразвук получают и измеряют пьезоэлектрическим спосо-
бом, заключающимся в преобразовании пьезокристаллом элек-
трических колебаний в механические (обратный пьезоэффект) и
597
механических колебаний в электрические (прямой пьезоэффект).
Пьезокристалл закрепляют в специальной головке — искателе,
защищающей его от механических повреждений и износа. В шов
посылают кратковременные импульсы ультразвуковых колеба-
ний, а в паузах между импульсами отраженные от дефектов коле-
бания поступают на приемный пьезокристалл. Затем они усили-
ваются усилителем дефектоскопа и подаются на электронно-
лучевую трубку. На экране трубки наблюдают импульсы пики)
от дефектов, а также от поверхностей контролируемых деталей.
По ним можно определить место расположения дефекта, а пере-
мещая искатель дефектоскопа, оценить его протяженность.
Радиационные методы контроля. Для радиационного контроля
используют рентгеновские и гамма-лучи. Пучок лучей направ-
ляют па контролируемый шов. Проходя сквозь него, лучи ча-
стично поглощаются. Поглощающая способность дефектов меньше,
чем здоровой части шва. Поэтому на фотопленке, установленной
за просвечиваемым швом, дефектам соответствуют темные полосы
или пятна. Поры и шлаковые включения имеют
на снимке вид округлых темных пятен. Различать их по снимку
трудно, но эти дефекты примерно одинаково влияют на прочность
шва. Непроварам на снимке соответствуют прямолиней-
ные темные линии различной степени почернения в зависимости
от глубины непровара. Трещины на снимке имеют вид темных
линий. Непровары и трещины выявляются лишь тогда, когда
плоскость их раскрытия близка к направлению просвечивания.
Трещина, плоскость раскрытия которой перпендикулярна к на-
правлению просвечивания, не будет видна на снимке.
Цветная дефектоскопия. Этот метод контроля основан на
использовании цветных проникающих жидкостей и предназначен
для выявления невидимых или плохо различимых дефектов,
выходящих на поверхность. Для выявления дефектов на предва-
рительно очищенную и обезжиренную поверхность наносят сма-
чивающую жидкость, окрашенную в ярко-красный цвет. Под
действием капиллярных сил жидкость проникает в полость де-
фектов. Время пропитки составляет 15—20 мин. Затем краску
смывают и на поверхность контролируемого изделия наносят
специальную белую краску, в состав которой входят вещества,
адсорбирующие красную краску из дефектов Тогда после про-
сушки на фоне белой краски появляются красные пятна, соот-
ветствующие дефектам в соединении.
Проверка непроницаемости. Контролю на непроницаемость
подвергают конструкции, которые могут выйти из строя вслед-
ствие течи жидкости или газа. Плотность сварных соединений
строительных конструкций испытывают опрыскиванием кероси-
ном или мыльной эмульсией при избыточном давлении или ва-
кууме. Кроме того, резервуары, трубопроводы и сосуды испыты-
вают на плотность и прочность воздушным (газовым) или гидра-
влическим давлением. Значение испытательного давления за-
598
дается проектом или нормативной документацией в пределах
1,1—1,5 наибольшего рабочего давления.
Выбор методов контроля. Основными критериями при выборе
методов неразрушающего контроля являются надежность вы-
явления недопустимых для данного изделия дефектов, произво-
дительность и стоимость контроля. Оптимальный результат по
этим трем критериям получают, как правило, комбинируя не-
сколько методов контроля.
Гамма- и рентгеновский контроль требуют подхода к проверяе-
мому изделию с двух сторон, а ультразвуковой, цветная дефекто-
скопия и вакуумный контроль — с одной. Ультразвуковой метод
нельзя применять для контроля деталей сложной формы из-за
трудности расшифровки результатов. При сварке трубопроводов
из легированных сталей очень распространена цветная дефекто-
скопия. Этот вид контроля становится незаменимым при много-
слойной сварке. Он позволяет оперативно выполнять послойную
проверку и устранять обнаруженный дефект сразу, из данного
слоя, а не удалять дефектное место по всей толщине шва. Мини-
мальные размеры трещин, обнаруживаемых различными мето-
дами неразрушающего контроля следующие: рентгенографиче-
ский контроль — 2—3 % толщины, гаммаграфический — 4—6 %
толщины, ультразвуковой — глубина 100—300 мкм, ширина
1—30 мкм, цветная дефектоскопия — длина 100—300 мкм, ши-
рина 1—2 мкм, глубина 10—30 мкм.
Следует учитывать, что использование неразрушающих мето-
дов контроля не обеспечивает выявления всех дефектов даже при
сплошном, а не выборочном контроле. Совпадение сигналов о де-
фектах с реальной дефектностью всегда меньше 100 %. Уровень
технологии сварки, объем и выбор методов контроля должны
обеспечить отсутствие дефектов недопустимого вида или размера
с достаточно высокой вероятностью. При этом количество не-
выявленных допускаемых дефектов должно быть столь малым,
чтобы не снизить работоспособность соединения ниже заданного
уровня.
Раздел шестой
МЕХАНИЧЕСКАЯ ОБРАБОТКА
ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
Механическая обработка поверхностей заготовок является одной
из основных завершающих стадий изготовления деталей машин.
Процессы с отделением и без отделения материала заготовки, от-
несенные к механической обработке, позволяют достигнуть высо-
ких показателей точности деталей, а требования к этим показа-
телям непрерывно растут с увеличением быстроходности и мощ-
ности современных машин, усложнением выполняемых ими
функций.
Для повышения надежности элементов конструкции, испы-
тывающих огромные силовые и температурные напряжения не-
редко при воздействии агрессивных сред, используют высокопроч-
ные, износостойкие и коррозионностойкие материалы.
Возрастающие требования к материалу и точности деталей
делают необходимым максимальное использование возможностей
имеющихся и разработку новых технологических методов обра-
ботки заготовок, что достижимо при всестороннем изучении основ
существующих процессов превращения заготовки в деталь и при-
меняемых при этом средств.
Глава I. МЕТОДЫ ОБРАБОТКИ ЗАГОТОВОК
И ТОЧНОСТЬ ДЕТАЛЕЙ
1. Развитие и совершенствование методов обработки
Заготовки чаще всего обрабатывают резанием. Для этого используют инстру-
мент, имеющий хотя бы одну острую кромку (режущее лезвие), благодаря чему
появляется возможность отделять от заготовки меньшую часть материала, пре-
вращая ее в стружку, а из оставшейся части получать требуемую деталь.
Производительность и качество обработки во многом зависит от материала
режущего инструмента.
Почти до начала XX в. основным материалом для изготовления лезвийного
инструмента — резцов, сверл, фрез и т. д. — служила углеродистая сталь.
Переход от углеродистых инструментальных сталей к быстрорежущим, а затем
к твердым сплавам и минералокерамике позволил многократно увеличить ско-
рость резания лезвийным инструментом. Появившиеся в шестидесятых годах!
XIX в. искусственные абразивные материалы, обладающие более высокими ре-
жущими свойствами по сравнению с естественными, в настоящее время практи-
чески полностью вытеснили последние. Большие возможности для осуществления
высокопроизводительной и точной обработки резанием открываются с примене-
нием синтетических алмазов и других искусственно создаваемых материалов.
В нашей стране выпускают все виды лезвийного и абразивного инструмента.
Развитие станкостроения и инструментальной промышленности неразрывно
связано с разработкой научных основ процесса резания, всесторонним исследо-
ванием закономерностей явлений, протекающих при взаимодействии инструмента
и заготовки.
600
В становлении отечественной науки о резании материалов важную роль
сыграли «Сопротивление металлов и дерева резанью» (1870 г.) и другие работы
И. А. Тиме, классический труд об усилиях в процессе резания (1893 г.)
К. А. Зворыкина, обширные исследования динамических и тепловых явлений,
нароста и стружкообразования Я. Г. Усачева. В дальнейшем работы советских
ученых неизменно оказывались на передовых рубежах развития науки о резании.
Появление многих прогрессивных методов обработки связано с творчеством ра-
бочих-новаторов.
Широко распространяется в последние годы метод оконча-
тельной обработки металлических заготовок путем пластического
де'формирования поверхностного слоя без снятия стружки.
Для обработки плохо поддающихся резанию материалов и по-
лучения сложных криволинейных полостей экономически вы-
годным становится применение методов непосредственного воздей-
ствия на заготовку электрической, химической, звуковой, свето-
вой и других видов энергии. Во многих отраслях машиностроения
успешно внедряются физические и химические методы, обеспе-
чивающие изготовление деталей требуемой конфигурации прак-
тически из любых твердых материалов.
2, Точность геометрических параметров деталей
Чтобы с наименьшими затратами собрать изделие (машину, при-
бор, аппарат), необходимы детали, изготовленные с такой точ-
ностью, которая исключала бы или сводила к минимуму их до-
полнительную трудоемкую обработку при сборке.
Вследствие различных погрешностей (отклонений), неизбежно
возникающих при любой обработке, детали не могут получаться
абсолютно точными. Однако ограничивая погрешности в опре-
деленных пределах, можно обеспечить не только беспригоночную
сборку, но и функционирование составных частей и изделия в це-
лом с требуемыми, нередко весьма высокими эксплуатационными
показателями.
Точность детали по геометрическим параметрам укрупненно
характеризуют пятью видами отклонений: размера, формы, рас-
положения, волнистостью и шероховатостью. Такая классифика-
ция облегчает нормирование погрешностей и упрощает производ-
ственный контроль.
При нормировании точности размеров деталей
различают номинальные, действительные и предельные размеры.
Вычитая из действительных и предельных размеров, номинальный,
находят действительные и предельные от-
клонения.
Получаемый в результате инженерных расчетов номинальный раз-
мер в большинстве случаев округляют до ближайшего стандартного значения.
Округление размеров сокращает их общее число в машиностроении.
Действительные размеры и действительные
отклонения определяют в результате измерения реальных объектов.
Размеры, которыми ограничивают допустимые изменения действительных раз-
меров, называют предельными. Наибольшему предельному размеру соот-
601
ветствуег верхнее предельное отклонение, а наименьшему —
нижнее. Предельные отклонения могут быть положительными или отрица-
тельными, а также нулевыми.
Разность между предельными размерами или предельными от-
клонениями называют допуском размера. В отличие от
предельных отклонений допуск всегда имеет положительное зна<-
чение. В стандартах СЭВ допуски унифицированы с международ-
ной системой и обозначаются IT.
Допуск является показателем, характе-
ризующим точность и отражающим за-
траты на обработку. Чем меньше допуск, тем выше точ-
Рис. 353. Обозначение предельных отклонений размера
ность, тем более трудоемкой будет обработка заготовки. Поэтому
важно устанавливать действительно необходимый допуск и обес-
печивать его в производственных условиях.
Относительный уровень точности размеров регламентируется
к в а л и т е т а м и. Для размеров от 1 до 10 000 мм установлено
19 квалитетов точности (ZVOl, 1Т0, 1Т\, ..., 1Т\7). Значение
допуска растет с увеличением номера квалитета. Допуск каждого
последующего квалитета в 1,6 раза превышает допуск предыду-
щего. Точность деталей, достигаемая при разных методах механи-
ческой обработки, изменяется в широких пределах (от /744 до
1Т5).
На рабочем чертеже детали проставляют номинальный размер
и предельные отклонения, по которым можно определить значе-
ние допуска. Для случая, изображенного на рис. 353, а, это зна-
чение составит — 0,030 — (—0,060) = 0,030 мм, что в 2000 раз
меньше номинального размера.
Вместо числовых значений предельных отклонений могут про-
ставляться буквенные обозначения основного (меньшего по абсо-
лютной величине) отклонения, например f, и номер квалитета
(рис. 353, б). Иногда предпочтительной является простановка
предельных отклонений в буквенном и числовом вариантах
(рис. 353, в).
Для определения точности формы используют
прилегающие поверхности и профили, кото-
рые, имея идеальную конфигурацию, максимально приближены
602
к реальной поверхности или профилю ее сечения и проходят вне
материала детали. Так, для нормального сечения наружной по-
верхности вращения (рис. 354, а) прилегающим профилем будет
окружность 1 минимального диаметра, описанная вокруг реаль-
ного профиля 2. Количественно отклонение формы оценивается
наибольшим расстоянием Аф от точек реальной поверхности (про-
филя) до прилегающей поверхности (профиля) по нормали к по-
следней.
Рис. 354. Отклонения формы и расположения, условное обозначение их
допусков:
I — символ допуска круглости; II — символ допуска соосности; А —»
обозначение базы
Под отклонением расположения поверхности
(профиля) понимают отклонение ее (его) реального расположения
от идеально правильного. Чтобы исключить при этом влияние
отклонения формы, реальные поверхности (профили) заменяют
прилегающими, а за оси, плоскости симметрии и центры реальных
поверхностей (профилей) принимают оси, плоскости симметрии
и центры прилегающих элементов. Например, отклонение от
соосности относительно оси базовой поверхности оценивается
наибольшим расстоянием АР между осью рассматриваемой по-
верхности вращения 3 и осью базовой поверхности 4 на длине L
нормируемого участка (рис. 354, б).
Допустимые отклонения формы регламентируются допусками круглости,
цнлиндричности, плоскостности и т. д., а допустимые отклонения расположения —
допусками параллельности, перпендикулярности, соосности и т. д. Для числен-
ного нормирования отклонений формы и расположения устанавливают 16 сте-
пёней точности. В зависимости от соотношения между допуском размеряй допу-
ском формы или расположения различают три уровня относительной геометриче-
ской точности: А — нормальный, В — повышенный и С — высокий. Допуск
круглости, например, по уровню А составляет 30 % от допуска на диаметраль-
ный размер.
603
На рабочем чертеже детали символ допуска формы пли расположения и его
численное значение вписывают в рамку (рис. 354, в, г). При необходимости вы-
делить базу, относительно которой определяют допуск, ее обозначают буквой.
Букву заносят в рамку (рис. 354, д).
Не нарушая принципа прилегающих поверхностей (профилей),
можно при ограниченном числе измерений определять частные
(элементарные) отклонения формы. Так, измеряя цилиндрическую
деталь в поперечном сечении по взаимно перпендикулярным диа-
метрам, выявляют овальность, а измерением диаметров в продоль-
ном сечении устанавливают наличие конусообразное™, бочкооб-
разное™, седлообразное™ (рис. 355). Во всех этих случаях от-
клонение форМЫ Аф = (dtnax ^mln)/2.
Рис. 355. Частные отклонения формы и суммарное отклонение формы
ы расположения цилиндрических поверхностей:
а — овальность; б — конус©образность; в — бочкообразность; а —
седлообразность; д — радиальное биение
При рассмотрении отклонения расположения реальной по-
верхности без замены ее прилегающей оценивается суммарное
отклонение формы и расположения. Так, радиальное биение ци-
линдрической поверхности определяют разностью Аб наиболь-
шего и наименьшего расстояний от точек реальной поверхности до
базовой оси О (рис. 355, д).
Волнистость и шероховатость не определяют
отклонения формы детали, а характеризуют только рельеф ее
поверхности.
Шероховатость поверхности, под кото-
рой понимают совокупность неровностей
с относительно малыми шагами и высотой,
оценивают на базовой длине I (рис. 356, а).
Периодически повторяющиеся неровности, у которых расстоя-
ние между смежными возвышенностями или впадинами превы-
шает базовую длину I, относят к волнистости.
604
Для количественной оценки шероховатости установлен рас-
ширенный комплекс показателей, при определении которых
используют единую базу — среднюю линию т. Средняя линия
имеет форму номинального профиля и проводится так, что в пре-
делах базовой длины I среднее квадратическое отклонение точек
профиля от этой линии минимально.
Параметры шероховатости условно можно разделить на 3 вида!
параметры высоты, параметры шага, относительную опорную
длину профиля.
РмироВать
Рис. 356. Профилограмма, исходные данные для определения высотных пара-
метров н примеры обозначен ня допустимой шероховатости
К параметрам высоты относятся; 7?а — среднее
арифметическое отклонение профиля; Z?z — высота неровностей
профиля по десяти точкам; /?,пах — наибольшая высота неровно-
стей профиля.
Значение Ra определяют по абсолютным значениям отклонений
i
профиля у (х), (t/f) в пределах базовой длины! Ra= — J | у (х) | dx
о
п
~ | yi |, где п — число дискретно измеренных отклонений.
;=1
Значение Rz определяют по абсолютным значениям высот пяти
наибольших выступов Нтах и глубин пяти наибольших впадин /7П11П
в пределах базовой длины
605
В зависимости от вида механической обработки шероховатость
поверхности колеблется в широких пределах, например, по пара-
метру Rz от десятых и сотых долей миллиметра до сотых долей
микрометра.
При обозначении на рабочем чертеже детали допустимой шероховатости по-
верхностей, вид обработки которых не устанавливается, применяют знак V-
Этот знак является предпочтительным. Если поверхность должна обрабатыва-
ться обязательно со снятием слоя материала, используют знак При обозна-
чении шероховатости поверхности, образуемой без снятия слоя материала, про-
ставляют знак Этим же знаком обозначают поверхности, не обрабатывае-
мые по данному чертежу.
Числовые значения по регламентируемому параметру указывают над зна-
ком после символа параметра. При этом ограничиваются только наибольшее до-
пустимое (рис. 356, б) или оба допустимых значения (рис. 356, в). Двухсторон-
нее ограничение можно записать также при помощи поминального значения пара-
метра и предельных отклонений, выраженных в процентах (рис. 356, е).
В ряде случаев нормируются два и более параметров шероховатости, причем
числовое значение Ra дается без символа параметра. При необходимости справа
от знака проставляется базовая длина в миллиметрах, а также приводится услов-
ное обозначение направления неровностей, например, Л1 — произвольное, и до-
полнительные указания (рис. 356, д). Числовые значения параметров Ra и Rz
всегда дают в микрометрах.
Измеренные значения геометрических параметров всегда со-
держат метрологическую погрешность, которая отличает действи-
тельное (измеренное) значение от истинного, остающегося не-
известным.
С увеличением метрологической погрешности снижается до-
стоверность оценки контролируемых отклонений, возникающих
при изготовлении детален, растет число деталей, ошибочно бра-
куемых и ошибочно признаваемых годными.
Снижение метрологической погрешности достигается при ис-
пользовании более точных средств измерения, но они и более
дорогие. Поэтому рациональный выбор измерительных средств и
применение надежных методов измерения имеют важное значение
в организации производства деталей. Значения допустимых по-
грешностей измерения должны составлять от 20 (для грубых ква-
литетов) до 35 % допуска на изготовление изделия.
Нормирование отклонений в заданных пределах при кон-
струировании, обеспечение нормируемой точности при изготовле-
нии и контроле позволяют получать детали взаимозаменяемыми.
Такие детали обладают свойством равноценно заменяться при
использовании любым экземпляром из множества подобных.
Взаимозаменяемыми могут быть не только детали, но и составные
части (сборочные единицы), изделия в целом. Взаимозаме-
няемость в машиностроении делает возможным независимое
изготовление деталей в разных цехах, на разных заводах, сокра-
щает процесс сборки, упрощает ремонт изделий.
Глава II. ФИЗИКО-МЕХАНИЧЕСКИЕ
ОСНОВЫ ОБРАБОТКИ РЕЗАНИЕМ
I. Движения при резании
и геометрические характеристики инструмента
Движения, сообщаемые инструменту и заготовке для срезания
подлежащих удалению слоев материала заготовки, называют
движениями резания. Они подразделяются на г л а в -
н <1 е движение, происходящее с наибольшей скоростью, и
движение подачи, обеспечивающее снятие материала
по всей площади обработки. Иногда дополнительно создают каса-
тельное движение, позволяющее сменять контактирующие с заго-
товкой участки режущего инструмента. Главное движе-
ние всегда одно,движений подачи может
быть несколько.
Путь, пройденный режущей кромкой инструмента за единицу
времени относительно заготовки в направлении главного движе-
ния, называют скоростью резания и обозначают бук-
вой V. Размерность скорости резания м/с. Для лезвийных инстру-
ментов скорость принято оценивать в м/мин. Путь, пройденный
режущей кромкой относительно заготовки в направлении движе-
ния подачи за единицу элементарного перемещения в направлении
главного движения (например, за один оборот заготовки) или за
единицу времени, называют подачей и обозначают буквой s
с соответствующими индексами: so, мм/об; sM, мм/мин.
Различают также дополнительные движения (установочные и
вспомогательные), необходимые для придания инструменту и заго-
товке определенного взаимного расположения перед началом ре-
зания, для закрепления инструмента и заготовки, их предвари-
тельного быстрого сближения, снятия готовой детали, замены из-
ношенного инструмента.
Движения резания могут быть прямолинейными и криволиней-
ными, непрерывными и прерывистыми. Их суммарное действие
определяет траекторию перемещения точек режущей кромки отно-
сительно заготовки. Так, при главном вращательном движении
заготовки и прямолинейном движении подачи инструмента вдоль
оси вращения траектория будет винтовой (рис. 357, а).
В процессе резания на заготовке различают обрабатываемую
поверхность 1, с которой снимается слой материала, обработанную
поверхность 3, с которой этот слой снят, и поверхность резания 2,
которая соединяет поверхности 1 и 3. Имеют место случаи, когда
отсутствует обрабатываемая поверхность (рис. 357, б) или поверх-
ность резания совпадает с обработанной (рис. 357, в).
Расстояние между обрабатываемой и обработанной поверхно-
стями, измеренное в миллиметрах перпендикулярно к последней,
называют глубиной резания и обозначают буквой t, мм.
При точении глубину резания определяют по формуле t = (D —
607
— d)/2, при сверлении в сплошном материале — по формуле
t = D/2. Значение t будет переменным, если обрабатываемая и
обработанная поверхности не эквидистантны (рис. 357, в).
Скорость резания о, подача s и глубина резания t характери-
зуют напряженность процесса резания и относятся кпараме-
трам режима обработки.
Рис. 3S7. Инструмент и заготовка в процессе резания:
а — точение проходным резцом; б — сверление; в — строгание фасон-
ной поверхности; г — фрезерование плоскости; д — обработка зубьев
колеса
Вид движения резания и конфигурация режущих кромок ин-
струмента предопределяют форму обработанной поверхности.
При этом доля их участия неодинакова и зависит от метода
формообразования.
Наиболее широко распространен метод следа (рис. 357,
б), при котором детали приобретают нужную форму только в ре-
зультате движений резания, а режущее лезвие своей малой частью
у вершины наряду с подачей влияет лишь на шероховатость обра-
ботанной поверхности. По методу копирования тре-
608
буемая форма обработанной поверхности обеспечивается соответ-
ствующей конфигурацией режущей кромки и одним из движений
резания: главным (рис. 357, в) или подачи (рис. 357, г). Различают
также метод обкатки (огибания), при котором определен-
ные движения резания строго согласованы между собой кинема-
тически, и съем материала с заготовки осуществляется последова-
тельно разными участками режущей кромки, воспроизводящей
огибающую линию (рис. 357, д). При формообразовании по методу
обкатки, как и по методу копирования, режущая кромка инстру-
мента должна иметь вполне опре-
деленную форму.
На схемах обработки (рис. 358)
заготовку, ее установку и за-
крепление на станке, режущий
инструмент и его положение
(обычно на конец обработки), дви-
жения резания и выдерживаемые
размеры изображают упрощенно.
Обработанные поверхности выде-
Рнс. ЗБ8. Схема обработки точением
ляют утолщенной линией.
Заданные размеры деталей,
как это, например, показано на
рис. 358, достигаются установкой инструмента (или заготовки)
на необходимую глубину резания t и перемещением инструмента
(или заготовки) на длину рабочего хода £Р = I -ф -ф /2, где / —
длина обработанной поверхности; и Z2 — значения пути вреза-
ния и выхода (перебега) инструмента.
Элементы резца. При большом разнообразии режущих инстру-
ментов они имеют много общего, и подробное изучение конструк-
ции одного инструмента позволяет в дальнейшем ограничиться
рассмотрением лишь специфических особенностей других конст-
рукций. Обычно изучение режущих инструментов начинают с то-
карного проходного резца (рис. 359).
Резец состоит из стержня I, при помощи которого он устанавли-
вается и закрепляется на станке, и головки II, несущей режущую
часть. На режущей части, которая может быть самостоятельным
телом (пластинкой), выделяют 6 элементов (поверхностей, линий,
точек).
По передней поверхности 1 сходит стружка. Поверхности, на-
зываемые задними, обращены! главная 5 к поверхности резания,
вспомогательная 4 к обработанной поверхности. Главная 6 и
вспомогательная 3 режущие кромки 1 являются линиями пересе-
чения передней поверхности соответственно с главной и вспомо-
гательной задними поверхностями. Пересечение кромок образует
1 Режущие кромки и примыкающие к ним участки передней и задней поверх-
ностей в совокупности образуют лезвия, соответственно главные и вспомогатель-
ные.
20 Кнорозов Б. В. в др.
609
вершину резпа 2, которая может быть острой или закругленной.
Расположение поверхностей режущей части инструмента оказы-
вает сильное влияние на процесс резания, качество обработанной
поверхности, срок службы инструмента.
Геометрия инструмента. Расположение поверхностей режу-
щей части инструмента регламентируется углами, для определе-
ния которых вводят координатные плоскости. У токарных резцов
различают четыре плоскости (рис. 360).
Плоскость, параллельная направлениям продольной snp и по-
перечной sn подач, называется основной. Плоскость резания
проходит через главную режу-
z 1 ___________—< щую кромку касательно к поверх-
ности резания. Главная и вспо-
могательная секущие плоскости
проводятся перпендикулярно к
.._i проекциям соответствующих ре-
5 6 I жуших кромок на основную пло-
# 1 скость.
Рис. 359. Части и элементы резца К.ООрДИНаТНЫе ПЛОСКОСТИ ПрОВО-
дят, предполагая, что ось стержня
инструмента перпендикулярна к оси вращения заготовки, ось
вращения заготовки и вершина резца находятся на одном уровне
от основной плоскости, движение подачи не учитывается. Опреде-
ляемые при этих условиях углы резпа называют углами в статике.
По ним осуществляют заточку режущей части.
В главной секущей плоскости измеряют углы: главный зад-
ний, передний, резания и заострения. Главный задний
у г о л а образуется главной задней поверхностью и поверхностью
резания, а передний угол у — передней поверхностью и
нормалью к плоскости резания. Угол резания 6 заключен
между передней поверхностью и поверхностью резания, а угол
заострения [3 — между передней и задней поверхностями.
а + Р + v = 90°; S = а + ₽ = 90° — у.
Угол а необходим для уменьшения трения инструмента о по-
верхность резания. Но с увеличением угла а снижается прочность
режущей кромки. Поэтому угол а назначают в пределах 6—12°.
Угол р непосредственно характеризует прочность режущей кромки
и условия отвода от нее тепла. Углы у и 6 сильно влияют на про-
цесс резания. С увеличением угла у уменьшается деформация
снимаемого слоя и облегчается сход стружки, но одновременно
снижается прочность режущей кромки, ухудшаются условия
отвода от нее тепла. Угол у принимают положительным, если 6 <С
< 90°, и отрицательным, если 6 >90°. При положительном зна-
чении угла у сила, направленная по нормали к передней поверх-
ности, вызывает в режущем клине напряжения изгиба и среза, при
отрицательном — напряжения сжатия. Напряжения сжатия яв-
ляются менее опасными для любого материала, но особенно для
610
хрупких инструментальных материалов. Значения угла у у при-
меняемых на практике резцов колеблются в широких пределах:
от -|-25 до —10°.
Вспомогательный задний угол измеряют
во вспомогательной секущей плоскости. Этот угол необходим для
уменьшения трения инструмента об обработанную поверхность.
Чаще всего он принимается равным углу а.
В основной плоскости измеряют главный и вспомогательный
углы в плане, а также угол при вершине. Главный угол
Рис. 360. Углы резца в статике и сечение срезаемого слоя:
1 — след основной плоскости; 2 — след плоскости реза»
иия; 3 w след главной секущей плоскости; 4 — след вспо-
могательной секущей плоскости
в плане ф образуется проекцией главной режущей кромки на
основную плоскость и направлением движения подачи, а в с п о -
могательный угол в плане — проекцией вспомо-
гательной режущей кромки на основную плоскость и направлением,
противоположным движению подачи. Угол при вершине
е связан с углами ф и соотношением е = 180° — (ф Д- фД
При заданных значениях подачи s и глубины резания t угол <р
влияет на толщину (а = s sin ф) и ширину (b = //sin ф) сечения
срезаемого слоя, не изменяя номинальной площади этого сечення
/пом = st = ab. Действительное сечение срезаемого слоя /д будет
отличаться от номинального на остаточное сечение /0 с высотой h.
fo = /ном — /д = o,5s2/(ctg чр 4- ctg ФО;
h =s tg ср tg <px/(tg ср + tg фг).
20*
611
Нетрудно видеть, что уменьшение углов <р и как и подачи s,
снижает шероховатость обработанной поверхности. Угол ср, обычно
назначают в пределах 10—15°. С уменьшением угла <р увеличи-
вается ширина срезаемого слоя b и активная длина главной режу-
щей кромки, что снижает силу и температуру, приходящиеся на
единицу длины кромки, а следовательно, и износ инструмента.
Одновременно с этим возрастает сила, направленная перпендику-
лярно к оси заготовки. Под действием этой силы, приводящей
к упругим смещениям узлов станка, инструмента и заготовки,
у обработанной детали появляются отклонения формы и размера.
При малых значениях угла <р могут возникнуть вибрации инстру-
мента и заготовки. В зависимости от условий обработки угол при-
нимают равным от 30 до 90°.
В плоскости резания измеряют угол наклона глав-
ной режущей кромки X. Угол X, влияющий на направ-
ление схода стружки, заключен между главной режущей кромкой
и линией, проведенной через вершину резца параллельно основ-
ной плоскости. Значение угла X принимается равным нулю, если
все точки главной режущей кромки равноудалены от основной
плоскости. Если вершина является ближайшей к этой плоскости
точкой, угол X считается положительным, в противном случае —
отр ицател ь ным.
При положительном значении X стружка, направляемая в сто-
рону обработанной поверхности, может царапать ее, ухудшая
внешний вид детали. Одновременно положительный угол повышает
массивность режущей части инструмента, и при обдирочных (чер-
новых) работах, когда к качеству обработанной поверхности не
предъявляется высоких требований, рекомендуется назначать
угол X положительным (до 4-5°).
Изменение углов инструмента при эксплуатации. Вследствие
наличия движения подачи действительное положение плоскости
резания отлично от условно принимаемого в статике, что приводит
к увеличению угла у и уменьшению угла а. Это изменение углов
на одно и то же значение р обычно незначительно, и им можно пре-
небречь. Однако при работе с большими подачами величина р мо-
жет стать соизмеримой со значением угла а, полученного при за-
точке.
Углы а и у, <р и могут оказаться переменными. Если подача будет
непостоянной, то переменными будут углы а ну Если подача будет непостоянной
по направлению (например, прн движении инструмента по сложной программе),
то переменными будут углы ф и <₽j.
На значения углов а, -у, <р и <fi влияет фактическое (действительное) рас-
положение инструмента относительно заготовки, а оно может заметно отли-
чаться от обычного из-за небрежного выполнения установки резца или намерен-
ного изменения ее в желательную для данных условий сторону. Установка вер-
шины резца выше оси вращения заготовки увеличивает угол у и уменьшает
угол а. Установка ее ниже оси вращения приводит к обратным результатам.
Установка резца с перекосом оси его стержня относительно оси вращения заго-
товки изменяет углы ф и фх.
612
2. Деформация поверхностного слоя заготовки
и стружкообразование
Режущий клин инструмента, непрерывно внедряясь в материал
заготовки, деформирует его вначале упруго (зона /), затем пла-
стически (зона II) (рис. 361, а). Элементарный пластически дефор-
мируемый объем е, имеющий в главной секущей плоскости форму
параллелограмма, постепенно приобретает форму трапеции. В мо-
мент, когда силы на передней поверхности инструмента станут
достаточными для преодоления сопротивления сдвигу, деформи-
руемый элемента начинает смещаться относительно тела заготовки
Рис. 361. Последовательность превращения деформируемого материала заго-
* товки в стружку
по плоскости 00, которую И. А. Тиме назвал плоскостью скалы-
вания (рис. 361, 6). Превращение элемента е из параллелограмма
в трапецию способствует завиванию образующейся стружки
(рис. 361, в).
Приведенная схема является упрощенной и не отражает пол-
ностью существа сложного физического процесса стружкообразо-
вания. В действительности между обрабатываемым материалом и
сгружкой существует переходная зона — зона стружкообразо-
вания A ML (рис. 362, а), в которой непрерывно изменяются на-
пряжения, степень пластической деформации и скорость движения
частиц срезаемого слоя. Первые сдвиговые деформации начи-
наются от линии AL, называемой начальной гра-
ницей зоны стружкообразования. Затем сдви-
говые напряжения, действующие по веерорасходящимся линиям,
постепенно растут до предела текучести материала, упрочненного
в результате предшествующей деформации. Напряжения дости-
гают максимума вдоль линии AM, называемой конечной
границей зоны стружкообразования.
Переход к упрощенной схеме с одной плоскостью 00, по ко-
торой локализуются сдвиговые деформации, облегчает инженер-
ные расчеты. Плоскость 00 назвали условной плоскостью
сдвига, а угол ее наклона 0 к направлению движения режущей
кромки — углом сдвига.
Наглядное представление о динамике процесса деформации
в различных точках зоны стружкообразования дают шлифы кор-
613
ней стружек (рис. 362, б) и специальные координатные сетки, нано-
симые на боковую поверхность образца до обработки и искажае-
мые при резании (рис. 382, в).
Сильно деформированные, разрушенные и измельченные в зоне
стружкообразования зерна металла образуют цепочки, вытянутые
преимущественно в одном направлении. При травлении шлифов
боковой поверхности стружки эти цепочки проявляются в виде
линий текстуры. Линии текстуры обычно параллельны плоскости
О'О', составляющей с плоскостью 00 угол О'. При резании пла-
стичных материалов угол 6' достигает 30°, при резании хрупких —
близок к нулю.
Рис. 362. Схема и методы выявления пластических деформаций
при резании
Миновав зону A ML, снятый слой материала дополнительно
деформируется под действием сил трения на участке контакта
прирезцовой стороны стружки с передней поверхностью инстру-
мента. Длина контакта АС зависит от значений переднего угла,
скорости резания, наличия на передней поверхности смазываю-
щего слоя, других факторов, которые определяют и степень повы-
шенного деформирования прирезцовых слоев в сравнении со сред-
ней деформацией стружки. Проникновение зоны стружкообразо-
вания AML за линию среза ЕЕ предопределяет пластическое де-
формирование тонкого слоя обработанной поверхности. Кроме
того, часть зерен металла срезаются лезвием инструмента,
а верхушки несрезанных зерен сминаются им. В результате по-
верхностный слой детали становится упрочненным (наклепанным).
На наклеп сильно влияет радиус закругления режущей кромки
р (рис. 363). Его наличие приводит к дополнительному упруго-
пластическому деформированию слоя металла толщиной h, соиз-
меримой с р. Радиус р, который у нового инструмента составляет
около 20 мкм, сравнительно быстро увеличивается по мере затуп-
ления режущей кромки.
За режущей кромкой перемещающегося инструмента происхо-
дит подъем обработанной поверхности 2 над линией среза 1. Этот
€14
подъем на пу называют упругим восстановлением
или последействием. Упругое последействие приводит
к образованию контакта задней поверхности инструмента с обра-
ботанной поверхностью заготовки, появлению дополнительного
контактного давления, которое снижают увеличением заднего угла.
Сложные процессы, протекающие в тонком поверхностном
слое под обработанной поверхностью, делают этот слой отличным
по физикомеханическим свойствам от остальной массы заготовки.
Эти отличия характеризуются глубиной наклепанного слоя ha,
степенью наклепа in, опре-
деляемой как отношение
наибольшей микротвердости
поверхностного слоя /7УН
к микротвердости основного
материала HV0, значением,
характером распределения и
знаком остаточных внутрен-
них напряжений о. В по-
верхностном слое после об-
работки резанием обнаружи-
ваются структурные превра-
щения и микротрещины.
/ 2
Рис. 363. Схема образования и распределения
внутренних напряжении о и mi крогвердости
HV в поверхностном слое
Значение »н> зависящее от свойств обрабатываемого материала геометрии
инструмента и режима резания, может достигать нескольких единиц. Наклеп
окончательно обработанной поверхности можно отнести к положительным яв-
лениям. Однако прн черновой обработке он, достигая нескольких миллиметров,
повышает износ инструмента и увеличивает шероховатость поверхности детали
при последующей чистовой обработке с малой глубиной резания.
Остаточные напряжения могут быть растягивающими — положительными
и сжимающими — отрицательными. Для пластичных материалов характерно по-
явление в чрезвычайно тонком слое порядка нескольких микрометров отрицатель-
ных напряжений. Ниже действуют положительные напряжения, которые и опре-
деляют напряженное состояние поверхностного слоя, так как толщина второй
зоны примерно в 10 раз превышает глубину первой. Ниже второй зоны действуют
отрицательные напряжения.
Растягивающие напряжения снижают усталостную прочность материала,
способствуют образованию микротрещин. Значения внутренних напряжений мо-
жно снизить применением электрохимической обработки. Для получения сжима-
ющих напряжений рекомендуется обкатывать поверхности заготовки роликом
или шариком. При обработке резанием преимущественно сжимающие напряжения
в поверхностном слое удается получать при отрицательных передних углах у
до —15°.
Виды стружки. Образующаяся при резании металлов стружка
может быть сливной, скалывания и надлома. Эта классификация,
введенная еще И. М. Тиме и действующая поныне, устанавливает
основные отличительные признаки стружки как совокупности
отдельных деформированных элементов.
Сливной называют стружку, имеющую вид сплошной
ленты (рис 362), гладкой, блестящей с прирезцовой стороны и ма-
товой, бархатистой с противоположной Границы отдельных эле-
ментов (следы плоскостей сдвига) плохо различимы, что свидетель-
615
ствует о слабом проявлении сдвиговых деформаций. В стружке
скалывания элементы е срезаемого слоя (см. рис. 361)
образуют ленту, гладкую с прирезцовой стороны и покрытую
крупными зазубринами с противоположной. Стружка надлома
имеет вид отдельных, не связанных между собой элементов. Она
характерна для хрупких материалов, при резании которых прак-
тически отсутствуют пластические деформации.
Максимально деформируются элементы стружки скалывания,
поэтому на ее образование затрачивается больше работы, чем на
образование стружки надлома и сливной.
a ff в z &
Рис. 364. Разновидности сливной стружки
Одним из проявлений пластической деформации стружки является ее уса-
дка — уменьшение длины стружки £, в сравнении с длиной пути £0, прой-
денного инструментом для ее образования. Толщина стружки щ становится
больше толщины сечения срезаемого слоя а0(см. рис. 362), а ширина стружки
остается практически равной ширине этого сечения. Усадка, количественно опре-
деляемая коэффициентом К — LJLi = a-Ja > 1, может быть использована в ка-
честве характеристики степени деформации при резании. Изменяясь от значения,
чуть превышающего единицу для хрупких металлов до 5—7 для пластичных
металлов. /< сильно зависит от свойств обрабатываемого материала переднего
угла, толщины сечения срезаемого слоя, скорости резания.
Геометрия инструмента и режим обработки оказывают заметное влияние и
на вид стружки. Так, с уменьшением скорости резания и переднего угла инстру-
мента и увеличением толщины срезаемого слоя вместо сливной стружки, харак-
терной для пластичных материалов (например, вязких сталей), начинает образо-
вываться стружка скалывания. Изменяя названные параметры в противополож-
ном направлении, можно получить стружку скалывания и даже сливную при
обработке чугуна.
Сливная стружка, элементы которой довольно прочно связаны
между собой, может неопределенно долго оставаться неразрывной,
образуя шпагообразную (рис. 364, а) или путаную (рис. 364, б)
ленту, цилиндрическую (рис. 364, е) или коническую (рис. 364, а)
спираль, другие формы. Многовариантность форм и размеров
стружки привела к созданию классификаций, различающих до 10
и даже 25 ее видов.
Навиваясь на инструмент, заготовку, части станка, непрерыв-
ная сливная стружка повышает травмоопасность, снижает произ-
водительность, а нередко и точность обработки, усложняет отвод
ее из зоны резания, последующие транспортирование и перера-
ботку. Оптимальной считают стружку в виде отрезков плоской
616
(рис. 364, д), цилиндрической или конической спирали длиной, не
превышающей нескольких десятков миллиметров и диаметром до
15 мм. Завивание и дробление стружки достигается лунками
(рис. 365, а) и уступами (рис. 365, б) на передней поверхности ин-
струмента, специальными стружколомателями (рис. 365, в) раз-
ных конструкций, вибрационным резанием.
Нарост на режущем инструменте. Сила трения, возникающая
под действием давления в зоне контакта стружки с передней по-
верхностью инструмента, может затормаживать частицы обраба-
Рис. 36 Б. Способы завивания и дробления стружки
Рис. Зббо Схема образования и срыва нароста
тываемого материала. При определенных условиях частицы, удер-
живаясь на передней поверхности и постепенно наслаиваясь, обра-
зуют нарост (рис. 366). Спрессованное тело нароста, имея вы-
сокую твердость и клиновидную форму, становится в состоянии
резать заготовку.
Нарост появляется при длительной непрерывной обработке
пластичных материалов в диапазоне скоростей 0,02—1,3 м/с (1,2—
78 м/мин). Л1аксимальное наростообразование отмечается при ско-
ростях 0,2—0,5 м/с. При обработке хрупких материалов с образо-
ванием стружки надлома, а также при прерывистом резании (стро-
гании, фрезеровании и т. п.) появления нароста не наблюдается.
Нарост уменьшает угол резания 6 до 6Н, что ведет к снижению
нагрузки на резец. Нарост защищает режущую кромку от исти-
рающего действия сходящей стружки и обработанной поверхности
Зона максимального давления стружки смещается к более проч-
ному участку режущего клина. К положительному влиянию на-
роста следует отнести также его экранирующую роль при передаче
тепла из зоны резания в инструмент. Полезные проявления нароста
выгодно реализовывать при черновой (предварительной) обработке,
когда снимаются большие припуски, а к точностным характери-
стикам и качеству обработанной поверхности не предъявляется
высоких требований.
Форма и размеры нароста непрерывно меняются из-за отрыва заторможенных
и наслаивания новых частиц. Значение Д/ становится непостоянным, что вызывает
617
многократно повюярющиеся изменения размера обработанной поверхности, по-
явление на ней мнкронеровностей. Большая часть нароста уносится со стружкой,
но отдельные частицы могут прочно удерживаться на обработанной поверхности,
увеличивая ее шероховатость и снижая качество наличием по существу инород-
ных включений. Связанное с изменением формы нароста колебание значения угла
резания может вызвать вибрацию заготовки, инструмента, а также частей станка
при их недостаточной жесткости. Таким образом, при чистовой (окончательной)
обработке нарост нежелателен. Для борьбы с ним применяют смазывающе-ох-
лаждающие среды, подвергают тщательной доводке переднюю поверхность ин-
струмента.
Вибрации и вибрационное резание. Обрабатываемая заготовка,
режущий инструмент, станок с приспособлениями, не являясь
абсолютно жесткими элементами, образуют упругую технологи-
ческую систему. Под действием различных возмущающих сил, воз-
никающих в процессе обработки, система начинает совершать
механические колебания — вибрации. Различают автоколе-
бания, генерируемые самой системой, и вынужденные
колебания, вносимые в систему внешней периодической силой.
Частота и амплитуда установившихся в процессе резания авто-
колебаний определяются только параметрами упругой системы,
которая возбуждается под действием силы резания, трения кон-
тактных поверхностей, образования и срыва нароста, других
причин. Часто рассматривают раздельно систему заготовки и си-
стему инструмента, которые различаются приведенными массами,
силами сопротивления, жесткостью, собственными частотами.
Для одной системы характерны низкочастотные колебания по-
рядка 50—500, для другой — высокочастотные колебания порядка
800—6000 Гц.
Вынужденные колебания, частота которых равна частоте дей-
ствия внешней силы, возникают из-за погрешностей передач
станка, дисбаланса вращающихся масс системы, колебаний близко
работающих машин, прерывистости процесса резания, например
при фрезеровании и других причин.
Колебания снижают геометрическую точность обработанной
поверхности: возрастает шероховатость, появляется волнистость.
Повышаются динамические нагрузки на элементы системы и фун-
дамент. Шум, вызываемый вибрациями, утомляет людей, снижает
производительность труда.
Одним из основных направлений борьбы с вибрациями является
повышение жесткости элементов технологической системы. Умень-
шая возмущающие силы при достаточной жесткости системы можно
практически полностью избавиться от вынужденных колебаний.
Повышение жесткости всей системы и особенно инструмента спо-
собствует снижению автоколебаний. Устранить автоколебания
в ряде случаев удается изменением геометрии инструмента и пара-
метров режима резания, в частности, увеличением углов в плане,
применением виброгасящих фасок, повышением скорости резания
в зарезонансной области. При обработке заготовок малой жест-
кости нежестким инструментом используют специальные конструк-
ции виброгасителей.
618
При определенной частоте, амплитуде и направлении колебании они поло-
жительно влияют на процесс обработки. Искусственно создавая такие колеС; пия
при помощи вибраторов, получают так называемое вибрационное ре-
зание. Вибрационное резание облегчает дробление стружки, обработку кьрро-
зионностойких и жаропрочных сталей, других труднообрабатываемых материа-
лов. Для дробления стружки используют низкочастотные (до 50 Гц) вибраторы
с механическим, пневматическим или гидравлическим приводом. Для трудно-
обрабатываемых материалов применяют магнитострикционные, электродинами-
ческие и другие вибраторы с частотой задаваемых колебаний свыше 100 Гп. Си-
ловая связь инструмента с высокочастотным вибратором обычно осуществятся
чррез рабочую жидкость, что исключает применение быстроизнашнвающихся ры-
чагов, подшипников и т. п. При вибрационном резании очень важно обеспечить
устойчивое направление колебательных движений, исключающих снижение за-
данной точности обработки.
3. Динамика резания и тепловые явления
Силы резания. Упруго-пластическая деформация, отделение сни-
маемого слоя, трение по контактным участкам инструмента вызы-
вают появление сил, совокупность которых обычно заменяют од-
ной равнодействующей R, называемой силой резания.
Значение, направление и точка приложения равнодействующей не
остаются постоянными из-за непрерывно меняющихся условий
резания. При установившемся процессе непрерывной обработки
Рис. 367. Сила резания, ее составляющие и их изменение в про-
цессе обработки
пренебрегают отклонениями силы резания от среднего положения
и считают ее проходящей через главную режущую кромку. Для
удобства расчетов силу резания заменяют составляющими— тремя
взаимно перпендикулярными силами Pz, Pv и Рх (рис. 367, а).
В начальный момент обработки значения силы быстро увеличи-
ваются от нуля до значений, усредняемых при расчетах (рис. 367, б).
Применительно к точению силы Рг, Pv и Рх называют соответ-
ственно тангенциальной (вертикальной), радиаль-
ной и осевой составляющими.
Сила Pz действует в плоскости резания по направлению глав-
ного движения. Она определяет основную часть N'e мощности Ne,
затрачиваемой на резание: N'e = Pzv, кВт. Здесь Pz выражено
в кН, a v — в м/с. По рассчитывают мощность привода глав-
ного движения.
619
Сила Ру направлена перпендикулярно оси заготовки. Не участ-
вуя в работе резания при продольном точении, сила Ру сильно
влияет на точность формы детали. При точении нежестких (отно-
сительно длинных) валов, закрепленных в двух жестких (мало де-
формируемых) опорах станка, обработанная поверхность полу-
чается бочкообразной, что вызывается максимальным упругим
прогибом вращающегося вала в момент прохождения инструмен-
том середины заготовки. При определенных значениях жесткости
детали и элементов станка обработанная поверхность может стать
седлообразной или конусообразной (см. рис. 355).
Сила Рх действует параллельно оси заготовки. На ее преодоле-
ние при продольном направлении подачи s затрачивается мощность
N’e = Pxsnl(fix 104), кВт, где п — частота вращения заготовки,
мин-1; s, мм/об; Рх, кН. При поперечном направлении подачи s
значение N'e = Ppsn/(6 X 104). По Nz рассчитывают мощность
привода подачи. Суммарная мощность Ne — N’e + N'e, расходуе-
мая на процесс резания, называется эффективной. Обычно
N'e < 0,02/v;.
Сила резания и ее составляющие находятся в сложной зависимости от условий
обработки, что не позволяет пока с приемлемой точностью рассчитать значение сил
аналитически. Экспериментально силы определяют при помощи динамометров:
гидравлических, пружинных, емкостных, резисторных. Найденные опытным пу-
тем вначения сил Pz, Ру и Рк аппроксимируются зависимостями вида
P = Cpt*PsyVHBn П Kt- (1)
1=1
Значения коэффициентов Ср, /<г, ..., Kt, .... Кт и показателей степеней
хр, Ур, п при глубине резания t, подаче s, твердости заготовки НВ берутся по
справочникам в соответствии с конкретными условиями обработки.
По значениям Pz, Ру, Рх рассчитывают потребляемую мощ-
ность электроэнергии, напряжения и деформации заготовки, ин-
струмента, элементов станка и приспособлений, точность обра-
ботки. Ориентировочно считают, что для неизношенного резца при
у >0, <р = 45Q и X = 0 отношение Рг i Ру : Рх ~ 1 i 0,4 : 0,3.
С увеличением <р отношение Pv ' Рх уменьшается. По мере износа
резца силы Pv и Рх возрастают.
Тепловые явления в зоне резания. При резании металлов прак-
тически вся механическая работа переходит в тепло. Лишь 1—5 %
работы резания затрачивается на диспергирование — измельче-
ние кристаллов. Тепловой баланс образующегося и отводимого
тепла имеет вид:
Q1 + 0.2 + Qs = + ?з +
где 0 — теплота, выделяющаяся при стружкообразовании (/),
при трении стружки о переднюю поверхность инструмента (2),
при трении задних поверхностей инструмента о заготовку (<?);
q — тепло, отводимое стружкой (2), заготовкой (2), режущим инст-
рументом (5), окружающей средой (4).
620
Численные значения составляющих теплового баланса зависят
от материала заготовки, метода ее обработки, режима резания,
от материала инструмента, его геометрии и других факторов. На
распределение тепла q по каналам отвода главным образом влияет
скорость резания (рис. 368). С повышением скорости относительное
количество тепла, отводимое стружкой, увеличивается до 80 %
и более. В инструмент уходит сравнительно небольшая доля обра-
зующегося тепла, однако, находясь непрерывно в зоне резания и
обладая малой теплопроводностью, режущая часть инструмента
в отдельных местах может нагреваться до 0тах = 800—1000 °C.
Рис. 36fi. Распределение образующейся теплоты (с) и темпера-
турное поле зоны резания (б) при точении сталей твердосплав-
ным резцом
в„,и>вгвг>...>е7
е
Средняя температура 0 на поверхностях контакта, называемая темпе-
ратурой резания, в общем виде может быть представлена так:
0 = Cet>*s'Tz, (2)
где коэффициент Сд и показатели х, у < х, г С у соответственно при скорости о,
подаче s и глубине резания t зависят от материала заготовки и инструмента,
условий обработки.
Температурные деформации инструмента и заготовки сложным образом
влияют на точность размера и формы деталей, что затрудняет применение преду-
преждающих мер по снижению возникающих погрешностей. Повышение темпе-
ратуры увеличивает вероятность структурных превращений в поверхностном слое
обработанной поверхности и в материале инструмента, снижает твердость (см.
раздел 2, гл. XIII) и износостойкость режущей части.
Температуру при исследовании тепловых явлений измеряют при помощи
различных термопар, путем регистрации инфракрасного излучения, другими
методами.
Смазывающе-охлаждающая среда. Создаваемая в зоне обработки
среда из жидких, реже газообразных и твердых веществ сильно
влияет на температуру резания. Смазывающее действие веществ
снижает тепловыделение от внешнего трения, охлаждающее дей-
ствие повышает интенсивность отвода тепла в окружающее про-
странство. В каждом веществе может преобладать либо смазываю-
щее, либо охлаждающее свойство. В жидкостях это главным обра-
зом определяется содержанием масла и воды. Различные добавки
улучшают смазывающие и охлаждающие свойства жидкостей,
а также повышают их расклинивающее действие. Расклинивание
621
жидкостью капилляров микротрещин снижает прочность на сдвиг
обрабатываемого материала, и тепловыделение в зоне стружко-
образования уменьшается. В результате проявления названных
положительных свойств жидкостей резко падает тепловая напря-
женность обработки, до 10—15 % снижается эффективная мощ-
ность резания.
При появлении трудностей с отводом стружки из зоны обра-
ботки (глубокое сверление, шлифование) важное значение приоб-
ретает смывающая способность жидкости. Хорошим моющим
средством является керосин.
Наиболее распространенными смазывающе-охлаждающими
жидкостями (СОЖ) в порядке снижения охлаждающих и повыше-
ния смазывающих свойств являются водные растворы минеральных
электролитов, растворы 1,5—10 % эмульсола в воде с добавкой
эмульгатора (эмульсии), минеральные, животные и растительные
масла. Повышение смазывающего действия минеральных масел
достигается добавкой до 30 % растительного масла (компаунди-
рованные смеси), серы (сульфофрезолы), фосфора, хлора других
присадок.
Жидкость под определенным давлением, достигающим 2 МПа,
подается в зону резания сплошной струей, пеной, отдельными рас-
пыленными каплями по разным направлениям, в том числе по
специальным каналам внутри инструмента. Расход жидкости мо-
жет составлять менее 5 и более 150 л/мин.
Применение СОЖ не всегда эффективно, например, прн обработке материа-
лов с образованием стружки надлома. В этом случае может оказаться выгодным
переход на газообразные и твердые вещества. Для обработки заготовок из чугуна,
бронзы и других хрупких материалов успешно используют сжатый воздух и уг-
лекислоту. Известно применение воздушной струи для охлаждения и одновре-
менно завивания стружки при обработке титановых сплавов. Применяемые
в производственных условиях смазывающе-охлаждающие среды не должны вы-
зывать коррозию у материала заготовки и станка, засорять насосы, трубопро-
воды и фильтры, оказывать вредного физиологического воздействия на рабочих.
4. Износ инструмента
Оценка износа и виды изнашивания. Поверхности режущего инстру-
мента, контактируя с поверхностями стружки и заготовки, срав-
нительно быстро изнашиваются под влиянием высоких давлений,
скоростей и температур. В зависимости от материала заготовки,
конструкции инструмента, геометрии его режущей части и пара-
метров режима резания основной очаг износа образуется либо
в виде площадки 1 на задней поверхности, либо в виде лунки 2 на
передней поверхности, либо оба очага развиваются с одинаковой
интенсивностью (рис. 369). Известны случаи, когда износ прояв-
ляется в постепенном увеличении округленности режущей кромки.
Износ как определенной формы очаг может оцениваться соот-
ветствующими размерами в главной секущей плоскости А', шири-
ной В или глубиной hn лунки, шириной площадки износа h3 по
задней поверхности, шириной фаски /. Как исчезнувшая часть ин-
622
струментального материала износ должен выражаться в единицах
объема или массы. При чистовых и отделочных операциях наибо-
лее важное значение имеет радиальный (или размер-
ный) износ, измеряемый в направлении, перпендикулярном
к обработанной поверхности. Между размерным износом и и вели-
чиной h3, измеренной у вершины резца, имеется связь, ориентиро-
вочно выражаемая соотношением и = h:i tg а.
Изнашивание режущего инструмента вызывается протеканием
различных процессов, каждый из которых при определенных усло-
виях обработки может оказаться доминирующим.
Рис. 369. Очаги износа режущего инструмента (о) и их коли-
чественная оценка (б)
Твердые компоненты обрабатываемого материала (цементит, карбиды хрома
и т. и.) при резании об инструмент истирают (скоблят, царапают) его контактные
поверхности. Такое изнашивание, называемое абразивным, преобладает
при обработке хрупких материалов с относительно малыми скоростями резания.
Вхождение в контакт все новых, практически чистых поверхностей, приводит
к схватыванию (холодному свариванию) обрабатываемого и инструментального
материалов. Образующиеся связи (мостики сварки) при разнонаправленном дви-
жении конта ктируемых поверхностей практически мгновенно разрушаются в ос-
новном по менее твердому, обрабатываемому материалу. Переменные напряжения,
возникающие на режущем клине из-за многократно повторяющихся разрывов
мостиков сварки, вызывают усталостные явления в инструментальном материале.
Частицы его, испытавшие мвогоцикловую нагрузку, отрываются при разрушении
связей и уносятся из зоны резания. Вызываемое этим процессом изнашивание
инструмента называют адгезионным. Температура резания, повышение
которой интенсифицирует адгезию, еще не является решающим фактором в адге-
зионном изнашивании, которое определяется соотношением твердостей инстру-
ментального и обрабатываемого материалов, при данной температуре. Повышение
этого соотношения снижает адгезионное изнашивание.
При температурах свыше 800 °C резко возрастает взаимная диффузия обра-
батываемого и инструментального материалов. Постоянное обновление контактов
при резании усиливает диффузию, и потеря инструментального материала,
переходящего в обрабатываемый, становится ощутимой. Из-за неодинаковой ско-
рости диффузии отдельных химических элементов изменяется состав и физико-
механические свойства инструментального материала Так, в твердых сплавах
происходит обезуглероживание карбидов, что снижает твердость инструмента и
повышает абразивный и адгезионный износ. Изнашивание инструмента, вызывае-
мое диффузией и связанными с ней явлениями, получило название д и ф ф у з и-
о н н о г о.
623
Нагрев инструмента в среде кислорода аоздуха может привести к образо-
ванию малопрочных оксидов. Сами оксиды и ослабляемые ими связи между
верпами способствуют относительно легкому вырыванию частиц инструменталь-
ного материала и уносу их стружкой и заготовкой. Происходит так называемое
окислительное изнашивание.
Наряду с абразивным, адгезионным, диффузионным и окислитель-
ным различают хрупкий, усталостный и другие виды
изнашивания инструментального материала, что свидетельствует
о сложной природе износа.
Критерий затупления и период стойкости. Изнашиваясь,
режущий клин постепенно затупляется, что вызывает прогресси-
Рис. 370. Изменение показателей износа режу-
щего инструмента во времени
рующее разрушение инстру-
ментального материала, по-
вышепие шероховатости об-
работанной поверхности, рост
силы резания, другие неже-
лательные последствия, ко-
торые в итоге делают невы-
годным или невозможным
дальнейшее продолжение про-
цесса обработки. Количе-
ственное выражение допу-
стимого износа, при котором
работа инструмента должна
быть прекращена, называют
критерием затуп-
ления. При преимущественном изнашивании передней по-
верхности критерием может служить определенное численное зна-
чение отношения К л — hn/(0,5B 4- /).
Среди разных параметров износа ширина площадки h3 по зад-
ней поверхности наиболее четко разграничивает три общеизвест-
ные стадии изнашивания; / — приработку, // — нормальную
работу, 7/7 — ускоренный (катастрофический) износ (рис. 370).
Размер ha сравнительно легко определяется в производственных
условиях. Поэтому часто за критерий затупления принимают зна-
чение h3R, соответствующее окончанию стадии нормальной работы.
Для токарных резцов из быстрорежущей стали йзд = 1,5—2,0 мм,
из твердого сплава 0,8—1,0 мм, из минералокерамики 0,5—0,8 мм.
Более точно /гзд определяют по эмпирической формуле
h3R = ChtW‘,
(3)
где значения коэффициента Ch и показателей степени nh, xh и yh
указаны в справочниках.
Суммарное время Т работы инструмента на определенном ре-
жиме резания от заточки (переточки) до допустимого затупления
называют периодом стойкости. На период стойкости
наибольшее влияние оказывает скорость резания.
624
Часто скорость резания v в зависимости от периода стойкости
Т (для токарных резцов Т = 30 — 90 мин) и других факторов рас-
считывают по степенной функции
k
’=7^ ГК «)
i=l
где Ct, Ki •— Kkt Ув, х0 — экспериментально полученные зна-
чения, приводимые в справочниках. Параметр пг, называемый
показателем относительной стойкости, значительно меньше еди-
ницы (для резцов m = 0,1—0,3). При таких m даже небольшое
отклонение фактически обеспечиваемой на станке скорости от
расчетного значения существенно изменяет планируемый период
стойкости.
На любом режиме при изнашивании до критерия затупления й3д обеспечива-
ется наибольшая продолжительность работы инструмента. Но получение зависи-
мости (4) сопряжено с проведением длительных и дорогостоящих стойкостных
испытаний. Сама зависимость при неизменных коэффициентах и показателях
степени справедлива для относительно узкой области значений параметров режима
резания с монотонным изменением периода стойкости. В широком же диапазоне
режимов, когда один преобладающий вид изнашивания сменяется другим, моно-
тонный характер износа инструмента обычно уступает место экстремальному.
При чистовой обработке чаще используют технологические критерии затупления:
допустимый размерный износ, допустимая шеро-
ховатость, допустимый уровень вибраций, а они в об-
щем случае не соответствуют й8Д. В условиях автоматизированного производства
важнее найти режим обработки, при котором за одну установку инструмента
будет обеспечена не максимальная продолжительность его работы, а максимальная
площадь обработанной поверхности или максимальное число обработанных де-
талей. Таким образом, период стойкости нельзя использовать в качестве сопоста-
вимого показателя износостойкости инструмента.
Характеристики изнашивания. Объективной и универсальной
оценкой износостойкости инструментального материала могут
служить интенсивность изнашивания /, относительный г или
удельный q износ. В первом случае износ пронормирован по длине
пути режущего лезвия, во втором — по площади обработанной
поверхности, в третьем — по объему снятого припуска.
Современный инструментальный материал используют в широ-
ком диапазоне режимов резания, и на примере твердого сплава
можно видеть, как при этом изменяется его удельный износ
(рис. 371). Четко выраженный экстремальный характер 'объяс-
няется в данном случае уменьшением адгезионного и увеличением
диффузионного изнашивания с повышением температуры резания.
Функции вида q (у, s) позволяют определить область опти-
мальных режимов резания по критерию минимального удельного
или относительного износа, минимальной интенсивности изнаши-
вания.
о» Исследования показывают, что режим обработки, при котором
удельный износ минимален, как правило, обеспечивает минималь-
ный размерный износ режущего лезвия, наименьшую шерохова-
625
тость и повышенную коррозионную стойкость обработанной поверх-
ности, минимальный перенос на эту поверхность продуктов износа.
Линейные значения очагов износа измеряют при помощи луп
со шкалой, ручных переносных и стационарных микроскопов.
Для определения значений /, г, q особенно эффективен метод
радиоактивных индикаторов. Его высокая разрешающая способ-
ность (10~8 г и менее) позволяет при практически постоянной сте-
Скорость резания
Рис. 371. Влияние режима резания иа удельный износ q
пени затупления инструмента, т. е. в строго сопоставимых усло-
виях, сравнительно быстро установить влияние многих факторов
на износостойкость инструмента.
Большие возможности для исследования механизма изнаши-
вания инструментальных материалов открывает современный ме-
тод микрорентгеноспектрального анализа. Используемая в этом
методе система, совмещая электронный микроскоп и масс-спек-
трометр, позволяет обнаруживать изношенные частицы размерами
порядка 1 мкм.
Глава III. СТАНКИ И ИНСТРУМЕНТЫ
ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ
1. Классификация металлорежущих станков
По общности технологического метода обработки различают то-
карные, сверлильные, расточные, фрезерные, строгальные, про-
тяжные, шлифовальные, зубообрабатывающие и другие станки.
По назначению станки делят на широкоуниверсаль-
ные, универсальные, широкого назначения, специализированные
и специальные. Универсальные станки позволяют обрабатывать
626
разнотипным инструментом заготовки, существенно различаю-
щиеся по размерам, форме и расположению поверхностей. В срав-
нении с универсальными широкоуниверсальпые станки отличаются
особо большим многообразием выполняемых видов работ, а станки
широкого назначения — однотипностью применяемого инстру-
мента. Специализированные станки, например, трубоподрезные,
предназначены для обработки однотипных заготовок (труб) раз-
ных размеров. На специальных станках выполняют только опре-
деленный вид работ на заготовках одинаковых размеров и конфи-
гурации.
В отличие от ранее принятой классификации по точности станков
СТ СЭВ 3111—84 устанавливает новую по абсолютной и относительной системам.
В абсолютной системе для всех станков вводится 5 классов, обозна-
чаемых в порядке возрастания уровня точности I, II, Ill, IV, V. В о т н о си-
тельной системе, где сопоставляются однотипные станки, вводятся классы,
обозначаемые в порядке возрастания уровня точности KI, К2, КЗ.
По массе различают легкие (до 1 т), средние (до 10 т), тяжелые (св. 10 т)
и уникальные (св. 100 т) станки.
Существуют и другие классификации по отдельным признакам. Так, п о
степени автоматизации выделяют станки с ручным управлением,
полуавтоматы и автоматы. При компоновке основных рабочих органов станки
могут быть горизонтальными и вертикальными, а по числу
этих органов — о дно- и многошпиндельными, одно- и много-
суппортными.
В общегосударственной единой системе (предложено ЭНИЛ1С),
разделяющей все станки па 10 групп и 10 типов, осуществлена
классификация по комплексу признаков. В группы объединены
станки одинаковые ил» очень схожие по технологическому методу
обработки. Типы станков характеризуют их назначение, универ-
сальность, степень автоматизации, компоновку. В соответствии
с единой системой каждому серийно выпускаемому станку присваи-
вается условное обозначение, в котором первая цифра определяет
группу, а вторая — тип станка. Следующие две или одна цифра
выявляют важнейший параметр станка. Буквы вводят в обозна-
чение модернизированных и модифицированных (видоизмененных)
моделей. Например, обозначение 2Н150А расшифровывается так:
станок сверлильный (группа 2), вертикальный (тип 1), наиболь-
ший условный диаметр сверления 50 мм, модернизированный
(буква Н) и модифицированный (буква А) по сравнению с базовой
моделью станка 2150.
На металлорежущих станках кроме металлических обрабаты-
ваются заготовки из полимерных материалов. Для обработки
деревянных заготовок используют дереворежущие
станки, многие из которых (особенно круглопильные, фре-
зерные, шлифовальные) обеспечивают высокие скорости резания,
достигающие 60—100 м/с и более при подачах до 100—180 м/мин.
2. Основные элементы конструкции станков
Металлорежущий станок состоит из частей, которые по функцио-
нальному назначению можно разделить на 2 группы. Одна группа
обеспечивает необходимое взаимное расположение всех частей и
627
правильное направление перемещений заготовки и инструмента,
другая осуществляет формообразование обрабатываемых поверх-
ностей и управление станком. В первую группу входят неподвиж-
ные элементы — станины, стойки, коробки и подвижные эле-
менты — столы, суппорты, планшайбы. Ко второй группе отно-
сятся механизмы, при помощи которых выполняются движения
резания; механизмы транспортирующих, зажимных стружкоот-
водящих и других вспомогательных движений; различные меха-
низмы управления, копировальные, адаптивные и программные
системы.
Рис. 372. Концы шпинделей станков:
а — токарных; б — сверлильных; в — фрезерных;
г *— шлифовальных
Станина является основной базовой деталью станка По-
верхности станины, несущие подвижные части станка и называе-
мые направляющими, по роду трения делятся на направляющие
скольжения и качения, по виду траектории — на
прямолинейные и круговые, по форме профиля —
на плоские, V-о б р а з н ы е и другие.
Подвижные корпусные детали станков пред-
назначены для установки, закрепления и перемещения заготовки
(столы, планшайбы) или инструмента (суппорты, ползуны). Для
столов и планшайб характерно наличие пазов прямоугольной,
Т-образной и другой формы на рабочей плоскости. Суппорты
в верхней части несут резцедержатели, часто многоместные, по-
воротные. Как и столы, суппорты бывают одно- и более коорди-
натными.
Шпинделем называют главный вал металлорежущих
станков, предназначенный для вращения заготовки или инстру-
мента. Передний конец шпинделя имеет поверхности и элементы,
628
предназначенные для точной установки и закрепления заготовок
(рис. 372, а) или инструмента (рис. 372, б—г). Заготовки связы-
ваются со шпинделем посредством патронов, для базирования ко-
торых служат поверхности-Д, Б в одних, В в других конструкциях.
Коническая поверхность шпинделей предназначена для точного
центрирования устанавливаемых оправок, концов инструмента,
центров. Для повышения сопротивления крутящему моменту при
Рис. 373. Фрагменты кинематических схем
резании применяют торцовые шпонки 1, 3 и шомпол 2, затягиваю-
щий конец инструмента или оправки в шпиндель.
В качестве элементов механизмов в станках при-
меняют валы, подшипники, шкивы, зубчатые колеса, звездочки,
муфты и т. д. Движение от одного элемента к другому передается
при помощи фрикционных, цепных, зубчатых, винтовых и других
кинематических пар. Определенные сочетания пар образуют кине-
матические цепи: главного движения, подач, ускоренных переме-
щений. Всю совокупность элементов и их соединений, все кинема-
тические связи между парами и цепями изображают условно на
кинематических схемах.
Элементы механизмов на кинематических схемах. Валы, на-
пример, вал 1 (рис. 373, а), оси, стержни, кривошипы изображают
629
сплошной линией. Подшипники показываются в общем изображе-
нии, как подшипник 2, или с точным указанием типа, например,
радиальный скольжения (рис. 373, б) или радиальный качения
(рис. 373, в). Для шкивов, в том числе гладких 3 с плоским ремнем
4 указывают наружный диаметр d, а для звездочек 5 и зубчатых
колес 6,7 — число зубьев г, г1; г2 в буквенном или цифровом ва-
риантах. В передающих механизмах (передачах) различают веду-
щий элемент, передающий движение, и ведомый элемент, получаю-
щий движение. В цилиндрических зубчатых передачах (рис. *373 г)
оси колес параллельны, в конических (рис. 373, д) пересекаются,
в червячных (рис. 373, е) не пересекаются и не лежат в одной пло-
скости. Расположенные на валах элементы могут быть связаны
с валом жестко (рис. 373, а—е), перемещаться только вдоль его
оси (рис. 273, а) или свободно вращаться на нем (рис. 373, д, ко-
леса гп и za). Различный вид связи позволяет, например, переклю-
чая муфту М вправо или влево, изменять направление вращения
ведомого вала II при неизменном направлении ведущего вала /.
Такое изменение направления вращения называют реверси-
рованием. Для его осуществления можно использовать и
цилиндрические колеса.
Основной характеристикой передачи является переда-
точное отношение I, показывающее во сколько раз
частота вращения н2 ведомого элемента отличается от частоты
вращения пх ведущего. Величина i = для ременных (ip),
цепных (iu), зубчатых (i:i) и червячных (1Ч) передач имеет вид
'р = di'Mp/^; in = is = гг/г2; i4 = k/z, (5)
где dx, rf2 — диаметры ведущего и ведомого шкивов, мм; zlr г2 —
числа зубьев ведущего и ведомого элементов цепной или зубчатой
передачи; k — число заходов червяка; г — число зубьев червяч-
ного колеса.
Реечная и винтовая передачи служат для преобразования вра-
щательного движения в поступательное. В реечной передаче
(рис. 373, ж) зубчатое колесо с числом зубьев z находится в зацеп-
лении с рейкой. При вращении колеса оно или рейка будет дви-
гаться. Относительное перемещение за один оборот колеса соста-
вит so6 = лтг, где т — модуль зацепления. В винтовой передаче
за один оборот винта, имеющего шаг Р и число заходов k, при не-
вращающейся гайке их относительное осевое перемещение составит
so6 = Pk. Преобразование вращательного движения в возвратно-
поступательное достигается применением кривошипно-шатунного
и кулисного механизмов.
Прерывистое движение на ведомом элементе при непрерыв-
ном движении на ведущем получают с помощью мальтийского и
храпового механизмов. Мальтийский механизм (рис. 373, з) со-
стоит из водила 9 с пальцем 10 и мальтийского креста 11 с г па-
зами. За один оборот водила мальтийский крест поворачивается
на 1/г часть окружности. Диск 8 с вырезом служит для фиксации
630
креста в период его выстоя. В храповом механизме (рис. 373, и)
шатун 14 поворачивает рычаг с собачкой 13, которая захватывает
k зубьев храпового колеса и поворачивает его на угол 6. Размер
угла регулируется поворотом ограничителя 12.
Для ступенчатого изменения (регулирования) скорости пере-
дачи движения существует много способов. Наиболее простым, но
и самым трудоемким, является способ регулирования при помощи
набора сменных колес с разным числом зубьев za и zb (рис. 373, г).
Если межосевое расстояние А не меняется, то разные значения
i = za/zb получают при постоянной сумме za + zb. Поместив на
валу блок зубчатых колес z2—z4, который можно поочередно вво-
дить в зацепление с колесами г и zs (рис. 373, к), получим два ва-
рианта передаточного отношения. Передвижные блоки могут иметь
три, реже четыре зубчатых венца. В станках с программным
управлением вместо передвижных зубчатых блоков широко ис-
пользуют свободно вращающиеся колеса z2 и z4, соединяемые
с валом при помощи муфт и Л42 (рис. 373, л). Это упрощает
дистанционное включение одной из передач. Элементарные меха-
низмы, позволяющие ступенчато изменять передаточное отноше-
ние, называют множительными. Рассмотренные множи-
тельные механизмы характерны для регулирования скорости
резания. Для регулирования подачи в редких случаях при-
меняют также специфические механизмы (например, механизм
Нортона и механизм с вытяжной шпонкой).
Механизм Нортона имеет на валу 1/ зубчатый «конус»
(рис. 373, м). С любым из колес конуса можно вводить в зацепле-
ние накидную шестерню zu, смещая ее вдоль и поворачивая
относительно вала /. При этом обеспечивается переменное пере-
даточное отношение i = zH/zBOH, где zb0H — число зубьев колеса
конуса, с которым зацеплена шестерня zH. В конструкции с вы-
тяжной шпонкой (рис. 373, н) шпонка 15, перемещаясь вдоль
вала //, закрепляет на нем одно из свободно вращающихся ко-
лес z2, г4, гв, г8. Движение с вала на вал передается через закреп-
ленное шпонкой колесо.
Встречающееся в металлорежущих станках бесступенчатое
регулирование скорости движения механическим способом выпол-
няется при помощи вариаторов. В вариаторе со шкивами, имею-
щими торовые поверхности (рис. 373, о), изменение угловой ско-
рости на ведомом валу при постоянной угловой скорости на .веду-
щем достигается поворотом ролика 16 относительно точки О.
В некоторых сложных по кинематике станках применяют механизмы, сум-
мирующие на одном эвене два движения, передаваемых одновременно от разных
кинематических цепей. Для этого используют дифференциалы и другие устройства.
Механизм с винтовой парой (рис. 373, п) позволяет перемещать поступательно
колесо г2 вдоль вала II в зависимости от суммарного воздействия угловых ско-
ростей этого вала и колеса гг, вращаемого валом I.
Для передачи движения в металлорежущих станках, наряду с механическими,
часто используют гидравлические системы. Находят также применение пневма-
тические и электрические устройства. Поэтому, кроме кинематической схемы
631
ставка, составляются гидравлическая, пневматическая, электрическая или
комбинированная пневмогидравлическая и другие схемы.
Привод металлорежущих станков. Для приведения в действие
шпинделей, суппортов и других исполнительных органов станка
необходим источник движения — двигатель. Применяют электри-
ческие, гидравлические и пневматические двигатели. Совокупность
двигателя с передаточным механизмом и управляющей системой
называют приводом. По назначению различают приводы
главного движения, подачи, вспомогательных движений.
Для станков с главным вращательным движением сг,,, =
= 1000 v/nD, где иш — частота вращения шпинделя, мин-1; v —
скорость резания, м/мин; D — максимальный диаметр обработки,
мм. Для станков с главным прямолинейным движением пс —
= 1000fx/L (х + 1), где пс — частота двойных ходов стола или
суппорта, дв. х/мин; х = сд/о — отношение скорости vx холостого
хода к скорости рабочего (обычно х = 1,5—2,5); L — длина хода,
мм.
В любой кинематической цепи общее передаточное отношение
р
io6 ~ Пк/Пц = П iit где пк и пн— частота вращения конечного и
i=i
начального звеньев цепи, мин-1; it — передаточное отношение от-
дельной пары цепи; р — число пар. Для главного движения пк/пн
определяется требуемой скоростью резания, причем п„ = пт или
пн — «с> а пн — частота вращения двигателя. Для движения
подачи п,,]п„ может соответствовать разным значениям. Напри-
мер, если при точении задана подача snp, мм/об, то nKlna — snp/so6,
где so6 = птг. При этом п„ = пш, а пк — частота вращения рееч-
ного колеса, приводящего в движение рейку, жестко связанную
с суппортом. В цепях деления п^па определяется кинематическим
законом. Например, при зубонарезании червячной фрезой пк/пи =
= k/z, где пк — частота вращения заготовки; п„ — частота вра-
щения фрезы; z — число нарезаемых зубьев; k — число заходов
фрезы.
Для получения необходимой скорости резания и подачи, на-
ряду с переключением механических пар и изменением 1об, ши-
роко используют регулирование частоты вращения двигателя.
Асинхронные двигатели с короткозамкнутым ротором могут регулироваться
ступенчато изменением числа пар полюсов. Применяют двух-, трех- четырехско-
ростные асинхронные двигатели. Двигатели постоянного тока позволяют осущест-
вить бесступенчатое регулирование, например, изменением напряжения по си-
стеме генератор—двигатель. В последнее время для управления электродвига-
телями все чаще используют тиристорные преобразователи. В станках с програм-
мным управлением распространены шаговые электродвигатели. Прерывистое вра-
щение вала здесь регулируется изменением частоты подачи импульсов тока на
обмотки двигателя. Переключением фаз асинхронного двигателя и изменением
полярности двигателя постоянного тока осуществляют реверсирование.
Гидравлический привод позволяет получать значительные уси-
лия при небольших габаритах, бесступенчатое регулирование ско-
рости, автоматическую защиту от перегрузки станка.
632
По виду сообщаемого движения различают гидродвигатели
с вращательным движением (гидромоторы) и гидродвигатели с воз-
вратно-поступательным движением (силовые цилиндры). Для
гидродвигателей
«м = QM/V, = Сц/s, (6)
где пм — частота вращения вала ротора гидромотора, с-1; —
скорость перемещения поршня относительно цилиндра, м/с; QM и
Сц — объем масла, подводимого к гидромотору и гидроцилиндру
в единицу времени, м8/с; V — рабочий объем гидромотора, м3;
s — рабочая площадь поршня, м2. Как видно из формул (6), регу-
лировать пм и можно изменением подачи масла Q или измене-
нием рабочего объема мотора V. Такое регулирование называют
Рис. 374. Схема блокировочного устройства
объемным. Применяют также дроссельное регулиро-
вание скорости Гц. Реверсирование в гидравлических приводах
выполняют перемещением золотника.
Тормозные, предохранительные, блокировочные устройства и
ограничители хода. Чтобы свести к минимуму инерционное дви-
жение различных частей после выключения двигателя и этим по-
высить точность и производительность обработки, станки осна-
щают устройствами для быстрого торможения. Распространение
получили механические и гидравлические
тормоза, электрические системы тормо-
жения.
Предохранительные устройства защищают
механизмы станка от перегрузки. В гидравлических системах —
это предохранительные клапаны. В механических системах нашли
применение звенья (штифты, шпонки), разрушающиеся при пере-
грузках и размыкающие кинематическую цепь, и фрикционные
муфты, начинающие пробуксовывать при превышении допустимой
нагрузки.
Блокировочные устройства предотвращают
ошибочное включение каких-либо механизмов, если такое включе-
ние представляет угрозу работоспособности станка. Блокировоч-
ные устройства могут быть механическими, электрическими, ги-
дравлическими. Механическое устройство из двух дисков с выре-
зами (рис. 374, а) не позволяет повернуть рукоятку включения 2,
если включена рукоятка /. Для переключения необходимо поста-
вить диски в нейтральное положение (рис. 374, б), а затем повер-
нуть рукоятку 2.
633
Ограничители хода делят на предельные и размер-
ные. Первые устанавливают так, чтобы движущаяся часть станка
не доходила до опасного конечного положения па 3—4 мм. Это
достигается электрическим конечным выключателем или разрывом
кинематической цепи. Размерные (технологические) ограничители,
например, переставляемые жесткие упоры, должны точно ограни-
чивать ход, так как от этого зависит точность размеров устанавли-
ваемой на станке детали. Дойдя до упора, подвижная часть станка
останавливается. Возникшая перегрузка компенсируется предо-
хранительной муфтой.
Механизмы управления. В общем случае системы управления
станками состоят из трех частей: управляющего органа, полу-
чающего команду на заданное движение; исполнительного органа
(рычагов, зубчатых секторов, электромагнитов и др.), осущест-
вляющего движение согласно команде; промежуточного устрой-
С1ва, передающего команду от управляющего органа к исполни-
тельному.
Системы могут быть ручными и автоматическими.
В первом случае используют рукоятки, маховики, кнопки. Во
втором случае предусматривается выполнение всех управляю-
щих воздействий без вмешательства рабочего. Различают также
полуавтоматическое управление, при кото-
ром одна часть команд подается вручную, а другая — автомати-
чески.
3. Применение станков
Пригодность станка для выполнения планируемых операций уста-
навливается по его технической характеристике, которая включает
размерные, скоростные и силовые показатели. К первым относятся
величины установочных и рабочих перемещений, которые ограни-
чивают применимость станка по форме и протяженности отдель-
ных поверхностей изделия (детали), размеры, ограничивающие
габарит заготовки, диаметры, конусность, другие размеры и по-
казатели, по которым подбирают стандартную технологическую
оснастку, режущий инструмент или изготавливают их специально
в соответствии с присоединительными элементами данной конст-
рукции станка.
Скоростные показатели дают представление о значении и пре-
делах регулирования скоростей главного движения и подачи. Они
определяют возможность реализации на станке экономических
режимов резания различных по материалу, размерам и форме за-
готовок разным по конструкции инструментом.
При ступенчатом регулировании фиксированные частоты вращения конечных
ввеньев во всем диапазоне изменения частоты принимают по геометрическому
ряду со знаменателем <р. Значения ср стандартизованы и в СССР принимаются рав-
ными 1,06; 1,12; 1,26, 1,41; 1,58; 1,78 или 2,0. Для ср = 1,06 относительная по-
теря скорости резания, например, прн переходе на меньшую соседнюю частоту
вращения при обработке вала одного диаметра составляет 5,%, а для ср = 2,0
634
потеря достигает 50 %. Значение <р — 1,06 выгодно и тем, что удовлетворяет прин-
ципу удвоения и десятичного повторения членов ряда (ср =1,06== 10 = 'у^2).
Однако при одном и том же диапазоне регулирования малое значение ср требует
большего числа фиксированных частот, что усложняет конструкцию привода.
Для каждой группы станков разработаны рекомендации по применению опре-
деленных ср.
Силовые показатели, как и скоростные, определяют возмож-
ность применения экономических режимов резания. Примерами
показателей являются наибольший допустимый крутящий момент
на шпинделе, наибольшее усилие резания, допускаемое механиз-
мом подач. Наряду с мощностью привода, важным показателем
станка является коэффициент полезного действия (к. п. д.), кото-
рый обычно не включается в перечень основных данных станка и
определяется аналитически или экспериментально.
Для определения к. п. д. привода, обозначаемого т], имеется
формула г] = Л7(Л/ + Л/хх + Л/нп), где N — полезно используе-
мая (на резание) мощность; Л,гхх — мощность холостого хода;
Л’1Ш — потери мощности при работе под нагрузкой.
Найти мощность, теряемую на трение, расчетным путем трудно,
поэтому к п. д. определяют ориентировочно упрощенным спосо-
бом, Условный к. п. д. (ц0) без учета потерь холостого хода рассчи-
тывают по формуле т]0 = г1рТ]зТ]п, где цр, г|я, i)D — средние значе-
ния к. п. д. соответственно ременных, зубчатых передач, подшип-
ников; а, Ь, с — количество однотипных передач и подшипников.
Например, для передач клиноременной т)р = 0,97, прямозубой
цилиндрической = 0,99, конической ц8 = 0,97, для подшипни-
ков качения г)п = 0,995, скольжения т]п = 0,98. С использова-
нием т]о мощность на валу электродвигателя Na = Л7т)0 + Мхх,
откуда к. п. д. привода р = N/Nn = N/(N/f\o + Л/хх). Значение
т]о по экспериментальным данным колеблется от 0,70 до 0,90.
Мощность Мхх, например, для токарных станков в зависимости от
частоты вращения шпинделя составляет на нижних ступенях
от 0,05 до 0,1 Л/д, верхних от 0,12 до 0,3 Лгд.
С целью подготовки станка для выполнения заданной опера-
ции производят его наладку и настройку.
Наладка станка состоит в правильной установке и закреплении
режущего инструмента и заготовки непосредственно на станке
или в приспособлении, в обеспечении требуемого положения эле-
ментов системы подвода смазочно-охлаждающей жидкости,-в вы-
полнении других аналогичных работ.
Настройка станка состоит в его кинематической подготовке
для обработки заготовки в соответствии с заданной конфигурацией
детали и оптимальным режимом резания. Для этого настраивают
кинематические цепи станка. Нередко необходимые передаточные
отношения настраиваемых цепей предварительно подсчитывают,
затем настраивают их с помощью рукояток, сменных колес, ку-
лачков, копиров и т. д Настройка цепей главного движения и
подачи обычно не требует каких-либо расчетов и заключается
С35
в переключении рукояток коробки скоростей и подач по указате-
лям, схемам, таблицам, которые имеются на станке и определяют
положение рукояток, обеспечивающее требуемое значение пара-
метра. При бесступенчатом регулировании заданное значение
параметра устанавливается по показаниям стрелочного или иного
прибора, вмонтированного в станок.
н
a ff
Рис. 375. Строгальный отрезной
резец (а) и схема изгиба изогну-
того резца при перегрузках (6)
поверхностей вращающимся
4. Конструкция и применение режущего инструмента
Конструкция режущего инструмента определяется его технологи-
ческим назначением. Для точения, строгания (см. рис. 357, а, в),
долбления в основном используют резцы, основу которых состав-
ляет призматическое тело. При этом
головка может быть прямой (см.
рис. 359), отогнутой, изогнутой,
оттянутой, что повышает служебные
свойства соответствующего резца.
Так, изогнутость резца (рис. 375)
позволяет при изгибе его тела из-за
перегрузки обеспечить отвод режу-
щей кромки от заготовки, а оттяну-
тая форма головки снижает потери
материала, переводимого в стружку.
Для обработки отверстий, плоско-
стей (см. рис. 357, б, г) и других
инструментом применяют конструк-
цию с цилиндрической или конической, наружной или внутренней
установочной поверхностью.
Инструмент устанавливают и закрепляют на станке (в резце-
держателе, шпинделе) непосредственно или посредством различ-
ных оправок и других приспособлений. Так, сверла малого диа-
метра вводятся в шпиндель (см. рис. 372, б) после предваритель-
ного одевания одной или нескольких переходных втулок (рис. 376,
а), а для сверл определенного размера этого не требуется. Инстру-
менты, например, зенкеры для обработки отверстий больших диа-
метров делают насадными (рис. 376, б), и для их применения необ-
ходима оправка (рис. 376, в). В оправки устанавливают и резцы
(рис. 376, г) При этом стержень резца может иметь цилиндриче-
скую форму и выдвигаться из оправки на требуемый размер. Оп-
равки, предусматривающие регулировку положения инструмента
применяют во многих других случаях, например, при фрезерова-
нии (рис. 376, д). Фреза 1 (одна или несколько) одевается на
оправку 2 со пшонкой 6 и фиксируется в нужном месте при по-
мощи набора установочных втулок 3 разных размеров и гайки 4.
Между втулками и гайкой находится подшипник 5 дополнительной
опоры. Левый конец оправки с конической поверхностью резьбо-
вым отверстием и пазом А служит для надежного соединения со
шпинделем (см. рис. 373, в).
636
Используемые в настоящее время инструментальные материалы
отличаются большим разнообразием (см. раздел второй, гл. XIII).
Чем выше режущие свойства материала, тем он, как правило,
дороже. Особо износостойкие материалы (твердый сплав, минера-
локерамика и др.) кроме того являются хрупкими. Поэтому во
многих случаях становится выгодным оснащать инструменталь-
ным материалом только режущую часть инструмента. Инструмен-
тальный материал, применяемый в виде небольших пластинок
различной формы, соединяют пайкой, сваркой, механическим спо-
Рис. 376. Режущие и вспомогательные инструменты
собом. Пластинки, закрепляемые пайкой и сваркой, устанавли-
ваются в открытые, полузакрытые или открытые пазы. Сваркой и
пайкой можно закреплять не все материалы, в напаянных твердо-
сплавных пластинках нередко появление микротрещин. Механи-
ческое же крепление является универсальным, устраняет неже-
лательные последействия пайки, позволяет многократно использо-
вать стержень (или корпус) инструмента, но требует дополнитель-
ных деталей. С механическим креплением, один из способов кото-
рого показан на рис. 377, применяются очень удобные в произ-
водственных условиях многогранные неперетачиваемые пластинки.
После затупления одной кромки пластинка переустанавливается
на следующую.
К значительному повышению износостойкости твердосплав-
ных пластинок приводит нанесение на их поверхность тончайшего
слоя карбидов, нитридов или карбонитридов титана. Покрытие
толщиной 5—10 мкм наносится осаждением из газовой фазы или
термодиффузионным способом.
Пластины с однослойным покрытием лучше применять для
получистовой и чистовой обработки сталей и чугунов при плавной
нагрузке. В этих условиях период стойкости пластинок увеличи-
вается в несколько раз. Еще большее увеличение периода стойко-
637
сти достигается при двух- и трехслойном покрытии. Пластины
с многослойным покрытием могут работать в условиях прерыви-
стого резания. Лучшие результаты по износостойкости дают твер-
досплавные пластинки, покрытые керамикой и кубическим нитри-
дом бора.
По числу одновременно работающих главных режущих кромок
инструмент делится на однолезвийный и многолезвийный. С увели-
чением числа режущих кромок повышается производительность
Рис. 377. Многогранные неперетачиваемые пластинки (а)
и их крепление (6)
обработки. Инструменты, предназначенные для черновой и чисто-
вой обработки, отличаются, главным образом, материалом и гео-
метрией режущей части. Режущую часть инструмента затачивают
на заточных станках, а резца — и на точиле. Углы заточки контро-
лируют угломерами и специальными накладными шаблонами.
5. Расчет и оптимизация режима резания
Часть технологического процесса, выполняемая на одном рабо-
чем месте, называется операцией. Операция включает раз-
личные переходы. Технологические переходы состоят из отдельных
ходов. Рабочий ход характеризуется однократным пере-
мещением работающего инструмента относительно заготовки (на-
пример, перемещением резца на длину Lv при точении, см. рис. 358).
638
Время То, мин, затрачиваемое на рабочий ход, называют о с-
н о в и ы м (технологическим).
При продольном точении То = L^h/n^s^t, где h — припуск
на обработку, мм; иш — частота вращения шпинделя, мин-1;
snp — продольная подача, мм/об; t — глубина резания, мм. Не-
трудно видеть, что для сокращения времени на обработку надо
повышать параметры режима резания и уменьшать длину хода и
припуск. Длина хода зависит от размеров обрабатываемой поверх-
ности и может быть сокращена применением параллельной много-
инструментальной обработки. На размер припуска влияет метод
получения используемой заготовки. Параметры режима резания
определяются многими факторами и прежде всего инструменталь-
ным материалом.
Инструментальный материал подбирают так, чтобы его основ-
ные свойства (см. второй раздел, гл. XIII) были наиболее выгодно
использованы в зависимости от материала заготовки, условий на-
гружения инструмента, точностных характеристик детали, тре-
буемого качества поверхностного слоя обработанной поверхности.
Так, при относительно невысокой скорости протягивания обычно не требуется
инструментальный материал с высокой красностойкостью, и протяжку, отлича-
ющуюся большой длиной и точными размерами, изготавливают из стали ХВГ *,
что обеспечивает малую деформацию протяжки при закалке. Высокая красно-
стойкость и теплопроводность кобальтовых быстрорежущих сталей (Р9К5,
Р9К10) делают их особо пригодными при резании высоколегированных жаро-
прочных и коррозионностойких сталей. Для ответственных операции, когда тре-
буется высокая размерная стойкость, при резании труднообрабатываемых мате-
риалов применяют быстрорежущую сталь Р18Ф2К8М. При выборе марки твер-
дого сплава учитывают наряду с другими факторами, содержание в сплаве ко-
бальта. Для черновой обработки и прерывистого резания назначают вязкие
сплавы ВК8, Т5К10, ТТ7К12 и другие. Для чистовой обработки используют
хрупкие, но с повышенной износостойкостью сплавы ВК2, Т30К4, ТТ8К6 и
другие.
При проектировании станочных операций большое внимание
уделяется геометрии режущего инструмента. Учитывая противо-
речивость влияния геометрических параметров на процесс реза-
ния, важно найти их оптимальное значение.
После определения материала и геометрии инструмента назна-
чают параметры режима резания. Вначале задаются глубиной
резания, которая меньше других параметров влияет на стойкость
инструмента. За один рабочий ход стремятся снять весь припуск
на обработку, оставляя лишь небольшую часть его, если требуется
последующая чистовая обработка. Затем назначают максимально
возможную подачу с учетом допустимой точности размера, формы,
шероховатости обработанной поверхности, прочности режущей
кромки, жесткости технологической системы, мощности привода
станка. Наконец, задаваясь необходимой стойкостью и другими
условиями, по формуле (4) определяют скорость резания. По ско-
* Состав и применение инструментальных материалов см. в табл. П8, П9.
639
рости резапия вычисляют частоту вращения шпинделя или частоту
двойных ходов стола.
При расчете режима резания используют справочные таблицы,
номограммы, опытные данные, отдельные рекомендации различной
степени достоверности. На отдельных этапах расчета принимаются
условия и решения, в значительной степени имеющие субъектив-
ный характер. Поэтому однократное вычисление параметров ре-
жима обработки не может гарантировать их наилучшего (опти-
мального) значения. Поиск оптимального режима превращается
в многовариантную задачу, где отдельные параметры могут в огра-
ниченной области выбираться свободно. В математической поста-
новке под оптимизацией понимают решение экстремаль-
ной задачи, в которой хотя бы одно из ограничений является нера-
венством
При решении задач по оптимизации процесса обработки ис-
пользуют математическое моделирование. Мо-
дель процесса представляют в виде совокупности формул, уравне-
ний, неравенств. Чем полнее и подробнее представлено математи-
ческое описание физических закономерностей и условий проведе-
ния процесса обработки, тем адекватнее модель отображает реаль-
ный процесс, тем меньше найденные оптимальные значения будут
отличаться от действительных. Обычно модели состоят из двух
функциональных групп. Первая группа представляет собой целе-
вую функцию, для которой находится экстремальное значение,
вторая группа крайними граничными условиями (ограничениями)
образует область, внутри которой может находиться экстремаль-
ное значение. Целевая функция и ограничения должны быть зави-
симыми от оптимизируемых параметров режима резания, напри-
мер, скорости резания и подачи. Критерием оптимизации назы-
вают определенное экстремальное значение целевой функции (на-
пример, минимум основного времени То), при этом примерами
ограничений могут служить Дфф « Дфн; 7?/ф с /?гн; лП11ц
fit ^niax» ^гпш Sj <
^тах» Ng где Дфф, Дфн> ^гф и
Rzu — фактические и нормируемые значения соответственно от-
клонений формы и шероховатости поверхности; нт1п, птах, smln и
«шах — пределы регулирования на данном станке частоты п, вра-
щения шпинделя (или двойных ходов стола) и подачи s/ Ne, Na —
мощность эффективная и двигателя; г; — к. п. д. привода.
Следует отметить, что в качестве критерия максимальной про-
изводительности может использоваться минимум так называемого
штучного времени, которое кроме То включает время
вспомогательное, подготовительно-заключительное, технического
и организационного обслуживания, перерывов на отдых. Одним
из важных критериев оптимизации является минимум стои-
мости обработки.
Поиск оптимальных режимов и других оптимизируемых пара-
метров для операции, технологического процесса становится слож-
ным и трудоемким. При этом самым надежным способом нахо-
640
ждения наилучшего варианта является сравнительная оценка всех
возможных. Если число вариантов велико, при поиске наилуч-
шего используют методы математического програм-
мирования. Учитывая нелинейность и, строго говоря, дина-
мический (зависимый от времени) характер используемых зависи-
мостей, становится понятным, что оптимизация обработки реза-
нием при наличии только логарифмической линейки и калькуля-
тора будет слишком дорогой.
, Лишь с применением электронно-вычислительных машин (ЭВМ) стало ре-
ально возможным оптимизировать технологические разработки. Оптимизацион-
ному проектированию технологии на ЭВМ предшествует четкая постановка за-
дачи: задается конкретный набор переменных, устанавливается область их
возможного изменения, определяются вид целевой функции и критерии оптими-
зации. Для решения поставленной задачи необходим алгоритм — система
выполняемых в определенном порядке математических, логических и других
операций. Разработка алгоритма является наиболее сложным этапом подготовки
программы для ЭВМ. Однако учитывая, что общее содержание проектирования и
его суть остаются неизменными, появляется возможность создания типовых
программ и многократное их использование, что в сочетании с быстродействием
ЭВМ существенно ускоряет технологические разработки и повышает их уровень.
Глава IV. ОБРАБОТКА
НА ТОКАРНЫХ СТАНКАХ
1. Метод точения и применяемый инструмент
Станки токарной группы предназначены
для обработки вращающихся заготовок
(главное движение) инструментом, совер-
шающим непрерывное движение подачи.
Основным режущим инструментом является резец. Приме-
няются также сверла, зенкеры, развертки и другие инструменты.
При помощи токарных резцов можно обтачивать наружные
(рис. 378, а) и растачивать внутренние (рис. 378, б) поверхности
вращения, подрезать плоские торцовые поверхности (рис. 378, в),
прорезать канавки (рис 378, г), отрезать заготовку (рис. 378, д),
а также обрабатывать сложные поверхности при прямолинейном
направлении подачи (рис. 378, е, ж).
В соответствии с траекторией перемещения проходных резцов
обработанная поверхность получает форму с прямолинейной (ци-
линдр, конус) или криволинейной образующей. В зависимости от
расположения главной режущей кромки различают правые 2, 3,
4, 7 и левые /, 8 резцы. Резцы часто делают отогнутыми 3,5—8,16.
Проходные резцы 5, 6, предназначенные для обработки отверстий,
имеют дополнительное название — расточные. Проходные
резцы 4,6 с углом ср = 90° дополнительно называют упорным и.
Упорные проходные резцы позволяют свести к минимуму радиаль-
21 Кнорозов Б. В. и др. 641
ную составляющую силы резания. Их используют также для полу-
чения небольших плоских поверхностей — уступов. Плоские тор-
цовые поверхности обычно обрабатывают подрезными резцами
7, 8 при направлении подачи от периферии к центру, реже наобо-
рот. Прорезными резцами 9, 10
Рис. 379. Резцы с напаянной пластин*
кой из твердого сплава
обрабатывают кольцевые канавки
на цилиндрических и плоских
поверхностях. Отрезные резцы
11, 12 изготавливают симметрич-
ными и асимметричными. Фасон-
ные резцы, работающие с попереч-
ной подачей, выпускают в круг-
лом 13 и призматическом 14 испол-
нении. Встречаются конструкции,
работающие с тангенциальной по-
дачей. Резьбовые резцы 15, 16
для обработки наружной и вну-
тренней поверхностей имеют строго
соответствующий этим поверхно-
стям профиль. Как и резьбовые,
резцы, предназначенные для об-
работки определенных поверхно-
стей (например, фасок и галте-
лей), именуются соответственно
фасочными и галтельными.
642
В составных токарных резцах, используемых чаще цельных, режущие
пластинки соединяют с головкой резца пайкой, сваркой и механическим способом.
Окончательную обработку нередко выполняют чистовыми широкими резцамв
(рис. 379, е). Известны конструкции резцов многоцелевого назначения. Напри-
мер, один резец, изображенный на рис. 379, б, можно использовать как правый
проходной, подрезной, расточной и фасочный. Определенные отличия от стандарт-
ных и нормализованных элементов имеют многочисленные резцы новаторов про-
изводства. Эти резцы позволяют значительно улучшить те или ины служебные
свойства инструмента в конкретных условиях эксплуатации.
2. Токарно-винторезные станки и приспособления
для токарной обработки
Широкое применение в единичном и мелкосерийном производствах
получили универсальные токарно-винторезные станки (рис. 380).
Станина 12 станка жестко связана с двумя тумбами, которые
крепятся к фундаменту. Передняя (шпиндельная) бабка 1 непо-
движно соединена со станиной. По направляющим станины можно
Рнс. 380. Токарно-винторезный станок
передвигать заднюю бабку 7, жестко фиксируя ее в требуемом по-
ложении. Шпиндель 2 сообщает закрепленной заготовке главное
вращательное движение, частота которого регулируется при по-
мощи коробки скоростей, помещаемой в передней бабке. Задняя
бабка предназначена для поддержания правого конца длинной
заготовки и для закрепления сверла или другого инструмента при
обработке центрального отверстия. Приспособления и инстру-
менты вводятся в коническое отверстие выдвижного вала задней
бабки — пиноли 6. Смещением корпуса задней бабки и соответ-
ственно правого конца заготовки в поперечном направлении
21* 643
Рис. 381. Обработка заготовки в ку*
лачковом патроне
реализуется один из способов обработки наружной конической
поверхности. Между бабками располагается суппорт, нижняя ка-
ретка 11 которого может перемещаться по направляющим станины,
осуществляя продольную подачу. Перемещение средних (попе-
речных) салазок 3 по направляющим каретки позволяет получить
поперечную подачу. Поворотная часть средних салазок несет на-
правляющие, по которым под любым углом к оси вращения заго-
товки можно перемещать верхние (ручные) салазки 5 с четырехпо-
зиционным резцедержателем 4. Осуществляя вручную движение
подачи под углом верхними салазка-
ми, можно обтачивать и растачивать
конические поверхности. Механиче-
ское перемещение суппорта при реза-
нии достигается передачей движения
от коробки подач 13, предназначен-
ной для изменения подачи, к фарту-
ку суппорта 10 посредством ходового
валика 9 или ходового винта 8. Меха-
низм фартука позволяет включать
продольную или поперечную подачу
при вращающемся ходовом валике.
Ходовой винт используется только
для продольного перемещения суп-
порта, главным образом, при наре-
зании резьбы резцом и обеспечивает
точную подачу snp = Pk, где Р — шаг, a k — число заходов на-
резаемой резьбы. Для быстрых установочных перемещений слу-
жит отдельный электродвигатель с приводом на ходовой валик.
Главным параметром токарно-винторезного станка является
наибольший диаметр D обрабатываемой заготовки над станиной.
Параметр D изменяется от 125 до 4000 мм по геометрической
прогрессии со знаменателем <р = 1,26. К основным параметрам
станка относятся наибольший диаметр Dr (Dj < D) обрабатывае-
мой заготовки над суппортом, наибольшее расстояние L между
выступающими концами центров передней и задней бабки. Станки
с одним и тем же D могут иметь различные L в пределах, предусмо-
тренных стандартом.
Обеспечиваемая на токарно-винторезных станках точность
зависит от вида обработки. При черновом точении точность раз-
мера соответствует 14—11 квалитетам, а шероховатость обрабо-
танной поверхности 80—40 мкм по параметру Rz. При тонком на-
ружном точении эти показатели повышаются до 8—5 квалитетов
и Rz = 6,3—1,6 мкм.
В зависимости от формы и размеров детали обработку заго-
товок выполняют при помощи различных приспособлений. Ко-
роткие детали (l/d < 3) обычно обрабатывают при консольном за-
креплении заготовки в са моцентр и р у ющем трех-
кулачковом (рис. 381) или в четырехкулачко-
644
вом патроне. Для уменьшения вибраций обработанную
заготовку иногда отрезают пружинящим изогнутым резцом при
обратном вращении шпинделя.
В самоцентрирующем патроне кулачки перемещаются одновременно, благо-
даря чему устанавливаемая на кулачки внутренняя или наружная поверхность
заготовки закрепляется соосно шпинделю. Кроме цилиндрических в таком патроне
удобно устанавливать и другие заготовки, например, шестигранные. Кулачки
четырехкулачкового патрона перемешаются независимо. Не обладая свойством
автоматического центрирования, такие патроны позволяют закреплять в нужном
положении несимметричные заготовки. Для установки несимметричных деталей
используют также планшайбу и угольник.
Рис. 382. Концы заготовок и виды центров
При обтачивании длинных деталей (l/d >3) правый конец
заготовки должен иметь дополнительную опору — центр. Для
этого в торце заготовки сверлят центровое отверстие, состоящее
из цилиндрического участка под смазку, конической базовой по-
верхности под углом 60° и при необходимости предохранительной
фаски под углом 120° (рис. 382, а). Заготовка центровым отвер-
стием надевается на выступающий конец центра (рис. 382, б).
При обработке конической поверхности по способу попереч-
ного смещения корпуса задней бабки применяют шариковый
центр (рис. 382, в). Срезанный центр (рис. 382, г) допускает под-
резку торца заготовки. Заготовки с большим внутренним диаме-
тром устанавливают на грибковый центр (рис. 382, д) или исполь-
зуют специальные центровые пробки и крестовины. Концы малых
диаметров обрабатывают под обратный центр (рис. 382, е). Центр,
часто имеющий твердосплавный конец (рис. 382, ж), хвостовой
частью вводится в пиноль задней бабки.
При большой частоте вращения шпинделя в заднюю бабку
обычно устанавливают вращающийся центр, у которого вводимая
в заготовку часть 1 связана с корпусом 2 через подшипники
(рис. 382,з). Широко используемый вид обработки в двух центрах
645
предусматривает установку в шпиндель передней бабки непо-
движного центра.
При обработке в центрах на шпиндель надевают поводковый
патрон 1 (рис. 383, а), а на левый конец заготовки — хомутик 3.
Для особо длинных деталей (l/d > 10) применяют дополнитель-
ные опоры — люнеты. Подвижный люнет 2 крепится к каретке
суппорта, а неподвижный (рис. 383, б) — к станине станка.
Значительно расширяют возможности токарной обработки специальные
приспособления. Так, копирная линейка обеспечивает более высокую точность
обработки конических поверхностей по сравнению со способом смещения центра
Рис. 383. Приспособления, используемые при обработке длинных заготовок
задней бабки. Она не требует шариковых центров и может использоваться для
растачивания конусов. Точение наружных поверхностей заготовки при наличии
у нее точного отверстия выполняют на оправках, установочная поверхность ко-
торых может быть жесткой или разжимной (цанговой). По способу закрепления
на станке различают оправки шпиндельные (с коническим хвостовиком) и центро-
вые. Сверла и другие осевые инструменты могут устанавливаться не только в пи-
ноли задней бабки, но и в резцедержатель суппорта при помощи специальных дер-
жателей. Для сокращения времени на установку заготовки применяют поводко-
вый патрон с поворотными кулачками, а для точного фиксирования детали по
торцу — плавающий центр.
С увеличением размеров станка растет степень его механиза-
ции. При значении параметра D = 800—1000 мм верхние (рез-
цовые) салазки обычно имеют механический привод, что позво-
ляет механизировать точение конусов по способу поворота на-
правляющих верхних салазок. В более крупных станках преду-
сматривается одновременное включение подвижных частей суп-
порта, что позволяет обрабатывать конические поверхности по
способу двух подач. Станки с D > 1600 мм имеют два суппорта.
В особо крупных станках (D 2000 мм) один из суппортов —
только винторезный. В тяжелых станках не только суппорты, но
и задняя бабка, а в особо тяжелых станках и пиноль имеют уско-
ренные механические перемещения.
В условиях индивидуального производства и для ремонтных
работ еще продолжают использовать лоботокарные станки, пред-
646
назначенные для обработки заготовок большого диаметра (до
3200 мм) и небольшой длины. Однако из-за сложности установки
заготовок и низкой производительности лобовые станки практи-
чески вытеснены карусельными.
3. Отличительные особенности револьверных
и карусельных станков
Токарно-револьверные (сокращенно револьверные) станки в отли-
чие от токарно-винторезных вместо задней бабки имеют продоль-
ный суппорт с револьверной головкой, в гнезда
Рис, 384. Типы револьверных головок и схема их н&ладки:
А — ось шпинделя: Ь — ось револьверной головки
которой устанавливают режущий инструмент с приспособлениями.
Очередное рабочее движение суппорта выполняется после уста-
новочного поворота револьверной головки на новую позицию. По
конструкции револьверные головки делят на многогран-
ные с вертикальной осью поворота (рис. 384, а) и круглые
с горизонтальной осью поворота (рис. 384, б). По числу позиций
или гнезд различают 4-, 6- и 16-позиционные головки.
Револьверные станки с многогранной головкой имеют" один
или два поперечных суппорта. Станки с круглой головкой попе-
речных суппортов не имеют. Отрезные, подрезные и другие резцы,
работающие с поперечной подачей, закрепляют в определенных
гнездах круглой головки, которая может медленно вращаться и
осуществлять круговую подачу sK, заменяющую поперечную
(рис. 384, б). В револьверных станках ходовой винт отсутствует,
и резьбу можно нарезать только при помощи метчиков и плашек,
закрепляемых в специальных патронах (рис. 384, а, поз. V и VI).
647
На револьверных станках обрабатывают короткие детали относи-
тельно небольшого диаметра из штучных заготовок, полученных
литьем, ковкой, штамповкой, или из пруткового материала, име-
ющего круглое, шестигранное, квадратное сечения. Штучные
заготовки закрепляют в кулачковых, а прутковые — в цанговых
патронах. Применяемые патроны обычно снабжены быстродейст-
вующим приводом.
Характерным устройством револьверных станков являются
регулируемые упоры разного назначения. Независи-
мое перемещение суппортов в каждой позиции до требуемого поло-
жения обеспечивается упорами на барабане, закрепленном на
станине и поворачивающимся одновременно с поворотом револь-
верной головки Поворот круглой револьверной головки можно
ограничить выдвижным упором 1 (рис. 384, б). Благодаря регули-
ровочному винту 2 резец 3, закрепленный в головке, не доходит
до центра заготовки 4, что необходимо при проточке канавки, при-
менении фасонных резцов. При убранном упоре 1 выполняют под-
резку торцов и отрезание детали. Упором (рис. 384, а, поз. /) огра-
ничивают выдвижение прутка, подаваемого через шпиндель. Для
сокращения машинного времени широко используют многоинстру-
ментальные приспособления (рис. 384, а, поз. Il, Ill).
Большая насыщенность быстрозаменяемыми инструментами,
многие из которых работают одновременно, система упоров и спе-
циальные патроны для зажима заготовок делают выгодным при-
менение револьверных станков для высокопроизводительной об-
работки деталей сложной конфигурации. Однако оно оправды-
вается лишь в серийном производстве из-за сложности наладки
инструментов и упоров.
Отличительной особенностью токарно-карусельных (сокра-
щенно карусельных) станков является горизонтальное располо-
жение плоскости круглого стола (планшайбы), на которой кре:
пится заготовка, получающая при обработке вращение вокруг
вертикальной оси.
Станки с планшайбой /, диаметр которой Dt < 1,6 м, выпу-
скаются одностоечными (рис. 385, а), с планшайбами большего
диаметра — двухстоечными. Режущие инструменты крепят в рез-
цедержателе бокового 3 и револьверной головке верхнего 2 суп-
портов, каждый из которых может иметь горизонтальную sP и
вертикальную s„ подачу. Конструкцией станка предусмотрено
независимое перемещение суппортов, что используется для одно-
временной обработки нескольких поверхностей. Основные вспо-
могательные движения sy — поворот салазок и револьверной го-
ловки верхнего суппорта, перемещение траверсы 4 по стойке 5.
Главным параметром станка является наибольший диаметр D об-
рабатываемой заготовки при опушенном боковом суппорте (D >£>!).
Стандарт устанавливает ряд значений D аг 0,8 до 12,5 м. Для каждого D
регламентированы значения других важных параметров, в частности, наиболь-
шая высота устанавливаемого изделия Н ~ (0,5 — 0,8) D.
648
Горизонтальное расположение плоскости планшайбы облегчает установку и
и выверку тяжелых заготовок, а высокоточное центральное отверстие диаметром
D(yH7, фигурные 6 и Г-образные 7 пазы (рис. 385, б) создают удобства при
монтаже приспособлений: центрирующих устройств, кулачков, планок, домкра-
тов, подставок.
На карусельных станках можно проводить почти все виды то-
карных работ, включая точение и растачивание конусов при по-
вернутых салазках верхнего суппорта. Специальные приспособ-
ления позволяют нарезать резьбу, обрабатывать фасонные по-
верхности по копиру, работать по упорам. Кроме универсальных
Рис. 385. Токарно-карусельный станок н рабочая поверхность планшайбы
отечественная промышленность выпускает специализированные
карусельные станки с кольцевой планшайбой для обработки дета-
лей типа колец и карусельные башенные станки для растачивания
заготовок больших диаметров.
4. Токарные автоматы и полуавтоматы
Под автоматом понимают станок, который без вмешатель-
ства человека осуществляет все стадии рабочего цикла от додачи
заготовки до выдачи готовой детали. Станок, в котором для по-
дачи — выдачи требуется участие рабочего, называют полу-
автоматом.
Токарные автоматы и полуавтоматы различают по степени уни-
версальности, расположению шпинделей и их числу, виду обра-
батываемых заготовок и другим показателям. Большое распро-
странение получили универсальные горизонтальные одношпин-
дельные прутковые автоматы: фасонно-отрезные, фасонно-про-
дольные и револьверные.
649
Фасонно-отрезные автоматы (рис. 386, а) обрабатывают заго-
товку 2 резцами 1, перемещающимися перпендикулярно оси вра-
щения шпинделя. Используются фасонные, подрезные, прорезные
и отрезные резцы.
В фасонно-продольных автоматах (рис. 386, б) заготовка 5,
пропускаемая через люнет 6, закрепляется в шпинделе 7, который
Рис. 386. Схемы обработки на одношпиндельных авто-
матах
сообщает заготовке и главное вращательное движение v, и движе-
ние подачи snp. Люнет находится в неподвижной стойке 3, на ко-
торой расположены резцовые суппорты 4. Суппорты могут полу-
чать поперечную подачу sn или оставаться неподвижными. Соче-
тание поперечной подачи с продольной позволяет обрабатывать
детали более сложные и большей длины, чем на фасонно-отрезных
автоматах.
Рис. 387. Схема обработки ступенчатых валов на токарных одпошпин-
дельных полуавтоматах
Еще более сложные детали обрабатывают на револьверных авто-
матах, имеющих продольный суппорт с круговой шестипозицион-
ной головкой, в гнезда которой помещают различные инструменты,
и поперечные суппорты.
Одпошпиндельные полуавтоматы выпускают преимущественно
с горизонтальным расположением оси шпинделя. Их подразделяют
на многорезцовые (рис. 387, а) и гидрокопиро-
в а л ь н ы е (рис. 387, б). Их отличительная особенность — на-
личие не менее двух суппортов! продольного 1 и поперечного 2.
Продольный суппорт гидрокопировального полуавтомата в отли-
650
чие от многорезцового обычно оснащается одним инструментом,
который перемещается от исходного положения в точке О по более
сложной траектории.
Многошпиндельные автоматы, для которых характерно боль-
шое конструктивное разнообразие, могут быть параллельного или
последовательного действия. В автоматах параллельного
действия каждая отдельная деталь несложной формы полностью
обрабатывается, а затем отделяется от прутковой заготовки в од-
ной позиции. Здесь по существу объединяется несколько одно-
шпиндельных станков. В автоматах последовательного
действия, где можно получать детали более сложной формы, за-
готовка обрабатывается в нескольких по-разному оснащенных
позициях. Как правило, одна позиция предназначается для от-
резки детали и последующего выдвижения прутка. В многошпин-
дельных полуавтоматах, используемых для обработки штучных
заготовок, загрузочно-разгрузочная позиция требует ручного об-
служивания.
Процесс обработки деталей на универсальных автоматах и полуавтоматах
определяется заданным циклом главных и вспомогательных движений. Цикл
можно менять при помощи различных кулачков, закрепляемых на распредели-
тельном валу. Однако настройка и отладка этих станков иа обработку новой де-
тали отличается сложностью, что ограничивает их применение крупносерийным
и массовым производством.
Многошпиндельные автоматы и полуавтоматы производительнее одиошпин-
дельных, но сложнее в наладке и менее точны. Поэтому при меньшей серий-
ности производства и более высоких требованиях к точности деталей предпочте-
ние отдается одношпиндельным моделям.
Глава V. ОБРАБОТКА
НА СВЕРЛИЛЬНЫХ И РАСТОЧНЫХ СТАНКАХ
1. Получение отверстий на сверлильных станках
Под сверлением понимают процесс образования отверстия
в сплошном материале с помощью сверла. Сверлом можно также
рассверливать (расширять) имеющееся отверстие, полученное при
литье, ковке, штамповке или сверлении. Обработкой сверлами
в обычных условиях нельзя достичь точности размера выше 12-го
квалитета и шероховатости поверхности менее Rz = 40 мкм.
Для повышения характеристик точности обрабатываемого отвер-
стия до 11—10 квалитетов и Rz = 20 мкм применяют зенке-
ров а н и е. Окончательную обработку точных отверстий вы-
полняют развертками, обеспечивая черновым разверты-
ванием 9—8 квалитеты, а чистовым развертыванием 7—6 квали-
теты точности при Rz = 6,3—1,6 мкм. Большую часть всех отвер-
стий малых и средних диаметров (до 100 мм) в деталях машин полу-
чают на сверлильных станках, в которых инструмент, как правило,
651
осуществляет оба движения резания: главное вращательное и осе-
вое подачи.
Режущий инструмент. Для сверления и рассверливания от-
верстий чаще других применяют спиральные сверла (рис. 388).
Сверло состоит из рабочей части /, включающей режущую II и
направляющую III части, шейку /V и хвостовик V с лапкой VI.
Сверла малых диаметров имеют цилиндрический хвостовик. На
режущей части (рис. 388) различают две главные 1, одну попе-
речную 2 и две вспомогательные 3 режущие кромки. Передняя
поверхность 4 сливается с вин-
тообразной канавкой, по кото-
рой отводится стружка. Как и
передняя, задняя поверхность
имеется у каждого из двух
зубьев, узкие ленточки 6 кото-
рых обеспечивают направление
сверла при резании.
Геометрия режущей части
сверла имеет определенные осо-
бенности. Передний угол у
измеряют в секущей плоско-
сти ББ, перпендикулярной к
главной режущей кромке. Зад-
ний угол а измеряют в плос-
кости А А, параллельной оси
Рис. 388. Части, элементы н геометрия
спирального сверла
сверла. Угол наклона винто-
вой канавки со измеряют меж-
ду касательной к винтовой по-
верхности и образующей цилиндра. Углы у, а и со непостоянны
в разных точках сверла, причем угол а уменьшается, а углы у и со
увеличиваются от центра сверла к периферии. Главные режущие
кромки образуют угол при вершине сверла 2<р. Угол наклона по-
перечной кромки ф измеряют между проекциями главной и попе-
речной режущих кромок на плоскость, перпендикулярную к оси
сверла. У поперечной режущей кромки угол у отрицательный.
Поэтому она работает в трудных условиях, скользя по поверх-
ности, пластически деформируя обрабатываемый материал. В ряде
случаев возникает необходимость в применении специаль-
ных видов сверл.
Спиральные сверла с отверстиями вдоль винтового зуба, по
которым можно подавать жидкость, нашли применение для свер-
ления труднообрабатываемых материалов.
Центровочные сверла (рис. 389, а) применяют для получения
в торцах валов базирующих углублений (см. рис. 382, а).
Отверстия, длина которых превышает 3—5 диаметров d, назы-
вают глубокими. При d < 30 мм и / 10d их обрабатывают ру-
жейными сверлами. Режущую часть ружейного сверла с одной ре-
жущей кромкой (рис. 389, б) вводят в предварительно полученное
652
неглубокое отверстие. Для лучшего направления и облегчения
внедрения сверла в обрабатываемую заготовку его вершина сме-
щена относительно оси на е ~ 0,2d. Увод сверла предотвращается
спинкой 1, опирающейся при вращении на обработанную поверх-
ность отверстия. Охлаждающая жидкость, подаваемая по внутрен-
нему отверстию А под давлением 2—2,5 МПа, выводится вместе
со стружкой по наружной канавке Б. Для сверления отверстий
диаметром 25—80 мм применяют одно- и двухкромочные сверла,
оснащенные пластинками твердого сплава 2 (рис. 389, в). Подавае-
Рис. 389. Специальные сверла и другие инструменты ^ля обработки отверстий
на сверлильных станках
мая в зазор между сверлом и отверстием заготовки жидкость от-
водится из зоны резания вместе со стружкой через центральный
канал 4 Колодки 3 предотвращают увод сверла.
Сквозные отверстия диаметром более 80 мм сверлят кольцевыми сверлами,
на торцовой части которых закреплены режущие пластинки. Их ширина несколько
превышает толщину стенок трубчатого корпуса. После сверления внутри корпуса
остается цилиндрический стержень. Такой способ снижает затраты мощности на
резание и потери материала в стружку. Глубокое сверление обычно проводят на
станках горизонтального типа при вращении заготовки и подаче сверла.
Зенкер отличается от сверла более жесткой рабочей частью,
отсутствием поперечной кромки и увеличенным числом зубь.ев (не
менее трех) (рис. 389, г). Зенкером обрабатывают предварительно
полученные отверстия, существенно повышая их точность, осо-
бенно по расположению оси. Зенкеры диаметром до 40 мм могут
изготавливаться, как и сверла, в хвостовом исполнении. Насад-
ные зенкеры (см. рис. 376, б) выпускают, начиная с диа-
метра 25 мм. Специальные зенкеры, предназначенные
для обработки углублений под головки болтов и винтов, называют
зенковками, которые бывают цилиндрическими (рис. 389, б)
и коническими (рис. 389, е). Цилиндрические зенковки обычно
653
имеют направляющую часть 5 для обеспечения соосности углубле-
ния и основного отверстия. С направляющей частью изготовляют
и цековки — специальные зенкеры, работающие только главными
режущими кромками 6 (рис. 389, ж). Цекованием получают пло-
ские опорные поверхности для крепежных средств.
Развертки являются многолезвийным инструментом, срезаю-
щим очень тонкие слои с обрабатываемой поверхности. Различают
резвертки цилиндрические (рис. 389, з) и кониче-
ские. Конические развертки со стружко-разделительными ка-
навками (рис. 389, и) применяют для предварительного разверты-
вания. Как и зенкеры, развертки выполняют хвостовыми и на-
садными, с прямыми и с винтовыми зубьями. Благодаря последним
улучшаются условия обработки отверстий с продольными канав-
ками, пазами, выемками.
Нарезание внутренней резьбы на сверлильных станках осу-
ществляют машинными метчиками. Рабочая часть метчика имеет
форму винта с продольными или винтовыми канавками, благо-
даря которым образуются режущие кромки (рис. 389, к). Метчик
имеет заборный конус 7, что обеспечивает постепенное прорезание
резьбы, которая окончательно формируется калибрующей частью
8. Хвостовая часть 9 закрепляется в специальном патроне.
В крупносерийном и массовом производстве для повышения
производительности применяют комбинированный инструмент
(рис. 389, л).
3. Типы сверлильных станков
Главный параметр сверлильных станков — наибольший диаметр
Z)6 сверления отверстия в стали средней твердости (ов = 500—•
600 МПа). К основным параметрам относятся наибольший вылет
L6 шпинделя, наибольшее расстояние 7/6 от торца шпинделя до
стола или фундаментной плиты, наибольший ход шпинделя
и др. Среди признаков различия сверлильных станков наиболее
характерными являются расположение шпинделей (вертикальное
и горизонтальное), назначение или степень специализации (уни-
версальные и специализированные на определенные виды работ).
Вертикально-сверлильные станки, позволяющие выполнять
все виды сверлильных работ, составляют основную часть парка
сверлильных станков. Они бывают одношпиндельными и много-
шпиндельными, в настольном и напольном исполнении, с D6 от 3
до 75 мм. Для установки заготовки обычно служит стол 1, а для
установки режущего инструмента шпиндель 2 (рис. 390). Средние
станки имеют раздельными коробку скоростей 3 и шпиндельную
бабку 4 с механизмом подачи. Стол и шпиндельная бабка могут
совершать установочное перемещение sy по направляющим 5 ко-
лонны (станины) станка. Значение /гб зависит от Е>б и колеблется
от 130 до 500 мм. На вертикально-сверлильных станках обрабаты-
вают небольшие заготовки массой до 25 кг. Для обработки оче-
редного отверстия заготовку необходимо переустанавливать.
654
Радиально-сверлильные станки (рис. 391) предназначены для
обработки большого числа разнообразных отверстий в крупных
заготовках без их переустановки. Заготовку помещают на столе 6
или фундаментной плите 7. Шпиндель 5 можно сравнительно бы-
стро установить соосно с любым обрабатываемым отверстием бла-
годаря установочным перемещениям шпиндельной бабки 4 по
траверсе 2 (syl) и колонны 1 вокруг оси (sy2). Третье установочное
перемещение (sy8) осуществляют подъемом или опусканием тра-
версы. Радиально-сверлильные станки отличаются большими зна-
Рис. 390. Напольный одношпиндельный вертикально-сверлильный станок
Рв©. 391 Рвдиально-сверлильньтй станок
чениями Н6 и L6, которые в крупных станках достигают 3 м и более
(у вертикально-сверлильных станков //6< 1,0 м и £{< 0,5 м).
Коробка скоростей 3 обеспечивает необходимый диапазон регули-
рования скорости резания. Их переключение в крупных станках
осуществляется электрическим или гидравлическим способом.
Наряду со стационарными применяют переносные и передви-
жные станки. Первые, перенося подъемным краном в необходимое место-
устанавливают с помощью домкратов и обрабатывают вертикальные, горизонталь-
ные и наклонные отверстия в крупногабаритных заготовках. Вторые монтируют
на самоходных тележках, перемещающихся по рельсам. Для обработки отверстий
в листовых материалах используют радиальн о-с верлильные
станки, в которых не предусмотрено вертикальное перемещение траверсы.
Для получения центровых отверстий в валах используют центровальные,
а для глубоких отверстий гориэонтальи о-с верлильные с т а и-
к и. Для повышения производительности сверлильных работ применяют много-
шпиндельные головки, а в крупносерийном и массовом производстве миого-
шппндельные автоматы.
Притособления к вертикальным станкам. Использование на
одном станке режущего инструмента разных диаметров становится
возможным благодаря переходным втулкам (см. рис. 376, а).
Разрезание втулки (рис. 392, а) обеспечивают закрепление инстру-
655
мента, имеющего цилиндрический хвостовик диаметром d, в ко-
ническом отверстии шпинделя. Для инструментов с цилиндриче-
ским хвостовиком применяют также патроны двух-, трехкулачко-
вые и цанговые. Нашли распространение быстросменные патроны
(рис. 392, 6), позволяющие сменить инструмент, не останавливая
вращения шпинделя, при поднятой вверх накатной части 1 па-
трона. Для установки и закрепления заготовок применяют ма-
шинные тиски, угольники, поворотные столы, струбцины 2, при-
хваты 3, призмы 4 (рис. 392, в) и другие приспособления. В серий-
Рис. 392. Приспособления к сверлильным станкам
ном производстве часто используют специальные приспособле-
ния — кондукторы 6 (рис. 392, г). Для направления инструмента
строго по осям отверстий заготовки служат кондукторные втулки
5 из инструментальной стали. Применение кондукторов исклю-
чает трудоемкую разметку отверстий.
3. Технологические возможности расточных станков
Станки, предназначенные для растачивания отверстий, делят на
горизонтально-, координатно- и алмаз но-расточные. Из них наи-
более широкое распространение получили горизонтально-
расточные станки, которые используются преимущест-
венно для обработки в корпусных заготовках точных отверстий.
Эти станки кроме растачивания позволяют осуществлять сверле-
ние, зенкерование, нарезание внутренней и наружной резьб, обта-
чивание цилиндрических поверхностей, подрезку торцов, ци-
линдрическое и торцовое фрезерование. На горизонтально-расточ-
ных станках иногда удается провести окончательную обработку
сложной детали без переустановки заготовки на другие станки.
При этом в обычных условиях на длине 100 мм обеспечивается от-
клонение до 0,01 мм от цилиндричности (для отверстий порядка
150 мм) и от параллельности (для осей отверстий, расточенных при
подаче шпинделя). В зависимости от применяемого инструмента
и режима резания шероховатость обработанной поверхности по Rz
составляет от 40 до 6,3 мкм.
656
Установлено три типа горизонтально-расточных станков.
Станки средних размеров обычно изготавливают по типу Б
(рис. 393, а). На направляющих станины 7 установлена передняя
стойка 5, несущая шпиндельную бабку 6 с выдвижным шпинделем 3
и планшайбой 4. В шпинделе, диаметр которого является главным
параметром станка, устанавливается режущий инструмент. Зад-
няя стойка 1 с люнетом служит для поддержания расточных опра-
вок. Люнет кинематически связан со шпиндельной бабкой. Заго-
товка устанавливается на стол 2. Планшайба имеет независимое
Рнс. 393. Горизонтально-расточный станок
от шпинделя вращение и может нести радиальный суппорт 8
(рис. 393, б). На планшайбе и суппорте устанавливают резцы.
Главное вращательное движение совершает инструмент, находя-
щийся в шпинделе, на планшайбе и радиальном суппорте. Движе-
ние подачи осуществляется инструментом при осевом перемещении
шпинделя (s0), радиальном перемещении суппорта (sp), вертикаль-
ном перемещении шпиндельной бабки (sB), продольном перемеще-
нии передней стойки (snp) или заготовкой при поперечном пере-
мещении стола (sn). Два последних движения являются характер-
ными для станков типа Б. В станках типа А, по которому изготав-
ливают преимущественно станки небольших размеров, snp и sn
совершает стол, а передняя стойка неподвижна. Тяжелые станки
в основном изготавливают по типу В. Для них характерно отсут-
ствие стола, и заготовку устанавливают на станину. Передняя
стойка, подвижная в поперечном направлении, может иметь
также и продольное перемещение. Конструктивное разнообразие
горизонтально-расточных станков проявляется также в наличии
или отсутствии поворотной части стола, люнетной стойки, ра-
диального суппорта.
Растачивание как наиболее широко используемый метод обра-
ботки выполняют резцами различных типов. Резцы устанавли-
вают в двухопорных (см. рис. 376, г) или консольных оправках.
Двухопорные оправки иногда называют борштангами.
Наряду со стержневыми применяют двухлезвийные пластинчатые
резцы 1, которые выполняют по заданному диаметру отверстия.
Их закрепляют жестко клином 2 (рис. 394, а) или шарнирно. Во
втором случае резец обладает свойством самоустанавливаемости,
657
но не исправляет погрешности положения оси растачиваемого
отверстия.
Алмазно-расточные станки предназначены для получения вы-
сокоточных отверстий по 7-му квалитету (горизонтально-расточ-
ные станки обеспечивают 9—-8 квалитеты) с малой шероховатостью
поверхности (Rz < 1 мкм). Высокое качество обработки дости-
гается благодаря высокой жесткости несущей системы станка,
применяемым режимам обработки, для которых характерна вы-
сокая скорость резания (100—1000 м/мин), малые глубина резания
(0,05—0,3 мм) и подача (0,01—0,15 мм/об),
использованию алмазных резцов) (рис. 394, б).
Для режущей части инструмента применяют
и другие износостойкие материалы.
На координатно-расточных станках обра-
батывают заготовки, когда требуется полу-
чить в детали очень высокую точность рас-
а положения осей параллельных отверстий. Эти
станки снабжаются специальными механиче-
Рис. Зу4. Резцы, при*
меняемые в расточ-
ных станках
скими, оптико-механическими, электриче-
скими и другими отсчетными устройствами,
позволяющими перемещать стол с заготовкой
относительно оси шпинделя с точностью
до 0,001 мм. Отверстия растачиваются при
закрепленном положении стола и шпиндельной
бабки. В результате погрешность расстоя-
ния между осями отверстий, положение которых устанавли-
валось по двум прямоугольным координатам, не превышает 0,01 мм
(в горизонтально-расточных станках погрешность при координат-
ном способе установки составляет 0,05 мм и более). Рабочий стол
координатно-расточного станка допускает точную установку и по
полярным координатам.
Глава VI. ОБРАБОТКА НА ФРЕЗЕРНЫХ
СТАНКАХ
1. Метод фрезерования и типы фрез
Фрезерование — это высокопроизводительный метод обработки
плоскостей, криволинейных поверхностей и различных канавок,
уступов, выступов многолезвийными инструментами — фрезами,
которые совершают главное вращательное движение. Движение
подачи чаще всего сообщается заготовке. Среди других видов
лезвийного инструмента фрезы выделяются наибольшим разно-
образием. Их различают по технологическому назначению, рас-
положению, форме и материалу режущих зубьев, способу закреп-
ления на станке и многим другим признакам.
658
Широкое распространение получили фрезы: цилиндрические
с прямыми (см. рис. 357, г) и винтовыми зубьями (рис. 395, а)\
торцовые (рис. 395, б), как и цилиндрические, предназначенные
для обработки плоскостей; дисковые для обработки плоских
участков выступов, уступов, пазов (см. рис 376, 5), для разреза-
ния заготовок (рис. 395, в), для выполнения специальных работ
(рис. 395, г); концевые для обработки плоских участков
(рис. 395, д) и специальных пазов (рис. 395, е, ж); угловые
(рис. 395, з) и фасонные (рис. 395, и, к). Инструмент, применя-
емый для получения определенных элементов на заготовке, имеет
Рис. 395. Типы фрез
дополнительное название. Так, фреза для прорезания впадин
зубчатых колес (рис. 395, г) называется модульной, фреза
(рис. 395, е) называется Т-образной пазовой, фреза
(рис. 395, ж) шпоночной. Цилиндрической фрезой можно
обрабатывать только одну плоскую поверхность, другие до-
пускают одновременную обработку двух (например, угловая
фреза) или трех (например, дисковая трехсторонняя) поверх-
ностей.
Цилиндрические фрезы обычно выполняют насадными из бы-
строрежущей стали с наружным диаметром от 40 до 100 мм.
Насадной цельной из быстрорежущей стали может быть и торцо-
вая фреза. Цилиндрические и торцовые фрезы, начиная с диаметра
75 мм, изготавливают со вставными ножами из быстрорежущей
стали. Для корпуса фрезы используют сталь 40Х. Насадная
торцовая фреза с ножами, оснащенными твердым сплавом, может
иметь диаметр от 100 до 630 мм. Торцовые фрезы изготавливают
также в хвостовом варианте. Хвостовая часть всех видов фрез
при диаметре свыше 10 мм делается из стали 45 или 50 и затем
приваривается встык к рабочей части. Ножи 1 из быстрорежущей
стали (рис. 396, а) делают клиновидными с рифлениями, что
позволяет многократно перетачивать затупившуюся фрезу, сме-
659
стив предварительно на одно или несколько рифлений ножи в кор-
пусе 2. Крупногабаритные фрезы (рис. 396, б) изготавливают
с твердосплавными ножами 3, затачиваемыми вне корпуса 4.
Ножи крепятся в пазах при помощи планки 5, прижимаемой
втулкой со скосом 6. Фреза допускает регулировку положения
ножей в осевом и радиальном направлениях, что используется
для ступенчатого снятия припуска. Для повышения качества
a S в
Рнс. 396. Фрезы с вставными ножами
пазов, обрабатываемых при глубоком внедрении фрезы, например,
Т-образной (см. рис. 395, е) или трехсторонней (рис. 396, а),
в тело заготовки, режущие зубья делаются разнонаправленными,
что обеспечивает создание положительных передних углов для
всех обрабатываемых поверхностей. Торцовые фрезы с твердо-
сплавными неперетачиваемыми пластинками (рис. 396, в) изго-
тавливают диаметром 160—315 мм. Ножи 8 с пластинкой ^крепятся
Рис. 397. Разновидности метода фрезерования и элементы режима резания
в пазах корпуса 9 винтами 7. Фрезы при резании чугуна и стали
допускают глубину резания до 15 мм.
Процесс резания для каждого зуба имеет прерывистый харак-
тер, и большую часть времени он свободен от резания. В этот пе-
риод зуб охлаждается, что положительно влияет на стойкость
фрезы (см. рис. 357, г). В зависимости от направления вращения
цилиндрической фрезы и движения подачи различают встреч-
ное (против подачи) и попутное (по подаче) фрезерование
(рис. 397, а).
При встречном фрезеровании главное движение зуба
противоположно направлению движения подачи. Сечение сре-
заемого им слоя изменяется номинально от 0 до оП1ах (рис. 397, б).
В действительности врезание зуба происходит с проскальзыва-
660
нием, что повышает шероховатость обработанной поверхности
и ускоряет износ зубьев. Фреза стремится оторвать заготовку
от опоры, что требует усиленного ее закрепления. К преимуще-
ствам этой схемы обработки, реализуемой при черновом фрезе-
ровании, следует отнести плавное возрастание нагрузки на зуб,
слабое воздействие на него литейной корки, окалины и других
дефектов обрабатываемой поверхности.
При попутном фрезеровании, используемом при чистовом
фрезеровании, главное движение зуба совпадает с движением
подачи. Сечение слоя уменьшается от атах до 0. На а1пах влияет
подача sz = s0/z = s^/гПф, где sz — подача на зуб, мм/зуб; s0 —
подача на оборот фрезы, мм/об; sM — минутная подача, мм/мин;
z — число зубьев фрезы; пф — частота вращения фрезы, мин4.
В зависимости от расположения торцовой фрезы относительно
заготовки при резании различают симметричное
(рис. 397, в) и,асимметрии ное (рис. 397, а) фрезерование.
Диаметр фрезы D, мм, оказывает существенное влияние на вре-
зание 11г которое для цилиндрической и торцовой (при симметрич-
ном резании) фрезы составляет соответственно
4 = //(D-/); 1Х = 0,5 (О - /О2 — В2),
где t — глубина резания, мм; В — ширина обрабатываемой по-
верхности, мм.
Геометрия зуба и заточка фрезы. У зубьев торцовой фрезы
различают главную 1 и вспомогательную 2 режущие кромки.
В насадных фрезах дополнительно делают переходную режущую
кромку шириной f0 (рис. 398, а). Переходная кромка повышает
прочность режущей части зуба. Главный угол <р и вспомогатель-
ный угол ф! в плане измеряют в плоскости, проходящей, через
вершину зуба и ось фрезы. Углы образуются соответствующими
проекциями кромок на осевую плоскость и направлением подачи.
Как и у резцов, угол (pt зуба фрезы заметно влияет на шерохова-
тость обработанной поверхности; его выполняют небольшим
(от 9 до 10°). Передний угол у и главный задний угол а измеряют
в плоскости, перпендикулярной проекции главной режущей
кромки на осевую плоскость. Цилиндрическая фреза имеет только
главную режущую кромку и характеризуется углом у, углом а
и углом наклона зубьев со. Угол у определяют в плоскости, пер-
661
пендикулярной главной режущей кромке. Угол а определяют
в плоскости, перпендикулярной оси вращения фрезы.
Фрезы изготавливают с остроконечными (рис. 398, б)
и затылованными (рис. 398, в) зубьями. Остроко-
нечная форма зуба характеризуется линейными образу-
ющими передней и задней поверхностей. Заточку и последующую
переточку затупившихся зубьев остроконечных фрез, как правило,
выполняют по задней поверхности. В затылованном
зубе задняя поверхность образована спиралью Архимеда. Такой
зуб при его переточке по передней поверхности мало изменяется
по диаметральному размеру и практически сохраняет исходную
форму главной режущей кромки. Прочность кромки затылован-
ного зуба больше, чем у остроконечного. Однако учитывая, что
износ зубьев фрез преобладает по задней поверхности и затыло-
ванная форма требует применения специальных станков, боль-
шинство типов фрез выполняют остроконечными. Затылованный
зуб имеют фрезы со сложной формой режущей кромки, например,
фасонные.
Точностные показатели участков деталей, обработанных фре-
зерованием, изменяются в широких пределах и определяются
многими факторами. В среднем можно считать, что точность
размера и шероховатость обработанной поверхности составляют:
при черновом фрезеровании 11 квалитет и Rz = 40—20 мкм;
при чистовом фрезеровании 9 квалитет и Rz = 20—6,3 мкм; при
тонком фрезеровании Rz = 6,3—3,2 мкм.
2. Фрезерные станки общего назначения
Применяемые станки различаются многими признаками:
габаритными размерами и соответственно массой, числом и рас-
положением осей шпинделей, конструкцией стола, степенью
универсальности и др.
Наиболее широко распространены консольно-фрезерные станки
с горизонтальным (рис. 399, о) и вертикальным (рис. 399, б) рас-
положением шпинделя 2, коническое отверстие которого предна-
значено для установки режущего инструмента и оправок. Г о-
ризонтально-фрезерный станок имеет хобот 3,
на направляющих которого закрепляются подвески 4. Подвески
служат дополнительными опорами для правого конца длинной
оправки с инструментом (см. рис. 376, б). Направляющие 1 кон-
сольных станков несут консоль 5, которая может перемещаться
вертикально и жестко закрепляться на направляющих. В гори-
зонтально-фрезерных станках для повышения жесткости хо-
бота предусматриваются кронштейны 6, нижние концы которых
связаны с консолью. По горизонтальным направляющим 9 кон-
соли могут перемещаться поперечные салазки 8, несущие стол 7
(рис. 399, в). Стол, на рабочую плоскость которого устанавли-
вается заготовка или приспособление, может совершать продоль-
662
ное перемещение. Таким образом, заготовке сообщается продоль-
ная snp, поперечная sn или вертикальная sB подача. Привод подач
имеет индивидуальный электродвигатель 10, расположенный на
консоли.
Если конструкцией горизонтально-фрезерного станка пред-
усматривается поворот стола и установка его под углом ±45°
к оси шпинделя, станок называют универсальным. Станки, снаб-
женные поворотным столом и поворотной шпиндельной головкой,
которую можно поворачивать в двух взаимно перпендикулярных
плоскостях, называют широкоуниверсальными. Консольные станки
Рис. 399. Консольио-фрезериые станки
относятся к средним станкам. В самых крупных из них рассто-
яние А от оси (или торца) шпинделя до рабочей поверхности стола
достигает 450 мм, а размеры стола составляют 400x1600 мм.
Бесконсольно-фрезерные станки (рис. 400) относятся к тя-
желым станкам. По сравнению с консольными они менее уни-
версальны, но обладают большей жесткостью. Стол 2, рабочая
поверхность которого может иметь размеры порядка 1000 X
X 2500 мм, перемещается по неподвижной станине 1 в двух на-
правлениях: продольном (slip) и поперечном (sn). Двигаться вер-
тикально может только шпиндельная бабка 3, которая допускает
поворот вокруг горизонтальной оси, что используется для фре-
зерования наклонных поверхностей с поперечной подачей. Мощ-
ность привода позволяет с высокими скоростями обрабатывать
плоскости крупногабаритных корпусных деталей. В станках
предусмотрено автоматическое переключение рабочего хода на
быстрый обратный с остановкой в исходном положении. Управле-
ние рабочими и установочными перемещениями выполняют" при
помощи выносного кнопочного пульта 4.
В продольно-фрезерных станках стол может перемещаться
только в одном — продольном направлении. Станки изготавли-
вают одностоечными и многостоечными (рис. 401, а) с размерами
стола от 320 X 1000 мм до 3600 X 12 000 мм. По массе одностоечные
станки принадлежат к средним станкам, двухстоечные — к тяже-
лым, а отдельные модели — к уникальным.
При наладке станка шпиндельные бабки 2 с горизонтальными
шпинделями можно перемещать по стойкам 1 вверх и вниз, шпин-
663
Рис. 400, Бесконсольно-фрезерный станок
664
дельные бабки с вертикальными шпинделями — влево и вправо
по траверсе 4, а вверх и вниз вместе с ней. Все эти движения про-
водятся механически. Кроме того, каждый шпиндель может вы-
двигаться из бабки, а сама шпиндельная бабка в ряде моделей
продольно-фрезерных станков может поворачиваться в одну
и другую сторону от своего среднего положения на угол до 30°.
Важными размерами, ограничивающими габариты заготовки,
являются: наибольшее и наименьшее расстояние А от торца вер-
тикального шпинделя до плоскости стола 5; наибольшее и наи-
меньшее расстояние Б между торцами горизонтальных шпин-
делей.
В карусельно-фрезерных (рис. 401, б) и барабанно-фрезерных
(рис. 401, в) станках рабочие столы диаметром до 2000 мм совер-
шают круговую рабочую подачу sK. Заготовки закрепляются
в приспособлениях, устанавливаемых на плоскость круглого 6
и грани барабанного 8 столов. Многие конструкции станков имеют
два и более шпинделей 7, 9, что позволяет вести одновременно
обработку несколькими фрезами. Станки допускают загрузку —
выгрузку заготовок без остановки медленно вращающихся кару-
сели или барабана. Непрерывная обработка делает станки высоко-
производительными. Их широко применяют в серийном и массо-
вом производствах.
3. Приспособления для фрезерных станков
Заготовки устанавливают и закрепляют на столах фрезерных
станков при помощи различных приспособлений, начиная от
прихватов, призм (см. рис. 392, в) и заканчивая высокопроизводи-
тельными специальными.
Широко используют машинные тиски поворотные и неповоротиые,
с винтовым, эксцентриковым и пневматическим зажимным приводом. Губки тис-
ков могут быть жесткими и плавающими. Плавающие губки позволяют надежно
закреплять заготовки, у которых прижимные поверхности не параллельны. Кон-
струкции тисков, в которых при зажиме перемещаются обе губки, обладают свой-
ством самоцентрирования. Дли закрепления в тисках заготовок сложной формы
применяют специально изготавливаемые губки.
Приспособления в виде жестких и поворотных угольников, у которых одна
плоскость прикрепляется к столу станка, а на другой устанавливается заготовка,
позволяют фрезеровать поверхности под углом к установочной плоскости. В
поворотных столах можно обрабатывать разные поверхности заготовки, не вы-
нимая ее из приспособления. Применяют столы, которые можно устанавливать
на станках как при вертикальном, так и при горизонтальном положении поворот-
ной плиты, а также столы, установочная плоскость которых может поворачиваться
в двух плоскостих.
Делительные головки позволяют повернуть установленную
заготовку на любой угол или любую часть окружности, медленно
вращать заготовку при фрезеровании винтовой канавки и др.
В универсальной делительной головке заготовка крепится
в патроне или центрах. Центры располагаются в шпинделе го-
ловки 6 и задней бабке 1 (рис. 402). Для увеличения жесткости
665
крепления заготовки под нее подводят башмак люнета 2. Шпин-
дель передает вращение заготовке, на которую надевается хому-
тик, посредством поводка 3. При необходимости можно изменить
угловое положение осей шпинделя и центра задней бабки в вер-
тикальной плоскости. Задняя бабка кроме того допускает при
наладке подъем центра. Установочный поворот закрепленной
заготовки на требуемый угол (так называемое движение деления)
можно выполнять непосредственным, простым и дифференциаль-
ным способами.
Рис, 402. Универсальная делительная головка
При непосредственном делении угол поворота
отсчитывается по шкале на боковой поверхности диска 4 с точ-
ностью порядка 5'. При простом и дифференциальном делении
используют сменный делительный диск 5, на торцах которого
имеются отверстия, равномерно расположенные по концентри-
ческим окружностям, причем их число на каждой окружности
неодинаково. Вращение шпинделю сообщают рукояткой 7 при
передаточном отношении 1/40 (в других конструкциях 1/80 или
1/120). Расчетная величина поворота рукоятки относительно
диска обеспечивается переводом ее из одного положения в другое
при фиксировании этих положений с помощью отверстий опре-
деленного ряда. Простое деление, при котором диск
жестко связывается с корпусом головки посредством стопора 8,
позволяет поворачивать заготовку на различные части окруж-
ности с точностью 2'. Однако в ряде случаев набор чисел отверстий
на дисках не обеспечивает требуемого поворота заготовки спосо-
бом простого деления. Тогда применяют дифференциаль-
ное деление, при котором диск освобождается от стопорения
и кинематически связывается со шпинделем посредством сменных
зубчатых колес из прилагаемого набора. Суммированием на
шпинделе двух движений — рукоятки относительно диска и диска
относительно корпуса — реализуется любой вариант деления.
Настройка головки для фрезерования винтовой канавки вклю-
чает обеспечение кинематической связи между шпинделем головки
и ходовым винтом продольной подачи стола фрезерного станка
при помощи сменных колес. Рукоятка жестко фиксируется отно-
сительно делительного диска. Все варианты простого деления
могут здесь использоваться для фрезерования ряда винтовых
канавок на одной заготовке. Перед фрезерованием инструмент
666
и заготовка размещаются под углом наклона винтовой канавки,
что возможно в случае универсальных станков.
Технологические возможности фрезерных станков расширяют
головки, изменяющие положение оси фрезы, долбежные головки,
накладные копировальные столы, другие дополнительные устрой-
ства. В условиях серийного и массового производства применяют
специальные приспособления к станкам общего назначения и спе-
циальные станки.
Глава VII. ОБРАБОТКА НА ПРОТЯЖНЫХ,
СТРОГАЛЬНЫХ И ДОЛБЕЖНЫХ СТАНКАХ
1. Особенности процесса резания
Протяжные, строгальные и долбежные станки в общей сложности
составляют около 4 % станочного парка. Все они имеют прямо-
линейное главное рабочее движение и по единой общегосударствен-
ной системе входят в одну, 7-ю классификационную группу.
Однако метод протягивания принципиально отличается от методов
строгания и долбления, которые в свою очередь не являются
полностью идентичными.
Рис. 403. Схема строгания (а) и долбления (б)
При строгании и долблении (рис. 403) инструмент переме-
щается относительно заготовки возвратно-поступательно со ско-
ростями v рабочего (прямого) и холостого (обратного) хода.
Холостой ход, в конце которого включается механизм дискретной
подачи, снижает производительность обработки. Повышенные
динамические нагрузки, вызываемые прерывистостью процесса
резания, остановками рабочих органов в конце прямого и обрат-
ного ходов, а в механических приводах и неравномерностью
главного движения, ограничивают скорость до 0,6 м/с.
При строгании главное движение резания направлено гори-
зонтально, при долблении — вертикально. Строгальные резцы
отличаются от токарных изогнутостью стержня (см. рис. 375).
667
Долбежные резцы (рис. 403) работают на сжатие и отличаются
от токарных и строгальных поперечным (относительно стержня)
расположением передней поверхности.
Протягиванием обрабатывают внутренние и наружные поверх-
ности заготовок при помощи многолезвийного инструмента —•
протяжки. Протягивание, при котором скорость резания
обычно составляет 0,015—0,40 м/с, относится к высокопроиз-
водительным методам благодаря конструкции режущего инстру-
Рис. 404. Протяжка, прошивка и схемы протягивания
мента, за один рабочий ход снимающего весь припуск на об-
работку.
Протяжка замковой частью 1 соединяется с патроном станка,
который тянет ее с требуемым усилием Р (рис. 404, а). Передняя
направляющая 2 с переходным конусом обеспечивает плавное
вхождение в обрабатываемое отверстие и центрирование по нему
инструмента. Практически весь припуск снимается режущей
частью 3. Зубья калибрующей части 4 повышают точностные
показатели обработанной поверхности до 8—7 квалитетов и Rz =
- 6,3—1,6 мкм. При переточке протяжки часть калибрующих
зубьев переходит в рабочие. Задняя направляющая 5 препятствует
перекос)' заготовки в момент выхода из нее последних калибру-
ющих зубьев. Задний хвостовик 6, для которого в станке пред-
усмотрена дополнительная опора, необходим для предотвращения
провисания длинной протяжки. Каждый последующий зуб режу-
щей части возвышается над предыдущим на sz (рис. 404, б), что
исключает необходимость в специальном движении подачи. Шаг
зубьев рассчитывают так, чтобы одновременно работало не менее
трех зубьев, а во впадине размещалась вся срезаемая стружка.
На форму и длину режущих кромок зубьев протяжки влияет
схема срезания припуска. При профильной схеме каждый
ряд зубьев снимает припуск по всему периметру фигуры, подобной
обработанному профилю. Так, при получении квадратного отвер-
стия из круглого кромки 7 имеют квадратную форму (рис. 404, в).
668
При генераторной схеме режущие кромки очерчены
элементами обрабатываемой 8 и обработанной 9 поверхностей
(рис. 404, г). С целью улучшения условий резания применяют
прогрессивную (групповую) схему, при которой
каждая группа зубьев срезает слой в своей узкой зоне. Стружка
становится толще и уже, что облегчает ее размещение во впадине
и снижает осевую силу Р. Но изготавливать протяжки, работа-
ющие по прогрессивной схеме, сложнее.
Для обработки отверстий используют также прошивки
(рис. 404, 5), работающие на сжатие и имеющие меньшую в сравне-
нии с протяжками длину.
Протягивание, при котором происходит самоустанавливание
инструмента и заготовки, называют свободным. Протяги-
вание при жестком фиксировании заготовки относительно инстру-
мента называют координатным. В первом случае обеспе-
чиваются высокие точностные характеристики обработанной по-
верхности, во втором, кроме того, — необходимая точность рас-
положения этой поверхности.
В настоящее время протягиванием обрабатывают поверхности
различной формы в цветных металлах, жаропрочных сталях,
титановых сплавах, сталях, термообработанных до НРС 40—42,
пластмассах.
2, Станки и приспособления
Строгальные и долбежные станки не являются высокопроизводи-
тельными, но при определенных условиях (индивидуальное и
мелкосерийное производство, ремонтные работы и др.) этот не-
достаток компенсируется универсальностью и простотой наладки.
В поперечно-строгальных станках главное движение обеспечи-
вается возвратно-поступательным движением ползуна, на
суппорт которого устанавливается резец. Частота двойных ходов
регулируется ступенчато у механического и плавно у гидравли-
ческого привода. Заготовка с помощью тисков, прихватов и дру-
гих приспособлений закрепляется на столе, горизонтальная и
вертикальная плоскости которого имеют Т-образные пазы. Авто-
матическое прерывистое движение подачи стола в процессе реза-
ния применяют в основном при обработке горизонтальных поверх-
ностей. Вертикальное перемещение стола используется как уста-
новочное. Движение суппорта по поворотным направляющим
позволяет обрабатывать как вертикальные, так и наклонные
поверхности. Самые большие поперечно-строгальные станки имеют
длину хода ползуна до 1000 мм, горизонтальное перемещение
стола до 800 мм, площадь стола 560X1000 мм.
Продольно-строгальные станки предназначены для обра-
ботки крупногабаритных деталей. Часто на этих станках обраба-
тывают несколько деталей средних размеров. Продольно-строгаль-
ные станки бывают одностоечными и двухстоечными (рис. 405, а).
669
Стол 2, совершая главное возвратно-поступательное движение,
перемещается по направляющим станины 1. Длина стола, на ко-
тором закрепляют заготовки, у крупных станков достигает
15 000 мм. Установочные и рабочие движения резцам сообщают
верхние суппорты 3, расположенные на траверсе 4, в горизонталь-
ном и вертикальном направлениях и боковые суппорты 6, рас-
положенные на стойках 5, в вертикальном, а в универсальных
станках и в горизонтальном направлениях. Перемещение тра-
версы по стойкам является только установочным. На столе
Рис. 405. Двухстоечный продольно-строгальный станок
и многорезцовые приспособления
имеются переставные упоры для регулирования хода стола в за-
висимости от длины обработки.
Для повышения производительности строгальных станков применяют раз-
личные приспособления. Державка 7 для одновременного строгания несколькими
резцами (рис. 405, б) позволяет снимать за один ход слой большого сечения, раз-
деленного по толщине и ширине. Державка 8 двустороннего строгания дает воз-
можность использовать для резания обратный код ползуна (или стола). Для
сокращения вспомогательного времени используют трехпозиционные поворотные
резцедержатели. При помощи делительных головок выполняют необходимые уг-
ловые повороты заготовки.
При обработке узких и длинных поверхностен производительность строгания
может оказаться больше, чем фрезерования. Для обработки таких поверхностей
иа листовых заготовках служат специализированные кромкострогальные станки.
В долбежных станках заготовка помещается на стол, который
может иметь продольное, поперечное и круговое движение подачи,
что позволяет обрабатывать на станках различные фасонные
отверстия и пазы.
Протягивание выполняется преимущественно на горизон-
тально- и вертикально-протяжных станках с гидравлическим
приводом.
Горизонтально-протяжные станки, применяемые в основном
для внутреннего протягивания, развивают тяговое усилие от 25
до 100 кН. Обрабатываемая заготовка устанавливается на план-
шайбу 4 стола 3 (рис. 406). Протяжка пропускается через отвер-
стие заготовки и замковой частью закрепляется в тяговом па-
670
троне 2. При работе с длинными протяжками задний хвостовик
фиксируется в скользящем люнете 5, который может перемещаться
по направляющим 6. Затем включается привод станка. При по-
мощи переставных упоров регулируется длина хода каретки,
на которой крепится тяговый патрон. Станина 1 горизонтально-
протяжного станка отличается большой длиной при относительно
малых высоте и ширине.
При обработке цилиндрических отверстий на горизонтально-
протяжном станке заготовку 8
плоскость упорной втулки 7.
Для протягивания отверстий,
ось которых заметно отклоне-
на от перпендикулярности к
опорной поверхности заготов-
ки, применяют сферическую 9
или другую самоустанавли-
вающуюся опору. Винтовые
канавки прямобочного, эволь-
вентного или другого профиля
обрабатываются при одновре-
менном выполнении главного
поступательного движения со
скоростью v и вращательного
движения с подачей sK. В этом
случае необходим упорный
подшипник 10.
устанавливают на вертикальную
Вертикально - протяжные Рис. 406 Горизо1ггально-ПротЯжиой ста-
станки В сравнении С ГОрИЗОН- нок (о) и приспособления с жесткой (б),
г 1 самоустанавливающейся (в) и поворачи-
ТЭЛЬНЫМИ удобнее В работе И за- J вающейся (г) опорами
нимают меньшую площадь. Их
тяговое усилие колеблется от 50до 200 кН. Вертикально-протяжные
станки выпускают для внутреннего и наружного протягивания.
Стол станка с заготовкой после протягивания отверстия отво-
дится в сторону и возвращается в исходное положение после
подъема протяжки. Это исключает трение задних поверхностей
калибрующих зубьев об обработанную поверхность. Выпускаемые
как полуавтоматы вертикально-протяжные станки сравнительно
просто автоматизировать полностью, обеспечив их необходимым
загрузочно-разгрузочным устройством.
В горизонтально- и вертикально-протяжных станках, которые широко при-
меняют в серийном, крупносерийном и массовом производствах, возвратный
ход и другие вспомогательные движения вызывают непроизводительные затраты
времени. Этого недостатка лишены станки конвейерного и карусельного типа. Здесь
используются наружные протяжки, неподвижно закрепляемые на станке. Заго-
товки, загружаемые на конвейер пли карусель, проходят вдоль протяжки, а за-
тем выгружаются. Загрузка—выгрузка ведется без остановки станка.
Обработку прошивками часто выполняют на прессах различных типов
Для высокопроизводительной обработки впадии зубчатых венцов применяют спе-
циальные протяжные станки.
671
Глава VIII. ОБРАБОТКА ЗУБЧАТЫХ
И РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ
1. Формообразование зубьев при резании
Получение венцовой части зубчатых колес резанием является
самостоятельной операцией, заключающейся в удалении мате-
риала заготовки с участков, где должны располагаться впадины
между зубьями. Различают два основных метода профилирования
боковых поверхностей зубьев: метод копирования,
при котором форма режущих кромок инструмента соответствует
очертанию впадин обрабатываемого колеса, и метод обкатки
Рис. 407. Схемы нарезания зубьев цилиндрических колес
(огибания), при котором требуемое очертание впадин обра-
зуется путем строго определенных и согласованных движений
инструмента и заготовки.
Наиболее распространенной реализацией метода копирова-
ния является обработка заготовок в делительной головке фасон-
ными (модульными) фрезами: дисковыми (см. рис. 395, г) на гори-
зонтально-фрезерных и пальцевыми (рис. 407, а) на вертикально-
фрезерных станках. Заготовка в процессе резания остается не-
подвижной. Для обработки очередной впадины заготовку повора-
чивают на 1/z часть окружности, где г — число нарезаемых зубьев.
Фрезерование по одной впадине, прерывание процесса резания
для восстановления исходного положения и выполнения дели-
тельного движения перед обработкой очередной впадины снижают
производительность обработки. Применение дисковых фрез
из имеющихся комплектов для обработки одномодульных колес
с разным числом зубьев не обеспечивает высокой точности об-
работки.
Названные недостатки преодолеваются в специальных многолезвийных
инструментах (протяжках и долбежных головках), работающих по методу копи-
рования. Но они предназначены для нарезания зубьев только на одном опреде-
ленном колесе, очень дорогие и применяются лишь в массовом производстве.
«72
Дисковыми фрезами обрабатывают заготовки при отсутствии специальных
зуборезных станков и пониженных требованиях к точности зубьев. Пальцевые
фрезы нашли применение для обработки крупномодульных колес и в качестве
специального инструмента для чистового фрезерования шевронных колес.
Метод обкатки (огибания) позволяет одним и тем же инструментом
точно обрабатывать одномодульные колеса с любым возможным
числом зубьев и обеспечивает высокую производительность бла-
годаря непрерывности процесса резания и одновременной обра-
ботке нескольких впадин.
, В процессе резания по методу обкатки инструмент и заготовка
воспроизводят один из видов зубчатого зацепления. ГТрямобочный
профиль модульной червячной фрезы (рис. 407, б) соответствует
Стандартному контуру воспроизводящей рейки. Прямолинейное
движение этого контура со скоростью vA (индекс обозначает соот-
ветствующую траекторию) при вращении фрезы и одновременное
вращение заготовки со скоростью vB = vA обеспечивает получе-
ние эвольвентного профиля боковых сторон нарезаемых зубьев.
Зуборезный долбяк (рис. 407, в) представляет собой зубчатое
цилиндрическое колесо. Для правильного профилирования зубьев
заготовки необходимо, чтобы скорость цд ее вращения была равна
скорости vc вращения долбяка. Движения резания в сочетании
с рассмотренными движениями обкатки осуществляют необхо-
димый съем припуска.
2. Нарезание зубьев на зубообрабатывающих станках
Специализированная обработка зубчатых венцов по методу об-
катки выполняется на станках с разными технологическими
возможностями.
На зубофрезерных станках обрабатывают цилиндрические,
прямозубые и косозубые (винтовые) колеса наружного зацепления,
а также червячные колеса. Червячная модульная фреза
(см. рис. 407, б) с продольными стружечными канавками и заты-
лованными зубьями может вращаться с разной частотой пк, обес-
печивая необходимую скорость резания. Из условия vA — vB
вытекает требование к настройке цепи деления njnu = klz (см.
с. 632). Чем больше число заходов k фрезы, тем выше произ-
водительность и ниже точность обработки. В производстве ис-
пользуют одно-, двух- и трехзаходные фрезы.
Подачу на один оборот заготовки s, мм/об, настраивают, исходя
из обеспечения заданного качества обработки при максимальной
производительности. Движение подачи при обработке цилиндри-
ческих колес направлено вертикально (sB), при обработке червяч-
ных колес — радиально (sp) или тангенциально (sT). При нареза-
нии винтовых зубьев по мере опускания фрезы с подачей sB за-
готовка должна дополнительно поворачиваться вокруг своей оси.
Частота пд и направление (знак) дополнительного вращения
предварительно рассчитывают и обеспечиваются цепью диффе-
22 Кнорозов Б. В. и др.
673
ренциала. При нарезании прямозубых колес ид = 0, а передаточ-
ное отношение дифференциала 1а — 1.
При наладке станка на обработку цилиндрических колес ось червячной фрезы
поворачивают в плоскости, параллельной оси заготовки, на угол <рн = X zb <о,
где X — угол подъема витков фрезы; со — угол наклона обрабатываемых зубьев.
Знак перед со зависит от направления винтовых поверхностей фрезы и колеса.
Для прямозубых колес со = 0. При наладке станка на обработку червячвых
колес срн = 0 и ось фрезы устанавливают в плоскости симметрии зубчатого венца,
наружную поверхность которого на предварительной операции делают торовой.
Сама фреза по модулю, числу заходов и направлению винтовой поверхности
должна в точности соответствовать червяку, который будет сопрягаться с обра-
ботанным колесом в передаче.
На зубодолбежных станках обрабатывают цилиндрические ко-
леса наружного и внутреннего зацепления с прямыми и косыми
зубьями, а также блоки колес и зубчатые секторы. В долбяке
(рис. 407, в) каждый зуб выполняет роль резца с передней поверх-
ностью на нижнем торце. Возвратно-поступательное осевое пере-
мещение долбяка с регулируемой частотой пл х двойных ходов
обеспечивает необходимую скорость резания. Долбяк и заготовка
совершают медленное вращательное движение соответственно
с частотами пы и и„. Чтобы vc = vn и профилирование обрабаты-
ваемых зубьев выполнялось правильно, передаточное отношение in
делительной цепи станка должно составлять ia — пе/пп =
где zH и zK — числа зубьев долбяка и обрабатываемого колеса.
При непрерывном вращательном движении инструмента и за-
готовки холостое движение долбяка вверх может вызвать порчу
обработанной поверхности и дополнительный износ зубьев дол-
бя ка.^Поэтому конструкцией станка предусмотрен отвод заготовки
от долбяка на А = 1—2 мм в начале каждого холостого хода с воз-
вращением ее в прежнее положение перед началом рабочего хода.
При обработке зубьев долбяк предварительно врезается в за-
готовку, на что затрачивается от четверти до одного и более обо-
рота заготовки в зависимости от модуля. После окончания вреза-
ния заготовка совершает один полный оборот, на этом обработка
венца завершается.
Косозубые колеса нарезают долбя ками с винтовыми зубьями.
При возвратно-поступательном движении такого долбяка он
одновременно совершает реверсивное угловое поворачивание во-
круг своей оси, что достигается с помощью специального копир-
ного устройства станка.
Конические прямозубые колеса обрабатывают на зубострогальных станках,
работающих по методу обкатки. При строгании зубьев двумя профильными рез-
цами здесь воспроизводится зацепление конического колеса (заготовки) с плоским
производящим колесом. Роль боковых поверхностей зубьев плоского колеса вы-
полняют резцы, совершающие возвратно-поступательное движение. Профили-
рование обрабатываемых зубьев достигается взаимосвязанными вращательными
движениями заготовки и люльки, по которой перемещаются резцы. В массовом про-
изводстве при обработке прямозубых конических колес применяют круговые
протяжки. Криволинейные зубья на конических колесах получают при помощи
резцовых головок на специальных зуборезных станках, работающих по методу
огибания.
674
3, Нарезание и накатывание резьб
Резьбовые поверхности в зависимости от их размеров, профиля
и точности, серийности производства и других факторов обраба-
тывают на универсальном и специализированном оборудовании
при помощи режущего и пластически деформирующего инстру-
мента. Особенно часто резьбонарезание выполняется на токарных
и сверлильных станках.
Резьбы малых и больших шагов, одно- и многозаходные, с тре-
угольным, прямоугольным, трапецеидальным и другим профилем,
цилиндрические и конические, разного уровня точности, включая
Рис. 408. Схемы нарезания и накатывания резьб
высокоточные, обрабатывают резьбовыми резцами
(см. рис. 378, ж) на токарно-винторезных станках. При этом осо-
бой трудоемкостью отличается внутреннее зубонарезание: его
по возможности выполняют метчиками (см. рис. 389, к).
На всех станках, кроме токарно-винторезных, метчик является
основным и практически единственным инструментом для нареза-
ния внутренней резьбы. Различают метчики ручные, машинные,
гаечные. Ручные метчики используются комплектами
по 1—3 штук. Машинные метчики применяют на токар-
ных и сверлильных станках для обработки сквозных и глухих
резьбовых поверхностей в заготовках. Гаечными мет-
чиками нарезают сквозные отверстия в гайках.
Круглые плашки (рис. 408, а), предназначенные для
нарезания наружной резьбы, как и метчики упрощают в сравне-
нии с резцами процесс обработки. Резьбы наружным диаметром
до 50 мм обрабатывают плашками за один проход. Недостаток
круглой плашки — свинчивание ее с обработанной поверхности —
устраняется в раскрывающихся резьбонарезных головках. 'Такие
головки, например, с четырьмя плоскими гребенками, смещенными
одна относительно другой на четверть шага (рис. 408, б), при-
меняют на токарно-револьверных и специальных болтонарезных
станках, автоматах.
Для образования резьбовой поверхности используют и фрезе-
рование. Относительно короткие резьбы обрабатывают гребенча-
тыми фрезами на резьбофрезерных станках (рис. 408, а). Резьба
нарезается одновременно по всей длине заготовки, за один оборот
22* 675
которой фреза перемещается на один шаг. Из-за необходимости
предварительного врезания инструмента на глубину резания
обработка заканчивается через 1,25 оборота заготовки. Для фре-
зерования длинных одно- и многозаходных резьб с крупным
шагом применяют дисковую резьбовую фрезу.
Высокое качество обработанной поверхности при низкой сто-
имости обработки обеспечивает накатывание резьб в холодном
состоянии. При формировании резьбы плоскими плашками
неподвижной 1 и подвижной 3 (рис. 408, а) заготовка 2 помещается
между ними. Рабочие поверхности плашек имеют рифления. Они
пластически деформируют заготовку, когда она катится при дви-
жении подвижной плашки. Резьбу с крупным шагом накатывают
при помощи рифленых роликов.
Глава IX, ОБРАБОТКА
НА ШЛИФОВАЛЬНЫХ СТАНКАХ
1. Метод шлифования и абразивный инструмент
Под шлифованием понимают процесс обработки заготовок
резанием при помощи шлифовального круга —
инструмента, имеющего форму тела вращения и состоящего из
абразивных зерен и связующего их материала. При вращении
круга наиболее выступающие из связки зерна, контактируя с за-
готовкой, снимают с ее поверхности тонкие стружки. Большинство
из них, сгорая, образуют пучок искр.
Геометрия каждого отдельного зерна
отличается случайным характером и отрицательными передними
углами. Часть сильно округленных зерен не режет, а упруго-
пластически деформирует материал поверхностного слоя заго-
товки. При огромном количестве зерен на поверхности круга и
высокой скорости шлифования (до 100 м/с) температура в зоне
резания достигает 1000—1500 °C. Для сведения к минимуму
нежелательных последствий влияния высокой температуры (обра-
зование прижогов и трещин на шлифуемой поверхности, струк-
турные превращения в поверхностном слое и др.) в зону резания
обильно подается смазывающе-охлаждающая жидкость.
Абразивные зерна круга имеют высокую твердость, что поз-
воляет обрабатывать шлифованием заготовки из самых разнооб-
разных материалов. Во многих случаях (твердые материалы, за-
каленные стали и др.) шлифование является предпочтительным
и даже единственно возможным технологическим методом.
Совместная работа многих хаотически расположенных зерен
на каждом участке обрабатываемой поверхности позволяет обес-
печить шлифованием точность размера до 7—6 квалитетов и шеро-
ховатость поверхности до Rz =± 6,3—0,4 мкм. С увеличением раз-
676
мера зерен точность обработки снижается, но растет производи-
тельность шлифования, которое часто используют и для обдирки
заготовок.
В процессе шлифования абразивные зерна затупляются, на-
грузка на них увеличивается и они выкрашиваются, что приводит
к самозатачиванию круга. Однако неравномерный
износ и забивание шлифовальными отходами пор круга приводит
к потере им первоначальных режущих свойств. Восстанавливают
режущие свойства круга правкой. При правке оголяют свежие
з.ерна и придают кругу правильную геометрическую форму.
Способность шлифовального круга к производительной и точ-
ной обработке определяется свойствами абразивного и связующего
материалов, зернистостью, твердостью и структурой круга.
Абразивные материалы могут быть синтетическими или при-
родными (естественными). К синтетическим относятся
электрокорунд (А12О3), карбид кремния (SiC), карбид бора (В4С)
и другие материалы. Различают: электрокорунд нормальный (Э),
белый (ЭБ) и монокорунд (М); карбид кремния черный (КЧ) и
зеленый (КЗ). Карбид бора, обладающий особо высокой твер-
достью, применяется в виде паст для отделочной обработки.
Из природных материалов используют главным образом алмаз.
Абразивные материалы в зависимости от размеров отдельных
частиц делят на зерна и порошки. Наиболее мелкие
частицы, размер которых измеряют в микрометрах, образуют
микропорошки.
Материал, скрепляющий между собой зерна абразива, назы-
вают связкой. Наиболее широко применяемыми являются
связки керамическая, бакелитовая и вулканитовая. Керами-
ческая связка отличается высокой стойкостью к теплу,
воде и агрессивным средам, но является хрупкой. Бакели-
товая (на основе феноло-формальдегидной смолы) и вулка-
нитовая (на основе каучука, превращенного при вулканиза-
ции в эбонит) связки обладают эластичностью, но боятся высоких
температур и менее стойки к агрессивным средам.
Под твердостью шлифовального круга
понимают способность связки удерживать зерно от вырывающей
внешней силы. Предусматривается семь классов твердости: мягкие
(М), среднемягкие (СМ), средние (С), среднетвердые (СТ), твердые
(Т), весьма твердые (ВТ) и чрезвычайно твердые (ЧТ).
Структура круга определяется соотношением объемов
зерен, связки и пор. Она характеризуется номером, с увеличением
которого плотность круга уменьшается.
В маркировку круга, которая наносится на его торцовой по-
верхности, кроме рассмотренных характеристик входят форма
круга, основные размеры и максимальная допустимая скорость
шлифования.
При выборе шлифовального круга необходимо стремиться,
чтобы он работал в условиях самозатачивания и продолжительное
677
время сохранял свою форму. Обычно для шлифования твердых
материалов рекомендуется применять мягкие круги, а для об-
работки мягких материалов — твердые круги. В ряде случаев
от этой общей рекомендации приходится отступать. Так, для
обработки меди следует назначить мягкий круг, чтобы облегчить
его самозатачивание. Иначе поры круга быстро забьются снима-
емой стружкой, и круг потеряет режущие свойства.
В связи с появлением синтетических алмазов получило широ-
кое распространение алмазное шлифование. Режу-
щие кромки зерен алмаза в несколько раз острее, твердость в два
и более раз выше в сравнении с большинством синтетических
абразивных материалов. Алмазный круг состоит из алюмини-
евого, стального или пластмассового корпуса и алмазоносного
слоя, составляющего 1,5—З мм. В качестве связки зерен алмаза
используют бакелиты и металл. Объемное содержание алмазов
в алмазоносном слое характеризуется концентрацией, выража-
емой в процентах. Наряду с алмазом успешно применяется куби-
ческий нитрид бора (эльбор).
2. Основные типы станков и виды шлифования
Применяя различные станки, можно обработать шлифованием
большинство требующих точной обработки поверхностей деталей
машин. Для всех шлифовальных станков главное движение
резания выполняет вращающийся с большой скоростью круг.
Для его балансировки станки снабжают специальными при-
способлениями. Для правки затупившегося круга предусматри-
ваются державки с алмазным наконечником или иное устрой-
ство.
Круглошлисровальные станки предназначены для обработки
наружных цилиндрических и конических, а также торцовых
поверхностей заготовок, устанавливаемых в центрах или кон-
сольно в трехкулачковом патроне. Различают простые, уни-
версальные и врезные станки.
В простом станке (рис. 409, а) верхнюю часть стола 2, на кото-
рой помещаются передняя 3 и задняя 5 бабки, можно поворачи-
вать в пределах ±10° относительно нижней части стола. Нижняя
часть стола соединена с гидроприводом и может перемещаться
вдоль направляющих станины 1. Шпиндельная бабка 4 также
может получать периодическое движение поперечной подачи от
гидропривода. Заготовка при шлифовании совершает движение
круговой подачи. Универсальный станок отличается от простого
поворотными устройствами у передней и шлифовальной бабок.
У врезных станков отсутствует продольная подача стола. Подача
стола и шлифовального круга, правка круга и компенсация его
износа, изменение скорости подвода и отвода шлифовальной
бабки в круглошлифовальных станках осуществляется автома-
тически.
678
Скорость резания v, м/с, соответствует окружной скорости
периферии шлифовального круга v — л£>шиш/103, где £>ш —диа-
метр круга, мм; пш — частота вращения круга, с-1. Круговая
подача заготовки sK, м/мин, определяется по формуле sK =
= л£)3п3/103, где Ds — диаметр заготовки, мм; п3 — частота
оборотов заготовки, мин-*.
Наиболее часто заготовки обрабатывают в центрах. При шли-
фовании с продольной подачей sap (рис. 409, б) заготовка, наряду
Рис. 409. Круглошлифопальиый станок и схемы круглого шлифования
с вращательным, совершает возвратно-поступательное движение.
Подача snp измеряется в миллиметрах на один оборот заготовки
или в долях ширины В круга. Перемещение круга перпендику-
лярно своей оси с подачей sn происходит прерывисто в конце
одного или нескольких продольных ходов заготовки.
Обработку жестких деталей при условии перекрытия ширины
шлифуемого участка шириной В шлифовального круга выпол-
няют по методу врезного шлифования (рис. 409, в), отличающегося
высокой производительностью. Круг перемещается с постоянной
подачей до достижения требуемого размера обрабатываемой по-
верхности.
При глубинном шлифовании (рис. 409, а) круг, заправленный
на конус, устанавливается сразу на полную глубину шлифования.
Конический участок круга удаляет основную часть припуска,
а цилиндрический участок зачищает обработанную поверхность.
Шлифование уступами (рис. 409, д) проводят в два этапа.
Вначале поверхность заготовки шлифуют по методу врезания,
периодически передвигая стол на 0,8—0,9 ширины круга. Затем
679
делают несколько ходов с продольной подачей при выключенной
поперечной, окончательно зачищая обработанную поверхность.
Шлифование наружных конических поверхностей проводят по разным схе-
мам. При обработке заготовок в центрах (рис. 409, е) верхнюю часть стола с цент-
рами поворачивают на необходимый угол. Такая схема применяется для обработки
пологих конусов. При консольном закреплении заготовок нужно повернуть иа
требуемый угол и зафиксировать переднюю бабку. Схема может быть реализована
только на универсальных станках и позволяет обрабатывать крутые конусы.
Для обработки конических поверхностей на универсальных станках применяют
также поворот шлифовальной бабки, а на врезных станках — широкие конические
круги.
Рис. 410. Внутришлифовальный станок и схемы внутреннего шлифования
При шлифовании нежестких детален применяют люнеты. Для повышения
точности обработки в бабки устанавливают неподвижные центры. Применение
специальных быстродействующих поводковых устройств и автоматических из-
мерительных средств повышает производительность круглошлифовальных стан-
ков.
Внутршилифовальные станки. Высокоточные отверстия в тер-
мически обработанных твердых заготовках получают, главным
образом, внутренним шлифованием. Этот вид шлифования поз-
воляет выполнить обработку сквозных, глухих, конических и фа-
сонных отверстий. В зависимости от наличия вращательного
движения заготовки различают обычные и планетарные станки.
В обычных станках (рис. 410, а) заготовка 1 уста-
навливается в патроне, закрепленном на шпинделе шпиндельной
бабки 3, и непрерывно вращается с постоянной подачей sK, мин-1.
Внутришлифовальные станки в отличие от круглошлифовальных
не имеют задней бабки. Инструмент 4 располагается на консоль-
ном шпинделе шлифовальной бабки 6, установленной на столе 7.
Стол совершает возвратно-поступательное продольное перемеще-
ние. Шпиндельная бабка может поворачиваться в горизонтальной
плоскости, что позволяет шлифовать внутренние конусы. При
работе заготовка закрывается кожухом 2. Устройство 5 пред-
назначено для обработки торцов заготовки. Диаметр шлифоваль-
ного круга обычно составляет 0,7—0,9 диаметра шлифуемого
отверстия (рис. 410, б). Внутренние фасонные поверхности шли-
фуют специально заправленным кругом по методу врезания.
680
Планетарное шлифование (рис. 410, в) приме-
няют для обработки отверстий в массивных и несимметричных
заготовках, которые неподвижно закрепляются на столе станка.
Шлифовальный круг вращается вокруг своей оси, а также вокруг
оси отверстия (зпл). Периодически круг подается на глубину
резания.
Бесцентровое шлифование. Заготовка, поме-
щенная на упор (нож) между двумя вращающимися шлифоваль-
ными кругами, при определенных условиях начинает поворачи-
Рис. 411. Схемы бесцентрового и плоского шлифования
ваться, а с ее поверхности снимается припуск. Такой вид об-
работки, получивший название бесцентрового шлифования, не
требует крепления заготовки, легко поддается автоматизации
и широко применяется в условиях массового и круносерийного
производства (рис. 411, а).
При обработке непрерывно следующих друг за другом гладких
цилиндрических заготовок 1 ведущий круг 3, наклоненный под
углом а = 1—7° к оси заготовок, поворачивает их и одновременно
перемещает продольно. Продольная подача snp, мм/об, повышается
с увеличением а. Ведущему кругу придают форму гиперболоида
вращения, что повышает его сцепление с заготовками. Рабочий
круг 2 со скоростью v осуществляет шлифование и не влияет
на перемещение заготовок, необходимое положение которых по
высоте обеспечивается упором 4.
Отдельные ступени вала, перекрываемые по длине шириной
кругов, шлифуются при параллельной установке кругов и ради-
альной подаче ведущего круга. Бесцентровое шлифование вну-
тренних поверхностей выполняют при установке наружной ци-
линдрической поверхности заготовки между опорным роликом,
прижимным роликом и ведущим барабаном.
681
Плоское шлифование осуществляется периферией
(рис. 411, б, в) или торцом (рис. 411, г, д) круга при возвратно-
поступательном с подачей snp или вращательном с подачей sK
движении стола. Периодическое движение с подачей sB необхо-
димо для снятия припуска на всю глубину. Поперечное движение
с подачей sa сообщается кругу, если его ширина меньше ширины
заготовки. Столы имеют встроенные магнитные плиты, и заго-
товки закрепляются непосредственным притягиванием к ним
или при помощи зажимных приспособлений.
Шлифование торцом с использованием чашечного круга обес-
печивает высокую производительность обработки благодаря
большой площади контакта инструмента и заготовки. Шлифование
перифериен круга при прямолинейном движении стола позволяет
вести профильную обработку поверхностей и снимать припуск
со дна пазов.
Шлифование зубчатых, резьбовых, шлицевых и сложных
фасонных поверхностей выполняют на специализированных шли-
фовальных станках. На заточных станках обрабатывают плоские
и криволинейные поверхности режущей части инструмента, ис-
пользуя поворотные тиски, патроны, центры, делительные устрой-
ства и другие приспособления.
Глава X. МЕТОДЫ ОТДЕЛОЧНОЙ
И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ
Отделочной обработке подвергают поверхности, которые должны
быть очень точными по всем показателям или иметь малые микро-
неровности, особый рельеф. Отделка заготовок, которой пред-
шествует их предварительная обработка, характеризуется малыми
сечениями снимаемого припуска.
1. Обработка с применением лезвийных
и абразивных инструментов
При определенных условиях применения лезвийного инструмента
можно достигнуть высоких показателей точности: по 7—5 квали-
тетам и = 3,2—1,6 мкм. Эти условия создаются при так на-
зываемой тонкой обработке, которая ведется при больших ско-
ростях резания на станках, обладающих высокой жесткостью
и точностью. Для снятия тонких стружек при незначительной
пластической деформации обработанной поверхности режущие
кромки инструмента должны иметь и длительное время сохранять
необходимую остроту.
Отличным инструментальным материалом для тонкой об-
работки является алмаз. Однако из-за своей хрупкости и
склонности к диффузии с углеродсодержащими материалами алмаз
682
нашел применение при тонком обтачивании и растачивании
заготовок из цветных металлов и сплавов, неметаллических
материалов. Для отделочной обработки заготовок из стали и
чугуна применяют твердосплавные резцы, как правило, с дове-
денными режущими поверхностями. Тонкое сечение сталей высо-
кой твердости успешно выполняют резцами, оснащенными эльбором.
Кроме тонкого точения и по аналогии с ним применяют тонкое
фрезерование и тонкое строгание. Отделка заготовок лезвийным
инструментом в сравнении со шлифованием обеспечивает лучшую
структуру поверхностного слоя и отсутствие абразивных зерен
в порах обработанной поверхности.
Тонкое шлифование. Применением мелкозернистых, мягких
и высокопористых кругов при срезании тонких стружек порядка
5 мкм можно добиться получения точности размера до 5 квалитета
и шероховатости поверхности до R-, — 0,8 мкм. Для этого процесс
шлифования ведут на жестком оборудовании с высокой точностью
перемещения рабочих органов.
Последние проходы обычно выполняют «выхажива-
ние м», при котором процесс шлифования продолжается без
подачи круга на глубину резания. Во время выхаживания снятие
припуска идет за счет постепенно ослабевающего сближения
инструмента и заготовки под действием упруго-напряженного
состояния элементов технологической системы, вызванного давле-
нием круга на обрабатываемую поверхность.
Часто ни лезвийный инструмент, ни шлифовальный круг не
могут обеспечить заданных требований к поверхностям деталей.
Тогда применяют специальные отделочные методы: хонингование,
суперфиниш, притирку и полирование.
Хонингованием называют метод обработки преимущественно
сквозных цилиндрических поверхностей мелкозернистыми абра-
зивными брусками, закрепленными в специальной головке —
хоне. Бруски постоянно прижимаются к обрабатываемой поверх-
ности механическим или иным устройством.
Хон 1, шарнирно соединенный со шпинделем станка, совер-
шает вращательное и возвратно-поступательное движение отно-
сительно оси неподвижной заготовки 2 (рис. 412, а). Соотношение
скоростей этих движений (обычно vr > п2), как видно из раз-
вертки 3 обрабатываемой поверхности, влияет на размер угла а
пересечения винтовых царапин, оставляемых инструментом при
прямом и обратном ходе. Число брусков 4, кратное трем, увели-
чивают по мере роста диаметра обрабатываемого отверстия. Крат-
ность трем способствует исправлению формы отверстия в попереч-
ном сечении. Перемещение брусков с перебегом позволяет снизить
погрешности предыдущей обработки в продольном сечении. Ско-
рости и и2 с учетом длины хода h и диаметра d выбирают так,
чтобы изменять исходное положение каждого бруска перед нача-
лом очередного двойного хода на некоторый шаг t, обеспечива-
ющий равномерное снятие всего припуска.
683
Хонингованием создается специфический сеточный микро-
профиль обработанной поверхности, что способствует лучшему
удержанию смазки на этой поверхности в эксплуатационных
условиях.
Хонинговальные бруски изготавливают из электрокорунда
для обработки стали и карбида кремния для обработки чугуна.
Бруски с алмазоносным эластичным слоем на металлическом
основании позволяют существенно повысить качество обработан-
ной поверхности и снизить износ инструмента.
Рис. 412. Схемы отделочной обработки поверхностей абразивным инструментом
Невысокая скорость резания (<д та 1 м/с) и обильное охлажде-
ние керосином или смесью керосина с веретенным маслом прак-
тически исключают вредное влияние температуры резания.
Для повышения показателен точности хонингование ведут в несколько пе-
реходов, применяя бруски все меньшей зернистости. Хонингованием можно в зна-
чительной степени снизить погрешность формы отверстия, достигнуть 6 квали-
тета точности размера при шероховатости поверхности до Rz = 0,1 мкм. Из-за
шарнирной связи инструмента со шпинделем при хонинговании не исправляется
погрешность расположения оси обрабатываемого отверстия.
Хонингование выполняют на специальных станках, которые могут быть одно-
и многошпиндельными, вертикальными и горизонтальными.
Под суперфинишированием понимают тонкий процесс абразив-
ной обработки преимущественно наружных цилиндрических по-
верхностей колеблющимися мелкозернистыми брусками.
Вибрационное движение бруска до 20 Гц и более с амплитудой
2—5 мм прн наличии вращательного и поступательного движения
заготовки (рис. 412, б) усложняет траекторию 5 абразивных зерен
в сравнении с винтовой траекторией при хонинговании, что уско-
684
ряет процесс съема материала и улучшает однородность образу-
ющейся поверхности.
Бруски крепятся в специальных головках не жестко, как при
хонинговании, а упруго, что увеличивает площадь контакта
бруска с обрабатываемой поверхностью, но не исправляет ее
формы и расположения. Особенностью суперфиниширования яв-
ляется незначительное давление бруска на обрабатываемую по-
верхность (0,05—0,3 МПа).
Важное значение имеет смазывающе-охлаждающая жидкость,
в качестве которой используют смесь керосина с веретенным или
турбинным маслом. Жидкость не только смывает продукты износа,
но и образует масляную пленку 7. Вначале масляная пленка
прерывается наиболее выступающими неровностями. По мере
срезания неровностей фактическая площадь контакта бруска 6
с обрабатываемой поверхностью 8 увеличивается. При опреде-
ленном значении этой площади неровности со срезанными вер-
шинами не в состоянии прорвать масляную пленку, и она стано-
вится сплошной. Съем материала обрабатываемой заготовки
прекращается, а шероховатость выравненной поверхности может
достигать значений Rz = 0,05 мкм.
Суперфиниширование выполняют брусками из тех же мате-
риалов, что и при хонинговании, на специальных станках или
с помощью приспособлений на токарных, расточных и других
универсальных станках.
Притирку применяют для отделки плоских, цилиндрических,
конических, сферических и других поверхностей с помощью при-
тиров определенной формы Притиры изготавливают из чугуна,
бронзы, меди, стекла, дерева с очень высокой точностью. Абразив
в виде порошка втирают (шаржируют) в притир или наносят на
него в виде пасты. В качестве абразивного материала кроме элек-
трокорунда и карбида кремния используют карбид бора, оксид
хрома и алмазы.
Притирку стремятся проводить по схеме, обеспечивающей
неповторяемость траектории движения каждого зерна по обраба-
тываемой поверхности. Например, притирку плоских поверх-
ностей на специальном доводочном станке выполняют чугунными
притирами—дисками 10 (рис. 412, в). Сепаратор 9, в окнах
которого находятся заготовки, располагается эксцентрично отно-
сительно дисков. При вращении дисков в противоположных
направлениях заготовка совершает сложные движения со сколь-
жением.
Притирать поверхности можно и вручную. Разновидностью притирки яв-
ляется трение сопрягаемых при сборке поверхностей при наличии между ними
абразивного порошка со связующей жидкостью.
i.i В процессе притирки неровности обрабатываемой поверхности испытывают
совместное химико-механическое воздействие. Вначале преобладает срезание вер-
шин неровностей. С увеличением контактной площади съем материала происходит,
в основном за счет удаления оксидных и адсорбированных пленок. Они обра-
зуются на обрабатываемой поверхности в результате взаимодействия с химически
685
активными веществами жидкости (керосин, вазелин), которая служит также для
смазывания и охлаждения притира и заготовки, удаления отходов.
Притирка обеспечивает точность размера до 7—5 квалитетов
и шероховатость поверхности до Rz = 0,1 мкм.
Полирование проводят пастами или абразивными зернами,
смешанными со смазкой, которые наносятся на быстровраща-
ющпеся эластичные носители — круги или ленты. Круги изго-
тавливают из войлока, фетра, кожи, капрона и других матери-
алов. Ленты изготавливают на тканевой, нейлоновой и других
основах. Абразивные зерна закрепляют на ней специальными
клеями.
Ленточное полирование отличается высокой производитель-
ностью и возможностью вести обработку глубоких внутренних
поверхностей, например, труб большой длины (рис. 412, г). Ленту
вводят в отверстие заготовки, а затем сшивают или склеивают.
Лента прижимается к обрабатываемой поверхности оправкой,
закрепленной на штоке и совершающей возвратно-поступательное
движение вдоль оси заготовки.
При полировании происходит тонкое резание, пластическое
деформирование поверхностного слоя, химические реакции.
С помощью этого метода получают зеркальный блеск обработанной
поверхности. Полирование применяют только для уменьшения
шероховатости.
2. Отделка зубчатых колес
Для повышения эксплуатационных свойств зубчатых колес зубья
после нарезания подвергают дополнительной обработке. Не-
закаленные колеса обрабатывают на специальных з у б о ш е-
винговальных станках многолезвийным режущим инстру-
ментом — шевером. Наиболее часто используется дисковый
шевер. Он представляет собой зубчатое колесо, прямые или косые
зубья которого имеют стружечные канавки на боковых сторонах
(рис. 413, а). Благодаря канавкам, образуются режущие кромки.
Шевер 1 и обрабатываемое колесо 2 вводят в зацепление при
обязательном скрещивании их осей под углом <р = 10—20°. Из
этого требования, в частности, вытекает, что прямозубое колесо
будет всегда обрабатываться косозубым шевером, а косозубое
колесо можно обрабатывать и прямозубым шевером. Скрещивание
осей при передаче вращения от шевера к обрабатываемому колесу
обеспечивает относительное скольжение профилей боковых сторон
сопрягающихся зубьев и снятие тонких волосообразных стружек
режущими кромками шевера. Движение подачи (snp) сообщается
обрабатываемому колесу. Шевингование ведется при обильной
подаче сульфофрезола, благодаря чему смазываются и охла-
ждаются режущие кромки, удаляется стружка.
Колеса высокой степени точности получают з у б о ш л и-
ф о в а н и е м. Этот вид отделки распространяется преимуще-
686
ствепно на заготовки, термически обработанные после зубонареза-
пия. Шлифование профильными кругами ведется по методу копи-
рования или обкатки.
Метод копирования состоит в применении дисковых
шлифовальных кругов с профилем, соответствующим профилю
впадин обрабатываемого колеса (рис. 413, б). Кругу сообщается
главное вращательное движение, возвратно-поступательное дви-
жение продольной подачи и прерывистое движение радиальной
подачи. После окончания обработки очередной впадины колесу
Рис. 413. Схемы лезвийной и абразивной отделки зубьев
сообщается делительное движение. Шлифовальный круг пери-
одически правится с помощью специального копировального
устройства.
В основу зубошлифования по методу обкатки положено за-
цепление обрабатываемого колеса с зубчатой рейкой. Получила
распространение схема (рис. 413, в), в которой торцовые поверх-
ности двух шлифовальных кругов описывают в относительном
движении боковые стороны зубьев воображаемой рейки, а заго-
товка воспроизводит качение зубчатого колеса по рейке без про-
скальзывания. Установленная на станке заготовка совершает
возвратно-вращательное движение, а центр ее возвратно-поступа-
тельное движение. Для обработки зубьев по всей длине предусмо-
трено движение продольной подачи. После обработки двух боко-
вых поверхностей зубьев колесо с числом зубьев z поворачивается
на угловой шаг (1/г). Износ кругов компенсируется периодической
правкой. Зубошлифование по методу обкатки является более
точным, но менее производительным, чем по методу копирования.
По принципу зацепления колеса с рейкой работают станки с одиночным
тарельчатым кругом, двумя кругами, установленными на длину общей нормали
обрабатываемого колеса, кругом, имеющим форму червяка. По методу обкатки
шлифуют зубья внутреннего зацепления, косозубые и конические колеса."
Особо точные колеса проходят зубопритирку, при которой притир
(обычно чугунное колесо высокой точности) обкатывается с обрабатываемым ко-
лесом в присутствии между зубьями мелкозернистого абразива с маслом. Отно-
сительные движения при зубопритирании аналогичны движениям при шевинго-
вании. Наиболее распространена обработка одновременно тремя притирами. Ось
одного притира параллельна оси заготовки, а оси остальных двух скрещиваются
с осью заготовки.
Для улучшения плавности работы колес их фланкируют (подрезают
определенным образом головки зубьев), а для облегчения переключения передач
торцы зубьев закругляют. Такая обработка выполняется на специальных станках.
687
3. Обработка поверхностей без снятия стружки
Отделку заготовок без снятия стружки выполняют пластическим
деформированием обрабатываемой поверхности. Под действием
давильного инструмента рельеф поверхности выравнивается вслед-
ствие смятия микровыступов и подъема микровпадин; возника-
ющие напряжения сжатия упрочняют поверхностный слой, детали
становятся менее чувствительными к влиянию концентрации
местных напряжений и усталостному разрушению, у них повы-
шается износостойкость и коррозионная стойкость.
Рис. 414. Схемы отделочной н упрочняющей обработки заготовок мето*
дами пластического деформирования
Поверхность заготовок, материал которых способен пласти-
чески деформироваться, обрабатывают на многих универсальных
металлорежущих станках при помощи особых устройств с давиль-
ным инструментом. Используют также специализированные
станки, прессы.
Обкатывание и раскатывание применяют для обработки ци-
линдрических, конических, плоских и фасонных наружных и
внутренних поверхностей. В качестве давильного инструмента
применяют ролики и шарики. Ролики, закрепляемые в обкатках,
работают при продольной или поперечной подаче (рис. 414, а, б).
Для аналогичных целей, но при обработке внутренних поверх-
ностей, служат раскатки. Более совершенным является р ас-
кат н и к — устройство, позволяющее вести процесс деформи-
рования одновременно несколькими роликами (рис. 414, в). Шари-
ком удобнее обрабатывать плоские поверхности (рис. 414, г).
Наибольшее влияние на производительность и качество обра-
ботки оказывает давление рабочего инструмента. Его оптимальное
значение устанавливают в зависимости от свойств материала
заготовки, состояния обкатываемой поверхности, других факто-
688
ров. Для повышения эффективности процесса применяют смазку,
содержащую поверхностно-активные вещества.
Калибрование отверстий выполняют проталкиванием или про-
тягиванием инструмента сквозь несколько меньшее по размерам
отверстие. Простейшим инструментом является шарик, который
получает движение от штока (рис. 414, д). Специальная оправка —
д о р н — может работать при протягивании (рис. 414, ё) и при
проталкивании. Калибрование отверстий протекает с большими
давлениями на обрабатываемую поверхность, чем при раскаты-
вании, что позволяет в большей степени влиять на исправление
погрешностей предыдущей обработки. Калибрование, которое
выполняют с обильной смазкой, позволяет получить 7—6 квали-
теты при 7?^ = 1,6—0,8 мкм.
Вибронакатывание применяют для получения на обработанной
поверхности едва заметных, прилегающих одна к другой канавок.
Такие канавки на трущихся поверхностях деталей лучше удер-
живают смазку и служат для размещения продуктов износа, что
повышает эксплуатационные качества сопрягаемых деталей. При
вибронакатывании наряду с другими необходимыми движениями
выполняются продольные колебания инструмента (рис. 414, ж).
Регулируя частоту и амплитуду колебаний, а также скорость v
и подачу 8цр, можно в широких пределах изменять рисунок рель-
ефа обработанной поверхности.
Под упрочняющей обработкой понимают процесс локализо-
ванных ударных воздействий инструмента на материал заготовки.
Зоны, воспринимающие удары, примыкают одна к другой. Поэтому
значительные местные давления испытывает практически вся
обработанная поверхность.
Для заготовок сложной конфигурации применяют дробеструй-
ную обработку. Помещенные в специальную камеру они испыты-
вают удары стальной дроби, летящей в потоке с большой ско-
ростью.
Ротационная обработка основана на ударах шариков или
роликов, свободно сидящих в гнездах быстровращающихся уст-
ройств, под действием центробежной силы. Ротационным способом
обрабатывают наружные цилиндрические (рис. 414, з) и другие
поверхности.
Глава XI. ЭЛЕКТРОФИЗИЧЕСКИЕ
И ФИЗИКО-ХИМИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ
Применение электрической, химической и других видов энергии
непосредственно в зоне обработки для разрушения материала
заготовки на заданном участке позволяет достичь ряда техноло-
гических преимуществ. Процесс снятия припуска протекает с ни-
чтожно малыми механическими нагрузками, что исключает вли-
яние на точность обработки упругих деформаций элементов тек-
689
нологической системы. Одинаково успешно обрабатываются за-
готовки различной прочности, твердости, вязкости. В большинстве
случаев поверхности деталей получаются с минимальным дефект-
ным слоем. Появляется возможность обрабатывать труднодоступ-
ные и сложные по конфигурации полости. Кинематика формообра-
зования поверхностей деталей, как правило, не является сложной,
что упрощает автоматизацию процесса обработки.
1. Электроэрозионные методы
Электроэрозионная обработка основана на разрушении (эрозии)
токопроводящих материалов под действием создаваемых между
ними электрических импульсных разрядов. Разряд происходит,
Рис. 415. Характерные особенности и отдельные схемы электроэрозионной
обработки
когда напряжение между сближенными участками электродов,
одним из которых является инструмент, а другим — заготовка,
достигает определенного значения, достаточного для пробоя меж-
электродного промежутка. Через узкий канал пробоя (или канал
проводимости) за время 10_®—1СГ8 с проходит ток, плотность
которого достигает 8—10 кА/мм2. Температура на локальном
участке электрода-заготовки у основания канала проводимости
мгновенно возрастает до 10 000 °C и выше, что приводит к оплав-
лению и испарению микрообъема обрабатываемого материала.
Жидкая среда диэлектрика интенсифицирует процесс эрозии.
Как правило, электрический пробой происходит по кратчай-
шему пути, и прежде всего разрушаются наиболее близко рас-
положенные участки электродов. В результате обрабатываемая
поверхность заготовки начинает приобретать форму инструмента.
Чтобы процесс протекал непрерывно, оба электрода должны на-
ходиться на небольшом и постоянном расстоянии один от другого.
Тепловое воздействие на заготовку при электроэрозионной
обработке сопровождается разрушением материала вследствие
электростатических и электродинамических, механических и ги-
дравлических (кавитационных) процессов. Основными разновид-
ностями электроэрозионного метода являются электроискровая,
электроимпульсная и электроконтактная обработка.
Электроискровую обработку ведут в ваннах с жидким диэлек-
триком 2, охлаждающим инструмент /, заготовку 3 и продукты
их разрушения (рис. 415, а). Для получения искровых разрядов
690
между анодом (заготовка) и катодом (инструмент) используют
преимущественно релаксационную схему генерирования импуль-
сов с частотой 2—5 кГц, Обычно профиль обрабатываемой поверх-
ности заготовки 5 соответствует профилю инструмента 4, но
возможно вырезание различных контуров при помощи движущейся
проволоки 6. Постоянный зазор между инструментом и заготовкой
обеспечивается следящей системой электроискрового станка и
механизмом автоматической подачи инструмента.
В зависимости от мощности импульсов режим обработки делят
нй жесткий, средний, мягкий и особо мягкий. Жесткий и средний
режимы используют для предварительной обработки с производи-
тельностью 1,5—10 мм3/с при шероховатости обработанной по-
верхности Rz — 160—40 мкм, а мягкий и особо мягкий —для
отделочной обработки с производительностью около 0,001 мм8/с
при шероховатости Rz — 6,3—0,8 мкм.
Электроискровой обработке целесообразно подвергать за-
готовки небольших размеров (штампы, фильтры, режущие инстру-
менты и др.) из твердого сплава, тантала, вольфрама, молибдена,
подобных по обрабатываемости токопроводящих материалов.
Сравнительно низкая производительность процесса и большой
износ электрод-инструментов (до 50 % и более от объема снятого
материала) ограничивают технологические возможности электро-
искровой обработки.
Электроимпульсная обработка отличается от электроискровой
полярностью электродов (инструмент присоединяется к положи-
тельному полюсу), большей длительностью импульсов при пони-
женной частоте их следования (0,4—3 кГц), низким напряжением
пробоя и большой плотностью тока при дуговом разряде. Стабиль-
ная подача униполярных импульсов позволяет направлять почти
всю энергию на разрушение материала заготовки, что дает возмож-
ность интенсифицировать процесс и применять графитовые элек-
троды.
Электроимпульсная обработка, для осуществления которой
используются мощные генераторы, главным образом машинные,
достигает производительности 100—300 мм3/с. При этом износ
графитовых электродов не превышает 0,1—0,5 %. Электроим-
пульсную обработку целесообразно применять для предваритель-
ного получения сложных поверхностей штампов, лопаток турбин,
крупных детален из нержавеющих и жаропрочных сплавов,.
Электроконтактная обработка характеризуется механиче-
ским съемом с заготовки материала, размягченного или расплав-
ленного электродуговыми разрядами. Электродами цепи с источ-
ником питания 9 являются обрабатываемая заготовка 7 и быстро-
перемещающийся относительно нее инструмент 8 (рис. 415, б).
Электроконтактная обработка отличается высокой произ-
водительностью процесса и низким качеством поверхностного слоя,
наплывами на кромках обработанной поверхности. Прн достижи-
мой производительности 3000 мм3/с глубина распространения
691
изменений свойств обрабатываемого материала составляет не-
сколько миллиметров. Лишь на мягких режимах (до 1 мм8/с)
можно получить относительно неглубокие микротрещины при
шероховатости обработанной поверхности Rz = 80—20 мкм. Элек-
троконтактной обработке подвергают крупные заготовки из раз-
личных материалов. Метод нашел также применение для зачистки
литейных поверхностей и сварных швов.
2. Электрохимические методы
Электрохимическая обработка основана на анодном растворении
материала заготовки при
цесса зависит
от свойств
Рис. 416. Схемы электрохимической
размерной и анодно-механической
обработки
электролизе. Производительность про-
обрабатываемого материала и электро-
лита (применяются кислые и щелоч-
ные растворы), плотности электри-
ческого тока. В ряде случаев для
интенсификации процесса электро-
химической обработки подогревают
электролит, механическим путем
удаляют продукты анодного раство-
рения, сообщают системе ультра-
звуковые колебания.
Электрохимическое полирование.
Процесс ведется таким образом,
что преимущественно растворяют-
ся микровыступы обрабатываемой
поверхности, которая начинает сглаживаться и постепенно при-
обретает зеркальный вид. Обработка длится 5—10 мин
при скорости съема припуска 0,05—0,15 мм/с. Шероховатость
обработанной поверхности составляет Rz = 0,8—0,2 мкм. При
электрополировании частично или полностью снимается дефект-
ный слой, что улучшает физико-механические свойства деталей.
в частности, повышается их усталостная прочность, коррозионная
стойкость.
Полированию подвергают заготовки из черных и цветных
металлов. Его применяют для доводки поверхностей режущих
и измерительных инструментов, получения поверхностей под галь-
ванические покрытия, декоративной отделки деталей.
Электрохимическая размерная обработка. Особенностью
процесса является прокачивание под давлением электролита через
зазоры между заготовкой (анодом) и инструментом (катодом).
Свежий электролит 1, непрерывно поступающий в камеру, уско-
ряет растворение заготовки 2 (рис. 416, а). Вся площадь обраба-
тываемой поверхности находится под активным воздействием
инструмента 3, приближающегося к заготовке по мере изменения
ее размеров. Процесс обработки отличается высокой скоростью
съема припуска (до 8 мкм/с) при высоком качестве получаемых
поверхностей.
1 На размерную точность и шероховатость обработанной поверх-
692
ности сильно влияет зазор между инструментом и заготовкой.
Необходимый размер зазора поддерживается благодаря следящей
системе, устанавливаемой на станках для электрохимической
обработки. Иногда для повышения точности обработки (например,
коррозионностойкой стали) вместо постоянного используют вы-
прямленный импульсный ток.
Электрохимическую размерную обработку обычно применяют
для высокопрочных, труднообрабатываемых резанием материалов,
нежестких заготовок.
Электрохимическое шлифование. Процесс ведется по схемам
обычной механической обработки, но с применением кругов, со-
держащих в связке электропроводный наполнитель (графит). Вы-
ступающие из связки зерна образуют зазор между заготовкой и
инструментом. В зазор, являющийся межэлектродным промежут-
ком, подается электролит. Образующаяся при анодном растворе-
нии материала заготовки пленка снимается кромками выступа-
ющих зерен.
Производительность электрохимического шлифования в сравне-
нии с обычным повышается в 2 и более раз. При этом полностью
исключаются прижоги, а малые силы резания позволяют с высокой
точностью обрабатывать нежесткие заготовки.
Анодно-механические обработки. Процесс включает элементы
электроэрозионного и электрохимического методов обработки.
Быстроперемещающиеся в относительном движении инструмент
и заготовка являются электродами цепи постоянного тока. В зону
обработки подается электролит, в качестве которого почти всегда
используется раствор силикатов натрия. Соприкосновение инстру-
мента-катода с микровыступами обработанной поверхности за-
готовки-анода вызывает электроэрозию. Прохождение тока через
электролит приводит к анодному растворению.
По методу анодно-механической обработки чаще всего раз-
резают гладким диском труднообрабатываемые заготовки
(рис. 416, б). Метод нашел распространение также при заточке
твердосплавных резцов, шлифовании плоских и цилиндрических
поверхностей гладким металлическим кругом.
С увеличением подводимой мощности начинают преобладать
электроэрозионные процессы, повышается производительность об-
работки (до 30—100 мм3/с), но ухудшается качество поверхно-
стного слоя. Такой режим приемлем для черновых проходов.
Чистовую обработку ведут, снижая мощность до преобладающего
действия электрохимического процесса. Шероховатость обрабо-
танной поверхности при малой производительности (около
0,01 мм3/с) достигает =0,8 мкм.
3. Ультразвуковой и лучевые методы
Ультразвуковые колебания (15—30 кГц), используемые для об-
работки заготовок, получают при помощи магнитострикционных
излучателей. Принцип их действия основан на способности ко-
Риг. 417. Схема ультра-
звуковой обработки
бальта, никеля, их сплавов, других материалов укорачиваться
под действием магнитного поля и принимать первоначальные
размеры при его снятии.
Сердечник 7 магнитострикционного преобразователя возбу-
ждается от переменного магнитного поля катушки 8, подключен-
ной к генератору ультразвуковой частоты (рис. 417). Для охла-
ждения сердечника сквозь кожух 6 пропускается вода. Инстру-
мент 4, через волновод 5, связанный с сердечником, подводится
к заготовке 3, которая находится в ванне 1 с абразивной суспен-
зией 2. Суспензия непрерывно прокачивается
через ванну насосом. Инструмент непосред-
ственно не контактирует с заготовкой, но
совершая ультразвуковые колебания, уда-
ряет по зернам абразива, которые напра-
вленно разрушают материал заготовки.
Увеличивая зернистость абразива (обычно
применяют карбид бора или кремния), по-
вышают производительность, но снижают
точность обработки.
Ультразвуковой обработке поддаются
хрупкие материалы (стекло, керамика,
твердые сплавы, драгоценные минералы),
частицы которых скалываются от ударов
абразивных зерен. Вязкие материалы об-
рабатываются плохо.
Ультразвуковой обработкой может быть получено отверстие любой формы,
какую только можно придать поперечному сечению инструмента. Перемещая
заготовку в продольном и поперечном направлениях, можно разрезать ее по
сложному контуру.
При соответствующих режимах ультразвуковая обработка обеспечивает
7 квалитет точности и шероховатость обработанной поверхности до Rz — 3,2—
1.6 мм.
К лучевым методам обработки относят резание заготовок
узкоиаправленными пучками электронов, ионов, света, плазмы.
Переход лучевой энергии в тепловую на локальном участке за-
готовки вызывает расплавление и испарение материала с этого
участка.
При размерном электронно-лучевом резании остросфокусиро-
ванный до диаметра в несколько микрометров электронный луч
с повышенной плотностью энергии в импульсном режиме подается
на заготовку. Длительность импульсов при частоте следования
50—1 00 Гц составляет 10-4—10~6 с.
Электронно-лучевой метод целесообразно применять для об-
работки малых отверстий диаметром от 1 мм до 5—10 мкм, отрезки
заготовок из сверхпрочных материалов, прорезания в них пазов.
Сложность и высокая стоимость оборудования, ограничение раз-
меров заготовок, обрабатываемых только в вакууме, сдерживает
применение этого метода.
694
При ионно-лучевой обработке эмиттируемые катодом электроны
ионизируют молекулы газа. Ускоренные сильным электрическим
полем ионы фокусируются в узкий конический пучок, опира-
ющийся вершиной в поверхность заготовки. На ионную обработку
затрачивается меньше энергии, чем на другие лучевые методы,
но она и менее производительна.
Светолучевая (лазерная) обработка основана на применении
светового луча высокой энергии. Источником световой энергии
является лазер — оптический квантовый генератор. Для механи-
ческой обработки применяют лазеры с рубиновым стержнем.
Температура в точке приложения лазерного луча достаточна для
превращения в пар любого материала. Светолучевая обработка
обладает высокой производительностью, отличается удобством
обслуживания, отсутствием вакуумных систем. К недостаткам
метода следует отнести очень малый к. п. д. (0,1—1,0 %), необ-
ходимость в сложной системе охлаждения.
Оптические квантовые генераторы применяют для обработки
отверстий от 10 до 0,5 мкм глубиной до 0,5 мм (нержавеющая
сталь, вольфрам, другие труднообрабатываемые материалы). На
специальных станках можно сверлить десятки отверстий в минуту.
Системы программного управления, обеспечивающие необходимые
перемещения заготовки относительно светового луча, позволяют
прорезать пазы и вырезать детали со сложным геометрическим
контуром.
Плазменная обработка применяется для различных целей.
Чаще всего плазму (полностью ионизированный газ, имеющий
температуру 10 000—30 000 °C) используют для разрезания тол-
стых листов из нержавеющей стали (до 100 мм) и алюминиевых
сплавов (до 125 мм). При разрезке и вырезке, прошивании отвер-
стий головку плазменной горелки ставят перпендикулярно к по-
верхности заготовки, при строгании и точении — под углом в 40—
60°. В последнем случае струя плазмы полностью расплавляет
припуск на обработку и сдувает расплавленный материал.
Глава XII. АВТОМАТИЗАЦИЯ ОБРАБОТКИ ЗАГОТОВОК
Под автоматизацией производственного процесса понимают пере-
дачу функций управления его ходом устройствам, работающим
без участия человека. Цель автоматизации — повышение эффек-
тивности труда, улучшение качества выпускаемой продукции.
1. Автоматизация металлорежущих станков
Управление ходом процесса ведется по программе, обеспечива-
ющей заданную последовательность определенных действий
рабочих органов. У большинства универсальных металлорежу-
695
щих автоматов программа цикла определяется формой, располо-
жением кулачков и частотой вращения распределительного вала.
В копировальных станках программу обработки сложной криво-
линейной поверхности определяет копир-шаблон или образцовая
деталь. Применение сложных в изготовлении кулачков и копиров
в качестве программоносителей становится экономически не-
выгодным при малом объеме выпуска одинаковых деталей. Между
тем в машиностроении более половины металлорежущих станков
используется в условиях единичного и мелкосерийного произ-
водства Поэтому все большее распространение приобретают
станки, которые оснащаются системами, обеспечивающими бы-
стрый переход на любую программу работы. Такие станки, в ко-
торых производительность и точность специализированного обо-
рудования сочетаются с быстротой переналадки универсального
оборудования, получили название станков с программ-
ным управлением (ПУ).
Станки с программным управлением. Различают цикловое
программное управление (ЦПУ), при котором
обычно используют штекерный коммутатор и систему упоров.
Расстановкой штекеров в гнездах специальной панели н упоров, ограничива-
ющих перемещение подвижных частей станка, задается последовательность вклю-
чения, направление, значение и скорость перемещения рабочих органов. Отра-
ботка отдельных частей программы выполняется, пока одна из движущихся ча-
стей станка не достигнет соответствующего упора. При этом срабатывает путевой
выключатель, и щетка переключающего устройства (шагового искателя) переходит
в новую позицию, подготовив штекерную панель для отработки следующей части
программы. Станки с ЦПУ отличаются относительной простотой, но трудоем-
кость их наладки довольно высока, а технологические возможности ограничены.
Наиболее совершенными являются станки с числовым
программным управлением (ЧПУ). Информация
о заданном движении рабочих органов здесь представляется
совокупностью определенных чисел, записанных в закодированном
виде на программоносителе. Носителями программы могут быть
перфорированные карты и ленты, магнитные ленты и диски, фото-
пленки. Отечественная промышленность выпускает с ЧПУ токар-
ные, сверлильные, расточные, фрезерные, шлифовальные, электро-
эрозионные и другие типы станков.
Системы ЧПУ по технологическому признаку делятся на
позиционные (координатные) и контурные (непре-
рывные) Позиционное управление обеспечивает четкое фиксиро-
вание инструмента относительно заготовки в положениях, опре-
деляемых заданными программой координатами. Прн этом ско-
рость перемещений подвижных частей станка с точностью
обработки непосредственно не связана. Позиционные системы при-
меняют, например, в расточных станках для установки оси
шпинделя по осям растачиваемых отверстий; в токарных станках
для перемещения резца при обработке ступенчатых валов. При
контурном управлении в любой момент времени обеспечивается
необходимое относительное положение инструмента и заготовки.
696
Контурными системами, называемыми также функциональными,
оснащаются, например, фрезерные и токарные станки, предназна-
ченные для обработки сложных криволинейных поверхностей.
Точность обработки здесь зависит от согласованности перемещения
инструмента и заготовки по двум и более координатным осям.
По виду управляющего сигнала различают импульсные,
аналоговые и кодовые системы. Импульсная
информация используется наиболее часто. Носителем информации
в аналоговых системах является физическая величина (например,
электрическое напряжение) определенного значения, в кодовых
а С
Рис. 418. Структура систем ЧПУ
системах — неповторяющиеся комбинации сигналов, общее число
которых довольно велико. Например, при разрешающей способ-
ности 0,1 мм и перемещении рабочего органа 500 мм требуется
5000 отличных одна от другой комбинаций.
Системы ЧПУ строятся как с обратной связью (закрытые или
замкнутые системы), так и без нее (открытые или разомкнутые
системы). Обратная связь позволяет сравнивать дей-
ствительные перемещения рабочего органа с заданными програм-
мой и устранять обнаруженное несоответствие. Обратная связь
повышает точность обработки заготовок, но усложняет систему.
В замкнутой системе управляющие сигналы из
блоков ввода и вывода данных ВВ могут, например, поступать
в сравнивающий реверсивный счетчик СР (рис. 418, а). По оконча-
нии ввода определенной порции импульсов переключатель напря-
жения ПН включает двигатель Д рабочего органа РО станка.
Устройство обратной связи ПИ преобразует перемещение РО
в импульсы и посылает их в СР. Каждый посланный импульс
уменьшает число, находящееся в счетчике, на единицу. Когда
число импульсов в счетчике уменьшится до нуля, двигатель Д
отключается.
В разомкнутой системе, для которой характерно
применение шаговых двигателей, поступающие из блоков ВВ
импульсы преобразуются в элементарные повороты ротора шаго-
вого двигателя ШД на угол 1,5° (рис. 418, б). Вал двигателя через
гидравлический усилитель моментов ГУ связан с ходовым винтом
рабочего органа РО станка. Число импульсов определяет значение,
а частоты следования — скорость рабочего органа.
Блоки ВВ осуществляют ввод, считывание, обработку и вывод
программы. Считывающее устройство превращает информацию,
заложенную в программоноситель, в электрические сигналы.
697
Программоносителем может служить восьми дорожечна я
перфолента шириной 25,4 мм, рассчитанная на международный
код ИСО-7 бит. Код позволяет зашифровать 128 различных симво-
лов (рис. 419) и является адресным.
При адресном способе задания программы перед каждой командой кодируется
ее адрес, который вызывает необходимое переключение на выходе считывающего
устройства для направления числовой информации к соответствующим исполни-
тельным механизмам. Например, последовательность символов X + 008735
адресуется механизму перемещения по оси X для движения в положительном
Номер до ротки
8 7 6 5 4 2 1
Обозначение ирасшифровка символов
□□□□а
о
!□
□I
□I
5
А
N
S_
3
Цшррав________________________
Угловой размер относительно оси х
Порядковый номер______________
Частота вращения шпинделя
Смена инструмента
Плюс
Миндс
Lf
Начало программы
Конец блока, фразы или кадра-
%
1 23
Рис. 419. Шифрованная запись некоторых символов кода ИСО-7бит:
1 — лента; 2 перфорационные отверстия диаметром 1,8 мм; 3 —-
транспортные отверстия диаметром 1,2 мм
направлении на 87,55 мм; последовательность 03 означает включение закодиро-
ванной под номером 03 частоты вращения шпинделя. Запись программы ведет-
ся по кадрам. Вначале указывается его порядковый номер, а в конце символ
окончания LF. Код является защищенным: для контроля правильности записи
служит дорожка 8.
При протягивании ленты перфорированные отверстия осуществляют механи-
ческое или оптическое замыкание элементов устройства, вырабатывающего
электрические импульсы. Частота возникающих импульсов обычно не обеспечи-
вает необходимой равномерности работы исполнительных механизмов. Поэтому
информация очередного кадра предварительно направляется в ячейки запомина-
ющего устройства.
Отличительной особенностью контурных систем ЧПУ является
наличие в блоках ВВ интерполятора, преобразующего вводимые
в него импульсы для обеспечения необходимого перемещения
рабочих органов станка. При часто применяемой линейной интер-
поляции режущий инструмент перемещается по прямой между
опорными точками т, на которые условно разбит контур поверх-
ности детали (рис. 420, а). Число опорных точек берется в зависи-
мости от допустимой погрешности, связанной с аппроксимацией
действительного контура ломаной линией. Выходные импульсы,
определяющие перемещение по осям X и Y, в пределах одного
цикла (или времени кадра тк) следуют с постоянной частотой fxi
и fyi (рис. 420, б). Применяют и более сложные нелинейные ин-
терполяторы: круговые, винтовые, объемные.
Станки с ЧПУ новых мо елей оснащаются микропроцессорами
или микро-ЭВМ, выполняющими ввод и вывод данных, арифмети-
698
ческие и логические операции, функции управления. В таких
станках отпадает необходимость в считывающих и других дорого-
стоящих устройствах аппаратурного обеспечения. Программа
вводится в память станка непосредственно с клавиатуры или запо-
минается при обработке первой детали в ручном режиме.
Микропроцессоры позволяют использовать дисплей или иной
терминал для диалогового режима. Имеются станки, которые
сами запрашивают о размерах детали, точности обработки, других
параметрах. Терминальное устройство можно устанавливать на
Рис. 420. Линейное интерполирование плоской кривой
/Г
любом удалении от станка и в память ЭВМ вводить простые и
сложные изменения конструкции изготавливаемой детали. Вскоре
после этого заготовки начинают обрабатываться по новой про-
грамме согласно изменениям в чертеже детали.
Как правило, станки с ЧПУ имеют быстродействующие ревер-
сивные приводы подач, и для устранения несоответствия факти-
ческих и программируемых перемещений рабочих органов из-за
люфтов подвижные соединения делают практически без зазоров,
а длину кинематических цепей сокращают.
В зубчатых передачах выборка зазоров достигается примене-
нием шестерен из нейлона, установкой зубчатых колес с двумя
венцами 2 и 3, взаимно поворачивающимися под действием пру-
жинного компенсатора 4 (рис. 421, а). Стопорное кольцо 1 пред-
отвращает осевое смещение элементов конструкции. В паре винт —
гайка используют две гайки с сильной пружиной между ними.
Устранение зазоров одновременно во всех звеньях кинемати-
ческой цепи осуществляется в замкнутых контурах при помощи
нагружающего устройства 5, перемещающего вал 6 в осевом на-
правлении (рис. 421 б). При этом реечные шестерни 7 контакти-
руют с рейкой разноименными сторонами зубьев. Известны также
конструкции с торсионным валом, с двумя электродвигателями,
один из которых работает в тормозном режиме.
К исключению зазоров и одновременно повышению к. п. д.
передачи ведет замена соединений с трением скольжения анало-
гичными, но с трением качения. Получили распространение
передачи качения винт — гайка, реечно-червячные и др. Наряду
с передачами качения высокие эксплуатационные показатели
699
имеют передачи жидкостного трения. Привод подач тяжелых
и уникальных станков с ЧПУ повышенной точности, например,
включает реечно-червячную гидростатическую передачу. В зону
трения такой передачи масло под давлением поступает через
отверстие в червяке, реже — в рейке.
В разомкнутой системе управления вместо шаговых все чаще
используются высокомоментные двигатели, не требующие гидро-
усилитель. Однако шаговые системы могут отработать около
700 имп/с. При разрешающей способности q = 0,01 мм это соответ-
а
Рис. 421. Устройства для устранения зазоров в передачах
ствует максимальной подаче sM около 400 мм/мин. Между тем
отдельные современные станки требуют q = 0,001 мм и =
= 10—20 м/мин. Столь высоким требованиям удовлетворяют
следящие системы.
В сганках с ЧПУ широко используют специальные муфты
различных типов, вращающиеся трансформаторы и другие устрой-
ства, способствующие производительной и точной обработке.
Станки с ЧПУ являются более сложными и дорогими по сравне-
нию со специальными и универсальными. Однако по технологи-
ческим возможностям один станок с ЧПУ может заменить не-
сколько универсальных, а по коэффициенту использования (до
75 %) станки с ЧПУ превосходят универсальные за счет сокраще-
ния вспомогательного времени. Возможность программирования
многовариантных комбинаций перемещений инструмента и за-
готовки позволяет изготавливать сложные и точные детали,
производство которых на универсальных станках невозможно.
Станки с ЧПУ также почти не требуют приспособлений и соответ-
ствующих складских помещений для их хранения.
Многооперационные станки. Станки с ЧПУ, оснащенные уст-
ройствами для размещения и автоматической замены инстру-
мента, становятся многоцелевыми и позволяют выполнять большое
число разнообразных видов обработки без снятия заготовки со
станка. На одном таком станке могут совмещаться фрезерные,
сверлильные, расточные и другие операции. Инструменты раз-
мещаются в магазинах различных видов. Наибольшей вмести-
700
мостью обладают дисковые и особенно цепные магазины (до 100
инструментов и более).
Многооперационные станки чаще компонуются по схеме гори-
зонтально-расточного (рис. 422, а) или бесконсольного горизон-
тально-фрезерного (рис. 422, б) станков. На станках обрабаты-
ваются заготовки корпусных деталей. Помещаемая на стол 5
заготовка обрабатывается инструментом, устанавливаемым
в шпинделе 4. В ходе обработки элементы станка могут пере-
мещаться по трем координатным осям X, Y, Z. Пока один из
Рис, 422. Многооперационные станки
инструментов осуществляет процесс резания, цепной мага-
зин 1 перемещается в позицию, при которой транспортное устрой-
ство 2 извлекает нужный для последующей обработки инструмент
и доставляет его в зону действия автоматической руки 3. Рука,
совершая определенные пространственные движения, меняет ин-
струмент в течение нескольких секунд. Применяемый инструмент
заранее настраивают на размер вне станка так, что он при фикса-
ции в шпинделе занимает необходимое точное положение. Заго-
товка может последовательно обрабатываться с четырех сторон.
Технологические возможности многооперационных станков и их
приспособленность к выполнению как черновых, так и чистовых
операций позволяют в автоматическом цикле обработать пол-
ностью практически любую сложную деталь.
Агрегатные станки. Применение высокопроизводительных спе-
циальных станков в условиях сменяемости объектов производства
можно сделать экономически выгодным, если в основу их создания
положить принцип агрегатирования. Согласно этому принципу
специальный станок, называемый агрегатным, компонуется
в основном из унифицированных стандартных узлов (агрегатов),
которые используются многократно в разных количествах и ком-
бинациях. Число оригинальных элементов, необходимых для
сборки станка применительно к конкретной заготовке, сведено
к минимуму. На агрегатных станках обрабатываются преимуще-
ственно корпусные и другие сложные детали сверлением, р а север -
701
ливанием, зенкерованием, развертыванием, нарезанием резьбы
метчиками и плашками, растачиванием.
Унифицированными являются силовые головки, поворотные
и крестовые столы для установки заготовок, боковые станины
и другие узлы. Силовая головка состоит из силовой бабки 4,
обеспечивающей главное вращательное движение, и силового
стола 5, осуществляющего движение подачи (рис. 423, а). К сило-
вой бабке присоединяются шпиндельные узлы 5, оснащаемые
необходимым режущим инструментом. Силовой стол с механи-
ческим кулачковым или гидравлическим приводом работает по
Рис. 423. Агрегатный станок и его возможные компоновки
полуавтоматическому циклу’ ускоренный подвод — рабочая по-
дача — выстой — быстрый отвод — остановка. Заготовка поме-
щается на установочный стол с программным управлением. Пово-
ротный делительный стол 1 обеспечивает быстрый поворот за-
готовки 2 на определенный угол в пределах 30Q, 180°. Когда отпа-
дает необходимость в данном станке, он разбирается, а унифици-
рованные узлы используются вновь для сборки агрегатного станка
другого назначения (рис. 423, б).
Адаптивное управление. Оснащение станков адаптивными (са-
монастраивающимися) системами повышает точность и производи-
тельность обработки заготовок. Система автоматически коррек-
тирует настройку станка или режим резания при изменении
условий обработки. Существуют различные типы адаптивных
систем. Система предельного регулирования основана на сравне-
нии действительного значения одного из параметров, определя-
ющих точность обработки, с заданным значением и выработки
необходимого управляющего сигнала. Например, с помощью
преобразователя измеренное значение одной из составляющих
силы резания вводится в блок сравнения. Образующийся на
выходе блока и поданный на регулируемый привод сигнал рас-
согласования изменит подачу так, что составляющая силы резания
станет равной требуемому значению. Кроме силовых параметров
объектами измерений в адаптивных системах предельного регули-
702
рования могут служить температура резания или отдельных
частей станка, уровень вибраций, износ инструмента, действи-
тельные отклонения размеров обработанной поверхности.
Наиболее совершенной является адаптивная система в станках
с ЧПУ, оснащенных средствами вычислительной техники, в ча-
стности, микропроцессорами. Здесь появляется возможность при-
ближенного (или общего) решения технологической задачи. Си-
стема же с помощью преобразователей точно определит действи-
тельные условия резания и изменит их до оптимальных по управ-
ляющим сигналам, значение которых вычисляется микропро-
цессором.
2. Комплексная автоматизация
При комплексной автоматизации отдельные станки, участки, цехи,
заводы функционируют как единое целое на основе безлюдной
технологии. Для этого необходимо полностью автоматизировать
загрузку и закрепление заготовки, выгрузку деталей и контроль
их качества, очистку поверхностей, предназначенных для раз-
мещения заготовок перед обработкой, контроль износа и выявле-
ние поломок инструмента, удаление стружки из зоны резания
и за пределы станка, другие составляющие производственного
процесса. Комплексная автоматизация при устойчивом выпуске
определенного вида деталей достигается на автоматических поточ-
ных линиях.
Под автоматической линией понимают
совокупность автоматически действующих
станков и транспортирующих обрабаты-
ваемые заготовки средств, имеющих общую
систему управления.
Станки располагаются по ходу технологического процесса.
В линию могут входить универсальные, специальные и агрегат-
ные станки. Сохраняя достоинства высокопроизводительного спе-
циального оборудования, агрегатные станки сравнительно просто
перестраиваются на выпуск новой продукции, что делает их широко
применяемыми в автоматических линиях.
Автоматические линии делят на с и н х р о н н ы е (жесткие)
и несинхронные. В первом случае заготовки передаются
при помощи транспортирующих средств непосредственно от одного
станка к следующему. Отказ любого элемента линии приводит
к ее остановке и последующему простою до устранения неисправ-
ности. В несинхронных линиях создают заделы в виде накопите-
лей заготовок. При отказе, например, одного из станков преды-
дущий участок линии продолжает работать на накопитель, уста-
новленный до вышедшего из строя станка, а последующий участок
обрабатывает заготовки, поступающие из другого накопителя,
расположенного за неработающим станком.
Если в линии используются станки малой производительности,
появляется необходимость в параллельной обработке заготовок на
703
двух и более станках. Линии могут располагаться на территории
цеха по прямой или иметь более сложное очертание. Они могут
быть однопредметными или многопредметными.
На многопредметных линиях одновременно обрабатываются де-
тали разных наименований или типоразмеров.
Линии, работающие с использованием штучных заготовок,
имеют бункерное или магазинное загрузочные устройства. В бун-
кер заготовки насыпаются навалом, а специальное ориентирующее
устройство автоматически придает им нужное положение до подачи
Рис. 424, Общий вид (а) и схема (6) роторной автоматической линии
на обработку. В магазин загружают заготовки, предварительно
ориентированные вручную.
। Устройство для поштучной подачи заготовок в рабочую зону
и вывода из нее обработанных деталей называют автоопера-
тором. Устройство с большим чем у автооператора числом
степеней свободы называют манипулятором.
Очень высокой производительностью обладают роторные
автоматические линии (рис. 424). Они состоят из роторных стан-
ков 3 и транспортных роторов 2, находящихся во взаимном син-
хронном вращении. Непрерывно движущаяся по линии 1 заготовка
передается от одного роторного блока к другому при помощи
захватывающих устройств 4. Совмещение транспортных и рабочих
движений сокращает производственный цикл. Количество роторов
и рабочих позиций определяется характером и продолжительно-
стью выполняемых операций. На роторной автоматической линии
можно одновременно обрабатывать два (5 и 6) и более изделий,
для которых предусматриваются отдельные питающие 7 и прием-
ные 8 устройства.
Гибкие производственные системы. В мелкосерийном произ-
водстве средства комплексной автоматизации должны обладать
быстрой переналаживаемостью,' быть гибкими. Таким свойством
в наибольшей степени обладают станки с ЧПУ, подобранные
определенным образом по количеству и типам, со вспомогатель-
ными устройствами при централизованном управлении их рабо-
704
той от ЭВМ. Каждый станок может иметь индивидуальные системы
ЧПУ, но их управление осуществляется от программы, храня-
щейся в памяти ЭВМ.
Набор программ управляющей ЭВМ позволяет осуществить
оптимальную обработку большого числа весьма разнообразных
деталей. Более совершенной является схема, в которой индиви-
дуальные системы ЧПУ заменены блоками управления приводами,
а функции индивидуальных систем переданы управляющей ЭВМ.
При осуществлении комплексной автоматизации все большее
применение нахтят промышленные роботы, которые
Рис. 425. Роботизированный токарный комплекс:
1 — тактовый стол; 2 — станок; 3 — робот пристраиваемого
типа; 4 — шкаф с системой ЧПУ
в отличие от обычных манипуляторов имеют программное управ-
ление. Поэтому роботы могут многократно и быстро перестраи-
ваться для выполнения разных по характеру работ: установку
детали на станок, ее закрепление, снятие, переориентирование,
передачу на другое рабочее место и т. п. При смене объекта про-
изводства роботы легко встраиваются в новую линию.
В организационной структуре гибких производственных систем
самостоятельным звеном первого уровня является технологи-
ческий модуль — обрабатывающая ячейка на базе станка
с ЧПУ, обслуживаемого роботом.
Модуль, предназначенный для обработки тел вращения, состоит
из токарного станка с ЧПУ, промышленного робота для загрузки
заготовок и выгрузки деталей, устройства для их накопления и
ориентации. Один из таких модулей (рис. 425) предназначен для
обработки деталей из штучных заготовок с зажимом в механизи-
рованном патроне и поджимом, при необходимости, центром
задней бабки.
Модуль, предназначенный для обработки корпусных деталей,
создается на базе многооперационного станка с ЧПУ и включает
в себя автоматическую систему с приспособлениями-спутниками.
23 Кнорозов Б. В. и др. 705
Спутники служат для закрепления заготовок, их перемещения
в зону обработки, выгрузки готовых деталей.
Роботизированные единичные комплексы вместе с автоматизи-
рованным складом заготовок, транспортным роботом и автомати-
зированным рабочим местом диспетчера могут образовывать
гибкие производственные участки механи-
ческой обработки.
Наивысшее развитие комплексная автоматизация получает
в так называемых гибких автоматических произ-
водствах (ГАП), создаваемых на основе крупномасштабного
применения вычислительных средств, технологического обору-
дования с ЧПУ, промышленной робототехники. Отличительной
особенностью системы ГАП является использование ЭВМ для
автоматизации не только процессов изготовления, контроля,
транспортирования, складирования продукции, но и этапов ис-
следования, проектирования, конструирования, планирования,
технологической подготовки производства при тесной взаимосвязи
между всеми элементами системы.
Основными направлениями экономического и социального раз-
вития СССР на 1986—1990 годы и на период до 2000 года предусмат-
ривается широкое внедрение гибких переналаживаемых произ-
водств, систем автоматического проектирования. Дальнейшее
развитие получат автоматические линии, оборудование со встроен-
ными средствами микропроцессорной техники, многооперацион-
ные станки с ЧПУ, робототехнические и роторные комплексы.
Раздел седьмой
ОСНОВЫ ПОРОШКОВОЙ МЕТАЛЛУРГИИ
Глава I. ОБЩИЕ СВЕДЕНИЯ
О ПОРОШКОВОЙ МЕТАЛЛУРГИИ
Порошковой металлургией называется о б-
л.а сть техники, охватывающая процессы
получения порошков металлов и металло-
подобных соединений и процессы изготов-
ления изделий из них без расплавления.
Типовая технологическая схема получения изделий методами
порошковой металлургии включает: 1) производство порошков
металлов и других материалов; 2) формование заготовки из по-
рошка со связкой или без нее путем прессования или прокатки;
3) спекание заготовки при температуре ниже температуры плав-
ления основного компонента; 4) дополнительную обработку спе-
ченного изделия — механическую обработку, пропитку и др.
Приведенная технологическая схема позволяет а) изготовлять
материалы и изделия с такими составами, структурами и свой-
ствами, какие невозможно получить традиционными металлурги-
ческими методами (литьем, обработкой давлением, термообра-
боткой); б) изготовлять изделия с обычными составами, структу-
рой и свойствами, но с существенно меньшим расходом материа-
лов и точнее выдержанными размерами.
Исторически первой технической задачей, решенной методами порошковой
металлургии было получение ковкой платины спеканием платинового порошка.
Это сделали в 1826 г. русские ученые П. Г. Соболевский и В. В. Любарский,
а три года спустя, независимо от них, английский ученый Волластон. Позднее,
когда платину научились плавить, об этой технологии забыли и вспомнили о
ней только на рубеже нашего века, когда потребовались вольфрамовая проволока
для ламп накаливания и медно-графитовые щетки для электрических машин, ко-
торые нельзя было изготовить обычными методами. В конце 20-х годов появились
твердые сплавы для металлорежущего инструмента и многие другие изделия. В по-
слевоенные годы из порошков стали изготавливать подшипники и фрикционные
накладки, фильтры, высокотемпературные материалы и многое другое. Развитие
производства порошков сделало выгодным получение из них обычных констук-
ционных деталей — шестерен, зубчатых колес, седел клапанов, муфт, кулач-
ков, деталей насосов, втулок и многого другого. В результате порошковая ме-
таллургия превратилась в крупнотоннажное производство, 60—65 % продукции
которого —- детали общемашиностроительного назначения. В особо больших
количествах их потребляет автомобилестроение. В США в 1976 г. на один
автомобиль приходилось более ста спеченных деталей общей массой 11 кг. Под-
считано, что при крупномасштабном производстве одна тысяча тонн спеченных
конструкционных деталей высвобождает окало 250 рабочих и обеспечивает эко-
номический эффект более миллиона рублей. Поэтому в последние 25 лет темпы
роста мирового производства деталей из порошков были очень велики, в среднем
8—10 % в год, достигая в отдельные годы 15—20%. В СССР особенно бы-
стро нарастало производство спеченных изделий после 1965 года-—в 1,5—
2 раза и более за каждую пятилетку. В настоящее время спеченные из порошков
изделия применяют во всех отраслях промышленности.
23*
707
Существенным достоинством порошковой металлургии является
ее безотходность и, вследствие этого, экологическая чистота.
Сокращаются отходы и, соответственно, загрязнение окружающей
среды и на последующих этапах производства, например, при
размерной обработке. Это делает методы порошковой металлур-
гии еще более эффективными.
Создание новых износостойких и других материалов методами
порошковой металлургии включено в «Комплексную программу
научно-технического прогресса стран — членов СЭВ до 2000 года»
как одна из первоочередных задач в деле обеспечения народного
хозяйства принципиально новыми материалами, обладающими
более высокими эксплуатационными свойствами, чем традицион-
ные. Выпуск металлических порошков в СССР за 1986—1990 годы
планируется увеличить более чем втрое.
Глава II. ОСНОВНЫЕ ЭТАПЫ ТЕХНОЛОГИИ
ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ПОРОШКОВ
1. Получение и подготовка порошков
Существующие методы получения порошков подразделяют на механические и
физико-химические. К механическим относятся: дробление и размол в различных
мельницах; распыление струн расплавленного металла вращающимися лопас-
тями или струей сжатого газа; грануляция расплавленного металла при литье
в жидкость; обработка металла резанием с получением частиц, а не сливной
стружки .
Грануляция и обработка резанием позволяют получать довольно грубые
порошки, а при размельчении материала в различных мельницах к. п. д. про-
цесса очень мал. Кроме того, механические методы не позволяют регулировать ни
форму частиц порошка, ни его состав. Поэтому доминирующее место в произ-
водстве порошков занимают физико-химические методы. Основные из них это
восстановление оксидов и других соединений, электролиз водных растворов
и расплавленных сред, диссоциация карбонилов при нагреве, межкристаллит-
ная коррозия.
Восстановление оксидов и других соединений — один из распространенных
и экономичных способов получения металлических порошков. Исходным сырьем
служат оксиды и галогениды, восстановителем — либо газы (водород, диссоции-
рованный аммиак, конвертированный природный газ и др.), либо твердый уг-
лерод в виде кокса или сажи, либо металлы (алюминий, кальций, магний, натрий).
Газообразные и твердые углеродистые восстановители применяют для по-
лучения порошка железа Различные газообразные восстановители используют
для производства порошков меди, никеля, кобальта. Восстановление оксидов
водородом позволяет изготавливать порошки вольфрама и молибдена. Порошки
титана, циркония, тантала и ниобия получают металлотермическим способом —
восстанавливая их металлами или гидридом кальция. Порошки легированных
сталей и нихромов тоже получают восстановлением гидридом кальция. Для
этого смесь железного порошка, закиси никеля, окиси хрома и гидрида кальция
нагревают до 1100—1200 °C. Так можно получать порошки легированных сталей
любой марки.
Электролизом водных растворов солей получают порошки меди, никеля, се-
ребра, электролизом расплавов — порошки титана и тантала.
Очень чистые, но дорогие порошки железа, никеля и кобальта получают
карбонильным способом. Для этого низкосортное, с примесями, сырье обрабаты-
708
Таблица 21. Марки порошков
Материал Марка порошка ГОСТ или ТУ
Железо ПЖ2, ПЖ4 ГОСТ 9849—74
Вольфрам ПВ-0, ПВ-1 ТУ 48-19-101—84
Медь ПМС-1, ПМС-2, ПМС-6 ГОСТ 4960—75
Никель электролитический ПНЭ-1 ГОСТ 9722—71
Никель карбонильный ПНК-0Т2, ПНК-2Т2 То же
Хром Х95 ГОСТ 5905—79
Хром ПХ1С ТУ 141-1474—75
Кобальт ПК-1, ПК-2 ГОСТ 9721—79
Свинец ПСА, ПС1, ПС2 ГОСТ 16138—78
Олово ПО-1, ПО 2 ГОСТ 9723—73
Кремний КрО, Кр1 ГОСТ 2169—69
Сталь легированная ПРОХ18Н9, ПРХ18Н9* ГОСТ 14086—68
ПХ17Н2, ПХ18Н15, ПХЗО, ПХ18Н9Т, ПХ18Н12М2Т ** ГОСТ 13084—67
Графит ГК-2, ГК-3 ДМ-1, ДМ-2 ГОСТ 9849—74
Дисульфид молибдена ТУ 48-19-133—75
* Порошки ПГ получают распылением расплава воздухом или инертным газом.
•• Порошки получают совместным восстановлением оксидов гидридом кальция.
вают оксидом углерода СО при 50—200'“С и давлении 5—10 МПа. Образуются
карбонилы — соединение типа Меа (СО)ь. Карбонилы железа, кобальта и ни-
келя легкоплавки и кипят при температурах до 100 °C, карбонилы хрома, молиб-
дена и вольфрама кипят при 150—180 °C. Летучесть перечисленных карбонилов
позволяет отгонкой отделять чистые карбонилы от примесей. Затем при темпера-
турах 200—300 °C карбонилы разлагают на металл и СО. Этим способом очень
егко получать и порошки сплавов: достаточно перемешать жидкие карбонилы.
Карбонильные порошки используют преимущественно для изготовления посто-
янных магнитов.
Некоторые марки порошков, выпускаемых отечественной промышлен-
ностью, приведены в табл. 21.
Порошок перед прессованием заготовки должен пройти предварительную
обработку. Она включает:
а) отжиг порошка — обычно в восстановительной атмосфере. При
этом удаляются оксидные пленки, снимается наклеп, повышается пластичность.
Отжиг в атмосфере с добавками хлора или фтора позволяет рафинировать поро-
шки: галогениды кремния, марганца и некоторых других элементов летучи. По-
этому примеси этих элементов удаляются при отжиге;
б) рассев порошка на фракции, осуществляют для того,
чтобы потом использовать зерно заданного размера. Зерна крупнее 50 мкм рас-
сеивают на фракции с помощью набора сит, а более мелкие зерна — в воздушном
сепараторе;
в) смешивание порошков; для этого используют разнообразные
смесители, а также шаровые мельницы. Равномерное перемешивание порошков
достигается тем легче и быстрее, чем ближе плотности смешиваемых компонентов.
При большой разнице плотностей нужны специальные меры, чтобы предотвратить
расслоение смеси в процессе приготовления и при длительном хранении.
2. Формование порошков
Формование — это придание порошковому
материалу формы, размеров, плотности и
прочности, необходимых для выполнения
709
последующих операций изготовления из-
делия. Существует много методов формования порошков.
Наиболее распространенный из них — прессование в стальной
пресс-форме. Схема простейшей пресс-формы приведена на
рис. 425. Она состоит из матрицы и двух пуансонов, сжимающих
слой порошка. Прессование может быть односторонним, когда
только один пуансон перемещается относительно матрицы
(см. рис. 425) и двухсторонним, когда подвижны оба пуансона.
Давление прессования
Рис. 426. Схема простейшей
пресс-формы:
h 4 — пуансоны; 2 — мат-
рица; 3 — порошок
находится обычно в пределах от 300 до
800—1000 МПа; твердые сплавы прессуют
под меньшим давлением — 100—150 МПа,
так как частицы карбидов хрупкие и при
чрезмерном давлении дробятся.
Перемещение частиц при прессовании
приводит к возникновению «бокового
давления», т. е. давления порошка на
боковые стенки, а также «внешнего тре-
ния», т. е. трения порошка о стенки. Сме-
щение частиц порошка перпендикулярно
25—40 % от него.
линии приложения давления, затруднено
из-за трения и сцепления между части-
цами. Поэтому боковое давление мень-
ше давления прессования и составляет
Потери энергии на внешнее трение тем
больше, чем больше высота прессуемого изделия. Внешнее трение
«съедает» до 60—90 % давления прессования и приводит к нерав-
номерности уплотнения по высоте. Максимальной будет плотность
изделия под прессующим пуансоном (на некотором расстоянии
от него, так как сказывается трение порошка о пуансон), мини-
мальной — у дна матрицы. Неравномерно уплотнение и по
плоскости, перпендикулярной действию сил: в верхней части
изделия края плотнее, в нижней — центр плотнее. Двустороннее
прессование позволяет уменьшить неравномерность уплотнения,
но не решает проблему — оно как бы равносильно уменьшению
высоты прессовки вдвое.
Один из наиболее радикальных способов уменьшить трение и
улучшить процесс уплотнения (повысить плотность и уменьшить
разброс ее по объему прессовки) — это применение смазок.
Смазку можно вводить в прессуемый порошок или смазывать ею
стенки прессформы. В качестве смазок используют стеариновую
кислоту и ее соли, парафин, глицерин, дисульфид молибдена и
другие вещества. Количество смазки колебтется в пределах
0,1—0,15 %; оно уменьшается с повышением размеров зерен
порошка и увеличением активности смазки. С ростом высоты прес-
суемого изделия возрастает потребное количество смазки.
После прессования к прессовке необходимо приложить усилие,
чтобы извлечь ее из формы. Это усилие называют давлением вы-
талкивания. Оно составляет 25—40 % от давления прессования,
710
и тем больше, чем выше прессуемое изделие и меньше его попереч-
ное сечение.
После снятия нагрузки и освобождения из прессформы, прес-
совка расширяется, причем не минуты и часы, а дни и недели.
Она «распухает» и даже может разрушиться. Расширение прессовки
вызывается действием внутренних напряжений. Это явление назы-
вается упругим последействием. Размер упругого
последействия составляет 3—5 % в направлении прессования и
1—5 % в перпендикулярном направлении. Поэтому время между
прессованием и спеканием не должно превышать нескольких
часов.
Распространенным вариантом формования является изоста-
тическое прессование. Сущность его в следующем. Порошок по-
мещают в резиновую оболочку толщиной 0,1—0,15 мм, уплотняют
вибрированием и вакуумируют, чтобы воздух в порах не мешал
уплотнению. Затем оболочку с порошком переносят в рабочую
камеру, в которую нагнетают жидкость или газ под большим дав-
лением. Порошок в оболочке равномерно обжимается со всех
сторон, при этом внешнее трение порошка отсутствует, так как
оболочка перемещается вместе с порошком. Плотность прессовки
получается практически одинаковой, а давление прессования для
достижения заданной плотности гораздо меньше, чем при прессо-
вании в стальных прессформах.
Изостатическое прессование с обжатием жидкостью (масло,
вода, глицерин) называется гидростатическим, а с об-
жатием газом — газостатическим. Гидростатически
прессуют цилиндры, трубы, шары, тигли и изделия сложной формы.
Масса прессовки может достигать 500 кг. Упрощенным вариантом
всестороннего обжатия является прессование в стальных пресс-
формах, покрытых утолщенной эластичной оболочкой. Оболочки
изготавливают из различных органических веществ и используют
многократно. Оболочка из массы на основе натурального каучука
выдерживает до 1000 циклов прессования. Основные недостатки
изостатического прессования — низкая производительность про-
цесса и невысокая размерная точность прессовок.
Ленты из порошков и их смесей формуют прокаткой между
двумя гладкими валками. Прочность прессовки достаточна для
последующего спекания. Одновременная прокатка порошков двух
разных металлов или металлического листа со слоем порошка поз-
воляет получать многослойный прокат. В настоящее время- широ-
кое применение получает прокатка в вакууме или инертной среде
порошков из химически активных металлов — титана, тантала,
циркония. Прокаткой можно получать только изделия малой
толщины, так как угол захвата порошков не превышает 13°.
Длинномерные заготовки типа прутков, труб, уголков полу-
чают мундштучным прессованием. Для этого порошок с пласти-
фикатором помещают в контейнер и выдавливают из него пуансо-
ном через отверстие в мундштуке. В качестве пластификаторов
711
используют парафин, поливиниловый спирт, крахмал и другие
вещества. Процесс схож с прессованием слитков металла. Как
правило, прессуемый порошок подогревают. Это позволяет при
прессовании металлов обходиться без пластификаторов. Алюми-
ний и его сплавы прессуют при 400—600 °C, медь при 800—900 °C,
никель и стали при 1050—1250 °C. Химически активные металлы
(титан, цирконий, бериллий) прессуют в защитных средах или
в защитных оболочках из стекла, графита или металлической
фольги.
Сосуды и изделия сложной формы, которые трудно изготавли-
вать обычными способами прессования, получают шликерным
формованием. Этот процесс заключается в заливке в пористую
форму шликера — однородной концентрированной суспензии по-
рошка в жидкости. Количество порошка составляет 40—70 %.
Жидкость впитывается в поры формы, а частицы порошка оседают
на ее стенках, создавая твердый слой. Формирование слоя зани-
мает 1—60 мин в зависимости от толщины стенки изделия, затем
изделие вынимают и сушат при 100—150 °C. Относительная плот-
ность полученных изделий может достигать 60 %.
В последние годы при прессовании стали применять импульс-
ные нагрузки и вибрации. Приложение нагрузки с высокими ско-
ростями и вибрация позволяют получать более плотные и одно-
родные прессовки.
3. Спекание и дополнительная обработка
спеченных изделий
Спекание — решающая операция в формировании свойств изде-
лия. Оно всегда должно обеспечивать увеличение прочности изде-
лия и во многих случаях — увеличение плотности. Главным, что
обусловливает процессы при спекании является большая поверх-
ностная энергия порошков: площадь поверхности порошков состав-
ляет несколько квадратных метров на один грамм массы. Стрем-
ление системы к уменьшению поверхностной энергии приводит
к возникновению так называемого «капиллярного давления», под
действием которого происходит течение вещества, образуются
контакты между частицами и уменьшается пористость.
Спекание многокомпонентных смесей может осуществляться
как в твердой фазе (твердофазное спекание), так и в присутствии
жидкой фазы (жидкофазное спекание). Твердофазное
спекание проводят при температурах 0,7—0,9 абсолютной
температуры плавления наиболее легкоплавкого компонента смеси.
На начальной стадии спекания, благодаря поверхностной диффу-
зии, происходит расширение участков контакта частиц порошка
и увеличивается сцепление частиц. При этом пустоты между части-
цами постепенно сфероидизируются, приобретают округлую форму,
но объем пустот не изменяется. На последующих стадиях спека-
ния происходит объемная диффузия, уменьшается объем пор и
712
прессовки в целом (идет усадка прессовки). Выдержка прессовки
при постоянной температуре сопровождается сначала быстрой
усадкой, потом усадка замедляется и размеры изделия стабили-
зируются. Если после этого увеличить температуру изотермиче-
ской выдержки, то опять вначале быстро пройдет уплотнение изде-
лия, а затем его размеры и плотность стабилизируются. И так
при каждом новом подъеме температуры. Плотность и прочность
спекаемых изделий существенно зависят от атмосферы, в которой
проводят спекание.
* Восстановительные среды предпочтительнее нейтральных га-
зов, так как восстановление оксидных пленок на частицах порошка
ускоряет спекание. Полно и быстро проходит спекание в вакууме.
Длительность выдержки при спекании — от получаса до не-
скольких часов. Получить беспористый материал при твердофаз-
Йм спекании практически не удается.
Жидкофазное спекание позволяет получать су-
щественно более плотные изделия, чем твердофазное. Они могут
быть практически беспористыми (пористость менее 1—2 %).
Жидкая фаза облегчает спекание только тогда, когда она хорошо
смачивает твердую фазу. В противном случае она тормозит спе-
кание. Расплавы металлов хорошо смачивают чистые металличе-
ские поверхности, а также поверхности тех неметаллических
веществ (карбидов, нитридов, боридов, оксидов и др.), с которыми
они взаимодействуют. Различают спекание с жидкой фазой оста-
ющейся до конца процесса и спекание с исчезающей жидкой фа-
зой. С оставшейся жидкой фазой спекают материалы на основе
железа, содержащие медь, фосфор, серу. Характерные примеры
спекания с исчезающей жидкой фазой — производство постоян-
ных магнитов, бронзовых и бронзографитных материалов. Так,
при спекании сплавов медь — олово — графит олово плавится
сначала, потом оно постепенно растворяет медь и жидкая фаза
исчезает.
В производстве некоторых видов изделий применяют пропитку
спрессованного и спеченного каркаса из тугоплавкого вещества
легкоплавким сплавом. Так, пропитывают медь свинцом, карбид
титана сталью, вольфрамовое волокно медью и медноникелевыми
сплавами. Основное условие пропитки — смачивание тугоплав-
кого вещества расплавом. Пропитку выполняют погружением
пористого каркаса в расплав или кладут на пористый каркас кусо-
чек легкоплавкого сплава и расплавляют его в защитной среде;
под действием капиллярных сил происходит пропитка каркаса.
Спеченные изделия в ряде случаев подвергают дополнительной
обработке. Основные ее виды это регулирование структуры и раз-
мерная обработка изделий. Регулирование структуры осущест-
вляется термообработкой, доводка изделий по размеру — калиб-
ровкой или механической обработкой. Калибровку осуществляют
в специальных калибровочных пресс-формах. Усилие калибровки
составляет 10—25 % от усилия прессования. Калибровка — почти
713
всегда отделочная операция. Она позволяет достичь 1—2 класса
точности при 7—9 классах чистоты поверхности. Механическая
обработка спеченных изделий трудоемка и сопряжена с затрудне-
ниями из-за пористости: вырывы и трудно получить требуемую
чистоту поверхности. Выполняют механическую обработку на
больших скоростях твердосплавным режущим инструментом со
специально подобранными углами заточки.
Глава III. ПОРИСТЫЕ ПОРОШКОВЫЕ МАТЕРИАЛЫ
Отличительная особенность этой группы материалов — наличие
равномерной объемной пористости, которая позволяет получить
требуемые эксплуатационные свойства. Пористость фрикционных
материалов составляет 10—13 %, антифрикционных — 15—35%,
фильтров—25—50%,высокопористых и пеноматериалов—95—98%.
1. Антифрикционные порошковые материалы
Антифрикционные материалы для подшипников скольжения —
один из самых распространенных видов продукции порошковой
металлургии. Большинство из них представляет собой пористую
основу, пропитанную маслом. Масло поступает из пор на поверх-
ность и подшипник становится самосмазывающимся, не требуется
подводить смазку извне. Это существенно для чистых производств—
в фармацевтической, пищевой и других отраслях. Кроме того,
такие подшипники почти не изнашивают поверхность вала и шум
от них в 3—4 раза меньше, чем от шариковых подшипников. При
малых скоростях самосмазывающиеся пористые подшипники вы-
держивают большие нагрузки, чем литые; увеличение скорости
приводит к росту допустимой нагрузки для литых подшипников
и уменьшению ее для самосмазывающихся пористых. Поэтому
большинство спеченных подшипников работает при скоростях
скольжения до 6 м/с и произведении давления на скорость до
150—200 МПа-м/с.
Технологическая схема изготовления подшипниковых втулок
складывается из прессования и спекания порошков, пропитки
изделия маслом и калибровки прессованием. Полученные изделия
не нуждаются в механической обработке.
По составу пористые подшипники сначала копировали литые
подшипниковые бронзы, позднее — для повышения прочности и
экономии цветных металлов вместо бронзы стали применять просто
железо, железо-графит с добавкой 5—7 % меди. Изготавливают
также медно-графитовые и бронзо-графитовые подшипники, но
они работают при меньших механических и тепловых нагрузках,
чем железные. Графит, смешиваясь с маслом в порах, улучшает
условия смазки и работоспособность подшипника.
Пропитка пористых железных подшипников расплавленной
серой позволяет повысить рабочие скорости до 80 м/с и увеличить
допустимые рабочие температуры. Такой подшипник является
714
полностью самосмазывающимся. Положительные результаты по-
лучены при введении в состав подшипника в качестве твердой
смазки дисульфида молибдена и при пропитке подшипников син-
тетическими смолами.
Разработаны также подшипниковые спеченные материалы на
основе тугоплавких соединений (боридов, карбидов и др ), содер-
жащие в качестве твердой смазки сульфиды, селениды и гексаго-
нальный нитрид бора. Такие подшипники работают при темпера-
турах до 500 °C и работоспособны в высоком вакууме.
. Вкладыши для коренных и шатунных подшипников автомо-
бильных двигателей нередко делают трехслойными: на стальную
ленту напекают пористый слой смеси медь-никель-графнт и про-
питывают его сверху баббитом, формируя поверх спеченного слоя
слой баббита толщиной 20—75 мкм. Такой подшипник обладает
более высокими антифрикционными свойствами и долговечнее,
чем обычный стальной с заливкой баббитом.
В последние годы все шире применяют металлопластмассовые
антифрикционные материалы: спеченные бронзографиты, титан,
нержавеющие стали, в том числе сульфидированные, пропитывают
фторпластом Ф-4Д или Ф-4ДП. Получаются коррозионностойкие
и износостойкие изделия. Срок службы металле пластмассовых
материалов примерно вдвое больше, чем антифрикционных мате-
риалов других типов. При сухом трении лучшими свойствами об-
ладает пропитанная фторпластом бронза.
2. Фрикционные порошковые материалы
Фрикционные материалы предназначены для работы в различных
муфтах сцепления и тормозах. Условия работы этих материалов
часто очень тяжелые. Так, при торможении трущиеся поверхности
могут мгновенно нагреваться до 1200 °C, а материал в объеме —
до 500—600 °C. Фрикционные материалы на основе асбеста (типа
ферродо) и литые металлические (чугун, сталь, бронза) не могут
работать в таких условиях. Для тяжелых условий применяют спе-
ченные многокомпонентные материалы.
По назначению компоненты фрикционных материалов под-
разделяют на следующие группы:
а) основа — медь и ее сплавы — для рабочих температур до
500—650 °C, железо, никель и сплавы на их основе — для работы
при сухом трении и температурах до 1000—1200 °C;
б) твердые смазки — предотвращают микросхватывание при
торможении и предохраняют фрикционный материал от износа;
в качестве твердых смазок используют свинец, олово висмут, гра-
фит, сульфаты бария и железа, нитрид бора;
в) материалы, обеспечивающие высокий коэффициент трения —
асбест, кварцевый песок, карбиды бора, кремния, хрома, титана,
оксиды алюминия и хрома и др.
Из фрикционных спеченных материалов делают тормозные
накладки и диски. Прочность этих материалов мала, так как в них
715
много неметаллических компонентов. Поэтому фрикционные ма-
териалы прикрепляют к стальной основе в процессе изготовления
(припекают к основе) или после (приклепывают, приклеивают
и т. д.).
3. Фильтры
Фильтры из спеченных металлических порошков по своим эксплуа-
тационным характеристикам превосходят другие фильтрующие
материалы, особенно, когда требуется тонкая фильтрация. Глав-
ное их достоинство: они могут работать при температурах от — 273
до 700—900 °C, быть коррозионностойкими и жаропрочными
Ими можно, например, очищать горячие газы. Спекание позволяет
получать фильтрующие материалы с относительно прямыми тон-
кими порами одинакового размера. Технология их изготовления
проста и обеспечивает высокую воспроизводимость фильтрацион-
ных характеристик.
Изготавливают фильтры из порошков коррозионпостойких
материалов — бронзы, нержавеющих сталей, никеля, серебра,
латуни и др. Для удовлетворения запросов химической и метал-
лургической промышленности разработаны фильтрующие мате-
риалы на основе никелевых сплавов, титана, вольфрама, молибдена
и тугоплавких соединений. Такие фильтры работают тысячи часов
и поддаются регенерации в процессе работы: их можно продуть,
протравить, прожечь и т. д. Чаще всего фильтрующие материалы
выпускают в виде чашечек, цилиндров, втулок, дисков, плит
и т. д. Размеры их колеблются от дисков диаметром 1,5 мм до
полых цилиндров диаметром 300 мм и плит размерами 450 X
X 1000 мм. Выпускают также пористый прокат — ленту, из ко-
торой с помощью аргоно-дуговой сварки можно изготавливать
фильтрующие трубы и другие конструкции. Пластичность по-
ристых материалов позволяет собирать фильтры на прессовой
посадке.
Тонкость фильтрации, т. е. размер задерживаемых частиц,
зависит от диаметра пор, пористости и толщины стенки фильтра»
При толщине стенки фильтра 0,5 мм тонкость фильтрации примерно
равна максимальному диаметру пор, при толщине стенки 3 мм —
примерно 30 % диаметра пор. Наиболее эффективно применение
фильтров из нескольких слоев с различными пористостью и диа-
метром пор. Первый слой улавливает более крупные частицы,
второй и последующие слои — мелкие частицы. В результате
повышается грязеемкость фильтра — он дольше не забивается.
4. Прочие пористые изделия
«По теющие сплавы» — материалы, через стенки которых
к рабочей наружной поверхности детали поступает жидкость или
газ. Благодаря испарению жидкости температура поверхности
716
понижается. Это существенно, например, для лопаток газовых
турбин. Налажен промышленный выпуск «потеющего» сплава на
основе порошка нихрома с порами диаметром до 10—12 мкм при
пористости 30 %. Сплавы этого типа используют и для решения
обратной задачи: крылья самолетов покрывают пористым медно-
никелевым слоем и подают через него на поверхность антифриз,
препятствующий обледенению.
Пористые электроды широко используют в раз-
личных электрохимических процессах. Пористый электрод не-
большого размера имеет огромную внутреннюю реакционную по-
верхность — квадратные метры на грамм. Это позволяет ускорить
протекание многих электрохимических процессов и сократить
расход энергии.
Огнепреградители — пористые вставки, препят-
ствующие распространению пламени; оно гаснет в капиллярных
каналах Такие вставки используют при газопламенной обработке
металлов, при работе со взрывоопасными жидкостями, в кон-
струкциях взрывобезопасных электрических выключателей. Из-
готавливают огнепреградители из порошков нержавеющих сталей,
титана и тугоплавких соединений.
Пеноматер и алы — материалы с очень высокой по-
ристостью. Например, плотность вольфрама 19,3 г/см3, а пено-
вольфрама — всего 3 г/см3. Такне материалы используют, преи-
мущественно, в качестве легких заполнителей и теплоизоляции
в авиационной технике.
Глава IV. КОНСТРУКЦИОННЫЕ
ПОРОШКОВЫЕ МАТЕРИАЛЫ
1. Общие требования к спеченным материалам
для мало-, средне- и высоконагруженных конструкций
Конструкционные материалы и изделия из них являются самым
распространенным видом продукции порошковой металлургии.
Она позволяет организовать массовое производство деталей
с жесткими ограничениями по размерам, не требующих или почти
не требующих механической обработки. В результате резко
сокращаются трудоемкость и металлоемкость изделий.
Возможность перевода конкретной детали на изготовление из
порошка определяется требованиями к прочности спеченного
порошкового материала, целесообразность такого перевода —
серийностью.
Прочность спеченных материалов в значительной степени
определяется их пористостью. Обычное холодное прессование
обеспечивает максимальную плотностью 84—85 % и прочность
после спекания на уровне 50 % прочности кованого материала
того же состава. Высокоскоростное холодное прессование (6—20 м/с)
717
позволяет достичь относительной плотности 94—95 % и относи-
тельной прочности порядка 75 %. Достигнуть прочности близкой
к 100 % удается только при высокотемпературном прессовании
или импульсных методах уплотнения. В этих случаях прочность
порошкового материала сравнивается с прочностью литого или
кованого соответствующего состава и структуры. Более того,
методы порошковой металлургии позволяют благодаря малому
размеру зерен и специальной структуре получать материалы
с прочностными и пластическими свойствами выше, чем у проката
того же состава.
При выборе необходимой степени уплотнения для изготовления
конкретной детали следует учитывать, что наличие некоторого
процента пор может быть полезным. Так, пропитка пор маслом
позволяет уменьшить трение и износ детали, улучшить прираба-
тываемость и уменьшить шум во время работы. Спеченную деталь
практически всегда можно сделать более износостойкой при тре-
нии металла по металлу, чем деталь из проката. Кроме того, рав-
номерно распределенная мелкая пористость резко уменьшает
чувствительность материала к концентрации напряжений. Поэтому
несмотря на обычно пониженные по сравнению о прокатом плас-
тичность и ударную вязкость, спеченные материалы успешно
используют для изготовления многих высоконагруженных деталей.
В настоящее время экономически выгоднее производить спе-
ченные детали с остаточной пористостью 5—20 %, а не совершенно
плотные, хотя прочность пористых деталей ниже. Достигаемый
при этом уровень прочностных характеристик достаточен для
мало- и средне-нагруженных изделий. Высоконагруженные по-
ристые детали приходится дополнительно уплотнять — либо пов-
торным прессованием и спеканием, либо горячей штамповкой.
Чаще практикуют штамповку за один переход в закрытых штам-
пах.
Экономическая эффективность изготовления деталей из порош-
ков тем больше, чем больше серийность, так как стоимость пресс-
форм и оборудования (прессов, печей) достаточно велика. Поэтому
основным потребителем спеченных конструкционных деталей яв-
ляется автомобилестроение, где производство массовое. Соответ-
ствующие специализированные крупносерийные производства
спеченных деталей организованы на ряде заводов. Но обычные
машиностроительные заводы основную массу продукции выпус-
кают малыми и средними партиями. В этом случае изготовление
деталей из порошков на специализированных заводах экономиче-
ски нецелесообразно. Однако организация на машиностроитель-
ных заводах цехов и участков для изготовления спеченных дета-
лей мелкими и средними партиями экономически оправдана.
Практика работы таких участков на ряде предприятий Минлег-
прома УССР показала, что детали из литья и проката черных
металлов целесообразно переводить на изготовление из порошков
при серийности 10000 штук, а детали из цветных металлов — при
718
серийности 2000—3000 штук. Участки мощностью всего 2—10 т
в год с персоналом до 9 человек оказались экономически выгод-
ными, причем срок окупаемости дополнительных капиталовло-
жений не достигал одного месяца.
2. Спеченные стали и области их применения
Типовыми порошковыми деталями общего назначения являются
кулачки, храповики, шаровые вставки, корпуса подшипников,
ролики, звездочки распределительных валов, детали пишущих
машинок и вычислительных машин и многое другое. В основном,
это слабонагруженные детали, которые целесообразно изготав-
ливать из железного порошка и графита однократным прессова-
нием и спеканием. Средненагруженные детали могут быть изго-
товлены либо двукратным прессованием — спеканием, либо про-
питкой пористой спеченной детали медью или латунью. Детали
сложной конфигурации (например, две шестерни на трубчатой
оси) получают из отдельных спрессованных и спеченных загото-
вок, которые насаживают одну на другую с натягом и производят
повторное спекание. При этом заготовки свариваются (спекаются)
в единое целое и прочность соединения достаточно велика.
Для изготовления этой группы деталей, наряду со смесями
железо — графит, используют смеси железо — медь — графит,
железо — чугун, а также железо — графит — легирующие эле-
менты. При получении изделий из порошковой углеродистой стали
введением графита в железный порошок науглероживание железа
проходит во время спекания. Диффузия углерода не упевает
пройти достаточно полно и углерод в полученных изделиях рас-
пределяется неравномерно, что может привести к аномальности
структуры. Применение смесей, содержащих порошок чугуна,
а не графит, снижает прессуемость смеси, но обеспечивает более
стабильные свойства.
Марки и характеристики прочности ряда спеченных материа-
лов на основе железного порошка приведены в табл. 22. Марки-
ровка расшифровывается следующим образом: цифры после буквы
Ж — содержание углерода в сотых долях процента, далее указаны
легирующие элементы и их количество, как в марках стали, и
после дефиса — умноженная на десять плотность изделия в г/см3.
Например, марка Ж20Д5НЗХ—60 означает: материал на основе
железа с 0,20 % углерода, 5 % меди, 3 % никеля, ориентиро-
вочно 1 % хрома при плотности 6,0 г/см3. Малонагруженные детали
изготавливают из материалов с временным сопротивлением до
250 МПа, средненагруженные — 300—500 МПа, сильнонагружен-
ные — 500—800 МПа и более.
Особое место в числе деталей, изготавливаемых из порошков,
занимают шестерни и поршневые кольца. Шестерни в зависимости
от условий работы изготавливают из железо — графита или из
железо — графита с медью и легирующими элементами. Сниже-
719
Таблица 22. Спеченные материалы на основе железного порошка
Марка Временное сопротивле- ние, МПа Относи- тельное удлине- ние, % Марка Временное сопротивле- ние» МПа Относи- тельное удлине- ние, %
ж 10-60 120 2 Ж50ДЗ-63 250 1
ж ю-63 140 3 Ж50ДЗ 66 300 1,5
Ж10-66 170 5 Ж50ДЗ-70 360 3
ж 10 70 210 9 ЖЮН4Д2-66 250 5
Ж50-60 160 1 ЖЮН4Д2-70 340 6
Ж50-63 190 1,5 Ж50НЗД2-66 320 3
Ж50-66 220 2,5 Ж50НЗД2-70 440 4.5
Ж50-70 300 3,5 Ж40НЗД2Х-66 800 1
Ж60-76 900 4 Ж20НЗД5Х-60 500 1.5
Ж20-76 500 10 Ж20Х2-76 850 4
Ж90-76 1000 1 Ж40Г2-76 900 4
ЖЮДЗ-60 170 2 ЖЗОНЗМ-76 1100 2
ЖЮДЗ-63 210 2,5 Ж60НЗМ-76 1150 2
ЖЮДЗ-66 260 4 ЖД20-78 (Пр) 400 3
ЖЮДЗ-70 340 7 ЖЛ20-78 (Пр) 400 5
Ж50ДЗ-60 200 0,5
Примечание: Материалы ЖД20-78 (Пр), ЖЛ20-78 (Пр) получены пропиткой
спеченного железного каркаса медью н латунью соответственно. Материалы о плотностью
7,6 г/см3 получены динамическим горячим прессованием.
ние стоимости шестерни при переходе с нарезки зубьев на спека-
ние порошка составляет 30—80 %, а сокращение трудозатрат
достигает 50 %. Для большей точности шестерни после спекания
можно подвергать калиброванию и доводке. Пропитка пор маслом
позволяет обеспечить самосмазываемость шестерни, уменьшить
износ и снизить шум при работе.
В производстве поршневых колец переход на порошковую
технологию резко уменьшает расход металла и снижает стоимость
колец на 30—40 %. Кроме того, порошковые кольца превосходят
чугунные литые по прочности в 1,5—2 раза, по износостойкости
в 1,5—3 раза, по упругости в 1,2—1,5 раза, причем сохраняют
повышенную упругость в пределах до 350—400° С. Спеченные
поршневые кольца изготавливают из смеси железного порошка
с примерно 1,1 % графита, 2 % меди и до 4 % сульфида цинка
(твердая смазка). Для повышения износостойкости делают двух-
слойные кольца: во внешний слой вводят 6 % хрома и увеличи-
вают содержание графита до 3,5 %. Применение таких колец
увеличивает пробег автомобильного двигателя, уменьшает его
износ и сокращает расход масла в 1,2—1,5 раза.
Высоколегированные порошковые стали пока применяют мало,
так как мал выпуск легированных порошков, а при спекании из
элементов очень велика внутризеренная ликвация. Однако опре-
деленный производственный опыт уже есть. В частности, изделия-
ми из порошка ПЖХ20Н15, содержащего 20 % хромай 15% никеля,
720
успешно заменяют ряд деталей, ранее изготавливаемых из корро-
зионностойких сталей типа 20X13, 14Х17Н2, 08Х18Т, 12Х18Н9Т.
Очень перспективно изготовление порошковых деталей из
мартенситно-стареющих сталей. Эти стали упрочняются при ста-
рении безуглеродистого мартенсита с выделением интерметаллида
типа Ni3A4e. Для реализации такого эффекта упрочнения сталь
легируют значительными количествами никеля, кобальта и молиб-
дена, а также вводят алюминий, титан и ниобий. При этом жестко
ограничивается содержание углерода (до 0,03 %) и примесей
в'стали. Плавка и литье таких чистых сталей сопряжены с серьез-
ными затруднениями, поэтому они дороги и переход на порошко-
вую технологию обеспечивает значительный эффект благодаря
уменьшению расхода стали на изделие. При этом временное сопро-
тивление спеченного материала составляет 1000—2500 МПа,
относительное удлинение 0,5—6 %, что не намного меньше, чем
у литой стали того же состава.
3. Термическая обработка спеченных сталей
Особенности термической обработки спеченных сталей в сравнении с коваными
и литыми обусловлены их пористостью и ликвационной неоднородностью. Обла-
дая значительной активной поверхностью, порошковые стали склонны к окисле-
нию и обезуглероживанию и при любом виде термической обработки требуют
применения защитных газовых сред или засыпок. Из-за пористости, теплопро-
водность спеченной стали меньше, чем литой, и внутренние напряжения также
меньше. Вследствие этого, прокаливаемость порошковых сталей меньше, чем
кованых того же состава, причем увеличение пористости приводит к снижению
прокалнваемостп. Температурный интервал и время аустенитизации при нагреве
порошковых сталей под закалку больше, а устойчивость переохлажденного аусте-
нита меньше, чем у кованых сталей. Температура минимальной устойчивости
аустенита в порошковых сталях выше, а распад аустенита идет быстрее.
Точки начала мартенситного превращения для всех порошковых сталей
с увеличением пористости смещаются в область повышенных температур. Повы-
шение температуры мартенситного превращения сопровождается его самоотпуском
и снижением тетрагональпости. Несмотря на это в закаленных порошковых сталях
наблюдаются значительные неравномерно распределенные внутренние напряже-
ния, которые резко снижают прочность сталей, закаленных на высокую твердость.
Установлено, что если после закалки прочность порошковых углеродистых
сталей несколько повышается, то в легированных сталях она после закалки мо-
жет даже оказаться ниже. При этом сталь разрушается хрупко. Положительный
эффект закалки проявляется только после среднего отпуска в интервале темпе-
ратур 250—450 °C (температура отпуска зависит от состава стали), при котором
снимается значительная часть внутренних напряжений.
Низкая склонность порошковых сталей к росту зерна позволяет проводить
их закалку не с определенных температур, а из довольно широкого температур-
ного интервала. В качестве закалочных сред применяют воду или масло.
Введение в сталь легирующих компонентов способствует повышению прокали-
ваемости и получению после закалки и соответствующего отпуска изделий с по-
вышенными прочностью и пластичностью.
Химико-термическая обработка пористых материалов приводит к изменению
свойств в объеме изделия, а не только в поверхностном слое, так как реагенты
по порам проникают в глубь изделия. Практическое применение получили хро-
мирование и азотирование спеченных изделий.
Для получения гальванических покрытий спеченные детали с пористостью
более 10 % предварительно обрабатывают кремнийорганической гидрофобной
жидкостью. Пленка этой жидкости закрывает поры, препятствует проникнове-
нию в них электролита и таким образом предотвращает внутреннюю коррозию.
721
4. Спеченные цветные металлы и области их применения
Спеченный титан и его сплавы используют преимущественно в виде
полуфабрикатов (лист, трубы, пруток). Разработана технология
пропитки пористого титанового каркаса магнием. Получаемые при
этом материалы содержат от 10 до 80 % магния и хорошо обра-
батываются давлением.
Довольно широко используют материалы на основе меди,
в частности, бронзо-графитные шестерни. Свойства спеченных
латуней могут быть выше, чем литых, из-за большей однородности
химического состава и отсутствия посторонних включений.
Переход на порошковую технологию в производстве алюми-
ниевых сплавов позволил повысить их жаропрочность и корро-
зионную стойкость. Спеченные сплавы СПАК-4, СПАК-4В исполь-
зуют вместо сплава АК4-1 для изготовления поршней тяжело
нагруженных двигателей внутреннего сгорания и других изделий,
длительное время работающих при повышенных температурах.
Для работы в диапазоне 200—400 °C разработан порошковый
материал 01419 содержащий алюминий с 1,4 % хрома и 1 % цир-
кония. Порошковый сплав 01549, содержащий 6—9 % магния и
1 % хрома обладает повышенными пределом текучести и корро-
зионной стойкостью. Временное сопротивление этого сплава 320—
360 МПа, относительное удлинение 18 %. Этим сплавом заменяют
прокат и поковки из сплавов АМгб и АК8.
Глава V. ВЫСОКОТЕМПЕРАТУРНЫЕ
ПОРОШКОВЫЕ МАТЕРИАЛЫ
1. Тугоплавкие металлы
К тугоплавким металлам, получаемым методами порошковой
металлургии, относятся вольфрам, молибден, тантал и ниобий.
Температуры плавления их равны 3400,2615, 2980 и 2467° С
соответственно.
Спеченный ковкий компактный вольфрам производят с 1910 г.
и в настоящее время более 80 % вольфрамовых изделий изготав-
ливают из спеченного вольфрама. Из вольфрамового порошка со
смазывающими и склеивающими веществами сначала прессуют
заготовки. Малогабаритные изделия и мелкие штабики (квадрат-
ные заготовки длиной 400—500 мм) прессуют в стальных пресс-
формах. Сложные и крупные (до 100—300 кг и более) заготовки
получают газо- или гидростатическим прессованием. Спекание
прессовок проводят в два этапа. Сначала осуществляют предва-
рительное спекание в водородной печи при температуре 1150—
1300° С, а затем упрочненный предварительным спеканием штабик
нагревают в водороде до 2900—3000° С прямым пропусканием
722
электрического тока. Пористость спеченных штабиков составляет
5—10 %. Для повышения плотности и пластичности их проковы-
вают при 1300—1500° С в полосу или пруток.
Молибденовые, танталовые и ниобиевые изделия получают по
аналогичной технологии, но тантал и ниобий после проковки
повторно спекают прямым пропусканием тока и опять проковывают.
2. Дисперсно-упрочненные материалы
Дисперсн о-у прочненные материалы — это
спеченные материалы, представляющие со-
бой металлическую матрицу, упрочненн ую
включениями тугоплавких соединений.В ка-
честве упрочнителей используют карбиды, нитриды, оксиды и дру-
гие соединения, которые не взаимодействуют с металлом матрицы
вплоть до температуры плавления металла. Дисперсионное упроч-
нение позволяет повысить жаропрочность материала и в том слу-
чае, когда легирование и термическая обработка становятся уже
неэффективными. Дисперсно-упрочненные материалы на основе
алюминия, никеля, вольфрама, меди применяют в авиации, ракето-
строении и других областях техники.
По механизму упрочнения дисперсно-упрочненные материалы
принципиально не отличаются от литых дисперсионно твердею-
щих сплавов, в которых фаза-упрочнитель выделяется в процессе
старения. Но возможности регулирования состава, количества и
размеров включений фазы-упрочнителя методами порошковой
металлургии неизмеримо шире. Установлено, что наиболее эффек-
тивное упрочнение обеспечивается при содержании фазы-упроч-
нителя 3—15 % по объему, размере частиц ее до 1 мкм (лучше
0,01—0,05 мкм) и среднем расстоянии между ними 0,1—0,5 мкм.
При этом дисперсно-упрочненные материалы сохраняют микро-
гетерогенную структуру, а, следовательно, и работоспособность
до (0,9—0,95) Тал матрицы.
Наиболее распространенным дисперсно-упрочненным материа-
лом является САП — спеченная алюминиевая
пудра, содержащая равномерно распределенные включения
оксида алюминия. В СССР изготавливают САП четырех марок
со средним содержанием оксидной фазы 7 % (САП-1), 10—11 %
(САП-2), 13—14 % (САП-3) и 20—23 % (САП-4). Включения
оксида алюминия не растворяются в алюминиевой матрице' и не
коагулируют в ней до предплавильных температур, обеспечивая
САП высокую жаропрочность, превосходящую жаропрочность
всех других алюминиевых сплавов. Испытания показали, что
САП не теряет прочности при нагреве до 550 °C. При нагреве
почти до точки плавления алюминия, значение прочности САП
падает до прочности алюминия при комнатной температуре. Час-
тицы порошка САП сохраняют свою форму даже при 1000 °C,
если не подвергаются механическому воздействию. Электропро-
723
водимость и теплопроводность САП линейно понижаются по мере
увеличения количества оксида алюминия, но во всех случаях
остаются выше, чем у стандартных стареющих алюминиевых спла-
вов, так как матрица САП — чистый алюминий, а не твердый
раствор на его основе, как в сплавах. По пластичности САП усту-
пает алюминиевым сплавам.
Технологическая схема получения САП включает брикетиро-
вание алюминиевого порошка с окисленной поверхностью, спе-
кание брикетов и горячее прессование (экструзию), которое спо-
собствует равномерному распределению включений глинозема.
Далее проводят холодную деформацию (прокатку, волочение,
ротационную ковку) и отжиг для снятия напряжений. Из САП
можно получать поковки, лист, трубы и др. Материал поддается
механической обработке.
Область применения САП обусловлена специфическими свой-
ствами этого материала: жаропрочностью, высокой тепло- и элек-
тропроводностью, износостойкостью Его широко используют
в авиации. САП оказался идеальным материалом для изготовле-
ния поршней высоконагруженных двигателей внутреннего сго-
рания, особенно дизелей.
Другой распространенный дисперсно-упрочненный материал —
ТД-н и к е л ь. Он состоит из никелевой матрицы с включениями
диоксида тория. Серийно выпускают материал, содержащий 2 %
по объему диоксида тория (ВДУ-1). Изготавливают аналогичный
материал с нихромовой матрицей — ТД-н и х р о м. В СССР раз-
работаны также дисперсно-упрочненные никелевые материалы
с нетоксичными, в отличие от диоксида тория, фазами-упрочни-
телями. Для этого используют включения диоксида гафния
(ВДУ-2), оксиды циркония, иттрия и др. Изделия из ТД-никеля
имеют высокую жаропрочность — предел длительной прочности
o'loo0 = 90—НО МПа. Дисперсно-упрочненные нихромы дли-
тельно работоспособны при температурах до 1200 °C, кратко-
временно — до 1300—1350 °C. Их широко используют в авиации,
реактивной технике, химической промышленности и других
областях.
Железо тоже эффективно упрочняется дисперсными включе-
ниями оксидов, в частности, глинозема. Максимум прочности
соответствует 6,2 % глинозема в железе, при этом свойства из-
меняются следующим образом:
А12О3, % . . . . 0,4 2 8 6,2
ов, МПа.......... 560 670 710
а0<2, МПа........ 440 490 620
Дисперсно-упрочненное железо не применяют как жаропроч-
ный материал из-за его низкой жаростойкости (окисляется).
Но разработан ряд дисперсно-упрочненных материалов на основе
жаростойких сталей. В качестве фазы-упрочнителя они содержат
оксиды алюминия, титана, тория, циркония.
724
Промышленное применение получила ди оперен о-у проч-
ие н н а я медь. Дисперсионное упрочнение позволяет резко
повысить прочность и твердость меди при комнатной и повышенной
температурах, незначительно уменьшая ее тепло- и электропро-
водность. В качестве фазы-упрочнителя используют оксиды алю-
миния, бериллия, диоксид тория. Из дисперсно-упрочненной
меди изготавливают электроды, ролики и губки для контактной
сварки, инструмент для электроискровой обработки, детали
приборов.
• В последние годы получили материал с очень высокой жаро-
прочностью путем дисперсионного упрочнения хрома оксидами.
Материал хром-30, содержащий 6 % оксида магния и 0,5 % титана
имеет такие свойства:
t, °C ............ 20 300 650 980 1370
св, МПа.......... 340 265 245 125 33
3. Волокнистые композиты
Упрочнение матрицы волокнами, а не дисперсными частицами,
позволяет получать материалы, превосходящие дисперно-упроч-
ненные по своим характеристикам. Такие материалы, называе-
мые волокнистыми композиционными (композитами), содержат
до 35—60 % высокопрочных волокон. Принцип упрочнения их
иной, чем дисперсно-упрочненных материалов. При нагружении
композита, если силы сцепления волокна с матрицей достаточно
велики, то значения деформации матрицы и волокна одинаковы.
Следовательно, волокна эффективно упрочняют матрицу, и проч-
ность композита определяется главным образом прочностью во-
локон. Матрица обеспечивает лишь передачу нагрузок и жесткость
изделия. Кроме того, поверхность раздела волокна и матрицы
служит препятствием распространению трещин, т. е. армирова-
ние позволяет повысить не только прочность, но и вязкость
матрицы.
В качестве армирующих волокон используют соб-
ственно волокна (природные и искусственные), тонкую проволоку
и усы, изготовленные из вольфрама, стали, дисперсионно-упроч-
ненных сплавов, графита, бора, оксидов алюминия, бериллия и
кремния, а также тугоплавких карбидов, нитридов, боридов- и
других соединений. Часто используют волокна с покрытиями,
чтобы обеспечить оптимальное сцепление армирующего волокна
с матрицей. Уменьшение диаметра волокон приводит к-росту
прочности материала в целом. Поэтому лучшим армирующим
материалом являются усы (вискерсы) — тонкие нитевидные моно-
кристаллы. Прочность усов приближается к теоретической и до-
стигает для железа 127, карбида кремния 31, меди 4,4 и оксида
алюминия 29 ГПа. Упругая деформация усов достигает несколь-
ких процентов.
Волокнистые композиты получают различными методами по-
рошковой металлургии. Основные из них — спекание спрессован-
725
ной смеси волокон с порошком матрицы и пропитка спрессован-
ных волокон расплавленным металлом.
Одним из первых волокнистых композитов была медь, армиро-
ванная вольфрамовым или молибденовым волокном. Изготовляли
ее методом пропитки. Армирование позволило повысить стати-
ческую и усталостную прочность. Получили промышленное при-
менение алюминиевые сплавы, которые армировали сначала сталь-
ной проволокой, позднее — вольфрамовой проволокой (модуль
упругости вольфрама больше, чем стали). Сейчас для упрочнения
алюминиевых сплавов используют волокна ковалентных соеди-
нений, имеющих большой модуль упругости. Это оксиды кремния,
циркония, алюминия, бора, карбид кремния, углеродное волокно.
Сплавы на никелевой основе армируют проволокой из тугоплав-
ких вольфрама и молибдена, волокнами углерода и карбида крем-
ния, а также усами из оксида алюминия. Армирование железа
оксидом алюминия, титана — молибденовой проволокой, магния —•
волокнами бора позволяет повысить их прочность в 3—5 раз по
сравнению с неармированными материалами.
Волокнистые композиты — очень перспективная группа ма-
териалов, которая найдет применение в различных областях науки
и техники. Объем производства этих материалов пока невелик и
применяют их преимущественно в авиации. Сдерживает распро-
странение этих материалов отсутствие достаточно мощного про-
изводства усов и тонких высокопрочных нитей.
4. Керметы
Керметы (керамикометаллические материа-
лы) — это материалы, содержащие более 50%
(по объему) керамической фазы и металли-
ческую фазу. Получают их обычно методами порошковой
металлургии по обычной схеме: подготовка смеси порошков,
формование, спекание, в ряде случаев — пропитка. В качестве
керамической фазы обычно используют тугоплавкие бориды,
карбиды, оксиды и нитриды, в качестве металлической фазы —
кобальт, никель, тугоплавкие металлы, стали. Удается получать
керметы с более высокими характеристиками, чем у исходных
материалов. Керметы отличаются высокими жаростойкостью,
износостойкостью, прочностью, твердостью. Керметы на основе
боридов циркония и хрома, карбида хрома, оксида алюминия
и другие используют для изготовления деталей конструкций,
работающих в агрессивных средах при высоких температурах
(например, лопаток турбин, чехлов термопар). По-видимому, наи-
более распространены керметы типа оксид алюминия — металл.
Они отличаются хорошим сочетанием тепловых, механических и
электрических свойств, причем в зависимости от состава, любая
фаза в них может быть непрерывной или прерывающейся. Част-
ным случаем керметов являются твердые сплавы.
726
Глава VI. ЭЛЕКТРОТЕХНИЧЕСКИЕ
ПОРОШКОВЫЕ МАТЕРИАЛЫ
К числу электротехнических порошковых материалов относятся
электроконтактные, магнитные, а также различные электропро-
водниковые материалы.
1, Электроконтактные порошковые материалы
Электроконтактные материалы делятся на материалы для разрыв-
ных контактов и материалы для скользящих контактов.
Материал разрывных контактов должен быть
тепло- и электропроводным, эрозионностойким при воздействии
электрической дуги, не свариваться в процессе работы. Кроме
того, контактное сопротивление должно быть возможно меньшим,
а критические сила тока и напряжение при дугообразовании —
возможно большими. Чистых металлов, удовлетворяющих всем
этим требованиям, нет. Порошковая металлургия позволяет
объединить в одном материале положительные свойства отдельных
металлов, особенно, если они не растворяются один в другом.
Поэтому спеченные контактные материалы превосходят литые
на основе меди и серебра по износо- и эрозионной стойкости и
более надежны в эксплуатации.
Изготавливают контактные материалы либо по обычной тех-
нологии (прессование — спекание), либо пропиткой спеченного
пористого тугоплавкого каркаса более легкоплавким металлом
(например, вольфрам пропитывают медью или серебром).
Тяжелонагруженные разрывные контакты для высоковольт-
ных аппаратов делают из смесей вольфрам — медь — никель,
вольфрам — серебро — никель, а также железо—-медь. Так,
материал КМК-Б21 содержит 70 % вольфрама, 26,5 % меди,
3,5 % никеля. Материал КМК-А61 такой же, но вместо меди
введено 26,5 % серебра. Материал КМК-ЖМ состоит из 70 %
железа и 30 % меди. В низковольтной и слаботочной аппаратуре
широко используют материалы на основе серебра с никелем, окси-
дом кадмия и другими добавками, а также меднографитовые
материалы.
Скользящие контакты широко используют в при-
борах, коллекторных электрических машинах и электрическом
транспорте (токосъемники). Они представляют собой своеобраз-
ные пары трения, причем, электроискровые и дуговые процессы
ускоряют износ поверхности контактов в 50—100 раз по сравне-
нию с износом в обесточенном состоянии. Кроме того, к сколь-
зящему контакту предъявляют требование антифрикционности,
при этом он должен быть мягче, чем контртело и не изнашивать
его, так как заменить скользящий контакт проще, чем коллектор
или провод.
Чтобы обеспечить антифрикционность, в состав смесей для
скользящих контактов вводят твердые смазки — графит, дисуль-
727
фид молибдена, гексагональный нитрид бора. Большинство кон-
тактов электрических машин делают из меди с графитом (8—75 %
графита). Для коллекторных пластин пантографов электропоездов
используют бронзографитные контакты, содержащие 70—80 %
меди, 2—5 % графита, остальное — олово, железо, никель. Такие
пластины выдерживают значительные контактные давления и1
удары, при этом минимально изнашивают токонесущий провод.
Скользящие контакты приборов делают в основном из серебра
с графитом, серебра с палладием, никелем, дисульфидом молиб-
дена, а также из вольфрама с палладием.
2. Магнитные порошковые материалы
Порошковую металлургию используют для изготовления мелких
магнитов (до 100 г) примерно таких же составов, как литые, так
как при литье мелких магнитов очень велики потери и выход год-
ного составляет 10—20 % массы жидкого металла. Кроме того, из
порошков можно получать такие магнитные материалы, какие не
удается создать другими способами.
Основные группы порошковых магнитных материалов это
магнитномягкие и магнитнотвердые материалы.
Магнитномягкие материалы — это материалы
с большой магнитной проницаемостью и малой коэрцитивной
силой, т. е. материалы, которые быстро намагничиваются и быстро
теряют магнитные свойства при снятии магнитного поля. Основной
магнитномягкий материал — чистое железо (карбонильное или
электролитическое), а также его сплавы с никелем и кобальтом
(пермаллои, перминвар и др.). Для повышения электросопротив-
ления и уменьшения потерь на вихревые токи железо легируют
кремнием, а также алюминием и другими элементами. Содержа-
ние кремния обычно не превышает 4 %, так как с дальнейшим
ростом содержания кремния повышается хрупкость и ухудшается
обрабатываемость. Из-за хрупкости и твердости плохо прессуется
сплав «Сендаст», содержащий 9—10,7 % Si, 5—6,3 % Al, осталь-
ное — железо. Чтобы улучшить прессуемость этого сплава в смесь
порошков вводят до 1 % пластмассы, которая полностью испа-
ряется при спекании. Пористость спеченных материалов резко
ухудшает их магнитные свойства, особенно магнитную проницае-
мость, поэтому она должна быть минимальной.
Своеобразная группа магнитномягких материалов — м а г-
н и т о д и э л е к т р и к и. По сути дела, это микрокусочки
магнитномягкого материала, разделенные тонким слоем диэлект-
рика — жидкого стекла или синтетической смолы. Таким мате-
риалам присущи высокое электросопротивление и минимальные
потери на вихревые токи и на перемагничивание. Технология
изготовления магнитодиэлектриков похожа на обычную для спе-
ченных материалов (смешивание — прессование — спекание), но
при нагреве частицы магнитного материала остаются изолиро-
728
ванными и не меняют форму. В соответствии с ГОСТ 22187—76,
магнитодиэлектрики делают на основе сендаста (другое название —
альснфер), карбонильного железа и пермаллоя.
Магнитнотвердые материалы или посто-
янные магниты — материалы с малой магнитной про-
ницаемостью и большой коэрцитивной силой. Магниты массой
до 100 г изготавливают из порошковых смесей примерно такого
же состава, как литые магниты. Это сплавы альни (железо — алю-
миний — никель), альнико (альни + 3—15 % Со) и магнико
(альни + 20—40 % Со). У сплавов альнико и магнико магнитная
энергия соответственно на 15—50 % и в 2,5 —5 раз больше, чем
у альни. Переход с литья этих сплавов на прессование позволяет
увеличить выход годного до 85—90 % и более. После спекания
этих сплавов обязательна термическая обработка с наложением
магнитного поля.
Спеканием получают также магниты из сплавов медь —•
никель — кобальт (кунико), медь — никель — железо (кунифе),
серебра с добавками и молибдена с добавками, а также из
платины с 23 % Со.
Качество магнитов существенно повышается при изготовлении
их из тонкодисперсных порошков — с размером частиц до 0,5 мкм.
Масса таких магнитов вдвое меньше, чем литых, что очень важно
для подвесных магнитов (в динамиках, авиационных и автомобиль-
ных приборах и т. п.).
Рекордно высокие магнитные свойства имеют магниты из спла-
вов редкоземельных металлов с кобальтом типа RCo5, где 7? —
самарий, празеодим или церий. Они намного превосходят все
другие материалы для постоянных магнитов. Коэрцитивная сила
этих магнитов (64—130) 104 А/м, максимальная магнитная энер-
гия (22—29) • 104 Дж/м3, тогда как для сплавов альни эти значения
па порядок—полтора меньше — (2,4—4,4)104А/м и (0,6—1) X
X 104 Дж/м3, соответственно.
Раздел восьмой
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
И ПЕРЕРАБОТКА ИХ В ИЗДЕЛИЯ
Глава I. ОБЩИЕ СВЕДЕНИЯ
О НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛАХ
1. Классификация и характеристика неметаллических материалов
Одним из эффективных путей снижения металлоемкости конструк-
ций, уменьшения их массы, повышения надежности и долговеч-
ности является применение конструкционных неметаллических
материалов природного происхождения и искусственно созданных
или синтезированных.
С древних времен человек использует естественные материалы
неорганического происхождения, такие например как граниты,
мрамор, слюда, асбест, известняк, туфы, а также природные
материалы органического происхождения: древесину, уголь, гра-
фит, натуральные олифы, и др. Их применяют не только в быту
и при строительстве зданий, но и при создании различных тех-
нических конструкций (например, химических аппаратов в про-
изводстве минеральных кислот, в иодно-бромной промышленности,
производстве особо чистых веществ).
Неметаллические материалы широко используют в машино-
строении, авиации, радиотехнической и электротехнической про-
мышленности и во многих других отраслях.
По сравнению с природными материалами наиболее широко
используют искусственные или синтетические, поскольку при их
формировании можно целенаправленно влиять на прочность,
деформативиость, теплопроводность, химическую стойкость и
другие свойства. Их классифицируют на искусственные материалы
неорганического состава (происхождения), которые получают из
природных силикатов путем плавления или спекания, и органи-
ческого состава.
К искусственным силикатным материалам, получаемым плав-
лением горных пород и используемым в качестве конструк-
ционных материалов, относят плавленный кварц, плавленный
базальт, силикатные стекла, ситаллы, а спеканием — ке-
рамику (камне-керамические изделия) и фарфор.
/< искусственным материалам органического происхождения
относят пластмассы на основе синтетических смол (например,
полиэтилен, поливинилхлорид, фторопласты, капрон), каучуки и
резины, а также композиции на основе нескольких смол и различ-
ных наполнителей (композиционные пластмассы, композиты).
Так, стеклопластики представляют собой различные синтетиче-
ские смолы (органические вещества), армированные стеклянными
волокнами (неорганическое вещество), причем, доля арматуры
730
достигает 70 %. Тем не менее, такой материал относят к пласт-
массам, следовательно, к классу органических материалов. Ряд
других пластмасс представляют собой композиции, в составе
которых большая доля приходится на минеральные наполнители —
кварц, асбест.
Следует обратить внимание на определенную ошибочность
существующего до сего времени мнения о том, что пластмассы
являются заменителем металла. Пластмассы, как и другие не-
металлические материалы, по ряду свойств являются серьезными
конкурентами металлов. Так, прочность на разрыв ориентиро-
ванных стеклопластиков и углепластиков составляет 1600—
2100 МПа. Многие из них по химической стойкости превосходят
коррозионностойкие металлы и сплавы и являются превосходными
материалами для химического и нефтяного машиностроения.
Некоторые неметаллические материалы, в частности, силикатные,
конкурируют с металлами по теплостойкости.
Тем не менее, нужно иметь в виду, что в целом неметаллические
материалы уступают металлам по прочности. Эго ограничивает
их самостоятельное применение в условиях действия повышенных
механических нагрузок — статических, динамических и цикли-
ческих Подавляющее большинство этих материалов, особенно
пластмасс, можно эксплуатировать при температурах, не превы-
шающих 150—200 °C, а то и ниже. Невысокие тепло- и электро-
проводность неметаллических материалов, являясь важными
характеристиками в электро- и радиотехнике, в других областях
ограничивают их применение.
Значит речь должна идти не о заменителях металлов вообще
(хотя в определенной мере, в определенных конструкциях это и
так), а о материалах, имеющих самостоятельное назначение или
дающих хороший эффект в сочетании с металлами.
Успех в применении неметаллических материалов определяется
знанием их свойств и технологических методов переработки мате-
риалов в изделия Именно эти сведения нужны конструктору-ма-
шиностроителю при создании машин, аппаратов и агрегатов из
неметаллических материалов.
2. Специфика свойств неметаллических материалов
В зависимости от химической природы и структуры неметалличе-
ские материалы могут быть весьма твердыми и хрупкими, или
обладать высокой пластичностью и эластичностью. Так, многие
силикатные материалы имеют высокую твердость и малую пластич-
ность, их прочность при сжатии во много раз превосходит проч-
ность при растяжении и изгибе:
Плавленый
кварц
Плотность, Мг/м3......................... 2,1
Разрушающее напряжение, МПа, при:
сжатии ............................... 350
изгибе................................. 45
Плавленый
базальт
2,9—3,0
250
47
Шлако-
ситаллы
2,5—2,6
500
90—130
731
растяжении 40 — —
Твердость по минералогической шкале 4—9 7—8 —
Теплостойкость, °C . . 1000—1200 150—200 200—250
Теплопроводность, Вт/м-°С 1,75—4,0 0,7—1,0 3,3
Температурный коэффициент линейного
расширения, °C-1 27-10-8 7-10-’ 70-10~’
Стекла Керамика Фарфор
Плотность, Мг/м3 2,2—2,6 2,0—2,8 2,3—2,5
Разрушающее напряжение, МПа, при:
сжатии 300—500 10—60 450—500
изгибе .... ... 45—100 45—50
растяжении 20—45 9—10 30—50
1 вердость по минералогической шкале — 5—7 7
Теплостойкость, °C 100—310
Теплопроводность, Вт/м-°С 0,74—1,20 1,0—1,57 1,0—1,4
Температурный коэффициент линейного
расширения, °C-1 . (5—80) 10"' '(40—80) 10-’ 4,5-10-’
Материалы органического происхождения могут быть хруп-
кими и малопластичными (графиты и графитопласты, органиче-
ские стекла, поликарбонат, фенопласты, стеклопластики), плас-
тичными (поливинилхлорид, полиэтилен, полипропилен, поли-
амиды), а также высокоэластичными (резины). Физико-механиче-
ские свойства наиболее распространенных пластмасс следующие:
Плотность, Мг/м3 . . . Разрушающее напряже- ние, МПа, при: изгибе растяжении Модуль продольной упругости, при растяже- нии, МПа Температурный коэффи- циент линейного расши- рения, °C-1 Теплостойкость, °C . . Теплопроводность, Вт/м-°С Относительное удлине- ние при разрыве, % Ударная вязкость, Дж/м? Плотность, Мг/м3 . . , Разрушающее напряже- ние, МПа, при: Поливинил- хлорид (жесткий) 1,38—1,4 Полиэтилен 0,92—0,96 17—60 13—40 200—800 62-10-6 60—75 0,2—0,4 250—900 Текстолит 1,3—1,45 160 1000 Полипро- пилен 0,91 80—110 32 800—1200 110—120 0,14 Фторопласт-4
2,1—2,3 11 — 14 16—25 450—800 (8—21) 10-6 350 0,24
80—120 40—60 300—400 (6—7) 10-5 65 0,16 10—25 12-104 Фаолит-А 1,5—1,67 49—60
650 12-Ю4 Стекло- текстолит 0,75—2,0 160—400 250—500 12-Ю4 Графитопласт 1,74—1,85 20-38 12—22
изгибе
26—28 12—20 31—38 230—600 150—300 (1,3—2,0) 10*
растяжении Модуль продольной упругости, при растяже- нии, МПа .......
0,8-1О4
— —•
732
Температурный коэффи-
циент линейного расши-
рения, °C-1............(2—3) 10"? — — (0,2—0,85) 10-6
Теплостойкость, °C . . 120—130 125—135 180—250 170—600 *
Теплопроводность,
Вт/м-°С.................... 0,04 0,28 0,35—0,5 35—140
Относительное удлине-
ние при разрыве, % — — — —
Ударная вязкость, Дж/м? (2—5)10? (25—35) 103 (10—18) 104 (1,2—3) I О3
* В инертном газе до 2000 °G.
Все неметаллические материалы намного уступают металлам
в жесткости. Так, модуль нормальной упругости стекол равен
620—750, модуль упругости самых жестких пластмасс — стекло-
пластиков равен 22—58 ГПа, т. е. на порядок ниже, чем у сталей.
Для ряда неметаллических материалов, особенно композицион-
ных пластмасс, характерна анизотропия прочностных свойств, что
успешно используется при создании изделий, имеющих неодно-
родное силовое поле, например, цилиндрических оболочек сосу-
дов, работающих под давлением.
Сильное различие в коэффициентах линейного термического
расширения пластмасс и металлов требует от конструктора раз-
работки мероприятий по компенсации изменений линейных раз-
меров или возникающих от этого напряжений при создании этих
материалов.
3. Технико-экономическая целесообразность
применения неметаллических материалов
Техническая и экономическая целесообразность применения неме-
таллических материалов в машиностроении и других областях
техники определяется, с одной стороны, не сокращающимся дефи-
цитом на металлы, особенно на никель- и молибденсодержащие
стали, цветные металлы и сплавы, с другой стороны, достаточной
сырьевой базой, (а в некоторых случаях практически неисчерпае-
мой), более низкой себестоимостью, снижением монтажных и экс-
плуатационных затрат, более высокой долговечностью, особенно
в изделиях, эксплуатируемых в условиях агрессивного воздей-
ствия окружающей среды (химическая, нефтяная, газовая, нефте-
химическая и другие отрасли промышленности), малой массой
изделия по сравнению с металлическим, что важно в таких отрас-
лях, как самолетостроение, судостроение, автомобилестроение
и т. п.
Важным обстоятельством являются значительно меньшие энер-
гетические затраты на производство изделий из неметаллических
материалов, чем из металлов.
Себестоимость отдельных материалов (стеклопластиков, угле-
пластиков и др.) превышает себестоимость конструкционных угле-
родистых сталей и находится на уровне стоимости высоколеги-
733
рованных сталей и сплавов. Однако экономический эффект с их
применением достигается в результате резкого снижения массы
изделия, затрат на изготовление и монтаж конструкций, эксплуа-
тационных расходов.
Применение неметаллических материалов даже в известных
конструкциях машин открывает новые экономические и техниче-
ские перспективы. Недавно появилось сообщение о создании
в Японии двигателя внутреннего сгорания для автомобилей цели-
ком из керамических материалов. При этом увеличилась мощность
двигателя наряду со снижением массы, понизился расход топлива,
и, главное, отпала необходимость в системе его охлаждения.
Из сведений, приведенных в настоящей главе ясно, что успех
или неудача в применении неметаллических материалов в том или
ином случае целиком предопределяется правильным их выбором,
учетом физико-механических, технологических и других свойств,
условиями формирования материала, рациональным конструиро-
ванием и изготовлением изделия.
Глава II. ПЛАСТИЧЕСКИЕ МАССЫ
1. Получение, структура и свойства полимеров
Пластическими массами (пластмассами,
пластиками) называют искусственные ма-
териалы на основе природных или синте-
тических высокомолекулярных органиче-
ских веществ. В большинстве случаев пластмассы пред-
ставляют собой сложные многокомпонентные композиции. В них
кроме высокомолекулярной основы входят наполнители, пласти-
фикаторы, стабилизаторы, красители, отвердители и другие спе-
циальные добавки (ингредиенты).
Вводимые добавки придают пластмассам необходимые свой-
ства. Так, наполнители призваны, в основном, улучшать физико-
механические свойства. Поскольку они дешевле высокомолеку-
лярных веществ, то снижают стоимость пластмасс. Такие напол-
нители, как сажа и графит, кроме прочности, повышают тепло-
и электропроводность материалов. Пластификаторы придают
материалу пластичность и эластичность, облегчают переработку
их в изделия. Стабилизаторы придают устойчивость пластмассам
к химическому разрушению высокомолекулярной основы под дей-
ствием света, тепла, кислорода, влаги, механических воздействий.
Эти необратимые изменения, происходящие в пластмассах под
действием указанных внешних факторов, объединены общим наз-
ванием старения пластмасс (полимеров).
Если в высокомолекулярное вещество вводят небольшие до-
бавки 11—2% (по массе)] пластификаторов, стабилизаторов,
734
красителей и др., то получаемый материал называют простыми
пластмассами. К ним относятся поливинилхлорид, поли-
этилен, полипропилен, состоящие, в основном, из чистого поли-
мера того же наименования.
При введении в высокомолекулярное вещество кроме указан-
ных добавок наполнителей (кварцевая мука, асбестовое волокно,
графит, стеклянные волокна, ткани и др.), количество которых
составляет обычно 40—70 % (по массе), получают сложные или
композиционные пластмассы. К ним относятся,
например, пресспорошки, фаолит, текстолит, стеклопластики и т. п.
Высокомолекулярные вещества, являющиеся основой пласт-
масс, называемые также связующими, состоят из гигантских моле-
кул линейной, разветвленной или пространственной (сетчатой)
структуры. Такие макромолекулы в большинстве случаев содержат
многократно повторяющиеся структурные элементарные звенья
(группы атомов), соединенные силами химической связи. Эти
вещества называют полимерами, а исходные низкомоле-
кулярные структуры — мономерами. Так, полимер поли-
этилена (—СН2—СН2—СН2—СНа—)-п получают при полимери-
зации п-ного числа мономеров СН2=СН2 (молекул газа этилена).
В отличие от простых веществ (воды, кислот, щелочей, спир-
тов и т. д.), молекулы которых содержат единицы и десятки ато-
мов, полимеры содержат сотни и тысячи атомов, состоят из смеси
полимеров с различной молекулярной массой. Подобные смеси
молекул называют полимергомологами. Применительно
к полимерам говорят о средней молекулярной массе, значение
которой доходит до сотен тысяч единиц. С увеличением молеку-
лярной массы изменяется агрегатное состояние вещества, его
физические и механические свойства. Так, полимер, состоящий
из 20 звеньев СН2, представляет собой жидкость. Увеличение
длины молекулы дает твердый и гибкий пластик, а полиэтилен,
состоящий из 5000—6000 звеньев, обладает более высокой твер-
достью.
Макромолекулы линейных полимеров представляют собой цепи
из элементарных звеньев А, длина которых в сотни и тысячи раз
превышает размеры поперечного сечения: —А—А—Л—.А—А—
—А—А—А—А—.
В разветвленных полимерах имеются боковые ответвления
с различным числом звеньев и их соотношением к длине основной
цепи. Например,
А—А А—А—А—А
—А—А—А—А—А—А—А—А—
'л—А—А—А
Макромолекулы в линейных и разветвленных полимерах свя-
заны между собой силами межмолекулярного взаимодействия.
735
Чем длиннее боковые цепи, тем слабее межмолекулярные силы,
поэтому получаемый полимер более мягок и эластичен, чем линей-
ный. Линейные и разветвленные полимеры, как правило, плавятся
или размягчаются при нагревании. Такие полимеры называют
термопластичными (термопластами). При охлаждении
термопласты вновь переходят в твердое состояние.
Полимеры, у которых кроме межмолекулярных связей между
линейными молекулами, и ответвлениями имеются химические
связи между оснрвными цепями, называются пространст-
венными или сетчатыми. Например,
I I
—А—Л— А—А—А—А—
I I
—А—А—А—А—А—А—
Образование сетчатой структуры переводит полимер в твердое,
нерастворимое и неплавкое при нагревании состояние. Такие
полимеры называют термореактивными.
Пространственные полимеры обладают повышенной термо-
стойкостью и более высокими упругими свойствами, чем линейные.
Если основная цепь макромолекулы составлена из углеродных
атомов (полиэтилен, полистирол, полиметилметакрилат и др.), то
такой полимер называют карбоцепным. Например,
III II
—С—С—С— или —С=С—С—.
Ill II
Полимеры, в состав основной цепи которых входят кроме ато-
мов углерода другие атомы (полиамиды, алкидные смолы и др.),
называют г е т е р о ц е п н ы м и. Например,
II II
—С—О—С— или —С—N—С—.
II II
Синтетическим путем полимеры получают в результате поли-
меризации и поликонденсации.
Полимеризация — это процесс образова-
ния высокомолекулярных соединений из
мономеров в результате их взаимодейст-
вия по двойным ненасыщенным связям или
взаимодействия гетероциклов с размыка-
нием колец. Процесс осуществляется без выделения побоч-
ных продуктов. При этом образовавшаяся макромолекула имеет
тот же эмпирический состав, что и исходный мономер: А + А +
+ А +...А + А = (Л) п.
При проведении полимеризации применяют катализаторы и
инициаторы — вещества, ускоряющие полимеризацию. Совмест-
ная полимеризация двух или нескольких мономеров называется
736
сополимеризацией (например, сополимер этилена с про-
пиленом, различающийся по свойствам и с полиэтиленом, и с по-
липропиленом). В случае присоединения к полимеру цепей
других молекул получают привитые сополимеры.
В б л о к-с ополи мерах отдельные участки — блоки
одного полимера (—А) чередуются с блоками другого полимера
(—В) (рис. 427).
Поликонденсация — это образование вы-
сокомолекулярных соединений из п о л и-
а & 0
Рис. 427. Схемы макромолекул полимеров:
а •— простого линейного полимера;' б сополимера нерегулярного
строения? в —• блок-полнмера; г привитого сополимера
^вввв.
функциональных низкомолекулярных ве-
ществ в результате конденсации. В отличие от
полимеризации здесь идет отщепление простых составных молекул
в виде воды, аммиака, хлористого водорода и др. — выделение
побочных продуктов реакции.
При поликонденсации бифункциональных соединений полу-
чают линейные полимеры (полиамиды, полиэфиры, поликарбонаты).
Пространственные (сшитые) полимеры получают при поликонден-
сации веществ с тремя и большим числом функциональных трупп
(аминопласты, фенопласты). Поликонденсация может быть уско-
рена введением катализаторов.
Свойства полимеров определяются химическим свойством,
формой молекул, типом связей между молекулами, полидисперс-
ностью, молекулярной массой. Молекулярная масса является
важной характеристикой, сильно влияющей на свойства полиме-
ров. С повышением средней молекулярной массы увеличиваются
механическая прочность, твердость и эластичность, повышается
24 Кнорозов Б. В. и др. 737
химическая инертность к действию различных реагентов, изме-
няются и другие свойства. Например, с увеличением молекуляр-
ной массы полистирола с 3120 до 624 000 температура размягче-
ния повышается со 105 до 180 °C; полимерные кремнийорганиче-
ские соединения, состоящие из 100—120 элементарных звеньев,
связанных между собой химическими связями (степень полимери-
зации), являются вязкими жидкостями, а при степени полимери-
зации 1000—1500 — это эластичные твердые вещества.
Химическое строение полимера определяет такие его свойства,
как устойчивость к действию химических реагентов и растворите-
лей, высоких температур, диэлектрические свойства. В частности,
хорошо сопротивляются действию кислот и щелочей и обладают
негорючестью полимеры, содержащие в мономере галоиды. Свето-
стойкость материалов значительно повышается с введением в макро-
молекулу фтора и нитрильной группы —CN.
Сильно влияет на свойства полимеров характер связей между
элементарными звеньями макромолекул. Так, карбоцепные поли-
меры, содержащие насыщенные углеродные связи, весьма устой-
чивы к действию кислот, щелочей и других агрессивных сред.
Гетероцепные полимеры, содержащие сложные эфирные, апеталь-
ные, амидные связи, обладают меньшей химической стойкостью
в кислотах и щелочах.
Форма макромолекулы также влияет на свойства полимеров.
Чем более вытянута и менее разветвлена макромолекула поли-
мера, тем выше его вязкость и прочность и меньше раствори-
мость
Свойства полимеров зависят и от их строения. В большинстве
своем полимеры имеют аморфную (стеклообразную) структуры.
Однако некоторые линейные и редкосетчатые полимеры могут
образовывать строго упорядоченные области, т. е. иметь частично
кристаллическое строение, что приводит к повышению прочности,
твердости, теплостойкости. В случае кристаллической структуры
увеличивается межмолекулярное взаимодействие, но снижается
гибкость молекул.
Отношение объема всех кристалличе-
ски х областей полимера к его общемуобъему
называется степенью кристалличности.
Это одна из важных характеристик полимера Высокой степенью
кристалличности (60—80 %) обладают фторопласты, поликарбо-
наты, полипропилен, полиэтилен высокой плотности.
2. Классификация и технологические свойства пластмасс
Существует несколько тысяч различных типов и марок пластмасс,
различающихся входящими в их состав полимерами, наполните-
лями, пластификаторами и другими добавками, их процентным
соотношением, физико-механическими и физическими свой-
ствами.
738
Общепринятой единой научной классификации не существует,
более того, один и тот же пластик может иметь различные фирмен-
ные названия, которые не дают никаких представлений о свой-
ствах материала.
В зависимости от наличия и количества наполнителя пласт-
массы можно разделить на простые и сложные (композиционные).
В свою очередь композиционные пластмассы подразделяют по
виду наполнителя: с порошкообразным наполнителем (пресс-
порошки), с волокнистым наполнителем (волокниты), с тканым
и-листовым наполнителем (слоистые пластики), газонаполненные
и т. д. Различают композиционные пластмассы и по химической
природе наполнителя: стеклопластики, углепластики, пластики
с древесным наполнителем, с хлопчатобумажным наполнителем,
с минеральным наполнителем (кварцевая мука), заполненные
синтетическими волокнами, (полипропиленовым, капроновым,
фтор лоном и др.).
Существует деление пластмасс по типу связующего (полимера).
Так, пластики на основе фенольных и феноло-альдегидных смол
носят название фенопластов, на основе эпоксидных смол —
эпоксипласты, полиамидных смол — амидопласты
и т. д.
Часто пластмассы подразделяют по назначению: конструк-
ционные, электротехнические, химически стойкие, селективные
(мембранные) и др.
По химическому составу макромолекул
различают карбоцепные и гетероцепные пластмассы, а по строению
макромолекул — линейные, разветвленные, сшитые, циклические.
По отношению к нагреванию — на термореактивные и термопла-
стические.
С точки зрения технологических свойств полимерных материа-
лов (общность методов переработки в изделия, механическая об-
работка, способы неразъемных соединений — сварка или склеи-
вание) наиболее удобной является классификация по отношению
материала к нагреванию и по виду наполнителя. Именно такого
разделения мы будем придерживаться при последующем изло-
жении.
3. Пресс-порошки и пресс-материалы
Прее с-п орошками называют композицион-
ные пластмассы с порошкообразным о-p г а-
ническим (древесная мука, целлюлоза) или
минеральным наполнителем (кварцевая
мука, микроасбест и д р.).
Пресс-материалы — это пластмассы с волок-
нистым наполнителем (хлопковые очесы, асбестовые,
стеклянные, хлопчатобумажные волокна и др.). В качестве свя-
зующих применяют различные полимеры — синтетические смолы:
феноло-формальдегидные, карбамидные, эпоксидные, полиэфир-
24* 739
Таблица 23. Свойства некоторых
Материал Наполнитель Плот- ность, Мг/м3 Временное сопротивление, МПа
растя- жение изгиб сжатие
Пресс-порошки К-17-2, К-18-2, К-21-22 и др. Древесная мука 1,4 30,5 60 150
Пресс-порошки ФКП -1, ФКП 2 Древесная мука, минеральные по- рошки и их смеси 1,3—1,4 30—50 60 150—200
Пресс-порошки К-17-36, К-214-52 Минеральный порошок 1,6—1,8 45 55 150
Пресс-порошок КМК-9 Кварцевая мука 1,9—2,1 — 30 85—90
Пресс-порошок К-114-35 То же 1,7—1,9 50—60 85—115 180—200
Пресс-порошок КМК-218 Асбест, кварц 1,8—2,0 -— 30 —
Пресс-порошки К-18-56, К-18-22 Пресс-материалы: Микроасбест 1,75 30 — 100
волокнит Хлопчатобумаж- ный 1,45 30—35 50—60 120—130
фаолит А Асбестовое во- локно 1,5—1,67 30 30—60 50—90
К-41-5 То же 1,9 23 50 132
АГ-4В Стеклянное во- локно 1,7—1,8 80 100 130
АГ-4С Стеклянная лента 1,7—1,8 200—400 400—680 130
ные, кремнийорганические и другие. Пресс-порошки и пресс-
материалы относятся к термореактивным пластмассам и предназ-
начены для переработки в изделия методом прессования.
Полуфабрикаты этих пластмасс выпускают в виде порошков,
крошкообразных и волокнистых материалов, лент, рубленых,
пропитанных смолой волокон, предварительно отформованных
таблеток Возможна поставка полуфабрикатов в виде вязкоте-
кучих композиций.
Из таких материалов изготавливают корпуса приборов, раз-
личные панели (в том числе и строительных конструкций), руко-
ятки, разные электротехнические и радиотехнические изделия
(разъемы, изоляторы, платы печатных схем), резьбовые соедине-
ния, подшипники скольжения, тормозные колодки и диски, раз-
личные опорные, распределительные и другие устройства хими-
ческих аппаратов, детали насосов, краны, трубы и трубную арма-
туру, изделия бытового назначения и т. д.
Физико-механические свойства наиболее применяемых компо-
зиций данного типа приведены в табл. 23.
740
пресс-порош ков и пресе-магериалов
Ударная вяз кость, кДж/м2 Твердость НВ Теплостой- кость по Мар- тенсу, °C Удельное объемное со- противление, Ом« м Тангенс угла диэлектриче- ских потерь прн частоте 10е Гп
4,2 2,0—4,0 125 5-101° 0,042—0,08
4,2—4,5 2,0—3,5 125 5-104 0,08—0,4
4,5—7,5 3,0—3,2 120 5-Ю13 0,02
3—4,5 2,1—2,8 200 Ю14—Ю1® —
4,5—7,5 2,2—2,8 115—135 5.10й—5-104 0,012
4,5 3,1 250 10“ —
— 3,0—5,0 145 10» —
9—11 — 110—120 2-10^ 1,0
3,4—5,5 2,0—5,0 150 10’ —-
18 3,0 150 108 __
25 — 280 10го —
100 — 280 1О4 * * * * * 10 —
4. Высоконаполненные конструкционные пластмассы
К вы соконаполненным конструкционным
пластмассам относят материалы, у которых
доля наполнителя доходит до 70—75 % от
массы. В таких высокопрочных материалах армирующий на-
полнитель вводится в виде листов, тканей, непрерывных волокон.
Материалы, содержащие наполнитель в виде листов, тканей,
матов, ровницы и т. п., уложенных послойно, называют еще
слоистыми пластиками. Типичными представителями
таких материалов являются древеснослоистые пластики (древо-
пластики), гетинакс, текстолиты, стеклотекстолиты.
Древесно-слоистые пластики (ДСП) представ-
ляют собой спрессованный слоистый материал, состоящий из дре-
весного шпона, пропитанного различными синтетическими смо-
лами, чаще всего феноло-формальдегидными и крезольно-формаль-
дегидными. От обычной древесины и фанеры древесно-слоистые
пластики отличают более высокие механические свойства и влаго-
741
стойкость. Их применяют в качестве конструкционных материалов
в автомобилестроении, вагоностроении, авиации, а также для
частей лодок в судостроении.
Древесно-слоистые пластики (ДСП) являются хорошим обли-
цовочным материалом и применяются в качестве стеновых пане-
лей на судах, в вагонах, самолетах, в жилых и промышленных
зданиях. ДСП применяют в качестве электроизоляционных мате-
риалов для изготовления панелей и плат электротехнического
назначения. Хорошие антифрикционные свойства позволяют ис-
пользовать ДСП для изготовления зубчатых колес и вкладышей
подшипников скольжения.
Гетинакс — это слоистый пластик, основу которого сос-
тавляют параллельно уложенные слои бумаги, пропитанной фе-
ноло-формальдегидными и другими смолами. Гетинакс обладает
хорошими электроизоляционными свойствами и высокой меха-
нической прочностью. Наиболее широкая область его примене-
ния — электротехническая и радиоэлектронная промышленность
(панели, щитки, плата печатных схем, электроизоляционные
прокладки и т. д.). Используют гетинакс и для изготовления кор-
пусов приборов. Декоративный гетинакс в виде листов, облицо-
ванных с одной стороны декоративной бумагой различной текстуры
и пропитанной бесцветным лаком, успешно применяют для обли-
цовки салонов самолетов, вагонов, кают судов, стен, дверей и т. п.
Текстолиты — это слоистые пластики, наполнителем
(основой) которых являются высококачественные хлопчатобумаж-
ные или шелковые ткани, а в качестве связующего взяты в основ-
ном феноло-формальдегидные смолы. Текстолиты различают по
назначению на конструкционные (поделочные),
электротехнические и специальные.
Как конструкционный материал общетехнического назначения
широкое применение нашел текстолит марки ПТК (плиточный
текстолит конструкционный) с низким коэффициентом трения и
высокой износостойкостью. Из ПТК изготовляют бесшумные
зубчатые и червячные колеса, подшипники скольжения и т. п.
Электротехнический текстолит по сравнению с ПТК имеет более
низкую механическую прочность, но хорошие диэлектрические
свойства. Он идет на изготовление различных электротехнических
изделий, которые в зависимости от марки материала можно экс-
плуатировать в трансформаторном масле и на воздухе при темпе-
ратурах от — 60 до 4-125 °C.
Примером специальных текстолитов является графитизиро-
ванный текстолит с хорошими антифрикционными свойствами.
Из него изготовляют вкладыши подшипников прокатных станов,
центробежных насосов и другие детали, работающие в условиях
трения.
Стеклотекстолиты — слоистые материалы, основу
которых составляют ткани, полученные из стеклянных волокон
(стеклоткани), а в качестве связующего применяется широкая
742
гамма синтетических смол: феноло-формальдегидных, полиэфир-
ных, эпоксидных, кремнийорганических, фурановые и др., а также
различные совмещенные связующие, например, эпокси-полиэфнр-
ные, феноло-фурфурольные и т. п.
Стеклянные нити изготавливают из элементарных стеклянных
волокон диаметром 5—20 мкм, получаемых из расплавов стекол
бесщелочного алюмоборосиликатного и щелочного стекла. В за-
висимости от состава стекол меняются и свойства волокон. Про-
цесс переработки волокон в нить, а затем в ткань приводит к по-
нижению прочности в следующем соотношении: 1 : 0,7 : 0,6.
Стеклотекстолиты — анизотропные материалы. Это опреде-
ляется различием в прочности стеклянных тканей по основе и
утку. Однако при производстве изделий, особенно крупногабарит-
ных типа цистерн, корпусов катеров и лодок, кузовов автомоби-
лей, возможно путем соответствующей укладки ткани получить
ортотропный материал.
Если не имеется соответствующей маркировки (например, сте-
клотекстолиты КАСТ, ВФТ, СКМ, ЭФ-32-301 и т. п.), то стекло-
текстолиты именуют по типу связующего (например, стекло-
текстолит на основе полиэфирной смолы ПН-10). Как правило,
указывается тип стеклянной ткани.
Стеклотекстолиты входят в обширную группу стекловолок-
нистых материалов, объединенных под общим названием стекло-
пластиков. В частности, приведенные в таблице прессмате-
риалы АГ-4с и АГ-4в также относятся к этой группе.
Стремление получить армированные материалы с более высо-
кими исходными механическими показателями, чем традиционные
пластмассы, и большей стабильностью этих показателей при воз-
действии различных эксплуатационных факторов (тепла, света,
повышенной влажности, химически агрессивных сред, длитель-
ных механических нагрузок и т. д.) привело к созданию стекло-
пластиков, из которых изготовляют высокопрочные силовые
конструкции в авиастроении (несущие панели крыльев, шпан-
гоуты, лопасти винтов и т. д.), автомобилестроении, тракторо-
строении, судостроении, химической промышленности (коррозион-
ностойкие трубопроводы, емкости, реакционные аппараты, насосы,
фильтр-прессы и другие устройства).
Поскольку свойства стеклопластиков определяются типом
связующего, химическим составом и структурой стеклянного
наполнителя, соотношением между связующим и наполнителем,
характером укладки и ориентации наполнителя, условиями отверж-
дения связующего и формования материала (изделия) и рядом
других факторов, то возможно целенаправленное регулирование
свойств стеклопластиков, что открывает широкие перспективы их
использования в различных отраслях техники.
Последние десятилетия ознаменованы получением ряда воло-
кон, имеющих значительно более высокий модуль упругости, чем
стеклянные. К ним в первую очередь следует отнести органическое
743
Таблица 24. Свойства армированных пластиков
1 с? » О • Ж „1—1 Н >4 U ь (Ъ 0,08 0,05 0,015 0,02 0,015 0,02 0,01 0,04 0,01
i • ь о> о> к к и R « К О m К ьс о s I ра р.о Р.О) «н cs О 1 О СЧ со О— О I О | Щ 1 Щ 1 cd тГ О 1 СО 1 СО 1
Удельное объемное электриче- ское сопро- тивление, Ом- см «01-I iOI-S sOl-Z‘0 B0I-S fiOI-l «01 s «01 • I «OPS «01 "I 80l-l 0‘S
=к S , - « • ® о с Sr О Й Ч t. CL ° Ш’В- О К’*4’? Е-е-Ё® gxЛ, qj с*- — Й <D ° ~ o о сч *4^ I Q || | ”7 СЧ co" —7—7 -7^7 1 о CD О । 1
Коэффи- циент тепло- провод- ности, Вт/(м. К.) 0,28 0,35 0,40 0,40 0,50 0,30 0,35 0,70 0,70 0,50 0,50 0,13 0,13
Л £ X - §*§ £ &й £Е co Ь- о CD О CD CM О tF OLD CM ~ ШЬ- CM CO Г- LD CO 00 CO — CM
Разру- шающее напря- жение при растя- жении, МПа, не менее О О CD OO О o oo о о о с о с Г- О О О CD iQ С со О СМ CM CD’—’ LOCO b-СЧ CM Tf -cj* IO —. СЧ _
Плот- ность, Мг/м3 О О CD OO OO OO OO о о LQ О О OO OiD OO OO CD CO CO О -Ф °^c4 °° ——Г —Г счсч ^7—Г счсч —Г —
Пластики Текстолит . . Асботекстолит Гетинакс Стеклопластик однонаправленный на основе стекла: Е ВМ-1 Стеклопластик ортогонально-арми- рованный (1 : 1) на основе стекла: Е ВМ-1 Углепластик на основе полиакрило- нитрильных волокон: однонаправленный ортогональноармированный (1 : 1) Боропластик: однонаправленный ортогональноармированный (1 : 1) Поли-п-бензамидный пластик однона- правленный Текстолит ........
744
поли-н-бензамидное волокно РД-49 (США), углеродные и борные
волокна. Армированные материалы на основе борных и углерод-
ных волокон значительно превосходят стеклопластики по модулю
нормальной упругости, но не являются диэлектриками. Боро-
пластики и особенно углепластики, обладающие хорошей прово-
димостью, широко используют для изготовления изделий, с кото-
рых необходимо снимать накапливающееся на их поверхностях
статическое электричество. Антистатические свойства можно при-
дать и стеклопластикам, вводят в связующие 10—15 % (по массе)
графитового наполнителя.
Анизотропия механических свойств пластиков на основе вы-
сокомодульных волокон выражена значительно сильнее, чем у
стеклопластиков. Так, отношение модулей упругости в направле-
нии армирования и в перпендикулярном к армированию направ-
лении для стеклопластика составляет 5—8, для боропластика
8—12, а для углепластика 20—30.
В настоящее время объемы производства и применение арми-
рованных пластиков на основе новых волокон невелики. По дан-
ным США, их основным потребителем является авиация и ракетно-
космическая техника. Тормозом в расширении областей их при-
менения является их высокая стоимость. Однако при сочетании
этих пластиков со стеклопластиками можно получить хорошие
результаты. В частности, в химических аппаратах и трубопрово-
дах, где требуется сочетание химической стойкости с высокими
механическими показателями, давно используется такой прием.
Так, при изготовлении оболочек внутренний слой, контактирую-
щий с агрессивной средой, делают из фаолита, а наружный,
конструкционный слой — из текстолита или стеклотекстолита
(текстофаолит, стеклотекстофаолит), или же внутренний слой
изготавливают из коррозионностойкого стеклопластика с малой
степенью армирования [10—35 % (по массе) волокон], а наруж-
ный — из конструкционного стеклопластика (до 85 % волокон),
из дешевого, химически нестойкого связующего. Имеется опыт
сочетания углепластика со стеклопластиком для изготовления
подобных изделий.
В табл. 24 приведены свойства некоторых высоконаполненных
армированных пластиков.
5, Газонаполненные пластмассы
Газонаполненные пластмассы — это легкие
и сверхлегкие материалы, которые полу-
чают вспениванием эмульсии и раствора
мономера (полимера) воздухом или газом;
либо вспениванием газообразными про-
дуктами, образующимися в п р о ц е ссе отверж-
ден и я полимера, или газами, выделяющи-
745
Таблица 25. Свойства газонапол
Материалы Плотность. мг/мя Разрушаю- щее напря- жение при сжатии, МПа Ударная вяз кость, кДж/м2
Пенополивинилхлоридные: жесткие 0,07—0,22 0,4—1,5 0,2—0,3
эластичные 0,1—0,21 — 0,5
Пенополистиролы 0,06—0,22 0,25—1,2 0,3
Пенофенопласты 0,19—0,23 1,0 0,3
Пенополиуретаны: жесткие 0,03—0,04 0,3—3,0 0,5
эластичные 0,03—0,06 — 0,5—1,0
Пеноэпокснпласты 0,1—0,12 0,8—3,0 0,1
м и с я при разложении пенообразователя;
либо вспениванием размягченного поли-
мера газом, под давлением 10—25 МПа при
140—160 °C.
Свойства газонаполненных пластмасс определяются структу-
рой, физико-механическими и химическими свойствами исходного
полимера. Широкое применение получили материалы на основе
полистирола, поливинилхлорида, полиуретана, фенольных смол.
Различают пенопласты и поропласты. У пено-
пластов микроскопические ячейки, заполненные газом, не сооб-
щаются между собой (плотность до 0,3 мг/м3), у поро-
пластов ячейки сообщаются между собой (плотность более
0,3 мг/м3).
Основное применение газонаполненных пластмасс — тепло- и
звукоизоляция в различных отраслях техники (самолете- и судо-
строение, холодильная и химическая техника, строительство
и т. д).
Некоторые пенопласты обладают хорошими демпфирующими,
амортизационными свойствами.
Пенопласты применяют для изготовления плавучих и трудно-
затопляемых средств, предметов домашнего обихода.
Представляет интерес применение пенопластов в качестве
заполнителя при создании легких, обладающих большой же-
сткостью армированных конструкций. В этом случае эмульсия
или жидкий полимер вводится между двумя пластинами (оболоч-
ками) из стеклопластиков или металла и там вспенивается. Такая
трехслойная конструкция армированного материала обладает
превосходным сочетанием высокой прочности и жесткости Она
используется, например, в оболочках химических аппаратов,
в самолетостроении.
746
пенных полимерных материалов
В ОДОП ОГЛ 0- щеп не в те- чение су- ток, % Линейная усадка при 90 °C, % Теплопровод- ность Вт/м« сС Теплостой- кость, °C Структура
1,0 0,5; 1,9 0,04—0,043 60 Равномернозамкнутая
пористая
-х— — 0,066 60 То же
0,4—0,8 0,035—0,044 60 »
1,0—1,3 0,15; 1,1 0,06 80-150 »
(130°)
0,5—0,8 0,5—1,5 0,06 100—130 Закрытопористая
— — 0,052 100 Открытоячеистая
— 0,2—0,8 — 100—160 Замкнутая
Серьезным недостатком газонаполненных полимеров, как и
большинства пластмасс, является их горючесть. При вынесении
материала из пламени, оно практически не затухает.
В табл. 25 приведены свойства газонаполненных полимерных
материалов.
Глава III. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ
ИЗ ПЛАСТМАСС
1. Общие положения
Переработка пластмасс в изделия отличается спецификой методов
и технологических приемов. Важным обстоятельством является
то, что в подавляющем большинстве случаев сам материал и его
свойства формируются в процессе изготовления изделия. Именно
это обстоятельство позволяет целенаправленно программировать
свойства в процессе конструирования и изготовления объекта.
Другим важным обстоятельством является тот факт, что за
один технологический прием возможно изготовить из пластмасс
изделие сложной конфигурации (например, дверцу бытового холо-
дильника, плата электротехнических приборов и др.), тогда как
при изготовлении такого же изделия из металлов потребовалось бы
осуществить ряд технологических операций на различном обору-
довании, а иногда выполнить сборку нескольких деталей.
Процесс изготовления изделий из пластмасс характеризуется
высоким коэффициентом использования материала (0,85—0,95),
малой трудоемкостью, высокой механизацией и автоматизацией.
При выборе метода переработки пластмасс в изделие учитывается
747
его физическое состояние при нагревании и отношение к теплу
(термопластичность и термореактивность). Есть методы, которые
целесообразны только для переработки термопластов, а есть
предназначенные только для реактопластов. При выборе метода
переработки учитываются также конструктивные особенности
изделия и условия его эксплуатации, тиражность, стоимость
Рис. 428. Термомеханическая кри-
вая аморфного полимера;
I — область стеклообразного со-
стояния; II — область высокоэлас-
тического состояния; III — область
вязкотекучего состояния
и т д.
В зависимости от температуры аморфный полимер может на-
ходиться в трех различных состояниях, которые характеризуются
термомеханической кривой, выражающей зависимость деформации
находящегося под постоянной на-
грузкой полимера от температуры
(рис. 428). При низких температу-
рах до температуры Тс деформация
мала, и ее пропорциональное уве-
личение с ростом температуры не-
значительно. Это стеклооб-
разное состояние поли-
мера. Выше температуры стеклова-
ния Тс наблюдается резкий рост
деформации — полимер переходит
в высокоэластическое
состояние. В этой области,
вплоть до точки 7\. (температура
текучести) деформация мало изме-
няется с ростом температуры. Вблизи температуры Тт происходит
резкое увеличение деформации из-за необратимого вязкого
течения — перехода полимера в вязкотекучее со-
стояние.
Итак, температуры Тс и Тт характеризуют температурные
области трех физических состояний полимера — стеклообразного,
высокоэластичного и вязкотекучего, — предопределяют выбор
метода переработки и температурные интервалы.
Целесообразно рассмотреть методы переработки пластмасс
в изделия относительно того физического состояния, в котором
они при этом находятся. Необходимо подчеркнуть, что наиболь-
шей спецификой отличаются методы переработки в вязкотекучем
и гысокоэластическом состоянии.
Непосредственной переработке пластмасс в изделие пред-
шествуют подготовительные операции, цель которых улучшить
технологические свойства перерабатываемого сырья, а также
получение полуфабрикатов и заготовок (матов, таблеток, гранул),
применяемых в основных процессах переработки. К подготови-
тельным операциям относятся смешение, вальцевание, таблетиро-
вание, предварительный подогрев и сушка, гранулирование.
Смешение — важнейший метод приготовления однородной
массы полимерных композиций из различных ингредиентов в из-
мельченном (диспергированном) виде. Смешение производится
748
как в жидкой, так и в твердой фазе. Для его осуществления ис-
пользуют различные смесители, основанные на пневматических,
гидравлических, механических и гравитационных принципах.
Вальцевание — процесс механической и тепловой обработки
полимерных материалов для придания им пластичности и одно-
родности. Осуществляется на валковых машинах путем много-
кратного пропускания массы через зазор между валками. Валь-
цевание может быть использовано и для предварительного подо-
грева или охлаждения материала, выходящего из смесителя, для
чего в полости валков подают теплоноситель или хладоагент,
а также для получения из полимера листов или пленок, введения
наполнителя в связующее, дробления, размола и рафинирования
сырья.
Таблетирование осуществляется с целью получения из пресс-
порошков, пресс-материалов (волокнитов) стабильных по массе
прочных таблеток заданной формы, что повышает точность дози-
ровки, уменьшает потери сырья, сокращает время на изготовление
изделия, повышает его качество, улучшает условия труда. Табле-
тирование проводят в таблеточных машинах, гидравлических
прессах и других устройствах, передающих массе усилие сжатия
и уплотняющих ее.
Сушку и предварительный подогрев проводят для порошков
термопластов с целью повышения их сыпучести и удаления из них
излишней влаги и летучих веществ. Для их осуществления ис-
пользуют различные сушильные камеры и сушильные устройства
непрерывного действия (турбинные, ленточные и др.).
Предварительный подогрев реактопластов в таблетированном
виде проводят непосредственно перед их переработкой в изделия,
используя для этой цели ТВЧ.
Гранулирование применяют для получения из расплава поли-
мера гранулированного материала, наиболее удобного для пере-
работки. Гранулы могут иметь форму цилиндра, шара, куба,
прямоугольных пластин, чешуек.
Использование полимерного материала в виде гранул стабили-
зирует режим работы перерабатывающего оборудования, улуч-
шает условия труда, облегчает дозировку сырья, повышает произ-
водительность перерабатывающих машин и качество изделий.
2. Методы переработки пластмасс
в вязкотекучем состоянии
Сущность процесса переработки полимерных материалов в изде-
лия в вязкотекучем состоянии заключается в нагревании мате-
риала до температуры выше ТТ, формообразовании при этой тем-
пературе за счет приложения давления и фиксации полученной
формы. Принципиальное различие в переработке термопластов
и реактопластов в вязкотекучем состоянии заключается в фикса-
ции полученной формы изделия. Для термопластов этот процесс
749
осуществляется вследствие охлаждения отформованного изде-
лия непосредственно в формующем инструменте (пресс-форме)
подводимым хладоагентом.
Процесс формообразования и фиксации формы при переработке
реактопластов происходит при непрекращающемся нагреве до
температуры отверждения, сопровождающегося химической реак-
цией и образованием в материале пространственной сшитой струк-
туры Охлаждение готового (отвержденного) изделия осуще-
ствляется вне пресс-формы.
Рис. 429. Схема одночервячного экструдера
Итак, при переработке термопластов
в вязкотекучем состоянии формующий
инструмент охлаждается, а при пере-
работке реактопластов он нагревается.
Для переработки термопластов в вязкотекучем состоянии при-
меняют следующие методы: экструзию, литье под давлением, цен-
тробежное литье, свободное литье, каландрование. Реактопласты
перерабатывают методом прессования (прямое и литьевое прессо-
вание). Конечно, термопласты можно переработать и методом
прессования, но при серийном и массовом тиражировании изделия
(а именно только в этих случаях целесообразно изготавливать
пресс-форму) это делать экономически нецелесообразно, так как
потребуется чередовать нагрев и охлаждение пресс-формы, что
отразится на производительности и себестоимости продукции.
Экструзия — это процесс получения из сырья в виде гранул,
порошка или расплава изделий бесконечного типа заданного про-
фильного сечения (труб, листов, лент, пленок, оболочек для ка-
белей, профильных изделий и т. п.) путем непрерывного продавли-
вания через формующий инструмент. Этим методом можно пере-
750
рабатывать практически все известные полимеры и их компо-
зиции.
Процесс осуществляется на специальных машинах — экстру-
дерах. На рис. 429 представлена схема наиболее распространенной
такой машины — одночервячного экструдера (червячного пресса).
Основным рабочим органом одночервячного экструдера яв-
ляется материальный цилиндр 1, внутри которого вращается чер-
вяк 2. Материальный цилиндр обогревается нагревателями 5.
Загрузка сырья производится с помощью загрузочного устрой-
ства 3, конструктивное оформление которого определяется состо-
янием и формой частиц перерабатываемого материала. Форму-
ющий инструмент 4 устанавливается на выходе из материального
цилиндра. Вращение червяку, закрепленному в опорном узле 6,
задается от электродвигателя 7 через редуктор 8, соединенный
с электродвигателем муфтой 9.
В процессе переработки исходный материал из загрузочного
устройства поступает на червяк и перемещается в осевом направ-
лении в винтовом переменного зазора (Я2 <5 канале, образо-
ванном внутренней поверхностью материального цилиндра и
нарезкой червяка. При перемещении материал уплотняется, рас-
плавляется, происходит удаление воздуха и гомогенизация рас-
плава, развивается давление, под действием которого расплав
продавливается через охлаждаемый формующий инструмент. В со-
ответствии с протекающими процессами в направлении движения
материала могут быть выделены три зоны экструдера: питания
(загрузки) длиною Lv, плавления (пластикации) £п и дозирова-
ния (выдавливания) Ьд. Длина функциональных зон экструдера
может колебаться, в значительных пределах в зависимости от
свойств перерабатываемого материала, и особенностей технологии
переработки. Производительность одночервячных экструдеров со-
ставляет от 3 до 20 000 кг/ч. Кроме одночервячных, существуют
двухчервячные и другие типы экструдеров.
В большинстве случаев экструдеры входят в состав агрегатов
и линий по переработке пластмасс в изделия, хорошо поддающихся
автоматизации.
К недостаткам экструзионного метода следует отнести слож-
ность управления процессом, высокую стоимость оборудования
и формующего инструмента.
Литье под давлением. Это высокопроизводительный и автома-
тизированный метод переработки термопластов в изделия. Совре-
менные разновидности этого метода (вибролитьевое формование,
интрузионное формование., литье вспениваемых материалов) раз-
личаются способами и степенью нагрева материала, вводом его
в форму и способом последующего формования. Однако при
разнообразии технологических форм литья под давлением все
они включают следующие основные операции: подогрев материала
(пластикация), впрыск (заполнение формы), выдержку под давле-
нием и выдержку на охлаждение (отверждение), удаление отливки.
751
Все указанные технологические операции проводят в литьевых
машинах. Принципиальная схема современной одноцилиндровой
литьевой машины с предварительной червячной пластикацией
приведена на рис. 430.
Перерабатываемое сырье из бункера 9 поступает в пластика-
ционный цилиндр 8 и перемещается червяком 7 (вращение кото-
рого осуществляется от привода 10) в переднюю часть пластифи-
цирующего устройства. На этом этапе материал подогревается
и переводится в расплавленное состояние. Доза расплава подается
в оформляющую полость формы 5, имеющую температуру на 30—
100 С ниже температуры стеклования (кристаллизации) поли-
Рис. 430. Схема одноцилиндровой литьевой машины
мера. Форма помещается в узел ее смыкания, состоящий из не-
подвижных 2 и 6 и подвижной 4 плит, колонн 3 и гидроцилиндра
смыкания форм 1.
Давление на расплав в процессе формования создается червя-
ком 7, находящимся под действием осевого усилия от гидро-
цилиндра 11. Это давление поддерживается до тех пор, пока рас-
плав в литнике или оформляющей полости формы вследствие
охлаждения практически полностью не потеряет свойство теку-
чести. После этого давление снижается, изделие выдерживается
в форме в течение времени, достаточного для того, чтобы оно при-
обрело требуемую жесткость. Затем узел смыкания раскрывает
форму, изделие из нее удаляется, а весь производственный цикл
повторяется заново.
В табл. 26 приведены режимы литья под давлением. Современ-
ные литьевые машины способны производить изделия из термо-
пластов массой от нескольких граммов до 30 кг. Они отличаются
универсальностью. Создание унифицированных узлов смыкания
форм и впрыска позволяет комплектовать ими оборудование в раз-
личных сочетаниях в зависимости от потребности литья конкрет-
ных изделий.
К недостаткам метода относятся низкая производительность
при изготовлении изделий сложной формы и с арматурой, а также
высокая стоимость литьевых форм.
Следует отметить, что успехи литьевых методов переработки
термопластов оказали влияние и на переработку реактопластов
752
Таблица 26. Режимы переработки некоторых пластмасс
методом литья под давлением
Материал Температура. °C Давление литья, 4 МПа
перед впрыском в форму формы
Непластифицированный поливинилхло- рид 130—150 55—60 100—20
Пластифицированный поливинилхлорид 120—140 45—50 80—100
ПЬлистирол 110—130 25—40 50—200
Ударопрочный полистирол 100—120 40—60 100
Сополимер стирола с акрилонитрилом 200—210 40—70 50—180
Полиэтилен низкой плотности ... 100—210 40—80 60—120
Полипропилен 130—210 40—70 180-200
Полиметилметакрилат 130—210 40—90 80—20
Полиоксиметилен 120—180 50—80 80—150
Поликарбонат 250—260 80—110 80—120
Полиамид 210—250 40—70 70 —120
Полиуретан 130—150 25—85 70—100
Ацетат целлюлозы 120—160 35—65 80—120
Зависит от молекулярной массы.
и резиновых смесей. В частности, модификации машины с пред-
варительной пластификацией (рис. 430) используют для перера-
ботки в изделия реактопластов и резиновых смесей. В этом случае
изменяются режимы прогрева формы и передачи давления.
Центробежное литье. Принципиально этот метод ничем не
отличается от соответствующего метода получения из металлов
крупногабаритных отливок, имеющих форму тел вращения (трубы,
втулки, шкивы, зубчатые колеса и т. п.). Этот метод в основном
применяется для переработки полиамидных смол. Для устранения
отрицательного влияния кислорода на полиамиды процесс осуще-
ствляют под вакуумом. Температура литьевой формы должна
быть на 20—30 °C выше, чем температура плавления материала,
которая в зависимости от типа полиамидной смолы колеблется
от 150 до 243 °C. Прогретую форму вращают на токарном станке
с частотой 600—1800 мин*1. Расплавленный материал подается
в нее определенными порциями.
Изделия получают с плотной структурой без каких-либо де-
фектов, несмотря на то, что давление здесь значительно меньше,
чем при литье под давлением.
Способ отличается доступностью и простотой технологической
оснастки. Эксплуатационные расходы незначительны.
Цаландрование. Сущность этого технологического метода,
как и вальцевания, заключается в непрерывном продавливании
полимерного материала через зазор между вращающимися на-
встречу один другому валками. Но в отличие от вальцевания, при
753
каландровании материал пропускается между несколькими зазо-
рами для калибровайия полученных рулонных материалов и
пленок. На рис. 431 представлены принципиальные схемы рас-
положения валков в каландрах. Валки каландров, внутри кото-
рых расположены каналы для подвода теплоносителя, изготавли-
вают из стали или серого чугуна.
Кроме получения листовых и пленочных материалов, калан-
дрование применяют для одностороннего или двухстороннего
нанесения полимерных покрытий на текстильное и бумажное
полотно, нанесения тиснений на пленки и слоистые материалы
(рельефного рисунка).
Рис, 431. Расположение валков в каландрах:
а — вертикальное; б — L-образное; в — Г-образное; а — Z-об-
разное; д — S-образное
В настоящее время почти половина поливинилхлорида (пла-
стифицированного и непластифицированного), производимого
в мире, перерабатывают каландрованием. Этим методом можно
также перерабатывать и другие типы пластмасс: полиуретан,
полистирол, сополимеры винилхлорида, винилацетата, акрило-
нитрила, стирола и др.
Прессование. Прессование является одним из самых распростра-
ненных методов переработки реактопластов в изделия с помощью
приложения внешнего давления к нагретому материалу, загружа-
емого требуемыми дозами в пресс-форму в виде порошка, гранул,
таблеток. Оформление и отверждение изделия происходит в горя-
чей пресс-форме (обогрев с помощью электрических элементов
или пара). Основным инструментом является пресс-форма. Пресс-
формы могут быть съемными (отсутствуют крепление к прессам
и собственные нагреватели), применяемыми в мелкосерийном
производстве, полустационарными и стационарными, снабжен-
ными собственными нагревателями, закрепляемыми на прессах
и применяемыми в серийном и крупносерийном производстве
изделий. Кроме того, различают пресс-формы закрытого и откры-
того типов (аналогично штампам при горячей объемной штамповке
металлов), одногнездовые для изготовления одной детали и много-
гнездные. Изделия несложной конфигурации получают методом
прямого (компрессионного) прессования, схема которого пред-
ставлена на рис. 432.
754
При этом методе прессования сырье 2 закладывается в полость
матрицы пресс-формы 3. При замыкании пресс-формы усилие от
пресса передается материалу через пуансон 1. Под действием
давления и тепла материал переходит в вязкотекучее состояние
и заполняет формообразующую полость пресс-формы. Выдержкой
при температуре отверждения отформованный материал пере-
водится в твердое неплавкое состояние, после чего пресс-форма
раскрывается и деталь 4 извлекается из нее с помощью выталки-
ва>теля 5.
Рис. 432. Схема простого прессования:
а —• загрузка сырья в форму; б — прессование детали;'
в — извлечение детали
Время выдержки под прессом, зависящее от вида сырья и тол-
щины изготовляемого изделия, выбирают из расчета 100—200 с
на 1 мм толщины стенки. Это время, идущее в основном на подо-
грев материала для перевода его в вязкотекучее состояние, может
быть сокращено за счет предварительного подогрева. Предвари-
тельный подогрев также ускоряет процесс удаления летучих
веществ. Летучие вещества образуются в процессе протекания
химических реакций полимеризации (отверждения материала),
а также вследствие испарения влаги, содержащейся в нем. Для
удаления газообразных веществ в процессе прессования осуще-
ствляют так называемую подпрессовку. Сущность подпрессовки
состоит в раскрытии формы (подъеме пуансона на 5—10 мм),
выдержке ее в таком состоянии в течение 2—3 с, после чего пресс-
форма вновь смыкается и завершается процесс формообразования.
При изготовлении крупных толстостенных деталей из материа-
лов с повышенной влажностью подпрессовку осуществляют
дважды.
Для переработки реактопластов рекомендуется задавать давле-
ние прессования 15—80 МПа, а температуру пресс-формы 135—
755
175 °C в зависимости от рецептуры перерабатываемого материала
и геометрии прессуемого изделия.
Для изготовления деталей сложной конфигурации с примене-
нием арматуры, с углублениями и глубокими отверстиями, оформ-
ляемые с помощью вставок и знаков, используют метод литье-
вого прессования.
Литьевое прессование позволяет частично устранить низкую
производительность, свойственную методу прямого прессования.
Основным отличием метода литьевого прессования является то,
что сырье загружается не в пресс-форму, а в отдельную литьевую
камеру 2 (рис. 433). В литьевой камере материал доводится до
Рис 433. Схема литьевого
прессования
прессы для литьевого
вязкотекучего состояния и с помощью
литьевого плунжера 1 через литниковую
систему 3 вводится в оформляющую по-
лость 4, снабженную знаками (или встав-
ками) 5 для оформления отверстий и
углублений. По завершению процесса
отверждения готовая деталь (не имеющая
облоя) извлекается из пресс-формы с по-
мощью выталкивателей 6.
В современном варианте литьевого
прессования сохранены его основные
принципы, но пресс-форму конструируют
многогнездной и закрепляют на нагре-
вательных плитах пресса. Современные
прессования выполняют со значительным
ходом при раскрытии пресса (до 700 мм), причем отдельно раскры-
ваются элементы оформляющей полости формы и плунжерное
литьевое устройство.
Для литьевого прессования реактопластов эффективно исполь-
зуют также литьевые машины (см. рис. 430). При этом температура
в форме должна быть на 60—90 °C выше, чем в зоне впрыска поли-
мера в форму. Так, для фенопластов эти температуры составляют
соответственно 135—155 и 195—225 °C, а для аминопластов 95—
120 и 195—215 °C.
Давление при литьевом прессовании значительно выше, чем
при контактном, и составляет, например-, для фенопластов 90—100,
а для аминопластов 70—160 МПа.
Недостатком литьевого прессования, существенно снижающим
его экономическую эффективность, является получение больших
отходов за счет неизбежных излишков материала, отверждаемого
в литьевой камере (средняя цифра составляет 40 %). Однако ряд
зарубежных фирм разработали технологические приемы и системы,
снижающие отходы в 6—20 раз при одновременном повышении
стоимости формы в 1,5—2 раза. Итоговая эффективность этих
мероприятий остается положительной, особенно при крупно-
серийном производстве.
756
3. Методы переработки пластмасс
в высокоэластическом состоянии
Методы переработки термопластов в высокоэластическом состо-
янии (в области температур от Тс до Тт по диаграмме состояния —
рис. 428) применяют для формоизменения, в основном, листовых
и пленочных, или трубных заготовок. Для перевода в высоко-
эластичное состояние заготовку предварительно нагревают, а ее
формоизменение осуществляется на формующем инструменте да-
влением, прилагаемом механически, пневматически, с помощью
вакуума или комбинацией этих воздействий (например, пневмо-
а — исходное положение; б — момент окончания формования
вакуумное формование). Для фиксации конфигурации отформо-
ванного изделия необходимо, не снимая давления формования,
охладить изделие до температуры ниже Тс.
Методы формования листовых и пленочных термопластов ис-
пользуют для производства таких изделий, изготовление которых
технически и экономически невыгодно (или невозможно) другими
методами (например, изготовление упаковочных средств и изделий
больших габаритных размеров в небольшом количестве). Упако-
вочные средства, предназначенные, как правило, для разового
пользования, изготавливают на специальных агрегатах, в состав
которых входит узел вакуумного формования в многогнездных
формах.
В рамках указанной выше общей схемы формования листовых
термопластов в высокоэластическом состоянии разработано и
разрабатывается множество различных методов, поскольку твор-
ческий подход к изготовлению какого-либо оригинального изделия
часто приводит к новым решениям.
Остановимся на наиболее распространенных методах.
Формование изделий с помощью механической вытяжки
При этом способе формования разогретый лист или пленку 1
закрепляют на матрице 2 с помощью прижимной рамы 3 и под-
вергают вытяжке пуансоном 4 (рис. 434). Чисто механическую
757
вытяжку применяют редко, главным образом при ручном произ-
водстве или для получения штучных изделий (модельных образ-
цов). Недостатком является получение изделий с сильно утончен-
ными боковыми стенками.
Механическая вытяжка хорошо комбинируется с другими мето-
дами воздействия (например, с вакуумной формовкой), давая
хороший эффект распределения толщины стенок изделия по
высоте.
Вакуумное и пневматическое формование
В этих методах формоизменение заготовки достигается при-
менением вакуума или давления сжатого воздуха (инертного газа).
В зависимости от того, как отформовывается изделие — в ма-
трице или на пуансоне — различают негативное или позитивное
Рис. 435.
Негативное вакуумное формование:
а — исходное положение; б — формование детали
формование. В качестве примеров на рис. 435 приведена схема
негативного вакуумного формования, а на рис. 436 — позитив-
ного пневмо-формования.
При негативном методе формования изде-
лие снимается с формы легче, чем при позитивном, поэтому мини-
мальные углы наклона стенок составляют: для негативных форм
1—2, для позитивных 3—5°.
Негативное вакуум- и пневмо-формование в сочетании с пред-
варительной механической вытяжкой (рис. 437) позволяет полу-
чить изделие с большей степенью вытяжки и лучшей равнотол-
щинностью стенки. При осуществлении этих процессов предвари-
тельно вытянутая заготовка не должна касаться стенки формы.
На рис. 438 представлена еще одна разновидность формования
с предварительной вытяжкой. Здесь вследствие провисания за-
готовки под собственной массой достигается равномерная вы-
тяжка, после чего заготовка с помощью штампа вдавливается
в оформляющую полость формы (механическая вытяжка), а затем
окончательно формуется с помощью вакуума или давления.
Несмотря на сравнительно простую конструкцию, здесь дости-
гается желаемое распределение толщины стенок по высоте.
Предварительная вытяжка заготовки при вакуумформованпи
может быть достигнута и в результате давления воздуха (пневмо-
758
Рис. 436. Позитивное пневмофсрмование:
а — исходное положение; б— подвод пиевмокамеры; в — оформление детали
Рис. 437. Негативное механо-вакуумное формование:
а исходное положение; б предварительная механическая вытяжка?
в — окончательное оформление детали
Рис. 438. Негативное вакуумное формование с предварительной вы-
тяжкой из-за провисания заготовки под действием собственной массы:
а предварительная вытяжка; б -• окончательное ’ оформление из*
делня
759
вытяжка) Возможны и другие сочетания пневмовакуумного
формования.
К недостаткам изложенных методов следует отнести большое
количество отходов, разнотолщинность получаемых изделий и
невы окую производительность.
4. Получение деталей из жидких полимеров
Формование изделий из жидких полимеров (смол) является одним
из самых универсальных, высокопроизводительных, не требу-
ющих больших затрат на оборудование и инструмент методов
переработки пластмасс в изделия. Он одинаково эффективен при
единичном и мелкосерийном производстве, а при соответствующем
техническом, оснащении и автоматизации — и в крупносерийном,
и в массовом производстве (например, изготовление кино-фото-
пленок).
Метод формования из жидкой фазы широко при-
меняется для переработки следующих исходных материалов!
а) отверждающихся смол, таких, например, как эпоксидных,
ненасыщенных полиэфирных, фурановых, полиуретановых и др.
(а также различных компаундов на их основе — наполненных
смол); б) желеобразных паст из пластифицированного поливинил-
хлорида и других полимеров; в) полимеризующихся мономеров
(например, стиролов, акрилатов и др.); г) мономеров, способных
к поликонденсации (капролактамов и др.); д) отходов производ-
ства целлюлозы (например, ксантогенатов целлюлозы); е) раство-
ров полимеров (например, нитратов целлюлозы).
Изделия из указанных исходных полуфабрикатов получают
методом полива и литьем в форму или на оформляющий инстру-
мент.
Методом полива получают кино- и фотопленки, целло-
фан, полиамидные и др. пленки. Сущность метода состоит в не-
прерывном поливе полимера через фильеру на движущуюся
транспортерную ленту, проходящую через специальную тепловую
камеру, при этом удаляется растворитель и формуется пленка.
Отформованная пленка сматывается в рулоны.
С точки зрения изготовления машиностроительных деталей,
наибольший интерес представляет и получил широкое применение
метод литья смол (особенно эпоксидных, отверждение
которых идет без выделения побочных продуктов) и компаундов
на их основе. При этом в зависимости от серийности выпускаемых
изделий весь процесс, начиная от приготовления сырья, его
загрузки и кончая получением готового изделия, может быть
полностью автоматизирован.
Формующий инструмент изготавливают из различных мате-
риалов: сталь, алюминий, латунь, полимерные материалы (эпо-
ксидные смолы, полиэтилен, силиконовые каучуки), гипс, дерево,
выбор которых определяется серийностью изделия, его геометри-
760
ческой формой и размерами, температурой отверждения или те-
пловым эффектом реакции отверждения, конструкцией форму-
ющего инструмента (открытая или закрытая, цельная или раз-
борная форма).
В соответствии с выбранным материалом определяются и ме-
тоды изготовления и обработки формы, при этом следует иметь
ввиду необходимость полировки и твердого хромирования форму-
ющей поверхности стальных форм, заделки пор в формах из гипса,
дерева и алюминия.
• Подготовленная для литья смесь, состоящая из смолы с вве-
денными в нее отвердителем, ускорителем процесса отверждения
(при необходимости), наполнителем, красителем и другими до-
бавками, заливается в собранную форму, на оформляющую по-
верхность которой нанесено разделительное вещество, облегча-
ющее извлечение отформованного изделия. Отверждение, в зави-
симости от выбранной системы смола — отвердитель, можно
проводить при комнатной температуре (холодное отверждение),
при повышенной температуре (60—80 °C) или при высокой тем-
пературе (100—200 °C) — горячее отверждение. Для улучшения
качества изделия, после холодного отверждения в течение 12—
24 ч рекомендуется его термически обрабатывать при 90—100 °C
2—4 ч. Время отверждения изделия при горячей обработке за-
висит от типа смолы, отвердителя, толщины и размеров изделия
и составляет от 2 до 48 ч.
Изделия простых конфигураций, в особенности из холодно-
отверждаемых литьевых масс, получают свободным литьем, без
давления. Изделия сложной конфигурации (тонкостенные, с углуб-
лениями, отбортовками, высокой точности размеров и т. д.) полу-
чают литьем смол под давлением или под вакуумом. Для изделий
формы тел вращений применяют центробежное литье.
При конструировании и изготовлении литьевых форм необхо-
димо учитывать усадочные явления, которые претерпевают смолы
прн отверждении. К их устранению должны быть направлены
и технологические приемы литьевого процесса (например, под-
питка, предварительное вакуумирование литьевой массы и др.).
5. Формование крупногабаритных изделий
из стеклопластиков и армированных
различными волокнами пластмасс
Все существующие методы переработки стеклопластиков и других
армированных различными волокнами и тканями полимерных
материалов можно разделить на две группы.
В первую группу входят методы, практически мало
отличающиеся от традиционных методов переработки пластмасс.
Для них характерно совместное движение связующего и коротко-
волокнистого связующего в каналах и рабочих органах машины
и полостях формирующего инструмента. Это — все виды прессо-
761
вания, литье под давлением и экструзия. Как правило, при таких
методах получают изотропный материал.
Вторая группа специфических методов формования
крупногабаритных изделий (оболочек химических аппаратов,
труб, обечаек, царг, цистерн, строительных панелей и кровли,
кузовов автомобилей, корпусов лодок и судов, самолетов, ракет
и многих других изделий), характеризующихся анизотропной
и трансверсально-изотропной структурой получаемых матери-
алов, представляют больший интерес.
Особенностью этих методов является ограниченная подвиж-
ность наполнителя на стадии его совмещения со связующим,
вследствие чего определяющей операцией является пропитка
связующим волокнистого наполнителя. Другая особенность этих
методов — формование макроструктуры волокнистого наполни-
теля в изделии для достижения заданных физико-механических
и других свойств.
Изделия с применением специфических методов формуются на
специальном оборудовании. Технологический процесс, независимо
от метода, включает следующие операции: подготовку связующего
и наполнителя; совмещение связующего и наполнителя; формова-
ние изделий.
Наибольшее распространение нашли следующие специфи-
ческие методы формования изделия из стеклопластиков (а также
из фаолита, текстофаолита, углепластиков и других наполненных
волокнами полимеров): контактное формование, формование с по-
мощью эластичной диафрагмы, напыление, пропитка под давле-
нием в замкнутой форме, намотка, центробежное формование,
протяжка.
Контактное формование. Этот метод является наиболее про-
стым по аппаратурно-технологическому оформлению. Он при-
меняется для изготовления различных строительных конструк-
ций, корпусов лодок, кузовов автомобилей, оболочек химических
аппаратов и других крупногабаритных изделий сложных конту-
ров при единичном и мелкосерийном производстве. При контакт-
ном формовании наполнитель в виде холста, ткани, матов послойно
укладывается на поверхность формы, пропитывается связующим
с помощью кисти или распылительного устройства. Далее форму-
емое изделие прикатывается рифленым валиком для удаления
воздуха и уплотнения материала. После уплотнения отформован-
ное изделие можно покрыть пленкой и дополнительно прикатать
валиком для разглаживания неровностей и удаления избытка
связующего.
Разновидностью этого метода является формование с помощью
эластичного мешка. Здесь дополнительное уплотнение материала
в отформованном изделии 1 достигается резиновой диафрагмой 2,
прижимаемой к открытой поверхности изделия с помощью ваку-
ума или давления (рис. 439). При производстве оболочек исполь-
зуют и такой прием. Формование изделия проводят на надувной
762
Рис. 439. Схема контактно-
го формования с помощью
резиновой диафрагмы:
1 — отформовываемое изде-
лие; 2 — резиновая диаф-
рагма (мешок); 3 — матрица;
4 — пневмокамера
эластичной форме с последующим уплотнением его изнутри при
повышении давления в форме. При этом внешняя поверхность
изделия может оформляться в жесткой форме.
Процесс контактного формования можно ускорить применением
предварительно пропитанного связующим наполнителя. Отвержде-
ние отформованного изделия при контактных методах изготовле-
ния происходит на форме при комнатной или повышенных темпе-
ратурах в зависимости от типа связующего и отвердителя.
Существенным недостатком контактного формования является
большая доля ручного труда (отсюда зависимость качества изделия
от навыков оператора) и длительность
цикла изготовления — все это определяет
значительную себестоимость изделия До-
стоинство этого метода — его универсаль-
ность, т. е. возможность формования из-
делия практически любой формы и раз-
меров.
Формование напылением. В этом слу-
чае на форму с помощью специальной
машины одновременно наносится рублен-
ное волокно и связующее. После нане-
сения определенного количества мате-
риала следует операция прикатки вали-
ком. При этом методе изготовления
объемное содержание наполнителя в ма-
териале не превышает 28—30 %, а материал характеризуется
трансверсальноизотропными свойствами.
Метод напыления более производителен, чем метод контактного
формования, так как частично механизирован и автоматизирован
его процесс, однако с его помощью трудно или невозможно изго-
товлять изделия сложной формы. Кроме того, имеются потери
стекловолокна (до 5 %), а взвешенная в воздухе стекловолокни-
стая пыль и пары связующего ухудшают условия труда.
Пропитка под давлением в замкнутой форме. По этому методу
непропитанный сухой наполнитель укладывается на пуансоне,
после чего матрица и пуансон смыкаются, полость формы гермети-
зируется, и связующее под давлением нагнетается в форму, про-
питывая наполнитель. Обычно давление нагнетания связующего
составляет 2—2,5 МПа. Эффект пропитки может быть усилен
с использованием дополнительного давления и вакуума.
Для равномерной и качественной пропитки большое значение
имеют время пропитки, которое должно быть меньше времени его
жизнеспособности (время до начала желатинизации связующего),
и система расположения источников питания и стока связующего.
При использовании тканных наполнителей их объемное содержа-
ние в материале изделия может достигать 45—48 %.
Получаемые таким способом изделия отличаются высоким каче-
ством, стабильными по физико-механическим, диэлектрическим
763
и другими свойствами. Метод высокопроизводителен, поддается
механизации и автоматизации, с его применением облегчаются
условия труда. Выгоден при крупно- и среднесерийном произ-
водстве.
Метод намотки. Принципиальная схема этого процесса со-
стоит в том, что на вращающуюся форму (оправку) непрерывно
укладывается наполнитель в виде нитей, жгутов или ленты. Это
наиболее перспективный метод изготовления крупногабаритных
изделий типа тел вращения: химических аппаратов, емкостей,
труб, элементов конструкций самолетов и ракет. Достоинством
Рис. 440. Схема иамотки изделия из стеклопластика «мокрым»
способом:
1 —- шпулярник с бобинами нитей; 2 — ролики для^образоваиия
прядей; 3 — ванна со связующим; 4 — отжимные валки; 5
оправка
метода является возможность механизации и автоматизации
процесса (особенно при производстве труб), является возможность
получать изделия с заранее заданными прочностными и другими
свойствами, что достигается созданием определенной структуры,
выбором типа наполнителя, схемы его укладки на форму, изме-
нением натяжения нити в процессе намотки, изменением соотно-
шения в количестве наполнителя, укладываемого на оправку
в различных направлениях, изменением в соотношении между
наполнителем и связующим, а также изменением других техноло-
гических параметров процесса.
Методом намотки, например, могут быть получены стекло-
пластики с объемным содержанием наполнителя до 90 % с одно-
направленной ориентацией волокон, прочность которых может
достигать 3 ГПа.
Существуют две разновидности организации технологического
процесса намотки изделий: «мокрый» и «сухой» способы.
Мокрый способ заключается в непрерывной намотке
на оправку наполнителя, пропитываемого связующим в ванне
(рис. 440). Ориентация наполнителя определяется соотношением
скоростей вращения оправки и перемещения раскладчика.
В отличие от мокрого при сухом способе на оправку
наматывается предварительно пропитанный наполнитель. При
764
Рис, 441. Схемы намотки оболочек:
1 — полярная? 2 —• спиральная перекрест-
ная; 3 —• продольная; 4 — кольцевая; 5 —
спиральная широкой лентой; 6 — простая
овальная; 7 строго сферическая
отформованного изделия. Метод
этом способе намотки в качестве связующего используют феноло-
формальдегидные смолы. На рис. 441 даны некоторые варианты
изготовления намоточных из-
делий.
Центробежное формование.
Этот метод используется в
основном для изготовления
труб. Процесс заключается
в пропитке предварительно
уплотненного наполнителя свя-
зующим под действием центро-
бежных сил. Аппаратурное
оформление процесса ничем не
отличается от соответствующего
метода, применяемого для ме-
таллов и термопластов.
Протяжка. По этому мето-
ду пропитанные связующим
жгуты наполнителя проходят
через формующее устройство
и протягиваются валками через
термокамеру для отверждения
применим для изготовления труб и профильных изделий высокой
прочности вдоль ориентации наполнителя. Процесс высокопроиз-
водителен и поддается механизации.
6. Получение деталей из пластмасс в твердом состоянии
Пластмассы в холодном состоянии (без нагрева) подвергаются
следующим видам обработки: холодному формованию листовых
заготовок, объемной штамповке, разделительной штамповке, реза-
нию. Принципы оформления этих процессов схожи с аналогич-
ными методами, принятыми при обработке металлов.
Холодное формование листовых заготовок схоже с объемной
листовой штамповкой (вытяжкой) и с термоформованием листовых
полимеров.
Этому виду обработки подвергают полимеры, обладающие
высокими деформативностью и модулем эластичности (полиэти-
лен, полипропилен, ударопрочный полистирол, непластифициро-
ванный поливинилхлорид). Изделия, получаемые этим способом,
нельзя эксплуатировать при повышенных температурах. Этим
способом нельзя изготавливать изделия с тонкой стенкой и слож-
ной конфигурации.
По сравнению с термоформованием холодное формование ли-
стовых заготовок имеет следующие преимущества: 1) короткое
время цикла (отпадает необходимость нагрева и охлаждения);
2) небольшую энергоемкость; 3) возможность перерабатывания
слоистых термопластов с различной температурой плавления
слоев; 4) экономия материала составляет 50 %.
765
Как правило, холодное формование проводят при температуре
на 10—20 °C ниже температуры размягчения материала. При
холодном формовании листовых полимеров используют также
методы формования эластичной подушкой (пуансоном), гидравли-
ческий и гидродинамический способы, как и для переработки
листовых металлов в объемное изделие.
Объемная штамповка листовых термопластов. Этот метод схож
с холодной объемной штамповкой металлов. Им перерабатывают
полипропилен, полиэтилен, АБС-пластик и полиформальдегид
(включая и стеклонаполненные композиции). Время цикла
при штамповке не зависит от толщины заготовки, давление
составляет 40—70 МПа; с увеличением толщины стенки оно умень-
шается.
Метод используют прн получении плит, труб, втулок, профиль-
ных изделий.
Разделительная штамповка (вырубка, пробивка, зачистка
и др.) отличается тем, что для уменьшения дефектов и улучшения
поверхности среза применяют специальную форму режущих
кромок инструмента и сильный прижим листа по контуру среза.
Заостренный передний угол режущей кромки позволяет кон-
центрировать усилие резания на небольшой площади, уменьшая
тем самым возможность появления трещин.
Мягкие и эластичные волокнистые материалы обрабатывают
на деревянных или фибровых подкладках с помощью контурных
ножей (просечек), имеющих форму вырубаемой детали.
Обработка пластмасс резанием. Пластмассы поддаются всем
видам обработки резанием, которую выполняют на обычных
металлорежущих или деревообрабатывающих станках.
Ее применяют для проведения отделочных или доводочных
работ после изготовления деталей описанными выше способами
(зачистка, удаление заусенца-облоя, удаление литниковой си-
стемы, торцовка, доводка до требуемого размера и т. п.), сверления
отверстий и нарезания мелкой резьбы у готовых деталей, а также
для изготовления различных изделий, когда в единичном или
мелкосерийном производстве экономически нецелесообразно при-
менять методы прессования, литья и другие из-за высокой сто-
имости и сложности изготовления пресс-формы В последнем
случае заготовкой выбирается лист, плита, пруток, труба или
другое профильное изделие из пластмассы.
Особенности физико-механических свойств и строение пласт-
масс существенно влияют на технологию их обработки, конструк-
цию режущего инструмента и приспособлений.
Низкие теплопроводность и теплостойкость пластмасс требуют
обеспечения отвода тепла путем обдува зоны резания воздухом,
применения СОЖ, выбора соответствующей геометрии режущего
инструмента и режимов резания.
Оплавление смол, входящих в состав композиции пластмасс,
приводит к обволакиванию ими рабочей поверхности режущего
766
инструмента, что ухудшает отвод стружки и качество получаемой
поверхности. Для устранения этого канавки для отвода стружки
делают более емкими и полируют.
При обработке пластмасс, имеющих в составе кварцевый на-
полнитель и стеклянные волокна, в стружке образуются высоко-
абразивные частицы, которые приводят инструмент к быстрому
износу. В этом случае рекомендуется алмазный инструмент.
Большое разнообразие пластмасс и резкие отличия их свойств
обусловливают значительное колебание оптимальных режимов
резания и геометрии инструмента.
Можно отметить еще ряд общих положений. Наибольшую
производительность и наибольшую стойкость показывает инстру-
мент из твердых сплавов, несколько меньшую — из быстрорежу-
щих сталей, самую низкую — из углеродистых инструментальных
сталей. Задний угол а выбирают равным 15—20°, т. е. несколько
большим, чем при обработке металлов. Это обеспечивает лучшие
условия резания и большую стойкость инструмента. Вследствие
низкого сопротивления срезу передний угол выбирают значи-
тельно большим (15—20°), чем при резании металлов. Процесс
резания ведут при больших скоростях и малых подачах. Так,
при обработке фрезами из твердых сплавов скорость резания равна
600—1000 м/мин, а подача 0,07—3 мм/зуб (при резке стеклопла-
стиков 240—600 м/мин и 0,06—0,1 мм/зуб). При обработке фрезами
из быстрорежущей стали ирРЗ= 100—350 м/мин и s=0,1 —0,4 мм/зуб.
При точении твердосплавным инструментом ирРЗ = 250—1000 м/мин,
a s — 0,05—0,75 мм/об. При обработке пластмасс с абразивным
наполнителем алмазным инструментом в зависимости от метода
при s = 0,06 мм/об, ирРЗ = 1300—3000 м/мин.
Глубину резания выбирают в зависимости от припусков на
обработку и требуемой шероховатости поверхности.
Сверление пластмасс осуществляется спиральными
и перьевыми сверлами. При сверлении отверстий глубиной более
2,5 мм сверло периодически выводится из отверстий для удаления
стружки и охлаждения сверла.
При сверлении термопластов рекомендуется применять следу-
ющую геометрию сверла: угол прн вершине 2ср = 70°, задний
угол а = 4—8°, угол наклона канавки со = 15—17°. Для обра-
ботки термопластов и слоистых пластмасс 2ср = 50—60°, а =
= 14—16' и со = 10°. Стружечная канавка должна быть широкой
и глубокой.
Ш лифование пластмасс осуществляется абразив-
ными кругами с мягкой связкой (зернистость 30—40), наждачной
бумагой, фланелевыми или суконными кругами с пастой из от-
мученной пемзы с водой. Шлифование проводят с высокими
скоростями, равными 20—40 м/с.
Полирование пластмасс ведут в галтовочных
барабанах и на полировальных станках специальными кругами
(хлопчатобумажные, байковые и суконные — предварительное
767
полирование; бязевыми, байковыми — окончательное полиро-
вание).
При галтовке в зависимости от способа в полировальный
состав входят пемза тонкого помола или опилки с мелом, про-
питанные машинным или вазелиновым маслом (сухой способ),
а также пемза с водой (мокрый способ). При мокром способе про-
цесс полирования протекает более интенсивно.
7. Неразъемное соединение пластмассовых деталей
сваркой и склеиванием
Неразъемные соединения деталей из пластмасс получают в основ-
ном сваркой и склеиванием. Возможны и заклепочные соединения.
Однако в этом случае возникают определенные трудности при
выборе материала заклепки и прилагаемых усилий, связанные
с хрупкостью некоторых материалов или повышенной их пла-
стичностью.
Как правило, сваривают термопластичные материалы, хотя
в настоящее время разработаны технологические приемы, по-
зволяющие сваривать реактопласты — химическая сварка,
не получившая еще достаточно широкого промышленного ис-
пользования.
Сварка термопластов основана на их способности при нагреве
переходить в высокоэластическое и вязкотекучее состояние, при
котором с приложением небольшого давления к соединяемым
частям возрастает диффузия подвижных макро-молекул погра-
ничных слоев с образованием прочной связи. В зависимости от
метода сварки прочность шва составляет 70—98 % от прочности
основного материала.
При сварке во избежание деструкции материала под
тепла нагрев пластмасс должен быть кратковременным
действием
с точным
соблюдением температурного интервала нагрева.
Температурные интервалы нагрева при сварке некоторых
термопластов приведены ниже:
Материал t, °C
Поливинилхлорид , . . 220—240
Полиэтилен ...... 140—180
Полиизобутилен .... 150—170
Материал t, °G
Полиметилметакрилат
(органическое стекло) 200—220
Полистирол ...... 120—160
Полиамиды............. 220—240
пластмасс
нагретым
В настоящее время для сварки термопластичных
широко применяют сварку нагретым воздухом (газом);
инструментом; с помощью ультразвука; токами высокой частоты;
инфракрасным излучением; трением.
Сварка нагретым воздухом (газом) является простым и
распространенным способом соединения толстостенных
наиболее
деталей
из термопластов. Широко используется для изготовления различ-
ной химической аппаратуры и трубопроводов.
768
Чаще всего сварку осуществляют с применением присадочного
прутка (рис. 442). Свариваемые поверхности деталей 1 с разделан-
ными кромками вместе с присадочным прутком 2, изготовленным
из того же материала, что и свариваемые детали, нагревают до
вязко-текучего состояния струей горячего воздуха, выходящего
из сопла сварочного пистолета 3. Пистолет и присадочный пруток
перемещаются в направлении по стрелке 4. Разогретый присадоч-
ный материал укладывают в зоне сварки с приложением незначи-
тельного давления.
Рис= 442. Схема сварки пластмасс нагретым газом с применением
присадочного прутка
Можно проводить сварку и без применения присадочного
прутка. В этом случае после доведения свариваемых поверхностей
до состояния вязкого течения к соединяемым деталям приклады-
вается давление во взаимно перпендикулярном направлении.
Если недопустимо окисление материала, то его разогрев про-
водят от сварочного пистолета струей азота или углекислого газа.
Сварку нагретым инструментом применяют для соединения
труб, листов и особенно пленок. Свариваемые поверхности доводят
до вязко-текучего состояния контактным нагревом от металличе-
ского инструмента, от которого сообщается и необходимое для
получения соединения давление. В зависимости от свариваемых
деталей в качестве инструмента используют вращающиеся ролики,
пластины в виде ножей (сварка мешков и пакетов из листов),
электроутюги.
Ультразвуковая сварка — один из перспективных способов
соединения пластмасс. Для ее осуществления используют ультра-
звуковые генераторы, колебания от которых передаются в на-
правлении сварки. Энергия механических колебаний переходит
в тепловую, необходимую для перевода пластмассы в вязко-
текучее состояние. Аппаратурно-технологическое оформление про-
цесса такое же, как и при ультразвуковой сварке металлов.
25 Кнорозов Б. В. и др.
769
Преимущества метода заключаются в возможности сваривать
загрязненные поверхности, возможности выполнить соединение
в труднодоступном месте, получении шва, равнопрочного с основ-
ным материалом. Ультразвуковую сварку возможно использовать
для соединения пластмасс с металлами и другими материалами.
Сварка с помощью инфракрасного излучения основана на пре-
вращении лучистой энергии в тепловую внутри материала. Поли-
мерные материалы в большинстве случаев поглощают ИК-излуче-
ния с длиной волны более 3 мкм.
В качестве источников излучения применяют кварцевые излу-
чатели, силитовые стержни и никельхромовые сплавы.
Принципы сварки токами высокой частоты и трением такие же,
как и при сварке металлов.
Склеивание пластмасс. Это распространенный метод получения
неразъемных соединений деталей из однородных и разнородных
пластмасс, соединения пластмасс с металлами, резиной, деревом,
кожей, керамическими и другими материалами. Отличается техно-
логичностью, прочностью соединений, экономичностью.
Процесс склеивания состоит из ряда последовательных опера-
ций: подготовки поверхностей склеиваемых деталей (зачистка,
создание шероховатости, обезжиривание), нанесения клея, его
просушки, сборки соединения и запрессовки, выдержки под
давлением при заданной температуре.
Хорошо склеиваются полярные пластмассы (фенопласты, ами-
нопласты, стеклопластики, поливинилхлорид, полистирол, орга-
нические стекла, полиуретаны, полиамиды и др.). Склеивание
неполярных пластмасс (полиэтилена, полипропилена, фторопла-
стов и т. п.) сопряжено с определенными технологическими труд-
ностями. Для этого прежде всего надо активировать поверхность
материала, что достигается радиоактивным облучением или хими-
ческой обработкой. После такой обработки возможно проводить
склеивание с помощью клеев, температура отверждения которых
ниже температуры размягчения пластмасс.
Склеивание термопластов осуществляется с помощью раствори-
телей или специальных клеев. Так, органические стекла (поли-
метилметакрилат) склеивают дихлорэтаном, полистирол — бензо-
лом или раствором полистирола в бензоле, поливинилхлорид-
хлористым метиленом, ацетоном или дихлорэтаном. Клеи для
соединения термопластов изготавливают путем их растворения
в соответствующем растворителе.
Для склеивания термопластов, стеклопластиков и других
слоистых пластмасс применяют различные термореактивные смолы
(феноло-формальдегидные, меламино-формальдегидные, эпоксид-
ные и др.) и клеевые композиции (клеи) на их основе. Образование
прочного соединения осуществляется путем перевода клея в термо-
реактивное (пространственно сшитое) твердое состояние. Для
ускорения процесса отверждения в клеевые композиции вводят
специальные отвердители, а склеенные изделия выдерживают
770
при повышенных температурах. Имеются клеи и холодного отвер-
ждения (например, на основе эпоксидных смол).
Широко применяют клеи БФ-2, БФ-4, ВИАМ-Б-3, ПУ-2,
МПФ-1 и др. Для склеивания деталей, работающих при повышен-
ных температурах, рекомендуются клеи ВС-ЮТ, ВС-350,
ВК-32-250, эпоксид-П; эпоксид-Пр, ВКТ-3 и др.
Давление запрессовки зависит от вязкости клеев и толщины
склеиваемого материала. Так, для малотекучих клеев (БФ-2,
БФ-4, ВК-32-250) удельное усилие составляет 0,5—2,0 МН/м2,
а .для высокотекучих (ВК-32-ЭМ, ВЛ-4 и др.) 0,05—0,3 МН/м2.
8. Конструкторско-технологические требования
к изделиям из пластмасс
При проектировании изделий из пластмасс следует учитывать
физико-механические и технологические приемы, с помощью
которых они будут изготовлены.
Поскольку большинство изделий изготавливают с помощью
форм, то прежде всего должны быть осуществлены условия съема
готового изделия с формы. Это достигается технологическими
уклонами на наружных и внутренних формообразующих поверх-
ностях. При изготовлении крупногабаритных изделий из стекло-
пластиков и других слоистых пластмасс методами контактного
формования и намотки, особенно сложной конфигурации (напри-
мер, сопряжения цилиндрических тел разного диаметра), формы
(оправки) должны быть разборными, что значительно облегчит
съем готовой детали. При штучном или мелкосерийном произ-
водстве крупногабаритных изделий, в частности, железнодорож-
ных цистерн, изготавливают разрушаемые оправки (например,
из гипса).
Во избежание концентрации напряжений не следует допускать
острых краев и прямоугольные сопряжения поверхностей. Мини-
мальные радиусы закруглений (рис. 443, а, б) должны составлять
при прессовании 1—2 мм, а литье 0,5—1,0 мм.
При проектировании изделий, изготавливаемых этими мето-
дами, минимально допустимая толщина стенок составляет 0,5—
2,0, а максимальная 15—20 мм. Разностенность при прессовании
не должна превышать 1 : 3, а при лнтье 1 : 6.
Уменьшение разнотолщинности (например, в случае соедине-
ния фланцев), снижение толщины стенки достигается с помощью
ребер жесткости (рис. 443, в—д). Толщина ребер жесткости у их
основания должна быть равной толщине основной стенки детали.
Для малогабаритных деталей роль ребер жесткости могут выпол-
нять различные выступы (рис. 443, <Э); детали с боковыми вы-
ступами следует конструировать так, чтобы была возможность
извлечь их из формы (рис. 443).
При проектировании резьбовых соединений необходимо пом-
нить, что мелкие резьбы в пластмассовых деталях оформляются
труднее.
771
25*
При вставке в деталь армирующих и других металлических
деталей их нужно размещать по центру или равномерно, что
позволяет избежать деформаций и короблений при неравномерной
усадке материала.
Не рекомендуется располагать арматуру перпендикулярно
направлению прессования во избежание ее деформирования и
усложнения пресс-формы.
Рис. 443. Примеры (а—ж} конструктивного оформления деталей из
пластмасс
Чтобы не было осевых перемещений арматуры, в ней делают
проточки или буртики (рис. 444, а, б). Во избежание проворачива-
ния такой арматуры вокруг оси предусматривают рифления
и насечки шестиугольной, прямоугольной, треугольной и других
форм сечения запрессовываемой части. Мелкая и проволочная
арматура фиксируется отверстиями, боковыми вырезами, рас-
плющиванием, загибами и т. п. (рис. 444, в—е).
772
9. Техника безопасности и охрана труда
при работе с пластмассами и исходными компонентами
Синтетические смолы, различные растворители, отвердители, ини-
циаторы отверждения и другие добавки, применяемые для при-
готовления исходных смесей пластмасс, выделяемые при их
переработке газообразные и пылевидные продукты (кварцевая,
стеклянная и т. п. пыль) в большинстве своем относятся к разряду
пожаровзрывоопасных продуктов, обладающих токсичными или
коЖнораздражающими свойствами.
Все это требует соблюдения основных нормативных требований
техники безопасности и охраны труда,
1. Производственные помещения, агрегаты и рабочие места
должны быть оборудованы местной вытяжной вентиляцией,
а также общеобменной приточной вентиляцией.
2. В цехах и на участках при работе с воспламеняющимися
веществами должен быть выполнен комплекс мероприятий по
пожарной безопасности.
Недопустимо сверхнормативное хранение таких веществ. Ка-
тегорически запрещено совместное содержание продуктов, вос-
пламеняющихся или дающих взрывную реакцию при вступлении
в прямой контакт друг с другом (например, перекиси диизопропил-
бензола и нафтената кобальта — отвердителя и инициатора твер-
дения ненасыщенных полиэфирных смол).
3. Производственное оборудование и установки должны иметь
надежное заземление, нагревательные устройства — изоляцию
и защиту.
4. Операторы и обслуживающий персонал при необходимости
должны быть обеспечены индивидуальными средствами защиты
и изоляции (защитная одежда, резиновые перчатки, изолирующие
защитные кремы, респираторы, противогазы и т. д.).
5. Должна быть обеспечена всемерная автоматизация и меха-
низация основных и вспомогательных технологических процессов.
6. Работающие должны пройти инструктаж по правилам
техники безопасности.
Глава IV. ТЕХНОЛОГИЯ
ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ РЕЗИНЫ
1. Классификация, состав и области применения резин
Резинами называют высокомолекулярные
материалы, которые получают при вулка-
низации смеси натурального или синтети-
ческого каучука с различными наполни-
телями (ингредиентами).
773
В процессе вулканизации образуются пространственные «сши-
тые» структуры, в возникновении которых активную роль играет
сера; минимальное количество ее в смеси составляет 1—3 %
от массы каучука. Вулканизованная резина яв-
ляется термореактивным материалом. Кроме каучуков и серы
в состав сырой резиновой смеси входят наполнители, мягчители,
противостарители, ускорители, красители.
Наполнители снижают расход каучука и улучшают
физико-механические свойства резин. В качестве наполнителей
применяют порошки (мел, сажу, тальк, окись цинка и Др.), ткани
из хлопка, шелка, капрона или нити из натуральных и синтети-
ческих волокон, металлическую проволоку или сетку (металло-
корд в производстве шин и других изделий), стеклянные ткани.
Мягчители (парафин, стеариновая и олеиновая кислоты,
канифоль и др.) служат для облегчения процесса смешения рези-
новой смеси (гомогенизации) при ее приготовлении, придания
резине мягкости и морозоустойчивости.
Противостарители (антиоксиданты) замедляют окис-
лительные процессы, протекающие при переработке и эксплуата-
ции резин. К ним относятся вазелин, ароматические амины и
другие вещества.
Ускорение процесса вулканизации достигается введе-
нием в смесь окиси цинка, свинцового глета, окиси магния и др.
Процесс вулканизации сырых резин идет при нагревании до
температуры 100—150 °C или при комнатной температуре (при
введении в смесь соответствующих отвердителей и инициаторов).
В зависимости от количества серы различают мягкие
резины (2—4 % S), жесткие — полуэбониты
(12—13 % S) и эбониты (30—50 % S).
П о н а з и а ч е и и ю резины классифицируют на резины
общего назначения (производство шин, рукавов, амортизаторов —
пористой или губчатой структуры -— и т. д.) и специальные (хи-
мически стойкие, бензо-маслостойкие, морозостойкие, газонепро-
ницаемые, электротехнические и т д.) Резины классифицируют
также по типу каучука (например, из дивинил-стирольного, ни-
трильного, акрилонитрильного, силиконового и других каучуков),
по технологическим методам их переработки и т. д.
Как конструкционный материал резины,
благодаря таким свойствам, как высокая эластичность, высокое
сопротивление разрыву и износу, газо- и водонепроницаемость,
химическая стойкость, морозоустойчивость и т. д., нашли широкое
использование в самых различных областях. Это прежде всего
для производства шин, приводных ремней, транспортерных лент
и т. п.; шлангов и труб для перекачки нефтепродуктов, химических
реагентов и других веществ; уплотняющих устройств (сальники,
манжеты, сильфоны, прокладочные кольца, шнуры и т. п.); амор-
тизаторов; электроизоляторов; защиты химической аппара-
туры — гуммирования (обкладка внутренних поверхностей ем-
774
костей, цистерн, колонн, труб и т. п., изготовление корзин центри-
фуг, решеток и других распределительных устройств); водоплава-
тельных средств; строительных конструкций; изделий бытового
назначения; игрушек и многих других изделий.
2. Методы изготовления и соединения изделий из резины
Сырые резиновые смеси готовят в виде листов на резиносмесителях
и вальцах. Эбонитовые смеси получают сначала в смесителях,
а потом раскатывают в листы или профилируют. Сырая листовая
или профилированная резина становится конструкционным мате-
риалом только тогда, когда она пройдет вулканизацию, протека-
ющую под давлением. Так изготавливают листовой материал из
резины. Остальные методы переработки сырой резины в изделии
принципиально не отличаются от методов переработки термо-
реактивных пластмасс (см. гл. III). К ним относятся: каландро-
вание (получение прорезиненных тканей, транспортерных лент),
экструзия (производство резиновых шнуров, лент, трубок, рука-
вов и других непрерывных профильных изделий), прессование
и литье.
Методом прессования получают уплотнительные кольца,
муфты, автомобильные шины, различные резинотехнические изде-
лия простой и сложной формы. Чаще всего проводится горячее
прессование, при котором вулканизация осуществляется в пресс-
форме. При холодном прессовании отформованное изделие на-
гревают и помещают в вулканизационный котел для вулканизации
водяным паром под давлением.
При литье резинотехнических изделий сложной формы наи-
более широкое распространение получили машины, приведенные
на рис. 430.
Основным способом соединения резиновых деталей является
склеивание резиновыми клеями, приготовляемыми путем раство-
рения невулканизированного каучука в органических раствори-
телях (бензине, бензоле и др.). Соединение осуществляют вна-
хлестку. При соединении двух резиновых листов соединяемые
кромки скашивают под углом. Склеиваемые поверхности зачищают
наждачной бумагой, напильником или с помощью абразивного
круга и обезжиривают бензином. На подготовленные таким обра-
зом поверхности наносят один за другим два слоя клея. После
непродолжительного просыхания второго слоя склеиваемые поверх-
ности соединяют с приложением усилия. При склеивании больших
поверхностей (например, двух или нескольких листов вместе для
получения нужной толщины) осуществляют их прикатку роликом
для предотвращения образования воздушных пузырей.
Для защиты разнообразной химической
аппаратуры и ее элементов широко используется
обкладка сырой резиной специальных марок (мягкими —
ИРП-1390, 6253, 60-340 и др., эбонитами — ИРП-1391, 6626,
775
60-343 и др.). Этот процесс называется гуммированием,
он состоит из подготовительных операций (промывка сырых ли-
стов резины бензином, дублирование листов, склейка листов,
раскрой, промазка клеем и т. п.), обкладки защищаемой поверх-
ности сырой резиной (поверхность аппаратов покрывается перед
этим клеем) и вулканизации покрытия в котле или другим спо-
собом.
Для гуммирования используют клеи горячего (2572, 15К13,
«лейконат» и др.) или холодного (88Н) отверждения, позволяющие
приклеивать резину к стали, дюралюминию, латуни, бронзе,
а также к дереву, бетону, стеклу и другим материалам (клей 88Н)
и склеивать резины между собой.
Резинотехнические изделия можно также соединять заклеп-
ками, на болтах, сшиванием нитями из различных материалов
и проволокой. Эти способы применяют, например, для соединения
транспортерных лент, приводных ремней и других изделий с тка-
невым наполнителем, а также в ряде других случаев.
Детали из эбонита, хорошо поддающегося обработке резанием,
можно соединять на резьбе.
Промышленность выпускает также различные жидкие резино-
вые смеси на основе наирита и тиокола, используемые в качестве
герметизирующих паст (наирит НТ, герметик У-ЗОМ н др.).
Глава V. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ
ИЗ СИЛИКАТНЫХ МАТЕРИАЛОВ
1. Области применения и основная номенклатура изделий
из силикатных материалов
Комплекс замечательных физико-химических, физико-механи-
ческих, диэлектрических, технологических и других свойств
предопределил широкое применение искусственных силикатных
материалов и изделий из них во многих областях техники, в стро-
ительстве, и в быту.
Прежде всего благодаря высокой химической стойкости, не-
проницаемости, прочностным показателям, гигиеническим и дру-
гим свойствам, силикатные материалы нашли одно из основных
применений в химической, пищевой, фармацевтической, нефте-
химической, лесохимической и других отраслях для изготовления
и защиты от коррозии различной технологической аппаратуры,
машин и трубопроводов. В номенклатуру применяемых здесь
изделий из силикатных материалов входят различные штучные
изделия (плитки квадратные, прямоугольные, клиновидные, фа-
сонные и др.) для футеровки аппаратов, трубы, фиттинги и за-
порная арматура, насосы, корпуса и царги химических аппаратов,
лопасти для перемешивающих устройств, теплообменники, вкла-
776
дыши подшипников скольжения, кольца и колпачки для изго-
товления массообменных устройств, распределительные решетки,
рамы и плиты, фильтр-прессов, нутч-фильтры, тара для упаковки
различных жидких и сыпучих продуктов и многие другие изделия.
Самое широкое применение силикатные материалы нашли
в строительстве: кирпич, стеновые панели, несущие колонны,
балки и перекрытия, оконные стекла, канализационные трубы
и др.
В металлургической промышленности силикатные материалы
применяют для огнеупорных футеровок домен и сталеплавильных
печей, изготовления плавильных тиглей, нагревательных и других
устройств.
В автомобилестроении, самолетостроении, вагоностроении наи-
большее применение нашли силикатные стекла для остекления
кабин, кузовов и салонов.
Высокая газонепроницаемость и электроизоляционные свой-
ства в сочетании с хорошими прочностными свойствами позволяют
изготавливать из силикатных материалов (стекол, керамики и
фарфора) различные изоляторы, сопротивления и конденсаторы,
вакуумплотные оболочки для кинескопов, радио- и электроламп
и других электровакуумных устройств.
Высокие оптические свойства силикатных стекол и плавле-
ного кварца (кварцевое стекло) предопределили их использование
в оптической технике: линзы телескопов, кино- и фотоаппаратов,
биноклей и других оптических устройств.
Наконец, обширная номенклатура изделий из силикатных
материалов, применяемых в быту: посуда, тара (бутылки, банки,
бутыли) и многие другие.
Химический состав, физико-химические, механические свой-
ства определяют способы переработки силикатных материалов
в изделия.
К технологическим методам изготовле-
н и я изделий из этих материалов относятся прокатка, прессо-
вание, литье, формование, механическая обработка.
Специфику этих приемов можно проследить на примере стекол,
керамики и фарфора, наиболее широко применяемых силикатных
материалов.
2. Изготовление изделий из стекла и ситаллов
Стеклами (или стеклом) называют пере-
охлажденные вещества, получаемые из
жидких расплавов неорганических соеди-
нений и их смесей.
Основой стекол являются стеклообразующие оксиды, по кото-
рым стекла разделяют на силикатные (SiO2), алюмосиликатные
(А12О3 и SiO2), боросиликатные (В2О3 и SiO2), алюмоборосиликат-
ные А12О3, В2О3 и SiO2), борофторалюмосиликатные (В2О3, А12О3,
777
F и SiO2), алюмофосфатные (A12O3 и P2OS), алюмосиликофосфатные
(A12O3, SiO2 и P2O5), силикотитановые (SiO2 и TiO2), силикоцирко-
ниевые (SiO2 и ZrO2) и др.
По назначению стекла классифицируют
на химически стойкие, термостойкие, электровакуумные, электри-
ческие, оптические и т. п.
Достоинством стекол является их способность к многократному
переплаву без изменения свойств.
Варка стекла осуществляется в многотонных стекловаренных
печах ванного типа. Оптические и другие специальные стекла
для ручной выработки варят в тиглях. Прозрачное кварцевое
стекло получают плавлением горного хрусталя под вакуумом
(для удаления воздуха).
Жидкую однородную стеклянную массу перерабатывают в из-
делия различными методами.
Листовое стекло, трубки и стержни получают вытягиванием
и прокаткой на специальных машинах. Сущность процесса в ы-
тягивания листа заключается в следующем. В охла-
жденную до температуры выработки стеклянную массу вводят
специальное устройство, называемое лодочкой, имеющее сквоз-
ную продольную прорезь. Через прорезь в лодочке стеклянная
масса вытягивается асбестовыми валками. При прокатке горячую
стеклянную массу пропускают между двумя валками, враща-
ющимися навстречу один другому. Для улучшения светопропуска-
ния горячее листовое стекло после прокатки подвергают полиро-
ванию на специальных установках.
Толстостенные изделия из стекла изготавливают методом
прессования, для чего навеску расплавленной стекло-
массы помещают в матрицу формы, полость которой соответствует
наружной конфигурации изделия. Стекломасса в матрице сдавли-
вается пуансоном, форма которого соответствует внутренней
поверхности прессуемого изделия.
Тонкостенные изделия сложной конфигурации, например,
баллоны ламп, электронно-лучевых трубок и других приборов,
получают методом выдувания. При этом раскаленная
стекломасса, набранная на выдувальную металлическую трубку,
помещается в металлическую форму, полость которой воспроиз-
водит форму изделия. Стекломассу вращают, а в трубку подают
воздух, который раздувает массу заставляя ее принять заданную
форму.
Детали сложной конфигурации, эксплуатируемые в условиях
больших тепловых нагрузок, изготавливают методом спека-
ния стеклянных порошков. Тонкоизмельченный порошок, полу-
ченный из стеклянных заготовок, помещают в графитовую форму
(графит не смачивается стеклом) и нагревают токами высокой
частоты до температуры спекания.
Применяют также методы прямого литья (для низко-
вязких масс и изготовления несложных изделий), литья под
778
давлением и центробежного литья. Техника
и технологические приемы идентичны с переработкой металлов.
Стеклянные изделия и полуфабрикаты после изготовления
подвергают отжигу при 400—600 °C для снятия остаточных напря-
жений. Длительность отжига зависит от толщины изделия.
Ситаллами называют искусственные ма-
териалы микрокристаллического строения,
получаемые направленной инициирован-
ной кристаллизацией изделий из стекол.
ОТ стекол ситаллы отличаются более высокими физико-меха-
ническими свойствами (твердостью, химической стойкостью, низ-
кими диэлектрическими потерями при высоких частотах и темпе-
ратурах, высокой диэлектрической проницаемостью при высоких
температурах).
Изделия из ситаллов формуют методами вытягивания и про-
катки, прессованием, литья под давлением.
Из ситаллов изготавливают обтекатели управляемых снарядов,
трубы диаметром 3—100 мм, подшипники, работающие без смазки
до температуры 540 °C, поршни и цилиндры двигателей внутрен-
него сгорания, фильеры для вытягивания искусственных волокон,
насосы, химическую аппаратуру и другие изделия.
3. Изготовление изделий из
керамики и фарфора
Керамикой
п
о
т
д
г
о
б
о
я
л
называют
добных материалов,
жига керамической
рой, в зависимости
т различные глины,
ина), полевой шпат, кварцевый
изделия из
получаемых
массы, в с о с т а
от назначения,
шамот (обожженная
песок
к а м не-
путем
в к о-
в х о-
и другие минералы.
Керамические изделия высокой огнеупорности, выдержива-
ющие длительный нагрев свыше 1750 °C, а также специального
электро- и радиотехнического назначения изготавливают из чис-
тых оксидов алюминия, кальция, хрома, бериллия, титана,
циркония.
К керамике относятся фарфор, получаемый из особых сортов
глин, полуфарфор и фаянсы.
Керамику классифицируют по назначению: строитель-
ная, огнеупорная, тугоплавкая, фильтрующая, химически стой-
кая, вакуумная, электротехническая, радиотехническая и др.,
а также по химическому или минералогиче-
скому составу и по другим признакам. Химический
и минералогический состав оказывают решающее влияние на свой-
ства керамики и изделий из них.
Керамическую массу готовят в виде водных или органических
суспензий. Приготовленная масса обладает высокой пластич-
ностью, что обеспечивает формообразование.
779
Технологический процесс изготовления керамических изде-
лий состоит из трех последовательно осуществляемых операций-
формования изделий из глиняной массы, сушки отформованного
изделия и спекания его, в результате которого глиняная масса
приобретает камнеподобный вид.
Формование изделия осуществляется вручную (пластическое
формование — гончарное дело) или машинным способом. Эта опе-
рация может осуществляться методами литья в гипсовую форму,
трамбованием в форму, прессованием, протяжкой, выдавливанием
через мундштук (экструзией). Аппаратурно-технологическое
оформление этих процессов такое же, как при производстве изде-
лий из пластмасс и металлов соответствующим методом.
Сушка осуществляется с целью удаления излишка влаги из
массы, что снижает пластичность материала и повышает формо-
устойчивость изготовленных изделий. При сушке наблюдается
значительная объемная усадка, которая составляет для мало-
пластичных глин (содержание влаги до 20 %) не более 7 %, а для
высокопластичных глин (содержание влаги около 30 %) 10—15 %.
Это обстоятельство следует учитывать при проектно-конструктор-
ской проработке изделия, составлении технологического режима
и изготовлении оснастки.
При производстве изделий повышенной точности и качества
(например, деталей радиотехнического назначения) керамическую
массу приготавливают без применения воды, заменяя ее органи-
ческими веществами (скипидарное и конопляное масло, смазочные
масла, декстрин, крахмал, этиловый спирт и др.).
Сушку осуществляют при 40—60 СС; длительность ее зависит
от типа керамической массы и толщины изделия и колеблется
от 1 до 10 сут.
Обжиг отформованных и просушенных изделий проводят в спе-
циальных печах при температуре 1230—2000 °C в зависимости
от типа керамики. В процессе обжига также наблюдаются усадоч-
ные явления, но меньшие, чем при сушке.
4. Обработка и соединение деталей
из силикатных материалов
При необходимости силикатные материалы можно подвергать
механической обработке (разрезка, точение, сверление, фрезеро-
вание) с применением абразивного и алмазного инструмента
Перспективными являются лучевая (лазерная) обработка изде-
лий и с помощью ультразвука.
При производстве оптических стекол используется полирова-
ние с применением паст и других средств.
Все силикатные материалы можно соединять неразъемно клее-
вым способом. Для склеивания и приклеивания силикатных мате-
риалов к другим материалам (металлу, дереву, пластмассам)
применяют цементы (портландцемент, кислотоупорный цемент на
780
основе жидкого стекла и др.) и различные вяжущие (клеевые)
композиции на основе синтетических смол (например, арзамиты).
Неразъемное соединение стекол можно осуществлять свар-
кой и пайкой. Сварку осуществляют газовой горелкой с примене-
нием присадочного прутка из стекла, который, сплавляясь в зоне
сварки, дает прочный шов, а пайку путем нагрева стекол до тем-
пературы, при которой вязкость снижается до 104—106 Пз, и ме-
ханического их сдавливания. В результате происходит взаимное
смешение и в процессе охлаждения возникает прочное соединение.
При недопустимости окисления электродов в вакуумированных
изделиях и деформации стеклянных деталей применяют спаивание
методом молекулярной диффузии. При этом участки, подлежащие
спаиванию, полируют, плотно прижимают один к другому и на-
гревают их в вакууме. В этих условиях происходит взаимная
диффузия спаиваемых стекол, в результате чего образуется проч-
ное соединение.
Примерно такими же способами осуществляют пайку стекол
с металлами.
Возможны и разъемные соединения деталей из силикатных
материалов — резьбами, выполняемыми при формовании изделий
или с помощью фланцев, приформовываемым к деталям, и дру-
гими методами (с помощью бандажей и эластичных прокладок —
для труб и других изделий).
ПРИЛОЖЕНИЯ
Таблица П1. Углеродистые стали общего назначения (ГОСТ 380—71)
Стали группы А Стали группы Б
Марка стали ов, МПа МПа % Марка стали с. % Мп, % Примерное назначение
СтО 300 23 БСтО Не более Настилы, ограждения
0,23
Ст1кп 300—390 — 35 БСт1кп, БСт1пс 0,06—0,12 0,25—0,50 Элементы строительных конструк-
Ст1пс, Ст1сп 310—410 34 БСт1сп 0,06—0,12 0,25—0,50 ций несоответственного назначения:
Ст2кп 320—410 215 33 БСт2кп, БСт2пс 0,09—0,15 0,25—0,50 трубы, заклепки, болты. Листы для
Ст2пс, Ст2сп 330—430 225 32 БСт2сп 0,09—0,15 0,25—0,50 холодной штамповки
СтЗкп 360—460 235 27 БСтЗкп, БСтЗпс 0,14—0,22 0,40—0,65 Балки, листы для строительных
СтЗпс, СтЗсп 370—480 245 26 БСтЗсп 0,14—0,22 0,40—0,65 конструкций, листы для холодной
СтЗГ пс 370—490 245 26 БСтЗГ пс 0,14—0,22 0,80—1,10 штамповки, трубы, крюки, рычаги,
СтЗГ сп 390—570 —— — БСтЗГсп 0,14—0,22 0,80—1,10 шайбы, гайки
Ст4кп 400—510 255 25 БСт4кп, БСт4пс 0,18—0,27 0,40—0,70
Ст4пс, Ст4сп 410—530 265 24 БСт4сп 0,18—0,27 0,40—0,70
Стбпс, Стбсп 490—630 285 20 БСт5пс, БСтЗсп 0,28—0,37 0,50—0,80 Осн, валы, рычаги, тяги, стяжные
СтбГпс 450—590 285 20 БСт5Гпс 0,22—0,30 0,80—1,20 кольца, детали сельскохозяйствен-
Стбпс, Стбсп 590 315 15 БСтбпс, БСтбсп 0,38—0,49 0,50—0,80 кого машиностроения повышенной
прочности
Примечания: 1. Химический состав сталей от СтО до Стб группа А не регламентируется; ориентировочный состав = как
у сталей группы Б. 2. Механические свойства сталей от СтО до Стб приведены для образцов из листа толщиной до 20 мм.
Т а б л и ц а П2. Распространенные машиностроительные (конструкционные) стали
углеродистые качественные (ГОСТ 1050—74) и легированные (ГОСТ 4543—71).
Марка стали Химический состав, % Примерное назначение
с Мп Si Ст Ni
Используемые без термической обработки
08кп
Юкп
15кп
08
10
0,05—0,11
0,07—0,14
0,12—0,19
0,05—0,12
0,07—0,14
0,25—0,50
0,25—0,50
0,25—0,50
0,35—0,65
0,35—0,65
<0,03
<0,07
<0,07
0,17—0,37
0,17—0,37
<0,10
<0,15
<0,25
<0,10
<0,15
<0,25
<0,25
<0,25
<0,25
<0,25
Листы, штампуемые в холодном состоянии;
для глубокой штамповки, сложной гибки
предпочтительнее кипящие стали
Применяемые для поверхностной закалки ТВЧ
45 0,42—0,50
55 0,52—0,60
60 0,57—0,65
45Х 0,41—0,49
50Х 0,46—0,54
0,50—0,80
0,50—0,80
0,50—0,80
0,50—0,80
0,50—0,80
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
<0,25
<0,25
<0,25
<0,8—1,1
<0,8—1,1
<0,25
<0,25
<0,25
<0,30
<0,30
Оси, валы, шестерни, коленчатые и распре-
делительные валы, шпиндели
Улучшаемые прокаливающиеся полностью в деталях диаметром до 12—15 мм
30 0,27—0,35
35 0,32—0,40
40 0,37—0,45
45 0,42—0,50
50 0,47—0,55
55 0,52—0,60
0,50—0,80
0,50-0,80
0,50—0,80
0,50—0,80
0,50—0,80
0,50—0,80
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
<0,25
<0,25
<0,25
<0,25
<0,25
<0,25
<0,25
<0,25
<0,25
<0,25
<0,25
<0,25
Оси, валы, штоки, шестерни, шпиндели;
с увеличением углерода прочность повы-
шается
783
Е
ю
cd
Ш
К
аз
О
О
сх
С
О)
к
к
WV/WV/W
Химический состав, %
о о
оооооооо
О
оооооооо
XXX XXX X
lQ LnC’LOCOLCO
СОСО’Ф’^’^’^СМСО
te *>
Оси, валы, лопатки компрессорных маши рычаги, толкатели, клапаны, шатуны, ш £ J D £ Г э £ э р 3 д £ £
Я =5 ь § 1 LQ СО О О - СО с0< О о 1 V/V/8 5 О» CSJ О» |
со <s S а 3* <2 0,8—1,1 1,1—1,4 0,6—0,9 о СО § 3 S’
о 40 о § Ct t3 04 СО —Г—Г о 1 1 1 со — г- о'— о £ СЗ 40 СЗ о С1. с-
0,8—1,1 0,8—1,1 0,5—0,8
1CCW со СО о o'о 1 1 1
1 1 1 00 04 Ь- С4 СО СО о о" о
ЗОХГС 35ХГСА 40ХН2МА
784
Таблица ПЗ. Распространенные peccopso-пружинные стали
(ГОСТ 14959—79)
Марка стали % - МПа МПа 6,. % Ф- % Примернее назначение
65 785 981 10 35 Различные пружины механиз-
75 883 1079 9 30 мов и машин
55С2 1177 1275 6 30 Пружины и рессоры в автотрак-
70СЗА 1471 1668 6 25 торо-, станкостроении, желез- нодорожном транспорте. Тяже- лонагруженные пружины
60С2ХФА 1471 1668 6 25 Отвественпые и тяжелонагру-
65С2ВА 1166 1862 5 20 женные пружины и рессоры. Пружины часовых механизмов и приборов
65Г 785 981 8 30 Пружины, рессоры автомоби-
50ХГ 1177 1275 7 35 лей
50ХФА 1079 1275 8 35 Рессоры, клапанные и другие
60С2Н2А 1324 1471 8 30 пружины автомобилей. Круп- ные особо ответственные пру- жины и рессоры
Примечания: 1. В большинстве сталей содержание фосфора не превышает
0,030—0,035 %, серы 0,030—0,035 %. 2. Температура отпуска 470 °C (у сталей 60С2А
и 65С2ВА — 420 °C)
Таблица П4. Низколегированные строительные стали (ГОСТ 19281—73)
Марка стали с>в МПа сгт, МПа 0„, % KCU, МДж/м2
—40 °C — 70 °C
09Г2 450 310 21 0,3 0,3
14Г2 460 330 21 0,3 0,3
10Г2С1 490 340 21 0,3 0,25
10ХСНД 540 400 19 0,4 0,3
15ХСНД 480 330 21 0,3 0,3
15Г2СФД 560 400 18 0,35 —
Примечание: Механические свойства указаны для толщины проката 10—
20 мм.
Таблица П5. Механические свойства серых чугунов
(ГОСТ 1412—79)
Марка чугуна (?в, МПа, не менее Твердость НВ Марка чугуна ов, МПа, не менее Твердость НВ
СЧ 10 98 143—229 СЧ 25 245 180—250
СЧ 15 147 163—229 СЧ 30 294 181—255
СЧ 20 196 170—241 СЧ 35 343 197—269
СЧ 21 206 170—241 СЧ 40 392 207—285
СЧ 24 235 170—241 СЧ 45 441 229—289
Примечания: I. Отливки из чугуна СЧ 21 и СЧ 24 предназначены для авто-
мобильной промышленности. 2. Допускается низкое легирование чугуна различными
элементами (хром, никель, медь, фосфор и др.).
785
аз
о\
&
S
л
2
м Pi Я
я
*1 X
О fD
о ж
н S
(Ъ
S г»
ср я
со о
1 к«
1 а
г
и
4
i
§
И
S
i
Таблица П9. Некоторые марки инструментальных легированных (ГОСТ 5956—73)
и быстрорежущих сталей (ГОСТ 19265—73)
Марка стали Химический состав, % HRC, не менее Примерное назначение
с Мп Si Сг w V
ХВ4 1,25—1,45 0,15—0,40 0,15—0,35 0,40—0,70 3,50—4,30 0,15—0,30 65 Граверный инструмент,
X 0,95—1,10 0,15—0,40 0,15—0,35 1,30—1,65 — — 60 Зубила, строгальные и долбежные резцы
9ХС 0,85—0,95 0,30—0,60 1,20—1,60 0,95—1,25 — — 60 Сверла, развертки, мет- чики, плашки
Х12ВМ 2,00—2,20 0,15—0,40 0,20—0,40 11,0—12,5 0,50—0,80 0,15—0,30 60 Холодные штампы, во-
4Х5В2ФС 0,35—0,45 0,15—0,40 0,80—1,20 4,50—5,50 1,60—2,20 0,60—0,90 50 ЛОКИ Пресс-формы для литья под давлением:
6ХВГ 0,55—0,70 0,90—1,20 0,15—0,35 0,50—0,80 0,50—0,80 — 57 Для пуансонов сложной формы
Р18 0,7—0,8 <0,5 <0,5 3,8—4,4 17—18,5 1,0—1,4 62 Фрезы, сверла, метчики,
Р12 0,8—0,9 <0,5 scO,5 3,1—3,6 12,0—13,0 1,5—1,9 протяжки, зенкеры (теплостойкость до 620 °C)
Р9 0,85—0,95 <0,5 <0,5 3,5—4,4 8,5—10,0 2,0—2,6
Р12ФЗ 0,95—1,05 <0,5 <0,5 3,8—4,3 12,0—13,0 2,5—3,0 63 Развертки, зенкеры, про- тяжки повышенной стой- кости
Р9М4К8 1,00—1,10 • <0,5 <0,5 3,0—3,6 8,5—9,6 2,1—2,5 64 Инструмент для реза- ния нержавеющих жа- ропрочных сталей, кон- струкционных сталей с HRC 36—45 «тепло- стойкость &35—c+J °C)
Примечания- 1. В быстрорежущих сталях содержание нормальных примесей СО,5 Мп. ^0,5 Si, СС.П'с Для
сталей Р18, Р12. Р9, Р12ФЗ температура отпуска 560 °C; для Р9М4К8 — 550 СС. 3. Для быстрорежущих сталей два —
три раза.
15X28 15Х25Т 08X17Т 12X17 40X13 30X13 20X13 12X13 08X13 Марка стали н м О
е е е е е М—Ф Класс ® Е е ж S •о о Ы S J3 со д
25—28 го СП 1 ГС со Со Со Тип стали (Сг %) 2 1 n Е g * ft о р п о ft Ч РЗ W
/Л /л р о СП сл /Л р ъ 00 ГС 0,36—0,45 0,26—0,35 0,16—0,25 р о о р Сл /Л о 8 С, % и назначение распрост| ррозионностойких (нер» й (ГОСТ 5632—72)
27—30 ю ГО 16—18 о |_ 00 12—14 Г -fe. 12—14 12—14 12—14 Сг. %
конструкций агрессивных сред, 15Х25Т для сварных н о * ft J3 ь а г> а ег 6 То же, но и для свар- ных конструкций кой промышленности Оборудование хими- ческой, пищевой лег- рительныи инстру- мент, пружины, иглы Хирургический, ме- растворы солей и др.) Изделия, устойчивые к слабоагрессивным средам (атмосфера, Примерное назначение а> а 5 Е S X РЭ Я ft я я Е * Я ё Я
Таблица П12. аустенитного Состав и назначение распространенных коррозиоиностойких (нержавеющих) сталей аустенито-ферритного и аустенито-мартенситного классов (ГОСТ 5632—72)
Марка стали Тип Химический состав, % Примерное назначение
С Сг Ni другие элементы
Стали аустенитного класса
12Х18Н9 17Х18Н9 18—9 ^0,12 0,13—0 21 17—19 17 19 8—10 — Различные детали, труби..
04Х18Н10 18—10 ^0,04 17 19 9-11 о 1 1 —- баки, конструкции, устой-
08Х18Н10 s=0 08 17 19 — чивые к морской воде, рас-
12Х18Н10Т ^0,12 17—19 9-11 0,6—0,8 Ti творам азотной и органи- ческих кислот, слабых ще- лочей
12Х18Н10Е ^0,12 17—19 9-11 Селен 0,18—0,35 Стали 04Х18Н10, 03Х18Н11 устойчивы к азотной кисло- те и азотно-кислотным сре- дам
03X18HII 06Х18Н11 18-11 ^0,03 ^0,06 17—19 17—19 10,5—12,5 10 19 — Для сварных конструкций
03Х18Н12 08Х18Н12Т 12Х18Н12Т 08Х18Н12Б 18—12 5-0,03 5С0.08 ^0,12 scO,08 17—19 17-19 17—19 17—19 11,5—13 11—13 11—13 11-13 3^0,4 Мп; s~0,4 Si 0,5—0,6 Ti 0,6—0,7 Ti 0,8-1,1 Nb рекомендуются стали с ти- таном или ниобием 1
ОЗХ16Н15МЗБ Сг—Ni—Мо 5^0,03 15-17 14-16 2,5—3,0 Mo; ю Детали сварные, аппарату-
03Х17Н14М2 08Х17Н13М2Т 10X17HI3M3T «о _ L • ссО.ОЗ 5^0.08 =50,10 16—18 16—18 16-18 13-15 12-14 12-14 0,25—0,5 Nb 2,0—2,8 Mo 2—3 Mo; 0,4—0,7 Ti 3—4 Mo; 0,5—0,7 Ti ра для кипящей серной и фосфорной кислоты
790
Продолжение табл. П12
Марка стали Тип Химический состав % Примерное назначение
С Сг Ni другие элементы
10Х14Г14НЗ 10Х14Г12Н4Т 10Х14АГ15 15Х17АГ14 Сг—Ni—Мп Сг—Мп—А /А /А /А§ о о о | V-.'Z— Т— о СП О 12,5-14 13-15 13—15 16—18 2,8—3,5 2,8—4,5 <0,6 13—15 Мп; <0,7 Si 0,5—0,6 Ti 13—15 Мп 14,5—16,5 Мп 0,15—0,25 N 13,5—15,5 Мп 0,25—0,37 N Изделия, работающие в сла- боагрессивных средах, сти- ральные машины и т. п.
Стали аустенитно-ферритного класса
08Х22Н6Т
12Х21Н5Т
08Х21Н6М2Т
21—5
<0,08
0,09—0,14
<0,08
21—23
20—22
20—22
5,3—6,3
4,8—5,8
5,5—6,5
I <0,8 Мп; 0,4—0,65 Ti
<0,8 Мп; 0,25—0,50 Ti
| <0,8 Мп; 0,20—0,40 Ti
Изделия и сварная аппара-
тура в химической, пище-
вой промышленности
Стали аустенито-мартенситного класса
07Х’6Н6
09Х15Н8Ю
0,05—0,09
<0,0 >
15,5—17,5
14—16
5—8
7—9,4
<0,8 Мп
<0,8 Мп
0,7—1,3 А1
Аппаратура для растворов
солей уксусной кислоты
П р и м е ч а
используют так же
все стали содержат <2 % Мп. <0.8 % Si, <0,02 % S, <0,035 % Р. 2. Стали 12Х18Н9 и 08Х18Н10
12Х18Н10Т и 12Х18Н12Т используют так же, как и жаростойкие и жаропрочные.
и и я: I. Почти
. как и жаростойкие; стали
Таблица П13. Латуни литейные (ГОСТ 17711—80)
Наименование сплава Марка латуни Си, % Другие эле- менты, % %’ МПз 6В. % Твер- дость, НВ Примерное назначение
Латунь свинцовая ЛЦ40С 57,0—61,0 РЬ 0,8—2,0 215 20 '80 Фасонное литье арматуры, вту- лок и сепараторов шариковых и роликовых подшипников
Латунь марганцо- вая ЛЦ40Мц1,5 57,0—60,0 Мп 1,0—2,0 392 20 110 Детали простой конфигурации, работающие при ударных на- грузках
Латунь алюминие- вая ЛЦЗОАЗ 66,0—68,0 А1 2,0—3,0 392 15 90 Коррозионностойкие детали, применяемые в судостроении и машиностроении
Латунь кремни- стая ЛЦ16К4 78,0—81,0 Si 3,0—4,5 343 15 ПО Детали приборов и арматуры сплошной конфигурации, рабо- тающие прн температуре до 250 °C ' “
Латунь оловянно- свинцовая ЛЦ25С2 70,0— 75,0 Sn 0,5—1,5; РЬ 1,0—3,0 146 8 60 Штуцера гидросистем автомоби- лей
Латунь марган- цово-свинцовая ЛЦ38Мц2С2 57,0—60,0 Мп 1,5-2,5; РЬ 1,5—2,5 343 10 85 Конструкционные детали и аппа- ратура для судов; антифрик- ционные детали несложной кон- фигурации
Латунь алюминие- во-железо-марган- цевая ЛЦ23А6ЖЗМц2 64,0—68,0 А1 4,0—7,0; Fe 2,0—4,0; Мп 1,5—3,0 705 7 165 Ответственные детали, работаю- щие при высоких удельных и знакопеременных нагрузках. Антифрикционные детали
Примечание: Механические свойства указаны для литья в кокиль
792 793
Таблица П14. Латуни, обрабатываемые давлением (ГОСТ 15527—70)
Наименование сплава Марка латуни Си. % Другие Эле- менты. % Примерное назначение
Томпак Л96 Л90 95,0—97,0 88,0—91,0 — Листы, ленты, трубы, прутки, проволока для деталей в электронике; для медалей и значков
Полутомпак Л80 79,0—81,0 — Листы, ленты, полосы, проволока для художественных изделий, сильфонов, гибких шлангов, музыкальных инструментов
Латунь Л68 67,0—70,0 — Проволочные сетки, радиаторные ленты; трубы для тепло- обменников
Латунь Л60 59,0—60,0 — Трубные доски в холодильных установках; штампованные детали; фурнитура
Латунь алюми- ниевая ЛА77-2 76,0—79,0 А1 1,7—2,5; Fe 0,07 Трубные доски для конденсаторов и теплообменников, стойкие в морской воде: детали машин; высоко нагружае- мая арматура
Латунь никеле- вая ЛН65-5 64,0—67,0 Ni 5,0—6,5 Листы, лента, трубы, проволока
Латунь марганцо- вая ЛМп.58-2 57,0—60,0 Мп 1,0—2,0 Fe0,5 Листы, лента, полосы, прутки, проволока^ для деталей приборостроения, для демпферных деталей
Латунь марганцо- во-алюминиевая ЛМцА57-3-1 55,0—58,5 Мп 2,5—3,5 Al 0,5—1,5 Высоконапряженные детали; поршневые штанги; спе- циальная арматура; поковки
Латунь оловян- ная Л070-1 69,0—71,0 Sn 1,0—1,5 Fe 0,07 Листы, полосы и прутки для приборостроения; трубы для конденсаторов и теплообменников
Латунь свинцо- вая ЛС59-1 57,0—60,0 Pb 0,8—1,9; Sn 0,30 Листы, ленты, полосы, прутки, профили, трубы, прово- лока, поковки
Латунь мышьяко- вая ЛМш68-0,05 67,0—70,0 As 0,025—0,06 Трубы
Таблица П15. Бронзы литейные оловянные (ГОСТ 613—79) и безоловянные (ГОСТ 493—79)
Марка % МПа % Твердость НВ Sn, % Другие эле- менты, % Примерное назначение
БрОЮСЮ 196 6 78 9,0—11,0 РЬ 8,0—11,0 Подшипники скольжения
БрОЗЦ7С5Н1 206 5 60 2,5-4,0 Zn 6,0—9,5; РЬ 3,0—6,0; Ni 0,5—2,0 Детали, работающие в масле, папе и пресной воде
БрО4Ц4С17 147 12 60 3,5—5,5 Zn 2,0—6,0; Pb 14,0—20,0 Антифрикционные детали
БрО5Ц5С5 176 4 60 4,0—6,0 Zn 4,0—6,0; Pb 4,0—6,0 Арматура, вкладыши подшипников
БрСЗО 587 4 25 — Pb 27,0—31,0 Антифрикционные детали
БрА9Л\4Н4Мц1 587 12 160 — Al 8,8—10,0; Fe 4,0—5,0; Mn 0,5—1,2; Ni 4,0—5,0 Арматура для морской воды
БрА10Ж4Н4Л 587 6 170 — Al 9,5—11,0; Fe 3,5-5,5; Детали химической и пищевой промышлен- ности
Ni 3,5—5,5
БрА9Мц2Л 392 20 80 — Al 8,0—9,5; Mn 1,5—2,5 Детали, работающие в пресной воде, жидком топливе и паре при температуре до 250 °C
Пряиечавие" Механические свойства указаны для литья в кокиль.
Таблица П16. Бронзы, обрабатываемые давлением, оловянные
(ГОСТ 5017—74) и безолсвянные (ГОСТ 18175—78)
Марка Sn % Другие эле- менты, % Примерное назначение
БрОЦС4-4-4 3,0—5,0 Zn 3,0—5,0 РЬ 3,5—4,5 Ленты и полосы для прокладок во втулках и подшипниках (корро- вионностойкая, пригодна для пайки)
БрОФ2-0,25 1,0—2,5 Р 0,2—0,3 Винты, ленты для гибких шлангов, токопроводящие детали (хорошо об- рабатывается резанием; пригодна для пайки и сварки)
БрОФ7-0,2 7,0—8,0 Р 0,10—0,25 Прутки (высокая износостойкость, высокая коррозионная стойкость, хорошие пружинные свойства)
БрОФ6,50,4 6,0—7,0 Р 0,26—0,40; Ni 0,10—0,20 Проволока для изготовления сеток в целлюлознобумажной промыш- ленности (высокая коррозионная стойкость)
БрА5 — Al 4,0—6,0 Монеты; детали, работающие в мор- ской воде; детали для химического машипостроени я (коррознонностой- кая, жаропрочная, стойкая к исти- ранию)
БрАМц9-2 — А) 8,0—10,0; Мп 1,5—2,5 Трубные доски конденсаторов; из- носостойкие детали; винты; валы; фасонное литье в судостроении (вы- сокое сопротивление при знакопе- ременной нагрузке)
БрАЖ9-4 — AI 8,0—10,0; Fe 2,0—4,0 Шестерни, втулки, седла клапанов в авиапромышленности (высокие механические свойства; хорошие антифрикционные свойства, корро- зионностойкая)
БрБНТ1,9 Бе 1,85—2,10; Ni 0,2—0,4; Ti 0,10—0,25 Пружинящие детали ответственного назначения, износостойкие детали, неискрящие инструменты (высокая прочность и износостойкость, высо- кие пружинные свойства, хорошая деформируемость в закаленном со- стоянии)
БрМЦ5 — Мп 4,5—5,5 Детали и изделия, работающие при повышенной температуре (высокие механические свойства, коррозион- ностойкая)
БрСрО,1 — Ag 0,08—0,12 Коммутаторы, коллекторные коль- ца, обмотки роторов турбогенера- торов
794
795
796
Таблица П18 Состав и свойства некоторых марок литейных алюминиевых сплавов
(ГОСТ 2685—75)
Марка сплава Химический состав, % Способ лнтья Вид термн- ческой обработки Механические свойства
Si Си Mg другие легиру- ющие элементы бВ’ кгс/мм- 6 % твердость НВ
АЛ4 8,0—10,5 — 0.17—0,3 0,2—0,5 Мп 3,0, в, к, д, зм, ом, вм Т6 15 23 2 3 50 70
АЛ9 6,С—8,0 — 0,2—0,4 — 3, о, в, к, зм, ом, вм Тб 16 23 2 1 50 70
АЛ8 А Л 27-1 — — 9,3—10,0 9,5—10,5 0,05—0,15 Ti 0,05—0,20 Zr 0,05—0,15 Be 3, О, в, к 3, о, к, д Т4 Т4 29 30 9 15 60 75
АЛ 19 —— 4,5—5,3 — 0,6—1.0 Mn 0,15—0,30 Ti 3, О, в, к Т4 Т5 30 34 8 4 70 90
АЛ1 — 3,75—4,50 1,25—1,75 1,75—2,25 Ni 3, о, в, к Т5 21 0,5 95
При формы; В - моднфициро закалка и и е ч а н и я: по выплавля ванию. 2. Ус олное стареяи !. В графе способ литья б эмым моделям; К — в кокнл ровные обозначения видов до максимальной твердости укви указывают: 3 ь; Д — под давлс термической обра “ литье в землю (песчано-глиннстые формы); О “ в оболочковые иием’ буква М обозначает, что сплав при литье подвергается ботки- Т4 — закалка; Т5 « закалка и частичное старение, Тб —
Таблица П19. Некоторые спеченные твердые сплавы (ГОСТ 3882—74)
Марка сплава Состав, % Твердость HR А, не менее Примерное назначение
вкз 97 % W С; 3 % Со 89,5 Чистовое точение чугуна; обработка стекла, пластмасс, резины
BK6 94 % W С; 6 % Со 88,5 Черновое и получерновое точение серого чугуна, цветных металлов и их сплавов и неметаллических материалов
BK6-M 94 % W С; 6 % Со 90,0 Получистовая обработка жаропрочных сталей и сплавов-, нержа- веющих сталей
BK6-0M 92 % W С; 2 % TiC; 6 % Со 90,5 Чистовая и получистовая обработка закаленных сталей, высоко- прочных и жаропрочных сталей и сплавов
В Кб-в 94 % W С; 6 % Со 87,5 Бурение горных пород
ВК15 85 % W С; 15 % Со 86,0 Бурение в высшей степени крепких горных пород. Волочение и прес- сование при повышенной степени обжатия
ВК25 75 % W С; 25 % Со 82,0 Штамповка, высадка, обрезка углеродистых и качественных сталей при ударных нагрузках высокой интенсивности
Т30К4 66 % W С; 30 % TiC; 4 % Со 92,0 Чистовое точение с малым сечением среза (типа алмазной обработки)
Т15К6 79 % W С; 15 % TiC; 6 % Со 90,0 Чистовое точение, фрезерование, зенкероваиие, развертывание и другие аналогичные виды обработки углеродистых и легированных сталей
ТТ20К9 71 % W С; 8 % TiC; 12 % ТаС; 9 % Со 9 89,0 Фрезерование стали и другие виды обработки, предъявляющие повышенные требования к сопротивлению сплава тепловым и меха- ническим циклическим нагрузкам
Таблица П20. Характерные пластмассы, применяемые в машиностроении
798
Рекомендательный библиографический список
Раздел первый
Металлургия чугуна. Учебник для вузов./Вегман Е. Ф., Жеребин Б. Н.,
Похвистнев А. И., Юсфин Ю. С. М.: Металлургия, 1978. 480 с.
Воскобойников В. Г., Кудрин В. А., Якушев А. М. Общая металлургия.
Учебник для вузов. М.: Металлургия, 1985. 477 с.
Еднерал Ф. П. Электрометаллургия стали и сплавов. Изд. 4-е. М.: Металлур-
гия, 1977. 487 с.
Ефименко Г. Г., Гиммельфарб А. А., Левченко В. Е. Металлургия чугуна:
Учебник для вузов. Киев: Выща школа, 1981. 495 с.
Строганов А. И., Рысс М. А. Производство стали и ферросплавов. М.: Метал-
лургия, 1979. 504 с.
Металлургия стали. Учебник дли вузов. 1Яеойский В. И., Кряковский Ю. В.,
Григорьев В. П. и др. М.: Металлургия, 1983. 582 с.
Раздел второй
Вигли Д. А. Механические свойства материалов при низких температурах:
Пер. с англ. М.: Мир, 1974. 360 с.
Геллер Ю. А. Инструментальные стали. М.: Металлургия, 1975. 584 с.
Горелик С. С. Рекристаллизация металлов и сплавов. М.: Металлургия,
1978. 376 с.
Гуляев А. П. Металловедение. М.: Металлургия, 1977. 640 с.
Захаров А. М. Диаграммы состояния двойных и тройных систем. М.: Метал-
лургия, 1978. 310 с.
Лахтин Ю. М., Леонтьева В. П. Материаловедение. М.: Машиностроение,
1980. 492 с.
Лебедев Д. В. Конструктивная прочность криогенных сталей. М ; Металлур-
гия, 1976. 264 с.
Лысак Л. И., Николин Б. И. Физические основы термической обработки
стали. Киев, Техника, 1975. 304 с.
Новиков И. И. Дефекты кристаллической решетки металлов. М.: Металлур-
гия, 1975. 208 с.
Новиков И. И. Теория термической обработки металлов. М.: Металлургия,
Технология термической обработки стали: Пер. с нем./Под ред. Бернштей-
на М. Л. М.г Металлургия, 1981. 606 с.
Уманский Я- С., Скоков Ю. А. Физика металлов. М.: Атомиздат, 1976. 352 с.
Фридман Я- Б. Механические свойства металлов. Т. 1, II. М.: Машинострое-
ние, 1974. 827 с.
Шлугер М. А., Ажогин Ф. Ф., Ефимов Е. А. Коррозия и защита металлов,
М.: Металлургия, 1981. 216 с.
Юхневич Р., Валашковский Е., Видуховский А., Станкевич Г. Техника борьбы
с коррозией. Т. I, II; Пер. с польск./Под ред. Сухотина А. М. Л.: Химия. 1978.
528 с.
Раздел третий
Богдан К- С. Средства и системы автоматизации литейного производства.
М.: Машиностроение, 1981. 272 с.
Голдин К- М. Отливки в точном машиностроении. М.: Машиностроение.
1983. 176 с.
Емельянова А. П. Технология литейной формы. М.: Машиностроение, 1986.
Курдюмов А. В., Пикунов М. В., Чуркин В. М. Литейное производство
цветных и редких металлов. М.: Металлургия, 1982. 352 с.
Технология конструкционных материалов/Дальский А. К!., Арутюнова И. А.,
Барсукова А. В. и др. М.: Машиностроение, 1985. 448 с.
Титов Н. Д., Степанов Ю. А. Технология литейного производства. М.:
Машиностроение, 1985. 400 с.
789
Раздел четвертый
Коновалов Ю. В., Налча Г. И., Савранский К. И. Справочник прокатчика
М.: Металлургия, 1977. 312 с.
Королев А. А. Конструкция и расчет машин и механизмов прокатных станов.
М.: Металлургия, 1985. 376 с.
Теория прокатки. Справочник. Целиков А. И., Томленое А. Д., Зюзин В. И.
и др. М.: Металлургия, 1982. 335 с.
Технология конструкционных материалов/Дольский А. М., Арутюнова И. А.,
Барсукова Т. М. и др. Учебник для вузов. М.: Машиностроение, 1977. 664 с.
Технология металлов и сварка: Полухин П. И., Гринберг Б. Г., Жадан В. Т.;
Учебник для вузов. М.: Высшая школа, 1977. 444 с.
Третьяков А. В., Зюзин В. И. Механические свойства металлов и спла-
вов при обработке давлением. М : Металлургия, 1973. 224 с.
Раздел пятый
Гуревич С. Л4. Справочник по сварке цветных металлов. Киев: Наукова
думка, 1981. 608 с.
Китаее А. Л4., Китаев Д. А. Справочная книга сварщика, М.: Машино-
строение, 1985. 257 с.
Сварка в машиностроении: Справочник в 4-х томах. М.: Машиностроение.
Т. 1., 1978. 501 с. Т. 2, 1978. 462 с. Т. 3., 1979. 567 с. Т. 4, 1979. 512 с.
Сварочные материалы для механизированных способов дуговой сварки/:
Свецинский В. Г , Галинич В. И , Кушнерев Д. М., Суптель А. М. М : Машино-
строение, 1983 102 с.
Технология и оборудование контактной сварки. /Под ред. Орлова Б. Д. М.:
Машиностроение, 1985. 536 с.
Технология электрической сварки металлов и сплавов плавлеиием/Под ред.
акад. Б. Е. Патона. М.: Машиностроение, 1974. 768 с.
Хасуи А., Моригаки О. Наплавка и напыление/Пер. с яп. М.: Машинострое-
ние, 1985. 240 с.
Раздел шестой
Горбунов Б. И. Обработка металлов резанием, металлорежущий инструмент
и сганки М.. Машиностроение, 1981. 287 с.
Грановский Г. И., Грановский В. Г., Резание металлов. М.: Высшая школа,
1985. 304 с.
Иноземцев Г. Г. Проектирование металлорежущих инструментов. М.: Маши-
ностроение, 1984. 272 с.
Технология конструкционных материалов/Дальский А. М., Арутюно-
ва И. А., Барсукова Т. М. и др. М.: Машиностроение, 1985. 448 с.
Технология металлов и других конструкционных материалов Скобни-
ков К- М-, Глазов Г. А., Петраш Л. В. и др. Л.. Машиностроение, 1972. 520 с.
Раздел седьмой
Либенсон Г. А. Производство спеченных изделий. М.: Металлургия, 1982.
Порошковая металлургия. Спеченные и композиционные материалы/Под
ред. В. Шатта. М.: Металлургия, 1983. 520 с.
Радомысельский И. Д., Дсь Д. С., Павленко В. И. Производство и использо-
вание порошковых детален в легкой промышленности. Киев, Техника, 1982.
Раздел восьмой
Гуль В. Е. Структура и прочность полимерных материалов. 3-е изд. М.:
Химия, 1978. 328 с.
Конструкционные стеклопластики. М.: Химия, 1979. 360 с.
Мирзоев Р. Г. Пластмассовые детали машин и приборов. Л.: Машинострое-
ние, 1971. 368 с.
Основы конструирования изделий из пластмасс/Под ред. Э. Бэра. М.: Маши-
ностроение, 1970. 272 с.
Техника переработки пластмасс/Под ред. И. И. Басова и В. Броя. Совместное
издание СССР и ГДР. М.: Химия, 1985. 528 с.
Шевченко А. А. Технологичность химических аппаратов из неметаллических
материалов. М.: Изд. МИХМ, 1984. 88 с.
800