




























































































































































Автор: Москвитин В.И. Николаев И.В. Фомин Б.Л.
Теги: металлургия технология производства металловедение легкие металлы свойства металлов учебник для вузов алюминий магний бериллий кальций
ISBN: 5-89594-107-9
Год: 2005




В.И. Москвитин И.В. Николаев БА Фомин
МЕТАЛЛУРШЯ
ЛЕГКИХ МЕТАЛЛОВ
ДссгущоиоМ нистерствсы образования и науки
Росси ‘слов Федч рации а качестве учебника
для студентов высших учебных заведений,
обучающихся по специальности
«Металлургия цветных металлов»
направления подготовим «Металл ргия»
$
Москва
«Интермет Инжиниринга
2005
УДК Ы.О I
Ы.к И П(2)я7
MKI
Федеральная программа «Культура России»
(подпр грамма-Поддержкаполиграфии
и книгоиздания России»)
/’< цетвшпы: зав. кафедрой металлур ни легких металлов ГОУ ВПО
«У1ТУ УПИлпроф. докт хим наук В.А. Лебедев; зав лабораторией
Института металлургии и металловедения (ИМЕТ) им. А.А Байкова РАН
проф. докт. техн, наук Ю А Лайнер
Авторы' В И Москвитян. И В. Николаев, Б.Л Фомин
Москвггтнп В И.
Металлургия легких металлов: учебник для вузов / В.И. Мосин
М81 тин, И В Николаев, Б.А. Фомин; М. Интернет Инжиниринг, 200*
-416 с.: ил.
ISB\ 5-89594-107-9
Изложены основы металлургии л гких металлов - алюминия (в
том числе и вторичного). магния, бериллия, кальция, бария и ли-
тия. Приведены свойства каждого из этих металлов, области их
применения а также основные положения теории н технологии
производства.
Издание учеб гния финансировалось компанией «РУСАЛ УК» RLSAL
УДК 669 7
ББК 34.33(2)я7
ISBN 5-89594-107-9
© Москвитин В.И., Николаев И.В.,
Фомин Б.А., 2005
© Оформление.
«Иктермет Инжииирин », 2005
J, ханяеиие
>1 ДАВЛЕНИЕ
]<1юлсиие _..................... .... ........... .......
Раздел первый. Металлургия алюминия ..................... ....
I янвв I. Свойства алюминии, ei о применение н история производства
I. I Свойства алюми 'на и его при., ексние.— -...................
1 2 История раз игня атюминиевой промышленности.
I лава 2. Рулы алюминия......................................
2 I I еохимия и минералогия алюминия.................-.....
Глава 3. Свойства глинозема в общая характеристика способов его
переработки.................................................... _..
Г1 Физико-химические свойства оксидов и гидроксидов алюминия. -
А 2. Г тинсисм как материал для ллскро.тяза . .................
1 3 К иссифнкация способов пронзводстаяглинозема...............
I лака 4. Фнзнко-хнмнчеткие основы щелочных способов производ-
ства глинозема........................ -......................
4 (.СистемаNajO-AljOj-HjO....................................
4 .2 Природ» алюминатных растворов ... ......................
Глава 5. Производство глинозема по способу Бай ра ................
5. 1 Общая техно логическая схема способа Байера ..................
5 2 Цикл Байера в системе NajO-AljOj-HjO ........... ....» ...
5.3 Подготовка боксита к выщелачиванию......... .............
5 4 Выщелачивание бокситов...................................
5.5. Отделе тиенпромша а краем го шлама ......................
5.6. Декомпозиция алюминатных растворов . - ... .............. ...
5.7- Выпарка маточного раствора........_ ...................
5.8. Каустификация оборотной соды ...........-................
5.9. Ка.тьци1 алия гидроксида алюминия_.......................
Глана 6. Производство глинозема по способу спекания ..............
6.1 Общая техзю.чогичесгая схема ......._......................
6.2 Фюнко-хммические о новы процесса списания гл. нозсмсодержащия
63 Алпарзтурно-технотогичсскме особенности процесса ел хання.
6 5 Обескремнивание алюм. нотных растворов .................... .
6.6 Карбонизация алюминатных рястясроа.. ..................„.
Глана 7. Гидрохимический (Пономарева-Сажнвя) и другие комбини-
рованные способы производства глинозема.........................
7 1. Физико-химические основы и техноioiня гидрохимического способа
7 2- Способы бссшслочного спекали» и еосста|юаитс.тьной плавки .
7.3. К»ю отныс способы производства глинозема...........-.......
7.4. Комбинированные способы получения гли- оэема ..............
I давав. Комплексная лерер. ботка алюминиевого сырья и его тех-
ннко- жоиом и четкие показатели.............. ....... -.-........
8.1 Комплексная переработка бокситового сы ья . ______________
8.2 Особенности комплексной переработки нефелинов .........-.
8.3 Особенности комплсксн Й переработки алунитов..............
8 4 Себестоимость глинозема и пути ее снижения................
:gg £SSS:
Металлургия легких металлов
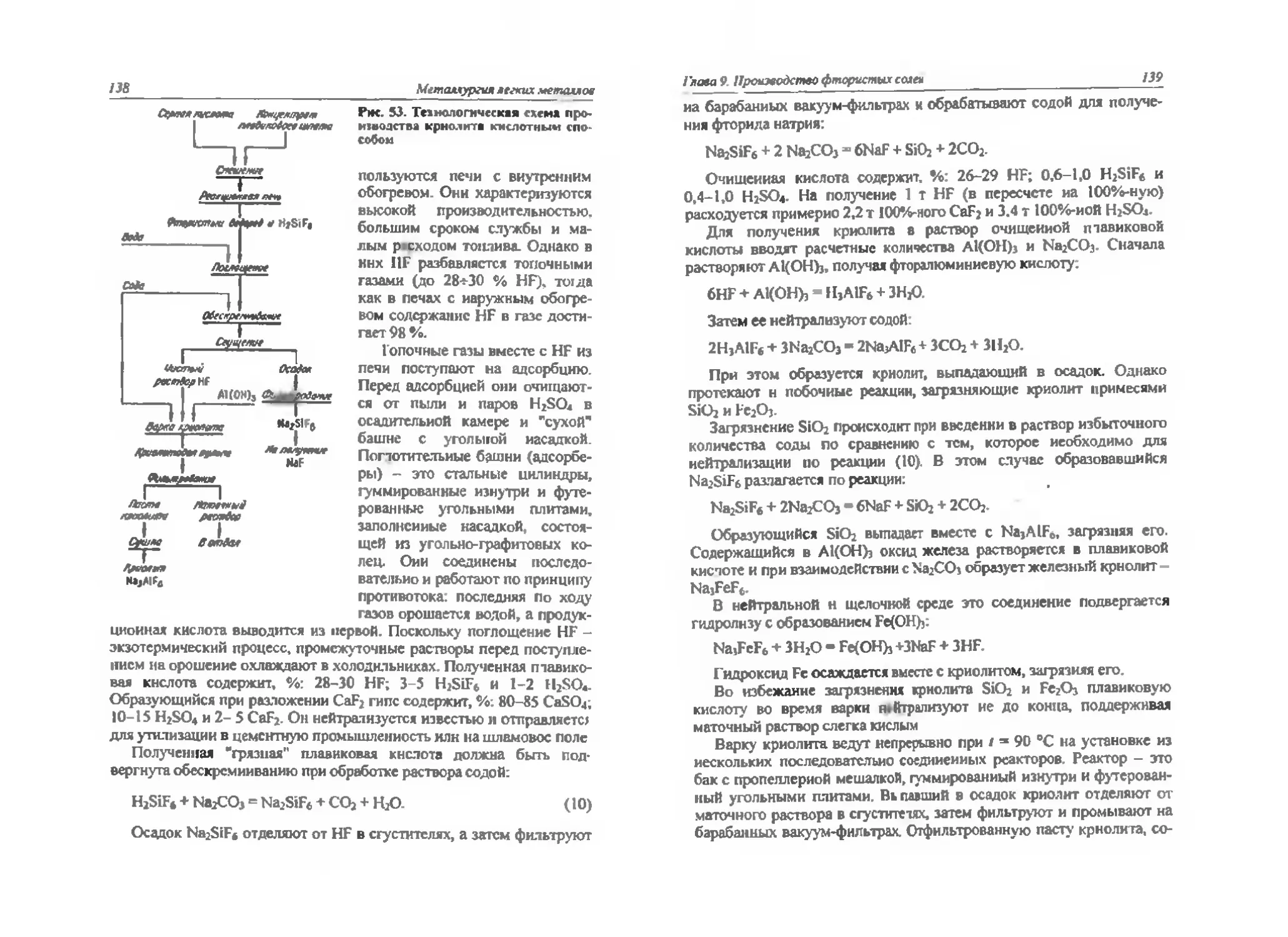
ICTBO фтористых солей....
•I. 1 1 |«му к пн ф| >рн<_1 мх солей ил отходящих газов суперфосфатного
136
136
137
К) I < ’у in ость электролитам* ското способа получения алюминия
10 2 Фи «ико-химическме свойства элскролитов алюминиевых ванн .
10 1 1Гшряжснмя разложения компонентов электролита...........
10 4 ('(ркине криолнго-i шмоземяых раеплаярв ...............
10 5 < киемные электрохимические реакции на электродах ......
10 6 Катодный процесс........................................
145
153
IO X Ан »лныЙ эффект................................. ........
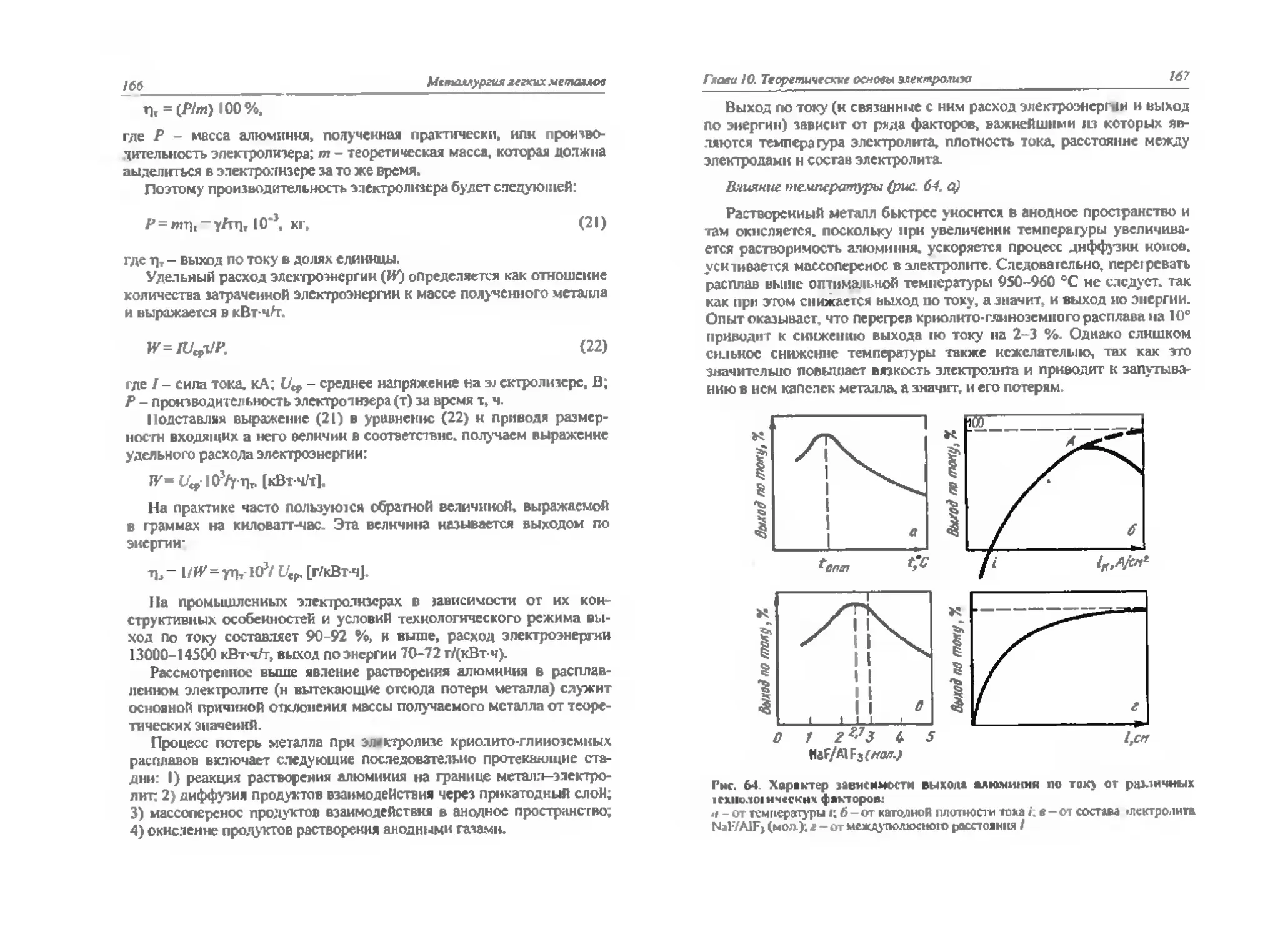
10 9 Выход алюминия по току, расход электроэнергии И влияние на них
рныишыхфакторов ........................... . .......
Н110. Cih.-i.-w а годных газов и расход углерода......... ..... .
l.iaxe II. Конструкции алюминиевых электролизеров . ...
Ill K»hivuioc устройство..... .. .............................
11 2 Принцип устройства самообжнгающсгося анода.................
11 3 <' м«нюжи!оюи нйсл анод с боковым токоподволом. . .........
11.4 С 1м«ч>бжи1 аюшнйсг анод с верхи* м гокозюдводом . _.......
158
161
162
165
170
116 (ti 1и<1«ак i метро, юзеров . _................... _............
1 таки 12. I спило) нм электролитическою производства алюмииив
12 1 Пуск и. ни и их работа в i ослслусковой период___... __________
12 2 <Хн |ужиы1!ис > лею роли зеров при нормальной работе............
121 11ар> «пения я рибмн с вали........................................
172
175
176
178
181
184
125 Понт нс об злсктриде-ком и тетю ом балансах электролизера
13 2. Гаюолооси1внммщ.тка «ген рация ф юрист их солей..........
13 3 Контроль и эя1см1мичесхос регулирование работы электролизеров
13 4. Себестоимость mjmhi ия ..................................
13 5 Охра> а трута и техника бсюидс> оегк .....................
13 6 Качество алюминия................. .......................
13 7 Рафии •роваине хлором и рю. ниш алюминия ..... ...........
Глава 14. Электролитическое рафинирование алюминия_____________
14 1 Теоретические основы процесса ... ........................
14 2 Конструкция электро, гаеров...............................
14 3 Технология электролитического рафн «ировзиия алюминия
14 4. Технологические параметры и технихе-эконимнческие показатели
Глава 15. Получение алюминия особой чистоты (АОЧ)_____
Глава 16. Электротермическое производство алюыннисво-кремнне-
вых сплавов ...................................
16. Г Общие положения..........................................
16 2 Воссгановлекие глинозема утлеродом........................
16 3. Электротермия алюмнниево-кремниеяых сляавов..............
190
201
204
205
208
208
211
215
217
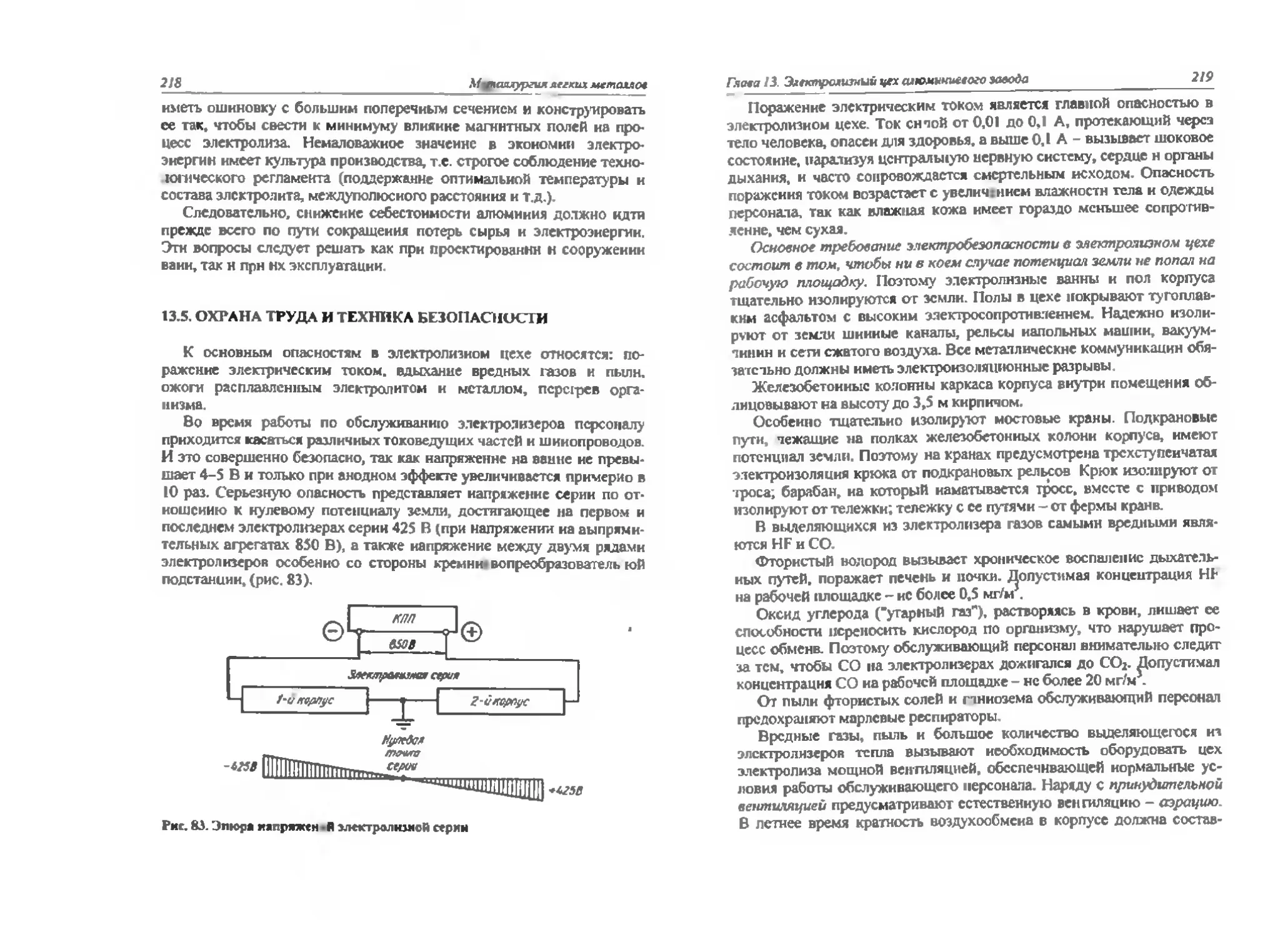
218
220
223
225
225
224
231
234
235
239
239
240
16 4 |одготоака сыры и шихты...................................... 245
16 5 Плавка в электропечах .. ................................. 247
16 6 Электротермический силумин ..................................... 249
1'аздел второй Переработка вторичного алюм .имевого сырья...
Главе |. Подготовка вторичного алюминиевого сырья к плавке
II Иодгитоиха алюминиевых отходов к плавке ..........
I 2 Подготовка алюмин « вого лома к плавке...........
2 I Металлические и неметаллические примеси в алюминиевых ставах
2 2 Литейные алюминиевые сплавы ... ........... ..............
2 3 Деформируемые алюми гисвыс сплавы..........................
2.4. Алюминиевые сллалы-рвскислитсди...~.....................
I лава 3. Плавка вторичного алюминиевого сырья _...„..........
.И Теоретические основы плавки. ........—.....................
3 2. Плавильные печи ............................ ..........
3.3. Практика ппфки алюминиевых отходов и лома...............
4 1 Классификация методов рафинирования.... ..................
4.2 Рафинирование алюминиевых сплавов от твердых аяяючений н газов
4.3 Рафинирование олюми новых еллиаов от метвлтнческнх примесей .
4 4 Контроль производства................. ... .................. _
I ива 5. Охрана труда и окружающей среды при переработке алю.ми-
252
252
252
255
257
257
259
264
268
269
269
274
284
288
288
289
295
300
5.1 Охрана труда ..._...........................................
5 2. Пылсу^анл. мн«с и газоочистка... .............................
5 3 Регснер ция солевых шлаков ..................................
Ра мел 1 pci ий. Mew «ур1ИЯ магния ..............................
Г зава 1. Свойства магния к области сто применения - ..........
1.1 Исюрия развитие металлургии магнка и области его применения
I 2 Свойства магния..............................................
1.3 Минералы магния и магниевые руды ... ^.......................
I зава 2. Подготовка магниевого сь рьв ..........................
2 I Промнюда во искусственного rapiouuiHTa .........._...........
2 2 Получен >с синтети«сского «рнатлита........ ................
2 3 Потучен е безводного хлорида магния хлорированием оксида магния
2.4. Получение безводн го хторнда магния из бишофита и карналлита
Глава 3. Теоретические о новы получения магния электролизом
3 1 Физико-химн сскис с.ойства эл ктрояита магни«вой авины.......
3 2 Процессы ня электродах и напряжение разложения хлорида магния .
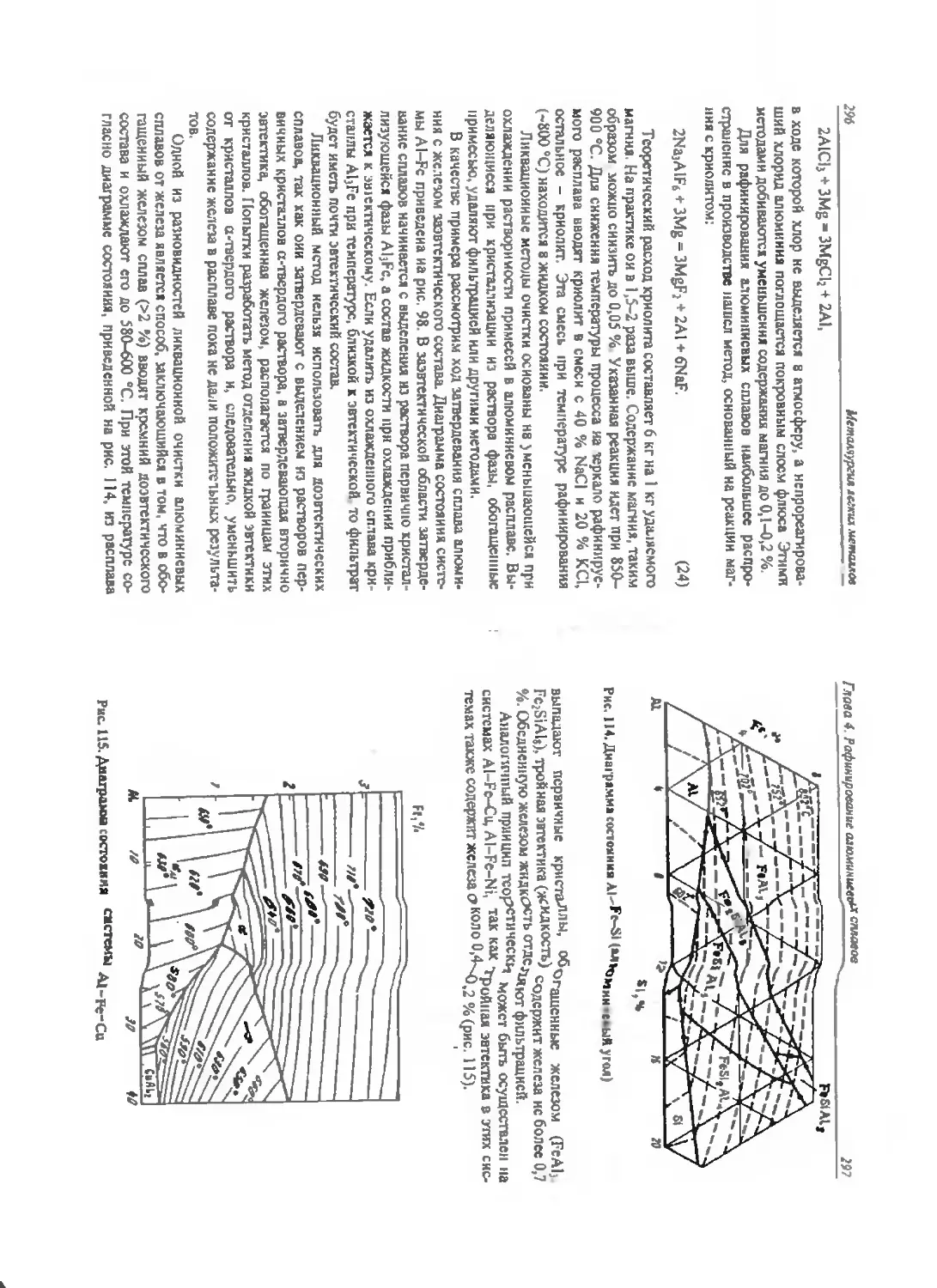
3 3 Мех ан и мы потерь магния.................... ..................
3 4 Выход по току и по энергии.......
Глава 4. Технология электролитического производства магния.......
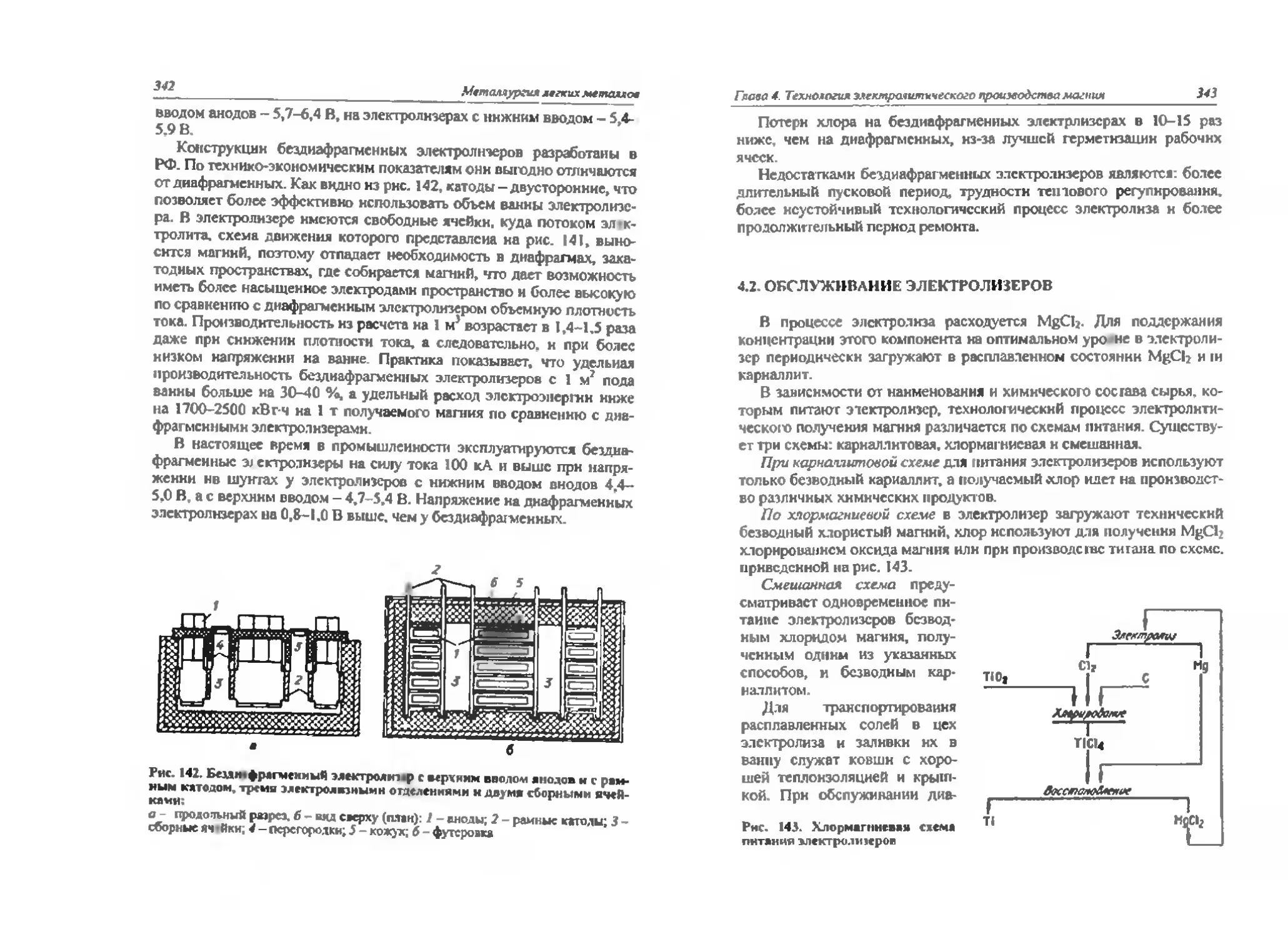
4 1 Конструкции магниевых электро тизеров ...-.... .... . .......
4.2 Обслуживание э. ектроянзеров....................._ ..........
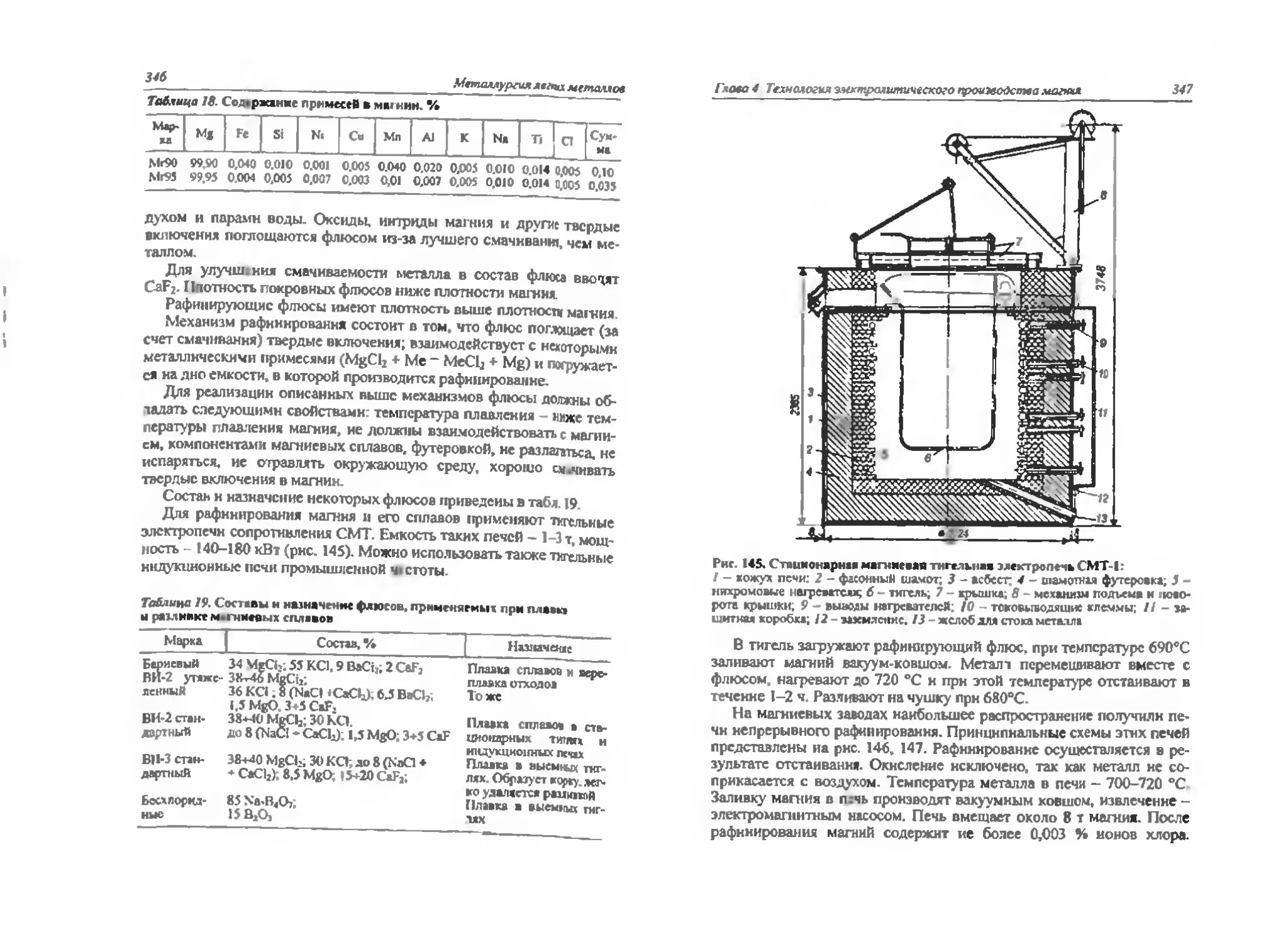
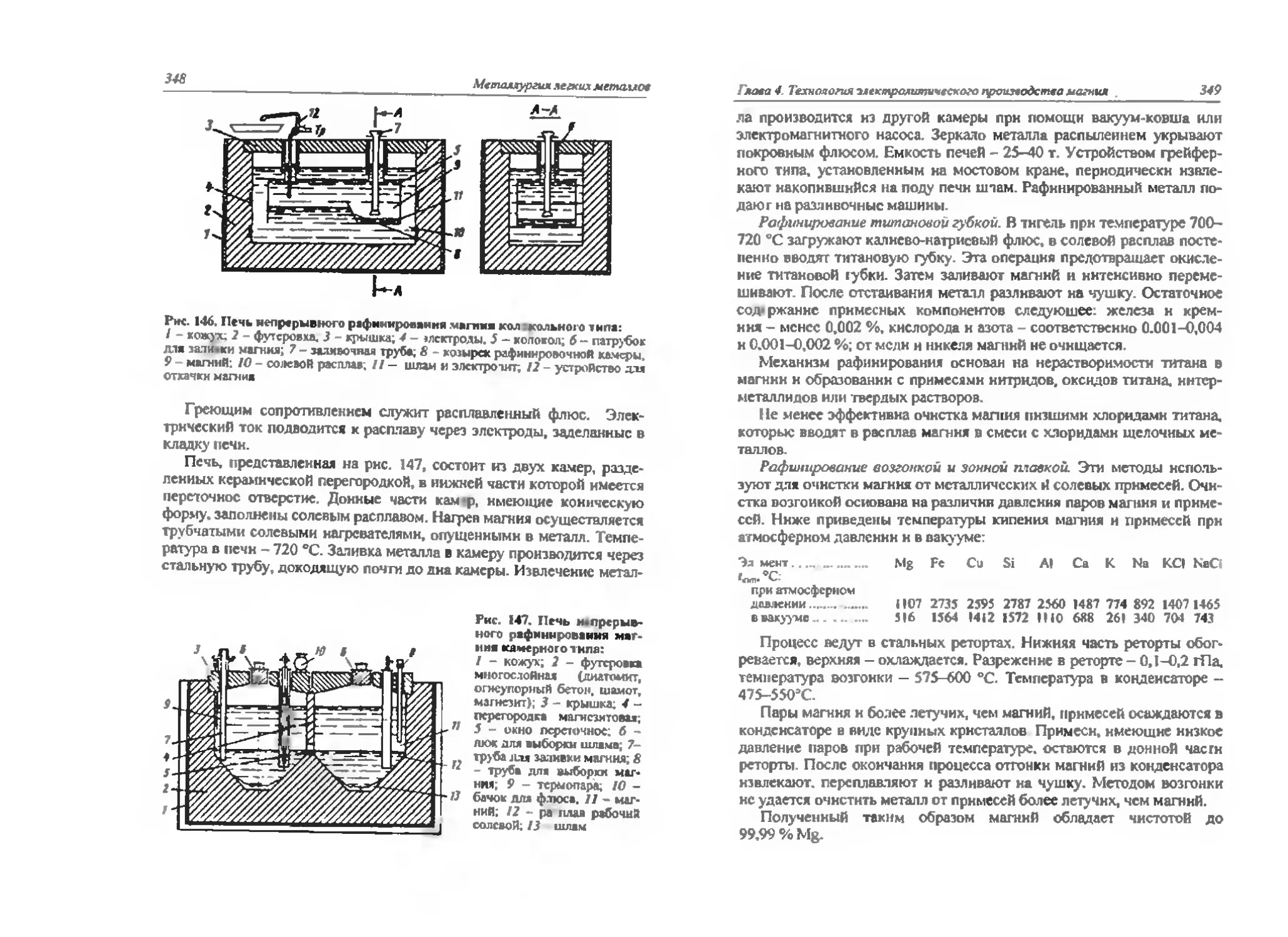
4 3 Рафинирование магния ....................................._...
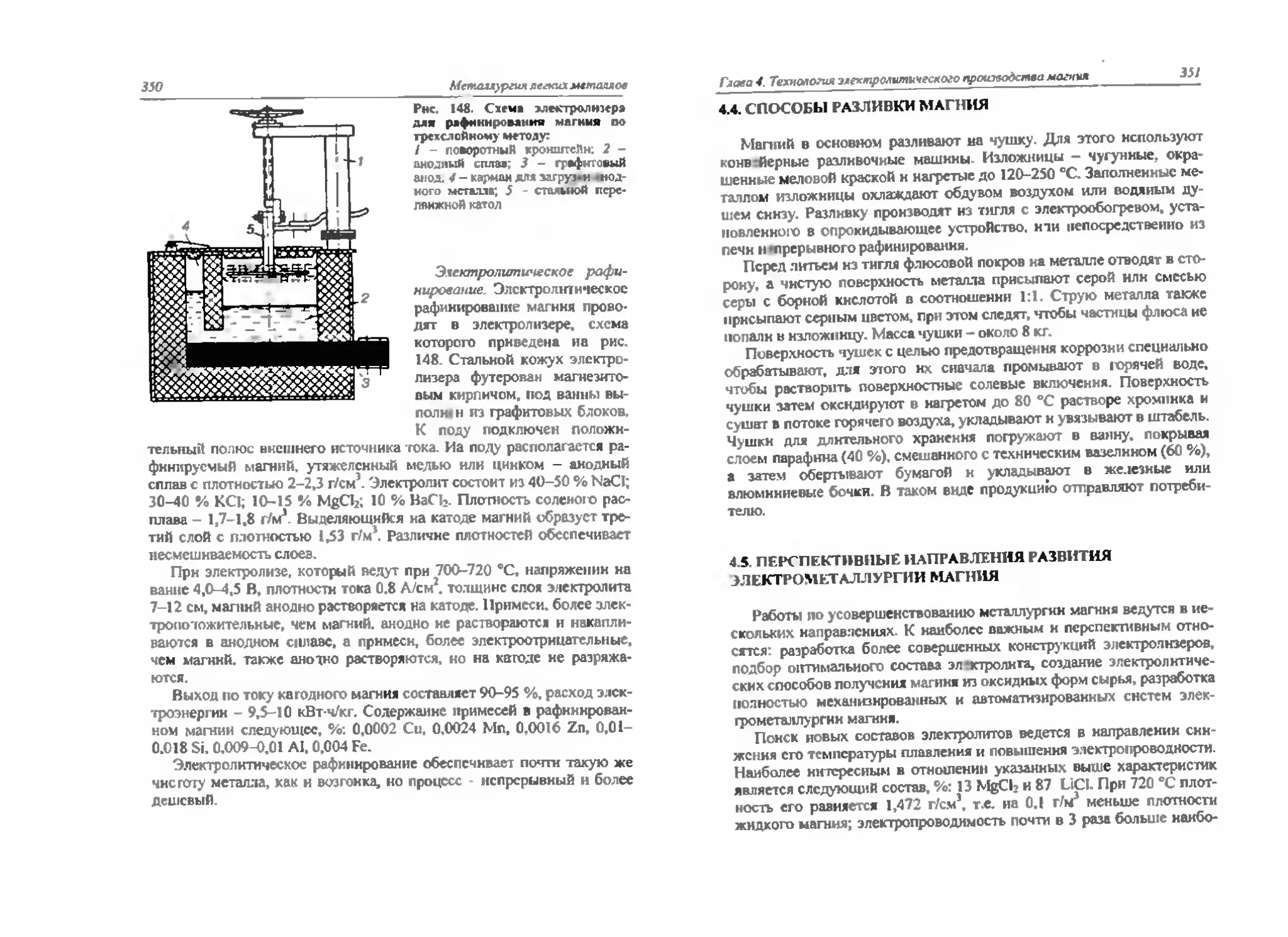
4 4 Способы разливки магния. ....................................
4.5 Перспективные направления развития электрометаллургии магния...
302
302
303
306
307
307
307
308
310
312
325
325
336
338
338
343
345
Металлургия легких метимое
lypIMM ММ ПИМ .........
3 I Icxiiiix t бешпи жхтн, охрана труда и окружаюи гй чреды ............................
S.2. Л1..Ш-1 «.effect оммооги магния .. ....................... ................ .
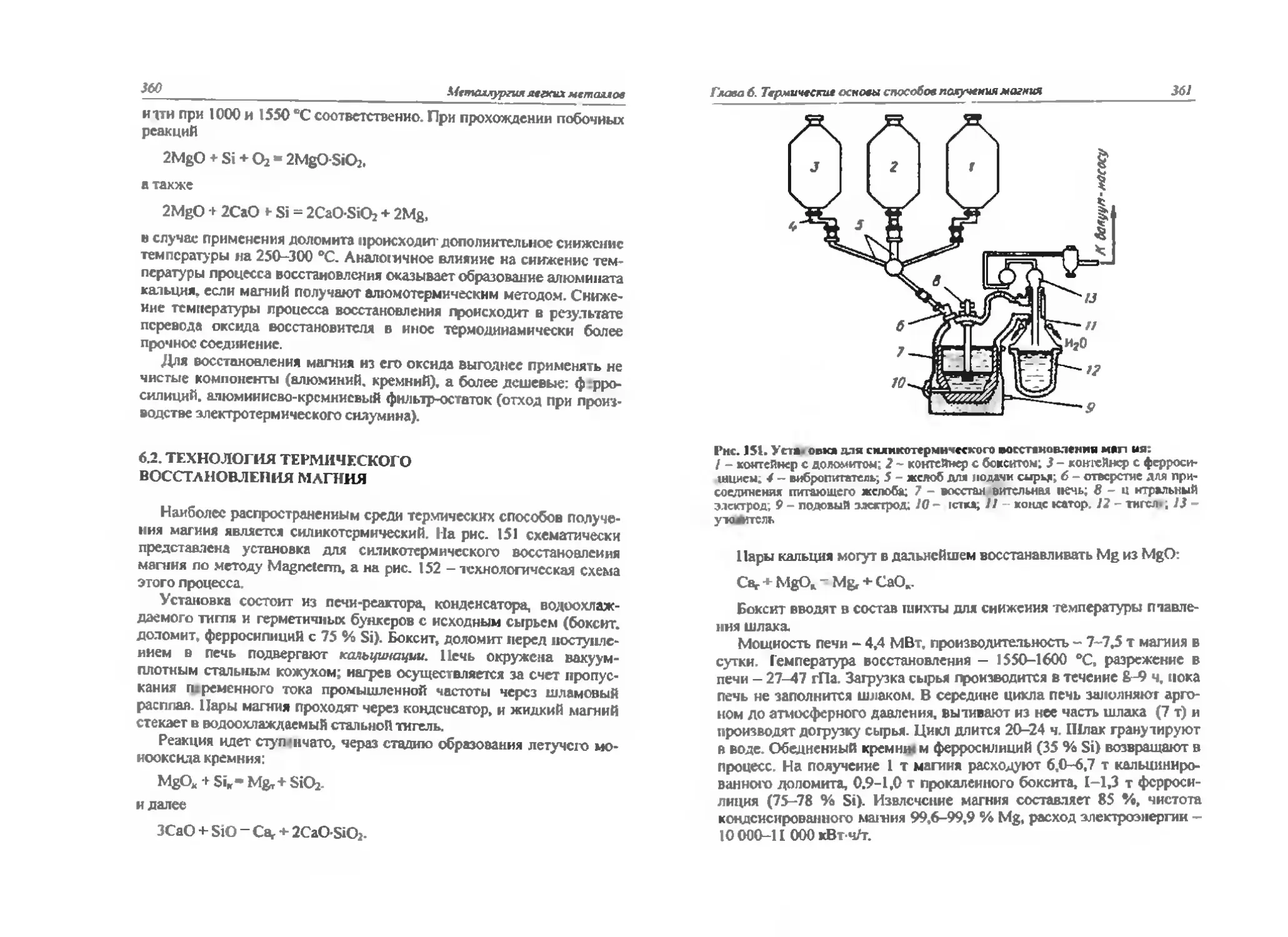
Глава 6. Термические основы способ*» получения магния
6.1. ! сора ичсскне основы способов ...... . _ ........
6 2 Гехпилопм термического восстановлснка матка........
Раыел чепмртыЙ. Металлургия бериллия, кальпмя, лития, натрия 365
1 лава I. Металлургия бериллия ................................ 365
1.1 Свойства и области приме кнкя....._......................... 365
1.2 . Минералы и руды бериллиевых концентратов................... 367
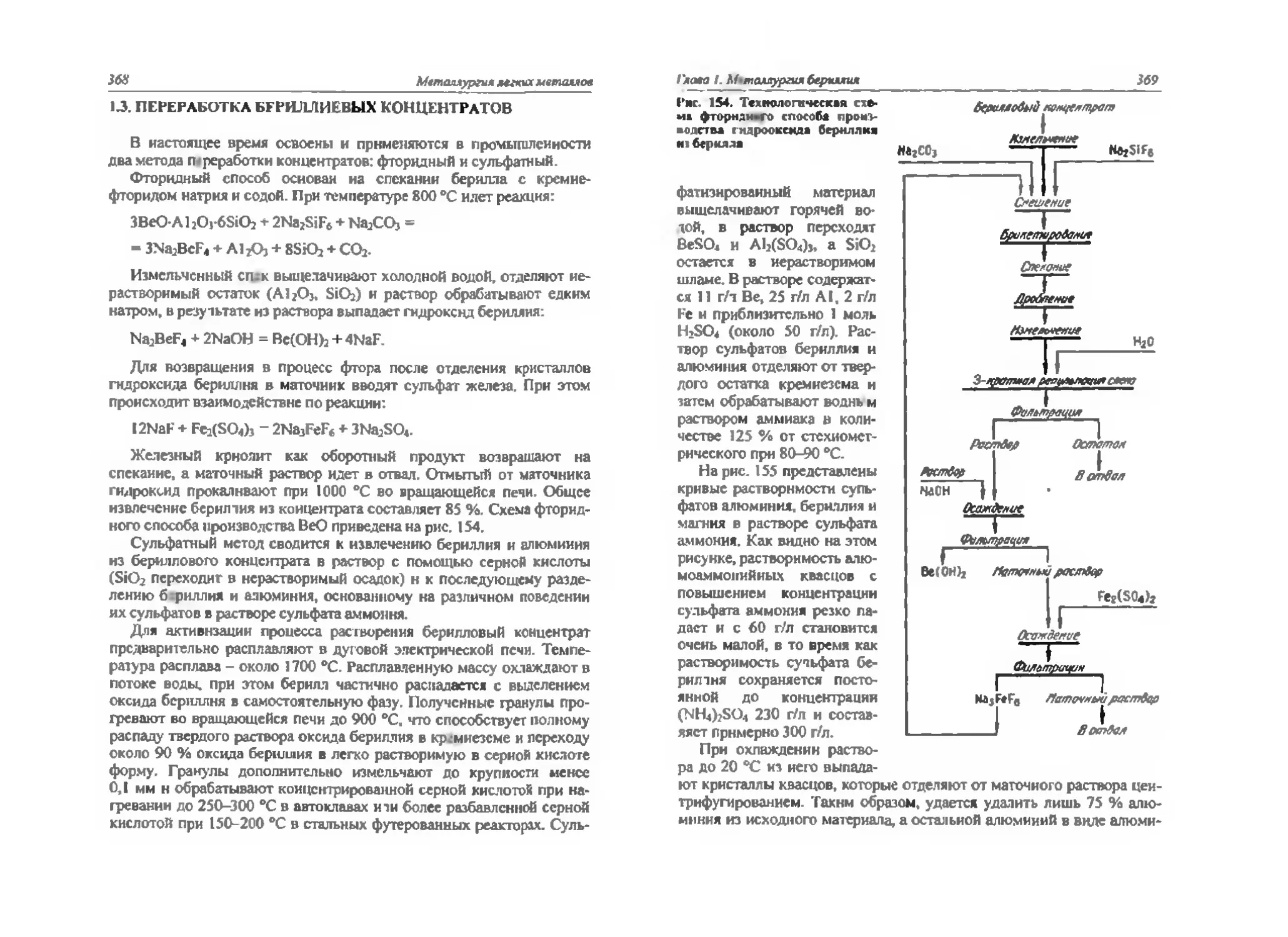
1.3 Переработка (жризяисаых конц нтратов....................... 368
1.4 I Изучение бериллия мсталлотерыичоским способом.............. 371
1.5 Получение бериллия электролизом хл ряда бериллия .____________ 373
1.6 Пояуч ине полуфабрикатов из бериллия и его сплавов-- 375
1.7 . Техника бет : пасностн в метал тургми бериллия.......... 377
лава 2. Металлургия каяьцмя..................................... 378
2.1 Сиойстял кальция и области применения........................ 378
2.2 Получение кальция.............. . .....„........ 379
2 3 Гсхника бстопаспости при производстве кальция ............... 384
Глава 3. Металлургия лития...........-........................... 384
3.1 Спойстпа лития и его соединений _______________ ............... ... 3 84
3.2 Области применения___________....„ ........... _„ 386
3.3 Минералы и руты лития................ _.................... 387
3.4 llpoito»>icteo соединений литня ................ _......... 387
3.5 . 11ш учение лития электролитом .. ....................... 391
3.6 . Получение 1ктия мсталлстермичсским методом................. 393
3.7 Раф* 1ирояалие лития ........................... _..........394
3.8 . Техники беюпасносги н металлургии лития................... 395
Глава 4. Металлур! ия натрия ...................................... 395
4.1. Свойства и o6uciH t римсн иия...._ ............ ....... 395
4.2 Электролитические способы получения натрия ................. 397
4.3. Термические способы получения натрия ....................... 400
4.4. Текинка безопасности а металлургии натрия ............. 401
Контрольные вопросы.........................„........„.......... 402
Реком лдуемый библжмрафмческий список ........................... 411
ВВЕДЕНИЕ
Металлургия легких металлов - раздел металлургии, связанный с
производством из руд металлов с малой плотностью. К группе легких
относятся прежде всего щелочные металлы - элементы I-fi группы
Периодической системы элементов Д.И. Мендетсева: 3 <- Li
(плотность в твердом состоянии 0,54); 11 - Na (0.97); 19 - К (0.86);
37 - Rb (1,52); 55 - Cs (1.90) Вторая группа среди легких - щелочно-
земельные металлы П-й группы систсыы: 4 - Be (1,84); 12 - Mg (1,74);
20 - Са (1,55); 38 - Sr (2,63); 56 - Ba (3.63). Особое место занимает
единственный металл 111-й группы - алюминий (13 - 2,70). Кроме
перечисленных выше одиннадцати элементов в ряде изданий не без
оснований к группе таких относят еще три элемента: тугоплавкий
план - 22 (4,32) н металлоиды бор - 5 (2,35) и кремний 14 (2,33).
Титан, например, обладая несколько более высокой плотностью, чеы
самый тяжелый Ва, имеет все остальные свойства, характерные для
группы легких метал юв.
Не все легкие металлы играют равноценную роль в технике.
Отдельно стоит первый среди легких металлов — алюынний; заметно
уступают ему магний и бериллий, имеющие важное промышленное
значение. Еще меньшее промышленное значение имеют кальций и
барий из щелочноземельных и литий и натрий - из щелочных
металлов.
Легкие металлы обладают, кроме малой плотности, общностью
фнзнко-хнмичсскнх свойств, которые объединяет их и в металлургии.
Для них характерна высокая химическая активность: весьма велика
энергия образования их соединений с кислородом, галоидами, серой,
углеродом; в ряду напряжений оии занимают места наиболее
электроотрицательных элементов.
Поэтому возможность карботермнческого восстановления для них
может быть реализована лишь при высоких температурах, близких к
температуре кипения металлов, когда высокая упругость паров этих
металлов делает весьма вероятными обратный процесс или образова-
ние карбидов.
С другой стороны, для многих легких металлов промышленны-
ми способами нх получения стали металлотермические, основанные
на вытесн нии металлов из их соединений более активными
металлами.
8 Металлургия легких металла*
Высокая эл ктроотрицателъиостъ н положение в ряду напргжений
выше водорода исключают возможность получения этих металлов
электролизом водных растворов, поскольку в этом случае на катоде
выделяется водород и образуются гидроксиды металлов.
Основ <ыми промышленными способами получения многих легких
металлов являются электролитические яз расплавов. Современное
электролитическое производство легких металлов имеет следующие
особенности 1) cj ожный, многокомпонентный характер этих про-
изводств (например, металлургия алюминия включает 4 основных
производства - минозе.ма, фторсолей, электродов и собственно
электролиз алюминия); 2) электролитические производства весьма
энергоемки, поэтому они связаны с источниками относительно
дешевой энфгин. а расход энергии на единицу массы получаемого
металла - важная характеристика эффективности производства;
3) высокая электроотрицательность легких металлов диктует жесткие
требования к качеству всех компонентов расплава (в электролите ие
должны присутствовать в заметных количествах примеси более
электроположительные, чем выделяемый на катоде металл; для
алюминия такими примесями являются железо и кремний).
Раздел первый
МЕТАЛЛУРГИЯ АЛЮМИНИЯ
Глава 1. СВОЙСТВА АЛЮМИНИЯ,
ЕГО ПРИМЕНЕНИЕ И ИСТОРИЯ ПРОИЗВОДСТВА
1.1. СВОЙСТВА АЛЮМИНИЯ И ЕГО ПРИМЕНЕНИЕ
Алюминий - химический элемент III ipynnw Периодической сис-
темы элементов Д.И Менделеева (порядковый номер 13, атомная
масса 26,9815). В природе существует один стабильный изотоп - ”А1.
Искусственно получены еще три изотопа с массовыми числами 26, 28
и 29 и триодами полураспада 7,138 и 402 соответственно.
Атом алюминия имеет конфигурацию На внешнем
эчектронном слое атома алюминия (оболочка М) находятся 3 валент-
ных электрона: два на Зт-орбнте с потенциалами ионизации 1800 и
2300 кДж/моль и один на Зр-орбнге с потенциалом 574,5 кДж/моль.
Поэтому обычно проявляемая валентность у алюминия - "3+“; реже,
при высоких температурах, — "!»" (в так называемых субсоединеин-
ях), еще реже - 124 ".
Кристаллическая решетка алюминия - iранецентрированный
куб, а 0,404 нм. Атомный радиус алюминия - 0,143 им, ионный -
0,057 мм. Температура плавления алюминия высокой чистоты
(99.996 % А1) - 660,24 °C; температура кипения 2500 °C. Плотность
твердого алюминия при 20 °C 2,6996 г/см’; плотность жидкого при
1000 °C 2,289 г/см\ Удельное электросопротивление при 20 °C -
0,0265 мкОм-м. Коэффициент линейного расширения при 20 °C
23-10“* К'1. Электрохимический эквивалент -0,3354 г/А-ч. Станд|рт-
ный электродный потенциал -1,67 В.
Алюминий — одни из наиболее электроотрицательных элементов,
однако на воздухе процесс окисления существенно замедляется бла-
годаря образованию тонкой пленки оксида Высокая электроотрица-
тельность алюминия и его положение в ряду напряжений выше водо-
рода исключают его получение электролизом водных растворов, и
поэтому применяют технологии с обязательным получением оксиДа
алюминия (глинозема).
Теплота образования АЪОз равна 1670 кДж/моль, что позволяет
эффективно использовать алюминий для восстановления других ме-
Металлургия легких металлов
таллов из оксидов (алюминотермия) Алюминий — металл обла-
дающий амфотерными свойствами, т.е. реагируя с кислотами,
образует соответствующие соли, со щелочами - алюминаты. Эго
существенно расширяет возможности извлечения алюминия из руд
различного состава Содержание алюминия по массе в земной
коре - 8,13 % — третье после кислорода и кремния. Однако дал
получения оксида алюминия необходимого полупродукта в
технологии алюминия - используется ограниченный круг минералов
И РУД-
Уникальные сочетания свойств алюминия малая плотность, вы-
сокая тепло- и электропроводность, коррозионная стойкость, механи-
ческая прочность и высокая пластичность обеспечили широкое при-
менение чистого металла и сплавов на его основе.
Чистый алюминий широко используется в пищевой промышлен-
ности (упаковочные материалы) и в электротехнической промышлен-
ности (кабели, провода, шинопроводы и tjx.).
Алюминиевые сплавы делятся на две большие группы - деформи-
руемые (80 % от общего объема) и литейные (20 %). К деформируе-
мым относятся несколько десятков сплавов, среди которых наиболее
известен дуралюммн. Алюминий и большинство алюминиевых
сплавов весьма пластичный металлический материал. Из алюминие-
вых сплавов изготавливают практически все известные в технике
деформированные полуфабрикаты: фольгу, листы, плиты, прутки,
различные профили, трубы, поковки и штамповки, проволоку.
Заготовками во многих случаях служат слитки, отлитые методом
непрерывного литья. При производстве полуфабрикатов широко
используют различные способы горячей и холодной обработки давле-
нием.
Среди литейных сплавов самые распространенные - силумины
(сплавы на основе системы Al-Si).
Широко применяются модифицированные силумины (т.е. С улуч-
шенными механическими свойствами вследствие модифицирования
малыми добавками) для литья ответственных деталей, когда требу-
ются высокая прочность, коррозионная стойкость, п частичность, хо-
рони е литейные свойства.
Алюминиевые сплавы широко применяются в машинострое-
нии, в первую очередь авиа- и автомобилесгрошин В последние
годы существенно расширилось применение алюминиевых сплавов
в промышленном и гражданском строительстве. В США, на-
пример, более четверти производимого алюминия идет на эти
нужды.
В последние годы резко возрос интерес к новым материалам на
Глава I Свойства алюминия. его применение и история произв&дстеа
основе алюминия. Среди них пеноалюминий - уиикальнь Й материал
с низкой плотностью (</- 0,23-0,75), низкой тепло- и электропровод-
ностью, который режется ножом и паяется.
Большой интерес вызывают также спеченные алюминиевые по-
рошки (САП). Они могут содержать до 25 % А12О>. при этом проч-
ность при спекании возрастает в 6 раз при сохранении механических
свойств при температуре до 500 °C.
Спеченные алюминиевые сплавы (С АС) имеют коэффи-
циент линейного расширения а " 14+15-10 6 К 1 (у чистого Al
значение а - 23-10“* К ’), близкий к а для стали. Это позволяет
использовать его вместе со сталью в различных механизмах и при-
борах.
Все более широко применяется алюминий и как эфф гктивный рас-
кислитель стали. В этих процессах используется высокое сродство
алюминия к кислороду, позволяющее восстанавливать и переводить в
шлак или в расплав любые металлы
На этом свойстве основывается алюминотермия - все более
расширяющаяся область применения алюминия. Она используется
для восстановления трудновосстановимых соединений таких метал-
лов, как Ст, Мп, W, в последние годы - н для соединений металлов
Са. Sr, Ва и Li. На этой же алюмннотсрмической реакции основыва-
С1ся часто применяемая термитная сварка железных и стальных из-
делий.
И, наконец, среди менее емких, но не менее важных областей при-
менения алюмнння необходимо отметить новейшие области техники,
в которых используется только металл особой чистоты (ОЧ), а также
производство товаров народы сито потребления
В ядсриой энергетике используется малая величина поперечного
ссчсиия захвата тепловых нейтронов у алюминия ОЧ (иейтронопроз-
рачиость). В радиоэлектронике применяются полупроводниковые
свойства А1 и его соединений, что делает возможным создание на их
основе элементов солнечных батарей. Производство товаров народ-
ного потребления в качестве основного металла также использует
авюмииий технической чистоты и сплавы иа его основе, из которых
изготавливают посуду, галантерею, бижутерию и т.д.
Таким образом, даже этот краткий обзор показывает, что алюми-
ний - важнейший цветной металл, роль которого с развитом научно-
технического прогресса будет возрастать.
'Алюминий или спад» алюминия, насыщенный водородом для образования
ячеистого (пористого) строения.
М таллургия декю млпадлол
1.2. ИСТОРИЯ РАЗВИТИЯ
АЛЮМИНИЕВОЙ ПРОМЫШ 1Ы1ИОСТИ
В сравнении с другими металлами алюминий лишь недавно стал
промышленным металлом. В марте 1825 г. датский физик Ганс Эр-
стед получил амальгаму алюминия, восстановив хлорид алюминия
амальгамой калия. Последующей дистилляцией ртути из амальгамы
он выделил небольшое количество алюминия. Позднее "химический"
способ получения Al усовершенствован французским химиком Анри
Сен-Клер-Девит л ем, заменившим калий более дешевым натрием, а
AIClj — более стойким и менее гигроскопичным двойным хлоридом
Na и AI. Затем русский химик Николай Бекетов в 1865 г. предложит
получать алюминий вытеснением его магнием из криолита
(3NaF-AlFj). За период с 1854 по 1890 г химическими способами бы-
ло получено около 200 т алюминия в некоторых странах Западной
Европы и в России.
Несравненно более эффективным в сравнении с различными вари-
антами "химического* способа оказался электролитический способ.
Его авторами являются создавшие независимо друг от друга в
1890 г. и получившие патенты на способ получения аяюмииия элек-
тролизом глииоземв, растворенного в расплавленном криолите, —
француз Поль Эру и американец Чаряьз Холл. Этот год и явился на-
чалом возникновения со ф ценной алюминиевой промышлен-
ности.
Темпы роста производства алюминия стремительно росли. Уже в
1892 году в Нейгаузене (Швейцария) построен первый завод электро-
литического производства алюминия, к 1900 г. мировое производство
составило 5,7 тыс. т, в к 1909 г. оно выросло уже до 31,6 тыс. т. Далее
идет более чем шестидесятилетиий период бурного развития алюми-
ниевой промышленности, когда в каждый последующий деся-
тилетний период объем производства увеличивался по отношению к
предыдущему не менее чем в 2 раза. За период с 1910 по 1974 г про-
изводство А1 в мире увеличилось более чем в 400 раз. Этот рост
сопровождался как увеличением производства первичного металла
на электролизных заводах по способу Холла-Эру, так и созданием
новых эффективных способов утилизации вторичного сырья, сущест-
венно м*иее энергоемких, чем первых. Последний период начинается
с 1974 г., когда с изменением цен иа энергоносители, в частности
после энергетического кризиса, произошло заметное снижение тем-
пов роста производства первичного алюминия, особенно заметное
на фоне увеличивающихся темпов роста производства вторичного
металла.
Глава f Свойства алюминия, его применение и история производства
13
В настоящее время при мощностях электролитического производ-
ства более 29 млн т первичного алюминия в ынре получают около
27,5 млИ т алюминия в год (2003 г.).
За период с 1975 по 1986 г. производство вторичного алюминия
выросло с 2.5 млн т до 4,5 мли т. За тот же период в Японии - пере-
довой капиталистической стране - производство первичного алюми-
ния упало с 1 млн т до 0,06, производство вторичного А1 возросло с
0.4 до 0.87 мли т.
Основные производители первичного алюминия в 2003 г., млн
т/год: КНР - 5,50; Канада - 2,80; США - 2,70; Австралия - 1,86; Брв-
знлия — 1,38; Норвегия — 1 ДО; ФРГ — 0,66. В 2003 г. в мире было про-
изведено 7,66 млн т вторичного алюминия. Основные производители
вторичного алюминия в 2003 г., мли т/год; США — 2.93; Япония —
1.26; ФРГ - 0,68; Италия - 0.59.
Значительный вклад в развитие теории и практики металлургии А1
внесли русские и советские ученые и металлурги - это и упомянутый
выше академик Николай Бекетов, усовершенствовавший химический
способ получения А1, и Павел Федотьее, под руководством которого в
1910-1912 гг. в Петербургском политехническом институте проводи-
лись фундаментальные исследования теоретических основ электроли-
тического способа.
В 1882-1892 гг. химик Карл-Йозеф Байер разработал в Рос-
сии щелочной способ получения глинозема, который является
до сих пор основным в мировой алюминиевой промышленности.
В 1895 г. русский инженер Дмитрий Пеняков разработал способ
получения глинозема из бокситов спеканием с сульфатом натрия
в присутствии угля. В 1926-1936 гт. в Государственном институте
прикладной химии (г. Ленинград) под руководством профес-
сора Александра Яковкииа разработан способ получения глинозема
из высококремиистых бокситов спеканием с содой и известня-
ком, реализованный затем на Тихвинском глиноземном заводе. Про-
фессора Александр Кузнецов и Евгений Жуковский в 1915 г. пред-
ложили оригинальный способ получения глинозема из низкосорт-
ных бокситов путем правки их на шлаки щелочноземельных
алюминатов. Этот способ был затем положен в основу технологии
довоенного производства г тниозема на Днепровском алюминиевом
заводе.
Первый советский алюминий был получен в м, рте 1929 г. на заво-
де "Красный выборжец" в ходе полузаводских испытаний под руково-
дством профессора Павла Федотъсва из отечественных сырьевых ма-
териалов.
14 мая 1932 г. - дата пуска первенца отечественной алюмиине-
14 М^паляурпл мгпа кгтаялов
вой промышленности - Волковского алюминиевого завода. В
предвоенные годы были пущены еще 3 завода:
1933 г. - Днепровский алюминиевый завод (г. Запорожье);
1938 г. - Тихвинский глиноземный завод (г. Бокситогорск); 1939 г. -
Уральский алюминиевый завод (УАЗ. г. Каменск-Уральский).
Последний был построен на отечественных бокситах уральского
региона. В годы войны эвакуированы 3 первых завода, и УАЗу
пришлось нести всю тяжесть военных лет.
В годы войны также введены в эксплуатацию Новокузнецкий
(НкЛЗ - 1943 г.) и Богословский (БАЗ - 1945 г.) алюминиевые за-
воды.
В послевоенный период были восстановлены Волховский,
Днепровский алюминиевые и Тихвинский глиноземный заводы.
Пущены в эксплуатацию новые алюминиевые заводы: Каяакерский
(1950 г.), Кандалакшский (1951 г.), Надвоицкий (1954 г.). Сумга-
итский (1955 г.). Введение в строй крупных гидроэлектростанций
позволило осуществи 1Ъ строительство ряда крупных электролизных
заводов - Волгоградского (1959 г.). Иркутского (1962 г.),
Красноярского (1964 г.). Братского (1966 г.). Таджикского (1975 г.).
Саянского (1985 г.). Для обеспечения их сырьем введен целый
ряд мощностей по глинозему - Пикалевский (1959 1.) и Ачинский
(1970 I.) пиноземные комбинаты, Павлодарский (1964 г.), Кирова-
бадский (1966 г.) алюмиииевье заводы. Николаевский глиноземный
завод (1980 г.).
В 2003 г. заводами на территории СНГ получено 3,93 млн т А1,
производство глинозема в том же году составило 6,30 млн т.
Аиоминневая подотрасль является ведущей в цветной ме-
тал турги и по объему производства и потребления, уровню
рентабельности капитальных вложений и величине получаемой
прибыли.
Глава 2. РУДЫ АЛЮМИНИЯ
2.1. ГЕОХИМИЯ И МИНЕРАЛОГИЯ АЛЮМИНИЯ
Наиболее распространенный среди металлов в земной коре
(8,13 %) - алюминий - как никакой другой из металлов широко
представлен различными соединениями. По данным акад. А.Е. Фер-
смана, в природе отмечается более 250 минералов алюминия.
Они делятся на две примерно равные по количеству видов
Гпава 2. Руды апомикил 15
труппы. К первой из них относятся первичные минералы - образую-
щиеся при кристаллизации магмы и ее производных. Среди них
главная роль принадлежит алюмосиликатам, типичные представители
которых: ортоклаз - К2О А13О3 • 6S1O2, альбит - Na2O • A!2Oj • 6SiCh,
4SiO2, лейшгг - K2O • AljO? • 4S1O2 и нефелин - (Na, KfcO - AljOjx
x2SiCh- Значительно меньшее, но все же заметное распространение
имеют силикаты алюминия - A12Oj - SiO2 (дистен, силлиманит, анда-
лузит). Относительно редкими являются шпинели Ме**О - Al2Ch и
свободный оксид алюминия - корунд A12Oj.
Под воздействием процессов выветривания в земной коре образу-
ются различные вторичные соединения алюминия. Среди них широко
распространены минералы группы гидросиликатов алюминия: каоли-
нит - AhQj 2SiOr 2Н2О и его разновидности, а также различные
гидрослюды, хлориты, цеолиты. Также широко распространены раз-
личные гидроксиды и оксигидроксиды А1 - важнейшая составная
часть основных алюминиевых руд - бокситов. Среди иих: гиббсит
А1(ОН)ъ бемит и диаспор - А (ООН. К этой же ipynne относится алу-
нит- K2SO4 Al2(SO<h 4Al(OH)j.
В табл. 1 приведены некоторые наиболее встречающиеся в
природе минералы алюминия.
Таблица 1. Алюммныйсодержащие минералы
Минерал Ockouimc компоненты, %* A1,O, I SiO, I R,0 Химическая формуле
Корунд 100 - - AJ2Oj Диаспор, бемит 85 - - AIOOH Гиббсит 65.4 - - ЛХ011)з Андалузит, дистен, 63,0 37,0 - А12О3 S Оа енллимвнш Каолинит 39,5 46.4 - Л12О3 2SiO:-211,0 Гхдрос юда (мус- 38.5 45,2 9,7 К2О ЗЛ)2О> 6S»O;2Н2О Хлориты (шамо- 21,1-27.7 16-30 - (Mg. Al, Fes*. Fe’’)x змт) x(Si. AI)«(OH. Fh Алунит 37.0 - ИЗ K-SOrAlaCSO^jx x4Al(OHh Нефел.н 323-36.0 38,0-42,3 19.6-21.0 (Na KhO Al2Or2S Ch ЛеЯнит 23,5 55.1 21.5 К2ОЛ12О, 4S»Oj Ортоклаз 18 65 17 JGO-Al2Or6SiO2 Альбит 20 68 12 NaaO A12Oj 6S1OJ
‘Здесь и далее % (по массе), другие будут упомянуты
/6 Металлургия ялгких металлов
2.2. ВИЛЫ АЛЮМИНИЕВЫХ РУД, ИХ ГЕНЕЗИС,
СОСТАВ И МЕСТОРОЖДЕНИЯ
К основным алюминиевым рудам относятся бокситы, нефелины,
алуниты. глины, каолины и кианиты. Ближайший резерв - отходы
других производств - золы и шлаки металлургических производств,
отходы обогащения.
Важнейшей алюминиевой рудой являются бокситы, на которых
практически полностью работает вся зарубежная алюминиевая про-
мышленность. Боксит - сложная горная порода, состоящая из
оксидов и гидроксидов Al, Fc. Si и Ti. В качестве примесей постоянно
присутствуют карбонаты Са и Mg, гидроситикаты (хлориты), суль-
фиды и сульфаты (в первую очередь Fe) и органические соединения
(гумнны и битумы). Основные глииоземсодержащие минералы бокси-
тов - гиббсит, бемит и диаспор. Однако моном ин еральиые боксито-
вые руды относительно редки, гораздо чаще встречаются руды
смешанного типа - гиббсит-бёмитовые или бёмит-диаспоровые.
Качество бокситов определяется в первую очередь содержанием
A12Oj и SiOj. На практике для оценки качества боксита используют
значение кремневого модуля - рь - массовое отношение содержания
А 12О} к SiOz в боксите: чем выше модуль, тем лучше боксит.
Государственным стандартом иа боксит (ГОСТ 972-84) в зависи-
мости от вида потребления бокситы подразделяются на 7 марок: иа
производство электрокорунда (марки ЭБ-1, ЭБ-2), глиноземистого
цемента, цемента, огнеулоров, глинозема (марка ГБ) и стали.
Показатель качества Б рассчитывается по форму ic: Б = A-2S, i де
А и S - содержание A12Oj н SiO2 в боксите, %.
Для боксита марки ГБ величина комплексного показателя качества
(Б) должна быть не ниже 6 при содержании А12О3 ие менее 26 %.
Месторождения бокситов по своему генезису делятся иа остаточ-
ные и осадочные. Первые из них образовались в результате выветри-
вания алюмосиликатов, причем продукты его рве полагаются непо-
средственно на материнских породах. К этому типу относится боль-
шинство месторождений в мнре. В настоящее время запасы бокситов
превышают 60 м 1рд т, что позволяет отметить обеспеченность
алюминиевой промышленности сырьем до конца XXI в. Основная
часть этих запасов приходится иа страны тропического и субтропиче-
ского пояса - Гвинею, Бразилию, Австралию, Индию и Центрально-
американский регион (Ямайка, Сурнпам, ГаЙяиа).
Харвктсрными особенностями этих месторождений являются пре-
обладание существенно гиббситовых рудных тел с высоким модулем.
Слила 2. Руды алюмилт И
небольшая глубина залегания н связанная с ней относительная про-
стота отработки открытыми способами, а также возможность обога-
щения отмывкой. В нашей стране некоторые заводы ориентированы
иа бокситы зарубежных стран: Г винен, Ямайки, Югославии, Греции.
Поступающие из Гвинеи и Ямайки гиббситовые бокситы обладают
высоким качеством (табл. 2).
Залежи бокситов осадочного типа более сложные: они состоят из
нескольких слоев, различающихся по качеству - и по значению
модуля, и по форме основных гл ин оземею держащих соединений,
причем часто в виде наиболее трудновскрываемого диаспора. Такие
месторождения отрабатываются с помощью подземных выработок
(шахт), а механическое обогащение таких бокситов затруднено. К
этому типу относится большинство месторождений нашей страны. В
табл. 2 приведены характеристики основных отечественных и
зарубежных бокситовых месторождений.
В нашей стране наиболее высококачественные месторождения
бокситов находятся на Урале. Они добываются иа Ссверо- и Южно-
Уральском бокситовых рудниках (соответственно СУБР и ЮУБР) и
перерабатываются на уральских алюминиевых заводах (табл. 2). Они
относятся к трудновскрываемому диаспоровому типу. Отработка их
ведется в относительно сложных горно-геологических условиях иа
глубине до 1 км. Для отдельных залежей характерно повышенное со-
держание S и COj.
Бокситы другнк месторождений Урала (Горноалтайско-Красно-
октябрьская группа месторождений и др.) характеризуются от-
носительно низким кремневым модулем и по способу Байерв эффек-
тивно не могут быть переработаны.
В Северном Казахстане в районе Тургайского прогиба имеются
месторождения каолин нт-гиббситовых бокситов, разрабатываемые
Таблица 2. Характеристика бокситовых месторождений
Содержание, %
Л1Л ЛА SIO,
Севсро-У ральское 48-54 21-23 2-8 6-22
Южно-Уральское 50-53 21-22 5-10 5—11
TvpraflcKoe 42-44 16-20 9-11 4—5
Северо-Онежское 51-54 6-9 17-19 2.5-3
Вис лове кое 48-52 14-17 7-9 5-8
Срелне-Т иманскос 45-50 5-10 5-12 4-7
Гвинейский (Дебете) 43-45 25-27 1.6-2.6 17-28
Ямайский 27-28 17-18 0.5-О.8 34-56
[g Металлургия легких металлов
открытым способом, которые длительное время являлись сырьевой
базой Павлодарского алюминиевого завода (см. табл. 2); некоторые
залежи характеризуются высоким содержанием сидерита - FeCOj (со-
держание СОз до 2,65 %).
В Архангельской области в районе Северной Оиеги ведется от-
крытая разработка гиббсит-б^митовых бокситов (см. табл. 2). Кроме
низкого модуля, исключающего использование способа Байера при
переработке этих бокситов, надо решать проблему очистки растворов
от хрома.
Среди перспективных месторождений бокситовых руд выделя-
ются два. Первое - Висловское месторождение гиббс ит-бёмитовых
руд (г. Белгород). Бокситы соответствуют байеровской кондиции,
поскольку большая часть кремнезема связана с шамозитом,
относительно стойким в щелочных растворах. Второе - Срсднс-
Тнмаиское месторождение гематит-бёмнтозых и гематнт-шамозит-
бёмитовых рут Высокое содержание в ряде проб шамозите делает
кондиционными по Байеру значите шиые запасы бокситовых руд.
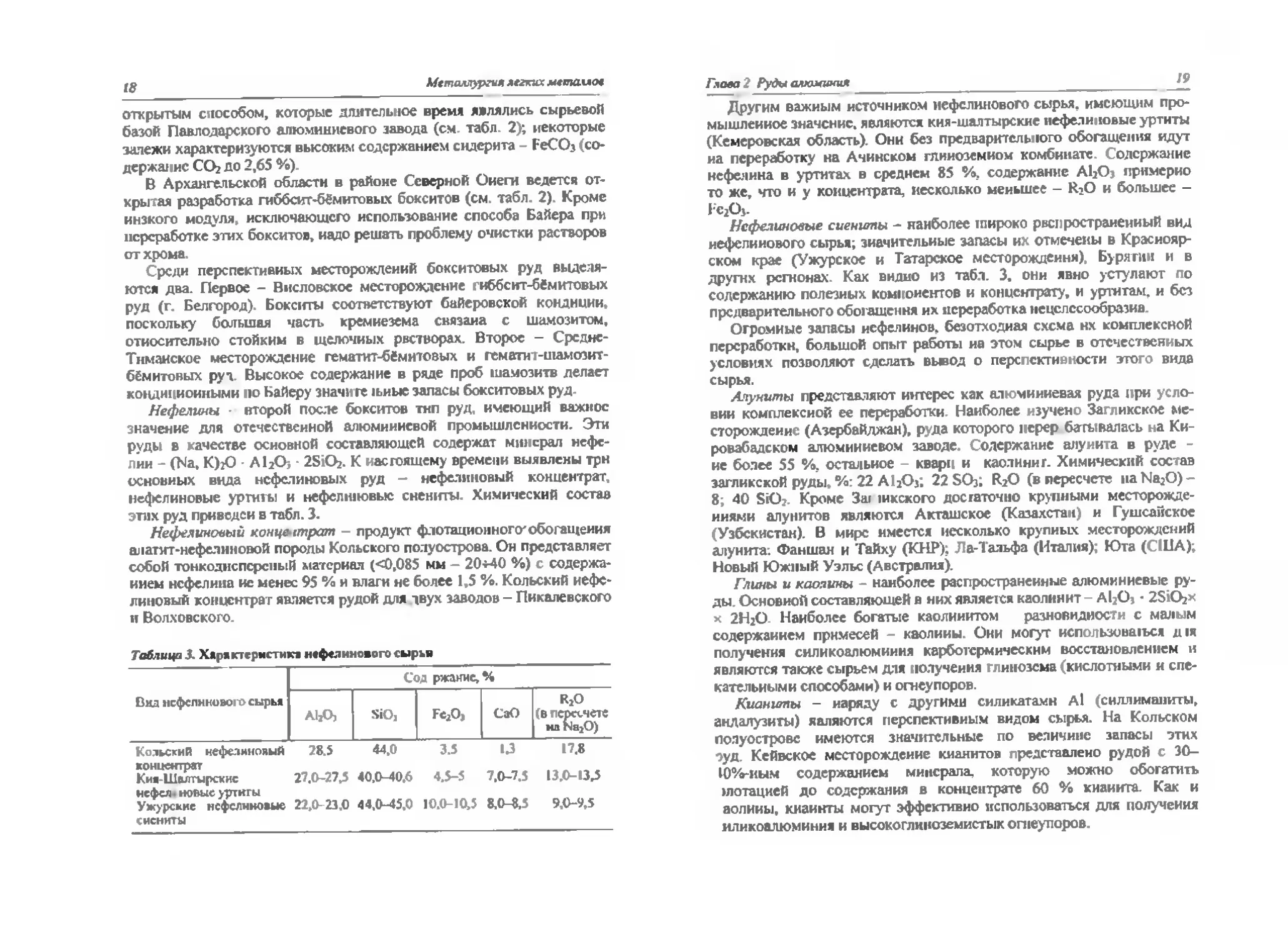
Нефелины второй после бокситов тип руд, имеющий важное
значение для отечественной алюминиевой промышленности. Эти
руды в качестве основной составляющей содержат минерал нефе-
лин - (Na, K)jO • А12О-, 2SiOz. К настоящему времени выявлены три
основных вида нефелиновых руд - нефелиновый концентрат,
нефелиновые уртигы и нефелиновые сиениты. Химический состав
этих руд приведен в табл. 3.
Нефеяиноный концентрат - продукт флотационного' обогащения
алатмт-нефелиновой породы Кольского полуострова. Он представляет
собой тонкодиспсрсиый материал (<0,085 мм - 20+40 %) с содержа-
нием нефелина ис менее 95 % и влаги не более 1,5 %. Кольский нефе-
линовый концентрат является рудой для двух заводов - Пикалевского
и Волховского.
Таблица 3. Характеристик! нефелинового сырья
Вид нефелиновою сыры Сод ржание, %
AljOj SiO, Fe20j CaO RjO (в пересчете ид bJajO)
Кольский нефелиновый 28.5 44,0 3.5 U 17.8 концентрат Кик-Шалтырскис 27.0-27Л 40,0-40.6 4.5-5 7,0-7.5 13.0-13Л нефел. новые уртигы У курские нефелиновые 22,0 23,0 44,045.0 10.0-10,5 8.O-8.3 9.O-9.5 сиениты
Глава ? Руды алюминия 19
Другим важным источником нефелинового сырья, имеющим про-
мышленное значение, являются кия-шалтирские нефелиновые уртиты
(Кемеровская область). Они без предварительного обогащения идут
иа переработку на Ачинском глиноземном комбинате. Содержание
нефелина в уртитах в среднем 85 %, содержание Al?Oj примерно
то же, что и у концентрата, несколько меньшее - RiO и большее -
FejOj.
Нефелиновые сиениты - наиболее широко распространенный вид
нефелинового сырья; значительные запасы их отмечены в Краснояр-
ском крае (Ужурское и Татарское месторождения), Бурятии и в
других регионах. Как видно из табл. 3. они явно уступают по
содержанию полезных компонентов н концентрату, и уртитам. и без
предварительного обогащения их переработка нецелесообразна.
Огромные запасы нефелинов, безотходная схема нх комплексной
переработки, большой опыт работы на этом сырье в отечественных
условиях позволяют сделать вьвод о перспективности этого вида
сырья.
Алуниты представляют интерес как алюминиевая руда при усло-
вии комплексной ее переработки. Наиболее изучено Загликское ме-
сторождение (Азербайджан), руда которого иерер батывалась на Ки-
ровабадском алюминиевом заводе. Содержание алунита в руде -
не более 55 %, остальное - кварт и као.тиннг. Химический состав
эагликской руды, %: 22 AljOj; 22 SCh; R2O (в пересчете на Na^O) -
8; 40 SiOj Кроме 3ai шкекого достаточно крупными месторожде-
ниями алунитов являются Акташское (Казахстан) и Гушеанекое
(Узбекистан). В мире имеется несколько крупных месторождений
алунита. Фаншан и ТаЙху (КНР); Ла-Тальфа (Италия); Юта (США);
Новый Южный Уэльс (Австралия).
Глины и каолины - наиболее распространенные алюминиевые ру-
ды. Основной составляющей в них является каолинит - AIjOi • ZSiOj*
х 2Н1О Наиболее богатые каолинитом разновидности с малым
содержанием примесей - каолины. Они могут использования дгя
получения сил и коал юм ни ия карботсрмнческим восстановлением и
являются также сырьем для получения глинозема (кислотными и спе-
кательиыми способами) и огнеупоров.
Кианиты - наряду с другими силикатами А! (силлиманиты,
андалузиты) являются перспективным видом сырья. На Кольском
полуострове имеются значительные по величине запасы этих
эуд. Кейвское месторождение кианитов представлено рудой с 30-
10%-кым содержанием минерала, которую можно обогатить
дотацией до содержания в концентрате 60 % кианита. Как и
аолииы, кнаинты могут эффективно использоваться для получения
иликоалюминия и высокоглиноземистык огнеупоров.
Мгтаалургчя легких металлов
20
Ближайшим резервом для расширения сырьевой базы алюминие-
вой промышленности можно считать отаоды обогащения - хвосты от
флотационного обогащения сульфидных (медных) руд. После повтор-
ной флотации можно получить серицитовый концентрат, из которого
спеканием можно получить тс же продукты, что и при комплексной
переработке нефелинов. К этой же группе сырья необходимо отнести
золы и минеральную часть угтей и глиноземистые шлаки от вос-
становительной плавки железных руд. Переработка отходов, кроме
расширения сырьевой базы алюминиевой промышленности, имеет
важное значение, поскольку будет решать экологические проблемы,
возникающие в связи со все возрастающим объемом этих отходов и
губительным действием их иа окружающую среду.
Глава 3. СВОЙСТВА ГЛИНОЗЕМА
И ОБЩАЯ ХАРАКТЕРИСТИКА СПОСОБОВ
ЕГО ПЕРЕРАБОТКИ
3.1. ФИЗИКО-ХИМИЧГСКИТ СВОЙСТВА оксидов
И ГИДРОКСИДОВ АЛЮМИНИЯ
Гпниозем - основной исходный материал в электролитическом
производстве алюминия наряду с фторсолями и угтсродом электро-
дов Он должен отвечать требованиям, которые необходимо учиты-
вать при получении его различными способами. Поэтому перед ха-
рактеристикой отдельных способов получения глинозема целесооб-
разно ознакомиться с основными физико-химическими свойствами
оксидов и гидроксидов алюминия.
Для оксида алюминия (AljOj) обнаружено несколько полиморф-
ных модификаций. Наиболее достоверно установленными и имею-
щими основное значение в гя и поземной технологии являются а- и
у-модификацин.
Форма а-АЬОз, или корунд, известна с древнейших врачей; она
является единственной формой оксида А1. встречающейся в природе.
Природный корунд представлен как простыми (наждак), так и драго-
ценными разновидностями (бесцветный лейкосапфир, синий сапфир,
красный рубин и др.).
Искусственный корунд может быть получен плавкой глинозема
боксита в электропечах, а также нагреванием гидроксидов А1 или
Глава 3. Свойства /линомма и общая характеристика способов
у-глииозема. Все виды гидроксидов AI при нагревании до 1200 °C
превращаются в a-AljOj.
Кристал шзустся a-Al2Oj в тригональной системе, с харак-
терным веретено- и бочкообразным габитусом кристаллов и полным
отсутствием спайности. Э 1ементариая ячейка состоит из 4 ионов Аг
и 6 ноиов О2-, что соответствует двум молекулам А12О3. Постоянные
решетки а-А12О3 (им): а 0.496; с * 1,299; д = 0,513; a 55®16';
z в 0,2. Кристаллическая структура a-Al2O} (рис. 1) представлена в
виде групп AljOj по углам двух ромбоэдров, составляющих эле-
ментарную ячейку. Ионы О2- находятся в плотной гексагональной
упаковке и расположены тистамн пхрпенднкулярио тройной оси,
причем листы наложены один на другой. Ионы Аг расположены
между двумя такими листами - шестиугольниками (с незаселенным
центром) и заполняют две трети октаэдрических пустот.
Корунд оптически отрицателен, " 1,767; Лгх> — 1,759. Дтя него
характерна высокая твердость (9 по шкале Мооса), отсутствие гигро-
скопичности. Плотность а-А12О3 - 4 г/см1; температура плавления
2050 °C. кипения - 3400-3700 СС.
Корунд из всех оксидов и гидрооксидов AI наиболее химически
стоек по отношению ко многим химическим реагентам и расплавам.
Ои очень медленно реагирует с растворами кислот и щеточей даже
при высокой тсмп4 ратурс.
Форма у-А1гОз в природе неизвестна. Ее можно получить обезво-
живанием гиббсита, байерита и бёмнта при 400-950 “С.
Кристаллизуется в кубической системе, являясь структурным
аналогом шпинели (рис. 2). У шпинели (Ме2*Ме}'04) приходится
24 иона металла. Элементарная ячейка у-АЬОз содержит 32 иона
кислорода, иа которые приходится 211/3 иона металла. Это связано с
1см, что у y-Al2Oj ион А|и играет роль и Me2”. и Ме1+ катионов. Ионы
А11" распределены статистически по
8 тетраэдрическим и 16 октаэдрическим
положениям. Постоянные решетки Q
Y-A120j (нм); а - 0,790-0,792.
Скрытокристалтическмй y-AhO3 от-
личается большой дисперсностью и A JD
гигроскопичностью, особенно если был
получен обезвоживанием при низких
температурах (500-600 °C). На этом
основано применение его для осушки
воздуха, для регенерации отработанных
Рис. 1. с труктура a-AljOj
О-А1
О-о
Рис. 1. Структура у-Л12О>
минеральных масел и для Других целей. Также подвержены колеба-
ниям в зависимости от температурных условий получения и показа-
тель преломления 1,63-1.69 м плотность 3.22-3.77. Нижние значения
отвечают температуре 450-500 °C, а верхние - 950-1050 °C. При
дальнейшем повышении температуры y-AljOj переходит в a-AhOj.
Температура перехода у -» а зависит от природы стабилизирующего
оксида. В присутствии HjO температурный интервал превращения -
850-1050 °C, в присутствии LiiO переход осуществляется при
г> 1500 °C.
Модификация y-AljOj амфотерна, хорошо растворяется в кислотах
и щелочах. При 490-500 °C легко взаимодействует с HF, образуя
AlFj. Это применяется в системах сухой газоочистки при электро-
литическом получении А1.
Существует несколько разновидностей гцдрооксидов и оксигид-
рокендов AI.
Гиббсит (гидраргиллит) - Al(OH)j, или АЬОуЗНгО, главный
из гидроксидов алюминия, широко встречающийся в бокситах и
являющийся основным промежуточным продуктом в щелочных
способах производства гтииозема. Кристаллизуется в моноклинной
системе, с небольшим псевдогексагоиальным смещением ионов.
Элементарная ячейка состоит из 8 иоиов AI5* и 24 ионов (ОН)", что
соответствует 8 молекулам Al(OH)j. 11остояниые решетки гиббсита
Глава 3 Свойства глинозема и общая характеристика способов
23
(мм): а = 0,864; Ъ * 0,507; с " 0,972; Р - 94°37*; показатель
преломления NK - 1,587; N„ = Np * 1.567. оптически положителен.
Структура гиббсита построена из алюмогидроксильиых слоев,
которые состав сны из двойных слоев гидроксильных групп с распо-
ложенным между ними слоем ионов AlJ>. Каждый ион AlJ* окружен
шестью группами ОН , образующими октаэдр- Октаэдры сочленены
ребрами, образуя гексагональную; сетку. Ллюмогндрокснльные слои
связаны между собой водородными связями, являющимися в
сравнении с обычными валентными меиее прочными. Поэтому' у
кристаллов гиббсита характерный шестиугольно-таблитчатый облик
и совершенная спайность по (001).
Плотность гиббсита - 2,42, твердость 2.0-3,3.
Гиббсит является устойчивым соединением при температуре ниже
130 -200 °C в зависимости от концентрации ОН". При более высоких
температурах устойчивой фазой становится бСмит.
Гиббсит обладает амфотерными свойствами, с большой скоростью
взаимодействуя и со щелочными растворами, образуя соответствую-
щие алюминаты, и с кислыми растворами, образуя соли алюминия
соответствующих кислот. Со щелочными растворами скорость
реакции достаточно высока уже при 80-100 °C.
Бемит - y-AIOOH, или А12О3 • Н2О, один из основных оксигидрок-
сидов алюминия, отмечающийся в соответствующих бокситах и в
1линоземиой технологии. Кристаллизуется в ромбической системе.
Элементарная ячейка имеет состав ALiO4(OH)4, что соответствует
4 молекулам А1ООН. Постоянная решетка бСмита (нм): а — 0,369;
b “ 1,220; с = 0.287. Показатели преломления: Ne - 1,647*1,660;
Nfi- 1,640*1,646; оптически отрицателен.
В структуре бемита каждый мои AI3* окружен 6 нонами О2*,
расположенными по вершинам искаженных октаэдров. Октаэдры
связаны между собой в цепи» которые через ребра октаэдров
соединены в непрерывные двойные октаэдрические слои. Двойные
слои между собой соединены водородными связями в виде непре-
рывных зигзагообразных шнурков. У бемита отмечается совершенная
спайность по (010), твердость 3,5-4, плотность 3,01-3,06.
БКмит может быть получен из гиббсита и в гидротермальных ус-
ловиях (г > 130 °C), и при его де! ндраташш (г г 250 °C).
Верхний температурный предел устойчивости бС.мита в водной
среде - 280 °C» при нагревании на воздухе при г > 530 °C он перехо-
дит в y-AhOj.
В сравнении с гиббситом бемит взаимодействует со щелочными и
кислыми растворами при более высокой температуре. Со щелочными
24
Металлургия легких метааяов
расгворами оптимальным температурным интервалом является
160-200 СС.
Диаспор — а-АЮОН, или AhOj -НзО, вторая полиморфная моди-
фикация оксигтфокснда А1. Основная форма его существования - а
составе соответствующих бокситов. Кристаллизуется в ромбической
системе, элементарная ячейка содержит H4AI4O3, что соответствует
4 молекулам НА Юз- Постоянные решетки диаспора (им): а = 0,441;
Ь ж 0.940; с 0,284. Показатели преломления: Ns ~ 1,722; = 1,750;
N,— 1,702; оптически положителен.
В структуре диаспора в плотной гексагональной упаковке ионов
кислорода размещаются ионы Аг , каждый из которых связан с тремя
ионами О2'.
Структура диаспора построена из бесконечных полосок, внутри
которых ионы Аг* чередуются с О2-. Полоски связаны общими
нонами кислорода в вершинах октаэдров А1О’’ Полоски скреплены
водородньми связями. У диаспора отмечается совершенная спай-
ность по (010). твердость 6,5+7, плотность 3.44. В гидротермальных
условиях диаспор при t > 385-450 °C и на воздухе при t >500 °C
переходит в а-ЛЬОг.
Из всех рассматриваемых гидроксидов и оксигидроксидов диаспор
наиболее трудновскрываемый. Для достижения высокой скорости
взаимодействия в щелочных растворах температура должна быть не
ниже 230 °C.
Байерит - ₽-Al(OH)j. или АЬОз-ЗНзО, вторая полиморфная моди-
фикация гидроксида Al. Отмечается в основном в технологических
условиях, значительно реже - в бокситах. Кристаллизуется в гексаго-
нальной системе, элементарная ячейка содержит AU(OH)i2, что
соответствует 4 молекулам А1(ОН)у Постоянные решетки (им)-
а - 0,472+0.506; b - 0,868; с - 0.47<0,506. а = 90° 1 Г. Показатели
преломления: Ng = 1,56-1,67; N„ * 1,56: Np 1.58; оптически
отрицателен.
Байерит отличается от гиббсита правильностью расположения
гидроксилов соседних слоев. Анионы в структуре байерита образуют
псевдотригональиую искаженную плотнейшую упаковку. Третья
часть атомов водорода располагается в октаэдрических пустотах
внутри кислородных слоев, остальные занимают тетраэдрические
пустоты между соседними пакетами. У байерита совершенная
спайность по (001) и характерный иглообразный обтик. Твердость
2.48-2ДЗ; плотность 2,50.
Байерит образуется при пропускании COj на холоду через разбав-
ленные алюминатные растворы. В обычных условиях байерит посте-
Глава 3. Свойства глинозема и общая характеристика способов
пенно превращается в гиббсит, скорость этого процесса существенно
увеличивается с ростом температуры.
Особое место среди гидроксидов Al занимает алюмогель - кол-
лоидная разновидность А1(0Н)>, образующаяся при быстром раз-
ложении растворов солей алюминия. Для алюмогеля харак-
терно отсутствие кристаллического строения, высокое содер-
жание влши и высокая химическая активность. Высушенный
при 300-400 ®С алюмогель обладает высокими адсорбционными
свойствами. Алюмыхль неустойчив и со временем превращается в
гиббсит.
3.2. ГЛИНОЗЕМ КАК МАТЕРИАЛ
ДЛЯ ЭЛЕКТРОЛИЗА
Требования, которые предъявляются к глинозему, определены в
технических условиях ПОСТ 30558-98 и ГОСТ 30559-98 (табл. 4, 5).
В соответствии с требованиями стандарта 5 марок глинозема (от
Г-000 до Г-2) могут использоваться для производства AI и 13 марок -
только иеметаллургического глинозема для производства корунда,
керамики и катализаторов. В стандарте жестко регламент {роваио со-
держание электроположительных примесей: SiOj - от 0,02 для Г-000
до 0,08 для Г-2; Fe2O3 - от 0,01 для Г-000 до 0,05 для Г-2. В стандарте
также оговариваются содержание ZnO. R2O, Р2О5 и величии потерь
при прокаливании. Последняя величина составляет 0.6-1.2 % и опре-
деляет гигроскопичность, а следовательно, и величину потерь фтора
при электролизе.
Но своим физическим свойствам глиноземы. полученные по
способу Байера, де |ятся на мучнистые, песочные и недооболежениые
(табл. 6). На отечественных заводах производят шниозем мучнистого
и песочного типа, американские заводы применяют только песочный
глинозем, европейские н японские - мучнистый, чаегдчно песочный и
нсдообо жженный.
Г тииозем песочного типа обладает высокими сорбционными свой-
ствами. поэтому особенно эффективен для поглощения HF в системах
сухой газоочистки при электролизе. Средний размер зерен этого
глинозема 80-100 мкм, содержание фракции (-45 мкм) ие превышает
10 %, удельная поверхность ие менее 35 м2/г.
В мучнистом глиноземе средний размер частиц - 40-50 мкм, со-
держание фракции (-45 мкм) составляет 17-38 %, удельная поверх-
ность - от 30 до 70 ь?/г.
Таблица 4. Технические требования к глинозему и области его преимущественного применения (ГОСТ 30558-98)
Марка Массовяа доля примесей. %, не более Потери массы при г грог ал и- ваз» и. (300-1100 вСХ%. не одержание «-АГА» % Пркисяс ие
StOj ГеаОэ ПО, * VjO, + * СтА + МяО ZnO РА Сумма Na.O + i*KjO а пере- счете на NbjO
Г-000 0.02 0,01 0,01 0.01 0,001 ОД 0,6 Производство высших марок алюминия элгктротизом и
Г-00 0,02 0,03 0.01 0,01 0.002 0,4 1,2 - специальных видов керамики
Г-0 0,03 0,05 0.02 0,02 0.002 ОД 1.2 - Про» водство высоких и»рок алюминия хкктролизом и специальных видов керамики
Г-1 0,05 0,04 0,03 0,03 0.002 0,4 1.2 - Производство средних марок а. зомии- я электролизом
Г-2 0.08 o,os 0.03 0,02 0,002 0.5 1Д - Производство низких марок алюми! ня электролизом
I
I
к неметаллурз нчеекоыу глинозему и области его пренму! швейного
Таблицах. Технические требования
примем ни» (ГОСТ 30559-98)
Массовая доля примесей, %, не более
SiOj Fe,O, Су хм а NijO* * К2О в пересчете на Ni,0
Потерн
массы при
прокалива-
нии
(300-1100
°C), %. ие
более
Массовая
долл
альфа-
окенла
алюминия.
Массовая доля
монозер п,
сл 1вю<цих аг-
регаты, %, не
мерзее
до до
5 мкм 10 юм
Примазение
ГН 0.10 0,03 0,1
ГКИС 0,10 0,04 0,1
ГНК 0,10 0,04 0,2
ГЛМК 0,10 0.03 0,1
ГК-1 0,12 0.03 0.3
ГК-2 0,12 0.06 0.3
ГК-3 0,12 0.06 0.3
ГК-4 0.12 0,06 0,3
ГК-5 0.12 0,06 0,4
Г)Ф 0,12 0.10 0,5
ГЭБ 0.08 0,02 0,3
ГСК - 0,04 0.5
ГСМ ОД 0.15 1.5
ОД
од
од
0,2
ОД
0.2
0,15
ОД
0.4
Пронэводегао специальных изделий ра-
- диоэлсюроннкн, специальных видов кера-
мики н огнеупоров
80 Производство ♦ пехтрофарфора, радио-
эле про ники, сфциазмгых видов кера-
миги и огнеупоров
Производство керам ич скнх ныелий
шлифовальных и абразивных материалов
Катализаторы для производства синте-
тическою каучука
Получение высокогли (пенистых це-
ментов и изделий огнеупорной промыш-
ленности
XI? Металлургия легких металлов
ТаПмца 6. Физические свойств* промышленных глиноземов
Свойства Тип тл.нозема
мучнистый | песочный 1 нелообожженный
% фракции (-45 мкм) 20-50 10 10-20
Сред 1НЙ размер частиц 50 80-100 50-80
Угол естественного отхооа >45’ 30-35* 30-Ю*
Удельная поверхность. м2/г 30-70 35 35
Абсолютная плотность, г/см1 3.90 макс. 3,70 макс. 3,70
Насыпная масса, г/см1 <0.75 >0,85 >0,85
3.3 КЛАССИФИКАЦИЯ СПОСОБОВ
ПРОИЗВОДСТВА ГЛИНОЗЕМА
Описанные выше химические и физико-хнмнчсскис свойства алю-
миния, в первую очередь амфотерные свойства и высокое сродство к
кислороду, привели к созданию больиюго числа способов получения
его полупродукта - глинозема. Среди них выделяются щелочные,
кисютные, электротермические и комбинированные.
Поведение основных компонентов алюминиевых рул и их приме-
сей в щелочных и кислых средах показано на ряс. 3. AbOj растворим
как в щелочных, так и в кислых средах, оксид кремния - преимуще-
ственно в щелочных, а оксид Fe " - в кислых растворах. Тем самым
подтверждается возможность переработки Al-руд щелочными и ки-
слотными способами. Выбор способа определяется содержанием
главных более электроположительных, чем AI, примесей. При высо-
ком содержании Рс2О3 наиболее эффективны щелочные способы, при
высоком содержании SiO2 - кислотные способы.
Наибольшее распространите в сел ременной алюминиевой про-
мышленности получили щелочные способы. Суть этих способов со-
стоит в связывании А13О} в алюминат натрия путем непосредствен-
ного вскрытия сырья щеточным раствором (способ Байера) или путем
спекания (ити плавки) и последующего выщелачивания полученного
спека. Нерастворимый остаток (красный шлам) отделяют от алюми-
натного раствора, последний поступает на разложение декомпозицией
или карбонизацией с получением гидроксида AL Маточный щелочной
раствор после выпарки идет как оборотный иа выщелачивание ноной
порции боксита в способе Байера либо, если он карбонатный, - иа
выпарку для получения содопродуктов, используемых для шихтовки
Глава 3. Свойства гмшомма и общая характеристика способов
29
Рис. 3. Растворимость окснтов некоторых
металлов
мвисммоетм от pH среды
при спекании. Гидроксид Л1 после
прокаливания кальцинации превра-
щается а товарный оксид алюминия.
В кислотных способах достигается
перевод Al в состав соответствующей
алюминиевой соли. После отделения
нерастворимого остатка и очищения от
примесей (в первую очередь от Fe)
раствор подвергают разложению с по-
лучением гидроксида А1, а затем после
кальцинации - и оксида Al.
Электротермические, способы осно-
ваны на восстановлении углеродом основных оксидов - примесей
А1 - в электропечах, в то время как AI?Oj остается неизменным.
После отделения восстановленных металлов (Fe, Si, Ti) получают
готовый продукт - глинозем.
Давая оценку трем указанным группам, необходимо отметить, что
основными преимуществами щелочных способов, являются относи-
тельная простота осуществления основных технологических процес-
сов и очистки от примесей, а также малая величина капитальных
вложений из-за использования дешевой (большая часть из низко-
сортной стали) аппаратуры, простота осуществления цикличности
процесса.
Кислотные способы характеризуются большими материальными
потоками в сравнении со щелочными, например, расход HjSCU для
удержания Л1 в растворе составляет около 3 кг против 1,3 кг NaOH
на 1 кг АЬО,. Существенно сложнее очистка кислых растворов от
Fe. чем обескремнивание алюминатных растворов. Более высокими
являются капитальные затраты, хотя в последнее время созданы
относительно дешеяые кисло гостей кис материалы. Регенерация
кислот - существенно более сложный и энергоемкий процесс, чем
процесс замыкания щелочных растворов в цикл.
Э.чеюпротерш ческие способы характеризуются значительным
расходом электроэнергии и существенно ботее низким качеством
получаемого глинозема. Эти недостатки не позволяют этой группе
способов успешно конкурировать со щеточными способами.
В последние годы было создано и реализовано несколько эффек-
тивных комбинированных способов. Среди них комбинации тради-
30 Металлургия легких металле*
циоимого способа Байера с термическими, так называемые парал-
лельный и последовательный варианты Байер-спекание. Парал-
лельная схема предусматривает переработку бокситов двух типов -
высококачественного в ветви Байера и низкокачественного в вет-
ви спекания, предназначенной для возмещения потерь щелочи в
байеровской ветви. 11ослсдовате.тьиая схема разработана для низко-
качественных маложелезистых бокситов, а в ветви спекания для воз-
мещения потерь щелочи перерабатывается байеровский красный
штам.
Комбинированный кислотно-и/елочной способ получения глино-
зема имеет две ветви - кислотную н щелочную. В первой из исход
ного сырья получают черновой глинозем, из которого затем в ще
лочной получают уже кондиционный оксид. Однако громоздкое!
предлагаемой схемы, большие капитальные и эксплуатацнониы
затраты не позволяют этой схеме успешно конкурировать со щело*
ними способами.
Глава 4. ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ
ЩЕЛОЧНЫХ СПОСОБОВ ПРОИЗВОДСТВА
ГЛИНОЗЕМА
4.1. СИСТЕМА Na2O-ALiOj-H2O
В щелочных способах производства глинозема на различных пере-
делах целью является получение алюминатных растворов с задан-
ными свойствами. На одних переделах идет процесс растворения гид-
роксидов алюминия и алюминатов, на других - кристаллизация этих
же соединений.
На рис. 4 приведена диаграмма равновесных состояний при 30 °C.
В построенной по методу Скройнемахерса диаграмме иа оси ординат
показаны б£мит (-85 % AljOj) и гиббсит (-65 % AljOj). Алюминат*
лые растворы характеризуются каустическим модулем <х« (молярное
отношение NajO к Л120з). Алюминатные раств ры находятся внутри
угла со*- 1+°о. Лучи из начала координат внутри этого угла - лучи
изокаустических отношений. Точки, отвечающие алюминату натрия,
находятся на луче с а, = 1 и соответствуют составу Na?O • AljOj -
• иН20. Изотерма выходит из начала координат (точка А), так как рас-
творимость гиббсита в воде весьма мала, по вогнутой ветви приходит
* точку максимума - В (соответствующую около 25 % AtjOj и
Рис. 4. Диаграмма равновесных состоимк*
снегами NazO- AlaO>-H,U при 30 °C
22 % NajO) и заканчивается иа вогну-
той кривой в точке С (соответст-
вующей около 40 % NbjO), соответст-
вующей соединению NaOH • НЛ.
Изотерма АВС разбивает диаграм-
му иа 4 области. Область I - ниже
изотермы АВС. Она отвечает составам
растворов, нс насыщенных ни
А1(ОН)з, ии алюминатом натрия. Если
состав исходного раствора отвечает
точке К, то при контактировании с
А1(ОНЪ состав ею будет изменягься
по коноде. соединяющей точку К с
точкой с А1(ОН)з. Если тот же раствор
контактирует с алюминатом натрия,
то его состав изменяется по
коноде. соединяющей точку К с точкой, соответствующей составу
Na2O AI2O3 - 2,5HjO. Равновесными же будут составы, отвечающие
точкам пересечения конод с правой (точка G) и левой (точка Н) вет-
вями изотермы. .
Область II — ограничена площадью выше левой ветви изотермы,
лучом с а, = 1 и участком коноды, соединяющей точку В с точкой
А1(ОН)з. Она соответствует составам, пересыщенным гиббситом.
Если состав исходного раствора соответствует точке L, то его состав
будет изменяться по коноде, соединяющий точку L с Л 1(011 вплоть
до точки G пересечения ее с левой ветвью изотермы, которая соответ-
ствует равновесному составу
Область 111 - ограничена правой ветвью изотермы ВС и двумя ко-
нодамн, соединяющими точку максимума В н точку С (совпадающая
с Na011112O) с точкой S, соответствующей моноалюмииату натрия
Na2O-Al20y2,5H20. Она соответствует составам, Пересы щеми ыу ыо-
иоалюминатом натрия Если исходный раствор соответствует рочке
т, то его состав будет изменяться по коиоде, соединяющей точку т с
S(Na2O-AljOy2,5H2O) вплоть до точки Н пересечения ее с правой вет-
вью изотермы, которая соответствует равновесному составу.
Область IV - ограничена «учом с а* 1 и двумя комодами, соеди-
няющими точку максимума В с Al(OH)j и NaO> Al2Oy2,5H2O. Любой
точке К внутри этой области в качестве равновесной отвечает точка
максимума В.
32 Металлургия легких металлов
На рис, 5 приведены изотермы системы NajO-AlzOj-hbO при тем-
пературах 30, 60, 95 и 200 *С, вид которых сохраняется и при более
высоких температурах. С ростом температуры увеличивается пло-
щадь ненасыщенных растворов области I и соотвстствхнио уменьша-
ются площади областей В, 111 и IV с одновременным перемещением
точки максимума вверх и вправо.
С повышением температуры выше 120 °C изменяется состав рав-
новесной фазы области II - вместо гиббсита ею становится бёмит.
В моноалюмннате натрия снижается содержание воды (л в формуле
НазО А^Оэ лНзО). Для высокошелочиых растворов с Na^O более
650 1/см5 и а* г 12 вероятно образование трехнатрисвого гидроалю-
минага SNajOAhOjinlhO.
Анализ диаграмм состояний для температур, при которых прово-
дятся процессы. позволяет оценивать стойкость алюминатных раство-
ров или их способность растворять новую порцию гидроксида из бок-
ситов.
Рис. 5. Шотермы системы Ча2О- AIjOj-HjO дли 30,60,95 ы 200 СС
Для небокситового сырья (нефелинов и алунитов) важными яв-
ляются особенности равновесия для смешанных Na-K-растноров.
Изучены диаграммы состояний системы KjO-AljOr-IfcO и смешан-
ных натриево-калкевых растворов с различными соотношениями
Na:K. Как показали исследования, изотермы алюминатно-калисвых
растворов имеют тот же характер, что и алюмииатяо-иатрисвых. По-
этому для удобства технологических расчетов приводится суммарное
значение концентрации шелочи - RjO • NajO + К2О (в пересчете иа
NajO).
4.2. ПРИРОДА АЛЮМИНАТНЫХ РАСТВОРОВ
ФОРМЫ СУЩЕСТВОВАНИЯ А 7ЮМИНАТНЫХ ИОНОВ
Алюминатные растворы и их свойства изучаются более
100 лет, однако нет единых взглядов иа их природу. И хотя убеди-
тельно доказана некорректность чисто коллоидной теории алюминат-
ных растворов, до сих пор есть сторонники смешанной коллоидно-
ионной теории алюминатных растворов. По их мнению (Р. Фриккс,
ФФ. Вольф, В-Д. Пономарев и др.), в алюминатных растворах наряду
с диссоциирующим иа иоиы алюминатом натрия содержится и колло-
идный гидроксид АI. Гидроксид А1 из таких растворов выделяется в ре-
зультате гидролиза алюмината и коагуляции золя. Олиако исследова-
телями до сих пор ие получено убедительных доказательств как при-
сутствия коллоидных частиц золя гидроксида AI, так и их отсутствия.
Гораздо более убедительной представляется ионная теория алю-
минатных растворов, согласно которой подавляющая часть алюми-
ния находится а форме алюмината натрия, золь же гидроксида А1 мо-
жет присутствовать лишь в незначительных количествах. Наибольшее
распространение средн различных вариантов ионной теории получила
ее современная модификация - комплексно-полммериая теория. С
помощью прецизионных методов физико-химического анализа было
показано, что алюминатные растворы - это ионные системы, состоя-
щие из комплексных соединений алюминия.
Как было показано выше, основной формой алюмината натрия в
растворе является Na2O А^ОуиНгО. Однако эта общая формула ие
отражает различных форм алюмииатыых ионов в растворах различной
концентрации.
Работами последних лет под руководством В.М Сизяковабыло
показано, что для разбавленных растворов (С — 100 г/дм1 А1г03)до-
2-1П6
3^ Металлургия легких металлов
минирующей формой алюминатных ионов является мономер
А1(ОН)4 Далее. с повышением концентрации начинает идти про-
цесс полимеризации с образовани-м A1,O(OH)J . В области высоких
концентраций A IjOi (> 170 г/дм5) в растворе присутствует только
димер Al,O(OH)g . Для еще более концентрированных растворов
(с концентрацией NajO. равной 700 г/дм5) иа*я 11+12 при темпе-
ратуре выше 110 °C была зафиксирована безводная форма алюмина-
та - КаАЮз.
Примерно для тех же условий (содержание Na^O 650 г/дм’ и
а* 12) в алюминатном растворе был обнаружен трехиатриевый ид-
роалюмииат натрия - 3Na2O • AljOj 6112О. Из еще более концентри-
рованных растворов с содержанием Na2O> 700 г/дм5 и сц i 20, наряду
с трехиатриевым алюминатом, начинают выделяться кристаллы гид-
роксида натрия - NaOH Н2О.
Для глиноземной технологии наибольшее значение имеют рас-
творы областей I и В диаграммы равновесных состояний системы
Na2O A12Oj-H20 (см. рис. 4), в которых основной формой существо-
вания алюминатных ионов является А1(ОН)4. В алюминатных рас-
творах эти Ионы способны взаимодействовать по реакции
яЛЦОн), -» A1.(OH)U11 +(л-Г)ОН
с образованием полимеризованных ионов. Для растворов области 11,
пересыщенных но отношению к Al(OH)j, рост числа полимерных
молекул приводит к образованию из них ассоциатов (AIXOH^n).,
которые, достигнув определенного размера, становятся зародышами
новой фазы. Образование ассоциатов возможно и в равновесных рас-
творах, однако в иих ассоциаты существуют не постоянно, а возни-
кают в разных местах.
Глава 5. ПРОИЗВОДСТВО ГЛИНОЗЕМА
ПО СПОСОБУ БАЙЕРА
5.1. ОБЩАЯ ТЕХНОЛОГИЧЕСКАЯ СХЕМА
СПОСОБА БАНЕРА
Открытый более 100 тег назад австрийским химиком К.И. Байером
способ получения гтииозема из бокситов является основным спосо-
бом производства АI jOj. Суть способа Байера схематично выражена
обратимой химической реакцией (рис. 6):
Глава 5. Производство глинозема по способу Байера
А1(ОН), + NaOHg—> NaAl(OH)4.
11рямая реакция отражает процесс образования алюмината натрия
при выщезвчивании, обратная - гидролиз алюмината с выделением
АЦОНЪ при декомпозиции.
Боксит, поступающий с рудника, предварительно подготав-
ливают - усредняют, дробят и измельчают, иногда обогащают
Подготовленный боксит подвергают мокрому размолу в оборотном
алюминатно-щелочном растворе. Затем идет передел выщелачивания
(в основном автоклавного) тем же оборотным раствором в присутст-
вии небольших количеств извести с целью максимально полного
образования алюмината натрия. Образующаяся в результате ва-
реная пульпа состоит из алюминатного раствора и нерастворимого
остатка - красного шлама. Разбавленную промывными водами
вареную пульпу подвергают отстаиванию, а полученный красный
шлам - многократной противоточной промывке и затем направляют
на шламовое поле. Алюминатный раствор после дополнительной
очистки фильтрацией и охлаждения поступает на декомпозицию -
гидролитическое разложение в присутствии большого количества
затравочного тлроксида. Полученный при декомпозиции гидрок-
сид отделяется от маточного раствора сгущением или фильтра-
цией.
Сгущенный гидроксид подвергается промывке и последую-
щему разделению на две неравные части. Большая (до 75 %) ее
часть выступает в качестве затравки, меньшая (нс менее 25 %) -
крупнозернистая - в качестве продукционного гидроксида. По-
следний идет иа кальцинацию, после которой получается готовый
продукт - А12Оэ- Маточный раствор от декомпозиции вместе с
водами от промывки гидроксида поступает иа выпарку, где кон-
центрация щелочи доводится до нужного значения, а также в
ряде схем выводятся примеси из алюминатного раствора, в пер-
вую очередь сода н органика. Раствор иа основе выделенной соды
или одна из промывных вод красного шлама направляется на
каустификацию известковым молоком с целью снижения рас-
хода свежей щелочн, идущей иа восполнение потерь щелочи в
цикле.
Маточный раствор, после выпвркн и отделения примесей превра-
щенный в оборотный, возвращается в голову процесса для выщелачи-
вания новой порции боксита, замыкая тем самым круговое движение
н процессе
Глава 5 Производство гя, назема по способу Байера
37
5.2. ПИКЛ БАЙ Г. РА В CHCTh.W NajO-ALjOj-HjO
В производстве глинозема по способу Байера алюминатно-
щелочной раствор проходит цикл из четырех последовательных пере-
делов - выщелачивание, разбавление, декомпозиция и выпарка. На
каждом из них у алюминатных растворов изменяются температура,
концентрация, а иа выщелачивании и декомпозиции - каустическое
отношение, что существенно влияет на стойкость алюминатных рас-
творов и насыщенность их глиноземом. Умелое управление насыще-
нием алюминатных растворов - важнейшее условие успешного веде-
ния процесса производства глинозема.
Нанесем иа диаграмму с изотермами равновесия системы
NajO-AljOj-IIjO составы растворов после выщелачивания, разбанле-
иия, декомпозиции и выпарки Эго даст представление о стойкости
растворов и о важнейших ус. овиях, влияющих на производитель-
ность за каждый цикл (рис. 7).
Точка Л отвечает составу оборотного раствора после ввода в него
каустика и лежит в области ненасыщенных растворов А1(ОН)з при
всех температурах.
Пиния выщелачивания совпадает с коиодой, соединяющей точку А
с точкой ла оси ординат Al СЮН (85 % АЬОз) при выщелачивании
диаспоровых или бемитовых бокситов и Л1(ОН)з *(~65 % А 120з), а
также при выщелачивании гиббситовых бокситов.
Окончание процесса выщелачивания соответствует точке Б пере-
сечения вышепостроенной коноды с лучом изокаустнческих отно-
шений’, которое задается заранее (в нашем случае а, _ 1,65) В
реальных условиях точка В окончания процесса выщелачивания сме-
шается по пучу в сторону разбавления Это связано с образованием
нерастворимого гцдроалюмос или ката натрия, отходящего в красный
шлам, а также с разбавлением пульпы конденсатом при пользовании
автоклавов с нагревом острым паром
Линия разбавления отражает изменение состава автоклавной
пульпы при ее охлаждении до 95 °C и смешивании e промывной во-
дой. Поскольку о. вареной пульпы и промывной воды близки, теоре-
П1ЧССКИ линия разбавления представляет отрезок луча изокаустиче-
ских отношений ВГ.
В реальных условиях точка, соответствующая окончанию разбав-
ления (Д), несколько смещается в сторону более высоких значений
сск из-за гидролиза алюминатного раствора (или изменения о« после
смешения с затравкой перед декомпозицией)
' Алюминатною раствора (аД
Ряс. 7. Цикл процесса Бабера в системе NajO-AljOj-HjO
Л миня декомпозиции - совпадает с коиодой, соединяющей точку Д
с точкой на оси ординат Al(OH)j. Окончание процесса декомпози-
ции отвечает точке Е пересечения вышепостроеииой коноды с лучом
нзокаустнчсских отношений' (в нашем случае do “ 3,40).
Линия выпарки совпадает с тучом изокаустических отношений с
dp 3.40. поскольку в ходе выпарки .маточного раствора изменяется
тотъко концентрация раствора при а* - const. В реальных условиях
эта зависимость более сложная, поскольку при выпарке выделяются в
твердую фазу и выводятся из раствора различные примеси Na2COj,
гилроалюмосиликат натрия и др.
Линия возмещения потерь шелочи (ЖА) замыкает цикл Байера в
многоугольник АВДЕЖ.
’ Оборотного раствора сч
Глава 5 ПроимоОствс г иножма па способу Байера
39
Построенный графическим способом цикл Байера в системе
NaiO-AljOj-HzO приближенно оценивает эффективность процесса
Болес точное построение можно выполнить анашгпшееккм путем с
использованием ряда зависимостей, учитывающих реальный состав
раствора, в том числе и накопление и вывод примесей, плотность н
другие характеристики растворов. Целесообразно для решения задачи
аналитическим способом использовать ЭВМ.
Эффективность процесса Байера определяется не площадью, огра-
ниченной многоугольником, а длиной отрезков линий выщелачива-
ния АВ и декомпозиции ДЕ. Длина линий разбавления ВГ и выпарки
ЕЖ определяет водный баланс процесса Байера. Теоретически пло-
щадь цикла можно свести к нулю, если устранить разбавление и вы-
парку, а производительность останется той же. В рзальных условиях
применение высокотемпературного выщелачивания позволит исполь-
зовать растворы низких концентраций, сведя к минимуму объем про-
мвод и соответственно вымариваемой воды при сохранении высокой
производительности цикла.
S 3. ПОДГОТОВКА БОКСИТА К ВЫЩЕЛАЧИВАНИЮ
Боксит перед выщелачиванием подвергают дроб пению, усредне-
нию и мокрому размолу.
Крупное и среднее дробление влажных, глинистых и умеренно
гвердых гиббситовых бокситов проводят в молотковых дробилках в
одну-две стадии. Твердые иевлагоемкис бокситы (как правило, б€ми-
говые и диаспоровые) дробят а 2 (реже 3) стадии на щековых и ко-
нусных дробилках.
Оперативный запас боксита хранится на оперативном складе, где
хранение совмещается с усреднением, которое обеспечивает произ-
водство на длительный период сырьем одного среднего состава. Для
усреднения поступающие партии руды равномерно, горизонтальными
слоями разгружают по длине склада в штабели, а для переработки
берут руду с торца штабеля. Для районов с mhixkm климатом целесо-
образно испо 1ьзование открытых складов, оборудованных комбиии-
|юваниыми агрегатами. состоящими из отвалообразователя (с гаккера)
н отвалоразгружатсля (реклаймсра). а также двухни точными систе-
мами ленточных конвейеров.
Последняя и наиболее важная операция среди подготовительных
мокрый размол. Ои осуществляется в шаровых мельницах мокрого
помола с центральной разгрузкой, работающих в замкнутом цикле с
40
Металлургия легких м. таляое
гнлроциклонамн, реже с классиф ораторами; еще реже применяются
трубные мельницы. работающие в открытом цикле.
Важным моментом для технологии этого передела является опре-
деление щеточного числа N. т.е. количества щелочи NajO, для выще-
лачивания I т при расчетном выходе глинозема и заданном каустиче-
ском модуле раствора:
А=Ода-оДа - S) + 0.6085
где А - щелочное число, кг на I т боксита: а, - каустическое отноше-
ние алюминатного раствора; а и 5 - содержание на I т боксита AljOj
и SiOj, кг;
0,608 - MKtfi / ММЛ - 62/102.
Для определения количества оборотного раствора прн данном ще-
лочном числе следует исходить из содержания ап ииной щелочи -
NajO.x в растворе, которое определяется по формуле:
Na2Ow =[л(аф “e.)V<4’
где п - общее содержание Na^O.. в оборотном растворе, кг/м1; Оо -
каустическое отношение оборотного раствора.
Отсюда можно рассчитать количество оборотного раствора Q (м1),
которое нужно подавать на I т боксита:
0.608-at -a^g-5) ♦ 0,6080*5
n(ao~aj
Эта формула верна при условии полного связывания SiO; в
NejO-AljOj-USiOrnHjO и полного извлечения AljOj за вычетом во-
шедшего в алюмосиликат. При несоблюдении этих условий в расчет-
ную формулу вместо теоретического щелочного числа подставляется
фактическое значение Аф.
где а* - фактическое каустическое отношение, которое устанавлива-
ется прн теоретическом щелочном числе N.
Глава 5 Производство глинсмма по способу Байера
5.4. ВЫЩЕЛАЧИВАНИЕ БОКСИТОВ
ПОВЕДЕНИЕ ОСНОВНЫХ СОСТАВЛЯЮЩИХ
ПРИ ВЫЩЕЛАЧИВАНИИ
Назначение этого, одного из важнейших переделов глиноземного
производства - перевод AfcOj из сырья в растворимую форму - алии
мннат натрия..Собственно взаимодействие начинается с момента пер-
вого контакта оборотного раствора и боксита прн мокром размоле,
однако наибольшая скорость н полнота достигаются только на пере-
деле выщелачивания по двум следующим реакциям:
ЛИОН), + NaOH NaAl(OH),,
Л1ООН + Н,О + NaOI I <-» NaAROH)4.
Скорость взаимодействия глиноземсодержащих минералов в пер-
вую очередь зависит от их минералогической формы. Наибольшая
активность присуща гиббситу - Al(OH)j, для выщелачивания которо-
го достаточна температура ниже 100 °C. В то же время для бемита она
должна быть не ниже 170 ОС, а для диаспора - нс ниже 230 °C.
Кремний в бокситах представлен аморфным кремнеземом или
кварцем, каолинитом и хлоритом (шамозитом)* Кремнезем взаимо-
действует с различной скоростью со щелочными и алюминатными
растворами с образованием ив первом этапе силиката натрия, а на
втором - пщроаяюмоентнката натрия (алюминатного содалита). На-
пример, для каолинита две эти реакции протекают следующим обра
зом;
AljO, -2SiO2 2H2O»6NaOH+HsO«=fcNaAI(OH)4 +
+2№1SiOI(OH)2 т--»3(Na,O Al/), 2SiO,) NaAROH), - H.O+BHjO.
Поскольку выщелачивание бокситов протекает в присутствии из-
вести (3-5 % от массы боксита), часть кремнезема связывается в i нд-
рогранат, уменьшая потери щелочи в красном шламе:
Ca(OH)2+NaAI(OIl)4+ml4a2SiO2(OH)2 Ж2О-
-ЗСаО А12О, mSiO, (6 - 2m)H2O+2( 1 +m)NaOH,
1деш“0.1+1,0.
Скорость взаимодействия БЮз-солсржащих минералов также за-
висит от минералогической формы. Наиболее высокая она у аморфно-
го кремнезема, несколько меньше - у каолинита, еще меньше - у кри-
сталлического кварца. Различная вскрыва. мость отмечена у разных
модиф 1кацнЙ шамозита - от полной до ее отсутствия.
Титан в бокситах представлен гелем I'iOj-nHjO и кристалличе-
скими полиморфными модификациями TiOj - анатазом, рутилом и
брукитом, а также ильменитом - FeTiOj н перовскитом - CaTiO3.
Наиболее реакционноспособен гель TiCh-ntbO затем идут анатаз,
брукит н рутил; нтьменит и перовскит практически не реагируют с
алю.мннатио-щелочными растворами.
Взаимодействие TiO2 с NtOJ I приводит к образованию скрытокри-
сталлнческого метатитаната натрия NaHTiOji
TiO2 - N .ОН <=♦ NaHTiOj.
Скорость образования метатитаната натрия весьма иелика, особен-
но в сравнении с процессами растворения трудновскрываемого беми-
та и диаспора. В этих условиях может происходить образование про-
текторных пленок мегатитаната на зернах глиноземсодержаших со-
единений. Их образование предотвращается в присутствии извести,
при которой идет образование хорошо рекристаллизованного перов-
скита - CaTiOj - по реакции:
TiO: ♦ Са(ОН)-;-FCaTiO, + И,О.
Карбонаты - постоянно присутствующая примесь в бокситах,
представленная кальцитом - СаСО3, магнезитом - MgCO3 и сидери-
том - FeCOj. При контактировании с алюминатно-щелочиым раство-
ром протекает реакция декаустификацни:
RCOj ♦ 2NaOIh—SNa/X), + R(OH)„
г ie R = Ca2‘, Mg2‘, Fe2*.
Примесь карбонатов, безусловно, вредная, поскольку именно при-
сутствие карбонатов в исходном боксите приводит к повышению со-
держания углекислой щелочи на 1.5-2.0 % от содержания Na^O^ за
одни цикл процесса Байера Сода, накапливаясь в оборотном раство-
ре, ухудшает его качество и должна был. выведена из процесса. Кро-
ме того, образующийся от разложения FeCOj гидроксид Fe(ll) загряз-
няет алюминатный раствор, а затем и глинозем более электроположи-
тельной. чем А), примесью Fe.
Органические примеси поступают в производственный цикл в ос-
новном с бокситом, это в первую очередь - гумнны, в также в процее-
Глава 5 Производство глинохмало способу Байера 43
се его переработки - в этом случае основные источники - коагулянт
(мука) н фнчьтроткань. Гуминовые вещества представлены гумино-
выми кислотами н нх производными - щеточными гуматамн. По-
следние отмечаются в щелочных алюминатных растворах как пер-
вичный продукт взаимодействия гуминовых кислот со щелочью, ко-
гда он практически полностью переходит в раствор. В дальнейшем
гуматы относительно легко окисляются с образованием оксалата и в
меньшей степени ацетата и смолистых веществ, представленных в
первую очередь карболовыми кислотами.
Содержание гуминов в бокситах (тысячные - сотые доли процен-
та), однако при циклическом характере процесса в оборотном раство-
ре может накопиться значительное количество гуминов и нх произ-
водных.
Содержащиеся в бокситах в более значительных количествах (со-
тые - десятые доли процента), чем гумины, битумы практически не-
растворимы в щелочных алюминатных растворах и переходят в крас-
ный шлам, не осложняя основной процесс.
Гумнны - примесь, безусловно, вредная. Наличие 1умагов н про-
дуктов нх окисления - смолистых веществ - изменяет вязкость алю-
минатных растворов, что приводит к резкому снижению выхода при
декомпозиции; уменьшаются также скорость отстаивания красного
шлама н отделение примесей на выпвркс. <
Соединения железа - представлены в бокситах значительными ко-
личествами оксидов н гидроксидов и значительно реже - сульфидом -
пиритом и его модификациями, в также упомянутым выше хлоритом
(шамозитом). Оксиды и гидроксиды Fe - инертны в щелочных н алю-
минатных растворах, однако представляет интерес нх поведение в
условиях высокотемпературного (автоклавного) выщелачивания и
последующих за ним переделов. Гидрогематит (Fe2Oj - Н2О). лимо-
нит (Fe2Oj nII2O) н гётит (HFcOj) прн автоклавном выщелачивании
дегидратируются, но лишь для гидрогематнта этот процесс необра-
тим. Образуемый при дегидратации лимонита н гётита оксид железа
прн отстаивании и промывке вновь регидратнруется, что вызывает
набухание красного шлама, ухудшение его отстаивания и отмывкн от
щелочи.
Пирит (FeSj) и его коллоидная разновидность мельннковит -
служат источником загрязнения алюминатного раствора как суль-
фнд-ноном (S2-)> так и продуктами его окисления (8,0] ,SO; »SO] ).
Мелышковит существенно активнее разлагается в щелочных раство-
рах. чем кристаллический пирит. При содержании серы в исходном
боксите от десятых долей процента до целых процентов могут воз-
никнуть серьезные осложнения на переделе вылврки. где в последних
44 Металлургия легких металлов
корпусах будет интенсивная кристаллизация Na^SO*. Отрицательное
влияние оказывает сера на передел выщелачивания связи с уменьше-
нием NajOM. идущим иа образование сульфида и его производных, и
на передел сгущения, где снижается скорость отстаивания шламов,
загрязненных соединениями серы различных степеней окисления.
Основная опасность, связанная с наличием серы в исходном бок-
сите, - возможность загрязнения гидроксида AJ, а затем и глинозе-
ма железом вследствие образования гидрокентноферрата Na по ре-
акции:
FeSj +2NaOH+2H1O^=*Na1[FeS3(OH)JJ-2H1O.
Это соединение имеет существенно более высокую растворимость
чем гидроксиды и сульфиды железа. Оно характеризуется температу-
рой кристаллизации около 88 °C. что позволяет фильтрацией добить
ся очистки от него алюминатного раствора.
Группа малых примесей объединяет 5 элементов - Cr, Р, V» Ga в
Sc Они характеризуются относительно низкими содержаниями в нс
ходиых бокситах - тысячными - сотыми, реже десятыми долями про-
цента. Однако ввиду циклического характера процесса Байера могут
быть созданы условия для накопления и вы- ода этих элементов.
Хром - содержится в бокситах в среднем в количестве 0,02-0.04 %,
в отдельных месторождениях (нвлример, Северо-Онежское) поднима-
ясь до 0,6 %. Часто встречающаяся в бокситах гидрокскдная форма
хорошо растворяется в щелочном растворе с образованием хроми-
та Na:
Cr(OH)j + NaOH<^zz*NaCr(OU)4.
Хромиты натрия могут накапливаться в алюминатных растворах,
придавая им специфическую зеленую окраску. Хром - несомненно
вредная примесь. Это связано прежде всего с токсичностью его со-
единений, особенно высокой для Сг“. При выщелачивании его при-
сутствие снижает активность оборотного раствора, при выпарке вы-
падение его соединений недег к зарастанию iреющих трубок ныпар-
ных аппаратов. В схемах, предусматривающих выделение поташа,
присутствие хрома в растворах резко снижает качество поташа.
Фосфор и ванадий - часто сопутствуют друг другу в процессах
। лнноземной технологии- При содержании в боксите сеть с - десятые
доли процента в оборотном растворе, особенно при выщелачивании
в отсутствие извести, концентрации PjO$ и V2O5 могу г достигать
1,5 г/дм'. На отечесгесниых заводах в присутствии извести эти кон-
центрации не поднимаются выше 0,5 г/дм3. Основными формами су-
45
яава 5. Производство глинозема по способу Байера
цествования Р и V в алюминатно-щелочных растворах являются ор-
тофосфат н ортованадат натрия - Na3PO« н NajVOe соответственно. В
красном шламе прн выщелачивании в присутствии извести отмеча-
ются Са3(РО4)2 н СазОГОЖ- Примеси Р н V - несомненно вредные,
особенно последняя. Ванадий, как более электроположительный в
сравнении с А! элемент, разряжается на катоде раньше, загрязняя ме-
тал 1, резко снижая его электропроводность и ухудшая его механмче-
кие свойства. Обе эти примссн снижают активность оборотного ще-
лочного раствора, а на выпарке крнсталзнзация ортофосфата и орто-
ванадата ведет к зарастанию греющих трубок и ухудшению тепло-
передачи. Присутствие фосфора в гидроксиде, а затем н в глиноземе,
не ухудшая качества получаемого металла, зачастую осложняет про-
цесс электролиза, снижая выход А1 по току в результате повышения
температуры электролита (горячий ход). Примесь ванадия оказывает
также отрицательное влияние на процесс электроосаждения Ga на
ртутном катоде н на процесс цементации Ga на галламе алюминия.
Галлий - является типично рассеянным элементом, не образую-
щим самостоятельных минералов. В связи с близостью химических и
фнэнко-химнческих свойств Ga и AI, а также ионных радиусов
=0,063 нм. «0,057 нм) закономерно вхождение Ga в
решетку основных глнноземсодержащих минералов - диаспора,
бемита и гиббсита Содержание Ga в бокситовых рудах составляет
0,01-0,001 %.
Основная форма существования Ga в щелочной среде - галлат на-
трия NaGaJOHJx, В эту форму переходит до 70 % Ga, содержащегося в
исходном боксите. 11рисутствие галлия ис оказывает замегного влия-
ния на какие-либо переделы байеровского процесса.
Поскольку из гидроксилов Ga известен только GaOOH - структур-
ный аналог диаспора, реакция образования галтата Na может быть
записана так:
GaOOH+NaOIl *-H2O;=J NaGa(OH)..
Вывод галлия из процесса идет в двух направлениях: с красным
шламом (около % от исходного содержания в руде) н с гидроксидом
А1. При разложении алюминатных растворов в осадок в первую оче-
редь выпадает А1(ОН)3, в маточнике идет накопление Ga(Oll);, так
как у Ga кислотные свойства выражены сильнее, чем у AJ. Константа
равновесия
в 10 раз меньше но величине, чем анало1нчная константа для
ЛИОН),. Поэтому маточники от декомпозиции алюминатных раство-
ров могут служи 1ъ источником для получения галлия. Не случайно
галлий у нас получают в основном попутно, на глиноземных н алю-
миниевых заводах, хде для его извлечения используют также маточ-
ники от выделения соты и поташа, а также анодные осадки от элек-
тролитического рафинирования Л1.
Скандий так же, как и галчнй, типичный рассеянный элемент.
У Sc3' отмечается тесная геохимическая связь Al3’ и Fe1*. В щелоч-
ной среде взаимодействие гидроксида скандия протекает скорее всего
по следующей схеме:
Sc(OH)rЗО1Г 4^=±Sc(OH)‘‘ +20Н <—>Sc(OH)J’.
Такая схема близка к приводимой во многих работах для алюми-
ния. Однако, в отличие от Л1, основной формой существования скан-
диатных ионов является Sc(OH)’’, в то время как наличие нона
Sc(OH)4 экспериментально пока нс подтверждено.
Противоречивые данные о растворимости ScjOj в щеточных и
алюминатных растворах все же свидетельствуют о низкой (около
13- 3,0 г/дм’) растворимости Sc2Oj даже для растворов с высокой
концентрацией Na2Ox - 260+480 г/дм’.
Поэтому неудивительно, что Sc почти полностью переходит в
красный шлам, в котором содержание его по сравнению с исходным
бокситом увеличивается примерно в 2 раза. Учитывая большие запв-
сы бокситовых руд и большие объемы их переработки, а также отно-
сительно легкую вскрываемость, красные шламы могут представлял,
серьезный сырьевой источник д и извлечения скандия.
ВЛИЯНИЕ РАЗЛИЧНЫХ ФАКТОРОВ НА ЭФФЕКТ ИВНОСТЬ
ПРОЦЕССА ВЫЩЕЛАЧИВАНИЯ
С точки зрения кинетики для выщелачивания гетерогенного про-
цесса, осуществляемого прн высоких температурах (более 180 °C) ,ыя
всех видов исходного сырья, [имитирующей стадией яатяется внут-
ренняя диффузия. Основные уравнения для скорости растворения
твердого всщесгва в жидкости с учетом коэффициента могут быть
представлены следующим образом:
dC.'dx - КЗ(С~ - С) = -С),
Глава 5. Проикодство глинозема по способу Байер0
47
N ЗпЛ»
где dC/dr - скорость растворения AljOj В Данный момент времени т;
К коэффициент растворения; 5 - поверхн°сть кристаллов твердого
вещества; С'и^ - концентрация н*сыщенного раствора; С - текущая
коице1гтрация раствора; D - коэффициент диффузии; S - тотщнна
диффузионного слоя; R - газовая постоянная; N - число Авогадро;
р - вязкость раствора; d- диаметр частннЫ-
Среди факторов, влияющих иа скорость н степень выщелачивания
AI2Oj из бокситов, основными являются следующие: 1) температура
выщелачивания; 2) концентрация шпочи: 3) каустические модули
оборотного и алюминатною растворов; 4) тонина помола; 5) скорость
перемешивания пульпы; 6) добавка извести-
Влияние этих факторов будет рассмотри*0 с помощью двух при-
веденных выше уравнений.
Температура выщелачивания - наиболее действенный фактор при
выщелачивании. С ее ростом увеличивается коэффициен» диффузии
D в связи с увеличением числителя и уменьшением знаменателя (вяз-
кости) и увеличивается растворимость гН*1Роксидов А1 - т.е. растет
разность (Снм - Q-
Завнснмость растворимости Al(OH)j и АЮОН в процессе выщела-
чивания в системе NajO-AbOj-HjO от температуры показана на рис.
8. Состав исходного р:створа отвечает точке В. При выщелачивании
гиббсита его состав будет изменяться по Л вини BD Точка D соответ-
ствует равновесному составу при 300 °C- Однако, как будет указано
далее, прн окончании выщелачивания аЛ>оминатным раствором дос-
тигается определенное значение а» (в данном случае 1,9), соответст-
вующего точке С. Количество AljO3,
перешедшего в раствор, определяется
проекцией линии ВС иа ось ординат
(BV). Сохранить неизменным коли-
чество перешедшего в раствор AljOj
при использовании более разбавлен- г
ных растворов можно, повышая тем-
пературу выщелачивания. Если точка
С соответствует окончанию выщела-
Рнс. 8. Изотермы растворимости А1(О1<1>
м АЮОН в процессе выщелачивания в
системе Na2O- AI2Oj-H>O:
I - 95 “С; 2 - 200 -С; 3—250*С. 4 - 300 °C
43 Металлургия легких металлов
чнвання при 100 СС, то точка L - при 250 еС. прн равенстве отрезков
BV н Таким образом, вследствие повышения температуры
можно снизить концентрацию оборотного раствора приблизительно в
1,5 раза. Тем самым при высокотемпературном выщелачивании резко
сократятся расходы на выпарку. что с одновременным улучшением
седиментационных свойств шлама нз-за необратимой дегидратации
гидроксидов железа даст значительный экономический эффект.
Конц -лтрация щелочи - важный фактор, особенно для условий
низкотемпературного процесса. С ростом концентрации Na^O растет
скорость выщелачивания, поскольку растет величина - концен-
трация A IjOj в насыщенном растворе. Кроме того, при работе с более
концентрированными растворами сокращается объем аппаратуры
(и ж повышается ее производительность прн сохранении прежнего
объема).
Одняко увеличение концентрации щелочного раствора приводит к
усилению межкристаллитной коррозии стальных автоклавов. Кроме
тою, возникают трудности при отделении красного шлама от вязкого
концентрированного раствора. н с увеличением объема промвод воз-
растает нагрузка на отделение выпарки. Поэтому иа каждом заводе
для каждого вида сырья установлены оптимальные значения концен-
трации оборотною раствора. Для диаспоровых бокситов СУБРа на
уральских заводах принята концентрация Na/X 300 i/дм3, для гиб-
бситовых бокситов на Николаевском i ^иноземном заводе - концен-
трация 205 г/дм3.
Каустические модули оборотного и алюминатного растворов (а*
н а*) - также важные факторы для ннтененфнкацин байеровскою
процесса. Увеличение о* означает рост концентрации активной щело-
чи, что при одной н той же температуре увеличивает (С^ - С) н, сле-
довательно, ускоряет выщелачивание. Снижение а* т.е. увеличение
степени насыщения раствора глиноземом, приближает состав к рав-
новесному, что снижает скорость выщелачивания. С ростом темпе-
ратуры влияние модулей на скорость выщелачивания снижается.
От значений а, и а, зависит величина Эо - эффективности оборо-
та, т.е. количества AljOj, извлекаемого нз боксита активной частью
каустической щелочи (г/дм3):
1,645 = л-
где п - содержание Na2Os в оборотном растворе, г/дм3; ао н сц - кау-
стические отношения оборотного н алюминатного раствора.
Из уравнения видно, что иа значение эффективности в сторону
Глава 5. Производство глинозема по способу Байера 49
увеличения влияет как увслнсннс с^. так и уменьшение а*, причем
последнее знвчитсльно больше. Как показали расчеты, проведенные
для одного нз уральских заводов, прн одинаковом времени выщела-
чивания с уменьшением о* от 1,8 до 1.6 производительность автокла-
вов увеличивается на 24 %. Для достижения такого же увеличения
производительности автоклакв при сохранении сц - 1,8 необходимо
увеличить сц с 3.8 до 5,2.
В технологии часто приходится решать задачу выбора оптималь-
ною значения а», обеспечивающего достаточную скорость выщела-
чнв.ния, высокое извлечение A IjOj и минимальный уровень потерь
с красным шламом прн сгущении н промывке. Большой практический
опыт, накопленный оте зественными учеными и специалистами, по-
казал, что значение о, должно быть на 0,15-0,2 выше равновесно-
го. Наиболее надежный способ определения модуля равновесного
раствора в заводских условии - это экспериментальный - на ос-
нове двух проб нсследуемогобокснта, взятых в избытке.
Тонина помола боксита должна быть оптимальной, несмотря на
то, что с уменьшением круп»ости растет величина поверхности час-
тиц S. Она должна обеспечиыть максимально полное нскрытие всех
глнноземсодержащнх соединений боксита н разрушение пленок, нх
экранирующих. С другой стороны, переизмельченнс ведет к увели-
чению затрат на размол б кента и к ухудшению отстаивания крас-
ного шлама. Тонина помола «энент от структуры,*химического и ми-
нералогического состава бокситов. Например, трудновскрываемыс
диаспоровые бокситы СУБРадля получения высокого извинения прн
выщелачивании в автоюаюл раствором с концентрацией Na2O,
300 г/ дм5 необходимо измельчить так, чтобы фракция -53 мкм
составляла не мснсс 70 %, а частиц крупнее 110 мкм было не более
10%.
Скорость перемешивания пульпы - также вяняет на скорость вы-
щелачивания в связи с тем, что лимитирующей стадией является
диффузия. Перемешивание )меньшает толщину диффузионного слоя
6, способствует разрушению защитных пленок на поверхности ч»стиц
гидроксида алюминия. На Николаевском глиноземном заводе в авто-
клавах с глухим нагревом оптимальное число оборотов мешалки при-
нято равным 29.2 об/мин.
Добавка извести - положительно влияет на скорость выщела-
чивания бокситов, особенно диаспоровых. Обожженную известь
в количестве 3-5 % от массы сухого боксита подают вместе с бокси-
том на мокрый размол. Положительное влияние извести прн выщела-
чивании прослеживается в ддух направлениях. Во-первых, в ее при-
сутствии большая часть кремнезема связывается в гидро1ранат -
SO Металлургия легких металлов
ЗСаО AljOj (0,4-1.OySiOj - (5,2-4,0)HjO в своей кристалличе-
ской разновидности, не тормозящей растворение бСмита н диаспора.
В отсутствие извести могут образоваться тонкие, плотные протектор-
ные пленкн гидроалюмосиликата натрия Во-вторых, наличие извести
способствует связыванию соединений титана в кристаллический ти-
танат кальция, препятствуя образованию протекторных пленок мета-
титаната натрия.
ТЕХНОЛОГИЯ ВЫЩЕЛАЧИВАНИЯ БОКС ИТОВ
Процесс выщелачивания бокситов в способе Байера проводят в ав-
токлавных батареях. Современная батарея это сложная непрерывно
действующая автоматизированная установка, включающая три ос-
новные группы — подогреватели, автоклавы н сепараторы пара.
В глиноземной технологии применяют автоклавы двух типов, с
нагревом острым паром; с глухим нагревом и переметив «пнем
Па отечественных заводах применяются и те, и другие аппараты,
их основные характеристики приведены ниже:
Тип автоклавов ....................
Наружный дм аметрЯ,................
Высота корпуса Н,м.. ................
Емкость F. м’......................
Рабочее давление (избыточное) Р. МПа
Толщина стенки цилиндрической части
корпуса, мм........................
Масса р.т..........................
Уде. ьный расход металла ЮОО0/ГР,
кя(м*М11а).......................
С глухим нагревом
н перемешиванием
5*4
33
1.47
30
.0
С нагревом
острым паром
1.6
13.5
24
2.75
32
18,3
367
Автоклавы с нагревом острым паром еще находят широкое при-
менение на глиноземных заводах Они представляют сварные цилин-
дрические сосуды 1 (рис. 9) из углеродистой стали марки 20 нли 20к
емкостью 25-70 и*. К корпусу автоклава приварены лапы 2, которы-
ми он опирается иа поддержи веющую конструкцию. На наружную
поверхность корпуса автоклава нанесен слой теплоизоляции. Вверху
иа сферической поверхности предусмотрены отверстия для и иода н
вывода пульпы, отвода газоа, подключения термометра и манометра.
У греющих автоклавов в динще вмонтировано сопло 3 для подачи
греющего пара. В верхней цилиндрической части и внизу предусмот-
рены люки б для ремонтных работ и чистки автоклава, а также раз-
грузочная 4 н загрузочная трубы 5.
Преимущества такого автоклава - простота конструкции н обслу-
живания. Недостатки: низкий термический к.пл. батарей нз таких
аппаратов в связи с ограничением числа ступеней сепарации двумя, а
гакже разбавление пульпы конденсатом греющего пара.
В настоящее время широко применяют автоклавы большой еди-
ничной мощности с глухим нагревом н перемешиванием (рис. 10).
Внутри такого аппарата установлены нагревательные трубки 1, в ко-
торые подается пар. Выделяющееся при конденсации пара тепло че-
рез стенки трубок передается пульпе. Конденсат in трубок непрерыв-
но выводится в сепаратор. Для перемешивания пульпы в автоктаве
установлена механическая мешалка 2. На схеме указала штуцеры для
загрузки 3 для ее выгрузки < паровой штуцер 5 н штуцер для кон-
денсата 6.
Металлургия легких металлов
Рис. 10. Автоклав с глчхнм на-
гревом пульпы м перемешнва-
Рнс. 11. Трубчатый подогреватель:
/ - корпус; 2 - крышки; 3 - трубные
решетки,4-л рсгородга
Важнейшими преимуществами аппаратов такой конструкции яв-
ляются: несравненно более эффективное использование тепла в бата-
рее из таких аппаратов позволяет получать до 9-11 ступеней само ис-
парения. Глухой нагрев пульпы осуществляется во всем интервале
используемых температур. В результате удельный расход тсплв при-
близительно в 2 раза ниже, чем в батареях автоклавов с нагревом ост-
рым паром, кроме того, отсутствует разбавление пульпы конденсатом
острого пара, отмечается более замедленное отложение накипи в ав-
токлавах.
К недостаткам аппаратов такого типа относятся:
более сложная конструкция, более высокая металлоемкость в
сравнении с автоклавами с нагревом острым паром;
сложность осуществления надежного уплотнения сальникового
устройства для вала мешалки в условиях высоких температур и дав-
лений.
Подогреватели применяются в батареях с использованием авто-
клавов с нагревом острым паром. На отечественных заводах ши-
рокое применение нашли трубчатые (кожухотрубные) подогреватели
с плавающей головкой (рис. 11). Стальной корпус 1 закрыт сверху и
снизу крышками 2, пучок труб закреплен внутри кожуха в трубных
решетках 3. Одна из трубных решеток жестко скреплена с кожухом,
другая может свободно перемещаться, что предупреждает деформа-
цию трубок при нагревании и облегчает разборку н чистку аппарата.
Гtaea 5 Производство глихомма по способу Байера
Рис. 12. Двухтрубный многоэлементный
теплообменник:
I - камера сырой пуэьпы; 2 - камера
выщелоченной пульпы; 3 - наружные
трубы; 4 - внутренние трубы; 5 - трубные
.оски; б - патрубки
Свободное пространство между
верхней трубной решеткой и крыш-
кой разделено перегородкой 4 на
две части, поэтому пульпа делает в
подогревателе два хода - сначала
она опускается по трубкам подогре-
вателя, затем поднимается. Греющий
(сепараторный) пар подастся в меж-
трубнос пространство, где, конден-
сируясь, отдает тепло пульпе через
стенки трубок.
Широко применяемые кожухот-
рубиые теплообменники с поверх-
ностью нагрева 38 м1 имеют сле-
дующие размеры: диаметр ко жука -
600 мм, в кожухе размещены 56 тру-
бок диаметром 32 мм и длиной 6.9 м.
Скорость пульпы в трубках 1,0-
1,5 м/с. что обеспечивает коэффици-
ент теплопередачи между тиром н
пульпой 25-33 МВ г/(м2 К).
Другой разновидностью теплооб-
менников, используемой в процессе
высокотемпературного выщелачивания. яв^ются так называемые
лвухтрубныс теплообменники типа труба в трубе (рис. 12). Теплоно-
сители в аппарате движутся по принципу противотока, что обеспечи-
вает высокую эффективность теплообмена. Наибольшее распростра-
нение получили многоэлементные теплообменники, состоящие из
ряда последовательно соединенных элфе>гтов. Последние более эко-
номичны в сравнении с одноэлементными - коэффициент тсплоодачи
в них в 2 раза выше. В многоэлсмснтных теплообменниках внутрен-
ние трубы соединены нежестко, кожух служит в основном для раз-
мещения термоизоляции.
Сепараторы применяются в автоклавных батареях всех типов для
решения двух задач - снижения температуры вареной пульпы до зна-
Металяурпы ясгхих мнтюлюв
Рнс. 13. Ипмьчягый регулятор (а) и сепаратор второй ступ ,ги (в)
чений ниже температуры кипения к отделения пара самоиспарения.
После завершения выщелачивания пульпа поступает в сепаратор че-
рез игольчатый регулятор (рис. 13» а). В нем пульпа проходит через
кольцевую щель между дроссельной шайбой 1 и иглой 2. Величина
этой щели регулируется штоком 3 с помощью штурвала /.
В батарее с автоклавами с нагревом острым паром предусматрива-
ется сепарация двух ступеней. Сепаратор второй ступени (рис. 13, б)
по своей форме представляет автоклав меиыпих размхров. Пульпа
поступает в сепаратор по загрузочной трубе J, для защиты днища от
разрушающего действия пульпы, движущейся с большой скоростью,
предусмотрено отбойное броневое устройство 2. Охлажденная пульпа
вы1ружастся через патрубок 3. Пар самоиспарсиия проходит через
отбойную металлическую сетку 4 и выводится через верхний патру-
бок. Для yj авлнваиия капель пульпы, увлеченных паром, предусмот-
рена ловушка 5. Сепаратор первой ступени имеет форму н размеры
автоклава. Ловушка установлена внутри сепаратора, в целом он уст-
роен так же, как сепаратор второй ступени.
Схемы непрерывного выщелачивания бокситов
В промышленной практике для выщелачивания бокситов приме-
няют, как правило, автоматизированные батареи автоклавов не-
пютэи
Рис. 14. Варианты аппаратурно-технологических схем выщелачивания бок-
/ - кожухотрубный теплообы ниик. 2 - автоклав с нагревом острым паром; 3 -
сепаратор выщелоченной пульпы, 4 ~ вькоконапорлмй насос; 5 - автоклав с
перемешивающим устройством и теплообменником, 6 - пу ыю-пулыюаый
теплообменник; 7 — трубчатый аатокяза; 8 - смеситель густой пульпы и горячего
распюра
прерывного действия. Применительно к различным типам бокситово-
го сырья могут быть использованы различные варианты аппаратурно-
технологических схем выщелачивания боксита (рис. 14).
Вариант I - отечественный (диаспоровый). Автоклавная батарея
состоит нз кожухотрубных теплообменников, автоклавов с ивгревом
56 Металлургия легких juemauoe
острым ш ром и сепараторами двух ступеней (рис. 14). В кожухот-
рубных теплообменниках пульпа нагревается сепараторным паром
двух ступеней с температурой 110-120 °C н 160-170 °C. Нагрев
пульпы or регенеративной температуры 140-145 °C до реакционной -
225-235 °C - осуществляется в первых двух автоклавах контактным
способом острым паром. В связи с низкой температурой нагрева
путьпы в тел юобмснниках на их поверхности выделяется незначи-
тельное количество осадков, преимущественно i идроалюмосиликата
Na. легко удаляемого при чистке. Этот вариант характеризуется отно-
сительно малыми капитальными и эксплуатационными затратами, но
значительными теплозатратамн - 16.72 ГДж/т AljOj.
Варна.т 11 -европейский. Автоклавная батарея состоит нз аппара-
тов со встроенными теплообменниками и перемешивающими устрой-
ствами (см. рнс. 14)„ Сырая пульпа нагревается от 80 до 95-100 °C в
двух кожухотрубных теплообменниках, н после обескремнивания
пульпа насосам нагнетается в регенеративный контур, состоящий из
двух рядов - автоклавпого н сепараторного, соединенных последова-
тельно в однопоточную линию. Сепарация пульпы происходит в fi-
ll ступеней. Догрев до реакционной температуры 230-240 °C осуще-
ствляется паром через теплообменники в реакционных автоклавах.
Процесс происходит в режиме, близком к идеальному вытеснению.
Малая величина коэффициента теплопередачи требует значительной
величины поверхности нагрева. Поэтому для этого варианта харак-
терны значительный объем реакционной аппаратуры н высокая ме-
таллоемкость. Но одно одновременно он характеризуется малой ско-
ростью накнпеобразоваиня, и, главное, у него низкие тсплоза'граты -
8.36 ГДж/т Л1 зОз. т.е. в 2 раза ниже, чем по варианту 1.
В практике глиноземного проюводства имеются две моди-
фнкацнн европейского варианта. Пераая нз них представляет двух-
поточный вариант. По этом)- варианту весь оборотный раствор
делится на две неравные части. Большая его часть (до 85 % о г этого
потока) нагревается в трубчатых теплообменниках сепараторным
паром, меньшая - идет иа мокрый размол боксита. Затем оба
потока смешиваются в специальном аппарате н поступают в реакци-
онный автоклав. С помощью такой схемы решаются проблемы,
связанные с подогревом бокситовой пульпы, н достигается высокий
тепловой к.п-д., а также упрощается аппаратурное оформление про-
цесса.
Вторая модификация - американский вариант 1П, прн котором
гиббситовые бокситы выщелачиваются при 145 °C с растворами с
концентрацией Na2OK около 100 г/дм*, сц после выщелачивания равен
1,5-1,6, число ступеней сепарации 3.
Гяма 5 Производство глинозема по способу Нойера
Последний вариант IV - схема с использованием высоко-
температурного выщелачивания (см. рис. 14). В схеме использован
пульпо-пульповой теплообменник (см. рис. 12). поскольку для рабо-
ты в столь жестких условиях традиционные автоклавы не пригодны.
Он представляет длинный трубопровод, составленный нз секций тру-
ба в трубе. Бокситовая пульпа движется по внутренней трубе со ско-
ростью 1,5-3 м/с. нагрев ее осуществляется в кольцевом просгранстве
вторичным паром нз соответствующего сепаратора. Догрев до макси-
мальной темперагуры производится в аналогичной секции с помощью
солевого теплоносителя или пара. Большие капитальные затраты это-
го варианта предполагается скомпенсировать снижением теплсзатрат
до 6,27 ГДж/т AI jOj.
5.5. ОТДЕ 9FHHE И ПРОМЫВКА КРАСНОГО ШЛАМА
Вареная пульпа после автоклавного выщелачивания диаспоровых
н бемитовых бокситов содержит около 260 г/дм Na^O н около
250 г/дм3 AlnOj. Такие растворы близки к насыщению, поэтому гид-
ролиз алюмината в ннх будет идти крайне ме,1лснно. Кроме того,
высокая вязкость таких растворов не позволит отделить твердый ос-
таток - красный шлам. Поэтому целесообразно разбавить такие пуль-
пы первой промывной водой от многократной противоточной про-
мывки. Разбавлением решаются трн задачи: снижается вязкость ра-
створа, достигается нужная степень пересыщения раствора А1(ОН)з,
протекает процесс обескремнивания раствора. Если в автоклаве к
концу выщелачивания кремневый модуль ц-* алюминатного раствора
равен 180. то прн разбавлении он достигает 300, т.е. тех значений, прн
которых получается оксид алюминия требуемой чистоты (рис. 15).
Прн разбавлении состав пульпы изменяется по лучу АО. В резуль-
тате раствор попадает в область, пересыщенную SiOj относительно
гидроалюмосиликата натрия (ГАСИ). Во избежание выделения ГАСН
во время декомпозиции пульпу прн разбавлении выдерживают. 11ри
наличии шлама, играющего роль за-
травки, обеспечивается обескремнива-
ние (линия ВС) до равновесной концен-
трации по SiO2 (точка С) с рь “300.
Рис. 15. Зависимость юмансния равновес-
ной KOHUCRTpauHMSiOj в алюминатном
растворе (О» " 1.64.7) при 90 *С отно-
сительно гидрожлюмосилнката натрия:
/ - ГАСН; 2 - гидрогранат
Процесс осаждения частиц красного шлама в алюминатном рас-
творе осуществляется под действием сил тяжести С определенной
долей условности этот процесс может быть опнсая уравнением Сто-
кса для скорости осаждения шарообразной частицы в условиях сво-
бодного падения:
где со^ - скорость оседания частиц; м/с; d - диаметр частицы, м:
Pi - плотность частицы, ki/m3; рь - плотность среды, кг/м\ р - коэф-
фициент вязкости среды, кг с/м\
В реальных ус юанях для полмдисперсной пульпы в расчетах вме-
сто d надо использовать величину удельной поверхности, а также
учитывать, что процесс проходит в условиях стесненного падения
частиц.
Из приведенного уравнения видно, что скорость осаждения твер-
дой частицы зависит от ее диаметра (или удельной поверхности),
плотности н вязкости жидкой среды. Отсюда важен выбор оптималь-
ной крупности помола боксита, обеспечивающей высокое значение
извлечения АЬО}. Разбавление - важный фактор интенсификации
процесса осаждения, поскольку оно существенно снижает вязкость р
и плотность среды р2-
Крупность частиц шлама зачастую не зависит от помола боксита, а
связана с распадом частиц во время выщелачивания. Наиболее тонко-
знспсрсный шлам образуется прн выщелачивании гиббситовых и
бемитовых бокситов (рг « 2,7+2,8); прн выщелачивании диаспоровых
бокситов образуется более плотный шлам (pt - 3,1+3,2). Кроме того,
крупность частиц зависит от их способности к агрегации, т.е. к обра-
зованию хлопьев. В присутствии крупных частиц хлопьсобразованне
идет с большей скоростью, также положительно иа него влияет уве-
личение Ж:Т, поскольку в этом случае возрастает вероятность столк-
новения частиц.
На величину скорости отстаивания оказывает влияние и фазо-
вый состав красного шлама. Неполное извлечение А12О5 приводит
к снижению скорости отстаивания - плотность шлама с иедовы-
Шелоченным А|2О3 ниже Скорость отстаивания зависит от со-
держания ГАСН в шламе (SiO2 в боксите). Чем оно выше, тем
хуже шлам отстаивается. Оказывает влияние на скорость осаждения
и структура образуемого ГАСН. Чем более тонкозернистый ГАСН,
тем больше он удерживает воды, и тем хуже он отстаивается.
Большое значение для перепела сгущения и промывки красного
Глава 5 Производство глинозема по способу Байера 5Р
шлама имеет форма гидроксида Fe. Как было показано ранее,
при температуре выщелачивания / в 230 °C процесс дегидратации
для гидроксидов Fe является необратимым только для пдроге-
магита. В то же время лимонит и г&тит, теряя воду на выщела-
чивании, вновь гидратируются ив сгущении н промывке шлама;
последний разбухает, плохо отстаивается н отмывается от щелочи»
Только в условиях высокотемпературного выщелачивания t =
260 °C процесс дегидратации становится необратимым для всех
гидроксидов Fe.
Низкв скорость отстаивания шламов от выщелачивания бокситов,
содержащих сидерит и мельниковит^пирит, в связи с особенностью
поведения этих соединений при выщелачивании - образованием тон-
кодисперсных соединений гидроксида Fe(li) и гидрокентиоферрата
Na (см. разд. 5.4).
Механизм явлений при сгущении красного шламв не является
окончательно выясненным. Основными процессами, протекающими
при сгущеинн, являются коагуляция н флокуляция. При коагуляции
отдельные частицы шчама. заряженные положительно благодаря на-
личию двойного электрического слоя, под влиянием добавок (коагу-
лянтов) теряют заряд, становятся электронейтральнымн, и при этом
резко уменьшается толщина гидратной пленки на поверхности час-
гиц. Между частицами появляются силы сцепления, и в результате
образуются хлопья.
Прн флокуляции происходит нарушение устойчивости взвеси
вследствие адсорбции органических гетерополярных веществ на по-
верхности частиц. В этом случае создаются предпосылки для прояв-
ления сил сцеплении между углеводородными частями закрепивших-
ся на поверхности молскуя или нонов флокулянта.
В производственных условиях для ускорения процесса отстаива-
ния используют различные добавки. На отечественных заводах
широко используется ржаная мука (0,4-1,5 кг/т шлама), на зарубеж-
ных заводах используется крахмал (7-8 кг/т шлама). Применение
синтетических флокулятов - седипур, полиакриламид, алклар и др. -
несмотря и а полученный эффект расширяется относительно медлен-
но, прежде всего из-за высокой их стоимости.
А и лар атурно- техно логическая схема передела состоит из трех ос-
новных операций: I) отделение основной массы раствора отстаива-
нием в сгустителях; 2) извлечение раствора, увлеченного шламом,
методической промывкой последи* го в системе промывателей с про-
межуточной репульпацией; 3) контрольная фильтрация для слива со
сгустителей.
Для отделения и промывки красного шлама от алюминатного
Металлургия легких металлов
flumjmie
Рис. 16. Зоны сгущении
красного имама:
I - зона осветленного
раствора; 2 - зона свобод-
ного оседания части ц 3 -
промежуточная тс «а; 4 -
j на уплотненна; 5 - зона
действия гребков
раствора используют в основном сгустители. По устройству и прин-
ципу действия сгустители н промыватели одинаковы.
При отстаивании пульпы в сгустителе образуется несколько зон,
которые отличаются друг от друга отношением Ж:Т (рис. 16). Одно-
камерный сгуститель представляет собой стальной итн бетонный чан
с коническим днищем (уклон около 10°). Путьпа поступает по желобу
в загрузочную трубу, опушенную до зоны свободного оседания час-
тиц, где Ж:Т такое же, как у поступающей пульпы, - 18:1. Пульпа
растекается с убывающей к стенкам скоростью, и происходит оседа-
ние частиц шлама на дно сгустителя, откуда гребками он перемеща-
ется к центру и разгружается - через патрубок (на выгрузке Ж:Т =
= 3:1). Осветленный раствор перетекает через внугренний борт и
Рис. 17. Одноярусный сгуститель диаметром 40 м с центральным приводом:
I - механизм врашщия; 2 - грэблины; 3 - загрузочный стакан; 4 - вал; 5 -
питающие трубы
Глава 5 Производство слинозема по способу Байера 6!
по кольцевому желобу между ним и стенками чана стекает в трубу.
Удельная производительность такого сгустителя составляет 0,15-
0.3 мэ/(м2ч).
Один из таких сгустителей диаметром 40 м с верхним приводом на
пролетном строении, с жесткой гребковой системой и перифериче-
ской разгрузкой сгущенного шлама представлен иа рис. 17.
Длительное время в глиноземной техиолопш использовались мно-
гоярусные сгустители - 3- и 5-ярусиые, параллельного действия. Счи-
талось, что в сравнении с очиоярусными у них есть преимущества:
уменьшается расход железа на сооружения и сокращается площадь
отделения сгущения и промывки. Многолетние исследования показа-
ли, что в одноярусных сгустителях большого диаметра {d > 30 м) в
сравнении с многоярусными достигаются более глубокое уплотнение
шлама и последующая лучшая его отмывка, и, кроме того, они более
просты и удобны в обслуживании.
В качестве промывателей могут но пользоваться как одноярусные,
так и многоярусные аппараты, причем и в системе промывки красных
шламов, как показал опыт венгерских заводов, одноярусные аппараты
имеют преимущества перед многоярусными.
В последние годы в зарубежной практике вес шире применяется
заключительная операция фильтрации для промытого красного шлама
с целью сокращения расхода воды на промывку шлама и для его
дальнейшей утилизации. Для этих целей эффективно используются
дисковые фильтры и барабанные вакуум-фильтры, снабженнье ро-
жком.
Слив со сгустителей характеризуется остаточным содержанием
твердого до 1 г/дм3. Поэтому заключительная операция на переделе -
котрольная фильтрация. Для ее осуществления на наших заводах
используются листовые вертикальные фильтры ЛВАЖ и песочный
(бокситовый) фильтр Э11АС.
Первый из них - стандартный, широко применяемый в металлур-
гии и хнмни. Применяемые на контрольной фильтрации фи иьтры
ЛВАЖ имеют поверхность фильтрации 125 нти 225 м* при удельной
производительности 0,7-1,5 м’/(м-ч).
Второй - впервые применяется на Николаевском глиноземном за-
воде. Он напорного типа, с фильтрующим слоем из трех фракций
боксита (снизу - самая крупная) высотой 3,4 м. Для удаления частиц
шлама предусмотрена регенерация - промывка промводой и щелоч-
ным раствором. Периодически (1 раз в 6 8 месяцев) бокситовую за-
грузку заменяют на свежую. Песочный ф «льтр диаметром 3,6 м2 (се-
чением 10 м2) и высотой 7.7 м имеет производительность 100 м3/ч
раствора.
62 Металлургия мгких металлов
5.6. ДЕКОМПОЗИЦИЯ АЛЮМИНАТНЫХ РАСТВОРОВ
МЕХАНИЗМ ДЕКОМПОЗИЦИИ
А поминатные растворы после контрольной фильтрации с кон-
центрацией AI2O3 I2&4-I50 г/дм3 и а, _ 1,5+1,7 охлаждают до 50-
60 ”С и направляют на гидролитическое разложение в присутствии
большого количества затравочного гилроксида.
В основе разложения растворов при декомпозиции лежит реакция:
NaAl(OH), +лАКОН). 3=*NaOH+(w+ 1)А1(ОН)Э.
Для протекания реакции слева направо состав разлагаемого
раствора должен находиться в поле 11 системы Na^O-AijOj-HjO (см.
рис. 4). Это может быть достигнуто для неходкого раствора (полу-
ченного после выщелачивания) разбавл нием, понижением темпе-
ратуры либо одновременным действием обоих факторов. В связи с
необходимостью получения такого значения ак маточного раствора
(а«), которое обеспечит высокую скорость выщелачивания а также
тем, что прн f < 40 ®С резко увеличивается вязкость растворов,
степень разложения алюминатных растворов нс поднимается выше
50%.
В процессе разложения алюминатных растворов выделяются две
стадии: зародышеобразование и рост кристаллов гиббсита. Первая из
них, согласно представлениям Л.П. Ни и Л.Г. Романова, может быть
представлена следующей схемой:
Комплексные анионы АЦОН). -> Образование полимерных анио-
нов А1И(ОНХ,„ -* Образование ассоциатов [Ale(OH)J„l]e. Поликон-
денсация с выделением в осадок полимера [А1(ОН),Ц.
Резкое уменьшение величины индукционного периода (т.е. перио-
да, когда раствор сохраняется иеразложенным) с ростом количества
затравки, малое значение энергии активации (<35 кДж/моль), а также
зависимость скорости разложения от интенсивности перемешивания,
свидетельствуют о том, что лимитирующей стадией является внешне-
диффузионная.
Для описания кинетики процесса декомпозиции предложено
следующее уравнение (вынедениое Л.Г. Романовым):
dy/dx-Kl(C.-y)-Cp],
где у - количество глинозема, перешедшее в твердую фазу в каждый
момент времени из единицы объема раствора; С* - начальная
Глава 5 {Производство глинозема по способу Байера 63
концентрация А1]О) в растворе; Ср - равновесная концентрация AI>Oj
в растворе; С» - у - концентрация AljOi в момент времени т; К -
константа скорости процесса декомпозиции.
ВЛИЯНИЕ РАЗЛИЧНЫХ ФАКТОРОВ НА ДЕКОМ ПОЗИЦИЮ
Прежде чем рассмотреть влияние различных факторов на процесс
декомпозиции, необходимо определив основные его показатели
Один из них - скорость процесса, которая на практике тесно связана с
величиной выхода глинозема при декомпозиции - т]. т.е. выраженная
в процентах доля глинозема, выделившегося в осадок, к общему
количеству глинозема в растворе:
П-С,~С- |00%-(1-£1} |00%
или
= 100%-^1-^100%.
где Са - концентрация А1;О, в алюминатном растворе кг/м3; См -
концентрация А^Оз в маточном растворе кг/м3; а* - каустический
модуль алюминатного раствора; сц. -каустический модуль маточного
раствора.
Другой показатель - гранулометрический (дисперсионный) состав
гидроксида алюминия, поскольку именно от него зависит грануло-
метрический состав и конечного продукта - глинозема. Преобладаю-
щая фракция (> 70-80 %) - 50-4 00 мкм.
Третий показатель - удельная производительность декомпозера -
Q, к|7(м’сут):
g_24C,n 24С,(а, -а,)
где Св - концентрация АЪОз в алюминатном растворе кг/м’; ц -
выход глинозема при декомпозиции; Тр - продолжительность разло-
жения, ч.
К основным факторам, влияющим на процесс декомпозиции, отно-
сятся:
I) количество и качество затравки,
2) температурный режим процесса;
3) конце прация алюминатного раствора;
4) каустические модули исходного и конечного алюминатного рас-
твора;
__________M Фи.иургмя легких металлов
5) характер СерСмешивания.
6) наличие i£HMeceg в алюминатом растворе.
I Ipoueccw ^металлизации играют первостепенную роль в деком-
позиции алюминатных растворов. Поэтому велика роль как коли-
чества» так и иачесгаа гидроксида, используемого в качестве затравки.
Затравочное отношение (3.0.) - отношение AljOj в затравке к AljOj
в алюминатном растэорс (По массе). Его величина на различных
заводах колс^дется 2/) до 4 5 q ростом количесгва затравки
(величины 3.0) растут число центров кристаллизации и суммарная
поверхность кристаллов, что ведет к увеличению скорости раз-
ложения алю1щ)1атного т е увеличению выхода глинозема
Однако это заметно проявляется лишь прн малых значениях ве-
ЧН Ы 3 ° С (Рис- *8)- Увеличение величины 3.0. спо-
собствует УкР)чиению гадроксида алюминия. I Ери малых значениях
3.0. (особенно ниже 0,5) возрастает количество тонкодиспсрсиого
гидроксида
Качество за-равкн определяется удельной поверхностью гидрок-
сида, зависяцзд lQT его круЛН0СТИ и формы частиц. При прочих
равных условие с уменьшением размеров частиц затравки растет
скорость разлоздния алюминатных растворов, что связано с увели-
чением удельной поверхности затравки. Активность затравки меня-
ется во времевн н наибольшей активностью обладает свежепри-
готовленная тонкодисперсная затравка Выполненные ранее работы
по созданию активной затравки большого успеха не имели, так как
прн увеличении скорости декомпозиции н выхода 1 шнозема во всех
случаях отмечалось ухудшение 1рануломстричсского состава вследст-
вие резкого Увеличения тонких классов гидроксида.
Температурный режим процесса декомпозиции - одна из важней-
ших его характерною £ понижением температуры увеличивается
степень i «Мщения алюминатного раствора гидроксидом AI. Это
приводит к Уличению скорости разложения алюминатного раствора
н увеличению удельной производительности декомпозеров, а также к
уменьшению размеров частиц получаемого гидро; сида (повышает его
дисперсность). ЭтО связаи0 с 1ГГО увеличивающаяся степень
пересыщения раствора гидроксидом повышает выход глинозема, а
также увеличивает скорость образования зародышей и уменьшает
скорость их роста.
Политсрмы разложения аяюминатиьгх растворов са,и 1,4+1,8
ПРИ ° 40-180 г/дм3 и 3.0. « 1,5 за 60 ч приведены иа рис. 19.
Наибольшее разложение отмечается при t = 30 °C.
s меныпенцс скорости и глубины разложения раствора при повы-
шении темпер^ру вЫи]е зо OQ связано с понижением пере-
Гtaga S Производство глинозема по способу Байера
Рис. 18. Влмян.е величины за- Рнс. |9Е По.иггерчы разложения алюми-
травочного отношения (3-0.) ш напш! растворов в течение 60 ч:
скорость разложения растворов: /—о. 1.4, 2-о«= 1.8; 3-а. = 1.6
1 4,5; 2 - 2,1. 3 - 1,0; •/ - ОЛ 5 -
0,2; 6 -0,1
сыщения раствора, а при охлаждении ниже 30 °C - ростом его
вязкости.
Большое влияние оказывает температура и иа гранулометрический
состав получаемого гидроксида. Наиболее тонкозернистый гидроксид
выпадает при 30 °C при высокой скорости разложения.
На глиноземных заводах процесс декомпозиции проводят в поли-
термическом режиме, вполне определениом для каждого пред-
приятия. Начальная температура - выше 40 °C. и во время всего
процесса декомпозиции поддерживается невысокая и близкая к
постоянной - степень пересыщения. В этих условиях раствор
разлагается медленнее в начале и быстрее - в конце, что позволяет
выравнивать гранулометрический состав получаемого гидроксида.
Снижение начальной и конечной температуры декомпозиции снижает
крупвость получаемого гидроксида, так же как и повышение
повышает крупность. Причем особенно сильно влияет ив крупность
изменение начальной температуры процесса.
Для некоторых зарубежных заводов перерабатывающих летко-
вскрываемое бокситовое сырье с использованием относительно
слабых растворов СЛ01 -90 + 120 г/дм3 на переделе декомпозиции
применяют повышенную начальную температуру (около 75 °C» что
дает возможность даже при относительно малых величинах затра-
вочного отношения (3.O.S 1,5) получать приемлемые значения выхода
AljOj. Применение такой технологии на декомпозиции дает воз-
можность получать из такого гидроксида так называемый "песочный
3- I ]76
Металлургия легких металлов
глинозем", в отличие от "мучнистого", получаемого на отечественных
и части зарубежных заводов. Для "песочного" глинозема в сравнении
с "мучнистым" характерны более высокоразвитая поверхность,
меньшая долл мелких фракций, лучшая растворимость в электролите
и другие свойства (подробнее об этом - в главе 'Кальцинация
гидроксида
Характер левых ветвей изотерм (см. рис. 5) при / « 65+45 °C
свидетельствует о том, что для данного значения аа имеется
определенное значение концентрации, при котором степень
пересыщения наибольшая. Кривые разложения влюмниатных
растворов различных концентраций с си = },79, приведенные иа
рис. 20, показывают, что снижение степени разложения влияет лишь
при Слл >100 г/дм3.
Для одного н того же значения си концентрация Д12Оз действует в
двух направлениях. С одной стороны, повышение Gu,o, ведет к
росту удельной производительности деком позера Q, поскольку
входит в числитель. С другой - повышение ведет к снижению
выхода, поскольку снижается степень пересыщения раствора глино-
земом. Каждому значению си соответствует оптимальная концент-
рация AljOj, при которой производительность декомиозеров будет
максимальной. Влияние изменения концентрации в пределах одного
цик.12 на дисперсный состав получаемого гидроксида незначи-
тельно.
Значение каустических модулей влияет на все показатели процесса
декомпозиции. Как видно из рнс. 21, снижение си ведет к увеличению
О 24 48 72 МТр.4
Рис. 21. Влияние а, ня деком пе-
тицию растворе :
/ - 1.27: 2 - 1.45. 3 - 1.65; 4 - 1,81,
5-2,28
о 24 48 72 96ТР.4
Ряс. 20. Кривые разложения алю-
минатных растворов (т^ - продол-
жительность ратложениа) различ-
ных концектраинА с о. - 1,79 г/дм1:
/—40, 2-94.3- 112;4-130;5- 192
Глава 5. Производство глинозема по способу Байера
Рис. 22. Кривая выхода AljOj при
декомпозиции (I. - лродолжвтель-
выхода н производительности
декомиозеров при одновременном
увеличении количества мелких
фракций в гидроксиде. Поэтому
снижение си как средство уско-
рения разложения без уменьшения
крупности гидрата допустимо
лишь при условии одновремен-
ного повышения температуры.
О влиянии каустического модуля маточного раствора (а„) иа
процесс декомпозиции можно судить по кривой выхода AljOj ив рис.
22 Вид кривой не зависит от Cv 0 , cu. и других условий.
Она круто поднимается в начальный период, а затем постепенно
становится пологой, так что количество выпавшего гидроксида в
каждые последующие сутки меньше, чем в предыдущие: аа > ЬЪ* >
> сс' > def > ее’. Таким образом, повышение а„ снижает производи-
тельность декомпозера и всего отделения при одновременном
повышении производительности отделения автоклавного выщела-
чивания. Таким образом, си. оказывает противоположное действие на
производите шиостъ автоклавов и декомпозеров.
Отмечается косвенная связь величины си с дисперсностью полу-
чаемого гидроксида - с увеличением си. растет чисто тонких фракций
в гидроксиде в свя«и с увеличением продолжительности декомпо-
зиции.
Перемешивание прн декомпозиции заметно интенсифицирует
процесс и способствует равномерному росту кристаллов гидроксида.
С его помощью частицы затравки поддерживаются во взвешенном
состоянии, и обеспечивается наибольшая поверхность соприкоснове-
ния на границе твердой и жидкой фазы, а также обеспечиваемся
выравнивание концентраций алюминатного раствора по всему объему
аппарата. Но скорость перемешивания должна быть оптимальной,
поскольку при высоких значениях скорости отмечается сильное
персиэмельчсние частиц гидроксида.
Присутствие примесей влияет на качество получаемого гидро-
ксида и на показатели процесса декомпозиции. Наличие кремнезема
снижает скорость разложения алюминатных растворов. Однако посте
разбавления вареной пульпы промводами кремневый модуль повы-
шается до значений 250-300, прн которых влияние нв декомпозицию
не отмечается.
6$ Металлургия легких металлов
Органические примеси представлены в алюминатных растворах
гу матам и натрия и продуктами их окисления. Присутствие гуматов
снижает выход глинозема при декомпозиции, а также замедляет рост
кристаллов гидроксида. Смолистые органические вещества умень-
шают поверхностное натяжение алюминатных растворов и тем самым
способствуют их вспениванию при транспортировке н пере.чеши
ванни. Присутствие гуматов в количестве, требующим для окисления
1 % по О2. считая no Nh^O^, является предельным. Когда же это
количество достигает значений 3 % О2 от NajO^, декомпозиция
вообще прекращается. Наиболее эффективный метод борьбы с ор-
ганикой - выделение ее вместе с содой (в составе так называемой
"рыжей соды") с последующим использованием соды в ветви спе-
кания в комбинированных вариантах Байер-спекания; реже применя-
ется выделение оксалаггов в специальной установке либо электролити-
ческое окисление оборотных растворов соды, сорбция или окисление
гуматов ультразвуком.
Накапливающиеся в оборотном растворе сода и сульфат Na спо-
собствуют увеличению вязкост растеора, что приводит к замед-
лению разложения и одновременно к укрупнению кристал юн гид-
роксила.
Противоречивы данные по влиянию V2O> н P2Os в алюминатных
растворах ив скорость разложения и дисперсность получаемого
гм,фоксида. Большинство исследователей считает, что с ростом их
содержания в растворах увеличивается количество тонких фракций.
Однако существенного значения для практики отечественных заводов
это иметь не может, поскольку в применяемых схемах используется
значительная величина добавки извести (3+5 % от массы боксита),
что исключает возможность существенного накопления P2Oj и V2Os в
оборотном растворе.
АППАРАТУРНОЕ ОФОРМЛЕНИЕ ПЕРЕДЕЛА ДЕКОМПОЗИЦИИ
Процесс декомпозиции осуществляют непрерывно в батарее де-
композеров. Она включает, в себя приемную емкость для алюми-
натного раствора, систему для охлаждения раствора (пластинчатые
тептообмеиники или вакуум-о хл длительные установки), нитку де-
композеров и гидросепаратор для отделения затравочного и про
Аукционного гидроксида.
Алюминатный раствор, поступающий на декомпозицию, имеет
температуру до 100 °C. Для его охлаждения до температуры начала
декомпозиции используют пластинчатые теплообменники и вакуум*
охладительные установки.
Глава 5. ПроимоОство глинозема по способу Байера
69
Рис. 23. Схема пластнхчатого
теплообменника:
/ - подвижная плита; 2 - пластины;
3 - неподвижна! плита; МР -
маточный раствор; АР
алюмннашый раствор
В пластинчатых теплообменниках (рис. 23) тепло охлаждающе-
гося алюминатного раствора используется для подогрева маточ-
ного раствора перед выпаркой. Эти теплообменники состоят из
набора топких гофрированных стальных пластин, образующих
две системы межпластинных каналов - горячих и холодных, по
которым противотоком движутся алюминатный и маточный
растворы. Аппараты характеризуются высокой компактно-
стью (теплообменник с поверхностью 300 м2 занимает I м3), вы-
соким коэффициентом теплопередачи, простотой очистки от осад-
ков.
В вакуум-охладительной установке охлаждение основано иа
понижении температуры кипения раствора с понижением давле-
ния. Образующийся при самоиспарении пар используется для на-
грева маточного раствора в системе кожухотрубных теплооб-
менников. Для более рационального использования гепта охлаждение
ведут в несколько ступеней. Конечная температура раствора
определяется величиной вакуума в последнем самоиспар>гтеле
установки. В сравнении с пластинчатыми темплообменннкамн
установки характеризуются более низкими эксплуатационными
затратами.
Охлажденный до нужной печальной температуры алюминатный
раствор поступает в нитку декомпозеров (12-15 аппаратов). По
конструкции различают декомпозеры двух типов - с механическим и
воздушных перемешиванием.
На большинстве отечественных и зарубежных заводов основным
аппаратом является декомпоэер с воздушным (аэролифтным) пере-
мешиванием (рис. 24). Такой декомпозер представляет сварную за-
крытую емкость цилиндро-конической формы, снабженную двумя
аэролифтами - транспортным и перемешивающим. В настоящее вре-
мя освоены аппараты с объемом 1000-3500 м3. Температурный режим
в таких декомлозерах регулируется водяными рубашками, установ-
ленными на аэролифтах К недостаткам таких аппаратов надо отне-
сти: значительные затраты на изготовление конусного днища и опор-
ного пояса жесткости и на сооружение металлоемких фундаментов, а
Металлургия легких металлов
Рис. 24. Декомпоэер с воздушным вере-
меиММНИем;
I - корпус; 2 - трднспортный аэролифт, 3-
рубашкн водяного охлаждения; 4 - цере-
ысшя шощмй аэролифт
также возможность образования зна-
чительных количество пены для рас-
творов с высоким содержанием ор-
ганики и высокую скорость зараста-
ния стенок аппарата, особенно в его
конусной части.
Аппараты с механическим пере-
мешиванием были первыми в гли-
ноземной технологии. Декомпозсры
с цепными мешалками и неболь-
шого объема (V = 450 м1) просты и
надежны для выполнения постав-
ленных перед ними задач. Однако
резкий рост металлоемкости при уве-
личении объема и ухудшение рас-
пределения твердой фазы по высоте
обрабатываемой суспензии привели
к отказу от этих аппаратов в пользу
декомпозеров с аэролифтным перемешиванием.
Исследования последних лет показали высокую эффективность
декомпозеров с механическим перемешиванием и лпоским днищем
(рис. 25) большого объема (И = 2000+6000 №), для которых не было
отмечено недостатков, присущих аппаратам с аэролифтным переме-
шиванием.
Классификация гидроксида и отмывка его от ма-
точного раствора осуществляются разделением в
тдросепараторе. Слив из него поступает в многока-
мерный сгуститель, а гидроксид после отжатия на
фильтре как затравка вновь поступает в процесс.
Ннжний продукт гидросепаратора - продукционный
гидроксид - идет иа барабанные фильтры (БОУ), где
отделяется от маточного раствора и промывается.
Для этой операции характерна относительно высо-
кая производительность - 1,5 т А13О>/м2 для маточ-
Рнс. 25. Дскомломр с механическим переи«шква«ие.м и
ПЛОСКИМ ANHUI м
Глава 5. Производство глинозема по способу Байера 71
ного раствора и до 3 т/м2 для промводы. Промытый гидроксид с
влажностью 10—14 % поступает затем иа кальцинацию, а маточный
раствор от фильтрации гидроксида вместе с промводами поступает на
выпарку.
5.7. ВЫПАРКА МАТОЧНОГО РАСТВОРА
Для подготовки маточного раствора после декомпозиции к
выщелачиванию новой порции боксита из процесса должна быть
выведена вода, добавленная ранее для разбавления вареной пульпы.
Количество воды, которую надо выпарить, примерно соответствует
разности между объемами алюминатного и оборотного расгворов.
Кроме сведения баланса по воде в ходе процесса выпарки попутно
решается задача очистки влюмниатных растворов от примесей: соды,
органики, кремнезема (гнароалюмосиликата натрия) и сульфата
натрия.
В процессе выпаривания по достижении определенной концентра-
ции щелочи начинается кристаллизация этих солей, часть из которых
отлагается иа теплообменной поверхности, тем самым резко снижая
теплопередачу. Выделившиеся на греющих трубках соли периодичес-
ки растворяют в слабых маточных растворах или промводах. Раство-
римость соды в алюминатио-щелочиых растворах резко снижается с
повышением концентрации растворов. Для синтетического раствора с
конце1працией около 300 г/дм1 NajO растворимость Nb?CO} состав-
ляет около 8 % от NajOote. В производственных растворах раство-
римость соды выше па 1.5-2,0 %, поскольку она содержит органи-
ческие примеси, повышающие вязкость растворов и мешающие
отделению солей.
Органические вещества отделяют от раствора вместе с карбонатом
в составе так называемой "рыжей соды”.
Растворимость гидроалюмосиликата натрия уменьшается с пони-
жением концентрации щелочи н с ростом температуры, достигая
приемлемых значений (для условий относительно низкого зараста-
ния) при температуре греющего пара 150 °C.
Растворимость сульфата натрия падает с ростом концентрации
щелочи, и на заключительной стадии выпаркн создаются условия для
кристаллизации его из раствора вместе с содой в составе так назы-
ваемой содо-сульфатной смеси.
Выпарка маточных растворов проводится в многокорпусных
выпарных батареях, работающих под вакуумом н позволяющие
многократно использовать вторичный пар.
Металлургия легких металлов
Если пренебречь потерями тепла в окружающую среду, расход
свежего пара сокращается ио м<ре увеличения числа корпусов
(кратности выпарки) в батарее. Одновременно при отсутствии потерь
число корпусов нс влияет на производительность батареи по
выпаренной воде, определяемую переданным раствору количеством
те ma - Q:
Q-FKA1,
где F - поверхность теплообмена, м1; К - коэффициент' теплопе-
рсдачи, кВт/(м2-К); & ~ полезная разность температур (между б -
температурой греющего пара и б - температурой раствора), °C.
Выбор б ограничивается условиями выделения гидроалюмо-
силиката натрия н возрастающей коррозией греющих трубок; б «
150 °C. Выбор б ограничивается возрастающей с понижением
температуры вязкостью раствора и затратами иа создание вакуума.
При разрежении в последнем корпусе 0,08 МПа б составляет 60 °C,
что соответствует значению Дг - 150-60 “ 90 °C. Однако реальное
значение Л/ ниже расчетного на величину полной температурной
депрессии 0:
0-0, +(h ♦ 0,.
где 0, - физико-химическая температурная депрессия, определяемая
как разность в температурах кипения раствора и чистого растворителя
при постоянном давлении; - гидростатическая депрессия, опреде-
ляемая как разность в температурах кнлеиня в верхнем и инжнем сло-
ях раствора в выпарном аппарате; 0j - 1Т1драв.тическы депрессия,
обусловленная снижением давления вторичного пара нз-за гидравли-
ческих сопротивлений в паропроводах между корпусами.
Суммарная величина 0 составляет величину ис менее 40 °C, а
оставшаяся разность температур не превышает 50 °C. Поэтому реаль-
ный удельный расход пара уменьшается до какого-то определенного
предела (как правило, для отечественных заводов при значении
кратности нс выше 5). Поэтому с ростом числа корпусов в батарее
растет величина потерь, производительность батареи снижается при
одновременном увези чей ии капитальных затрат. Вопрос об оптималь-
ном числе корпусов в батарее должен решаться после детальных
технико-экономических расчетов, учитывающих влияние всех пере-
численных выше факторов.
В зависимости от движения пара и раствора различают три схемы
Глава 5 Производство глинозема по способу Байера 73
установок (рис. 26.). В прямоточной схеме исходный раствор центро-
бежным насосом полается в первый корпус; в трубчатый нагреватель
этого же корпуса поступает и пар. Из первого корпуса расгвор само-
теком проходит все корпуса батареи, постепенно становясь все более
концентрированным. Направление движения пара такое же, как и рас-
твора. Пар. образовавшийся при выпаривании раствора в первом кор-
пусе - вторичный пар, поступает в трубчатый нагреватель второго
корпуса. Вторичный пар последнего (IV-го) корпуса и холодная вода
поступают в барометрический конденсатор. При конденсации этого
пара в системе создается разрежение. Воздух и газы из упариваемого
раствора откачиваю гея вакуумным насосом. Достоинства прямоточ-
ной схемы: рациональное использование термических параметров
нагретого раствора (затраты греющего пара иа 5-Ю % ниже, чем
при противоточной схеме); отсутствие насосов для перекачки раство-
ра из корпуса в корпус и, как следствие, снижение кашгтальиых
и эксплуатационных затрат. Недостатки схемы следующие: в голов-
ном корпусе в условиях низких концентраций и высоких темпера-
тур - интенсивное зарастание греющих трубок гидроалюмосил нкатом
натрия, в последнем корпусе - в условиях низких температур и высо-
ких концентрации затрудняется отделение мелкодисперсной соды н
сульфатов.
В противоточной схеме исходный раствор подается в последний
(IV) корпус, а из него последовательно п«р< качивается через все
Рис. 26. Схемы миогосгу-
пекчвтоЙ выпарной устя-
а прямоточная. 6 - про-
тивоточная; • - смешанного
тока. I-IV - корпуса, БК -
барометрический конденса-
тор' TH - трубчатый на-
греватель; ВН - вакуум-
насос
74 Метаяяургиялегтх металлов
корпуса в 1, куда поступает греющий пар с ТЭЦ. Преимуществом
противоточной схемы является возможность работы с растворами с
более высоким содержанием примесей (и, как следствие, более
вязкими). чем при прямотоке, поскольку концентрация раствора
возрастает одновременно с повышением температуры. Для этой
схемы характерно также меныпее зарастание греющих трубок
ГАСНом из-за увеличения растворимости его с ростом концентрации
раствора. К недостаткам этой схемы относятся большие капитальные
и эксплуатационные затраты в связи с использованном насосов,
перекачивающих раствор из корпуса в корпус, а также усиленный
коррозионный износ кипятильных трубок последних корпусов,
работающих в условиях высоких температур и концентраций.
В схеме смешанного тока раствор поступает в корпус, обогревае-
мый вторичным паром (Hi), затем идет самотеком в следующий (IV)
корпус, в затем - уже в корпус I, куда поступает свежий пар, и вновь
самотеком - во 11-Й. Эта схема является компромиссной между
первыми двумя; сохраняя преимущества противоточной, она в то же
время дает возможность снизить капитальные и эксплуатационные
затраты из-за снижения количества насосов для перекачки растворов.
Она применяется на большинстве отечественных заводов для упа-
ривания растворов с высоким содержанием соды и органики.
В глиноземном производстве применяются выпарные аппараты с
трубчатой теплообменной поверхностью. Среди них - аппараты пле-
ночного типа» с естественной и принудительной циркуляцией,
двухходовые.
На рис. 27 представлен выпарной аппарат с падающей пленкой,
получивший в последнее время широкое распространение. Такие ап-
параты характеризуются более высоким коэффицнеггтом теплопере-
дачи - 5440-5860 кВт/(м2 К) против 2510-4190 в аппаратах других
типов без принудительной циркуляции. Раствор подается сверху
через нагрубок 12 в верхнюю растворную камеру IV. Для создания
пленочного движения раствора по трубам применяются различные
оросительные устройства. Наибольшее распространение получили
тангенциальные насадки - VI. Поступая в такие насадки. пар
закручивается н стекает по периметру трубы. Образующийся
вторичный пар движется по всему сечению трубки параллельно
пленке раствора, затем пар и раствор попадают в сепаратор II, откуда
вторичный пар отводится из аппарата через патрубок б, а раствор -
через патрубок 2. Греющий пар поступает через патрубок /, а
конденсат удаляется через патрубок /5.
Для упаривания растворов с выделением твердой фазы (соды)
применяются аппараты с циркуляцией раствора естественной и
Глава 5 Производство глинозема по способу Байера
Рис. 27. Выпарвой аппарат с падающей
пленкой:
/ греющая камера; 11 сел рггор; HI -
Срызгоувовитсль; П' - верхняя растворная
камера; Й - нижняя рктиорная камера, к/
тангенциальны насадка. I - патрубок для
подвода греющего пара; 2 - патрубок для
отвода крепкого раствора, 3 - патрубок для
отвода нскондепсирующкхся газов, 4 -
патрубок для установки манометра, 5 -
патрубок для уделе ии воздуха кз парового
пространства аппарата; 6 — патрубок для
выхода вторичного пара; 7 - патрубок для
промывки трубного пространства; 8 -
смотровое окно, 9 - люк для осмотра
сепаратора; 10 - патрубок для установки
термометра; II тюк на греющей камере. 12 -
патрубок для подвода раствора; 13 - указатель
уровня жиндсн ата. 14 - патрубок для с. ииа
раствора; 15 - патрубок для яыхода
конденсате, /б - патрубок для промывки
межтрубного пространства
принудительной, что обеспечивает многократное прохождение
раствора по гр лощим трубкам. Таким образом предотвращаетсл
быстрое зарастание греющих трубок содой м их коррозионный износ.
В двухходовых аппаратах с естественной циркуляцией вынесенная
зона кипения делит греющие трубки на внутренние к внешние и
образует циркуляционный контур- В нем по внутренним трубкам под
зоной кипения раствор движется вверх, а по внешним - вниз, что
приводит к улучшению теплообмена в аппарате.
На отечественных (лнноземных заводах применяют выпарные
аппараты с поверхностью нагр ва (поверхность греющих трубок)
до 2500 м2. Размеры греющих трубок: длина - 7-9 м, диаметр - 38 и
57 мм.
Расход греющею пара на выпарке маточных растворов определя-
ется кратностью выварки. Для современной пятикорпусной батареи
он составляет 0,3 т пара на I т выпаренной воды.
5.8. КАУСГИФИКАЦИЯ ОБОРОТНОЙ СОДЫ
В коде процесса Байера происходит превращение каустической
щелочи в карбонатную - декаустификация. В среднем за один цикл
потерн едкой щелочи составляют 1,5-3,0 %, причем основная их
часть приходится на реакции взаимодействия карбонатов исходного
боксита с NaOH.
76 Металлургия легких металлов
Если количество образующейся соды велико, то она выделяется на
заключительной стадии выпарки в составе так называемой "рыжей
соды". После отделения оборотного раствора, промывки и фильтра-
ции получают содовый осадок влажное гью нс более 20 %, который
поступает на операцию известковой каустификации.
В основе процесса известковой каустификации тежит обратимая
реакция:
NaaCOj Са(ОН)2 3=»2NaOH’CaCOj
или в ионной форме:
CO’Ca(OH)2^z=*2OH -СаСО,.
Константа равновесия этой реакции равна:
К..6,4510’.
“col- ЧСоСО)
С нагревом она уменьшается, так как падает растворимость
Са(ОН>2 и увеличивается растворимость CaCOj. Для сохранения
высокой скорости каустификации и для получения хорошо отстаива-
ющегося шлама процесс ведут при t = 60-70 вС. При этом выход
каустика составляет 80-90 %. Как показано на рис. 28, с ростом
концентрации NajCOj в исходном растворе степень каустификации
снижается. Поэтому концентрация соды в исходном растворе не
должна превышать 15 %.
При каустификации крепких растворов (более 200 г/дм’ NajCOj)
образуются двойные соединения: гейлюсит - CaCOj • NajCOj • 5112О
и пнреоинт - CaCOj • NajCOj 2Н2О. Они выпадают в осадок и сни-
жают концентрацию NajCOj в растворе. Поэтому каустификацию
ведут для разбавленных растворов с концентрацией 90+120 г/дм1
NajOoe»
Для реальных условий, когда каустификацию надо проводить для
содовых pacibopOB с примесью алюминатно-щелочных, важно
проследить взаимодействие в этих сложных системах. Алюминат
натрия может взаимодействовать, ухудшая показатели каустифика-
ции, как с карбонатом кальция по реакции
ЗСаСО3 +2NaAi(OH\ = 4NaOH j—>ЗСаО . А1,О, -6H2O+3Na2C0j,
Глава 5. Производство глинозема по способу Байера
77
Рис. 28. Зависимость скпени кяу-
стнфикацин от содержании h'a2COj
ходком растворе
НагС0Й, “Л
так и с известью по реакции с дополнительной каустификацией
2CeCOHV2NaAl(OH); ^=±ЗСаО AhO, -6H.02NaOH
Вероятность образования NajCOj по первой из представленных
реакций в конце основною процесса каустификации объясняется
с помощью диаграммы равновесных состояний Nb2O-AI2O3-Cj0
-СОз HjO для растворов с а* - | ,65 при / ~ 95 °C (рис. 29).
На диаграмме отмечены две ветви, делящие ее поле на три
области. Левая ветвь - равновесная кривая каустификации соды в
влюминатно-щелочных растворах, правая - растворимость соды в
этих же растворах. На каустификацию направляют обычно раствор с
80 г/дм* Na2Oy и 20 г/дм5 Na2O.; фигуративна^ точка, соответству-
ющая такому составу, лежит в области устойчивости СаСО3. Если в
начале и образуется ЗСаОАЬОубНдО, то он будет неустойчив и
разложится. И только в конце каустификации, когда состав раствора
придет к равновесному, устойчивыми твердыми фазами будут CaCOj
и ЗСаО А12ОЗ-6Н2О.
Поэтому для увеличения выхода NaOH работают с некоторым
избытком СаО от стехиометрического - 130 %, причем 45 % извести
пойдет на образование ЗСаО А^ОубН^О и 85 % - на каустификацию.
Поскольку с ростом температуры снижается скорость образования
гидроалюмината кальция, то повышение температуры ведет к
уменьшению потерь AljOj и расхода извести.
AnnapaiypHo-технологичесхая схема известковой каустификации
предусматривает аппаратуру для получения известкового молока. В
аппарате для гашения СаО получают раствор известковою молока,
отделяют крупные частицы и слив с классификатора направляют
вместе с содовым раствором и промводой от промывки шлама в
систему каустицеров. В системе, состоящей из 3-5 каскално рас-
положенных аппаратов, процесс осуществляется непрерывно при
продолжительности в среднем около 2 ч. В первый каустицср для
поддержания необходимой температуры (около 100 °C) вводят пар.
Металлургия легких металлов
Рис. 29. Часть диаграммы равновес-
ных состояний в системе NijO-AljOj-
-CbO-COj-HjO для растворов с а, -
1,65 при t “ 95 °C
Концентрация Na2O в пропус-
ти фи циров ан и on растворе - 90-
100 г/дм3. Полученный раствор
отделяют от белого шлама в сгус-
тителе н после промывки в промы-
ва те тс фильтруют на барабанном
вакуум-фильтре. Промывку белого
шламв часто можно совместить с
О 100 200 300
промывкой красного шлама после выщелачивания.
При переработке бокситов с небольшим количеством карбонатов
широко применяется каустификация соды в промводе, образующейся
прн промывке красного шлама. Часть слива одной из промвод
выводится из системы промывки, нагревается и подается в каустмче-
ры, куда затем подается и известковое молоко. При относительно
невысокой степени каустификации (не более 50 %) таким способом
удается свести баланс по каустической щелочи, возместив ее потерн в
цикле Байера за счет декаустификации. Одновременно при каустифи-
кации происходит очистка промвод от органических примесей -
нерастворимый оксалат кальция переходит в белый шлам.
В ряде схем, перерабатывающих бокситовое сырье, может оказать-
ся целесообразным совмещение операций выщелачивания бокситов и
каустификации соды в виде так называемого содово-известкового
выщелачивания. В содово-известковой ветви перерабатываются легко
вскрываемые гиббситовые бокситы, мощность этой ветви рассчиты-
вается исходя из потребности получения нужного количества щелочи
для возмещения потерь в основной ветви, где перерабатываются
трудновскрываемые бокситы. Использование соды вместо более
дорогого каустика, а также упразднение целого передела каустифика-
ции, ведет к существенному улучшению технико-экономических
показателей всего глиноземного производства.
5.9. КАЛЬЦИИ АЦИЯ ГИДРОКСИДА АЛ ЮМ И НИЯ
Заключительным переделом всех технологических схем глинозем-
ного производства является кальцинация. Цель ее - перевод исход-
ного гидроксида в товарную продукцию - металлургический гл и но-
Глаоа 5 tlpounodcmto глипомма по способу Бамра
зем для электролитического производства алюминия и и сметал лурги-
ческий -для различных отраслей промышленности (электротехничес-
кой. керамической и др.).
11ри обжиге гидроксида алюминия последовательно протекают про-
цессы сушки и дегидратации пщроксяда и прокалки оксида AI. со-
провождающейся частичной перекристаллизацией у-АЬОэ в a-Al2Oj:
Altai), >А1(ОН), >АЮОН п*‘с >
влажный сухой
гиббсит гиббсит
»у-А13Од - ,хо'с хх-А^О».
5-25%
Качество получаемого глинозема определяется чистотой, дисперс-
ностью и фазовым составом.
В соответствии с ГОСТ 30558-98 и 30559-98 (см. 3.2, табл. 4; 5)
в г шноземе определяется его чистота и ограничивается содержание
SiO2. Fe2Q}, RiO и n.n.n. - потерь при прокаливании (Н2О). Наиболее
вредными являются примеси железа н кремния - более электро-
положительные, чем AI, н загрязняющие его Ч1ри электролизе.
Щелочи (R2O) и Н2О переводят дефицитный фторид AI в шеючиые
фториды и газообразный HF. Эго вызывает необходимость постоян-
ной корректировки состава электролита и увеличивает расход фтор-
солей на I тА1.
Содержание примесей почги целиком определяется чистотой ис-
ходного гидроксида, хотя иногда при использовании барабанных
печей отмечается ухудшение качества А12О3 (повышение содержания
SiOj и FcjOi) из-за разрушения футеровки в области высоких
температур.
При электролитическом производетве AI важное значение имеет
гранулометрический состав - дисперсность получаемого оксида AI.
Она так же, как и химический состав, в первую очередь определяется
дисперсностью исходного гидроксида. В меныней степени онв зави-
сит от условий обжига прн кальцинации. Во всем интервале темпера-
тур обезвоживание гидроксида и кристаллизация сначала у-А12О3. а
затем частично а-А12О3, идут с сохранением размеров и формы ис-
ходного гидроксида (так называемой псевдоморфозы). Лишь при по-
вышении температуры выше*, а также с увеличением скорости нагре-
' 1050 °C для печей КС и 1200 °C-для (жрябдк ых.
ва, происходит разрушение псевдоморфоз и появление большего чис-
ла мелких частиц.
Фазовый состав глинозема (соотношение у- и а-А12О3) зависит в
первую очередь от температуры и продолжительности обжига. В
прежних редакциях ГОСТов на глинозем оговаривалось и содержание
a-AljOj (24+30 % от общего количества). Именно такое количество
a-AljO, обеспечивало стабильность решетки и свойств остального
уА12О3.
В новой редакции ГОСТа нет требований по содержанию a-AljOj,
в то же время обязательно указывается величине п.п.п. Как показали
исследования, значение п.п.п. < 1 % соответствует содержанию
a-AIjO? г 25 % для барабанных печей и 5-10 % для печей КС.
Фазовый состав оксида AI (соотношение у:а в оксиде) определяет
скорость его растворения в электролите. По общему правилу y-Al2Oj
лучше растворяется в криолито-глиноземном расплаве, чем a-AIjO).
Однако если при криолитовом отношении (К.О.) 3,0 скорость раство-
рения y-AljOj выше, чем у а-АДО), в 1,2 раза, то прн К.О. - 2,4 эта
скорость выше уже в 2 раза.
Отмеченное выше важное свойство глинозема - гигроскопичность
(величина п.п.п.) - связано с содержанием а-А12О3 и величиной
потерь фтора при электролизе. Значение п.п.п. 0,8-1,0 % соответст-
вует 25-30 % содержания a-AbOj, что отвечает расходу фтористых
солей 100 кг на 1 т Al. Значение п.п.п. около 0,4 % соответствует
60-80 % содержания а-А12О}, что отвечает расходу фтористых солей
30-40 хг иа 1 т Al. Первые цифры отвечают практике отечественных
алюминиевых заводов, вторые - западно-европейских алюминиевых
заводов в 70-х годах.
Скорость превращения у-»а для A12Oj зависит от скорости
внутренней перестройки решетки оксида, которая в большинстве
случаев является лимитирующей стадией всего процесса кальци-
нации. Скорость превращения у-»а можно существенно увеличить в
присутствии минерализаторов - AIF3, В2О3 и др. Так, добавки 0,5-1 %
AlFj или 0,1-0,2 % ВЛЭз позвотили получить при 1200 еС в течение
30 минут продукт с 80%-ным содержанием а-А12Оз. Минерали-
заторы, в первую очередь AlFj, широко применяются при получении
ие металлургического глинозема, например марки ГК. Для получения
металтургического глинозема AlFj используют лишь некоторые
западноевропейские заводы. Такой i шиозем абразивен, что приводит
к быстрому истиранию трубопроводов при пи вмэтической транспор-
тировке и, кроме того, он значительно хуже растворяется в электро-
тите, что приводит к быстрому образованию нерастворимых осадков
в ванне.
Глава 5. Производство глинозема по споссйу Байера
Аппаратурное оформление передела кальцинации и охлаждения
оксида AI за последние годы существенно усовершенствовано. Еще в
50-60-е годы основными аппаратами для этих процессов были
барабанные печи и холодильники. Они полностью идентичны бара-
банным печам и холодильникам, установленным на переделе спека-
ния глиноземных шихт, и особенности нх устройства рассмотрены в
гл. 6.
Достоинствами такой классической схемы (барабанная печь +
ь барабанный холодильник) является простата конструкции и об-
служивания аппаратов и стандартность оборудования. Недостатки
этой же схемы очевидны: 1) 1’ромоздкостъ, высокие капитальные
затраты, 2) низкий термический к.п.д. (£45 %) и высокий удельный
расход тепла 5000-5500 кДж/кг AljOj; 3) неравномерность химичес-
кого, 1рапулометрнчсского и фазового состава глинозема; 4) большой
оборотный пыле вы и ос.
Совершенствование аппаратурного оформления процесса кальци-
нации идет по пути использования более совершенных теплооб-
менных устройств (кипящего слоя и взвешенного состояния) и ап-
паратурного разделения процесса на отдельные стадии: I) подогрев
гидрата, включающий сушку и дегидратацию. 2) перекристалти-
зацню оксида AI; 3) охлаждение глинозема с регенерацией тепла
готового продукта. ,
На первом этапе эти работы велись в рамках совершенствования
существующей классической схемы. Совершенствование этой схемы
связано с созданием и эксплуатацией двух аппаратов - холодиль-
ников кипящего слоя (КС) и циклонных теплообмен ников.
На рис. 30 предстшицн отечественный холодильник КС. Он состо-
ит из шлам ©отдели тел я, собственно холоди тыл пса и доохладителя
(трубчатого теплообменника), заключенных в футерованный огнеупо-
ром металлический кожух. Поступающий из печи глинозем проходит
в шламоотделитель и затем в холодильник. Многосекцнонный ап-
парат КС с перекрестным током материала и воздуха разделен на 9
секций, между которыми установлены гидравлические загворы, пре-
пятствующие движению AljOj в обратном направлении По мерс
продвижения вдоль холоди тьника материал сопри касается с холод-
ным воздухом, и вследствие интенсивного перемешивания происхо-
дит эффективный теплообмен. Поступающий в первую секцию
аппарата i пииозем проходит последовательно 8 секций и охлаждается
воздухом с 1000 до 400 °C, а затем поступает в 9-ю секцию-
доохладитель, разделенный на 3 камеры, температура материала в
которых снижается последовательно до 250. 150 и 100 °C. Охлажде-
ние А12О} в доохладителе осуществляется водой, циркулирующей в
Металлургия легких металлов
Рис. 30- Схема холодильника кипящего стоя:
1 - корпус ХОТОЛШ »ника; 2 - шламоспдслитсль; J - классификационные кам
4 - приемный бункер; 5 - колосниковая решетка; б - перегородки;
вошухораспредел итсльнам решетка; 8 - трубчатый теплообменник
трубчатом теплообменнике, погруженном в слой псевдоожиженного
материала. Воздух из холодильника, нагретый до 600 °C, очищается
от пыли в циклонах. Очищенный горячий воздух поступает в печь нв
горение топлива, а пыль из циклонов - в одну из средних секций
холодильника.
Холодильники такого типа успешно эксплуатируются иа оте-
чественных глиноземных заводах при производительности 20-40 т
AIjOjAm, снижая удельный расход топлива и повышая производи-
тельность установок на 10-15 %.
Циклонные теплообменники на низкотемпературных стадиях
термообработки также позволяют существенно увеличить терми-
ческий к.пщ. установки. На рис. 31 представлена схема установки для
кальцинации гидроксида А1 фирмы Ктокиер-Гумбольдт. состоящая
из барабанной печи и двух систем циклонных теплообменников,
работающих по принципу противотока: подготовки материала перед
кальцинацией и охлаждения глинозема Предварительная подготовка
материала производится в 4-ступеичатом циклонном теплообмен-
нике.
Матерна), нагретый до 650 ®С и содержащий 0,5 % влаги,
поступает в барабанную печь. При циклонной подготовке материала
существенно уменьшается длина барабанной печи, повышается
производительность, а уиос пыли из нее уменьшается до 40 %.
Поступающий из барабанной печи горячий глинозем захватывается
I вала 5. Производство глипазлма по способу' Ба ^ра
былое
(fymtep)
Рис. 31. Схема установки для кальцинации Д1(ОН)} с двумя системами
ЦККЛОШ1НЫХ тсплообмп ников:
1 - система обеспыливания вохдуха; 2; 5 - а итмляторы; 3 - дымовая труба; 4 -
фильтр; 6 - загрузка гидроксида, 7 - трубопровод горачсго вохауха; 8 -
барабанная печь; 9 - форсунка для подачи воздуха, 10 - трубопроводы холодною
воздуха
током холодного воздуха 10 н попадает в 4-ступсичатый шми ои-
ный теплообменник охлаждения. Охлажденный глинозем из циклона
VIII поступает в снлос для хранения, а нагретый воздух после
обеспыливания в циклоне / вентилятором 2 по трубопроводу
7 нагнетается в форсунку 9 барабанной печи 8 для сжигания топ-
лива.
Применение такой установки позволило снизить расход теплв на
1250 кДж/кг AljOj, т.е. на 25 % от общего расхода, н повысить
термический к.п.д. с 39 до 52 %.
Как видно из приведенного выше материала, даже с учетом
использования холодильников КС и циклонных теплообменников не
удается поднять термический к пл. установки для кальцинации выше
50 %, если использовать в качестве основного аппарата барабанную
печь. Поэтому дальнейший прогресс связан с созданием более со-
вершенных аппаратов для кальцинации, в частности печей кипящего
стоя. В нашей стране с 50-х годов велись работы по созданию
многокамерных печей КС для кальцинации. В последнем издании
аналогичного учебника А.И. Беляева дано описание н эскиз
многоподовой печи КС для кальцинации. Однако эта печь, несмотря
на благоприятный расход тепла (термический к.пд, - 62,5 %) и
84 Металлургия легких металлов
однородность полученного глинозема, имела весьма существенный
недостаток - низкую удельную производительность (максимальная
произволигельность четырехкамерной печи диаметром 6,7 м не
превышала 250 т/Ьут). Этот недостаток, а также сравнительная
сложность ее конструкции, не позволили рассчитывать иа нее как иа
перспективный промышленный аппарат.
В настоящее время иа значительной части глиноземных заво-
дов в мире (в нашей стране - на Н13) получают глинозем на уста-
новках фирмы Лурей с циркулирующим кипящим слоем (рис. 32).
Такие установки обеспечивают снижение расхода тепла иа 30-40 %
в сравнении с барабанными печами при уменьшении капиталь-
ных затрат иа 20-25 % и эксплуатационных расходов на 50-
70 %.
В двух ступенях предварительного нагрева исходный влажный
гидроксид алюминия частично дегидратируется теплыми печными
газами. Загружаемый затем в реактор материал при точно устанав-
ливаемых температуре и продолжительности кальцинации превраща-
ется в глинозем с заданными свойствами. Глинозем циркулирует
через шахты и погружной затвор КС при 1100-1200 *С со средним
пребыванием материала в цикле 30-60 мин. Благодаря большой
внутренней циркуляции твердых частиц циркулирующий псевдоожи-
женный слой характеризуется тем же постоянством темпсра1уры. что
и классический КС, но допускает значительно более высокие
скорости газа.
На рис. 33 представлена схема промышленной установки, вклю-
чающей двухступенчатый подогреватель КС типа "Вентурн", печь
КС с циклоном рециркуляции и 5-ступенчатый холодильник КС.
Отфильтрованный гидроксид AI подается шнековым питателем 1 в
нижнюю треть корпуса сушилки 2 "Веитури-1Г, где в КС при
/ ~ 130-140 °C нз гидроксида удаляется гигроскопичная вода. В
конически расширяющемся аппарате без днища создается КС,
занимающий промежуточное положение между псевдоожижением и
пксвмотраиспортным состоянием. Высушенные и частично дегид-
ратированные частицы отделяются от газов’ и поступают во второй
подогреватель 5 "Вентури-Г. Отработанные газы, запыленность кото-
рых ие выше 1-2 %, поступают црн температуре 130 °C в электро-
фильтр 15.
В сушилке 5 “Вситури-1" гидроксид нагревается до 350-400 "С га-
зами, выходящими из рециркуляционного циклона 7 и после циклона
6 с содержанием п.л.п. 2-5 % поступают в обжиговую печь КС 8. В
' Вместе с уловленным в циклонах 3 гидроксидом.
Глава 5 Производство глинозема по способу Ьайера
Рис. 32. Печь для кальцинации
гидроксида алюминия в цирку-
лируют* м кипящем слое:
I - печь; 2 - циклон рецир-
куляции; 3 - затвор кипящего
слоя; 4 - холодильник, ПВ -
первичный воздух; ВВ -
вторичный воздух; ВК - воздух
на кипение; ДГ - дымовые газы
этой печн, обогреваемой
мазутом, обезвоженный и
подогретый гидроксид алю-
миния прокаливают прн
1100 “С. Мазут вводят через
несколько форсунок в паро-
вых рубашках в нижнюю зо-
ну печн с повышенным со-
держанием твердого. По«гги
стехиометрическое сгоравне
----------г-----„----------
высоких зонах. Через клапан, регулирующий поток из зат™#3 н0
Д12О, разгружается в холодильник КС 11. Б пяти его горизо|Г^\1ЫМ
расположенных камерах глинозем охлаждается ’воздухом
топлива происходит в более
Рис. 33. Схема устан(вкн
для кальцинации А1(ОН)> в
циркулирующем кипяшем
/ - загрузочное устройство
для гклрокецда; 2 - сухвилха
типа гВснтури’; 3, 6 -
цикло ш; 4 — мигалка; 5 -
под :греаатеть типа 'Венту-
ри"; 7 - рециркуляционный
циклон; 8 - печь КС; Р -
затвор КС; /О - регулируе-
мый питатель; 11 — холо-
дил ..ник КС; /2 - циклом,
13 - водяное охлаждение;
14 — вентилятор, 15 -
электрофильтр; ПВ - первич-
ный воздух; ЙВ - вторичный
воздух; БВ - байпасный
воздух
* Регуиирусмый питатель 10.
86
Металлургия легких металлов
и косвенным образом. Пятая камера для доохлаждения оборудована
трубчатым водяным теплообменником 13. Температура глинозема на
выходе из холодильника ниже 100 ®С. Объединенный поток запылен-
ного воздуха после обеспыливания в циклоне используется как вто-
ричный в печи КС. Во избежание подсоса воздуха н его влияния на
тепловой баланс вся установка работает под давлением вплоть до
точки загрузки. Установка исключительно компактна при почти пол-
ном отсутствии трущихся частей, что благоприятно сказывается на
величине капитальных затрат и эксплуатационных расходов. Уста-
новка полностью автоматизирована, и расходы на ее содержание не
менее чем ив 50 % ниже расходов на содержание барабанных печей.
Величина капитальных затрат ниже иа 25 %, удельный расход тепла
на 30-40 % ниже соответствующих затрат для барабанных печей.
Приведенное сравнение убедительно показывает преимущества
печей с цирку тирующим КС перед барабанными печами. Особенно
разительным предстанет это различие после перехода на свободные
цены на энергоносители в нашей стране.
В последние годы ведутся исследования по созданию принципи-
ального нового способа кальцинации иод давлением в потоке чистого
пара. Испытания на лабораторной установке по новому способу,
смонтированной на Павлодарском заводе, показали перспективность
нового способа - более низкий удельный расход тепла, более низкие
капитальные и эксплуатационные затраты по новому способу в срав-
нении с уже известными.
Глава 6. ПРОИЗВОДСТВО ГЛИНОЗЕМА
ПО СПОСОБУ СПЕКАНИЯ
6.1. ОБЩАЯ ТЕХНОЛОГИЧЕСКАЯ СХЕМА
Идеи связан. AI2Oj боксита в растворимую форму - алюминат
натрия (Ле-1 Наталье), а основную наиболее вредную примесь
SiO2 - в нерастворимый сизнкат (Мюллер) имеют более чем
150-летнюю историю. Эти идеи лежат в основе способа переработки
глиноземсодержашего сырья - бокситов, нефелинов, каолинов -
спеканием. Если в способе Байера существует ограничение по
качеству сырья - нерентабельно перерабатывать этим способом
бокситы с кремневым модулем ниже 6-7, то способ спекания является
универсальным, применимым к сырью с любым значением модуля.
riaea б. Производство елинозема по способу спекания
Сущность способа (рис. 34) состоит в переводе кремния из сырья в
малорастворнмое в щеючиых растворах соединение - ортосиликат
кальция ZCaO SiOj, а алюминия и железа - в алюминат и феррит на-
трия для бокситовых и нефелиновых шихт, и в алюминаты кальция -
для бссщелочного сырья (каолины н др.). Указанные соединения об-
разуются путем спекания заранее приготовленной шихты - основного
передела в рассматриваемом способе, давшего название способу. 11а
стадия выщелачивания спеха в раствор переходят полезные компо-
ненты Na3O и AljOj Однако в связи с тем, что ортосиликат кальция.
Рис. 34. Прин цн пи а »няж схема пр .юмдегва глинозема по способу спека-
8°Металлургия легких мепаллое
взаимодействуя с алюминатным раствором, разлагается и загрязняет
алюминатный раствор SiOj, введен передел двухстадийного обес-
кремнивания с удалением нэ раствора: иа первой стадии - гидроалю-
м ос ил н ката натрия и на второй - гидрограната Са Очищенный от
кремния раствор подвергается разложению карбонизацией, в ходе
которой образуются А1(ОН)з и раствор карбонатов. Гидроксил на-
правляется на кальцинацию с получением оксида алюминия, а карбо-
натный маточник после выпарки идет в начало процесса иа приготов-
ление шихты (для бокситов) или на глубокую выпарку с получением
соды и поташа как конечных продуктов. Также применяется и ос-
тающийся после выщелачивания бслитовый шлам, который идет на
получение цемента, что создает условия для создания комп гексной
безотходной технологии переработки нефелинов.
6.2. ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ ПРОЦЕССА
СПЕКАНИЯ ГЛИИОЗЕМСОДЕРЖАЩИХ ШИХТ
Прн спекании глиноземсодержащкх шихт происходят химические
реакции между твердыми порошками исходных компонентов при
наличии небольшого количества жидкой фазы (расплава). Бокситовые
шихты спекают при 1200-1250 °C, нефелиновые - при 1250-1300 °C.
Разница между температурой начала спекания и начала заметного
гиифления шихтовой смеси называется температурной площадкой
спекообразонания. Для бокситовых шихт ее величина достаточно
велика - 100+150 °C; для нефелиновых она меньше - 50-75 °C и
совсем небольшая площадка у шламовых шихт - 25-50 °C.
Скорость твердофазного взаимодействия частиц шихты
лимитируется диффузионным переносом н может быть выражена
уравнением:
dt у
где у - толщина реакционного слоя прн нагревании в течение времени
т: К - константа скорости реакции; х - процент превращения; D - ко-
эффициент диффузии; Со - концентрация диффундирующего вещест-
ва на границе с промежуточным слоем.
Основными составляющими снеков являются алюминат натрия -
Na^O-AliOj; феррит натрия - Na2O- Fe^Oj и двухкальцневый силикат
(ортосиликат Са) - 2CaO-SiO2. Шихты, рассчитанные на образование
в спеке этих соединений» называются насыщенными. Все много-
образие взаимодействий прн спекании глиноземсодержащих шихт
’“° 6 ^„рояиой систе.
можно свести к тр»ФиЧ<:СКО 2'rjO SiCh.
мы NajO-AljO, -Na/> Fe20rфазовых полей этой системы м на
Карис. 35, а представлен» _^яия спдеов. Вначале рассмотрим
рис. 35, б - температура определяемых сторонами псевдо-
характеристику двойных с^’
тройной системы. n-Fe/K Эти два соединения образуют
Система Na2O AbOj - № растворов - алюмоферритов Na.
непрерывную серию ^^QAl/h и мстаф^рит натрия -
Моноалюмннагг натрия - 14 .^ня в этой системе. В случае
Na^FeiOj - основные wlix спекания при высоких темпе-
недостатха щелочи или в ^сокоглннозсмистого алюмината и
ратурах возможно образов* ’*rticae образующих серию твердых
высокожелезистого ферРиГ* q iIFcjOj. Скорости взаимодействия
растворов NajOHAbO] "?<^т8точно высоки. Начало взаимо-
Na2O + AljOj н Na/) + *0)-7ОО °C, при температуре 1150 “С
действия отмечено уже ’’^лцастся.
образование алюмоферри^ Данная система является бниар-
СистемаNa^O-AliOj- отвечающей 61 % 2CaO-SiC>2 и
ной с эвтектикой Э| (г “ 1 \Lnjpex силикатов кальция наиболее
39 % NajO-AljOj. Сред* х1ХКальциевый - ZCaO SiOj. Ои имеет
важный - ортосиликат, ил* °C; Р - 1475-675 °C; у < 675 °C.
три модификации: а - •
^ктемы NijO-AljO/NAj-NijOFejOj^Fy-
Рнс. 35. Лнагрямма «•сто***’ „
-2СяО SiO/CjSj: жвачной кристаллизации ICaOSiO-. II - поле
а - схема фхюемх нолей. I • ,,й1Х/д| FcbO»; Ш поле первичной кристал-
гкрыпной кристаллизации ’ температур* лтав тения
лизании 2N»jO8CaO5S»Oj я
90 Металлургия легких металлов
p-2CaO-SiOj стабилизируется RjO (где R ' Na, К), B2Oj, Р2О? и
другими об явками, переход р -» у зависит от скорости охлаждения
слека. В бес щелочных шихтах в спеке отмечается у-2СаО SiOj. При
переходе ₽ -> у резко изменяются свойства: плотность снижается на
10 %, объем увеличивается приблизительно иа 10 %, что приводит к
саморассыпаяню бесщсл очных спеков. Скорость взаимодействия
СаСО3 и SiOz является наименьшей средн других, а поэтому н
лимитирующей для всего процесса спекания. Взаимодействие
начинается прн [100 °C, а завершается при 1150-1300 °C в
зависимости от типа шихты.
Система NajO-Fc^Oj - 2CaO-SiO2- В ней существует область
40-70 % ZCaO-SiOj и 30-60 % Na2O-Fc2Oj, где состав не отвечает
приведенному для псе вл отрой ной системы. В этой области кристал-
лизуются соединения 2Na2O-8CaO-5SiO2 н 4CaO-AliOj-Fe>Oj. Эти
соединения при гидрохимической обработке слека не выше зачина-
ются н служат источником потерь Na2O н Al3Oj.
Такии образом, систему NajOAI^-NajOFciOj^CaO-SiOj мож-
но рассматривать как иссвдолройиую, не считая заштрихован ною
поля. В заштрихованной области кристаллизуются тройные соедине-
ния. не растворимые в щелочных алюминатных растворах, н, кроме
того, для этой же области характерны легкоплавкие составы (/„, <
<1250 °C).
63. АППАРАТУРНО-ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ
ПРОЦЕССА СПЕКАНИЯ
Спекая ю всегда предшествует передел подготовки исходной
шихты. Подготовка сводится к выполнению следующих основных
операций: 1) дробление исходной руды; 2) дозировка компонентов
шихты; 3) мокрый размол; 4) корректировке шихты.
Руды поступают на завод в виде крупных кусков. В зависимости
от крупности, твердости и влажности дробление руды ведут в
молотковых, щековых и конусных дробилках. Боксит и известняк
дробятся до крупности 35-40 мм, нефелиновая руда - до 20 мм, после
чего поступают на склад дробленых материалов; нефелиновый
концентрат в дроблении не нуждается. Затем с помощью питателей,
ленточньк весов н автоматических весовых дозаторов проводится
дозировка компонентов шихты для обеспечения нужного соот-
ношения компонентов в неходкой шихте. Мокрый размол ведут в
многокамерных шаровых мельницах, работающих в открытом цикле
или вместе с гидроииклонамн. Размол бокситовой шихты осу-
Гtaaa 6. Праизеодстло глинозема по способу спекания 91
щсствлястся в одну стадию, нефелиновой - в две: сначала раздельный
нефелина и известняка, затем - совместный. В этой операции
используется оборотный раствор куда входит упаренный карбонат-
ный раствор, белый шлам с передела обескремнивания и скрубб.рная
пульпа с отделения спекания. Дозировка оборотного раствора должна
обеспечить получение требуемой влажности пульпы: для бокситовых
пульп (подача их осуществляется распылом) - 40 %; для
нефелиновых (подача наливом) - 30 %. Подготовленная таким
образом пульпа подается в коррекционные бассейны (цилиндро-
конический резервуар с аэролифтным перемешиванием). Из этих
бассейнов пульпа после анализа и соответствующей дозировки
поступает на заключительную операцию - корректировку состава.
Она производится на основе анализа путем смешения необходимых
количеств пульпы из коррекционных бассейнов. Готовая пульпа
нужного состава и качества - так называемая "паспортная" пу и>па -
хранится в сборных бассейнах, откуда подается непосредственно на
спекание. Она должна удовлегворя гь трем основным требованиям:
I) должны быть выдержаны значения модулей: каустического ~
RiO.(AhO + РезОг) 1.0 - и известкового - CaO:SiO2 - 2.0;
2) влажность бокситовой пульпы должна быть 40 %, нефелиновой -
30 %; 3) должна быть выдержана требуемая тонина помола (не более
5 % фракции более 74 мкм).
Принципиальная аппаратурная схема печной установки для
спекания гл и позем содержащих шихт приведена на рис. 36. Исходная
пульпа и мешалки I по трубопроводу через форсунку 5 для
бокситовых пульп или ковшевой дозатор для нефелиновых подается в
барабанную печь 6 для спекания. Полученный спек из лечи
пересыпается в барабанный холодильник 7, охлаждается и подается
на дробление в дробилку 10, работающую в замкнутом цикле с
грохотом 9 (нефелиновый спек на раде заводов охлаждается в
колосниковом холодильнике). Газы, выходящие из печи, содержат
значительное количество пыли. Установка для пылеулавливания
состоит из пылевой камеры //, циклонов 4, электрофильтров 3 и
мокрых скрубберов 2. Пыль, уловленная в пылевой камере, циклонах
и электрофильтрах, возвращается в печь спекания. Пыль из мокрых
скрубберов в виде пульпы возвращается в отделение подготовки
шихты. Пылевыиос из барабанных печей составляет 30-40 % от
массы сухой шихты.
Для спекания применяются барабанные (трубчатые вращающиеся)
лечи, аналогичные нечем кальцинации. Для нефелиновых шихт
применяют печи 185 м (длина) х 5 м (диаметр). д,1я бокситовых -
ПО х 5 м. По длине печи можно выделить ряд температурных зон.
92
Металлургия легких металлов
Рис. 36. Схемв печной усгам вки для спекания глиноземсодержашнх шихт:
I - мешалка; 2 - скруббер; I- электрофильтры; 4 - сякло *ы; 5 - пульповая
форсунка (ковшевой дозатор); 6 - барабанная печь; 7 - холодильник; 8 бункер;
9-грохот, /С-дробилка Н - пылевая камера
отражающих различные физико-химические процессы, происходящие
с шихтой при нагревании. Первая - эона сушки, где происходит
удаление большей части влаги из шихты. Температура материала на
выходе мз нес - 250 °C, влажность бокситовой шихты - 6-10 %,
нефелиновой — 3-5 %. Вторая - зона подогрева, где материал
нагревается до 750-800 °C и происходит полное удаление влаги мз
шихты. Третья - зоне кальцинации, где при t 900-1000 °C
происходит декарбонизация - разложение известняка. Четвертая -
эона спекания, где при t 1150-1300 °C протекают реакции
образования алюмоферрита и двухкальциевого силиката. Пятая - зона
охлаждения, где полученный спек охлаждается до 1000-1100 °C.
Барабанные печи (рис. 37) - барабаны из листовой стали 1
толщиной 20-70 мм, футерованные изнутри огнеупорным кирпичом и
установленные под углом к горизонту - 2-2,5 °C. На барабане
имеются кольца жесткости, а по длине - несколько обечаек, при-
варенных к корпусу стальных листов для восприятия на!рузкн. На
корпусе печи укреплены бандажи 3 (стальные обточенные кольца),
которыми корпус опирается на опорные ролики 5. Вал каждого
ролика установлен в подшипниках, укрепленных в стальной раме,
Рис. 37. Барабанная печь:
I - барабан; 2 - зубчатый венец; 3 - бандажи; 4 - загрузочная год. во 5
опорные ролики; б - фундамент, 7 - топл «еная головка
Глава 6. Производство глинозема по способу спекания 93
которая прочно связана с фундаментом 6 - опорой печи. Печь
приводятся во вращение от электродвигателя через редуктор, под-
венцовую шестерню и зубчатый венец 2, насаженный на барабан.
Скорость вращения барабана - 1-2 об/мин. Для контроля положения
корпуса печи на приводной опоре по обе стороны бандажа уста-
новлены дяа упорных ролика. В совраменных печах упорные ролики
снабжены гвдроцнлнндрамн, на которые передается осевое усилие
печи. Нижним горячим концом печной барабан входит в топливную
головку 7, а верхним холодным концом - в загрузочную головку 4.
Бокситовая н шламовая пульпа подается в печи механическими
форсунками под давлением 0,1-0.25 МПа. создаваемым насосом.
Нефелиновая пульпа подается в печь "иалнвом" с помощью
ковшевых дозаторов. Для предотвращения образования настылей и
улучшения теплообмена в зоне сушки используют для печей
бокситовых - отбойное устройство, а для нефелиновых - цепную
завесу. Конструкция последней, способ ее навески н протяженность
определяются в зависимости от физических свойств шихты.
В качестве топлива в барабанных пе iax используют мазут,
природный газ и уголь. Подача мазута н газа осуществляется с
помощью воздушных (паровых) или механических форсунок.
Угольная пыль подается шнековыми питателями в газоход
первичного воздуха, вместе с которым она затем вдувается в печь.
Печи размером 185x5, установленные на АГК, характеризуются
сзедуюшнмн показателями: производительность по спеку - 100 т/ч.
расход условного топлива - 150 кг на 1 т спека, температура
отходящих газов - 150-200 °C.
Охлаждение алюминатных спекав осуществляют в холодильниках
двух типов: барабанных (для спсков всех типов) и колосниковых
(только для нефелиновых спсков). Барабанные холодильники
аналогичны самим барабанным печам и холодильникам отделения
кальцинации. В них осуществляется комбинированное воздушно-
водяное охлаждение опека, т.е. сочетается воздушное охлаждение с
орошением наружной поверхности водой. Они просты в устройстве и
эксплуатации, но отличаются высокой капиталоемкостью н низким
термическим к.п.д.
Значительно более соединенными являются колосниковые
холодильники, широко используемые дяя охлаждения клинкера в
цементной промышленности, а в последнее время - и для охлаждения
нефелиновых спеков. В колосниковом холодильнике (рис. 38)
холодный воздух проходит через движущийся слой спека и охлаждает
его. Спек из печи пересыпается в холодильник через соединительную
шахту /. Затем он после довэтедьно проходит колосники острого
кктадлурля легких метаиов
дутья 2 и три колосниковые решетки 3, состоящие из чередующихся
рядов подвижных и неподвижных колосников. Спек перемещается в
резутьтате возвратно-поступательного движения колосников. Охлаж-
дающий воздух подается под колосниковые решетки вентиляторами.
Охлажденный спек из холодильника по течке пересыпается на
транспортер, которым он подается в отделение дробления. С помо-
щью сортирующих решеток крупные куски (2 5 мм) отделяются от
остальной массы спека н дробятся затем в молотковых дробилках 9.
Мелкие фракции спека (< 5 мм) пересыпаются через зазоры в
подколосниковос пространство. Этот спек подастся х разгрузочному
концу холодильника транспортерами лросыпн 4. Сверху холодильник
закрыт металлическим кожухом, футерованным изнутри жаропроч-
ным бетоном.
Воздух из холодильника с i ~ 500+700 °C через соединительную
шахту поступает в печь, где используется для сжигания топлива. Для
охлаждения спека до t <. 100 °C расход охлаждающего воздуха
в зависимости от гранулометрического состава спека составляет
2,5+3,5 м’/кг спека. Избыточный воздух (с температурой S 200 °C)
отсасывается из холодного конца холодильника и посте очистки от
пыли выбрасывается а атмосферу.
Существующий способ спекания мокрых шихт (пульп) в бара-
банных печах характеризуется целым рядом недостатков: 1) на испа-
рение воды расходуется % затрачиваемого иа спекание тепла; 2) тер-
мический кп.д. даже современных мошных барабанных печей не
Рис. 38. Колесниковы* юлоднльннк:
- соединительная шахта;
2 - колосники острого дуты, 3 —
колосниковые
решетки; 4 - транспортеры просыпи; 5 - распределительная перегородка. 6 -
рама подвижных колосником, 7 - привод центральною транспортера; 8 -
сортировоч тая решетка; 9 - молотковая дробилка; 10 буккер спека
Глава 6 Проилеодстео гяиномма по cnocofy спекания
Рис. 39. Схем* установки для сухого спека-
ния шихты
превышает 30 % (для печи 185x5 удель-
ный расход тепла равен 4400 кДж/кг
снека): 3) прн несовершенном теплооб-
мене велики размеры печей и мала нх
удельная производительность.
Одно нз направлений совершенство-
вания аппаратурно-технологической схе-
мы передела - так называемый "сухой"
способ спекания. Как показали исследо-
вания, при этом способе спекания в ба-
рабанных печах термический к.п.д. по-
вьшцстся до 50 % (вместо 30 % прн
"мокром" способе). Наиболее перспек-
тивным среди ннх является вариант, при
котором предварительный нагрев шихты
и декарбонизация осуществляются во
взвешенном состоянии в системе цик-
лонных теплообменников и кальцинато-
ре, а спекание - в короткой барабанной
печи Принципиальная схема такой уста-
новки дана на рис. 39
Установка состоит из системы циклонных теплообменников че-
тырех ступеней для предварительного нагрева шихты (1-1V). декар-
бонизатора-кальцииатора 2 и короткой барабанной печи /. Шихта
поступает в циклонный теплообменник, где нагревается теплом
отходящих газов печи и кальцинатора. Дальнейший нагрев шихты и
декарбонизация протекают в кальцинаторе, где сжигается до 60-70 %
топлива от его общего расход* (остальное топливо дожигается в
печи). Степень декарбонизации в кальцинаторе достигает 95 %.
Установки с использованием запечных теплообменников могут
быть применены н для спекания "мокрой" шихты - в этом случае они
должны иметь распылительные сушилки для сушки шихты во взве-
шенном слое.
6.4. ВЫЩЕЛАЧИВАНИЕ АЛЮМИНАТНЫХ СНЕКОВ
ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ ПРОЦЕССА
Основные составляющие спека - алюмина гы натрия и калия
RjO AhOj, ф^риты натрия и калия - RjOFcjOj и двухкальцневый
% Мжамургия мгких металлов
силикат - P-2CaO-SiO}. Алюминаты и ферриты, как было показано в
6.2, образуют непрерывную серию твердых растворов. P-2CaO-SiCh
в большинстве спсков выступает как самостоятельная фаза, но для
некоторых высокожелсзистых н высококремисзем истых составов
система отличается от лсевдотройной в связи с образованием более
сложных тройных соединений, нерастворимых при выщелачивании.
Важная характеристика спсков - пористость. За его меру прини-
мается отношение объема пор к общему объему спека. Для нефе-
линовых с леков характерна более высокая (20-30 %) пористость, чем
для бокситовых (10-20 %).
В ходе выщелачивания, т.е. взаимодействия дробленого и класс и-
фнцироааниого спека с подогретым карбонатно-щелочиым раство-
ром, каждая составляющая спека ведет себя по-разному.
Алюминаты натрия и калия легко растворимы в горячей воде н
растворах; с понижением температуры растворимость убывает:
RjO-AIjOj + 4Н2О -> 2RA1(O11)4.
Другие факторы - удельная поверхность контакта твердой и
жидкой фаз, концентрация ионов R* и ОН- и др. заметного влияния
на растворимость алюминатов не оказывают.
Ферриты натрия и калия под действием аоды подвергают
гидролизу:
RjO+FejOj +4Н 2О т-» 2ROH+2Fc(OH)J.
Освобождающаяся щелочь служит одним из источников
повышения стойкости алюминатных растворов после выщелачивания
в связи с ростом а». Процесс гидролиза ферритов протекает с
меньшей скоростью, чем растворение алюминатов. Эта скорость
увеличивается с ростом температуры и величины удельной поверх-
ности контакта твердой и жидкой фаз и уменьшается с ростом
концентрации ионов R4 и ОН .
Двухкальциевый силикат разлагается и в щелочных, и в карбонат-
ных растворах с образованием растворимого силиката натрия:
2Ca0-Si0a+2Na0H+2H1O<^z±2Ce(0H)1 +Na1SiO2(OH)I; (I)
ZCaOSiO,+2^,00, *211,0 Tzr^ZCaCO, +
+ Na^SiOjCOH), + 2NaOH . (2)
Образующийся по реакциям (I) и (2) силикат натрия и гидроксид
С а вступают во взаимодействие с алюминатом натрия, образуя мало-
Глава 6. Производство глимокма по способу спекания
растворимые гидро алюмосиликаты натрия (ГАСН) по реакции
трехкальциевый гидроаяюмниат по реакции (4) н гидрогранат каЯ^
ция по реакции (5):
2NaAI(OH)4 +2[Na2O- SiOj (ОН)2)+лН5О -
NajO-AljOj -2SiO,-«H2O + 4NaOH; б5)
3Ca(OH)3 +2NaAXOH)4 з=±ЗСаО АЦО, -6Н2О + 2NaOH; (4)
ЗСаО-А1гО, <6H3O+ffl{Na,0 SiO,(OH)J-
= ЗСаО AljOj mSiO, (6 - 2m)HjO + 2mNaOH + 2mH,0.
ГАСНы имеют общую формулу - (NajO-AljOj 2SiOj) xR -yl IjO. r^c
основой соединения является нормальный пермутит (цеолит), а “
присоединяемый к пермутиту компонент алюминатного раствор8.
Так, из растворов с низким о, =1,5+1,7 выделяется ГАСН, сое1*®
которого близок к Na^O-AhOj-IJSiOryHiO н но структуре близок к
содалиту. Величина х при SiOj зависит как от состава исходЯ°гО
раствора, так и от других факторов - температуры, способа промЫ₽кИ
осадка и т.д.
Вторая группа соединений относится к непрерывному p-fl'a2
твердых растворов, крайние члены которого - это 3CaO-Al»Oj бН-
н гранат (гроссуляр) 3CaOAl2O3-3SiO2. Поэтому их иазыв^°т
гидрогранатами (гддрогроссуляры). Если обозначить через т чцсл°
молей SiO2 в гидрогранатах, то общая формула их буДсТ
3CaO-AhOj-mSi02 (6 - 2w)H2O. В зависимости от условий вьпце^8*
ч и ван ня значение т колеблется в широком интервале - от 0,1 до IА
Основная доля потерь А12О3 при выщелачивании крулнодр0®-
юных спеков связана с образованием гидро!ранатов, при вьИ^е*
лачиванин мелкодробленых спеков возрастает доля потерь, связан»1144
с ГАСНом. С ростом концентрации карбоната в растворе создах^"
условия дня более 1лубокого разложения 2CaO-SiOj по реакции (2) и
последующего образования ГАСНа.
Исследования кинетики процесса выщелачивания спека показан*
что процесс выщелачивания носит диффузионный характер и
определяющей является внутри диффузионная стадия для час^и
крупнее 0,5 мм и внутри- и висшиедиффузионная стадия - для час^ц
мельче 0,5 мм.
Кинетика внутриднффузиоииого л доноса описывается закоН°м
Фика:
98 Мета.м}реия легких металла*
«—О*.
Л -<lf &
где dG - масса диффундирующего вещества, кг; F - поверхность,
через которую осуществляется диффузия, м1; t - время, с; D -
» I 4
коэффициент диффузии, м* с‘; — - градиент концентрации, кг-м .
Важнейшая величина, характеризующая кинетику процесса -
коэффициент диффузии. Для чистого алюмината натрия в широком
интервале концентраций, значений о, и температур D(Na2O-Al2Oj) =
(0,1+1,3)-10-9 м’-сЛ дчя NajOFcaCb в интервале 60*90 °C
Л.,о RA - (0,3^0.45)10 ’ mV.
При выщелачивании 2CaO-SiC>2 рапшается не полностью, так как
часть его поверхности экранируется слоем ГАСИ, выделяющегося из
раствора в связи с достижением предела насыщения алюминатного
раствора по SiO2. Рост температуры выщелачивания ведет к уве-
личению скорости диффузии SiO2. Противоположное влияние
оказывает концентрация раствора: чем она выше, тем ниже коэф-
фициент диффузии. что связано с повыше тем вязкости растворов.
АППАРАТ* РНОЕ ОФОРМЛЕНИЕ ПРОЦЕССА
ВЫЩЕЛАЧИВАНИЯ СНЕКОВ
Существующие способы выщелачивания делятся на три группы -
проточные, ш нтациоиньк и комбинированные, сочетающие два
первых способа. Крупные фракции бокситовых спеков обычно выще-
лачивают проточным методом. Агитационному выщелачиванию под-
вергают мелкие фракции бокситового снека и нефелиновые спеки.
Комбинированные способы используются для выщелачивания
крупных фракций бокситовых и нефелиновых спеков.
К группе аппаратов проточного типа относится диффузор - пер-
вый промышленный аппарат на этом переделе. При выщелачивании в
диффузоре спек остается неподвижным, растворитель (промвода),
двигаясь снизу веерхп обогащается Na2O и А12О3. Соединенные по-
следовательно в батарею из 12-15 аппаратов, такие установки дают
возможность получить относительно крепкие алюминатные растворы
с малым содержанием твердого при совмещении в одном аппарате
трех процессов - выщелачивания снека, отделения раствора от шлама
’Дяя процесса д.ффузин N^O SiQHOHh при разложении 2CaOSiOj а
ингервале 60-90 °C ьо,(ом),пс.оьсм “ (0.035-4). 15)10 м 7с" .
Глава 6. Производство глинозема по способу спвкакия 99
и его промывки. Однако периодическая работа таких батарей, их низ-
кая производительность. значительная доля ручного труда и небла-
гоприятные санитарно-гигиенические условия делают такой аппарат
бесперспективным для современных заводов большой мощности.
Недостатки диффузорных батарей частично устранены при вы-
щелачивании спска в ленточных перколяционных выщелачивателях
(рис. 40). Такой аппарат представляет цепной транспортер 5 на валу 4
С системой ко|гтейисров перколяторов 3. Перколятор раздел *и
перегородками на ряд вертикальных отсеков: в каждом из них на
расстоянии 200-250 мм от днища укреплена стальная съемная сетка.
В подсеточном пространстве отсеки соединены между собой н имеют
выход для раствора через специальные трубы. Загрузка снека (круп-
ностью 6-8 мм) в перколятор 3 осуществляется из бункера / с
помощью питателя 2. Растворы подаются в перколяторы насосами по
системе трубопроводов. Аппарат разбит иа 8-9 зон. В последнюю из
них подается горачая вода. Пройдя через слой выщелоченного спека,
слабый алюминатный раствор насосами подается в следующую зону
и т.д. В предголовиую зону вводится содощелочной раствор для
получения алюминатного раствора с нужным каустическим модулем.
Промытый шлам разгружается в приямок и насосами откачивается на
шламовое ноле.
/ 6>нхер лля спека; 2 - питатель, 3 - перколятор; 4 - вал; 5 - цепь; С - спек;
КР - кре н™й раствор. ВГ- вода горячая; ВШ - вода шламовая П-I, II—II, П-1/I
Металлургия легких металяол
Икс. 41. Прымцнпн&льмяя схем*
вертикального вышелвчивятелн:
/ - корпус, 2 - секторный
рззгружатс ь опека; 3 - бункер спей;
4 - шибер
Преимуществами перколя-
ционного выщелачивания перед
диффузорным являются: непре-
рывность процесса, высокая
производительность, лучшие
условия труда. Недостатки пер-
коляционного выщелачивания
следующие: громоздкость, вы-
сокая удельная металлоем-
кость, необходимость промежу-
точных перекачек растворов
Вертикальный выщелачива-
тель - предназначен для непре-
рывного проточного выщела-
чивания спека в плотном дви-
жущемся слое. Аппарат (рис. 41)
состоит нз бункера спека 3. пи-
тателя, вертикальной трубы с
переменным диаметром для вы-
щелачивателя /, секторного раз-
1ружатсля шлама 2 н гидравли-
ческой системы подачи в выще-
лачиватель горячей и холодной
поступает в аппарат сверху и
воды в маточного раствора. Сиск
постепенно опускается. Снизу подается вода, которая выщелачивает
спек н превращается в алюминатный раствор. Благодаря переменному
ссчснню аппарата обеспечивается увеличение скорости восходящего
потока алюминатного раствора при повышении концентрации
раствора. Алюминатный раствор сливается из верхней части аппарата
в бак-сборннк. Образующийся при выщелачивании шлам выгружа-
ется нз аппарата с помощью секторных разгружателей. Отбор шлама
и количество загружаемого спека регулируют изменением скорости
вращения разгружателя. Через секторные выгружатели шлам попада-
ет в напориь й шламопровод, где репульпируется водой и транспор-
тируется к насосам шламоудалення Напорные шламопроводы одно-
временно являются гидравлическим затвором узла разгрузки аьцце-
лачиватсля
Глава 6. Производство глинозема по способу спекания Ю1
По высоте аппарата на нескольких уровнях предусмотрена цир-
куляционная перекачка раствора, которая служит для выравнивания
концентрации раствора по сечению аппарата и поддержания темпе-
ратурного режима выщелачивания.
Верги кал ьный выщелачиватель предназначен для выщелачивания
кускового спека крупностью 6-8 мм. Он позволяет получать крепкие
и не требующие осветления растворы с высоким извлечением Na2O и
AljOj.
Для агитационого выщелачивания используют мешалки н мель-
ницы. Для мелких классов бокситовых спеков применяют выще-
зачнванне в мешалках В них происходит интенсивное перемешива
ине спека, что создает услоаня для быстрого растворения алюмината.
Однако прн реализации этого способа отмечаются трудности с
отделением шлама от раствора н промывкой, несмотря на то, что
процесс протекает для слабых растворов (промвод) прн больших
отношения Ж:Т, а также в связи с большой величиной вторичных
потерь А 12Оэ-
Ябробаяиые мельницы для мокрого размола и выщелачивания
применяют двух типов шаровые и стержневые. Мелышцы для
размола сп?ка в одностадийной схеме работают в замкнутом цикле с
классификаторами, а мельницы в двухстадийных комбинированных
схемах обычно ргботают а открытом цикле.
Аппарат из комбинированной группы, в котором сочетаются дна
принципа - агитационный и проточный - это трубчатый выщела-
чиватель (рис. 42). Он представляет собой стальной барабан / диа-
метром 3-5 м и длиной 30-50 м, вращающийся с помощью привода
через венцоаую шестерню (зубчатое колесо) 6. Барабан опирается
Ряс. 42. Трубчатый выщелачиватель:
/ - вращают •вся барабан, 2 - винтовая спираль; 3 - спсковая течка; 4 -
загрузочная головы; 5 - кольцевой полочный э.каятор, б - зубчатое колесо; 7 -
ковш; 8 - мельница; РО - раствор оборотный; ВГ- вода горячая
102 Металлургия яежих металлов
бандажами иа роликовые опоры и имеет наклон 3-5° в сторону
загрузки спека. Спек выщелачивается по принципу противотока Он
транспортируется вдоль барабана при помощи винтовой спирали 2,
приваренной внутри него Между перегородками спирали приварены
полки, препятствующие сползанию массы материала по корпусу
барабана. Для перетока растворителя, поступающего с другого конца
аппарата через стой материала, аитки спирали имеют по 3 отверстия,
которые смещены относительно друг друга.
Спек подается в аппарат вибропитателем через неподвижную
загрузочную головку 4 с течкой 3. Шлам непрерывно выгружается из
аппарата кольцевым элеватором 5, установленным в верхнем конце
корпуса.
Производительность аппарата длиной 36 м и диаметром 3,6 м с
двухэаходной спиралью составляет 80-90 т спека в час, скорость
вращения - О.З-О.5 об/мин. Он имеет высокую производительность,
процесс в нем протекает непрерывно и может быть автоматизирован.
Основной недостаток такого аппарата - высокое содержание твердого
в растворе, что ведет к высоким вторичным потерям и необходимости
организации передела фильтрации. Кроме того, при таком способе
выщелачивания предъявляются высокие требования к качеству спека.
При повышении содержания крупной фракции извлечение Na?O и
AhOj снижается, прн повышении содержания мелких фракций растут
содержание твердого в растворе и величина вторичных потерь. Прн
выщелачивании недопека происходит быстрое зарастание спиралей
шламом, что приводит к снижению производительности выщела-
чивателя.
Трубчатый выщелачиватель применяется для выщелачивания
крупной фракции (2-8 мм) нефелиновых и шламовых спаков. В этих
схемах отмечается эффективное сочетание агитационного и про-
точного метода. Спсковую пыль (< 2 мм) вместе с кедовыще-
лоченным материалом из трубчатого выщелачивателя выщелачивают
агитационным способом - в мешалках или в мельницах.
6,5. ОБЕСКРЕ МНИВАНИЕ АЛЮМИНАТНЫХ РАСТВОРОВ
Алюминатные растворы после выщелачивания спека с
80+150 г/дм5 имеют низкий кремневый модуль (pSi 20+50), чго не
позволяет получить из таких растворов удовлетворяющий потре-
бителей AI2O3. Поэтому перед разложением растворы подвергают
специальной операции - обескремниванию. Эта очистка от крем-
незема тем более необходима, поскольку в большинстве приме-
103
ияемых схем, перерабатывающих глиноземсодержашее сырье по спо-
собу спекания, для разложения алюминатных растмроа применяется
глубокая карбонизация. Кремневый модуль раствора перед карбони-
зацией для получения высококачественного гидроксида AI должен
быть не менее 1000.
Обескремнивание проходит в две стадии. На первой стадии соз-
даются условия для наиболее полной кристаллизации Г ДСП. Процесс
может быть осуществлен как в безавто плавных условиях (г “ 90-
-100 °C) в присутствии большого количества затравки ГАСН для
разбавленных растворов (С^ < 90 г/дм’), так и прн повышенной
температуре. Химизм процесса отражен реакцией (5) гл. 6.4.
Для безавтоклавного процесса основной формой ГАСН является
цеолит А - NajO-AljOjI^SiOrP.S-S.OJHjO, для автоклавного (г >
>140 °C) - содалит - Na20 Al2Oyl,7Si02-2HjO. Присутствие Na2COj
и особенно Na2SO4 влияет на полумиле ГАС Нов с более устойчи-
вой структурой, а следовательно, способствует более глубокому обес-
кремниванию.
Прн выщелачивании нефелиновых спеков образуются смешанные
натрий-калиевые алюминатные растворы. Присутствие К2О отрица-
тельно влияет на скорость и глубину обескремнив- иия, поскольку у
гидроалюмоенликатов калия растворимость ваше, чем у ГАСНов.
Отмечено некоторое обогащение кали/м смешанных Na-K-растворов
после первой стадии обескреминввння.
Лимитирующей стадией на начальном этапе обескремнивания
первой стадии является химическая. Об этом свидетельствует величи-
на энергии активации, равная 84 кДж/моль, и порядок реакции,
близкий ко второму. Со временем процесс смещается в переходную, а
затем и в диффузионную область. Поэтому важным фактором,
влияющим на скорость всего процесса, становится перемешивание.
Полученный после первой стадии обескремнивания алюминатный
раствор имеет кремневый модуль 300-400. Если в схеме для такого
раствора предусматривается декомпозиция или комбинация карбони-
зации с довыкручнвалисм, такое значение рз, будет приемлемым.
Однако, если раствор подвергается глубокой карбонизации, то дяя
получения высококачественного глинозема значение р$, необходимо
поднять до значения 1000.
Для выполнения этой задачи и служит вторая стадия обескрем-
ннвани. Более полное осаждение кремнезема из растворов исполь-
зуют очень малую растворимость другого кремни Содержащего сое-
динения - гидрограната ЗСаО AljOj-«Si02-(6 - Химизм про-
цесса обескремнивания в присутствии добавки Са(рН)2 отражен
104 Металлургия легких металлов
реакцией (5)’. Величина насыщения гидрогранатов кремнеземом т
зависит от состава раствора, температуры н продолжительности про-
цесса. Для условий, реализуемых для второй стадии на практике,
величина т 0,1+0.2. Для значения т ~ 02 на каждый моль SiO2,
выделенный из раствора, приходится 5 молей AI1O3. В составе ГАСН
это отношение равно 1:0,5, нти в 10 раз меньше, чем в гидрогранате.
Отсюда следует вывод, что для снижения потерь AljOj со шламом
при обескремнивании большую часть SiO2 необходимо выделять в
составе ГАСН на первой стадии процесса.
В гидрогранатовом шламе от второй стадии обескремнивания
сотержнтся до 26 % A12Oj. Возврат такого шлама на спекание ведет к
большому обороту глинозема и к снижению в конечном итоге
товарного выхода. Поэтому в настоящее время на заводах осу-
ществляется содовая обработка такого шлама по реакции:
ЗСаО-А^О, mSiO, (6-2m)HtO+
+ 3Na,COj + 2mHjO = 2СаСО, + mNajSiO^OH), +
+ 2NaAl(OH), + 2(2 - m)№OH.
Оксид алюминия при этом переходит из шлама в раствор,
одновременно происходит каустификация соды. Полученный раствор
используется для повышения а, раствора для выщелачивания спека, а
шзам. содержащий до 85 % CaCOt, большей частью идет в отделение
приготовления шихты или на вторую стадию обескремнивания вмес-
то извести.
Для проведения первой стадии обескремпнвання используют как
автоклавы (прн температуре 160-170 °C), так и мешалки в при-
сутствии значительных количеств затравки ГАСН (до 100 г/дм3). В
мешалках проводится н вторая стадия обескремнивания в присутст-
вии добавки извести (3-8 г/дм3)-
6.6. КАРБОНИЗАЦИЯ АЛЮМИНАТНЫХ РАСТВОРОВ
Для разложения алюминатных растворов в спекательных схемах
применяют карбонизацию - способ разложения алюминатных раство-
ров прн барботировании через них смеси газов, содержащих СО2.
Технологические предпосылки такого способа - наличие отходящих
газов печей спекания, содержащих 12-14 % СО,; получение карбо-
натных растворов, которые могут быть эффективно использованы для
различных целей.
’ См. 6.4
Гяава 6. Нроимодстео глинозема по способу сипания
Химизм процесса отражается тремя следующими реакций"1
2NaOH + С02 - Na2CO, + Н2О; (6)
NaAI(OH)4 - NaOH + А1(ОН),; (7>
2Na2COj + 2AI(OH)j - Na2O-Al2Oj-2C02-2H20 + 2NaOH. ®
По реакции (6) происходит нейтрализация каустической Щелочи к
соответствующее снижение аж алюминатного раствора. В результате
алюминатный раствор становится нестойким, и идет гидрой т,1ческОе
разложение алюмината по реакции (7). Образующаяся в результате
едкая щелочь сразу же связывается в соду вновь поступаК>шсй угле-
кислотой, создавая условия для дальнейшего разложения алюминат-
ного раствора- Поэтому процесс разложения алюминатного раствора
может быть доведен до желаемой глубины. На заключится ьных ега'
днях процесса прн низких концентрациях Na;O, и AljOj образовав-
шийся раствор с высокой концентрацией NajOy,» находит^ в кон-
такте с выделившейся А1(ОН)з, что приводит к образованию новой
фазы - гидро ал юм ок эрбон а та Na по реакции (8).
Изменение концентрации алюминатного раствора в про^0® каР"
бонизацни в системе NajO-AljOo-HjO показано на рис. 43 Исходный
раствор, поступающий на карбонизацию, является равнов*с,,ь1М >и,и
ненасыщенным А1(О11)з. их состав отвечает области I. Д'18 начала
процесса разложения необходимо перевести их в область 11 ~ область
пересыщенных А1(О11)ч растворов с помощью реакции (6) Это изме-
нение содержания NajO, в растворе отражается переходом и3 точки Л
п точку В и соответствует первому периоду карбоннзаДО11- Затем
начинается второй период карбонизации - buacj сине обрз5>тощегося
но реакции (7) А1(ОН)?«« пересыщенного раствора. Состд^ раствора
при этом изменяется по Лиинн К-
При nocj едователыюм ocyiUeCTBJie,1HH
каждой из этих стадий пройесс карбо-
низации будет представлять 1 оманую
линию, состоящую из участк°в крис-
таллизации Al(OH)j (ВС, В‘С'11 Т-ЛЬ) н
образования Na2CO3 (В'С, В С и тд )
Так как оба процесса происходят
одновременно, то суммарномУ 113’
Рис. 43. Изменение ко щен1ряйии *Л|0МН'
натного раствора в процессе карт0"*”'
цнв системе NijO-AliO-HiO: °™ ~
терма растворимости Л|{О11)> г₽и
№6 Металлургия легких металле*
мсиснию концентрации раствора будет отвечать линия ВО, рас-
положенная несколько выше равновесной кривой ОМ.
В конце процесса карбонизации, когда в растворе остается менее
2-3 г/дм3 AI7O3, начинается третий период - образование гидро-
алюмокарбоната натрия.
Если сравнить кинетику процессов карбонизации и декомпози-
ции, то в первом случае разложение идет в несколько раз быстрее.
Как и прн декомпозиции, лимитирующей является стадия, опреде-
ляемая внешисдиффузионным подводом вещества к поверхности
кристаллизации или в объем раствора, где наблюдается образование
ассоциатов и поликонденсация с выделением [А1(ОН)3]я. Более высо-
кая скорость процесса карбонизации в сравнении с декомпозицией
объясняется тем, что она идет при более высоких температурах
(80-90 °C).
На эффекгивность карбонизации (чистота н крупность поручае-
мого гидроксида, производительность отделения и другие показатели)
влияют многие факторы.
Основной из них - температура. Карбонизацию ведут прн 80-
90 СС. С понижением температуры возрастает количество тонких
фракций. Необходимая для процесса температура достигается в
результате хорошей теплоизоляции баковой аппаратуры н тепла
нейтрализации, а также тепла, вносимого с газами.
Концентрация COj в очищенных топочных газах колеблется от 12
до 14 %, Чем выше нх концентрации, тем ниже их расход, меньше
тепла теряется с отходящими газами. выше производительность
карбонизаторов. В связи с уменьшением дисперсного состава гидрок-
сида в конце процесса скорость газации к концу процесса должна
быть снижена. В промышленных условиях продолжительность карбо-
низации составляет 6-8 ч.
На фракционный состав получаемого гидроксида существенное
влияние оказывает перемешивание пульпы. Перемешивание за счет
барботажа СО2 оказывается недостаточным и дополняется аэролнфт-
ным ияи механическим. При правильно подобранных режимах пере-
мешивания получаемый гидроксид содержит заметно меньше щелочи
н имеет равномерный гранулометрический состав.
На качество гидроксида AI при карбонизации заметное влияние
оказывает степень разложения алюминатного раствора. При карбо-
низации без затравки в начальный период выпадает тонколксперсмый
гидроксид с определенным количеством ГАСН на его поверхности.
Затем идет п три од наиболее продуктивной карбонизации, когда вы-
деляется наиболее чистый и крупнозернистый гидроксид. На заклю-
чительной стадии процесса вновь выделяется тонкодисперсный гид-
7 лова 6 Производство глинозема по способу спекания
107
роксид с резко увеличенным (если не было глубокого обескрем-
нивания) содержанием SiOj. Улучшение качества гидроксида на
начальном этале может быть достигнуто использованием затравки.
Исключить или свести к минимуму вредные последствия от рез-
кого ухудш.ния качества иа заключительном этапе можно двумя пу-
тями - применив глубокое обескремнивание или неполную карбони-
зацию.
Для алюминатных растворов в спекательиых схемах применя-
ют различные способы разложения. Один нз них» так называемая
полная карбонизация, когда разложение раствора ведут до конца.
Она применяется для слабых растворов при переработке нефелинов, в
которых маточник от карбонизации поступает затем иа производство
соды и поташа. Для растворов более высоких концентраций (при
переработке бокситов) используется неполная карбонизация. При ней
подачу газов прекращают при заметном еще содержании AljO, в
растворе Это позволяет получить относите!ьио равномернозернис-
тый гидроксид с низким содержанием SiO2. Для выщелачивания
нефелиновых спеков используются содощелочныс растворы. При
разложении алюминатных растворов такие растворы получаются
при последовательном сочетании карбонизации и декомпозиции.
Карбонизация осуществляется непрерывно в одну, реже в две стадии,
в батарее соединенных карбонизаторов. Основным типом приме-
няемых в настоящее время карбонизаторов является цилнидро-
коничсский аппарат с аэролифтным перемешиванием, представлен-
ный на рис. 44. В нем пульпа перемешивается газом, поступающим
через систему радиальных сопел в коническую часть аппарата.
Для подъема гидроксида, осаждающегося в объеме, расположенном
ниже сопел, устаноален циркуляционный аэро-
знфт.
Одно нз направлений совершенствования
конструкции карбонизаторов является приме-
нение верхнего газоподвода (под небольшим
слоем раствора) с обменом между зоной крис-
таллизации и зоной газации с помощью аэро-
лифта. В таком аппарате резко сокращается
расход электроэнергии (в 2 раза) в результате
существенного снижения мощности турбогазо-
дувок.
Рис. 44. Карбонизатор инзнмлро-конического типа:
1 труба с ннерцм иной локушкоЙ; 2 крыш», 3 -
кор «ус: 4 - «эролифт
I Qg Металлургия легких металлов
Глава 7. ГИДРОХИМИЧЕСКИЙ (ПОНОМАРЕВА
САЖИНА) И ДРУГИЕ КОМБИНИРОВАННЫЕ
СПОСОБЫ ПРОИЗВОДСТВА ГЛИНОЗЕМА
7.1. ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ
И ТЕХНОЛОГИЯ IИДРОХИМИЧЕСКОГО СПОСОБА
Способ был разработан в 1958-1960 гг. ВД. Пономаревым и
В.С. Сажиным применительно к высококрсмннстому сырью (нефели-
нам. красным ипамам), его принципиальная схема применительно к
переработке нефелинов представлена на рис. 45.
Сущность способа в автоклавной обработке высококрс мн ис-
того сырья (нефелинов) прн высоких температурах крепкими
растворами NaOH с образованием натрий-кальциевого гидроенлнката
(НКГС)
Na7O-Al2Oy2Si02 + 2СаО ♦ 2NaOH + 5Н2О =
-Na,O-2CaO-2Si022H2O » 2NaAl(OH)4.
НКГС
Процесс выщелачивания по гидрохимическому способу может
быть представлен в системе NajO-AljOj-CaO-SiOj-HjO (рис. 46).
НКГС отвечает поле кристаллизации I. Поэтому состав раствора,
получающегося при выщелачивании при отношении м.о. CaO:SiO2 *
= 1:1, не должен выходить за пределы этого поля. Поэтому
минимальная концентрация Na2O раствора равна 300 г/дм3, а ах 5 12
прн 280 °C. Поскольку кошдагграция Na2OK в ходе выщелачивания
не изменяется, линия выщелачивания изобразится линией АВ (где
А - начало, В - окончание процесса). Для концентрации 300 г/дм3
Na2O максимальное извлечение А12О3 в раствор достигается за
10 мин.
Полученный алюминатный раствор отделяется от шлама (НКГС) н
повергается обескремниванию, а затем идет на двухстадккнос
выделение А1(ОН)у Это связано с тем, что при гидрохимическом
способе раствор является ненасыщенным по отношению к А 1(011)].
состав его отвечает точке А на рис. 47. Поэтому на первой стадии этот
раствор упаривают, в ходе которого его состав изменяется по лучу АВ
(а, - const) и оказывается в поле, пересыщенном Na2O-AI20y3H20
(точка В). Далее идет процесс кристаллизации гидроалюмнната Na, в
ходе которого состав раствора изменяется по лучу щ точки В в точку
С. Упаренный раствор возвращают на выщелачивание, часть его
выводится для получения NaOH и KOI 1.
109
Рис. 45. Схема гидрохимического способа переработки нефелинового сырья
Лг0„%
Рис. 46. Крнсталлкзаиня твердых фи в системе riajO-AljO-CaO-SIO^-HjO
при 280 °C:
I - Naj0 2Ca0 2Si03H>0; // - 4NajO 2СаО 3ALO, 6SiOj 3HjO; /// - CafOHfe:
MN>:O-Ah0r 2SiO2>2NaAl(OH)4 KjO; IV - CaOSiOjW. V - 4NajO2CaO*
хЗА).О16§|ОзЗнД SCaO-AlA-BiSiQXfi-lmJHjO; VI - 3CaO AljO, wSiQ/t-
-2ж)НгО; 3(N«2O-A)2Q.-2SiO2) NiOli-3H/)
О VO JW 4Я7«^6.24*
НО Металлургия легких металлов
Рис. 47* Изменение концентрации раство-
ра в процессе упжрнвання н кристалита-
инн гндроялннянматя кятри я
На второй стадии гидроалюмнназ
Na растворяют’, в ходе которой ю
него извлекают Na2O. Как видно нз
рис. 46, к полю кристаллизации
НКГС примыкает поле крнсталтиза-
ции бесщел очного соединения
CaO-SiOj-HjO. Как показали исследо-
вания, гндросиликат кальция крис-
таллизуется н при низкой температу-
ре. Таким образом, в основе процесса регенерации Na2O из НКГС
лежит реакция гидролиза:
Na2O Ali02-2SiOrH20+ 2Н2О - 2NaOH + 2(CaOSK)2 Н2О).
Поскольку гндросиликат кальция характеризуется малой раствори-
мостью в щелочных растворах, наилучшне условия, обеспечивающие
полное извлечение Na2O*- не выше 90 i/дм3. Ж:Т “6:1, при начальной
концентрации раствора 60 г/дм3.
Другой способ регенерации щелочи из шлама основан на
обработке его известковым молоком:
Na2O-2CaO-2SiOzH20+ ZCafOHfc - 2(2CaOSi02-H20) + 2NaOH.
Этот процесс наиболее полно (с извлечением до 95 % Na2O) и с
большой скоростью (г 1 ч) идет в автоклавных условиях при
180-200 °C. (Цепочной раствор после регенерации с концентрацией
75-80 г/дм3 Na2O вместе с промводой направляется на разбавление
автоклавной цульпы.
Гидрохимический способ может быть применен к любому высоко-
кремнистому сырью. Он обладает следующими достоинствами: 1) от-
сутствие дорогостоящего передела спа кання; 2) уменью енный почти в
2 раза расход известняка а сравнении со способом спекания;
3) быстрое протекание автоклавного процесса. Одновременно он об-
ладает следующими недостатками: 1) необходимость быстрою отде-
ления автоклавного шлама; 2) трудности работы с высокошелочнымн
концентрированными растворами; 3) большой расход извести.
* С получением алюминвгного раствора (а* - 1,4+1.6). который далее по-
ступает на дскомпоз -цию Отдел нный шлам (НКГС) подвергается регенерации.
” Из НКГС при 95 ®С сггасчает получению раствора с NijO.
I лава 7 Гидрохимический и комбинированные способ^
///
7.2. СПОСОБЫ БЕСЩЕЛОЧНОГО СПЕКАНИЯ
И ВОССТАНОВИТЕЛЬНОЙ ПЛАВКИ
Кроме традиционного способа спекания, рассчитанною иа
получение алюмината и феррита натрия (калия) и двухкальциевого
силиката для широкого круга сырья - каолинов, глин, сланцев,
угольных отходов может применен способ бесщеяочного спекания.
Суть способа состоит в спекании двухкомпонентной шихты (руда +
известняк) в расчете на получение в спскс алюминатов кальция и
двухкальциевого силиката. Теоретические предпосылки этого способа
основаны на особенностях равновесия в системе CaO-AbOs-Si02.
Для того чтобы избежать образования в этой системе нерастворимой
A12Oj- содержащей фазы геленита (2CaO-Al2OySiO2), теоретический
состав снеков должен иметь следующие молярные отношения:
CaO:SiO2 я 2,0 и CaO:AI2Oj > 1,28. Бесщелочные шихты позволяют
получить в спеке y-2CaO-Si02. При медленном охлаждении спека
переход нз P-2CaO SiO2 в у-модифнкацню сопровождается изме-
нением кристаллической решетки этого соединения, что ведет к
уменьшению плотности с 3,28 у 0-2СаО SiO2 до 2,95 у y-2CaO-SiO>.
Это приводит к саморассыпанкю спеков, что является важным их
отличием. В составе таких спеков основными составляющими будут
Y-2CaO-SiO2 и смесь алюминатов СаОА12О> и 12£аО-7А12О2. Оба эти
алюмината при выщелачивании их содовыми растворами разла-
гаются:
«СаО А12О3 + mNa2CO; + (3 + m)H2O - 2NaA l(OH)j t- wCaCOj +
+ 2(m-l)NaOH. (9)
Оксид железа связывается в алюмоферр 1ты кальция переменного
состава. На Fe2O3 дозируют СаО в молекулярном отношении
CaO:Fe5Oj _ 1:1 илн 2:1. Оксид AI извл.кается нз алюмоферр ггов
полностью, хотя скорость перехода его в раствор медленнее, чем из
алюминатов кальция. Для предотвращения легкоплавкости шихты
количество Fe2O3 в шихте не должно превышать 5 %. При повы-
шенном содержании Fe2O3 в шихту вводят 5-7 % угля, восста-
навливающего Fe20j до Fe. Оксид натрия снижает способность спека
к саморассыпаиию, поэтому содержание Na2O в спскс не должно
превышать 1,5%.
Поскольку y-2CaO-Si02 более сто:к. чем 0-2CaO-SiOb то вторич-
ные реакции в результате разложения y-2CaO-SiO; происходят менее
интенсивно, чем прн выщелачивании алюминатно-щелочных спеков.
Применительно к смешанным алюмо-железным рудам или к
высокожслезистым бокситам может быть применен способ восста-
Мвтамургих легких металлов
мнительной плавки, предусматривающий комплексную переработку
с получением чугуна, гдннозема и цемента. В качестве восстанови-
те тя используют кокс, а исходную руду перед плавкой подвергают
окускованию агломерацией или брикетированием.
Известняк и исходную руду дозируют в таких соотношениях,
чтобы в шлаке получить y-2CaOSiC>2 и алюминаты кальция -
CaO Al^Oj и 12СаО-7АЬОз. Количество кокса должно обеспечивать
полное восстановление Не2О3 до Fe.
Прн плавке на ферросилиций соединения Fe, Ti и Si восста-
навливаются до металлов, образуя ферросилиций. AI2Oj в виде
алюминатов кальция переходит в шлак вместе с частично связанным
в y-2CaO SiO2 кремнием. Шлаки содержат до 50 % AljOj и не более
7-8 % SiOj. Разделение шлака н ферросилиция (чугуна) основано на
различии их плотностей и производится отстаиванием. Наличие
y-2CaOSiOj приводит к саморассыпанню шлака Выщелачивание
шлака производится в мельницах оборотными со дошел очными
растворами, при этом реакция выщелачивания аналогична (9). Из
полученного алюминатного раствора после его обескремнивания
выделяют гидроксид алюминия карбонизацией.
Основной недостаток восстановительной плавки в электропечах -
высокий расход электроэнергии. Он может быть сокращен примене-
нием комбинированного способа - сначала в барабанных печах при
I 1000 °C получают из исходной шихты частично восстановленный
клинкер, затем в электропечах завершается восстановление оксидов,
расплавление и разделение продуктов плавки. При этом расход
juepiKx сокращается примерно в 2 раза, а в барабанной печн в
качестве восстановителя можно использовать каменный уголь.
73. КИСЛОТНЫЕ СПОСОБЫ ПРОИЗВОДСТВА ГЛИНОЗЕМА
Для некоторых видов высококремнистого маложелезнстого алю-
миниевого сырья - каолинов, нефелинов, алунитоа - для получения
глинозема могут быть применены кислотные способы. Основным нх
преимуществом является возможность вывода большей части SiO2 в
самом начале процесса выщелачивания. Одна из серьезных труд-
ностей - сложность разделения солей Аг* и Fe’*. имеющих весьма
близкие свойства, поэтому кислотными способами можно эффектив-
но перерабатывать только маложелезистое сырье.
Основные переделы кислотных способов: дегидратация руды,
кислотное вскрытие с получением расти римой солн и отделение
нерастворимого остатка, очистка солн от примесей (е первую очередь
от Fe), выделение оксида алюминия н раенерация кислоты.
Глоба 7 Гидрахшиичгстй и комбинированные способы
113
Для дегидратации (обезвоживания) применяется обжиг сырья.
Так, алуниты обжигают прн 500-600 °C, каолины - прн 600-700 °C.
Цель обжига - перевод соединений в легко растворимую в кислотах
форму. Например, выщелачивание необожженных каолиновых и
алунитовых руд требует температуры 150-175 °C, в то время как
обожженные выщелачиваются в безавтоклааных условиях при 90-
100 °C.
Вскрытие сырья осуществляется путем обработки раствором
кислоты при 90-100 °C, реже в автоклавах. При такой обработке в
раствор переходят солн соответствующих кислот, которые затем
отделяют от нерастворимого кремнеземистого остатка - сиштофа.
Наибольшие трудности прн отделении скнггофа от раствора возни-
кают прн вскрытии слабыми кислотами необожженного сырья, копа
выделяемая кремнекнелота сильно гидратирована и плохо отделяется
от раствора. Несколько лучше отделяется шлам от выщелачивания
обожженного материала и от выщелачивания массы после сульфати-
экрующего обжига. Состав алюминиевой соли различен: могут быть
простые соли - судьфат, нитрат А! и т.д., но используются более
сложные соединения - например, в сульфатных схемах это алюмо-
калиевые квасцы, основные сульфатные соли.
Очистка солей алюминия от железа основана на различной раство-
римости солей AI н Fe. Для этих целей в ряде схем восстанавливают
Fe’" до Fe2*, в других - осаждают Fe3“ в составе основной соли.
Из очищенной соли алюминия AI2Oj в большинстве схем выде-
ляют прокаткой, а кислотные оксиды, переходящие а газовую фазу,
поглощаются водой, чем достигается регенерация кислоты.
Кислотные схемы обладают следующими недостатками: I) необ-
ходимость использования более дорогой кислотостойкой аппаратуры;
2) трудности при очистке растворов от Fe и в ряде схем от Si прн
отделении енштофа; 3) заметно более дорогими (копитало- н энер-
гоемкими) по сравнению со щелочными (способ Байера) являются
переделы регенерации кислот; 4) получающийся в кислотных схемах
глинозем отличается повышенной дисперсностью, и к настоящему
времени нет длительного промышленного опыта по использованию
такого глинозема прн электролизе.
Указанные выше недостатки ие позволили кислотным способам
выйти за рамки полупромышленной и опыгно-промышлеиной про-
верки отдельных переделов. В последнее время возник интерес к
комбинированным кислотно-щелочным способам, которые позволяют
избавиться от некоторых недостатков кислотных способов, а вредные
последствия остальных - свести к минимуму (о комбинированных
способах - см. 7.4.).
I jj Металлургия легких металлов
7.4. КОМБИНИРОВАННЫЕ СПОСОБЫ
ПОЛУЧЕНИЯ ГЛИНОЗЕМА
Предстанленные ранее способы производства AfeOj (Байера, спе-
кания. гидрохимический н др.) имеют при сравнении достоинства и
недостатки. В посчедние годы выяснилось, что сочетание двух спосо-
бов (Байер-спекание, Бай< р-гидрохимня и т.д.) позволяет, используя
все преимущества одного из них. с помощью другого свести не-
достатки первого к минимуму. В данном разделе рассмотрены раз-
личные варианты комбинированных способов, созданных и частично
реализуемых в настоящее арсмя.
ПАРАЛЛЕЛЬНЫЙ ВАРИАНТ БАЙЕР-СПЕКАНИЕ
По этому варианту, принципиальная схема которого прнведенв на
рис. 48. основная масса низкокремннстого боксита перерабатывается
в ветви Байера, меньшая часть высококрсмнистого боксита - в ветви
спекания. Обе ветви идут параллельно до получения алюминатного
раствора, а затем обескремненный алюминатный раствор из ветви
спекания смешивают с раствором ветви Байера, и смешанный
алюминатный раствор подвергают декомпозиции.
Сода, выпадающая вместе с органическими примесями (так назы-
ваемая "рыжая" сода), направляется вместо известковой каустифи-
кации в ветвь спекания, где вместе со свежей содой используется для
переработки новой порции боксита.
Основные достоинства параллельного варианта: 1) возможность
переработки на одном заводе высококремнистых н низкокремнистых
бокситов (первые - в ветви Байера, вторые - в ветвн спекания).
Мощность ветви спекания, соответствующая тому колнчесгву щело-
чи. которое нужно для возмещения ее потерь в ветви Байера,
сосшвпяет обычно 10—15 % от мощносги завода; 2) потери едкой
щелочи в цикле Байера компенсируются содой, каустифицируемой
при спекании боксита. Поскольку каустическая шелочь дороже кар-
бонатной, то возмещение потерь щелочи содой снижает себестои-
мость глинозема. 3) ветвь спекания, кроме термической каустифика-
ции соды, дает дополнительное количество глинозема; 4) с помощью
ветви спекания решается проблема вывода органических примесей из
процесса, поскольку увлекаемые с '’рыжей" содой соединения пол-
ностью выгорают при спекании.
По одной из модификаций параллельного варианта БаЙер-спе-
кание в ветвн спекания используется высококачественный малокрем-
иистый боксит с ns, > 6. В этом случае применяется двухкомпонент-
Рис. 48. Схема параллельного варианта комбинированного способа Байер-
спекание
пая содо-бокситовая шихта, а спекоаая пульпа после шктационного
выщелачивания в мельницах соединяется с разбавленной автоклавной
пупыюй.
Основными недостатками параллелыюло варианта я в. w юте я его
относительная сложность и повышенные капитальные и энергетичес-
кие затраты на переделе спекания.
ПОСЛЕДОВАТЕЛЬНЫЙ ВАРИАНТ БАЙЕР-СПЕКАНИЕ
По этому варианту, приведенному на рис 49, высококремнисты П
боксит перерабатывается в ветви Байера, несмотря на большие потерн
глинозема н щелочи в связи с высоким содержанием SiOj в боксите.
Для возмещения потерь щелочи в байеровской ветвн используется
процесс спекания полученного красного шлама с содой и известняком
116 Металлургия легких металлов
Особенностью шламоа как сырья является то, что при использо-
вании насыщенных шнхт, рассчитанных на образование алюмината и
феррита натрия н двухкальцневого силиката, они попадают в заштри-
хованную область на диаграмме (см. рис. 35). Эта область отличается
легкоплавкостью шнхт и узкой площадкой спекообразования. а также
тем, что в спеках содержатся соединения (2Na?0 8CaO-5Si02,
4CaOAl?OyFe2Oj), из которых глинозем и щелочь не извлекаются.
Для переработки в ветви спекания красных шламов есть несколько
путей. Один из них предусматривает частичную замену Na2O на СаО
при дозировке на образование феррита. Так, прн переработке тур-
гайских бокситов, содержащих 14—16 % Ь'е2Оз. прн спекании шихт на
базе красных шламов известняк дозируют в шихту из расчета обра-
зования СаОТеэОз и 2CaO-Fe2Oj в соотношении 1:1 при содержании
Na2OyFe2O3 в спеке не более 14 %. Другой способ связан с исполь-
зованием прн спекании шламовых шихт восстановителя (угля). Часть
Fe2Oj восстанавливается до FeO, который нс образует ферритов Na и
Са. Поэтому происходит расширение температурный площадки
спекообразования, и сокращается расход известняка.
Рнс. 49. Сземя последовательного яярняитя комвнвировянного способ*
Бвйер-епекянне
Глава Гидрохимический и комбинированные способы
117
Третий способ предполагает для улучшения свойств красного шла-
ма использовать магнитную сепарацию для выделения части соедине-
ний железа из предварительно обожженного боксита.
В других модификациях последовательно-комбинированного ва-
рианта в аствн спекания используют смесь красного шлама н боксита
для увеличения каустификационной способности шихты прн малом
содержании Ре20з в шламе, а также нефелиновая руда (концентрат) с
целью исключения соды как источника щелочи
Шламовые спеки характеризуются малым содержанием алюмина-
та н большим содержанием двухкальциевого силиката. Для нх выще-
лачивания используется двухстадийная схема выщелачивания: пер-
вая в трубчатых выщелачивателях, вторая - в стержневых мель-
ницах с домолом шлама. Выходящая из мельниц пульпа классифи-
цируется на гидро циклонах. Пески фильтруются и промываются на
карусельных фильтрах, а слив поступает на сгущение и промывку.
Алюминатный раствор спекательиой ветви направляется на обескрем-
нивание, которое проводится до ps> • 25&-300 в одну стадию,
поскольку для разложения раствора используется декомпозиция. Не-
обходимость в раздельном обескр ушивании и разложении байеров-
ских и спекательных растворов диктуется раздельной выпаркой для
выделения соди-сульфатных солей из спекательных растворов.
Накопление серы в оборотной соде вызывает осложнение при спека-
нии и способствует сокращению площадки спекообразования.
Последовательно-комбинированный вариант Байер-спекаинс име-
ет следующие достоинства: I) потерн каустика возмещаются полно-
стью или частично эквивалентным количеством более дешевой соды;
2) полнее величина сквоз1юго кзалечения АЬОзпри меньшем расходе
щелочи.
К недостаткам варианта следует отнести: 1) большие капитальные
затраты на 1 т AI2Oj; 2) вариант может применяться только для
бокситов с умеренным содержанием F-ejOj, в связи с усложнением
процесса спекания при росте содержания Fe2O5.
комбинированны!] гидгощелочноИ способ
Применительно к высококремнистому бокситовому сырью разра-
ботан последовательно-комбинированный гидрощеяочной способ
переработки, схема которого представлена на рис. 50. Она состоит из
двух ветвей: бокситовой и шламовой. Боксит перерабатывается по
способу Байера, шлам - по гидрохимическому способу Пономарева-
Сажина. Для выщелачивания боксита используется около половины
алюминатного раствора шламовой ветви. Этот раствор характеризует-
Металлургия легких металлов
Рис. 50. Схема комбинированного гидрошелочного способа перер боткм
высокскрсмннстых бокситов
ся высоким значением аж (а» “ 13), что улучшает показатели вы-
щелачивания бокситов. Расчет количества раствора ведется на полу-
чение алюминатного раствора с а. - 1,7. Извлечение A12Oj в раствор
составляет 75-76 %, что совпадает с расчетным. Концентрация NajOr
в растворе для выщелачивания должна быть нс ниже 200 г/дм’ при / *
105 °C И т * 2 ч. Крепкую пульпу разбавляют промводом от
промывки автоклавного шлама до 120 г/дм3 NajOK и выдерживают
при I = 95 °C и т “ 5-6 ч для лучшего обескремнивания раствора (ps> “
“ 500), Промытый шлам (с содержанием А12О3 около 25 % от его
содержания в исходном боксите) направляется на автоклавное
выщелачивание маточным раствором от кристаллизации алюмината
натрия, содержащим 500 г/дм’ Na2O, прн а. “30+35. Выщелачивание
ведется в присутствии извести прн 270 °C т “ 30 мин:
NajO-AhOy 2SiO2-nH2O + 2C«OHh + 2NaOI< -
- 2NaA 1O2 + Na2O-2Ca-2SiOrлН2О+3 HjO. (10)
Глава 7. Гидрохимический и комбинированные способы
119
Образующийся алюминатный раствор отделяют от нераствори-
мого остатка НКГС. Часть раствора используют для выщелачивания
боксита, а из другой части после обескремнивания выделяют гид-
роксид AI. Состав этих растворов отвечает растворам, пересыщен-
ным по отношению к моноалюминату натрия. Для кристаллизации
моиоалюмината натрия раствор упаривают до Na;O 500^520 г/дм3, а
затем постепенно охлаждают прн перемешивании до / = 50 °C.
Твердый моноалюминат натрия - NajO AIjOj-Z.SHjO отделяют от
маточного раствора к после растворения направляют на деком-
позицию. Маточный раствор возвращают на выщелачивание красного
шлама. Регенерация щелочи из осадка НКГС проводится обработкой
слабым щелочным раствором, извлечение щелочи прн этом достигает
90%.
Рассматриваемый способ имеет важное преимущество перед двумя
ранее рассмотренными комбинированными вариантами Байер-
спекание - исключение из схемы сложного и дорогостоящего переде-
ла спекания. Однако прн его реализации отмечаются и несомненные
трудности: 1) сложность получения упаренных растворов с высоким
содержанием NajO, (около 500 г/дм5); 2) необходимость быстрого
отделения шлама от раствора после автою энного выщелачивания
красного шлама.
КОМБИНИРОВАННЫЕ КИСЛОТНО-ЩЕЛОЧНЫЕ
СПОСОБЫ
С целью более широкого нспользовашш кислотных способов
с одновременным уменьшением или исключением трудностей,
их сопровождающих, в последние годы получают все более широ-
кое распространение комбинированные кислотно-щелочные спо-
собы. Суть их - в последовательном сочетании двух ветвей -
кислотной и щелочной. В первой путем обработки руды кислотой
выводится из процесса кремнезем, а из раствора соли алюми-
ния выделяется "черновой" гтннозем, загрязненный соединениями
железа. Далее "черновой" глинозем перерабатывается по упрощенной
щелочной схеме, например по упрошенному варианту способа
Байера.
Основным преимуществом кислотно-щелочных способов явля-
ется решение проблемы обезжелезнення, реш ««мой в щелочной вет-
ви. Основной недостаток - сложность аппаратурно-технологичес-
кой схемы, а отсюда большие капитальные и эксплуатационные за-
траты.
/20 Металлургия легких металлов
Глава 8. КОМПЛЕКСНАЯ ПЕРЕРАБОГКА
АЛЮМИНИЕВОГО СЫРЬЯ
И ЕГО ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
8.1. КОМПЛЕКСНАЯ ПЕРЕРАБОТКА
БОКСИТОВОГО СЫРЬЯ
Производство глинозема наиболее масштабное в цветной метал-
лургии. Однако до сих пор остается пер<шснной проблема комплекс-
ной п >реработки основного глинозсмсодержашего сырья - бокситов.
Причем если проблема извлечения некоторых рассеянных элемен-
тов - спутников алюминия (Оа, V н др.) уже нашла конкретные
решения в различных схемах, то способы утилизации красных
шламов до сих лор также далеки от промышленной реализации, как и
30 лет назад. На каждую тонну производимого нз бокситов глинозема
приходится более I т красного шлама в способе Байера и более 2,5 т
шлама в способе спекания. С краеггымн шламами безвозвратно те-
ряется 10-20 % AljOj, содержавшегося в боксите, и до 100-200 кг
NajO на 1 т товарного глнноз«иа. а также 40-60 % FejOj (от массы
шлама).
Основные фазы байеровских красных шламов: ГАСН - содалит,
канкринит; оксиды и гидроксилы Fe - гйтит и гематит; титанаты
натрия н кальция; кальцит. Красные шламы отличаются высокой
дисперсностью [> 55 60 % составляют классы (-3+1) и -I мкм] н
удельной поверхностью 23-35 м2/г. Столь высокая дисперсность
является причиной крайне ни* кой удельной производительности
фильтрации - 90-120 кг'м2ч. Поэтому основной метод разделения
фаз прн промы»ке красного шлама - отстаивание. Для решения
проблемы утилизации красных шламов сначала надо решить пробле-
му их обезвоживания или, точнее, снижения содержания влаги до
12-15 °/е - значений, принятых для транспортировки таких материа-
лов по железной дороге в зимнее время. К сожалению, до енх пор эту
задачу на отечественных заводах решить не удалось.
Одним из наиболее интересных способов утилизации красных
изламов является восстановительная плавка в смеси с известняком с
целью получения чугуна глинозема и цемента. По этому способу
сгущенный и регенерированный от NajO шлам дошихтовывается из-
вестняком и восстановителем и подается в барабанную печь, где про-
исходят процессы сушки, окускования, декарбонизации н частичного
восстановления Fe1 до Fe2* и Fe. Известняк шихтуется из расчета
связывания А1 в алюминаты кальция (CaO-AljOj-UCaO-VAhOj), а
Глава 8. Комплектная перярабвпка алюмнпмогод^ья 121
Si - в Y-ZCaO SiOj. Температура этой стад™ процесса - около 1000-
1100 °C. Основная задача при плавке полученного клинкера в элек-
тропечи - создание условий для восстановлен^ Fe2* в Fe и отделение
шлака от метал та. Температура электроплаии _ ]600 °C.
Организация перед электроплаэхой восстановительного обжига
позволяет снизить расход электроэнергии в раза, а также избежать
передела обезвоживания шлама.
Саморассыпающнйся шлак перерабатывают по типу саморас-
сыпающихся спеков (см. 7.2) - путем содового разложения алюми-
натов Са. Остающийся шлам, состоящий № y-ZCaO SiOj н CaCOj,
используется как сырье для получения цемента. Полученный алюми-
натный раствор с концентрацией AhOj 55-60 г/дм* направляется в
основное глиноземное производство.
Установлена возможность проведения восстановительного спека-
ния предварительно обссиклоченного извепво »ым молоком красного
шлама в двух последовательно соединенных барабанных печах. В
первой печн шихта из красного шлама, известняка и восстановителя
при t " 1000-1100 °C с получением металкзованного клинкера. Во
второй печи при г ~ 1300-1400 °C происходи частичное оплавление
материала с образованием жидкого чугуна и твердого шлака
Второе направление утилизации шламов - небольшие добавки
красного шлама (1-3 %) в составе аглощхты вместо и вместе с
бе ггонитовой глиной могут использовала в качестве связующего
при получении железорудных окатышей в апомерэта. Такие добавки
способствуют увеличению производите, ыксти агломашии, улучше-
нию качества окатышей (ха счет повышение них содержания FejQj)-
Третье важное направление утилизации красных шламов -
производство строительных материалов. Красные шламы относятся к
легкой завкому несп-каюммуся мадопдастизному сырью с высокой
формовочной влажностью. Поэтому в производстве строительных
материалов красный пиан может н пользоваться лишь при добав-
лении к нему п застнчной глины. Методом мастичного формования
на основе красного шлама ДАЗа получены обычный кирпич марки
200. пустотелый 21-щелевой кирпич мар^ц 125. Также отмечены
положительные результаты по использованию красного шлама в
производстве керамической плитки и глазури в качестве компонента
сырьевой смеси.
Получение галлия - одно из произэогге, организованных при
комплексной переработке бокситового сыри Являясь типично рас-
сеянным элементом, характеризуется ттапнымн для них содержа-
ниями в бокситах и нефелинах - 0,014,001 %. В качестве изо-
морфной примеси Ga (гй> = 0,063 нм) входя в соединения Al (г^»._
122 Металлургия легких металлов
= 0,057 им) и Fe (rhv - 0.067 нм). При переработке щелочными ме-
тодами прим «рно 2/з Ga от содержания его в исходной руде переходит
в алюминатный раствор.
Основная форма существования галлия в щелочной среде - галлвт
натрия NaGa(OH)4. В отличие от алюминатных ионов галлатные
значительно меньше полимеризуются и находятся в раствора в виде
простых ноиов. По химическим и физико-химическим свойствам
оксиды и оксигидроксиды А1 и Ga очень близки. Однако кислотные
свойства выражены у Ga(OH)? более сильно,, чем у А1(ОП)3. Поэтому
в холе разложения алюминатных растворов декомпозицией итн
карбонизацией создаются условия для накопления в растворе галяата
натрия NaGa(OII)4, поскольку pH начала осаждения Ga(OH)3 равен
9,7, что почти иа единицу ниже pH начала осаждения А1(ОН)3 - 10,6.
Для непосредственного извлечения Ga в способе Байера исполь-
зуются маточные растворы после декомпозиции или оборотные
растворы (или нх смесь). Один из наиболее распространенных спо-
собов - цементация Оа на галламе алюминия. Он основан иа различии
нормальных потенциалов Ga и AI в щелочных растворах (-1,22
и -2,35 В соответственно). Однахо ввиду близости потенциала
выделения водорода на алюминии (-1,36 В) к потенциалу выделения
Ga цементация галлия иа алюминии нецелесообразна. Использование
галламы вместо AI позволяет снизить потенциал AI в галламе. а также
увеличить перенапряжение водорода, что дает возможность снизить
расход Al.
Перед цементацией раствор очищают от примесей ванадия, фос-
фора, фтора, хрома и др. Примеси V, Р, F удаляют кристаллизацией
их соединений при охлаждении растворов до 15-20 °C. Широко
используется очистка растворов от примесей известковым молоком.
В ходе цементации алюминий как более электроотрицательный
металл переходят из галламы в раствор, a Ga осаждается на галламе.
Цементация осуществляется как непрерывный процесс в серии це-
ментаторов. Содержание Ga в растворе, поступающем иа цемента-
цию, достигает O.4-O.5 г/дм3. В заполненный раствором цементатор
заливают жидкий питий, в котором растворяют гранулированный А).
Концентрацию А1 в галламе поддерживают постоянной, причем в
головном цементаторе оиа равна 0,7-1,0 % (по массе). Поскольку
содержанке Ga в растворе при прохождении через цементаторы
уменьшается, то и концентрация Al в галламе уменьшается от
головного аппарата к хвостовому.
Галлий может быть выделен нз алюминатных растворов и
электролизом. Электролитом служит алюминатно-галтатяый раствор,
содержащий до 3 г/дм3 Ga. При прохождении постоянного тока гал-
Глава 8. Комплексная переработка алюминиевого сырья
i23
1ий выделяется на катодах, выполненных из нержавеющей стали, и
стекает на дно электролизера. В ряде зарубежных стран применяется
способ электролитического осаждения галлия на ртутном кагоде.
Полученный прн цементации hj(h электролизе черновой галлнй
загрязнен примесями, поэтому его рафинируют различными способа-
ми: фильтрация при температуре, близкой к температуре плавления
для очистки от Fe и Si; нагрев в вакууме для удаления газов и Zn;
электролитическое рафинирование для получения Ga высокой
чистоты.
Получение оксида ванадия (V) - также сопутствующая технология
основному производству глинозема из бокситов и алунитов. Оксиды
ванадия (V) и фосфора являются вредными примесями и для по-
лучаемого из AljOj алюминия, и в производстве глинозема (см. 5.4).
Несмотря иа относительно низкие содержания их в исходном боксите
(0,05'0.5 %), в ряде случаев создаются условия для накопления их в
оборотном растворе в виде ортованадата и ортофосфата Na - Na3VO«
и NajPOj, особенно тогда, когда при выщелачивании, как практикует-
ся в ВНР, не добавляют известь. На отечественных заводах при
автоклавном выщелачивании бокситов добавляют 3-5 % СаО. поэто-
му содержание V2O3 в алюминатных растворах ие поднимается выше
С.3-0,5 г/дм3, а Р;О} - 0,4-0,8 г/дм3.
Основным способом очистки алюминатных растворов от соеди-
нений ванадия, фосфора, фтора, соды и органики является кристалли-
зационный. Выделение шлама осуществляется в результате охлажде-
ния смеси очищенного от примесей оборотного и маточного раство-
ров с соотношением 1:3 М (или частично упаренного) раствора с
концентрацией 170-190 г/дм3 от температуры 53+35 до 15 °C.
В зависимости от условий осаждения (в первую очередь от концент-
рации исходной щелочи) степень очистки от VjOj колеблется от 46 до
90%. Основное количество V, Р и F в осадке сосредоточено в изомор-
фной смеси Na7F[(V, Р, As)O4jrl9HjO, меньшая часть приходится на
другую изоморфную смесь - Na3(P, V)0r 121 IjO.
Для получения VjO, из выделенного шлама на отечественных за-
водах применяют аммиачную схему. Для очистки от фосфора, фтора
н других примесей концентрат растворяют в воде и обрабатывают
гипсом с одновременной нейтрализацией раствора кислотой. Фосфор
осаждается в виче Ca3(PO4h, фтор - в виде CaF?, мышьяк - в виде
Са3(А5О<>2, раствор очищается также от Al, Fe и Si. Из очищенного от
примесей раствора с помощью хлорида аммония (или сульфата
аммония) ванадий выделяют в осадок, получая ванадат аммония
технической чистоты. После перекристаллизации, сушки и прока-
ливания получают химически чистую VjOj.
124 Метаиуреыя легких метаялм
8.2. ОСОБЕННОСТИ КОМПЛЕКСНОЙ
ПЕРЕРАБОТКИ НЕФЕЛИНОВ
Для производства глинозема кроме бокситов в нашей стране
используются схемы комплексной переработки еще двух видов сы-
рья - нефелинов и алунитов. Из алюмосиликатов единственный вил
сырья, применяемый для переработки, - нефелины. Они характеризу-
ются относительно высоким содержанием AljOj (порода - 26 %,
концентрат - 28-29 %), щелочей (в пересчете на Na2O: порода - 13 %,
концентрат - 17-18%).
В большинстве слу'тасв для нефелиновых шихт щелочной модуль
[RiOXAIjOi + Fe2O$) - 1] обеспечивается в исходном нефелине,
поэтому шихта является двухкомпоненткой - нефелин-известковой в
отличие от трехкомпоиенпгых бокситовой н шламовой. Для спекания
нефелиновых шихт используется несколько более высокая тем-
пература, чем для бокситовых, поскольку при спекании необходимо
разрушить кристаллическую решетку исходного нефелина. Полу-
ченные нефелиновые спеки характеризуются более высокой порис-
тостью в сравнении с бокситовыми. Но основное отличие от
бокситовых спеков у нефелиновых связано с наличием щелочи двух
видов - натриевой и калиевой. Это отличие, естественно, потом
переходит и на все гидрохимические переделы. Соотношение
Na/DiK^O - 3:1 в исходном сырье в ходе выщелачивания спека к
последующего обескремнивания несколько уменьшается в связи с
образованием и выделением гидроалюмосиликата Натрия. Некоторые
особенности аппаратурного оформления переделов спекательиых
схем, связанные с ш-пользованием бокситового и нефелинового
сырья, разобраны выше и не являются существенными.
Основным отличием комплексной схемы переработки нефелинов
является сс безотхолностъ. т.с. все продукты этой схемы исполь-
зуются как товарная продукция, что существенно улучшает сс тех-
нико-экономические показатели. На I т глинозема при комплексной
переработке нефелинового концентрата производится 0,78 т NajCOj;
0,28 т K2COj; 10 т портландцемента и около 0,01 кг Ga. Галлий при
переработке нефелинов извлекают из маточного раствора после
выделения карбонатов или из алюмокарбонатного осадка второй
стадии карбонизации. Ниже будут рассмотрены некоторые особен-
ности получения соды и поташа, а также портландцемента.
Переработка содо-поташных растворов является естественным
продолжением передела карбонизации алюминатных растворов.
Основные компоненты растворов: Na2CO3, К2СО3, K2SO4, КС1 и
NaHCOj. Сульфат и хлорид калия в количестве первых г/дм3 попа-
дают в раствор из топлива. Бикарбонат натрия в количестве до 10-
15 г/дм образуется на второй стадии карбонизации. В основе
раздельного получения соды и поташа находится процесс политерми-
ческой выпарки, в ходе которой проявляется различной раствори-
мость поташа (с повышением тсмературы все время растет, достигая
при 100 °C величины 61 %) и соды (сначала до 32,5 % рост, затем
снижение и при 100еС она равна 31 %). Попутно концентрируемый
/ 2(5 Металлургия Mtma металяол
раствор очищается от примесей сульфата и хлорида калия. Техно-
логическая схема переработки содо-поташного раствора приведена на
рис. 51.
Первой операцией при переработке содо-поташного раствора
является нейтрализация бикарбонатов щелочью:
NaHCOj + NaOH = Na^COj + Н2О.
Она проводится с целью предупреждения коррозии стальной
аппаратуры, а также недопущения выделения в осадке AI(OH)j.
Вторая операция - концентрирующая выпарка - проводится с
целью получения раствора с d ~ 1,28-1 J0 г/см5. Она проводится в
многокорпусных выпарных батареях, состоящих из аппаратов
пленочного типа.
После растворения в полученном растворе двойной соли - Na^COy
KjCOj н выпарки с доведением d до 1,38+1,42 г/см5 идет процесс
кристаллизации одноводиой соды-1 - Na^COj-HjO. В продукционном
корпусе пощмрживается температура 93-96 вС. При температуре
кипения раствора / = 106-108 °C можно получить безводный NajCOj.
но этот переход сопровождается цементацией осадка, что затрудняет
его отделение.
Поэтому иа третьей операции получают только одноводную соду»
загрязненную примесями К2СО3 и K2SO<. Ее отделяют от маточного
раст вора и сушат.
Четвертая операция - отделение сульфата кадия. Она проводится
при i ~ 35-40 °C при концентрации исходного раствора 420-450 г/дм5.
Для приготовления такого раствора берут маточные растворы от
выделения соды-1 и соды-11 (безводной) и конденсат. В этих условиях
кристаллизуется сульфат калия и небольшая примесь Na2COj, К1СО3
и глазерита - 3K2SOrNa2SO4.
Пятая операция - вторая сталия выделения соды. Она проводится
для растворов с d 1,45-1,50 г/см5 и температурой кипения раствора
108-115 °C. Высокое содержание KjCOj в растворе снижает температуру
перехода NajCOj-HjO в безводную соль до 70-80 °C и цементации осадка
не происходит. Сода-П в сравнении с содой-I значительно сюьнсе
загрязнена KjCOj и K2SOi. Выделе «нс соды проводится в 3-4-корпусных
выпарных батареях прямоточных или смешанного тока с использованием
аппаратов с принудительной циркуляцией.
Шестая операция - выделение двойной соли (Na, К)2СО3. Она
проводится для растворов с d - 1,64-1,66 г/см5, получаемых
смешением маточного раствора от выделения соды-11 с маточным
раствором от выделения KjCOj и упариванием. Выделяемую двойную
соль направляют на третью операцию - выделение соды-I. Выделенке
127
Глава 8. Комплексная переработка ачкшинивеаго сырья
двойной соли проводится при выпфке в двухкорпусиых противоточ-
ных батареях. Высокая концентрация солей в растворах и высокая их
депрессия (30-35 °C) ие позволяет применить батареи с большей
кратностью использования пара.
Седьмая операция - выделение хлорида калня - проводится для
маточного раствора от двойной соли, разбавленного конденсатом до
общей щелочности 520-550 г/дм3 Na^O^ при охлаждении его до
10-30 вС.
Заключительная восьмая операция - кристаллизация К2СОу
-l,5HjO- проводится для раствора с d~ 1.64-1.70 г/см’ прн охлажде-
нии до 55-75 °C. Она проводится в однокорпусных выпарных батаре-
ях. Маточник - частично возвращается на выпарку с выделением
двойной соли (on«рация 6), частично идет на получение галлия (це-
ментацией на галламе Al).
Если ие применять очистку от сульфата и хлорида калия, то
сульфат загрязнит соду, a xj орид - поташ, резко снизив их качество.
Для кристаллизации K2SO4, КС1 н поташа из концентрированных
растворов используются вакуум-крнсталдизациониыс установки, в
которых охлаждение раствора достигается из-за вакуумного испа-
рения части воды. Chделение кристаллов солей от жидкой фазы
осуществляется на центрифугах, для сушки солей применяются
барабанные и аэрофонтанные сушилки. ,
Получаемые сода н поташ должны удовлетворять требованиям
промышленности. Области применения соды - производство глнио-
э^ма и никеля, стекольная и целлюлозо-бумажная промышленность.
Поташ применяется в электронной, стекольной, медицинской, строи-
тельной и других отраслях промышленности.
Производство цемента является смежным к производству гли-
нозема из нефелинового сырья. Основной компонент в шихте, идущей
на производство цемента, - белиговый инам, образующийся после
выщелачивания нефелиновых спеков и отделения жидкой фазы
пульпы. Для него характерно относительное постоянство фазового
и гранулометрического состава - иа 75-80 % ои представлен
p-2CaO SiOj с размером зерен 5-10 мкм, 7-10 % - частично гид-
ратированными зернами P-2CaOSiOi размером 30-70 мкм, встре-
чаются единичные зерна нефелина, апатита н карбоната. Проблема
утилизации закого шлама весьма актуальна, если учесть, что
количество образуемого шламв составляет 5-10 т/т АкОз-
Использование белитового шлама в цементной промышленности
может быть осуществлено по нескольким направлениям. Первое - в
качестве сырьевого компонента в производстве портландцемента.
Классическим является использование белитового шлама в составе
128 Металлургия легких м таял о-в
сырьевых портландиементных шнхт в смеси с известняком, пиритным
огарком и бокситом, обеспечивающими нужные значения отношений.
Такими отношениями являются: I) силикатный модуль - отношение
по массе SiO^AbOj + FcjOj) Q 2.1+23; 2) глиноземный модуль -
отношение по массе AI2O3 - FejOj •= 1,1+13; 3) коэффициент
насыщения известью - отношение по массе:
CaO-(l,65AltO?+Q.35Fe3Op с0 gg + 0
2,8SiO2
Такая сырьевая смесь, состоящая из 40-45 % известняка, 50-53 %
бслитового шлама, 3-5 % пиритного огарка. 3-5 % боксита, называ-
ется четырехкомпонентной Известняк дробится иа молотковых дро-
билках и измельчается мокрым способом в многокамерных мель-
ницах в открытом цикле Из мельниц пульпа направляется в кор-
рекционные бассейны, где у паспортной пульпы должны быть обес-
печены указанные выше отношения. Готовая пульпа направляется по
закольцованному трубопроводу в ковшовые дозаторы и далее
самотеком в барабанные печн. Максимальная температура в печн -
1450 °C, отопление печей - пытеуюльиое или газовое. Клинкер,
выгружаемый из холодильников, направляется на доохлаждение и
затем поступает иа сухой размол в многокамерных мельницах. Из
мельниц, работающих под разрежением в 40-50 мм вод.ст., цемент
направляется в бункеры пневмонасосов, которыми он перекачивается
в силосные башни. Размол цемента осуществляется до остатка на сите
-0,085 мм не более 10%. Значения модулей, указанные выше, должны
быть и в конечном продукте. Фазовый состав клинкера; 50-55 %
3CaO-SiO2; 22-27 % гСаО-БЮ^ 6-8 % ЗСаО-АЬОу, 13-15 % ЗСаО
•AI2O3 -FeaOj- Полученный таким образом портландцемент соответ-
ствует м.ркам 400-500; себестоимость такого цемента заметно ниже,
чем у цемента, получаемого по традиционной технологии.
Одно нз направлений совершенствования технологии получения
цемента нз белитового шлама связано с переходом на двухком-
понентную шихту - белитовый шлам + известняк, что дает возмож-
ность увеличить доли шлама в составе шихты и одновременно ин-
тенсифицировать основные переделы производства. Дальнейшее уве-
личение доли шлама в составе шихты может быть решено при-
менением гидрохимических методов переработки шлама. Обработка
растворами, взаимодействующими с 2CaO-SiO2 и способствующими
переходу Na^SiOj в раствор, может снизить содержание SiO2 в шихте
часто явно, что станет возможным использовать 'однокомпонеыгную
шихту", т.е. модифицированный белитовый шлам.
Глава 8. Комплексная переработка алюминиевого сырья
129
Другое ивлравление совершенствования цементной технологии
связано с переходом на тах называемое 'сухое” спекание. В насто-
ящее вр-мя за рубежом практически все цементные заводы перешли
на этот способ, который снижает удельные капитальные затраты и
снижает расход тепла на 35 % (с 5000 до 3300 кДж/кг). I (оследиее
достигается из-за экономии тепла и отсутствия воды в составе шихты,
а также значительного улучшения использования тепла в связи с
применени «м запечных теппообм< нииков.
Третье направл'ние соверимнствования цементной технологии на
базе бслитового шлама, связанное с увеличением доли используемого
шлама, может быть реализовано при двустороннем питании печи -
подачи части высушенного нефелинового шлама с горячего конца
печи, а также примем <нием в качестве гидравлической добавки прн
помоле клинкера (в количестве не более 15 % от массы цемента), и,
какой -и, путем производства смешанных цементов, содержащих
нефелиновый шлам.
Наряду с использованием нефелинового шлама в производстве
цемента в последние годы получены положительные результаты по
применению его в различных страстях промышленности. Нефелино-
вый шлам используют в технологии бетона в составе вяжущею
вещества и заполнителя для легкого бетона; в технологии жа-
ростойких бетонов ив жидком стекле; в технологии огнеупоров
бел ито-пер и клало вых и белито-корундояых; отвердителя формовоч-
ных смесей, в производстве стекла и ситашюв; в качестве тонкодис-
персных минеральных наполнителей в производстве пластмасс, ре-
зины, бумаги, красок, в качестве компонента в производстве обжи-
гового кирпича и составов для укрепления грунтов. Многие из
перечисленных выше способов не вышли за рамки лабораторных
исследований, однако уже сейчас свидетельствуют о несомненной
перспективности этих направлений.
8J. ОСОБЕННОСТИ КОМПЛЕКСНОЙ
ПЕРЕРАБОТКИ АЛУНИТОВ
Минерал аяунит - основная сернокислая соль Al и К - K2SO4
-AI/SO^b-^AKOHh. В алунитовой руде основной минерал пред-
ставлен изоморфной смесью Na и К алунита - (Na. K)2SO4
•Alj(SO4)r4Al(OH)5. Кроме него присутствуют кварц, опал и као-
линит.
Применительно к заглихским алунитам разработана и внедрана
восстановительно-щелочная схема их комплексной переработки,
5-1176
Рис. 52. Технологнчсскжм схема ком ыексноЛ переработки алунитов по
восстановнтельно-ще'ючиому способу
представленная на рис. 52. Сущность способа - получение глинозе-
мистого концентрата, пригодного для переработки способом Байера.
Исходная алунитовая руда подвергается дроблению и сухому
размолу, затем она подается на обжиг и восстановление. Обжиг
проводится прн 480-520 еС в аппаратах КС. При этом происходит
дегидратация н разложение алунита иа безводные квасцы и y-AljCh:
K2SO4-AI2(SO4)3-4Al(OH}j -> KiSO^AJXSO^h + ZAijOj + 6Н2О.
Материал иа обжиге нагревается теплом отходящих газов и теплом
от сжигания мазута в КС.
Из обжигового аппарата руда идет в восстановительный аппарат,
также работающий по принципу кипящего слоя. При восстано-
вительном обжиге происходит восстановление сульфата А1 и удале-
ние связанной с ним серы:
2[K2SO4 AlrfSOA] + 3S = 2K2SO< + 2А12Оз + 9SO;.
В качестве восстановителя могут использоваться: соляровое мае-
131
Глава 8. Комплексная переработка алюминиевого сырья
ло, керосин, газ, пары элементарной серы и другие восстановители.
Температура восстановления - 560 “С, при этом сульфат AI полно-
стью восстанавливается, но образовавшийся оксид AJ остается в своей
у-моднфнкации, наиболее химически активной.
Полученный при термическом разложении сернистый газ (высо-
кой концентрации при использовании серы в качестве восстанови-
теля) используется в прои водстве серной кислоты.
Восстановленный алунит поступает на выщелачивание оборотным
раствором едкой щелочи концентрацией 120 г/дм3 прн температуре
80-90 °C в течение 30-60 мин. При этом в раствор извлекается 83-
90 % A12Oj от содержания в восстановленном продукте. Шлам отде-
ляют и промывают в сгустителях (как красный шлам в способе Байе-
ра), полученный алюминатный раствор обескремнивают в безавто-
клавиых условиях (г — 103+105 ®С) в присутствии большого количест-
ва затравки ГАСНа (30-50 г/дм*)- Обескремненный алюминатный
раствор подвергают выпарке с выделением сульфатов Na н К. После
отделения выпавших сульфатов раствор разбавляют пром в од ой и
подвергают декомпозиции в батарее декомпоз -ров с перепадом тем-
ператур от 60 до 45 *С. Выделившийся гидроксид алюминия после
промывки прокаливают в печах с получением товарного г шнозема.
Щеточные сульфаты натрия и калия, выделяющиеся прн выпарке
обескремненного алюминатного раствора, подвергают конверсии
раствором КОН по реакции:
Na;SO4 + 2КОН “ K2SO4 + 2NaOH.
Конверсия проводится в мешалках, из которых полученная нутьпа
подастся на центрифуги нлн барабанные вакуум-фильтры для
отделения сульфата калия от едкого натра. Раствор едкого натра
используют для восполнения потерь щелочи в процессе. Сульфат
калия сушат и отправляют потребителям как ценное бесхлорное
у (обренис. Параллельно с основным производством на заводе будет в
|»нижайшее время освоено производство оксида ванадия (V) и
। идрофосфата Na. а также производство легковесных строительных
Н1дслий и декоративных облицовочных птит с использованием
«и ходов от переработки алунитовой руды.
Восстановительно-щелочной способ характеризуется следующими
иг (остатками;
I. Большая величина потерь А12О3 с алунитовой пылью из печей
южига. Многократное увеличение нагрузки на электрофильтры из-за
Нсшьшого пылеуноса является причиной запыленности, превышаю-
щей допустимые санитарно-гигиенические нормы.
Гяала8. Комплексная ^^ра&ипхд алюминиевого сырья
133
1)2 Металлургия легких м. таллов
2. Недовосстановленный алунит - причина потерь каустической
щелочи в связи с переходом в Na^SCV Псреобожжениый (пассивиро-
ванный) оксид - причина низкого извлечения AljOj (дола пассивиро-
ванного A12Oj - до 10 %).
3. Не решена до конца проблема конверсии, в представленном
выше варианте она требует больших количеств КОН. Применявшаяся
ранее термическая каустификация сульфатов требовала более высо-
ких экстуатациониых затрат
84. СЕБЕСТОИМОСТЬ ГЛИНОЗЕМА Н ПУТИ ЕЕ СНИЖЕНИЯ
Одной из самых важных и ответственных задач» которые прихо-
дится решать металлургам, является выбор наиболее рационального
способа переработки данного вида сырья. Он зависит от большого
числа факторов, среди которых и химический и фазовый состав
сырья, вскрываемостъ, соотношение ней иа каустическую и карбо-
натную щелочь и иа топливо, транспортные и энергетические
затраты, аппаратурно-технологические особенности самого способа.
Интегральным показателем эффективности способа, в котором
учитывается действие отдельных факторов, является себестоимость
единицы продукции.
Для основных видов отечественного сырья (бокситы - по способу
Байера, двум комбинированным БаЙер-спекакис - параллельному и
последовательному и по способу спекания; нефелины - по способу
спекания - из концентрата и руд) проведено сравнение эффектив-
ности по б основным показателям - товарный выход, прямые затраты,
расходы щелочи, топлива, пара и электроэнергии. Результаты пред-
ставлены в табл. 7. Для удобства сравнения все показатели для
способа Байера приняты равными 1,0. Способ спекания бокситов
нерентабелен еще в условиях фиксированных цен на энергоносители.
Отпуск цен на энергоносители при относительно высоком их расходе
в сп;кательиых способах послужит серьезной проверкой рентабель-
ности последних в новых условиях. Они смогут быть конкуренто-
способными с классическим способом Байера только при условии
полной утилизации всех отходов глиноземного производства.
Большим резервом для снижения себестоимости глинозема на
заводах, где применяется байеровская технология, является сииже «ие
удельного расхода пара. На заводах, использующих автоклавы уста-
ревшей конструкции с нагревом острым паром, он составляет около
16,72 ГДжЛт А12О}, в 2 раза превышая аналогичный показатель на
заводе, использующем автоклавы с глухим нагревом (НГЗ). Также
заметно более высоким на этих же заводах по сравнению с НГЗ (в
Металлургия легких металлов
2.5 раза) является н расход щелочи, что связано с худшим качеством
бокситов и большими потерями Na2O с ГАСНом. Это обстоятельство,
а также заметно более высокий расход топлива (приблизительно в
2 раза у параллельного и почти в 5 раз у последовательного) ут-
верждают, что как и для заводов, перерабатывающих нефелиновое
сырье, отпуск цен иа энергоносители будет серьезной проверкой
эффективности производства и для заводов, работающих по комби-
нированным вариантам Байер-спекание.
Важнейшим показателем целесообразности промышленной реали-
зации любого способа переработки сырья является себестоимость
единицы продукции. В табл. 8 приведена структура себестоимости
глинозема, полученного разными способами иа отечественных заво-
дах. В структуре себестоимости две статьи являются определяющи-
ми - стоимость сырья, а также материалов и расход топливно-
энергетических затрат. Способ Бай ,ра в сравнении со всеми другими
является существенно менее энергоемким, даже в условиях фиксиро-
ванных цен на энергоносители. В тех же условиях наименьшая себе-
стоимость была у гти позема из нефелинового концентрата, поскольку
эта схема - безотходная, и более половины затрат при переработке
нефелинов приходится на получение попутной продукции; соды и
Таблица 8. Структура себестоимости глинозема (%), полученного разными
способами на отечественны! заводах
№ Статья затрат Байер БаЛер-слеканне Спекание ( сфелино- вый концеи- всстняк)
ЛМЫ4ЫЙ вариант последова- тельный вариант
1 2 3 4 5 6
1 Сырье и основные маге- 6X2 47.6 30.9 28,7
2 риалы Вспомогательные матерна. ы 2,7 3.1 1.9 ] 1
3 Топя> во на техно логичес- кие НуЖЛЫ 7.2 12,6 32,5 43.7
4 9i »pt«a на технологичес- кие нужды ИЛ 19.9 21,9 13,7
5 Основ пи и дополнительная зарплата с начислениями 3.4 3,8 3.1 2,7
6 Расходы на сод.ржание и эксп катанию оборудования 7.5 10,1 7.5 8J
7 Цеховые расходы 2.5 2,9 2.2 1.8
8 Цеховая себестоимость 100.0 100,1 100.0 205.3
9 По iy-гная пня — 0.1 — Ю5.3
10 0 (ежовая себестоимость за вычетом попутной продук- 100.0 100,0 100.0 100.0
Глава 8. Комплексная переработка алюминиевого сырья_________
поташа - из карбонатных маточников, цемента - из белитового шла-
ма, галлия - из поташного маточника.
Зарубежные глиноземные заводы, работающие по способу Байера,
в конце 80-х годов имели следующую усредненную структуру себе-
стоимость (%): сырье и материалы - 42,1; энергия - 28,1; зарплата -
15,7; накладные расходы - 10,2; транспортные расходы - 3,9. Срав-
нение с приведенными в табл. 8 данными для отечественного вари-
анта способа Байера отмечает и близости основных показатечей.
Основными направлениями повышения экономической эффектив-
ности глиноземного производства 1ю способу Байера являются: сни-
жение энергетических затрат и повышение комплексности использо-
вания сырья. Снижен не расхода тепла на переделе выюелачннаиия на
отечественных заводах связано с реконструкцией ныне действующих
автоклавных батарей - отказ от аппаратов с нагревом острым паром и
переход к автоклавам с глухим нагревом и многоступенчатой сепара-
цией. Другое направление связано с внедрением нового более эффек-
тивного высоко-температурного выщелачивания в трубчатых выще-
лачивателях. Третье направление снижения энергетических затрат
связано с сокращением объема выпариваемой воды и сов.ршенство-
ванисм существующих схем выпарки маточных растворов. Последнее
может быть достигнуто в результате организации многократного упа-
ривания растворов и внедрения совершенной выпарной аппаратуры.
Важнейший резерв сниже шя себестоимости - Повышение ком-
пл ясности использования бокситового сырья. Огромное количество
красных шламов, нс применяющихся в народном хозяйстве, явно не-
достаточное количество изалскаемых попутных Ga, V и других
элементов - являются наиболее острыми вопросами этой проблемы.
Снижение энергетических затрат - главная задача чтя спекдтель-
пых схем производства глинозема. Переход к "сухой" шихтоподго-
ювке и спеканию, применение запечных теплообменников дадут
большую экономию тепла и топлива в традиционных способах
спекания в барабанных печах. Весьма перспективиь м представляется
и поиск принципиально новых аппаратов для спекания с исполь-
юнанием кипящего и взвешенного слоя.
Важное направление снижения себестоимости - автоматизация
переделов глиноземного производства и оптимизация технологичес-
кого процесса
До сих пор автоматизированы тишь отдельные переделы как байе-
ровского, так н спекательного производств, однако вопросам оптими-
сты и тепловых и технологических схем производства с использова-
нием многовариантных расчетов иа ЭВМ уделяется явно недостаточ-
но внимания.
136 Металлурги* легких металлов
Глава 9. ПРОИЗВОДСТВО Ф1ОРИСГЫХ СОЛЕЙ
Основной потребитель фтористых солей - металлургия легких
металлов. Главная из фторсолей (криолит NajAIF«) является раство-
рителем глинозема при электролитическом получении алюминия,
фторид алюминия служит для корректировки состава электролита.
Фтористые соли применяют при рафинировании как первичного AI (в
составе электролита при 3-слойном рафинировании), так и вторич-
ного AI в составе различных флюсов.
9.1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ФТОРИСТЫМ СОЛЯМ
Криолит - двойной фторид AI н Na - 3NaF-AlFj или Na^AlF*. Он
встречается в природе весьма ограниченно, поэтому алюминиевая
промышленность работает на искусственном криопнте. Сажный
показатель состава этой соли - криолитовос отношение, т.е. молярное
отношение NaF и AlF} Оно колеблется в искусственном криолите от
1.5 до 3.0 (как в минерале Na^AIFe). По внешнему виду он
представляет порошок от слабо-розового до серовато-белого цвета с
d 1.1-1,2. Выпускается криолит марки КА двух сортов - высшего и
первого; требования к нему приведены в табл. 9.
Фтористый алюминий - AlFj - получают искусственным путем.
Он представляет собой кристаллический порошок белого (серого)
цвета с насыпной массой 0.85 г/смэ (табл. 10).
Во фтористых солях жестко рагламснтируется минимальное коли-
чество примесей более электроположительных, чем А! - Fe и Si, а
также тех, которые нарушают нормальный процесс электролиза -
SO4, PjOj, влага (п.п.п.).
Таблица 9. Требования промышленности к криолиту
Требования к материалу, % ] Высший сорт 1 Первый сорт
Фгора, % ие менее 54 54
Алюминия, % нс более 18 19
Натрия, % не менее 23 22
SiO;. % ие более 0.5 0.9
Fc^O,, % не более 0,06 0.08
SO.. % нс более 0,5 1,0
Р/)},%ие более 0.05 0,2
Влаги, % не более 0,2 0,5
Критолгговый модуль, не ниже 1,7 1,5
Глава 9 Производство фтористых смей
137
Таблиц* 10. Требования промышленности к фториду алюминия
Требования | Высший сорт | Первый сорт | Второй сорт
AljOj. % нс менее 93 88 88
Свободного AljOj. ис более 4 7
(SiO3 * FejOj). % не менее 03 0.4 0.5
SO«, % ис более оз 0.7 1,0
PjOj % не более 0.05 0.1 0.1
п н.п. % ис более 23 3.5 6.0
9.2. ТЕХНОЛОГИЯ ФТОРИСТЫХ СОЛЕЙ
Исходным сырьем для получения фтористых солей служат
плавиковый шпат - CaFj и отходящие газы суперфосфатного
производства. В настоящее время иа заводах, выпускающих
фосфорные удобрения, утилизируется 15 % фтора, содержащегося в
исходном сырье, а до 60 % его уходит в удобрения. Учитывая
огромные масштабы этих производств, можно судить о них как о
потенциальных источниках загрязнения природы и будущих основ-
ных производителей фтористых солей. Из плавикового шпата крнолит
и фтористые соли могут быть полусны кислотным и щелочным
способом. В нашей стране их получают только кислотным способом,
принципиальная схема которого приведена на рис. 53.
Для производства плавиковой кислоты н фтористых солей
используется флотационный концентрат CaF> с содержанием ие менее
92 % CaFj. Его смешивают с концентрированной HZSO4 и подают в
6. рабанную печь, где проходит реакция;
CaF2 + |]2SO4 = 2HF + CaSO4.
В связи с обязательным присутствием (до 3 %) SiO2 протекает
побочная реакция:
SiQ? 4 4HF - SiF4 + 2Н1О.
В дальнейшем с понижением температуры SiF4 взаимодействует с
1II-.
SiF4 4-HF - HjSiF*.
В результате двух последних реакций снижается выход НЕ и она
инрязняется HiSiFc.
Для разложения плавикового шпата применяют реакционные печн
v ннутренинм и наружным обогревом. В отечественной практике ис-
Металлургия легких металлов
Рис. 53. Технологнчсскяя схема лро-
шводства криолита кислотным ело*
пользуются печи с внутренним
обогревом. Они характеризуются
высокой производительностью,
большим сроком службы и ма-
лым р »сходом топлива. Однако в
инх I1F разбавляется топочными
газами (до 28+30 % HF). то, да
как в печах с наружным обогре-
вом содержание HF в газе дости-
гает 98 %.
Топочные газы вместе с HF из
печи поступают на адсорбцию.
Перед адсорбцией они очищают-
ся от пыли и паров H2SO4 в
осадительной камере и "сухой4
башне с угольной насадкой.
Поглотительные башни (адсорбе-
ры) - это стальные цилиндры,
гуммированные изнутри и футе-
рованные угольными плитами,
заполненные насадкой, состоя-
щей из угол ьно-графитовых ко-
лец. Они соединены последо-
вательно и работают по принципу
противотока, последняя по ходу
газов орошается водой, а продук-
ционная кислота выводится из первой. Поскольку поглощение HF -
экзотермический процесс, промежуточные растворы перед поступле-
нием на орошение охлаждают в холодильниках. Полученная плавико-
вая кислота содержит, %: 28-30 HF; 3-5 H2SiFt и 1-2 H2SO4.
Образующийся при разложении CaF2 гипс содержит, %: 80-85 CaSO4,
10-15 H2SO4 и 2- 5 CaF2. Он нейтрализуется известью и отправляете,
для утилизации в цементную промышленность млн на шламовое поле
Полученная "грязная" плавиковая кислота должна быть под-
вергнута обескремниванию при обработке раствора содой:
HaSiF* + NbtCOj = Na,SiF6 + CQj + Н2О. (10)
Осадок Na2SiF* отделяют от HF в сгустителях, а затем фильтруют
Гяма 9. Проимодспчю фтористых солеи 139
иа барабанных вакуум-фильтрах и обрабатывают содой для получе-
ния фторида натрия:
NthSiFe + 2 NfcCOj - 6NaF + SiOj + 2CO2.
Очищенная кислота содержит. %: 26-29 HF; 0,6-1,0 H2SiF* и
0,4-1,0 H2SO4. На получение 1 т HF (в пересчете иа 100%-ную)
расходуется примерно 2,2 т 100%-ного CaFj и 3.4 т 100%-иой H2SOj.
Для получения криолита 8 раствор очищенной плавиковой
кислоты вводят расчетные количества А1(ОН)3 и Ка2СОз- Сначала
растворяют А1(ОНЪ. получая фторалюминиевую кислоту.
6HF + А1(ОНЬ - HjAlF6 + 3HjO.
Затем ее нейтрализуют содой:
2HjA1F® + ЗКааСОэ “ 2NaiAlF< + ЗСО2 + ЗЦ2О.
При этом образуется криолит, выпадающий в осадок. Однако
протекают н побочные реакции, загрязняющие криолит примесями
SiQj и Fe2Oj.
Загрязнение SiQt происходит при введении в раствор избыточного
количества соды по сравнению с тем, которое необходимо для
нейтрализации по реакции (10). В этом случае образовавшийся
Na^SiFfc разлагается по реакции:
Na2SiFe + ZNa/rOj - 6NaF + SiOj + 2CCh-
Образующийся БЮг выпадает вместе с NajALF0, загрязняя его.
Содержащийся в А1(ОН)э оксид железа растворяется в плавиковой
кислоте и при взаимодействии с Na2COj образует железный крнолит -
NajFeFt.
В нейтральной н щелочной среде это соединение подвергается
гидролизу с образованием Fe(OH)j:
Na,FeF6 + ЗН2О - Fe(OH)3 +3NaF + 3HF.
Гидроксид Fe осаждается вместе с криолитом, загрязняя его.
Во избежание загрязнения «риолита SiOj и Fe2Oj плавиковую
кислоту во время варки нейтрализуют не до конца, поддерживая
маточный раствор слегка кислым
Варку криолита ведут непрерывно при i « 90 °C на установке из
нескольких последовательно соединенных реакторов. Реактор - это
бак с пропеллерной мешалкой, гуммированный изнутри и футерован-
ный угольными плитами. Вь павший в осадок криолит отделяют от
маточного раствора в сгустнтетях, затем фильтруют и промывают на
барабанных вакуум-фильтрах. Отфильтрованную пасту криолита, со-
140 Металлургия лети металлов
держащую 24-28 % влаги, сушат в барабанных сушилках с внутрен-
ним обогревом. Высушенный криолит камерными насосами транс-
портируется в бункеры готовой продукции.
На производство 1 т Na>AlF6 расходуется 640 кг 100%-ной HF,
320 кг AI(OHh (в пересчете на А12О3) и 630 кг соды.
В калькуляции себестоимости 1 т Na3AIF6 исходные материалы
составляют 87 %; топливо - 3.5 %; энергетические затраты - 3.5 %;
зарплата - 2 %; остальное (около 4 %) - цеховые н заводские расходы.
Фтористый алюминий получают нейтрализацией плавиковой
кислоты Al(OH)j по реакции:
3HF + Al(OH>j - AIF3 + ЗН2О.
Прн варке AIF3 протекают и побочные реакции. При избытке
AKOHh кремнефторид Na разлагается по реакции:
3Na2SiF6 + 4А1(ОП)з - 2Na>AI F« + 2A1F3 + 3SiO2 + 6H2O.
Для предупреждения загрязнения AIF3 кремнеземом процесс ведут
в кислой среде. Образующийся AIF3 кристаллизуется в виде A1F3-
-ЗН/Э. Варку и кристаллизацию AIF3 проводят в реакторах с
лопастными мешалками. Полученная в результате кристаллизации
пульпа содержит 70-80 % влаги Пульпу фильтруют на барабанном
вакуум-фильтре, полученную пасту A1F3-3H2O обезвоживают в бара-
банной сушилке. Прн температуре 300-400 РС удаляется 2.5 моля
HjO. н кальцинированный продукт содержит до 6 % HjO.
На изготоаленне 1 т A1F3 расходуется 700 кг 100%-ной HF н 630 кг
А1(ОН)з (а пересчете на А1гОз).
Более прогрессивным способом получения AIF3 является так
называемый "сухой" способ, основанный на взаимодействии AljOj с
HF. Подсушенный гидроксид AI прокаливают прн / < 500 °C, получая
активный у-АЬОэ с высокоразвитой поверхностью, который поступа-
ет в верхнюю зону реактора кипящего слоя. В нижнюю зону реактора
поступает очищенный газ HF:
А12О3 + 6HF = AIFj + 3HjOt
Полученный AIjFj охлаждается в холодильнике КС. "Сухой"
способ позволяет получить продукт, содержащий не более I % Н2О.
Фторид натрия - получается при взаимодействии плавиковой
кислоты и соды. Ею же нейтрализуется н HjSOm, но, поскольку у
сульфата натрия высокая растворимость, он целиком остается а
маточном растворе. После отделения пасты NaF от раствора ее сушат
прн 130-140 *С, как и криолит. Аналогично получают другие
фториды - ZiF, KF, MgF2. BaF2- При этом нейтрализацию HF прово-
дят карбонатами соответствующих металлов.
Глава Ю. Теоретические основы здектролиэа 141
93. ПОЛУЧЕНИЕ ФТОРИСТЫХ СОЛЕН ИЗ О1 ХОДЯЩИХ ГАЗОВ
СУПЕРФОСФАТНОГО ПРОИЗВОДСТВА
В связи с шраниченностью запасов тавнкового шпата все более
актуальной становится проблема утилизации фтора из отходящих
газов суперфосфатного производства.
В производстве суперфосфата на 1 т продукта выделяется 6 кг
фтора в составе SiF«, поэтому, учитывая огромные масштабы
фосфорно-туковой промышленности, оиа может стать серьезным
производителем фтористых сол< й.
Прн улавливании SiF* на суперфосфатных производствах
образуется раствор, содержащий 10-12 % H2SiF6. Для получения из
этого раствора AlFj в подогретый до 80-85 °C раствор вводят
расчетное количество AI(OH)j:
H2SiFe + 2AKOHh - 2A1Fj + SiO2 + 4Н2О.
Образующийся осадок кремисгеля отделяют от раствора AlFj
фильтрацией.
Для получения раствора NaF раствор H2SiFe нейтрализуют
раствором соды при 85-95 °C:
H2SiF6 + 3Na2COj = 6NaF + SiO2 + ЗСО2 + Н/Э-
Полученные растворы AlFj и NaF в рассчитанном для получения
криолита количестве поступают в последовательно соединенные
реакторы:
3NaF + A1F3 - Na^AlF*.
Как показали расчеты, себестоимость фтористых солей из
отходящих газов суперфосфатного производства на 40-45 % ниже,
чем себестоимость таких солей, полученных традиционным способом
нз плавикового шпата.
Глава 10. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ
ЭЛЕКТРОЛИЗА КРИОЛИТО-ГЛИНОЗЕМИЫХ
РАСПЛАВОВ
10.1. СУЩНОСТЬ ЭЛЕКТРОЛИТИЧЕСКОГО СПОСОБА
ПОЛУЧЕНИЯ АЛЮМИНИЯ
Основой современной алюминиевой промышленности является
производство металлического алюминия электролизом крнолито-гли-
нозс.мных расплавов или электрометаллургия алюминия.
142
Металяургия легких металлов
Глинозем н фтористые солн, получаемые описанными выше спо-
собами, а также угольные аноды (нлн анодная масса) служат исход-
ными материалами для производства алюминия электролитическим
путем.
11ринцнп устройства электролизеров (алюминпевых вали) (рис. 54)
заключается в следующем. Рабочее пространство ванны (шахта
электролизера), футерованное с боков угольными блоками Z, запол-
нено расплавленным э; сктролитом 2. Сверху в электролит опущены
аноды из углеродистой мяссы 3. Нижняя часть ванны - угольная
подина 4 - вместе с выделяющимся на ней алюминием 5 служит
катодом. Внутренняя поверхность шахт и частично подина покрыты
гарнисажем 6 - слоем застывшего электролита. Над расплавом также
образуется слой застывших солей - корка 7. Все это находится в
стальном кожухе 8 и установлено иа опоры. Ток к электродам
подводится с помощью системы металлических шин.
Сущность электролитического метода получения алюминия
зактю 1ается в следующем.
Глинозем растворяют в расплавленном криолите, в котором
первый диссоциирует иа ноны В упрощенном виде это можно
представить реакцией:
Рис. 54. Схема устройстве электролизера с обожженными анод**,
(поперечный разрез):
/ - угольные блоки; 2 - электролит. 3 - угольные анодм; 4 - угольные подовые
блоки; 5 - алюм ннй, 6 - гарнисаж. 7 - корма электролита. 8 - сгмъкой кожух.
9 огнеупорные материмы
143
Глава 10 Теоретические основы электролиза
Другие компоненты электролита также диссоциированы на ионы -
катионы и анионы.
В процессе электролиза в соответствии с величинами разрядных
потенциалов на электродах будут разряжаться ноны А1 ’ и О2".
На катоде: 2AIJ‘+ бе “ 2AI.
И» аноде: ЗО!- бе + 1.5 С - 1,5 СО3.
Суммарный процесс в электролизе протека-г по реакции:
Ai?Oj+ 1,5С = 2AI + 1,5COj.
Следовательно, единственным расходуемым прн электролизе
компонентом электролита будет глинозем, который периодически и
подгружают в эл • ктролизер,
В процессе электролиза алюминий накапливается на катоде, и его
периодически удаляют из ванны. Разряжающийся на аноде кислород
не выделяется в свободном виде, а окисляет углерод с образованием
газообразных оксидов.
Теоретически на процесс в целом расходуется не только глино-
зем и углерод анода, ио и электроэнергия, необходимая на
электрохимическое разложение глинозема и на поддержание высокой
температуры электролиза (около 960 °C). В реальных условиях
расходуется и некоторое количество криолита вследствие его
испарения, впитывания в футеровку и разложения влагой н при-
месями.
Для получения в процессе электролиза алюминия определенной
чистоты необходимо, чтобы используемые материалы не содержали
более электроположительных, чем алюминий, примесей (в основном
железо и кремний).
Поскольку основным исходным сырьем для производства алю-
миния является глинозем, то к нему предъявляются жесткие тре-
бования по качеству. В электролизе применяют высшие сорта
। лмноэсма Г-00 - Г-4, содержащие SiO? от 0,02 до 0,20 % и FcjQj от
0,03 до 0,08 %.
Из известных модификаций глинозема для электролиза имеют
значение лишь а- и у-модификацин.
a-AI2Oj (корунд) - химически стоек, негагросконичей, плохо
растворяется в криолите. y-AljOj - химически активен, сильно
гигроскопичен, хорошо растворяется в раепчавл ином криолите.
Исходя из этих свойств А12Оз, для электролиза применяют
глинозем, содержащий до 30 % корунда, а остальное у-модификация.
Такой глинозем достаточно быстро растворяется в электролите и не
содержит слишком большого количества поглощенной влаги.
144 Металлургия легких металлов
Криолит - NajAlFe илн 3NaF-AlFe плавится при 1009 °C. Исследо-
ватели неоднократно пытались заменить криолит другими рас-
плавленными средами, найти другие растворители для глинозема,
поскольку криолнтовые расплавы имеют ряд существенных не-
достатков:
- расплавленные криолнтовые электролиты чрезвычайно агрессив-
ны, и в них реально устойчивы лишь графит и другие углеродистые
материалы;
- электролиз этих электролитов сопровождается выделением из
ванны газообразного фтористого водорода - одного из наиболее
сильных промышленных ядов - н фторсодержаш <й пыли;
- криолит и фтористые соли являются достаточно дорогими и
дефинитными материалами, что соответственно сказывается на
себестоимости алюминия.
Однахо попытки заменить крнопит не привели к положительным
результатам, и он до настоящего времени является единственным
растворителем глинозема в электрометаллургии алюминия.
Криолито-глиноземные расплавы как электролиты для электроли-
тического получения алюминия найдены в основном опытным путем
и представляют, нс учитывая добавок и примесей, тройную систему
NajAIFe-AhOj-AIFj.
Промышленные электролиты имеют небольшой избыток фторида
алюминия против формулы криолита. Иногда в процессе электролиза
может возникнуть избыток фторида натрия. Если молярное отно-
шение NaF/AIFj в криолите равно 3, то в электролите промышленных
вани оно находится обычно в пределах 2,6-2,8.
Моляр юе отношение NaF/AIFj называется криалитовым отноше-
нием (К.О.) и служит на практике основной характеристикой состава
электролита. Электролиты, К.О. которых равно 3, называются
нейтральными (так как pH их водной вытяжки равно 7). Электро-
литы, содержащие избыток AlFj относительно криолита и имеющие
К.О.< 3, называются кислыми (pH водной вытяжки меньше 7). При
К.О. > 3 электролиты называются щелочными. Электролиты промыш-
ленных алюминиевых вани являются, таким образом, кислыми
электролитами.
Кроме основных компонентов (NajAIF«, A1FJ( AI2O3), в электролит
вводят специально илн в него попадают как прнмесн ряд других
компонентов (CaFj, MgFj. LiF, иногда NaCI). Их влияние иа свойства
электролита будет рассмотрено ниже.
Глава 10 Теоретические основы электролиза М
10.2. ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА
ЭЛЕКТРОЛИТОВ АЛЮМИНИЕВЫХ ВАНН
Плавкость
Температура плавления электролита определяет границу суще-
ствования гомогенной жидкой фазы солевого расплава, поэтому она
очень важна для технолога.
Естественно, что на практике стремятся работать с возможно более
низкими температурами, так как улучшаются условия труда, меньше
разрушается аппаратура, с меньшей скоростью протекают побочные
вредные процессы, ухудшающие техннко-экономнческие показатели
электролиза. Знание температур плавления различных систем
помогает выбрать нужные соотношения компонентов электролитов.
По форме линии ликвидуса можно предвидеть изменения ряда
физнко-химическнх свойств расплавов в зависимости от изменения
состава системы. Превращения ниже ликвидуса позволяют судить о
строении расплавов. так как последние вблизи точки плавления
сохраняют в определенной степени структуру твердого вещества.
Из двойных систем наибольший интерес представляют системы
NaF - AIF, н NajAIF6 - AljOj.
Система NaF-AIFj (рис. 55) впервые изучена Л.П. Федотовым и
В.П. Ильинским и позже неоднократно уточнялась. На диаграмме
имеется одно конгруэнтно плавящееся соединение - криолит
3NaF-AlFj (NajAlF6) при 25 % (мол.) A IF, и два инконгрузнтяых
соединения - хиолнт 5NaF-3AlFj (NajAIjFu) при 37,5 % (мол.) AlFj н
тетрафторалюмннат натрия NaF-AIFj (NaAIF4) при 50 % (мол.) AlFj.
Два последних соединения непрочны н распадаются прн температуре
плавления. Согласно диаграмме прн 680 ®С тетрафторалюмннат
распадается с образованием хиолнта:
5NaAIF4 - NajAljh, ♦ 2AIF,.
При 710 °C NaAIF4 плавится с разложением. При быстром же
охлаждении расплава данного состава тетрафторалюмннат натрия
удастся сохранить в твердом виде.
Система NajAIFt-AIjO} (рис. 56) ввиду ее практической важности
многократно изучалась. Установлен простой эвтектический характер
диаграммы. Кристаллооптические исследования сплавов криолита с
глиноземом показывают, что кристаллы криолита окаймлены эвтек-
тикой NbjAIFc + АЬОь количесгво которой лишь увеличивается с
возрастанием AljOj в системе. Однако по составу эвтектики н
температуре ее кристаллизации у исследователей были значительные
14$ Металлургия легких металлов
Рис. 56. >1лагрймма пдекости <
скмы Na^AIFf-AliO) (Гротгейм)
Рис. 55. ,1и«гр»ммя плавкости смете-
ны RaF-AIFs(l xtoSepi и Веферс
расхождения. Основная причина этого состоит в склонности
криолито-глннеземных расплавов к переохлаждению, что приводит к
заниженным температурам кристаллизации и большим содержаниям
глинозема, особенно в заэвтектичсской области.
Наиболее достоверной следует считать диаграмму, полученную
при медленном охлаждении, с применением перемешивания и с
введением мелких кристаллов криолита для предотвращения пере-
охлаждения расплавов. Эвтектика такой системы кристаллизуется при
961 °C и содержит 10,6 % (мае.) AhOj. В доэвтектической области
первично кристаллизуется p-NajAIF*, в заэвтектической области -
a-AIjO,.
Прн добавлении к криолиту фторида натрия (К.О. > 3) раствори-
мость глинозема повышается до эвтектики, отвечающей примерно
87 % (мол.) NaF. Дальнейшее увеличение концентрации NaF приво-
дит к понижению растворимости AbOj. В чистом расплавленном NaF
глинозем практически не растворяется.
В расплавленном криолите с добавками AlFj (К.О.<3) раство-
римость глинозема уменьшается с повышением содержания AIF3.
Система NajAIFe-AIFj-AljOj (рис. 57) характеризуется четы-
рьмя нолями первичной кристаллизации. Наибольшую область диа-
1раммы занимает поле первичной кристаллизации глинозема, ко-
торое ограничено снизу линией etF£. Значительную область диаграм-
мы занимают также поле первичной кристаллизации криолита etPp
и фторида алюминия е^Е (вправо). Меньшую часть поля занимает
поле первичной кристаллизации хиолита, ограниченное линией
рРЕеъ
Рис. 57 Дм*гр«мм1 плавкости трш ной системы MjAWc-AIFj-AhQ) (Фостер)
Тройная точха Р с температурой начала кристаллизации 723 “С
соответствует перитектическому превращению кристаллов NajAIF6 в
кристаллы хнолита, глинозема и фторида алюминия. Состав эвтек-
тики (точка £). % (мае.): 59,5 NajAIF^, 37,7 AlFj, 3,2 АЬО3, темпе-
ратура кристаллизации 684 °C.
Добавки CaFi. MgFj, LiF вводят главным образом для снижения
температуры плавления электролита, причем сумма этих добавок не
превышает 10 %, так как под их влиянием уменьшается раствори-
мость и скорость растворения глинозема в криолите. Последнее
обстоятельство необходимо учитывать прн загрузке итинозема в
промышленные алюминиевые ванны. Поэтому на практике во избе-
жание образования на подине (на катоде) ванн больших глинозе-
мистых осадков стремятся иметь содержание AljOj в электролите
около 3-5, но не более 8 %.
Температура начала кристаллизации (плавления) промышленного
электролита, содержащего 8 % AljOj. 4-6 % CaFi прн К.О. - 2.6-2,8,
составляет 940-945 °C. Процесс электролиза ведут при 950-965 °C.
Электролит промышленных электролизеров обычно перегрет по
сравнению с температурой начала кристаллизации примерно на 15-
20 градусов.
Плотность
Соотношение плотностей жидкого металла и электролита опреде-
ляет поведение металла в электролизере. Металл может находиться на
дне электролизера или всплывать на поверхность электролиза- При
определенных условиях металл может оказаться во взвешенном
состоянии.
148 Металлургия легких металлов
При 950 °C плотность расплавленного алюминия 2,30 г/см3,
плотность электролита 2,05-2,10 г/см3, т.е. плотность алюминия
примерло на 10 % выше, чем плотность криолито-глиноземного
расплава. Этого вполне достаточно, чтобы выделяющийся в процессе
электролиза алюминий собирался под слоем электролита на подине
ванны.
При понижении температуры плотности электролита и алюминия
увеличиваются линейно, но неодинаково - плотность алюминия
растет медленнее. Поэтому при длительном отключении постоянного
тока может произойти выравнивание плотностей электролита и
алюминия и всплывание последнего, что нарушит процесс электро-
лиза, так как сверху в электролизерах расположены аноды.
Максимальной плотностью в системе обладает криолит (рис. 58).
Плотность (р, г/см3) расплавленного криолита прн температуре (/)
выше 1000 °C может быть найдена из уравнения
Рг - 2,113 - 0.00093 (f - 1000).
Добавки AIFj, NaF н AljOj к криолиту снижают плотность
электролита.
Прн введении 10 % CaF2 плотность электролита увеличивается
всего на 2 %. Фторид магния меньше, чем CaFj, повышает плотность
крнолитового расплава, однако LiF понижает плотность электро-
лита
Плотность промышленного электролита прн рабочей температуре
950-960 -С (5 % A12Oj н 4-6 % CaFb К.О. - 2,7); равна 2,1 г/с.м\
Электропроводимость
Это наиболее важное из всех физико-химических свойств, так как
именно в слое электролита происходит наибольшее падение напря-
жения а это определяет затраты электроэнергии на получаемый
алюминий. Поэтому естественно стремление применять наиболее
электропроводные электролиты.
В системе СИ единицей электропроводимости является См/м. Эта
единица в 100 раз меньше, чем Ом'’-см-1.
В системе NaF-AlF3 (см. рнс. 58) наибольшей электропроводи-
мостью обладает чистый фторид натрия. Удельная электропроводи-
мость линейно падает при добавлении к NaF фторида алюминия.
Экстраполяция зависимости на чистый AIF3 показывает нулевую
электропроводимость.
Так, удельная электропроводимость NaF при 1000 °C равна
4,46-Ю-2, криолита 2,67-10'2, а хиолита 2- Ю2 См/м.
Ряс. 58. Физико-химические свойств» систем:
а - NaT-AIF,; б—NajAIFe-^AljCS (по А И. Беляеву)
ISO Металлургия легки* металлов
Удельная элеюропроводнмостъ почти линейно падает при до-
бавлении глинозема к криолиту. Для расплавов с 5 % (мол.) A12Qj
удельная электропроводимость равна 2,45-10-2 С.м/м прн 1000 °C.
Электропроводимость расплавленного криолита немного снижает-
ся под влиянием CaF2 и MgF2. Добавки LiF, наоборот, значительно
увеличивают электропроводимость.
В промышленных электролизерах всегда присутствуют взвеси
угольных частиц, образующиеся в результате осыпания анолов.
Кроме угольных частиц, в электролите имеется некоторое количество
нерастворившегося глинозема н карбиды алюминия. Все механичес-
кие примеси к расплавленным солям понижают их электропроводи-
мость. Показано, что промышленные электролиты из-за этих приме-
сей имеют электропроводимость на 5% ниже, чем гомогенные
элекгролмты.
Удельная электропроводимость промышленного электролита при
температуре 950-960 °C (5 % А12О3 и 4-6 % CaF2, К.О. - 2.7) равна
2,05-1 О*1 См/м.
Вязкость
Вязкость существенно в зияет на процесс электролиза, так как от
нее зависят электропроводимость электролита и полнота отделения
катодных и анодных продуктов электролиза от солевого расплава.
Вязкость расправленных солей измеряют в мПа с.
В системе NaF-AIFj (см. рис. 58) вязкость имеет максимум, соот-
ветствующий составу криолита. Вязкость криолита при 1000 °C со-
ставляет 2,55 мПа-с.
Вязкость электролита в основном определяется составом глино-
зема: 10 % A12Oi увеличивают вязкость криолита на 23 % прн 1000 °C.
Эго объясняется тем. что с введением в расплав крнозпгга глинозема
увеличивается образование громоздких структурных единиц, особен-
но в заэвтекгической области составов системы Na3AlFfc - АДОз. В
результате повышается внутреннее трение, а следовательно, в вяз-
кость расплава.
Нод влиянием CaF2 и MgF2 вязкость криолита увеличивается: 5 %
CaF2 увеличивает вязкость на 4 % прн 1000 °C. Добавки LiF вязкость
криолита снижают.
Вязкость промышленного электролита прн 950-960 °C (5 % AI2Qj
н 4-6 % СаЬ. К.О. ~ 2.7) составляет 3 мПас.
Поверхностное натяжение и смачивание
Частицы жидкости в поверхностном слое на |ранице с газом при-
тягиваются внугрь жидкости. Вследствие этого жидкость стр :мнтся
Глава 10 Теоретические основы мектромза 151
сжаться. При увеличении поверхности жидкости затрачивается ра-
бота Эта работа, отнесенная к 1 и2 новой поверхности жидкости,
называется поверхностным натяжением и измеряется в Дж/м2 или
мДж/м2 Часто пользуются иными единицами измерения - Н/м илн
мН/м, т.е. усилием, отнесенным к длине вновь образованной поверх-
ности.
Знание поверхностных явлений важно для практики электролиза
для понимания смачивания электролитом угольных материалов,
образования и поведения пузырька газа на поверхности анода,
растворения металлов в расплавленных солях и др.
В системе NaF-AIFj наибольшим поверхностным натяжением при
1000 °C обладает NaF - 203 мН/м. Для криолита поверхностное
натяжение при этой же температуре составляет 145,5 мН/м.
Поверхностное натяжение при добавлении A1F, к NaF понижается
линейно. Температурный коэффициент различных составов
приблизительно одинаков и равен 0,128 мН/(м-°С).
При введении глинозема в криолитовый расплав поверхностное
натяжение снижается: нри 20 % (мол.) AljOj оно сосгавляет 137 мН/м.
Таким образом, фторид алюминия н i тнноэем являются по-
верхносгно-акгнвиымн компонетамн. так как они снижают поверх-
постное натяжение криолитовых электролитов.
Поверхностное натяжение практически нс.зависит от природы
газа, с которым соприкасается электролит.
Поверхностное натяжение расплавленного алюминия в три раза
больше, чем у криолита, поэтому капля алюминия стремшся принять
форму пира. В Промышленных электролизерах это приводит к тому,
что алюминий не смачивает угольную подину и электролит проникает
под металл.
Поверхностное натяжение жидкости иа границе с твердой поверх-
ностью характеризуется краевым углом смачнваиня (см. рис. 58).
Краевые углы меньше 90° характеризуют низкое, а больше 90° -
высокое поверхностное натяжение.
В двойной системе NaF-AIFj чистый фзорил натрия характери-
зуется наибольшим краевым углом смачивания иа углеродистом
материале, а следовательно, наименьшим поверхностным натяжени-
ем на границе с углем. Под влиянием AlFj краевой угол (поверх-
ностное натяжение на границе с углем) возрастает, достигая своего
наибольшего значения для криолита, затем (6) остается практически
неизменным. Это указывав г на то, что в расплавленной системе
NaF-AIFj фторид натрия (катион Na*) является поверхностно-актив-
ным, снижающим поверхностное натяжение расплава на границе с
углем. Фторид алюминия (катион AI3*), напротив, поверхностно иеак-
/5 2 Металлургия легких металлов
тивсн. Фториды кальция н магния (катионы Са2* и Mg2*) также
поверхностно неактивны: они несколько повышают поверхностное
натяжение расплавленного криолита на границе с твердой фазой.
Если в расплавленном криолите растворен глинозем (присутствует
анион О2'), то краевой угол смачивания расплава (поверхностное
натяжение) на границе с твердой yi еродистой поверхностью резко
снижается.
Неодинаковой поверхностной активностью расплавленных солей
на границе с твердой фазой обусловливается избирательное помеще-
ние солей твердыми материалами. Фторид натрия, концентрирую-
щийся при электролизе на границе раздела электролит-катод, будет
поглощаться углеродистым материалом катода. Демонтаж старых
алюминиевых ванн показывает, что катодные блоки пропитаны рас-
плавом с повышенным содержанием фторида натрия.
Измерения поверхностного натяжение криолитового расплава на
границе с жидким алюминием показываю!, что без наложения по-
стоянного тока AlFj, MgF2 и CaF? (соответствующие катионы) по-
верхностно неактивны на этой межфазной границе, т.е. повышают
поверхностное натяжение криолитового расплава на границе с
алюминием.
Противоположно этому влияют АЬОз и NaF. При наложении
постоянного тока ионы Al’*, Mg2’ и Са2*, стремясь к отрицательно
заряженной поверхности, понижают поверхностное натяжение на
границе электрод ир-алюминий, причем в большей степени Аг* н в
меньшей степени Mg2* и Са2’ . Поверхностная активность катионов
на положительно заряженной поверхности (аноде) такова же, что и на
незаряженной т.е. и е этом случае поверхностно активен ион Na‘. а
ноны AI1*, Са2’ и Mg2* поверхностно неактивны.
О поверхностном натяжении на границе расплавленного алюми-
нид с угольным катодом можно сказать следующее: смачивание
жидким алюминием угля возрастает (поверхностное натяжение
снимется) под влиянием примесей в алюминии других метаятов и
карбида алюминия, образующегося на поверхности угля.
Давление насыщенного пара
Это физико-химическое свойство электролита имеет большое
практическое значение, так как с упругостью паров связаны потери
ценных компонентов расплава солей, а также состояние атмосферы в
цехе и экология окружающей среды.
Суммарное давление насыщенного пара (см. рис. 58) резко возрас-
тает с увеличением концентрации фторида алюминия в системе NaF
Глоеа 10. Теоретические основы электролиза 153
A IF? сверх содержания его в криолите. Показано, что для всех распла-
вов - от чистого фторида натрия до тетрафторалюмината натрия - пар
обогащен фторидом алюминия. Этим обусловлено преимущественное
улетучивание фторида алюминия из электролита промышленных
ванн, что приводит к необходимости корректирования состава соле-
вого расплава.
Над жидким криолитом пар состоит из NajAlF6 и NaA!F4. Над
тстрафгоралюмннатом натрия пар состоит только нз NaAlF4. При
составах расплава, отвечающих К.О.> 3, в возгонах, помимо NaF,
содержится NajAlF6 и NajAljF[4.
При добавлении глинозема к криолиту суммарное давление на-
сыщенного пара понижается. Прн содержании глинозема около 8 %
или 15 % (мол.) давление пара над расплавом снижается на 30 % по
сравнению с давлением пара над криолитом, что имеет большое
значение для уменьшения потерь фтористых солей при электролизе.
Добавки (CaFj, MgFj, LiF) снижают температуру плавления
электролита, позволяют работать с К.О.< 3, значительно уменьшая
летучесть электролита.
103. НАПРЯЖЕНИЯ РАЗЛОЖЕНИЯ
КОМПОНЕНТОВ ЭЛЕКТРОЛИТА
Конечным результатом электролиза криолито-глиноземных рас-
плавов является разложение глинозема с выделением на катоде
металлического алюминия н с разрядом на аноде конов кислорода.
Однако, чтобы соответствующие ионы начали разряжаться на
электродах, т.е. для начала процесса электролиза, к катоду и аноду
необходимо приложить некоторое вполне определенное напряжение
Минимальное напряжение, которое необходимо приложить к элек-
тродам для длительного электролиза с выделением его продуктов,
называется напряжением разложения.
Знать величину напряжения разложения глинозема важно, так как
она позволяет судить о коэффициенте использования электроэнергии
при электролизе. Величины напряжений разложения других компо-
нентов электролита позволяют оценить возможность разряда ионов
этих веществ совместно с ионами алюминия и кислорода.
Напряженке разложения можно определить термодинамическими
расчетами и экспериментально - непосредственным измерением этой
величины.
Расчеты основываются иа уравнении:
FjJ-AG’/rtF.
где - обратимое напряжение разложения. В; AG0-энергия Гиббса
суммарной реакции, кДж/моль; п - число эл -игроков, участвующих в
реакции; F- постоянная Фарадея, 96489 Кл/моль.
Напряжение разложения глинозема зависит от материала анода.
Если процесс протекает с инертным анодом, когда разряжающийся
кислород не взаимодействует с материалом электрода, то напряжение
разложения определяется изменением энергии Гиббса реакции:
A1iOxi)“2AI<m)+1,5Одг> ДСдок» 1262 кДж/моль. (11)
В реальных условиях при электролизе с угольными анодами
разряжающийся иа электроде кислород окисляет углерод ДО СО2 и
СО. В этом случае напряжение разложения глинозема определяется
изменением энергии Гиббса реакций:
2 AhOs + ЗС - 4AI + ЗСО>; AG,°MK - 667,6 кДж/моль; (12)
AljOj + ЗС - 2А1 + ЗСО; -583 кДж/моль. (13)
Здесь изменение энергии Гиббса меньше, поскольку процесс окис-
ления (горения) углерода, сопровождается выделением энергии.
Горение углерода приводит к анодной деполяризации, от которой
снижается напряжение разложения глинозема.
Результаты расчетов показали, что обратимое напряжение раз-
ложения (Е^) прн применении инертных анодов прн 1300 К равно
2,18 В для реакции (11). При использовании угольных анодов эти
величины соответственно равны: 1,15 В для реакции (12) и 1,01 В для
реакции (13), т.е. деполяризация от окисления анодов кислородом
составляет около 1 В.
Однако измерение обратной эщ с. сразу же после выключения тока
на промышленных алюминиевых ваннах дает значение 1,5—1,6 В. В то
время как измерения напряжения разложения глинозема в криолите с
использованием инертных анодов дают значения, совпадающие с рас-
четными. Таким образом, в условиях работы алюминиевых ванн
измеренная величина выше расчетного напряжения разложения при-
мерно на 0,5 В. Из этого следует, что окисление угольного анода в
реальных условиях протекает значительно сложнее, чем это
принимается прн теоретических расчетах.
Причины столь высокого анодного перенапряжен ня изложены
далее.
Величины обратимого напряжения разложения составляющих
Глава 10. Теоретические асноеы зяешпраяила
криолита NaF и AIFj согласно термодинамическим расчетам при
1300 К соответственно равны 4Д1 и 3.97 В, а добавок к электролиту
CaF2, MgF2 н LiF - 5,16, 4,61 и 5,11 В, т.е. значительно выше, чем у
глинозема. Поэтому прн нормальных условиях течения электролиза
электрохимическому разложению подвергается только глинозем.
10.4. СТРОЕНИЕ КРИОЛИТО-ГЛИНОЗЕМНЫХ РАСПЛАВОВ
Как было сказано выше, электролиз раставленных солей ведут
при перегреве на 15-20° выше температуры плавления данного
электролита.
Известно, что строение раставленных солей вблизи температуры
кристаллизации во многом сходно со структурой соответствующих
твердых веществ. Поэтому по строению твердых солей и нх смесей
можно в известной мерс судить о структуре расплавов. При плав-
лении сохраняется лишь ближний порядок в расположении частиц, а
дальний порядок полностью нарушается. Ценную информацию о
строении расплавленных солей даст изучение физико-химических
свойств по диаграммам ’состав-свойство".
Криолит в твердом состоянии - вещество с ионными химическими
связями. В основе строения криолита (как и, фторида алюминия)
лежит сложный октаэдрический нон, или группа All-*' (рис. 59).
Рис. 59 Кристаллические решетки A Fjfo и NujAlF* (б)
156 Металлургия легких металлов
В кристаллической решетке криолита ионы Na* и АГ, упакованы
так, что каждый ион натрия имеет шесть соседних ионов фтора,
причем ноны фтора и алюминия (в октаэдрах) связаны более ко-
роткими связями, чем ионы фтора и натрия: среднее расстояние
между ионами фтора и алюминия 0,18 нм, а между ионами фтора и
натрия 0,24 нм, т.е. на 6 больше. Поэтому при расплавлении крио-
лита в ием в первую очередь будут нарушаться более длинные (т.е.
менее проч-ные) связи, н крнолнт должен диссоциировать на ионы
Na* н Alf6’":
Na.AlF, j—>3Na‘ MU*’.
Но так как алюминий и фтор в сложных октаэдрических группах
AIF’ также связаны ионными связями, то в расплаве может про-
исходить последующий распад этих ipynn на более простые ноны, с
которыми группа A1F, находится в равновесии:
А»* »АИ7 +2Г
С ростом температуры степень диссоциации А1Г* увеличивается,
и максимумы на диаграммах плотности н вязкости сглаживаются (см.
рис. 58, о).
В расплавленном состоянии NaAlF4 (комплексные ноны A1F/)
довольно устойчивы.
Таким образом, расплавы криолита состоят из ионов: Na*. AIF,3-,
AU7 hF~.
Глинозем также имеет кристаллическую решетку, в узлах которой
находятся ноны AI5’ и О2-. В кристаллах глинозема значительна доля
ковалентных связей, поэтому при введении глинозема а жидкий
криолит структура расплава изменяется.
Растворение глинозема в криолите представляется как процесс
последовательного вытеснения из кристаллической решетки нона О2'
и А13' ионами Na* и F". Значения радиусов ионов F (0,133 нм) и О2"
(0,132 нм) близки, что облегчает замену F на О2- в расплаве.
’‘Растворителем" глинозема являются ионы АГб’’ и частично АД7- В
результате замены ноиов F на ионы О* образуются более сложные
оксифтормдные ионы, например AK)F2 :
ah*- +ai2o, я—>закл;.
По мерс увеличения концентрации глинозема в расплаве строение
оксифторндных комплексов усложняется. Вероятно образование по-
лимеризованных комплексов с мостиковыми связями AI-O-AI, на-
пример, по схеме:
Глава 10. Теортщестп основы мвкпраяюа №7
Гак как у двух ионов алюминия имеются свободные орбнталн, то
при увеличении содержания глинозема в расплаве возможно
образование более громоздких полимеров с разветвленной цепью. Это
приводит к понижению активности основных переносчиков тока -
нонов натрия и, хак следствие, к пониже оно электропроводности.
Вязкость таких расплавов растет. Кроме того, известно, что поли-
меризованные расплавы склонны к переохлаждению прн кристаллиза-
ции, что н наблюдается на практике-
При охлаждении происходит разрушение комплексов н полиме-
ров, и крнолн г кристаллизуется отдельно от глинозема.
Итак, криолито-глнноэ ячные расплавы в наиболее общем виде
состоят из катионов натрия и окенфторндных шгионов:
Na,AlVAijO, ?=t3NaAraFa <=±3Na' +ЗАКЯ7.
IO.S. ОСНОВНЫЕ ЭЛЕКТРОХИМИЧЕСКИЕ РЕАКЦИИ
НА ЭЛЕКТРОДАХ
Ток в электролите переносится преимущественно нонами, присут-
ствующими в больших концентрациях и обладающими большой под-
вижностью. Это ионы с малым радиусом н большим зарядом. В
криолито-глнноземных р сплавах почти весь ток переносится ноиамн
натрия, н только около 1 % тока переносится сложными окси-
фториднымн анионами.
В элементарный электрохимический процесс вовлекаются три
моля глинозема, тогда можно записать:
3Na3 AlFe +ЗА1аО, <=»9Na‘ +9АЮ17.
(И)
/ jg Металлургия легких металлов
Катодный процесс.
9Na' +3AI0FJ +6« = 2Ai + 6NaF+NaJAlO). (15)
Анодный процесс:
6АЮРГ -бе -1,50, -4AIF, +А1,О, (16)
Кислород взаимодействует с углеродом анода н образует первич-
ный газ СО;. В результате протекания электродных реакций моле-
кулы нс образуются, а накашиваются ионы соответствующих ве-
ществ,
В условиях интенсивного перемешивания электролита анодными
газами и конвективными потоками в приэлсктродных пространствах
никаких избытков ионов не существует, а по реакции:
6NaF + Na,АЮ, + 4AIF, - 3Na,AiF6 + А130,. (17)
вновь образуются 3 моля криолита и 1 моль глинозема.
Итак, результатом протекания акта элементарного электрохими-
ческого процесса в алюминиевом электролизере явилось разложение
I моля AljOj. Из трех введенных в процесс молей глинозема осталось
2 моля: один образовался по реакции (16), другой - по реакции (17).
Убыль глинозема при электролизе восполняется периодической
по (грузкой его в электролизер.
10.6. КАТОДНЫЙ ПРОЦЕСС
Катодный процесс в алюминиевом электролизере осложняется
двумя явлениями: растворением получаемого алюминия е электро-
лите и разрядом натрия совместно с алюминием.
Получающийся в процессе электролиза металлический алюминий
находится в электролизере в соприкосновении с агрессивным крно-
литовым расплавом прн 950-960 °C. Поэтому следует ожидать
определенной растворимости алюминия в электролите. Раствори-
мость металлов в электролите, несмотря иа то, что он находится под
катодным потенциалом, особенно при электролизе расплавленных
солей, существенно влияет иа потерн металла.
Растворение алюминия может сопровождаться протеканием
следующих реакций:
1) взаимодействием алюминия с собственной расплавленной со-
лью с образованием соединений низшей eaj ентности - субсоедине-
инй:
159
Глава 10. Творвяпческив основы электролиза
2AI + AIFj-3AIF; (18)
2) алюминотермическнм восстановлением натрш щ его соли с
образованием алюминиевой солн исходного состава:
AI + 3NaF = 3Na + AIF3. (19)
В первом случае (реакция 18) процесс связан с тем. что атомы
металлов прн определенных условиях теряют ие все валентные
электроны н образуют соединения низшей валентности. Во внешнем
слое атома алюминия имеются три электрона, два на Зюрбнте н один
на Зр-орбнтс. Потенциал ионизации первого Зр-электрона значи-
тельно меньше, чем у остальных валентных электронов что и
приводит к образованию в определенных условиях нона АГ Обра-
зование субфторида алюминия происходит преимущественно в
кислых электролитах и растет прн увеличении концентрации (актив-
ности) фторида алюминия.
Во втором случае (реакция 19) проц»сс определяется большой
величиной свободной энергии реакции образования фторида алюмн-
ння при высоких температурах. Образование металлического натрия
преобладает в нейтральных н щелочных электролитах, причем натрий
растворяется в электролите и алюминии.
Растворимости алюминия н натрия в электролите невелики и на-
ходятся в пределах 0,05-0.15 % каждого Металла Цад 1000 °C. С
ростом К.О. растворимости растут, что связано с увеличением кон-
центрации (активности) фторида натрия.
Растворением металлов в их расплавленных солтх, в частности
алюминия в криолито-гтнноземных расплавах. Обусловливаются
потерн этих металлов прн электролизе. Переходя в солевой расплав,
металл, независимо от очень малой его концентрами, окисляется
углекислотой анодных газов по реакции:
3COj + 3AIF- AIF, + 3CO + АЬО,- (20)
Это нарушает предел насыщения солевого расплод металлом, так
как новые порции его переходят в расплав, приводя к значительным
потерям выделившегося на катоде алюминия.
Большое практическое значение имеет зависимость потерь алю-
миния от состава электролита алюминиевой ванны Показано (рис.
60), что потерн алюминия зависят от криолитсадго отношения
электролита. Из этих данных следует, что мнннидльные потерн
алюминия приходятся на расплав с К.О. “ 2,7. Для щелочных
электролитов (при К.О. > 2,7) потери алюминия определяются в
основном реакцией вытеснения (19). для кислых электролитов (при
160 Af таляургия мгпа nt паляов
Рис. 60. Потери й1Х>мннии в крнолн-
го-глинонмисгых расплавах (985 °C)
К.О. < 2,7) потери обусловлива-
ются реакцией образования
субфторида алюминия по реак-
ции (18). При К.О. — 2,7 вы-
г * , * s теснение натрия алюминием ие
на/м^(гюл) происходит, а избыток AIF> ие
столь велик, чтобы получила
заметное развитие реакция образования A IF.
При введении в электролит добавок CaEj и особенно MgFa потерн
алюминия уменьшаются, так как ионы Са2‘ н Mg2* неактивны на
границе "алюмииий-солевой расплав".
При увеличении содержания глинозема в электролите потерн
алюминия уменьшаются и особенно резко - при появлении в
электро л иге избыточного (нераствореиного) глинозема.
Повышение температуры приводит к сдвигу реакций (18) и (19)
вправо, а следовательно, потерн алюминия растут.
Другое осложнение катодного процесса - это разряд натрия
совместно с алюминием. Происходи! ли разряд алюминия на катоде
непосредственно из комплексных анионов типа A1OF,‘ илн эти ионы в
двойном электрическом слое распадаются с образованием простых
Ионов А!1’, сказать однозначно нельзя. Ток обмена алюминия в
криолито-глиноземных расплавах прн температуре электролиза -
порядка 10+20 А/см1, т.е. перенапряжение перехода (торможение на
стадии протекания электрохимической реакции) практически отсут-
ствует. Однако факт существования диффузионного перенапряжения
(торможение нв стадии доставки ноиов к поверхности электрода) в
настоящее время экспериментально установлен. На катодных поляри-
зационных кривых обнаруживаются площадки предельных токов
разряда алюмииийсодержащих ионов. Следовательно, прн работе с
катодными плотностями тока, превышающими предельные плотности
тока, происходит совместный разряд ионов алюминия и иатрия.
Несмотря иа значительную разницу в напряжениях разложения
фторидов натрия и алюминия, процесс совместного разряда облегча-
ется деполяризацией сплавообразования благодаря небольшой раст-
воримости иатрия в алюминии (0,45 % при 1223 К).
Интенсивное движение электролита и металла значительно
уменьшает диффузионное перенапряжение, и поэтому полагают, что
Глава 10. Теоретические основы -мектраяила
алюминиевый катод в условиях промышленного электролиза работает
в равновесных условиях.
Таким образом, при электролизе криолито-глиноземных расплавов
натрий в катодньй металл может переходить в результате алюми-
нотермического и электрохимического восстановления его ионов из
электролита. Повышение температуры и криолитового отношения
способствует выделению натрия. Выделившийся иа алюминии натрий
растворяется в электролите и окисляется алодными газами, а также
проникает в угольную футеровку электролизера и постепенно разру-
шает се.
10.7. АНОДНОЕ ПЕРЕНАПРЯЖЕНИЕ
Полагают, что анодный процесс относится к разряду комплекс-
ных ионов типа АЮЁ . Образующийся к.стород окисляет углерод
анода до углекислоты. Как было изложено выше, перенапряжение на
алюминиевом электролизере составляет около 0.5 В из-за осложнения
анодного процесса. До настоящее врем* ин еще нс создана единая
теория анодного процесса при электролизе криолитоглииоземных
расплавов. Современное представление о причинах анодного перена-
пряжения исходит из классической теории горения углерода. Соглас-
но этой теории горение углерода проходит через стадию хемосорбции
кнеторода иа активных участках поверхности угля. В результате ак-
тивированной сорбции иа поверхности углерода образуется промежу-
точное ненасыщенное и неустойчивое соединение типа СДО перемен-
ного состава. Кислород в этих соединениях находится в потусвязаи-
ном состоянии. Продукты горения образуются в результате разложе-
ния этих промежуточных физико-химических комплексов после
упрочнения связей кислорода с углеродом. Также известно, что
промежуточные оксиды образуются не только на поверхности угля,
но и в его объеме, где в основном и происходит процесс реагиро-
вания.
На основе выше изложенного анодный процесс в простейшем виде
можно представить как включающий окисление ионов кислорода ок-
си фторидных комплексов (OJ ) с образованием промежуточных сое-
динений С,0 и дальнейший их распаде выделением CQf
О]’ -2е+хС-С,О,
2С,О-СО3 +(2х-1)С.
1*7Ь
/62 Мвталяурам легких мееюляое
Однако упрочнение связей и образование продуктов горения про-
исходит медленно, а следовательно. С,О определяет потенциал анода
и является причиной поляризации.
Величина поляризации порядка 0,5 В. т.е. высокие значения об-
ратной э.Д.с. иа алюминиевых ваннах (1,5-1,6 В), в условиях промыш-
ленного электролиза определяются тем, что активность кислорода в
СЛО - промежуточная между активностью его в COj (£’ = 1,15 В) и
активностью чистого кислорода (£’ = 2,18 В).
10.8. АНОДНЫЙ ЭФФЕКТ
Анодный эффект ("вспышка" - в заводской терминологии) - это
периодически возникающий искровой анодный разряд. Анодный
эффект характерен для электролиза расплав] енных солей, в том числе
и для криочито-глииоземных распзавов.
Явление анодного эффекта характеризуется следующими внешни-
ми признаками:
- резкое возрастание напряжения с 4,1-4,3 В при нормально ра-
ботающей ванне до 40-60 В и выше при анодном эффекте;
- электро зит как бы оттесняется от анода, т.с. наблюдается несма-
чмванне анода солевым расплавом;
- вокруг части анода, опущенной в электролит, возникают искро-
вые разряды;
в составе анодных газов появляется до 25-30 % СЕь причем с
увеличением напряжения концентрация СЕ< растет.
Наступление анодного эффекта связано с обеднением электролита
по содержанию глиноземом. Добавка новой порции глинозема устра-
няет анодный эффект н восстанавливает нормальный ход электролиза
Из-за увеличения напряжения при анодном эффекте резко возрастает
теп ювая мощность электролизера (Джоучсво тело Q 3.6 кДж,
где / - сила тока. A; Ur, - грсюшее напряжение, В; т время, ч); 3.6 -
значение теплового эквивалента ватт-часа, - Электролит начи-
нает быстро перегреваться, увеличиваются растворимость и потерн
алюминия в электролите, электролит начинает интенсивно испа-
ряться. Поэтому анодный эффект необходимо немедленно устранять.
Несмотря на отрицательные стороны анодного эффекта, его воз-
никновение допускают для контроля работы электролизера, т.е. это
показывает нормальную выработку глинозема.
Глава 10. Теоретические основы зяектролиза
Однако частоту анодных эффектов ограничивают. Ив современ^кяснных
алюминиевых заводах допускают одну ослышку ад 5 - 7 суток.
Анодная плотность тока, при которой возникает анодный эфф^*«])фект,
называется критической. Величине критической плотности токзг%эка за-
висит от ряда факторов: природы расплава, наличия оксидов, рас^тастто-
репных в электролите, материала анода и температуры.
Критическая плотность тока выше для расплавленных хлорил^ридо»,
чем для фторидов. Чем выше содержание растворенных оксидод- илов в
электролите, тем выше критическая плотность тока. На уголь^сольныл
анодах критическая плотность тока ниже, чем на анодах из др»д1 ЛРУ1И<
материалов. Повышение температуры процесса во всех сзу’я^-Лучаяк
повышает критическую плотность тока
Сложность явлений, происходящих прн анодном эффект^^>гге, и
их малая изученность явились, по-видимому, причиной появл<зд* юления
миогочнеюнных теорий, объясняющих возникновение анодзсводного
эффекта.
Существующие пшогезы можно разделить на две осноодлювные
группы:
I. Причиной анодного эффекта является ухудшение смачн, ^чивав*
мост анода электролитом вследствие уменьшения кон центре/.ж трацги
поверхностно-активного i линоэ<ма - т.с. физико-химическая при|^ж рирода
анодного эффекта. Эта точка зрения особенно подробно развцщсэвита в
работах А.И. Беляева.
2. Анодный эффект имссг электрохимическую природу и в и воз-
никает прн уменьшении концентрации кислорода в элекзроти- гсэлите в
результате перехода к разряду иа аноде ионов фтора. Эта точка зр«^ х- зрения
в последнее время стала наиболее общепризнанной.
В основе первой гипотезы лежит очевидный факт - отсутс-и^утствке
смачивания анода в момент анодного эффекта. Мениск электро^т'тролнта
из вогнутого мгновенно становится выпуклым (рис. 61).
Краевой угол смачивания угольного анода электролитом р^ s—* резко
уменьшается с увеличением концентрации глинозема в расплаве 0^ ее (рис
62), т.е. оксид алюминия способствует смачиванию анода элек^-лектро-
лнтом. Поэтому прн достаточном содержании глинозема газь»ц<—азы не
могут удерживаться на поверхности а иода и отрываются от иезц ~ него в
виде мелких пузырей (рис. 63, а). По мере течения электрод—гролиза
гшнозем вырабатывается, смачивание анода ухудшаегся, кра8д краевой
угол растет, пузырьки растут, и нм становится труднее отделяться-4тъся от
поверхности анода (рис 63. 6). Прн некотором критичея^г^чсском
содержании глинозема в электролите, при которой анодная плоп»^ отность
тока становится критической, поверхностное натяжение станов новигся
столь большим, что анодные газы будут легко удерживаться на аъц& -а плоде,
a - <ipn нормальном ходе электролиза;
6 гфн аяадьом эффекте
Pet. 62. Змвисмчосгь критической
анодной плоскости ток» •/„ и
краевого угла смачиваний 0 от
концентрации I тнногеча в крио-
образуя сплошною пленку, изолирующую анод от расплава (рис 63,
в). Напряжение резко увеличится, н появятся искровые разряды в тех
местах, где ток сумеет пробить тенку газа.
При «ведении в момент анодного эффекта глинозема в ванну
электролит вновь приобретает способность хорошо смачивать анод,
газовая пленка разрушается, и восстанавливается нормальный ход
электролиза.
Вторая гипотеза не находится в противоречии с нарушением
смачивания анода электролитом в момент анотного эффекта.
При обеднении расплава глиноземом потенциал анода настолько
сдвигается в область положительных значений (до 2-2.5 В ио
отношению к алюминиевому электроду сравнения), что становится
возможной реакция:
Глава I О. Теоретические основы ликтраяиза
165
Можно предположить, что фторсодержащне ионы разряжаются
так же, как и кислородсодержащие ионы, через стадию хемосорбции с
образованием промежуточных соединений типа CAF, которые наруша-
ют смачивание анода электролитом и приводят к возникновению
анодного эффекта.
Ни одна нз гипотез, однако, не объясняет до конца всех явлений,
связанных с возникновением анодного эффекта. Обобщая вышеизло-
женное, следует различать условия появления анодного эффекта
(которые, ло-видимому, общие для всех случаеа) и причины, их
порождающие.
Условием появления анодного эффекта валяется такое соотно-
шение между межфазными натяжениями, которые приводят к
явлению несмачиваемости анода эл>ктролитом. Что же касается
причин, порождающих такие условия, то применительно к криолито-
пиноземному расплаву они следующие:
- обеднение прианодного слоя электролита поверхностно-актив-
ным оксидом алюминия;
- перерождение поверхности анода в результате замены хемосор-
бированного на ней кислорода фтором.
10.9. ВЫХОД АЛЮМИНИЯ ПО ТОКУ,
РАСХОД ЭЛЕКТРОЭНЕРГИИ
И ВЛИЯНИЕ НА НИХ РАЗЛИЧНЫХ ФАКТОРОВ
Выход по току и расход электроэнергии являются основными ко-
шчественнымн показателями, значительно определяющие техиико
жономическую эффективность электролитического производства
алюминия.
Теоретическая масса алюминия, которая должна быза выделиться
в процессе электролиза, рассчитывается по закону Фарадея:
л» "У ft КГ3,
где т - масса алюминия, кг; у - электрохимический эквивалент алю-
миния, равный 0,3355 г/(А-ч); I- сила тока. А; с - время протекания
ьтектролиза, ч.
На практике же масса получающегося алюминия значительно
меньше теоретической - вследствие различного рода потерь алюми-
ния и тока
Выход по току определяется как отношение массы практически
полученного иа катоде алюминия к теоретической массе, рассчитан-
п< й По закону Фарадея:
166
Металлургия легких металлов
т)т=(Р//п) 100%,
где Р - масса алюминия, полученная практически, илн произво-
дительность электролизера; т - теоретическая масса, которая должна
выделиться в электролизере за то же время.
Поэтому производительность электролизера будет следующей:
Р = WT]t - У^ТТ]т 10-’, кг,
(21)
где Т)т - выход по току в долях единицы.
Удельный расход электроэнергии (ИЭ определяется как отношение
количества затраченной электроэнергии к массе полученного металла
и выражается в кВт-ч/т.
W=IU^P.
(22)
где /- сила тока, кА; - среднее напряжение на х ектролизерс. В;
Р - производительность электролизера (т) за время т, ч.
Подставляя выражение (21) в уравнение (22) и приводя размер-
ности входящих а него величии в соответствие. получаем выражение
удельного расхода электроэнергии:
ГК- 1/^-105/у т]т. [кВт-ч/т],
На практике часто пользуют с я обратной величиной, выражаемой
в граммах на киловатт-час. Эта величина называется выходом по
энергии-
1Ъ - l/fF=уп,- Ю3/ 1/ср, [г/кВт-ч].
На промышленных электролизерах в зависимости от нх кон-
структивных особенностей и условий технологического режима вы-
ход по току составляет 90-92 %, и выше, расход электроэнергии
13000-14500 кВт-ч/г, выход по энергии 70-72 г/(кВт ч).
Рассмотренное выше явление растворения алюминия в расплав-
ленном электролите (н вытекающие отсюда потерн металла) служит
основной причиной отклонения массы получаемого металла от теоре-
тических значений.
Процесс потерь металла при электролизе криолито-глиноземных
расплавов включает следующие последовательно протекающие ста-
дии: I) реакция растворения алюминия на границе металл-электро-
лит: 2) диффузия продуктов взаимодействия через прикатодный слой;
3) массоперснос продуктов взаимодействия в анодное пространство;
4) окисление продуктов растворения анодными газами.
Гяава 10. Теоретические основы ляектракм 167
Выход по току (и связанные с ним расход электроэнергии и выход
по энергии) зависит от ряда факторов, важнейшими из которых яв-
ляются темпера гура электролита, плотность тока, расстояние между
электродами н состав электролита.
Влияние температуры (рис. 64, а)
Растворенный металл быстрее уносится в анодное пространство и
там окисляется, поскольку при увеличении температуры увеличива-
ется растворимость алюминия, ускоряется процесс днффузнн ноиов.
усиливается массоперснос в электролите. Следовательно, перегревать
расплав выше оптимальной температуры 950-960 °C не следует. так
как при этом снижается выход по току, а значит, и выход ио энергии.
Опыт оказывает, что перегрев криолнто-г.чиноземлого расплава на 10°
приводит к снижению выхода по току на 2-3 %. Однако слишком
сильное снижение температуры также нежелательно, так как это
значительно повышает вязкость электролита и приводит к запутыва-
нию в нем капелек металла. а значит, и его потерям.
Гис. 64 Характер зависимости выход» алюминии по ток> от различных
1СХ1ЮЛО1 нчсскнх факторов:
ч - от температуры г, б - от катодной плотности тока Г. в - от состава «лсктроаита
bbl-VAlF; (мол.); е - от мсждуполюсмого расстояния /
/ 68 Металлургия легких металлов
На практике, чтобы сделать расплаа более легкоплавким и снизить
температуру процесса электролиза, в него добавляют до 10 % (CaF2 *
+ MgFj), а также LiF. Наиболее эффективна добавка солей лития,
но применение лития ограничено в связи с дефицитностью его
солей.
Влияние плотности тока (рис 64. б)
Различают катодную и анодную плотности тока (причем послед-
няя немного выше первой) н среднюю в электролите, представляю-
щую среднеквадратичную величину из первых двух. С увеличением
катодной плотности тока (при неизменных других условиях электро-
лиза) выход по току алюминия растет до какого-то предела, а затем
начинает снижаться.
Наличие растворения алюминия проводит к тому, что при отсут-
ствии тока количество катодного металла непрерывно уменьшается.
При включении тока иа этот процесс накладывается электроосааде-
ине металла, которое протекает с тем большей скоростью, чем больше
катодная плотность тока. При какой-то скорости i растворение и
выделение алюминия становятся равными по массе. Дальнейшее уве-
личение плотности тока приводит к росту выхода по току, который
изменяется по экспоненте, стремясь к 100 %. Однако при определен-
ной плотности тока (точка "А") на катоде начинается разряд более
электроотрицательного металла - натрия, что н приводит к снижению
выхода алюминия по току.
Влияние состава электролита (рис. 64. в)
Большое влияние на выход по току оказывает криолнтовое отно-
шение. Как отмечалось выше (см. рис. 60), минимальные потери
алюмниня наблюдаются при К.О. = 2,7. а следовательно, на этот
состав приходится максимальный выход алюминия по току. При
ббльшнх К.О. развивается процесс выделения металлического натрия
(реакция 19), при меньших К.О. - образования субфторида алюминия
(реакция 18). Повышение концентрации глинозема в электролите
приводит к увеличению выхода по току, так как растворимость
алюминия при этом понижается.
Традиционные добавки в электролит в той или иной степени
поаышают выход алюминия по току. Все добавки понижают темпе-
ратуру плавления электролита, а следовательно, позволяют работать
при более низких температурах. Индифферентные добавки положи-
тельно влияют на выход по току из-за эффекта разбавления раство-
рителя алюминия.
'лам 10 Теоретические ссноеы электролиза 169
Влияние междуполюсного расстояния (рис. 64. г)
Междупояюсное расстояние - это расстояние между нижней по-
верхностью (подошвой) анода и поверхностью (зеркалом) расплав-
ленного алюминия на подине ванны.
Влияние расстояния между электродами на выход по току также
вполне объяснимо растворимостью и механизмом потерь металлов в
расплавленных солях. Увеличение междуполюсного расстояния по-
вышает массу электролита в межэлектродном пространстве, в то
время как основная сила, вызывающая массопереиос в электроли-
зере, - анодные газы - остается неизменной. Вследствие этого ско-
рость циркуляции э лек гро л ига повышается, что приводит к росту
потерь металла и уменьшению выхода по току. Установлено, что с
ростом междуполюсного расстояния выход по току ассимпготически
приближается к некоторому предельному значению.
Таким образом, увеличение плотности тока и междуполюсного
расстояния приводят к увеличению аыхода по току. Поэтому для по-
вышения производительности ванны, казалось бы, выгодно возможно
больше увеличивать плотность тока н между полюсное расстояние.
Однако как то, так и другое, приводит к увеличению напряжения
на ванне. Напряжение иа промышленной ванне U, (ие считая потерь
его в токоподводящей системе) представляет сумму двух важнейших
слагаемых:
и,= е;+р//,
где Е* - обратимое напряжение разложения + перенапряжение. В; р -
удельное сопротивление электролита, Ом-см; i - средняя плотность
тока, А/см2; /- междуполюсиое расстояние, см.
Из этого выражения следует, что величина напряжения на ванне
пропорциональна плотности тока в электролите и межлу| юл юс ному
расстоянию и, следовательно, будет расти с увеличением нх значений.
Повышенное же напряжение на ванне приводит к увеличению
расхода электроэнергии на единицу получаемого металла. Поэтому,
чтобы расход электроэнергии был ниже (т.е. чтобы увеличился выход
по энергии), выгоднее работать с более низкой плотностью тока и при
меньшем между полюсном расстоянии. Однако чрезмерное снижение
птитности тока при сохранении данной силы тока вызвало бы
необходимость значительно увеличить размеры ванн и, следователь-
но, затратить дополнгггельныс средства на их сооружение.
Поэтому выбор любой плотности тока н величины междуполюс-
иого расстояния приобретает весьма большое значение прн проекти-
ровании новых ванн и заводов. Прн дешевой электроэнергии плот-
ность тока может быть выбрана выше, чем при дорогой.
170 Металлургия легких металлов
В современной алюминиевой промышленности придерживаются
обычно анодной плотности тока 0,7-1 Л/см2 и междуполюсного рас-
стояния 3-5 см.
В заключение необходимо отметить, что иа аыход по току и по
энергии в промышленных алюминиевых вайнах существенно алияет
также уровень и объем электролита н металла в ванне, а также
конструктивные особенности электролизеров. Па электролизерах
большой мощности проявляется отрицательное влияние электромаг-
нитных полей, которые вызывают искривление поверхности жидкого
алюминия, что приводит к снижению выхода по току.
10.10. СОСТАВ АНОДНЫХ ГАЗОВ И РАСХОД УГЛЕРОДА
Первичным газом, образующимся на аноде в результате разряда
кислородсодержащих ионов, является угпекисный газ - СО2. В
промышленных ваннах из электролита выходит смесь, содержащая в
среднем 60 % СО, и 40 % СО. Основной причиной появления СО в
анодных газах является взаимодействие субфторида алюминия с
первичным углекислым газом (см. реакцию 20).
Кроме того, аозможно протекание реакции СОг с частицами
осыпавшегося в электролит углерода анода (иеполяризованный
углерод):
С» СО, 4=z±2CO.
Так как СО - сильный промышленный яд то газ, выходящий из
электролизера, дожигается иа корке электролита или в специальных
горелках:
2СОО. <=*200,,
и отходящие газы практически ие содержат угарного газа.
Теоретический расход углерода в расчете на образование СОг
согласно реакции (12) составляет 0,333 кг иа 1 кг алюминия. На
практике из-за вторичного образования СО и механических потерь
расхоч углерода при электролизе находится в пределах от 500 до
600 кг на I т алюминия. Учитывая высокую стоимость углеродистых
материалов и их большой расход при электролизе, вопросы расхода
углерода приобретают определенное экономическое значение.
Удельный расход углерода, выраженный чхрез состав анодных
газов, рассчитывается но уравнению:
Ме-(2в)[|/(^^)].
где Me - удельный расход углерода, кг/кг АI; NCOi - содержание СО,
в газе, мольные доли.
171
Глава 11 Конструкция алюминиевых •иектролихров
Это уравнение учитывает вес виды расхода углерода под коркой
электролита (до дожигания СО до СОД Из этой формулы видно, что
при WCOi “ 1 получается теоретический расход углерода, т.е. 0,333 кг
на 1 кг алюминия. Однако при Nctit “0,6 “ 0,417 кг/кг AI, т.е. го-
раздо меньше фактического. Это несоответствие объясняется тем, что
формула ие полностью характеризует анодный процесс и качество
анода, поскольку она зависит от выхода алюминия по току. I lepepac-
хол углерода в основном обусловлен осыпанием угольных частиц в
электролит с образованием угольной *пеиы". особенно иа вайнах с
самообжигающимся анодом. Повышение анодной плотности тока
снижает расход углерода, так как равномернее сгорают выступы и
впадины на рабочей поверхности анода
Отметим, что при анодном эффекте вследствие перехода к совме-
стному разряду ноиов кислорода и фтора резко изменяется состав
анодных газов. Газы обедняются по содержанию СО2 и обогащаются
по содержанию СО; кроме того, в них появляется значительное коли-
чество фторуглеродов. Средний состав анодных газов при анодном
эффекте составляет, %: 25 СО;, 50 СО и 25 CF«. Четырехфтористый
углерод - инертный н неядовитый газ.
Глава 11. КОНСТРУКЦИИ АЛЮМИНИЕВЫХ
ЭЛЕКТРОЛИЗЕРОВ
Любой электролизер состоит из катодного устройства, анодной
системы, катодной и анодной ошиновок и опорных металлокон-
струкций.
Алюминиевые электролизеры различаются по мощности и по кон-
струкции анодного устройства.
Мощность электролизеров (токовая нагрузка) может быть mbj ой
(80-100 кА), средней (150-175 кА) и большой (255-500 кА). По кон-
струкции анодного устройства алюминиевые электролизеры делятся
натри типа:
- с самообжн1ающимся анодом и боковым токонодводом;
- с самообжигающимся анодом и верхним токонодводом;
- с обожженными анодами.
172
Металлургия мта металлов
11.1. КА 1ОД1ЮЕ УСТРОЙСТВО
Катодное устройство у всех типов электролизеров практически
одинаковое, но разные только конструкции кожухов у электролизеров
различной мощности.
Конструктивная основа катодного устройства - стальной кожух.
По степени тепловой защиты подины различают электролизеры без
днища и электролизеры с днищем.
Катодные устройства с кожухами без днища конструируются для
электролизеров малой мощности. Они устанавливаются на кирпич-
ный цоколь, аыложениый на бетонном фундаменте. Цоколь представ
дяет массивную кладку, состоящую из 4-5 рядов красного н 2-3 ря-
дов шамотного кирпича. Кожух крепят к фундаменту с помощью ан-
керных лап, верхние концы которых приваривают к кожуху, а нижние
заливают в фундамент бетоном. На поверхность шамотной кладки
наносят слой подовой углеродистой массы, иа которую укладывают а
перевязку подовые угольные блоки. В нижнюю часть подовых блоков
перед их установкой заливают чугуном стальные катодные стержни -
блюмсы, свободные концы которых выходят наружу и служат для
подвода тока к подине.
Боковые стенки катодного кожуха футеруются 1-2 рядами уголь-
ных птит. Пространство между плитами н кожухом (40-50 мм) запол-
няют засыпкой из шамотной крупки или глинозема
Размеры угольных блоков н плит: подовые блоки имеют сечение
400x500 и длину 600. 800, 1200 или 1600 мм, в некоторых случаях -
до 2500 мм; боковые плиты - толщиной 200 мм. высотой 600-800 мм
и длиной 550 мм.
Изготавливают подовые блоки на специальных прессах. Основны-
ми материалами являются термоантрацит, графит, угольный бой и
питейный кокс. Эги материалы дробят, смешивают с каменноуголь-
ным пеком (связующее), а затем прессуют и обжигают. Графит по-
вышает стойкость блоков против воздействия натрия и увеличивает
электропроводимость материала Обычное содержание граф!гта в
блоках составляет 20 -30 %.
Подовые блоки устанавливают на расстоянии 25-50 мм друг от
друга В пространство между блоками набивают подовую углероди-
стую массу, которая прн обжиге подины коксуется, и образующиеся
швы прочно связывают блоки.
Размары шахты электролизера зависят от мощности электролизе-
ра. Глубина шахты обычно составляет 400-600 мм, расстояние от
анода до стенок шахты по продольной стороне 440-650 мм, по торце-
вой стороне 500-600 мм
173
Рис. 65. Катодное устройство электрод мир» с кожухом без дннпш:
а - продольный разрез; б - поперечный разрез; / - фундамент. 2 - слой засыпки.
3 - красный кирпич; 4 - шамотной кирпич; 5 - анкер; б - углеродистая подушка;
7 - угольные блоки, 8 - засылка из ЛИО»; 9 - сильной кожух; 10 - бортовой
лист; II - половый шов; 12 - угольные подо Mt блоки; 13 - катодн.й стержень
(блюме)
Кожух без днища выполняется обычно в виде рамы, сваренной из
стальных балок 9 и листа /0 (рис. 65). Лист - толщиной 10 мм. дву-
тавр - № 30а или 45а.
Для электролизеров средней и большой мощности применяют ко-
жухи с днищем (рис. 66). Это - сваренное из листовой стали (10 мм)
корыто, укрепленное вдоль продольной стороны балками (контрфор-
сами). Контрфорсы представляют вертикальные стойки, стянутые по-
перек электролизера иа уровне днища стальными тягами попарно.
Верхние концы контрфорсов удерживают кожух электролизера от
распирающих усилий в подине, а нижние концы контрфорсов опира-
ются попарно на железобетонные распорные балки. Балки работают”
Рис. 66 Кожух € лнмшем контрфорсного там:
а продольный вид и разрез, б - попсрсч» ый разрез; I - корыто кожуха; 2 -
элсмс>лы жесткости продольных стенок, J - контрфорсы; 4 - торцовые стен н;
5 - рэспорнм балка контрфорсов; 6 - стяжная балке с гайкой; / - поперечная
стальная балаа; 8 продольная балка; 9 железобетонная колонка
на сжатие, а стягивающие стальные тяги выполняют роль нулевой
точки рычага. Прочность катодного кожуха, таким образом, опреде-
ляется жесткостью контрфорсов.
Днище кожуха опирается на поперечные стальные балки, которые
поставлены на продольные двутавровые балки, установленные на же-
лезобетонные колонны, заделанные а фундаменте. Футеровка кожуха
в основном такая же, как и у кожухов без днища, с той лишь разни-
цей, что между футеровкой и стальным кожухом укладываются асбе-
стовые листы.
Так как конструкция кожуха поднята на колоннах и рабочая пло-
щадка (уровень пола в цехе) находится на высоте пример е 4 м над
поверхностью земли, то говорят, что электролизеры расположены на
втором этаже.
На катодный кожух электролизеров четырьмя колоннами опирает
Глава II. Конструкция ахюмимиели жктраликров /75
ся несущая конструкция - каркас электролизера. На каркасе крепятся
анодное устройство, укрытия электролизера, шиноземнье бункеры и
механизмы для перемещения анода и панелей укрытия.
11.2. ПРИНЦИП УСТРОЙСТВА
САМООБЖИГАКМЦЕГОСЯ АНОДА
Наиболее распространенными типами алюминиевых электро-
лизеров в отечественной промышленности являются конструкции
с самообжигающиыися анодами (рис. 67) и верхним токопод-
водом Токопроводящим материалом анода является углеродистая
масса.
Температура самообжжающсгося анода по высоте изменяется от
950 °C на подошве до 120-150 °C на верхней поверхности. Под дей-
ствием тепла, выделяющегося в электролите и при прохождении тока
через анод в углеродистой массе, происходят процессы коксования
При этом по физическим свойствам такой анод можно разделить иа
три зоны: зону жидкой анодной массы (1). температура которой изме-
няется по высоте от 120 (иа поверхности} до 300 сС; зоиу полу спек-
шейся тестообразной массы (11). имеющей температуру 300-400 °C, и
нижнюю монолитную массу (111),
образующую в верхней части так
называемого конуса спекания. Ко- П _
нус спекания находится на расстоя-
ннн0,7-1,0мот подошвы анода. _ П f
Третья зона анода прочно спека-
стся с поверхностью токоподводя- 7,'
щих штырей. В ходе процесса элек- “
тролиза анодная масса постепенно _ ________
расходуется, окисляясь разряжаю- Г _ _ ——— - — 1g
шимся иа аноде кислородом (сгора- -
ет), н поэтому анод необходимо _ - -
периодическм опускать. Периодиче- -• ‘ —
скн возникает также необходимость п '
Рис. 67. Схема расположения зон
коксом нкя сяиообжигаюшегося анола:
штырь. 3 - анодная "рубашка’; 4 -
азосборный колокол; 1 жидкая анодная
масса; II - по ту с i кшаяся мсса, III -
(акоксовалшаяся масса
Металлургия легких металлов
/76
поднимать анодное устройство. Для перемещения анодного устройст-
ва служит специальный подъемный механизм. В нижней части анод-
ной рубашки предусмотрен газосборный колокол.
ПЛ. САМООБЖИГАЮЩИЙСЯ АИОД
С БОКОВЫМ токоподводом
Обычно это электролизеры малой мощности. Анод (рис. 68) нахо-
дится внутри жесткого анодного кожуха прямоугольной формы, сва-
ренного нз листовой стали н заключенного для жесткости в швеллер-
ную раму. Снизу к боковым стенкам рамы приварены в ^ртикальиыс
ребра (перья), на которые навешивают съемные серьги. Между реб-
рами в кожухе вырезаны окна.
Между анодом и кожухом прокладывают алюминн -вый лист тол-
щиной 1-1,5 мм, так назы <асмую обечайку, чтобы углеродистая масса
прн коксовании не приставала к стальному кожуху. Обечайка предо-
храняет нижнюю часть угольного анода от окисления, а в верхней
части ие позволяет жидкой анодной массе вытекать через окна. Обе-
чайка опускается н расходуется вместе с анодом. Поэтому ее наращи-
вают сверху, когда кромка алюминиевого листа окажется на высоте
250-300 мм от уровня жидкой анодной массы.
Подвеска анода и подвод тока к нему осуществляются штырями,
выполненными в виде конических стальных стержней длиной 800-
1000 мм Диаметр штырей - от 60 до 80 мм. Штыри забивают в тело
анода в шахматном порядке в 4-5 горизонтальных рядов, с шагом
по горизонтали к вертикали около 200 мм. н они имеют наклон к
горизонтали примерно 15 градусов. Штыри забивают в тестообраз-
ную анодную массу под нижней кромкой анодного кожуха. При
сгорании анода штыри опускаются в горячую зону, где происходит
коксование анодной массы. Поэтому на!рузка от массы анода нижним
рядом штырей передается через серьги на перья анодной рамы,
которая с помощью винтового механизма подвешена к несущей кои-
сгрукции электролизера. Эго позволяет перемешать анод вверх н
влих
Два иижннх ряда штырей являются токовсдущимн. Ток к ним под-
водится с помощью анодных спусков - медных полос, верхние концы
которых приварены к анодным шинам, а нижние с помощью клино-
вых соединений прижаты к штырям.
Когда нижний рад штырей оказывается настолько близко к элек-
тролиту, что дальнейшее опускание анола может привести к вмерза-
нию" штырей в корку электролита, штыри нижнего ряда извлекают нз
Глава 1 / Конструкция алюминиевых ыектролгоеров
анода, а вместо них иа 200 мм выше верхнего ряда забивают новый
ряд. 11редварнтсльно токоподеод со штырей нижнего ряда переносит-
ся та третий снизу ряд. который после перестановки становится вто-
рым снизу. Анод же временно подвешивается с помощью специаль-
ных тяг иа несущую конструкцию электролизера.
Анодное устройство и сама ванна со всех сторон закрыты напора-
ми которые прн подъеме наматываются на барабан, открывая рабочее
пространство электролизера. Сверху анод закрыт крышками. Анод-
ные газы н пековые погоны — продукты коксования анодной массы —
собираются под шторами н направляются в систему газоочистки.
11.4. САМООБЖИГАЮЩИИСЯ АНОД
С ВЕРХНИМ ТОКОПОДНОДОМ
Анодное устройство состоит из анодной рубашки, анодной рамы,
штырей и собственно анода (рис. 69).
Анод находится внутри рубашки (кожуха), назначение которой -
удержать жидкую часть углеродистой массы и придать ей по мере
коксования нужную форму. Анодная рубашка (см. рнс. 67) обрамляет
анод по всей ею высоте, поэтому необходимое гь в алюминиевой обе-
чайке отсутствует. Рубашка сварена из 4 5 мм стальных листов и ук-
реплена горизонтальными поясами жесткости, связанными верти
кальиыми ребрами. Благодаря этому она хорошо противостоит де-
формирующим усилиям со стороны анода, а развитая поаерхность
ребер обеспечивает быстрый отвод тепла от анода, что важно для
электролизеров большой мощности.
Анодная рама расположена над анодом. На ней крепятся анодные
шины со штырями, которые яаляются одновременно н токоподводя-
щими. н грузонссущнми элементами конструкции. Естественно, что
число штырей определяется мощностью электролизера - силой тока.
Каждый штырь состоит из стальной части, имеющей кинзу не-
большую конусность, и приваренной сверху алюминиевой штанги.
Сталеалюминнсвые штыри, в отличие от ранее применяемых цельно-
стальных, не только обладают повышенной электропроводимоаъю,
ио и способствуют ослаблению влияния электромагнитного поля
анодной ошиновки иа жидкий алюминий в электролизере. Сталеалкт-
мкпневые штыри гораздо длиннее прежних стальных, что позволяет
располагать анодные шины дальше от поверхности катодного ме-
тал та.
Штыри в углеродистой массе вдоль анола располагаются в четыре
ряда, а по высоте анода - обычно на двух, реже иа четь рех горнзон-
I
j gQ Металлургия легкие металлов
тах. С помощью контактных колодок штыри прижимаются к анодным
шинам, которые, укреплены на анодной раме. Установленная на вин-
тах домкратов основного механизма, анодная рама способна переме-
ниться вверх н вниз- Таким образом, усилие от массы анода передает-
ся через штыря на анодную раму н затем через домкраты основного
механизма - на опорные конструкции анодного устройства. На анод-
ной раме установлен вспомогательный механизм, на винтах которого
внеит анодная рубашка.
По мере срабатывания анола он опускается с помощью основного
механизма. В это же время домкраты вспомогательного механизма с
такой же скоростью тянут анодную рубашку вверх. Анод как-бы вы-
давливается нз рубашки, и последняя таким образом остается непод-
вижной относительно катодного кожуха электролизера.
В нижней части анодной рубашки по всему ее периметру прикреп-
лен чугунный газосборный колокол. Газы из-под колокола направля-
ются к двум горелкам в противоположных углах торцов анода, где
происходит дожигание СО и смолистых погонов, а затем газы посту-
пают в систему газоулавливания н (азоочнетхи.
По сравнению с электролизерами других типов электролизеры с
верхним токоподводом к аноду обладают рядом преимуществ. Благо-
даря наличию газосборного колокола анодные газы получаются кон-
центрированными, что облегчает нх нейтрализацию. Вертикальное
расположение штырей в теле анода облегчает механизацию нх об-
служивания. И наконец, электролизеры этого типа конструируются на
более высокую силу тока, что нерационально для электролизеров с
боковым токоподводом. так как весьма осложняются операции по
обслуживанию большого количества боковых штырей.
Электролизеры с верхним токоподводом к самообжнгающемуся
аноду в настоящее время - это электролизеры на силу тока около
150 кА.
Основным недостатком электролизеров с самообжигающимнся
шюдамн являются значительные выделения с поверхности анодов
смолистых н канцерогенных веществ. Замена этого типа анодов на
обожженные аноды требует больших капитальных вложений. Поэто-
му основным направлением совершенствования электролизеров с са-
мообжигающимися анодами на современных больших алюминиевых
заводах является использование анодной массы с пониженным со-
держанием в них связующего (пеков) - так называемой технологии
"сухого" анода Технология требует определенных затрат, но и се эф-
фективность значительна: более чем на 60-70 % снижаются выбросы
смолистых н канцерогенных веществ, уменьшается расход анодной
массы (примерно, на 10-15 %), сокращается удельный расход эпек-
Глава 1L Конструкция алюминиевых ai кдухмыух jgj
гроэнергин нз-за снижения падения налрженш аноде. Однако тех-
нология "сухого' анода нс лишена и иадостятеов, одним из которых
является увеличение трудозатрат на обслуживание анода.
11.5. ЭЛЕКТРОЛИЗЕРЫ С ОБОЖЖЕННЫМИ АНОДАМИ
В этих электролизерах анодный массы «брад нз предварительно
обожженных угольных блоков, расположенных в два ряда вдоль ван-
ны (рис. 70). Применяют угольные блохиширюнй 700-900 мм, высо-
той 550-650 мм н длиной 1450-1600 мм. В блоке (рис. 71) имеются
гнезда, в которые чугуном заливают сталной кронштейн. Чугун при-
меняют потому, что он имеет одинаковый с материалом анода коэф-
фициент теплового расширения- Кронштейн соединен с алюминие-
вым шюдодержателем (штангой). Эго осяктикгея электросваркой
или сваркой взрывом.
Штанги анододержателей прижимают к анодным шинам специ-
альными зажимами. Шины выполняют функции анодной рамы н од-
новременно являются токопроводом и грйокесуцим элементом.
Перемещение анодной рамы с аноднш массивом осуществляется
подъемным механизмом, аналогичным основному механизму у элек-
тролизеров с верхним токоподводом.
Рабочее пространство ванны закрыто укрыта м рамностворчатого
типа, которое можно открывать вверх целиком с помощью пневмати-
ческого механизма или откидывать створки в стороны порознь вруч-
ную. Газоотсосный короб расположен попродольней оси электроли-
зера.
По сравнению с электролизерами с сдмообжигающнмися анодами
электролизеры с обожженными анодами обладают существенными
преимуществами: 1) а» оды изготавливаются на мектродных заводах,
поэтому никаких вредных выделений из них во «ремя работу в атмо-
сферу цеха ист; 2) более легкая конструкция модного узла и больше
потерн тепла, меньше падение напряжены в вводе, а следовательно,
можно увеличивать силу тока (плотность той), т.е. интенсифициро-
вать процесс электролиза; 3) ванны работают с более равномерным
температурным полем под анодным массивом и без образования
угольной пены.
Однако у этого типа электролизеров имеются и существенные не-
достатки: 1) требуются отдельные масштабные производства уголь-
ных блоков; 2) сложнее регулировать межцуполюснос расстояние на
мпогоанодных электролизерах; 3) остаются анодные огарки (до 20 %
от исходной массы), которые необходимо возвращать в производство.
J82 Металлургия легких металлов
Глава It. Конструкция алюминиевых хров
183
I - анололержэтсль алюминиевая 1п»н -а); 2 - клин, 3 - палец крепнжия штанги
к кронштейну, 4 - кронштейн; 5 ниппель 6 - чугун идя заливка; 7 анодный
блок; 8 - обечайка; 9 - наби ка (подовая масса)
Но несмотря на более высокие капитальные вложения, сейчас в
мировой практике строят только электролизеры с обожженными ано-
дами, учитывая гораздо тучшнс санитарно-гигиенические условия их
работы.
Как уже отмечалось выше на 1 т алюминия расходуется до 600 кг
углеродистых материалов, что при высокой их стоимости составляет
значительную долю в себестоимости алюминия. Кроме того, учиты-
вая, что эксплуатация анодов сопровождается выделением большого
184 Металлургия легких металлов
количества оксида н диоксида углерода, способствующего развитию в
атмосфере парникового эффекта, последние годы ученые и технологи
успешно работают над созданием инертных анодов, на которых в
процессе э.кк!ролиза выделялся бы только лишь кислород. В качест-
ве материалов анодов рассматриваются в основном оксиды тяжелых
металлов, керметы н просто сплавы чистых металлов. Материалы для
изготовления инертных анодов должны обладать следующими основ-
ными свойствами: коррозионной устойчивостью в крнолитовых рас-
плавах. стойкостью по отношению к кислороду при 1000 °C, низким
электросопротивлением, хорошим сопротивлением к тепловому уда-
ру, низким перенапряжением выделения кислорода, способностью не
загрязнять получаемый алюминий и др. В настоящее время еще не
найден материал, удовлетворяющий всем этим и другим требованиям
одновременно, и, вероятно, экономические выгоды прн и реходе от
угольных анодов к инертным будут недостаточно велики, поэтому
можно сказать, что алюмннсниевая промышленность еще далека ог
переоснащения своих заводов инертными анодами.
11.6. ОШИНОВКА ЭЛЕКТРО ТИЗЕРОВ
Гоконесущим элементом конструкции электролизеров является
ошиновка. Существует несколько схем устройства ошиновки в зави-
симости от мощности электролизеров и их расположения в корпусе.
Ошиновка должна способствовать равномерному распределению тока
по поверхности электродов, сводить к минимуму вредное влияние
магнитных полей н быть дешевой. 1 [оследине факторы приобретают
особое значение в связи со значительным увеличением силы тока на
вновь строящихся алюминиевых заводах.
Известно, что вокруг шинопроводов электролизера пол действием
проходящею через них электрического тока создаются магнитные
поля. Взаимодействуя с токами, протекающими через жидкий металл,
эти поля вызывают искривление поверхности жидкого алюминия иа
подине ванны и затрудняют поддержание постоянного межполюсного
расстояния. Наиболее существенное влияние на процесс электролиза
эти силы оказывают прн силе тока в серии более 100 кА.
Поэтому ошиновка бывает с односторонним подводом тока к ано-
ду (для электролизеров небольшой мощности) и с двусторонним под-
водом тока (для электролизеров средней и большой мощности).
Односторонний подвод тока (рис. 72, а) в настоящее время приме-
няется в основном на электролизерах с боковым токоподводом. Ток в
них к аноду подаодится с помощью анодных стояков, представляю-
Глава II. Конструкция алюминиевъа электраяизсров
186
Металлургия легких металл ое
Рис. 73. Влияние машнтных полей на положение расплавленного металла •
алюминиевой ва «не:
кттттгг^—птПТТТП
а — прн одностороннем подводе тока; б - при двустороннем подводе тока
щих пакет массивных алюминиевых шин. Далее следует пакет алю-
миниевых анодных шин, в котором число шии с падением силы тока
постепенно уменьшается. К анодным шинам приваривают анодные
спуски, нижние концы которых с помощью клнновых соединений
прижимают к головкам боковых штырей.
Катодная ошиновка начинается с алюминиевых спусков, прива-
ренных к блюмсам, а другим концом - к катодным шинам.
Для электролизеров большой мощности такая ошиновка не при-
годна, так как под влиянием магнитных полей происходит смещение
жидкого алюмнинл к одному из торцев ванны, т.е. возникает перекос
металла (рис. 73). Подошва анода в процессе электролиза при боль-
ших силах тока также принимает соответствующий наклон, и анод-
ные газы усиленно перемешивают электролит в противоположном от
стояка углу ванны.
При двустороннем подводе тока (рис. 72,6) имеются четыре анод-
ных стояка по четырем углам электролизера. т.с. подвод н отвод тока
осуществляется небольшими частями. К стоякам с помощью набора
гибких алю.мииневых лет прикрепляется пакет анодных шин. Да-
лее - контактные колодки и штыри (для верхи :го токоподвода) или
штанги обожженных анодов.
187
Глава 12 Технология электролитического производства алюминия
От катодных стержней (блюмсов) ток отводится с помощью алю-
миниевых спусков к пакетам катодных шин. Один пакет соединяет
группу стержней, расположенных дальше от следующей ванны с
ближним стояком, другой пакет соединяет ближнюю группу стерж-
ней с дальним стояком через обводиой пакет. Общая длина ошииовкн
прн двухстороннем токоподводе сильно возрастает.
При двустороннем подводе тока к аноду металл в ванне испытыва-
ет усилия, направленные к середине от торцов анода. Поверхность
алюминия принимает поэтому почти горизонтальную форму.
У эл нигролизеров на сн iy тока более 250 кА применяются конст-
рукции ошиновок с поперечным подводом тока к анодам.
Глава 12. ТЕХНОЛОГИЯ ЭЛЕКТРОЛИТИЧЕСКОГО
ПРОИЗВОДСТВА АЛЮМИНИЯ
12.1. ПУСК ВАНН И ИХ КАБОТА
В ПОСЛЕПУСКОВОЙ ПЕРИОД
Прн вводе в эксплуатацию новых ванн н при включении отдель-
ных ванн после капитального ремонта работа начинается с обжига н
пуска электролизеров.
Целью обжига электролизеров с самообжшающимнея анолами яв-
1ястся формирование нового аиода. коксование набивных углероди-
стых швов подины, а также прогрев катодною м анодного устройств.
В слу iac электролизеров после капитальною ремонта, а также элек-
тролизеров с обожженными анодами, задача упрощается, так как нс
требуется формирование новых анодов.
Обжиг производится: I) за счет Джоулева тепла, выделяющегося
при прохождении тока через электролизер, или 2) пламенем с помо-
щью специальных горелок.
В первом случае существуют различные способы обжнга.
Обжиг на "орешке". На подину насыпают слой (150 мм) кокса
крупностью 30-50 мм. На этот слой устанавливают анодный массив
и подают напряжение, постепенно увеличивая силу тока в течение
45 ч. Обшее время обжиiа - около 75 ч. Этот вид обжига применя-
ется для электролизеров с самообжнгаюшнмся анодом после капи-
тального ремонта, когда ие требуется обжига анода. Основной недос-
таток этого способа обжнга - необходимость отключения электроли-
зера перед дальнейшим пуском для очистки шахты ванны от "ореш-
Металлургия легких металлов
ка", связанной с остыванием электролизера и тяжелыми условиями
труда.
Обжиг электролизеров на адюми шевом листе. Эго наиболее рас-
пространенный способ обжига новых электролизеров с вновь смоити-
ровапиь мн самообжигающнмися анодами. В этом случае основное
внимание уделяется коксованию анодной массы и формированию ко-
нуса спекания. Но мере подъема силы тока происходит расплавление
и коксование анодной массы. Конус спекания постепенно растет и
должен в конце обжига иметь выаггу не менее 50 см от подошвы ано-
да. Форму и высоту конуса спекания определяют с помощью острого
железного стержня, погружаемого в различных местах yiлероднетой
массы обжигаемого аиода. Недостаток способа - невысокая степень
обжига подины.
Наиболее распространенным видом обжига элекро 1изеров с само-
обжигаюпжмея анодом пос ie капитального рсмонга н электролизеров
с предварительно обожженными анодами является обжиг пламенем
горелок. Для этого аноды помещают в ванну так. чтобы расстояние от
подошвы анодов до подины было не менее 25 см в зависимости от
размеров ванны. С торца ванны устанавливают 2-4 горелки. Сопла
горелок направляют вдоль боковых стенок в противоположные сто-
роны с наклоном около 5 градусов к центру ванны. Все закрывают
щитами и листами асбеста. По ванне расставляют термопары с само-
писцами. Горелки имеют систему управления, позволяющую регули-
ровать скорость нагрева. Типовой никл нагрева включает первый
подъем температуры до 250 °C со скоростью 85 град/мин и выдерж-
кой в течение 3 ч. Второй подъем температуры до 850 град/мин со
скоростью 10 град/мин с выдержкой в течение 4 ч. Общее время цик-
ла обжига около 56-72 ч в зависимости от размера электролизера.
Этот способ обжига значительно увеличивает срок службы электро-
лизеров. Другой вид обжига на жидком алюминии - для этого в элек-
тролизеры с предварительно установленными в них анодами залива-
ют расплавленный алюминий и приподнимают анодный массив на
расстояние 20-30 мм. Основной недостаток обжига иа металле - тер-
мический удар, который испытывает подина при заливке алюминия.
Для ослабления удара шахту ваниы предварительно прогревают фор-
сунками.
Обжиг 3J ектро 1изеров считается законченным, когда температура
подины под центральной частью анодов будет не ниже 850 °C.
Затем наступает период пуска электролизеры. Он включает за-
грузку пусковых материалов, заливку в ванны жидкого электролита и
наплавление пусковых материалов.
Перед пуском очищают периферию шахты катодного устройства
Гзала 12 Технология эпектрад» т веского производства алюминия
189
от загрязнений, удаляют различные временные конструкции, подклю-
чают все ранее отключенные штыри, проверяют контакты и механиз-
мы подъема анода. Затем загружают в электролизер пусковые мате-
риалы в следующей последовательности: вокруг анода на подину за-
сыпают фтористый кальций в необходимом количестве, затем - слой
фтористого натрия в расчете на получение в расплавленном электро-
лите криолитового отношения 2.9-3,0, поверх фтористого натрия
кладут свежий или оборотный криолит.
При загрузке пусковых материалов необходимо предусмотреть в
двух местах ио продольным сторонам шахты ванны проемы для по-
следующей заливки жидкого электролита и металла.
В электролизеры с предварительно обожженными анодами пуско-
вые материалы загружают перед немалом обжига, и они служат до-
полнительным утешением для вани.
Расплавленный алюминий и электролит для пуска берут из двух
ванн и переливают в другие ванны вакуум-ковшо.м.
Собственно пуск ванн начинается с заливки в проемы в пусковых
материалах большого количества электролита (нс менее 12 т) прн не-
прерывном подъеме анодов, поддерживая напряженно на электроли-
зере 20-30 В. В этих условиях пусковые солн, загруженные в шахту,
наплавляются примерно в течение часа, затем в электролизер залива-
ют расплавленный алюминий, электролит очищают or угольной пены.
Устанавливают рабочее напряжение 8-10 В. Температура электролита
должна быть 970-990 °C. На поверхность электролита засыпают не-
большую порцию (100-150 кг) глинозема.
Послепусковой период это промежуток времени от пуска до ус-
тановления на ванне нормального режима (нормальных рабочего на-
пряжения и температуры процесса, загрузки сырья н извлечения ме-
талла).
ПослепусковоЙ период характеризуется постепенным снижением
температуры электролита до 950-970 °C, снижен и <м рабочхго напря-
жения до 4,2-4,5 В, уменьшением числа анодных эффектов с 4-6 то
0,1-1 в сутки, снижением криолитового отношения до 2,6-2,8, улуч-
шением сортности металла. Так как в этот период угольная футеровка
ванны избирательно поглощает фтористый натрий, потому чго он яв-
ляется поверхностно-активным на границе электролит-уголь, то в
ваину периодически загружают фторид натрия или со iy, причем вво-
дят их на анодном эффекте.
На анодном эффекте снимают угольную пену с поверхности элек-
тролита, причем сгараются делать это как можно чаще, чтобы ие вы-
звать науглероживание электролита н способствовать снижению ра-
бочего напряжения.
Послепусковой период длится 10-15 суток. За это время стабили-
зируются теп л оной режим электролизера и формируется рабочее про-
странство ванны (рис. 74): подовые настыли и боковой гарнисаж. По-
довая настыль, уменьшая зеркало металла, увеличивает катодную
плотность тока и выход алюминия по току. Гарнисаж защищает боко-
вую футеровку от разрушения и способствует теплоизоляции элек-
тролизера. Уменьшению потерь тепла способствует также и электро-
литная корка вместе с находящимся на лей глиноземом.
В конце послепускового периода производительность электролизе-
ра достигает проектной величины.
12 2. ОБСЛУЖИВАНИЕ ЭЛЕКТРОЛИЗЕРОВ
ПРИ НОРМАЛЬНОЙ РАБОТЕ
После пуска н следующего за ним послепускового периода начи-
нается нормальная эксплуатация элетролизеров.
Состояние ванны в этот период характеризуется установившимся
тепловым равновесием и нормальными параметрами процесса элек-
тролиза:
Рабочее напряжение. В......- ................... 4.0-43
Мсжиопюснос расстояние, см.. -------— 2-5
Температура ээектролитв, °C............... . 950-960
Крнолнтовос отношение .......... 2,6-2.8
Уровень метал та перед вы нв«оЯ, см. .... . 25-40
Уровень электролит, см ................. 13—20
Обслужи ванне электролизеров состоит из следующих опера-
ций: I) питание электролизеров глиноземом; 2) уход за анодами;
Глава 12 Технология змктраяитического производства алюминия
191
3) извлечение алюминия из ванн; 4) корректирование состава и уров-
ня электролита.
Питание электролизеров глиноземом
До загрузки в электролит глинозем засыпают на корку, где он про-
сушивается н подогревается.
Для питания электролизера глиноземом электролизную корку про-
бивают, и глинозем попадает в электролит. На вновь образующуюся
после этого корку зафужают следующую порцию глинозема. Весь
комплекс операций питания глиноземом называется обработкой
электролизера (ванны).
Различают обработку электролизеров при вспышке (npi анодном
эффекте) и между вспышками (по фафику).
Обработка электролизера при вспышке состоит из следующих
операций.
гашение вспышки (нс более 3-5 мин). Дм этого корка пробивается
с одной из продольных сторон ванны на длину 1-2 м, и находящийся
на ней । пинозем попадает в этекгролнт. Для ускорения его растворе-
ния в электролите под анод вводят деревянную рейку. Газы, обра-
зующиеся от сухой перегонки древесины, интенсивно перемешивают
электролит, что вместе с порцией поступившего глинозема приводит
к прекращению анодного эффекта. Более современны способы гаше-
ния вспышек вдуванием под аиод сухого воздуха или легким подня-
тием и опусканием анодного массива, что Нрнводит к быстрому пере-
мешиванию электролита;
дальнейшая обработка электролизера включает следующие опера-
ции- пробивку корки с продольной стороны электролизера, оплескн-
ваине электролитом нижней части анода для предохранения его от
выгорания, установление нормального напряжения и загрузку на
аиовь образовавшуюся корку очередной порции глинозема.
Широко применяется обработка ванн без вспышки по графику.
обычно через 3-5 ч. Вспышки допускаются лишь один раз в 3-5 суток
тля контроля нормальной выработки гтинозема.
Для обработки ванн применяют машины различных конструкций:
еамоходнье машины с пневматическими отбойными молотами для
пробивки корки (рнс. 75) и иапольно-рельсовыс машины (рнс. 76).
Имеется несколько вариантов подачи глинозема на ванны:
I. Из бункеров, установленных на электрокарах или машинах с ди-
зельным приводом. По мере передвижения такого бункера вдоль про-
юпьной стороны электролизера глинозем равномерно ссыпается па
Рме. 75. Самоходная машина для прхбивки корки электролита:
/ - пнсвыомотог. 2 - пневыоцилкндр для подьема хобота, 3 - руль;
поворотная колонка. 5 - колесо
электролитную корку по желобу. Перед бункером движется машина
для пробивки корки.
2. Более эффективным для электролизеров большой мощности яв-
Рис. 76. Напольно-рельсовая машина МНР-25!.
/ электролизер; 2 - ыстаялокострукцня; 3 - бункер для гли тотема; 4 - фреза для
пролаял -ванкя корки. 5 - кабина оператора; б-тр}«а для подачи гл -нозема
J93
Рис. 77. Система автоматического питание ванн глиноземом (АПГ):
а - тон .много типа. I - объемно-вакуумный дозатор; Я - пневматическое
пробивное устройство; / - диафрагма; 2 - стержень; 3 - клапан; 4 - труба пт
бункера с AljOi. 5 - течка, 6 - пробойник; 7 - чехол; 8 - шток, 9 - поршень; 10
цилиндр, 6 - балочного типа’ I - привод механизма продавливания; i - домкрат;
3 - бункер для А1,О,; 4 - дозатор. 5 - механизм открытия дозатора; 6 балка-
пробойник ,
эяется напольно-рельсовая ышиннв, выполняющая сразу три опера-
ции: пробивку коркн, загрузку глинозема и загрузку анодной массы в
электролизеры с верхним токополводом.
Для обслуживания электролизеров с обожженными анодами при-
меняют мало льно-рельсовые машины без бункера и механизма для
подачн анодной массы.
3. Системы автоматического питания ванн глиноземом (АПГ; то-
чечного или балочного типа (рис. 77). Они состоят из пневматическо-
го пробивного устройства н дозатора. В точечной системе пробивное
устройство делает отверстие в корке, а дозатор всыпает в него пор-
цию глинозема. Система балочного топа проще в устройстве, но име-
ет существенный недостаток - большая масса глинозема, одновре-
менно поступающая в ванну, что приводит к образованию осадков на
подине электролизера вдоль его продольной осн. Этот и еще ряд дру-
гих недостатков делают систему балочного типа неперспективной.
Введение АПГ существенно сокращает трудозатраты н повышает
производительность труда в электролизном цехе. Кроме того, улуч-
шаются условия труда, поскольку, особенно при точечном питании
7- JJ76
194 Металлургия легких металлов
ванн глиноземом, площадь открытой поверхности электролита минн-
мальнв, что способствует ум»ньШ|Нию выделения вредностей в атмо-
сферу цеха.
Системы АПГ поддерживают постоянную относительно невысо-
кую концентрацию глинозема в электролите порядка 2-3 %. Это
позволяет иметь повышенную электропроводимость электролита. По
данным работы системы АПГ на Красноярском алюминиевом заводе
выбросы вредных веществ снизились: по пыли иа 30-32 %, по твер-
дым фторидам на 3-10%, по HF ив 10-15 % н смолистым веществам
доЗ%.
Обслуживание анодов
Обслуживание анолов для электролизеров с самообжигающимися
анодами заключается в выполненнн следующих операций:
I. Регулирование междуполюсного расстояния.
2. Наращивание обечайки (для бокового токоподвода)
3. Загрузка анодной массы внутрь кожуха.
4. Перестановка штырей.
5. Зачистка контактов анодный спуск-штырь ичн штырь-колодка
анодной шины.
6. Перетяжка анодной рамы
Регулирование междуполюсного расстояния — это поддержание
такого расстояния между подошвой анодов н зеркалом металла, при
котором в ванне устанавливается тепловое равновесие прн нор-
мальной рабочей температуре электролита. В среднем в сутки анод
сгорает на 1,7-2 см. Регулирование междуполюсного расстояния про-
изводится автоматически (см. ниже)
Наращивание алюминиевой обечайки производится один раз в1
30-40 суток в зависимости от скорости сгорания н от размеров ис-
пользуемого алюминиевого листа.
Новую секцию вставляют в обечайку так, чтобы шов перекрывался
на 20-25 см. Шов по всему периметру анода скрепляют алюми-
ниевыми заклепками.
Загрузку анодной массы в обечайку производят на предварительно
очищенную от пыли поверхность анода. Массу загружают в виде
брикетов по 15-16 кг либо крупными блоками по 0,5-1 т. Частота за=
грузки рассчитывается в зависимости от мощности электролизера.
В анод с верхним токоподводоы загружают мелкие брикеты так,
чтобы они не застревали между штырями
Загрузка массы производится небольшими порциями ежедневно
или через день.
Глава 12 Технология змктралиткческого производства алюминия
Загружают брикеты самоходными машинами из бункеров, подве-
шенных на мостовом кране, или из бункеров напольно-рельсовых
маш ни.
Перестановка штырей на электролизерах с боковым токоподводом
к анодам выполняется каждые 10 дней. Штыри переставляют, когда
нх нижний ряд приблизится к поверхности электролита. Извлеченные
из анода штырн правят гибочной машиной и отправляют на очистку,
а изношенные штырн отбраковываются
Очень важно своевременно забить верхний ряд штырей, пока еще
конус спекания не распространился на эту часть анода. В противном
случае будет очень трудно в нею забить штырь.
После забивки верхнею ряда штырей следует переключение ши-
нок с нижнего на третий снизу ряд штырей. Затем нз анода извлекают
штырн нижнего ряда. Для этого анод подвешивают на временных тя-
гах к каркасу ванны за штырн, находящиеся в конусе спекания
Извлечение штырей нижнего ряда трудоемкая операция, так как
штыри плотно спекаются с анодной массой. Поэтому эту операцию
осуществляют специальными пневматическими машинами с усилием
на штырь свыше 10 т (рис. 78).
Забивают верхний ряд штырей также с помощью пневмо машины,
но другой конструкции.
Отверстия остающиеся в аноде после извлечения штырей, для
Рис. 7g. Машина для извлечения иггырей*
I тележка; 2 раСоч »й ци 1инлр; 3-захват; 4-упор; 5- ни.1 чер усилителя. 6
п । камолвигэтель
196 Металлургия легких металлов
предотвращения окисления анода засыпают глиноземом и криолитом
или заделывают анодной массой.
После выемки штырей нижнего ряда перетягивают раму, т.е. ее
поднимают настолько, чтобы на нее опирался следующий ряд шты-
рей.
После того как рама перетянута и приняла на себя нагрузку анода,
временные тяги снимают, и операция считается законченной.
При верхнем токоподводе к аноду перестановка штырей не вызы-
вает таких трудозатрат, как прн боковом токоподводе, так как штыри
расположены сверху в более холодной зоне электролизера.
Переставляют штыри, наиболее близко подошедшие к подошве
анода (200-300 мм). При более низком положении штыря во время
его извлечения возможны прорывы жидкой анодной массы в элек-
тролит, бурное воспламенение массы н выброс электролита нз
ванны.
Завышенное расстояние - это потеря напряжения.
Современные электролизеры имеют нс менее 64 штырей, разме-
щенных в 4 ряда на 2-4 горизонтах с шагом, кратным суточной ско-
рости сгорания анода. Переставляют штыри каждые 6 дней. За одну
операцию переставляют 16-20 штырей.
Мостовой кран специальным теласкопическнм захватом берет
штырь, вращает его вокруг своей оси и извлекает нз тела анода. В это
же место, но на верхний уровень, кран вставляет свежий зачищенный
стержень.
Когда рама в результате ежедневного опускания а и ода займет
крайнее нижнее положение, производят перетяжку рамы.
Для верхнего токоподводе отсутствует операция наращивания
алюминиевой обечайки, что сокращает затраты тяжелого ручного
труда. Отсутствует также оперения замазывания отверстий от выдер-'
нугых сбоку штырей.
Обслуживание анодов на электролизерах с обожженными анода-
ми сводится к расстановке, регулировке и см*нс анодов. Основная
задача при этом - создать равномерное распределение тока по всем
анодам.
Регулирование производится сразу после устранен ня анодного
эффекта.
Регулирование может быть двояким:
I) групповое регулирование, при котором поднимают или опуска-
ют весь анодный массив перемещением анодной рамы;
2) индивидуальное регулирование, прн котором регулируется ме-
стоположение по высоте каждого анода посредством легкого мосте
вето крана.
Глава 12. Типология ыекмраыпического п/юиз*одет«а алюминия
197
Основным критерием регулирования является одинаковость силы
проходящего через аноды тока, которая контролируется по величине
отклон! инй магнитной стрелки специального прибора путем прикла-
дывания его к анодной штанге.
Огарок (старый анод) на ванне заменяют на новый анод если от
подошвы анода до ниппельной залнвки остается слой углеродистой
массы не менее 10 мм.
Айолы в ванне расставляют в шахматном порядке, т.е. таким обра-
зом. чтобы новые аноды находились рядом с огарком в продольном и
1юперечном направлениях анодного массива.
Извлечение алюминия из ваниы
Аиюминнй, выделяющийся при электролизе, накапливается на по-
дине ванн под слоем электролита. Так как алюмниий выделяется не-
прерывно. то врамя от времени его необходимо удалять нз ванны. Из
нормально работающей ванны алюминий извлекают обычно через
2-3 суток. В ванне на 150 кА за сутки накапчивается примерно I л
алюминия. Однако извлекают из ванны ие весь алюминий, а оставля-
ют на подине слой металла 20-30 см. Во-первых» остающиеся металл
предохраняет подину от разрушений (разрыхления), что имеет место
при выделении алюминия непосредственно иа угольной поверхности,
во-вторых, заполняет неровности на подине ванны, а также покрыв ет
осадки н настыли, что облегчает регулирование анодов, улучшая ус-
ловия работы ваниы, и, в-третьих, как показывает практика, целесо-
образно работать с достаточно большими уровнями (слоями) алюми-
ния в ванне, так как это способствует выравниванию температурного
поля в рабочем пространстве и ванна становится менее чувствитель-
ной к нарушению теплового равновесия при извлечении металла.
Значительное количество металла в ванне также несколько охлаждает
се катодное пространство, уменьшая потери алюминия из-за его
растворения в электролите, что способствует повышению выхода по
току.
Изалекают алюминий из ванн вакуум-жовшом (рис. 79>, кото-
рый представляет собой литейный ковш, ешбженнмй плотно при-
। яаиной крышкой, через которую пропущена коленчатая труба. Дру-
। ой конец трубы погружают в расплавленный металл на подине ван-
ны. В ковше создают разрежение, н металл по трубе засасывается
внутрь ковша. За заполнением ковша следят через смотровое окно.
Заполнение ковша занимает 5-7 мин. Затем алюминий перелюают в
обычный литейный ковш и перевозят на электрокаре в литейное отде-
1сние.
Гис. 79. Вакуумный ковш для извлечения алкжикмя кэ нпы.
/ футеровка. 2 - смотровое окно, 3 - патрубок для подкачу и^уума
всасывающая труба 77 ’
Корректирование электролита
Назначение корректирования электролита - caputn, в течение
всего времени работы ванны оптимальное молярное мсж.
ду NaF н AiFj. Избыток в электролите как NaF тлвд^ отрица-
тельно влияет нв процесс - уменьшается колнчесткюо^могс ме-
талла.
Надлежащее корректирование состава элек1ролигэ1нЙТОГрОМНое
значение дня нормальной работы ванны. Различное ^нарушения
(горячий ход, образование настылей н пр.) часто вояво'ом чаансят от
изменения состава электролита.
На изменение состава электролита в промышлявд ока.
зывают влияние причины двоякого рода: 1) нзбирппь^ поглоще.
ла&а 12 Технология электролитического праизеодстаа алюминия
199
«не электролита угольной футеровкой ванны; 2) разложение э; сктро-
тита под влиянием примесей, ввозимых с сырьем.
Угольная футеровка (катодные блоки н боковые плиты) вновь пу-
щенной ванны, впитывая электролит, поглощает преимущественно
NaF. Это подтверждают микроскопические исследовании н химичес-
кие анализы кристаллов, находящихся в порах старой угольной футе-
ровки.
В результате поглощения электролита подовыми блоками плот-
ность нх от 1.6 г/см’ возрастает к моменту остановки ванны до
2,5 г/см3; продукт, поглощаемый блоками, имеет следующий состав:
70-75 % NaF; 20-25 % AfeOj; 5-7 % A1F}. В порах футеровки ванн
обнаруживается также металлический натрий.
Интересно отмстить, что угольные подовые блоки в процессе ра-
боты ванны подвер1аются графитированию.
В ситу избирательного поглощения NaF блоками электролит в
первое время после пуска ванны сильно обогащается фтор и том алю-
миния, поэтому необходимо вводить в электролит вновь пущенных
ванн корректирующие добавки NaF. С точен нем времени процесс по-
глощения NaF углеродистой футеровкой ванны замедляется, а затем
прекращается, и ванна некоторый период времени работает с практи-
чески постоянным составом электролита Однако в дальнейшем начи-
нают преобладать потери из электролита фторида алюминия. Этот
процесс частично происходит, по-видимому, из-за улетучивания фто-
рида алюминия с поверхности электролита, ио г |авным образом - в
результате разрушающего влияния иа электро; нт примесей, вводи-
мых в ванну с глиноземом, фтористыми солями и анодами. Такими
примесями являются Na2O, Н2О. SiOj и SO} .
Примесь Na3O в электролит вносится вместе с глиноземом и.
взаимодействуя с электролитом, обогащает его фторидом натрия:
2Na^AlF6 + 3Na2O - AI2Oj + !2NaF.
Примесь H?O понадает в электролит с глиноземом и фтористыми
солями, а также может попасть и с инструментами, применяемыми
при обработке ванн; кроме того, расплавленный электролит в момен-
ты пробивания замерзшей корки соприкасается с влагой воздуха На-
конец. вода (водяной пар) образуется в ванне в результате крекинга
(термического разложения) связующего анодной массы. Выделяю-
щийся при этом водород выходит по порам через низ обожженной
части анола в электролит и взаимодействует с углекислотой анодных
газов, образуя водяной пар.
Н2 tCOj » Н3О + СО.
200 Металлургия легких металлов
Взаимодействие фторидов (AIF3, NajAlF6) с водяным паром при-
водит к частичному разрушению электролита, которое сопро-
вождается потерей фтора (в виде 11F) н обогащением электролита
фторидом натрия:
2NajAlF6+ ЗН2О AI2Oj + 6NaF + 6HF.
Примесь SiO2 вносится преимущественно с глиноземом и золой
анодов. Попав в ванну. часть SiO2 подвергается алюмииотер-
мнческому восстановлению, загрязняя получаемый алюминий крем-
нием, а часть вступает во взаимодействие с расплавленным криоли-
том, разрушая его с образованием летучего четырехфторнсгого крем-
ния SiF<:
4Na,AlF6 + 3$iO2 - 2AljOs + !2NaF + 3SiF4.
Примесь SOJ (в виде Na2SO4), вносимая в электролит с искусст-
венным криолитом, получаемым кислотным методом, приводит к
обогащению электролита NaF а также выделению сернистого газа:
2Na?AlF6 + 3Na2SO4 + 30 !2NaF + А12О? + 3SO2 + ЗСО.
Все указанные реакции приводят, следовательно, к обогащению
электролита фторидом натрия, а в присутствии Н2О н S1O2 - к неко-
торым потерям фтора. Эго вызывает необходимое 1ь добавлять в элек-
тролит даже сравнительно недолго проработавшей ванны фторид
алюминия.
По изменению состава электролита работу ванны можно разделить
на три периода.
Первый период - следует сразу за пуском ванны н характеризуется
интенсивным избирательным впитыванием угольной футеровкой рас-
плава, обогащенного фторидом натрия, и, следовательно значитель-
ным избытком AlFj в электролите.
Второй период - процессы впитывания NaF футеровкой и обога-
щения электролита фторидом натрия под влиянием примесей уравно-
вешиваются.
Гретий период - поглощение NaF футеровкой происходит с мень-
шей скоростью (или прекращается вовсе), чем обогащение электроли-
та фторидом натрия под влиянием примесей. В результате этого в
электролите появляется избыточный AlFj.
Таким образом а зависимости от "возраста* ванны в электролит
тля его корректирования вводят одни из следующих материалов: фто-
рид натрия, криолит или фторид алюминия. Прн этом придерживают-
ся примерно следующего порядка: во время пуска ванны и в течение
первых 2-3 дней вводят NaF; в течение 1-2 мес работы ванны вводят
Глава 12 Технология электролитического производства алюминия 201
только один криолит; затем до конца работы ванны (48-72 мес) вво-
дят AlFj.
Обычно корректирование электролита каждой ванны ведут еже-
дневно. Корректирующие материалы загружают на поверхность кор-
ки вместе с А12О3, с которым н погружают нх в расплавленный элск-
грюлит во время обработки ванны. Целесообразно в электролите алю-
миниевой ванны поддерживать некоторый избыток AlFj против со-
держания его в криолите (криолитовое отношение около 2,6-2,8). При
этом уменьшаются потерн алюминия, уменьшается вероятность вы-
деления на катоде металлического натрия и чрезмерного поглощения
электролита угольной футеровкой
Для корректирования электролита необходимо прежде всего опре-
делить его криолитовое отношение В практике для этой цепи поль-
зуются обычно кристаллооптическим методом анализа. Он заключа-
ется в том, что кристаллы измельченного электролита (пробу которо-
го извлекают из ванны во время анодного эффекта и медленно охлаж-
дают в специальной изложнице), помещенные на предметное стекло и
смоченные водой, рассматривают под микроскопом. Зерна кислых
электролитов имеют резко очерченную рельефную сетчатую структу-
ру, причем чем "кислее’ электролит, тем рельефнее эта структура.
Имеются эталонные снимки электролита строго установленной ки-
слотности, по которым путем сравнения и определяют криолитовое
отношение электролита.
12 3. НАРУШЕНИЯ В РАБОТЕ ВАНН
В процессе работы электролизеров могут возникать различные не-
поладки. приводящие к расстройству технологических режимов и да-
же к выходу ванн из строя. В целом нарушения в работе ванн приво-
дят к дополнительным расходам и снижению производительности
ысктролнзеров.
К важнейшим неполадкам, которые могут возникнуть в работе
нами, относятся следующие: 1) горячий ход (перегрев) ванны; 2) хо-
лодный ход (охлаждение) ванны; 3) появление негаснущего анодного
►ффскта (вспышки); 4) загрязнение электролита карбидом алю-
миния.
Горячий ход ванны характеризуется высокой температурой элек-
ролита и может вызываться рядом причин. Из них укажем следую-
щие: слишком большое междуполюсное расстояние, обогащение
шсктролита фторидом натрия (иадостаточное коррекгнроваяие эл к-
гролнта) и малое количество алюминия в ванне.
202
Металлургия легких металлов
Температура электролита а среднем обычно равна 950 "С. С по-
вышением ее уменьшается производительность ванны и увеличи-
вается расход электроэнергии и материалов на единицу получаемого
алюминия, что объясняется главным образом потерями металла
вследствие усиленного растворения его в электролите. При повышен-
ной температуре электролита наблюдается также шпененаное разру-
шение анодов и окисление на воздухе, что увеличивает их расход.
Наконец, повышенная температура электролита вызывает усиленное
улетучивание электролита, что повышает расход фтористых солей.
Следствием горячего хода ванны является также оплавление гар-
нисажа на внутренней боковой поверхности рабочего пространства
ванны; это вызывает бесполезные утечки тока через угольную футе-
ровку (работа ванны ’вбок").
Горячий ход ванны обнаруживают по следующим внешним при-
знакам. После устранения анодного эффекта расплавленный электро-
лит в течение долгого времени не затягивается твердой коркой; обра-
зующаяся же корка чрезвычайно тонка н легко разрушается прн сла-
бом надавливании. Ванна работает прн повышенном рабочем напря-
жении и имеет тусклые и запаздывающие вспышки, во время которых
электролит бурлит н на поверхности его появляются языки желтого
пламени.
Для ликвидации горячего хода ванны прежде всего устраняют его
причину: уменьшаю! между полюсное рясстоянне, корректируют со-
став электролита, увеличивают количество алюминия н др. Устране-
нию горячего хода способствует также загрузка в ванну некоторых
количеств твердого алюминия, для нагревания и расплавления кото-
рого требуется энач!гтельное количество тепла, а поэтому электролит
охлаждается. С этой же целью увеличивают время между операциями
выпуска металла из ванны н, наконец, чаще предупреждают анодные
эффекты.
Холодный ход ванны может быть вызван несколькими причинами:
малым междуполюсным расстоянием, прн котором нарушается теп-
ловое равновесие, пониженной силой тока, временным перерывом
тока, а также очень большим слоем металла в ванне, не соответ-
ствующим се мощности.
Холодный ход ванны наблюдается обычно в первое время после
пуска ванны, когда масса ее еще недостаточно прогрета.
Внешние признаки холодного хода ванны - намерзание на поверх-
ности электролита толстых корок, падение уровня электролита н
весьма яркий накал контрольной лампочки при анодном эффекте. Прн
сильном охлаждении ванны (например, при длительном перерыве по-
дачи тока) а результате увеличения плотности электролита и его вяз-
Глава 12 Технология элвктрапиянескаго фоюеодста аммлмш ^3
кости алюминий может всплыть на поверхлость (говорят "ванна пере-
верну тась*).
Для устранения холодного хода ванны увеличивают междуполюс-
ное расстояние н в течение одного-двух анодных эффектов про-
гревают электролит, т.е. выдерживают ванну некоторое время при
напряжении вспышки.
Появление негаснущей вспышки свидетельствует о неполадке в ра-
боте ванн Они возникают обычно в ван «ах. из которых извлечено
большое количество металла, оголены гли.оземнетые осадки и пере-
мешаны с электролитом. Устойчивые анодные эффекты не могут
быть устранены обычным приемом - введением очередной порции
глинозема. Они очень опасны, гак как их оогда не удастся ликвиди-
ровать в течение нескольких часов, и вследствие бол шого избытка
тепла в вание может произойти прорыва, ежтролята через гарнисаж.
Возникновение иегаснущмх вспышек, как и обычных анодных эф-
фектов, объясняется ухудшением смачивания анода электролитом.
Плохое смачивание анода электролитом. обусловливающее негасну-
щую вспышку, вызывается большим избытком в электролите глинозе-
ма, находящегося во взвешенном состоянии.
Для ликвидации иегаснущей вспышки несколько приподнимают
анол чтобы вывести его из нижн-то ежа электролита, перемешан-
ного с глиноземом, а также заливали в вину Некоторое количество
жидкого металла и электролита. Иногда временно снижают (пример-
но вдвое) силу тока в серин. При восстановлении нормальной силы
тока негаснущая вспышка обычно не возобновляется.
Загрязнение электролита ванны примесями карбида алюминия -
одно из серьезных расстройств работа ванны Оно наблюдается
обычно при 1Х>рячсм ходе ванны (особеню прн плохой регулировке
аноюа), связанным с местными перегревами. Происходит более ин-
тенсивное растворенiк: алюминия, к п и одновременном наугле-
роживании электролита оно приводит к появлению карбида влюмн-
нмя (AI4C3) по реакции
4Alp^. + ЗС - AUCj.
Карбид алюминия, смешиваясь с электролитом и ут породистыми
частицами, образует на подошве анодов и на подине (под анодами)
наросты, направленные навстречу один другому (так называемые
"грибы”).
Характерно, что, начавшись в одном месте, карбидообразован ие
быстро распространяется по всей массе электролита. Напряжение на
ванне возрастает, происходит ус шинное разложение электролита н
испарение AlFj (как говорят, ванна "дымит*), что ведет к обогащению
204 Металлургия легких металлов
ei-o NaF. Электролит постепенно загустевает и становится каше-
образным.
Одним из характерных признаков, указывающих на начавшееся
расстройство работы ванны вследствие загрязнения зл-ктролита при-
месями карбида алюминия, может служить появление около анодов
(рол которыми интенсивно образуется карбид) языков пламени, ок-
рашенных в ярко-желтый цвет.
В начале этого явления следует удалить "грибы" с подины и ано-
дов, частично заменить испорченный электролит свежим и ввести
добавки фторида алюминия. При сильном же загрязнении электро-
лита единственная радикальная мера - тщательная очистка всей ван-
ни н полная замена электролита свежим, наплавленным в соседней
ранне.
12.4. ДОЛГОВЕЧНОСТЬ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ
Срок службы электролизеров зависит от срока службы подин, ко-
торые при эксплуатации выходят из строя раньше других конструк-
тивных элементов ванн.
При совместном выделешш натрия и алюминия на катоде натрий
диффундирует через слой алюминия н поглощается подовыми блока-
ми- При этом атомы натрия проникают в мсжбазисныс пространства
решетки графита н раздвигают их, приводя к разбуханию углероди-
стых материалов.
В первую очередь особенно сильно расширяется верхняя часть по-
довых блоков, в то время как нижняя часть сохраняет прочность, так
как она скреплена стальными блюмсами и чугунной заливкой. Это
приводит к изгибу блоков вверх и раскрытию центрального шва В*
образовавшееся пространство проникают алюминий и электролит,
которые постепенно растворяют стальные катодные стержни. Сорт-
ность алюминия по железу заметно ухудшается, и ванну приходится
останавливать на капитальный ремонт.
Кроме ухудшения качества получа гмого алюминия, прн разруше-
нии подин происходит деформация кожуха электролизера, так как
торцы блоков при этом давят на продольные стенки ванны. Стенки
ванны выпучиваются, а углы кожуха поднимаются вверх, что в ко-
нечном счете может привести к разрыву сварных швов и полному
разрушению катодного устройства.
Капитальный ремонт электролизеров длителен н трудоемок - он
практически нс механизирован. В среднем стоимость капитального
ремонта составляет около трети общей стоимости электролизера.
Гнала 12- Технология эявктралшпического производствааисминия 205
Кроме того, после калитальноп) ремонта на элепроли ере некоторое
вр<мя получается металл низкого качества, что снижает техннко-
экоиомнческие показатели электролиза в целом.
Срок службы электролизеров составляет от 4 до 6 лет к завнеиг от
рала факторов:
от мощности электролизеров. У более мощных ванн срок службы
меньше;
от качества углеродистых материалов. Подовые и боковые блоки
необходимо изготавливать из материалов с добавками, наиболее
стойкими против воздействия натрия - антрацита и графита,
от качества монтажа шахты ванны и угольной подины;
от условий обжига и пуска ванн;
от жесткости катодного кожуха, особенно его верхнего пояса;
от условий эксплуатации электролизеров, т.е. соблюдения техно-
логических режимов процесса.
12.5. ПОНЯТИЕ ОБ ЭЛЕКТРИЧЕСКОМ И ТЕПЛОВОМ
БАЛАНСАХ ЭЛЕКТРОЛИЗЕРА
Электрическая энергия, подводимая к электролизеру, тратятся на
осуществление реакции разложения глинозема на алюминий в кисло-
род и на поддержание необходимой температуры процесса электро-
лиза.
Электрический ток, проходя через конструктивные элементы эл к-
тролнзера, приводит к значительным тепл выделениям, пропор-
циональным силе тока и падению иалражеиия.
Различают три вида напряжений на ванне: среднее, рабочее и
греющее.
Среднее напряжение может быть найдено путем составления ба-
ланса напряжения, т.е. в результате суммирования падений напря-
жений на всех участках электрической цепи ванны. Поэтому уравне-
ние электрического баланса может быть представлено выражени м;
и* = Е,+дам+да„. ♦ да,.+да,,.
i де Ер - нанражение разложения; ди - падение напряжешя (соот-
ветственно) в электролите (эл), проводниках и контактах, включая
люд и катод (п.к), а ошиновке между ванными, приходящейся на
один электролизер (ош), и от анодных эффектов (а э).
Если ванна работает при силе тока /, то расход электроэнерпш в
течение одного часа составит.
206 Металяурпя легких мгтамов
IU^ - IE, +1+ /AU.. < MUe + MU.,.
Здесь 1Ер выражает полезную работу, затрачиваемую на электро-
химический процесс, а остальные элементы уравнения характери-
зуют потерн электроэнергии. в силу чего величины их должны быть
сведены к минимуму.
Расход эл. ктроэиергии на преодоление сопротивления электроли-
та может быть снижен сближением элскгродов. т.е. уменьшением ме-
ждуполюсного расстояния, введением в электролит электропрово-
дящих солевых добавок и снижением плотности тока. Однако это
должно изменяться в разумных пределах, так как для поддержания
элсктрол1гта в расплавленном состоянии требуется определенное ко-
личество Джоу лева тепла.
Величины /ДЦ,. и могут быть уменьшены при соответ-
ствующем подборе сечения токоведущей ошиновки и улучшения кон-
тактов.
Последний член уравнения MU,. может быть уменьшен за счет
сокращения числа и продолжительности анодных эффектов.
От среднего напряжения необходимо отличать рабочее напряже-
ние. указываемое вольтметром, который включается параллельно ка-
ждой ванне между катодом и анодом. Рабочее напряжение (Up) мень-
ше среднего на величину потерь напряжения в соединительной оши-
новке (Al/e) и повышения напряжения вследствие возникновения
анодных эффектов ( Д1/ж>).
Наконец, прн составлении теплового баланса ванны пользуются
греющим напряжением (U^). т.е. падением напряжения иа тех участ-
ках электрической цепи ванны, при прохождении по которым элек-
трический ток выделяет тепло, расходуемое на нагревание электроли-
та при оптимальной температуре процесса и иа компенсацию тепло-
вых потерь в окружающую среду.
К основным греющим участкам электрической цепи алюмини-
евой ванны относятся: тело анода (начинал от токоподводящего
устройства), слой электролита между анодом н катодом и тело
катода (блоки с залитыми в них токоподводящимн стержнями). Кроме
того, при составлении теплового баланса ванны необходимо
учитывать удельное повышение напряжения вследствие анодных эф-
фектов.
Тепло, выделяемое на остальных участках цепи (внешняя ошинов-
ка, токоподводящне шины и тд_), теряется для ванны бесполезно и
рассеивается в окружающую среду.
Нормально работающая алюминиевая ванна характеризуется уста-
новившимся тепловым равновесием в условиях ианлучшего темпера-
Гяала 12 Технология электролитического проипод&ма алюминия
207
туриого режима процесса, т.е. при температуре электролита, равной
примерно 950 °C.
Тепловое равновесие ванны в указанных условиях должно опреде-
ляться следующим равенством:
Qtv ft*
где н Qp - соответственно приход и расход тепла а единицу вре-
мени. Несохранеияе этого равенства ведет к нарушению нормальной
работы ванны: перетрему (при > рр) или охлаждению (при Qnp <
< £?р) электролита
В самых общих чертах тепловой баланс алюминиевой ванны мо-
жет быть представ; си в следующем виде.
Приход тепла в алюминиевой ванне (рп₽) определяется только од-
ной величиной - теплом, развиваемым электроэнергией постоянного
тока (£>). Расход же тепла суммируется из теп та на нагревание и ряс-
плавление материалов, вводимых в ванну (£?м), и тепла, теряемого
отдельными элементами ванны в окружающую среду (Qn).
Отсюда уравнение теплового баланса алюминиевой ванны
Тентовой расчет алюминиевой ванны выполняется по принципам,
общим для электрической печн, причем отдельные статьи его могут
быть представлены следующим образом:
2,-З.би/кДж/ч,
гче 3,6 - тепловой эквивалент ватт-часа; кДж/Вт-ч;
причем перенапряжение на угольном аноде Цкр ~ 0,5-0,6 В.
Тепло иа нагревание н расплавление материалов находят на ос-
новании часового расхода глинозема, криолита, фторида алюминия и
величин их теплоемкостей, £)п рассчитывают как сумму потерь тепла
а окружающую среду отдельными элементами ванны в зависимости
от условий теплообмена, в которых находится данный элемент; эта
величина суммируется из следующих важнейших статей: 1) потерь
тепла боковыми стенками ванны; 2) потерь тепла через подину ванны;
3) потерь тепла через верх ванны и 4) потерь тепла с газами, удаляе-
мыми нз ванны.
При правильно подобранной тепловой изоляции ванны расход те-
пла должен быть равным его приходу в условиях нормальной темпе-
ратуры процесса. Если g,p > то уменьшают тепловую изоляцию,
если же < (?t>1 тепловую изоляцию увеличивают, добиваясь таким
образом достаточной сходимости теплового баланса.
Глава 13. Электролизный цех аяюми. ыпоео завода
208 Металлургия легких металлов
Глава 13. ЭЛЕКТРОЛИЗНЫЙ ЦЕХ
АЛЮМИНИЕВОГО ЗАВОДА
ИЛ. ЭЛЕКТРОЛИЗНАЯ СЕРИЯ
Электролизный цех обычно состоит из нескольких электролиз-
ных серий. Электролизная серия - это группа электролизеров, со-
единенных последовательно н подключенных к общему источнику
постоянного тока. Количество электролизеров в серин определяется
напряжением выпрямительных агрегатов, преобразующих перемен-
ный ток в постоянный. На современных заводах применяются крем-
ниевые преобразователи с напряжением 850 В и коэффициентом пре-
образования 98 %. Одни выпрямительный агрегат дает ток силой от
25 до 65 кА. Поэтому серию питает током группа из нескольких па-
раллельно соединенных преобразовательных агрегатов. Число агрега-
тов определяется силой тока, которую необходимо иметь на серии
плюс одни агрегат а резерве. Группа агрегатов, обеспечивающих се-
рию током, размешается в отдельном помещении, называемом преоб-
разовательной подстанцией. Подстанции располагаются в торце
электролизных корпусов. Совргменные серии с выпрямительными
агрегатами на 850 В состоят из 180-190 электролизеров. Такое коли-
чество электролизеров располагается а двух корпусах. Электролизные
корпуса располагаются параллельно друг другу и соединяются между
собой транспортным коридором (рис. 80). Между корпусами разме-
щаются газоочистные сооружения н приемные бункера для глино-
зема.
В структуру цеха входят также литейное отделение, корпус вспо-
могательных служб и отделение капитального ремонта электро-
лизеров.
Электролизеры а корпусах обычно размещаются в два ряда. В ста-
рых корпусах (электролизеры малой мощности) ванны размещены в
четыре ряда. При двухрядном расположении обеспечиваются лучшие
условия труда - лучше аэрация, лучше освещение и удаление избы-
точного тепла. При такой компоновке электролизеры устанавли-
ваются продольно, т.е. длинная ось электролизеров направлена по
длине корпуса. Электролизеры большой мощности (255 кА и более)
располагают поперек корпуса в один ряд. Эта компоновка ванн менее
удобна, хотя корпус становится короче.
Электролизеры средней и большой мощности устанавливают
на втором этаже, т.е. так, что рабочая площадка находится на отметке
+4 м (рис. 81). Это создает благоприятные условия для естественной
210
Металлургия легких металлов
Гяж 13 Злекмраптмй чех алюминиевого завода________________2J1
вентиляции (аэрации) в корпусе. Свежий воздух через фрамуги а сте-
нах первого этажа корпуса и вентиляционные решетки в полу второго
этажа, расположенные вдоль электролизеров, попадает в рабочую зо-
лу. Здесь воздух нагревается от электролизеров, уходит вверх и через
светоаэрационный фонарь на кровле здания удаляется нз корпуса.
Вместе с потоком теплого воздуха нз корпуса уносятся выделяющие-
ся из мнны вредности
Здание корпуса строят нз железобетонных колонн с шагом 6 м,
пространство между которыми заполнено бетонными плитами. Ши-
рина пролета здания определяется размерами фермы стандартных
мосте мх кранов н составляет обычно 27 м. Длина корпуса зависит от
чиста электролизеров н достигает 700 м.
Расстояние между стенами корпуса и продольными сторонами
электролизеров нс менее 4 м, а между рядами электролизеров - нс
менее 7 м, что обеспечивает возможность движения машин и меха-
низмов, обслуживающих ванны.
Торцы корпусов имеют площадки для хранения материалов, про-
изводства монтажных и демонтажных работ и размещения мостовых
кранов.
Для производства монтажных работ в корпусе имеется один
мостовой кран большой грузоподъемности (150-200 г) и 2-3
технологических крана на 10 т для перевозки ковшей с металлом, из-
h. ечения штырей или перевозки обожжеийых анодов и других мате-
риалов.
Основное сырье для получения алюминия - глинозем - из бунке-
ров приемного склада подается в приемные бункеры (силосные
башни) электролизных корпусов пневматическим транспортом по
стальным трубопроводам. В силосах находится 3-х месячный запас
гтнноэема.
Из силосов глинозем загружается в бункеры самоходных тележек
или напольно-рельсовых машин и развозится на ванны.
Внутри цеха для различных перевозок широко применяются акку-
муляторные автопогрузчики и электрокары.
13.2. ГАЗООТСОС И ГАЗООЧИСТКА.
РЕГЕНЕРАЦИЯ ФТОРИСТЫХ СОЛЕЙ
Этектролитическос производство алюминия сопровождается вы-
делением в атмосферу цеха значительного количества вредных газов
(HF. СО, SOj), пыли (глинозем, фтористые соли, уголь), смолистых
погонов (из электролизеров с самообжигающнмнея анодами) н тепла
Металлургия легких металлов
Содержание вредностей в рабочей зоне не должно превышать
предельно допустимых концентраций (ИДК): HF - 0,5 мг/м5, СО -
20 мг/м3. SO2 - 10 мг/м‘\ пыль A12Oj - 6 мг/м\ фтористые сочи (в пе-
ресчете на HF) - 0,03 мгУм3.
Теплонапряжеиность для электролизеров большой мощности со-
ставляет 800 кДж/(м3-ч).
Для удаления вредностей в корпусе помимо естественной венти-
ляции - аэрации - предусматриваются местные отсосы газа нз-под
укрытий электролизеров.
Вайны с боковым подводом тока закрыты шторным укрытием.
Эффективность шторного укрытия составляет 85-90 %. Прн обработ-
ке ванн, когда шторы открыты, вредности а основном уносятся в сис-
тему газоотсоса. Для уменьшения поступления вредностей в атмо-
сферу корпуса необходимо иметь достаточный объем отсоса системой
вытяжной вентиляции. Норма отсоса составляет 1200-1500 м’/ч на
каждые 10 кА тока.
На электролизерах с верхним подводом тока к анодам вреднос-
ти удаляются через газосборный колокол. В горелках на ваннах СО
н смолистые погоны дожигаются до СО2. Объем отсасываемых
газов значительно ниже, что позволяет получать высокую кон-
центрацию вредных веществ ио сравнению со шторными укрытиями.
Однако прн обработке ванн все вредности поступают в атмосферу
корпуса, поэтому эффективность колокольного газоотсоса составляет
только 60-70 %. Остальные 1азы уносятся аэрацией за пределы кор-
пуса.
11а электролизерах с обожженными анодами вредности удаляются
из-под укрытий панельно-створчатого типа. Прн обработке ванны
открывают панель с одной стороны электролизера, а прн замене анода
открывают только одну створку над ним. Эффективность такого ук-
рытия 90-95 %.
Газы от электролизеров направляются в систему газоочистки.
Применяют два способа очистки газов: мокрый н сухой.
В мокром способе (рис. 82) обычно газы сначала поступают а элек-
трофильтры, где освобождаются от пылн, а затем в скрубберы или
пенные аппараты для очистки от наиболее вредного фтористого водо-
рода.
Скруббер представляет собой полую цилиндрическую емкость,
орошаемую 5%-ным содовым раствором. Газообразный фтористый
аочород связывается во фторид натрия:
HF + NajCOj - NaF + NaHCOj.
Глава /3. Электролизный цех алюминиевого хавода 213
Прнмеси SO? в газах также улавливаются содовым раствором с
образованием сульфата натрия:
SO2+ ’/jO; + NajCOj - Na.SO. + CO3.
Содовый раствор циркулирует в системе скруббера, пока кон-
центрация фторида натрия в нем ие достигнет 25-30 г/л. затем рас-
твор направляют в отделение регенерации криолита.
Криолит осаждают добавлением раствора алюмината натрия, при-
чем наличие NaHCOj делает ненужной карбонизацию:
«NaF + 4NaHCOi+ NaAKOH). - J-NajAIF, + dNajCOj + “IHjO.
После отделения криолита фильтрованием маточный сотовый рас-
твор возвращают в систему нооочистки. Криолит сушат н направля-
ют на электролиз- Полученный регенерационный криолит загрязнен
примесями, в том числе и NajSO^, и его используют в основном на
пуске электролизеров или как небольшую добавку к свежим фтори-
стым солям. >
Мокрый способ обладает высокой эффективностью очистки газов
(более 99.5 % HF). ио характеризуется значительным количеством
О1ХОДОВ.
Этого недостатка лишен сухой способ очистки газов. Сущность
сяюсоба заключается а том. что отходящие от электролизеров газы
контактируют с глиноземом. Газообразные фториды сорбируются иа
частицах AljOj с образованием физико-химического комплекса гмпа
AIjOy/iHF. Адсорбционная емкость глинозема зависит от его удель-
ной поверхности и от модификации оксида алюминия. С увеличением
содержания y-AhOj о глиноземе удельная поверхность его растет.
Удельная поверхность у большинства применяемых в элекгролкзе
глнноземоа более 30 м’/г, что удовлетворяет требованиям сухой газо-
очистки.
Конструкции установок сухой очистки газов разнообразны, по все
они обязательно включают следующие элементы:
- аппарат, а котором происходит контактирование А^О» с газом
(реактор);
- аппарат для улавливания фторированного глинозема н пыти (ру-
кавные фильтры);
- систему подводе свежего и отвода фторированного глино-
зема.
Глава 13 Элек/пралшный алюминиевого хвода
Рнс. 82. Схема газоочистки:
" “ СПОС0б; 1 ~ 1ОР«О>П»ЯЫ1ЫЙ эяекгроЛилетр: 2 - полый скруббер- 3 -
к^сутоаитель; 4 - баки; 5 - дымосос;б- сухой способ: / = &/нкср' для
свежего глинозема; 2 ~ реактор-адсорбер; 3 рукавный фильтр 4— колобка плч-
даточная; 5 - бункер фтор* рованного глинозема; 6 - питатель винтовой
Различают два типа реакторов.
Первый тип основан на подаче глинозема в поток очищаемого газа
ч рез различные насадки, обеспечивающие хорошее перемешивание
глинозема в газе. Эти реакторы работаю по принципу вертикальной
трубы Вентури с низким напором газа (рис. 82, б).
Второй тала основан на принципе кипящего слоя AljO? в вос-
ходящем потоке очищаемого газа. Основной недостаток заключается
в необходимости создания большого перепада давления для обес-
печения стабильного кипящего слоя глинозема.
Рукавные фильтры улавливают фторированный глинозем. Осво-
бождение фильтров от осевшего AbOj прозоводится импульсами об-
ратной продувки рукавов сжатым воздухом. После отдува фтори-
рованный глинозем собирается в бункере я возвращается на электро-
лиз. Таким образом, сухая газоочистка практически безотходна.
Газоочистные сооружения в зависимости от мощности завода
компонуются из однотипных модулей (реактор и рукавный фильтр),
каждый из которых способен очищать до 100 тыс. м газа а час. На
г шноземе, осевшем на рукавах фильтра, происходит дополнительная
адсорбция HF.
Сухая газоочистка улавливает 98,5+993 % HF и практически всю
пыль.
Сухая газоочистка применяется для электролизеров с обожжен-
ными анодами, отходящие газы которых не содержат смолистых по-
топов, забивающих фильтры. Последнее время этот тип газоочистки
стали применять и для электролизеров с самообжш аюшнмися анода-
ми. использующими "полусухую" и "сухую" анодную массы.
Очищенные от вредностей газы поступают в трубу высотой 120 м
и рассеиваются на большое расстоянии.
133. КОНТРОЛЬ и автоматическое регулирование
РАБОТЫ ЭЛЕКТРОЛИЗЕРОВ
Основные параметры (крохю электрических), характеризующие
работу электролизеров, нс поддаются автоматическому измерению,
так как из-за высокой температуры в агрессивности крнолито-
глиноземного электролита невозможно погружение датчиков в рас-
плав. Не поддается автоматическому контролю и основной выходной
параметр - выход алюминия по току, так как невозможно достоверно
оценить массу получаемого металла за промежуток времени менее
0,5-1 годе.
Контроль электрических параметров электролизной серии осу-
216 Металлургия легких металясв
ществляется по приборам, установленным на преобразовательной
подстанции. Напряжение на каждой ванне в отдельности контролиру-
ется по комбинированному вольтметру, установленному около элек-
тролизера. Они имеют два предела: 10 В для нормального режима и
60 В для режима анодного эффекта.
Наиболее часто выполняемая огцрацня управления электролизе-
ром - это регулирование мсждуполгосного расстояния перемещением
анодного массива.
Автоматическое регулирование осуществляется системами типа
"Алюминий" и более совершенными - типа "Электролиз'.
В основу систем положен принцип поддержания постоянного со-
противления электролита (7?,) в между полюсном пространстве, что
соответствует определенному междуполюсному расстоянию (/).
Падение напряжения в межпуполюсном пространстве (С*) склады-
вается из омической (//?,) и электрохимической составляющей (Ер):
U=IRy + Ер, откуда /?, ~ (U - Ер) //.
Система решает это уравнение и дает сигнал на двигатели домкра-
тов 3j ектролизера: поднять или опустить аноды.
Системы ’’Алюминий” работают по принципу обегания, т.с. регу-
лирование осуществляется поочередно с центрального пульта управ-
ления. Каждый электролизер подключается к системе иа несколько
секунд. Если сопротивление электролита находится в пределах зада-
ния. то к системе подключается следующая ванна. В противном слу-
чае система проводит регулирование междуполюсного расстояния
перемещением анодов. Если на аноде возник анодный эффект, обе-
гающее устройство пропускает электролизер, но фиксирует длитель-
ность эффекта и по 1ромкоговорящеЙ связи оповещает электролнзни-
коа, на какой ванне он возник.
Система "АтиоминиЙ” обеспечивает автоматический контроль си-
лы тока серин, напряжения и сопротивления, количества н /инггель-
ности анодных эффектов 1ю корпусам, что необходимо для оператив-
ного управления процессом.
Система ’Алюминий" позволяет сократить расход электроэнергии
на 1-1,5 %, значительно улучшает организацию н дисциплину труда в
электролизном цехе
Автоматические системы управления технологическим процессом
(АСУ ТП) "Электролиз" выполняют операции по сбору информации о
работе электролизеров, регулированию междунолюсного расстояния,
автоматическому питанию ванн глиноземом и предупреждению и ли-
квидации анодного эффекта.
В последние годы в мировой практике стали применяться управ-
Глава 13 Электролизной цех алюминиевого завода 217
ляющие комплексы на базе микропроцессорных вычислительных
средств. Микро-ЭВМ устанавливают в непосредственной близости к
каждому электролизеру, что создает определенную гибкость в управ-
1СНИН н уменьшает стоимость технических средств.
13.4. СЕБЕСТОИМОСТЬ АЛЮМИНИЯ
Рассмотрим примерную структуру себестоимости 1 т технического
алюминия. %:
Сырье и основные материалы.................... ... 55
В том числе:
гтинотсм______________________ ___.._____________ 40"|
фтористые соли.............. ................... 5 г
анодная масса, обожжен. ыс аноды... ........... 10 J
Электроэнергия..... ......................... _ 25
Зарплата с отчислениями на социальное страхование ... 8
Цеховые расходы, включая амортизацию и текущий
ремонт............................................ 10
Заводские расходы ..________________._____........... 2
За.од кая себестоимость. .......................... 100
Основные затраты (55 %) при производстве алюминия приходятся
на сырье и основные материалы, среди которых первое место занима-
ет глинозем, и на электроэнергию (25 %). I !рактически на производ-
ство I т алюминия затрачивается до 1930 кг 1 линоэема при теоретиче-
ском расходе порядка 1908-1916 кг. Основные потерн глинозем, а
также фтористых солей, происходят при их транспортировке и при
загрузке в ваниы. Значительное количество фтористых солей теряется
с угольной пеной и отработанной футеровкой электролизеров.
К мероприятиям, которые способствуют сокращению расхода ма-
териалов, можно отнести рациональные способы их транспортировки
и затрузки а ванну (например, пневматическая транспортировка солей
в цех электролиза и к ваннам и автоматическая подача их в электро-
лит и др.), предупреждающие распыление глинозема и фтористых
солей, а также брикетирование фтористых солей, регенерацию крио-
лита из газов и отработанных материалов.
Снижение энергозатрат представляет собой важную задачу, так
как алюминиевые заводы являются крупнейшими потребителями
электроэнергии. Общий расход электроэнергии переменного тока со-
ставляет примерно 16000 кВт-ч на тонну алюминия. Расход электро-
энергии постоянного тока находится в пределах от 13000 до
14500 кВт-чАг. Большое значение для экономим электроэнергии имеет
снижение падения напряжения в ошиновке и контактах. Желательно
218 Мфаялургия легких металлов
иметь ошиновку с большим поперечным сечением и конструировать
ее так, чтобы свести к минимуму влияние магнитных полей на про-
цесс электролиза. Немаловажное значение в экономии электро-
энергии имеет культура производства, т.е. строгое соблюдение техно-
готического регламента (поддержание оптимальной температуры и
состава электролита, междуполюсного расстояния и т.д.).
Следовательно, снижение себестоимости алюминия должно идти
прежде всего по пути сокращения потерь сырья и электроэнергии.
Эти вопросы следует решать как при проектировании н сооружении
ванн, так н при нх эксплуатации.
13.5. ОХРАНА ТРУДА И ТЕХНИКА БЕЗОПАСНОСТИ
К основным опасностям в электролизном цехе относятся: по-
ражение электрическим током, вдыхание вредных газов и пыли,
ожоги расплавленным электролитом и металлом, перегрев орга-
низма.
Во время работы по обслуживанию электролизеров персоналу
приходится касаться различных токоведущих частей и шинопроводов.
И это совершенно безопасно, так как напряжение на ванне не превы-
шает 4-5 В и только при анодном эффекте увеличивается примерно в
10 раз. Серьезную опасность представляет напряжение серии по от-
ношению к нулевому потенциалу земли, достигающее на первом и
последнем электролизерах серин 425 В (при напряжении на выпрями-
тельных агрегатах 850 В), а также напряжение между двумя рядами
электролизеров особенно со стороны кремния вопреобразователь юй
подстанции, (рис. 83).
Рис. 83. Зпюрй напряжен «Я электролинией серин
Глава 13. Электролиний цех алюминиевого завода 219
Пораженке электрическим током является главной опасностью в
электролизном цехе. Ток силой от 0,01 до 0,1 А, протекающий через
тело человека, опасен для здоровья, а выше 0,1 А - вызывает шоковое
состояние, парализуя центральную нервную систему, сердце н органы
дыхания, н часто сопровождается смертельным исходом. Опасность
поражения током возрастает с увеличхннсм влажности тела н одежды
персонала, так как влажная кожа имеет гораздо меньшее сопротив-
ление, чем сухая.
Основное требование электробезопасности в электролизном цехе
состоит в том, чтобы ни в коем случае потенциал земли не попал на
рабочую площадку. Поэтому электролизные ванны и пол корпуса
тщательно изолируются от земли. Полы в цехе покрывают тугоплав-
ким асфальтом с высоким электросопротивлением. Надежно изоли-
руют от земли шинные каналы, рельсы напольных машин, вакуум-
линин и сети сжатого воздуха. Все металлические коммуникации обя-
зательно должны иметь электроизоляционные разрывы.
Железобетонные колонны каркаса корпуса внутри помещения об-
лицовывают на высоту до 3,5 м кирпичом.
Особенно тщательно изолируют мостовые краны. Подкрановые
пути, нежащие на полках железобетонных колони корпуса имеют
потенциал земли. Поэтому на кранах предусмотрена трехступеичатая
электроизоляция крюка от подкрановых рельсов Крюк изолируют от
троса; барабан, на который наматывается тросе, вместе с приводом
изолируют от тележки; тележку с се путями - ст фермы к ран в.
В выделяющихся из электролизера газов самыми вредными явля-
ются HF и СО.
Фтористый водород вызывает хроническое воспаление дыхатель-
ных путей» поражает печень и почки. Допустимая концентрация HF
на рабочей площад ке - ис более 0.5 мг/м\
Оксид углерода ("угарный газ"), растворяясь в крови, лишает ее
способности переносить кислород по организму, что нарушает про-
цесс обмене. Поэтому обслуживающий персонал внимательно следит
за тем, чтобы СО на электролизерах дожигался до СО2. Допустимая
концентрация СО на рабочей площадке - не более 20 мг/м5.
От пыли фтористых солей и глинозема обслуживающий персонал
предохраняют марлевые респираторы.
Вредные газы, пыль и большое количество выделяющегося из
электролизеров тепла вызывают необходимость оборудовать цех
хчектролиза мощной вентиляцией, обеспечивающей нормальные ус-
ловия работы обслуживающего персонала. Наряду с принудительной
вентиляцией предусматривают естественную вентиляцию - аэрацию.
В летнее время кратность воздухообмена в корпусе должна состав-
ПО_________________________________________________________
пять 30—40, в зимнее время - 5-6. Для регулирования кратности
обмена воздуха светоаэрациониые фонари (на кровле корпуса) и
стены здания (иа первом этаже) снабжены поворотными фрамугами.
Для того чтобы ветер не задувал выходящие через фонарь вредности
обратно в корпус, перед светоаэрадиоииыми фонарями вдоль
всей кровли устанавливаются ветроотоойные щиты. Ветер, ударяясь
о щит, отражается вверх, что создает дополнительную тяг^ из кор-
пуса
Металлургия легких металлов
Чистота воздуха в корпусе сильно зависит от числа одновременно
открытых штор или панелей. Необходимо, чтобы укрытия бьши одно-
временно открыты нс более чем на 20 % ванн в корпусе.
При работе с расплавленными солями и металлом велика ве-
роятность получения труднозаживаюших ожогов. Для предотвра-
щения поражения расплавами прежде всего необходимо помнить, что
разбрызгивание расплавов происходит при плпадаиии в них влаги.
Поэтому все инструменты и емкости для переливания солей и метал-
лов должны быть сухими, а соли и материалы, загружаемые в элек-
тролизеры, - предварительно прогретыми.
Персонал, обслуживающий электролизеры, должен иметь спе-
циальную войлочную одежду, а на лице - защитный щиток.
13.6. КАЧЕСТВО АЛЮМИНИЯ
Электролизом криолито-глиноземных расплавов удается получать
металл, содержащий ие выше 99,80-99,85 % А1. Обычная же чистота
технического металла - 99,5-99,7 % А1.
Извлекаемый из ванн алюминий-сырец содержит ряд примесей,
ухудшающих его качество, поэтому его рафинируют (очищают).
Примеси, содержащиеся в таком алюминии, можно разделить иа три
группы:
неметаллические (электролит, глинозем, карбид алюминия, уголь-
ные частицы);
механически увлекаемые при выливке металла из ванн;
металлические (железо, кремний, титан, натрий и кальций), пере-
ходящие из сырья;
газообразные - преимущественно водород. Водород растворяется
в расплавленном алюминии в количестве до 20 % его объема и появ-
ляется в металле главным образом в результате электротитнческого
разложения воды, попадающей в электролит с сырьем. При затверде-
вании содержащего водород металла в нем образуются пустоты, при-
водящие к браку при его литье и прокатке.
Глава 13. Златимый уел алюминиевого завода 221
От иеипкпических и газообразных примесей, а также от на»рия
и кальцю.июминнв очищают переплавкой, фильтрацией, продув-
кой хлерх Примеси более электроположительных металлов,
чем алюжнй, удаляют электролитическим рафинированием алю-
миния.
Во врм рафинирования одновременно с очисткой алюминия от
прнмесе! ^исходит смешивание различных по качеству его партий,
с целью »ния среднего по составу металла. Смешиваине ведут с
таким рзлгом, чтобы первичный алюминий поучался установ-
ленных нрх (сортов).
Атюмвй тех ши иных марок характеризуется определенным
содержали вн:м примесей и применяется для различных целей. По
стандарту» кашей стране первичный алюминий подразделяется на
три класинчетырнадцать марок (табл. 10).
В клаюооминия первичного "технической чистоты" входит наи-
большее шио марок (девя ть), причем металл этого класса чистоты
находит кясолес широкое применение. Алюминий марок А85-А6
примените для изготовления фольги, высококачественных алюми-
ниевых огийов, в химической промышленности. Алюминий марки
А5 испоыгется для производства обычных алюминиевых сплавов,
красочно! пудрм, для изготовления алюминиевой посуды. Апюмнний
марки АСярименяется в производстве сплавов, лигатур и различного
вида позы. Алюминий марки АЕ характеризуется повышенной
элсктрооржцностмо и применяется в электротехнической и кабель-
ной прлыиснности. Марка а7Э является базовой ив Лондонской
бирже нгоитов (LME) и только по ией производится котировка цен
на алюмай.
В кзигюомнкия "высокой чистоты' входят четыре марки А995-
А95, ngvcMwe электролитическим рафинированием алюминия
"тсхяичкхЛ чистоты". Этот алюминий применяется для изготов-
ления химической аппаратуры, а также для целей плакирова-
ния, дя, ттрататических конденсаторов, в ядериой технике, в
звиациоией промышленности, а также для обшивки подводных чес-
тей судяидтя других специальных целей.
В клкс алюминия "особой чистоты" входит одна марка А999, по-
лучаема дополните шной очисткой металла высокой чистоты с по-
мощью шой плавки или вытягиванием монокристалла по методу
Чохралшго. Этот металл применяют в полупроводниковой тех-
нике.
222
Металлургия легких линг
: содержание жепем 2 038%.
Глава 13 Эяектрапоныи цех алюминиевого завода 223
13.7. РАФИНИРОВАНИЕ ХЛОРОМ
И РАЗЛИВКА АЛЮМИНИЯ
Алюминий-сырец в электролизном корпусе переливается из ваку-
умного ковша в литейный н перевозится в литейное отделение. Здесь
алюминий рафинируют хлором, чаще всего непосредственно в ков-
шах. Через расплавленный алюм» ний по кварцевым или графитовым
трубкам продувают газообразный хлор. Хлор при этом эиер! мчио реа-
гирует с некоторой частью алюминия, образуя AlClj. Парообразный
AlClj адсорбируется взвешенными в металле частицами глинозема,
фтористых солей, карбида и угля. Обволакиваясь газовой оболочкой
хлорида алюминия, эти частицы легко всплывают на поверхность ме-
талла, образуя рыхлый порошок, который снимают дырчатой ложкой.
При продувке хлором из алюминия удаляются и растворенные в нем
газы, а также происходит хлорирование некоторых металлических
примесей.
Нз металлических примесей хлорированию подвергаются каль-
ций, натрий и магний, т.е. более электроотрицательные, чем
алюминий, элементы, а другие остаются в расплавленном алю-
минии.
Однако при обработке алюминия хлором из ковша выделяются па-
ры AlClj, хлор и теряется много алюминия. Чтобы это исключить, в
настоящее время чаще практикуется продувка металле смесью хлора
с азотом. Содержание хлора в азоте 5-10 % (объем и.). Такая операция
позволяет очиелмтъ алюминий от натрия менее чем до 0,001 %, что
требуется прн производстве сппаков.
Процесс хлорирования алюминия проводят при 750-770 °C в тече-
ние 15 мин. При этом затрачивается 0,3-0.5 кг хлора на I т алю-
миния.
Теряется металла в виде хлоридов около 0,2 кг на 1 т. Из алюми-
ния-сырца удаляется около 60 % газов. а содержание оксида алюми-
ния практически остается неизменным.
Алюминий технической чистоты отливают в чушки и слитк!,
алюминий высокой чистоты - в слитки.
После хлорирования металл, предназначенный для разливки в
чушки, направляю! для смешивания и некоторой дополнительной
очистки в миксеры. Миксер представляет электрическую печь сопро-
тивления, под сводом которой расположены спирали из толстой ни-
хромовой ленты.
Нв одной из продольных сторон печь имеет летку. Для наклона
при литье печь снабжена поворотным механизмом.
Чушки льют в изложницы разливочной машины, слитки - методом
224 Метаиургия легких металлов
Рис. 84. Лятейыо-лрокгтный нгрггат алюминиевой катанки.
1 - миксер. 2 - ротор ия машина; 3 - летучие ножи шы; 4 - непрерывный t рокат-
нмй стан; 5 - моталки
непрерывного литья в охлаждаемые водой колодцы. Можно отливать
одновременно до 16 слитков для производства проволоки, до
12 цилиндрических слитков и 4 плоских слитка. Длина слитков -
до 6,5 м. Температура литья - 690-715 °C. Скорость литья зависит О',
сечения слитков.
Одним из наиболее распространенных видов непрерывного литы
и прокатки является способ лолуч;ния проволочной заготовки
("катанки”) непосредственно из жидкого алюминия (рис. 84).
Алюминий отливают на обод медного водоохлаждаемопо колеса
большого диаметра, с которого металл сходит в виде горячей заютов-
ки. Далее заготовка поступает в прокатный миогоклетьевой стан.
При уменьшении диаметра заготовки от клети к клети скорость
вращения валков увеличивается. Для сматывания готовой катанки
имеется специальное устройство, обеспечивающее непрерывность
процесса. На установке можно получать катанку диаметром от 7 до
22 мм.
Наиболее выгодной продукцией литейного отдел ния являются
сплавы на основе алюминия - это литейные сплавы типа силумина и
мало легированные деформируемые сплавы. В качестве модификатора
деформируемых сплавов применяют разнообразные лигатуры, виде
всего Al-В или Al-Ti-B. Для приготовления лигатур чаще всего при-
меняют тигельные индукционные печи.
Литейный сплавы выпускаются в виде чушек, деформируемые - в
виде плоских слтхов для проката и цилиндрических слитков для
прессования или механической обработки.
Продукция питейного отделения отправляется на склад готовой
продукции электролизного цеха. Склад обычно служит продолжением
литейного отделения» и к нему подведены железнодорожные подъ-
ездные пути.
/ irw 14 Электролитическое рафинирование алюминия 225
Глава 14 ЭЛЕКТРОЛИТИЧЕСКОЕ
РАФИНИРОВАНИЕ АЛЮМИНИЯ
14.1. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ПРОЦЕССА
Алюминий высокой чистоты (АВЧ) с содержанием алюминия
99.995 99,95 % обладает по сравнению с алюминием технической
чистоты рядом ценных свойств. К ним относятся повышенная элек-
тропроводимость, большая пластичность, высокая отражательная
способность и исключительно высокая антикоррозионная стойкость,
которые и определяют соответствующие области применения АВЧ.
В настоящее время АВЧ получают электролитическим рафи-
нированием технического алюминия по трехслойиому методу. Сущ-
ность его состоит в том (рис. 85), что технический алюминий утяже-
ляют медью (30-40 % Си), и этот металл образует на дне электроли-
зера анодный сплав с плотностью около 3,2-3,5 г/см3 (нижний слой).
Алюминий высокой чистоты, полученный в результате рафинирова-
ния (верхний слой), служит катодом. Плотность катодного алюминия
2,3 г/см3. Между АВЧ и анодным сплавом находится электролит с
плотностью 2,7 г/см3 (средний слой).
В процессе электролиза на аноде растворяется0 т.е. переходит в
ионном виде в электролит, алюминий и более электроотрицательиые,
чем он, примеси металлов (натрий, кальций, магний).
Основная анодная реакция:
А1 = Ар* + 3«.
На катоде восстанавливаются ионы более электроположительного
алюминия по реакции:
AI34 + Зе - AI.
а ионы металлов, более электроотрицательных, чем он, остаются в
электролите. так как потенциал их разряда "выше" (отрицательнее),
чем алюминия.
Более электроположительные примеси (железо, кремний, галлий и
ф.) анодно нс растворяются к остаются в анодном сплаве, откуда их
периодически извлекают в виде твердых осадков интерметаллических
соединений. Таким образом, происходит самоочищение анодного
сплава от этих примесей, что обеспечивает поддержание их коицен-
грации на определенном уровне.
Электролит. Обычный состав электролита, %: (40-45 криолит с
К.О. “ 1,5-2,2), 55-60 хлорид бария. Кроме того, для увеличения
электропроводимости электролита в него вводят 2-4 % хлорида
226
Металлурги* легких металлов
Рис. 85. Схема грехсл. йного рафн 1нровамия алюминия
натрия. X юрид бария является утяжелителем злекролита. Его вводят
в таком количестве, чтобы обеспечить плотность электролита, сред-
нюю между плотностью АВЧ н плотностью анодного сплава.
Температура плавления электрол]гга 670-730 °C. Однако электро-
рафинирование проводят прн температуре 760 810 °C.
Хлоридно-фторитиыП электролит имеет ра ч недостатков.
I. Между компонентами в расплаве происходит взаимодействие,
суммарную реакцию которого можно представить в виде:
2ВаС12 + 4NaF + 2AIF, - BaCl2-BaF2 + 2NaAlF, + 2NaCI.
Термодинамические расчеты показывают, что эта реакция заметно
сдвинута вправо (AG'jotqk “ -14 кДж). Рентгенофазовый анализ проб
электролита показывает наличие в расплаве BaCl2BaF2. ВаС12. BaF2,
NaCI, NaAIF4. Фторид бария в электролите может образовываться в
результате термического разложения BaCI2BaF2 или в результате
взаимодействия по реакции
BaClj + 2NaF = BaF2 + 2NaCI,
изменение энергии I иббса которой при 1000 К равно - 30 кДж.
2. Существенным недостатком электролитов, применяемых для
рафинирования, является гидролиз фторида алюминия под воздейст-
вием bj аги воздуха и влаги, вносимой с исходными солями:
2AIF3 + ЗН2О = AfeOj + 6Н1
Вес вышеизложенное приводит к образованию в электролите шла-
ма, состоящего в основном из AfeOj и BaCl2-BaF2, а также соединения
NaAIF<. Поэтому во время работы ванны приходится периодически
корректировать состав электролита.
Глава 14. Электролитическое рафинирование алюминия
221_
Анодный сплав Для поддержания необходимой плотности анодно-
го сплава он должен содержать не менее 25 % Си. Обычно сплан со-
держит 30-40 % меди.
В процессе рафинирования в анодный сплав периодически зали-
вают через за|рузочиый карман расплавленный алюминий техниче-
ских марок. В условиях работы ванн в анодном сплаве накапливаются
|лсктроположительные примеси, в основном железо (до 6-7 %) и
кремний (до 7-8 %). При достижении этих концентраций эти примеси
1ач1шают выделяться в твердую фазу в виде интермстал шческих со-
единений. В четверной системе Al-Cu-Fe-Si. к которой относится
анодный сплав, имеются области первичной кристаллизации туго-
плавких интерметаллических соединений AbCujFc и FeSiAl,-. Так как
1емпература анодного сплава в загрузочном кармане иа 30-40 °C ни-
же, чем в рабочем пространстве электролизера, то в нем и выделяются
осадки интерметаллидов. Периодически удаляя эти осадки, очищают
анодный сплав от железа и кремния.
Температура в кармане нс должна быть ниже 590 **С - точки
начала кристаллизации соединения CuAlj. так как в прогивном
случае анодные осадки будут сильно обогащены медью и алюми-
нием
Так как в анодном сплаве накапливается галлий (до 0.3 %), то
осадки интерметаллических соединений могут служить сырьем для
его получения.
Электродные процессы. Процессы на электродах отличаются
только направлением, т.е. анодный и катодный процессы энер-
гетически уравновешены. Поэтому напряжение на ванне должно было
бы определяться только падением напряжения в электротите, провод-
никах и контактах. Однако в реальном процессе возникают две галь-
ванические цепи, в результате которых при рафинировании возникает
».д.с. поляризация, что вызывает необходимость соответственно по-
пытать напряжение на ванне на эту величину.
Первая цепь - амальгамного типа:
Катод AI
- I
Электролит
Анод А1(Сн)
а2
состоит из двух электродов с различной активностью алюминия в ка-
।одном металле (оО и анодном сплаве (а?)-
Токообразуюшнм процессом в данной цепи является обратимый
переход алюминия из катодного металла с большей активностью
виомииия в анодный металл с меньшей активностью алюминия.
228 Металлургия легких металлов
Алюминий служит анодом, а анодный сплав - катодом гальваниче-
ской цепи.
Величина эдл. поляризации амальгамной цепи (£]) определяется
по формуле:
ErWW- In^/o,).
Вторая цепь - концентрационного типа:
Катод Al /Al** А|’*|/ АнодА1(Си)
Д Электролит I/
/И
состоит из двух электродов с различной активностью ионов алюми-
ния в прнэясктродных слоях эл«ктролита. Активность ионов алюми-
ния в приаиодиом слое рафинировочной ваниы (а,). больше, чем в
прикатолном слое (af), из-за замедленное гм диффузии ионов в элек-
тролите. Это приводит к тому, что потенциал анодного сплава, где
ионы алюминия образуются, становится более положительным, а по-
тенциал катода, где ионы алюминия потребляются электродной реак-
цией. становится более отрицательным относительно электролита.
Токообразуюшим процессом в этой цепи является обратимый пе-
реход ионов алюминия из раствора с большей активностью в раствор
С меньшей активностью, т.е. нз анолита в католит.
Величина э.д-с. поляризации концентрационной цепи №) опреде-
ляется по формуле:
Е3 = (RTI3F) 1п(</<0.
Таким образом, общая эл.с. поляризации, возникающая при
электролитическом рафинировании алюминия. равна сумме двух
гальванических цепей. При этом, если эд.с. поляризации амальгамно-
го типа существует в электролизере и при отсутствии внешнего то^а,
то цепь концентрационного типа возникает только в процессе элек-
тролиза.
Измерения э.д.с. поляризации на промышленных ваннах (плот-
ность тока 0.55 А/см2) дают следующие величины. В:
Поляризация на:
катоде................... 0.185
аноде.........._............. 0.135
Эд.с. амальгамной цели........ 0.040
Суммарная э д с поляризации ... 0.360
Величина эд.с. поляризации при электрорафинировании алюми-
ния зависит от плотности тока, температуры, состава электролита и
состава анодного сплава.
Глава 14. Эукт/юштичвсхов рафшшроеануе
алюми.ия
229
14.2. КОНСТРУКЦИЯ ЭЛЕКТРОЛИЗЕРОВ
Современные электролизеры для электролитического рафиниро-
вания алюминия конструируются ив силу тока до 75 кА. Катодная и
анодная плотности тока одинаковы и составляют 0,5-0,6 А/см2.
По своему внешнему виду рафинировочные электролизеры похо-
жи иа электролизеры с обожженными анодами, с той лишь разницей,
чго анодное устройство здесь расположено снизу, а катодное - сверху
ваниы (рис. 86).
Анодное устройство смонтировано в стальном кожухе прямо-
угольной формы. Подина выложена асбестом и несколькими рятамн
шамотного кирпича. Затем - угольные блоки, ток к которым подво-
дится стальными стержнями, залитыми чугуном.
Боковые стенки футерованы шамотным кирпичом, а в рабочей
части ванны стенки выполнены из магнезитового кирпича, стойкого к
электролитам, применяемым при рафинировании. В процессе работы
электролизера на боковых стейках шахты ванны образуется гарнисаж
из застывших солей электролита.
В одном из торцов электролизера смонтирован загрузочный кар-
ман, соединенный с шахтой ванны горизонтальным каналом на уров-
не подины. Карман футерован магнезитом и защищен от разрушения
вставленной в него графитовой трубой. Сверху карман закрывается
алюминиевой крышкой.
Катодное устройство монтируется сверху на металлоконструк-
циях. Катоды состоят из |рафнтированных цилиндрических электро-
дов, подвешенных к катодным алюминиевым шинам иа алюминиевых
штатах. В нижней части к штангам приварены стальные ниппели,
которые заливаются в графитированные катоды чугуном. Для защиты
от окисления катоды заливают с боков к сверху в алюминиевые "ру-
башки" толщиной 2-2,5 см.
Катоды в электролизере расположены в два ряда. Штанги катодов
крепятся к катодным шинам эксшнтриковыми зажимами. Шины вме-
сте со стальными балками образуют раму, которая через домкраты
подвешена к неподвижным металлоконструкциям. С помощью дом-
кратов катодный массив может перемещаться вверх и вниз.
Для уменьшения потерь теплв через верх электролизеры укрыты
легкими алюминиевыми крышками.
Современный электролизер для получения АВЧ на ситу тока
75 кА имеет 14 катодов диаметром 500 мм к высотой 360 мм. Глубина
шахты ванны - 700-900 мм.
Компоновка и подключение 3J ектролизеров для рафинирования в
корпусе аналогичны электролизерам для получения первичного алю-
230 Металлургия легких металлов
Рис. 86. Электролизер дли рафнннр .»якия алкмнння:
а - продольный разрез, 6- поперечный разрез,
I стальной стержень (блпме); 2 - угольный подо - ый блок, 3 - шамотная футе-
ровка, 4 - кожух; 5 - загрузочный карм н; 6 - магнезитовая футеровка; 7 - катод;
8 - катодная алюминиевая штанга; 9 - несущая мсталлоконструкниа, 10 - катод-
ная рама; / / - подъемный механизм; 12 крышка crainaoiiapiiaa; 13 жатодпая
шина; 14 - крышка азюминнсиая съемная, 15 - экси нтриковый зажим; 16 -
анодная шика
Глава 14. Эл ктролшяичвеков рафинирование алюминия 231
мииия. Корпус для рафинирования располагается параллельно другим
корпусам в электролизном цехе и соединен с ними общим транспорт-
ным коридором
14.3. ТЕХНОЛОГИЯ ЭЛЕКТРОЛИТИЧЕСКОГО
РАФИНИРОВАНИЯ АЛЮМИНИЯ
Технологическая схема рафинирования алюминия по трехслойно-
му способу приведена на рис. 87.
Для приготовления электролита в качестве основных компонентов
используют криолит, алюминий фтористый и хлорид бария Для
уменьшения гидролиза и шлакообразования соян предварительно
сушат в трубчатых печах при 400-600 °C в течение 12-15 ч. После
сушки в смеси солей остается прим* рио 0,5 % влаги. Шихту наплав-
1яют в отдельных электролизерах - "ваннах-матках". Ванны-матки
предназначены для:
наплавления смеси солей (шихты);
- рафинирования расплава (электролита),
- приготовления анодного сплава;
- пропитывания катодов солями.
По конструкции ванны-матки ничем не сличаются от рафи-
нировочных электролизеров, только имеют укрытие шторного типа
иля удавливания вредностей - продуктов гидролиза и испарения
шектролита. В них имеются графитированные катодные токоподводы
без защитных алюминиевых "рубашек*. Температура н напря-
жение иа ваннах-матках выше, чем на обычных рафинировочных
паннах
После наплавления солей электролит выдерживают 4-5 ч, в тече-
ние которых происходит его рафинирование от более электро-
положительных. чем алюминий, примесей Содержание железа и
кремния в электролите за это время снижается до тысячных долей
процента. Примеси выделяются на катоде в слое первичного алюми-
ния, специально залитого на поверхность электролита. Атюминий
перед выливкой электролита сливают и используют для прнгоювле-
ния анодного сплава. Готовый электролит извлекают из ванны-матки
вакуумным ковшом или вычерпывают небольшими графитовыми
ковшами и направляют на корректировку уровня в рядовые рафини-
ровочные ванны.
Анодный став также готовят в ваииах-магках. Для этого первич-
ный алюминий заливают в загрузочный карман, а медь вводят в анод-
ный сплав через слой электролита после удаления с его поверхности
Рис. 87. Технологически! схеме электролитического рафинировании алюмм-
катодного металла. Для этих целей применяют чистую электролити-
ческую мечь.
Анодный сплав выливают из ванны-матки с помощью вакуумного
ковша.
В ваннах-матках проводится также операция пропитывания графи-
гированн ых катодов электролитом перед заливкой на них защитив
алюминиевых "рубашек".
Обслуживание нормально работающих электролизеров для рафи-
нирования алюминии по трехслойному способу включает следующие
основные операции:
- выпивка катодного металла;
— заливка электролита;
- заливка первичного алюминия;
- обслуживание катодов;
- обслуживание загрузочных карманов.
Катодный металл (АВЧ) выливают один раз в двое суток вакуум-
ным ковшом Ковш - такой же, как и при производстве первичного
I яава 14. ЗвектрплитичсСкС* рафитдиманнг амамихш 233
июминия, только всасывающая труба имеет иа конце графитовый
патрубок в виде стакана с радиальными отверстиям и у дна. Патрубок
опускают в стой АВЧ, предварительно сняв с поверхности металла
электролитную корочку. 11ри всасывании металла вакуумным ковшом
к слое АВЧ создаются горизонтальные потоки, предотвращающие
волнение металла.
11осле этого замеряют уровни трех слоев и. если это необходимо, в
ванну добавляют электролит. Доливают электротит через специаль-
ный графитовый стакан с радиальными отверстиями у дна. Его опус-
кают в электролит через слой ЛВЧ, предварительно сняв с ванны
один катод. Электролит заливают осторожно, чтобы вытекающие из
стакана струн двигались горизонтально и не вызывали сильного вол-
нения в слоях. Электролит подают к ваннам в литейном ковше, а за-
ивают небольшим ковшом.
Затем заливают первичный алюминий в анодный сплав. Для этого
его льют небольшой струей из вакуумного ковша в загрузочный кар-
ман и тщательно вмешивают в анодный сплав графитовой мешалкой с
пневматическим приводом. Через кармви производят и корректировку
анодного сплава медью подливанием анодного сплава из ванны-
матки.
Обслуживание катодов включает регулирование положения их в
ванне и проверку токовой нагрузки с помощью буссолей. Два раза в
месяц катоды поочередно снимаются с ванны и их торцы очищают от
наростов электролита и оксидов. При появлении "шеек" катод укора-
чивают или заменяют на новый.
Обслуживание карманов сводится в основном к удалению из них
интерметаллических соединений - анодных осадков. Их удаляют
дырчатыми ложками (шумовками) несколько раз в смсиу. Осадки
особенно обильно выкристаллизовываются при охлаждении карма-
нов. Их сначала складируют, в затем загружают в ванны, пред-
назначенные для капитального ремонта. В этих ваннах алюминий из
осадков анодио растворяется, а оставшийся сплав, богатый медью,
железом и кремнием, прн демонтаже ванн удаляется в виде твердой
плиты и направляется иа заводы Вторцветмста для извлечения меди.
В процессе работы вами иа боковой футеровке образуется гарни-
саж. Он представляет пропитанную электролитом и металлом смесь
оксидов алюминия и других тугоплавких солевых образований (BaFj,
BaCb-BaFj, NaAlF<). Гарнисаж уменьшает сечение шахты ванны в
районе катодного металла, что повышает фактическую плотность то-
ка н делает неудобным обслуживание катодов. Поэтому 1-2 раза в год
гарнисаж обрубают. Для этого ванны освобождают от катодного ме-
талла, а катоды замыкают на анодный сплав. Гарнисаж обрубают от-
234 Металлургия легких металлов
бойиыми молотками и куски извлекают из электролита шумовками.
После обрубки заливают слой первичного алюминия иа поверхность
электролита и производят проработку электролита. Через некоторое
в рам я слой первичного алюминия удаляют из ванны и начинают на-
работку алюминия высокой чистоты.
В ходе процесса рафинирования постоянно контролируется энер-
гетический режим электролизера и серии, качество АВЧ, химический
состав анодного сплава и электролита, высота слоев в ванне.
14.4. TEXHOJ1OI ИЧГСКИЕ ПАНАМЫ РЫ
И ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
Основные параметры процесса электрорафииирования:
Сила тока. кА _ .. ..................... . 40-75
Рабочее капрате|не, В ........ ... -_....___... 5. $-6.0
Температура,° С....- .... ............ . 750-810
Плотность тока, А/см2_________________________ 0.5 0.6
Уро ни, см
►ягодного металла —..................... 10-15
электролита....^........................ 11-13
ei одною сплыв....„...... ........_ 20-25
При этом достигаются следующие показатели:
Катодный выход по току. %.......... .....
Расход электроэнергии постоянного тока, кВт ч2х.
Расходные коэфф. цист ы, щ/т:
хлорид бария...............................
свежий крно.игг................ ...
фторид алюминия.........................
95-97
16000-18000
первичный алюминия ....................
15-18
10-16
12-15
1020-1030
Выход алюминия ио току ие достигает 100 %, так как часть его те-
ряется с электролитными корками, шламом н интерметал тидами, а
также потому, что не весь получаемый катотный металл может быть
отнесен к классу АВЧ.
Себестоимость АВЧ в J.5-2 раза выше себестоимости первичного
алюминия в связи с большими затратами на сырье, основные мате-
риалы и на электроэнергию.
Развитие технологии электролитического рафинирования алюми-
ния имеет cj сдующне перспективы:
- Промышленное применение способа отжатия в центрифугах ма-
точного алюминия и меди из анодных осадков, позволяющий снизить
Глава 15 Получение алюмины особой чистоты (АОЧ)
расходные коэффициенты по меди до 4 кг/т и по алюминию до
1020 кг/т.
- Утепление верха электролизера, подбор оптимального междупо-
носного расстояния н состава элекгролтпа с повышенной электро-
проводимостью с целые снижения напряжения на ваннах.
- Разработка способов утилизации ценных компонентов (прежде
всего алюминия и фтористых солей) из электролитных корок и шлама
с целью снижения расходных коэффициентов иа сырье н материалы.
235
Глава 15. ПОЛУЧЕНИЕ АЛЮМИНИЯ
ОСОБОЙ ЧИСТОТЫ (АОЧ)
Для производства полупроводниковых материалов требуется алю-
миний особой чистоты, содержащий 99.999 99,9999 % Al и чаже вы-
ше. Получить такой алюминий электролитическим р1фи<1Ированнем
невозможно. В промышленном масштабе столь глубокую очистку
алюминия осуществляют зонной перекристаллизацией.
Очистка алюминия методом зонной перекристаллизации (зонная
планка) основана нв том, что примеси при кристаллизации алюминия
неравномерно распределяются между жидкий и твердой фазами ме-
талла.
Для оценки распределения примесей по длине кристал шзуюшего-
ся образца (рис. 88) введено понятие о коэффициенте распределения.
Коэффициент распределения К определяю! как отношение кои-
центрацни примеси в твердой фазе (Ст) к концентрации этой примеси
в расплаве (C«):
K-CJC^
Для многих примесей в алюминии К < 1. В этом случае большая
часть примеси концентрируется в расплаве, в меньшая часть перехо-
да при кристаллизации в твердую фазу. Поэтому часть слитка, за-
твердевающая в последнюю очередь (зона II иа рис. 88), будет обога-
щена примесью, за счет чего остальная часть (зона I) будет очищена
отданной примеси.
Наоборот, при К > 1 примесь сосредоточится в части сл»пха I, и ее
количество будет непрерывно уменьшаться, пока нс станет исчезаю-
ще малым в части слитка 11.
Значит, в первом случае чистым будет конец елнткв I, в во втором
случае - конец слитка II. Если же в металле присутствуют примеси
того и другого типа, то наиболее чистой будет его средняя часть.
Металлургия лета штамм
Рис. 88. Схема очистки алюминия э-пной плавкой-
К примесям алюминия, характеризующимся величиной К < 1,
принадлежат Вс, Са, Со. Си, Fe, Li, Mg. Ni, Sb, К, Si. Sn, Zn, Cd, Bi,
Pb. К примесям же. имеющим К> I, относятся Nb, Та, Сг, Mo, Ti, V,
W. Zr. Примеси Мп и Sc имеют К= 1, поэтому при зонной кристал ти-
зации от этих металлов алюминий почти не очищается.
Технология зонной перекристаллизации алюминия заключается в
следующем. Слиток алюминия марок А95-А995, протравленный сме-
сью чистых соляной и азотной кислот, помещают в предварительно
обожженную в вакууме графитовую лодочку. Лодочку со слитком
з-гружают в кварцевую трубу, в которой создают вакуум 1 О’4-10~* мм
рт.ст. Снаружи вдоль кварцевой трубы движется нагреватель, соз-
дающий узкую расплавленную зону на слитке, перемещающуюся
вместе с нагревателем. Длина слитка около 1 м, поперечное сечение -
трапеция. Длина расплавленной зоны - 25-30 мм, скорость переме-
щения - около I мм/м им. Число повторных перемещений (’прохо-
дов") вдоль слитка - 12-15. Температура расплавленной зоны 750 *С.
Средняя часть слитка алюминия имеет чистоту, приближающуюся к
99.9999 % AI.
Очистка алюминия от примесей методам дистилляции через суб-
фторид алюминия основана на взаимодействии алюминия с фтори-
дом алюминия при высоких температурах с образованием летучих
субфторицов и последующем их распаде при понижении температуры
на чистый алюминий и фторид нормальной валентности.
А1Г Jr + 2А1Ж -> 3AIFr -> 2А1Ж + A|F3.
Аналогичная реакция может быть осуществлена и для AlClj.
Способность алюминия к образованию соединений низшей ва-
лентности, как было указано ранее, обусловлена наличием во внеш-
ней электронной оболочке его атома одного валентного Зр-электрона,
энергетически менее прочно связанного с ядром, чем два других ва-
лентных З^-электроиа.
Гшва 15. Получение алюминия особой чистоты (АОЧ) 237
Образование соединений низшей валентности практически при-
суще всем элементам, однако вероятность такого образования неоди-
накова. Теоретически оценить ее можно иа основании сравнения по-
тенциалов ионизации атомов этих элементов. В нашем случае, оче-
видно, целесообразно сопоставить потенциал ионизации атома алю-
миния с потенциалом ионизации атомов элементов, которые присут-
ствуют в алюминии в качестве примесей.
Ниже приведены величины потенциалов ионизации первого
порядка, г.е. необходимые для отрыва первых валентных электронов
от атомов этих этементов. эВ: Mg - 7.64; Al - 5,98; Si - 8,15; П - 6,82;
Мп - 7,43; Fe - 7,87 и Си - 7.72. Потенциал ионизации атома алюми-
ния характеризуется наименьшей величиной. Поэтому алюминий
можно рафинировал» от примесей указанных элементов лист и т-
ляцней через соединения низшей валентности, так как вероятность
испарения его примесей в виде соответствующих субсоедниеиий
мала.
Па рис. 89 показан эскиз аппарата для дистнтляции алюминия че-
рез субфторид. Основной частью аппарата является 1рафитовая ко-
лонка, собранная из 11-12 тарелок. Каждая тарелка имеет прорезь в
виде сегмента для прохождения паров AlFj + AIF над поверхностью
расплавленного алюминия, который находится на тарелках и удержи-
вается бортиком от стекания в отверстия.
Очищаемый металл обычно помещают иа’ пяти-шести средних та-
релках. Гри верхние тарелки - пустые и образуют конденсатор, где
происходит распад паров субфторида на AlFj и Ai.
Нижияя тарелка соединяется графитовой муфтой с графитовым же
стаканом-испарителем для фторида алюминия. Графитовая колонка
вместе с испарителем помещена в вертикальную трубчатую печь с
графитовым же нагревателем.
Печь с колонкой находится в вакуумной реторте с охлаждаемыми
во той стенками, в которых имеются отверстия для ввода двух термо-
пар (для измерения температуры нагрева стакана-испарителя и реак-
ционной части колонки) и подвода тока к печи, а также патрубок для
присоединения реторты к вакуумному насосу.
Описанный аппарат работает при остаточном давлении примерно
I0-2 мм рт.ст. (I0 2 гПа). Температура реакционной зоны поддержи-
вается равной 1050 °C, стакана-испарителя 1000 °C к конденсатора
700-800 °C.
Процесс дистилляции ири оптимальной температуре продолжается
несколько часов. После этого аппарат охлаждают до 150-200 °C, за-
тем снимают вакуум, впускают воздух в реторту (через специальный
патрубок, снабженный фильтром), открывают крышку реторты, из
— .. ________„_______________Металлургия легких металлов
Рис. 89- Аппарат для дмомл ла-
пин алюминия мере) субфторкд
влскают из печи колонку и
разбирают ее. Диститиро
ванный алюминий находите)
в виде корольков (шариков)
среди кристаллов чистого
AlFj в конденсаторе, в также
в виде крупных слитков, за-
полняющих изложницы из
чистого графита, располо-
женные в нижней части кон-
денсатора
На чистоту дистиллиро-
ванного алюминия оказывает
влияние ряч факторов: чис-
тота исходного алюминия,
чистота фторида алюминия,
чистота материала колонки,
температурные условия кон-
денсации (диспропорциони-
рования субфторн ia) и чис-
тота помещения, в котором
осуществляется процесс.
Чем чище исходный (ра-
финируемый) алюминий,
тем. естественно, чище будет
и дистиллированный металл.
Однако различные примеси в исходном алюминии неодинаково опас-
ны. Это следует нз величин потенциалов ионизации первого порядка
соответствующих элхментов, приведенных выше.
При дистилляции алюминия через субфторнд такие примеси, как
жетезо и кремний, могут содержаться в исходном алюминии в замет-
ных количествах, так как оии попадут в рафинированный алюминий.
Более опасны примеси меди, титана и марганца. Наиболее же опасны
магний, цинк и кальций вследствие большой их летучести в вакууме.
Поэтому содержание этих металлов в исходном алюминии должно
быть возможно меньшим.
В техническом фториде алюминия содержится ряд примесей, от
которых он должен быть предварительно освобожден однократной
или двукратной сублимацией в вакууме.
Гчма 16. Электротермическое проигеодстао 239
Температурные условия распада (диспропорционирования) суб-
фторида имеют двоякое значение. Чем ниже температура, тем дис-
персное и несколько гразнее получается дистиллированный алюми-
ний. Более крупнокристаллические п более чистые слиткн получают-
ся в более горячей зоне конлесатора.
При соблюдении необходимых условий может быть получен ме-
талл чистотой 99.999-99.9999 % Al.
Глава 16. ЭЛЕКТРОТЕРМИЧЕСКОЕ ПРОИЗВОДСТВО
АЛЮМИНИЕВО-КРЕМНИЕВЫХ СПЛАВОВ
16.1. ОБЩИЕ ПОЛОЖЕНИЯ
Большая часть получаемого электролизом алюминия используется
для приготовления различных сплавов, и 30-40 % из них приходится
на яитсйиые сплавы.
Широкое распространение получили алюыиниево-креминевые ли-
тейные сплавы, единственная технология производства которых до
недавнего времени основывалась иа сплавлении чистого алюминия с
кристаллическим кремиизм и другими присадками.
В нашей стране в промышленном масштабе осуществлен способ
получения алюминиево-кремиисвых сплавов из различных алюми-
ннево-кремниевых руд методом восстановления углеродом оксидов
в руднотермических электропечах. 11олучаемый при этом первичный
силикоалюмииий, содержащий около 60 % А1, разбавляют затем
электролитическим алюминием до состава, соответствующего раз-
личным сортам силуминов, рафинируют от примесей и разливают в
слитки.
Этот способ получения силуминов имеет рад преимуществ перед
способом производства сплавлением электролитического алюминия с
кристаллическим кремнием.
Во-первых, в настоящее время, кроме бокситов, для производства
алюминия используются только некоторые виды бедного комплекс-
ного сырья, таких как нефелиновые концентраты, алуниты. Но совре-
менная технология еще не позволяет использовать для этих целей
практические неисчерпаемые запасы других видов комплексного сы-
рья, например кианиты (AljOySiOj), концентраты которых содержат
55 60%А12О3.
С применением же электротермического способа в значительной
мере устраняется это противоречие между широкой распространен-
240 Металлургия легких металлов
костью алюминия в пр <роде и практической ограниченностью при-
менения его сырья для промышленной переработки.
Во-вторых, возникает противоречие между энергоемкостью про-
цесса получения алюминия и ограниченностью мощностей электроли-
зеров.
В связи с тем. что электролизеры работают иа низком напряжении
(ие более 5 В), мощности их весьма незначительны (наиболее круп-
ные из иих имеют мощность не более 1300 кВт). Установка большого
количества электролизеров связана с большими капитальными затра-
тами и потерями энергии в значительном количестве контактов, элек-
тродов и шинопроводов.
Современная же рудногсрмичсская печь (В^ 22.5 MBA) в десятки
раз превосходит по мощности алюминиевый электролизер. Одна руд-
иотермнческая лечь эквивалентна по мощности 20-30 крупным элек-
тролизерам. Это очень существенный фактор повышения произ-
водительности труда, снижения капиталовложений и эксги уатациои-
иых расходов.
Кроме того, при электротермическом способе исключаются потери
энергии на преобразование тока, а также расход иа другие виды энер-
гии (пар, топливо), иа производство глинозема и криолита.
Сравнение потока материалов и производительности основных ме-
таллургических aiperaroe также доказывает несомненные преиму-
щества электротермии перед громоздким комплексом производства
глинозема и электролиза.
Удельная суточная производительность ло алюминию на площадь
подины электролизера составляет около 40-50 кг/м2. В мощной элек-
тропечи - 1400 кг/м2 в сутки Al-Si-сптавв (содержащего около 900 кг
Al).
Техинкоокоиоммческие расчеты также подтверждают большие
преимущества электротермии перед электролизом криолито-глиио-
земных расплавов.
Можно ожидать, что с дальнейшим совершенствованием электро-
лиза криолито-глиноземных расплавов все большее промышленное
значение получит электротермия аяюмииия как рациональный способ
производства.
16.2. ВОССТАНОВЛЕНИЕ ГЛИНОЗЕМА УГЛЕРОДОМ
Многократные попытки осуществить процесс восстановления
алюминия из глинозема при помощи углерода никогда ие давали по-
ложительных результатов, так как не удавалось получить чистый ме-
таллический алюминий. Обычно в продукте реакции совместно при-
сутствовали карбид алюмниня АЦС} оксид алюминия и металличе-
ский алюминий. 1I роду кт плавки содержал не более 60-70 % метал-
лического алюминия в тесной тестообразной смесн с кристаллами
карбида и корунда.
Реакция восстановления оксида алюминия углеродом может быть
выражена уравнением:
А12О1 + ЗС^=»2А1+ЗСО-1340 кДж.
В общем виде восстановление идет по уравнению:
МеО+С^_£Ме + СО.
Очевидно, что восстановление будет возможным только при усло-
вии. что свободная эиергия образования СО будет больше свободной
энергии образования МеО.
На рис. 90 показано изменение свободной энер: ии образования ок-
сидов нз элементов в зависимости от температуры при атмосферном
давлении, а также кривая изменения свободной энср!нн образования
оксида углерода. С увеличением температуры величина свободной
энергии образования оксидов уменьшается. До момента изменения
агрегатного состояния - это почти параллельные прямые. В точках
плавления н кипения эти прямые претерпевают излом, в результате
кривые изменения свободной энергии различных оксидов пересека-
ются, а также с кривой изменения свободной энергии образования
СО. После точек пересечения элементы по их сродству к кислороду
меняются местами, и реакции восстановления (замещения) протекают
в обрат ном направлении. Это и даст возможность при высоких темпе-
ратурах осуществлять ие только восстановление оксидов металлов
углеродом, ио н вытеснение, например, алюминием и кремнием таких
металлов, как Mg, Са, Ba, Li. оксиды которых при низких температу-
рах характеризуются большими величинами энергии образования,
чем AljOj и SiO>.
Как видно из рисунка, вначале, т.е. при наиболее низких
температурах, произойдет восстановление углеродом закиси железа
(1000 °C), затем SiOj (1500 ’С), далее TiCh, MgO и. наконец. AljOj -
при 2100 °C.
Таким образом, восстановление глинозема углеродом можно осу-
ществить лишь при минимальной температуре около 2100 °C. Темпе-
ратура эта близка к точке кипения алюминия (2500 °C) при атмосфер-
ном давлении. Поэтому в этих условиях будет наблюдаться значи-
Гис. 90. Кривые изменения сво*юдной энергии реакций образования оксидов
в эавнснмостн от температуры
тельная упругость паров AI. Часть паров конденсируется, ио большая
часть их потребляется во вторичных процессах. В этих температур-
ных условиях весьма энергично протекает взаимодействие восстанов-
ленного парообразного алюминия с углеродом с образованием карби-
да алюминия:
4AI + ЗС - ЛЦСе + 920 кДж.
Из всех известных в настоящее время карбидов наиболее устойчи-
вым в парообразном состоянии является карбид алюминия. Осталь-
ные карбиды большей частью не переходят в пар, а при нагреве раз-
лагаются. Карбид же алюминия может в парообразном виде сущест-
вовать с парами алюминия.
Упругость паров А! и АЦС3 (гПа):
2300 К-рд .187,5;
Глава 16 Зл^тратермичккое производство
243
Рис. 91. Диаграмма плавкости
системы AI-AIjOj-AUCj
Рад-180.0;
Pm. “|675-
Близость значений упру-
гостей паров карбида и ме-
талла объясняет то положе-
ние, что при восстановле-
нии глинозема углеродом
алюминий всегда содержит
значительное ко |нчсство
карбина. Это также препят-
ствует отделению AI от АЦСэ в парообразном состоянии.
Олиако основной причиной, препятствующей получению чистого
алюминия при восстановлении AljOj утлсродом, является взаимная
растворимость металла, карбида и оксида при высоких температурах
восстановления.
Тройная диаграмма AI - AJ2Oj - AI4C3 подтверждает взаимное рас-
творение компонентов (см. рис. 91).
Образование карбида в условиях восстановления без растворения в
алюминии могло бы сказаться лишь на потере сырья и энергии. В
данном же с ту час оно обусловливает невозможность получения чис-
того продукта без разрушения каким-либо путем образовавшегося и
частично растворившегося в метал те АЦС3.
И, наконец, необходимо иметь в виду. что при охлаждении про-
дуктов реакции восстановления глинозема углеродом с целью кон-
денсации паров алюминия равновесие сдвигается в 1евую сторону,
что вновь приводит к образованию A IjO? и С.
По рассмотренным причинам при электротермическом восстанов-
лении чистого । линозема углеродом получается смесь металлического
алюминия, карбида алюминия. глинозема и углерода, представляю-
щая собой вязкий (из-за большого количества твердых включений
Al*Cj и AljOj) продукт.
16.3. ЭЛЕКТРОТЕРМИЯ АЛЮМИНИЕВО-
КРЕМНИЕВЫХ СПЛАВОВ
Трудности, описанные выше, могут быть почти полностью устра-
нены, если процесс вести в присутствии какого-либо высоко-
244 Металлургия легких металла
кипящего металла, тающего сплав с алюминием. Это, например, Fe
(3200 °C). Si (2600 °C) и Си (2600 °C). В этом случае алюминий в мо-
мент восстановления растворяется в этом металле, образуя с ним
сплав.
Парциальное давление алюминия в сплаве ниже, ч<м чистого алю-
миния, при одной н той же температуре. Вследствие этого образова-
ние карбида, а также потери парообразного алюминия, становятся
менее вероятными. Причем в данном случае безразлично, будет ли
второй металл вводиться в шихту в свободном состоянии или же в
виде его оксида, восстанавливаемого в печи наряду с пиноземом.
При получении Si-Al-сплавов совместным восстановлением оксидов
алюминия и кремния углеродом легче восстанавливается SiOj.
11ри восстановлении SiO; углеродом могут протекать следующие
реакции:
SiO2 + 3C = SiC+2CO, SiO3 + 2С = Si + 2СО.
Для протекания второй реакции требуется больше тепла.
Восстановленный кремний растворяет алюминий при его вос-
становлении, не растворяя при этом неметаллические образования
(АЦС3 и Ai2Oj), и выводит металл из зоны реакции, стекая вместе с
ним уже в виде чистого сплава иа подину печи.
По мере увеличения концентрации алюминия в Si-Al-сплаве уве-
личивается вероятность образования AUC3.
Чистый металлический сплав будет потучаться <ишь до извест-
ного предела содержания алюминия (70-72 % алюминия в сплаве) и
объясняется он протеканием при электротермическом получении
Si-A l-сгшавов реакции взаимодействия карбида алюминия и кремне-
зема:
2АЦСз + 3Si€h - 8AI + 3Si + 6СО - 406700 кДж.
Реакция показывает, что при таких стехиометрических отншве-
ниях АЦС) и SiOj образуется сплав, содержащий 72 % А1 и 28 % Si.
Отсюда следует, что реакцией разрушения А1дС3 кр»м некисл о той и
определяется предел содержания свободного от карбида алюминия,
которого можно достигнуть в сплаве.
Производства Si Al сплавов электротермическим восстановлени-
ем руд алюминия приобретает важное значение как одна из областей
современной металлургии алюминия.
Если бы оказалось возможным получение металлического продук-
та при восстановлении AljOj углеродом, то, как известно., в виде сво-
бодного оксида алюминий, встречается в природе очень редко, и сле-
довательно, потребовалось бы предварительное производство г-—ыо-
Глава 16 Электротермическое производство 245
хул Для получения же Al—Si сплава природа дзет неограниченное
количество руд: каолины, силиманит, кианит, муллит и другие алю-
мосиликаты.
Важнейшая примесь, на которую следует обращать внимание - это
железо. Содержание железа должно быть минимальным, если сплав
идет на производство литейного сплава - силумина.
В качестве восстановителя при электротермическом производстве
Si-AI-сплавов применяются различные виды углеродистых материа-
лов с большой реакционной способностью и достаточно высоким
электрическим сопротивлением: древесный уголь, торфяной кокс, а
также малозольные угли.
Электротермический способ в основном включает две стадии:
I. Прямое бесшлаковое восстановление природных алюмокремне-
земистых материалов в рудно-восстановительиой электрической печи
для получения первичного Al-Si-сплава.
2. Переработка первичного Al-Si-сплава на разнообразные кон-
струкционные алюминиевые сплавы (литейные и деформируемые)
или иа чистый алюминий.
16.4. ПОДГОТОВКА СЫРЬЯ И ШИХТЫ
Для большинства восстановительных металлургических процессов
успех плавки значительно обусловлен тщательной подготовкой ших-
ты и се физико-химическими свойствами
При выплавке же алюмиииево-крсмииевых сплавов возможность
проведения процессе определяется строгим соблюдением установлен-
ных требований к шихте.
Учитывая особенности совместного восстановления оксидов алю-
миния и кремния, рассмотрим важнейшие требования к шихте.
I. Высокая реакционная способность
Процесс должен протекать как бесшлаковый в наиболее короткое
время, с наиболее полным использованием сырья. Скорость протека-
ния реакции имеет первостепенное значение. Требованию высокой
реакционной способности шихты будет отвечать развитая поверх-
ность соприкосновения оксидов с восстановителем и подбор соответ-
ствующего активного восстановителя. Тесное соприкосновение реа-
гирующих материалов может быть обеспечено при тонком измельче-
нии и совместном брикетировании оксидов и восстановителя.
Установлено также, что для того чтобы скорость восстановления
оксидов всегда была больше скорости их плавления, необходимо ра-
ботать на брикетах.
246 Мепишургия неких штатов
2. Точная дозировка восстановителя
Пределы колебания в содержании углерода по отношению к рас-
четному должны быть строго ограничены. Недостаток или избыток
восстановителя быстро влечет серьезные осложнения: в первом слу-
чае - ошлакование, следовательно, потерю восстановленного металла
и затруднения в ходе печи; во втором случае - легко идущее образо-
вание карбидов, повышение проводимости шихты и нарушение ос-
новною принципа ведения плавки - подачи нужной удельной мощно-
сти н сохранения зоны полезных реакций, следовательно, нарушение
нормального хода печи.
Таким обратом, постоянстао поступающего в пе- ь материала по
содержанию углерода и равномерному его раелредет нию является
важнейшим условием нормального ведения процесса. Лучшие ре-
зультаты получаются при небольшом избытке восстановителя. При
такой дозировке угля наблюдается совершенно ровный бесшлаковый
ход процесса или ничтожное образование шлаков при отсутствии
карбидов (что особенно важно).
3. Высокое электросопротивление шихты
Низкая электрическая проводимость шихты должна обеспечить
глубое положение электрода в шахте печи. Лишь прн этих условиях
может быть достигнута необходимая для процесса высокая полезная
мощность в зоне реакций.
Глиноземистое сырье обладает очень низкой проводимостью,
поэтому электросопротивление регулируется следующими факто-
рами:
- выбором типа восстановителя и его количеством: следует выби-
рать такие углеродистые восстановители, которые обладают высоким
удельным элекгросопротивленфм (древесный уголь, торфяной кокс
и др.);
- крупностью материалов: материал должен быть тонкоизмсль-
чениым, чтобы вызывать многократное прерывание пути тока.
4. Незначительное количество примесей
В исходных глиноземистых материалах и в эоле восстановителей
встречаются в виде примесей оксиды: Fc2O3, TiOj, CaO, N^O, K^O, a
также сера.
В условиях восстановительного процесса в сплав переходит ие
только легко восстанавливаемое железо, ио также титан и частично
кальций. Эти примеси сильно влияют на далькейпзую переработку
первичного Al-Si-сплава.
Железо связывает значительные количества алюминия в интерме-
таллические соединения, образуя фазу AlsFcSi, AUFeSij и др. 1 % Fe
связывает 2-2,5 % Л1
247
Глава 16. Электротермическое производство
Титан также связывает алюминий в интерметаллцд TiAb, затруд-
няя переработку первичного сплава.
Кальций образует силицид кальция. Другая его часть образует
шлаки. Na^O и KjO вызывают образование легкоплавких эвтектик и
спекание шихты, что препятствует нормальному газовыделенню.
Таким образом, работа на чистом сырье и низкозольном вос-
становителе - важное условие для успешной плавки.
5. Размер и ферма кусков шихты
Равномерный по всему колошнику печи сход шик гы и хорошая га-
зопроницаемость могут быть достигнуты подбором размера и формы
кусков шихты, а также отсутствием пыли и мелочи. Куски должны
обладать лостаточиой прочностью на раздавливание и истирание.
Следует также помнить, что шихта в электропечи должна быть
достаточно проницаемой для хорошего удаления газов из печи и вме-
сте с тем аккумулировать тепло отходящих газов, что способствует
удалению влаги, летучих и подготавливает новые порции шихты для
вступления в зону реакций. Это требует возможно более полной рав-
номерности и однородности шихты, что наилучшим образом достига-
ется в брикетах» имеющих всегда одинаковый размер и форму.
Оптимальный размер кусков для промышленных печей лежит в
пределах 30-80 мм.
Перечисленные условия требуют специальной подготовки сырья
для плавки.
Подготовка сырья и шихты для выплавки силикоалюмвния вклю-
чает следующие операции:
- тонкое (до 2-3 мм) нзмельч «ние руды и восстановителя (шаро-
вые мельницы);
- дозировка руды и восстановителя;
- смешение (в смесителе - всухую);
увлажнение (вода или раствор связующего);
- брикетирование (при р - 200 кг/см3);
- сушка;
- плавка в электропечи.
Шихту составляют обычно для получения силикоалюмнния, бога-
того алюминием: до 70 % AI. 28 % Si и 1-1,5 % Fe.
Количество восстановителя берут с небольшим избытком.
16 5. ПЛАВКА В ЭЛЕКТРОПЕЧАХ
Си ли коал юм ин ий выплавляют в шахтных дуговых электропечах,
которые могут быть однофазными и трехфазиыми. Печь делают тако-
го диамефа. чтобы во время работы на внутренней поверхности ее
___________ Металлургия лггккх метшем
мог образовать» гарнисаж и металл ие соприкасался с футеровкой
(так как шамот и магнезит ие устойчивы в этой среде).
Для /стирай промышленной выплавки сплавов Al-Si необходим
подбор электжческнх и геометрических параметров печи, обеспе-
чиваю шнх быпрыя высокотемпературный нагрев реагирующей ших-
ты и надежное осуществление выпуска сплава из печи.
Полезные реакции протекают в узком пространстве вблизи элек-
трода - у каждого электрода создается обособщ иная пла^ьная зона
Для каждого рудвотгрмического процесса необходимо олтималь ое
значение мощ^сти печи, зависящее, главным образом, от допускае-
мого полезного фаэоаого напряжение (14*). Для Al-Si-сплавов благо-
приятные теадию-эхономические показатели достигаются иа печах
мощностью iis-m мва.
Однако дкееври соб подсини этих условий трехфазная печь мс ее
благоприятна, так как физико-химические условия протекания про-
цесса в печи не позволяют иметь в ней одну общую зону реакций,
свободную от шлака. Кроме того, в верхней зоне электроды шунти-
руются, и увеличивается рассеяние энергии. Фазы работают неодина-
ково, что нарушает процесс (неравномерный сход шихты, обвалы под
электроды, местные перегревы, нарушения уже установившихся со-
седних зон адаадения).
Для выплети AkSi-сплавов однофазная печь с одним электродом
(типа Миге) рядом преимуществ перед трехфазными:
- Ьлагопряотщ^ распределение тока и создание одной плавильной
зоны с высока концентрацией энергии.
Легкое регулирование кода печи.
- Успешное разрешение проблемы механизации (и автоматизации)
загрузки бритеюв и отсоса газов.
' Более легкие условия выпуска сплава.
- Нет шихтовой проводимости.
- Работа ведется яв больших токах и низких напряжениях, и при
этом имеют?» низкие реактивные потери (коэффициент использова-
ния мощности о * 0,95).
Н'= 5000-16000 кВА; U~ 30-106 В; 1~ 40-250 кА.
Однако они дороги и имеют сложную конструтсцию. Требуются
электроды бачиюго диаметра (И' - 16 MBA - диаметр 4000 нм,
" " 5 MBA - диаметр 1500 мм), и они сложны в изготовлении. Слож-
на под воска электрода. Все это препятствует нх широкому внедре-
нию.
Практика работы на электрон .чах для выпзаакн Al-Si-сплавов во-
Глава 16 Электротермическое производство 249
называет, что положительные результаты могут быть получены толь-
ко при достаточном слое шихты над реакционной зоной, что препят-
ствует потерям алюминия вследствие испарения и обеспечивает
меиыпмй расход электроэнергии. Большое значение при этом имеет
поддержание оптимального расстояния до подины 25-35 см.
Выпуск силккоагоомниия из печи осуществляется непрерывно в
ковши, футерованные угольными блоками или с песчаной набивкой.
Расход электроэнергии -около 15000 кВгч/т.
16.6. ЭЛЕКТРОТГРМИЧЕСКИЙ СИЛУМИН
Ирм охлаждений заэвтектичсских аиоминиево-кремниевых спла-
вов до температуры иа 10-15 °C выше эвтектической из расплава вы-
падают кристаллы почти чистого кремния, а жидкость имеет пример-
но эвтектический состав (12-13 % Si) (рис. 92). В случае кристаллиза-
ции сплава, загрязненного железом, из расплава будут выпадать так-
же кристаллы AlsFeSi, AUFeSij. В результате содержание железа в
жидкой фазе снижается примерно до 0,6-0,7 %. Изложенное выше
свойство системы используют для получения стандартного силумина
(AI + 12 % Si).
Рнс. 91 Дяя1 рамма нлаакостн системы Al-S»-F«
-Я* Металлургия легких металлы
9 Рже. 93. Лпплрат для фильтрования сн-
.1НК01ЛЮМИНМЯ
'к В Для отделения жилкой силумиио-
X В вой эвтектики из сплава выпущенный
^gagaasp из Лгчи расплавленный ситикоа) ю-
мниий заливают в фильтровальный
аппарат (рис. 93), где ои постепенно
I остывает до 575 °C» затем включают
р-^ ' ' ‘ " вакуум-насос или компрессор. От-
I д фильтрованный силумин скаллнвает-
j В ся иа дне аппарата, а твердая крем ни-
I i S стая составляющая сплава остается иа
| S фильтре.
| IB качестве фильтрующего мате-
fl i риала для электротермического си лу-
чшим! ijnjjjjm-У мина обычно используют слой квар-
цевого песка (размер зерна 2,5 мм),
который засыпают между двумя пер-
форированными железнь1М11 листами (толщиной 1,0-1,5 мм) с отвер-
стиями размером 2 мм. Слой и «ска толщиной б мм достаточен для
удержания иа фильтре жидкогоэлск1ротермического сплава, залитого
иа высоту 200-250 мм.
Выход электротермического силумина из первичного сили-
коалюминкя в большой степени зависит от его состава и уве-
личивается с понижен к :М содержания в исм кремния и железа. Сияи-
коалюминий с низким содержанием алюминия можно фильтровать в
два приема, сначала при температуре, несколько более высокой, чем
эвтектическая, для получения промежуточного сплава, обогащенного
алюминием, а затем при эвтектической температуре фильтровать
промежуточный сплав дЛ« отделения става. отвечающего составу
силумина.
1 аердый остаток на фильтре, так называемый фильтр-остаток,
содержит от 55 до 80 % Si и является псиным материалом который
может быть использован как раскислитель в черной металлургии
для термического восстановления магния, получения водорода, в пи-
ротехнике и для других целей. Отфильтрованный электротермиче-
ский силумин содержит р среднем около 12,5 % Si; I % Fe; 0,1 % Ti;
0,04 % Са и 0,03 % Na и по своим свойствам равноценен синтетиче-
скому (т.е. полученному сплаалеиием кремния и алюминия) 2-го
сорта.
Глаш 16. Электротермическое производство .&J
Однако вводя в электротермический силумин марганец, можно по-
высить его свойства до средних свойств силумина синтетического.
Добавлял марганец к заливаемому на фильтр силнкоалюминия
в двойном количестве по массе по отношению к примеси железа,
преследуют цель образования ферромарганцевых соединений,
кристаллы которых остаются на фильтре. Марганец, кроме того,
снижает на 3 градусе температуру кристаллизации эвтектики, т.е. до
572 °C. Сплав, отфильтрованный при температуре, близкой к этой,
содержит 12,5 % Si; 0,64 % Fe и 0,22—0,28 % Мп. Такой сплав
по свойствам соответствует синтетическому силумину
Раздел второй
ПЕРЕРАБОТКА ВТОРИЧНОГО
АЛЮМИНИЕВОГО СЫРЬЯ
В России вторичное алюминиевое сырье начали пгрераба.—взывать в
1928 г. За период 1928-1932 гт. ежегодный выпуск сплавов вгяз отхо-
дов и лома составлял 700-800 т. Это быт низкокачественный^ металл,
его использовали в черной металлургии в качестве раскис л ипь-сздя. По-
степенное увеличение производства первичного алюминия с> вособст-
вовало росту темпов образования отходов обработки (струне тжс. а, лист,
проволока, профиль, бракованные полуфабрикаты). Увели » ж жвалось
также количество сдаваемых иа переработку амортизирован! к *wix изде-
лий. В настоящее время сырье, поступающее на переработку „ состоит
примерно нз 70 % отходов и 30 % амортизированных изделиг вклю-
чая бытовую технику, упаковочные материалы и ip. В промж=»ж тленно
развитых странах 20-30 % потребности в алюминиевых сплавах
удовлетворяется за счет сплавов, приготовленных из лома и <=>тходов.
Приведенные ниже сравнительные данные показывают, что ья «^пользо-
вание вторичного алюминиевого сырья дает большой okohon^b жтческий
эффект при существенном улучшении сырьевого баланса ст'рг» аны. На
подготовку и переплавку этого сырья расходуют примерно в 20 раз
меньше электроэнергии, чем иа получение I т первичного аги юмииия
Сокращаются транспортные расходы, так как для получения 1 т спла-
вов перерабатывают и переплавляют только 1100-1300 кг вт<_>личного
сырья, в то время как в металлургии первичного алюминия — жтримср-
ио 6 т руды, в два раза ниже капитальные затраты, выработкам. валовой
продукции иа одного рабочего выше в два раза. Примерно в. .два раза
меньше, чем в металлургии первичного алюминия, капитазм ж=>иые за-
траты.
Глава 1. ПОДГОТОВКА ВТОРИЧНОГО
АЛЮМИНИЕВОГО СЫРЬЯ К ПЛАВКЕ
1.1. ПОДГОТОВКА АЛЮМИНИЕВЫХ ОТХОДОВ К ПЛГ^АВКЕ
Стружку, высечку, обрезь труб, проволоки, профилей, рэакован-
ныс полуфабрикаты, фольгу, лист называют отходами. Из вс й массы
отходов, поступающей па переработку, максимальную долями состав-
Глава I. Подготовка вторичного алюминиевого сырь* * плавке
253
Рис. 94. Технологическая схема подготовки стружки к плавке
тяст стружка (60 %). Стружка содержит различные примеси: масло,
влагу, землистый засор, оксид алюминия, другие металлы. Высокие
сорта такого вида сырья содержат алюминия до 95 %; в худших сор-
тах-50-75 %.
Плавка стружки вместе с посторонними примесями недопустима,
так как при этом безвозвратно теряется много металла и снижается
качество конечной продукции. Технологическая схема подготовки
стружки к плавке представлена на рис. 94.
Влага и масло удаляются нагревом стружки при температуре 400-
450 °C. Стружка имеет развитую поверхность, поэтому при иагреве
теряется значительное количество металла вследствие окисления.
Фирма "Неоел Данфорд" разработала способ безокислительиой сушки
иа установке "Интал" (рис. 95). Основной узел установки - вращаю-
щийся барабан, обогреваемый извне. Вследствие вращения барабана
и уклона стружка перемещается со стороны загрузки к противопо-
ложному торцу. Вода при иагреве испаряется, масло в основном сто-
Рис. 95. Установка безокислитсльной сушки стружки (Intel):
1 - секция сушки и охлажд ник; 2 - зубчатый венец, 3 разгрузоч! ы камера, 4 -
контактные кольца; 5 - рал руинная течка; 6. 9 опорные р >Лакн. 7 - уп< рный
ролик; 8 - пр. вод; 10 - камера косвоиюго нагрева. 11 - форсу ка косвенного
нагрева, 12. 18 - вентилятор первичного воздуха, 13 - вибрационный питатель;
14 - тарельчатый питатель, 15 - 6yi кер; 16 - ишкквюры урош я, 17 - вентилятор
вспомогательной горелки; 19 - форсунка, 20 - вентилятор первичного воздуха;
21 - камера дожигания. 22 - дымовая труба; 23 - газоот ход; 24 - icpwot ары: 25 -
секция первой юны сушки; 26 - камера нагрева
раст. частично испаряется. Воздух вдувают в барабан со стороны вы-
грузки в количестве, необходимом для сгорания масла, и нс больше.
Этим обеспечивается бсзокислитсльиый режим сушки.
Температура сушки регулируется автоматически. Если темгирату-
ра становится ниже оптимальной, то загружаемую стружку орошают
маслом, от теплоты горения последнего повышается температура в
печи; если температура в барабане увеличивается выше нормы, то
стружку орошают водой. Вследствие расхода тепла на испарение во-
ды температура падает. Продукты горения масла, водяной пар выно-
сятся вдуваемым в барабан воздухом в камеру дожигания и через
фильтр выходят по дымовой трубе в атмосферу Просушенную
стружку после отделения железа магнитным сепаратором загружают
в короба и полают на плавку. Витую стружку перед сушкой дробят.
Производительность установок "Иитал" - в пределах 2-8 т/ч.
Пакетированию подвергают обрезь профиля, листа, проволоки,
высечку. Его осуществляют для уплотнения сырья. Эта операция
предназначена для с окрашен и я расходов на транспорт, хранение си-
Глава 1. Подготовка вторичного алюминиевого сырья к плавке
255
рья. уменьшения угара при плавке, повышения производительное гн
плавильных печей. На предприятиях используют обычно пресс-пакет
марки Б-132 с рабочим давлением прессования 1000 кН, при этом по-
ручаются пакеты с размерами 300x400x650 мм, массой 40-50 кг.
1.2. ПОДГОТОВКА А ЦЮМИ1ШЕВОГО ЛОМА К ПЛАВКЕ
Крупногабаритный промышленный и бытовой лом разрезают иа
куски, удобные по размерам для загрузки в печь. Резку (разделку)
применяют также с целью отделения деталей из неалюмнниевых
сплавов. Амортизированные изделия в зависимости от назначения
состоят из различных алюминиевых сплавов. Перед плавкой такое
сырье сортируют по сплавам - на литейные и Реформируемые. Не
допускаются в плавку детали из магниевых или цинковых сплавов с
высоким содержанием этих компонентов. Сортировку производят
полумеханизироваииым способом. При ручной сортировке руково-
дствуются в основном внешними признаками, которые дают возмож-
ность отдели л, литейные сплавы от деформируемых, а также произ-
вести более подробную сортировку, например, на сплавы высоко-
кремнистые и малокремиистые, содержащие много магния или цинка
и т.д.
В настоящее время получают распространение механизированные
методы сортировки сырья по сплавам. Наиболее перспективным яв-
ляется метол сортировки в тяжелых средах. Аппаратурио-техиоло-
(пческая схема такой сортировки изображена на рис. 96.
Лом дробят в одну или две стадии; крупность дробления после
первой стадии - 300 мм. после второй - 80 мм. Дробленый продукт
после мапнггной сепарации (магнитную фракцию отправляют в чер-
ную металлургию) подвергают мокрому грохочению. Продукт класса
-10*0,5 мм идег иа дальнейшую обработку вместе со стружкой. Кус-
ковой материал крупностью -80НО мм подвергают обезжириванию в
барабанной мойке и направляют иа сортировку в тяжелосредный ко-
лесный сепаратор (рис. 97). Тяжелой средой является водная суспен-
зия с утяжелителем в виде тонко измельченного магнетита и ферро-
силиция. Для стабилизации суспензии добавляют бентонит.
В колесном сепараторе с плотностью суспензии 3150 кг/м3 в оса-
док переходят тяжелые цветные металлы, в легкую (всплывшую)
фракцию - алюминиевые сплавы.
Всплывшие куски направляют в следующий сепаратор со с речей
плотностью 2780 кг/м3, где тонут алюмиииево-цииковые сплавы, в
третьем сепараторе со средой плотностью 2690 г/м1 происходит отде-
256
Рнс. 96. Установка для сорти-
ровки алюминиевого лома и
отяодов:
/ - коцдиино нм суспензия
(КС); 11 - некондиционны сус-
пензия (ИКС); 111 - потери
сыры. Я' - оборотим воде; У-
хвосты; VI - моющий распор;
111- шламовая вода;
I - пробили первой Сталин
дроблсвиа. 2. 4 - железоотлели-
тсли. 3 - дробилка второй стадии дробления, 5 - двухсигкый грохот; б-ц нтрн-
фуга, 7 - сспартор, 8 — барабанная мойка; 9 — мешалка, 10 — колесный сепара-
тор. 11 - обезвоживающий грохот; 12 - чаи суспензии; 13 - зг, ктромагнитный
сепаратор; 14 — спиральный классификатор 15 - размагничивающая катушка: 16
- емкость для переливов; 17- емкость для оборотных юд
леиис материала, всплывшего иа предыдущей стадии, а алюмиииево-
медиыс сплавы оседают. Всплывшую фракцию помещают, наконец, в
последний сепаратор со средой плотностью 2550 кг/м3, при этом то-
нут алюминнево-кремниевыс сплавы, а алюминиево-магииевые
всплывают.
Рассортированную по сплавам шихту отмывают от утяжелителя,
сушат и подают иа птавку.
Технология сортировки позволяет полностью механизировать
процесс. Установку производительностью 20 тыс. т сырья в год об-
служивают S-4 чел.
Рис. 97. Колесные твжелосредный сепаратор СК-12:
I - ванна. 2 - элеваторное колесо; J - перфорированные черпаки; 4 - скребковый
механизм
Глава 2 АЛЮМИНИЕВЫЕ СПЛАВЫ
2.1. МЕТАЛЛИЧЕСКИЕ И НЕМЕТАЛЛИЧЕСКИЕ ПРИМЕСИ
В АЛЮМИНИЕВЫХ СПЛАВАХ
Из вторичного алюминиевого сырья приготавливают сплавы трех
типов: литейные, деформируемые и раскислители. По химическому
составу литейные и деформируемые почти идентичны со сплавами из
1176
Рис. 98. Диаграмма состояния А» Fe
первичного алюминия. Основное отличие - повышенное содержание
железа и других часто неучитываемых металлических примесей.
Наиболее вредная примесь - это железо. Как видно из диаграммы
состояния (рис. 98), железо хорошо растворяется в алюминии и ирй
1,8 % Fe образует эвтектику Al+FeAlj. При кристаллизации эвтектик3
выпадает по границам первично выделяющихся кристаллов с*"
твердого раствора. Хрупкий иитермет&ллид FcAh снижает прочност1»
и пластичность сплавов.
Также нежелательной примесью в алюминиевых сплавах являете*
цинк. Это связано с тем, что присутствие цииха в сплавах снижает и*
коррозионную стойкость. Коррозия особенно четко проявляется, если
интсрмсталлид MgZn2 или AljM&Znj и другие выделяются по гран»’*
цам зерен. Поэтому у большинства вторичных алюминиевых сплаво®
допускается содержание цинка ие более 0,5 %. Однако известны ”
широко применяются сплавы с высоким содержали м цинка, иапрЯ'
мер цинковистыс силумины (до 11 % Zn), которые обладают хорош Я'
ми литейными и механическими свойствами
Глава 2 Аяюмипшвые сплавы
259
Рие. 99. Изотермы раство-
римости в системе AI-SI-Mg
Большинство аяюми-
ниево-кремиисвых спла-
вов содержит добавки
магния (до 0,3-0,4 %).
Такое небольшое легиро-
вание магнием обуслов-
лено его малой раство-
римостью в твердом
аномии и и при темпера-
турах иагрева под закал-
ку (500-530 °C). Coi iac-
но изотермам раствори-
мости системы Al-Si-Mg
(рис. 99) при температуре
500 °C в твердый раствор
в условиях равновесия может переходить до 0,5-0,6 % Mg. Однако
для этого требуются длительные выдержки, которые ие выполнимы
(не рентабельны) в заводских условиях. При ваедеиии ми ния в ука-
занных количествах часть ею окажется неиспользованной.
Нс вошедший в раствор магний, образующий с кремнием химиче-
ское соединение - M&Si. кристаллизуется в форме крупных скопле-
ний, которые снижают прочность сплавов.
Выше было отмечено, что промышленные отходы, особенно
стружка, содержат большое количество оксидов, влаги масла и дру-
гих неметаллических примесей, поэтому сплавы, приготовленные из
вторичного сырья, по сравнению со сплавами на основе первично-
го алюминия несколько в большей степени загрязнены оксидами, рас-
творенными газами.
По мере совершенствования методов переработки промышленных
отходов и лома степень загрязненности получаемых сплавов металли-
ческими и неметаллическими примесями снижается, и по качеству
они все более приближаются к сплавам из первичного сырья.
2.2 ЛИТЕЙНЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ
Литейные алюминиевые сплавы, приготовленные нз вторичного
сырья, - это. как правило, силумины, т.е. сплавы алюминия с кремни-
ем и добавками меди, магния, марганца и др.
Глава 2. Алюминиевые сплавы
260 Металлургия каких металлов
Таблица 11. Состав, %, и примемеима алаомммневык литейных сплавов
Груп Сне- Основные компоненты Прочие Al
SI | Mg | Cu | Zn | Мл ты
1 Al-Si AKI2 10-13 — - - - Осн. (АЛ2) 2 Al-Si- АК9 8-11 0.2-0,4 - - 0,2-0.5 Mg (АЛ4) (АД4В) 8-11 0.2-0.4 - - 0.2-03 АК7ч 6-8 0.2-0.4 - - (АДО) 6-8 0,2-0.5 - - - - (АЛ9В) AMi-SK 0.8-13 4.S-5.5 - - 0,1-0.4 (АЛ13) (RM 11-3)0.8-1,2 10,5-13 - - - 0,03-0.05 Be * 0.03-0.05 Ti
3 Al- St-AX 5 Ml Си (АЛ6) AK4M4 (АЛ15В) 4 AI-S1-AK5M Mg Cu(AJB. АЛЭВ) (АЛ5) 3-5 4-6 0.2-0.8 4.5-5.5 0.35-0.6 2-3 3-5 1.5-3.5 1-1.5 - 0.2-0.6 0.2-0.8
(AJTIOB) (AJ1I4B) 5 AJ-MgAMrlO (АД8) б4 0,2-0.5 0.2-0.6 9,5-11.5 5 e 1.5-3 До o.i O.2-0.6 До 0.07 Ti До 0,07 Be
6 Al- (АЛ1) Mg- Cu-Ni 1,25- 1.75 3.75- 4.5 - - 1.75 2.25 Ni
(R300I 0.8-1.5 4.6-6.0 - 0,18- 0,3 2.6-3.6 Ni И ’ 0J 0.25 Cr
7 Al-St-(Bl4A) Cu- MgFe 1.5-2 0,7 1J 3.5-4.5 - 0,15- 0,3 U-1.7Fe 0,15-0,25 Cr 0,05-0.1 Ti
Примеси, %, не ботее Примечание
F? 1 Si |me M„ C“ Ti
Jj к 1 Д I
0.8 l.o 1.5 - - 0,5 0.8 0.3 - - Детали сложеюй конфнгу- эацин, не подверженные значительным iiai рузкам
0.6 0.9 1.2 - - 0.3 03 0.01 0,15 Крупные детали, несущие высокие нагрузки, ко^иу-
0,9 1.2 1,5 — — — 0,5 OJ — м, блока, картеры н др.
0 6 1 ! 5 — — 0,5 0.2 0.3 0.01 - — Детали средней наружен-
1.1 1,2 - - 0,6 1.5 0.3 - 03 ностн. сложной конфигу- рации. а также детали, подвергаемые сваривая к>
0.5 0,5 - 1,0 1.2 - - 0.1 02 Детали средн тй нагружен- ное™, требующие корро- зионной стойкости в мор- ской воде. Дета, и, отли- ваемые под давлением с повыш иной коррозион- ной стойкостью
1.1 1.4 - 0.1 0.3 0.3 - - * Детали карбюраторов и арматура
1.2 1.3 - - 0.5 - - 0,5 Арматура и различные де- тали в машиностроении
1.0 1.2 1.5 " - 0.3 0.1 - Детали вгрстатов и I рибо- роа
0.6 1 1.5 - “ 0.5 - 0,3 0.1 - - Крупные н&гружснные ле- тали двигателей
J 15 — — — 0,5 — 0.6 03 - — Детали маши юстроення к
|i 15 — - - 0.3 — •рыатура
0.3 0.3 - 0.3 - O.i 0.3 0.1 - Наиболее ответственные узлы н детали самолетов несложной конфигурации, подверженные ударным нагрузкам и коррозион- ным вот: йоииям
0.8 0.8 - 0.7 - 0,3 - - Детали, работающие при повышенных температу- рах поршни, ГОПОЙКМ UH- таилров и др
0.6 0.5 - - 0.5 - - Детали, работающие при температурах 300- 350 ®С
- Детали, работающие при температурах 250-300 ®С
Металлургия легких металле*
Груп
Основные КОМПО 1«ПЫ
Mg | Си | bi | Мп'
Прочие
А!
е Al-Si-7nAK7L[9 6-8 0.I-0.8 - 10-14
(АЛИ)
(АЛ 16В) 3-5 2-4 2-4 0.2-0.5 -
9 Al-S>- (АЛ 17В) 3-5 - I.5-3.5 4-7 0.2-0.6
ZnOu
10 Ak> АМ5 - - 4.5-5.3 - 0,6-1.0 0.25-0,45 "
Mn-Ti Ti
Примечания. В скобках указаны мврки по огмененным ГОСТам. 2 Бук-
ам указывают способ литы:* 3 - в землю, К - а кокиль, Д - литье под дав;к>-
Марки, химические составы и области применения литейных алю-
миниевых сплавов приведены в габл. 11.
Кремний с алюминием образует эвтектическую систему (рис. 100).
Эти сплавы обладают высокой жидкотекучестью. Кремний, кроме
того, повышает механические свойства сплавов.
Силумины делятся иа две группы: доэвтектические и заэвтекти-
ческие, которые имеют сравнительно низкие механические свойства.
Для повышения механических свойств их модифицируют различны-
ми методами. В результате модифицирования доэвтектических силу-
минов а-твердый раствор приобретает дендритную форму, а иглы
эвтектического кремния - округлую. В результате модифицирования
заэвтектического силумина измельчаются кристаллы первично выде-
ляющегося кремния
Для дальнейшего повышения прочностных характеристик спла-
вов силумины л:гируют магнием, медью, марганцем, цинком. Медь
и магний входят в состав твердого раствора и образуют с алюми-
нием прочные, твердые химические соединения CuAI? и M&Si. Эти
же компоненты открывают возможность для еще большего упрочне-
ния сплавов термической обработкой: закалкой с искусственным
старением - при нагреве под закалку Mg2Si и Си Ah переходят в
состав твердого раствора, а в резуиыате искусственного старения эти
интерметалдиды выпадают из раствора в сильно диспергированном
виде.
В силумине всегда присутствует примесь железа: оно образует ин-
термсталлид AISiFc и при затвердевании выпадвет в виде пластин
1 яма 2. Алюминиевые спяавы
263
личного назжменнж
Самоястныс и а1ре<жгиые
детали, работающие при
температурах 175-300 °C
сравнительно крупных размеров. Это снижает механические свойства
силуминов. В присутствии марганца образуется интерметалтид
AlFeSiMn. который кристаллизуется в округлой форме, что локализу-
ет вредное влияние железа, поэтому марганец - обязательный компо-
нент почти всех литейных сплавов.
Рис. 100. Дняг рамма состояния Ak-Sr
Одна из разновидностей литейных сплавов - цинковистые силу-
мины В сплавах этой системы удачно сочетаются высокие литейные
свойства с хорошими прочностными характеристиками. Повышение
прочности обеспечивается в результате легированна твердого раство-
ра цинком. Для дальнейшего упрочнения сплава в его составе присут-
ствуют такие добавки, как магний, марганец, медь.
2-3. ДЕФОРМИРУЕМЫЕ АЛЮМИНИЕВЫЕ СП 1АВЫ
К деформируемым сплавам, приготавливаемым нз вторичного сы-
рья, относится сравнительно небольшая группа сплавов, составы ко-
торых приведены в табл. 12.
Так же, как и первичные - это сплавы на основе системы Al-Cu-
Mg (рис. 101) с добавками марганца. От аналогичных первичных
еппавоа оии сличаются тем, что в примесях допускается более высо-
кое содержание кремния, цинка, железа. Они относятся к группе дю-
ралюминов.
Марганец вводят для повышения прочности, коррозионной устой-
чивости н для нейтрализации вредного влияния железа Марганец с
Глава2 Лзюиимиввыесплавы
265
Продолжение табл, 12 3 1 I 1 в
Наименован-е сплавов в промышленности Марка сплаве Основные компоненты Примечание
Си | М« | Мп | Ni | Fe | Si | 7л | Fe | Si | Си | Мл | Ni | Zn
Группа 4. сплавы системы Ai-MgSt Аишн АВ 0,2- 0,45- 0.15- - - 0,5- - 0,5 - - . ОД Листы,трубы. 0.6 0,9 0.35 1.2 профили. штамповка Группа 5. сплавы системы At Mg~Si~ Си Ковочные АК6 1,8 0,4- 0,4- - - 0.7 Прутки по- сплавы 2.6 0.8 0.8 1.2 Ж! AVK 1й_ 0 4- П штамповки АК8 3,9- 0.4- 0.4- - 0.6 - 0,7 - 0 10 3 4,8 0.4 1.0 U Группа 6. сплавы системы At-Cu-Mg-St-re-Nt Жарсгтрочые АК4 1> 14- ] ,0- J.1- 0,5- - - - 0,2 - 0 3 Прутки по- 2-5 1.» 1.3 1.6 1.3 ' ЙЕ*И1. повхи Сплавы системы А<-< 'u-Mg-Fe-Ni ЛК4-1 |> 1.4- - l.tt. 1,0- - ода - 0.35 0.2 0,3 Тоже 2.5 1.» 1.5 1.5 0.1Т1 Сплавы системы At-Си Мп (D20) 6-7 - 0.6 - 0.1- - 0.3 0,3 - - Прессованные 0.8 0,2Ti
Продолжение табл. 12
Наименование сплавов а промышленности СПЛМ Осис'ные гомпч ленты Примечание
Си | Me | Мл | Ni 1 Fe | Si | Zn | Fe | Si | Си | Мл | Nl | Zn
Группа 4. сплавы системы Al-Zn Mg- Си
Высокопрочные В95
0.250г
2,7-
2,8
В 96
0Д5СГ
В94
2,0
Р-
Листы, про-
фили, прут-
ки, II0K06XM
штампокк
Профили,
поковки,
проволока,
трубы
Поковки,
штамповка
5
i
’ Содержание в сплаве AD 98,8 % А1, в сплаве ADI Al S 93,3
Металлургия легких металлов
268
железом образует интерметагищд MnFcFle, который кристаллизу-
ется в округлой более благоприятной для механических свойств
форме
Для дополнительного упрочнения сплавов их термически обраба-
тывают (закалка-старение). Главной упрочняющей фазой при старе-
нии является фаза CuAlj. Медь и магний имеют переменную раство-
римость, что обеспечивает эффективность проводимой для этих спла-
вов термической обработки При нагреве этих сплавов под закалку
выделившиеся при кристаллизации фазы CuAh, AhCuMg и M&Si?
переходят в состав твердого раствора, а при отпуске выделяются из
раствора в диспергированном виде.
2.4. AHOMHHUFBblF СПЛАВЫ-РАСКИСЛИТЕЛИ
Спжмы-раскисяшпели используют для раскисления углеродистых
сталей, при производстве ферросплавов, а также ванадиевых, титано-
вых, кобальтовых сплавов, получаемых методами алюмотермии.
Сплавы-раскислители обычно приготавливают из низкосортно-
го вторичного алюминиевого сырья или из первичного алюминия,
загрязненного растворенным железом. Химический состав этих спла-
вов приведем в табл. 13.
В настоящее время разрабатывают методы производства ферро-
алюминия из низкосортных алюминиевых отходов - съемов, выгре-
бов, получающихся при бсзфлюсовой плавке. Применение такого
ферроалюминия позволит сократить расход алюминия марок АВ для
раскисления стали
Таблице 73. Химический состав, %, сила «•в-раскмслнтслсй.
нтготявливаемых из вторичного сырья
Марки алюмин м Алюминий t мшннй Примеси, не более
В ТОМ ЧИС1С магния, не более меди кремний свин и “4 всего ^нмссей
АВ97 97.0 0,10 0.10 0,10 0.10 0,10 0.10 3.0
АВ92 92.0 3.0 з.о 0.8 0.2 0.2 0.1 8.0
AB9I 91.0 3.0 3.0 0.8 0.3 05 0.2 9.0
АВ 88 88.0 3.0 3.0 0.3 0,3 0,2 12,0
АВ86 86.0 3.0 4.0 3,5 0.3 0,3 14,0
Глава 3. Плавка вторичного алюминиевого сырья 269
Глава 3. ПЛАВКА ВТОРИЧНОГО
АЛЮМИНИЕВОГО СЫРЬЯ
3.1. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ПЛАВКИ
Алюминиевые сплавы - многокомпонентные системы, однако
при плавке вторичного алюминиевого сырья, состоящего из различ-
ных алюминиевых сплавов, протекают процессы, которые определя-
ются теплофизическими и физико-химическими свойствами алю-
миния.
Алюминий имеет сравнительно высокую скрытую теплоту плав-
1СННХ, равную 385,2 Дж/г, и более высокую, чем у многих других ме-
таллов, теплоемкость, которая при температуре плавления составляет
1.143 Дж/(гК). В присутствии легирующих компонентов эта характе-
ристика меняется незначительно н может быть определена по правилу
аддитивности. Тсплофнзические характеристики необходимы при
выборе конструкции и мощности плавильной печи, для определения
се производительности, режима нагрева, перегрева сплава, длитель-
ности плавки. Известно, что для иагрчва алюминия от 20 до 710 °C
необходимо в 1,5 раза больше тепла, чем для нагрева такого же коли-
чества меди от 20 до 1133 °C. Способы охлаждения алюминиевых
сплавов при разливе также будут определяться в зависимости от упо-
мянутых свойств.
Прн иагреве и в особенности в расплавленном состоянии алю-
миний интенсивно окисляется с образованием оксида алюминия,
который адсорбирует водород, причем иа а-модификацин этот
процесс идет медленнее. Образующаяся оксидная пленка плотная,
хорошо связана с алюминием, непроницаема для кислорода, поэтому
обладает отличным защитным свойством. Легирующие компоненты и
примеси влияют на состав и структуру образующейся при плавлении
оксидной пленки. Она будет состоять в основном нз оксидов основ-
ных компонентов, имеющих большее сродство к кислороду. Напри-
мер, в сплаве с содержанием более I % магния поверхностная оксид-
ная пленка состоит преимущественно из оксида магния. Защитные
свойства оксидных пленок можно оценить по правилу Поллнига-
Бсдварэа:
где - объем моля оксида; Гме - объем моля металла.
Металлургия легких металлов
Рис. 102. Растворимость водоро-
да в жидком алюминии в зави-
симости от температуры (по дур-
ным Курдюмова А.В. и других
авторов)
Если Р > 1. то защитные свойства пленки хорошие, если - меньше,
то пленка хуже защищает металл от окисления. Показатель р для
MgO меньше единицы. Оксид алюминия в алюминии не растворяется.
В результате перемешивания расплава оксидная пленка легко раз-
рушается и равномерно в ием распределяется. Плотность А1?.О3 около
3.9 г/см3. При выдержке расплава в спокойном состоянии оксиды то-
нут. всплывают или находятся в виде взвеси в зависимости от количе-
ства адсорбированного на частицах водорода. Загрязненность сплавов
оксидами твердыми включениями - недопустима. Их присутствие
снижает физико-механические свойства сплавов. Содержание кисло-
рода в первичном алюминии колеблется обычно в пределах 0,006-
0,007%.
В жидком алюминии хорошо растворяется водород. С повышени-
ем температуры (рис. 102) растворимость, измеряемая в см3 иа 100 г
металла (см/100 г), увеличивается.
Содержание молекулярного водорода в окружающей металл среде
при плавке столь неветико (-0,01 % объеми.), что иаводорожнванне
алюминия и его сплавов из-за их взаимодействия с ним практически
не происходит. Водород можно использовать даже в качестве защит-
ной от окисления металла среды. Основным источником газонасыще-
ния является влага атмосферная и образующаяся в результате сгора-
ния топлива при нагреве металла открытым пламенем. Наводорожи-
ванне алюминия происходит в результате его взаимодействия с пара-
ми воды по реакции:
2AI + ЗН2О - АЬОз + ЗН2. (23)
Установлено, что при пропускании над алюминием влажного во-
271
дорода прн 700 °C (р»1О “ 3242 Па) достигается газонасыщение ме-
талла до концентрации 3,89 см’/КЮ г, в случае пропускания сухого
водорода 0,9 см5/100 г.
Растворимость водорода в алюминии увеличиваете! с повышени-
ем температуры (в твердом н жидком состояниях).
Ниже приведена растворимость водорода в твердом и жидком со-
стояниях при различных температурах нр = 1,0Ы05 Па:
В твердом металле.
Температура, °C............... 300 400 500 600 660
Содержание юдорода, см5/100 г Me 0,001 0,005 0.0125 0,026 0.036
В жидком металле:
Температура, °C............... 660 700 723 750 800 850
Содержание водород*, см’/100 г Me 0.69 0,92 1.07 1,23 1,67 2.15
Зависимость растворимости от давления выражается уравнением
где pHjO - парциальное давление водорода, Па; К - постоянная, зави-
сящая от температуры н свойств металла; S - содержание газа в ме-
талле, сы’/t 00 г.
Концентрация водорода в атмосфере составляет всего 0,01% (объ-
емн.). В печных газах его содержание также незначительно, поэтому в
таких условиях насыщения металла водородом не происходит. Наво-
дороживание алюминия идет главным образом за счет взаимодейст-
вий с парами воды, концентрация которых в атмосфере печн намного
порядков выше концентрации водорода
Изменение энергии Гиббса реакции (23) может быть рассчитана по
уравнению
до- 8,67 ю5 + г.бгю’т.
При г - 500 °C 6G - -6,37-10s Дж/моль
На основании закона действующих масс
1g К -Ли 102,5,
* RT
где Кр - константа равновесия реакции; R- универсальная газовая по
стоянии; lg Kf - 44.6; К, - р\ : = 3.97-10". или р,,, p>lz> =
-7,310м.
Следовательно, даже при незначительном парциальном давлении
водяных паров в атмосфере следует ожидать большого поглощения
водорода металлом.
172 Металлургия легких металлов
В случае взаимодействия алюминиево-магниевого сплава с парами
воды возможна реакция между магнием и водяным паром:
Mg+ HjO-MgO + Hj.
Изменение энергии Гиббса этой реакции AG “-3,7-J05 + 9,33 I О2 Г.
При t = 500 ®С AG = 2,97-105 Дж/моль. Соответственно приведенному
выше расчету рН1 : Рц^ " 1,2-10м.
Таким образом, при взаимодействии алюминиево-магниевых спла-
вов с парами воды создаются во много раз более благоприятные усло-
вия для их газонасыщения. Известно, что растворимость водорода в
алюминии при 700 °C составляет 0,9 см3/100 г, в сплаве с 4 % Mg -
1.6 см3/|00 г. а с 6 % Mg - 2 см’/ТОО г.
Результаты многочисленных экспсрнмеитов н практика плавки по-
казывают на саязь между степенью газонасыщения и окислснностью
сплавов. Эту взаимосвязь отмечают многие косвенные факторы. На-
пример. различные исследователи приводят несравнимые показатели
газонасыщения для одинаковых условий. Это может быть связано с
различной степенью чистоты алюминия по AljOj в исследуемых про-
бах; с увеличеии >м содержания AhQj в алюминии обычно повышает-
ся также и г азо насыщенность: при дегазации расплавов происходит
одновременно снижение содержания AfeOj; оксид алюминия при от-
стаивании постепенно оседает, и на дне емкости обнаруживается
больше водорода, чем иа поверхности; плотность AljOj около 3,9 г/м3,
а жидкого алюминия - 2,29 i7m’. поэтому оксиды должны оседать, ио
это происходит не всегда. Чаще оии распределяются в объеме металла
равномерно или даже всплывают; с увеличением содержания оксидов
в алюминии уменьшается скорость дегазации. В результате диффу-
зии, например, увеличение содержания AhQ? от 0,004 до 0,0122 %
приводит к уменьшению скорости дегазации в несколько раз.
Таким образом, водород в алюминии находится в двух состояниях:
адсорбированный иа твердых включениях н в растворе.
Жидкий алюминий взаимодействует с азотом н образует нитрид
алюминия, который ие растворяется в алюминии и присутствует в
нем в виде твердых включений. При 700 °C образуется нитрида
0,0038-0,007 %, при 850 °C - 0.058-0,0143 %, т.е. ничтожно мало. Это
количество ие может существенно повлиять на свойства алюминие-
вых сплавов.
Магний активно взаимодействует с азотом. При продувке азотом
апюминиево-магниевого сплава содержание магния в сплаве может
существенно уменьшиться из-за образования MgvNj.
Вторичное алюминиевое сырье плавят под слоем флюса, который
Глава 3. Плавка вторичном аиомчюмвоео сырья
273
предохраняет металл от окисления. При взаимодействия с расплав-
ленным металлом происходит, кроме того, частичное рафинирование
сплава от оксидных включений и газов. Флюс должен удовлетворять
следующим требованиям; его температура плавления должна быть
ниже температуры плавления сплава; плотность меньше плотности
металла; ои не должен вступать в химическое взаимодействие с печ-
ными газами, футеровкой печн, расплавленным металлом.
Таким образом, флюс, расплавляясь раньше шихты, покрывает по-
верхность металла жидким защитным слоем. Другой, более сложный
процесс, обеспечивающий переход оксидной пленки с поверхности и
нз объема металла в расплавленный флюс, основан на соотношении
поверхностных натяжений на границах взаимодействующих фаз: ме-
талл-оксид-флюс. Степень смачивания расплавленным флюсом по-
верхностей твердого оксида или жидкого металла завис нт от величи-
ны поверхностного натяжения флюса на границах соприкосновения
фаз. Чем меньше величниа межфазного натяжения флюса иа границе
соприкосновения с металлом или оксидом, тем лучше смачивается
флюсом эта поверхность.
Этот механизм реализуется при соблюдении следующих нера-
венств: ам > и а»-о > + Оф-с. где Оф_ - по-
верхностное натяжение на границе раздела фаз алюмиинй-оксид.
флюс-оксид, флюс-алюмниий соответственно.
АЛ. Беляев и Е.А. Жемчужина установили, что лучшими поверх-
ностными свойствами обладает смесь хлоридов натрия и калия в со-
отношении 1:1. Однако такой флюс также смачивает металл и поэто-
му препятствует слиянию диспергированных в солевом расплаве ка-
пель сплава. Рекомендованная ими добавка криолита в количестве 3-
5 % повысила поверхностное натяжение иа границе флюс-металл и,
следовательно, способствовала лучшему слиянию капель алюминия.
При таком соотношении компонентов солей потери метал та с флю-
сом минимальны.
Значительно влияние состава флюса иа межфазное натяжение иа
1ранние флюс-алюмниий. Для некоторых солей эта величина прн
температуре 825 °C составляет, н/м: 0,695 MgCL; 0.682 CaCh; 0,587
NaCI: 0.545 KCI. Межфазное натяжение па границе алюмниий-флюс
состава NaChKCj " I минимально. Оно возрастает при добавке фто-
ридов. При использовании флюсов состава ЙаС1:КС1 - I имеет место
минимальное извлечение металла (максимальное диспергирование
капель металла), прн добавлении хлоридов магния и кальция диспер-
гирование увеличивается, а при добавке фторидов снижается. На по-
терн алюминия в процессе плавки оказывает влияние и химическое
действие флюса. При температуре выше 700 °C расплавленные соли
Металлургия легких металлов
Рис. 103. Ликвидмус системы N1O-KC1
диссоциируют н взаимодействуют с образо-
ванием летучих субгалогснидов алюминия:
NaCI + Al = A1CI +Na.
Добавка криолита не уменьшает потерь
алюминия в результате химического взаи-
модействия с флюсом, так как:
5AI + Na3AlF6 - 6AIF + 3Na.
Большое значение имеет температура плавления флюса, которая,
как отмечено выше, должна быть ниже температуры плавления спла-
ва. В наиболее широко используемой на практике системе NaCl-KCI в
пределах 40-60 % одного из компонентов температура плавления
смеси близка к температуре плавления алюминия (рис. 103). Добавки
до 10 % криолита или 1,25 % плавикового шпата снижают температу-
ру плавления системы соответственно до 631 и 641 °C, но при даль-
нейшем увеличении количества этих добавок температура плавления
смеси резко повышается.
Для сплавов, в состав которых входит магний в количестве свыше
2 %, применение фтюсов с криолитом не рекомендуется, так как в
этом случае возможна реакция
ZNajAIEe + 3Mg - 3MgF2 + 2AI * 6NaF.
При взаимодействии флюса со сплавом происходит, как отмеча-
лось выше, поглощение оксада ие только поверхностного, но и рас-
пределенного а объеме металла. Этот процесс интенсифицируется
перемешиванием металла с флюсом. Ранее отмечалось, что на части-
цах оксидов адсорбирован водород поэтому прн поглощении оксидов
флюсом происходит частичная дегазация расплава, так как в процессе
замешивания флюса в металл происходит образование пузырьков па-
рообразной фазы, в которые диффундирует растворенный в металле
водород.
3.2. ПЛАВИЛЬНЫЕ ПЕЧИ
Для плавки алюминиевого тома и отходов применяют печи самых
разнообразных конструкций: пламенные отражательные, шахтные,
вращающиеся короткобарабанные печи0 электрические индукцион-
Г пава 3 Плавка вторичного алюминиевого сырья
275
ные промышленной частоты и разновидности этил печей. Каждая из
них приспособлена для п теки определенного вида сырья. Это объяс-
няется в основном стремлением уменьшить загрязнение алюминие-
вых сплавов железом, снизить потери металла иа угар и механизиро-
вать основные техиоло! ичсские операции.
Наиболее распространены и универсальны пламенные отража-
тельные печи. В них можно плавить практически любое сырье:
стружку, самолетный, кусковой лом с железными приделками и др.
При плавке разнородного вторичного сырья тсхинко-экономические
показатели будут вполне приемлемы. Высокая производительность,
простота обслуживания, большая емкость сделали отражательные
печи основными плавильными агрегатами в отрасли.
Пламенные отражательные печи бывают трех видов: одно-, двух-
и трехкамериые. Чаще других применяют двухкамерные, сочетающие
функции плавильного агрегата и миксера, предназначенного для кор-
ректировки химического состава и хранения металла на период раз-
тнвки. На этих печах выплавляют около 80 % алюминиевых сплавов.
Схема двухкамерной отражательной печи представлена на рнс. 104.
В плавильной камере производят расплавление шихты, извлечение
железа, обработку расплава флюсом; во второй камере - копильнике
корректируют химический состав сплава, рафинируют расплав от не-
металлических и металлических примесей. *
Двухкамерные печи подразделяют по общему направления движе-
ния 1рсюших газов и металла на прямоточные и противоточные. В
прямоточных печах по ходу газов первой расположена плавильная
камера, а за ней - копильник; в противоточных печах камеры распо-
ложены в обратном порядке. Емкость копильника обычно иа 15-20 %
больше емкости плавильной камеры. Противоточные печи имеют
преимущества перед прямоточными: металл в копильнике не загряз-
няется пылевидной фракцией, уносимой из плавильной камеры,
меньше потери тепла в окружающую среду и с отходящими газами.
Важной особенностью противоточных печей является индивидуаль-
ность теплового режима копильника, что позволяет вести процесс в
обеих камерах независимо друг от друга.
Кладка печи выполняется шамотным кирпичом; под имеет уклон
от загрузочных окон к задней стейке печи, что двст возможность лег-
ко удалять из расплава железные приделки. Каждая камера имеет ло
два загрузочных окна. Пороги окон располагаются на высоте 900-
1100 мм от уровня пола цеха.
Металлический каркас отражательной печи служит для укрепле-
ния кладки и закрепления на нем всех элеме»гтов гарнитуры печи.
Кладка пода печи опирается на рамную металлическую конструкцию.
Рис. 1М. Двухкямсрнян отражательная печь (противоточная):
I - л тавнльям гам ра; 2 - копильник; 3 - гкрсзочнос окно; 4 - дымовое окно: 5 -
свод; 6 - горе, ка плавильной камеры; 7 - горелка копильника. 8 - п редкая стен-
ка; 9 - ванна плавильной камеры; 10 ва та копильника; II горскочпая стенка;
12 - откос; 13 - стойка каркаса. 14 - мсждукам риый холодильник; 15 - задняя
стенка. 16 - персточная летка; 17 - выпускная тетка; 18 - свод koi нлънкха. 19 -
форкамера; 20 - порог; 21 - заслонка
позволяющую осуществлять естественную вентиляцию пода. Горелки
размещены иа торцевой стене кладки; на противоположном торце -
дымоход сообщающийся с боровом - каналом, идущим к дымовой
трубе. Тепловой к.пщ. отражательных пламенных печей составляет
примерно 25 %, производительность печи емкостью 20 т - 2,6 т/ч.
К недостаткам пламенных отражательных печей следует отнести
сравнительно низкий тепловой к.п.д., периодичность ведения процес-
са, относительно высокие безвозвратные потери металла, выброс в
атмосферу пылевидной фракции (хлориды, оксиды).
Рис. 105. Схема гаэоамквмичеекого перемешивания металла в печи:
I - лечь. 2. 8 вакуумный сильфонный В4нгиль; 3. 5- регулирующий вентиль;
4 - редуктор, 6 - электропневчатнческий кран; 7- фнчьтр; 9 - мои .вакуумметр;
10 - труба. I1 электронный блох
Для улучшения показателей работы отражательных печей в на-
стоящее время внедрен или готовится к внедрению рад усовершенст-
вований конструкции печи.
Прн глубокой ванне имеет место недостаточное конвекционное
перемешивание металла, затруднено его механическое перемешива-
ние, что замедляет процесс прогрева металла, следовательно, снижает
производительность печи. Перспективно в связи с этим газодинами-
ческое перемешивание. Принципиальная схема оформления метода
представлена иа рнс. 105. В канал, сообщающийся с ванной, подают
под давлением аэото который оттесняет металл в трубе иа некоторую
глубину. Затем резко снимают давление, и металл в трубе занимает
прежний уровень. Создающееся практически незаметное колебание
всего объема металла обеспечивает интенсивное его перемешивание в
ванне.
Значительное количество тепла теряется с отходящими газами,
температура которых на выходе из печи достигает 800-1000 °C. Теп-
ловой к.п.д. печи можно повысить в результате использования этого
тепла в рекуператорах для подогрева дутьевого воздуха до 350-
400 °C Решение этой проблемы затруднено из-за отсутствия мате-
риалов для рекуператоров, устойчивых при высоких температурах в
газовых агрессивных средах. Эту задачу предлагается решить подачей
в рекуператоры отходящих газов при более низких температурах, на-
пример при 500 вС, а газы, поступающие в рекуператоры, охлаждать
278
Металлургия легких металлов
Рис. 106. Принципиальней схема пла-
вильной пс «н с выносной камерой:
I - газовые горелки; 2 - рабочая камера;
3 - насос; 4 вино _ная камера; 5 - пере*
точные окна
за счет подсоса холодного воздуха
или холодных газов от индукцион-
ных печей. При этих температурах
резко снижается их агрессивность и
увеличивается срок службы рекупе-
раторов. Соответственно разбавле-
нию снижается также запыленность
газов и. следовательно, уменьшаются расходы на о метку тсптооб-
менникое от задерживающейся в них пыли.
11ри загрузке печи малыми порциями шихты приходится часто от-
крывать окна. Это приводит к существенным потерям тепла. В на-
стоящее время предлагается строить (опробовать) отражательные пе-
чи со съемным сводом, которые можно загружать сверху большими
по массе и габаритам (без разделки) партиями сырья. Сокращение
длительности операции загрузки печи шихтой позволит уменьшить
потери тепла. Кроме того, повысится производительность труда, со-
кратятся расходы на разделку шихты.
В последнее время за рубежом получили распространение отража-
тельные печи в выносной камерой без свода, используемой для за-
грузки шихты Схематический разрез такой печи представлен иа рис.
106. В основной ванне происходит нагрев металла, который затем
перекачивают в выносную ванну. Загружаемая шихта при этом ин-
тенсивно омывается разогретым металлом. Благодаря погружению в
жидкий металл происходит быстрое расплавление шихты. Циркуля-
ция металла осуществляется погружными индукционными электриче-
скими насосами. При таком способе плавления резко уменьшается
угар металла. Паавку можно вести без флюса, что резко снижает вы-
брос вредных газов в атмосферу.
На некоторых зарубежных заводах лом и отходы переплавляют в
шахтных печах. Эти печи имеют более высокий тепловой к.н.д. а зна-
чительной мере потому, что загруженная шихта прогревается в шахте
отходящими газами. Плавка ведется непрерывно, исключается веро-
ятность перегрева металла, так как расплавленный металл стекает на
наклонный под и выходит из зоны прямого воздействия пламени го-
релок: этим объясняется также низкий угар металла, меиыиая насы-
щенность его оксидами и растворенным газом.
В печь можно загружать крупногабаритную шихту (экоиоьшя на
раздет кс), без подсушки (влажную) объемом до 10 м’ за одну завал ку,
что существенно повышает производительность труда
Глава 3. Плавка вторичною алюминиевою сырья
279
Рис. 107. Шаятнвя печь:
1,3- высоко короедн нс горелки: 2 - koh^.h>h«k. 4 - дым >ход; 5 - рашспса для
задержания стальных прндслок: б - окно для удаления сталь 1ых прцделок
Существует несколько разновидностей шахтных печей. Один нз
вариантов конструкции представлен иа рис. 107. Печь состоит из
шахты высотой примерно до 4 м и двух ваин-копнльников емкостью
4 т каждый, соединенные с шахтой продольными и поперечными же-
лобами. Шахта, имеющая наклонный в сторону копильников под, от-
делена от последних решеткой, предотвращающей попадание в ко-
пильник железных придслок. Скапливающиеся на поду шахты кеоп-
лавлясмые предметы периодически удаляются через боковые окна.
Нагрев шихты осуществляется скоростными, высоконапориыми
горелками, расположенными иа разных уровнях по высоте шахты.
При этом возможно производить дифференцированный нагрев про-
странства печи: уменьшить или увеличить нагрев шихты, находящей-
ся на поду или на каком-либо ином уровне шахты печи.
Наибольший эффект достигается, когда шахтные печи работают
как сплавочные. Однако при эксплуатации таких печей в комбинации
с индукционными электрическими или с короткобарабанными вра-
щающимися печами можно получить еще более высокие показатели.
При работе по указанным комбинированным схемам недостатки од-
них печей компенсируются преимуществами других. Для работы
Глава 3 Плавка вторичного алюминиевого сырья
280 Металлургия легких м таляов
шахтной печи в паре, например, с тигельной индукционной печью в
последней можно производить корректировку химического состава
сплава, используя тугоплавкие компоненты (кремний, медь) или
стружку, либо другие виды мелкой шихты.
Для плавки мелкой шихты, главным образом стружки, применяют
короткобарабаниые вращающиеся тчи. Устройство их показано на
рис. 108. Это стальной футерованный барабан, установленный иа опор-
ных роликах. Скорость арвщения барабана регулируется в пределах
от 1 до 8 об/мин. Существуют конструкции, которые работают в ка-
чающемся режиме. Футеровка - набивная или выложена специаль-
ным фасонным кирпичом. Для усиления перемешивающего эффекта
при вращении печи поперечное сечение футеровки выполняют в виде
многоугольника или овала. Печь отапливают газом или мазутом.
Загрузку производят через отверстие в одном из торцов печи. Лет-
ка располагается иа боковой стороне барабана.
Под действием тепла газового потока от сжигания топлива разо-
гревается огнеупорная кладка печи и покровный солевой слой, через
который передается металлу часть тепла. Вследствие вращения печи
огнеупорная кладка “уходит” под слой металла н передает ему свое
тепло за счет прямого контакта с нагретой футеровкой. Такой способ
теплопередачи дает возможность вести нагрев плавильной камеры в
форсированном режиме и достигать высокой производительности
атрегата. Плавка во вращающейся печи обеспечивает невысокий угар
металла, так как загружаемая шихта вследствие вращения барабана
уходит под зеркало расплава и не окисляется. Короткобарабаниые
печи имеют емкость 0,5-20 т Их производительность составляет до
4 т/ч.
По конструкции индукционные электрические печи промышлен-
ной частоты разделяют иа две основные группы: канальные с желез-
ным сердечником и тигельные. На отечественных заводах по перера-
ботке вторичного алюминиевого сырья канальные индукционные пе-
чи не применяют, а за рубежом используют такие печи емкостью до
20 т.
Принцип индукционного нагрева заключается в преобразовании
энергии электрнческо! о поля, поглощаемой электропроводным нагре-
ваемым объектом, в тентовую энергию. Такой принцип иагрева дает
возможность: I) передать электрическую энергию индуктора в иагре-
в.емый объект, нс прибегая к контактам; 2) выделить тепло непосред-
ственно в нагреваемом объекте, в результате чего использование теп-
ловой энергии оказывается наиболее совершенным и скорость нагре-
ва значительно увеличивается (по сравнению с печами с внешним
источником тока).
Канальная индукционная печь, принципиальная схема которой
изображена иа рис. 109, а с точки зрения электротехники представля-
ет трансформатор, вторичной обмоткой которого является канал, за-
полненный расплавленным металлом. Внутри огнеупорного блока
расположены железный сердечник н первичная обмотка - медная
труба, охлаждаемая протекающей по ней водой. Пуск ноной печи или
посте капитального ремонта либо при переходе к следующей плавке
может быть осуществлен при заполненных жидким металлом каналов
пе 1и. Поэтому в каналах работают. Й печи всегда оставляют жидкий
металл от предыдущих плавок. Технические характеристики каналь-
ных индукционных печей представлены ниже:
Варианты конструкций
Рис. 108. Вращающаяся г ечь для плавки стружки;
I - печь, 2 - горелка; 3 - передвижной боров
Мощность трансформатора,
кВа................ -
Коми 1альнос напряжение, В
Чисто фаз..........
Прадо (житетькостъ плавки.
мни.-.............-....
Расход охлаждающей воды,
Тепловой к п.д %.....—
1 II III IV V
4.0 5.5 7.0 10.3 22,75
1000 1000 1000 1600 2400
500 500 500 450 500
ззззз
800-100 120-140 110-120 100-120 90-150
1.5 1.5 1.5 3.6 3.75
70 70 70 70 70
Электрические канальные печи состоят из двух основных частей:
шахты и съемной индукционной нагревательной системы (подовая
или канальная чаегь). Кожух печи изготавливают из листовой стали,
шахту футеруют огнеупорным кирпичом. Л я изготовления кожуха
подовой части используют немагнитные сплавы. Футеровку подового
кожуха (половый камень) выполняют методом набивки огнеупорной
Глава 3. Плавка вторичного алюминиевого сырья 283
крошки с крепителем. Каналы. охватывающие пераичиую катушку и
расположенные в теле камня, выполняют при иабивке футеровки по
шаблону.
Преимущества индукционных канальных печей следующие:
I) невысокие потери металла на угар;
2) возможность плавки без флюса;
3) высокие тепловой к. пл. н производительность,
К недостаткам следует отнести необходимость остатка в печи
металла от предыдущей плавки, что затрудняет переход иа плавку
сплава, отличного по химическому составу от предыдущего; запрет
иа плавку лома с железными приделками, зарастание каналов
вследствие осаждения оксидов алюминия иа внутренних его стенках
и поэтому - снижения интенсивности циркуляции металла в
ванне.
Индукционные тигельные печи (рис. 109, б) промышленной часто-
ты также работают по принципу трансформатора. Первичной обмот-
кой здесь является трубчатый охлаждаемый проточной водой индук-
тор, окружающий ти1ель печи. Вторичная обмотка - это металл в тиг-
ле. Ниже приведена техническая характеристика индукционной ти-
гельной печи ИАТ-6:
01отрсбяасм&1 мощность, кВт......................
Емкость» т.....-.............................. -
Частота питавшего тока, ni...........................
Козффицис п мощности без компенсации.............
Время рэсилаиления и перегрева, ч ...............
Суточная производительность, т/сут...............
Расход воды на охлаждение индуктора. м’/ч.._ ..
Общая масса электропечи с раслзавдс -ным металлом л.
6.0
1052
.0
357
17
Первичная катушка с внешней стороны скреплена системой
колонимагнитопроводов, которые концентрируют индуктируемое
первичной катушкой магнитное поле. Магиитопроводы предот-
вращают неконтролируемый нагрев кожуха печи вихревыми то-
ками.
Для компенсации индуктивного реактивного тока между обеими
печными фазами устанавливают батарею конденсаторов, предназна-
ченных для повышения и выравнивания колеблющегося во время ра-
боты печи cos р.
Индукционные тигельные пдчи промышленной часто™ строят на
емкость ванны от 3 до 10 т с производительностью до 50 т/сут. Расход
электроэнергии - около 500 кВт ч/т.
284 ______________________________Металяурыя легких металлов
Преимущества тигельных индукционных печей промышленной
частоты: низкие потери металла на угар; высокий тепловой к.п.д.;
допускается плавка без флюса или с минимальным его количеством.
К недостаткам можно отнести: недопустимость плавки сырья с
железными приделками, необходимость наличия в тигле остатка ме-
талла от предыдущей плавки.
3.3. ПРАКТИКА ПЛАВКИ
А ТЮМИНИЕВЫХ ОТХОДОВ И ЛОМА
Выше было отмечено, что в отражательных п. амеииых печах
можно плавить практически любые виды сырья: кусковое сырье с же-
лезными приделкамн. отходы в виде мелочи, стружку. Универсаль-
ность печи в этом отношении обеспечивается ее конструкцией. При
наклонном поде железные приделки (с целью предотвращения рас-
творения в алюминии) могут был» удалены немедленно после рас-
плавления алюминиевого сырья. Применение покровных флюсов не
арсдит элементам конструкции печи. В случае плавки мелочи или
стружки сс легко защитить от окисл «ния погружением в жидкий рас-
плав или легкоплавким солевым флюсом.
При плавке шихты, имеющей преимущественно врупиокусковую
фактуру, соблюдают обычно такую последовательность операций: на
"сухой” под, иарретый до 1000-1100 °C, загружают п<рвую порцию
материала, по массе ие превышающую 15-20 % от общей массы ших-
ты. Возникающие очаги загорания металла покрывают флюсом,
крупные стальные детали удаляют из ванны по мере их освобождения
от алюминия.
На поверхности расплава образуется слой вязкого комковатого
шлака, содержащего большое количество металла. Снимать такой
богатый металлом шлак нецелесообразно, поэтому в печь загружают
свежий флюс (KCr.NaCl - 1:1) в количестве около 7% от массы рас-
птава и доводят его до полного рисплавлсния. Затем удаляют с пода
печи скребками при помощи завалочной машины меткие железные
приделки (болты, гайки, шпильки и др.). После удаления всего железа
в печь загружают следующую порцию шихты. Извлечение железа из
ванны, так же как и в прельщ^тцей операции, осуществляют после
наведения иа зеркало расплава слоя жидкого флюса. Удаление железа
повторяют 3-4 раза за планку. Полностью заполненную металлом
ванну перемешивают, шлак скачивают через пороги загрузочных
окон в специальные короба, устанавливаемые под окнами; с чистого
зеркала расплава берут пробу для экспресс-определения химического
состава сплава, открывают перепускную летку, и металл самотеком
Глава 3. Плавко вторичного алюмитмого сырок 285
(ванна в копильнике расположена ниже ванны в плавильной камере
печи) перетекает в копильник. Стены и под плавильной камеры очи-
щают от шлака, настылей и приступают к следующей плавке. В ко-
пильнике по результатам анализа проводят корректировку химиче-
ского состава сплава введением соответствующих лигатур, компонен-
тов в чистом виде или расшихтг®очных материалов и сливают металл
в ковши, которые затем подают иа разливочные машины или сразу
разливают сплав из печи иа чушки, если разливочная машина распо-
ложена непосредственно у лепи печп. В последнее время получает
распространение рафинирование сплавов от неметаллических приме-
сей (технология описана ниже) Эта операция проводится перед раз-
ливом на чуцзку.
При плавке кусковой шихты расходуют обычно ие более 5 % флю-
са; извл кают до 35 % (от масси шихты) железа; теряют металла вме-
сте со шлаком примерно 1 % и на окисление — около 5 %; выход ме-
талла в зависимости от степени загрязненности сырья оксидами, мас-
лом, влагой, железными прадетками колеблется обычно от 84 до 96 %.
Плавку стружки также можно вести в отражательной печи. При
этом ее загружают иа предварительно наплавленную нз более крупной
шихты жидкую ванну металла. Стружку подают в печь небольшими
порциями. Висшнвая сс в расплавленный металл. Затем наплавляют
тонкий слой флюса. Единовременная загрузка стружки в два окна до-
пускается в количестве до 30 % от массы жидкой ванны. Операции
повторяют до полного заполнения ванны печи жидким металлом.
В некоторых случаях вьюиообразная стружка поступает иа заводы
в пакетированном виде. Наплавление полного объема ватты в этом
случае упрсцщется. Однако следует иметь в виду, что в пакетах мо-
жет присутс-вовать значительнее количество железа, масла и других
примесей.
Некоторою особенность представляет плавка съемов. Они имеют
рыхлую, попетую структуру с развитой поверхностью. 11ри хране-
нии иа открытых площадках съемы интенсивно окисляются, могут
содержать значительное количество влаги, поэтому их загружают иа
сухой под печИ> нагретый д0 1000-1100 °C, в количестве до 35 % от
общей масси плавки. Для ускорения процесса плавки кускн съемов по
мере их разогрева рыхлят, разравнивают по поверхности пода. Сле-
дующую лекцию шихты загружают, не ожидая полного расплавления
предыдущее После образования жидкой ванны загрузку кусков съе-
мов прекращают, зеркало металла покрывают флюсом и доводят его
до полного расплавления. Образовавшуюся жидкую ванну можно ис-
пользовать для догрузки мелкокускоеых съемов или другой легко
окисляющей шихты, погружая ее в расплавленный металл.
286 Металлургия легких метанов
Удаление шл«ка из печи производят 2-3 раза в течение плавки.
Перед последним скачиванием шлака его доводят ю жидкого состоя-
ния добавлением свежего флюса и нагрева до 750-800 °C.
Для очистки расплава от неметаллических примесей (по крайней
мере, частичной) и выравнивания химического состава сплава по-
следний вместе с флюсом тщательно перемешивают, через пороги
загрузочных окон сливают в короба шлак, отбирают пробу иа экс-
пресс-анализ химического состава и металл из плавильной камеры
переливают в копильник, где проводят доводку состава сплава и при-
ступают к разливу металла на чушки. В плавильном пространстве по-
сле чисткн пода и стен приступают к следующей плавке.
Слитый в короба шлак для ускорения объединения капель металла
перемешивают. Затем отстоявшийся металл выливают в изложницы и
после затвердевания загружают в эту же плавку. От шлака отбирают
пробу для определения содержания в ишаке металла.
Больше др)гих видов сырья железом загрязнен самолетный лом.
Его загружают в печь в пакетированном виде. Образующиеся очаги
загорания металла покрывают флюсом. Железные детали удаляют из
ваниы по мере оплавления лома.
После заполнения ваниы жидким металлом примерно иа 25 % ее
общей емкости зеркало расплава засыпают флюсом и разогревают его
до расплавления, а затем приступают к выгребанию мелких кусков
железа с пода печи. Если металл сухой, без влаги и льда, дальнейшую
загрузку ведут на жидкую ванну. Железо удаляют при его накопле-
нии, но ие менее 4-5 раз в течение плавки. Температура в рабочем
пространстве печи во время плавки должна быть иа уровне 800-
900 °C. Для замедления растворения железа температуру расплава
необходимо держать ие выше 700 сС. Расход флюса при плавке со-
ставляет примерно 20 % от массы жидкого металла, выход металла -
не выше 92 %.
При плавке смешанной шихты в ее состав обычно входят: съсмы,
литой кусковой лом, пакеты из мягкой высечки или обрези, стружка и
другие виды сырья.
В пе и», нагретую до 1000-1100 °C, загружают съсмы, их нагрева-
ют до температуры, при которой шихта легко разрыхляется, затем ее
равномерно распределяют по площади пода. Очаги загорания покры-
вают флюсом. На съсмы загружают литой лом. Шихту полностью рас-
плавляют,. удаляют железо и на жидкую ванну загружают пакетиро-
ванное сырье, покрывая его тонким слоем флюса. 11осле полного рас-
плавления пакетов производят загрузку флюса» доводят его до жидко-
го состояния и скачивают шлак. Введение в печь стружки и все по-
следующие операции осуществляют по описанной выше технологии.
Глава 3. Плавка вторичного алюминиевого сырья
287
Канальные индукционные печн промышленной частоты с желез-
ным сердечником для переплавки вторичного алюминиевого сырья в
отечественной металлургии практически нс используются. За рубе-
жом такие печи емкостью до 5 т применяют для переплавки стружки,
малогабаритных кусков без железных приделок и другие виды мел-
коформатного сырья.
Электропечь загружают через окно, расположенное в верхней час-
ти корпуса печи. Первые порции шихты должны состоять из мелочи,
желательно из неокис л с иной стружки. После расплавления стружки
загружают малогабаритную кусковую шихту. Шихта плавится под
зеркалом расплавленного металла - это обеспечивает минимальные
потери на угар. I [лавку можно вести без покровного флюса. Высокая
скорость движения металла в каналах обеспечивает интенсивное пе-
ремешивание металла и скорость прогрева всего объема металла в
шахте печи. При благоприятном соотношении поверхности расплава
и глубииы ваниы потери тепла минимальны. Тепловой к.л.д. каналь-
ных индукционных печей составляет 65-70 %, расход энергии -
450 кВт-ч/т.
К недостаткам печи нужно отнести необходимость эксплуатации в
непрерывном режиме. Для того чтобы каналы были постоянно запол-
нены жидким металлом, в печи оставляют металл от предыдущей
плавки ("болото"). Это требование затрудняет нерскод иа сплав, от-
личающийся по химическому составу от переходного остатка, а также
пуск печи после капитального ремонта.
I [есмотря иа высокую скорость движения металла в каналах, иа их
внутренней поверхности оседает (налипает) много оксида алюминия.
Как было отмечено выше, это ухудшает эксплуатационные характе-
ристики печн и вызывает необходимость проведения периодической
чистки - трудоемкой операции. Остановка печи для чистки и полный
слив металла снижают ис только ее производительность, но п стой-
кость футеровки подового камня.
Эффективных мер борьбы с зарастанием каналов пока ие разрабо-
тано.
Для плавки в тигельных индукционных печах в качестве шихты
используют сухую сыпучую стружку, пакетированное без железных
деталей сырье, кусковой пом без железных придел ок, а также чушки
первичного алюминия нлн подготовительных сплавов, лигатур.
11ри пуске иовой печи или после капитального ремонта в тшелъ
загружают чушки и укладывают их так, чтобы они образовывали воз-
можно более то огную, монолитную массу и включают первичную
обмотку печи - индуктор - в сеть через реагирующий напряжение
трансформатор. После расплавления пусковой садки в тигель затру-
288 Металлургия легких металлов
жают стружку, которая, погружаясь в расплав, плавится. Затем загру-
жают кусковое сырье, а завершают плавку загрузкой чушек - подших-
товочиых (для увеличения содержания каких-либо компонентов в спла-
ве) или расшнхтовочиых (для разбавления концентрации компонентов).
В процессе плавки металл движется под действием сил электро-
магнитного поля, созданного током первичной обмогки. по эллипти-
ческой траектории, параллельной вертикальной оси тигля. Возни-
кающие при этом центробежные силы огбрасывают оксиды алюми-
ния (иеэлектропроводные частицы) к стенке тигля, благодаря чему
утолщается стенка тины и уменьшается, следовательно, его объем.
Кроме того, уве |ичивается толшииа прослойка между витками ин-
дуктора и поверхностью металла, выполняющего роль вторичной об-
мол ки печного трансформатора, и электрические характеристики печи
ухудшаются.
Помимо отрицательных последствий описанного выше процесса,
имеются и полезные: в результате происходит очистка расплава от
твердых неметаллических включений.
Перед сливом готовой плавки стальными пиками скалывают 1-й
образовавшийся слой оксидов» который в виде бесформенных глыб
всплывает иа поверхность расплава, а затем его удаляют дырчатыми
ложками. Содержание металла в удаленном из печи шлаке не должно
превышать 22-25 %. По результатам экспресс-анализэ производят
корректировки химического состава и сливают металл в ковши (печи
для слива поворачивают при помощи гидравлического механизма). Из
ковшей сплав разливают иа чушки по изложницам.
При переплавке вторичного сырья в индукционных печах достига-
ется высокое извлечение металла, равное примерно 95 %. Расход
электроэнергии при плавке плотного лома я отходов составляет 600-
650 кВтч/т, при плавке стружки он составляет 750-800 кВт ч/т. Су-
точная производительность печи обычно находится в пределах 30-
35 т сплава.
Глава 4. РАФИНИРОВАНИЕ
АЛЮМИНИЕВЫХ СПЛАВОВ
4.1. КЛАССИФИКАЦИЯ МЕТОДОВ РАФИНИРОВАНИЯ
Алюминиевые отходы н лом, переплавкой которых получают
алюминиевые сплавы, загрязнены различными неметаллическими н
металлическими примесями. Чистота сплавов зависит от степами за-
Глава 4. Рафинирование алюминиевых сплавов____
грязнениости исходного сырья. I лавиая цель обрабОТКи СЫрЬЯ 1|Сред
плавкой - очистка его от оксидов, влаги, масла, землистого засора.
Как бы пцатслыю ие проводились эти операции, значительная часть
неметаллических примесей все же переходит в СосТав спяавов в виде
оксидов (твердых включений), снижающих их Механичсскис CBOflCT_
ва. и растворенных газов, образующих при мпердевании сп.1аиов
пористость. Поэтому производят чистку жидких расплавов (рафини-
рование) от твердых включений и растворенных газов перед разливом
иа чушки или на полуфабрикаты.
Различают методы очистки сплавов от твердых включений и мето-
ды дегазации. Однако во многих случаях одни и те жс способы рафи-
нирования являются эффективными как для удаления твердых вклю-
чений. так и для дегазации расплавов. Такая универсальность отдель-
ных методов объясняется отчасти взаимосвязью, а чахде всего рдрдд.
дельностью хода процессов очистки.
Существующие методы рафинирования классИфициру>от также по
характеру их воздействия на расплав и раадъинот на адсорбционные и
иеадсорбциоиные.
При адсорбционных методах расплааы приводпСЯ в сопрцкосцо-
вение с каким-либо рафинирующим средством. Взаимодействующим
с твердь ми включениями и водородом и удаляющим их из
К адсорбционным методам относятся фильтрование, обработка р^.
плавов флюсами, нейтральными или актив1б.щн газд^ ЯС1уЧИМИ
хлоридами, нейзральиыми газами с примесью лстучих хлоридов
Действие нсадсорбцнониых методов рафииирования осиовано на
нарушении равновесия системы металл-гаэ-твердос неметаллическое
включение во всем объеме расплава.
К неадсорбционным методам относятся выстаивание. вакуумиро-
вание. обработка расплавов ультразвуком, nocT^tHblM хзектротоком
и др.
Методы рафинирования алюминиевых сплаа^ от металлических
примесей можно также разделить на несколько групп- ликвациоииыс
методы, очистка дистилляцией, при помощи транспортных реакций
(через субсоединения). обработка расплавов в вакууме или активны-
ми газами (хлором, фтором).
4.2. РАФИНИРОВАНИЕ АЛЮМИНИЕВЫХ СГЩдвов
ОТТВЕРДЫХ ВКЛЮЧЕНИЙ И ГАЗОВ
При рафинировании сплавов от твердых вклю-юннй отстаиванием
очистка происходит за счет оседания или вспль(щНш твердых частиц.
1 Ьотностъ оксида алюминия при температуре расплава может еостав-
10 1176
290 Мепи1*яургил легких металлов
Рис. ПО. Механизм дегазации (в) и удаления твердых включений (в) при
Проявке металла газом
пять примерно 3,9 г/см1, а плотность алюминиевого расплава в
среднем - 2,3 г/см1. Однако частицы всплывают или оседают, либо
равномерно распределены в объеме в зависимости от количества
адсорбированного иа их поверхности газа, так как кажущаяся
плотность частиц при этом меняйся в пределах 2,0-3,9 г/см3. Следо-
вательно, при отстаивании идет также дегазация расплавов и тем
интенсивнее, чем меньше в расплаве взвешенных частиц оксида алю-
миния.
Рафинирование вакуумированием расплавов может быть осущест-
влено вакуумной обработкой расплавов в ковшах, устанавливаемых в
вакуумируемых камерах (рис. 110) или в вакуумно-диегилляциоииых
печах, применяемых для рафинирования сплавов от лспсолетучнх
компонентов (магния, цинка). В данном случае процесс дегазации
осуществляется попутно.
При вакуумировании ковшей в камере создают разрежение поряд-
ка 1,333 кПа. Это нарушает равновесие между растворенным в метал-
ле водородом и водородом над зеркалом расплава: р* в камере стано-
вигся меньше р„ в растворе, что обеспечивает дегазацию поверхност-
ных слоев металла.
Для интенсификации процесса через расплав одновременно про-
пускают "сухой* инертный газ. Режим плавки в дистилляционных
печах описан ниже. Считается, что вакуумирование - это наиболее
эффективный метод дегазации.
Рафинирование обработкой расплавов ультразвуком может быть
использовано для дегазации небольших объемов металла. Он основан
иа том, что при воздействии иа расплавы ультразвуком в жидкости в
результате кавитационного эффекта возникают пустоты, в момент
появления которых парциальное давление водорода в них равно
нулю, и растворенный в металле водород диффундирует в эти пусто-
Гчаша 4. Рафинирование аммлниевыл сплавов
291
плавя нерп пористую насадку
ты. Образуются пузырьки во-
дорода. Поднимаясь к по-
верхности расплава, оия фло-
тируют твердые включения.
Происходит рафинирование
от газов и частичная очистка
расплавов от твердых вклю-
чении.
При рафинировании про-
дувкой газами в качестве ра-
финирующих газов применя-
ют хлор, азот, аргон. Для увс-
зичеиня поверхности сопри-
косновения с очищаемым ме-
таллом эти газы вдувают в
расплав в диспергированном
состоянии. Дегазация проис-
ходит в результате диффузии растворенного в металле водорода в
пузырьки вдуваемого рафинирующего газа. Одновременно протекает
очистка от оксидов и других нерастворимых примесей. Этот процесс,
как отмечено выше, подобен флотации. Схема механизма дегазации и
флотации примесей представлена на рис. 110.
Раздробление струн газа на пузырьки диаметром до 0,1 мм дости-
гастся пропусканием его через пористые элем цггы, вчоитированнь е в
днище тигтя, или через пористые насадки на по1ружасмых в металл
кварцевых или графитовых трубах. через которые рафинирующий газ
вдувается в расплава (рис. 111).
Рекомендуется применять очищенные от кислорода и влаги газы,
гак как эти примеси могут образовывать оксидную пленку на поверх-
ности пузырьков, что затрудняет диффузионное проникновение в иих
растворенного в металле водорода, и эффект очистки резко снижает-
ся. После продувки расплава рафинирующим газом независимо от
исходной газонасыщениости содержание растворенного газа стано-
вится равным 0,07-0,1 см3/100 г металла, а концентрация неметалли-
ческих примесей уменьшается до 0.01 %.
Максимальное рафинирующее действие оказывает хлор, однако
из-за высокой токсичности его применение ограничено. Стремясь
уменьшить отрицательное влияние хлора иа окружающую среду' и
сохранить требуемый уровень очистки, в последнее время все чаще
292 Металлургия легких метанов
применяют инертные газы с примесью хлора до 5-10 %. Эта смесь
даст такой же эффект дегазации, как чистый хлор, хотя продолжи-
тельность процесса рафинирования несколько увеличивается по срав-
нению с длительностью рафинирования чистым хлором
Выше отмечалось, что даже небольшие примеси в рафиниру-
ющих вазах паров воды, водорода, кислорода затрудняют процесс
рафинирования из-за образования оксидной пленки на поверхности
пузырьков газа. Добавка к рафинирующим газам фтора или хлора
способствует разрушению этой оксидной пленки, что положительно
сказывается на результатах дегазации расплавов. Предполагается, что
механизм действия этих добавок объясняется реакциями:
F;+1/ЗА13О* = 2/3AU7 + 1/2OJ; Д<^ио - -296,1 кДж/моль;
СГ2*С*+1/ЗА1,О* =2/ЗА1С1;+СО\ ^„0= -135,7 кДж/моль;
С1'-СОГ +1/ЗЛ12О? =2/3AIClJ + 1/2C0J; AG?cm>= -130.3 кДж/молы
Изложенное выше объясняет эффективность применения для дега-
зации газовой смеси, имеющей состав: 15 % С12.11 % СО, 74 % N.
В США фирма Reynold Metall Со рафинирует алюминиевые ста-
вы упомянутой выше смесью газов. Этот способ под названием Trigas
обеспечивает снижение содержания растворенного водорода с 0,3 до
0,1 см’/ЮО г, а кислорода - с 0,01 до 0,0018 %. Отмечается, что при
одинаковой эффективности используемый фирмой способ дешев н
менее вреден, чем рафинирование чистым хлором.
Столь же активно разрушает оксидную пленку примесь в рафини-
рующем газе фреона. При этом исключается также выделение в атмо-
сферу хлора или фтора:
CCIjF;+2/ЗА12О^ -2/3AU7’+2/3AlCi; tCO^
л^|«о “ “282.1 кДж/моль.
Эффективным способом очистки алюминиевых сплавов от твер-
дых включений (оксидов» интерметаллидов) является фильтрация.
11рименяют два типа фильтров: сетчатые и зернистые.
Сетчатые фильтры предназначены для отделения сравнительно
крупных частиц Чем меньше размеры ячеек сетки, тем аьлис степень
очистки, по размер ячеек определяет пропускную способность фильт-
ра, которая, в свою очередь, связана с величиной поверхностного на-
тяжения металла. Алюминиевые расплавы например, ие проходят
через сетку с ячейками размером 0,5x0,5 мм. Применяют сетки с
ячейкой размером от 0,6x0,6 до I,7x1,7 мм. Матерная сеток - стекло-
ткань марок ССФ1-ССФ4.
Гidea 4. Рафинирование алюми иевых сплавов
Рнс. 112. Схема расположен*! сет-
чатых фн ibipoa
Преимущества сетчатых
фильтров, схема которых пред-
ставлена иа рис. 112 - это про-
стота конструкции, небольшие
затраты на изготовление и экс-
плуатацию.
Более глубокая степень очистки пол^'чаеюя при фильтрации через
зернистые фильтры. В этом случае целесообразно совмещать фильт-
рацию с продувкой расплавов инертными газами. Схема одного из
вариантов такой установки приведена иа рнс. 113.
Высокую степень очистки алюминиевых сплавов от неметалличе-
ских примесей и газов дает процесс А1СОА-469, схема которого при-
недеиа иа рис. 113. а. Метод обеспечивает удаление твердых включе-
ний фильтрацией при одновременной дегазации продувкой расплава
инертными газами с примесью хлора. Процесс осуществляется во
время перетекания металта из печи в разливочную установку без
промежуточных емкостей (ковшей, миксеров и пр.), что исключает
вероятность повторного газонасыщения и окисления металла. На ус-
тановке применены фильтры с жаростойким фильтрующим телом,
состоящим из верхнего слоя - гранул глинозема диаметром примерно
15 мм и нижнего слоя - крупных н мелких гранул диаметром 15 и
5 мм соответственно. Через фильтрующую насадку навстречу движе-
нию металла продувают рафинирующим газом.
294
Металлургия легких металлов
На рис. 113, б изображена также схема отечественной установки,
которая выгодно отличается тем, что продувку инертным газом осу-
ществляют в отдельной емкости, предотвращая этим вероятность на-
рушения структуры фильтрующего тела.
Описанные выше методы позволяют снизить содержание водорода
и кислорода в расплаве до 0,19 с.м3/100 г металла и 0,0018 %, соответ-
ственно.
Реже для дегазации алюмиияе«ых расплавов применяют хлориды
различных металлов, которые прн взаимодействии с алюминием об-
разуют газообразную фазу. Между этими хлоридами и жидким алю-
минием идут реакции:
3ZnCl2+ 2AI - 2AlCh + 37п; ЗМпС1а + 2А1 - 2А1С13 + ЗМп.
Пузырьки хлорида алюминия очищают расплав и от твердых
включений по механизму флотации, а растворенный в металле газ
диффундирует внутрь пузырьков.
Хлориды цинка или марганца вводят в расплав при помощи пер-
форированного колокольчика. Метод прньвдяют только для обработ-
ки небольших объемов металла. Другим недостатком метода следует
считать увеличение в результате реакции содержания цинка или мар-
ганца в составе дегазируемых сплавов, что в некоторых случаях недо-
пустимо.
Эффективным и широко распространенным способом рафиниро-
вания сплавов от газов и неметаллических включений является обра-
ботка их флюсами. Защитное (от окисления) действие флюса и меха-
низм поглощения оксидных включений описаны выше. При замеши-
вании в расплав флюса происходит также дегазация расплава из-за
диффузии растворенного в металле водорода в образующиеся пу-
зырьки хлорида алюминия (г^ при 180 вС).
Рафинирование ведут при 700-800 °C в зависимости от химиче-
ского состава сплава, флюс NaCl+KCl (50x50 %) загружают на чистое
зеркало металла и замешивают в расплав в течение 7-10 мии Затем
солевой шлак после 10-мииутного отстаивания счищают с поверхно-
CIH (скачивают) в специальные короба. Флюс приютавливают либо из
чистых солей при указанном выше соотношении, либо из сильвинита
(22 % NaCl, 78 % КС1) - 30 % и отработанного электролита магние-
вых электролизеров - 60 % (78 % NaCl, 22 % КС1). Общий расход
флюса (иа защиту шихты от окисления и на рафинирование) зависит
от качества сырья, эщрязнсниости его оксидами и друтми примеся-
ми. При плавке кускового лома и обрезн в отражательных печах эта
зависимость следующая:
Глава 4. Рафинирование алюминиевых сплавов 295
Засор. Н___________________ До 2 До 5 До Ю Свыше 10
Расход флюса, кпЧ______ ... . 60 100 140 160
Значительно более высок Л расход флюса при плавке стружки:
Засор. %................... 50 40 30 20 10
Расход флюса, кг/т......... 1000 750 600 500 400
4.3. РАФИНИРОВАНИЕ АЛЮМИНИЕВЫХ СПЛАВОВ
ОТ МЕТАЛЛИЧЕСКИХ ПРИМЕСЕЙ
Алюминиевые сплавы, приготавливаемые нз вторичного сырья,
часто загрязнены различными металлическими примесями. Содержа-
ние их при плавке может увеличиться выше предела, предусмотрен-
ного ГОСТом. Чаще всего это железо, магний, цинк, но в некоторых
случаях устанавливают ограничения по таким примесям, как натрий,
калий, титан, свинец, олово и др.
Содержание некоторых примесей можно уменьшить простой вы-
держкой расплава при высокой температуре и перемешивании, ис-
пользуя высокое сродство этих компонентов к кислороду н более вы-
сокую. чем у других компонентов сплава, упругость пара при темпе-
ратурах выдержки Так можно снизить содержание в расплаве магния,
цинка. Однако следует иметь в виду, что при высокотемпературны*
выдержках будет увеличиваться окислышбсть и газоиасыщсиность
сплавов.
Продувкой расплавов азотом можно снизить содержание примесей
натрия, лития, магния, титана, т.е. таких металлов, которые образуют
в этих условиях устойчивые нерастворимые в алюминии нитриды.
Многие примеси алюминия можно удал»гть продувкой расплавов
хлором Магний, например, удаляется в результате следующих реак-
ций:
Mg + Ch = MgCl2; 2А1 + ЗС12 - 2AICI,; 2A1C13 + 3Mg - 3MgCl2 + 2A1.
Образующиеся хлориды магния растворяются в слое флюса. Реак-
ция взаимодействия магния с хлором экзотермическая, что приводит
к перегреву металла. Поэтому продувку рекомендуется производить
при возможно ботее низкой температуре или в расплав вводить не
чистый хлор, а азот с примесью хлора (7-10 %). Одновременно почти
полностью можно удалить из сплава примеси натрия, литии.
Применение описанных выше способов связано с выделением в
атмосферу хлора. Поэтому предлагается очистку сплавов от магния
производить вдуванием в расплав при помощи азота порошкообраз-
ного хлорида алюминия, используя реакцию:
296 Мсталчургил легких металлов
2AlCI} + 3Mg-3N(gCl2+ 2А1,
в ходе которой хлор не выделяется 8 атмосферу, а нелрореагирова-
ший хлорид алюминия поглощается покровным слоем флюса Этими
методами добиваются уменьшения содержания магния до 0,1—0,2 %.
Для рафинирования алюминиевых сплавов наибольшее рас про*
странсннс в производстве нашел метод, основанный на реакции маг-
ния с криолитом:
2Na3AlF6 + 3Mg = 3MgF2 + 2А1 + 6NaF. (24)
Теоретический расход криолита составляет 6 кг на 1 кг удаляемого
магния. На практике ои в 1,5-2 раза выше. Содержание магния, таким
образом можно снизить до 0,05 % Указанная реакция идет при 850-
900 °C. Для снижения температуры процесса иа зеркало рафинируе-
мого расплава вводят криолит в смеси с 40 % NaCI и 20 % KCI,
остальное - криолит. Эта смесь при температуре рафинирования
(-800 °C) находится s жидком состоянии.
Лнквациоииые методы очистки основаны не уменьшающейся при
охлаждении растворимости примесей в алюминиевом расплаве. Вы-
деляющиеся при кристаллизации из раствора фазы, обогащенные
примесью, удаляют фильтрацией или другими методами.
В качестве примера рассмотрим ход затвердевания сплава алюми-
ния с железом заэвтекти чес кого состава. Дишрамма состояния систе-
мы Al-Fc приведеиа иа рис. 98. В заэвтектической области затверде-
вание сплавов начинается с выделения из раствора первично кристал-
лизующейся фазы AljFc, а состав жидкости прн охлаждении прибли-
жается к эщектическому. Если удалить из охлажденного сплава кри-
сталлы AljFe при температуре, близкой к эвтектической то фильтрат
будет иметь почти эвтектический состав.
Ликвационный метод нельзя использовать для доэвтектических
сплавов, так хак оии затвердевают с выделением нз растворов пер-
вичных кристаллов а-таердого раствора, а затвердевающая вторично
эвтектика, обогащенная железом, располагается по границам этих
кристаллов. Попытки разработать метод отделения жидкой эвтектики
от кристаллов а-таердого раствора и, следовательно, уменьшить
содержание железа в расплаве пока не дали положительных результа-
тов.
Одной из разновидностей ликвацноииой очистки алюминиевых
сплавов от железа является способ, заключающийся в том, что в обо-
гащенный железом сплав (>2 %) вводят кремний доэвтектического
состава и охлаждают его до 580-600 °C. При этой температуре со-
гласно диаграмме состояния, приведенной на рис. 114, из расплава
297
Рис. 114. Диаграмма состоим ия 1адН)Мин.с*ыйугол)
выпадают первичные кристаллы.2бт>Гашснные железом (FeAlj
Fe.SiAl,). тройная эвтектика (жидкость) содержит желсаа ис 6олм 0,7
%. Обедненную железом жидкость этДсзи,^ ф1и1ЬТрацИсй.
Аналогичный принцип тсор'™4''^ можст 6ыть 11а
системах Al-Fc-Cu, Al-Fe-Ni, т тройная эвтектика в этих сис-
темах также содержит железа о коло и,4*Ч),2 % (рис. 115).
В способах очистки сплавов от металлических примесей при по-
мощи избирательной растворимости используют в сущности описан-
ные выше процессы, поэтому справедливее их отнести к числу ликва-
циоиио-кристаллизациониых. Они осуществляются сплавлением за-
грязненного примесями алюминиевого сплава с металлами, в которых
хорошо растворяется алюминий. но ие растворяются примеси. По-
следние затем отделяют от жидкости каким-либо известным спосо-
бом, а удаление мегалла-растворитсля производят дистилляшей в
вакууме. Для очистки алюминиевых сплавов от железа, кремния и
других Komi оиентов применяют магний, цинк, ртуть, свинец. Спосо-
бы называют по наименованию металл а-растворитсля.
Теоретическое обоснование магниевого метода дано в рабо-
тах И.Т. Гульдина с сотрудниками. Изучая четверную систему
Al-Mg Fc-Si, они определили растворимость железа и кремния в
алюминиде магния. На рис. 116 приведены построенные ими разрезы
псевдотройной системы алюминид магния-ал юмниид железа-
енлицид маги ня: алюминид магния-алюмннид железа а, алюминид
магния силицид магния б, из которых следует, что при охлаждении
растворимость алюминида железа и силицида магния в алюминиде
магния резко снижается. 11ри температуре на несколько i-радусов вы-
ше эвтектической содержание железа и кремния к алюминии состав-
ляет 0,12 и 0,35 % соответственно.
Технологический процесс состоит из следующих операций-
сплавление загрязненного примесями алюминиевого сплава с 30 %
Mg; выдержка этого расплава при температуре, близкой к эвтектиче-
ской (во время выдержки из раствора выделяются кристаллы, обога-
щенные железом и кремнием), отделение фильтрацией этих кристал-
лов от эвтектической жидкости; удаление магния из отфильтрованно-
го расплава дистилляцией в вакууме. Для этою фильтрат заливают в
Глава 4. Рафинирование алюминиевых сплавов
299
Рис. 117. Поворотная электрическая печь для вакуумной дистилляции:
f - футеровка яр инки печи; 2 - плавильное пространство; 5 - зубчаты П венец;
4 - футеровка кожухе коц.<и»вггора; J - конденсатор, б - окно для наблюдения за
процессом; 7 ф ai с« выпускного патрубка для слива конденсата; 4 - железный
сердечник, 9 -1 срыичнал обмепка; 10- футеровка полового камня, П - опорный
родил; 12 шестерня механизма привода; 13 - опорный обод
вакуумноиисппляционную печь (рис. 117) и нагревают примерно до
850 ’С при остаточном давлении 10-15 Па. В этих условиях машин
испаряется, и его пары переходят в конденсаторы, где конденсируют-
ся до твердого состояния. Одновременно с магнием испаряются ком-
поненты. имеющие в этих условиях высокую упругость пара. Таким
образом, в конденсаторе одновременно с магнием будут присутство-
вать циик, свинец и др. После испарения всего магния чистым от
примесей железа алюминиевый сплав елнвают в ковши и разливают
по изложницам. Магни ft-цинковый конденсат удаляют из печи после
3-4 циклов работы установки. Описанный метод успешно применяли
в Германии.
Цинковый метод рафинирования алюминиевых сплавов впервые
предложил В.Н. Веригин в 1938 г. Принципиально он ничем ие отли-
чается от магниевого, ио цинка нужно вводить значительно больше,
чем магния в магниевом методе. Для снижения содержания железа в
сплаве до 0,15 % и кремния до 1,5 % нужно сплавить за^язиениыЙ
алюминий примерно с 80 % цника. При охлаждении из раствора вы-
падают почти чистые кристаллы кремния, которые всплывают на по-
верхность расплава, образуя порошкообразный слой. Его можно уда-
1ить обычным плавильным инструментом. Кристаллы. обогащенные
железом, удаляют фильтрацией охлажденного алюминий-цинкового
сплава. Отгонку цинка производят
в вакуумио-дистилтяциониых печах
при температуре до 1000 °C. Теплота
испарения цинка намного меньше, а
упругость пара выше, чем у магния,
поэтому энергетические затраты мето-
лов примерно одинаковы.
Ртутный метод предложен Г. Бор-
херсом, В. Шмидтом и Г. Месснером.
По этому методу загрязненный приме-
сями алюминий при юмпсратурс 600 °C и давлении 3,0 мПа раство-
ряют в ртути. Примеси железа и кремния не растворяются и при
этой темперагурс находятся в амальгаме в виде твердых включений.
Амальгаму отделяют от твердых фаз и переводят в холодильник. где
из нее при охлаждении выпадают кристаллы почти чистого алюми-
ния, которые отделяют от ртути фильтрацией. Физырат используют
как оборотный продукт, а кристаллы алюминия очищают от остатков
ртути нагревом в вакууме. Основные операции этого процесса ведут
при высокой температуре н давлении, поэтому для его осуществления
требуется конструктивно сложная и дорогостоящая аппаратура.
Фирма Pcchiney разработала ртутный метод очистки алюминия,
содержащего I % примесей, до чистоты 99,99 %. По этому методу
отходы алюминия в емкости без доступа воздуха при атмосферном
давлении капельно орошают ртутью, нагретой до 420 ®С. Нераство-
рившисся в ртути примеси отделяют от алюмнннй-ртутной амальга-
мы и последнюю затем охлаждают. Выделившиеся из раствора кри-
сталлы алюминия отделяют от ртути, а затем нагревают для удаления
ее остатков.
Работа установки в условиях низких температур и атмосферного
давления делает ее конструктивно проще, дешевле, однако произво-
дительность процесса невелика. Это связано с тем, что при рабочих
температурах, как видно из диа<раммы состояния Al-t 1g. приведен-
ной иа рнс. 118, будет растворяться мало алюминия. Для осуществле-
ния процесса в промышленных условиях потребуется большое коли-
чество дорогостоящей ртути.
1.4. КОНТРОЛЬ ПРОИЗВОДСТВА
Качество тома и огходов определяется в соответствии с ГОСТ
1639-93 по принятой там классификации. Проверку правильности
Глава 4. Рафинирование агпмюшевых ставов
JOI
отнесения лома и отходов алюминия к классу, группе или марке и
сорту- производят в лаборатории предприятия-нотребит’стя. результа-
ты испытаний которых служат основанием дня приемки и расчетов.
Например, контроль качества представленной заводу на переработку
стружки проводят по ГОСТ 17710-79, а содержание метал ia в партии
определяют при помощи лабораторной плавки по металлургическому
выходу.
В процессе плавки вторичного алюминиевого сырья производится
промежуточный и окончательный контроль химического состава
сплава, а также газонасыщенность расплава и загрязненность его
твердыми включениями (оксидами алюминия).
Определение содержания водорода в жидких алюминиевых спла-
вах проводят методом Дардслла-Гудчекко. Сущность метода состоит
Ряс. 119. Схема приборе для определения содержания водорода в атюмнннн
н его сплаваж метолом первого путмрька (метод Дарделлв-Гудчемко):
/ - вакуумный насос; 2 - термо, ара, 3 - смотровое окно; 4 - тигелж с жидким
метая том; 5 - крышка вакуумного котла; 6 - электропечь. 7 - корпус вакуумного
котла; 8 - прибор, регистрирующий температуру, 9 - ртутный манометр со шка-
лой от О до 26,7 к11в, /О - механический манометр со ажаь й от 0 до 101J кПа;
It. /2-треххоювойкрдн
302 Металлургия легких металям
в том. что пробу с расплавленным металлом помешают в вакууми-
руемую камеру и наблюдают за поверхностью расплава. Появление
первого пузырька на поверхности расплава соответствует моменту,
когда парциальное давление над расплавом будет равно давлению
водорО/ia внутри расплава. По значению давления и температуры, при
которых образуется пузырек, можно рассчитать количество содержа-
щегося в расплаве водорода:
где S - содержание водорода в 100 г сплава, см3; Т абсолютная тем-
пература металла в момент появления пузь рька, К; д, - парциаль-
ное давление водорода в момент появления пузырька; А и В - кон-
станты для данного сплава (справочные данные).
Константы А и В определяют из равновесной растворимости водо-
рода в испытуемом сплаве.
На рис. 119 приведен общий вид прибора.
Качество отвальных шлаков - отработанных флюсов - определяют
по излому технологической пробы. Наличие в изломе корольков ме-
талла свидетельствует о недоброкачественности шлака.
Глава 5. ОХРАНА ТРУДА И ОКРУЖАЮЩЕЙ СРЕДЫ
ПРИ ПЕРЕРАБОТКЕ АЛЮМИНИЕВЫХ
ОI ХОДОВ И.ЮМА
5.1. ОХРАНА ТРУДА
Производственные процессы и оборудование заводов по перера-
ботке вторичного алюминиевого сырья должны соответствовать са-
нитарным правилам организации технологических процессов и ги-
i ионическим требованиям к производственному оборудованию -
ГОСТ 12.2001-75 «Процессы производственные» и ГОСТ 12.2-003-74
«Оборудование производственное», системе стандартов безопасности
труда, государственным и отраслевым стандартам, правилам безопас-
ности. единым требованиям безопасности к конструкции оборудова-
ния, а также другой нормативно-технической документации, регули-
рующей мероприятия по безопасности труда
Для создания нормальных санитарно-гигиенических условий труда
во всех производственных помещениях завода устраивают естествен-
303
Глоба 5. Охрана труда v окружающей среды
кую и искусственную общеобменную и местную вентиляцию. Воздух
вентилящюнно-вытяжиых агрегатов, загрязненный пылью и вредны-
ми веществами, перед выбросом в атмосферу подвергается очистке в
устройствах различной конструкции.
При плавке лома и отходов возможны выбросы жидкого металла,
которые могут привести к ожогам обслуживающего персонала. По-
этому загружаемое в печь сырье ие должно содержать влагу, снег,
лед.
Поступающий на переработку лом может содержать взрывоопас-
ные предметы, поэтому в шихтовых цехах существует специальная
служба по пиротехническому контролю лома. Задача этой службы -
обнаруживать взрывоопасные предметы и обезвреживать их.
Причиной взрыва может быть также взаимодействие жидкого
алюминия с накапливающимися в боровах конденсатами сульфатов,
которые необходимо периодически удалять. Не допускается попада-
ние жидкого металла в боров и повышение в нем температуры свыше
1000 вС.
Защита обслуживающего персонала от тепловых излучений реали-
зуется созданием теплозащитных экранов, душируюшей приточной
вентиляции.
5.2. ПЫЛЕУЛАВЛИВАНИЕ И ГАЗООЧИСТКА
При плавке вторичного алюминиевого сырья, в особенности в
пламенных отражательных, шахтных или вращающихся печах, выде-
ляется большое количество запылеииых газов.
Дымовые газы следует подвергать очистке. Удовлетворительные
результаты дает установка мокрой очистки дымоаых газов, в которой
они проходят через скруббер и трубу Вентури с водяной завесой.
В настоящее время для защиты воздушной среды н максимального
использования ценных компонентов металлургического сырья широ-
ко используют высокоэффективную фильтрацию запыленных газов.
Особое значение приобрела высокотемпературная фильтрация, по-
зволяющая повысить производительность фильтров, снизить расход
электроэнергии иа очистку, уменьшить опасность от конденсации
хлорилов. Одновременно может быть повышена производительность
плавильных агрегатов. Из большого числа испытанных для фильтров
материалов наибольшее применение получилн ткани и нетканые ма-
териалы из синтетических волокон и ткани из стеклянных волокон -
оксалон или фииелон. которые могут работать при температуре
180-220 °C. Такие фильтры при очистке охлажденных отходящих
304
Металлургия легких металлов
На одном из металлургических заводов США осуществлена
фильтрация отходящих газов в крупных масштабах. На рис. 120 пред-
ставлена предлагаемая схема газоочистки иа этом заводе. Отходящие
газы отражательной печи из стояка / поступают в горизонтальные
газоходы 2 и из них - в общий боров 3 протяженностью 90 м. Стояки
закрыты колпаками 4, которые при внезапном повышении температу-
ры газов открываются, выпуская их в обход мешочных фильтров. При
помощи шнберов 3 регулируют давление газов в отдельных печах
независимо от давления в системе газоочистки. Задвнжакамн 6 регу-
лируют впуск охлаждающего воздуха. В камере смешения 7, служа-
щей одновременно искрогасителем, печные газы разбавляются пото-
ком xoj одных газов из вытяжного зонта 8 над индукционной печью.
Из камеры смешения газы поступают в систему мешочных фнзьтров
9 с механическим встряхиванием мешков. Общая площадь фильт-
рующей ткани составляет 5022 м2. Вместе с газами в мешочные
фильтры поступает из бункера 10 известняк, покрывающий поверх-
ность ткани мешков н нейтрализующий действие НО н СЬ. Задвижка
11 служит для аварийного охлаждения газов перед фильтрами. Экс-
гаустер 12 выбрасывает очищенные газы через трубу 13. Предлагае-
мая система обеспечивает очистку газов от пыли до 0,0012 г/м3.
Фильтрация отходящих газов широко применяется на современ-
ных установках сушки стружки. Образующиеся в барабанной печи
305
Глава 5. Охрана труба и окружающей среды
306 Металлургия легких металлов
газы вначале проходят камеру дожигания, а затем выпускаются в ат-
мосферу после прохождения через мешочные физьтры.
Нс менее опасным источником загрязни имя окружающей среды
является использование хлора для очистки алюминиевых расплавов
от неметаллических и металлических примесей. 11редотвращение по-
падания хлора в окружающую атмосферу осуществляется двумя пу-
тями. По первому способу хлор вводят в количестве, которое гаран-
тированно полностью прореагирует с алюминием или имеющимся в
расплаве магнием с образованием соответствующих хлоридов. По
второму способу реакция взаимодействия хлора с магнием протекает
в закрытом реакторе-отстойнике в результате многократного контакта
хлора с расплавом вплоть до полного исчезновения 1азообразиой фа
зы. Применение этих способов устраняет необходимость использова-
ния аппаратуры для газоочистки и пылеулавливания иа таких уста-
новках.
53. РЕГЕНЕРАЦИЯ СОЛЕВЫХ ШЛАКОВ
При плавке алюминиевых отходов и тома образуются солевые
шлаки, состоящие в основном из хлоридов натрия, кат ня и некоторого
количества криолита. Шлаки содержат оксид алюминия и алюмивий в
виде диспергированных частиц - королька.
Хранить шлаки ив открытых площадках недопустимо, так как под
действием атмосферной влаги соли растворяются и загрязняют зем-
лю, грунтовые воды и близлежащие водоемы. С целью предотвращу
ния загрязнения окружающей среды н извлечения из шлаков ценных
продуктов (оксида алюминия, алюминия, солей) их подвергают реге-
нерации. Наиболее эффективный метод регенерации - выщелачива-
ние шлаков водой с последующим извлечением солей улар«ваиием
растров. Алюминиевый королек отделяют от вредного остатка по-
сле его промывки и сушки грохочением. Таким образом, соли и алю-
миниевый королек являются оборотными продуктами, а оксид алю-
миния может быть использован для производства цемента. Техноло-
гическая схема гидрометаллургической переработки шлака представ-
лена на рис. 121.
Раздел третий
МЕТАЛЛУРГИЯ МАГНИЯ
Глава 1. СВОЙСТВА МАГНИЯ
И ОБЛАСТИ FTO ПРИМЕНЕНИЯ
1.1. ИСТОРИЯ РАЗВИТИЯ МЕТАЛЛУРГИИ МАГНИЯ
И ОБЛАСТИ ЕГО ПРИМЕНЕНИЯ
Прн прокаливании минерала, найденного в окрестностях гречес-
кого города Магнезии, образовывался белый порошок, который наз-
вали белой магнезией.
В (80S г. Хемфрн Дэви при элсюрозизе слегка увлажненной белой
магнезии с ртутью получил небольшое количество магния. Позже
Сен-К iep-Девиль и Корон впераые осуществили получение магния в
больших масштабах восстановлением расплавленного хлорида маг-
ния натрием.
Первым получит магний электролизом расплавленного хлорида
магния в 1830 г Фарадей.
Интенсивное развитие металлургии ма< ния определялось его осо-
быми физико-химическими свойствами Этому способствовали также
практически неисчерпаемые сырьевые ресурсы. Содержание магния в
земной коре составляет 2.1 %. В настоящее время основными источ-
никами получения магния являются карналлит, юломнл, озерная
рапа
Наибольшее применение мш ния и сплавов на его основе нашли в
таких отраслях техники, как самолета- и ракетостроение, металлургия
(в качестве металта-восстановителя, раскислителя или модифи-
катора), военная техника, гране порт.
Магний получают электролизом хлоридных расплавов и терми-
чески мн способами. Выбор метода зависит от местных технико-эко-
номических и экологических требований. Производство магния
электролизом получило наибольшее распространение, однако при ог-
раниченных масштабах потребления целесообразен термический
способ. Он более предпочтителен в экологическом отношении, в
качество металла не уступает электролипсческому.
Расширение и усов.ршггствование производства магния определя-
ется прогрессом в отраслях техники потребляющих этот металл в
308
виде сплавов на основе магния или алюминия с участием магния За
последние голы уровень технологических свойств магниевых сплавов
повышен в 1,5-2 раза. Резко возросли габариты и масса изделий и
полуфабрикатов литья - с 50-80 кг до 1 т, полуфабрикатов из дефор-
мируемых сплавов - со 100 кг до 3 т.
В России пераые исследования по электролизу карналлита с «елью
получения магния выполнялись в 1914-1915 гт. в Петроградском
политехническом институте П.П. Федотовым, НН. Ворониным,
В.П. И чьи неким и в Петроградском эзектротехиическом институте
НА. Пушнным и НФ. Аитипииым. После революции системати-
ческие исследования продолжались в ЛЭТИ. УПИХИМ, I ИПХе. В
марте 1931 г. в Лснишраде состоялся пуск магниевого цеха Опытного
алюминнсво-магнисвою завода. На этом заводе, в впоследсгвии и в
ВАМИ, были разработаны и освоены технологические схемы произ-
водства ма1ния. В 1935 и в 1936 и. были пушены магниевые заводы в
Днепропетровске (ДМ3) и Соликамске (СМ3). В СНГ' сейчас рабо-
тает несколько титаио-магниевых комбинатов. Производство маишя
у нас - интенсивно развивающаяся подотрасль металлургии.
1.2. СВОЙСТВА МАГНИЯ
Магний - химический элемент второй группы Периодической сис-
темы элементов Д.И. Менделсва; порядковый номер 12 атомная
масса 24,305. Электронная конфигурация атома магния Is^Zj2!//^2.
При наличии двух электронов на внешней оболочке магний в
соединениях преимущественно двухвалентен, однако возможно
образование субсоедннений магния, в которых он одновалентен.
Магний серебристо-белого цвета, кристаллическая решетка -
гексагональная с плотной упаковкой. Основные свойства приведены
ниже:
Плотность, г/см1 при 20 *С (чистоты 99.9 %).
То же, при тем л ср* гуре плавления, г/см’..
Температура плаажния, °C.... ........-.....
Температура кипения, *С....._..............
Теплота пл вления, кД к/моль ..............
Теплота мсларсиня. кДж моль
при 1107 ЬС ............................
при 25 °C........__________....................»
Теплота сублимации. кДж-'моль:
при 650 ...................................
при 25 °C...............................
Энтропия 1гри 25 “С. кДж/(ыоль К)...........
Теплопроводность при 20 °C. Вт/(мояь К)......
1.74
1.59
65011
11О4±3
8.9610,21
133,981.2.1
145.7x2.9
146,5±0.8
149, HU
32,53
157
Глава ) Свойства магния и области его применения 309
УдеПНОС эл ггричсское солротив.тение
Зж 25 “С. мкОм см........................ 4,45
ормальный потенциал. В.................... 2,38
Электрохимический эквивалент, г!(А ч)....... 0.454
Удельная теплоемкость, с, (20 “С). ДжДг К)..1.04
Временное сопротивление, о. МПа.
литого...........................-...- ... 80-100
деформированного. ................ ,.... 200
Предел тех}чести, о. MlU:
литого.................................._.. 30
ле^крмироьанмого..................—...... 90
Относите тъное уд лине нис, 6, %:
литого......... ...... ..................... 8
деформированного.......................... 9
Твердость по Бринеллю, НВ
«итого --------------------------------- 300
деформированного............ ..........- 360
Магний в виде чушки, слитка практически ие взаимодействует с
холодной водой, с горячей по реакции*
Mg+2I12O = МВ(ОН>г+Н2.
Магний нс взаимодействует с концентрированной азотной и
серной кислотами, с растворами 30%-ноЙ концентрации NaOH и
КОИ. При нагревании активно взаимодействует с азотом, кисло-
родом. Магний в виде порошка при иагреваниц легко воспламеняется.
Жидкий магний также интенсивно окисляется. Компактный магний
не огнеопасен. Бурно реагирует с хлором при нагревании по реакции:
Mg+CI2=MgCI2.
В жидком состоянии и в сплавах на его основе магний хорошо
растворяет атомарный водород. 11рн затвердевании водород выделя-
ется из раствора и образует поры, что снижает механические свойства
металла Молекулярный водород не растворяется в магнии, поэтому
его можно использовать даже в качестве защитной от окисления
атмосферы.
Характер взаимодействия магння с металлами отличается боль-
шим разнообразием. Это объясняется электронной структурой строе-
ния атома, размерным фактором, различием валентности мсталла-
растворителя н растворенного металла Перечисленные условия осо-
бенно хорошо реализуются при создании сплавов на основе магния с
Л1, Zn. Li. Хорошо растворяются в магнии медь. марганец и многие
другие металлы. Не растворяется в расплавленном магнии железо. что
хорошо используется в практике ври плавке, транспорте жидкого
мапшя и его сплавов в стальных ковшах (без футеровки). Также
плохо растворяется в магнии титан.
1.3. МИНЕРАЛЫ МАГНИЯ И MAI Н И ЕВЫ Е РУДЫ
Mai ний по содержанию в земной коре (2,1 %) занимает восьмое
место. Существенная доля магния находится в морской воде - около
3.7 % от общего количества магния в земной коре. В мировом океане
содержится окою 6-106 т магния.
Для производства магния используют сравнительно небольшое
число минералов. Состав и свойства некоторых из них приведены в
табл. 14.
Сульфатные руды магния. Они имеются на Украине. Месторож-
дения представлены лангебейннтовой породой (MgSO< от 25 до 34 %),
карналлитовой (до 5 % MgCh и 20% MgSOj).
Силикаты магния. Эти руды содержат. %: 36-51 MgO; 30—43 SiOji
0,3-7,6 1-с2О3; 0.2 3.0 (AljOj ♦ TiO2); I,0-12.0 (FeO * MnO);
0-3,0 CaO; 0-0,6 Cr20j; 0 14„0 п.п.п. Месторождения силикатных руд
находятся на Кольском полуострове, на Урале. Несмотря на высокое
содержание магния в этих рулах» переработка их иа MgClj не ос-
воена.
Карналлит. Средний химический состав карналлитовой породы
Верхнекамского месторождения, %: 24 MgCI2; 10 КС1; 24 NaCI;
30 Н2О; нерастворимого остатка 3. Природный карналлит обогащают
для отделения избыточного NaCL Месторождения карналлита имеют-
ся также в Сибири.
Бишофит Fro подучают при переработке карналлита, морской
воды, воды соляных озер (рапы) и подземных природных рассолов.
Обычно содержание MgCI2 в рассолах колеблется в пределах от 0,06
до 11 %.
Магнезит содержит 47.82 % MgO и 52,18 % СО2. Месторождения
магнезита имеются в различных районах России (Челябинская
Таблица 14. Состав и свойства некот< рых магниевых минералов
Паз алие минерала Химическая формула Содержа- ние магния. % Плотность, Твердость no шкале Мооса
Магнезит MgCOj 28,8 2 9 ЗД 3,78 4,25
Дол: миг MgCO, C.CQ, 13.2 2.8-2.95 3.5-4.5
Бишофит MgCl26H2O 12,0 1.6 1 5—7
Карнал иг KCI MgClj 6H2O 8.8 1.6 2,5-3
Кмтерит MgSOHliO 17.6 2.6 3-4
КййНиг MgSO« KCI 3HjO 9.6 2.1-2Д 2.5-3
Серпентинит 3MgO-2SiO2 2H3O 26.3 2.6 3 5.6
Брусит MtfOH), 41,6 2 35-2 46 25
Глава 2. Подготовка магниевого сырья_______________
область, Сибирь, Дальний Восток). Магнезит, пригодный для произ-
водства, должен содержать 45-46 % MgO, примесей - ие более 0,8 %
CaOMl,2%SiO2.
Доломит — двойная углекислая соль магния и кальция. Он
содержит 21,8 % MgO, 30,4 % СаО и 47,8 % COj. В качестве примесей
обычно присутствуют кварц, глинистые вещества, кальцит, гипс и др.
Химический соства доломита, %: 19-21 MgO; 27-32 СаО; 0,1-
4,0 SiO2; 0,2-2,0 RjOj; 42-48 п.плт.
Брусит - гидроксид магния. Крупные месторождения брусита
имеются в Канаде, США.
Глава 2. ПОДГОТОВКА МАГНИЕВОГО СЫРЬЯ
2.1. ПРОИЗВОДСТВО ИСКУССТВЕННОГО КАРНАЛЛИТА
Карналлитовая порода по составу неоднородна. В ней присутст-
вует галит (NaCI), примеси CaSO«, MgSO« и глинистые минералы.
Для обеспечения оптимального состава природный карналлит под-
вергают химическому обогащению. Способ основан нв разной раство-
римости составляющих карналлита в воде в зависимости от темпера-
туры. Технологическая схема получения искусственного карналлита
представлена на рис. 122
Природный карналлит после дроблен ня, отделения пустой породы,
измельчения поступает иа растворение в горячей воде. При увеличе-
нии содержания MgClj в растворе растворение NaCI практически
прекращается, и ок переход в шлам, оставшийся раствор охлаждается
в две стадии: сначала в вахуум-кристаллнзаторах до 60 °C. а затем
в вертикальных кристаллизаторах, охлаждаемых водой. Пульпу, ох-
лажденную до +20 °C, разделяют фильтрацией на центрифугах,
фи льтр-остаток имеет состав, %: 31-32,5 MgCl2; 25-26 KCI; 5-6 NaCI;
34-36 IljO. Маточный щелок возвращают в выщелачиватели.
Для получения 1 т искусственного карналлита расходуется: 1,5 т
карналлитовой руды; 0,1 т крахмала; 0,25 т пара; 0,1 т едкого натра;
5 м’ воды; 10 кВт-ч электроэнергии.
2.2. ПОЛУЧЕНИЕ СИНТЕТИЧЕСКОГО КАРНАЛЛИТА
Сырьем для получения синтетического карналлита служат хлор-
магниевые щелока - отходы, образующиеся при производстве калий-
Металлургия легких металлов
Рж. 122. Технологическая схема
получении искусственною кар-
ных солей. Они содержат около
25 % MgCI2. Существует нес-
колько технологических схем.
Одна из них - следующая.
Тонко размолотый отрабо-
танный электролит. содержа-
щий 5-7% MgClj и 93-95 %
КС1, при 20-25 °C размеши-
вают в щелоке (350-400 г/л
MgChX одновременно добав-
ляют бишофит (MgCb-61hO)
для компенсации пониженной
концентрации MgCh в маточ-
ном растворе вследствие выпа-
дения из раствора карналл1гта
Кристаллы озделяют от маточ-
ника, сушат и направляют иа
обезвоживание.
2 3. ПОЛУЧЕНИЕ
БЕЗВОДНОГО ХЛОРИДА
МАГНИЯ
ХЛОРИРОВАНИЕМ ОКСИДА
МАГНИЯ
Используемый при электролизе хлорид магния можно приго-
тавливать хлорированием оксида магния, который получают прокали-
ванием карбонатов магния, доломита или брусита. Термическая
диссоциация этих соединений идет но реакциям:
MgCCh-MgO + COj.
Доломит при обжиге разлагается в две стадии:
CaMgCCOjb -♦ CaCOj + MgO + СОъ
СаСО,-> СаО+ СО2.
Брусит разлагается прн обжиге:
Mg(OH)j-к MgO + HjO.
Глава 2 Подготовка маг исвого сырья 313
Процесс переработки морской воды ити природных водных
растворов MgCI? основывается на реакции:
MgCli > CatOHh “ Mg(OHh + CaCJj-
Осадок Mg(OH)2 промывают и кальцинируют, как отмечено выше.
Полное разложение этих соединении происходит при температурах
600-660 РС. 900-920 °C, 500 °C соответственно.
Магнезит, доломит, бруент обжигают в трубчатых вращающихся
печах илн в печах кипящего слоя.
Хлорирование оксида магния идет по обратимой реакции:
MgClj И/2 О2 ?----> MgO + Clj.
На рис. 123 видно, что равновесие системы смешено в сторону
образования MgClj при относительно низких температурах (до точки
птавл>иия MgClj). Однако скорость реакции в этих условиях неве-
лика и достигает прием (емой величины лишь при 700 °C и выше. Но
при этом увеличивается концентрация хлора в газовой фазе, который
уходит с отходящими газами. что снижает степень его использования
в процессе. Поэтому хлорирование проводят в присутствии углерода
В этом случае возможны следующие реакции:
MgO ♦ С ♦ Cl2 j > MgClj 4 СО. • (25)
2MgO * С ♦ 2C1j 2MgCh + СО2, (26)
MgO ♦ СО - Cl3 }=± MgCI2 ♦ COj. (27)
Рис. 123. Диаграмма равновесия системы * MgClj + Я». MjCIjlW я j"'. /\ I* 20 . go —1—1 1 1 1 1—IjCtf «V *00 600 800 t°C
^Хлорид магния можно получить при хлорировании карбоната
MgCO}> С + С12 <=_ > MgCb + СО + СО2.
2MgCOj 4 С + 2С12 <=—± 2MgC|2 + 3COj.
Эти реакции ицут в две стадии: диссоциация карбоната и хлори-
рование оксида магния в присутствии углерода.
Технология получения безводного хлорида магния хлорированием
оксида магния или магнезита состоит из следующих операций:
сыептиваиие оксида магния или магнезита с углеродистым вос-
становителем и связующим, брикетирование этой шихты и хло-
рирование брикетов. Аппаратурно-технологическая схема получения
MgCh приведена иа рис. 124.
Степень хлорирования оксида магння составляет 87-92 %, расход
хлора - 1000-1200 кг и электроэнергии - 450 кВт-ч иа I т MgCI2.
Рис. 124. Аппаратурни тежнологмческжя сжема получен я безводного хлорид»
маши» хлорированием оксид» магння: ₽ня"
I - мостояой крлн, 2 - конгсЯ ср дл» брикетов; 3 - шахтная печь- 4 - ковш- 5
контейнер для шлака; 6 - промывная башня; 7 - скруббер; 8 - каплеуловитель-
9-1 грузочнос устройство; 10. Ц в нтнляционный зонт; 12 коллектор- 13
!4 - яеипгштор; /5 - сборный бак «элтскгор. и.
Глава 2. Подготовка магниевого сырья М5
2 4. ПОЛУЧЕНИЕ БЕЗВОДНОГО ХЛОРИДА МАГНИЯ
ИЗ БИШОФИТА И КАРНАЛЛИТА
Удаление воды из системы MgCb - Н2О прокаливанием связано с
гидролизом по реакции:
MgCh ♦ HiO MgO + 2HCL
При высоких температурах равновесие реакции смещается вправо.
Диаграмма состояния системы MgCI2 - Н2О представлена иа рис. 125,
из которой видно, что хлорид магння образует гидраты с различным
числом крисзаллизациоиной воды, существующие в определенном
температурном интервале. Например, при 106 °C шестнводаый
кристаллогидрат плавится в собственной кристаллизационной воде; с
повышением температуры до 117 °C ои теряет часть кристаллиза-
ционной воды и превращается в кристаллы ч стер ы хводи ого хлорида
магния и тщ. по приведенным ниже переходам одной гидратной
формы в другую:
117 ’С - MgCI2 6Н2О - MgC|2 4Н2О+ 2HjO,
185 QC - MgCh - 4Н2О “ MgCl2 2HjO+ 2НзО,
242 eC - MgCI2 2HZO - MgCl2 НгО+ HjO.
Удаление последней молекулы воды сопровождается гидролизом,
и в интервале 285-480 °C идет реакция:
MgCI2 +112О *=—> MgOHCI * HCI.
Константа равновесия этой реакции
Ki Ага/ Р^о-
Температура термического разложе-
ния MgOHCI и равновесия реакции (28)
выше 520 °C. Константа равновесия этой
реакции;
Рис. 125. Ди»1 рамм» состояния системы
MgCVILO
316 Металлургия легких металлов
Следовательно, полного обезвоживания MgCl2 простым нагрева-
нием достичь невозможно, так как повышение температуры выше
242 °C приводит к гидролизу с образованием MgO и 1ICI (28). Для
смещения равновесие этой реакции в леаую сторону. обезвоживание
следует проводить в атмосфере НО т.е. необходимо создать условия,
при которых над хлоридом магния отношение парциального давя .ния
НС) к парциальному давлению И/) должно быть больше константы
равновесия реакции при данной температуре, т.е. /на/^но > и
Однако при большом избытке хлористого водорода по сравнению
с водяным паром невозможно полностью предотвратить гидролиз.
Это объясняется существованием в системе MgCI2 - MgOHCI твердых
растворов MgOHCI в MgCb (рис. 126). При температурах 300 °C и
выше гндроокснхлорид магния в действительности находится в рав-
новесии не с чистым MgCI2, в со своим насыщенным раствором в
MgCI^, что и препятствует процессу полного обезвоживания гвдрата
хлорида магния без его частичного разложения.
Обезвоживание бишофита проводят в две стадии. Первая стадия:
постепенный нагрев MgCl2-6H2O в атмосфере воздуха до 170-200 °C,
в конечном продукте при этом остается примерно 1,5 моля воды иа
I моль MgCh. Нагрев проводят во вращающихся трубчатых печах
таким образом, чтобы не допустить расплавления кристаллогидра-
тов магния (точка плавления бишофита 106 °C). Хлорид магния
после первой стадии нагрева содержит 20-22 % кристаллизационной
воды.
Вторая стадия обезвоживания осуществляется также в трубчатых
печах в атмосфере HCI при температуре 450 °C. Можно также ис-
0 20 40 60 СО ЮО
MjO КС1
Рис. 126. Политсрмическая
диаграмма системы MgCli+
+ Н2О1---» MgO+ 2HCI
Глава 2. Подготовка магниевого сырья 317
пользовать хлор, получаемый от магниевых электролизеров, но при
этом в обезвоживаемый продукт вводят некоторое количество угле-
рода. и в печи идет реакция:
Н2О + С12 + С ~ 2HCI * СО;
2HjP 4 2С1а + с = 4HCI 4- СОз-
(30)
(31)
Хлорид магния после второй сталии обезвоживания содержит до
90 % MgCI2,4-5 % MgO и 0,1-0,15 % Н2О, остальное - примеси.
Обезвоживание карналлита сопровождается значительно менее
интенсивным i идролизом, чем обезвоживание бишофита, что объяс-
няется меиыпей активностью MgClj в двойной соли. Это дает воз-
можность вести обезвоживание в воздушной среде.
Дегидратация карналлита проходит в дес стадии:
КС1 MgCI2 6112O = КО MgCl2 2Н2О + 411,0; (32)
KCI MgCl2-2ll2O • KCI MgClj + 2Н2О.
(33)
Превращение шестнводного карналлита в двухводный начина-
йся и идет до конца прн 90 °C, а переход двухводного карнал-
лита в безводный начинается при 150 “Си заканчивается при 180—
200 °C.
Температурная зависимость упругости пара над шестиводным и
двухводным харналтитом приведена на рис 127 и выражается
эмпирическими уравнениями:
упругость диссоциации KCl MgCl2-6HjO
lg Р- 5,173 -2327/Г,
упругость диссоциации KCI-MgCh-21 hO
lg/» = 7,5506-3704/Г
Для технических расчетов рекомендуют-
ся следующие средние значения ДЯ реакций
дегидратации карналлита:
Рис. 127. У1 ругоегь водяного пара нал карнал-
r^KCi-MgCb6Н2О; 2-КС1 MgCI:2HjO
з/«
Металлургия легких металлов
для реакции (32) в интервале 25-167,5 °C
А//3-178,4 кДж/моль,
для реакции (33) в интервале 147-264 °C
Ы1--139,9 кДж/моль.
При обезвоживании карналлит все-таки подвернется гидролизу,
но В меныией степени, чем бишофит. Степень гидролиза шсстивод-
иого карналлита при превращении в двухводный составляет 1 %, а
двухводного в безводный в интервале температур 200-300 °C - 5,86-
9,74 %.
Гидролизованный карналлит при нагревании от 400 до 500 °C по-
степенно теряет остаток воды, плавится с образованием жидкой фазы
KCIMgCh, MgO н НС1Г.
Первичное обезвоживание карналлите осуществляют по техноло-
гической схеме, представленной на рис. 128.
Обезвоживание проводят во вращающейся барабанной печи,
отапливаемой изнутри по принципу противотока карналлит движется
навстречу горячим газам. Пыль» уносимую потоком 1аза, улавливают
н присоединяют к обезвоженному продукту. Пары 11С1 поглошают в
скрубберах. Контроль обезвоживания ведут по содержанию оксида
магния в карналлите.
Температура газа иа входе в барабан - 500-560 °C. температура
отходящих газов - 110-130 СС. Диаметр печи 2,3-3 м. длина 25-45 м,
скорость вращения 0.8-1.3 об/мин. Производительность - 6-7 т/ч.
степень гидролиза 10-12 %, расход энергии 3500-4000 МДж/т.
Степень обезвоживания карналлша во вращающихся печах рас-
считывают по содержанию MgClj и НгО в обезвоженном карналлите,
в котором сначала определяют молекулярное отношение воды к
хлористому магнию по формуле:
Н.О 95.24
MgCl. IB’
где MgCb и Н’О - содержание хлористого магния и воды в обезво-
женном карпа) щтс, %; 95, 24 к 18 - молскуляриь е массы хлористого
Глава 2. Подготовка магниевого сырья
319
На расмаалакаа и окончательное
обагаокиаание
карналлита:
/ самооцроккаывацщяяся платформа; ’ штабель карнахпт; 3 - грейф^рн^Й
кран; 4. 7 - бункеры, 5, 8- питатели; б, 13. 16. 21 - транспортеры; 9- вращаю-
щаяся печь; 10 - иешнлятор; // - топка. 12 - смесители ая камера, 13 - ipoxor;
14 - дробилка; /7 - элеватор, 18 - силос; 19 - переходная камера; 20 - циклон;
22 дымосос. 23 саруббср
магния н во гы. Затем определяют степень обезвоживания Q (%) по
формуле: -^-100, j
где 6 - число молекул воды в исходном карналлите.
Степень гидролиза хлористого магния S (%) рассчитывают по
формуле:
2,3tMgO
MgClj *2.36MgO
где MgO и MgClj - содержание оксида магния и хлористого магния в
обезвоженном карналлите. %; 2,36 - отношение молекулярных масс
хлористого мап1Кя и оксида магния.
320
Рис. 129. Схематический рязрет печи для обезвоживания карналлита в кв-
ляш м елое:
I - кожух; 2 - тспт мэозяшц; 3 - футсро«ка, 4 - газораспределительная подина;
5 - шнгы; 6 - перегородка; 7 - забрасыватель; 8 - выпускная течка; 9 - топка; 10 -
выход отходящих газов
Обезвоживание во вращающихся печах имеет ряд недостатков:
велнкн потерн за счет гидролиза, низка степень обезвоживания. В
последнее время для обезвоживания вес шире применяют многока»
мерные печи кипящего слоя (КС). Температура в кипящем слое каж-
дой камеры устанавливается независимо от температуры Греющего
газа (рнс. 129): при нагреве шестиводного карналлита температура
растет до 120 °C Перегиб и площадки при этой температуре соответ-
ствуют переходу шсстнводного карналлита в двухводный. Затем
температура вновь повышается до 160 °C. Это соответствует второму
перегибу - переходу двухводного карналлита в безводный, н третий
перешб обозначает достижение максимально возможной температу-
ры нагрева прн определенной температуре вдуваемого газа. Материал
перемещается из одной камеры в другую. Температура вдуваемого в
камеру греющего газа соответствует состоянию карналлита, перетека-
щего в данную камеру.
Псчн "кипящего слоя" обеспечивают отличные условия теплопере-
дачи н саморегуляцию температуры на рева материала.
В печах 'кипящего слоя" достигается более глубокое, чем во вра-
щающихся, обезвоживание (94-95 %), степень гидролиза не превы-
2. Подготовка магниевого сырья 321
Таблица 13. Состав Kapna.iJ>fTajO н послв обезвоживания
Наименование I Состав, %
Обогаше ный карналлит ОбезвожженныЙ карналлит. 31,5-32,5 23-25 3-5 1 1 34-40
во вращающейся печи 44,6-483 37-38 73-8 3,4-8.1 2.1-2,5
48.2-48.8 38-40 7-8 3.7-4.8 1,6-1.9
шаст 8 %, что уменьшает выброс НС1 в 1.3 раза. Средний состав обо-
гащенного н обезвоженного карналлита приведен в табл. 15.
Окончательное обезвоживание карналлита производится расплав-
1СННС.М продукта в печах СКН (стационарные карналлитовые печи
непрерывного действия). Общий вид установки представлен на рис.
О, которая состоит нз стационарной печн 4, соединенной пере-
кидным желобом 6 с двумя поворотными миксерами 7 цилиндри»
ческой формы.
Нагрев солей и поддержание нх в расплавленном состоянии в печи
н миксерах осуществляется вследствие тепла, выделяющегося в
солевом расплаве при П1рохожденнн через него электрического тока,
подводимого при помощи стальных стержней, погруженных в
расплав и расположенных друг от друга на расстоянии, определяемом
мощностью печного трансформатора.
P-Cra^ Печь?ялж ,,еР«ллявки карналлита (СКН);
б - жслоеТ’ - " с™яы,ые э-кюролы 4 каркас. 5 - чугунная тетка;
/?И1Х>“н’ссер*’ 8 “ ФУ^Роам миксера. 9 - полъемно
•ор юс устройство, 10- стальные электроды. // - тюк для очистки миксера
П - 1176
377 Металлургия легких метанол
Температура в печи СКН поддерживается автоматически в
пределах 480-520 *С Прн плавлении происходит удаление остаточ-
ной воды и гидролиз. Пары воды н хлористого водорода направля-
ются на газоочистку. Уровень расплава в стационарной печи поддер-
живается таким, чтобы осуществлялся непрерывный его сток в мик-
сер. После заполнения миксера желоб переставляют на другой мик-
сер, в в первом поднимают температуру до 780-840 ®С, прн которой
выдерживают расплав в течение 1,5-2 ч. Происходит полное обезво-
живание н оседание образовавшегося вследствие гидролиза оксида
магния, а также других твердых включений (соединений железа,
алюминия, кремния). Примесь серы, находящейся в расплаве в виде
растворенного сульфата магния, удаляют введением в расплав углеро-
да в виде размолотого древесного угля илн нефтяного кокса, который
связывает серу в нер»створимое в карналлите соединение MgS по
реакциям:
2MgSO4 + С - 2MgO + 2SOj + СО2,
MgSO4 + 2С • MgS + 2СО>
Химический состав карналлита после переплавки и отстаивания
приведен в табл. 16.
Извлекаемый из миксеров шлам имеет следующий средний состав,
%: 25-30 MgO; 30-35 MgCh; 30-32 KCl+NaCl; 6-10 прочих примесей.
Окончательное обезвоживание карналлита можно проводить также
в хлораторам. В этих аппаратах при расплавлении карналлита
полностью удаляется вода, завершается процесс гидролиза с
образованием оксида магния, паров воды я НС1 Продувкой расплава
х. ором производят хлорирование оксида магния. Для интен-
сификации этих процессов в расплав вводят углерод в виде нефтяного
кокса. Идут реакции: (25, 26,27).
Таблица 16. Химический состав, %,
обезвоживания (после i • репдавкн)
карналлита после второй стадии
Наименование продукта М»С1; KCI NaCI MgO HjO Ipf 1 »
Карналлит госте
плавки в СКН
отстаиааима а михсерс
48 39 9 3 0,4 1
KCI + NbCI
49 40 0,5 - 0,5
Гwa 2 Подготовка нагниввого сырья 323
При температуре выше 550 °C будут идти реакции
MgOHCI г MgO + НО, в также
2MgOHCl + С12 ♦ С - 2MgCb ♦ Н2О ♦ СО.
Температура расплава прн хлорировании - 750-820 °C. Протекают
также реакции хлорирования паров воды (30,31).
Сульфаты (MgSO< н др.) взаимодействуют с хлором н углеродом
по реакциям типа:
MgSO< + С12 + С MgCh + SO2 + СО2,
благодаря которым происходит практически полное удаление из
расплава серы. Оксиды железа, кремния, алюминия взаимодействуют
с хлором и углеродом с образованием соответствующих хлоридов по
реакции типа:
2Fe20j + 6С12 + 30 4FeClj + ЗСО2.
Образовавшиеся хлориды частично остаются в расплаве, другая же
их часть возгоняется.
Хлоратор, представленный на рис. 131, состоит из трех отделений:
плавильника, первой и второй реакционных камер и миксера, объе-
диненных общим кожухом. Плавильник расположен в верхней части
хлоратора н отделен от реакционных камер сплошным наклонным
перекрытием н горизонтальной перегородкой с отверстиями. От мик-
сера плавильник отделен вертикальной стенкой. Расплав в плавиль-
нике подогревается током, подведенным к стальным электродам, по-
груженным в него сверху. В своде плавильной камеры имеется
загрузочное отверстие. Реакционные камеры разделены вертикальной
стенкой, внутри которой проходит соединительный канал. В каждой
реакционной камере установлены керамические плитки с отверстия-
ми. Верхние н ннжнне зоны камер дополнительно соединены друг с
другом персточнымн каналами. В ннжней зоне имеются выпускные
легки. С двух сторон в камеры введ»ны электроды и хлорные фурмы.
Реакционные камеры соединены с миксером псрсточным каналом.
Миксер обогревается пропусканием тока через расплав, подводимого
прн помощи побуженных в него стальных электродов. В донной
части миксера имеется выпускная летка Хлорирование осуществляют
анодными газами магниевых электролизеров. Образующиеся при хло-
рировании газы поступают на газоочистку. Нерастворимые оксиды
оседают нв дно миксера (шлам), избыток нефтяного коксв всплывает
на поверхность расплава. "Осветленный’' безводный карналлит сли-
11*
Ряс. 131. Хлоратор для олявкн кяркылмтг.
продольный (а) и попаренный (б) разрезы; J - кожух; 2 - футеровка, 3. 5. 6 -
электроды; 4 - загрузочное отверстие, 7. 13 - летки; В - фурмы; 9~ решетки; 10 -
псрсточныЯ канал. II - газоход; 12 - охлажддюшес устройство; 14 - порог, А -
плинпънкк; Б-1, Б-П - рсахциои ые хлорирующие камеры, В - миксер
Глава 3 Теоретические основы получения магния электролизом
325
вают через летку в ковши и перевозят в электролизный цех. Шлам
периодически извлекают из миксера.
Производительность хлоратора 4-6 т/ч; выход безводного кар-
наллита - 87-92 %; выход шламв - 3-5 %; степень гидролиза - 1-3 %;
расход электроэнергии на 1 т безводного карналлита - 390-440 кВт ч,
хлора- 90-110 %, нефтяного кокса - 8-10 кг.
Глава 3. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ
ПОЛУЧЕНИЯ МАГНИЯ ЭЛЕКТРОЛИЗОМ
3.1. ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА
ЭЛЕКТРОЛИТА МАГНИЕВОЙ ВАННЫ
Электролит для получения магния электролизом должен обладать
некоторыми свойствами: низкой температурой плавления, высокой
электропроводимостью, большей, чем у мапшя, плотностью, также
выше чем у магния, малой вязкостью и летучестью, не иметь более
электроположительных, чем магний, ионов, хорошо растворять
MgCh. не взаимодействовать с футеровкой электролизера.
Для лолуфння магния электролизом в качестве электролита может
быть использован безводный хлорид магния, но это невыгодно, так
как такой расплав имел бы слишком высокие электросопротивление и
температуру плавления; в нем интенсивнее, чем в других хлоридах,
растворяется магний. Хлорид магния склонен к гидролизу, обладает
высокой упругостью паров. В практических условиях для электролизе
используют электролит, состоящий нз смеси солей NaCl, КС1, СаС12 и
др. Концентрация MgCl2 обычно находится в пределах 8-16 %. Со-
ставы некоторых электролитов привечены в табл. 17.
Составы этих смесей подбирают так, чтобы обеспечивались опти-
мальные показатели по всем перечисленным выше свойствам
Плавкость хлоридньа систем Электролит состоит из четырех-
пяти хлоридов металлов. Каждый нз компонентов в отде 1ьности име-
ет сравнительно высокую температуру плавления. Например, iM (°C):
718 MgCl2; 772 КС1; 800 NaCl; 774 СаС12.
Температура плавления электролита должна быть ниже темпера-
туры ппав.тения магния. В противном случае магний будет выделять-
ся иа катоде в твердом виде, что приведет к замь канню эл эстродов,
затруднит процесс извлечения магния нз электро «изера. Краме того,
ведение электролиза прн возможно более низкой температуре обеспе-
326 Метаиургшл легких металлов
шгнмеаых электролизное
Наимено- вание эзек- тролита Содержание. % Темпе- ратура литании. •с Унг Удельная электропро- вод «месть при 700 *С
MgClj КС1 NaCl CaClj
Калиевый 5-12 70-78 12-16 0-2 650 1,60 183
Каляеве- 8-16 38-44 38-44 4—6 625 1.63 210
натриевый Налркево- калнееый 8-16 0-19 35-45 30-40 575 1,78 200
Натриеаий 25 - 45-60 15-25 650 1.66 223
чнт низкий расход электроэнергии, снизит потери магния за счет рас-
творения в электролите.
Как видно нз диаграммы состояния системы MgClj - КС1, приве-
денной на рис. 132, в ней имеется прн 55 % (молви.) КС1 конгруэнтно
плавящееся химическое соединение - карналлит с температурой
плавления 470 °C. Точно также система MgClj - NaCl (рис. 133) ха-
рактеризуется сравнительно широкой областью более легкоплавких
Температура ,еС <§ §§ §§ П. ) т Т 1 у> 1 $ ° S # — Js - pl XJ Рис. 132. Дмаг ряммя плав- кости системы MgClj-KCl
Глава 3. Теоретические основы получения магния электролизом
Рис. 133. Диаграмма плав-
Коо и системы MgClj-
NaCI
составов, чем температуры плавления исходных компонентов. Трой-
ная система MgCl? - KCI - NaCl (рис. 134) имеет три тройных легко-
плавких эвтектики: эвтектика О] плавится при 400 СС и имеет состав
% (молви.): 35 MgCl3, 47 КО и 18 NaCl; эвтектика Oj соответствует
одновременной кристаллизации химических соединений KCl-MgClj и
ZNaCl-MgCh при 38,5 % (мольн.) NaCl; эвтектика Оз состоит нз
KCl-MgClj, 2NaCI-MgClj и NaCl; она затвердевает прн 400 °C и отве-
Рис. 134. Дня1р«ммж плавкости системы MgClj-KCl-NaCl
Рис. 135. Итотермы плавкости кюкониснтрацмонного (10 % MgCbj разреи
четвертой системы MgClr-KCF-NeCKaCl!
чает составу, % (мольн.): 39 MgCh: 25 КС); 36 NaCI. Области диа-
граммы состояния MgCij - KCI - NaCI, обозначенные цифрами 11HV,
включают составы, плавящиеся при температурах, значительно более
низких, чем температура плавления магния. Диалогичные выводы
можно сделать из рассмотрения диаграммы состояния КО - NaCI -
MgClj - СаС12. Она также характеризуется наличн’М лекоп лавкой
четверной эвтектики (рис. 135).
Давление пара. Прн электролизе магния имеют место потери хло-
рида магния в результате испарения. Давление пара компонентов
электролита весьма высокое.
Так, давление паре MgClj; КС); NaCI при 750 °C, Па: 253,3; 45.6;
47,6 соответственно.
На рис. 136 приведены изотермы дав |сння пара в системе MgCl -
КС1.
Из диаграммы видно, что своего минимума давление пара в си-
стеме достигает прн 50 % КС). Таким образом, применяя MgC)2
в смеси с КС!, можно значительно снизить летучесть расплава, а сле-
Глава 3. Теоретические основы получения магния эяекпуэализач 329
Рис. IM- Изотермы мвмшмтМ нм
расплавами системы при 900 С. А
М° обо? с давление пара; 2 - парциальное
д^еннс ,ВР* КС»; 3 - трииальиос Д«-
псние пара MfcCh
довательно. уменьшить потерн электролита в результате испа-
рения.
Плотность и вязкость электролита. Плотность электролита при
температуре электролиза должна быть выше плотности магния. Это
обеспечивает всплывание магния, полноту отделения магния от элек-
тролита. Если различие плотностей магния н электролита невелико,
то при малейшем угяжеленнн капли магния онв будет тонуть и при-
соединяться к штаму. Большое разница плотностей также недопусти-
ма, так как в этом случае капля магния как бы вытесняется нз элек-
тролита и окисляется кислородом воздуха. Оптимальное различие
плотностей, которое должно составлять 0.03-0,15 г/см3, обеспечивает
минимальные потерн магния вследствие упомянутых процессов.
Вязкость электролита. Прн электролизе магния это свойство
ЭЛ ктролита также существенно влияет на процесс. Вязкость должна
быть возможно более низкой. Чем ниже вязкость, тем выше скорость
коалесценции капель магния, и быстрее отделяется магний от элек-
гролята, выше скорость оседания шлама, что уменьшает вероятность
пассивации катода нз-за налипания на его поверхность оксидов маг-
ния н других твердых частиц, уменьшается количество электролита,
извлеченного вместе с магнием из электролизера.
Ниже приведены вязкости некоторых чистых солей:
Температур®. 'С............
Вязкость, нПа с.. _......—
|лС1 KCI NaCI
617 790 816
1,71 142 1.49
MgClj CaClj BaCh
751 800 980
4,69 4.20 5.25
На вязкость расплавленных хлористых солей влияет подвижность
катионов. Поэтому растворенные галогениды щелочных металлов
имеют меньшую вязкость, чем галогениды двухвалентных метал-
лов. Вязкость чистого хлорида магния в 3 раза выше вязкости хлори-
дов щелочных металлов. Повышенное содержание СаС12 и BaCh в
эзцстролнте приводит к существенному увеличению его вязкости. В
магии вой промышленности наиболее широко применяют электролм-
330 Memaxtyyvwf легких металлов
ты, вязкость которых следующая, мПа-c: калиевого - 1,35, натриево-
калневого— 1,59, натрнево-кальииевого - 2,22 и натриевого -1,9-
Межфазные натяжения. Многие процессы, происходящие в маг-
ниевом электролизере, связаны с поверхностной энергией на границе
раздела фаз. Это - процессы образования капель жидкого магния на
катоде н пузырьков хлора на аноде, условия отрыва этих фаз от по-
верхностей электродов и всплывания нх на поверхность электролита,
растворения магния в электролите, пропитывание футеровки н анода
электролитом, смачивал не поверхности катода магнием (об лужи ва-
нне).
Если межфазное натяжение мало, то жидкая фаза хорошо смачива-
ет другую фазу (жидкость или твердую), если велико, то смачивание
другой фазы плохое.
Силы поверхностного натяжения влияют на поведение магния и
хлора прн нх вьщеленни из электролита. Равновесное состояние капли
магния иян пузырька хлора, образовавшихся на поверхностях элек-
тродов, определяется значением в, которое связано с поверхностным
натяжением на границах элсктролит-хлор (сг».х), электролит-катод
млн анод (с»_ж н с>4) и на каждой нз межфазных границ: магннй-
катод-электролнт и хлор-анол -электролит.
Ниже приведены поверхностные натяжения ряда жидких фаз. из-
меренные в атмосфере аргона и при температурах их плавления:
MgCI, КС1 NaCl СвС12 ВяСЦ KMgCl, Mg Na,AIF4
(вл, °C---------- 718 770 801 774 958 700 651 1020
о. мН/м........... 139 97 114,1 148 172 118 563 146
На катоде могут образовываться крупные илн мелкие капли. В
первом случае потерн магния будут меньшими. Этого можно достичь
прн облуженной магнием поверхности катода Облуживанпе магнием
произойдет, если свободная поверхностная энергия на границе элек-
тролит-катод будет больше, чем на границе магний-катод, т.е. усло-
вие смачиваемости будет выглядеть так:
В этом случае cosO > 0, и краевой угол - острый. Прн Э - 0 cos© “
- I, т.е. происходит полное смачивание. Рассуждая аналогичным об-
разом, можно показать, чти хлор хуже смачивает анод чем электро-
лит, что прзводит к образованию мелких пузырьков хлора на аноде.
Величина поверхностного натяжения расплавленного электролита
магниевой ванны имеет большое значение в практике. Прн большой ве-
личине поверхностного натяжения электролита на границе с газовой
фазой он надежнее защищает магний от взаимодействия с воздухом.
Электропроводимость. Это свойство электролита определяет
удеяьный расход электроэнергии. С повышением электропроводимо-
Глава 3. Теоретические основы получения магния электролизом 33 j
стн появляется возможность увеличить платность тока н межполюс-
ное расстояние, а следовательно, и производительность электролизе-
ра. Электропроводимость расплавленных хлоридов при температурах,
на несколько градусов более высоких, чем температуры нх плавления,
указаны ниже
L1C1 NaCl КС! MgCI;
Удельны электропроаодкмость, См'м. 5.86 3.54 2,42 1,7
Наименьшая электропроводимость - у хлорида магния. Состав и
строение расплавленных электролитов, механизм перенося электри-
ческого тока в расплавах существенно влияют на электропроводи-
мость.
Расплавленные соли относятся к классу ионных жидкостей. Свой-
ства расплавленных солей связаны с нх структурой н молекулярным
составом. На перенос тока сильно влияет комплексообразование со-
лей в расплаве. Комплексные ионы менее подвижны.
Строение расплавленного хлорида магния в смесн с хлоридами
щелочных металлов мало изучено. По последним наиболее достовер-
ным данным предполагается, что прн расплавлении KMgClj н
NaMgClj они диссоциируют по схеме:
KMgClj <=., » К* + Mg CI, — > К’ +MgCl* + 2Cr?==*
< * K’ + Mg2~+3cr.
Аналогично диссоциирует и натриевая соль.
NaMgClj < ~ > Na4 + MgClj j -» Na* + MgC!’ +2СГ < »
, — f Nn' + Mg2 +ЗСГ.
Ток переносится вонами натрия, калия н частично магния. Обра-
зование более громоздких комплжеиых конов н молекул понижает
подвижность частиц в расплаве. С повышением содержания NaCl и
КС! в расплаве схема диссоциации, как считают, будет такой:
K2MgCl4 <=± 2К* + Mg Cl*’ <=t2K‘ + Mg Cl, + CT. (34)
Аналогично и для NaCl.
Образуется прочный комплексный нон, н доля тока, переносимого
ионами магния, уменьшается.
Прочность комплексов определяется концентрацией щелочного
металла н рад иусом его нона: чем больше радиус нона щелочного ме-
талла, тем сильнее комплексообразование в расплаве. Радиус Na‘
меньше радиуса К\ поэтому активность MgCh в расплаве КС! -
MgClj значительно меньше, чем в расплаве NaCl - MgCh-
Изменение удельной электропроводимости расплавов КС!-NaCl -
MgCl2 н LiCI - КС! - MgClj в зависимости от состава при 700 °C вид-
Рыс. 137. Иютсрмы удельной электропроводимости рясплявов при 700 °C
(цифры у кривых - электропроводимость, 0,1 См/м) для систем KCPNaCI-
MgCI* (fl) и UCl-KCkMgCh (б)
но из рис. 137. Показано, что с увеличением содержания КС1 и NaCl
электропроводимость расплавов увеличивается. Наибольшее увели*
ченне наблюдается в системе MCI - KCI - MgCl2 при содержания бо-
лее 60 % LiCI н 10-20 % MgClj.
Удельная электропроводимость таких расплавов при 700 °C равна
(4.2-5,3)-1(Гг См/м, в то время как электропроводимость применяе-
мых на практике электролитов при 700 °C равна (1,7-2,2>10-2 См/м
Применение электролитов на основе этой системы дало возможность
снизить расход электроэнергии н потери магния прн электролизе. Но
из-за ограниченности природных ресурсов такие электролиты широ-
ко нс применяются.
3.2. ПРОЦЕССЫ НА ЭЛЕКТРОДАХ Н НАПРЯЖЕНИЕ
РАЗЛОЖЕНИЯ ХЛОРИДА МАГНИЯ
Магниевый электролизер состоит (рис. 138) нз ванны, заполненной
расплавленным электролитом, и погруженных в него электродов:
стального катода н графитового анода.
В расплаве возникает электрическая цепь (FeJMgflMgClj
(раствор) |Clj(c). Для протекания электролиза необходимо к электро-
дам приложить разность потенциалов (напряженке) тока, более высо-
кую. чем э.д.С- данной гальванической цели. Эта разность потенциа-
лов называется напряжением разложения MgClj.
Глава 3. Теоретические основы получения магния электролизом
333
Рис. 138. Сжеия устройства диа-
фрагмсииого элсктролн! ра:
а — анодное пространство, б - ка-
тодное пространство; 1 - шюд. 2 -
катод, 3 - диафрагма; 4 - отверстие
для выхода хлора; 5 - магний
Учитывая приведенную вы-
ше схему диссоциации карнал-
лита (34), нон К‘ движется к
катоду, a MgCl5* - к аноду. На
аноде нон MgCl5* диссоцииру-
ет:
MgCl’ =м^' + эсг.
Хлор разряжается на аноде
- 2СГ - 2г - С12. магний - на
катоде - Mg2’ + 2е = Mg.
Выделяющийся в результате электролиза на катоде магний, будучи
легче электролита, всплывает н накапливается на его поверхности, а
хлор по трубопроводам отводят и накопители. Разлагается только
хлорид магния; другие хлориды, входящие в состав электролита, не
разлагаются. так как имеют более высокое напряжение разложения.
Прн электролитическом выделении хлора на графитовом аноде на-
блюдается поляризация, которая достигает 0,1 В. Считают, что поля-
ризация является следствием адсорбции атомов хлора графитом с по-
следующей десорбцией молекулярного хлора.
На графитовом аноде могут протекать и побочные процессы, в ос-
новном связанные с выделен нем оксидов углерода. Онн являются
причиной расхода материала анода (С). Анодный эффект иа магние-
вом электролизере не наблюдается.
Выход по току хлора немного ниже, чем магния. Это связано,
главным образом, с попаданием хлора в катодное пространство, н
происходит безвозвратная потеря его вместе с отсасываемыми нз ка-
тодного пространства газами.
33. МЕХАНИЗМЫ ПОТЕРЬ МАГНИЯ
Основной причиной потерь магния является соединение выделив-
шегося магния с хлором. Схемы взаимодействия могут быть различ-
ными; 1) магний растворяется в электролите (в виде субнонов взаи-
модействует с растворенным хлором); 2) растворенный магний взаи-
модействует с газообразным хлором; 3) жидкий магний взаимодейсг-
334 Металлургия легких металлов
вует с растворенным хлором; 4) жидкий магний взаимодействует с
газообразным хлором. Растворимость магния в расплавленном хлори-
де магния при 700-800 ®С составляет примерно 0,1 г/моль расплава, а
в многокомпонентном электролите она знвчительно меньше.
Оптимальная температура электролита определяется его составом.
Обычно она колеблется в пределах 700-715 °C. Прн температуре ни-
же 700 °C увеличивается вязкость электролита, что ухудшает условия
отделения магния от солевого расплава. Температура влияет на плот-
ность электролнта и, следовательно, регулирует механизм всплыва-
ния или погружения магния или пребывания его во взвешенном со-
стоянии.
Оптимальная концентрация MgCl2 в электролите - 18-20 %. При
снижении концентрации до 2-3 % возможно совместное выделение на
катоде магния н щелочного металла, в если концентрация MgCI2 ста-
нет выше 20 %, то равновесие реакции
MgCl2 + Mg-2MgCl
сдвигается вправо, т.с. интенсифицируется процесс растворения маг*
ння.
При добавлении к расплавленному MgCl2 хлоридов щелочных ме-
таллов (LiCl, KCI, NaCI) и щелочноземельных (СаСЬ, ВаСЬ) металлов
растворимость магния в расплаве падает. Наиболее сильно на раство-
римость магния влияют добавки КО н меньше NaCI н LiCI.
Окисление магния кислородом вносит существенный вклад в об-
щую сумму потерь. Оно может идти различными путями. Прямое
взаимодействие магния с кислородом вдет по реакция:
Mg + 1/2 Oj = MgO.
Оно особенно опасно, когда плотность магния превышает плот-
ность электролнта на более высокую, чем допускается, величину. В
этом случае электролит ие защищает магний от контакта с воздухом,
н магннй горит.
Прн темп ратурс электролиза магннй взаимодействует с парами
воды, имеющимися в атмосфере, по реакция:
Mg + HjO ° MgO +
Если в электролите имеется растворенная вода, то механизм по-
терь магния такое:
MgCh + HjO - MgOHCI + HCL
Гидрооксихлорид магния диссоциирует:
MgOHCI { => MgOH* +СГ»
Глава 3. Теоретические основы получения магния электролизом
а на катоде идет реакция:
MgOH* + е - MgO + I /2Н2.
н катод покрывается пленкой из оксида магния. Ухудшается смачи-
ваемость катода магнием, что приводит к образованию у поверхности
катода мелких неслнвающихся капель магния, которые легко попада-
ют в анодное пространство н там взаимодействуют с хлором. Кроме
того, утяжеленные оксидом магния капли магния тонут и присоеди-
няются к шламу.
Прнмссь железа в электролите также снижает выход магния по то-
ку. При содержании железа в электролите даже в небольших количе-
ствах (0,05-0,5 %) выход магния может заметно снизиться, так как
стандартный потенциал железа в хлоридном расплаве намного поло-
жительнее потенциала магния, поэтому даже прн низкой концентра-
ции ионов железа в электролите они разряжаются на катоде. Может
идти также процесс взаимодействия хлорного железа с выделившимся
магнием по реакции:
2FcCl> + 3Mg - 3MgCl2 + 2Fe.
Примесь солей марганца в электролите ведет себя подобно приме-
си железа. Ионы железа и марганца разряжаются на каплях магния, ие
потерявших контакт с поверхностью катода, утяжеляют их, что может
быть причиной их погружения и присоединения к шламу. Таким об-
разом, получается двойная потеря: энергии на разряд примесных ио-
нов и магния, уходящего в шлам.
Сравнительно невысокое содержание сульфатов в электролите
(0.1-0.2 % SO<‘) также уменьшает выход магния по току. Напряже-
ние разложения MgSO< прн 700 °C составляет примерно 3,4 В, поэто-
му электрохимическое разложение маловероятно Возможны реакции:
MgSO4 + 3Mg = 4MgO + S;
MgSO4 + 4Mg “ MgS + 4MgO;
MgSO4 + Mg = 2 MgO + SO2.
MgSO4 + 2MgS - 2MgO + Mg + SO2 + 2S;
ZS + Ch-SjCh;
MgS + Cfe-MgCh + S.
Ход всех этих реакций вызывает пассивацию катода и образование
"пены", состоящей нз мелких капель магния. Происходит поляриза-
ция катода, напряжение на электролизере повышается (может про-
Металлургия легких металлов
336
изойти разряд Na+) и снижается выход по току Mg. Все эти процессы
прекращаются, когда содержание SO, в электролите снижается до
0,05-0,01 %.
Наличие в электролизере влаги, солей железа, марганца, сульфата
магния приводит к тому, что в начальный период электролиза во
вновь пущенной ванне выход по току магния оказывается близким к
нулю, н наблюдается обильное образование шлама, а также "кипение1
электролита от выделяющихся Н2 н SOi.
Накапливающийся на дне ванны шлам состоит в основном из ок-
сида магния (около 90 %) н оксидов других металлов, а также содер-
жит магний, железо, сульфиды, карбиды, частицы углерода.
Одновременно с процессом образования оксидов н металлической
фазы идет процесс хлорирования. Благодаря хлорированию в состав
электролита возвращается хлор и магния, прнмесн, которые загряз-
няют электролит, а также н получаемый магний. Количество шлама в
электролите будет зависеть от соотношения скоростей этих процес-
сов.
3.4. ВЫХОД ПО ТОКУ Н ПО ЭНЕРГИИ
Выход машин н хлора по току и по энергии зависит от величины
потерь вследствие прохождения описанных выше химических и элек-
трохимических процессов в объеме электролита и на электродах. На
интенсивность прохождения этих процессов влияют также конструк-
ция электролизера, величины междуполюсного расстояния н плотно-
сти тока. В промышленных электролизерах потери магния происхо-
дят в результате растворения магния в электролите его теряется
0,02 % (по массе); в шлам лгрсходит не более 0.3-0,5 %; окисляется
кислородом воздуха около 2-3 %. Однако потери магния за счет окис-
ления могут сильно увеличиться, если плотность электролита окажет-
ся выше плотности магния на величину больше оптимальной В этом
случае пленка электролита перестает защищать магний, и он горит,
что может увеличить эту статью потерь до 5-6 %.
Конструкция электролизера влияет на выход по току магния. Диа-
фрагменные электролизеры имеют больший выход, чем безднафраг-
менные. Это объясняется тем, что у последним более длительный
контакт капель магния с пузырьками хлора.
Межполюсное расстояние, высота анода, являясь параметрами
конструкции электролизера, оказывают существенное влияние на вы-
ход но току магния. Действительно, величина межполюсно|Ч> рас-
стояния определяет вероятность встречи капель магния с пузырьками
337
Глава 3. Теоретические основы получения магния злектралкзом
хлора; чем меньше межполюсное расстояние, тем выше потерн из-за
взаимодействия магния н хлора. Высота анода определяет скорость
циркуляции электролита н, следовательно, время пребывания капель
магния в межполюсяом пространстве: чем выше скорость циркуля-
ции, тем кратховреьиннее вероятный контакт магния с хлором н» сле-
довательно, выше выход по току.
Однако чрезмерное увеличение скорости движения электролита в
межполюсном пространстве может способствовать увлечению капель
магния к поверхности анода, и интенсивность взаимодействия магния
с хлором увеличится, что приведет к снижению выхода по току.
Повышение плотности тока увеличивает выход по току до опреде-
ленного предела, при превышении которого интенсифицируются пе-
ренос магния к аноду и. следовательно, реакцнн взаимодейс-гвня ка-
пель н растворенного магния с хлором интенсифицируется.
Выход по току магния в промышленных ваннах при электролизе
расплавленного хлорида магния составляет 80-85 %.
Теоретическое количество магния, которое может быть выделено
прн электролизе одним кВтч энергии (выход по энергии), будет
равно:
г/хВтч.
£, 2.6
где £г - напряжение разложения MgCl2 при 750 СС, В; у - электрохи-
мический эквивалент магния, г/А-ч; значение 2,6 - напряженке раз-
ложения MgCl2 при 750 °C.
Практически же количество магния, выделяемое в промышленных
условиях электролиза, значительно ниже н в среднем равно:
^ °;85 10> =64г/кВтч.
’ Ц, б
где п, - выход по току в долях единицы; = 6 В - среднее напря-
жение на промышленной ванне, В.
Удельный расход электроэнергии ЦГ) можно определить но фор-
муле
W - Цу 10?.=_-15548 кВт-чАг.
у И, 0,434 0,83
Выход по энергии в % составит
.^.0,85-100= 36,8 %
Таким образом видно, что из общего количества электроэнергии,
подводимой к магниевому электролизеру, немногим более 1/3 ее
338 Металлургия легких металлов
используется на электролитический процесс. Остальные же 2/3 рас-
ходуются на компенсацию тепловых потерь ванны в окружающую
среду прн поддержании температуры электролита на уровне 700-
750 °C.
Удельная производительность магниевого электролизера и удель-
ный расход энергии нв нем находятся в сложной зависимости от со-
вокупности значений многих параметров: плотности тока, расстояния
между электродами, высоты анода, а также от конструкции электро-
лизера и состава электролита. Обычно принимают плотность тока в
пределах 03-0.6 А/см2, расстояние между электродами - 5-7 см, вы-
соту рабочей части анода - 90-120 см.
Глава 4. ТЕХНОЛОГИЯ ЭЛЕКТРОЛИТИЧЕСКОГО
ПРОИЗВОДСТВА МАГНИЯ
4.1. КОНСТРУКЦИИ МАГНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ
В металлургии магния используют два типа электролизеров: диа-
фрагменные и безднафрагменные. Последние постепенно вытесняют
первые в связи с рядом преимуществ, которые будут рассмотрены
ниже.
Диафрагменные электролизеры отличаются, в свою очередь, спо-
собом введения электродов в ванну электролизера. На рис. 139 пред-
ставлен электролизер с верхним вводом анодов, а иа рис. 140 - элек-
тролизер с нижним вводом анодов. Работают также конструкции с
боковым вводом анодов.
Аноды выполняют нз графитированных угольных блоков, а като-
ды - из малоуглеродистой стали марки Ст. 3. Железо при 750 °C нс
растворяется в магнии. Для предотвращения коробления катодные
листы упрочняют ребрами жесткости. Катоды располагают строго
вертикально и параллельно поверхности анодов при межполюсном
расстоянии 5-8 см.
Ванну электролезера футеруют нс взаимодействующим с электро-
литом шамотом. Пропитыванием открытых поверхностей анода ор-
тофосфорной кислотой или метафосфатом натрия (NaPOj) сущест-
венно уменьшают окисляемость анодов. Срок службы анодов, вводи-
мых сверху. 12-14 месяцев. Прн установке анодов снизу удается луч-
ше герметизировать пространство над анодом, что обеспечивает
меньшее разбавление хлора из-за подсоса воздуха Срок службы ано-
339
Рис-1Л9. Продолы,мй раэреэ дн«фр«гменнсго магниевого хтектродимра с
верхним вводом анодов:
/ - футеровка; 2 - диафрагма; 3 - анодная яч<вка, 4 - аноды; 3 - кетозы; 6 - ко-
жух; 7 - верхний уроа нь электролита; 8 - пиж! ий уровень ai ехтролша
дов в этом случае 25-27 месяцев, так как окисление здесь идет в ре-
зультате взаимодействия углерода с выделяющимся на аноде лрн раз*
ряде нонов ОН" и SO< кислородом.
11рн электролизе образуются два продукта: хлор н магний (на I т
магния на аноде выделяется 2.9 т хлора). Хлор используют для раз-
личных технологических целей, поэтому стараются получать его воз-
можно менее разбавленным воздухом. Это достигается герметизацией
соответствующих элементов конструкции электролизера и созданием
вследствие отсоса хлора только небольшого разрежения в анодной
ячейке.
Рнс. 140. Диафрагменный электрод нир с ннжннм вводом анодов.
/ - кожух; 2 - футеровка; 3 - аноды; 4 - катоды; 5 - катодные крышки; 6 - анод-
ные перекрытия. 7 - диафрагмы. S-анодные камни
При работе диафрагменного электролизера выделяющиеся на
электродах хлор н магннй поднимаются вверх, и благодаря специфике
циркуляции электролита (рнс. 141) хлор попадает в пространство над
Глава 4. Технология ывкмрамнтмеского гуюимодства магния
341
Ряс. 141. Схема циркуihumm электролита в дяафр сменном (о) н бездиа-
фрагменком (б) электрод шера»:
I - анодная ячейка (пространство лая сбора хлора); // - катодная ячейка (про-
странство для сбора магния)
анодом, ограниченное бетонным перекрытием н вертикальными пере-
городками, погруженными в расплав на 150-200 мм, в магний пото-
ком электролнта выносится в катодную ячейку, где он всплывает в
закатодном пространстве. Такая организация потоков электролита
уменьшает интенсивность взаимодействия магния н хлора и, следова-
тельно, способствует повышению выхода магния по току.
При верхнем вводе анодов футеровка служит более длительное
время, чем при нижнем, так как износившиеся анолы можно заменять
без нарушения футеровки. Удельный расход графита на эл/ктропнзе-
рах с верхним вводом анодов в 1.6-1,9 раза выше, чем на электроли-
зерах с нижним вводом анодов.
В катодном перекрытии имеется отверстие, закрытое крышкой,
для заливки сырья, изви ечения металла, отработанного электролита и
шлама Для отвода газов электролизер имеет отверстия в анодном и
катодном пространстве, которые патрубками соединены с анодным и
катодным коллекторами.
Ошиновка электролизера состоит из анодного и катодного шино-
проводов (алюминий); электроды подсоединены к ним при помощи
гибких пакетов нз листового алюминия нли меди.
Современные диафрагменные электролизеры работают прн силе
тока 65-150 кА. Напряжение на шунтах электролизеров с верхним
Металлургия легких металлов
вводом анодов - 5,7-6,4 В, на электролизерах с нижним вводом - 5,4-
5.9 В.
Конструкции бездиафрагмснных электролизеров разработаны в
РФ. По технико-экономическим показателям они выгодно отличаются
от диафрагменных. Как видно из рнс. 142, катоды-двусторонние, что
позволяет более эффективно использовать объем ванны электролизе-
ра. В электролизере имеются свободные ячейки, куда потоком эл «к-
тролита. схема движения которого представлена на рис. 141, выно-
сится магний, поэтому отпадает необходимость в диафрагмах, заха-
годных пространствах, где собирается магний, что дает возможность
иметь более насыщенное электродами пространство и более высокую
по сравнению с диафрагменным электролизером объемную плотность
тока. Производительность из расчета на 1 м} возрастает в J,4-1.5 раза
даже прн снижении плотности тока, а следовательно, и при более
низком напряжении на ванне. Практика показывает, что удельная
производительность бездиафрагмеиных электролизеров с 1 м? пода
ваниы больше иа 30-40 %, а удельный расход электроэнергии ниже
на 1700-2500 кВг ч на 1 т получаемого магния по сравнению с диа-
фрагменными электролизерами.
В настоящее время в промышленности эксплуатируются безди»-
фрагмеиныс зи ектролнзеры на силу тока 100 кА и выше прн напря-
жении нв шунтах у электролизеров с нижним вводом внодов 4,4-
5,0 В, а с верхним вводом - 4,7-5,4 В. Напряжение иа диафрагменных
электролизерах на 0.S-I.0 В выше, чем у бездиафрахмениых.
Рис. 142. БезлтфрлгмеимыЯ электролит >р с верхним вводом анодов и с рам-
ным катодом,-тремя электролюнымн отделениями и двумя сборными ячей-
ками:
о - продольный рорез. б - вод сверху (план): 1 - иноды; 2 - рамные катоды; 3 -
сборные яч*йки; 4 - перегородки; 5 - кожух; 6 - футеровка
Гчам 4. Технология электролитического праилводстоа магния
343
Потери хлора на бездиафрагмеиных элсктрлизсрах в 10-15 раз
ниже, чем на диафрагменных, из-за лучшей герметизации рабочих
ячеек.
Недостатками бездиафрагмеиных электролизеров являются: более
длительный пусковой период, трудности теплового регулирования,
более неустойчивый технологический процесс электролиза и более
продолжительный период ремонта.
4.2. ОБСЛУЖИВАНИЕ ЭЛЕКТРОЛИЗЕРОВ
В процессе электролиза расходуется MgCl2. Для поддержания
концентрации этого компонента ив оптимальном уровне в электроли-
зер периодически загружают в расплавленном состоянии MgCI2 и 1И
карналлит.
В зависимости от наименования и химического состава сырья, ко-
торым питают электролизер, технологический процесс электролити-
ческого получения магния различается по схемам питания. Существу-
ет три схемы: карналлитовая, хлормагниевая и смешанная.
При карнатштовой схеме для питания электролизеров используют
только безводный кариаллит, а получаемый «лор идет на производст-
во различных химических продуктов.
По хяормагниеаой схеме в электролизер загружают технический
безводный хлористый магний, хлор используют для получения MgClz
хюрмрованнсм оксида магния или прн произволе гве титана по схеме,
приведенной на рис. 143.
Смешанная схема преду-
сматривает одновременное пи-
тание электролизеров безвод-
ным хлоридом магния, полу-
ченным одним из указанных
способов, и безводным кар-
наллитом.
Для транспортирования
расплавленных солей в цех
электролиза и заливки нх в
ванну служат ковши с хоро-
шей теплоизоляцией и крыш-
кой. Прн обслуживании диа-
Рнс. 145. Хлормагниевая схема
Металлургия легких металлов
гиявлм'
_>ф-
Рис 144. Влкуум-ковш для извлечения магния.
I - тигс.*; 2 - нагреватси.; 3 - зш ориий клапан; 4 - за-
борное устройство
фрагменных электролизеров заливку расплавленных солей произво-
дят поочередно во все катодные ячейки. В безднафрагменных элек-
тролизерах соли заливают в сборную ячейку. И в том, и в другом слу-
чае оп< рацию проводят после извлечения магния 4 раза в сутки. До-
бавки NaCl и CaFj вводят после удаления шлама.
Извлечение магния из электролизера производят 2-3 раза в сутки
при помощи вакуум-ковша (рис. 144).
Накопившийся на подине электролизера шлам может вызвать ко-
роткое замыкание и местный перегрев электролита и электродов. Это
нарушает нормальный ход электролиза. Удаление шлама производят
вакуум-коашами одни раз за 2-3 суток после извлечения металла, но
перед заливкой солей.
Отработанный электролит удаляют из ванн, работающих на кар-
наллите, ие реже 2-3 раз в сутки.
Замена катодов и анодов на дщ фрагментах электролизерах с
верхним вводом производится без остановки электролизера, при бо-
ковом вводе - во время капитального ремонта.
343
Отсос хлора нз анодных ячеек производится прн помощи ротаци-
онных жидкостных хлорных компрессоров. Хлор отходит через пат-
рубки анодных ячеек, соединенных с коллектором. В компрессор
хлор попадает после рукавных фильтров и сернокислотных осушите-
лей. Товарный хлор содержит 60-80% (объемн.) хлора; 0,1 г/м* пытн;
0,7-0,75 г/м1 влаги и 1,8 гЛм’ НС1Г.
Хлор можно очистить от воздуха обработкой его ТСЦ, охлажден-
ным до -20 *С. Последующим нагревом TiCl* отгоняют концентриро-
ванный хлор. Сжиженный хлор можно получить охлаждением его до
-10 °C при давлении 0,2 МПа. Хлор теряется с газами санитарно-
технического отсоса.
4 3. РАФИНИРОВАНИЕ МАГНИЯ
Извлекаемый нз электролизеров магний содержит более 25 раз-
личных примесей, концентрация их колеблется в пределах от 0.04 до
10-6 %. Основными источниками загрязнения магния являются ис-
ходное сырье, материалы футеровки и электродов, взаимодействия с
кислородом и азотом (которые присутствуют в металле в вмче нитри-
дов и оксидов).
Рафинирование магния, проводимое на металлургических заводах,
способствует не только повышению коррозионной стойкости магния,
но и расширению сфер его применения.
Основными примесями магния являются железо, кремний, никель,
марганец н др. Содержание примесей в первичном магнии приведено
в табл. 18.
Количество электролита в металле (до рафинирования) - нс более
1 %. Содержание кислорода (в виде оксида магния) составляет 0,002-
0,01 %, азота (в виде нитрида магния) - 0,001-0,003 %.
Существует несколько способов рафинирования магния. Наиболее
распространены следующие: рафинирование флюсами, отстаивание,
металл»гермнческне методы, электролитическое рафинирование,
зонная плавка, вакуумная возгонка, фильтрация. Сумма требований к
степени чистоты металла определяет выбор метода рафинирования
Для рафинирования магния применяют флюсы с различным хими-
ческим составом, который определяет его назначение. В основном
флюсы разделяют на рафинирующие (бариевые; ВИ-2) и покровные
(ВИ-3; бссхлорндныс), хотя последние одновременно обеспечивают
процессы очистки металла от некоторых металлических примесей.
Покровные флюсы, расплавляясь на поверхности магния, образуют
плотный слой, хорошо защищающий металл от взаимодействия с воз-
346
Металлургия легпд метанов
Таблица 18. Сод«ржанне примесей к магнии. %
Mi90 99.90 0,040 0.010 0.001 0.005 0.040 0.020 0,005 0.010 0.014 0,005 0,10
MrSS 99.95 0.004 0,005 0,007 0.003 0,01 0.007 0.005 0,010 0.014 0.005 0,035
духом и парами воды. Оксиды, нитриды магния и другие твердые
включения поглощаются флюсом из-за лучшего с.мачнванш, чем ме-
таллом.
Для улучшения смачиваемости металла в состав флюса вводят
CaFj. Плотность покровных флюсов ниже плотности магния
Рафинирующие флюсы имеют плотность выше плотности ма!ния.
Механизм рафинирования состоит в том, что флюс поглощает (за
счет смачивания) твердые включения; взаимодействует с некоторыми
металлическими примесями (MgCl2 ♦ Me ~ MeClj ♦ Mg) и погружает-
ся на дно емкости, в которой производится рафииированне.
Для реализации описанных выше механизмов флюсы должны об-
ладать следующими свойствами: температура плавления - ниже тем-
пературы плавления магния, ие должны взаимодействовать с магни-
ем, компонентами магниевых сплавов, футеровкой, не разлагаться. не
испаряться, ие отравлять окружающую среду, хорошо см.чнвать
твердые включения в магнии.
Состав и назначение некоторых флюсов приведены в табл. 19.
Для рафинирования магния и его сплавов применяют тигельные
электропечи сопротивления СМТ. Емкость таких печей - 1-3 т, мощ-
ность - 140-180 кВт (рнс. 145). Можно использовать также тигельные
индукционные печи промышленной частоты.
Таблица 19. Составы и назначение флюсов, применяемы! при плав»
ы разливке м«гнн*вых сплавов
Марка | Состав,"/* [ Назначеше
Бариевый 34 MgCij; 55 КС1,9 ВаСй; 2 CaFj Плавка сплавов и вере-
ВЙ-2 утажс- 38v46 MgCi2; плавка отходоа
ленный 36 КС!. 8 (NaCI ‘СаС1Д 6Л BaCly, То же
1.5 MgO. 3+5 CiF.
ВИ-2 стан- 38+40 MgCij; 30 КС!. Плика сплавов в сто-
дортньЛ до 8 (NaCI ♦ СаСЬ). 1,5 MgO; 3+5 CaF циопарных титла н
индукционных гхмх
ВП-З стан- 38+40 MgCh, 30 KCI; до 8 (NaCI ♦ Плана ж выемных ткг-
дартный ♦ С*С12); 8,5 MgO; 15+20 СжР2; лях. Образует корту, дет-
ко удаляется раииплй
Бесхлорнд- 85 Плавка а выемных тиг-
ные 15 BjOj их
ЛА.-----------4»-----------X
Рис. 145. Стаимонарнвв магниевая тигельная электропечь СМТ-1:
/ - кожух печи: 2 - фасонный шамот; 3 - асбест; 4 - шамотаая футеровка; 3 -
нихромовые нагрсшатслх, б - тигель, 7 - крышка; 8 - механизм подъем» и «по-
роги крышки; 9 выводы нагревателей; 10 - тоаовыводяшис клеммы; II - за-
щитная коробка; 12 - заземление. 13 - желоб ала стока металла
В тигель загружают рафинирующий флюс, при температуре 690сС
заливают магний вакуум-ковшом. Металл перемешивают вместе с
флюсом, нагревают до 720 °C и прн этой температуре отстаивают в
течение 1-2 ч. Разливают на чушку при 680“С.
На магниевых заводах наибольшее распространение получили пе-
чн непрерывного рафинирования. Принципиальные схемы этих печей
представлены иа рнс. 146, 147. Рафинирование осуществляется в ре-
зультате отстаивания. Окисление исключено, так как металл не со-
прикасается с воздухом. Температура металла в печи - 700-720 °C
Заливку магния в печь производят вакуумным ковшом, извлечение -
электромагнитным насосом. Печь вмещает около 8 т магния. После
рафинирования магний содержит ие более 0,003 % ионов хлора.
348
Металлургах легких металлат
[•-л
Рис. 146, Печь непрерывного рафммировямня магния код кольного типа:
I - жож)х; 2 - футеровка. 3 - крышка; 4 - »яектролы. 5 - колокол; 6 - патрубок
Л1а зати.ки магния; 7 - заливочная труба; в - козырек рафинировочной камеры,
9 - магний; 10 - солевой расплав; II - шлам и элсктротиг, 12 - устройство для
откачки магния
Греющим сопротивлением служит расплавленный флюс. Элек-
трический ток подводится к расплаву через электроды, заделанные в
кладку печн.
Печь, представленная на рнс. 147, состоит из двух камер, разде-
ленных керамической перегородкой, в нижней части которой имеется
перегонное отверстие. Донные части кам^р, имеющие коническую
форму, заполнены солевым расплавом. Нагрев магния осуществляется
трубчатыми солевыми нагревателями, опущенными в металл. Темпе-
ратура в печн - 720 °C. Заливка металла в камеру производится через
стальную трубу, доходящую почти до дна камеры. Извлечение метал-
Рис. 147. Печь ^прерыв-
ного рафинирования маг-
ния камерного типа:
1 - кожух; 2 - футеровка
многослойная (диатомит,
огнеупорный бетон, шамот,
магнезит); 3 - крышка; 4 -
перегородка магнезитовая;
5 - окно псрсточное: б -
люк для выборки шлама; 7-
тр>ба для заливки магния; 8
- труба для выборки маг*
ния; 9 - термопара; 10 -
бачок для флюса. 11 ~ маг-
ний; 12 - ра плая рабочий
солевой; 13 шлвм
.Глава 4 Технология 1лвктралиящнеского /ухтзводства магния
ла производится из другой камеры при помощи вакуум-ковша или
электромагнитного насоса. Зеркало металла распылен нем укрывают
покровным флюсом. Емкость печей - 25-40 т. Устройством грейфер-
ного типа, установленным на мостовом кране, периодически извле-
кают накопившийся на поду печн шлам. Рафинированный металл по-
дают на разливочные машины.
Рафинирование титановой губкой. В тигель при температуре 700-
720 °C загружают калиево-натриевый флюс, в солевой расплав посте-
пенно вводят титановую губку. Эта операция предотвращает окисле-
ние титановой губки. Затем заливают магний и интенсивно переме-
шивают. После отстаивания металл разливают на чушку. Остаточное
содержание примесных компонентов следующее, железа н крем-
ния - мснсс 0,002 %, кислорода и азота - соответственно 0.001-0,004
и 0.001-0,002 %; от меди и никеля магний не очищается.
Механизм рафинирования основан на нерастворимости титана в
магнии н образовании с примесями нитридов, оксидов титана, ннтер-
метал лидов или твердых растворов.
Це менее эффективна очистка малгия низшими хлоридами титана,
которые вводят в расплав магния в смеси с хлоридами щелочных ме-
таллов.
Рафинирование возгонкой и зонной плавкой. Эти методы исполь-
зуют для очистки магния от металлических й солевых примесей. Очи-
стка возгонкой основана на различии давления паров магния и приме-
сей. Ниже приведены температуры кипения магния н примесей при
атмосферном давлении н в вакууме:
Эд мент.......... Mg Fe Си Si Al Са К Na KCI NaCS
при атмосферном
давлении......... 1107 2735 2595 2787 2560 1487 774 892 1407 1465
в вакууме . .... 5|6 1564 1412 1572 1110 688 261 340 704 743
Процесс ведут в стальных ретортах. Нижняя часть реторты обог-
ревается, верхняя - охлаждается. Разрежение в реторте - 0,1-0,2 гПа.
температура возгонки — 575-600 °C. Температура в конденсаторе -
475—55ОЭС.
Пары магния и более летучих, чем магний, примесей осаждаются в
конденсаторе в виде крупных кристаллов Примеси, имеющие низкое
давление паров прн рабочей температуре, остаются в донной часгн
реторты. После окончания процесса отгонки магний нз конденсатора
извлекают, переплавляют н разливают на чушку. Методом возгонки
ис удается очистить металл от примесей более летучих, чем магний.
Полученный таким образом магний обладает чистотой до
99,99 % Mg.
350
Металлургия легких металлов
Рнс. 148. Схем* электролизер*
дяя рафинирования магния по
трехсложному методу:
/ - поворотный кроянггеПн; 2 -
анодный сплав; 3 - графитовый
анод. 4 - карман для загруин «иод-
ного металла; 5 - стаяыюй пере-
движной катод
Электролитическое рафи-
нирование. Электролитическое
рафинирование магния прово-
дят в электролизере, схема
которого приведена иа рис.
148. Стальной кожух электро-
лизера футерован магнезито-
вым кирпичом, под ванны вы-
полни из графитовых блоков,
К поду подключен положи-
тельный полюс внешнего источника тока. Иа поду располагается ра-
финируемый магний, утяжеленный медью или цинком - анодный
сплав с плотностью 2-2,3 г/смэ. Электролит состоит из 40-50 % NaCl;
30-40 % KCl; 10-15 % MgCh; 10 % BaCfc. Плотность соленою рас-
плава - 1,7-1,8 г/м1. Выделяющийся на катоде магний образует тре-
тий слой с плотностью 1,53 г/м1. Различие платностей обеспечивает
несмешиваемость слоев.
Прн электролизе, который ведут при 700-720 *С, напряжении на
ванне 4,О-4,5 В, плотности тока 0.8 А/см2. толщине слоя электролита
7-12 см, магний анодно растворяется на катоде. Примеси, более злек-
тропотожительные, чем магний, анодно не растворяются и накапли-
ваются в анодном сплаве, а примеси, более электроотрицательные,
чем магний, также аночно растворяются, но на катоде не разряжа-
ются.
Выход по току ка годного магния составляет 90-95 %, расход элек-
троэнергии - 9,5-10 кВт-ч/кг. Содержание примесей в рафинирован-
ном магнии следующее, %: 0,0002 Си, 0,0024 Мп, 0.0016 Zn, 0,01-
0.018 Si. 0,009-0.01 AI. 0.004 Fe.
Электролитическое рафинирование обеспечивает почти такую же
чне готу металла, как и возгонка, но процесс - непрерывный и более
дешевый.
Глава 4. Технология электролитического производства магния
351
4.4. СПОСОБЫ РАЗЛИВКИ МАГНИЯ
Магний в основном разливают на чушку. Для этого используют
конвейерные разливочные машины- Изложницы - чугунные, окра-
шенные меловой краской и нагретые до 120-250 °C. Заполненные ме-
таллом изложницы охлаждают обдувом воздухом или водяным ду-
шем снизу. Разливку производят из тигля с электрообогревом, уста-
новленною в опрокидывающее устройство, нти непосредственно из
печи н «прерывного рафинирования.
Перед литьем из тигля флюсовой покров на металле отводят в сто-
рону, а чистую поверхность металла присыпают серой илн смесью
серы с борной кислотой в соотношении 1:1. Струю металла также
присыпают серным цветом, при этом следят, чтобы частицы флюса ие
попали в изложницу. Масса чушки - около 8 кг.
Поверхность чушек с целые предотвращения коррозии специально
обрабатывают, для этого их сначала промывают в |юрячей воде,
чтобы растворить поверхностные солевые включения. Поверхность
чушки затем оксидируют в нагретом до 80 °C растворе хромпика и
сушат в потоке горячего воздуха, укладывают и увязывают в штабель.
Чушки для длительного хранения погружают в ванну, покрывая
слоем парафина (40 %), смешанного с техническим вазелином (60 %),
а затем обертывают бумагой и укладывают в железные или
алюминиевые бочки. В таком виде продукцию отправляют потреби-
телю.
4.5. ПЕРСПЕКТИВНЫЕ НАПРАВЛЕНИЯ РАЗВИТИЯ
ЭЛЕКТРОМЕТАЛЛУРГИИ МАГНИЯ
Работы по усовершенствованию металлургии магния ведутся в не-
скольких направлениях. К наиболее важным и перспективным отно-
сятся: разработка более совершенных конструкций электролизеров,
подбор оптимального состава эл • пролита, создание электролитиче-
ских способов получения магния из оксидных форм сырья, разработка
полностью механизированных и автоматизированных систем элек-
грометвллургин магния.
Поиск новых составов электролитов ведется в направлении сни-
жения его температуры плавления и повышения электропроводности.
Наиболее интересным в отношении указанных выше характеристик
является следующий состав, %: 13 MgCI2 и 87 LiCI. При 720 °C плот-
ность его равняется 1,472 г/с.м3, т.е. иа 0,1 г/м3 меньше плотности
жидкого магния; электропроводимость почти в 3 раза больше иаибо-
HI Металлургия мгких металлов
ясе электропроводного стандартного э^ктролита. Применение этого
электролнта будет связано с уменьшением перепала напряжений ме-
жду электродами, что позволит увеличить силу тока на 33 % и сни-
зить удельный расход энергии на 14 %. Литиевый электролит пока не
применяют из-за высокой стоимости хлорида лития, сложностью ре-
генерации хлорида знтия нз отработанного электролита и шлама.
Не менее перспективны работы по усовершенствованию конст-
рукции электролизеров,
В опытно-промышленных условиях опробовано водяное охлажде-
ние анодных головок. Установлено, что охлаждение в 2-3 раза увели-
чивает срок службы анодов и обеспечивает дополнительное средство
теплового регулирования работы электролизера, более удобное, чем
применяемое иа практике подключения-отключения анодов.
Заметные преимущества обещают предложения, касающиеся от-
вода хлора с поверхности анода ’(врез отверстия в его теле или по по-
верхностным продольным канавкам. Эго позволяет снизить вероят-
ность контакта хлора н магния, уменьшить межполюснос расстояние.
На бездиафра1менных электролизерах это усовершенствование не
осуществлено из-за его конструктивных особенностей Также инте-
ресны попытки охлаждения катодов сжатым воздухом, что способст-
вует повышению выхода по току из-за лучшей обслуживаемости по-
верхности катодов магнием.
Конструкция бездиафрагменных электролизеров позволяет осуще-
ствить более полно механизацию операций обслуживания вами, а
также автоматизированную систему контроля процесса электролиза.
В России разрабатывается в промышленных условиях полностью ав-
томатизированная и механизированная технолопю получения магния
на базе бездиафрагменных электролизеров. По этой технологии осу-
ществляется ие индивидуальное, а групповое обслуживание электро-
лизеров. Такое обслуживание становится возможным, если электро-
лизеры в группе из 15-20 ванн соединены между собой футерован-
ными перегонными каналами. В головной электролизер поступает
обезвоженное сырье. В нем наряду с основным процессом электроли-
за проасходит электрохимическая очистка электролита и образуется
основная масса шлама, который периодически извлекают. Очищен-
ный электролит по соединительным каналам перетекает нз одного
электролизера в другой.
Магний но переточным каналам, соединяющим все электролизеры
группы, перетекает в миксер-сепаратор. Отделенный от магния элек-
тролит как оборотный перекачивают в миксер-рафинатор, располо-
женный в начале поточной линии. Вследствие непрерывного перете-
кания электролита нз одного электролизера в другой в них поддержи-
вается постоянный уровень электролита, его химический состав и
температура.
Предполагается, что данный способ повысит производитель-
ность труда в 1,5 раза, снизит удельный расход электроэнергии до
13,5 МВт-ч/т Mg (постоянный ток) и 0,3-3,0 МВт-ч/т Mg (переменный
ток), обеспечит расход MgCb в количестве 4,2 т/т Mg, выхол wai ния
по току 80%, выход хлора 2,8 т/т Mg.
Глава 5. ЭКОЛОГИЯ
И ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ХАРАКТЕРИСТИКИ
МЕТАЛ ЧУРГИИ МАГНИЯ
5.1. ТЕ ХНИКА БЕЗОПАСНОСТИ, ОХРАНА ТРУ ЧА
II ОКРУЖАЮЩЕЙ СРЕДЫ
Металлургия магния отнесена к категории вредных производств.
При производстве магния возможно попадание в атмосферу цеха хло-
ра, оксидов углфода, серы, паров соляной кислоты, возгонов различ-
ных хлоридов, оксидов магния в визе пылевидной фракции. Обслу-
живающий персонал выполияег операции с расплавленными солями,
металлом, подвержен воздействию тепловых излучений. Особую
опасность для здоровья н жизни персонала представляет электриче-
ский ток.
Бсзоп'сная работа в цехе обеспечивается соблюдением правил
техники безопасности и мер по охране труда. Не меньшее значение
имеют мероприятия по охране окружающей среды.
Для обеспечения безопасных условий труда помимо правил, инст-
рукций, сооружения различных устройств необходимо обеспечение
высокой квалификации обслуживающего персонала н соблюдение
строжайшей технологической и трудовой дисциплины.
Операции с расплавленными солями и металлом необходимо про-
водить, пользуясь тщательно просушенным инструментом, ковшами,
изложницами. При погружении в расплавы влажных материалов, ин-
струмента вода мгновенно превращается в пар, объем которого пре-
вышает исходный приблизительно в 3000 раз. Взрывом разбрызгива-
ется жидкий металл, соли и травмируется персонал.
При работе с кислотами - соляной, серной, хромовой, ще томами,
расплавленными металлами и солями - необходимо применять спе-
12-1176
35< Металлургия легких метанов
циальные защитную одежду из резины, сукна. Лицо н глаза должны
быть защищены маской, очками.
Поражение током возможно в случае, если тело человека окажется
под напряжением, допускающим прохождение через организм чело-
века переменного тока силой более 0,010 А или постоянного тока бо-
лее 0,06-0,07 А. когда еще возможен отрыв от электродов. Ток силой
0,1 А смертелен для человека.
Для уменьшения опасности поражения человека током полы де-
лают нз токонепроводящих материалов, иегкгроскопичных. прочных.
Стены, колонны здания изолируют плиткой на высоту до 3,5 м. Цель
изоляции от земли - исключить вероятность попадания людей под
напряжение между землей и потенциалом электролизеров нзм шино-
провода.
11редельно допустимая концентрация (ПДК) хлора в производст-
венных помещениях составляет 1 мг<м3. Хлор действует удушающе
при вдыхании его в концентрациях не менее 0.3 мг/л. Он оказывает
отрицательное воздействие на глаза, кожу.
Хлористый водород и пары HCI представляют опасность для здо-
ровья человека при концентрации более 10 мг/м3. Присутствие этих
газов может быть обнаружено почти во всех производственных по-
мещениях завода.
Оксид углероде обнаруживают у топок печей, хлораторов, в кар-
наллитовых цехах. Значение ПДК оксида углерода - 30 мг/м’. При
вдыхании наступает удушение из-за взаимодействия СО с гемоглоби-
ном, вследствие которого вытесняется кислород из крови. При содер-
жании в воздухе СО до 0,05 мг/п продолжительность работы не
должна превышать I ч.
ПДК сернистого ангидрида (SO:) - 20 мг/м3. Образуется при сго-
рании топлива, в процессе прнпылнвання поверхности расплавленно-
го металла. Отрицательно воздействует на слизистую оболочку дыха-
тельных путей.
В цехах завода необходимо иметь автоматическую сигнализацию,
предупреждающую персонал в случае превышения ПДК. Сотрудники,
работающие в опасных зонах, имеют при себе противогазы. Приточ-
но-вытяжная вентиляция должна работать безотказно и обеспечивать
6-9-кратныЙ воздухообмен.
Отходящие газы магниевого производства перед выбросом а атмо-
сферу подвергают очистке от вредных прнмесей (Clj, HCI, СО, и др.).
Очистку производят в две стадии: на первой газы в скрубберах оро-
шают водой для удаления HCI н СОз. а затем - известковым молоком
для нейтрализации хлора по реакции:
2Са(ОН), 4 2С1: - CaClj <• Ca(OCI)j 4- 2Н2О.
Гюва 5. Экология и технико-экономические характеристики 355
Очищенные газы выбрасываются в атмосферу через трубы высо-
той 120-150 м. Это связано с тем, что ие всегда удастся полностью
почистить газы от CIj н HCI. После выхода газов из трубы и смеши-
вания с воздухом концентрация вредных примесей уменьшается до
пределов ниже ПДК, мг?м . 0,03 Clj, 0,015 НС1, 0,15 SO2, 0,05 сажи,
0,05 F2 и HF.
Воды газоочистных сооружений и сточные воды содержат СаСЬ,
"активный" хлор, фтор, ионы тяжелых металлов и др. Такие воды пе-
ред сбросом в шлам о накопители обезвреживают. В присутствии ката-
лизатора (оксидов никеля, железа, меди) гипохлорит разлагают в ре-
акционных баках при 80-90 °C:
CafOCIh - СаСЬ + О2.
5.2. АНАЛИЗ СЕБЕСТОИМОСТИ МАГНИЯ
Структура себестоимости - это отношение отдельных ее статей за-
трат к общему итогу затрат, выраженное в процштах. Перечень ста-
тей затрат на производство магния, а также структура себестоимости
I т магния в %, к общему итогу затрат приведены ниже:
Сырье, оси мные ыагериалы. полуфабрика гы 64.4
Всиомогггс. ьиыс материмы............... .... 5.2
Э ергоитрати................................. 26 5
Основная и до) оянмтсльнвя заработная плата-- 2,6
Содержание и эксплуатация оборудования....... <0.7
Цеховые расколы.............................. 6.9
Попутные полуфабрикаты и продукция......... -16,3
Производственная себестоимость .........—.... 100
Таким образом, большая доля затрат приходится на сырье и ос-
новные материалы, а также на энергию. Снедовательно, основным
источником снижения себестоимости в производстве магния является
уменьшение расхода сырья и электроэнергии, а также сокращение
затрат на содержание и эксплуатацию оборудования. Другие статьи
затрат заключают также определенные резервы снижения себестои-
мости. Эф4>ектнвны такие мероприятия, как усовершенствование
оборудования и повышение производительности труда, сокращение
потерь, уменьшение численности административно-управленческого
аппарата.
356 Металлургия легких металлов
Глава 6. ТЕРМИЧЕСКИЕ ОСНОВЫ СПОСОБОВ
ПОЛУЧЕНИЯ МАГНИЯ
е.1. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ СПОСОБОВ
Основные недостатки производства магния электролизом - слож-
ность технологии, требующая от обслуживающего персонала высокой
квалификации и неизбежность отрицательного воздействия процесса
на окружающую среду. Наиболее простыми, менее опасными для ок~
ружаюц^й среды являются термические методы восстановления ок-
сида waj ння. Краме того, для нх осуществления применяется энергия
более дешевого переменного электрического тока и ботее дсш»вос и
распространенное сырье - магнезит, доломит. Этими методами мож-
но получать ма| ний менее загрязненный примесями, чем электроли-
тический.
Наиболее важным недостатком термических методов является ис-
пользование в качестве восстановителей дорогостоящих элементов
(химически активных металлов, сплавов, а также кремния, углерода и
соединений нх с металлами). Прн восстановлении одного элемента
окисляется другой.
В настоящее время термические методы пока не получают приме-
нения, ио работы по их усовершенствованию ведутся достаточно ин-
тенсивно.
Процесс восстановления оксида магния можно представить реак-
цией
MgO Me < 1.» МеО + Mg, (35)
где Me - металл-восстановитель. Эта реакция обратима, и се направ-
ление зависит от величины химического сродства магния и металлв-
восстановителя к кислороду. Мерой химического сродства реаги-
рующих при дайной температуре веществ служит изменение энергии
Гиббса этой реакции.
Для определения условий восстановления металлов из их оксидов
используют также графический метод. График изменения &G0 в зави-
симости от температуры для реакций окисления некоторых элементов
представлен на рнс. 149. С ростом температуры уменьшение химиче-
ской прочности (уменьшение Go) может привести к изменению отно-
ситетьной (по отношению к другому соединению) прочности, и прн
этом возможно пересечение линий G? “ Д7). Такое пересечение
происходит также вследствие перегиба линий прн фазовых превра-
щениях.
Глава & ТtpuwecKve основы способов получения магния
357
йС'\2яД*/*а/п Ct
О ЧЮ 800 7200 1600 2000 t,9C
Рис. 149. Зависимость AG* реакции ни ими действия металлов с кислородом
од температуры:
М- точки плавления. В - точки кипения. Т~ точка полиморфно! О превращения
Разность значений &G для реакции окисления магния и любой
другой реакции, приведенной на графике (прн данной температуре),
равна изменению энергии Гиббса реакции (35). Это позволяет опре-
делить возможность восстановления одних металлов другими. На-
пример, магний из его оксида можно восстановить кальцием при всех
температурах, приведенных на графике, а алюминием - только прн
температуре выше 1520 °C, кремнием - выше 2300 еС. При темпера-
турах ниже 1520 и 2300 °C эти реакции идут в обратном направлении.
Известно, что приведенные выше реакции можно осуществить при
значительно более низких температурах, если их проводить в ва-
кууме.
Рассмотрим влияние вакуумирования системы иа сдвиг химиче-
ского равновесия применительно к процессу восстановления металла,
более летучего по сравнению с другими компонентами металла тер-
мической реакции.
Изменение энергии Гиббса реакции, в которой участвуют газооб-
разные вещества, можно записать в виде
4С? + ЯТЛ1пР. (36)
где Д In р — разность логарифмов давлений продуктов реакции и ис-
ходных реагентов в начальный момент протекания взаимодействия;
ЛС, - изменение энергии Гиббса реакции, протекающей в стандарт-
ных условиях: при давлении в системе р = 101.3 кПа и температуре 7*;
R - универсальная газовая постоянная.
В таком случае, если металлотермнческая реакция протекает по
уравнению
Л^ИОЖД) №(клц) Л/m +
т.е. в газовую фазу переходит только получаемый металл, формула
(36) преобразуется в
Дб**». - ♦ RT In р„,
где ДСык - изменение эн фгии Гиббса при проведении металло-
термнческод реакции в вакууме; то же. в стандартных ус-
ловиях;^ давление паров получаемого металла.
Приравняем равновесное давление паров металла остаточному
давлению в системе ри - рог. Тогда зависимость изменения энергии
Гиббса от степени вакуумирования реакционного объема будет иметь
вид
AGel - zy*, + RTД1пр.,... (37)
Из полу^еиного соотношения следует, что при проведении метал-
лотермичес^ой реакции в вакууме энергия Гиббса уменьшается иа
величину 1прог. которая имеет отрицательное значение, поскольку
рлт« 1. Ка»< следует из (37), величина этого сдвига возрастает с по-
вышением температуры и степени разрежения в системе. Протекание
металлотер.Цичсской реакции становится возможным даже при поло-
жительном ^нЖскни ДС^,; необходимым условием для этого являет-
ся соблюдение неравенства |ЯГ In р0 г | < AG? .
Таким образом, чем меньше значение ДС, м, тем более эффектив-
но можно использовать приемы вакуумной металлотермии. Вместе с
тем для обеспечения благоприятных условий проведения восстанови-
тельных плавок равновесное давление ларов получаемого металла
должно в нисколько раз превышать оста точное давление газа, дости-
гаемое в результате вакуумирования системы. Поэтому для практиче-
ских расчетов рекомендуется принимать рм * 10 рсг, что несколько
снижает термодинамический эффект вакуумирования’.
НЛ' ®ве-1снис металлотермию. - М: Метждлур-
Рис. ISO. Зависимость AG* реакции взавмойействип металлов с кислородом
от температуры с поправкой иа отклонения от нормального давления
На рис. 150 представлена зависимость изменения потенциала Гиб-
бса от температуры для тех же реакций, что и на рис. 149, но при дав-
лении ниже атмосферного.
Пересечение линий ДС°=ДГ) реакции окисления магния при по-
ниженном дат сини с соответствующими линиями для реакций окис-
ления алюминия и кремния отвечает более низким температурам, чем
при атмосферном давлении. Чем ниже остаточное давление, при ко-
тором проводится восстановление магния нз его оксида, тем ниже
температура, прн которой эта реакция может быть осуществлена. Как
видно нз рнс. 150. восстановление магния алюминием или кремнием
нз его оксида при остаточном давлении, равном 133.3 Па, будет
360 Металлургия явгпа металлов
и чти при 1000 и 1550 °C соответственно. При прохождении побочных
реакций
2MgO + Si ♦ Ch - 2MgO SiOi,
в также
2MgO + 2СаО ► Si = ZCaOSiOj + 2Mg,
в случае применения доломита происходит дополнительное снижение
температуры на 250-300 °C. Аналогичное влияние на снижение тем-
пературы процесса восстановления оказывает образование алюмината
кальция, если магний получают алюмотермическнм методом. Сниже-
ние температуры процесса восстановления происходит в результате
перевода окевда восстановителя в иное термодинамически более
прочное соединение.
Для восстановления магния из его оксида выгоднее применять не
чистые компоненты (алюминий, кремний), а более дешевые: ф :рро-
силицнй, алюмииисво-крсмнисвый фильтр-остаток (отход при произ-
водстве электротермического силумина).
6.2. ТЕХНОЛОГИЯ ТЕРМИЧЕСКОГО
ВОССТАНОВЛЕНИЯ МАГНИЯ
Наиболее распространенным среди термических способов получе-
ния магния является силикотсрмический. Иа рнс. 151 схематически
представлена установка для силккотермического восстановления
магния по методу Magneterm, а на рис. 152 - технологическая схема
этого процесса.
Установка состоит из печи-реактора, конденсатора, водоохлаж-
дэемого тигля и герметичных бункеров с исходным сырьем (боксит,
доломит, ферросилиций с 75 % Si). Боксит, доломит перед поступле-
нием в печь подвергают кальцинации. Печь окружена вахуум-
плотным стальным кожухом; нагрев осуществляется за счет пропус-
кания переменного тока промышленной частоты через шламовый
расплав. Пары магния проходят через конденсатор, н жидкий магний
стекает в эодоохлаждаемый стальной тигель.
Реакция идет ступенчато, через стадию образования летучею мо-
нооксида кремния:
MgOk + Si*" Mgr+ SiCh-
и далее
ЗСаО + SiO - Са, + 2CaO-SiO2.
361
Рнс. J51. Уст«4 овкж для смдмкотермичсского восстановления мял мя:
/ - контейнер с доломитом; 2 ~ контейнер с бокситом; 3 - конгейнср с ферроси-
шцисы; 4 - вибропигатель; 5 - желоб для ноддчи сырмг 6 - отверстие для при-
соединения питающего желоба; 7 - восстал вительиая печь; 8 - и игральный
электрод, 9 - подовый электрод; 10 - ютка; II конце кагор. 12 - тигсл.; 13 -
утожгель
Пары кальция могут в дальнейшем восстанавливать Mg из MgO:
Сйг + MgOK " Mg, + СаОк.
Боксит вводят в состав шихты для снижения температуры плавле-
ния шлака.
Мощность печи - 4,4 МВт, производительность - 7-7,5 т магния в
сутки. Температура восстановления — 1550-1600 °C, разрежение в
печи - 27-47 гПа. Загрузка сырья производится в течение 8-9 ч, пока
печь не заполнится шлаком. В середине цикла печь заполняют арго-
ном до атмосферного давления, выливают из нее часть шлака (7 т) и
производят догрузку сырья. Цикл длится 20-24 ч. Шлак гранулируют
я воде. Обедненный кремнием ферросилиций (35 % Si) возвращают в
процесс. На получение 1 т магния расходуют 6,0—6,7 т кальциниро-
ванного доломита, 0.9-1,0 т прокаленного боксита, 1-1,3 т ферроси-
лиция (75-78 % Si). Извлечение магния составляет 85 %, чистота
конденсированного мш-ння 99,6-99,9 % Mg, расход электроэнергии —
10 000-11 000 кВтч/т.
В настоящее время ведутся работы по усовершенствованию дру-
гих термических методов получения магния. Карбндотермический
метод, например, основан на реакции
MgO + CaCj =* СаО ♦ 2С +Mg.
Исходным сырьем для этого метода служит магнетит. Доломит для
этой цели не пригоден, так как 8 этом случае идет реакция
MgO + СаО 4 СаС2 - 2СаО + 2С + Mg,
Соединение СаО оказывается балластом в системе и выход магния
снижается.
Глава 6. Термические основы способов получения магния
363
Реакцию восстановления оксида магния карбидом кальция прово-
дят в вакууме при разрежении 133.3 Па и температуре 1100-1200 °C.
Прн перегреве до 1250-1300 °C в конденсаторе имеется некоторое
количество углерода и оксида магния. Это объясняется тем. что в пе-
чи при высоких Tcwncpaiypax идет частичное восстановление оксида
магния углеродом по реакции:
MgO + С <—=Г Mg * СО.
а в конденсаторе эта реакция идет в обратном направлении.
Также нежелательной является примесь воды, так как в этом слу-
чае произойдет частичное разложение карбида кальция.
Производительность процесса, скорость и полнота прохождения
реакции восстановления магния, даже качество конечного продукта
зависят от условий конденсации паров магния, образующихся в зоне
реакции. Если давление насыщенного пара обозначить через р^ а дав-
ление пара в системе -/У, то пр в р' “ ре в системе наблюдается равно-
весие, при р' <рц~ испарение, при р' > ро~ конденсация. Скорость
процессов испарения, отнесенная к единице испаряющей поверхности
при постоянной температуре, является функцией разности давлений
паров (ро-р'). т.е. скорость процесса испарения по мере приближения
к состоянию равновесия уменьшается. В реальных условиях, когда в
Рис. 153. Рстор» ая печь для смлнкотсрмического восстановления магнии:
/ - печь; 2—реторта; 3 - штунер к вакуум); 4 - конденсатор
364 Металлургия яегхих металлы
системе имеегся конденсатор, т.е. устройство, обеспечивающее по-
стоянный отвод тепла, скорость испарения поддерживается на высо-
ком уровне за счет перетока паров магния из реакционной зоны и
конденсатор, где давление паров магния ниже, чем в зоне реакции. В
зависимости от давления и температуры в конденсаторе магний мо-
жет конденсироваться в твердом или жидком состояниях
Восстановление оксида магния карбидом кальция проводят в ре-
тортах из хромо-иикслевой стали, которые размещают в печи, как по-
казано иа рис. 153 (этн же печи используют н для снлмкотермичес-
кого восстановления мшния). Обожженный магнезит, карбид кальция
и плавиковый шпат измельчают до крупности частиц -0,074 мм.
Составляющие шихты в количестве 34,5 % магнезита (85 % MgO),
62,2 % карбида кальция (75 % СаСз) н 3 % плавикового шпата тща-
тельно перемешивают, а затем из смеси приготавливают брикеты и
загружают их в реторты, в которых создают разрежение 101,3 к! 1а.
Температура в печи около 1000 °C. Пары магния конденсируются в
холодной части реторты, твердый остаток в зоне реакции состоит из
извести и углерода. Выход магния составляет около 65 %. На получе-
ние I т магния расходуется 3 т обожженного магнезита, 5,4 т карбида
кальция и 0,3 т плавикового шпата.
Раздел четвертый
МЕТАЛЛУРГИЯ БЕРИЛЛИЯ, КАЛЬЦИЯ,
ЛИТИЯ, НАТРИЯ
Г зава 1. МЕТАЛЛУРГИЯ БЕРИЛЛИЯ
1.1. СВОЙСТВА И ОБЛАСТИ ПРИМЕНЕНИЯ
Бериллий открыт в 1798 г. французским химиком Л. Вокезеком.
Металлический бериллий впервые получил Ф. Велер в 1828 г. Про-
мышленное производство бериллия осуществлено в Германии спустя
более 100 лет после его открытия.
Берил тий имеет следующие физико-химические и механические
свойства:
Атомный н-Mjp ,, Атомная масса, г/моль Атомный радиус, нм.. .... Ион-*1Й радич'С. нм ..... Кристаллическая структура „ Дж/(мольК) - °C Т^, °C кДж/'моль ДИ^.жДж/иоль.. с₽, ДжДмольК) t (20 Вт/(м К).~ По (Сречное ссчеикс захвата телтоаых ней- тронов, барн/атом 9,0122 о.ш 0.034 Г л.у. 9.5*0,8 1292±8 2970 12,5 329±4 19,17 3,6 IO* 188,6 0,0090 6600-15000
о», МПа..... ........................ 300-1000
б,% Отражающая способность, % 2.5-4.O 50-55
Бериллий - светзо-серый металл, малопластнчиый, твердый, хруп-
кий, стоек против коррозии, в соединениях - 2-валсктный, координа-
ционное число 4. С водой практически ис взаимодействует, в кисло-
тах и щелочах хорошо растворим. На воздухе окисляется при темпе-
ратуре выше 800 °C, сгорает в порошок при 1200 °C. При нагревании
266 Металлургия легких металлов
реагирует с галогенами (ВеХг) (а с фтором - на холоде), с углеродом
(до Ве2С) и азотом (Be3N£). С водородом не взаимодействует. Актив-
но взаимодействует с кислородом, ио благодаря плотной, непрони-
цаемой для кислорода пленке из оксида бериллия устойчив к кисло-
род}1 воздуха. Бериллий является важным компонентом многих спла-
вов иа основе алюминия, меди, железа, никеля. Не растворяется в
магнии.
Электропроводимость бериллия в зависимости от способа получе-
ния равна 35-42 % от электропроводимости отожженной меди, при
температуре ниже ] 1 К ои обладает сверхпроводимостью.
Значительная доля бериллия приходится на произволе!во сплавов
преимущественно на мелкой основе. Изготавливают высокопрочные
и хорошо электропроводные бериллиевые бронзы.
Бериллиевые бронзы, содержащие 0,5-2 % Be. имеют повышенные
(по сравнению с медью) механические свойства; НВ - 400; с, -
- 1200+1300 МПа. упрочняются прн термической обработке, хорошо
обрабатываются давлением. резанием, обладают высокой способно-
стью противостоять усталости и износу (детали подшипников, шес-
терим), устойчивы против коррозии, не магнитны, нс лают искрения
при ударе (безыскровой инструмент), сохраняют механические свой-
ства при повышенных температурах.
Столь же плодотворны добавки бериллия к сплавам иа основе ви-
кетя, жетеза, алюминия. Добавка бериллия к магниевым или алюми-
ннй-магииевым сплавам заметно снижает окислясмость при их плав-
лении.
Высоки ядериыс свойства бериллия - способность замедлять и по-
глощать нейтроны и отражать их об pan ю в активную зону реактора»
способность участвовать в ядерных реакциях с радиоактивными ис-
точниками а-частиц и быть источником нейтронов.
Оксид бериллия плавится при 2585 °C. обладает высокой проч-
ностью, твердостью, большим электрическим сопротивлением, высо-
кой теплопроводностью, а также хорошей тепловой и химической
стойкостью. Коэффициент теплового расширения оксида бериллия -
9,3 • 10 й (в интервале до 1400 °C).
Оксид бериллия - прекрасный огнеупорный материал. Тигли, из-
готовленные из него, могут работать как в атмосфере инертного газа,
так и в вакууме при температуре около 2000 °C, устойчивы против
термических ударов.
Бериллий со многими металлами образует химические соедине-
ния. которые называют бериллидами. Получают бериллиды синтезом
нз компонентов - сп 1авление.м или спеканием смесей порошков. Бе-
риллиды яв,иются эффективным средством защиты от коррозии прн
367
Гаава 1 Металлургия бериллия
высокая температурах; из них создают жаростойкие покрытия. Неко-
торые бериллиды обладают полупроводниковыми свойствами и пред-
ставляют интерес для техники высокотемпературных полупровод-
ников.
Из стратегических сфер применения бериллия важнейшими
являются ядерная, авиационная и ракетная техника, инерциальные
системы наведения для сверхзвуковых полетов и морской нави-
гации.
По бериллий обладает рядом свойств, осложняющих и ограничи-
вающих возможность его применения: недостаточная вязкость метал-
ла, хрупкость, анизотропия механических свойств, плохая сваривае-
мость, токсичность и высокая стоимость всех переделов - от сырья
до изделия. Стоимость механической обработки бериллия в 8 раз
выше, чем алюминия или титана. По сравнению с ценой бериллия в
руде стоимость бериллия в порошке и блоках возрастает в 4-5 раз, в
листах - в 12 раз, а в проволоке - в 20-130 раз.
1.2. МИНЕРАЛЫ И РУДЫ БЕРИЛЛИЕВЫХ КОНЦЕНТРАТОВ
Содержание бериллия в земной коре составляет 6-10 4 %. По рас-
пространенности он занимает 32-е место, бчцзкое к цезию, скандию,
мышьяку. Бернз л ий обнаружен более чем в 40 минералах. Промыш-
ленно важными являются берилл - ЗВеО • AljOj • 6SiOj (14 % ВеО);
фенакит - 2ВсО - SiO? (45,5 % ВеО) и бертрандит - 4ВеО -2S1O2 НтО
(42 % ВеО), гельвин - 3(Мп, Fe)Be -SiOj- MnS (15 % ВеО).
Основным промышленным минералом все же является Серим.
Главные месторождения берилла находятся в Бразилии, Аргентине,
Индии и др. Содержание оксида бериллия в рудах не превышает 0,25-
1,5 %. Берилл в самостоятельных месторождениях обычно ие концен-
трируется, его добывают, как правило, в качестве попутного продукта
при добыче полевого шпата из пегматитов, прн разработке слюдяных
месторождений, при извлечении литиевых минералов из сподумено-
вых или лепидолитовых руд
Промышленные сорта бери 1лие»ого конце» грата обычно содержат
от 10 до 12 % оксида бериллия. Другими составляющими концентрата
являются оксид алюминия (17-19 %), кремиезем (64-70 %) и неболь-
шое количество других оксидов. Для обогащения применяют ручную
сортировку, флотацию, гравитационное разделение в тяжелых сус-
пензиях.
Металлургия легких металлов
1Д ПЕРЕРАБОТКА БЕРИЛЛИЕВЫХ КОНЦЕНТРАТОВ
В настоящее время освоены и применяются в промышленности
два метода переработки концентратов: фторидный и сульфатный.
Фторидный способ основан на спекании берилла с кремне-
фторидом натрия и содой. При температуре 800 °C идет реакция:
3BeOAl2Oj-6SiO2 + 2Na2SiF6 + Na2COj =
- 3Na2BcF4 + AljOj + 8SiOj + COj.
Измельченный стик выщелачивают холодной водой, отделяют не-
растворимый остаток (Д]20з, SiCh) и раствор обрабатывают едким
натром, в результате из раствора выпадает гидроксид бериллия:
Na2BeF4 + 2NaOH = BefOHh + 4NaF.
Для возвращения в процесс фтора после отделения кристаллов
гидроксида бериллия в маточник вводят сульфат железа. При этом
происходит взаимодействие по реакции:
!2NaF + Fe^SO-Oj - 2Na3FeF6 + 3Na2SO4.
Железный криолит как оборотный продукт возвращают на
спекание, а маточный раствор идет в отвал. Отмытый от маточника
гидроксид прокаливают при 1000 °C во вращающейся печи. Общее
извлечение бериллия из концентрата составляет 85 %. Схема фторид-
ного способа производства ВеО приведена на рис. 154.
Сульфатный метод сводится к извлечению бериллия и алюминия
из бериллового концентрата в раствор с помощью серной кислоты
(SiO2 переходит в нерастворимый осадок) н к последующему разде-
лению б гриллия и алюминия, основанному на различном поведении
их сульфатов в растворе сульфата аммония.
Для активизации процесса растворения берилловый концентрат
предварительно расплавляют в дуговой электрической печи. Темпе-
ратура расплава - около ] 700 °C. Расплавленную массу охлаждают в
потоке воды, при этом берилл частично распадается с выделением
оксида бериллия в самостоятельную фазу. Полученные гранулы про-
гревают во вращающейся печи до 900 °C, что способствует полному
распаду твердого раствора оксида бериллия в кремнеземе и переходу
около 90 % оксида бериллия в легко растворимую в серной кислоте
форму. Гранулы дополнительно измельчают до крупности менее
0,1 мм н обрабатывают концентрированной серной кислотой при на-
гревании до 250-300 °C в автоклавах ити более разбавленной серной
кислотой при 150-200 °C в стальных футерованных реакторах. Суль-
Глаеа I. М .таляургия бериллия
Рис. 154. Технологическая схе-
ма фторнднвго способа произ-
водства гмдроокекда бериллия
и берилла
фатизнроваиный материал
выщелачивают горячей во-
юй, в раствор переходят
BeSO4 и A12(SO4)j, a SiO2
остается в нерастворимом
шламе. В растворе содержат-
ся ] ] г/1 Be, 25 г/л AI, 2 г/л
Fe и приблизительно 1 моль
H2SO4 (около 50 г/л). Рас-
твор сульфатов бериллия и
алюминия отделяют от твер-
дого остатка кремнезема и
затем обрабатывают воднь м
раствором аммиака в коли-
честве 125 % от стехиомет-
рического при 80-90 °C.
На рис. 155 представлены
кривые растворимости суль-
фатов алюминия, бериллия и
магния в растворе сульфата
аммония. Как видно на этом
рисунке, растворимость алю-
моаммопийиых квасцов с
повышением концентрации
сульфата аммония резко па-
дает и с 60 г/л становится
очень малой, в то время как
растворимость сульфата бе-
риллия сохраняется посто-
янной до концентрации
(NH4)2SO4 230 г/л и состав-
ляет примерно 300 г/л.
При охлаждении раство-
ра до 20 °C из него выпада-
берилловый концеятрат
Кмеалчение
Старение
бриягтароважл
DwfOftue
ератлал реярлляоаые
Н20
Фильтрация
Оаяаты
8 отвал
Ъ/льтрация
Be(OH)j раствор
Feg(SO4)g
Оаягдегюе
MajF»Fe
Яаточяьшраствф
Bocn&M
Ахт&р I
тон 11
ют кристаллы квасцов, которые отделяют от маточного раствора цен-
трифугированием. Таким образом, удается удалить лишь 75 % алю-
миния из исходного материала, а остальной алюминий в виде алю.ми-
_________________________________ Металлургия легких металлов
Рнс. 155. Кривые рястви рн могли
AJ/SOJ (/); MgSO4 (2)-, BeSO< (3) в
раствор» сульфата аммония
пата натрия удаляется в результате
последующих технологических
операций. В маточный раствор до-
бавляют этилендиаминтетраук-
сусную кислоту рДТд), которая
образует растворимые комплекс-
ные соединения с некоторыми примесями. Одновременно в раствор
вводят едкий натр с целью перевода оксида бериллия и оставшегося
оксида алюминия в растворимые бериллат и алюминат натрия:
ВсО + 2NaOH - Na;BcO2 + HjO;
А12О3 + 2NaOH = 2КаА1Ог + Н2О.
При кипячении раствора бериллат натрия гидролизуется с
образованием нерастворимого гидроксида бериллия:
NajBeOj + 2HjO = 2NaOH + Be(OH>2.
Осадок отделяют и прокаливают при 800-1000 °C.
Бериллий получают электролизом хлорида бериллия. Безводный
хлорид бериллия получают хлорированием брикетированного оксида
бериллия с восстановится»м при 700-800 °C в электрических
шахтных печах по реакции:
ВеО + С12 * С - ВеС12 + СО.
Одновременно хлорируются примеси.
Поддерживая в конденсаторе хлоратора температуру, пре-
вышающую температуры кипения летучих хлоридов, но не дос-
тигающую точки кипения хлорида бериллия, избирательно улавлива-
ют хлорид бериллия в твердом состоянии.
Фторид бериллия служит исходным сырьем для получения берил-
лия магниетермическим способом. Оксид или гидроксид берилтня
растворяют в горячем растворе гидрофторида аммония NH4HF2 и пла-
виковой кислоты:
Ве(ОН)2 + 2IIN«HF2 ° (ШЪВсЬ + 2HrfX
Полученный раствор очищают от прим :сей соединений тяжелых
металлов и затем упаривают до выпадения кристаллов фторбериллата
аммония (NH^BeFx, которые отлс шют от маточного раствора цен-
Глава I. Металлургия бериллия
трифугированисм. Кристаллы фторбериллата аммония нагревают до
950 ®С, вследствие чего они разлагаются иа фторид бериллия BeFj и
фторид аммония NH4F. Пары NH«F удаляют, конденсируют и возвра-
щают в процесс, а расплавленный фторид бериллия выливают в из-
ложницы, где ои затвердевает.
Фторид бериллия - бесцветное гигроскопичное вещество. Темпе-
ратура плавления ВсР2 - около 800 °C, температура кипения -
1327 °C. После затвердевания образует стекловидную массу. В рас-
плавленном состоянии обладает низкой электропроводимостью.
1.4. ПОЛУЧЕНИЕ БЕРИЛЛИЯ МЕТАЛЛОТЕРМИЧЕСКИМ
СПОСОБОМ
Оксид бериллия - термодинамически очень прочное соединение.
Показано, что оксид б рнллия можно восстановить при высоких тем-
пературах и в вакууме танталом, цирконием или иттрием
Наиболее благоприятные термодинамические условия по сравне-
нию с оксидом бериллия создаются при восстановлении галогенидов
бериллия, значительно менее устойчивых, чем галогениды других
металлов. В качестве восстановителей нз металлов можно использо-
вать калий, натрий, кальций (рис. 156), а также магний, из иеметал-
Металлургия легких металлов
O*uJ
но?
Фтфгктлл) Mfaxo&u
аллмий marwna
Рис. 1S7 Технологическая схема
прон1во;1ства бери глия магнне-
<&ммпродаяие
Шла* л—**- “
8 отдал
4Ьтуг^(арда^
(NH«)zBeF« красл.
/’gj/wene
*₽»
NHiF^jww.
Рортало&юи/в
MflFz+BeF,
Mr
ЯыцёлочудФте
- r_ “ jatwtow
MSFi
>ВеГг
ЛетЛзе(ИНл)гВеГ4
рнллия магнием ведут в i-рафитовых
лов - углерод. Однако кальций
образует с бериллием нераство-
римый иитермсталлид CaBcFj,
а натрий обладает низкой тем-
пературой кипения и образует
легко растворимое в воде со-
единение NaFD что затрудняет
изнлеченне остатков BcF2 из
шлака. Кроме того, при восста-
новлен им образуется устойчи-
вое соединение NallBeFj, кото-
рое не восстанавливается из-
бытком натрия, поэтому берил-
лий восстанавливается только
частично.
Для восстановления берил-
лия из фторида бериллия ис-
пользуют магний ио реакции:
BeF2 + Mg=Be^ MgFj.
Аналогичный процесс воз-
можен и для хлорида бериллия,
однако ирим*ясние BeF2 удоб-
нее, потому что его температу-
ра кипения (1327 °C) выше точ-
ки плавления бериллия и можно
вести гроцссс при атмосферном
давлении.
Технологическая схема про-
изводства бериллия мапшетср-
мическпм способом представ-
лена на рис. 157.
Восстановление фторида бе-
тиглях, нагреваемых газом, или в
индукционных печах. Ншрев осуществляют в две стадии. На первой
стадии при температуре около 900 °C происходит восстановление
бериллия из ею фторида. Реакция идет бурно» возможен лаже выброс
шихты из тигля. Для замедлении скорости процесс осуществляют
Гtaea L Металлургия бериллия 373
с избытком фторида бериллия. Избыток нужен также для образо-
вания солевой жидкой ванны, состоящей из фторидов бериллия и
магния.
По окончании реакции восстановления температуру в графитовом
тигле повышают до 1300 °C для расплавления кристаллов бериллш и
слияния жидких металлических капель в общую монолитную массу,
располагающуюся на поверхности расплавленного шлака.
По охлаждении тигля елкток отделяют от затвердевшего шлака, а
из шлака выщелачиванием извлекают BeFj, который используют дня
получения фторберидлата аммония
Черновой бериллий содержит обычно примеси, %: 0,10 Al; С,] 0 Fe:
0.03 Si; 0,05 Си; 0.05 Мп, а также некоторое количество магния. Пере-
плавкой дополнительно очищают его от шлаковых включений и сни-
жают содержание примеси магния. Чистота бериллия, полуденного
метал тотермическнм способом, ниже, чем металла, получаемого
электролизом хлорида бериллия.
1.5. ПОЛУЧЕНИЕ БЕРИЛЛИЯ ЭЛЕКТРОЛИЗОМ
ХЛОРИДА БЕРИЛЛИЯ
Расплавы галогенидов бериялия имеют * практически нулевую
электропроводимость, поэтому для ведения электролиза в составе
ЭЛ ктролита должен присутствовать компонент, обладающий доста-
точной электропроводимостью и более высоким (по сравнению с га-
логенидом бери т л ня) напряжен нем разложения.
Электролизом можно получить бериллий как фторидных, так и
хлорндных расплавов. Однако электролиз фторида бериллия ю-за его
высокой температуры плавления (800 “С) приходится вести также при
высоких температурах, что невыгодно из-за значительных технологи-
ческих трудностей. Предпочитают низкотемпературный электролиз с
использованием электролита, состоящего из хлоридов бериллия и на-
трия в эквимолярном соотношении. Этот состав соответствует эвтек-
тическому и, как видно из диаграммы состояния, приведенной на рис.
158. обладает температурой плавления около 215 °C. Электролиз ве-
дут прн 350 °C в сварных имкел з₽ых ваннах, снабженных электриче-
ским нагревателем. Анод графитовый, катодом служит никелевая
ванна. В этом случае по окончании злектротиза электролит перекачи-
вают в другую ванну, а металл (кристаллы) вычерпывают перфориро-
ванным ковшом. На отечественных предприятиях применяют смен-
ные катоды в ваде перфорированных никелевых ящиков, устанав-
ливаемых в ваннах (рис. 159) - это позволяет отказаться от перекали-
Метаиургия легких металлов
листе* бериллий. Затем катоды
Рис. 158. Дмягряммж «состояния сис-
темы N»Cl-BcClj
вания обедненного хлоридом бе-
риллия электролита в другие
электролизеры н» кроме того,
снижает гидролиз соли.
Применяя сменные катоды,
возможно также осуществлять
предварительную электролитиче-
скую очистку электролита от бо-
лее электроположительных при-
месей- Для этого при напряжении,
величина которого ниже напря-
жения разложения хлорида бе-
риллия, проводят кратковремен-
ный электролиз, в результате ко-
торого иа катоде выделяется ос-
новная масса примесей и ие выде-
заменяют новыми, напряженке иа
элск1ролизере повышают до величины, требующейся для электроли-
тического разложения хлорида бериллия, н ведут электролиз очищен-
ного электролита при катодной плотности 6-7 Мял*. Электролиз
продолжают, пока содержание ВеСЬ в электролите ие снизится до
45 %. Затем катод заменяют новым, в ванну загружают ВеСЬ до ис-
ходной концентрации. Извлеченный вместе с кристаллами бериллия
катод после охлаждения до комнатной температуры отмывают водой
от электролита, промывают в растворе щелочи, азотной кислоте и в
воде.
Отмывку можно заменить нагревом
катода в вакууме прн 670-700 °C. Возог-
наниые соли направляют на электролиз.
Выход по току составляет 60-65 %.
Полученные электролизом кристаллы бе-
риллия направляют на вакуумную пере-
плавку. Чистота переплавленного берил-
лия - 99,93-99,96 %, что позволяет ис-
пользовать его в качестве замедлителя в
атомных реакторах.
Рис. 159. Схема электрод икре со сменным
катодом для получения б рнллыя;
1 аиод. 2 - катод. 3 - никелевая ванна; 4 - на-
греватель
Глава! Металлургиябериллия 375
Для очистки бериллия от примесей используют также электро-
литическое рафинирование, которое осуществляют иа электролизере
со съемным никелевым катодом, а на цилиндрический графитовый
анод, погружаемый в электролит сверху» надевают кольца из магние-
термического или электролитического бериллия. Большинство при-
месей более электроположительно, чем беритлнй, поэтому они анод-
но ие растворяются и переходят в шлам. Сила тока на ванне 800 А,
напряжение 5,5 В, выход по току 80 %. Рафинированный бериллий
получается в виде блестящих чешуек размером 15*20 мм.
1.6. ПОЛУЧЕНИЕ ПОЛУФАБРИКАТОВ
ИЗ БЕРИЛЛИЯ И ЕГО СПЛАВОВ
Процесс получения бериллия восстановлением из оксида углеро-
дом невозможно реализовать в связи с образованием при этом карби-
да бериллия ВеСз- При осуществлении этой реакции в присутствии
меди ичн никеля удается вследствие растворения восстановленного
бериллия в этих металлах избежать образования карбидов бериллия.
Но с повышением содержания бериллия в сплаве свыше 4 % все же
образуются карбиды бериллия.
Процесс основывается иа следующих реакциях, протекающих при
2000 °C:
BeO^j + С(„) + хС'Цж) —> BeCuTie) + СО1Г>; (38)
2ВеО(те) * + хСцж) —»BcjC СиА(ж) + 2СО(Г^ (39)
2ВеСмл(Ж) + С(П) -» Ве^С • Сцдо; (40)
ВеО^тв) + Ве^С • Сицх>+ 2Cu(uj —> ЗВе Сц^Ж) + СОц-у. (41)
При содержании бериллия менее 4 % идет реакция (38), а при уве-
личении содержания его свыше 4 % идут реакции (39» 40). Реакция
(41) начинается по мерс образования в ванне достаточного количества
богатых карбидом промежуточных продуктов.
Установлено, что растворимость Ве^С и СО прн охлаждении жид-
кого расплава Си + Be (4-4.5 %) уменьшается, а при температуре за-
твердевания равняется нулю. Это свойство используется в процессе
рафинирования сплава.
Плавку ведут при 2000 °C. Состав шихты следующий: 100 кг ВеО,
835 кг меди, 67 кг угля и 185 кг Дросса от предыдущих плавок. Гото-
вый сплав сливают в ковш, футерованный углеродистым материалом.
Металлургия легких металлов
При температуре расплава в ковше 1300-1800 °C с его поверхно-
сти синмиот шлак, состоящий из ВеО, Ве2С, С и Вс, и металл слива-
ют в тигель, где при перемешивании его охлаждают до 950 °C. Зерка-
ло металла очищают от оксидов бериллия, всплывших примесей
(Ве2С, С) и разливают по изложницам. Технологическая схема приго-
товления Cu-Be-сплава приведена на рис. 160.
В электроду!овой печи выплавляют в сутки 2600 кг Си-Ве-сплава
при расходе электроэнергии 2,75 кВт ч на 1кг сплава, сожржащего,
%: 4-4.25 Вс; 0,1 Fe; 0,08 Si и 0,06 Al. Полученный сплав служит ли-
гатурой при производстве бериллиевой бронзы.
По аналогичной схеме можно приготовить Ni-Be-пнгатуру с со-
держанием до 10 % Be. Возможность получения более богатой лига-
туры без карбида никеля объясняется тем. что в этой системе образу-
ется конгруэнтно плавящееся соединение BeNi
Глава I. Металлургия бериллия 377
Изготовление полуфабрикатов из бериллия обработкой давлением
затруднено из-за недостаточной его пластичности и хрупкости, по-
этому компактные заготовки нз бериллия приготавливают в основном
методом порошковой металлургии, а порошок получают механиче-
ским измельчением стружки или чешуйчатого электролитного берил-
лия.
Компактный металл получают методом вибрационного фор-
мования с последующим горячим прессованием. Методом изо-
статического прессования можно получать изделия сложной конфи-
гурации,
1.7. ТЕХНИКА безопасности в металлургии бериллия
Бериллий чрезвычайно токсичный металл. Он может вызвать
тяжелые заболевания - бериллиоз (острое раздражение дыхательных
путей с нарушением структуры легочных тканей). Наиболее токсич-
ными являются растворимые соединения бериллия, такие как фтори-
стый, хлористый, сернистый, уксуснокислый бериллий. Высокой ток-
сичностью обладает также оксид бериллия в виде паров и мелкодис-
персных аэрозолей Соединения бериллия могут вызвать также забо-
левания кожи. Допустимая концентрация бериллия ие должна
превышать 2 1 О'* j/m3 воздуха; недопустимо даже кратковременное
воздействие воздуха, содержащего 2,5 10"5 г/м3 бериллия.
Из-за высокой токсичности бериллия необходима организация
особых мер, предупреждающих проникновение в организм различных
соединений бериллия в виде мелкозернистых аэрозолей, паров, а так-
же загрязщнне бериллием кожн. спецодежды, оборудования, поверх-
ностей строительных конструкций.
Концентрацию бериллия в воздухе контролируют на предприятиях
непрерывно. В помещениях действует интенсивная вентиляция. На
всех операциях, связанных с пылеобразоваиием, предусмотрена воз-
можно более полная герметизация и местная вентиляция.
Работы с сухнмн порошками бериллия и его соединений ведут в
герметичных рукавных боксах, работающих при разрежении 26 гПа.
Ппавят бериллий в герметичных печах, установленных в кабинах с
вентиляцией. Воздух из вентиляционной системы перед выбросом в
атмосферу пропускают через стекловолокно и фильтры Петряиовд.
Фильтровальные ткани подлежат уничтожению. Рабочие снабжены
полным комплектом спецодежды и подвергаются регулярному меди-
цинскому освидетельствованию. Доступ в производственные по-
мещения разрешается только через раздевальные комнаты (шлюзы),
5 78 Металлургия легких металлов
оборудованные индивидуальными шкафами и прочими санитарно-
техническими приспособлениями, обычно применяемыми прн работе
с ядовитыми веществами. Рафинирование и плавку сплавов с содер-
жанием .до 2,5 % Be можно осуществлять в общих производственных
помещениях иа агрегатах, обеспеченных местной вентиляцией и очи-
сткой выбрасываемого воздуха.
Глава 2. МЕТАЛЛУРГИЯ КАЛЬЦИЯ
2.1 СВОЙСТВА КАЛЬЦИЯ И ОБЛАСТИ ПРИМЕНЕНИЯ
Кальции открыт Гемфри Дэвн в 1808 г. В 1855 г. Бунзен и Матис*
ссн получили чистый кальций электролизом расл заиленного хлори-
стого кальция. Только в 1896 г. в Германии разработан промышлен-
ный способ получения кальция. В 1938 г, А.И. Войницкий предложил
технологию вакуумно-термического восстановления оксида кальция,
а в конце Второй мировой войны в США алюмннотермическнй спо-
соб получения кальция получил промышленное применение.
Порядковый номер кальция - 20, атомная Масса - 40,08 г/моль, ва-
лентность - 2 атомиый радиус - 0,197 им, плотность - 1,54 г/см3.
Температура плавления - 850 °C, кипения - 1480 °C. Электропрово-
димость по отношению к меди - 68 %. Пластичен. В ряду напражений
кальций располагается среди наиболее отрицательных элементов -
его электродный потенциал равен 2,84 В.
Кальций относится к очень активным химическим элементам
Ои взаимодействует с хлором, азотом, фтором, водородом, кис-
лоро юм, углеродом, серой. Пр i нагреве (400 °C) образуются нит-
риды CajNj, гидриды СаН2, хлориды СаС12, сульфиды и полнеуль-
фиды CaS2, CaS4 и др., карбиды кальция CaCj, силициды кальция
CaSi, CajSi и CaSi7. С фтором кальций взаимодействует иа холоде.
Энергично взаимодействует с горячей водой и большинством
кислот.
Кальций - один из наиболее распространенных элементов в при-
роде (3,6 %). Основные минералы кальция, известняк, мел (CaCOj),
мрамор, доломит (CaCOj MgCOj). гипс (CaSO< 2Н2О), флюорит
СаГ2. При нагревании кальций вытесняет почти все металлы из их
оксидов, сульфидов, галогенидов.
Кальций применяют в металлургии как активный раскислитель,
его используют в качестве восстановителя при получении урана, то-
Гяава 2 Металлургия кальция______________________________
рия, циркония, цезия, рубидия, ванадия хрома, РЗЭ. Кальцием вое
стаиавливают многие редкие металлы из их хлоридов, фторидов.
Кальций образует интерметал-шд CaPbj - это используют для по-
вышения Пкрдости свинцовых сплавов в производстве баббитов, ка-
бельных и аккумуляторных сплавов.
Негашеная известь (СаО) применяется в строительном деле. Хло-
рид кальция благодаря сильной гигроскопичности применяется как
увлажнитель или осушитель. Обезвоживается при нагреве выше
250 °C, незначительно гидролизуясь. Смесь СаС12 6Н2О со ладом
плавится при -55 °C. Это свойство используют при создании охлаж-
дающих растворов Фторид кальция (CaF2) - важная составляющая
покровных рафинирующих флюсов, используемых при производстве
алюминиевых ставов.
Карбид кальция используют для получения ацетилена, об-
разующегося прн разложении воды по реакции:
CaCj + 2Н2О “ CatOHh + С2Н2
и применяемого для газовой сварки.
2.2. ПОЛУЧЕНИЕ КАЛЬЦИЯ
Кальций в настоящее время получают электролизом расплавлен-
ного хлорида и термическим способом. Техноло1ичсская схема
электролитического получения кальция приведена на с. 380. Отли-
чительной особенностью схемы является утилизация выделяющегося
при электролизе хлора, оборот катодного медно-кальциевого сплава, а
также использование тепла отходящих газов для повыш :ння
концентрации хлорида кальция в чистом растворе.
Исходным сырьем служит известняк, который обжигают. Безвод-
ный оксид кальция !«сят водой Известковое молоко освобождают от
шлама и подвер|ают хлорированию хлор-воздушной смесыо (концен-
।рация хлора 0.7-0.8 % (объемм.), которую отводят из электролиза
При хлорировании, кроме хлорида кальция, в растворе появляются
нежелательные примеси в виде гипохлорита кальция, хлоридов алю-
миния, железа и магния. Для подавления реакции образования гипо-
хлорита кальция в раствор добавляют катализаторы (CuCt2, NiCt2,
FeClj). Хлорирование проводят в механических или пенных абсорбе-
рах до остаточного содержания кальция 5—10 г/п. При этих условиях
хлор улавливается на 99 %. Обработка раствора дозированным коли-
чеством гидроксида кальция позволяет очистить раствор от при-
380
_____________________________________Металлургия легких металлов
Технологическая схема электролитического получения
| Хлорирование ]
| Раствор СвС1г |
Очистка раствора
| от примесей
t________________
[ Раствор СаС12 {-►Г Кеки в отвал ~1
(ДоупариГание I
и сушка
Г | KCI | {Медь (электролитная)]
| Электролиз , <----------
_
[хлор-газ___________________________—-|_Cu-Са-сллав |
г______4__________(
| Дистилляция 1-^^
_____I
[ конденсат кальция I Обедненный
L-----------------1 | СиСа-сплвв |
| Перелив, грануляция]
V
] Гранулы кальция~]
Гпава 2. Металлургия кальция 381
Рис, 161. Диаграмма состояния сис-
темы CaClj-KCI
месей магния, железа к алюминия.
Остаточное содержание гидро-
ксида калымя переводится в хло-
рид кальция при добавлении в
растнор соляной кислоты.
Чистый раствор хлористого
кальция доупаривают за счет hen-
na отходящих газов до концентра-
ции 600-700 г/п и направляют на
обезвоживание во взвешенной
состоянии с получением сухого
продукта, содержащего до 5 %
влаги. Нагревают горячим возду-
хом при температуре 300-320 °C.
Сухой хлорид кальция идет в цех электролиза. Для снижения тем-
пературы плавления и вязкости электролита в него добавляют хлорид
калия в количестве нс более 20 %. Как следует из рис. 161 возможно
вести электролиз при 680-720 °C Вероягность загрязнения катодного
сплава калием исключена, так как напряжение разложения хлорида
калия выше, чем хлорида кальция.
Кальций хорошо растворяется в электролите. Выдсзсиис его иа
поверхности жидкого катода (медно-кальциевого сплава) исключает
потерю кальция за счет растворения в элсктролите.
Схсма электролизера с жидким катодом представлена на рис. 162.
Катодом является чугунная ванна, заполненная медно-кальциевым
сплавом и футерован иая снаружи с целью теплоизоляции шамотным
кирпичом. Кальций хорошо растворяется в электролите. Выделение
его на поверхности жидкого катода (медио-кальциевого сплава)
уменьшает потери металла в результате растворения в электролите.
Анод выполнен в виде пакета брусьев - графитированных электро-
тов, закрепленных иа траверсе подъемного устройства. По про-
дольной стороне электролизера в подине ванны имеется углубление
для накопления катодного сплава. Когда содержание сплава повы-
сится до 62-65 % Са, его откачивают вакуумным ковшом. Доливку
осуществляют обедненным сплавом (30-35 % Са), возвращаемым
после дистилляции кальция, или медью; затем загружают хлорид
кальция.
Выделяющийся на аноле хлор отсасывают с поверхности ванны
через вертикальные газоходы, расположенные на торцах ванны, в
382
Глава 2 Металлургия кальция 383
сборный канал н далее на газоочистку. Содержание хлора в отходя-
щих газах составляет около 0,7-0,8 %, а нх температура - 250-
350 °C.
Технологический режим электролиза характеризуется следую-
щими данными: состав электролита - 80-85 % СаС12 и 15-20 % КС1;
анодная плотность тока - 1,7-3,25 А/см2: катодная плотность тока
0,85-0,95 А/см2; уровень электролита - 22-24 см и уровень сплава -
5-20 см; межполюснос расстояние - 1-4 см; напряжение на ванне -
8,5-10 В, сила тока 13000 А.
Рабочая температура электролиза находятся в пределах 680-
720 °C. Как видно из диаграммы состояния Са-Си (рис. 163). темпе-
ратура затвердевания сплава даже при уменьшении концентрации
кальция до 50 % не будет опускаться ниже примерно 650 °C. Другими
словами сплав в процессе электролиза всегда будет находиться, в
жидком состоянии.
Извлечение кальция нз медно-кальциевого сплава ведут дистилля-
цией. Для этого сплав из вакуум-ковша заливают в стаканы, которые
помещают в вакуумируемые реторты, устанавливаемые в печь. Схема
установки представлена на рис. 164. При вакуумной отгонке кальция
поддерживают давление в реторте порядка 1,333-0,1333 Па. а темпе-
ратуру - 180 °C. Обедненный по кальцию сплав-остаток в стакане
извлекают и передают в электролизное отделение.
Расход на I т кальция: 3,2 т СаС12; 0,035 т Си; 0,05 т графита;
электроэнергии - около 22 МВт-ч; выход по току - 75 %, содер-
жание активного кальция в дистиллировал пом металле - нс менее
98%.
4^1---1---1--1---1--1---1--1--1—Lb---
О 10 го 30 W 50 00 70 80 50 юо
Са Си,% Си
Рнс. 163. Диаграмма состояния С»-Со
Рис. 1М. Печь для отгонки кжльцмв из Ся-Сп-сплава-
/ - крышка; 2 - корпус реторты 3 - кондеисггор; 4 - тепловой «ран; 5 - кожух
печи; 6 стакан, 7 - футеровка. 8 - нагреватель;9 - к вахуум насосу
2 3. ТЕХНИКА БЕЗОПАСНОСТИ
ПРИ ПРОИЗВОДСТВЕ КАЛЬЦИЯ
Кальций является пожароопасным элементом, что объясняется ак- ।
тивной способностью его вступать в реакцию с водой и ее парами: j
Са + 2Н,0 = Са(ОН)2 + Н2.
Выделение водорода в закрытых помещениях может привести к
образованию гремучей смеси кислорода с водородом и ее взрыву.
Глава 3-Металлургия лития 3&5
Нормы техники безопасности предусматривают длительное хране-
ние (более 10 суток) только литого метала и кусков массой более 1 кг.
Кальций упаковывают в железные бочки с запаянными крышками. В
базисных складах длительного хранения ие должно размещаться бо-
лее 150 т металла» в в расходных - не более 50 т. Воспламенившийся
кальций тушат сухим песком. Прим-нсннс воды для тушения не до-
пускается. В результате окисления кальция образуется си иное осно-
вание Са(ОНЬ. способное воздействовать на кожу, слизистые оболоч-
ки, глаза, что требует применения защитных средств - перчаток, оч-
ков, масок, респираторов.
Глава 3. МЕТАЛЛУРГИЯ ЛИТИЯ
3.1. СВОЙСТВА ЛИТИЯ И ЕГО СОЕДИНЕНИЙ
Литий открыт в 1817 г. и получен Бронде н Дэви электролизом ок-
сида лития. В 1855 г. Бунзен и Матиссеи разработали промышленный
способ получения лития электролизом хлорида лития.
Литий - металл серебристо-белого цвета. Кристаллическая решет-
ка - объемно-центрированный куб, поэтому он - пластичный металл,
хорошо обрабатываемый давлением. Некоторые физические свойства
приведены ниже:
Порядковый помер ---------------------------- ------------ 3
Атомная масса, г/мояь................................... 6.939
Электронная формула............ ........................ »<r2s'
Плотносгъ. |/см’......................................„ .... 0.53»
Атомный радиус нм......—.................................. 0.155
И нный радиус, нм ......................................... 0.068
Нормальный электродный потенциал, В........................ -3,05
S^„ ДжЛмать К)........................................_ ... 29.16
Температура ллажлеикя. *С.................-................ 180
Температура кипения, *С---------------................... 1337
Д/У^г. кДж/моль..._____.. _........... ___..........._ _2,99
. кДж/моль.............................
Удельная теплоемкость, Д»с(г °C)- при;
0вС.........................................
100 *С...................................
Удел жх этектроалфотюленме р 10®, Ом см
прн 0 “С..—...........................».....
прн 100 °C............_ .............
3.26
3.77
П- 1176
386 Металлургия легких металлов
Сечен «с захвата тепловых нейтронов, барн/ггои
изотоп 6Li.......... ...................................... 9*0
изотоп ’Ll.................................. .......... 0.033
Природная смесь изотопов... ................................. 67*2
Природный лигой содержит смесь двух изотопов. Оба изотопа
нерадиоактивны. Содержание TLi в природном интим - 92,5 %,
остальное *Li. Литий на воздухе быстро тускнеет, покрываясь
и-сикой из оксида и нитрида пития. В кислороде при 200 °C лигой
горит.
Литий активно взаимодействует с водой по реакции:
21 i + 2Н2О - 2L1OH + Н2.
Гидроксид лития растворяется в воде. Водород при этом ис вос-
пламеняется. При нагревании в атмосфере водорода лигой образует
гидрид Lil I. С азотом активно взаимодействует при 250 °C с образо-
ванием LijN. Фтор, хлор и бром реагируют с литием на холоде, иод -
при ншревании. Сера, углерод и кремний при нагревании образуют с
литием Li2S, Li2C2 и Li«Si2. Углекислый газ активно реагирует с лити-
ем. образуя карбонат лития.
Жидкий лигой взаимодействует с большинством металлов и спла-
вов. Устойчивы в жидком питон при температуре до 1000 °C ниобий,
тантал, молибден.
Иодид, бромид и хлорид лития гигроскопичны, хорошо растворя-
ются в воде. Фторид лития в воде растворяется слабо.
3.2. ОБЛАСТИ ПРИМЕНЕНИЯ
Благодаря высокому сродству к кислороду, азоту, водороду литий
широко применяется в металлургии; ои может служить эффективным
средством для рафинирования расплавленных металлов от растворен-
ных газообразных примесей.
Известны сплавы алюминия и магния с участием лития. Прн этом
повышаются механические свойства и заметно снижается плотность
сплавов, что представляет интерес для авиации, транспортного маши-
ностроения. Однако примесь лития в чистом алюминии и в некоторых
деформируемых сплавах в количестве менее 0,0001 % отрицательно
влияет на обработку этих материалов давлением.
Гидрид лития - это легкий (плотность 0,776 г/см') и портативный
источник получения водорода. Его используют для заполи | имя аэро-
статов и спасательного снаряжения при авариях самолетов и судов.
Из килограмма гидрида литая получается 2,8 м3 водорода.
Глава 3. М чпаяяургия лития____________________________________
Добавка гидроксида пития к электролиту щеточных акку-
муляторов примерно на 1/5 увеличивает их емкость н в 2-3 раза —
срок службы.
Изотоп 7Li вснедствие малого сечения захвата тепловых нейтронов
используют как теплоноситель в атомных реакторах Самым крупным
потребителем лития является атомная техника.
3.3. МИНЕРАЛЫ И РУДЫ ЛИТИЯ
Содержание лития в земной коре - 4-10’5 %. Эго достаточно рас-
пространенный в природе металл. Минералы лития встречаются во
многих странах мира. Разведанные запасы титневых руд составляют
примерно (в пересчете иа литий) 2414 тыс. т. Основными видами сы-
рья для получения лития служат лепидолит, амблигонит, циннваль-
дит, сподумен, петалит. Химические формулы н состав этих мине-
ралов приведены в табл. 20.
Главное промышленное значение имеют месторождения гра-
нитных пегматитов натри :во-литасвого гопа, в которых питий связан
со всеми рассмотренными минералами. Из этих пеплатитов важней-
шими являются сподуменовые и петалито-лепилолитовые. Литиевые
руды гранитных пегматитов чаще всего комплексные, поэтому пере-
работка даже очень бедных по лигою руд при одновременном извле-
чении других металлов оказывается рентабельной.
Чабяииа 20. Промышленные минералы ihthh. их состав, %
Название , Химическая формула | Li2O j AUOj | ЯО,
Сподумен LUO A liOj 4SiOj или Я1 L»AI |Si,O6] 27.4 64.5
Лепидолит К(ЬЛ1),(Л|. Sij.0 c (OHFh 2.4 17-19 46-57
Петая нт (11. Na)AI(SbO,h или 4,9 (LiNahO AIjO, 8SiO2 16.7 78,4
Амбл. гонит AIPOXLi, Na)F Hl и 10,0 AliO. P2O< 2tiF (K, 1.1)>F«(A1O) [AI(FOH)j] 1-5 (SiCbb mj и K2O LUO ЗГс. Mg)O (Al. 34.6 13-48 F P2O,
Циннвальдит -
FehOr6SiQ>-2H/5
3.4. ПРОИЗВОДСТВО СОЕДИНЕНИЙ ЛИТИЯ
К промышленным относятся литиевые руды с содержанием оксида
читая не мсиее 0.5 %. Поэтому руды подвергают обогащению, при-
меняя различные методы: дскрмптацню - нагрев (950-1000 °C), в рс-
388 Металлургия легких металл ое
зультатс которого сподумен вследствие возникновения внутренних
напряжений из-за перехода а- в p-модификацию разрушается до по-
рошка н может быть отделен от других минералов грохочением; раз-
деление дробленой руды на составляющие минералы в тяжелых сре-
дах с использованием различия плотностей минералов и флотацией.
В результате обогащения руд лития получают концентраты раз-
личных минералов с устойчивым содержанием LijO, %: сподумено-
вые - 4-6; лепидолитовые и петалитовые - 2-4; циннвальдитовые - 4.
Сподуменовый концентрат прн 920-1050 °C спекают с сульфатом
калия, при этом образуется нерастворимый в воде алюмосиликат ка-
лия (сульфатный способ):
Li2O Л1 jO3 4SiOj + K2SO4 - Li2SO4 ♦ K2O A12O3 4SiO2,
а литий образует растворимый сульфат лития.
Сподуменовый концентрат, измельченный мокрым способом до
-0,83 мм, смешивают с техническим сульфатом калия в отношении,
соответственно равном 1:(0,6+1,1) по массе. Часть сульфата калия
заменяют пазеритом (смесь сульфата калия и натрия). Мокрый помол
в шаровой мельнице совмещают со смешиванием и в замкнутом цик-
ле с классификатором. Полученная пульпа поступает иа спекание в
барабанную печь с внутренним обогревом. Образовавшийся снек
представляет хрупкий пористый материал серого цвета, содержащий
10-15 % LinSO4 и 15-20 % K2SO4. Горячий спек сбрасывают в воду
(гасят) н направляют в шаровую мельницу, где одновременно проис-
ходит и выщелачивание (Т:Ж = 1:2). Отделение нерастворимого ос-
татка - лейцита - <и раствора сульфата лития производится фильтро-
ванием. Остаток промывают прн 80-90 °C в реакторах с мешалками.
Лейцит идет в отвал, а промывные воды, содержащие Li2O до 10 г/л,
используют как оборотные. Сульфатный раствор, получающийся от
выщелачивания, содержит 110—150 г/л Li2SO4 и 150-200 г/л K2SO4, а
также Na2SO4 и примеси сульфатов магния, алюминия и железа. Очи-
стка раствора от примесей производится обработкой раствора пота-
шом или едким натром с выпадением из раствора Mg(OHb, Л1(ОН)з»
Fe(OH)j. После отделения осадка в растворе остаются I i2SO4, K2SO4 и
Na2SO«. Затем очищенный раствор упаривают до начала кристаллиза-
ции K2SO4 и Na2O, в виде глазерита (3K2SO4- Na2SO4). Последний
возвращают на спекание.
Обработкой раствора содой при 90 °C выделяют из него Li2COj по
реакции:
Li2SO4 + Nt^COj— LijCOa + Nft2SO4,
Рис. 163. Технологическая схема л реработкн сподумена сульфатным мето-
390
Металлургия легких металлов
Рнс. Г 66. Теки слоги ческч я схема
получение LiCI (США)
11осле осаждения пульпу
кипятят около 30 мнн, отстаи-
вают, маточный раствор сли-
вают Карбонат пития отделя-
ют центрифугированием, про-
мывают кипящей водой, сушат
прн 130-150 °C до влажности
0,5-1.0 %.
Технологическая схема пе-
реработки сподумена сульфат-
ным методом предсташ сна на
рис. 165.
Хлорид лития используют
прн получении лития электро-
лизом расплавленных солей н
как добавку в электролитах
магниевых и алюминиевых
электролизеров. Расплавлен-
ный I iCl при 617 °C имеет
плотность 1,47 т/м3 и вязкость
1,82 • 10 3 Па - с. Соединение
LiCI малолетуче, при 783 °C
давление его паров составляет
около I гПа, при 880 °C -
2 гПа. LiCI сильно гигроскопи-
чен. из оидратов наиболее устойчив LiCI • Н2О. но выше 97.1 °C он
разлагается на HjO и почти без гидролиза LiCI.
В промышленности LiCI получают, растворяя продукты пе-
реработки природного сырья (LijCOj или 1.ЮН) в соляной кислоте.
Технические LijCCh и LiOH HjO предварительно очищают от при-
месей перекристаллизацией. Технологическая схема получения LiCI
представлена иа рис. 166
Влажный карбонат лития LijCOj н соляная кислота (31 %) посту-
пают в гуммированный реактор с мешалкой. В конце разложения
LljCOy (содержание LiCI достигает 360 г/л) добавляют ВаС12 для очи-
стки от сульфат-иоиа:
Ва‘ + S'" - BaSO4.
Добавляя затем избыток Li2COj, нейтрализуют раствор до обеспе-
Глава 3. Металлургия лития 19]
чей ня щелочности ив уровне 0,01 моль/л. Нагревая этот раствор "глу-
хим" паром, выделяют гидроксиды, карбонаты н основные карбонаты
прнмсссй: CaCOj, MgCOj, Fe(OH)COj. ВаСОэ. Пульпу, содержащую
эти сопи и ВаЗО4, очищают иа фипьтр-прессе и щелочной раствор
LiOH (40 %) выпаривают в насадочных башнях. Упаренный раствор
поступает в трубчатую вращающуюся печь, и сухой материал затем
на молотковую дробилку В полученном хлориде лития содержится
примесей. % (не более): 0,6 (NaCl + КС1): 0.15 СаС12; 0,01 ВаС12;
0.01 Sj ; 0,006 Fe2O?; 1.0 HjO; 0,0025 ио. (нерастворимый осадок).
Сравнительно недавно в промышленности стал применяться из-
вестковый способ Пи этому способу сподумен спекают с известняком
при 1150-1200 °C. При этом протекает следующая реакция.
LbO А120з 4SiOj + 8СаСО2 = Li2O • Л12О, + 4(2СаО • SiO2) +
+ 8СО2
В шихту вводят некоторый избыток известняка для образования
свободною СаО, который необходим для перевода при выщела-
чивании груд нерастворимого алюмината лития в гидроксил:
LijO A12O3 + СафНЬ - 2LiOH * СаО - А120з-
Измельчение к одновременное выщелачивание снека осуще-
ствляют в шаровых мельницах. Шлам отделяют фильтрацией. а рас-
твор выпаривают После охлаждения раствора до 40-50 °C из нхго
выкристаллизовывается моногидрат водного лития LiOl 1 HjO. кото-
рый может быть использован как таковой или же превращен в хлорид
лития тибо другое его соли.
3.5. ПОЛУ ЧЕНИЕ ЛИТИЯ ЭЛЕКТРОЛИЗОМ
Большую часть лития получают электролизом расплавленных со-
лей. Хлорид лития летуч н гигроскопичен, поэтому для электролиза
используют солевой расплав, состоящий нз LiCI и КС1. Дма]ранма
плавкости этой системы приведена ив рис 167. Нз диаграммы видно,
что легкоплавкая эвтектика с температурой плавления 352 °C образу-
ется при 60 % (мольи.) LiCI. Электролиз проводят на э. сктролмтс с
составом KCLLiCl “ 1:1 при температуре 400—450 °C. Напряжение
разложения LiCI н KCI при 450 °C -3.68 н -3,81 В соответственно.
В связи с тем, что при повышенных температурах напряжения вы-
деления пития н катил сравниваются и увеличивается растворимость
лития в хлектролнте, процесс электролиза ведут прн возможно бо. се
Металлургия легких металлов
Рис. 167. Диаграмма состоянии системы
UC1-KCI
низкой температуре - обычно прн 400-
450 °C. Из примесей наибольшую
опасность представляет натрий, так как
его потенциал выделения составляет -
3,57 В. Близость потенциалов выделе-
ния натрия и лития обусловливает не-
обходимость очистки исходного сырья
от натрия до содержания менее 1 %.
Ванны электролизеров футеруют раз-
личными материалами. Более чистый
метал *1 получается при графитовой футеровке. Применяют диафраг-
менные и бездиафрагменные конструкции электролизеров. Схема
диафрагменного электролизера представлена иа рис. 168 Стальной
катод н графитовый анод разделены железной сеткой - диафрагмой.
Над катодом расположен приемник для жидкого лития, всплы-
вающего иа пов’рхность электролита. X юр удаляют через канал, рас-
положенный в верхнем перекрытии электролизера. В этом же пере-
крытии имеются люки для загрузки LiCl и для извлечения жидкого
металла.
Бездиафрагменный электролизер, схема которого приведена на
рис. 169, отличается тем, что ванной и катодом является стальная ие-
футерованиая изнутри ванна, обогреваемая газовой горелкой. Контакт
между хлором и литием предотвращается разбавлением хлора до 2 %
Рис. 168. Схема диафрагмен-
ного хтсктролюера для полу-
чения лигам;
J - футеровка вши ы; 2 - анод;
3 - отверстие для загрузки со-
лей; 4 - жидкий литий. 5 - ка-
тод; 6—двафрвгыа; 7 -элекгро-
ГяаваЗ. Металлургия лития
Рис. 169. Бездмафрагм нный
злектролнгер (США):
/ графитовый анод; 2 - сталь-
ной трубчатый катод; 3 - рас-
плав LiCl-KCl; 4 - шок для вы-
борки жидкого пития; 5 - питий;
6 - топочные газы; 7 - тепло-
изо.ч^шя
вдуваемым в пространство над электролитом воздухом. Преимущест-
ва этой конструкции перед диафрагменным электролизером - просто-
та устройства и более длительный срок службы (15-20 лет).
Производительность, и/суг—......
Си та тока, кА..................
Напряжение на ванне, В..........
Расход электроэнергии, кВт-ч/кт..
Выход потоку, % ..
Расход электроэнергии на обогрев,
жВтч/кг.........................
Диафрагменный
(ФРГ)
100-200
40
28
85
Бездиафрагменный
(США)
30-60
12
6,1
32
74
5-10
3.6. ПОЛУЧЕНИЕ ЛИТИЯ
МЕТАЛЛОТЕРМИЧБСКИМ методом
Литий можно получить методом вакуумгермнческого восстанов-
ления. Теоретические основы процесса и выбора восстановителя при-
вел ты выше
Известны способы восстановления лития из оксида, карбоната ли-
тия или непосредственно из сподумена.
11ри восстановлении оксида лития, который получается прокали-
ванием в вакууме LiiCOj при 850 “С, в шихту для связывания обра-
зующихся оксидов дают СаО В случае восстановления кремнием
идет реакция:
394 Металлургия Atгхих металлов
21 ЙО + Si ♦ 2СаО « 4Li£r) ♦ 2СаО SiOa
Для вакуум термического восстановления LijO последний смеши-
вают с СаО н измельченным кремнием, брикетируют и нагревают в
вакууме (0,133 Па) при 950-1000 вС. Пары лития переходят в конден-
сатор.
Прн восстановлении LijO алюминием в присутствии СаО в том же
режиме идет реакция:
ЗЫ2О + 2 А1 + СаО = 6Ц0 + СаО AI jOj.
При получении лития термическим способом непосредственно нз
сподумена (концентрата) в качестве восстановителя используют алю-
миний или ферросилиций. Процесс ведут в реторте из нержавеющей
стали в вакууме (2.66 Па) прн 1050-1100 °C. Измельченные компо-
ненты шихты (сподумен, оксид кальция, ферросилиций или алюми-
ний) брикетируют и загружают в вакуумируемые реторты. Конденсат
получается сильно загрязненным магнием, натрием, калием (85-90 %
Li). Для получения чистого металла нужна дополнительная вакуумная
разгонка чернового металла, что заметно удорожает процесс.
3.7. РАФИНИРОВАНИЕ ЛИТИЯ
Для некоторых отраслей техники, например ядериой, требуется
питий высокой степени чистоты. Литий, полученный электролизом
или металлотермнческнм способом, ие отвечает этим требованиям.
Рафинирование лития проводят несколькими методами.
Черновой литий содержит такие примеси, как Na, К. Mg, Са, Al, Si,
Fe, а также оксиды и нитриды лития.
Нитриды и оксиды лития при повышенных температурах ра-
створяются в литии, а при охлаждении примерно до 250 °C почти
полностью выпадают нз раствора. Это свойство используют для очи-
стки метал; в от оксидов и нитридов фильтрацией при указанной тем-
пературе. Дальнейшую очистку от интридов и оксидов лития произ-
водят погружением в расплав титана, циркония или иттрия, которые
имеют большее сродство к кислороду и азоту, чем литий, н выдерж-
кой металла-восстановитсля в нем прн 816 °C в течение 50-100 ч. Ти-
тан. цирконий, нприй при этой температуре с литием не взаимодей-
ствуют.
Металлические примеси удаляют вакуумной дистилляцией, рек-
тификацией или зонной плавкой. Этими методами достигается чисто-
та лития до 99,96-99,99 %.
Глава 4 Металлургия натрия 395
3.8. ТЕХНИКА БЕЗОПАСНОСТИ В МЕТАЛЛУРГИИ ЛИТИЯ
Высокая токсичность лития определяет строгие правила техники
безопасности и охраны труда при работе с этим металлом.
Литий, попадая в организм, вызывает общую слабость, голово-
кружение и озноб. Предполагают, что литий токсически влияет на
центральную нервную систему, почки и желудок. Оксид лития оказы-
вает разрушающее действие на слизистые оболочки. Токсичность со-
единений пития повышается в такой последовательности: ацетат,
хлорид, карбонат, гидроксид. Предельно допустимая концентрация
гидрида лития в воздухе - 0.025 г/м*. Поэтому при работе с соедине-
ниями лития необходимо применение респираторов, защитной одеж-
ды, перчаток и специальной обуви.
Особую опасность представляет плавка и разливка лития по из-
ложницам. Загоревшийся металл засыпают сухим порошком графита
и NaCI.
Гидроксид лития вызывает ожоги и особенно опасен для слизи-
стых оболочек и глаз. Прн попадании LiOH, LijCOt иа кожу иеобхо-
тимо тщательно промыть сс н обработать 3-5%-ным раствором бор-
ной или уксусной кислоты.
Хранить литий следует в герметичных стальных емкостях под сло-
ем пасты из парафина и минерального масла.
Литий в виде слитков, прутков, стержней хранят запрессованными
в тонкостенные алюминиевые или медные оболочки.
Глава 4. МЕТАЛЛУРГИЯ НАТРИЯ
4.1. СВОЙСТВА И ОБЛАСТИ ПРИМЕНЕНИЯ
Натрий — типичный щелочной металл серебристо-белого цвета.
Кристаллизуется в кубической системе, мягкий, пластичный, легко
режется ножом. Во всех соединениях одновалентен Физические
свойства натрия приведены ниже:
Атомный номер _............—................... 11
Атомная масса, i/ыодь..„...................... 22.98
Радиус атома, нм ............................. 0.189
Радиус нона, нм .............. —........— .. 0,098
Энергия ионизации, эВ.......... ............ 5.14
, Дж/(мол).-К)..........._........... _. ... 51.33
Г„,вС........................-................ 97,8
Металлургия лета металлов
кДж/мозь. ............................. 2,6
Т^°С ------------------------....-------- 833
ДУ/». кДж/моль ..................... ...... 86.3
К юЛ?........................_........... 0,97
к (0-100 °C). Вт'(м К)... ............... 128
Q—>Дж/(хгК)______________________________ . 1,227
£20 ГС>, Ом см ---------------------------- 4.7 W*
Электродный потенциал Me -» Me* + ё....... *2,74
Натрий энергично взаимодействует с водой по схеме:
2Na + 2HzO = = 2NaOH + Н2.
Выделение водорода не сопровождается его воспламенением. Иа
воздухе свежий разрез быстро темнеет, при нагревании на воздухе
загорается Нагрев натрия до 350 °C в избытке кислорода сопровож-
дается образованней пероксида натрия Na2O2, которая при взаимо-
действии с водой гидролизуется:
Na2O2 + 2HjO = 2NaOH + HjOj,
поэтому Na2O2 используют для отбелки различных материалов.
Na2O2 взаимодействует с CQj по реакции:
21Ча2Ог + 2COj • ZNa^COj + О2.
Это свойство используют для получения кислорода.
При наличии следов влаги натрий воспламеняется и атмосфере
хлора» фтора. Образование сульфида натрия (Na2S) при растирании с
порошком серы сопровождается взрывом. Нагрев натрия в атмосфере
водорода приводит к образованию гидрида натрия (NaH). С азотом
парообразный натрий реагирует только в поле тихого электрического
разряда. С углеродом пары натрия прн 800-900 °C образуют карбиды
NajCj. NaCj, NaCl*. Натрий сплавляется со многими металлами, об-
разуя эвтектики. твердые растворы, а с магнием, алюминием, цинком
не сплавляется. Хорошо сплавляется с калием, образуя легкоплавкие
эвтектики с температурой правления +6, -12,5 °C. Натрий хорошо
растворяется в расплаве хлорида натрия н гидроксида натрия. Макси-
мальная растворимость в NaOH прн 500 °C - 23 % (ат.).
Натрий относится к наиболее распространенным элементам, его
содержание в ээнной коре - около 2,8 %. В природе натрий встреча-
ется в виде NaCl (имеются месторождения очень чистой соли - ка-
менной), сильвинита (mKCl + nNaCI), мирабилита (Na2SO4) IOHjO.
Натрий широко применяется в различных отраслях техники: в
атомной технике в чистом виде или в сплаве с калием как теплоноси-
тель, в металлургии - для восстановления многих тугоплавких метал-
ГЮва 4 Металлургия натрия 397
лов из нх хлоридов. Установлено, что натрий имеет определенные
преимущества перед магнием в металлургии титана как восстанови-
тель тетрахлорида титана. Натрий используют прн модифицировании
силуминов, в приготовлении свинцовых подшипниковых сплавов. В
металлургии свинца добавку натрия применяют для обезвисмучи-
ваиия за счет образования нерастворимого ннтерметаллнда (NajBi).
4.2. ЭЛЕКТРОЛИТИЧЕСКИЕ СПОСОБЫ ПОЛУЧЕНИЯ НАТРИЯ
Натрий получают электролизом расплавленного едкого натрия или
расплавленного хлорида натрия. Последний способ более распро-
странен и в настоящее время постепенно вытесняет первый.
екгролиз расплавленной щелочи ведут при 310-330 °C. На элек-
тродах протекают следующие электрохимические реакции:
на катоде 4Nal= + 4€=*4Na.
на аноде 4ОН -4e = 2HjO+O?.
I [алряжение разложения NaOH. определенное по Z-U-криной. при
340 °C составляет 2,2 В. Вода, образующаяся на внодс, взаимодейст-
вует с растворенным в электролите или с всплывшим иа его поверх-
ность натрием по реакции:
2Н?О + 2N’a « 2NaOH + Н3.
Кроме того, натрий при рабочих температурах хороню ра-
створяется в расплавленном NaOH, поэтому выход по току обычно
составляет около 50 %. Процесс электролиза желательно вести при
возможно более низкой температуре. Для этого в состав электролита
вводят около 17 % Na2COj. Температура плавления этого состава ста-
новится равной 280 °C. Показало, что растворимость нагрия в таком
электролите примерно в два раза ниже, чем в чистой щелочи.
Кальцинированную соду вводят непосредственно в расплав NaOH
перед зативкой его в электролизеры. Доливку электролита производят
через 2-3 ч, а вычерпывание натрия из сборников - через 45-60 мин.
Получаемый металл рафинируют от Na3O и Кв ОН отстаиванием
прн 120 °C под слоем трансформаторного масла. NaOH оседает в
шлам, Na^O всплывает на поверхность в слой масла. Содержание на-
трия в металле - 99,6-99,8 %.
Конструкция одного из типов электролизеров представлена нв
рис. 170. Производительность ванны по натрию - до 80 кг/сут,
/ = 8 кА, DK -11,3-2,0 А/см2, Da ~ I А/см2, напряжение на ванне - 4,5-
5,5 В. выход по току - около 50 %, емкость ванны по электролиту -
800 кг.
398
Металлургия легких ыетамем
Рис. ПО. Электролизер или получения натрия из расплава едкого натра:
/ кожух ван па, 2 - катодный узел подвода тока; 3 - гарнисаж NaOH. 4 - ввод
азота. J - диафрагма; 6 - анол; 7 - расплав NaOH; Й - корка NaOH; 9 воздушное
охлаждение
Простота конструкции электролизера, низкая температура элек-
тролиза. сравнительно невысокий расход электроэнергии - главные
преимущества способа Недостатком является высокая стоимость
сырья.
В настоящее время получение натрия электролизом хлорида на-
трия более распространено. Для снижения температуры плавления
электролита и. следовательно, температуры электролиза в состав
электролита вводят такие добавки, как СаС12, КС1, NaF. Эвтектика
NaCl-CaCla плавится, например, при 494 °C. В смесях подобного со-
става растворимость натрия не превышает 0,5 %. В системе NaCl-
СаС1?-ВаС1 з имеется еще более легкоплавкая эвтектика с температу-
рой плавления 454 °C. В зарубежной и отечественной практике
наибольшее признание получили электролиты с составом NaCl (41-
42 %) - СаС12 (58-59 %); NaCl (65.5-77,5 %) - NaF (16-21 %) - КО
(7.5-12,5%).
В практике используют электролизеры различных конструкций.
На одном из отечественных заводов при длительной эксплуатации
электролизера, схема которого приведена на рис. 171, были получены
высокие и стабильные результаты.
Электролизер имеет три анола и два катода. Охлаждение ванны ес-
тественное, воздушное. Сила тока - 6,5-7 кА, напряжение на ванне -
7-9 В, анодная плотность тока - 0,23 А/см2, катодная - 0,6 А/см2, вы-
ход по току - 65-70 %. Срок службы анодом - 1 год. Электролит со-
Глаза 4 Металлургия натрия
399
400
Металлургия легких метаяяов
стоит, %: 73 NaCI, Ю KCI, 17 NaF. Температура электролита - около
700 °C. Расход электроэнергии - около 19000 кВт ч/т.
Натрий-сь рец содержит сравнительно большое количество
неметаллических и металлических примесей. Наиболее эффективный
способ очистки - фильтрация, основанная на малой раствори-
мости примесей при температуре на 10-50 “С выше температуры
плавления натрия. Фильтрацией при этих температурах удается
удержать на сетчатых или пористых фильтрах большую часть при-
месей.
Метод электролиза хлорцдных расплавов, как и предыдущий, име-
ет недостатки: сравнительно низкий выход по току, низкая концен-
трация хлора в анодных газах, невысокая степень чистоты получаемо-
го металла.
43. ТЕРМИЧЕСКИЕ СПОСОБЫ ПОЛУЧЕНИЯ НАТРИЯ
Термические способы получения натрия не получили такого раз-
вития, как электролитические, хотя и имеют преимущества, о кото-
рых упоминалось выше. Наиболее перспективно восстановление на-
трия из его хлорила карбидом кальция в смесн с кремнием или сили-
цидом алюминия, с использованием в этом случае фильтра-остатка
алюмотермического производства силумина. В шнхту рекомендуется
вводить, кроме указанных компонентов, известь для связывания SiOj
в прочное соединение.
Вакуум-термический способ получения натрия восстановлением
его хлорида может быть представлен следующей реакцией:
lONaCI + 8СаО + 2(A1+Si) = WNa* 5СаС13 + СаО AhOi +
+ 2(Ca0-SiO2).
В качестве восстановителя может быть использован также ферро-
силиций. В этом случае для получения натрия рекомендуют шихту,
состоящую из 46 % NaCI. 38 % СаО, 16 % FeSi (75 % Si) с добавкой
4-5 % плавикового шпата в качестве катализатора. Такой состав ших-
ты обеспечивает извлечение натрия 85 %, удельный расход ферроси-
лиция - 1.0 кг/кг натрия, расход шихты - 6,6 к</кг натрия. Разрежение
в вакуум-ре гортной печи должно быть равным 50-70 Па. Хлористые
соли конденсируются в твердом виде при 600-650 ®С, а металл - в
жидком состоянии при температуре 100-150 “С в специальном кон-
денсаторе-приемнике, откуда его разливают по формам.
Гчава 4. Металлургия натрия 401
4 4. ТЕХНИКА БЕЗОПАСНОСТИ В МЕТАЛЛУРГИИ НАТРИЯ
При производстве натрия возможны ожоги расплавленными соля-
ми, натр дем. Мелкие крошки твердого металла, пероксида, попадая
на кожу, вызывают ожоги. Попадание в глаза натриевой крошки при-
водит к тяжелому поражению, вплоть до потери зрения. При сопри-
косновении расплавленного натрия с водой происходит взрыв, кото-
рый сопровождается выбросом и загоранием расплавленного металла.
Поэтому при работе с натрием должны быть приняты меры индиви-
дуальной защиты такими же средствами, как и в производстве тнтня.
Производственные вредности и опасность прн электролитическом
получении натрия нз расплавленных хлоридоа, а также защитные ме-
роприятия и правила безопасности - те же, что н прн производи вс
магния электролизом.
Производство натрия относится к категории взрыве- и пожаро-
опасных. Поэтому в местах хранения натрия должны строго соблю-
даться специальные правила. При возгорании натрия его гасят сухой
поваренной солью или кальцинированной содой. Применение
воды для тушения иагрия или обычных огнетушителей недопус-
тимо.
Угталдургих лихих мппамох
КОНТРОЛЬНЫЕ ВОПРОСЫ
Раздет первый
5.
6.
8.
9
10
12
13
14
15.
16
17.
18.
19.
20.
21
квв
Назовите основные с«сЛства легких металлов.
Почему ж пме металлы нельзя получить электролизом водных растворов9
Какими способами получают летяга металлы » промышленности9
В чем трудности кзрботсрмического восстановления оксида алюминия?
Перечислить основные области прим нения алюминия и его сплавов
Назовите наиболее важные мин разы алюминия
Какая руда является ос ювной в производстве глинозема9
Что такое кремневой модуль, како ы его значения для высококачественных
бокситов?
Каковы мировые ал асы бокситов 8 настоящее время? Перечислите основ-
ные бокентодобывающие страны.
Назовите основные месторождения бокситов стран СНГ и дайте их краткую
характеристику.
Охарактеризуйте иебоксктоэос сырье для производства глинозема.
Каковы основные ф рмм оксидов и гидроксидов алюминия»
Как проявляется амфотерная природа гидроксида алюминии?
Каким основным требованиям должен удовлетворять оксид алюминия как
материал для лтсктрогнза9
В каких областях, кроме металлургии, применяется оксид алюминия? Какие
свойства его при этом ^пользуются?
Перечислите основные способы получения г ииспема.
Почему шелоч! ыс способы ирона одства глинозема имеют феим)шссгва
перед всеми остальными’’
Что такое каустический модуль алоыингтного раствора? Какое энгиняе он
может при з’ретать9
Назовите основные формы существования алюминатных ионов я растворах.
Перечислите основные области диаграммы равновесных состояний яснсте-
MeNajO-AhO.-H-O.
Ках изменяется характер изотермы в системе Na^O-AI^Oy-HiO пре перехо-
де от низкой (30 *С) к высоким (> 150 *С) температурам?
В ч«м химическая суть способа Байера?
Назовите основные переделы байеровской технологии?
Расставьте в последовательности основные гидроксилы алюминия по их
скорости взаимодействия с NaOH.
Ках ведет себя кремнезем при взаимодействии боксита с оборотным раство-
ром9
Укажите граничное зшчднне щ,. при котором боксит еще можно эффектив-
но переработать по способу Байера
Почему Р. V и Сг являются вредными примесями в бокситах при нх телоч-
кой переработке?
Иа какие переделы влияет присутсгеке Органики в оборотных растворах?
Контрольные вопросы 403
29. 30. 31. В какой форме присутствует галлий в алюминагтио-шеточмых растворах? Перечислите основные причины декжустяфикации оборотного растворе. Что такое ГАСИ и в виде каких соединений он образуется в способе Байера?
32. Каковы основные факторы, влияющие i в скорость и полноту извлечения AljOj из боксита при вышечачнванми?
33. Какая стадия является лимитирующей прн выщелачивании бокситов но Байеру при Г- 230 °C9
34 Почему температур* является наиболее действенным фактором интенсифи- кации процесса выщелачивания по Байеру?
35. От чего зависит выбор опта ильной температуры при вьпцелжчнвднни бок- ситов в с юсобе Байера9
36. Чем руководствуются при выборе концентрации оборотного растворе и зна- мен. Й каустического модуля оборотного и алюминатного растворов?
37. Что такое эффективность оборота в способе Байера н каковы пути ее уве- личения?
38. Каковы преимущества и недостатки автоклавов с глухим нагревом н на- гревом острым ларом?
39. 40. Для чего нужны сепараторы и теплообменники в автоклавных батареях? Почему в схемах с использованием автоклавов с глухим нагревом удельный расход тепла на 1 т А1аО» в 2 раза ниже, чем в схемах с автоклавами с на- гревом острым паром?
41 В чем преимущества и недостатки высокотемпературного трубчатого выще- лачивания9
42 43. Какие задачи р нлаются при разбавлении автоклавной пульпы? Перечислите основные факторы, влияющие иа скорость огста • ванна частиц- крааюго шлама при сгущении.
44 В чем пр имущества одноярусных сгустителей и промыввтелей перед мпо- 1 ©ярусными9
45 46 Каково содержание твердого в сливе со сгустителей красного ш яма? В каких аппаратах может быть проведена контролы ая фильтрация алюми-
47 натного раствора? Каким образом можно сместить направо равновесие в реакции гидролиза алюмината натрия: Ь’кАЦОП), * лАКОН), N.OH ♦ (л + DAI(OH)>?
48. По каким показателям судят об эффективности декомпозиции алюминатных
49. растворов? Почему степень разложения алюминатных растворов прн декомпозиции.
50. как правило, нс превышает 50 %? Что такое затравочное отношение п, и декомпозиции и ив какие показатели процесса оно влияет?
51. 52. Почему процесс декомпозиции проводится в тюлитермичсском режиме? Как влияет коннеитряиия растворе и значения модулей сц, и о« на показа- тели процесса декомпозиции?
404
53.
54
55.
56
57.
58.
59.
60.
61.
62.
63.
64.
65.
66.
67.
68.
69.
70.
71.
72.
73.
74.
75.
76.
77.
78.
79.
Металлургия легких мепиилое
Какие примеси и как влияют нв процесс доомлознцки алюмннэтных рас-
творов?
В каких аппаратах проводится охлаждение алюмниап ых растворов перед
декомпозицией?
В чем преимущества и недостатки декомпозеров с воздушным и механичес-
ким перемеш <»анием’
С какой целью гидроксид алюминия после декомпозиции делится иа две
Какие технологические задачи решаются ка переделе ныпарки маточных
растворов?
Какие соединения могут быть выделены на выпарке из алюминатных рас-
творов'’
Что такое температурная депрессия и какова ес величина’
Чем определяется оптимальное число корпусов в выпарной батарее?
Назовите три основные схемы, применяемые при выпарке маточных раство-
ров в способе Байера.
В чем преимущества и недостатки прямоточной схемы выпарки?
В чем преимущества и недостатки схемы смешанного тока?
Почему выпарные аппараты с падающей пленкой х растеризуются высоким
коэффициентом теплопередачи?
Какие факторы влияют на выход каустика при известковой каустификации?
Почему при каустификации реальных растворов (содовых с трнмесыо алю-
минатного натрия) дозировка извести должна Сыть повышенной?
Когда применяется содово-известковое выщелачивание бокситов’
Укажите температуры фазовых превращений. которые претерпевает гид-
роксид алюминия п, и калызюииин
Чем определяется качество оксида алюминия, получаемого прн кальцмна-
В чем преимущества и недостатки аппаратов барабанного типа, применяе-
мых для кальцинации гидроксила алюминия’
С помощью каких аппаратов можно по ьюитъ термический к.пл. установок
для кальцин шин с использованием барабанных печей?
В чем преимущества печей с цирку ирующнм кипящим слоем перед бара-
банными?
Почему способ спекания может быть применим к любому виду алюминие-
вого сырья’ .
Что такое температурная площадка слскообразованмя. и каковы сс з ачсния
для различ зых видов шихт?
Какая стадия является лимитирующей прн твердофазном взаимодействии
частиц глинозсмсалержаз зих шихт?
Назовите осн.вмые составляющие снеков насыщенной шихты, при каких
температурах завершается их образование?
Каким требованиям додж и удовлетворять, пвепортнва шихта’
11ерсчислктс основные темиерагурные зоны барабанных печей спекания
Назовите основные элементы системы пылеулавливания и газоочистки ба-
рабанных печей. Какова величина пыл выноса из них?
Контрольные вопросы 405
80. В чем рекмущсства колосниковых холодильн.ков для охлаждения ел ска перед барабанными?
SI. 82. Каким образом можно поднять термический к.пл барабанных, печей? Что происходит со щелочами алюмоферригамн н д ухкальшквым енти- пгтом прм выщ лачиваянн спека?
83. Какие соединения являются источником вторичных потерь глинозема и ще- лочи при выииичиванан спека?
84 В чем особенности кинетики вышелач.валня крупно-мелкодробленого спе- и 5 мм и г/< 5 мм)?
85. 86. Назовите три типа аппаратов для выщелачивания алюминатных спеков. В чем преимущества и недостатки проточного выщелачивания алюминат* ных спеков?
87. Какие аппараты применяются для агитационного и ком икированного спо- собов выщелачивания алюминатных снеков?
88. Почему алюмината . е растворы в спекателышх схемах перед разложением
89. должны быть подвергнута двухстадийному обескремнимикю? В икос сое чинен ие связывается кремнезем на 1-Й стадии обескремнивания, каковы кинетические законом рностм этого процесса?
90. В какое сосдинс те связывается кремнезем на 2-й стадии обескремнива-
91. ния, каковы кинетические законом х ностн этого процесса? В чем сходство и различие двух способов разложения алюмилвтч ых раство- ров - декомпозиции и карбонизации?
92. Когда создаются ус. овиях для образования пщроалюмокарбовата натрия
93. при карбонизации? В какое сосдинс шс связывается кремнезем в гидрохимии , ском способе
94 Пономарева - Сажина? В каких условиях это может быть осуществлено: В чем преимущества и недостатки гидрохимического способа в сравнении со способом спекания?
95 Какие соединения образуются в снеке при бесщслочноы спекания? Отчего
96 происходит саморассытшшс ел «га? Что такое восстановите! ьная плавка алюмо-желез ных руд? Может ян она конкурировать с традиционными способами производства чугуна и глино-
97 Почему кислотные способы производства глинозема проигрывают в ср ване- н«н со щелочными?
98 99. Какая осн аиая задача решается с помощью комби ацин Байер ♦ спекание*7 Какой вариант из двух послсловэтельяо-комбияированных явияется с Ва- шей точки зрения предпочтительным - Бай -р + спекание или Ьайср + гидро- химия9
100. В чем заключаются трудности реализации проблемы утилизации красных планом?
JOI. 102. В какой форме находится галлий в алюминатном растворе*7 Каковы особенности кзвтечения Ga из алюминатных растворов цементаци- ей на гатламе алюминия?
103. В виде каких соединений могут накапливаться V и Р алюминатных раст- ворах. как эффективно осуществить очистку растворов от этих сосдим -ний9
406
104.
105.
106
107.
108
109
110.
111.
112
113.
114
115.
116.
117
118.
119.
120
121.
122
123.
124
125.
126.
127
128.
129.
Металлургия xtvaa металлов
II* чем основана технология получения соды и поташа из маточников кар-
бонизации прн комплексной переработке нефелинов?
Каким образом можно получить цемент из бе лигового штама?
Почему себестоимость глинозема. полученного по восстановзгтсяьио-
шелочмой схеме из алунитов, самая высокая в сралн^ии с другими спосо-
Почему в способе Байер* самый низкий удельный расход щелочи, lap*,
топлива и электроэнершн в срааненин со слекате. ьными и комбинирован-
ными способами?
Чем вызвана высокая себестоимость I т Al:Oj. пслуч<жого при комбини-
рованных и спекатсльных способах9
Каковы основные пути снижения себестоимости 1 т AljOj на отечествен-
ных г шноэемных заводах?
Какие требе алия предъявляются промышленностью к качеству криолит* н
фторида алюминия?
Как решается пробл м* очистки I1F от кремнк* и железа в кислотном спо-
собе производства?
В ч м особен ость 'сухого” способа получения фторида алюминия^
Каким образом momi о использовать отходящие газы суперфосфатного про-
изводства для получения фторсоясй?
В чем состоит сущность электролитического гюлу'^тия алюминия?
Кахо-ы требования к основному сырью при производстве алюминия?
Какие солевые добавки вводят в состав эл ктролнта алюммнн вых ванн? Их
влияние на свойства электролита.
Каков примерный состав электролитов промышленных ванн?
Какие основные требования предъявляются к электролитам при электроли-
тическом производстве металлов?
Каком вслич> на теоретического напряжения разложения гпиноземв м как
она рассчитывается?
Какой ионный состав криолито глиноземных расплавов?
1 (впишите суммарную реакцию взаимодействия криолита с гл коэеыом ио
соврем.-» ным представлениям.
Каким видом ионов переносится ток в электролите алюминиевых ванн н в
какой степени?
Напишите основные электрохимические реакции и суммарный процесс в
алюминиевом электро тизере по современным пред стал лен нам,
Какими яв.тс! иямн осложняется катодный процесс при электролитическом
получс 1ин алюминия?
Чем обменяется возм жностъ образования метая тмчсского натрия в ало-
мнии«вых ваннах?
Каков механизм потерь алюминия при электролизе А1 и как на них влияют
условия электролиза?
Объяснить, почему катодный процесс в AI ваннах протекает в равновесных
условиях9
Каковы теоретические обоснования процесс* горения углерода?
Каков механизм анодного процесса при электролизе А1?
Контрольные вопросы
407
во.
Bl
132.
ВЗ.
134
133
136.
137.
138
139
140
141.
142
143.
144.
145.
146.
147.
148
149
ISO
151
152
153.
154
153
156.
157.
158
159.
160
161
162
163
164
Перечислите вн-шние признаки А Э.
Каковы положительные и отрицательные моы-тггы А Э?
Что такое критическая анодная плотность тока и от чего она эааксиУ?
Гипотезы, объясняющие вози.кновение А.Э.
Каков состав анодных газов, образующихся непосредственно ня угольном
аноде н выделяю цихся из-под корки электролита
Какова основная причина появления СО в анодных газах?
Как рассчитать выход по току и расход этекгрспнсргии при электролизе
А|? Каковы примерные чнс. овыс значения этих показателей?
Каковы причины отклонения массы получаемого алюминия от теоретиче-
ских значений?
Каково влияние различных факторов на выход по току АI?
Каков принцип устройства А1 электролизеров?
Типы AI эл ктро тизеров"’
Поч му рабочее пространство А1 э к ктро л гаеров футеруется исключитель-
но угтеродистычи матер* аламв?
Чем объясняется, что один электрояитсры конструируются с днищем, а
другие - без днища?
Какова роль контрфорсов в конструкции электролт<юв и принципы их
работы?
Ках устанавливаются А1 электролизеры в корпусе цеха9
11а какие зоны разделяют по высоте самообжигакнцййся угольный анод?
Какова роль штырей в AI электролизерах с самообжигакм шм анодом?
11очхму периодически переставляют штыри и как это осуи ествляют?
Каковы преимущества эл ктролиэсров с обожженными анодами перед дру-
гими типами электролизеров?
Назовите типы ошинов к А1 электро тюеров?
Перечислите параметры процесса эл ктро л и за при нормальной работе ванн
В чем состоит обслуживание электролизеров при нормальной работе9
Перечистите различные варианты подачи глимоземи на ванны.
Лазо, ите современные способы гашения а годных эффектов.
Кмснеопер ииивынолн ются при обслуживания анолоз?
Как осуществляется извлечение AI из ванн9
Зачем и как прои делится корректировка состава электролита?
Перечислите возможные важнейшие неполадки в роботе эл ктролиэеров, их
причины и пути устранения
Чем определяется срок службы А1 электролизеров?
Как рассчитать количество тепла, выд дяющетпея в Al электролизере при
Что такое тлсктроли нал серия к как она устроена в А1 производстве?
Пере-мелите основные вредности, выделяющиеся при производстве AI и
П Д К на них.
Каковы нормы газостсоса из з. сктролнз ров и способы газоочистки?
Какие опсралж по регулированию работы электролизеров выполняют сис-
темы “Алюминий" и АСУ TI3 "Элсктротиз"?
408 Металлургия легких металлов
165 Каковы основные статьи расхода в структуре калькуляции себестоимости
производства АI электролизом?
166. Назовите марки первичного АI
167. В чем состоит сущность электролитического рафинирования А1?
168 Основные недостатки хл.-фт. эл ктролигов при эл/раф. AI.
169. В чем заключается обслужи ание нормально работающих рафинировочных
электролизеров?
170. Какие известны способы нолуч ния AI особой чистоты?
|7|. В чем заключается сущность, электротермического производства AI-SI-
сплавов?
172. Перечислите важнейшие требования к шихте при производстве электротер-
мического А1 -Si-сллам.
Раздел агорой
Почему переплавки алюминиевых отходов и лона на Стандартные сплавы
дает больи ой экономический эффект'7
Какие технико-экономичесхнс преимущества ласт предварите тьноя под-
готовка сырья к плавке?
При каких условиях удается произвести беэокислитсльную сушку стружки"’
Какими свойствами должен обладать флюс, примет.мый при плавке алю-
миниевых отходов и ломе?
Какие процессы вэажодейепшя флюса м металла предотвращают его окис-
ление и очищают от и металлических включений7
Почему при подготовке сырья ж плавке необходимо удалять жстезные при-
делки и максимально большем количестве?
Почему примесь жетеза нежелательна и составе жлюмннн вых сплавов?
При какой температуре начинается растворение железа в алюминии7
Каковы источники и процессы газе исыщеиия алюмниие ых сплавов7
Каковы источники к процессы загрязнения аиомакиеаых сплавов оксилом
алюминия7
Почему гззонаемшенносп. и Присутствие в сплавах твердых включений
(оксидов) нс допустимы?
На основе каких процессов происходит дегазация сп.заиоя и очистка от
твердых включений при обработке расплавов инертными или акти «н*ыи га-
Почсму при фильтрации алюминиевых сплавов происходит частичная очи-
Како ы оснош ые истою мхи загрязнения алюм-ннярык сплавов металличе-
ски^ и примеся .я (жслеэоч м гнием, цинком)?
Какими методами и вследствие каких процессов удается рафиниро-
вать алюминиевые сплавы от железа, цинка, магния7
Почему выгоднее разливать аяюыннис ые сплавы на hci ереплаэляемые
полуфабрикаты, чем на чушки?
Какую опасность для окружающей среды представляют отвалы из солевых
шпаков7
Контрольные вопросы
Раздел тре гнй
409
6.
7
8.
10.
II.
12.
13.
14
15
16
17
18
19.
20
21
22.
23.
Какие минералы используют в металлургии магии/’
Какое свойство компоиентов карналлита н польфют при обогащен »н кар-
наллитовой породы?
Почему при хлорировании оксида магния в шихту вводят угяерод?
Какие реакции идут при обезвоживании бишофита?
Почему электролит. состоящий только ю хлорида магния, нс и пользуют
дм получения м гния электролизом?
Как влияют компон нты электролита на его элсктропр ьодимость?
Как влияет плотность и вязкость электролита на потерн магния при элект-
ролизе?
Как влияет поверхностное нзгяжсиис электролита на потери магния прн
электролизе'’
Из каких материл юв сделаны электроды магниевых электролизеров и гю-
Почеыу нсобхо^шма хорошая смачиваемость поверхности катода м гнием9
Как влияет концентрация хлорида магния в электролите на потери м гния?
Как влияет состав ъ «кгролита на растворимость в нем магния'’
Кыне процессы способствуют потерям магния и случае присутствия в све-
та с электролита примесей железа и магния?
Как влияет рвстяоренная в электролите вода на потери магния при элскт-
Ках влияет i рнмесь су ьфатов магния в электролите на потерн магния’
За счет каких процессов, реакций образуется шлам в магниевом электро-
11очему при работе иа беддиафрагменных электролизерах имеет место мень-
ший выход но току магния'*
Почему недопустимо одновременное погружение анода и катода в шлам9
Вследствие каких процессов магний может оказаться в составе шлама?
Вследствие каких процессов происходит очистка магния от неметалличе-
ских примесей при обработке его флюсами9
Какую роль выполняет алюминий составе анодного сплава । ри электроли-
тическом рафинировании магния?
Какой основной принцип термических методов получе гия магния?
Почему процесс восстаковле шя оксида магния алюминием или кремнием
। роводят в вакууме9
Раздел четвертый
При помощи каких добавок и процессов предотвращают лагери фторе во
фторидном методе переработки берилловых концентратов?
Какие свойства сульфатов бериллия и алюминия используют для их рец е-
з ния при выщелачивании?
410
Металлургия легких металлов
Почему для мягмиетерммческого восстановления бериллия удобнее приме-
нять фторид бериллия, а нс хлорид бериллия?
Как используют изменение растворимости карбида берклчия в Си-Be лига-
туре при ее рафинировании*’
Почему для электролитического получения беритзия нельзя использовать в
качестве электролита расплав из чистого хлорида бериллия?
Почему прн электролитическом получи ни кал имя катод необходимо по
м<ре его роста извлекать из электролита?
Какую роль выло. - ibct мель в составе катодного сплава при электролите с
жидким катодом*’
Какие другие металлы, кроме мук. могут быть использованы для риго-
товл ния жидкого катода9
Какие преимущества применения электролизера с жидким катодом для по-
Какое свойство сподумена используют для получ ния сподуменового кон-
центрата’’
Почему при электролитическом получении иг ня tie рекомендуется исполь-
зовать для электролита чистый хлорид лития? К моя состав электролита'’
Почему электролиз лития нужно вести i ри возможно белес низкой темпе-
ратуре*’
Для какой цели при термическом восстановлении лития в шихт) вводят
СоО?
Почему при оз жтролитичсском получении натрия и «ест место низкий вы-
ход по тоху?
Какие составы электролитов используют при элеюрояитичоском получении
ширия?
Какие металлы используют для вахуумтерми'кехого способа получения
натрия*’
Почему при термическом восстановлении натрия в состав шихты вводят
СвО?
Ргкамендулмый бк£л^^рафич ъ кий список 411
РЕКОМЕНДУЕМЫЙ Б11БЛИО1 РАФИЧЕСКИЙ СПИСОК
I. Беляев А.И. Металлургия четких металлов / А И. Беляев. - М.:
Металлургия, 1970.-365 с.
2 Кузнецов С.И. Физическая химия производства глинозема по
способу Байера. / С.И. Кузнецов. В А. Дерсвянкин - М.- Металлургия,
1964. - 352 с.
3. Лайнер А.И. и |лр [ Производство глинозема; изд. 2-е, перераб
Н доп / А И. Лайнер. - М.: Металлургия, 1978. - 344 с.
4. Справочник металлурга по цветным металлам. Пром во дет во
глинозема. - М . Металлургия, 1970. - 320 с.
5. Троицкий И.А. Металлургия алюминия; изд. 2-е, испр. и доп. /
И А. Троицкий, В.А Железнов. - М.: Металлургия, 1984. - 400 с.
6. Еремин И.И. Процессы и аппараты глиноземного производства /
Н.И. Еремин, А.Н Наумчик, В.Г Казаков. - М.: Мегадлур! ия. 1980. -
360 с.
7 Самаряновя Л.Б. Технологические расчеты я производстве
глинозема; изд 2-е, перераб. я доп. / Л.Б. Сам<рянова,*А.И Лайнер. - М.:
Металлургия, 1988. - 256 с.
8. Абрамов В.Я и (др.). Физико-химические основы комплексной
переработки алюминятвого сырья (щелочные способы) / В.Я Абрамов,
И.В. Николаев, ГД. Стельмакова - М.. Металлургия, 1985. 288 с.
9. Абрамов В.Я, и (др.). Выщелачивание алюминатных спеков /
В.Я. Абрамов, Н.И. Еремин. - М- Металлургия, 1976. - 208 с.
10. Бенсславскнй C.1L Минералогия бокситов / С.И. Бенеславский. -
М.: Недра, 1974. - 168 с.
II. Кашкай М.А. Алуниты, их генезис и использование t М Л. Каш-
кай - М Недра, 1970;Т. 1,400с.
|2. Гузь С.Ю. Производство криолита, фтористого алюминия и
фтористого натрия. / С.Ю. Гузь, Р.Г. Барановская. - М : Металлургия,
1964 .-218 с.
13. Певзнер ИЗ Автоклвлкыс процессы и производстве глинозема 1
ИЗ. Певзнер, В.Л. Райзман. М : Металлургия, 1983. - 128 с.
14. Мальц Н.С. Новое в производстве глинозема по схемам Бай.-р-
спсхание / Н.С, Мальш - М.: Металлургия, 1989. — 176 с
15. Ии Л.П. Комбинированные способы п реработки низкокачествен
412 Металлургия легких металлов
ною алюминиевого сырья / Л П Ни. В.Л. Райзман. - Алма-Ата. Наука,
1988.-256 с.
16. Абрамов В.Я. Комплексная переработка нефеляно-апатитовоп>
сырья / ВЯ. Абрамов, А.И. Алексеев. Х.А. Бадальянц М.: Металлур-
гия, 1990.-392 с.
17. Савченко А И. Декомпозиция н повышение качества гидроксила
алюминия / А И Савченко. К.Н. Савченко. - М.: Металл)ргия. 1992. -
156 с.
18. Сизяков В.М. Повышение качества гзииоэсме и попутной
продукции при переработке нефелинов / в.М. Сизяков, в.И. Корнеев.
В.В. Андреев. - М.: Металлургия, 1986- - 118 с.
19. Баймаков Ю.В. Электролиз расплавленных солей / Ю.В. Бай-
маков. М.М. Встюков. - М.: Металлурги*. 1966. - 560 с.
20. Справочник металлурга по цветным металл вы. Производство
алюминия. - М.: Металлургия. 1971. - 560 с.
21. Ветюков М.М. Электрометаллургия хюминия и магния 1
М.М. Ветюков, А.М. Цыплаков, С.Н- Школьников. - М : Метал.тургня,
1987.-320 с.
22. Минине М.Я. Электрометаллургия алюминия. / МЛ. Миицис.
П.В. Поляков, Г. А. Сиразутдинов. - Новосибирск. Нау кв, 2001. - 368 с.
23. Тараряи С.В. Электролиз расплавленных солей / С.В. Тарарин. -
М.: Металлургия, 1982. - 224 с.
24. Худяков И.Ф. Технология вторичных цветных металлов f
И.Ф. Худяков. А.П. Дорошксвич. С Э. Клейн и др. - М.. Металлургия,
1981.-276 с.
25. Фомин Б.А. Металлургия вторичного алюминия / Б.А. Фомин,
В.И Москвитян, С.В. Махов. М.: Экомет, 2004. -238 с.
26. Добаткин В.И. н [др |. Газы я окисли в алюминиевых деформи-
руемых сплавах / В.И. Добаткин - М- Металлургия, 1976. - 254 с.
27. Курдюмов А.В. я |ip.|. флюсовая обработка н фшьтрование
алюминиевых расплавов. - М.: Металлургия, 1980. - 187 с.
28. Мондольфо Л.Ф. Структура я свойства алюминиевых сплавов -1
Л.Ф. Мондольфо. - М.: Металлургия, 1979. - 639 с.
29 Макаров Г.С. Рафинирование алюминиевых сплавов газами, f
Г.С. Макаров. - М.: Металлургия, 1983 - 118 с.
30. Лврнояов Г.В. Вторичный алюминий - М.: Металлургия, 1967 /
Г.В. Ларионов. - 270 с.
Рекомендуемый библиографический список 4]3
31. Шкляр М.С. Псчн вторичной цветной металлургии 1
М.С. Шкляр. - М.: Металлургия. 1987. - 215 с.
32. Кой баш В. А. Оборудование предприятий вторичной цветной
металлургии / В А. Койбаш, А.А Резняков. - М.: Металлургия, 1976. -
230 с.
33. Эйденэон М.А. Магний / МА. Эйдензон. - М.: Металлургия,
1969. - 351 с.
34 С трелей XЛ. Электролитическое получение магния. / XJI. Стре-
лец. - М.: Металлургия, 1972. - 335 с.
35. Стсфанюк С .1. Металлургия магния м других легких металлов. /
С.Л. Стсфанюк. - М.: Металлургия, 1985. - 196 с.
36 Иванов А.И. Производство магния. / А.И. Иванов, М.Б. Ляндрес,
О.В. Прокофьев. - М: Металлургия. 1979. - 375 с.
37 Родякнн В В. Калышй. его соединения н сплавы. / В.В. Родякнн. -
М.: Металлургия, 1967. - 182 с.
38. Зелнкмаи А.Н. Металлургия ретких металлов. / А.И. Зелнкман. -
М.: Металлургия. 1980. - 327 с.
39- Колеиковя М.А. Металлургия рассеянных и легких редких
металлов. / М.А. Коненкова, О.Е. Крейи. - М.: Металлургия, 1977.-359 с.
40. Илюшев В.Е. Химия и технология редких и рассеянных
элементов. Ч. 1. / В.Е. Плющев, С.Б. Степина. П.И. Федоров- - М.:
Высшая школа, 1978. - 367 с.
Учебное издание
Москвитян Владимир Иванович
Николаев Иван Васильевич
Фомин Борис Алексеевич
МЕТАЛЛУРГИЯ ЛЕГКИХ МЕТАЛЛОВ
Учебник для вузов
Редактор Т А. Карасева
Технический редактор Э А. Кулакова
Корректор С.А Бервзенцева
Компьютерная верстка Л И. Ушамкиной
Перепит художника Н Н. Новиковой
Подписано в печать 16.06.05. Формат 60х90'/1ь. Бум. офсетная № 1.
Печать офсетная. Гарнитуре «Таймс». Услпечл. 26,0.
Уч.-изд т. 24,5. Тираж 1000 эю. Заказ пте
Соответствует санитарным праянл&м СанПнП 1.2.1253-03
(санитарно-эпидемиологическое гистюченнс
№ 77.99.02.953 Д. 006128.08 03)
«Интернет Инжиниринг»
127006, Москва, Стзрспименовский пер., д. 8, стр. I -1А
e-mail: Info яЧгпм гц
www.luet.ru
Отпечатано с оригинал-макета а ППП «Типография «Наука»
121009 Москва, ШубинскиЙ пер., д.6
1SIT4 5-89594-107-9
ДЛЯ ЗАМЕТОК