/
































































Теги: станки станочные конструкции
Текст
L/И &
6PI2; 6Р12Б; 6PI3.
ГО УХОДУ и ОБСЛУЖИВАНИЮ ЧАСТЬ I - L>-zXi
v Обозначение : разделов :
.!»!... II. . II 6PI2-O-OI . с.f,; ’._. _< :
6PI2-O-O2 у 6Р12тЬ-ОЗ . • 6PI2-O-O4
6PI2-0-05
<'» 6PI2-O-O0
6PI2-0-09 7* 6PI2-O-I0 ' 6РХ2-0-П ?7 6PI2-O-I2
4 6PI2-O-B2 Ш 6PI2-O-I6
6PI2 ж 6Р12Б 6PI2-O-I7
.и,. -- «»• l’ 1111 Г к*||?й
Наименование разделов ж У t V Хмст жх содержание I М
6PI2-O-I0
6PI2-O-I9 6PI2-O-2O
6PI2-O-2I
Назначение ж область применения станков 5
Распаковка ж транспортировка станка . .. 4-5 | Фундамент станков, монтаж, установка б-в
Подготовка станка к первоначальному пуску 9 <
Г; Паспорт станка
Краткое описание станка 5. ’ Смазка станка ’ .
Первоначальный пуск станка
Настройка ж наладка станка к рении резания 35-37
Регулирование станка >’ 38-42
-
Ведомость комплектации станков .43-44
Спецификация подиипников качения станков ь , w-- ---------------- -
Спецификация подшипников чения станков -'- a «i-6Г13.6Р13Б
Спецификация чертежей быстроизналиваюцнд деталей Настройка станка на автоматический цикл Схема присоединения механического привода ОТ станка Дополнение к разделу 6Р12-О-СД ’v‘?£ й
•’19-29
потреби^ ТОЛ® Жв ЖНСМ- ; лать -
‘ 1*':-*4$ '”Р (
И®
Ж&Л
Отдея rutKora конструктива
JjmpuiattJOiidi ?.*
Руководство к станку
ЙРТ2; 6Р12Б; 6PI3; 6Р13Б
Содержание
6Р12-ОХД
SpS
.
W »b**V • ь.’Н в&г.
•г
/Jr>'
J
г ачг ^- >'..., В43НЛЧЕНИЕ И СБЛЛСТЬ ПРИМЕНЕНИЯ СТ1НКВ
- Вертикальные консольно-фрезерные ставка моделей 6PI2; 6Р12Б; A 6PI3 ж 6Р13Б представляют собой елехтрофицфованше станки, обла-• дающие высокой точностью жjnorxom»*
Станки предназначены для фрезерования всевозыехвых деталей • .:.жз стали* чугуна цветных металлов торцевым в, цижндричвохимж, концевыми/ радиусными фрезами в условиях иадипадуальдого ж серий-* ного производства. В серийном щюизводстве, благодаря наличию по-? луавтоматичеохмх ж автоматических циклов? ставки югу* уопеино попользоваться на работах операционного характера в поточных* ж авто» - патических линиях. На станках можно обрабатывать вертикальные ж горизонтальные плоскости, пазы, углы, нарезать зубчатые колеса ж прочее. Фрезерование зубчатых колес, разверток, спиралей, воктура зулачков и троЧих деталей, требукщнх периодячеогсго ин непрерывного поворота вотрут своей оси, производятся на данных станках с применением делительной головки или накладного круглого стола* ’ Благодаря наличию механизма выборки люфта d винтовой паре продольной подачи отола, на станке можно гроязвотлть встречное ж
• . .. » 7 • • •• • >
попутное фрезерование, как в простых режимах, так н в режимах о автоматическими циклами. Наиболее эффективное иоюльзованне стаж-ха достигается при обработке деталей методом скоростного фрезеровав ния. Благодаря повышенным числом оборотов /до 2500 об/мид/ на отан-4 . I ‘ ‘ • * ‘ - •"*?' •'J » 1 •
хах 6PI2F; 6Р13Б, возможно фрезерование деталей из легких сплав».
8авод-изготовнтель станков оставляет за собой право вносить>
: ' I х / ’•
в конструкцию станков дальнейшие нзменония и уоорерпенствованжя, -I ; • *.
не предусмотренные настоящим руководством,
? л?; у
, Отдеи главного иовструяюра;
Руководстио ж тикг
6PI2-O-OI >к
Назначение область применения станка
<*
Ос мал'. lie а ш.фст _^Д2_£1Х2.
Распаковка и транспортирование стаю» .
К месту назначения станок транспортируется в собранном те» упакованным в один лцхк, ..........
Демонтированы только маховик о торца стела, рукоятка подъема
консоли к маховик поперечного перемещения стола, которые пр ни: каются отдельным местом я общей упаковки. '
Транспортирование станка в распакованном виде следуе ведить согласно приведенным в данном разделе охеме тра^1 Распаковку станка следует начинать со снятия верхней лщкка, а затем удалить боковые отежхж* >. -.‘л
При транс портировании распакованного станка необходимо следить за сохранностью отдельных выступающих его частей и окраски станка . от повр видения их про пом, под ветви которого следует подкладывать подкладки. При распаковке следует проверить наличие всех поставлен-
>ртч>овки.
стенки ". • '
па принадлежностей, по спецификации принадлежностей, приложенной I х руководству данного станка. Рекомендуется пользоваться только
Руководство к станку
Ш5 6PIZBI 6PI3: 6Р13Б
Отдел главного конструктора
1М& аЛ-гД'з-*
'^
-•5н
« ' ;« • ’.А* :.НЯ1 1?5
&' ‘К
* ,.r.,f.
пеньковые халат j6 65 ГОСТ 483-55
г.<
3?Ж> •
". * 4
У:
Ww? .. ЛИНМ1МЦ1В.BL ...
I. Консоль । о ал аз хх адвхнуть в крайнее похокапа \ . по огрет/,
2. Все перемещающиеся узлы эахрепхтж > •••: ........... .....................
tisu.-
z Отд»л ' « / rj!3B:iara нонет,
Coctoi 01 He*, кон;г ба'ГЛ 36 л
Руководство к станку
Э Распаковка i транспортировка станка. Схема транспор- I ------------1мрми__-------------1
6Р12Б 6PI3; 6Р18Б ;
6PI2-O-O2
Кеа | Лисг 5*"
j-;.? ФУНДАМЕНТ СТАНКОВ, M0HTA5, УСТАНОВИ
’ .....— •*. ,г| : -'
Установочные чертежа станка приведены на чертежах Л 6PI2-O-CB хает 7,8, аа которых линией видимого контура изображен контур осн»-;
вапя ставка ж указаны места отверстие под фундаментные бога» а < • , ’• . л »
итрихпунктирнши линиями изображен фундамент. Станка уотанавияэд.\ \ мая на фундаменте. Глубина заложения фундамента "Н* принимаетоя взаижсимости от грунта. Если гол в цехах заводов бетонирован, та/ установка станков может производиться прямо на бетонное покрытие ; : пола. Станки устанавливаются на 4-х выверочных винтах или стальных : /' пиньях.-
Проверка правильности установки станков производится по мое- Г копти стала в продольном и поперечном направлениях при помочи
Окончательно выверенный'ставок подливается раствором цемента, а после затвердевания последнего закремяется 4-мя фуцдиентяпа
1 Демонтированные при упаковке маховики и рукоятки должны быть .1 установлены на свои места согласно общего вида станков*;^
f-il
———-w warn* 1BJ |
' ->-4 »/?••4г
Отдел главюгв вояструоо|11
Состоит {//тиЧино 2
Руковэдотво к станку
• •• ’«И i , f ---------------------------
tkx ~к<жст
Ч»-
ФуЕсомент отаяка, монтаж.
«Рй-о-св г- ;
установка
Ко*. 6^ -s I Л* * ^>2
6Pf2; 6P126
T
>•
о о>
<0
-
&
аш-
/ом»*
670
я
Отдел главного конструктора
О О
§ с
I
_ » 72£ •
1600
1122-
f2Q^_
I
5 5 г ж 5
2Э9&
п х -. «• ' f>Q.6Pet
PyKoSoacfnoo к стайку 6Р!3;
X
C.oCT»*rtf
Во. гоист ^Нгч б«фо
^^г(ФунЬомыт /станка 1'^ "
' -1 Т ~ Монтажная усгпанобко
gpfi-O-OS
K j. | Л|*\7>~
6Р13, СР13$
Л!,
32Z7,
<
$
’гТО.
iH2;V>&
Отдм гланого конструктора Py^oiiOicmlo К СтанНу
§ 2$
»A
150
• > .’:? •<*•.Гл .;... .. «I»-15л . vr-^ч
V *•
-A
Coctkiu [Ыл/w
Вег комет
l»w tt«-po
-. vtjw/. ^22
Ь-LM
4F ilL
t
-
^=J
islto J605
___• -------- /—
'-r^y> CtnQHHQ
Нонн • яжлал устамоь на
Qntnm fLl A .'/. _ . A«« i i .ZV I
Iffy ЦсН1 {ojoj^yO 4tpml MC
(fPQ-O-OS
K-U. 6“У I Ли. I /
ПОДГОТОВКА СТАНКА К ПЕРВОНАЧАЛЬНОМУ ПУСКУ
г
Амтикоррозианыа покрытия, нанесенные на обработанные неокрашенные поверхности станка перед его упаковкоа, удалить о помощь* керосина млн растворителя. .
Прежде чей приступить и эксплуатации станка, необходимо провей рить 1, если потребуется подтянуть все ослабеваие во время транспорт тмровки внеиние винтовые ^соединения и крепления?
Заполнить резервуары наслои марки "ИС-ЗО* ГОСТ 8675-62 в сле^ душем количестве В _
Наименование резервуара : Ед.мэм.: 6PI2, 6Р12Б : 6РВ, 6Р13Б < .
резервуар станины литр 12-1Й резервуар консоли литр , 6 и . .. > • - 8 •<
с!
в !
г
Кроме этого, необходимо согласно схемы смазки, оказать все точки станка? э
При подключении станка к электросети необходимо обеспечить вращение мпиндел ей согласно выбранным для работе фрезам? Перемещение стала должно совпадать с направлением поворота рукоятки переключения подач. При этой насосы в станине и консоли должны подавать масло, а насос охлаждения & охлаждающую жидкость/
За положки, связанные с неправильным подключе еж ем станков к се^ тн, а также полони, возникшие из-за небрежности установки, ответственности не несет?
1 Тс
завод
.1
Ъ
в
с
г
Лтдел главного конструктора Руководство к станку
Сост^.ил i/lniKUHQ\ “3^^. Вел- «орст (2^0^ / Кт; Подготовка станка к первоначальному пуску
6PI2-C&O4 , ; ё/ i
6PI2i 6Р12Б
6PL3; 6Р13Б
бР<г;бР1гь бР&ЬМЗЬ bPIZ^O-OS
_ Отдел главно to конструктора
Сосгтк^иЛ )Ьплл/т
Sfi <»*ez
Иач. Ьсрь
Руководство к станку
Паспорт станка
^!\-
л
Ж
8
5
•-Ki
io
t
Z,
itfr
5
£
IT 20 a
16
17
12
13
14
15
fcj
$
£
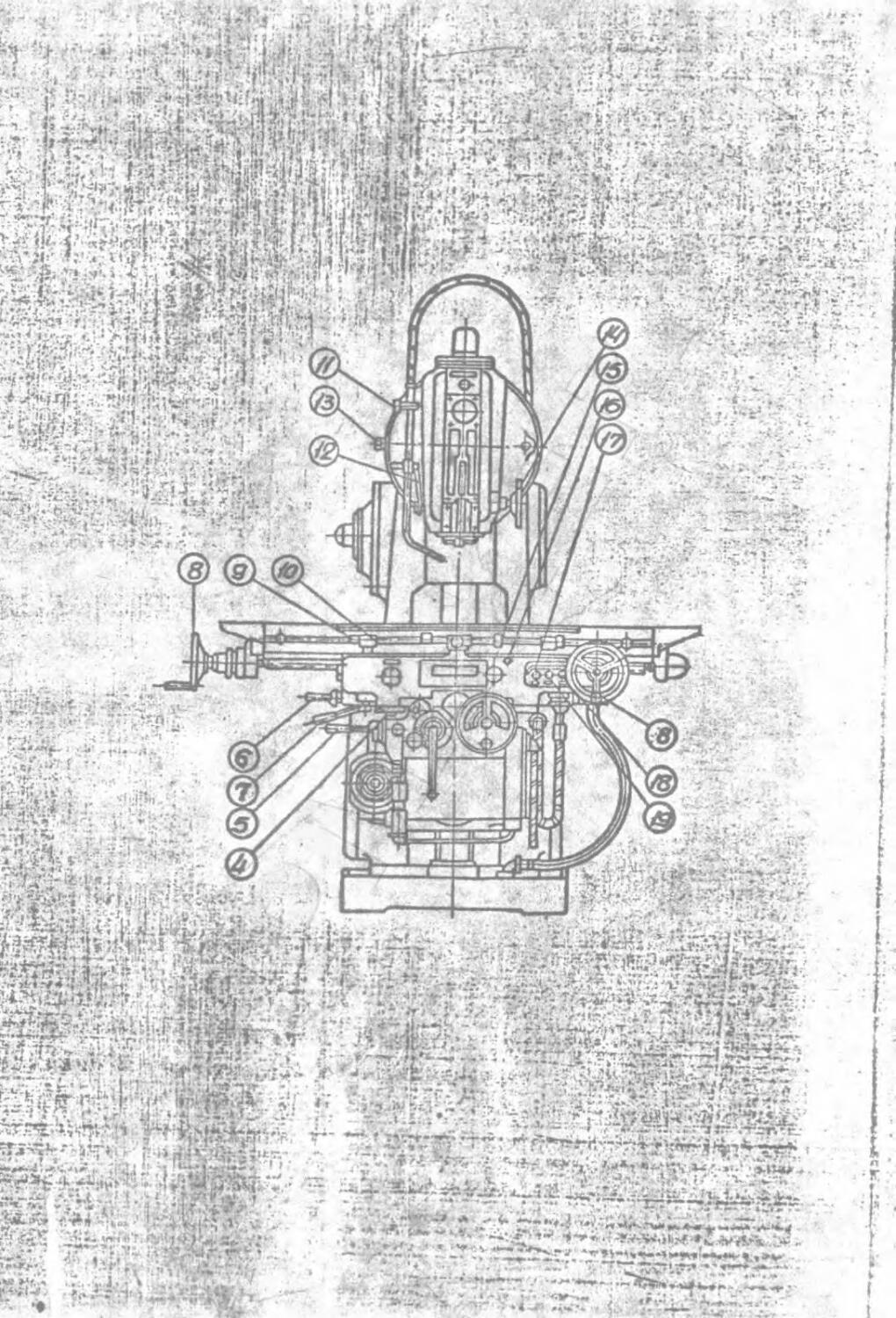
; 3 J СПЕЦИФИКАЦИЯ ОРГАНОВ УПРАВЛЕНИЯ CTAHBCU ’
' ’
А «ш «а» ММ м*м»ммм»м»мее»«тм»мвм» «е м» «М ем м» м» w» "*» мм’ Ш» «•
| Наименование ж назначение
• r,- . ' ' • ' -
Махов 14ox ручного поперечного перемещения стола/ Рукоятка зажима ховоолж Переключатель управления столом "Автоматический цикл - ручное управление, работа о круглым столом"
Кулачки ограничения поперечного хода стола ' I р •
Рукоятка включения вертикальных в поперечных подач • отела . „ ... .• .• ...
Рукоятка управления продольными перемвще • I
Рукоятка зажима оахазок на направивших консоли ; .. । ' / • 4,- -•
• Маховхчох ручного продольного перемецеквя стола
Кулачки перемечения отола о подачи жа быстро ж о 1 быстро на подачу -Sr;а
- ’ । - -• v । : - -'•»>• V' ’• . .
Кулачки ограничения хода стола в крайних положениях или реверса стола при работе ва полуавтоматическом ж автоматическом циклах Г <
‘ ' Г I ‘ ’'-..i t'rH-'i'e'
1фан регулирования интенсивности охлаждения З-т:
I ' •
Рукоятка займа гильзы ипивделя . г -:><• ;; ’.
• I
Шестигранник поворота фрезерной головкж I • ; :3;г ;
I
Маховичок перемещения гильзы жпииделя т ; .?<;.> / г
Перекхргатель ва автоматический цпхл жжж ручюа п' техтт отмой
Винты займа отола жа салазках р Кнспха *Стож” " " Хямза "Быстро стол" 7 Агопха "Цуех впинделя"
Гайка зажима поворотной фрезерной головкн ш I’ - Ч /
Переключатель освещения: "Вхлйчеио-вмключено" ъ
Лоо* «Бмочю емж* >
;'Й'
Отдм гла1вого жоиструктара
L...
rM •$.'•;?{<*•<•' z ''
* .,t.u .. „. - : I. , 1Л-‘Ц^^Й!Ж^Л s
•*••; .V” ' -v ;<
< tt? W'V
Руководство x станку
4-4>->'•* •
№12; 6Р12Б
6PI3: 6Pis
:?:?A • Ч'
Жэ
6PI2-0-05
1 A**r // Jt 1'3? ?! ‘4’?' ’
i Налмеиование назначение
•В,
24 25 26
\ 27 ав 29
81
82
1яопха "Импульс шпинделя"
Кулачки ограничения вертикального хода стола Рукоятка в лимб для переключения скоростей шпинделя Переключатель ввода включено-выхлючено’’ Перекиючатель насоса охлаждения "включено-выключено’ Переключатель вращения впвцделя "влево-вправо" Кйопка включения фиксации механизма переключения водач ,
r-f'. • . •
Рукоятка подъема консоли ; П)вбох и лимб для переключения ХКопка "Пуск шпинделя" '-i-;1 \ Mi; if . .. с•<_
подач
стола
А
< я
4^
< -л
’Л»»
fi/i 'jfJ'A-'-f
• Ж— -’
2.лИ yv?» ‘At
Отдел главиоп конструктора
Руководство * станку
6PI2; 6Р1Ж 6PI3: 6Р13Б
Вед. аскет
Паспорт станка
6PI2-0-05
6/ л .12
м J п/п; Нажмованне параметров ! : 6212 Гг ~;к1ашп«^Гут 7 6Р12Б : (6PI8 : 6Р18Б
I : 2 1 8 6
V
I. Размеры рабочей поверхности стола дина, им . ..,<. ширина, им
2
1250
320
Число Т-образных пазов.
Ширина Т-образных пазов гл среднего, ми . драйвах, мм
Расстояние между Т-образными пазами, мм
5. Внутренний конус ипинделя по , •;
ГОСТ 836-62.1
3.
б
Количество ступеней чисел оборотов шпинделя-.
7. Пределы чисел оборотов ипинде-ля, об/мин
в
3
I8Aa IBM
70^
аз
йличество подач стола
Пределы продольных и поперечных подач стола, мм/мин
10. Пределы вертикальных подач столд^мм/мин
П. Скорость быстрого продольного ОГЛЛ а поперечного пе- owu ремещения стола,
9
' г. •. :
1250 1600, 1600
320 WO WO
' , а
" : ’ л -
* Л * 1Г '•Тк< ' *
JBA. ISA,
70ia4 9О1*4 9О4ц4
*3 ч‘ р
IB ? IB *
*й
81,5-1600 50-2500 31,5-1600 50-2500
• ' - '1**; t
18 IB
IB
IB
25-1250
40-2000 25-1250 40-2000
3000
4600
8,3-416,6 13,3-666,6 8,3-416,6 13,3-666,6
t ’ х.Л-2 моо:
Руководстве к станку
Отдел гдаизго конструктора
Паспорт станка
|Ииа. М подлми, | Подано а ^дагд-ЦЬдмеи ияо.-NV, Иия .М дуйл. |Гк>дп- и дат» I ' й ?:1 > f" & т>5 £ > - у-"' 1 ~i~t~~"~ ~~ г ~ Г "з “Г V jT Т V " «? ___ • 12.^. Скорость быстрого вертикаль- • ,! жого перемещения стола, 1000 1533 1000 1533 • . п/па '." у- > > . 13. Еаибольние хода стола: продольный ход стола, нм и новее . 800 800 1000 1000 поперечный ход отола, мм . же менее . у : •7 РУКИ ' Л * 250 250 ' 320 320 РЧ-- механически 240 240 300 300 вертикальный ход стола, нм вс менее 420 420 420 420 •'' •к ~ 14. Нажбольаее осевое перемене- - кие жп миделя /вертикальное/ - 70 70 85 85 ' 15. Расстояние от торца ипинде- ' -< •< ;; ля до рабочей поверхности апеишее, не более 30 30 30 30 жаиболызее, не менее /при снятом никнем отрави- 450 4 50 500 500 читальном кулачке/ 16. Расстояние от оси гоииделя до вертикальных направжявдих 350 350 420 420 станины, мм, ве менее >17. Поворот головки вправо и .A<o влево, не менее - - J 5 18. Габаритные размеры станка Дива, км 2305 2340 2560 2600 * жжрмна, мм 1950 1350 2260 2260 жеста, км 2020 2020 2120 2120 19. Вес станка, т 3.I2 3,10 4,2 4,27 20. Максимальный вес обрабаты- - >:.! веемых деталей, кг 250 300 21. Электродвигатель привода *. - - . i главного давления: : *• ч 1 ТИП Ю2-51-4С2 А02-52-4С2 A02-6I- 1 -> -*С2 г жоцность, квт 7,5 IO >’ 13 чвсло^боротов, 146С 1М0 Кб0
Отдел главного ионструмтора Руководство к танку б^12,бР12Б, 6Р13.6Р13Б
COCTXUIA 1 Паспорт ст ха 6PI2-0-05 Л 4.6/ У-
' . । 4и<. б^рс 1 //»-/?•
?l
s
*
I :
2
! 3
22,
23.
Z’ 24
Эя в игредвигатель привада подач:
мощность, жвт число оборотов.
об/мин
Электродвигатель насоса подачи охлаждающей жидкости:
,.Т1П ,-л:'
мощность, хвт
число оборотов, ос/мин
Суммарная мощность всех электродвигате-
R,‘
S
У 1
A02-8I-4C2 М 1430
А02-32-ЛСа I
v. 8
1430 > ' J
ПА-22
0.125 0.125
2000
Vh :L*
9.625 12,325
a*22
ПА-22
Ч-
ПА-22 ।
2800
2800
2B00 . 4
'U
16.125 {
I -hi’'
ПРИМЕЧАНИЕ: Для станков о частотой тока 60 герц чиоло
оборотов электродвигателей; ...
’’'% «. I ___Л Ч» ' 'Ч.: .
I. Главного движения - 1750 об/мин.
“2. Привода подач - 1730 об/мии.
3. Насоса охлаждения - 3360 об/мин.
........ v,.v„. .
t r* ?? *.;*V
’ •><£- . •,.<
..г- Ч
L'b.
. у-ч.' -• Л
Отдел главного конструктор?
Руководство ж станку
Bei (timer
бг'ро
Паспорт отшив ' :
;Ч
.4 ' : > * -Ч
л
бР12БеЛ 6PI3; 6PI85 О ь
6PI2-0-05
Koi. 6 3 I •л*<т
, Форма 5 ГОСТ 2106—68
МЕХАНИКА СТАНКА
Маханием главного движения
Модность на мпимеле пе приводу в квт Сл.с.)
Число : НаибольшкГдопустимый крутящий ’х
>боротов : момент я панде ля в кгс*м______:
• мпивделя х ; л- в мин г 6PI2 t \ 6Р12Б: 6PI3 i 6Р13Б : 6PI2 i 6Р12Б < 6PI3 t 6Р13Б
31,5:. 101,26 137,13 6.56 8,89
40 101,26 137,13 ” 6,55 : i 8,87
сл 101,26 86.78 137,13, 86.20 6.55 —- 0,87 8,89
. 63 101,26 66,78 137,13 137,44 6,55 =- 8,93 • 6,87 8,89
80 . 79,74 - 86.78 107,99 86,20 6.55 -i; 8,91 8,87 8,85
: 100 63,60 86,78 86,29 86,20 6,53 8,91 8,86 8,85
125 ' 50,88 /69,43 69,04 .<68,88 6,53 8,91 8,84 8,84
' . • 160 39,69 < 54.12 - 53,81 53,81 6,52 8,89 8,84 8.84
f * 1 ‘а? » _ •; 200 -4 31,66 43,24 42,86 42,90 * 6,50 8,88 - 8,80 ’ 8,81
д. -ьд; 250 . 25,32 ; 34,52 34.28 34,24 6,50 8,86 8,80 8,79
. 315 20,04 27,21 27,15 27.18 . 6,48 3 8,84 8,78 8,79
400 15,78 . 21,52 21,18 ' i 21,38 6,48 8,84 * 8,70 8,78
500 ? 12,54 ГМ7.18 16,91 17.08 6,44 8,82 8,68 8,77
630 9,91 13,56 13,25 13,46 6,41 8,77 8,57 8,71
800 7,74 10,60 10,30 - 10,54 6,36 8,71 8,46 8,66
1000 6,08 - 8,43 8,10 8,37 6,24 8,66 8,32 8,59
Х25О 4,74 6,73 6,23 " 6.58 6,08 8,64 8,00 8,44
1боо э.а - 5,09 4,61 5,03’ 5,93 8,36 7.57 8,27
2000. 3,9 3,87 8,02 7,94
2500 .... ... 2,96 V<! 7,6 7.5
f
Схема ергамсв настройка квхвнквмв глнвжоге двикепя: селективная ШЦ дан ха основала , _________________ -г-_.3- - г ________ _ уамерду v
И НВ. Л» ПОДЛНН.
Подпись и да
Взамгн нн'в.Ж И и в. Л» дубл. Подо, и дата
<v • И о Л 8
-) л о
3й 3 о
8» и •
2й о
I 1 ‘
МЕХАНИК! ПОДАЧИ
6PI2 ж 6Р12Б ♦ • 6PI3 ж 6Р13Б
Ж» : ... " г Подачм стола, мм/мжж : ж* : Подачж стола, мм/мжн пеней: продольная : поперечная т вертикальная :пеней: продольная : поперечная : вертикальная .«в — — . _ — * * _ _ — м — _ — — _ _ - — м
7 I - 25 25 : 2 • 31.5 '.•'-’'• 31,5 > 3 • 40 .. 40 •• в 50. 7 50 7 5 63 •? : 63 8,3 ю.5 ? 13,3 16,6 7 21 Ц1 4JT W rv н ,/ч 1 . • • '1 • / , Ч- । 40 50 г 63 80 100 40 50 63 •• - 80, 100 • 1 • • т :'Ъ Н ' 13,8 16,6 21 26,6 : зз,з
7 6->£>^ 80 \ 7 '100 80 ICO . ' 25,6 : 33,3 J 6 7 125 160 •. 125 , • ;ко • V, -1 : 41,6 ; 5з,з
8 125 9 ' _ 160 . ю Г/-.. ! 200 1оО . . ’»• i poo 41,6 ’ 53.3 66,6 8 9 10 200 250 315 200 . 250 315 d'" ’ бб.б 83,3 ' 105
II 250 250 83,3 ..' П 400 400 133,3
- 12 315 : 13 : 400 14 V* ' 500 -? 315 - VC ' ’ 105 '/ 12 500 500 166,6
400 7 500 133,3 166,6 13 I* 630 800 ~ 630 800 210 266,6
15 ' 630 630 210 D 1000 1000 333,3
16 , 800 800 266,6 16 1250 1250 416,6
17 1000 1000 333,3 Г/ 1600 1600 533,3
18 1250 1250 4X6,6 18 2000 2000 666,6
усилже, допуо-!П Я15ЫОИ НОМ.ЯЯ
1500 : 1200 500
2000 1200 ЬОО
g'«-
I.:''."’--'''?
Mtf
*ТЯ •• • •"’' Г ", * Л V
1-i^ffT' 6р/2;6^1-
9Ца/)Я моделей 6^i6P/3S) _
Эскиз г- образ но/зс лазоо.
7,-Vr
&
,’ • '.t*’,.. .* ч* ?*
Г . • . Л r 'f- Г • • - >i * ^’7’г7^ '* ^-« »> * . V','1 'Ч
ЛереЗ/±ии конец ujnu^3e/r^ ' ’
•л> л if н
'• -Г-'
Рукободегбо
_________________к станке/
\Ут1['Уна ►. По сна pmt
Отдел пикап юиструктвр!
j2>Jls{=4.
станка
6P1Z6; 6f>f3 ..,.
6Р/2 'О-05
^^61 П
.тД *-.№*>.J•
vJi.
КОНСТРУКЦИЯ СТАВКА. . • Ф 4-—-----——T—— 1 T- Г&- !
После установки станка sa фундаменте необходимо: снять зацжтко*
’ ' ' . ....;.. .1 , . . ; . . . . '••,
антикоррозийное покрытие с обработанных поверхностей, залить резервуары маслом ж смазать станок; проверить подключение фаз электросеп х станку, проверить работу всех рукояток станка, обкатать станок вхо лостую и год натр уэтой, установив с шов низкое число оборотов ж иаж-меньаую подачу, постепенно переходя на бонов высокие числа оборотов ж подачи, л только'после этого проверить паспортные данные. Г" 'г
' | • • ОД
од, В святи о наличием перебегов перемещаемых узлов по ннерцнж зна-| чеиже попе; очного паспортного, механического .хода уменьшено на вели-t чхну в озм он их перебегов 10-20 мм, в соответствии с этим ж пржсвер-леяы ограни ительные хулачзя* '/'/ :
ОД. Вео станка, приведенный в паспорте, исключает смазку, эмульсию ж прилагать з за особую плату йрияадлезшоотж.
Рабочими двиаениями станка являются: вращение шпинделя ж пере» 1 мощение столав продольном, поперечном и вертикальном награждениях. Ручные перемещения столе, салазок, консоли и выдвижение ппинделя поворотной головки ми ут быть жах рабочими, так ж установочншж. На станке возможны механичес/ .’а быстрые установочные перемещения стола, салазок ж конеолж.
Станок может быть настроен на стоматические /маятниковые/ или полуавтоматические циклы /для продольного перемещения стола смотри чертеж Л 6Р}?-0»1$/.
Сод ер; 'aiiTie станка в чистоте, смазка, правильное обслуживание ж работа; прекзводшая нодлежащии образом, предохраняют ставок от пов-релдений и глляются начлучяей гарантией работы и постоянной точности отаижа. .
• '• • . .. :г ‘i -.у;•-
5
**. -•и-
Отдел глшого конструктора
Ру ковад отв о ж станку
Состава»
фат кое описание станка
6PI2, 6Р12Б
6PI3, 6PISS
6PI2-O-CB
С«а. 6У | Ласт /J?
Станок соотожт из сл :д;ищих узл&в:
Ж
СТАНИНА
1й
5’
»юдпись и дат» f Вммги иив.1» | Ии». Л* дуёл. | Подл, м дата
v.^V'er^V'^- нЕЧ
Станина станка явлж то т базовым узлом» на котором монтируются остальные узлы ж механизмы станка. Повышенная жесткость сташия < достигается за счет развитого основания к трапецеидального сечения станины по высоте» а таг ле большого числа ребер. Спереди станины а круглых направляющих мое тируется поворотная головка» а на »ртн-кальных направляющих - консоль. Внутри станины монтируется коробка скоростей, а в двух нишах расположено электрооборудование. Х^оме того» внутри станины имеется резервуар для маска. С левой стороны станина крепится коробка переключения скоростей» а о правой стороны । имеется окно» закрытое крышкой» при снятии которой открывается дос- < туп х масляному наоооу и коробке скоростей. Станина нмеет вертикаль/ вые направляющие для консоли» выполненные в виде ласточкина хвоста.
. Станина выполнена раздельно о основанием и скрепляется с няк болтами. Основание является одновременно резервуаром для охлаждающей жидкости, для слива которой сзади в основании имеется отверстие. Сзади на основании тропится электронасос охлаждающей жидкости.
КОРОБКА СИРОСТЕЙ • Л :
Коробка с. гостей смонтирована непосредственно i корпусе стани-: нн 1 имеет 18 раздан ных чисел оборотов шпинделя. Вращение шпинделю । сообщается электродвигателем переменного тока. Валы коробки скоростей смонтированы на шарикоподшипниках» /А А’ й’
Сказка коробки скоростей осуществляется от плунжерного насоса/ смонтированного на валу П коробкж скоростей. * : :-•/*»;'’4-:
6Р12р 6Р12Б glfr, 6РДБ____
6PI2-O-ZB 7
Otari главного конструктор! Руководство ж станду
Окт. мн* фаткое описание станка
Вел, коист б»рл —
m
t&s v-г
3
КОРСБКА ПЕРЕКЛЮЧЕНИЯ •-
’! V J Гй'^» УЙГДч».’; -------------- • - ' • -.Г < Ь •.
Г- .:-V- л; : i-\ ’ . > « << ,
Самостоятельный узел, который смонтирован на левой стенке |
(Станины. Коробка переключения обеспечивает получение 18 скоростей i пинделя 1 фиксирует их в выбранном положении. На наружной шсоскоо^ тж жоробкж расположен лимб о обозначением чисел оборотов мпиьделя,;
стрелка-указатель ж кнопочная станция. С нижней стороны коробки И жасоджтся рукоятка, имеющая два положения. Процесс переключения скоростей осуществляется следующим образом: I/ опустить рукоятку вниз, вывести ижп рукоятки из фиксирующего паза и отвеотж рукоятку' на себя до упора; 2/ вращая лимб, установить требуемое чжоло оборотов против стрелки-указателя; 3/ рукоятку плавным движением дос- ' лать в первоначальное положение, зафиксировав ее в пазу фланца.
Переключение скоростей на ходу НЕ ДОПУСКАЕТСЯ. Если рукоятка не устанавливается в первоначальное положение, то необходимо нажать на кнопку импульса, которая расположена на кнопочной станции коробки переключения
Г
'в
I
ПОВСРОТНАЯ ФРЕЗЕРНАЯ ГОЛОВКА
* -А • . it,'’ *. .* . г" ; i - - . '• . . * /"ч*«4г л- ^*.лг- • *
Поворотная фрезерная головка представляет собой вертикальный пкндель о приемным в ал?ком, которые смо. 'чрованы в отдельной корпусе. Поворот осуществляется за квадрат, расположенный о левой стороны поворотной головки. Шпиндель смонтирован в г^ьзе ж имеет осевое перемещение при помощи маховика. Зажим гильзы осуществляется рукояткой, расположенной с левой стороны головки. Смазка под-жпников осуществляется от насоса коробки скоростей., ; , V -' ' - ' 'Д' g
- * :V - ? * КРСБКА, ПОДАЧ
Коробка подач представляет собой самостоятельный узел, смон
Отдел главного конструктора
Руководство к станку
6Р12Б
6PI3; 6Р13Б
В«л гоист
?Нлч бч*1
фаткое о плоение станка
6Р12-О-Св
• Tf--»;’ ‘ '®К
,v -
•Jpr-
/А
тированный о левой стероны хонсолк. Коробка подач дает ЗВ разлжч-шх величин подач. 1
Переключение под w производится при помощи механизма переключения, прифланцованного к корпусу коробкт под.лЧ. Коробка первключе-ния имеет в передней своей части лимб о обозначением величия подач ж грибок для переключения.
..Д' Указанные на лимбе значения подач относятся к продольным и поперечным подачам стола. Вертикальные подачи составляют Х/3 ет продольных. ; - :
• ’• • - 'Jr • .
Переключение подач осуществляется в следущем порядно:
j " ' 1
в значения подач относятся к продольным и
Нажать на кнопку грибка я потянуть грибок на себя дс отка~
шжш :
Поворотом лимба за грибок установить требуемую волгл ву
Плавным движением дослать грибок вперед до отказа и стпуе-
U ’.«s- s'. '
s 4
подачи.
S. тжть кнопку.
Проверить надежность фиксации грибка.
'; консоль . •
: |•> - I* • • i — - iUi-T.
£
I
9
Л
t -•
Консоль является базовым узлом, объ: дчнягщим вое узлы цепи’’ "‘ поды я распределяющим движение на продол:-, гую, поперечную и вертикальную подачи*
и*
Консоль несет на себе различные органы управления л устройств _ _ I * г
ва. В передней нижней >астж консоли помещается электродвигатель
_ л I • • I '
подач. С правой стороны, в нише, помещен электромагнит. ‘ '
Движение подач идет от электродвигателя через коробку подач - ; ;
на нестерни консоли. Включение вертикальных к поперечных подач ооу-I ; ••
ществляется от кулачковых муфт, сблокированных от одновременного '
вмючения, как между собой, так ж о руко гткой подъема консолн н
;Х :•** -* < *’ 1*2’ *• **• * А.АТ .л- S•*. ' .: ,' • - 1 , 1 Т < ’ А - • • < *
4
2
1 *<А* — • Отдел гяаеяого лэиструпора Руководство г гтанку 6PI2, 6Р12Б’ 6PI3, 6РТЗБ
С.СТМИА •vA X* 1 > 6PI2-O-C3 ..^6/ --22
Краткое опис? ’в станка
•«
3
л
»'
С о
ч
маховиком перемещения салазок.
Рукоятка включения вертикальных к поперечных подач выведена на левую сторону коноолж. фойе основной рукоятки имеется дублер-рукоятка, расположенная над коробкой подач. Рукоятки имеют пять j различных положений. Среднее положение соответствует остановке механической подачи /ручное перемещение консоли к салазок/. Налрав-
. 1 . ....
ленив включения рукояток совпадает о направлением подачи: консоль ' вверх-вниз, салазки на себя - от себя. ’? ••
Смазка механизма консоли - принудительная, от плунжерного насоса, расположенного в нижней части консоли. От етого хе насоса
. . 1 смазываются вертикальные направляющие консоли. Сказка направляющих производится при включении одной из подач к нажатием кнопки*
/см. 6PI2-0-09 лист;
- * Зажим консоли на направляющих станины гроизводится рукояткой | о правой стороны консоли. БЫ бор люфта в направляющих консоли производится подтяжкой бокового клина и перепабровкой прижимных пл а-" “ . ЙЙО ЙЙЖЙИ
. • й‘. - Л/ - ;
Зу, расположенной на переднем торце консоли.
стад и сшзки .*?•• ;? ?
Салазки перемещаются по прямоугольник направляющим коноолж от винта поперечной подачи через гайку, затепленную в кроватейне. Зажим салазки на консоли производится двумя эксцентриковыми зажимами. На продольных направляющих салазок типа ласточкина Двоота, перемещается стол, являющийся последним элементом в цепи продольных подач, сосредотачивая в себе вое движения, необходимые при фрезеровании о продольной подачей, а, именно, ручные перемещения, механические подачи и быстрые хода, кроме того, за счет салазок ж консоли, стоол подучает возможность поперечных и вертикальных перемещений. Продольный ход стола осуществляется вращающимся винтом о трапецеи-
Отдм гмкогв ковструмтора
Руководство к станку
Вег cower H*w б» г>о
фатжое описание станка
6PI2; 6Р12Б . 6РТЗ; 6Р13Б-----
6Р12-ОЛ» г
Кол. g/l*. Л*»с»4?3
' ...... J
дальней резьбой ж неподвижной гайкой, при вяиеш кулачковой муф-та рукояткой продольного хода.
Реверс осуществляется нзмененией направления вращения элежт- < родвигателя подачи. Зажим стола производятся двумя винтами, действу щнми через стержни со скосом на мин. Рукоятка фсдельного хода имеет три фиксированных положения: "подача вправо", "подача влево", "стоп". Направление включения рукоятки продольного хода совпадает давлением движения стола. .. .
Стол стан га может настраиваться на полуавтоматический, автоматический /маятниковый/ или ручной циклы работы, для чего иа пра* вой дверке ниши электрооборудования необходимо поставить переключатель в положение "автоматический цикл*. Кроме во го, повернуть пере-! ключатель на переднем торце салазки в изложение "автоматическое J управление столом", заперев этим кулачковую муфту. Управление авто--магическими ходами стола троисходит от кулачков, укрепленных на передней боковой плоскости стола. ’ Ь . /-
Ни в коем случае нельзя останавливать стол на автоматическом ' цикле в момент поворота звездочки, находящейся на осн рукоятки, . т.н. в этот момент рукоятка продольного хода электрически заблокирована и на работает. Если возникнет необходимость, стол в этот,., '
момент можно остановить только кнопкой стоп. Перед пуском после та-кого останова необходимо проверить, зафиксирована ли звездочка,'
На станке чаще всего производятся работы с ручным управлением, что соответствует положению переключателя на правой дверке кияж :<*'г электрооборудования "ручное управление столом" ж положению переключателя на передней стороне салазки "ручное управление столом"<^ ;
Для большего удобства при ручном управлении столом имеется : дублер-рукоятка фодольюго хода, расположенная внизу с левой сторо-ны салазки, а также два маховика ручного перемещения стола: одни *
глгного конструктора.
У^пк^нл
Н*м бк-ги __
Спстлпнл бел, жжет
Руководство к станку
ад?
___ фатвое опнсанле станка
• Моле» ’ 6PI2; 6Р12Б ..бРТЙ; 6Р13Б-
6Р12-04Ю
Кшь^Э I Л*г£
явивинмвнкг^
- на передней иосгости салазки, другой - на левом торце ото а.
На передней плоскости салазки, справа, расположена кнопочная с за-: дня, состоящая нз трех кнопок •стоп", "ппяцдель", "быстро"»
Смазка мез апгз’ зв стола к салазки принудительная, от п гунтер-!
<» ।
кого насоса, ргспологенного в нижней части консоли, масло,ст ег.оо-( са подается через золотник 14 /ом. 6PI2-O-09 листЗУ и-зажм Ьэ
резиновому влангу к центральному маолораспределител». С^азта узла производится при псгчении одной из подач к накатаем топки 1’4, {
расположенной ка переднем торце консоли. • = ". .-ej»’ 4
ОХЛВДЕНИТ: инструмента производится охлаждающей жидкость», I: подащейся электронасосом, смонтированным сзади стояка, из резер- < вуара, находящегося в основании. Охлаидащая жидкость подается Че*’
. г. . 4
раз трубу в резиновый манг, на конце которого находится края i '“ • наконечник. Краном регулируется количество подаваемой охлаждающей , жидкости. Охлаждающая жидкость со стола сливается через оалазду я резиновый вл ант, прикрепленный справа салазки в основания станка. При работе станка без охлаждения насос отключается выкхвчате-лем, рас положе к яа< на левой дверке ниши электрооборудования.
Л • . • . г ’
ПРИНАДЛЕПЮУГИ, поставляемые со станком, перечислены 1 "Веди-
Огдея гллмйго нонету, тора
^ководотво х станку
Краткое описание станка
1кл «<шст
НЛ| Sytm I _
6Р12Б
6PI3: 6Р1?Б___
6Р12-О-Л? ,
rSKU,1. .’•>:•, ' .<•; . СПЕЦИФИКАЦИЯ ШКИВОВ, ВИЧ AT! IX КОЛЕС, ЧЕРВЯКОВ, ГАЕК Ж' Наименование узла: 1 ; ВРСБ КА-СКОРОСТЕЙ • ЛЭ по схема : I : 2:8 ; 4 : 5 : 6 х 7 7 8 : $ i 10
* n ’ iOfc-' Число зубьев или :муфта 27 1$ 22 16 53 Ш 27 17 87 заходов хэлас-
ж j j:***• ' • ntv• ; ;fe Модуль или пат, мм: нал 8 4 4 4 8 4 4 . ..: 4 /,. 4.. * ЬГпо схеме ” Vn 7 12Vis 7I4V15 7 и’:~п 7 Ь V * V * •; •с ±4|ТЙ! Л .7 •.! ; . 3 X X 1 t ^TiL*rk^*-7vr7' ,ut :ц-| >.., х , : : :6PI2;6PIS ЧЖС1ОЛЙ5Л MI J *6 36 82 S8 19 38 82 69 80 89 заходов X Модуль или пат,мм: 4 4 4 4 4 8 8 4 8 3,5 Наименование узла: '. 4 .КОРОБКА ПОПАЯ
* • J-¥•* f». • : 20 : 21 : 22 : : : : t ; JW по схема : : — -: : 23 : 24 : 25 : 2$ J". :6PI2:6PI3:6PI2:6PI3:6PI2:6PI8: : х t . и
' '44 НЖ ; SO 89 54 70 54. 70 I I 81 31
| Bi«Y -tnrou “’.JrV™ “ж ; 3 3,5 3,5 3.5 3,5 3,5 4 * 1.5 1.5 Ж О по схеме : 27 : 28 : 29 : 80 : 31 : 32 : S3 : 34 .: .35 : .85 41M0»SSnJ ИЛЖ ; S3 67 37 2B 57 26 50 26 27 Я Г
s Модуль | 2 2 ; 2,5 2.5 2 2,5 2 2 2.5 2.5
Л c 5 JU по схеме : 37 : 38 : 39 : 40 : 41 : 42 : 43 : 44 : 45 : 46 ЧЖСЛ2а™™? иж : 13 б 27 18 40 34 24 86 IB . 45
1ИН MAK ICQ Модуль ми наг* : 2>5 2,5 2.5 2,5 2,5 2,5 2.5 2,5 2,5 2,5 ЛЭ по схеме : 47 : 48 : 49 X 50 : 51 : 52 X V '
i юдиись и at (л Число зубьев или : та Муфта Муфта Цуфта -Ai- заходов : ™ пре- фрик- вмхя, — — -— дох- пион- быст- . .,, Модуль дли наг : ? Р с ? ч рани- иная рого .< г в мм х тель- хода иая подач
1 Огдм главжо конструмтара t 1- - ' • • - .. ;Ч- Руководство к станку fcVlWAt. 6PI2; 6Р12Б 6PI3; 6Р13Б
У/гзк^мд, Краткое описание, ст анка J Спецификация элементов хи- нематической схемы 6Р12-О-О^
Зех монет 'НЯЧ f>«г.рл — - н и. 6/' i 7
*
КОНСОЛЬ
Наименование : узла : Л1 по схеме : 53 ?54 : 55 56 : 57 :56 s 59 : 60
Явою зубьев s zj6 23 S3 22 I I Муфта gg
ыж заходов ; . . : ••Лг вми.
-----— —----------------------------- - -попе------- •
* M2S*t Si1 *:2.912.91 з з б б в «аг ни : ’ хода
' : стола
“ да по схеме : 63 : 64 з 65 : бб : 67 : 68 :
» ’»" ’ 1"
Модуль ыж : з в 2,5” б ”
аг в мм : ° ₽ «.
61: 62
37 Пуфта | в ki и J
—верти-’ a кальж, хода ; отола
J ’
Наименование : узла ": ЛЛ по схеме : СТСШ И САЛАЗКИ 69 : 70 : 71 : 72 : 73 : 74 : ' <’' 4, 75 : 76 : ’Л'7Л*Л- 77 S 78 {
Число зубьев : ыж заходов : К 18 I I I •s?-. ?9 18 К so ВШВЧ. i
Модуль ши : 4 4 б : б б 6 : в ' з 3 дольн.
аг в мм ; .. : ;.< '.А ~ -• . * 4 -ч- г .. . . хода стола
да по схеме :
79 : 80 : 81 8 82 : . ; * a Уу у ’
50 25 18 24 '-уУУУУуУ '
Число зубьев : ыж заходов :
Модуль влж :
аг в мм :
£
- ‘‘У-- У+У--, -^г У •'' .>,
ПРИМЕЧАНИЕ: Для станков модели 6Р12Б число зубчатого колеса
Л 21-88; зубчатого колеса Л 22-56; зубчатого колеса Л 30-35; зубчатого колеса Л 65-28. Для отанхаомодели 6Р13Б число зубьев зубчатого хо-лева Л 21-87, зубчатого колеса Л 22-57; зубчатого ? " колеса Л 30-35; зубчатого колеса Л 65-28. Для станков па 60 герц число з/*ъев зубчатых талес Л оо кинематической схеме: 6PI2 6Р12Б . Л 2 - равно • 24 «_*
<* \ . Л б - равно 56 56
. Л 30 - равно 25 31 у
1 65 - равно . 38 82
6PI3 6Р13Б
25 88
i . I > Отдил главного конструктора Руководство к сташдг
1 Gxt«uiu гл фаткое о.тяоаняе отанха Спеппфикацчя элементов ки-немзтнческой схемы
Bgl. монет Нтм.бт'оо -
й?12; 6Р12Б 6PI3; 6Р15Б 6Р12-О-<2?
к
3
3
Г 5
£
£
Составы
WJWI.
h-
В»
Онявдак*
Отмечено
Включено
Каем тш етма
жшщдели
Главный вымючател*
Направление вращения
Ялте
Лвжкенже стола со скоростью быстрого хода
гг чр: •
Подача
Ручное управление | /" -
Работа станка на автоматическом пжкле фуглый стол
' Охлаждение
Местное ооведевже yf Регулировка люфта гейм
Скорости ва ходу не переключат*
' - ...-————————4———————
. : ' : • - Л. _> I-
Заземление
Число оборотов опянделя в мяв.
Ковоистевтвая смаэм [У
Регулирование смазки впиндедя
т
7(1’
Залп масла -'' ‘п’'
Отнесение подач ж стола х установленной ва лимбе
Отдм ГПП8Г1 шиетруктора
Руководство х станут
-^£22
фат кое он ю ад но станка Значение ошволичеоигх из оор ажевгсй ffo^rанов упраз-
'6Й2; 6Р12Б .gI8; fflSS. ' 6PI2-MB
^4'h,
$
I’’
Ж
: УКАЗАНИЯ ПО ОБОТХИВАНШ) СХАЗОЧНОГ ГШв’ ^C-.': СТАНКА______________________Д-
i J ' ... ........ . . .. . . .
Применяемый смазочный материал имеет следу юдуэ характеристику!
I/ Масло •индустриальное" К-30 ГОСТ 8675-62, гязкость в условных градусах /Энглера/при 5О*С 3,81-4,59, (^ ? ‘ Пвред первоначальным пуском станка необходимо!
Ъ-’. •/ заполнить масляный резервуар в станине 8, консоли I /омот-
' г< • » ' * _ pi схему смаэкх станка/ до рисок маслоуказателей 2,7; •
V*» б/ иприцем заполнить точнн 5,II солидолом синтетическим мар-
XI •€* ГОСТ 4366-64;
’S в/ смазать вертикальные направляющие консоли и механизма узла" Стол-салазки" при помощи нажатия кнопки 4 и 14 /см, 6PI2-O-O9 лист 33/ при включенной подаче, сделав выдержку 15-20 сек. *’ .* Г-’ . При работе электродвигателей главного движения и подач через
указатели контроля поступления смазки 9 и 12 до.тхяо протекать масло В случае, если маоло в указатели контроля смазки ле поступает, работа на станке недопустима,' Необходимо проверить заботу насосов, устранить причину, меяающую нормальному посгучлелю смазки. > Л '* Всасывание масла насосом коробки скоро с те низводится через
сетчатый фильтр, который расположен внутри станины, С ^стжа его монет быть произведена через правое окно станины пэоле снят/ч хрыикх.
Перед,перемещением салазок винт поперечной подачи необходимо смазать хз ручной *маслеякх/;"}7\^7^-'??л; -
После пуска станка в эксплуатацию рекомендуется сменить масло
5
Руководство к станг;
Отдел ГЛ2ЕЯ0ГС жонструкторз
Смазка станка. Указана обедуживапив смазочной _______системы .
бЖ‘, 6Р12Б, бт, 6Р13Б
го , 6Р12-О-Ю9
К< *. 6 / | Лее*
UHA OA3U
Ехименованне •®в2наченив с^^нованне ;смазочного /эла ^устройства
I
4.
Хорэбка схо- Стив масла ростей л ю резервуара станины
Показатель уровня мао-
4 л£м.» ^yape ста—
.мены•
. ,J J Валю масла > резервуар ; станины
- Л -i. .;• > • . . •<.
• < ’. -•»£££
Консоль
JR
£
5
. i
1$
J
7
12
аль но ЙС-31
:по : Род :схе: смазки
:ме :
•Лаз очный: Срок ^Е!а ;материал : смазки •
. •• ,•• >• стаяла
-второ! раз че
20 Л.
6PI2; 6Р12Б
6PD; 6Р13Б
—--------------,---
руководство х станху
Централи- Масло хв-6 зованвая дустрл-подача ----------
масла от _______
индивиду- ГОСТ ,8575-альных -62 /вяз-плунжер- кость вых на со- кине матл-сов чесюя в
ш»м.9 " - 7;-
«ои ваеой-’ •
Валю масла I То же Менять
WH'WM’:‘5Spi2«
раз через
Показатель уровня мао- 2
v Маслояасоо 3
* *( 5^ V -"4 * * ’ * • •*
Кнопка смаз-
п вертл- 4
•Д- . жальных
...••< валравляюЮх
р Контроль • работы ва-coca •
? \ Ст масла D
Коробка по- Механизмы
дач /от насоса
ховсолд/
Стол л са- Кнопка
лазхх смазки ме- 14
, ханжзжов
' узла t ~ л
• *77 bv_,1 ‘
-
Отдел главного конструктора
Лазка станка
См-го». Zrz/ЗЛ^П
Вед. «о»гг Л /7
На». Сюро
ватю
Агл-’ ^ лахдне рабой
1 -:я.h
6PI2-0-09
Поворотная Контроль за фрезерная ПЛ/'ТОТ ••««-головка
поступлением масла к подвилннкам кпжвделл
10
Централизованная подача масла от
дуальных
•«bhii&wx «асо-
'*'?<!?' -.^ 4 у-Л
Йасло жиду с триальное *ЙС--30 Г0С1 6675-62 /вязкость кинематм-ческаж в CCI прм 50ОС в п^ед^ах
1-2 xami в минуту
* ' I-
По мере ... -жахопленжя
'А'5,СЙкЛ«14.г1£и»
маш п маслосбор нмка под-ипннжов впннделя
Стол са-лазкж
Пресс-мао- м" ручная ленка / нпрнцем
По море ...:-. расхода
Поворотная Фрезерная головка
•. >.
Пресо-мас- то Ручная ленка xv итршем
... Л
I’Ji*
:.?7'
___
• ф- Л> Ь-;
Отдел главного конструктора
Соетчил
Haw. Люра^у^^и.^
Руководство к станку
Смазка станка
6PI2; 6Р12Б 6PD; 6РРБ
' 6Р12-0-09
/ ПЕРВОНАЧАЛЬНЫЙ ПУСК СТАНКА
•л 1 “
, * * *4i/»—-'л.' ’’ • •'** "* J*'" — ?* •'*' ••*"' *' “
Г Перед первоначальным пуском ставка должны быть выполнены уха-,
зания, наложенные в разделах "Подготовка к первоначальному пуску", ’ Описание ж обслужив ан же электро оборудования станка" к "Сказка’ стат» . .
'/^^^'Рехомецдуется следущжй порядок цуска станка /см. паспорт• ' ; ' »• '•’•'.•»» . с. . ... ... .J- :„t
стайка ист , А ’<
^.Производятся ручные перемещения подвижных узлов. Для пере-: мощения стола маховиком необходимо рукоятку продольного хода сто-
.. I ла б поставить в среднее нейтральное положение; переключатель 15 | поставить в положение "Ручное управление столом". Для осуществив- : жя ручных перемещений стола, салазок к консоли маховиками 1,8 к ; рукояткой 31, последние необходимо подать вперед, чтобы кулачковые > полумуфты маховиков к рукоятки вошли в зацепление с кулачками полумуфт валов. Ручное ^перемещение гильза шпинделя осуществляется маховиком 14, для чего рукоятку зажина 12 необходимо ослабить.
2. Устанавливаются выбранные числа оборотов шпинделя к велкчж-на подачи стола. Переключатель 27 поставить в полсскенке "Включено".
а
б
Кнопками 19,33 "Шпиндель” включаются электродвигатели главного движения и подачи. Направление вращения шпинделя должно соответствовать применяемым фрезам. Изменение врацения шпинделя производится реверсивным переключателем 29. S •• У
Проверяется поступление смазки в указателях смазки 9,10 ж 12 /см. схему сиаэхж/, сохранение уровня масла в указателях 2,7. Кнопками 17 и 24 "Стоп" производится включение электродвигателей главного движения к подачж. . ••
При работе станка на холостых ходах проверяется действие кнопок управления ж усваивается управление станком. . . <
5
j • ' : " т * Отдел главного ионструктора Руководство к станку W; 6Р12Б’ 6PI3; 6Р13Б Л
Сое т» янл З&МЕС/М^- № £z Первоначальный пуск станка 6Р12-0-Ю ‘Z *
Be*, rower t Н»ч б»'рг»
Кол. | Лист 3<Г
? Л
;• ttCTW,,iaL И НАЛАДКА. СТАНКА И РЕЖИМЫ РЕЗАН.ЛЯ
Выбор режимов резаны црп обработке на станке деталей is Tfr-J го in иного металла, рекомендуется производить по с прав очинам'[ резания. Установка выбранного числа оборотов нпинделя прожзюдхт-J ' ся джибом 26 оря откинутой рукоятке /ом. паспорт станка/ путав установки цифра, указанной на нем против стрелки-указателя. После •того рукоятку вернуть в первоначальное положение. < f$?S
' •* : < : V- *ц
v‘ J Установка величины подачи, осуществляется в следующем порядке: жапмая на кнопку 80, отвести грибок на себя до отказа, вращая за’
3
i С
t
i
s
Т
грибок лшб, совместить деление о требуемой величиной подачи со ? . г
стрелкой-указателем, расположенным на корпусе коробки; вращать Л лимб можно в любую сторону; плавным движенцем дослать гребок впе- i ред до отказа, поставить его в первоначальное положение. Установка ж крепление фрез в зависимости от их размера и вида, производятся согласно эскизам /см. чертеж > 6PI2-0-II лист 37/,
I. Торцовые фрезы, имеющие калиброванное сквозное отверстие, центрируются по цилиндрической частя оправки 3 конусной частью * вставленной в конусное отверстие нпинделя ж закрепленной > нем ном-полом I ж гайкой 2. Базовый торец фрезы опирав;геч на один из торцев переходного фланца 4, второй торец которого опирает. и а торец оправки 3. Шиеы нпинделя б входят в пазы переходного флан^т, а выступы фланца в пазы фрезы, передавая крутящий момент от жпиздлж жа фрезу. Фреза зацепляется на оправку винтом 5 специальным ключом.
П. Торцовые фрезы, имеющие центрирующую выточку Д 128, 57А устанавливаются непосредственно на головку нпинделя ж закрепляются на нем четырьмя винтами I. Шипы нпинделя 2 входят в пазы хорцгеа фрезы, передавая крутящий момент от нпинделя на фрезу. '
- '? ' . i --Л
£
5
С
Отдел главчоге аонструктора -Г^ГТ-. Г— S-*—* —— . . • • •. • : Руководство к станку 6PI2B 6PI3i_6PIS
Сосгжжкя 1^- НастроЯха ж жагадга етаяха Реиша резани 6Р12-О-П Киа. О i I Л нет 35*
Bcjl жонст Ня. б» р«
»
5 S'
-’WF
'У>.Л 9. Торцовые фрезы, у которых имеется конусный хвостовик с ио-\л:-' . • z: < , • ’. . ..
минальным размером наибольшего диаметра конуса 0 69,85 мм и конусностью 7:24, выполненный за одно целое с корпусом фрезы, вотавля-стоя этим хвостовлксм в конусное отверстие шпинделя, закрепляются в нем шомполом I о пом адью гайки 2. крутящий момент передается * шипами шппнделя 8, входящими в пазы корпуса фрезы. у • /д:. ‘ TI. Торцовые фрезы, имеющие сквозное калиброванное отверстие и пазы в корпусе, по ширине соответствующие размеры пипов ипицде-$'jur, устанавливаются на оправке, закрепленной в шпинделе ставка.
4реза закрепляется на оправке винтом I. футящий момент передается шипами 3, входящими в пазы корпуса фрезы.
уУУЙУ. Концевые фрезы, имеющие хвостовик о конусом "Морзе* и резьбовым отверстием, центрируются в переходной втулке, вставленной в конусное отверстие ипинделя к крепятся шомполом 2 о помощью гайки 3. Шипы шпинделя 4 входят в пазы переходной втулки, передавая кутящий момент от шпинделя на фрезу.
На качество работы инструмента к его долговечность оказывает влияние биение его so время работы. Поэтому необходимо следить за тем, чтобы радиальное и торцевое биение зус^ев фрез при нх заточке не превышало допустимых значений. Необходимо тгкке следить за состоянием шсадочных j -Ж!®'
мест фрезы, оправки и ипинделя.
.я <
i-?
Отдел главного loncrpjrropa
Руководств* x стаяву
Sv''’ t£?jj
Настройка наладка станка . и режимы резаная
5 X s £
ii«» IOHCV
Ч>№; 6Р12Б 6Pf3‘t 6РМБ 6PI2-O-II
Км. £/- J л '<•.>
•: тонирование ст анка -.' : •
' 4’ * "" ‘ ' ’-.-VC;--
'.} В^зижкащах в процессе эксплуатации необходимость регулирования отдельныхузлов и элементов о целью восстановления их Нормальной работы производится следущим образ эм: ’
Жарийг^
Регулирование радиального зазора в переднем подшипнике шпинделя
j?
..... ........................... ...............
: Регулирование радиального зазора в переднем подлипните впин- । деля производится за счет подшлифовки 2-х полуколец 8. Лля уотра- < нения радиального люфта в 0,01 мм необходимо полукольца 8 подили- I фовать на 0,12 им. Крепление полуколец осуществляется через голов- ку нпинделя болтами 4. Затяжка подшипника осуществляется гайкой 2. ‘
I- .>-ч1
Регулирование задних подшипников производится путем подшлифовки ю льда б о последу щей затяжкой подшипников гайкой 2 и болтами I. Для доступа к гайке 2 необходимо вывернуть пробку 5. ’f
, /•: ' •
’ П. Регулировка механизма включения продольной подачи
Регулировка фонзводитоя подтяжкой прутеш 4 пробкой 3, пружины 2 дробной I. Пружина 4 обеспечивает надежное включение кулач-1 •
новой муфты продольной подачи. При правильной регулировки муфта не должна прощелкнвать при работе. Для регулировки пружины 4 необходимо продвинуть иестигранный ключ через пробку I до соединения о пробкой 3 и поворотом ключа регулировать фужжку 4 дохтребуемого усилия. Пружина 2 обеспечивает фиксацию рукоятки продольного хода ‘ стола в Среднем и 2-х крайних изложениях, а такие отсечку рукоятки из крайнего полохення в среднее. Регулировка производится поддатнем цруииш 2 при помощи пробки I. Следует помнить, что чрезмерное оодхатие пружины 2 ослабляет действие пружины 4. • ' 7 /_: ’7
Отдм главного ночструкторз
Руководство к станку
&WSs 6Р12Б •
S>13; 6PISB
л.
Регулирование станка
6PI2-O-I2
И. Регулировка фрикциона ж предохранительной^ -л ’ “УФ” пробки., подач 1;
. .» •;/v ТХ- .. . 7<>•- -?v.; •
Для регулировки предохранительной муфты необходимо вывернуть резьбовую пробку, находящуюся в корпусе коробки подач под рукоят-кэй управления, ослабить винт б, вывернуть его из паза. В отвер-. а стие гайки 7 вставить стержень так, чтобы гайха не могла вращать-... ся. Повертывая за зубья вестерн» 8 в нужном направлении /резьба
щзавая/, подтягивая или ослабляя гайку 7. После регулировки гайки
J7 завернуть до отказа ввит б, при этом конец вжата должен войти я * паз, вестерни 8. Для компенсация износа фрикционных дисков необхо-димо вынуть фиксатор 2 из отверстия в диске 9 и зафиксировать его ? ’ поворотом замка 3, освободив гайку 3, повертывая еЗ на втулке 5, компенсировать износ дисков I, после чего возвратить фиксатор 2 в первоначальное положение. \ -.гл л/.
. , . . \ .V'- Ь --.ул. х .-г-- ;
1У. Регулировка механизма, вертикальной ж - 7-
< • поперечной подач
. ’ 7 • : '< •' - •. . .
При нечеткой работе рукоятки включений поперечной ж верти-
кальной подачи необходимо ослабить гайку 3 через отверстие, закрытое пробкой 4, за слжц подвернуть жтифт о иариком 2 так, чтобы в крайних изложениях рукоятки не было гчклишгвакия. После регулировки хон^айка 3 должна йЬть тщательно законтрена. Для регулировки необходимо демонтировать пробку 4 ж крыику консоли жад центральным рычагом а после регулировки пробку 4 ж крынку поставжть на место.- : 4' .'—г-.'
.. . - г^: I - -л-:.~-г .
• . Т, Регулировка механизма быстрого хода ’
, /'Л;.:' стола ,
Усилие накнма ха диски фрикционной муфты при ее включении за-4 . >4 ’ , ' • , . -* ~ J .. . ' ' . ‘ '
• 1 . •* > %. ' Л
Руководство к станку
Отдел ГД38ЮГ6 конструктора
Регулирование ставка
йда; 6Р12Б 6PI3; 6Р13Б 6PI2-0-I2
Кол. 6^/ Лист3^
Si 5.
»!
мен от затяжки пружины 2. Для регулировки необходимо снять хрыиху на правое стороне койсоли, вынуть шплинт к подтянуть пружину 2 гай-хоЯ I. Затем проверять степень затяжки путем включения агехтромаг- ‘ нита. Якорь не должен садиться до упора. После проверки затяжки '>. зап плинтовать износа днсхов
<t ЧГ;
fij.; »!<!
гайку х поставить крышку на ме^то. В случав большого ।
к осадки пружины,- необходимо рычаг 3 переставить вверх
1
П. Регулировка зазора между гайкой и винтом ' j Дродуьной подо.
: ••
I Яяя выборки люфта в винтовой паре продольной подачи применены 1 2 гайки: одна неподвижная,1 вторая 3 регулируется червяком 2. При peJ — Г _ , V
гулировке люфта необходимо ослабить резьбовую пробку I, отверткой повернутьвал червяка 2 до выбора зазора между гайкой и винтом. 2а-тем завернуть до отказа пробку I. Регулировка должна обеспечить
плавный ход и минимальный Дхфт винта.
, • вторая 3 регулируется червяком 2. При ре-! I . . 4
УП. Регулировка клина стола
№
Pery-Пфовка производится винтом 2. Для того, чтобы подтянуть клин, необходимо ослабить гайки I к 3, ввернуть винт 2, подтянуть гайкой 3 клин до выбора люфта, после чего законтрить гайку
- УД» Регулировка клиньев салазки и консоли ? ’
1
Регулировка производится винтом I, буртик которого входит в паз клина 2. Ввинчиванием винта I в тело детали,клин передвигается к выбирает л8фт,
‘/:.v <
? 4 ’ - и
и *
i .
i
л-/.:
Отдел главного конструдторз
Руководстве к стану
В«£ Ж ОШ СТ.
Ния, бюро
станка
6Р1Я;
6PI3; 6РПБ ^Р12-0Л2
7Гбу 7
GPf Q-O-/2
c/nowAro
—‘GPf2fiP2£ 6ЯЗ; 6P/3£
fiuei пляон ineppnpi
H..u \Ут^инЬ
КОМПЛЕКТАЦИИ СТАНКОВ
. - -г I ,«••
'ГГ /•>! ’ ч
г
я
5
? Обозначение ’ Наименование
да
if j
:Количество : х
:комплектов {Размер : Приме I-— - в ** •* чание I6PI2 хбРТЗ : Х6Р12Б:6Р13Б: . х /
6
/й.-,4 ...v < ч1 ;
► «а «в 4и « м' а» м
входяцие в комплект . -
•^Л??-ч- в стоимость станка ..
►3rf;^:.h:^^rait**^lIpBiciieHKMe отдельным местом в обвей ’’ •• ... , упаковке .г,ь(...
I ' I М 32
1 комп. комп. «J
Л2 >3 ПИ642 Фрезерная справка
- . ::/• ; .
50 1 3 ПИ642 Фрезерная оправка
Ю-МТВхбОО
ПИ 651
• ю-мтех7оо
ПИ 651
гост
ГОСТ гост гост
6Н82-0П-30
О?
Шомпол ипинделя Компол ипинделя ’ : Ключ гаечный 2-х с тс.
2839-62 ™ 2839-62 2839-62 Ключ гаечный о внутренним ;£ пхом . Стерхен* Специальный Ключ со отерхнем Ключ со стерждем Отвертка с диаде кт ри-ческой ручкой Пассатххх Пассатижи : I ВТ. I
Втулка переходная I вт. I
VX*' f -z- г--” .-у- - 'К
2839-62
' /J
2ПИ-643 6Н82-0П-45 25 ПИ 643 40 ПИ 643
JO-I77 л-пе
3 Э5-ПИ681
* - •
Отдел гдзвнога конструягорз
В.А. ,.«ЫМ«. ’------------L- j— . L.
?1ач. •WI— !
1
7-.-tV• •• < ; . ••" W-: г
I ВТ. I ВТ. 17-19
-,.т и ? - •; »д
1П. ПТ. 22-24 т _ м ЧП ••
. т/л . -л* I ®т. 27-30 . . .
”J-- -I ВТ. I ВТ. 32-36
торцовыП вестигран- I
ВТ. I ВТ
ключ
т. I кт
ВТ. I ВТ
I let. I
I ВТ. I
Руководство к станку
Првпадхеиности
ВТ.
ВТ
ВТ
ВТ
ВТ
;l
у
-'•Ц.ъ-.Л
.ЛН'хФЙ;
6Р12.6Р12Б
6Р13.6Р13Б
6PI2-0-BK
П.А^/ | ^3
I ’
г>п :£фЬ '’s
5 : ;б,
?W
ГОСТ 3643-54 Гприц для смазки ^ Г и. I n. емкость
Втулка переходная I мт.1
Прияаджмностж, поставляемые по особому заказу за сиельвуп плату
5/4 ПИ683
fei ЙГ WI
-/СТ82-7-007 Яулачок правая Л* ": Т ходпл • ' ’' • 4- • • .'t'-z-A. •'" ’
£ -6М82-7-006 Кулачок левая ;-рК.
1 ДОПОЛП. t кулачки / д7наст-
W§<
•д UBWfc’' l"V^7 .-J.ж л.
«аг-т-мо/ >~.ож ' Л/' Г ! « 7200-0225 Tic» паиганые ’ -**
.ГОСТ 14904-69
t ПГ-Л-250 f Келпельвая головка
,?УДГ-Н-160' Кел цельная головка
-6K82-I-55 Пазовый винт
ГОСТ 5927-62 ’ Гайка
; ' ;2и. ' 2мт.
.:..; .i ;л ;А-
Отдел главного локструятора
' ' ' —
руководство к ставку
6Й?" 6Р12Б 6PI3. 6Р13Б
CorrsaitA f
но. б»Р<» i %
Принадлежности
6PI2-0-BK
ft \.\-
СПЕЦИФИКАЦИЯ ПОДШИПНИЮВ КАЧЕНИЯ СТАНКОВ / 6PI2 16Р12Б
> подвжп-:Габаржт под- t ' I '• - - :> позжпм:К-®е
жжка жхж сжжпнжха в мы sKiaco: :* пог?Ц11:,т?®
обоэваче-:----------:точ- : Место установи : •
*WI 1 « • J
: 2 । 3:41 5 л
Коробка подач
17 40 12
41
*•
AV
: 7 : 8
Я Коробка скоростей *3^ J7 | г* ш *
89 I I
Ячржхоподинпннк радиальный однорядный ;? " . , • Л’У” •• ’• » --4'«7*»-
И Консоль _• ; .52.
53; 50; <6 48;51;54;
Консоль
IL ?
209
210 307 50 g ??0 & g
308 *0 90 23-
45 55 т
312 407 . 35 ..*v. . XT.l 130 31 100 25
Я
И
• Г
г
’>•
X б X S
I $ 4
П И
8104 20 35
5? со
8105? 25 42
80 47
55 те 16 я
Г zV-JUJ?.-, - • ?LrV'.3‘ >
60. 85 17 Я
65 90 80 IQ 45 73
Я
л«т*-®;
Руководство х сханжу
Отдел главного конструктор:
\ у * *’• ' r ‘
а 60
Поворотная головха 18; 70
Стол ж салазхж, z''- чт. поворотная головха ?«• qi5 хороожа подач _ °*
Консоль 4 ’
КэЖСОЛЬл-^ л:’А?’
Коробка подач Стол, салазхж
Соступил
Пел, гоисг
Н»м б»’Г>Л
^4^ Спецификация подин пни ков
-----р<г----------. , хаченхя ;
-
6PI2-0-I6 ;
Кол. st I л,,с’4^
Шаржхоподпжпнжк упорны! 10 В
8106 8111^ . *П2^
8ПЗ 8116 8209
23^83
I ~ "2~ 75 W 7 5 t 6 t~ ~ 7 *V 8
*6117
46120
46212
Варикоподяипник радкальяо-унорный '. 7 j",. • В Поворотная голов- ГТ ' 2 П - 15; 16 ! 2л
• .. • • . •“; • , • .< *•
П Коробка скоростей II; 13
85 ISO 22 100 150 24
60 ПО 22 ‘
'Роликоподпнпник радиальный
318 21 IB 90 140 37, А Поворотная голотха : 21 - I ,
• “Г-
Ролвкоподаипник коничеопй ? ; ;;г । К-г.
2007106 30 55 17,2 Я a 87 X
2007107 7206 35 80 62 62 18 2 • 17,5 I кьвсоль /л 40 р.;' \ . -28 ' •* - • ГЛ ♦, t/4-Г’. л Т i
7208 40 80 20 в Стол салазки ~ 24 j;1
7306 30 72 а Н„ Консоль 29 I
.. ' .» • ' Подлинник игольчатый Л;
941/25 25 82 22 Н КОНСОЛЬ < •' -•
?*2^ ‘ '20 36 20 Н ..-У : ^/’1^ ’ Коробка подач 49: 27 8 ‘
943/25 25 82 . 25 Н Стел к салазки 22;30;Э5;43,7
942/30 30 ЭВ 24 В Коробка подач 56 2
942/32 ' 943/40 32 40 40 50 ?» аз в в Консоль Т
i . Рол ЯКО нодад ПНИК игольчатый J:-.
4024107 46 62 27 в Коробка подач 44 1:;
L
*
т-г>»;.л‘ >
Ш'Г. 1
Ролях игольчатый v • ' -
K»scMk 38 50
: . - ,.... ИЙ://-,®;
радиальный с защитной пайбой j. •: fs,^,r
60206 30 62 16 В Стол к салазки : 63; 64-'•//г.
Отдельные позиции на схеме отсутствуют ‘ М;
: ,Й <! у
»да
’« | Л . Д- !’ '
Отдел глав»го конструктора . •{> - ‘ -- ‘"У" • :'j Руководство к станку
/Л/.
777/ £ZVc
Нея- попет
Спецификация поддапникот . /• *8яеижя.
1 ••-!
6Р12Б ; 6Pia>
6PI2-G-I6 i;,
К'Ч. 1
I*
5
6PI2-O- $
К<м. ^/t | '" ^-7
м ,4*л1-6Ри , 6Р13Б 6PI2; 6’125
kJ;’
.3
B.
»- .i Отдел rmsort j ^.r» >**££ *vVr: OSCTpJKTOpO .• Руководств# ж станку ‘Й; -Ц . >**У • ,. * /
• /И ! Ilir R Схема расположения под-
Нел. *<nf т f»4 6>Д^ - — ~~ - санников хачеппл !Ц .
..-II u
>. 'Xw-b -
'&
г
V СПЕЦИФИКАЦИЯ ПОДШИПНИКОВ КАЧЕНИЯ СТАНКОВ 6PI3 6Р18Б ••
. / . ч. •’ ••• ----
Л под- тГабархт под- I I пнжха;аипнлка в мы
|ГТИ < — ,»v*awwe
обозна-: :
яевве ; :
t
> — •• •*“‘**1 ;
! :востх: ус™0111 i
i- л . ... J
: : 1 * :
J > позици :от*- , :жох:: ‘
по схеме
203 17
vV- ;*i
20* 20
205 * 25
*0
*7
52
- -цл
62
Варикоподиипник радиальны! однорядны! 12 I Консоль..
Ун Коробка падая : Консоль
50 90 20 В
60 110 22 В
25 ~ "
17
'Л.'..::.ч;
58;5О;*5; 5 '
*8i5Ij54;55 5
5
209
210
212
805
С 807
808 *0
809 •: 45
811 55
*07
60
62 80 21
90 23
100 &
-- *’1 Н ' Коробка скоростей
*6; *7 8;*:
6jI0
4£-
810* 20 85- 10
8IC5 25 *2 П
8106 80 .47 II 81П . 55 78 16
8112
8113
8116
8209 ., *5
60
•80
*
Шфихопсдашших упорны!
.। . !? • .,1.
Н Поворотная головка 18; 20 i Стол ж сахазхх
Н “ '
2М;г
________ '• .
Коробка подач 19;81;3*;62 *
Поворотная головка
'• '• f '*' г. . ..Г;, (од 7^: ,; <
Конооль i 4; f
” ' ; </ <• ‘-Д- : < ' '.
- ,6ОЖ^1
Я •’ В/
17 Н ' Коробка подач ;
JB ’ н
™ 19 • И Стол - савазкв ‘
73 20... В .<•
85
i
23; 88
/ Варжкопцдшкпник радяально-упорны!
*6120 100 150 2* В
*612* 120 180 28 Д
*6212 60 ПО 22
2
Поворо тная‘ головка ;;' тч J ‘>17
. ......= ' =л 2 =
А Коробха скоростей П;и i1;
Руководство х станку
бй?ГбР1ж ??. 6PI3; 6Р18Б ।
Отдел главного ионстр^отора
Вел, «овст
Нее. 6юр<
Спецификация подлинников качения
6PI2-O-I7
I : 2 t з : 4 t ’ ' б | । 7 t 8
u . Ролижоподпипниж радиальный '.‘,1
3I82I20 IOO 150 37 А Поворотим головка 21 I'
2007106 30
2007107 “
7206
35
30
55
62
62
7208 40 80
7306 80 72
941/25 25 32
942/20 20 26
942/30 25 32
943/25 20 26
942/40 40 50
Ролижоподиипниж хоничеохи! h;
17,2 Я 87 - ;Т.
18,2 н Коиоель • - — - 40 • кВ М •%..»».
I7j5 в ’»V. <₽.i“ » ....... > ri*
20 - н Стол оалаэхх . » г
21 и Консоль I -
. Поджипнхж игольчаты! Г •
22 ;а Консоль 25 4
20 25 я в Коробжа подач 49:27 8 "
20 в Стол ж салазхх 30}Э5;22 1
38 в Коиооль • < 42;59 * 2
4024107 35 62
Ролихоподпипниж игольчата!
27 В Коробжа подач
ч • - i
♦* l"!'-
Роиж «гмматй : .
3x24 Кояооль 88
60206
63;64
Отдельные позиции и а схеме отсутствует
Радиальный о занятной жайбой
•. • - ‘ ,• ti‘
12 16 В Стол и сахазжи
Ружоводство ж зтагку
I с *
X X
B«jt. »oac? Haw, бюро
•if! -»• " 1 Xv jf.:
Отдел главного мснструлир
i * Спецификация по; дип jheob
04—A L-»- жачешл
бЙУ; 6Р12Б
6RI3; 6PISB -•
6PI2-O-I7
к.
модель 6PI3
4
й-Л
м
>?
I
i
t :Кол-во на х .1 |
Обоввлевие : • Материал t 0£^Ja
> I 3aU4e ,- >6PI2 X6PI3 : ; t 0ТаШСй I
Л-'Ч- • * 16Р12БХ6Р13Б: X I
* 61В2-А-32Д Цуфта j '? у .Сталь 18ХГТ Коробка <•= <?<• .. жулачяоиая \ - 4 подач
явг-*-8яг -< ? х '
б»^ "' ‘ •
г . <•. Ii;.r таллкчеокая Сталь 45 Ковоол* л ’ v
t :Огмь 65Г
" Oraib lwr
. I . / I Ста» «
г . ’ I I Сталь 40X
2 ; Сталь 45 I Биметалл - Сталь 45 ii ।Ттчх’\► ОВД 5-5-5 , '' - ”, ' ’ .
I-,-‘ .-I i. I' Сталь 45 I Сталь
61В2-4-34Б Винт 6МЗМ-42А №т
? 6Ш2-^2П ; Штифт <#ЙВ2-б-290 ' Ролик
ч 6U82-6-2OI Сухарь 2
вВ2-7*Ю1 Гайка биме- I
. .;; 1 талличеозад г
л6МВ2-7-102 ; 6U3 2-7-103 *
6LB2-7-3M >f Шпонка
6М32-3-48Н Шесторвя
61В2-3-92А Кольца
••- »; *.?•s*;*'' >£ л
Л :»*• • с:--
?•»/ /••vl f• W
* W
£3
6UB3-3-9IA &лыз>............. •
'С- ?£ .-Зг Ус ??•• •• » , • [ Разжва мерки А средней TBeggootM 838-53 •
Л-М .
•u ?•
Ковооп
Стол it салазкж
.. -у уч , 4 . - -
-;/р V
• Ч
•
Коробка скоростей
•ЧГ.
ЛГА'-У
Для модели 6Р13Б деталь 6M33-3-9IA заменяется к . . । iMUTin ЛМТРГГК-Я-ОЛ гУ
детальв 6М13ПБ-3-94
J!*
lh- A;->4-
-
№
* »,*4'' к гт*т ’
'X
г- <
? !•
* ч
• 1 • , • . ;-Отди гмшп ....
Cmt^I f
8*4- Йкт А/ Н««. *юр« / » /fj <5/г?
Руководство ж станжу
Спецификация чертежей быстройзнашявапцнхся детале! • /
6Р12» 6РТ2Б 6Р13. 6Р13Б
• 6 Р12-0-19 '
1
>.
«М 0)
§ £
R
*
Ю
0)
00
4
A
st
э F-ез^±------
НО/чинилсг tOt06
/2 от^<»вс1ае 0/0*30* по Окр^гсн. НО
93 Сд____
88-o^i
36
2.2^5 .
t- «TjH*-*
WW—»
V4 (vj
।
Эолускс/ется Не Ъо^е^ О^ОЗпм.
SL./C^o^^t ло&еркно&пЬ фЗОХ
, л^-
В
—<o
Ф
M
38
ЗЛгулоу^с?
<л
6М82-4-39Г Муфте, куяочкобая
N ОТ
W !’ ^''г?
5-KS ;
/. &иение торце& *Ё> не бо/iee Qfa*.
2. боковые поберхиссм h/лс^об
t ? Обработать ^5 Цементировать fl ft2 HPCS6 - Ь2 Ст
6M<52 - 4 - 32 A №j<pma кулачковая
n N
g|z4
/о| 4оЯ^
РукобоЭсгёо катанку
Отдел главного конструктора _________________
Со«Т«»МЛ <-/ертебЪ/с/произ -j
л...52
60
'ВИ
Отв. центров о B5 Гост 14034-6
50 _
—7,3
+n
Snui
3
Й
ж
Qi
6P/2; 6Р12Б
f ^f'4 £:K£ip-
____________; ............. станку °pi3'; &р13Б
УткцЧд\г^^ Чертежи дьгстроизна- %-Q- 18 !----деталей [ ~
”«. • Н ‘‘^гаК<
. -•. ь ••-. •,» • *л ••’:.• ?.2й-
•ЙЧд’Л; i '#.>**' *•
^(7)
Отдел главного конотруга; • • Руководство к
Соет«»н»
16 гост i4034~to
3.
4>5 насквозь
/. Биение торцаВ* относительно оси. не Более а о 2 мн/У
2.ьиение среднего диаметра резЬБЬ/ Ьо*6 Тро» \, относителЬно 4>ЗО?о% не долее 0,08мм. .. -. /
.. 6М83-6-Ь2А . Винт________СталЬА-Jwr л';<
, . 'V - ? ; Г • V . ;.. .;. • : &
. •. .• »• ~ ” •• . *• • • • .- i * ./ч-
l±-o.25.
Xi"
1L
.3
4»2
Lm 12*1/75 не. Более 0,25
__Улучшить НВ (23О'~ 250) СталЬ..^5~
.6П82-&г21и.___
s:
*5*5.
Руководство К станку
Отдел главного конструктора
Модель:^-д' 6pi2;fr>12.& 6PI3: 6PI36.
СталЬ hS-i—
S МО 2-7-3Шпонка^
Биение
Материал. СталЬ 4ОХ_.
HRC 45.., 5о:_: 6/482-6- 2SO-... РалиК.
Т!г~; •'•ЛГ?Т
ОСУ. •
20в? относительно Ф 5,1 А$ не более 0,1
?•..>.. - . '.; .-• : . .7 у
Смещение оси отверстия относительно центра., не: более о, 2 мм..
_ Мат ер и а л: cm anbKhs^ 6М82-6-201 . СукарЬ.
•- У5НЛ ;
130
'*.?
•-'>?*’ : V I -:. ;;'
ц РОК*/*^** рия^Н^че
|с ЬсталЬю 6м82- 7- О 22А гы?\ ивнлр/п конический J2*6Q ГКТЗкбкбО
. А® s
/ Биение резьбы относительно Ф 65 Н не более 0,05мм. Ф4б _грубсгя расточка резцом лад биметалл. :. .
.бМ82-7-102 Гайка биметаллическая. Сталь Ьб бр ОЦС5с5~5
5^^
2«ptjcMU
Отдел главного ханструмторз
6Pf2-.4*f8
Соетмхл '&1£инъ Чертеж и < 'Ь/стро изна -
'Р-^деталеб
’• ' ' '• - 4’4
-, .- Ь:-1‘5Л;« 'ч’ф-Х
Эталон^
Моди л Ь нормаль*. т 2
Число знбЬеО Z 30
Угол наклона зчба Л' зЧг1
Направление зчба лебое
Исходной контур 1-2<Пъа /Э7/Г<3
Коэффициент сме-щениЯ (/сцодн.Хонтир ★0,Л
С/пеленЬ точности па гост !ЬкЗ-56 8*-Х
tfepjw/r>t> по 9ет. 6мЬ2Я-035А и
л 5-
/8
» >Ч'
.’дг$
<0 * о *>
*«>
в*-'
-4*^ г Зоэоеху
Вид S
SAs
• ifeE
9* .
><£, U J ' Т &
Kst <:fe
T . _ r . . д ,- - .___’ не.оал88.%О5м*У№
2 биение m орца ^4. относительно. ф45Н небадеел, й4т^; г
'
J Ф35 грубаярас/почка резусм.лад ди/»еталз^ i СталЬ 45 6р ОЦС5^5-5^^ бп82РЪЛОЗ Гайка ^и^еталлическая^-.
' •» HSvrf!
,--
Отдел главного хонструмтарэ
fi t. , t- 6PI2; ~6p726
Pykobaacmbo к станку 6P13'6РРЗБ
Vep/пежи дЪ/строиЗха- ..6Р12.Т. 0 я./б.
шиГающихся* деталей
6/ -• '. 5Г
'urotfl -voAr u' ‘«ни Чкг «ни инию I «xar »
<1
В
‘,'Л
вг? >4'**x=rl
я
5
*50X5
Руководство к Слтонку
6Р/25
GPI3&
41 .-*ч
‘х. ' ' ;*£ ' 4.
ЗувЪЯ ЗсгкРуглигпЬ
Й
шММЛпг*
S6C4
Модель Г7 4
Число 2>уЪъе& 'Т /7
(Jcxo&Hbtu конгщр .пттва
колрфициенгт) f иасоднсео кънтурсг , коррекций но
Степень movxoono по ГОСТ /6 <>3-45в .в-т-’Н
Диаметр Эе/н/телб • нои окру ста сЪ j>ea
ffokc. okpytn.ckop. п/сек. ?7 Л75
;.. £•.<,•.. ......^гу. . . V’ ••
Ус*/1с>&но£ обЬкЗ/vcve/^ve 1 отв. по гост /з*4<? :o4w4i
Числа 3yS6e& 2 6
и
<0 и>
Hi iBWfPli /. Зузья rev rtec 4а- з2;
, 6^52- 3- ^3Pi колесо зуЗуо/пое
’ Л₽®ЙЙ'
вР/.
Отдеа главного конструктора
гтавил > &пк.цнф if C.fr I Ч^рго е*и f^b/c/pppty^ на -
В«д. '«овст.
&Pf: 0-/3
ЪЛ. '6 Л|‘« $8
6М83-3- 9fA Кольцо. S:X\1
. i ' "’ * • ' -v - ' <?
поленьения 10,^5.. ^ерЭост^ fbCT’7333'^S
--)- !Я ,
Материал-, рег
.. GM82.'3-83A КОЛЬЦО^
• • : ’Ч !-' ‘ ' -•••- '
•r-?“• .?••' ч-
Отдел главного конструктора
ep/z'. SPI2S
с.»..-* Уткину Qepme^u БЬ/строизно-
I ! / * »» л s—^> t tii» л\+ Ci >
Вч. »о«ст.
Н«<1. бюро
ajuSc/t-ощихСР дет&леи
! S>Pl^Qz/Q.. J а- л. 6/ } Лда 5V
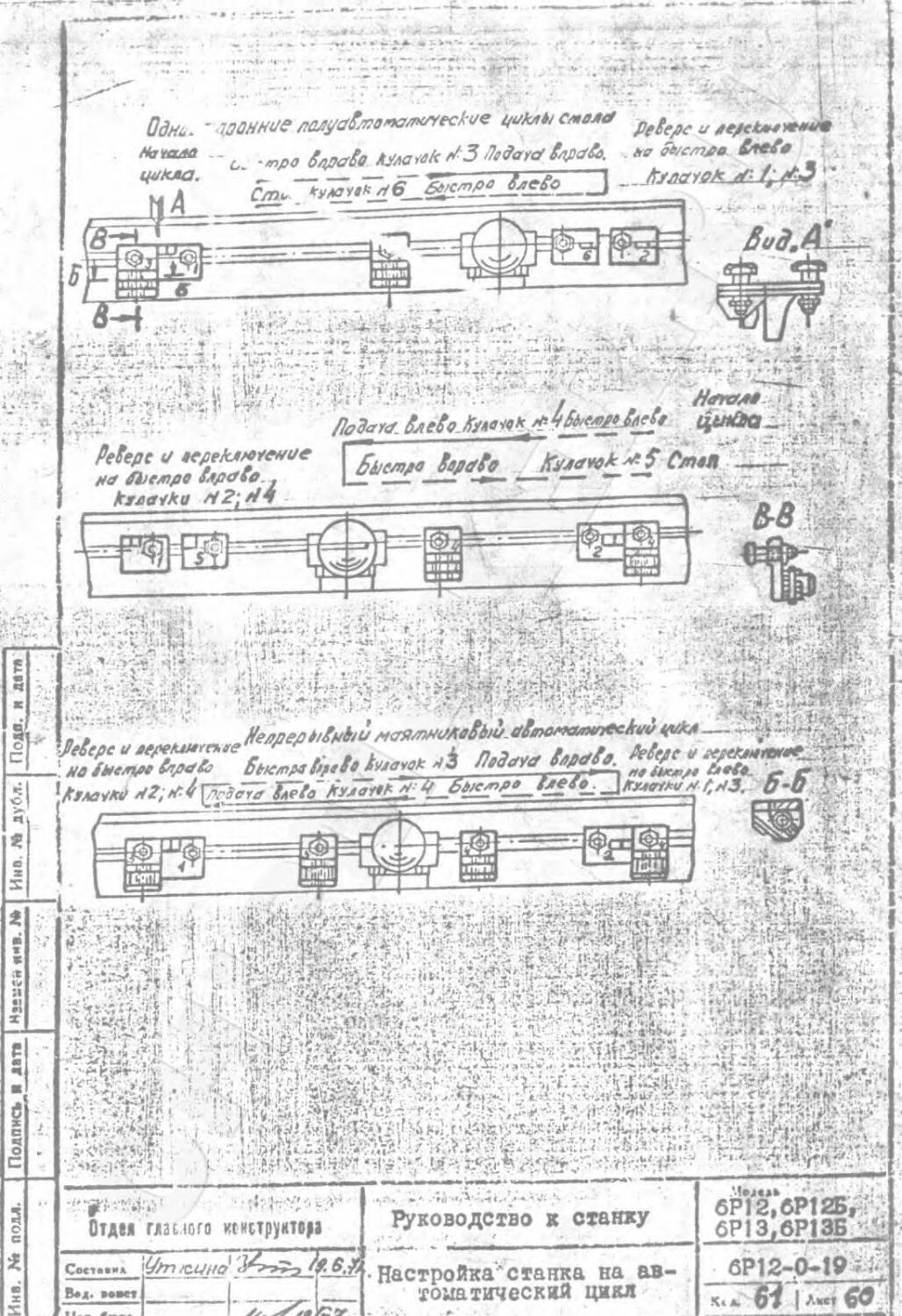
Одни. * тонкие л&ша&по^муескуе цикл to Смола „ .
Начала , Pfhfic и лерс^^ми»
. с. •'про t/ipato куламк 3 feteyc/ topa&o. ле otoe/nao S/tafo
-- . —— . , .— « м л *
... • *.•.'. C«*.*<»•.a<-. . • '-У/1 I
"'.;1гдХ' . : * ."-•?*•' - •*•'. -£*^.- , , | /
I ; J J - ‘ ’ f" *£. » . . и — w. Ж—*.* .4 • t, ч i’i^R .... «.,»>.<• 4 •• , M л
--'• •. ’ • -........................................
’ - ' • ; • • . Латал» .
r-- Ладога facto-faw* d^^*PtQ ' •
rTzrrzz—
kroaiku riZ^fiq
| Вора to /frsavo* $ C/ntJ!
BrB
Iho. № дубл.
Ж»
- —
............ - ••*
*J/eSepc и лерекшгше ^еарерк/Рн^и огаЯ/милаРЬш. айгтоягалхлОскии цикл
..’ ш itoeotpo fyxfb StKMfio fiiefo huavok flodaya fapafo. ^V' " ясраллааоа;-х; ^.
I . _ . /___ __ ___ - ---- — -----.... .. — д , ../.««u ОлаОл " _
1КП1
iiwani.
Z?44?'E< ’#'Де
"Ofl
«s®sii
?'.ас1.е.r.!i* -41’
Отдел гд а нс го ктнструктода
Руководство к станку
Соел» »»> \У/п 1СС1НСГ 6J,
Настройка'сганка на автоматический цикл
6P!2,6P12Brf!< 6Р13,бР13Б ?-5»i 6P12-0-J»;^
Поворотная стол • модель 7204^022
Вклпченне вращения круглого стола производится рукояткой I, находящейся с правой стороны стола
Для закрепления :».г. стола во врепя -• *• SadoTU /ми вы-ора лофта/ cxy-rt / т колодочный g / вахни, рукоятка /';• 2 которого ка-ходится спереди Z^-
'5 _________
‘ 7''-г«' • '.г
V j»1,*»*.411 ИСТГИП И» i .iimi»!
Стол ставка
Не снимая круглого стола можно прожз» дять работу рабочим столом, дяя чего нужно навести червяк из зацепления о червячной пестерней рукояткой 4
мпут маховичком
Джя точной установки я подводак детали к Фрезе на валике червяка ручного ---------стода веется лимб, по кото-
; США СОЧИНЕНИЙ по ctusr
•л// . • —<й ’ -Т •*• ’—.
Я. >
Руководство ж станку Описание элахтрооборудовапи;
6Р82- ^М)б 1
описание :
ПТДОВАНИЯ ЕОНСОЛЬНО-ФРЕЗЕРШХ СТАНКОВ
V Электрооборудование станков предназначено для питания от сети трехфазного переменного тока напряжением 380 вольт ж частотой 50 гц. Еапряхение цепей управления 127 вольт, напряжение местного освеце-Ш % х^т.
Электросхемой предусмотрены: нулевая запита всех электродвигателей, зажита хх от коротких замыканий - предохранителями, от длительных перегрузок - тепловыми реле.
Электросхема позволяет производить ва станках обработку в ре-. киках: "Автоматический цикл" /только для продольных подач/; "Ручное управление", "Круглый стол". Выбор рехима производится перехло-<м*едп ИГ. .
Управление злектродвигателем подачи производится от двух ко-мандоаппаратов: для продольной подачи - IKA, для вертикальных ж поперечных - 2КА.
* Управление быстрым ходом в автоматических циклах осуществляется конечных выключателем ЗКА. Конечный выключатель Ш ксклочает возможность ручного включения поперечных и вертикальных подач при работе в автоматических циклах. Пользование выключателем "ЕВ" ж переключателями "1ПР" к "2ПР" разрезается только после нахатжя киоп< ЖЖ "СТОП". : ' 1 • -V- -
> V,?-;
РАБОТА ЭЛЕКТР0СХЕ1/Ы ПРИ АВТОИАТИЧШЮ!
>• V- \.. УПРАВЛЕНИИ
• xo^a ctcjhl
Автоматическое управление применяется только для продольного оно nps помоцк кулачков, устанавливав-ети жухдчкх, воздействуя ва ” ‘ --л;/кЛ.е
Ko
•аяаж
6P82
- Г ;
------------Й-
Отдм гшмгс хонструггерз
<f34J
>н,
Ууховодст Описание злок“,
гдоваля
6P92- -U-O6
Икыгтку включения zp ;олъкой подач* 4 и верхнюю зге ?%яу 7, производят необлс'’ гыо переклочения в мехакязуах и э. к^росх^ме.
Переключатель "ПУ* л г мех I, располохеняый на с хаукау до ютив быть установлены в положение.
I •-• « J ’ 'Я
Работа злектросхзмв в этом режиме объясняется ди. граммой /см.лист 3/ 1 происходит следуедим образом: при отклоненной рукоятка включения продольной подачх 4, нток 18 должен находиться в глубокой впадине звездочки 2, контакты 26-43 конечного выключателя
ЗК1 должны быть заикиутк Доложенме > О на диаграмме/. При включе-
ния рукоятке 4 вправо включается быстрый ход стола вправо /положение 1 I на диаграмме/. Отключение в ну хной точке быстроте хода происходит при воздействии кулачка 1 За квездочку 7 /положение 1 2 ка диаграмме/, нток 18 в это время должен находиться в ой впадина звездочки 2. Оба контакта конечного выключателя ЗКА долин быть •• разомкнуты, при этом стол продолжает движение на подгче. При воэдей-1 ствми кулачков X Та и 1 36 ха рукоятку 4 и звездочку 7 происходит i
реверсирование подачи и включение быстрого хода влево /положение 1 3 и на диаграмме/. При переходе рукоятки 4 через положение 0 пн-? тание катушки пускателя ПЛ осуществляется через коетькЙ! 25-43 KO-j вечного выключателя ЗЛА, при этом нток 18 должен находиться на участи не постоянной кривизны звездочки 2 До лохе кие > 3 га диаграмме/. ?
- j
Отключение б: строго хода влево и конец цикла осупествляется путан
Консольно-фрезерный ©та
Отдел mure кнец/гора
руководство 1 ютам.
Описание злектрооборудове кия
отключения рукоятки 4 к цулачком $ /полохепз 1 5 на диаграмма/, образом. '•
И Е С Т Р У g О Я
&
¥
ПО ВШЧЕЕШ ЭЛЕКТРООБОРУДОВАНИЯ СТАНКА В СЕТЬ ' ? Д '• -'7 . Л.' *<.. '
При пуске станка в зкспдуатацио необходимо сделать следующую : подготовку электрооборудования:
I. Прожээесм mnd ocuotp. /У/:;
Затянуть ослабевала контактные винты. ’Л J
.5. При подключении вводных клемм станка к сети необходимо убедиться в том, что сделано правильное подключение фаз сети. Правильное подключение фаз сети получится в том случае, когда положение рукоятки включения движения стола совпадает о направлением его хода. При неправильном подключении фаз сети положение рукоятки не совпадает о направлением движения стола, в результате чего кулачк^-•< • .. I . « - -i ’
ограничивающие движение стола, не действуют и возможна поломка ме
: хавизыа. _ vj,k: .. I ..=!.•?7’I.-7'-
4. Заземление станка выполняется путем соединения виита за земления, находящегося на основании станка у таблички со знаком о системой заземления
&
ЛАЗАНИЯ ПО ЭКСПЛУАТАЦИИ ЭЛЕКТРООБОРУДОВАНИЯ
Необходимо сиотематичосхж производить технический осмотр электрооборудования. Во время технического осмотра следует пром- ’ вести наружный осмотр, очистку от пыли, влаги ж загрязнений, подтягивание контактных винтов, очистку дутогасительных камер от нагара ж проверить надежность соединения электродвигателей о привод/шжи механизмами. : 4 ’' ££
Технический Оижотр должен производиться де реже одного раза ж два; месяца; f • • • <
• Замену смазки в поди ид никах электродам/чтелей производит* череГ «ООО часов работы, но не реже одного рази в год.
Отдеи ГШЮГ9 пктруктор
Консольно-фрезерный станок
Схт.»ж4 I
6Р82-Э-06
Х< К у I Амет
H.w,
Руководство к станку Описание электрооборудования;
МС и ИП
ГОРЬКОВСКОЕ СТАНКОСТРОИТЕЛЬНОЕ
П.'О/ЗЗОДСТВЕНПОЕ ОБЪЕДИНЕНИЕ
Упаковочный лист №
Форма ОТК-37 603600, г Горький, ГСП-1109 Дата упаковки
»_“197 г.
О5э .иачение Наименование Количество шт. 6Р12,ЬР12Б, nPid 6P1JB Примечание
61’1 ^зав. М 3"V 6222-0(135 ГОСТ 13785-68 Вертикально-фрезерный станок Фрезерная оправка 1 к-т 1 к-т
6222-0039 ГОСТ 13785-68 Фрезерная оправка 1 к-т 1 к-т
г 11-0023C.I. ГОСТ 2839-71 Ключ гаечный 1 1 17-19
7811-0025С.1. « Ключ гаечный 1 1 22-24
7811-0041U.I. « Ключ гаечный — 1 27-30
781 1-004 ЗС.1. « Ключ гаечный 1 1 32-36
6Р82-0П-30 Ключ торцовый 1 1
GP82-OH-45 Специальный ключ 1 1
32 IHI-G43 Ключ со стержнем 1 1
46 ПИ-643 Ключ со стержнем 1 1
7810-0330 ГОСТ 17199-71 Отвертка 1 1
AIM 7 7 Щипцы 1 1
Ди-178 Щипцы 1 1
ГОСТ 3643-75 тип. Н Шприц для смазки 1 1
6103-0005 ГОСТ 13790-68 Втулка переходная 1 1
610 1-0077 ГОСТ 13789-68 Втулка переходная 1 1
6Р12.00.000РЗ Руководство по эксплуатации 1 экз. 1 экз. в четырех
Маховик 3 3 частях
61’82-6-07 Рукоятка 1 1) детали, демон-
п:;с-о2 Светильник 1 1) тированные
6Р82-7-81А Щиток 1 -) со станка
61’82-7-82 Щиток 1 -)
СР 12.12.000 Ограждение 1 -)
6Р13.12.000 Ограждение — 1)
61’82-7-81 А Щиток — 1)
GP12K.93.000 Устройство электромеханиче- Входит в комп-
ского зажима инструмента 1 лект станка, но
Демонтированные части поставляется за
7921-0001 Эл. механическая головка 1 допол. плату
Принадлежности
СР12К93.100 11 Захват 2
6Р12К.93.100/42 Захват 1
«тоздшгз Захват -1—
61’126.93.100/44 L Комплектовщик — — Контролер
Дата упаковки
Тип ГлЪС. зак 482, г/р 4050, 16,4.74.